Оксид Алюминия для пескоструйной обработки ALUMINIUM OXIDE, 25 кг Размер фракции F120 (110 мкм)
Код:
Оксид алюминия для пескоструйной обработки
Производитель: SRL Dental GmbH
Страна: Германия
Рег. уд. № ИМ-7.104300 до 02.08.2021г.
- Описание
- Подробнее о товаре
- Инструкции
- Сервис
Оксид алюминия.
Не содержащий железа мелкодисперсный абразивный материал, предназначен для использования на всех типах пескоструйных установок.
Сплав оксида алюминия получают путем плавления специального сорта кальцинированного оксида алюминия (алюминий оксида) в электродуговой печи с использованием блочного метода; он ультрачистый, чрезвычайно твердый, хрупкий и имеет практически такую же точку плавления как чистый оксид алюминия.
Применение:
- Для мокрой и сухой струйной обработки
- Для шлифовки, притирки и полировки материалов
- С дисками и сегментами на керамической связке
- С абразивными инструментами на бакелитовой связке
- С износостойкими и огнеупорными изделиями
- С катализатором
- С фрикционными инструментами
Физические свойства:
- Удельный вес: 3,98 г / см3
- Твердость: Knoop 1800/2100
- Mohs: 9
- Точка плавления: 2040 ° C
- Массовая плотность: зависит от размера гранул
- Форма гранул: угловая
Химический состав (типичный):
- Al₂O₃ — 99,81%
- CaO — 0,006%
- Fe₂O₃ — 0,035%
- Na₂O — 0,11%
- SiO₂ — 0,02%
- TiO₂ — 0,004%
Доступные размеры гранул:
- F060 (250 мкм) — номинальный размер зерна: 212 — 300 мкм.
 Массовая плотность: 1,68 — 1,78 г/см3
Массовая плотность: 1,68 — 1,78 г/см3 - F100 (125 мкм) — номинальный размер зерна: 106-150 мкм. Массовая плотность: 1,58 — 1,68 г/см3
- F120 (110 мкл) — номинальный размер зерна: 90 — 125 мкм. Массовая плотность: 1,56 — 1,66 г/см3
- F220 (50 мкм) — номинальный размер зерна: 53 — 75 мкм. Массовая плотность: 1,48 — 1,58 г/см3
 Массовая плотность: 1,68 — 1,78 г/см3
Массовая плотность: 1,68 — 1,78 г/см3
Упаковка: бумажные мешки по 25 кг.
Код
Особые артикулы
Скачать
Песок
Скачать (275.54k)
Возможно, вам понравится
В этой категории 3 товаров:
Оксид алюминия для пескоструйной обработки
Коричневый оксид алюминия для пескоструйной обработки — Новости
— Sep 30, 2017-
Пескоструйная обработка — это процесс выталкивания абразивных материалов на куски, такие как металлические детали, дерево, керамика и т. Д. Для резки, полировки и удаления поверхностей. Он обеспечивает работу, включая удаление пыли, царапин, коррозии, окисления и т. Д. И формирование блестящей или определенной подготовки поверхности. Коричневый сплавленный оксид алюминия, также называемый коричневым оксидом алюминия, корундом, коричневый оксид алюминия представляет собой синтетический корунд с электроконфигурацией с основным содержанием оксида алюминия около 95%. Коричневый слитый порошок оксида алюминия или гранулы являются идеальным материалом для пескоструйной обработки. Мы производим макросетки F8-F220 для пескоструйной обработки поверхности и дробеструйной обработки и микрогранул F280-F2000 для точной полировки и абразивов.
Д. Для резки, полировки и удаления поверхностей. Он обеспечивает работу, включая удаление пыли, царапин, коррозии, окисления и т. Д. И формирование блестящей или определенной подготовки поверхности. Коричневый сплавленный оксид алюминия, также называемый коричневым оксидом алюминия, корундом, коричневый оксид алюминия представляет собой синтетический корунд с электроконфигурацией с основным содержанием оксида алюминия около 95%. Коричневый слитый порошок оксида алюминия или гранулы являются идеальным материалом для пескоструйной обработки. Мы производим макросетки F8-F220 для пескоструйной обработки поверхности и дробеструйной обработки и микрогранул F280-F2000 для точной полировки и абразивов.
Преимущества оксида коричневого алюминия для пескоструйной обработки.
1, Твердый материал, подходящий для резки (твердость 8)
2, Плотный материал для долговременной работы (Плотность насыпи между 1,4-2,2 г / см3)
3, высокая прочность для вырезывания и полировки надолго
4, термостойкая (более 2200 ℃) стойкость к высоким температурам или химическая реакция, которые могут вызвать изменение поверхности заготовки
5, острые края идеально подходят для удаления царапин, коррозии и т. Д.
Д.
6, повторно используется в течение 8-20 раз в зависимости от разных условий
Факторы, которые определяют качество оксида каучука
1. Содержание химического вещества
Химическое содержание, особенно содержание Al2O3 и TiO2, определяет твердость и прочность. Чем выше Al2O3, тем тверже и более высокая температура он может сопротивляться. Сортированный материал обычно содержит около 95% Al2O3, а некоторые клиенты также используют материал 90%, 80% и т. Д. Для снижения стоимости. Из-за своей твердости и прочности материал класса можно повторно использовать больше раз.
2. Размеры
Коричневый оксид алюминия изготавливают обычно в соответствии со стандартом FEPA для целей взрыва. Стандарт FEPA определяет определенное распределение сит, которое определяет, какие частицы попадают в каждый разрез определенного диаметра. Поэтому его также называют распределением частиц. Микрогранулы, такие как F220, F400 и т. Д., Обычно используются для полировки или прецизионной струйной обработки, в то время как макросетки предназначены для общей взрывной работы. В основном используются размеры F24, F46, F60 и т. Д., И их можно использовать повторно с определенными потерями и изменениями при распределении сита.
Д., Обычно используются для полировки или прецизионной струйной обработки, в то время как макросетки предназначены для общей взрывной работы. В основном используются размеры F24, F46, F60 и т. Д., И их можно использовать повторно с определенными потерями и изменениями при распределении сита.
3. Пыль, содержащаяся
Во время производства коричневый алюминий оксид смешивается с пылью. Пыль будет загрязнять подготовленные поверхности и использовать меньше времени. Это также наносит вред работникам, выполняющим взрывные работы и даже взрыву в некоторых случаях. Поэтому во время производства мы используем определенное оборудование для устранения пыли. В некоторых случаях используйте кислоту или воду для очистки материалов и сушки перед упаковкой в мешки.
Абразивно-струйные материалы — Grainger Industrial Supply
49 продуктов
Абразивно-струйные или пескоструйные среды для подготовки и отделки различных материалов. Он помогает сделать поверхности более чистыми, гладкими, мягкими, шероховатыми или протравленными при нанесении с помощью системы струйной очистки под высоким давлением.
Абразивно-струйные или пескоструйные среды для подготовки и отделки ряда материалов. Он помогает сделать поверхности более чистыми, гладкими, мягкими, шероховатыми или протравленными при нанесении с помощью системы струйной очистки под высоким давлением.
Стеклянные шарики Blast Media
Aluminum Oxide Blast Media
Garnet Blast Media
Ground Glass Blast Media
Стеклянные шарики.
Угольный шлак
Ореховая скорлупа
Карбид кремния
Кукурузный початок
Стальные выстрелы СМИ
СМОТРЕЙНАЯ СТАЛЬНАЯ СТАЛЬНАЯ СТАЛА
Стальная зерновая среда
СМИ СМИ: Сумка
| Загрузка … | ||||||
| Загрузка … |
 , восходящая
, восходящаяСМИ.0064
| Loading… | ||||||
| Loading… | ||||||
| Loading. .. | ||||||
| Загрузка… | ||||||
| Загрузка… |
Контейнер для сред: сумка
Загрузка . .. .. | ||||||
| Нагрузка … | ||||||
| Загрузка … | ||||||
| . | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … | ||||||
| Загрузка … |
Контейнер для сред: пакет
Loading. .. .. |
Media Container: Box
| Загрузка… | ||||||
| Загрузка… | ||||||
| Загрузка… |
Контейнер для сред: ведро
Загрузка . .. .. |
СМИ СОБЫТИЕ СМИ: СЛЕДУ СОТИЦИИ СРЕДНЯ СОТИЦИЯ СЛЕДУ СОТИЦИИ СЛЕДУ СМИ СРЕДИНА СОТИЦИЯ СОТИЦИЯ СМИ.
СМИ.
СМИ.0068
 ..
..9007
| Loading… |
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Загрузка … | … | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
. .. .. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
.0088СМИ СМИ: сумкаКонтейнер для сред: пакет
Товар будет зарезервирован для вас при оформлении заказа. Зачем использовать оксид алюминия для дробеструйной обработки и подготовки поверхности? Оксид алюминия уже давно является популярным абразивом для пескоструйной обработки и подготовки поверхности, когда необходимо избежать загрязнения и коррозии деталей. Однако знаете ли вы, что этот абразивный материал имеет очень мало преимуществ и является дорогим решением по сравнению с абразивами из нержавеющей стали? Если у вас есть дробеструйная камера с регенеративной емкостью, правильным выбором будет вариант с зернистостью Stelux. Вот 6 причин, по которым вам следует заменить: Долговечность : это правда, что оксид алюминия можно использовать повторно. Однако его потребление примерно в 20-50 раз больше, чем у нержавеющей стали. Таким образом, дробь из нержавеющей стали можно использовать десятки и даже сотни раз. Как правило, мы получаем расход от 0,1 до 0,2 фунта/кв. фут. против 3-4 фунта/кв. фут. для Al2O3 при типичной воздушной струе. Пыль : Благодаря повышенной прочности рабочие условия значительно улучшаются, а видимость не меньше. Это оказывает очень большое влияние на производительность и эффективность вашей производственной команды. Износ : Меньше пыли также означает меньший износ наконечников, шлангов и уплотнений. Замена этих элементов становится менее частой. Пыль очень абразивна и агрессивна по отношению к оборудованию. Нет пыли, меньше обслуживания. Кроме того, с меньшим количеством пыли вы также продлите срок службы ваших фильтров и уменьшите износ воздуховодов и пылесборника. Стоимость утилизации: Нержавеющая сталь является экологически безопасным решением по нескольким причинам. При меньшем потреблении объемы брака сократятся в 20-40 раз! Характеристики товара : Тот факт, что нержавеющая сталь имеет плотность в 2 раза выше корунда, позволяет ей увеличить энергию удара. Таким образом, это преимущество повышает эффективность очистки и возможность получения более высокого профиля. Кроме того, можно уменьшить давление в воздушной системе для достижения того же профиля и скорости струйной очистки. Сталь рса расшифровка: Металлопрокат характеристики, свойства, сортамент – купить металлопрокат оптом в СПб (Санкт-Петербург) с доставкой по России в компании ЛенСпецСтальСталь A36: характеристики, свойства, аналогиСталь марки А36 – судостроительная сталь повышенной прочности, предназначенная для постройки судов и плавучих сооружений. Производство стали полностью соответствует ГОСТ 52927, кроме того аналогичная продукция выпускается в соответствии с требованиями международных регистров судоходства (RINA, LR, GL, DNV, DNV-GL, BV, ABS, RRSR, RSU, NKK, IRS) Классификация: Сталь повышенной прочности. Продукция: Прокат, предназначенный для судостроения
Химический состав стали А36 в соответствии с ГОСТ 52927, %
Механические свойства стали А36
Аналоги стали А36Аналогами данной стали является продукция идентичного обозначения, выпускаемая в соответствии с требованиями морских и речных регистров (Det Norske Veritas Germanischer Lloyd, Registro Italiano Navale, Bureau Veritas, Lloyds Register, Nippon Kaiji Kyokai, American Bureau of Shipping, Регистр Судоходства Украины и др.
ПрименениеСталь повышенной прочности А36 используют для изготовления широкополосного универсального, толстолистового, фасонного и полосового проката, который в будущем пойдет на изготовление корпусов кораблей и прочих плавучих объектов и сооружений.
СвариваниеДля предотвращения возникновения холодных трещин при сварке стали повышенной прочности А36 следует использовать несколько дополнительных сварочных приемов: сварка каскадом, секциями, двойным слоем, горкой. Предварительный подогрев обязателен. СУДОСТАЛЬ в Украине ООО «Еврометалл»Компания Еврометалл занимается поставками на территорию Украины судосталей европейского производства. Главным образом мы специализируемся на поставках стальных профилей из судостали, которые используются для изготовления каркаса судов, а также для их ремонта и которые не производятся украинскими металлургическими комбинатами. Но также, мы предлагаем нашим клиентам и листовую судосталь, с которой также могут быть проблемы на рынке Украины в связи с тем, что часто клиентам приходится долго ждать проката или заказывать большие партии, в то время как абсолютное большинство позиций есть у нас на складах в Европе и у нас не существует такого понятия, как минимальная партия поставки. Итак, давайте вместе разберемся, что же такое «судосталь» и чем она отличается от обычной конструкционной стали. Судовая сталь относится к металлопрокату специального назначения. Технология изготовления предусматривает изготовление в кислородном конвертере, мартеновских или электрических печах, после чего подвергается прокатке, волочению или ковке. Результатом становится получение стали нормальной или повышенной прочности. Сталь для судостроения производится под контролем соответствующего квалификационного сообщества.
При классификации применяются следующие буквенные обозначения: A – металл применяется на речном флоте; D – сталь используется на судах морского флота.
