Основные технические характеристики циркуляционных насосов
Повышение производительности и снижение расходов на содержание систем отопления и водоснабжения сегодня является приоритетной задачей для владельцев частных домов, производственных и других объектов. Поэтому установка циркуляционных насосов, как наиболее эффективного и доступного оборудования, становится необходимым условием для создания современных энергоэффективных и высокопроизводительных систем.
Циркуляционные насосы обеспечивают принудительную циркуляцию рабочей среды в разных системах, но в каждой из них выполняют несколько различающиеся функции:
В системах отопления насосы необходимы для быстрого и равномерного прогрева всех ее элементов. Если без насоса вода в котле и на подаче может закипать, при этом, не обеспечивая нормальный нагрев отдаленных радиаторов, – то с насосом все помещения будут прогреваться равномерно.
В системах водоснабжения насосы необходимы, чтобы поддерживать постоянную циркуляцию теплой воды и обеспечивать ее стабильный напор в точках водозабора. То есть благодаря насосу не придется ждать пока горячая вода от бойлера дойдет по контуру после открытия крана, что обычно занимает немало времени.
Особенности циркуляционных насосов для отопления и ГВС
Насосы для отопления и водоснабжения имеют схожий принцип работы и конструкцию. Однако есть ряд особенностей, которые их отличают:
Насосы для водоснабжения имеют максимальное значение температуры рабочей среды в пределах +85°С. Кроме того, они имеют меньшую мощность, по сравнению с насосами для отопления.
Насосы для отопления обладают большей мощностью, и предназначены для перекачивания теплоносителя с температурой порядка 110°С.
Главные критерии выбора насоса: Производительность и мощность
Несмотря на различия, для водоснабжения и отопления насосное оборудование подбирают, ориентируясь на два ключевых параметра:
Производительность – объем воды, который прокачивает насос (измеряется в кубометрах за час).
Этот показатель рассчитывают исходя из протяженности контуров и мощности нагревателей.
Напор – максимальная высота водяного столба, которую способен обеспечить насос.
Чем больше в здании этажей, чем сложнее конфигурация трубопровода – тем выше должен быть этот показатель.
Для систем ГВС слишком высокий напор может привести к поломке сантехнического оборудования, и здесь важно рассчитать количество точек водозабора работающих одновременно. Для систем отопления, превышение необходимых значений по напору может привести к перерасходу электроэнергии и шумах в системе. Поэтому при выборе подходящей модели важно четко понимать необходимые для конкретного объекта технические характеристики.
Технические характеристики — циркуляционный насос для систем отопления Grundfos UPS 25-80
Циркуляционные насосы
Характеристики циркуляционный насос для систем отопления Grundfos UPS 25-80
Арт. X1694616
-9 730 ₽
Арт. X1694616
Характеристики
Производитель
Частота, Гц
50
Высокий напор
Нет
Для повышения давления
Нет
Частотное регулирование
с частотным регулированием
Все характеристики
-9 730 ₽
С этим товаром смотрят
126 ₽
140 ₽
Отвертка шлицевая Stanley Cushion Grip 064924 (3×75 мм)
Уголок Fusitek FT01703 (90°, 32 мм)
Ключ трубный рычажный 330х25 мм Сибртех 15736 с изогнутыми губками
391 ₽
395 ₽
Муфта Fusitek НР 32Х1 (FT04308)
Нет в наличии
Угловая шлифмашина Makita 9558HN + набор кругов Маkita D-25373 (9558HNX7)
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Производитель
Частота, Гц
50
Высокий напор
Нет
Для повышения давления
Нет
Частотное регулирование
с частотным регулированием
Эжектор
Нет
Самовсасывающий
Нет
Напряжение сети, В
220
Габариты, мм
204x201x203
Трубное соединение, дюйм
внешняя G1 1/2
Вес, кг
4. 4
Возможность регулировки
Нет
Тип ротора
мокрый
Класс изоляции
F
Монтажная длина, мм
180
Соединитель в комплекте
нет
Класс защиты
IP 42
Материал рабочего колеса
композит
Производительность, л/мин
125.25
Мощность, Вт
165
Вид насоса
циркуляционный
Высота подъема, м
8
Защита от сухого хода
нет
Назначение по воде
чистая
Для горячей воды
Да
Макс. давление, атм
10
Защита от перегрева
Нет
Конструкция
центробежный
Материал корпуса
чугун
Применение насоса
для специализированных работ
Мин. допустимая температура жидкости, °С
-25
Макс. допустимая температура жидкости, °С
110
Страна производства
Сербия
Родина бренда
Дания
Нашли неточность в описании?
В комплекте
1 шт.
2 шт.
Инструкция
1 шт.
Упаковка
1 шт.
Солнечные водонагреватели | Министерство энергетики
Изображение
Солнечные водонагреватели, иногда называемые солнечными системами горячего водоснабжения, могут быть экономичным способом получения горячей воды для вашего дома. Их можно использовать в любом климате, а используемое ими топливо — солнечный свет — бесплатно.
Изображение
Как они работают
Солнечные водонагревательные системы включают резервуары для хранения и солнечные коллекторы. Солнечные водонагреватели бывают двух типов: активные, в которых есть циркуляционные насосы и средства управления, и пассивные, в которых их нет.
Активные солнечные водонагревательные системы
Существует два типа активных солнечных водонагревательных систем:
Системы с прямой циркуляцией Насосы обеспечивают подачу бытовой воды через коллекторы в дом. Они хорошо работают в климате, где редко бывают заморозки.
Системы косвенной циркуляции Насосы обеспечивают циркуляцию незамерзающей жидкости-теплоносителя через коллекторы и теплообменник. Это нагревает воду, которая затем поступает в дом. Они популярны в климате, склонном к отрицательным температурам.
Пассивные солнечные водонагревательные системы
Пассивные солнечные водонагревательные системы обычно менее дороги, чем активные системы, но обычно они не так эффективны. Однако пассивные системы могут быть более надежными и могут прослужить дольше. Существует два основных типа пассивных систем:
Пассивные системы со встроенным коллектором-аккумулятором Они состоят из накопительного бака, покрытого прозрачным материалом, позволяющим солнцу нагревать воду. Затем вода из резервуара поступает в водопроводную систему. Они лучше всего работают в районах, где температура редко опускается ниже нуля. Они также хорошо работают в домохозяйствах со значительными дневными и вечерними потребностями в горячей воде.
Термосифонные системы Вода нагревается в коллекторе на крыше, а затем течет по водопроводной системе при открытии крана горячей воды. Большинство этих систем имеют емкость 40 галлонов.
Резервуары для хранения и солнечные коллекторы
Для большинства солнечных водонагревателей требуется хорошо изолированный резервуар для хранения. Солнечные аккумулирующие баки имеют дополнительный выход и вход, соединенные с коллектором и от него. В системах с двумя баками солнечный водонагреватель предварительно нагревает воду перед тем, как она попадет в обычный водонагреватель. В системах с одним баком резервный нагреватель объединен с солнечным аккумулятором в одном баке.
В жилых помещениях используются солнечные коллекторы трех типов:
Плоские коллекторы Плоские остекленные коллекторы представляют собой изолированные, защищенные от атмосферных воздействий коробки, которые содержат темную поглощающую пластину под одной или несколькими стеклянными или пластиковыми (полимерными) крышками. . Неглазурованные плоские коллекторы, которые обычно используются для обогрева бассейнов за счет солнечной энергии, имеют темную абсорбирующую пластину, изготовленную из металла или полимера, без крышки или кожуха.
Встроенные коллекторно-накопительные системы Также известные как системы ICS или пакет , они имеют один или несколько черных резервуаров или трубок в изолированной застекленной коробке. Холодная вода сначала проходит через солнечный коллектор, который предварительно нагревает воду. Затем вода поступает в обычный резервный водонагреватель, обеспечивая надежный источник горячей воды. Их следует устанавливать только в условиях мягкого морозного климата, поскольку наружные трубы могут замерзнуть в суровую холодную погоду.
Солнечные коллекторы с вакуумными трубками Имеют параллельные ряды прозрачных стеклянных трубок. Каждая трубка содержит стеклянную внешнюю трубку и металлическую поглотительную трубку, прикрепленную к ребру. Покрытие ребра поглощает солнечную энергию, но препятствует тепловым потерям. Эти коллекторы чаще используются в коммерческих целях в США.
Солнечные водонагревательные системы почти всегда требуют резервной системы на случай пасмурных дней и периодов повышенного спроса. Обычные накопительные водонагреватели обычно обеспечивают резерв и могут уже быть частью комплекта солнечной системы. Резервная система также может быть частью солнечного коллектора, например, резервуары на крыше с термосифонными системами. Поскольку система хранения со встроенным коллектором уже хранит горячую воду в дополнение к сбору солнечного тепла, она может быть укомплектована безрезервуарным водонагревателем или водонагревателем по потребности для резервного копирования.
Выбор солнечного водонагревателя
Перед покупкой и установкой солнечной системы нагрева воды необходимо сделать следующее:
Оценить стоимость и энергоэффективность системы солнечного нагрева воды
Оцените солнечные ресурсы вашего участка
Определите правильный размер системы
Изучите местные кодексы, договоры и правила.
Также разберитесь с различными компонентами, необходимыми для систем солнечного нагрева воды, включая следующие:
Теплообменники для систем солнечного нагрева воды
Теплоносители для солнечных водонагревательных систем
Установка и обслуживание системы
Правильная установка солнечных водонагревателей зависит от многих факторов. Эти факторы включают солнечные ресурсы, климат, требования местных строительных норм и правил и вопросы безопасности; поэтому лучше всего, чтобы вашу систему устанавливал квалифицированный подрядчик по солнечным тепловым системам.
После установки правильное обслуживание системы обеспечит ее бесперебойную работу. Пассивные системы не требуют особого обслуживания. Для активных систем обсудите требования к обслуживанию с поставщиком системы и обратитесь к руководству пользователя системы. Сантехника и другие обычные компоненты водяного отопления требуют такого же обслуживания, как и обычные системы. Остекление может нуждаться в очистке в сухом климате, когда дождевая вода не обеспечивает естественного ополаскивания.
Регулярное техническое обслуживание простых систем может проводиться не реже, чем раз в 3–5 лет, предпочтительно подрядчиком, работающим с солнечными батареями. Системы с электрическими компонентами обычно требуют замены детали или двух через 10 лет. Узнайте больше о техническом обслуживании и ремонте систем солнечного нагрева воды.
При отборе потенциальных подрядчиков для установки и/или технического обслуживания задайте следующие вопросы:
Имеет ли ваша компания опыт установки и обслуживания систем солнечного нагрева воды? Выберите компанию, которая имеет опыт установки нужного вам типа системы и обслуживания выбранных вами приложений.
Сколько лет ваша компания имеет опыт установки и обслуживания систем солнечного отопления? Чем больше опыта, тем лучше. Запросите список прошлых клиентов, которые могут предоставить рекомендации.
Имеет ли ваша компания лицензию или сертификат? В некоторых штатах требуется действующая лицензия сантехника и/или подрядчика по строительству солнечных батарей. Свяжитесь с вашим городом и округом для получения дополнительной информации. Подтвердите лицензирование в совете по лицензированию подрядчиков вашего штата. Совет по лицензированию также может сообщить вам о любых жалобах на подрядчиков с государственной лицензией.
Повышение энергоэффективности
После правильной установки и обслуживания водонагревателя попробуйте некоторые дополнительные стратегии энергосбережения, чтобы снизить счета за нагрев воды, особенно если вам требуется резервная система. Некоторые энергосберегающие устройства и системы выгоднее устанавливать вместе с водонагревателем.
Другие варианты водонагревателей
Обычные накопительные водонагреватели
Водонагреватели Demand
Водонагреватели с тепловым насосом
Проточный змеевик и косвенные водонагреватели
ЦИРКУЛЯЦИОННЫЙ НАСОС — Speroni — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
ЦИРКУЛЯЦИОННЫЕ НАСОСЫ ВОДЯНЫЕ НАСОСЫ
ВОДЯНЫЕ НАСОСЫ НАСОСНАЯ ТЕХНИКА До недавнего времени в системах центрального отопления в частном домостроении использовалась в основном самотечная циркуляция воды. В таком цикле вода циркулирует в установке за счет разности плотностей, вызванной разницей температур между подачей (выходом нагретой воды из котла) и обраткой (поступлением холодной воды из радиаторов обратно в котел). . К недостаткам такой системы можно отнести значительную инерционность, неравномерное распределение тепла и трубопроводы большого диаметра. Наличие насоса в системе центрального отопления позволяет…
НАСОСНАЯ ТЕХНИКА ВОДЯНЫЕ НАСОСЫ Выбор насосов с электронным управлением Функционирование насосов с электронным управлением адаптировано к нормам годового потребления тепловой энергии. Среднегодовое потребление показано на рисунке 2, иллюстрирующем сезонную перегрузку. Правильный выбор регулируемых насосов показан на рисунках 3, 4 и 5. (Сравнение характеристик насоса, определенных проектом, с фактическими техническими характеристиками конкретного насоса). Регулировка усилия наклонного давления P Регулировка пропорционального давления p Насос перегружен При использовании регулируемых насосов. ..
ВОДЯНЫЕ НАСОСЫ НАСОСНАЯ ТЕХНИКА Практические советы Электрическое подключение Подсоедините электрические кабели и заземление с небольшим прогибом к клеммной колодке и вставьте вилку в соответствии с маркировкой. Внешняя электрическая защита не требуется. Двигатель насоса можно разместить свободно под углом 90° к корпусу насоса, однако важно, чтобы кабельный ввод не был повернут вверх, а клеммная коробка не располагалась под двигателем (см. рис. 2, A1, A2, A3, A4). . Соединение клеммной коробки и контакты между коробкой и обмоткой двигателя должны быть защищены от влаги. Запрещено монтировать…
НАСОСНАЯ ТЕХНИКА ВОДЯНЫЕ НАСОСЫ
ЦИРКУЛЯЦИОННЫЙ НАСОС ИНДЕКС Насосная техника SCRA SCR SCRE PLUS Технические характеристики. Технические данные и характеристики, указанные в этом Общем каталоге, не являются обязательными. SPERONI spa оставляет за собой право вносить изменения без предварительного уведомления. Поэтому вес, размеры, производительность и любые другие заявленные параметры являются ориентировочными и не обязывающими. В любом случае, для любых технических подробностей вам необходимо требовать актуальную техническую карту продукта. Компетентный суд. В случае любого спора компетентным судом будет один из Реджо-Эмилии, даже если оплата производится переводным векселем.
ПОВЫШИТЕЛЬНЫЕ ЦИРКУЛЯЦИОННЫЕ НАСОСЫ 20/90-160 Применение Циркуляционный насос, предназначенный для повышения давления воды в бытовых условиях. Насос обеспечивает дополнительное давление в душе, кранах. Насосы оснащены реле протока, запускающим или останавливающим насос при открытии или закрытии крана Двигатель — Потребляемая мощность P1 120 Вт — Номинальная мощность P2 40 Вт — Конденсатор 3 мкФ — Токовый вход 0,48 A — Однофазный 230 В — 50 Гц. — Непрерывный режим работы S1 — Класс изоляции H — Степень защиты IP 42 — 2-полюсный асинхронный двигатель Условия эксплуатации — Температура жидкости макс. 70 ¡C. — Температура окружающей среды до 40 ¡С. Насос — Напорный провод…
ВОДЯНЫЕ НАСОСЫ Циркуляционные насосы центрального отопления Технические данные однофазный двигатель с мокрым ротором три скорости вращения соединение: наружная резьба GZ 1″, 1 1/4″, насос предназначен для перекачки теплой воды в системах центрального отопления, однако его можно использовать для перекачивания жидких сред в промышленных и коммерческих целях. Насос также может быть частью солнечного отопления. Изделия изготавливаются из чугуна и хромоникелевой стали высочайшего качества, что гарантирует высокое качество продукции. Изделие имеет керамическое кольцо подшипника и диск ротора из технического полимера….
Рисунок с размерами
ВОДЯНЫЕ НАСОСЫ ЦИРКУЛЯЦИОННЫЕ ДЛЯ ОТОПЛЕНИЯ И КОНДИЦИОНИРОВАНИЯ ЭЛЕКТРОННЫЕ Энергосберегающие электронные циркуляционные насосы Speroni SCRE 40 — SCRE 60 для центрального отопления Наряду с серией Delta plus мы разработали циркуляционный насос, относящийся к классу энергоэффективности «A». «. Использование насоса Speroni вместо обычного циркуляционного насоса позволяет снизить потребление энергии до 80 % при сохранении гидравлической мощности на сопоставимом уровне. Опция «One touch» позволяет вам выбирать из шести различных кривых производительности.
Модели с кривыми производительности
ВОДЯНЫЕ НАСОСЫ ЭЛЕКТРОННЫЕ ЦИРКУЛЯЦИОННЫЕ НАСОСЫ ДЛЯ ЦЕНТРАЛЬНОГО ОТОПЛЕНИЯ Энергосберегающие электронные циркуляционные насосы Speroni SCRE PLUS 40 — SCRE PLUS 60 для центрального отопления Наряду с серией Delta HE мы разработали циркуляционный насос, классифицируемый по энергоэффективности. класс «А». Использование насоса Speroni вместо обычного циркуляционного насоса позволяет снизить потребление энергии до 80 % при сохранении гидравлической мощности на сопоставимом уровне. Опция «Одно касание» позволяет выбрать одну из семи различных характеристик. Технические характеристики мощность с электронной регулировкой: рабочее напряжение: двигатель…
SCRE PLUS- Дисплей загорается, когда насос подключен к сети. Светодиодный дисплей показывает текущую мощность Неисправности отображаются на дисплее как ошибки «E1», «E2» или «E3». Когда активирована функция ночного режима и насос переходит в этот режим, появляется символ «-C» Кнопка выбора кривой При нажатии на кнопку меняются настройки насоса. Нажатие кнопки семь раз приводит к последовательному выбору всех вариантов и возврату к первому. Дисплей Описание I_постоянная скорость вращения I_ II_ постоянная скорость вращения II II]_постоянная скорость вращения III_ PD1 нижняя кривая пропорционального…
ВОДЯНЫЕ НАСОСЫ ЭЛЕКТРОННЫЕ ЦИРКУЛЯЦИОННЫЕ НАСОСЫ ДЛЯ ЦЕНТРАЛЬНОГО ОТОПЛЕНИЯ SCRE PLUS Настройки насоса Регулировка пропорционального давления При работе насос настраивается на настройки пропорционального давления. Тогда как перепад давления регулируется насосом в зависимости от тока потока. Линии (характеристики) пропорционального давления обозначены символами от PD1 до PD4 на соответствующем регуляторе постоянной скорости вращения Линии (характеристики) вращения с постоянной скоростью обозначены символами от I до III на графике Q/H. Этот тип управления позволяет насосу поддерживать постоянное вращение…
ГАЗОВАЯ ТРУБА предлагает широкий ассортимент товаров, которые, как правило, не поддаются простому определению. Да, GAS PIPE — это табачная лавка с трубками, испарителями, прекрасными сигарами, различными табаками, прокатным снаряжением, зажигалками, благовониями и т. д. Вы поняли, верно?
Но GAS PIPE — это гораздо больше, с руководством по выращиванию в помещении и расходными материалами, средствами для детоксикации тела, украшениями для тела, татуировкой, дротиками и аксессуарами, оборудованием для диск-гольфа, игрушками для взрослых, Камасутрой, поздравительными открытками с рейтингом x и многим другим.
Многие думают, что ГАЗОВАЯ ТРУБА — магазин табачных изделий и сувениров. Большинство просто думают о ГАЗОВОЙ ТРУБЕ как о своей ШТАБ-КВАРТИРЕ МИРА, ЛЮБВИ И ДЫМА.
Трубки
Ищете ли вы самую экономичную базовую трубку, экзотическую разновидность высочайшего качества или самый современный курительный инструмент из доступных на рынке, GAS PIPE – это то, что вам нужно. Выдувное стекло местного производства очень популярно, однако предпочтение отдается импортному стеклу. И список наших трубок можно продолжать и продолжать: водяные, ручные, металлические, акриловые, деревянные, каменные, керамические, пенковые, золоуловители, барботеры, чаши, ракетки, кальяны, кальяны. Ведь наша фамилия ПАЙП!
ИСПАРИТЕЛИ И ЭЛЕКТРОННЫЕ СИГАРЕТЫ
Наша обширная линейка испарителей и электронных сигарет является фаворитом среди тех, кто хочет улучшить результаты и сократить количество отходов. GAS PIPE готов, хочет и может расширить ваши знания с помощью различных вариантов, в результате чего вы полностью оцените свое решение о покупке. Независимо от того, интересуетесь ли вы ранними стандартами или самыми современными моделями, у GAS PIPE есть все типы испарителей: коробочные, портативные, ручные и ручки. У нас также есть практически любые детали и аксессуары. Точно так же наши электронные сигареты, жидкости для электронных сигарет, аккумуляторы, зарядные устройства, ремонтные комплекты и другие электронные товары снабжены как полезными рекомендациями, так и очень низкими ценами.
TOBACCO ‘N ROLLING GEAR
GAS PIPE не имеет себе равных в изобилии высококачественного табака, жидкостей для электронных сигарет и смесей для кальяна, а также в лучшем прокатном снаряжении. Если вы ищете наиболее эффективный способ изготовления собственных сигарет, у GAS PIPE есть все, что вам нужно, от машин для инъекций сигарет, трубок с фильтрами и ароматизированной бумаги до широкого ассортимента отечественного и импортного табака. Если вы предпочитаете уже закрученные сигареты, GAS PIPE предлагает широкий выбор брендов разного качества. Кроме того, у нас есть большой выбор прекрасных сигар и травяных вращающихся приспособлений, таких как: косяки, конусы и наконечники. Плюс , вы встретите замечательных людей GAS PIPE, которые помогут вам помочь себе.
ВНУТРЕННЕЕ САДОВОДСТВО
Зеленоглазый или нет, GAS PIPE поможет вам подготовиться к выращиванию собственного гидропонного сада в помещении. Самое главное, мы можем помочь вам узнать, как расти, и вы получите все преимущества. Вот лишь неполный список нашего доступного оборудования для домашнего садоводства: как выращивать книги, лампы для выращивания, питательные вещества, тестеры, насосы, контейнеры, лотки, таймеры, вентиляторы и многое другое. Конечно, вам нужно будет добавить любовь и внимание к своим помидорам и тому подобному.
ЗАЖИГАННЫЕ ПОДАРКИ
Каждому время от времени нравятся подарки, и GAS PIPE предлагает множество контркультурных подарков, а также несколько более традиционных подарков, в том числе: зажигалки всех форм и размеров, ароматные свечи и благовония, поздравительные открытки и другие новинки, товары для взрослых, украшения для тела, футболки и настенные ковры. Конечно, все, что можно найти в GAS PIPE, может стать идеальным подарком для близкого человека или даже для себя. Поэтому, пожалуйста, просмотрите все наши категории ПРОДУКТЫ, чтобы найти уникальные подарки, которые вы больше нигде не найдете.
LOVE TOYS
Вы не можете получить более зажигательный подарок, чем игрушка для взрослых или новинка от GAS PIPE. От фетиш-снаряжения и Камасутры до вибраторов и кукол для вечеринок, от лосьонов и кремов до добавок и колец для всего, GAS PIPE предлагает товары, которые помогут любому взрослому вести более счастливую и здоровую личную жизнь. Какими бы ни были ваши личные или групповые предпочтения, товары GAS PIPE помогут вам максимально насладиться занятиями любовью. Вспомни спальню!
СПОРТИВНЫЕ ТОВАРЫ
Нет, мы не магазин спортивных товаров, но у нас есть замечательная коллекция дартс, дисков для гольфа и аксессуаров. Зарабатывайте большие деньги с лучшими брендами для дротиков или создавайте свои собственные, выбирая лопасти, древки, наконечники и многое другое, например, футляры и качественные доски. Диски GAS PIPE также представлены в широком ассортименте, в том числе: самые известные бренды всех размеров и различных дизайнов, мишени, корзины, сумки, футляры для переноски и многое другое. Каждый GAS PIPE также может предоставить вам полезную информацию о лучших местных и региональных курсах, чтобы вы могли парить вместе с другими на свой вкус.
ТОВАРЫ ДЛЯ ТЕЛА
Все это полезно для тела: Детокс для тела, Украшения для тела, Татуировка, Футболки. С помощью Body Detox специалисты GAS PIPE выслушают вашу ситуацию и предложат варианты очистки организма от токсичных элементов. Наш опыт поможет вам очиститься. Куда вы решите прикрепить свои красивые новые украшения для тела, зависит только от вас, но наш выбор качественных украшений — это то, на что стоит обратить внимание. Точно так же наша линия татуировочного снаряжения выявит лучшее из ваших желаний боди-арта. А чтобы идеально прикрыть верхнюю часть тела, взгляните на наши возмутительные футболки: от F*CK YOU, I’M FROM TEXAS до чуть менее вызывающих дизайнов. GAS PIPE поможет вам.
ДРУГИЕ ТОВАРЫ
Действительно, товаров в ГАЗОВОЙ ТРУБЕ столько, что все и не перечислить, особенно учитывая, сколько новинок появляется чуть ли не ежедневно. Кроме того, в каждой локации есть свой уникальный запас. У некоторых есть предметы коллекционирования, например, старые выпуски журналов High Times Magazine, некоторые продают самую крутую одежду, у большинства есть новейшие ароматизированные бумаги, косяки, смеси для электронных сигарет или кальяна и лучшие ароматы благовоний, и у всех есть единственные в своем роде предметы. от банок и контейнеров местного производства до замечательных произведений искусства из выдувного стекла. Знать ГАЗОВУЮ ТРУБУ — значит любить ГАЗОВУЮ ТРУБУ, а единственный способ узнать ГАЗОВУЮ ТРУБУ — это сделать ГАЗОВУЮ ТРУБУ для себя!
Газовая труба также предлагает оптовые цены на более чем 70% товаров, которые мы продаем в наших магазинах.
Для получения дополнительной информации, пожалуйста,
СВЯЖИТЕСЬ С НАМИ .
SDR-11 Желтая подземная полиэтиленовая (ПЭ) газовая труба и детали
Газопровод из полиэтилена (ПЭ) представляет собой удобный, экономичный и одобренный метод прокладки наружных подземных газопроводов от счетчиков и баллонов с пропаном до внутренней газовой системы и разнообразного наружного газового оборудования, включая гидромассажные ванны, грили, инфракрасные газовые обогреватели и многие другие. В настоящее время на его долю приходится более 90% всех газовых труб, установленных в США. За более чем 50 лет эксплуатации газовая труба из ПЭ зарекомендовала себя как надежный продукт для газораспределения с превосходной устойчивостью как к различным почвенным условиям, так и к компонентам самого газа.
Декодирование SDR, IPS, CTS, MDPE и HDPE
В настоящее время существует множество типов, размеров и стандартов размеров газовых труб из полиэтилена, которые могут сбивать с толку, особенно при выборе совместимой системы фитингов. SDR (стандартное соотношение размеров) является стандартным атрибутом всех пластиковых труб, указывающим отношение внешнего диаметра (OD) трубы к толщине ее стенки. SDR = внешний диаметр / толщина стенки.
Наиболее распространенным SDR для подземных газопроводов из желтого полиэтилена является SDR-11, и именно этот размер мы предлагаем в PexUniverse
. IPS (размер железной трубы) и CTS (размер медной трубы) указывают, какой размерный стандарт использует полиэтиленовую трубу.
Большинство газовых труб из полиэтилена на рынке имеют размер IPS, и это размер, который мы продаем
. IPS также является тем же стандартом размеров, что и черная газовая труба, что упрощает сопоставление между ними. HDPE (полиэтилен высокой плотности) и MDPE (полиэтилен средней плотности) относятся к сорту / типу полиэтилена, основное различие между которыми заключается в гибкости (растрескивании под напряжением) и сопротивлении давлению (прочность на растяжение).
MDPE, будучи более гибким, является предпочтительным материалом для подземных газопроводов, и именно этот тип мы продаем в PexUniverse.
Труба из полиэтилена высокой плотности менее распространена в газовой промышленности и обычно предназначена для нежилых помещений с высоким давлением (до 125 фунтов на квадратный дюйм). Газовая труба MDPE имеет желтый цвет, а труба HDPE может быть черной, черной с желтой полосой или черной с желтым наружным слоем.
Типы фитингов и соединительных систем для газовых труб из полиэтилена
Все типы фитингов, используемых для полиэтиленовых труб, делятся на (2) отдельные категории — механические фитинги и фитинги для сварки. Механические фитинги наиболее распространены для малообъемных установок, включая жилые и легкие коммерческие проекты с размером трубы не более 2 дюймов. К ним относятся:
Компрессионные фитинги для труб из полиэтилена — работают аналогично большинству компрессионных фитингов в водопроводно-канализационной и отопительной промышленности. В них используется компрессионное кольцо, наконечник и гайка для создания герметичного соединения. Фитинги для газовых труб PE, которые мы продаем, относятся к компрессионному типу . Компрессионные фитинги для газовых труб из ПЭ многоразовые и недорогие, что делает их популярным выбором.
Фитинги Con-Stab ID Seal® представляют собой вставные фитинги, которые работают аналогично SharkBite®, где труба вставляется в фитинг и удерживается внутри стопорным кольцом, при этом уплотнительные кольца предотвратить утечку газа. Газовые фитинги Con-Stab проще всего установить, но они стоят значительно дороже, чем компрессионные аналоги, не подлежат повторному использованию и требуют снятия фаски.
Соединения вплавь менее распространены на рынке жилых помещений и в основном предназначены для труб больших размеров, таких как IPS 3 дюйма и выше. Они используют специальное оборудование и инструменты и требуют специальной подготовки. Существует множество методов соединения ПЭ вплавь, в том числе:
Стыковая сварка (в т.ч. седельная) — нагрев стыка трубы и узла фитинга, сплавление их вместе.
Раструбная сварка — нагрев подается как на фитинг, так и на поверхность трубы (отдельно) до тех пор, пока они не достигнут желаемой температуры и не начнут плавиться. После этого труба вставляется в фитинг и удерживается вместе до тех пор, пока не остынет.
Электромуфта (EF) – использует электричество для соединения фитинга (из проводящего материала) и трубы.
Часто задаваемые вопросы
В: Для чего используются полиэтиленовые стояки для газовых труб? A: Безанодные стояки (или счетчики) используются для создания 90-градусного перехода от подземной газовой трубы из полиэтилена к надземной металлической трубе — чаще всего для подключения к газовым счетчикам, резервуарам и т. д. Переходные фитинги (прямые ответвления) используются для аналогичной цели при установке ниже уровня земли. Некоторые стояки поставляются с предустановленным фитингом (муфтой), а другие имеют стандартный переход из полиэтилена в металл.
В: Для чего используется индикаторная проволока? О: Рядом с полиэтиленовой трубой проложена трассирующая проволока, чтобы облегчить обнаружение подземного газопровода и предотвратить случайное повреждение во время земляных работ. Этого требует федеральный кодекс. Желтый — это обозначенный цвет трассирующей проволоки для подземных газопроводов, а 14 AWG (калибр) — стандартная толщина для прокладки в открытых траншеях (в некоторых местах может потребоваться 12 AWG).
Какие бывают плиты перекрытия, их классификация, толщина и другие размеры, особенности использования и обзор преимуществ
Перекрытия представляют собой горизонтальные диафрагмы, которые разделяют постройки на этажи. Основным предназначением является восприятие нагрузок от оборудования, людей, мебели. Также перекрытия необходимы для выполнения роли диафрагмы жесткости, обеспечивающей общую устойчивость здания.
Что такое плиты перекрытия?
Основные функции и характеристики
Классификация плит перекрытий
Виды железобетонных многопустотных плит
Принципы обозначения марки железобетонных многопустотных ПК
Преимущества некоторых типов плит перекрытий
Что такое плиты перекрытия?
Общеизвестно, что перекрытия являются несущей горизонтальной конструкцией любого строения и предназначены для разделения между собой этажей. Различают чердачные и междуэтажные типы. Во время строительства и при дальнейшей эксплуатации дома, именно на перекрытия ложится чрезвычайно большая нагрузка, так как, кроме своего веса, они должны выдержать тяжесть расположенной над ними части здания.
Основные элементы, состоящие из тяжелых сборных железобетонных плит, называют частями перекрытий. Звукоизоляцию и тепло обеспечивает верхняя часть, а нижняя выступает в роли потолка.
В строительном производстве такие плиты, как правило, делают из бетона либо железобетона. Отличительной чертой ребристых железобетонных конструкций является наличие промежутка между ребрами, составляющего около 150 см. В качестве перекрытий могут также выступать железобетонные балки, достаточно плотно пригнанные друг к другу. В таких случаях в балочных перекрытиях между балками рекомендуется вставлять особые вкладыши и бетонировать образовавшийся между ними промежуток.
В список наиболее часто используемых типов плит можно добавить сталекаменные перекрытия. Приобрести их без особых проблем можно в любом магазине строительных материалов, но монтировать лучше в промышленных условиях.
В жилых домах либо коттеджах, имеющих кирпичные, блочные или бетонные стены, наиболее часто в качестве перекрытий применяют железобетонные конструкции. Их располагают как вдоль здания, так и поперек, в зависимости от особенностей проекта. Материалом для плит, в этом случае, может быть легкий либо обычный тяжелый бетон марки 200 и более. Очень часто, с целью уменьшения веса плит, а также экономии бетона, их делают с продольными пустотами круглой формы. Ширина плит может колебаться в пределах 600-2400 мм, при длине 2400-6600 мм. При необходимости, для больших пролетов без дополнительной установки опор, могут быть выпущены перекрытия с длиной конструкции до 12000 мм.
Основные функции и характеристики
Плита представляет собой прямоугольный плоский кусок металла, камня либо другого материала и является составной частью здания. В строительстве этот элемент несет на себе полный вес других частей строения.
Основными характеристиками для перекрытия являются:
прочность, ввиду необходимости выдерживать большие расчетные нагрузки;
жесткость, так как в перекрытии не должно быть ощутимых перегибов даже под воздействием значительных нагрузок. Допустимой величиной является 1/200 пролета для перекрытий чердаков и 1/250 пролета для перекрытий между этажами;
звукоизоляция должна обеспечивать достаточную защиту помещения от переноса звуков из других помещений, расположенных по соседству;
теплозащита;
огнеупорность;
экономичность предполагает наименьший вес при небольшой толщине;
индустриальность всех элементов.
Общая цена конструкций, как правило, составляет 15-20 процентов общей стоимости всего здания. Поэтому правильный и рациональный подход к выбору конструкции перекрытий поможет значительно снизить уровень финансовых затрат и сохранить при этом все необходимые эстетические и эксплуатационные качества строения.
При грамотно подобранных и скоординированных размерах конструктивных элементов дома, в строительстве можно будет применять исключительно стандартные части.
Классификация плит перекрытий
Какими бывают плиты перекрытия? Железобетонные конструкции классифицируют по разнообразным параметрам, таким как толщина плит, тип опоры плиты на несущую конструкцию, наличие и размещение пустот в теле плиты.
Однако, как правило, конструкции разделяют следующим образом:
Пустотные, наиболее широко используемые при обустройстве межэтажных перекрытий. Их применяют при строительстве домов из бетона, кирпича и стеновых блоков. Лучшей тепло- и звукоизоляции способствует наличие в плитах воздушных полостей.
Ребристые, предназначенные для строительства кровли зданий промышленного назначения, таких как ангары, гаражи, склады. Зачастую такие помещения не отапливаются.
Монолитные, представляющие собой железобетонные конструкции сплошного армированного типа. Такие перекрытия отличает гораздо большая прочность, чем у других видов плит. Монолитные конструкции нашли применение при строительстве многоэтажных зданий, в условиях увеличенной силовой нагрузки на конструкцию.
Виды железобетонных многопустотных плит
Конструкции такого типа используют в качестве перекрытий пролетов зданий и сооружений. Их длина, как правило, составляет 12 м. Ширина перекрытия (ПК) равна 1 м, 1,2 м либо 1,8 м, а высота обычно от 0,22 до 0,31 м. Особую прочность на изгиб, плите придает наличие в ней армированных ребер и пустот, при сравнительно легком весе. Многопустотные плиты лучше всего подходят для прокладки коммуникаций и электропроводки.
Данные конструкции также разделяют на типы, в зависимости от их назначения, вариантов опор, количества пустот и толщины плит перекрытия:
железобетонные конструкции с круглыми пустотами, диаметром 1,59 м и толщиной перекрытия 2,2 см. Применяются в качестве опор по двум, трем либо четырем сторонам;
железобетонные конструкции с круглыми пустотами, диаметром 1,4 см и толщиной 2,2 см. Применяются в качестве опоры по двум, трем или четырем сторонам;
железобетонные конструкции с круглыми пустотами, диаметром 1,27 см и толщиной 2,2 см. Предназначены для опоры по двум, трем, четырем сторонам;
конструкции с круглыми пустотами, диаметром 1,59 см и толщиной 2,6 см. Назначение – опора по двум сторонам;
конструкции с круглыми пустотами, диаметром 1,8 см и толщиной 2,6 см. Назначение – опора по двум торцевым сторонам;
конструкции с круглыми пустотами, диаметром 2,03 см и толщиной 3,0 см. Назначение – опора по двум торцевым сторонам;
конструкции с круглыми пустотами, диаметром 1,14 см и толщиной 1,6 см. Назначение – опора по двум торцевым сторонам;
железобетонные конструкции с пустотами грушевидной формы и толщиной 2,6 см. Назначение – опора по двум сторонам;
конструкции железобетонные диаметром 1,59 см. Назначение – опора по двум сторонам.
Возрастание количества плоскостей опоры перекрытия обозначается третьей буквой. К примеру:
2ПКТ — для опирания по трем сторонам;
1ПКК — для опирания по четырем сторонам.
Длина в дециметрах обозначена двумя первыми цифрами в маркировке конструкции. Реальный размер плиты, как правило, меньше на 20 мм. Таким образом, например, цифра 63 говорит о том, что фактическая длина равна 6280 мм.
Две вторые цифры в маркировке указывают ширину конструкции в дециметрах. Реальная величина ширины меньше на 10 мм. К примеру, цифра 12 обозначает, что ширина плиты составляет 1190 мм. Все плиты выпускают стандартной шириной, равной от 1,0 до 1,8 м.
Наконец, последняя цифра указывает на несущую способность перекрытия, которая измеряется в сотнях килограмм на 1 м2.
Приведенные в конце маркировки буквенные символы указывают:
АтV – нижняя часть рабочей поверхности железобетонной конструкции усилена напряженной ранее арматурой;
т – данная плита выполнена из тяжелого бетона;
а – обозначает, что плита перекрытия оснащена в торцах отверстий уплотняющими вкладышами.
Принципы обозначения марки железобетонных многопустотных ПК
Для условного обозначения марок многопустотных железобетонных плит перекрытий принято использовать 3 группы, состоящие из букв и цифр.
Первая группа служит для обозначения типа продукта, его габаритных размеров и вида бетона, а также класса напрягаемой арматуры.
Вторая группа предназначена для указания расчетной нагрузки на изделие, измеряемое в килопаскалях, а также нормативный номер по несущей способности. При этом также обозначается класс напрягаемой арматуры для заранее напряженных плит.
Третья группа обозначает дополняющие характеристики, которые необходимы для отражения особых условий использования железобетонных перекрытий и специфических нюансов таких конструкций.
Согласно правилам нанесения маркировки на перекрытия, все необходимые показатели наносят на боковую поверхность плит. Маркировочные надписи принято подразделять на монтажные, основные и информационные. Основные, в свою очередь, состоят из:
марки железобетонной конструкции;
названия предприятия, изготовившего продукт и зарегистрированного товарного знака производителя;
штампа, подтверждающего прохождение технического контроля.
Преимущества некоторых типов плит перекрытий
Среди специалистов наибольшее распространение получили пустотные конструкции, имеющие некоторые преимущества по сравнению с монолитными:
ввиду достаточно больших масштабов производства, стоимость таких плит весьма доступна даже для обычного частного застройщика;
пустоты, присутствующие в теле плиты, повышают уровень звукоизоляции перекрытия;
через пустоты удобно прокладывать различные коммуникации, такие как сигнализацию или электрокабель;
пустоты существенно уменьшают вес плиты, тем самым значительно облегчая нагрузку на фундамент;
применяя заранее напряженную арматуру в конструкции плиты, можно заметно повысить ее как прочностные, так и эксплуатационные качества.
Железобетонные плиты, применяемые в качестве перекрытий, являются экономически выгодным выбором и позволяют смонтировать основной каркас здания в минимальные сроки.
Бетонные плиты: виды, характеристики, применение
Бетонные плиты можно разделить на несколько больших групп: крупные — дорожные, аэродромные, покрытий и перекрытий, более мелкие — укрепления откосов, переходные и лежни. Особенности плиты — прямоугольная или близкая к ней форма и горизонтальное проектное положение. В редких случаях, причём это касается не всех видов продукции, допускается укладка под углом.
Дорожные бетонные плиты (ПДН)
Бетонные дорожные плиты предназначены для устройства временного или постоянного сборного покрытия дорог, площадок, подъездных путей. Сферы применения: промышленные и военные объекты, инженерное, жилищное, индивидуальное строительство. Материал изготовления ПДН — бетон марки М300 или выше, стальная арматура.
Рис. 1. Укладка дорожной плиты
Для строительства постоянных дорог предназначены изделия 1П, для временных покрытий — 2П. Разница — в бетоне и армировании: 1П делают из бетона класса В30, а для изготовления 2П используется В22,5. Этими отличиями обусловлена неодинаковая несущая способность.
Армирование осуществляется согласно ТУ или ГОСТ 21924.3-84. Отличия — в марках и диаметре арматуры, расположении сеток, каркасов и отдельных стержней.
Стандартные размеры дорожных бетонных плит: высота — 140-220 мм, ширина — 900-2750 мм, длина — 1750-6000 мм, вес — 0,92-4,08 тонн.
Рис.2. Плита дорожная 1П18.18.30
Особенности маркировки, отражающие геометрическую форму:
ПТ (плита трапецеидальная) — железобетонное изделие с плоской трапециевидной поверхностью;
ППШ, ДПШ, ПШП, ПШД, ПШ — продукция шестиугольной формы, а также доборные элементы;
П — изделие прямоугольной формы, наиболее востребованное в дорожном строительстве, разновидности — ПББ и ПБ, с двумя и одним бортом соответственно.
В маркировке прямоугольных изделий указывают длину и ширину в дециметрах, шестиугольных — диагональ, трапецеидальных — длину.
Аэродромные плиты
Бетонная аэродромная плита обозначается аббревиатурой ПАГ. Изделия были спроектированы для строительства аэродромов, военных полигонов, плацдармов, складов и трасс для крупнотоннажного транспорта. Поскольку эти ЖБИ обладают повышенной износостойкостью, прочностью и морозостойкостью, со временем их начали использовать для сооружения автомагистралей, грузовых площадок, мостов.
Бетонные плиты ПАГ изготавливают в соответствии с требованиями ГОСТ 25912-2015 и по рабочим чертежам технической документации.
Основные характеристики:
класс бетона по прочности на сжатие — В30 (М350-М400), морозостойкость — F200, коэффициент водонепроницаемости — W6;
расчётная нагрузка — 75000 кг/м2, сейсмостойкость — до 7 баллов по шкале Рихтера;
Популярные аэродромные бетонные плиты и их особенности:
ПАГ-14. Длина изделия — 6000 мм, высота —140 мм, ширина — 2000 мм, объём бетона — 1,68 куб м, масса — 4,2 т.
ПАГ-18. Масса плиты — 5,4 т, объём бетона — 2,16 куб. м, ширина — 2000 мм, длина — 6000 м, высота — 180 мм.
ПАГ-20. Продукция имеет высоту 200 мм, для изготовления одной плиты требуется 2,4 куб. м бетона. Длина — 6000 мм, высота — 200 мм, ширина — 2000 мм.
ПАГ укладывают на подготовленное основание. Монтаж непосредственно на грунт не допускается.
Рис. 3. ПАГ-14
Классификация бетонных плит перекрытий
Бетонные плиты перекрытий выпускаются по ГОСТ 26434-215 и подразделяются на многопустотные (1ПК, 2ПК, ПБ) и однослойные сплошные (1П и 2П). Также заводы выпускают плиты ПНО (облегчённые) и НВ (без монтажных петель и закладных). Многопустотная продукция различается толщиной, формой и диаметром пустот, способом опирания. Плита может иметь толщину 160, 220, 260 или 300 мм, пустоты — круглые, полукруглые, овальные, грушевидные. Изделие предназначается для опирания по 2, 3 или 4 сторонам.
Панели ПК
Рис. 4. Плиты перекрытия
Бетонные плиты ПК используются в строительстве наиболее часто. Сферы применения: строительство многоэтажных домов, зданий и сооружений, односкатных крыш гаражей и сараев, устройство защитных конструкций для теплотрасс. Также ПК используют в качестве фундамента под беседки и ограждения.
Сквозные пустоты полукруглой, круглой или овальной формы располагаются вдоль, по всей длине. ПК — базовый вариант с опиранием по 2 сторонам, ПКТ опирается по 3 сторонам, ПКК — по 4.
Назначение многопустотных плит — устройство горизонтальных перекрытий в многоэтажных зданиях, включая коммерческие, жилые и административные. В пустоты помещают инженерные коммуникации.
Основные достоинства многопустотных бетонных плит:
Уменьшенная масса по сравнению со сплошными ЖБИ. Нагрузка на несущие стены ниже, чем при использовании плит без пустот, поэтому ПК востребованы в многоэтажном строительстве.
Шумоизоляционные свойства. Благодаря воздушным карманам плиты снижают уровень шума, проникающего из помещений, расположенных этажом выше или ниже.
Теплоизоляционные характеристики. Воздух обладает низкой теплопроводностью, поэтому в помещении с многопустотными перекрытиями лучше удерживается тепло.
Продукция длиной до 4,2 м армируется обычной сеткой, а для укрепления более длинных изделий используют предварительно напряженную арматуру. Для усиления торцов по краям устанавливают вертикальные сетки.
ПБ
Рис. 5. Плита 1ПБ
Бетонные многопустотные плиты ПБ производятся по рабочим чертежам серии ИЖ 976 методом непрерывного безопалубочного формования. Для них предусмотрено опирание только по 2 сторонам. Глубина опирания — от 9 до 15 см. Ширина ЖБИ — 1000, 1200 1500 мм, высота — 220 мм, длина может быть любой в диапазоне от 1 до 10,8 м. Сфера применения: покрытие и перекрытие монолитных и кирпичных зданий общего, гражданского и жилого назначения.
Основные характеристики:
Материал изготовления — тяжёлый бетон марки М400, класс по прочности на сжатие В30.
Типы безопалубочной технологии, применяемые в России, — виброформование «в один приём», двухслойное сплитформование, экструзия.
Базовая расчётная нагрузка (типовая) — 800 кгс/м, под заказ возможно изготовление продукции, рассчитанной на нагрузку от 300 до 2100 кгс/м.
Железобетонные плиты ПБ армируются продольно, поэтому их можно разрезать как поперёк, так и по диагонали без ухудшения прочностных характеристик.
ПНО
Рис. 6. Плита ПНО
Облегчённые изделия ПНО выпускаются по ГОСТ 9561 и дополнению к серии 1.141-1, вып. 39. Особенность этих бетонных плит — уменьшенная толщина, которая составляет всего 160 мм против стандартных 220 мм. Изделия предназначены дл строительства зданий высотой до 3 этажей включительно. Несущая способность — от 300 до 800 кгс/м2.
Стандартные габариты: длина — 1600-6300 мм, ширина — 1000-1500 мм. В плите есть сквозные продольные пустоты, благодаря которым она обладает повышенными шумо- и теплоизоляционными характеристиками и меньшим весом по сравнению со сплошными изделиями аналогичных габаритов. Возможна резка бетонной плиты поперёк и под углом.
НВ
Продукция НВ (настил внутренний) изготавливается безопалубочным методом экструзии из бетона марки М500, класс по прочности на сжатие — В45,5. Внутри по всей длине расположены овальные пустоты. Однорядное армирование выполняется стальными канатами К7.
Изделие формируется посредством давления, при этом бетон сильно уплотняется, за счёт чего изделие приобретает повышенную прочность при сравнительно небольшом весе. Допускается резка поперёк и под углом 45 градусов.
Плиты покрытий (ребристые)
Бетонные ребристые плиты — это широкая группа изделий, применяемых в строительстве панельных домов с плоской крышей, промышленных зданий и сооружений без чердака, общественных объектов. В ЖБ изделиях предусмотрены вспомогательные элементы, расположенные продольно и поперечно, благодаря которым обеспечивается стойкость к повышенным нагрузкам на изгиб.
Область применения ограничена созданием чердачных и крышных перекрытий, т. к. из-за выступающих балок невозможно устройство плоского потолка. ЖБИ выдерживают не только значительные весовые нагрузки, но и перепады температуры, влажность, длительное воздействие химически агрессивных сред. Плита имеет П-образное сечение, может быть изготовлена с проёмом в полке или без него.
Особенности:
Материал — тяжёлый, конструкционный лёгкий или плотный силикатный бетон. Чаще используется тяжёлый (марка М200, класс по прочности на сжатие В15 или выше). Согласно ГОСТ 26633, в смесь могут быть добавлены присадки для повышения гидрофобной защиты.
Морозостойкость — не ниже F75-F100, класс водонепроницаемости — W4 до W6, исходя из проектных требований. Водопоглощение — до 5% от общей массы.
Маркировка состоит из таких элементов: сокращённое наименование, диаметр отверстия (если оно есть), длина и ширина в дециметрах, расчётная нагрузка, класс арматуры.
Другие виды
Прочие виды железобетонных плит: переходные, укрепления откосов, лежни. Они изготавливаются из тяжёлого бетона марки М400, класс по прочности на сжатие — В30, водонепроницаемость — W8, морозостойкость — F200-F300.
Лежень — плоское прямоугольное изделие для дорожного строительства. Назначение: сопряжение инженерных конструкций с насыпями и дамбами. С торцов, с обеих сторон или только с одной, может быть предусмотрен выпуск арматуры, предназначенный для прочного соединения с другими элементами.
Рис. 7. Лежень
Плиты переходные в целом имеют такое же назначение, как и лежни, только последние служат фундаментным основанием. Различают прямые (П) и косые (ПК) изделия. ПК имеют уклон торца под углом 50-75°, их укладывают в местах, где дорога и другое сооружение (мост, тоннель) образуют косое пересечение.
Плиты укрепления откосов — квадратные и прямоугольные изделия. Типы: П-1, П-2, П-1К, ПБ-1, Б-8 со скошенными углами. Сфера применения — дорожное строительство, назначение — защита склонов насыпей автодорог от сползания, поддержание проезжей части и грунтового основания в неподвижном положении. Для образования зелёного склона укладывают решетчатые изделия ПР-3и: после монтажа ячейки засыпают грунтом и засевают травой.
Типы бетонных плит — конструкция, стоимость и применение
🕑 Время чтения: 1 минута
Железобетонная плита является важным конструктивным элементом и используется для обеспечения плоских поверхностей (полов и потолков) в зданиях. На основе предоставленной арматуры, поддержки балки и соотношения пролетов плиты обычно классифицируются на односторонние плиты и двусторонние плиты. Первый поддерживается с двух сторон, а соотношение длинного и короткого пролета больше двух. Однако последний поддерживается с четырех сторон, а соотношение длинного и короткого пролета меньше двух.
Различные условия и положения требуют выбора подходящей и экономичной бетонной плиты с учетом типа здания, архитектурной планировки, эстетических особенностей и длины пролета. Таким образом, бетонные плиты подразделяются на плиты с односторонними балками, плоские плиты, плоские плиты, вафельные плиты, многопустотные плиты, сборные плиты, плиты на уклоне, прочные плиты и композитные плиты.
Состав:
1. Односторонние плиты на балках
2. Односторонняя балочная плита (Ребристая плита)
3. Вафельная плита (сетчатая плита)
4. Плоские плиты
5. Плоские плиты
6. Двусторонние плиты на балках
7. Пустотная плита
9.01 Плита Bubble
9.0y Палуба плита
10. Композитная плита
11. Странная плита
12. Плита на классе
1. Плита на земле
2. Установленная рафяная плита
3. Вафельная растяная плита
Частые вопросы
. Часто задаваемые вопросы
.
1. Односторонние плиты на балках
Метод заливки на месте используется для возведения односторонних плит на балках, который включает в себя фиксацию опалубки с последующей установкой арматуры и, наконец, заливкой свежего бетона.
Односторонние плиты на балках наиболее подходят для пролетов 3-6 м и временной нагрузки от 3 до 5 кН/м 2 . Их также можно использовать для больших пролетов с относительно более высокой стоимостью и большим прогибом плиты. Однако необходима дополнительная опалубка для балок.
Рис. 1: Односторонняя плита на балках
2. Плита с односторонними балками (ребристая плита)
Состоит из плиты перекрытия, обычно толщиной от 50 до 100 мм, поддерживаемой железобетонными ребрами (или балками). Ребра обычно сужаются и равномерно распределены на расстояниях, не превышающих 750 мм. Ребра поддерживаются на балках, опирающихся на колонны.
Бетонная плита с односторонними балками подходит для пролетов 6–9 м и временных нагрузок 4–6 кН/м 2 . Из-за глубоких ребер количество бетона и стали относительно невелико, но требуется дорогая опалубка.
Рис. 2: Односторонняя ребристая плита
3. Вафельная плита (решетчатая плита)
Это тип железобетонной плиты, которая содержит квадратные решетки с глубокими сторонами. Процесс возведения вафельных плит включает в себя закрепление форм, установку коробов на опалубку, установку арматуры между плитами, монтаж стальной сетки поверх коробов и заливку бетона.
Решетчатые плиты подходят для пролетов 9–15 м и временных нагрузок 4–7 кН/м 2 . Опалубка, в том числе с применением поддонов, стоит довольно дорого.
Рис. 3: Вафельная плита
4. Плоские плиты
Плоские плиты могут быть выполнены в виде односторонних или двусторонних плит и непосредственно опираться на колонны или стены. Он прост в строительстве и требует простой опалубки.
Плоские плиты наиболее подходят для пролетов от 6 до 8 м и временных нагрузок от 3 до 5 кН/м 2 . Кроме того, диапазон пролетов для предварительно напряженных плоских плит составляет от 8 до 12 м, и они также могут быть выполнены в виде плит с пост-напряжением.
Преимущества использования плоских плит включают недорогую опалубку, открытые плоские потолки и более быстрое строительство. Плоские пластины имеют низкую способность к сдвигу и относительно низкую жесткость, что может привести к заметному прогибу.
Рис. 4: Плоская плита
5. Плоские плиты
Обычно это армированная плита, опирающаяся непосредственно на колонны или крышки без использования балок. Этот тип плиты, как правило, прост в изготовлении и требует небольшой опалубки. Нагрузки передаются непосредственно на колонны.
Плоские плиты наиболее подходят для пролетов от 6 до 9 м и для временных нагрузок 4-7 кН/м2. Им требуется больше опалубки, чем плоских плит, особенно для капителей колонн. В большинстве случаев используются только откидные панели без капителей колонн. Он может быть выполнен в виде плоской плиты с пост-напряжением.
Рис. 5: Плоская плита
6. Двусторонняя плита на балках
Конструкция этого типа плиты аналогична конструкции односторонней плиты на балках, но может потребоваться больше опалубки, так как двусторонние плиты поддерживаются со всех сторон. Плиты на балках подходят для пролетов от 6 до 9 м и временных нагрузок 3-6 кН/м 2 . Балки увеличивают жесткость плит, обеспечивая относительно небольшой прогиб. Необходима дополнительная опалубка для балок.
Рис. 6: Двухсторонняя плита на балках
7. Пустотная плита
It представляет собой тип сборной плиты, через которую проходят сердечники. Мало того, что эти ядра уменьшить собственный вес плиты и повысить структурную эффективность, но также действовать как служебные воздуховоды. Он подходит для случаев, когда требуется быстрое строительство.
Нет ограничений по пролету блоков многопустотных плит, их стандартная ширина составляет 120 мм, а глубина варьируется от 110 мм до 400 мм.
Блоки плит обычно устанавливаются между балками с помощью кранов, а зазоры между блоками заполняются стяжками. Было замечено, что пустотная плита может выдерживать нагрузку 2,5 кН/м 9 .0053 2 с пролетом 16 м. Он подходит для офисов, магазинов или автостоянок.
Рис. 7: Пустотная плита
8. Прочная плита
Она построена с использованием прочных кирпичей, которые значительно уменьшают количество бетона и, в конечном счете, собственный вес плиты. Толщина прочной плиты обычно больше, чем у обычной плиты, и составляет около 270 мм.
возведение морозостойкой плиты включает в себя установку опалубки, укладку морозостойких блоков, укладка арматуры в зазоры между блоками, укладка стальной сетки на блоки и, наконец, заливка бетона.
Экономичен для пролетов длиной до 5 м, уменьшает количество бетона ниже нейтральной оси, а временные нагрузки должны быть умеренными. Его строят в местах с очень высокими температурами. Применение этого типа плит можно увидеть в Дубае и Китае.
Рис. 8: Hardy BlockРис. 9: Конструкция Hardy Slab
9. Плита с пузырчатым настилом
Она строится путем размещения предварительно изготовленных пластиковых пузырей, затем между ними и поверх пластиковых пузырей помещается арматура, и, наконец, заливается свежий бетон. Пластиковые пузыри заменяют неэффективный бетон в центре плиты.
Плиты Bubble Deck уменьшают вес, повышают прочность, могут быть предусмотрены большие пролеты, требуется меньшее количество колонн, не требуются балки или ребра под потолком. Следовательно, это не только снижает общую стоимость строительства, но и является экологически безопасным, поскольку уменьшает количество бетона.
Обычно ее изготавливают из армированного бетона, залитого поверх настила из профилированной стали. Настил выступает в качестве опалубки и рабочей зоны на этапе строительства, а также в качестве внешнего армирования в течение срока службы плиты.
Для стального настила толщиной 50-60 мм пролет плиты может достигать 3 м. Однако если толщину стального настила увеличить до 80 мм, можно построить плиты с пролетом 4,5 м.
Рис. 12: Композитная плита
11. Сборная плита
Сборные железобетонные плиты отливаются и отверждаются на заводах-изготовителях, а затем доставляются на строительную площадку для монтажа. Самым выдающимся преимуществом подготовки слябов на производственных предприятиях является повышение эффективности и более высокий контроль качества, чего невозможно добиться на месте.
Наиболее часто используемыми сборными плитами являются швеллерные и двутавровые плиты. Их можно использовать для пролетов до 15 м. Двойные Т-образные плиты различаются по размерам, и используются пролеты до 15 м.
Шип-паз панель может различаться по размеру в зависимости от требований к дизайну. Когда они шпунт одной панели помещается внутрь паза соседней панели.
Что касается стоимости сборных железобетонных плит, сообщается, что сборные железобетонные плиты дешевле, чем монолитные бетонные плиты примерно на 24%.
Рис. 13: Сборная плита
12. Плита на уровне
Плита, отлитая на поверхность земли, называется грунтовой плитой. Как правило, плита на уклоне подразделяется на три типа:
1. Плита на грунте
Это простейший тип плиты на уклоне, состоящий из ребер жесткости, построенных из бетона по периметру плиты и имеющих толщина плиты 100 мм. Он подходит для стабильного грунта, состоящего в основном из песка и камня и не подверженного влиянию влаги, а также для грунтов, которые подвергаются небольшому перемещению из-за влаги.
2. Плита подкрепления
Аналогична плите на грунте, за исключением балки жесткости, установленные в швеллерах через середину плиты. Следовательно, он создает своего рода опорную сетку из бетона на основе плита. Почва с умеренным, большим количеством и сильной подвижностью из-за влаги.
3. Вафельная плита-плот
Собирается полностью над землей путем заливки бетоном решетки из полистироловых блоков, известных как «пустые формы». Вафельные плиты-плоты обычно подходят для участков с менее реактивной почвой, в них используется примерно на 30% меньше бетона и на 20% меньше стали, чем в усиленных плитах-плотах, и, как правило, они дешевле и проще в установке, чем другие типы. Эти типы плит подходят только для очень ровной поверхности.
Рис. 12: Типы напольных плит
Часто задаваемые вопросы
1. Какие основные типы бетонных плит используются в строительстве?
Основными типами бетонных плит, используемых в строительстве, являются плиты с односторонними балками, плоские плиты, плоские плиты, вафельные плиты, многопустотные плиты, сборные плиты, плиты на уклоне, прочные плиты и композитные плиты.
2. Что такое плита на грунте или плита на грунте?
Плита, отлитая на поверхности земли, называется грунтовой плитой. Это может быть вафельная стропильная плита, усиленная стропильная плита или плита наземного типа.
3. Какое поперечное сечение сборного железобетона является наиболее распространенным?
Наиболее часто используемые сборные плиты — швеллерные и двутавровые. Их можно использовать для пролетов до 15 м. Двойные Т-образные плиты различаются по размерам, и используются пролеты до 15 м.
4. Каковы важные особенности плиты Bubble?
Плиты Bubble Deck уменьшают вес, повышают прочность, могут быть предусмотрены большие пролеты, требуется меньше колонн, не требуются балки или ребра под потолком. Следовательно, это не только снижает общую стоимость строительства, но и является экологически безопасным, поскольку уменьшает количество бетона.
Подробнее:
Какой толщины должна быть бетонная плита?
Гидроизоляция плит на грунте
Различные типы плит в строительстве | Его использование
A конструкция состоит из множества соединительных строительных элементов, таких как стены, балки, колонны, фундаменты, плиты. Из них плита является наиболее важной. Этот позволяет другим частям строительных элементов выдерживать различные нагрузки. Там различные типы плит в строительстве. Но в этой статье мы подробно рассмотрены виды бетонных плит.
Что такое плита в строительстве?
А плита представляет собой конструктивный элемент, изготовленный из бетона, который используется для создания плоские горизонтальные поверхности, такие как полы, кровельные перекрытия и крыши. Плита обычно толщиной в несколько дюймов, обычно толщиной от 100 до 500 мм и поддерживается балками, колоннами, стенами или полом.
ТИПЫ БЕТОННЫХ ПЛИТ, ИСПОЛЬЗУЕМЫЕ В КОНСТРУКЦИЯ
1. ПЛОСКАЯ ПЛИТА
2. ОБЫЧНАЯ ПЛИТА
3. Полая ядра с ребристыми плитами или полой ядрами
4. Hardy Slab
5. Вафельная плита
6. Затопленная плита
9. Композитная плита
10. Низкая крыша
11. Прогнозируемый пленка
12. ПОЯСНАЯ ПЛИТА
1. ПЛОСКАЯ ПЛИТА
Плоская плита также известна как безбалочная плита, потому что она поддерживается непосредственно колоннами или шапки. Здесь нагрузки передаются непосредственно на колонны.
Функция этого типа плиты состоит в том, чтобы обеспечить ровную поверхность потолка, которая будет дают наилучшее рассеивание света. Они обычно используются в отелях, на парковках участки, коммерческие здания или места, где лучевые проекции не подходят для контроля высоты или даже эстетического вида.
ЧИТАЙТЕ ТАКЖЕ: Что Плоская плита? | Применение плоских плит | Преимущества и недостатки Плоская плита
2. ОБЫЧНАЯ ПЛИТА
А плита, опирающаяся на балки и колонны, называется обычной плитой или обычной плита. В этих типах толщина плиты небольшая, а глубина балка большая и она переносится на несущие балки и потом на столбцы. Это требует большего количества опалубки по сравнению с плоской плитой. Нет, это не так необходимо предусмотреть заглушки колонн на плите обычного типа.
ЧИТАЙТЕ ТАКЖЕ: Что такое Обычная плита | Типы | Преимущества | Недостатки
—
3. ПУСТОТНАЯ РЕБРИКОВАЯ ПЛИТА ИЛИ ПУСТОТАЯ ПЛИТА
It название, полученное из ядер или пустот, которые проходят через блоки. Ядра могут служить коммуникационными трубами и, несомненно, уменьшит собственный вес плит. и повысить структурную эффективность. Ядра также имеют преимущество стабильности за счет уменьшения количества используемого материала.
.
4. HARDY SLAB
Это тип плиты построен из выносливого кирпича, который сделан из пустотелых кирпичей и конкретный. Эти кирпичи используются для заполнения толстых участков плиты, что экономит количество бетона, тем самым уменьшая вес плиты. Плиты такого типа обычно встречается в Дубае и Китае. Эта плита используется в местах, где температура очень высокая. Толщина плиты увеличена, чтобы выдерживать температура над плитой. Тепло, исходящее от стен, противодействовать с помощью специальных кирпичей, которые содержат термокольца.
Вафельная плита также называется сетчатой плитой. Это железобетонная крыша или пол с квадратной сеткой с глубокими бортами. Этот тип плиты в основном используется для хорошего изображения просмотр и установка искусственного освещения на подъездах гостиниц, торговых центров и ресторанов.
Это это тип плиты, в которой видно, что в плите есть углубление при снятии опалубки. Листы ПВХ (кусочки) сначала укладываются на затвора, затем между кусками укладывается арматура и стальная сетка над гондолой, которую затем заливают бетоном. После бетона комплектов, опалубка снимается, а куски ПВХ не удаляются. Это создает полое отверстие, в котором отверстие закрыто с одного конца.
Это тип плиты в основном используется для промышленных и коммерческих зданий, в то время как дерево и металлические вафельные плиты используются на многих строительных площадках.
ЧИТАЙТЕ ТАКЖЕ: Что Вафельная плита? | Типы | Преимущества и недостатки
—
6. УПАВШАЯ ПЛИТА
Это тип плиты, используемой под туалетами для покрытия канализационных труб или труб туалета или других оборудование называется заглубленной плитой. Следует соблюдать осторожность, чтобы избежать утечки проблемы, так как водопроводные трубы скрыты под землей.
Правильно предусмотрена гидроизоляция и обработка плиты для предотвращения протечек или влага. После отправки канализационных труб в плиту, плита заполняется битый кирпич или уголь или подходящий легкий материал.
плита, предусмотренная ниже нормального уровня пола на глубине 200 мм до 300 мм и заполненный кусками битого кирпича, называется утопленной плитой.
или
плита, которая предусмотрена выше нормального уровня пола на высоте 200 мм до 300 мм и заполнены углем или кусками битого кирпича, называемого затонувшей плитой.
7. ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННАЯ БЕТОННАЯ ПЛИТА
а) Предварительно натянутая плита:
сталь, натянутая в плите перед укладкой бетона, называется предварительно натянутой. плита. Плита имеет те же особенности посленатяжения.
б) Плита с пост-натяжением:
плита, в которой стальные канаты или арматура натянуты после бетонирования называется постнапряженной плитой. Предусмотрено усиление, чтобы сопротивляться сжатие. В этой плите арматура заменена стальными тросами/ сухожилия.
Плиты этого типа разрушают естественный слабость бетона при растяжении и позволяет лучше использовать его прочность при сжатие.
8. СБОРНАЯ ПЛИТА
Сборный бетонные плиты встраиваются в заводы по изготовлению и отверждаются, после чего они поставляются на монтаж. Самым большим преимуществом сборных железобетонных плит является что они производятся на заводе, что повышает их производительность и обеспечивает качественный контроль над бетонными плитами на месте
можно обнаружить, что сборные железобетонные плиты примерно на 24% дешевле, чем монолитные. бетонные плиты. Даже если вы потратите больше на сборку, вы значительно сэкономите на опалубке.
наиболее часто используемыми типами сборных плит являются швеллерные и двойные Т-образные.
9. КОМПОЗИТНАЯ ПЛИТА
Как правило, строится на железобетонные отливки поверх профильной стальной основы. В течение на этапе строительства настил выполняет роль рабочей зоны и опалубки, а также действует как внешнее армирование в течение всего срока службы плиты.
.
10. НИЗКАЯ ПЛИТА КРОВЛИ
плита, предусмотренная над дверью для хранения, называется плитой низкого потолка (кровли). Этот тип плиты закрывается со всех концов и открывается с одного конца. Эта плита просто ниже фактической плиты и выше уровня двери и окна. Этот вид бетона плиты используются в домах.
11. ПРОЕКТИРОВАННАЯ ПЛИТА
A плита, закрепленная с одной стороны и свободная с другой, называется выступающей плитой. или консольная плита. Такие плиты обычно строят в гостиницах, университеты, конференц-залы и т. д., чтобы использовать эту зону для сбора или высадки зоны и зоны разгрузки и погрузки. Это один из видов бетона. плиты.
12. ПОЯСНАЯ ПЛАНКА
Поясная плита не более чем обычная плита с некоторым углом наклона между двумя поддерживает. (В основном используется на лестницах из железобетона).
Поясная плита Подставки от балки к балке, а основная стальная арматура лестницы идет вверх к середина покоящейся балки. Толщина поясной плиты зависит от длина лестничного марша. Обычно толщина составляет 5 ″ или 6 дюймов.
Талия Плита имеет три вида подкреплений;
· Основная сталь
· Распределительная сталь
· Дополнительный топ.
Функция плиты
01. Дает плоскую поверхность
02. Поддерживает нагрузки звукоизолятор
04. Верхний слой становится кровля этажа под ней
05. Пространство между перекрытием и плита может использоваться для размещения строительных приложений
Эффективный пролет железобетонной плиты
Эффективный пролет плиты должен быть меньше двух
L = расстояние между центрами опоры
L = просвет + d (эффективная глубина плита)
Минимальная толщина бетонной плиты
Толщина плиты определяется на основе Отношение длины пролета к глубине согласно IS 456: 2000.
Советы и рекомендации по выбору инструмента для дерева
Древесина представляет собой один из наиболее универсальных материалов, сфера использования которого чрезвычайно широка. Дерево считалось приоритетным материалом не только для строительства домов, но и для изготовления разнообразной домашней утвари, резного декора и прочих изделий. Спустя столетия появилось огромное разнообразие других материалов, которые активно набирали популярность, но древесина все так же остается востребованной. В настоящее время данный материал наиболее активно применяется во время проведения столярно-монтажных работ и в процессе изготовления предметов мебели.
В работе с древесиной используются определенные виды инструментов, являющиеся незаменимыми помощниками при изготовлении изделий из дерева. Их существует несколько разновидностей, каждая из которых выполняет ряд особых функций. Такие инструменты могут быть как пригодными для использования лишь в масштабах крупного производства, так и для домашнего использования.
Обработка древесины проводится различными способами, при которых применяется как современный электроинструмент во всем его многообразии, так и ручной инструмент по дереву, который также способен выполнять множество функций. Процесс деревообработки предполагает выполнение различных работ, и каждая из них требует применения определенного вида вспомогательного инструмента.
Кроме того, классификация всех приспособлений, используемых для работы по дереву, производится и в зависимости от следующих параметров:
профессиональные – их применение возможно в масштабах крупного производства и для выполнения работ в больших объемах;
любительские – те, которые применяются для бытовых нужд в домашних условиях;
инструменты, которые относятся к промежуточной категории – полупрофессиональные, используемые дома, но более опытными мастерами.
Первые из представленных инструменты наиболее дорогостоящие, а два последних вида идеально подойдут для тех, кто хочет обработать древесину дома.
Ручной инструмент для обработки дерева подразумевает задействование физической силы мастера, а также наличие определенных навыков. Разнообразие данного типа инструментов довольно велико, и можно подобрать именно то приспособление, которое необходимо в конкретной ситуации.
Большая часть инструментов в данном сегменте были придуманы еще в те времена, когда человечество не знало о существовании электричества. Тем не менее, спустя столетия люди продолжают ими активно пользоваться.
Среди ручных инструментов можно выделить те, которые наиболее активно используются мастерами для деревообработки:
топор – инструмент, по праву заслуживающий звание самого популярного, без которого не обойтись в частных домах. Кроме того, он отличается огромным спектром выполняемых работ, являясь незаменимым помощником любого плотника;
ножовка, применяемая для распила древесины вручную и различающиеся между собой варианты несколькими формами зубьев;
долото – приспособление для того, чтобы сделать отверстия разного диаметра;
стамеска – помогает зачищать поверхность после работы долотом;
ручной рубанок – необходимое приспособление для строгания дерева, также существует нескольких видов;
гвоздодер – способ быстрого избавления от гвоздей, торчащих из дерева.
И это далеко не все инструменты для ручной работы по дереву, существующие сейчас на рынке. Благодаря широкому ассортименту наименований каждый мастер сможет подобрать именно то приспособление, которое ему необходимо.
Для упрощения работы и задействования минимальных усилий человека существует огромный выбор разнообразных электроинструментов, созданных для работы по дереву и функционирующих за счет наличия электрического двигателя. В свою очередь, данный вид агрегатов разделяется на два подвида:
ручные, которые для удобства и мобильности могут быть оснащены аккумуляторами;
стационарные, минимизирующие вмешательство человека – к примеру, токарный станок.
Они могут использоваться абсолютно на всех этапах работы из дерева и выполняют свои функции быстро и эффективно. Именно поэтому домашние мастера стараются обзавестись подобными приспособлениями, выбирая их для упрощения работы и улучшения качества получаемого изделия.
Как и ручных, электрических инструментов существует огромное множество. Далее рассмотрим те виды инструментов по дереву, которые используются чаще всего.
Электролобзик
Электрический лобзик используется в процессе резьбы по дереву и создания мелких декоративных элементов. Такой резец требует от мастера предельной точности, так как при малейшем вздрагивании руки может быть нарушен весь многочасовой труд над объектом.
В данном случае электрический прибор позволит добиться максимальной точности и упростит работу мастера.
Циркулярная пила
Данный вид электроинструмента незаменим в том случае, если в домашних условиях постоянно проводится распил древесины. Таким образом вы сможете значительно ускорить этот процесс и сделать намного больше в сжатые сроки.
Конечно, циркулярная пила не подойдет для тех, кто планирует сделать фигурные резы. Циркулярная пила она лучше всего подойдет для работы не только с древесиной, но и с листами фанеры и даже пластиком.
Электрорубанок
С помощью электрорубанка мастер сможет сделать любую деревянную поверхность идеально ровной, и при этом не прикладывать значительных усилий. Этот процесс значительно упрощается с электрическим инструментом, в отличие от ручного.
Воспользовавшись электрорубанком, достичь идеальных показателей поверхности дерева вы сможете легко и быстро.
Шлифовальные инструменты бывают различных типов и используются для создания гладкого дерева. При наличии лишь ручных приспособлений такая работа является монотонной и забирающей немало сил.
Шлифмашинки, в зависимости от сферы применения и целей их использования, разделяют на несколько видов:
ленточные – подойдут при грубой зачистке и могут снять толстый слой покрытия с поверхности дерева;
вибрационные – активно используемые в быту домашними мастерами;
эксцентриковые – применяются при обработке стен и способны справиться с бугристой поверхностью.
Чтобы не растеряться среди всего огромного ассортимента представленных наименований инструментов для деревообработки, стоит придерживаться некоторых правил.
Во-первых, нужно сразу обозначить этапы работ, которые необходимы для создания деревянного изделия. Распланировав все процессы, вы будете точно знать, каких именно приспособлений не хватает для их качественного выполнения.
Во-вторых, определитесь с вашим приоритетом. Если вы не хотите переплачивать, а инструмент используется дома во время работ небольшой сложности, то вполне можно обойтись ручными приспособлениями. Если же предвидится выполнение больших объемов работ, и вам хочется увеличить производительность при меньшей затрате усилий – тогда электроинструмент сможет решить вашу проблему.
Инструмент по дереву, его применение и особенности
Испокон веков древесина являлась приоритетным строительным материалом, сырьем для изготовления бытовой утвари, декора. Появление новинок в этой сфере не мешает дереву сохранять высокую популярность, оставаться востребованным. Одним из важных качеств этого природного материала является простая обработка. Это позволяет не только опытным мастерам, но и любителям, людям творческим создавать уникальные элементы декора, строительные конструкции. Специальные инструменты для работы по дереву являются незаменимыми помощниками в таких операциях.
Содержание
Основные типы инструмента
Профильные специалисты отлично знают, какие приспособления, механизмы могут пригодиться в различных работах с деревом. Новичку разобраться в огромном ассортименте достаточно сложно. Для того чтобы создать свой универсальный арсенал, позволяющий выполнять любые операции, нужно познакомиться с классификацией инструментов, их типами и особенностями.
В данной продукции есть изделия профессиональные и бытовые, универсальные и специфические. В категории инструмента для обработки дерева можно выбрать:
механические ручные изделия;
электрические приборы;
станочное оборудование.
Простые ручные инструменты есть у большинства хозяев, предпочитающих самостоятельно заниматься ремонтом, строительством. Применение различных электрических устройств сетевых и мобильных упрощает процесс, позволяет удобно и качественно выполнить сложные операции.
Электрические инструменты по дереву значительно упрощают процесс
Станки, предназначенные для обработки дерева, устанавливаются не только на специализированных предприятиях. В модельном ряду оборудования есть и бытовые варианты, обладающие компактными габаритами, отличающиеся простотой в эксплуатации.
к оглавлению ↑
Ручные приспособления для домашнего мастера
В ряду механического инструмента по дереву есть много универсальных приспособлений, которые применяются в самых разных работах. Они должны быть в запасе у каждого умельца. Наличие данного инструмента предоставляет возможность выполнять массу дел по дому, на участке. У практичного хозяина должны быть:
пила ножовка;
топор;
стамеска;
молоток;
рубанок;
коловорот.
Ручной инструмент по дереву
Это основные помощники плотника, без которых невозможно обойтись в строительстве, ремонте. Ножовкой называется инструмент, состоящий из пластиковой или деревянной ручки и металлического полотна с зубьями. Пилы выпускаются в большом ассортименте, отличаются размерами, величиной зубьев. Инструмент предназначен для разделения целой части на элементы, устранения излишков. В выполнении мелких операций используется специальное приспособление лобзик с тонким полотном. Колуны и топоры применяются для раскалывания, рубки, обтесывания.
Лобзик с тонким полотном для мелких операций
Металлическая стамеска, состоящая из рабочей части и рукояти, пригодится в снятии фасок, формировании углублений и др. В работе с этим инструментом используется специальный молоток, который называется киянка. Сделать поверхность ровной, придать идеальную геометрию доске поможет рубанок. При необходимости пользоваться им регулярно стоит приобрести электроинструмент по обработке дерева. Есть несколько разновидностей приспособлений этого типа: шпунтубели, фуганки и др. В образовании отверстий в деревянных материалах используется коловорот, работающий с различными видами сверл.
Рубанок поможет сделать поверхность ровной
В работе мастеру потребуются и специальные материалы для обработки, позволяющие создать идеально ровную, гладкую поверхность. В таких операциях используется наждачная бумага. Нужно запастись материалом с различной величиной абразивов, чтобы выполнять черновые и финишные работы.
Наждачная бумага для финишных работ
к оглавлению ↑
Электрический инструмент в работе с деревом
Квалифицированные специалисты и многие домашние умельцы предпочитают обзавестись электрическим оборудованием, позволяющим оперативно, качественно выполнить различные виды работ. Этот инструмент для работы по дереву предлагается в большом ассортименте. К самым востребованным устройствам относятся электрические:
рубанки;
дрели;
цепные, дисковые пилы;
шуруповерты;
шлифовальные машины и др.
Электрический рубанок существенно упрощает процесс придания идеальных показателей деревянной поверхности. При помощи дрели создаются отверстия требуемой величины. Можно использовать этот аппарат и в установке крепежей, замешивании растворов.
Электрический рубанок существенно упрощает процесс
Высокой популярностью у профессионалов и любителей пользуются электрические шлифовальные машины. На производствах используются ленточные модели, предназначенные для больших объемов работ. В быту, ремонтах применяются вибрационные, планетарные инструменты для шлифовки дерева.
Цепная или дисковая пила является незаменимым оборудованием для мастера, которому приходится выполнять работы по дереву в больших объемах. Современные многофункциональные модели выполняют целый ряд операций.
Дисковая пила по дереву является незаменимым инструментом
Домашнему умельцу, специалисту, который занимается изготовлением сложных конструкций, пригодится фрезерное устройство. Механический, электроинструмент по обработке дерева позволяет создавать фигурные элементы, лестницы и рамы для окон, мебель.
Не только ручные лобзики используются в создании мелких элементов, в работе, требующей особой точностью. Можно приобрести и электрический инструмент для вырезания по дереву.
Электрический лобзик выполнит работы, требующие особой точности
К преимуществам электрических приборов относится оперативность выполнения операций, отсутствие необходимости затрачивать много сил. Для стационарных работ целесообразно приобретать модели, работающие от сети. Мобильные устройства с аккумуляторными батареями позволяют выполнять операции в любом месте.
к оглавлению ↑
Дополнительные приспособления
Кроме основного инструмента в работе с деревом используются и дополнительные приспособления. Домашнему мастеру пригодятся:
рабочий верстак с тисками;
клещи и плоскогубцы;
струбцины;
линейки и рулетка;
столярные карандаши;
уголок и транспортир;
отвес.
Верстак гарантирует удобство в работе
Наличие верстака гарантирует удобство в работе. Эта конструкция используется для выполнения большого количества операций. Она оснащается выдвижными ящиками, в них хранятся различные мелочи, которые всегда должны быть под рукой у мастера. При помощи плоскогубцев, клещей можно легко удалить метизы, быстро провести демонтаж. Струбцины разных конфигураций пригодятся для фиксации элементов.
к оглавлению ↑
Несколько рекомендаций по выбору инструмента
Можно грамотно выбрать необходимый инструмент по дереву в большом ассортименте, не затрачивая лишних средств. Опытные мастера дают несколько рекомендаций:
При выборе ручного инструмента особое внимание необходимо уделять качеству, надежности рабочей части. В работе с ним приходится использовать усилие. Прочные, отлично заточенные изделия позволят затрачивать меньше сил, времени.
Любой инструмент должен быть удобным. Рукоятки, конфигурации, габариты оборудования, приспособлений выбираются с учетом личных особенностей. Комфортные модели позволят исключить неудобства, усталость, обеспечивают безопасность.
Домашним умельцам, которые инструментом для обработки дерева пользуются редко, при необходимости, стоит отдать предпочтение ручным видам. Это существенно сэкономит затраты на закупку оборудования. Если такие работы выполняются регулярно, лучше приобрести электрические аналоги.
Для регулярных работ приобретите электрический инструмент по дереву
Необязательно иметь в своем арсенале все виды инструментов. Можно ограничиться несколькими видами универсальных приспособлений, если работа с деревом не является профессиональной деятельностью, любимым увлечением.
к оглавлению ↑
Помощники в резьбе по дереву
Во все времена высоко ценилось мастерство резьбы по дереву. Изысканные фигурные элементы украшают фасады домов, мебельные предметы, домашнюю утварь. Появление станков с ЧПУ, выполняющих эту операцию на высоком уровне, не сделало менее популярной ручную резьбу. Она остается одним из самых популярных увлечений для творческих людей. Специальные инструменты для резки по дереву позволяют каждому освоить это мастерство.
Резьба по дереву остается одним из самых популярных занятий для творческих людей
Существует несколько видов этого искусства. Техника плоской резьбы используется в создании силуэтов с неглубокими контурами. В рельефном способе декор выступает над утопленным фоном. Для геометрических узоров используется методика заглубления линий. В выполнении ажурной резьбы выпиливаются просветы. При помощи этого искусства можно создавать объемные изображения в формате 3D.
Специалист по резьбе пользуется большим количеством различных приспособлений. Они выбираются в зависимости от вида работ. В арсенале мастера есть универсальные изделия, которые применяются во многих операциях с деревом. К ним относятся ножовки, стамески, фрезеры. Есть и специфический инструмент:
ножи;
граверы;
резцы.
Инструмент по дереву выбирается в зависимости от вида работ
к оглавлению ↑
Ножи для резьбы
Создать искусную резьбу мастеру помогают ножи. Есть много видов этого ручного инструмента. К самым популярным вариантам можно отнести:
татьянку;
богородский;
косяк.
Ножи по дереву для создания искусной резьбы
Нож татьянка отличается длинной ручкой. Скошенное лезвие при работе находится в 2-х сантиметрах от руки мастера, что позволяет создавать мелкие элементы. Богородские ножи выпускаются в нескольких моделях, ими можно выполнять черновую и тонкую резьбу. У этого инструмента ручка имеет полукруглый контур, лезвия имеют частичную заточку, аналогично перочинному ножику. Косяк по строению идентичен сапожному профессиональному инструменту. Его лезвие скошено под углом 45°, заточка односторонняя.
Богородские ножи для тонкой резьбы
В процессе работы инструмент для резки по дереву тупится, требуется регулярная заточка. У мастера должны быть под рукой специальные приспособления, позволяющие поддерживать необходимую остроту лезвия. Для этого используются:
бруски с поверхностями различной зернистости;
тканевые шкурки нескольких номеров;
кожаные ремни и специальная шлифовальная паста.
Инструмент для резки по дереву нуждается в регулярной заточке
к оглавлению ↑
Стамески в резьбе по дереву
Важным рабочим инструментом является стамеска. Эти приспособления также имеют несколько видов. Мастера используют приспособления:
прямые,
обратные,
уголковые,
изогнутые,
клюкарзы.
Стамески отличаются формами профиля, создают канавку нужной конфигурации. В работе с инструментом используется киянка. Острая рабочая часть позволяет обходиться без силовой нагрузки. Есть в современном ассортименте электрические стамески, которые могут работать от сети или от аккумулятора.
Стамески отличаются формами профиля
В выборе инструментов необходимо руководствоваться предназначением:
электролобзики и стамески используются в изготовлении скульптур;
сделать орнаменты на наличниках, планках, мебели поможет гравер, резцы.
к оглавлению ↑
Граверы в создании резьбы
Популярным инструментом резчика является гравер. Он является отличной заменой традиционного резца, быстрее и качественнее выполняет сложные операции. Есть несколько видов таких приспособлений. В работе может использоваться:
ручной гравер с набором рабочих насадок;
гибкий вал;
лазерный аппарат.
Ручной гравер качественно выполняет сложные операции
Ручные граверы могут устанавливаться на шуруповерт или дрель, заточной станок. Такая комплектация является удобным электрическим инструментом для выполнения орнаментов, ажура, фигурной или накладной резьбы.
Гибкие валы оснащены патронами для фиксации на стандартной дрели. Рабочими инструментом может быть сверло, фреза, бор. Желательно иметь в наличие заточной станок, который позволит регулярно править оснастку, обеспечивать остроту рабочих лезвий.
Заточной станок обеспечит остроту рабочих лезвий
На производствах, где налажен массовый выпуск резных деревянных элементов, используются лазерные станки. Сейчас такие устройства можно приобрести и для бытовой эксплуатации. Оборудование работает под руководством компьютерной программы, исключается неточность, дефекты. Есть модели, работающие от аккумулятора, от сети. В комплектации этих устройств имеются не только насадки различных типов, но и инструмент для шлифовки дерева. Многофункциональность превращает станок в идеального помощника мастера.
Лазерный станок для бытовой эксплуатации
к оглавлению ↑
Выжигание по дереву
Не только резьба способна идеально украшать предметы из древесины. Создать оригинальное панно, интересный декор позволяет выжигание. Этот вид творчества доступен для каждого Современные инструменты для выжигания по дереву имеют высокую степень безопасности, пользоваться ими могут дети школьного возраста.
Электрические выжигатели предлагаются в большом ассортименте. Конструкция всех приборов аналогичная, работают они от сети с напряжением 220В. Рабочим инструментом является игла из металла. При подаче тока она разогревается, прожигает деревянную поверхность. На рынке есть модели с твердыми и проволочными рабочими инструментами. У приборов с твердыми перьями есть несколько недостатков:
при длительной работе рукоятка перегревается;
сложно создавать мелкие детали;
не позволяют выполнить декор на твердых сортах древесины;
риск перегорания во время длительной эксплуатации.
Электрические выжигатели предлагаются в большом ассортименте
Выжигатели с проволочной иглой лишены таких неудобств. Эти приборы:
нагреваются быстро;
могут использоваться в работе с любыми видами деревянных поверхностей;
предоставляют возможность наносить рисунки любой сложности.
К недостаткам аппаратов можно отнести более высокую стоимость, дорогой ремонт в случае поломки, необходимость в частой замене перегорающих игл.
В специализированных магазинах есть готовые наборы, в которых имеются дощечки для выжигания с рисунком. Можно реализовать собственную творческую идею, использовать для этого доски, древесные плиты, фанеру, бруски. Материал должен быть хорошо высушен, качественно отшлифован. Новичкам, осваивающим инструмент для выжигания по дереву, не стоит начинать с создания сложных композиций.
Готовый набор для выжигания по дереву
к оглавлению ↑
Инструмент в прививке плодового дерева
Специальные приспособления нужны не только для строительства, ремонта и творчества. Садоводу необходим инструмент для прививки плодовых деревьев, позволяющий грамотно провести эту непростую операцию.
В работе используется нож, имеющий специфическую конструкцию. Это может быть копулировочное приспособление, оснащенное прямым, длинным клином. Если проводится прививка с использованием почки, применяется окулировочный инструмент. Чистый срез позволяет сделать лезвие с заострением на конце.
Специальный нож для прививки плодового дерева
В заточке специального инструмента для прививки плодовых деревьев потребуются:
крупнозернистый брусок;
мелкозернистый оселок;
кожаный ремень и специальная паста.
При выборе ножа убедитесь, что он имеет удобную форму ручки, оснащен прочным, надежным лезвием.
к оглавлению ↑
Видео
Автор: Михаил Бонд
Рейтинг:
Загрузка…
10 основных электроинструментов для деревообрабатывающих мастеров | Семейный мастер на все руки
Используйте инструмент в проекте, а не проект в инструменте! Портативные электроинструменты для деревообработки открывают безграничные возможности.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
ЧЕРЕЗ ПРОДАВЦА
Являетесь ли вы мастером по дереву или новичком в деревообработке, вам понадобятся некоторые необходимые электроинструменты для деревообработки для ваших проектов. Формы, размеры и стоимость будут варьироваться. Существуют проводные и беспроводные версии большинства этих инструментов. Благодаря достижениям в области аккумуляторных технологий иногда беспроводная версия может быть лучше, чем проводная.
Когда придет время сверлить, вести машину, резать, строгать, соединять, прокладывать маршрут или шлифовать, вам понадобится один из этих электроинструментов.
1 / 9
через продавца
Комбинация дрели и шуруповерта
Любой новичок должен начать с комбинации дрели и шуруповерта в качестве своего первого электроинструмента. Дрель и ударный инструмент полезны каждый по-своему, но гораздо дешевле и удобнее покупать их вместе. Таким образом, вы избегаете разбросанных по магазину аккумуляторов/зарядных устройств.
Комбинированный комплект DeWalt 20-Volt Max с литий-ионным шуруповертом и ударным шуруповертом — отличный выбор для любого столяра. Эти модели отличаются компактной и легкой конструкцией, светодиодной подсветкой и эргономичными ручками для удобства и контроля. В комплект также входят два аккумулятора емкостью 1,3 ампер-часа (Ач), зарядное устройство и сумка для переноски.
С более чем 36 000 отзывов с пятью звездами на Amazon, этот комбинированный комплект — настоящая находка.
Pros
Мощные двигатели 20 В;
Отличное время автономной работы;
Более 200 других инструментов DeWalt используют те же батареи;
Трехлетняя гарантия.
Минусы
Жаль, что у них не было аккумуляторов побольше.
Купить
2 / 9
через продавца
Маршрутизатор
Маршрутизатор — один из самых универсальных инструментов в магазине, который я всегда использую. Вращая фрезы или фрезы со скоростью от 6 000 до 24 000 оборотов в минуту (об/мин), фрезер может создавать пазы и канавки, формировать кромки, выпрямлять материал и даже изготавливать столярные изделия.
Маршрутизаторы мощные, обычно мощностью от 1-3/4 до 3-1/4 лошадиных сил (л.с.). Каждая поставляется с 1/4-дюймовыми и 1/2-дюймовыми цангами для бит с валами разного размера. При добавлении упора фрезер следует вдоль края доски, а погружное основание позволяет выполнять точную резку по глубине.
Фрезерный станок Makita с D-образной рукояткой с регулируемой скоростью оснащен двигателем мощностью 2 1/4 л. с. и удобной рукояткой с пистолетной рукояткой для дополнительной устойчивости. Он поставляется с системой плавного запуска, кнопкой блокировки курка и прочной рукояткой, которую можно отрегулировать для правшей и левшей.
Pros
Пистолетная рукоятка;
Мощный мотор;
Тихо.
Минусы
Дорого;
Для доступа к цанге необходимо снять основание.
Купить
3 / 9
через продавца
Palm Router
Palm Router меньше и менее мощный, чем полноразмерный фрезер, что делает его идеальным для обработки кромок, снятия фасок и других несложных задач. Первые версии этого инструмента назывались фрезерными станками, потому что краснодеревщики использовали их при обрезке ламината на столешницах. Однако вскоре стало очевидно, что легкий одноручный фрезер будет полезен.
Небольшая опорная плита улучшает обзор, а меньший крутящий момент облегчает управление инструментом. Комбинированный комплект фрезерного станка для ладони с регулируемой скоростью Bosch Colt 1,25 HP предлагает множество функций, включая направляющую для кромок и отдельные фиксированные и погружные основания.
Pros
Включает в себя направляющую для кромки и основание для погружения;
Мощный двигатель с регулируемой скоростью;
Замена насадки одним ключом.
Минусы
Дорого;
Плохая система микрорегулировки.
Купить
4 / 9
через продавца
Шлифовальный станок
Большинство проектов требуют шлифовки древесины, и орбитальные шлифовальные машины с произвольной выборкой являются практичным способом выполнить это. Доступные в пяти- и шестидюймовом диаметре, эти шлифовальные машины оснащены абразивными дисками, которые прикрепляются к шлифовальной подушке с помощью липучки или клея, похожего на наклейку.
Мягкий корпус шлифовальной машины Bosch снижает вибрацию и подходит для абразивных материалов на липучке с восемью отверстиями для сбора пыли. Устройство оснащено регулятором скорости и системой пылевого фильтра. Он может подключаться к вашему пылесосу для более крупных шлифовальных работ.
Плюсы
Эффективный сбор пыли;
Двигатель с регулируемой скоростью;
Сумка для хранения в комплекте.
Cons
Не для быстрого удаления материала.
Купить
5 / 9
через продавца
Строгальный станок
Старая поговорка гласит: «Поднесите материал к инструменту или инструмент к материалу». Здесь точно так! Ручные рубанки нужны не в каждой мастерской, но они бесценны для выравнивания необработанных пиломатериалов, установки дверей и выпрямления шпилек.
Для выполнения таких задач традиционным ручным рубанком требуется терпение и много усилий. Такой инструмент, как ручной рубанок DeWalt 3-1/4 дюйма, который вращается со скоростью 34 000 об/мин и может выполнять резку глубиной до 1/16 дюйма, может выполнить эти задачи в кратчайшие сроки. Кроме того, когда лезвия изнашиваются, вы можете недорого заменить или заточить их.
Pros
Автоматическая подножка;
Канавка для снятия фаски на кромке;
Доступные сменные лезвия.
Минусы
Порт для сбора пыли не входит в комплект.
Купить
6 / 9
через продавца
Лобзик
Резка кривых может быть сложной задачей, но простой лобзик упрощает этот процесс. Аккумуляторный лобзик Craftsman 20 В с регулируемой скоростью поставляется с регулируемым основанием для угла резки, тремя настройками для регулировки интенсивности резки и быстродействующим зажимом для замены полотна без инструментов.
Электролобзиком можно резать дерево, древесноволокнистые плиты средней плотности (МДФ), алюминий, сталь, пластик и ПВХ. Несмотря на то, что электролобзик менее мощный, чем ленточная пила, он идеально подходит для крупных проектов, где его легче подвести к заготовке благодаря легкому весу и точности.
Pros
Аккумуляторный;
Триггер переменной скорости.
Минусы
Нет рабочего освещения;
Зарядное устройство не входит в комплект.
Купить сейчас
7 / 9
через продавца
Столярный станок
Этот ручной инструмент идеально подходит для склеивания досок. Он имеет маленькое лезвие, которое вращается горизонтально, оставляя прорезь в форме полумесяца в куске дерева. Затем можно вырезать зеркальный слот в соседней плате, прежде чем они будут склеены.
Ограждение обеспечивает идеальное совмещение пазов. Затем вставляется сжатый «бисквит» в форме футбольного мяча, соединяющий части. Клей набухает сжатым бисквитом, образуя сверхпрочное соединение. Соединитель кабельных пластин Porter поставляется с удобной рукояткой с курком и точно регулируемым упором. Глубину нарезки можно регулировать для печенья разного размера.
Pros
Включает мешок для пыли и футляр для хранения;
Эргономичный спусковой крючок;
Удобно для пользователя.
Минусы
Плохой сбор пыли;
Прецизионный инструмент — не уронить;
Дороже аналогов.
Купить
8 / 9
через продавца
Гусеничная пила
Резка полных листов фанеры на полноразмерной корпусной пиле не самая простая задача, не говоря уже о небольшой версии для строительной площадки. Вот почему я купил гусеничную пилу, когда начал строить шкафы из своего гаража.
Опять же, легче перемещать легкую пилу по тяжелому материалу, чем наоборот. И хотя на выравнивание каждого отдельного реза уходило гораздо больше времени, качество было сравнимо даже с самыми лучшими лезвиями настольной пилы, особенно при поперечной резке фанеры или меламина.
Makita LXT Lithium-Ion Cordless 6-1/2-in. Погружная циркулярная пила — это круто. Две батареи 18 В обеспечивают достаточную мощность. Эта пила очень точная с отличным сбором пыли.
Поскольку гусеничная пила режет сверху, ей нужен дополнительный кусок фанеры или жесткий изоляционный лист, который будет выступать в качестве доски для грунта под ним. Это будет слегка надрезано, чтобы убедиться, что лезвие прошло через вашу заготовку.
Pros
Ограничивает потребность в настольной пиле;
Превосходный сбор пыли;
Точно.
Минусы
Врезное резание требует привыкания;
Фактор в доске отвала;
Лучше всего купить хомуты для удержания рейки.
Купить
9 / 9
через продавца
Качающийся инструмент
В отличие от вращающихся или возвратно-поступательных электроинструментов, они оснащены стойкой, которая колеблется вперед и назад на высоких оборотах для создания усилия резания. Лезвия, скребки и шлифовальные блоки могут быть прикреплены к качающейся стойке для выполнения различных задач.
Вращающийся многофункциональный инструмент изменит ваш подход к рукоделию. Они удобны для шлифовки углов, обрезки сломанной фурнитуры, погружной резки электропроводки и даже для удаления плитки и затирки.
Набор многофункциональных инструментов DeWalt 20V с осциллятором поставляется с кейсом для хранения, несколькими фрезами и шлифовальными принадлежностями для различных проектов. Вы будете тянуться к осциллирующему инструменту чаще, чем вы думаете!
Плюсы
Переменная скорость;
Триггер включения/выключения;
Светодиодный фонарь;
Бесщеточный двигатель Stout 20 В.
Минусы
Можно использовать аккумулятор большей емкости.
Купить сейчас
Первоначально опубликовано: 25 февраля 2022 г.
Итан О’Доннелл
Итан — главный редактор Family Handyman, который находит и тестирует новейшие и лучшие продукты, инструменты и оборудование в сфере DIY. Итан имеет опыт создания деревянных изделий, декораций, реквизита и экспонатов на заказ. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1.
7 электроинструментов, которые должны быть у каждого столяра
Многие новички, пытающиеся начать работу по дереву, бросают один взгляд на свой бюджет и беспокоятся о том, как они могут позволить себе купить целый магазин, полный электроинструментов, чтобы начать работу. К счастью, не нужно тратить целое состояние, чтобы начать. На самом деле есть только семь деревообрабатывающих инструментов, которые начинающий столяр должен иметь под рукой с самого начала, и большинство из них относительно недороги. Однако с помощью этих семи инструментов новичок может справиться практически с любым проектом.
01 от 07
Крис Чидл / Getty Images
В то время как некоторые люди считают циркулярную пилу скорее столярным инструментом, чем прекрасным инструментом для деревообработки, другие с этим не согласятся. Не может быть более универсального основного ручного электроинструмента, чем циркулярная пила. При использовании с зажимной линейкой циркулярная пила может быть почти такой же точной, как настольная пила, и выполнять довольно много тех же задач, включая резку листовых материалов, таких как фанера или древесноволокнистые плиты средней плотности (МДФ). При работе с деревом с ограниченным бюджетом качественная циркулярная пила должна быть первым приобретенным ручным электроинструментом.
02 от 07
Тим Ридли / Getty Images
Некоторые могут ожидать увидеть в этом списке аккумуляторную дрель, но когда мы говорим об основных инструментах для деревообработки, сетевая дрель более универсальна и мощна. Аккумуляторные инструменты имеют то преимущество, что они более портативны, но сетевые дрели дешевле и могут делать больше, чем аккумуляторные дрели. Есть несколько вариантов, которые следует учитывать при выборе сетевой дрели, например, нужен ли вам патрон на 3/8 дюйма или 1/2 дюйма, патрон с ключом или без ключа, прямая дрель или перфоратор и так далее. Узнайте обо всех возможных вариантах перед покупкой.
03 от 07
Алексей Бубряк / Getty Images
Третий необходимый инструмент для новичка – лобзик. Электролобзик позволяет пользователю вырезать изогнутые и круглые узоры на складе. В то время как ленточная пила более точна и может резать более толстый материал, лобзик (также называемый сабельной пилой) может быть совершенно эффективным для новичка. Для универсальности выберите электролобзик с орбитальным движением, который удобно лежит в руке и имеет простую систему смены лезвий.
04 от 07
Вестенд61 / Getty Images
Четвертый по важности базовый ручной электроинструмент, который должен купить каждый новичок, — это эксцентриковая шлифовальная машина. В то время как шлифовальные машины для ладоней менее дороги и могут использовать обычную наждачную бумагу (разрезанную на четыре части), в версии с произвольной орбитой используются шлифовальные диски с креплением на липучке. Случайное орбитальное движение не оставит на заготовке узорчатых царапин, как это делают другие типы шлифовальных машин. Конечно, убедитесь, что у вашего местного поставщика деревообрабатывающих станков есть шлифовальные диски разной зернистости, подходящие для выбранной вами модели, поскольку ключом к правильному шлифованию является использование все более мелкой зернистости.
05 от 07
ГрегорБистер / Getty Images
После того, как у вас есть четыре вышеупомянутых ручных электроинструмента в вашем арсенале, и у вас есть время, чтобы освоиться с ними, пришло время сделать вашу первую (и, вероятно, самую важную) крупную покупку инструмента. Настольная пила — это сердце и душа каждой деревообрабатывающей мастерской, центральный элемент, вокруг которого используются и организуются все остальные инструменты. Сила настольной пилы заключается в ее способности резать листовые материалы с идеально прямыми краями, но она также может выполнять практически любой разрез, который вы хотите, включая косые, скосы и даже пазы.
Вы захотите купить лучшую настольную пилу, которую может позволить ваш бюджет, так как этот инструмент будет сердцем вашей мастерской на долгие годы. Потратьте время, чтобы узнать, какие функции вам действительно нужны, и выберите настольную пилу, которая наилучшим образом соответствует вашему бюджету и вашим потребностям.
06 от 07
Питер Лора / Getty Images
После того, как вы выбрали идеальную настольную пилу для своей столярной мастерской, следующей крупной покупкой, которую следует рассмотреть, будет комбинированная торцовочная пила. Хотя комбинированная торцовочная пила не так дорога, как качественная настольная пила, она бесценна для резки под углами (скошенные, косые и сложные пропилы). Составная пила позволяет наклонять головку двигателя в двух направлениях, поэтому вы можете пилить как под прямым углом (под углом), так и под углом (под углом).
Многим новичкам будет достаточно 10-дюймовой пилы, а 12-дюймовая расширит ваши возможности. Некоторые модели имеют скользящие головки пилы, которые позволяют выполнять угловые и поперечные пропилы на досках шириной до 16 дюймов.
Как только вы разовьете свою способность делать точные пропилы с помощью торцовочной пилы, вы обнаружите, что ваша циркулярная пила проводит больше времени в ящике, а настольная пила используется не так часто.
07 от 07
гилаксия / Getty Images
Последний инструмент, рекомендуемый каждому начинающему столяру, — это качественный фрезер. Фрезы используются для формирования декоративных контуров на заготовках, и они отлично подходят для вырезания шпунтов и пазов.
Многие маршрутизаторы, доступные сегодня, предлагают два разных основания (стационарное основание и погружное основание маршрутизатора). Но большинство новичков считают, что качественная стационарная базовая модель позаботится о целом ряде задач, и ее также можно установить на фрезерном столе, если вы решите инвестировать в него. Выберите модель маршрутизатора с двигателем мощностью не менее 2 л.с. Другие функции, на которые стоит обратить внимание: электронное управление переменной скоростью (поскольку более крупные режущие инструменты должны использовать более низкие скорости), механизм плавного пуска и легко заменяемая цанга (предпочтительно с возможностью использования как 1/2 дюйма, так и 1/4 дюйма).
DOM.RIA – Монолитно-кирпичное строительство: преимущества и недостатки
Монолитно-каркасное строительство – технологии возведения зданий на основе монолитного каркаса, в котором стены сооружают из кирпича или пористого бетона. Если в качестве строительного материала используют кирпич, технологию называют монолитно-кирпичной, и она имеет свои особенности, рассмотрим их далее.
Что такое монолитно-кирпичный дом
В основе кирпично-монолитных домов лежит монолитный каркас, а внешние стены выполнены из кирпича и утеплителя (часто в качестве утеплителя используют газобетон). Монолитно-каркасные дома – это дома, построенные по новейшей технологии.
Монолитно-кирпичный дом – это здание с железобетонным цельным каркасом и наружными стенами из кирпича. Объединив монолит и кирпичную кладку, застройщики добились хороших эксплуатационных качеств сооружений, надежности и высоких темпов строительства.
Особенности монолитно-кирпичных домов
Каркас дома возводят путем заливания раствора в опалубку – конструкцию для формирования железобетонных элементов. Для укрепления отлитых форм внутри них используют металлическую арматуру.
Сам монолит практически не дает усадку, он цельный, не имеет швов и позволяет реализовать любые архитектурные решения. А эксплуатационные характеристики немного хуже. Так, железобетон отличается высокой тепло- и звукопроводностью, а еще плохо регулирует микроклимат, так как не дышит.
Монолитно-каркасное строительство: причины популярности, особенности
Чтобы компенсировать это, стены дома выкладывают из кирпича, утепляют и делают облицовку кирпичом. В результате эксплуатационные характеристики жилья удается оптимизировать – квартиры в монолитно-кирпичных домах получаются теплыми и комфортными.
Плюсы монолитно-кирпичного дома
На квартиры в монолитно-кирпичных домах стоит обратить внимание по таким причинам:
Неограниченные возможности в планировке
Основная несущая способность здания приходится не на кирпичные стены – они здесь выполняют роль ограждающих конструкций и перегородок – а на колонны. Поэтому жилье получается со свободной планировкой. Все перегородки в квартире можно сносить, переносить или достраивать. На месте придется оставить разве что санузел и кухню.
Комфорт и надежность жилья
Кирпич – традиционный строительный материал, который завоевал популярность за счет хороших звуко- и теплоизоляционных качеств. Его надежность и прочность проверена временем.
Особенности домов из кирпича
Кирпичные стены поддерживают хороший микроклимат, так как кирпич дышит, компенсируя соответствующий недостаток монолита. Эти здания безопасны: материал огне-, морозостойкий и экологичен. При соблюдении технологии строительства кирпичная кладка не цветет, на ней не появляется плесень и грибок. В монолитно-кирпичном строительстве кирпич используют как основной материал для стен.
Выгодная стоимость
За счет применения монолитной технологии застройщикам удается снизить себестоимость квадратного метра в новостройках. Дом строится быстрее и обходится дешевле, чем просто кирпичный, но дороже панельного.
Эстетичность и аккуратность
Целостность монолитного каркаса и многообразие форм, отливаемых в опалубке, позволяют строить дома с уникальной архитектурой. Новые многоэтажные монолитно-кирпичные жилые комплексы далеки от типовой застройки и отличаются оригинальностью. А за счет облицовки кирпичом они выглядят современно и аккуратно.
Широкая сфера использования и универсальность
Технология подходит для строительства как элитного жилья, так и домов эконом-класса. Она выдерживает любые погодные условия, хотя в процессе самого строительства при температуре ниже +5°C в раствор добавляют присадки или подогревают его.
Оптимальная скорость строительства
Дом по монолитно-кирпичной технологии строят гораздо быстрее, чем без монолитного каркаса. Здесь параллельно с отливкой каркаса несколькими этажами ниже уже кладут кирпичные стены. Коммуникации также прокладывают параллельно. В строительстве одновременно задействовано несколько этажей.
Какой материал новостройки лучше
Еще быстрее строят разве что монолитные дома с газобетонными стенами или панельные здания. Это удобно, если вы инвестируете в строящийся объект – ждать сдачи квартиры в новостройке гораздо меньше.
Высокая прочность
За счет того, что основная нагрузка приходится на монолитную конструкцию, а не на кирпичную кладку, такой дом прочнее и устойчивее. Весь каркас жестко связан с фундаментом при помощи колонн, на которые и приходится основная нагрузка. Поэтому высота монолитно-кирпичных домов может достигать 30+ этажей. За счет такой особенности именно эта технология получила популярность в высотном строительстве.
Большая высота потолков
В монолитно-кирпичных домах часто можно найти жилье с потолками выше 3 метров. В высокой квартире у вас будет больше вариантов для реализации оригинального дизайна. Но и содержание такого жилья соответственно обойдется дороже, так как придется платить больше за отопление, ремонт.
Минусы монолитно-кирпичного дома
Если выбираете квартиру в монолитно-кирпичном доме, вам придется столкнуться с такими неудобствами:
Нельзя переделать коммуникации
В монолитном доме вся инженерия прокладывается на этапе строительства и изменить ее после возведения здания практически невозможно. Поэтому, если дом оборудован централизованной системой отопления, переделать ее на индивидуальную не получится.
Дороже, чем другие виды монолитно-каркасного строительства
Кирпич весит больше, чем пористый бетон. Поэтому, если кладку выполняют из него, приходится сооружать более массивный и дорогостоящий фундамент. Кроме того, работа с кирпичом требует больше трудозатрат. Все это сказывается на цене квадратного метра жилья.
Особенности домов из газоблока
Проблематичность при несоблюдении технологии строительства
Качественно построить монолитно-кирпичный дом может только бригада с высоким уровнем подготовки. Даже незначительные отклонения от технологии строительства влекут ухудшение эксплуатационных качеств дома.
Высокая звукопроводность
Кирпичная кладка полностью не компенсирует все недостатки монолита. По нему все равно сильно распространяется звук. Поэтому, когда соседи делают ремонт, гул перфоратора будет достаточно сильно слышен и у вас в квартире.
Таким образом, монолитно-кирпичное строительство – это технология в которой застройщикам удалось объединить лучшие качества новых и традиционных методов возведения жилья.
технология строительства, плюсы и минусы
Большая часть многоэтажных новостроек – монолитно-кирпичные. Эта технология стала популярной в 90-е года, сегодня доля таких зданий в общей массе достигает 80 %. В их основе – цельный каркас, который отделывается кирпичом или цементными блоками.
Оглавление:
Монолитно-кирпичное строительство
Обзор плюсов и минусов
Как улучшить характеристики построек?
Что такое монолитно-кирпичные дома?
Из-за особенностей каркаса технология называется монолитной. Его возводят из армированного бетона, делая заливку прямо на месте. Он состоит из простых частей:
Колонн – вертикальных стоек для перехода с этажа на этаж.
Плит перекрытия – площадок для межэтажного разделения.
Элементы строения производят сразу на том месте, где они должны быть. Сначала устанавливают металлическую армировку сечением 10-12 мм, затем выстраивают вокруг нее опалубку и заливают в полученную емкость раствор. Цементный состав дополняют керамзитом – он улучшает теплоизоляционные свойства материала.
Применяют опалубку двух видов:
Съемную из фанеры, пластика, дерева, металла – после застывания смеси ее демонтируют и используют для строительства следующего этажа.
Стационарную из пенополистирола – становится частью конструкции и играет роль дополнительного утеплителя.
Фундамент, горизонтальные и вертикальные элементы становятся продолжением друг друга – каркас получается цельным, без швов. На следующем этапе монтируют межкомнатные и внешние перегородки. Пустотелый кирпич – это лишь один из возможных вариантов заполнения проемов, подходят и другие материалы: пеноблоки, различные панели. Стены обязательно прокладывают минеральной ватой (она выполняет функции тепло- и шумоизоляции) и облицовывают. Внешне готовое здание выглядит как кирпичное. Определить наличие железобетона можно по серым торцам перекрытий, как правило, они не закрываются кладкой.
Такой дом нельзя назвать кирпичным, так как несущую нагрузку несет каркас из железобетона, а не кладка.
В некоторых случаях монолитными делают и отдельные стены здания, эти особенности определяют при проектировании будущего дома.
Преимущества монолитного строительства
Возведение таких домов выгодно для застройщиков по ряду причин:
Меньшие расходы на производство элементов, так как большая их часть изготавливается прямо на месте, без задействования цехов и транспортировки.
Относительно короткие сроки. Высотное здание строят в среднем за 12-16 месяцев. Это позволяет немного сократить затраты на аренду техники, налоги и прочие расходы.
Менее строгие требования к качеству фундамента. Кирпично-монолитные – самые легкие по весу в сравнении с панельными и кирпичными домами.
Долгий срок эксплуатации без капитального ремонта. Простоят более 150 лет, тогда как панельные служат максимум 100.
Нет ограничений в архитектуре и этажности.
Стоимость квартир ниже, чем в кирпичных сооружениях, технические характеристики и внешняя эстетичность практически одинаковы.
Главные плюсы проявляются при эксплуатации жилых помещений:
Внутреннюю отделку допустимо делать сразу после завершения строительства, так как усадка и вероятность появления трещин минимальны.
Полезная площадь на 10% больше, чем в кирпичном доме.
Этажи и фундамент водонепроницаемы, что обезопасит жильцов во время наводнения или протечки.
Выдерживает землетрясения до 8 баллов.
Шумоизоляция относительно улицы, как у кирпичного дома.
Все материалы экологически чистые и безопасные для окружающей среды и человека.
Стандартная высота потолка в этих постройках – 3 метра, что очень просторно в сравнении со старыми типовыми квартирами.
Еще один существенный плюс монолитного строительства – возможность практически полной перепланировки, так как большинство перегородок не несущие и их разрешено демонтировать.
Железобетонные и кирпичные стены очень прочные, поэтому на них хорошо будут держаться тяжелые полки и прочие предметы мебели. Но установить в них крепежные элементы не так просто.
Недостатки монолитно-кирпичных домов
Придется повозиться, чтобы проделать отверстие в кладке для стеллажа или картины. Имеются и другие минусы:
Низкая звукоизоляция относительно соседних помещений. Любые механические воздействия на несущие конструкции передаются по монолитному основанию. Во время ремонта будут хорошо слышны шум и вибрации.
Для поддержания оптимального уровня влажности потребуется установка принудительной вытяжки.
При покупке квартиры в новостройке новоселов ждет большой объем отделочных работ.
Если при возведении использовалась несъемная опалубка, придется позаботиться о пожарной безопасности и скрыть пенополистирол под слоем негорючего материала.
В связи с высокой теплопроводностью бетона необходима дополнительная теплоизоляция.
Если за тепло- и звукоизоляцию относительно улицы отвечает качество кирпичной стены, то с внутренним шумом сложно что-то сделать. Единственный выход – во время отделки прокладывать специальные материалы, поглощающие звуки.
Выбирая эту технологию, некоторые неудобства испытывают и застройщики. Основные минусы для них такие:
Работы допускается производить при температуре выше +5 градусов либо использовать специальные присадки или устройства для подогрева бетонной смеси.
Чтобы обеспечивать прочность каркаса, требуется применять механизмы для уплотнения цемента. Если просто залить состав в опалубку, он быстро разрушится.
Кирпичную кладку наружных стен необходимо утеплять прослойкой из минеральной ваты.
Из-за наличия металла в каркасе требуется заземление.
Проделывать отверстия в железобетоне проблематично, все коммуникации нужно планировать заранее. Изменить их местоположение после завершения строительства практически невозможно, что является недостатком и для пользователей жилья.
Многие этапы выполняются вручную, поэтому увеличиваются затраты на рабочую силу. По этой же причине необходим постоянный контроль процесса, чтобы пропорции смеси и технология не были нарушены из-за ошибки некомпетентного мастера.
Для застройщика возведение монолита по срокам немного быстрее строительства кирпичного дома. Но каждый новый элемент конструкции должен набрать прочность, прежде чем работы передвинутся на следующий этаж. Скорость затвердевания зависит от температуры воздуха, иногда процесс затягивается.
Как свести к минимуму недостатки дома и использовать преимущества?
Купить квартиру в монолитном доме стоит уже потому, что она более комфортная для проживания, чем старая типовая коробка. При использовании специальных материалов улучшаются следующие характеристики помещения:
Теплоизоляция (утепление и штукатурка стен, монтаж теплого пола, укладка напольных покрытий с низкой теплопроводностью).
Звукоизоляция (обшивка плитами или панелями из стекловолокна, минеральной ваты, полиуретана, пробки).
Пожаробезопасность (обшивка стен любыми негорючими материалами).
При выборе типа дома стоит обратить внимание, что все монолитные постройки не старше 30 лет, им еще долго не потребуется ремонт. Еще одна особенность, которую относят как к плюсам, так и минусам – большая площадь, самая маленькая – не менее 50 кв. м. Это может стать решающим фактором при ограниченности средств.
Красивый двухэтажный монолитно-кирпичный дом • 333+ Фото • [АртФасад]
Проект двухэтажного монолитно-кирпичного дома от Chinthaka Wickramage Associates является отражением основных преимуществ применяемых в нем строительных технологий. Каркас здания выполнен из монолита – железобетона, а ограждающие конструкции и перегородки – из кирпича.
На примере объекта разберем преимущества монолитно-кирпичного строительства, и какими уникальными чертами отличается этот двухэтажный дом.
ОРИГИНАЛЬНАЯ АРХИТЕКТУРА
Основным преимуществом монолита в домостроении является выполнение любой формы. При этом здание будет прочным и прослужит до 150 лет. Красивый двухэтажный монолитно-кирпичный дом с большими угловыми панорамными окнами.
Комнаты и холлы в доме имеют не только нестандартную форму по периметру, но и уникальные по конструкции перекрытия, основанные на наклонных железобетонных балках. Идея реализована благодаря монолитному каркасу – он может быть любой формы. Благодаря монолитной железобетонной конструкции, в доме обустроены широкие оконные проемы, просторные комнаты и комнаты – это выбор тех, кто гонится за простором.
Большая несущая способность материала открывает безграничные возможности в конструкции высоких потолков, второго света. При этом пространство остается открытым, так как достаточно нескольких опор по периметру, чтобы выдержать вес конструкции.
Площадь кирпично-монолитного дома 223 кв.м. В нем выделяются отдельные зоны и комнаты для жильцов, а также места для времяпровождения с семьей, приема гостей и т. д. Это пространство максимально просторное и открытое.
СОВРЕМЕННЫЙ ВНЕШНИЙ ВИД
Кирпичные и железобетонные конструкции выглядят стильно и урбанистично – здесь переплетаются и лофт, и хай-тек, и элементы классики. Все это дополняется и подчеркивается голыми стенами, стеклом и металлом. Мебель, декор и вспомогательные элементы из натурального дерева позволяют добавить обстановке уюта.
Выдержав тонкую грань между домашним уютом и урбанизмом, архитекторам и дизайнерам удалось сделать этот монолитно-кирпичный дом эффектным, стильным и комфортным. Здание похоже на крепость, здесь всегда можно расслабиться, отдохнуть или поработать.
ОПТИМАЛЬНЫЙ МИКРОКЛИМАТ
Монолит из стали и бетона сам по себе является холодным, недышащим материалом с высокой звукопроводностью. Поэтому, используя его как основу для жилого дома, нужно позаботиться о качественном утеплении, звукоизоляции, вентиляции. Но в сочетании с кирпичом здание с железобетонным каркасом приобретает другие качества. Этим же характеризуется и представленный двухэтажный монолитно-кирпичный дом.
Здесь только каркас из бетона, а остальная конструкция из кирпича. За счет этого стены довольно теплые, хорошо дышат и поглощают звук, поэтому в жилье комфортно в любую погоду.
Единственное, о чем нужно позаботиться, это избавиться от мостиков холода, через которые происходит утечка тепла. Защитив эти участки ограждающих конструкций от воздействия внешних факторов, можно максимально повысить тепловую эффективность здания.
Таким образом, двухэтажный монолитно-кирпичный дом – это практически неограниченные возможности в плане планировочных решений. В нем реализованы уникальные архитектурные элементы и большие открытые пространства. Отличается надежностью и приятным микроклиматом. Это было достигнуто за счет сочетания кирпича и железобетона.
Architects
Chinthaka Wickramage associates
Photo
Kesara Ratnavibhushana Photography
ORIGINAL ARCHITECTURE
MODERN APPEARANCE
OPTIMUM MICROCLIMATE
A Monolithic Dome Home with Brick Walls!
МЫ ПЕРЕЕЗЖАЕМ В ПОСЕЩАТЬ MONOLITHICDOME.COM & MONOLITHIC.RU | ПОДРОБНЕЕ
Sty Manor — Джоэл Эмерсон и его отец, оба творческие, профессиональные, мастера-каменщики, спроектировали этот дом с куполом, заключенный в кирпич.
Фреда Паркер • Опубликовано
• Популярные купольные дома
От простого к серьезному
В свое время Джоэл Эмерсон, профессиональный, творческий каменщик, в шутку сказал Дебби, своей жене, что когда-нибудь он построит ей кирпичное иглу. В последующие годы Джоэл узнал о монолитных куполах, а в 2003 году посетил монолитный семинар.
«Я узнал, что монолитный купол — самое прочное и не требующее обслуживания здание, которое можно построить за такие деньги, — сказал Джоэл.
Поскольку Эмерсоны живут в Хейсе, штат Вирджиния, их также беспокоит учащение и усиление ураганов и пожаров. Добавьте к этому стремление Джоэла к дому, который не требует покраски и минимального обслуживания, и то, что началось как случайная шутка, превратилось в серьезный проект — с небольшой модификацией: первоначальное кирпичное иглу Джоэла стало монолитным куполом, усиленным кирпичом.
Стена из кирпича
В 2006 году Джоэл и его отец, мастер-каменщик, который обучал Джоэла, начали проект. На участке площадью 20 акров они построили кирпичную круглую стволовую стену диаметром 52 фута и высотой 12 футов. Для двух мастеров-каменщиков этот процесс прошел хорошо, но он включал в себя то, что оказалось серьезной ошибкой. Джоэл вмонтировал окна и двери в стволовую стену.
Страшное надувание
Не подозревая о потенциальной неудаче, Джоэл и его команда прикрепили Airform к кольцевой балке на вершине завершенной стволовой стены. Потом закрыли окна и начали надувать.
«Большая проблема — назревает катастрофа!» — сказал Джоэл. «Я думал, что окна сейчас вылетят. Они вздулись на полсантиметра. Я даже не знал, что стекло может так сильно гнуться!»
Джоэл выключил вентиляторы, схватил телефон и позвонил Гэри Кларку, вице-президенту Monolithic. Гэри удивленно приветствовал его: «У тебя есть окна? Ты не должен так поступать!»
«Мне пришлось взять два на четыре и прикрутить их к внешней стороне кирпичной стены, а затем вставить клин между ним и стеклом, чтобы оно не разбилось», — вспоминал Джоэл. «Я был напуган до смерти». Но, к счастью, это сработало.
Проверьте эти ссылки!
Все шло хорошо – напыление пеноизоляции и установка арматуры – пока не дошло до набрызга торкрет-бетона. «Мы наняли очень некомпетентного подрядчика по торкретированию, который оставил нам ужасный беспорядок, — сказал Джоэл. «Нанять штукатуров, чтобы покрыть этот беспорядок, стоило 20 000 долларов, не говоря уже о металлических стойках и гипсокартоне для покрытия стен». Теперь он вторит Monolith, говоря потенциальным владельцам куполов всегда проверять рекомендации.
Сочетание настоящего и прошлого
Этой весной семья Эмерсонов переехала в новый дом своей мечты площадью 2000 квадратных футов. Он включает в себя центральную большую комнату, фойе, три спальни, две ванные комнаты, кухню, прачечную и чердак.
Джоэл сказал: «Мы использовали много стеклянных блоков, чтобы позволить внешнему свету проникать внутрь. Это также дает приятный ночной эффект, когда включено освещение кровати/ванны. Я также зазубрил углы зоны кровати/ванны, чтобы сделать центральную часть более открытой, и установил 25 кирпичных арок».
О внешнем виде Джоэл сказал: «Акцентные кирпичи вокруг окон и дверей на нашем куполе были скопированы со здания церкви (Епископальной церкви Абингдона) менее чем в миле от того места, где мы живем. Этому зданию, вероятно, около 300 лет. Так что в каком-то смысле у нас есть ультрасовременный монолитный купол, вобравший в себя красоту и простую силу прошлого».
Узнайте больше об этом куполе на…
The Dailypress.com- Никто не может пыхтеть, пыхтеть и сдувать этот дом
Логово приятных воспоминаний. Стены логова с изогнутыми кирпичными арками украшены коллекцией семейных фотографий.
Уютная, практичная кухня. Теплые красные и коричневые цвета дерева и кирпича делают эту зону готовки уютной.
Кто-нибудь перекусил? — Эмерсоны акцентировали внимание на многих своих жилых помещениях с помощью стеклянного кирпича, изогнутых арок и зубчатых углов.
Столовая — В 2006 году, через три года после посещения монолитной мастерской, Джоэл Эмерсон начал строить свой купольный дом.
Удобная зона для разговоров — монолитный купол дома Emersons включает в себя кирпичную стену диаметром 52 фута и высотой 12 футов.
Одна из двух ванных комнат — жилая площадь 2000 квадратных футов включает центральную большую комнату, фойе, три спальни, две ванные комнаты, кухню, прачечную и чердак.
Плитка для душа — Ванная комната с кафельными стенами и кирпичным полом с привлекательным дизайном.
Круто! — Вентилятор создает комфорт, а потолок, на котором он висит, — красоту.
Красиво и просто. Эмерсоны спроектировали дом, который не требует покраски и минимального обслуживания.
Больше стекла, кирпича и дерева. Для своего купольного дома Эмерсоны выбрали участок площадью двадцать акров в Хейсе, штат Вирджиния.
Уникальное окно — контрастный этюд черного и белого.
Плавные переходы
Низкие эксплуатационные расходы, прочность и долговечность — Обеспокоенные ураганами и пожарами, Emersons решили перейти на монолит!
Разноцветные кирпичи! — Это работа художника, который рисует кирпичами.
Более красивая кирпичная кладка! — Добро пожаловать в эту впечатляющую запись, созданную из кирпичиков.
Подпишитесь на БЕСПЛАТНОЕ 14-шаговое руководство по началу работы с монолитными купольными домами
Эл. адрес:
Журнал районной администрации освещает Вудсборо
Когда Федеральное агентство по чрезвычайным ситуациям согласилось помочь финансировать строительство монолитного купола в Ниангуа, штат Миссури, районе, который в прошлом пострадал от торнадо, школьные власти по всей стране обратили на это внимание. Когда в декабре Федеральное агентство по чрезвычайным ситуациям (FEMA) объявило, что оно также собирается помочь в финансировании строительства монолитного купола в Южном Техасе, средства массовой информации тоже обратили на это внимание.
Что нужно знать о монолитном купольном доме перед его покупкой!
Это новинка! Вот обязательная, обязательная к прочтению электронная книга с практической информацией практически обо всем, что связано с проектированием и строительством дома вашей мечты.
Монолитные планы этажей
Для купольного дома вашей мечты в нашей библиотеке есть планы этажей самых разных размеров и форм. Этот диапазон размеров включает в себя небольшие уютные коттеджи, а также просторные и эффектные замковые владения и все, что между ними. Но хотя размеры и формы могут различаться, преимущества дома с монолитным куполом остаются неизменными. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь.
Готовьтесь к реальным чрезвычайным ситуациям, а не к судному дню
Когда газета Dallas Observer написала об Исследовательском парке монолитных куполов, они связали купола с подготовкой к судному дню. Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
Возвращение: наш дом с монолитным куполом на холме
Когда я писал о подготовке к реальным чрезвычайным ситуациям, я понял, что на этом сайте практически ничего нет о нашем доме, Аркадии. Мы построили дом шесть лет назад и разместили на сайте monolithic.org несколько замечательных историй с фотографиями его дизайна, строительства и завершения. Пришло время перенести и обновить статьи.
Научитесь строить купол на осеннем семинаре строителей монолитных куполов 2022 года
Вы когда-нибудь хотели построить монолитный купол? Пачкать руки, нанося пену, подвешивая сталь и набрызгивая торкрет-бетон? Хотите учиться у строителей куполов с многолетним опытом? Теперь у вас есть шанс.
Обзор заточных станков и Как сделать для ножей своими руками для использования в быту? Обзор +Фото и Видео
Заточка ножей – процесс, с которым способны справиться даже нежные женские руки. Ведь в наше время существует множество приспособлений, облегчающих эту задачу. Керамические ножи, к примеру, не требуют затачивания, что очень удобно, а ножи из стали требуют периодической заточки, поскольку материал тупится. Для придания остроты ножам, можно воспользоваться брусками с абразивным покрытием или заточным станком для ножей.
Последний метод требует соблюдения рекомендаций специалистов, тогда и результат вас непременно порадует.
Содержание:
1 Инструменты для заточки ножей
2 Правила заточки ножей
3 Заточка ножей в домашних условиях
3.1 Профессиональные заточные станки для ножей
3.1.1 Самыми острым инструментом считается обвальный или разделочный нож
3.1.2 При попытке заточки инструмента самостоятельно при помощи точильной чаши
3. 2 Универсальный заточной станок для ножей
4 Изготовление заточного станка для ножей своими руками
Инструменты для заточки ножей
Брусок точильный.
Напильники со специальной насечкой.
Приспособления для наточки.
Станки для заточки ножей.
Примечание.
Заточка ножей по старинке, конечно, хороший и действенный способ, но точно настроенный станок для бытового использования дает более качественный результат с нужным углом формирования кромки лезвия.
Правила заточки ножей
Специалисты рекомендуют соблюдать ряд правил, для того, чтобы получить качественную заточку ножей в домашних условиях, что в свою очередь позволит сократить количество заточек лезвия.
Если вы сторонник использования бруска с абразивным напылением, начинайте работу с самой острой части лезвия, и заканчивайте более тупой, а именно той, которая мало задействована в процессе нарезки продуктов. Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
Тип заточного станка для ножей рейсмуса и материал, из которого он изготовлен, также влияет на качество проведения работы.
На различных интернет ресурсах, вы можете найти специальные видео ролики, в которых наглядно показан процесс заточки лезвия ножа.
Примечание.
Производство ножей происходит в основном из легированной и углеродистой стали. Каленую сталь нужно точить бруском с абразивом, нержавейку – напильником трехгранным. Это связано с тем, что относительно мягкие металлы, в процесс заточки забывают поверхность бруска с абразивом. Кованое лезвие довольно гибкое, поэтому его желательно закреплять и точить бруском движениями вскользь. Частое применение абразивных брусков, способствует образованию жирной пленки на поверхности, которую нужно затирать обдиркой.
Раньше, станки заточные настольные для ножей делали из брусков клиновидной формы и дуба мореного. Бруски располагали с обеих сторон деревянного клинка, таким образом, чтобы кромка режущая была свободной. Конструкцию перетягивали веревкой и при помощи точильного камня затачивали лезвия до предельной остроты, получая при этом, отличный угол заточки.
Затачивание ножей, которые используются в рубанках, выполняется следующим образом: на стекло большой толщины, накладывают наждачную шкурку с мелкой фракцией, скошенной частью кромки режущей на абразив и точится движениями по кругу.
Заточка ножей в домашних условиях
Для этой цели потребуется взять брусок из твердых пород дерева, поверхность которого формируют методом заточки под определенным углом, необходимым для формирования кромки лезвия. Это дает возможность держать угол обрабатываемой кромки. Для удобства работы по заточке лезвия, зафиксируйте клинок в плоскости бруска при помощи саморезов.
Заточный станок для ножей фуганка изготовьте инструмент своими руками, это даст возможность сделать процесс более легким, а качество работы намного выше. Главное соблюдать правила и нюансы в работе, и проблем не возникнет.
Заточный станок для ножей своими руками создан для облегчения работы с металлическими изделиями. Домашний инструмент можно наточить своими руками при помощи подручных средств, а на производстве без станка не обойтись. Там и объемы больше, и инструментарий посерьезней.
Профессиональные заточные станки для ножей
Самыми острым инструментом считается обвальный или разделочный нож
Таким пользуются мясники для разделки туш животных, и срезания шкур. При такой интенсивной работе лезвие инструмента тупится чрезвычайно быстро. Если объем работы не слишком большой, заточку можно производить на обычном станке, который оснащен контролем над углом кромки лезвия. Заточные станки для ножей в мясоперерабатывающей промышленности используют в основном KNECHT USK 160. Такие станки универсальны, поэтому затачивать на них можно абсолютно любые ножи.
На предприятиях занимающихся деревообработкой и в столярных цехах, устанавливают оборудование, которое может справляться с большими объёмами работ. Здесь используется инструмент, имеющий фуганки с длинными лезвиями, а также строгальные станки. Заточка металла происходит на оборудовании с механическим приводом, который подает инструмент на заточку.
При попытке заточки инструмента самостоятельно при помощи точильной чаши
…без использования фиксации и направляющих, то на лезвии сформируются зоны с разнообразным углом отточки. Обрабатывая некачественно заточенным инструментом дерево, вы получите неровный срез и волнистую поверхность. Заточной станок для плоских ножей имеет простую вертикальную конструкцию, Диски точат на станках с разделителем и вращающимся столом.
Универсальный заточной станок для ножей
Данный вид оборудования наилучшим способом подходит для предприятий, который выполняют за день большие объемы работ. Вручную возиться з металлом никто не станет, поскольку это тяжелый труд. Настольный станок ВЗ-319 оборудован жесткой станиной и точно подогнанными механическим приводом. Поэтому, справляется с заточкой инструмента любого типа – рубанки, фрезы, ножи и прочее.
