Начинающие специалисты часто интересуются, какие виды сварки существуют и как выбрать подходящий метод. Различают виды сварки по нескольким срезам, однако наиболее частый вопрос касается именно степени участия человека в процессе сварки.
По степени механизации сварки принято различать следующие её типы:
ручная;
механизированная;
механическая;
автоматизированная.
Ручная – или ручная дуговая сварка – проводится с плавящимся или неплавящимся электродом, изготовленного из проволоки и электродного покрытия. Этот вид сварки применим для углеродистых сталей, металлов с содержанием марганца, легированных сталей, жаропрочных сталей, цветного металла и чугуна. В процессе сварки горящий электрод касается металлического изделия, разогревая его до высокой температуры, в процессе чего обеспечивается перенос сварочного материала в место сварки. Газ, используемый специалистом в процессе работы, защищает место сварки от окисления воздухом. Ручная сварка позволяет получить короткие швы до 20,5 сантиметров, швы средней длины до 100 сантиметров и длинные швы больше 100 сантиметров. Для этого используются способы «на проход», от середины к краям и от краев к середине. Результат сварки соответствует применяемому методу.
При механизированной сварке, которая проводится в защитной среде углекислого газа, подача плавящегося материала и перемещение сварочной дуги относительно металлического изделия выполняется с помощью механизма. Газовая горелка перемещается самим сварщиком. Этот способ удобен для выполнения угловых, тавровых, стыковых швов – таких, при которых ручное управление затруднительно. Механизированный способ эффективнее ручного, когда стоит задача проваривать изделия из толстых металлов или варить крупные партии металла и изделий.
В процессе механической сварки применяется трение свариваемых деталей. Трение обеспечивает высвобождение кинетической энергии, которая превращается в тепло и плавит металл. Детали, которые необходимо сварить, устанавливаются в специализированный механизм. Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
Автоматизированная сварка проходит без участия человека. Снижается человеческий фактор влияния на процесс сварки, аккуратность сварного шва и другие видимые нюансы, однако автоматизация требует тщательной и внимательной первичной настройки. Автоматическая сварка позволяет повысить производительность крупных промышленных предприятий, где требуется выполнять большой объем сварных работ в ограниченные сроки. Отличие этого способа сварки от механизированного состоит в том, что при автоматизированной сварке плавящий проволочный электрод непрерывно подается в дугу по мере расходования материала.
Исходя из объема работы, её сложности, типа металла и сроков выполнения специалист определяется с тем, какую сварку выбрать, чтобы её результат оказался таким, каким был задуман.
Следующая статьяКакой газ использовать для сварки
Тесты по теории сварки и резки металла
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
Вариант 1
Как называется класс сварки, объединяющий виды сварки, которые производятся плавлением металла?
1. термический;
2. механический;
3. термомеханический.
Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. контактная;
2. дуговая;
3. газовая.
Дуговая сварка осуществляется под действием:
1. электрической дуги;
2. силы Р;
3. газового пламени.
Сварной шов в ручной дуговой сварке защищается с помощью:
1. нет защиты;
2. обмазки;
3. флюса.
Кто изобрел сварку угольным электродом?
1. Чернов
2. Петров
3. Бенардос
4. Славянов
6. Сварным швом называется:
1. участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла сварочной ванны;
2. участок сварного соединения, образовавшийся в результате пластической деформации присадочного металла;
3. неразъемное соединение, выполненное сваркой;
4. участок сварного соединения, образовавшийся в результате кристаллизации электрода.
7. Стыковым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. электрические процессы;
2. загрязнение металла шва вредными примесями;
3. окисление металла шва;
4. раскисление металла шва;
5. ионизация воздуха;
6. рафинирование металла шва;
7. термоэлектронная эмиссия.
9. Степень механизации процесса ручной дуговой сварки:
1. ручная;
2. полуавтоматическая;
3. автоматическая
10. В какой зоне сварного шва часто возникают трещины?
1. зоне сплавления;
2. зоне термического влияния;
3. зоне металла шва.
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный.
Вариант 2
1. Как называется класс сварки, объединяющий виды сварки, которые осуществляются с использованием тепловой энергии и давления?
1. термический;
2. механический;
3. термомеханический.
2. Определите, какие из перечисленных видов сварки относятся к термическому классу сварки:
1. сварка взрывом;
2. автоматическая под флюсом;
3. газовая.
3. Дуговая сварка осуществляется под действием:
1. электрической дуги;
2. силы Р;
3. газового пламени.
4. Сварной шов в газовой сварке защищается с помощью:
1. газового пламени;
2. нет защиты;
3. обмазки.
5. Кто изобрел электрическую дугу?
1. Чернов
2. Петров
3. Бенардос
4. Славянов
6. Сварным соединением называется:
1. неразъемное соединение, выполненное пайкой;
2. разъемное соединение, выполненное сваркой;
3. неразъемное соединение;
4. неразъемное соединение, выполненное сваркой
7. Тавровым соединением называется:
1. соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок;
2. соединение, в котором кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга;
3. соединение деталей, расположенных в одной плоскости или на одной поверхности;
4. соединение, в котором к поверхности одной детали примыкает под углом другая деталь, торец которой прилегает к сопрягаемой поверхности и приварен к ней.
8. Из нижеперечисленных процессов назовите химические процессы, происходящие в сварочной ванне:
1. окисление металла шва;
2. механические процессы;
3. раскисление металла шва;
4. легирование металла шва;
5. намагничивание;
6. загрязнение металла шва вредными примесями;
7. рафинирование металла шва.
9. Степень механизации процесса газовой сварки:
1. ручная;
2. полуавтоматическая;
3. автоматическая
10. В какой зоне металл наиболее хрупкий?
1. зоне сплавления;
2. зоне термического влияния;
3. зоне металла шва.
Контрольный тест по основам теории сварки и резки металла
Тема контрольной работы _ «Общие сведения о сварке, сварных соединениях и швах», «Металлургические процессы при сварке»
Ключ с ответами
Вариант 1
Тесты
№ вопроса
1
2
3
4
5
6
7
8
9
10
Верный ответ
1
2, 3
1
2
3
1
3
2, 3, 4, 6,
1
1
Вариант 2
Тесты
№ вопроса
1
2
3
4
5
6
7
8
9
10
Верный ответ
3
2, 3
1
1
2
4
4
1, 3, 4, 6, 7
1
2
Тип сварочных процессов (ручная, полуавтоматическая, машинная, автоматизированная, роботизированная сварка) – Общие технические знания
Дата: 15 июня 2018 г. Автор: Тхань Нгуен Ле
0 комментариев
Определено в Американском национальном стандарте: Стандартные термины и определения по сварке, AWS A3.0:2001:
1. Ручная сварка (MMA, TIG…)
Сварка, при которой вся операция сварки выполняется и контролируется рука. Поскольку сварщик выполняет всю работу вручную, это требует физических усилий и может привести к травмам.
При ручной сварке означает «сварка с помощью горелки, пистолета или электрододержателя, удерживаемая и управляемая вручную», сварщик выполняет функцию сварки и постоянно контролирует сварочные операции вручную.
2. Полуавтоматическая сварка (FCAW, MIG, MAG…)
При полуавтоматической сварке, определяемой как «ручная сварка с оборудованием, которое автоматически контролирует один или несколько условий сварки», сварщик манипулирует сварочной горелкой, чтобы создать сварной шов, в то время как электрод автоматически подается к дуге.
3. Машинная (механизированная) сварка
Сварка с использованием оборудования, которое требует манипуляций оператора или регулировки в ответ на изменения условий сварки. Горелка, горелка или электрододержатель удерживаются механическим устройством, а механическое устройство, удерживающее горелку, горелку или электрод, может быть роботом.
При механизированной сварке определяется как «сварка с использованием оборудования, требующего ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за сваркой, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством», вмешательство сварщика состоит из регулировки органов управления оборудованием в ответ на визуальное наблюдение за операциями.
4. Автоматизированная сварка (SAW…)
Сварка с оборудованием, которое требует лишь периодического наблюдения за сварным швом или вообще не требует его, а также ручной регулировки органов управления оборудованием. Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.
При автоматизированной сварке, определяется как «сварка с использованием оборудования, которое требует лишь периодического наблюдения за сварным швом или его отсутствия, а также ручной регулировки органов управления оборудованием», участие сварщика ограничивается активацией машины для запуска цикла сварки и периодическое наблюдение за сварным швом, если оно вообще проводится.
5. Роботизированная сварка
Сварка, выполняемая и контролируемая роботизированным оборудованием, не требующая участия сварщика. Основная функция сварщика при роботизированной сварке заключается в поддержании контроля качества и устранении любых отклонений или проблем.
Роботизированная сварка, определяется как «сварка, которая выполняется и контролируется роботизированным оборудованием», не предполагает участия оператора сварки в выполнении сварки, поскольку сварочные операции выполняются и контролируются сварочными роботами.
Определения каждого термина в соответствии с Британским стандартом BS 499: Часть 1: 1991 следующие:
Механизированная сварка — сварка, при которой параметры сварки контролируются механически или электронным способом и могут изменяться вручную во время сварки. сохранять требуемое положение сварки.
Автоматическая сварка – сварка, при которой контролируются все параметры сварки. Ручная регулировка может выполняться между операциями сварки, но не во время сварки.
Роботизированная сварка – автоматическая сварка с использованием робота, который может быть предварительно запрограммирован на различные пути сварки и геометрию изготовления.
Успешное применение механизированных/автоматизированных систем может дать ряд преимуществ. К ним относятся повышенная производительность, постоянное качество сварки, предсказуемая производительность сварки, снижение переменных затрат на сварку и снижение стоимости деталей. Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.
Справочный документ:
+ TWI
+ AWS A3.0
+ BS 499
Нравится:
Нравится Загрузка…
Различные виды сварки в технологии сварки
Одним из важнейших производственных процессов в отрасли является технология сварки. В этом процессе две или более деталей сплавляются с использованием тепла, давления или охлаждения для образования соединения. Сварка может выполняться на различных металлах и неметаллах и имеет важное значение в металлургии и производстве. Изучение технологии сварки в одной из лучших технических школ сварки может дать вам преимущество в вашей карьере. Различные типы сварки имеют место с использованием различных методов в зависимости от типа сплавляемых материалов. Вот краткий обзор распространенных видов сварки, по которым вы можете получить сертификаты сварщиков в лучших технических школах США 9.0003
Этот процесс требует надлежащего обучения по программе сертификации сварщиков. В этом процессе сварки они нагревают металл (ы) заготовки с помощью электрической дуги, которая образуется между расходуемым проволочным электродом и металлом (ами) заготовки, который плавится и в конечном итоге охлаждается, что приводит к их плавлению. Инертный защитный газ подается через сварочную горелку вдоль расходуемого проволочного электрода, чтобы защитить электрическую дугу и предотвратить загрязнение из окружающего воздуха, гарантируя, что никакие окружающие газы не могут загрязнить процесс.
Металлическая сварка в среде инертного газа (МИГ) Сварка в среде инертного газа (МИГ) составляет более 50% всех сварных швов с наплавкой металлов в промышленности, и она широко используется. Это современный, усовершенствованный процесс дуговой сварки, который является гибким и подходящим для механизации, а также является очень прибыльным и востребованным навыком в компаниях, занимающихся сваркой, изготовлением и соединением металлов в районе трех штатов. Сертификат сварщика по этой технологии даст вам преимущество как опытному сварщику. От квалифицированного сварщика с инертным газом (MIG) в отрасли требуется высокая степень манипулятивных навыков.
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Единственная разница между сваркой вольфрамовым электродом в среде инертного газа (TIG) и сваркой металлическим инертным газом (MIG) заключается в добавлении присадочного металла в процессе сварки. При сварке вольфрамовым инертным газом (TIG) нагрев металла заготовки электрической дугой, образованной между металлом заготовки и неплавящимся вольфрамовым проволочным электродом, когда присадочный металл используется для добавления в сварочную ванну (где металл заготовки и присадочный металл плавится и со временем охлаждается). Окружает эту область инертным газом, обычно гелием или аргоном, подобно сварке инертным газом (MIG), который защищает ее от окисления и других загрязнений окружающей атмосферой.
Преимущество сварки вольфрамовым электродом в среде инертного газа (TIG) перед сваркой металла в среде инертного газа (MIG) заключается в том, что она подходит для всех отраслей промышленности, но требует высококачественной сварки и широко используется в механизированных режимах. Оператор сварки должен пройти соответствующую подготовку, чтобы уделять особое внимание сварке и сварке. Возможности трудоустройства, которые открываются при изучении технологии сварки в лучших школах сварщиков США, могут обеспечить квалифицированным сварщикам устойчивость и стабильность в их карьере, а также возможности для достижения лучших возможностей в отрасли.
Дуговая сварка защитным металлом (SMAW)
Одним из типичных методов сварки является дуговая сварка защитным металлом. Это процесс ручной дуговой сварки, при котором расходуемый электрод с флюсовым покрытием и поверхность металла заготовки плавятся и сплавляются для создания сварного шва. В этом процессе во время нагрева образуются газ и шлак, что предотвращает загрязнение из окружающей атмосферы и защищает зону сварки. Шлак остывает и затвердевает и должен отколоться, прежде чем металлическая заготовка станет пригодной для следующего процесса.
От навыков сварщика зависит качество сварного шва. Таким образом, квалифицированный техник-сварщик особенно ценен для отрасли, поскольку эта универсальная и простая технология сварки доминирует в секторе ремонта и технического обслуживания в металлообрабатывающей промышленности.
Дуговая сварка порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой (FCAW) — это полуавтоматический или автоматический процесс сварки, при котором расходуемый электрод имеет флюсовую сердцевину и непрерывно подается. Необходимый процесс для устранения атмосферного загрязнения зависит от материала магнитопровода. Например, в одном типе дуговой сварки с флюсовой проволокой (FCAW) сердцевина содержит флюс и другие материалы, которые выделяют защитный газ в процессе сварки, предотвращая загрязнение путем защиты сварочной дуги. А в различных типах дуговой сварки с флюсовой проволокой для защиты сварочной ванны от окисления подается внешний источник защитного газа.
Дуговая сварка флюсовой проволокой (FCAW) является портативной, высокопроизводительной и обеспечивает высококачественные сварные швы. Таким образом, возможности трудоустройства сертифицированного специалиста по дуговой сварке с флюсовой проволокой (FCAW) из сварочного технологического учебного заведения высоки из-за требований этой технологии в строительной отрасли из-за портативности, простоты и гибкости операций.
Отличные возможности трудоустройства в качестве профессионального сварщика
Существует множество захватывающих и прибыльных перспектив трудоустройства для новичков или профессионалов отрасли с сертификатом сварщика от лучших школ сварки в США, который поможет им утвердиться в отрасли и обеспечит стабильную занятость. Согласно Syndicate PayScale Data, средняя годовая стартовая зарплата профессионального сварщика колеблется от 54 000 до 71 000 долларов.
Главная \ О нашей продукции \ Трубы стальные в ППУ изоляции
Системы труб, изолированных полиуретановой пеной промышленным способом, для отопления, охлаждения и технологических целей.
Современная труба в ппу изоляции – это востребованная составляющая для тепловых сетей, монтируемых по сравнительно новой для России технологии. Она позволяет производить бесканальную подземную прокладку трубопроводов, которая является менее затратной, чем монтаж по старой технологии. Качественно изготовленная и правильно установленная труба в ппу изоляции гарантирует длительный срок службы трубопровода при повышенных эксплуатационных характеристиках.
Что из себя представляет труба в ППУ ПЭ изоляции? Это система, состоящая из трех слоев: стальная труба в пенополиуретановом чехле, обернутая в полиэтиленовую ленту.
Каждая из составляющих данной системы играет определенную функцию, пенополиуретан способствует уменьшению отдачи тепла от трубы в землю, в то время как полиэтиленовая оболочка предотвращает повреждение всего изделия.
Использование данной изоляции позволяет уменьшить расходную часть на обслуживание, сокращает сроки строительства, уменьшает теплопотери, вся система в целом удобна и проста в эксплуатации.
Рекомендации по устройству трубопроводов
Технология работы
Трубы изготавливаются по двум стандартам:
1. Согласно сертификату соответствия по ГОСТ Р:
* — 1 м¹ вес трубы со стандартным изоляционным PUR слоем.
I – толщина стандартного изоляционного PURслоя, мм;
Ip – толщина утолщенного изоляционного PUR слоя, мм.
Велокат — велосипед «последней мили» / Хабр
В наше время «изобрести велосипед» дано не каждому. Кажется, всё что можно, уже придумано. Тем более с таким давним «другом человека» как велосипед. Но мне посчастливилось.
В 2010 я устроился на работу в Москве, где от метро Академическая до офиса нужно было идти 15 минут. Мне было лень так много идти и я начал обдумывать различные способы, как решить эту проблему «последней мили». Думал о роликовых коньках, о скейтборде, даже о кроссовках с роликом в пятках.
Почему-то тогда я не подумал о самокате, но зато мне пришла в голову мысль об удобном, компактном складном велосипеде. Не думаю, что этот велосипед решает проблему «последней мили», но это однозначно новое слово в велосипедах. Мало того, мне удалось реализовать его в металле. Делюсь с вами своим опытом 12-летней давности. И предоставить идею на суд публики.
Велокат
Велокат – это гибрид самоката и велосипеда для жителя города. Основные его преимущества – компактность в сложенном состоянии, быстрота сборки-разборки, возможность перемещаться с зачехленным агрегатом в метро, малый вес. Основное назначение – решение проблемы последней мили, чтобы добраться от работы до метро или от метро до дома.
На велокате ездят стоя, как на самокате, держась руками за руль и крутя педали. В сложенном состоянии велокат транспортируют, катя на колесах, как мы катим чемоданы на колесиках или складные прогулочные летние коляски.
Проект
Сначала я составил проект велоката, нарисовал его на бумаге.
Комплектующие:
Вертикальная стальная труба с вилкой
Горизонтальная стальная труба с вилкой
Переднее колесо
Заднее колесо
Педали и передняя звездочка
Руль
Верхний фиксатор горизонтальной трубы
Нижний фиксатор горизонтальной трубы
Т-образный коннектор вертикальной и горизонтальной труб
Ручка-фиксатор горизонтальной трубы верхняя
Ручка-фиксатор горизонтальной трубы нижняя
Задняя звездочка
Цепь
Отверстия для крепления руля
Отверстия дл верхнего и нижнего фиксаторов горизонтальной трубы
Отверстия для ручки-фиксатора горизонтальной трубы.
Отверстие для крепления горизонтальной трубы к вертикальной в сложенном состоянии, верхнее.
Отверстие для крепления горизонтальной трубы к вертикальной в сложенном состоянии, нижнее.
Болт для крепления руля
Гайка для крепления руля
Конструктивно велокат прост – он состоит из двух труб, вертикальной и горизонтальной, которые соединяются между собой с помощью Т-образного коннектора, состоящего из двух труб чуть большего диаметра, соединенных под необходимым углом.
Для складывания горизонтальная труба ручкой-фиксатором отсоединяется от коннектора, ставится в вертикальное положение и присоединяется к вертикальной трубе ручкой-фиксатором.
Учитывая своеобразный наклон горизонтальной трубы, заднее колесо должно быть или больше переднего, или оба колеса должны быть не очень высокими (примерно в 2/3 высоты колеса велосипеда BMX), смотрите схему, на которой изображен вариант построения велоката в пропорциях велосипеда BMX:
Красным нарисован вариант, когда используется большое заднее(1/1 BXM) и маленькое переднее колесо (1/2 BXM), желтым – когда используются два маленьких колеса одинакового размера (1/2 BXM) и синим – когда используются два средних колеса одинакового размера (2/3 BXM).
Ось передней звездочки не должна быть выше колена человека.
Для подстройки под рост ездока высоту крепления руля можно менять.
Сложенный велокат можно зачехлить двумя способами: 1. Целиком (до уровня пола) – в таком состоянии удобно ехать в метро даже в часы пик, колеса не будут никого пачкать. 2. До уровня колес – в таком состоянии велокат удобно катить на своих колесах. При этом можно легко откинуть чехол и зачехлить велокат целиком, если нужно зайти в вагон, например. Просто катить велокат можно и без чехла.
В настоящее время я собираю первый опытный образец велоката. Если он поедет, размещу здесь реальные фотографии и размеры прототипа под мой рост 176 см.
Для использования антиугонного троса в каждой трубе просверливаются отверстия, через которые пропускается антиугонный трос.
Велокат в собранном состоянии:
Велокат в разобранном состоянии:
Разработка
Затем я реализовал проект в железе.
Сначала я купил велосипедные запчасти для велоката – колеса, вилки, звездочку и цепь:
Хорошие люди с rastabike дали мне раму старого велосипеда, откуда я выпилил втулку для педалей:
Для перекладин я купил металлические трубы, которые продаются на любом строительном рынке:
В авторемонтной мастерской я нашел сварщика, который приварил мне педальную втулку к раме и колонку руля к горизонтальной перекладине.
Вилку к трубе я прикрепил болтами:
В конечном итоге велокат стал выглядеть так и его уже можно было опробовать на улице:
При первой поездке труба оказалась недостаточно прочной и преломилась в месте сварки.
Тогда я засунул ее внутрь другой трубы, покрепче. Полученное крепление хорошо держалось:
Практика поездок на велокате показала, что переднее колесо слишком маленькое и ездить очень неудобно. Я заменил колесо на большее по размеру, соответственно, купил другую вилку.
Результат
В результате получился вот такой агрегат:
Кататься на нем было не очень удобно. Он вилял, т.к. сборка была любительской и не качественной. Но в целом около километра я на нем проехал.
Потом попытался продать, но никто не купил, даже на запчасти. Так и лежал у меня в кладовке, пока моя жена в моё отсутствие не отдала его как хлам, дворнику.
Как рассчитать теоретический вес стальной трубы и трубки
Вес трубы зависит от плотности материала, из которого она состоит, а также от физического объема трубы. Весовая плотность измеряет плотность материала трубы, выраженную в фунтах на кубический фут.
Объем трубы равен произведению площади ее поверхности на толщину. В частности, площадь поверхности трубы такая же, как у цилиндра, и равна количеству квадратных дюймов, которые могут покрывать изогнутые стороны трубы.
У нас есть профессиональные инженеры, измеряющие размер стальных труб.
Измерение толщины стенки
Расчет веса круглой трубы и труб специального сечения
Измерение размеров плоскоовальной и эллиптической трубы
Соберите необходимую информацию.
Вам необходимо знать наружный диаметр трубы. Это расстояние по прямой линии, проходящей через центр трубы и соединяющей две точки на поверхности трубы. Также необходимо знать толщину стенки трубы. Оба эти измерения должны быть сделаны в дюймах. Последнее, что вам нужно знать, это длина трубы. Это последнее измерение должно быть сделано в футах.
Вычтите толщину стенки трубы из наружного диаметра трубы. Например, если бы у вас была труба диаметром шесть дюймов и толщиной стенки два дюйма, вы бы вычли два из шести, чтобы получить четыре.
Калькулятор веса трубы – британские и метрические единицы
Формула веса трубы – Эту формулу можно использовать для определения веса на фут трубы любого размера с любой толщиной стенки.
Вес любой трубы можно рассчитать по следующим формулам. Просто умножьте соответствующую плотность сплава на показанный ниже расчет требуемой детали.
Имперский
Пример
плотность (фунт/дюйм³)
0,284 фунта/дюйм³
х
(наружный диаметр² — (наружный диаметр — 2xT)²)
(3,0 дюйма² — (3,0 дюйма — 2×0,022 дюйма)²)
х
Длина
12 дюймов
х
№/4
=
вес
0,702 фунта
* Для оценки веса следует использовать итоговые значения.
Метрическая система
Пример
плотность (г/см³)
7,85 г/см³
х
(наружный диаметр² — (наружный диаметр — 2xT)²)
(50,0 мм² — (50,0 мм — 2×1,0 мм)²)
х
Длина
1м
х
π/4000
=
вес
1,209 кг
* Для оценки веса следует использовать итоговые значения. Чтобы изменить этот html
Допуск на толщину стенки стальной трубы
Бесшовные трубы широко применяются в атомной, газовой, нефтехимической, судостроительной и котельной промышленности. бесшовные трубы занимают 65% рынка котлостроения в Китае.
Типы
Размеры
допустимый допуск
Обычная стальная труба
Старшая стальная труба
Горячекатаный
Наружный диаметр
<50
± 0,50 мм
± 0,40 мм
≥50
± 1 %
± 0,75 %
Толщина стенки
<4
± 12,5 %
± 10 %
4-20
+15% -12,5%
± 10 %
≥20
± 12,5 %
± 10 %
Холоднотянутый
Наружный диаметр
6-10
± 0,20 мм
± 0,10 мм
>10-30
± 0,40 мм
± 0,20 мм
>30-50
± 0,45 мм
± 0,25 мм
>50
± 1 %
± 0,5 %
Толщина стенки
≤1
± 0,15 мм
± 0,12 мм
1-3
+ 15 % — 10 %
± 10 %
>3
+ 12,5 — 10 %
± 10 %
Сколько весит труба из ВЧШГ и почему это важно для вас? — МакВейн Дуктайл
07/09/2020 В разделе «Установка Продукты Технический
Если вы похожи на большинство людей, вы, вероятно, не думаете о том, сколько весит труба из ВЧШГ (труба DI), поэтому в этом блоге Iron Strong мы расскажем вам, где найти вес трубы и почему необходимо ознакомиться с весом трубы.
Существует множество причин, по которым вы можете захотеть узнать вес трубы, но наиболее важной из них должна быть безопасность ваших сотрудников, вас самих и всех, кто находится рядом с вашим предприятием. Зная вес трубы, вы мгновенно повысили свою осведомленность о том, с чем будете работать, и, надеюсь, начали соответственно планировать.
Нажмите кнопку воспроизведения ниже, чтобы просмотреть видео.
Как только вы узнаете вес трубы, вы сможете выбрать тип оборудования и аксессуаров, которые вам могут понадобиться для безопасного и правильного обращения с трубой и ее установки. Оборудование, необходимое на месте, зависит от каждого проекта. Некоторые из этих элементов включают:
размер вашей обратной лопаты
размер вашего фронтального погрузчика и вилочных погрузчиков
размер ваших прицепов,
количество и размер строп,
количество и размер цепей,
прочность и размер подвесок для труб и т.д. для данного проекта, независимо от того, была ли техника недостаточной или слишком большой (с точки зрения мощности). В любом случае отсутствие оборудования, подходящего для работы с продуктами, может создать несколько потенциальных опасностей и добавить дополнительные непредвиденные затраты на проект. Некоторые из этих переменных могут включать:
травмированные работники
дополнительные рабочие часы
более высокие затраты на топливо
более обширные области восстановления и так далее.
Вы должны начать понимать, почему так важно знать вес трубы, с которой вы будете работать в своем проекте. Давайте углубимся в детали того, где найти эти числа и что они обозначают для каждой части трубы DI.
Труба из ВЧШГ выгружается из грузовика. Труба из ковкого чугуна поднимается на место с помощью цепей.
Где я могу найти вес соединения трубы из ВЧШГ?
Вы всегда найдете вес каждого диаметра трубы DI, указанный в соответствии с последним стандартом ANSI/AWWA C151/A21.51. Если у вас нет доступа к стандартам AWWA, как правило, вы найдете различные значения веса куска трубы DI, указанные в соответствующей документации производителя трубы. Например, с McWane Ductile вы найдете его на нашем веб-сайте (учебный центр/листы для подачи), в различных местах нашего карманного инженера McWane, а также на наклейках, которые мы размещаем на каждой произведенной трубе, и это лишь некоторые из них. .
Наклейка на трубу с информацией о размере трубы, классе и весе.
Каковы стандартные веса труб DI?
Типичный грузовик с трубами, отгружаемый напрямую с одного из наших производственных предприятий, будет весить около 40 000 фунтов или почти 20 тонн. У нас есть калькулятор загрузки грузовика, доступный по запросу, который может помочь вам «построить грузовик» с различными размерами труб. В предыдущем блоге моего коллеги Мартина Родригеса, где мы конкретно ответили: « Сколько труб из ковкого чугуна может поместиться на один грузовик? ”
Размер (диаметр) и класс (толщина стенки) трубы являются основными факторами, определяющими вес любой трубы. Вес на фут и примерный вес штук указаны в таблице в нашей стандартной брошюре о продукции, которая доступна на нашем веб-сайте и в Калькуляторе тоннажа McWane Pocket Engineer.
В приведенной ниже таблице указаны стандартные размеры и вес труб Tyton® Joint из ковкого чугуна диаметром от 3 до 36 дюймов. Вес трубы указан в:
за фут веса ствола
вес каждого колокола
вес на длину трубы
средний вес на фут
Имейте в виду, что эти значения веса будут различаться при использовании специальных продуктов, таких как специальные классы толщины, трубы TR Flex® и трубы для пересечения рек, и это лишь некоторые из них. На диаграмме также показан вес части соединения из ковкого чугуна. При этом не учитываются какие-либо специальные футеровки, покрытия или прокладки, которые могут добавить дополнительный вес. Этот вес, хотя и минимальный, также следует учитывать при выборе надлежащего оборудования.
Например:
Цементная футеровка диаметром 6 дюймов добавит примерно 1,3 фунта на фут, где цементная футеровка диаметром 16 дюймов добавит около 5 фунтов на фут, а цементная футеровка диаметром 36 дюймов. добавит почти 14,8 фунтов на фут.
Диаграмма, показывающая размеры и вес трубы из ВЧШГ.
Комбинация вычислений
Итак, мы узнали несколько причин, по которым важно знать вес трубы, где найти информацию и когда нам нужно знать эту информацию. Как обсуждалось ранее, вся эта информация имеет решающее значение для безопасной и эффективной работы на рабочем месте. Но, в первую очередь, предполагается, что трубопровод закапывают в траншею перед вводом в эксплуатацию.
Что делать, если установка трубопровода требует, чтобы линия была подвешена к мосту или эстакаде? Когда мы обсуждали возможности аксессуаров, таких как вешалки, вы продумали это до конца? Учитывали ли вы, что подвески трубопровода потребуются для поддержки трубы и веса жидкости, протекающей по ней?
Двойной ролик с вертикальной и боковой поддержкой.
Аксессуары — это еще одна переменная, которую следует учитывать. Ради этой части нашего обсуждения давайте посмотрим на 24-дюймовую трубу класса 52. Изображение ниже, по сути, рассказывает всю историю. При выборе аксессуара, такого как подвеска для труб, важно помнить, что подвеска также должна выдерживать не только собственный вес трубопровода, но и любую специальную облицовку И жидкость внутри него.
Расчет веса трубы из ВЧШГ.
Чтобы рассчитать вес содержащейся жидкости, вы можете воспользоваться калькулятором объема McWane Pocket Engineer’s Volume Calculator, чтобы быстро рассчитать содержащийся объем (в галлонах) для определенного диаметра и длины линии.
В нашем примере галлон воды равен 8,3 фунта. Содержащийся объем (в галлонах) следует затем умножить на 8,3, чтобы найти общий вес трубопровода, заполненного водой. При необходимости разделите общий вес на длину, чтобы получить вес на фут содержащейся жидкости.
Этот расчет в сочетании с тем, что мы узнали ранее о весе самой трубы, предоставит вам информацию, необходимую для выбора правильных параметров любых подвесок, ремней, креплений и т. д., которые могут потребоваться для сохранения безопасность трубопровода во время эксплуатации.
В заключение
В этом блоге мы попытались привлечь внимание к важности знания того, сколько весит ваша труба из ВЧШГ. Напоминаем, что если у вас есть сомнения относительно веса вашей трубы или чего-либо, связанного с трубой DI, вы всегда должны обращаться к местному представителю McWane по волокнистым материалам или к одному из инженеров McWane по волокнистым материалам или региональным инженерам для получения дополнительных указаний.
У нас есть члены команды, которые управляли малыми и крупными системами водоснабжения, работали в инженерно-консалтинговых фирмах и обладают многолетним опытом решения полевых вопросов, связанных со строительством и эксплуатацией трубопроводов. От проектирования до подачи и установки — мы стремимся предоставлять образование и помощь специалистам в области водоснабжения и водоотведения во всей отрасли водоснабжения и водоотведения.
Ознакомьтесь со всеми нашими цифровыми предложениями
Другие статьи и видео из нашего блога Iron Strong
Карманный инженер McWane
Присоединяйтесь к нам в LinkedIn
Следуйте за нами на Facebook
Подпишитесь на нас в Твиттере
Гэри Гула
Гэри Гула является территориальным представителем McWane Ductile. Он имеет более чем 25-летний опыт работы в отрасли гидротехнических сооружений, все из которых были связаны с McWane Ductile. В качестве территориального представителя Гэри ежедневно взаимодействует с подрядчиками, муниципальными властями и инженерными фирмами. Он предлагает контактное лицо для продаж, технической поддержки и спецификаций продукции, связанных с проектированием и установкой труб из ковкого чугуна, используемых в системах водоснабжения и канализации. Гэри является членом Американской ассоциации водопроводных сооружений (AWWA), Совета производителей/партнеров (Совет MAC) и Национальной ассоциации подрядчиков коммунальных услуг (NUCA).
Как припаять без паяльника и электричества или метод холодной пайки
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Показать еще 4 изображения
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
стальная проволока (не менее 14 калибра)
гвозди
отвертка
болты
биты для мультитула
арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
Показать еще 7 изображений
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла. Однако в случае с кухонной зажигалкой можно легко прикрепить провод к концу этой зажигалки. Все, что вам нужно сделать, это обернуть проволоку вокруг металлической шейки зажигалки и расположить наконечник паяльника над пламенем.
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Показать еще 5 изображений
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
Рекомендации как правильно паять паяльником
Любой мужчина хотя бы раз в жизни брал в руки паяльник и соединял провода, восстанавливал обрывы в электросхемах радио, телевизоров и даже на автомобилях и мотоциклах.
В семьях хранятся ещё советские электрические паяльники на 60, 90 ватт мощности.
Краткое содержимое статьи:
Краткая история пайки металлов
А есть ещё и медные «молотки», разогреваемые паяльными лампами и ими паяют медные радиаторы автомашин, любые стальные вещи.
Эти паяльники действительно по форме напоминают средние по размерам молоточки, у них самое большое жало (до 3-4 см), что даёт быстрое соединение металлов на большой площади.
Раскопки древнейших поселений мира дают право ученым говорить, что тысячи лет назад пайкой обладали египтяне, римляне, греки и китайцы. Их методами и сегодня пользуются ювелиры, паяющие драгоценные изделия золотом.
Пайка медью началась несколько позже, и только десять столетий назад – латунью.
Европа-старушка присоединилась позже других континентов – ближе к научным основам этих технологических процессов (температурные режимы, составы припоев и так далее).
Как научиться владеть паяльником?
Очень просто: минимум знаний, все держится на практике, небольшое количество материалов и главное – тот или иной паяльник.
Выше мы назвали один параметр этих ручных инструментов (мощность). Он важен для понимания:
Что паять.
Как быстрее работать.
Чем мощнее паяльник, тем толще его медное жало, тем медленнее оно разогревается, но и дольше держит режим пайки после отключения от сети или паяльной лампы.
Но они не годятся для пайки небольших электродеталей, тонких проводов, как разогреватели меньшей мощности.
Есть также паяльники, и они не последние в этой линейке, мгновенного нагрева жала и быстрого охлаждения после точечной пайки радио-и электросхем – электроимпульсные. Ими соединяют метизделия в различных бытовых мастерских.
Процесс несложный. Если у вас есть обычные плоскогубцы и кусачки, пинцет с тонкими и широкими (до 1 см) лапками, то вам остаётся приобрести или достать из кладовки три специфические вещи:
паяльник;
материал пайки (припой) – чаще сплав свинца и олова;
антиокислитель и обезжириватель (флюс).
К этому добавим минимум общих знаний по материалам для пайки.
Олово-свинец соединяет хорошо драгматериалы и плохо железо и алюминий.
Практика – основа мастерства
Она начинается с усидчивости. Не всё быстро можно припаять. Поэтому ниже советы, как правильно паять провода, а потом уже переходить к золоту или серебру.
Речь будем вести лишь о медных проводах или залуженных на заводами контактах деталей.
Счистить с жил прежнее олово. Если берете чистый провод, все равно с него нужно соскрести покрытие; если они в пучке, то на каждой нитке.
Обязательное обезжиривание жала и деталей для спайки.
Жалом расплавляете часть флюса, набираете на него минимум олова, туда же вставляете проводки для лужения, проводя по ним жалом. Нитки покроются белым слоем припоя. Вы залудили концы.
Снова расплавьте олово и наберите капельку на кончик жала, коснитесь спаиваемых деталей.
Горячий сплав по закону диффузии растечется по проволочкам. Отняв жало секунд на 5-10, дайте застыть верхней части и переверните их и так же пропаяйте с обратной стороны. Это коротко, как залудить провода паяльником.
Для чего нужна канифоль?
Она — катализатор процесса. Это твердая смола, и при расплаве пахнет так же, как и зеленая хвоя, ведь производится из терпентина – части смол этого дерева.
Её просто обожают радиолюбители, создающие свои изделия и ремонтирующие заводские качественно и быстро. Носик паяльника и провода подносят к смоле, расплавляют её немного и проводки сами сплавляются.
Нужно только погреть, чтобы лишнее олово стекло. Но не к каждому металлу этот припой подходит. Но медь и латунь, бронза лучше соединяются с ней.
Особенности пайки проводов
Выше мы рассказали о лужении проводов. Надо добавить несколько слов о процессе прочной их спайки. Она несколько отличается от обычной с другими материалами.
Тонкие провода подвижны, их нужно прижимать плотно, а потом паять. Способы соединения и пайки проводов различные, расскажем о некоторых.
Можете скрутить два медных провода, если они тонкие, предварительно очистив и залудив, затем спаять.
Если проводка многожильная, то очищать надо все нитки, затем пальцами сжать плотно и прокрутить по часовой стрелке, насколько можно плотнее. Затем окунуть в канифоль и жалом залудить.
Также выполнить и с другим концом пайки. Затем, прижав оба конца плоскогубцами, хорошо расплавьте все олово (от залужения также) соединив в жилу.
Вместо плоскогубцев можно сделать так. Очистите несколько сантиметров медного нетолстого провода, залудите его, а затем туго намотайте на один конец скрутки, зафиксируйте, так же выполните и на другом конце.
А затем окунайте в расплав олова, пока на скрутке не будет видна медь. Выньте из ванны и дайте застыть.
Желательно предварительно надеть на один конец провода термоусадочную трубочку, после спайки продвиньте её и покройте всю оловянную часть.
Спичками разогрейте её, чтобы она охватила и заизолированные части. Тогда не нужно будет наматывать изоленту. Вот и вся инструкция, как правильно паять на флюсе и припое.
Пайка на кислоте
Она не подходит для микросхем, иначе разъест плату. Процесс эффективен там, где нужно очистить соединяемые части от оксидов. Да и на стали, чугуне канифоль теряет своё свойство лужения.
Фото рекомендации как правильно паять паяльником
Вам понравилась статья? Поделитесь 😉
10 вариантов использования паяльника – Chandlertools
Каждый мастер знаком с паяльником. Он расплавляет припой (металлический сплав с низкой температурой плавления) для сплавления двух материалов с использованием тепла, подаваемого через концентрированную точку. Это особенно удобно для таких продавцов, как электронщики, ювелиры, слесари и т.п.
Это также намного безопаснее и точнее, чем плавление с помощью других нагревательных инструментов, таких как горелка, и практически не имеет риска воспламенения или сжигания материалов, которые вы используете. Чтобы узнать больше о том, что может паяльник, вот 10 способов:
1) Пайка в кровельном деле
Кровельщики часто используют припой для сплавления компонентов медной кровли. Он также используется при создании мигающей крыши. Поскольку кровельные работы не требуют такой аккуратности, как работа с мелкими деталями, обычный паяльник для кровельных работ имеет широкое жало, которое может очень быстро нагреваться и часто поддерживается газом для поддержания своего тепла в ветреную погоду.
2) Пайка металлических желобов
Металлические желоба для домов скрепляются пайкой. Это похоже на материалы, которые кровельщик использовал бы для гидроизоляции крыш. Пайка создает постоянное соединение, которое делает желоба герметичными. Однозначно пригодится в дождливую погоду!
3) Пайка витражей и мозаик
Красивые разноцветные узоры, которые вы видите в витражах и мозаиках, скреплены припоем. Обычно для этого требуется более мощный 100-ваттный паяльник, а также другие инструменты, такие как стеклорез или шлифовальный станок.
4) Пайка пластиковых печатных плат
Одним из наиболее распространенных применений паяльника является пайка пластиковых печатных плат в электронике. Металлический сплав припоя обеспечивает продолжение электрического тока при соединении двух проводов. Требуемая для этого точность часто означает необходимость использования более точных инструментов, включая контроль температуры паяльника.
5) Пайка для электриков
Как и в случае с монтажными платами, электрики используют паяльники для сращивания проводов в жилых и коммерческих помещениях. Они также используют их для плавления проводов в электрических клеммах или панелях управления.
6) Пайка в авторемонте
Хотя припой недостаточно прочен для ремонта двигателя, он обычно используется для заполнения неровных пространств, сглаживания шероховатых поверхностей или уплотнения соединений. Его также можно использовать для заполнения отверстий, сплавления металлических панелей и лужения краев металлических листов при ремонте кузова вашего автомобиля.
7) Паяльные инструменты для домашних работ
Еще одно распространенное применение паяльника — домашние работы домашних мастеров. Широкая тематика означает, что в дополнение к обычному паяльнику есть несколько инструментов для пайки, таких как паяльник или паяльник.
8) Пайка в ювелирных изделиях
Еще одна профессия, требующая большой точности. Ювелиры, как правило, используют паяльники или паяльники со сменными наконечниками для большей точности при работе с ювелирными изделиями. Припой также имеет высокий процент серебра.
Из-за оксидов, которые образуются, когда вы нагреваете металл, ювелиры обычно используют флюс буры для уменьшения окисления, чтобы помочь сохранить качество своей работы.
9) Вакуумные трубки для пайки
Вакуумные трубки можно припаивать для создания герметика и изоляции деталей при выполнении соединений металл-керамика. Это важно в электронике, поскольку почти вакуум обеспечивает свободное прохождение электрического тока.
10) Пайка в сантехнике
В целях безопасности сантехники используют бессвинцовый припой при соединении сантехнических труб. В то время как более крупные проекты обычно можно выполнять с помощью горелки, в некоторых ситуациях они работают в ограниченном пространстве, где паяльник будет безопаснее и проще в обращении.
Вот оно! Мало того, что паяльники имеют несколько различных применений, они также бывают разных типов. Чтобы получить идеальный паяльник для работы, ознакомьтесь с нашим выбором в Chandler Tool! И если вы только изучаете все тонкости пайки, вот руководство для начинающих , которое поможет вам начать работу!
Паяльник-карандаш RadioShack мощностью 25 Вт
RadioShack.com Правила возврата в Интернете | Поврежденные или дефектные товары | Политика возврата покупок в магазине | Гарантии на продукцию
Правила онлайн-возврата RadioShack.
com
Из-за COVID-19 время обработки возвратов может занять больше времени, чем обычно. Подождите от 14 до 21 дня, прежде чем обращаться в службу поддержки клиентов по поводу статуса вашего возврата. Спасибо за терпеливость.
На RadioShack.com мы хотим, чтобы вы были полностью удовлетворены каждым приобретенным товаром. Если вы не удовлетворены своей покупкой на RadioShack.com, вы можете вернуть большинство товаров в течение 30 дней с полным возмещением стоимости покупки за вычетом стоимости доставки, обработки или других дополнительных расходов. См. раздел «Исключения» для продуктов, на которые не распространяется наша политика возврата.
ВАЖНО: За некоторыми исключениями возврат средств осуществляется в виде кредита в интернет-магазине, который можно использовать на RadioShack.com. RadioShack не возмещает стоимость доставки. За некоторыми исключениями, мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие любых расходов по доставке, чтобы вернуть ваш товар (ы).
Обязательно отправьте товар(ы) обратно в полном соответствии с нашей Политикой онлайн-возврата:
Товар должен быть отправлен обратно в течение 30 дней с даты доставки.
Предметы должны быть неиспользованными и находиться в состоянии как новые.
Все товары должны быть возвращены в оригинальной упаковке, со всеми включенными аксессуарами и документами.
За возвраты, отправленные обратно на наш склад без разрешения на возврат, полученного через наш Центр возврата или путем обращения в нашу службу поддержки клиентов, будет взиматься плата за ручную обработку в размере 10 долларов США.
Исключения: RadioShack.com не принимает возврат определенных товаров. Товары, не подлежащие возврату, отмечаются онлайн. К невозвратным товарам относятся:
Продукты , которые были перепроданы или изменены (или помечены) для перепродажи, не принимаются.
Открытое программное обеспечение или комплекты.
Электронные носители, не имеющие дефектов (например, флэш-накопители USB и карты памяти).
Средства личной гигиены (такие как маски для лица, щитки для лица).
Товары, перечисленные как окончательная продажа или не подлежащие возврату.
Товары, приобретенные не на RadioShack.com.
Внутренний возврат (США)
Чтобы вернуть или обменять ваши товары:
Начните с посещения нашего центра возврата по адресу radioshack.com/returns и введите адрес электронной почты, указанный при размещении заказа.
Ваш запрос на возврат вашего товара должен быть в течение 30 дней с даты доставки или иным образом в рамках нашей Политики возврата.
За некоторыми исключениями мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие расходов на обратную доставку. Стоимость этикетки для обратной доставки будет вычтена из суммы возврата.
Вы получите электронное письмо с инструкциями по возврату. Выберите «Начать возврат» и выберите товары, которые вы хотите вернуть. Следуйте инструкциям, чтобы напечатать этикетку для возврата.
Пожалуйста, используйте выданную транспортную этикетку, чтобы обеспечить надлежащую обработку вашего возврата. Сохраните номер отслеживания возврата возвращаемой посылки, чтобы убедиться, что посылка будет возвращена на наш склад.
Вы можете вернуть посылку в любое почтовое отделение США. Подтверждение по электронной почте будет отправлено вам после того, как ваш возврат будет получен и обработан нашим складом.
Международный возврат
Если вы решите вернуть свой товар (-ы), RadioShack не предоставляет предоплаченные этикетки для возврата, и вы будете нести ответственность за покрытие расходов по доставке. Кроме того, клиенты за пределами США не смогут использовать наш онлайн-центр возврата. Вместо этого, пожалуйста, следуйте приведенным ниже инструкциям, чтобы вернуть товар в соответствии с нашей Политикой онлайн-возврата.
Чтобы вернуть товар по почте, свяжитесь с нашей службой поддержки клиентов по адресу [email protected]. Мы предоставим вам этикетку для возврата, которую вы можете отнести к любому из ваших местных перевозчиков. Отправьте возвращаемые товары в наш отдел возврата по адресу, указанному ниже:
Если вы получили поврежденный или дефектный товар от RadioShack.com, немедленно свяжитесь с представителем службы поддержки.
● Пожалуйста, сообщите представителю номер вашего заказа, номер позиции и номер для отслеживания из исходного электронного письма с подтверждением. Представителю также потребуется ваш адрес электронной почты и номер телефона.
● RadioShack.com приложит все разумные усилия, чтобы помочь вам с возвращением.
● Дефектный элемент может быть заменен в течение 30 дней с даты покупки в соответствии с нашей Гарантийной политикой или в течение гарантийного срока производителя, в зависимости от того, что дольше. Обратитесь за помощью к представителю отдела обслуживания клиентов.
● По возможности предоставьте фотографии повреждения или дефекта, чтобы ускорить помощь.
● Поврежденные или неисправные элементы будут заменены, если таковые имеются, или будет выдан кредит магазина RadioShack.com.
Потерянный в пути предмет(ы)
Если ваш номер для отслеживания показывает, что заказ был доставлен, но вы так и не получили его от RadioShack.com, немедленно свяжитесь с представителем службы поддержки клиентов.
● Свяжитесь с перевозчиком и подайте претензию в отношении утерянных в пути предметов. Сообщите представителю номер вашего заказа, номер товара, номер для отслеживания из исходного электронного письма с подтверждением и номер претензии. Представителю также потребуется ваш адрес электронной почты и номер телефона. ● RadioShack.com приложит все разумные усилия, чтобы помочь вам с заменой, если таковая имеется, или будет выдан кредит магазина.
Отмена заказа
Мы стремимся к тому, чтобы все заказы комплектовались, упаковывались и отправлялись как можно быстрее, потому что мы знаем, что вам не терпится получить их! Имея это в виду, как только ваш заказ будет размещен, мы не сможем отменить ваш заказ. Пожалуйста, ознакомьтесь с политикой возврата для получения дополнительной информации, если возврат все еще необходим.
Политика возврата покупок в магазине
Магазины RadioShack находятся в независимом владении и управлении и могут различаться в зависимости от местоположения. Обратитесь в местный магазин за копией их политики возврата. RadioShack.com не может осуществлять возврат товаров, приобретенных в магазинах RadioShack.
Гарантия на продукцию
Нажмите здесь , чтобы ознакомиться с Условиями использования для всех штатов.
На многие товары, продаваемые на RadioShack.com, распространяется гарантия производителя. Информацию о применимой гарантии обычно можно найти внутри коробки или упаковки. Для получения дополнительной информации о гарантии производителя на конкретный продукт обращайтесь непосредственно к производителю.
На наши продукты под собственной торговой маркой RadioShack предоставляется 90-дневная или 1-летняя гарантия, в зависимости от продукта. Вы можете прочитать условия этих ограниченных гарантий ниже.
Условия гарантии
За исключением Калифорнии, RadioShack не дает никаких дополнительных гарантий, явных или подразумеваемых, для любого продукта, произведенного стороной, отличной от RadioShack.
ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ЗАПРЕЩЕННЫХ ЗАКОНОМ, ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ СПЕЦИАЛЬНО ОТКАЗЫВАЮТСЯ: (1) ДЛЯ ВСЕХ ПРОДАЖ «КАК ЕСТЬ»; И (2) ПОСЛЕ НАЧАЛА: [A] Истечения срока действия ЛЮБОЙ ПРИМЕНИМОЙ ЯВНОЙ ГАРАНТИИ ИЛИ [B] 90 ДНЕЙ С ДАТЫ ПРИОБРЕТЕНИЯ.
RadioShack не несет ответственности за какие-либо убытки или ущерб (включая косвенные, специальные, случайные или косвенные убытки), прямо или косвенно вызванные продуктами, перечисленными в этом чеке. В некоторых штатах не допускаются ограничения подразумеваемых гарантий (таких как гарантии товарного состояния или пригодности для определенной цели) или исключение случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Кроме того, у вас могут быть другие права, которые варьируются от штата к штату.
РадиоШак.
Продукты, которые мы продаем, не разрешены для использования в качестве важнейших компонентов имплантируемых человеку устройств или устройств или систем жизнеобеспечения. Критический компонент — это любой компонент имплантируемого человеку устройства, устройства или системы жизнеобеспечения, неисправность которого, как можно обоснованно ожидать, вызовет отказ имплантата, устройства или системы жизнеобеспечения или повлияет на их безопасность или эффективность.
На многие другие продукты, предлагаемые на этом веб-сайте, распространяется гарантия производителя. Копия конкретной гарантии, если таковая предлагается гарантом, будет доступна для проверки перед продажей по специальному запросу по нашему каталожному номеру.
Мы поставляем множество продуктов, которые соответствуют военным спецификациям, представленным производителем. Мы не отслеживаем эти продукты; поэтому мы поставляем их только как коммерческие детали.
Информация для иностранных клиентов или клиентов, путешествующих за границу: продукты, приобретенные на RadioShack.com или в наших торговых точках в США, не могут быть возвращены для гарантийного обслуживания ни в одном из наших международных офисов.
90-дневная ограниченная гарантия
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение девяноста (90) дней после даты покупки в магазине, принадлежащем RadioShack, RadioShack.com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки по месту первоначальной покупки или посетите сайт www.radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ ЗА ЛЮБУЮ ОТВЕТСТВЕННОСТЬ, УБЫТКИ ИЛИ УЩЕРБ, ВЫЗВАННЫЕ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ, ДАЖЕ ЕСЛИ КОМПАНИЯ RADIOSHACK БЫЛА ПРЕДУПРЕЖДЕНА ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение одного (1) года после даты покупки в магазине, принадлежащем RadioShack, RadioShack.com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки в место первоначальной покупки или посетите сайт www.radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ ЗА ЛЮБУЮ ОТВЕТСТВЕННОСТЬ, УБЫТКИ ИЛИ УЩЕРБ, ВЫЗВАННЫЕ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ КОСВЕННЫЕ УБЫТКИ, ДАЖЕ ЕСЛИ КОМПАНИЯ RADIOSHACK БЫЛА ПРЕДУПРЕЖДЕНА ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам.
Сталь — перлитный класс — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Стали перлитного класса — это низко — и среднелегированные, наиболее распространенные как конструкционные, так и инструментальные стали. В состоянии проката или после отжига они благодаря перлитной или ферритно-перлитной структуре хорошо обрабатываются режущим инструментом. Для получения высоких механических свойств, твердости и износостойкости их подвергают закалке, большей частью в масле, и соответствующему отпуску.
[1]
Диаграмма изотермического распада аустенита для сталей трех.
[2]
Стали перлитного класса характеризуются относительнее малым содержанием легирующих элементов, мартенситного — более значительным и, наконец, аустенитного — высоким содержанием легирующих элементов.
[3]
Жаропрочные свойства перлитных, мартенситных и аустенитных сталей. [4]
Стали перлитного класса, как не содержащие большого количества хрома, естественно, не обладают высокой жаростойкостью и их нельзя применять при температурах выше 550 — 580 С.
[5]
Стали перлитного класса выпускаются восьми марок: 12MJ 12Х1МФ ( 12ХМФ), 20Х1М1Ф1ТР ( ЭП182), 20Х1М1Ф1Б1 ( 20ХМФБ, ЭП44 25ХМФ ( ЭИ10), 25Х2М1Ф ( ЭИ723), 18ХЗМВ ( ЭИ578), 20ХЗМВФ ( ЭИ415, ЭИ579; В скобках указано старое название марок.
[6]
Стали перлитного класса при содержании 0 1 — 0 8 % С имеют обычно не более 2 — 5 % специальных примесей и структуру, аналогичную углеродистой стали, а именно: феррит и перлит в доэвтектоидной стали, перлит в эвтектоидной стали и перлит и цементит ( карбиды) в заэвтектоидной стали.
[7]
Стали перлитного класса с содержанием углерода не выше 0 35 % и легирующих элементов в сумме до 2 — 5 % пользуются широким распространением благодаря повышенным механическим свойствам и относительно невысокой их стоимости. [8]
Стали перлитного класса являются в основном конструкционными, мартенситного и карбидного — инструментальными, а феррит-ного и аустенитного — сталями с особыми химическими и физическими свойствами.
[9]
Стали перлитного класса с содержанием углерода не выше 0 35 % и легирующих элементов в сумме до 3 — 4 % свариваются в большинстве случаев вполне удовлетворительно.
[10]
Сталь перлитного класса гораздо больше других распространена в машиностроении. Она содержит небольшое количество легирующих элементов, хорошо поддается обработке режущим инструментом и после окончательной термической обработки весьма значительно улучшает свои механические свойства.
[11]
Стали перлитного класса наиболее распространены. Структура сталей этого класса после нормализации или отжига состоит из феррита или перлита или феррита и карбидов. Такие стали содержат небольшое количество легирующих примесей и относятся к низко — и среднелегированным сталям. Обладают хорошей обрабатываемостью режущим инструментом. Многие стали этого класса, содержащие 0 / 15 — 0 2 % С, хорошо свариваются.
[12]
Микроструктура стали.
[13]
Стали перлитного класса являются низколегированными сталями.
[14]
Стали перлитного класса используют для изготовления крепежа, труб, паропроводов, пароперегревателей и коллекторов энергетических установок, длительно работающих при температурах 500 — 550 С. Стали этого класса используют в закаленном или нормализованном и высокоотпущенном состоянии.
[15]
Страницы:
1
2
3
4
Перлитный класс стали: описание и сварка
Перлитный класс стали — это металл, принадлежащий к низколегированному и среднелегированному типу. Чаще всего такое сырье используется в качестве конструкционной или инструментальной стали. Перлитная и ферро-перлитная структура данного материала после прохождения отжига или же после проката отлично поддается обработке любыми режущими инструментами.
Общее описание стали
Для того чтобы перлитный класс стали имел достаточно высокие механические параметры эксплуатации, необходимо провести закалку. Чаще всего для этого используется масло, а также нужно правильно провести процедуру отпуска. Благодаря такой обработке, удается повысить такой параметр, как прочность, к примеру, или износостойкость и твердость.
Стали перлитного класса выделяются минимальным содержанием легирующих элементов. Среднее содержание в мартенстиных сталях, а наибольшее количество в аустенитных.
Из-за малого количества добавок и модификаторов такие свойства, как жаростойкость, к примеру, также достаточно малы потому, что недостаточно хрома в составе. Использовать такой материал с температурой более 550-580 градусов по Цельсию нельзя.
Марки и характеристики
Разнообразие марок стали перлитного класса не слишком большое, всего их около восьми. Среди них есть 12Х1МФ (12ХМФ), 20Х1М1Ф1ТР (ЭП182) и другие. На сегодняшний день используется то название марок, которое идет первым. Маркировка, указанная в скобках — это старая, однако она все еще может кое-где встречаться. Стоит отметить, что сталь данного класса при содержании углерода до 0,35% от всей массы и с количеством легирующих элементов до 2-5% достаточно популярна. Основная причина широкого распространения — это дешевизна и относительно неплохие механические качества.
Сталь перлитного класса чаще всего используется, как конструкционный материал. Стоит также отметить, что свариваемость стали с содержанием углерода до 0,35% и легирующими элементами в пределах 3-4%, достаточно неплохая.
Сварка перлитной стали
Стоит отметить, что при сварке сталей перлитного класса наиболее выгодным будет использовать элементы, которые применяются при сварке стали с низким коэффициентом легирования. Если для этого используется ручная электрическая дуговая сварка, то лучше всего применять такие электроды, которые имеют фтористо-кальциевое покрытие. В таком случае будет обеспечена высокая устойчивость металла шва против таких дефектов, как кристаллизация, к примеру. Кроме того, прочность сварного шва также будет достаточно удовлетворительной.
Что касается режимов сварки, а также температуры, которая должна использоваться для такого материала, то наиболее выгодно использовать те варианты, которые подходят для работы с высоколегированной сталью.
К примеру, если марка перлитной стали 15ХМ или 12ХМ, то температура во время сварки должна быть примерно 400-450 градусов по Цельсию. Для работы применяется ручная электродуговая сварка. В качестве электродов чаще всего выбираются такие марки, как Э42А или проволока типа Св-08А. Что касается процедуры отпуска после сварки, то ее можно не проводить вовсе или же проводить при температуре 630-650 градусов по Цельсию.
Показана атомно-зондовая томография перлитной стали после волочения, углерода и карбидов.
Прочность и атомная структура заэвтектоидного перлита 6,3 ГПа (Ли, Чой, Гото, Борхерс, Раабе, Кирххайм: Acta Mater. 60 (2012) 4005).
Термин «перлит» или «перлитная сталь» относится к композитному состоянию на основе железа. Перлитная микроструктура характеризуется совместным расположением тонких слоев феррита и цементита, образующихся в результате эвтектоидной реакции из аустенита.
Ламеллярный вид перлита немного вводит в заблуждение, поскольку отдельные пластинки внутри перлитной колонии на самом деле взаимосвязаны в трех измерениях; колония представляет собой взаимопроникающий бикристалл феррита и цементита.
Перлит образуется при достаточно медленном охлаждении в системе железо-углерод в эвтектоидной точке на фазовой диаграмме Fe-C (723 °С, эвтектоидная температура). В чистый сплав Fe-C содержит около 88 об.% феррита и 12 об.% цементита. Перлит известен своей прочностью и чрезвычайной прочностью при сильной деформации.
В настоящее время перлитные стали являются самыми прочными и в то же время пластичными коммерческими сыпучими материалами. Когда учился под микроскопом он имеет очень характерный вид, созданный тонкими ламеллярными полосами. Термин «перлит» относится к внешнему виду этой фазы сплава при изучении под микроскопом. На мать похожа жемчуг (перламутр), природная пластинчатая структура, встречающаяся у некоторых моллюсков. Однако не следует, что перламутр создается за счет естественного отложения последовательных слоев, а не как результат специальной обработки эвтектоидной смеси, но он разделяет черты твердости и прочности, создаваемые тонкими последующими слоями материала.
Перлит был впервые идентифицирован Генри Клифтоном Сорби и, следовательно, первоначально был назван сорбитом, однако сходство микроструктуры с перламутром и особенно оптический эффект, вызванный масштаб структуры сделал более популярным альтернативное название «перлит».
Измельчение зерна за счет интенсивной пластической деформации позволяет синтезировать сверхпрочные наноструктурированные материалы. В этом контексте существуют две проблемы: во-первых, зерно, вызванное деформацией. измельчение ограничено динамическим восстановлением дислокаций и укрупнением кристаллов из-за капиллярных движущих сил; во-вторых, скольжение по границам зерен и, следовательно, размягчение происходит, когда размер зерна приближается к нескольким нанометрам. Здесь обе проблемы были преодолены за счет жесткого волочения перлитной стальной проволоки (перлит: пластинчатая структура чередующихся слоев железа и карбида железа). Во-первых, при больших деформациях карбидная фаза растворяется за счет механосплавления, превращая первоначально двухфазную перлитную структуру в фаза перенасыщенного углеродом железа. Эта богатая углеродом фаза железа превращается в столбчатую наноразмерную субзернистую структуру, которая топологически предотвращает скольжение по границам зерен. Во-вторых, Гиббс сегрегация пересыщенного углерода к границам железных субзерен снижает их межфазную энергию, тем самым уменьшая движущую силу для динамического восстановления и укрупнение кристаллов. Таким образом достигается стабильный размер субзерен в поперечном сечении < 10 нм. Эти два эффекта приводят к стабильной столбчатой структуре наноразмерных зерен, которая препятствует движению дислокаций и
обеспечивает экстремальную прочность на растяжение 7 ГПа, что делает этот сплав самым прочным из известных пластичных сыпучих материалов.
Конструкционные материалы, используемые для критически важных с точки зрения безопасности приложений, требуют высокой прочности и одновременно высокой сопротивления росту трещин, что называется устойчивостью к повреждениям. Тем не менее, два свойства, как правило исключают друг друга, и усилиям по исследованию все более прочных материалов препятствует резкая потеря сопротивления разрушению. Таким образом, будущее развитие романа сверхпрочные объемные материалы требуют фундаментального понимания механизмов, определяющих ударную вязкость. В качестве модельного материала мы используем самый прочный на сегодняшний день металлический сыпучий материал, а именно наноструктурированной перлитной стальной проволоки и измерили вязкость разрушения на образцах микронного размера в разных направлениях роста трещины и обнаружили неожиданную сильную анизотропию в устойчивость к разрушению. Вдоль оси проволоки материал демонстрирует сверхвысокую прочность в сочетании с беспрецедентной устойчивостью к повреждениям. Мы приписываем это превосходное сочетание свойств анизотропия вязкости разрушения, вызывающая высокую склонность к микротрещинам образование параллельно оси проволоки. Этот эффект вызывает локальную релаксацию напряжения в вершине трещины и обеспечивает высокую вязкость разрушения без ущерба для прочности материала.
Сверхпрочные и устойчивые к повреждениям металлические сыпучие материалы: опыт использования наноструктурированных перлитных стальных проволок Scientific Reports 6, Номер статьи: 33228 (2016) doi:10.1038/srep33228 Сверхпрочные, устойчивые к повреждениям Scientific R[…] PDF-документ [1,7 МБ]
В этом исследовании мы объединили атомно-зондовую томографию (АРТ) и синхротронную рентгеновскую дифракцию (РД) для изучения пересыщения феррита углеродом для двух перлитных составов стальной проволоки – эвтектоидного и заэвтектоидные. Знание размещения углерода в феррите позволяет контролировать прочность и пластичность наноструктурированных перлитных сталей. Истинные деформации волочения, ε, от 0 до Было проанализировано 6,52, что намного превышает изученные ранее деформации вытягивания. Два состава, высокие напряжения, сочетание передовых методов химической и структурной характеристики, и поддерживающее теоретическое описание, основанное на ab-initio, показывают, что новый механизм образования мартенсита запускается в экстремальных условиях деформации, которые возникают в SPD-индуцированном структурное измельчение сверхвысокопрочных перлитных сталей. Наноразмерное фазовое превращение, вызванное деформацией, обеспечивает новый способ адаптации механических свойств наноструктурированных сталей и стальные поверхности.
Внутренние напряжения и разложение, вызванное деформацией в перлите Мартенсит, вызванный деформацией: новая парадигма для исключительных сталей С. Джазири, Ю. Ли, Г. Нематоллахи, Б. Грабовски, С. Гото, С. Кирхлехнер и др. Advanced Materials 28 (35), 7753-7757 Djaziri_et_al-2016-Advanced_Materials.pd[…] PDF-документ [1,2 МБ]
Сегрегация по границам зерен приводит к наномасштабным химическим вариациям, которые могут изменить характеристики материала на порядки величины (например, охрупчивание). Чтобы понять это явление, большое количество границ зерен должно быть охарактеризовано как с точки зрения их пяти кристаллографических параметров интерфейса, так и с точки зрения их химического состава на атомном уровне. Мы демонстрируем, как это может быть достигнуто с помощью подхода, который сочетает в себе точность структурной характеристики в просвечивающей электронной микроскопии с трехмерной химической чувствительностью атомно-зондовой томографии. Мы находим линейный тренд между сегрегацией углерода и углом разориентации ω для малоугловых границ зерен в феррите, что указывает на то, что ω является наиболее влиятельным кристаллографическим параметр в этом режиме. Однако есть значительные отклонения от этой линейной тенденции, указывающие на дополнительное сильное влияние других кристаллографических параметров (плоскость границы зерен, вращение ось). Для большеугловых границ зерен общего тренда между избытком углерода и ω не наблюдается; то есть плоскость границы зерна и ось вращения имеют еще большее влияние на сегрегационное поведение в этом режиме. Показано, что небольшие отклонения от особых конфигураций границ зерен приводят к неожиданно высокому уровню сегрегации.
Количественная оценка зернограничной сегрегации в нанокристаллическом материале в атомном масштабе
Образование перлита
Термодинамика растворимости углерода в феррите и образование вакансий в цементите в напряженном перлите0025 Acta Mater 61 (2013) 1773-solute-C-in-pe[…] PDF-документ [1.0 MB]
Деформированный перлит под контролем ПЭМ
Трехмерные карты атомных зондов холоднотянутых перлитных проволок (Acta Mater 2011, том 59, стр. 3965)
Механизмы укрупнения субзерен и его влияние на механические свойства пересыщенной углеродом нанокристаллической заэвтектоидной стали Acta Materialia 84 (2015) 110-123 Acta Materialia 84 (2015) 110-123 атом р[…] PDF-документ [2,4 MB]
Пересыщенные углеродом нанокристаллические заэвтектоидные стали с пределом прочности при растяжении 6,35 ГПа были получены из сильно холоднотянутый перлит. Нанокристаллический материал размягчается при отжиге при температурах от 200 до 450°С. Пластичность с точки зрения удлинения до разрушения демонстрирует немонотонную зависимость от температура. Здесь микроструктурные механизмы, ответственные за изменение механических свойств, были изучали с помощью просвечивающей электронной микроскопии (ПЭМ), автоматизированной сканирующей дифракции нанопучка на основе ПЭМ и атомно-зондовой томографии (АРТ). Исследования нанокристаллической заэвтектоидной стали с помощью ПЭМ и АФО показывают укрупнение субзерен при отжиге, что приводит к снижению прочности в соответствии с законом Холла-Петча. APT-анализ распределения Mn вблизи субзерен границы и в цементите дают убедительные доказательства капиллярного укрупнения субзерен, происходящего через миграция границ субзерен. Выраженное ухудшение пластичности после отжига при температуре выше 350 °С объясняется образованием цементита на границах субзерен. Общее разделение атомов углерода при Границы субзерен феррита придают нанокристаллическому материалу превосходную термическую стабильность при отжиге.
Атомные механизмы деформационного разложения цементита в перлите Acta Materialia 59 (2011) 3965-3977 Ю. Дж. Ли, П. Чой, К. Борхерс, С. Вестеркамп, С. Гото, Д. Раабе, Р. Кирххейм Механизмы деформационного разложения цементита в перлите на атомном уровне Acta Materialia 59 (2011) 3965 перлит […] PDF-документ [1.0 MB]
Акта Материалия 59(2011) 3965; Атомные механизмы деформационного распада цементита в перлите
Acta Materialia 59 (2011) 3965; Атомные механизмы деформационного распада цементита в перлите
Перлитная сталь может демонстрировать прочность на растяжение выше 5 ГПа после сильной пластической деформации, когда деформация способствует измельчению пластинчатой структуры и цементита разложение. Однако до сих пор отсутствует убедительная корреляция между деформацией и разложением цементита в перлите. В настоящей работе для характеризуют микроструктурную эволюцию перлитной стали, холоднотянутой с прогрессирующей деформацией до 5,4. Просвечивающая электронная микроскопия также использовалась для выполнения дополнительных анализы микроструктуры. Оба метода дали стабильные результаты. Общее содержание углерода в обнаруженных объемов, а также концентрации углерода в феррите и цементите были измерены атомным зондом. Кроме того, была определена толщина цементитных нитей. В феррите мы нашли корреляции концентрации углерода с деформацией, а в цементите обнаружена корреляция концентрации углерода с толщиной ламелей. Прямые доказательства формирования были обнаружены границы ячеек/субзерен в феррите и сегрегация атомов углерода на этих дефектах. На основании этих выводов механизмы разложения цементита обсуждаются с точки зрения взаимодействия углерода с дислокациями.
Заэвтектоидные стальные проволоки с пределом прочности при растяжении 6,35 ГПа после истинной деформации холодного волочения 6,02 были отожжены между 300 и 723 К. Сверхвысокая прочность сохранялась при отжиге в течение 30 мин до температуры 423 К, но резко снижалась при дальнейшем повышении температуры. Сокращение предел прочности при растяжении в основном возникал в течение первых 2–3 мин отжига. Атомно-зондовая томография и просвечивающая электронная микроскопия показывают, что ламеллярная структура сохраняется до 523 К. После после отжига при 673 К в течение 30 мин в поперечных сечениях наблюдались крупные гексагональные (суб)зерна феррита со сфероидизированным цементитом, преимущественно расположенные в тройных стыках. С и Si сегрегировали на (суб) границах зерен, в то время как Mn и Cr обогащались на границах фаз феррит/цементит из-за их низкой подвижности в цементите. Признаков перекристаллизации не было. обнаружено даже после отжига при 723 К в течение 30 мин. Стабильность предела прочности при низкотемпературном отжиге (<473 К) и его резкое падение при высокотемпературном отжиге (>473 К) обсуждаются на основе наноструктурных наблюдений.
Прочность и микроструктура холоднотянутая и отожженная проволока из заэвтектоидной перлитной стали 6,3 ГПа Acta Materialia 60 (2012) 4005-4016 Acta mater Vol 60 2012-термически обработанная груша[. ..] 900ment[…] [2,7 МБ]
Прочность на растяжение сверхпрочного перлита в зависимости от температуры отжига при времени отжига 30 мин для холоднотянутой проволоки из заэвтектоидной перлитной стали. (Ли и др. Acta Mater. 60 (2012) 4005)
Трехмерные карты атомов углерода заэвтектоидных перлитных стальных проволок с деформацией холодного волочения = 6,02: а — деформированное состояние; (б) отжиг при 473 К в течение 30 мин; в) отжиг при 673 К в течение 30 мин. Показаны изоконцентрационные поверхности для 7 ат. % углерода.
Металлические композиты, подвергнутые экстремальной деформации: к пределу прочности в сыпучих материалах небольшой обзорный доклад: Д. Раабе, П. П. Чой, Ю. Дж. Ли, А. Костка, X. Соваж, Ф. Лекутюрье, К. Хоно , Р. Кирххайм, Р. Пиппан, Д. Эмбери: Бюллетень MRS 35 (2010) 982-991 Metals_at_extremes-MRS_Bulletin-Dec2010-[. ..] PDF-документ [2,2 МБ]
Лекция в MSE в Дармштадте: Атомно-зондовый анализ границ раздела в перлите Атомно-зондовый анализ границ раздела в перлите: Лекция Авторы Ю. Ли, С. Гото, К. Борхерс*, П. Чой, М. Хербиг, С. Цефферер, А. Костка, Дж. фон Пецольд, А. Нематоллахи, Дж. Нойгебауэр, Р. Кирххайм, Д. Рааб Raabe-MSE-Darmstadt-lection-on-perlite-[…] PDF-документ [1,6 MB]
Перлитная проволока (YJ Li, P. Choi, S. Goto, C. Borchers, D. Raabe, R. Kirchheim: Acta Materialia, 60, 2012, стр. 4005)
Исследование градиентов ориентации в перлите в доэвтектоидной стали с помощью ориентационной микроскопии с визуализацией Микроструктуру перлита в доэвтектоидной стали исследовали с помощью ориентационной микроскопии с высоким разрешением. Систематические градиенты ориентации наблюдались вдоль продольного направления исследования стали инт. 78 (2007) perlite te[…] PDF-Document [310,6 KB]
Трехмерная ориентационная микроскопия в сканирующем электронном микроскопе со сфокусированным ионным пучком: новое измерение характеристик микроструктуры Metallurgical and Mater Trans A том 39А […] PDF-документ [1.0 MB]
Что такое перлитная сталь — www.steeljrv.com
Что такое перлитная сталь
24.07.2021
Новости отрасли
Новости
Что такое перлитная сталь?
Перлитную сталь также называют перлитной жаропрочной сталью. Эта сталь имеет перлитную и ферритную микроструктуру в нормализованном состоянии. Сталь имеет низкое содержание легирующих элементов, хорошие технологические характеристики, а максимальная рабочая температура может достигать 600 ℃. По назначению этот вид стали можно разделить на котельно-трубную, газоковшовую, крепежную и роторную.
Что такое перлитная сталь?
Выбор сварочных материалов для перлитной стали
Процесс сварки и термообработка после сварки перлитной стали
Микроструктура и свойства сварных соединений перлитных сталей
В процессе сварки соединений перлитных сталей, особенно в процессе термической обработки и высокотемпературной эксплуатации, происходит диффузия и миграция углерода, в результате чего на малохромистой стали образуется слой обезуглероживания, а на соседней высокохромистой стали слой науглероживания с одной стороны. При длительном нагреве при высокой температуре основной металл слоя обезуглероживания размягчается из-за уменьшения содержания углерода, а перлитная структура становится ферритной структурой. В то же время это способствует росту зерен в слое обезуглероживания. и образует крупнозернистый кристаллический слой вдоль зоны сплавления. В дополнение к плавлению углерода в исходный материал, оставшийся углеродный элемент осаждается в форме карбида хрома для смягчения структуры. При увеличении содержания хрома в металле шва с 0,6% до 5% влияние на ширину слоя обезуглероживания основного металла из низкоуглеродистой стали является наиболее значительным, тогда как дальнейшее увеличение содержания хрома будет уменьшать влияние. При увеличении содержания хрома в металле шва до 25 % ширина слоя обезуглероживания значительно уменьшается, а также уменьшается ширина слоя науглероживания в металле шва. Определенное количество карбидообразующих элементов (таких как Cr, Ti, W, V, Nb и т. д.) в перлитном основном металле может значительно уменьшить диффузию и миграцию углерода. Если миграция углерода слишком велика, это может проявляться легкой коррозией. Под микроскопом в зоне термического влияния углерода видна белая яркая полоса с низким содержанием углерода, а в металле шва из нержавеющей стали имеется темная зона с высоким содержанием углерода. Термическое напряжение является важной причиной, влияющей на прочность соединения и термическую усталость. Коэффициент линейного расширения аустенитной стали на 30-50% больше, чем у перлитной стали, а теплопроводность составляет всего 1/3 от теплопроводности перлитной стали. Соединения двух материалов будут создавать термические напряжения в зоне сплавления во время послесварочного охлаждения, термообработки и эксплуатации. Термическое напряжение является важной причиной, влияющей на прочность суставов и термическую усталость. Разнородные соединения из перлитной стали выдерживают серьезные термические знакопеременные нагрузки при работе в условиях периодического нагрева и охлаждения. В результате трещины термической усталости возникают по зоне сплавления на одной стороне перлитной стали и расширяются по ослабленному обезуглероженному слою, что приводит к снижению прочности и ударной вязкости соединения.
Выбор сварочных материалов для перлитной стали
Сварка перлитной стали обычно следует следующим принципам выбора сварочных материалов:
(1) Он может преодолеть неблагоприятное влияние перлитной стали на растворение металла сварного шва.
(2) Сдерживать неблагоприятное воздействие карбидообразующих элементов и обеспечивать эксплуатационные характеристики соединения, включая механические свойства и всесторонние свойства.
(3) Сварное соединение не должно давать холодных и горячих трещин.
(4) Хорошая производительность процесса и высокая эффективность производства для максимального снижения затрат. В соответствии с ожидаемыми условиями эксплуатации сварных соединений соответствующий присадочный металл должен выбираться с учетом влияния разбавления на состав металла шва.
Для работы при средних температурах, даже когда рабочая температура ниже 427 ℃, присадочный металл из аустенитной нержавеющей стали обычно не используется, а используется присадочный металл Ni Cr Fe. Во время многопроходной сварки можно использовать различные присадочные металлы в зависимости от изменений каждого прохода сварки. Сталь Q235 используется в качестве сварочного материала для сварки аустенитной нержавеющей стали. Когда используется присадочный металл из нержавеющей стали, для получения аустенитной и ферритной структуры в металле шва на перлитной стороне, уменьшения зоны плавления и снижения пластичности шва, аустенитный электрод с высоким содержанием никеля может использоваться для наплавки на поверхность канавки перлитной стали, а затем обработана, а затем аустенитный электрод с низким содержанием никеля может использоваться для сварки соединения, которое используется для разнородного соединения между перлитной сталью и аустенитной сталью выше 371 ℃, обычно используется никелевый сплав как присадочный металл. Этот вид присадочного металла используется для переходных соединений, работающих при периодических перепадах температуры. Он имеет следующие преимущества: он позволяет разбавлять различные неблагородные металлы без образования структур, чувствительных к растрескиванию; Низкая растворимость углерода может уменьшить миграцию углерода из низколегированной стали в трещину. При выбранном никелевом сплаве присадочный металл (например, ЭРНиХр-3) имеет коэффициент линейного расширения, близкий к коэффициенту линейного расширения низколегированной стали (например, 2). 25cr-1mo) напряжение, возникающее на поверхности сварного шва, намного меньше, чем при использовании аустенитной нержавеющей стали в качестве присадочного металла. В то же время металл на границе раздела обладает достаточной стойкостью к окислению и высокой прочностью на разрушение при ползучести, что может обеспечить прочность соответствующих соединений при эксплуатации.
Процесс сварки и термическая обработка после сварки перлитной стали
При сварке перлитной стали в разнородных соединениях, чтобы уменьшить степень плавления и уменьшить разбавление металла шва, следует применять такие процессы, как сварка с большой разделкой, слаботочная, быстрая и многослойная сварка. Из-за различных коэффициентов расширения распределение напряжения можно изменить с помощью соответствующей конструкции системы и расположения соединений, а длинный шов следует сваривать по частям. Выбор процесса термообработки сварных соединений разнородных аустенитных сталей зависит от марки стали, формы деталей и условий работы. При сварке жаропрочных сталей общего назначения, не требующих снятия сварочных напряжений и работающих в среднетемпературных условиях, послесварочную термическую обработку можно не проводить. Для компонентов, производственные требования и условия эксплуатации которых требуют устранения сварочного напряжения, достаточно стабилизационной обработки при 800 ~ 850 ℃. Для компонентов, работающих при высокой температуре, сварные компоненты лучше аустенизировать при 1100 ~ 1150 ℃. Однако, если требуется стойкость к межкристаллитной коррозии, температура аустенизации не должна превышать 1050 ℃. Если в сварном соединении используется дисперсионно-упрочненная аустенитная сталь, то после сварки необходимо проводить термическую обработку для восстановления свойств околошовной зоны. В настоящее время выбор процесса термообработки обычно осуществляется в соответствии с требованиями к дисперсионно-упрочненной стали. Для сварочного прутка, предварительного нагрева и термической обработки после сварки перлитной стали, если в свариваемой разнородной стали присутствует сталь с высокой тенденцией к прокаливаемости, необходимо провести соответствующий предварительный нагрев. Разнородные соединения перлитной стали и аустенитной стали с высокой тенденцией к прокаливаемости также нуждаются в термической обработке после сварки для предотвращения упрочнения структуры, снижения остаточных сварочных напряжений и предотвращения образования холодных трещин. Из-за охрупчивающего и диффузионного слоя вышеперечисленных сварных соединений в зоне сплавления, особенно при сварке жестких деталей большой толщины, сварное соединение может иметь хрупкое разрушение в зоне сплавления при отпуске или последующем использовании. Поэтому электрод с высоким содержанием никеля можно использовать сначала для наплавки на поверхность канавки перлитной стали, а затем для сварки. Из-за различных коэффициентов расширения между перлитной и аустенитной сталью в месте соединения после сварки возникает большое остаточное напряжение. Внешняя нагрузка, действующая на соединение, может быть уменьшена с помощью соответствующей конструкции системы и устройства соединения, а при необходимости может быть добавлен переходный слой.
Микроструктура и свойства сварных соединений перлитной стали
Сварные соединения перлитных сталей делятся на три основные характерные зоны: зону сварки, зону сплавления и зону термического влияния. Когда используется электрод из аустенитной стали, структура сварного шва представляет собой аустенит и небольшое количество каркасного феррита. Зона плавления имеет игольчатую структуру и «белую яркую» зону, которую нелегко разъедать; Вблизи зоны сплавления находится зона термического влияния с грубой структурой. Испытание на микротвердость показывает, что зона сплавления является зоной высокой твердости. На степень разбавления металла шва перлитной стали влияют способ сварки, форма соединения, параметры процесса сварки (сварочный ток, скорость сварки), температура предварительного нагрева, технология работы сварщика и другие факторы. Благодаря разбавлению, конвекции дуги и механическому перемешиванию металл шва представляет собой зону однородного смешения между электродом из аустенитной стали и перлитным основным металлом. Степень разбавления основного металла присадочным металлом также различается в зависимости от формы разделки и способов сварки. Химический состав сварочного металла можно рассчитать по присадочному металлу, составу основного металла и коэффициенту плавления. Микроструктуру сварного шва можно предсказать по диаграмме микроструктуры сварного шва Шеффлера. На самом деле химический состав средней части сварного шва сильно отличается от состава кромки сварного шва. Край расплавленной ванны находится близко к твердому основному металлу. Жидкий металл имеет низкую температуру, плохую текучесть, короткое время пребывания в жидкости и слабое механическое перемешивание. Это удерживающий слой. Расплавленный основной металл и присадочный металл не могут быть полностью смешаны, и чем ближе к зоне сплавления, тем больше доля основного металла в составе. Элементы Cr и Ni в сварном шве перлитной стали диффундируют в расплавленный основной металл, а углеродные элементы в основном металле диффундируют в сварной шов из-за сродства Cr и, наконец, образуют градиент концентрации элементов сплава. Распределение легирующих элементов по составу вблизи зоны сплавления стали №20 и Х25Н20 (А402). Из-за высокого содержания Cr и Ni в сварном шве он соответствует содержанию, необходимому для однофазного аустенита на диаграмме структуры сварного шва, поэтому Cr и Ni в переходной зоне плавления аустенитной структуры недостаточно для образования однофазного при быстром охлаждении может образоваться аустенит и хрупкий мартенсит. Распределение легирующих элементов по составу вблизи зоны сплавления стали Х5М и Х25-Н13 (А302). Изменение концентрации легирующих элементов неизбежно приведет к изменению микроструктуры и образованию переходной зоны, называемой зоной сплавления. Хотя переходная зона очень узкая, она оказывает большое влияние на механические свойства сварных соединений. Результаты электронно-зондового микроанализа элементов C и Cr по обеим сторонам зоны сплавления между аустенитным швом и низкоуглеродистой сталью в состоянии после сварки и после высокотемпературной термообработки. Очевидно, что после 6000 ℃ × после 100 ч высокотемпературной термообработки содержание углерода вблизи стороны металла шва в зоне сварочного сплава значительно увеличивается, что приводит к значительным изменениям микроструктуры и свойств вблизи зоны сплавления, особенно к снижению ударного воздействия. Cr является сильным карбидообразующим элементом. После того как атомы углерода диффундируют и мигрируют из сварного шва в зону сплавления вдоль края кристалла с низкой энергией активации, элемент С образует стабильное углеродное соединение Cr23C6. Из-за медленного растворения карбидов в зоне сплавления и последующей диффузии в сварочный зазор образуется явный обезуглероженный слой. Увеличение содержания хрома или ферритных элементов в шве приведет к увеличению ширины обезуглероженного слоя. Ni представляет собой аустенитизирующий элемент, который увеличивает коэффициент активности углерода, снижает химическую стабильность карбида и ослабляет связывающую способность карбидообразующих элементов с углеродом. На ширину переходной зоны плавления в основном влияет процесс сварки и химический состав присадочного металла. Например, ширина зоны плавления, особенно ширина мартенситного слоя, может быть уменьшена за счет использования сильноточных электродов с высоким содержанием никеля. Когда гетерогенное соединение перлитной стали работает при температуре ниже 425 ℃, соединение, сваренное с присадочным металлом 25-13, имеет хорошие характеристики; Когда температура превышает 425 ℃, вблизи перлитной легкой стороны зоны сплавления образуется зона хрупкости, что приводит к разрушению соединения по линии сплавления. Поэтому, когда гетерогенное соединение между перлитной сталью и аустенитной сталью имеет температуру выше 425 ℃ или в среде с большими перепадами температуры и давления, следует использовать присадочный металл с содержанием никеля более 25% (например, A507) или даже присадочный металл на основе чистого никеля.
Токарный участок — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Токарный участок ( рис. V-20, а) наиболее сложен и состоит из двух групп параллельно работающих станков черновой и чистовой обработок, а также пресса клеймения, объединенных распределительными и отводными транспортерами.
[1]
Токарный участок ( рис. XVIII-20, а) наиболее сложен и состоит из двух групп параллельно работающих станков черновой и чистовой обработки, а также пресса клеймения, объединенных распределительными и отводными транспортерами. Термический участок ( рис. XVIII-20, б) характерен последовательным размещением оборудования с непрерывной работой транспортеров ленточного типа. В термические участки цеха входит около 40 единиц оборудования, которые обслуживает один человек. Поэтому электрооборудованием участка предусмотрена звуковая сигнализация, действующая при остановке одного агрегата из общей автоматической работы. Все внутренние блокировки неисправностей в отдельных агрегатах и печах, без которых невозможна их дальнейшая работа, приводят к отключению собственного транспортера, который включает общий звонок и свою сигнальную лампочку.
[2]
Весь токарный участок состоит из 15 автоматов, каждый из которых снабжен одновинтовым шнековым транспортером, при помощи которого стружка выдается из станка в многовинтовую шнеко-вую транспортную систему. Последняя состоит из продольной трассы: поперечной и наклонной. Продольная трасса имеет два транспортера, подающие стружку соответственно от шести и девяти станков навстречу друг другу. На поперечной трассе имеется один двухвинтовой транспортер.
[3]
Для токарного участка эта величина равна 2500 ДМ и является результатом распределения затрат или, точнее, получена из целевой матрицы покрытия, построенной для предоставляющих и получающих услуги МВЗ в соответствии с некоторыми коэффициентами. Поскольку такое распределение осуществляется внутри блока постоянных затрат, оно не влияет на систему расчетов по суммам покрытия. [4]
Бюджет затрат токарного участка также содержит по меньшей мере три элемента: Ко — количество нормо-часов на изготовление продукции; Ка-качество выпускаемой продукции, поскольку в расчет берутся только те нормо-часы, которые пошли на изготовление годных изделий; 3 — необходимые затраты.
[5]
В конце токарного участка установлен отводящий транспортер, передающий кольца на раскладчик термического участка и в автоматический склад.
[6]
До автоматизации оператор токарного участка обслуживал протяжной станок, два токарных полуавтомата типа 1А730, работающих параллельно, участвовал в обслуживании вертикально-сверлильного станка.
[7]
Таким образом, для токарного участка или другого производственного МВЗ существует аналитическая причинная связь между показателями результата и затратами, выражающаяся в том, что поскольку токарный станок отрабатывает свои часы, он нуждается в электроэнергии, инструменте, ремонте и обслуживании. Например, руководитель отдела персонала осуществляет затраты, чтобы уменьшить число неявок на работу и текучесть кадров, а контроллер проводит расчеты оборота, обеспечивающего целевую доходность с капитала. В данной ситуации речь идет о разъяснении проблем и о намерениях действовать, а не о причинно-следственных взаимосвязях.
[8]
На рис. 224 представлена схема токарного участка этой линии. Кольца поступают с заготовительной линии, подаются подъемником в автоматический магазин, затем по лотку через транспортер-распределитель, расположенный сверху, поступают в один из двух горизонтальных восьмишпиндельных токарных автоматов модели КА-76. После обработки на горизонтальном автомате кольца подъемником подаются в лоток, откуда они поступают в горизонтальный круговой шестипоточный ( ротационный) автомат. В дальнейшем кольца после измерения их в автоматическом контрольно-блокировочном устройстве собираются в магазине, который подает их на линию термической обработки. [9]
На рис. 58 показана схема первой части токарного участка автоматизированной линии для валов-роторов электродвигателей. На этом участке линии производится обработка ступенчатого вала.
[10]
Возникает вопрос: соответствуют ли эти 2000 нормо-ч, характеризующие плановую месячную загрузку токарного участка, плану сбыта.
[11]
Экспериментальная диаграмма зависимости вероятности застревания изделий от ширины и радиуса лотка.
[12]
На рис. VII-17 показаны диаграммы рассеивания ширины пяти одинаковых отводящих лотков ( / — 5) токарного участка автоматического цеха конических подшипников на 1ГПЗ после четырех лет эксплуатации. Как видно, во всех пяти лотках есть зоны, где вследствие значительного увеличения ширины создаются условия для разворота и заклинивания колец при их прокатывании или останове. В трех из пяти лотков ( 1, 4, 5) имеется сужение лотков, в результате ширина лотка оказывается меньше номинальной высоты колец, что предопределяет их застревание. [13]
При технологической форме участки специализируются на выполнении однородных технологических операций над разнообразной продукцией и представлены группами однородного технологического оборудования: токарный участок, на котором сосредоточены токарные станки, участок фрезерной обработки, участок шлифовальных станков. При росте масштаба производства происходит разделение технологических участков по признакам габаритов оборудования и обрабатываемой продукции: участки крупных, средних и мелких прессов, участки крупного, среднего и мелкого литья.
[14]
Роль межоперационных магазинов выполняют специальные транспортные устройства в виде транспортеров-распределителей, отводящих транспортеров, подъемников и лотков. Поковки роликоподшипников, поступающие на токарный участок, загружаются по 200 — 250 шт.
[15]
Страницы:
1
2
Токарные работы по металлу | Цех металлообработки на заказ, завод по обработке металла,токарные, фрезерные работы, резка металла.
Мадис.
Вторник, 30 Июнь, 2015
Токарные работы по металлу – это процесс обработки металлических деталей, целью которого является превратить металлическую заготовку в запчасть для какого-либо механизма. В данном процессе используются токарные станки и разного рода инструменты. Токари, в отличии от фрезеровщиков, в процессе работы двигают именно саму деталь, чтобы она затачивалась так, как им нужно. Фрезеровщики же работают только с режущим приспособлением (многолезвийной фрезой).
Металлообработка нашего времени достигла высокого уровня. Детали, запчасти и агрегаты, которые сейчас производят, отличаются своим качеством и высокой точностью обработки. Кроме того, обработка металла положительно сказывается на мировой экономике. Сама суть токарной работы по металлу заключается в удалении с детали ненужного металла с целью получения запчасти с необходимыми величинами или видом поверхности. В состав токарного станка входят разные устройства, детали которых во время работы вращаются. Современные технологии дают возможность получить абсолютно любые металлические детали при помощи фрезы, поскольку в неё встроена система программного управления.
Токарное производство могут осуществлять только те станки, которые содержат в себе режущие механизмы. В процессе обработки в деталь врезается режущий аппарат, а его кромка крепко её зажимает и снимает с неё металлический слой, преобразуя его в стружку.
Самый популярный вид токарных станков – это токарно-винторезные станки. Используются они для срезания резьбы. Те станки, у которых отсутствует ходовой винт, используются для всех остальных токарных работ. Для обработки крупных партий деталей используются многорезцовые токарные станки. Лобовые токарные станки используются для обработки маховиков, шкивов, больших колец и т. д. Детали с большим диаметром и маленькой длиной обрабатываются карусельными токарными станками.
Токарный станок движется в строго установленном порядке, в чётких направлениях. Его шпиндель крутится по оси Z, которая считается опорной точкой во всей работе. Ось Z расположена перпендикулярно оси X. Резцы располагаются в плоскости XZ и двигаются только по осям. При наладке станка есть возможность отрегулировать расстояние до резцов. В токарных станках нового поколения управление производится при помощи компьютера, поэтому в них есть ещё одна координата, которая равна углу поворота шпинделя. В современном программном обеспечении есть возможность корректировки этого показателя.
Качество работы токарных станков зависит от скорости резания, продольной подачи и глубины работы. Эти показатели являются самыми главными факторами в работе станков и оказывают прямое влияние на состояние их поверхности, износостойкость и функциональность режущего приспособления, скорость кружения шпинделя, а также на количество металлической стружки, которая будет образовываться в процессе работы.
При работе с разными металлическими материалами быстрота резания может существенно различаться, особенно если учесть, что на этот параметр влияет вид используемого станка, его изначальное предназначение, а также качество используемых резцов. Все эти данные являются справочной информацией и зафиксированы в табличных данных. На частоту оборотов шпинделя влияют такие параметры, как величина обточки и скорость резания.
Значение подачи резца врезания определяет глубину резания деталей, имеющих цилиндрическую форму, а ширина кромки режущего устройства определяет поперечное резание. В процессе отделочных работ действие резца корректируется в зависимости от размеров имеющихся в наличии припусков, а при черновой обработке оно всегда поставлено на максимум.
Рабочее место токаря всегда должно быть максимально чётко организовано и иметь полный комплект всех необходимых инструкций, основных и вспомогательных разрезывающих инструментов, табличных данных, а также сведения о правилах безопасности при работе с токарным станком.
Естественно, чтобы лучше понять все принципы и особенности токарных работ по металлу, необходимо посмотреть соответствующие видеоролики, где данный процесс продемонстрирован во всех подробностях.
Если вы еще этого не сделали, прочтите Отказ от ответственности и страницы безопасности, прежде чем продолжить
Отказ от ответственности
Безопасность токарного станка
Токарная обработка – удаление металла с наружного диаметра вращающаяся цилиндрическая заготовка. Токарная обработка применяется для уменьшения диаметра заготовки, обычно до определенного размера и для получения гладкой поверхности металла. Часто заготовка будет повернута так, что соседние участки будут иметь разный диаметр.
Зажим заготовки
Мы будем работать с заготовкой диаметром 3/4 дюйма 6061 алюминия около 2 дюймов в длину. Такая заготовка относительно короткая по сравнению с к его диаметру достаточно жесткий, чтобы мы могли безопасно поворачивать его в трехкулачковом патроне без поддерживая свободный конец работы.
Для более длинных заготовок нам потребуется торцевое и центрирующее сверло. свободный конец и используйте мёртвый или подвижный центр в задней бабке для его поддержки. Без таких опора, сила инструмента на заготовке заставит ее отклониться от инструмента, производя результат странной формы. Существует также вероятность того, что работа может быть вынужден расшатываться в кулачках патрона и вылетать как опасный снаряд.
Вставьте заготовку в 3-х кулачковый патрон и затяните губки, пока они не начнут захватывать заготовку. Поверните заготовку, чтобы убедиться, что она сидит ровно и чтобы удалить любые стружки или песок с поверхности, которые могут помешать сидение ровно. Вы хотите, чтобы заготовка была максимально параллельна центральной линии токарного станка. Представьте преувеличенный пример, когда заготовка перекошена под углом в патрон, и вы можете легко представить, почему это важно. Затяните патрон, используя каждый из трех положений ключа патрона, чтобы обеспечить плотный и равномерный захват.
Регулировка насадки инструмента
Выберите насадку со слегка закругленным кончиком, как у описано выше в разделе заточки инструментов. Этот тип инструмента должен производить хороший гладкая отделка. Для более агрессивной резки, если вам нужно снять много металла, может выбрать инструмент с более острым наконечником. Убедитесь, что инструмент плотно зажат в держатель инструмента.
Отрегулируйте угол держателя так, чтобы инструмент примерно перпендикулярно стороне заготовки. Поскольку передний край инструмент заточен под углом, левая сторона острия должна задействовать работу, а не всю переднюю кромку инструмента. Угол соединения не критичен; я обычно держу мой в 90 градусов, чтобы составной циферблат продвигал работу на 0,001 дюйма на деление. по направлению к патрону.
Убедитесь, что рычаг полугайки отсоединен, и, если у вас есть один, что замок каретки не затянут. При необходимости отведите поперечный суппорт пока кончик инструмента не окажется за пределами диаметра или заготовки. Переместите каретку до кончик инструмента находится рядом со свободным концом заготовки, затем переместите поперечный салазок пока кончик инструмента не коснется края изделия. Переместите тележку в до тех пор, пока кончик инструмента не окажется за свободным концом изделия.
Скорости резания
Если вы прочитаете много книг по механообработке, вы найдете много информация о правильной скорости резания для движения режущего инструмента в отношение к заготовке. Необходимо учитывать скорость вращения заготовки и движение инструмента относительно заготовки. По сути, чем мягче металл, тем быстрее резка. Не беспокойтесь слишком сильно об определении правильной скорости резания: рабочая с 7×10 для хобби вы быстро почувствуете, как быстро вы должны идти.
Пока вы не почувствуете правильную скорость, начните с относительно низкие скорости и работать до более высоких скоростей. Одна из замечательных особенностей 7×10 заключается в том, что вы можете регулировать скорость вращения, не останавливаясь, чтобы заменить ремни или шестерни. Большинство операций по резке на 7×10 будут выполняться на скорости в несколько сотен оборотов в минуту. регулятор скорости, установленный ниже положения «12 часов», и с передачей HI / LO в диапазоне LO. Более высокие скорости, и особенно диапазон HI, используются для таких операций, как полировка, не режет.
Настройка скорости и подачи
Рычаг диапазона HI/LO на задней стороне передней бабки должен быть в диапазоне LO практически для всех операций механической обработки, кроме полировки. Установить направление ходового винта на задней части передней бабки в нейтральном (центральном) положении.
Если он еще не включен, включите токарный станок с помощью красный кулисный переключатель. Установите регулятор скорости на минимальную скорость и включите двигатель токарного станка. переместив серебряный тумблер в положение ВПЕРЕД. Продвиньте ручку управления скоростью примерно в положение «10 часов» (около 400–600 об/мин).
Токарная обработка с ручной подачей
Как всегда, наденьте защитные очки и держите лицо подальше от работы, так как эта операция отбрасывает горячую стружку и/или острые спирали металла.
Теперь переместите рукоятку поперечных салазок примерно на 10 делений или 0,010″ (десять тысячных или одна сотая дюйма). Поверните каретку маховик против часовой стрелки, чтобы медленно переместить каретку к передней бабке. Как инструмент начинает врезаться в металл, поддерживайте равномерное проворачивающее движение, чтобы получить хороший ровный рез. Вручную добиться гладкого и ровного реза трудно.
Продолжайте продвигать инструмент к передней бабке, пока он не находится на расстоянии около 1/4 дюйма от кулачков патрона. Очевидно, вы хотите быть осторожным, чтобы не допустить инструмент касается кулачков патрона!
Не перемещая поперечный суппорт или компаунд, поверните Маховик каретки по часовой стрелке, чтобы переместить инструмент назад к свободному концу изделия. Ты заметит, что инструмент снимает небольшое количество металла на обратном проходе. продвигать перекрестите еще один 0,010 и повторяйте эту процедуру, пока не почувствуете ее. Пытаться продвижение поперечного суппорта на 0,020 за один проход. Вы почувствуете, что для этого требуется больше силы. маховик каретки, когда вы делаете более глубокий рез.
Токарная обработка с механической подачей
Одной из замечательных особенностей 7×10 является то, что он обладает мощностью ходовой винт с регулируемой зубчатой передачей. Ходовой винт может быть задействован для перемещения каретка под электроприводом для токарных и резьбонарезных работ. Поворот с механической подачей будет производят гораздо более гладкую и ровную поверхность, чем обычно достигается при ручной подаче. Автоматическая подача также намного удобнее, чем ручная рукоятка, когда вы делаете несколько проходит вдоль относительно длинной заготовки.
Силовая подача включается рычагом переключения передач с накаткой на задней части головного убора. Чтобы изменить положение рычага, вы должны потянуть его назад. накатанная втулка со значительным усилием. Когда рукав оттянут назад, вы можете двигать рычаг вверх и вниз, чтобы зафиксировать стопорный штифт в одном из трех положений. В центральном положении ходовой винт не зацеплен и не вращается. В верхнем положении ходовой винт вращается для перемещения каретки по направлению к передняя бабка и в нижнем положении ходовой винт перемещает каретку в сторону от передней бабки. Для поворота вы будете обычно хотите резать по направлению к передней бабке, поэтому переместите рычаг в верхнее положение и отпустите втулку, чтобы зафиксировать стопорный штифт.
В нижнем положении рычаг полугайки входит в зацепление с двумя половинками разрезной гайки вокруг ходового винта. Убедитесь, что рычаг полугайки находится в положении (верхнее) положение. Включите двигатель. Теперь ходовой винт должен вращаться против часовой стрелки. Когда ходовой винт включен, зубчатая передача издает раздражающий шум, но вы привыкнуть к этому. Смазка зубчатой передачи белой литиевой смазкой несколько уменьшит шум.
С инструментом, расположенным сразу за концом заготовку и продвинутый, чтобы сделать разрез 0,010, задействуйте рычаг полугайки. Карета должен медленно двигаться влево под действием ходового винта. Когда инструмент доберется до примерно на 1/4 дюйма от патрона, отсоедините полугайку, чтобы остановить движение каретки.
Теперь вы можете использовать маховик каретки, чтобы провернуть каретку. вернуться к исходной точке вручную. Если вы сделаете это, не втягивая предварительно режущего инструмента, вы увидите, что инструмент нарезает неглубокую спиральную канавку вдоль заготовки. Чтобы избежать этого, особенно во время чистовой обработки, обратите внимание на поперечный ползун, затем поверните рукоятку поперечной подачи примерно на пол-оборота против часовой стрелки. чтобы убрать инструмент. Теперь проверните каретку вручную в исходную точку, продвиньте вернитесь к исходной настройке циферблата плюс дополнительные 0,010 и повторите процесс. У вас должно получиться красивое, блестящее, гладкое покрытие.
Так же, как и при облицовке, вы обычно делаете один или несколько относительно глубокие (0,010-0,030) черновые проходы с последующим одним или несколькими неглубокими проходами (.001-.002) чистовая обработка резов. Конечно, вы должны спланировать эти сокращения так, чтобы окончательный чистовая резка доводит заготовку точно до нужного диаметра.
При резке под напряжением будьте очень осторожны, чтобы не вставьте инструмент в патрон. Кажется, это случается со всеми в тот или иной момент, но это может разбить инструмент и повредить патрон и, вероятно, испортит заготовку. Там также может повредить полугайку, ходовой винт или другие части силовой передачи, поэтому обратите особое внимание и держите руку наготове на рычаге полугайки.
Измерение диаметра
В большинстве случаев токарная операция используется для уменьшения заготовки до заданного диаметра. Важно понимать, что при повороте операции, каждый проход удаляет два раза количество металла, указанное деления поперечной подачи. Это потому, что вы уменьшаете радиус заготовки на указанную величину, что уменьшает диаметр в два раза. Следовательно, при перемещении поперечного суппорта на 0,010 дюйма диаметр уменьшается на 0,020″.
Диаметр заготовки определяют штангенциркулем или микрометр. Микрометры более точны, но менее универсальны. Вам понадобится машинист штангенциркуль, способный измерять до 0,001 дюйма. Штангенциркули не имеют циферблата и требуют, чтобы вы интерполировали на выгравированной шкале. я предпочитаю циферблат штангенциркуль, который дает прямое легко читаемое и трудно неправильно истолкованное измерение. К счастью, качественные китайские 6-дюймовые суппорты теперь доступны менее чем за 20 долларов. от таких поставщиков, как Enco или J&L.
Должно быть само собой разумеющимся, что вы не должны никогда попытаться измерить работу, когда она находится в движении. Когда токарный станок остановлен, принесите циферблат штангенциркуль до конца и с помощью роликовой ручки сомкните губки суппорта на заготовка. Я стараюсь использовать кончики штангенциркуля, так как они тоньше. Захват работы в более толстой части кулачков штангенциркуля может развести кулачки на несколько тысяч, если вы покрутите суппорт даже на небольшую величину.
Мне нравится снимать показания циферблата, пока он все еще захватывает работу, так как легко непреднамеренно повернуть суппорт при снятии это, тем самым изменив чтение. Вы можете использовать стопорный винт на суппорте, чтобы помочь предотвратить это. Сдвиньте губки прямо с заготовки, стараясь не перекрутить каверномер.
Рекомендуется провести как минимум два отдельных измерения просто чтобы убедиться, что вы поняли это правильно. Как оказалось (без каламбура) гораздо проще удалить металл, чем поставить обратно 😉
Поворот плеча
Уступ — это точка, в которой диаметр заготовки меняется без конусности от одного диаметра к другому. Другими словами, угол 90 градусов. лицо перемещается от одного диаметра к другому, как вы можете видеть на следующей фотографии.
Сделаем буртик на нашей заготовке, уменьшив диаметр конца заготовки на расстоянии около 1/2″.
Переместите поперечный суппорт примерно на 0,020 и используйте силовую подачу для отогните конец заготовки примерно на 1/2 дюйма. Повторите это еще несколько раз. раз, пока не уменьшите диаметр концевой секции примерно до 1/2″.
Поскольку кончик инструмента закруглен, внутренний край плечо приобретает округлый профиль.
Чтобы получить красивый квадратный край, мы должны переключиться на инструмент с острый конец заточен под углом менее 90 градусов, чтобы он мог работать прямо в угол плеча.
Теперь мы будем использовать этот заостренный инструмент, чтобы сделать квадратную отделку. врезаться в угол плеча. Так как это такое короткое расстояние, мы будем использовать ручную подача, а не силовая подача. Вы можете использовать ручную подачу при вращении ходового винта — просто не зацепляйте полуорех.
Чтобы получить красивое квадратное лицо на плече, вам нужно сделать лицевой срез. Это работает лучше всего, если вы сделали блокировку каретки на своем токарном станке. Замок каретку и очистите поверхность плеча, пока она не станет квадратной. Если вы используете остроконечный инструмент, вам нужно будет использовать довольно высокие обороты, скажем, 1500, и продвигать инструмент медленно, иначе вы получите небольшие бороздки на заостренном кончике вместо красивой гладкой поверхности. финиш.
Если вы еще не сделали каретный замок, вам понадобится использовать полугайку, чтобы зафиксировать каретку на месте для торцовки. Конечно, вы должны сначала отсоедините ходовой винт, прежде чем делать это!
Наконец, вы можете использовать файл, как описано в лицевой срез, чтобы сделать красивый скошенный край на внешнем крае плеча и на конце заготовки.
Токарная обработка – производственные процессы 4-5
После прохождения этого модуля вы сможете:
• Опишите черновую и чистовую токарную обработку.
• Опишите поворотное плечо.
• Опишите разрез торца.
• Объясните, как настроить центровочное/центровое сверло.
• Объясните, как настроить расточку.
• Объясните, как настроить накатку.
• Правильно установите заготовку для отрезки/нарезания канавок.
• Определите расчет конусности.
• Правильно установите заготовку в 4-х кулачковый патрон.
Заготовка обычно обрабатывается на токарном станке по двум причинам: чтобы обрезать ее по размеру и получить точный диаметр. Работа, которая должна быть нарезана по размеру и иметь одинаковый диаметр по всей длине заготовки, предполагает операцию параллельного точения. Многие факторы определяют количество материалов, которые можно удалить на токарном станке. Диаметр необходимо обрезать в два прохода: черновой проход и чистовой проход.
Чтобы получить одинаковый диаметр на каждом конце заготовки, центры токарных станков должны быть на одной линии.
Процедура:
1. Установите упор для компаунда на 30 градусов.
2. Установите инструмент для черновой или чистовой обработки. Используйте правый токарный инструмент при подаче седла в направлении передней бабки.
3. Переместите стойку инструмента к левой стороне составного упора и установите насадку инструмента в правый центр высоты.
4. Установите на токарном станке правильную скорость и подачу для диаметра и типа обрабатываемого материала.
5. Запустите токарный станок и сделайте небольшой надрез длиной около 0,005 дюйма и длиной 0,250 дюйма на правом конце заготовки.
6. Остановите токарный станок, но не перемещайте рукоятку винта поперечной подачи.
7. Переместите режущий инструмент к концу заготовки (в правую сторону), поворачивая маховик каретки.
8. Измерьте работу и рассчитайте количество удаляемого материала.
9. Поверните градуированное кольцо на половину количества удаляемого материала. Например, если необходимо удалить 0,060 дюйма, градуированное кольцо следует повернуть на 0,030 дюйма, так как разрез выполняется по окружности заготовки.
10. Помните , на каждую тысячную глубины резания диаметр заготовки уменьшается на две тысячные.
Операция черновой токарной обработки используется для снятия как можно большего количества металла в кратчайшие сроки. Точность и чистота поверхности не важны в этой операции. Поэтому рекомендуется максимальная глубина 0,030 дюйма и подача от 0,020 до 0,030 дюйма. Заготовка, как правило, грубо обтачивается с точностью до 0,030 дюйма от конечного размера за несколько проходов, насколько это возможно.
Процедура:
1. Установите токарный станок на правильную скорость и скорость подачи для типа и размера обрабатываемого материала.
2. Отрегулируйте быстросменный редуктор на подачу от 0,010 до 0,030 дюйма в зависимости от глубины резания и состояния станка.
3. Например: .010
4. Переместите держатель инструмента к левой стороне составного упора и установите насадку инструмента на правую высоту по центру.
5. Надежно затяните резцедержатель, чтобы предотвратить перемещение резцедержателя во время операции обработки.
6. Сделайте небольшой пробный пропил на правом конце заготовки длиной около 0,250 дюйма.
7. Измерьте заготовку и отрегулируйте насадку на нужную глубину резания.
8. Отрежьте около 0,250 дюйма, остановите токарный станок и проверьте размер диаметра. Диаметр должен быть около 0,030 дюйма по стороне финиша.
9. При необходимости отрегулируйте глубину резания.
Чистовая токарная обработка на токарном станке, которая следует за черновой обточкой, производит гладкую поверхность и обрезает заготовку до точного размера. Такие факторы, как состояние режущего инструмента, жесткость станка и заготовки, а также скорость токарного станка и скорость подачи, могут повлиять на тип получаемой поверхности.
Процедура:
1. Проверьте, нет ли на режущей кромке режущей кромки зазубрин, прожогов и т. д. Перед чистовым пропилом рекомендуется установить режущую кромку в исходное положение.
2. Установите токарный станок на рекомендуемую скорость и скорость подачи. Используемая скорость подачи зависит от требуемой чистоты поверхности.
3. Сделайте небольшой пробный пропил длиной около 0,250 дюйма в правом конце изделия, чтобы получить истинный диаметр, установите насадку режущего инструмента на нужный диаметр и установите градуированное кольцо на нужный диаметр.
4. Остановить станок, измерить диаметр.
5. Установите глубину резания на половину количества удаляемого материала.
6. Отрежьте 0,250 дюйма, остановите токарный станок и проверьте диаметр.
7. При необходимости отрегулируйте глубину резания и завершите обработку диаметра. Чтобы получить максимально точный диаметр, доведите заготовку до требуемого размера. Если необходимо завершить диаметр пленкой или полировкой, никогда не оставляйте для этой операции более 0,002–0,003 дюйма.
При токарной обработке заготовки более чем на один диаметр. Изменение диаметра или шага известно как плечо.
Три распространенных типа плеча:
1. Квадрат
2. Скругленный уголок
3. Угловой или конический
Процедура:
1. С заготовкой, установленной на токарном станке, разметьте положение уступа от готового конца заготовки. В случае скругленных плеч, вся длина должна быть достаточной для того, чтобы на готовом плече можно было сформировать надлежащий радиус.
2. Поместите острие инструмента на эту отметку и вырежьте небольшой паз по окружности, чтобы отметить длину.
3. С помощью токарной насадки черновой и чистовой обработайте заготовку примерно на 0,063 дюйма необходимой длины.
4. Установите торцевой инструмент. Наметьте мелом небольшой диаметр заготовки и поднимите режущий инструмент до тех пор, пока он не удалит отметку мелом.
5. Обратите внимание на показания на градуированном кольце рукоятки поперечной подачи.
6. Торцовка под прямым углом к плечу, резка по линии с ручной подачей.
7. Для последовательных резов верните рукоятку поперечной подачи в то же положение градуированного кольца.
Если требуется скругленный угол, для обработки уступа используется насадка с таким же радиусом. Угловые или скошенные кромки можно получить, установив режущую кромку насадки инструмента на желаемый угол фаски и подав ее к уступу, или установив составной упор на нужный угол.
Обрабатываемые детали обычно обрезаются немного длиннее, чем требуется, и обтачиваются до нужной длины. Торцовка — это операция обработки торцов квадрата заготовки с ее осью. Чтобы получить плоскую квадратную поверхность при торцевании, токарному станку может быть правдой.
Назначение облицовки:
• Для получения истинно плоской поверхности, перпендикулярной оси заготовок.
• Обеспечить точную поверхность для проведения измерений.
• Для обрезки заготовок до необходимой длины.
Рисунок 1. Операция облицовки
Процедура:
1. Переместите стойку инструмента к левой стороне составного упора и установите правую фрезу на правую высоту от центральной точки токарного станка. Составной упор может быть установлен на 30 градусов для точной торцевой обработки.
2. Установите заготовку в патрон лицевой стороной. Используйте центр линии в хвостовой части или прямую линейку, если это необходимо для истинности.
3. Вставьте торцовочный инструмент.
4. Расположите инструмент немного в стороне от детали.
5. Установите торцевую насадку влево под углом 15-20 градусов. Острие насадки инструмента должно быть ближе всего к заготовке, а сбоку должно быть оставлено пространство.
6. Установите токарный станок на правильную скорость и подачу для диаметра и типа обрабатываемого материала.
7. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
8. Запустите токарный станок и поднесите резец как можно ближе к центру станка.
9. Переместите каретку влево с помощью маховика, пока не начнется мелкий рез.
10. Подайте насадку режущего инструмента внутрь к центру, повернув рукоятку поперечной подачи. Если для подачи режущего инструмента используется механическая поперечная подача, каретка должна быть зафиксирована в этом положении.
11. Повторяйте процедуры 6,7 и 8, пока заготовка не будет отрезана до нужной длины. 12. На заготовке после торцовки останется острая кромка, которую следует сломать напильником.
Сверло
Spotting Tool используется для проделывания неглубокого V-образного отверстия в центре заготовки. Предоставляет руководство для выполнения упражнения. Отверстие можно быстро и достаточно точно обнаружить с помощью центрирующего сверла. Для максимальной точности следует использовать насадку для определения местоположения.
Рис. 2. Инструмент Center/Spot
Процедура:
1. Правильно установите заготовку в патрон.
2. Установите сверлильный патрон в заднюю бабку.
3. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
4. Переместите и зафиксируйте заднюю бабку в желаемом положении.
5. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
6. Установите токарный станок на правильную скорость для типа материала, который будет точечным или центрирующим сверлом.
7. Просверлите отверстие центровым сверлом. 8. Отметьте отверстие с помощью зенковки или центрирующего сверла.
Рисунок 3. Сверло
Процедура:
1. Установите сверлильный патрон в заднюю бабку.
2. Правильно установите заготовку в патрон.
3. Проверьте центр инструмента и убедитесь, что он находится на одной линии.
4. Убедитесь, что хвостовик сверлильного патрона надежно закреплен в задней бабке.
5. Переместите и зафиксируйте заднюю бабку в желаемом положении.
6. Перед включением станка поверните шпиндель вручную, чтобы убедиться, что детали не мешают вращению шпинделя.
7. Начните отверстие с помощью зенкерного или центрирующего сверла.
8. При использовании центрирующего сверла всегда используйте вместе с ним смазочно-охлаждающую жидкость.
9. Центровочное сверло режется не так легко, как сверло, поскольку оно имеет неглубокие канавки для дополнительной жесткости.
10. Просверлите всю конусность, чтобы создать воронку для направления сверла.
11. Установите сверло в шпиндель задней бабки, в сверлильный патрон или в держатель сверла.
12. Установите токарный станок на скорость, соответствующую типу обрабатываемого материала.
13. Запустите токарный станок и просверлите требуемую глубину в соответствии с планом чертежа, применяя смазочно-охлаждающую жидкость.
14. Для измерения глубины отверстия используйте градуировку на оси задней бабки или стальную линейку для измерения глубины.
15. С помощью сверла с просверленным отверстием удалите стружку и измерьте глубину отверстия.
16. При сверлении снимайте материал не более чем на один или два диаметра сверла, прежде чем отступать, очищать стружку и повторно наносить смазочно-охлаждающую жидкость.
17. Если сверло скрипит о приклад, нанесите больше смазочно-охлаждающей жидкости.
18. Чтобы снять сверлильный патрон с задней бабки, потяните его назад примерно на четверть оборота больше, чем он может легко выдвинуться.
19. Используйте штифт, чтобы выдавить патрон из цанги.
Растачивание — это операция по увеличению и точной чистовой обработке отверстий. Обработка отверстия путем удаления материала с внутренних поверхностей однолезвийной фрезой. Отверстия специального диаметра, для которых нет сверл, могут быть получены путем растачивания.
Растачивание использует одноточечный режущий инструмент для увеличения отверстия. Эта операция обеспечивает более точное и концентрическое отверстие, в отличие от сверления.
Поскольку фреза выходит из станка из расточной оправки, инструмент не так хорошо поддерживается, что может привести к вибрации. Чем глубже скучная операция, тем хуже болтовня. Чтобы исправить это:
1. Уменьшите скорость вращения шпинделя.
2. Увеличьте подачу.
3. Нанесите больше смазочно-охлаждающей жидкости.
4. Укоротить выступ расточной оправки.
5. Отшлифуйте меньший радиус на конце инструмента.
Процедура:
1. Установите заготовку в патрон.
2. Обработайте, разметьте и просверлите отверстие в заготовке.
3. Проверьте, достаточно ли зазора у расточной оправки.
Если отверстие слишком маленькое для расточной оправки, стружка застрянет во время обработки и сместит оправку от центра.
4. Убедитесь, что острие сверлильного инструмента является единственной частью фрезы, контактирующей с внутренней поверхностью заготовки.
5. Если угол не обеспечивает достаточную торцевую зачистку, замените фрезу на другую с более острым углом.
6. Расположите борштангу так, чтобы острие фрезы совпадало с центральной линией заготовки.
7. Инструмент, расположенный не на одной линии с центром заготовки, будет волочиться по поверхности заготовки, даже если имеется достаточный задний задний угол.
8. Выберите расточной оправку как можно большего размера, чтобы она выступала за пределы держателя только на глубину отверстия, которое нужно расточить.
9. Установите держатель и расточной инструмент с резцом на левой стороне резцедержателя и вращайте заготовку.
10. Установите сверло бурового инструмента в центр.
Примечание. В зависимости от жесткости установки буровой резец будет иметь тенденцию пружинить вниз при приложении давления к режущей кромке. Установив сверло немного выше центра, была сделана компенсация направленной вниз пружины, и сверло будет фактически располагаться точно по центру заготовки во время операций обработки.
11. Установите токарный станок на правильную скорость резания и подачу. а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
12. Нанесите смазку на отверстие перед включением машины.
13. Включите станок и переместите инструмент в предварительно просверленное отверстие.
14. Запустите токарный станок и медленно перемещайте расточный инструмент, пока он не коснется внутреннего диаметра отверстия.
15. Сделайте небольшой разрез (около 0,003 дюйма) длиной около -375.
16. Остановите токарный станок и измерьте диаметр отверстия, используя телескопический калибр или микрометр.
17. После измерения отверстия определите количество материала, которое необходимо удалить из отверстия. Оставьте около 0,020 на чистовом пропиле.
18. Запустите токарный станок и выполните черновую обработку.
19. Подайте борштангу в заготовку, снимая примерно 0,020 за каждый проход.
20. Выньте борштангу, как только будет достигнута нужная глубина.
21. Повторяйте шаги 19 и 20, пока не будет достигнут требуемый диаметр внутреннего отверстия.
22. После завершения черновой обработки остановите токарный станок и вытащите сверло из отверстия, не перемещая рукоятку поперечной подачи.
23. Установите глубину чистового пропила и просверлите отверстие до нужного размера. Для хорошего качества поверхности рекомендуется мелкая подача.
24. При последнем проходе остановитесь на нужной глубине и верните фрезу к центру заготовки. Это будет обращено к задней части отверстия.
25. Выньте борштангу из станка и остановите станок.
Рисунок 4. Растачивание на токарном станке
1. Накатка – это выпуклость на поверхности заготовки, создаваемая двумя закаленными валками.
2. Накатка обычно имеет одну из двух форм: ромбовидную или прямую.
3. Обычные накатки бывают мелкими, средними или крупными.
4. Ромбовидный рисунок образован правой и левой спиралью, установленной в самоцентрирующейся головке.
5. Используется для улучшения внешнего вида детали и обеспечения хорошей поверхности захвата для рычагов и рукояток инструментов.
6. Обычные накатки бывают мелкими, средними или крупными.
7. Прямой профиль, образованный двумя прямыми роликами, используется для увеличения размера детали для прессовой посадки в легких условиях эксплуатации.
8. Используются три основных типа держателей для накатных инструментов: держатель с шарнирным соединением, держатель с вращающейся головкой и держатель с двух сторон.
9. Накатка лучше всего работает на заготовках, установленных между центрами.
10. Накатки не режут, а смещают металл под высоким давлением.
11. Смазка более важна, чем охлаждение, поэтому подойдет масло для резки или смазочное масло.
12. Для накатки используются низкие скорости (примерно такие же, как при нарезании резьбы) и подача от 0,010 до 0,020 дюйма.
13. Накатка должна быть отцентрована на заготовке вертикально, а державка с накаткой должна располагаться вровень с заготовкой.
14. В мягком металле следует сделать накатку примерно на половину глубины и проверить шаблон.
15. На тонкой заготовке может потребоваться несколько проходов, чтобы выполнить накатку, поскольку инструмент имеет тенденцию отталкивать ее от накатки.
16. Между проходами следует очищать накатку проволочной щеткой.
Рисунок 5. Накатка
Процедура:
1. Установите накатной инструмент в держатель инструмента и отрегулируйте его точно по средней линии шпинделя токарного станка.
2. Расположите и закрепите накатной инструмент под углом 90 градусов к поверхности с накаткой.
3. Переместите каретку токарного станка вручную и найдите область на заготовке, которую необходимо накатать.
4. Поверните накатную головку, чтобы указать правильный набор накаток.
5. Расположите накатку у правого края заготовки так, чтобы половина накатки соприкасалась с правым краем заготовки.
6. Смажьте рабочую поверхность смазочно-охлаждающей жидкостью.
7. Поверните шпиндель примерно на 100 об/мин и используйте маховик поперечной подачи, чтобы ввести накатной инструмент в работу. Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
8. Включите силовую подачу станка, чтобы переместить каретку к передней бабке со скоростью подачи от 0,010 до 0,020 дюйма за оборот.
9. При необходимости нанесите масло и почистите поверхность с накаткой жесткой щеткой, чтобы удалить стружку с наката.
10. Когда накатка достигнет конца области с накаткой, измените направление подачи каретки и введите накатку в работу еще на 0,005–0,010 дюйма.
11. Продолжайте накатывать взад-вперед, пока не образуется острый ромб.
Назначение отрезки и проточки:
Бывают случаи, когда вам может понадобиться отрезать кусок от конца заготовки или вырезать канавку в заготовке.
Нарезка канавок, обычно называемая проточкой, подрезкой или сужением, часто выполняется на конце резьбы, чтобы обеспечить полный ход гайки до заплечика или на краю заплечика для обеспечения надлежащей посадки сопрягаемых деталей. Существует три типа канавок: квадратные, круглые и U-образные.
Закругленные канавки обычно используются там, где на деталь оказывается нагрузка, а прямоугольный угол может привести к разрушению металла.
Процедура:
1. Выберите насадку нужного размера и формы требуемой канавки.
2. Наметьте расположение паза.
3. Установите токарный станок на половину скорости токарной обработки.
4. Установите заготовку на токарный станок.
5. Установите насадку на центральную высоту.
6. Медленно вставьте насадку в заготовку с помощью рукоятки поперечной подачи.
7. Нанесите большое количество смазочно-охлаждающей жидкости на острие режущего инструмента. Для того, чтобы рез не слепил канавку. Если появляется вибрация, уменьшите скорость вращения шпинделя.
8. Остановите токарный станок и проверьте глубину паза.
9. Повторяйте процедуры 6-7, пока заготовка не будет прорезана на нужную глубину.
Рисунок 6. Вырезание канавки
Отрезные инструменты, часто называемые отрезными инструментами, используются для резки заготовки. Существует три типа разделительных инструментов. Инструмент для разделения состоит из прямого держателя, чаще всего используются вставные лезвия со смещением влево и вправо.
Есть две распространенные проблемы при расставании: дребезжание и сжатие. Стук возникает, когда инструмент удерживается недостаточно прочно, любой люфт в инструменте, держателе или любой части самого токарного станка затрудняет резку, неровную и часто невозможно. Втягивание означает, что инструмент стремится врезаться в заготовку, а также перелезать через верхнюю часть режущей кромки. Это обычно ломает бит инструмента или разрушает заготовку. Заедание обычно происходит, когда инструмент для разделения установлен слишком высоко или слишком низко.
• Отрезные инструменты уже, но глубже, чем токарные инструменты. Отрезные инструменты используются для создания узких канавок и отрезания частей заготовки.
• Держатель инструмента должен едва касаться заготовки, когда установлен отрезной инструмент.
• Убедитесь, что инструмент для разделения перпендикулярен оси вращения.
• Убедитесь, что кончик инструмента находится на той же высоте, что и центр заготовки. В этом может помочь удерживание инструмента напротив лицевой стороны детали.
• Установите высоту инструмента, приложите его к поверхности детали и зафиксируйте инструмент на месте. Не забывайте наносить смазочно-охлаждающую жидкость, особенно при глубоком разрезе.
Рисунок 7. Разделение
Процедура:
1. Установите заготовку в патрон так, чтобы отрезаемая часть находилась как можно ближе к патрону.
2. Установите отрезной инструмент с левой стороны составной опоры, установив режущую кромку по центру.
3. Поместите держатель как можно ближе к резцедержателю, чтобы предотвратить вибрацию и дребезжание.
4. Отрегулируйте насадку инструмента. Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
5. Отметьте место разреза.
6. Переместите режущий инструмент на место.
7. Запустите токарный станок и рукой медленно подайте отрезной инструмент в заготовку. Возьмитесь за рукоятку поперечной подачи обеими руками, чтобы подавать устойчиво и равномерно. Нанесите большое количество смазочно-охлаждающей жидкости.
8. Когда заготовка составляет около ¼ дюйма, рекомендуется немного сдвинуть инструмент для разделения в сторону. Это боковое движение делает рез немного шире, чтобы предотвратить заедание инструмента.
9. Во избежание вибрации держите режущий инструмент и постоянно применяйте смазочно-охлаждающую жидкость во время работы. Медленно подавайте, когда деталь почти отрезана.
10. Продолжайте продвигать инструмент, пока он не достигнет центра заготовки. По мере приближения заготовка подвешивается на тонком металлическом стержне.
11. Конец заготовки, который вы обрезаете, обычно имеет довольно шероховатую поверхность и на конце выступает небольшой стержень металла. См. рисунок 19 ниже.
12. Заключительный шаг – установить эту деталь в патрон и сделать торцевой разрез, чтобы зачистить конец. Одна из проблем на этом этапе заключается в том, что кулачки патрона могут повредить готовую заготовку. Если вы внимательно посмотрите на рисунок 20 ниже, вы сможете увидеть отпечаток кулачков патрона. Чтобы избежать этого, вы можете обернуть заготовку тонкой полоской эмори или аналогичного защитного материала, прежде чем зажимать ее.
Для получения параллельного диаметра при механической обработке между центрами важно, чтобы два центра токарного станка находились на одной линии друг с другом и совпадали с центральной линией токарного станка. Если центр не выровнен, обрабатываемая деталь будет конусообразной.
Существует три метода центровки токарных станков:
1. Совместив центральные линии задней части задней бабки друг с другом. Это только визуальная проверка и, следовательно, не для точной.
2. Метод пробного надреза, при котором с каждого конца изделия делается небольшой надрез, а диаметр измеряется микрометром.
3. Выровняйте центры с помощью циферблатного индикатора.
Способ 1. Выровнять центры, отрегулировав заднюю бабку.
Процедура:
1. Ослабьте зажим задней бабки или рычаг.
2. Ослабьте один из регулировочных винтов с левой или правой стороны, в зависимости от направления, в котором должна быть перемещена задняя бабка. Затяните другой регулировочный винт, пока линия на верхней половине задней бабки точно не совпадет с линией на нижней половине.
3. Затяните ослабленный регулировочный винт, чтобы зафиксировать обе половины задней бабки на месте.
4. Зафиксируйте зажимную гайку или рычаг задней бабки.
Способ 2. Выровнять по центру методом следового разреза.
Процедура:
1. Сделайте небольшой надрез примерно 0,010 до истинного диаметра, от секции A на конце задней бабки длиной 0,250 дюйма.
2. Остановите подачу и запишите показания на градуированном кольце рукоятки поперечной подачи.
3. Переместите режущий инструмент ближе к концу передней бабки.
4. Приблизьте режущий инструмент к той же настройке бурта, что и в шаге 1 (Раздел A).
5. Верните режущий инструмент в то же положение, что и в шаге 1. (Раздел A)
6. Отрежьте отрезок длиной 0,250 в секции B и затем остановите токарный станок.
7. Измерьте оба диаметра микрометром.
8. Если оба диаметра не одного размера, отрегулируйте заднюю бабку по направлению к режущему инструменту или от него на половину разницы между двумя показаниями.
9. Сделайте еще один легкий надрез в секциях A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
Способ 3. Выравнивание центров с помощью циферблатного индикатора.
Процедура:
1. Очистите токарный станок и рабочие центры и установите циферблатный индикатор.
2. Плотно отрегулируйте испытательный стержень между центрами и затяните зажим шпинделя задней бабки.
3. Установите циферблатный индикатор на стойку инструмента или каретку токарного станка. Убедитесь, что плунжер индикатора параллелен станине станка, а точка контакта находится в центре.
4. Отрегулируйте поперечный салазок так, чтобы индикатор совпадал примерно с 0,025 дюйма на конце задней бабки.
5. Переместите каретку вручную так, чтобы контрольный индикатор совпал с диаметром на конце передней бабки, и запишите показания контрольного индикатора.
6. Если показания обоих контрольных индикаторов не совпадают. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не зарегистрирует одинаковые показания на обоих концах.
Для расчета конусности на фут (tpf). Необходимо знать длину конуса, большой и малый диаметр.
Рисунок 10. Основная часть дюймового конуса
Формула:
Tpf = ((D-d) / длина конуса) x 12
Пример:
Tpf = ((1,25 – 1) / 3) x 12 = (0,25 / 3) x 12 = 1 дюйм
При расчете смещения задней бабки необходимо знать конусность на фут и общую длину заготовки.
Рисунок 11. Размер заготовки с конусом
Формула:
Смещение задней бабки = (tpf x общая длина заготовки) / 24
Пример:
1. Найти tpf:
tpf = ((1,125 – 1) x 12) / 3 = (0,125 x 12) / 3 = 0,50 дюйма
2. Найдите смещение задней бабки:
Смещение задней бабки = (0,5 x 6) / 24 = 3 / 24 = 0,125 дюйма
В некоторых случаях, когда нет необходимости находить конусность на фут, можно использовать следующую упрощенную формулу.
Формула:
Смещение задней бабки = (OL / TL) x ((D-d) / 2)
OL = Общая длина заготовки
TL = длина конической части
D = конец большого диаметра
d = конец малого диаметра
Пример:
Смещение задней бабки = (6/3) x ((1,125-1)/2) = 0,125
Использование составного остатка для изготовления коротких или крутых конусов. Инструментальная насадка должна подаваться вручную, используя комбинированную рукоятку подачи.
Процедура:
1. Обратитесь к чертежу, чтобы узнать величину требуемого конуса в градусах.
2. Ослабьте стопорные винты составного упора.
3. Поверните составную опору на нужный угол. (см. первое изображение)
4. Затяните стопорные винты составного упора.
5. Отрегулируйте насадку инструмента по центру и подайте насадку режущего инструмента, используя винт подачи составного упора.
6. Проверьте размер и посадку конуса.
Рис. 12. Операция токарной обработки конуса
1. Циферблат или контрольный индикатор следует использовать всякий раз, когда диаметр обрабатываемой детали должен быть выровнен с точностью до тысячных долей дюйма.
2. Процедура:
3. Вставьте заготовку в 4-кулачковый патрон и приблизительно выровняйте ее, используя метод мела или рейсмуса.
4. Установите индикатор в резцедержатель токарного станка.
5. Установите шпиндель индикатора в горизонтальное положение, установив точку контакта на центральную высоту.
6. Поднесите точку индикатора к диаметру заготовки так, чтобы она находилась примерно на 0,020, и проверните шпиндель токарного станка вручную.
7. При вращении токарного станка отмечайте максимальное и минимальное показания циферблатного индикатора.
8. Слегка ослабьте кулачок патрона при самом низком показателе и затяните кулачок при максимальном показателе, пока заготовка не переместится на половину разницы между показаниями двух индикаторов.
Станок токарно-винторезный специальный повышенной точности УТ16П
Главная /
Справочник
Станки советские, российские, импортные — справочная информация
Станки советские, российские, импортные — справочная информация
Станок токарно-винторезный специальный повышенной точности УТ16П
Аналог станков SAMAT, 250ИТВМ, 16ВТ20П Предназначен для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частоты вращения шпинделя, подач и шагов нарезаемых резьб в различных отраслях производства Станок комплектуется ш
Технические характеристики станка УТ16П
Параметр
Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
П
Наибольший диаметр детали обрабатываемой над станиной, мм
320
Наибольший диаметр детали обрабатываемой над суппортом, мм
180
Наибольшая длина обрабатываемой детали, мм
710
ЧПУ
—
Пределы частот вращения шпинделя Min/Max, об/мин.
40 — 2000
Мощность, кВт
5.3
Габариты, мм
2290_1150_1365
Масса, кг
1800
Начало серийного выпуска, год
1982
Завод-производитель
Ульяновский машиностроительный завод ПО, ФГУП
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный специальный повышенной точности УТ16П по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели УТ16П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок токарно-винторезный специальный повышенной точности УТ16П составляет:
новые станки — 12 мес.,
после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный специальный повышенной точности УТ16П звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 276-70-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный специальный повышенной точности УТ16П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
технические характеристики, описание основных узлов, паспорт, чертежи
УТ16 ПМ – универсальный токарно-винторезный станок, характеризующийся повышенной точностью. Относится к легкому станочному оборудованию. Его назначение – осуществление чистовой и получистовой токарной обработки деталей, а также нарезание резьбы.
Содержание:
1 История создания
2 Детальное описание корпуса и конструкции
3 Технические характеристики
3.1 Габариты рабочего прастрансва
3. 2 Мощность
3.3 Диапазон вращения шпинделя
4 Кинематическая схема
4.1 Передний центр
4.2 Наибольшая длина заготовки
4.3 Допустимый диаметр обрабатываемой заготовки
5 Расположение составных частей и их перечень
5.1 Пределы по инструменту
5.2 Подача на одну риску лимба
5.3 Электрическая схема
6 Плюсы и минусы
7 Расположение органов управления
8 Техника безопасности при использовании
9 Паспорт
10 Где заказать и купить
11 Как сделать ЧПУ с универсального токарного станка УТ16ПМ — видео
История создания
УТ16 ПМ относится к станкам, выпускаемым еще в советское время, которые продолжают успешно эксплуатироваться и в наши дни. Он выпускался ранее на заводе имени Володарского в городе Ульяновске.
Создание этого широко применяемого токарного оборудования было осуществлено на основе токарного станка 1Е61М и имело сходные с ним характеристики. При выборе оборудования подобного типа часто приходится сталкиваться с тем, что разработки прежних лет по своим характеристикам не уступают современному оборудованию.
Детальное описание корпуса и конструкции
Токарный станок УТ16ПМ имеет типовую конструкцию для группы оборудования, к которой он принадлежит. Она отличается прочностью всех своих частей.
На его корпусе, защищающем расположенные внутри него узлы и механизмы, закреплены алюминиевые таблицы, пользуясь которыми можно с легкостью осуществлять управление этим оборудованием. Также на корпусе имеется шильд, на котором выгравирован логотип Ульяновского машиностроительного завода.
Основой конструкции является литая станина, благодаря которой обеспечивается устойчивость токарного станка УТ16ПМ. Точность обработки повышается при использовании опор, поглощающих вибрацию. В системе охлаждения имеется небольшой электронасос, включаемый по мере необходимости. Это позволяет увеличить интервал между включениями.
В нижней части конструкции смонтирован шестиступенчатый редуктор, имеющий соответственно шесть ступеней частоты вращения. Он закреплен на задней стороне тумбы токарного станка УТ16ПМ. Редуктор позволяет обеспечивать необходимую скорость вращения от 40 до 2000 об/мин. Передача вращающего момента осуществляется с помощью клиновых ремней.
Система смазки гарантирует своевременную подачу масла в трущеюся друг об друга части. На передней бабке установлен шпиндель, поэтому ее называют шпиндельной. В целях безопасности предусмотрены возможности торможения, блокировки шпинделя и защита его от перегрузок.
Под передней бабкой расположена коробка подач, приводимая в действие выходным валом шпинделя. Этот механизм позволяет при нарезке задавать шаг резьбы. Шкаф с электрооборудованием обеспечивает подвод электричества и включение токарного станка УТ16ПМ. Суппорт служит для крепления инструментов и их перемещения. На его верхней части расположен держатель резцов.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта, а также нарезание резьбы с помощью ходового винта. С помощью задней бабки осуществляется поджим обрабатываемой детали. Ее функционирование особенно важно при обтачивании деталей большой длины.
За отдельную плату можно приобрести задний резцедержатель, закрепляемый на поперечных салазках суппорта.
Технические характеристики
Габариты рабочего прастрансва
Мощность
Универсальность токарного станка УТ16ПМ предполагает наличие высокого значения мощности. Она составляет 5,3 кВт. Это позволяет использовать его для выполнения тонкой работы.
Соответственно мощность электродвигателей, измеряемая в кВт, составляет:
главного привода – 3,2/5,3;
насоса охлаждения – 0,12;
насоса смазки – 0,09.
Диапазон вращения шпинделя
Шпиндель токарного станка – это вал, имеющий отверстие по центру, в которое вставляются подлежащие обработке детали. Закрепление осуществляется с помощью зажимного патрона.
От скорости вращения шпинделя зависит чистота и качество выполняемой работы. Частота вращения шпинделя токарного станка УТ16ПМ находится в пределах от 40 до 2000 оборотов в минуту.
Кинематическая схема
Передний центр
Обработка деталей на токарных станках требует наличия дополнительной оснастки. Если осуществляется обработка детали значительной длины, и при этом предполагается использовать большую скорость, то возникает необходимость дополнительной фиксации.
Эту функцию выполняет вращающийся центр, устанавливаемый в пиноль задней бабки. Использование центра позволяет увеличить скорость обработки. При финишной обработке, где недопустимо радиальное биение, находит применение неподвижный центр, а режимы являются щадящими. Имеется возможность отдельно заказать центр требуемого размера.
Наибольшая длина заготовки
При приобретении станка необходимо определиться, какие детали и какого размера предполагается на нем обрабатывать. Наибольшая длина обрабатываемой на токарном станке УТ16ПМ детали составляет 750 мм.
Допустимый диаметр обрабатываемой заготовки
Этот параметр зависит от места обработки заготовки. Если она обрабатывается над станиной, то наибольший допустимый диаметр обрабатываемой заготовки – 320 мм, а если над суппортом, то 170 мм.
Расположение составных частей и их перечень
Пределы по инструменту
Пределы шагов резьбы:
метрических – от 0,01 до 56 мм;
модульных – от 0,01 до 28 модулей;
дюймовых – от 60 до 3,0 ниток/дюйм.
Подача на одну риску лимба
Этот параметр зависит от того, какое перемещение суппорта осуществляется. При продольном направлении подача на одну риску лимба соответствует перемещению суппорта на расстояние 0,1 мм, а при поперечном – 0,02 мм.
Перемещение верхнего суппорта (резцовых салазок), соответствующее одному делению лимба, соответствует 0,02 мм. При этом цена деления лимба задней бабки составляет 0,05 мм.
Электрическая схема
Плюсы и минусы
К достоинствам работы на токарном станке УТ16 ПМ относятся:
высокий класс точности;
простота управления;
нарезание метрической, дюймовой и модульной резьбы;
возможность комплектования дополнительными приспособлениями, расширяющими выбор требуемого режима;
ремонтопригодность;
жесткая станина рассчитана на интенсивные нагрузки;
соблюдение требований эргономики и безопасности;
возможность работы с деталями из стали и цветных металлов.
Недостатком является то, что при использовании токарного станка УТ16ПМ для черновой обработки может произойти потеря точности.
Расположение органов управления
Техника безопасности при использовании
Токарный станок УТ16ПМ имеет ряд механизмов, обеспечивающих безопасность при их использовании. К ним относятся:
предохранитель с плавкими вставками, защищающий от коротких замыканий;
тепловые реле, осуществляющие защиту электродвигателей от перегрузки;
конечный выключатель для ограничения хода каретки суппорта во избежание наезда на переднюю бабку;
механическая блокировка рукояток от произвольного включения станка.
К работе на токарном станке УТ16ПМ допускаются совершеннолетние лица, изучившие руководство по его эксплуатации. Также с ними должен быть проведен инструктаж по технике безопасности. Токарь должен быть обеспечен необходимой спецодеждой и защитными очками.
Не допускается снимать со станка имеющиеся на нем блокировки и ограждения. Перед включением станка необходимо вручную проверить срабатывание микровыключателей реле. При отсутствии масла в системе смазки работа станка недопустима. В случае разбрызгивания масла и охлаждающей жидкости следует прекратить работу до восстановления.
Перед тем, как запустить станок следует удостовериться в надежности контактов заземления. При возникновении неисправностей во время работы возможно их устранение согласно указаниям руководства по эксплуатации. Следует своевременно заменять изношенные подшипники.
Регулярно необходимо проводить техническое обслуживание станка, во время которого осуществляется проверка надежности крепления отдельных узлов, степень их износа, натяжение ремней и подобное. При необходимости проводится ремонт устройств, обеспечивающих безопасность.
Следует осуществлять постоянный контроль надежности крепления обрабатываемой детали. При необходимости отойти даже на непродолжительное время, станок следует выключить.
Храниться станок должен в закрытом отапливаемом помещении.
Паспорт
Паспорт станка можно бесплатно скачать: Руководство по эксплуатации токарно-винторезного станка повышенной точности УТ16ПМ.
(Руководство по эксплуатации ПВ1.610.042РЭ1 Часть 1 и Материалы по запасным частям ПВ1.610.042РЭ1 Часть 2), формат файла djvu.
Где заказать и купить
При желании приобрести токарный станок УТ16 ПМ, в том числе бывший в употреблении, следует оставить заявку на сайте магазина, осуществляющего подобные услуги. Имеется возможность совершить покупку онлайн.
При заказе существенную помощь могут оказать специалисты-консультанты магазина. Такие станки можно приобрести по объявлению на «Авито» от частных продавцов. При неукомплектованности следует оценить возможность их использования.
Как сделать ЧПУ с универсального токарного станка УТ16ПМ — видео
Клеммная колодка PHOENIX 3044199 — UT 16
Клеммная колодка PHOENIX 3044199 — UT 16 | Автоматизация24
страницаCacheKey_786459d3fb294611ba5d2de9fc6f8bb2
Категории
Продолжить покупки
Автоматизация24 БИЗ
Технология соединения
Клеммные колодки / Соединительные клеммы
Проходные клеммы, винтовые зажимы
Клеммная колодка PHOENIX 3044199 — УТ 16
ФЕНИКС КОНТАКТ
Проходная клеммная колодка
Тип подключения: Винтовое соединение
Сечение: 1,5–25 мм²
AWG: 16–4
Ширина: 12,2 мм
Тип крепления: NS09 909 Цвет: Серый 35/7,5; NS 35/15
Войти и написать отзыв0009 Тип соединения: Винтовое соединение
Сечение: 1,5–25 мм²
AWG: 16–4
Ширина: 12,2 мм
Цвет: серый
Тип крепления: НР 35/7,5; NS 35/15
Войти и написать отзыв
— 33 % Рекомендуемая розничная цена: 2,55 €
1,70 €
плюс НДС плюс отправка
Доставка сегодня
Соответствующие аксессуары
Сравните товары
Крышка PHOENIX 3047206 — D-UT 16
Торцевая крышка, длина: 52,8 мм, ширина: 2,2 мм, высота: 47,3 мм, серая
Артикул: 100846
— 32 % Рекомендуемая розничная цена: 0,73 €
0,50 €
плюс НДС плюс отправка
на складе
Доставка сегодня
Сравните товары
Мост-переходник PHOENIX 3047073 — RB UT 16-(2,5/4)
Мост-переходник с UT 16 на UT 2,5/4, количество полюсов: 2, красный
Артикул: 100857
— 35 % Рекомендуемая розничная цена: 2,15 €
1,40 €
плюс НДС плюс отправка
в наличии
Доставка сегодня
Сравните товары
Мост-переходник PHOENIX 3047099 — RB UT 16-ST(2,5/4)
Мост-переходник с UT 16 на PT 2,5/4, количество полюсов: 2, красный
Артикул: 100911
— 35 % Рекомендуемая розничная цена: 2,15 €
1,40 €
плюс НДС плюс отправка
на складе
Отправка сегодня
Соответствующие группы принадлежностей
DIN-рейки DIN-рейки
Сравните товары
DIN-рейка PHOENIX 1207640 — NS 35/7,5 PERF 755MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 7,5 мм, Ширина: 35 мм, Длина: 755 мм
Артикул номер: 100853
— 30 % Рекомендуемая розничная цена: 3,83 €
2,70 €
плюс НДС плюс отправка
на складе
Доставка сегодня
Сравните товары
DIN-рейка PHOENIX 1207653 — NS 35/7,5 PERF 955MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 7,5 мм, Ширина: 35 мм, Длина: 955 мм
Артикул номер: 100854
— 30 % Рекомендуемая розничная цена: 4,86 €
3,40 €
плюс НДС плюс отправка
В настоящее время нет в наличии
Запросите время доставки
Закажите сейчас или активируйте уведомление о наличии или запросите дату доставки по бесплатному телефону 0800 24 4. 9110003
Сравните товары
DIN-рейка PHOENIX 1207679 — NS 35/15 PERF 755MM
DIN-рейка, Материал: Сталь, оцинкованная и пассивированная с толстым слоем, Перфорированная, Высота: 15 мм, Ширина: 35 мм, Длина: 755 мм
Артикул: 100851
— 31 % Рекомендуемая розничная цена: 6,36 €
4,40 €
плюс НДС плюс отправка
на складе
Доставка сегодня
Сравните товары
DIN-рейка PHOENIX 1207682 — NS 35/15 PERF 955 мм
DIN-рейка, Материал: сталь, оцинкованная и пассивированная с толстым слоем, перфорация, высота: 15 мм, ширина: 35 мм, длина: 955 мм
Артикул: 100852
— 30 % Рекомендуемая розничная цена: 8,04 €
5,60 €
плюс НДС плюс отправка
на складе
Доставка сегодня
DIN-рейки закрыть
Концевые зажимы для клеммных колодок Концевые зажимы для…
Сравните товары
Концевой зажим PHOENIX 3022218 — CLIPFIX 35
Концевой зажим для быстрого монтажа, Для DIN-рейки 35 мм NS 35/7,5 или NS 35/15, Может быть оснащен маркировочными полосками ZB 8 Zack, Маркировка клеммной колодки KLM 2, Ширина: 9,5 мм, Серый
Артикул : 100847
— 44 % Рекомендуемая розничная цена: 0,72 €
0,40 €
плюс НДС плюс отправка
на складе
Отправка сегодня
Сравните товары
Концевой зажим PHOENIX 3022276 — CLIPFIX 35-5
Концевой зажим для быстрого монтажа на DIN-рейку NS 35/7,5 или DIN-рейку NS 35/15, Может оснащаться маркировочными полосками ZB 5 Zack, Маркерами клемм KLM, С парковочный вариант для ФБС-5, ФБС-6, ширина: 5,15 мм, Серый
Номер позиции: 100848
— 42 % Рекомендуемая розничная цена: 0,69 €
0,40 €
плюс НДС плюс отправка
на складе
Доставка сегодня
Торцевые зажимы для клеммных колодок закрыть
Маркировочные полосы Zack 12,2 мм Маркировочные полосы Zack…
Маркировочная планка Zack, Полоса, Белая, Маркировка: L1/L2/L3/N/PE, Тип крепления: Защелкивается в высокий паз для маркеров, Для клемм ширина блока 12,2 мм
Маркировочная планка Zack, Полоса, Белая, Маркировка: Порядковые номера 1-5, Тип монтажа: Защелкивание в высокий паз для маркеров, Для клемм шириной 12,2 мм
Маркировочная планка Zack, Полоса, Белая, Маркировка: Порядковые номера 6-10, Тип монтажа: Защелкивание в высокий паз для маркировки, Для клемм шириной 12,2 мм
Артикул : 100914
— 36 % Рекомендуемая розничная цена: 2,50 €
1,60 €
плюс НДС плюс отправка
в наличии
Доставка сегодня
Маркировочные полосы Zack 12,2 мм закрыть
Технические характеристики
Общие данные
Дизайн
Проходная клеммная колодка
Цвет
серый
Количество уровней
1
Количество соединений
2
Тип соединения
Винтовые клеммы
Электрические характеристики
Уровень напряжения
1000 В
Максимум. ток нагрузки
101 А (при сечении провода 25 мм²)
Номинальный ток
76
Механические данные
Ширина
12,2 мм
Высота макс.
62,5 мм
Длина
55,5 мм
Сечение жесткого проводника мин.
1,5 мм²
Сечение жесткого проводника макс.
25 мм²
Сечение гибкого проводника мин.
1,5 мм²
Сечение гибкого проводника макс.
25 мм²
Длина зачистки
14 мм
Изолирующий материал
Пенсильвания
Окружающие условия
Применение статического изоляционного материала в холодное время года
-60°С
Изоляционный материал с температурным индексом
120°С
Дополнительная информация
Одобрение
ГОСТ
cRUus
КСА
ДНВ ГЛ
Классификация
eCl@ss 4.1
27-14-11-20
eCl@ss 5.1
27-14-11-20
eCl@ss 6.0
27-14-11-20
eCl@ss 7.0
27-14-11-20
ЭТИМ 4
EC000897
Номер таможенного тарифа
85369010
Описание изделия
Клеммная колодка PHOENIX 3044199 — UT 16
Серая проходная клемма 3044199 — UT 16 производства PHOENIX CONTACT с сечением 1,5-25 мм² (AWG: 16 — 4) и шириной 12,2 мм имеет 2 соединения на одном уровне с номинальным током 76 А. Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 — UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 — UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок.
Подробнее ФЕНИКС КОНТАКТ | Проходные клеммы, винтовое соединение | Подробнее Технология подключения
Отзывы клиентов
0 отзывов
0 отзывов
0 отзывов
0 отзывов
0 Отзывы
Показать все отзывы
Войти и написать отзыв
Winco UT-16 Новое и подержанное ресторанное оборудование Gilbert
Winco UT-16 Новое и подержанное ресторанное оборудование Gilbert’s
Магазин не будет работать корректно в случае, если куки отключены.
Сегодня я продолжаю публикации на тему самодельного токарного патрона.
Первый ОПЫТНЫЙ образец.
Пробное точение — подрезка торца.
Длина заготовки — 340 мм, диаметр — 38, материал — бук.
Ссылки на предыдущие статьи: Самодельный токарный патрон. Самодельный патрон из фанеры.
В сегодняшней статье я хочу рассказать о некоторых особенностях.
Идею такого патрона я вынашивал довольно давно. Но сначала небольшое отступление.
На просторах интернета полно схем патрона с 4 болтами, которая уже стала классической. Многие мастера повторяют эту конструкцию.
Например патрон моего коллеги Кирилла с канала «Добрый столяр»:
Несмотря на всю простоту, подобный «патрон» имеет несколько существенных недостатков, не позволяющих использовать данную схему в качестве полноценной замены 4-х кулачковому патрону промышленного изготовления.
Во-первых
качество фиксации деревянной заготовки подобным «патроном» является не удовлетворительным, так как площадь зажимных поверхностей мала, и болты продавливают поверхность заготовки
Решить эту проблему можно либо увеличив количество болтов (например установить болты попарно, в 2 ряда), либо развернуть болты головками к заготовке.
Но и в этом случае есть вероятность расшатывания заготовки, так как головка болта не имеет выступов, внедряющихся в заготовку и увеличивающих сцепление кулачков с деталью.
Во-вторых крепление зажимных болтов в тонком уголке-кронштейне (малое количество ниток резьбы) недостаточно надежно, при зажимании заготовки болты стремятся отклониться от плоскости планшайбы.
И эту проблему можно решить, увеличив толщину кронштейна, либо заменив Г-образный кронштейн на П-образный.
Кроме того болты, выступающие за габариты патрона, представляют опасность при работе с таким устройством.
Чтобы избежать этих недостатков я решил делать свой патрон по другому.
В качестве основы взята чугунная планшайба «школьного» станка СТД-120
Кронштейны кулачков — «гайки» отфрезерованы из квадрата Ст.3 на 18 мм.
Длина 26 мм — выбрана произвольно, исходя из имеющегося материала.
Чтобы отодвинуть кулачки дальше от поверхности планшайбы, под кронштейны сделаны подкладки из пластины толщиной 4 мм.
В качестве зажимных кулачков использованы мебельные болты М 10, с полукруглой головкой и квадратным подголовником на 10 мм.
Сфера на головках сточена, и проточены канавки, в следствии чего образовалось 2 кольцевых выступа и центральный шип, который выше выступов на 1,5 мм.
Кронштейны крепятся к планшайбе на 2 болта М6.
Патрон одинаково хорошо держит как квадратную, так и круглую деталь. Зажимаемый размер заготовки (квадрат) от 22 до 54 мм.
Сила фиксации настолько велика, что позволяет точить заготовку длиной до 6 — 8 диаметров. Все зависит от жесткости самой заготовки.
После первых тестов появилась идея модернизировать патрон (для увеличения размеров зажимаемой заготовки).
Для этого нужно сделать новые кулачки без квадратного подголовника, который забирает полезную длину болта.
Новые кулачки планирую точить из шестигранника на 22 или 24. В этом случае удастся получить более тонкую головку, что даст возможность зажимать квадрат размером 60 мм.
Да и вращать шестигранный болт большого диаметра удобней, чем квадрат на 10.
Чтобы быстро менять размер заготовки я использую шуруповерт. Для этого в торцах болтов сделал крестообразный пропил под биту РН 2.
Можно также просверлить в торцах отверстия, нарезать резьбу М5 и вкрутить болты с внутренним шестигранником, зафиксировав его при помощи «холодной сварки», эпоксидной смолы или фиксатора резьбы.
Вот собственно и вся конструкция. Сейчас ей предстоят полноценные «ходовые испытания», по итогам которых я буду снимать видео.
Следите за анонсами на моем канале.
А на этом на сегодня все.
Всем спасибо за внимание 🙂
Подписаться на: Комментарии к сообщению (Atom)
Патрон для токарного станка по дереву своими руками: фото, видео
Планшайба – круглая металлическая пластина с отверстиями для крепления саморезами, монтируется на вал станка посредством резьбы или болтов. Различаются диаметром, наличием либо отсутствием зубцов и дополнительных крепёжных элементов. Используется для точения тарелок, чаш и других подобных изделий. Часто изготавливается своими руками. Работа с планшайбой продумывается так, чтобы часть древесины, в которую вкручиваются шурупы, впоследствии была удалена.
Планшайба для 4-кулачкового патрона
Как самостоятельно сделать устройство?
В домашних условиях возможно сделать простейшие патроны, поскольку высокое точные детали, получаемые на промышленном производстве, могут не получиться. Настоящему мастеру произвести патрон как для станка по дереву, так и для станка по металлу не составит труда.
По дереву
Алгоритм изготовления патрона для станка по дереву:
выточить корпус будущего патрона на станке;
затем оставить корпус в шпинделе токарного станка;
вставить заготовку от эластичной втулки и через пятачок закрепить ее накидной гайкой;
в упорную бабку оборудования вставить сверло с диаметром 1 мм и рассверлить зажатую втулку.
Так можно сделать про запас несколько втулок.
Самодельный патрон по металлу
На патрон станка по металлу воздействуют не только поперечные, но и продольные нагрузки. Патрон изготавливается из металлической трубы и крепится 4-мя болтами. Эти болты, входят в приваренные гайки.
Наиболее распространенными являются трехкулачковые патроны. Это массивная планшайба с радиальными пазами.
Микромоторчик своими руками
Микромоторчики нашли широкое применение в строительстве небольших летательных объектов (например, моделей микровертолетов и самолетов). Сам микромоторчик представляет собой бесколлекторный микродвигатель постоянного тока.
Сделать микромоторчик можно из электромагнита с виброплощадки старого мобильного телефона.
Для оси ротора можно использовать сверло диаметром в 0,29 мм. Чтобы сделать мотор необходимо аккуратно намотать на сверло медную проволоку в два захода. Длина обмотки должна быть на несколько мм больше длины электромагнита.
После этого необходимо:
Нанести на обмотку тонким слоем эпоксидную смолу для склеивания металлов, и надеть на нее электромагнит;
Сделать две втулки из фторопласта, и надеть их на электромагнит с двух сторон;
Поставить конструкцию на направляющие под обмотку, и обмотать ее медной проволокой.
Микромотор готов! Осталось установить на него вентили, и подключить к питанию через микрочип на 5 входов. Инструкции по изготовлению интересных поделок из моторчиков предлагает на своем канале Роман Юрси.
С какими проблемами можно столкнуться?
При изготовлении патрона важно соблюдать точность центрирования. Если патрон сделан неправильно, это значительно повышает риск поломки резца.
Очень часто у самодельных патронов есть другой недостаток – трудно вынимать и фиксировать заготовку. Это указывает на проблемы с конструкцией. Чтобы сверло, зажатое в патроне, не «било» необходимо изготовить правильно втулку и корпус в определенной последовательности.
Самодельный патрон для токарного станка поможет зафиксировать заготовку и передать ей движение резания. Конструкция не представляет сложностей, а все детали можно найти в мастерской.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Именно кулачки, под воздействием механической силы осуществляют плотную фиксацию различных заготовок, имеющих различные диаметры и размеры. За счёт своей массивности и плотного крепления на станке, патрон осуществляет аккуратное движение заготовки и не допускает смещения заготовки во время работы, а также не допускает деформации. Также патрон вращает заготовку, что делает её обработку лёгкой.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется. Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке. Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Совет: Необходимо знать, что перед запуском оборудования, после замены токарного патрона, следует устанавливать малые обороты вращения. Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
Совет: Перед выбором токарного патрона по дереву или по металлу, необходимо определиться с разновидностью обработки, материалом и формовкой деталей. Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.
Конструкция
Конструкция кулачкового токарного патрона
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Ключ
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежам
Чертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений. Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Совет: После замены кулачкового патрона, необходимо проверить работу станка. Торцевое биение и конуса посадочного места не должно быть выше значения в три микрона.
Важно знать! Данное приспособление должно быть подвержено частой разборке с целью смазки и чистки кулачкового механизма! Если патрон находится в съёмном состоянии, то его необходимо подготовить к хранению. Для этого кулачки сводят к центру, это обеспечивает сохранность центрирования, а отверстие в центре должно быть заткнуто чистой тряпкой или другим материалом. Это предотвратит попадание пыли на стенки отверстия.
Установка дерева на токарный станок без патрона | Прибыль | Токарная обработка по дереву
Когда вы только что приобрели свой первый токарный станок, выбор принадлежностей может быть ошеломляющим. Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с небольшой лицевой панелью. Мы рассмотрим точение между центрами и использование планшайбы при монтаже дерева на токарном станке.
Вот два способа токарной обработки без использования многокулачкового патрона.
Полный поворот между центрами
Когда вы точите шпиндель на токарном станке, он удерживается между ведущей шпорой (в передней бабке) и подвижным центром (в задней бабке). Поверните большую часть вашего проекта, оставив стык на обоих концах вашей работы. Это придаст прочности вашему повороту и снизит вероятность того, что он сломается во время работы. Я бы отшлифовал и закончил корпус вашей токарной обработки, а затем придал бы форму двум концам.
Какой размер сустава вам нужен?
Удержание древесины между центрами: Kraut Pounder
Это зависит от размера вашей токарной обработки. Вот два примера:
Kraut Pounder используется для пюре из капусты, чтобы сделать квашеную капусту. Это хороший вес. Это означает, что вам нужно хорошее соединение на каждом конце вашей работы, чтобы держать его соединенным с токарным станком. Если вы повернете соединение слишком мало, крутящий момент при резке шпинделя может привести к тому, что древесина будет выброшена из токарного станка. Вы можете видеть на изображении, насколько большой я оставил древесину на конце задней бабки.
Только после того, как вы придали форму и отшлифовали свой проект, вы можете срезать лишнюю древесину.
Держатель дерева между центрами: Spurtle (мешалка для овсяных хлопьев)
С помощью spurtle древесина намного тоньше и легче. На токарном станке вращается не так много массы, поэтому вы можете иметь меньшее количество дерева, поддерживающего шпиндель при повороте. С небольшой работой, такой как спурт, я проделывал весь путь через дерево на одном из концов. Я бы резал одной рукой, чтобы другая рука могла поймать токарную обработку, когда она отходит от токарного станка.
Какой конец отрезать?
Этот процесс на самом деле довольно прост. Это зависит от того, как вы хотите обработать концы шпинделя и насколько вы уверены в своем точении. Если вы хотите получить чистую и четкую точку в своей работе, то это следует делать во время вращения токарного станка. Это конец, чтобы расстаться.
Если конец должен быть гладким и круглым, вы можете обрезать его ножом и отшлифовать наждачной бумагой. Переверните древесину настолько, насколько вам удобно, не прорезая ее. Затем разделите другой конец до желаемой формы и очистите закругленный конец.
Спуртл — хороший пример. Конец для перемешивания закруглен и гладок для перемешивания каши. Это конец, чтобы зачистить ножом и наждачной бумагой.
Наконечник рукоятки декоративный и будет красиво смотреться с четким центрированным острием. Это место, где часть выключения токарного станка. Краут-фунтовка была закруглена на обоих концах, поэтому я обточил деревянную доску, а затем снял ее с токарного станка, чтобы закончить. Я не пытался расстаться с этим проектом. Древесина слишком большая и тяжелая.
Суть в том, что вам придется прикончить оба конца. Если вы можете держать шпиндель за один конец, вы можете закончить свободный конец и выполнить окончательную форму и шлифование, пока он все еще находится на токарном станке.
Используйте планшайбу при монтаже древесины
Вы можете повернуть зажимной патрон, чтобы удерживать древесину на токарном станке. Процесс такой:
прикрепить древесный лом к лицевой панели
повернуть лицевую сторону деревянной плоскости
просверлить отверстие в древесине для шипа
вставить шип на токарную заготовку
используйте заднюю бабку для поддержки вашей работы
снимите заднюю бабку и закончите эту часть
деталь токарной обработки на конце передней бабки
Я поверну ковшик для меда, чтобы показать вам эти шаги.
Отцентрируйте лицевую панель на дереве и прикрепите ее шурупами.
Установка лицевой панели на кусок дерева.
Выровняйте лицевую панель
Установка дерева на лицевую панель – сначала сделайте лицевую панель плоской
Установите лицевую панель на токарный станок и выровняйте поверхность. Он не должен быть идеально ровным, но вам нужно, чтобы шип на токарной заготовке ровно сидел в отверстии.
Просверлите отверстие в заготовке лицевой панели для шипа
Установка доски на лицевой панели – просверлите отверстие в деревянном ломе .
Я использовал сверло Форстнера в задней бабке, чтобы просверлить отверстие. Если соединение ослаблено, используйте бумажное полотенце вокруг шипа, чтобы увеличить плотность посадки. Шип должен быть слегка сужен, чтобы обеспечить хорошую посадку, когда вы устанавливаете древесину на токарный станок.
Вставьте шип
Установите токарную заготовку, вставив шип в отверстие
Вставьте шип на заготовке медового ковша в отверстие так, чтобы он был надежно закреплен. Вот как вы монтируете древесину на токарном станке.
Вы можете поднять заднюю бабку и использовать ее как пресс для повышения безопасности.
Задняя бабка поддерживает работу
Поворот корпуса вашего проекта
Обрезка заготовки даже на расстоянии 4 или 5 дюймов от лицевой панели вызывает сильное боковое давление на заготовку. Поэтому всегда берите с собой заднюю бабку, чтобы поддерживать токарную обработку.
К этому моменту завершите большую часть включения медового ковша или других проектов.
Снятие задней бабки
Установка дерева на планшайбе точно так же, как в многокулачковом патроне!
Теперь, чтобы закончить дальний конец заготовки, вы можете снять заднюю бабку. В зависимости от того, насколько надежно заготовка удерживается лицевой пластиной, вы можете использовать руку без инструмента для поддержки поворота, когда будете делать окончательные легкие надрезы.
Не забудьте также отшлифовать и отшлифовать конец.
Часть токарной обработки
Успешная токарная обработка без монтажа древесины в многокулачковом патроне
Теперь переключитесь на конец шпиндельной бабки и часть токарной обработки станка. Снова используйте руку без инструмента, чтобы поймать токарную обработку, когда она выходит из станка.
Завершите обработку ковша для меда шлифованием и чистовой обработкой так же, как вы делали остальные токарные работы.
Советы по использованию лицевой панели
Отметьте на деревянной поверхности место расположения винтов. Вы же не хотите случайно наткнуться на винты своими токарными инструментами. Вы можете увеличить отверстия, чтобы вместить шипы большего размера. Если у вас есть несколько разных заготовок с немного разными шипами, расположите их в порядке от наименьшего к наибольшему. Вы можете использовать долото или скребок, чтобы постепенно увеличивать диаметр отверстия.
Если у вас есть толстая заготовка на лицевой панели, вы можете сгладить грани, когда шип станет слишком большим, и начать заново. Древесина от 2×4 имеет толщину чуть менее 1,5 дюйма. Винты входят примерно на 3/4″, поэтому доступна вся поверхность, а затем их можно снова повернуть на половину толщины.
Глубина отверстия зависит от силы токарной обработки. Если вы переворачиваете мелкие предметы, такие как ковш для меда, глубины 1/2 дюйма будет достаточно. Намотчик мячей или садовый червяк должны быть глубиной около 3/4 дюйма. Будьте осторожны, пока не привыкнете к процессу.
Вам нужна очень плотная посадка, так как нет способа затянуть древесину после того, как отверстие сделано. Хотя поможет бумажное полотенце, всегда используйте заднюю бабку для поддержки, пока не сделаете последний окончательный разрез.
Многокулачковые патроны
Многокулачковый патрон очень удобно иметь на токарном станке. Патрон значительно упрощает монтаж древесины на токарном станке. Тем не менее, они являются дорогим аксессуаром для вашего токарного станка. У меня есть односторонний зажимной патрон, и в настоящее время он стоит 235 долларов США, если вы включаете вставку, необходимую для его установки на токарный станок с 8 т/дюйм. Это почти столько же, сколько мой мини-токарный станок, который стоил 300 долларов. Теперь токарный станок был в продаже, а патронов в продаже я не видел!
Таким образом, многокулачковый патрон не является обязательным условием для токарной обработки дерева. Однако, если вы серьезно относитесь к производственной работе и эффективному точению, в конечном итоге вам захочется приобрести патрон. У Питера Чайлда из Великобритании есть статья о различных типах патронов, которые вы можете использовать, «Все о токарных патронах».
Я купил односторонний зажимной патрон, потому что он имел хороший вес и хороший диапазон положения кулачков. Я также использовал патрон Nova на уроке деревообработки. Патрон Nova был меньше моего одностороннего патрона, и мне приходилось вращать шипы меньшего размера, чтобы он работал. Самым большим разочарованием для меня при монтаже дерева было то, что два патрона открываются и закрываются в противоположных направлениях. Это не проблема с патронами, только с токарем!
Токарная обработка с целью получения прибыли
Если у вас есть какие-либо вопросы о токарной обработке или токарном бизнесе, пожалуйста, оставьте мне комментарий внизу страницы.
Эти технические столбы для тебя, токарь. Если вам также нравятся токарные проекты или статьи, связанные с токарным бизнесом, подпишитесь на информационный бюллетень Turning For Profit. Как правило, он выходит раз в неделю и содержит ссылки на текущие статьи, немного о том, чем я занимаюсь, и обычно вопрос для вашего ответа. Вы можете зарегистрироваться на правой боковой панели или чуть ниже на странице.
Я люблю точить по дереву и делиться с вами. Вы также можете подписаться на меня в Facebook. Спасибо, что позволили мне присоединиться к вам в этом путешествии по токарной обработке дерева. Получайте удовольствие и не забывайте безопасно поворачивать.
Сохраните
Сохраните
Сохраните
Сохраните
Знакомство с четырехкулачковыми патронами для токарных станков Титановый патрон.
Четырехкулачковый патрон для токарного станка
Цены варьируются от 35 до 280 долларов США, и вы, вероятно, спросите себя, почему вы должны купить четырехкулачковый патрон для своего токарного станка. Вот некоторые из лучших причин: * Патроны обеспечивают быстрое, точное и точное центрирование заготовок чаши и стандартных токарных квадратов. * Нет необходимости приклеивать блок отходов к токарной заготовке или отказываться от толщины заготовки чаши, чтобы использовать винты, необходимые для ее крепления к лицевой панели. * При использовании патрона для токарной обработки чаши из сырой заготовки ее можно начертить, снять с токарного станка, а затем переустановить с большей легкостью и удобством, чем при монтаже планшайбы. * Вспомогательные кулачки зажимного патрона доступны для удержания деталей размером от 1 ⁄ 4 дюймов в диаметре на миниатюрном сосуде и размером с обод диска диаметром 18 дюймов. * Вы можете выточить чашу и обработать ее внутри и снаружи практически без следов того, как она держалась на токарном станке.
Как работает патрон
Патрон состоит из корпуса, кулачков и кулачков, как показано ниже . Внутреннее спиральное зацепление перемещает все четыре кулачка одновременно, удерживая их на равном расстоянии от центра корпуса патрона. Челюсти управляются двумя рычагами или одним ключом. Действие рычага требует либо одновременного использования обеих рук, либо временной блокировки шпинделя токарного станка для регулировки патрона одним рычагом. Патроны с одним ключом позволяют работать одной рукой без необходимости блокировки шпинделя токарного станка. Затягивание или ослабление одной рукой оставляет другую руку свободной для управления заготовкой при ее установке или готовой деталью при снятии ее с патрона.
pic-1.jpg
Кулачки патрона крепятся к направляющим кулачков с помощью крепежных винтов, что позволяет использовать широкий спектр специализированных дополнительных кулачков.
Конструкция губок
Существует два основных вида губок: «ласточкин хвост» и зубчатый, как показано ниже . Большинство кулачков патронов Vicmarc и Axminster имеют конструкцию типа «ласточкин хвост». Фланцевые кулачки SuperNova представляют собой вариант этой конструкции. Зубчатые кулачки чаще всего используются в патронах Oneway.
Патрон, общий вид
Губки типа «ласточкин хвост» обычно оставляют минимальную маркировку или вообще не оставляют ее на готовом сосуде, что снижает потребность в повторной установке для удаления любых маркировок.
Уменьшенный вид патрона
Зубчатые кулачки имеют большую удерживающую способность, особенно при захвате торцового припуска, но оставляют следы, которые необходимо удалить.
Способ захвата патрона
Губки патрона либо сжимаются вокруг повернутой втулки (круглого шипа), либо расширяются в выемку. В режиме сжатия кулачки, обычно поставляемые с патронами, захватывают втулки от 1 до 1 ⁄ 2 » до 3″ в диаметре. Эти же челюсти расширяются в выточенные углубления диаметром от 2 дюймов до 3 1 ⁄ 2 дюймов.
Поскольку кулачки патрона образуют круг, когда они полностью сомкнуты, они создают непрерывный контакт, сжимаясь вокруг выступа или расширяясь в углубление, которое лишь немного больше диаметра круга, как показано ниже . Это обеспечивает наибольшую удерживающую силу и безопасную работу. Когда кулачки приближаются к своему максимально открытому положению, они касаются заготовки только точечно, как показано на рисунке 9.0156 ниже . Захват только в этих точках (восемь в режиме сжатия или четыре в режиме расширения) менее надежен и может повредить древесину. Производители предлагают дополнительные губки для охвата широкого диапазона диаметров захвата.
При токарной обработке следите за тем, чтобы кулачки патрона не были отрегулированы на максимальный диаметр. Чем дальше открываются кулачки, тем больше они выходят за пределы корпуса патрона, и при прикосновении к ним тем больше вероятность того, что они могут нанести травму.
ДВА ЧЕРТЕЖА ПАТРОНОВ
Точение чаши с помощью четырехкулачкового патрона
Начало снаружи Для установки боковых заготовок зерновой чаши многие патроны поставляются с центром винта. Чтобы использовать этот центр, установите его в патрон, зажав кулачками. Просверлите отверстие, равное диаметру корня винта и немного глубже его длины, с центром на верхней грани заготовки. Затем наденьте заготовку на саморез. Задействуйте хвостовой центр токарного станка для дополнительной поддержки при точении грубой формы чаши. Теперь поверните чашу снаружи, придав ей форму, чтобы ее дно удерживалось кулачками патрона, как показано на фото. Крепление с центральным винтом позволяет легко снимать и переустанавливать заготовку, сохраняя ее центральное положение.
Чаша в разрезе
Эта частично сформированная чаша с внешней формой была разрезана пополам, чтобы показать, как центр винта крепит ее к патрону.
Придание формы дну
При формировании внешней части чаши придайте ее дну форму, соответствующую размеру зажимных кулачков, чтобы можно было перевернуть заготовку, зажать ее при помощи патрона и сформировать внутреннюю часть. Для сжатия кулачков типа «ласточкин хвост» сформируйте втулку типа «ласточкин хвост», как показано ниже . Отрежьте внутренний угол, где втулка соединяется с корпусом чаши, четкий и чистый, чтобы обеспечить надежный угол захвата для кулачков патрона. Оставьте плоскую опорную поверхность для концов губок. Поскольку губки втягивают втулку, а также сжимают ее, сделайте втулку немного короче, чем глубина губок, чтобы она не упиралась в дно. Отшлифуйте и обработайте как можно большую часть внешней стороны чаши.
Те же губки, которые сжимаются на втулке, также расширяются в выемку, выдолбленную в дне чаши, как показано ниже . Планируя форму чаши, оставьте дополнительную толщину на ее дне, чтобы приспособить это углубление. Сделайте его примерно 1 ⁄ 8 — 1 ⁄ 4 дюймов глубоким, аккуратно обрезанным и с краем, повторяющим форму челюстей. Захват чаши таким образом позволяет полностью сформировать внешнюю часть, включая дно. После формирования наружной части чаши отшлифуйте ее и нанесите отделку.
Вообще говоря, сжатие на втулке обеспечивает наибольшую удерживающую силу. Однако для токарной обработки большого диаметра, но малой глубины, такой как большой диск, расширение в углубление дает лучшие результаты. Независимо от того, как патрон держит заготовку, обязательно периодически проверяйте его затяжку.
pic-5.jpg
Губки типа «ласточкин хвост», сужающиеся вокруг патрубка: При формировании патрубка на дне чаши совместите угол внешнего края патрубка с углом губок.
Теперь сформируйте внутреннюю часть
Закончив наружную часть чаши, снимите ее с центра винта и снимите центр винта с патрона. Чтобы сделать внутреннюю часть чаши полой, установите ее, как показано на рисунке. Поворачивая внутреннюю часть, следите за тем, чтобы не зацепить инструмент. Патроны не удерживают токарную заготовку так надежно, как стандартная планшайба, где заготовку крепят несколько винтов. Плохой улов может выбить чашу из патрона. После того, как окончательная внутренняя форма и толщина стенок чаши будут достигнуты, отшлифуйте ее и нанесите покрытие. Если чаша зажата в углублении, просто снимите ее с патрона.
pic-5.jpg
Губки типа «ласточкин хвост», сужающиеся вокруг патрубка: При формировании патрубка на дне чаши совместите угол внешнего края патрубка с углом губок.
Назад на дно
Для чаши, зажатой за втулку, переверните ее, захватив обод с помощью заводского зажимного патрона или дополнительных регулируемых губок чаши, как показано выше. Затем отверните кран и сделайте небольшое углубление на дне чаши. Независимо от того, используете ли вы зажимной патрон или четырехкулачковый патрон с чашеобразными кулачками, поддерживайте заготовку хвостовым центром как можно дольше. Закончите-отшлифуйте повернутую область и нанесите отделку.
Чаша на большом патроне
Несмотря на то, что каждый производитель имеет свое название для этого аксессуара для патрона, все регулируемые кулачки чаши работают одинаково. Упругие захваты удерживают край чаши на кулачках патрона.
Патрон также может захватывать квадратные заготовки
Патроны также могут захватывать токарные квадраты большинства распространенных размеров. Поскольку квадратное ложе нельзя удерживать так же надежно, как круглое, держите его с помощью патрона и поддерживайте хвостовой частью, как показано на рисунке. Затем поверните круглую втулку на конце задней бабки. Теперь переверните квадратный конец за конец и зажмите втулку в патроне, еще раз поддерживая ее центром хвоста. Когда вы вырезаете квадратную заготовку для установки в патрон, сделайте точность приоритетом; нестандартный запас трудно надежно захватить. Слегка закругленные углы кулачков патронов Oneway обеспечивают наилучшую конструкцию для захвата квадратных заготовок.
Блок в патроне
Источники Токарные патроны. Паккард Вудворкс. Позвоните по телефону 800/683-8876 или зайдите на сайт packardwoodworks.
📝 Во время проведения строительных работ необходим точный расчет массы армированных конструкций. Это поможет вам при оценке стоимости строительства, а также цены уже готового объекта.
Узнать какая масса арматуры 18 мм. можно следующим образом: суммируем длину всей стержней арматуры в конструкции и умножаем ее на вес погонного метра.
Масса, размеры, прочие характеристики горячекатаной круглой стали гладкого или периодического профиля, используемой для армирования конструкций из железобетона, нормируются по ГОСТ 5781-82.
Вес одного м. диаметром 18 (мм) и длиной 1000 (мм), которая может применяться для армирования различных железобетонных конструкций, весит 1.998 (кг).
Кстати, обязательно посмотрите нашу таблицу, в ней приведены расчеты всех диаметров. Арматурные элементы необходимы при возведении фундамента и стен зданий из монолитного бетона.
Таблица массы и количества метров в тонне по ГОСТу 5781-82:
Диаметр D. мм.
Масса погонного метра, кг.
Количество метров в тонне, м.
5.5
0.1865
5,361.9
6
0.2220
4,504.5
8
0.3946
2,534.2
10
0.6165
1,622.1
12
0.8878
1,126.4
14
1.2080
827.8
16
1.5780
633.7
18
1.9980
500.5
20
2.4660
405.5
22
2.9840
335.1
25
3.8530
259. 5
28
4.8340
206.9
32
6.3130
158.4
36
7.9900
125.2
40
9.8650
101.4
Все данные, указанные в этой таблице, в полной мере соответствуют действующему ГОСТу. Погрешность может составлять максимум несколько процентов – подобные ошибки не доставят значительных хлопот и точно не станут причиной повреждения конструкции.
Зачем нужно знать вес?
Часто у профессиональных строителей возникает данный вопрос. Зачем им это нужно? Дело в том, что при закупке прутов для возведения крупных сооружений, она покупается не поштучно, как при индивидуальном строительстве, а тоннами.
Но сложно рассчитать, на сколько хватит определенной массы материала, если не знать, сколько весит метр арматурной стали. Знание же можно получить за считанные секунды, произвести простейшие расчеты, получив общую протяженность металлических стержней. Для этого, берём всю массу необходимых прутов, и делим на массу одного погонного м.
Понравилась статья? Поделиться с друзьями:
Вес арматуры 18 мм за метр
Арматура в строительной сфере представляет собой каркас, за счет которого удается удерживать целостную структуру бетонных или кирпичных сооружений. Без нее конструкция не будет стабильной.
Арматурные элементы изготавливают из горячекатаной стали, которая хорошо выдерживает нагрузки, не подвержена коррозии и гарантирует устойчивость многоэтажных зданий. Для расчета количества материала следует узнать вес арматуры 18 мм за метр.
Как определяют массу
Для расчета веса арматуры 18 мм за метр используют такой параметр, как погонный метр. Он включает в себя вес одного арматурного стержня длиной один метр, изготовленного по государственному стандарту. Следует учитывать, что одна единица материала будет весить по-разному в зависимости от следующих параметров:
диаметр стержня;
марка использованной при изготовлении стали;
класс стали.
Зная эти данные, можно рассчитать показатель массы арматуры с точностью от +9 до -7%. Для правильного подсчета в обязательном порядке нужно использовать арматурную сетку, изготовленную по ГОСТ. При отклонении от установленных норм нельзя рассчитывать на точный результат.
На вес арматуры 18 мм за метр влияет еще один важный показатель – форма поверхности. Наружное покрытие изделия может быть рифленым или гладким, с реберными выступами. Изделия с ребрами или рифлением используют в строительстве гораздо чаще, чем продукцию с гладкой текстурой, потому что они лучше сцепляются с бетоном и гарантируют надежность конструкции.
Таблица расчета веса
Металлопрокатная компания «Астим» реализует на сайте https://as-tim.ru/ продукцию диаметром 18 мм следующих классов:
А1 А240;
А400 35ГС;
А400 25Г2С;
А500С.
Окончательная стоимость продукции представлена в тоннах, но для определения нужного количества материала по весу, для начала нужно рассчитать его необходимую длину, и только после этого перевести полученный результат в килограммы и тонны.
Стандартный вес арматуры, используемой для укрепления бетонных построек, составляет 14 килограмм за один погонный метр. Но вес арматуры 18 мм за метр варьируется в зависимости от уже отмечаемых выше параметров. Он может составлять 12 и даже 10 кг за один погонный метр.
Подсчет веса при помощи калькулятора
Для подсчета массы металлопроката необходимо целую длину прутьев умножить на массу одного метра. Для переведения результата в тонны достаточно умножить удельный вес, то есть массы одного метра, на итоговое число погонных метров. Не специалистам будет сложно выполнять все эти манипуляции, но этим и не нужно заниматься.
На сайте компании «Астим» есть удобный и простой в использовании калькулятор расчета массы арматуры. Для получения точного результата достаточно в выпадающем списке выбрать длину хлыста, диаметр арматуры и количество хлыстов. Далее система в автоматическом порядке высчитает общее количество погонных метров и их вес. Результат будет получен мгновенно, а вы избавитесь от необходимости вести долгие умственные подсчеты.
После этого остается только оформить заявку на покупку необходимого количества погонных метров арматуры. Перед приемом заказа вы можете проконсультироваться с менеджером и дополнительно уточнить у него детали. Следует учитывать, что для сооружения построек различного назначения может потребоваться неодинаковое количество материала.
Область применения арматуры
Теперь вы знаете, как определить вес арматуры 18 мм за метр. Это универсальное сечение, которое используют для сооружения широкого спектра конструкций:
усиление железобетонных изделий;
возведение металлоконструкций;
формирование каркасов для складских и производственных сооружений;
дополнительное укрепление уже готовых конструкций;
сварка плоских сеток.
Среди преимуществ арматурных конструкций диаметром 18 мм – возможность проводить на них сварочные работы. Это позволяет при необходимости дополнительно укрепить элементы. Такой вид металлопроката гарантирует длительную эксплуатацию при любых механических и погодных воздействиях.
Купить арматуру по выгодной цене
Рассчитали вес арматуры 18 мм за метр? Тогда остается только приобрести качественный материал. Компания «Астим» предлагает широкий ассортимент профильных труб, арматуры и других металлических конструкций для строительства. Доставка продукции проходит по Москве и Московской области. У каждого изделия есть сертификат качества, подтверждающий его подлинность и соответствие государственным стандартам.
Вы можете оплатить товар банковской картой или наличными уже после получения, убедившись в том, что он соответствует вашим ожиданиям. Наличие большого количества складов в Москве минимизирует время доставки.
Калькулятор веса арматуры
— легко оценить вес арматурных стержней
Теперь вы можете легко рассчитать вес арматуры, используемой на строительной площадке, с помощью этого простого и расширенного калькулятора веса арматуры.
Калькулятор арматуры Использование:
Процедура использования этого калькулятора для расчета веса арматуры очень проста. Шаги для этого следующие:
Арматурные стержни
Нет необходимости измерять размеры арматурного стержня, поскольку на рынке доступны арматурные стержни стандартных размеров.
Просто введите диаметр и длину арматурного стержня в соответствии с указаниями инженера-строителя. Обязательно введите диаметр стержня в миллиметрах.
Пропустите поле количества, если вы хотите рассчитать вес только одного арматурного стержня.
Введите количество стержней в поле количества, если вы хотите оценить вес арматуры в комбинациях.
Результаты будут отображаться в кг и кг/м.
Стандартные размеры и вес арматуры (арматурного стержня)
Стандартные размеры арматурного стержня, доступные на рынке, следующие: Масса на метр (кг/м)
c/s Площадь (кв. мм)
6 мм
0,222
28,3
8 mm
0. 395
50.3
10 mm
0.617
78.6
12 mm
0.888
113.1
16 mm
1.58
201.2
18 mm
2
254.6
20 mm
2.47
314.3
22 mm
2.98
380.3
25 mm
3.85
491.1
28 mm
4. 83
616
32 mm
6.31
804.6
36 mm
7.99
1018.3
40 mm
9.86
1257.2
45 mm
12.50
1591.1
50 mm
15.42
1964.3
Таблица веса арматуры
Формула расчета веса арматуры
Вы также можете рассчитать вес арматуры вручную на сайте, но мы рекомендуем вам использовать этот калькулятор. Вес арматурного стержня можно легко рассчитать с помощью приведенной ниже стандартной формулы:
W= (D 2 /162,28)* L
Где «D» и «L» — диаметр и длина. арматуры соответственно. Возьмем значение диаметра в миллиметрах и длины в метрах. Вы получите результаты в килограммах (кг). После деления результатов на фактическую длину арматурного стержня можно получить вес на погонный метр.
Попробуйте также: конвертировать футы в метры (лучший конвертер футов в метры) Попробуйте также: конвертировать см в метры (лучший конвертер сантиметров в метры)
Давайте разберемся в этой формуле на простом примере.
Пример: Рассчитайте вес стержня TMT диаметром 8 мм и длиной 12 метров.
Решение : Используя формулу расчета веса арматуры, вы можете найти массу стержня ТМТ, подставив указанные значения в данную формулу.
w = (D 2 /162.28)* L W = (8 2 /162.28)**12 = 4,732 кг
Теперь расчет на мэттер,
. = 4,732/ L W = 4,732/ 12 = 0,395 кг/м
Мы надеемся, что этот пример рассеял все ваши сомнения.
Нравится:
Нравится Загрузка…
Вес стержня на метр: стальной стержень 12 мм, 10 мм, 8 мм, 16 мм, 20 мм и 25 мм
Вес стержня на метр: стальной стержень 12 мм, 10 мм, 8 мм, 16 мм, 20 мм и 25 мм | Вес стального стержня 12 мм на метр | Вес стального стержня 10 мм на метр | Вес стального стержня 8 мм на метр | Вес стального стержня 16 мм на метр | Вес стального стержня 20 мм на метр | Вес стального стержня 6 мм на метр | Вес стального стержня 25 мм на метр | Вес стального стержня 32 мм на метр.
Стержень или стальной стержень, также известный как Арматура, представляет собой краткую форму арматурного стержня, это стальной стержень или стальная проволока, используемая в качестве натяжного стержня в бетонной конструкции, используемая в железобетонных конструкциях, таких как колонны, балки и плиты домостроения, а также применяется в армированной каменной кладке. Применяется для повышения прочности бетонной конструкции.
Стержни или стальные стержни или Поверхность арматурного стержня/арматурного стержня часто деформируют ребрами, чтобы способствовать лучшему сцеплению с бетонным материалом и снизить риск проскальзывания. Наиболее распространенные стержни или арматурный стержень / арматура представляют собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации, стальная арматура / стержень также может быть покрыта материалом из эпоксидной смолы, чтобы противостоять воздействию коррозии в основном в морской среде. вода.
Как мы знаем, в разных странах мира есть своя градация, спецификация стали и записи измерений для арматурного проката или стержней. Во-первых, помните, что арматура измеряется по-разному в США и Европе. в то время как Соединенные Штаты используют имперскую систему измерения. Европа и большая часть остального мира используют метрическую систему и измеряют в миллиметрах.
В этой статье мы кратко объясняем вес стержня на метр: стальной стержень 12 мм, 10 мм, 8 мм, 16 мм, 20 мм и 25 мм и знаем о весе стального стержня 12 мм, 10 мм, 8 мм, 16 мм, 20 мм, 25 мм и 32 мм на метр. Это поможет зрителям лучше понять и легко выбрать наиболее подходящий вес арматуры или стержня на метр, который вы хотите, в соответствии с требованиями.
Как правильно паять паяльником с канифолью: правила процесса
Любой начинающий специалист, связанный с обслуживанием и ремонтом радиоэлектроники сталкивается с необходимостью покупать прибор, предназначенный для качественной работы по соединению повреждённых участков микросхемы. Попробуем разобраться, как правильно паять паяльником с канифолью, что необходимо знать начинающему специалисту и мастеру с богатым багажом знаний.
Пайка с использованием канифоли
Основные принципы и правила проведения паяльных работ
Для того чтобы понять и выяснить, как правильно пользоваться паяльником для пайки проводов, необходимо иметь минимальный набор инструментария:
Паяльник, желательно электрический от основного источника питания сети 220 вольт.
Олово или иной взаимозаменяющие припои.
Канифоль.
Мощность паяльника должен быть не более 40 Ватт, сеть питания стандартная- 220 Вольт. Для бытового использования вполне достаточно такой мощности прибора. Готовый припой понадобиться для качественного соединения деталей и узлов. В качестве основных компонентов припоя используем олово с компонентами свинца, а также традиционную канифоль. В розничной сети продаются готовые трубки, с расположенным внутри составом или специальная проволока. Последний вариант признан самым эффективным и лучшим по многим параметрам производительности.
Характеристики припоя и канифоли
Далее, разберёмся, как правильно паять паяльником с канифолью и оловом провода при выборе необходимой марки припоя. В этом случае подойдёт маркировка ПОС, так называемый оловянно-свинцовый припой. В маркировке присутствуют цифровые значения, так 60, это процентное содержание олова, а 40%- содержание свинца. В продаже можно найти припои, которые имеют высокое содержание свинца. Такой материал имеет лучшие характеристики, обеспечивающие высокое качество работы при соединении деталей. Состав отличается по цвету, температура плавления будет на порядок выше, чем при обычных сериях и маркировки ПОС, но и качество места обработки будет также высоким.
Оловянно-свинцовый припой
Не последнюю роль в этом процессе играет канифоль, которая позволяет решить не только задачу, как правильно паять провода паяльником, но и поможет добиться необходимой прочности соединения. Основное предназначение канифоли, это удаление окислов с обработанных спаиваемых деталей. Использование канифоли является обязательным, так как медный наконечник при разогреве образует специфический нагара, мешающий качественному обеспечению прочности соединения деталей на микросхеме.
По своей природе, канифоль, это природный материал, который имеет в своем составе компоненты смолы с хвойных пород древесины, как правило, сосна. Вещество имеет специфический хвойный запах. В продаже имеется несколько вариантов канифоли, это жидкообразная масса или в твёрдом состоянии. Кроме этого, чтобы знать, как правильно научиться паять паяльником, новичок может использовать комбинированный вариант канифоли с добавлением этилового спирта, так называемый спиртово-канифольный состав.
Правила пайки канифолью
Теперь мы перейдём к практической части задачи, как правильно паять паяльником с канифолью и оловом провода сам процесс. Прежде всего, необходимо подготовить минимальный набор инструментов. Перед рабочим процессом как работать паяльником для проводов, необходимо сплющить жало и зачистить его как следует. В случае если жало не сплющено, рекомендуем это сделать самостоятельно, не повредив основной корпус прибора. Помните, чем тоньше жало, тем эффективней результат работы. Как правило, лучшим и оптимальным вариантом жала станет острием под углом 30-45градусов.
Основные правила пайки паяльником:
Все работы должны проводиться при проветриваемом помещении, открываем окна.
Включаем в сеть паяльник, дожидаемся, пока он прогреется, и уйдёт характерный запах. Необходимо чтобы жало прокалилось.
Выключаем на время паяльник и очищаем наконечник от старой грязи.
Снова включаем в работу прибор.
Слегка проводим залуживание деталей и частей соединяемых фиксаторов деталей. Для этого дожидаемся, пока разогреется жало до нужной температуры, слегка касаемся канифоли и направляем жало на место обработки соединения.
Чтобы взять необходимое количество припоя снова направляем раскалённое жало на канифоль. Прикладываем к сосновой доске и снова повторяем операции с оставшимися частями.
Новичку необходимо поэкспериментировать на досуге, чтобы понять, как правильно паять медные провода паяльником.
Типичная ошибка новичка, все работы по соединению проводить при оголённом жале, где отсутсвует припой и флюс. Это роковая ошибка может привести к возгоранию всей платы микросхемы.
Далее, что нужно для пайки проводов паяльником для медных материалов. Для этого технологического процесса достаточно иметь одного залуживания. Прогреваем для начала жало, прикасаемся к канифоли, после этого прикладываем жало к рабочей поверхности обрабатываемой детали. После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
В процессе пайки сама канифоль начнёт дымиться (естественный процесс). Это означает, что провод обтекается необходимой массой канифоли, предназначенной для работы.
В процессе пайки и выполнения задачи, какой паяльник нужен для пайки проводов, обращаем внимание, если цвет провода изменился с жёлтого на серебристый, то весь процесс прошёл вполне успешно.
Теперь остаётся припаять оставшиеся 2 провода, но необходимо при этом концы залудить.
Что нужно знать, чтобы обеспечить меры безопасности пайки
Как и любой технологический процесс работы с электроинструментом, требует обеспечения мер безопасности. Какой мощности нужен паяльник для пайки проводов, мы уже определились, это не более 40 ватт, но для новичков лучше всего будет применение маломощного инструмента, вполне достаточно прибора до 20 Ватт. Канифоль, как и припой, оказывают негативное воздействие на слизистую оболочку глаз и дыхательных путей. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Процесс пайки проводов канифолью
Теперь попробуем разобраться, что можно паять паяльником? Да практически все, что связано с металлом, и необязательно радиоэлектронику. Повреждённые металлические ведра, посуда может снова иметь привлекательный вид, если мы добьёмся эффективной работы паяльника и необходимой группы припоя. В процессе работы используйте доступные сподручные материалы, например деревянный брусок, а также обычные слесарные инструменты – пассатижи, кусачки, молотки. Вам достаточно один раз попробовать эксперимент на несложном металлическом предмете, и тогда вы загоритесь большим желанием устранить дома дефекты на предметах домашнего обихода которые изготовлены из металла. При проведении любых работ с паяльником соблюдайте минимальные требования пожарной и электрической безопасности. Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
Как паять провода паяльником с канифолью и оловом?
Содержание
1 В чём суть пайки
2 Пайка паяльником
2.1 Выбор паяльника
2.2 Что еще нужно для пайки
2.2.1 Флюсы и припои — как правильно подобрать
3 Подготовка паяльника к работе
3.1 Выбор мощности
3.2 Подготовка к работе
3.2.1 Заточка жала
3.2.2 Лужение паяльника
4 Технология пайки паяльником
4.1 Паяем провода
4.2 Соединение провода, контакта или клеммы
4.3 Многожильные провода
4.4 Провода в изоляции
4.5 Эмалированные провода
4.6 Кабеля из нескольких изолированных проводов
5 Преимущества и недостатки пайки
6 Важные советы
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
Отсутствие легковоспламеняющихся предметов;
Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
припой;
канифоль;
паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
Для работы с электронными элементами — 40-60 Вт.
С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
довести до рабочей температуры;
прикоснуться к канифоли;
расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
Подготовка деталей к пайке.
Обработка флюсом или лужение.
Разогрев спаиваемых деталей до необходимых температур.
Внесение в зону пайки припоя.
Правильная пайка паяльником
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то.
Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Паяем провода
соединение проводов пайкой: пример качественной работы
Спайка проводов проводится за несколько операций, причем они зависят от их типа и изоляции. Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами.
Толщина не влияет на последовательность операций, пайка толстого провода не отличается ничем, разве что, при чрезмерно большом диаметре, он не будет прогреваться. В таком случае, надо взять просто более мощный паяльник.
Внимание! Согласно действующим правилам эксплуатации электроустановок (ПЭУ) и ГОСТ, пайка медных проводов на силовых, заземляющих и зануляющих линиях электрооборудования запрещена. При аварийной ситуации они могут сильно нагреться и припой стечет. Для соединения используются специальные зажимы.
Если мы паяем одножильные провода без изоляции нам необходимо:
Удалить окислы с поверхности — делаем это наждачной бумагой, мелким напильником или просто ножом. Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
Покрыть поверхность флюсом — нагреваем провод, прижав его к канифоли, он должен полностью покрыться ей. Можно также нанести жидкий флюс кисточкой.
Залудить — берем немного (не надо жадничать) припоя на жало (это должна быть не капля, а небольшой купол, до 1 мм высотой, на рабочей поверхности жала). Затем, прикасаемся паяльником к проводу, и нагреваем его. Припой должен сам обволакивать поверхность, не надо делать мажущих движений, просто греем. Если нужно залудить провод на большой длине, то касаемся в нескольких местах.
Соединяем провода вместе, не встык, а кладем их параллельно друг другу на длину не менее 15-20 диаметров (это обеспечит механическую прочность соединения). Еще лучше скрутить провода.
Снова покрываем поверхность флюсом.
Паяем, точно также, как и при лужении берем немного припоя и просто прогреваем соединенные провода. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.
На видео можно наглядно увидеть, как выполняется работа:
Соединение провода, контакта или клеммы
Все операции проводятся точно в той же последовательности. В случае если нельзя контакт погрузить в канифоль, пользуемся жидким флюсом.
Многожильные провода
Все точно также. Но если мы хотим повысить надежность, то не лудим весь пучок, а распушиваем его так, чтобы каждый проводник залудился отдельно. Затем переплетаем между собой, скручиваем и пропаиваем.
Провода в изоляции
Для того чтобы удалить изоляцию обычно пользуются кусачками или ножом. Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Совет! Если жилы очень тонкие, то можно сжечь изоляцию открытым огнем (зажигалкой).
Эмалированные провода
Такой провод обычно используют для намотки катушек трансформаторов и т. п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
Кабеля из нескольких изолированных проводов
При соединении данных проводов, не стоит спаивать все сразу, так как потом, их будет сложно обмотать изолентой. Соединяем все жилы по очереди, после завершения изоляции предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусаживающиеся трубки (в обиходе «кембрики»). Отрезаем кусок и надеваем его на провод, после того как пропаяли, быстро, чтобы стык был еще теплым натягиваем их на него.
Изоляция термоусаживающейся трубкой
Мы разобрали технологию пайки, но часто возникают еще один вопрос — как соединить провода в кабелях, подключенных к разъемам наиболее распространенных типов. Постараемся раскрыть и его.
Внимание! Встречаются провода в экранирующей оплетке. Работаем с ней точно также как и с многожильным проводом. Расплести ее участок поможет шило или булавка.
Преимущества и недостатки пайки
Самым главным преимуществом пайки перед другими видами соединений проводов является надёжность. Спаянный электрический узел в плане надёжности может уступить лишь соединению, выполненному сваркой.
На весь период эксплуатации вы можете забыть о спаянном соединении, никакого дополнительного обслуживания оно не потребует.
Пользуясь пайкой, вы можете соединить проводники разные по сечению, одножильные с многожильными.
Этот метод относится к низким по себестоимости. Главное, чтобы у вас был паяльник, а припой с канифолью стоят совсем недорого, при этом расход их совсем мизерный.
Также несомненным преимуществом пайки является то, что с её помощью можно одновременно соединять более 2-х проводов.
К недостаткам пайки можно отнести высокую трудоёмкость и обязательное наличие навыков в пользовании паяльником.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
Максимально качественной спайки можно добиться при использовании припоя с канифолью.
Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Лужение паяльника — первый шаг к получению качественных паяных соединений. Приобретение этого навыка улучшает или разрушает вашу способность хорошо паять.
Кредит изображения: Начикет Мхатре
Подобно езде на велосипеде, пайка поначалу кажется невозможной. Но добиться успеха в этом — вопрос понимания процесса и следования нескольким передовым методам. Сохранение жала вашего паяльника луженым и блестящим лежит в основе этих передовых практик.
Эта, казалось бы, простая задача может показаться простой, но многие начинающие паяльщики не умеют держать свои наконечники в луженом состоянии. Это веская причина, по которой важно изучить основы лужения паяльника и почему это самый фундаментальный навык пайки.
Зачем лужить паяльник?
Процесс пайки включает в себя нагрев точки, в которой предполагается соединить два электронных компонента. Локальный нагрев соединения позволяет припою образовывать интерметаллический сплав между медью и припоем, который обеспечивает как механическую прочность, так и электропроводность. Мы подробно объясняем этот механизм в нашем руководстве по основам пайки.
Кредит изображения: Начикет Мхатре
Основной вывод здесь заключается в том, что желаемое соединение должно быть снабжено достаточным количеством тепла, чтобы расплавить припой. Это проблема, потому что медь, которая образует токопроводящие выводы всех электронных компонентов, постоянно покрыта оксидной пленкой. Как и жало вашего паяльника. Это проблема, потому что оксидный слой, покрывающий жало паяльника и выводы компонентов, является плохим проводником тепла.
Невозможно спаять соединение без эффективной передачи тепла от жала паяльника к выводам компонентов и контактным площадкам/сквозным отверстиям печатной платы. Но удалить оксидный барьер с этих поверхностей несложно. Просто нанесите немного флюса и нагревайте его до тех пор, пока он не станет достаточно активным, чтобы химически удалить окисление и другие загрязнения. К сожалению, медь быстро окисляется на воздухе, особенно когда к ней прикладываешь горячее жало паяльника.
Кредит изображения: Начикет Мхатре
Вот почему правильная обработка электронных компонентов и печатных плат требует применения не только припоя, но и флюса. Желательно одновременно. Флюс удаляет загрязнения и оксидный слой, а припой впоследствии связывается с чистой медной поверхностью, образуя поверхностное покрытие, устойчивое к окислению.
Как залудить жало паяльника
Вот как правильно лужить паяльник.
Шаг 1
Нагрейте паяльник до температуры.
Кредит изображения: Начикет Мхатре
Может варьироваться в зависимости от типа используемого припоя. Высококачественные паяльники можно нагревать до 482 ° F (или 250 ° C) для лужения, в то время как более дешевые паяльники могут требовать более высокой температуры 536 ° F (или 280 ° C). Если вы все еще не уверены, ознакомьтесь с нашим руководством по настройке оптимальной температуры пайки.
Шаг 2
Расплавьте припой на наконечник так, чтобы он покрыл никелированную часть, как показано на рисунке ниже.
Кредит изображения: Начикет Мхатре
Не забывайте, что весь кончик не обязательно должен быть блестящим. Только буквальный наконечник «жала» паяльника — то, что на самом деле покрыто никелем, — должен быть блестящим. Фактически, остальная часть жала паяльника со временем становится темнее из-за окисления.
Если припой скатывается и скатывается с наконечника, это признак загрязнения/окисления наконечника. Следуйте инструкциям, описанным в нашем руководстве о том, как очистить паяльник, чтобы исправить это. Если это не поможет, дважды проверьте, не используете ли вы случайно бессвинцовый припой: для этого требуются более высокие температуры.
Шаг 3
Подождите несколько секунд, пока наконечник не перестанет дымиться. Дым создается флюсом канифоли, содержащимся в припое, когда он сгорает.
Кредит изображения: Начикет Мхатре
Шаг 4
Теперь аккуратно вставьте горячий наконечник в очиститель для латунных наконечников пару раз, чтобы стереть с него припой. Если вы используете влажную паяльную губку, просто протрите ею наконечник. После нескольких движений припой должен скатиться с жала паяльника.
Кредит изображения: Начикет Мхатре
Шаг 5
Осмотрите наконечник, чтобы убедиться, что он выглядит блестящим и однородно металлическим на покрытой области.
Кредит изображения: Начикет Мхатре
Если на никелированной части жала паяльника есть следы или обесцвечивание, повторяйте этот процесс до тех пор, пока оно не станет однородно блестящим и металлическим. Вернитесь к нашему руководству по очистке наконечника, если это не сработает.
Лужение утюга — хорошая гигиена пайки
Поздравляем: вы успешно залудили свой паяльник. После того, как вы сделали это успешно, процесс будет казаться очень простым. Но не забудьте добавить большую каплю припоя на кончик утюга, прежде чем убрать его. Это образует защитный слой припоя, который герметично запечатывает наконечник и предотвращает его окисление при хранении с течением времени.
Как лужить паяльник: рекомендации и советы
Большинство паяльников имеют медное жало. Как простой и полезный инструмент, он применяется не только специалистом, но и разнорабочими, которым время от времени приходится работать с электроникой. Например, если вам нужно соединить два провода или отремонтировать бытовой прибор. Однако не все пользователи помнят самое главное — лужение паяльника жало .
Содержание
Зачем лужить жало паяльника?
В процессе пайки необходимо брать припой (сплав свинца и олова) нагретым наконечником, который переносится на место соединения. Но если его не залудить, то эта процедура становится невозможной. Припой не липнет к паяльнику, соответственно невозможно взять нужное количество сплава и перенести его на место пайки.
Почему это происходит? При контакте нагретого наконечника с припоем этот припой плавится и прилипает к поверхности. На нем также есть слой олова — так называемый «луженый паяльник». Но если наконечник испачкан канифолью, флюсом или пластиком, это взаимодействие перестает работать. Припой просто плавится, образуются капельки металла, но этот наконечник не прилипает как надо.
Правильно залуженный паяльник – это инструмент, рабочая часть которого покрыта тонким слоем припоя. Олово легко прилипает к такой поверхности и легко переносится на проводник, печатные платы, электрические компоненты и т. д.
Материалы для лужения паяльника
материалы и инструменты:
канифоль сосновая;
припой
;
наждачная бумага
;
любая губка;
Результат будет намного лучше, если вы будете следовать моим рекомендациям – на данный момент я могу предложить 10-летний опыт:
Не используйте смолу с истекшим сроком годности. Потемневшую и загрязненную посторонними веществами смолу лучше не брать. Стандартная канифоль, как правило, годна к использованию в течение двух лет после ее изготовления;
Припой рекомендуется покупать самый светлый оттенок. Это означает, что в сплаве больше олова и, соответственно, меньше свинца. Такой припой лучше плавится и с ним легче обращаться начинающему пользователю;
Наждачная бумага должна быть взята так, чтобы на медном наконечнике не осталось глубоких бороздок. По той же причине никогда не используйте точильные камни для лужения наконечников. Отличные результаты дает использование наждачной бумаги с зернистостью Р150;
Губка для мытья посуды должна иметь жесткую подушечку, так как эта сторона используется в работе. Заменить его можно практически любыми материалами. Также есть специальные губки для чистки жала паяльника;
Огнеупорные паяльные жала требуют деликатного отношения. Никогда не чистите их наждачной бумагой, так как их защитный слой довольно тонкий. А повреждение приведет к раннему выгоранию и износу наконечника. Такие жала необходимо время от времени протирать специальной губкой (проверьте паяльные принадлежности) или влажной тряпкой;
Вместо специальной губки вполне подойдет губка для мытья посуды. Естественно, губку следует смочить водой. Можно смочить спонж глицерином (продается во всех аптеках), тогда спонж не будет сохнуть, он всегда остается влажным и готовым к работе;
Для очистки негорючего наконечника необходимо использовать специальные очистители наконечников. Он напоминает мочалку из латунной стружки в форме шара. Время от времени человек должен погружать наконечник в этот сетчатый шарик. При этом излишки припоя и окислы с жала остаются внутри шарика;
Как залудить жало паяльника из меди?
Следующий метод позволяет лужить паяльники только с медным жалом. Если отшлифовать керамический наконечник, то он безвозвратно потеряет свои свойства, а дорогую насадку останется только выбросить.
Если на рабочей поверхности наконечника осталась застывшая жесть, то ее можно удалить, как я рекомендую ниже. Паяльник нужно предварительно нагреть. Затем наконечник опускают в канифоль. Зачищается на многожильную медную проволоку, пропитанную флюсом.
Жало припоя должно быть блестящим
Далее необходимо очистить рабочую часть инструмента от нагара наждачной бумагой. Медь — достаточно мягкий металл, поэтому не следует слишком сильно шлифовать.
Сразу после очистки всего прибора паяльник включается в сеть и прогревается до рабочей температуры. Так как медь очень быстро окисляется, рекомендуется в процессе нагрева опускать наконечник в канифоль. Такое действие ограничит доступ кислорода, и поверхность не покроется оксидом за считанные секунды. При высоких температурах этот процесс значительно ускоряется.
Когда паяльник как следует прогреется, его вынимают из канифоли и подносят к припою. Набрав достаточное количество сплава (олово должно идеально прилипнуть к очищаемой поверхности), медный наконечник нужно снова несколько раз погрузить в канифоль. Благодаря большому поверхностному натяжению олово будет равномерно распределяться по рабочей поверхности паяльника.
Вы можете улучшить результат, используя картон, предварительно покрытый канифолью. Если по такой поверхности двигать жалом с припоем, то олово лучше распределится и ляжет более тонким слоем.
Далее нужно очистить паяльник от лишнего расплавленного металла. Необходимо несколько раз залудить кончик мокрой губкой. На этом этапе вы должны быть осторожны, чтобы снова не использовать грязный инструмент. Сразу после очистки наконечник опускают в канифоль для защиты нанесенного покрытия.
Результатом вышеописанной процедуры должен стать идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности жала. Если все сделано правильно, то последующий процесс пайки будет несложным даже для начинающего пользователя.
Самый быстрый способ лужения жала паяльника
Рекомендую взять наждачную бумагу и нанести ее на самое жало паяльника. Теперь нужно точить теми же движениями, время от времени проверяя кончик, пока он не станет ровным, гладким и блестящим.
Нагретый наконечник погрузить в канифоль и сразу в припой (в олово). Прилипания припоя к жалом почти не будет, поэтому сразу после этой процедуры прикладываю жало к небольшой плате, желательно натурального происхождения (не ДСП). Лучше ели или кедра (дегтя).
Затем повторять процесс (канифоль → припой → плата) до тех пор, пока подготовленный наждачной бумагой участок жала желтого цвета с голубоватым наплывом нагретой меди не станет серебристым и блестящим от равномерно покрывающего его припоя. Этот процесс называется «лужением» жала паяльника.
Рекомендации по лужению жала паяльника
Для ускорения процесса пайки металлических деталей необходимо придерживаться некоторых правил и следовать советам специалистов по пайке. Главное – рабочее место: оно должно быть обеспечено безопасной розеткой. Необходимые материалы нужно расположить таким образом, чтобы было удобно проделывать все действия. Также следует позаботиться о правильном освещении на рабочем месте.
Половина успеха пайки зависит от того, как залудить жало паяльника , поэтому обратите внимание на этот процесс и не торопитесь в процессе.
Но этот процесс можно значительно ускорить с помощью паяльной пасты или другого химического состава (флюса), который можно приобрести в специализированных или строительных магазинах.
С помощью инструментов можно работать не только с мягкими металлами, но и с железом, сталью или цинком. Если паяльником пользоваться регулярно, то жало всегда будет в рабочем состоянии, после снятия можно аккуратно постучать молотком по основанию. Утюг должен иметь съемный наконечник. Вы можете сделать процесс пайки более удобным и точным.
Заключительные мысли
Лужение жала паяльника — это просто, если вы делаете это по расписанию. Редкое лужение не поможет вашему устройству служить дольше. Поэтому я бы рекомендовал лужение, как только вы начнете замечать ухудшение состояния жала паяльника. Обязательно используйте подходящие материалы для этого процесса, чтобы уберечь устройство от повреждений.
Похожие сообщения
Как подключить шаговый двигатель?
Двигатели постоянного тока с отдельными ступенями называются шаговыми двигателями. Они имеют ряд катушек, которые сгруппированы в «фазы». Двигатель может вращаться по одной ступени за раз, активируя каждый процесс по порядку. Вы можете добиться очень точного позиционирования и/или модуляции темпа с помощью компьютерного степпинга. В результате шаговые двигатели…
Подробнее Как подключить шаговый двигатель? Продолжить
Печи оплавления
Печи оплавления используются для изготовления печатных плат для электроники. Процесс оплавления SMT Процесс оплавления или пайка оплавлением представляет собой процесс расплавления припоя на печатной плате как часть заключительного этапа производства электроники. Температурный профиль печи оплавления Печь оплавления постепенно нагревается до разных температур в течение нагрева…
Читать далее Печи оплавленияПродолжить
Сварка пластика паяльником
Большинство людей заменяют пластиковое покрытие объекта, когда оно трескается или распадается на части; тем не менее, пластик на удивление податлив, его легко расплавить и снова собрать с помощью паяльника.
РАЗРАБОТАН,
ВНЕСЕН И ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским
институтом по нормализации в машиностроении (ВНИИНМАШ)
И. о. директора Герасимов Н.Н.
Руководитель темы и исполнитель Зарослова М.П.
УТВЕРЖДЕН
И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета
Министров СССР от 12 декабря 1975 г. № 3875
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОТВЕРСТИЯ
ПОД НАРЕЗАНИЕ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
Диаметры
Holes for threading pipe cylindrical thread.
Diameters.
ГОСТ
21348-75
Взамен
МН 5388-64
Постановлением
Государственного комитета стандартов Совета Министров СССР от 12 декабря 1975
г. № 3875 срок действия установлен
с 01. 01.77
1. Настоящий
стандарт устанавливает диаметры отверстий под нарезание трубной цилиндрической
резьбы по ГОСТ
6357-73 в изделиях из сталей по ГОСТ 380-71, ГОСТ
4543-71, ГОСТ
1050-74, ГОСТ 5058-65 и ГОСТ
5632-72 (кроме сплавов на никелевой основе) и меди по ГОСТ 859-66.
2. Диаметры
отверстий и предельные отклонения должны соответствовать указанным в таблице.
Размеры
в мм
Номинальный размер резьбы в дюймах
Число
ниток на 1²
Шаг Р
Диаметр отверстия под резьбу
Номин.
Пред. откл. для классов точности
А
В
1/8
28
0,907
8,62
+ 0,10
+ 0,20
1/4
19
1,337
11,50
+ 0,12
+ 0,25
3/8
15,00
1/2
14
1,814
18,68
+ 0,14
+ 0,28
5/8
20,64
3/4
24,17
7/8
27,93
1
11
2,309
30,34
+ 0,18
+ 0,36
1 1/8
35,00
1 1/4
39,00
1 3/8
41,41
1 1/2
44,90
1 3/4
50,84
2
56,70
2 1/4
62,80
+0, 22
+ 0,43
2 1/2
72,27
2 3/4
78,62
3
84,97
3 1/4
91,07
3 1/2
97,42
3 3/4
103,77
4
110,12
4 1/2
122,82
5
135,52
5 1/2
148,22
6
160,92
3. Допускается
под нарезание трубной цилиндрической резьбы применять отверстия других диаметров,
полученных на основании экспериментальных данных.
4. Диаметры
сверл для отверстий под нарезание резьбы указаны в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
Диаметры сверл для отверстий под нарезание трубной
цилиндрической резьбы
Размеры в мм
Номинальный размер резьбы в дюймах
Шаг Р
Диаметр сверла для классов точности резьбы
А
В
1/8
0,907
—
8,7
1/4
1,337
11,5
11,5
3/8
15,0
15
1/2
1,814
—
18,75
5/8
—
20,75
3/4
—
24,25
7/8
—
28
1
2,309
—
30,5
1 1/8
35,0
35
1 1/4
39,0
39
1 3/8
—
41,5
1 1/2
—
45
1 3/4
—
51
Размеры отверстий под метрическую и дюймовую резьбу
Изначально поверхность необходимо просверлить корончатым сверлом, а только потом метчиком нарезать резьбу. Подготовленное отверстие должно быть на 0,14-0,4 мм меньше диаметра резьбы. Ниже для точного расчета приведена таблица.
Размер резьбы
Диаметр сверла, мм
Размер резьбы
Диаметр сверла, мм
Размер резьбы, дюйм
Диаметр сверла, мм
Размер резьбы, дюйм
Диаметр сверла, мм
M 1
0,75
M 3 x 0,35
2,65
1/16
1,15
G 1/16
6,8
M 1,2
0,95
M 4 x 0,5
3,5
3/32
1,8
G 1/8
8,8
M 1,4
1,1
M 5 x 0,5
4,5
1/8
2,55
G 1/4
11,8
M 1,6
1,25
M 6x 0,75
5,2
5/32
3,1
G 3/8
15,25
M 1,8
1,45
M 7 x 0,75
6,2
3/16
3,6
G 1/2
19
M 2
1,6
M 8 x 0,75
7,2
7/32
4,4
G 5/8
21
M 2,2
1,75
M 8 x 1
7
1/4
5,1
G 3/4
24,5
M 2,5
2,05
M 9 x 1
8
5/16
6,5
G 7/8
28,25
M 3
2,5
M 10 x 0,75
9,2
3/8
7,9
G 1
30,75
M 3,5
2,9
M 10 x 1
9
7/16
9,2
G 1 1/8
35,5
M 4
3,3
M 10 x 1,25
8,8
1/2
10,5
G 1 1/4
39,5
M 5
4,2
M 12 x 1
11
9/16
12
G 1 3/8
42
M 6
5
M 12 x 1,25
10,8
5/8
13,5
G 1 1/2
45,25
M 7
6
M 12 x 1,5
10,5
3/4
16,25
G 1 5/8
49,5
M 8
6,8
M 14 x 1,5
14
7/8
19,25
G 1 3/4
51
M 9
7,8
M 15 x 1,5
13,5
1
21,75
G 2
57
M 10
8,5
M 16 x 1
15
1 1/8
24,75
G 2 1/4
63
M 11
9,5
M 16 x 1,5
14,5
1 1/4
27,75
G 2 3/8
68
M 12
10,2
M 18 x 2
16
1 3/8
30,5
G 2 1/2
73
M 14
12
M 20 x 1,5
18,5
1 1/2
33,5
G 2 3/4
79
M 16
14
M 20 x 2
18
1 5/8
35,5
G 3
85
M 18
15,5
M 22 x 1,5
20,5
1 3/4
39
G 3 1/4
91,5
M 20
17,5
M 22 x 2
20
1 7/8
41,5
G 3 1/2
98
M 22
19,5
M 24 x 1
23
2
44,5
G 3 3/4
104
M 24
21
M 24 x 1,5
22,5
2 1/4
50
G 4
110,5
M 27
24
M 24 x 2
22
2 1/2
56,5
M 30
26,5
M 26 x 1,5
24,5
2 3/4
62
M 33
29,5
M 27 x 1,5
25,5
3
68
M 36
32
M 27 x 2
25
M 39
35
M 28 x 1,5
26,5
M 42
37,5
M 30 x 2
28
M 45
40,5
M 33 x 2
31
M 48
43
M 36 x 1,5
34,5
M 52
47
M 36 x 2
34
M 56
50,5
M 36 x 2
34
M 60
54,5
M 39 x 3
36
M 64
58
M 42 x 1,5
40,5
M 68
62
M 45 x 1,5
43,5
Неверный подбор параметров приведет к некачественному результату и даже поломке метчика. Метчик, в свою очередь, надо отцентрировать, то есть установить его параллельно заготовки.
В процессе работы для увеличивается срока службы инструмента используется эмульсия. При обработке чугуна или бронзы СОЖ необязательна.
BSP (British Standard Pipe) Данные о резьбе Whitworth, метчики BSP и BSPT
Главная
Метчики и плашки
Британские метчики для трубной резьбы
Форма резьбы Витворта 55 градусов. Уитворт Пайп Потоки используются почти исключительно странами, которые в остальном по метрической системе.
Заказать он-лайн Метчики BSP, серия «G»
«G: Труба Британского стандарта серии — параллельная ( Прямой ) BSP или BSPF
Также называется British Gas, British Pipe Parallel. или нить параллельного крепления.
Различные символы: BSP, BSPP, BSSPI, BSPF, BSPG, PS, R, G.
Заказать онлайн Метчики BSPT, серия Rc
«Rc: Серия British Standard Pipe — Taper- БСПТ
Также называется британской стандартной конической трубой или Трубная конусность или коническая резьба.
Конусность составляет 3/4 дюйма на фут (1 из 16 на диаметр)
Различные обозначения: БСПТ, БСПТр, ПТ, КР, Рк.
рекомендуемые размеры метчиков
Труба Британского стандарта Параллельный (BSP) или британский стандартный конус трубы (BSPT)
Номинальный размер (дюймы)
Т П И
Большой диаметр (дюймы)
Размер сверла
Размер сверла для нарезания резьбы
БСП
БСПТ
1/16
28
0,304
6,6 мм
Сверло с буквой G
1/8
28
0,383
8,8 мм
8,4 мм
11/32 дюйма
21/64″
1/4
19
0,518
11,8 мм
11,2 мм
29/64″
7/16″
3/8
19
0,656
15,25 мм
14,75 мм
19/32″
37/64 дюйма
1/2
14
0,825
19,00 мм
18,25 мм
3/4″
23/32″
5/8
14
0,902
21 мм
53/64″
3/4
14
1. 041
24,5 мм
23,75 мм
31/32″
15/16″ /
1
1
10064
14
1,189
28,25 мм
1-7/64 дюйма
1 дюйм
11
1,309
30,75 мм
30 мм
1-13/64″
1-11/64″
1-1/4″
11
1,650
39,50 мм
38,5 мм
1-35/64″
1-33/64″
1-1/2″
11
1,882
45,5 мм
44,5 мм
1-25/32 «
1-3/4″
99898 1-3 «
19898 /4″
98 /4 «
998 /4″
/4 «
/4″
/4 «
1-4″
11
2,116
51,00 мм
2 дюйма
2 дюйма
11
2,347
57 мм
56 мм
2-1/4 «
2-3/16″
2-3/16 «
2-19″
2-19 «
9
стр.
март 2022 г., декабрь 2020 г., март 2018 г., ноябрь 2009 г. CSS, январь 2007 г., июнь 2003 г.
Описания, иллюстрации, технические характеристики, размеры и номера деталей могут быть изменены без предварительного уведомления.
, обслуживающий канадские провинции и территории Ньюфаундленд, NF, NL, Nova Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
и государства Алабама, Алабама, Аляска, Аляска, Аризона, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут, Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана, Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс, Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина, Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания, Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас, Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг
Мы можем отправить в Афганистан, Аландские острова, Албанию, Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия , Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос , Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия , Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова , Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун , Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова, Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр , Чехия , Демократическая Республика Конго , Дания , Джибути , Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор , Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия , Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар , Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала , Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия , Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия , Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония , Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт , Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия , Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom) , Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали , Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий , Майотта , Мексика , Микронезия , Молдова , Монако , Монголия , Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова , Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия , Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан, Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины , Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон , Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино , Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св. Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас , Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария , Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд , Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и Тобаго, Трук, Тунис, Турция, Туркменистан, турки и Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты Арабские Эмираты , Великобритания , США , Уругвай, девственница США острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла , Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна , Западное Самоа , Яп , Йемен , Замбия , Зимбабве мы стараемся отправлять в крупнейшие города мира Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели, Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины , Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин , Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация , Киншаса, ДРК , Багдад, Ирак , Цзинань, Китай , Хьюстон, США , Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир Филадельфия, США, Цинда о, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунгин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Соединения с процессом
Найдите ответы на вопросы об определении и использовании соединений с процессом для установки измерительных приборов.
Содержание
Типы уплотнения резьбы BSP
Какие существуют способы уплотнения под давлением параллельной резьбы BSP?
Существует два различных типа уплотнений, которые обычно используются для приборов, работающих под давлением, с фитингами с резьбой BSP.
Напорные соединения с суффиксом EN 837 или DIN 16288 уплотняются на конце резьбы с помощью уплотнительного кольца малого диаметра, которое размещается вокруг штифта, выступающего из конца резьбы. В сопрягаемой охватывающей части напорного патрубка имеется отверстие достаточного диаметра, чтобы разместить охватываемую концевую стойку, не защемляя уплотнительное кольцо.
Наружная резьба 1/4 BSP DIN16288 и наружная резьба G1/4 EN837 — это несколько примеров описания этого типа соединения. Префикс G эквивалентен добавлению BSP после размера трубы, хотя BSPP более точно определяет параллельную версию.
Другим распространенным методом уплотнения резьбы BSP является уплотнение вокруг внешней стороны резьбы на противоположном конце резьбы с помощью эластомерного уплотнения, зажатого между двумя внешними поверхностями, которые соединяются. Напорные соединения с суффиксом DIN 3852 совместимы с этим типом уплотнения.
Имеются небольшие вариации фитингов под давлением DIN3852, но наиболее распространенными примерами являются следующие: кольцо из эластомера, прикрепленное к внутреннему диаметру шайбы. Некоторые напорные соединения также имеют конический хвостовик, который способствует правильному выравниванию приклеенного уплотнения. Если сужения нет, рекомендуется использовать самоцентрирующиеся клеевые уплотнения, чтобы избежать плохого выравнивания уплотнения, которое может нарушить герметичность.
Фитинги высокого давления типа DIN3852-E имеют желобчатый профиль на уплотняющей поверхности для установки эластомерного уплотнения. Основным преимуществом этого типа соединения является удобство его интеграции с технологическим соединителем, что устраняет необходимость в дополнительных компонентах или выравнивании уплотнения.
Внутренняя резьба 1/4 BSP-P по сравнению с внутренней резьбой G1/4
Мне нужно использовать внутреннюю резьбу 1/4 BSPP. Это то же самое, что внутренняя резьба G1/4?
В основном существует два способа идентификации трубной параллельной резьбы по британскому стандарту (BSP-P): либо с добавлением к размеру резьбы суффикса «BSP-P», либо с префиксом «G». Часто 2-й P опускается, потому что коническая резьба BSPT менее распространена, а BSP считается параллельной, если не указано иное.
Все следующие виды резьбы представляют собой разные способы описания одной и той же резьбы:
1/4 BSP-P внутренняя
1/4 BSP параллельная внутренняя резьба
1/4 BSP-P внутренний
1/4 BSP параллельный внутренний
G1/4 внутренняя
G1/4 внутренний
Подходит ли наружная резьба 1/2 NPT к порту 1/2 BSP
Я хотел бы знать, подходит ли инструментальное соединение 1/2 дюйма NPT к порту пробы 1/2 дюйма BSP, или мы можем использовать Соединение G 1/2 B вместо этого?
Ни то, ни другое не подойдет, параллельная резьба BSP или G несовместима с конической резьбой NPT. В идеале следует использовать переходник между двумя резьбами, чтобы обеспечить надежное уплотнение между двумя разными типами резьбы.
Уплотнения с плоской диафрагмой, устанавливаемые на датчики перепада давления
Где мы можем приобрести датчик перепада давления с фланцем и встроенной мембраной для измерения уровня жидкости с выходным сигналом более 0–200 дюймов·ч3O?
Мы рекомендуем вам связаться с Wika или ABB, которые являются производителями контрольно-измерительных приборов и специализируются на поставке преобразователей перепада давления с маслонаполненными мембранными разделителями и капиллярными трубками.
Размеры фланцев санитарных фитингов Tri-Clamp
Какие существуют типы гигиенических фитингов Tri-Clamp?
Гигиенические или санитарные фитинги Tri-Clamp используются в отраслях, производящих продукты, которые должны быть защищены от загрязнения, такие как продукты питания, напитки, фармацевтика или биотехнология.
Фитинги Tri-Clamp предназначены для уменьшения количества щелей, способствующих росту бактерий, и упрощают очистку поверхностей, контактирующих с технологической средой.
Различные размеры фитингов Triclamp определяются двумя отдельными параметрами: диаметр фланца уплотнительной поверхности и диаметр трубы, для которой предназначен фланец:
Размер Tri-Clamp
Фланец НД
Диаметр отверстия
Мини 1/8 дюйма
0,922-0,985″
0,060″
Мини 1/4 дюйма
0,922-0,985″
0,187″
Мини 3/8 дюйма
0,922-0,985″
0,275″
Мини 1/2 дюйма
0,922-0,985″
0,370-0,375″
Мини 3/4 дюйма
0,922-0,985″
0,620-0,630″
Макси 1 дюйм
1,485″
0,870″
Ладиш 1 дюйм
1,984-1,988″
0,870″
1 1/2 дюйма
1,984-1,988″
1,360-1,370″
2 дюйма
2,516-2,519″
1,860–1,906″
2 1/2 дюйма
3,047″
2,250-2,406″
3 дюйма
3,579″
2,750-2,906″
4 дюйма
4,682″
3,870″
6 дюймов
6,570″
5,792″
Размеры могут незначительно отличаться у разных производителей
Диаметр резьбы 1/4 и 1/2 BSP
Какой диаметр напорного соединения с наружной резьбой G1/4, наружной резьбой 1/4 BSP и наружной резьбой G1/2 EN837?
Резьба 1/4 BSP (G1/4) имеет внешний диаметр 13,157 мм, а резьба 1/2 BSP (G1/2) имеет внешний диаметр 20,955 мм.
Объяснение резьбы NPT 0,25-18
Что такое наружная резьба NPT 0,25-18 ?
Это тип технологического соединения с конической резьбой, обычно обозначается как 1/4 дюйма – 18 NPT, наружная резьба, 1/4 дюйма (0,25 дюйма) относится к номинальному размеру трубы NPT, а 18 относится к количеству витков резьбы на дюйм. .
Полную информацию о различных размерах для этого типа технологического соединения см. на этой странице National Pipe Thread.
Одинаковая ли внутренняя резьба G1/4 и 1/4 NPT
Есть ли разница между соединителями с внутренней резьбой 1/4G и 1/4NPT?
Да, есть разница, и они несовместимы друг с другом:
1/4G, обычно обозначаемый как G1/4 или 1/4BSP(P), представляет собой параллельную резьбу, обычно используемую в Европе.
1/4 NPT — коническая резьба, обычно используемая в США.
Техника уплотнения для обоих типов принципиально отличается, NPT основан на постепенном сжатии боковых сторон внутренней и внешней резьбы для непосредственного образования уплотнения на резьбе, тогда как G1/4 обеспечивает механизм сжатия уплотнения, как правило, между две плоские поверхности на одном конце наружной резьбы.
 Ручная сварка позволяет получить короткие швы до 20,5 сантиметров, швы средней длины до 100 сантиметров и длинные швы больше 100 сантиметров. Для этого используются способы «на проход», от середины к краям и от краев к середине. Результат сварки соответствует применяемому методу.
Ручная сварка позволяет получить короткие швы до 20,5 сантиметров, швы средней длины до 100 сантиметров и длинные швы больше 100 сантиметров. Для этого используются способы «на проход», от середины к краям и от краев к середине. Результат сварки соответствует применяемому методу. Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
Он обеспечивает надежное закрепление одного элемента и вращение второго с частотой от 500 до 1500 оборотов в минуту. Механизм также обеспечивает надежное прилегание статичной и вращающейся деталей друг к другу – благодаря этому получается герметичный и ровный шов. Этот метод широко применяется для спайки цилиндрических деталей: стержней, прутов, труб небольшого диаметра. Он также характерен тем, что подходит для сварки разных металлов в единую конструкцию. Например, алюминий, медь и сталь можно сварить в любых сочетаниях.
 контактная;
контактная; участок сварного соединения, образовавшийся в результате кристаллизации электрода.
участок сварного соединения, образовавшийся в результате кристаллизации электрода.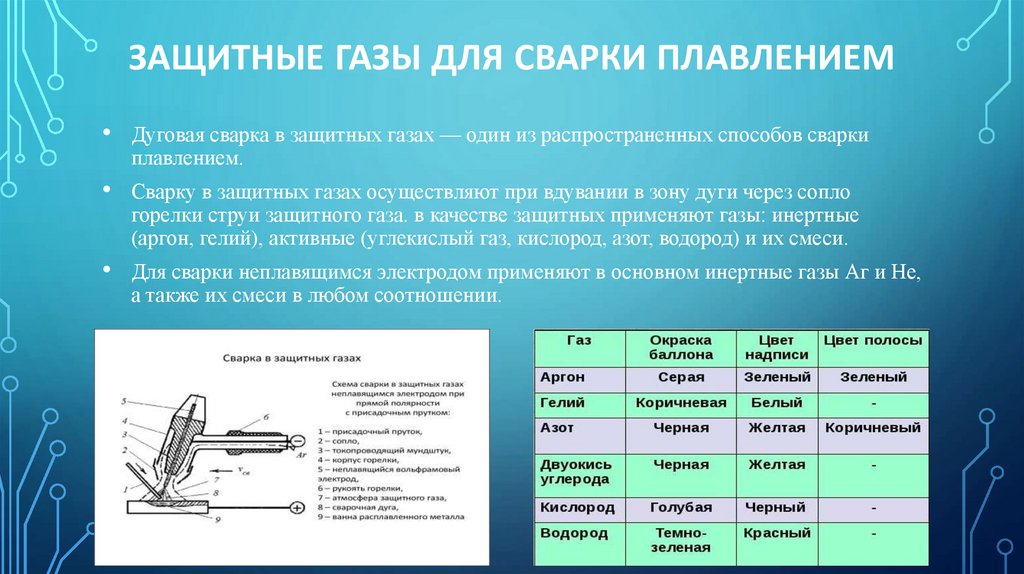 ручная;
ручная;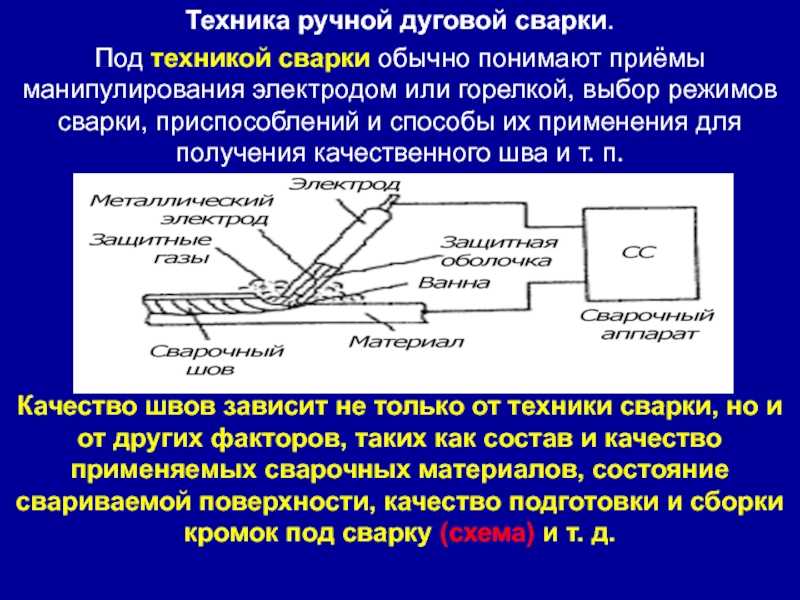 сварка взрывом;
сварка взрывом; соединение деталей, расположенных в одной плоскости или на одной поверхности;
соединение деталей, расположенных в одной плоскости или на одной поверхности; Автор: Тхань Нгуен Ле
Автор: Тхань Нгуен Ле Машинная (механизированная) сварка
Машинная (механизированная) сварка  Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.
Для этого типа сварки деятельность сварщика заключается в запуске машины и поиске дефектов или проблем, которые необходимо исправить.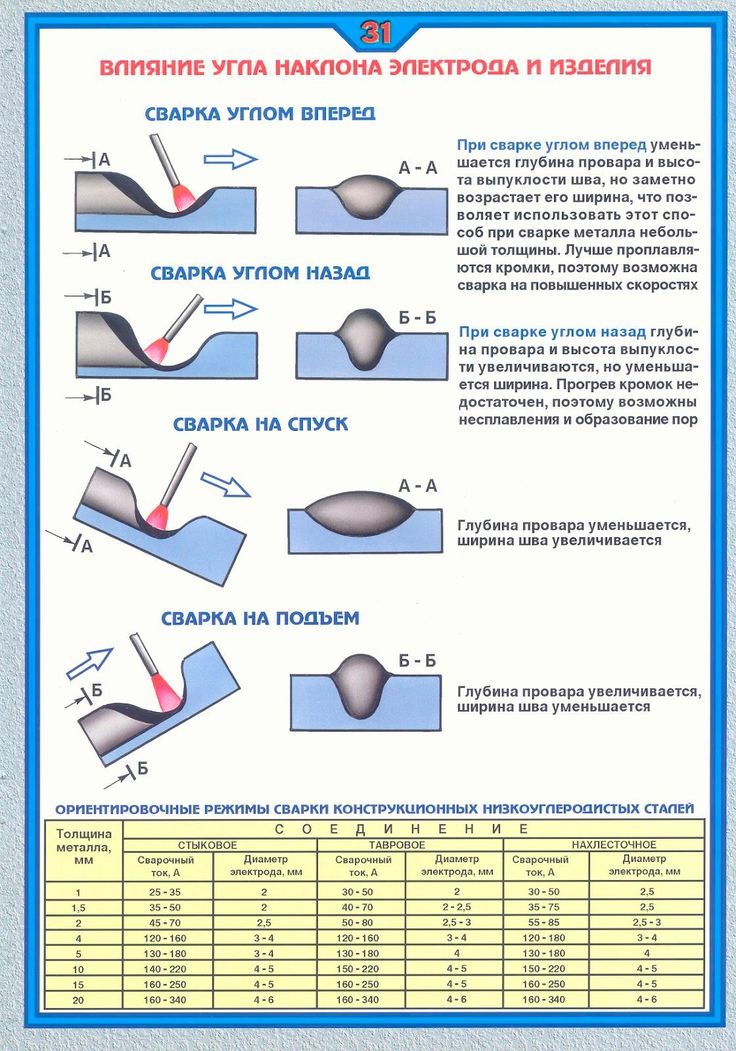
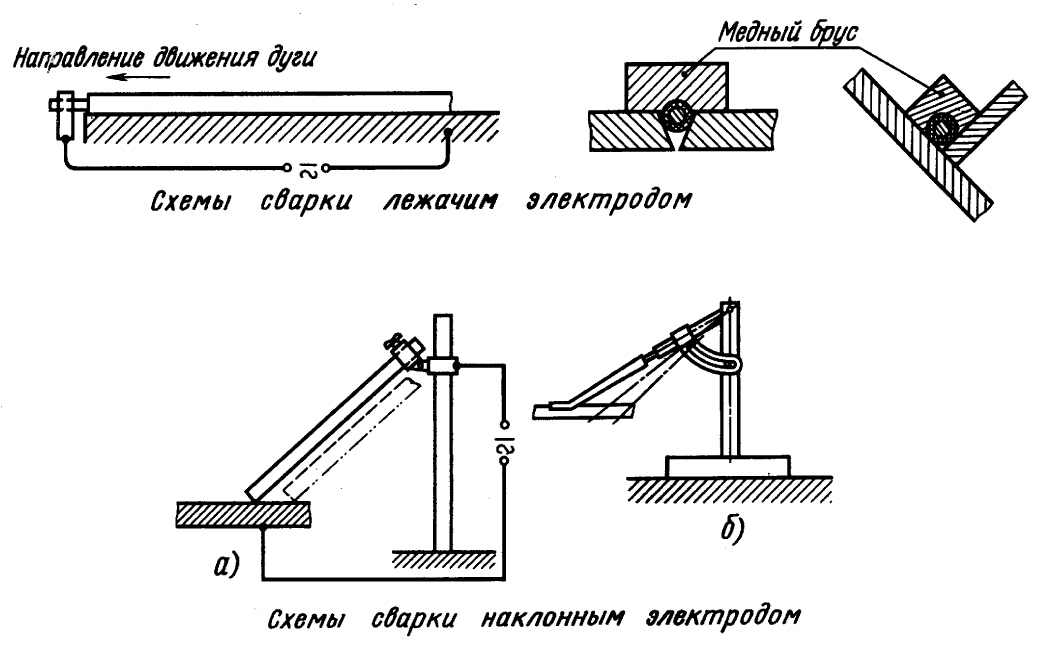 Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.
Ограничения включают в себя более высокие капиталовложения, чем для оборудования для ручной сварки, необходимость более точного расположения и ориентации деталей, а также более сложные устройства перемещения и управления дугой. Таким образом, производственные потребности должны быть достаточно большими, чтобы оправдать затраты на оборудование и установку, техническое обслуживание оборудования и обучение операторов/программистов для автоматизированного/роботизированного оборудования.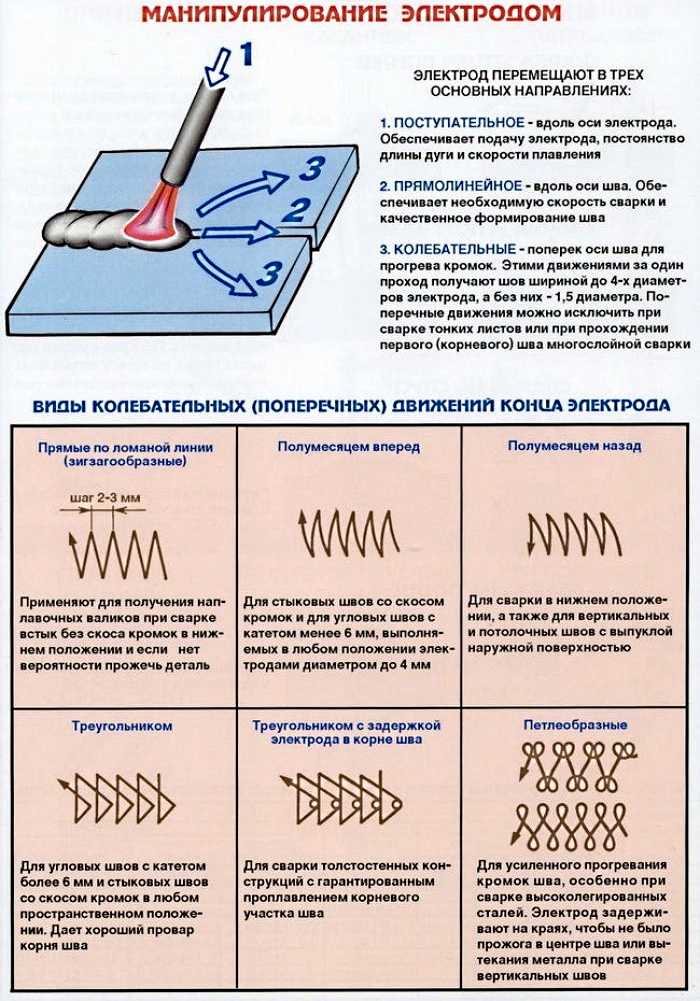 Изучение технологии сварки в одной из лучших технических школ сварки может дать вам преимущество в вашей карьере. Различные типы сварки имеют место с использованием различных методов в зависимости от типа сплавляемых материалов. Вот краткий обзор распространенных видов сварки, по которым вы можете получить сертификаты сварщиков в лучших технических школах США 9.0003
Изучение технологии сварки в одной из лучших технических школ сварки может дать вам преимущество в вашей карьере. Различные типы сварки имеют место с использованием различных методов в зависимости от типа сплавляемых материалов. Вот краткий обзор распространенных видов сварки, по которым вы можете получить сертификаты сварщиков в лучших технических школах США 9.0003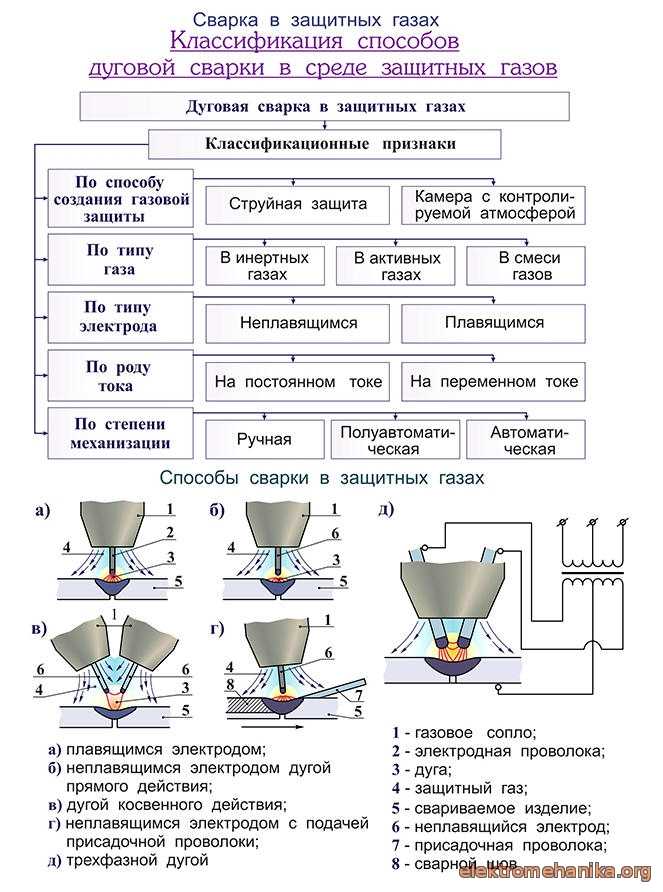 Это современный, усовершенствованный процесс дуговой сварки, который является гибким и подходящим для механизации, а также является очень прибыльным и востребованным навыком в компаниях, занимающихся сваркой, изготовлением и соединением металлов в районе трех штатов. Сертификат сварщика по этой технологии даст вам преимущество как опытному сварщику. От квалифицированного сварщика с инертным газом (MIG) в отрасли требуется высокая степень манипулятивных навыков.
Это современный, усовершенствованный процесс дуговой сварки, который является гибким и подходящим для механизации, а также является очень прибыльным и востребованным навыком в компаниях, занимающихся сваркой, изготовлением и соединением металлов в районе трех штатов. Сертификат сварщика по этой технологии даст вам преимущество как опытному сварщику. От квалифицированного сварщика с инертным газом (MIG) в отрасли требуется высокая степень манипулятивных навыков. Окружает эту область инертным газом, обычно гелием или аргоном, подобно сварке инертным газом (MIG), который защищает ее от окисления и других загрязнений окружающей атмосферой.
Окружает эту область инертным газом, обычно гелием или аргоном, подобно сварке инертным газом (MIG), который защищает ее от окисления и других загрязнений окружающей атмосферой.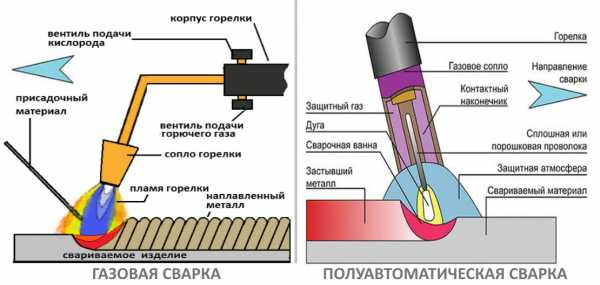 В этом процессе во время нагрева образуются газ и шлак, что предотвращает загрязнение из окружающей атмосферы и защищает зону сварки. Шлак остывает и затвердевает и должен отколоться, прежде чем металлическая заготовка станет пригодной для следующего процесса.
В этом процессе во время нагрева образуются газ и шлак, что предотвращает загрязнение из окружающей атмосферы и защищает зону сварки. Шлак остывает и затвердевает и должен отколоться, прежде чем металлическая заготовка станет пригодной для следующего процесса.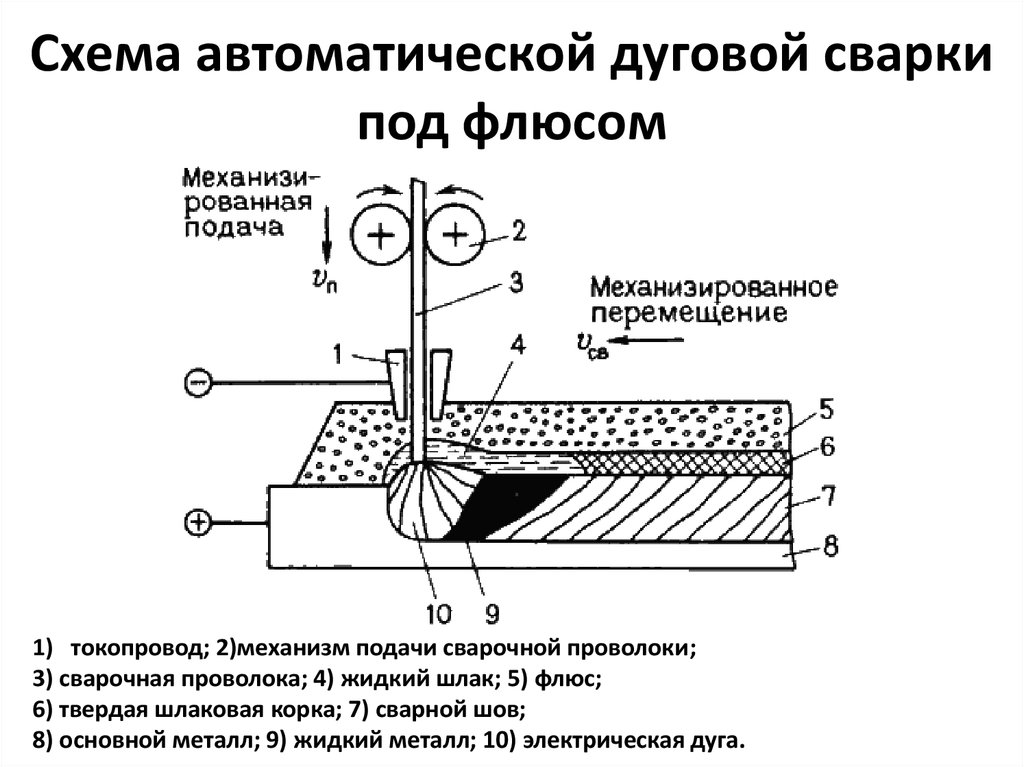 А в различных типах дуговой сварки с флюсовой проволокой для защиты сварочной ванны от окисления подается внешний источник защитного газа.
А в различных типах дуговой сварки с флюсовой проволокой для защиты сварочной ванны от окисления подается внешний источник защитного газа.