Подразделяется судостроительная сталь и по прочностным показателям. Судосталь нормальной прочности, имеющая предел текучести 235 Мпа, имеет следующие обозначения:
Рекомендуется их применять для сварных конструкций, которые нагружаются умеренно и работают в среднем температурном режиме. Сталь повышенной прочности имеют более высокий предел текучести:
Повышение критериев механических свойств получают за счет оптимального состава материала и использованию высоких технологий. Наиболее высоких значений удалось добиться в результате микродобавки элемента ниобия. Такой металл, подвергшийся нормализации или закалке с высоким отпуском, отличается мелкозернистостью и однородностью структуры – это позволяет показывать высокое сопротивление разрушению. К металлам повышенной прочности относятся следующие марки:
Если у Вас возникли вопросы относительно наличия, цен, технических характеристик судостали от компании Еврометалл, звоните или пишите и мы с радостью на них ответим. С другими типами европейского металлопроката, поставляемого компанией Еврометалл, Вы можете ознакомиться по данной ссылке. ЕВРОМЕТАЛЛ! С нами работать надежно! Как работает HTTPS? Объяснение шифрования RSA « TipTopSecurity 10 Компания TipTopSecurity наконец-то перешла на полностью HTTPS-сайт! Естественно, я подумал, что сейчас самое время объяснить, что это значит. Читайте дальше для полного объяснения. Примечание: В этой статье описывается старый метод шифрования RSA. Более новый метод ECC, возможно, лучше, однако RSA по-прежнему более широко используется по нескольким причинам. Раскрыть оглавление
Что такое HTTPS?Интернет, каким мы его знаем, родился в 1990 году. С самого начала он использовал протокол передачи гипертекста (HTTP) для передачи информации по всему миру. Вот почему начало веб-адресов начинается с HTTP. Старый добрый HTTP небезопасен, так как он передает информацию в виде обычного текста . Это означает, что любой, кто перехватывает трафик, может его прочитать. Это относится не только к хакеру, который следит за Wi-Fi в кофейне, но и к вашему интернет-провайдеру (ISP). Вроде как оператор коммутатора может прослушивать телефонные звонки. Но вскоре люди решили, что хотят использовать Интернет для конфиденциальных данных (например, номеров кредитных карт), поэтому нам пришлось придумать способ сделать HTTP безопасным, чтобы никто не мог увидеть номер вашей кредитной карты, когда он перемещается между вашими браузерами. Итак, в 1994 году компания Netscape Communications дополнила HTTP некоторым шифрованием. По сути, они объединили новый протокол шифрования под названием Secure Socket Layer (SSL) с исходным HTTP. Это стало известно как «HTTP через SSL» или «HTTP Secure». Иначе известный как HTTPS. Сегодня более 50% всех веб-сайтов используют HTTPS. Это число резко возросло за последние несколько лет после того, как Эдвард Сноуден сообщил, что АНБ следит за каждым интернет-трафиком. Идея, как утверждают многие, состоит в том, чтобы полностью перевести весь Интернет в среду HTTPS, где весь трафик веб-сайтов шифруется по умолчанию. Зачем шифровать весь интернет?HTTPS делает столько же для конфиденциальности, сколько и для безопасности. Одно дело не дать хакерам прочитать ваши данные или внедрить свой собственный код в ваши веб-сеансы (что предотвращает HTTPS), но конфиденциальность — это другая сторона медали. Мы знаем, что интернет-провайдеры, правительства и компании по сбору больших данных просто обожают отслеживать и хранить наш трафик для бог знает чего. Вот почему многие веб-сайты (например, TipTopSecurity) предпочитают шифровать ваш трафик, даже если вы не отправляете конфиденциальную информацию. Потому что мы считаем, что ваше поведение в Интернете должно оставаться максимально конфиденциальным. Как работает HTTPSHTTPS хранит ваши данные в секрете, шифруя их при перемещении между вашим браузером и сервером веб-сайта. Это гарантирует, что любой, кто слушает разговор, не сможет ничего прочитать. Это может быть ваш интернет-провайдер, хакер, шпионящие правительства или кто-либо еще, кому удается встать между вами и веб-сервером. Долгое время SSL был стандартным протоколом, используемым HTTPS. Новейшая версия SSL теперь называется Transport Layer Security (TLS), но по сути это одно и то же. По сути, вам нужны три вещи для шифрования данных:
Вы вставляете данные и ключ в алгоритм, и на выходе получается зашифрованный текст . То есть зашифрованная форма ваших данных, которая выглядит как тарабарщина. Чтобы de зашифровать зашифрованный текст на другом конце, вы просто выполняете обратный процесс с тем же ключом, и он отменяет шифрование, восстанавливая первоначальную форму данных. Именно секретность ключа шифрования заставляет весь процесс работать. Только предполагаемые получатели данных должны иметь их, иначе цель будет побеждена. Когда вы используете один и тот же ключ шифрования на обоих концах, это называется симметричным шифрованием . Но все становится сложнее при подключении к веб-сайту в общедоступном Интернете. Симметричное шифрование само по себе не будет работать, потому что вы не контролируете другой конец соединения. Как вы делитесь секретным ключом друг с другом без риска того, что кто-то в Интернете перехватит его посередине? Эта проблема решена с помощью асимметричного шифрования . Асимметричный означает, что вы используете два разных ключа, один для шифрования и один для расшифровки. Мы также называем это криптографией с открытым ключом , потому что именно так мы устанавливаем безопасные соединения в общедоступном Интернете. Пары ключей Чтобы понять асимметричное шифрование, вам нужно знать, как два отдельных ключа могут шифровать и расшифровывать одни и те же данные. Для этого требуется специальный математический процесс, использующий, среди прочего, очень большие простые числа и модульную арифметику. Технические детали выходят за рамки этой статьи, но концептуально это работает так. Обычно (не всегда) и открытый, и закрытый ключи вычисляются одновременно в одном и том же математическом процессе. Это означает, что они тесно связаны с математически говоря. Из-за этой взаимосвязи их можно использовать для шифрования/дешифрования одних и тех же данных. И именно поэтому открытые и закрытые ключи из разных пар ключей не будут работать вместе. Каждый веб-сервер имеет свой уникальный набор, что делает ваше подключение к веб-сайту уникальным по сравнению с другими сайтами. Однако процесс может идти только в одном направлении. Когда один из ключей (открытый или закрытый) используется для шифрования некоторых данных, только другой ключ может использоваться для их расшифровки. Таким образом, не имеет значения, у кого еще есть открытый ключ, потому что он бесполезен после того, как данные зашифрованы. Его можно расшифровать только с помощью закрытого ключа, который хранится в секрете на веб-сервере. Подробнее о парах ключей: Когда очень большие простые числа перемножаются, их практически невозможно разложить на множители («размножить»), не зная исходных чисел. Это не магия, просто так получилось, что математика работает с простыми числами. Чтобы взломать шифрование, вам нужно будет разложить на множители произведение умноженных простых чисел. Технически возможно, что когда-нибудь кто-нибудь придумает, как это сделать, но, исходя из наших текущих вычислительных мощностей, обозримое будущее кажется безопасным. По крайней мере, пока квантовые вычисления не достигнут совершеннолетия. Как работает криптография с открытым ключом В инфраструктуре открытых ключей (PKI) используются оба типа шифрования. Вот как это работает более подробно:
Как видите, шифрование с открытым ключом (асимметричное) используется только в начале для обмена третьим ключом, который используется для остальной части соединения. Но какой смысл переключаться с асимметричного на симметричный? Есть несколько причин. Во-первых, шифрование с открытым ключом работает только в одном направлении. Ваши зашифрованные данные, поступающие на веб-сайт, безопасны только потому, что веб-сервер держит закрытый ключ в секрете. Но если сервер попытается отправить вам зашифрованные данные с той же парой ключей, это будет небезопасно, потому что каждый имеет доступ к своему публичному ключу. Это означает, что любой может расшифровать его. Вам придется установить два асимметричных сеанса, по одному в каждую сторону. Ваш компьютер просто не может сделать это безопасно. Во-вторых, математические накладные расходы на асимметричное шифрование намного выше, и поэтому для его поддержания требуется гораздо большая вычислительная мощность. Symmetric encryption keyAES 256-bit session key (expressed in hexadecimal) C8D5897DCC56D6D462B8F32D464303161ACE11E536F04AE1 Asymmetric encryption keyRSA 2048-bit private key (expressed in base64) MIIEogIBAAKCAQBl1esMuCZXUjwiBaUJsZlHrcGJ988fblnhcTjtpnaovHYp7IZW Ключи симметричного шифрования могут быть намного короче, потому что ни одна их часть никогда не публикуется. Чего не делает HTTPSЛегко думать о HTTPS как о чудесном решении для обеспечения безопасности в Интернете, но есть много того, на что он не способен. HTTPS не:Скрывает имен веб-сайтов, которые вы посещаете Это связано с тем, что имя (также известное как «домен») веб-сайта отправляется с использованием DNS (служба доменных имен), которая не внутри туннеля HTTPS. Он отправляется до того, как будет установлено безопасное соединение. Подслушиватель в середине может видеть название веб-сайта, на который вы собираетесь (например, TipTopSecurity.com), он просто не может прочитать какой-либо фактический контент, который передается туда и обратно. Защита от посещения вредоносного веб-сайта HTTPS не гарантирует безопасность самого веб-сайта. Тот факт, что вы подключаетесь безопасно, не означает, что вы не подключаетесь к веб-сайту, которым управляют плохие парни. Мы пытаемся решить эту проблему с помощью доверенных центров сертификации, но система не идеальна (следите за обновлениями, чтобы узнать больше об этом). Обеспечение анонимности HTTPS не скрывает ваше физическое местоположение или личность. Ваш личный IP-адрес (ваш адрес в Интернете) должен быть прикреплен к зашифрованным данным снаружи, потому что Интернет не будет знать, куда их отправить, если ваш IP-адрес тоже будет зашифрован. И это также не скрывает вашу личность от веб-сайта, который вы посещаете. Сайт, который вы посещаете, по-прежнему знает о вас все, что было бы при незащищенном соединении. Защита от вирусов HTTPS не является фильтром. Защитите свой компьютер от взлома HTTPS защищает данные только во время их перемещения между вашим компьютером и веб-сервером. Он не предлагает никакой защиты для вашего реального компьютера или сервера. Это также означает, что если есть вредоносное ПО, отслеживающее трафик на одном конце соединения, оно может считывать трафик до и после его шифрования внутри потока HTTPS. По сути, HTTPS защищает вашу информацию только тогда, когда она передается по проводам (или по воздуху). Он не может защитить ваш компьютер, вашу личность или скрыть, какие сайты вы посещаете. HTTPS — это только часть более безопасного Интернета. АутентификацияЕсть и другая сторона защиты веб-сайтов, которую мы даже не начали рассматривать. Одно дело создать HTTPS-соединение, но как вы можете доверять веб-серверу, к которому вы подключены? Не имеет значения, зашифровано ли ваше соединение, если вы подключены к фишинговому веб-сайту, который пытается украсть вашу информацию. Мы решили решить эту проблему, внедрив стороннюю систему центров сертификации . В конце концов я расскажу об этой теме, поэтому, если вы хотите знать, когда статья выйдет в свет, обязательно подпишитесь на мою рассылку. Как использовать OpenSSL: хэши, цифровые подписи и многое другое В первой статье этой серии были представлены хэши, шифрование/дешифрование, цифровые подписи и цифровые сертификаты с помощью библиотек OpenSSL и утилит командной строки. Эта вторая статья раскрывает подробности. Криптографические хэшиСтраница загрузки исходного кода OpenSSL (https://www.openssl.org/source/) содержит таблицу с последними версиями. Каждая версия поставляется с двумя хэш-значениями: 160-битным SHA1 и 256-битным SHA256. Эти значения можно использовать для проверки соответствия загруженного файла оригиналу в репозитории: загрузчик повторно вычисляет хеш-значения локально в загруженном файле, а затем сравнивает результаты с оригиналами. В современных системах есть утилиты для вычисления таких хэшей. Linux, например, имеет md5sum и sha256sum . Сам OpenSSL предоставляет аналогичные утилиты командной строки. Хэши используются во многих областях вычислений. Например, блокчейн Биткойн использует хеш-значения SHA256 в качестве идентификаторов блоков. Чтобы добыть биткойн, нужно сгенерировать хеш-значение SHA256, которое падает ниже указанного порога, что означает хеш-значение, по крайней мере, с N ведущими нулями. Сетевые протоколы также используют хэш-значения — часто под названием контрольная сумма — для обеспечения целостности сообщений; то есть, чтобы гарантировать, что полученное сообщение совпадает с отправленным. Отправитель сообщения вычисляет контрольную сумму сообщения и отправляет результаты вместе с сообщением. Получатель повторно вычисляет контрольную сумму, когда приходит сообщение. Если отправленная и пересчитанная контрольная сумма не совпадают, то что-то случилось с сообщением в пути, или с отправленной контрольной суммой, или с тем и другим. Известны и другие примеры хэшей. Рассмотрим веб-сайт, который требует от пользователей аутентификации с помощью пароля, который пользователь вводит в своем браузере. Затем их пароль отправляется в зашифрованном виде из браузера на сервер через HTTPS-соединение с сервером. Как только пароль поступает на сервер, он расшифровывается для поиска в таблице базы данных. Что должно храниться в этой таблице поиска? Хранение самих паролей рискованно. Гораздо менее рискованно хранить хэш, сгенерированный из пароля, возможно, с соль (дополнительные биты) добавляется по вкусу перед вычислением хеш-значения. Ваш пароль может быть отправлен на веб-сервер, но сайт может заверить вас, что пароль там не хранится. Хэш-значения также встречаются в различных областях безопасности. Каким особым свойством должна обладать криптографическая хеш-функция ? Это должно быть в одну сторону , что означает, что очень сложно инвертировать. Криптографическая хеш-функция должна быть относительно простой для вычисления, но вычисление ее обратной функции, которая отображает хеш-значение обратно во входную битовую строку, должно быть трудновыполнимым с вычислительной точки зрения.
Обратная операция, напротив, невозможна: ——+ Вспомните, например, хеш-функцию SHA256. Для входной битовой строки любой длины N > 0 эта функция генерирует хеш-значение фиксированной длины, равное 256 битам; следовательно, это хэш-значение не показывает даже длину входной битовой строки N, не говоря уже о значении каждого бита в строке. Кстати, SHA256 не восприимчив к атака расширения длины . Единственный эффективный способ реконструировать вычисленное хеш-значение SHA256 обратно во входную битовую строку — это поиск методом грубой силы, что означает перебор всех возможных входных битовых строк до тех пор, пока не будет найдено совпадение с целевым значением хеш-функции. Такой поиск невозможен для надежной криптографической хэш-функции, такой как SHA256. Теперь последняя точка обзора. Криптографические хеш-значения скорее статистически, чем безусловно уникальны, а это означает, что маловероятно, но не невозможно, чтобы две разные входные битовые строки давали одно и то же значение хеш-функции — столкновение . Задача о днях рождения представляет собой приятный контринтуитивный пример коллизий. Существует обширное исследование устойчивости к столкновениям различных хеш-алгоритмов . Например, MD5 (128-битные хеш-значения) теряет устойчивость к коллизиям примерно после 2 21 хэшей. Для SHA1 (160-битные хеш-значения) разбивка начинается примерно с 2 61 хэшей. Точная оценка разбивки устойчивости к коллизиям для SHA256 еще не сделана. Этот факт не удивителен. SHA256 имеет диапазон 2 256 различных хеш-значений, число, десятичное представление которого состоит из целых 78 цифр! Итак, могут ли возникнуть коллизии при хешировании SHA256? Конечно, но они крайне маловероятны. В приведенных ниже примерах командной строки в качестве источников битовой строки используются два входных файла: hashIn1.txt и hashIn2.txt . Первый файл содержит abc , а второй — 1a2b3c . Эти файлы содержат текст для удобства чтения, но вместо них можно использовать двоичные файлы. Использование утилиты Linux sha256sum для этих двух файлов в командной строке — со знаком процента ( % ) в качестве подсказки — создает следующие хеш-значения (в шестнадцатеричном формате):
The OpenSSL hashing counterparts yield the same results, as expected:
This examination of cryptographic hash functions sets up более пристальный взгляд на цифровые подписи и их связь с парами ключей. Как следует из названия, цифровая подпись может быть прикреплена к документу или другому электронному артефакту (например, программе), чтобы подтвердить его подлинность. Таким образом, такая подпись аналогична собственноручной подписи на бумажном документе. Проверка цифровой подписи означает подтверждение двух вещей. Во-первых, артефакт, за который ручаются, не изменился с момента прикрепления подписи, поскольку он частично основан на криптографическом хеш документа. Во-вторых, подпись принадлежит человеку (например, Алисе), который один имеет доступ к закрытому ключу в паре. Кстати, цифровая подпись кода (исходного или скомпилированного) стала обычной практикой среди программистов. Давайте рассмотрим, как создается цифровая подпись. Как упоминалось ранее, без пары открытого и закрытого ключей не может быть цифровой подписи. При использовании OpenSSL для создания этих ключей есть две отдельные команды: одна для создания закрытого ключа, а другая для извлечения соответствующего открытого ключа из закрытого. Эти пары ключей закодированы в base64, и их размеры могут быть указаны во время этого процесса. Закрытый ключ состоит из числовых значений, два из которых (модуль и показатель степени ) составляют открытый ключ. Хотя файл закрытого ключа содержит открытый ключ, извлеченный открытый ключ , а не раскрывает значение соответствующего закрытого ключа. Полученный файл с закрытым ключом, таким образом, содержит полную пару ключей. Извлечение открытого ключа в отдельный файл целесообразно, поскольку эти два ключа используются по-разному, но такое извлечение также сводит к минимуму опасность случайного обнародования закрытого ключа. Затем закрытый ключ пары используется для обработки хэш-значения для целевого артефакта (например, электронной почты), тем самым создавая подпись. С другой стороны, система получателя использует открытый ключ пары для проверки подписи, прикрепленной к артефакту. Теперь для примера. Для начала сгенерируйте пару 2048-битных ключей RSA с помощью OpenSSL: openssl genpkey -out privkey.pem -algorithm rsa 2048 В этом примере мы можем опустить флаг -algorithm rsa , потому что genpkey по умолчанию имеет тип RSA. Имя файла ( privkey.pem ) произвольное, но расширение Privacy Enhanced Mail (PEM) pem является обычным для формата PEM по умолчанию. (В OpenSSL есть команды для преобразования между форматами, если это необходимо.) Если требуется больший размер ключа (например, 4096), то последний аргумент 2048 можно изменить на 4096 . Эти размеры всегда являются степенью двойки. Вот часть получившегося privkey.pem file, which is in base64:
Следующая команда затем извлекает открытый ключ пары из закрытого: openssl rsa -in privkey.pem -outform PEM -pubout -out pubkey.pem Полученный файл pubkey.pem мал достаточно показать здесь полностью:
Now , имея под рукой пару ключей, цифровая подпись проста — в данном случае с исходным файлом client. openssl dgst -sha256 -sign privkey.pem -out sign.sha256 client.c Дайджестом исходного файла client.c является SHA256, а закрытый ключ находится в файле privkey.pem , созданном ранее . Полученный файл двоичной подписи имеет произвольное имя sign.sha256 . Чтобы получить удобочитаемую (для base64) версию этого файла, выполните следующую команду: openssl enc -base64 -in sign.sha256 -out sign.sha256.base64 Файл sign.sha256.base64 now contains:
Or, the executable file client could вместо этого будет подписано, и результирующая подпись в кодировке base64 будет отличаться от ожидаемой:
Последний шаг в этом процессе — проверка цифровой подписи с помощью открытого ключа. Для этой цели используются две команды OpenSSL. Первый декодирует подпись base64: openssl enc -base64 -d -in sign.sha256.base64 -out sign.sha256 Второй проверяет подпись: openssl dgst -sha256 -verify pubkey.pem -signature sign.sha256 клиент 11 Вывод этой второй команды, как и должно быть: Verified OK Чтобы понять, что происходит, когда проверка не удалась, выполните короткое, но полезное упражнение: замените исполняемый файл client в последней команде OpenSSL исходным кодом. файл client.c , а затем попробуйте проверить. Еще одно упражнение состоит в том, чтобы немного изменить программу клиента и повторить попытку. Цифровые сертификатыЦифровой сертификат объединяет проанализированные до сих пор фрагменты: хеш-значения, пары ключей, цифровые подписи и шифрование/дешифрование. Первым шагом к сертификату производственного уровня является создание запроса на подпись сертификата (CSR), который затем отправляется в центр сертификации (CA). Чтобы сделать это для примера с OpenSSL, запустите: openssl req -out myserver.csr -new -newkey rsa:4096 -nodes -keyout myserverkey.pem В этом примере создается документ CSR, который сохраняется в файле myserver.csr (текст base64). Цель здесь такова: документ CSR запрашивает, чтобы CA поручился за идентичность, связанную с указанным доменным именем — общее имя (CN) на языке CA. Эта команда также создает новую пару ключей, хотя можно использовать и существующую пару. Обратите внимание, что использование server в таких именах, как myserver.csr и myserverkey. Однако та же самая команда создает CSR независимо от того, как может использоваться цифровой сертификат. Он также запускает интерактивный сеанс вопросов и ответов, который запрашивает соответствующую информацию о доменном имени для связи с цифровым сертификатом запрашивающей стороны. Этот интерактивный сеанс можно сократить, предоставив основную информацию как часть команды, с обратной косой чертой в качестве продолжения разрыва строки. -subj флаг вводит необходимую информацию:
Полученный документ CSR можно проверить и проверить перед отправкой в центр сертификации. Этот процесс создает цифровой сертификат нужного формата (например, X509), подписи, даты действия и т. openssl req -text -in myserver.csr -noout -verify Вот фрагмент вывода:
Во время разработки веб-сайта HTTPS удобно иметь под рукой цифровой сертификат, не проходя процесс CA. Самоподписанный сертификат заполняет счет на этапе аутентификации HTTPS-рукопожатия, хотя любой современный браузер предупреждает, что такой сертификат бесполезен. Продолжая пример, команда OpenSSL для самоподписанного сертификата, действительного в течение года и с открытым ключом RSA, выглядит следующим образом: openssl req -x509 -sha256 -nodes -days 365 -newkey rsa:4096 -keyout myserver. Приведенная ниже команда OpenSSL представляет удобную для чтения версию сгенерированного сертификата: openssl x509 -in myserver.crt -text -noout Самоподобный сертификат:
Как упоминалось ранее, закрытый ключ RSA содержит значения, из которых создается открытый ключ. Однако данный открытый ключ , а не , не выдает соответствующий закрытый ключ. Для введения в базовую математику см. https://simple.wikipedia.org/wiki/RSA_algorithm. Существует важное соответствие между цифровым сертификатом и парой ключей, используемой для создания сертификата, даже если сертификат является только самозаверяющим:
Модуль имеет большое значение и для удобства чтения может быть хэширован.
