В отличие от деформируемых алюминиевых сплавов, литейные сплавы имеют намного большее содержание легирующих элементов.
Медь и кремний в алюминии
Из всех литейных алюминиевых сплавов сплавы системы алюминий-медь-кремний имеют самое широкое применение. Эти сплавы обладают хорошими литейными свойствами. Сочетание кремния и меди позволяет применять термическую обработку для повышения механических свойств.
Количество в этих сплавах как меди, так и кремния изменяется очень широко. Поэтому в одних сплавах алюминий-медь-кремний преобладает медь, а в других – кремний.
В этих сплавах:
медь обеспечивает прочность, а
кремний повышает литейные свойства и снижает горячее растрескивание.
Сплавы алюминий-медь-кремний с содержанием меди более чем 3-4 % являются термически упрочняемыми. Однако обычно термическую обработку применяют только, если эти сплавы содержат также магний, который повышает их восприимчивость к термической обработке.
Сплавы с большим содержанием кремния (более 10 %) имеют низкое термическое расширение, что является преимуществом для изделий, работающих при повышенных температурах. Когда содержание кремния превышает 12-13 %, вплоть до 22 %, в сплаве присутствуют кристаллы первичного кремния. Когда эти кристаллы должным образом распределены, они обеспечивают сплаву высокую износостойкость. Из этих заэвтектических сплавов изготавливают, например, автомобильные блоки цилиндров двигателей.
Влияние магния
Многие сплавы системы Al-Si-Cu содержат также магний: АЛ3, АЛ4М, АК5М2, АЛ5, АЛ5-1, АЛ6, АК7М2, Ак4М4, АЛ32. Это дает им высокую жаростойкость с рабочими температурами 250-275 ºС. Эти сплавы уступают сплавам Al-Si и Al-Si-Mg по литейным свойствам, коррозионной стойкости и герметичности. Не требуют модифицирования и кристаллизации под давлением.
Литейный алюминиевый сплав 380.0
Формула сплава: 8,5Si-3,5Cu
Химический состав:
медь: 3,0-4,0 %;
магний: 0,10 % макс. ;
марганец: 0,50 % макс.;
кремний: 7,5-9,5 %;
железо: 2,0 % макс.$
никель: 0,50 % макс;
цинк: 3,0 % макс.;
олово: 3,5 % макс.;
другие: 0,50 % макс.;
алюминий: остальное.
Влияние примесей
Высокое содержание железа снижает пластичность. Содержание примесей может достигать относительно высоких значений прежде чем начнет проявляться их серьезное влияние.
Типичные механические свойства:
прочность на растяжение: 330 МПа;
предел текучести: 165 МПа;
относительное удлинение: 3 %;
коэффициент Пуассона: 0,33;
модуль упругости: 71,0 ГПа.
Физические свойства:
плотность: 2,71 г/см3;
температура ликвидус: 595 ºС;
температура солидус: 540 ºС.
Технологические свойства:
температура плавления: от 650 до 760 ºС;
температура разливки: от 635 до 705 ºС;
температура отжига для повышения пластичности: 260-370 ºС, выдержка – 8 часов, охлаждение с печью или на спокойном воздухе;
температура отпуска для снятия внутренних напряжений: 175-260 ºС, выдержка – 4-6 часов, охлаждение на спокойном воздухе.
Фазовые диаграммы алюминий-кремний и алюминий-медь
Фазовая диаграмма алюминий-кремний
Фазовая диаграмма алюминий-медь
Источники:
Aluminum and Aluminum Alloys, ASM International, 1996
Aluminum Alloy Castings: Properties, Processes And Applications – J. Gilbert Kaufman, Elwin L. Rooy
Сплавы
» ELTM.ru » Продукция » Вакуумное и криогенное оборудование. Масла, смазки, герметики. Хладагенты » Материалы для напыления » Мишени для распыления » Сплавы
Формула
Материал
Материал, на англ.
Чистота, %
Al/Cu
Алюминий Медь
Aluminum Copper
99,9-99,99
Al/Cr
Алюминий Хром
Aluminum Chromium
99,9-99,99
Al/Mg
Алюминий Магний
Aluminum Magnesium
99,9-99,99
Al/Si
Алюминий Кремний
Aluminum Silicon
99,9-99,999
Al/Si/Cu
Алюминий Кремний Медь
Aluminum Silicon Copper
99,9-99,999
Al/Ag
Алюминий Серебро
Aluminum Silver
99,9-99,99
Ce/Gd
Церий Гадолиний
Cerium Gadolinium
99,5-99,9
Ce/Sm
Церий Самарий
Cerium Samarium
99,5-99,9
Cr/Si
Хром Кремний
Chromium Silicon
99,9-99,95
Cr/SiO
Хром / Оксид кремния
Chromium/ Silicon Monoxide
99,9
Co/Cr
Кобальт Хром
Cobalt Chromium
99,9
Co/Fe
Кобальт Железо
Cobalt Iron
99,5-99,95
Co/Ni
Кобальт Никель
Cobalt Nickel
99,5-99,95
Co/Fe/B
Кобальт Железо Бор
Cobalt Iron Boron
99,9-99,99
Cu/Co
Медь Кобальт
Copper Cobalt
99,9
Cu/Ga
Медь Галлий
Copper Gallium
99,99-99,999
Cu/In
Медь Индий
Copper Indium
99,9-99,995
Cu/Ni
Медь Никель
Copper Nickel
99,5-99,95
Cu/Zr
Медь Цирконий
Copper Zirconium
99,5-99,9
Hf/Fe
Гафний Железо
Hafnium Iron
99,9-99,99
Fe/B
Железо Бор
Iron Boron
99,0-99,99
Fe/C
Железо Углерод
Iron Carbon
99,0-99,95
Fe/Mn
Железо Марганец
Iron Manganese
99,9
Ir/Mn
Иридий Марганец
Iridium Manganese
99,9
Ir/Re
Иридий Рений
Iridium Rhenium
99,95
In/Sn
Индий Олово
Indium Tin
99,99
Ni/Al
Никель Алюминий
Nickel Aluminum
99,5-99,9
Ni/Cr
Никель Хром
Nickel Chromium
99,0-99,99
Ni/Cr/Si
Никель Хром Кремний
Nickel Chromium Silicon
99,9-99,99
Ni/Fe
Никель Железо
Nickel Iron
99,9
NiNbTi
Никель Ниобий Титан
Nickel Niobium Titanium
99,5-99,9
Ni/Ti
Никель Титан
Nickel Titanium
99,9
Ni/V
Никель Ванадий
Nickel Vanadium
99,9-99,95
Sm/Co
Самарий Кобальт
Samarium Cobalt
99,9
Ag/Cu
Серебро Медь
Silver Copper
99,99
Ag/Sn
Серебро Олово
Silver Tin
99,99
Ta/Al
Тантал Алюминий
Tantalum Aluminum
99,95-99,99
Tb/Dy/Fe
Тербий Диспрозий Железо
Terbium Dysprosium Iron
99,5
Tb/Fe
Тербий Железо
Terbium Iron Alloy TbFe
99,9
Ti/Al
Титан Алюминий
Titanium Aluminum
99,7
Ti/Ni
Титан Никель
Titanium Nickel
99,9
Ti/Cr
Титан Хром
Titanium Chromium
99,5
W/Re
Вольфрам Рений
Tungsten Rhenium
99,95
W/Ti
Вольфрам Титан
Tungsten Titanium
99,99-99,995
Zr/Al
Цирконий Алюминий
Zirconium Aluminum
99,0-99,5
Zr/Fe
Цирконий Железо
Zirconium Iron
99,0-99,5
Zr/Ni
Цирконий Никель
Zirconium Nickel
99,5
Zr/Nb
Цирконий Ниобий
Zirconium Niobium
99,5
Zr/Ti
Цирконий Титан
Zirconium Titanium
99,5
Zr/Y
Цирконий Иттрий
Zirconium Yttrium
99,5
Zn/Al
Цинк Алюминий
Zinc Aluminum
99,99
Zn/Mg
Цинк Магний
Zinc Magnesium
99,9
Литейные сплавы алюминий-кремний-медь
В отличие от деформируемых алюминиевых сплавов литейные сплавы имеют значительно более высокое содержание легирующих элементов.
Медь и кремний в алюминии
Из всех сплавов алюминиевых литейных сплавы алюминий-медь-кремний имеют самое широкое применение. Эти сплавы обладают хорошими литейными свойствами. Сочетание кремния и меди позволяет применять термообработку для улучшения механических свойств.
Количество таких сплавов, как медь и кремний, варьируется в широких пределах. Поэтому в одних сплавах алюминий-медь-кремний преобладает медь, а в других — кремний.
В этих сплавах:
Медь обеспечивает прочность, a
Кремний улучшает литейные свойства и уменьшает горячее растрескивание.
Сплавы алюминий-кремний-медь с содержанием меди более 3-4 % термически упрочняемые. Однако термическую обработку обычно применяют только в том случае, если эти сплавы содержат еще и магний, повышающий их восприимчивость к термической обработке.
Сплавы с высоким содержанием кремния (более 10 %) имеют низкое тепловое расширение, что является преимуществом для изделий, работающих при повышенных температурах. При содержании кремния более 12-13 % до 22 % присутствуют в сплаве первичные кристаллы кремния. Когда эти кристаллы правильно распределены, они обеспечивают высокую износостойкость сплава. Из этих заэвтектических сплавов изготавливают, например, блок двигателя автомобиля.
Влияние магния
Многие сплавы системы Al-Si-Cu также содержат магний: АЛ3, АЛ4М, АК5М2, АЛ5, АЛ5-1, АЛ6, АК7М2, Ак4М4, АЛ32. Это придает им высокую термическую стабильность с рабочими температурами 250-275 oC. Эти сплавы уступают сплавам Al-Si и Al-Si-Mg по литейным свойствам, коррозионной стойкости и герметичности. Не требует модификации и кристаллизации под давлением.
Литейный алюминиевый сплав 380.0
Формула сплава: 8.5Si-3.5Cu
Химический состав:
медь: 3,0-4,0 %;
магний: 0,10 % макс.;
марганец: 0,50 % макс.;
кремний
: 7,5-9,5 %;
железо: 2,0 % макс. $
никель: 0,50 % макс.;
цинк: макс. 3,0 %;
свинец: 3,5 % макс. ;
другие: 0,50 % макс.;
алюминий: остальное.
Влияние примесей
Высокое содержание железа снижает пластичность. Содержание примесей может достигать относительно высоких значений, прежде чем начнет проявляться их серьезное влияние.
Типичные механические свойства:
предел прочности при растяжении: 330 МПа;
предел текучести
: 165 МПа;
относительное удлинение: 3 %;
Коэффициент Пуассона: 0,33;
Модуль упругости
: 71,0 ГПа.
Физические свойства:
плотность: 2,71 г/см 3 ;
температура ликвидуса: 595 ºС;
температура солидуса: 540 oC.
Технологические свойства:
Температура плавления: от 650 до 760 ºС;
температуры разливов: от 635 до 705 ºС;
Температура отжига
для повышения пластичности: 260-370 оС, выдержка — 8 часов, охлаждение с печью или на спокойном воздухе;
Температура отпуска
для снятия напряжений: 175-260 оС, выдержка — 4-6 часов, охлаждение в неподвижном воздухе.
Фазовая диаграмма алюминий-кремний и алюминий-медь
Фазовая диаграмма алюминий-кремний
Фазовая диаграмма алюминий-медь
Источники:
Алюминий и алюминиевые сплавы, ASM International, 1996
Отливки из алюминиевых сплавов: свойства, процессы и применение – Дж. Гилберт Кауфман, Элвин Л. Рой
Повышение свойств алюминиевых и медных сплавов
Медь и алюминий используются в различных областях по всему миру. Вы можете найти алюминий в качестве банок для напитков, металлических строительных листов и резервуаров для хранения. Медь часто встречается в электропроводящих средах, так как вы можете рассматривать ее как проводку. Вы также можете найти медь в электронике и использовать как латунь или бронзу в ювелирной промышленности. Многие элементы будут добавлены к алюминиевым и медным сплавам, чтобы сделать их более пригодными для обработки в зависимости от используемого метода производства. Эти добавки могут сделать металлы более текучими при обработке, повысить их жаростойкость и уменьшить хрупкость. Кремний является одним из таких элементов, который можно найти как в медных, так и в алюминиевых сплавах.
Кремний — химический элемент, нетоксичный и широко распространенный. Так что вы найдете его во многих приложениях. Когда кремний добавляется к алюминию, он делает металлический сплав более жидким, не разрушая металл при высоких температурах. Кремний фактически снижает температуру плавления алюминия. Алюминий не будет подвергаться горячему разрыву, так как он не хрупкий.
Другие преимущества добавления кремния к алюминию заключаются в том, что он улучшает определенные структурные характеристики. Алюминий будет испытывать меньшую усадку, когда он используется в литье. Это свойство металла очень желательно при изготовлении сложных тонких отливок. Когда кремний добавляется сам по себе, алюминий становится неподдающимся термообработке. Если магний добавить вместе с кремнием, алюминий может стать термообрабатываемым, поскольку он становится силицидом магния. Вы часто можете найти силиконовый алюминий в качестве присадочной проволоки при пайке и сварке алюминия.
Для применений, в которых используются медные сплавы, кремний также обеспечивает свойства текучести. Кремний, добавляемый в латунь, может значительно повысить прочность сплавов. Кроме того, кремний может сделать латуни очень устойчивыми к коррозии. Кремниевая латунь будет иметь меньшую проводимость, чем другие медные сплавы, в которые ничего не добавляют.
Еще одно интересное преимущество кремния в отношении меди заключается в том, что он может удалять кислород из меди при обработке. Процесс раскисления необходим, когда нужно сделать металлический сплав, такой как медь, жидким, не делая его хрупким и не влияя на его прочность на растяжение. Этот процесс также позволит избавиться от газовых отверстий, которые могут привести к выходу из строя сплава в определенных областях применения.
Если вам нужны медные или алюминиевые сплавы с добавлением кремния, обращайтесь в Belmont Metals.
Медь — один из первых металлов, освоенных человечеством.
Медь
Благодаря низкой температуре плавления и высокой пластичности она не теряет своей популярности уже пятое тысячелетие. Красный металл широко используется как в промышленности, так и в домашних условиях для изготовления украшений, поделок и деталей путем литья из меди.
Содержание
Литье меди
В промышленных условиях используются такие технологии, как
Литье меди
Литье меди в формы
Порошковая металлургия
Гальваническое нанесение покрытия
Горячий и холодный прокат
Штамповка из листов
Волочение проволоки
Механическая обработка
Они требуют сложного и дорогого профессионального оборудования, высокой квалификации персонала и сопровождаются высокими энергозатратами.
Проволочное волочение меди
В домашних условиях небольшой мастерской применяются простые технологии, во многом повторяющие приемы работы мастеров медного века. Это медное литье и волочение проволоки, а также ковка и чеканка. Несмотря на простоту и древность технологических приемов, домашние мастера достигают высокого качества изделий. Достаточная точность литья обеспечивается тщательным изготовлением формы.
Характеристики меди
Медь — это металл с относительно низкой температурой плавления (1083С), плотностью 8 г/см3 и высокой пластичностью. Она встречается в природе в виде самородков. Благодаря этим качествам она стала первым металлом, освоенным человечеством. Археологи находят инструменты и оружие, в захоронениях, датируемых III тысячелетием до н.э. Скорее всего, человечество освоило медное литье еще раньше, в конце каменного века.
Основные свойства металлов подгруппы меди
Латинское название металла- Cuprum связывают с названием острова Кипр, известного античного центра производства бронзовых изделий. Сплавы на основе меди — бронза и латунь обладают высокой прочностью и меньше подвержены окислению. Бронза широко применялась как основной металл человечества вплоть до освоения массовых технологий производства стали.
Медь обладает отличной электро- и теплопроводностью. Это обуславливает ее широкое использование в электротехнике и теплотехнике.
Кроме того, медь обладает выраженными бактерицидными свойствами.
Оборудование для плавки и литья меди
Для литья меди в домашних условиях не требуется особо сложного или дорого оборудования. Приобрести его или изготовить самостоятельно вполне по плечу домашнему мастеру.
Потребуется
Тигли — цилиндрические открытые сосуды.
Примеры графитовых тигелей
Стальные щипцы для снятия и постановки тигля в печь.
Муфельная печь или газовая горелка.
Стальной крюк для снятия корки из окислов с поверхности расплава.
Форма для литья.
Прежде всего, нужно расплавить медь. Чем лучше будет измельчено исходное сырье, тем быстрее произойдет расплав. Плавление будет происходить в тигле из керамики или огнеупорной глины. Муфельная печь должна быть оборудована термометром и застекленным оконцем для визуального контроля. Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки.
Формы для медного литья делается на основе модели. В зависимости от выбранной технологии формы бывают одноразовые (из специально отформованной в опалубке смеси) и многоразовые — стальные кокили. В последнее время получили распространение формы из высокотемпературного силикона.
В домашних условиях чаще применяют одноразовые формы. Модель изготовляют из воска или специальных сортов пластилина. Модель полностью повторяет пространственную конфигурацию будущего изделия. При заливке в форму горячего расплава воск плавится и вытесняется металлом, занимающим его место и повторяющим все детали рельефа формы. Такая форма называется выплавляемой.
Выжигаемая форма для литья меди
Существуют также выжигаемые формы. В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие.
Применение медного литья
Медное литье применяется для изготовления широкого спектра изделий. В ювелирном деле легендарный металл чаще используют в составе сплавов. В небольших количествах ее добавляют в золотые изделия для повышения их прочности и стойкости к истиранию. Бронза, представляющая собой сплав меди с оловом, используется для создания авторских подвесок, цепочек, колец и сережек.
Ювелирные украшения из меди
Литье из меди применяется также для изготовления рыболовных блесен уникальной формы. Еще одна сфера применения — создание авторских масштабных моделей техники — кораблей, автомобилей, танков, самолетов и пр. Здесь кроме бронзы используется латунь — сплав с цинком.
Латунь и бронза применяются также для отливки элементов декора помещений, накладок и авторских дверных ручек. Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
Процесс расплавки меди в домашних условиях
Процесс литья меди в домашних условиях несложен, но требует тщательной подготовки, планирования и четкого соблюдения временных и температурных параметров.
Начинается он с измельчения проволоки или лома и помещения ее в тигель. Одновременно следует включить муфельную печь на прогрев. Чем лучше будет измельчен металл, тем быстрее и эффективнее пройдут и расплав, и отливка. Важно следить за температурой расплава. При превышении температуры расплав начинает активно поглощать кислород воздуха и окисляться, сто ведет к снижению качества отливок. Чтобы снизить влияние кислорода воздуха, поверхность расплава присыпают толченым активированным углем.
Если муфельная печь недоступна, то тигель можно установить на сварную треногу и нагревать повернутой соплом вверх газовой горелкой.
Важно! Горелка обязательно должна быть надежно закреплена
Можно также сделать печь из шамотных кирпичей и стальной решетки, на которой будет рассыпан уголь. Такую печь необходимо обдувать мощным вентилятором или пылесосом.
После того как металл расплавился, нужно надежно захватить тигель щипцами и извлечь из печи, поставив на огнеупорное основание.
Используя стальной крюк, нужно сдвинуть к стенке образовавшуюся на поверхности расплава пленку из окислов, и, не допуская его остывания, тонкой струйкой вылить в отверстие формы. Если используется выплавляемая форма, следите за тем, чтобы струя наливаемого металла давала возможность для выхода материала модели.
Обязательно дайте отливке полностью остыть перед тем, как будете разбирать форму, очищать и дорабатывать изделие.
Важно! Обязательно использование защитных очков и перчаток с крагами. Не забудьте проверить наличие и работоспособность огнетушителя, пригодного для тушения электроустановок под напряжением.
Пусть ваше литье будет удачным, и медная отливка, изготовленная в домашних условиях, порадует вас и ваших заказчиков!
Литье меди | Медное литье
Производство /
Изделия /
Литейное производство /
Литье меди
Литье меди
Литье меди производится на заводе АВАЛДА по ГОСТ 26645-85. Стандарт устанавливает допуски размеров, формы, расположения и неровностей поверхности, допуски массы и припуски на обработку. Основой способ изготовления — медное центробежное литье с предварительной механической обработкой. Используются следующие сплавы меди М1 — 99,90%, М2- 99,70%, М3 — 99,50%.
Номинальный размер литья меди следует принимать равным номинальному размеру детали для необрабатываемых поверхностей и сумме среднего размера детали и общего припуска на обработку — для обрабатываемых поверхностей. При определении номинальных размеров медного учитывают технологические напуски.
Номинальную массу следует принимать равной массе с номинальными размерами. Способ определения номинальной массы устанавливается с использование технической документации и плотности меди 8940 кг/м3.
Технологические напуски устанавливает изготовитель и указывает в чертежах отливки или детали с указанием размера отливки.
Точность литья меди в целом характеризуют классом размерной точности, степенью коробления, степенью точности поверхностей, классом точности массы.
Обязательному применению подлежат классы размерной точности и точности массы отливки. Использование других показателей точности отливок, а при необходимости и специфические требования к точности литых деталей в зависимости от их назначения и условий эксплуатации, регламентируется в отраслевой нормативно-технической документации.
На чертеже медного литья (или чертеже-детали с нанесенными размерами отливки) следует указывать измерительные базы (базы разметки) и базы первоначальной обработки поверхностей.
Литье меди — химический состав, в процентах
Обозначение марок
Массовая доля элемента
Cu + Ag
Примесей, не более
Bi
Fe
Ni
Zn
Sn
Sb
As
Pb
S
O
P
M1
99,9
0,001
0,005
0,002
0,004
0,002
0,002
0,002
0,005
0,004
0,05
—
M1p
99,9
0,001
0,005
0,002
0,005
0,002
0,002
0,002
0,005
0,005
0,01
0,002 — 0,012
М1ф
99,9
0,001
0,005
0,002
0,005
0,002
0,002
0,002
0,005
0,005
—
0,012 — 0,04
М2р
99,7
0,002
0,05
0,2
—
0,05
0,005
0,01
0,01
0,01
0,01
0,005 — 0,06
М3р
99,5
0,003
0,05
0,2
—
0,05
0,05
0,05
0,03
0,01
0,01
0,005 — 0,06
М2
99,7
0,002
0,05
0,2
—
0,05
0,005
0,01
0,01
0,01
0,07
—
М3
99,5
0,003
0,05
0,2
—
0,05
0,05
0,01
0,05
0,01
0,08
—
В обозначение меди марок M1 и M1p, предназначенной для электротехнической промышленности и подлежащей испытаниям на электропроводность, дополнительно включают букву Е.
Медное литье используется для изготовления деталей для ремонта электрооборудования и изготовление различных изделий с удельным электрическим сопротивлением (физическая единица, характеризующая способность материала препятствовать прохождению электрического тока) 0,01724 — 0,018 Ом*мм2/м.
Медное литье купить по оптовой цене на металлургическом заводе АВАЛДА по телефону или заказать через электронную почту, Online — заказ. Доставка до объекта.
Назад
Втулка медная
М1, М2, М3 по ГОСТ 859-2001
10 вещей, которые нужно знать о литье медных сплавов
Литая медь — универсальный материал с различными сплавами. Металл используется в сантехнике, судовых гребных винтах, водяных крыльчатках электростанций, втулках и втулках подшипников, потому что его легко отливать, он имеет долгую историю успешного использования, легко доступен из множества источников, может достигать различных физических характеристик. и механические свойства и легко поддаются механической обработке, пайке, пайке, полировке или гальваническому покрытию. Согласно Всемирной переписи литейного производства 2018 года, опубликованной журналом Modern Casting, в США на медь приходится примерно 2,8% от общего объема производства литья. Ниже приведены 10 качеств литейных медных сплавов, которые должны знать инженеры-конструкторы.
1. Почти все медные сплавы сохраняют свои механические свойства при низких температурах.
Типичные механические свойства меди включают хорошую коррозионную стойкость, ударную вязкость, превосходную тепло- и электропроводность, а также способность ингибировать рост морских организмов.
2. Все медные сплавы могут быть получены методом литья в песчаные формы.
Другие методы литья, подходящие для медных сплавов, включают центробежное, непрерывное литье, литье в постоянные формы, литье по выплавляемым моделям и литье под давлением. Выбор сплава и метода литья определяет механические и физические свойства, размер сечения, толщину стенки и чистоту поверхности, которых можно достичь.
3. Медные сплавы со свинцом все еще имеют несколько промышленных применений .
Хотя свинцовые сплавы больше не используются в системах питьевой воды, они по-прежнему полезны в других случаях, когда желательны низкий коэффициент трения и износа. Например, оловянные бронзы с высоким содержанием свинца отливаются в подшипники скольжения и имеют более низкую скорость износа, чем сталь.
4. Как класс, литые сплавы на основе меди легко поддаются механической обработке (особенно по сравнению с нержавеющими сталями и титаном, их основными конкурентами по коррозионной стойкости).
Свинцовые сплавы на основе меди легче всего поддаются механической обработке. Эти сплавы легко режут и образуют мелкие фрагментированные стружки, выделяя при этом мало тепла. Далее по степени обрабатываемости следуют сплавы от умеренной до высокой прочности со вторыми фазами в их микроструктуре, такие как неэтилированная желтая латунь, марганцевая бронза, кремниевая латунь и бронза. Эти сплавы образуют короткую, хрупкую, туго закрученную стружку, которая имеет тенденцию распадаться на управляемые сегменты. В то время как чистота поверхности этих сплавов будет хорошей, скорость резания будет ниже, а износ инструмента увеличится. Наиболее трудными для механической обработки сплавами на основе меди являются однофазные сплавы, такие как медь с высокой проводимостью, хромомедь, бериллиево-медь, алюминиевая бронза и медно-никелевый сплав. Их общая тенденция во время обработки состоит в том, чтобы образовывать длинную, волокнистую стружку, которая мешает во время высокоскоростных операций обработки. Кроме того, чистая медь и сплавы с высоким содержанием никеля имеют тенденцию прилипать к поверхности инструмента, ухудшая чистоту поверхности.
5. Обработка после литья может еще больше повысить привлекательность литых медных деталей.
Вторичные этапы, такие как полировка, нанесение покрытия, пайка, пайка твердым припоем и сварка, могут выполняться на литых медных сплавах для улучшения чистоты поверхности и контроля точности.
Как газовольфрамовая дуга, так и газометаллургическая сварка позволяют получать сварные швы рентгеновского качества при ремонте мелких дефектов медных отливок. Также можно использовать дуговую сварку защитным металлом, но этот метод сложнее контролировать. Ацетиленокислородная сварка в основном используется для соединения тонких профилей. Электронно-лучевая сварка обеспечивает точные сварные швы высокого качества как в бескислородной, так и в раскисленной меди.
Как правило, сплавы, содержащие значительное количество свинца, нельзя сваривать, так как свинец остается жидким после затвердевания сварного шва, образуя трещины в полях высоких напряжений. Все литые медные сплавы можно спаивать между собой, а также со сталью, нержавеющей сталью и сплавами на основе никеля. Можно паять даже свинцово-медные сплавы, но условия должны контролироваться.
В качестве присадочных металлов чаще всего используют медно-фосфорные сплавы, припои на основе серебра и медно-цинковые сплавы. Сплавы на основе золота используются в электротехнике, а припои на основе олова – в бытовой сантехнике.
Теплота пайки может привести к некоторой потере прочности термообработанных медных сплавов, но для решения этой проблемы были разработаны специальные методы. При необходимости вся паяная отливка может быть подвергнута термообработке для получения однородной структуры. На коррозионную стойкость сплавов на основе меди пайка не влияет, за исключением особых случаев.
6. Литая медь выпускается в широком ассортименте сплавов, что делает ее подходящим кандидатом для многих применений, в зависимости от расчетных нагрузок и коррозионной активности окружающей среды.
7. Проектирование литых медных сплавов требует тщательного планирования толстых и тонких профилей.
Следует избегать использования обоих, но когда оба необходимы, более толстая часть всегда должна смешиваться или постепенно сужаться к более тонкой. Преобразование толстого сечения в тонкое становится еще более серьезной проблемой для сплавов на основе меди с широким диапазоном замерзания, таких как красная латунь, оловянная бронза и, в некоторой степени, сплавов со средним диапазоном замерзания, таких как желтая латунь. Эти сплавы, на долю которых приходится самый высокий уровень производства литья, затвердевают ненаправленно. Хотя правильное поднятие помогает бороться с этим, оно не имеет такого же эффекта, как направленное затвердевание.
Чтобы противодействовать проблемам затвердевания медных сплавов с широким диапазоном замерзания, литейщики используют отбели и сердечники из хромитового и циркониевого песка, чтобы способствовать надлежащему затвердеванию. Охлаждение этих секций может быть более эффективным, чем использование стояка, хотя каждый из этих инструментов увеличивает стоимость готовой отливки.
8. По возможности следует избегать пересечений L, T и X.
Если нельзя избежать Т-образных сечений, неблагоприятные последствия можно свести к минимуму, задав большие радиусы на углах и сделав плечи неравной по толщине. Кроме того, «ямочка» (небольшой выступ в верхней части Т-образного пересечения) может помочь уменьшить серьезность горячих точек. Х-образные пересечения оказывают особенно неблагоприятное воздействие на медные отливки. Однако их почти всегда можно избежать, например, преобразовав перекресток X в два смещенных Т-образных сечения.
9. Затраты сопоставимы с другими металлами благодаря высокой производительности, низким затратам на механическую обработку и небольшим требованиям к поверхностным покрытиям, таким как краска. CS
Нажмите здесь, чтобы просмотреть эту статью в цифровом издании Casting Source.
60 Centuries of Copper: Ancient Casting Practice
Большинство уцелевших реликвий ранней работы с медью отлиты, искусство, которое египтяне быстро довели до высокого уровня совершенства. Отлить медь труднее, чем бронзу; но как только они научились преднамеренно сплавлять металл с оловом, а часто и с небольшим количеством свинца, операция стала намного легче. Течение расплава улучшилось, и после этого не было предела их изобретательности. В связи с этим следует помнить, что многочисленные останки, которыми сегодня обладает мир, являются лишь частью того, что когда-то существовало в Египте, а остальное было украдено или переплавлено и переплавлено в другие формы.
Поскольку лепка и обжиг глины в полезные и красивые предметы были одним из самых ранних открытий человека и действительно, можно сказать, почти естественным образом пришли к человеческим пальцам, глиняные формы, вероятно, использовались для самых ранних металлических отливок; известно также несколько деревянных. Открытые формы, без сомнения, появились первыми; но поскольку они могут производить изделия, плоские только с одной стороны, вскоре после этого должно было появиться использование закрытых форм. Для успешного литья меди требуются особые меры предосторожности, так как при этом могут выделяться сернистые газы; расплавленная медь также имеет тенденцию поглощать кислород, что может привести к некачественному литью. Поэтому необходимы специальные отверстия или стояки в кристаллизаторе как для заливки металла, так и для выхода грязи и газов. Однако древний медник хорошо знал об этих трудностях и преуспел в их преодолении.
Когда добавляется немного олова или свинца, даже случайное количество вроде 1%, изготовление качественных отливок становится намного легче; и это, должно быть, ускорило развитие бронзы как определенного сплава. В конце концов их методы стали настолько изощренными, что из этого металла отливали почти невероятно тонкие, но все же совершенные чаши. С самого начала были приобретены большие навыки изготовления двойных каменных форм, что позволяло повторять работу. Однако отливки из песка, похоже, были менее распространены. (3)
В результате того или иного из этих процессов возникли всевозможные вещи — посохи, топоры, чаши, инструменты многих видов, оружие, кельты, статуэтки, большие вазы и священные сосуды.
Египтянам обычно приписывают изобретение выплавляемого воска или cire perdue метода литья металла. Об этом знали и в Китае, но, по-видимому, гораздо позже. А. Лукас (4) описывает процесс:
‘Сделана модель из пчелиного воска отливаемого предмета. Он был покрыт подходящим материалом для формирования формы, вероятно, глиной или глиняной смесью, и засыпан песком или землей, которые действовали просто как опора. Затем отверстие нагревали, и воск плавился и либо сгорал, либо вытекал через отверстие или отверстия, предназначенные для приема расплавленного металла; форма стала твердой и жесткой и готова к использованию. Затем заливали расплавленный металл и давали ему остыть, после чего форму разбивали, а изделию долотом придавали необходимые завершающие штрихи».
Cire perdue предоставила цельные отливки, на которых можно было выполнить большую утонченность орнамента или деталей. Также были сделаны полые отливки: для них требовался какой-то сердечник, который удерживался на месте без опоры, с помощью проволоки или других устройств.
Другой метод литья, идеально подходящий для повторяющихся работ, заключался в формовании глины вокруг изделия с последующим удалением покрытия по частям. Затем они были покрыты тонким слоем воска и тщательно собраны. Заливали горячий воск и форму вращали до получения требуемой толщины затвердевшего воска на внутренних стенках. После удаления формы осталась полная восковая модель, которую затем можно было залить подходящим формовочным материалом для обработки, как описано ранее. Необходимые вентиляционные отверстия и направляющие для металла были вылеплены из воска, а дополнительный орнамент часто наносился с помощью штампов.
Легирующие элементы. Легирующие элементы стали. Влияние легирующих элементов. Назначение легирующих элементов. Хромансиль.
Легирующие элементы – химические элементы, специально вводимые в сталь для получения заданных свойств. Улучшают механические, физические и химические свойства основного материала.
Основным легирующим элементом является хром(0,8…1,2)%. Он повышает прокаливаемость, способствует получению высокой и равномерной твердости стали. Порог хладоломкости хромистых сталей — (0…-100)oС.
Влияние углерода на сталь. Влияние углерода на свойства стали. Влияние примесей на свойства. Влияние примесей на свойства сталей. Красноломкость. Флокены.
Дополнительные легирующие элементы:
Бор — 0.003%. Увеличивает прокаливаемость, а такхе повышает порог хладоломкости (+20…-60 oС.
Марганец – увеличивает прокаливаемость, однако содействует росту зерна, и повышает порог хладоломкости до (+40…-60)oС.
Титан (см. Титан и его сплавы) (~0,1%) вводят для измельчения зерна в хромомарганцевой стали.
Введение молибдена(0,15…0,46%) в хромистые стали увеличивает прокаливаемость, снижает порог хладоломкости до –20…-120oС. Молибден увеличивает статическую, динамическую и усталостную прочность стали, устраняет склонность к внутреннему окислению. Кроме того, молибден снижает склонность к отпускной хрупкости сталей, содержащих никель.
Ванадий в количестве (0. 1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.
Введение в хромистые стали никеля, значительно повышает прочность и прокаливаемость, понижает порог хладоломкости, но при этом повышает склонность к отпускной хрупкости (этот недостаток компенсируется введением в сталь молибдена). Хромоникелевые стали, обладают наилучшим комплексом свойств. Однако никель является дефицитным, и применение таких сталей ограничено.Значительное количество никеля можно заменить медью, это не приводит к снижению вязкости.
При легировании хромомарганцевых сталей кремнием получают, стали – хромансиль(20ХГС, 30ХГСА). Стали обладают хорошим сочетанием прочности и вязкости, хорошо свариваются, штампуются и обрабатываются резанием.Кремний повышает ударную вязкость и температурный запас вязкости.
Добавка свинца, кальция – улучшает обрабатываемость резанием. Применение упрочнения термической обработки улучшает комплекс механических свойств.
Усталостная прочность. Предел выносливости. Живучесть материалов. Ударная вязкость. Определение ударной вязкости. Испытания на ударную вязкость.
Распределение легирующих элементов в стали.
Легирующие элементы растворяются в основных фазах железоуглеродистых сплавов ( феррит, аустенит, цементит), или образуют специальные карбиды. Растворение легирующих элементов в Feα происходит в результате замещения атомов железа атомами этих элементов. Эти атомы создают в решетке напряжения, которые вызывают изменение ее периода. Изменение размеров решетки вызывает изменение свойств феррита – прочность повышается, пластичность уменьшается. Хром, молибден и вольфрам упрочняют меньше, чем никель, кремний и марганец. Молибден и вольфрам, а также кремний и марганец в определенных количествах, снижают вязкость.
В сталях карбиды образуются металлами, расположенными в таблице Менделеева левее железа (хром, ванадий, титан), которые имеют менее достроенную d – электронную полосу.
В процессе карбидообразования углерод отдает свои валентные электроны на заполнение d – электронной полосы атома металла, тогда как у металла валентные электроны образуют металлическую связь, обуславливающую металлические свойства карбидов.
При соотношении атомных радиусов углерода и металла более 0,59 образуются типичные химические соединения: Fe3C, Mn3C, Cr23C6, Cr7C3, Fe3W3C – которые имеют сложную кристаллическую решетку и при нагреве растворяются в аустените.
При соотношении атомных радиусов углерода и металла менее 0,59 образуются фазы внедрения: Mo2C, WC, VC, TiC, TaC, W2C – которые имеют простую кристаллическую решетку и трудно растворяются в аустените.
Все карбиды обладают высокой твердостью и температурой плавления.
Как примеси и легирующие элементы влияют на свойства сталей
Характеристики углеродистых сталей далеко не всегда соответствуют требованиям, которые предъявляют к материалам различные отрасли промышленности. Чтобы откорректировать их свойства, используют легирование.
Чем отличаются легирующие элементы от примесей
В углеродистых сталях, помимо основных элементов – железа и углерода, есть и другие: марганец, сера, фосфор, кремний, водород и прочие. Их считают примесями и делят на несколько групп:
К постоянным относят серу, фосфор, марганец и кремний. Они всегда содержатся в стали в небольших количествах, попадая в нее из чугуна или используясь в качестве раскислителей.
К скрытым относят водород, кислород и азот. Они тоже присутствуют в любой стали, попадая в нее при выплавке.
К случайным относят медь, мышьяк, свинец, цинк, олово и прочие элементы. Они попадают в сталь из шихтовых материалов и считаются особенностью руды.
Для каждой из перечисленных примесей характерно определенное процентное содержание. Так, марганца в стали, как правило, не более 0,8 %, кремния – не более 0,4 %, фосфора – не более 0,025 %, серы – не более 0,05 %. Если обычного содержания некоторых элементов недостаточно, для получения сталей с нужными свойствами в них дополнительно вносят в определенных количествах специальные примеси, которые называют легирующими добавками.
Химический состав стали, формируемый в процессе выплавки, напрямую влияет на ее механические свойства
Как примеси влияют на свойства сталей
Примеси оказывают разное влияние на характеристики сталей:
Углерод (С) повышает твердость, прочность и упругость сталей, но снижает их пластичность.
Кремний (Si) при содержании в стали до 0,4 % и марганец при содержании до 0,8 % не оказывают заметного влияния на свойства.
Фосфор (P) увеличивает прочность и коррозионную стойкость сталей, но снижает их пластичность и вязкость.
Сера (S) повышает хрупкость сталей при высоких температурах, снижает их прочность, пластичность, свариваемость и коррозионную стойкость.
Азот (N2) и кислород (O2) уменьшают вязкость и пластичность сталей.
Водород (H2) повышает хрупкость сталей.
Как легирующие элементы влияют на свойства сталей
Легирующие добавки вводят в стали для изменения их характеристик:
Хром (Cr) повышает твердость, прочность, ударную вязкость, коррозионную стойкость, электросопротивление сталей, одновременно уменьшая их коэффициент линейного расширения и пластичность.
Вольфрам (W) повышает твердость и прокаливаемость сталей.
Молибден (Mo) увеличивает упругость, коррозионную стойкость, сопротивляемость сталей растягивающим нагрузкам и улучшает их прокаливаемость.
Ванадий (V) повышает прочность, твердость и плотность сталей.
Кремний (Si) увеличивает прочность, упругость, электросопротивление, жаростойкость и твердость сталей.
Марганец (Mn) повышает твердость, износоустойчивость, ударную прочность и прокаливаемость сталей.
Кобальт (Co) увеличивает ударную прочность, жаропрочность и улучшает магнитные свойства сталей.
Алюминий (Al) повышает жаростойкость и стойкость сталей к образованию окалины.
Титан (Ti) увеличивает прочность, коррозионную стойкость и улучшает обрабатываемость сталей.
Ниобий (Nb) повышает коррозионную стойкость и устойчивость сталей к воздействию кислот.
Медь (Cu) увеличивает коррозионную стойкость и пластичность сталей.
Церий (Ce) повышает пластичность и прочность сталей.
Неодим (Nd), цезий (Cs) и лантан (La) снижают пористость сталей и улучшают качество поверхности.
Виды легированных сталей
В зависимости от содержания легирующих элементов, стали делят на три вида:
Если легирующих элементов менее 2,5 %, стали относят к низколегированным.
При их содержании от 2,5 до 10 % стали считаются среднелегированными.
Если легирующих элементов более 10 %, стали относят к высоколегированным.
Заключение
Примеси неизбежно присутствуют в сталях, но ряд из них являются вредными (к ним относятся скрытые примеси), поэтому их содержание стараются минимизировать. Легирующие элементы добавляют в стали целенаправленно для улучшения их свойств или получения специфических характеристик.
У нас вы найдете широкий ассортимент металлопроката по доступным ценам. Требуется консультация? Напишите на почту [email protected] или позвоните – наши менеджеры ответят на все вопросы.
Наиболее распространенные легирующие элементы в стали
По определению, сталь представляет собой комбинацию железа и углерода. Сталь легируют различными элементами для улучшения физических свойств и придания особых свойств, таких как устойчивость к коррозии или нагреву. Конкретные эффекты добавления таких элементов описаны ниже:
Углерод (C)
Наиболее важный компонент стали. Повышает прочность на растяжение, твердость и устойчивость к износу и истиранию. Это снижает пластичность, ударную вязкость и обрабатываемость.
Хром (CR)
Повышает прочность на растяжение, твердость, прокаливаемость, ударную вязкость, сопротивление износу и истиранию, сопротивление коррозии и образованию накипи при повышенных температурах.
Кобальт (CO)
Повышает прочность и твердость, допускает более высокие температуры закалки и увеличивает красноту твердости быстрорежущей стали. Он также усиливает индивидуальные эффекты других основных элементов в более сложных сталях.
Колумбий (CB)
Используется в качестве стабилизирующих элементов в нержавеющих сталях. Каждый из них имеет высокое сродство к углероду и образует карбиды, равномерно распределенные по стали. Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Медь (CU)
В значительных количествах вредна для горячедеформированных сталей. Медь отрицательно влияет на кузнечную сварку, но не оказывает серьезного влияния на дуговую или кислородно-ацетиленовую сварку. Медь может ухудшить качество поверхности. Медь полезна для устойчивости к атмосферной коррозии, когда присутствует в количествах, превышающих 0,20%. Продаются атмосферостойкие стали с содержанием меди более 0,20%.
Марганец (MN)
Раскислитель и дегазатор, вступает в реакцию с серой для улучшения ковкости. Повышает прочность на растяжение, твердость, прокаливаемость и износостойкость. Уменьшает склонность к масштабированию и искажениям. Это увеличивает скорость проникновения углерода при науглероживании.
Молибден (MO)
Повышает прочность, твердость, прокаливаемость и ударную вязкость, а также сопротивление ползучести и прочность при повышенных температурах. Улучшает обрабатываемость и стойкость к коррозии, усиливает воздействие других легирующих элементов. В жаропрочных сталях и быстрорежущих сталях повышает краснотвердость.
Никель (NI)
Увеличивает прочность и твердость без ущерба для пластичности и ударной вязкости. Он также повышает устойчивость к коррозии и образованию накипи при повышенных температурах при введении в подходящих количествах в высокохромистые (нержавеющие) стали.
Фосфор (P)
Увеличивает прочность и твердость и улучшает обрабатываемость. Однако он придает стали заметную хрупкость или хладноломкость.
Кремний (SI)
Раскислитель и дегазатор. Повышает предел прочности при растяжении и текучести, твердость, ковкость и магнитную проницаемость.
Сера (S)
Улучшает обрабатываемость сталей для автоматической обработки, но без достаточного количества марганца вызывает хрупкость при красном калении. Это снижает свариваемость, ударную вязкость и пластичность.
Тантал (TA)
Используется в качестве стабилизирующих элементов в нержавеющих сталях. Каждый из них имеет высокое сродство к углероду и образует карбиды, равномерно распределенные по стали. Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Титан (TI)
Используется в качестве стабилизирующих элементов в нержавеющих сталях. Каждый из них имеет высокое сродство к углероду и образует карбиды, равномерно распределенные по стали. Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Вольфрам (W)
Повышает прочность, износостойкость, твердость и ударную вязкость. Вольфрамовые стали имеют превосходную горячую обработку и более высокую эффективность резания при повышенных температурах.
Ванадий (V)
Повышает прочность, твердость, износостойкость и устойчивость к ударным воздействиям. Замедляет рост зерна, допуская более высокие температуры закалки. Он также повышает твердость высокоскоростных металлорежущих инструментов.
Данные являются типичными и не должны рассматриваться как фактические значения для какой-либо категории.
Применение и техническая информация требуют от инженеров и разработчиков инструмента независимого суждения.
Легирующие элементы – SSINA
Металлы редко используются в чистом виде. Легирующие элементы добавляются для изменения их свойств. Нержавеющие стали — это сплавы на основе железа, которые соответствуют определению ASTM A941 для этого семейства сплавов, в частности стали, которые соответствуют спецификации, требующей минимального содержания хрома в процентах по массе 10,5 и максимального содержания углерода 1,20.
Существует более 150 различных нержавеющих сталей с уникальными комбинациями легирующих элементов. Эти легирующие добавки улучшают коррозионную стойкость в различных условиях эксплуатации и определяют уровень прочности, формуемость, обрабатываемость и другие желательные характеристики.
Углерод всегда присутствует в нержавеющей стали. Ключевое значение имеет количество углерода. Во всех категориях, кроме мартенситной, уровень остается довольно низким. В мартенситном классе уровень преднамеренно повышен для получения высокой прочности и твердости. Термическая обработка путем нагревания до высокой температуры, закалки и последующего отпуска приводит к образованию мартенситной фазы.
Углерод может влиять на коррозионную стойкость. Если позволить углероду соединиться с хромом (с образованием карбидов хрома), это может отрицательно сказаться на способности к формированию «пассивного» слоя. Если на отдельных участках содержание хрома уменьшится ниже 10,5%, слой не образуется.
Хром является высокореактивным элементом и объясняет «пассивный» характер всех нержавеющих сталей. Устойчивость к химическому воздействию коррозии и типичному «ржавлению» (окислению), которое происходит с незащищенной углеродистой сталью, является прямым результатом присутствия хрома. Как только композиция содержит не менее 10,5% хрома, мгновенно образуется прочная и нерастворимая поверхностная пленка, которая предотвращает дальнейшую диффузию кислорода на поверхность и предотвращает окисление железа в матрице. Чем выше уровень хрома, тем выше защита.
Никель является основным связующим элементом в марках нержавеющей стали серии 300. Присутствие никеля приводит к образованию «аустенитной» структуры, которая придает этим маркам стали прочность, пластичность и ударную вязкость даже при криогенных температурах. Это также делает материал немагнитным. Хотя роль никеля не оказывает прямого влияния на развитие «пассивного» поверхностного слоя, она приводит к значительному повышению устойчивости к кислотному воздействию, особенно к серной кислоте.
