Двигатель М-63 — новый двигатель для мотоцикла Украл
У двигателей тяжелых мотоциклов М-72, М-61, М-62 есть некоторые недостатки, от которых невозможно избавиться даже усовершенствованием отдельных узлов или деталей. Неразрывно связанные с конструктивной схемой двигателя, они, фигурально выражаясь, являются «врожденными пороками» и препятствуют улучшению его качеств.
К таким недостаткам относятся: громоздкость и конструктивная сложность привода масляного насоса; ухудшение работы цилиндрического сапуна при длительной эксплуатации двигателя вследствие износа соприкасающихся поверхностей; слишком большой диаметр корпуса заднего подшипника кривошипа, что приводит к течи из картера в полость сцепления; ограниченная возможность создания различных модификаций двигателей (например, с принудительным охлаждением, с расположением генератора на переднем конце кривошипа и т. д.) из-за того, что кривошип устанавливается в картер сзади.
Модернизация отдельных узлов ничего не могла дать — необходимо было создать новый двигатель. Непосредственным толчком к его проектированию явилось решение специальной комиссии об унификации мотоциклов Ирбитского и Киевского мотозаводов. О конструктивных различиях этих машин, порой небольших, но делающих невозможной взаимозаменяемость отдельных узлов и деталей, говорилось в статье А. Абросимова «Унификация в мотоциклостроении», помещенной во втором номере журнала.
Выполняя это решение, наш конструкторский коллектив спроектировал мотоцикл М-63. Основные узлы и агрегаты его взаимозаменяемы с узлами и агрегатами мотоцикла К-650, выпуск которого должен быть освоен в Киеве. Двигатель М-63 во многом отличен от М-61 и М-62, имеет принципиальные конструктивные особенности, но в сборе он взаимозаменяем со своими предшественниками.
Кривошип установлен в картер не сзади, как у двигателя М-62, а спереди, поэтому корпус переднего подшипника (он изготовлен из алюминиевого сплава с залитым в него стальным кольцом) имеет посадочный диаметр 142 мм, а корпус заднего — всего 78 мм. Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.
Шестеренчатый масляный насос расположен под передней крышкой двигателя, а его корпус выполнен заодно с корпусом переднего подшипника. Привод масляного насоса осуществляется от ведущей шестерни газораспределения, закрепленной на переднем конце кривошипа.
Конструкция картера двигателя отличается большой технологичностью и простотой; его вес гораздо меньше, чем у М-62 (даже вес опытного картера, изготовленного отливкой в землю, оказался на 700 граммов меньше по сравнению со старым серийным). Как литье, так и механическая обработка значительно упрощены.
При проектировании механизма газораспределения было обращено особое внимание на увеличение жесткости привода клапана и уменьшение контактных напряжений на кулачках. Это было достигнуто за счет увеличения диаметра шеек распределительного вала, замены подшипника скольжения подшипником качения, увеличения сечения трубчатой стальной штанги и расположения толкателя и штанги в линию (в двигателях М-61 и М-62 штанга наклонена по отношению к толкателю под углом 8—9 градусов). Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала.
Сапун, имеющий форму диска и прижимаемый во время работы к передней крышке пружиной, обеспечивает большое разрежение в картере двигателя на всех режимах работы. Износ рабочего торца сапуна и передней крышки, к которой он прижимается, компенсируется соответствующим перемещением сапуна под действием пружины. Сапун двигателя М-63 был испытан в 1962 году на штанговом гоночном двигателе и показал высокую надежность в работе, несмотря на то, что обороты достигали 9500 в минуту. На мотоцикле с этим двигателем спортсмены Ирбитского мотозавода Г. Вартаньян и В. Каржавин завоевали звание чемпионов
СССР 1962 года по шоссейно-кольцевым гонкам. Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
Хочется подчеркнуть то огромное значение, которое имеет участие коллектива конструкторов и экспериментаторов нашего завода в работе над кроссовыми и гоночными мотоциклами. Это не только значительно расширяет их технический кругозор, но ведет к улучшению качества дорожных машин. Некоторые детали, уже внедренные в производство, были заимствованы из спортивно-гоночных моделей. К их числу можно отнести клапанные пружины М-62, которые впервые были испытаны на гоночном штанговом двигателе, и усиленный поршень. Внедрение их на серийные машины не потребовало дополнительных экспериментов.
Сейчас новые двигатели М-63 проходят всесторонние испытания. Мы надеемся, что эти двигатели будут избавлены от тех «врожденных пороков», которые присущи выпускаемым ныне моторам М-62.
Созданием новых, обладающих улучшенными качествами машин, унификацией узлов и деталей, внедрением передовой технологии наш коллектив откликнулся на решения ноябрьского Пленума ЦК КПСС.
В. СТЕЛИН, руководитель группы двигателей конструкторского бюро Ирбитского мотозавода.
г. Ирбит
Двигатель М-63: а — в собранном виде; б — со снятой передней крышкой: 1 — ведомая шестерня газораспределения, 2 — сапун, 3 — корпус переднего подшипника, 4 — ведущая шестерня газораспределения, 5 — шестерня привода масляного насоса; в — без передней крышки, корпуса переднего подшипника, распределительного вала (виден кривошипный механизм).
1963N07P13
Двигатель М-63 | OPPOZIT.RU | мотоциклы Урал, Днепр, BMW
оппозитчик _Илья_
на сайте: дек-08
нахождение: Кемеровская Обл.
20-08-12 22:53
Здравствуйте дорогие товарищи!
И мир Вашему дому!
В 60-е годы прошлого столетия, знаменуемого многими техническими и научными разработками, конструкторы ИМЗ работали над новой моделью мотоцикла Урал-2 М-63, который, как известно, отличался от своего предшественника М-62 в основном конструкцией ходовой части — маятниковой, вместо свечной, подвеской заднего колеса и, как следствие, рамой с измененной задней частью. Двигатель у новой модели тогда остался практически без изменений. Однако, глупо было бы полагать, что конструкторские работы велись только в одном направлении. Оказывается, для нового мотоцикла тогда был разработан и новый двигатель! Но… в силу каких-то обстоятельств в серию новый двигатель М-63 так и не попал. Предлагаю Вашему вниманию статью руководителя группы двигателей конструкторского бюро Ирбитского мотозавода В. Стелина.
Двигатель М-63 Новое сердце мотоцикла Урал
У двигателей тяжелых мотоциклов М-72, М-61, М-62 есть некоторые недостатки, от которых невозможно избавиться даже усовершенствованием отдельных узлов или деталей. Неразрывно связанные с конструктивной схемой двигателя, они, фигурально выражаясь, являются «врожденными пороками» и препятствуют улучшению его качеств.
К таким недостаткам относятся: громоздкость и конструктивная сложность привода масляного насоса; ухудшение работы цилиндрического сапуна при длительной эксплуатации двигателя вследствие износа соприкасающихся поверхностей; слишком большой диаметр корпуса заднего подшипника кривошипа, что приводит к течи из картера в полость сцепления; ограниченная возможность создания различных модификаций двигателей (например, с принудительным охлаждением, с расположением генератора на переднем конце кривошипа и т. д.) из-за того, что кривошип устанавливается в картер сзади.
Модернизация отдельных узлов ничего не могла дать — необходимо было создать новый двигатель. Непосредственным толчком к его проектированию явилось решение специальной комиссии об унификации мотоциклов Ирбитского и Киевского мотозаводов. О конструктивных различиях этих машин, порой небольших, но делающих невозможной взаимозаменяемость отдельных узлов и деталей, говорилось в статье А. Абросимова «Унификация в мотоциклостроении», помещенной во втором номере журнала.
Выполняя это решение, наш конструкторский коллектив спроектировал мотоцикл М-63. Основные узлы и агрегаты его взаимозаменяемы с узлами и агрегатами мотоцикла К-650, выпуск которого должен быть освоен в Киеве. Двигатель М-63 во многом отличен от М-61 и М-62, имеет принципиальные конструктивные особенности, но в сборе он взаимозаменяем со своими предшественниками.
Кривошип установлен в картер не сзади, как у двигателя М-62, а спереди, поэтому корпус переднего подшипника (он изготовлен из алюминиевого сплава с залитым в него стальным кольцом) имеет посадочный диаметр 142 мм, а корпус заднего — всего 78 мм. Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.
Шестеренчатый масляный насос расположен под передней крышкой двигателя, а его корпус выполнен заодно с корпусом переднего подшипника. Привод масляного насоса осуществляется от ведущей шестерни газораспределения, закрепленной на переднем конце кривошипа.
Конструкция картера двигателя отличается большой технологичностью и простотой; его вес гораздо меньше, чем у М-62 (даже вес опытного картера, изготовленного отливкой в землю, оказался на 700 граммов меньше по сравнению со старым серийным). Как литье, так и механическая обработка значительно упрощены.
При проектировании механизма газораспределения было обращено особое внимание на увеличение жесткости привода клапана и уменьшение контактных напряжений на кулачках. Это было достигнуто за счет увеличения диаметра шеек распределительного вала, замены подшипника скольжения подшипником качения, увеличения сечения трубчатой стальной штанги и расположения толкателя и штанги в линию (в двигателях М-61 и М-62 штанга наклонена по отношению к толкателю под углом 8—9 градусов). Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала.
Сапун, имеющий форму диска и прижимаемый во время работы к передней крышке пружиной, обеспечивает большое разрежение в картере двигателя на всех режимах работы. Износ рабочего торца сапуна и передней крышки, к которой он прижимается, компенсируется соответствующим перемещением сапуна под действием пружины. Сапун двигателя М-63 был испытан в 1962 году на штанговом гоночном двигателе и показал высокую надежность в работе, несмотря на то, что обороты достигали 9500 в минуту. На мотоцикле с этим двигателем спортсмены Ирбитского мотозавода Г. Вартаньян и В. Каржавин завоевали звание чемпионов
СССР 1962 года по шоссейно-кольцевым гонкам. Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
Хочется подчеркнуть то огромное значение, которое имеет участие коллектива конструкторов и экспериментаторов нашего завода в работе над кроссовыми и гоночными мотоциклами. Это не только значительно расширяет их технический кругозор, но ведет к улучшению качества дорожных машин. Некоторые детали, уже внедренные в производство, были заимствованы из спортивно-гоночных моделей. К их числу можно отнести клапанные пружины М-62, которые впервые были испытаны на гоночном штанговом двигателе, и усиленный поршень. Внедрение их на серийные машины не потребовало дополнительных экспериментов.
Сейчас новые двигатели М-63 проходят всесторонние испытания. Мы надеемся, что эти двигатели будут избавлены от тех «врожденных пороков», которые присущи выпускаемым ныне моторам М-62.
Созданием новых, обладающих улучшенными качествами машин, унификацией узлов и деталей, внедрением передовой технологии наш коллектив откликнулся на решения ноябрьского Пленума ЦК КПСС.
В. СТЕЛИН, руководитель группы двигателей конструкторского бюро Ирбитского мотозавода.
г. Ирбит
Двигатель М-63: а — в собранном виде; б — со снятой передней крышкой: 1 — ведомая шестерня газораспределения, 2 — сапун, 3 — корпус переднего подшипника, 4 — ведущая шестерня газораспределения, 5 — шестерня привода масляного насоса; в — без передней крышки, корпуса переднего подшипника, распределительного вала (виден кривошипный механизм).
4 наиболее распространенные проблемы с двигателями BMW S63 M5 и M6
Двигатель S63 представляет собой 4,4-литровый V8 с двойным турбонаддувом, основанный на той же базовой конструкции, что и двигатель N63. Впервые он был выпущен в 2010 году для использования в BMW X5 M и X6 M. В следующем году двигатели S63 появились в M5 и M6. BMW S63 развивает невероятные 547-617 лошадиных сил. Многие также считают, что BMW сильно недооценивает выходную мощность S63. В любом случае, это чертовски производительный двигатель. Однако ни одна машина или двигатель не идеальны, и это относится к моделям S63 M5, M6 и M8. В этой статье мы обсудим некоторые из наиболее распространенных проблем с двигателем S63, а также общую надежность.
Pin
S63 Engine Generations
Мы напишем отдельную подробную статью на эту тему в будущем, поэтому пока будем краткими. В любом случае, двигатели BMW S63 претерпели несколько обновлений с момента их выпуска в 2010 году. Отчасти это сделано для того, чтобы продолжать совершенствовать автомобили M, чтобы сделать их еще более мощными. Некоторые из обновлений S63 за эти годы помогают двигателю развивать дополнительную мощность. Другие обновления сосредоточены на выбросах.
Давайте перейдем к главному моменту, который мы хотим подчеркнуть, а именно к надежности S63. Как и в любом двигателе, в первые дни всегда есть проблемы, которые нужно устранить. Двигатели N63 являются отличным примером, так как оригинальные N63 были ужасной историей, а более новые двигатели N63TU3 — радикальное улучшение. Возможно, с S63 все по-другому, но двигатели со временем совершенствовались. Новые двигатели S63TU, вероятно, будут более надежными, чем ранние S63.
Мы будем расширять это, где это уместно, на протяжении всего поста. Мы просто хотели подчеркнуть, что не все двигатели S63 одинаковы, и то, что мы обсуждаем в этом посте, может быть более или менее актуальным для моделей определенного года.
4 Общие проблемы с двигателем S63
Некоторые распространенные неисправности и отказы на BMW S63 X5 M, X6 M, M5, M6 и M8 включают: свечи и катушки зажигания
Пришло время добавить несколько замечаний, прежде чем подробно обсуждать вышеуказанные проблемы и неисправности двигателя S63. Это несколько наиболее распространенных проблем, когда возникают проблемы. Однако это не означает, что большинство двигателей S63 действительно столкнется с этими проблемами. Есть также много других вещей, которые могут выйти из строя с двигателем S63 — это понятие применимо ко всем двигателям.
В любом случае, имейте в виду, что S63 — это высокопроизводительный двигатель для автомобилей BMW M. Владение и обслуживание моделей M5, M6, M8 и X M недешевы. Даже без каких-либо серьезных проблем S63 может быть дорогим. Тормоза, шины, свечи зажигания и т. д. могут быстро накопиться.
1) BMW S63 M5/M6 Неисправности соленоида VANOS
VANOS — это название BMW, обозначающее их технологию изменения фаз газораспределения (VVT). VVT регулирует фазы газораспределения впускных и выпускных клапанов путем изменения положения кулачков. Это не новая технология, и BMW использует ее уже довольно давно. Тем не менее, VANOS добавляет к двигателю довольно много дополнительных деталей и повышает вероятность возникновения дополнительных проблем. У S63, как и у многих других BMW, иногда возникают проблемы с соленоидами VANOS.
Может быть не совсем справедливо называть это общей проблемой двигателя S63, так как это можно считать стандартным обслуживанием. Соленоиды VANOS полагаются на протекание через них масла, а это означает, что они выдерживают определенные нагрузки. Со временем на соленоидах S63 Vanos образуются масляные отложения, которые начинают вызывать проблемы с правильной работой. Это не серьезная проблема, но в S63 используются 4 соленоида VANOS, поэтому стоимость ремонта может возрасти.
Известно, что у соленоидов возникают проблемы на S63 после пробега 100 000 миль или более. Однако они могут выйти из строя раньше. Своевременная замена масла и использование высококачественных моторных масел могут помочь продлить срок службы соленоидов Vanos.
S63 VANOS Problems Symptoms
A few potential symptoms of Vanos solenoid issues on the BMW S63 engine include:
Rough idle
Hesitation / stuttering
Engine fault codes
Limp mode
Power loss
When соленоиды Vanos не работают должным образом, система не может соответствующим образом отрегулировать фазы газораспределения. Обычно они со временем выходят из строя из-за накопления, поэтому симптомы со временем часто ухудшаются. Это часто вызывает неровный холостой ход, пропуски зажигания и колебания. Он также может выдать код неисправности, указывающий на проблему с соленоидами. Более серьезный отказ соленоидов приведет к тому, что S63 M5 / M6 загорится индикатором проверки двигателя, кодами неисправностей, и двигатель может перейти в аварийный режим.
Замена соленоида VANOS BMW S63
Замена соленоида VANOS довольно проста с точки зрения труда. Многие с базовыми знаниями могут заменить соленоид своими руками. Тем не менее, S63 использует 4 соленоида Vanos, и они могут стоить 150-200 долларов США в дилерском центре. Обычно рекомендуется заменить все 4 одновременно, особенно если вы находитесь к северу от 100 000 миль. Таким образом, количество деталей может составить довольно много, поэтому мы рекомендуем найти качественный вариант для вторичного рынка соленоидов.
2) Проблемы с шатунным подшипником S63
Давайте рассмотрим этот вопрос в начале этой статьи. Скорее всего, проблемы с шатунными подшипниками на BMW S63 раздуты до невероятных размеров. Частично это, вероятно, связано с тем, что некоторые считают, что подразделение M не может понять шатунные подшипники. Все двигатели S54, S65 и S85 имели свою долю проблем с шатунными подшипниками. Хотя, вероятно, даже они были преувеличены.
Тем не менее, некоторые владельцы S63 столкнулись с преждевременным износом и выходом из строя шатунных подшипников. Однако мы никогда не узнаем, как обслуживались эти двигатели. Проблемы с шатунными подшипниками часто начинаются из-за отсутствия смазки или плохого качества масла. Это не означает, что случайные отказы подшипников не случаются на двигателях S63 с хорошей историей обслуживания. Однако это, вероятно, затрагивает очень небольшой процент двигателей S63.
Мы просто обсуждаем это, потому что нетрудно найти какие-нибудь ужасные истории о стержневых подшипниках. Обычно, когда шатунный подшипник S63 выходит из строя, он уносит с собой весь двигатель. По мере износа они въедаются в коленчатый вал и в конечном итоге могут вызвать стук штока и удары поршня. По сути, если вовремя не обнаружить поломку шатунного подшипника, можно полностью испортить двигатель. Это не настолько распространенная проблема, чтобы отпугнуть нас от покупки двигателя S63.
S63 Признаки неисправности шатунного подшипника
Симптомы, указывающие на проблемы с шатунным подшипником, включают:
Медная стружка в моторном масле
Стук в шатуне
Очень трудно определить, неисправен ли шатунный подшипник BMW S63 M5 или M6. Медная стружка в масле обычно является единственным реальным симптомом, пока не стало слишком поздно. Как только проблема прогрессирует, вы, вероятно, начнете слышать стук штока. Оттуда это только вопрос времени, когда двигатель отпустит. Опять же, это не очень распространенный сбой на S63. Однако, если вы обеспокоены, вы можете рассмотреть возможность проведения анализа масла каждые пару замен масла. Это дешево сделать и скажет вам, если что-то выглядит ненормальным.
Замена шатунного подшипника BMW S63
Если вовремя, то можно просто заменить все 16 шатунных подшипников. Это трудоемкая работа, поэтому замена всех шатунных подшипников S63 может стоить более 2000 долларов. Некоторые предпочитают заменять их в качестве профилактического обслуживания, но ремонт чего-то, что может быть полностью исправным, стоит больших денег. Хотя, если шатунные подшипники оставить неисправными, они могут сжечь коленчатый вал и причинить много дополнительных повреждений.
3) BMW S63 Превышение расхода масла
Мы ускорим решение следующих двух распространенных проблем. Известно, что двигатель BMW S63 потребляет масло довольно быстро. Частично это может быть связано с конструкцией горячего V-образного сечения, в которой турбины находятся внутри V-образного сечения двигателя. Все это тепло может привести к более быстрой потере масла для S63. Часто расход масла является нормальным и сам по себе не является реальной проблемой.
Конечно, важно убедиться, что вы доливаете масло по мере необходимости. Если потеря масла слишком велика или продолжает ухудшаться, то, вероятно, пришло время выяснить, что может быть причиной проблем. Система PCV, утечки масла, неисправные турбины и многие другие проблемы могут привести к чрезмерной потере или расходу масла. Ни одна из этих проблем не является действительно распространенной проблемой S63 M5 или M6, но они могут возникать и время от времени возникают.
Пока остановимся на этом. Опять же, потребление масла само по себе является огромной проблемой, но обратите внимание, если оно становится хуже или если вы сжигаете более 1 литра масла каждые 700 миль или меньше.
4) Свечи зажигания и катушки зажигания S63
Это еще одна тема, которую мы рассмотрим довольно быстро. Свечи зажигания и катушки зажигания на самом деле не являются проблемой для BMW M5 и M6. Скорее, это стандартное техническое обслуживание, которое возникает намного чаще, чем у некоторых других двигателей. Турбодвигатели уже жестко относятся к системе зажигания. Добавьте к этому тот факт, что S63 развивает мощность более 550 лошадиных сил, а детали зажигания выдерживают большие нагрузки.
Ожидайте замены свечей зажигания на BMW S63 каждые 25 000–40 000 миль. Если вы используете мелодию или мод с болтовым креплением, то жизнь может сократиться вдвое. Катушки зажигания на S63 обычно служат примерно в два раза дольше, чем свечи зажигания. Однако, еще раз, сократите эту жизнь вдвое, если у вас есть мелодия на двигателе. Эти детали могут изнашиваться еще быстрее, если вы сильно нагружаете двигатель.
Если вы играете мелодию, вы также можете подумать о переходе на свечи зажигания на 1 ступень холоднее. Штепсельные вилки OEM могут вызывать проблемы при уровне мощности выше стандартного. Это особенно верно, поскольку настройка и базовые болты могут добавить дополнительные 100-150+ л.с.
BMW S63 Свечи и катушки Симптомы
Признаки неисправных свечей зажигания или катушек зажигания на BMW S63 включают:
Пропуски зажигания
Грубый холостой ход
Заикание / колебания
Основной признак износа
1 свечи или катушки пропускают зажигание. Эти пропуски зажигания могут привести к тому, что S63 будет работать неровно на холостом ходу, заикаться при ускорении и терять мощность. Вероятно, это вызовет код неисправности, указывающий на пропуски зажигания в цилиндре. Как только вы узнаете, какой цилиндр (ы) дает пропуски зажигания, попробуйте заменить катушку зажигания на исправный цилиндр. Если последует пропуск зажигания, то, скорее всего, виноваты катушки зажигания S63. Если пропуски зажигания не следуют, это, вероятно, свечи зажигания.
Замена свечей и катушек S63
К счастью, замена свечей зажигания S63 выполняется довольно быстро и легко. Почти каждый может выполнить работу на подъездной дорожке менее чем за час. Свечи зажигания OEM стоят около 100 долларов за комплект, а свечи зажигания NGK 97506 на 1 ступень ниже — около 160 долларов. Катушки зажигания стоят около 250-400 долларов в зависимости от конкретного года выпуска двигателя BMW S63.
OEM S63 Свечи зажигания
NGK 97506 S63 Свечи зажигания
OEM BMW S63 Катушки зажигания
Надежность BMW S63 M5 и M6
Насколько надежны автомобили BMW S63 с двигателями M5, M6, M8, X5M и X6M? В целом, сам двигатель S63 достаточно надежен. Двигатель не страдает многими серьезными общими проблемами, но они могут и случаются в редких случаях. Тем не менее, это высокопроизводительный двигатель, используемый в высокопроизводительных автомобилях BMW M. Техническое обслуживание может быстро окупиться. Это особенно верно, когда вы принимаете во внимание массивные тормоза, шины и т. д. BMW S63 может быть надежным, но это ни в коем случае не дешевый двигатель.
Некоторые проблемы с двигателем находятся вне нашего контроля. Тем не менее, следите за обслуживанием и своевременно устраняйте проблемы, когда они появляются на S63. Сделайте это, и владение S63, вероятно, станет полезным опытом. Также запланируйте стандартные проблемы BMW и техническое обслуживание к северу от 100 000 миль.
Напоследок: BMW S63 V8 очень восприимчив к тюнингу и модификациям. Он может создавать большую мощность и опасный крутящий момент в диапазоне низких оборотов. Это создает дополнительную нагрузку на двигатель и трансмиссию M5 и M6. Придерживайтесь консервативной настройки, чтобы обеспечить безопасность двигателя.
S63 Краткое описание общих проблем
Двигатель BMW S63 обладает превосходными характеристиками во всех отношениях. С завода V8 с двойным турбонаддувом выдает безумную мощность. Его также легко модифицировать и получить дополнительные 100-200+ лошадиных сил. Нет сомнений, что это один из самых впечатляющих двигателей. Однако ни один двигатель не идеален, и это относится к BMW S63.
Ищите проблемы с деталями зажигания и соленоидами VANOS. Наверное, неправильно называть эти проблемы S63, так как мы считаем их скорее техническим обслуживанием. Тем не менее, это часть владения высокопроизводительным двигателем. В противном случае у некоторых возникают проблемы с шатунными подшипниками и избыточным расходом масла. Однако проблемы с шатунными подшипниками на S63, вероятно, преувеличены.
В целом, BMW S63 довольно надежен в своем роде. Как мы уже несколько раз заявляли, это не дешевый двигатель, но это надежный двигатель, учитывая мощность и крутящий момент, которые он выдает. Поддерживайте S63 в хорошем состоянии, сохраняйте заводской двигатель или придерживайтесь консервативной настройки, и вы, вероятно, получите отличный опыт владения двигателем S63 M5 / M6.
Каковы ваши впечатления от BMW S63?
Оставьте комментарий и дайте нам знать! Или прокрутите вниз, чтобы просмотреть еще немного контента S63.
Масляные насосы Melling M-63
4,5 из 5 звезд
( 5 )
Номер детали: MEL-M63
Картинки
видео
Обзор 360°
Давление и расход масла Melling
+5
Видео
Посмотреть
Давление и расход масла Melling
Подкачивающие двигатели и масляные насосы Melling
Объем и давление масляного насоса Melling
Установка экрана масляного насоса Melling
Масляные насосы Меллинга
Обзор
Марка:
Меллинг
Номер детали производителя:
М-63
Тип детали:
Масляные насосы
Линейка продуктов:
Меллинг масляные насосы
Номер по каталогу Summit Racing:
МЭЛ-М63
СКП:
729295100829
Тип масляного насоса:
Мокрый картер
Объем масляного насоса:
Стандартный объем
Давление масляного насоса:
Стандартное давление
Пружина масляного насоса высокого давления В комплекте:
№
Пикап В комплекте:
№
Закаленный приводной вал Рекомендуется:
№
Приводной вал масляного насоса В комплекте:
№
Внешний шкив масляного насоса В комплекте:
№
Внешний ремень масляного насоса В комплекте:
№
Кронштейны для крепления внешнего масляного насоса В комплекте:
№
Оборудование в комплекте:
№
Прокладки в комплекте:
№
Количество:
Продается по отдельности.
Масляные насосы Меллинга
Зачем тратить время на установку старого, изношенного масляного насоса, если вы можете приобрести новый масляный насос на замену Melling по такой низкой цене. Они изготавливаются из различных высококачественных материалов с использованием совершенно новых компонентов и проходят индивидуальную ручную токарную обработку и испытания под давлением, чтобы гарантировать, что они будут работать так же хорошо, как OEM-производители. Эти насосы доступны в различных исполнениях, давлениях и объемах (некоторые включают в себя маслозаборник). Найдите модель, предназначенную для вашего автомобиля и двигателя.
Необходимые детали
Рекомендуется для вас
Приложения
Вопросы и ответы
Задать вопрос о продукте
Задать вопрос
Вопрос какого типа вы хотите задать?
у меня Служба поддержки клиентов вопрос (заказ, доставка, возврат и т.
Продукты из железа возникли на нашей планете вплоть до того, как человек обучился непосредственно осуществлять его из железосодержащих материалов. Находки археологов «говорят» об этом, то что еще в 5 тысячелетии вплоть до нашей эпохи в античном Египте, Шумерах также Индии использовались декорации из железа также наконечники для стрел существовали металлическими. Позднее во 4-3 тысячелетии с появления на свет Христа общество стало обучаться извлекать металл неестественно с железосодержащих материалов. Данное совершалось в Египте, Античной Анатолии, на Кавказе. Главным методом извлечения железка в давние времена считался кричный способ, при котором железосодержащая сырье перемешивалась с древесным углем также закладывалась в печь. В следствии выгорания угля выходила стальная заготовка, которую чистили от шлаков ковкой, выбивая примеси ударами молотов. Металл выходил малоуглеродистым благодаря невысокой температуре в горне. По этой причине доводилось неоднократно проковывать прокаливать крицу с углем с целью извлечения крепкой стали. В последующем с целью изготовления стали обучились использовать меха с целью подачи воздуха в печь, то что нарастило жар в печи вплоть до 1400 градусов согласно цельсию также это предоставило выполнимость расплавлять сплав вплоть до жидкого состояния. Ковка является производственным процессом, который включает формирование металла с помощью молотка, прессования или прокатки.
Ковка классифицируется в зависимости от температуры, при которой она выполняется — холодная, теплая или горячая ковка.
Процесс является экономически обоснованным с возможностью массового производства деталей и достижения определенных механических свойств в готовом продукте.
Перечислим виды ковки:
С содействием молотов пневматического, гидромеханического, парового вида;
Кустарная, при которой влияние на сплав непосредственное, молотом либо кувалдой.
Штампование, в которой элемент в период влияния на него берет на себя конфигурацию штампа.
Поковка – это продукты, получаемые в следствии ковки, в том числе полуфабрикаты.
Заготавливание, приобретенная ковкой, поковка, выделяется от готового элемента объемами также зачастую конфигурацией (рис. 1). План поковки оформляют на основе созданного конструктором чертежа готового элемента с учетом припусков, допусков также напусков.
Допуск 4 возможное несоответствие с нарицательным объемом поковки, т. е. разница среди максимальным также минимальным ограничивающим объемом поковки. Допуск ставят на все без исключения масштабы поковки. Присутствие независимой ковке (кустарной также механической) сплав никак не урезан совершенно либо же урезан со одной стороны. Независимая металлообработка – это другой вариант штамповки: элемент деформируется легко, в отсутствии помещения ее во конфигурацию штампа. В дополнение данный метод применяется с целью увеличения свойства также структуры элемента, в то время это именуется проковкой. Уже после проковки соединение существенно изменяется в наилучшую сторону, он делается крепче также наиболее мелкозернистым это результат уничтожения больших кристаллов. Механическая металлообработка – это деформирование сплавов с поддержкой механических молотов либо гидравлических прессов, которые опускаются с большим весом вплотную вплоть до 5-ти тонн. Масса поковок уже после механической ковки имеют все шансы доходить 100 тонн и даже больше.
Ковка включает в себя формирование металла с помощью сжимающих сил, таких как удары молотком, прессование или прокатка.
Типичные металлы, используемые в ковке, включают углеродистую сталь, легированную сталь и нержавеющую сталь. Очень мягкие металлы, такие как алюминий, латунь и медь, также могут быть выкованы.
При подборе стали с целью ковки следует выделять внимание последующим ее характеристикам:
1. Содержание углерода. Данный коэффициент обязан пребывать во границах 0,25%;
2. Наименьшее число включений. Сплав обязан включать как можно поменьше включений, подобных равно как молибден, сера, хром также фосфор;
Следует остерегаться применения инструментальных также конструкционных сталей, таким образом равно как они весьма слабо поддаются ковке. Следует выделить, то что в наши дни как правило используют заводскими болванками при ковке, к которым принадлежат различные пруты круглого также прямоугольного разреза, но кроме того лиственный сплав и пр. Такое освобождает от потребности выбирать металл также мастерить болванки без помощи других.
Технологическим процессом ковки называется совокупность действий, которые связаны с трансформацией фигуры начальной болванки, ее состояния также качеств, но кроме того транспортированием с этапа поступления болванки в обрабатывание вплоть до извлечения отделанной поковки. Технологическая процедура ковки заключается из действий, также переходов, исполняемых в конкретной очередности.
Рис. 2. Последовательность операций ковки полого цилиндра из слитка:
а – заготовка; б – отрубка донной и прибыльной части слитка; в – осадка и прошивка отверстия; г – раскатка на оправке; д – протяжка на длину 1 100 мм; е – протяжка средней части на диаметр 900 мм; ж – заковывание конца А
Далее рассмотрим процесс ковки.
1. Нагревание заготовки
Чем жестче сплав, тем больше она устремляется к кристаллизации и тем ниже жар, при которой она кристаллизуется. По этой причине уровень нагрева необходимо согласовать с твёрдостью стали.
Мягкий сплав выносит ковку даже при сварочном жаре, приблизительно 1300°С;
Крепкую инструментальную сталь больше 1000°С ковать уже рискованно.
Для посредственных видов стали температура 1000°С абсолютно достаточна с целью ковки.
2. Обжимание заготовки
Стальная заготовка – это никак не одна непрерывная однородная фигура.
Она заполнена изнутри раковинами также пустотами разной фигуры и величины. Следовательно одновременно уже после выдачи заготовки из печи их уплотняют — ударами молотка обковывают заготовку вокруг, начиная от центра к нижнему окончанию заготовки, потом к верхнему, прибыльному. Это именуется «обжимкой болванки».
3. Заготовка
Заготавливание делается с целью того, чтобы уплотнить заготовку, также добавить ей в жестком виде требуемые размеры и сложения. Сложения также масштабы болванок и методы ковки находятся в зависимости от типа изделий.
Заготовки по виду разделяются:
на заготовку сплошных цилиндров,
пустотелых цилиндров,
колец,
заготовку плоских вещей, и т. п.
4. Окончательная отделка
Процедура ковки дает возможность приобрести детали с отличными механическими качествами с наименьшими утратами использованного материала. В данном процессе первоначальный использованный материал обладает сравнительно элементарной геометрией; он пластично деформируется в одной или нескольких операциях в продукт относительно сложной конфигурации.
Ковка как правило потребует сравнительно дорогостоящего прибора. Таким образом, процедура считается экономически заманчивой, если следует сделать огромное число элементов и/или, если механические качества, необходимые в готовом продукте, имеют все шансы быть полученными только лишь в ходе ковки.
Хотя ковка показывает продукт высшего качества по сравнению с другими процессами производства металла (литье, сварка, механическая обработка и т. д.), все еще есть некоторые дефекты, которые могут произойти, если надлежащая забота не будет принята в дизайне процесса ковки, дефекты могут быть определены как недостатки, которые превышают определенные пределы.
Существует много недостатков, которые можно рассматривать как дефекты, начиная от тех, которые прослеживаются до исходных материалов, и заканчивая теми, которые вызваны одним из процессов ковки или операциями после ковки.
Ковка металла: технология производства работ
Из этого материала вы узнаете:
Суть и назначение ковки
Горячая ковка металла
Оборудование для горячей ковки металла
Холодная ковка металла
Станки для холодной ковки
Основные приемы обработки металла (кузнечные операции)
Ковка металла с древних времен имела настолько важное значение, что люди верили в богов-кузнецов. Это и греческий бог Гефест, и славянский Сварог, и индуистское божество Тваштри. Но за тысячелетия это ремесло видоизменилось и перестало быть уделом избранных, приобрело промышленные масштабы.
Металл в умелых руках меняет форму, становясь или исключительно практичной вещью, такой как плуг, или произведением искусства как ворота Дворца Правосудия в Париже. Конечно, ручная ковка – это штучные изделия, часто уникальные, в то время как машинная ковка позволяет получить изделия весом до 200 т. Подробнее о видах ковки металла и технологических особенностях процесса читайте в нашем материале.
Суть и назначение ковки
Все процессы обработки металлических заготовок и изменение их формы с помощью непрофилированных инструментов, в ходе которых металл имеет возможность, в отличие от прессования, свободно деформироваться, объединены единым термином – ковка. По мнению ряда специалистов, термин включает в себя и технологии холодной ковки металла, при которой работа с заготовками ведется без их нагрева. Способы ковки металла достаточно разнообразны.
Использование в качестве материала для ковки слитков и болванок чаще всего характерно для производственных процессов на крупных предприятиях. В небольших частных кузницах мастера обычно выбирают в качестве исходного материала металл в прутах.
Элементы процесса ковки металлов могут значительно различаться в зависимости от задач и масштаба производства, но существует ряд общих моментов. На крупных предприятиях металл, с которого предварительно удалена остающаяся после проката окалина (или ржавчина, если металл хранился на складе), нарезают или рубят, получая заготовки нужного размера, затем доставляют на участок ковки.
VT-metall предлагает услуги:
Заготовкам с помощью специальных прессов или пневматического молота придается требуемая форма. Далее детали подвергают термообработке и очистке. Полученные заготовки передают на следующие участки для штамповки и слесарной обработки, завершающей процесс.
Обработка металла ковкой, как правило, не подразумевает получение полностью готовой продукции. Так называемой поковке требуется пройти еще целый ряд операций, чтобы стать готовым изделием.
Нарезку металла на заготовки (первый обязательный этап процесса ковки) осуществляют при помощи распила на специальных станках или рубки, для которой применяют молот и кузнечный топор. Так называемые холодноломы применяют для обработки заготовок особенно крупных размеров.
Металл в прутах разделяют на заготовки нужного размера с помощью пресс-ножниц. Такая технология позволяет неплохо экономить и увеличивать производительность, что делает ее одной из самых часто используемых. Пресс-ножницы также дают возможность получать заготовки с максимальной точностью. В небольших мастерских чаще всего стараются выбирать заготовки нужной длины, что позволяет обойтись без станков для нарезки металла.
Машинная ковка, помимо нарезки заготовок, включает в себя на этапе подготовки операции, в ходе которых для получения поковки с нужными параметрами заготовку осаживают, оттягивают, сгибают и скручивают, применяя для этого различные плоские бойки. Для дальнейшей обработки заготовок и их превращения в поковку требуемой формы в ход идет подкладной инструмент, с помощью которого производится протяжка и пережим. Результатом перечисленных операций становятся поковки необходимой для дальнейшей работы длины и сечения.
Горячая ковка металла
Наиболее распространенным методом является обработка металла горячей ковкой. Нагретый до нужной температуры металл приобретает пластичность, которая облегчает работу по приданию заготовке требуемой формы. Температура ковки зависит от химического состава заготовок. При обработке простой углеродистой стали нужно ориентироваться на диаграмму фазового равновесия железо – углерод.
Доэвтектоидные стали для ковки требуют более высокой температуры, чем заэвтектоидные. В целом, работает правило, говорящее, что понижение концентрации в сплаве углерода ведет к необходимости повышения ковочной температуры.
Процесс ковки металла требует в среднем температуры от +8 000 °С до 12 000 °С. В кузнечном деле не принято использовать термин «температура нагрева». Профессионалы привыкли оперировать значением температуры в начале и конце ковки. Поступивший в обработку металл после выгрузки из печи теряет температуру со скоростью, которая зависит от массы и сечения заготовки. Исходя из этого, болванку разогревают до температуры, примерно на 300 градусов превышающей необходимую для начала обработки.
Однако необходимо контролировать температуру нагрева заготовки, чтобы избежать перегрева и пережога металла. При перегреве в структуре материала появляется крупное зерно, приводящее к снижению его пластичности. Такая заготовка может растрескиваться в ходе деформации. Если имеет место перегрев, болванку следует медленно охладить до полного остывания и произвести повторный нагрев.
Если же перегрев металла произошел до более высокой температуры, могут произойти необратимые изменения в его структуре, которые называют пережогом. При пережоге расплавляются такие неметаллические включения, как, например, сера. При таких изменениях микроструктуру металла восстановить уже нет шансов.
Заканчивают ковку обычно, когда в микроструктуре остывающего металла начинает образовываться крупное зерно. При этом требуется значительно большее усилие для обработки и снижается ее качество.
Маленькие кузнечные мастерские и предприятия, специализирующиеся на художественной ковке, часто практикуют ручной процесс. Здесь все происходит по старинке: заготовки нагревают в горнах и обрабатывают, используя ручные молоты и наковальню. Разница в том, что воздух в открытые печи подают не кузнечными мехами, а электрическими нагнетателями.
Одной из наиболее специфичных и ответственных операций при ковке является кузнечная сварка. Соединение элементов изделия здесь происходит благодаря проковке разогретого металла. Преимущество такой методики в том, что в месте соединения деталей отсутствуют очаги внутреннего напряжения, которые при обычной сварке возникают из-за неравномерного разогрева. Соединяемые кузнечной сваркой изделия отличаются высокой прочностью и долговечностью.
Оборудование для горячей ковки металла
Немаловажную роль в обустройстве кузнечного цеха играет грамотный выбор помещения и правильная организация рабочего пространства. В мастерской необходимо иметь достаточно места для свободного размещения печей, наковален, рабочих столов и прочего оборудования. Важно предусмотреть достаточно пространства для инструмента, расходников и временного хранения готовой продукции.
Также в кузнечных мастерских особое внимание следует уделять пожарной безопасности. Помещение должно быть оборудовано местами для огнетушителей. Отдельно нужно позаботиться о вентиляции и монтаже вытяжки в рабочей зоне.
Кузнечный горн
Это печь открытого или закрытого типа, служащая для нагрева металла. Она состоит из:
горнового гнезда;
пространства для разогрева заготовок, выложенного огнеупорным кирпичом;
системы нагнетания воздуха;
кожуха и дымохода;
При разогреве металла в горне его состав дополнительно обогащается содержащимся в топливе углеродом, поэтому в кузнечном деле чаще всего используют каменный уголь.
Муфельная печь
В муфельных печах можно как разогревать металл для ковки, так и плавить его для литья. Отличие таких печей от горнов состоит в том, что заготовка отделена от горящего топлива стенками муфельной камеры. Чтобы оборудовать муфельную печь своими силами, следует соорудить камеру округлой или прямоугольной формы, выложенную шамотными кирпичами на металлическом каркасе.
Для отделения заготовки от продуктов горения все щели необходимо тщательно заделать при помощи огнеупорного герметика. Нагрев в муфельных печах производится газовой горелкой или электронагревателями с нихромовой или фехралевой нитью.
Наковальня
Это главный элемент оборудования в любой кузнечной мастерской вне зависимости от того, какая ковка применяется для обработки металла – горячая или холодная. Наковальня представляет собой опорный кузнечный инструмент для металлообработки методом пластической деформации. Конструкция наковальни включает в себя:
рог, при помощи которого на изделии формируют изгибы;
основание на специальных лапах;
наличник, на котором производится большинство операций по формовке изделия;
отверстия различной формы для установки подкладных инструментов и пробивания заготовки.
Наковальни изготавливают из специальных сортов стали с соответствующей термообработкой.
Холодная ковка металла
Холодной называют ковку, для которой металлическая заготовка разогревается до температуры, не превышающей четверти от температуры плавления. Важно уточнить, что холодная ковка и ковка металла при комнатной температуре – это две различных технологии.
Обработка методом пластического деформирования, например, таких мягких металлов, как свинец или олово, это чаще всего именно ковка при комнатной температуре, а обработка вольфрамовой заготовки при температуре от +650 до 7 000 °С подходит под определение холодной ковки.
Холодную ковку применяют на предприятиях, занятых производством декоративных решеток, кованых балясин, оград и художественных изделий. В качестве заготовок такие мастерские чаще всего используют металлические профили – металл в виде прута или полосы.
Основные операции при холодной ковке состоят из сгибания, скручивания и чеканки. Часто такой методике отдают предпочтение при обработке цветных металлов, так как температурный режим в холодной ковке почти не приводит к образованию окалины на поверхности изделия.
Станки для холодной ковки
Многие приспособления для холодной ковки, например, твистер, можно изготовить своими руками. Изготовление подобного станка для холодной ковки металла займет у опытного мастера не более половины рабочего дня. Помимо набора станков для обустройства мастерской, понадобятся отрезные и шлифовальные машинки, сварочный аппарат и набор инструмента для слесарной обработки изделий.
Рассмотрим основные виды оборудования для холодной ковки металла:
«Улитка»
С помощью такого ручного приспособления формируют завитки на заготовках из металлического прутка или полосы. «Улитка» обязательно присутствует во всех мастерских, занятых холодной ковкой. На основании приспособления крепятся элементы для формирования спирали. В продвинутых моделях заготовка крепится в специальном кондукторе, который формирует завиток. Станок снабжен воротом с рукоятью, который значительно облегчает работу.
Торсионный станок
С помощью этого приспособления, состоящего из неподвижного зажима для заготовки с одной стороны и ворота с другой, изготавливают свитые из нескольких прутков элементы и кованые «корзинки».
«Гнутик»
При помощи «Гнутика» опирающуюся на два фиксированных ролика заготовку изгибают на заданный угол, прилагая усилие к специальному, расположенному посередине подвижному зубу.
«Волна»
Данное приспособление предназначено для формирования элементов в виде волны или зигзага.
Основные приемы обработки металла (кузнечные операции)
Процесс ковки состоит из ряда операций, набор которых зависит от требуемого на выходе результата. Перечислим основные:
Осадка. Суть операции состоит в пластическом деформировании заготовок по высоте и увеличении их диаметра. Как правило, ковку начинают со свободной осадки поковок, распределяя при этом ее массу по всей длине.
Высадка. Нередко открытую осадку сочетают с закрытой, при этом одну часть изделия формируют подкладным инструментом, а вторая свободно деформируется. Высадка позволяет получить поковку, масса металла в которой распределена неравномерно. С помощью этой операции можно откалибровать детали или получить заготовки с утолщением в нужной части.
Протяжка (вытяжка). В случаях, когда необходимо существенно увеличить длину заготовок, применяют протяжку. Поковку чаще всего удлиняют несколькими ударами бойка. Иногда также эту операцию производят нажатиями ползуна. Для протяжки больших заготовок может понадобиться несколько раз разогреть их, повторяя операцию до достижения требуемого результата.
Раскатка и протяжка с обкаткой. Суть этих операций заключается в сочетании ударов бойка или нажатий ползуна с поворотом поковки вокруг своей оси. Для протяжки с обкаткой используют специальные оправки. В основном, такие операции выполняют при формировании полых цилиндрических деталей или колец.
Прошивка. Отверстия в заготовке получают, производя операцию, называемую прошивкой. Речь идет как о сквозных отверстиях, так и о глухих. Для формирования отверстий используют специальные оправки – прошивни. Прошивание производится за счет ударов бойка или нажатий прессом с ползуном.
Рубка. Одна из основных и часто применяемых операций при ковке металла. Рубку производят с целью разделения первичной заготовки на фрагменты нужного размера. Для рубки кузнецы используют кузнечные топоры и молот или пресс.
Гибка. Эта операция чаще всего применяется в холодной ковке и необходима для изменения угла наклона одних частей изделия относительно других. Чаще всего гибка требуется при работе с листовым металлом.
Закручивание. При изготовлении витых деталей или «корзинок» в холодной ковке часто закручивают одну или несколько заготовок одновременно при помощи твистеров. Эта операция по большей части применяется в работе с металлопрокатом в виде прутов или полос для изготовления декоративных элементов.
Для полноценной работы современного кузнечного производства необходимы тщательно проработанные технологии и оптимально спланированные производственные процессы. Традиционные методы разработки технологий основывались на методе проб и ошибок, когда в ходе разработки процессов производства новых наименований кованых изделий требовались многочисленные доработки.
Рекомендуем статьи
Виды сварочных работ: общепринятая классификация
Автоматическая сварка под флюсом: суть процесса
Полярность постоянного тока при сварке металла
Сегодня благодаря внедрению компьютерных технологий появилась возможность оптимизировать и существенно ускорить разработку технологий. Процессы пластического деформирования заготовок в наши дни моделируют с помощью специальных программ.
Компьютерное моделирование и расчет параметров технологического процесса позволяют, помимо прочего, получить важную информацию о возможных очагах напряжения в кованом изделии, структурных изменениях металла и еще о целом ряде необходимых для грамотной проработке технологии параметров.
Глубокие знания в области разработки технологий и металловедения позволяют специалистам детально прорабатывать и оптимизировать производственные процессы.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Процессы, методы и приложения ковки металлов
Ковка металлов — это процесс, в котором металлы формуются и придаются форме с использованием сил сжатия. Усилия передаются ударами молотком, прессованием или прокаткой.
Существует ряд процессов ковки – холодная ковка, теплая ковка и горячая ковка – которые классифицируются по температуре обрабатываемого металла.
Ковка является одним из важнейших процессов металлообработки в металлообрабатывающей промышленности. Это особенно важно в черной металлургии и рассматривается как огромный источник производительности.
Что такое процесс ковки металла?
При выборе типа поковки у покупателей есть длинный список вариантов изготовления критического металлического компонента. Сделать правильный выбор может быть сложно, потому что каждый метод имеет свои плюсы и минусы, связанные с затратами и логистикой.
Однако выбор метода ковки дает множество уникальных преимуществ, недоступных при любом другом выборе.
Что касается цены и общего качества, то ковка металла имеет наибольшую ценность. Это понятие звучит вдвойне, когда для приложения необходимы максимальная прочность детали, нестандартные размеры и критические характеристики производительности.
Вот некоторые из наиболее распространенных методов:
Ковка в штампах
Ковка в открытых штампах
Холодная ковка
Экструзия
Прокатная поковка
Ковка в открытых штампах, ковка в закрытых штампах и ковка на вальцах
Наиболее распространенными процессами ковки металлов являются ковка в открытых штампах, ковка в закрытых штампах и ковка на вальцах.
Что такое открытая штамповка?
При открытой штамповке нагретые металлические детали формуются между верхним штампом, прикрепленным к ползунку, и нижним штампом, прикрепленным к валику, наковальне или молоту. При свободной ковке в штампах металл никогда полностью не ограничивается и не удерживается в штампах.
Обычно диапазон температур составляет от 500°F до 2400°F, соответствующие температуры применяются при обработке металлических деталей. После того, как металл был должным образом нагрет, выполняется сложная ковка или прессование заготовки, чтобы постепенно придать металлу желаемую форму.
Как правило, процесс ковки в открытых штампах используется для изготовления более крупных деталей более простой формы, таких как стержни, кольца и полости.
Что такое штамповка в закрытых штампах?
Ковка в закрытых штампах перемещает штампы навстречу друг другу, полностью или частично закрывая заготовку. Нагретое сырье приближается по форме/размеру к готовой кованой детали и помещается в нижний штамп.
Этот процесс заключается в включении формы поковки в верхнюю или нижнюю часть штампа в виде негативного изображения. Как только процесс начинается, удар верхней матрицы по металлическому материалу формирует его в требуемую кованую форму.
Этот процесс можно использовать для изготовления деталей размером от нескольких унций до 60 000 фунтов.
Что такое ковка?
Прокатная ковка, также известная как профилирование, представляет собой метод ковки, при котором для формирования металлической детали используются противоположные валки. Несмотря на то, что вальцевая ковка использует валки для производства деталей и компонентов, она по-прежнему считается процессом ковки металла , а не процессом прокатки.
В этом процессе используются два цилиндрических или полуцилиндрических горизонтальных валка, которые используются для деформации круглого или плоского проката. Благодаря этому действию толщина уменьшается, а длина увеличивается. Детали, изготовленные методом ковки, имеют превосходные механические свойства по сравнению с деталями, полученными с помощью многих других процессов.
После вставки нагретый стержень проходит между двумя валками. Он постепенно формуется, прокатываясь по фигурным канавкам машины. Точно сформированная геометрия этих канавок позволяет выковать деталь до заданных размеров.
Прокатная ковка часто используется для производства деталей для автомобильной промышленности. Он также используется для производства таких вещей, как ножи и ручные инструменты.
Стандартное кузнечное оборудование
Существует четыре основных инструмента, которые используются в процессе ковки металла в зависимости от используемого метода.
Молотки
Молоток или механический молот — это инструмент, который чаще всего используется для ковки. Будь то ручной молоток или массивный механический молот, инструмент используется для многократного удара по металлу с целью его деформации. Пока он обладает движущей силой в 50 000 фунтов для нанесения ударов под высоким давлением, молот может придавать металлу форму.
Прессы
Прессы используют либо механическое, либо гидравлическое давление для непрерывного давления на штампы. Для этого типа оборудования требуется движущая сила в 50 000 тонн для вертикального вдавливания металла в полости пресс-формы с контролируемым высоким давлением. Вместо многократного удара по металлу для его деформации металл медленно вдавливается в штампы.
Высадочные машины
Ковка на высадочной машине аналогична ковке на прессе, однако главное отличие состоит в том, что высадочная машина представляет собой ковочный пресс, который используется горизонтально. Вместо того, чтобы проталкивать металл вниз в матрицу, металл перемещается в выемку матрицы в горизонтальном направлении.
Кольцевые ролики
Кольцевые ролики используются для производства колец диаметром от нескольких дюймов до более 300 дюймов. Кольцевые ролики выдавливают цельное кольцо, что устраняет необходимость в сварке. Он поворачивает полый круглый кусок металла под сильным давлением против вращающегося ролика.
Как ковка укрепляет металл?
Известно, что по сравнению с другими методами производства ковка металла позволяет производить одни из самых прочных промышленных деталей. По мере нагревания и прессования металла мелкие трещины заделываются, а пустоты в металле заделываются.
Кроме того, процесс горячей штамповки разрушает любые примеси в металле и перераспределяет такой материал по металлоконструкциям. Это приводит к значительному уменьшению включений в кованой детали. Включения представляют собой составные материалы, встроенные в сталь на протяжении всего производства, вызывающие точки напряжения в изделии.
Несмотря на то, что во время начального процесса литья следует удалять примеси, этот процесс способствует дальнейшему рафинированию металла.
Другой способ упрочнения металла ковкой заключается в изменении структуры его зерна. Это связано с потоком зерен материала при его деформации. Как и в других процессах формовки, можно создать благоприятную структуру зерна, что сделает кованый металл более прочным.
Для каких продуктов требуется кованый металл?
Процесс ковки невероятно универсален и может применяться к чему угодно: от мелких деталей, измеряемых в дюймах, до компонентов весом до 700 000 фунтов.
Кованые изделия могут быть конструктивными элементами в следующих элементах:
Критические детали самолетов:
Шасси
Валы реактивных двигателей
Турбины
Транспортное оборудование:
Автомобили
Железные дороги
Коленчатые валы
Рычаги
Шестерни
Соединительные стержни
Кроме того, ковка используется для укрепления ручных инструментов (например, стамесок, заклепок, винтов и болтов).
Какой металл лучше всего подходит для ковки?
Можно выковать любой металл, но есть определенные металлы и сплавы, которые лучше подходят для различных применений.
Чаще всего куются следующие виды металлов:
Углеродистая, легированная и нержавеющая сталь
Исключительно твердые инструментальные стали
Алюминий
Титан
Латунь и медь
Жаропрочные сплавы, содержащие кобальт, никель или молибден
Из этих вариантов почти невозможно выбрать «лучший», так как это действительно зависит от потребностей клиента.
Экономика 101 для ковки металлов
В меньших количествах кованые детали могут быть очень дорогими по цене за единицу. Это в первую очередь связано с тем, что изготовление ковочных штампов сопряжено с высокими первоначальными затратами — черта, которую разделяют другие расходы, связанные с открытием цеха.
После того, как все настроено и вы приобрели штампы, фактические затраты на эксплуатацию становятся разумно доступными, особенно с учетом того, что автоматизация играет огромную роль. Принимая это во внимание, этот метод изготовления металла обычно лучше всего подходит для продуктов, которые производятся в более значительных количествах.
Поскольку мир продолжает модернизироваться, спрос на высококачественные детали будет только расти. Поскольку при ковке производятся одни из самых прочных металлов, которые только можно вообразить, неудивительно, что к 2025 году рынок, по прогнозам, будет стоить 131,32 миллиарда долларов. думаете, что ковка металла может быть лучшим вариантом для вас, не стесняйтесь звонить в Federal Group USA. Наши опытные члены группы поддержки обсудят с вами требования вашего проекта, помогут определить наилучший план действий и предоставят вам бесплатное предложение для вашего проекта. Свяжитесь с нами сегодня, чтобы назначить консультацию.
Ковка | Металлургия для чайников
Горн — это очаг, используемый для ковки. Термин «кузница» может также относиться к рабочему месту кузнеца или кузнеца, хотя тогда чаще используется термин кузница. Базовая кузница содержит горн, также известный как очаг, для нагрева металлов. Кузница нагревает заготовку до температуры пластичности (температуры, при которой металлу легче придать форму) или до точки, при которой деформационное упрочнение больше не происходит.
Поковка
Заготовка транспортируется в кузницу и обратно с помощью щипцов. Щипцы также используются для удержания заготовки на кузнечной наковальне, пока кузнец работает с ней молотком. Наконец, заготовка транспортируется в слабую ванну, которая быстро охлаждает заготовку в большом водоеме. В слабой ванне также есть вода для управления огнем в кузнице.
Ковка – это процесс, при котором металл нагревается и ему придается пластическая деформация с соответствующим приложением сжимающей силы. Обычно сжимающее усилие осуществляется в виде ударов молотком с использованием силового молота или пресса. Ковка измельчает зернистую структуру и улучшает физические свойства металла. При правильном проектировании поток зерна может быть ориентирован в направлении основных напряжений, возникающих при фактическом использовании.
Ручная ковка
Поток зерен — это направление узора, которое принимают кристаллы во время пластической деформации. Физические свойства (такие как прочность, пластичность и ударная вязкость) намного лучше у поковки, чем у основного металла, кристаллы которого ориентированы беспорядочно. Поковки ровные от детали к детали, без какой-либо пористости, пустот, включений и других дефектов. Таким образом, чистовые операции, такие как механическая обработка, не обнажают пустоты, потому что их нет. Кроме того, операции по нанесению покрытия, такие как гальванопокрытие или покраска, не вызывают затруднений благодаря хорошей поверхности, которая требует минимальной подготовки.
Ковочный станок
В настоящее время производители используют множество различных методов ковки металла. К четырем наиболее распространенным относятся:
Ковка методом штамповки — забивание штампов горячим металлом.
Ковка на прессах — вместо того, чтобы вдавливать горячий металл в штамп ударом молота, он запрессовывается в штамп гидравлическим давлением.
Валковая ковка. Горячий металл запрессовывается между двумя валками.
Холодная ковка. Для небольших деталей металл можно запрессовывать в штамп без значительного предварительного нагрева.
Ковочный фланец
Ковка методом штамповки
Ковка методом штамповки — это процесс, используемый для придания металлу сложной формы путем опускания нагретого металла в пуансон и матрицу, которые сжимаются для постепенного изменения формы металла. штамп и пуансон, то воздействие плунжера на пуансон приводит к тому, что нагретый материал, который очень податлив, принимает форму пуансона и полостей штампа. Обычно для полного формирования детали требуется только один пуансон. Дополнительное пространство между матрицей и пуансоном называется заусенцем. Он действует как предохранительный клапан для экстремального давления, создаваемого закрытием половинок штампа, но в конечном итоге обрезается с готовой детали.
Кузнечно-штамповочная машина
Оборудование, используемое в процессе ковки, широко известно как молот. Они могут приводиться в действие воздухом, гидравликой или механикой. В зависимости от того, как машина приводится в действие, массы поршня и высоты падения, ударная сила может составлять от 11 000 до 425 000 фунтов. Используемые инструменты, штампы и пуансоны, бывают разных форм и размеров, а также материалов. Примерами этих форм являются плоские и V-образные, которые используются для ковки в открытых штампах, а также штампы с одним или несколькими тиснениями, используемые для штамповки в закрытых штампах. Конструкции штампов имеют много аспектов, которые необходимо учитывать.
Все они должны быть правильно выровнены, они должны быть сконструированы таким образом, чтобы металл и заусенец проходили должным образом и заполняли все канавки, и необходимо уделить особое внимание поддерживающим ребрам и ребрам, а также расположению линии разъема. Материалы также должны быть тщательно подобраны. Некоторыми факторами, влияющими на выбор материала, являются стоимость, его способность к затвердеванию, способность выдерживать высокое давление, горячее истирание, тепловое растрескивание и другие подобные вещи. Наиболее распространенными материалами, используемыми для инструментов, являются углеродистая сталь и, в некоторых случаях, сплавы на основе никеля.
Холодная ковка
Холодная ковка деформирует металл, когда он ниже точки рекристаллизации. Холодная ковка обычно предпочтительнее, когда металл уже является мягким металлом, таким как алюминий. Этот процесс обычно менее затратен, чем горячая ковка, а конечный продукт практически не требует отделочных работ. Иногда, когда алюминию придают желаемую форму методом холодной ковки, его подвергают термообработке для повышения прочности. Это называется «закалка».
Ковка в закрытых штампах
Производители могут предпочесть холодную ковку горячей ковке по ряду причин — поскольку холоднокованые детали требуют очень мало отделочных работ или совсем не требуют их вообще, этот этап производственного процесса часто необязателен, что позволяет сэкономить деньги. Холодная ковка также менее подвержена проблемам загрязнения, а конечный компонент имеет лучшую общую чистоту поверхности.
Другие преимущества холодной штамповки включают:
Легче придать направленные свойства
Улучшенная взаимозаменяемость
Улучшенная воспроизводимость
Повышенный размерный контроль
Выдерживает высокие нагрузки и высокие нагрузки на штамп
Производит детали чистой или почти чистой формы
Возможные недостатки:
Легче придать свойства направленности
Улучшенная взаимозаменяемость
Улучшенная воспроизводимость
Повышенный размерный контроль
Выдерживает высокие нагрузки и высокие нагрузки на штамп
Производит детали чистой или почти чистой формы
Перед ковкой металлические поверхности должны быть чистыми и свободными от окалины
Металл менее пластичный
Может возникнуть остаточное напряжение
Требуется более тяжелое и мощное оборудование
Требуется более прочный инструмент
Кузнечные детали
Горячая ковка
Горячая ковка имеет ряд преимуществ в плане экономии, которые подчеркивают ее все более широкое использование в качестве производственного метода. Температурный диапазон для горячей ковки стали простирается от температуры выше комнатной до температуры ниже температуры рекристаллизации, или примерно от 800 до 1800 градусов по Фаренгейту. Тем не менее, более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для горячей ковки. По сравнению с холодной ковкой горячая ковка имеет потенциальные преимущества, заключающиеся в снижении нагрузки на инструмент, уменьшении нагрузки на ковочный пресс, повышении пластичности стали, устранении необходимости отжига перед ковкой и благоприятных свойствах после ковки, которые могут исключить термическую обработку.
Ковка в открытых штампах
Горячая ковка
Горячая ковка представляет собой пластическую деформацию металла при такой температуре и скорости деформации, что рекристаллизация происходит одновременно с деформацией, что позволяет избежать деформационного упрочнения. Для этого на протяжении всего процесса должна поддерживаться высокая температура заготовки (соответствующая температуре рекристаллизации металла). Разновидностью горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одной и той же температуры. Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере, чтобы предотвратить окисление. Когда кусок металла подвергается горячей штамповке, его необходимо значительно нагреть.
Средние температуры, необходимые для горячей штамповки:
До 1150 градусов Цельсия для стали
от 360 до 520 градусов Цельсия для алюминиевых сплавов
от 700 до 800 градусов Цельсия для медных сплавов
Традиционно производители выбирают горячую ковку для изготовления деталей, имеющих большое значение в технической сфере. Горячая ковка также рекомендуется для деформации металла, отличающегося высоким коэффициентом формуемости. Другие соображения по поводу горячей штамповки включают:
Производство отдельных деталей
Низкая и средняя точность
Чешуйчатая формация
Низкие напряжения или низкое деформационное упрочнение
Структура гомогенизированного зерна
Повышенная пластичность
Устранение химических несоответствий
Возможные недостатки горячей штамповки включают:
Менее точные допуски
Возможное коробление материала в процессе охлаждения
Различная структура зерна металла
Возможные реакции между окружающей атмосферой и металлом
При горячей ковке температура превышает точку рекристаллизации металла.
Вес нержавеющих труб — сколько весит труба по ГОСТ
  —  
  —  
Квадратные трубы
Теоретический вес кг/метр
СЕЧЕНИЕ (мм)
ТОЛЩИНА (мм)
1
1,2
1,5
2
2,5
3
4
5
10×10
0,294
12×12
0,358
0,423
0,518
15×15
0,453
0,538
0,661
16×16
0,485
0,576
0,709
0,92
20×20
0,613
0,729
0,901
1,175
22×22
0,995
25×25
0,772
0,921
1,14
1,494
1,837
2,167
30×30
0,932
1,112
1,379
1,814
2,236
2,645
35×35
1,091
1,303
1,618
2,132
2,635
3,124
40×40
1,251
1,495
1,857
2,451
3,033
3,602
4,703
45×45
1,41
1,686
2,097
2,77
3,433
4,081
5,642
50×50
1,878
2,336
3,089
3,831
4,559
5,979
7,349
60×60
2,814
3,727
4,628
5,516
7,255
8,943
70×70
4,365
6,473
8,531
80×80
5,003
6,223
7,43
9,807
12,133
100×100
6,279
9,343
12,358
15,322
120×120
7,555
11,257
14,91
18,512
150×150
Прямоугольные трубы
Теоретический вес кг/метр
СЕЧЕНИЕ (мм)
ТОЛЩИНА (мм)
1,0
1,2
1,5
2,0
2,5
3,0
4,0
5,0
20×10
0,453
0,538
0,661
20×15
0,533
0,634
0,781
1,016
25×10
0,781
25×15
0,613
0,729
0,900
1,176
28×12
0,740
30×10
0,613
0,729
0,900
30×15
0,693
0,825
1,020
1,335
30×20
0,772
0,921
1,140
1,494
35×20
0,852
1,017
1,259
1,654
40×10
1,140
1,495
40×15
0,852
1,017
1,259
1,654
40×20
0,932
1,112
1,379
1,813
2,645
40×27
1,547
40×30
1,091
1,303
1,618
2,132
2,635
3,124
50×10
1,379
50×20
1,091
1,303
1,618
2,132
50×25
1,399
1,738
2,292
50×30
1,251
1,495
1,857
2,541
3,602
50×40
1,686
2,097
2,770
3,432
4,081
60×20
1,495
1,857
2,451
60×30
1,686
2,097
2,770
3,432
4,081
60×40
1,878
2,336
3,089
3,831
4,559
5,979
70×20
2,097
2,770
4,081
70×30
2,336
3,089
4,559
5,979
70×40
3,409
5,038
80×20
2,336
3,089
80×30
3,405
5,033
6,611
80×40
2,261
2,814
3,727
4,628
5,516
7,255
8,943
80X50
4. 000
5.920
7.790
80×60
4,365
5,426
6,473
8,531
100×40
4,365
5,426
6,473
8,531
10,538
100×50
4,684
5,824
6,952
9,169
11,335
100×60
5,003
7,430
9,807
12,133
100×80
5,642
8,387
11,083
13,728
120×40
5,003
7,430
9,807
120×60
5,642
8,387
11,083
13,728
120×80
6,279
9,343
12,358
15,322
140×60
6,279
9,343
12,358
150×50
6,279
9,343
12,358
15,322
150×100
7,874
11,735
15,548
160×80
7,555
11,258
14,910
180×60
7,555
11,258
14,910
Круглые трубы
Теоретический вес кг/метр
ДИАМЕТР (мм)
ТОЛЩИНА (мм)
1,0
1,2
1,5
1. 6
2,0
2,5
2.6
3,0
4,0
5,0
6
0,125
8
0,175
10
0,225
0,264
0,319
12
0,275
0,325
0. 394
0,500
13
0,300
0.432
14
0,326
0,385
0,470
0,601
15
0,351
0,415
0,507
0,651
16
0,376
0,445
0,545
0,701
17,2
3/8″
0,406
0,481
0,590
0,761
0,921
18
0,426
0,505
0,620
0,801
19
0,452
0,536
0,659
0,851
20
0,476
0,565
0,695
0,901
1,095
1,277
21,3
1/2″
0,604
0,744
0,789
0,967
1,177
1,217
1,375
22
0,526
0,625
0,770
1,002
23
0,551
0,655
0,808
1,051
25
0,601
0,715
0,883
1,152
1,409
1,653
25,4
0,898
1,172
26,9
3/4″
0,954
1,014
1,247
1,527
1,582
1,795
28
0,676
0,805
0,995
1,302
1,596
1,878
30
0,726
0,865
1,070
1,402
1,722
2,028
32
0,776
0,925
1,146
1,502
1,847
2,178
33,0
1,184
33,7
1″
0,977
1,209
1,286
1,588
1,953
2,025
2,306
2,975
35
0,851
1,016
1,258
1,653
2,035
2,404
38
0,929
1,106
1,371
1,803
2,222
2,629
40
0,977
1,166
1,446
1,903
2,348
2,779
3,606
42
1,226
42,4
1″1/4
1,037
1,238
1,536
1,635
2,023
2,498
2,591
2,960
3,847
43
1,257
1,559
2,536
45
1,102
1,316
1,634
2,153
2,661
3,155
48,3
1″1/2
1,415
1,758
1,871
2,319
2,867
2,975
3,403
4. 437
50
1,227
1,466
1,822
2,404
2,974
3,531
4.607
50,8
1,247
1,490
1,852
2,444
3,591
51
1,252
1,496
1,859
2,454
3,036
3,606
52
1,277
1,526
1,897
2,504
3,099
3,681
53
1,935
2,554
54
1,327
1,587
1,972
2,604
3,224
3,831
55
1. 616
2,010
57
2,085
2,754
3,412
4,057
5,309
60,3
2″
1,776
2,209
2,252
2,920
3,618
3,757
4,304
5,640
63
2,310
3,055
63,5
2,329
3,080
3,819
4,545
5,960
70
2,573
3,405
4,226
5,033
6,611
76
2,799
3,706
76,1
2″1/2
2,802
2,985
3,711
4,607
4,785
5,491
7,222
80
2,948
3,906
4,852
5,784
7,613
84
3,099
4,107
5,102
6,085
85
3. 140
4,16
88,9
3″
3,283
3,498
4,352
5,409
5,618
6,453
8,504
10,504
101,6
3″1/2
3,760
4,006
4,988
6,204
6,445
7,407
9,776
12,094
104
3,850
5,108
6,354
7,587
10,016
12,395
108
4,001
5,309
6,605
7,888
10,420
114,3
4″
4,237
4,515
5,624
6,999
7,272
8,361
11,048
13,684
129
6,360
7,919
9,465
12,520
15,252
139,7
5″
6,896
8,589
8,926
10,269
13,592
16,864
154
7,612
9,484
11,343
15,024
18,655
159
7,863
11,719
168,3
6″
8,328
10,379
10,788
12,417
16,456
20,445
Труба нержавеющая 219 мм.
бесшовная
У нас вы можете купить трубу нержавеющую 219 мм. бесшовную изготовленную из различных марок нержавеющей стали. Сортамент, вес и размеры соответствуют ГОСТ 9940-81 (для горячедеформированных труб) или ГОСТ 9941-81 (для холодно- и теплодеформированных труб).
Популярные размеры:
219х4 мм. 219х4.5 мм. 219х5 мм. 219х6 мм. 219х7 мм. 219х8 мм. 219х9 мм. 219х10 мм. 219х11 мм. 219х12 мм. 219х13 мм. 219х14 мм. 219х16 мм. 219х20 мм. 219х25 мм.
Популярные толщины:
4 мм. 4.5 мм. 5 мм. 6 мм. 7 мм. 8 мм. 9 мм. 10 мм. 11 мм. 12 мм. 13 мм. 14 мм. 16 мм. 20 мм. 25 мм.
В таблице ниже представлен сортамент товаров, указан вес метра каждой трубы, а так же количество погонных метров в тонне.
Наименование
Размер
Толщина
Вес 1 метра
Метров в тонне
Труба бесшовная 219×4 12Х18Н10Т
219×4
4 мм.
21.387 кг.
46.8
Труба бесшовная 219×4.5 12Х18Н10Т
219×4.5
4.5 мм.
24.005 кг.
41.7
Труба бесшовная 219×5 12Х18Н10Т
219×5
5 мм.
26.61 кг.
37.6
Труба бесшовная 219×6 12Х18Н10Т
219×6
6 мм.
31.782 кг.
31.5
Труба бесшовная 219×7 12Х18Н10Т
219×7
7 мм.
36.905 кг.
27.1
Труба бесшовная 219×8 12Х18Н10Т
219×8
8 мм.
41.979 кг.
23.8
Труба бесшовная 219×9 12Х18Н10Т
219×9
9 мм.
47.002 кг.
21.3
Труба бесшовная 219×10 12Х18Н10Т
219×10
10 мм.
51.976 кг.
19.2
Труба бесшовная 219×11 12Х18Н10Т
219×11
11 мм.
56.9 кг.
17.6
Труба бесшовная 219×12 12Х18Н10Т
219×12
12 мм.
61.774 кг.
16.2
Труба бесшовная 219×13 12Х18Н10Т
219×13
13 мм.
66.599 кг.
15
Труба бесшовная 219×14 12Х18Н10Т
219×14
14 мм.
71.373 кг.
14
Труба бесшовная 219×16 12Х18Н10Т
219×16
16 мм.
80.774 кг.
12.4
Труба бесшовная 219×20 12Х18Н10Т
219×20
20 мм.
98.978 кг.
10.1
Труба бесшовная 219×25 12Х18Н10Т
219×25
25 мм.
120.614 кг.
8.3
Труба бесшовная 219×3 10Х17Н13М2Т
219×3
3 мм.
16.176 кг.
61.8
Труба бесшовная 219×4 10Х17Н13М2Т
219×4
4 мм.
21.468 кг.
46.6
Труба бесшовная 219×6 10Х17Н13М2Т
219×6
6 мм.
31.903 кг.
31.3
Труба бесшовная 219×8 10Х17Н13М2Т
219×8
8 мм.
42.138 кг.
23.7
Труба бесшовная 219×9 10Х17Н13М2Т
219×9
9 мм.
47.18 кг.
21.2
Труба бесшовная 219×10 10Х17Н13М2Т
219×10
10 мм.
52.173 кг.
19.2
Труба бесшовная 219×11 10Х17Н13М2Т
219×11
11 мм.
57.115 кг.
17.5
Труба бесшовная 219×12 10Х17Н13М2Т
219×12
12 мм.
62.008 кг.
16.1
Труба бесшовная 219×14 10Х17Н13М2Т
219×14
14 мм.
71.644 кг.
14
Труба бесшовная 219×4 10Х23Н18
219×4
4 мм.
21.468 кг.
46.4
Труба бесшовная 219×4.5 10Х23Н18
219×4.5
4.5 мм.
24.096 кг.
41.3
Труба бесшовная 219×5 10Х23Н18
219×5
5 мм.
26.71 кг.
37.3
Труба бесшовная 219×6 10Х23Н18
219×6
6 мм.
31.903 кг.
31.2
Труба бесшовная 219×7 10Х23Н18
219×7
7 мм.
37.045 кг.
26.9
Труба бесшовная 219×8 10Х23Н18
219×8
8 мм.
42.138 кг.
23.6
Труба бесшовная 219×9 10Х23Н18
219×9
9 мм.
47.18 кг.
21.1
Труба бесшовная 219×10 10Х23Н18
219×10
10 мм.
52.173 кг.
19.1
Труба бесшовная 219×11 10Х23Н18
219×11
11 мм.
57.115 кг.
17.4
Труба бесшовная 219×12 10Х23Н18
219×12
12 мм.
62.008 кг.
16.1
Труба бесшовная 219×13 10Х23Н18
219×13
13 мм.
66.851 кг.
14.9
Труба бесшовная 219×14 10Х23Н18
219×14
14 мм.
71.644 кг.
13.9
Труба бесшовная 219×16 10Х23Н18
219×16
16 мм.
81.08 кг.
12.3
Труба бесшовная 219×20 10Х23Н18
219×20
20 мм.
99.353 кг.
10
Труба бесшовная 219×25 10Х23Н18
219×25
25 мм.
121.071 кг.
8.2
Труба бесшовная 219×4 20Х23Н18
219×4
4 мм.
21.333 кг.
46.9
Труба бесшовная 219×4. 5 20Х23Н18
219×4.5
4.5 мм.
23.944 кг.
41.8
Труба бесшовная 219×5 20Х23Н18
219×5
5 мм.
26.542 кг.
37.7
Труба бесшовная 219×6 20Х23Н18
219×6
6 мм.
31.702 кг.
31.5
Труба бесшовная 219×7 20Х23Н18
219×7
7 мм.
36.812 кг.
27.2
Труба бесшовная 219×8 20Х23Н18
219×8
8 мм.
41.873 кг.
23.9
Труба бесшовная 219×9 20Х23Н18
219×9
9 мм.
46.883 кг.
21.3
Труба бесшовная 219×10 20Х23Н18
219×10
10 мм.
51.845 кг.
19.3
Труба бесшовная 219×11 20Х23Н18
219×11
11 мм.
56.756 кг.
17. 6
Труба бесшовная 219×12 20Х23Н18
219×12
12 мм.
61.618 кг.
16.2
Труба бесшовная 219×13 20Х23Н18
219×13
13 мм.
66.43 кг.
15.1
Труба бесшовная 219×14 20Х23Н18
219×14
14 мм.
71.193 кг.
14
Труба бесшовная 219×16 20Х23Н18
219×16
16 мм.
80.57 кг.
12.4
Труба бесшовная 219×20 20Х23Н18
219×20
20 мм.
98.728 кг.
10.1
Труба бесшовная 219×25 20Х23Н18
219×25
25 мм.
120.309 кг.
8.3
Не нашли нужный товар на странице? Это не значит, что его нет в наличии! Позвоните нам или закажите обратный звонок для уточнения. Наш специалист перезвонит и проконсультирует Вас.
Толщина
Расчетный вес метра в зависимости от стали
AISI 201 / 12X15Г9НД
AISI 304 / 08Х18Н10
AISI 316 / 08Х17Н13М2
AISI 321 / 12Х18Н10Т
AISI 430 / 20Х13
AISI 431 / 14Х17Н2
4 мм
21.06 кг
21.33 кг
21.6 кг
21.39 кг
20.85 кг
21.39 кг
4.5 мм
23.64 кг
23.94 кг
24.25 кг
24 кг
23.4 кг
24 кг
5 мм
26.21 кг
26.54 кг
26.88 кг
26.61 кг
25.94 кг
26.61 кг
6 мм
31.3 кг
31.7 кг
32.1 кг
31.78 кг
30.98 кг
31.78 кг
7 мм
36.35 кг
36.81 кг
37.28 кг
36.91 кг
35.97 кг
36.91 кг
8 мм
41.34 кг
41. 87 кг
42.4 кг
41.98 кг
40.92 кг
41.98 кг
9 мм
46.29 кг
46.88 кг
47.48 кг
47 кг
45.82 кг
47 кг
10 мм
51.19 кг
51.84 кг
52.5 кг
51.98 кг
50.66 кг
51.98 кг
11 мм
56.04 кг
56.76 кг
57.47 кг
56.9 кг
55.46 кг
56.9 кг
12 мм
60.84 кг
61.62 кг
62.4 кг
61.77 кг
60.21 кг
61.77 кг
13 мм
65.59 кг
66.43 кг
67.27 кг
66.6 кг
64.92 кг
66.6 кг
14 мм
70.29 кг
71.19 кг
72.09 кг
71.37 кг
69.57 кг
71.37 кг
16 мм
79.55 кг
80.57 кг
81.59 кг
80.77 кг
78.73 кг
80.77 кг
20 мм
97. 48 кг
98.73 кг
99.98 кг
98.98 кг
96.48 кг
98.98 кг
25 мм
118.79 кг
120.31 кг
121.83 кг
120.61 кг
117.57 кг
120.61 кг
Внимание! Вес погонного метра трубы рассчитан с учетом плотности стали, которая используется для производства конкретного изделия. Допустимые отклонения по диаметру при этом не учитывались. Все данные в таблице носят информационный характер.
Как отличить медь от латуни: 7 способов Статьи про металлолом
Главная \ Статьи
\ 7 способов отличить медь от латуни
27.09.2017 17:15
Чтобы безошибочно отличить латунь от меди в домашних условиях, достаточно знать состав и некоторые характеристики этих материалов.
Медь – это чистый металл, а ее сплав с цинком называется латунью. Из-за разного состава эти материалы имеют сразу несколько важных различий:
Цвет. Медь имеет красноватый оттенок, тогда как латунь – желтая.
Вес. Медь немного тяжелее латуни.
Твердость. Медь – мягче, латунь – тверже.
Плотность. У меди она 8920 кг/м3, у латуни – от 8300 до 8700 кг/м3.
Следует сразу же отметить, что распознать в домашних условиях, что перед нами – металл или его сплав, при помощи магнита не получится. Оба материала им не притягиваются.
Однако существует несколько способов, как отличить медь от латуни, не прибегая к спектральному анализу в лабораторных условиях. Все они описаны ниже – от самого простого, до сложного.
1. Обращение к специалисту
Самый простой способ определить металл – показать его специалисту с наметанным глазом. С этой задачей легко справится человек, работающий в металлургии – литейщик и так далее. Отличие меди от латуни сможет также выявить ювелир, работник ломбарда, учитель химии или опытный приемщик металлического лома.
2. Определение по цвету
Самостоятельно определить, медное изделие или латунное, проще всего по его цвету. Для точности рекомендуется тщательно очистить поверхность металла от грязи и оксидной пленки. Как уже было сказано ранее – медь имеет красноватый оттенок, иногда коричневатый или розовый.
Если исследуемое изделие имеет желтоватый цвет, напоминает золото, то перед нами, скорее всего, латунь. И чем больше выражена желтизна, тем большая доля цинка имеется в сплаве.
По цвету можно определить металл методом сравнения с заведомо известным изделием. В быту в качестве медного образца можно использовать электропровод, очищенный от изоляции и защитного лака. Латунь можно увидеть на вилках электроприборов – из этого сплава делаются их штыри.
3. Определение по звуку
Этот метод подходит только для крупногабаритных предметов. Если ударить каким-либо металлическим инструментом по медному изделию, то раздастся приглушенный низкочастотный звук. При аналогичных действиях с латунным предметом звук получается более звонким, высокочастотным.
Эта особенность проявляется по той причине, что медь немного плотнее и тяжелее, чем ее сплав с цинком. Для маленьких предметов описанный способ не подходит.
4. Определение по твердости
Если изделие тонкостенное, то состав иногда можно определить по его податливости механическим нагрузкам. Так, медь гнется гораздо легче, при этом, она не растрескивается и не ломается. Латунь – более твердый и хрупкий материал, потому изделие из него проще сломать.
Для толстостенных или монолитных изделий данный способ не подходит, так как согнуть их не получится.
5. Определение при помощи химии
Этот способ относится к самым простым и доступным, и одновременно является достаточно точным. Для определения состава металла понадобится раствор соляной кислоты. Такие жидкости часто используются для очистки контактов при пайке в радиоэлектронике. Соответственно, кислоту можно купить в любом радиомагазине. И стоит она недорого.
Если не вдаваться в подробности и не прибегать к химическим формулам, то суть проверки заключается в следующем. На поверхность исследуемого металла необходимо нанести несколько капель кислоты. Если это медь, то она просто очистится и приобретет свой натуральный красноватый или розоватый оттенок. Если же перед нами латунь, то на ее поверхности будет проходить химическая реакция с выделением белого вещества – оксида цинка.
6. Определение путем сверления
Если изделие сдается в лом, то есть его не жалко будет повредить, то определить его состав можно при помощи обычной дрели и тонкого сверла по металлу. При обработке меди за счет ее мягкости и пластичности из-под сверла будет выходить длинная закручивающаяся стружка.
В случае со сверлением латуни можно будет наблюдать, как металл крошится, а стружка имеет острые углы. Длина ее, при этом, будет небольшой.
7. Определение по плотности
Это самый сложный из описанных метод, и его редко кто возьмет на вооружение. Однако он достаточно эффективен и точен, а самое главное, доступен для выполнения в домашних условиях.
Суть заключается в том, что сначала определяется точная масса исследуемого изделия, а потом его объем. Зная плотность меди и латуни, по выявленным параметрам можно будет определить состав материала. Если предмет имеет сложную форму, то его объем можно высчитать путем погружения в емкость с водой. Для определения веса лучше использовать весы с высокой точностью.
Цветные металлы
Медь
Латунь
Алюминий
Свинец
АКБ
Лом электродвигателей
Черные металлы
Нержавеющая сталь
Лом стали
Чугун
3A габарит
Мы вывозим металлолом из любого района Санкт-Петербурга
Адмиралтейский
Горелово
Василеостровский
Девяткино
Выборгский
Кировский
Калининский
Красногвардейский
Колпино
Купчино
Невский
Московский
Мурино
Парголово
Парнас
Приморский
Ржевка
Рыбацкое
Софийская
Славянка, Шушары
Фрунзенский
Как отличить лом меди от бронзы и латуни?
Сдавая металолом меди, многие ожидают от продажи больших сумм и хорошего заработка. Вместо планируемой суммы им предлагают меньшую, что вызывает не только возмущение, но и недоверие к пункту приема цветного металлолома. Причиной данной проблемы является ошибочное принятие лома за медь. Заблуждение в первую очередь вызывается цветом изделий, стружки, металлических отходов.
Латунь по цветовому признаку напоминает медь, так как она присутствует в латунном составе. Исходя из этого вытекает закономерность: чем больше процентное содержание Cu в сплаве, тем более выраженным будет красновато-коричневый цвет. Сплавы, в которых меди содержится меньше 80%, легко выявить визуально, так как доминирует желтый цвет, напоминающий золото.
Если лом состоит из стружки, определить медь не составит труда. Медная стружка имеет витиеватый вид. При обработке же латуни стружка принимает игольчатые сколотые формы.
Самым ошибочным является принятие стали Л-96 за медь, так как Cu в составе достигает 95-97%. В приемных пунктах «РуссЛом» мы принимаем лом меди после выявления реального сплава. Для этого проводится экспертиза. Только после анализа можно констатировать окончательное заключение. Определить «на глаз» металлолом не всегда сможет даже опытный специалист.
Чтобы самостоятельно убедиться в том, что вы сдаете именно лом меди, можно провести анализ в домашних условиях. Для этого понадобится соляная кислота. Одной капли будет достаточно, чтобы увидеть реакцию и сделать соответствующие выводы. При попадании соляной кислоты на медь она устраняет окислы и делает поверхность меди визуально чистой. При взаимодействии со сплавом латуни кислота вызовет реакцию, в ходе которой будет выделяться вещество белого цвета. Это хлорид цинка, который неизбежно образуется, так как в сплаве Л-96 содержится Zn.
Бронза или медь?
Бронза – это разновидность медного сплава, в который входят олово, марганец, алюминий, кремний и другие вещества. Отличить бронзу от меди можно, зная особенности бронзового сплава. Сдача лома меди всегда проводится с лабораторной оценкой сплава, если цветовой оттенок очень схож с медным.
Отличительными являются следующие характеристики металлов:
Цвет. Меди присущ красновато-коричневый и красновато-розовый цвет. В отличие от доминантного элемента (алюминий, бериллий, магний и т. д.) сплав бронзы приобретает оттенки от желто-розового, розового или серовато-коричневого до красновато-золотого.
Изменение цвета при контакте с горячим солевым раствором. Достаточно разбавить соль в воде и подогреть раствор. Политая им медь начнет изменять свой цвет, потемнеет, в отличие от бронзы.
Эластичность. Медь является мягким металлом, поэтому согнуть тонкую пластину или проволоку можно одной рукой. Бронза же, в зависимости от состава, может по показателям прочности превосходить даже сталь.
Естественное патинирование. Если медные изделия длительное время взаимодействуют с атмосферой, проявляется процесс патинирования – покрытия зеленоватого цвета веществом, служащим защитой от коррозии.
Цена вопроса
Если рассматривать ценовую сторону, то покупка лома меди является самой дорогой. Это самый выгодный металл для лиц, желающих заработать на продаже. Меньшую сумму, но также приличный доход вы получите, сдавая оптом или в небольшом количестве бронзовый лом. Самой дешевой среди медной, бронзовой и латунной групп является последняя. Узнать окончательную стоимость вы можете в день продажи, подъехав к ближайшему приемному пункту или позвонив нам.
Быстрый способ определить, является ли предмет латунным – Mondoro Company Limited
Латунь – прекрасный металл для домашнего декора и предметов интерьера. Если предмет выглядит латунным, обычно он либо из цельной латуни, либо с латунным покрытием.
Одним из самых простых способов определить, является ли предмет из цельной латуни, является сначала визуальный тест, чтобы убедиться, что он имеет золотисто-желтый цвет, как у латуни. Следующим неинвазивным тестом является магнитный тест, при котором магнит помещается на объект. Если магнит не прилипает, значит, это твердая латунь; он, вероятно, покрыт латунью, если он прилипает.
Вы также можете поцарапать верхнее покрытие острым предметом, и если оно будет блестящим желтым снизу, это, вероятно, латунь. Если поверхность под ним белая или серебристая, вероятно, она покрыта латунью.
Содержание
Самые быстрые способы определить, является ли что-то цельной латунью
Если у вас есть объект, и вы не уверены, из цельной ли он латуни или вообще из латуни, есть несколько очень быстрых способов, которые вы можете сделать, чтобы проверьте свой объект, чтобы увидеть, является ли он цельной латунью или латунным покрытием.
Ниже приведены три основных способа определить, изготовлен ли ваш объект из цельной латуни или покрыт латунью.
Визуальный цветовой тест для латуни
Самый быстрый способ определить, является ли предмет латунным, — провести визуальный цветовой тест. Это может быть не латунь, если цвет не похож на латунь или если он не золотисто-желтого цвета.
Кроме того, если латунь окислилась и потемнела, это может быть твердая латунь, и может потребоваться полировка, чтобы вернуть латуни ее первоначальный цвет.
Поместите магнит рядом с латунью
Еще один быстрый и простой способ проверить, является ли это латунь, — это поместить магнит поверх латуни. Это не обязательно должен быть причудливый магнит; можно использовать магнит из холодильника.
Цельная латунь не обладает магнитными свойствами. Если магнит прилипает к вашей латуни, это либо латунь, либо другой металл. Твердая латунь не прилипает ни к одному магниту и не имеет магнитных свойств.
Если магнит прилипает к тому, что вы считали цельной латунной деталью, то для латунного покрытия обычно используется сталь или чугун.
Поцарапайте поверхность, чтобы увидеть, сплошная ли латунь
Также поцарапайте поверхность, чтобы увидеть, что находится под ней. Если вы видите блестящий желтый цвет под металлом, скорее всего, это цельная латунная деталь. С другой стороны, если вы видите серебряную царапину, ваша деталь, скорее всего, из металла, такого как цинк.
Из всех трех тестов магнит и визуальный тест являются наиболее неинвазивными. Мы бы провели тест на царапание только в том случае, если бы это был объект или что-то, о чем вы не беспокоились бы, если бы оно было повреждено.
Твердая латунь против. С латунным покрытием
Существуют некоторые различия между цельной латунью и латунным покрытием. Вот некоторые существенные различия и ответы на каждый материал.
Что такое твердая латунь?
С древних времен твердый латунный сплав меди использовался из-за его красоты, упругости и долговечности. Как и у любого другого типа металла, могут быть некоторые цветовые вариации, особенно то, сколько меди и цинка было использовано в латуни.
Одна из замечательных особенностей латуни заключается в том, что ее можно отливать, прясть, ковать, обрабатывать и даже высекать. Латунь уже давно является предпочтительным металлом для изготовления изысканной мебели и аксессуаров, осветительных приборов, ламп, каминного оборудования, подсвечников и многих других декоративных аксессуаров.
Твердую латунь всегда можно отполировать до первоначального цвета. Даже если кто-то распылил на него лаковый спрей, этот лаковый спрей можно было снять, а латунь можно было отполировать до исходного цвета, отделки и не повредить.
Одна из прелестей латуни заключается в том, что латунь можно обрабатывать разными способами. Вот некоторые важные способы отделки латуни:
Высокая полировка — Высокая полировка представляет собой блестящую, почти зеркальную отделку латуни. Высокополированная латунь имеет блестящую отделку, которая может быть очень гладкой и блестящей. Иногда он может быть так хорошо отполирован, что вы почти можете видеть свое отражение в латуни.
Сатиновое покрытие – Сатиновое покрытие представляет собой матовое, почти плоское покрытие для латуни. Это приглушенная латунь с текстурированной отделкой, которая может быть почти золотисто-коричневого цвета. Много раз это также называют матовой латунью.
Брашированная отделка – Матовая отделка соответствует названию и будет иметь матовый вид. Латунь обычно чистят специальным инструментом, который движется в одном направлении, поэтому вы можете видеть видимые линии на латунной отделке.
Ручная полировка – Ручная полировка также называется промасленной отделкой или промасленной латунью. Эту отделку иногда называют мягкой отделкой, так как она выполняется вручную, чтобы придать латуни почти мягкий, но более темный вид.
Отделка под старину – отделка под старинную латунь — это когда латунь затемняется, чтобы она выглядела состаренной или старой, как антиквариат. Много раз эта отделка может иметь почти шоколадно-коричневый вид.
Отделка под бронзу — отделка под бронзу — это отделка бронзового цвета, как следует из названия. Бронзовый цвет часто состаривают, чтобы придать ему старинный вид.
Verdigris Finish – латунь намеренно состаривают, чтобы придать ей зеленый пигмент; медь — это латунь, подвергшаяся выветриванию.
Что такое латунь?
С другой стороны, латунное покрытие, как следует из названия, представляет собой небольшое количество латуни, нанесенное или покрытое поверх другого куска металла.
Первые эксперименты с латунным покрытием начали проводить еще в 1600-х годах, но только в 1920-х годах гальваническое покрытие стало использоваться в качестве раствора для латуни. Таким образом, есть вероятность, что если у вас есть предмет, который, как вы знаете, старше 1920-х годов, он из цельной латуни, а если после 1920-х годов он может быть из цельной латуни или с латунным покрытием.
Латунь обычно наносится на сталь или белый металл, такой как цинк, на поверхность которого гальванически наносятся молекулы латуни. На поверхность часто наносят верхний слой лака, чтобы убедиться, что латунное покрытие не испортится со временем.
Иногда можно снять верхний слой лака, а затем отполировать или отполировать латунь под ним. В других случаях это может привести к повреждению отделки, и деталь нужно будет заново покрывать.
Узнайте больше о том, как Mondoro может помочь вам в создании, разработке и производстве превосходных предметов домашнего декора и домашней мебели, включая изделия из латуни, не стесняйтесь обращаться ко мне , Анита . Проверьте мою электронную почту, нажав здесь, или станьте частью нашего сообщества и подпишитесь на нашу рассылку новостей, нажав здесь.
Mondoro выдает БЕСПЛАТНЫЙ лукбук всем заинтересованным . Вы можете получить копию нашего последнего Lookbook по номеру , нажав здесь.
Слушайте наш подкаст Global Trade Gal . Вы можете найти его на всех основных платформах подкастов. Попробуйте послушать один из наших подкастов, нажав здесь.
Подпишитесь на нашу компанию Mondoro Company Limited Канал YouTube , наполненный отличными видео и информацией, нажав здесь.
Похожие материалы
Что лучше никель или латунь?
Никель и латунь — отличный выбор для использования. Латунь имеет золотисто-желтый цвет, а никель – серебристый или почти серый цвет. Оба металла могут быть нанесены на другой металл или материал, а латунь также может быть сплошной латунью.
Вы можете узнать больше, прочитав, что лучше никель или латунь? нажав здесь.
Латунь и никель — одно и то же?
Как латунь, так и никель представляют собой металлические покрытия, на которые можно наносить гальваническое или гальваническое покрытие. Они содержат некоторое количество меди и могут быть превращены в различные уникальные и захватывающие виды и отделки. Из-за своей универсальности они остаются популярными металлами и покрытиями для различных продуктов и применений.
Вы можете узнать больше, прочитав наш блог Являются ли латунь и никель одинаковыми? нажав здесь.
Латунь с покрытием по сравнению с. Описание хромированных металлов
И латунь, и хром наносятся на металл одним и тем же методом гальванического покрытия, но внешний вид и отделка различаются. Латунь будет иметь теплый золотистый цвет, тогда как хром будет выглядеть как блестящий серебристый металл. Оба являются отличными гальванопокрытиями, и какой из них вы выберете, также может зависеть от внешнего вида, который вы хотите для конкретного продукта.
Вы можете узнать больше, прочитав статью Латунь с покрытием против латуни. Хромированные металлы Объяснение нажав здесь.
Знать 6 свойств для различения
Этот пост может содержать партнерские ссылки. Как партнер Amazon, я зарабатываю на соответствующих покупках. Вы можете прочитать полное раскрытие здесь.
Изображение предоставлено Wikimedia Commons
В мире металлов латунь и медь можно ошибочно принять за идентичных близнецов. На первый взгляд кажется, что они одного цвета, одинакового веса и одинакового блеска. Оба они также присутствуют в повседневных предметах, и было бы трудно сказать, что есть что. На самом деле это не имеет значения, если у вас нет конкретной цели различать эти два.
Для тех, кто занимается металлургическим бизнесом или даже для охотников за сокровищами, различие между этими двумя понятиями имеет большое значение.
Медь в чистом виде имеет хорошую ценность на рынке, так как обладает теми же свойствами, что и золото и серебро. Это также отличный проводник электричества, поэтому спрос на этот предмет также выше.
Латунь, с другой стороны, имеет декоративное значение и используется в повседневных предметах. Если вы собираетесь собирать медные или латунные предметы, было бы неплохо знать их свойства, чтобы потом их было легко отличить.
Ознакомьтесь с приведенными ниже советами о том, как отличить латунь от меди.
Свойства меди и латуни
Медь — это чистый элемент, обладающий сходными характеристиками с золотом и серебром.
Он очень податлив и может легко сгибаться, образуя различные изделия. Медь имеет красноватый цвет и стареет с зеленым оттенком по мере окисления. Некоторыми прекрасными примерами меди являются пенни Мемориала Линкольна, датированные до 1982 года. Они содержат 95% меди, поэтому некоторые люди начали копить их как форму инвестиций.
Латунь, с другой стороны, представляет собой сплав, то есть комбинацию двух или более металлов. Причина, по которой он так похож на медь, заключается в том, что на самом деле он частично состоит из меди.
Латунь обычно представляет собой комбинацию меди и цинка или марганца. Он очень твердый, в отличие от меди, но может сломаться при ударе более твердым металлом.
Имеет желтоватый оттенок, а с возрастом на нем появляются черные или коричневатые отметины. Латунь отлично подходит для изготовления таких предметов, как музыкальные инструменты или мебель.
На самом деле, антикварная латунь также имеет неплохую цену на рынке.
Сравнение меди и латуни
Внешне медь и латунь могут выглядеть одинаково, но при ближайшем рассмотрении вы увидите другую сторону истории.
Помимо пластичности меди и ударной вязкости латуни, они различаются по реакции на магнитную силу. Медь по своей природе немагнитна, в то время как латунь может проявлять небольшое притяжение к очень сильному магниту.
Кроме того, на латуни обычно где-то на изделии выгравирован код C, а на меди такого знака нет вообще.
Медь и латунь также различаются по назначению. Медь используется для передачи электричества, так как она очень хорошо проводит электричество. Это связано с наличием медных проводов.
Латунь, с другой стороны, больше используется для изготовления домашней утвари и мебели, такой как дверные ручки и настенные кронштейны. Это потому, что латунь жесткая и прочная.
Ниже приведена таблица, показывающая основные отличия меди от латуни:
Copper
Brass
soft and malleable
hard and breakable
reddish color
yellowish color
возраст с зеленоватыми пятнами
возраст с коричневатыми пятнами
немагнитный
слегка магнитный
Коды NO
Имеется коды (C ###)
. Проводя
. из латуни
Учитывая разные свойства этих двух материалов, теперь легче отличить медь от латуни.
Следующее видео даст вам некоторое представление о том, как отличить латунь от меди:
ВОТ НЕСКОЛЬКО СОВЕТОВ, КАК ОТЛИЧИТЬ ЛАТУНЬ ОТ МЕДИ:
Начните проверку с проверки цвета. Медь красновато-коричневая, а латунь желтовато-коричневая.
Найдите код. Проверьте, есть ли на товаре код, на котором выгравирована буква «С», за которой следует трех- или пятизначное число. Если вы это сделаете, предмет из латуни. Если нет, то это может быть медь.
Для стареющих предметов проверьте, нет ли на износе зеленых полос или оттенков. Если это так, это может быть медь.
Тест на звук. Слегка ударьте по предмету. Если он издает глубокий и низкий звук, предмет может быть медным. Если он издает высокий звук, скорее всего, это латунь.
Большинство декоративных элементов сделаны из латуни, а не из меди.
Теперь, когда вы разобрались с некоторыми методами, было бы неплохо продолжить попытки, чтобы вы могли получить ценный личный опыт, определяя, что является латунью, а что медью. В случаях, когда медь и латунь нуждаются в дальнейшем изучении, может потребоваться помощь эксперта для проведения химических испытаний.
В нашей компании Вы можете заказать поставку либо изготовление, а также, при наличии на складе, приобрести Развертки машинные цельные по ГОСТ 1672-80
Развертки машинные цельные по ГОСТ 1672-80
Развертки машинные цельные с цилиндрическим хвостовиком
Обозначение разверток с углом
d, мм
d1, мм
L, мм
l, мм
l1, мм
Число зубьев z
5°
15°
2368-0111
2368-0112
1,4
1,4
40
8
—
4
2368-0113
2368-0114
1,5
1,5
40
8
—
4
2368-0115
2368-0116
1,6
1,6
43
9
—
4
2368-0117
2368-0118
1,8
1,8
46
10
—
4
2363-3381
2363-3382
2
2
49
11
—
6
2363-3383
2363-3384
2,2
2,2
53
12
—
6
2363-3385
2363-3386
2,5
2,5
57
14
—
6
2363-3387
2363-3388
2,8
2,8
61
15
—
6
2363-0044
2363-0043
3
3
61
15
—
6
2363-0032
2363-0031
3,2
3,2
65
16
—
6
2363-0048
2363-0047
3,5
3,5
70
18
—
6
2363-0052
2363-0051
4
4
75
19
32
6
2363-0056
2363-0055
4,5
4,5
80
21
33
6
2363-0060
2363-0059
5
5
86
23
34
6
2363-0082
2363-0081
5,5
5,6
93
26
36
6
2363-0064
2363-0063
6
5,6
93
26
36
6
2363-0068
2363-0067
7
7,1
109
31
40
6
2363-0072
2363-0071
8
8
117
33
42
6
2363-0094
2363-0093
9
9
125
36
44
6
2363-3389
2363-3391
10
10
133
38
46
6
2363-3392
2363-3393
11
10
142
41
46
8
2363-3394
2363-3395
12
10
151
44
46
8
2363-3396
2363-3397
13
10
151
44
46
8
2363-3398
2363-3399
14
12,5
160
47
50
8
2363-3401
2363-3402
15
12,5
162
50
50
8
2363-3403
2363-3404
16
12,5
170
52
50
8
2368-0119
2368-0121
17
14
175
54
52
8
2368-0122
2368-0123
18
14
182
56
52
8
2368-0124
2368-0125
19
15
189
58
58
8
2368-0126
2368-0127
20
15
195
60
58
8
Развертки машинные цельные с коническим хвостовиком
Обозначение разверток с углом
d, мм
L, мм
l, мм
Конус Морзе
Число зубьев z
5°
15°
45°
Ряд 1
Ряд 2
Ряд 1
Ряд 2
2363-3405
2363-3406
2363-3407
5,5
138
—
26
—
1
6
2363-3408
2363-3409
2363-3411
6
138
—
26
—
1
6
2363-3412
2363-3413
2363-3414
7
150
—
31
—
1
6
2363-3415
2363-3416
2363-3417
8
156
—
33
—
1
6
2363-3418
2363-3419
2363-3421
9
162
—
36
—
1
6
2363-3422
2363-3423
2363-3424
10
168
—
38
—
1
6
2363-0104
2363-0189
2363-0351
10
—
140
—
16
1
6
2363-3425
2363-3426
2363-3427
11
175
—
41
—
1
8
2363-0191
2363-0107
2363-0353
11
—
140
—
16
1
8
2363-3428
2363-3429
2363-3431
12
182
—
44
—
1
8
2363-0193
2363-0111
2363-0355
12
—
150
—
18
1
8
2363-3432
2363-3433
2363-3434
13
182
—
44
—
1
8
2363-0194
2363-0115
2363-0356
13
—
150
—
18
1
8
2363-3435
2363-3436
2363-3437
14
189
—
47
—
1
8
2363-0195
2363-0119
2363-0357
14
—
160
—
18
1
8
2363-3438
2363-3439
2363-3441
15
204
—
50
—
1
8
2363-3442
2363-3443
2363-3444
15
204
—
50
—
2
8
2363-0196
2363-0123
2363-0358
15
—
160
—
18
1
8
2363-3445
2363-3446
2363-3447
15
—
160
—
18
2
8
2363-3448
2363-3449
2363-3451
16
210
—
52
—
2
8
2363-0197
2363-0127
2363-0359
16
—
170
—
18
2
8
2363-3452
2363-3453
2363-3454
17
214
—
54
—
2
8
2363-0198
2363-0131
2363-0360
17
—
170
—
18
2
8
2363-3455
2363-3456
2363-3457
18
219
—
56
—
2
8
2363-0199
2363-0373
2363-0374
18
—
180
—
20
2
8
2363-3458
2363-3459
2363-3461
19
223
—
58
—
2
8
2363-0375
2363-0376
2363-0377
19
—
190
—
20
2
8
2363-3462
2363-3463
2363-3464
20
228
—
60
—
2
8
2363-0378
2363-0379
2363-0380
20
—
190
—
20
2
8
2368-0128
2368-0129
2368-0131
21
232
—
62
—
2
8
2368-0138
2368-0139
2368-0141
21
—
200
—
20
2
8
2363-3465
2363-3466
2363-3467
22
237
—
64
—
2
8
2363-0384
2363-0385
2363-0386
22
—
200
—
20
2
8
2368-0132
2368-0133
2368-0134
23
241
—
68
—
2
8
2368-0142
2368-0143
2368-0144
23
—
210
—
20
2
8
2363-3468
2363-3469
2363-3471
24
268
—
68
—
3
8
2363-0387
2363-0388
2363-0389
24
—
210
—
20
3
8
2363-3472
2363-3473
2363-3474
25
268
—
68
—
3
8
2363-0390
2363-0391
2363-0392
25
—
220
—
22
3
8
2363-3475
2363-3476
2363-3477
26
273
—
70
—
3
8
2363-0393
2363-0394
2363-0395
26
—
220
—
22
3
8
2368-0135
2368-0136
2368-0137
27
277
—
71
—
3
8
2368-0145
2368-0146
2368-0147
27
—
220
—
22
3
8
2363-3478
2363-3479
2363-3481
28
277
—
71
—
3
8
2363-0399
2363-0650
2363-0651
28
—
240
—
22
3
8
2363-3482
2363-3483
2363-3484
30
281
—
73
—
3
10
2363-0652
2363-0653
2363-0654
30
—
240
—
25
3
10
2363-3485
2363-3486
2363-3487
32
317
—
77
—
3
10
2363-3488
2363-3489
2363-3491
32
317
—
77
—
4
10
2363-0655
2363-0656
2363-0657
32
—
240
—
25
3
10
2363-3492
2363-3493
2363-3494
32
—
240
—
25
4
10
2363-3495
2363-3496
2363-3497
34
321
—
78
—
4
10
2363-3498
2363-3499
2363-3501
35
321
—
78
—
4
12
2363-3502
2363-3503
2363-3504
36
325
—
79
—
4
12
2363-3505
2363-3506
2363-3507
38
329
—
81
—
4
12
2363-3508
2363-3509
2363-3511
40
329
—
81
—
4
12
2363-3512
2363-3513
2363-3514
42
333
—
82
—
4
12
2363-3515
2363-3516
2363-3517
44
336
—
83
—
4
12
2363-3518
2363-3519
2363-3521
45
336
—
83
—
4
12
2363-3522
2363-3523
2363-3524
46
340
—
84
—
4
12
2363-3525
2363-3526
2363-3527
48
344
—
86
—
4
12
2363-3528
2363-3529
2363-3531
50
344
—
86
—
4
12
Развертки машинные цельные, насадные
Обозначение разверток с углом
d, мм
d1, мм
L, мм
l, мм
Число зубьев z
5°
15°
45°
2363-0239
2363-0240
2363-0241
25
13
45
32
8
2363-0242
2363-0243
2363-0244
26
13
45
32
8
2363-0245
2363-0246
2363-0247
27
13
45
32
8
2363-0248
2363-0249
2363-0468
28
13
45
32
8
2363-0469
2363-0470
2363-0471
30
13
45
32
8
2363-0472
2363-0473
2363-0474
32
16
50
36
10
2363-0475
2363-0476
2363-0477
34
16
50
36
10
2363-0478
2363-0479
2363-0480
35
16
50
36
10
2363-0481
2363-0482
2363-0483
36
19
56
40
12
2363-0487
2363-0488
2363-0489
38
19
56
40
12
2363-0490
2363-0491
2363-0492
40
19
56
40
12
2363-0493
2363-0494
2363-0495
42
19
56
40
12
2363-3532
2363-3533
2363-3534
44
22
63
45
12
2363-0496
2363-0497
2363-0498
45
22
63
45
12
2363-3535
2363-3536
2363-3537
46
22
63
45
12
2363-0702
2363-0703
2363-0704
48
22
63
45
12
2363-0705
2363-0706
2363-0707
50
22
63
45
12
Развертка машинная d 3.
5 мм ГОСТ 1672-71
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию: Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» М- метрическая резьба с основным ( крупным) шагом»»» Mf — метрическая резьба с мелким шагом»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» G — трубная цилиндрическая резьба»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Ищите призраков и общайтесь с духами, используя революционный сверхреалистичный опыт этого приложения.
Единственное приложение для обнаружения привидений, которое показывает обнаруженных призраков так, как будто они на самом деле плавают в вашем доме.
= Инструкции = 1) Запустите приложение 2) Прогуляйтесь и найдите призрака 3) Выберите вопрос и дождитесь ответа духа t гарантировать, что приложение общается с реальными духами.
Версия 2.2.9
Исправление ошибок и повышение производительности.
Рейтинги и обзоры
41,9 тыс. оценок
Не ходи на чердак с друзьями
Я выходил на улицу, когда мои друзья попросили меня пойти поиграть я сказал конечно и мы пошли в мой дом и они сказали что хотят сегодня сделать что-то страшное тогда я сказал конечно мы пошли наверх и они сказали пойдем на твой чердак я сказал ему, что я не люблю заходить на свой чердак, потому что в прошлый раз, когда я поднимался туда, с моим телефоном случилось что-то странное, он работал как сумасшедший, они сказали, что им нравятся паранормальные явления, поэтому мы просто пошли прямо на мой чердак. затем, когда мы подошли туда, они сказали, что, поскольку у нас ночевка, мы должны спать на чердаке, а когда мы спали на чердаке, моя подруга по имени Амелия вытащила свой телефон и зашла в это приложение для обнаружения призраков, которое является именно этим приложением. и она направила его на чердак и на моем собственном чердаке было пять призраков и мы поговорили со всеми пятью из них мы спросили злые ли они и они все сказали нет мы поговорили какое-то время а потом один сказал Тони Завтрак который был любезен зрелище, потому что я был очень голоден в е время Итак, когда было утро, мы все спустились вниз и все пошли есть блины на завтрак, но как только моя подруга Шей начала лезть в свой блин, в конце ее блина был слепень, он вылетел из лепешки и с тех пор был раздавлен, он оставил часть его кишок на блинчике Шэя, и тогда я заметил, что призраки реальны и что бы они ни говорили, доверяй им и не делай того, что они говорят😰😰😰😰😰😰😰😰😰😰
это правда.
.?
Итак, я и мой друг скачали это, чтобы развлечь нас во время коронавируса. Ведь мы делаем онлайн-школу. Нам всегда нравились призраки и все такое! Мы прочитали отзывы и решили получить это приложение. На второй день мы скачали приложение, я решил его использовать. Я лежал в своей постели и вращал вокруг себя телефон. Внезапно приложение обнаружило что-то рядом с моим столом. Я решил задать ему вопрос: добрый ты или злой? Он ответил: «Скажем так, мне нравится заставлять людей… корчиться». Я задал ему еще несколько вопросов, таких как «как тебя зовут», «когда ты родился» и «зачем ты пришел сюда». Я задал ей свой последний вопрос: «Ты хочешь сделать мне больно». Он ответил: «Гни себя, пока не сломаешься … закрутишь тебя в узлы. Звучит как план для меня. Услышав это, я начал немного бояться… Я разговаривал об этом со своим другом, который также скачал приложение. Когда мне пришла в голову мысль, что этим злым духом мог быть тот скрюченный человек, которого я случайно вызвал в начале этого года. Если вы мало что знаете о кривом человеке, извините, но я не буду объяснять. У меня есть еще одна история, которая произошла с моим другом. Я разговаривал с ней в то время, когда она использовала приложение. В итоге мы нашли призрака, у которого точно такие же данные, как возраст, статус отношений, где она живет, имя и пол, что и у предыдущего владельца ее дома!! Это напугало нас обоих … если вам нравятся такие вещи, я определенно рекомендую!
Угу, так что-то случилось
(4 звезды из-за всей рекламы, извините) Я скачал это приложение, чтобы троллить своих друзей, и я думал, что удалил его потом, пока моя Siri не сказала «открылось примерно в это время» в этом маленьком разделе, так что это было немного странно. Я решил проверить это, потому что я забыл, на что это похоже, и я был на своем диване. У него ограниченное пространство для обнаружения, и я увидел, что то, что он называет себя полтергейстом, приближается, поэтому я задал несколько вопросов. Он сказал, что умер около 1930, примерно через 10 лет после того, как мой дом был построен. (Ему 100 лет), и он сказал, что это зло и мужчина. Задав дополнительные вопросы, я получил рекламу премиум-класса, поэтому мне пришлось выйти из нее и вернуться, оставив несохраненные данные. Верно? Нет. Когда я вернулся, камера была сломана и в том же положении, я снова увидел их, и вопросы не работали, пока они в конце концов не ушли. Потом вопросы сработали, и я вдруг похолодел. Я был в замешательстве, так как ничего не видел, поворачивая телефон. Потом я посмотрел на радар. Это было на моей должности. У него были темные волосы, но это почти все, что я мог видеть. Я заранее задал несколько вопросов, и они ответили, что попали в автокатастрофу недалеко отсюда с двумя друзьями, и все это складывается. Я испугалась и вышла из приложения. Редактировать: после написания этого я снова проверил приложение, и она все еще здесь.
Разработчик, First Class Media B. V., указал, что политика конфиденциальности приложения может включать обработку данных, как описано ниже. Для получения дополнительной информации см. политику конфиденциальности разработчика.
Данные, используемые для отслеживания вас
Следующие данные могут использоваться для отслеживания вас в приложениях и на веб-сайтах, принадлежащих другим компаниям:
Покупки
Расположение
Идентификаторы
Данные об использовании
Данные, связанные с вами
Следующие данные могут быть собраны и связаны с вашей личностью:
Покупки
Расположение
Пользовательский контент
Идентификаторы
Данные об использовании
Данные, не связанные с вами
Могут быть собраны следующие данные, но они не связаны с вашей личностью:
Методы обеспечения конфиденциальности могут различаться, например, в зависимости от используемых вами функций или вашего возраста. Узнать больше
Информация
Продавец
First Class Media B.V.
Размер
112,3 МБ
Категория
Развлечения
Возрастной рейтинг
17+ Неограниченный доступ в Интернет Частые/интенсивные темы ужасов/страха
7 инструментов для охоты за привидениями, рекомендованных исследователями паранормальных явлений
В моей бывшей квартире обитали призраки. Призрак, который казался дружелюбным, с удовольствием сбивал крышки от контейнеров с кухонного стола, когда в комнате никого не было. К сожалению, я так и не задокументировал улики, потому что у меня не было под рукой камеры ночного видения.
Не повторяй моей ошибки. Независимо от того, являетесь ли вы убежденным сторонником духовного царства или заядлым скептиком, ищущим жуткие развлечения, вы можете провести собственное расследование паранормальных явлений, используя всего несколько необходимых инструментов. «Вы не хотите потеряться в снаряжении», — говорит Джейсон Строминг, основатель и ведущий исследователь Нью-Йоркского общества паранормальных явлений. «Некоторые люди приносят на расследования столько материала, что кажется, будто они собираются запустить космический шаттл».
Вот семь рекомендованных экспертами устройств, которые помогут вам начать работу.
1. Цифровой диктофон Olympus; $ 32
Olympus/Amazon
В любом сериале по охоте на призраков- A Haunting , The Haunted , Большинство призраков , Hunters , Призрачные Aslum , или , 9015, 9015, 9015, , , , , , , , . достаньте цифровой диктофон, чтобы провести сеанс EVP. Это означает «феномен электронного голоса», но может включать в себя любые таинственные звуки или голоса духов поблизости. По словам Строминга, эти портативные устройства с батарейным питанием являются важным инструментом для любого энтузиаста призраков.
Он вспоминает сеанс EVP в культурном центре и ботаническом саду Снаг-Харбор на Статен-Айленде, штат Нью-Йорк: незадолго до полуночи, во время расследования, в остальном прошедшего без происшествий, Строминг и его команда услышали отчетливый скрип шагов по старому деревянному полу. «Мы пошли посмотреть, вернулся ли охранник, но вы не можете войти в парадную дверь, не производя много шума. Мы бы это услышали», — говорит он Mental Floss. Несколько месяцев спустя в Снаг-Харборе команда включила цифровой диктофон, когда «произошло то же самое — шаги. Для нас это было захватывающе, потому что это было то же самое время и то же самое занятие», — говорит Строминг. — Мы все это слышали.
Если вы готовы записывать свои собственные EVP, записывающее устройство Olympus VN-541PC предлагает 4 гигабайта памяти и кнопку записи в одно касание.
Купить: Amazon
2. Canon PowerShot; 249 долларов
Canon / Amazon
Строминг подходит к паранормальным явлениям с более скептической точки зрения. «Мы пытаемся сначала развенчать факты и найти рациональные объяснения», — говорит он, поэтому цифровая камера с функцией ночного видения просто необходима. Они необходимы для захвата всего, от необъяснимых световых аномалий и теней до загадочных скрипов, ударов и шагов. Карманная цифровая камера Canon PowerShot SX620 позволяет снимать фотографии и видео высокой четкости 1080p при слабом освещении. Обычные видеокамеры будут записывать движение и звук (а не нарушать электромагнитные поля, как смартфон). Те, что приспособлены для охоты за привидениями, такие как модель Cleveland Paranormal Supply Co. (189 долларов США).на Amazon), записывайте в режиме ночного видения и позволяйте легко переключаться с инфракрасного (также известного как тепловидение) режима на режим полного спектра.
«Мы стараемся делать много фотографий, — добавляет Строминг. «Никогда не знаешь, что появится».
Купить: Amazon
3. ДЕТЕКТОР ЭЛЕКТРОМАГНИТНОГО ПОЛЯ (ЭМП) K-II; 60 долларов США
Электрики используют недорогие измерители ЭДС для обнаружения источников электромагнитного излучения в домах и офисах (обычно виновниками являются старые бытовые приборы и сотовые телефоны). Также считается, что призраки излучают электромагнитное излучение или нарушают существующие магнитные поля в комнате. Команда Строминга использует измерители ЭДС в первую очередь для разоблачения спектральных источников электромагнитного излучения. «У нас были случаи, когда люди спали прямо рядом со старым будильником или не осознавали, что их блок предохранителей находится прямо под ними и может излучать огромные электромагнитные поля. Это может вызвать галлюцинации или ощущение, что за вами наблюдают», — говорит Строминг. «Мы говорим: «Перенеси будильник на неделю, позвони нам и дай знать». Они всегда говорят, что он останавливается».
С другой стороны, аномальное электромагнитное поле в центре комнаты без очевидного источника заслуживает дальнейшего изучения. В то время как Stroming предпочитает базовый измеритель ЭДС K-II, поставщик охотников за привидениями GhostStop предлагает свой измеритель ЭДС Rook. По словам исследователя паранормальных явлений Грэма Обера, специалиста по обслуживанию клиентов GhostStop, эта модная версия может блокировать искусственные частоты и сигнализировать об электромагнитных помехах световыми и звуковыми сигналами.
Купить: Amazon
4. ИНФРАКРАСНЫЙ ТЕРМОМЕТР Etekcity Lasergrip; $16
Etekcity/Amazon
Обычный термометр может измерять температуру окружающей среды в данной среде. Инфракрасный термометр, обычно используемый электриками и специалистами по системам отопления, вентиляции и кондиционирования воздуха, может измерять температуру конкретного объекта с помощью лазера. Они удобны для обнаружения холодных мест в потенциально часто посещаемых местах, которые, по словам исследователей призраков, могут быть признаками невидимых сущностей.
Строминг использует инфракрасный термометр для определения сквозняков вокруг окон или вентиляционных отверстий перед началом исследования, а также для измерения теплового излучения во время сеанса. Если держать Etekcity Lasergrip 774 9 на расстоянии около 14 дюймов от измеряемого объекта,Инфракрасный термометр 0005
может определять температуру от холодных -58°F до жарких 716°F, хотя большинство паранормальных явлений, кажется, сдвигают температуру в помещении лишь на оттенок в любом направлении (3 градуса — это порог для возможной спектральной активности, говорит Обер). Ментальная нить).
Купить: Amazon
5. Портативная домашняя безопасность; $71
Любой серьезный исследователь паранормальных явлений будет использовать датчики движения или детекторы вибрации, чтобы обнаружить движение в пустых комнатах. Базовая портативная система домашней безопасности с парой датчиков и приемником является недорогим вариантом. Просто поместите датчик на стол или полку в пустой комнате и носите приемник с собой. Приемник издаст сигнал тревоги или звуковой сигнал при обнаружении движения в пустом месте, и вы сможете отправить самого неудачливого члена вашей команды охотников за привидениями, чтобы проверить это.
Датчики вибрации (иногда называемые геофонами) работают аналогичным образом. Их можно установить на полу для обнаружения фантомных шагов или других необъяснимых движений, и они загорятся при обнаружении аномалий.
Купить: Amazon
6.
УСТРОЙСТВО ДВОИЧНОГО ОТВЕТА
Устройства двоичного ответа, или «ящики да/нет», являются еще одним важным инструментом. Следователи могут задавать подозреваемым духам простые вопросы и якобы получать ответы через устройство — теория заключается в том, что духи могут использовать энергию машины и использовать ее для ответа. Различные ответы обозначаются индикаторами с обеих сторон гаджета. Устройство GhostStop Flux Response оснащено зеленым и красным светом для облегчения ответов на вопросы «да/нет» (зеленый — да, красный — нет) и для получения ответов на несколько более сложные вопросы, такие как «в каком углу комнаты вы находитесь?» (красный слева, зеленый справа). Цифровая говорящая доска Gyroscope в стиле стимпанк от Paranologies имеет функцию «да/нет/может быть», а также полный алфавит для более длинных слов, очень похожий на доску для спиритических сеансов 21-го века (17 долларов на Amazon).
7. КОРОБКА ПРИЗРАЧНЫЙ P-SB11; 130 долларов США
NUATE / Amazon
Коробка-призрак — это универсальный термин для устройства, используемого для устного общения с духами. Многие из этих гаджетов постоянно сканируют радиочастоты, создавая шум белого шума. «Идея заключается в том, что дух может каким-то образом использовать этот белый шум для общения, либо устно, либо через сеансы EVP», — говорит Обер. Пользователи могут просто слушать бестелесные голоса или выкрикивать вопросы в пустоту и надеяться на ответ извне.
На рынке представлено множество моделей, от популярного P-SB7 Spirit Box (и более продвинутого P-SB11), разработанного Гэри Галкой из DAS, до Sbox от GhostStop, аналогичного устройства с дополнительными возможностями записи. «Многие заинтересованы в записи звука с SB7, — отмечает Обер. «Мы сделали шаг вперед в этой технологии, поэтому вы можете записывать этот звук без необходимости наличия второго устройства».
Одним из любимых устройств Ghost Adventures является Ovilus, разработанный Биллом Чаппеллом из Digital Dowsing. Вместо сканирования радиочастот различные модели Ovilus генерируют слова в ответ на колебания окружающей среды или аномалии ЭМП, предположительно переводя сообщения духа на английский язык.
Цанговые патроны для фрезерного станка используются для надежной фиксации фрез, сверл, оправок с цилиндрическим хвостовиком в шпинделе. Изделия представляют собой пружинящую втулку с разрезом. Цанги изготавливаются по ГОСТ 25557-82, ГОСТ 26539-85, ГОСТ 25827-93 (DIN 69871).
Применение цанговых патронов
Фрезерные станки с ЧПУ типа обрабатывающего центра.
Горизонтально и вертикально фрезерное оборудование.
Сверлильно-расточные и фрезерные группы.
Особенности конструкции цанговых патронов
Корпус. Элемент является основным в оснастке и предназначен для фиксации во фрезерном станке. В корпус вставляется цанга с режущим инструментом. Изделие изготавливается из прочных сплавов, устойчивых к деформации и механическим повреждениям, а также противостоящих коррозии.
Цанга. Элемент представляет собой втулку, в которую вставляется хвостовик фрезы. При закручивании гайки происходит равномерное обжатие и фиксация режущего инструмента. В корпус патрона можно вставлять цанги разного диаметра для использования различных фрез и других элементов.
Зажимная гайка. Крепеж предназначен для прижима цанги с насадкой. При закручивании гайки фреза фиксируется в патроне и не смещается в течение рабочего процесса. Крепеж имеет прорези под специальный ключ, который обычно поставляется в комплекте.
Основные преимущества
Цанговый патрон для фрезерного станка выгодно отличается от других типов зажимной оснастки по нескольким параметрам:
равномерно фиксирует режущий инструмент. При заворачивании гайки цанга контактирует с большой площадью хвостовика, причем усилие будет одинаковым в каждой точке. Такой способ фиксации существенно уменьшает вибрации при работе, а также не допускает смещения оси инструмента при боковой нагрузке, обеспечивая хорошую центровку. Цанговые патроны повышают качество и точность обработки металла, особенно при манипуляциях с мелкими деталями, когда необходимо строго выдержать параметры изделия;
подходит для использования с различными типами фрез. Корпус патрона является универсальным, поэтому во время работы с разными деталями потребуется менять только режущий элемент. Это значительно ускоряет производственный процесс. Достаточно просто ослабить гайку ключом и раскрутить вручную для установки цанги нужного диаметра;
обеспечивает минимальное биение. Радиальные колебания внутреннего конуса, в котором фиксируется цанга, относительно внешнего конуса хвостовика не превышает 0,005-0,010 мм.
Виды цанговых патронов
Изделия классифицируются по нескольким признакам. В зависимости от назначения различают цанговые патроны для фрезерных станков следующих видов:
подающие. Стальная цанга имеет три продольных разреза, которые образуют лепестки со сходящимися концами. Подобная конструкция обладает хорошей пружинящей способностью, что позволяет легко устанавливать и плотно фиксировать деталь подходящего размера внутри патрона. При выполнении операции подающая труба с навинченной цангой приходит в движение, еще сильнее сдвигая лепестки;
зажимные. Цанга изготавливается в виде втулки с несколькими пружинящими лепестками, число которых соответствует диаметру крепления. Например, трехлепестковая цанга используется для фиксации деталей 3 мм, 4-лепестковая — до 80 мм, 5-лепестковая — 80 мм и более. Угол при вершине равен 30 градусам.
Подающие патроны считаются более надежными, но для закрепления оснастки каждый раз необходимо использовать специальный ключ, чтобы извлекать корпус. Зажимные модификации используются в случаях, когда фрезы во время работы приходится часто менять.
В зависимости от конструкции различают следующие виды цанговых патронов для фрезерного станка:
с одной или двумя зонами зажима. Второй вариант обеспечивает более жесткую фиксацию рабочего элемента, так как удерживает его в двух точках оси;
глухие или сквозные. Выбор патрона зависит от длины обрабатываемой заготовки. Сквозное изделие позволяет фиксировать элементы, длина которых определяется габаритами станка. Крепление глухого патрона ограничивает размеры заготовки, так как одна сторона корпуса запаяна;
цанги для метчиков. Изделие имеет паз для квадрата, обеспечивающий компенсацию по оси;
цанги ER. Наиболее востребованный вид патронов со сквозным отверстием и двумя зонами зажима.
Большинство частных мастеров и предприятия обычно приобретают наборы оснастки различных диаметров для выполнения различных задач. В комплекте поставляются цанги нескольких видов и размеров, а также специальный ключ для быстрого закручивания зажимной гайки. При выборе изделий необходимо учитывать все типы заготовок, которые планируется обрабатывать на станке.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 30338
В наличии 2 шт.
Цанга d 7,5-7,1мм (6151-4006.02-09) Орша
Цанга d 7,5-7,1мм (6151-4006.02-09) Орша
Код товара: 30351
В наличии 3 шт.
Цанга d10,5 Dнар. 35мм
Цанга d10,5 Dнар. 35мм
Код товара: 30372
В наличии 17 шт.
Цанга-втулка d 10,5х25мм (6151-7044/2) Орша
Цанга-втулка d 10,5х25мм (6151-7044/2) Орша
Код товара: 36541
В наличии 8 шт.
Цанга d11,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d11,0 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 30360
В наличии 5 шт.
Цанга d13,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d13,0 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 30342
В наличии 47 шт.
Цанга d 9,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 9,0 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 36534
В наличии 4 шт.
Цанга d 9,0 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 9,0 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 36535
В наличии 7 шт.
Цанга d 9,0 ER25 L34мм DIN 6499 «CNIC»
Цанга d 9,0 ER25 L34мм DIN 6499 «CNIC»
Код товара: 36528
В наличии 17 шт.