Полученные хэш-значения совпадают, тем самым подтверждая, что цифровой сертификат основан на указанной паре ключей. Вернемся к проблеме распределения ключей Вернемся к проблеме, поднятой в конце части 1: квитирование TLS между программой клиента и веб-сервером Google. Существуют различные протоколы рукопожатия, и даже версия Диффи-Хеллмана работает в 9Пример клиента 0010 предлагает пространство для маневра. Тем не менее, пример клиента следует общему шаблону. Для начала во время рукопожатия TLS клиентская программа и веб-сервер согласовывают набор шифров, который состоит из используемых алгоритмов. В данном случае это номер ECDHE-RSA-AES128-GCM-SHA256 . Теперь нас интересуют два элемента: алгоритм пары ключей RSA и блочный шифр AES128, используемый для шифрования и дешифрования сообщений в случае успешного рукопожатия. Что касается шифрования/дешифрования, этот процесс бывает двух видов: симметричный и асимметричный. В симметричном аромате один и тот же ключ используется для шифрования и дешифрования, что в первую очередь поднимает проблему распределения ключа : как безопасно передать ключ обеим сторонам? В асимметричном варианте для шифрования используется один ключ (в данном случае открытый ключ RSA), а для расшифровки используется другой ключ (в данном случае закрытый ключ RSA из той же пары). Программа клиента имеет открытый ключ веб-сервера Google из сертификата аутентификации, а веб-сервер имеет закрытый ключ из той же пары. В ситуации TLS симметричный подход имеет два существенных преимущества:
Рукопожатие TLS искусно сочетает в себе два варианта шифрования/дешифрования. Во время рукопожатия программа клиента генерирует случайные биты, известные как предварительный секрет (PMS).
В конце этого процесса клиентская программа и веб-сайт Google server теперь имеют те же биты PMS. Каждая сторона использует эти биты для генерации главного секрета и, в скором времени, симметричного ключа шифрования/дешифрования, известного как сеансовый ключ . Теперь есть два разных, но идентичных сеансовых ключа, по одному на каждой стороне соединения. В примере клиента ключ сеанса имеет разновидность AES128. После создания как на стороне программы клиента , так и на стороне веб-сервера Google ключ сеанса на каждой стороне сохраняет конфиденциальность разговора между двумя сторонами. Радиально сверлильный станок 2532л технические характеристики: 2532л станок радиально-сверлильный с поворотным столом. Паспорт, схемы, характеристики, описание2532л станок радиально-сверлильный с поворотным столом. Паспорт, схемы, характеристики, описаниеСведения о производителе радиально–сверлильного станка 2532лПроизводителем радиально-сверлильного станка 2532л был Октемберянский станкостроительный завод — в настоящее время Армавирский станкостроительный завод, АООТ. Разработчик — Одесское специальное конструкторское бюро алмазно-расточных и радиально-сверлильных станков, СКБАРС. Продукция Октемберянского станкостроительного завода
2532л станок радиально-сверлильный с поворотным столом. Назначение и область примененияСтанок радиально-сверлильный 2532Л заменил в производстве устаревшую модель 2л53у. Радиально-сверлильный станок 2532Л предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками резьбы реверсом электродвигателя, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей в механических цехах единичного, мелкосерийного и серийного производства, а также в сборочных цехах заводов тяжелого транспортного машиностроения. При оснащении станка приспособлениями и специальным инструментом его можно использовать для высокопроизводительной обработки крупногабаритных деталей в крупносерийном производстве. Принцип работы и особенности конструкции станкаРукав станка 2532Л не имеет перемещения по колонне, а сверлильная головка перемещается по горизонтальным направляющим рукава и вместе с рукавом поворачивается вокруг колонны. Бочка с поворотным столом поворачивается вокруг колонны на 320° и перемещается вертикально по ней. Станок 2532Л может обрабатывать детали, установленные вне плиты. Класс точности станка Н по ГОСТ 8—71. Шероховатость обработанной поверхности Rа 2,5 мкм. Габарит рабочего пространства радиально-сверлильного станка 2532лГабарит рабочего пространства станка 2532л Посадочные и присоединительные размеры радиально-сверлильного станка 2532лПосадочные и присоединительные размеры станка 2532л Общий вид радиально-сверлильного станка 2532лФото радиально-сверлильного станка 2532л Фото радиально-сверлильного станка 2532л Расположение составных частей радиально-сверлильного станка 2532лРасположение составных частей радиально-сверлильного станка 2532л Спецификация составных частей сверлильного станка 2532л
Перечень органов управления радиально-сверлильным станком 2532л
Кинематическая схема радиально-сверлильного станка 2532лКинематическая схема радиально-сверлильного станка 2532л Схема кинематическая радиально сверлильного станка 2532л. Плита и рукав радиально-сверлильного станка 2532лПлита представляет собой жесткую чугунную отливку с продольными и поперечными ребрами. Верхняя плоскость плиты является рабочей поверхностью, к которой с помощью Т-образных пазов могут крепиться обрабатываемые изделия или приспособления. На плите закреплена колонна, представляющая собой полую отливку. В верхней части колонны на опорах качения закреплен рукав. Поворот рукава относительно колонны ограничен жесткими упорами с целью предотвратить обрыв электропроводки, проходящей внутри колонны. Зажим рукава на колонне происходит посредством рукоятки 6. При повороте рукоятки усилие, возникающее в винтовой паре, передается через упор 7 к рубашке I, жестко закрепленной на колонне, деформирует ее и прочно прижимает к рукаву, чем надежно затормаживает рукав на колонне. По направляющим рукава перемещается сверлильная головка при помощи рейки 4. Ограничивают перемещение головки два упора 5. По колонне перемещается бочка при помощи винта 3, смонтированного с кронштейном 2. В плите имеется резервуар для охлаждающей жидкости. На плите смонтирован насос охлаждения. На торце рукава крепится электрошкаф. БочкаБочка смонтирована на колонне. Корпус бочка — чугунная отливка. В нем размещен механизм перемещения по колонне, механизм зажима бочки на колонне, ограничители хода бочки, блокировка перемещения бочки. Перемещение бочки по колонне производится при помощи электродвигателя I, установленного на корпусе бочки. Вращение передается червяку 2, который вращает червячное колесо 3 с гайкой. Для предотвращения падения бочки, при поломке грузовой гайки имеется предохранительная гайка 4. Зажим бочки на колонне осуществляется вручную рукояткой, которая при помощи кулачка стягивает разрезную часть корпуса бочки вокруг колонны, осуществляя жесткий зажим. Для предотвращения перемещения бочки в зажатом положении имеется блокирующий контактный выключатель. В передней части бочки предусмотрено место для базирования и закрепления поворотного стола. В корпусе бочки расположен червяк, входящий в зацепление с колесом стола, служащий для поворота последнего. Головка сверлильнаяКорпус головки сверлильной представляет собой жесткую чугунную отливку, внутри которой размещены: коробка скоростей, коробка подачи, механизм включения подач, командоаппарат; снаружи — насос смазки, тормоз шпинделя и привод главного движения. Коробка скоростей расположена в левой части корпуса сверлильной головки. Валы коробки смонтированы вертикально на шарикоподшипниках в расточках корпуса и плиты. Коробка скоростей обеспечивает восемь ступеней чисел оборотов шпинделя. Вал I получает вращение от электродвигателя через паразитную шестерню 16. Зубчатые колеса 8, 9 и 10 передают вращение валу 2. В зависимости от того, какие из пар колес будут находиться в зацеплении, вал 2 получит три числа оборотов. На валу 2 по шлицам перемещается блок зубчатых колес, обеспечивающий включение пар губчатых колес 4 и 3, 4 и 5 либо 6 и 7. Затем через шестерню 3 (большой венец) и дальше 22 и 21 получит вращение шпиндель II. Из девяти полученных чисел оборотов одно перекрывается, и шпиндель обеспечивает получение восьми ступеней чисел оборотов в диапазоне от 35,5 до 1400 об/мин. Переключение скоростей осуществляется при помощи рукояток, расположенных с левой стороны сверлильной головки. Коробка подач расположена в правой части головки и получает вращение от шпинделя. Через колеса 20, 19, 18, 17, 15 и 14 получает вращение вал 13. На валу 12 по шлицам перемещается тройной зубчатый блок. В зависимости от включения блока и переключения шестерни 14, на валу 12 получается шесть различных подач в диапазоне от 0,1 до 1,1 мм/об. Управление коробкой подач осуществляется рукоятками, расположенными с правой стороны сверлильной головки. Перемещение шестерен по шлицам осуществляется вилками, сидящими на штоках. Штоки приводятся в движение шестернями, сидящими на одной оси с рукоятками. На штоках имеются прорези, а в корпус головки ввинчены фиксаторы. Зубчатые колеса коробки скоростей и подач изготовлены из легированной стали и подвергнуты термической обработке. Вал 12 передает вращение червяку при помощи кулачковой муфты, имеющей зубья треугольного профиля, муфта служит для предохранения цепи подач от перегрузки. Предохранительная муфта механизма подач отрегулирована на заводе-изготовителе из условия передачи шпинделем максимального осевого усилия 800 кгс и допускает регулировку без демонтажа узлов и деталей. Смазка всех механизмов коробки скоростей, подач и включения подач осуществляется от специального насоса, расположенного на крышке сверлильной головки. Включение и выключение вращения шпинделя осуществляется командоаппаратом, расположенным слева, внизу сверлильной головки. Полная остановка вращения шпинделя осуществляется тормозом под действием пружины. Механизм включения подачиМеханизм состоит из полого вала 4, на котором на подшипниках сидит ступица 2, несущая червячное колесо I, входящее в зацепление с червяком последнего вала коробки подач. На валу на шлицах сидит обойма 19, в которой перемещаются две собачки 17, отжимающиеся от зубчатого венца ступицы 2 пружинами. При движении рукояток II «от себя» толкатель 16 через ролики 18 прижимает собачки к зубчатому венцу ступицы 2. Благодаря этому от червячного колеса начинает вращаться полый вал 4, шестерня которого сообщает гильзе шпинделя подачу. Движением рукояток II «на себя» механическая подача отключается, и вращением этих рукояток можно производить вручную быстрое перемещение шпинделя. Механизм подачи снабжен устройством для автоматического выключения механической подачи на заданной глубине. Устройство состоит из лимба 6 с фланцем 5, несущим упор 14. Фланец фиксируется прихватом 15. При наезде упора 13, расположенного на рукоятке II, на упор 14 на лимбе происходит выключение механической подачи. Механизм подачи снабжен устройством, позволяющим работать по жесткому упору. Для этой цели в ступице 7 рукояток II имеется выдвижной упор 9, а на фланце 5 постоянный упор 10. Механизм подачи снабжен блокирующим устройством. Во избежание включения (при нарезании резьбы) механической подачи шпинделя, последняя блокируется фиксацией толкателя 16 упором 12 с рукояткой 8. В механизме подачи помещается пружина 3, уравновешивающая вес гильзы и шпинделя. Механизм перемещения и зажима сверлильной головкиСверлильная головка расположена на направляющих рукава и перемещается на подшипниках 3 и 9. Оси подшипников 4 и 10 выполнены эксцентричными, что позволяет регулировать величину зазора в направляющих сверлильной головки. Перемещение сверлильной головки осуществляется маховиком 8, расположенным с правой стороны головки, через пару конических шестерен 6, 7 и реечную шестерню 5. Зажим сверлильной головки осуществляется рукояткой II, расположенной на передней стороне головки. Усилие через эксцентриковый вал I передается упору 2, который прижимает сверлильную головку к ласточкину хвосту и фиксирует ее на рукаве. Поворотный столПоворотный стол представляет собой жесткую чугунную отливку. Стол монтируется на бочке и имеет три Т-образных паза на горизонтальной плоскости и один в вертикальной, что позволяет базировать и закреплять детали и приспособления. Сектор червячного колеса I позволяет осуществлять поворот стола вокруг горизонтальной оси на +90 и -80° вручную. Для ограничения поворота стола предусмотрен ограничительный палец. На фланце стола нанесены деления в градусах, позволяющие вести отсчет угла поворота. В горизонтальном положении стол фиксируется коническим штифтом 2. Подставка 3 с резиновой подушкой служит для расположения измерительных инструментов. Система охлажденияВ фундаментной плите расположен резервуар для охлаждающей жидкости, которую заливают через отверстия, закрытые крышками. Жидкость подается к сверлильной головке электронасосом 3 через ниппель 5 по шлангу 4, через поворотное соединение 6, кран 7 и трубку 8. Положение трубки по высоте можно регулировать, перемещая штангу 2, закрепляемую в нужном положении винтом I. Охлаждающая жидкость возвращается в резервуар по каналам плиты через отверстия, защищенные сетками. КомандоаппаратКомандоаппарат расположен в нижней левой части сверлильной головки. Он предназначен для включения и реверсирования вращения шпинделя. Командоаппарат состоит из корпуса, трех микропереключателей и рукоятки. Электрическая схема радиально-сверлильного станка 2532лЭлектрическая схема радиально-сверлильного станка 2532л Схема электрическая радиально сверлильного станка 2532л. Смотреть в увеличенном масштабе Установочный чертеж радиально-сверлильного станка 2532лУстановочный чертеж радиально-сверлильного станка 2532л Чертеж фундамента радиально-сверлильного станка 2532л Читайте также: Заводы производители сверлильных станков в России 2532л станок радиально-сверлильный с поворотным столом. Видеоролик. youtube.com/embed/GRkvPYvEoVk» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> youtube.com/embed/GRkvPYvEoVk» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> Технические характеристики сверлильного станка 2532л
Список литературыСвязанные ссылки. Дополнительная информация Радиально-сверлильные станки : Радиально-сверлильный станок 2532Л-АС11Вернуться к: Радиально-сверлильные станки Max диаметр сверления: 32 мм. Радиально-сверлильный станок 2532Л-АС11 Задать вопрос по товару Описание Станок радиально-сверлильный модели 2532Л предназначен для сверления, рассверливания, зенкерования, развертывания, резания плоскостей резцом торцевым, нарезание резьбы под любым углом. Основанием станка 2532Л является фундаментальная плита; на ней жестко установлена колонна, на которой смонтированы рукав со сверлильной головкой и бочка с поворотным столом. Сверлильная головка перемещается по рукаву и вместе с ним поворачивается вокруг колонны. Бочка с поворотным столом также поворачивается вокруг колонны и перемещается по ней вертикально. Поворотный стол может поворачиваться вокруг горизонтальной оси. На торце рукава смонтирован электрошкаф. Органы управления сосредоточены в удобном для работы месте – на сверлильной головке и в электрошкафу. Для освещения рабочей зоны на станке установлена лампа. Электронасос охлаждения монтируется на фундаментной плите. Станок может обрабатывать детали вне плиты.
STANKO 2532L Радиально-сверлильный станок Подержанные станки
Макс. Диапазон нарезания резьбы, мм Скорость вращения шпинделя, об/мин Макс. ход шпинделя, мм Расстояние между пластиной шпинделя и полом мм Расстояние от носка шпинделя до стола, мм Горизонтальное перемещение головки шпинделя, мм Конус шпинделя Размер стола, мм Размер опорной плиты, мм Мощность двигателя, кВт Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой.
Описание Макс. диаметр сверления, мм Диапазон резьбы, мм Скорость вращения шпинделя, об/мин Максимальный ход шпинделя, мм Расстояние между носиком шпинделя и днищем, мм Расстояние от носика шпинделя до стола, мм 312 90 60011 60011 60011 Горизонтальное перемещение головки, мм Конус шпинделя Размер стола, мм Размер опорной плиты, мм Мощность двигателя, кВт1 Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Технические характеристики
Об этом продавце
Проверенные клиенты Выделенный агент Действует с 2000 г. Мгновенная оценка вашего оборудованияОткройте для себя Valorexo, первый полностью автоматизированный цифровой инструмент для оценки оборудования Перейти к Valorexo Радиально-сверлильный станок — конструкции, приводящие к перегреву бензинового или дизельного двигателя, Фото | vseznayko.com.ua Радиально-сверлильный малогабаритный станок, обладая даже небольшими габаритами и простотой конструкции, позволяет решать многие задачи, связанные с необходимостью получения отверстий в металлических деталях. Универсальность такого оборудования также является немаловажным качеством, которым оснащаются как небольшие ремонтные мастерские, так и производственные цеха крупных предприятий. Радиально-сверлильный станок РД 60 Особенности применения станковТехнические возможности радиально-сверлильного станка позволяют выполнять с его помощью различные операции по обработке металла: сверление и зенкерование отверстий различного диаметра, зенкерование, нарезание резьбы , осуществляется с помощью крана. Даже настольная машина этой категории может быть оснащена различными рабочими инструментами, увеличивающими ее функциональность. Оснащенные такими инструментами радиально-сверлильные станки позволяют выполнять технологические операции, характерные для группы расточных станков. Разные модели машин этой категории отличаются своими габаритами и техническими характеристиками. Наиболее распространенные модели радиально-сверлильного оборудования: 2М55, 2К52, 2А554, АС2532, 2Н55, 2532Л. Отличия каждой модели аналогичного оборудования, предназначенного для выполнения стандартных работ по металлу, заключаются в их мощности, а также в перечне технологических операций, которые они позволяют выполнять. Универсальность, которой отличаются радиально-сверлильные группы, дает возможность успешно использовать их для выполнения ремонтных работ различной степени сложности. Функциональность оборудования данной категории определяется его конструкцией, которая может включать в себя различные системы и элементы. Станок радиально-сверлильный 2А554 Конструктивные особенности станков Станки радиально-сверлильные являются металлорежущим оборудованием, которое применяется для механической обработки деталей, имеющих различную конфигурацию и геометрические размеры, изготавливаемых из чугуна и стали, различных -черные металлы. Такие станки относят к оборудованию второго класса, если руководствоваться общепринятой классификацией технических устройств, предназначенных для обработки металлов. Наиболее популярными моделями оборудования являются радиально-сверлильные группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л), позволяющие сверлить отверстия, ось которых расположена под разными углами. Технические возможности радиально-сверлильного станка позволяют выполнять на нем обработку поверхностей любого типа: цилиндрических, конических, резьбовых и торцевых. Настольный станок такой модели чаще всего используется для выполнения черновых, полуфабрикатных, а также чистовых технологических операций. К основным инструментам, которыми комплектуются радиально-сверлильные станки, относятся сверла, метчики, зенкеры и метчики резьбовые. На станок может быть установлен специальный инструмент для выполнения определенных технологических операций. Перечисленные выше модели, которые являются наиболее распространенными, в основном используются для обработки внутренних отверстий, которые могут иметь цилиндрическую или даже коническую форму. Детали, которые можно обрабатывать на оборудовании этих моделей, могут быть достаточно крупными и неправильной геометрической формы. Конструктивные особенности радиально-сверлильных станков делают процесс обработки деталей на них простым и удобным. Радиально-сверлильный станок с ЧПУ Станки данной категории, в том числе настольные, характеризуются высокими мощностными характеристиками, что дает возможность осуществлять на них обработку деталей, изготовленных из различных металлов, в том числе стальных заготовок. Радиально-сверлильные станки успешно используются для оснащения предприятий, работающих в различных отраслях промышленности, в том числе в автомобиле- и авиастроении. Составные конструктивные узлы станковРадиально-сверлильные станки, используемые на современных промышленных предприятиях, по своей конструкции могут относиться к одному из четырех видов.