Для бытового использования подойдет модель Тормек Т7. Комплектация у данного агрегата большая, в наличии есть множество насадок и дополнительных элементов для заточки кухонных ножей, ножниц и прочих инструментов.
Изготовление заточного станка для ножей своими руками
Сделать заточной станок для ножей для бытового использования довольно просто, для этого вам понадобится отрезок ламината, фанеры или ДСП, деревянная рейка, наждачка, болты с барашками. Первым делом нужно изготовить держатель ножа, для этой цели отрежьте кусок материала. Во избежание цепляния бруска за держатель, нужно провести зачистку края под определенным углом при помощи наждака. На вертикальной стойке сделайте разметку и отрежьте верх, это послужит основой для бруска. Угол устанавливается вдвое меньше, необходимого для заточки лезвия.
Для бытовых ножей угол составляет 10 — 15°. Для облегчения работы по сооружению станка для заточки ножей, сделайте чертеж, так вам будет намного проще. Возьмите во внимание тот факт, что на высоту влияет поперечная основа. На конечном этапе, все элементы нужно обрезать и зашкурить. Затем, необходимо сделать дырки для болтов в пластине, которые будут фиксировать лезвие. Делая разметку, определяйте расстояние дырок от края основы. Это позволит затачивать лезвия разной толщины.
На следующем этапе, пластину нужно закрепить с использованием болтов. Стойки вертикального положения фиксируют при помощи шурупов. Важно помнить о том, что сила давления на низ малая, поэтому для фиксации элементов можно применить термический клей. Горизонтальную перекладину крепят аналогично.
Для изготовления бруска нужно отрезать рейку определенной длины. На одном краю крепят наждачку с достаточной фракцией абразивных частиц. Для того, чтобы добиться лучшего результат в работе, можно сделать больше брусков с разным абразивом. Хорошим диапазоном зернистости считается Р600 – Р2000.
Примечание.
Для того, чтобы защитить руки от травм при заточке инструмента, прикрутите на верху рейки рукоятку. Таким образом, вы получите станок для домашнего использования с хорошими функциональными качествами.
В процессе работы по заточке ножей, устройство получает опору на столе, что в свою очередь облегчает работу с ним.
Заточной станок для строгальных ножей (инструкция по изготовлению)
На то, с каким качеством будет обработана древесина (и другие материалы), влияет острота заточки ножей. Также от этого зависит, насколько безопасно можно будет работать на таком станке. Я располагаю «арсеналом» из семи деревообрабатывающих станков. Надоело с каждым разом бегать «где же здесь подточишь», особенно когда часто найти и негде. В самом процессе заточка должна проходить без спешки, иначе нож может «сгореть». Для этого нужно время – и удобнее всего этими задачами заниматься в домашней мастерской, на автоматическом или по крайней мере полуавтоматическом станке. Это позволит оператору не выполнять нудную работу.
В своей работе я руковожусь принципом, когда делаешь «из того, что есть». Так можно свести к минимуму затраты и избавиться от лишних материалов – однако не в ущерб качеству работы и изделию, которое будет изготовлено.
Результатом стал такой станок. Работа агрегата мне нравится, теперь можно не беспокоится о проблеме заточки ножей.
Вопрос силового двигателя решил, взяв ненужную насосную станцию. Используемый из нее двигатель отлично подошел по требованиям для этого станка.
Для изготовления рамы станка использовал профильную трубу 20 х 40. Она была прикручена с помощью саморезов на деревянную основу – так конструкция стала более жесткой, что является очень важным моментом. В центральной части был приварен направляющий профиль с таким же размером. Он направляет движение каретки.
Заточный агрегат выполнен на мощной металлической основе, металл применялся ранее с железнодорожными подкладками для рельсов, которые были обнаружены в мастерской.
После необходимой обработки на основу была установлена направляющая пластина, и на ней – закреплен электрический двигатель в трех точках, в том числе в одной регулировочной. Направляющую пластину относительно опорной я закрепил как подвижную, используя два поршневые пальца от машины «Москвич». Вопрос направляющих валов решил, взяв от КПП УАЗа. Точильный камень к ножу подается при помощи винта, на котором мелкая резьба. Весь станок двигается по направляющим, где расположены закрытые шарикоподшипники, 4 опорные и 4 направляющие. Конструкция должна быть исключительно точной, без какого-либо минимального люфта.
Камень агрегата выполнен в форме тарелки – благодаря этому заточка делается по всем правилам, предусмотренным для такого ножа.
Нож фиксируется при помощи специального устройства, со сменным углом заточки. Для строгания требуется угол 45–60°. Чтобы зафиксировать нож на устройстве, используются навесы, которые стояли на мебельной гарнитуре.
Регулировать нож во время заточки можно при помощи двух регулировочных винтов, учитывая зазор, который образует пластина ножа и заточный камень. Я остался доволен надежным и не затратным крепежом.
Завершив регулировки, нужно включить наждак и начать двигать устройство по направляющим, от одного края станины к другому. В процессе нужно понемногу подкручивать винт подачи, но не переусердствовать, чтобы нож не сгорел.
Поскольку это делается достаточно долго, я был вынужден приступить к автоматизации этой части ручной работы. Нашел в мастерской электрический двигатель с подходящими оборотами. Была переделана «запитка» с 127В на 220В и придумано решение с реверсивным переключением мотора, установкой концевиков и релюшки.
Вопрос с валом под перемещение каретки был решен через заказ соответствующего набора из Китая – комплект вполне подошел. В него вошел 60 см вал, подшипники, соединительная самоцентрирующая муфта, направляющая втулки.
В итоге я могу работать с вот таким устройством – полуавтоматом для заточки ножей, строгальных инструментов.
Здесь работа состоит лишь в подкручивании винта подачи.
15 лайфхаков для измельчения сорняков без измельчителя
В комплекте:
НЕТ ГРИНДЕРА? НЕТ ПРОБЛЕМ!
СЦЕНАРИЙ 1 — ДОМА
СЦЕНАРИЙ 2 — НА ДВИЖЕНИИ
СЦЕНАРИЙ 3 — НА ВЕЧЕРИНКЕ
СЦЕНАРИЙ 4 — СОЗДАВАЙТЕ СВОИ КОНЦЕНТРАТЫ
КАК СДЕЛАТЬ ДОМАШНЮЮ МЕЛЬНИЦУ
ДОПОЛНИТЕЛЬНЫЙ СОВЕТ: ПОЛУЧИТЕ ГРИНДЕР!
КАК ШЛИФОВАТЬ БЕЗ ШЛИФОВАЛЬНИКА: ЕСТЬ ВОЛЯ, ТАМ ЕСТЬ СПОСОБ
Мы все были там. Вы готовитесь зажечь, выхватывая свой тайник и свои бумаги (или бонг, или что-то еще), но чего-то не хватает. Вы задерживаетесь на секунду, но потом понимаете: измельчителя в поле зрения нет.
Что теперь?!
Вы можете запаниковать, думая, что это конец дыма. Я имею в виду, кто будет пытаться курить целые наггетсы? К счастью, вы не должны быть подвержены этой судьбе. Отдыхаете ли вы дома, передвигаетесь или тусуетесь на вечеринке, вы будете удивлены количеством вариантов, которые у вас есть под рукой. В большинстве случаев вам понадобится всего несколько основных инструментов, а другие методы еще проще.
НЕТ ШЛИФОВАЛЬНОЙ МАШИНЫ? НЕТ ПРОБЛЕМ!
Как мы только что упоминали, мы знаем, что есть несколько ситуаций, в которые вы можете попасть. Возможно, вы просто пытаетесь расслабиться после долгого дня. Может быть, вы на вечеринке и вам нужно действовать быстро, чтобы все успели закурить. В какой бы ситуации вы ни оказались, мы придумали множество способов вытащить вас из этих неловких моментов.
СЦЕНАРИЙ 1 — ДОМА
Если вы похожи на многих из нас, вам захочется немного перед игрой выпить перед встречей с друзьями. Да, вы будете там курить, но личная медитация еще никому не повредила. К счастью, когда вы находитесь в хорошо укомплектованном доме, у вас есть целый мир возможностей для измельчения сорняков, когда вашей кофемолки нет рядом.
КОФЕМОЛКА
Учитывая, что слово «молокол» включено в название, оно должно было появиться в этом списке, не так ли? Как и в случае с кофейными зернами, бросьте туда свои почки и перемалывайте! Ну не так быстро. Сначала вам нужно почистить его, если только вы не хотите курить кофе (что мы НЕ рекомендуем). Вы также должны очистить его после этого, если вы не хотите какой-то «особый» кофе на следующий день.
Помните:
• Очистите кофемолку задолго до и после измельчения травы. • Убедитесь, что вы набиваете шишки неплотно и не перегружаете кофемолку. • Не используйте слишком большие (или слишком маленькие) шишки. • Отрегулируйте время помола и настройки (если применимо), чтобы трава не превратилась в мелкий порошок.
МЕЛЬНИЦА ДЛЯ ЧЕРНОГО ПЕРЦА
Черный перец и сорняки имеют несколько общих черт. Оба они содержат каннабиноиды, и оба прекрасно перерабатываются в мельнице для перца. Если у вас нет измельчителя сорняков, просто идите на кухню. Опорожните мельницу для перца (сохраните зерна на потом) и загрузите в нее соцветия.
Помните:
Обязательно промойте внутреннюю часть кофемолки после опорожнения перца. Таким образом, вы избежите резкого, пряного вкуса при курении.
При использовании мельницы для перца используйте только правильно высушенные травы. Слегка влажная марихуана легко забьет механизм измельчения.
Не оставляйте ТГК! После использования кофемолки в течение нескольких сеансов копчения заберитесь туда и соберите всю своенравную смолу.
ПЕСТИК И СТУПКА
Если у вас нет кофемолки, вы можете попробовать старую классику. Люди иногда называют сорняки «травами», поэтому имеет смысл использовать пестик и ступку, чтобы измельчить их. Однако, как и в случае с мясорубкой, вы должны очистить ее задолго до И после использования для этой цели.
Помните:
• Дайте вашим нагам высохнуть в течение нескольких часов вне контейнера. Это значительно облегчит их поломку. • Тщательно очищайте его до и после использования. Таким образом, вы не курите обычные травы и не едите травы за ужином. • Это может занять некоторое время, особенно если пестик гладкий и округлый. • Убедитесь, что вы не перемалываете его слишком сильно.
РЕЗАК ДЛЯ ПИЦЦЫ
Ножницы для пиццы не самый острый инструмент, но иногда вам просто нужно работать с тем, что у вас есть. Если у вас нет мясорубки или острого лезвия, подойдет нож для пиццы! После того, как вы обработали и выкурили каннабис, вы можете использовать тот же инструмент, чтобы удовлетворить аппетит.
Помните:
Используйте разделочную доску в качестве твердой поверхности и чтобы не повредить столы и парты.
Возьмитесь за один конец каждой почки и нарежьте противоположный конец на маленькие ломтики.
Как только вы соберете крупный порошок, сметите его горкой посреди разделочной доски.
Пропустите резак через кучу, чтобы получить более мелкий порошок.
НОЖ И РАЗДЕЛОЧНАЯ ДОСКА
Столь же эффективный вариант. Нет никаких причин, по которым вы не можете относиться к своей любимой зелени так же, как к той, которую вы едите. Это также, вероятно, один из самых простых методов в списке. Бросьте травку на разделочную доску и нарежьте ее кубиками, пока она не станет однородной, но не порошкообразной консистенции.
В идеале вы должны использовать лезвие без зазубрин , предпочтительно поварской нож. Тем не менее, почти любой нож подойдет, если у него достаточно острое лезвие.
Помните:
• Хотя это и не обязательно, пусть ваши самородки немного подсохнут, это значительно облегчит задачу. • Убедитесь, что вы следите за своими пальцами, так как выступы могут быть довольно маленькими. Учитывая, насколько легкими и несжатыми могут быть саморезы, обратите внимание, что они легко пропускают нож. • Как и в случае с другими методами, возможен перебор. Рубить умеренно. • Как и после того, как вы нарежете что-нибудь еще, очистите доску и нож после этого.
ТЕРКА ДЛЯ СЫРА
Если она у вас завалялась, это простой и увлекательный способ измельчить Kush. Возьмите тарелку, чтобы натереть ее, выберите соответствующий конец терки и доберитесь до нее. Это может занять некоторое время, но станет легче, когда вы поймете, как лучше всего работать с теркой.
Помните:
• Следите за пальцами! В конечном итоге вы прикоснетесь к острым концам раньше, чем можете себе представить. • Почти любой из концов должен работать. Тем не менее, отдайте предпочтение концам с меньшими отверстиями, так как это даст вам идеальную консистенцию. • Возможно, вам будет трудно вытащить травку из щелей. Держите при себе кочергу, чтобы раскопать их и получить все свои почки. • Тщательно промойте терку , чтобы избавиться от запаха и остатков.
БУМАЖНЫЙ МЕШОК И МОЛОТОК
Простой, но эффективный метод бумажного мешка и молотка быстро создаст кучу обработанной травы. Бумажный пакет служит идеальной антипригарной поверхностью, а сила молотка помогает разбить бутоны на мельчайшие частицы.
Помните:
Прежде чем делать это, высушите и вылечите травку. Мокрая трава просто не разбивается под действием молотка.
Используйте прочную поверхность, способную выдержать удары молотком. Подойдет прочная кухонная столешница, мастерская или бетонная поверхность снаружи.
Поместите шишки на дно пакета и сожмите верх. Разбейте цветы молотком пару минут, и все готово.
После того, как вы удалите цветы, разорвите бумажный пакет и соскребите смолу, прижатую к бумаге, чтобы получить лакомство с высоким содержанием ТГК.
СЦЕНАРИЙ 2 — В ПУТЕШЕСТВИИ
Ладно, выходи за дверь! Вы собираетесь подбирать друзей, и один из них упоминает, что хочет покурить в машине. Вы не хотите разочаровываться, но у вас все еще нет кофемолки! Что ты можешь сделать? Ну, у вас есть несколько вариантов здесь.
ШЕЙКЕР «Сделай сам»
Есть сдача? Как насчет небольшого жесткого пластикового контейнера, такого как аптечка или баночка для таблеток? Поздравляем, оказалось, что у вас ДЕЙСТВИТЕЛЬНО есть мясорубка! Бросьте пару монет потяжелее в контейнер с выбранными вами самородками (не слишком много и не слишком мало). Плотно закройте контейнер и стряхните! Проверяйте прогресс каждые 20 секунд или около того, чтобы убедиться, что вы получаете идеальную консистенцию.
Помните:
• Если вы живете в США, лучше всего подойдут монеты с четвертаками и пятаками. Европейцам подойдут монеты в один или два евро. Люди в Великобритания захочет использовать для этого процесса монеты в один или два фунта. • Убедитесь, что вас не слишком трясет. Достаточно немного встряхнуть, чтобы ваша травка превратилась в порошок и перестала курить. • Если вы используете бутылочку для таблеток, , обязательно вымойте ее после этого. • Если вы планируете потратить сдачу, которую используете в процессе, убедитесь, что вы удалили и ее.
«ПРАКТИЧЕСКИЙ» ПОДХОД
Как оказалось, к твоему телу уже прикреплена не одна, а ДВЕ полуприличные шлифовальные машины! «Боже мой, они просто торчат из меня? Где они?!». Не паникуйте, это ваши руки! «О, ну это не так интересно». Мы знаем, но это точно удобно!
Начнем с того, что возьмем большие шишки и разобьем их на более мелкие, более удобных кусочка. Оттуда используйте свои пальцы и ногти, чтобы разрезать их на еще более мелкие кусочки, пока вы не будете удовлетворены.
Помните:
• Никто не любит грязную травку. Не забудьте вымыть руки перед этим. Помыть их после тоже не мешало бы. • Медленно и уверенно с липкой травкой. Если вы слишком деспотичны, вы можете в конечном итоге сжать его, что немного затруднит курение. • С другой стороны, будьте осторожны, если ваша трава слишком сухая, и осторожно обращайтесь с гущей, когда она достигает желаемой текстуры. • Убедитесь, что вы используете плоскую, ровную поверхность без щелей, , так как это значительно облегчит сбор сорняков.
СЦЕНАРИЙ 3 — НА ВЕЧЕРИНКЕ
Вы пришли на вечеринку, и оказалось, что травка есть только у вас и ваших друзей! Однако это также означает, что измельчителя все еще нет. Вам не хочется трясти пластиковый контейнер на глазах у людей, а гермофобы отвернутся, если вы возьметесь за дело. Тем не менее, людям нужно закурить.
К счастью, если это хорошо экипированная группа, у вас есть парочка приличных действий.
РЮМКА И НОЖНИЦЫ
У большинства людей найдутся ножницы, и почти наверняка найдется рюмка. Что вы делаете с этими двумя вещами? Что ж, вам просто нужно бросить парочку самородков в рюмку и начать резать их там. Начните с того, что разрежьте их пополам, а затем используйте кончики ножниц, чтобы делать их все меньше и меньше.
Помните:
• Убедитесь, что вы смыли ножницы и рюмку перед тем, как попробовать эту тактику. • Не переусердствуйте с ножницами, , так как поспешные движения могут привести к тому, что травка высыплется из стекла. • Делайте это на плоской, чистой и гладкой поверхности на случай, если что-то прольется. • Если вы хотите где-то хранить остатки травы, просто используйте ту же рюмку!
КРЕДИТНАЯ КАРТА
Кредитные карты обычно используются для приготовления сильнодействующих наркотиков, но здесь мы говорим исключительно о применении трав! Кредитные карты прочны, просты в обращении и на самом деле исключительно хорошо нарезают сушеную траву.
Помните:
Используйте твердую поверхность , которая обеспечит достаточное сопротивление для чистого реза.
Используйте чистую (в идеале неиспользованную) кредитную карту для соблюдения гигиены.
После этого ваша карта будет вонять травкой; обязательно почистите его, прежде чем отправиться в магазин!
БЛЕНДЕР
Это немного лишнее? Конечно. Немного эффектно? Вероятно. Но почему бы не жить полной жизнью? Вот, друзья мои, вот почему вы должны попробовать измельчить травку блендером.
Если это вечеринка с коктейлями, все, что вам нужно сделать, это вымыть блендер и бросить туда свои заначки. Закройте крышку, и вы отправляетесь на гонки. Вы должны быть осторожны и переключиться на настройку импульса, где вы можете контролировать, когда он смешивается. Делайте это с короткими интервалами, пока не получите желаемую текстуру.
Помните:
• Очистите все стебли и семена перед смешиванием, , так как они вызовут проблемы с лезвиями блендера. • Как бы круто это ни выглядело, это, вероятно, крайняя мера, поэтому действительно убедитесь, что поблизости нет ножниц. • Наиболее эффективен при большом количестве сорняков. Осмотрите комнату и посмотрите, кто хочет внести свой вклад! • Блендер может быть немного мощным, поэтому попробуйте ограничить смешивание примерно 10 секундами.
СЦЕНАРИЙ 4 — СДЕЛАЙТЕ СВОИ КОНЦЕНТРАТЫ
Если у вас нет кофемолки и вы хотите более интенсивного опыта, попробуйте сделать свои собственные концентраты. Эти мощные препараты превращают каннабиноиды во вкусную, липкую и мощную субстанцию.
Изготовление концентратов требует немного больше времени, чем измельчение травы альтернативными способами, но вы получите удовольствие от результата. Ознакомьтесь с самыми простыми концентратами ниже.
НАЖМИТЕ, ЧТОБЫ ПОЛУЧИТЬ СМОЛУ
Возьмите несколько выпрямителей для волос и немного пергаментной бумаги (неотбеленной, если она у вас есть), чтобы сделать немного прекрасной смолы, а затем добавьте ее в миски или тупицы для дополнительного эффекта.
Оборудование
Пергаментная бумага
Скребковый инструмент
Выпрямители для волос (по возможности 2, достаточно 1)
Указания
Включите утюжок для выпрямления волос на самую низкую температуру и дайте ему нагреться.
Сложите толстую почку в квадрат пергаментной бумаги.
Поместите обернутую шишку между зубцами и сильно надавите.
Держите штыри вместе в течение 10 секунд.
Вы услышите шипение концентрата; ослабьте давление и удалите пергамент
бумага
.
Откройте упаковку, извлеките бутон и соберите смолу с помощью скребка.
СУХОЕ ПРОСЕИВАНИЕ С РЕШЕТКОЙ ДЛЯ ПОЛУЧЕНИЯ KIEF
Сухое просеивание позволяет курильщикам удалить трихомы из растительного материала каннабиса. Эти маленькие железы содержат много вкусных терпенов и психоактивного ТГК. Посыпьте этим порошком суставы и миски, чтобы поднять свой ум еще больше.
Оборудование
Чистая поверхность
Ящик для сухого просеивания или мелкоячеистое сито
Обрезки или шишки каннабиса
Удостоверение личности или кредитная карта
Перчатки
Как добраться
Наденьте перчатки.
Поместите растительный материал на сетку.
Аккуратно встряхните экран, чтобы встряхнуть и сместить трихомы.
Используйте свою карту, чтобы собрать упавшие трихомы с поверхности внизу.
КАК СДЕЛАТЬ ДОМАШНЮЮ МЕЛЬНИЦУ
Если у вас нет под рукой кофемолки, вы всегда можете сделать самодельный раствор. Имея несколько основных инструментов и минимальные навыки самоделки, вы сможете создать эффективное устройство для измельчения цветков каннабиса.
Оборудование
Древесные отходы
Проволочная сетка
Гвозди
Молоток
Пила
Рулетка
Инструкции
Чтобы приступить к изготовлению измельчителя сорняков своими руками, вырежьте из дерева 4 боковые части, чтобы сформировать раму. Создайте 2 длинные детали (длиной 15 см и высотой 7,5 см), затем сделайте еще 2 детали (длиной 7,5 см и высотой 7,5 см).
Прибейте части вместе, чтобы создать прямоугольную рамку.
Отрежьте проволочную сетку размером 15 × 7,5 см.
Прибейте сетку к верхней части рамы.
Поместите раму сетчатой стороной вверх.
Чтобы измельчить травку, потрите цветы о сетку и наблюдайте, как обработанные шишки падают в пространство внизу.
Если вы читаете эту статью, есть еще один ключевой совет, который, как мы думаем, вам пригодится. Что это, интересно?
Возьми мясорубку! Не знаете, где взять? У нас есть широкий выбор для людей с любым бюджетом!
Работая над концепцией шейкера DIY, о которой мы упоминали ранее, наш Grindtainer является одним из самых бюджетных и удобных измельчителей и контейнеров. У него есть место для приличного количества сорняков, а также такая же производительность измельчения, как у среднего компактного измельчителя. У вас уже есть мясорубка? Мы настоятельно рекомендуем это в качестве удобного резервного копирования. Даже если это ваш основной гриндер, вы все равно будете жить легко.
У нас есть и другие классические шлифовальные машины, в том числе металлическая шлифовальная машина собственной марки RQS! Тот даже поставляется в комплекте с ловушкой для кифа, , как и наша мельница для опылителей, которая также имеет ручку снаружи для легкого измельчения.
У нас есть и другие варианты премиум-класса. Среди них выделяется наша коллаборация ограниченным тиражом с Krush над их уникальной формой Kube & Kube 2.0. Эта кофемолка , оснащенная специально разработанными зубьями , предназначена для взбивания сорняков во время измельчения. Конструкция из анодированного алюминия означает, что он сможет шлифовать как новый в течение очень долгого времени.
КАК МОЛОТАТЬ БЕЗ ИЗМЕЛЬЧИТЕЛЯ: ЕСТЬ ВОЛЯ, ЕСТЬ СПОСОБ
Независимо от того, как вы измельчаете траву, будь то кофемолка, терка для сыра или блендер, просто убедитесь, что вы получаете удовольствие от этого ответственно , в окружении друзей. Помимо этого, убедитесь, что вы чистите все, что используете для измельчения травы, даже если вы используете настоящую кофемолку. Будьте в безопасности, будьте здоровы и оставайтесь на высоте! О, и ознакомьтесь с нашим полным ассортиментом кофемолок (и других крутых товаров RQS) здесь!
В крайнем случае? Вот как быстро и дешево сделать кофемолку
Фотография Джонатана Коуарда/Херба 08.06.2022
Вот как сделать мясорубку из подручных средств.
Роб Хоффман
Зачем использовать шлифовальную машину? Для начала самоуважение. В основном, это более практично, чем разрывать коноплю пальцами. Это сэкономит вам время и нервы. Измельчители также создают более равномерный помол цветка каннабиса, который преобразуется в более равномерный скрученный косяк или более эффективный удар по бонгу или трубке. Если вы хотите узнать больше о преимуществах использования кофемолки, прочтите это.
Хотите купить измельчитель? Ознакомьтесь с этим руководством с лучшими измельчителями сорняков на рынке.
Хотя кофемолки можно найти в местном магазине и во многих магазинах всего за 5 долларов, не у всех есть средства для покупки собственной кофемолки. В этом случае лучше всего найти альтернативу измельчению каннабиса. Большинство людей в своих домах имеют в своем распоряжении ряд эффективных инструментов для измельчения каннабиса, даже не подозревая об этом — помните ножницы?
Не все методы настолько интуитивны, как использование ножниц. И даже если у вас есть ножницы, вы можете не знать оптимальную технику ножниц. Вот почему мы предоставили этот список. Чтобы никому, никому , не пришлось разбирать коноплю кончиками пальцев, как невежественным свиньям.
Терка для сыра
Фотография Джонатана Кауарда для Herb
Вы когда-нибудь терли сыр? Если да, то вы впереди игры. Измельчение каннабиса с помощью терки для сыра не только эффективно, но и этот метод был использован предприятиями, которые производят то, что фактически представляет собой мини-терки для сыра в форме кредитной карты, но продаются специально для потребителей каннабиса.
Шаги просты:
Возьмите терку для сыра
Возьмите кусочек цветка конопли и представьте, что это сыр, который вы хотите натереть кусок сыра пармезан на дымящейся тарелке ньокки. В результате получится мелко измельченный цветок каннабиса. Только будьте осторожны, чтобы не повредить кончики пальцев. Эффективность этой техники будет зависеть от размера вашего нага и от того, насколько он сухой.
Блендер или кофемолка
Фотография Джонатана Кауарда/Херба
Это может быть лучшим вариантом, если у вас нет кофемолки. Если вы не заметили, ваш блендер и кофемолка хорошо измельчают. Вы можете задаться вопросом: «Почему бы не травка?» На что я отвечаю: «Точно».
Убедитесь, что вы тщательно вычистили блендер или кофемолку, прежде чем использовать их для измельчения каннабиса. В противном случае вы можете в конечном итоге курить кофейную гущу или остатки того, что вы сделали в блендере последним. После мытья блендера или кофемолки тщательно высушите их. Если вы забудете об этом шаге, вы получите массу липких, влажных хлопьев конопли, прилипших к внутренней части кофемолки или блендера.
После того, как кофемолка или блендер будут тщательно вымыты и высушены, просто бросьте в них цветок конопли и дайте ему разорваться. Вам нужно всего лишь измельчать или смешивать каннабис в течение нескольких секунд. Смешивайте каннабис слишком долго, и он превратится в пыльную консистенцию, что не является оптимальным для раскатывания косяков, и легко провалится через отверстие в чаше. Итак, через несколько секунд проверьте, соответствует ли консистенция вашего цветка конопли тому, что вам нравится. Если он все еще слишком крупный, продолжайте измельчать/смешивать его. Если консистенция хорошая, вынь и кури!
Ножницы (Правильная техника)
Фотография Джонатана Кауарда/Херба
Именно так многие потребители каннабиса начинают свое путешествие в мир измельчения и курения каннабиса. Вы можете слышать, как люди кричат вам что-то через стол, например: «Эй, передай ножницы!» Не волнуйтесь — они пытаются общаться с вами. На самом деле они имеют в виду: «Не могли бы вы передать ножницы?» Если вы слышите, как кто-то называет ножницы «ножницами», осторожно передайте им ножницы. Не втыкайте их в вашего друга с силой, как вы можете почувствовать себя вынужденным сделать, услышав, что ножницы называют «ножницами».
Инструкции
Возьмите шишку цветка каннабиса указательным и большим пальцами и держите перед собой.
Другой рукой вставьте открытые лезвия ножниц между большим и указательным пальцами так, чтобы верхнее и нижнее лезвия ножниц были расположены так, чтобы разрезать выступ на кончиках пальцев пополам.
Разрежьте ножницами коноплю, слегка нажимая большим и указательным пальцами так, чтобы после того, как вы прорежете наг, вы все еще удерживали коноплю между пальцами.
Снова откройте лезвия и продолжайте надрезать наг каннабиса, слегка нажимая большим и указательным пальцами противоположной руки, каждый раз слегка сдвигая наг. Кусочки конопли начнут падать с ваших пальцев на стол.
Как только между пальцами не останется ни кусочка конопли, которую можно измельчить, бросьте оставшуюся марихуану в пальцы. Затем надавите указательным пальцем на кусочки цветка конопли на столе, чтобы они прилипли к пальцу. Используйте эту технику, чтобы собрать как можно больше кусочков каннабиса указательным пальцем, затем снова сожмите большой и указательный пальцы вместе и продолжайте измельчать его, как вы делали, когда он был еще в форме нага.
Повторяйте этот процесс, пока каннабис не будет мелко нарезан.
Флакон с таблетками и десятицентовая монета
Фотография Джонатана Кауарда/Herb
Некоторые люди любят восклицать: «Если хотите, вы действительно можете размолоть каннабис с помощью бутылочки с таблетками и десятицентовика!» Часто это те же самые люди, которые называют ножницы «ножницами». Уверяю вас, вы не «хочете».
Это правда: вы можете размолоть каннабис, поместив самородок в бутылку с таблетками, а затем бросив монетку, накрыв крышкой, а затем яростно встряхнув бутылку. Десять центов будут подпрыгивать в бутылке с таблетками, разбиваясь о вашу марихуану, отламывая маленькие кусочки цветка, пока он не будет измельчен.
Дело в том, что если ваш цветок каннабиса достаточно сух для того, чтобы эта техника работала, он почти наверняка достаточно сух, чтобы его можно было легко раскрошить большим и указательным пальцами одной руки. *Примечание: это НЕ то же самое, что и разламывание свежего наггетса обеими руками в течение пяти изнурительных минут, и будет оправдано.
Фотография Джонатана Кауарда/Херба
Измельчитель своими руками или лучший измельчитель?
Если вы пытаетесь найти альтернативу шлифовальной машине, существует множество различных «лайфхаков», которые помогут вам в этом. Со всей информацией, которую вы можете найти в Интернете, невозможно не найти в вашем доме инструменты, которые могут выполнять работу шлифовального станка. Суть этих методов в том, что, возможно, вы сэкономите много денег или они могут помочь вам в моменты, когда у вас нет доступа к настоящей кофемолке, но, в конце концов, нет другого метода, который мог бы выполнить эту работу. а также оригинальный инструмент.
К счастью, на рынке существует множество вариантов измельчителей. Вы можете найти их всех размеров, из разных материалов и даже с дополнительными функциями. За 2 доллара можно легко получить один, так что делать себе гриндер напоследок особого смысла нет. Может быть, для конкретных случаев, когда его негде купить, последним вариантом будут какие-то хитрости, но нет оправдания тому, что у вас нет кофемолки. Вы должны быть ответственным стоунер!
Если вы решите, что самостоятельное изготовление кофемолки — это слишком сложно, вы должны найти идеальную кофемолку для себя. Для тех, кто понимает важность болгарки и готов потратить на нее немалую сумму, вот идеальный вариант.
HØJ — английская компания, которая разрабатывает и производит одни из самых удивительных приспособлений для травки, которые только можно найти на рынке. Речь идет о продуктах высочайшего качества, изготовленных из материалов премиум-класса, которые не только эстетически красивы, но и имеют конкретную цель внутреннего дизайна, расширяющую возможности курения.
В металлургической промышленности одним из основных направлений считается литье металлов и их сплавов по причине дешевизны и относительной простоты процесса. Отливаться могут формы с любыми очертаниями различных габаритов, от мелких до крупных; это подходит как для массового, так и для индивидуального производства.
Литье является одним из древнейших направлений работы с металлами, и начинается примерно с бронзового века: 7−3 тысячелетия до н. э. С тех пор было открыто множество материалов, что приводило к развитию технологии и повышению требований к литейной промышленности.
В наши дни существует много направлений и видов литья, различающихся по технологическому процессу. Одно остается неизменным — физическое свойство металлов переходить из твердого состояния в жидкое, и важно знать то, при какой температуре начинается плавление разных видов металлов и их сплавов.
Температура кипения и плавления металлов
В таблице представлена температура плавления металлов tпл, их температура кипения tк при атмосферном давлении, плотность металлов ρ при 25°С и теплопроводность λ при 27°С. Температура плавления металлов, а также их плотность и теплопроводность приведены в таблице для следующих металлов: актиний Ac, серебро Ag, алюминий Al, золото Au, барий Ba, берилий Be, висмут Bi, кальций Ca, кадмий Cd, кобальт Co, хром Cr, цезий Cs, медь Cu, железо Fe, галлий Ga, гафний Hf, ртуть Hg, индий In, иридий Ir, калий K, литий Li, магний Mg, марганец Mn, молибден Mo, натрий Na, ниобий Nb, никель Ni, нептуний Np, осмий Os, протактиний Pa, свинец Pb, палладий Pd, полоний Po, платина Pt, плутоний Pu, радий Ra, рубидий Pb, рений Re, родий Rh, рутений Ru, сурьма Sb, олово Sn, стронций Sr, тантал Ta, технеций Tc, торий Th, титан Ti, таллий Tl, уран U, ванадий V, вольфрам W, цинк Zn, цирконий Zr.
По данным таблицы видно, что температура плавления металлов изменяется в широком диапазоне (от -38,83°С у ртути до 3422°С у вольфрама). Низкой положительной температурой плавления обладают такие металлы, как литий (18,05°С), цезий (28,44°С), рубидий (39,3°С) и другие щелочные металлы.
Наиболее тугоплавкими являются следующие металлы: гафний, иридий, молибден, ниобий, осмий, рений, рутений, тантал, технеций, вольфрам. Температура плавления этих металлов выше 2000°С.
Приведем примеры температуры плавления металлов, широко применяемых в промышленности и в быту:
температура плавления алюминия 660,32 °С;
температура плавления меди 1084,62 °С;
температура плавления свинца 327,46 °С;
температура плавления золота 1064,18 °С;
температура плавления олова 231,93 °С;
температура плавления серебра 961,78 °С;
температура плавления ртути -38,83°С.
Максимальной температурой кипения из металлов, представленных в таблице, обладает рений Re — она составляет 5596°С. Также высокими температурами кипения обладают металлы, относящиеся к группе с высокой температурой плавления.
Плотность металлов в таблице находится в диапазоне от 0,534 до 22,59 г/см 3 , то есть самым легким металлом является литий, а самым тяжелым металлом осмий. Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре.
Теплопроводность металлов в таблице изменяется от 6,3 до 427 Вт/(м·град), таким образом хуже всего проводит тепло такой металл, как нептуний, а лучшим теплопроводящим металлом является серебро.
Температура плавления стали
Представлена таблица значений температуры плавления стали распространенных марок. Рассмотрены стали для отливок, конструкционные, жаропрочные, углеродистые и другие классы сталей.
Температура плавления стали находится в диапазоне от 1350 до 1535°С. Стали в таблице расположены в порядке возрастания их температуры плавления.
Температура плавления стали — таблица
Сталь
tпл, °С
Сталь
tпл, °С
Стали для отливок Х28Л и Х34Л
1350
Коррозионно-стойкая жаропрочная 12Х18Н9Т
1425
Сталь конструкционная 12Х18Н10Т
1400
Жаропрочная высоколегированная 20Х23Н13
1440
Жаропрочная высоколегированная 20Х20Н14С2
1400
Жаропрочная высоколегированная 40Х10С2М
1480
Жаропрочная высоколегированная 20Х25Н20С2
1400
Сталь коррозионно-стойкая Х25С3Н (ЭИ261)
1480
Сталь конструкционная 12Х18Н10
1410
Жаропрочная высоколегированная 40Х9С2 (ЭСХ8)
1480
Коррозионно-стойкая жаропрочная 12Х18Н9
1410
Коррозионно-стойкие обыкновенные 95Х18…15Х28
1500
Сталь жаропрочная Х20Н35
1410
Коррозионно-стойкая жаропрочная 15Х25Т (ЭИ439)
1500
Жаропрочная высоколегированная 20Х23Н18 (ЭИ417)
1415
Углеродистые стали
1535
Волков А. И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.
Казанцев Е. И. Промышленные печи. Справочное руководство для расчетов и проектирования.
Физические величины. Справочник. А. П. Бабичев, Н. А. Бабушкина, А. М. Братковский и др.; Под ред. И. С. Григорьева, Е. З. Мейлихова. — М.: Энергоатомиздат, 1991. — 1232 с.
Источник
Процесс плавления
При термовоздействии на деталь изменение внутренней структуры происходит за счет накопления энергии молекулами. Скорость их движения возрастает. В критической точке нагрева начинается разрушение кристаллической структуры, межмолекулярные связи уже не могут удержать молекулы в узлах решетки. Взамен колебательным движениям в пределах узла происходит хаотическое движение, образуется ванна расплава в месте нагрева. Точку начала расплавления вещества в лабораторных условиях определяют до сотых долей градуса, причем этот показатель не зависит от внешнего давления на заготовку. В вакууме и под давлением металлические заготовки начинают плавиться при одной и той же температуре, это объясняется процессом накопления внутренней энергии, необходимой для разрушения межмолекулярных связей.
ПРОИСХОЖДЕНИЕ
Происхождение теллурическое (земное) железо редко встречается в базальтовых лавах (Уифак, о. Диско, у западного берега Гренландии, вблизи г. Касселя Германия). В обоих пунктах с ним ассоциируют пирротин (Fe1-xS) и когенит (Fe3C), что объясняют как восстановление углеродом (в том числе и из вмещающих пород), так и распадом карбонильных комплексов типа Fe(CO)n. В микроскопических зернах оно не раз устанавливалось в измененных (серпентинизированных) ультраосновных породах также в парагенезисе с пирротином, иногда с магнетитом, за счет которых оно и возникает при восстановительных реакциях. Очень редко встречается в зоне окисления рудных месторождений, при образовании болотных руд. Зарегистрированы находки в осадочных породах, связываемые с восстановлением соединений железа водородом и углеводородами.
Почти чистое железо найдено в лунном грунте, что связывают как с падениями метеоритов, так и с магматическими процессами. Наконец, два класса метеоритов — железокаменные и железные содержат природные сплавы железа в качестве породообразующего компонента.
Классификация металлов по температуре плавления
В физике переход твердого тела в жидкое состояние характерен только для веществ кристаллической структуры. Температуру плавления металлов чаще обозначают диапазоном значений, для сплавов точно определить нагрев до пограничного фазового состояния сложно. Для чистых элементов каждый градус имеет значение, особенно, если это легкоплавкие элементы,
значения не имеет. Сводная таблица показателей t обычно делится на 3 группы. Помимо легкоплавких элементов, которые максимально нагревают до +600°С, указывают тугоплавкие, выдерживающие нагрев свыше +1600°С, и среднеплавкие. В этой группе сплавы, образующие ванну расплава при температуре от +600 до 1600°С.
Типы сплавов
В зависимости от интенсивности нагрева, требуемого для перехода металла из одного состояния в другое, сплавы разделяют на несколько видов.
Легкоплавкие. Их обработка может производиться даже без специального оборудования. Температура плавления стали в градусах Цельсия составляет 600. К числу легкоплавких металлов относятся свинец, олово и цинк.
Особого внимания заслуживает ртуть, способная переходить в жидкое состояние при -39°С.
Среднеплавкие. Температура плавления сталей находится в пределах 600°С-1600°С. К этой категории относятся алюминий, медь, олово, некоторые виды нержавейки и различные сплавы с небольшим содержанием хрома. Среднеплавкие соединения получили наибольшее распространение в промышленности и в быту.
Разница между температурой плавления и кипения
Точкой фазового перехода вещества из твердого кристаллического состояния в жидкое нередко называют температуру плавления металла. В расплаве молекулы не имеют определенного расположения, но притяжение удерживает их вместе, в жидком состоянии кристаллическое тело сохраняет объем, но теряет форму.
При кипении теряется объем, молекулы слабо взаимодействуют, хаотично движутся во всех направлениях, отрываются от поверхности. Температура кипения – это когда давление металлических паров достигает давления внешней среды.
Для наглядности разницу между критическими точками нагрева лучше представить в виде таблицы:
Свойства
Температура плавки
Температура кипения
Физическое состояние
Сплав превращается в расплав, кристаллическая структура разрушается, исчезает зернистость
Переход в газообразное состояние, отдельные молекулы улетают за пределы расплава
Фазовый переход
Равновесие между жидкой и твердой фазами
Равновесие между давлением паров металла и внешним давлением воздуха
Влияние внешнего давления
Не меняется
Изменяется, падает при разряжении
Таблицы температур плавления металлов и сплавов
Для удобства границы фазового перехода указаны по группам в порядке возрастания t фазового перехода из твердого в жидкое состояние. Из всех элементов выбраны часто встречающиеся.
Таблица плавления легкоплавких металлов и сплавов (расплавляются до +600°С).
Название элемента или соединения
Буквенный символ в периодической таблице элементов
Температура образования расплава
Температура закипания
Ртуть
Hg
-38,9°С
+356,7°С
Литий
Li
+18°С
+1342°С
Цезий
Cs
+28,4°С
+667,5°С
Калий
K
+63,6°С
+759°С
Натрий
Na
+97,8°С
+883°С
Индий
In
+156,6°С
+2072°С
Олово
Sn
+232°С
+2600°С
Висмут
Bi
+271,4°С
+1564°С
Таллий
Tl
+304°С
+1473°С
Кадмий
Cd
+321°С
+767°С
Свинец
Pb
+327°С
+1750°С
Цинк
Zn
+420°С
+907°С
Таблица плавления среднеплавких металлов и сплавов, диапазон фазового перехода от +600 до 1600°С.
Наименование
Обозначение металла или химический состав сплава
Температура плавления
Температура кипения
МЕТАЛЛЫ
Сурьма
Sb
+630,6°С
+1587°С
Магний
Mg
+650°С
+1100°С
Алюминий
Al
+660°С
+2519°С
Барий
Ba
+727°С
+1897°С
Кальций
Ca
+842°С
+1484°С
Серебро
Ag
+960°С
+2180°С
Золото
Au
+1063°С
+2660°С
Марганец
Mn
+1246°С
+2061°С
Медь
Cu
+1083°С
+2580°С
Бериллий
Be
+1287°С
+2471°С
Кремний
Si
+1415°С
+2350°С
Никель
Ni
+1455°С
+2913°С
Кобальт
Co
+1495°С
+2927°С
Железо
Fe
+1539°С
+900°С
СПЛАВЫ
Дюрали
Al+ Mg+Cu+Mn
+650°С
Латуни
сплавы на основе меди и цинка
+950…1050°С
Нейзильбер
Cu+Zn+Ni
+1100°С
Чугун
углеродистое железо
+1100…1300°С
Углеродистые стали
+1300…1500°С
Нихром
Fe+Ni+Cr+Si+Mn+Al
+1400°С
Инвар
Fe+Ni
+1425°С
Фехраль
Fe+Cr+Al+Mn+Si
+1460°С
Таблица плавления тугоплавких металлов и сплавов (свыше +1600°С).
Источник
Сортамент углеродистой стали
По степени раскисления, т. е. содержанию растворенного в металле кислорода, углеродистая сталь может быть кипящей, спокойной и полуспокойной.
Кипящая сталь неполностью раскислена и при застывании слитка продолжает протекать реакция окисления углерода с выделением пузырей СО. Содержание углерода в этой стали колеблется от 0,02 до 0,27%.
Спокойную сталь раскисляют таким образом, чтобы исключить взаимодействие углерода и кислорода во время кристаллизации слитка. При выплавке спокойной стали в основных сталеплавильных агрегатах ее раскисляют марганцем, кремнием и алюминием.
По химическому составу спокойную сталь разделяют на углеродистую и легированную. Углеродистую сталь делят в свою очередь на низко- ( 29.09.2016
Таблица температур плавления
Узнать какая нужна температура для плавления металлов, поможет таблица по возрастанию температурных показателей.
Элемент или соединение
Необходимый температурный режим
Литий
+18°С
Калий
+63,6°С
Индий
+156,6°С
Олово
+232°С
Таллий
+304°С
Кадмий
+321°С
Свинец
+327°С
Цинк
+420°С
Таблица плавления среднеплавких металлов и сплавов.
Элемент либо сплав
Температурный режим
Магний
+650°С
Алюминий
+660°С
Барий
+727°С
Серебро
+960°С
Золото
+1063°С
Марганец
+1246°С
Медь
+1083°С
Никель
+1455°С
Кобальт
+1495°С
Железо
+1539°С
Дюрали
+650°С
Латуни
+950…1050°С
Чугун
+1100…1300°С
Углеродистые стали
+1300…1500°С
Нихром
+1400°С
Таблица плавления тугоплавких металлов и сплавов.
Наименование элемента
Температурный режим
Титан
+1680°С
Платина
+1769,3°С
Хром
+1907°С
Цирконий
+1855°С
Ванадий
+1910°С
Иридий
+2447°С
Молибден
+2623°С
Тантал
+3017°С
Вольфрам
+3420°С
Что такое температура плавления
Каждый металл имеет неповторимые свойства, и в этот список входит температура плавления. При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
Плавление и кипение – это не одно и то же. Точкой перехода вещества из твердого состояния в жидкое, зачастую называют температуру плавления металла. В расплавленном состоянии у молекул нет определенного расположения, но притяжение сдерживает их рядом, в жидком виде кристаллическое тело оставляет объем, но форма теряется.
При кипении объем теряется, молекулы между собой очень слабо взаимодействуют, движутся хаотично в разных направлениях, совершают отрыв от поверхности. Температура кипения – это процесс, при котором давление металлического пара приравнивается к давлению внешней среды.
Для того, чтобы упростить разницу между критическими точками нагрева мы подготовили для вас простую таблицу:
Свойство
Температура плавки
Температура кипения
Физическое состояние
Сплав переходит в расплав, разрушается кристаллическая структура, проходит зернистость
Переходит в состояние газа, некоторые молекулы могут улетать за пределы расплава
Фазовый переход
Равновесие между твердым состоянием и жидким
Равновесие давления между парами металла и воздухом
Влияние внешнего давления
Нет изменений
Изменения есть, температура уменьшается при разряжении
При какой температуре плавится
Металлические элементы, какими бы они ни были — плавятся почти один в один. Этот процесс происходит при нагреве. Оно может быть, как внешнее, так и внутреннее. Первое проходит в печи, а для второго используют резистивный нагрев, пропуская электричество либо индукционный нагрев. Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.
У разных веществ разные температуры плавления. Теоретически, металлы делят на:
Легкоплавкие – достаточно температуры до 600 градусов Цельсия, для получения жидкого вещества.
Среднеплавкие – необходима температура от 600 до 1600 ⁰С.
Тугоплавкие – это металлы, для плавления которых требуется температура выше 1600 ⁰С.
Плавление железа
Температура плавления железа достаточно высока. Для технически чистого элемента требуется температура +1539 °C. В этом веществе имеется примесь — сера, а извлечь ее допустимо лишь в жидком виде.
Без примесей чистый материал можно получить при электролизе солей металла.
Плавление чугуна
Чугун – это лучший металл для плавки. Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
Серый — температурный режим может достигать отметки 1260 градусов. При заливке в формы температура может подниматься до 1400.
Белый — температура достигает отметки 1350 градусов. В формы заливается при показателе 1450.
Плавление стали
Сталь — это сплав железа с примесью углерода. Её главная польза — прочность, поскольку это вещество способно на протяжении длительного времени сохранять свой объем и форму. Связано это с тем, что частицы находятся в положении равновесия. Таким образом силы притяжения и отталкивания между частицами равны.
Плавление алюминия и меди
Температура плавления алюминия равна 660 градусам, это означает то, что расплавить его можно в домашних условиях.
Чистой меди – 1083 градусов, а для медных сплавов составляет от 930 до 1140 градусов.
Чугун и сталь
Чугун — это сплав углерода и железа, он содержит примеси марганца, кремния, серы и фосфора. Выдерживает невысокие напряжения и нагрузки. Один из его многочисленных плюсов — это невысокая стоимость для потребителей. Чугун бывает четырех видов:
Белый — имеет высокую прочность и плохую способность к обработке ножом. Виды сплава по увеличению количества углерода в составе: доэвтектический, эвтектический, заэвтектический. Его назвали белым из-за того, что в разломе он имеет белый цвет. А также белый чугун обладает особым строением металлической массы и большой изностойкостью. Полезен в изготовлении механических деталей, которые будут работать в среде с отсутствием смазки. Его используют для изготовления приведённых ниже видов чугуна.
Серый чугун — содержит углерод, кремний, марганец, фосфор и немного серы. Его можно легко получить, и он имеет плохие механические свойства. Используется для изготовления деталей, которые не подвергаются воздействию ударных нагрузок. В изломе есть серый цвет, чем он темнее, тем материал мягче. Свойства серого чугуна зависят от температуры среды, в которой он находится, и количества разных примесей.
Ковкий чугун — получают из белого в результате томления (длительного нагрева и выдержки). В состав вещества входят: углерод, кремний, марганец, фосфор, небольшое количество серы. Является более прочным и пластичным, легче поддаётся обработке.
Высокопрочный чугун — это самый прочный из всех видов чугунов. Содержит в себе углерод, марганец, серу, фосфор, кремний. Имеет большую ударную вязкость. Из такого важного металла делают поршни, коленчатые валы и трубы.
Температуры плавления стали и чугуна отличаются, как утверждает таблица, приведённая выше. Сталь имеет более высокую прочность и устойчивость к высоким температурам, чем чугун, температуры отличаются на целых 200 градусов. У чугуна это число колеблется приблизительно от 1100 до 1200 градусов в зависимости от содержащихся в нем примесей.
От чего зависит температура плавления
Для разных веществ температура, при которой полностью перестраивается структура до жидкого состояния – разная. Если взять во внимание металлы и сплавы, то стоит подметить такие моменты:
В чистом виде не часто можно встретить металлы. Температура напрямую зависит от его состава. В качестве примера укажем олово, к которому могут добавлять другие вещества (например, серебро). Примеси позволяют делать материал более либо менее устойчивым к нагреву.
Бывают сплавы, которые благодаря своему химическому составу могут переходить в жидкое состояние при температуре свыше ста пятидесяти градусов. Также бывают сплавы, которые могут «держаться» при нагреве до трех тысяч градусов и выше. С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.
Термообработка, в большинстве случаев, почти не изменяет устойчивость к нагреву. Единственно верным способом увеличения устойчивости к нагреванию можно назвать внесение изменений в химический состав, для этого и проводят легирование стали.
Нержавеющая сталь
Нержавеющая сталь — это один из многих железных сплавов, которые содержатся в стали. Она содержит в себе Хром от 15 до 30%, который делает её ржаво-устойчивой, создавая защитный слой оксида на поверхности, и углерод. Самые популярные марки такой стали зарубежные. Это 300-я и 400-я серии. Они отличаются своей прочностью, устойчивостью к неблагоприятным условиям и пластичностью. 200-я серия менее качественная, но более дешёвая. Это и является выгодным для производителя фактором. Впервые её состав заметил в 1913 году Гарри Бреарли, который проводил над сталью много разных экспериментов.
На данный момент нержавейку разделяют на три группы:
Жаропрочная — при высоких температурах имеет высокую механическую прочность и устойчивость. Детали, которые из неё изготавливаются применяют в сферах фармацевтики, ракетной отрасли, текстильной промышленности.
Ржаво-стойкая — имеет большую стойкость к процессам ржавления. Её используют в бытовых и медицинских приборах, а также в машиностроении для изготовления деталей.
Жаростойкая — является устойчивой при коррозии в высоких температурах, подходит для использования на химических заводах.
Температура плавления нержавеющей стали колеблется в зависимости от её марки и количества сплавов приблизительно от 1300 °C до 1400 °C.
Температура плавления стали: принцип расчета показателей
Главная » Сталь » Оптимальные показатели температуры плавления стали
На чтение 2 мин
Содержание
Классификация металлов
Принцип расчета
Как происходит процесс?
У каждого отдельного металла есть ряд индивидуальных физических, химических свойств, которые обуславливают сферы его применения. Метод плавки позволяет создавать из материала изделия разной формы. Чтобы изготавливать стальные конструкции, необходимо знать температуру плавления стали.
Температура плавления стали
Классификация металлов
Человеку давно известны температуры плавления металлов и сплавов. Благодаря этим данным их можно разделить на три больших группы:
Легкоплавкие металлы — плавятся до 600 градусов по Цельсию. К ним относятся олово, цинк, свинец.
Среднеплавкие — плавятся в диапазоне 600–1600 градусов по Цельсию. Наиболее обширная группа, в которую входят все возможные сплавы, однородные материалы.
Тугоплавкие — расплавляются при 1600 градусов по Цельсию. К ним относится титан, хром, молибден, вольфрам.
Чтобы узнать более точную информацию, можно изучить таблицу температур плавления металлов. Найти ее можно в интернете или специальных справочниках для литейщиков. Теплота плавления сплавов зависит от количества примесей, содержащихся в составе.
Принцип расчета
Раньше, чтобы рассчитать температуру плавления металла использовали формулу Линдемана. Однако из-за низкой точности конечных расчетов, она не получила большой популярности среди литейщиков. В 1999 году, И.В. Гаврилин предложил новую систему расчета температуры кипения и плавления:
Тпл = DHпл / 1,5 N0 k,
Расшифровка:
Тпл — температура плавления.
DHпл — обозначает скрытую температуру плавления.
N0 — обозначение скрытой теплоты плавки.
k — Обозначение константы Больцмана.
Как происходит процесс?
Чтобы провести процесс плавки, необходимо знать не только температуру плавления стали, но и использовать промышленное оборудование. Технология состоит из трех основных этапов:
Плавка породы. Этот этап подразумевает под собой переплавку шихты до образования ванны расплавленного металла. Важно, чтобы из образующейся ванны удалялся фосфор. Для этого шлаки должны содержать оксид железа. Температурные показатели не должны доходить до критических.
Следующий этап — закипание ванны расплавленной шихты. Для закипания жидкой массы увеличивается температурный режим. При этом интенсивно окисляется углерод. Если он не будет окислять, технологических процесс остановится. Чтобы сделать процесс более интенсивным, в ванну вдувают чистый кислород.
Третий этап — раскисление металла. Этот процесс нужен чтобы снизить количество кислорода в расплавленной массе. Для этого может применяться два метода — осаждающий, диффузный. Первый представляет собой добавление в расплавленную массу ферромарганца, ферросилиция, алюминия. Второй метод идентичен первому.
Чтобы улучшить качество стали, расплавленную массу дополнительно обрабатывают, после того как сольют из печи. Для этого проводится обдувка аргоном.
( Пока оценок нет )
Поделиться
Температуры плавления и кипения – теплоты испарения и плавления обычных материалов
Температуры плавления и кипения, скрытая теплота испарения и теплота плавления обычных веществ, таких как медь, золото, свинец и других – единицы СИ.
Рекламные ссылки
Температуры плавления и кипения, скрытая теплота испарения и теплота плавления из твердого состояния в жидкое для обычных веществ:
Вещество
Температура плавления — t — ( o C)
Latent Heat of Melting — L f — (kJ/kg)
Boiling Point — Vaporization — Temperature — t — ( o C)
Latent Heat of Evaporation — L v — (kJ/kg)
Aluminum
659
399
2327
10530
Brass
930
Cobalt
1480
2900
Медь
1083
207
2595
4730
Этиловый спирт
-114
108
78. 3
855
Gold
1063
64
2600
1577
Graphite
3500
Hydrogen
-259
58,0
-253
455
ВЫДЕЛА
328
23
1750
859
1750
859
1750
859
1750
859
1750
859
1750
859
1750
859
1750
859
0070
Manganese
1260
2150
Magnesium
650
1110
Mercury
-38.8
11
357
295
Молибден
2620
5560
Никель
1455
0074 2730
Nitrogen
-210
25. 7
-196
200
Oxygen
-219
13.9
-183
213
Silver
962
111
1950
2356
Титан
1700
3260
Tungsten
Tungsten
Tungsten
40075
3370
5930
Zinc
420
906
Water
0
335
100
2272
T( o C) = 5/9[T( o F) — 32]
1 кДж/кг = 0,4299 БТЕ/фунт m = 0,23884 ккал/кг0005
Связанные темы
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование в режиме онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Citation
Эту страницу можно цитировать как
Engineering ToolBox, (2003). Температуры плавления и кипения. Теплота испарения и плавления обычных материалов . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/melting-boiling-temperatures-d_392.html [дата доступа, мес. год].
Изменить дату доступа.
. .
закрыть
ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760 ДО 980 С В ВЫСОКОМ ВАКУУМЕ (Технический отчет)
ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ 760 ДО 980 С ВЫСОКИЙ ВАКУУМ (Технический отчет) | ОСТИ. GOV
перейти к основному содержанию
Полная запись
Другие родственные исследования
Авторов:
Бургетт, Д. Т.
Дата публикации:
Исследовательская организация:
Национальная лаборатория Ок-Ридж, Теннесси,
Идентификатор ОСТИ:
4675636
Номер(а) отчета:
ОРНЛ-3677
Номер АНБ:
НСА-19-004595
Номер контракта с Министерством энергетики:
W-7405-ENG-26
Тип ресурса:
Технический отчет
Отношение ресурсов:
Прочая информация: ориг. Дата поступления: 31 декабря 1965 г.
Bourgette, D. T. ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760 ДО 980 C В ВЫСОКОМ ВАКУУМЕ . США: Н. П., 1964. Веб. дои: 10.2172/4675636.
Копировать в буфер обмена
Bourgette, D. T. ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760 ДО 980 C В ВЫСОКОМ ВАКУУМЕ . Соединенные Штаты. https://doi.org/10.2172/4675636
Копировать в буфер обмена
Буржетт, Д. Т. 1964. «ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ 760–980 С В ВЫСОКОМ ВАКУУМЕ». Соединенные Штаты. https://doi.org/10.2172/4675636. https://www.osti.gov/servlets/purl/4675636.
Копировать в буфер обмена
@статья{osti_4675636, title = {ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760–980 C В ВЫСОКОМ ВАКУУМЕ}, автор = {Буржетт, Д.
Как правильно настроить сварочный полуавтомат, признаки неверной настройки
Начинающие пользователи такого оборудования наверняка задаются вопросом: какой сварочный полуавтомат имеет необходимые настройки и не требует дополнительной отладки? Однако таких моделей не существует по двум причинам. Во-первых, сама технология изготовления не дает возможности задать одинаковые параметры для каждого экземпляра. Во-вторых, такое единообразие не имеет смысла, потому что оборудование предназначено для сварки разных материалов.
При этом сохранение заводских параметров существенно сокращает возможности использования прибора, потому что разные металлы и сплавы нужно соединять в разных условиях. Комплект поставки обычно включает инструкции по самостоятельной отладке оборудования, но их зачастую недостаточно. Поэтому каждый опытный мастер знает, как подключить и правильно настроить сварочный полуавтомат для работы с конкретным материалом. Подобный опыт нередко дополняет и уточняет заводские инструкции.
Параметры настроек
Работу сварочных полуавтоматов описывают четыре технические характеристики:
напряжение дуги – изменение этого параметра влияет на значение силы тока;
сила тока и скорость подачи проволоки – две связанных характеристики с прямо пропорциональной зависимостью друг от друга;
расход защитного газа – он увеличивается с повышением значений предыдущих характеристик.
Эти четыре параметра определяют направления, по которым необходимо настроить оборудование для того или иного материала. Важно понимать, что отладка не может сохраняться долгое время в силу следующих наиболее частых причин:
незначительный ремонт оборудования, установка новых комплектующих;
изменение химического состава газовой смеси, применяемой как защитная среда;
перепады и скачки напряжения электрического тока, питающего аппарат;
использование присадочной проволоки другой марки и/или с иным составом.
Даже в ряду родственных моделей одного и того же производителя нередко наблюдаются существенные различия в заводских настройках. Подобные расхождения бывают и у разных приборов с идентичными заявленными характеристиками. Чтобы научиться регулировать сварочные полуавтоматы под конкретные задачи, необходимо привыкнуть к особенностям функционирования оборудования и выявить в нем закономерности и причинно-следственные связи.
Рекомендации по настройке
Четыре рабочих характеристики оборудования намечают пять направлений его регулировки: защитная газовая смесь, напряжение, полярность, скорость подачи и вылет проволоки. Рассмотрим каждый аспект более подробно.
Подбор газовой смеси
Для защиты соединяемых деталей и оборудования от высоких температур и искр в зону сварки нагнетают газовую смесь или какой-то чистый газ. Для сварочных полуавтоматов используют два вещества: углекислый газ (диоксид углерода) и инертный материал аргон. Возможно четыре варианта их комбинации для разных сплавов и качества шва:
Чистый углекислый газ – подходит для толстых листов или крупных изделий из сплавов на основе железа (чугун, сталь), обеспечивает глубокий проплав, но дает большое количество искр, а шов получается в итоге грубым и некрасивым.
Первая смесь обоих газов – на три четверти (75 %) состоит из аргона и на одну четверть (25 %) из углекислоты. Состав подходит для работы с тонкими листами и с небольшими деталями. Дает минимум брызг, а спайка получается аккуратной.
Вторая смесь обоих газов – на 98 % состоит из аргона и на 2 % из углекислого газа. Основное назначение такой среды – сваривание деталей из нержавеющей или оцинкованной стали, медных сплавов. Минимум брызг, высокое качество шва.
Чистый аргон – применяется для соединения деталей из алюминия, меди, сплавов на их основе, а также вообще для работы с цветными металлами. Обеспечивает почти полное отсутствие искр, а шов выходит тонким, ровным, чистым и красивым.
Чем больше в составе защитной среды аргона, тем аккуратнее, чище и тоньше получается соединение. Углекислый газ дает довольно грубое соединение и не подходит для тонких металлических листов, мелких деталей и цветных металлов. Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Настройка напряжения
Настраивать этот параметр необходимо с учетом требуемой глубины провара, а также толщины соединяемых листов или размеров деталей. Чем больше энергии потребуется на плавление припоя и обрабатываемого сплава, на горение сварочной дуги, тем выше должен быть установленный вольтаж аппарата, который преобразует энергию электрического тока в тепловую.
Регулировка вольтажа носит ступенчатый характер. Большинство современных аппаратов позволяют установить необходимый для работы вольтаж в два этапа.
Сначала с помощью переключателя на задней стороне полуавтомата выбирается один из двух режимов работы прибора. Режимы отмечены цифрами «1» и «2».
Далее в рамках каждого из этих режимов можно выбрать между минимальным и максимальным уровнем напряжения. За это отвечает второй переключатель.
В результате получается четыре варианта вольтажа. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Настройка скорости подачи проволоки
Регулировать этот параметр следует после выбора напряжения электрического тока. Эта очередность связана с тем, что скорость подачи определяет скорость плавления, которая одновременно зависит от вольтажа. Когда присадочная нить начинает плавиться, скорость ее продвижения снижается. Если этот параметр окажется ниже или выше соответствующего ему вольтажа, качество соединения сильно снизится:
Если присадочная нить будет подаваться слишком быстро, то при контакте с металлом она начет деформироваться прежде, чем успеет расплавиться. Она также будет липнуть к обрабатываемой поверхности, обильно искря и брызгая. Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
При слишком медленной подаче проволока рискует сгореть, так и не успев расплавиться. При этом забивается наконечник горелки. Если же присадочная нить все-таки начала плавиться, это не гарантирует качественной работы. При контакте с металлом нить будет давать рваный шов с просадками и волнистостью.
Настраивать скорость подачи присадочного материала приходится чаще, чем другие характеристики оборудования. После каждой смены напряжения и замены на другую присадочную нить прежние настройки сбиваются, и их нужно регулировать заново. Современные модели часто облегчают этот аспект благодаря опции автоматической настройки.
Количественное выражение взаимосвязи настроек и результата отражено в таблице:
Регулировка полярности
Этот параметр сварочных полуавтоматов настроить проще всего. На корпусе обычно помещают таблицу, в которой указано, для какого металла или сплава более предпочтительна прямая, а для какого – обратная полярность. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
Выбор зависит от конструктивных типов присадочной проволоки. На сегодня их два:
Простая. Это омедненная цельная нить, при работе с которой всегда используют защитный газ. Она не имеет никаких дополнительных добавок, поэтому перед началом работы поверхность необходимо особенно тщательно очистить. Такую присадочную нить можно применять только в помещении, но она почти не дает искр и брызг, а шов получается тонким, ровным, аккуратным и чистым, без шлаков.
С флюсом. Это добавка в центре проволоки, при ее плавлении образующая защитный газ, поэтому внешняя среда из аргона или углекислоты не требуется, как и тщательная очистка поверхности – незначительные загрязнение не помешают. С таким припоем можно работать даже на улице в ветреную погоду, но брызг и искр будет очень много. По шву образуется много шлака, который нужно счищать.
Простая медная нить – это всегда обратная полярность и подключение к плюсовой клемме. Отрицательный заряд при этом подается на свариваемый материал. Присадочная нить с флюсом требует прямой полярности и соединения через минусовой разъем. При этом свариваемую деталь соединяют с клеммой с положительным зарядом. Разница зарядов и создает электрическое напряжение и электромагнитное поле.
Настройка вылета проволоки
Вылетом называют расстояние между концом наконечника и концом самой проволоки, то есть часть ее длины, на которую она выдвинута из наконечника. Если отрегулировать этот параметр правильно, получится избежать обильных брызг, коробления свариваемого материала, его прожига и недостаточного провара. Выпуском считается расстояние от сопла горелки до проволочного торца. При малых диаметрах выпуск и вылет равны друг друга, при увеличении толщины нити выпуск уменьшается на 1-10 мм.
На практике применяют три основных варианта вылета в зависимости от конструкции газового сопла и применяемой защитной среды:
В общем случае выпуск должен быть как можно меньше – порядка 0,6-1,0 см. Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
При использовании в качестве защитной среды чистого аргона вылет присадочной нити может превышать 1 см. Существуют модели с автоматической регулировкой этого параметра, при которой шаг выпуска составляет порядка 3 мм.
Если наконечник газового сопла углублен внутрь его корпуса, то слишком короткий вылет не обеспечит нормального плавления. Поэтому чем сильнее наконечник утоплен в корпусе горелки, тем больше должно быть значение выпуска.
Чем толще проволока, тем меньше должен быть вылет, иначе в зоне сварки ее окажется больше, чем сварочный полуавтомат способен обработать. И если короткий выпуск просто не позволяет сформировать наплав и сварной шов или не обеспечит нужной глубины провара и прочности шва, то слишком длинный создает избыток припоя, что приведет к прожиганию и короблению металла, обильным брызгам и искрению.
Взаимосвязь вылета, выпуска, диаметра и расхода газа отражены в таблице:
Самые частые сбои и их признаки
Если сварочный полуавтомат не был правильно настроен и отрегулирован, в процессе его работы могут возникать различные сбои и ошибки. Ниже перечислены наиболее распространенные из них, а также признаки, по которым их можно распознать:
Если проволока подается слишком быстро для выбранного напряжения, она не образует дугу, а просто приварится к одной из соединяемых деталей.
При нехватке или отсутствии защитного газа в зоне сварки обильно вылетают брызги, а шов становится пористым и приобретает зелено-коричневую окраску.
Если напряжение и/или скорость подачи присадочной нити недостаточны, сварка не проникнет глубоко в толщу соединяемых деталей, и шов будет непрочным.
При слишком высоком для данной толщины металла вольтаже закономерно произойдет прожигание свариваемых листов или деталей.
Если присадочную нить подавать слишком медленно, при касании металла она будет частично оплавляться, оставаясь на конце рабочего наконечника.
При удалении горелки от места сварки далее 0,6-1,2 см шов получится прерывистым, а в процессе работы будет обильное разбрызгивание припоя.
Если материал не очищен, а заземление плохо закреплено, сварка будет идти рывками, а шов получится рваным. Со стороны кажется, что причина в низком напряжении или малой скорости подачи проволоки, но это не так.
Кроме того, треск и щелчки во время сварки говорят о низкой скорости подачи припоя. Недостаток газовой среды увеличивает количество брызг и искр. Прерывистый шов и непроваренные (пропущенные) участки указывают на то, что поверхность металла не была очищена и должным образом подготовлена к сварке. Зазубрины и разная толщина шовного наплава – результат неравномерного ведения горелки по месту соединения.
Вообще, в процессе сварки недостаточно иметь в виду только усредненные инструкции и рекомендации. Обязательно нужно обращать внимание на мелочи и подмечать опытным путем, какой результат получается при тех или иных настройках и движениях горелки.
Рекомендательные значения основных параметров представлены в таблице:
Приобретение сварочных полуавтоматов
Перечисленные выше рекомендации по настройке в равной степени справедливы для сварочных полуавтоматов любой торговой марки, модели и модификации. То же касается и наиболее распространенных сбоев в работе оборудования и признаков, которые позволяют их выявить. Конечно, отрегулировать аппарат под свои нужды проще, если заводские настройки более соответствуют требуемым для работы параметрам.
В каталоге компании «Строительные ресурсы» представлен широкий выбор сварочных полуавтоматов для соединения всех основных рабочих сплавов: железных, алюминиевых, медных. Это удобные инверторные моноблоки отечественной марки «Сварог», которая не уступает по техническим характеристикам аналогичному оборудованию зарубежных брендов «Аврора» (китайское производство) или «Ресанта» (латвийская компания).
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov. info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Скорость потока газа (количество расходуемого газа)
Настройка потока защитного газа
Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Настройка скорости подачи проволоки
Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Возможные проблемы при сварке
Проволока приваривается к металлу, не образуя дуги. Причина: скорость подачи проволоки слишком высокая для установленного напряжения.
Когда при сварке вылетают брызги (маленькие шарики металла). Также появляются коричневый и зелёный цвета на шве и пористость. Причина: нет газа или поступает не достаточно защитного газа из горелки в зону сварки.
Шов не проникает достаточно глубоко. Такой шов будет не прочным. Нужно добавить напряжения и увеличить скорость подачи проволоки.
Прожиг металла. Так получается, если слишком большое напряжение для данной толщины металла.
Плохое проникновение, беспорядочный шов, сварка рывками. Может казаться, как будто не хватает напряжения или скорости подачи проволоки. Проверьте зажим заземления и чистоту металла, на который он зажат.
Горелка «плюётся» и не выдаёт непрерывный шов. Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
Проволока редко (время от времени) касается металла, но как только касание произошло, проволока плавится, а остаток остаётся на кончике наконечника. Причина: cлишком медленная скорость подачи проволоки.
Читайте также по теме:
Сварка в кузовном ремонте
Аргонно-дуговая сварка
Печатать статью
Как отрегулировать сварочную маску с автоматическим затемнением
Вы когда-нибудь задумывались, как отрегулировать сварочную маску с автоматическим затемнением? Мало что может быть важнее для сварщика, чем его сварочная маска. Эта маска — единственное, что стоит между вами, искрами и миром шрамов и боли.
Безопасная сварка означает сварку в качественной сварочной маске, которая защитит вас от всех опасностей, связанных с работой. Включая яркие вспышки. Сварочная вспышка — это серьезное состояние, которое может временно лишить сварщика зрения и вызвать сильный дискомфорт в глазах.
Хотя это обычно проходит через несколько дней, вы не хотите терять дни работы или испытывать эту боль в первую очередь.
Как отрегулировать маску сварщика с автоматическим затемнением? Современные сварочные маски с автоматическим затемнением оснащены элементами управления, которые позволяют переключаться между различными настройками затемнения без каких-либо действий. Переключатель происходит автоматически, но при этом вы можете настроить все по своему усмотрению.
Это означает, что нужно найти сварочную маску с хорошим забралом, что, в свою очередь, означает найти такую, которая имеет затемняющуюся тонировку для борьбы с более яркими вспышками. С одной стороны, эти шлемы обычно делают это автоматически.
С другой стороны, как отрегулировать сварочную маску с автоматическим затемнением, остается популярным вопросом среди начинающих сварщиков, и на нем стоит остановиться подробно.
Содержание
Пассивные сварочные маски
Прежде чем мы перейдем к правильной настройке сварочной маски с автоматическим затемнением, стоит отметить, как работают их предшественники.
В соответствии со своим названием сварочные маски пассивно меняют уровни тонирования, поскольку они обычно имеют только одну настройку, которая обычно была около степени затемнения 10.
Хотя это могло бы избавить вас от необходимости переключать оттенок на другой уровень, оно также полностью убрало эту возможность. Это может быть проблемой, если вам нужен оттенок, обеспечивающий большую защиту, или оттенок с меньшим оттенком, чтобы вы могли видеть свариваемый предмет в немного менее темном свете.
Кроме того, переключение между различными настройками затемнения означало бы остановку работы и ручную замену шторки, установленной на вашем шлеме.
Это может быть невероятно утомительно и отнимать много времени.
Как пользоваться сварочной маской с автоматическим затемнением >> Видео
Управление маской
Маска сварщика с автоматическим затемнением обычно изменяется в соответствии с тремя различными настройками:
Функция
1
Светость
2
Задержка
3
0067 Оттенок
Светочувствительность: Относится к чувствительности линз и количеству света, которое требуется им для срабатывания функций автоматического затемнения. Чем сильнее источник света, тем темнее будет линза.
Задержка: Указывает, сколько времени требуется, прежде чем датчики на фильтре с автоматическим затемнением сработают при попадании на них света. Большинство автозатемняющихся шлемов позволяют изменять скорость задержки, , чтобы вы могли выбирать, когда ваш визор затемняется.
Оттенок: Означает, насколько темными становятся линзы после активации датчиков. Затемнение линз измеряется по шкале от 1 до 14, где 1 соответствует самому светлому и наиболее близкому к естественному неокрашенному параметру, а 14 соответствует самому темному.
О чем следует помнить
Каждая из этих трех настроек имеет множество различных факторов, которые следует учитывать при настройке функций автоматического затемнения.
Например, при подгонке шлема всегда нужно убедиться, что вы делаете это в чистом и свободном от мусора месте . Последнее, что вам нужно, это чтобы мусор или грязь попадали под ваш визор, загромождали обзор и, возможно, даже попадали вам в глаза.
Кроме того, вам нужно будет выполнить некоторые базовые проверки обслуживания, например, убедиться, что в нем достаточно батарей.
Как только вы это сделаете, вы захотите проверить и отрегулировать светочувствительность с помощью ручек на шлеме . Чтобы сделать это наиболее эффективным способом, вам необходимо знать типичные значения напряжения и силы тока вашей сварочной установки.
Наконец, вы захотите протестировать все, чтобы убедиться, что все работает правильно. Вы не хотите, чтобы первый момент, когда вы поняли, что ваш шлем не затемняется должным образом, был яркой сварочной вспышкой во время работы .
Проверьте все и убедитесь, что сварочная маска темнеет в нужной степени и с той скоростью, которую вы предпочитаете.
Частично это означает оценку сварочной дуги. Если дуга находится на низком уровне мощности, чувствительность вашей сварочной маски должна быть низкой. И наоборот, более мощные дуги требуют более высоких уровней тонировки.
Если вы новичок в сварке, рекомендуется использовать самый темный из доступных вам оттенков, чтобы обеспечить наилучшую возможную защиту глаз. Как новичок, вы неизбежно совершаете ошибки, а яркие вспышки, возникающие в результате сварочных работ, могут быть более поразительными.
Таким образом, вы должны быть уверены, что у вас есть дополнительная защита, которая обеспечит вашу безопасность и удобство во время процесса обучения.
С другой стороны, с темнотой тоже не стоит перебарщивать. Ваш сварочный шлем по-прежнему должен быть достаточно легким, чтобы вы могли видеть свариваемый материал.
Таким образом, никогда не следует снижать настройки затемнения до значения, настолько темного, что ограничивает вашу видимость.
Возможности памяти
Многие современные сварочные маски имеют функции памяти, которые можно настроить на затемнение или осветление в определенных условиях.
Очевидно, что это более продвинутая каска, чем стандартная, но она может оказаться весьма полезной для тех, кто уже знает, в каких условиях им предстоит сварка, и какие уровни темноты им нравятся.
Чтение элементов управления
Наконец, вам всегда нужно иметь возможность читать элементы управления шлема. Ручки регулировки могут быть размещены на внешней или внутренней части шлема, хотя последний вариант более распространен в более современных конструкциях, поскольку такое расположение обеспечивает безопасность органов управления во время сварки.
Всегда полезно иметь что-то под рукой, например, фонарик или светодиодный экран, с помощью которого можно читать элементы управления. В новых шлемах используются светодиоды и цветные экраны.
Сварочные маски являются неотъемлемой частью арсенала любого сварщика. Зная, как отрегулировать сварочную маску с автоматическим затемнением, а также все тонкости ее работы, вы сможете защитить себя и подготовиться к следующей большой сварочной работе.
Изнашиваются ли сварочные маски с автоматическим затемнением?
Изнашиваются ли сварочные маски с автоматическим затемнением? Это зависит от типа вашего шлема. Существует несколько типов сварочных масок с автоматическим затемнением. Некоторые оснащены незаменимыми литиевыми батареями, срок службы которых составляет до 7 лет непрерывного использования, и они вполне доступны по цене.
Однако, как только батарея разрядится, объектив больше не будет работать, и функция автоматического затемнения не будет работать.
Некоторые модели оснащены сменными литиевыми батареями с солнечной батареей. Эти модели более выгодны по соотношению цена-качество, потому что батарею можно заменить, когда вы почувствуете, что объектив работает не так, как должен.
Существуют и другие факторы, влияющие на эффективность автоматического затемнения маски сварщика. Это может быть связано с тем, как он хранится, как долго он используется и как часто он используется.
Шлемы могут ржаветь при неправильном хранении. Если вы не будете соблюдать осторожность при использовании и хранении шлема, он может разбиться или погнуться.
Эти удивительные каски позволяют работать со свариваемым металлом и гарантируют отличные результаты без ущерба для зрения. К сожалению, вы не можете ожидать, что ваш шлем с автоматическим затемнением прослужит вечно, так как он изнашивается со временем и при многократном использовании.
Автоматически затемняющиеся сварочные маски защищают ваши глаза и кожу от летящих искр и горячих осколков, которые могут случайно попасть на ваше лицо.
Они также защищают ваше зрение от ультрафиолетовых и инфракрасных лучей, создаваемых дугой при сварке различных металлов. Ношение шлемов необходимо для вашей безопасности на рабочей площадке, поэтому вы можете сосредоточиться на свариваемом металле и закончить работу без каких-либо травм.
Как следует из названия, этот шлем автоматически затемняется, когда вы начинаете работать. Как только вы закончите, затемняющая линза вернется в светлое состояние.
При использовании традиционных касок перед сваркой убедитесь, что они закрывают лицо. После того, как вы закончите, вы можете использовать шарнир и поднять сварочную маску, чтобы вы могли взглянуть на свариваемую поверхность и встать для следующего сварного шва.
Маски с автоматическим затемнением лишены недостатков традиционных сварочных масок, поскольку позволяют полностью сосредоточиться на работе. Уменьшают дискомфорт, так как вам не нужно весь день переворачивать шлем вверх и вниз.
Кроме того, эти каски позволяют выполнять сварку в ограниченных местах, где нет места, чтобы переворачивать традиционную каску вверх и вниз.
Однако самозатемняющиеся сварочные маски не вечны. Эти шлемы более полезны, чем стандартные, потому что каждый из них оснащен линзой с электронным фильтром, которая устанавливается непосредственно на шлем, чтобы помочь защитить ваше зрение, когда вы фокусируетесь на дуге.
Объектив автоматически настраивается в зависимости от создаваемой дуги, гарантируя, что вы сможете закончить работу с превосходным качеством.
Заключение
Есть несколько советов, которые помогут продлить срок службы шлема с автоматическим затемнением.
Время от времени очищайте его, чтобы предотвратить накопление пыли и грязи.
Убедитесь, что вы храните его в безопасном месте, чтобы защитить объектив от поломки.
Держите объектив подальше от острых предметов, которые могут его повредить.
Храните шлем в сухом прохладном месте, чтобы защитить его от ржавчины и плесени.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо, что прочитали эту статью. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Рекомендуемая литература
Вредит ли сварка глазам? Как защитить глаза
Можно ли смотреть на солнце или затмение в сварочном шлеме? Это опасно?
Как долго длится вспышка сварщика? Симптомы и лечение
Как правильно настроить сварочную маску с автоматическим затемнением — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed Cyzewski
Сварочная маска является одним из наиболее важных элементов защитного снаряжения, которым пользуется сварщик. Сварочная маска с автоматическим затемнением оснащена линзой, которая мгновенно затемняется, чтобы защитить глаза сварщика от вредного ультрафиолетового излучения, создаваемого в процессе сварки. Многие сварочные маски с автоматическим затемнением имеют настройки, которые можно использовать для компенсации различных типов сварки и различных уровней света, создаваемого сварочной дугой. Вот некоторые 9Советы 0006 о том, как правильно настроить маску сварщика с автоматическим затемнением , чтобы обеспечить максимально возможный уровень защиты.
Первое, что вы должны сделать, это положить шлем на чистую прозрачную поверхность. Поднимите переднюю часть сварочной маски, накинув ее на оголовье, и убедитесь, что аккумулятор правильно установлен. Следующее, что вам нужно сделать, это настроить время задержки щита . Это относится к количеству времени, которое требуется щиту, чтобы перейти из затемненного состояния в более светлое состояние. На многих наиболее популярных сварочных масках с автоматическим затемнением задержку можно регулировать, перемещая переключатель, расположенный на внутренней стороне щитка. В зависимости от типа вашего шлема время задержки можно регулировать от 0,25 до 0,35 секунды при быстрой настройке и от 0,6 до 0,8 при более медленной настройке. Используемая задержка является скорее личным предпочтением, вы должны настроить величину задержки, которая вам удобна.
Вы можете отрегулировать настройку затемнения с помощью ручки регулировки. На многих масках с автоматическим затемнением эта ручка может располагаться с левой стороны сварочной маски. Это позволяет сварщику регулировать интенсивность затемнения в зависимости от типа выполняемой сварки. Сварщики должны всегда использовать самого темного оттенка, рекомендованного для конкретного типа выполняемой сварки. Как только вы почувствуете, что отрегулировали сварочную маску по своему вкусу, вы должны надеть ее и отрегулировать оголовье, чтобы обеспечить правильную посадку сварочной маски. Вы также должны опустить шлем и отрегулировать угол, пока не сможете видеть сквозь щит без каких-либо препятствий. Перед началом сварки следует проверить автоматически затемняющийся экран шлема, чтобы убедиться, что он установлен правильно. Если ваша сварочная маска установлена правильно, линза затемняется, даже если ваша голова не обращена к дуге. Если по какой-либо причине ваша линза не полностью затемняется, вам не следует использовать эту сварочную маску.
Узнайте больше о наших лучших сварочных масках из нашего видеообзора:
Ознакомьтесь с нашими самыми продаваемыми сварочными масками здесь.
Поданный в:
отрегулировать настройку затемнения,
автозатемняющийся шлем,
сварочный шлем с автоматическим затемнением,
настройки шлема,
тень темноты,
задержка щита,
Советы,
УФ-свет,
сварочный шлем,
безопасность сварки
Делиться:
Предыдущая статья
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
Универсальный консольно-фрезерный станок DMTG XW6136 — цена, отзывы, характеристики с фото, инструкция, видео
Универсальный консольно-фрезерный станок DMTG XW6136 состоит из основания, колонны, консоли, устройства поворота стола, рабочего стола, главной трансмиссии, ползуна, салазок, коробки подач, системы смазки и охлаждения, электрической системы, пульта управления.
Накладная вертикальная фрезерная головка и возможность поворота рабочего стола делают станок широкоуниверсальным. 24 скорости вращения шпинделя позволяют обрабатывать различные материалы подходящим инструментом. Система передач шпинделя монтируется в основании и приводится в действие при помощи фланцевого двигателя мощностью 4 кВт. Двигатель станка XW6136 подсоединяется к системе передач при помощи ведущего вала, который сообщает энергию шпинделю через посредство системы шестеренок и подвижных зубчатых колес. Главная передача: главный двигатель->ведущий вал->шестерни и подвижные зубчатые колеса->шпиндель. Ползун выдвигается на необходимое расстояние с помощью специальной рукоятки, если используется вертикальный шпиндель, то ползун можно полностью отвести из рабочей зоны.
Консоль, коробка подач
Коробка подач расположена на правой части консоли. Трансмиссия реализует возможность ускоренного подъема/опускания консоли и подачу от коробки скоростей по 3 осям. Прямоугольные направляющие Y, Z и ласточкин хвост по оси Х. Оси, не принимающие участия в перемещении — могут быть зафиксированы, что позволит улучшить качество мехобработки поверхности. Реализована возможность выборки люфта в направляющих клиньями, а в гайке оси Х — специальным регулировочным винтом. Станция смазки рычажного типа расположена слева на рабочем столе.
Электрическая часть
Выносной пульт оператора позволяет управлять направлением вращения шпинделя, осуществлением подачи по осям. Нажатие аварийного грибка останавливает вращение и подачу. Включение подачи СОЖ. УЦИ(опция) фиксируется на пульте оператора и отображает реальное положение оси. Система освещения включает в себя фонарь с мощной лампой. УЦИ и оптические линейки повышают удобство работы на станке и реализуют функцию отображения реального положения оси, что удобнее чем работа по лимбу.
Станок имеет горизонтальный фрезерный шпиндель с конусом ISO-50.
На универсальном станке используется съемная, поворотная в плоскости перпендикулярной оси горизонтального шпинделя вертикальная фрезерная головка со шпинделем ISO-50, приводимая в движение от горизонтального шпинделя.
Станок имеет частотное регулирование скорости асинхронных электродвигателей главного привода и привода подач.
Возможно подключение гидрофицированного устройства зажима изделия.
Перемещения по осям X, У, Z имеют механизированный и ручной привод и осуществляются по закаленным чугунным направляющим скольжения.
Возможна установка цифровой индикации по координатам X, У, Z; FAGOR, СКБ ИС.
Станок оснащен командоконтроллером Siemens, который управляет электроавтоматикой станка и обеспечивает работу в полуавтоматическом цикле.
Используется механизм отскока-подскока по координате Z и механизмы дискретных подач по координатам X, У, Z.
Реализован высоконадежный гидрофицированный механизм зажима инструмента.
Станок комплектуется электрооборудованием компании Siemens.
Станок выпускается в двух промышленных исполнениях:
исполнение 30 без УЦИ;
исполнение 31 с УЦИ с импортной комплектацией электрооборудования.
Технические характеристики ОРША-Ф32У
Параметр
Орша-Ф32У
исп.30 без УЦИ
Орша-Ф32У
исп.31 с УЦИ
Класс точности по ГОСТ 8-82
П
П
Размеры рабочей поверхности стола, мм
(длина х ширина)
1400х320
1400х320
Наибольшее перемещение стола, мм
— продольное (координата X)
840(1040)**
840(1040)**
— поперечное (координата Y) при работе
горизонтальным / вертикальным шпинделем
320/265
320/265
Пределы рабочих подач стола, мм/мин
— продольных и поперечных (координаты X и Y)
25…1250
25…1250
— вертикальных (координата Z)
6,0…320
6,0…320
Пределы частот вращения шпинделей, мин-1
горизонтального/ вертикального
25…2000/25…2000
25…2000/25…2000
Мощность приводов фрезерных шпинделей, кВт
горизонтального/ вертикального
7,5
7,5
Габаритные размеры, мм
(длина х ширина х высота)
2427х1890х2060
2427х1890х2060
Масса, кг
3234
3234
** — по отдельному заказу.
Комплект поставки
Станок в сборе
+
Гидростанция смазки
+
Система охлаждения
+
Гидромеханическое устройство зажима инструмента
+
Защитные экраны зоны резания
+
Быстроизнашиваемые запасные части, инструмент и принадлежности
+
Устройство цифровой индикации по координатам X, Y, Z
*
Тиски станочные
*
Универсальная делительная головка
*
Комплект оправок расточных
*
Комплект оправок и потронов для зажима инструментов
*
Стол поворотный с ручным и механизированным приводом
*
+ — входит в комплект поставки.
* — за дополнительную плату.
Универсальный консольно-фрезерный станок ОРША-Ф32У находит применение в мелкосерийном и крупносерийном производствах.
Документы
i1sdyvjmbbx2gdw59oftfjo46eqgehoy
86,1 Кб
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Мы работаем с физическими и юридическими лицами по безналичному расчету.
Можем доставить ваш заказ собственными силами либо через операторов перевозок.
Универсальный консольно-фрезерный станок б/у на продажу.
все о ЧПУ станках, описание обработки и функции мастера
Автоматизация производственных процессов шагнула на новую ступень развития. Компьютеры в системе управления стали обычным явлением. Большинство современных людей уже знает, что такое CNC, а производством оборудования с таким управлением занимаются многие известные компании. Разобраться с предложениями поможет более глубокое знание данного вопроса.
Что такое CNC: все о станках с ЧПУ
Мастер ЧПУ что это за должность?
Что такое CNC: все о станках с ЧПУ
Computer numerical control или сокращенно CNC представляет собой современное направление в разработке техники различного назначения, базирующееся на использовании цифровых электронных устройств в системе управления. В России оно известно, как числовое программное управление (ЧПУ).
По сути, ЧПУ – это компьютеризированный комплекс, управляющий рабочими органами оборудования и контролирующий исполнение задания. Любые перемещения исполнительных органов задаются специальной управляющей программой (УП) для данного станка. Она составляется из необходимых команд, записанных на языке программирования ЧПУ (G- и М-коды). Компьютер сохраняет в своей памяти УП, и оператор всегда может ей воспользоваться для выполнения конкретной работы.
Современная система CNC существенно расширила возможности ранее используемой системы NC. Базой для нее служат микроконтроллеры, программируемые логические контроллеры, компьютеры на микропроцессорах.
Целесообразность использования
Система ЧПУ значительно повышает производительность труда и способствует сокращению работников, но для ее внедрения необходимы значительные затраты и специально подготовленные работники, что не всегда экономически оправдано. Использование ЧПУ целесообразно в следующих обстоятельствах:
Производство изделий высокой стоимости, когда применяются дорогостоящее и дефицитное сырье. В этом случае необходимо минимизировать ошибки, исключить брак, что и обеспечивает ЧПУ.
Выпуск однотипных изделий большими сериями. Отработанная программа позволяет снизить себестоимость и менять программное обеспечение (ПО) нет необходимости, а первоначальные затраты достаточно быстро окупаются.
Изготовление сложных деталей, требующее проведения многочисленных технологических операций.
Необходимость обеспечения выпуска многочисленных изделий, абсолютно идентичных по точности обработки. Программа обеспечивает такое производство с отклонением не более 3 мкм.
Изготовление изделий, в конструкцию которых часто вносятся небольшие изменения. При использовании ЧПУ они легко вносятся в УП с пульта оператора станка.
Важно! Автоматизация производства – это современный подход к его организации, но она требует экономического обоснования.
Функции
Система ЧПУ способна выполнять следующие функции:
Управление процессами обработки деталей из различных материалов (металлы, древесина, пластик и т. п.). Для этого данной системой обеспечивается станочный парк (станки с ЧПУ).
Управление асинхронными электродвигателями. Их плавная регулировка крайне затруднена, а ЧПУ позволяет применять «векторное управление».
Управление промышленными роботами.
Управление периферическими устройствами различного назначения. Характерные примеры: 3D-принтеры и сканеры.
Некоторое оборудование обеспечивается централизованными, автоматизированными рабочими местами, когда нужная программа устанавливается через промышленную сеть. В этом случае ЧПУ позволяет контролировать работу не одного станка, а всего участка, цеха (ABB Robot Studio, Microsoft Robotics Developer Studio).
Особенности
Станки с ЧПУ обладают рядом привлекательных особенностей:
Высокий уровень автоматизации. Оператор только контролирует процесс по монитору. Его участие в процессе сведено к минимуму.
Обеспечение повторяемости. Оборудование не зависит от настроения и физического состояния оператора. Оно выпускает одинаковые изделия с неизменным высоким качеством месяцами, а то и годами.
Один оператор способен обслуживать несколько станков.
Гибкость. При небольших изменениях параметров процесса вносится корректива в программу, а при существенном изменении – загружается новая программа. Такие процедуры не занимают много времени.
Точность обработки и повторяемость. Программа обеспечивает выпуск множества одинаковых деталей с высочайшей точностью.
С помощью станков с ЧПУ можно изготовить изделия сложной формы, которые подвластны только высокопрофессиональным рабочим, да и то с использованием специальных приспособлений.
Важно! Станки с ЧПУ отличаются универсальностью и способны заменить 4–5 простых машин. При этом не надо искать опытных рабочих по конкретной специальности, достаточно подготовить оператора оборудования с ЧПУ.
Классификация
Станки с ЧПУ подразделяются на несколько категорий. Это отражается в буквенно-цифровом обозначении марки. По назначению оборудования устанавливается технологическая категория. Она определяется по возможности проведения основных операций. Основные виды: токарные станки (номер группы – 1), фрезерные (номер 6), сверлильные и расточные станки (номер 2), многоцелевое оборудование (номер 9). Эта цифра стоит первой в маркировке.
По степени автоматизации устанавливаются такие типы:
Ф1 — координаты движения устанавливаются с помощью клавиатуры компьютера (один нажим – 1 кадр программы). Предусматривается устройство цифровой индикации.
Ф2 — используется порционная или прямоугольная система управления. Первая характерна для сверлильных и расточных станков, а вторая – для фрезерных и токарных станков.
Ф3 — устанавливается контурная или непрерывная система ЧПУ. Она позволяет обрабатывать заготовки практически любой сложности.
Ф4 — многооперационная, комбинированная система ЧПУ. В ней совмещены лучшие качества контурной и позиционной системы.
Ц — цикловое ЧПУ. Это наиболее простая автоматизированная система для серийного выпуска достаточно простых, однотипных изделий.
Производится классификация станков и по способу смены рабочего инструмента. В маркировке могут выделяться такие варианты:
Р – для смены и крепления инструмента применяются револьверные головки.
М – установлен специальный инструментальный магазин, откуда автоматически поступает нужный инструмент.
Указанная маркировка свидетельствует о наличии устройства автоматической смены инструмента (АСИ). Помимо указанных модификаций, станки различаются по типу регулирования привода: шаговый, ступенчатый, плавно регулируемый.
Основные параметры
При выборе оборудования с ЧПУ основное внимание следует уделить таким параметрам:
Класс точности. Допустимую погрешность можно определить по маркировке: П – повышенная точность, В – высокая точность.
Рабочие параметры. Они устанавливаются для каждой технологической категории отдельно. Так для сверлильного оборудования важен максимальный диаметр отверстия, для фрезерных станков – размер рабочей зоны, для расточных станков – диаметр шпинделя, для токарных станков – размеры заготовки и т. д. К общим для всех типов оборудования можно отнести: мощность электродвигателя, скорость обработки (производительность), напряжение питания (220 или 380 В), габариты и масса станка.
Количество одновременно контролируемых координат и точность их задания. В современных станках обеспечивается управление по 5 координатам.
В зависимости от назначения оборудования могут задаваться и другие важные параметры, которые необходимо учитывать при организации производства.
Принцип программирования
Работа станка с ЧПУ зависит от УП. Она может базироваться на следующих принципах программирования:
Ручной способ. Программист формирует программную часть станка путем введения цифровых сведений о координатах движения рабочего инструмента, полученных при ручном перемещении. Требуется множество точек, что затягивает процесс программирования. Данный способ применяется при наличии всего 1–2 станков с ЧПУ, используемых для изготовления простых, однотипных изделий.
Shop-floor – программирование с пульта оперативной системы ЧПУ. В этом случае УП составляется с помощью сенсорного экрана и джойстика на станочной стойке. В последних моделях станков применяется диалоговый режим.
Программирование с использованием систем САПР и САМ. Система САПР (AutoCAD, Solid, Catia, Компас) позволяет построить электронный чертеж изделия, а система САМ (SheetCam, Kcam. MeshCam, CorelDraw) на его основе описывает траекторию движения инструмента. Предварительно графический файл переводится в формат DXF, Exeilon, HPGL или Gerber. Процесс программирования отражается на экране. Выдается Cl-файл. Для преобразования его в понятный для станка вид используется специальная программа (постпроцессор или паспорт). Она обеспечивает подачу команд в форме G- и М-кодов.
Программа на станок может загружаться в готовом виде с внешних носителей (дискеты, флеш-носители, магнитные ленты, перфоленты). Она помещается в оперативную память, карту памяти, жесткий диск или твердотельный накопитель.
Конструктивные особенности
Функционирование системы ЧПУ обеспечивают следующие основные узлы:
Пульт оператора, консоль ввода-вывода. Этот элемент конструкции предназначен для ввода УП, задания параметров процесса, а также ручного управления операцией.
Операторская панель, дисплей. Позволяет визуально контролировать процесс и производить корректировку УП.
Контроллер. Это устройство компьютерного типа для введения в действие УП, формирования траектории движения рабочего органа, выдачи необходимых команд, осуществление общего управления, проведения диагностики и дополнительных расчетов.
ПЗУ. Это память, позволяющая хранить программу длительное время. Информация из ПЗУ только считывается.
ОЗУ. Данная оперативная память предназначена для программ, используемых в данный момент, а также для кратковременного хранения информации.
В качестве контроллеров могут служить промышленные готовые модели, встраиваемые устройства на основе микропроцессоров, программируемый контроллер логического типа, промышленный компьютер. Роль исполнительных механизмов исполняют сервоприводы и шаговые двигатели.
Виды станков с ЧПУ
К наиболее распространенному оборудованию с ЧПУ можно отнести фрезерные и токарные станки, а также многоцелевые агрегаты. Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Фрезерные станки
Фрезерные станки с ЧПУ могут использоваться только для фрезерования или с расширенным функционалом (сверление, раскрой листов, обработка под разным углом, формирование пазов и т. п.). Основные разновидности:
Вертикальные фрезерные станки. В них шпиндель установлен вертикально. Может иметь нижний или верхний привод. Обработка обеспечивается с одной стороны.
Горизонтальные фрезерные станки. Шпиндель установлен параллельно основанию. На станке можно производить всестороннюю обработку.
Оба типа станков могут иметь 1 или 2 шпинделя. Управление обеспечивается по 3–5 координатам. По способу управления различаются такие варианты: с позиционным, контурным, комбинированным управлением. Основные параметры станков: размеры рабочего стола, глубина фрезерования, мощность, скорость вращения шпинделя, тип передачи.
Среди конструктивных особенностей следует выделить наличие мощной станины, корпуса с ребрами жесткости, шпинделя с повышенной жесткостью для устранения вибраций, высокоточные направляющие рельсы. Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Токарные
На токарном станке с ЧПУ используются резцы со сменными пластинами. Инструмент крепится в резцедержателе, расположенном в узле суппорта. Для проведения разнообразных процессов часто применяются резцедержатели кассетного типа с возможностью закрепления до 12 разных резцов.
Наиболее популярные разновидности:
Центровые станки. Обработка осуществляется методом точения по контуру заготовки. Изготавливаются детали цилиндрической и конической формы, а также фасонные изделия.
Патронные станки. На них можно производить обработку и снаружи, и изнутри заготовки. Основные операции: нарезание резьбы, зенкование, сверление, обтачивание для установки фланцев, дисков, втулок и шестерней.
Комбинированные (патронно-центровые) станки. Совмещает возможности обоих типов.
Карусельные станки. Они необходимы для обработки деталей больших размеров и заготовок неправильной формы.
Конструктивными особенностями токарных станков с ЧПУ являются: вертикальная или наклонная компоновка, повышенная жесткость элементов, система АСИ.
Многоцелевые
Комплексная обработка деталей осуществляется на многоцелевых станках (обрабатывающих центрах) с ЧПУ. Для них применяются специальные смешанные УП. Станки обеспечивают такие операции: фрезерование, зенкерование, растачивание, раскрой, нарезание резьбы и фасок. Они могут относиться к сверлильно-расточной или токарно-шлифовальной группе.
Многоцелевые станки различаются по типам:
Горизонтальные станки. Они осуществляют одностороннюю обработку заготовок больших размеров.
Вертикальные станки. Способны обеспечить обработку с 3–5 сторон с помощью поворотного шпинделя.
Среди конструктивных особенностей выделяются: наличие инструментальных магазинов для АСИ, поворотные столы для перемещения заготовки, приспособления для смены заготовок. Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Мастер ЧПУ что это за должность?
Мастер или оператор станков с ЧПУ – это человек, работающий на данном оборудовании и обеспечивающий его обслуживание. Помимо него, необходим наладчик ЧПУ, который вводит и корректирует УП. Эти специальности могут совмещаться – мастер-наладчик.
Операторы имеют такие должностные обязанности: обслуживание станка, контроль процесса, проверка и испытание готовых изделий, устранение небольших неполадок, подналадка узлов, подготовка рабочего инструмента. Действует он на основании должностной инструкции, которая утверждается самим предприятием. Мастер может обслуживать одновременно несколько станков. Наладчик ЧПУ осуществляет следующие работы: разработку УП, ввод ее в станок и отработка, наладка оборудования на конкретные процессы.
Обучение операторов и наладчиков обеспечивается в колледжах (техникумах) или на специальных курсах по специальности «Технология машиностроения». Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Станки с ЧПУ (CNC) все активнее внедряются в производство. Они способны обеспечить высокую точность обработки деталей на больших скоростях. В то же время следует учитывать экономическую целесообразность их использования. На российском рынке предлагается множество высококачественных моделей и надо выбирать оптимальный вариант для конкретных условий.
30 августа 2020
19269
Получите консультацию специалиста
Принцип работы ЧПУ станков — DARXTON
Прежде чем понять принцип работы ЧПУ систем, для начала стоит почитать техническое описание автоматизированных систем. Подробно о принципе ЧПУ внутри статьи.
Основы числового программного управления
Для более четкого понимания всех возможных проблем, связанных с успешным применением данных, для выполнения механической обработки или резания с применением станков с ЧПУ, вам необходимо иметь представление о процессе и принципах числового программного управления. Надеемся, что этот небольшой справочный материал поможет вам понять принцип работы станков с ЧПУ.
Для начала — несколько определений
ЧПУ — Числовое Программное Управление. Принцип ЧПУ заключается в получении оцифрованных данных, после чего компьютер или САМ-программа обеспечивает управление, автоматизацию и мониторинг движений элементов машины. В роли машины может выступать токарный или фрезерный станок, роутер, сварочный автомат, шлифовальный станок, установка лазерной или водоструйной резки, листоштамповочный автомат, робот либо оборудование других типов. На крупногабаритных промышленных станках в качестве встроенного устройства управления обычно выступает компьютер. Но на большинстве станков любительского уровня или некоторых модернизированных моделях устройством управления может являться отдельный персональный компьютер. Контроллер ЧПУ функционирует совместно с электродвигателями и Настольный ЧПУ станок бывает нескольких разновидностей, предназначенных для любителей/макетчиков/моделистов. Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
CAM — автоматизированная механическая обработка или автоматизированное производство. Данный термин относится к применению различных пакетов ПО для управления траекторией движения режущего инструмента и генерации управляющей программы для работы станков с ЧПУ, основанных на использовании данных, получаемых путем компьютерного 3D-моделирования (CAD-файлы). В случаях когда два описанных понятия используются вместе, обычно применяется сокращение CAD/CAM.
Примечание: CAM-программа фактически не управляет станком с ЧПУ, а только создает программный код, которому следует станок.
Также это не автоматическая операция, которая импортирует 3D-модель и генерирует корректную управляющую программу. CAM-программирование, как и 3D-моделирование, требует наличия определенных знаний и опыта использования ПО такого типа, разработки технологий механической обработки, а также знаний о том, какие виды инструментов и технологических операций необходимо применять в той или иной ситуации для достижения наилучших результатов. Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
Управляющая программа — особый относительно простой машинный язык, который может понимать и исполнять станок с ЧПУ. Чтобы понимать принцип работы ЧПУ, очень важно понимать как подобная система управляется. Такие машинные языки изначально разрабатывались для непосредственного программирования обработки деталей путем ввода команд с клавиатуры станка без использования CAM-программ. Они указывают станку, какие движения он должен совершать, одно за другим, также осуществляют контроль выполнения станком других его функций, таких как скорость подачи, частота вращения шпинделя, подача СОЖ. Наиболее распространенным языком подобного рода является G-код или ISO-код — простой буквенно-цифровой язык программирования, разработанный в начале 1970-х годов для первых станков с ЧПУ.Подробнее о G-кодах в статье «Описание G»
Постпроцессор. В то время как g-код рассматривается в качестве стандартного машинного языка для станков с ЧПУ, любой производитель может изменять отдельные его части, такие как использование дополнительных функций, создавая ситуации, при которых g-код, разработанный для одного станка, может не работать для другого. Существует также множество производителей станков, разработавших собственные языки программирования. В связи с этим, для перевода данных траекторий движения инструмента, рассчитанных внутри CAM-программы, в особый код управляющей программы с тем, чтобы станок с ЧПУ мог понимать эти данные, существует связующее программное обеспечение, называемое постпроцессором. Постпроцессор, единожды сконфигурированный должным образом, генерирует соответствующий код для выбранного станка, который, по крайней мере теоретически, позволяет управлять любым станком с помощью любой CAM-программы. Принцип работы ЧПУ станков позволяет поставлять постпроцессоры вместе с CAM-программой бесплатно либо за отдельную плату.
Общие сведения о станках с ЧПУ
Станки с ЧПУ могут иметь несколько осей перемещения, а сами движения могут быть линейными либо поворотными. Многие станки совмещают в себе оба вида движения. Станки, предназначенные для резки, такие как установки лазерной или водоструйной резки, как правило, имеют всего две линейные оси — X и Y. Фрезерные станки обычно имеют как минимум три оси — X, Y и Z, а также могут иметь дополнительные поворотные оси. Фрезерный станок, имеющий пять осей перемещения — это станок с тремя линейными и двумя поворотными осями, позволяющий фрезе совершать технологические операции под углом 180º (в полусфере), а иногда и под большими углами. Также существуют установки лазерной резки, имеющие пять осей перемещения. Робот-манипулятор может иметь более пяти осей.
Некоторые ограничения для станков с ЧПУ
В зависимости от возраста и сложности конструкции, станки с ЧПУ могут иметь определенные ограничения в части функциональных возможностей систем управления и приводных систем. Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
Скорость, с которой контроллер станка способен получать и обрабатывать входящие данные, передавать команды на драйверы, а также отслеживать скорость и положение рабочих органов, является критически важным показателем. Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.
Сначала интерпретируйте данные 3D-моделей и сплайнов
Наиболее часто возникающая проблема заключается в организации файлов и кода CAM-программы таким образом, чтобы станок, выполняющий обработку заготовок, работал с заложенными в него данными плавно и эффективно. Так как многие контроллеры ЧПУ понимают только формы дуги и прямой линии, любую другую геометрическую форму, которую невозможно описать в данном языке программирования, необходимо конвертировать в более применимую. Обычно конвертации подвергаются сплайны, то есть общие неоднородные рациональные B-сплайны, которые не являются дугами или линиями, а представляют собой трехмерные поверхности. Некоторые станки настольного типа также не способны воспринимать дуги окружности, поэтому все подобные фигуры необходимо конвертировать в полилинии.
Сплайны могут быть разбиты на ряд линейных сегментов, касательных дуг или их сочетание. Вы можете представить себе первый вариант в виде серии хорд на вашем сплайне, касающихся его концами и имеющих определенное отклонение в середине. Другим способом конвертации является преобразование вашего сплайна в полилинию. Чем меньше сегментов вы используете в процессе преобразования сплайна, тем грубее будет аппроксимация, а результат преобразования будет состоять из отрезков большего размера. Использование более мелкого масштаба сглаживает аппроксимацию, но при этом значительно увеличивается и количество сегментов. Представьте себе, что серия дуг могла бы сгладить ваш сплайн в пределах допустимых значений с использованием небольшого количества длинных отрезков. Данный факт является главной причиной того, что преобразование сплайнов в дуги предпочтительнее, нежели преобразование в полилинии, особенно в если вы работаете на станках старых моделей. С более современными моделями станков в этом плане возникает меньше проблем.
Представьте себе поверхности с тем же уровнем аппроксимации сплайнов, только многократно увеличенные и с разрывом между ними (обычно называемым перемещением инструмента между проходами). Обычно поверхности создаются с применением только линейных сегментов, но бывают ситуации, при которых могут также использоваться дуги или сочетания прямых линий и дуг.
Размер и количество сегментов определяются требуемым уровнем точности обработки, а также применяемым методом, и напрямую влияют на качество обработки. Слишком большое количество коротких сегментов может привести к сбою в работе станков старых моделей, а слишком малое — к появлению на заготовке слишком больших граней. CAM-программы обычно применяются в тех случаях, когда необходим подобный уровень аппроксимации. У опытных операторов станков, понимающих требования к детали и знающих, какие операции способен выполнить станок, обычно не возникает с этим проблем. Но некоторые CAM-программы не способны выполнить обработку тех или иных сплайнов или определенных типов поверхностей, поэтому вам может понадобиться предварительное конвертирование данных в CAD-программе (Rhino) перед использованием CAM-программы. Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
Общепринятые термины, используемые при описании станков с ЧПУ
Поняв принцип ЧПУ, следует убедиться, что вы имеете представление об основных терминах, часто использующихся в станкооборудовании. Следует понимать, что ваш проект может быть:
2-осевым, в случае если резание производится в одной плоскости. В данном случае инструмент не имеет возможности двигаться по плоскости оси Z (вертикальной). В целом координатные оси X и Y могут быть одновременно интерполированы между собой для формирования линий и дуг окружностей.
2,5-осевым, если резание производится в плоскостях, параллельных главной плоскости, но необязательно на той же высоте и глубине. При этом для изменения уровня инструмент может двигаться по плоскости оси Z (вертикальной), но не одновременно с перемещением по осям X и Y. Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании).
Разновидностью вышеуказанного способа интерполяции является способ, при котором станок может интерполировать движение в двух любых плоскостях одновременно, но не в трех. Данный способ интерполяции позволяет проводить обработку ограниченного количества разновидностей трехмерных объектов, напрмиер, путем фрезерования в плоскостях XZ или YZ, но является более ограниченным по сравнению с трехосевой интерполяцией.
3-осевым, если для необходимой технологической операции требуется одновременное управляемое перемещение режущего инструмента в трех координатных осях — X,Y,Z, что необходимо для обработки большинства поверхностей произвольной формы.
4-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по одной поворотной оси. Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
DARXTON
Что такое станок с ЧПУ? Обзор станков с ЧПУ • Prototech Asia
Знаете ли вы, что к 2025 году мировой рынок станков с ЧПУ превысит 100,9 миллиардов?
Многие отрасли промышленности включили обработку с ЧПУ в свой производственный процесс. Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
Но что такое станок с ЧПУ ? В этой статье объясняется все, что вам нужно знать о станках с ЧПУ.
Что такое станок с ЧПУ?
ЧПУ расшифровывается как «ЧПУ». Эти машины представляют собой производственный процесс, используемый для управления широким спектром сложных задач.
Обработка с ЧПУ используется во многих отраслях промышленности. Это наиболее распространено в производстве металлов и пластмасс.
По сути, обработка с ЧПУ — это производственный процесс. Компьютерное программное обеспечение предварительно запрограммировано, чтобы сообщить машине, как перемещать заводские инструменты и оборудование.
Станок с ЧПУ позволяет выполнять задачи трехмерной резки с помощью одного набора подсказок. Это означает, что требуется очень мало действий со стороны людей-операторов.
После того, как программа заложена в станок, станок с ЧПУ будет работать самостоятельно. Скорость и положение машин и задействованных инструментов управляются программным обеспечением. Станки с ЧПУ работают как роботы.
Станки с ЧПУ и станки с ЧПУ
NCM означает «машина с числовым программным управлением». При этом типе программирования программы вводятся через компьютерные перфокарты. При обработке с ЧПУ программы будут вводиться в компьютеры через небольшие клавиатуры.
Машина NCM может выполнять только текущие задачи, поставленные с помощью перфокарт. Станки с ЧПУ хранят свои программы внутри компьютера. Вместо того, чтобы просто вводить карту, программирование станков с ЧПУ выполняется с помощью программ.
С сохраненной компьютерной памятью и людьми-программистами вычислительная мощность больше. Программирование ЧПУ гораздо более обширно. Вы можете добавить более новые программы к уже существующим, изменив код.
Станки с открытым циклом против станков с замкнутым циклом
Большинство станков с ЧПУ имеют замкнутый цикл. Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей.
Некоторые из них имеют разомкнутую петлю. Это означает, что элементы управления проходят по одной линии от элемента управления к двигателю. В машинах с открытым контуром односторонняя диктовка допускает возникновение неровностей.
Как работает программирование ЧПУ?
Обработка с ЧПУ в значительной степени зависит от программирования. Программист-человек должен вводить правильные коды и обеспечивать их правильную работу. Без кодов нет станков с ЧПУ.
Язык станков с ЧПУ также известен как G-Code. Большинство производственных машин имеют код, определяющий одну или две функции. G-код значительно сложнее этого.
G-Code будет управлять множеством различных режимов работы станков с ЧПУ. К ним относятся скорость, скорость подачи и координация.
После того, как G-код написан и введен в машину, потребность в людях-операторах практически отпадает. Код делает за них большую часть (если не всю) работы.
Этапы программирования станков с ЧПУ
Основной процесс программирования станков с ЧПУ прост. Изучение и понимание кода для разработки программ — самая сложная часть. Шаги по программированию станков с ЧПУ кратко описаны ниже.
Этап 1: Создается двух- или трехмерный компьютерный чертеж. Этот рисунок будет желаемого конечного продукта.
Шаг 2: Компьютерный рисунок преобразуется в компьютерный код. Процесс перевода выполняется таким образом, чтобы система ЧПУ могла считывать и выполнять нужные функции.
Шаг 3: Оператор станка запустит пробный запуск нового кода. Это гарантирует отсутствие ошибок в кодировании.
Шаг 4: Если программирование машины работает без ошибок, процесс выполнен. Если в G-коде есть какие-либо ошибки, оператор будет работать над их исправлением. Как только они будут исправлены, они повторно протестируют машину.
После того, как система ЧПУ активирована, нужные резы будут запрограммированы в программе. Он подскажет соответствующим инструментам и механизмам, что делать.
Как упоминалось выше, этот процесс делает станки с ЧПУ похожими на роботов. Машины будут выполнены в трехмерном виде, как указано.
Понимание ошибок при обработке с ЧПУ
Хотя обработка с ЧПУ удивительна, она не идеальна. Одной из самых больших проблем является компьютерное предположение о совершенстве.
Генератор кода, расположенный внутри числовой системы, часто предполагает, что механизмы безупречны. Он не регистрирует должным образом возможность ошибок.
Хотя вероятность ошибок существует всегда, в определенных ситуациях они становятся более вероятными. Ошибка в основном увеличивается, когда станок запрограммирован на резку более чем в одном направлении одновременно.
Применение станков с ЧПУ
Они разработали станки с ЧПУ на основе технологии, используемой для станков с числовым программным управлением. Самое раннее использование технологии числового программного управления восходит к 1940с.
В 1940-х годах двигатели использовались для управления движением инструментов. Эта технология породила механизмы, которыми можно было управлять с помощью аналоговых компьютеров.
Современный век породил цифровые компьютерные технологии. Это было применено к ранее существовавшим технологиям NCM для создания обработки с ЧПУ.
Расширенные возможности станков с ЧПУ упростили работу многих отраслей промышленности. Из-за больших возможностей обработка с ЧПУ теперь используется во всей обрабатывающей промышленности.
Станки с ЧПУ предназначены для работы с широким спектром материалов. Сюда входят металл, стекло, пластик, дерево, пенопласт и композиты. Мы применили их для производства всего, от одежды до аэрокосмических деталей.
Типы станков с ЧПУ
Существует несколько уникальных типов станков с ЧПУ. Основные функции одинаковы во всех этих машинах. Это то, что делает их системами числового программного управления.
Каждая машина работает по-разному. То, как работает станок с ЧПУ, будет зависеть от того, что от него ожидается. Ниже приведены примеры некоторых наиболее распространенных станков с ЧПУ.
Фрезерные станки с ЧПУ
Их можно запустить с помощью программ, созданных подсказками, которые используют как цифры, так и буквы. Программирование направляет различные части машины на разные расстояния.
Самые простые мельницы работают по трехосевой системе. Новые модели более сложные. Они могут работать с шестиосевой системой.
Токарные станки
Рейка режет детали по кругу. Этот процесс выполняется с помощью индексированных инструментов. Они выполняют все вырезы с невероятной точностью и высокой скоростью.
Токарные станки с ЧПУ используются для изготовления конструкций, слишком сложных для станков с ручным управлением. Хотя токарные станки создают сложные конструкции, сами по себе токарные станки обычно не являются сложными машинами. Наиболее распространена двухосная система.
Плазменные резаки
Чаще всего мы используем станки плазменной резки с ЧПУ для металлических материалов. При выполнении прецизионных разрезов в металле требуется высокая скорость и высокая температура. Чтобы достичь этого, газ сжатого воздуха сочетается с электрическими арками.
Проволочные электроэрозионные машины
Также известны как проволочные электроэрозионные станки. Эти машины используют электрические искры для придания изделию определенной формы.
Искровая эрозия используется для удаления частей материалов с естественной электронной проводимостью.
Электроэрозионные станки с грузилами
Также известны как электроэрозионные электроэрозионные станки с грузилами. Они работают как проволочные электроэрозионные станки. Разница заключается в том, как проводится электричество для удаления кусков.
В электроэрозионном грузиле рабочие материалы пропитываются диэлектрической жидкостью для проведения электричества. Таким образом, кусочки формируются в определенные формы.
Гидроабразивная резка
Эти машины используются для резки твердых материалов водой под высоким давлением. Мы часто используем станки с ЧПУ для гидроабразивной резки гранита и металла.
Иногда мы подмешиваем в воду песок или другой абразивный материал. Это позволяет увеличить мощность резки и формовки без дополнительного нагрева.
Сверлильные станки с ЧПУ
В них используются многогранные сверла для создания круглых отверстий в заготовке. Обычно мы подаем сверла перпендикулярно поверхности заготовки для создания вертикальных отверстий. Мы также можем запрограммировать процесс для создания угловых отверстий.
Часто задаваемые вопросы о станках с ЧПУ
Поначалу понимание станков с ЧПУ может показаться невозможным. Это сложный процесс. Продолжение исследований поможет каждому получить лучшее понимание.
Разбираясь в тонкостях станков с ЧПУ, у многих возникают одни и те же вопросы. Ниже мы собрали некоторые из наиболее часто задаваемых вопросов о станках с ЧПУ.
Есть ли альтернатива G-коду?
Да. Многие станки с ЧПУ можно запрограммировать с помощью специально разработанного программного обеспечения. Эта программа разрабатывается или редактируется отдельными компаниями, чтобы лучше соответствовать их процессам.
Сложно настроить станок с ЧПУ?
Это зависит от конкретной машины. Обученный оператор станка с ЧПУ должен иметь трудности с начальной настройкой станка от низкой до средней. Чем сложнее машина, тем сложнее ее настроить.
Что делать, если у компании нет собственного обрабатывающего оборудования с ЧПУ? Нужно ли это покупать, чтобы использовать обработку с ЧПУ?
Если у компании нет собственного обрабатывающего оборудования с ЧПУ, она может передать эту задачу специализированной компании. Большинство компаний предпочитают покупать и обслуживать собственное оборудование, но это не обязательно.
Станки с ЧПУ и 3D-принтеры — одно и то же?
Нет. Процессы могут показаться похожими, поскольку в обоих случаях для создания трехмерных продуктов используется компьютерный дизайн. Однако это очень разные процессы.
ЧПУ или 3D-печать лучше?
Это не просто да или нет. Это зависит от того, что создается. Это также зависит от того, насколько комфортно владельцы бизнеса и операторы машин относятся к обоим процессам.
Можете ли вы использовать свой собственный компьютер для программирования станков с ЧПУ и управления ими? Или нужно покупать специальный компьютер?
Технически вы могли бы использовать свой собственный компьютер, если бы у него были нужные возможности. Большинство машин продаются с коррелирующими компьютерами. Настоятельно рекомендуется использовать их вместо этого, но выбор остается за человеком.
Должен ли я быть программистом, чтобы программировать станки с ЧПУ?
Настоятельно рекомендуется ознакомиться с основами кодирования, прежде чем пытаться программировать станки с ЧПУ. Технически вам не нужно быть кодером. Однако, если вы можете работать с компьютерным кодировщиком, процесс будет значительно более эффективным и простым.
Создан ли G-код программами автоматизированного проектирования? Или это требует ручной работы после создания дизайна?
Это зависит от. Весьма вероятно, что G-код, созданный вашей программой автоматизированного проектирования, потребует некоторой тонкой настройки, прежде чем он станет полностью точным. Вот почему вам необходимо выполнить пробные запуски перед эксплуатацией вашей системы.
Что делать, если у меня есть станки с ЧПУ от разных компаний или для разных целей? Мне действительно нужно читать каждое руководство по эксплуатации или процесс одинаков для всех?
Вы всегда хотите прочитать инструкцию от начала до конца. Это для каждой машины, даже если это машина того же типа от другой компании. Каждый из них может отличаться в мелочах, которые имеют большое значение в общем процессе.
Можно ли использовать станки с ЧПУ без перерывов в течение длительного времени?
Это зависит от конкретной машины. Большинство станков с ЧПУ запрограммированы на работу в течение некоторого времени. Затем они отключаются, пока выполняется ручная операция, такая как перемещение частей.
Нужно ли мне вручную чистить станок с ЧПУ?
Да. Станки с ЧПУ не имеют технологий автоматической очистки. Их необходимо очистить в соответствии с инструкциями производителя.
Если я куплю станок с ЧПУ и у меня возникнут проблемы, кому мне позвонить?
Первое место, куда вы должны позвонить, если у вас возникли проблемы, это производитель вашего станка с ЧПУ. Номер должен быть либо в руководстве по эксплуатации, либо где-то на вашей машине. Если вы не можете найти номер телефона, вы можете найти его в Интернете.
Подробнее
Чтобы узнать больше о станках с ЧПУ, ознакомьтесь с этим ресурсом качества. Это также может ответить на ваш вопрос: «Что такое станок с ЧПУ?» Если после этого у вас остались вопросы, не стесняйтесь обращаться к нам с любыми вопросами, которые могут у вас остаться.
Что такое обработка с ЧПУ? Принципы работы и доступные методы
Короче говоря, CNC-обработка — это метод изготовления металла, при котором письменный код управляет оборудованием в производственном процессе . Код определяет все: от движения режущей головки и детали до скорости вращения шпинделя, оборотов в минуту и т. д.
Услуги по механической обработке с ЧПУ используют субтрактивный метод изготовления. Это означает, что материал удаляется во время производственного процесса, что делает его противоположным аддитивному производству, например. 3D печать.
Исходная информация
CNC расшифровывается как ЧПУ . Эволюция к текущему состоянию началась с ЧПУ, или только ЧПУ .
Первые станки с ЧПУ были построены в 40-х и 50-х годах. Эти машины основаны на существующих орудиях, но с некоторыми модификациями.
Двигатели перемещаются на основе информации, поступающей к ним через перфоленту. Код был вручную вбит в карты данных.
В 50-х годах были сделаны первые шаги к обработке на станках с ЧПУ. Сначала компьютеры Массачусетского технологического института были готовы производить перфоленту в соответствии с входными данными. В одном случае это сократило время, затрачиваемое на изготовление карты, с 8 часов до 15 минут для фрезерования.
youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/>
История станков с числовым программным управлением – ЧПУ и ЧПУ
Такая экономия времени привела к увеличению объема НИОКР в полевых условиях. Вскоре стали доступны первые языки программирования для станков с ЧПУ. Со временем, в основном из-за снижения цен на компьютеры, CNC взяла на себя бразды правления у NC.
Как работают станки с ЧПУ?
Современные станки с ЧПУ полностью автоматизированы. Все, что им нужно, это цифровые файлы с инструкциями по траекториям резки и инструментам.
Процессы проектирования или механической обработки требуют множества инструментов для изготовления определенной детали. Машинисты могут создавать библиотеки цифровых инструментов, которые взаимодействуют с физической машиной. Такое оборудование может автоматически переключать инструменты на основе цифровых инструкций, что делает их производственными рабочими лошадками.
Процесс обработки с ЧПУ начинается с проектирования деталей в программе САПР. 3D-модель определяет необходимые размеры и свойства конечной детали.
Некоторые из этих программ поставляются в пакетах CAD-CAM, поэтому поток можно продолжить в тех же программах. В противном случае модели CAD загружаются в специальное программное обеспечение CAM. Если и CAD, и CAM относятся к одному и тому же семейству продуктов, перевод файлов не требуется. В противном случае файлы САПР необходимо импортировать.
Программное обеспечение CAM (автоматизированное производство) подготавливает модель для всего производственного процесса. Во-первых, он проверяет модель на наличие ошибок. Затем он создает программу ЧПУ для изготовления физической детали.
Программа, по сути, представляет собой набор координат, который направляет режущую головку в процессе производства.
Третий шаг — выбор правильных параметров. К ним относятся скорость резания, напряжение, число оборотов в минуту и т. д. Конфигурация зависит от геометрии детали, а также от имеющегося оборудования и инструментов.
Наконец, программа определяет размещение. Вложение означает ориентацию и размещение деталей относительно исходного материала. Цель состоит в том, чтобы максимально использовать материал.
Вся эта информация затем переводится в коды, понятные оборудованию – М-код и G-код.
Распространенным заблуждением является то, что G-код — это все, что вам нужно для выполнения операций обработки. Однако это неверно, так как код можно разделить на два упомянутых выше кода.
G-код относится к языку, который используется, чтобы сообщить машине, как двигаться. По сути, — это геометрический код 9.0008 . G-код определяет движение и скорость режущих головок.
Инструкции подаются на контроллер машины, который представляет собой обычный промышленный компьютер. Это, в свою очередь, определяет, как должны двигаться двигатели. А моторы, конечно же, определяют путь, по которому нужно следовать.
М-код, с другой стороны, дает всю информацию, которую пропускает G-код. Вот почему он называется либо машинным кодом , либо смешанным кодом .
Инструкции М-кода включают информацию об использовании охлаждающей жидкости, смене инструмента, остановке программы и т. д.
То есть оба одинаково важны, но не одинаковы.
Что такое обработка с ЧПУ?
Итак, теперь мы знаем, как работают станки с ЧПУ. Но не все эти станки используются для обработки с ЧПУ.
Чуть позже мы подробнее рассмотрим все различные типы станков с ЧПУ. Но в традиционном смысле обработка с ЧПУ относится лишь к некоторым из этих автоматизированных процессов. А именно фрезерование, точение, шлифование, фрезерование, сверление и т. д. .
Фрезерование
Это операция, при которой режущий инструмент вращается. Когда фрезерный инструмент соприкасается с заготовкой, он снимает с нее стружку.
Фрезерные операции включают:
Концевое фрезерование
Фрезерование фасок
Торцевое фрезерование
Сверление, растачивание, нарезание резьбы и т. д.
Это очень универсальный метод изготовления с высокой точностью и допусками. Фрезерование подходит для различных материалов, а также выполняется очень быстро. Большим преимуществом является возможность изготовления широкого спектра сложных деталей.
К недостаткам можно отнести большое количество отходов, потребность в разнообразной оснастке и высокую стоимость оборудования.
Токарная обработка
Хотя эти две операции часто называют просто обработкой с ЧПУ, токарная и фрезерная обработка имеют явные различия. Точение во многом противоположно фрезерованию. Это означает, что вместо режущего инструмента вращается заготовка.
Токарные услуги с ЧПУ обычно используются, например, для изготовления валов. Инструмент подносится к вращающейся заготовке, чтобы срезать кусочки металла, известные как стружка или стружка. Достижение высокой точности для подходящего типа системы пределов и посадок возможно.
Точение можно использовать как снаружи, так и внутри цилиндра. Последняя операция называется расточкой.
Шлифование
Шлифовальные станки с ЧПУ используют вращающийся шлифовальный круг для удаления материала. Цель состоит в том, чтобы придать металлической детали высокоточную обработку.
Достижимое качество поверхности очень высокое. Поэтому он используется в качестве завершающей операции, а не создания конечной детали из сырья.
Маршрутизация
Фрезерные станки с ЧПУ внешне похожи на фрезерные станки с ЧПУ. Здесь также вращающаяся часть является режущей головкой. Основное отличие заключается в материалах, подходящих для резки.
Фрезы идеально подходят для резки более мягких материалов (не металлов), не требующих очень высокой точности. Причиной этого является его меньшая выходная мощность.
В то же время роутеры быстрее. Поэтому они могут производить детали за меньшее время.
Сверление
Хотя фрезерное оборудование также может производить отверстия, сверла предназначены только для этой работы.
Разница? В то время как фрезерные инструменты используют режущие кромки по периферии режущей головки, сверла используют кончик инструмента для создания отверстия.
Сверлильные станки с ЧПУ обычно используются для автоматизации этой работы, обеспечения большей точности и более экономичного решения.
Типы станков с ЧПУ
Как было сказано ранее, станки с ЧПУ не ограничиваются традиционным обрабатывающим оборудованием с ЧПУ.
ЧПУ широко используется для автоматизации различных методов производства. К ним относятся:
Лазерные резаки
Плазменные резаки
Гидроабразивная резка
Пламенные резаки
Листогибочный пресс
Фрезерные станки
Токарные станки
Маршрутизаторы
Электроэрозионные машины и т. д.
Все эти операции значительно выигрывают от фактора автоматизации. Это уменьшает человеческий фактор в конечном качестве, повышает воспроизводимость процессов и точность.
Приведенное выше описание работы станков с ЧПУ применимо ко всем этим методам. Например, при обращении в службу лазерной резки применяется та же логика — траектория резки создается автоматически.
Однако этот процесс, как и многие другие, не требует дополнительной информации, такой как смена инструментов. Потому что одна и та же режущая головка подходит для всего процесса.
Что можно сделать с помощью станков с ЧПУ?
Казалось бы, обработка на станках с ЧПУ не имеет ограничений. Он подходит для широкого спектра материалов, включая различные типы металлов, пластиков, пенопласта, композитов и дерева.
3-осевые фрезерные станки способны производить большинство основных геометрических форм. Для более сложных деталей доступны многоосевые фрезерные центры.
Например, может выручить 5-осевой фрезерный центр с ЧПУ. В то время как более распространенный 3-осевой станок имеет 3 линейные оси движения, 5-осевые станки также могут вращать режущую головку и станину.
Это значительно повышает гибкость, но также увеличивает стоимость. Несмотря на то, что ЧПУ намного быстрее, ручная обработка по-прежнему занимает свое место в отрасли. Особенно для быстрого прототипирования небольших объемов.
 То есть благодаря насосу не придется ждать пока горячая вода от бойлера дойдет по контуру после открытия крана, что обычно занимает немало времени.
То есть благодаря насосу не придется ждать пока горячая вода от бойлера дойдет по контуру после открытия крана, что обычно занимает немало времени. То есть благодаря насосу не придется ждать пока горячая вода от бойлера дойдет по контуру после открытия крана, что обычно занимает немало времени.
То есть благодаря насосу не придется ждать пока горячая вода от бойлера дойдет по контуру после открытия крана, что обычно занимает немало времени.
 X1694616
X1694616 4
4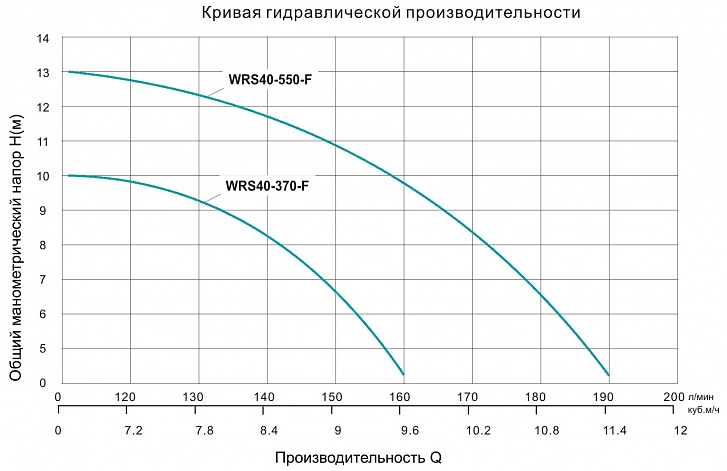 давление, атм
давление, атм Их можно использовать в любом климате, а используемое ими топливо — солнечный свет — бесплатно.
Их можно использовать в любом климате, а используемое ими топливо — солнечный свет — бесплатно.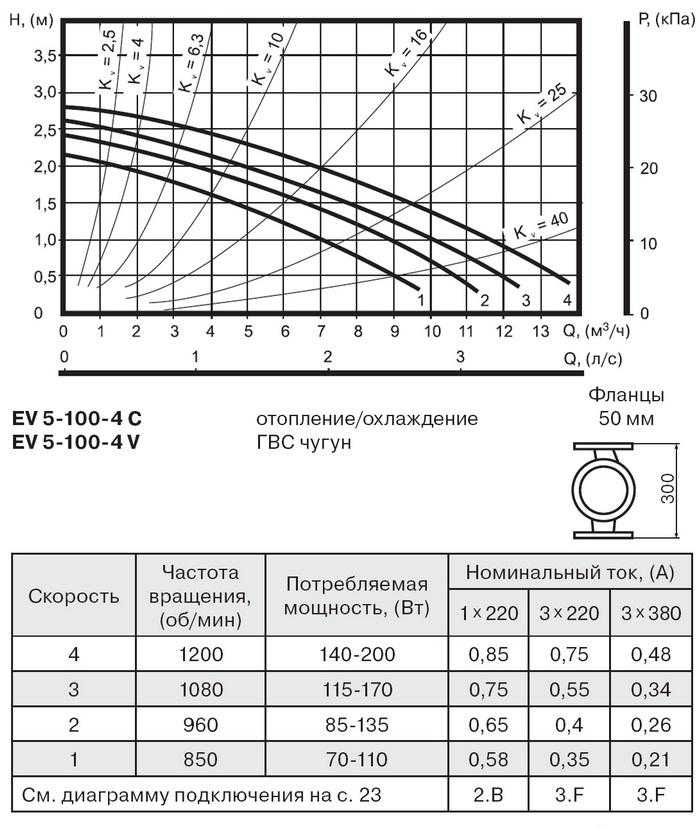