 Но мне посчастливилось.
Но мне посчастливилось.
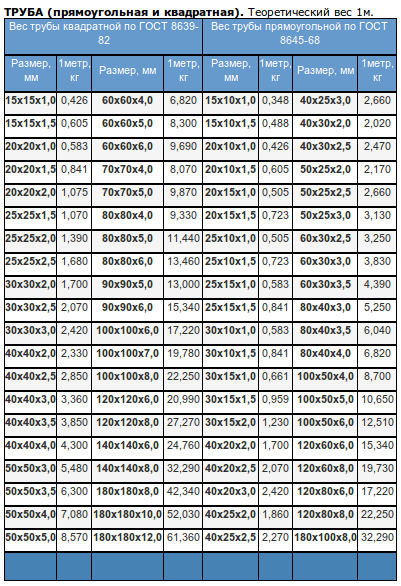
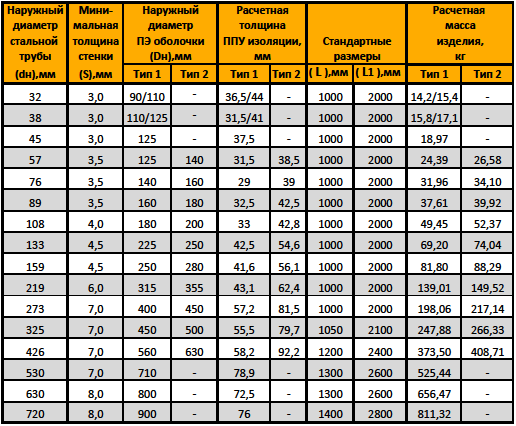
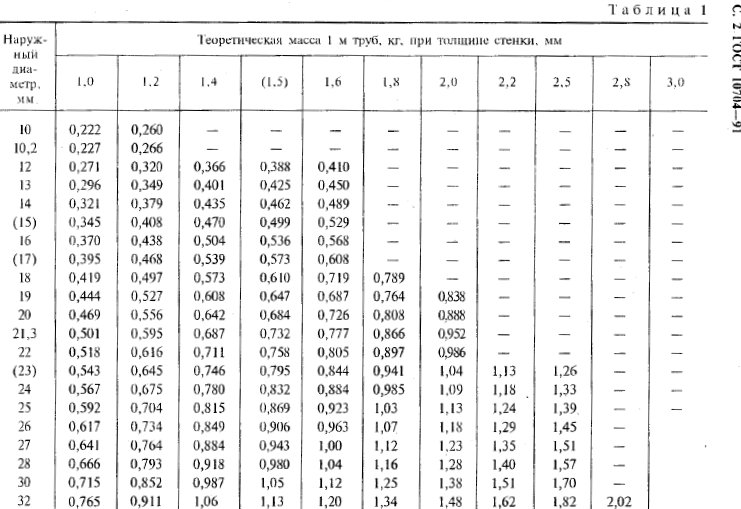
 Весовая плотность измеряет плотность материала трубы, выраженную в фунтах на кубический фут.
Весовая плотность измеряет плотность материала трубы, выраженную в фунтах на кубический фут.
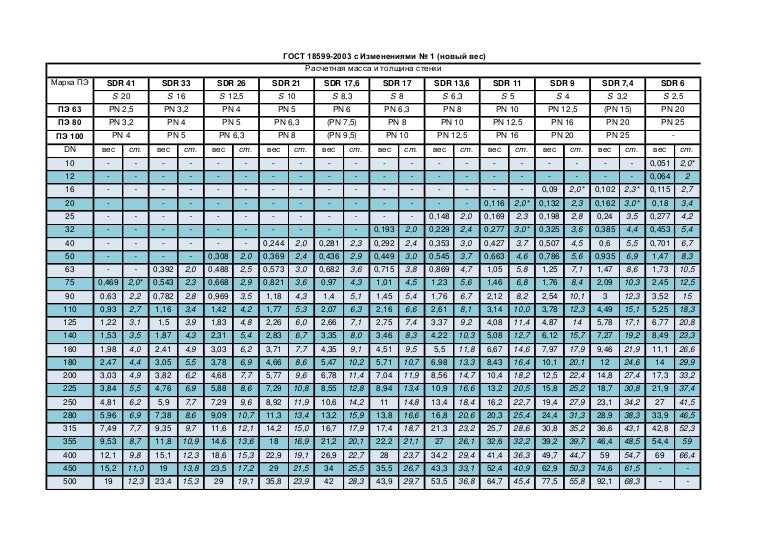
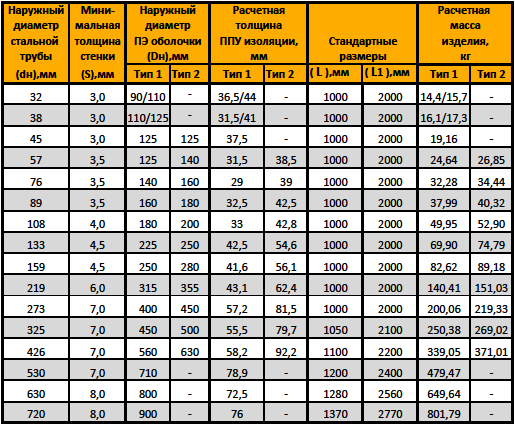 бесшовные трубы занимают 65% рынка котлостроения в Китае.
бесшовные трубы занимают 65% рынка котлостроения в Китае. DBIAСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиФильтровать по категориямВакансииDitch DoctorОкружающая среда и безопасностьУстановкаНаша компанияПродукцияПродуктыПрофиль проектаУслугиТехнические услуги
DBIAСкотт ФранкСкотт РорикШон СмитСтюарт ЛидделлТери ЛаветтТодд СоудиФильтровать по категориямВакансииDitch DoctorОкружающая среда и безопасностьУстановкаНаша компанияПродукцияПродуктыПрофиль проектаУслугиТехнические услуги com/embed/w0gEqV05QCE» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/w0gEqV05QCE» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Некоторые из этих переменных могут включать:
Некоторые из этих переменных могут включать: .
.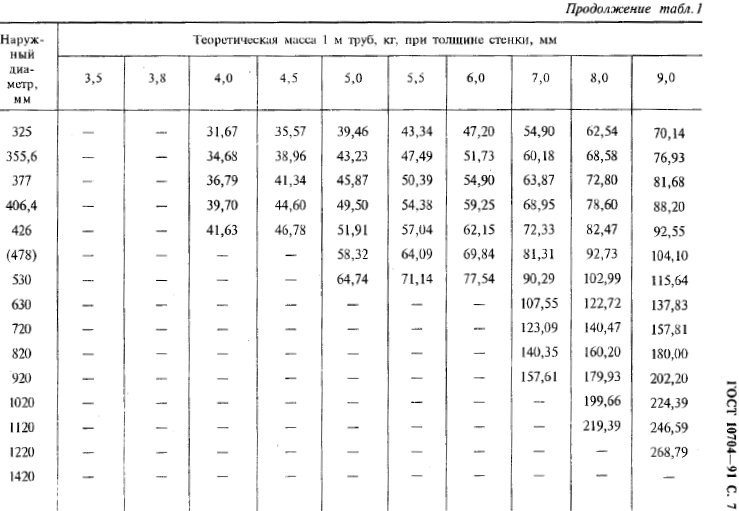
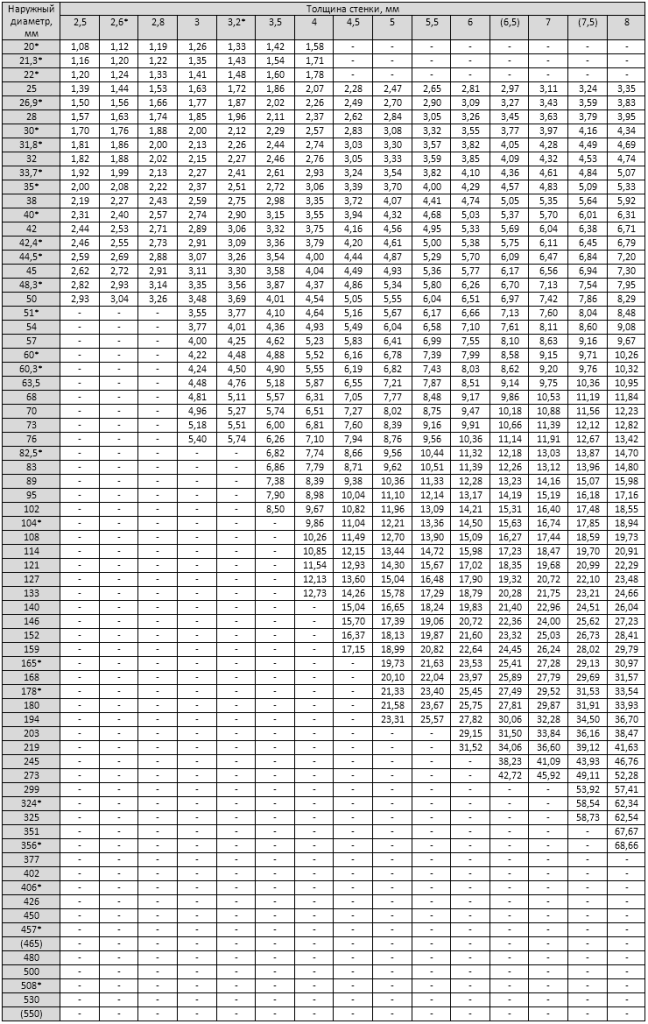 добавит почти 14,8 фунтов на фут.
добавит почти 14,8 фунтов на фут. Изображение ниже, по сути, рассказывает всю историю. При выборе аксессуара, такого как подвеска для труб, важно помнить, что подвеска также должна выдерживать не только собственный вес трубопровода, но и любую специальную облицовку И жидкость внутри него.
Изображение ниже, по сути, рассказывает всю историю. При выборе аксессуара, такого как подвеска для труб, важно помнить, что подвеска также должна выдерживать не только собственный вес трубопровода, но и любую специальную облицовку И жидкость внутри него.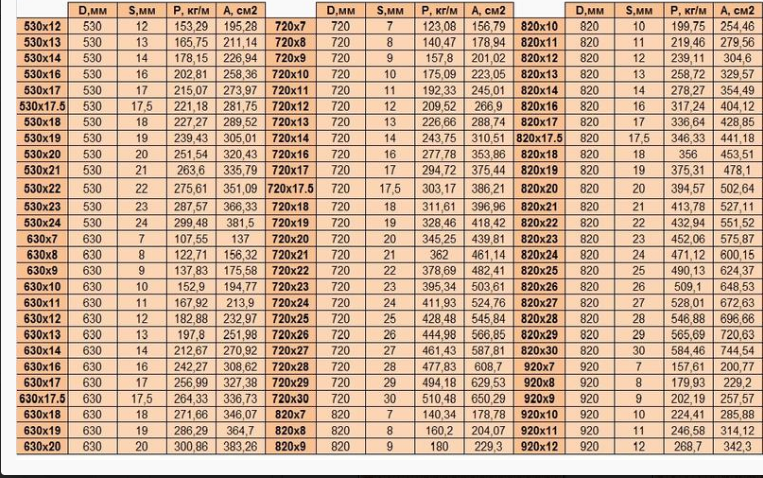 д., которые могут потребоваться для сохранения безопасность трубопровода во время эксплуатации.
д., которые могут потребоваться для сохранения безопасность трубопровода во время эксплуатации.

 Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
 Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
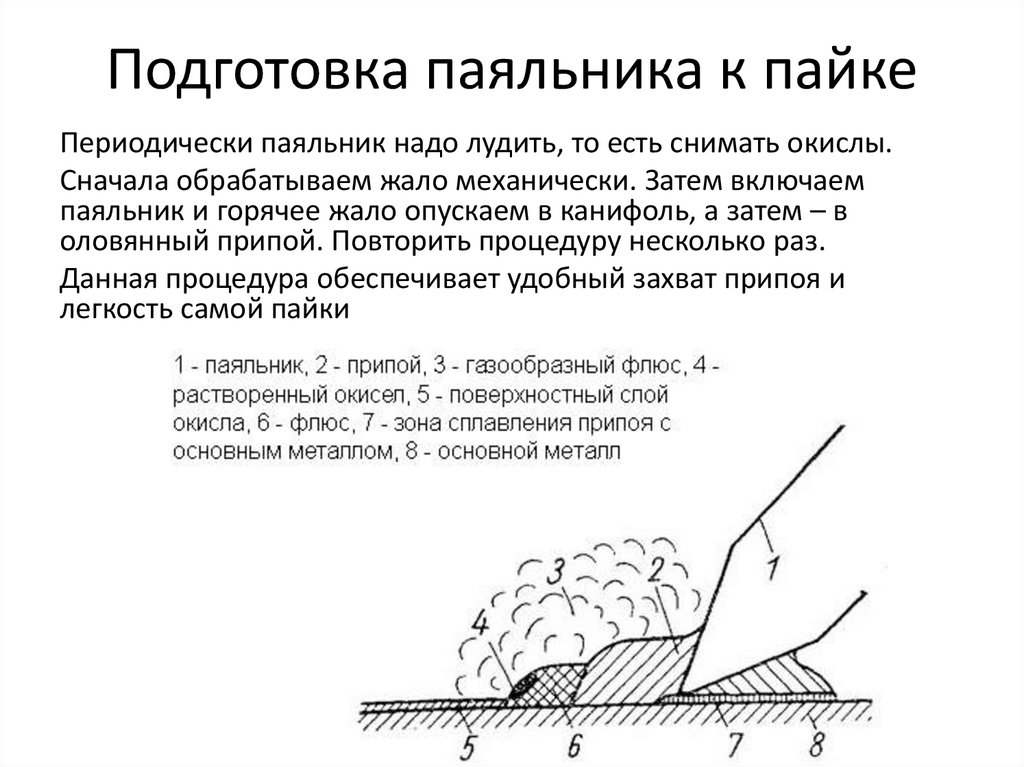