Чтобы эффективно и безопасно использовать любую модель данного оборудования, а не только радиально-сверлильный станок с ЧПУ, необходимо очень хорошо разбираться в его устройстве и иметь соответствующую квалификацию. Конструкция любого станка этой категории, в том числе настольного, должна содержать следующие элементы: прочное основание, на котором закрепляется обрабатываемая деталь, цилиндрическая колонна, траверса и рабочая головка, в которой закреплен режущий инструмент. Стойка радиально-сверлильного станка, на которой закреплена горизонтальная траверса, при необходимости может совершать вращательные движения. Траверса может перемещаться в горизонтальной плоскости, на этом элементе смонтирована бурильная головка с рабочим шпинделем, в котором закреплен режущий инструмент. Конструкция такой настольной машины проста и надежна, что становится понятно даже по фото. Это оборудование легко обслуживать и ремонтировать. Принцип работы станковРедуктор и регулировка рабочих передач, которыми оснащен каждый настольный станок радиально-сверлильной группы, расположены в его бурильной головке. Рабочие органы, с помощью которых осуществляется управление работой машины, находятся на ее передней панели. Обработка деталей на станках этой категории осуществляется за счет вращения режущего инструмента. Станок радиально-сверлильный 2м57-2 Перед пуском оборудования с помощью специальных рукояток задаются параметры скорости вращения инструмента и скорости подачи. А мощность, которой обладают радиально-сверлильные станки определенной модели, в основном зависит от параметров двигателя, используемого для его оснащения. Большое значение имеет стоимость машины, которая зависит как от ее технического состояния, так и от функциональности. В процессе эксплуатации возникает регулярная потребность в техническом обслуживании и ремонте оборудования, который должен производиться только квалифицированными специалистами, имеющими достаточный опыт работы в данной сфере. Радиально-сверлильные станки считаются очень надежным оборудованием, позволяющим качественно выполнять механическую обработку деталей из различных металлов. Ресанта 220 пн: Купить сварочный аппарат инверторный Ресанта САИ 220 ПН по цене 11 390 р. в официальном интернет-магазине в МосквеИнвертор сварочный РЕСАНТА САИ 220 ПНСварочный аппарат пониженного напряжения РЕСАНТА САИ-220ПН – передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии “ПН” отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла. Функции и принцип работы Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд – «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»). Преимущества
Характеристики
Инвертор сварочный Ресанта САИ 220 ПН
Будние: 10:00 – 18:00 Сб-Вс: выходной Моя корзина
Отложить Добавлено Добавлено Детали
Уважаемые покупатели! В связи с пересмотром цен некоторыми производителями, стоимость товара может отличаться. Уточняйте цены по телефону. В наличии Купить в 1 клик Описание Как купить Оплата Доставка Отзывы Рекомендуем Нужна консультация? Наши специалисты ответят на любой интересующий вопрос Задать вопрос Каталог товаров
Информация
Служба поддержки
Дополнительно
Контактная информациязаказать звонок Telegram Реквизиты организацииИП Максименко Дарья ЕвгеньевнаИНН 543802207149
Посмотреть на карте Новосибирска Фотографии компании Найти проезд до Мототехника54, магазин Виджет карты использует JavaScript. Информация на сайте mtk54.ru не является публичной офертой. Заказать звонок Имя* Телефон* Укажите желаемое время звонка Купить в 1 клик Инвертор сварочный Ресанта САИ 220 ПН Имя* Телефон* Email* Комментарий к заказу Задать вопрос Имя* Телефон Email* Ваш вопрос* 226 проверенных отзывов о mon château en Berry Оценка по отзывамНа основании 20 отзывов об отелях 9. Распределение баллов
 org/Review»> org/Review»>Отзыв: 13 сентября 2022 г. Лаура Соединенное Королевство 9 отзывов 3 благодарности Для этого обзора нет комментариев Останавливались в августе 2022 г. Цена соответствует цене Низкие тарифы • Без платы за бронирование • Дата заезда Дата заезда
Дата выезда Дата выезда
«Ресанта АИС-220» — уласан пелангган.
Ho fihlela joale, ‘marakeng e fana ka kgetho ea tonanahali ea mechine ea etsang hore ho be tse sa tšoaneng le dikai bahlahisi ho tjheseletsa. E mong oa Brands e emela, e long lokela ho ela hloko ka ho, ke morao-rao tjheseletsa mochini le инвертор «Resanta Sai-220 PN». Molao-motheo oa ho sebetsa Molao-motheo oa tšebetso ea sethusathuto tjheseletsa ke hore mohato ho Phase gagamalo ea 0,4 KV tekanyetso maqhubu fapanyetsana jwale ya 50 Hz e fetoloa e DC gagamalo 400 V bacha, eaba e inverter fetola phahameng-maqhubu gagamalo, ‘me e hape phosollwa ke sa диод борохо. Ho fapana le ho tjheseletsa трансформатор ка выпрямитель ba tloaelehileng, e tjheseletsa sethusathuto ka инвертор tekanyetso lenaihana gagamalo fetisa se tse peli tse mehato, empa tse tharo, empa kamehla ho sebelisa mehaho gagamalo e fumanweng botlalo 90% e bapisiwa le 60%, eo e fumanoa ka mochine tjheseletsa. Tjheseletsa sethusathuto «Resanta AIS-220 Mon», ka tšebeliso ea boleng bo phahameng semiconductor tse bonahalang hlahisa gagamalo kamehla esita le botlalo le 95%. Melemo ea mochine ona tjheseletsa
Сварщики лицаби ба ненг ба себеца ле паевого треста «Ресанта АИС-220», ликарабо ца бона е цепаме мелемо цена ца сесебедишва. mosebetsi hape e totobatsa ‘nete ea hore инвертор haholo bebofatsa mosebetsi wa mosebetsi oa сварщики ле etsa hore ho ya boleng haholoanyane. Тшебецо я сесебедишва Didiriswa tse «Resanta AIS-220» tobileng tse joalo hore ho dumella ho welder ho sebetsa ka e mengata e fapaneng ka ho lekaneng lohle la input le khumo voltages le ho boloka tsitsitseng sebetsa boleng jwale ka selikalikoe ho. Dugoyu управляемость ntle tiisa ke ‘nete ea hore tsidifatso matla lumella ho boloka selikalikoe tsa morao-rao esale pele ka nako e telele.
Лист стальной чечевица: Лист рифленый Чечевица купить по низкой цене доставка в течении 24 часовЛист стальной рифленый г/к 3х1500х6000 чечевицаМеталлопрокат → Продукция → Лист стальной → Лист горячекатаный рифленый → Лист рифленый стальной г/к 3х1500х6000 чечевица
Рисунок: чечевица Толщина основания листа, мм: 3,0 Лист стальной рифленый представляет собой металлопрокат из углеродистой кипящей, спокойной или полуспокойной стали, на поверхности которого имеются чечевичные и ромбические выпуклые рисунки, расположенные под углом друг и другу. В зависимости от материала, различают стальной, алюминиевый и нержавеющий рифленый лист. Основная функция листа стального рифленого – противоскользящая. Рифленые стальные листы используются в качестве напольных и стенных покрытий, для ступеней лестниц, настилов в промышленности и метро. Стальной рифленый лист является одним из самых востребованных видов металлопродукции. Особенной популярностью этот прокат пользуется в нефтегазовой сфере. Лист стальной рифленый, поставляемый компанией «Металлосервис», отвечает всем требованиям ГОСТ. Высота рифления стального листа варьируется в зависимости от толщины изделия. При этом толщина готовой продукции не учитывает высоту рифлений. Конфигурацию и расположение рифлей определяет производитель. Высота рифлей листа составляет от 0,2-0,3 толщины, но не менее 0,5мм. Лист стальной рифленый поставляется в виде рулонов или листов. Лист стальной рифленый производится нормальной или повышенной точности. Длина листов может быть мерной (вся продукция одинаковой длины), не мерной (листы различны по длине) и кратной мерной (минимальная длина листа). Компания «Металлосервис» предлагает широкий выбор стального рифленого листа.
Размеры, масса и количество метров в тонне листа стального рифленого горячекатаного
Что такое лист чечевицаЛист «чечевица».
Что из себя представляет чечевичное рифление
Защищаем от коррозии
Достоинства «чечевицы»
Сферы применения
Рекомендованые товары
Селектор перемычек | Какой Линтел мне нужен?Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: S/K-50 Полость: 50-65 Нагрузка: Стандартная нагрузка Тип стены 4 :09002 Стена :09002 : Внутренний лист 100 мм Код: S/K-70 Полость: 70-85 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка Внутренний лист: 1000004 Код: S/K-90 Полость: 90-105 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: 100 мм Внутренний лист 9004 S/03 Код: 44 Полость: 110-125 Загрузка: Стандартная нагрузка Продукт ПродуктТип стены: Стенка полости Линтел: 100 мм внутренний лист Код: S/K-130 : 130-145 Загрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Половая стена Линтела: 100 мм внутренний лист Код: С/К-1504 Половый Код: HD/K-50 Полость: 50-65 Нагрузка: Heavy Duty Load Посмотреть продукт Тип стены: Полая стена Перемычка: 100 мм/K-70 Внутренний лист 3 Код: HDПолость: 70-85 Загрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: HD/K-90 Полость: 90-105 Загрузка: 390 Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: HD/K-110 Полость: 110-125 Нагрузка: Тяжелая нагрузка Просмотр продукта 2 Полость3 Стена:Внутренний лист 100 мм Код: HD/K-130 Полость: 130-145 Нагрузка: Heavy Duty Load Посмотреть продуктТип стены: Полая стена Перемычка: 100 мм Внутренний лист 90 90 Код: HD полость: 150-165 Загрузка: тяжелая нагрузка Продуцируйте продукт Тип стен : Тяжелая нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: XHD/K-70 Полость: 70-85 Нагрузка: Сверхвысокая нагрузка Тип стены: Полость 90 Просмотр продукта 90 Гинтел: 100 мм внутренний лист Код: XHD/K-90 Полевая полость: 90-105 Загрузка: Тяжелая нагрузка Посмотреть продукт Тип стены: Стена полости Линтел: 100mm Leaf Код : XHD/K-110 полость: 110-125 Загрузка: тяжелая нагрузка Посмотреть продукт Тип стен : Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: XHD/K-150 Полость: 150-165 View3 Heavy Duty 900 103 Тип стены: Полая стена Перемычка: 100 мм Внутренний лист Код: X/K-50 Полость: 50-65 Нагрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Внутренний лист 3 04 Полая стена 90 Код: X/K-70 Полость: 70-85 Нагрузка: Экстремальная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: 100 мм Внутренний лист 9004/ Код: Полость: 90-105 Загрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Внутренний лист 100 мм Код: X/K-110 Полость: 110-125 Тип нагрузки: Экстремальная нагрузка : Половая стена Линтел: 100 мм внутренний лист Код: x/K-130 Половый Лист Код: X/K-150 Полость: 150-165 Нагрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внутренняя створка SIL/503 Код: Полость: 50-65 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: S/K-70 WIL 4 Полость: 700004 03 03 : Стандартная загрузка Просмотр продукта Тип стены: Стена с полостью Перемычка: Широкая внутренняя створка Код: S/K-90 WIL Полость: 90-105 Нагрузка: Стандартная нагрузка Просмотр продукта 2 Полость 3 Тип стены: 9000 9 :Широкая внутренняя створка Код: S/K-110 WIL Полость: 110-125 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полость Код Стена Перемычка: 30 Внутренний: 3 3 S/K-130 WIL Полость: 130-145 Нагрузка: Стандартная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: S/K-150 WIL Полость: Стандартная нагрузка 490:0 150-150-1 Нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: HD/K-50 WIL Полость: 50-65 Нагрузка: Heavy Duty Type Посмотреть продукт 90 : Полая стена Перемычка: Широкая внутренняя створка Код: HD/K-70 WIL Полость: 70-85 Нагрузка: Тяжелая нагрузка Просмотр продукта Тип стены: Полая стена 0 Внутренняя перемычка 904 Код: HD/K-90 WIL Полость: 90-105 Нагрузка: Heavy Duty Load Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: HD/K-103 HD/K-103 WIL Полость: 110-125 Загрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: HD/K-130 WIL Полость: 130-145 Загрузка: Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: HD/K-150 WIL Полость: 150-165 Нагрузка: Тяжелая нагрузка View Product Тип стены: 0 Полость3 Перемычка: Широкий внутренний лист Код: XHD/K-50 WIL Полость: 50-65 Нагрузка: Heavy Duty Load Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: 90K-0 70 WIL Полость: 70-85 Нагрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: XHD/K-90 0 Полость 105 Загрузка: Heavy Duty Load Просмотр продукта Тип стены: Стена с полостью Перемычка: Широкая внутренняя створка Код: XHD/K-110 WIL Полость: 110-125 Нагрузка: Тяжелая нагрузка Тип стены 3: Полость 30 90 Перемычка: Широкая внутренняя створка Код: XHD/K-130 WIL Полость: 130-145 Нагрузка: Heavy Duty Load Просмотр продукта Код: XHD/K-150 WIL Полость: 150-165 Нагрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-50 WIL 0406 Полость: 50003 Нагрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-70 WIL Полость: 70-85 Нагрузка: 30003 Экстремальная нагрузка Просмотр продукта 90 Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-90 WIL Полость: 90-105 Нагрузка: Экстремальная нагрузка Просмотр продукта : X/K-110 WIL Полость: 110-125 Нагрузка: Экстремальная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внутренняя створка 0 Код: 3 W/K 3 X/K Полость: 130-145 Нагрузка: Экстремальная нагрузка View Product Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-150 WIL Полость: 150-165 Нагрузка: Экстремальная нагрузка 2 Тип 2 0 3 Стена 03004 Просмотр продукта Полая стена Перемычка: Широкая внутренняя створка Код: S/K-50 215 WIL Полость: 50-65 Нагрузка: Стандартная нагрузка Просмотр продукта Тип стены: Широкая внутренняя стенка 4Лист Код: S/K-70 215 WIL Полость: 70-85 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: 2 S/5 WIL-90 полость: 90-105 Загрузка: Стандартная нагрузка Продуцируйте продукт Тип стены: Стенка полости Линтел: Широкий внутренний лист Код: S/K-1110 215 Wil Cavity: 110-125 4. Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: S/K-130 215 WIL Полость: 130-145 Нагрузка: Стандартная нагрузка View Product 0 Тип стены: 0 Перемычка: Широкая внутренняя створка Код: S/K-150 215 WIL Полость: 150-165 Нагрузка: Стандартная нагрузка Просмотр продукта Тип стены: Полая стена Ширина створки 9004 Код 0 900 : HD/K-50 215 WIL Полость: 50-65 Нагрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: HD/K-70 215 WIL 8-5 8004 Полость Полость Загрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: HD/K-90 215 WIL Полость: 90-105 3 Heavy Duty Load: Загрузка: Посмотреть продукт Тип стены: Стена с полостью Перемычка: Широкая внутренняя створка Код: HD/K-110 215 WIL Полость: 110-125 Нагрузка: Тяжелая нагрузка Просмотр продукта Полость 3 Тип стены: 93 Широкая внутренняя створкаКод: HD/K-130 215 WIL Полость: 130-145 Нагрузка: Heavy Duty Load Посмотреть продукт Тип стены: Полая стена Перемычка: 39004 Код внутренней створки: 0 HD/K-150 215 WIL Полость: 150-165 Нагрузка: Тяжелая нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-50 215 WIL Полость: 53 3 Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-70 215 WIL Полость: 70-85 Загрузка: Экстремальная нагрузка Просмотр Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-90 215 WIL Полость: 90-105 Нагрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена 90 0 9004 Внутренняя перемычка3 Код: X/K-110 215 WIL Полость: 110-125 Нагрузка: Экстремальная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внутренняя створка X/K0-103 Код: 215 WIL Полость: 130-145 Загрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внутренняя створка Код: X/K-150 215 WIL Полость: 150-165 Загрузка: Экстремальная нагрузка: 21 Тип стены:Полая стена Перемычка: Широкая внешняя створка Код: S/K-50 WOL Полость: 50-65 Нагрузка: Стандартная нагрузка Просмотр продукта Тип стены: Полая стена: Полая стена: Широкий внешний лист Код: S/K-70 WOL Полость: 70-85 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: S/9003 WOL Полость: 90-105 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: S/K-110 WOL 000 51004 Полость: 41004 Полость Загрузка: Стандартная загрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая наружная створка Код: S/K-130 WOL Полость: 130-145 Нагрузка: Стандартная нагрузка Просмотр продукта 0 Стена 0 Тип стены: : Широкая наружная створка Код: S/K-150 WOL Полость: 150-165 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полость Код Стена Перемычка: 30 Внутренний: 3 3 HD/K-50 WOL Полость: 50-65 Нагрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая наружная створка Код: HD/K-70 WOL Полость: 900-40 Загрузка: 900-85 Тяжелая нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: HD/K-90 WOL Полость: 90-105 Нагрузка: 90 Тяжелая нагрузка Посмотреть продукт 03 Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: HD/K-110 WOL Полость: 110-125 Нагрузка: Тяжелая нагрузка Просмотр продукта Тип стены: Широкая полая стена 90 Перемычка3 Код: HD/K-130 WOL Полость: 130-145 Нагрузка: Heavy Duty Load Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: 90-1003 HD WOL Полость: 150-165 Загрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая наружная створка Код: XHD/K-50 WOL Полость: 50-65 Загрузка: 9004 Тяжелая нагрузка View 9 Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: XHD/K-70 WOL Полость: 70-85 Нагрузка: Heavy Duty Load View Product 0 Полость3 Тип стены: 0 Полость3 Перемычка: Широкий внешний лист Код: XHD/K-90 WOL Полость: 90-105 Нагрузка: Heavy Duty Load Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка 90K-0 XHD Код: 110 WOL Полость: 110-125 Нагрузка: Heavy Duty Load View Product Тип стены: Полая стена Перемычка: Широкая наружная створка Код: X9 3 C0-0004 WOL 145 Загрузка: Heavy Duty Load Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: XHD/K-150 WOL Полость: 150-165 Нагрузка: Тяжелая нагрузка Тип стены 3: Полость 30 90 Перемычка: Широкая внешняя створка Код: X/K-50 WOL Полость: 50-65 Нагрузка: Экстремальная нагрузка Посмотреть продукт Тип стены: Полая стена 4 Наружная перемычка: 9000 :X/K-70 WOL Полость: 70-85 Загрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: X/K-90 WOL Полость: 90-045 Загрузка: 3 90-045 Нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: X/K-110 WOL Полость: 110-125 Нагрузка: Экстремальная нагрузка Просмотреть продукт Полая стена Перемычка: Широкая наружная створка Код: X/K-130 WOL Полость: 130-145 Нагрузка: Экстремальная нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: 03 X 904 Код Наружная створка: 00003 Широкая внешняя створка /K-150 WOL Полость: 150-165 Нагрузка: Extreme Load Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: S/K-50 9004 Полость 210: WOL: 50-65 Загрузка: Стандартная загрузка View Product Тип стены: Полая стена Перемычка: Широкая внешняя створка Код: S/K-70 215 WOL Полость: 70-85 Нагрузка: Стандартная нагрузка Тип стены 90: Полая стена Перемычка: Широкая наружная створка Код: S/K 90 215 WOL Полость: 90-105 Нагрузка: Стандартная нагрузка View Product Наружная стена 0 0 Lintel 0 0 Полость Лист Код: S/K-110 215 WOL Полость: 110-125 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Широкая внешняя створка 2 Код: 901-103 WOL полость: 130-145 Загрузка: Стандартная нагрузка Продуцируйте продукт Тип стены: Стена полости Линтел: Широкий внешний лист Код: S/K-1515 Загрузка: Стандартная загрузка Просмотр продукта Тип стены: Eaves Lintel: Leaves Lintel Код: EL/K-50 . Тип стены: Leves линтел: Eaves Eaves Перемычка Код: EL/K-90 Полость: 90-125 Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Сплошная стена Перемычка: Сплошная стена Код: INT Полость: Solid Wall Загрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Сплошная стена Перемычка: Сплошная стена Код: SW/K-100 Полость: Сплошная стена Нагрузка: Стандартная нагрузка Тип стены 3: 9: Сплошная стена Перемычка: Сплошная стена Код: SW/K Полость: Сплошная стена Нагрузка: Стандартная нагрузка Просмотр товара К-2С Полость: Сплошная стена Нагрузка: Heavy Duty Load View Product Тип стены: Сплошная стена Перемычка: Сплошная стена Код: IBX/K Полость: Сплошная стена 304 04 Нагрузка: 04 0904 Просмотр продукта Тип стены: Коробка Перемычка: Коробка Код: BOX/K-75 Полость: Н/Д Нагрузка: Стандартная нагрузка Просмотр продукта Тип стены: 34 Коробка перемычки:4 Вставка Код: BOX/K-100 Полость: Н/Д Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Коробка Перемычка: Коробка Код: BOX/K-0040 Cavity 90:K-150 90:0040 N/A Loading: Standard Load View Product Тип стены: Box Перемычка: Box Code: BOX/K-200 Полость: N/A Loading: 9001 9004 Standard Load 9004 View Product 9004 Тип стены: Коробка Перемычка: Коробка Код: HD BOX/K-100 Полость: Н/Д Нагрузка: Heavy Duty Load Посмотреть продукт Тип стены: Коробка Перемычка: Коробка Код: HD BOX/4090-01 Полость: N/A Нагрузка: Heavy Duty Load View Product Тип стены: Box Перемычка: Box Code: HD BOX/K-200 Полость: N/A Heavy 3: Heavy Loading 3: Рабочая нагрузка Просмотр продукта Тип стены: Полая стена Перемычка: Сплошная стена Код: TJ/K-50 Полость: 50-65 Нагрузка: Стандартная нагрузка Посмотреть продукт /K-215 Полость: Сплошная стена Нагрузка: Стандартная нагрузка Посмотреть продукт Тип стены: Полая стена Перемычка: Сплошная стена Код: HDTW/K-215 Полость3 0090 : Тяжелая нагрузка View Product Тип стены: Полая стена Перемычка: Сплошная стена Код: ITW/K-215 Полость: Сплошная стена Нагрузка: Heavy Duty Type Полая стена: 9003 View Product Стена Перемычка: Porotherm 100 Код: PCI/K-100 + PCO/K-90 Полость: 090-105 Нагрузка: Стандартная нагрузка View Product > Полость Тип стены: 3 Полость Поротерм 140 Код: PCI/K-140 + PCO/K-90 Полость: 090-105 Нагрузка: Стандартная нагрузка Просмотр продукта >Тип стены: Полая стена Перемычка: Porotherm 190 3 Код: PCI 0 -190 + PCO/K-90 Полость: 090-105 Нагрузка: Стандартная нагрузка Просмотреть продукт Тип стены: Деревянный каркас Перемычка: Деревянный каркас Код: T/K-540 Полость 900: 50-65 Загрузка: Стандартная загрузка Просмотр продукта Тип стены: Деревянный каркас Перемычка: Деревянный каркас Код: T/K-70 Полость: 70-85 Нагрузка: Стандартная нагрузка Просмотр продукта Рама3 Timber 9000 Деревянный каркас Код: T/K-90 Полость: 90-105 Нагрузка: Стандартная нагрузка Посмотреть продукт 50 Полость: 50-65 Загрузка: Heavy Duty Load View Product Тип стены: Деревянный каркас Перемычка: Деревянный каркас Код: HDT/K-70 Полость: 70-85 View Product 0 Heavy Duty Load 0 Heavy Duty Load 0 Тип стены: Деревянный каркас Перемычка: Деревянный каркас Код: HDT/K-90 Полость: 90-105 Нагрузка: Heavy Duty Load View Product 0 Настенный тип 0 : Одностворчатый Код: B/K-50 Полость: 50-65 Загрузка: Стандартная загрузка Посмотреть продукт Нет результатов? Пожалуйста, выберите из раскрывающегося списка выше, чтобы сделать другую комбинацию. Нестандартные стальные конструкционные перемычки | Портфолио | Изготовление металлоконструкций на заказ | Производство прецизионных металловBaldwin Metals является ведущим производителем нестандартных стальных перемычек в метроплексе Даллас-Форт-Уэрт. Стальные перемычки — это архитектурные компоненты, используемые в строительстве домов и зданий, которые несут нагрузку на окна, двери или арки. Все наши стальные перемычки изготавливаются по размеру и радиусу для конкретного применения. Как правило, мы производим их из углеродистой стали; однако мы также можем производить перемычки из нержавеющей стали для специального применения. В отличие от готовых перемычек, стальные перемычки Baldwin metals изготавливаются на заказ в соответствии с точными спецификациями и требованиями архитекторов и каменщиков, которым нужна стальная перемычка уникального размера для завершения своего шедевра После процесса прокатки стальная перемычка по индивидуальному заказу перемычки вырезаются и свариваются, чтобы создать арку, которая будет удерживать кладку. Изготовление нестандартных стальных перемычек начинается в металлопрокатном цехе, где металлический уголок формируется по заданному радиусу Наши стальные перемычки, используемые для создания арочных проемов в домах или зданиях, могут быть изготовлены на заказ практически любого размера и формы. Заказать индивидуальные стальные перемычки в Baldwin Metals очень просто:
Загрузка шаблона стальной перемычки по индивидуальному заказу Мы быстро предоставим вам ценовое предложение. Мы требуем 50% депозита, чтобы начать работу. Обычно наши клиенты забирают свои готовые перемычки, однако при необходимости может быть организована доставка. Быстрые ссылки на другие проекты продукции Baldwin Metals:
Запросить цену Благодарим вас за интерес к работе с Baldwin Metals, мы рады быть частью вашего проекта. Устройство чпу станка: Устройство и принцип работы станков с ЧПУ, основыосновные узлы токарного, из чего состоит, состав строения конструкции и принцип работыГлавные требования, которые предъявляются к современному металлорежущему оборудованию, — скорость запуска в производство, точность изготовления и быстрое переключение на выпуск других видов изделий. Этими качествами обладает токарный станок с ЧПУ. Области использования станков с ЧПУСовременные станки с ЧПУ — отдельный вид промышленного оборудования. Области их использования в производстве постоянно расширяются. Так, станки используют:
Устройство станков с ЧПУ: основные узлы и механизмыСтанки с ЧПУ включают в себя узлы, в задачу которых входит выполнение возложенных на них определенных функций. Среди главных узлов металлообрабатывающего оборудования с ЧПУ выделяют:
Узлы токарного станка с ЧПУУстройства с ЧПУ бывают:
Устройства для первых трех видов работ — усовершенствованные модели. Первые обрабатывают изделия в телах вращений, вторые сверлят канавки и сквозные отверстия в изделиях, третьи обрабатывают поверхность изделий, делая их гладкими.
Многоцелевое оборудование совмещает в себе шлифовальные, токарные и фрезерные составляющие. Станки способны осуществить все виды резания и обтачивания изделий. Электроэрозионные устройства отличаются сложной конструкцией. На них осуществляется обработка изделий при помощи электроэрозии благодаря перемещению электрода в жидкой среде. Оборудование применяется в том случае, если невозможно достичь желаемого эффекта с помощью токарной или фрезерной обработки. Как работает станок с ЧПУ: алгоритм и описаниеУправление устройством с ЧПУ осуществляется оператором, который на панели управления задает алгоритм работы, который в свою очередь реализует заданные действия для обработки изделий. За счет программного управления происходит полная автоматизация процесса производства. Достаточно задать необходимую программу обработки, поставить заготовку и включить программу, чтобы в результате получить партию одинаковых по размеру и качеству изделий. Контроллеры программы могут решать поставленные логические задачи и осуществлять вычисления на встроенном экране или с помощью визуального сигнала. Чтобы предотвратить повреждения главных узлов станков, в них предусмотрена система защиты, оповещающая о неполадках и не допускающая запуска неверных режимов обработки деталей. Принцип работы станка ЧПУ по металлу
Работа таких станков основана на действии электрической дуги, формирующейся между соплом устройства и электродом. Постоянная дуга образуется при помощи быстрой подачи раскаленного металла, который расплавляет металл по определенной траектории. Максимальная температура плавления равна +30 000 градусов. Для формирования плазмы применяются активные газы. При этом для обработки материалов используют кислород, а цветные металлы нарезают азотом, аргоном или водородом. Кислород, используемый для разрезания стали и мягких металлов, минимизирует расход материала и в итоге получается ровная кромка. Принцип работы наладчика и оператораЧтобы станок с ЧПУ работал правильно, его обслуживают опытные специалисты. Работу станка контролируют наладчик и оператор. Наладчик:
По завершении процесса наладки к работе приступает оператор, который осуществляет следующее:
Оборудование ЧПУ изменило внешний вид производственного цеха. Оно управляет разными видами станков, которые ускоряют работу человека. Почти каждая организация, занимающаяся механической обработкой деталей, обладает компьютеризированной системой, но ЧПУ полностью не способно заменить шлифовку и литье — эти способы дополняют друг друга, что дает производствам новые возможности для повышения качества изделий.
Получите консультацию специалиста Как устроены оси станка с ЧПУ. Принцип работы и подбора комплектующих для кинематики ЧПУ
Всем привет друзья, С Вами 3DTool! В этом материале мы хотим во-первых, рассказать Вам о том, как устроена механика фрезерных станков с ЧПУ. Во-вторых, раскрыть принцип ее работы и подбора комплектующих. И в-третьих, немного подробнее описать каждый из отдельно взятых узлов в рамках их применения в общей конструкции. Статья будет полезна новичкам и совсем не знакомым с архитектурой ЧПУ-станков читателям.
Оси фрезерного станка с ЧПУ как правило крепятся к раме станка. Их роль заключается в обеспечении точного передвижения портала со шпинделем, в соответствии с командой от панели управления или программой G-кода через контроллер. Каталог фрезерных станков с ЧПУ 5 осей Каталог фрезерных станков с ЧПУ 4 оси Каталог фрезерных станков с ЧПУ 3 оси 1.