 Обычные накопительные водонагреватели обычно обеспечивают резерв и могут уже быть частью комплекта солнечной системы. Резервная система также может быть частью солнечного коллектора, например, резервуары на крыше с термосифонными системами. Поскольку система хранения со встроенным коллектором уже хранит горячую воду в дополнение к сбору солнечного тепла, она может быть укомплектована безрезервуарным водонагревателем или водонагревателем по потребности для резервного копирования.
Обычные накопительные водонагреватели обычно обеспечивают резерв и могут уже быть частью комплекта солнечной системы. Резервная система также может быть частью солнечного коллектора, например, резервуары на крыше с термосифонными системами. Поскольку система хранения со встроенным коллектором уже хранит горячую воду в дополнение к сбору солнечного тепла, она может быть укомплектована безрезервуарным водонагревателем или водонагревателем по потребности для резервного копирования. Эти факторы включают солнечные ресурсы, климат, требования местных строительных норм и правил и вопросы безопасности; поэтому лучше всего, чтобы вашу систему устанавливал квалифицированный подрядчик по солнечным тепловым системам.
Эти факторы включают солнечные ресурсы, климат, требования местных строительных норм и правил и вопросы безопасности; поэтому лучше всего, чтобы вашу систему устанавливал квалифицированный подрядчик по солнечным тепловым системам.