 Это особенно удобно для таких продавцов, как электронщики, ювелиры, слесари и т.п.
Это особенно удобно для таких продавцов, как электронщики, ювелиры, слесари и т.п. Однозначно пригодится в дождливую погоду!
Однозначно пригодится в дождливую погоду! Его также можно использовать для заполнения отверстий, сплавления металлических панелей и лужения краев металлических листов при ремонте кузова вашего автомобиля.
Его также можно использовать для заполнения отверстий, сплавления металлических панелей и лужения краев металлических листов при ремонте кузова вашего автомобиля.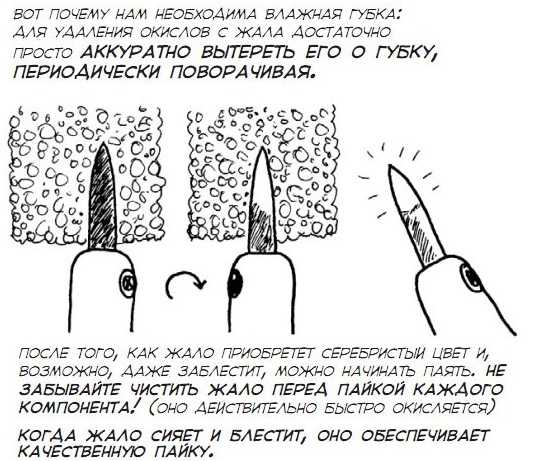 Это важно в электронике, поскольку почти вакуум обеспечивает свободное прохождение электрического тока.
Это важно в электронике, поскольку почти вакуум обеспечивает свободное прохождение электрического тока. com
com