Типовую схему движения на 3-х осевом станке с ЧПУ вы можете видеть на картинке ниже: 3-х осевая координатная система станка с ЧПУ 2. Компоненты осей ЧПУКаждая ось станка содержит следующие компоненты: 3. Направляющие фрезерного станка с ЧПУНаправляющие фрезерного станка с ЧПУ должны выполнять три основных задачи:
В зависимости от формы профиля различают несколько видов линейных направляющий, в их числе: Цилиндрические направляющие По своей сути это — шлифованный цилиндрический вал, по которому движутся каретки с литыми втулками, либо линейными подшипниками. Коробчатые направляющие и ласточкин хвостНаправляющие данного вида отличаются лишь профилем сечения, принцип работы же у них одинаков. После точной подгонки данные направляющие крепятся к станине станка, становясь её непосредственной частью. Движение осуществляет каретка, точно подогнанная по размеру к профилю рельсы. Минусом данных типов направляющих является сложность замены рельсы и подгонки к ней размеров каретки в случае износа. Данные направляющие чаще всего изготавливаются из чугуна, потому что он обладает хорошими свойствами с точки зрения скользящего контакта металл-металл. Профильные рельсовые направляющие Профильные рельсовые направляющие по принципу работы похожи на предыдущий тип направляющих, но все же имеет несколько ключевых от него отличий:
Обычно, на одну ось используется 2 рельсы, а на одной рельсе находятся 2 каретки, но конструкция позволяет разместить на рельсе сколько угодно кареток в зависимости от её длинны и конструктивных особенностей станка. 4. Вал винтовой передачи Задача данного вала-преобразовывать вращательное движение в поступательное вдоль оси с как можно меньшим трением и как можно меньшим люфтом. ЛюфтКогда станок меняет направление движения винтовой передачей, требуется небольшой поворот винта, прежде чем направление изменится на противоположное. В этот момент винт и гайка смещаются друг относительно друга без взаимного вращения. Станки с ЧПУ очень нетерпимы к люфту. Люфт нельзя полностью устранить, но хорошим значением для любого станка с ЧПУ является люфт менее двадцати пяти тысячной сантиметра (0,0025 сантиметра), но в промышленных станках с ЧПУ это значение гораздо меньше. Передача винт-гайкаДанный вид передачи был наиболее распространен до появления ШВП, но всё же до сих пор используется на некоторых видах станков в силу простоты конструкции и её дешевизны. Для уменьшения люфта на таком соединении может применяться разрезная гайка, которая позволяет путем сжатия регулировать натяг, устраняя тем самым увеличивающийся со временем люфт. Минусом и одновременно плюсом такой пары является повышенное трение в передаче, что с одной стороны ведет к досрочному износу винта, и требует более мощного мотора, но с другой стороны компенсирует вращательные колебания винта при использовании шагового двигателя. Шарико-винтовые передачи (ШВП) Шарико-винтовые передачи — идеальный вариант для ЧПУ, по причине максимальной минимизации люфта и трения. Каталог фрезерных станков с ЧПУ 5 осей Каталог фрезерных станков с ЧПУ 4 оси Каталог фрезерных станков с ЧПУ 3 оси 5. Двигатели осей ЧПУШаговый двигатель Шаговый двигатель для фрезерного станка с ЧПУ. На фотографии выше показан типичный шаговый двигатель для фрезерного станка с ЧПУ. Шаговые Двигатели называются так потому, что они предназначены для перемещения по дискретным шагам Как правило двигатель имеет водонепроницаемый корпус, поэтому в случае протекания, например, охлаждающей жидкости двигатель не выходит из строя. Шаговые двигатели очень распространены как в проектах DIY с ЧПУ, так и в большинстве коммерческих станков ЧПУ. Однако, в станках промышленного качества чаще всего используются так называемые сервомоторы. Сервомотор Недостатком шагового двигателя является то, что он не отслеживает текущую позицию вала и количество сделанных оборотов, что в некоторых ситуациях может вести к пропуску шагов. Поэтому в промышленных станках используется другой тип моторов — сервомоторы. В чем разница между сервомотором и шаговым двигателем?Основное различие состоит в том, что сервомоторы имеют замкнутый контур, а шаговые двигатели — разомкнутый К сервомотору прикреплено устройство, называемое энкодером. Энкодер — это датчик, который сообщает сервомотору, сколько шагов он совершил. Этот сигнал обеспечивает обратную связь с контроллером, что дает ряд преимуществ и увеличивает производительность. Благодаря обратной связи он называется «замкнутый цикл». В случае шагового двигателя контроллер сообщает ему, что нужно переместить шаг, и он просто должен предположить, что так и произошло. В большинстве случаев так и происходит, но изредка, обычно из за превышения нагрузки на валу, двигатель теряет шаги. Потерянные шаги влияют на точность станка с ЧПУ. Энкодер сервопривода отслеживает подобные потери и корректирует положение вала, пока оно не будет соответствовать заданному. Сервомоторы также работают лучше в том смысле, что они производят мощность в более широком диапазоне и часто на более высоких оборотах. В результате имеем лучшую точность позиционирования, динамику разгона и отсутствие снижения момента при высоких скоростях. Тогда как обычный шаговый двигатель обеспечивает точность перемещения рабочей оси в районе 0. Энкодер сервопривода обычно имеет 1024 положения, которые он может измерять, и даже больше. Принимая во внимание, что обычный шаговый двигатель дает 200 шагов на оборот, мы получаем пятикратное увеличение точности при использовании сервопривода. У сервомоторов есть и минусы. В первую очередь — необходимость регулярно обслуживать и менять узлы. Так же сервомоторы станка должны быть оснащены дополнительной защитой при экстренной остановке. Цена на сервопривод гораздо выше, чем на шаговый двигатель. 6. Концевой датчик или «концевик» ОсиКонцевой датчик для фрезерного станка с ЧПУ Концевой датчик, или «концевик» сообщают фрезерному станку с ЧПУ, когда он достигает предела перемещения по оси. Обычно он нужен для двух целей: В большинстве станков используется один концевик на ось, и это датчик нулевого положения. Лимиты движения по осям задаются программно. Первое, что нужно сделать, когда мы включаем станок — это отправить его в «дом» или позицию нуль. У концевиков есть погрешность повторяемости, которая обычно определяется конструкцией датчика и используемыми компонентами. Это значит, что каждый раз отправляя станок в «дом», оси останавливаются с некоторым отклонением, предположим с погрешностью в 0.1 мм. Если нам нужно поставить станок на паузу, или вообще выключить его, а потом продолжить работу, то данная погрешность может в последствии сказаться на качестве изготавливаемого изделия. Допустим, мы выключили станок на ночь, и включили утром, что бы продолжить работу. Отправив станок в дом, мы получили отклонение по оси 0.1 мм. Единственный возможный вариант — вручную перенастраивать станок с помощью щупа, что отнимает значительное время. Единственный способ свести на нет большую погрешность — использовать более дорогие датчики. Наименее точными считаются механические концевики, открытые оптические — поточнее. Каталог фрезерных станков с ЧПУ 5 осей Каталог фрезерных станков с ЧПУ 4 оси Каталог фрезерных станков с ЧПУ 3 оси Что ж, а на этом у нас все! Надеемся статья была Вам полезна. Приобрести станки с ЧПУ, 3D принтеры, расходные материалы к ним и другое оборудование, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
Не забывайте подписываться на наш YouTube канал : И на наши группы в соц.сетях: ВКонтакте
Серия VFСерия VF Серия ВФСамые популярные в мире фрезерные станки с ЧПУ Что вы хотите создать сегодня? С чем может справиться вертикальная мельница серии VF? Благодаря широкому ассортименту доступных моделей серия VF может соответствовать практически любому размеру и производственным требованиям. 40/50/HSK7500-30 000МОЩНОСТЬ ИНСТРУМЕНТА ВАРИАНТЫ И КОНФИГУРАЦИИ ТИСОК HAAS ПНЕВМАТИЧЕСКИЕ ТИСКИ | ГИДРАВЛИЧЕСКИЕ ТИСКИ | ЭЛЕКТРИЧЕСКИЕ ТИСКИ МАЛАЯ СЕРИЯ VF VF-1Вертикальный фрезерный станок с ЧПУ, ход 20 x 16 x 20 дюймов ТОЛЬКО CNY Узнать больше VF-2Вертикальный фрезерный станок с ЧПУ, ход 30 x 16 x 20 дюймов ТОЛЬКО CNY Узнать больше VF-2TRВертикальный фрезерный станок с ЧПУ на цапфах с ходом 30 x 16 x 20 дюймов ТОЛЬКО CNY Узнать больше VF-2SSСверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 30 x 16 x 20 дюймов ТОЛЬКО CNY Узнать больше VF-2YTВертикальный фрезерный станок с ЧПУ, ход 30 x 20 x 20 дюймов ТОЛЬКО CNY Узнать больше VF-2SSYTСверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 30″ x 20″ x 20″ ТОЛЬКО CNY Узнать больше СРЕДНЯЯ СЕРИЯ VF VF-3Вертикальный фрезерный станок с ЧПУ, ход 40″ x 20″ x 25″ ТОЛЬКО CNY Узнать больше VF-3SSСверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 40 x 20 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-3YTВертикально-фрезерный станок с ЧПУ, ход 40 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-3SSYTСверхскоростной вертикальный фрезерный станок с ЧПУ с рабочим ходом 40 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-3YT/50Вертикальный фрезерный станок с ЧПУ, ход 40 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-4Вертикальный фрезерный станок с ЧПУ, ход 50 x 20 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-4SSСверхскоростной вертикальный фрезерный станок с ЧПУ с рабочим ходом 50 x 20 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-5/40Вертикальный фрезерный станок с ЧПУ, ход 50 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-5/40TRВертикальный фрезерный станок с ЧПУ с цапфой и ходом 50 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-5SSСверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 50″ x 26″ x 25″ ТОЛЬКО CNY Узнать больше VF-5/40XTВертикальный фрезерный станок с ЧПУ, ход 60 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-5/50Вертикальный фрезерный станок с ЧПУ, ход 50 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-5/50TRВертикальный фрезерный станок с ЧПУ на цапфах с ходом 50 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше VF-5/50XTВертикальный фрезерный станок с ЧПУ, ход 60 x 26 x 25 дюймов ТОЛЬКО CNY Узнать больше БОЛЬШАЯ СЕРИЯ VF VF-6/40Вертикальный фрезерный станок с ЧПУ, ход 64 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-6SSСверхскоростной вертикальный фрезерный станок с ЧПУ с ходом 64 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-6/40TRВертикальный фрезерный станок с ЧПУ с цапфой и ходом 64 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-6/50Вертикальный фрезерный станок с ЧПУ, ход 64 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-6/50TRВертикальный фрезерный станок с ЧПУ на цапфах с ходом 64 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-7/40Вертикально-фрезерный станок с ЧПУ, ход 84 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-7/50Вертикальный фрезерный станок с ЧПУ, ход 84 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-8/40Вертикальный фрезерный станок с ЧПУ, ход 64 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-8/50Вертикальный фрезерный станок с ЧПУ, ход 64 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-9/40Вертикальный фрезерный станок с ЧПУ, ход 84 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-9/50Вертикальный фрезерный станок с ЧПУ, ход 84 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-10/40Вертикальный фрезерный станок с ЧПУ, ход 120 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-10/50Вертикально-фрезерный станок с ЧПУ, ход 120 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-11/40Вертикальный фрезерный станок с ЧПУ, ход 120 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-11/50Вертикальный фрезерный станок с ЧПУ, ход 120 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-12/40Вертикальный фрезерный станок с ЧПУ, ход 150 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-12/50Вертикальный фрезерный станок с ЧПУ, ход 150 x 32 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-14/40Вертикальный фрезерный станок с ЧПУ, ход 150 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше VF-14/50Вертикальный фрезерный станок с ЧПУ, ход 150 x 40 x 30 дюймов ТОЛЬКО CNY Узнать больше «У нас есть три станка VF-2SS, высокоскоростные шпиндели помогают нам производить превосходную чистовую обработку, сокращая при этом время производства. Джо Брюстер | Владелец | Концепции Нихило Суперскорость в действии Посмотрите, как быстро вы можете изготавливать детали на станке VF-2SS со сверхскоростным поворотным столом HRC210. Резка с конусом 50 Станки Haas VF с конусом 50 — это рабочие лошадки, хорошо подходящие для высокопроизводительного съема материала, независимо от того, какой тип резания вы выполняете. Стандартный шпиндель с 50 конусами на 7500 об/мин имеет мощность 30 л.с., а двухступенчатая коробка передач обеспечивает крутящий момент 450 футо-фунтов при 500 об/мин. Посмотреть машины VF в действии Совершите экскурсию по великолепному гоночному цеху и посмотрите на широкий ассортимент станков серии VF и других станков Haas в действии, производя детали, которые выигрывают! Простые решения для волокнистой стружки Если у вас когда-либо была волокнистая стружка, намотавшаяся на ваш режущий инструмент, вы, вероятно, хотели бы, чтобы существовал простой способ от нее избавиться. Слова могут рассказать очень многое. Посмотрите эту галерею фотографий, чтобы увидеть свой станок Haas со всех сторон. ПОСМОТРЕТЬ ГАЛЕРЕЮ От самого удобного в отрасли управления до нашей инновационной беспроводной интуитивно понятной измерительной системы (WIPS) и широкого выбора шпинделей и устройств смены инструмента — мы позволяем вам настроить свой станок так, чтобы он работал на вас. Ведь вы лучше всех знаете, что вам нужно. Узнайте больше обо всем, что может предложить Haas. Изучение возможностей
Готовы создать свой новый вертикальный фрезерный станок Haas? Давайте подберем подходящую машину для вашего магазина и сделаем ее индивидуальной, добавив опции и функции, которые вам подходят. НАЧАТЬ Файлы cookie Для правильной работы этого сайта мы иногда размещаем на вашем устройстве небольшие файлы данных, называемые куки. Что такое файлы cookie?Файл cookie — это небольшой текстовый файл, который веб-сайт сохраняет на вашем компьютере или мобильном устройстве, когда вы посещаете сайт. Это позволяет веб-сайту запоминать ваши действия и предпочтения (например, логин, язык, размер шрифта и другие параметры отображения) в течение определенного периода времени, поэтому вам не нужно повторно вводить их каждый раз, когда вы возвращаетесь на сайт или переходить с одной страницы на другую. Посмотреть уведомление о конфиденциальности и файлах cookie {{ если (загрузка) { }} × {{=контент}} {{ } }} {{ если (загрузка) { }} × {{=контент}} {{ } }} Уведомление о файлах cookie Мы используем файлы cookie, чтобы улучшить ваш пользовательский опыт. Функциональные файлы cookieАналитические файлы cookieСтанок с ЧПУ | Encyclopedia.comСправочная информация Станки с ЧПУ или станки с числовым программным управлением представляют собой сложные металлообрабатывающие инструменты, с помощью которых можно создавать сложные детали, требуемые современными технологиями. Быстро растущие с развитием компьютеров, ЧПУ могут выполнять работу в качестве токарных станков, фрезерных станков, лазерных резаков, абразивно-струйных резаков, штамповочных прессов, листогибочных прессов и других промышленных инструментов. Термин ЧПУ относится к большой группе этих станков, которые используют компьютерную логику для управления движениями и выполнения металлообработки. ИсторияХотя токарные станки по дереву использовались с библейских времен, первый практичный токарный станок по металлу был изобретен в 1800 году Генри Модслеем. Это был просто станок, который удерживал обрабатываемый материал или заготовку в зажиме или шпинделе и вращал его, чтобы режущий инструмент мог обработать поверхность до желаемого контура. Оператор управлял режущим инструментом с помощью кривошипов и маховиков. Точность размеров контролировал оператор, который наблюдал за градуированными циферблатами на маховиках и перемещал режущий инструмент на соответствующую величину. Каждая изготовленная деталь требовала от оператора повторения движений в той же последовательности и с теми же размерами. Первый фрезерный станок работал почти так же, за исключением того, что режущий инструмент помещался во вращающийся шпиндель. Заготовка крепилась к станине станка или рабочему столу и перемещалась под режущим инструментом, опять же с помощью маховиков, для обработки контура заготовки. Одна из проблем с этими ранними станками заключалась в том, что для изготовления каждой детали оператору приходилось манипулировать маховиками. Помимо монотонной и физически изнурительной работы, возможности оператора по изготовлению идентичных деталей были ограничены. Незначительные различия в работе приводили к изменению размеров осей, что, в свою очередь, приводило к плохо подогнанным или непригодным деталям. Уровни брака для операций были высокими, что приводило к трате сырья и рабочего времени. По мере увеличения объемов производства количество пригодных для использования деталей, производимых на одного оператора в день, перестало быть экономически выгодным. Что было необходимо, так это средства для автоматического управления движениями машины. От раннего дизайна до настоящего времениДневная эксплуатация Современный дизайн станков с ЧПУ вырос из работ Джона Т. Парсонса в конце 1940-х и начале 1950-х годов. После Второй мировой войны Парсонс занимался изготовлением лопастей вертолетных винтов, что требовало точной обработки сложных форм. К 1960-м годам стоимость и сложность автоматизированных машин снизились до такой степени, что они нашли применение в других отраслях. В этих машинах использовались электродвигатели постоянного тока для управления маховиками и инструментами. Двигатели получали электрические инструкции от устройства чтения ленты, которое считывало бумажную ленту шириной примерно 1 дюйм (2,5 см), в которой была пробита выбранная серия отверстий. История о том, как компьютеры впервые были связаны с производственным оборудованием, полна интриг и противоречий. Он показывает, как переплелись промышленность, университеты и вооруженные силы в 20 веке. Эта история также показывает, насколько сложно приписать многие инновации одному человеку или учреждению. В 1947 году Джон Парсонс возглавил авиастроительную фирму в Траверс-Сити, штат Мичиган. Столкнувшись с возрастающей сложностью форм деталей и связанными с этим математическими и инженерными проблемами, Парсонс искал способы снизить инженерные затраты своей фирмы. Он попросил корпорацию International Business Machine разрешить ему использовать один из их основных офисных компьютеров для выполнения ряда расчетов для новой лопасти вертолета. В конце концов, Парсонс договорился с Томасом Дж. Уотсоном, легендарным президентом IBM, согласно которому IBM будет работать с корпорацией Parsons над созданием машины, управляемой перфокартами. Вскоре у Парсонса также был контракт с ВВС на производство машины, управляемой картами или лентой (например, пианино), которая вырезала бы контурные формы, такие как пропеллеры и крылья. Затем Парсонс обратился за помощью к инженерам лаборатории сервомеханизмов Массачусетского технологического института. William S. Pretzer С развитием интегрированной электроники лента была упразднена или использовалась только для загрузки программы в магнитную память. Фактически, Современный станок с ЧПУ работает, считывая тысячи битов информации, хранящейся в программной памяти компьютера. Чтобы поместить эту информацию в память, программист создает ряд инструкций, понятных машине. Контроллер также предлагает помощь программисту для ускорения использования машины. Например, на некоторых станках программист может просто ввести местоположение, диаметр и глубину элемента, а компьютер выберет наилучший метод обработки для создания элемента в заготовке. Современный дизайн и сырьеМатериалы Механические компоненты машины должны быть жесткими и прочными, чтобы поддерживать быстро движущиеся части. Шпиндель обычно является самой прочной частью и поддерживается большими подшипниками. Независимо от того, удерживает ли шпиндель заготовку или инструмент, функция автоматического зажима позволяет шпинделю быстро зажимать и разжимать во время выполнения программы. Сбоку машины прикреплен магазин с различными инструментами. Передаточный рычаг, иногда называемый панелью инструментов, снимает инструмент со станка, помещает его в магазин, выбирает другой инструмент из магазина и возвращает его на станок с помощью инструкций в программе. Типичное время цикла, необходимое для этой процедуры, составляет от двух до восьми секунд. Станина или рабочий стол станка опирается на направляющие из закаленной стали, которые обычно защищены гибкими ограждениями. Литой чугун или механит раньше были предпочтительным материалом для металлообрабатывающих станков. Сегодня в большинстве машин широко используются сварные соединения из горячекатаной стали и кованых деталей. Некоторые машины спроектированы как ячейки, что означает, что они имеют определенную группу деталей, для производства которых они предназначены. У станков Cell есть большие инструментальные магазины, в которых достаточно инструментов для выполнения всех различных операций с каждой из различных деталей, большие рабочие столы или возможность смены рабочих столов, а также специальные положения в контроллере для ввода данных с других станков с ЧПУ. ПроизводствоТехнологический процесс До недавнего времени большинство обрабатывающих центров изготавливались производителем станков по спецификациям заказчика. Теперь стандартизированная конструкция инструментов позволила производить машины для склада или последующей продажи, поскольку новые конструкции могут выполнять все необходимые операции для большинства пользователей. Стоимость нового станка с ЧПУ варьируется от 50 000 долларов США за вертикальный центр до 5 миллионов долларов США за гибкую систему обработки для блоков цилиндров. Сварка основания
Болтовое крепление болтов
Монтаж шпинделя
Контроллер
Контроль качества Качество в обрабатывающем центре должно быть заложено от проекта до доставки и настройки. Тщательный инструктаж операторов также важен для предотвращения аварии, непреднамеренного столкновения рабочего инструмента с инструментом. Сбои могут привести к повреждению инструмента или отказу машины. Многие контроллеры имеют подпрограммы, которые обнаруживают надвигающуюся аварию и переводят машину в режим аварийной остановки. Будущее Будущее станков с ЧПУ стремительно растет. Одна из идей, находящихся в стадии разработки, — это машина в виде паука, шпиндель которой подвешен на шести телескопических опорах с шарико-винтовой передачей. Стойки такие же, как и в обычной машине, но они круглые с шарико-винтовой передачей в центре. Движения шпинделя контролируются сложным компьютером, выполняющим миллионы вычислений для обеспечения правильного контура детали. Стоимость разработки этого станка составляет несколько миллионов долларов, а использование запатентованной математики высокого уровня делает этот станок обещающим выполнение неслыханных ранее операций по обработке металлов. Где узнать большеКнигиНоубл, Дэвид Ф. Силы производства. Альфред А. Кнопф, 1984. Оливо, К. Томас. Станкостроение и производственные процессы. C. Thomas Olivo Associates, 1987. Периодические изданияАдамс, Ларри. «Обрабатывающие центры с ЧПУ: сделай все». Wood & Wood Products, , июнь 1994 г., стр. 101–102. Херрин, Голден Э. «Следующие 40 лет Северной Каролины». Современный механический цех, , апрель 1994 г., с. 154. Кельш, Джеймс Р. «Фрезерование, сверление и растачивание». Производство, , август 1994 г., стр. 65-81. Момингстар, Д. «Анатомия станка: органы управления, сервоприводы и тайны электромеханики». Гост фланцы 12820: ГОСТ 12820-80 —ФЛАНЦЫ СТАЛЬНЫЕ ПЛОСКИЕ ПРИВАРНЫЕ / ГОСТы / ДокументацияФланцы ГОСТ 12820-80 | Zаречный Механический завод
Фланцы плоские ГОСТ 12820-80 ст.