 В таком цикле вода циркулирует в установке за счет разности плотностей, вызванной разницей температур между подачей (выходом нагретой воды из котла) и обраткой (поступлением холодной воды из радиаторов обратно в котел). . К недостаткам такой системы можно отнести значительную инерционность, неравномерное распределение тепла и трубопроводы большого диаметра. Наличие насоса в системе центрального отопления позволяет…
В таком цикле вода циркулирует в установке за счет разности плотностей, вызванной разницей температур между подачей (выходом нагретой воды из котла) и обраткой (поступлением холодной воды из радиаторов обратно в котел). . К недостаткам такой системы можно отнести значительную инерционность, неравномерное распределение тепла и трубопроводы большого диаметра. Наличие насоса в системе центрального отопления позволяет… ..
.. В любом случае, для любых технических подробностей вам необходимо требовать актуальную техническую карту продукта. Компетентный суд. В случае любого спора компетентным судом будет один из Реджо-Эмилии, даже если оплата производится переводным векселем.
В любом случае, для любых технических подробностей вам необходимо требовать актуальную техническую карту продукта. Компетентный суд. В случае любого спора компетентным судом будет один из Реджо-Эмилии, даже если оплата производится переводным векселем. Насос также может быть частью солнечного отопления. Изделия изготавливаются из чугуна и хромоникелевой стали высочайшего качества, что гарантирует высокое качество продукции. Изделие имеет керамическое кольцо подшипника и диск ротора из технического полимера….
Насос также может быть частью солнечного отопления. Изделия изготавливаются из чугуна и хромоникелевой стали высочайшего качества, что гарантирует высокое качество продукции. Изделие имеет керамическое кольцо подшипника и диск ротора из технического полимера…. класс «А». Использование насоса Speroni вместо обычного циркуляционного насоса позволяет снизить потребление энергии до 80 % при сохранении гидравлической мощности на сопоставимом уровне. Опция «Одно касание» позволяет выбрать одну из семи различных характеристик. Технические характеристики мощность с электронной регулировкой: рабочее напряжение: двигатель…
класс «А». Использование насоса Speroni вместо обычного циркуляционного насоса позволяет снизить потребление энергии до 80 % при сохранении гидравлической мощности на сопоставимом уровне. Опция «Одно касание» позволяет выбрать одну из семи различных характеристик. Технические характеристики мощность с электронной регулировкой: рабочее напряжение: двигатель… Тогда как перепад давления регулируется насосом в зависимости от тока потока. Линии (характеристики) пропорционального давления обозначены символами от PD1 до PD4 на соответствующем регуляторе постоянной скорости вращения Линии (характеристики) вращения с постоянной скоростью обозначены символами от I до III на графике Q/H. Этот тип управления позволяет насосу поддерживать постоянное вращение…
Тогда как перепад давления регулируется насосом в зависимости от тока потока. Линии (характеристики) пропорционального давления обозначены символами от PD1 до PD4 на соответствующем регуляторе постоянной скорости вращения Линии (характеристики) вращения с постоянной скоростью обозначены символами от I до III на графике Q/H. Этот тип управления позволяет насосу поддерживать постоянное вращение…