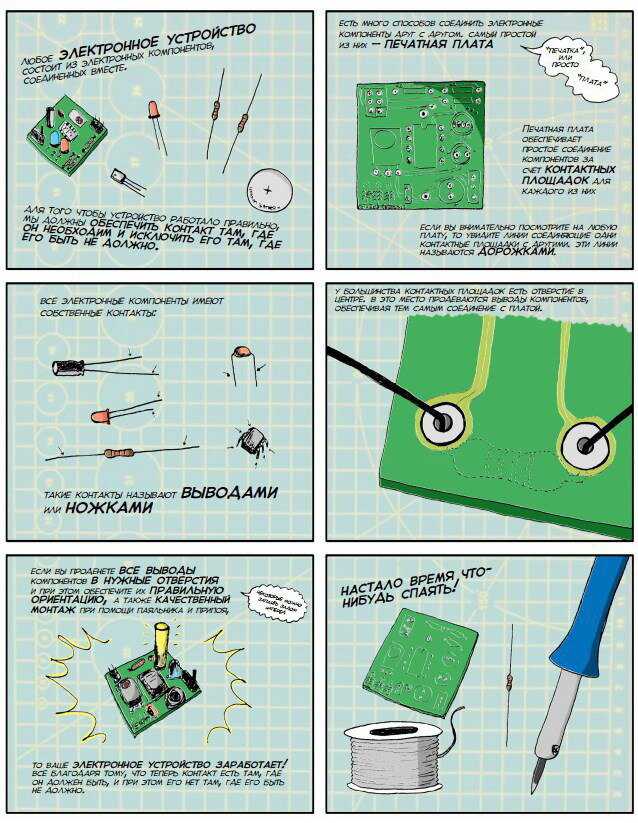
 Обратитесь за помощью к представителю отдела обслуживания клиентов.
Обратитесь за помощью к представителю отдела обслуживания клиентов. Пожалуйста, ознакомьтесь с политикой возврата для получения дополнительной информации, если возврат все еще необходим.
Пожалуйста, ознакомьтесь с политикой возврата для получения дополнительной информации, если возврат все еще необходим.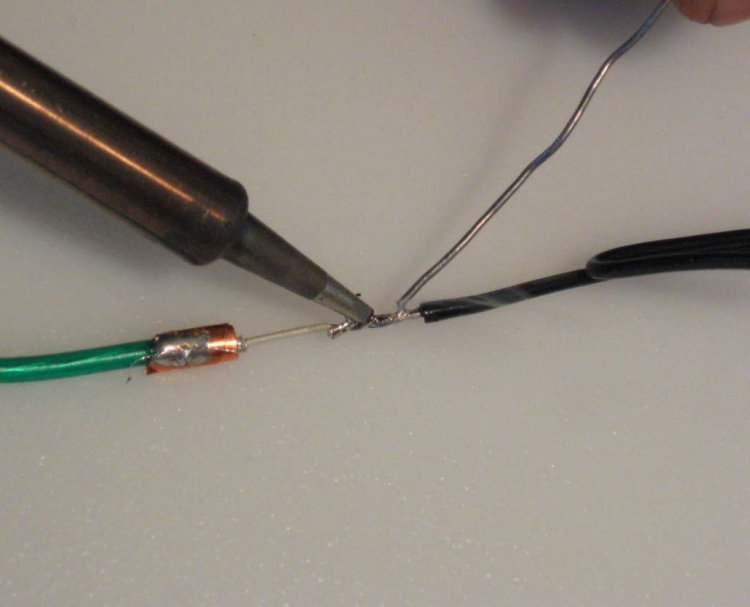 Вы можете прочитать условия этих ограниченных гарантий ниже.
Вы можете прочитать условия этих ограниченных гарантий ниже.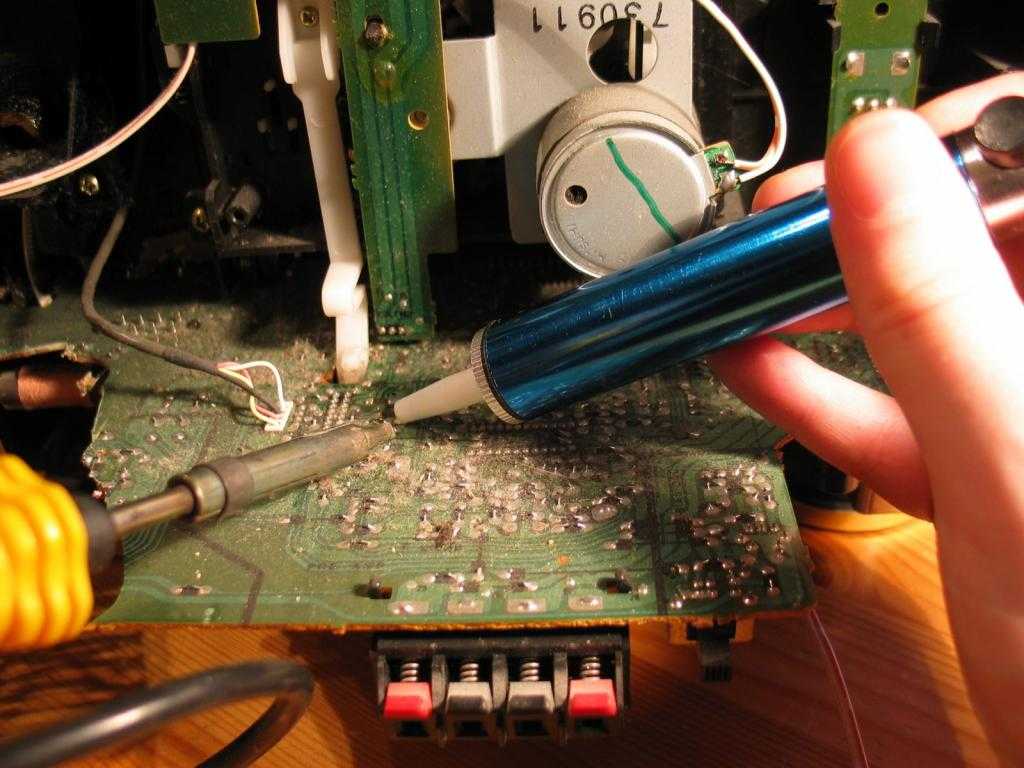 Кроме того, у вас могут быть другие права, которые варьируются от штата к штату.
Кроме того, у вас могут быть другие права, которые варьируются от штата к штату.
 или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.