Добавление молибдена в матрицу Cr-Fe-Ni повышает устойчивость к локальному точечному воздействию и лучшую стойкость к щелевой коррозии (особенно в ферритных марках Cr-Fe). Он помогает противостоять пагубному воздействию хлоридов (316 с 2% молибдена предпочтительнее, чем 304, в прибрежных и противообледенительных условиях). Чем выше содержание молибдена (существуют нержавеющие стали с содержанием молибдена 6%), тем выше устойчивость к более высоким уровням хлоридов.
Обычно марганец добавляют в нержавеющие стали для облегчения раскисления во время плавки и для предотвращения образования включений сульфида железа, которые могут вызвать проблемы с горячим растрескиванием. Он также является «аустенитным» стабилизатором и при добавлении в более высоких количествах (от 4 до 15%) заменяет часть никеля в марках нержавеющей стали серии 200.
Небольшие количества кремния и меди обычно добавляют в аустенитные нержавеющие стали, содержащие молибден, для улучшения коррозионной стойкости к серной кислоте. Кремний также улучшает стойкость к окислению и является стабилизатором «феррита». В «аустенитных нержавеющих сталях высокое содержание кремния улучшает стойкость к окислению, а также предотвращает науглероживание при повышенных температурах (примерами являются 309 и 310).
Добавки ниобия предотвращают межкристаллитную коррозию, особенно в околошовной зоне после сварки. Ниобий помогает предотвратить образование карбидов хрома, которые могут лишить микроструктуру необходимого количества хрома для пассивации. В «ферритных» нержавеющих сталях добавление ниобия является эффективным способом повышения сопротивления термической усталости.
Титан является основным элементом, используемым для стабилизации нержавеющей стали перед использованием сосудов для аргонно-кислородного обезуглероживания. Когда нержавеющая сталь плавится на воздухе, трудно снизить уровень углерода. 302, наиболее распространенному сорту до AOD, разрешалось иметь максимальный уровень углерода 0,15%). На таком высоком уровне требовалось что-то для стабилизации углерода, и титан был наиболее распространенным способом. Титан будет реагировать с углеродом с образованием карбидов титана и предотвращать образование карбидов хрома, что может повлиять на формирование «пассивного» слоя. Сегодня вся нержавеющая сталь обрабатывается в сосуде AOD, а уровень углерода, как правило, низкий из-за отсутствия кислорода. На сегодняшний день наиболее распространен сорт 304 (с максимальным содержанием углерода 0,08, хотя на самом деле уровни ниже).
Содержание серы обычно поддерживается на низком уровне, поскольку она может образовывать сульфидные включения. Он используется для улучшения обрабатываемости (где эти включения действуют как «стружколомы»). Однако добавление серы снижает стойкость к точечной коррозии.
Элемент
Воздействие на нержавеющую сталь
Хром
Образует с кислородом пассивную пленку, препятствующую дальнейшей диффузии кислорода на поверхность. Состав должен содержать не менее 10,5%, чтобы быть нержавеющей сталью.
Никель
Повышает пластичность и прочность. Повышение коррозионной стойкости к кислотам. Аддитон создает немагнитную структуру.
Молибден
Повышает стойкость к точечной и щелевой коррозии. Повышение устойчивости к хлоридам.
Медь
Повышение коррозионной стойкости к серной кислоте.
Марганец
Заменитель никеля (серия 200).
Титин/ниобий
Связывает углерод и предотвращает межкристаллитную коррозию в зоне сварки ферритных марок.
Азот
Повышение прочности и коррозионной стойкости аустенитных и дуплексных марок.
Силикон
Повышает устойчивость к образованию накипи при высоких температурах.
Сера
Обычно поддерживается низкая цена для сортов, пригодных для свободной обработки.
Как припаять без паяльника и электричества или метод холодной пайки
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Показать еще 4 изображения
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
стальная проволока (не менее 14 калибра)
гвозди
отвертка
болты
биты для мультитула
арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
Показать еще 7 изображений
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла. Однако в случае с кухонной зажигалкой можно легко прикрепить провод к концу этой зажигалки. Все, что вам нужно сделать, это обернуть проволоку вокруг металлической шейки зажигалки и расположить наконечник паяльника над пламенем.
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Показать еще 5 изображений
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
Как припаять без паяльника и электричества или метод холодной пайки
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Показать еще 4 изображения
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
стальная проволока (не менее 14 калибра)
гвозди
отвертка
болты
биты для мультитула
арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
Показать еще 7 изображений
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла. Однако в случае с кухонной зажигалкой можно легко прикрепить провод к концу этой зажигалки. Все, что вам нужно сделать, это обернуть проволоку вокруг металлической шейки зажигалки и расположить наконечник паяльника над пламенем.
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Показать еще 5 изображений
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
3 эффективные альтернативы пайке электроники
Поделись, пожалуйста!
0 акции
Поделиться
Твит
Недавно я пытался воскресить старый ноутбук, который перестал работать. Пробовав раньше традиционную пайку, я не был в восторге от перспективы плавления горячих проводов на чувствительной электронике. Я не смог найти никакой хорошей информации по этому вопросу, поэтому я провел обширное исследование, и вот что я узнал.
Альтернативой пайке электроники являются безнагревная пайка, метод закручивания с помощью термоусадочной трубки и метод пайки канифолью. Хотя два метода все еще требуют нагрева, я обнаружил, что они намного проще для меня по сравнению с использованием старомодной паяльной проволоки.
Для большинства проектов такой электропроводящий клей отлично подойдет в качестве альтернативы пайке. Его можно купить на Амазоне.
На самом деле, это первый метод, который я обсуждаю. Самое замечательное то, что он вообще не требует нагрева и фокусируется на чувствительной электронике, такой как компьютеры, телефоны и т. д. Два других метода больше связаны с соединением двух проводов вместе.
1. Безнагревная пайка
Я нашел некоторые слухи о довольно новом методе, известном как электропроводящий клей. Он специально разработан для использования в качестве замены пайки в электронике.
Предположительно, это относительно новый продукт. По сути, это двухкомпонентная высокотемпературная эпоксидная смола с добавлением серебра, которая, как известно, хорошо заменяет пайку.
Он поставляется в мешочке для смешивания, состоящем из двух частей (нажмите, чтобы увидеть список Amazon), который предназначен для одноразового использования. Тем не менее, можно изолировать каждую часть эпоксидной смолы отдельно в чистых флаконах для духовых проб. Соотношение смешивания: 100 частей серебра на 20 частей активатора. Таким образом, вы, по сути, должны смотреть на свое соотношение. Для небольшого ремонта достаточно небольшого мазка серебряной основы. Нанесите немного катализатора-отвердителя на длинный гвоздь или жесткую проволоку.
Смешайте эти два компонента вместе, и вы готовы к безнагревной пайке любых соединений печатной платы. После нанесения дайте эпоксидке высохнуть на ночь в течение 24 часов, чтобы увидеть результаты. Чтобы ускорить это отверждение, вы можете поместить предмет в место с более высокой температурой около 80-90 градусов по Фаренгейту. После отверждения эта серебряная эпоксидная смола будет функционировать как обычный припой без каких-либо побочных эффектов. Это самый простой метод, который работает на 100% и отлично подходит для небольшой электроники.
2. Скручивание, складывание и термоусадочная трубка
Этот метод не требует канифольного припоя, но требует зажигалки и термоусадочной трубки (щелкните, чтобы найти на Amazon). Хитрость здесь заключается в том, чтобы выставить длину провода, в три раза превышающую длину, которую вы будете скручивать. Вы можете подготовить провод, очистив его X-Acto, чтобы медь блестела. Обязательно заранее наденьте термоусадочную трубку на один провод. Положите два провода рядом и равномерно скрутите провода вместе до конца.
Когда закончите, согните провода наружу, чтобы они выстроились по прямой линии. Скрученный участок также необходимо согнуть посередине, пока он не согнется на проволоке. Затем оставшуюся проволоку сгибают в том же направлении, в котором вы сгибали ее посередине. Теперь вы можете надеть термоусадочную трубку на провод и расположить ее между обернутым проводом и пластиковой изоляцией.
Используйте зажигалку на слабом огне, чтобы усадить трубку, пока она не усядется на оголенный провод и изоляцию провода. На этом заворачиваемая пленка закончена.
Посмотрите это видео, чтобы узнать, как использовать этот метод:
3. Проволока для пайки канифолью «Trick»
Необходимые материалы
Соединительные провода
Немного канифольного припоя 90 0 80008 Жидкий припой
8
Термоусадочная трубка
Я разместил ссылки на Amazon на продукты, перечисленные выше, на случай, если вам понадобится что-то купить. Убедитесь, что вы используете каждый элемент в соответствии с рекомендациями производителя.
Подготовительные работы
Зачистите концы проводов- Первый шаг — зачистите места, где ваши провода должны быть подключены. Пластиковое покрытие необходимо снять как минимум на дюйм с конца самого провода.
Края скребка- Важно сделать концы медного провода более проводящими. Для этого следует скоблить края проволоки ножом X-Acto по внешней стороне. Сделайте это на обоих проводах, чтобы они оба были одинаково блестящими.
Наденьте термоусадочную трубку. Сейчас самое время надеть отрезок предварительно разрезанной термоусадочной трубки на один конец проводов на потом.
Скрутите провода- Затем вам нужно направить каждый конец полосатых проводов друг к другу. Они должны накладываться друг на друга, однако каждый конец провода не должен касаться краев изолирующего пластикового покрытия. Поскольку каждый раз, когда вы скручиваете провода друг над другом, расстояние немного уменьшается. В итоге у вас должно получиться два витых провода с зазором 1 мм между витым концом и пластиковой изоляцией.
Оберните канифольную проволоку вокруг оголенного провода- Теперь вы можете взять канифольную паяльную проволоку, которая составляет четверть размера вашей электрической проволоки. Оберните это три раза по самому краю оголенного провода снаружи скрученного жгута. Затем вы согните проволоку вдоль верхней части скрученных концов и продолжите с еще тремя петлями.
Удалите лишний припой- Отрежьте лишний припой так, чтобы он касался только оголенного провода, а не пластиковой изоляции.
Подвешивание проводов- Следующая часть имеет решающее значение, поэтому используйте ленту, чтобы подвесить два прикрепленных провода. Проволока со смоляным сердечником должна проходить вдоль самого верха, чтобы позже она под действием силы тяжести попала в скрученные проволоки.
Добавить жидкую канифоль- Теперь нужно добавить две капли жидкой канифоли на скрученные провода.
Расплавление флюса и проволоки
Используйте зажигалку с длинным наконечником, например, те, что используются для барбекю и каминов. Установите настройку на низкий уровень и сконцентрируйте пламя в самой середине проволоки.
Вскоре вы увидите, как канифольная проволока плавится в медной. Слегка поднесите пламя к краям, чтобы обернутый припой также вплавился в обмотку медной проволоки.
Повторите это с другой стороны, чтобы весь пучок поглотил канифольную проволоку.
Когда закончите, дайте ему остыть и наденьте термоусадочную трубку на припаянные провода.
Используйте ту же зажигалку при слабом нагреве, чтобы обернуть трубку в термоусадочную пленку, пока она не сожмется над проводами и пластиковой изоляцией. Теперь «пайка» этих двух проводов завершена.
Вот отличное видео, показывающее версию этого метода:
Заключительные мысли
Излишне говорить, что мои попытки воскресить мой ноутбук, к сожалению, не увенчались успехом. Оказывается, материнская плата сгорела еще до того, как я до нее добрался. В итоге я отнес его в местную ремонтную мастерскую, и он сообщил мне плохие новости.
Надеюсь, ваше оборудование можно починить и вы не тратите время попусту, как я. Ну что ж, жить и учиться.
Надеюсь, эта статья была вам полезна. Чтобы узнать больше, не пропустите Как хранить электронные компоненты | Держите их в безопасности и организованно.
Официальная оговорка: Будьте осторожны при применении любого из этих методов пайки и следуйте рекомендациям производителя для всех продуктов, рекомендованных здесь. Мы не несем ответственности за любое неправильное использование указанных предметов, а также за любые травмы или ожоги, полученные в результате небрежного или неправильного использования продуктов.
Джим Джеймс
Привет, я Джим и автор этого сайта. Меня всегда интересовало выживание, рыбалка, кемпинг и все, что связано с природой. На самом деле, когда я рос, я проводил больше времени на воде, чем на суше! Я также являюсь автором бестселлеров и имею степень в области истории, антропологии и музыки. Я надеюсь, что вы найдете что-то полезное в статьях на этом сайте. Не стесняйтесь обращаться ко мне, если у вас есть какие-либо вопросы или предложения!
Поделись, пожалуйста!
0 акции
Поделиться
Твит
Как паять без паяльника
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.
1 акции
Поделиться
Твит
Паяльник очень пригодится, если вы работаете с электроникой, проводкой или другими мелкими металлическими деталями. Паяльники позволяют легко соединять провода и мелкие металлические детали.
Это в значительной степени сварка в небольших масштабах и для электротехнических изделий. Это отличный навык, если вы планируете строить в своем доме что-то, что связано с металлом или проводкой.
Содержание:
Предупреждение о безопасности
Получение источника тепла
Пайка прямым нагревом проводов
Поиск металлолома для использования в качестве паяльника
Использование малых или больших источников тепла для пайки 9 008 9 Заключение
Конечно, паяльник — это инструмент, который можно использовать для этой задачи. Однако у вас не всегда может быть паяльник под рукой, или вы просто не хотите тратить деньги на его покупку.
Без паяльника паять сложнее, но можно. Итак, поговорим о том, как паять без паяльника.
Предупреждение о безопасности
Имейте в виду, что если у вас нет паяльника, вам придется работать с открытым пламенем, чтобы выполнить задачу пайки. Поэтому мы хотим дать вам небольшое предупреждение о безопасности, потому что пайка без паяльника — не самое безопасное занятие.
Во-первых, никогда не оставляйте огонь без присмотра по разным причинам. Вы хотите сдержать огонь; не делайте его слишком большим и держите его подальше от легковоспламеняющихся предметов.
Также не носите мешковатую или свободную одежду и, при необходимости, завязывайте волосы сзади. Вам понадобится пара огнеупорных перчаток.
Получение источника тепла
Поскольку у вас нет паяльника, вам понадобится источник тепла для нагрева различных деталей и самого припоя. В данном случае это означает наличие открытого пламени или источника тепла для обеспечения тепла, необходимого для расплавления деталей.
Самое важное, о чем следует помнить, это то, что ваш источник тепла должен быть в состоянии нагреть припой до его точки плавления, которая будет находиться в диапазоне от 400° до 700° по Фаренгейту или примерно от 200° до 370° по Цельсию. .
Такие вещи, как обычные бутановые зажигалки, масляные лампы, спиртовые горелки, свечи и даже открытый огонь, такой как костер, отлично подойдут для этой задачи. Некоторые люди даже предпочитают использовать толстую жестяную банку и разводить внутри небольшой огонь. Пока ваш источник тепла может расплавить припой, все будет в порядке.
Пайка прямым нагревом проводов
Самый простой способ пайки паяльником — скрутить провода вместе и нагреть их напрямую. Это не требует паяльника и довольно легко сделать. Если вы припаиваете провода, снимите изоляцию с концов проводов, которые нужно спаять вместе.
Теперь скрутите концы проводов, сделав несколько оборотов. Убедитесь, что провода плотно скручены друг с другом. Здесь вам нужно нагреть провода с помощью открытого огня.
Следите за тем, чтобы изоляция оголенных проводов не нагревалась слишком сильно, так как это может вызвать собственные проблемы. Дайте скрученным проводам прогреться в течение примерно 20 секунд, затем медленно нанесите на них тонкий слой припоя. Припой должен расплавиться прямо на провода, но если это не так, нагрейте провода сильнее, чтобы он расплавился.
Вам не нужна холодная пайка, так как она не эффективна. Теперь, когда у вас есть соединение для пайки, вы можете отрезать остальные оголенные провода за точкой припоя.
Поиск металлолома для использования в качестве паяльника
Если вы не хотите нагревать провода напрямую и паять таким образом, или если вы хотите припаять что-то кроме проводов в шнуре, вам придется найти немного металлолома. металл, который можно использовать вместо паяльника. Вы не можете положить печатную плату или что-то подобное в открытый огонь, так что это необходимо.
Вы можете использовать пару старых ножниц, старый гаечный ключ или любой другой кусок металла, который достаточно длинный, за который можно держаться и который можно нагреть, не расплавив на месте. Вам нужен довольно толстый предмет, желательно из стали.
Использование малых и больших источников тепла для пайки
Если вы работаете с небольшим источником тепла, например, свечой или зажигалкой, вам нужно использовать небольшой паяльник, например кончик старых ножниц. Лучше всего использовать стальную проволоку 14-го калибра, так как она быстро нагревается, но достаточно быстро сохраняет тепло для пайки. Проволоку легко согнуть, придав ей форму для различных положений пайки. Гвозди и отвертки тоже работают.
Теперь вы хотите использовать зажигалку или свечу, чтобы нагреть выбранный инструмент для пайки. Нагрейте его примерно на ½ дюйма от самого кончика, так как это поможет предотвратить повреждение и окисление.
Токарный станок — принцип работы, описание :: ТОЧМЕХ
Современные токарные станки и токарные обрабатывающие центры.
Настольный токарный станок.
Все части токарного станка установлены на прочной основе — станине. Та часть станка, которая держит и вращает деталь, называется передней бабкой. В ее корпусе имеется шпиндель со ступенчатым шкивом на одном конце и патроном — на другом. У мощных скоростных станков, которыми оснащены наши заводы, шкив заменен коробкой скоростей. На другом конце станины находится задняя бабка, которая удерживает правый конец детали при обработке в центрах. В верхней части корпуса задней бабки находится пиноль, двигающаяся влево и вправо с помощью маховичка с винтом и гайки.
Задняя бабка токарного станка.
В коническое отверстие в передней части пиноли вставляется центр. В случае надобности сюда же можно устанавливать сверла, развертки и другой инструмент. Заднюю бабку можно передвигать по направляющим станины, устанавливая ее на нужное расстояние, в зависимости от размеров обрабатываемой детали.
Между передней и задней бабками помещается суппорт с резцедержателем. Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.
На рисунке изображены резцедержатели, употребляемые для легких и средних работ. Обычно же на станках средних размеров ставятся резцовые головки, позволяющие закреплять одновременно четыре резца. Для поворота головки нужно отвернуть рукоятку или гайку в верхней ее части. В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи. Ременная передача работает хорошо, когда ремень достаточно натянут и охватывает большую часть шкива.
Для хорошего натяжения ремня у легкого настольного станка можно сделать приспособление, изображенное на рисунке. Ролик удерживает ремень в натянутом состоянии с помощью сильной пружины. Длина шпилек, соединяющих основание приспособления, должна быть несколько больше ширины шкива или равна ей. Ролик с боковинами перемещается по одной из шпилек, как по оси.
Современные токарные станки и токарные обрабатывающие центры
Токарные станки уже много веков являются основным производственным оборудованием. По статистике более 60% всех обрабатываемых деталей проходят через токарные станки. В последнее время эта доля стала еще больше — теперь на токарных станках проводится полная обработка деталей, включая фрезерование, сверление, нарезание резьбы и многое другое (например, гидростатическое накатывание). Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Токарные центры предназначены для комплексной обработки современным режущим инструментом с высокой скоростью сложных деталей различного профиля за одну установку: токарная, сверлильная, фрезерная обработка в одной операции. В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
Основные технологические параметры токарных центров
Для современных токарных центров характерно:
наибольший диаметр и длина обрабатываемой заготовки;
наибольший диаметр проката, проходящего через отверстие шпинделя;
диапазоны регулирования главного привода и подач.
ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ – ОБЗОР ОСНОВНЫХ ЭЛЕМЕНТОВ И ПАРАМЕТРОВ
Токарный станок – это универсальный агрегат, на котором можно вытачивать детали, сверлить отверстия, зенкеровать их, нарезать резьбу, а также выполнять многие другие операции. Если раньше станки можно было увидеть только на заводе, то в последнее время они уверенно завоевывают домашние мастерские, став вещью, обойтись без которой можно, но сложно.
Однако токарный станок – не дешевая покупка. Прежде чем его приобретать, стоит взвесить все «за» и «против», а главное – понять, какой именно станок вам нужен.
Конечно, крупногабаритные станки, какие используются на производстве, не влезут в мастерскую или гараж. Но это не нужно: существуют более компактные и простые модификации – настольные токарные станки по металлу, школьные станки, и мини-станки.
Как устроен токарный станок
Основа станка – это станина, как правило, отлитая из чугуна. На ней расположены все остальные элементы.
Заготовка детали укрепляется между передней (шпиндельной) бабкой, на которой расположен шпиндель, и задней бабкой. Шпиндель представляет собой металлический вращающийся вал с коническим отверстием в центре. В нем можно закрепить патрон для детали, планшайбу и другие необходимые приспособления.
Кроме того, на передней бабке есть коробка передач с рычагами для регулировки частоты вращения шпинделя.
Задняя бабка – узел, который нужен для фиксации детали с другой стороны. Также на ней можно устанавливать метчики, сверла, и другие инструменты, которые требуются для обработки детали. Для этого предназначена пиноль – цилиндр, в центре которого, как и у шпинделя, есть коническое отверстие.
Установленную на специальной плите, заднюю бабку можно передвигать вдоль станины. Таким образом можно отрегулировать расстояние между ней и шпинделем, и прочно зафиксировать заготовку детали. Подвижная задняя бабка нужна и тогда, когда требуется просверлить в детали сквозное отверстие.
Параллельно оси станка перемещается каретка, на которой укреплен суппорт. На суппорте стоит резцедержатель, головка которого способна поворачиваться и вести резец не только продольно, но и в поперечном направлении. Головку резцедержателя можно фиксировать под различными углами.
Основные параметры токарного станка
Как выбрать токарный станок? Есть важные характеристики, на которые следует обратить внимание.
Первый параметр – это расстояние между центрами передней и задней бабки (РМЦ). От него зависит наибольшая длина детали, которую можно обрабатывать на данном станке. Ось вращения между центрами является основной осью станка.
Второй параметр – максимальный диаметр обработки над станиной, измеряемый в миллиметрах. По нему определяют максимальный диаметр детали, которую можно установить в станок.
Наконец, важная характеристика – диаметр центрового отверстия шпинделя, куда можно установить заготовку. Особенно это важно при обработке прутковых деталей.
Как шпиндель, так и пиноль задней бабки должны быть хорошо отцентрованы и вращаться ровно, с минимальным биением. Для маленького домашнего станка это особенно важно.
Станина должна быть устойчивой и прочной, тогда вибрации, возникающие при работе станка, будут сведены к минимуму, и можно будет качественно обрабатывать на нем детали.
Хорошие станки оснащены коробкой передач на несколько скоростей (чаще всего – на две).
Некоторые станки имеют переключатель реверса. Реверс – это возможность менять направление движения резца. Такая функция бывает полезной во многих случаях.
Заглянув в инструкцию по эксплуатации токарного станка, предназначенного для работ по металлу, можно найти и другие технические характеристики:
Габариты (длина, ширина) и масса (в килограммах). Как правило, длина станков, которые можно поставить в своей домашней мастерской, не превышает 170 сантиметров, а ширина – 60 сантиметров. Весят «домашние» станки максимум 200 килограммов.
Мощность привода в киловаттах (до 0,6 кВт). Питающее напряжение в вольтах (В) и тип подключения к сети. К сожалению, не все станки работают от обычной трехфазной сети переменного тока.
Включение станка – осуществляется с помощью кнопки, а у некоторых моделей – с помощью реостата.
Число оборотов. У односкоростных станков оно варьируется от 0 до 1500 оборотов в минуту. У двухскоростных – 0-500 об/мин на первой скорости, и 0-2500 об/мин на второй скорости.
Дешевый или дорогой, простой или универсальный
Для работы дома лучше выбрать универсальный станок по металлу. Сложно угадать, что именно с его помощью придется изготавливать или ремонтировать – фронт работ у домашнего мастера очень широкий, и есть вероятность, что узкоспециализированный станок будет простаивать без дела.
Токарные станки различаются и по цене, и по оснащенности. Иногда не требуется тратить лишние деньги, чтобы приобрести дорогой станок с полным комплектом всевозможных приспособлений, ведь многие из них могут никогда не понадобиться. Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
Разновидности станков
Настольные, они же – токарные мини-станки по металлу. Обратите внимание, что некоторые модели этого типа выпускаются без задней бабки, что может существенно затруднить работу. В целом это станки наиболее простой конструкции: малые габариты, малый вес, достаточно легкая и неустойчивая станина.
Школьные станки, больше размером, чем предыдущие. У них имеется коробка передач на две скорости, и реверс.
Токарно-винторезные станки. Они больше подходят для гаража, чем для дома, имеют прочную станину, благодаря которой при работе почти не возникают ненужные вибрации.
Шпиндель в таких станках вращается почти без биения. Минусов у них только два: габариты и высокая цена.
Статья носит чисто информационный характер и призвана помочь разобраться в многообразии токарных станков и определиться с выбором подходящего лично вам.
Что такое токарный станок? Как это работает
Токарные станки являются одним из наиболее широко используемых обрабатывающих инструментов, которые обеспечивают гибкость для выполнения различных операций обработки на одном станке.
Эти станки доступны в различных размерах и имеют различные возможности обработки.
Поэтому важно понимать функциональность и изучать различные параметры токарного станка перед его покупкой.
В этой статье содержится подробное руководство по токарным станкам, а также рассказывается об их особенностях, типах и операциях обработки.
В конце этой статьи также будет рассказано о том, что следует учитывать при покупке токарного станка.
Что в этой статье?
Что такое токарный станок?
Детали токарного станка
Типы токарных станков
Механические операции, которые можно выполнять на токарном станке
Способы удержания на токарном станке
Применение токарного станка
Что следует учитывать перед покупкой токарного станка Часто задаваемые вопросы
6 90 вопросы (FAQ)
Что такое токарный станок?
Токарный станок представляет собой станок, состоящий из шпинделя, который вращает заготовку с высокой скоростью, в то время как режущий инструмент перемещается в плоскости X-Z для удаления материала и выполнения различных операций механической обработки, таких как токарная обработка, накатка, растачивание, нарезание резьбы, торцовка и т. д. Он обычно используется для создания осесимметричных деталей.
Это один из старейших инструментов, который найдет место почти в каждой механической мастерской.
Традиционные токарные станки имеют 2-осевую систему, в которой инструмент может располагаться спереди/сзади заготовки по оси X и слева/справа по оси Z.
Однако современные токарные станки с ЧПУ могут состоять из 3, 4 или 5 осей, что делает их идеальными для обработки сложной геометрии с коротким временем цикла.
Токарный станок состоит из различных частей, которые функционируют согласованно для выполнения различных операций обработки.
Станина
Станина — это основная часть токарного станка, на которой размещены все остальные детали.
Как правило, размер станины определяет максимальную длину заготовки, которую может обрабатывать токарный станок.
Передняя бабка
Передняя бабка — это удерживающая заготовку часть токарного станка, в которой находятся шпиндель, патрон, зубчатая передача и автоматические органы управления, такие как рычаги управления скоростью и подачей.
Стационарный элемент токарного станка, который не имеет относительного перемещения по отношению к шасси и обычно располагается с левой стороны станка.
На передней бабке также расположены рычаги управления скоростью вращения шпинделя, которые можно использовать для переключения между низкими и высокими оборотами шпинделя.
Задняя бабка
Задняя бабка расположена справа от станка и используется для удержания длинных заготовок.
Может перемещаться влево и вправо по направляющим вдоль оси Z для удержания заготовок переменной длины.
Однако не используется при обработке мелких деталей.
Подставка для инструментов
Подставка для инструментов удерживает режущий инструмент и обычно располагается на каретке между задней и передней бабками.
Поперечные салазки помогают позиционировать резцедержатель по оси X, а подающий стержень облегчает перемещение по оси Z.
Таким образом, совместное движение поперечных салазок и ходового винта обеспечивает передачу режущего инструмента в плоскости XZ.
Ходовой винт
Ходовой винт направляет продольное движение каретки. Его функция аналогична подающему стержню, но обычно используется при автоматизации подачи инструмента.
Автоматическая подача инструмента обычно используется в процессах чистовой обработки и нарезания резьбы.
Шпиндель
Шпиндель — это вращающаяся часть токарного станка, которая вращает заготовку на высоких оборотах.
Приводится в действие двигателем шпинделя, подключенным через ременную передачу или систему прямого привода.
Патрон
Патрон устанавливается на шпиндель и используется для удержания заготовки.
Стандартный патрон состоит из 3-х или 4-х кулачков, которые индивидуально регулируются с помощью зажимного ключа, чтобы удерживать заготовку на одной линии с осью токарного станка.
При токарной обработке выравнивание заготовки играет важную роль в качестве конечного продукта, и даже смещение на один градус может испортить работу.
Таким образом, циферблатный индикатор используется для проверки концентричности заготовки и ее точного выравнивания с продольной осью токарного станка.
Колеса с рукояткой
Обычно на токарном станке имеется три колеса с рукояткой.
Эти колеса используются для перемещения стойки инструмента, каретки и задней бабки по рабочей зоне токарного станка.
Колесики-рукоятки используются для ручного управления перемещением этих элементов по осям X и Z.
Серводвигатель для автоматической подачи
Серводвигатель используется для привода ходового винта для настройки автоматической подачи инструмента.
Этот двигатель управляет движением инструмента в соответствии с параметрами подачи и глубины резания, заданными оператором с помощью рычагов автоматического управления.
Режущий инструмент
Режущий инструмент устанавливается на стойке инструмента и используется для удаления материала с заготовки.
Существуют различные типы режущих инструментов для токарных станков, которые можно использовать для выполнения различных операций механической обработки на токарном станке.
Помимо всех этих компонентов, большинство токарных станков по металлу также состоят из системы подачи смазочно-охлаждающей жидкости туманного или струйного типа.
Типы токарных станков
Помимо дифференциации токарных станков по их размеру (мини, миди и полноразмерные), токарные станки классифицируются на основе их конструкции и функциональных возможностей.
Токарный станок с двигателем или центральный токарный станок
Токарный станок с центральным центром от Kingston
Это один из старейших токарных станков, используемых для обработки листового металла, и первоначально они приводились в движение паровым двигателем, отсюда и название Токарный станок с двигателем.
Это горизонтальный обрабатывающий инструмент, который в основном используется для выполнения различных операций механической обработки металлов, таких как токарная обработка, торцовка, накатка и т. д.
Токарные станки для двигателей являются одними из самых универсальных токарных станков, которые используются для изготовления металлических деталей для автомобилей. , изготовление и т. д.
В этом токарном станке инструмент устанавливается на стойке инструмента и может перемещаться в поперечном направлении (вдоль оси X) и в продольном направлении (вдоль оси Z) для выполнения желаемого процесса обработки.
Инструментальный токарный станок
Токарный станок инструментального цеха представляет собой токарный станок с модифицированным двигателем, обеспечивающий более высокую точность и аккуратность операций механической обработки.
Эти токарные станки обычно используются в промышленности, где требуется высокоточная коническая токарная обработка, нарезание резьбы или шлифование заготовки.
Токарные станки Toolroom имеют сравнительно меньший размер станины, чем стандартные токарные станки с двигателем. Токарный станок оружейника является примером токарного станка инструментальной мастерской.
Токарные станки с токарным станком и револьверной головкой
Токарные станки с токарным станком и револьверной головкой являются еще одной модификацией токарного станка с двигателем и используются для крупномасштабных операций механической обработки, где требуется крупносерийное производство с коротким временем цикла.
В этих токарных станках задняя бабка заменена шестигранной револьверной головкой, которая вмещает несколько станков и может выполнять различные операции обработки за один проход.
Токарно-револьверные и токарно-револьверные станки имеют схожие функциональные возможности, с тем основным отличием, что токарно-револьверные станки могут выполнять тяжелые операции обработки, тогда как токарные станки с токарно-револьверным приводом идеально подходят для облегченных операций.
Скоростной токарный станок.
Скоростной токарный станок.
В этих токарных станках инструмент помещается на подручник и перемещается вручную для выполнения требуемой операции обработки.
Ручной инструмент устраняет необходимость в различных удерживающих инструмент частях, таких как инструментальная стойка, подающий винт, поперечная рейка и т. д., тем самым уменьшая размер станка.
Скоростные токарные станки также известны как токарные станки по дереву и обычно используются в деревообрабатывающих операциях, таких как токарная обработка, шлифование, полировка и центровка.
Использование токарного станка по дереву сравнительно проще, чем других токарных станков по металлу, которые используют маховик для позиционирования режущего инструмента.
Таким образом, хороший токарный станок по дереву требует высокоскоростной конфигурации с низким крутящим моментом для получения гладкой обработанной поверхности по дереву.
Настольный токарный станок
Настольный токарный станок
Настольные токарные станки представляют собой малогабаритные токарные станки, которые можно разместить на обычном верстаке в мастерской.
Эти токарные станки обеспечивают высокую точность и обычно используются в таких областях, как шлифование, изготовление часов и т. д., где требуется обработка мелких предметов.
Настольные токарные станки с ЧПУ, такие как Proxxon PD 400, можно использовать для высокоточной обработки мягких материалов.
Токарный полуавтомат
Токарный полуавтомат
В этом типе токарного станка оператор устанавливает заготовку в патрон и устанавливает автоматические скорости и подачи для процесса.
Однако автоматизация может применяться только к простым операциям, таким как токарная обработка, нарезание резьбы, конусная токарная обработка и т. д., где не задействована сложная геометрия.
Поэтому полуавтоматические токарные станки идеально подходят для массового производства, где требуется простая резка с высоким качеством поверхности.
Специальные токарные станки
Помимо традиционных токарных станков, существуют специальные токарные станки, которые используются для выполнения сложных операций обработки, с которыми традиционный токарный станок не справляется.
К таким токарным станкам относятся многошпиндельные токарные станки, многоосевые токарные станки, токарные станки швейцарского типа, вертикальные токарные станки, Т-образные токарные станки и т. д.
Токарные станки с ЧПУ
Токарный станок с ЧПУ от Kingston может работать со сложной геометрией с минимальным участием человека.
Эти станки работают аналогично другим станкам с ЧПУ и требуют для работы специального программного обеспечения ЧПУ.
Они берут проект из программного обеспечения CAD, используют программное обеспечение CAM для преобразования проекта в G-коды, а затем компьютерная система управляет движением инструмента для получения желаемого разреза.
Токарные станки с ЧПУ, такие как Tormach 8L, идеально подходят для массового производства, где важна высокая точность и малое время цикла.
В зависимости от мощности, крутящего момента и скорости эти станки подразделяются на разные категории, например, токарные станки с ЧПУ для металлообработки, деревообработки и т. д.
Токарные операции при механической обработке
Токарный станок — универсальный станок, который можно использовать для выполнения различных операций механической обработки.
Токарная обработка
Токарная обработка — это процесс механической обработки, при котором инструмент перемещается по длине вращающейся заготовки для получения желаемого продукта. Эта операция используется для изготовления цилиндрических объектов путем уменьшения внешнего диаметра материала до достижения требуемого размера.
Токарная обработка на токарном станке
Токарные операции обычно выполняются двумя способами: черновое точение и чистовое точение.
При черновой токарной обработке основной целью процесса является удаление материала и достижение необходимого размера.
В то время как при чистовом точении снимается сравнительно меньше материала, и основной целью является достижение высокого качества поверхности.
Токарные операции также могут выполняться для получения различных форм на цилиндрической заготовке, например, ступенчатая токарная обработка, токарная обработка конусов, токарная обработка фасок, контурная токарная обработка и фасонная токарная обработка.
Типы токарной обработки
Инструмент, используемый для выполнения этой операции, известен как токарный инструмент.
Токарные инструменты
Инструмент для черновой токарной обработки имеет идеальную геометрию для удаления максимального количества материала, в то время как инструмент для чистовой токарной обработки предназначен для удаления меньшего количества материала с высоким качеством поверхности.
Наплавка
Наплавка — это процесс механической обработки, при котором режущий инструмент удаляет материал с передней поверхности заготовки. Эта операция обычно выполняется для уменьшения длины заготовки и получения гладкой поверхности, перпендикулярной оси вращения заготовки.
Торцевание на токарном станке
Для этой операции используется торцовочный инструмент.
Во время этого процесса инструмент перемещается радиально внутрь на толщину заготовки, тем самым удаляя материал и уменьшая длину заготовки.
Инструменты для торцовки
Инструмент устанавливается на стойку инструмента, которая перемещается перпендикулярно оси вращения и удаляет материал с поверхности заготовки.
Нарезка канавок
Нарезка канавок аналогична торцеванию, но выполняется на различной длине заготовки для удаления материала на определенную глубину, в результате чего создается канавка. Инструмент перемещается радиально в заготовку для создания канавки, а ширина канавки зависит от размера инструмента.
Нарезание канавок на токарном станке
Однако, если кромка режущего инструмента погружается в заготовку до центра, часть заготовки отделяется от заготовки и падает на станину токарного станка.
Этот процесс известен как отрезка и используется для резки цилиндрических заготовок нужной длины.
Нарезка канавок также может выполняться на лицевой стороне заготовки путем размещения режущего инструмента вдоль продольной оси токарного станка.
Продольное перемещение режущего инструмента определяет глубину канавки, и этот процесс обычно известен как нарезание торцевых канавок.
Для этой операции используется инструмент для нарезания канавок.
Инструмент для нарезания канавок или отрезки
Он состоит из режущей головки, которая удаляет материал по определенной схеме, в зависимости от формы головки инструмента.
Накатка
Накатка на токарном станке
Накатка — это процесс создания зубчатого рисунка на цилиндрической заготовке для увеличения трения и обеспечения лучшего захвата. Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности.
Накатной инструмент
Эти колеса прижимаются к вращающейся заготовке, и рисунок вкатывается в поверхность материала.
Нарезание резьбы
Нарезание резьбы — это процесс удаления материала для создания спирального рисунка на внешней поверхности заготовки. Каждый элемент спирального рисунка известен как резьба, а рисунок резьбы обычно определяется углом резьбы и расстоянием между соседними витками (шагом).
Нарезание резьбы на токарном станке
Резьба также может быть нарезана на внутренней поверхности заготовки, например, гайки, используемые в сборке гайка-болт, где гайка имеет внутреннюю резьбу, а болт имеет наружную резьбу.
Процесс нарезания внутренней резьбы на заготовке известен как нарезание резьбы и обычно выполняется путем вставки инструмента в уже просверленное отверстие и удаления материала изнутри.
Инструмент для нарезания резьбы устанавливается на стойке инструмента и перемещается по длине заготовки для нарезания нужной резьбы.
Инструмент для нарезания резьбы
Принимая во внимание, что при нарезании внутренней резьбы/нарезании резьбы инструмент обычно устанавливается на задней бабке и перемещается в осевом направлении внутрь и наружу уже просверленного отверстия.
Сверление
Сверление на токарном станке
Типичное сверление состоит из высокоскоростного вращающегося инструмента, который погружается в заготовку для получения отверстия нужного диаметра. Однако при сверлении на токарном станке заготовка вращается с высокой скоростью, а невращающийся режущий инструмент погружается в осевом направлении в поверхность заготовки, чтобы получить желаемое отверстие.
Сверлильный инструмент
Сверлильный инструмент представляет собой многогранный режущий инструмент, который устанавливается либо на задней бабке, либо на резцедержателе токарного станка.
Растачивание
Растачивание похоже на сверление, но вместо удаления материала для создания отверстия при сверлении увеличивается внутренний диаметр уже просверленного отверстия. Этот процесс также можно использовать для выполнения внутренних токарных операций, таких как ступенчатая токарная обработка, конусная токарная обработка и т. д.
Растачивание на токарном станке
Расточной инструмент представляет собой режущий инструмент в форме стержня с режущей головкой, который удаляет материал для увеличения отверстия.
Расточная оправка
Режимы работы на токарном станке
Операции, выполняемые на токарном станке, состоят из вращающейся заготовки и движущегося режущего инструмента, удаляющего материал с заготовки.
Однако токарные операции могут быть трех разных типов, в зависимости от крепления заготовки.
Торцевая обработка
Когда заготовка зажата на одном конце и свободна на другом конце, как консольная балка, это называется торцевой обработкой.
При торцевой обработке заготовка устанавливается на шпиндель на конце передней бабки, а режущий инструмент имеет доступ к криволинейной поверхности и торцу заготовки.
Как правило, этот тип крепления используется при выполнении торцевых операций.
Конфигурация торцевой обработки не рекомендуется для применений, где к заготовке необходимо приложить сильное радиальное усилие резания.
Это связано с тем, что приложение большой силы к переднему концу заготовки может привести к поломке или снятию заготовки с патрона, тем самым повредив заготовку.
Между центрами
Конфигурация между центрами обычно используется при обработке длинных заготовок.
В этом методе заготовка зажимается с обоих концов передней и задней бабками, чтобы обеспечить большую поддержку по всей длине заготовки.
Эта конфигурация идеальна для обработки длинных заготовок или для операций, в которых большое усилие резания должно передаваться радиально.
Эксцентриковый токарный станок
Распределительный вал с различными индивидуально симметричными кулачками
Эксцентричное точение – это когда во время процесса заготовка повторно устанавливается на шпиндель с новой осью вращения, параллельной предыдущей оси.
Новая ось вращения задается изменением расположения кулачков патрона, удерживающего заготовку.
Этот процесс производит несимметричный продукт с различными поперечными сечениями, которые индивидуально симметричны.
Как правило, этот тип крепления используется для изготовления распределительных валов.
Применение токарного станка
Универсальный характер токарных станков делает их идеальными для различных применений, связанных с обработкой материала для производства осесимметричных заготовок.
Токарные станки для тяжелых условий эксплуатации, такие как токарные станки для двигателей, револьверные токарные станки, автоматические токарные станки и т. д. идеально подходят для обработки металлов и обычно используются для изготовления различных автомобильных деталей, таких как распределительные валы.
Настольный токарный станок используется для обработки небольших деталей, таких как часы, ювелирные изделия, медицинское оборудование и т. д.
Точно так же высокоскоростные токарные станки идеально подходят для операций, связанных с обработкой дерева.
На этих станках можно изготавливать изделия из дерева, симметричные относительно оси, например, цилиндрические ножки для мебели, миски и т. д. ).
Специальные токарные станки с ЧПУ с более высокой системой осей также могут использоваться для выполнения сложной гравировки на поверхности заготовки.
На что следует обратить внимание перед покупкой токарного станка
При покупке токарного станка, соответствующего вашим требованиям, следует учитывать различные факторы.
Размер
Размер токарного станка обычно обозначается в формате A x B, где A известен как «поворот» и обозначает расстояние по вертикали между центром передней бабки и станиной станка.
Определяет максимальный радиус заготовки, которая может поместиться на этом токарном станке для обработки.
Принимая во внимание, что B известен как «размер станины» и обозначает расстояние по горизонтали между передней и задней бабками.