 Вот лишь неполный список нашего доступного оборудования для домашнего садоводства: как выращивать книги, лампы для выращивания, питательные вещества, тестеры, насосы, контейнеры, лотки, таймеры, вентиляторы и многое другое. Конечно, вам нужно будет добавить любовь и внимание к своим помидорам и тому подобному.
Вот лишь неполный список нашего доступного оборудования для домашнего садоводства: как выращивать книги, лампы для выращивания, питательные вещества, тестеры, насосы, контейнеры, лотки, таймеры, вентиляторы и многое другое. Конечно, вам нужно будет добавить любовь и внимание к своим помидорам и тому подобному. От фетиш-снаряжения и Камасутры до вибраторов и кукол для вечеринок, от лосьонов и кремов до добавок и колец для всего, GAS PIPE предлагает товары, которые помогут любому взрослому вести более счастливую и здоровую личную жизнь. Какими бы ни были ваши личные или групповые предпочтения, товары GAS PIPE помогут вам максимально насладиться занятиями любовью. Вспомни спальню!
От фетиш-снаряжения и Камасутры до вибраторов и кукол для вечеринок, от лосьонов и кремов до добавок и колец для всего, GAS PIPE предлагает товары, которые помогут любому взрослому вести более счастливую и здоровую личную жизнь. Какими бы ни были ваши личные или групповые предпочтения, товары GAS PIPE помогут вам максимально насладиться занятиями любовью. Вспомни спальню! 
 от банок и контейнеров местного производства до замечательных произведений искусства из выдувного стекла. Знать ГАЗОВУЮ ТРУБУ — значит любить ГАЗОВУЮ ТРУБУ, а единственный способ узнать ГАЗОВУЮ ТРУБУ — это сделать ГАЗОВУЮ ТРУБУ для себя!
от банок и контейнеров местного производства до замечательных произведений искусства из выдувного стекла. Знать ГАЗОВУЮ ТРУБУ — значит любить ГАЗОВУЮ ТРУБУ, а единственный способ узнать ГАЗОВУЮ ТРУБУ — это сделать ГАЗОВУЮ ТРУБУ для себя!