 Обладают хорошей обрабатываемостью режущим инструментом. Многие стали этого класса, содержащие 0 / 15 — 0 2 % С, хорошо свариваются.
Обладают хорошей обрабатываемостью режущим инструментом. Многие стали этого класса, содержащие 0 / 15 — 0 2 % С, хорошо свариваются.
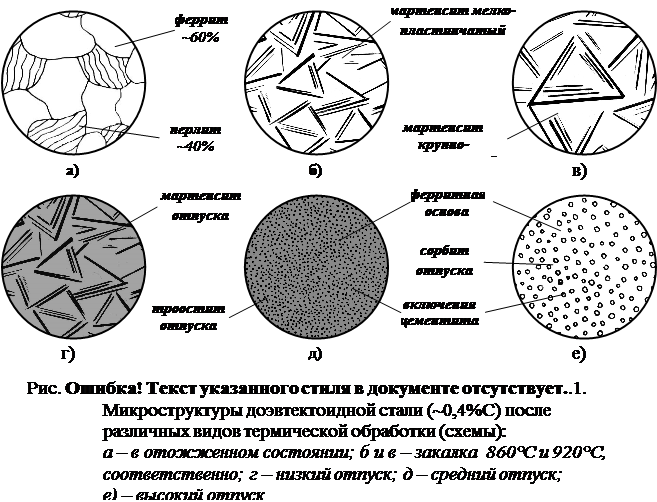 Перлитная и ферро-перлитная структура данного материала после прохождения отжига или же после проката отлично поддается обработке любыми режущими инструментами.
Перлитная и ферро-перлитная структура данного материала после прохождения отжига или же после проката отлично поддается обработке любыми режущими инструментами. Среди них есть 12Х1МФ (12ХМФ), 20Х1М1Ф1ТР (ЭП182) и другие. На сегодняшний день используется то название марок, которое идет первым. Маркировка, указанная в скобках — это старая, однако она все еще может кое-где встречаться. Стоит отметить, что сталь данного класса при содержании углерода до 0,35% от всей массы и с количеством легирующих элементов до 2-5% достаточно популярна. Основная причина широкого распространения — это дешевизна и относительно неплохие механические качества.
Среди них есть 12Х1МФ (12ХМФ), 20Х1М1Ф1ТР (ЭП182) и другие. На сегодняшний день используется то название марок, которое идет первым. Маркировка, указанная в скобках — это старая, однако она все еще может кое-где встречаться. Стоит отметить, что сталь данного класса при содержании углерода до 0,35% от всей массы и с количеством легирующих элементов до 2-5% достаточно популярна. Основная причина широкого распространения — это дешевизна и относительно неплохие механические качества. В таком случае будет обеспечена высокая устойчивость металла шва против таких дефектов, как кристаллизация, к примеру. Кроме того, прочность сварного шва также будет достаточно удовлетворительной.
В таком случае будет обеспечена высокая устойчивость металла шва против таких дефектов, как кристаллизация, к примеру. Кроме того, прочность сварного шва также будет достаточно удовлетворительной.