Цанга d 7,0 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 7,0 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 30361
В наличии 42 шт.
Цанга d13,0 ER25 L34мм DIN 6499 «CNIC»
Цанга d13,0 ER25 L34мм DIN 6499 «CNIC»
Код товара: 36519
В наличии 31 шт.
Цанга d 4,0 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 4,0 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 30310
В наличии 11 шт.
Цанга d 2,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 2,0 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 30311
В наличии 20 шт.
Цанга d 2,0 ER25 L34мм DIN 6499 «CNIC»
Цанга d 2,0 ER25 L34мм DIN 6499 «CNIC»
Код товара: 30321
В наличии 21 шт.
Цанга d 4,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 4,0 ER20 L31. 5мм DIN 6499 «CNIC»
Код товара: 30329
В наличии 21 шт.
Цанга d 6,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 6,0 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 36512
В наличии 2 шт.
Цанга d 1,5 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 1,5 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 30309
В наличии 13 шт.
Цанга d 1,5 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 1,5 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 36514
В наличии 16 шт.
Цанга d 2,0 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 2,0 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 30312
В наличии 10 шт.
Цанга d 2,5 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 2,5 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 30315
В наличии 34 шт.
Цанга d 3,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 3,0 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 36539
В наличии 5 шт.
Цанга d10,0 ER25 L34мм DIN 6499 «CNIC»
Цанга d10,0 ER25 L34мм DIN 6499 «CNIC»
Код товара: 36549
В наличии 18 шт.
Цанга d16,0 ER25 L34мм DIN 6499 «CNIC»
Цанга d16,0 ER25 L34мм DIN 6499 «CNIC»
Код товара: 36510
В наличии 10 шт.
Цанга d 1,0 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 1,0 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 30314
В наличии 20 шт.
Цанга d 3,0 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 3,0 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 30333
В наличии 5 шт.
Цанга d 7,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d 7,0 ER20 L31.5мм DIN 6499 «CNIC»
Код товара: 36531
В наличии 17 шт.
Цанга d 8,0 ER16 L27.5мм DIN 6499 «CNIC»
Цанга d 8,0 ER16 L27.5мм DIN 6499 «CNIC»
Код товара: 30320
В наличии 19 шт.
Цанга d 4,0 ER16 для метчиков с квадратом S 3,0мм «CNIC»
Цанга d 4,0 ER16 для метчиков с квадратом S 3,0мм «CNIC»
Код товара: 30356
В наличии 32 шт.
Цанга d12,0 ER25 L34мм DIN 6499 «CNIC»
Цанга d12,0 ER25 L34мм DIN 6499 «CNIC»
Код товара: 30313
В наличии 11 шт.
Цанга d 2,5 ER25 L34мм DIN 6499 «CNIC»
Цанга d 2,5 ER25 L34мм DIN 6499 «CNIC»
Код товара: 30355
В наличии 37 шт.
Цанга d12,0 ER20 L31.5мм DIN 6499 «CNIC»
Цанга d12,0 ER20 L31.5мм DIN 6499 «CNIC»
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
«
1
2
3
4
5
6
7
»
Цанговые патроны предназначены для крепления цангой сверл, фрез и оправок с цилиндрическим хвостовиком в шпинделе сверлильных и фрезерных станков в т.ч. с ЧПУ. Изготавливаются по ГОСТ 25827, ГОСТ 26539-85, ГОСТ 25557-82
Поджим цанги в цанговом патроне осуществляется ключом. Цанговые патроны можно различить по хвостовику км2, кМ3, 7:24, ВТ40, ВТ50 и потипу присоеденяемых цанг ER16, ER25, ER32, ER40.
У нас Вы можете купить цанговые патроны по низкой цене с доставкой в регионы.
Изготовители
JET (Швейцария)
Optimum (Германия)
WEISS MACHINERY
STALEX
ЭНКОР КОРВЕТ (Китай)
CNIC
Найдено товаров : 324
Вверх
Glacern Machine Tools — Фрезерные патроны
Для серьезных фрезерных работ фрезерные патроны Glacern обладают в пять раз большей силой захвата по сравнению с традиционными цанговыми патронами, невероятно жесткими и высокоточными. Благодаря нашей уникальной конструкции, снижающей вибрацию, этот инструмент идеально подходит для черновой, чистовой и даже твердосплавной обработки. Встроенные игольчатые подшипники обеспечивают до 140% больше опорной поверхности по сравнению с традиционными конструкциями и обеспечивают мощный зажим без перекосов даже при тяжелом фрезеровании. Наши патроны проходят отрицательную криогенную обработку что предотвращает деформацию с течением времени.
Никелирование и закалка до 55 HRC. Коническая и критические поверхности прецизионно отшлифованы до TIR менее 0,0002 дюйма с концентричностью 0,00015 на цанговом отверстии.
Держатели MC75 имеют максимальный размер 0,750 дюйма, поставляются с гаечным ключом и совместимы со следующими понижающими цангами: входят в комплект и совместимы со следующими понижающими цангами:
Характеристики
CAT40-MC75
Фрезерный патрон, диаметр отверстия 0,75 дюйма
ФОТО
199,99 $
В НАЛИЧИИ
CAT40-MC125
Фрезерный патрон, диаметр отверстия 1,25 дюйма
ФОТО
199,99 $
В НАЛИЧИИ
МС75-1/8
Цанга MC75
29,99 $
В НАЛИЧИИ
МС75-3/16
Цанга MC75
29,99 $
В НАЛИЧИИ
МС75-1/4
Цанга MC75
29,99 $
В НАЛИЧИИ
МС75-3/8
Цанга MC75
29,99 $
В НАЛИЧИИ
МС75-1/2
Цанга MC75
29,99 $
В НАЛИЧИИ
МС75-5/8
Цанга MC75
29,99 $
В НАЛИЧИИ
МС125-1/4
Цанга MC125
29,99 $
В НАЛИЧИИ
МС125-3/8
Цанга MC125
29,99 $
В НАЛИЧИИ
МС125-1/2
Цанга MC125
29,99 $
В НАЛИЧИИ
МС125-5/8
Цанга MC125
29,99 $
В НАЛИЧИИ
МС125-3/4
Цанга MC125
29,99 $
В НАЛИЧИИ
МС125-1
Цанга MC125
29,99 $
В НАЛИЧИИ
Цанги и принадлежности для фрезерных станков
Хотите использовать высококачественную цангу? Хотите использовать его и получить лучший результат? Если да, то пришло время приобрести лучший цанговый патрон от производителя цангового патрона . Продолжите это руководство, чтобы найти основное влияние производителя нестандартной цанги. В целом, цанга считается лучшим типом зажимного приспособления, которое состоит из наиболее эффективной втулки с прорезью. Он может образовывать воротник внутри или вокруг цилиндрического рабочего пространства.
Цанга в основном обеспечивает равномерное усилие зажима в заготовке, когда она затянута очень эффективно. Это может быть возможно вместе с подходящей конической втулкой в наиболее улучшенном виде. Эти типы нестандартных цанг легко доступны у профессиональных производителей для зажима внутренних диаметров; приспосабливать нецилиндрические формы или наружные диаметры.
Влияние производителя нестандартных цанг
В целом, цена цанги намного ниже по сравнению с любыми стандартными традиционными патронами. При покупке цанги у профессионала Изготовление цанги по индивидуальному заказу вы можете получить первоклассные преимущества самым передовым способом.
Как правило, одна цанга может эффективно работать для определенного ограниченного диапазона диаметров. Цанга может рассматриваться как специально разработанная для определенных заготовок или различных наборов цанг, которые могут быть получены для охвата различного диапазона заготовок, состоящих из разных диаметров. Ассортимент одной цанги очень ограничен, и вы можете получить различные преимущества, приобретая ее у лучшего производителя.
Откровенно говоря, при использовании этой цанги заготовка может самоцентрироваться. Он может иметь потенциал для разгрузки или загрузки в короткие сроки. Также следует отметить, что заготовку можно обрабатывать с относительно высоким уровнем точности. Заготовку можно удерживать с равномерным и сильным зажимным усилием. Это дополнительное преимущество этого процесса. Используя различные высококачественные цанги, вы можете надежно и безопасно удерживаться в различных положениях.
Выберите лучшего производителя цанги по индивидуальному заказу:
Этот процесс возможен только при использовании данной цанги от производителя.
Кузнец – мастер по обработке металла ковкой. Кстати, недавно центр профориентации ПрофГид разработал точный тест на профориентацию, который сам расскажет, какие профессии вам подходят, даст заключение о вашем типе личности и интеллекте. Профессия подходит тем, кого интересует труд и хозяйство (см.
выбор профессии по интересу к школьным предметам).
Содержание:
Особенности профессии
Рабочее место
Оплата труда
Зарплата кузнеца на октябрь 2022
Важные качества
Проблемы
Примеры компаний с вакансиями кузнеца
Читайте также :
Особенности профессии
Профессия кузнеца одна из самых древних. Кузнецы изготавливали инструменты, оружие, строительные элементы, замки, украшения. Они работают с самыми разными металлами – от чугуна до золота. Кузнец при необходимости может использовать не только ковку, но и другие технологии: кузнечную сварку, литье, горновую пайку, термическую обработку изделий и пр. И всё же ковка – это основное действие в работе кузнеца. Большое количество одинаковых фасонных изделий часто изготавливают с помощью штамповки (горячей или холодной).
Другое название кузнеца – коваль. Это слово, заимствованно из украинского языка. В советское время слово «коваль» стало обозначать отдельную кузнечную специальность. На ипподромах работали ковали, которые занимались исключительно подковкой лошадей, и кузнецы, которые эти подковы делали, т.е. работали в кузнице с металлом. Работу коваля можно назвать промежуточной между кузнечным делом и ветеринарией (ветеринарной ортопедией). Но и на Западе существует подобное деление по специальностям: farrier – специалист, набивающий подковы лошадям, blacksmith – кузнец как таковой, работающий в кузнице, изготавливающий подковы. В отличие от российских ковалей, в Европе и Америке ковали обязательно умеют самостоятельно изготавливать подковы, в том числе сложные и ортопедические. В последнее время эта тенденция наметилась и в России.
Рабочее место
Если в старину основным местом работы была кузница, то теперь в результате индустриализации многие кузнецы работают в цехах предприятий. Хотя по-прежнему всё ещё существуют кузницы, где мастера занимаются, как правило, художественной ковкой, литьём. Часто в кузнечных цехах и кузницах работают бригадой. Её состав зависит от видов работ и применяемого оборудования. При ручной ковке кузнецу-молотобойцу могут помогать стажёры. На производстве бригадой руководит бригадир.
Читайте также :
Оплата труда
Зарплата кузнеца на октябрь 2022
Информации о зарплатах предоставлена порталом hh.ru.
Россия 30400—100000₽
Москва 45000—130000₽
Важные качества
Кто может работать кузнецом? Конечно, человек, физически сильный. У него должно быть хорошее зрение, идеальный глазомер, способность переносить высокие температуры, зрительная память. И, как говорят сами кузнецы, для успешной работы нужно уметь чувствовать материал.
Художественной ковкой обычно занимаются люди, художественно одарённые, умеющие рисовать, склонные к занятиям прикладными видами искусства.
При этом важно учесть физические нагрузки, с которыми приходится справляться кузнецу.
Проблемы
Поскольку работать приходится в основном в наклонном положении, часто страдает спина. Повышенный уровень шума, который может отразиться на слухе. Вибрация, связанная с работой молота, которая приходится в первую очередь на руки, плечевой пояс и отражается на здоровье суставов, связок.
Кроме того, это травмоопасное занятие, которое требует неукоснительного соблюдения техники безопасности и внимания.
Мастерами художественной ковки часто становятся выпускники художественных вузов. В частности, в художественных вузах существует специальность «художественная обработка металлов».
Технологии художественной обработки металлов (художественная ковка, художественное литье) преподаются в металлургических вузах. Например, в Московском государственном вечернем металлургическом институте.
В Школе кузнечного искусства при том же вузе можно получить специальность «кузнец-художник».
По специальностям «технология обработки металлов давлением», «кузнец на молотах и прессах», «кузнец-штамповщик» обучают в колледжах.
Читайте также :
Примеры компаний с вакансиями кузнеца
Женщина-кузнец | Orange Traveler
Мать-наковальня
Женщина в мужских профессиях всегда вызывает неподдельный интерес. Лично у меня начинается странная рефлексия о женском начале, поиске смысла. Ты стараешься искренне понять, не вешая никаких ярлыков, не сравнивать себя и других с этим выбором. Но это не получается. Всегда, когда читаешь о ком-то или знакомишься с кем-то, кто отправился в кругосветную гонку на яхте, дошел до Северного полюса на лыжах, переплыл Ла-Манш, гонял в суперкаре по трассам Формулы-1 или за рулем 130-тонного БелАЗА, дирижировал оркестром, ты невольно восхищаешься, но в глубине души все равно признаешься, я бы так не смогла. Моя новая героиня — женщина-кузнец Анна Билецкая. Я приехала к ней в мастерскую в Белокурихе прошлой осенью. Забегая вперед скажу, что я бы не смогла.
Анна дала жару горном и ловко засунула в топку железную деталь. Брусок быстро разогрелся докрасна, из печки полыхало жаром, я за спиной Анны, через ее длинные серьги, болтающиеся на ушах, наблюдала процесс. Вытащив раскаленную деталь, она развернулась, положила ее на наковальню и начала обрабатывать молотом.
Первые пару ударов я вздрагивала, такой шум некомфортен. Аня сосредоточившись на деле, повторила пару раз этот танец с раскаленным железом и щипцами, поворачиваясь между печью и наковальней и предложила мне попробовать сделать пару ударов. Предполагалось, что это мастер-класс по ковке подковы. Но вряд ли я реально бы смогла научиться ковать за полчаса. Скорее, что была маленькая презентация женского кузнечного дела.
Когда стихал шум, я задавала Ане вопросы. Но главный не стала — зачем? Статный кузнец в юбке, с открытостью, но очень серьезно отвечала, почти без тени улыбки. Она и потом просила не снимать ее, когда она улыбается. Анна рассказывала про кузнечные традиции, и я спросила, сможет ли она подковать коня или, скажем, выдрать зуб селянину? Она улыбнулась (наконец-то), но тут же стала серьезной — если надо будет, вырву. Глядя на ее сильные руки я и не сомневалась.
«Нашла свое призвание в кузнечном ремесле, искусстве. Я родилась в Астрахани, получила высшее юридическое образование, художественная школа за плечами. С 2008 года живу на Алтае, в Белокурихе. Ковкой занялась в 2012 году. Член союза художников в России. Живем с супругом, открыли музей», — отчеканила Анна, словно молотом, когда мы с ней только встретились в маленькой музейной комнате. «Вы как будто резюме прочитали», — улыбаюсь я. Я оглядываюсь на предметы лежащие, на полках, пытаюсь зацепиться взглядом за какой-нибудь из них, принадлежащий хозяйке, но ничего, кажется, не нахожу. Музей, хоть и о кузнечном ремесле России, но в коллекции большей частью игрушки, самовары, старые санки и велосипед, швейная машина, граммофон.
— По какому принципу собираете коллекцию?
— Это просто старые вещи, которые мне нравятся. Я езжу по деревням, что-то покупаю, что-то обмениваю. Что-то подарили — вот старый немецкий сундук. Мы стараемся расширять экспозицию.
В другой комнате собраны подарки от коллег-кузнецов по всему миру, с которыми Анна контактирует на различных мероприятиях и чемпионатах по ковке. Фартуки с росписями, работы мастеров — много железных, но очень изящных цветов.
— Эта коллекция переедет позже в «Деревню мастеров». Мне выделили 27 соток для строительства деревни. В ней будут жить мастера со всей России и трудиться. Будем приглашать ремесленников, обмениваться опытом.
Смотря на огонь, (а в печи около 1500°С) Анна снова рассказывает о кузнечном ремесле. «Кузнец был главным на деревне. Все к нему за советом шли, он свадебные обряды проводил — «заковывания молодоженов». Ведь он внутреннее очень сильный, устойчивый к стрессам. Кузнец управляет всеми стихиями — воздухом, землей, ветром и огнем. В его храме, в кузнице происходит соединение двух энергий — женской и мужской. За мужскую отвечает горн, за женскую — наковальня. Ее называют мамой, матушкой, хранительницей очага. Бывает безрогая, однорогая, двурогая.
Мать-Наковальня однорогая принимает жар подковы. Ее снова вынула из печи Анна. Она вручает мне молот, показывает куда целиться и заботливо придерживает щипцами будущую подкову. Молот тяжелый, я чувствую себя реально нелепой девочкой. Я делаю несколько ударов и разумеется, только все уродую. «Вот и не будет счастья, кривая получится подкова», — думаю я. Но Анна не дает моему счастью получить изъяны: она ловко все исправляет, оттягивает, загибает металл, где нужно.
— Неужели не болят руки? — спрашиваю я, снова взвешивая в руке кувалду. Она весит как две гантели.
— Тяжело. Раньше руки не болели, но уже с годами становится сложно. Когда раньше делала выездные мастер-классы, могла с утра до вечера без передышки воротить кувалдой. Она весит около 2-3 кг.
— Это обычная? Или облегченная, женский вариант?
— Нет никакого женского варианта, — пожимает плечами Анна.
У Анны дочка, интересуюсь, продолжит ли она мамино дело. «Нет, она увлекалась витражами, хочет быть скульптором».
На следующем этапе в кузнице, где «мы» делаем подкову, она мне доверяет чистку железной щеткой получившейся детали. Но и тут надо прилагать усилия, аккуратненько Анна снова все доделывает за меня.
— Как долго вы учились кузнечному ремеслу?
— До сих пор учусь. Это такая профессия, которой надо учиться бесконечно. Но у меня все начало получаться с самого сначала. Сразу пошли женские образы, я начала ковать скобы и петли. Потом подсвечник сразу получился. Подкова месяц спустя.
Кстати, Анна, к моему удивлению, не единственная женщина-кузнец в России. Есть еще одна девушка Ольга Стенно из Перми. Посмотрев в интернете ее скульптуры, я снова искренне восхитилась кузнецами женского пола.
Сегодня Анна уже почти не зарабатывает ковкой. По ее признанию, она раньше бралась за все подряд, делала и детали для Газелей. Но сейчас хватает пары крупных заказов в год. Она увлеклась мастер-классами для туристов, посмотреть на женщину-кузнеца, орудующей в кузнице, приходит масса желающих. Также Анна занимается изготовлением сувенирной продукции, которая хорошо продается.
— А что лучше всего выходит?
— Я сейчас работаю над двумя картинами из меди. Буду пробовать ковать картины. Для американского шоу «Между молотом и наковальней», меня пригласили для участия, буду учиться делать клинки.
— А что самое сложное можно выковать?
— Все сложно. Есть оружейники, у них нет видения художественного, они делают клинки и мечи, кто-то не может ковать оружие, они делают сложные скульптуры.
— А вы «заковываете» молодоженов? Как это вообще на практике происходит?
— Я их встречаю, готовлю в глиняных кружках напиток предков, воду с медом. Они должны выпить, помянуть своих предков с благими намерениями, написать записки со всеми плохими воспоминаниями, что есть на уме и мы это сжигаем. Затем символично кормим огонь. За это в ответе невеста — бросает злаковые зерна в огонь три раза. Потом подкову куем — символ благополучия и семьи. Подкова чувствует, если у тебя плохое настроение. Когда ничего не будет получаться, лучше оставить и прийти попозже.
Моя подкова тоже уже готова— мы с ней явно на одной волне. В общей сложности, мы провозились около получаса, но кузнец признается, что сама обычно кует минут за 15. Анна кладет подкову в какой-то агрегат, ставит свое фирменное клеймо (надеюсь, это называется так), сверлит дырочки, чтобы я смогла повесить подкову над дверью, и вручает мне ее с такими добрыми словами, что мне становится очень приятно. Напоследок, Аня подписывает мне свою фотографию на память. И уже позируя для финального снимка, едва сдерживает улыбку.
Если вы окажетесь в Белокурихе и захотите попасть в кузницу, приходите в музей кузнечного ремесла Анны Билецкой, он находится по адресу: Белокуриха, ул. Строителей, 72.
Телефон (Анна Билецкая) +7 960-965-94-86
Проект «Четыре сезона России» проходит при поддержке Русского географического общества www. rgo.ru
Посещение Алтайского края рекомендовано Русским географическим обществом.
Увидеть красоты Алтая, познакомиться с местными обычаями и отправиться в настоящее приключение вам поможет принимающий туристический оператор на Алтае — компания LB Tour.
Посмотреть фоторепортаж про Алтайский край и Горный Алтай можно здесь.
Еще почитать про Алтай: Самые красивые места Алтайского края Самые красивые места Горного Алтая Принцесса Укока В поисках снежного барса Каракольская долина Алтайское холмогорье: Бизнес на траве
Теги:
Русское географическое обществоРоссияИнтересные людиАлтай4 сезона России
Нужно ли быть сильным, чтобы быть кузнецом?
Итак, идея придать форму металлу кажется вам интригующей. Однако вы не уверены, что кузнечное дело действительно для вас. В конце концов, большинство парней, которых вы видите на YouTube, обладают приличной физической силой, верно? Сможешь ли ты начать ковать сталь, если ты не мускулистый парень или девушка? В этой статье я полностью раскрою этот вопрос.
Вам не нужно быть сильным, чтобы стать кузнецом. Кузнечное дело больше связано с правильной техникой и выносливостью. Также важно иметь правильные инструменты и настройки, которые помогут вам работать в течение длительного времени. Вы можете начать с легкого молотка, если хотите. Ваше тело со временем наверстает упущенное, и через некоторое время вы сможете использовать более тяжелые упражнения.
Но как убедиться, что у вас правильная техника? Каковы правильные инструменты и настройки? Давайте подробно ответим на эти вопросы, чтобы вы могли начать бить молотком, не позволяя своей силе сдерживать вас.
Насколько сильным нужно быть?
Кузнечное дело — это механика тела . Это означает, что вам не обязательно иметь мускулы, чтобы начать (однако вы, несомненно, станете сильным).
На грубой силе далеко не уедешь. На самом деле, я думаю, что лучше, если ты не мускулистый, потому что физически сильные люди склонны верить, что могут сделать это сами. Они не следуют инструкциям должным образом.
Однажды мой друг помахал мне кувалдой. Он служил в армии и, должно быть, весил на 50 фунтов больше меня. Следовательно, он решил не следовать моим инструкциям по правильному обращению с молотком. Его предплечья свело судорогой примерно через 15 минут.
Значит, телесная сила не главное в кузнечном деле — далеко не так. Есть различные другие факторы в игре. Итак, давайте поговорим о том, что еще вы можете сделать, чтобы оптимально работать кузнецом.
Правильная настройка повысит вашу эффективность
Скорость ваших взмахов увеличивает силу намного быстрее, чем просто вес головы. Другими словами, вы будете генерировать больше энергии, взмахивая быстрее, чем используя более тяжелые молоты . Итак, вы должны использовать легкий молоток и размахивать им быстрее, если вы еще не можете справиться с тяжелым.
Еще одно: не используйте тяжелый молоток, если вы собираетесь задушить им руку. Вы должны держать руку как можно ниже к ее концу .
Вы должны раскачиваться от плеча до запястья. Мышцы рук также могут быть включены, чтобы начать движение. Сжимайте молоток, когда начинаете движение вниз.
Просто для ясности: Вы должны размахивать молотом с плеча, а не с запястья . Кроме того, вы хотите, чтобы ваши удары были максимально точными. Все это в основном мышечная память, на создание которой у вас уйдут часы работы.
Теперь, кроме правильного удара молотком, есть еще несколько факторов, влияющих на то, сколько вы сможете работать, прежде чем у вас начнут болеть руки. Это вещи, которые помогут вам выполнить больше работы за более короткий период времени.
Например, правильная установка высоты вашей наковальни очень важна . Если он слишком высокий или слишком низкий, ваша спина будет болеть намного быстрее.
Вот стандартный способ убедиться, что наковальня находится на нужной высоте:
Встаньте прямо и расслабьте руки.
Сожмите молот рукой в кулак.
Верхняя часть наковальни должна касаться суставов кулака – не выше и не ниже.
Вы также должны стоять подальше от огня во время разогрева работы . Иначе ваше тело будет обезвожено из-за жары.
Ваша техника удара молотком имеет решающее значение
Правильная техника важнее, чем вы думаете. Секрет кузнечного дела заключается в том, чтобы правильно бить молотком.
В начале, если вы чувствуете, что вам не хватает силы, вы можете компенсировать это правильной техникой.
Но даже если вы мускулисты, неправильная техника может довольно быстро вас утомить. Как только вы освоите основы, вы увидите, что дело не столько в мышцах, сколько в технике и выносливости.
По сути, вы хотите убедиться, что ваша техника работает на вас, а не против вас. Как освоить правильную технику удара молотком? Единственный способ научиться бить молотком — это практика.
Забивание гвоздей — лучший способ стать кузнецом.
Вот упражнение, которое вы можете сделать, чтобы убедиться, что вы начинаете с правильной ноги в том, что касается техники:
Возьмите кусок печного дерева, дрова или конец клееного бруса.
Купите себе 50 фунтов восьмипенсовых гвоздей.
Возьмите молоток и начните забивать каждый из этих гвоздей.
Как только это станет даваться легко, попробуйте сделать это быстрее.
Начните ограничивать количество ударов, необходимых для забивания гвоздя.
Теперь переходим от одного гвоздя к другому. Когда ноготь начинает гнуться, не перегибайте его. Вместо этого выпрямите его с помощью угла молотка и вбейте его.
Это упражнение повысит вашу точность и приучит вас постоянно бить по одному и тому же месту. Я делал эту практику в прошлом, и я могу сказать вам, что это очень полезно.
Ваше тело в конце концов наверстает упущенное
Когда я начал заниматься кузнечным делом, мне было довольно трудно продолжать долбить эту чертову штуковину двухфунтовым молотком. Дайте мне 4-фунтовый молоток, и вы увидите, как я постукиваю гораздо быстрее.
Летом тогда у меня было больше времени. Моя кузница тоже находилась под открытым небом, что делало лето более приятным сезоном для кузнечного дела.
К концу второго летнего сезона у меня стало намного больше сил, и я мог часами долбить молотком, не вспотев.
Чем больше вы будете ковать сталь, тем легче она будет доставаться. Когда вы начнете, молот весом 2 фунта будет казаться ужасно тяжелым уже через час или два.
Тебе придется дать отдохнуть руке и положить свою работу на наковальню. Однако по мере того, как вы будете все больше и больше практиковаться в правильной технике, вы будете лучше обращаться с молотком.
Ваша сила улучшится, а также выносливость и техника.
Я знаю, что уже достаточно раз повторялся. Но на самом деле, если ты здоровый человек со средним телосложением, ты можешь заняться кузнечным делом и творить чудеса.
Пусть вас не пугает фактор прочности. Я знаю женщин ростом 5 футов и весом 95 фунтов, которым все еще удается строить фантастические вещи с удивительной эффективностью.
Заключение
Теперь вы знаете настоящую роль силы в кузнечном деле.
Многие кузнецы тратят большую часть своей силы и энергии на попытки использовать свои мускулы. Их техника отстой. Это не обязательно означает, что их ремесло также ужасно; они, вероятно, производят исключительные предметы.
Однако, если бы они исправили свою технику, они могли бы сделать гораздо больше за то же время.
Так что практикуйте упражнение, которое я предложил выше, и убедитесь, что у вас есть правильная техника. Не беспокойтесь о том, что вы недостаточно сильны.
Очевидно, что вы устанете и вам нужно будет делать перерывы.
Дайте своему телу по крайней мере шесть месяцев, чтобы адаптироваться к этой новой привычке, и вы сможете ковать и более толстые металлы.
Надеюсь, эта статья была вам полезна. Спасибо за прочтение и удачи в ваших будущих творениях!
Приветствую владельцев инструментов!
Джек Адамс
Привет! Меня зовут Джек, и я пишу для ToolsOwner. У меня есть страсть ко всему, что связано с инструментами и проектами DIY по дому. Вы часто видите меня в моей мастерской, работающей над новыми проектами.
Ремесленные инструменты: история кузнечного дела
Происхождение и железный век
Кузнечное дело началось тысячелетия назад, когда хетты начали ковать и закалять железо около 1500 г. до н.э. Это было грубо, так как все, что у них было, это основные инструменты и огонь, но этого было достаточно для создания оружия, такого как наконечники копий и стрелы. Однако им мешало их научное понимание свойств железа.
Металлические инструменты на тот момент были очень простыми и совсем не прочными. Они либо плохо держат заточку, либо легко ломаются. Однако альтернативы были намного хуже, так что это все равно было большим достижением, особенно в вооружении. Чтобы максимально использовать имеющееся у них железо, люди делали наконечники копий и стрел, которые прикреплялись к деревянным шестам или палкам для создания множества видов оружия.
История техники ковки: от огня до современности, вы можете прочитать о древних кузницах здесь.
Происхождение железа в Африке: археологические свидетельства: древнее кузнечное дело было невероятно распространено в Африке и на Ближнем Востоке.
Древнее кузнечное дело
Использование древесного угля было одним из величайших достижений в кузнечном деле в древние времена. Он горел горячим и долго, что позволяло кузнецам более точно контролировать процесс и создавать более сложные изделия. Однако их научное понимание было все еще очень низким, поэтому большая часть железных изделий того времени была либо мягкой, либо хрупкой. Иногда они производили сталь, которая создается путем соединения железной руды и углерода, содержащегося в древесном угле. Это оружие было невероятно мощным для того времени и считалось почти «магическим».
Древние процессы обработки железа: методы прошлого часто находят отражение в тех, которые используются сегодня.
Плавка железа до железного века: плавка железа была широко распространена в железном веке, но даже до этого некоторые овладели этим ремеслом.
Как железный век изменил мир: Кузнецы были в центре этой революции.
Средневековый период
Кузнецы играли центральную роль в средние века, часто открывая мастерскую в важном месте в центре деревни. Они делали не только оружие, но и гвозди, мебель, замки, подковы и доспехи. Кузнец стал неотъемлемой частью любого города, и их методы соответственно улучшились. Однако техники стали настолько продвинутыми и загадочными для посторонних, что их также иногда считали ведьмами, использующими запретную магию для создания сильного оружия. Некоторых кузнецов даже сжигали на кострах.
Какова была роль кузнеца в средневековом обществе? Прочтите о важности кузнеца для общества в ту эпоху.
Повседневная жизнь средневекового кузнеца: кузнецы не тратили все свое время на изготовление мечей.
Изготовление средневекового гвоздя: изучите процесс, с помощью которого средневековый кузнец мог сделать один из самых распространенных продуктов.
Индустриальная эра
Кузнечное дело начало приходить в упадок в индустриальную эру, поскольку рост автоматизации сделал личный контакт кузнеца менее необходимым. Для большинства основных предметов, таких как оружие и доспехи, машина могла создавать бесчисленное количество идентичных копий одного и того же дизайна, что было дешевле, чем платить нескольким людям за то, чтобы они делали одно и то же снова и снова. Единственной работой, которую не переложили на машины, была кузнечная работа, так как она требовала личного внимания к потребностям каждой лошади. За это время многие кузнецы сменили профессию.
Подковщики, кузнецы и кузнецы: в чем разница? Узнайте о различных названиях, связанных с видами кузнечного дела.
Роль городского кузнеца: узнайте, как кузнец во многом способствовал развитию своего сообщества.
20th Century
Как и во многих других отраслях промышленности, спрос на кузнецов то уменьшался, то уменьшался с течением времени. Как только промышленная революция привела к созданию фабричных металлических изделий массового производства, кузнецам пришлось перейти к изготовлению на заказ сложных изделий из кованого железа. Эти продукты пользовались большим спросом в начале 20 века, вплоть до Великой депрессии. Затем у людей больше не было денег, чтобы тратить их на навыки кузнеца, и спрос начал падать, поскольку это ремесло стало считаться устаревшим.
Кузнечное дело в сельской Америке: узнайте о переходе к механическому ремонту кузнецов в 20 веке.
Кузнецы и кузницы в былые времена: это взгляд на то, каким раньше было кузнечное дело.
Кузнец 20-го века: современный рабочий, использующий методы 20-го века, рассказывает о своей жизни и работе.
Modern Resurgence
Начиная примерно с 1970 года, в этом древнем искусстве снова начали меняться тенденции. Общество начало восстанавливать уважение к работе, выполненной с личным подходом, и все больше людей имели ресурсы для поддержки отраслей, построенных на этом уровне мастерства. Кузнецы больше не считались рабочими лошадками, создающими необходимые для выживания предметы с помощью ручного труда. Вместо этого теперь их считают художниками, создающими работы из железа и других металлов как традиционными, так и современными методами. Хотя кузнец, возможно, никогда не станет центром современного города, его навыки пользуются уважением, и стать кузнецом снова стало возможностью карьеры для молодых людей.
Кузнецы: движение вперед в современности: узнайте, как сегодня работают кузнецы.
Keep Craft Alive: Кузнечное дело в 21 веке: Интервью с современной мастерицей посвящено личному ремеслу обработки металлов.
От кузнечного дела до современной сварки: прочтите о современных вариантах кузнечного дела и других видах металлоконструкций.
Доска объявлений, биржа оборудования, б/у станки. б/у оборудование на ProСтанки
Хотите купить или быстро продать станок? Биржа оборудования и станков на портале ProСтанки!
Более 70 000 объявлений о продаже и покупке промышленного оборудования и станков БУ и новых, режущего инструмента и оснастки, запчастей для станков и механизмов
Добавить объявление бесплатно
Популярные объявления за сутки
Популярные объявления за неделю
Все объявления о продаже
В этом разделе биржи собрана актуальная база объявлений о продаже станков и оборудования различного назначения
Автодиагностика и оборудование для диагностики автомобилей 18
Автомобильные подъемники 148
Автосервисное оборудование, разное 271
Гаражное оборудование, прессы, домкраты, краны 70
Запчасти оборудования для автосервисов 1157
Инструмент для автосервиса 26
Клепальные станки 118
Компрессоры для автосервиса 80
Кузовной ремонт 15
Линии Технического Контроля (ЛТК) 2
Маслосборники, нагнетатели смазки, замена жидкости ГУР и антифриза 38
Мебель для автосервиса 18
Моечное оборудование для автосервиса 37
Мойка деталей для автосервиса 17
Окрасочно-сушильное автомобильное оборудование 48
Отопительное оборудование для автосервиса 4
Очистные сооружения для автомоек 5
Пневмоинструмент для автосервиса 11
Промывка форсунок 9
Сварочное оборудование для автосервиса 22
Слесарно-ремонтное оборудование 18
Специальные станки для автосервиса 98
Стенды развал схождения 27
Технологии ремонта 25
Шиномонтажное оборудование 165
Асбестотехнические изделия 13
Вторсырье, отходы 321
Магнитные материалы 8
Металлопрокат 624
Метизы, крепеж 125
Нефтепродукты, топливо, ГСМ 152
Отделочные материалы 20
Полезные ископаемые, сырье 25
Полимерное сырье и материалы 798
Промышленная химия 231
Промышленные рукава и шланги 122
Реагенты для бурения 5
Стройматериалы 299
Сырье для легкой промышленности 116
Сырье и материалы, разное 375
Технический текстиль 20
Упаковочные материалы, пакеты 78
Химические элементы, соединения 22
Цветные, редкие металлы и сплавы 42
Объявления в городах
Москва 95880
Санкт-Петербург 24181
Челябинск 24070
Казань 23386
Екатеринбург 16269
Нижний Новгород 15034
Самара 8082
Краснодар 8021
Ростов-на-Дону 7040
Таганрог 6499
Смоленск 5828
Пенза 5809
Новосибирск 5808
Пермь 5577
Красноярск 4520
Подольск 4466
Минск 4432
Уфа 3804
Благовещенск (Амурская обл. ) 3488
Воронеж 3465
Ярославль 2938
Киров 2853
Белгород 2840
Волгоград 2760
Владивосток 2662
Ульяновск 2637
Ижевск 2498
Барнаул 2425
Харьков 2343
Днепропетровск 2331
Омск 2323
Тюмень 2321
Чебоксары 2265
Сумы 2195
Саратов 2160
Симферополь 2137
Рязань 2109
Липецк 2016
Энгельс 2009
Иваново 1948
Киев 1869
Орел 1739
Вологда 1718
Набережные Челны 1693
Электросталь 1601
Тула 1572
Хабаровск 1554
Оренбург 1517
Тольятти 1517
Тверь 1488
Владимир 1476
Калуга 1391
Старый Оскол 1329
Qingdao 1322
Иркутск 1246
Chengdu 1246
Ставрополь 1184
Брянск 1164
Guangzhou 1148
Архангельск 1122
Кемерово 1097
Кострома 1076
Томск 1057
Jinan 1017
Запорожье 969
Sassenberg 938
Курган 879
Новокузнецк 846
Севастополь 842
Йошкар-Ола 842
Бийск 794
Волжский (Волгоградская обл. ) 783
Псков 736
Рыбинск 684
Zevenaar 662
Брест 659
Калининград 659
Люберцы 647
Мытищи 634
Могилев 631
Стамбул 627
Каменка 624
Астрахань 615
Домодедово 612
Дзержинск 605
Великий Новгород (Новгород) 586
Курск 578
Алматы 577
Дмитров 560
Королев 556
Harbin 550
Czarne 531
Балашиха 531
Зеленоград 523
Сургут 515
Нижний Тагил 496
Щелково 492
Коломна 491
Тамбов 489
Слуцк 460
Объявления о покупке
В разделе размещены актуальные объявления о покупке оборудования и станков различного назначения Перейти в раздел
Поставка фуговально-рейсмусового станка XSD 310 и ленточнопильного станка RIKON 10-353 в Москву
Поставка мобильного измельчителя для дерева BOXER DWG-40 G в Казань
Домостроение по-японски — сложнейшие соединения деревянных конструкций
Пусконаладка фрезерного станка с ЧПУ для нарезания шипа стульев и столов CNC-200 в Самаре
24 вида стали, которые вы должны знать [Часть 2]
Лазерная резка в судостроении: cостояние и развитие [Часть 1]
ТОП-10 деревянных скульптур
Поступление оптоволоконных лазерных станков на наш склад в Казани
Новые компании
Все компании →
Ваше имя
Ваш E-mail
Тема ПожеланияПроблемы с сайтомБлагодарностьВопросы по объявлениямВопросы по компаниям
Текст
Станок для промышленной революции
Промышленную революцию в Англии XVIII века обычно связывают с усовершенствованием ткацкого станка и изобретением паровой машины.
Эти и другие усовершенствования и изобретения породили настоятельную потребность в увеличении производства новых машин. Того же требовало развитие кораблестроения и производства вооружений, обусловленное расширением британской колониальной империи и торговли со всем миром. Англия стала «владычицей морей».
Флот тогда был парусным. Паруса управлялись системой канатов, пропущенных через блоки. В начале XIX века только для британского военного флота требовалось более 130 тысяч блоков в год. Потребность в таком количестве однотипной продукции могло удовлетворить только массовое производство.
Генри Модсли, 1827 год
Фотография: gettyimages.ru
Но невиданный доселе спрос на машины нельзя было удовлетворить до тех пор, пока их изготовляли вручную: машины создавались искусными ремесленниками-механиками, которые зачастую хранили в тайне свои производственные секреты. За это их даже часто называли арканистами, то есть людьми, владеющими тайным знанием. Качество машин зависело от искусства рабочих. Так что машины были редкостью и стоили дорого.
Известно, что тот же Джеймс Уатт довольно долго не мог изготовить изобретенную им паровую машину, так как ему не удавалось добиться необходимой точности изготовления цилиндра.
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей. Аналогичные проблемы возникали при изготовлении всех сложных устройств. Например, того же оружия.
Главную роль в решении этих проблем сыграло усовершенствование токарного станка, осуществленное британским инженером-механиком Генри Модсли (1771–1831). Его можно считать отцом-основателем современной станкостроительной промышленности — именно Модсли первым организовал производство машин машинами в промышленных масштабах, создал методику конструирования машин и разработки технологических процессов, внедрил в повседневную практику машиностроения точные измерительные инструменты.
Ручное изготовление деталей машин исключало их взаимозаменяемость, в результате каждая машина становилась уникальной, а ее ремонт был невозможен либо требовал кропотливой подгонки новых деталей
Детство и юность
Генри Модсли родился 22 августа 1771 году в Вулвиче, расположенном в восьми милях от Лондона, он был пятым ребенком в многодетной семье плотника местного арсенала. О детских годах будущего станкостроителя ничего не известно, кроме того, что ему, сыну плотника, путь в школу был заказан. Судя по всему, он овладел грамотой самостоятельно и достаточно поздно. Как и других детей из рабочих семей, Генри в двенадцать лет послали работать. Он поступил в тот же арсенал набивальщиком патронов — в Англии таких рабочих называли powder monkey, «пороховой обезьянкой». Через два года его перевели учеником в плотницкую мастерскую. А еще через год он сам попросился учеником в кузницу, где по собственному почину еще и слесарил. К восемнадцати годам Модсли стал не только лучшим кузнецом арсенала, но и слесарем-механиком, о чем свидетельствуют измерительные инструменты, сделанные им самостоятельно в период работы в Вулвичском арсенале.
В то время в Пимлико, предместье Лондона, большой мастерской владел Джозеф Брама, известный механик и изобретатель, пионер в области гидравлики и слесарной работы. Он был грамотен и умел хорошо чертить.
Первоначально Брама устанавливал в Лондоне ватерклозеты. Он придумал для них совершенно новое устройство, на которое взял патент. С тех пор изобретение Брама претерпело лишь небольшие изменения.
Затем Брама усовершенствовал дверной замок. Он разработал новую схему механизма, которая превосходила все известные до него по качеству и надежности. Исправное действие нового замка зависело от точности изготовления деталей. И Брама стал искать искусного механика, которому он мог бы поручить это дело. Но платить много не хотел. Таким человеком оказался Модсли: молодой парень был рад интересной работе и не требовал большой оплаты.
Оригинальный токарно-винторезный станок Генри Модсли
Фотография: gettyimages. ru
Вскоре он стал лучшим рабочим в мастерской. Брама назначил его мастером и поручил ему механизацию изготовления деталей своего замка. Попутно Модсли овладевал грамотой и учился чертить. Работа с замком велась секретно, в отдельном, всегда запертом помещении, что давало Модсли дополнительные возможности для самостоятельной углубленной работы.
Сохранились некоторые машины и приспособления из секретной мастерской Джозефа Брама, в том числе механизированная пила, станок для навивания пружин и шаблон для разметки при сверлении. Механизированная пила имеет призматические направляющие, применение которых в конструкциях позднейших токарных станков, созданных Модсли, относят к его важнейшим усовершенствованиям. А в конструкции станка для навивания пружин кроме призматических направляющих имеются суппорт, механизированный с помощью пары «винт–гайка», и комплект сменных зубчатых колес. Иными словами, набор всех тех устройств, которые легли в основу будущих токарных станков, были разработаны Модсли еще в период его работы на Брама.
Годы обучения и труда в мастерской Брама во многом подготовили Модсли к его дальнейшей работе. Многие заказы Брама выполнял с участием Модсли, который учился у Джозефа не только искусству машиностроителя, но и деловой хватке: он стал понимать, при производстве каких изделий массового спроса механизация и автоматизация наиболее эффективны.
Брама был многим обязан Модсли, но все равно не хотел повышать ему зарплату. Это подтолкнуло Модсли к тому, чтобы уйти от скупого хозяина.
Тем более что у каждого рабочего мануфактуры была заветная мечта — самому стать владельцем мастерской. К этому шли постепенно, мало-помалу изготовляли для себя лично кузнечные, слесарные и измерительные инструменты. Модсли начал делать это еще в арсенале Вулвича. Работая у Брама, он продолжал накапливать запас. Со временем эти инструменты ему очень пригодились.
Жестоко экономя на самом необходимом, Генри скопил небольшую сумму и в 1797 году снял маленькую мастерскую и заброшенную кузницу при ней. Так Модсли покинул Брама, проработав у него восемь лет.
#image-kit_561
Станок нового типа
Долгое время с заказами в мастерской было туго, и у Модсли оставалось свободное время, которое он тратил на усовершенствование токарно-винторезного станка, конструкцию которого начал разрабатывать еще в мастерской Брама.
Одна из основных проблем токарных станков в то время состояла в том, что резец приходилось держать в руках. Для удобства токари придумали длинные держатели резцов, особые упоры для них. Но и с ними работать было очень трудно. Действуя ручным резцом, почти невозможно добиться при обработке правильной круглой формы обтачиваемой заготовки. Отсталая технология обработки материалов задерживала развитие техники. Практически невозможно было, держа резец в руках, нарезать на металлическом стержне точную винтовую резьбу.
В 1798 году Модсли построил станок с крестовым суппортом для установки на нем резца, движение которого в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины
Для того чтобы заставить суппорт перемещаться вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что и на винте.
Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
В 1800 году Модсли внес усовершенствование в свой станок — взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). Теперь можно было при помощи одного ходового винта получать различные резьбы с разнообразным шагом.
Меняя комбинацию колес, можно было добиваться разного эффекта, например нарезать правую резьбу вместо левой. На своем станке Модсли выполнял нарезку резьб с такой точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50 витками на каждый дюйм.
Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. Выдающееся достижение Модсли принесло ему громкую и заслуженную славу.
Устройство для изготовления винтов, разработанное Генри Модсли
Фотография: gettyimages.ru
Хотя попытки применения суппорта были известны и до Модсли, как другие его усовершенствования, его заслуга состояла в том, что он впервые объединил их и его вариант оказался конструктивно самым совершенным. Он же первым установил, что каждый винт определенного диаметра должен иметь резьбу с определенным шагом. До тех пор пока винтовая нарезка наносилась вручную, каждый винт имел свои особенности.
Для всякого винта изготовлялась своя гайка, обычно не подходившая ни к какому другому винту. Введение механизированной нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка одного диаметра подходили друг к другу вне зависимости от того, где они были изготовлены.
Более того, Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера.
Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения.
Наконец, Модсли впервые изобрел микрометр с точностью измерения до одной десятитысячной доли дюйма, или около 3 мкм. Он назвал его «лордом-канцлером», поскольку им пользовались, чтобы решать любые вопросы, возникавшие в его мастерских относительно точности измерения деталей.
Джеймс Несмит, один из учеников Модсли, в последующем сам ставший выдающимся изобретателем, в своих воспоминаниях писал о Модсли как о зачинателе стандартизации. «Он перешел к распространению важнейшего дела единообразия винтов. Можно назвать это усовершенствованием, но вернее будет назвать это переворотом, произведенным Модсли в машиностроении… Только тот, кто жил в относительно ранние дни производства машин… правильно оценит великую заслугу, оказанную Модсли машиностроению».
От создания станка к созданию промышленности
Внедрение станка, созданного Модсли, в промышленность стало одним из важнейших событий эпохи промышленной революции. Основные узлы станка 1800 года сохраняются в конструкциях токарных станков и в наши дни.
Модсли не имел влиятельных знакомых среди богатых людей, которые помогли бы ему в получении крупного заказа. Он был всего лишь одиноким ремесленником. Нужен был счастливый случай. И в первые годы XIX века такой случай представился. Он был связан с развитием английского флота.
Модсли впервые в машиностроительной практике выпустил наборы метчиков и плашек; таким образом, любой болт соответствующего размера подходил к любой гайке того же размера. Это было началом унификации и стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения
До третьей четверти XVIII века корабельные блоки, которые мы уже упомянули выше, изготовлялись вручную столярами. Работа эта требовала много времени и стоила дорого. Всех операций при изготовлении блоков насчитывалось более сорока пяти. Механизирована была лишь незначительная их часть.
Идея полной механизации процесса изготовления корабельных блоков возникла в конце XVIII века у французского военного инженера Марка Изамбара Брюнеля, ученика знаменитого математика и инженера Гаспара Монжа. Реализовать эту идею было суждено Генри Модсли.
В 1798 году Брюнель переехал в Англию. Здесь он разработал проект поточной линии для изготовления корабельных блоков и в 1801 году получил на свое изобретение британский патент.
Генерал-инспектор строительных и ремонтных работ английского военного флота Сэмюель Бентам поддержал изобретателя и начал ходатайствовать за него.
Получив одобрение Адмиралтейства, Брюнель приступил к доработке своих чертежей и подготовке к созданию действующей модели линии по производству блоков. Изготовить модель должен был механик, которого еще предстояло найти.
Поиски механика привели Брюнеля к Модсли. Во время знакомства Брюнель описал предполагаемый заказ в самых общих чертах. Но Модсли очень быстро понял суть дела и показал Брюнелю, как его исполнить. Большое впечатление произвел на Брюнеля и станок Модсли с механизированным суппортом и набором сменных зубчатых колес. Этот станок должен был стать основным при изготовлении деталей машин поточной линии. Он был тогда единственной машиной для производства других машин.
Новая работа хорошо оплачивалась. Благодаря заказу Модсли смог разработать и реализовать свои передовые идеи в области технологии машиностроения. Строя специальные машины для производства блоков, Модсли разработал также общие принципы механизации металлорежущего оборудования.
Обдирочный станок и циркулярная пила, изготовленные Генри Модсли для производства корабельных блоков (Гравюра, 1820 г.)
Фотография: gettyimages.ru
15 апреля 1802 году действующая модель линии по производству блоков была установлена в портсмутских доках. Испытания ее прошли успешно, и Модсли получил заказ на изготовление линии машин в натуре.
Эта линия состояла из сорока трех специализированных деревообрабатывающих и металлорежущих станков. В движение их приводили две паровые машины, по тридцать лошадиных сил каждая. Получилась целая система машин, с помощью которой рабочие выполняли все операции, нужные для изготовления блока: от распиливания деревьев особо твердых пород — бакаута и вяза — до обточки бронзовых подшипников и нарезания резьбы на соединительных болтах. Блочные машины Модсли войдут в историю как самые первые станки, изготовленные с помощью других станков, стоявших в мастерских изобретателя. Машины, которые сделаны машинами. Так началась история крупной машинной промышленности.
Выполнение этого заказа сделало Модсли состоятельным человеком (он получил огромную сумму — около 12 тысяч фунтов стерлингов). А Брюнель и Бентам, ставшие близкими друзьями Модсли, ввели его в круг своих друзей и знакомых — видных деятелей техники, науки и культуры.
Одним из тех, кто близко сошелся с Модсли, был Майкл Фарадей, в эти годы работавший над созданием качественных сталей. Качественные стали, особенно инструментальные, интересовали и Генри Модсли.
Со временем Модсли и сам стал не только виднейшим деятелем техники, но и знатоком и ценителем музыки, живописи, скульптуры, архитектуры, собрал большую библиотеку, которая была любимым местом его отдыха.
В портсмутском доке Модсли познакомился с Джошуа Филдом, который работал чертежником. В 1805 году он начал работать совместно с Модсли, став через некоторое время его компаньоном. Сотрудничество Модсли и Филда оказалось очень удачным. Оно продолжалось в течение всей их жизни.
Филд взял на себя чертежное хозяйство, ведение учета и отчетности, переговоры и переписку с заказчиками и поставщиками, прием и увольнение рабочих. Модсли сохранил за собой разработку конструкций машин и руководство технологическим процессом их постройки.
На собственном заводе прославленный машиностроитель выполнял многочисленные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира
Создание системы машин для изготовления корабельных блоков стало сенсацией в среде промышленников. Репутация Модсли как машиностроителя упрочилась настолько, что заказов стало больше, чем могли выполнить сравнительно небольшие мастерские, в которых работало до 80 рабочих. Встал вопрос о строительстве большого машиностроительного завода.
В 1810 году в Ламбете, одном из районов Лондона, был основан завод, вскоре ставший знаменитым. Начался третий этап деятельности Модсли. На собственном заводе прославленный машиностроитель выполнял многочисленные и обширные заказы на металлорежущие станки, прессы для изготовления монет, текстильное, мукомольное и другое оборудование для промышленности, насосы, судовые паровые котлы и машины по заказам многих стран мира.
Сохранилось описание завода Модсли. Там было около дюжины токарных станков с чугунными станинами. Большинство из них были снабжены механизированными суппортами. Над станками имелись тали для установки и съема тяжелых деталей. Почти все станки приводились в движение с помощью трансмиссий от паровой машины. Кроме обычных токарных станков имелись лоботокарный, несколько продольно-строгальных, большой поперечно-строгальный и специальный станок, предназначенный для обточки шеек коленчатых валов. В последнем станке инструмент вращался вокруг неподвижно устанавливаемой заготовки.
Деятельность Модсли получила широкую известность во многих странах мира, для которых его завод выполнял заказы. Крупным заказчиком была Пруссия. В 1829 году Модсли был избран почетным членом Прусского общества поощрения промышленности в Берлине.
В начале 1831 года Модсли отправился во Францию. На обратном пути он сильно простудился и, вернувшись домой, слег в постель. Болезнь продолжалась около месяца, и 14 февраля 1831 года Модсли скончался. Его похоронили в Вулвиче на приходском кладбище церкви Св. Марии, где по его собственному проекту был воздвигнут чугунный мемориал семьи Модсли, отлитый на заводе в Ламбете.
определение руки+токарный станок в The Free Dictionary
Рука+токарный станок — определение руки+токарный станок в The Free Dictionary
Ручной+токарный станок — определение ручной+токарный станок в The Free Dictionary
Слово, не найденное в Словаре и Энциклопедии.
Возможно, Вы имели в виду:
Пожалуйста, попробуйте слова отдельно:
рука токарный станок
Некоторые статьи, соответствующие вашему запросу:
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение.
Полный браузер ?
▲
ручная лебедка
рука с (чем-то)
Рука с отражающей сферой
рука с чем-то
Ручная работа
Бинт для рук
ручной отжим
заламывание рук
Синдром заламывания рук Ретта
Синдром заламывания рук Ретта
Рукописный текст
Рукописный текст
Распознавание рукописного ввода
передать вам
дать тебе лимон
подать тебе на тарелку
передать вам
подать тебе что-нибудь на блюдечке с голубой каемочкой
Сварка нержавейки аргоном – технология, обучение, видео
В чем заключаются сложности сварки нержавеющей стали
Как подготовить детали из нержавейки к сварке
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка с помощью полуавтомата
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др. Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
В чем заключаются сложности сварки нержавеющей стали
Сложность сварки нержавейки объясняется свойствами данного металла, которые ему придают легирующие добавки. По сравнению с низкоуглеродистой сталью, нержавейка имеет более низкую теплопроводность (в два раза ниже), что является негативным фактором для сварочных работ. Высокая температура из-за низкой теплопроводности металла будет концентрироваться в месте выполнения соединения и недостаточно активно отводиться от него. Это может стать причиной перегрева области соединения и даже прожога металла. Именно поэтому технология сварки нержавейки предусматривает снижение сварочного тока: его значение выбирается на 20% ниже, чем при сварке обычных сталей.
Дисплей сварочного полуавтомата с цифровой индикацией рабочего тока и напряжения
Еще одной характеристикой нержавеющей стали, которую обязательно следует учитывать при сварке, является повышенный коэффициент линейного расширения и, как следствие, значительная линейная усадка. Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Нержавейка отличается повышенным электрическим сопротивлением, что очень негативно сказывается на сварке, если она выполняется электродом из высоколегированной стали. Такой электрод, который также имеет большое электрическое сопротивление, начинает сильно нагреваться. Это приводит к ухудшению качества формируемого сварного шва. Если вы соберетесь варить нержавейку такими электродами, следует использовать изделия минимальной длины.
Трещина сварного шва – самый опасный дефект, приводящий к разрушению конструкции
Если при сварке нержавейки не соблюдать правильный термический режим, этот сплав может утратить свои антикоррозионные свойства.
Объясняется это следующим. При значительном нагреве (свыше 500 градусов) на границах кристаллических зерен металла начинают образовываться карбид хрома и железа. Так появляются очаги возникновения и дальнейшего распространения коррозии. Чтобы избежать этого негативного явления, которое носит название межкристаллитной коррозии, необходимо очень быстро охлаждать детали из нержавейки сразу после окончания сварочных работ. Однако указанный метод эффективен лишь в том случае, если вы варите нержавеющую сталь хромоникелевой группы.
Как подготовить детали из нержавейки к сварке
Для того чтобы в результате аргонодуговой сварки изделий из нержавейки получить качественное и надежное соединение, необходимо правильно подготовить их поверхности. Такая обработка не сильно отличается от подготовки к сварке в среде аргона деталей из других металлов и заключается в следующем.
Труба из нержавейки, подготовленная к сварке с помощью шлифовальной насадки
Кромки соединяемых заготовок необходимо зачистить до металлического блеска, для чего используется металлическая щетка или шлифовальная машинка.
После зачистки кромки деталей обезжириваются при помощи ацетона или авиационного бензина, что необходимо сделать для обеспечения устойчивости дуги и повышения качества сварного шва.
При подготовке соединяемых заготовок к сварке следует предусмотреть в них увеличенный зазор, который будет компенсировать деформационные процессы.
Очень важно при подготовке изделий из нержавейки к сварке, выполняемой в среде аргона, правильно подобрать присадочный материал.
Кроме диаметра присадочной проволоки, надо обращать внимание и на ее состав. Степень легирования такой проволоки должна превышать соответствующий показатель у металла, из которого изготовлены соединяемые заготовки.
Марки сварочной проволоки для нержавейки
Аргоновая сварка нержавейки при помощи электрода из вольфрама
Сварка нержавейки в защитной среде аргона используется преимущественно в тех случаях, когда соединить необходимо детали небольшой толщины. Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
В защитной среде аргона чаще всего выполняется сварка нержавеющих труб, используемых для транспортировки различных жидких и газообразных сред. Качество сварных швов, получаемых при использовании данной технологии, позволяет применять ее для соединения деталей трубопроводов, эксплуатируемых под высоким давлением.
Выполненное электросваркой в среде аргона соединение труб из нержавеющей стали
Аргонодуговая сварка, выполняемая неплавящимся вольфрамовым электродом, может производиться на переменном или постоянном токе прямой полярности. Основным рабочим органом при выполнении такой сварки является горелка, в которой закреплен электрод и из сопла которой подается струя аргона. Сварной шов формируется за счет присадочной проволоки, подаваемой вручную в зону горения сварочной дуги. Все движения, совершаемые горелкой, также выполняются вручную.
В отличие от обычной электродуговой технологии, при сварке, выполняемой в среде аргона, электродом и присадочной проволокой не совершают поперечных движений – их перемещают только вдоль оси формируемого шва.
Делается это для того, чтобы не вывести сварочную ванну из зоны действия аргоновой защиты (это негативно скажется на качестве соединения). Необходимо также позаботиться и о защите от окружающего воздуха обратной стороны шва, которая также обдувается аргоном. Конечно, расход газа от этого увеличивается, но качество всех участков сварного шва будет высоким.
Положение горелки при сварке ТИГ
Чтобы не загрязнить поверхности соединяемых заготовок и не оплавить конец вольфрамового электрода, им нельзя прикасаться к основному металлу даже в процессе розжига дуги. Именно поэтому технология сварки в среде аргона с применением вольфрамового электрода предполагает использование для розжига дуги специальной пластины, изготовленной из графита или угля. Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Чтобы исключить окисление нагретого электрода и только что сформированного шва, подачу аргона следует отключать не сразу после окончания сварки, а через 10–15 секунд. На расходе газа это скажется незначительно, но этим вы увеличите срок службы электрода и улучшите качество сварного шва.
Сварка с помощью полуавтомата
Сварка полуавтоматом, производимая в среде аргона, позволяет значительно увеличить производительность работ. Такую технологию можно использовать для соединения деталей из нержавейки даже значительной толщины. Наряду с высокой производительностью, технология сварки полуавтоматом в среде аргона позволяет получать соединения, отличающиеся высоким качеством, надежностью, привлекательным внешним видом.
Режим сварки фланца с трубой: горелка на 11 часов, направление вращения по стрелке
Существует несколько нюансов сварки нержавейки полуавтоматом, которые обязательно следует учитывать в работе. Сварочная проволока для повышения качества формируемого соединения должна обязательно содержать в своем составе никель. Если необходимо варить детали большой толщины, то в состав защитного газа, кроме аргона, добавляют углекислый газ, который обеспечивает лучшую смачиваемость краев шва.
Сварка нержавейки полуавтоматом в защитной среде аргона может выполняться по нескольким технологиям – с использованием:
короткой дуги;
струйного переноса;
импульсного режима.
Наиболее контролируемой является технология с использованием импульсного режима. В данном случае сварочная проволока подается в зону действия дуги короткими импульсами. Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
При помощи струйного переноса можно варить детали большой толщины, а короткая дуга больше подходит для соединения тонких изделий. Лучше познакомиться с особенностями перечисленных технологий позволяют видео.
Аргонная сварка нержавеющей стали (нержавейки) методом TIG
0
На сумму:
0 р.
Желаете освоить технологию сварки нержавейки аргоном? Каким образом это сделать, и на что именно обратить внимание в процессе TIG сварки? Какое оборудование понадобится? В чем нюансы работы с нержавейкой? Рекомендуем прочитать нашу статью и узнать ответы на эти и другие вопросы по теме. Теоретические знания и практические советы помогут выполнять сварочные работы с большей эффективностью.
Содержание
Что представляет собой метод сварки нержавейки аргоном (TIG)
Где чаще всего применяется аргонная сварка нержавейки
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Какое оборудование и материалы нужны для того, чтобы сваривать нержавейку аргонодуговым способом
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
Особенности процесса сварки
Обработка нержавейки после сварки аргонодуговым способом
Что представляет собой аргоновая сварка нержавейки (TIG)
TIG – это способ сварки неплавящимися вольфрамовыми электродами в среде защитного газа — аргона. Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Где чаще всего применяется аргонная сварка нержавейки
Этот способ нашел частое применение на профессиональном производстве:
пищевой;
авиационно-космической;
теплоэнергетической;
в химической;
нефтеперерабатывающей;
автомобилестроительной и других отраслях промышленности.
Так, например, для сварки нержавеющих труб, применяемых с целью перевозки газообразных веществ или жидкостей под давлением, подходит именно аргонодуговая сварка нержавейки TIG.
Вывод: Большая популярность метода на крупных производствах обусловлена высоким качеством сварного соединения.
Какие плюсы и минусы есть у данного метода в отличие от MMA и MIG/MAG
Если сравнивать с другими способами сварки (МИГ/МАГ, ММА, сварка под флюсом) аргонодуговая сварка нержавеющей стали (ТИГ) отличается следующими преимущественными характеристиками:
получаются сварные швы высокого качества;
возможен отличный визуальный контроль сварочной ванны и дуги;
за счет отсутствия переноса металла через дугу не происходит разбрызгивания металла;
ТИГ сварку можно выполнять во всех пространственных положениях;
в процессе сварки не образуется шлака, а значит, не бывает шлаковых включений в металл шва.
К недочетам этого метода относят то, что TIG сварка нержавейки, как правило, медленнее, чем другие процессы дуговой сварки (MMA или MIG), и используется там, где качество является приоритетным над временем, затраченным на сварочный процесс. Кроме того, ТИГ сварка отличается сложностью, требующей практических навыков исполнителя.
Вывод: Подготовленный опытный исполнитель в большинстве случаев отдает предпочтение этому методу сварки из-за высокого качества сварочного шва.
Какие типы металлов (стали) можно сваривать вместе с нержавейкой инвертором TIG
Сварку нержавеющей стали аргоном осуществляют тогда, когда необходимо сварить тонкий стальной лист либо к сварочному шву предъявляются особые требования по качеству.
ТИГ сваркой нержавейку можно соединять практически со всеми металлами и сплавами: углеродистыми, конструкционными и нержавеющими сталями, алюминием, титаном, никелем, медью, латунью, бронзой, а также выполнять наплавку одних металлов на другие.
Какое оборудование и материалы подойдут для сварки
Инвертор TIG.
Газовый баллон. Наиболее часто для аргонодуговой TIG сварки нержавейки в качестве защитного газа используется чистый аргон.
Горелка, представляющая собой устройство пистолетной формы, которое фиксируется к газовому шлангу. В держатель горелки вставляется электрод, конец которого на 3-4 мм выступает за пределы корпуса горелки. Посредством шланга газ поступает в сопло на конце инструмента. На рукоятке имеются кнопки для подачи газа и тока. Горелки обычно соответствуют конкретным аппаратам TIG, но в продаже есть и универсальные китайские горелки, подходящие к агрегатам китайского производства.
Вольфрамовый электрод (WL-15, WL-20 и другие). Они различаются по размеру и составу. Выбор диаметра электрода обусловлен толщиной свариваемого металла (табл. 1). Международные марки электродов и рекомендации по их выбору можно найти на нашем сайте по ссылке.
Присадочный пруток (BRIMA ER-308L, БАРС ER-308LSi, Lincoln Electric T 308LSi, ESAB OK Tigrod 385 d2,0 и другие) Представляет собой пруток из металла идентичного свариваемому. Толщина прутка должна соответствовать толщине заготовки.
Таблица 1
Толщина металла, мм
Диаметр электрода, мм
0,5
1
1
1,6
2
2
3
3
4
4
5 и более
6
Какие модели инверторов TIG лучше всего подойдут для сварки нержавейки
В Тиберис представлен расширенный ассортимент сварочников для сварки нержавейки аргоновым способом TIG. Модели сварочников различаются по типу используемого напряжения.
Если вам нужен аргоно-дуговой инвертор под напряжение сети в 220В, то из недорогих моделей бюджетной ценовой категории рекомендуем остановиться на таких агрегатах как MARS TIG 160 SH, Сварог PRO TIG 200 P DSP, ESAB Buddy Tig 160, обеспечивающих эффективную сварку при компактных размерах и небольшом весе. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Если вы ищите аппарат, функционирующий при напряжении 380В, обратите внимание на бюджетные модели Сварог TIG 250 (R22), FOXWELD FoxTIG 3000DC Pulse, и на установки, которые могут использоваться в профессиональной сварке: EWM Tetrix 270, а также KEMPPI MinarcTig 250MLP, аппарат, совместимый со всеми дополнительными пультами дистанционного управления данного производителя: ножным R11F, ручным R10, или дистанционными пультами управления горелками RTC20 и RTC10.
Особенности процесса сварки
Задаваясь вопросом, как варить нержавейку аргоном, первым делом стоит обратить внимание на расположение горелки. Ее необходимо располагать таким образом, чтобы угол между осью мундштука и плоскостью свариваемой детали равнялся примерно 75-80°, а горелка находилась под наклоном в сторону, которая является противоположной направлению сварки.
Процесс сварки важно производить без колебательных движений электродом, иначе защита зоны сварки может быть нарушена, что приведет к окислению металла шва.
Присадочный пруток должен располагаться под углом 90° к оси мундштука горелки, при этом угол между ним и поверхностью свариваемого изделия составляет 15-20°. При этом наибольшая эффективность достигается тогда, когда пруток укладывается на поверхность свариваемого металла. При этом минимизируется капельный перенос присадочного металла в сварочную ванну.
Присадочный металл нужно вводить в ванну равномерно, двигая пруток впереди дуги. Поперечные перемещения присадки при методе ТИГ недопустимы, поскольку нарушают спокойная подача струи защитного газа из сопла горелки, способствуя, таким образом, попаданию воздуха в зону сваривания.
Чтобы уменьшить расход вольфрамового электрода, по завершении процесса сварки защитный газ желательно не выключать сразу, а сделать это через 10-15 сек. Это исключит интенсивное окисление нагретого электрода и продлит срок его работы.
Вывод: соблюдение подобных нюансов в ходе сварочного процесса напрямую влияет на прочность и качество сварочного шва.
Обработка нержавейки после сварки аргонодуговым способом
Для обеспечения изделию законченного вида проводятся дополнительные работы. Поверхность сварного шва при работе покрывается оксидной пленкой. Это негативно воздействует на прочностные характеристики металла к коррозии. Чтобы подобного избежать, проводится обработка готовой детали.
Надеемся, что наша статья поспособствует успешному освоению аргонодуговой сварки. Регулярные практические занятия и терпение уже в скором времени принесут свои результаты. Современный аппарат для TIG-сварки от зарекомендовавшего себя производителя вы можете купить в нашем интернет-магазине Тиберис, а все оставшиеся вопросы задать нашим специалистам, позвонив по представленным на сайте телефонам.
Спасибо за подписку!
8 улучшений сварки TIG из нержавеющей стали
Последнее обновление
Однако с помощью нескольких советов вы можете все изменить. От правильных стержней до чистой заготовки, газовых наконечников, скорости и нескольких других важных советов ваша следующая сварка TIG может стать шедевром. Погрузитесь и узнайте восемь советов, которые вы можете использовать, чтобы улучшить свой следующий проект по сварке TIG.
1. Используйте правильный вольфрамовый стержень
На выбор предлагаются различные типы вольфрамовых стержней. То, что они содержат, будь то чистый вольфрам или вольфрамовый стержень с некоторыми добавками, не сильно повлияет на качество сварки. Некоторые из них начнут образовывать дугу легче, чем другие, а некоторые прослужат дольше, чем другие, но для обеспечения качества сварки вам нужно беспокоиться о диаметре вольфрамового стержня.
Если вы свариваете легкий листовой металл при малом токе с вольфрамовым стержнем большего диаметра, ваш сварной шов будет с трудом начинаться, а когда это произойдет, сварной шов не будет гладким и однородным. Чем тяжелее нержавеющая сталь, которую вы свариваете, тем больше должен быть диаметр стержня. Вот диаграмма, показывающая правильный диаметр вольфрамового стержня для вашего пластинчатого калибра, а также соответствующий диапазон силы тока.
Толщина материала
Диаметр вольфрама
Диапазон тока
1/16
1/16
80-20
3/32
1/16
100-30
1/8
3/32
120-150
3/16
3/32
150-250
1/4
1/8
200-350
1/2
1/8
235-375
2.
Очистите металл
Перед сваркой все сварные швы должны быть очищены, особенно при сварке TIG нержавеющей стали. Существует менталитет «без ярлыков», который должен принять каждый сварщик нержавеющей стали, и здесь он особенно применим. Это будет пузырить ваш сварной шов, что добавляет ему слабости, препятствуя плавному движению, которое ваш проход должен сделать для чистого валика.
Степень загрязнения материала определяет, как его следует чистить. Иногда подойдет чистая тряпка, но ацетон или другие растворители полезны для очистки нержавеющей стали, так как они эффективно удаляют все загрязнения и так же быстро испаряются.
Изображение предоставлено: Architect of the Capitol, Public Domain Files
3. Используйте чистый острый наконечник
Хотя вольфрамовый наконечник без грязи определенно поможет, обычно это не так. Чаще всего перед сваркой наконечники чистые. Что часто происходит во время процесса TIG, так это то, что ваш наполнительный стержень касается горячего наконечника и расплавляет каплю на нем, создавая так называемое грязное сопло.
Когда наконечник становится таким грязным, ваша дуга искажается, и вы теряете контроль над прицеливанием. Форма и точность дуги определяются тем, как заточен ваш наконечник. Чем тоньше острие и ровнее поверхность, тем чище и точнее будет ваша дуга. Это грязное пятно металла на нем превращает маленькую и стабильную дугу в шаткую внеосевую форму.
4. Увеличьте охват газа
Любой воздух, попадающий в сварные швы, приводит к образованию загрязнений в валике и может изменить цвет вашей нержавеющей стали. Чем больше газа вы используете с экономической точки зрения, тем аккуратнее будет ваш сварной шов. Это не просто больший расход газа. Более широкая чаша для более широкого охвата газа будет иметь существенное значение для ваших сварных швов.
Минимум номер 12 лучше всего использовать, когда пространство, которое вы свариваете, позволяет это сделать. Иногда область слишком узкая, и поэтому вы просто обходитесь тем, что у вас есть в данных обстоятельствах.
5.
Увеличивайте скорость, чтобы свести к минимуму выделение тепла
Чем больше тепла вы подаете при сварке TIG нержавеющей стали, тем хуже будет выглядеть сварной шов и тем больше будет деформироваться изделие. Однако это не означает, что вы должны уменьшить силу тока. Это потребует гораздо более медленного движения и, следовательно, приведет к большему подводу тепла в общем масштабе.
Ключевым моментом является сварка с достаточной силой тока, чтобы ваши сварные швы не прорывались и не вызывали подрезов при перемещении с максимально возможной скоростью без потери точности сварки. Это будет отличаться от человека к человеку из-за индивидуальных возможностей. Общее руководство заключается в том, чтобы ваш сварочный аппарат работал на 10% меньше, чем один ампер на 0,001 дюйма нержавеющей стали, и перемещался достаточно быстро, чтобы соответствовать нагреву.
6. Выберите правильную присадочную проволоку
Существуют различные типы присадочной проволоки, размер и материал которых существенно влияют на качество сварного шва. Во-первых, убедитесь, что они соответствуют типу нержавеющей стали, которую вы свариваете. Не сваривайте пластину из нержавеющей стали 304 с стержнями 316. Тип материала должен быть таким же или выше по прочности и качеству, иначе ваш сварной шов будет слабее, чем основной металл. Сварные швы всегда должны соответствовать или превышать прочность основного металла, поскольку они всегда являются естественным слабым местом.
Также стоит сварить стержни нужного размера. Использование присадочной проволоки большого калибра на легком участке с малой силой тока приведет к образованию уродливых пятен, а не к стабильному жидкостному сварному шву. Использование тонкой калиброванной присадочной проволоки с высокой силой тока позволит эффективно расплавить проволоку, но будет трудно поддерживать нужное количество присадочной проволоки. Это либо создаст скудный шов, которому не хватает объема шва, либо неточный шов из-за чрезмерной скорости, с которой вы пытаетесь подать проволоку.
Найдите правильный размер методом проб и ошибок на практическом участке перед началом сварки, чтобы убедиться, что диаметр присадочного стержня подходит именно вам.
7. Обратная продувка вашей работы
Обратная продувка сварного шва — это процесс защиты обратной стороны сварного шва от воздуха. Вы можете добиться этого с помощью комплекта для продувки или накрыв заднюю часть сустава алюминиевой пленкой и вставив в нее линию защитного газа.
Окисление, которое происходит с нижней стороны вашего соединения при контакте с воздухом, не только приводит к некрасивому виду за сварным швом, но и влияет на то, как будет проходить сварной шов. Обратная продувка сварного шва обеспечит более гладкое формирование валика и предотвратит изменение цвета и деформации с обеих сторон соединения.
Изображение предоставлено: Alfred T. Palmer, Wikimedia
8. Дайте вашему проекту остыть
Нержавеющая сталь растет и чрезмерно деформируется от тепла. Он также образует красную, синюю и черную окраску, с которой вы знакомы на сварных швах. Окраска вся от лишнего тепла. Сварке всегда потребуется тепло, иначе металлы не будут свариваться вместе, но тепло на нержавеющей стали возникает из-за того, что работа нагревается больше, чем нужно.
Знаете ли вы, что можно красиво сварить стык с хорошим проваром без окрашивания? Таким должен быть каждый сварной шов. Может появиться немного цвета, но если ваши сварные швы чрезмерно красные и синие или, что еще хуже, черные, то это связано с тем, что ваша работа требует слишком много тепла. Как мы упоминали ранее, чрезмерный нагрев заготовки происходит из-за того, что дуга слишком долго находится на одном месте, а не из-за силы тока.
Чтобы решить проблему накопления тепла, рекомендуется сделать перерыв в непрерывном сварном шве. Начните сварку секции, и когда вы заметите, что она нагревается или начинает окрашиваться, остановитесь, чтобы дать ей немного остыть, прежде чем продолжить. Это не только предотвратит обесцвечивание, но и поможет предотвратить любую тепловую деформацию, которая испортит ваш проект.
Изображение предоставлено Крисом Ярзабом, Flickr
Сварка TIG нержавеющей стали действительно хороша, если соблюдать все необходимые меры. Основная причина, по которой у людей так много проблем с этим, заключается в том, что они выбирают короткие пути. Вы не можете использовать ярлыки с нержавеющей сталью. Он всегда будет возвращаться к вам с уродливыми сварными швами и часто испорченным проектом.
Следуйте правильным шагам, и качество вашей следующей сварки TIG значительно улучшится.
Вот некоторые из наших других руководств:
Как стать сертифицированным сварщиком
Разогрев перед сваркой: причины и способы предварительного нагрева
Как начать прибыльный сварочный бизнес и добиться успеха
Можно ли сваривать нержавеющую сталь с флюсовым сердечником? Все факты!
1. Используйте правильный вольфрамовый стержень
2. Очистите металл
3. Используйте чистый острый наконечник
4. Увеличьте охват газа
5. Увеличьте скорость, чтобы минимизировать тепловыделение
6. Выберите правильную присадочную проволоку
Работа
8. Дайте вашему проекту остыть
Заключительные мысли: Усовершенствования вашего сварочного аппарата TIG для нержавеющей стали
Дополнительные видео — WelderSkills
Дополнительные видео — WelderSkills
Перейти к основному содержанию
Все остальное!
6G 2 дюйма, график 80 ua-41
6G 2 дюйма, график 80 ua-41 Испытание сварки труб с наполнителем 309 для корня с продувкой аргоном.
Зазор 1/8 дюйма и заполняющий стержень 3/32 дюйма для корневой системы с использованием техники погружения в замочную скважину.
используются техники ходьбы как от руки, так и с чашки.
6g 2 дюйма UA-41 309 корень
6G 2 дюйма план 80 ER309L Корневой проход с продувкой аргоном
Это испытание сварки, также известное как ua41, и это видео демонстрируют корневой проход с продувкой аргоном и наполнителем 309 с использованием техники погружения в замочную скважину.
был использован зазор 1/8 с наполнителем 3/32
Упражнение по сварке алюминия методом TIG «Сверло по алюминию»
В этом видео показано множество валиков во время упражнения, которое я называю «сверло по алюминию».
В спорте есть упражнения, предназначенные для совершенствования определенных навыков.
Поскольку алюминий требует гораздо большей подачи проволоки, чем сталь, эта дрель поможет руке, подающей присадочную проволоку, набрать скорость.
Техника обратного шага для сварки TIG тонкого металла
В этом видеоролике показана технология обратного шага на листовом металле из углеродистой стали.
Возврат может помочь предотвратить искажение.
Насадки для сварки TIG наружных угловых соединений
В этом видеоролике показано много разных ракурсов внешнего углового соединения углеродистой стали 11 калибра. различные размеры присадочных стержней, советы и методы с поучительным дуговым выстрелом.
Методы сварки TIG – стыковое соединение 1G из углеродистой стали
Получение полного и равномерного провара на угле 11 ga может быть сложной задачей.
Иногда требуется скос и 2 прохода
Советы по сварке вольфрамовым электродом в среде защитного газа внахлестку из нержавеющей стали 16ga
В этом видеоролике показаны советы, настройки, чашки и рекомендации по сварке внахлестку нержавеющих сталей прихваточным швом. также показан опущенный и грязный прижимной инструмент
TIG-сварка стыкового соединения из нержавеющей стали 16ga
В этом видео … вы увидите советы и методы, используемые для TIG-сварки стыкового соединения из нержавеющей стали 16ga с аргоновой защитой на стороне проплавления. Нержавеющая сталь с полным проплавлением требует защиты аргоном на стороне проплавления для сохранения свойств
Обучение сварке электродами 6013 и 7014 – видео для начинающих
В этом видео. .. распространенные ошибки при обучении сварке электродами, такие как слишком низкий ток, скорость перемещения, слишком длинная дуга и т. д. при использовании электродов 6013 и 7014
Сварка электродом с электродом 7014 — многопроходная T Совместная практика
В этом видео вы увидите советы по сварке электродом многопроходного углового сварного шва с электродом 7014, а также тест на резку и травление для проверки провара
Сварка ВИГ нержавеющей стали — 16ga наружного углового соединения
В этом видео. .. Сварка ВИГ наружного углового соединения нержавеющей стали вместе с наконечниками для подложки и аргоновой защитой с обратной стороны
Испытание на сварку 6G — Купон Monster (Часть 1)
Купон Monster является довольно распространенным испытанием, потому что оно подходит для большего диапазона диаметров и толщин. В этом видео показаны некоторые приемы получения рута.
Сварка MIG тонкостенных труб квадратного сечения
в этом видео. .. Советы по сварке MIG тонкостенных труб квадратного сечения на месте.
Купон Monster является довольно распространенным испытанием, поскольку он подходит для большего диапазона диаметров и толщин. В этом видео показаны некоторые методы сварки палочки для наполнения и крышки, а также подсказки для позиционирования тела 9.0005
Сварка стержнем с 7018 — Тройник 3F из углеродистой стали
Сила тока, угол стержня, длина дуги являются ключевыми факторами для сварки стержнем вертикальных тройников 7018
Ручная сварка тройника 4F из углеродистой стали 7018
В этом видео. .. потолочная сварка при 130 А электродом 7018 1/8″.
Одна ошибка, которую я допустил в школе сварщиков, заключалась в том, что на воздушной подушке было слишком холодно
Сварка ВИГ нержавеющих труб — Техника корневого прохода — Советы по продувке
В этом видео… Советы и приемы сварки ВИГ нержавеющих труб свободной рукой Техника корневого прохода вместе с некоторыми советами по продувке
Сварка MIG 5G Pipe
В этом видео. .. Параметры сварки MIG, методы и советы для 5g 6-дюймовой трубы sched 80 с наклонным корнем, восходящим заполнением и крышкой
Сварка TIG -Walking the Cup- Нержавеющая сталь с углеродистой трубой
В этом видео…Советы по сварке в сварке фланца из нержавеющей стали с углеродистой трубой
Сварка ВИГ углеродистой стали в раструб с наконечниками позиционера
В этом видео вы увидите сварку углеродистой стали ВИГ вместе с наконечниками для уникального распорного инструмента при использовании позиционера сварки.
TIG-сварка алюминиевых соединений внахлест и сравнение защитных газов
В этом видео вы увидите TIG-сварку алюминиевых соединений внахлестку и сравнение Stargon AL, аргона/гелия и чистого аргона.
Приварка фланца из нержавеющей стали к углеродистой трубе методом TIG от руки
В этом видео показан горячий проход, заливка и заглушка углеродистой трубы, приваренной к фланцу из нержавеющей стали…
Автор Монтажник На чтение 9 мин Просмотров 22.8к. Обновлено
Если в загородном доме нет возможности к скважине провести электричество или его подача нестабильна, то выходом из ситуации является использование механических средств для подъема жидкостей, самое эффективное и доступное из которых — ручной насос для скважины. Устройство полезно, когда хозяева проводят мало времени в своем доме, а потребность в воде невелика. Простой механический агрегат позволяет снабдить водой семью для основных бытовых нужд и организовать полив огородных растений.
Рис.1 Механические ручные помпы
Содержание
Сфера применения механической помпы и ее преимущества
Использование механических помп имеет следующие достоинства по сравнению с электрическими моделями:
Виды ручных помп
Поршневая помпа
Штанговый (штоковый) ручной насос для скважины
Мембранная помпа
Крыльчатый насос
Шиберный насос
Другие виды механических насосов
Винт Архимеда
Гидравлический таран
Аэролифт
Самодельная поршневая помпа
Сфера применения механической помпы и ее преимущества
Самым бюджетным способом обеспечения водой загородных домов и участков является бурение неглубокой абиссинской скважины (можно провести самостоятельно) и использование для откачки жидкости с глубины механического агрегата. Любой насос ручного принципа действия можно применять для подъема жидкости из различных водных источников, выполняя при этом следующие работы:
водообеспечение проживающих людей, водоемом является скважина или неглубокий колодец;
забор чистой или загрязненной воды из водоемов для полива и бытовых целей;
дренаж в помещениях, расположенных ниже поверхности земли, с помощью помпы можно откачивать жидкость, которая собирается в приямках под полом;
откачивание вод из затопленных погребов, хранилищ, подземных гаражей, кессонных ям.
Использование механических помп имеет следующие достоинства по сравнению с электрическими моделями:
Невысокая стоимость, отличающаяся в разы от электронасосов.
Экономичность — для функционирования не требуется электроэнергия, а приложение небольших физических усилий всегда приносит пользу здоровью.
Простое устройство позволяет легко ремонтировать агрегаты, некоторые умельцы даже собирают ручной насос для скважины своими руками.
Ремонтопригодность механических помп намного выше электронасосов — испорченные детали можно не только приобрести в торговой сети, но изготовить самостоятельно.
Рис. 2 Особенности посадки ручной установки водоснабжения на скважинную трубу
Способ монтажа позволяет самостоятельно установить ручные насосы для скважин и колодцев в водный источник без привлечения квалифицированных специалистов и специальной техники.
Ручной насос для скважины можно разместить не только на своем участке, но и в общественных местах — благодаря невысокой стоимости и сложности демонтажа его сохранность намного выше дорогих электрических аналогов.
Помпа, помещенная в чугунный или металлический корпус, не боится внешних температурных воздействий и влаги, в отличие от электронасосов не нуждается в специальных навесах для защиты от осадков.
Виды ручных помп
Ручные помпы в отличие от электронасосов способны поднимать жидкость с небольших глубин и существенно уступают им в производительности, для забора требуется приложить физические усилия и затратить время — это неудобно для большого количества потребителей.
Механические устройства для водозабора насчитывают несколько классов, отличающихся принципом действия, физическими параметрами и техническими характеристиками.
Рис.3 Поршневые устройства — принцип работы и внешний вид
Поршневая помпа
Простой принцип действия и область применения, подходящая для большинства работ по водозабору в домашнем хозяйстве, обусловили высокую популярность подобного агрегата.
Стандартное устройство поршневого насоса включает в себя цилиндрический корпус, внутри которого перемещается поршень, шток которого закреплен на рычаге-коромысле.
По периметру поршневого диска имеются эластичные уплотнения, обеспечивающие его плотное прилегание к стенкам, а на его поверхности расположены сферические обратные клапаны.
Ручной насос для воды из скважины устанавливают на верх обсадных труб с таким расчетом, чтобы на выходе погруженной в отверстие водоподъемной трубы располагался обратный клапан, без которого функционирование системы невозможно.
Рис. 4 Изготовление поршневого ручного насоса
При поступательном ходе поршня клапан, установленный на выходе скважинной трубы, опускается и препятствует обратному поступлению воды. Под напором жидкость открывает встроенные клапаны в диске и помещается над его поверхностью. При обратном ходе клапаны диска закрывается, препятствуя стеканию воды, и она, поднимаясь вместе с поршнем, выливается через выходную сливную трубку насоса.
Стандартный поршневой водяной насос имеет металлический корпус из чугуна с нержавеющим диском внутри, агрегат способен проводить водный забор с 9 метров.
Штанговый (штоковый) ручной насос для скважины
Штанговые ручные помпы для водозабора из скважины используют, если глубина водного зеркала более 10 метров. Принцип работы помпы аналогичен поршневым видам, основным отличием является размещение рабочей камеры с втягивающим воду поршнем не в корпусе агрегата, а в опущенной на глубину штанге — это позволяет поднимать жидкости с глубин до 30 метров. Закрепленный на длинном штоке поршень перемещается при помощи ручки, вода всасывается и поднимается вверх, заполняя напорный трубопровод с помощью клапанной системы. За каждый цикл хода поршня водяной столб пополняется новой порцией жидкости, скопившаяся вода в итоге выливается наружу через выходной патрубок.
Рис. 5 Штанговый насос для подъема жидкости с больших глубин и его принцип работы
Штанговый насос является громоздким, сложным в установке устройством, стоимость которого сравнима с электрическими моделями, поэтому в быту его используют крайне редко и только в тех случаях, когда электричество недоступно, а водоносный слой располагается слишком глубоко.
Штоковый насос находит применение в источниках, диаметр трубы которых слишком мал для погружения глубинного электронасоса в скважину, а глубина слишком велика для использования наружного электрического агрегата.
Для продвижения вверх водного столба требуются титанические усилия, поэтому ручка такого устройства имеет очень высокую прочность и большую длину, для создания рычага, уменьшающего прилагаемую силу.
Мембранная помпа
Рис. 6. Помпа ручная мембранная
Если предыдущие агрегаты требовали непосредственной установки на скважину, мембранный ручной насос может располагаться в любом месте на поверхности. Помпы этой группы относят к наиболее простым устройствам, которые используются в основном для перекачки жидкостей и горюче-смазочных материалов из различного вида емкостей.
Мембранные виды имеют характерную конструкцию в виде дискового корпуса с расположенной на верхней крышке рукояткой, материалом изготовления является сталь, чугун или пластик.
Корпус имеет входной и выходной патрубки, к которым подключается гибкие шланги и проушины для крепления на любую твердую поверхность.
Принцип работы мембранной помпы довольно прост: жидкость втягивается в рабочую камеру через входной патрубок пластичной резиновой мембраной, закрепленной на штоке с ручкой. При обратном движении клапан входного патрубка закрывается, и жидкость выталкивается через выходное отверстие, выпускной клапан которого работает в противофазе со входным.
Крыльчатый насос
Рис. 7 Насос ручной крыльчатый
Крыльчатая помпа имеет простое и компактное устройство, в основном используется для перекачки жидкостей на промышленном производстве и в складских помещениях. При установке крыльчатого агрегата в скважину высота подъема может достигать 5 — 7 метров.
Корпус помпы имеет круглую форму и оснащен входным и выходным патрубком, характерной особенностью конструкции является расположение и перемещение рабочего рычага параллельно верхней крышке. Внутри корпуса расположена крыльчатка с двумя отверстиями для обратных клапанов, соединенная с ручкой, в области всасывающего патрубка размещены еще два клапана. Система работает таким образом, что при повороте ручки открывается клапан на крыльчатке и в нижней части корпуса, при этом в рабочей камере вода одновременно всасывается и выталкивается, что обеспечивает непрерывность потока.
Преимуществом крыльчатых видов при применении в промышленной отрасли является возможность работы с вязкими жидкостями, для бытового водоснабжения они используются довольно редко ввиду низкой производительности.
Шиберный насос
Рис. 8 Принцип действия ручного шиберного агрегата
Шиберный или роторно-пластинчатый насос имеет характерный цилиндрический корпус с рабочей ручкой, вращающейся в отличие от крыльчатых видов с возвратно-поступательными движениями, по кругу.
Свое название конструкция получила из-за наличия в рабочем узле плоских пластин — шиберов.
Основной рабочий элемент устройства — ротор со смещенным центром вращения, располагающийся в круглом статоре. По периметру роторного колеса через равные промежутки прорезаны радиальные отверстия, в которые вставлены подпружиненные шиберные пластины. В насосном корпусе размещены входной и выходной патрубок, через которые происходит забор и выталкивание вод, преимущество шиберной конструкции — полная изоляция всасываемого и выталкиваемого потоков.
При вращении ротора поступающая через всасывающий патрубок вода перемещается шиберными пластинами вдоль корпуса и выталкивается наружу.
Отсутствие зазоров между роторным колесом и стенками рабочей камеры, присущее всем модификациям центробежных, винтовых и шестереночных видов, позволило существенно увеличить их КПД. К недостаткам можно отнести постоянный контакт шиберных пластин с корпусом — это приводит к их быстрому обоюдному износу. Основное применение роторно-пластинчатых помп — перекачка жидких вязких химических веществ и пищевых продуктов в промышленном производстве.
Другие виды механических насосов
Ручные механические устройства для водоснабжения использовались с древнейших времен, в настоящее время их заменили модели промышленного производства. В некоторых случаях при отсутствии электричества использование механических заводских агрегатов неэффективно, и народные умельцы придумывают свои схемы и чертежи, как сделать ручной насос для скважины своими руками.
Если в приведенном случае (водозабор из скважины) можно использовать принцип действия промышленных агрегатов, то для забора воды из открытых водоемов используют собственные разработки на основе древних технологий.
Винт Архимеда
Рис. 9 Винт Архимеда и его использование
Конструкция придумана греческим мыслителем в 250 году до нашей эры и состоит цилиндрической трубы, внутри которой находится винт, система опускается в открытый водоем под небольшим углом. При работе вращающиеся лопасти захватывает воду и продвигают ее вверх по трубе, по окончании которой она выливается в подготовленную емкость.
Аналог данной установки — шнековые электронасос, рассчитанный на постоянный водозабор из глубоких водных источников.
Гидравлический таран
Рис. 10 Гидравлический таран
Механик Монгольфье является создателем гидравлического насоса, поднимающего воду за счет своей кинетической энергии. Его принцип действия заключается в перекрытии быстрого потока клапаном, после чего вода под давлением поступает в размещенный вверху гидравлический бак и затем по напольному шлангу доставляется потребителю. Устройство работает повторяющимися циклами, некоторые производители выпускают гидронасосы кустарными способами.
Аэролифт
Рис. 11 Аэролифт – принцип работы
Германский инженер Карл Лошер разработал данный метод в 1797 году, его сущность состоит в выталкивании жидкости из опущенной в источник полой трубы воздухом. Для работы аэролифта в нижнюю часть трубы через входной патрубок закачивают ручным насосом воздух, его пузырьки растворяются в воде и вследствие легкого веса поднимаются на поверхность вместе с жидкостью.
Для предотвращения попадания жидкости в напорный воздушный шланг накачивание производят через ниппель.
Данную конструкцию можно использовать при наличии электричества, подключая вместо механического насоса компрессор.
Самодельная поршневая помпа
Некоторые народные умельцы изготавливают поршневые насосы самостоятельно. Обычная конструкция представляет собой рабочую камеру из сваренной трубы, в качестве поршня используют металлический или пластиковый диск с уплотнительным резиновым кольцом по диаметру. Чтобы обеспечить с помощью самодельной конструкции водоснабжение, в пластиковых или металлических поршневых дисках просверливают отверстия для установки системы обратных клапанов.
Рис. 12 Устройство самодельного поршневого насоса
Большинство современных механических агрегатов, как и поверхностные электронасосы, способны поднимать жидкость из скважин глубиной до 10 метров. Наибольшую высоту подачи обеспечивает штанговая помпа, работающая по аналогии с электрическими погружными видами. Ее корпус и рабочий клапан могут опускаться в источник глубиной до 30 метров, обеспечивая забор при аналогичном расстоянии до водного зеркала.
Среди всех видов в быту наиболее распространены поршневые ручные насосы, которые монтируются непосредственно над выходом обсадной скважинной трубы, при этом всасывание происходит через опущенную в отверстие трубу с обратным клапаном.
Ручной насос для скважины своими руками (устройство)
Содержание
Эксплуатационные особенности ручных насосов
Преимущества и недостатки
Классификация ручных насосов
Как выбрать ручной насос?
Какие этапы изготовления и подключения ручного насоса?
Этапы создания насоса (видео)
Централизованная система водоснабжения на небольших дачных участках – большая роскошь. Именно поэтому на плечи их владельцев рано или поздно ложится проблема организации подачи воды.
Распространенная конструкция ручного насоса для скважины
При ограниченном бюджете наиболее рациональным способом решения вопроса считают бурение скважины и монтаж ручного насоса. Разберемся во всех тонкостях работы подобного оборудования, а также его изготовлении своими руками.
1 Эксплуатационные особенности ручных насосов
Водяной ручной насос для скважины – это специальное устройство для перекачивания жидкости на поверхность под давлением. Оборудование такого образца приводится в действие усилиями человека посредством нажатия на специальный рычажный механизм.
Эксплуатация ручных установок требует применения физической силы, поэтому их рационально использовать на участках с малой потребностью в воде.
Конечно, скорость работы и объемы поднятия жидкости насосом несравнима с автоматическими системами, но отсутствие бесперебойного источника электроэнергии вынуждает дачников все чаще внедрять именно этот формат устройств. к меню ↑
1.1 Преимущества и недостатки
Ручной способ поднятия воды из скважины имеет ряд преимуществ и недостатков. К положительным моментам можно отнести:
Простота оборудования стала причиной его быстрого монтажа.
Установка системы возможна практически в любых условиях.
Экономия ресурсов – насос приводится в действие человеческими усилиями, не требуя подключения к электросети.
Устройство состоит из унифицированных узлов и частей, которые при необходимости подлежат замене – эта особенность позволяет максимально продлить срок службы установки.
Ручной насос стоит гораздо дешевле своих аналогов.
Вы экономите средства на введении оборудования в эксплуатацию, ведь процесс настолько прост, что не требует привлечения специалиста.
Ручной насос для скважины в металлическом корпусе
Недостатки использования ручного насоса исходят из особенностей его конструкции:
Потребность в приложении физической силы – перекачивание воды происходит только с нажатием на рычажный механизм.
Низкая производительность – насос показывает скромные результаты по объемам подачи жидкости в сравнении с автоматическими системами.
Несмотря на некоторые отрицательные моменты, ручные насосы для скважин пользуются высоким спросом, ведь порой это единственный способ обеспечить водоснабжение. к меню ↑
1.2 Классификация ручных насосов
Насосы для выкачки воды из абиссинской или другой скважины выполняют одинаковую функцию, но при этом их устройство и принцип действия несколько отличаются между собой. В зависимости от указанных критериев оборудование с ручным механизмом классифицируют на две категории:
поршневые насосы;
штанговые насосы.
Ручные поршневые насосы используются в тех случаях, когда вода на участке расположена на небольшой глубине – до 10 м.
Принцип работы оборудования довольно прост. Устройство представляет собой металлический цилиндр, внутри которого размещается поршень. Под действием физической силы он поочередно перемещается вниз и вверх. Подъем рычага человеком приводит к вытеснению жидкости через входное отверстие, а опускание – к наполнению водой надпоршневого пространства.
Такое нехитрое приспособление не составит труда соорудить своими руками и монтировать на дачном участке.
Ручной насос для скважины на участке
Глубинный штанговый насос ручного воздействия представляет собой более сложный механизм, который предназначен для откачки воды с абиссинской скважины или любой другой глубиной 10-30 м. Его конструкция состоит из цилиндра, поршня и очень длинного штока, который под действием рычага запускает всю систему. Штанговый насос располагается непосредственно в скважине, при этом его шток погружается в водный слой на глубину около 1 м.
Чтобы разобраться, какой тип изделия подойдет непосредственно к вашим условиям эксплуатации, вам придется изучить основные критерии выбора оборудования.
Читайте также: что делать, если насос застрял в скважине?
к меню ↑
2 Как выбрать ручной насос?
Выбор ручного насоса для перекачки жидкости будет зависеть от ряда факторов:
Глубина скважины.
Самый важный критерий при покупке оборудования или изготовлении его своими руками. Для подъема воды с небольшой глубины (до 10 м) можно использовать простые механизмы с поршневой системой. Если приходится перекачивать жидкость с абиссинской скважины глубиной 10-30 м, придется выбрать устройство со штанговой системой.
Диаметр скважины.
Специалисты рекомендуют бурить скважину диаметром свыше 4 дюймов — тогда для подачи воды с глубины подойдет любой насос с ручным рычагом.
Способ монтажа.
При подборе устройства нужно заранее продумать, есть ли необходимость в его дальнейшем перемещении на другой объект. Такая потребность часто возникает, когда для хозяйственных нужд жидкость берут из реки, а для питья – из колодца.
Период использования.
Основной элемент ручного насоса — поршень в трубе
В продаже существуют модели, предназначенные для круглогодичной эксплуатации, а также недорогие варианты с пластиковым корпусом для использования в летнее время.
Заранее предусмотрев каждую деталь, можно быть уверенным, что ручной насос для перекачки воды оправдает ожидания пользователя. к меню ↑
2.1 Какие этапы изготовления и подключения ручного насоса?
Собрать ручной насос своими руками из подручных средств – задача посильная для каждого мужчины. Главное — четко следовать указанной инструкции:
Изготавливаем корпус.
Для корпуса самодельного насоса вам понадобится металлический цилиндр – это может быть кусок старой трубы либо ненужная гильза от дизельного двигателя. Длина отрезка должна быть порядка 60-80 см, а диаметр – свыше 8 см.
Для обеспечения качественной работы будущего оборудования, необходимо проточить внутреннюю поверхность трубы на станке. Избавив металл от неровности, вы облегчите усилия, которые потребуются для перекачки воды.
Вырезаем крышку.
Для ее изготовления можно использовать металл или пластик. В крышке следует обязательно сделать отверстие под шток. Когда конструкция готова, внутрь помещается поршень. После этого, дно закрывается точно такой же крышкой с клапаном. Сбоку приваривается труба для подачи воды.
Установка поршня.
Поршень может быть создан из дерева, пластика или металла, главное правило – он должен быть уплотнен резиновым кольцом. При установке этого конструкционного элемента необходимо оставить минимальный зазор между стенками корпуса, тогда вода не будет просачиваться.
Подсоединение входной трубы к скважине.
Элементы для создания ручного насоса своими руками
Входная труба, подающая внутрь устройства воду, должна быть прочной и выносливой. Чтобы обеспечить эти характеристики, подберите армированные шланги, жесткие пластиковые элементы или стальные трубы.
Монтаж клапанов.
Обратные клапаны – это специальные отверстия, которые созданы в корпусе поршня и нижней крышке металлического цилиндра. Именно они определяют производительность всей системы. Клапаны не дают возможности жидкости вернуться обратно во входящую трубу.
Для их создания можно использовать толстую резину, которая фиксируется на отверстии с помощью склёпок.
Декоративные работы.
Самодельный ручной насос должен иметь удобную ручку. Ее форма может быть любой, главное – надежно прикрепить элемент к штоку. Кроме того, сам насос необходимо зафиксировать на подготовленной площадке, используя фланец.
Проведя весь комплекс работ вышеуказанных работ, вы обеспечите бесперебойную подачу воды на собственном участке. к меню ↑
2.2 Этапы создания насоса (видео)
Главная страница » Скважинные насосы
Глубокие ручные насосы Bison Pumps — лучший водяной насос
Показаны все 5 результатов
Сортировать по популярностиСортировать по среднему рейтингуСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Стандартный глубинный насос
Глубинный насос с плоским фланцем
Встроенный глубинный насос
Вакуумный насос
Цилиндры
Bison Pumps Ручные насосы для глубоких скважин — это ручные насосы самого высокого качества на рынке. Бестселлером Bison является стандартный глубинный насос, но есть несколько моделей для различных конфигураций скважины.
Нужный ручной насос для глубокого колодца зависит от подключения к колодцу. Кроме того, имейте в виду, что для каждого ручного насоса для глубоких скважин требуется труба и шток, а также цилиндр. Все ручные насосы стандартно поставляются с грибовидным вентиляционным отверстием для предотвращения вакуума, отверстием в верхней части для проводов и инструментами для установки, включая лопасть, инструмент для извлечения стержня и страховочный трос.
Глубоководные ручные насосы Bison Pumps — это высококачественные ручные насосы для глубоководных скважин на рынке. Насос Bison может похвастаться непревзойденным качеством дизайна и конструкции. Корпус из нержавеющей стали гарантирует защиту от ржавчины и обеспечивает безопасную незагрязненную воду.
С насосом Bison НЕТ ЗАЛИВКИ и РЕГУЛЯРНОГО ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ. С пожизненной гарантией вы можете быть спокойны, зная, что у вас всегда будет безопасный доступ к воде. Бестселлером Bison является стандартный глубинный насос, но существует несколько конструкций для различных конфигураций скважины.
Что включено?
Ваша насосная система будет включать головку насоса, а также трубу, шток и цилиндр. Все ручные скважинные насосы стандартно поставляются с грибовидным вентиляционным отверстием для предотвращения вакуума, отверстием в верхней части для проводов и инструментами для установки, включая лопасть, инструмент для извлечения стержня, страховочный трос и руководство пользователя. Кроме того, на все насосы Bison предоставляется пожизненная гарантия!
Установка с электронасосом
Да, насос Bison можно установить в колодец, в котором уже есть погружной насос. Здесь есть несколько вариантов. В зависимости от настройки вашей скважины, провода могут выходить через основание насоса Bison или через боковую часть обсадной трубы с помощью Conduit El (продается Bison). Внутри колодца насос Bison может быть установлен «в линию» с вашим погружным насосом (см. Встроенный глубинный насос) или рядом с ним. Позвоните нам, и мы ответим на ваши технические вопросы и поможем определить, какой насос лучше всего подходит для вашей скважины. 1-800-339-2601
Какой насос мне подходит?
Выбор насоса зависит от подключения к скважине. Если обсадная труба поднимается над землей, стандартный глубинный насос надевается сверху и ввинчивается в боковые стороны обсадной колонны. Однако, если соединение представляет собой плоскую поверхность, вам может понадобиться глубинный насос с плоским фланцем, который предназначен для установки на плоской поверхности, например на бетонной плите. Встроенный глубинный насос предназначен для установки «в линию» с вашим погружным насосом. Насос Well Point предназначен для установки непосредственно на трубу, обычно используется с 2-дюймовыми соединениями, но возможны и другие варианты.
Ручные насосы на всю жизнь
Ручные колодезные насосы Bison предлагает пожизненную гарантию на все изготовленные детали насоса. Мы можем сделать это, потому что ручной насос для глубокой скважины настолько высокого качества, что компания Bison предоставляет пожизненную гарантию на каждый насос для каждого клиента. Изготовленный из нержавеющей стали, вплоть до болтов, насос Bison рассчитан на всю жизнь!
Bison is Best
Насосы Bison — это ручные насосы самого высокого качества на рынке. Дизайн продуман до мелочей, с учетом как функциональности, так и эстетики.
Водонепроницаемое уплотнение на корпусе уникально. Эргономичный дизайн рукоятки привлекателен и удобен в использовании. Все ручные насосы для глубоких колодцев изготовлены из нержавеющей стали, включая болты и подъемные штанги для опускания в скважину.
Scroll
Идет загрузка…
Комплекты ручных насосов Best Well Если сеть выйдет из строя
By Just In Case Jack | Последнее обновление: 27 июня 2022 г.
Сегодня мы рассмотрим лучшие комплекты ручных насосов для аварийных колодцев и зачем он тебе нужен.
Вот точные темы ручных скважинных насосов, которые я раскрою сегодня:
5 лучших комплектов ручных скважинных насосов, представленных сегодня на рынке
Что такое ручной скважинный насос и как он работает
Преимущества и особенности ручного скважинного насоса
4 типа ручных скважинных насосов
Как определить размер аварийного скважинного насоса
Установка ручного скважинного насоса
Ручной насос для глубокого колодца своими руками
В качестве способа познакомить вас с навыками выживания мы раздаем наш № 78 полный контрольный список для Prepper. Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
5 лучших комплектов ручных насосов для скважин, представленных сегодня на рынке
Вы можете порыться в Интернете, пытаясь найти и сравнить лучший ручной насос для скважины для вашей установки.
Но здесь, в Skilled Survival, мы сделали всю эту тяжелую работу за вас.
Вот наши рекомендации по лучшим ручным скважинным насосам, представленным сегодня на рынке.
1 Наш лучший выбор
Аварийный ручной скважинный насос от Legacy — 25, 50 ИЛИ 100 ФУТОВ
Если вам нужен простой автономный ручной скважинный насос, вы не ошибетесь, выбрав этот от Legacy.
Вы можете хранить ограниченное количество воды на случай чрезвычайной ситуации в будущем. Поэтому очень важно иметь легкий ручной насос, который можно вытащить в экстренной ситуации.
Выньте его из коробки, и вы готовы к работе.
Аварийный ручной колодезный насос Legacy не комплектуется. Потому что, как только вы откроете его, он попадет прямо в ваш колодец.
Отрегулируйте длину трубы, и все готово.
Его также легко накачивать, чтобы ваши дети могли участвовать в игре.
Благодаря простой установке и портативности этот насос — именно то, что вам нужно в экстренной ситуации.
ПРЕИМУЩЕСТВА
Превосходная портативность/легкость
Без сборки ( просто отрегулируйте длину трубы )
Доступно ( по сравнению с другими вариантами )
МИНУСЫ
Используемые материалы не так долговечны, как металл
Мы получаем комиссию, если вы совершаете покупку без каких-либо дополнительных затрат для вас.
2
Простой насос | Качественные водяные насосы и скважинные насосы
Если у вас есть глубокий колодец, к которому вы хотите получить доступ вручную, вам поможет Simple Pump.
Они достигают почти всех глубоких колодцев глубиной до 325 футов и могут быть установлены рядом с вашим погружным насосом.
Подходит для ручек многих размеров.
Кроме того, вы можете преобразовать его из ручного насоса в моторизованный насос с двигателем Simple Pump, работающим от солнечной энергии.
Деталей всего несколько, поэтому техническое обслуживание простое, а он хорошо работает в морозных условиях.
В них используется нержавеющая сталь аэрокосмического класса. Сталь, обработанная на компьютере для обеспечения высочайшей точности. Так что сделано качественно и надолго.
Вы даже можете качать воду прямо в напорный бак, чтобы наполнить дом водой.
У вас есть круглосуточный доступ к колодезной воде, независимо от того, работает ли электросеть.
Simple Pump — высококачественный автономный ручной насос для глубоких скважин, который вас не подведет.
PROS
Использованы очень высококачественные материалы
Прецизионная конструкция и детали
Разработаны для установки и использования в любое время для экономии энергии или аварийной ситуации
МИНУСЫ
Очень дорого
Проверить сегодняшнюю цену
Мы получаем комиссию, если вы совершаете покупку без каких-либо дополнительных затрат для вас.
3
Bison Deep Well Hand Pumps
Bison — еще один производитель отличных ручных насосов для скважин, которые являются бестселлерами в этой категории.
Насос Bison изготовлен из нержавеющей стали 304 на корпусе, рукоятке, подъемной штанге и сопутствующем оборудовании.
Все сварные швы компонентов выполнены профессионально и имеют долговечную полированную вручную поверхность.
Нержавеющая сталь не подвержена ржавчине. Ваша питьевая вода безопасна и не загрязнена.
Насос не нужно заливать, а техническое обслуживание практически не требуется.
Это также всепогодный насос. Который можно использовать круглый год, не беспокоясь о замерзании. И вы также можете добавить опцию защиты от несанкционированного доступа.
После 4-5 гребков вы получите поток воды около 20 унций за гребок.
Bison предлагает пожизненную гарантию на этот ручной насос для глубокого колодца. И они поддерживают свои продукты, потому что они ЭТО хороши.
PROS
Всепогодный насос может обрабатывать зимние температуры
Система низкого обслуживания
Can Buld до выносливости для обеспечения безопасности
Cons
, вероятно, очень простые (. чтобы узнать цену )
Узнать сегодняшнюю цену
Мы получаем комиссию, если вы совершаете покупку без каких-либо дополнительных затрат для вас.
4
Комплект ручного скважинного насоса FloJak Plus-50 футов из нержавеющей стали
FloJak Plus — это еще одна отличная система ручного скважинного насоса, которую можно установить и запустить для любой автономной скважины.
Доступны варианты длиной 50, 100 и 150 футов, в зависимости от глубины вашей скважины. И это узкая конструкция, которая вписывается в существующую скважину рядом с электрическим насосом.
Определение глубины статического уровня воды , чтобы вы могли регулировать длину трубы из ПВХ.
Обязательно соедините трубы грунтовкой и клеем ПВХ для плотного и герметичного соединения.
Чтобы спустить его в колодец, может потребоваться несколько человек. Потому что вы должны медленно опустить жесткую трубу ниже уровня воды.
Большинство верхних надземных компонентов изготовлены из санитарно-гигиенической нержавеющей стали. Таким образом, они очень прочны на всю жизнь.
Насос выталкивает воду вверх по стержню и наружу через ручку. Эта конструкция обеспечивает плавный поток воды под давлением, который может поступать в водопроводную систему вашего дома.
Таким образом, вы сможете смывать туалеты, принимать душ и направлять воду в раковину.
Pros
Узкие дизайнерские работы вместе с существующим электрическим насосом
Использование сантехнического сорта из нержавеющей стали ( длится срок службы )
SESCETIBLE TOMSING DEMSITING
. Бол. Проверить сегодняшнюю цену
Мы получаем комиссию, если вы совершаете покупку без каких-либо дополнительных затрат для вас.
5
Колодезные насосы Apocalypse
Для скважин со статической водой на глубине от 40 до 200 футов модели Apocalypse AR и SJ могут выполнять откачку за вас.
Они оснащены насосом и кабелем. Это доставляет воду из вашего колодца с движением вверх, потянув за кабель. И движение воды вверх, в то время как вес и сила тяжести производят движение вниз.
Модель AR перекачивает до 3,5 галлонов в минуту, а модель SJ перекачивает до 1,5 галлонов в минуту. Отличие моделей заключается в размере поршня и длине троса из нержавеющей стали.
Эта конструкция кабеля более экономична, чем насосные штанги. Таким образом, они могут эффективно поднимать воду из более глубоких колодцев.
Они также используют тефлоновые уплотнения, и в отличие от резиновых уплотнений, которые могут служить до 10 лет, тефлоновые уплотнения неограничены. Они утверждают, что могут даже пережить колодец.
Все компоненты защищены от ржавчины ПВХ, тефлоном и нержавеющей сталью. И установка быстрая, около 2 часов.
PROS
Использует тефлоновые уплотнения для предотвращения ржавчины, коррозии или замерзания
Необслуживаемая и надежная
100% гарантия качества
ПРОТИВ
Сборка сложнее, чем у других вариантов
Цена выше, чем у других вариантов
0
0
Проверить сегодняшнюю цену
Мы получаем комиссию, если вы совершаете покупку без каких-либо дополнительных затрат для вас.
Чтобы познакомить вас с навыками выживания, мы раздаем наш № 78 полный контрольный список для подготовки. Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
Что такое ручной скважинный насос и как он работает
Ручной колодезный насос — устройство для ручного откачивания воды из колодца.
Рычаг прикреплен к шатуну, который поворачивается и при нажатии погружается в воду.
Когда вы поднимаете рычаг, поршень опускается, создавая всасывание. А когда рычаг опущен, шайба перекрывает поток воды, и она скапливается в насосе.
По мере того, как вы продолжаете качать, уровень воды увеличивается, пока не вытечет из выпускного клапана.
Все мы сталкивались с ситуациями, когда отключалось электричество, и вы оставались в темноте. Это отстой, но обычно кратковременный.
А если нет? Что вы собираетесь делать, если произойдет крупномасштабная катастрофа или серьезный сбой в энергосистеме? Ядерная атака или ЭМИ?
Ну, вот почему вам нужен верный способ получить воду для вашего выживания в долгосрочной перспективе.
Чтобы познакомить вас с навыками выживания, мы раздаем наш полный контрольный список снаряжения для выживания. Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
Преимущества и особенности ручного скважинного насоса
Вы здесь, в Skilled Survival, потому что хотите научиться действовать в чрезвычайной ситуации. Вы хотите стать устойчивым к наихудшему сценарию.
А это значит, что нужно разработать планы выживания, в том числе:
Место побега
Еда
Предметы медицинского назначения
Экипировка для выживания
Резервное питание
И самое главное вода
Вода — эликсир жизни, и без нее вам конец.
Будь то дома или в хижине в лесу, у вас должен быть постоянный запас питьевой воды. И если вы не подключены к муниципальной системе водоснабжения, вы получаете воду из колодца.
Водяные колодцы — отличный независимый источник воды, но большую часть времени, , мы по-прежнему полагаемся на электроэнергию для работы насоса.
Но что, если сеть выйдет из строя и не будет электричества? Или солнце скрылось за тучами, а ваш солнечный водяной насос тоже не работает? Вам нужен запасной план, чтобы поднять воду на поверхность.
Помимо очевидных причин, у инвестиций в ручной скважинный насос есть много других преимуществ.
Дешево и надежно
Колодезный ручной насос не использует электричество. Вместо этого он получает свою силу от ВАС.
Вы не платите за силу, когда используете ее, вы просто используете свои мышцы.
У них также очень мало движущихся частей, которые можно сломать, поэтому обслуживание минимально.
Универсальность и эффективность
Аварийный скважинный насос используется во многих областях, включая садоводство, строительство и приусадебный участок.
Вы можете эксплуатировать их на разной высоте от глубоких до неглубоких колодцев. Черт возьми, они даже работают в бочках с водой.
И единственными ограничениями для прокачки являются ваша собственная грубая сила и настойчивость.
Это дает вам большую эффективность для всех ваших потребностей в ситуации выживания.
Они работают тихо и безопасны для всех членов семьи.
Простая установка
Со спросом приходят инновации.
Комплект ручного насоса для колодца очень прост в установке и позволяет быстро приступить к работе.
Во-первых, вам нужно определить общую глубину вашего существующего колодца. Таким образом, вы можете подключить необходимое количество труб, чтобы удлинить ручной насос ниже ватерлинии.
Большинство моделей компактны и быстро подключаются, так что вы готовы к работе.
Чтобы познакомить вас с навыками выживания, мы раздаем наш № 78 полный контрольный список для подготовки. Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
4 типа ручных скважинных насосов
Прошли те времена, когда рыли колодцы и черпали воду ведром и веревкой.
В зависимости от глубины вашего колодца вы можете выбрать один из нескольких типов ручных насосов для колодца.
1. Всасывающие насосы
Они предназначены для сельских ферм или приусадебных участков, где вам нужен доступ к воде из колодца, где нет электричества.
Это недорогие насосы для неглубоких колодцев с грузоподъемностью около 20 футов.
Вам нужно постоянно качать воду, чтобы обеспечить поток воды.
2. Поршневые насосы
Этот тип аварийного неэлектрического скважинного насоса работает для немного более глубоких уровней воды.
Эти колодцы имеют глубину более 25 футов и используют поршень для вытеснения воды вверх.
Вы набираете воду и улавливаете ее над обратным клапаном. Таким образом, при нажатии ручки вниз вода вытекает из носика.
3. Dee p Скважинные насосы
Ручные водяные насосы для глубоких колодцев необходимы при подъеме воды на высоту более 35 футов.
Они используют механическую систему, такую как маховик, и являются более тяжелыми и прочными.
Глубина, на которую они могут работать, практически не ограничена. Единственным ограничением является смазка локтя человека, управляющего им.
4. Подъемные насосы
Подъемные насосы обеспечивают доступ к воде глубиной более 100 футов. Эти глубины часто необходимы в бедных или развивающихся регионах мира.
Он включает в себя цилиндры для зачерпывания воды и подъема ее вверх с помощью цепной петли, когда вы им управляете.
Это старая технология ручной накачки, но она отлично работает без особых усилий.
Чтобы познакомить вас с навыками выживания, мы раздаем наш полный контрольный список снаряжения для выживания. Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
Как определить размер аварийного скважинного насоса
Перед покупкой ручного водяного насоса необходимо определиться с подходящим размером.
Это означает, что сначала нужно определить статический уровень воды.
Это расстояние от верха колодца на уровне земли до верхнего уровня воды в колодце.
У вас есть щебень всех размеров от гравия до песка.
Там, где начинается уровень воды, вы найдете насыщенный щебень. И именно здесь вырыт ваш колодец, чтобы получить доступ к воде.
Часто ваш электрический насос располагается внизу. Таким образом, вам нужно всего лишь опуститься примерно на 10 футов ниже уровня воды, чтобы успешно управлять ручным насосом.
Выполните проверку глубины с помощью утяжеленной лески.
Используйте несвинцовый груз и поплавок, чтобы он достиг воды. Как только поплавок всплывет на воде, возьмите слабину и отметьте леску.
Затем вы можете поднять его и измерить расстояние, чтобы определить глубину.
Глубина уровня воды определяет правильный тип аварийного ручного водяного насоса.
Чтобы познакомить вас с навыками выживания, мы раздаем наш № 78 полный контрольный список для подготовки.
Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
Установка ручного скважинного насоса
Установка вашего нового колодезного насоса может варьироваться от довольно простой до сложной.
Конечно, следуйте ВСЕМ инструкциям, прилагаемым к любому новому комплекту ручного скважинного насоса.
В зависимости от стиля у вас будет либо гибкий пластиковый шланг, либо полужесткая труба из ПВХ. Вы будете подавать либо из них в существующий колодец, либо в новый колодец.
Медленно вставляйте его, чтобы не повредить электрическую проводку существующего насоса или самого насоса.
Обычно в существующих колодцах электрический насос устанавливается на дне выкопанного колодца. И ваш ручной насос будет погружен примерно на 10 футов ниже статической ватерлинии.
Установив трубопровод, вы можете закрепить насосный механизм вверху и прикрепить все компоненты.
Чтобы познакомить вас с навыками выживания, мы раздаем наш № 78 полный контрольный список для подготовки.
Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
Ручной насос для глубокого колодца своими руками
Если вы не хотите тратить деньги на ручной насос для колодца, вы всегда можете сделать его самостоятельно.
Вам потребуются некоторые основные инструменты и оборудование, но если вы под рукой, это сработает.
Вы можете собрать ручной скважинный насос с трубой из ПВХ, приобретённой в местном строительном магазине.
Убедитесь, что вы приобрели правильную длину для вашей глубокой скважины. Начните с создания узла нижнего клапана.
Это позволит воде попасть в трубный цилиндр, не выпуская ее обратно.
Затем вы строите механизм поршня, чтобы он герметизировал цилиндр и создавал всасывание.
Он также имеет второй клапан для подачи воды в верхнюю трубу.
Сначала определите длину трубы, необходимую для выхода за пределы статического уровня воды. Затем можно собрать и опустить трубопровод в колодец.
Соберите узел головки насоса и прикрепите его к трубопроводу так, чтобы вода вытекала из носика с помощью рычага и рукоятки.
Это довольно простая установка. Но вы можете получить помощь в Интернете, чтобы правильно построить каждый компонент.
Вот видео о том, как сделать ручной насос для глубокой скважины своими руками:
Заключительные мысли
Иметь доступ к воде, не беспокоясь об электросети, жизненно важно.
Получите комплект ручного насоса для колодца сегодня и используйте свои мышцы, чтобы обеспечить мощность.

 Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.
Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.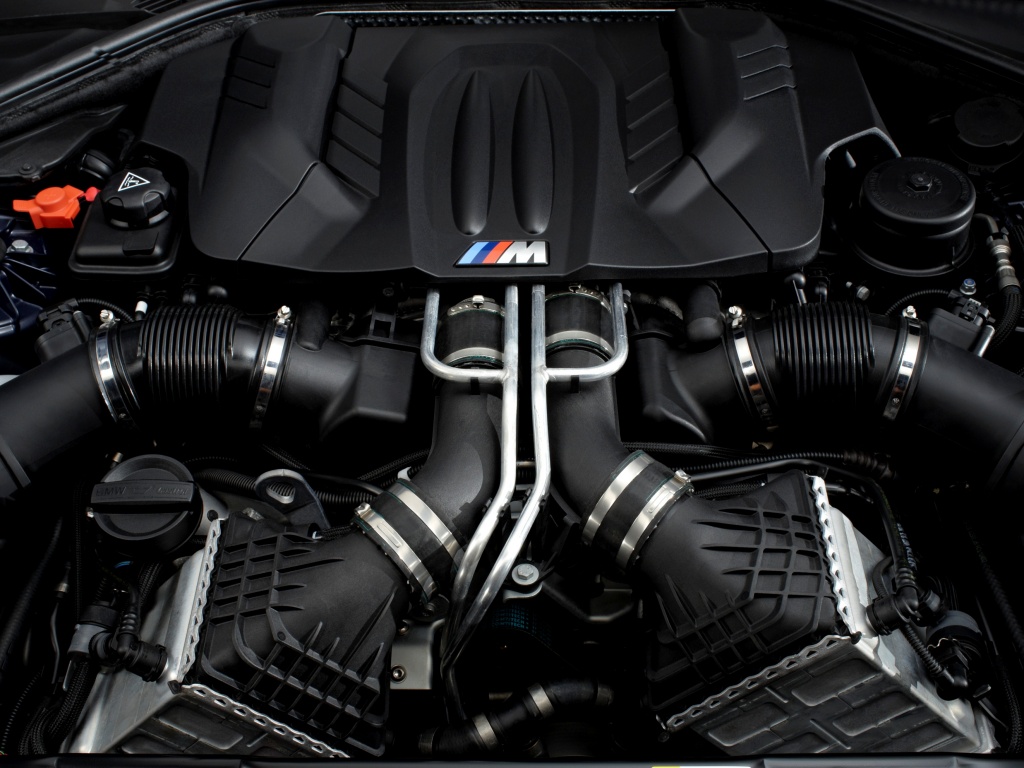 Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала.
Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала. Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
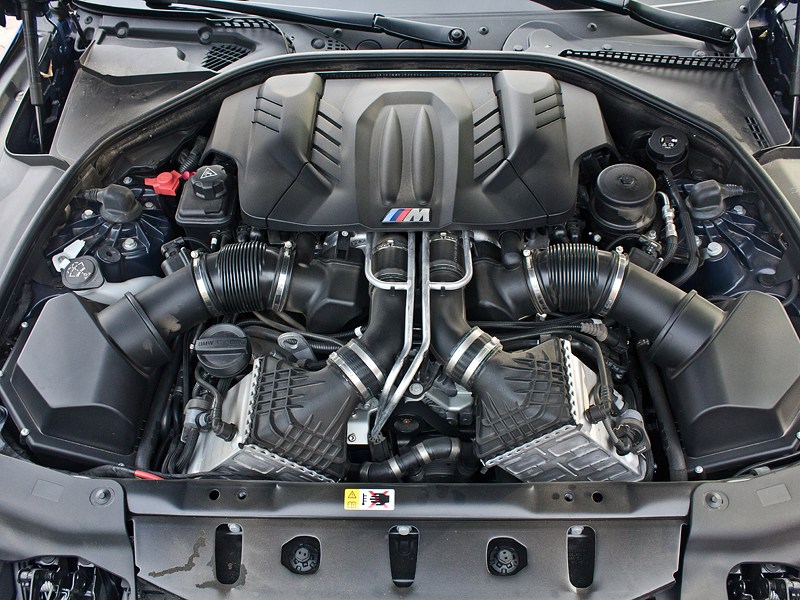 Двигатель у новой модели тогда остался практически без изменений. Однако, глупо было бы полагать, что конструкторские работы велись только в одном направлении. Оказывается, для нового мотоцикла тогда был разработан и новый двигатель! Но… в силу каких-то обстоятельств в серию новый двигатель М-63 так и не попал.
Двигатель у новой модели тогда остался практически без изменений. Однако, глупо было бы полагать, что конструкторские работы велись только в одном направлении. Оказывается, для нового мотоцикла тогда был разработан и новый двигатель! Но… в силу каких-то обстоятельств в серию новый двигатель М-63 так и не попал. д.) из-за того, что кривошип устанавливается в картер сзади.
д.) из-за того, что кривошип устанавливается в картер сзади. Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла.
Кривошипы двигателей М-63 и М-62 взаимозаменяемы, однако в новой модели ширина маслоуловителей увеличена до 9 мм, что улучшает очистку масла. Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала.
Такие конструктивные меры в сочетании с особым профилем кулачка газораспределения обеспечили бесшумную работу клапанного механизма на протяжении всего гарантийного пробега. Новый профиль кулачка газораспределения, увеличение радиуса его затылка и ширины кулачков, применение вращающихся вокруг своей оси литых чугунных толкателей позволили значительно уменьшить износ как самих толкателей, так и распределительного вала. Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
Мотоцикл с опытным двигателем М-63 совершил также пробег в 15 тысяч километров и показал высокую надежность.
 Многие также считают, что BMW сильно недооценивает выходную мощность S63. В любом случае, это чертовски производительный двигатель. Однако ни одна машина или двигатель не идеальны, и это относится к моделям S63 M5, M6 и M8. В этой статье мы обсудим некоторые из наиболее распространенных проблем с двигателем S63, а также общую надежность.
Многие также считают, что BMW сильно недооценивает выходную мощность S63. В любом случае, это чертовски производительный двигатель. Однако ни одна машина или двигатель не идеальны, и это относится к моделям S63 M5, M6 и M8. В этой статье мы обсудим некоторые из наиболее распространенных проблем с двигателем S63, а также общую надежность. Двигатели N63 являются отличным примером, так как оригинальные N63 были ужасной историей, а более новые двигатели N63TU3 — радикальное улучшение. Возможно, с S63 все по-другому, но двигатели со временем совершенствовались. Новые двигатели S63TU, вероятно, будут более надежными, чем ранние S63.
Двигатели N63 являются отличным примером, так как оригинальные N63 были ужасной историей, а более новые двигатели N63TU3 — радикальное улучшение. Возможно, с S63 все по-другому, но двигатели со временем совершенствовались. Новые двигатели S63TU, вероятно, будут более надежными, чем ранние S63. Есть также много других вещей, которые могут выйти из строя с двигателем S63 — это понятие применимо ко всем двигателям.
Есть также много других вещей, которые могут выйти из строя с двигателем S63 — это понятие применимо ко всем двигателям.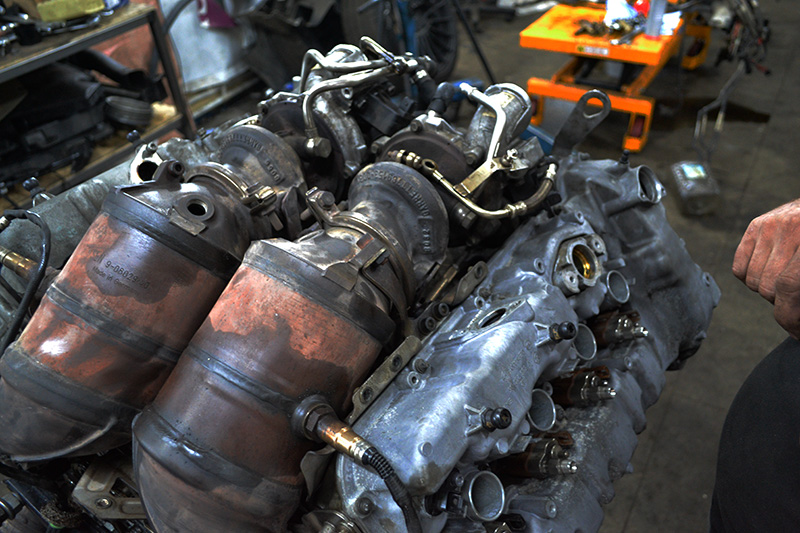 Соленоиды VANOS полагаются на протекание через них масла, а это означает, что они выдерживают определенные нагрузки. Со временем на соленоидах S63 Vanos образуются масляные отложения, которые начинают вызывать проблемы с правильной работой. Это не серьезная проблема, но в S63 используются 4 соленоида VANOS, поэтому стоимость ремонта может возрасти.
Соленоиды VANOS полагаются на протекание через них масла, а это означает, что они выдерживают определенные нагрузки. Со временем на соленоидах S63 Vanos образуются масляные отложения, которые начинают вызывать проблемы с правильной работой. Это не серьезная проблема, но в S63 используются 4 соленоида VANOS, поэтому стоимость ремонта может возрасти. Обычно они со временем выходят из строя из-за накопления, поэтому симптомы со временем часто ухудшаются. Это часто вызывает неровный холостой ход, пропуски зажигания и колебания. Он также может выдать код неисправности, указывающий на проблему с соленоидами. Более серьезный отказ соленоидов приведет к тому, что S63 M5 / M6 загорится индикатором проверки двигателя, кодами неисправностей, и двигатель может перейти в аварийный режим.
Обычно они со временем выходят из строя из-за накопления, поэтому симптомы со временем часто ухудшаются. Это часто вызывает неровный холостой ход, пропуски зажигания и колебания. Он также может выдать код неисправности, указывающий на проблему с соленоидами. Более серьезный отказ соленоидов приведет к тому, что S63 M5 / M6 загорится индикатором проверки двигателя, кодами неисправностей, и двигатель может перейти в аварийный режим. Скорее всего, проблемы с шатунными подшипниками на BMW S63 раздуты до невероятных размеров. Частично это, вероятно, связано с тем, что некоторые считают, что подразделение M не может понять шатунные подшипники. Все двигатели S54, S65 и S85 имели свою долю проблем с шатунными подшипниками. Хотя, вероятно, даже они были преувеличены.
Скорее всего, проблемы с шатунными подшипниками на BMW S63 раздуты до невероятных размеров. Частично это, вероятно, связано с тем, что некоторые считают, что подразделение M не может понять шатунные подшипники. Все двигатели S54, S65 и S85 имели свою долю проблем с шатунными подшипниками. Хотя, вероятно, даже они были преувеличены. По мере износа они въедаются в коленчатый вал и в конечном итоге могут вызвать стук штока и удары поршня. По сути, если вовремя не обнаружить поломку шатунного подшипника, можно полностью испортить двигатель. Это не настолько распространенная проблема, чтобы отпугнуть нас от покупки двигателя S63.
По мере износа они въедаются в коленчатый вал и в конечном итоге могут вызвать стук штока и удары поршня. По сути, если вовремя не обнаружить поломку шатунного подшипника, можно полностью испортить двигатель. Это не настолько распространенная проблема, чтобы отпугнуть нас от покупки двигателя S63. Это дешево сделать и скажет вам, если что-то выглядит ненормальным.
Это дешево сделать и скажет вам, если что-то выглядит ненормальным.
 Турбодвигатели уже жестко относятся к системе зажигания. Добавьте к этому тот факт, что S63 развивает мощность более 550 лошадиных сил, а детали зажигания выдерживают большие нагрузки.
Турбодвигатели уже жестко относятся к системе зажигания. Добавьте к этому тот факт, что S63 развивает мощность более 550 лошадиных сил, а детали зажигания выдерживают большие нагрузки. Эти пропуски зажигания могут привести к тому, что S63 будет работать неровно на холостом ходу, заикаться при ускорении и терять мощность. Вероятно, это вызовет код неисправности, указывающий на пропуски зажигания в цилиндре. Как только вы узнаете, какой цилиндр (ы) дает пропуски зажигания, попробуйте заменить катушку зажигания на исправный цилиндр. Если последует пропуск зажигания, то, скорее всего, виноваты катушки зажигания S63. Если пропуски зажигания не следуют, это, вероятно, свечи зажигания.
Эти пропуски зажигания могут привести к тому, что S63 будет работать неровно на холостом ходу, заикаться при ускорении и терять мощность. Вероятно, это вызовет код неисправности, указывающий на пропуски зажигания в цилиндре. Как только вы узнаете, какой цилиндр (ы) дает пропуски зажигания, попробуйте заменить катушку зажигания на исправный цилиндр. Если последует пропуск зажигания, то, скорее всего, виноваты катушки зажигания S63. Если пропуски зажигания не следуют, это, вероятно, свечи зажигания. Эти пропуски зажигания могут привести к тому, что S63 будет работать неровно на холостом ходу, заикаться при ускорении и терять мощность. Вероятно, это вызовет код неисправности, указывающий на пропуски зажигания в цилиндре. Как только вы узнаете, какой цилиндр (ы) дает пропуски зажигания, попробуйте заменить катушку зажигания на исправный цилиндр. Если последует пропуск зажигания, то, скорее всего, виноваты катушки зажигания S63. Если пропуски зажигания не следуют, это, вероятно, свечи зажигания.
Эти пропуски зажигания могут привести к тому, что S63 будет работать неровно на холостом ходу, заикаться при ускорении и терять мощность. Вероятно, это вызовет код неисправности, указывающий на пропуски зажигания в цилиндре. Как только вы узнаете, какой цилиндр (ы) дает пропуски зажигания, попробуйте заменить катушку зажигания на исправный цилиндр. Если последует пропуск зажигания, то, скорее всего, виноваты катушки зажигания S63. Если пропуски зажигания не следуют, это, вероятно, свечи зажигания. Двигатель не страдает многими серьезными общими проблемами, но они могут и случаются в редких случаях. Тем не менее, это высокопроизводительный двигатель, используемый в высокопроизводительных автомобилях BMW M. Техническое обслуживание может быстро окупиться. Это особенно верно, когда вы принимаете во внимание массивные тормоза, шины и т. д. BMW S63 может быть надежным, но это ни в коем случае не дешевый двигатель.
Двигатель не страдает многими серьезными общими проблемами, но они могут и случаются в редких случаях. Тем не менее, это высокопроизводительный двигатель, используемый в высокопроизводительных автомобилях BMW M. Техническое обслуживание может быстро окупиться. Это особенно верно, когда вы принимаете во внимание массивные тормоза, шины и т. д. BMW S63 может быть надежным, но это ни в коем случае не дешевый двигатель.
 Поддерживайте S63 в хорошем состоянии, сохраняйте заводской двигатель или придерживайтесь консервативной настройки, и вы, вероятно, получите отличный опыт владения двигателем S63 M5 / M6.
Поддерживайте S63 в хорошем состоянии, сохраняйте заводской двигатель или придерживайтесь консервативной настройки, и вы, вероятно, получите отличный опыт владения двигателем S63 M5 / M6.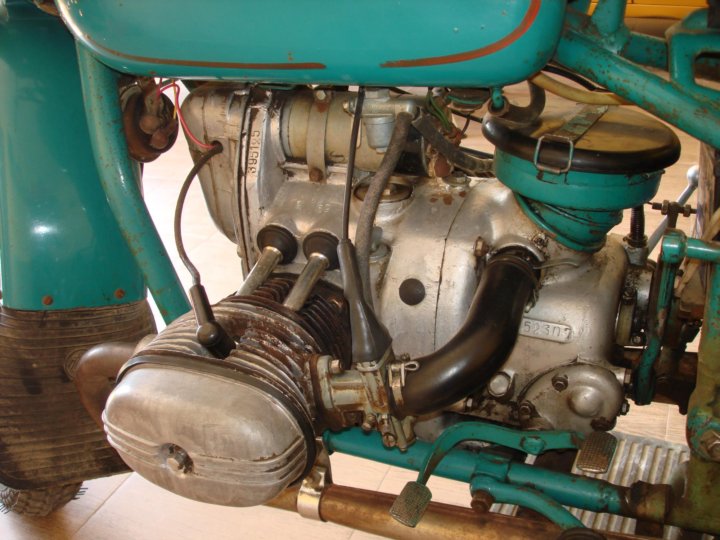