 Газовые фитинги Con-Stab проще всего установить, но они стоят значительно дороже, чем компрессионные аналоги, не подлежат повторному использованию и требуют снятия фаски.
Газовые фитинги Con-Stab проще всего установить, но они стоят значительно дороже, чем компрессионные аналоги, не подлежат повторному использованию и требуют снятия фаски.

 Их располагают как вдоль здания, так и поперек, в зависимости от особенностей проекта. Материалом для плит, в этом случае, может быть легкий либо обычный тяжелый бетон марки 200 и более. Очень часто, с целью уменьшения веса плит, а также экономии бетона, их делают с продольными пустотами круглой формы. Ширина плит может колебаться в пределах 600-2400 мм, при длине 2400-6600 мм. При необходимости, для больших пролетов без дополнительной установки опор, могут быть выпущены перекрытия с длиной конструкции до 12000 мм.
Их располагают как вдоль здания, так и поперек, в зависимости от особенностей проекта. Материалом для плит, в этом случае, может быть легкий либо обычный тяжелый бетон марки 200 и более. Очень часто, с целью уменьшения веса плит, а также экономии бетона, их делают с продольными пустотами круглой формы. Ширина плит может колебаться в пределах 600-2400 мм, при длине 2400-6600 мм. При необходимости, для больших пролетов без дополнительной установки опор, могут быть выпущены перекрытия с длиной конструкции до 12000 мм. Допустимой величиной является 1/200 пролета для перекрытий чердаков и 1/250 пролета для перекрытий между этажами;
Допустимой величиной является 1/200 пролета для перекрытий чердаков и 1/250 пролета для перекрытий между этажами;
 Ширина перекрытия (ПК) равна 1 м, 1,2 м либо 1,8 м, а высота обычно от 0,22 до 0,31 м. Особую прочность на изгиб, плите придает наличие в ней армированных ребер и пустот, при сравнительно легком весе. Многопустотные плиты лучше всего подходят для прокладки коммуникаций и электропроводки.
Ширина перекрытия (ПК) равна 1 м, 1,2 м либо 1,8 м, а высота обычно от 0,22 до 0,31 м. Особую прочность на изгиб, плите придает наличие в ней армированных ребер и пустот, при сравнительно легком весе. Многопустотные плиты лучше всего подходят для прокладки коммуникаций и электропроводки. Назначение – опора по двум торцевым сторонам;
Назначение – опора по двум торцевым сторонам; Реальная величина ширины меньше на 10 мм. К примеру, цифра 12 обозначает, что ширина плиты составляет 1190 мм. Все плиты выпускают стандартной шириной, равной от 1,0 до 1,8 м.
Реальная величина ширины меньше на 10 мм. К примеру, цифра 12 обозначает, что ширина плиты составляет 1190 мм. Все плиты выпускают стандартной шириной, равной от 1,0 до 1,8 м.