Размер станины определяет максимальную длину заготовки, которая может поместиться на токарном станке для операций механической обработки.
Например, токарный станок размером 10 x 20 может обрабатывать заготовку с максимальным радиусом 10 дюймов и максимальной длиной 20 дюймов.
Кроме того, важно учитывать площадь токарного станка, чтобы убедиться, что он соответствует доступному пространству в вашей мастерской.
Конфигурация скорости, крутящего момента и мощности
Конфигурация скорости, крутящего момента и мощности зависит от материала, размера и веса обрабатываемой детали.
Как правило, при работе с небольшими и легкими деревянными заготовками рекомендуется иметь высокоскоростной токарный станок с относительно меньшей мощностью и крутящим моментом.
Аналогичным образом, при работе с крупными и тяжелыми предметами (например, металлами) вам в первую очередь необходимо иметь токарный станок с высоким крутящим моментом и мощностью для вращения тяжелой заготовки.
Таким образом, по скорости и мощности токарные станки можно разделить на токарные станки по дереву и токарные станки по металлу.
Хотя трудно иметь идеальную конфигурацию, подходящую для всех требований, большинство токарных станков обеспечивают уровень управления скоростью, который изменяет конфигурацию скорости, мощности и крутящего момента в соответствии с вашими требованиями.
Эта способность контролировать скорость и мощность позволяет использовать токарный станок по дереву для обработки мягких металлов и наоборот, но за счет качества и точности.
Материалоемкость
Материалоемкость токарного станка — важный фактор, который следует учитывать при покупке токарного станка.
Обычно зависит от мощности, скорости и крутящего момента токарного станка.
Токарный станок с высоким крутящим моментом может обеспечить лучшие результаты обработки металлических заготовок по сравнению со станком с более высокой скоростью вращения шпинделя, который идеально подходит для обработки дерева.
Кроме того, производительность токарного станка также зависит от степени свободы (количества осей) токарного станка.
Токарный станок с более высокой системой осей может обрабатывать сложные геометрические формы с более высокой точностью и коротким циклом.
Ременный привод или шпиндель с прямым приводом
Трансмиссия, используемая для привода шпинделя, играет важную роль в определении производительности токарного станка.
Ременная передача является одной из наиболее часто используемых систем трансмиссии в токарных станках.
Однако, по сравнению с прямым приводом, ременный привод обеспечивает более медленное изменение скорости и меньшую выходную мощность.
Обычному ременному приводу требуется почти в два раза больше времени, чем шпинделю с прямым приводом, чтобы достичь скорости 0–3000 об/мин.
Инструменты, необходимые для вашего применения
Помимо учета затрат на покупку токарного станка, инструменты, необходимые для вашего применения, также могут повлиять на бюджет вашего токарного станка.
Как правило, твердосплавные токарные инструменты рекомендуются для большого съема материала, гладкой поверхности и длительного срока службы.
Токарный станок с ЧПУ по сравнению с традиционным токарным станком
При покупке токарного станка важно учитывать тип токарного станка, подходящего для вашего применения.
Существуют различные токарные станки, которые используются для различных сценариев обработки.
После выбора подходящего типа токарного станка важно также подумать о выборе токарного станка с ЧПУ.
Токарный станок с ЧПУ, как правило, дороже, чем традиционный токарный станок, но может обеспечить более высокую точность и повторяемость.
Поэтому для приложений, требующих обработки сложной геометрии с высокой точностью, рекомендуется использовать токарный станок с ЧПУ.
Кроме того, токарные станки с ЧПУ являются хорошей инвестицией для будущих приложений, где может быть желательно массовое производство продуктов с коротким временем цикла.
Часто задаваемые вопросы (FAQ)
Какие существуют три основных типа токарных станков?
Существует три основных типа токарных станков: центральный токарный станок, настольный или мини-токарный станок и токарный станок с ЧПУ. Центровочные токарные станки можно разделить на токарные станки с двигателем и скоростные токарные станки. В то время как токарные станки с ЧПУ включают в себя все типы токарных станков по металлу с компьютерной системой для автоматизации процесса обработки.
Можно ли использовать настольный токарный станок для обработки металлов?
Да, токарно-карусельный станок можно использовать для обработки металлов. Однако эти станки сравнительно менее жесткие, чем центральные токарные станки, и поэтому идеально подходят для обработки мягких металлов, таких как латунь, алюминий, медь, цинк и другие неметаллические материалы.
В чем разница между токарным станком Capstan и токарным станком с револьверной головкой?
Токарный станок Capstan — это легкий токарный станок, идеально подходящий для обработки мягких материалов, тогда как револьверный токарный станок идеально подходит для обработки тяжелых материалов. В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan.
Для чего нужен токарный станок?
Токарный станок — один из первых формовочных инструментов. Он существует со времен фараонов. Его можно описать как инструмент, который создает новые объекты, удаляя материал. Формируемый объект может быть сделан из дерева, металла или других материалов.
Хотя слово «токарный станок» является практически бытовым термином, это аббревиатура. Это расшифровывается как «Оборудование для крепления инструмента с продольной осью». Теперь вы в значительной степени знаете, почему мы называем их токарными станками.
Каков основной процесс использования токарного станка?
Как уже упоминалось, для удаления материала с деревянной или металлической заготовки ее обычно помещают в токарный станок горизонтально. В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально.
При работе с деревом концы ложи помещаются в токарный станок, где она прочно удерживается концами. Обычный способ зажать приклад на месте — использовать патрон. Патроны на каждом конце токарного станка открываются и закрываются, чтобы зажать внешнюю окружность заготовки. Подумайте о ножке стула или бейсбольной бите, сделанной из дерева. Концы их будут удерживаться патронами токарного станка.
Из этого сбалансированного положения двигатель токарного станка поворачивает заготовку вокруг своей продольной оси, и оператор начинает свою работу. Инструменты оператора применяются для резки, придания формы, шлифовки и полировки внешней поверхности ложи.
Почему переменная скорость важна для токарного станка?
Скорость токарного станка важна из-за множества переменных. Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью.
Безопасность — одна из основных причин, по которой переменная скорость важна для токарного станка. Некоторые детали могут слететь с токарного станка и ударить оператора, если их вращать слишком быстро. Чтобы избежать этой ситуации, важно варьировать скорость токарного станка. Одним из примеров токарного станка, который может это сделать, является скоростной токарный станок Twister. Этот токарный станок имеет различные скорости вращения. Заготовку с квадратными концами нужно вращать медленнее. Это связано с тем, что кончики квадратной заготовки не всегда соприкасаются с режущим инструментом. Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.
В токарных станках используются пневматические цанги
Патроны и пневматические цанги аналогичны токарным станкам. Патрон обычно затягивается вручную на многих токарных станках. Это удерживает приклад по центру и надежно фиксирует его. Пневматические цанги делают то же самое, но с важным отличием.
Пневматическая цанга использует сжатый воздух для зажима заготовки на месте. Материалы, которые можно закрепить в воздушной цанге, такие же, как и в обычном патроне. Это помогает автоматизировать процесс монтажа или демонтажа формируемой детали. Все, что может сэкономить время, является долгожданным дополнением в производственной атмосфере. Способность экономить рабочее время означает, что воздушная цанга лучше.
Изделия из дерева и металла изготавливаются на токарных станках
Древесина обычно обрабатывается на токарных станках и используется для изготовления ножек столов или стульев. Металл используется для изготовления более прочных предметов. Металлическая ручка — это небольшой предмет, который можно легко изготовить. В первые дни промышленной революции формовка металла и механическая обработка сделали токарные станки очень популярными.
Токарные станки были первыми обрабатывающими инструментами, которые позволили создавать другие обрабатывающие инструменты. Пластик тоже можно точить на токарном станке, но чаще встречаются дерево и металл. Токарные станки не исчезнут в ближайшее время, потому что они производят детализированные детали.
На приведенном выше рисунке изображена схема «Двигатель, режущий механизм» из деталировки садового измельчителя STIHL (Штиль) GHE 140 L. Для просмотра информации об интересующей запчасти для STIHL GHE 140 L нажмите мышью на нужный номер, выделенный цветом.
Деталировки садового измельчителя STIHL GHE 140 L
Воронка, корпус
Стойка колеса
Двигатель, режущий механизм
Емкость измельчителя
Инструмент
Специальный инструмент
ПОПУЛЯРНЫЕ ЗАПЧАСТИ ДЛЯ САДОВОГО ИЗМЕЛЬЧИТЕЛЯ STIHL GHE 140 L
Шайба 4.3 для садового измельчителя STIHL GHE 140 L
24 руб
В наличии
Артикул: 93070210100
Купить
Комплект пластин из листовой стали (устройство для натяжения ремня) для садового измельчителя STIHL GHE 140 L
1 590 руб
Артикул: 69030071002
Купить
Емкость измельчителя для садового измельчителя STIHL GHE 140 L
5 330 руб
Нет в наличии
Артикул: 60137602501
Сообщить о поступлении
Ремень для садового измельчителя STIHL GHE 140 L
1 400 руб
Артикул: 60137646800
Купить
Круглое уплотнительное кольцо 10 х 2 для садового измельчителя STIHL GHE 140 L
69 руб
Артикул: 96459457504
Купить
Оправка (монтаж сальников в редуктор) для садового измельчителя STIHL GHE 140 L
2 590 руб
Артикул: 62428931100
Купить
Ключ SW10/SW13 (МА-350) для садового измельчителя STIHL GHE 140 L
320 руб
Нет в наличии
Артикул: 61098931300
Сообщить о поступлении
Шайба 6. 4 для садового измельчителя STIHL GHE 140 L
58 руб
Нет в наличии
Артикул: 93070210140
Сообщить о поступлении
Шайба кр. ручки ТЕ600/700 для садового измельчителя STIHL GHE 140 L
50 руб
Артикул: 92910200140
Купить
Гайка М6 креп. кожуха для садового измельчителя STIHL GHE 140 L
58 руб
В наличии
Артикул: 92122600900
Купить
Гайка M8 для садового измельчителя STIHL GHE 140 L
45 руб
Артикул: 92122601100
Купить
Защитная планка 60137067301 для садового измельчителя STIHL GHE 140 L
1 070 руб
Нет в наличии
Артикул: 60137067301
Сообщить о поступлении
Ось для садового измельчителя STIHL GHE 140 L
810 руб
Нет в наличии
Артикул: 60137030900
Сообщить о поступлении
Пружина слева для садового измельчителя STIHL GHE 140 L
670 руб
Нет в наличии
Артикул: 60137080800
Сообщить о поступлении
Диск для садового измельчителя STIHL GHE 140 L
490 руб
Нет в наличии
Артикул: 60137089300
Сообщить о поступлении
Все запчасти для STIHL GHE 140 L
Не можете найти нужную запчасть?
Закажите обратный звонок
Двигатель, режущий механизм.
Деталировка садового измельчителя VIKING (Викинг) GE 35.2 L.
На приведенном выше рисунке изображена схема «Двигатель, режущий механизм» из деталировки садового измельчителя VIKING (Викинг) GE 35.2 L. Для просмотра информации об интересующей запчасти для VIKING GE 35.2 L нажмите мышью на нужный номер, выделенный цветом.
Деталировки садового измельчителя VIKING GE 35.2 L
Воронка
Корпус, выключатель
Стойка колеса
Навесной режущий механизм в сборе
Двигатель, режущий механизм
Инструмент
Специальный инструмент
ПОПУЛЯРНЫЕ ЗАПЧАСТИ ДЛЯ САДОВОГО ИЗМЕЛЬЧИТЕЛЯ VIKING GE 35.2 L
Винт Р5×12 для садового измельчителя VIKING GE 35.2 L
111 руб
В наличии
Артикул: 91040074260
Купить
Винт P5x16 для садового измельчителя VIKING GE 35. 2 L
134 руб
В наличии
Артикул: 91040074270
Купить
Быстрое крепление для садового измельчителя VIKING GE 35.2 L
118 руб
Артикул: 60057087700
Купить
Упор для садового измельчителя VIKING GE 35.2 L
214 руб
Артикул: 60007088100
Купить
Палец для садового измельчителя VIKING GE 35.2 L
400 руб
Нет в наличии
Артикул: 00007065901
Сообщить о поступлении
Планка для садового измельчителя VIKING GE 35.2 L
1 370 руб
Артикул: 00007036300
Купить
Круглое уплотнительное кольцо 10 х 2 для садового измельчителя VIKING GE 35.2 L
69 руб
Артикул: 96459457504
Купить
Насадка Viking TORX 25 IPR (бита для GE-103, 105 с нов. воронкой) для садового измельчителя VIKING GE 35.2 L
1 820 руб
Артикул: 08125401004
Купить
Колпак колеса для садового измельчителя VIKING GE 35. 2 L
690 руб
В наличии
Артикул: 63407040301
Купить
Колесо 180 мм для садового измельчителя VIKING GE 35.2 L
1 550 руб
Нет в наличии
Артикул: 60057040801
Сообщить о поступлении
Кольцо зажимное 8 для садового измельчителя VIKING GE 35.2 L
204 руб
Артикул: 99910030548
Купить
Бандажная лента для кабеля 2,5х100LG для садового измельчителя VIKING GE 35.2 L
290 руб
Артикул: 07510107054
Купить
Ключ SW10/SW13 (МА-350) для садового измельчителя VIKING GE 35.2 L
320 руб
Нет в наличии
Артикул: 61098931300
Сообщить о поступлении
Шайба 6.4 для садового измельчителя VIKING GE 35.2 L
58 руб
Нет в наличии
Артикул: 93070210140
Сообщить о поступлении
Винт с цилиндрической головкой IS-Р5 х 20 для садового измельчителя VIKING GE 35. 2 L
127 руб
В наличии
Артикул: 91040074289
Купить
Все запчасти для VIKING GE 35.2 L
Не можете найти нужную запчасть?
Закажите обратный звонок
3.1: Режущие механизмы — технические библиотеки LibreTexts
Последнее обновление
Сохранить как PDF
Идентификатор страницы
29429
Sape A. Miedema
Делфтский технологический университет через TU Delft Open Textbooks
Hatamura и Chijiiwa (1975), (1976A), (1976B), (1977A) и (1977B) выделили три механизма отказа при резке почвы. Срезной тип , проточный тип и разрывной тип . Тип течения и Тип разрыва встречаются в материалах без угла внутреннего трения. Сдвиг типа встречается в материалах с углом внутреннего трения, таких как песок.
Рисунок 3-1: Тип скручивания, Тип потока, Тип разрыва, Тип сдвига, Тип дробления и Тип стружки.
Можно выделить четвертый механизм разрушения (Miedema (1992)), Curling Type , известный при резке металла. Хотя кажется, что закручивание стружки является частью течения материала, возникает ли Curling Type или Flow Type , зависит от нескольких условий. Скручивание типа обычно происходит, если сила сцепления на лезвии велика по сравнению с нормальной силой на плоскости сдвига. Будь то Curling Type приводит к чистому закручиванию или короблению разреза слоя, что приводит к препятствию потоку, в зависимости от различных параметров. В камне или камне могут встречаться два дополнительных режущих механизма: дробленый тип и стружечный тип . Дробленый Тип возникает, если тонкий слой горной породы очищается или разрезается, как при бурении нефтяных и газовых скважин. Механизм дробилки типа аналогичен механизму ножниц типа , только сначала необходимо измельчить каменный материал. Тип стружки возникает при резке более толстых слоев скалы или камня. Этот тип аналогичен Tear Type .
На Рисунке 3-1 показаны механизмы Curling Type , Flow Type и Tear Type , как они могут возникать при резке глины, Shear Type , как это может происходить при резке песка, и Crushed Type и Тип стружки , так как они могут возникнуть при резке скалы или камня. Конечно, могут встречаться и смешанные типы. Чтобы предсказать, какой тип механизма разрушения возникнет в данных условиях с конкретным грунтом, необходимо вывести формулу для сил резания. Вывод сделан в предположении, что напряжения на плоскости сдвига и лопатке постоянны и равны средним напряжениям, действующим на поверхности. На рис. 3-2 даны некоторые определения процесса резки. Линия А-В считается плоскостью сдвига, а линия А-С — площадью контакта между лезвием и почвой. Угол лезвия называется α и угол сдвига β . Лезвие движется слева направо со скоростью резания v c . Толщина среза слоя h i и высота лезвия по вертикали h b . Горизонтальная сила на лезвии F h положительна справа налево всегда против направления скорости резания v с . Вертикальная сила, действующая на лопасть F v , направлена вниз положительно.
Угол сдвига β определяется на основе принципа минимума энергии. Предполагается, что разрушение произойдет при угле сдвига, при котором энергия резания минимальна. Мощность резания — это энергия резания в единицу времени, поэтому мощность резания также должна быть на минимальном уровне.
Поскольку вертикальная сила перпендикулярна скорости резания, вертикальная сила не влияет на мощность резания, которая равна горизонтальной силе резания, умноженной на скорость резания:
Верность принципа минимальной энергии и правильность подхода с использованием прямых плоскостей разрушения подтверждены экспериментами. Экспериментальные данные, обычно измерения горизонтальных и вертикальных сил резания и порового давления, показывают, что подход, описанный в этой книге, дает хорошее предсказание сил резания.
Эта страница под названием 3.1: Cutting Mechanisms предоставляется в соответствии с лицензией CC BY-NC-SA 4. 0 и была создана, изменена и/или курирована Sape A. Miedema (TU Delft Open Textbooks) через исходный контент, который был отредактирован для стиль и стандарты платформы LibreTexts; подробная история редактирования доступна по запросу.
устройство, чертежи, размеры и инструкция по сборке
Профильные трубы находят широкое применение при обустройстве приусадебного участка. Из них получаются крепкие беседки, теплицы, красивые и надежные козырьки над крыльцом дома. Объединяет устройство металлических конструкций необходимость в гнутом профиле, поскольку подавляющее число металлических конструкций такого типа имеют форму арок. Поскольку гнутый профиль стоит почти в два раза дороже прямого, то на помощь рачительному хозяину приходит трубогиб для профильной трубы, который можно изготовить в домашних условиях.
Содержание
Устройство станков для сгибания труб
Принцип работы
Как сделать самодельное устройство
Как рассчитать конструкцию
Руководство по изготовлению
Устройство станков для сгибания труб
Промышленные трубогибы применяют на производстве и в промышленном строительстве. Для личного использования производители предлагают готовые станки. Простейшее готовое устройство для изгибания тонких труб или металлопластиковых материалов – это арбалетный ручной трубогиб. Для работы с профилем его не используют.
Есть несколько способов и приспособлений для получения гнутого профиля:
изгиб вручную, с приспособлениями для направления или без них;
используя рычажный профилегиб;
используя роликовый профилегиб.
Простейший способ загнуть трубу или металлический прут – это вбить в землю направляющие колышки и физическим усилием загибать изделие по ним. Для того чтобы профиль не деформировался заломами во время работы, его заполняют песком.
Шаблонный трубогиб. Шаблон в натуральную величину делают из толстой доски, ДВП, ДСП. Для этого сколачивают щит, рисуют на нем необходимый радиус изгиба (полукруг) и выпиливают соответствующий сегмент круга.
Сгибание трубы по шаблону осуществляют следующим образом:
шаблон закрепляют на плоскости или в тисках вертикально;
один конец трубы фиксируют неподвижно строительными шпильками или в тисках в начале шаблона;
на свободный конец трубы давят вручную или при помощи лебедки, придавая ей изгиб по шаблону.
Обратите внимание! Для успешного использования шаблона его ребро должно быть шире ребра изгибаемого изделия. Шаблонный трубогиб подходит для изделий из мягкого металла, небольшого сечения.
Более продвинутый вариант шаблонного трубогиба – это рычажный станок. Приспособление делается на металлической станине. На нее закрепляют посменно разные шаблоны из металла (для мягких материалов это могут быть деревянные или пластиковые шаблоны), для получения изгибов разного радиуса. Недостаток таких устройств в ограниченности получаемых изгибов профиля.
Более универсальный вариант трубогиба для профиля, который изготавливают своими руками в домашних условиях это роликовый станок. Устройство необходимо, если вы планируете периодически работать с металлической трубой.
Принцип работы
Принцип действия заключается в том, что профильную трубу протягивают между тремя валами, два из которых закреплены неподвижно, а третий давит на профиль, придавая ему желаемую форму.
В зависимости от конструкции, подвижным может быть:
центральный верхний ролик – давление осуществляется сверху;
крайний нижний ролик (любой, расположенный на выходе из станка) – давление осуществляется снизу, поднятием части станины.
Изгибание профиля происходит при прокатке его между роликами. Для получения крутой дуги действие повторяют несколько раз, что позволяет регулировать усилие, избегая деформации трубы (заломов, расплющивания).
Обратите внимание! Для получения равномерного изгиба, трубу каждый прокат вставляют противоположной стороной.
Для самостоятельного изготовления профилегиба потребуются навыки работы со сварочным аппаратом, болгаркой и составляющие детали, которые можно сделать из подручных материалов, купить недорого в пунктах приема металлолома или найти в старом гараже.
Как сделать самодельное устройство
Для изготовления роликового трубогиба для профильной трубы вам понадобятся:
Толстостенный швеллер или профильная труба для изготовления опорной платформы и станины.
Три прокатных вала, металлических. Надежные и долговечные ролики получаются из стального цилиндра, в котором просверливают отверстие в центре для насадки.
Упорный винт для приведения в движение прокатного вала.
Подшипники для прокатных валов и опорной платформы.
Приводную цепь, которая соединит прокатные валы с механизмом их вращения.
Ручной роликовый трубогиб можно оснастить дополнительно электроприводом, но большинство домашних умельцев не видят в этом необходимости.
Что следует учесть при подборе деталей и материалов для изготовления профилегиба:
Для опорной платформы следует брать швеллер не менее 60 мм с толстой стенкой. Более тонкий материал рискует быть деформированным при прокате профиля большого сечения.
Упорный винт – это деталь, на которую ложится вся нагрузка в ходе работы инструмента. Резьба на нем должна быть инструментальная (прямоугольная), чтобы не деформировалась при многократных затяжках и удержании давления. Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Прокатные валы следует делать из закаленной стали. Их изготовление лучше доверить профессиональному токарю, поскольку потребуются не гладкие детали, а с ограничителями для удержания профиля. Идеальный вариант – валики с многоступенчатыми ограничителями для нескольких размеров. Как вариант можно сделать несколько съемных валов, под разный профиль.
Для снижения нагрузки на ручку вращения можно установить звездочки разного диаметра, которые будут усиливать крутящий момент, и соединить их цепью. Маленькую звездочку устанавливают на ось вращения ручки, две большие – на соответствующие оси вращения роликов.
Обратите внимание! Различают две конструкции роликового трубогиба: с ведущим центральным валом или ведущими двумя нижними валами.
Преимущество профилегиба с одним ведущим валом в том, что нижние два вала можно сделать съемными. Переставляя их относительно прижимного, можно легко варьировать радиус изгиба.
Схема изготовления:
Изготовление профилегиба начинают со сборки горизонтальной платформы и вертикальной станины. По чертежу нарезают металл и сваривают его или собирают на болтах.
Сваривают крепежи для двух нижних валов, устанавливают их на горизонтальную платформу. Как вариант, на станину можно приварить отдельные крепления для передвижных валов, размером под подшипник.
Сваривают подвижную платформу под верхний вал.
Устанавливают на нее упорный винт при помощи двух подшипников. Направляющие движения верхней опорной платформы это вертикальные стойки станины.
Соединяют подвижные детали шестеренками и цепью.
Для сгибания небольшого профиля для теплицы, беседки или декоративной арки можно изготовить более простой вариант трубогиба – улиточный. Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Как рассчитать конструкцию
В изготовлении улиточного трубогиба важно рассчитать диаметр рабочего (или упорного) колеса, поскольку от его размера зависит радиус изгиба профиля на выходе.
Для расчета используют зависимость диаметра рабочего колеса от получаемого радиуса трубы:
d + r1 + r2 + 2 = а
d – это радиус изгиба профиля;
r1 и r2 – это радиус направляющего ролика и упорного колеса.
Имеет значение дистанция между вращающимися колесами. Для ее регулировки на станине сверлят несколько отверстий, по которым передвигают ось прижимного ролика.
Руководство по изготовлению
Конструкция улиточного трубогиба состоит из:
основания – толстой металлической платформы, на которую крепят остальные детали;
металлической вилки;
направляющего ролика;
рабочего колеса.
Изготовление начинают с ролика и рабочего колеса. Для каждой детали необходимо выточить шкив, ось под соответствующий подшипник. Рабочая поверхность ролика и колеса должна иметь боковые упоры под максимальный размер швеллера.
На втором этапе собирают вилку. Для этого вырезают из металла боковые детали, просверливают в них отверстия под оси рабочего колеса и направляющего ролика. Собирают вилку и приваривают ее к металлической платформе-основанию.
На основании должно быть отверстие для оси рабочего колеса и отверстия под крепежи самой конструкции к верстаку, поскольку работать на таком трубогибе можно только в стационарно закрепленном виде.
Профильные трубы квадратного или прямоугольного сечения широко применяются в строительстве и ремонте. Из них изготавливают беседки, навесы, теплицы, каркасы для различных сооружений, ограждения. Чтобы придать элементу изогнутую форму, используют специальное устройство — трубогиб.
Трубогиб
Сложные пространственные конструкции производят специализированные мастерские на высокоточных мощных станках. В домашних условиях чаще применяется ручной инструмент промышленного изготовления или самодельный. Если нужно согнуть несколько элементов, трубогиб для профильной трубы целесообразно сделать своими руками. Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Принцип работы трубогиба
Трубогибочный станок предназначен для сгибания трубы под углом до 90°. Такая обработка жесткого цельнометаллического элемента позволяет избежать приваривания патрубков и создания резьбовых соединений.
При сгибании используется принцип механического холодного деформирования. Материал не подвергается неблагоприятному воздействию высокой температуры. Металлопрокат помещают между статичными вальцами устройства, а подвижный прижимной вал создает усилие, сгибающее профиль под нужным углом.
Принцип работы роликового трубогиба
Чтобы избежать ухудшения технических характеристик и разрушения металла, ограничивается радиус изгиба трубы.
Его минимальное значение зависит от вида материала — сталь, медь, алюминий — и толщины стенки. При этом утоньшение сечения не превышает 20-25%. В результате пластической деформации профиль приобретает изогнутую форму без потери прочности.
Таблица минимальных радиусов для гибки стального профиля
*
Чтобы получить участок угловой конфигурации, используют инструмент локального воздействия. Усилие прикладывается точечно. Изгиб формируется выдавливанием.
Профилегиб отличается от обычного трубогиба для круглой трубы, поскольку предназначен для деформирования профиля, более устойчивого к изгибающим нагрузкам. Для изготовления дуг или арок заготовку протягивают на прокатном станке с одним или несколькими роликами и большим радиусом изгиба.
Виды трубогибов и их конструкция
Строительная индустрия производит профилегибочные станки в широком ассортименте. Они предназначены для обработки металлопроката с различными техническими характеристиками и решения конкретных задач.
Ручные
Компактные мобильные устройства применяют для изготовления дуговых элементов из профильных труб небольших размеров. Ручной инструмент работает за счет мускульных усилий человека.
Разновидности ручных трубогибов:
с ведущим центральным валом;
с подвижным крайним роликом;
поворотный.
Конструкция ручного трубогиба с ведущим центральным валом состоит из основания, двух опорных роликов и одного подвижного. Воздействие регулируют воротом прижимного винта, вставленным в верхнюю часть механизма.
Роликовый трубогиб с прижимным винтом на центральном валу
Трубу протягивают через валы вручную помощью рукоятки и закрепленной на осях роликов цепи. Давление усиливают, опуская нажимной болт. Профиль постепенно изгибается и приобретает форму дуги.
Ручной профилегиб может оборудоваться подвижным крайним роликом. Его закрепляют к части рамы, соединенной со станиной мощными петлями.
Высоту подъема изменяют домкратом, поднимая край стола. Ручка для протягивания металлоизделия крепится к центральному неподвижному ролику.
Трубогиб с подвижной частью станины
Для изготовления крутоизогнутых участков из трубы 20х20, 30х20 и 40х20 мм с толщиной стенки до 1,5 мм применяют поворотные ручные трубогибы. Они позволяют согнуть профиль на угол до 360°.
Поворотный трубогиб
*
Устройство закрепляют на станине или столе горизонтально, в проточку нужного размера вставляют металлоконструкцию. Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Гидравлические
В таких трубогибах усилие нагнетается гидравлическим двигателем. Гидроцилиндры передают участку трубы давление до 12 тонн, что позволяет согнуть даже крупные заготовки.
Гидравлические трубогибы выпускаются промышленностью в двух вариантах:
Ручной. Трубу вставляют в сменный шаблон подходящего размера — опорный башмак, который надежно фиксирует изделие при гибке. Гидроцилиндр приводится в действие рукояткой, возвращается в исходное положение при помощи обратного клапана. Инструмент переносной, применяется для обработки профилей размером до 50 мм.
Ручной гидравлический инструмент
С электроприводом. Более мощные устройства позволяют сгибать трубу сечением до 150 мм и толщиной стенки до 3 мм. Электродвигатели снабжены двухступенчатыми телескопическими гидроцилиндрами. Благодаря этому в конце рабочего хода развивается большое усилие.
Гидравлический трубогиб с электроприводом
Гидравлические трубогибы обладают высокой производительностью и обрабатывают конструкции с высокой точностью. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Электромеханические
*
Электрический роликовый профессиональный профилегиб — технологичное оборудование для изготовления изогнутых тонко- и толстостенных металлических конструкций. Позволяет автоматизировать выполнение больших объемов работ.
Электромеханические трубогибы могут быть ручными или стационарными. Первые используют для гнутья труб диаметром до 50 мм в условиях, где доступно электропитание. Вторые — габаритные станки с мощными двигателями, устанавливаемые в промышленных цехах. Ими управляют операторы посредством ЧПУ.
Электромеханический станок с ЧПУ
Изгиб профиля формируют один или несколько валов. По способу гибки различают трубогибы:
намоточные — элемент изгибается при вращении вокруг неподвижного шкива;
обкатывающие — кривизну детали придает подвижный ролик, при проходе прижимающий ее к шаблону;
вальцовочные — профиль протягивают через три валка, два из которых неподвижны, а третий перемещается относительно других;
выдавливающие — работает по типу арбалета, сгибает заготовку выдвигающимся пуансоном с насадкой, выполненной под трубу определенного размера.
Стальной профиль чаще всего изгибают вальцовочными станками, где усилие распределяется более равномерно.
В роликовых трубогибах прокат квадратного или прямоугольного сечения испытывает меньшие деформации, при которых сохраняется устойчивость стенок.
Ручной трубогиб для профильных труб своими руками
*
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
швеллер №8 или №10 для жесткой рамы;
2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
ролик с насечками для подвижного вала;
готовые подшипниковые узлы;
2 или 3 шестерни или «звездочки»;
стальная цепь;
прижимной винт;
тонкая труба для ворота;
рукоятка;
сварочный аппарат;
дрель;
«болгарка»;
молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок. При трудоемкой работе с металлом это особенно важно.
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
*
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
Раскроить швеллер по размерам стоек и основания.
Просверлить отверстия в деталях рамы под крепление роликов.
Сварить из швеллера опорную раму со стойками.
Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Схема прижимного механизма
Прикрутить подшипниковые узлы к раме.
Вставить ворот в отверстие прижимного болта.
На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
«болгарка»;
сварочный аппарат;
гидравлический домкрат;
швеллер и уголок для силовой рамы;
башмак для упора;
ролики или направляющие.
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
Приварить к раме горизонтальную станину из швеллера.
Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
Траверса для регулировки радиуса изгиба трубы
Установить ролики в нужную позицию.
Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Руководство по проектированию гибки труб
| Listertube Tube Engineering Services
Если вы не уверены в том, какой тип изгиба должен соответствовать требованиям вашей трубы, обязательно прочтите руководство по проектированию Listertube, содержащее информацию о преимуществах различных типов изгиба, размеров труб и радиусов изгиба. Загрузите и сохраните или продолжите чтение ниже.
СКАЧАТЬ БЕСПЛАТНО
Проектирование для производства
Часто даже самые компетентные конструкторы не полностью осведомлены о том, как именно работают трубогибочные машины и, следовательно, об их возможностях и ограничениях. Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Обычно другие элементы в готовом изделии разрабатываются так, чтобы вносить изменения в трубу на данном этапе сложно или невозможно, и тем не менее с несколькими простыми изменениями это может быть простой производственный элемент. Принимая во внимание несколько рекомендаций, вы можете гарантировать, что указанные вами трубные компоненты оптимизированы для производства без ущерба для необходимой вам функциональности.
Преимущества гибки труб
металлическая труба (или труба), обычно изготавливаемая из мягкой стали, нержавеющей стали, алюминия или меди и обычно круглого сечения, хотя возможно квадратное или прямоугольное (коробчатое) сечение, и даже овальные формы или более сложные сечения могут быть согнуты. В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
Жесткая трубка более надежна, имеет более длительный срок службы, часто более низкую общую стоимость по сравнению с гибким шлангом и визуально более привлекательна. Сложные пути изгиба или комбинации шланг/трубка могут исключить несколько компонентов и путей утечки. По сравнению с готовыми решениями труба имеет более эстетичный вид, обычно намного более рентабельна и обычно обеспечивает снижение веса
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и производства манипуляций, важно оценить различные способы гибки труб. В основном существует три подхода, известных соответственно как гибка сжатием, гибка вытягиванием и гибка валком.
Сгибание компрессионной трубки
Сгибание компрессионной трубки похоже на сгибание медной трубы вокруг колена; вы держите один конец трубки неподвижно и формируете трубку вокруг прежнего (в данном случае колена). Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, такому как сталь, тогда мощность машины станет существенной, и гибка вытягиванием станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или вытягивает трубу вокруг прежнего инструмента. Фактически, вместо того, чтобы труба была зажата позади шаблона, она прижата к шаблону, а зажим и шаблон вращаются, при этом труба огибает шаблон по дуге позади него, просто прижимаясь к шаблону с помощью пресс-штампа.
Как следует из названия, пресс-форма не зажимает трубу, а просто прижимает ее к шаблону, но трубу можно протянуть мимо нее. Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Вытяжная гибка
Вытяжные гибочные машины могут быть простыми с ЧПУ (с числовым программным управлением) или полным ЧПУ (с компьютерным числовым управлением). Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (относительно диаметра или спецификации материала) трубки склонны к разрушению при изгибе, и в процессе гибки вытягиванием (в отличие от гибки сжатием) можно поддерживать трубу в точке, где происходит изгиб, с помощью вставка оправки по центру трубы. По этой причине гибку вытягиванием иногда называют гибкой на оправке.
Роликовая гибка
Если вам нужна очень плавная кривая, т.е. большой радиус кривизны, то вытяжная гибка перестает быть осуществимой, так как размер инструмента (и станка для его установки) становится непомерно высоким. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Он работает, проталкивая трубку, как правило, через три ролика – два с одной стороны трубки и один между ними с другой. Если ролики слегка упираются в трубу, то она явно просто пройдет сквозь них, не прогибаясь, но при увеличении давления ролика труба начнет деформироваться, становясь вогнутой со стороны единственного ролика, поскольку два крайних ролика пытаются протолкните его вокруг внутреннего ролика. Чем больше давление, тем сильнее изгиб.
Существует два основных типа профилегибочных станков.
Первый
Часто называемый просто вальцегибочным станком, имеет только три валка, один или несколько из которых вращаются с усилием, чтобы втянуть трубу внутрь и между ними. Часто трубу несколько раз перемещают назад и вперед между валками для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Второй
Второй тип, когда валки свободно вращаются, и труба проталкивается через них (отсюда изгибание под давлением). Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
То есть гибка вытягиванием лучше, чем гибка валком?
На самом деле у них обоих есть свое место, потому что они делают совершенно разные вещи. Гибка вытягиванием предназначена для довольно узких кривых, типичных для большинства инженерных приложений, в то время как гибка валком предназначена для кривых большого радиуса, часто встречающихся в мебели или архитектурных работах.
Небольшой недостаток вальцовочной гибки заключается в том, что для получения нужной кривизны требуется определенная степень проб и ошибок, особенно при гибке в первый раз, поскольку каждый другой диаметр трубы, толщина стенки и материал ведут себя немного по-разному под действием силы и поскольку нет фиксированной формы, вокруг которой изгибается трубка, эти факторы играют более важную роль. Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Вооружившись хорошим пониманием различных доступных процессов гибки, мы можем теперь рассмотреть процесс выбора, который может предпринять инженер-конструктор.
Размеры трубок
Выбор «стандартного» диаметра трубки имеет ряд преимуществ. Во-первых, материал более доступен, а цены, как правило, ниже, особенно если вам требуются только небольшие или умеренные количества, так как в противном случае вы будете платить минимальную стоимость заказа партии. Во-вторых, у вашего субподрядчика по манипулированию трубами, скорее всего, уже есть подходящие инструменты, что позволяет избежать затрат на инструменты, которые могут варьироваться от 1500 до 3000 фунтов стерлингов даже для труб относительно небольшого диаметра, а это означает, что вы можете быстро получить ответ и/или быстро изготовить прототипы. . Наиболее популярные размеры труб до 50 мм:
Метрические размеры
Внешний диаметр (мм)
Стенка (мм)
4
1
6
1
8
1
10
1
12
1,5
15
1,5
16
2
18
1,5
20
2
22
2
25
2
28
2
30
3
35
3
38
4
42
3
Имперские размеры
Внешний диаметр (дюймы)
Стена (SWG)
Стенка (мм)
3/16
22
0,71
1/4
20
0,91
5/16
20
0,91
3/8
18
1,22
1/2
16
1,63
5/8
16
1,63
3/4
14
2,03
7/8
14
2,03
1
10
3,25
1 1/4
10
3,25
1 1/2
10
3,25
2
10
3,25
Радиус изгиба
Когда мы говорим о радиусе изгиба, это относится к радиусу, измеренному от центральной линии трубы.
Каждый трубогиб будет иметь различный набор инструментов для радиуса изгиба вытяжки в зависимости от предыдущих работ, которые они выполняли, но, безусловно, наиболее распространенный будет соответствовать первому эмпирическому правилу;
Стандартный радиус изгиба 2 x D
Это означает, что если у вас есть труба с наружным диаметром 20 мм, то радиус изгиба, который вы можете выбрать, составляет 40 мм. Можно иметь более узкий радиус изгиба, даже такой низкий, как ½ x D, хотя все, что меньше 2 x D, обычно требует дорогостоящего инструмента и, возможно, гибки на оправке.
На другом конце шкалы максимальный радиус изгиба при растяжении определяется не характеристиками трубы, а тем, какой инструмент можно установить на гибочный станок. В зависимости от диаметра трубы это может быть очень большое число, но опять же, отход от стандартного 2 x D требует затрат на инструмент. Если вам нужны изгибы с большим радиусом, тогда решением может быть изгибание с толканием или валком, и минимальный радиус, который действительно возможен при этом, составляет ;
Минимальный радиус изгиба валка 7 x D
Технически возможно, чтобы плотность была больше 7 x D, но это во многом зависит от толщины стенки и свойств материала, поэтому в целях безопасности придерживайтесь этого правила.
Максимальный предел радиуса изгиба валком не ограничен, за исключением, конечно, оставления трубы прямой, что равно бесконечному радиусу изгиба! Очевидно, что всегда имеет смысл проверить у вашего манипулятора труб, какие инструменты у них есть для выбранного вами диаметра трубы, прежде чем приступить к проектированию вашего компонента.
В качестве альтернативы, по возможности, допускайте широкий допуск на радиусы изгиба. Например, если у вас есть простой изгиб на 90 градусов в 20-миллиметровой трубе, имеет ли для вашего проекта значение радиус изгиба 40 мм, 50 мм или 60 мм? Так почему бы не обозначить его как 50 мм +/- 10 мм.
Множественные радиусы изгиба
Если вам нужно более одного изгиба в трубе, следующий вопрос, который необходимо рассмотреть, — могут ли они все иметь одинаковый радиус.
Базовые протяжные гибочные станки — это так называемые одинарные гибочные станки, т. е. они могут одновременно использовать только один набор инструментов. Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Мы часто видим чертежи, требующие двух разных радиусов изгиба, которые в действительности настолько похожи, что разница почти незаметна; зачем проектировать трубу с одним радиусом изгиба 70 мм, а другим 75 мм? Но люди делают. Если вы проектируете несколько радиусов, делайте это только в том случае, если вам это действительно нужно! Если у вас должны быть изгибы с несколькими радиусами, вам понадобится машина с двумя, тремя или даже несколькими стопками (которая может иметь столько наборов инструментов, установленных друг над другом, сколько поместится на инструментальную стойку, и может индексировать между каждым из них). Очевидно, что по мере увеличения ассортимента этих станков вы уменьшаете количество трубогибов, у которых будет это оборудование.
Если у вас есть изгибы очень близко друг к другу, которые не находятся в одной плоскости, вам, вероятно, понадобится укладочный станок с режущим инструментом (чтобы первый изгиб не загрязнял инструмент, пока выполняется второй изгиб ). Этот инструмент будет разработан специально для вас, поэтому, если объемы не являются достаточно значительными, чтобы оправдать его, вы можете рассмотреть возможность отказа от такого типа конфигурации.
Если вам нужно несколько изгибов большего радиуса (более 7 x D), то это не проблема для проталкивающего гибочного станка (хотя на простом валковом станке это довольно сложно). Иногда вам понадобится крутая кривая, плавно переходящая в плавную кривую. Типичные примеры встречаются в мебельных приложениях. В этом случае вам понадобится компания по обработке труб, у которой есть гибочный станок с ЧПУ с комбинированными возможностями вытягивания и толкания.
Если вы хотите, чтобы на одном и том же компоненте использовалось более одного радиуса изгиба волочения в сочетании с радиусами изгиба валка, убедитесь, что ваша гибочная компания имеет многоярусный станок для вытяжки и вальцовки!
Изгиб слишком далеко
Даже если вы выбрали стандартные размеры трубы, стандартные радиусы изгиба и придерживаетесь ограниченного числа различных размеров изгиба, все еще существуют конфигурации изгиба, которые вызовут проблемы для манипуляторов труб и часто приводят к более высоким расходы для вас. Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Было бы невозможно перечислить все конфигурации трубок, которые могут быть проблематичными, но есть несколько возможных;
«Узлы»
Если есть петля из трубы с трубой, проходящей через нее каким-либо образом, то маловероятно, что ее можно изготовить на стандартном гибочном станке с ЧПУ. Иногда можно изготовить такие вещи на приспособлении для ручной гибки целиком, но вы определенно столкнетесь с затратами на инструменты, и даже это будет ограничено трубами меньшего диаметра, которые можно формовать вручную. В качестве альтернативы его, возможно, придется сделать из отдельных частей и соединить.
Изгиб около 180 градусов и выше, а также плотные витки на жестком материале.
Представьте, что мы хотим согнуть трубку в форме, похожей на греческую букву α, с одной «ножкой» трубки, пересекающей другую. Есть способы заставить гибочный станок с ЧПУ согнуть трубу на себя, а затем еще дальше. Проблема в том, что тогда труба запутается в каретке или другой части надстройки машины. Если изгиб имеет достаточно большой радиус и/или если диаметр трубы достаточно мал, тогда будет достаточно гибкости, чтобы трубу можно было поднять над любой частью машины и избежать загрязнения. В противном случае, вероятно, будет необходимо сделать разделы и присоединиться.
Большая длина гибки в определенных конфигурациях
Большинство протяжных гибочных станков являются «правосторонними», что означает, что если смотреть вниз на станок в сторону гибочной головки, изгиб будет справа. А теперь представьте, что вы делаете первый изгиб длиной, скажем, 2 метра. Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
В некоторых очень редких случаях вам может удаться спроектировать трубу, требующую гибочного станка, который сочетает в себе возможность лево- и правосторонней гибки.
Если вы сомневаетесь, спросите…
Если вы разрабатываете конфигурацию трубы, которая, по вашему мнению, может быть чем-то необычным, лучше всего обратиться за советом к манипулятору трубы. Любая хорошая компания будет очень рада поговорить с вами и просмотреть ранние эскизы или чертежи дизайна, чтобы помочь вам получить наиболее удобный для производства компонент, прежде чем вы зафиксируете свой окончательный дизайн. В тюбике возможно почти все, если вам это действительно нужно! Резюме по изгибу труб
Основные практические правила:
Выберите стандартный размер трубки
Для малых радиусов изгиба старайтесь по возможности придерживаться одного радиуса изгиба и используйте радиус 2 x D
Для больших радиусов изгиба можно использовать несколько радиусов, но не более 7 x D
Поговорите со своим трубным манипулятором в начале процесса проектирования всего продукта, чтобы узнать его мнение о простоте изготовления, прежде чем вы его завершите
Как найти подходящий трубогиб?
Woodward Fab
Трубогибы представляют собой тип оборудования для изготовления труб и труб, которые используются для гибки труб. Это оборудование доступно в различных типах, функциях и спецификациях для удовлетворения требований вашего приложения. Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями.