Главная » Продукция » Задвижка шиберная ЗМС » Задвижка ЗМС-100 х 1050 » Задвижка дисковая ЗД 65-210 » Задвижка ЗДШ 65-210М » Фланцы плоские ГОСТ 12820-80 ст.3 (20) Фланцы плоские ГОСТ 12820-80 ст.3 (20)
Фланцы стальные плоские ГОСТ 12820-80 ст.3 (20)
Настоящий стандарт распространяется на стальные плоские приварные фланцы по ГОСТ 12820-80 для трубопроводов и соединительных частей, а также на присоединительные фланцы ГОСТ 12820-80 арматуры, соединительных частей машин, приборов, патрубков аппаратов и резервуаров на условное давление Ру от 0,1 до 2,5 МПа (от 1 до 25 кгс/см2) и температуру среды от 203 до 573 К (от минус 70 до плюс 300 °С).
Плоские фланцы ГОСТ 12820-80 предназначены для соединения/присоединения технических устройств работающих при давлениях от 0,1 МПа до 2,5 МПа и температуре от -70С до +300С. ГОСТ 12820-80 PN1.6 Пластинчатые фланцы Anit-oil, Epoxy Zinc Rich Primer Производители и поставщики — Китайская фабрика 20-16, Плита фланцевая ГОСТ 12821-80 1-25-16 и др., соответствующие стандарту ISO9001:2008, CR, CCS,RS,BV,NK,RINA,LR,ABS,DNV,GL,TUV.
ГОСТ 12820-80 Фланец
FQA 1, Могу ли я получить бесплатные образцы? О: Да, мы можем предоставить вам бесплатный образец, но вы должны нести свои расходы по доставке
2, Могу ли я запросить изменение формы упаковки и транспортировки? A: Да, мы можем изменить форму упаковки и транспортировки в соответствии с вашим запросом, но вы должны нести свои расходы, понесенные в течение этого периода и спреды.
3, Могу ли я запросить предварительную отправку? A: Это зависит от наличия достаточного количества товаров на нашем складе.
4, Могу ли я иметь свой собственный логотип на продукте? A: Да, вы можете отправить нам свой рисунок, и мы можем сделать ваш логотип, но вы должны нести свои расходы. 5, Можете ли вы производить продукцию по моим чертежам? О: Да, мы можем изготовить продукцию по вашим чертежам, которая вас больше всего удовлетворит.
Пн10 ГОСТ 12820 Фланец Удовлетворение потребностей потребителей является безграничной целью нашей компании. Мы приложим все усилия, чтобы производить новые и высококачественные товары, удовлетворять ваши эксклюзивные требования и предоставлять вам предпродажное, послепродажное и послепродажное обслуживание фланца Pn10 ГОСТ 12820, фланца с резьбой, овального фланца, состава DIN 1.7218. И поковки, большая стальная поковка. Приглашаем потребителей со всего мира поговорить с нами об организации и долгосрочном сотрудничестве. Мы будем вашим надежным партнером и поставщиком автомобильных зон и аксессуаров в Китае. Бетон в15 гост: ГОСТ на бетон М200 В15: технические характеристики и составБетон тяжелый класс в15 м200 гостГлавная » Статьи » Бетон тяжелый класс в15 м200 гост Бетон марки М200 или класса B15Бетон марки М200 (класса В15) применяют для возведения фундамента, цоколя, стен, отмостки, садовых дорожек, тротуарной плитки и даже бассейнов. По соотношению цены и прочности эта марка подойдет для почти всех сфер частного строительства. Оглавление: Технические характеристики В15
1. Марка бетона определяет округленную среднюю прочность на сжатие, а класс — гарантированную в мегапаскалях. При желании можно перевести мПа в кгм/см2, для этого умножим 15 на 10,2. 2. Водонепроницаемость зависит от специальных добавок, плотности, однородности и качества укладки. Эта характеристика показывает, какое давление воды может выдержать 1 см2 материала. У В15 она варьируется от W2 до W6. 3. Класс морозостойкости обозначает количество циклов заморозки и оттаивания. Чаще всего М200 способен пережить 100 циклов. 4. Материал с высокой подвижностью легче укладывать в тонкую или круглую опалубку, для этого в бетон добавляют пластификаторы. Согласно ГОСТу 10181.1-81 для определения этого параметра смесь заливают в специальный конус, вибрируют, а потом смотрят, на сколько сантиметров бетон осел. 5. Плотность зависит от объема воды, размеров заполнителей и грамотного уплотнения при заливке. Тяжелые бетоны имеют плотность от 1800 до 2500 кг/м3, все, что плотнее — особо тяжелые материалы, которые применяют в промышленном строительстве. Компоненты смесиЧтобы приготовить М200 или В15 самостоятельно, необходимо соблюсти пропорции и подобрать подходящие ингредиенты. Подойдет портландцемент М400 или М500, но выбор повлияет на пропорции. Покупайте свежий цемент, иначе прочность получится ниже. Лучше использовать речной песок, так как его не надо промывать и отсеивать. Если вы все же выбрали карьерный, следите, чтобы в нем был минимум инородных частиц и глинистых примесей. Размер фракции: 1,3-3,5 мм. При производстве класса В15 применяют гравийный или гранитный щебень с размером фракций 10-40 мм. Для увеличения плотности крупных частиц наполнителя их размешивают с щебенкой меньшего размера. Необходимые пропорции По ГОСТу в состав бетона на 1 м3 марки М200 входит 265 кг цемента, 860 кг песка, 1050 кг щебня, 180 л воды и пластификатор, вес которого равен 4,8 кг, при этом полученный материал имеет характеристики: W2, F50, П3. В таблице даны пропорции заполнителей и воды в килограммах на 1 кг портландцемента популярных марок. Для увеличения водонепроницаемости и морозостойкости рекомендуем добавить меньше воды, так как именно излишняя влага образует пустоты в набирающей прочность смеси. Чтобы увеличить плотность, используйте виброуплотнитель.
Набор прочности В15 набирает марочную прочность только через 28 дней после заливки. Скорость твердения зависит от температуры окружающей среды. Рекомендуемая температура — +15-20. Если она выше, бетон придется постоянно смачивать, чтобы он не высох, а если столбик термометра опускается ниже 0 градусов, вода в смеси замерзает, и процесс твердения останавливается.
Сферы применения В15Фундаменты, отмостки, дорожки, бассейны, стены цоколя и еще много других вещей каждый день отливают из тяжелого бетона класса В15. Однако его возможности ограничены из-за средней прочности, невысокой морозостойкости и водонепроницаемости. К каждой постройке необходимо подходить с умом, чтобы материал не дал трещин вскоре после заливки. 1. Фундамент. Эту марку бетона используют для строительства основания домов, но далеко не всегда она будет идеальным вариантом. Двухэтажные дома из кирпича и железобетона сами по себе тяжелые, а если еще и площадь фундамента небольшая, то вряд ли М200 справится с такой нагрузкой. Ведь даже класс бетонной смеси обеспечивается только в 95% случаев. Тип грунта играет большую роль при подборе фундамента, также важны параметры глубины промерзания, содержания агрессивных веществ и уровня грунтовых вод. Возведение на песчаных, скальных и полускальных поверхностях безопасно, а вот суглинки, супеси, глинистые, а тем более торфяные грунты требуют большой аккуратности в выборе типа и материала для фундамента. Если вы строите небольшой дом, баню или гараж из легких изделий, а уровень УГВ в почве приемлемый, использование марки М200 вполне оправдано, в другом случае заранее выполните все требуемые подсчеты. 2. Отмостка, крыльцо, дорожки. Эти конструкции не воспринимают больших нагрузок, поэтому для них смело используйте М200, только обратите внимание на классы водостойкости и морозостойкости или хорошо изолируйте бетон от лишней влаги. 3. Стяжки и полы. В этой сфере можно работать и с маркой М150, но некоторые предпочитают М200, когда важна не только прочность и водонепроницаемость материала, например, для основы пола в ванной комнате или бане. Стоимость Цена зависит от вида наполнителя в составе, морозостойкости и водонепроницаемости, а также пластификатора для повышения подвижности. Некоторые фирмы предлагают широкий выбор, другие производят каждую марку со статичными параметрами. Цена за куб с доставкой изменяется в зависимости от расстояния, на которое надо везти материал. В таблице представлены средние цены по России на М200, они актуальны на ноябрь 2018 года. Во многом стоимость зависит от региона, в Москве бетон продается на порядок дороже, чем в остальной России. Оптом покупать дешевле, у крупных фирм действуют большие скидки за заказ, начиная от 20-50 м3. Минимальный размер автобетоносмесителя — 6 кубов, даже если вы решили заказать меньше, оплатить работу машины придется полностью. Заранее продумайте, как вы будете транспортировать бетон В15 к месту строительства. Не всегда удобно заказывать бетононасос, особенно если вам нужно купить небольшое количество бетона, можно просто нанять рабочих.
Профессионалы применяют марку бетона М200 в самых разных сферах, но когда появляются сомнения, выдержит или нет, они проверяют это с помощью расчетов, а не опытным путем. stroitel-list.ru Бетон тяжелый класс в15 м200 технические характеристикиСтроительные составы с добавлением цемента широко используются при возведении объектов и сооружений разного назначения, поэтому и технико-эксплуатационные требования к ним предъявляются, исходя из функционального направления строящегося объекта. Характеристики и свойства бетонаГлавные характеристики марки М200 относят состав к так называемым «тяжелым бетонам». Бетоны этого класса, приготовленные согласно гост и СНиП, используют для заливки фундаментов, создании монолитных конструкций с каркасом из арматуры, армированных ж/б плит, бетонированных тротуаров с ограниченной нагрузкой на поверхность. Заливка бетона миксером Качественный состав бетона в15 по эксплуатационным и техническим характеристикам согласно гост:
Состав строительного материала задает механические и технические характеристики конструкции. Чтобы получить бетон класса в 15, в раствор добавляется портландцемент марки М 200 и мелкофракционные наполнители с диаметром гранул 6-70 мм. Чтобы заливка большой площади протекала быстрее и без нарушений технологического процесса, в смесь разрешается добавлять крупный гравий или гранитный щебень диаметром от 20 мм до 140 мм. Основная характеристика бетона — сопротивление сжатию Rbn, которое обозначается символом «М» и последующими цифрами. Особенности и достоинства бетона класса в 15Строительный бетон тяжелый М200 обладает стандартными параметрами прочности. Прочность и качество бетона определяется характеристиками максимальной плотности через четыре недели после заливки. В составе марки б 15 бетонной смеси могут находиться различные виды щебня: известковый, гравийный или гранитный заполнитель. Массивные конструкции из бетона Пластификаторы Строительные бетонные составы с такими компонентами имеют стандартную прочность 196 кг/см². Состав и приготовление регламентируются гост, а параметры и свойства, которыми обладает класс в15 марки М200, отражены в таблице:
Используется бетон в15 марка 200 в любом направлении – в жилищной и промышленной сфере, при возведении подземных, подводных и стратегических объектов, при создании архитектурных конструкций и их элементов. Качественное содержание раствора не предусматривает включение минеральных добавок, но в рабочую смесь можно вносить вещества с поверхностной активностью для придания бетону большей пластичности, морозоустойчивости, какой нет у других марок, и для ускорения схватывания. Подобные добавки позволяют использовать бетон м200 класс b15 в регионах в резко континентальным климатом или на объектах, которые нужно строить быстро и без технологических пауз. Пропорции раствора Преимущества:
Недостатки:
Сфера примененияГлавная область применения — заливка пола в промышленном и индивидуальном жилищном строительстве. Неустойчивая к механическим нагрузкам структура и невысокая прочность бетона класса В 15, недостаточное противостояние погодным условиям и температурным изменениям не позволяет повсеместно применять смеси аналогичного состава для наружных работ. Стяжка пола из бетона Но цементные растворы с такими характеристиками имеют хорошие показатели пластичности, и из них получается надежная и устойчивая к истиранию стяжка для пола. Главные направления применения распространяются на другие отрасли, где востребованность этой марки оправдывается:
Качество готового бетона обеспечивает высокую и постоянную востребованность в строительстве нескольких видов смеси. Классификация раствора происходит по типам добавляемых наполнителей. Существуют такие виды раствора бетона марки В 15:
От того, какой тип наполнителя используется в смеси, зависит не только прочность конструкции, но и стоимость раствора и самого изделия. При добавлении гранита стоимость увеличивается на 10 процентов по сравнению с известковым или гравийным наполнителем. Как приготовить раствор своими рукамиПредставленный выше алгоритм приготовления бетонного раствора относится и к приготовлению смеси своими силами. Использование некоторых секретов немного уменьшить стоимость раствора при его собственноручном приготовлении. Особенности приготовления бетонной смеси:
Раствор для заливки стяжки пола рекомендуется готовить с такими пропорциями составляющих:
Отмерять необходимое количество компонентов луче по объему, а не по весу, поэтому мерилом может послужить любая сухая посуда с кратным объемом в литрах. Такой подход сделает подготовительный процесс намного быстрее и существенно упростит предварительные работы. Вспомогательные добавки — модификаторы и пластификаторы, химические компоненты, вносят в раствор только согласно инструкции, соблюдая пропорции по отношению к объему рабочей смеси. Готовый бетон класса в15 — узнаваемый и применяемый во всех сферах стройматериал. Этот достаточно прочный и пластичный раствор с нормативными показателями морозоустойчивости позволяет проводить работы по заливке стяжки пола, фундаментов многоэтажных зданий, формированию прочной подложки в восстановлении и строительстве автомобильных дорог. В индивидуальном строительстве этот бетон применяют при возведении малоэтажных домов и приусадебных построек. Сравнительно низкая степень восприятия нагрузок практически не влияет на востребованность бетона марки м200 в строительстве, так как стабильные физические свойства и эксплуатационные характеристики хорошо сочетаются с достаточно низкой ценой раствора. Бетон тяжелый класс B15 M200 технические характеристики обновлено: Ноябрь 23, 2016 автором: Артём okbeton.ru Бетон гост 26633 2012: технические характеристикиИзготовление и состав тяжелых мелкозернистых бетонных смесей регулируется государственным стандартом № 26633 2012. Подробней о марках готовых смесей, а также физических свойствах тяжелого бетона и сферах его использования расскажет вам наша статья. Рассмотрим состав и свойства. Содержание
Технические характеристикиГотовая бетонная смесь отличается высоким удельным весом, который составляет примерно 1800–2500 кг/м³. в составе находится большое количество цемента, крупного и мелкого наполнителя и вода. Остальные добавки зависят от производителя, но регламентируются инструкциями ГОСТ 26633 2012. О том каковы марки бетона и их применение можно узнать прочитав данную статью. Подробнее главные характеристики сведены в таблицу. Каковы пропорции бетона в ведрах можно узнать из данной статьи. Марки и характеристики готовых бетонных смесей:
Марка цемента играет немаловажную роль при создании качественного тяжелого бетона. Применяются все возможные вариации, начиная от М 100, для которой достижение необходимой прочности обеспечивается специальными примесями. Бетоны, выполненные с использованием цемента М 700 и выше, относятся к супертяжелым. Но самыми популярными и востребованными считаются бетонные смеси, приготовленные с использованием цемента М 200–350. Каковы пропорция бетона для фундамента можно прочесть из статьи. На видео — бетон гидротехнический гост 26633 2012: Подробнее о составе тяжелого материала Главный компонент — цемент марки М 200 и выше. От качества цемента будет зависеть свойства готового раствора. Существуют специальные добавки, которые повышаю прочность и крепость готового слоя, но не рекомендуется использовать заведомо «легкую» цементную смесь. Каковы пропорции бетона для стяжки пола в гараже можно узнать из данной статьи. Крупный наполнитель обычно представляет собой гравий, гранит, известняк или диабаз, а также другие представители горной породы. Самая подходящая фракция крупных элементов от 5 до 70 мм. Марка используемых компонентов также должна быть не ниже М 350 для известняковых и М 450 для гравийных включений. В составе тяжелого бетона присутствуют и небольшие компоненты: кварцевый песок крупного и мелкого подбора. Преобладание мелкозернистых составляющих также характерно для этого типа бетонных смесей. О том каково время застывания бетона в зависимости от температуры можно прочесть из статьи. Специальные добавки каждый производитель может использовать по своему усмотрению. Различают перечень следующих рекомендуемых для включения в состав примесей. Добавки для придания специфических свойств в бетонный состав:
О том, что такое марка бетона В 15 и как она используется, можно прочесть из статьи. Лучше всего не выполнять подобные работы в столь экстремальных условиях, но при необходимости можно использовать дополнительное утепление, нагрев арматурных конструкций и эту специальную добавку.