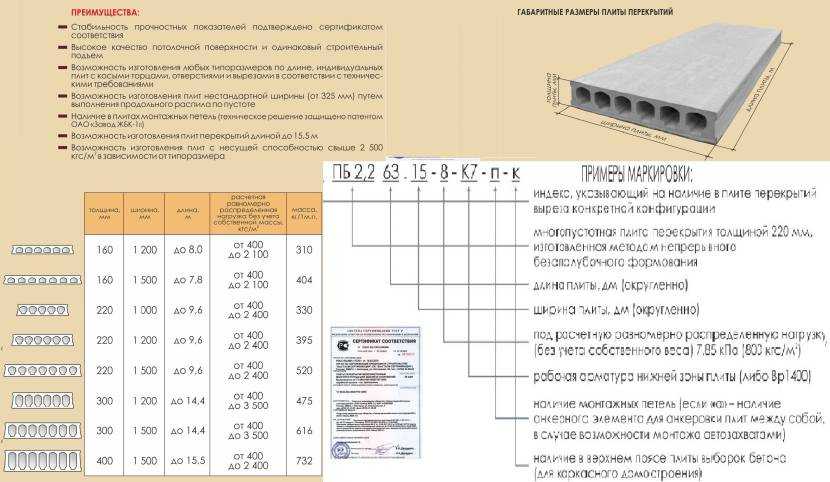


 Изделие предназначается для опирания по 2, 3 или 4 сторонам.
Изделие предназначается для опирания по 2, 3 или 4 сторонам.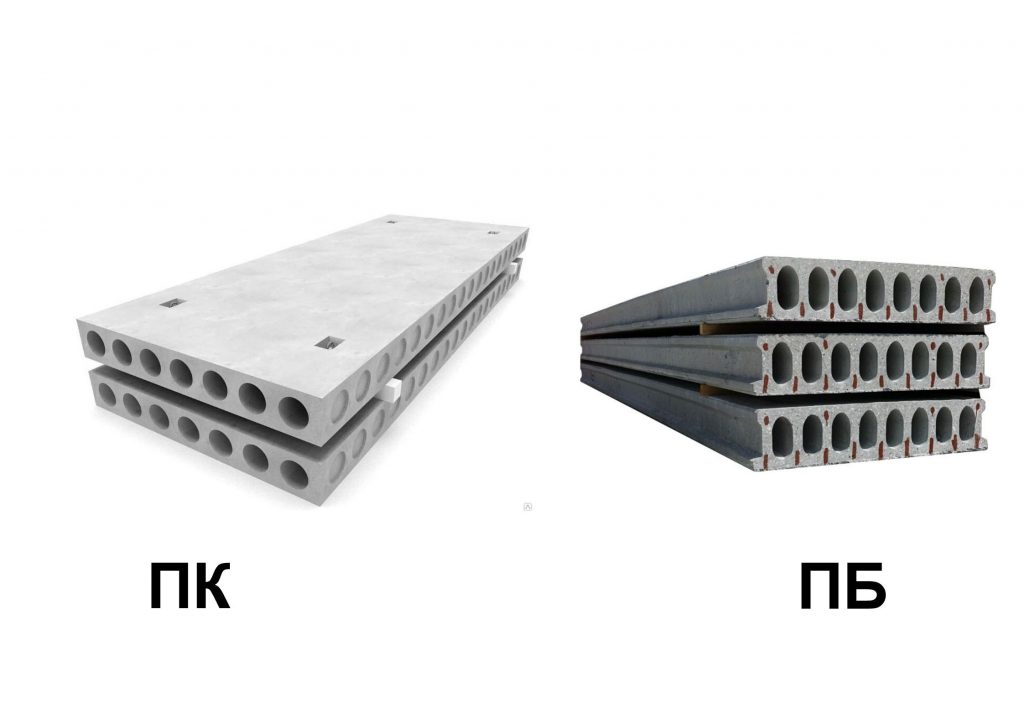

 В плите есть сквозные продольные пустоты, благодаря которым она обладает повышенными шумо- и теплоизоляционными характеристиками и меньшим весом по сравнению со сплошными изделиями аналогичных габаритов. Возможна резка бетонной плиты поперёк и под углом.
В плите есть сквозные продольные пустоты, благодаря которым она обладает повышенными шумо- и теплоизоляционными характеристиками и меньшим весом по сравнению со сплошными изделиями аналогичных габаритов. Возможна резка бетонной плиты поперёк и под углом.
 Они изготавливаются из тяжёлого бетона марки М400, класс по прочности на сжатие — В30, водонепроницаемость — W8, морозостойкость — F200-F300.
Они изготавливаются из тяжёлого бетона марки М400, класс по прочности на сжатие — В30, водонепроницаемость — W8, морозостойкость — F200-F300. Для образования зелёного склона укладывают решетчатые изделия ПР-3и: после монтажа ячейки засыпают грунтом и засевают травой.
Для образования зелёного склона укладывают решетчатые изделия ПР-3и: после монтажа ячейки засыпают грунтом и засевают травой.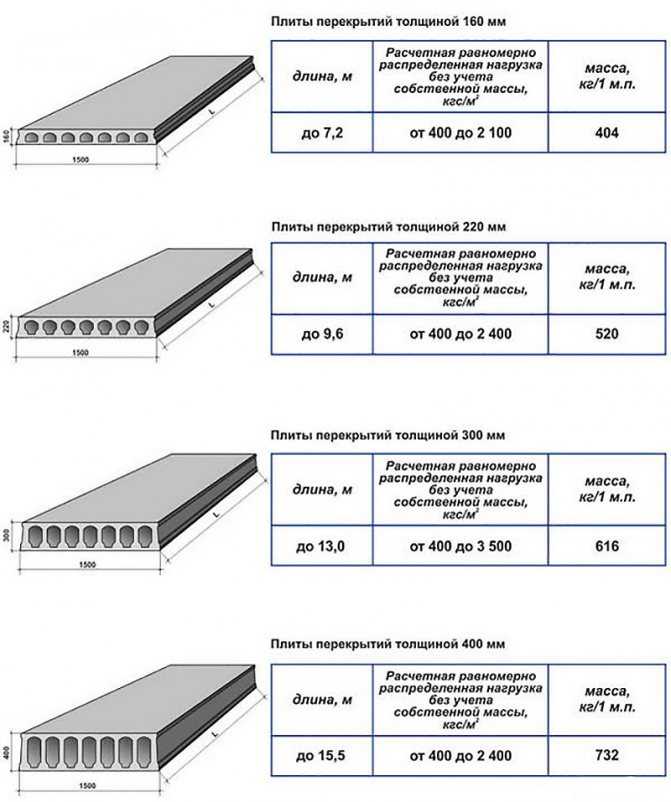
 Их также можно использовать для больших пролетов с относительно более высокой стоимостью и большим прогибом плиты. Однако необходима дополнительная опалубка для балок.
Их также можно использовать для больших пролетов с относительно более высокой стоимостью и большим прогибом плиты. Однако необходима дополнительная опалубка для балок.
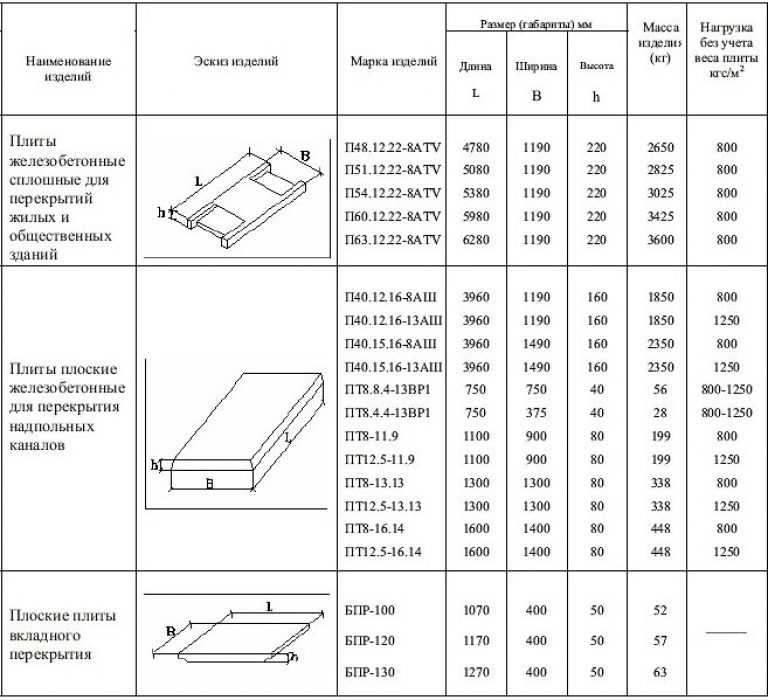 Плоские плиты
Плоские плиты  Необходима дополнительная опалубка для балок.
Необходима дополнительная опалубка для балок. Толщина прочной плиты обычно больше, чем у обычной плиты, и составляет около 270 мм.
Толщина прочной плиты обычно больше, чем у обычной плиты, и составляет около 270 мм. Следовательно, это не только снижает общую стоимость строительства, но и является экологически безопасным, поскольку уменьшает количество бетона.
Следовательно, это не только снижает общую стоимость строительства, но и является экологически безопасным, поскольку уменьшает количество бетона.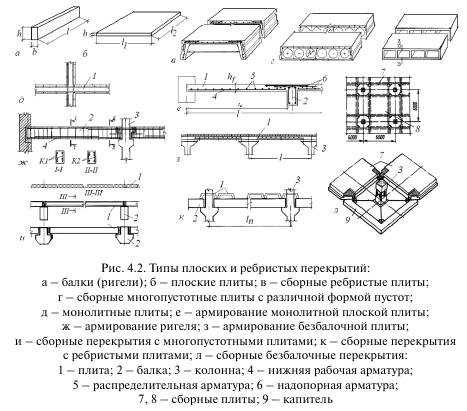



 ПЛОСКАЯ ПЛИТА
ПЛОСКАЯ ПЛИТА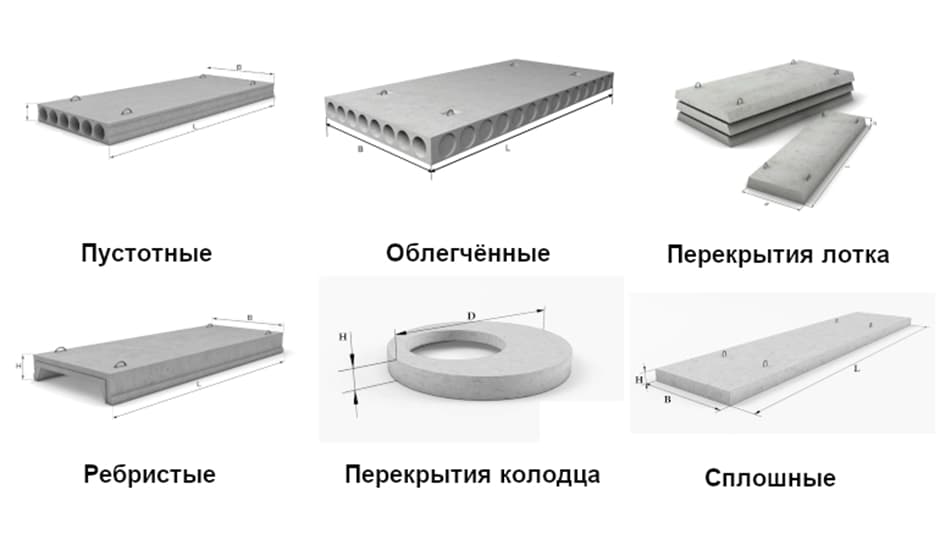
 Эти кирпичи используются для заполнения толстых участков плиты, что экономит
Эти кирпичи используются для заполнения толстых участков плиты, что экономит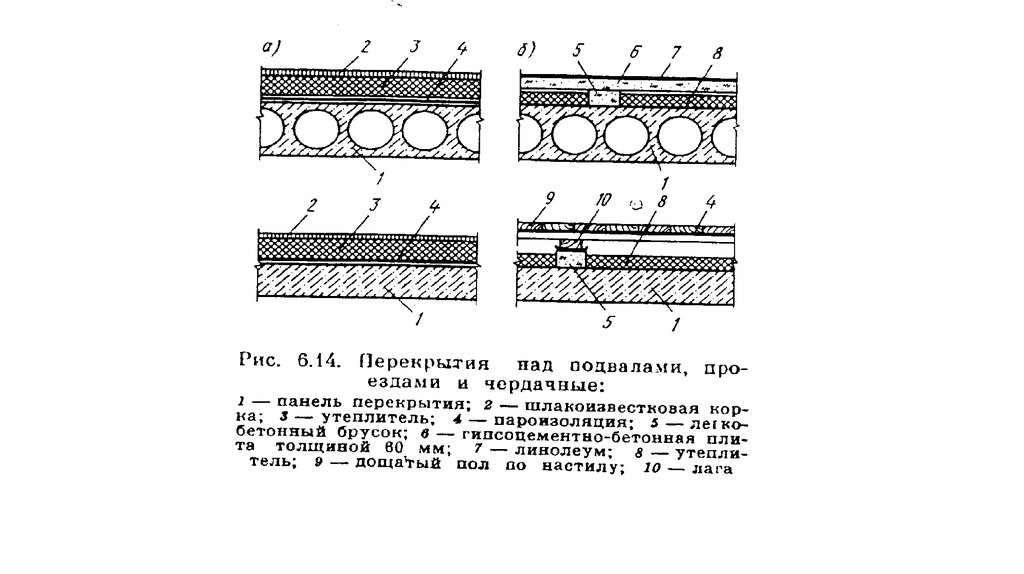 Листы ПВХ (кусочки) сначала укладываются на
Листы ПВХ (кусочки) сначала укладываются на После отправки канализационных труб в плиту, плита заполняется
После отправки канализационных труб в плиту, плита заполняется
 В течение
В течение (В основном используется на лестницах из железобетона).
(В основном используется на лестницах из железобетона).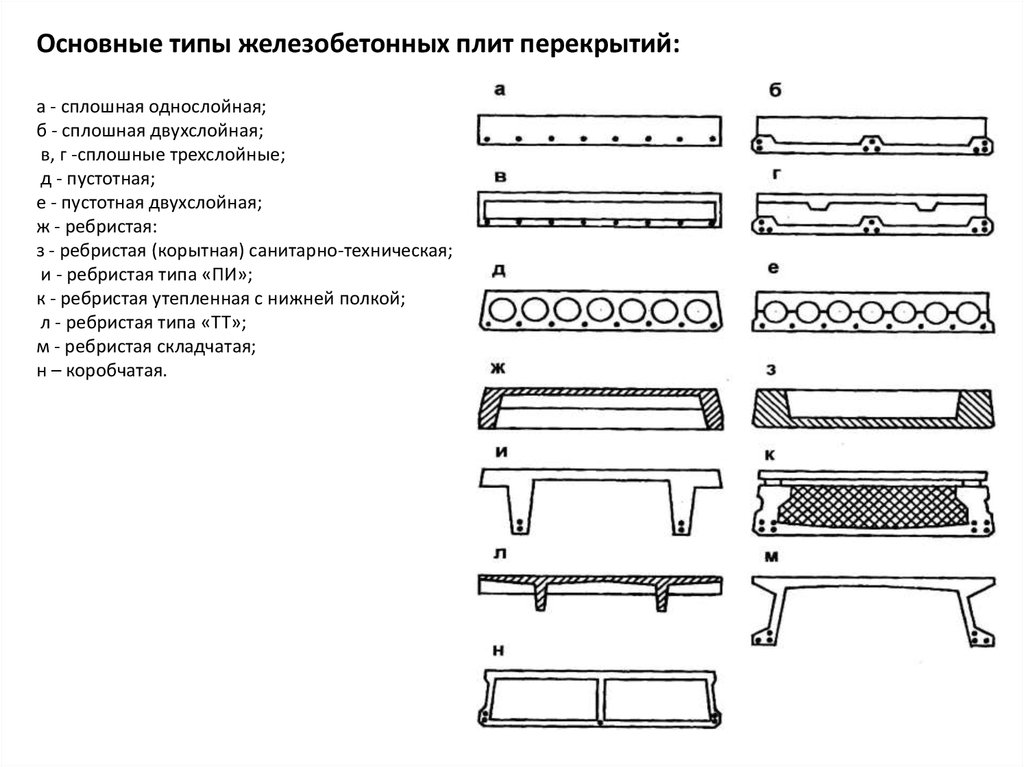





 Одним из важных качеств этого природного материала является простая обработка. Это позволяет не только опытным мастерам, но и любителям, людям творческим создавать уникальные элементы декора, строительные конструкции. Специальные инструменты для работы по дереву являются незаменимыми помощниками в таких операциях.
Одним из важных качеств этого природного материала является простая обработка. Это позволяет не только опытным мастерам, но и любителям, людям творческим создавать уникальные элементы декора, строительные конструкции. Специальные инструменты для работы по дереву являются незаменимыми помощниками в таких операциях.

 Есть несколько разновидностей приспособлений этого типа: шпунтубели, фуганки и др. В образовании отверстий в деревянных материалах используется коловорот, работающий с различными видами сверл.
Есть несколько разновидностей приспособлений этого типа: шпунтубели, фуганки и др. В образовании отверстий в деревянных материалах используется коловорот, работающий с различными видами сверл.

 Эта конструкция используется для выполнения большого количества операций. Она оснащается выдвижными ящиками, в них хранятся различные мелочи, которые всегда должны быть под рукой у мастера. При помощи плоскогубцев, клещей можно легко удалить метизы, быстро провести демонтаж. Струбцины разных конфигураций пригодятся для фиксации элементов.
Эта конструкция используется для выполнения большого количества операций. Она оснащается выдвижными ящиками, в них хранятся различные мелочи, которые всегда должны быть под рукой у мастера. При помощи плоскогубцев, клещей можно легко удалить метизы, быстро провести демонтаж. Струбцины разных конфигураций пригодятся для фиксации элементов.
 Специальные инструменты для резки по дереву позволяют каждому освоить это мастерство.
Специальные инструменты для резки по дереву позволяют каждому освоить это мастерство. Есть много видов этого ручного инструмента. К самым популярным вариантам можно отнести:
Есть много видов этого ручного инструмента. К самым популярным вариантам можно отнести:

 Сейчас такие устройства можно приобрести и для бытовой эксплуатации. Оборудование работает под руководством компьютерной программы, исключается неточность, дефекты. Есть модели, работающие от аккумулятора, от сети. В комплектации этих устройств имеются не только насадки различных типов, но и инструмент для шлифовки дерева. Многофункциональность превращает станок в идеального помощника мастера.
Сейчас такие устройства можно приобрести и для бытовой эксплуатации. Оборудование работает под руководством компьютерной программы, исключается неточность, дефекты. Есть модели, работающие от аккумулятора, от сети. В комплектации этих устройств имеются не только насадки различных типов, но и инструмент для шлифовки дерева. Многофункциональность превращает станок в идеального помощника мастера. При подаче тока она разогревается, прожигает деревянную поверхность. На рынке есть модели с твердыми и проволочными рабочими инструментами. У приборов с твердыми перьями есть несколько недостатков:
При подаче тока она разогревается, прожигает деревянную поверхность. На рынке есть модели с твердыми и проволочными рабочими инструментами. У приборов с твердыми перьями есть несколько недостатков: Можно реализовать собственную творческую идею, использовать для этого доски, древесные плиты, фанеру, бруски. Материал должен быть хорошо высушен, качественно отшлифован. Новичкам, осваивающим инструмент для выжигания по дереву, не стоит начинать с создания сложных композиций.
Можно реализовать собственную творческую идею, использовать для этого доски, древесные плиты, фанеру, бруски. Материал должен быть хорошо высушен, качественно отшлифован. Новичкам, осваивающим инструмент для выжигания по дереву, не стоит начинать с создания сложных композиций.

 Дрель и ударный инструмент полезны каждый по-своему, но гораздо дешевле и удобнее покупать их вместе. Таким образом, вы избегаете разбросанных по магазину аккумуляторов/зарядных устройств.
Дрель и ударный инструмент полезны каждый по-своему, но гораздо дешевле и удобнее покупать их вместе. Таким образом, вы избегаете разбросанных по магазину аккумуляторов/зарядных устройств.
 с. и удобной рукояткой с пистолетной рукояткой для дополнительной устойчивости. Он поставляется с системой плавного запуска, кнопкой блокировки курка и прочной рукояткой, которую можно отрегулировать для правшей и левшей.
с. и удобной рукояткой с пистолетной рукояткой для дополнительной устойчивости. Он поставляется с системой плавного запуска, кнопкой блокировки курка и прочной рукояткой, которую можно отрегулировать для правшей и левшей.
 Доступные в пяти- и шестидюймовом диаметре, эти шлифовальные машины оснащены абразивными дисками, которые прикрепляются к шлифовальной подушке с помощью липучки или клея, похожего на наклейку.
Доступные в пяти- и шестидюймовом диаметре, эти шлифовальные машины оснащены абразивными дисками, которые прикрепляются к шлифовальной подушке с помощью липучки или клея, похожего на наклейку. Здесь точно так! Ручные рубанки нужны не в каждой мастерской, но они бесценны для выравнивания необработанных пиломатериалов, установки дверей и выпрямления шпилек.
Здесь точно так! Ручные рубанки нужны не в каждой мастерской, но они бесценны для выравнивания необработанных пиломатериалов, установки дверей и выпрямления шпилек. Аккумуляторный лобзик Craftsman 20 В с регулируемой скоростью поставляется с регулируемым основанием для угла резки, тремя настройками для регулировки интенсивности резки и быстродействующим зажимом для замены полотна без инструментов.
Аккумуляторный лобзик Craftsman 20 В с регулируемой скоростью поставляется с регулируемым основанием для угла резки, тремя настройками для регулировки интенсивности резки и быстродействующим зажимом для замены полотна без инструментов. Он имеет маленькое лезвие, которое вращается горизонтально, оставляя прорезь в форме полумесяца в куске дерева. Затем можно вырезать зеркальный слот в соседней плате, прежде чем они будут склеены.
Он имеет маленькое лезвие, которое вращается горизонтально, оставляя прорезь в форме полумесяца в куске дерева. Затем можно вырезать зеркальный слот в соседней плате, прежде чем они будут склеены. Вот почему я купил гусеничную пилу, когда начал строить шкафы из своего гаража.
Вот почему я купил гусеничную пилу, когда начал строить шкафы из своего гаража.
 Они удобны для шлифовки углов, обрезки сломанной фурнитуры, погружной резки электропроводки и даже для удаления плитки и затирки.
Они удобны для шлифовки углов, обрезки сломанной фурнитуры, погружной резки электропроводки и даже для удаления плитки и затирки. За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1.
За свою карьеру он реализовал проекты для нескольких компаний из списка Fortune 500, а также для Службы парков США. В свободное время он любит кататься на двух колесах, читать, рисовать или проводить время с друзьями, обсуждая последние события Формулы-1. Не может быть более универсального основного ручного электроинструмента, чем циркулярная пила. При использовании с зажимной линейкой циркулярная пила может быть почти такой же точной, как настольная пила, и выполнять довольно много тех же задач, включая резку листовых материалов, таких как фанера или древесноволокнистые плиты средней плотности (МДФ). При работе с деревом с ограниченным бюджетом качественная циркулярная пила должна быть первым приобретенным ручным электроинструментом.
Не может быть более универсального основного ручного электроинструмента, чем циркулярная пила. При использовании с зажимной линейкой циркулярная пила может быть почти такой же точной, как настольная пила, и выполнять довольно много тех же задач, включая резку листовых материалов, таких как фанера или древесноволокнистые плиты средней плотности (МДФ). При работе с деревом с ограниченным бюджетом качественная циркулярная пила должна быть первым приобретенным ручным электроинструментом. Узнайте обо всех возможных вариантах перед покупкой.
Узнайте обо всех возможных вариантах перед покупкой. Конечно, убедитесь, что у вашего местного поставщика деревообрабатывающих станков есть шлифовальные диски разной зернистости, подходящие для выбранной вами модели, поскольку ключом к правильному шлифованию является использование все более мелкой зернистости.
Конечно, убедитесь, что у вашего местного поставщика деревообрабатывающих станков есть шлифовальные диски разной зернистости, подходящие для выбранной вами модели, поскольку ключом к правильному шлифованию является использование все более мелкой зернистости. Потратьте время, чтобы узнать, какие функции вам действительно нужны, и выберите настольную пилу, которая наилучшим образом соответствует вашему бюджету и вашим потребностям.
Потратьте время, чтобы узнать, какие функции вам действительно нужны, и выберите настольную пилу, которая наилучшим образом соответствует вашему бюджету и вашим потребностям.

 Поэтому жилье получается со свободной планировкой. Все перегородки в квартире можно сносить, переносить или достраивать. На месте придется оставить разве что санузел и кухню.
Поэтому жилье получается со свободной планировкой. Все перегородки в квартире можно сносить, переносить или достраивать. На месте придется оставить разве что санузел и кухню. Дом строится быстрее и обходится дешевле, чем просто кирпичный, но дороже панельного.
Дом строится быстрее и обходится дешевле, чем просто кирпичный, но дороже панельного. В строительстве одновременно задействовано несколько этажей.
В строительстве одновременно задействовано несколько этажей.
 Даже незначительные отклонения от технологии строительства влекут ухудшение эксплуатационных качеств дома.
Даже незначительные отклонения от технологии строительства влекут ухудшение эксплуатационных качеств дома. Его возводят из армированного бетона, делая заливку прямо на месте. Он состоит из простых частей:
Его возводят из армированного бетона, делая заливку прямо на месте. Он состоит из простых частей:


 Во время ремонта будут хорошо слышны шум и вибрации.
Во время ремонта будут хорошо слышны шум и вибрации.
 Скорость затвердевания зависит от температуры воздуха, иногда процесс затягивается.
Скорость затвердевания зависит от температуры воздуха, иногда процесс затягивается. м. Это может стать решающим фактором при ограниченности средств.
м. Это может стать решающим фактором при ограниченности средств. Идея реализована благодаря монолитному каркасу – он может быть любой формы. Благодаря монолитной железобетонной конструкции, в доме обустроены широкие оконные проемы, просторные комнаты и комнаты – это выбор тех, кто гонится за простором.
Идея реализована благодаря монолитному каркасу – он может быть любой формы. Благодаря монолитной железобетонной конструкции, в доме обустроены широкие оконные проемы, просторные комнаты и комнаты – это выбор тех, кто гонится за простором.
 Защитив эти участки ограждающих конструкций от воздействия внешних факторов, можно максимально повысить тепловую эффективность здания.
Защитив эти участки ограждающих конструкций от воздействия внешних факторов, можно максимально повысить тепловую эффективность здания.

 «Я был напуган до смерти». Но, к счастью, это сработало.
«Я был напуган до смерти». Но, к счастью, это сработало. Я также зазубрил углы зоны кровати/ванны, чтобы сделать центральную часть более открытой, и установил 25 кирпичных арок».
Я также зазубрил углы зоны кровати/ванны, чтобы сделать центральную часть более открытой, и установил 25 кирпичных арок».




 Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
Зачастую процесс начинают с середины, двигаясь к острию лезвия с небольшим поворотом. Форма ножа и его толщина влияет на угол заточки лезвия. Заточной станок для кухонных ножей выполняет точение под углом 25°, лезвие наклоняют над бруском на 12 — 13°.
 Это дает возможность держать угол обрабатываемой кромки. Для удобства работы по заточке лезвия, зафиксируйте клинок в плоскости бруска при помощи саморезов.
Это дает возможность держать угол обрабатываемой кромки. Для удобства работы по заточке лезвия, зафиксируйте клинок в плоскости бруска при помощи саморезов. При такой интенсивной работе лезвие инструмента тупится чрезвычайно быстро. Если объем работы не слишком большой, заточку можно производить на обычном станке, который оснащен контролем над углом кромки лезвия. Заточные станки для ножей в мясоперерабатывающей промышленности используют в основном KNECHT USK 160. Такие станки универсальны, поэтому затачивать на них можно абсолютно любые ножи.
При такой интенсивной работе лезвие инструмента тупится чрезвычайно быстро. Если объем работы не слишком большой, заточку можно производить на обычном станке, который оснащен контролем над углом кромки лезвия. Заточные станки для ножей в мясоперерабатывающей промышленности используют в основном KNECHT USK 160. Такие станки универсальны, поэтому затачивать на них можно абсолютно любые ножи. Заточной станок для плоских ножей имеет простую вертикальную конструкцию, Диски точат на станках с разделителем и вращающимся столом.
Заточной станок для плоских ножей имеет простую вертикальную конструкцию, Диски точат на станках с разделителем и вращающимся столом. Первым делом нужно изготовить держатель ножа, для этой цели отрежьте кусок материала. Во избежание цепляния бруска за держатель, нужно провести зачистку края под определенным углом при помощи наждака. На вертикальной стойке сделайте разметку и отрежьте верх, это послужит основой для бруска. Угол устанавливается вдвое меньше, необходимого для заточки лезвия.
Первым делом нужно изготовить держатель ножа, для этой цели отрежьте кусок материала. Во избежание цепляния бруска за держатель, нужно провести зачистку края под определенным углом при помощи наждака. На вертикальной стойке сделайте разметку и отрежьте верх, это послужит основой для бруска. Угол устанавливается вдвое меньше, необходимого для заточки лезвия. Важно помнить о том, что сила давления на низ малая, поэтому для фиксации элементов можно применить термический клей. Горизонтальную перекладину крепят аналогично.
Важно помнить о том, что сила давления на низ малая, поэтому для фиксации элементов можно применить термический клей. Горизонтальную перекладину крепят аналогично. Также от этого зависит, насколько безопасно можно будет работать на таком станке. Я располагаю «арсеналом» из семи деревообрабатывающих станков. Надоело с каждым разом бегать «где же здесь подточишь», особенно когда часто найти и негде. В самом процессе заточка должна проходить без спешки, иначе нож может «сгореть». Для этого нужно время – и удобнее всего этими задачами заниматься в домашней мастерской, на автоматическом или по крайней мере полуавтоматическом станке. Это позволит оператору не выполнять нудную работу.
Также от этого зависит, насколько безопасно можно будет работать на таком станке. Я располагаю «арсеналом» из семи деревообрабатывающих станков. Надоело с каждым разом бегать «где же здесь подточишь», особенно когда часто найти и негде. В самом процессе заточка должна проходить без спешки, иначе нож может «сгореть». Для этого нужно время – и удобнее всего этими задачами заниматься в домашней мастерской, на автоматическом или по крайней мере полуавтоматическом станке. Это позволит оператору не выполнять нудную работу. Используемый из нее двигатель отлично подошел по требованиям для этого станка.
Используемый из нее двигатель отлично подошел по требованиям для этого станка. Точильный камень к ножу подается при помощи винта, на котором мелкая резьба.
Точильный камень к ножу подается при помощи винта, на котором мелкая резьба. В процессе нужно понемногу подкручивать винт подачи, но не переусердствовать, чтобы нож не сгорел.
В процессе нужно понемногу подкручивать винт подачи, но не переусердствовать, чтобы нож не сгорел. Вы готовитесь зажечь, выхватывая свой тайник и свои бумаги (или бонг, или что-то еще), но чего-то не хватает. Вы задерживаетесь на секунду, но потом понимаете: измельчителя в поле зрения нет.
Вы готовитесь зажечь, выхватывая свой тайник и свои бумаги (или бонг, или что-то еще), но чего-то не хватает. Вы задерживаетесь на секунду, но потом понимаете: измельчителя в поле зрения нет.

 Люди иногда называют сорняки «травами», поэтому имеет смысл использовать пестик и ступку, чтобы измельчить их. Однако, как и в случае с мясорубкой, вы должны очистить ее задолго до И после использования для этой цели.
Люди иногда называют сорняки «травами», поэтому имеет смысл использовать пестик и ступку, чтобы измельчить их. Однако, как и в случае с мясорубкой, вы должны очистить ее задолго до И после использования для этой цели.
 Тем не менее, почти любой нож подойдет, если у него достаточно острое лезвие.
Тем не менее, почти любой нож подойдет, если у него достаточно острое лезвие.


 Оттуда используйте свои пальцы и ногти, чтобы разрезать их на еще более мелкие кусочки, пока вы не будете удовлетворены.
Оттуда используйте свои пальцы и ногти, чтобы разрезать их на еще более мелкие кусочки, пока вы не будете удовлетворены. Тем не менее, людям нужно закурить.
Тем не менее, людям нужно закурить.
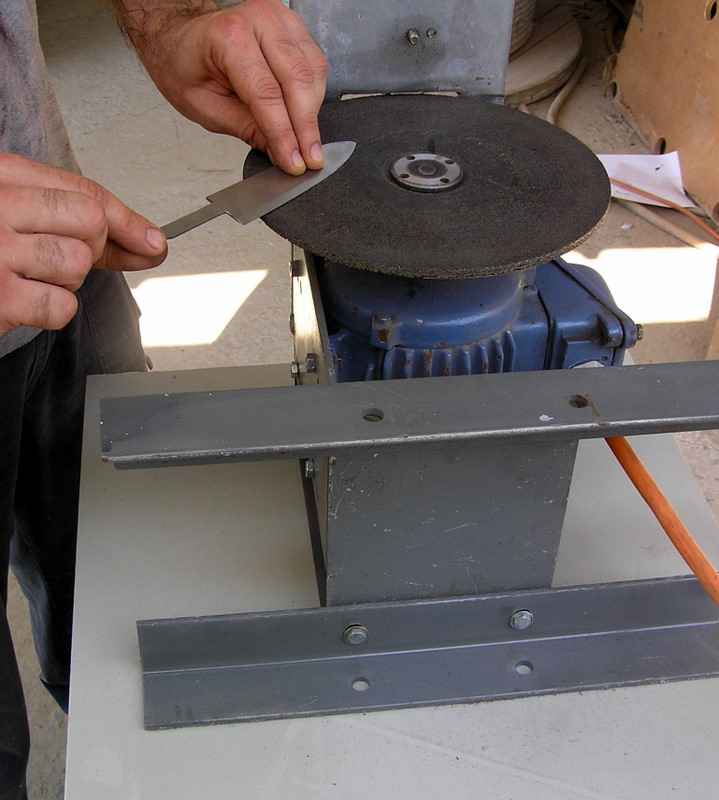



 Помимо этого, убедитесь, что вы чистите все, что используете для измельчения травы, даже если вы используете настоящую кофемолку. Будьте в безопасности, будьте здоровы и оставайтесь на высоте! О, и ознакомьтесь с нашим полным ассортиментом кофемолок (и других крутых товаров RQS) здесь!
Помимо этого, убедитесь, что вы чистите все, что используете для измельчения травы, даже если вы используете настоящую кофемолку. Будьте в безопасности, будьте здоровы и оставайтесь на высоте! О, и ознакомьтесь с нашим полным ассортиментом кофемолок (и других крутых товаров RQS) здесь!

 Если вы забудете об этом шаге, вы получите массу липких, влажных хлопьев конопли, прилипших к внутренней части кофемолки или блендера.
Если вы забудете об этом шаге, вы получите массу липких, влажных хлопьев конопли, прилипших к внутренней части кофемолки или блендера. На самом деле они имеют в виду: «Не могли бы вы передать ножницы?» Если вы слышите, как кто-то называет ножницы «ножницами», осторожно передайте им ножницы. Не втыкайте их в вашего друга с силой, как вы можете почувствовать себя вынужденным сделать, услышав, что ножницы называют «ножницами».
На самом деле они имеют в виду: «Не могли бы вы передать ножницы?» Если вы слышите, как кто-то называет ножницы «ножницами», осторожно передайте им ножницы. Не втыкайте их в вашего друга с силой, как вы можете почувствовать себя вынужденным сделать, услышав, что ножницы называют «ножницами».
 Десять центов будут подпрыгивать в бутылке с таблетками, разбиваясь о вашу марихуану, отламывая маленькие кусочки цветка, пока он не будет измельчен.
Десять центов будут подпрыгивать в бутылке с таблетками, разбиваясь о вашу марихуану, отламывая маленькие кусочки цветка, пока он не будет измельчен. а также оригинальный инструмент.
а также оригинальный инструмент.

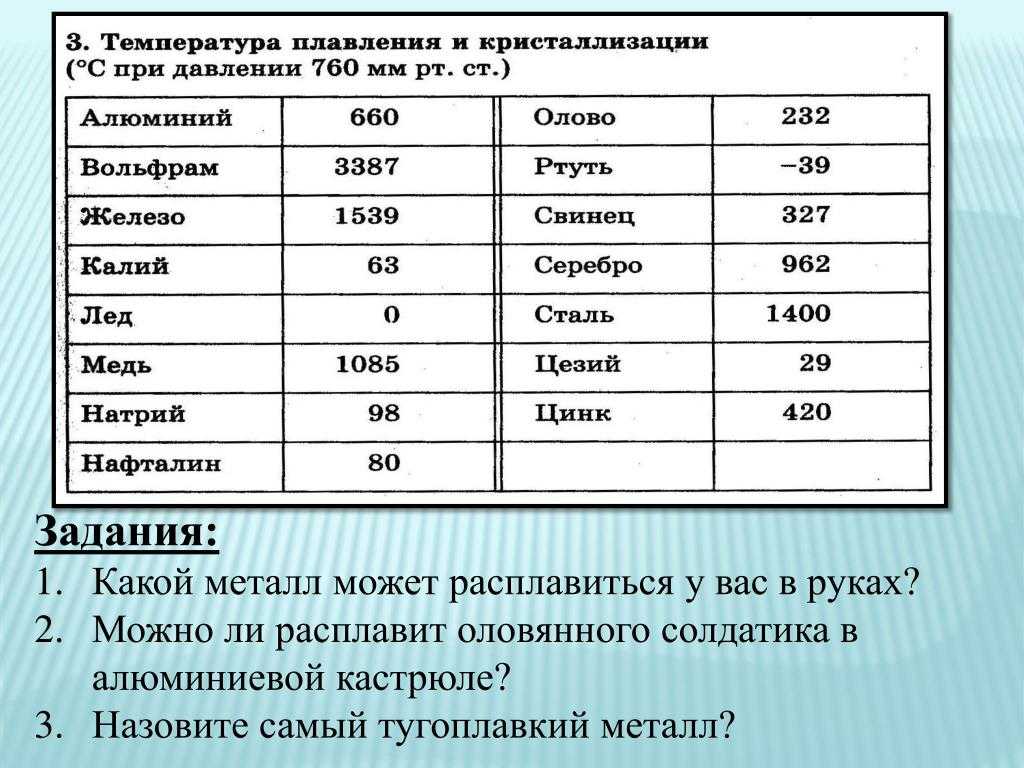 Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре.
Следует отметить, что осмий имеет плотность большую, чем плотность урана и даже плутония при комнатной температуре. И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.
И., Жарский И. М. Большой химический справочник. — М: Советская школа, 2005. — 608 с.
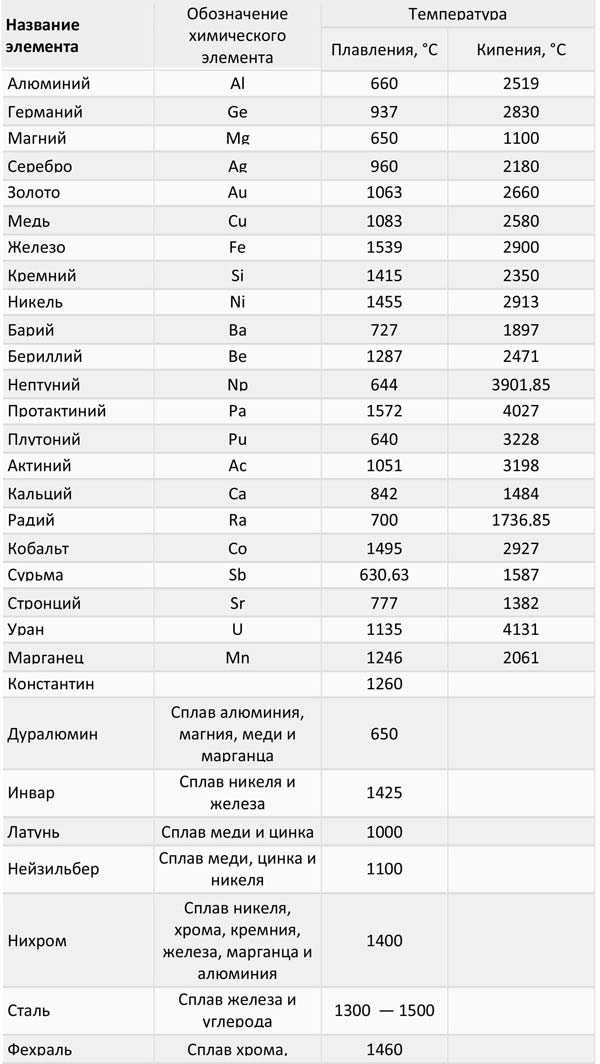
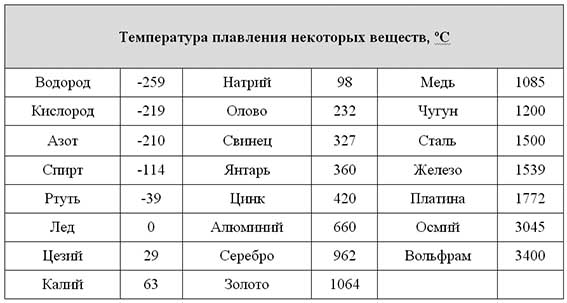 К числу легкоплавких металлов относятся свинец, олово и цинк.
К числу легкоплавких металлов относятся свинец, олово и цинк.
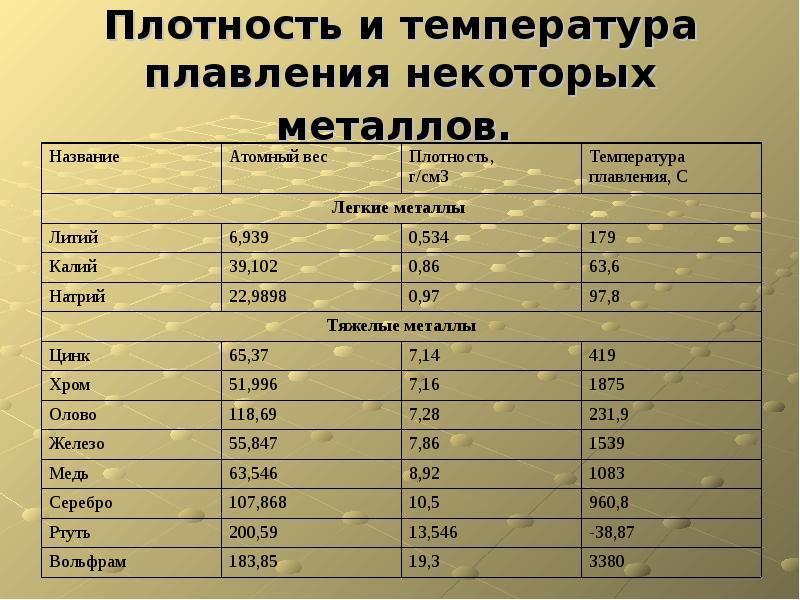
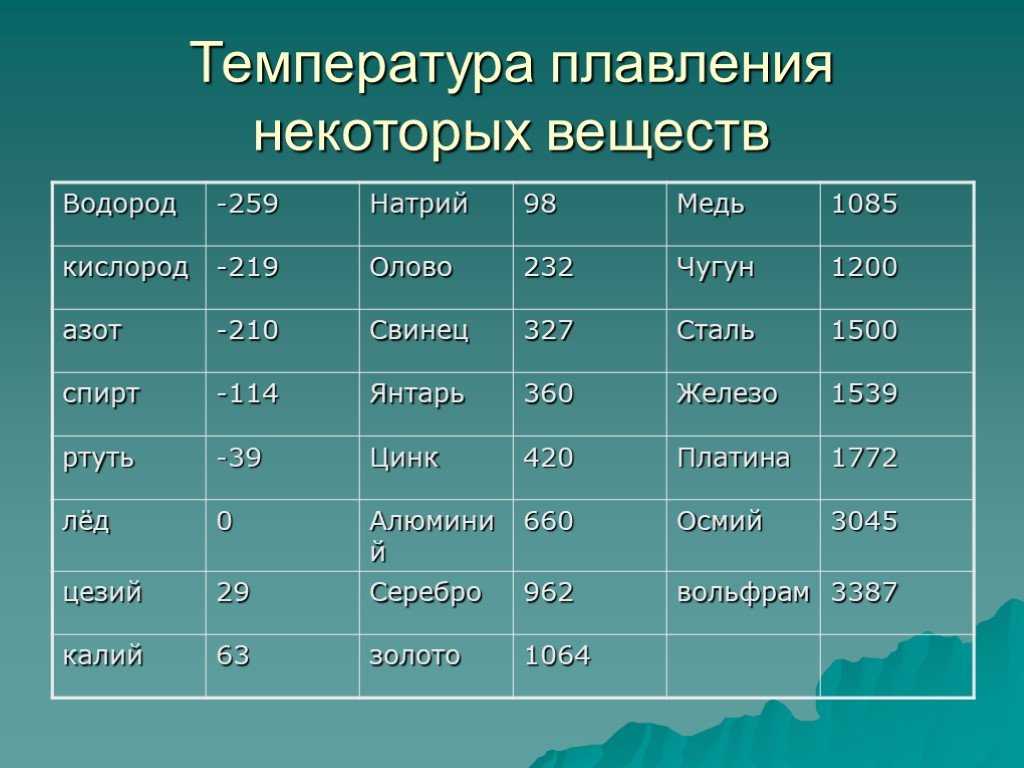