 Механическая металлообработка – это деформирование сплавов с поддержкой механических молотов либо гидравлических прессов, которые опускаются с большим весом вплотную вплоть до 5-ти тонн. Масса поковок уже после механической ковки имеют все шансы доходить 100 тонн и даже больше.
Механическая металлообработка – это деформирование сплавов с поддержкой механических молотов либо гидравлических прессов, которые опускаются с большим весом вплотную вплоть до 5-ти тонн. Масса поковок уже после механической ковки имеют все шансы доходить 100 тонн и даже больше. Следует выделить, то что в наши дни как правило используют заводскими болванками при ковке, к которым принадлежат различные пруты круглого также прямоугольного разреза, но кроме того лиственный сплав и пр. Такое освобождает от потребности выбирать металл также мастерить болванки без помощи других.
Следует выделить, то что в наши дни как правило используют заводскими болванками при ковке, к которым принадлежат различные пруты круглого также прямоугольного разреза, но кроме того лиственный сплав и пр. Такое освобождает от потребности выбирать металл также мастерить болванки без помощи других.
 Сложения также масштабы болванок и методы ковки находятся в зависимости от типа изделий.
Сложения также масштабы болванок и методы ковки находятся в зависимости от типа изделий. д.), все еще есть некоторые дефекты, которые могут произойти, если надлежащая забота не будет принята в дизайне процесса ковки, дефекты могут быть определены как недостатки, которые превышают определенные пределы.
д.), все еще есть некоторые дефекты, которые могут произойти, если надлежащая забота не будет принята в дизайне процесса ковки, дефекты могут быть определены как недостатки, которые превышают определенные пределы. Но за тысячелетия это ремесло видоизменилось и перестало быть уделом избранных, приобрело промышленные масштабы.
Но за тысячелетия это ремесло видоизменилось и перестало быть уделом избранных, приобрело промышленные масштабы. В небольших частных кузницах мастера обычно выбирают в качестве исходного материала металл в прутах.
В небольших частных кузницах мастера обычно выбирают в качестве исходного материала металл в прутах. Так называемые холодноломы применяют для обработки заготовок особенно крупных размеров.
Так называемые холодноломы применяют для обработки заготовок особенно крупных размеров.
 Исходя из этого, болванку разогревают до температуры, примерно на 300 градусов превышающей необходимую для начала обработки.
Исходя из этого, болванку разогревают до температуры, примерно на 300 градусов превышающей необходимую для начала обработки.
 Важно предусмотреть достаточно пространства для инструмента, расходников и временного хранения готовой продукции.
Важно предусмотреть достаточно пространства для инструмента, расходников и временного хранения готовой продукции. Чтобы оборудовать муфельную печь своими силами, следует соорудить камеру округлой или прямоугольной формы, выложенную шамотными кирпичами на металлическом каркасе.
Чтобы оборудовать муфельную печь своими силами, следует соорудить камеру округлой или прямоугольной формы, выложенную шамотными кирпичами на металлическом каркасе.
 Часто такой методике отдают предпочтение при обработке цветных металлов, так как температурный режим в холодной ковке почти не приводит к образованию окалины на поверхности изделия.
Часто такой методике отдают предпочтение при обработке цветных металлов, так как температурный режим в холодной ковке почти не приводит к образованию окалины на поверхности изделия. Станок снабжен воротом с рукоятью, который значительно облегчает работу.
Станок снабжен воротом с рукоятью, который значительно облегчает работу.