Если вы работаете в металлообрабатывающей промышленности, то, возможно, знаете, как важно покупать правильное оборудование. Конечный результат в любом металлообрабатывающем проекте зависит от качества и типа используемого оборудования. Таким образом, если вы хотите купить трубогиб, необходимо учитывать множество факторов. Давайте обсудим факторы, которые помогут вам выбрать правильный трубогиб.
Типы трубогибочных станков: Как правило, трубогибочные станки классифицируются в зависимости от механизма их работы. Давайте обсудим несколько основных типов гибочных станков.
Открытые ротационные гибочные станки: Этот тип гибочного станка изгибает трубу, вытягивая ее по кривизне. Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб.
Станки для гибки оправок: Станок для гибки оправок использует ряд стальных шариков, называемых оправкой. Серия шариков проходит через трубку, опираясь на изогнутый радиус, чтобы согнуть трубку. Эта машина используется для массовых операций по гибке труб.
Валковые гибочные станки: Эти гибочные станки имеют пирамидальную структуру с тремя роликами, расположенными треугольным образом. Трубка прокатывается на роликах, чтобы согнуться до определенного диаметра.
Трубогибочные станки типа Ram: В этом типе трубогибочного пресса матрица вставляется внутрь трубы с помощью домкрата, чтобы согнуть трубу в определенную форму. Ползун может приводиться в действие гидравлическим, пневматическим или ручным усилием.
Наряду с этими основными типами гибочных станков существует несколько типов гибочных станков, названных в зависимости от их источников питания. Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.
Анализ ваших эксплуатационных требований: Когда дело доходит до выбора лучшего трубогиба, отвечающего вашим потребностям, вы должны проанализировать свои требования. Следующие факторы важно учитывать в соответствии с вашими эксплуатационными требованиями.
Скорость работы: Если требуется высокоскоростная гибка труб, ручной гибочный станок может не подойти. Как правило, электрические приводы и пневматические приводы отлично подходят для высокоскоростных операций. Таким образом, электрические или пневматические гибочные станки будут предпочтительным выбором для высокоскоростного смешивания. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.
Размер производственной партии: Размер производственной партии следует учитывать при выборе правильного трубогиба. Для пакетной гибки предпочтительнее гибка на оправке или гибка с ЧПУ.
Стоимость и потребность в эксплуатации: Бюджет и потребность являются двумя важными факторами выбора. Нужно инвестировать больше, только если спрос больше. При высоком спросе оператор должен инвестировать в эффективный гибочный станок с ЧПУ или электрические блендеры. Если операции гибки выполняются редко, оператор может выбрать менее дорогой ручной гибочный станок.
Соответствие машине и материалу: Гибочный станок должен быть совместим с используемым материалом. Необходимо учитывать материал трубы, толщину стенки, диаметр трубы и т. д. В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.
Подробнее Инструменты и аксессуары: Трубогибы поставляются с набором штампов и инструментов для гибки. При выборе гибочных станков необходимо обращать внимание на аксессуары, такие как набор инструментов для гибки труб, прокатные станки, многоцелевые трубогибы и т. д.
Требования к заявке: Ответить на этот вопрос может быть немного сложно, поскольку необходимо учитывать несколько требований. Пожалуй, можно сосредоточиться на следующих вопросах:
Тип сгибаемого материала
Достигаемый максимальный и минимальный размер трубы
Достигаемые формы деталей
Размеры изгибаемой трубы
Толщина стенки изготавливаемой трубы
Радиус центральной линии (CLR) желаемого изгиба
Рассмотрение объема: Это будет зависеть от типа проектов по гибке, которые предпринимаются. Вот некоторые из основных соображений:
Количество деталей, которые нужно согнуть в час
Количество часов, в течение которых машина будет работать
Количество операций в день или месяц
Количество смен инструмента
Бюджет: Возможно, это основа любой коммерческой или промышленной инвестиции, и трубогиб не будет исключением. Хотя большинство владельцев металлообрабатывающих предприятий сосредотачиваются только на высокой стоимости при низких инвестициях, этого недостаточно. Иногда один тип трубогибочного станка может заряжаться от разных марок; поэтому вы должны сравнить преимущества и рентабельность инвестиций, которые они предлагают.
Качество: Оборудование для гибки труб — это единовременная инвестиция, и вы не можете позволить себе принять неправильное решение. Качество гибки будет зависеть от качества используемого станка.
Наряду со всеми вышеперечисленными факторами при выборе правильного трубогиба важно обращаться за советом к специалистам.
Колодезные насосы решают проблему подачи воды на объект и позволяют снизить ряд расходов. Их особенность кроется в возможности взаимодействия с глубокими резервуарами, где другие типы оборудования не справляются с поставленной задачей. Мы представляем вашему вниманию высокопроизводительные агрегаты Belamos, которые крайне популярны у современных потребителей. Их отличает долговечность, надежность и повышенная производительность. Наибольшие сложности возникают при выборе прибора. В модельном ряду важно найти агрегат, отвечающий предъявляемым к нему требованиям.
Вибрационные насосы
Поплавковый насос
Конструкция колодезного насоса
Каждый насос колодезный погружной заключен в цилиндрический корпус из высококачественной нержавеющей стали для удобства монтажа и эксплуатации. Под слоем металла располагается мощный двигатель, который приводит аппарат в рабочее состояние. Помимо мотора, важным элементом вибрационного насоса является крыльчатка. Речь идет об устройстве, которое обеспечивает подъем жидкости в вертикальном направлении.
Чтобы обеспечить долговечность погружного насоса колодец должен быть заполнен водой. Агрегат будет функционировать, если его рабочие элементы погружены в воду. Для контроля над состоянием оборудования мы оснащаем каждую модель специальными автоматическими регуляторами или поплавками.
На колодезный насос цена напрямую зависит от его рабочих характеристик. Наибольшее внимание уделяется производительности оборудования, объему установленного гидроаккумулятора, требуемой величине напора жидкости. Важна и дистанция, на которую будет транспортироваться вода.
Модельный ряд
Мы представляем вашему вниманию множество моделей погружных поплавковых насосов, чтобы вы могли найти решение для любой проблемы. Каждая из них обладает:
повышенной степенью надежности;
увеличенной высотой подачи жидкости;
доступной стоимостью.
Наша компания взаимодействует с покупателями насосов вибрационных погружных с 1993 года . Огромный багаж профессиональных знаний и практических навыков позволяет группе инженеров Беламос создавать высокопроизводительные и долговечные бытовые насосы для установки в условиях частных домов и более крупных объектов.
Выбирайте лучшие вибрационные насосы, купить которые можно уже сегодня!
Колодезные насосы DAB DIVERTRON (Дивертрон), DIVER, PULSAR, IDEA
Погружные колодезные насосы DAB: DIVERTRON, DIVER, PULSAR, IDEA от компании DAB Pumps пользуются заслуженной популярностью у российских покупателей, благодаря своим отличным техническим характеристикам, непревзойденному итальянскому качеству, надежности и инновационным решениям, заложенными в их конструкцию инженерами концерна.
Погружные колодезные насосы являются наименее чувствительными к примесям в виде твердодисперсных частиц, содержащихся в воде. В отличие от скважинных насосов, колодезные насосы, оснащенные простым и надежным поплавковым выключателем, обычно не нуждаются в оборудовании дополнительных средств защиты от «сухого хода».
Современные погружные колодезные насосы делятся на центробежные и вибрационные. Центробежные состоят из нержавеющего корпуса, асинхронного электродвигателя, пускозащитного реле и центробежного насоса. Есть модели, снабжённые основанием для установки их на дне ёмкости с чистой водой. Погружной насос центробежного типа обычно работает в автоматическом режиме. Естественное охлаждение двигателя перекачиваемой жидкостью гарантирует безотказную работу техники даже при длительном непрерывном включении. Насосы, оборудованные поплавковым выключателем, останавливают его работу при падении уровня воды в резервуаре ниже допустимого предела и запускают его вновь при восстановлении уровня. Для правильного подбора насоса недостаточно информации о максимальных показателях напора и расхода, которые информируют о возможностях насоса либо по напору, либо по расходу. Насос подбирается по показателю эффективности — рабочей точке. В рабочей точке двигатель насоса не испытывает перегрузок, работает в оптимальном режиме, с максимальным КПД. Простой совет: при выборе насоса делите максимальные показатели пополам, таким образом Вы примерно определите рабочую точку. Например, Вам предлагают насос с показателями расход — 3 м3/час и напор — 64 метра. На самом деле, Вы получаете насос со средними характеристиками 1,3-1,6 м3/час и 36-30 метров соответственно. Конечно, насос сможет Вам выдать 3 м3/час, но при напоре, стремящемся к нулю. И, наоборот, при 64 метрах напора расход будет минимальный, т.е. практически капельный.
Колодезный насос DAB DIVERTRON
Разработан специально для индивидуальных и коллективных систем водоснабжения.
Используется для колодцев диаметром 6″ и более.
Дивертрон со встроенной электроникой идеально подходит для перекачивания воды из резервуаров, цистерн, прудов и колодцев, для использования с системами сбора дождевой воды и оросительных систем.
Если в колодце или в другой водозаборной емкости низкий уровень воды, или он постоянно опускается до минимальной глубины, то правильным решением в этом случае будет купить колодезный насос Даб DIVERTRON.
Насос не мутит воду, не заиливает колодец, и, что немаловажно — практически бесшумен.
Модели колодезных насосов DAB DIVERTRON 1000M и DIVERTRON 1200M оборудованы электромеханической системой управления со встроенным датчиком протока и давления, а встроенное реле протока надежно защищает насос от «сухого хода». Для автоматической работы насоса не требуется гидроаккумулятор и реле давления.
В нижней части, откуда происходит всасывание воды, DIVERTRON снабжен защитной решеткой из нержавеющей стали, которая предохраняет насос от попадания крупных частиц песка, гальки и т.д.
Технические характеристики насоса Даб Дивертрон: Производительность насосов DIVERTRON: от 0,3 до 5,7 куб.м/ч, напор – до 47 м. водяного столба. Максимальная глубина погружения – 10 м. Перекачиваемая жидкость: чистая, без твердых включений и минеральных масел, не вязкая, химически нейтральная, по характеристикам аналогичная воде. Температура – от 0°С до +35°С.
Основные материалы. Рабочие колеса и диффузоры, внешний корпус и гидравлический корпус – из технополимера; кожух двигателя, всасывающая решетка, вал и крепежные элементы – из нержавеющей стали. Торцевые уплотнения масляной камеры – сальниковые уплотнения.
Особенности колодезных насосов DIVERTRON
Многоступенчатый колодезный насос, в котором уплотнение вала выполнено в виде масляной камеры с двумя сальниковыми уплотнениями.
Все модели укомплектованы электро- механической системой управления со встроенными датчиками давления и потока. Есть встроенная защита от «сухого» хода и перегрузки.
В случае необходимости забора воды из верхних слоев колодца применяются модели насосов с индексом «X» DIVERTRON X 1000M и DIVERTRON X 1200M, которые могут быть снабжены гибким боковым всасывающим патрубком у основания с поплавком KIT Divertron X (заказывается отдельно).
Заборный патрубок KIT Divertron X. Длина шланга — 1 м. На одном его конце запресовано резьбовое соединение 1″ (тип «папа») для подсоединения к насосу, а на другой стороне запрессован заборный сетчатый фильтр, через который всасывается вода. К нему прикреплен пластиковый шар с воздухом, который в воде тянет заборный сетчатый фильтр на поверхность, т.е. насос забирает воду всегда с верхних слоев воды в колодце.
Все модели насосов поставляются в комплекте с 15-и метровым кабелем. Диаметр подключений: 1»
Монтаж. Дивертрон монтируется в вертикальном положении и при работе может продолжительно находиться в неполностью погруженном состоянии. Стандартное электропитание: 1×230 В. Степень защиты: IP 68. Класс изоляции: F.
Колодезный насос DAB DIVER 6
Многоступенчатый колодезный насос ДАБ ДАЙВЕР 6 разработан специально для индивидуальных и коллективных систем водоснабжения. Поплавковый выключатель надежно защитит насос от работы без воды. Сетка насоса, предохраняющая от попадания твердых частиц, выполнена из нержавеющей стали. Благодаря небольшому весу и входящему в комплект поставки четырехразмерному напорному патрубку, насос может стать незаменимым помощником в обеспечении Вашего дома водой.
Особенности насоса DIVER 6
Все модели укомплектованы поплавковым выключателем, конденсатором и тепловым выключателем с автоматическим перезапуском, а также электрическим шнуром длиной 15 метров.
Торцевое уплотнение (сдвоенное с масляной камерой) с двумя сальниковыми уплотнениями.
Возможность регулировки уровня воды, при котором насос отключается.
Ручка DAB DIVER 6 имеет крепление для троса для удобства погружения его в колодец и извлечения обратно и надежное крепление шланга к насосу.
Производительность: от 0,3 до 5,7 куб.м/ч, напор – до 45,5 м водяного столба.
Материалы, используемые при производстве насоса:
Корпус насоса, рабочее колесо и диффузор выполнены из технополимера; Вал, крепежные винты — нержавеющая сталь AISI 304
Технические характеристики колодезных насосов Diver 6
Модель насоса
Максимальный напор, м
Расход, м3/час
Мощность ном, Вт
Глубина погружения, м
Диаметр насоса, мм
Diver 6 600 M-A
22
4,8
550
15
150
Diver 6 700 M-A
35
4,8
650
15
150
Diver 6 800 M-A
45
4,8
750
15
150
Колодезный насос DAB PULSAR
Разработан специально для индивидуальных и коллективных систем водоснабжения. Для скважин и колодцев диаметром 5″ и более. DAB PULSAR применяется для подъема воды из скважин, колодцев, баков, водоводов и т. д, для повышения давления воды в бытовых системах водоснабжения и небольших сельскохозяйственных установках. Производительность – от 0,9 до 7,2 куб.м/ч, напор – до 82 м. водяного столба. Максимальная глубина погружения – 20 м. Перекачиваемая жидкость: чистая, без твердых включений и минеральных масел, не вязкая, химически нейтральная, по характеристикам аналогичная воде. Максимальное содержание песка в воде – 50 г/куб.м. Температура – от 0°С до +40°С.
Основные материалы. Рабочие колеса, диффузоры, фильтр и масляная камера изготовлены из износостойкого технополимера. Корпус насоса, кожух статора, верхняя крышка с напорным патрубком и уплотнительное кольцо из нержавеющей стали AISI 304. Опоры верхнего и нижнего подшипников из латуни, стойкой к вымыванию цинка, изготовлены по технологии порошковой металлургии. Удлинитель вала двигателя из нержавеющей стали AISI 304. Материал кольцевых уплотнений корпуса — резина NBR. Двойное механическое уплотнение, разделенное масляной камерой. Графит/керамика со стороны двигателя, карбид кремния/карбид кремния со стороны насоса.
Особенности DAB PULSAR.
Многоступенчатый колодезный насос.
Уплотнение вала – масляная камера с двумя торцевыми уплотнениями.
Однофазные модели укомплектованы встроенным конденсатором и тепловым выключателем с автоматическим перезапуском. Для трехфазных моделей требуется внешняя защита от перегрузки. Модели с индексом «М-А» дополнительно оборудованы поплавковым выключателем.
Монтаж. Вал двигателя – в вертикальном положении. При продолжительной работе насос может находиться в не полностью погруженном положении. Комплект поставки: однофазные модели: 20 м кабеля HO7 RN F c вилкой SCHUKO CEE 7-VII-UNEL 47166-68; трехфазные модели: 20 м кабеля HO7 RN F. Поставляются как с поплавком, так и без него. Стандартное электропитание: 1×230 В, 3×400 В. Степень защиты: IP 68.
Конструктивные характеристики насоса ДАБ PULSAR Моноблочный многоступенчатый скважинный насос, гидравлическая часть расположена под двигателем. Уплотнительная система вала позволяет двигателю оставаться герметичным, а сами уплотнения не повреждаются даже после короткого периода работы без воды. Насос имеет чрезвычайно низкий уровень шума и устанавливается внутри скважин или баков.
Конструктивные характеристики мотора Асинхронный электродвигатель, погружного типа, для продолжительной работы. Статор установлен в кожух, изготовленный из нержавеющей стали AISI 304. Ротор установлен в подшипники, не требующие дополнительной смазки, что обеспечивает низкий уровень шума и большой ресурс. Встроенная защита от перегрузки в обмотках статора и конденсатор под верхней крышкой в однофазной версии.
Колодезный насос DAB IDEA
Технические характеристики колодезных насосов IDEA
Модель насоса
Эл. питание, Вольт
Мощность max, кВт
Ток, А
Подключение, дюйм
Диаметр насоса, мм
Вес, кг
IDEA 75 M
1×230
0,8
4,0
1,0
93
10,5
IDEA 100 M
1×230
1,1
4,7
1,0
93
12
IDEA 150 M
1×230
2,2
10,5
1,0
93
15
IDEA 75 T
3×380
0,65
1,5
1,0
93
10,2
IDEA 100 T
3×380
1,1
2,3
1,0
93
11,7
IDEA 150 T
3×380
2,5
4,3
1,0
93
14,6
Разработан специально для индивидуальных и коллективных систем водоснабжения.
Для скважин и колодцев диаметром 4″ и более.
Производительность – от 0,4 до 2,4 куб.м/ч, напор – до 52 м. водяного столба. Максимальная глубина погружения – 20 м. Перекачиваемая жидкость: чистая, без твердых включений и минеральных масел, не вязкая, химически нейтральная, по характеристикам аналогичная воде. Температура воды: от 0°С до +35°С.
Основные материалы. Гидравлический корпус и основание двигателя – из чугуна; рабочее колесо – из бронзы; кожух двигателя, вал и крепежные элементы – из нержавеющей стали.
Особенности насосов DAB IDEA. Гидравлическая часть содержит одно рабочее колесо «вихревого» типа. Двигатели однофазных моделей оборудованы встроенным конденсатором. Для трехфазных двигателей требуется внешняя защита от перегрузки.
Монтаж. Вал двигателя – в вертикальном положении.
Комплект поставки: насос в сборе с кабелем длиной 15 м и нейлоновым тросом длиной 15 метров
Почему именно DAB? Почему именно Термогород?
Наша компания является официальным дистрибьютером компании DAB Pumps в России и сотрудничает с ней уже более 12 лет. За это время мы убедились не только в высоком качестве оборудования ДАБ, но и в постоянном стремлении ее инженеров и технологов к уникальным, новаторским решениям, буквально «переворачивающих» мировой рынок насосного оборудования.
Специалисты «Термогород» Москва:
посетили все заводы холдинга в Италии;
постоянно участвуют в семинарах компании и первыми знакомят российский пользователей с новинками DAB;
обладают уникальным опытом работы с насосами DAB;
проконсультируют и подберут аналог любого другого производителя.
Наши специалисты помогут Вам подобрать, а также смонтировать колодезный насос, найдут приемлемое решение по цене. Вы останетесь довольны, сотрудничая с нами!
5 лучших скважинных насосов для загородных домовладельцев
Нет, я не утруждал себя вытаскиванием скважинного насоса из-под земли только для того, чтобы сделать фото для этой статьи, так что вместо этого вам придется довольствоваться снимком устья скважины.
Если вы живете в сельской местности, скорее всего, система водоснабжения вашего дома обслуживается колодцем. Такова природа жизни там, где мы живем, и, проведя большую часть своей жизни у колодца, мне нравится не зависеть от моего местоположения, чтобы поддерживать поток вещей для моей семьи и меня. Но это также означает, что я должен организовать собственное обслуживание скважинной системы, а наличие лучшего скважинного насоса помогает обеспечить бесперебойную подачу воды и редкое техническое обслуживание.
Я помню, как я, будучи намного моложе, впервые увидел внутреннюю работу системы домашнего колодца. Датчик на устье колодца был недостаточно глубоко в земле и замерзал в особенно плохую зиму. Все вышло из-под земли, когда мы осмотрели всю систему, чтобы убедиться, что больше ничего не повреждено. Сотни футов труб были прикреплены к буксировочному шару пикапа, когда мы вытаскивали его из-под земли, взглянув на скважинный насос на конце.
Хотя погода не повлияла на насос так глубоко под землей, он получил некоторые повреждения от ударов о стенки самого колодца, и нам пришлось установить ограждение, чтобы насос работал еще несколько лет.
Большинство экспертов скажут вам, что погружной колодезный насос, подобный тому, что есть у большинства сельских домовладельцев и фермеров, прослужит от 10 до 15 лет — надеюсь, ближе к более высокому пределу этого срока. Замена этих блоков стоит недешево, и если вы заплатите за работу, счет может действительно увеличиться.
Не все знают все тонкости своей скважинной системы, если только им не приходилось с ней работать. Если вы покупаете дом, маловероятно, что вам дадут много документации по истории колодца. В большинстве случаев ваш колодец равен не менее 100 футов в глубину , а некоторые колодцы могут быть на глубине более 500 футов! Конечно, многое зависит от того, где именно вы живете. Идеально, если насос будет погружен в воду на глубину не менее 25–30 футов.
У меня на ферме два колодца — один 183 фута, а другой 294 фута (чем глубже, тем качественнее вода). В последние годы нам пришлось заменить насосы на обеих скважинах, и обеим требовалась разная мощность в лошадиных силах, чтобы эффективно доставлять воду по всей длине и в мой дом, а также получать достаточное количество галлонов в минуту в мой гидробак. .
Пройдя этот процесс, я кое-что узнал о скважинных системах и попытках выбрать лучшие скважинные насосы. После обсуждения множества вариантов с экспертами, вот мои 5 лучших скважинных насосов. Хотя мы в основном выделяем только одну модель из каждой из этих линеек скважинных насосов, знайте, что для многих из них часто также есть аналогичные модели 0,5, 0,75, 1 и 1,5 л.с. по значительно разным ценам:
Red Lion 1-HP 12-GPM Погружной скважинный насос
Это один из самых продаваемых скважинных насосов. Он предназначен для подачи воды в сельские дома, фермы и хижины, в которых есть скважины диаметром 4 дюйма и более на глубину около 250 футов. Этот насос приводится в действие трехпроводным двигателем (коробка управления входит в комплект всех трехпроводных насосов) и имеет встроенный обратный клапан, который предотвращает обратный поток и обеспечивает давление в системе. Он также имеет корпус из нержавеющей стали и термопластичный выпуск и кронштейн двигателя. Это 230 вольт.
Погружной скважинный насос Flotec 1-HP 20-GPM
4-дюймовый погружной скважинный насос Flotec FP3332 предназначен для использования в скважинах диаметром 4 дюйма и более. Скважинный насос Flotec энергоэффективен и идеально подходит для насосов со средней производительностью. Запатентованная конструкция плавающей трубы гарантирует, что насос Flotec FP3332 будет устойчив к забиванию песком, а насос из нержавеющей стали гарантирует его устойчивость к коррозии. Встроенный обратный клапан и удобный блок управления облегчают установку и обслуживание скважинного насоса Flotec. Это трехпроводная помпа на 230 вольт.
Погружной скважинный насос Little Giant мощностью 0,5 л.с. 12 галлонов в минуту
Представляя Franklin Electric, этот насос сочетает в себе долгую и мощную репутацию как торговой марки, так и производителя. Little Giant доступен с выпускным отверстием и кронштейном двигателя из термопластика или с выпускным отверстием и кронштейном двигателя из нержавеющей стали, а также имеет керамическую опорную втулку для долговечности. Помимо 230 вольт, он также имеет шестигранный резиновый подшипник с очень большой поверхностью для обеспечения стабильности вала и несколько каналов потока для предотвращения попадания мелких частиц на поверхности подшипника.
Погружной скважинный насос Grundfos 3/4 HP 10-GPM
Погружной скважинный насос Grundfos 10SQ07-200 96160141 предлагает широкий диапазон производительности. 4-дюймовый SQ представляет собой компактный многоступенчатый центробежный насос, который можно установить в скважине размером не больше самого насоса. Благодаря встроенной электронике насосы SQ очень просты в установке и эксплуатации. Эти гибкие и компактные насосы, оснащенные двигателями с постоянными магнитами, обеспечивают превосходный уровень эффективности и обеспечивают высоту напора до 200 метров. 9Погружной скважинный насос BURCAM 3/4-HP 10 гал/мин водяные скважины диаметром 4 дюйма и более. Изготовленный из коррозионностойкой нержавеющей стали 316 со сменной головкой стандарта NEMA, которая включает в себя 12 ступеней прецизионно обработанных рабочих колес и диффузоров из нержавеющей стали, а также шестигранный приводной вал из нержавеющей стали, этот насос оснащен долговечным двигателем непрерывного действия. Накачивает до 900 галлонов США в час и имеет максимальный напор 275 футов. Наилучшая эффективность составляет от 114 до 198 футов (с реле давления 20/40 PSI) или от 91 до 175 футов (с реле давления 30/50).
Какой глубины должен быть колодец?
Многие скважины, с которыми мы столкнулись, имеют глубину не менее 100 футов, а некоторые скважины можно пробурить даже на глубину до 500 футов. Это зависит именно от того, где вы живете, и от того, насколько близко ваш техник по бурению сможет подобраться к хорошей жиле воды в земле. Идеально, если скважинный насос погружен в воду на глубину не менее 25–30 футов, и во многих случаях он прослужит вам от 10 до 15 лет.
Сколько стоит установка колодца?
Конечно, многое будет зависеть от вашего местоположения, а цены меняются вместе с экономикой, но, скорее всего, вы будете платить от 15 до 30 долларов за фут (то есть от 1500 до 3000 долларов за 100-футовую скважину). И имейте в виду, что если бурение не принесет жизнеспособной воды, вам все равно придется заплатить за эту работу. Обычно технический специалист взимает с вас минимальную цену за неудачную попытку. Затем вы платите за следующую попытку бурения. Также обратите внимание, что в вашем регионе могут действовать разрешительные правила, которые могут увеличить стоимость.
Мы стремимся находить, исследовать и рекомендовать лучшие продукты. Мы получаем комиссионные от покупок, которые вы совершаете, используя ссылки на розничные магазины в наших обзорах продуктов. Узнайте больше о том, как это работает.
Рекламный контент на AG Daily
Скважинные насосы для любого применения
Добро пожаловать в Zoeller! Не стесняйтесь связаться с нашей новой функцией чата!
Х
Дом
Подвальный часовой
Компания Zoeller at Home предлагает широкий выбор скважинных насосов, подходящих для любого применения. У нас есть несколько вариантов скважинных насосов, как глубинные, так и неглубокие, в зависимости от ваших потребностей. Наши чугунные струйные насосы-трансформеры также прекрасно заменяют скважинные насосы.
Посмотрите, что говорят наши клиенты!
Рекомендуемые товары
Глубоководный струйный насос 1 л.
с.
Наш конвертируемый струйный насос высокого давления можно использовать как в глубоких, так и в неглубоких скважинах, поскольку он может забирать воду из источников на глубине до 70 футов.
Глубинные струйные насосы устанавливаются над землей и подключаются к -трубный неглубокий колодец или двухтрубный глубокий колодец. При использовании в качестве глубинного насоса эжектор необходимо вытащить из скважины и заменить.
Наш надземный глубинный насос мощностью 1 л.с. обеспечивает подачу воды до 11 галлонов в минуту. Насос поставляется с реле давления и регулятором потока, он рассчитан на работу от 230 вольт, но может быть легко переоборудован на 115 вольт.
Струйный насос для неглубоких скважин 3/4 л.с.
Наш насос для неглубоких скважин мощностью 3/4 л.с. перекачивает воду из источников глубиной до 25 футов. Насос устанавливается как надземная насосная система, и эжектор не используется для однотрубных систем. Он монтируется в напорный резервуар, а в устье колодца устанавливается водонепроницаемое уплотнение для предотвращения загрязнения поверхностными водами.
Наш скважинный насос мощностью 3/4 л.с. обеспечивает расход воды до 15 галлонов в минуту. Он рассчитан на 115 вольт, но может быть преобразован в 230 вольт. Этот скважинный насос также оснащен встроенным эжектором.
Погружные скважинные насосы
Эти насосы предназначены для 4-дюймовых скважин и предназначены для подрядчиков. Они могут достигать глубины до 325 футов и доступны в версиях 1/2, 3/4 и 1 л.с. Для малых и средних домов эти насосы обеспечивают поток воды до 26 галлонов в минуту.
Мы предлагаем погружной скважинный насос на 115 В и несколько погружных насосов на 230 В для двух- или трехпроводного подключения. Насос включает выпускное отверстие 1-1/4 дюйма и проушину страховочного троса, когда насос опускается в скважину. Для 3-проводного насоса требуется блок управления мощностью, равной мощности двигателя, который продается отдельно.
Струйный насос или погружной скважинный насос: что подходит именно вам?
Особенность
Реактивный прыжок
Погружной скважинный насос
Установка над землей
✔
Установка под водой
✔
Глубина подачи воды
до 70 футов
до 325 футов
Напорный бак
обычно устанавливается на гидробак
обычно включает гидробак
Преимущества наших скважинных насосов
Если вам нужен струйный скважинный насос или погружной скважинный насос, вы можете рассчитывать на следующие варианты наших насосов:
Высокая эффективность: Быстрая подача воды для эффективного снабжения дома .
Надежность: 100% протестированы на заводе и предназначены для обеспечения долговременной и надежной работы.
Гарантия: Для струйных насосов доступна двухлетняя ограниченная гарантия, а для погружного насоса — годовая ограниченная гарантия.
Низкие эксплуатационные расходы: Все наши насосы просты в обслуживании и поставляются с полезными инструкциями и кратким руководством по запуску и эксплуатации.
Свяжитесь с Zoeller at Home сегодня
Если вы ищете бытовые водяные насосы и решения для воды, не ищите ничего, кроме Zoeller at Home. Мы предлагаем высококачественные, проверенные водяные насосы, которые подходят для различных источников воды. Как семейный бизнес, мы гордимся тем, что помогаем нашим клиентам найти лучшее водяное насосное оборудование для своих домов. Следуйте нашему Руководству покупателя по скважинным насосам , чтобы узнать больше о лучшем скважинном насосе для вашего применения.
Красностойкость — быстрорежущая сталь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Красностойкость быстрорежущей стали обусловлена присутствующими в мартенсите легирующими элементами: вольфрамом, ванадием и хромом. Эти элементы выделяются из мартенсита лишь при повышенных температурах ( 500 — 600 С), а образуемые ими сложные карбиды мало коагулируют при этих температурах.
[1]
Красностойкость быстрорежущей стали объясняется тем, что специальные элементы, входящие в состав стали, препятствуют распаду структуры мартенсита. Такими элементами являются: хром, вольфрам, молибден и ванадий. Эти элементы, образуя сложные карбиды, препятствуют распаду мартенсита, так как они выделяются ( выпадают) из мартенсита при более высокой температуре, чем углерод из мартенсита в углеродистых сталях.
[2]
Красностойкость быстрорежущей стали может быть повышена ( см. стр.
[3]
Красностойкость быстрорежущих сталей достигает 600 — 650 С; она зависит в основном от двух факторов — химического состава сталей и режима их термической обработки. Некоторые быстрорежущие стали содержат кобальт, который также повышает их красностойкость. Однако с увеличением содержания кобальта и ванадия шлифуемость сталей ухудшается, повышается их чувствительность к обезуглероживанию. Чтобы придать быстрорежущим сталям хорошие режущие свойства, их подвергают термической обработке по специальному режиму.
[4]
Красностойкость быстрорежущих сталей равна примерно 600 С.
[5]
График термической обработки быстрорежущей стали.
[6]
Значительное повышение красностойкости быстрорежущей стали достигается увеличением в ней процентного содержания кобальта.
[8]
Методика определения красностойкости быстрорежущей стали установлена ГОСТ-1. По этой методике для определения красностойкости закаленные и нормально отпущенные образцы стали подвергают четырехкратному нагреву до 575, 600, 625, 650 и 700 с продолжительностью каждого нагрева по 1 часу; для каждой температуры нагрева используют отдельные образцы. После охлаждения измеряют твердость нагревавшихся образцов. Измерение твердости после многократного нагрева характеризует изменения структуры, происходящие в стали вследствие воздействия высоких температур. Сталь, лучше сохраняющая свою структуру и свойства ( в этих испытаниях — твердость), обладает лучшей красностойкостью, а следовательно, и способностью противостоять действию температур, возникающих в процессе резания.
[9]
I Вольфрам придает красностойкость быстрорежущей стали.
[10]
Закалка при температуре ниже заданной снижает красностойкость быстрорежущей стали, а при температуре выше заданной увеличивает количество остаточного аустенита.
[11]
Температуры, возникающие при резании пластмасс, при нормальной эксплуатации режущего инструмента не превосходят красностойкости быстрорежущих сталей, а тем более твердосплавных инструментальных материалов. Поэтому теплового разрушения режущих кромок также произойти, не может. [12]
Цианирование имеет целью либо повышение поверхностной твердости, износостойкости и усталостной прочности машиностроительной стали; тогда этот процесс ведут при температурах 820 — 950 С, либо повышение поверхностной твердости и красностойкости быстрорежущей стали — в этом случае процесс ведется при 540 — 560 С. Последнее время успешно опробовано цианирование при 780 — 850е С инструментальных углеродистых и легированных сталей в целях повышения красностойкости и износостойкости.
[13]
Быстрорежущие стали ( по ГОСТ 9373 — 60.
[14]
Вольфрам обеспечивает красностойкость быстрорежущей стали. Хром способствует большей прокаливаемости быстрорежущей стали.
[15]
Страницы:
1
2
Быстрорежущая сталь | это… Что такое Быстрорежущая сталь?
Быстроре́жущие ста́ли — легированные стали, предназначенные, главным образом, для изготовления металлорежущего инструмента, работающего при высоких скоростях резания.
Быстрорежущая сталь должна обладать высоким сопротивлением разрушению, твёрдостью (в холодном и горячем состояниях) и красностойкостью.
Высоким сопротивлением разрушению и твердостью в холодном состоянии обладают и углеродистые инструментальные стали. Однако инструмент из них не в состоянии обеспечить высокоскоростные режимы резания. Легирование быстрорежущих сталей вольфрамом, молибденом, ванадием и кобальтом обеспечивает горячую твердость и красностойкость стали.
Содержание
1 Истории создания
2 Характеристики быстрорежущих сталей
2.1 Горячая твердость
2.2 Красностойкость
2.3 Сопротивление разрушению
2.4 Химический состав быстрорежущих сталей
3 Изготовление и обработка быстрорежущих сталей
3.1 Принципы легирования быстрорежущих сталей
4 Маркировка быстрорежущих сталей
5 Применение
6 Примечания
7 Литература
Истории создания
Сверло с покрытием из нитрида титана
Для обточки деталей из дерева, цветных металлов, мягкой стали резцы из обычной твердой стали были вполне пригодны, но при обработке стальных деталей резец быстро разогревался, скоро изнашивался и деталь нельзя было обтачивать со скоростью больше 5 м/мин[1].
Барьер этот удалось преодолеть после того, как в 1858 году Р. Мюшетт получил сталь, содержащую 1,85 % углерода, 9 % вольфрама и 2,5 % марганца. Спустя десять лет Мюшетт изготовил новую сталь, получившую название самокалки. Она содержала 2,15 % углерода, 0,38 % марганца, 5,44 % вольфрама и 0,4 % хрома. Через три года на заводе Самуэля Осберна в Шеффилде началось производство мюшеттовой стали. Она не теряла режущей способности при нагревании до 300 °C и позволяла в полтора раза увеличить скорость резания металла — 7,5 м/мин.
Спустя сорок лет на рынке появилась быстрорежущая сталь американских инженеров Тэйлора и Уатта. Резцы из этой стали допускали скорость резания до 18 м/мин. Эта сталь стала прообразом современной быстрорежущей стали Р18.
Еще через 5—6 лет появилась, сверхбыстрорежущая сталь, допускающая скорость резания до 35 м/мин. Так, благодаря вольфраму было достигнуто повышение скорости резания за 50 лет в семь раз и, следовательно, во столько же раз повысилась производительность металлорежущих станков.
Дальнейшее успешное использование вольфрама нашло себе применение в создании твердых сплавов, которые состоят из вольфрама, хрома, кобальта. Были созданы такие сплавы для резцов, как стеллит. Первый стеллит позволял повысить скорость резания до 45 м/мин при температуре 700—750 °C. Сплав видиа, выпущенный Круппом в 1927 году, имел твердость по шкале Мооса 9,7—9,9 (твердость алмаза равна 10).
В 1970-х годах в связи с дефицитом вольфрама быстрорежущая сталь марки Р18 была почти повсеместно заменена на сталь марки Р6М5, которая в свою очередь вытесняется безвольфрамовыми Р0М5Ф1 и Р0М2Ф3.
Характеристики быстрорежущих сталей
Горячая твердость
Твердость инструментальных сталей при повышенных температурах[2]
На рисунке приведены кривые, характеризующие твердость углеродистой и быстрорежущей инструментальных сталей при повышенных температурах испытаний. При нормальной температуре твердость углеродистой стали даже несколько выше твердости быстрорежущей стали. Однако, в процессе работы режущего инструмента, происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
После нагрева до 200 °C твердость углеродистой стали начинает быстро падать. Для этой стали недопустим режим резания, при котором инструмент нагревался бы выше 200 °C. У быстрорежущей стали высокая твердость сохраняется при нагреве до 500—600 °C. Инструмент из быстрорежущей стали более производителен, чем инструмент из углеродистой стали.
Красностойкость
Если горячая твердость характеризует то, какую температуру сталь может выдержать, то красностойкость характеризует, сколько времени сталь будет выдерживать такую температуру. То есть насколько длительное время закаленная и отпущенная сталь будет сопротивляться разупрочнению при разогреве.
Существует несколько характеристик красностойкости. Приведем две из них.
Первая характеристика показывает, какую твердость будет иметь сталь после отпуска при определенной температуре в течение заданного времени.
Второй способ охарактеризовать красностойкость основан на том, что интенсивность снижении горячей твердости можно измерить не только при высокой температуре, но и при комнатной так как кривые снижения твердости при высокой температуре и комнатной идут эквидистантно, а измерить твердость при комнатной температуре, разумеется, гораздо проще, чем при высокой. Опытами установлено, что режущие свойства теряются при твердости 50 HRC при температуре резання, что соответствует примерно 58 HRC при комнатной. Отсюда красностойкость характеризуется температурой отпуска, при которой за 4 часа твердость снижается до 58 HRC (обозначение K4р58).
Характеристики теплостойкости углеродистых и красностойкости быстрорежущих инструментальных сталей[3]
Марка стали
Температура отпуска, °C
Время выдержки, час
Твердость, HRCэ
У7, У8, У10, У12
150—160
1
63
Р9
580
4
У7, У8, У10, У12
200—220
1
59
Р6М5К5, Р9, Р9М4К8, Р18
620—630
4
Сопротивление разрушению
Кроме «горячих» свойств от материала для режущего инструмента требуются и высокие механические свойства; под этим подразумевается сопротивление хрупкому разрушению, так как при высокой твердости (более 60 HRC) разрушение всегда происходит по хрупкому механизму. Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
Химический состав быстрорежущих сталей
Химический состав некоторых быстрорежущих сталей
Марка стали
C
Cr
W
Mo
V
Co
Р0М2Ф3
1,10—1,25
3,8—4,6
—
2,3—2,9
2,6—3,3
—
Р6М5
0,82—0,90
3,8—4,4
5,5—6,5
4,8—5,3
1,7—2,1
< 0,50
Р6М5Ф2К8
0,95—1,05
3,8—4,4
5,5—6,6
4,6—5,2
1,8—2,4
7,5—8,5
Р9
0,85—0,95
3,8—4,4
8,5—10,0
< 1,0
2,0—2,6
—
Р18
0,73—0,83
3,8—4,4
17,0—18,5
< 1,0
1,0—1,4
< 0,50
Изготовление и обработка быстрорежущих сталей
Быстрорежущие стали изготавливают как классическим способом (разливка стали в слитки, прокатка и проковка), так и методами порошковой металлургии (распыление струи жидкой стали азотом)[2]. Качество быстрорежущей стали в значительной степени определяется степенью ее прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
При изготовлении быстрорежущих сталей распространенной ошибкой является подход к ней как к «самозакаливающейся стали». То есть достаточно нагреть сталь и охладить на воздухе, и можно получить твердый износостойкий материал. Такой подход абсолютно не учитывает особенности высоколегированных инструментальных сталей.
Перед закалкой быстрорежущие стали необходимо подвергнуть отжигу. В плохо отожженных сталях наблюдается особый вид брака: нафталиновый излом, когда при нормальной твердости стали она обладает повышенной хрупкостью.
Грамотный выбор температуры закалки обеспечивает максимальную растворимость легирующих добавок в α-железе, но не приводит к росту зерна.
После закалки в стали остается 25—30 % остаточного аустенита. Помимо снижения твердости инструмента, остаточный аустенит приводит к снижению теплопроводности стали, что для условий работы с интенсивным нагревом режущей кромки является крайне нежелательным. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском[2]. При обработке стали холодом ее охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Принципы легирования быстрорежущих сталей
Высокая твердость мартенсита объясняется растворением углерода в α-железе. Известно, что при отпуске из мартенсита в углеродистой стали выделяются мельчайшие частицы карбида. Пока выделившиеся карбиды еще находятся в мельчайшем дисперсном рассеянии (то есть на первой стадии выделения при отпуске до 200 °C), твердость заметно не снижается. Но если температуру отпуска поднять выше 200 °C, происходит рост карбидных выделений, и твердость падает.
Чтобы сталь устойчиво сохраняла твердость при нагреве, нужно ее легировать такими элементами, которые затрудняли бы процесс коагуляции карбидов. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Таким образом, красностойкость создается легированием стали карбидообразующими элементами (вольфрамом, молибденом, хромом, ванадием) в таком количестве, при котором они связывают почти весь углерод в специальные карбиды и эти карбиды переходят в раствор при закалке. Несмотря на сильное различие в общем химическом составе, состав твердого раствора очень близок во всех сталях, атомная сумма W+Mo+V, определяющая красностойкость, равна примерно 4 % (атомн.), отсюда красностойкости и режущие свойства у разных марок быстрорежущих сталей близки. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Маркировка быстрорежущих сталей
В советских и российских марочниках сталей марки быстрорежущих сталей обычно имеют особую систему обозначений и начинаются с буквы «Р» (rapid — скорость). Связанно это с тем, что эти стали были изобретены в Англии, где такую сталь называли «rapid steel». Цифра после буквы «Р» обозначает среднее содержание в ней вольфрама (в процентах от общей массы, буква В пропускается). Затем указывается после букв М, Ф и К содержание молибдена, ванадия и кобальта. Инструменты из быстрорежущей стали иностранного производства обычно маркируются аббревиатурой HSS (High Speed Steel).
Применение
В последние десятилетия использование быстрорежущей стали сокращается в связи с широким распространением твёрдых сплавов. Из быстрорежущей стали изготавливают в основном концевой инструмент (метчики, свёрла, фрезы небольших диаметров) В токарной обработке резцы со сменными и напайными твердосплавными пластинами почти полностью вытеснили резцы из быстрорежущей стали.
По применению отечественных марок быстрорежущих сталей существуют следующие рекомендации.
Сталь Р9 рекомендуют для изготовления инструментов простой формы не требующих большого объема шлифовки, для обработки обычных конструкционных материалов. (резцов, фрез, зенкеров).
Для фасонных и сложных инструментов (для нарезания резьб и зубьев), для которых основным требованием является высокая износостойкость, рекомендуют использовать сталь Р18 (вольфрамовая).
Кобальтовые быстрорежущие стали (Р9К5, Р9К10) применяют для обработки деталей из труднообрабатываемых коррозионно-стойких и жаропрочных сталей и сплавов, в условиях прерывистого резания, вибраций, недостаточного охлаждения.
Ванадиевые быстрорежущие стали (Р9Ф5, Р14Ф4) рекомендуют для изготовления инструментов для чистовой обработки (протяжки, развёртки, шеверы). Их можно применять для обработки труднообрабатываемых материалов при срезании стружек небольшого поперечного сечения.
Вольфрамомолибденовые стали (Р9М4, Р6М3) используют для инструментов, работающих в условиях черновой обработки, а также для изготовления протяжек, долбяков, шеверов, фрез.
Примечания
↑ Мезенин Н. А. Занимательно о железе. — М.: «Металлургия», 1972. — 200 с.
↑ 123 Гуляев А. П. Металловедение. Учебник для втузов. 6-е изд., перераб. и доп. — М.: Металлургия, 1986. — 544 с.
↑ Марочник сталей и сплавов / В. Г. Сорокин, А. В. Волосникова, С. А. Вяткин, и др. Под общ. ред. В. Г. Сорокина. — М.: Машиностроение, 1989. — 640 с.
Литература
Гуляев А. П. Металловедение. Учебник для втузов. 6-е изд., перераб. и доп. — М.: «Металлургия», 1986. — 544 с.
Технология конструкционных материалов. Под ред. А. М. Дальского. — М.: «Машиностроение», 1958.
Физические свойства быстрорежущей стали
Физические свойства быстрорежущей стали
Быстрорежущая сталь — это класс сплавов инструментальной стали, используемых для высокоскоростных операций, таких как резка и сверление. Понимание физических свойств быстрорежущей стали поможет вам сделать правильный выбор для вашего применения.
Молибден Сплав быстрорежущей стали
Серия марок быстрорежущей стали с молибденом считается вариантом по умолчанию для многих применений инструментальной стали. Пять распространенных марок серии M включают M2, M3, M4, M7 и M42.
M2: Это самый популярный выбор среди инструментальных сталей. Он обеспечивает баланс износостойкости, ударной вязкости, красной твердости и легкости шлифования. Подробнее о M2 ниже.
M3: Этот сорт имеет более высокое содержание углерода и ванадия по сравнению с M2 (хотя и ниже, чем M4). Результатом является улучшенная износостойкость и твердость до красного цвета, но сниженная ударная вязкость. Легкость шлифования существенно снижена по сравнению с М2 (примерно вдвое).
М4: При еще более высоких уровнях углерода и ванадия, чем у M3, характерные изменения M4 еще более экстремальны. Износостойкость и твердость на красном повышены по сравнению с M3, в то время как ударная вязкость и легкость шлифования снижаются.
M7: Обладая повышенным содержанием молибдена по сравнению с M2, этот сорт может иметь хорошо сбалансированные характеристики. Он имеет хорошо сбалансированную ударную вязкость, красную твердость и легкость шлифования, а также повышенную износостойкость. Все четыре характеристики примерно средние для М-серии.
M42: Эта марка быстрорежущей стали имеет повышенное содержание кобальта. Он характеризуется высокой износостойкостью и красной твердостью, но очень низкой ударной вязкостью и легкостью шлифования. Он популярен для производства металла.
Свойства молибденовой быстрорежущей стали – AISI M2