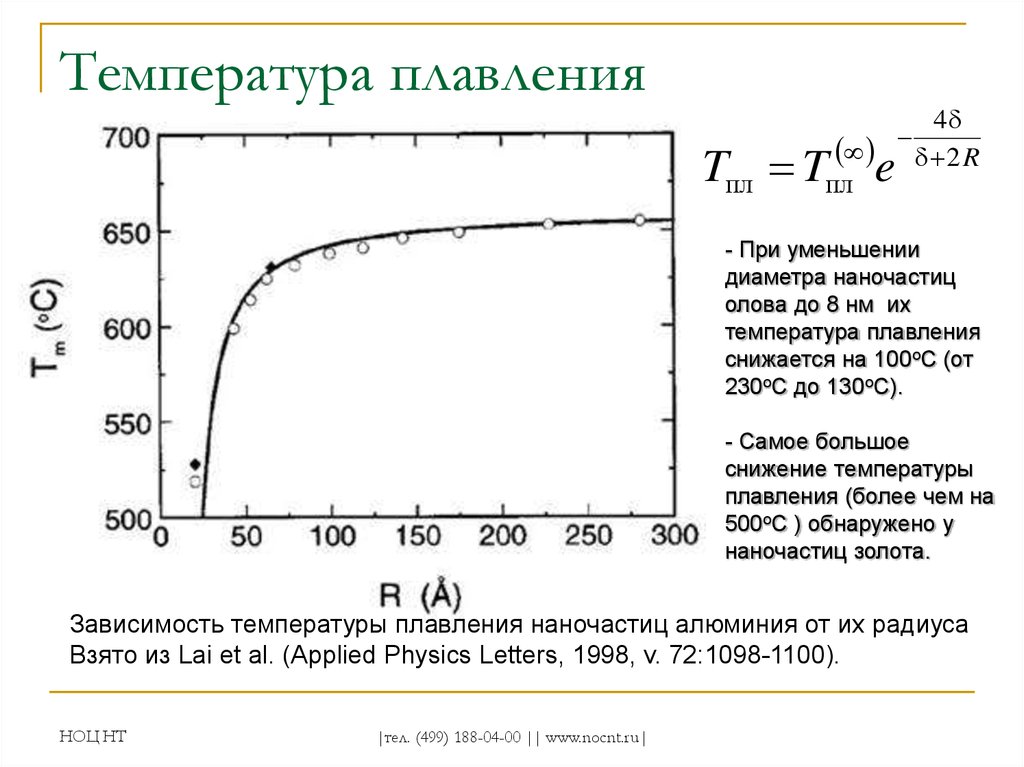
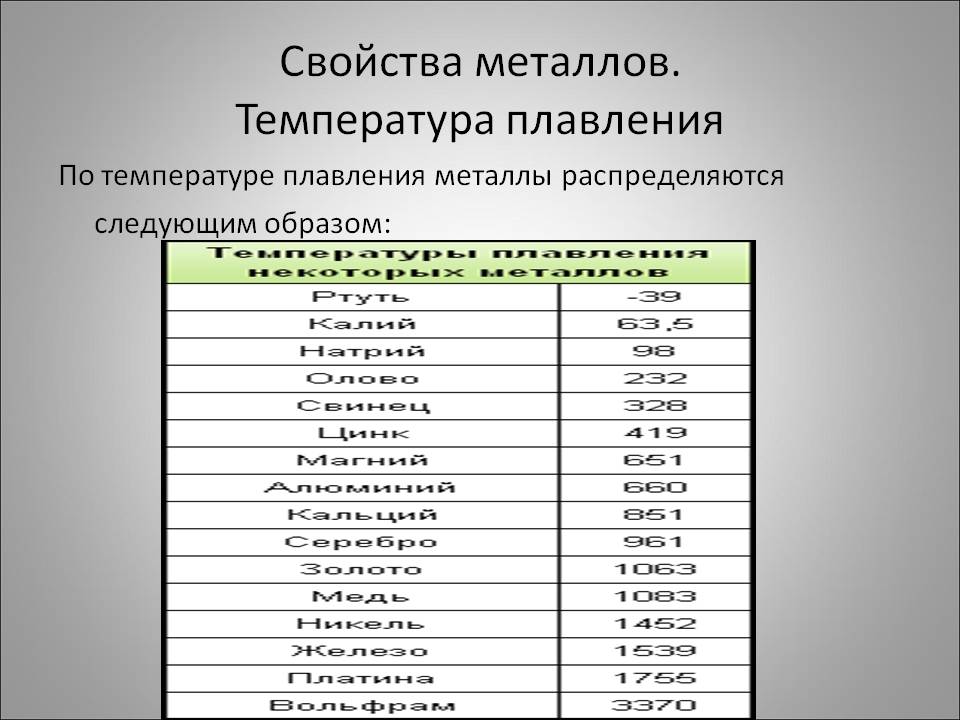 При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
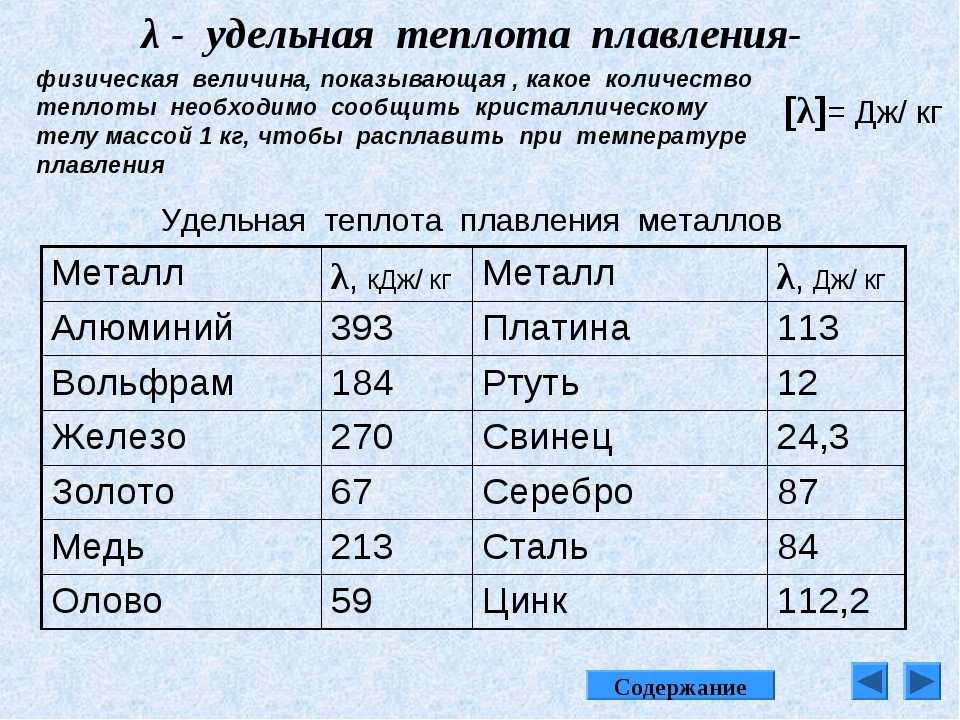 Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.
Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.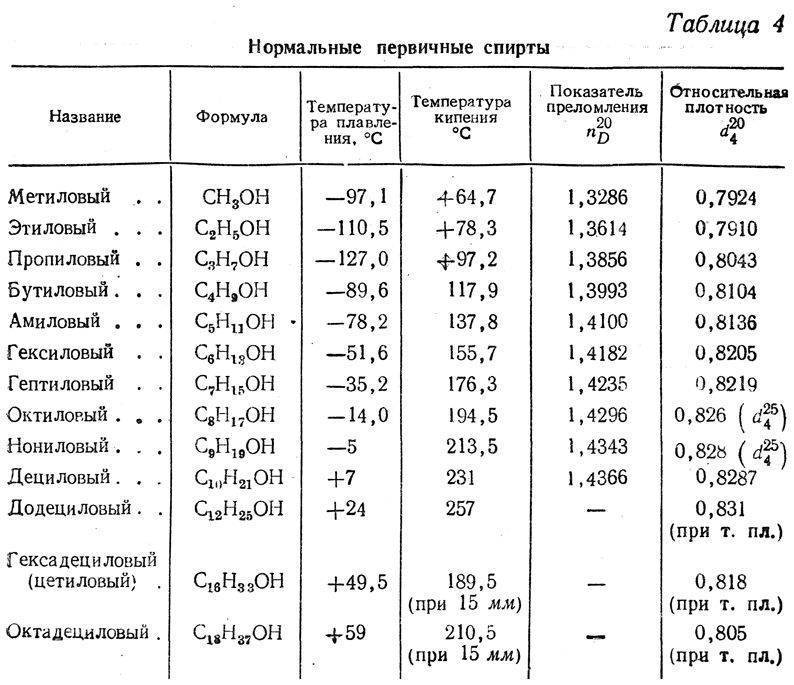 Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
 В изломе есть серый цвет, чем он темнее, тем материал мягче. Свойства серого чугуна зависят от температуры среды, в которой он находится, и количества разных примесей.
В изломе есть серый цвет, чем он темнее, тем материал мягче. Свойства серого чугуна зависят от температуры среды, в которой он находится, и количества разных примесей.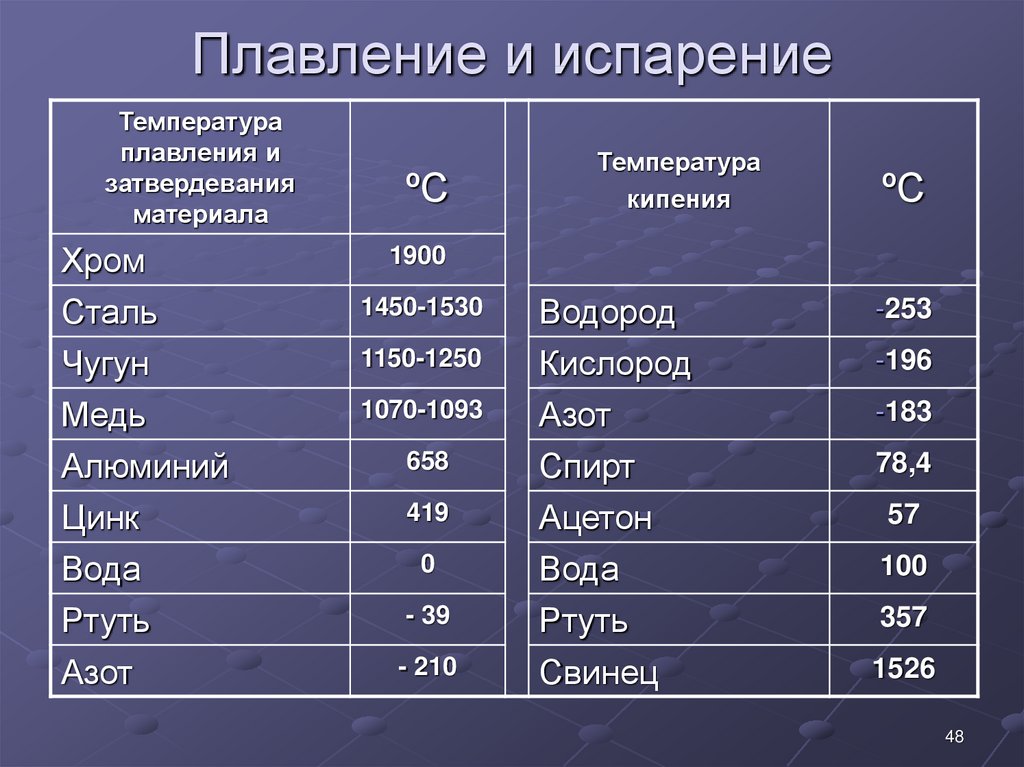
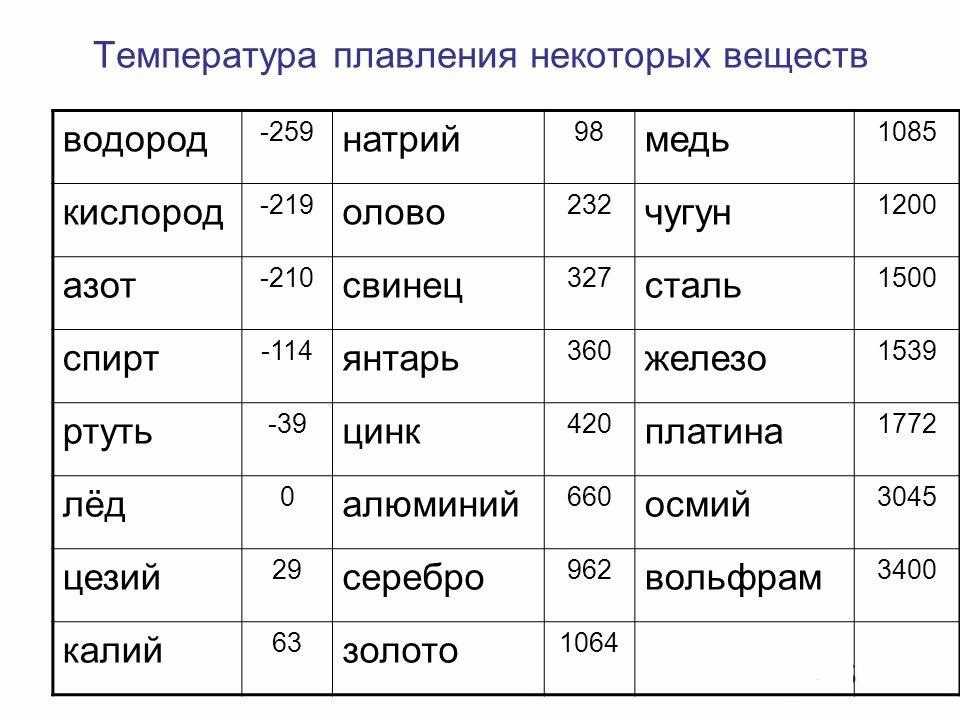
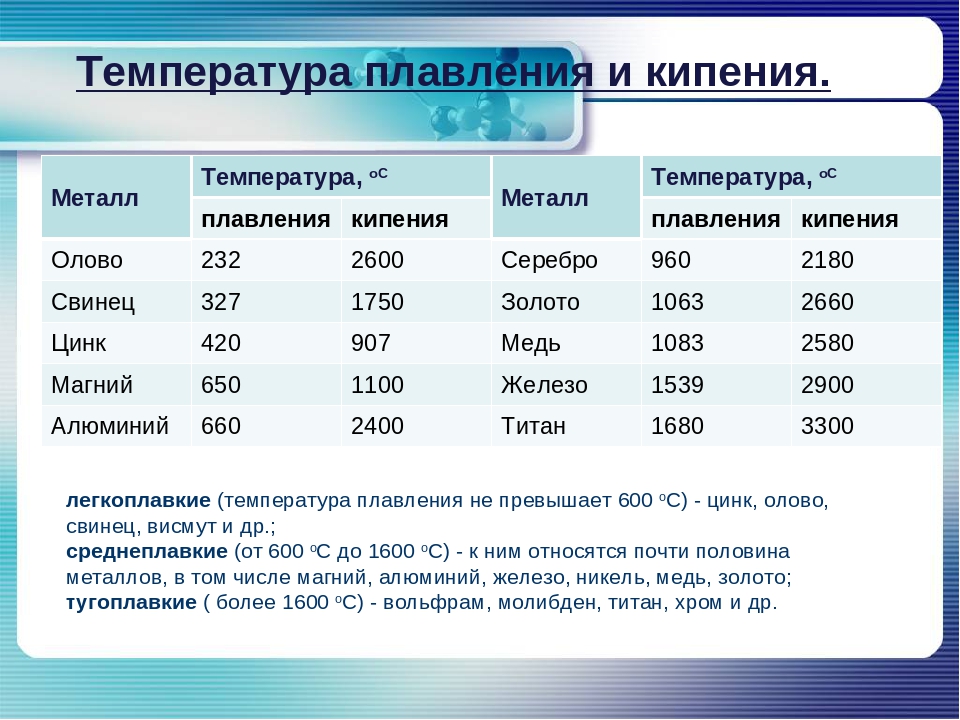 Детали, которые из неё изготавливаются применяют в сферах фармацевтики, ракетной отрасли, текстильной промышленности.
Детали, которые из неё изготавливаются применяют в сферах фармацевтики, ракетной отрасли, текстильной промышленности.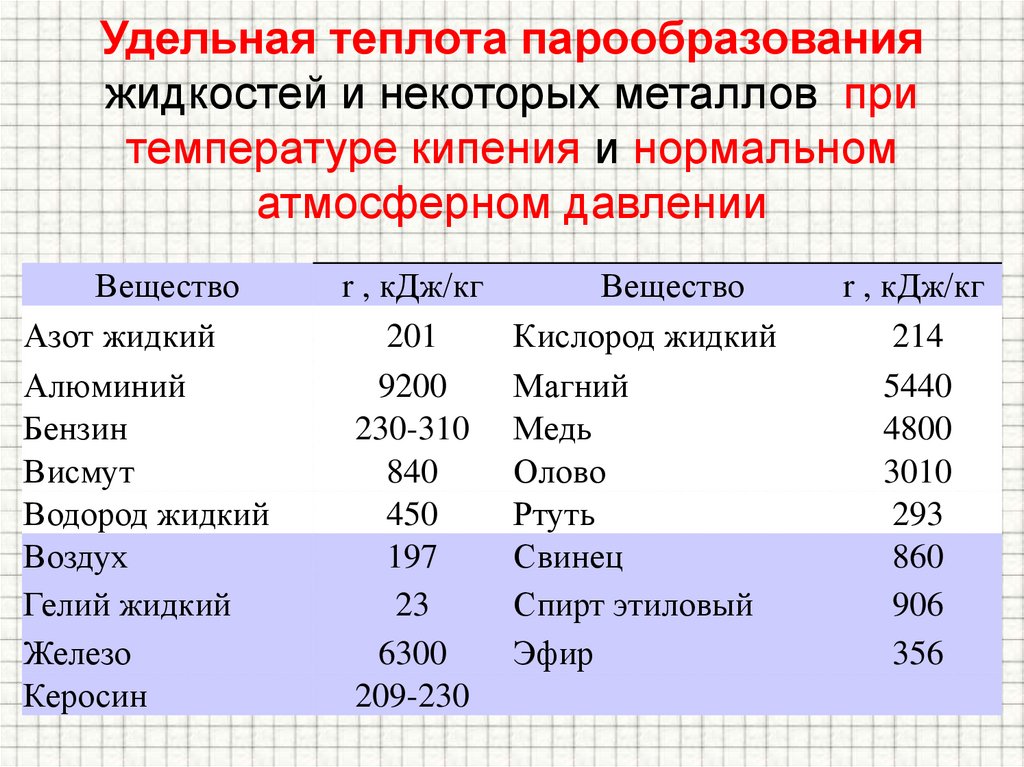 Метод плавки позволяет создавать из материала изделия разной формы. Чтобы изготавливать стальные конструкции, необходимо знать температуру плавления стали.
Метод плавки позволяет создавать из материала изделия разной формы. Чтобы изготавливать стальные конструкции, необходимо знать температуру плавления стали.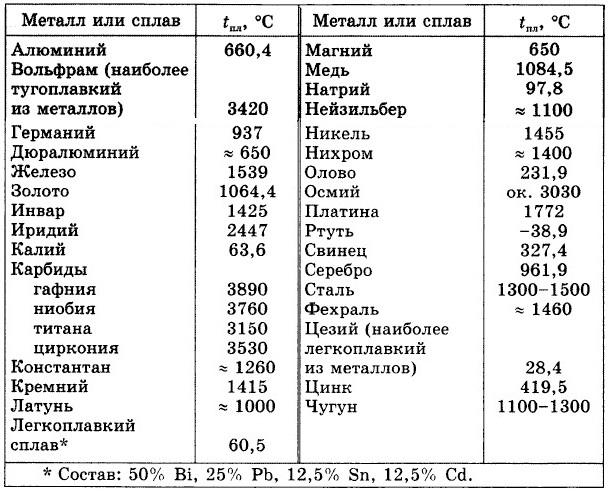 Однако из-за низкой точности конечных расчетов, она не получила большой популярности среди литейщиков. В 1999 году, И.В. Гаврилин предложил новую систему расчета температуры кипения и плавления:
Однако из-за низкой точности конечных расчетов, она не получила большой популярности среди литейщиков. В 1999 году, И.В. Гаврилин предложил новую систему расчета температуры кипения и плавления: При этом интенсивно окисляется углерод. Если он не будет окислять, технологических процесс остановится. Чтобы сделать процесс более интенсивным, в ванну вдувают чистый кислород.
При этом интенсивно окисляется углерод. Если он не будет окислять, технологических процесс остановится. Чтобы сделать процесс более интенсивным, в ванну вдувают чистый кислород.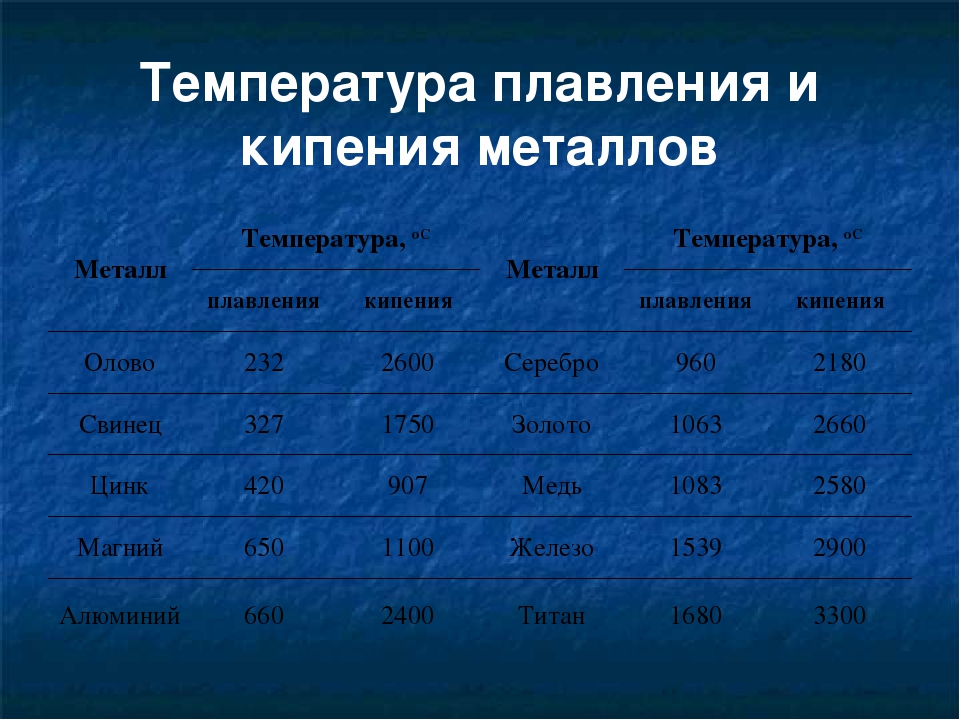 3
3 7
7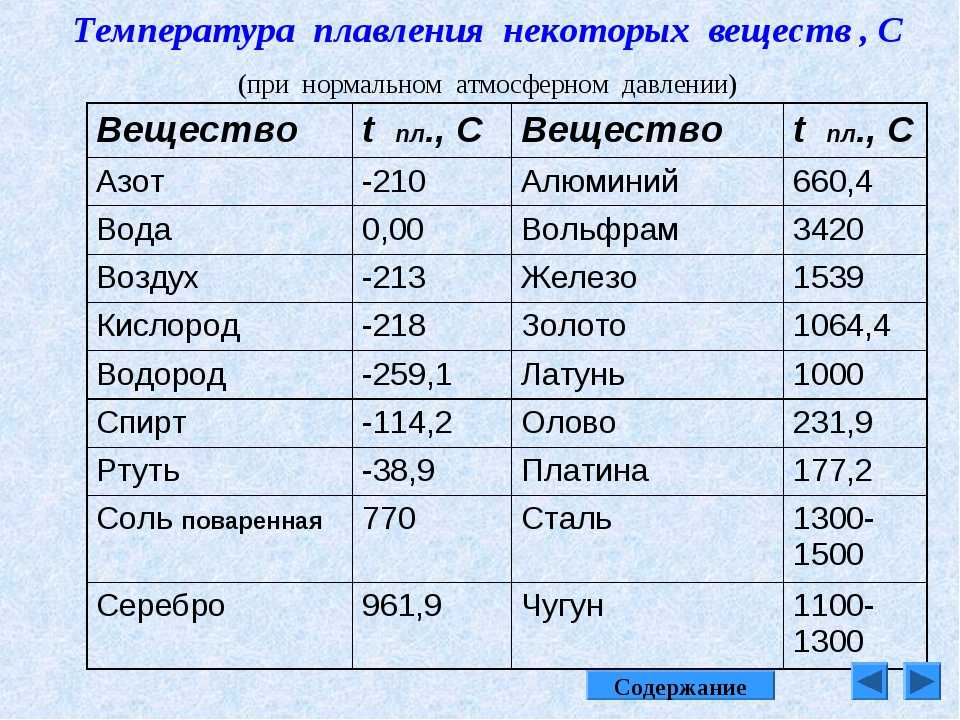 д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!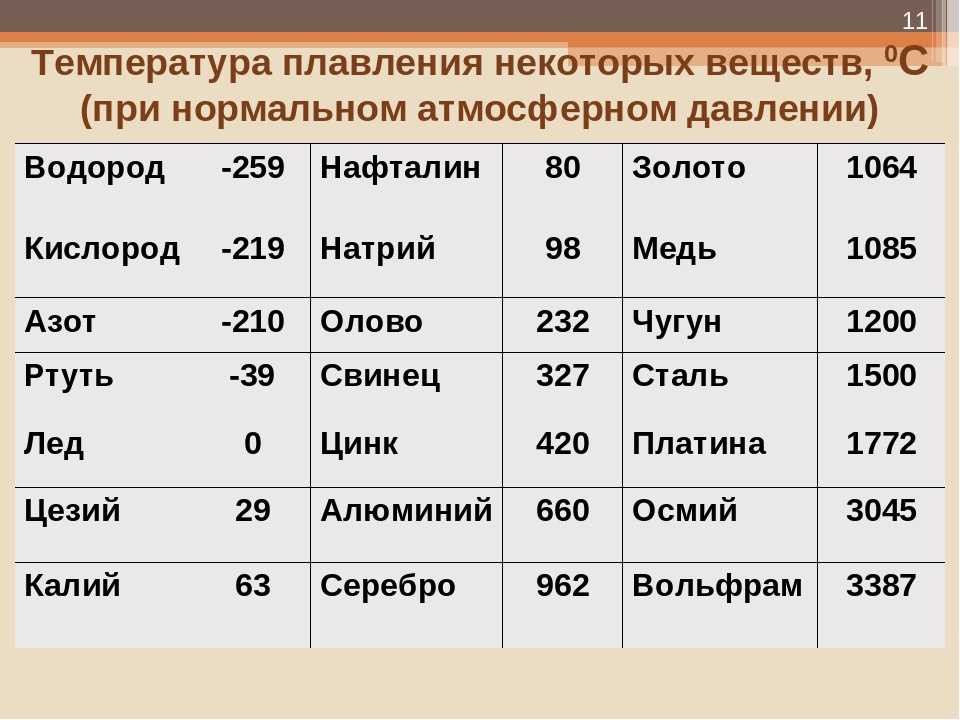
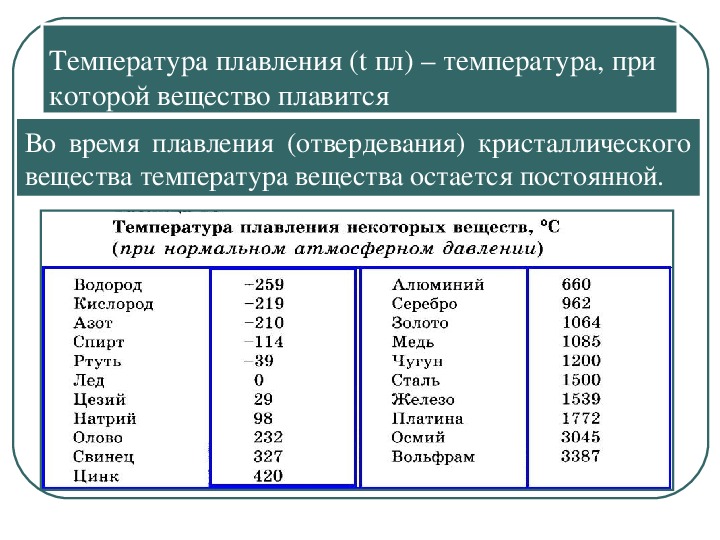 GOV
GOV Дата поступления: 31 декабря 1965 г.
Дата поступления: 31 декабря 1965 г.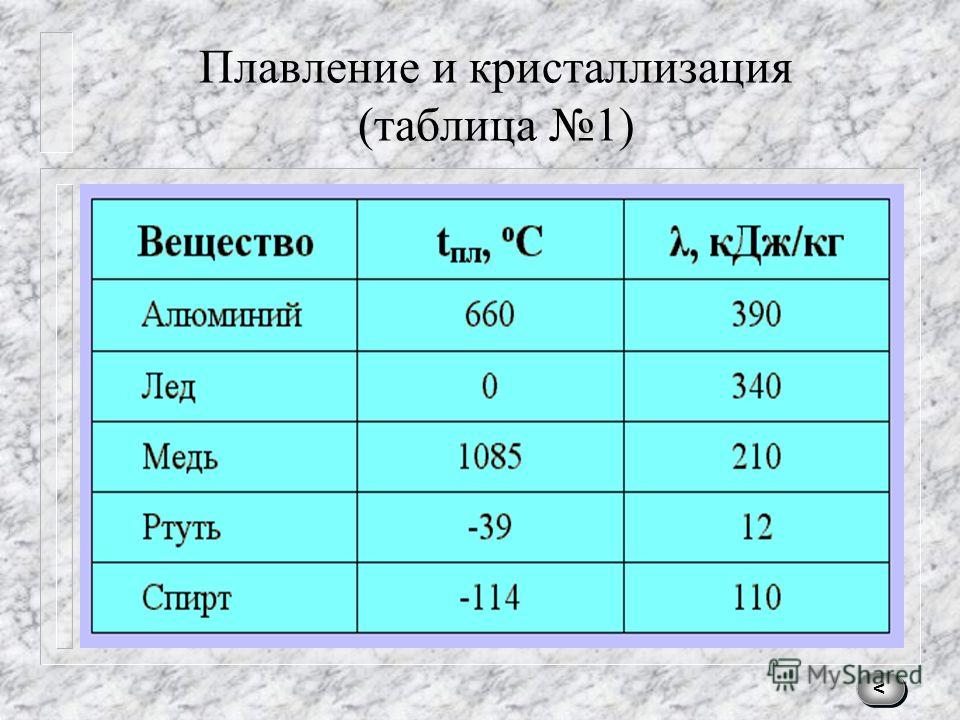 T. ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760 ДО 980 C В ВЫСОКОМ ВАКУУМЕ . США: Н. П., 1964.
T. ИСПАРЕНИЕ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, НИКЕЛЯ И КОБАЛЬТА ПРИ ТЕМПЕРАТУРЕ 760 ДО 980 C В ВЫСОКОМ ВАКУУМЕ . США: Н. П., 1964.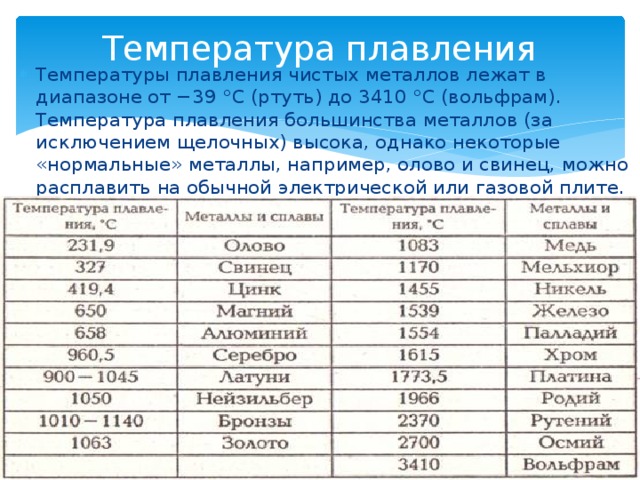


 Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах.
Однако он более доступен, что определяет его распространение в сварке крупных предметов и в грубых работах. Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.
Для облегчения выбора нужного значения на некоторых моделях помещают также таблицу для определения вольтажа и скорости подачи проволоки. Такие справочники индивидуальны для каждого аппарата. Слишком низкий вольтаж не обеспечит нужной глубины провара, и шов получится непрочным. При чрезвычайно высоком вольтаже возрастает риск прожига материала.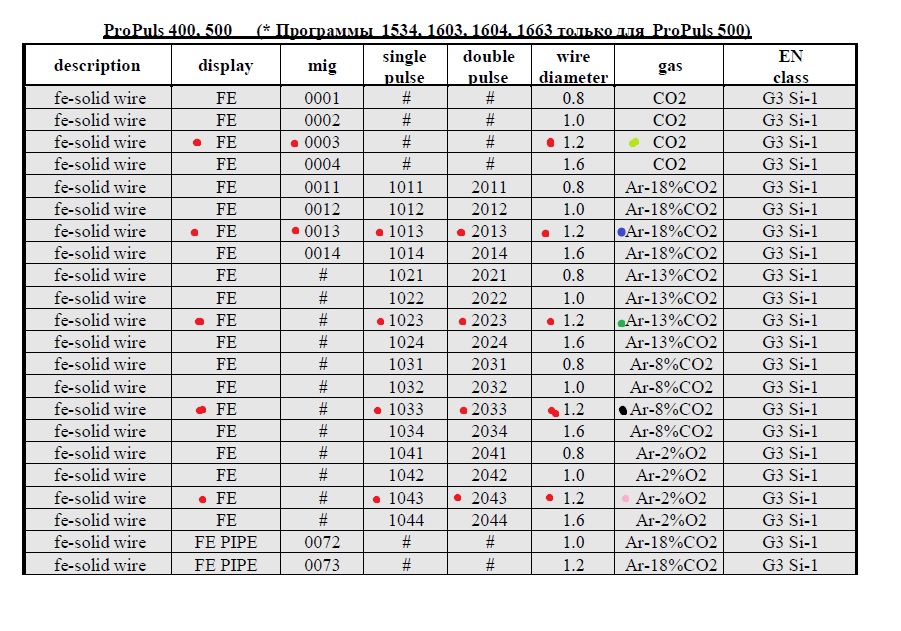 Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью.
Соединение при этом получится неаккуратным, с большим количеством наплывов и низкой прочностью. В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
В первом случае газовую горелку следует подключать к минусовой клемме, во втором – к плюсовому разъему.
 Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.
Такое значение подходит для защитной среды из чистого углекислого газа или из его смесей с аргоном. Чем больше аргона, тем вылет может быть больше.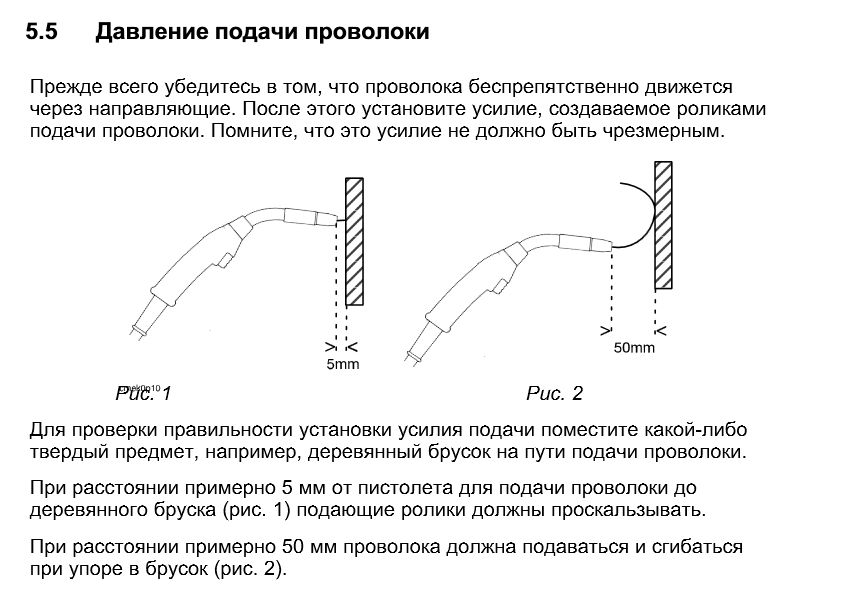


 info!
info!
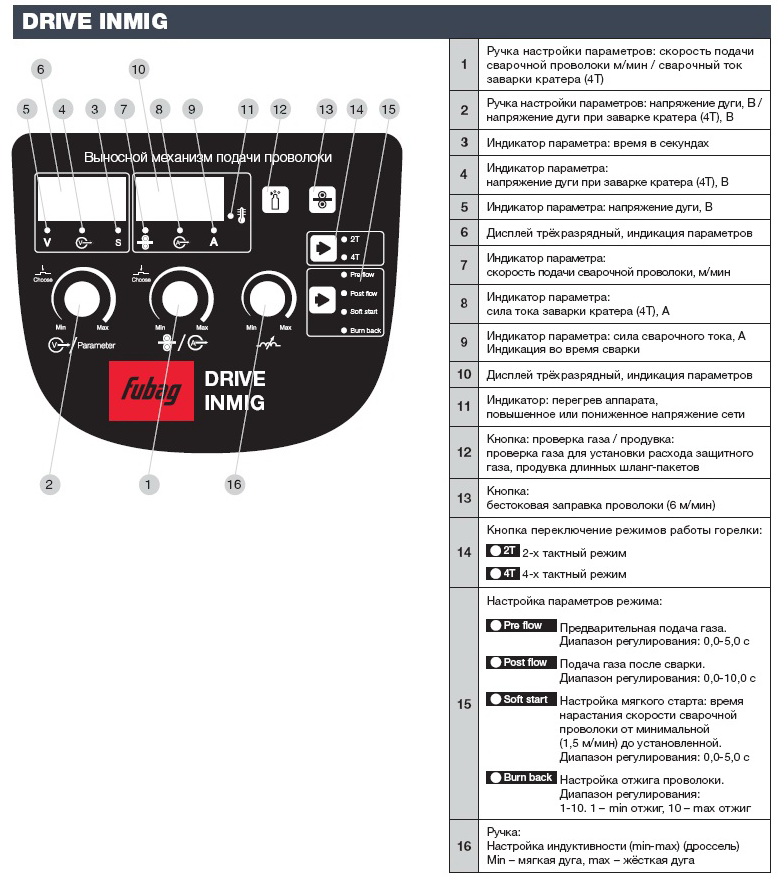 Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное.
Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Более точно количество газа в баллоне можно определить по весу.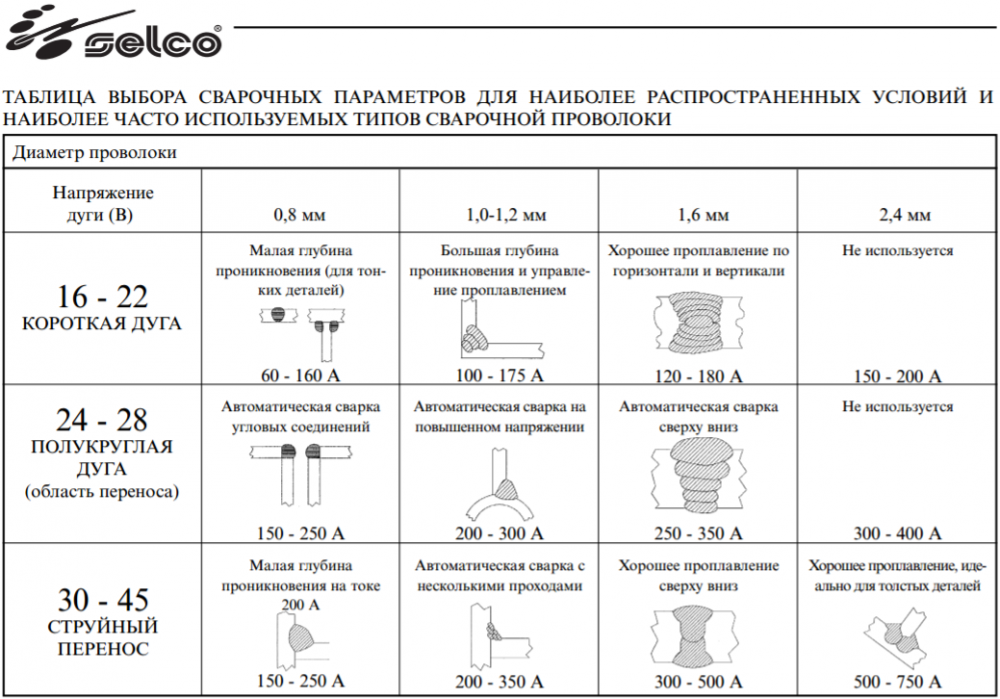 Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.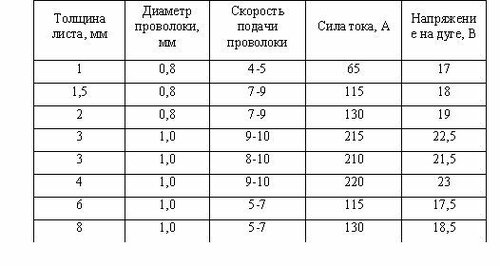
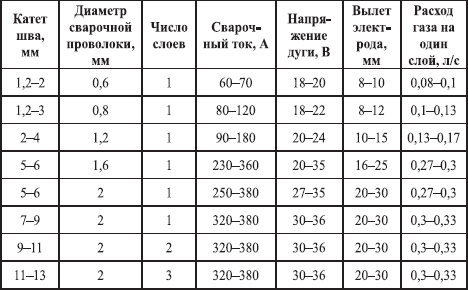 Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.

 Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.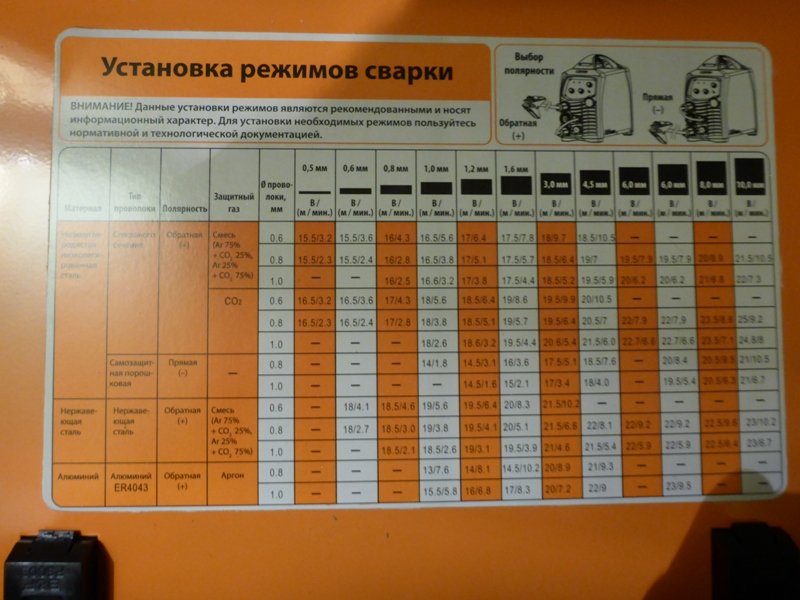 Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше). Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
 Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания. Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
 Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки.
Так может происходить, если горелка слишком далеко от места сварки. Нужно держать наконечник горелки около 0.6 – 1.2 см от зоны сварки. Включая яркие вспышки. Сварочная вспышка — это серьезное состояние, которое может временно лишить сварщика зрения и вызвать сильный дискомфорт в глазах.
Включая яркие вспышки. Сварочная вспышка — это серьезное состояние, которое может временно лишить сварщика зрения и вызвать сильный дискомфорт в глазах.

 Чем сильнее источник света, тем темнее будет линза.
Чем сильнее источник света, тем темнее будет линза.  Последнее, что вам нужно, это чтобы мусор или грязь попадали под ваш визор, загромождали обзор и, возможно, даже попадали вам в глаза.
Последнее, что вам нужно, это чтобы мусор или грязь попадали под ваш визор, загромождали обзор и, возможно, даже попадали вам в глаза. Если дуга находится на низком уровне мощности, чувствительность вашей сварочной маски должна быть низкой. И наоборот, более мощные дуги требуют более высоких уровней тонировки.
Если дуга находится на низком уровне мощности, чувствительность вашей сварочной маски должна быть низкой. И наоборот, более мощные дуги требуют более высоких уровней тонировки.


 Как только вы закончите, затемняющая линза вернется в светлое состояние.
Как только вы закончите, затемняющая линза вернется в светлое состояние.
 Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP ) Вот некоторые 9Советы 0006 о том, как правильно настроить маску сварщика с автоматическим затемнением , чтобы обеспечить максимально возможный уровень защиты.
Вот некоторые 9Советы 0006 о том, как правильно настроить маску сварщика с автоматическим затемнением , чтобы обеспечить максимально возможный уровень защиты.


 Включение подачи СОЖ. УЦИ(опция) фиксируется на пульте оператора и отображает реальное положение оси. Система освещения включает в себя фонарь с мощной лампой. УЦИ и оптические линейки повышают удобство работы на станке и реализуют функцию отображения реального положения оси, что удобнее чем работа по лимбу.
Включение подачи СОЖ. УЦИ(опция) фиксируется на пульте оператора и отображает реальное положение оси. Система освещения включает в себя фонарь с мощной лампой. УЦИ и оптические линейки повышают удобство работы на станке и реализуют функцию отображения реального положения оси, что удобнее чем работа по лимбу. шпинделя до направляющих колонны, мм
шпинделя до направляющих колонны, мм



 CME equipment & more
CME equipment & more 25″ href=»/listings/57248225-1962-wmw-heckert-fu-355-x-1250-in-staufenberg-germany»>
25″ href=»/listings/57248225-1962-wmw-heckert-fu-355-x-1250-in-staufenberg-germany»> 25″ href=»/listings/59954067-1979-vernier-fv-250-in-haguenau-france»>
25″ href=»/listings/59954067-1979-vernier-fv-250-in-haguenau-france»> 25″ href=»/listings/55324242-arrow-type-fu720g-in-le-poire-sur-vie-france»>
25″ href=»/listings/55324242-arrow-type-fu720g-in-le-poire-sur-vie-france»>


 Такие процедуры не занимают много времени.
Такие процедуры не занимают много времени. Эта цифра стоит первой в маркировке.
Эта цифра стоит первой в маркировке.


 Они выбираются с учетом того, какие работы планируется производить и в каких объемах.
Они выбираются с учетом того, какие работы планируется производить и в каких объемах. Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов.
Для повышения производительности устанавливаются АСИ в виде шпиндельной головки револьверного типа или инструментального магазина. Выпускается большое количество разнообразных моделей для обработки дерева, металла, пластика и других материалов. Совмещает возможности обоих типов.
Совмещает возможности обоих типов. Чаще всего применяются высокомоментные электродвигатели малой инерционности.
Чаще всего применяются высокомоментные электродвигатели малой инерционности. Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности.
Для того чтобы стать профессионалом, работник должен получить такие знания: строение и особенности станков с ЧПУ, технология обработки, основы программирования ЧПУ, принципы работы с компьютеризированными системами, признаки неисправностей оборудования с ЧПУ, особенности различных инструментов и материалов. При работе оператор обязан строго соблюдать технику безопасности. Подробно о принципе ЧПУ внутри статьи.
Подробно о принципе ЧПУ внутри статьи.
 Но на большинстве станков любительского уровня или некоторых модернизированных моделях устройством управления может являться отдельный персональный компьютер. Контроллер ЧПУ функционирует совместно с электродвигателями и Настольный ЧПУ станок бывает нескольких разновидностей, предназначенных для любителей/макетчиков/моделистов. Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
Но на большинстве станков любительского уровня или некоторых модернизированных моделях устройством управления может являться отдельный персональный компьютер. Контроллер ЧПУ функционирует совместно с электродвигателями и Настольный ЧПУ станок бывает нескольких разновидностей, предназначенных для любителей/макетчиков/моделистов. Такие станки имеют меньшую массу и уровень прочности, точности обработки и скорости работы и, кроме того, они дешевле своих промышленных аналогов, но при этом могут хорошо справляться с механической обработкой различных предметов, изготовленных из мягких материалов (пластик, пенопласт, воск). Работа некоторых настольных станков с ЧПУ может во многом напоминать работу принтера. Другие же имеют собственную замкнутую систему управления или даже встроенную специализированную CAM-программу. Некоторые модели также могут принимать данные в виде стандартного g-кода. Существуют промышленные станки настольного типа, предназначенные для выполнения мелких работ, требующих особой точности обработки, оснащенные специализированными устройствами числового программного управления.
 Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
Существует ряд несложных программ, позволяющих начинающим пользователям начать работать с ними без особых затруднений. Но есть и более сложные версии, которые требуют вложений времени и финансов для достижения максимальной эффективности их использования.
 Подробнее о G-кодах в статье «Описание G»
Подробнее о G-кодах в статье «Описание G»
 Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
Большинство контроллеров ЧПУ понимают только движения строго по прямой линии или по кругу. Во многих станках перемещения по кругу ограничены главными плоскостями координатных осей XYZ. Перемещения по поворотной оси могут восприниматься контроллерами как линейные перемещения, только вместо расстояния будут использоваться градусы. Для создания перемещений по круговой дуге или линейных перемещений, проходящих под углом по отношению к главным координатным осям, две или более оси должны интерполироваться (их движения должны быть точно синхронизированы) между собой. Линейные и поворотные оси могут также одновременно интерполироваться. В случае использования станка, имеющего пять координатных осей, все пять осей должны быть идеально синхронизированы друг с другом, что является непростой задачей.
 Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.
Более старые и бюджетные модели станков, очевидно, обладают менее высокими показателями, что во многом схоже с тем, насколько менее производительными являются старые модели компьютеров в части выполнения требуемых операций по сравнению с их более современными аналогами.


 Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
Процесс перевода данных из CAD-программы в CAM-программу (посредством использования нейтрального файлового формата — IGES, DXF и т.д.) также может вызвать определенные проблемы, в зависимости от качества функций импорта/экспорта самих программ.
 Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании).
Исключение могут составлять случаи, когда траектория движения инструмента может интерполироваться спирально, то есть описывать круг в плоскостях X и Y, одновременно двигаясь по оси Z для создания винтовой линии (например, при резьбофрезеровании). Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
Тут есть два варианта: одновременная 4-осевая интерполяция (полноценная 4-я ось) либо только позиционирование по 4-й оси, при котором 4-я ось может менять положение заготовки, перемещая ее между тремя координатными осями, фактически не перемещаясь в процессе обработки. 5-осевым, если он включает в себя перемещение по трем осям, указанным выше, плюс перемещение по двум поворотным осям. Кроме полноценной обработки в 5 осях (5 осей перемещаются одновременно), в вашем распоряжении часто есть вариант обработки с применением 3-х осей плюс еще 2 дополнительные оси или 3-осевая механическая обработка + позиционирование с помощью 2-х независимых осей. Также в редких случаях есть вариант обработки с применением 4-х осей плюс одной дополнительной оси или непрерывная механическая обработка по 4 осям + позиционирование по 5-й оси. Звучит запутанно, не правда ли?
 Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
Это связано с тем, что использование станков с ЧПУ увеличивает производство. Это также позволяет использовать более широкий спектр приложений по сравнению с машинами с ручным управлением.
 Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей.
Это связано с тем, что машина с замкнутым контуром снижает риск ошибки. Он также исправляет большинство неровностей. Код делает за них большую часть (если не всю) работы.
Код делает за них большую часть (если не всю) работы.
 Самое раннее использование технологии числового программного управления восходит к 1940с.
Самое раннее использование технологии числового программного управления восходит к 1940с.



 Процессы могут показаться похожими, поскольку в обоих случаях для создания трехмерных продуктов используется компьютерный дизайн. Однако это очень разные процессы.
Процессы могут показаться похожими, поскольку в обоих случаях для создания трехмерных продуктов используется компьютерный дизайн. Однако это очень разные процессы. Технически вам не нужно быть кодером. Однако, если вы можете работать с компьютерным кодировщиком, процесс будет значительно более эффективным и простым.
Технически вам не нужно быть кодером. Однако, если вы можете работать с компьютерным кодировщиком, процесс будет значительно более эффективным и простым.
 Это также может ответить на ваш вопрос: «Что такое станок с ЧПУ?» Если после этого у вас остались вопросы, не стесняйтесь обращаться к нам с любыми вопросами, которые могут у вас остаться.
Это также может ответить на ваш вопрос: «Что такое станок с ЧПУ?» Если после этого у вас остались вопросы, не стесняйтесь обращаться к нам с любыми вопросами, которые могут у вас остаться. Эти машины основаны на существующих орудиях, но с некоторыми модификациями.
Эти машины основаны на существующих орудиях, но с некоторыми модификациями. youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/>
youtube.com/embed/TdoaHK5TRh8?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»The History of Numerically Controlled Machine Tool — NC and CNC»/>  Такое оборудование может автоматически переключать инструменты на основе цифровых инструкций, что делает их производственными рабочими лошадками.
Такое оборудование может автоматически переключать инструменты на основе цифровых инструкций, что делает их производственными рабочими лошадками.
 youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Coding Explained»/>
youtube.com/embed/r5bimWKeMbY?start=46&feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Coding Explained»/> 

 Последняя операция называется расточкой.
Последняя операция называется расточкой.
 youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Machining Capabilities»/>
youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/QL-K3-ODK4s?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»CNC Machining Capabilities»/> 