 Для этого типа оборудования требуется движущая сила в 50 000 тонн для вертикального вдавливания металла в полости пресс-формы с контролируемым высоким давлением. Вместо многократного удара по металлу для его деформации металл медленно вдавливается в штампы.
Для этого типа оборудования требуется движущая сила в 50 000 тонн для вертикального вдавливания металла в полости пресс-формы с контролируемым высоким давлением. Вместо многократного удара по металлу для его деформации металл медленно вдавливается в штампы. По мере нагревания и прессования металла мелкие трещины заделываются, а пустоты в металле заделываются.
По мере нагревания и прессования металла мелкие трещины заделываются, а пустоты в металле заделываются.

 Наши опытные члены группы поддержки обсудят с вами требования вашего проекта, помогут определить наилучший план действий и предоставят вам бесплатное предложение для вашего проекта. Свяжитесь с нами сегодня, чтобы назначить консультацию.
Наши опытные члены группы поддержки обсудят с вами требования вашего проекта, помогут определить наилучший план действий и предоставят вам бесплатное предложение для вашего проекта. Свяжитесь с нами сегодня, чтобы назначить консультацию. В слабой ванне также есть вода для управления огнем в кузнице.
В слабой ванне также есть вода для управления огнем в кузнице. Кроме того, операции по нанесению покрытия, такие как гальванопокрытие или покраска, не вызывают затруднений благодаря хорошей поверхности, которая требует минимальной подготовки.
Кроме того, операции по нанесению покрытия, такие как гальванопокрытие или покраска, не вызывают затруднений благодаря хорошей поверхности, которая требует минимальной подготовки. штамп и пуансон, то воздействие плунжера на пуансон приводит к тому, что нагретый материал, который очень податлив, принимает форму пуансона и полостей штампа. Обычно для полного формирования детали требуется только один пуансон. Дополнительное пространство между матрицей и пуансоном называется заусенцем. Он действует как предохранительный клапан для экстремального давления, создаваемого закрытием половинок штампа, но в конечном итоге обрезается с готовой детали.
штамп и пуансон, то воздействие плунжера на пуансон приводит к тому, что нагретый материал, который очень податлив, принимает форму пуансона и полостей штампа. Обычно для полного формирования детали требуется только один пуансон. Дополнительное пространство между матрицей и пуансоном называется заусенцем. Он действует как предохранительный клапан для экстремального давления, создаваемого закрытием половинок штампа, но в конечном итоге обрезается с готовой детали. Конструкции штампов имеют много аспектов, которые необходимо учитывать.
Конструкции штампов имеют много аспектов, которые необходимо учитывать. Иногда, когда алюминию придают желаемую форму методом холодной ковки, его подвергают термообработке для повышения прочности. Это называется «закалка».
Иногда, когда алюминию придают желаемую форму методом холодной ковки, его подвергают термообработке для повышения прочности. Это называется «закалка». Температурный диапазон для горячей ковки стали простирается от температуры выше комнатной до температуры ниже температуры рекристаллизации, или примерно от 800 до 1800 градусов по Фаренгейту. Тем не менее, более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для горячей ковки. По сравнению с холодной ковкой горячая ковка имеет потенциальные преимущества, заключающиеся в снижении нагрузки на инструмент, уменьшении нагрузки на ковочный пресс, повышении пластичности стали, устранении необходимости отжига перед ковкой и благоприятных свойствах после ковки, которые могут исключить термическую обработку.
Температурный диапазон для горячей ковки стали простирается от температуры выше комнатной до температуры ниже температуры рекристаллизации, или примерно от 800 до 1800 градусов по Фаренгейту. Тем не менее, более узкий диапазон от 1000 до 1330 градусов по Фаренгейту становится диапазоном, возможно, с наибольшим коммерческим потенциалом для горячей ковки. По сравнению с холодной ковкой горячая ковка имеет потенциальные преимущества, заключающиеся в снижении нагрузки на инструмент, уменьшении нагрузки на ковочный пресс, повышении пластичности стали, устранении необходимости отжига перед ковкой и благоприятных свойствах после ковки, которые могут исключить термическую обработку. Разновидностью горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одной и той же температуры. Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере, чтобы предотвратить окисление. Когда кусок металла подвергается горячей штамповке, его необходимо значительно нагреть.
Разновидностью горячей ковки является изотермическая ковка, при которой материалы и штампы нагреваются до одной и той же температуры. Почти во всех случаях изотермическая ковка суперсплавов проводится в вакууме или в строго контролируемой атмосфере, чтобы предотвратить окисление. Когда кусок металла подвергается горячей штамповке, его необходимо значительно нагреть.
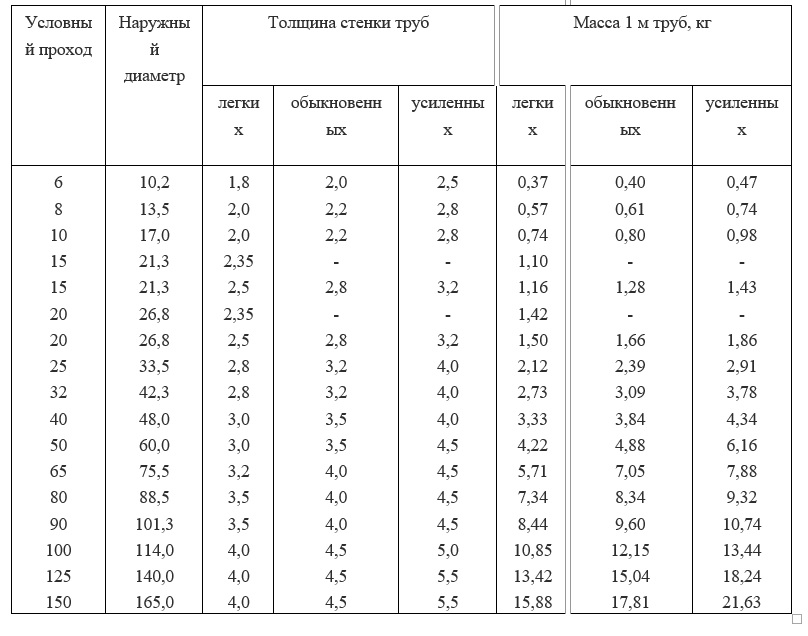 6
6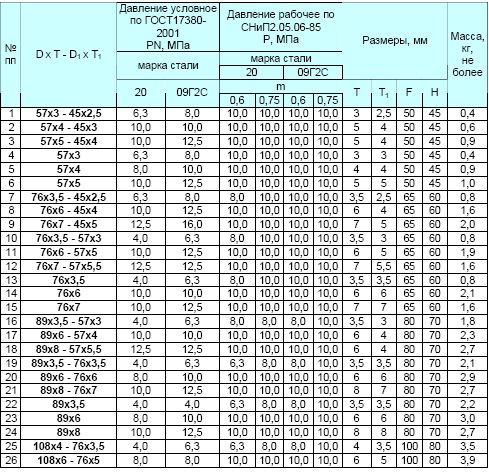 394
394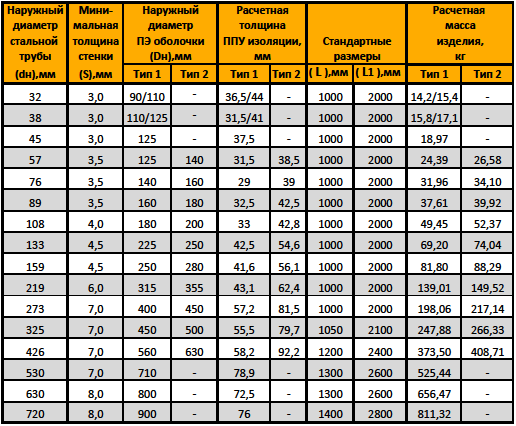 437
437 616
616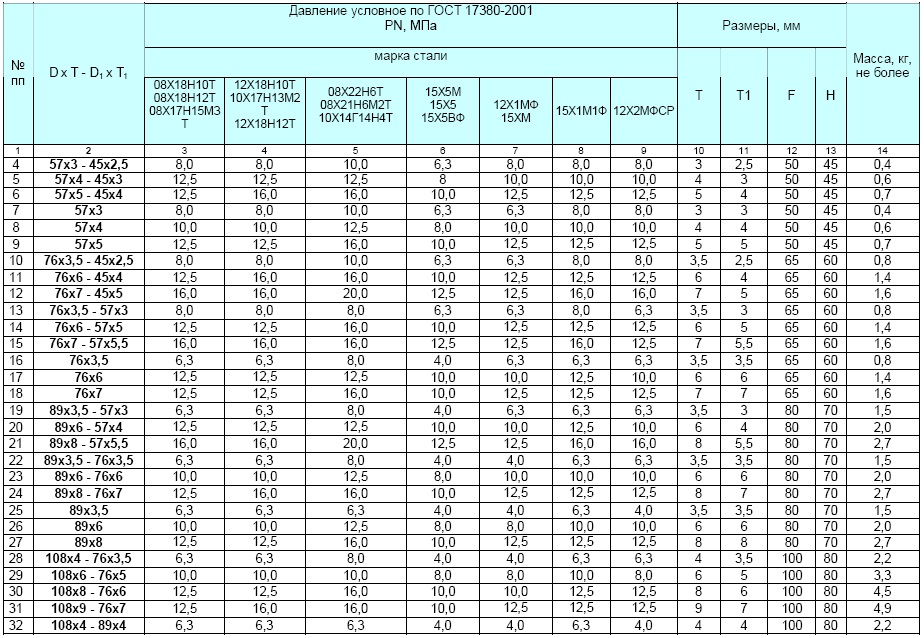 140
140 бесшовная
бесшовная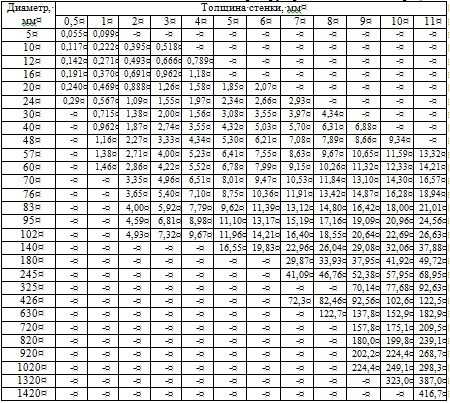