Этот сорт молибденовой быстрорежущей стали заслуживает особого упоминания, поскольку он является самым популярным. Раньше эта честь доставалась марке Т1, разновидности вольфрамовой стали. Однако М2 обладает превосходной прочностью на изгиб, ударной вязкостью и термопластичностью. Это немалое улучшение. Каждая характеристика увеличивается не менее чем на 50% по сравнению с T1. M2 предлагает отличный баланс стоимости и производительности. Он используется для мельниц, прокатных стеллажей, ножей, сверл, метчиков, штампов и многих других применений.
Вольфрамовая быстрорежущая сталь
Быстрорежущие стали серий T и M являются двумя основными типами, содержащими различное количество вольфрама. PM T15 имеет более высокий уровень содержания вольфрама, чем другие сорта – 12,25%. Это включение ставит PM T15 в один ряд с лучшими из наших сплавов быстрорежущей стали по износостойкости и красной твердости. Его ударная вязкость сравнима с M3, но легкость шлифования относительно низкая. См. вольфрамовую быстрорежущую сталь для получения дополнительной информации и подробностей об этом типе стали.
Порошковая металлургия Марки быстрорежущей стали
Порошковая металлургия использует металлические порошки для создания стальных сплавов, помогая улучшить многие характеристики. Некоторые марки порошковой металлургии включают PM M4, PM M48, PM 23, PM 30 и PM 60.
PM M4: Порошковая металлургия увеличивает срок службы режущего инструмента по сравнению с обычными коваными марками. Это придает PM M4 очень высокую износостойкость и прочность. Однако красная твердость и легкость шлифования ниже среднего.
PM M48: Этот сорт имеет повышенное содержание вольфрама и добавление 8,5% кобальта по сравнению с PM M4. Это значительно улучшает его красную твердость, а также облегчает шлифовку. Однако прочность снижается более чем на треть.
PM 23: Этот сорт представляет собой сталь порошковой металлургии, соответствующую AISI M3:2. Имеет относительно сбалансированные характеристики, по всем которым превосходит М2. В частности, высоки прочность и легкость шлифования.
PM 30: Этот сорт часто считается альтернативой М42. Он имеет аналогичную износостойкость и твердость до красного цвета, но меньше жертвует прочностью и легкостью шлифования.
PM 60: Это высоколегированный сплав с высоким содержанием углерода, кобальта, молибдена, вольфрама и ванадия. Он имеет самую высокую износостойкость и твердость до красного цвета среди всех марок, но низкую ударную вязкость и легкость шлифования.
HSS с высоким содержанием ванадия
PM A11 представляет собой стальной сплав с высоким содержанием ванадия, получаемый методом порошковой металлургии. Он характеризуется отличной износостойкостью (выше, чем у всех марок, кроме PM 60) и хорошей ударной вязкостью. Тем не менее, он имеет чрезвычайно низкую красноту твердости и плохую легкость шлифования.
Быстрорежущая сталь | Журнал Gear Solutions Ваш ресурс для производителей зубчатых колес
Чтобы быть эффективным при нарезании зубчатых колес, материал режущего инструмента должен обладать сочетанием следующих качеств:
• Долговечность: способность выдерживать — в высокой степени — возникающий износ. на границе раздела инструмента, и работа из-за давления процесса резания. • Прочность: Способность выдерживать нагрузку, приложенную к инструменту давлением, необходимым для резки обрабатываемого материала. • Красная твердость: Способность сохранять достаточную степень твердости, когда материал находится при высокой температуре из-за трения на срезе.
К сожалению, в любом материале увеличение одного из этих качеств всегда ведет к ухудшению других. В целом можно сказать, что прочность и красная твердость увеличиваются только за счет прочности. Материалы режущего инструмента относятся к одной из четырех основных категорий:
• Быстрорежущая сталь (HSS) • Порошковая быстрорежущая сталь (PM) • Материалы для мостов • Карбиды
HSS и PM Материалы HSS
Наиболее часто используемый материал, быстрорежущая сталь, назван так из-за способности этого диапазона легированной стали резать железо, сталь и другие довольно твердые материалы на более высокая скорость, чем инструменты из простой углеродистой стали. Это связано со способностью быстрорежущей стали сохранять твердость при повышенной температуре. Это качество, известное как «красная твердость», варьируется в зависимости от марки быстрорежущей стали. Эта твердость является основным фактором износостойкости инструмента.
Быстрорежущая сталь также прочнее при заданной твердости, чем углеродистая сталь, и способна выдерживать более высокие нагрузки при резании. Опять же, это желаемое качество зависит от класса материала. Прочность и твердость обычно обратно пропорциональны: чем выше твердость, тем более хрупким становится материал. Затем можно обобщить характеристики быстрорежущей стали:
• Высокая твердость при комнатной температуре • Высокая «красная твердость» • Приемлемая ударная вязкость • Высокая износостойкость
Быстрорежущая сталь — это легированная сталь, в состав которой входят другие металлы, кроме железа. химия железа/углерода. Количество и количества этих легирующих металлов определяют характеристики конечного материала и приводят к широкому диапазону марок быстрорежущей стали, не все из которых используются в зуборезных инструментах.
В дополнение к железу, химия высокоскоростной стали будет содержать один или несколько из следующих (углерод, который не является металлом, является компонентом всех сталей):
углерод C Molybdenum MO Хром ChrAnadium v Вольфрам W Кобальт Co
Факторы долговечности, прочности и «красной твердости» отличают один сорт быстрорежущей стали от другого. Долговечность – это сопротивление износу при контакте с разрезаемым материалом. Прочность – это сопротивление разрушению зубьев при высоких режущих нагрузках. Красная твердость – это способность сохранять высокую твердость при повышенных температурах.
Как и во всех материалах, трудно получить максимальную прочность и максимальную твердость в одной комбинации. Более твердые материалы служат дольше, режут более твердую сталь и легче ломаются. Многие из них классифицируются как порошковые металлы (ПМ), что обеспечивает более мелкозернистую структуру, лучшую прочность и долговечность после термической обработки.
Материалы, не содержащие ДМ, называются «коваными» быстрорежущими сталями. Оба этих типа доступны в виде стержней, но кованые стержни прокатываются из литого слитка. Материалы ПМ катают из слитков, созданных из прессованного, спеченного порошка. Результатом является очень мелкозернистая структура и, следовательно, превосходная прочность и долговечность.
Материалы PM имеют значительно более высокую стоимость, чем деформируемые материалы.
Трубогиб своими руками, трубогиб для профильной трубы своими руками
Поиск
Search for:
в разделе Гараж
Универсальный станок по металлу своими руками
Для работы с различными металлическими заготовками в домашней мастерской может пригодиться самодельный универсальный станок по металлу.
в разделе Гараж
Простой настольный трубогиб для мастерской и гаража
Аккуратно согнуть круглую трубу голыми руками не получится. И даже в тисах не получится. Потребуется специальное приспособление — настольный трубогиб.
в разделе Гараж
Трехвалковый трубогиб из металла и роторов от двигателя
В данном обзоре автор поделится идеей, как сделать своими руками мощный трехвалковый трубогиб для гаража или домашней мастерской.
в разделе Гараж
Как сделать мини трубогиб без токарных работ
В данном обзоре автор поделится идеей, как сделать своими руками мини трубогиб для домашней мастерской без выполнения каких-либо токарных работ.
в разделе Гараж
Электротрубогиб для сгибания профильных труб и уголков
Существует множество разных конструкций станков для сгибания труб, но их цена отпугнёт любого. В данном обзоре мы рассмотрим, как изготовить трубогиб своими руками из металлолома.
в разделе Гараж
Гибочный станок своими руками из маховика автомобиля
В данном обзоре автор показывает процесс изготовления самодельного гибочного станка. Это приспособление однозначно пригодится в домашней мастерской.
в разделе Гараж
Классный станок для гибки круглых стальных труб
В данном обзоре мастер показывает процесс изготовления классного самодельного станка, при помощи которого можно гнуть круглые трубы.
в разделе Гараж
Идея для мастерской: компактный мини шиногиб своими руками
В данном обзоре автор показывает процесс изготовления компактного мини шиногиба из подручных материалов. Полезная приспособа для мастерской!
в разделе Гараж
Трубогибочный станок из обрезков уголка своими руками
При помощи самодельного трубогибочного станка можно сгибать профильные трубы в дуги и кольца. Изготовить такой станок можно своими руками из уголка.
ПоследнийOldestMost Discussed
Наверх
Close
Search for:
Adblock detector
Разновидности станков для гибки профильной трубы: Обзор +Видео
Станок для гибки профильной трубы считается одним из оборудований для обработки металлических изделий. Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Данные станки можно приобрести в готовом заводском варианте, либо смастерить своими руками. Так как оборудование, которое используют в доме редко, значит, не следует тратить деньги на покупку серийного станка. Изучив доступные чертежи устройства, стоит создать станок самостоятельно.
Содержание статьи:
1 Из чего состоит профилегиб
2 Разновидности станков
2.1 Разновидности устройств по приводным особенностям
2.2 Как различается оборудование от разновидности установки
3 Виды оборудования, которые отличаются методом изгиба профилей
4 Устройство гидравлического типа своими руками
4.1 Станок прокатный
4.2 Станок прокатный трех роликовый
5 Простейший способ для гибки профиля
6 Станок, изготовленный на заводе
Из чего состоит профилегиб
Перед тем, как начать работы по созданию оборудования, рисуют чертеж изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Фронтальная разновидность оборудования включает такие элементы:
валы три штуки, три штуки роликов.
приводное цепное устройство.
несколько осей.
профильные детали, выполненные из металла, с помощью них выполняют раму-основание под станок.
Устройство принято оснащать деревянными либо полиуретановыми роликами. Выбирая элементы для изготовления, обращают внимание на прочность труб, чтобы профилегиб справился с нагрузкой.
Разновидности станков
Чтобы изменить конфигурацию трубы, создали множество моделей станков. Обусловлено это различием в минимальном радиусе сгиба. Нельзя пренебрегать данным значением, потому что, превысив параметр, нарушится целостность материала и понизит прочность изделия. Выбирая схему устройства, опираются на технологические особенности процесса гибки. Выбирая подходящую конструкцию учитывается материал изделия, внутреннее сечение, толщина стенок.
Разновидности устройств по приводным особенностям
Конструкции, имеющие разный приводной механизм, бывают ручными, электромеханическими, гидравлическими:
Ручной станок считается самым простым оборудованием, монтаж изделия н требует специальных знаний.
Электромеханический станок работает от шагового либо обычного электродвигателя, который подключают посредством нижнего редуктора, который равномерно распределяет напряжение и гарантирует высококачественный изгиб. Чтобы смастерить станок, необходимо иметь знания в металлической сфере.
Гидравлическое устройство оснащено ручной приводной системой. Отличие данной конструкции от станка с обычным ручным управлением в том, что конструкция оснащена гидроцилиндром, это позволяет для выполнения работы применять минимум усилий. Вальцы сгибают профили в любую конфигурацию. Гидравлический профилегиб может согнуть трубу, равную 10 сантиметров.
Как различается оборудование от разновидности установки
Установочный способ влияет на конструкцию устройства. Конструкции бывают:
Стационарные. Стационарное устройство выполнено в виде плиты из бетона со вставленными стержнями, либо как мощное устройство.
Переносимые. Переносимые модели оснащены стойками, они компакты в применении.
Носимые. Носимая модель не имеет опорных конструкций, приспособление под нее обустраивают в каждом случае отдельно.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
Справка! Качественный результат достигается с помощью равномерно нарастающего усилия, которое постоянно направлено к трубе под 90 градусами. Метод подходит для небольших работ.
С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время работ по изготовлению стоит придерживаться советов профессионалов. Толщина металла станины не должна быть менее одной шестой от ширины трубы. К примеру, труба для изгиба имеет сечение в виде прямоугольника 50 на 25 миллиметров, во избежание деформации металла станины во время изгибочного процесса, применяют уголок либо швеллер, который имеет толщину свыше 1 см. Плита бетонная, матрица, пуансон должны иметь толщину больше в два раза. Размер внутреннего сечения роликов должен составлять три размера диаметра профиля. Ширину трубного профиля от полки швеллера с уголком берут в три раза меньше.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Устройство гидравлического типа своими руками
Конструкция с гидравликой работает посредством продавливания по центру профиля при помощи пуансона, который прикреплен к поднимающемуся штоку. Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Оси у отверстий, лежащих в промежутке, располагаются на линии пересечения наклонной оси с выполненными отметками. Отверстия на конструкции станка нужны, для регулирования радиуса сгиба изделий. Рабочая поверхность устройства представляет собой две детали, которые располагаются зеркально. Поэтому на второй детали делают те же отметки.
Размер домкрата, расстояние с обозначением «а» на схеме влияют на высоту оборудования.
Если надо изогнуть изделие, имеющее ширину 15 миллиметров, то зазор в статическом режиме домкрата должен равняться двадцати миллиметрам. Усилительные нагрузки данной конструкции, которое передает пуансон, сосредоточено сверху устройства. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
Станок прокатный
Деформация деталей происходит с помощью прокатки. Самостоятельно можно смастерить оборудование, имеющее три ролика с ручным типом привода. Существуют два вида подобных устройств. Самодельный станок, имеющий поворотную платформу.
Подходит для деформации труб, у которых некруглая внутренняя полость, имеет следующие особенности конструкции:
Угол сгиба детали выполняет поворотная платформа. Металлическую станину соединяют с платформой с помощью шарнирного соединения.
Домкрат задает движение платформе, который упирается в корпус платформы штоком.
Вращая рукоятку, осуществляют протяжку профильной трубы. Рукоятка расположена в промежуточном валу.
Стойки и основание оборудования изготавливают из трех швеллеров, которые имеют стеночную высоту в пределах от 150 до 200 миллиметров. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Для прочности конструкции стойки, ее изготавливают из двух отрезков. Опираясь на горизонтальную ось, устанавливают постоянную платформу, затем к ее корпусу монтируют стойку сзади оборудования с помощью сварки. Из одного отрезка профиля выполняют ограничители, высота их должна быть больше толщины трубы, которую будут деформировать с помощью станка.
Платформа, задающая направление, присоединяется к основной станине с помощью петель для дверей. Подшипники приваривают к ограничителям и краям двух платформ, снабжают конструкцию для прочности уголками. В подшипники устанавливают валы. К валу, находящему посередине, устанавливают ручку. Под платформой с края для обеспечения направления ставят домкрат, скрепляют его с основой с помощью болтов.
Последовательность рабочего процесса:
Подготовка материала, набора инструментов.
Сборка основной платформы.
Нарезка трубы под подшипники.
Выполнение соединения вальцев с подшипниками.
Присоединение катка с помощью сварки.
Изготовление основы под каток.
Сборка всех элементов конструкции.
Проверка на качество работы устройства.
Станок прокатный трех роликовый
Изгиб трубы осуществляется с помощью роликов, которые находятся по бокам. Трубу кладут сверху на ролики. Двигающийся ролик сверху опускают и фиксируют изделие. Вращая ручку, с помощью цепи приводят в движение валы. Труба движется и меняет положение. Прижимной болт закручивается, усилие на трубу увеличивается, изделие продвигается и получается изгиб.
Внимание! Данный станок имеет три ролика. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Что необходимо для изготовления конструкции:
полка
профильный прокат из металла для изготовления каркаса.
валы.
пружины прочные, 4 шт.
цепь, крепежные элементы, подшипники.
Чтобы прикрепить подшипники, нужно три вала, размер определяют по звездочкам и подшипникам. С боку устанавливают 2 вала, прижимной вал подвешивают сверху с помощью пружины. Данные детали необходимо заказать у специалистов, всю остальную работу можно сделать своими руками. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Затем подвешивают вал на пружинке, который соединен с полкой шпоночным соединением. Валы для опоры крепят с двух сторон основания, между опорами протягивают цепь, удерживая ее с помощью магнитного уголка. На вал для опоры прикрепляют ручку для поворота, монтируют на платформу домкрат с помощью болтов и сварки.
Подвесной вал требует правильной установки:
установить вал на полку.
к полке монтируют гайки для крепления пружины.
площадку соединяют с пружинами, переворачивая площадку.
Важно! Если увеличить расстояние между роликами, то усилия, которые необходимы для создания изгиба, уменьшатся.
Поэтапный процесс сборки прокатного устройства:
заказать валы у специалистов.
сделать каркас под устройство.
устанавливают прижимной вал.
прикрепляют пружины.
закрепляют валы.
протягивают цепь.
делают ручку.
наносят краску на конструкцию.
Простейший способ для гибки профиля
Самым простым методом для деформации профилей служит деревянный шаблон. С помощью него можно изменить форму трубы с тонкими стенами, например, стальные и алюминиевые. Для конструкции понадобятся доски, скрепляя детали. Затем производят выпилку деревянного шаблона.
Внимание! Практичнее изготавливать съемные шаблоны, потому что их можно заготовить в нескольких экземплярах разного радиуса. Для шаблона можно применять металлические крючки, расположив их на прорисованном контуре.
Толщину шаблона в месте, где он касается трубы, надо делать больше на пару сантиметров, нежели размер диаметра профиля. С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
Начинать с центра нельзя, потому что это грозит сплющиванию всего изделия, так как материал слишком тонкий. Для облегчения процесса, внутрь трубы вставляют стержень из металла, диаметр его должен быть равен стольким, чтобы осуществлять проход сквозь трубу. Для сгиба более толстых труб станок усиливают лебедкой, закрепляя крепче профиль, чтоб не соскользнул.
Станок, изготовленный на заводе
Если профессиональная деятельность требует постоянного применения станка для гибки труб, то стоит приобрести серийный станок. Конструкции, изготовленные на заводе, обладают множеством функций, высокой мощностью и прочностью.
Ручное устройство компактного размера можно купить недорого.
Какими преимуществами обладает заводской станок:
станки имеют автоматизированный процесс управления.
станки оснащены сменными насадками, что расширяет спектр применения одного станка для разных профилей.
некоторые станки имеют пульт управления на расстоянии.
конструкции имеют небольшие размеры, из-за этого станки мобильны.
серийное оборудование легко устанавливается на твердой гладкой поверхности.
станки выполняют изгибы сложной конфигурации, к примеру, в виде N или П.
Работать за станком можно подготовленным людям, пройти обучение несложно по интернет-видео.
Гибочный станок с ЧПУ
Удлинитель для гибки оправки — универсальное использование с высокой производительностью
Наши профилегибочные станки являются инновационными и модульными. Кроме того, набор функций можно расширить за счет большого количества различных дополнительных устройств и возможностей расширения, чтобы их всегда можно было адаптировать к соответствующим требованиям. К ним относятся, среди прочего, устройства для гибки на оправке, которые можно комбинировать с любой из отдельных трехвалковых гибочных машин.
Мы придаем большое значение специально разработанной оправке. Это позволяет эффективно изгибать даже тонкостенные и хрупкие профили или трубы даже в узком радиусе до двух с половиной диаметров соответствующего профиля.
Гибка профиля на оправке производится с помощью трех роликов, расположенных рядом друг с другом. Кроме того, существует сборка стержня оправки, а также оправки. Поскольку станок управляется ЧПУ, профиль автоматически запрессовывается в станок усилителем через оправку. Теперь соответствующий профильный лист может быть точно преобразован.
У вас также есть выбор, будет ли оправка оснащена минимальным количеством смазки или не будет. После процесса гибки оправка может автоматически втягиваться. У вас есть выбор между следующими материалами:
Сталь
Алюминий
Пластик
Не только оправка, но и специальный инструмент для вашего станка с ЧПУ рисуется индивидуально. вашего профиля.
PBT – мощные профильно-гибочные станки для различных применений
В ассортименте продукции PBT вы найдете современные и инновационные профильно-гибочные станки, которые можно использовать для различных применений в качестве автоматизированных решений и решений с ЧПУ. Отдельные машины отличаются особенно высокой точностью повторения и максимальной эффективностью. Кроме того, их можно легко интегрировать в более крупные производственные цепочки, а это означает, что вы можете значительно повысить производительность и гибкость.
К этому следует добавить высокий уровень комфорта для пользователя. Благодаря использованию современных и гибких элементов управления, основанных на программном обеспечении, создание, сохранение и доступ к отдельным процессам гибки и программам гибки особенно удобны и просты.
Кроме того, у вас всегда есть выбор индивидуальных интерфейсов, которые имеют различные преимущества в отношении конфигурации и программирования систем. С другой стороны, вы можете профессионально управлять гибочными станками и написать программу гибки вообще без каких-либо знаний в области программирования. В ходе этого мы также предлагаем вам возможность обучения у одного из наших специалистов по PBT, так как гибочный станок может эксплуатироваться только обученным персоналом.
Индивидуальные специальные станки и персональные консультации из одних рук
Существует множество различных гибочных станков с ЧПУ. Какой из них подходит для вашей компании, всегда зависит от индивидуальных потребностей и различных факторов. К ним относятся профили, которые будут сгибаться в будущем. Размеры и свойства, а также материалы, из которых они изготовлены, должны быть включены в решение о покупке. Кроме того, необходимо выяснить, будут ли сделаны соответствующие профилю расширения, и в этом случае особенно важную роль играет конструкция специального инструмента.
Если вы не уверены, какой из гибочных станков соответствует вашим требованиям и какая система подходит именно вам, мы будем рады проконсультировать вас и помочь вам принять решение о покупке. Это также относится к производству специальные конструкции.
Сравнение 9 лучших трубогибов — какой выбрать в 2022 году
Вы ищете трубогиб? Есть большой выбор на выбор. Чтобы купить лучший трубогиб, необходимо учитывать множество различных факторов, каждый из которых имеет решающее значение для производительности оборудования.
Неправильный выбор может означать дополнительные усилия, затраченные на работу, трубы/трубы неправильной формы или повреждение трубы.
Наше руководство рассматривает критические факторы, которые необходимо учитывать, и упрощает выбор правильного инструмента для задачи или операций, которые вам необходимо выполнить.
Мы составили этот сравнительный обзор на основе тщательного исследования самых популярных доступных трубогибов. В этом руководстве вы узнаете, на что следует обратить внимание, прежде чем выбрать правильный трубогиб.
Вам не нужно быть экспертом, чтобы решить, какой металлический трубогиб вам подходит. Мы изучаем плюсы и минусы всех моделей, различные размеры труб и материалы, которые вы можете использовать с этими машинами. Мы провели исследование, в ходе которого все эти машины испытали в своих условиях и протестировали максимальные размеры угла изгиба, производительность с различными металлами, насколько легко получить правильное положение диаметра трубы с помощью штампов для каждой задачи и многое другое.
Давайте углубимся в наш обзор трубогибов.
1. Сравнение трубогибочных станков — 11 факторов, которые мы считаем наиболее важными
2. Сравнение лучших трубогибов
3. Сравнительная таблица
4. Сноски
Сравнение трубогибов и трубогибов: 11 факторов, которые мы считаем наиболее важными , сталь, хром-молибден / 4130, титан и т. д.) он справляется. Есть несколько факторов, которые следует учитывать при покупке трубогиба. Наиболее важные из них:
1. Тип трубогиба
По конструкции трубогибы можно разделить на четыре типа. Каждая конструкция имеет свое применение благодаря уникальному процессу гибки труб. Вот эти типы:
Открытый ротогибочный станок: эта конструкция является лучшим трубогибочным станком с каркасом безопасности и подходит для большинства размеров труб, линий и т. д., которые большинство людей хотят использовать. Это один из самых популярных вариантов благодаря своей гибкости и долговечности.
Изгиб оправки: используется, когда важно сохранить внутренний диаметр трубы. В них используются внутренние заглушки из бронзового сплава или другие круглые гибкие опоры, чтобы обеспечить дополнительный контроль внутреннего профиля трубы или трубы при изгибе. Они идеально подходят для выполнения тугих изгибов и изгибов практически без деформации.
Роликовый гибочный станок: используется для гибки труб или шлангов по дуге окружности (постепенные изгибы очень большого радиуса) или для изготовления спиральных труб.
Трубогиб типа Ram: Быстрый и недорогой трубогиб; использование для изготовления трубчатых конструкций, столбов ограждений, вытяжных систем и т.п.
2. Мощность
Мощный гибочный инструмент обеспечивает более высокую производительность при относительно небольшом усилии. Поэтому он легко справляется с более толстыми и плотными металлами. Гибочные станки бывают ручные, гидравлические и электрические.
3. Грузоподъемность
Каждый трубогиб работает с определенным максимальным объемом материала, который вы можете согнуть с его помощью. Эта мощность обычно указывается производителем в разделе технической информации о трубогибе.
4. Ценообразование
Прочтите нашу подборку, и вы увидите, что некоторые хорошие гибочные станки стоят от 300 до 2000 долларов. Выбранный вами трубогиб должен быть в пределах вашего бюджета и, что более важно, должен предлагать отличное соотношение цены и качества.
5. Точность
Некоторые работы по гибке требуют, чтобы вы работали с точностью до последней доли дюйма или миллиметра. В то же время есть и другие задачи, где можно допустить незначительные деформации трубы.
6. Поддерживаемые материалы
Трубогиб может обрабатывать определенный материал или ряд материалов. Эта информация является ключевой для выбора трубогибов, подходящих для вашей работы.
7. Качество конструкции
Если вы инвестируете в высокотехнологичный инструмент, вам нужен трубогиб, который справится со всем, что вам нужно, с превосходным дизайном и высоким качеством.
8. Простота использования
Важно знать, насколько легко (или сложно) будет работать с выбранным вами трубогибом. Не все одинаковы.
9. Безопасность
Многие совершают ошибку, покупая бюджетные трубогибы, не имеющие мер предосторожности. Лучше вложить немного больше, чем подвергать свою жизнь опасности во время работы.
10. Гарантия
Имея такое дорогое оборудование, как трубогиб, вам нужна достойная долговечность. Убедитесь, что на гибочный станок распространяется гарантия на детали на случай возникновения проблем. Также следует учитывать уровень обслуживания клиентов, предоставляемый производителем.
11. Диапазон изгиба
Для каждого задания может потребоваться работа с разными диапазонами изгиба. Трубогиб, который справляется с более высоким диапазоном, лучше.
Сравнение лучших трубогибов
№1 Трубогибочный станок серии RogueFab M600
Трубогибочный станок для металлических труб серии RogueFab M600 (модели 601/605/625) является одним из лучших.
Серия M600 сгибает алюминий, сталь и другие металлы под углом 94 градуса за один раз, в то время как некоторые другие гибочные станки не могут сгибать металл более чем на 90 градусов. Он изгибает широкий спектр круглых и квадратных труб, включая латунь, медь, углеродистую сталь, нержавеющую сталь, титан и алюминий.
Трубогибы RogueFab так популярны, потому что это машина с широкими возможностями настройки. Вы можете добавить доступные усовершенствования, такие как поршень с пневмо/гидравлической жидкостью для выполнения самых тяжелых работ и штампы с прижимными роликами, которые не оставляют следов на металлических поверхностях. Эти дополнительные функции превращают RogueFab M600 в высококлассный профессиональный рабочий инструмент.
Другие усовершенствования включают в себя электрическую/гидравлическую силовую систему производства США (от RogueFab), тонкостенный каток для тонких круглых труб/трубок, упор обратного хода (для обеспечения постоянного радиуса изгиба) и датчики поворота. Они даже предлагают полное преобразование, чтобы превратить свою машину в настоящий станок для гибки оправки для сверхтонких стен.
Модернизация штока доступна по цене, поэтому трубогиб серии RogueFab M600 (с модификацией штока) — отличное предложение!
ПЛЮСЫ: Что в нем нравится
Большое количество насадок и апгрейдов.
Сверхмощная мощность для гибки металлических и цельных стальных стержней диаметром до двух дюймов (согласно их видео, до 1,75 заявленной мощности).
Первоклассное качество сборки.
Великолепная универсальность и широкий диапазон углов изгиба.
Низкая начальная стоимость (чуть более 1000 долларов США с пневматическим/гидравлическим цилиндром), высокое соотношение цены и качества.
Электрические/гидравлические варианты
имеют двойное действие, что делает их одними из самых быстрых на рынке.
МИНУСЫ: Что можно улучшить
Многие вещи продаются отдельно, например нет приспособления для обратного загиба
Поставляется с пожизненной гарантией, но речь идет о качестве изготовления и материалах, а не о неограниченной гарантии без вопросов
Наш вердикт
Гибочный станок серии RogueFab M600 обеспечивает высокую производительность при выполнении S-образных изгибов. Он также легко изгибает алюминиевые и сверхтолстые трубы DOM и трубы из хромомолибденовой стали 4130 для изготовления каркасов безопасности, которые проходят технические проверки.
Оценка: 9/10
#2 Трубогиб Baileigh RDB-050
Baileigh RDB-050 — трубогиб ручного типа, который превосходит все ожидания благодаря высокой мощности машины для гибки металла. RDB-050 может сгибать трубы из мягкой стали с наружным диаметром до 2,5 дюймов; впечатляет для ручного трубогиба низкого давления.
Нам нравятся варианты с несколькими скоростями. Поскольку легкие материалы, такие как алюминий, могут гнуться относительно быстрее, RDF-050 предлагает три настройки скорости в зависимости от размера материала: 4° (обеспечивает наибольший крутящий момент, применимый для трубок из мягкой стали с наружным диаметром 2,5 дюйма или хромомолибденовых труб с наружным диаметром 2 дюйма), 8°. и 12° за тягу.
Гибочный станок ручного типа работает с помощью храпового механизма. Каждое движение производит изгиб примерно на 4°, что неплохо. Механизм антипружинного возврата удерживает изгиб на месте после каждого храповика. Универсальность и производительность этого инструмента впечатляют, он может сгибаться под углом до 200°.
RDB-050 представляет собой универсальный пакет. Гибочный станок поставляется с подставкой для устойчивости, градусной шкалой и рукояткой для дополнительного рычага. Однако штампы необходимо покупать отдельно у компании. Baileigh предлагает специальные штампы для различных типов металла
ПЛЮСЫ: Что нам в нем нравится
Один из самых простых в эксплуатации трубогибов
Высокопроизводительный трубогиб с каркасом безопасности
Все идет в комплекте с гибочным станком (кроме матриц)
Дополнительные принадлежности не требуются
Первоклассное качество сборки и производительность
Разумное значение
Несколько вариантов регулировки скорости для различных материалов (сталь, алюминий и т. д.) и углов
Легкий
МИНУСЫ: Что можно улучшить
Этот продукт имеет высокую цену, учитывая, что это ручной трубогиб.
Матрицы и приспособление для реверсивной гибки не входят в комплект поставки станка, что увеличивает общую стоимость.
Без пожизненной гарантии
Требуется крепление к полу с помощью бетонных анкеров
Наш вердикт
Станок Baileigh RDB-050 находит широкое применение в качестве инструмента для гибки труб при изготовлении каркасов безопасности и металлических шасси.
Оценка: 8/10
#3: Трубогиб JD2 Model 32
В случае трубогиба JD Squared 32, эта машина построена по 25-летней базовой конструкции с некоторыми изменениями. улучшить работу и вывести ее на новый уровень.
Модель JD2 32 представляет собой усиленную версию трубогиба модели 3 с простой механикой. Но теперь модель 32 обладает преимуществами мощности гидравлической жидкости (опционально) и повышенной прочности, что упрощает работу и повышает производительность при гибке металла.
Прочная стальная конструкция, обработанная на станке с ЧПУ, предназначена для тяжелых нагрузок и точной гибки по радиусу. Он отлично подходит для изготовления каркасов рулонов. Также имеется колесо-индикатор градусов для предоставления данных о точном угле изгиба трубы.
Храповой механизм этого инструмента так же прост в использовании, как и Baileigh RDB-050. С машиной вы получаете 36-дюймовую телескопическую рукоятку для рычага, которую можно удлинить с любой трубой сортамента 40 диаметром 1 дюйм.
Из всех автоматов в нашей статье это, безусловно, один из самых популярных. И по уважительной причине. JD2 производит их годами и точно знает, что им нужно делать, чтобы сделать отличный инструмент, который работает. Читайте наши плюсы и минусы для деталей!
ПЛЮСЫ: что нам в нем нравится
Даже со всеми надстройками и приспособлениями этот станок является одним из самых дешевых трубогибов на рынке.
Простая конструкция с отсутствием сложных деталей означает, что он работает непрерывно с меньшим количеством технического обслуживания или поломок.
Указатель градусов для точных углов гибки.
В целом производительность хорошая.
Отличный выбор штампа
Производитель имеет отличную репутацию и производит машины на протяжении десятилетий
МИНУСЫ: Что можно улучшить…
Не такой прочный и надежный, как трубогиб RD-050.
Нет контроля скорости или крутящего момента.
Должен крепиться к полу с помощью бетонных анкеров, которые следует использовать вручную
Гарантия не распространяется на компоненты сторонних производителей
Недоступный вариант гидравлического питания от производителя
Некоторые клиенты говорят, что индикатор степени легко случайно ударить/сдвинуть из-за его расположения. Если допустить эту ошибку, точность будет скомпрометирована. Хотя этого легко избежать.
Матрицы, базовое крепление и бетонные анкеры продаются отдельно, что делает их стоимость намного выше, чем кажется на первый взгляд при продаже.
Наш вердикт
Трубогиб JD2 модели 32 отлично подходит для тех, кто ищет недорогой качественный продукт, способный справиться с требованиями низкой и средней производительности.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 8/10
#4: Гидравлический трубогиб JD2, модель 32
Этот гидравлический трубогиб представляет собой модернизированную версию базовой версии (последнее обновление несколько лет назад) и теперь обладает повышенной прочностью на изгиб. Поскольку он работает совсем по-другому, мы решили включить гидравлическую версию в отдельную статью.
Рассмотрите вариант с гидравлическим приводом, если вы выполняете операции гибки, требующие большей силы, чем можно получить с помощью ручного инструмента, или если вам нужен станок для нескольких целей. С гидравлической версией разница впечатляет! И вы получаете трубогиб, градуировочную пластину и цилиндр.
Цилиндр одностороннего действия имеет хорошее качество сборки и рассчитан на долгий срок службы.
Следует учитывать, что эта последняя обновленная версия с гидравлическим приводом имеет значительно более высокую цену по сравнению с базовой машиной без гидравлики. Если вы думаете, что хотите получить удобство этой версии, будьте готовы выложить 400 долларов или больше.
ПЛЮСЫ: Что нам в ней нравится
Обладает преимуществами базовой версии.
Добавленные улучшения в этой версии очень хорошо служат своей цели, обеспечивая дополнительную мощность там, где это необходимо, для придания формы тому, что вы сгибаете.
МИНУСЫ: Что можно улучшить
Добавление гидравлики не оправдывает значительного увеличения цены примерно на 400 долларов (без учета насоса), так как мощность машины остается прежней.
Матрицы и подставка продаются отдельно.
Гидравлика одностороннего действия, что означает, что она приводится в действие для изгиба и не имеет возвратной мощности. В поршне используется механический возврат, похожий на пружину. Это значительно медленнее, чем в системах двойного действия с возвратом мощности.
Наш вердикт:
Версия с гидравлическим приводом является отличным обновлением по сравнению с базовой машиной, если вы готовы потратить дополнительные деньги. Это снижает усилия и усилия, необходимые для работы с ручным трубогибом.
ПРИМЕЧАНИЕ. Матрицы и подставка приобретаются отдельно.
Оценка: 7/10
#5 Трубогиб Woodward Fab WFB2
Было бы ошибкой обсуждать доступные трубогибы и упускать из виду Woodward Fab WFB2. Это один из самых дешевых трубогибов на рынке, используемый профессионалами.
Этот ручной трубогиб стоит немногим более 300 долларов, так что за такую цену трудно найти недостатки в трубогибе. Он отлично подходит для гибки труб диаметром до 2 дюймов, что так же хорошо, как модель 32 и другие трубогибы, которые мы только что рассмотрели.
Woodward Fab WFB2 хорошо работает с трубами квадратного и круглого сечения. Это упрощает использование инструмента для создания и придания формы металлическим каркасам.
Он имеет 29-дюймовую рукоятку, которая лучше, чем в некоторых версиях, но все же немного меньше 36-дюймовой рукоятки, поставляемой с моделью JD2 32. Положительным моментом является то, что WFB2 имеет градусную шкалу с гравировкой для точности. изгиб.
При выборе этой машины следует помнить, что подставка, обеспечивающая повышенную устойчивость конструкции рамы, не входит в комплект поставки. Его необходимо приобретать отдельно. Однако при такой низкой стоимости вы не будете возражать.
ПЛЮСЫ: Что нам в нем нравится…
Низкая стоимость делает этот инструмент доступным даже для людей с ограниченным бюджетом.
Все компоненты гибочного станка изготовлены на станке с ЧПУ для большей точности при гибке.
Градусная шкала выгравирована на самом трубогибе, так что вы всегда знаете угол изгиба.
Занимает меньше места, чем другие трубогибы.
МИНУСЫ: Что можно улучшить…
Выдвижная ручка не предусмотрена, длина встроенной ручки всего 27 дюймов.
Качество сборки продукта не так хорошо, как у других трубогибов в списке (что можно ожидать и простить в этом ценовом диапазоне).
В то время как большинство других трубогибов могут изгибаться на 180 градусов и более, WFB2 на многих штампах может изгибать не более 120°.
По-прежнему требует установки в бетон, как и большинство ручных трубогибов
Наш вердикт
Woodward Fab WFB2 отлично подходит для пользователей, которые ищут инструмент в нижнем или среднем сегменте. Это дешевая машина для изготовления металлического каркаса или аналогичной конструкции диаметром менее 2 дюймов.
Примечание. Матрицы продаются отдельно.
Оценка: 8/10
Трубогиб JMR Raceline #6
Для любителей или самодельщиков, которым не нужна профессиональная машина, дешевый вариант часто может справиться с работой без ненужных вложений в высококачественные компоненты. Трубогиб JMR Raceline отвечает всем этим требованиям.
Этот трубогиб стоит столько же, сколько Woodward Fab WFB2, но обеспечивает дополнительную производительность, поддерживая трубы диаметром 2,5 дюйма. Тем не менее, с точки зрения качества сборки, WFB2 лучше трубогиба Raceline.
JMR Raceline имеет нейлоновые/графитовые втулки на поворотном рычаге, стальные рычаги без покрытия и штифты из термообработанной стали 4140. Если вы планируете увеличить требования к гибке труб, JMR Raceline можно модернизировать с помощью гидравлической системы.
Он поддерживает три скорости гибки, основанные на переменных крутящих моментах, которые повышают эффективность в зависимости от ширины материала, с которым вы работаете. Вы также получаете шкалу градусов, чтобы увидеть точный угол изгиба трубы.
ПЛЮСЫ: Что нам в ней нравится…
Цена этой машины (включая все необходимое навесное оборудование) самая низкая в сегменте.
Поставляется с градусной шкалой и указателем для точной гибки.
Компактные размеры делают его легким, портативным и удобным для хранения и транспортировки.
МИНУСЫ: Что можно улучшить…
Значительно более низкая цена также снижает качество сборки.
Основные элементы, такие как ручка и подставка, необходимо приобретать отдельно.
По-прежнему требует установки на бетонный пол, как и большинство ручных трубогибов
Наш вердикт
Трубогиб JMR Raceline — это очень простая машина, которая лучше всего подходит для начинающих и любителей, а не для тяжелых условий эксплуатации. Если вы работаете над проектами «сделай сам», не думая о долгосрочных обязательствах, JMR Raceline может вам подойти.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 7/10
#7 Трубогиб Pro-Tools 105
Если вам нравится дизайн JMR Raceline, но вы хотите что-то более качественное, трубогиб 105 может подойти для ты.
Хотя эта машина меньше по размеру (и менее популярна), чем модель JD2 32, она имеет такое же качество сборки. Качество обеих машин настолько похоже, что люди часто задаются вопросом, какую из них купить.
Для гибки труб и труб модель 105 предназначена производителем только для стальных труб сортамента 40. Если вы хотите согнуть трубу из другого материала, заранее проконсультируйтесь с производителем.
Максимальная вместимость модели 105 для пробирок составляет 2 дюйма (внешний диаметр). Он также хорошо подходит для гибки квадратных труб. Говоря о максимальной степени изгиба, эта машина может развернуться на 180 градусов, как и лучшие записи в этом списке.
Имейте в виду, что хотя он и поддерживает шкалу градусов, он не входит в комплект поставки. Вам нужно доплатить за градусный циферблат и инструменты.
ПЛЮСЫ: Что нам в нем нравится…
Доступная цена без ущерба качеству сборки.
Хорошее послепродажное обслуживание.
Компактный, легкий и портативный.
МИНУСЫ: Что можно улучшить…
Градусная шкала и подставка не входят в комплект поставки.
Гибка труб рассчитана только на стальные трубы сортамента 40.
требует установки на бетонный пол, как и другие ручные трубогибы
Наш вердикт
Если вам нужен простой и доступный трубогиб без ущерба для качества, вам понравится модель 105. Она поддерживает трубы, круглые и квадратные трубы. Не забудьте получить необходимые дополнения (например, кольцо степени), если вы покупаете его.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 7/10
#8 Гидравлический трубогиб Pro-Tools 105
Если вы думаете, что гидравлический трубогиб 105 будет таким же, как и негидравлическая версия, вы ошибаетесь. 105 Hydraulic выводит функциональность (а также цену) продукта на совершенно другой уровень.
Начнем с того, что в этой версии увеличены возможности машины для работы в тяжелых условиях, что позволяет использовать трубы с внешним диаметром 2,5 дюйма. Как и его основной брат, этот также изгибается на 180 градусов.
Самое приятное то, что он поставляется с воздушным/гидравлическим насосом в коробке. Вы можете обновить его до электрического насоса за дополнительные 400 долларов.
По сравнению с другими бутылкогибочными или гидравлическими трубогибами Pro-Tools 105 Hydraulic проще в использовании. Замена оснастки на станке займет у вас около минуты, что весьма достойно восхищения.
В то время как негидравлическая версия вполне доступна, гидравлическая версия 105 является самым дорогим трубогибом в этом списке.
Если у вас уже есть ручной трубогиб Pro-Tools 105, вы можете модернизировать его до гидравлической версии, приобретя комплект для переоборудования. Однако стоимость этого комплекта составляет около 1500 долларов, что можно признать несколько неоправданным.
ПЛЮСЫ: Что нам в нем нравится…
Высокопроизводительный трубогиб.
Поддерживает трубы квадратного и круглого сечения.
Подставка входит в комплект поставки.
МИНУСЫ: Что можно улучшить…
Ценник продукта довольно высок.
Гидравлика одностороннего действия. См. гидравлику JD2 M32 (выше) для получения полной информации о гидравлике одностороннего действия
.
Наш вердикт
Учитывая цену гидравлической машины Pro-Tools 105, она идеальна, если вы хотите обновить ручную версию. Если вы находитесь на рынке, чтобы купить, а не обновить, другие записи в этом списке могут быть лучше для ваших нужд.
ПРИМЕЧАНИЕ. Матрицы необходимо приобретать отдельно.
Оценка: 6/10
#9: Доступный трубогиб (аналогичен по конструкции Speedway, Low Buck, KAKA Industrial, Eastwood и т.д.)
Этот легкий трубогиб очень популярен в настоящее время. Оригинальный дизайн был разработан компанией Affordable Bender (компания) и производится по сей день (в США). Он был реконструирован и импортирован из Китая под различными торговыми марками, такими как трубогиб Speedway 3-го поколения, Seven Dies, 8-тонный гибочный станок из нержавеющей стали для тяжелых условий эксплуатации KAKA Industry HB, проформовщик Eastwood и другие. Мы осуждаем эти компании за копирование дизайна другой компании.
Причиной его популярности и принятия различными брендами, такими как Kaka Industrial 8 Ton и Seven Dies, является цена этого гибочного станка. По цене ручного трубогиба вы получаете 8-тонный гидравлический домкрат с несколькими литыми алюминиевыми штампами.
Как вы понимаете, этот гидравлический трубогиб напрямую не конкурирует с топовыми моделями, даже с ручными. Он изгибается только до максимального угла около 90 градусов, в то время как другие продукты могут изгибаться до 180 °. Несмотря на ограничения, оригинальный дизайн (доступный гибочный станок) — отличное решение для тех, у кого ограниченный бюджет, но все же нужно что-то, что работает и поддерживается.
Несмотря на то, что слова «гидравлический» и «8 тонн» обычно используются в рекламной брошюре гибочного станка, он имеет конструкцию ручного насоса для гибки труб. Требуется большое ручное усилие, которого избегают другие гидравлические трубогибы.
*Примечания по редактированию: до 27 февраля 2022 года в этой статье была серьезная техническая ошибка. Автор, которого мы наняли для написания этого контента, думал, что Доступный Бендер был сделан таким же, как и все импортные модели, которые использовали тот же дизайн (скорее всего, без разрешения владельца, но это не наше расследование). Доступный бендер, безусловно, не производится в Китае и никогда не производился. Мы принесли публичные извинения после того, как нам сообщили об ошибке. Мы очень ценим всю поддержку Тома (создателя Affordable Bender) и многих из вас, которые обратились, чтобы помочь нам исправить эту статью.
Что нам в нем нравится
Дешево и доступно
Легкий и портативный
Удобное хранение
Что можно улучшить
Качество продукции импортных моделей этой группы не сравнимо с лучшими трубогибочными станками.