 В этом контексте существуют две проблемы: во-первых, зерно, вызванное деформацией.
В этом контексте существуют две проблемы: во-первых, зерно, вызванное деформацией.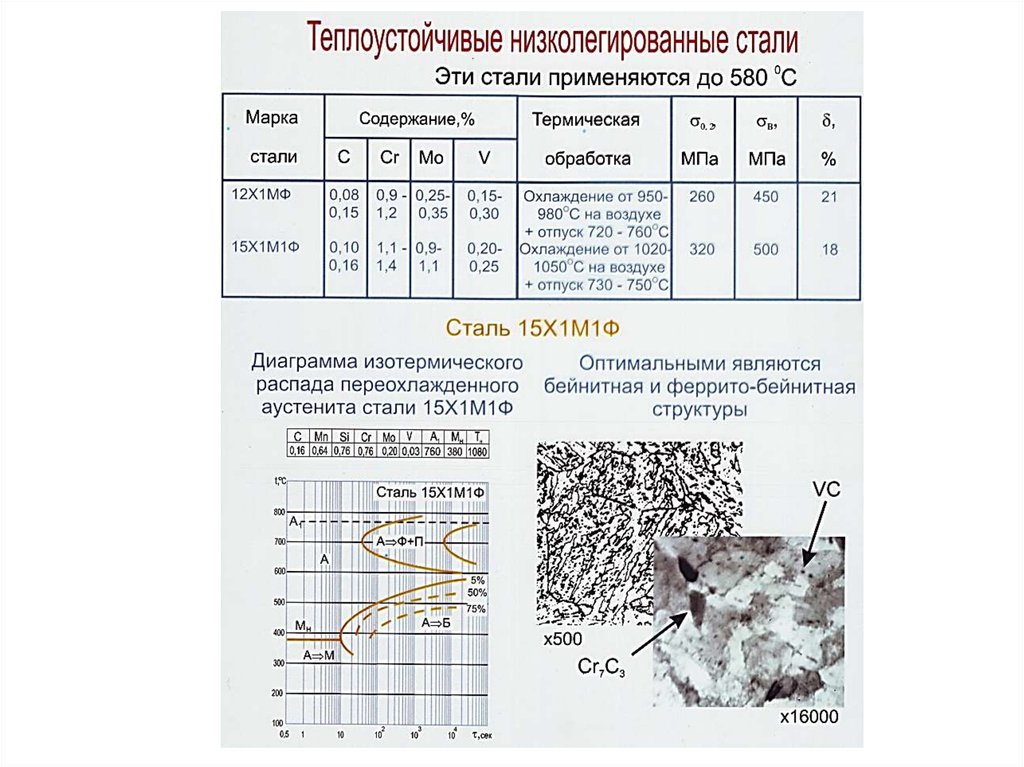 Таким образом достигается стабильный размер субзерен в поперечном сечении < 10 нм. Эти два эффекта приводят к стабильной столбчатой структуре наноразмерных зерен, которая препятствует движению дислокаций и
обеспечивает экстремальную прочность на растяжение
Таким образом достигается стабильный размер субзерен в поперечном сечении < 10 нм. Эти два эффекта приводят к стабильной столбчатой структуре наноразмерных зерен, которая препятствует движению дислокаций и
обеспечивает экстремальную прочность на растяжение 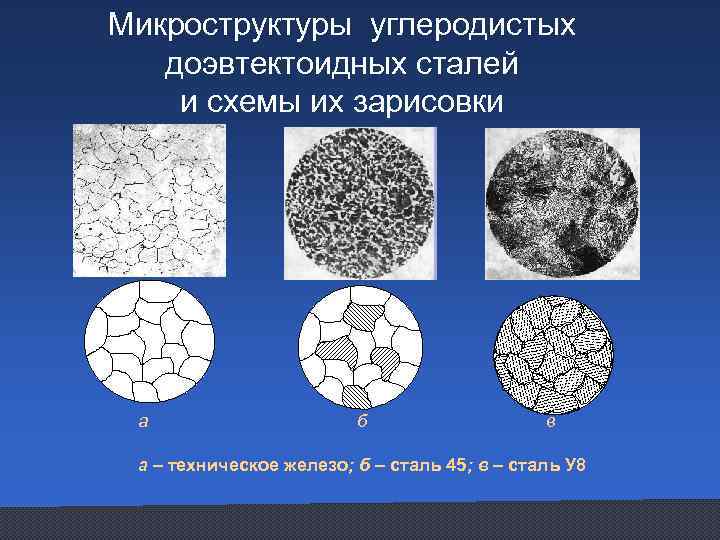 Вдоль оси проволоки материал демонстрирует сверхвысокую прочность в сочетании с беспрецедентной устойчивостью к повреждениям. Мы приписываем это превосходное сочетание свойств
Вдоль оси проволоки материал демонстрирует сверхвысокую прочность в сочетании с беспрецедентной устойчивостью к повреждениям. Мы приписываем это превосходное сочетание свойств Знание размещения углерода в феррите позволяет контролировать прочность и пластичность наноструктурированных перлитных сталей. Истинные деформации волочения, ε, от 0 до
Знание размещения углерода в феррите позволяет контролировать прочность и пластичность наноструктурированных перлитных сталей. Истинные деформации волочения, ε, от 0 до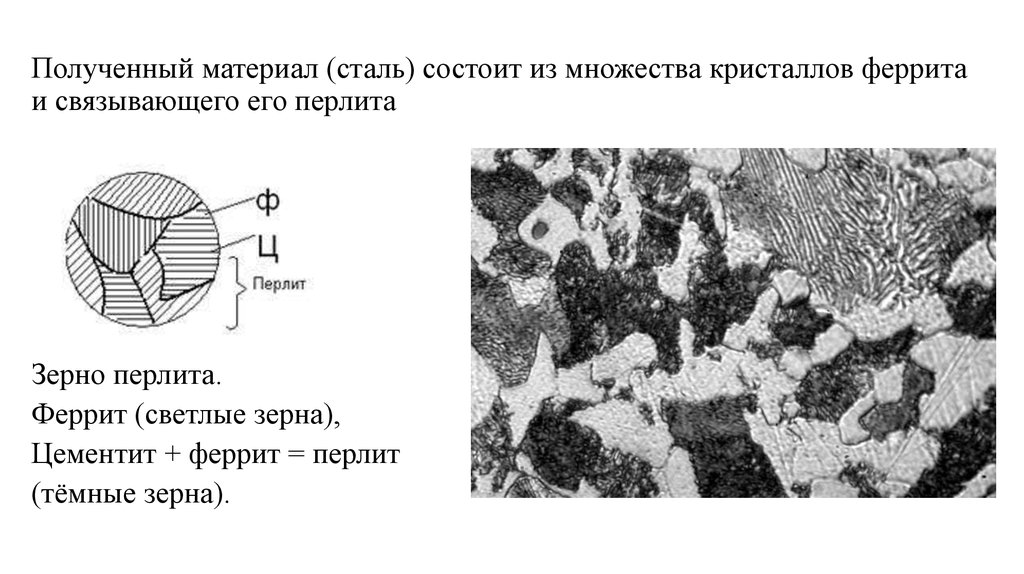 Грабовски, С. Гото, С. Кирхлехнер и др.
Грабовски, С. Гото, С. Кирхлехнер и др. 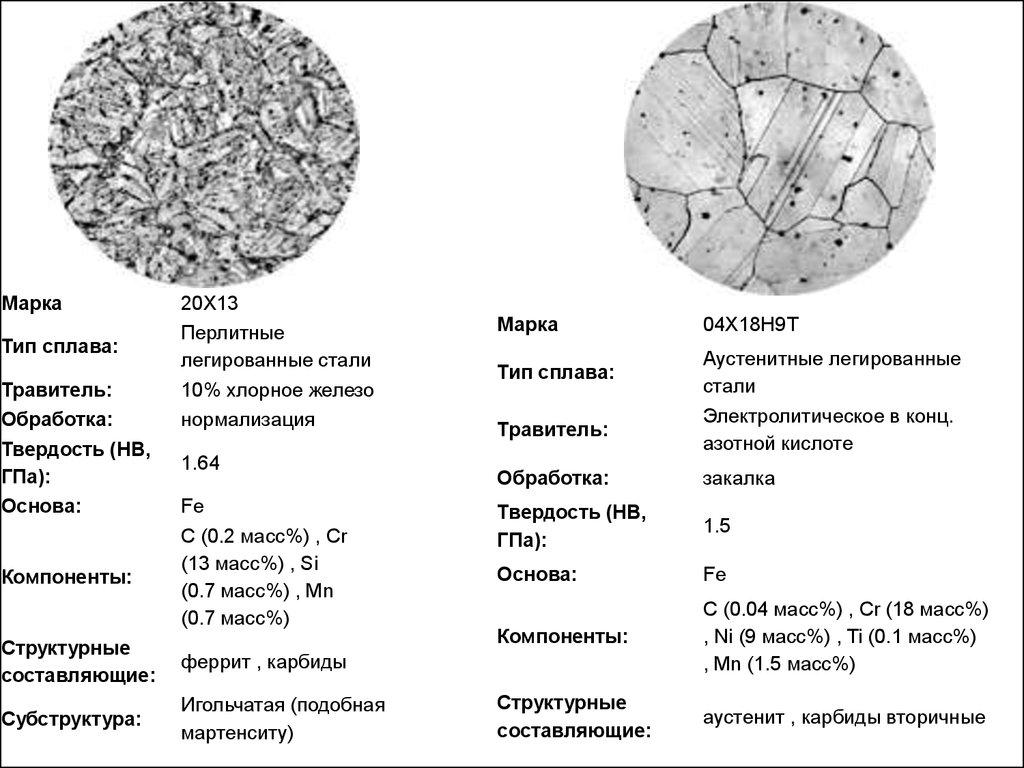 Однако есть значительные отклонения от этой линейной тенденции, указывающие на дополнительное сильное влияние других кристаллографических параметров (плоскость границы зерен, вращение
Однако есть значительные отклонения от этой линейной тенденции, указывающие на дополнительное сильное влияние других кристаллографических параметров (плоскость границы зерен, вращение 3965)
3965) APT-анализ распределения Mn вблизи субзерен
APT-анализ распределения Mn вблизи субзерен Однако до сих пор отсутствует убедительная корреляция между деформацией и разложением цементита в перлите. В настоящей работе для
Однако до сих пор отсутствует убедительная корреляция между деформацией и разложением цементита в перлите. В настоящей работе для Сверхвысокая прочность сохранялась при отжиге в течение 30 мин до температуры 423 К, но резко снижалась при дальнейшем повышении температуры. Сокращение
Сверхвысокая прочность сохранялась при отжиге в течение 30 мин до температуры 423 К, но резко снижалась при дальнейшем повышении температуры. Сокращение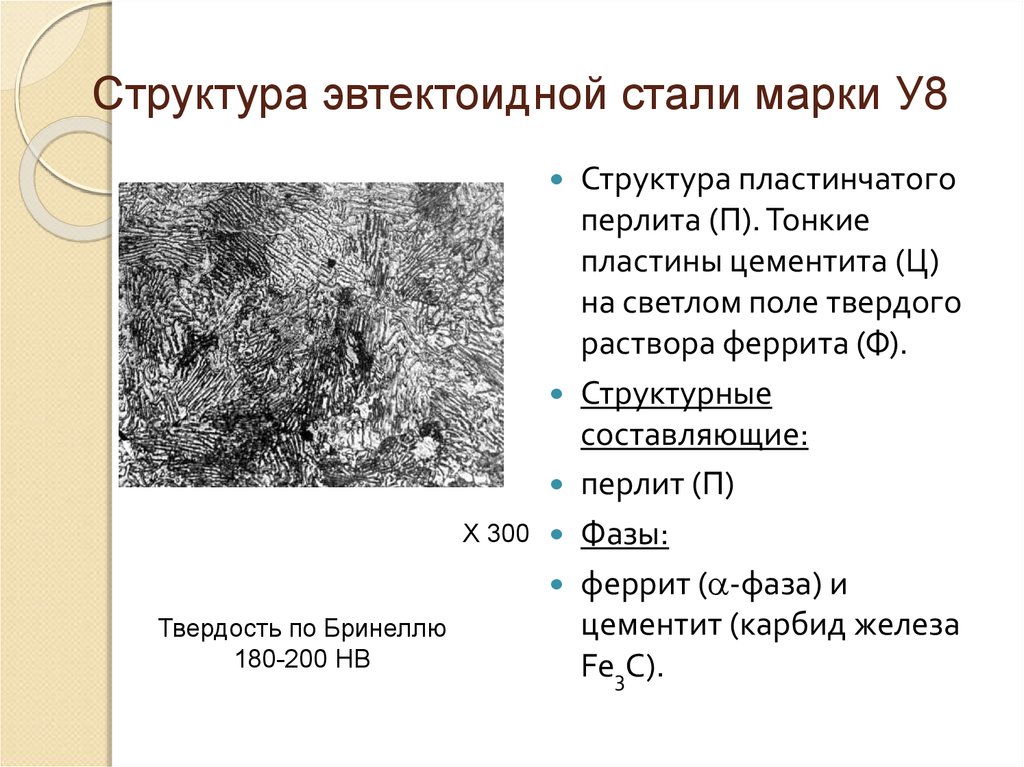 ..] 900ment[…] [2,7 МБ]
..] 900ment[…] [2,7 МБ]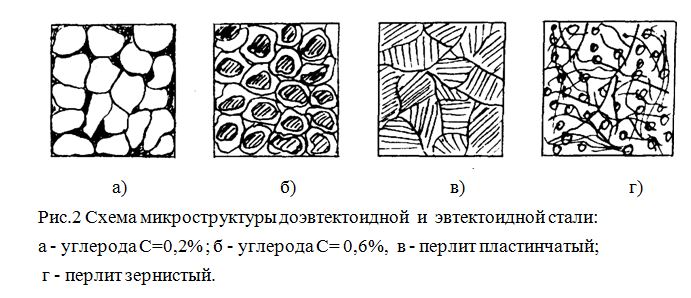 ..]
..]  78 (2007) perlite te[…]
78 (2007) perlite te[…] 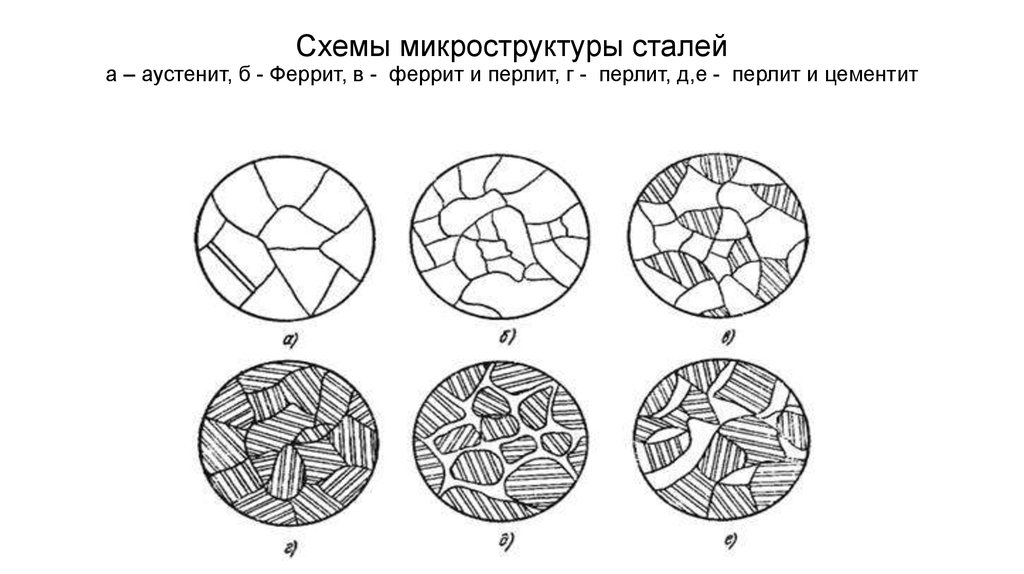 При длительном нагреве при высокой температуре основной металл слоя обезуглероживания размягчается из-за уменьшения содержания углерода, а перлитная структура становится ферритной структурой. В то же время это способствует росту зерен в слое обезуглероживания. и образует крупнозернистый кристаллический слой вдоль зоны сплавления.
При длительном нагреве при высокой температуре основной металл слоя обезуглероживания размягчается из-за уменьшения содержания углерода, а перлитная структура становится ферритной структурой. В то же время это способствует росту зерен в слое обезуглероживания. и образует крупнозернистый кристаллический слой вдоль зоны сплавления. 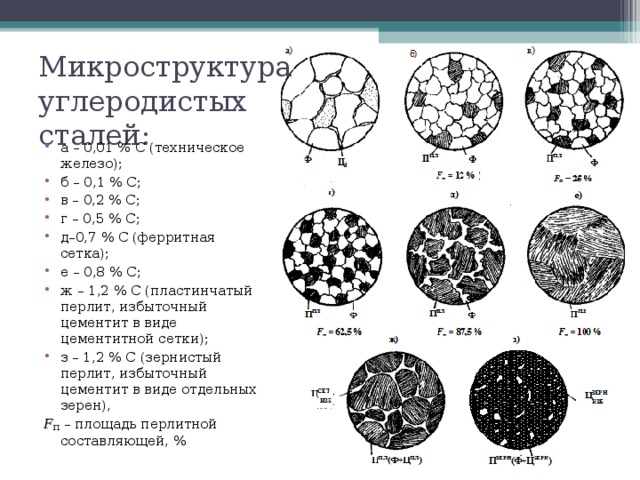 Если миграция углерода слишком велика, это может проявляться легкой коррозией. Под микроскопом в зоне термического влияния углерода видна белая яркая полоса с низким содержанием углерода, а в металле шва из нержавеющей стали имеется темная зона с высоким содержанием углерода.
Если миграция углерода слишком велика, это может проявляться легкой коррозией. Под микроскопом в зоне термического влияния углерода видна белая яркая полоса с низким содержанием углерода, а в металле шва из нержавеющей стали имеется темная зона с высоким содержанием углерода. 
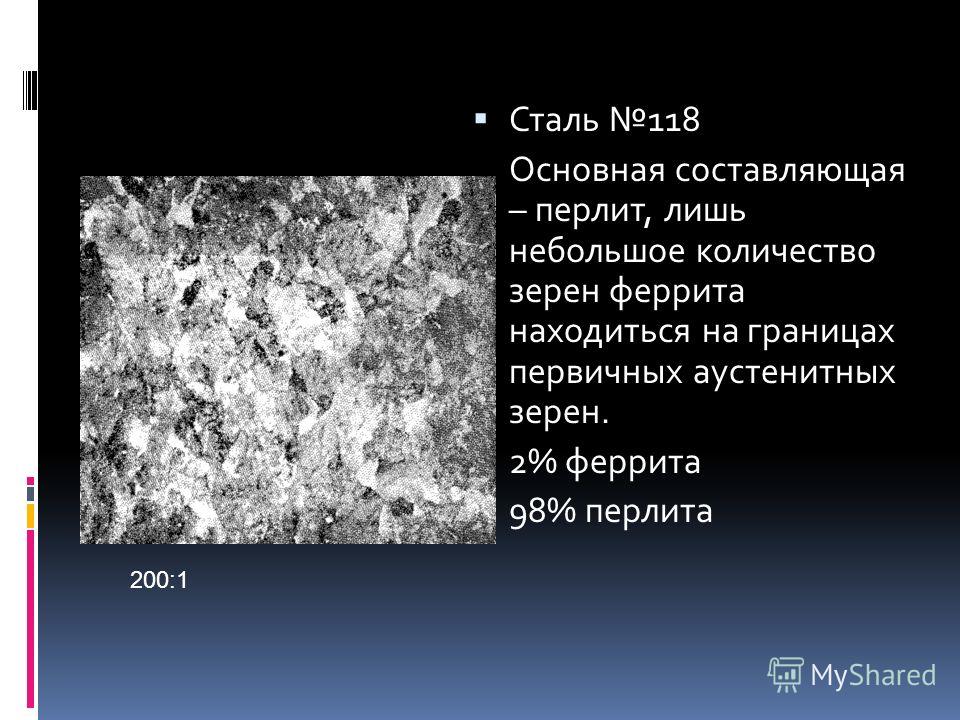 Во время многопроходной сварки можно использовать различные присадочные металлы в зависимости от изменений каждого прохода сварки. Сталь Q235 используется в качестве сварочного материала для сварки аустенитной нержавеющей стали.
Во время многопроходной сварки можно использовать различные присадочные металлы в зависимости от изменений каждого прохода сварки. Сталь Q235 используется в качестве сварочного материала для сварки аустенитной нержавеющей стали.  При выбранном никелевом сплаве присадочный металл (например, ЭРНиХр-3) имеет коэффициент линейного расширения, близкий к коэффициенту линейного расширения низколегированной стали (например, 2). 25cr-1mo) напряжение, возникающее на поверхности сварного шва, намного меньше, чем при использовании аустенитной нержавеющей стали в качестве присадочного металла. В то же время металл на границе раздела обладает достаточной стойкостью к окислению и высокой прочностью на разрушение при ползучести, что может обеспечить прочность соответствующих соединений при эксплуатации.
При выбранном никелевом сплаве присадочный металл (например, ЭРНиХр-3) имеет коэффициент линейного расширения, близкий к коэффициенту линейного расширения низколегированной стали (например, 2). 25cr-1mo) напряжение, возникающее на поверхности сварного шва, намного меньше, чем при использовании аустенитной нержавеющей стали в качестве присадочного металла. В то же время металл на границе раздела обладает достаточной стойкостью к окислению и высокой прочностью на разрушение при ползучести, что может обеспечить прочность соответствующих соединений при эксплуатации.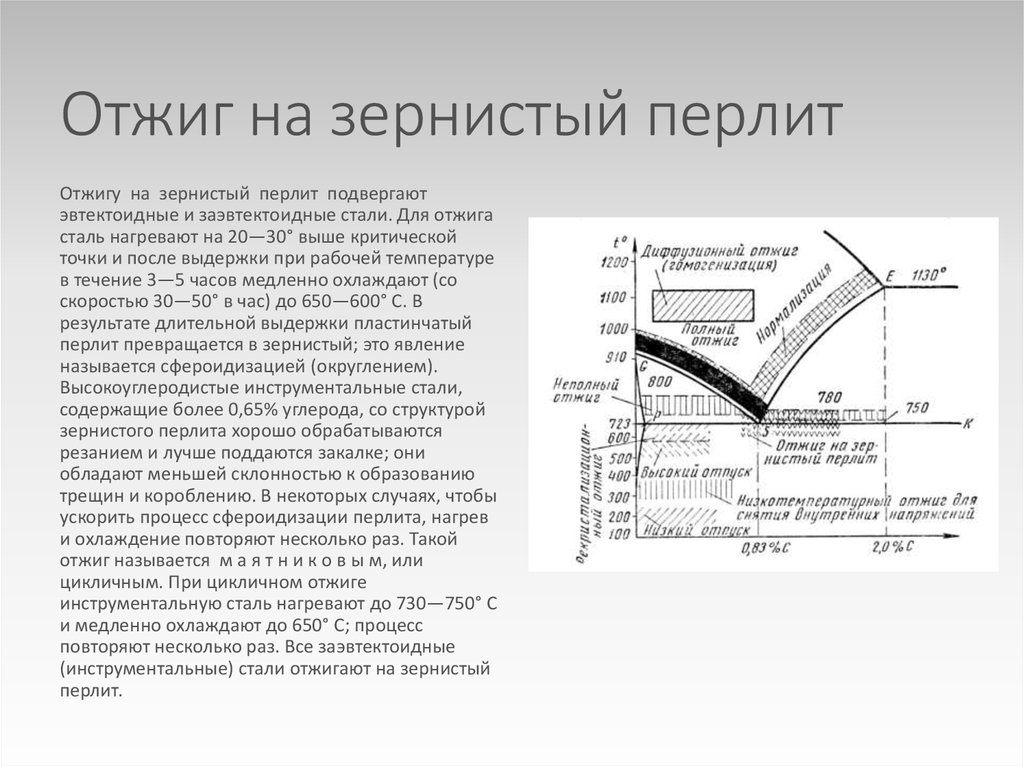

 Внешняя нагрузка, действующая на соединение, может быть уменьшена с помощью соответствующей конструкции системы и устройства соединения, а при необходимости может быть добавлен переходный слой.
Внешняя нагрузка, действующая на соединение, может быть уменьшена с помощью соответствующей конструкции системы и устройства соединения, а при необходимости может быть добавлен переходный слой. Благодаря разбавлению, конвекции дуги и механическому перемешиванию металл шва представляет собой зону однородного смешения между электродом из аустенитной стали и перлитным основным металлом. Степень разбавления основного металла присадочным металлом также различается в зависимости от формы разделки и способов сварки.
Благодаря разбавлению, конвекции дуги и механическому перемешиванию металл шва представляет собой зону однородного смешения между электродом из аустенитной стали и перлитным основным металлом. Степень разбавления основного металла присадочным металлом также различается в зависимости от формы разделки и способов сварки. 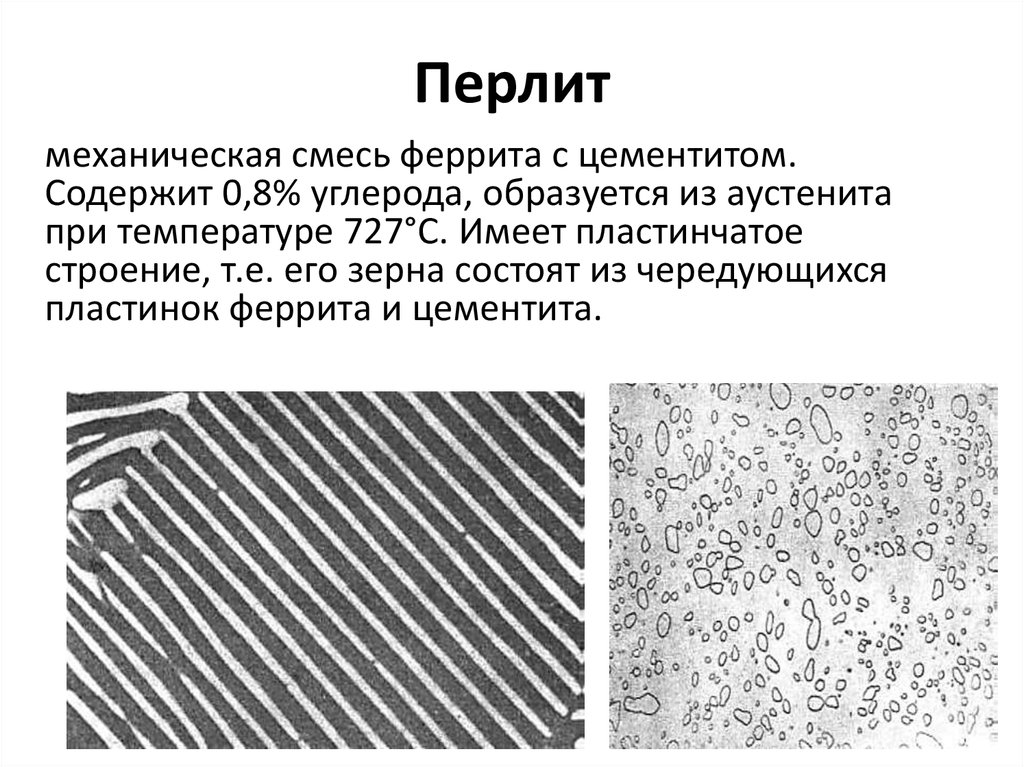
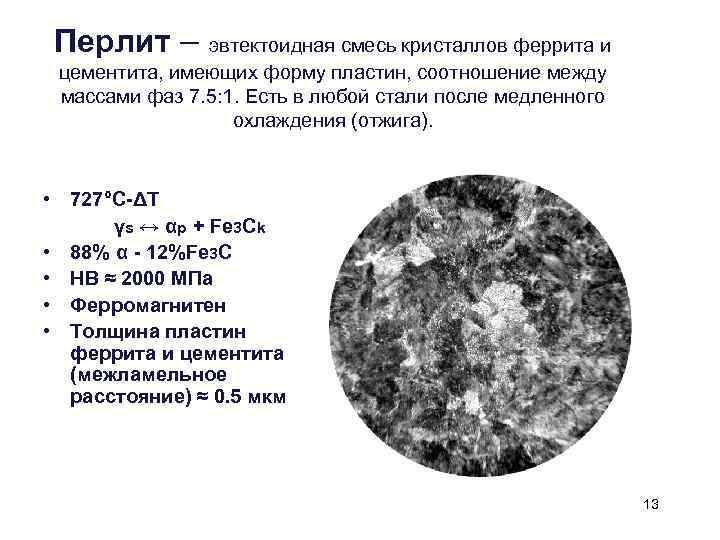
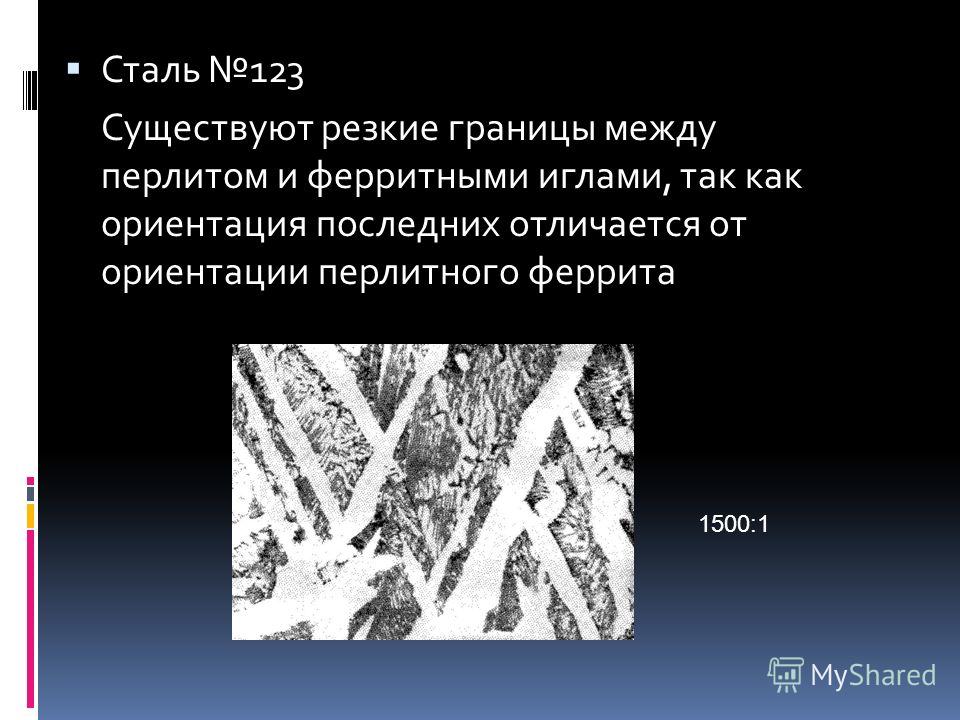
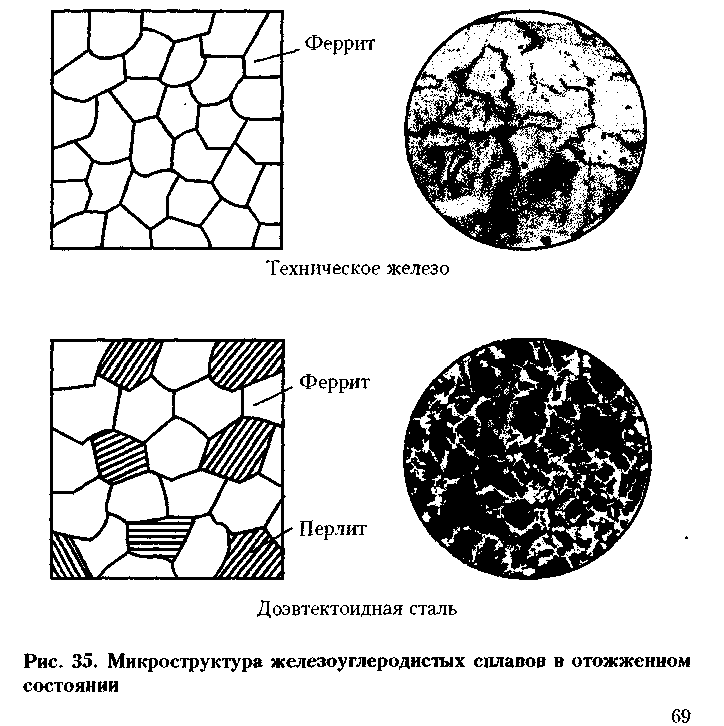

 Например, руководитель отдела персонала осуществляет затраты, чтобы уменьшить число неявок на работу и текучесть кадров, а контроллер проводит расчеты оборота, обеспечивающего целевую доходность с капитала. В данной ситуации речь идет о разъяснении проблем и о намерениях действовать, а не о причинно-следственных взаимосвязях.
Например, руководитель отдела персонала осуществляет затраты, чтобы уменьшить число неявок на работу и текучесть кадров, а контроллер проводит расчеты оборота, обеспечивающего целевую доходность с капитала. В данной ситуации речь идет о разъяснении проблем и о намерениях действовать, а не о причинно-следственных взаимосвязях.