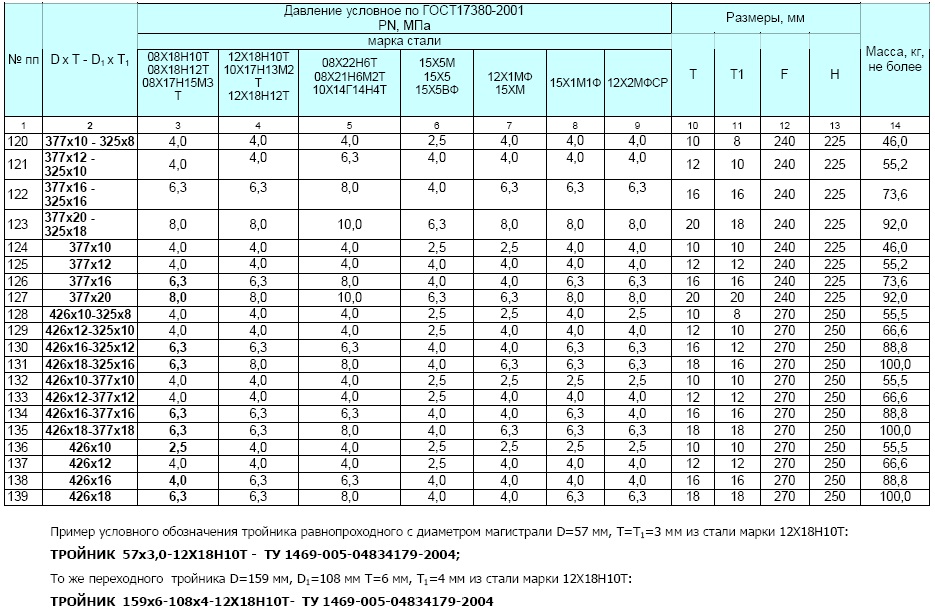
 5 20Х23Н18
5 20Х23Н18 6
6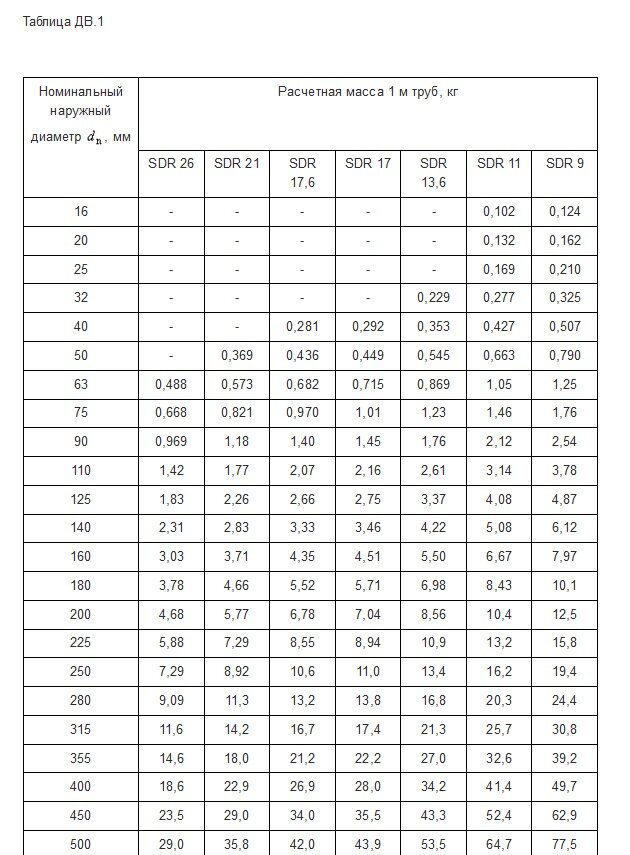
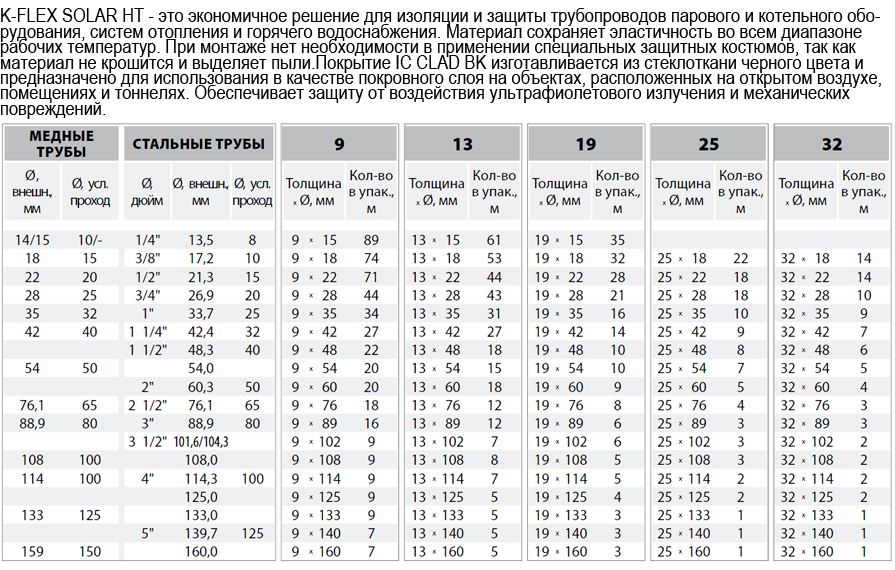 87 кг
87 кг 48 кг
48 кг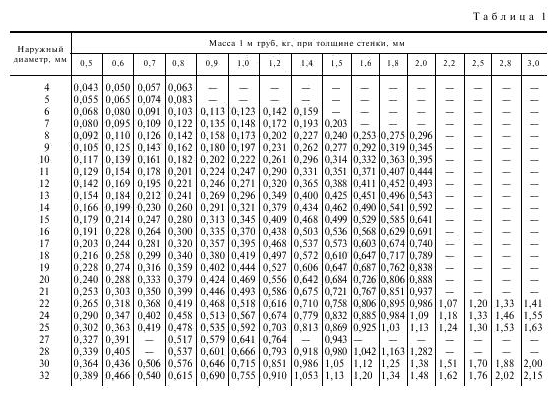 083
083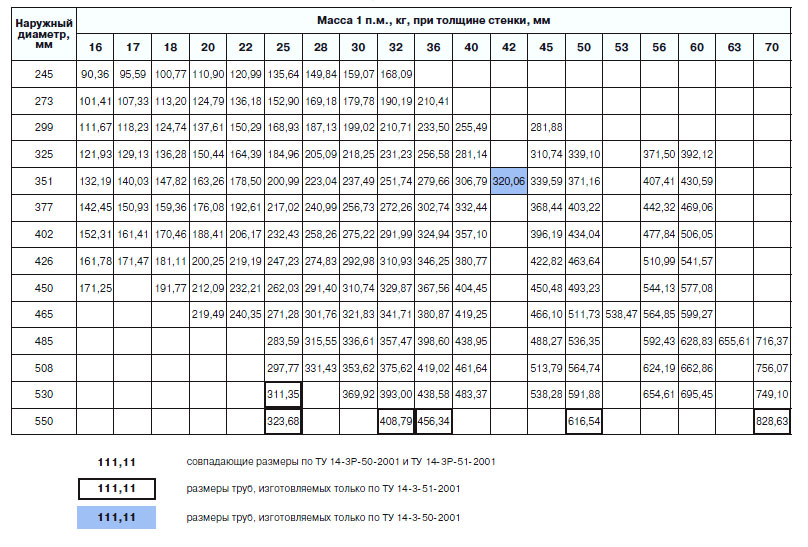 000
000 500
500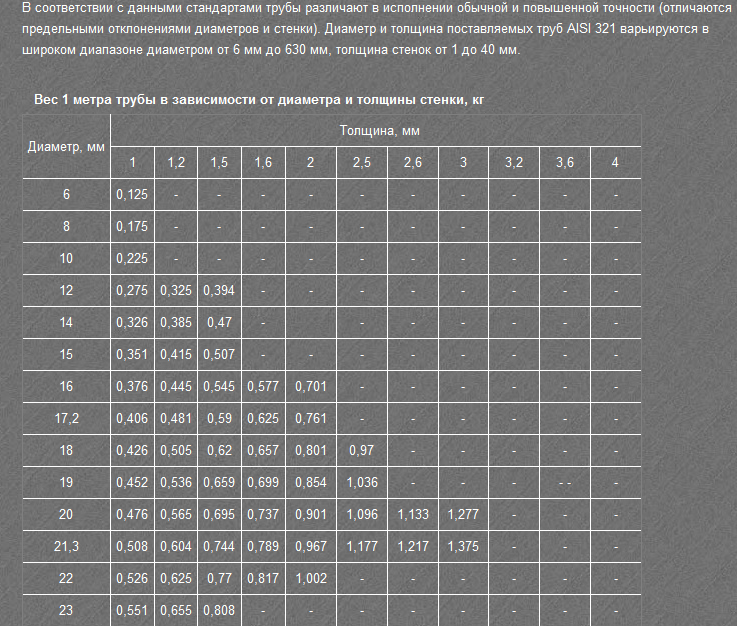 250
250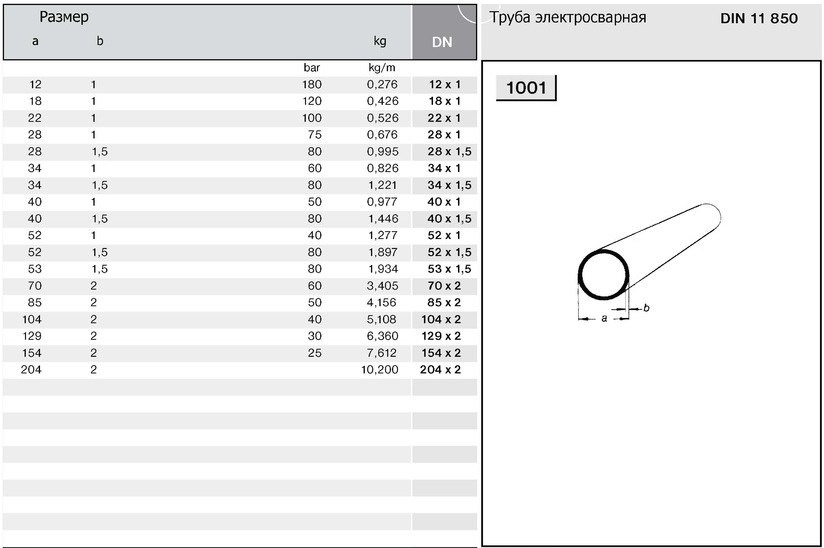 000
000 19
19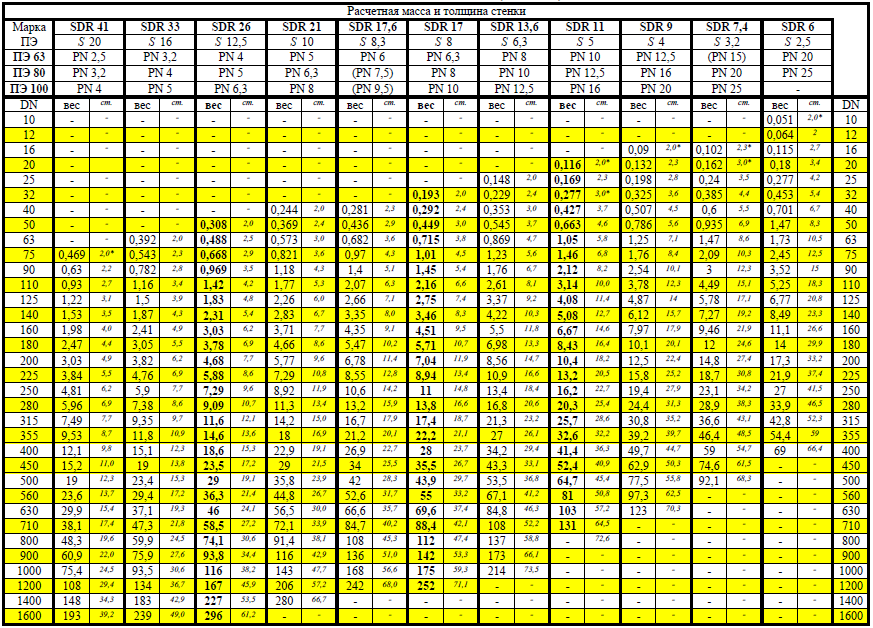