 ;
; ;
;

 При содержании кремния более 12-13 % до 22 % присутствуют в сплаве первичные кристаллы кремния. Когда эти кристаллы правильно распределены, они обеспечивают высокую износостойкость сплава. Из этих заэвтектических сплавов изготавливают, например, блок двигателя автомобиля.
При содержании кремния более 12-13 % до 22 % присутствуют в сплаве первичные кристаллы кремния. Когда эти кристаллы правильно распределены, они обеспечивают высокую износостойкость сплава. Из этих заэвтектических сплавов изготавливают, например, блок двигателя автомобиля. ;
;
 Эти добавки могут сделать металлы более текучими при обработке, повысить их жаростойкость и уменьшить хрупкость. Кремний является одним из таких элементов, который можно найти как в медных, так и в алюминиевых сплавах.
Эти добавки могут сделать металлы более текучими при обработке, повысить их жаростойкость и уменьшить хрупкость. Кремний является одним из таких элементов, который можно найти как в медных, так и в алюминиевых сплавах. Вы часто можете найти силиконовый алюминий в качестве присадочной проволоки при пайке и сварке алюминия.
Вы часто можете найти силиконовый алюминий в качестве присадочной проволоки при пайке и сварке алюминия.

 Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки.
Электронная система регулировки и поддержания температуры сделает медное литье проще и обеспечит лучшее качество отливки. В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие.
В них применяется модель, сделанная из горючего материала, например папье-маше. Модель в этом случае сгорает при заливке высокотемпературного расплава, продукты сгорания в виде газов выходят через заливное отверстие. Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
Здесь, кроме конструкционных достоинств — прочности, долговечности и внешнего вида, применяются и бактерицидные свойства меди и ее сплавов.
 Не забудьте проверить наличие и работоспособность огнетушителя, пригодного для тушения электроустановок под напряжением.
Не забудьте проверить наличие и работоспособность огнетушителя, пригодного для тушения электроустановок под напряжением. При определении номинальных размеров медного учитывают технологические напуски.
При определении номинальных размеров медного учитывают технологические напуски.