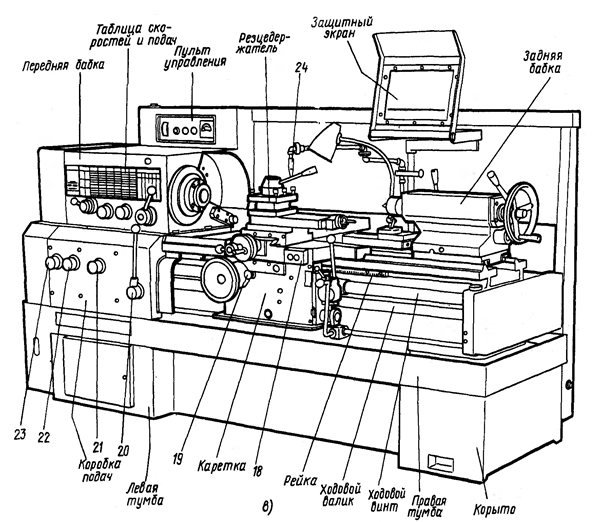 Мадис.
Мадис. Современные технологии дают возможность получить абсолютно любые металлические детали при помощи фрезы, поскольку в неё встроена система программного управления.
Современные технологии дают возможность получить абсолютно любые металлические детали при помощи фрезы, поскольку в неё встроена система программного управления. Ось Z расположена перпендикулярно оси X. Резцы располагаются в плоскости XZ и двигаются только по осям. При наладке станка есть возможность отрегулировать расстояние до резцов. В токарных станках нового поколения управление производится при помощи компьютера, поэтому в них есть ещё одна координата, которая равна углу поворота шпинделя. В современном программном обеспечении есть возможность корректировки этого показателя.
Ось Z расположена перпендикулярно оси X. Резцы располагаются в плоскости XZ и двигаются только по осям. При наладке станка есть возможность отрегулировать расстояние до резцов. В токарных станках нового поколения управление производится при помощи компьютера, поэтому в них есть ещё одна координата, которая равна углу поворота шпинделя. В современном программном обеспечении есть возможность корректировки этого показателя. Все эти данные являются справочной информацией и зафиксированы в табличных данных. На частоту оборотов шпинделя влияют такие параметры, как величина обточки и скорость резания.
Все эти данные являются справочной информацией и зафиксированы в табличных данных. На частоту оборотов шпинделя влияют такие параметры, как величина обточки и скорость резания. 03.02
03.02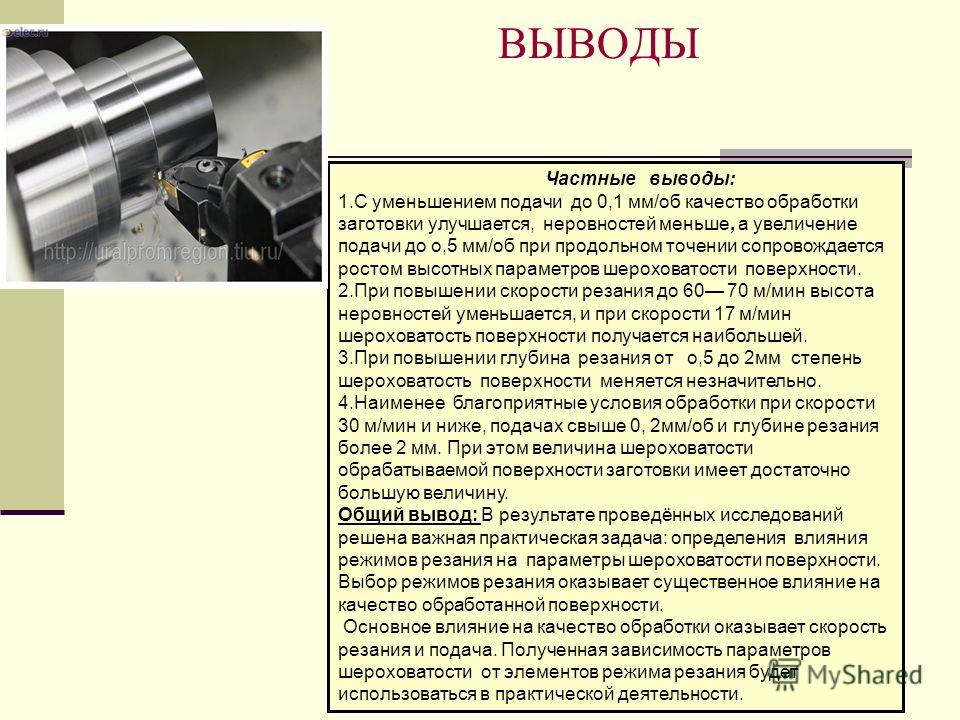 Токарная обработка применяется для уменьшения диаметра заготовки,
Токарная обработка применяется для уменьшения диаметра заготовки,
 Убедитесь, что инструмент плотно зажат в
Убедитесь, что инструмент плотно зажат в

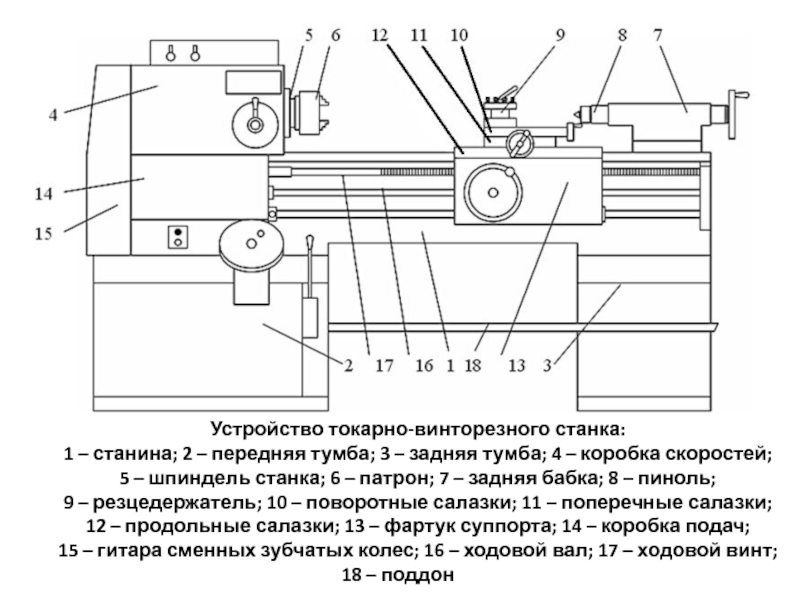
 продвигать
продвигать Чтобы изменить положение рычага, вы должны потянуть его назад.
Чтобы изменить положение рычага, вы должны потянуть его назад.



 Как оказалось (без каламбура) гораздо проще удалить
Как оказалось (без каламбура) гораздо проще удалить 
 Конечно, вы должны
Конечно, вы должны
 Установите упор для компаунда на 30 градусов.
Установите упор для компаунда на 30 градусов.
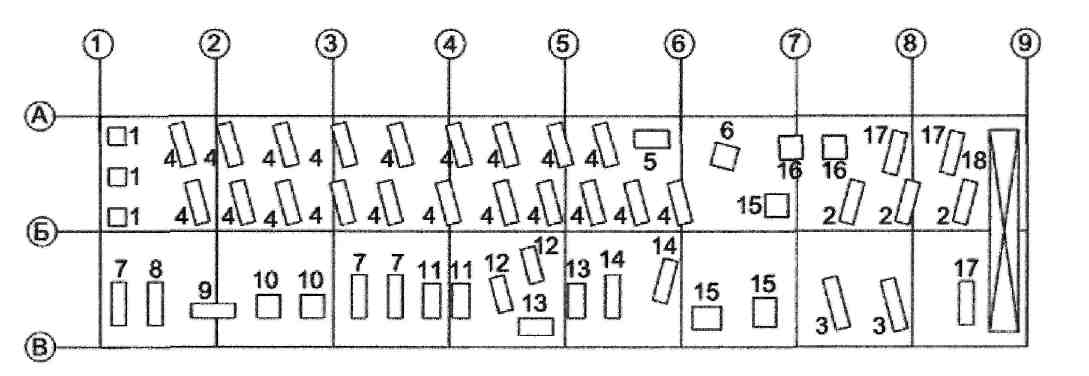
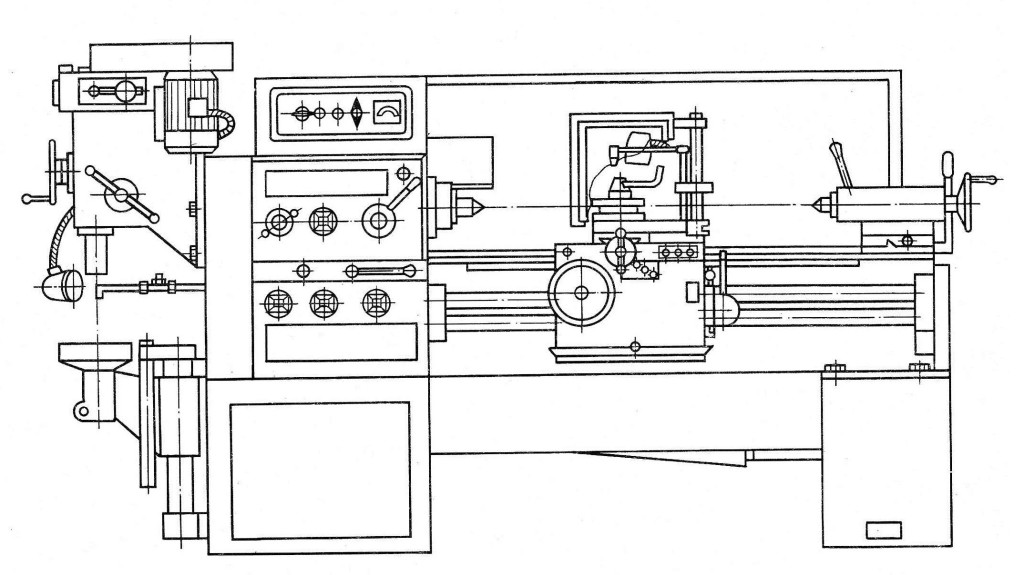

 Переместите стойку инструмента к левой стороне составного упора и установите правую фрезу на правую высоту от центральной точки токарного станка. Составной упор может быть установлен на 30 градусов для точной торцевой обработки.
Переместите стойку инструмента к левой стороне составного упора и установите правую фрезу на правую высоту от центральной точки токарного станка. Составной упор может быть установлен на 30 градусов для точной торцевой обработки.
 Установите сверлильный патрон в заднюю бабку.
Установите сверлильный патрон в заднюю бабку.

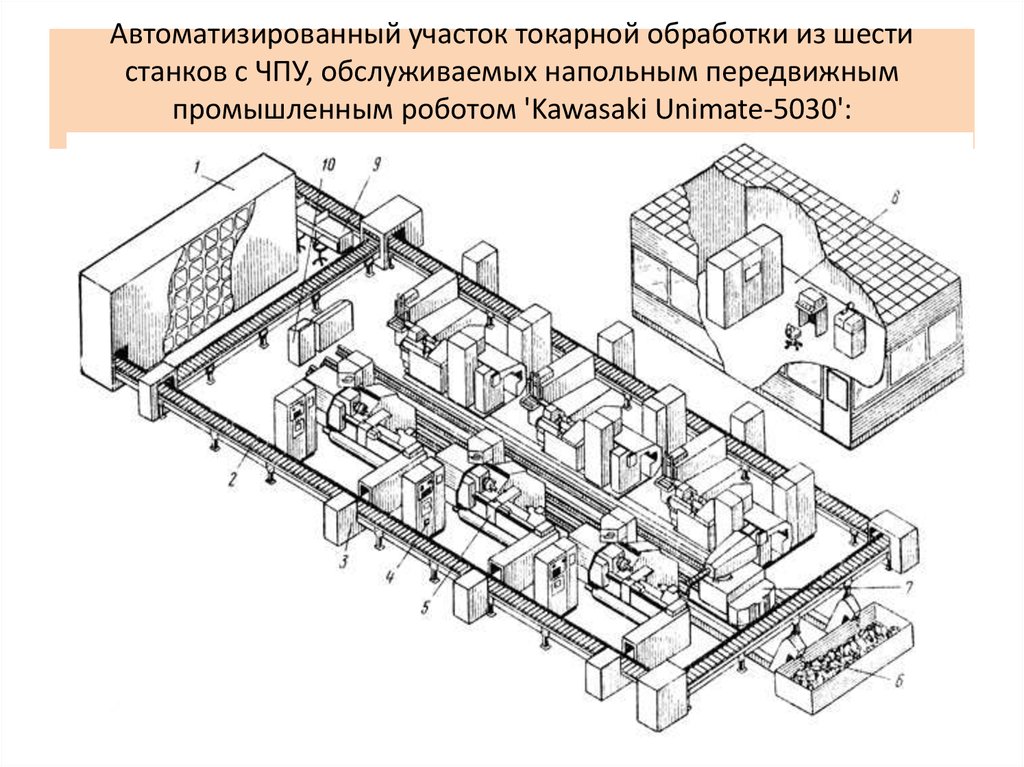

 а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.
а. Примечание. В качестве скорости подачи выберите среднюю скорость подачи.


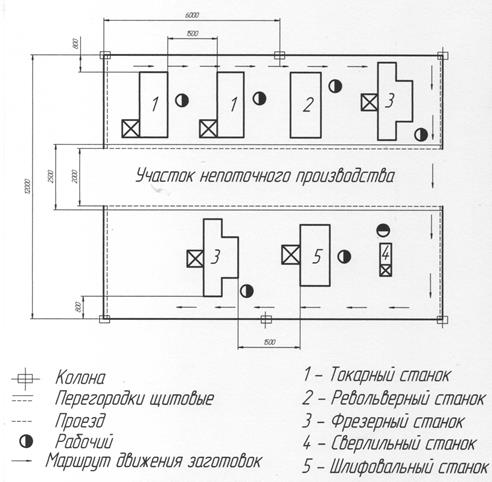 Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок.
Это должно быть примерно 0,030 дюйма или до тех пор, пока накатка не сформирует хороший рисунок. Существует три типа канавок: квадратные, круглые и U-образные.
Существует три типа канавок: квадратные, круглые и U-образные.

 Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения.
Наконечник инструмента должен выступать из держателя на расстояние, равное немногим больше половины диаметра заготовки. Отрегулируйте число оборотов в минуту (об/мин) примерно на ⅔ скорости вращения. По мере приближения заготовка подвешивается на тонком металлическом стержне.
По мере приближения заготовка подвешивается на тонком металлическом стержне.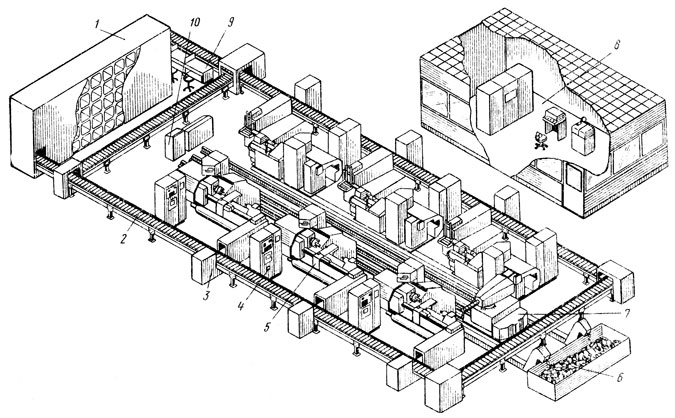 Если центр не выровнен, обрабатываемая деталь будет конусообразной.
Если центр не выровнен, обрабатываемая деталь будет конусообразной.
 Сделайте еще один легкий надрез в секциях A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку.
Сделайте еще один легкий надрез в секциях A и B. Измерьте эти диаметры и при необходимости отрегулируйте заднюю бабку. Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не зарегистрирует одинаковые показания на обоих концах.
Отрегулируйте заднюю бабку с помощью регулировочного винта, пока индикатор не зарегистрирует одинаковые показания на обоих концах.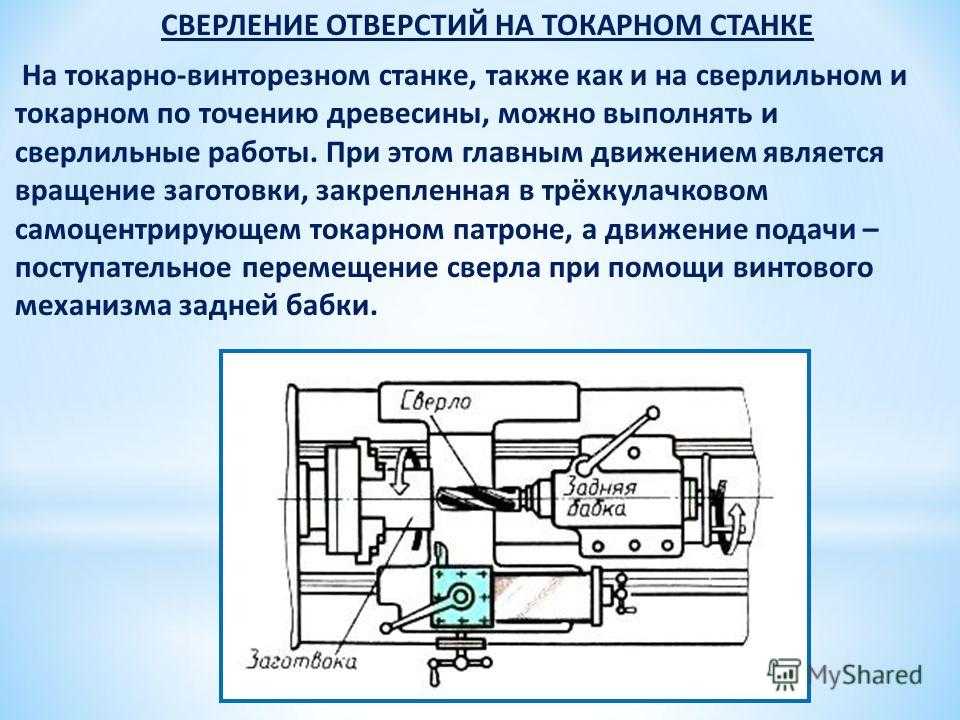
 12. Операция токарной обработки конуса
12. Операция токарной обработки конуса
 Возможен другой совместно согласованный порядок оплаты.
Возможен другой совместно согласованный порядок оплаты.
 2 Мощность
2 Мощность При выборе оборудования подобного типа часто приходится сталкиваться с тем, что разработки прежних лет по своим характеристикам не уступают современному оборудованию.
При выборе оборудования подобного типа часто приходится сталкиваться с тем, что разработки прежних лет по своим характеристикам не уступают современному оборудованию. Он закреплен на задней стороне тумбы токарного станка УТ16ПМ. Редуктор позволяет обеспечивать необходимую скорость вращения от 40 до 2000 об/мин. Передача вращающего момента осуществляется с помощью клиновых ремней.
Он закреплен на задней стороне тумбы токарного станка УТ16ПМ. Редуктор позволяет обеспечивать необходимую скорость вращения от 40 до 2000 об/мин. Передача вращающего момента осуществляется с помощью клиновых ремней. Ее функционирование особенно важно при обтачивании деталей большой длины.
Ее функционирование особенно важно при обтачивании деталей большой длины.
 Если она обрабатывается над станиной, то наибольший допустимый диаметр обрабатываемой заготовки – 320 мм, а если над суппортом, то 170 мм.
Если она обрабатывается над станиной, то наибольший допустимый диаметр обрабатываемой заготовки – 320 мм, а если над суппортом, то 170 мм.
 Перед включением станка необходимо вручную проверить срабатывание микровыключателей реле. При отсутствии масла в системе смазки работа станка недопустима. В случае разбрызгивания масла и охлаждающей жидкости следует прекратить работу до восстановления.
Перед включением станка необходимо вручную проверить срабатывание микровыключателей реле. При отсутствии масла в системе смазки работа станка недопустима. В случае разбрызгивания масла и охлаждающей жидкости следует прекратить работу до восстановления.

 9110003
9110003 ток нагрузки
ток нагрузки Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 — UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 — UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок.
Компактная конструкция проходной клеммной колодки и надежное винтовое соединение позволяют легко подключить клеммную колодку 3044199 — UT 16 на небольшом пространстве. Большое пространство для проводки проходной клеммной колодки 3044199 — UT 16 позволяет подключать одножильные и многожильные проводники с малым и большим поперечным сечением без кабельных наконечников, даже больше номинального сечения. Это обеспечивает универсальное применение. Клеммные колодки используются для электромонтажа шкафов управления и распределительных коробок.
 Все зависит от жесткости самой заготовки.
Все зависит от жесткости самой заготовки.


 Если патрон сделан неправильно, это значительно повышает риск поломки резца.
Если патрон сделан неправильно, это значительно повышает риск поломки резца. Механизм патрона заключается в кулачковом устройстве.
Механизм патрона заключается в кулачковом устройстве. Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
 При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
 Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными. Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
 Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с небольшой лицевой панелью. Мы рассмотрим точение между центрами и использование планшайбы при монтаже дерева на токарном станке.
Все, что вы хотите сделать, это превратить немного дерева. Для многих постов в этом блоге я использую многокулачковый патрон. Хотя этот патрон удобен, он не нужен для токарной обработки. Большинство токарных станков поставляются с небольшой лицевой панелью. Мы рассмотрим точение между центрами и использование планшайбы при монтаже дерева на токарном станке. Вот два примера:
Вот два примера:
 Я не пытался расстаться с этим проектом. Древесина слишком большая и тяжелая.
Я не пытался расстаться с этим проектом. Древесина слишком большая и тяжелая.
 Вот как вы монтируете древесину на токарном станке.
Вот как вы монтируете древесину на токарном станке.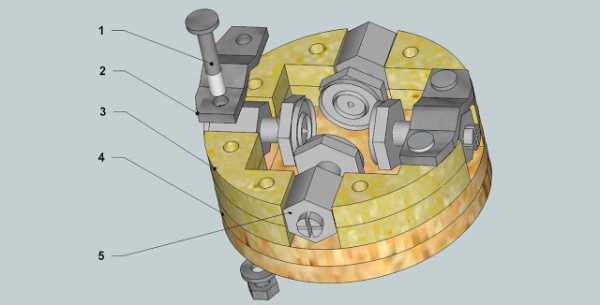 Снова используйте руку без инструмента, чтобы поймать токарную обработку, когда она выходит из станка.
Снова используйте руку без инструмента, чтобы поймать токарную обработку, когда она выходит из станка.
 Теперь токарный станок был в продаже, а патронов в продаже я не видел!
Теперь токарный станок был в продаже, а патронов в продаже я не видел!
 Вот некоторые из лучших причин:
Вот некоторые из лучших причин:  Внутреннее спиральное зацепление перемещает все четыре кулачка одновременно, удерживая их на равном расстоянии от центра корпуса патрона. Челюсти управляются двумя рычагами или одним ключом. Действие рычага требует либо одновременного использования обеих рук, либо временной блокировки шпинделя токарного станка для регулировки патрона одним рычагом. Патроны с одним ключом позволяют работать одной рукой без необходимости блокировки шпинделя токарного станка. Затягивание или ослабление одной рукой оставляет другую руку свободной для управления заготовкой при ее установке или готовой деталью при снятии ее с патрона.
Внутреннее спиральное зацепление перемещает все четыре кулачка одновременно, удерживая их на равном расстоянии от центра корпуса патрона. Челюсти управляются двумя рычагами или одним ключом. Действие рычага требует либо одновременного использования обеих рук, либо временной блокировки шпинделя токарного станка для регулировки патрона одним рычагом. Патроны с одним ключом позволяют работать одной рукой без необходимости блокировки шпинделя токарного станка. Затягивание или ослабление одной рукой оставляет другую руку свободной для управления заготовкой при ее установке или готовой деталью при снятии ее с патрона. Фланцевые кулачки SuperNova представляют собой вариант этой конструкции. Зубчатые кулачки чаще всего используются в патронах Oneway.
Фланцевые кулачки SuperNova представляют собой вариант этой конструкции. Зубчатые кулачки чаще всего используются в патронах Oneway.
 Чтобы использовать этот центр, установите его в патрон, зажав кулачками. Просверлите отверстие, равное диаметру корня винта и немного глубже его длины, с центром на верхней грани заготовки. Затем наденьте заготовку на саморез. Задействуйте хвостовой центр токарного станка для дополнительной поддержки при точении грубой формы чаши. Теперь поверните чашу снаружи, придав ей форму, чтобы ее дно удерживалось кулачками патрона, как показано на фото. Крепление с центральным винтом позволяет легко снимать и переустанавливать заготовку, сохраняя ее центральное положение.
Чтобы использовать этот центр, установите его в патрон, зажав кулачками. Просверлите отверстие, равное диаметру корня винта и немного глубже его длины, с центром на верхней грани заготовки. Затем наденьте заготовку на саморез. Задействуйте хвостовой центр токарного станка для дополнительной поддержки при точении грубой формы чаши. Теперь поверните чашу снаружи, придав ей форму, чтобы ее дно удерживалось кулачками патрона, как показано на фото. Крепление с центральным винтом позволяет легко снимать и переустанавливать заготовку, сохраняя ее центральное положение. Для сжатия кулачков типа «ласточкин хвост» сформируйте втулку типа «ласточкин хвост», как показано ниже . Отрежьте внутренний угол, где втулка соединяется с корпусом чаши, четкий и чистый, чтобы обеспечить надежный угол захвата для кулачков патрона. Оставьте плоскую опорную поверхность для концов губок. Поскольку губки втягивают втулку, а также сжимают ее, сделайте втулку немного короче, чем глубина губок, чтобы она не упиралась в дно. Отшлифуйте и обработайте как можно большую часть внешней стороны чаши.
Для сжатия кулачков типа «ласточкин хвост» сформируйте втулку типа «ласточкин хвост», как показано ниже . Отрежьте внутренний угол, где втулка соединяется с корпусом чаши, четкий и чистый, чтобы обеспечить надежный угол захвата для кулачков патрона. Оставьте плоскую опорную поверхность для концов губок. Поскольку губки втягивают втулку, а также сжимают ее, сделайте втулку немного короче, чем глубина губок, чтобы она не упиралась в дно. Отшлифуйте и обработайте как можно большую часть внешней стороны чаши. После формирования наружной части чаши отшлифуйте ее и нанесите отделку.
После формирования наружной части чаши отшлифуйте ее и нанесите отделку. Плохой улов может выбить чашу из патрона. После того, как окончательная внутренняя форма и толщина стенок чаши будут достигнуты, отшлифуйте ее и нанесите покрытие. Если чаша зажата в углублении, просто снимите ее с патрона.
Плохой улов может выбить чашу из патрона. После того, как окончательная внутренняя форма и толщина стенок чаши будут достигнуты, отшлифуйте ее и нанесите покрытие. Если чаша зажата в углублении, просто снимите ее с патрона. Упругие захваты удерживают край чаши на кулачках патрона.
Упругие захваты удерживают край чаши на кулачках патрона.
 5
5 Для этого, берём всю массу необходимых прутов, и делим на массу одного погонного м.
Для этого, берём всю массу необходимых прутов, и делим на массу одного погонного м.

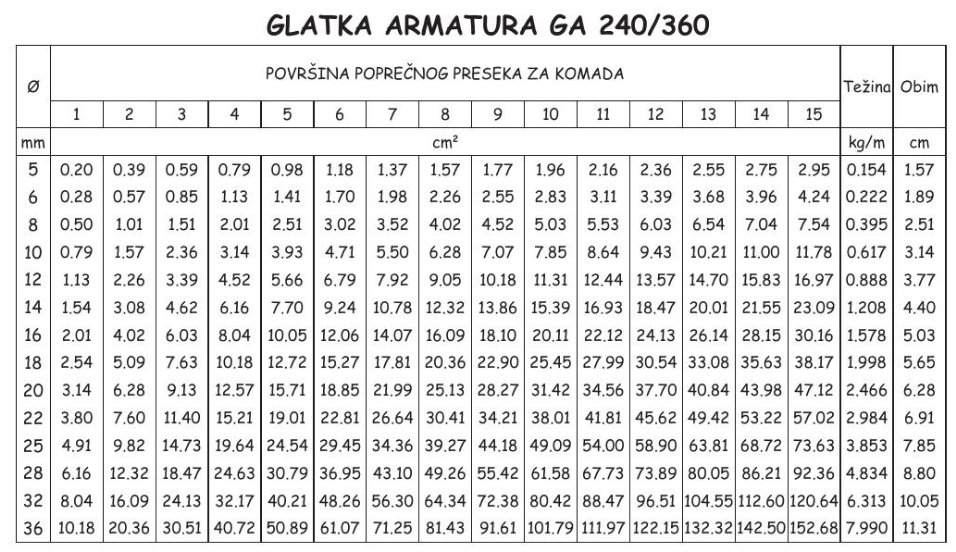 Шаги для этого следующие:
Шаги для этого следующие: 395
395 83
83 арматуры соответственно. Возьмем значение диаметра в миллиметрах и длины в метрах. Вы получите результаты в килограммах (кг). После деления результатов на фактическую длину арматурного стержня можно получить вес на погонный метр.
арматуры соответственно. Возьмем значение диаметра в миллиметрах и длины в метрах. Вы получите результаты в килограммах (кг). После деления результатов на фактическую длину арматурного стержня можно получить вес на погонный метр.
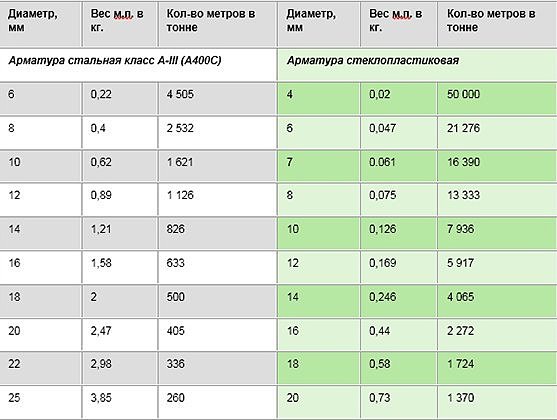 Наиболее распространенные стержни или арматурный стержень / арматура представляют собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации, стальная арматура / стержень также может быть покрыта материалом из эпоксидной смолы, чтобы противостоять воздействию коррозии в основном в морской среде. вода.
Наиболее распространенные стержни или арматурный стержень / арматура представляют собой углеродистую сталь из горячекатаного круглого стержня с узорами деформации, стальная арматура / стержень также может быть покрыта материалом из эпоксидной смолы, чтобы противостоять воздействию коррозии в основном в морской среде. вода.



 После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты.
После этого снова приподнимаем провод, опускаем его в канифоль, снова прикладываем жало раскалённое и снова соединяем контакты. Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ.
Обязательно необходимо продумать способы проветривания помещения. Используйте паяльник, который имеет систему заземления, таким образом, вы обеспечите полную электробезопасность проведения работ. Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя.
Используйте специальные родства защиты и обязательно проветривайте помещение, где планируете производить технологические работы по соединению деталей с использованием канифоли и припоя. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
 Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму.
 Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.

 С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).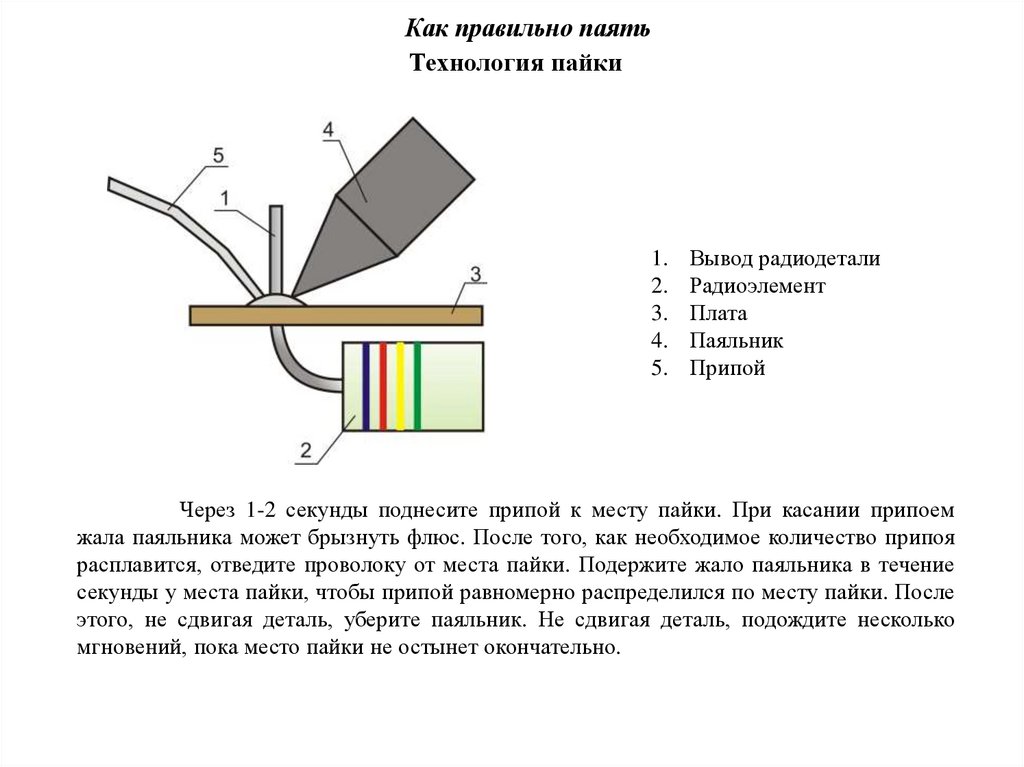 В любом случае медь должна покрыться тонким слоем олова.
В любом случае медь должна покрыться тонким слоем олова.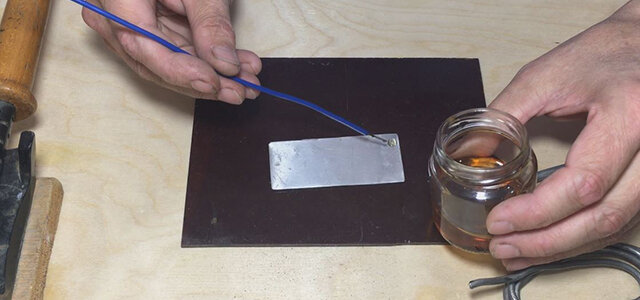 Действия такие:
Действия такие: Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами.
Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.
При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.
 Постараемся раскрыть и его.
Постараемся раскрыть и его.
 После чего контакты залуживают и соединяют при помощи припоя.
После чего контакты залуживают и соединяют при помощи припоя. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов. ru/tools/pajka-payalnikom
ru/tools/pajka-payalnikom
 Высококачественные паяльники можно нагревать до 482 ° F (или 250 ° C) для лужения, в то время как более дешевые паяльники могут требовать более высокой температуры 536 ° F (или 280 ° C). Если вы все еще не уверены, ознакомьтесь с нашим руководством по настройке оптимальной температуры пайки.
Высококачественные паяльники можно нагревать до 482 ° F (или 250 ° C) для лужения, в то время как более дешевые паяльники могут требовать более высокой температуры 536 ° F (или 280 ° C). Если вы все еще не уверены, ознакомьтесь с нашим руководством по настройке оптимальной температуры пайки.
 После того, как вы сделали это успешно, процесс будет казаться очень простым. Но не забудьте добавить большую каплю припоя на кончик утюга, прежде чем убрать его. Это образует защитный слой припоя, который герметично запечатывает наконечник и предотвращает его окисление при хранении с течением времени.
После того, как вы сделали это успешно, процесс будет казаться очень простым. Но не забудьте добавить большую каплю припоя на кончик утюга, прежде чем убрать его. Это образует защитный слой припоя, который герметично запечатывает наконечник и предотвращает его окисление при хранении с течением времени. Припой не липнет к паяльнику, соответственно невозможно взять нужное количество сплава и перенести его на место пайки.
Припой не липнет к паяльнику, соответственно невозможно взять нужное количество сплава и перенести его на место пайки.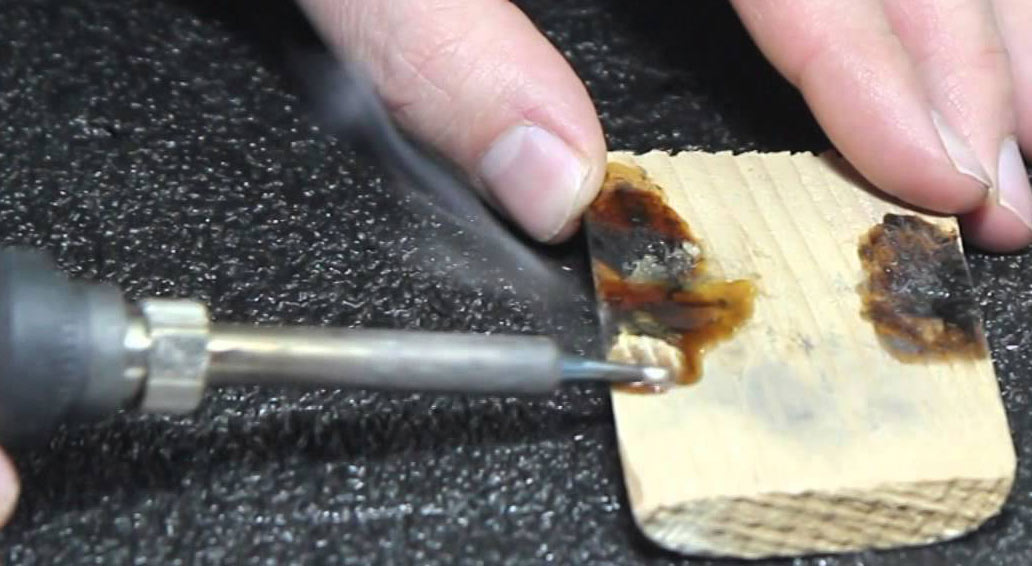 Потемневшую и загрязненную посторонними веществами смолу лучше не брать. Стандартная канифоль, как правило, годна к использованию в течение двух лет после ее изготовления;
Потемневшую и загрязненную посторонними веществами смолу лучше не брать. Стандартная канифоль, как правило, годна к использованию в течение двух лет после ее изготовления; А повреждение приведет к раннему выгоранию и износу наконечника. Такие жала необходимо время от времени протирать специальной губкой (проверьте паяльные принадлежности) или влажной тряпкой;
А повреждение приведет к раннему выгоранию и износу наконечника. Такие жала необходимо время от времени протирать специальной губкой (проверьте паяльные принадлежности) или влажной тряпкой;
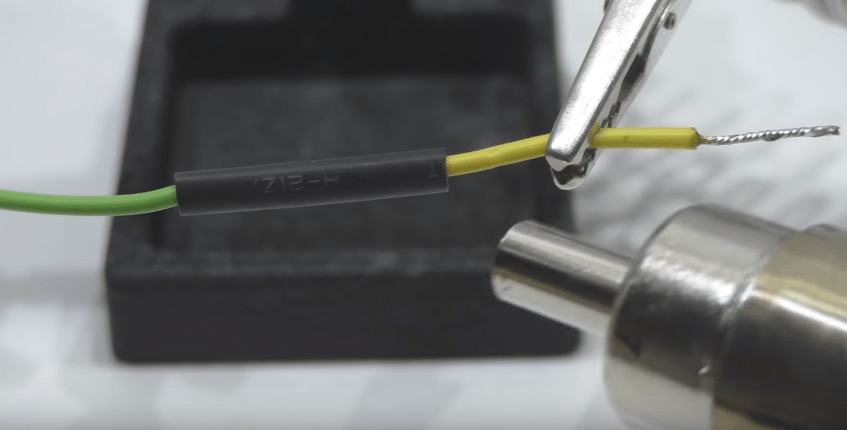 Благодаря большому поверхностному натяжению олово будет равномерно распределяться по рабочей поверхности паяльника.
Благодаря большому поверхностному натяжению олово будет равномерно распределяться по рабочей поверхности паяльника. Теперь нужно точить теми же движениями, время от времени проверяя кончик, пока он не станет ровным, гладким и блестящим.
Теперь нужно точить теми же движениями, время от времени проверяя кончик, пока он не станет ровным, гладким и блестящим. Также следует позаботиться о правильном освещении на рабочем месте.
Также следует позаботиться о правильном освещении на рабочем месте. Обязательно используйте подходящие материалы для этого процесса, чтобы уберечь устройство от повреждений.
Обязательно используйте подходящие материалы для этого процесса, чтобы уберечь устройство от повреждений.
 01.77
01.77 откл. для классов точности
откл. для классов точности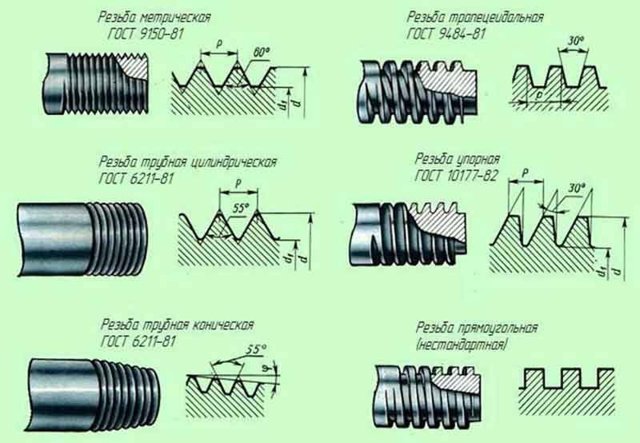 Допускается
Допускается
 Подготовленное отверстие должно быть на 0,14-0,4 мм меньше диаметра резьбы. Ниже для точного расчета приведена таблица.
Подготовленное отверстие должно быть на 0,14-0,4 мм меньше диаметра резьбы. Ниже для точного расчета приведена таблица.
 Метчик, в свою очередь, надо отцентрировать, то есть установить его параллельно заготовки.
Метчик, в свою очередь, надо отцентрировать, то есть установить его параллельно заготовки.
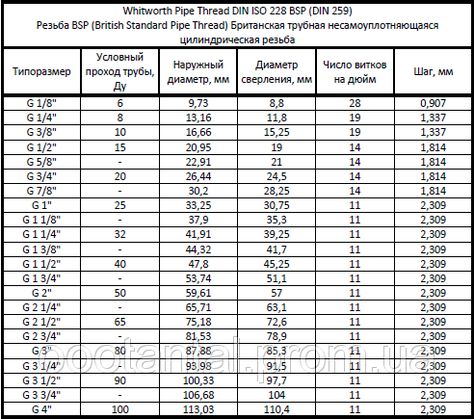
 041
041

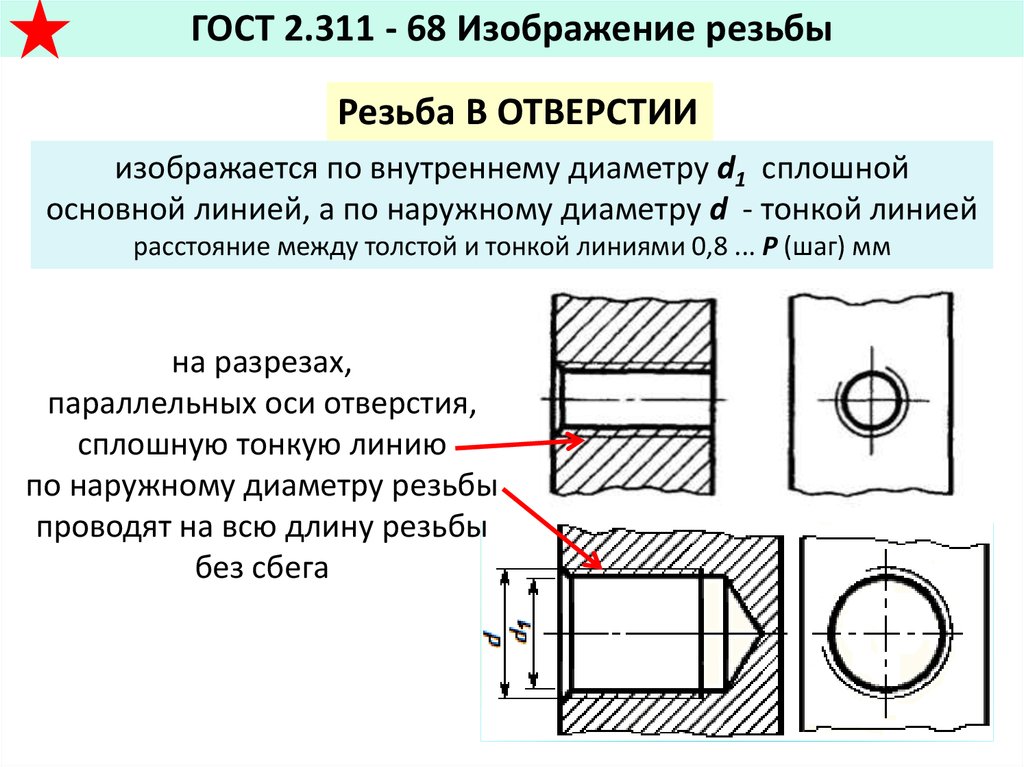 Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, В сопрягаемой охватывающей части напорного патрубка имеется отверстие достаточного диаметра, чтобы разместить охватываемую концевую стойку, не защемляя уплотнительное кольцо.
В сопрягаемой охватывающей части напорного патрубка имеется отверстие достаточного диаметра, чтобы разместить охватываемую концевую стойку, не защемляя уплотнительное кольцо.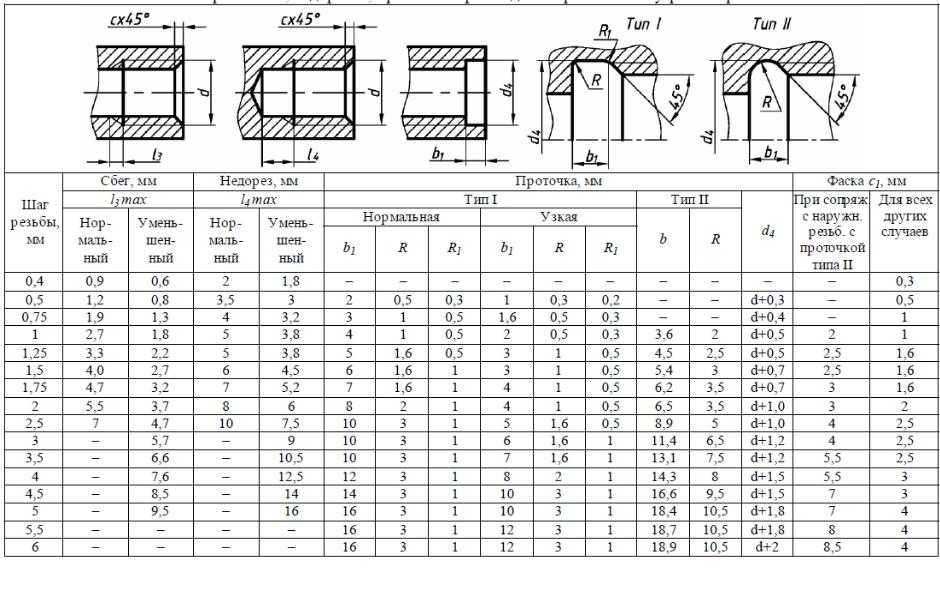 Если сужения нет, рекомендуется использовать самоцентрирующиеся клеевые уплотнения, чтобы избежать плохого выравнивания уплотнения, которое может нарушить герметичность.
Если сужения нет, рекомендуется использовать самоцентрирующиеся клеевые уплотнения, чтобы избежать плохого выравнивания уплотнения, которое может нарушить герметичность.