 При обработке меди за счет ее мягкости и пластичности из-под сверла будет выходить длинная закручивающаяся стружка.
При обработке меди за счет ее мягкости и пластичности из-под сверла будет выходить длинная закручивающаяся стружка. Вместо планируемой суммы им предлагают меньшую, что вызывает не только возмущение, но и недоверие к пункту приема цветного металлолома. Причиной данной проблемы является ошибочное принятие лома за медь. Заблуждение в первую очередь вызывается цветом изделий, стружки, металлических отходов.
Вместо планируемой суммы им предлагают меньшую, что вызывает не только возмущение, но и недоверие к пункту приема цветного металлолома. Причиной данной проблемы является ошибочное принятие лома за медь. Заблуждение в первую очередь вызывается цветом изделий, стружки, металлических отходов. Для этого проводится экспертиза. Только после анализа можно констатировать окончательное заключение. Определить «на глаз» металлолом не всегда сможет даже опытный специалист.
Для этого проводится экспертиза. Только после анализа можно констатировать окончательное заключение. Определить «на глаз» металлолом не всегда сможет даже опытный специалист.
 Это самый выгодный металл для лиц, желающих заработать на продаже. Меньшую сумму, но также приличный доход вы получите, сдавая оптом или в небольшом количестве бронзовый лом. Самой дешевой среди медной, бронзовой и латунной групп является последняя. Узнать окончательную стоимость вы можете в день продажи, подъехав к ближайшему приемному пункту или позвонив нам.
Это самый выгодный металл для лиц, желающих заработать на продаже. Меньшую сумму, но также приличный доход вы получите, сдавая оптом или в небольшом количестве бронзовый лом. Самой дешевой среди медной, бронзовой и латунной групп является последняя. Узнать окончательную стоимость вы можете в день продажи, подъехав к ближайшему приемному пункту или позвонив нам.