 и механические свойства и легко поддаются механической обработке, пайке, пайке, полировке или гальваническому покрытию. Согласно Всемирной переписи литейного производства 2018 года, опубликованной журналом Modern Casting, в США на медь приходится примерно 2,8% от общего объема производства литья. Ниже приведены 10 качеств литейных медных сплавов, которые должны знать инженеры-конструкторы.
и механические свойства и легко поддаются механической обработке, пайке, пайке, полировке или гальваническому покрытию. Согласно Всемирной переписи литейного производства 2018 года, опубликованной журналом Modern Casting, в США на медь приходится примерно 2,8% от общего объема производства литья. Ниже приведены 10 качеств литейных медных сплавов, которые должны знать инженеры-конструкторы.
 Эти сплавы образуют короткую, хрупкую, туго закрученную стружку, которая имеет тенденцию распадаться на управляемые сегменты. В то время как чистота поверхности этих сплавов будет хорошей, скорость резания будет ниже, а износ инструмента увеличится.
Эти сплавы образуют короткую, хрупкую, туго закрученную стружку, которая имеет тенденцию распадаться на управляемые сегменты. В то время как чистота поверхности этих сплавов будет хорошей, скорость резания будет ниже, а износ инструмента увеличится. 
 Сплавы на основе золота используются в электротехнике, а припои на основе олова – в бытовой сантехнике.
Сплавы на основе золота используются в электротехнике, а припои на основе олова – в бытовой сантехнике. Эти сплавы, на долю которых приходится самый высокий уровень производства литья, затвердевают ненаправленно. Хотя правильное поднятие помогает бороться с этим, оно не имеет такого же эффекта, как направленное затвердевание.
Эти сплавы, на долю которых приходится самый высокий уровень производства литья, затвердевают ненаправленно. Хотя правильное поднятие помогает бороться с этим, оно не имеет такого же эффекта, как направленное затвердевание. Однако их почти всегда можно избежать, например, преобразовав перекресток X в два смещенных Т-образных сечения.
Однако их почти всегда можно избежать, например, преобразовав перекресток X в два смещенных Т-образных сечения.
 В конце концов их методы стали настолько изощренными, что из этого металла отливали почти невероятно тонкие, но все же совершенные чаши. С самого начала были приобретены большие навыки изготовления двойных каменных форм, что позволяло повторять работу. Однако отливки из песка, похоже, были менее распространены. (3)
В конце концов их методы стали настолько изощренными, что из этого металла отливали почти невероятно тонкие, но все же совершенные чаши. С самого начала были приобретены большие навыки изготовления двойных каменных форм, что позволяло повторять работу. Однако отливки из песка, похоже, были менее распространены. (3)  Затем заливали расплавленный металл и давали ему остыть, после чего форму разбивали, а изделию долотом придавали необходимые завершающие штрихи».
Затем заливали расплавленный металл и давали ему остыть, после чего форму разбивали, а изделию долотом придавали необходимые завершающие штрихи».
 1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.
1…0.3) % в хромистых сталях измельчает зерно и повышает прочность и вязкость.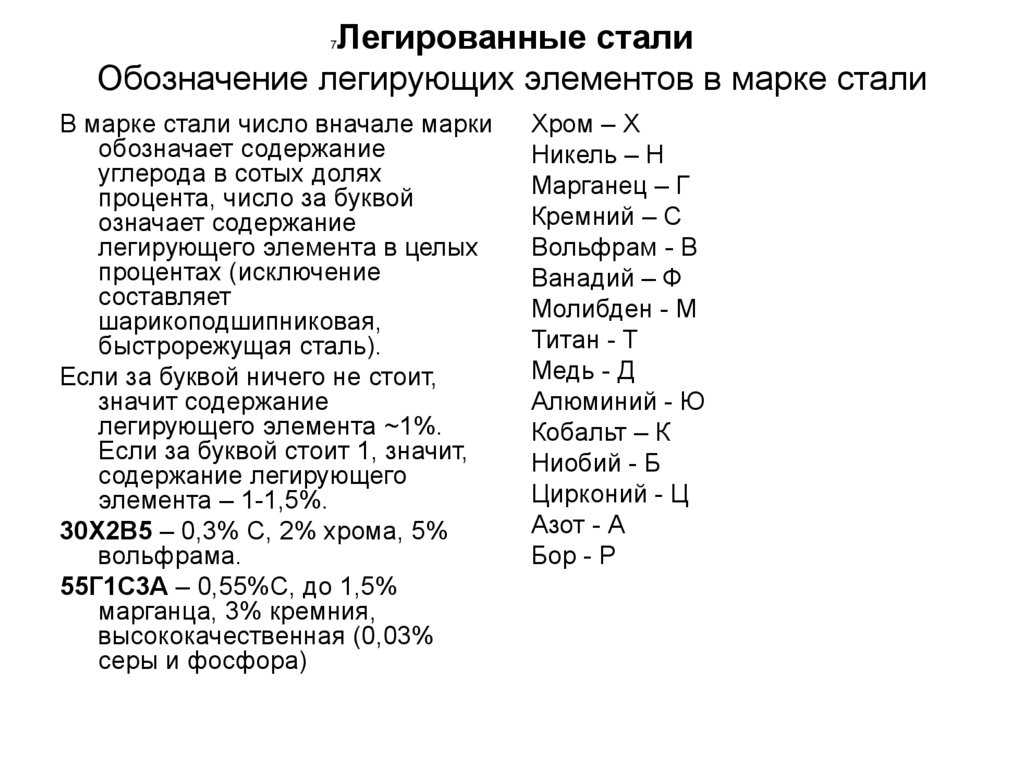
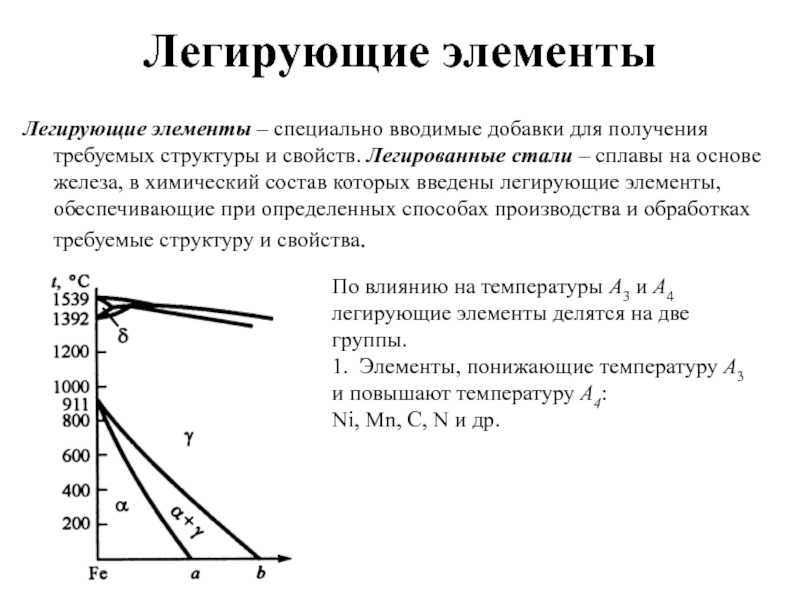
 Чтобы откорректировать их свойства, используют легирование.
Чтобы откорректировать их свойства, используют легирование. Если обычного содержания некоторых элементов недостаточно, для получения сталей с нужными свойствами в них дополнительно вносят в определенных количествах специальные примеси, которые называют легирующими добавками.
Если обычного содержания некоторых элементов недостаточно, для получения сталей с нужными свойствами в них дополнительно вносят в определенных количествах специальные примеси, которые называют легирующими добавками.
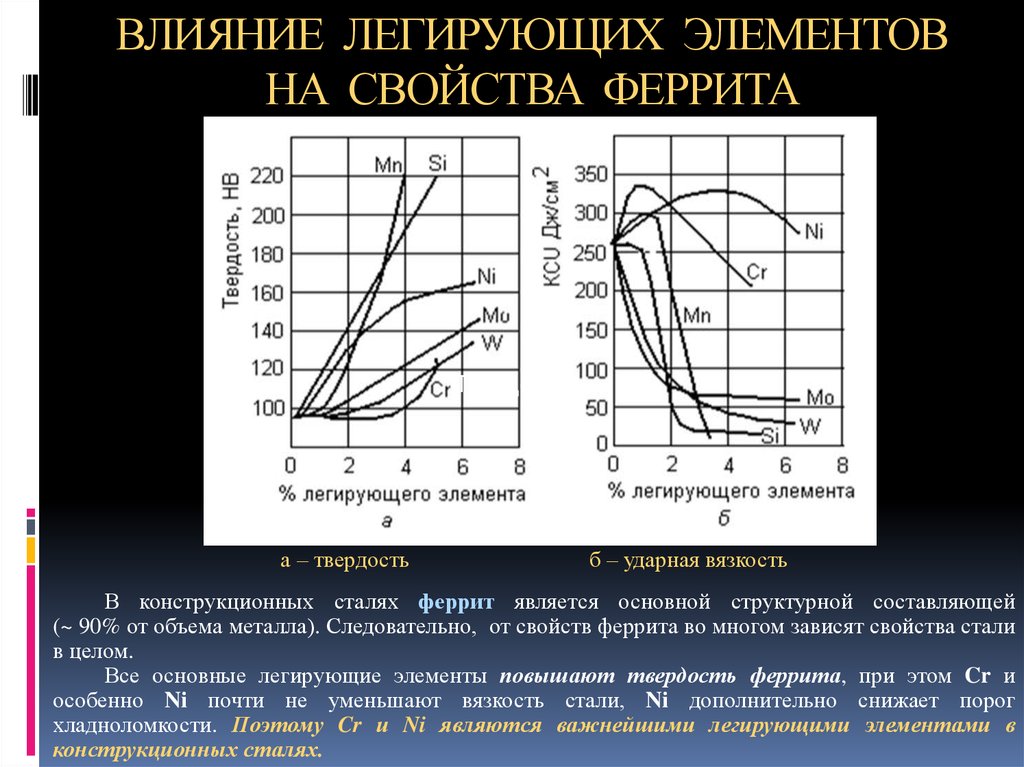
 Это снижает пластичность, ударную вязкость и обрабатываемость.
Это снижает пластичность, ударную вязкость и обрабатываемость.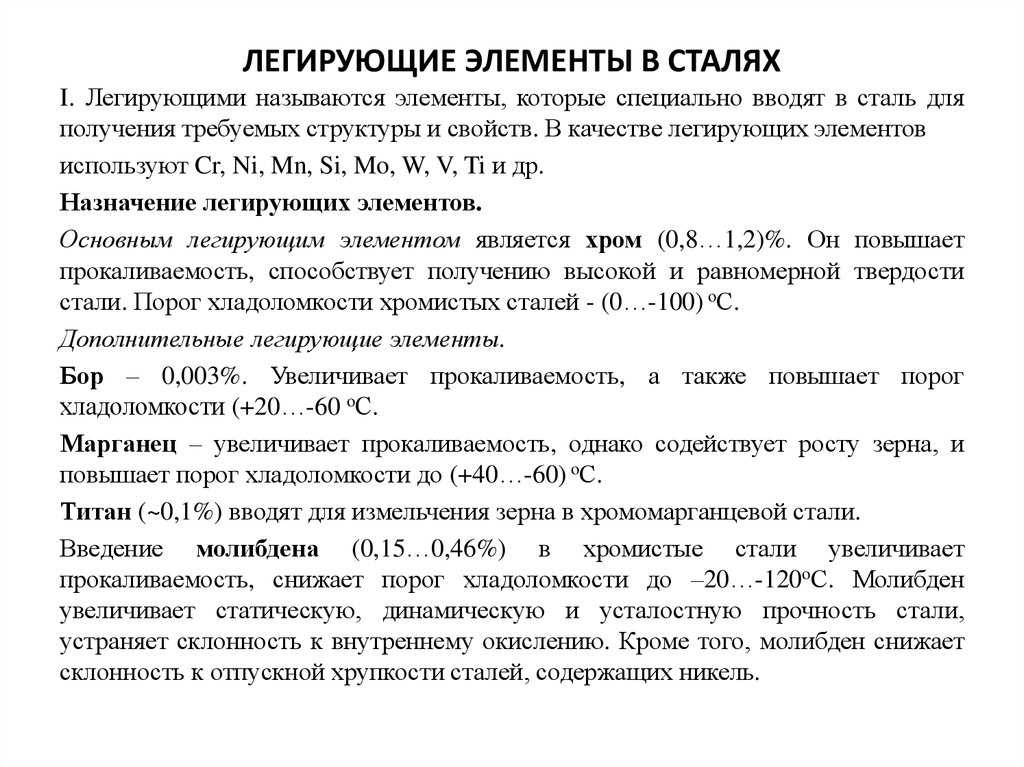 Медь может ухудшить качество поверхности. Медь полезна для устойчивости к атмосферной коррозии, когда присутствует в количествах, превышающих 0,20%. Продаются атмосферостойкие стали с содержанием меди более 0,20%.
Медь может ухудшить качество поверхности. Медь полезна для устойчивости к атмосферной коррозии, когда присутствует в количествах, превышающих 0,20%. Продаются атмосферостойкие стали с содержанием меди более 0,20%.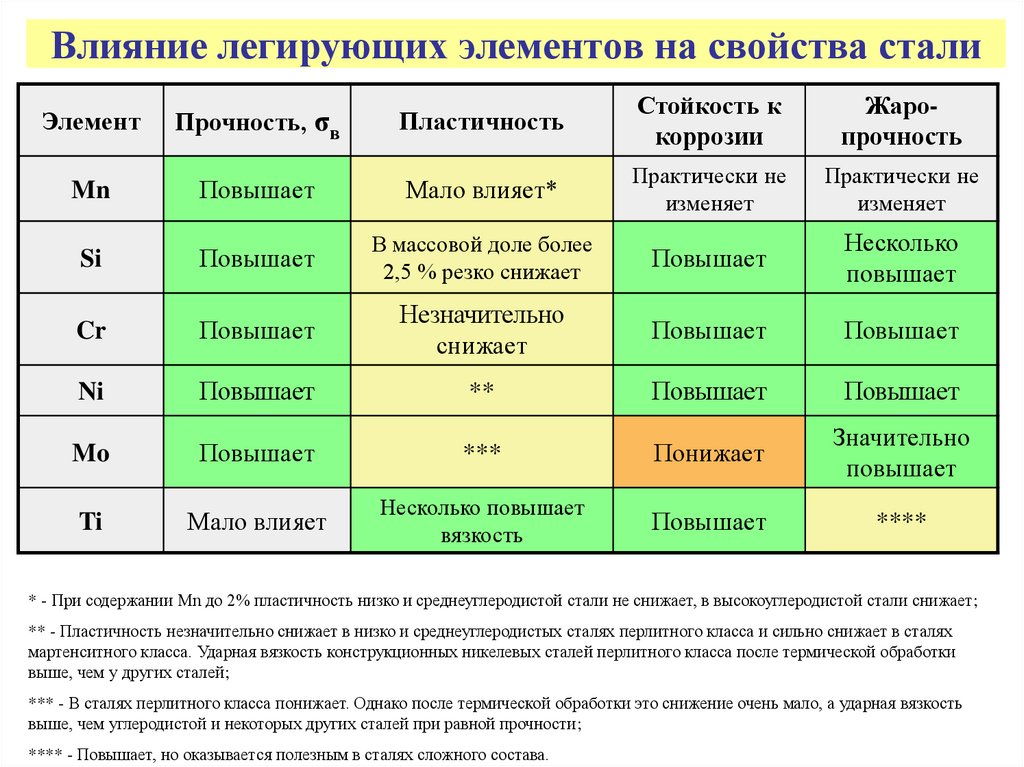
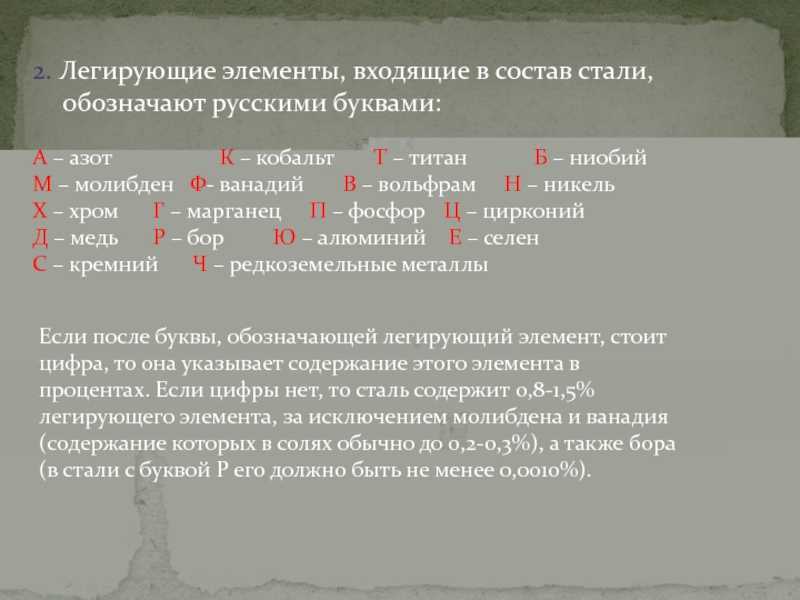 Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
Таким образом, предотвращается локализованное выделение карбидов на границах зерен.
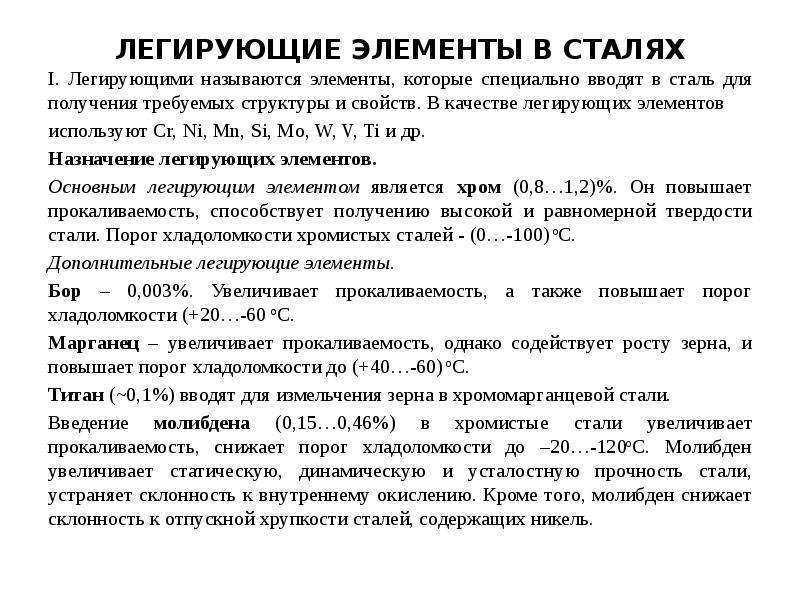
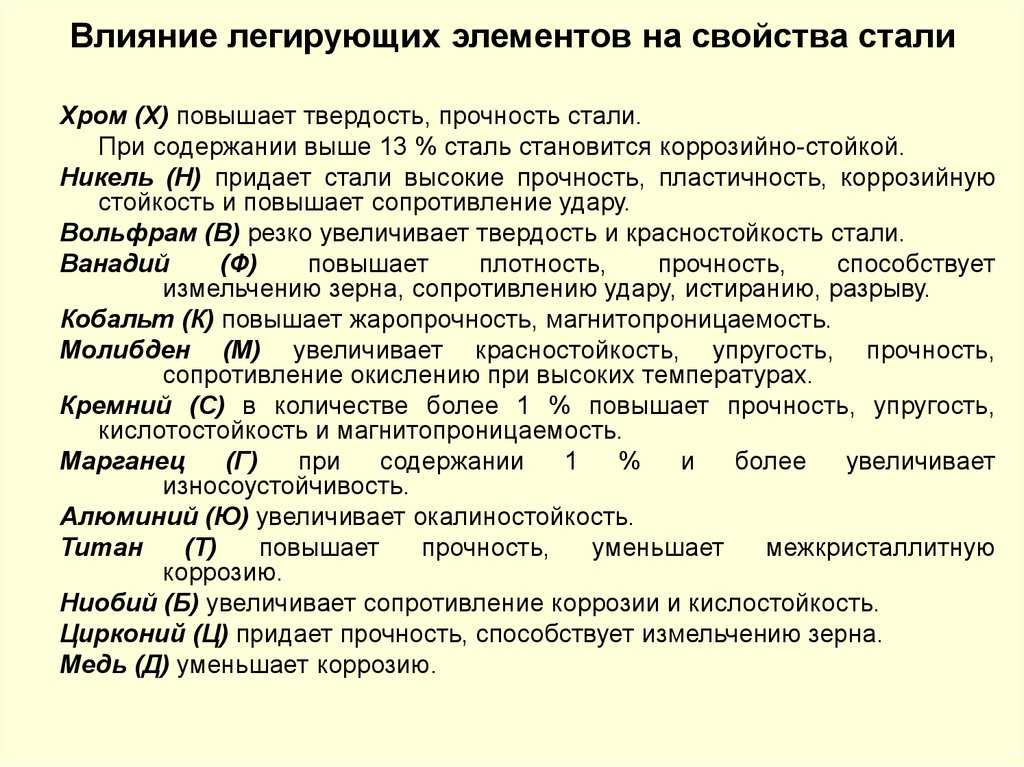
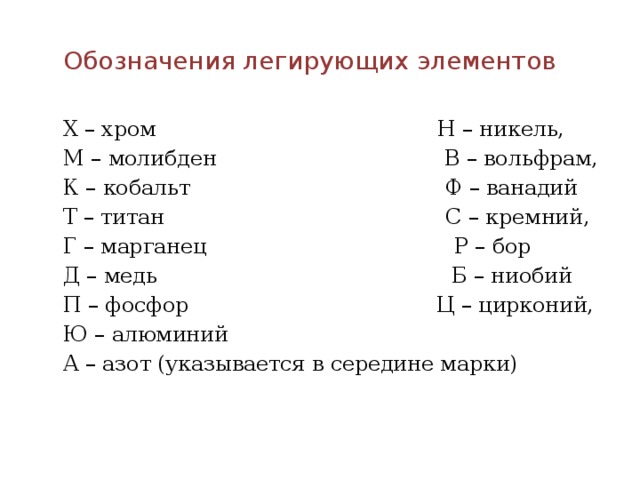 Кремний также улучшает стойкость к окислению и является стабилизатором «феррита». В «аустенитных нержавеющих сталях высокое содержание кремния улучшает стойкость к окислению, а также предотвращает науглероживание при повышенных температурах (примерами являются 309 и 310).
Кремний также улучшает стойкость к окислению и является стабилизатором «феррита». В «аустенитных нержавеющих сталях высокое содержание кремния улучшает стойкость к окислению, а также предотвращает науглероживание при повышенных температурах (примерами являются 309 и 310).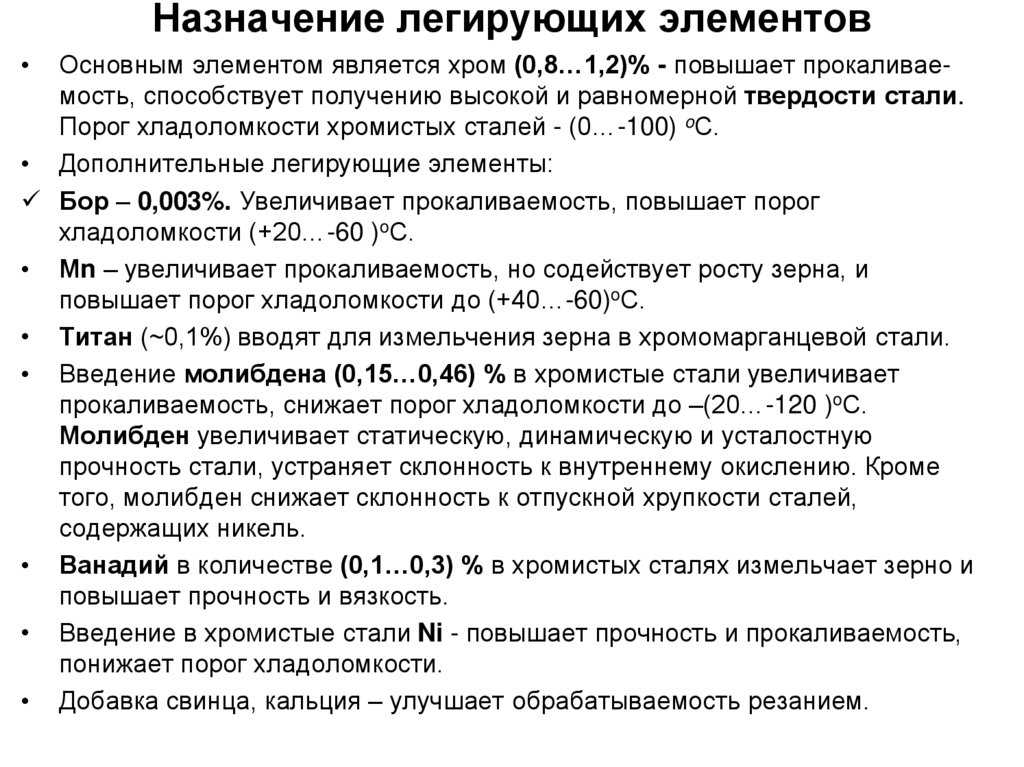
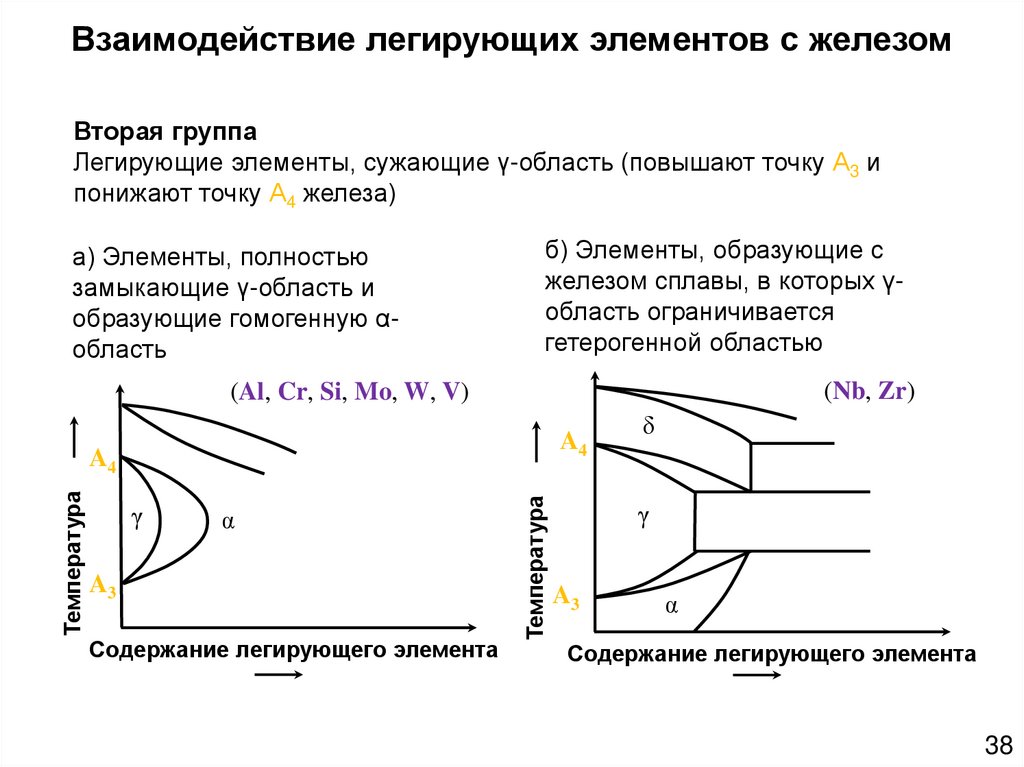
 Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.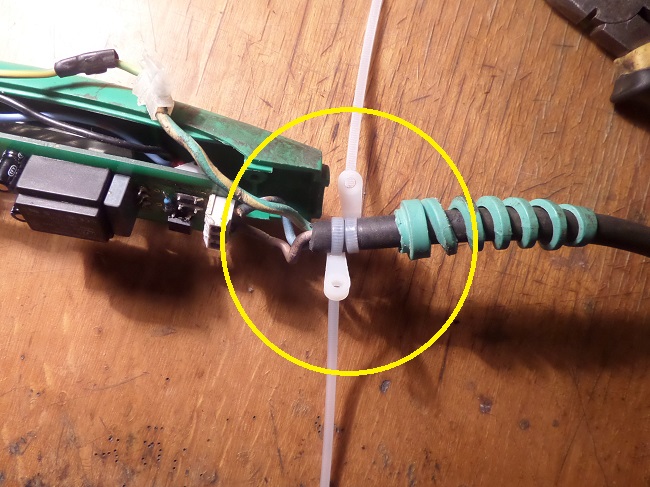 По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.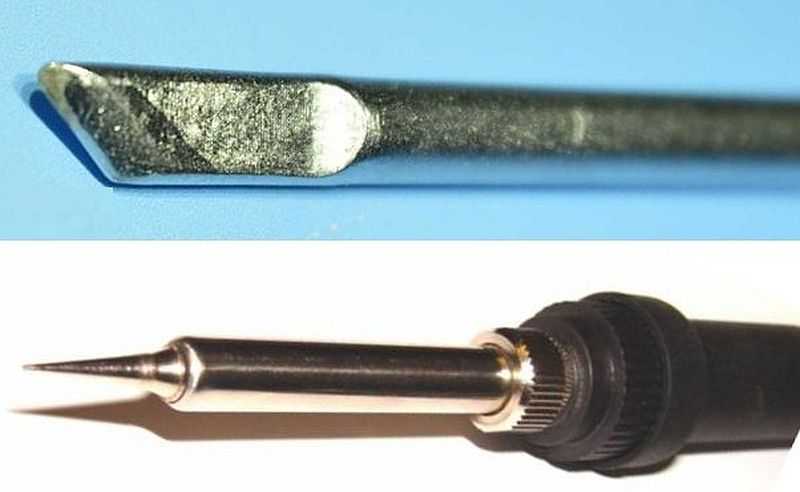
 Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля. Как припаять без паяльника?
Как припаять без паяльника?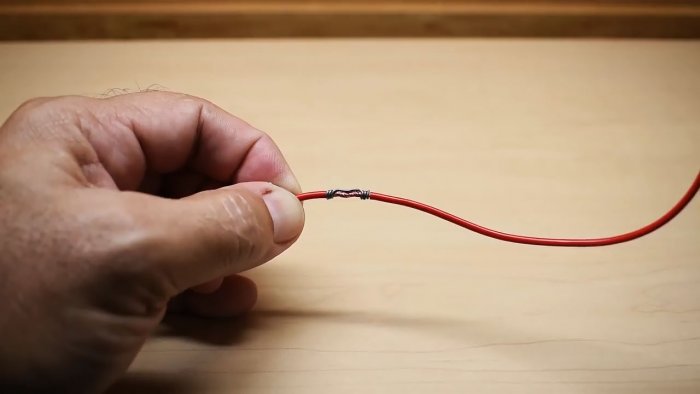
.jpg)
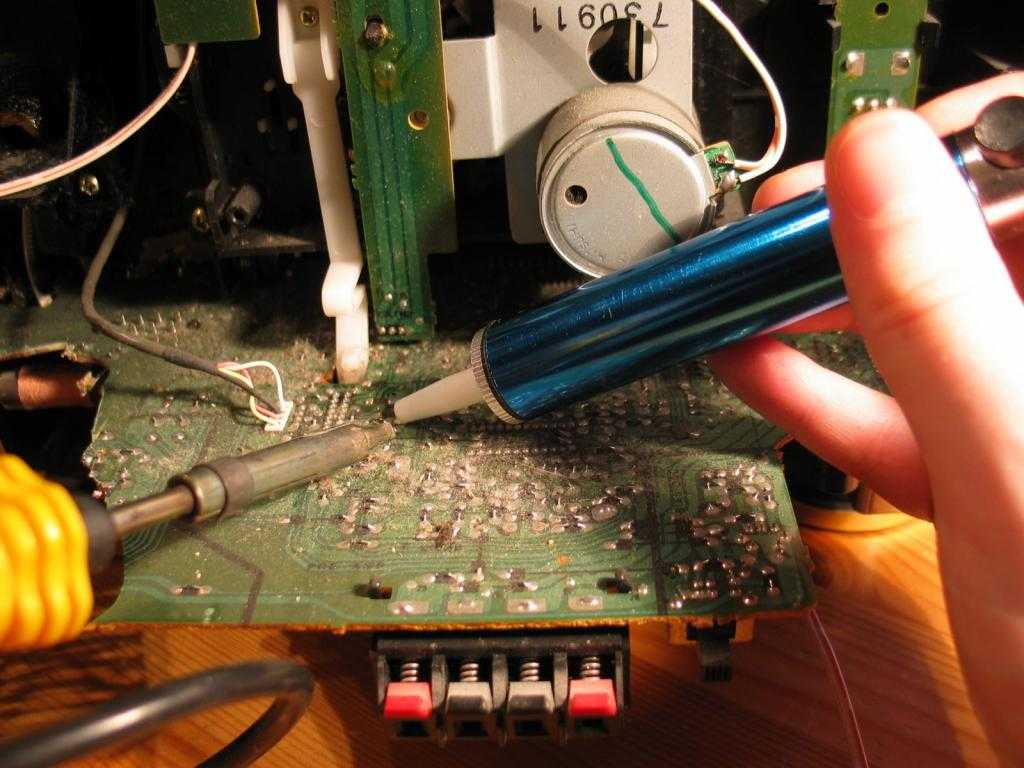
 Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте. Хотя два метода все еще требуют нагрева, я обнаружил, что они намного проще для меня по сравнению с использованием старомодной паяльной проволоки.
Хотя два метода все еще требуют нагрева, я обнаружил, что они намного проще для меня по сравнению с использованием старомодной паяльной проволоки.  Тем не менее, можно изолировать каждую часть эпоксидной смолы отдельно в чистых флаконах для духовых проб. Соотношение смешивания: 100 частей серебра на 20 частей активатора. Таким образом, вы, по сути, должны смотреть на свое соотношение. Для небольшого ремонта достаточно небольшого мазка серебряной основы. Нанесите немного катализатора-отвердителя на длинный гвоздь или жесткую проволоку.
Тем не менее, можно изолировать каждую часть эпоксидной смолы отдельно в чистых флаконах для духовых проб. Соотношение смешивания: 100 частей серебра на 20 частей активатора. Таким образом, вы, по сути, должны смотреть на свое соотношение. Для небольшого ремонта достаточно небольшого мазка серебряной основы. Нанесите немного катализатора-отвердителя на длинный гвоздь или жесткую проволоку. youtube.com/embed/KKKIv-XNyeo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/KKKIv-XNyeo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Пластиковое покрытие необходимо снять как минимум на дюйм с конца самого провода.
Пластиковое покрытие необходимо снять как минимум на дюйм с конца самого провода.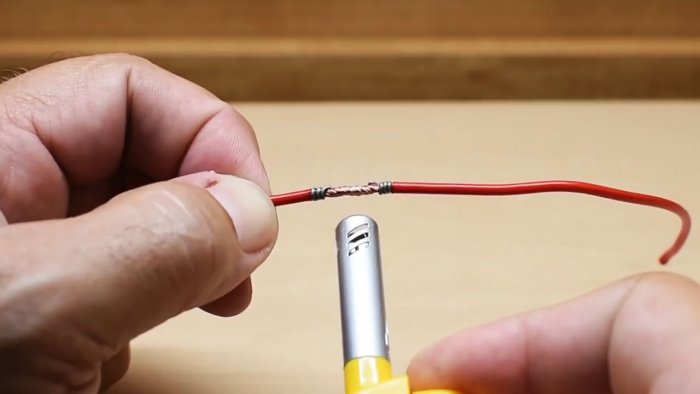 Оберните это три раза по самому краю оголенного провода снаружи скрученного жгута. Затем вы согните проволоку вдоль верхней части скрученных концов и продолжите с еще тремя петлями.
Оберните это три раза по самому краю оголенного провода снаружи скрученного жгута. Затем вы согните проволоку вдоль верхней части скрученных концов и продолжите с еще тремя петлями.
 Оказывается, материнская плата сгорела еще до того, как я до нее добрался. В итоге я отнес его в местную ремонтную мастерскую, и он сообщил мне плохие новости.
Оказывается, материнская плата сгорела еще до того, как я до нее добрался. В итоге я отнес его в местную ремонтную мастерскую, и он сообщил мне плохие новости. Я надеюсь, что вы найдете что-то полезное в статьях на этом сайте. Не стесняйтесь обращаться ко мне, если у вас есть какие-либо вопросы или предложения!
Я надеюсь, что вы найдете что-то полезное в статьях на этом сайте. Не стесняйтесь обращаться ко мне, если у вас есть какие-либо вопросы или предложения! Однако у вас не всегда может быть паяльник под рукой, или вы просто не хотите тратить деньги на его покупку.
Однако у вас не всегда может быть паяльник под рукой, или вы просто не хотите тратить деньги на его покупку. В данном случае это означает наличие открытого пламени или источника тепла для обеспечения тепла, необходимого для расплавления деталей.
В данном случае это означает наличие открытого пламени или источника тепла для обеспечения тепла, необходимого для расплавления деталей.
 Вы не можете положить печатную плату или что-то подобное в открытый огонь, так что это необходимо.
Вы не можете положить печатную плату или что-то подобное в открытый огонь, так что это необходимо.
 В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи. Ременная передача работает хорошо, когда ремень достаточно натянут и охватывает большую часть шкива.
В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи. Ременная передача работает хорошо, когда ремень достаточно натянут и охватывает большую часть шкива. Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
 На ней расположены все остальные элементы.
На ней расположены все остальные элементы.

 Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
 д. Он обычно используется для создания осесимметричных деталей.
д. Он обычно используется для создания осесимметричных деталей. 


 , изготовление и т. д.
, изготовление и т. д.


 Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности.
Помимо обеспечения сцепления, это также повышает эстетическую ценность заготовки. Накатной инструмент состоит из одного или нескольких колес с желаемым рисунком, выдавленным на их поверхности. 


 д.
д.


 В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan.
В токарно-револьверном станке резцедержатель можно перемещать вдоль поперечной оси, который в противном случае нельзя перемещать в поперечном направлении на токарном станке Capstan. Кроме того, токарно-револьверный станок идеально подходит для обработки более крупных заготовок по сравнению с токарным станком Capstan. В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально.
В случае металлического изделия бывают случаи, когда формируемая деталь будет установлена вертикально. Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью.
Важным фактором является размер запаса. Диаметр деревянной чаши во много раз больше диаметра ручки. Следовательно, скорость токарного станка должна регулироваться в зависимости от размера обрабатываемого материала. Если заготовка изготовлена из твердого металла, например стали, скорость необходимо увеличить, пока из заготовки вырезаются более мелкие детали. Древесина более низкого качества должна вращаться медленнее. Запас неправильной формы нужно будет вращать с меньшей скоростью. Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.
Эта доля секунды без контакта заставит инструмент немного двигаться. При достижении следующей точки контакта инструмент может оказаться в неправильном положении. Это приводит к ошибке резки. Для безопасности оператора и сохранности складских запасов токарному станку необходима переменная скорость.

 478″ data-circle=»23″ data-id=»533305″>
478″ data-circle=»23″ data-id=»533305″> 677″ data-circle=»19″ data-id=»533311″>
677″ data-circle=»19″ data-id=»533311″> 394″ data-top=»18.086″ data-circle=»23″ data-id=»533313″>
394″ data-top=»18.086″ data-circle=»23″ data-id=»533313″> 85″ data-top=»86.454″ data-circle=»23″ data-id=»533317″>
85″ data-top=»86.454″ data-circle=»23″ data-id=»533317″> 178″ data-top=»44.663″ data-circle=»23″ data-id=»311739″>
178″ data-top=»44.663″ data-circle=»23″ data-id=»311739″> 706″ data-circle=»23″ data-id=»533318″>
706″ data-circle=»23″ data-id=»533318″> Для просмотра информации об интересующей запчасти для STIHL GHE 140 L нажмите мышью на нужный номер, выделенный цветом.
Для просмотра информации об интересующей запчасти для STIHL GHE 140 L нажмите мышью на нужный номер, выделенный цветом. 4 для садового измельчителя STIHL GHE 140 L
4 для садового измельчителя STIHL GHE 140 L Деталировка садового измельчителя VIKING (Викинг) GE 35.2 L.
Деталировка садового измельчителя VIKING (Викинг) GE 35.2 L. 573″ data-top=»28.543″ data-circle=»23″ data-id=»537587″>
573″ data-top=»28.543″ data-circle=»23″ data-id=»537587″> 034″ data-top=»94.937″ data-circle=»23″ data-id=»537590″>
034″ data-top=»94.937″ data-circle=»23″ data-id=»537590″> 113″ data-top=»39.745″ data-circle=»23″ data-id=»537593″>
113″ data-top=»39.745″ data-circle=»23″ data-id=»537593″> 006″ data-top=»8.846″ data-circle=»23″ data-id=»307523″>
006″ data-top=»8.846″ data-circle=»23″ data-id=»307523″> 877″ data-circle=»23″ data-id=»533320″>
877″ data-circle=»23″ data-id=»533320″> 2 L
2 L 2 L
2 L 2 L
2 L Тип течения и Тип разрыва встречаются в материалах без угла внутреннего трения. Сдвиг типа встречается в материалах с углом внутреннего трения, таких как песок.
Тип течения и Тип разрыва встречаются в материалах без угла внутреннего трения. Сдвиг типа встречается в материалах с углом внутреннего трения, таких как песок. Дробленый Тип возникает, если тонкий слой горной породы очищается или разрезается, как при бурении нефтяных и газовых скважин. Механизм дробилки типа аналогичен механизму ножниц типа , только сначала необходимо измельчить каменный материал. Тип стружки возникает при резке более толстых слоев скалы или камня. Этот тип аналогичен Tear Type .
Дробленый Тип возникает, если тонкий слой горной породы очищается или разрезается, как при бурении нефтяных и газовых скважин. Механизм дробилки типа аналогичен механизму ножниц типа , только сначала необходимо измельчить каменный материал. Тип стружки возникает при резке более толстых слоев скалы или камня. Этот тип аналогичен Tear Type . Вывод сделан в предположении, что напряжения на плоскости сдвига и лопатке постоянны и равны средним напряжениям, действующим на поверхности. На рис. 3-2 даны некоторые определения процесса резки. Линия А-В считается плоскостью сдвига, а линия А-С — площадью контакта между лезвием и почвой. Угол лезвия называется α и угол сдвига β . Лезвие движется слева направо со скоростью резания v c . Толщина среза слоя h i и высота лезвия по вертикали h b . Горизонтальная сила на лезвии F h положительна справа налево всегда против направления скорости резания v с . Вертикальная сила, действующая на лопасть F v , направлена вниз положительно.
Вывод сделан в предположении, что напряжения на плоскости сдвига и лопатке постоянны и равны средним напряжениям, действующим на поверхности. На рис. 3-2 даны некоторые определения процесса резки. Линия А-В считается плоскостью сдвига, а линия А-С — площадью контакта между лезвием и почвой. Угол лезвия называется α и угол сдвига β . Лезвие движется слева направо со скоростью резания v c . Толщина среза слоя h i и высота лезвия по вертикали h b . Горизонтальная сила на лезвии F h положительна справа налево всегда против направления скорости резания v с . Вертикальная сила, действующая на лопасть F v , направлена вниз положительно. Предполагается, что разрушение произойдет при угле сдвига, при котором энергия резания минимальна. Мощность резания — это энергия резания в единицу времени, поэтому мощность резания также должна быть на минимальном уровне.
Предполагается, что разрушение произойдет при угле сдвига, при котором энергия резания минимальна. Мощность резания — это энергия резания в единицу времени, поэтому мощность резания также должна быть на минимальном уровне. 0 и была создана, изменена и/или курирована Sape A. Miedema (TU Delft Open Textbooks) через исходный контент, который был отредактирован для стиль и стандарты платформы LibreTexts; подробная история редактирования доступна по запросу.
0 и была создана, изменена и/или курирована Sape A. Miedema (TU Delft Open Textbooks) через исходный контент, который был отредактирован для стиль и стандарты платформы LibreTexts; подробная история редактирования доступна по запросу. open.tudelft.nl/index.php/textbooks/catalog/book/16
open.tudelft.nl/index.php/textbooks/catalog/book/16 / Рекомендуемая мощность
/ Рекомендуемая мощность średnica cięcia
średnica cięcia

 Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
Здесь идеально подходит винт от гидравлического домкрата. Использовать для изготовления упорного винта стальную строительную шпильку даже большого диаметра (например, на 20 мм) нельзя, так как резьба на ней треугольная, не предназначенная для такой нагрузки и многократного использования.
 Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
Он состоит из двух вращающихся деталей: направляющего ролика и рабочего колеса. Механизм является разновидностью шаблонного трубогиба. В качестве шаблона здесь выступает рабочее колесо.
 youtube.com/embed/uLPqia3Asv0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/uLPqia3Asv0?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>  Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.
Простое надежное приспособление справится с задачей не хуже заводского, при этом обойдется в несколько раз дешевле.

 Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб.
Поворотом длинной рукоятки обжимают профиль вокруг шаблона и формируют изгиб. Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.
Для придания заготовке заданного угла изгиба на корпусе устройства находится проградуированная шкала.


 Надеть цепь, напрессовать втулку для ручки.
Надеть цепь, напрессовать втулку для ручки. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
 Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.
Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
. Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
 Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы. Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием. Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб. Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.  . Наиболее популярные размеры труб до 50 мм:
. Наиболее популярные размеры труб до 50 мм:

 Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
 Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
 Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок! В тюбике возможно почти все, если вам это действительно нужно!
В тюбике возможно почти все, если вам это действительно нужно!  Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями.
Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями. Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб.
Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб. Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.
Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.
В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой. В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.
В соответствии с этими соображениями необходимо выбрать подходящий трубогиб. Вот некоторые из основных соображений:
Вот некоторые из основных соображений:
 Каждая из них обладает:
Каждая из них обладает: org/BreadcrumbList»>
org/BreadcrumbList»> В отличие от скважинных насосов, колодезные насосы, оснащенные простым и надежным поплавковым выключателем, обычно не нуждаются в оборудовании дополнительных средств защиты от «сухого хода».
В отличие от скважинных насосов, колодезные насосы, оснащенные простым и надежным поплавковым выключателем, обычно не нуждаются в оборудовании дополнительных средств защиты от «сухого хода». Насос подбирается по показателю эффективности — рабочей точке.
Насос подбирается по показателю эффективности — рабочей точке. 
 водяного столба.
водяного столба.
 Сетка насоса, предохраняющая от попадания твердых частиц, выполнена из нержавеющей стали. Благодаря небольшому весу и входящему в комплект поставки четырехразмерному напорному патрубку, насос может стать незаменимым помощником в обеспечении Вашего дома водой.
Сетка насоса, предохраняющая от попадания твердых частиц, выполнена из нержавеющей стали. Благодаря небольшому весу и входящему в комплект поставки четырехразмерному напорному патрубку, насос может стать незаменимым помощником в обеспечении Вашего дома водой.
 Удлинитель вала двигателя из нержавеющей стали AISI 304. Материал кольцевых уплотнений корпуса — резина NBR. Двойное механическое уплотнение, разделенное масляной камерой. Графит/керамика со стороны двигателя, карбид кремния/карбид кремния со стороны насоса.
Удлинитель вала двигателя из нержавеющей стали AISI 304. Материал кольцевых уплотнений корпуса — резина NBR. Двойное механическое уплотнение, разделенное масляной камерой. Графит/керамика со стороны двигателя, карбид кремния/карбид кремния со стороны насоса. Поставляются как с поплавком, так и без него.
Поставляются как с поплавком, так и без него. питание,
питание,
 За это время мы убедились не только в высоком качестве оборудования ДАБ, но и в постоянном стремлении ее инженеров и технологов к уникальным, новаторским решениям, буквально «переворачивающих» мировой рынок насосного оборудования.
За это время мы убедились не только в высоком качестве оборудования ДАБ, но и в постоянном стремлении ее инженеров и технологов к уникальным, новаторским решениям, буквально «переворачивающих» мировой рынок насосного оборудования.


 Этот насос приводится в действие трехпроводным двигателем (коробка управления входит в комплект всех трехпроводных насосов) и имеет встроенный обратный клапан, который предотвращает обратный поток и обеспечивает давление в системе. Он также имеет корпус из нержавеющей стали и термопластичный выпуск и кронштейн двигателя. Это 230 вольт.
Этот насос приводится в действие трехпроводным двигателем (коробка управления входит в комплект всех трехпроводных насосов) и имеет встроенный обратный клапан, который предотвращает обратный поток и обеспечивает давление в системе. Он также имеет корпус из нержавеющей стали и термопластичный выпуск и кронштейн двигателя. Это 230 вольт.
 Благодаря встроенной электронике насосы SQ очень просты в установке и эксплуатации. Эти гибкие и компактные насосы, оснащенные двигателями с постоянными магнитами, обеспечивают превосходный уровень эффективности и обеспечивают высоту напора до 200 метров. 9Погружной скважинный насос BURCAM 3/4-HP 10 гал/мин водяные скважины диаметром 4 дюйма и более. Изготовленный из коррозионностойкой нержавеющей стали 316 со сменной головкой стандарта NEMA, которая включает в себя 12 ступеней прецизионно обработанных рабочих колес и диффузоров из нержавеющей стали, а также шестигранный приводной вал из нержавеющей стали, этот насос оснащен долговечным двигателем непрерывного действия. Накачивает до 900 галлонов США в час и имеет максимальный напор 275 футов. Наилучшая эффективность составляет от 114 до 198 футов (с реле давления 20/40 PSI) или от 91 до 175 футов (с реле давления 30/50).
Благодаря встроенной электронике насосы SQ очень просты в установке и эксплуатации. Эти гибкие и компактные насосы, оснащенные двигателями с постоянными магнитами, обеспечивают превосходный уровень эффективности и обеспечивают высоту напора до 200 метров. 9Погружной скважинный насос BURCAM 3/4-HP 10 гал/мин водяные скважины диаметром 4 дюйма и более. Изготовленный из коррозионностойкой нержавеющей стали 316 со сменной головкой стандарта NEMA, которая включает в себя 12 ступеней прецизионно обработанных рабочих колес и диффузоров из нержавеющей стали, а также шестигранный приводной вал из нержавеющей стали, этот насос оснащен долговечным двигателем непрерывного действия. Накачивает до 900 галлонов США в час и имеет максимальный напор 275 футов. Наилучшая эффективность составляет от 114 до 198 футов (с реле давления 20/40 PSI) или от 91 до 175 футов (с реле давления 30/50). Это зависит именно от того, где вы живете, и от того, насколько близко ваш техник по бурению сможет подобраться к хорошей жиле воды в земле. Идеально, если скважинный насос погружен в воду на глубину не менее 25–30 футов, и во многих случаях он прослужит вам от 10 до 15 лет.
Это зависит именно от того, где вы живете, и от того, насколько близко ваш техник по бурению сможет подобраться к хорошей жиле воды в земле. Идеально, если скважинный насос погружен в воду на глубину не менее 25–30 футов, и во многих случаях он прослужит вам от 10 до 15 лет. Мы получаем комиссионные от покупок, которые вы совершаете, используя ссылки на розничные магазины в наших обзорах продуктов. Узнайте больше о том, как это работает.
Мы получаем комиссионные от покупок, которые вы совершаете, используя ссылки на розничные магазины в наших обзорах продуктов. Узнайте больше о том, как это работает.  с.
с.


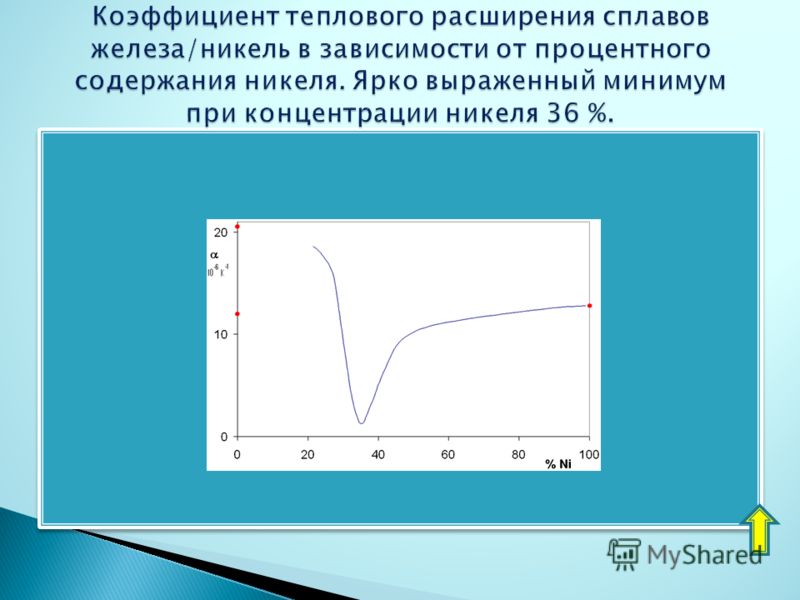 После охлаждения измеряют твердость нагревавшихся образцов. Измерение твердости после многократного нагрева характеризует изменения структуры, происходящие в стали вследствие воздействия высоких температур. Сталь, лучше сохраняющая свою структуру и свойства ( в этих испытаниях — твердость), обладает лучшей красностойкостью, а следовательно, и способностью противостоять действию температур, возникающих в процессе резания.
После охлаждения измеряют твердость нагревавшихся образцов. Измерение твердости после многократного нагрева характеризует изменения структуры, происходящие в стали вследствие воздействия высоких температур. Сталь, лучше сохраняющая свою структуру и свойства ( в этих испытаниях — твердость), обладает лучшей красностойкостью, а следовательно, и способностью противостоять действию температур, возникающих в процессе резания.

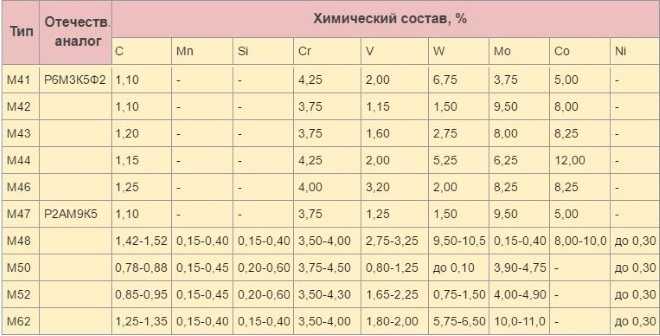

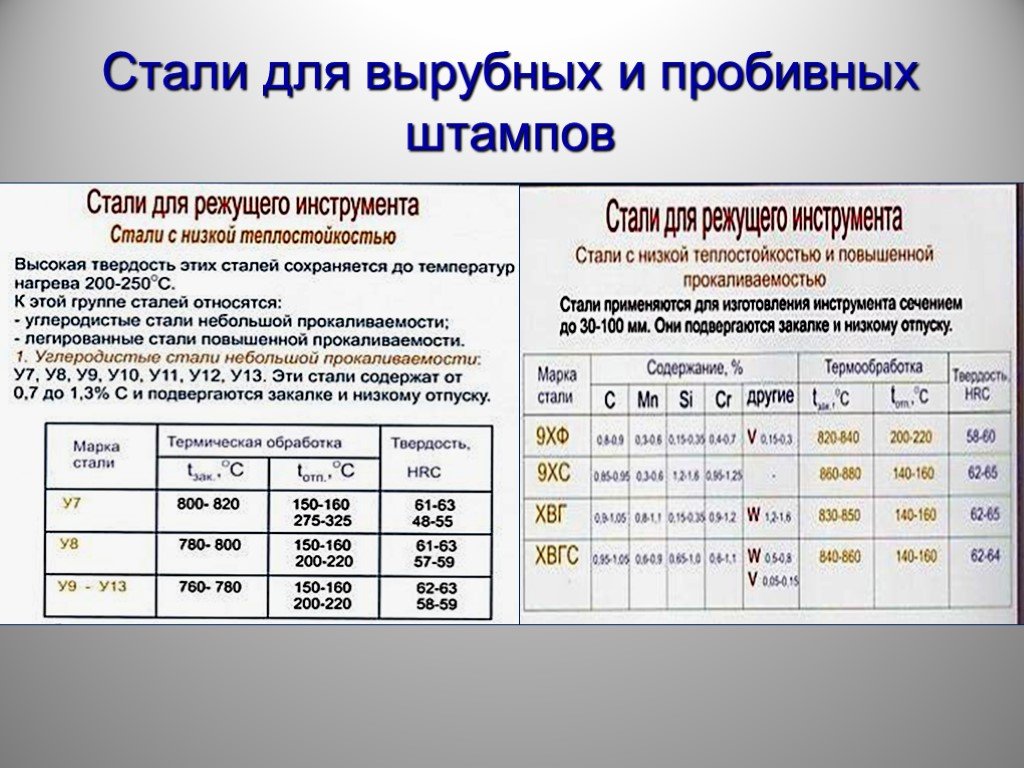
 Однако, в процессе работы режущего инструмента, происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
Однако, в процессе работы режущего инструмента, происходит интенсивное выделение тепла. При этом до 80 % выделившегося тепла уходит на разогрев инструмента. Вследствие повышения температуры режущей кромки начинается отпуск материала инструмента и снижается его твердость.
 Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания. Качество быстрорежущей стали в значительной степени определяется степенью ее прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация.
Качество быстрорежущей стали в значительной степени определяется степенью ее прокованности. При недостаточной проковке изготовленной классическим способом стали наблюдается карбидная ликвация. Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском[2]. При обработке стали холодом ее охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается.
Снижения количества остаточного аустенита добиваются двумя путями: обработкой стали холодом или многократным отпуском[2]. При обработке стали холодом ее охлаждают до −80…−70 °C, затем проводят отпуск. При многократном отпуске цикл «нагрев — выдержка — охлаждение» проводят по 2—3 раза. В обоих случаях добиваются существенного снижения количества остаточного аустенита, однако полностью избавиться от него не получается. Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C.
Если ввести в сталь какой-нибудь карбидообразующий элемент в таком количестве, что он образует специальный карбид, то красностойкость скачкообразно возрастает. Это обусловлено тем, что специальный карбид выделяется из мартенсита и коагулирует при более высоких температурах, чем карбид железа, так как для этого требуется не только диффузия углерода, но и диффузия легирующих элементов. Практически заметная коагуляция специальных карбидов хрома, вольфрама, молибдена, ванадия происходит при температурах выше 500 °C. Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.
Быстрорежущая сталь, содержащая кобальт, превосходит по режущим свойствам остальные стали (он повышает красностойкость), но кобальт очень дорогой элемент.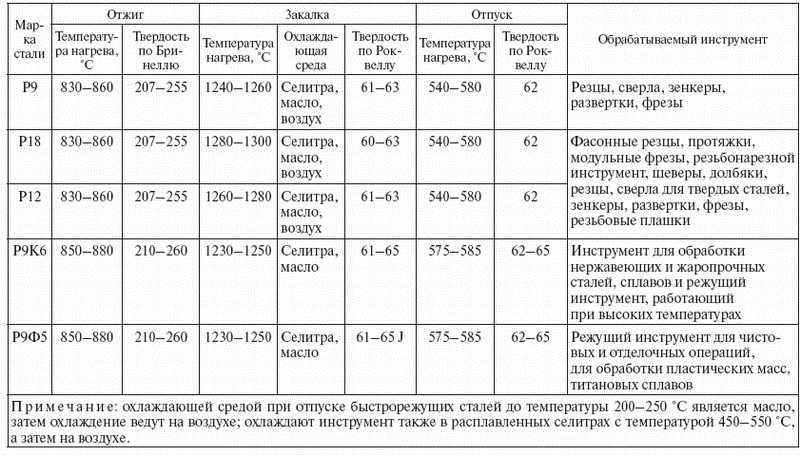
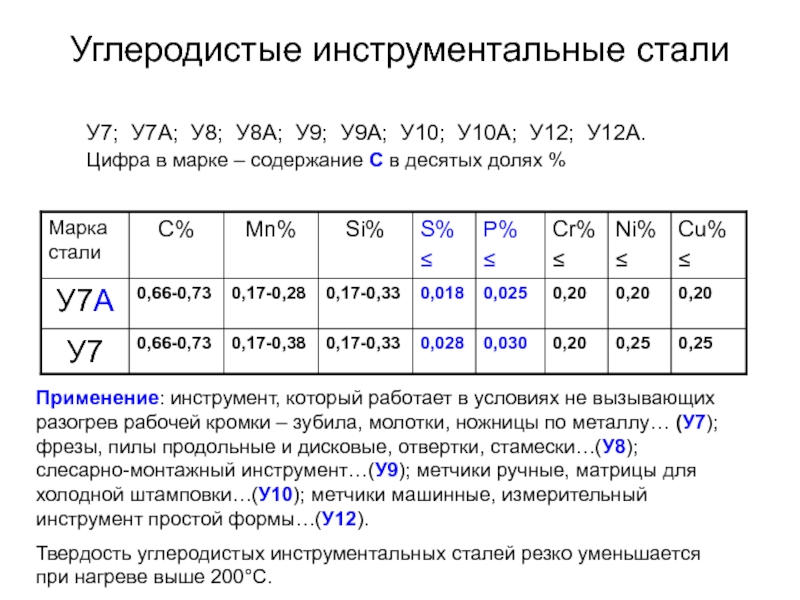

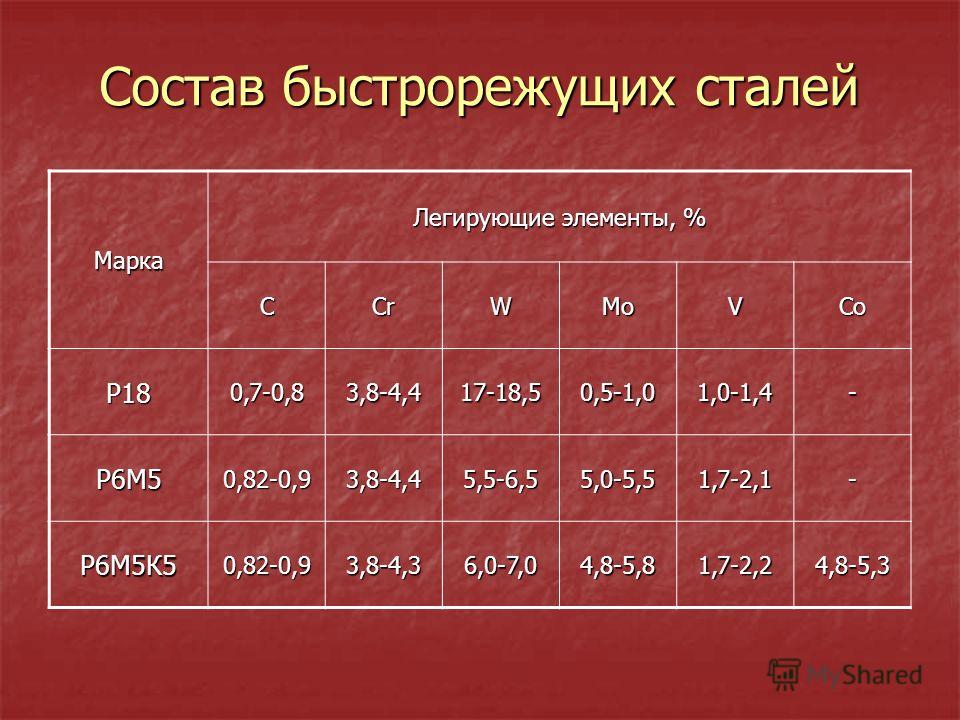 M2 предлагает отличный баланс стоимости и производительности. Он используется для мельниц, прокатных стеллажей, ножей, сверл, метчиков, штампов и многих других применений.
M2 предлагает отличный баланс стоимости и производительности. Он используется для мельниц, прокатных стеллажей, ножей, сверл, метчиков, штампов и многих других применений.
 Он имеет самую высокую износостойкость и твердость до красного цвета среди всех марок, но низкую ударную вязкость и легкость шлифования.
Он имеет самую высокую износостойкость и твердость до красного цвета среди всех марок, но низкую ударную вязкость и легкость шлифования.
 Эта твердость является основным фактором износостойкости инструмента.
Эта твердость является основным фактором износостойкости инструмента. Долговечность – это сопротивление износу при контакте с разрезаемым материалом. Прочность – это сопротивление разрушению зубьев при высоких режущих нагрузках. Красная твердость – это способность сохранять высокую твердость при повышенных температурах.
Долговечность – это сопротивление износу при контакте с разрезаемым материалом. Прочность – это сопротивление разрушению зубьев при высоких режущих нагрузках. Красная твердость – это способность сохранять высокую твердость при повышенных температурах.

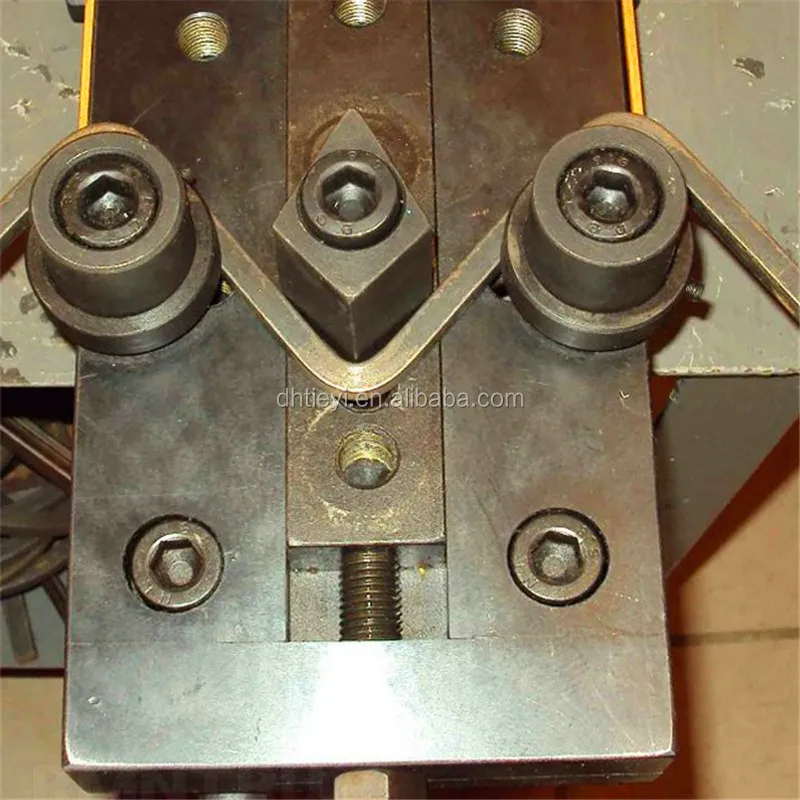 Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия.
Разрезать профильную трубу можно, используя ручной инструмент, а изогнуть конструкцию удастся только, применив оборудование, сгибающий металлические изделия. Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.
Какую схему для работы взять за основу обуславливается наличием определенного материала в доме.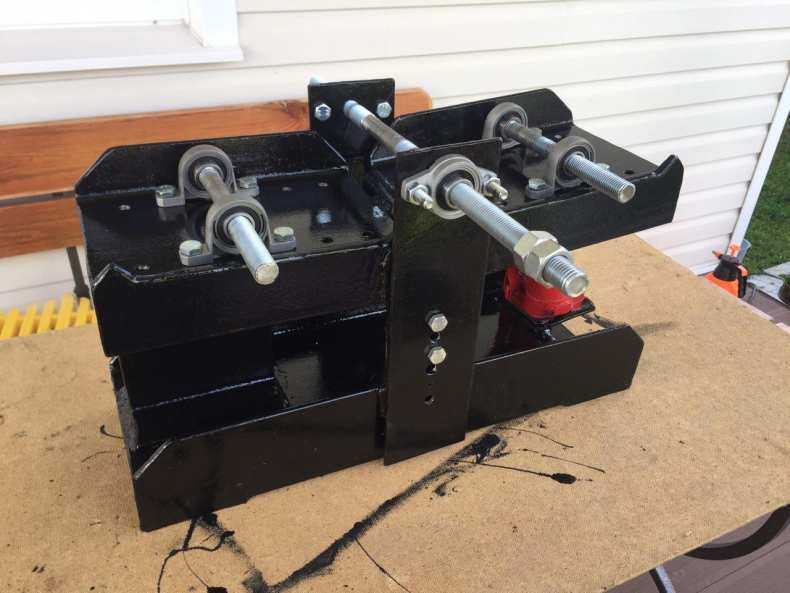
 youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/g_qZgcyXKbs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
 Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски.
Заготовка опирается на пару неподвижных опор, плотно прижимается пуансоном, постепенно приобретая его форму. Необходимо выполнить разметку поверхности, служащую для работы. Нужно прочертить ось по вертикали, выделяя нижние отверстия на определенной дистанции от оси. Далее делают разметку отверстий сверху. Центры отмеченных отверстий соединяют сквозной линией, деля ее на одинаковые куски. данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко.
данное свойство способствует растяжению радиуса профиля снаружи, что может спровоцировать разрыв изделия. Чтобы изменить конфигурацию заготовок с тонкими стенками, данный станок применяют редко. Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны.
Основу под вальцы и обоймы подшипников выполняют из металлического профиля, которая имеет внутреннюю окружность равную внешнему сечению подшипника. Эту трубу разрезают на шесть кусков. С помощью швеллера изготавливают две платформы и основу станка. Из данного швеллера с помощью сварки монтируют стойку вертикальную, отступая примерно пол сантиметра от одной стороны. Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров.
Если подсоединить к оборудованию электрический двигатель с мощностью в полтора килло ват, то можно деформировать трубы за один раз, имеющие сечение около восьми сантиметров. Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
Прижимной вал включает в себя кольца, подшипники, также шестерни. Кольца оснащают резьбой, по размеру равную болтам для зажима, далее проделывают пазы. Полки, изготовленные из швеллера, оснащают местом, куда будет опускаться вал для прижима профиля. Далее собирают весь станок, начинать надо с оборудования каркаса.
 С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
С краю шаблон должен иметь наклон, чтобы труба не скользила. На устройство монтируют упор, чтобы закрепить с прочным основанием. Профильную трубу кладут в промежуток между шаблоном и упором, производя деформацию материала, начинают процесс с конца профиля.
 Кроме того, набор функций можно расширить за счет большого количества различных дополнительных устройств и возможностей расширения, чтобы их всегда можно было адаптировать к соответствующим требованиям. К ним относятся, среди прочего, устройства для гибки на оправке, которые можно комбинировать с любой из отдельных трехвалковых гибочных машин.
Кроме того, набор функций можно расширить за счет большого количества различных дополнительных устройств и возможностей расширения, чтобы их всегда можно было адаптировать к соответствующим требованиям. К ним относятся, среди прочего, устройства для гибки на оправке, которые можно комбинировать с любой из отдельных трехвалковых гибочных машин. После процесса гибки оправка может автоматически втягиваться. У вас есть выбор между следующими материалами:
После процесса гибки оправка может автоматически втягиваться. У вас есть выбор между следующими материалами: Благодаря использованию современных и гибких элементов управления, основанных на программном обеспечении, создание, сохранение и доступ к отдельным процессам гибки и программам гибки особенно удобны и просты.
Благодаря использованию современных и гибких элементов управления, основанных на программном обеспечении, создание, сохранение и доступ к отдельным процессам гибки и программам гибки особенно удобны и просты. Размеры и свойства, а также материалы, из которых они изготовлены, должны быть включены в решение о покупке. Кроме того, необходимо выяснить, будут ли сделаны соответствующие профилю расширения, и в этом случае особенно важную роль играет конструкция специального инструмента.
Размеры и свойства, а также материалы, из которых они изготовлены, должны быть включены в решение о покупке. Кроме того, необходимо выяснить, будут ли сделаны соответствующие профилю расширения, и в этом случае особенно важную роль играет конструкция специального инструмента.

 Они идеально подходят для выполнения тугих изгибов и изгибов практически без деформации.
Они идеально подходят для выполнения тугих изгибов и изгибов практически без деформации. Ценообразование
Ценообразование  Не все одинаковы.
Не все одинаковы.
 Они даже предлагают полное преобразование, чтобы превратить свою машину в настоящий станок для гибки оправки для сверхтонких стен.
Они даже предлагают полное преобразование, чтобы превратить свою машину в настоящий станок для гибки оправки для сверхтонких стен. Он также легко изгибает алюминиевые и сверхтолстые трубы DOM и трубы из хромомолибденовой стали 4130 для изготовления каркасов безопасности, которые проходят технические проверки.
Он также легко изгибает алюминиевые и сверхтолстые трубы DOM и трубы из хромомолибденовой стали 4130 для изготовления каркасов безопасности, которые проходят технические проверки. Каждое движение производит изгиб примерно на 4°, что неплохо. Механизм антипружинного возврата удерживает изгиб на месте после каждого храповика. Универсальность и производительность этого инструмента впечатляют, он может сгибаться под углом до 200°.
Каждое движение производит изгиб примерно на 4°, что неплохо. Механизм антипружинного возврата удерживает изгиб на месте после каждого храповика. Универсальность и производительность этого инструмента впечатляют, он может сгибаться под углом до 200°.

 Это значительно медленнее, чем в системах двойного действия с возвратом мощности.
Это значительно медленнее, чем в системах двойного действия с возвратом мощности. Это упрощает использование инструмента для создания и придания формы металлическим каркасам.
Это упрощает использование инструмента для создания и придания формы металлическим каркасам.
 Трубогиб JMR Raceline отвечает всем этим требованиям.
Трубогиб JMR Raceline отвечает всем этим требованиям.




 Оригинальный дизайн был разработан компанией Affordable Bender (компания) и производится по сей день (в США). Он был реконструирован и импортирован из Китая под различными торговыми марками, такими как трубогиб Speedway 3-го поколения, Seven Dies, 8-тонный гибочный станок из нержавеющей стали для тяжелых условий эксплуатации KAKA Industry HB, проформовщик Eastwood и другие. Мы осуждаем эти компании за копирование дизайна другой компании.
Оригинальный дизайн был разработан компанией Affordable Bender (компания) и производится по сей день (в США). Он был реконструирован и импортирован из Китая под различными торговыми марками, такими как трубогиб Speedway 3-го поколения, Seven Dies, 8-тонный гибочный станок из нержавеющей стали для тяжелых условий эксплуатации KAKA Industry HB, проформовщик Eastwood и другие. Мы осуждаем эти компании за копирование дизайна другой компании.