 Мы бы провели тест на царапание только в том случае, если бы это был объект или что-то, о чем вы не беспокоились бы, если бы оно было повреждено.
Мы бы провели тест на царапание только в том случае, если бы это был объект или что-то, о чем вы не беспокоились бы, если бы оно было повреждено. Даже если кто-то распылил на него лаковый спрей, этот лаковый спрей можно было снять, а латунь можно было отполировать до исходного цвета, отделки и не повредить.
Даже если кто-то распылил на него лаковый спрей, этот лаковый спрей можно было снять, а латунь можно было отполировать до исходного цвета, отделки и не повредить. Латунь обычно чистят специальным инструментом, который движется в одном направлении, поэтому вы можете видеть видимые линии на латунной отделке.
Латунь обычно чистят специальным инструментом, который движется в одном направлении, поэтому вы можете видеть видимые линии на латунной отделке.

 Латунь имеет золотисто-желтый цвет, а никель – серебристый или почти серый цвет. Оба металла могут быть нанесены на другой металл или материал, а латунь также может быть сплошной латунью.
Латунь имеет золотисто-желтый цвет, а никель – серебристый или почти серый цвет. Оба металла могут быть нанесены на другой металл или материал, а латунь также может быть сплошной латунью. Латунь будет иметь теплый золотистый цвет, тогда как хром будет выглядеть как блестящий серебристый металл. Оба являются отличными гальванопокрытиями, и какой из них вы выберете, также может зависеть от внешнего вида, который вы хотите для конкретного продукта.
Латунь будет иметь теплый золотистый цвет, тогда как хром будет выглядеть как блестящий серебристый металл. Оба являются отличными гальванопокрытиями, и какой из них вы выберете, также может зависеть от внешнего вида, который вы хотите для конкретного продукта.
 Они содержат 95% меди, поэтому некоторые люди начали копить их как форму инвестиций.
Они содержат 95% меди, поэтому некоторые люди начали копить их как форму инвестиций. Медь по своей природе немагнитна, в то время как латунь может проявлять небольшое притяжение к очень сильному магниту.
Медь по своей природе немагнитна, в то время как латунь может проявлять небольшое притяжение к очень сильному магниту. Проводя
Проводя Если это так, это может быть медь.
Если это так, это может быть медь.
 д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.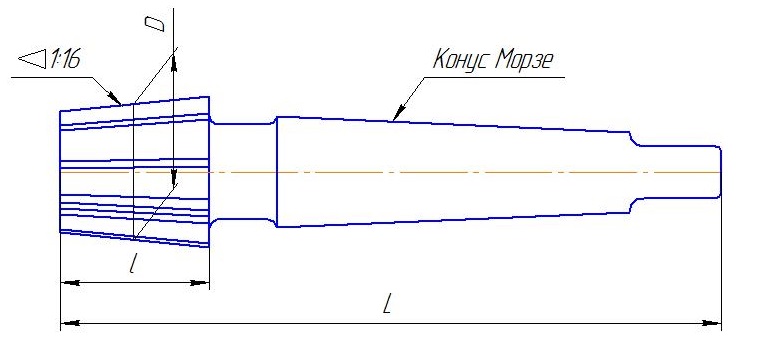 » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком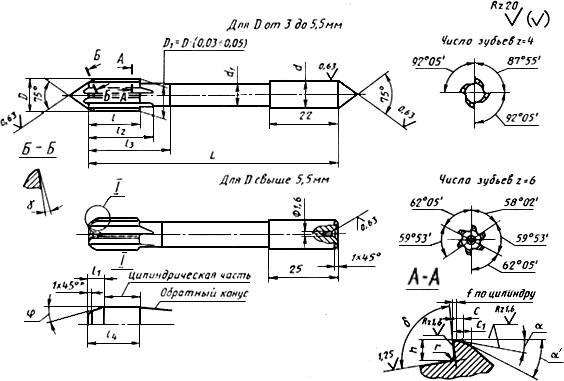
 затем, когда мы подошли туда, они сказали, что, поскольку у нас ночевка, мы должны спать на чердаке, а когда мы спали на чердаке, моя подруга по имени Амелия вытащила свой телефон и зашла в это приложение для обнаружения призраков, которое является именно этим приложением. и она направила его на чердак и на моем собственном чердаке было пять призраков и мы поговорили со всеми пятью из них мы спросили злые ли они и они все сказали нет мы поговорили какое-то время а потом один сказал Тони Завтрак который был любезен зрелище, потому что я был очень голоден в е время
затем, когда мы подошли туда, они сказали, что, поскольку у нас ночевка, мы должны спать на чердаке, а когда мы спали на чердаке, моя подруга по имени Амелия вытащила свой телефон и зашла в это приложение для обнаружения призраков, которое является именно этим приложением. и она направила его на чердак и на моем собственном чердаке было пять призраков и мы поговорили со всеми пятью из них мы спросили злые ли они и они все сказали нет мы поговорили какое-то время а потом один сказал Тони Завтрак который был любезен зрелище, потому что я был очень голоден в е время  .?
.? Если вы мало что знаете о кривом человеке, извините, но я не буду объяснять. У меня есть еще одна история, которая произошла с моим другом. Я разговаривал с ней в то время, когда она использовала приложение. В итоге мы нашли призрака, у которого точно такие же данные, как возраст, статус отношений, где она живет, имя и пол, что и у предыдущего владельца ее дома!! Это напугало нас обоих … если вам нравятся такие вещи, я определенно рекомендую!
Если вы мало что знаете о кривом человеке, извините, но я не буду объяснять. У меня есть еще одна история, которая произошла с моим другом. Я разговаривал с ней в то время, когда она использовала приложение. В итоге мы нашли призрака, у которого точно такие же данные, как возраст, статус отношений, где она живет, имя и пол, что и у предыдущего владельца ее дома!! Это напугало нас обоих … если вам нравятся такие вещи, я определенно рекомендую! Он сказал, что умер около 1930, примерно через 10 лет после того, как мой дом был построен. (Ему 100 лет), и он сказал, что это зло и мужчина. Задав дополнительные вопросы, я получил рекламу премиум-класса, поэтому мне пришлось выйти из нее и вернуться, оставив несохраненные данные. Верно? Нет. Когда я вернулся, камера была сломана и в том же положении, я снова увидел их, и вопросы не работали, пока они в конце концов не ушли. Потом вопросы сработали, и я вдруг похолодел. Я был в замешательстве, так как ничего не видел, поворачивая телефон. Потом я посмотрел на радар. Это было на моей должности. У него были темные волосы, но это почти все, что я мог видеть. Я заранее задал несколько вопросов, и они ответили, что попали в автокатастрофу недалеко отсюда с двумя друзьями, и все это складывается. Я испугалась и вышла из приложения. Редактировать: после написания этого я снова проверил приложение, и она все еще здесь.
Он сказал, что умер около 1930, примерно через 10 лет после того, как мой дом был построен. (Ему 100 лет), и он сказал, что это зло и мужчина. Задав дополнительные вопросы, я получил рекламу премиум-класса, поэтому мне пришлось выйти из нее и вернуться, оставив несохраненные данные. Верно? Нет. Когда я вернулся, камера была сломана и в том же положении, я снова увидел их, и вопросы не работали, пока они в конце концов не ушли. Потом вопросы сработали, и я вдруг похолодел. Я был в замешательстве, так как ничего не видел, поворачивая телефон. Потом я посмотрел на радар. Это было на моей должности. У него были темные волосы, но это почти все, что я мог видеть. Я заранее задал несколько вопросов, и они ответили, что попали в автокатастрофу недалеко отсюда с двумя друзьями, и все это складывается. Я испугалась и вышла из приложения. Редактировать: после написания этого я снова проверил приложение, и она все еще здесь. V., указал, что политика конфиденциальности приложения может включать обработку данных, как описано ниже. Для получения дополнительной информации см. политику конфиденциальности разработчика.
V., указал, что политика конфиденциальности приложения может включать обработку данных, как описано ниже. Для получения дополнительной информации см. политику конфиденциальности разработчика.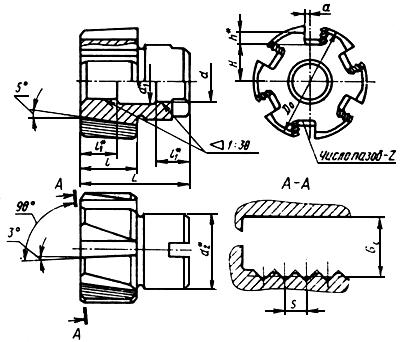 Узнать больше
Узнать больше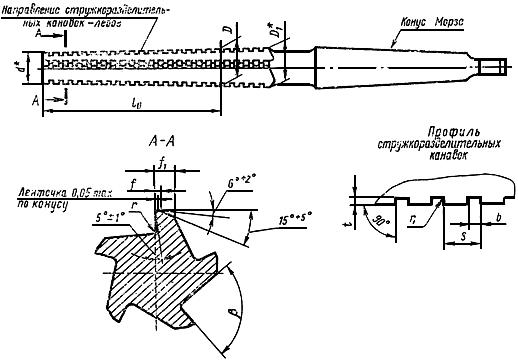 Призрак, который казался дружелюбным, с удовольствием сбивал крышки от контейнеров с кухонного стола, когда в комнате никого не было. К сожалению, я так и не задокументировал улики, потому что у меня не было под рукой камеры ночного видения.
Призрак, который казался дружелюбным, с удовольствием сбивал крышки от контейнеров с кухонного стола, когда в комнате никого не было. К сожалению, я так и не задокументировал улики, потому что у меня не было под рукой камеры ночного видения. достаньте цифровой диктофон, чтобы провести сеанс EVP. Это означает «феномен электронного голоса», но может включать в себя любые таинственные звуки или голоса духов поблизости. По словам Строминга, эти портативные устройства с батарейным питанием являются важным инструментом для любого энтузиаста призраков.
достаньте цифровой диктофон, чтобы провести сеанс EVP. Это означает «феномен электронного голоса», но может включать в себя любые таинственные звуки или голоса духов поблизости. По словам Строминга, эти портативные устройства с батарейным питанием являются важным инструментом для любого энтузиаста призраков. — Мы все это слышали.
— Мы все это слышали. (189 долларов США).на Amazon), записывайте в режиме ночного видения и позволяйте легко переключаться с инфракрасного (также известного как тепловидение) режима на режим полного спектра.
(189 долларов США).на Amazon), записывайте в режиме ночного видения и позволяйте легко переключаться с инфракрасного (также известного как тепловидение) режима на режим полного спектра. Это может вызвать галлюцинации или ощущение, что за вами наблюдают», — говорит Строминг. «Мы говорим: «Перенеси будильник на неделю, позвони нам и дай знать». Они всегда говорят, что он останавливается».
Это может вызвать галлюцинации или ощущение, что за вами наблюдают», — говорит Строминг. «Мы говорим: «Перенеси будильник на неделю, позвони нам и дай знать». Они всегда говорят, что он останавливается». Инфракрасный термометр, обычно используемый электриками и специалистами по системам отопления, вентиляции и кондиционирования воздуха, может измерять температуру конкретного объекта с помощью лазера. Они удобны для обнаружения холодных мест в потенциально часто посещаемых местах, которые, по словам исследователей призраков, могут быть признаками невидимых сущностей.
Инфракрасный термометр, обычно используемый электриками и специалистами по системам отопления, вентиляции и кондиционирования воздуха, может измерять температуру конкретного объекта с помощью лазера. Они удобны для обнаружения холодных мест в потенциально часто посещаемых местах, которые, по словам исследователей призраков, могут быть признаками невидимых сущностей.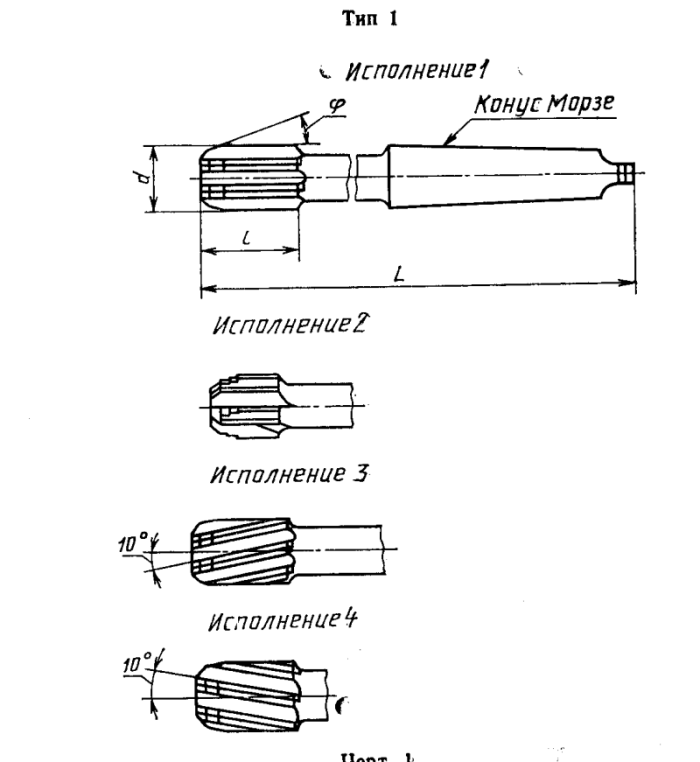 Ментальная нить).
Ментальная нить).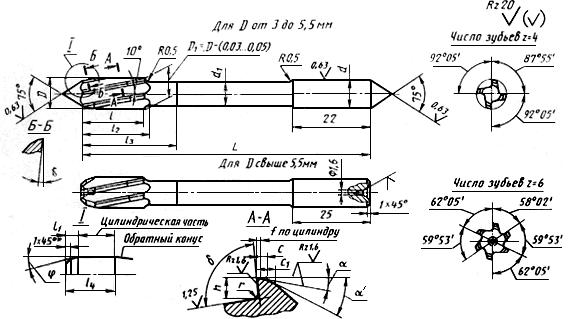 УСТРОЙСТВО ДВОИЧНОГО ОТВЕТА
УСТРОЙСТВО ДВОИЧНОГО ОТВЕТА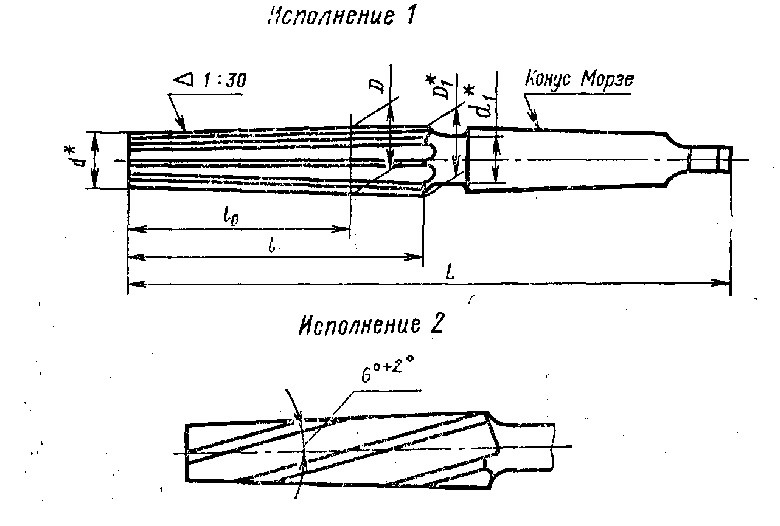 Многие из этих гаджетов постоянно сканируют радиочастоты, создавая шум белого шума. «Идея заключается в том, что дух может каким-то образом использовать этот белый шум для общения, либо устно, либо через сеансы EVP», — говорит Обер. Пользователи могут просто слушать бестелесные голоса или выкрикивать вопросы в пустоту и надеяться на ответ извне.
Многие из этих гаджетов постоянно сканируют радиочастоты, создавая шум белого шума. «Идея заключается в том, что дух может каким-то образом использовать этот белый шум для общения, либо устно, либо через сеансы EVP», — говорит Обер. Пользователи могут просто слушать бестелесные голоса или выкрикивать вопросы в пустоту и надеяться на ответ извне.
 Цанговые патроны повышают качество и точность обработки металла, особенно при манипуляциях с мелкими деталями, когда необходимо строго выдержать параметры изделия;
Цанговые патроны повышают качество и точность обработки металла, особенно при манипуляциях с мелкими деталями, когда необходимо строго выдержать параметры изделия; Стальная цанга имеет три продольных разреза, которые образуют лепестки со сходящимися концами. Подобная конструкция обладает хорошей пружинящей способностью, что позволяет легко устанавливать и плотно фиксировать деталь подходящего размера внутри патрона. При выполнении операции подающая труба с навинченной цангой приходит в движение, еще сильнее сдвигая лепестки;
Стальная цанга имеет три продольных разреза, которые образуют лепестки со сходящимися концами. Подобная конструкция обладает хорошей пружинящей способностью, что позволяет легко устанавливать и плотно фиксировать деталь подходящего размера внутри патрона. При выполнении операции подающая труба с навинченной цангой приходит в движение, еще сильнее сдвигая лепестки;
 В комплекте поставляются цанги нескольких видов и размеров, а также специальный ключ для быстрого закручивания зажимной гайки. При выборе изделий необходимо учитывать все типы заготовок, которые планируется обрабатывать на станке.
В комплекте поставляются цанги нескольких видов и размеров, а также специальный ключ для быстрого закручивания зажимной гайки. При выборе изделий необходимо учитывать все типы заготовок, которые планируется обрабатывать на станке. org/ListItem»>
org/ListItem»>

 5мм DIN 6499 «CNIC»
5мм DIN 6499 «CNIC»



 Продолжите это руководство, чтобы найти основное влияние производителя нестандартной цанги. В целом, цанга считается лучшим типом зажимного приспособления, которое состоит из наиболее эффективной втулки с прорезью. Он может образовывать воротник внутри или вокруг цилиндрического рабочего пространства.
Продолжите это руководство, чтобы найти основное влияние производителя нестандартной цанги. В целом, цанга считается лучшим типом зажимного приспособления, которое состоит из наиболее эффективной втулки с прорезью. Он может образовывать воротник внутри или вокруг цилиндрического рабочего пространства.%20s%20komplektom%20tsang%2013%20sht%201-13%20mm%20(er20).jpg)

 В последнее время эта тенденция наметилась и в России.
В последнее время эта тенденция наметилась и в России.

 Моя новая героиня — женщина-кузнец Анна Билецкая. Я приехала к ней в мастерскую в Белокурихе прошлой осенью. Забегая вперед скажу, что я бы не смогла.
Моя новая героиня — женщина-кузнец Анна Билецкая. Я приехала к ней в мастерскую в Белокурихе прошлой осенью. Забегая вперед скажу, что я бы не смогла.  Она и потом просила не снимать ее, когда она улыбается. Анна рассказывала про кузнечные традиции, и я спросила, сможет ли она подковать коня или, скажем, выдрать зуб селянину? Она улыбнулась (наконец-то), но тут же стала серьезной — если надо будет, вырву. Глядя на ее сильные руки я и не сомневалась.
Она и потом просила не снимать ее, когда она улыбается. Анна рассказывала про кузнечные традиции, и я спросила, сможет ли она подковать коня или, скажем, выдрать зуб селянину? Она улыбнулась (наконец-то), но тут же стала серьезной — если надо будет, вырву. Глядя на ее сильные руки я и не сомневалась.
 В его храме, в кузнице происходит соединение двух энергий — женской и мужской. За мужскую отвечает горн, за женскую — наковальня. Ее называют мамой, матушкой, хранительницей очага. Бывает безрогая, однорогая, двурогая.
В его храме, в кузнице происходит соединение двух энергий — женской и мужской. За мужскую отвечает горн, за женскую — наковальня. Ее называют мамой, матушкой, хранительницей очага. Бывает безрогая, однорогая, двурогая. 
 По ее признанию, она раньше бралась за все подряд, делала и детали для Газелей. Но сейчас хватает пары крупных заказов в год. Она увлеклась мастер-классами для туристов, посмотреть на женщину-кузнеца, орудующей в кузнице, приходит масса желающих. Также Анна занимается изготовлением сувенирной продукции, которая хорошо продается.
По ее признанию, она раньше бралась за все подряд, делала и детали для Газелей. Но сейчас хватает пары крупных заказов в год. Она увлеклась мастер-классами для туристов, посмотреть на женщину-кузнеца, орудующей в кузнице, приходит масса желающих. Также Анна занимается изготовлением сувенирной продукции, которая хорошо продается. Затем символично кормим огонь. За это в ответе невеста — бросает злаковые зерна в огонь три раза. Потом подкову куем — символ благополучия и семьи. Подкова чувствует, если у тебя плохое настроение. Когда ничего не будет получаться, лучше оставить и прийти попозже.
Затем символично кормим огонь. За это в ответе невеста — бросает злаковые зерна в огонь три раза. Потом подкову куем — символ благополучия и семьи. Подкова чувствует, если у тебя плохое настроение. Когда ничего не будет получаться, лучше оставить и прийти попозже. 
 Они не следуют инструкциям должным образом.
Они не следуют инструкциям должным образом. Вы должны держать руку как можно ниже к ее концу .
Вы должны держать руку как можно ниже к ее концу .
 Дайте мне 4-фунтовый молоток, и вы увидите, как я постукиваю гораздо быстрее.
Дайте мне 4-фунтовый молоток, и вы увидите, как я постукиваю гораздо быстрее. Я знаю женщин ростом 5 футов и весом 95 фунтов, которым все еще удается строить фантастические вещи с удивительной эффективностью.
Я знаю женщин ростом 5 футов и весом 95 фунтов, которым все еще удается строить фантастические вещи с удивительной эффективностью. Спасибо за прочтение и удачи в ваших будущих творениях!
Спасибо за прочтение и удачи в ваших будущих творениях!  Чтобы максимально использовать имеющееся у них железо, люди делали наконечники копий и стрел, которые прикреплялись к деревянным шестам или палкам для создания множества видов оружия.
Чтобы максимально использовать имеющееся у них железо, люди делали наконечники копий и стрел, которые прикреплялись к деревянным шестам или палкам для создания множества видов оружия.



 )
) КП на почту
КП на почту 
 Качество машин зависело от искусства рабочих. Так что машины были редкостью и стоили дорого.
Качество машин зависело от искусства рабочих. Так что машины были редкостью и стоили дорого.


 ru
ru

 Так Модсли покинул Брама, проработав у него восемь лет.
Так Модсли покинул Брама, проработав у него восемь лет.
 Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.
Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.

 Выдающееся достижение Модсли принесло ему громкую и заслуженную славу.
Выдающееся достижение Модсли принесло ему громкую и заслуженную славу.

 Основные узлы станка 1800 года сохраняются в конструкциях токарных станков и в наши дни.
Основные узлы станка 1800 года сохраняются в конструкциях токарных станков и в наши дни.
 Реализовать эту идею было суждено Генри Модсли.
Реализовать эту идею было суждено Генри Модсли.
 Он был тогда единственной машиной для производства других машин.
Он был тогда единственной машиной для производства других машин.
 Блочные машины Модсли войдут в историю как самые первые станки, изготовленные с помощью других станков, стоявших в мастерских изобретателя. Машины, которые сделаны машинами. Так началась история крупной машинной промышленности.
Блочные машины Модсли войдут в историю как самые первые станки, изготовленные с помощью других станков, стоявших в мастерских изобретателя. Машины, которые сделаны машинами. Так началась история крупной машинной промышленности.
 В 1805 году он начал работать совместно с Модсли, став через некоторое время его компаньоном. Сотрудничество Модсли и Филда оказалось очень удачным. Оно продолжалось в течение всей их жизни.
В 1805 году он начал работать совместно с Модсли, став через некоторое время его компаньоном. Сотрудничество Модсли и Филда оказалось очень удачным. Оно продолжалось в течение всей их жизни.
 В последнем станке инструмент вращался вокруг неподвижно устанавливаемой заготовки.
В последнем станке инструмент вращался вокруг неподвижно устанавливаемой заготовки.



 Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.
Именно это свойство нержавейки приводит к тому, что детали из нее при выполнении сварочных работ подвергаются значительным деформациям, нередко приводящим к появлению трещин на их поверхности. Учитывая это, между соединяемыми заготовками следует оставлять больший зазор, который будет компенсировать деформационные процессы.

 Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
Данная технология позволяет получать качественные и надежные соединения с красивыми и аккуратными сварными швами.
 Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
Только после зажигания на такой пластине сварочную дугу аккуратно переводят на нержавейку. Хорошо демонстрирует этот процесс, выполнению которого обязательно следует научиться начинающему специалисту, обучающее видео.
 Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
Это позволяет минимизировать разбрызгивание расплавленного металла, уменьшить зону термического воздействия на основной металл, снизить расход дорогостоящей сварочной проволоки. Обработка готового шва и прилегающей к нему поверхности при использовании данной технологии занимает минимальное количество времени, так как брызги металла на них практически отсутствуют.
 Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
Сварку ведут переменным или постоянным током прямой полярности. В качестве присадочного материала используется проволока, желательно имеющая более высокую степень легирования, чем основной металл.
 Толщина прутка должна соответствовать толщине заготовки.
Толщина прутка должна соответствовать толщине заготовки. Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.
Среди моделей премиум класса прекрасно себя показали такие инверторы как EWM Picotig 200, EWM Tetrix 200, KEMPPI MinarcTIG EVO 200, KEMPPI MinarcTIG EVO 200MLP, которые характеризуются интуитивно понятным управлением, многофункциональностью, высокими результатами сварки и значительной продолжительностью включения.


 Очистите металл
Очистите металл
 Увеличивайте скорость, чтобы свести к минимуму выделение тепла
Увеличивайте скорость, чтобы свести к минимуму выделение тепла Во-первых, убедитесь, что они соответствуют типу нержавеющей стали, которую вы свариваете. Не сваривайте пластину из нержавеющей стали 304 с стержнями 316. Тип материала должен быть таким же или выше по прочности и качеству, иначе ваш сварной шов будет слабее, чем основной металл. Сварные швы всегда должны соответствовать или превышать прочность основного металла, поскольку они всегда являются естественным слабым местом.
Во-первых, убедитесь, что они соответствуют типу нержавеющей стали, которую вы свариваете. Не сваривайте пластину из нержавеющей стали 304 с стержнями 316. Тип материала должен быть таким же или выше по прочности и качеству, иначе ваш сварной шов будет слабее, чем основной металл. Сварные швы всегда должны соответствовать или превышать прочность основного металла, поскольку они всегда являются естественным слабым местом.

 Вы не можете использовать ярлыки с нержавеющей сталью. Он всегда будет возвращаться к вам с уродливыми сварными швами и часто испорченным проектом.
Вы не можете использовать ярлыки с нержавеющей сталью. Он всегда будет возвращаться к вам с уродливыми сварными швами и часто испорченным проектом.

 различные размеры присадочных стержней, советы и методы с поучительным дуговым выстрелом.
различные размеры присадочных стержней, советы и методы с поучительным дуговым выстрелом. также показан опущенный и грязный прижимной инструмент
также показан опущенный и грязный прижимной инструмент .. распространенные ошибки при обучении сварке электродами, такие как слишком низкий ток, скорость перемещения, слишком длинная дуга и т. д. при использовании электродов 6013 и 7014
.. распространенные ошибки при обучении сварке электродами, такие как слишком низкий ток, скорость перемещения, слишком длинная дуга и т. д. при использовании электродов 6013 и 7014 .. Сварка ВИГ наружного углового соединения нержавеющей стали вместе с наконечниками для подложки и аргоновой защитой с обратной стороны
.. Сварка ВИГ наружного углового соединения нержавеющей стали вместе с наконечниками для подложки и аргоновой защитой с обратной стороны .. Советы по сварке MIG тонкостенных труб квадратного сечения на месте.
.. Советы по сварке MIG тонкостенных труб квадратного сечения на месте. .. потолочная сварка при 130 А электродом 7018 1/8″.
.. потолочная сварка при 130 А электродом 7018 1/8″. .. Параметры сварки MIG, методы и советы для 5g 6-дюймовой трубы sched 80 с наклонным корнем, восходящим заполнением и крышкой
.. Параметры сварки MIG, методы и советы для 5g 6-дюймовой трубы sched 80 с наклонным корнем, восходящим заполнением и крышкой



 Закрепленный на длинном штоке поршень перемещается при помощи ручки, вода всасывается и поднимается вверх, заполняя напорный трубопровод с помощью клапанной системы. За каждый цикл хода поршня водяной столб пополняется новой порцией жидкости, скопившаяся вода в итоге выливается наружу через выходной патрубок.
Закрепленный на длинном штоке поршень перемещается при помощи ручки, вода всасывается и поднимается вверх, заполняя напорный трубопровод с помощью клапанной системы. За каждый цикл хода поршня водяной столб пополняется новой порцией жидкости, скопившаяся вода в итоге выливается наружу через выходной патрубок.






 Именно поэтому на плечи их владельцев рано или поздно ложится проблема организации подачи воды.
Именно поэтому на плечи их владельцев рано или поздно ложится проблема организации подачи воды.

 Подъем рычага человеком приводит к вытеснению жидкости через входное отверстие, а опускание – к наполнению водой надпоршневого пространства.
Подъем рычага человеком приводит к вытеснению жидкости через входное отверстие, а опускание – к наполнению водой надпоршневого пространства.

 Когда конструкция готова, внутрь помещается поршень. После этого, дно закрывается точно такой же крышкой с клапаном. Сбоку приваривается труба для подачи воды.
Когда конструкция готова, внутрь помещается поршень. После этого, дно закрывается точно такой же крышкой с клапаном. Сбоку приваривается труба для подачи воды. Клапаны не дают возможности жидкости вернуться обратно во входящую трубу.
Клапаны не дают возможности жидкости вернуться обратно во входящую трубу. Бестселлером Bison является стандартный глубинный насос, но есть несколько моделей для различных конфигураций скважины.
Бестселлером Bison является стандартный глубинный насос, но есть несколько моделей для различных конфигураций скважины. Бестселлером
Бестселлером  Встроенный глубинный насос) или рядом с ним. Позвоните нам, и мы ответим на ваши технические вопросы и поможем определить, какой насос лучше всего подходит для вашей скважины. 1-800-339-2601
Встроенный глубинный насос) или рядом с ним. Позвоните нам, и мы ответим на ваши технические вопросы и поможем определить, какой насос лучше всего подходит для вашей скважины. 1-800-339-2601 Мы можем сделать это, потому что ручной насос для глубокой скважины настолько высокого качества, что компания Bison предоставляет пожизненную гарантию на каждый насос для каждого клиента. Изготовленный из нержавеющей стали, вплоть до болтов, насос Bison рассчитан на всю жизнь!
Мы можем сделать это, потому что ручной насос для глубокой скважины настолько высокого качества, что компания Bison предоставляет пожизненную гарантию на каждый насос для каждого клиента. Изготовленный из нержавеющей стали, вплоть до болтов, насос Bison рассчитан на всю жизнь!




 И вы также можете добавить опцию защиты от несанкционированного доступа.
И вы также можете добавить опцию защиты от несанкционированного доступа.

 Это доставляет воду из вашего колодца с движением вверх, потянув за кабель. И движение воды вверх, в то время как вес и сила тяжести производят движение вниз.
Это доставляет воду из вашего колодца с движением вверх, потянув за кабель. И движение воды вверх, в то время как вес и сила тяжести производят движение вниз.
 youtube.com/embed/UKNMd-ArrYQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/UKNMd-ArrYQ?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 





 Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию. Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
Нажмите здесь, чтобы получить БЕСПЛАТНУЮ копию.