Каковы характеристики бетона 200 можно прочесть из статьи. Благодаря пеногасителю застывшая поверхность будет иметь ровный вид без характерных «кратеров» и ямок. Использование специальных добавок делает раствор более удобным в работе, избавляя от мелких недостатков и улучшая достоинства. Большинство строителей предпочитают работать именно с усовершенствованными бетонами. Это позволит существенно сэкономить время и силы, а также некоторые строительные материалы. О том каков состав бетона М 400 на 1 м-2 можно прочесть в данной статье. Область примененияТяжелые бетонные растворы широко используются в бытовом и инженерном строительстве. Все несущие и силовые элементы зданий и сооружений целесообразней выполнять именно из тяжелого бетона. Если сфера применения легких смесей ограничивается возведением стен и перекрытий, то на долю тяжелого бетона приходится все остальное. Каков состав бетона М 200 на 1 м-2 можно прочесть из статьи. Для тяжелых бетонов характерна естественная усадка на протяжении 2–3 лет после установки, поэтому такой фактор в обязательном порядке учитывается. Для жилых зданий, возведенных с использование тяжелых бетонов, также может понадобиться дополнительная теплоизоляция, так как материал сам по себе обладает высоким показателем теплопроводности. О том каковы пропорции бетона марки 200 можно узнать из данной статьи. Производство железобетонных изделий, фундаменты различных типов, гидротехнические сооружения, плиты перекрытия, напольные стяжки, бетонная подушка для дорожных покрытий и изготовление бордюрного камня. Все это лишь краткий перечень возможностей использования тяжелого бетона. resforbuild.ru ГОСТ 26633-2015, сфера использования, виды, маркиДата: 11 января 2018 Просмотров: 3563 Содержание
Для осуществления строительных мероприятий применяются различные материалы. Какую информацию содержит ГОСТ на бетоны тяжелые и мелкозернистыеДействующий ГОСТ 26633-2015 на бетоны выпущен взамен прежних версий стандарта, изданных в 1991 и 2012 годах. Он распространяется на материалы со средним удельным весом, составляющим 2–2,5 т/м3, изготовленные на основе вяжущего вещества и заполнителя различной крупности. В официальном документе изложена техническая информация для определения характеристик монолита, а также требования к исходным компонентам. Стандарт содержит основные разделы, описывающие:
Рассмотрим более детально главные положения стандарта. Бетон — это искусственный камень, состоящий из четырех основных компонентов: воды, цемента, мелких и крупных заполнителей ГОСТ на бетон – сфера использованияТребования документа распространяются на следующие виды бетонов:
Составы, изготавливаемые согласно требованиям стандарта, используются:
Положения нормативного акта не распространяются на специальные составы:
Прочность является самым важным свойством бетона Тяжелый бетон по ГОСТ 26633-2015 применяется для различных областей:
Бетонный раствор – главный стройматериал, используемый в строительной сфере. Он применяется для решения различных задач:
Нормативный документ предусматривает расширенную область применения тяжелых бетонных составов. ГОСТ на тяжелый бетон – используемая терминологияСтандарт использует специальную терминологию и дифференцированно подходит к различным бетонным составам.
Прочность бетона нарастает в результате физико-химических процессов взаимодействия цемента с водой, которые нормально проходят в теплых и влажных условиях Регламентируемые ГОСТ марки бетонаПо показателям, характеризующим качество монолита, он классифицируется по следующим критериям:
При определении прочностных свойств монолита проверяется:
Каждому классу соответствует определенная марка. Например, изготавливаемый по ГОСТ бетон в15 соответствует марке М200. Заказывая на специализированном предприятии, выпускающем продукцию согласно ГОСТ, бетон тяжелый класс в15 (м200), всегда можно рассчитывать на гарантированные прочностные характеристики бетонной смеси. Бетон должен быть однородным — это важнейшее технологическое требование Тяжелый бетон по ГОСТ – применяемые материалыРецептура бетонной смеси должна гарантировать получение монолита с определенными техническими характеристиками, соответствующими положениям стандарта. Тяжелый бетон, изготовленный согласно ГОСТ 26633-2015, включает следующие ингредиенты:
Документ обязывает соблюдать следующие требования к вяжущим материалам:
Для оценки однородности бетона данной марки используют результаты контрольных испытаний бетонных образцов за определенный период времени Стандарт также содержит рекомендации по выбору заполнителей. В качестве мелкофракционного наполнителя допускается использовать следующие материалы:
Необходимо обращать внимание на следующие моменты:
Документ указывает на возможность применения различных видов крупного наполнителя:
Главные требования к крупнофракционному заполнителю:
В таблицах госта указана концентрация крупного заполнителя в зависимости от размера фракции. На плотность бетона оказывает существенное влияние наличие пор Проверка качестваГОСТ обязывает изготовителей бетонной и железобетонной продукции контролировать следующие основные показатели:
Контролю в лабораторных условиях подлежит каждая партия продукции. Какие специальные требования к бетону регламентирует действующий ГОСТДокумент содержит технические условия к материалам специального назначения:
Детальная информация изложена в обязательном приложении к действующему стандарту. Подводим итогиГОСТ на бетон содержит комплекс требований, выполнение которых гарантирует изготовление качественного монолита. Соблюдение положений стандарта позволит увеличить ресурс эксплуатации и прочность строительных конструкций. Филонцев Виктор Николаевич На сайте: Автор и редактор статей на сайте pobetony.ru SCIA Engineer DownloadsVous trouverez ici également toutes les version antérieures de SCIA Engineer 22 et le guide pour vous aider lors d’une nouvelle install – ou mettre à jour une уже существующая инсталляция. Инженер SCIA является уникальным ретросовместимым!
Scia Engineer 64-битный выпуск 22.0.0019 64 бит*
32 БИТА*
1 Полная установка программы SCIA Engineer, которая может использоваться администраторами для установки версии мема на ПК. * Consultez ici Les Différences fonctionelles Entre Les Versions 32-битная и 64-битная версии. Примечания:
Защита лицензии SCIA Cloud
Запрос конфигурации системы
Vous trouverez ici également toutes les version antérieures de SCIA Engineer 21 et le guide pour vous helper lors d’une nouvelle install – ou mettre à jour une уже существующая установка. SCIA Engineer — уникальная ретросовместимость!
Инженер SCIA, 64-разрядная версия 21.1.5019
Защита лицензии SCIA Cloud
Требования к конфигурации системы
Vous trouverez ici des version antérieures de SCIA Engineer et les guides pour vous helper lors d’une nouvelle install – ou mettre à jour une уже существующая инсталляция. Инженер SCIA является уникальным ретросовместимым!
64 БИТА*
32 БИТА*
1 Полная установка программы SCIA Engineer, которая может использоваться администраторами для установки версии мема на ПК. * Consultez и – различия в функциях между версиями 32 бит и 64 бит. Руководства по установке Защита лицензии SCIA Cloud
Руководства по установке Protection Traditionelle
Запрос конфигурации системы
Комментарий установщика le lien SCIA Engineer — Revit Structure?
Комментарий utilisez le laien SCIA Engineer — Revit?
Комментарий Faire la mise-à-jour du laien SCIA Engineer — Revit Structure?
Лицензии Quelles не нужны?
ЗАЛОГ
ОПИСАНИЕ Открытая платформа SCIA Engineer предлагает CAE с уникальной согласованной структурной и расчетной моделью для бетонных, стальных, композитных, алюминиевых и деревянных конструкций. На этой странице описывается обмен с Tekla Structures. Обмен может осуществляться от Tekla Structures к SCIA Engineer и от SCIA Engineer к Tekla Structures. Как установить ссылку SCIA Engineer — Tekla Structures?
Как пользоваться ссылкой SCIA Engineer — Tekla Structure?
НАСТРОЙКА ОПИСАНИЕ SCIA Engineer предлагает надстройку Structural Glass, которая включает несколько проверок.
Пробную версию для этого дополнения можно запросить, нажав на следующую ссылку: Запросить пробную версию ИНСТРУКЦИИ Сначала установите SCIA Engineer, а затем надстройку Structural Glass с помощью установочного файла ниже. . Вы можете загрузить несколько образцов проектов стекла и два файла базы данных (*.db4) по следующей ссылке: Примеры проектов + файлы базы данных Следующие вебинары могут быть полезны перед тем, как вы начнете использовать надстройку: вебинар 1 и вебинар 2 НАСТРОЙКА Все загрузки и исправления SCIA Concrete Section можно найти в этом документе. Настройка Лицензия
Ссылки
Didacticiels & ManuelsTéléchargez nos didacticiels pas à pas qui abordent chacun un projet spécifique ou nos manuels de Cours sur la façon d’utiliser le logiciel, y compris les informations de base. Изготовление петель в железных проектах | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Узнайте, как скачать этот материал Подпишитесь, чтобы получать информацию о новых материалах: t. vk.com/alldrawings ОписаниеМеталлоконструкции петли. Содержание проекта
Аналогичные материалыДвойная замкнутая петля правосторонняя удлиненная Веревочная петля Сборочный чертеж V15 Петля из троса 3/8 — 3D модель Петля ПН5-40 ГОСТ 5088-2005 Эмка Петля/Петля Образцы работы с железом и петлей Железобетонные и железные конструкции Изображения работы из железа и петли Бесплатная загрузка на сегодняОбновление через: 3 часа 28 минут Электропитание отдельное 2 эт. Ролик для накатки для прямого рифления: Ролики для накатки прямых рифлений /Отгрузка во все регионы РФТехнология резьбовых соединений — Державки и ролики для накатки рифлений 21474-75Державки и ролики для накатки рифлений 21474-75
Поставка и произовдство роликов и державок для накатывания прямых и сетчатых рифлений
Державки и ролики предназначены для накатки прямых и сетчатых рифлений в составе ГОСТ 21474-75
ГОСТ 13062-67 6640-0001 25х16х140 ГОСТ 13063-67 6640-0031 25х20х150 ГОСТ 51760 Державка суппортная однороликовая для прямой накатки 16х16х120 Ролик для накатки прямого рифления 20х6х2,5 Ролик для накатки сетчатого рифления 20х6х2,5 Ролик для накатки прямого рифления 20х9х8 шаг t 0,5 мм х 60°
В промышленном производстве получил распространение процесс обработки поверхностной деформации. Процесс накатывания, виды и назначение Это разрешает на поверхности ряда деталей (ручках, рукоятках, головках винтов) машин и аппаратов для удобства в эксплуатации иметь шероховатость в виде определенного рифленого узора. На данный момент практикуется два основных вида накатки токарной: А вот сетчатую форму можно получить, используя двусторонний аппарат. Накатные токарные ролики делают из инструментальных марок стали, имеющих соответствующий гост. 51760-451 51760-301 51760-501 51760-351 51760-551 51760-401 ГОСТ 51760 51760-001 ГОСТ 51760 51760-151 51760-201 51760-251
Державки и ролики для накатки рифлений (Ширина, ммДержавки и ролики для накатки рифлений (Ширина, мм — 9), цены и характеристики — РИНКОМ Главная Инструменты Оснастка и приспособления Державки и ролики для накатки рифлений шириной — 9 мм шириной — 9 мм По умолчанию
Подбор по параметрам Сбросить все параметры Ширина, мм: 9
Как купить? Доставка и оплата Статьи по теме Популярные бренды Для того чтобы заказать и купить выбранный вами товар, найдите его в каталоге инструмента, укажите его количество и щелкните на кнопку «Добавить в корзину» Перейти в пункт меню «Ваша корзина» и заполнить небольшую форму заказа. На вашу электронную почту придет письмо, о том что ваша заявка принята. Статусы заказа можете отслеживать в личном кабинете. Доставка инструмента Державки и ролики для накатки рифленийЗаказанный в нашей компании инструмент доставляется практически в любой город России с помощью транспортных компаний. Подробнее о доставке. Оплата возможна через:Оплата картой Оплата по счету Оплата по QR-коду Лучшие автомобильные домкраты для бытового и профессионального использования Клупп для нарезания резьбы Подбор пилок для электролобзиков Как выбрать кулачки для токарного патрона? Классификация калибров для контроля деталей: особенности измерительного инструмента и ГОСТы Какие электроинструменты нужны для дома Резьбонакатные ролики Как сделать метчикодержатель своими руками Не нашли нужной позиции в каталоге? Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ! Заказать
Мы используем файлы cookie. Принимаю
?>
Общие | Прямая накатка фаски под углом 45 градусов — будет ли это работать | Практик-механикxg1745Пластик
Мне нужно прямо накатать деталь размером 3 дюйма x 3/8 на фаске под углом 45 градусов. Накатка предназначена только для сцепления, внешний вид не важен. Материал, вероятно, 1018. Я нашел инструменты для накатки, но не на 45 градусов. Будет ли работать одноточечная накатка (прямой угол накатного колеса) под углом 45 градусов? Если бы этот инструмент для накатки не работал: На данный момент я занимаюсь этим как хобби и раньше ничего не накатывал. Но я хотел бы попробовать продавать продукт, для которого нужна эта часть, поэтому я хотел бы, чтобы инструменты были простыми/дешевыми. Это будет сделано в старом токарном центре.
гуооосГорячекатаный
Нельзя ли просто повернуть инструмент для прямой накатки под углом 45 градусов?
ЭбарнслиТитан
Глядя на ваши рисунки.. У меня такое чувство…. вы не понимаете, какое усилие требуется для накатки.. МНОГО… работы, можно поставить на шпиндель токарного станка.. Использование края накатного ролика может помочь, но стержень будет изгибаться вбок… Регулировочные пазы деформируются, а установочный стержень будет изгибаться на этой тонкой конструкции. Требуется большое усилие , даже на 1018. Подача стандартного накатного инструмента и держателя на 45 кажется лучшим вариантом. Рисунок накатки будет деформирован из-за разницы в диаметре, но должен работать.. Если вы можете получить угловые накатные ролики, они будут работать хорошо. Но вам нужно использовать их в правильном держателе инструмента для накатки.
xg1745Пластик
Инструмент на самом деле не так важен, это был просто быстрый набросок, чтобы донести суть. Я могу сделать его нерегулируемым и намного сильнее. Но если силы настолько велики, сможет ли центр вращения действительно сделать это против оси и как долго продержится накатное колесо? Спец. Я думал, что поворот стандартного плоского колеса на 45 не будет работать, так как большинство поставщиков инструментов говорят, что 15-20 градусов — это максимум, прежде чем накатка сильно деформируется, и я предполагаю, что это также увеличивает износ накатного колеса? Суть накатки в том, чтобы иметь поверхность сцепления (желательно ровную) поперек фаски. Другим вариантом может быть резка или фрезерование по 4-й оси, но это будет медленно и добавит еще одну настройку.
ЭбарнслиТитан
Износ накатки не будет проблемой. Накатка выполняется на минимальной скорости с большим количеством смазки. Если вы можете найти накатные ролики с круглым радиусом (женский стиль называется канатной накаткой) Раньше их делали…. Они выпуклые, но не настолько, чтобы помочь здесь: Накатка Accu Trak Form и Cut Type Они будут работать, если вы подаете накатку составным набором под одним и тем же углом… На ручном токарном станке.. Если вы используете ЧПУ, похоже, вам нужно просто запустить его, скажем, на 45, и жить с деформацией. Можно попробовать сделать пару V-образных канавок на лицевой стороне детали и использовать набор суженных накатных роликов… для накатки каждой тонкой секции между канавками отдельно. Не должны так деформироваться. Так как там тоже есть конические насечки, просто используйте их набор. Если угол не совпадает, поверните держатель наката, чтобы накатной ролик работал правильно.
ЮргенвтНержавеющая сталь
Нет. Чтобы получить зубчатую кромку на 45 градусов, ваши зубья должны быть тем глубже, чем дальше вы идете. Раньше мы фрезеровали их в делительной головке, и головка должна быть не под углом 45 градусов, а под углом, при котором вы получаете прямую линию на вершине зуба. Зуб также становится шире по мере приближения к наружному диаметру. Я считаю, что в MH есть формула. Вы можете сделать себе инструмент для накатки, как я описал, и использовать его для изготовления других деталей с накаткой, но окружность детали очень важна, и вам, возможно, придется поэкспериментировать с другим диаметром. пока не найдете нужный размер.
ЭбарнслиТитан
Похоже, у него нет компаунда.. «Токарный центр» Что означает немного программирования… Или просто используйте эти… Конические накатные плашки Accu Trak Не будет идеальным, но требуется сцепление, а не внешний вид… Вкрутите 30-градусную накатку с дополнительным поворотом на 15 градусов держателя накатки.
xg1745Пластик
Эти конические колеса только 22 градуса, я нашел 30 градусов, но ничего 45. Чтобы не шлифовать накатные ролики и избежать чрезмерных искажений при использовании прямого ролика под углом 45 градусов, могу ли я использовать более тонкий диск, предназначенный для осевой подачи, а затем подавать его по фаске под углом 45 градусов на ЧПУ? Как эти колеса: В любом случае спасибо всем за информацию, попробую в ближайшие дни.
GthphtmАлюминий
Можете ли вы сделать держатель инструмента для удержания обычного накатного инструмента под углом 45 градусов? угол.
ЮргенвтНержавеющая сталь
Это не сработает.
GthphtmАлюминий
Почему, если он питается прямо в ПК. ?
КарлБойдГорячекатаный
Базовая геометрия 1) предположим, что шаг накатки равен 20 на дюйм Теперь, если все, что нужно сделать OP, это черновая обработка поверхность, может быть, это адекватно. КарлБойд
тракторТитан
По той же причине, по которой конические шестерни не входят в зацепление с цилиндрическими шестернями. Вдоль линии соприкосновения скорости различны.
xg1745Пластик
Цель состоит в том, чтобы просто придать шероховатости, но лучше бы выглядело лучше. Что касается геометрии, я думаю, что это будет работать с этой фрезой, так как соотношение основных линий к второстепенным на фрезе такое же, как и в работе: Я не знаю, смогу ли я сделать фрезу, поскольку никто не продает 45 градусов, лучшее, что я могу придумать, это мой фрезерный станок с ЧПУ (единственное, что у меня есть с более высокими оборотами), удерживающий заточенный шлифовальный круг 90 градусов против 4-й оси, наклоненной на 45 градусов Следующая проблема заключается в том, имеет ли токарный станок с ЧПУ достаточную мощность, чтобы подтолкнуть его к работе и сделать любые важные линии, поскольку он имеет ширину 1/2 дюйма
Лык31337Чугун
Это похоже на катастрофу, которая вот-вот должна произойти, да и зачем нужна накатка на 45 градусов? Есть способы сделать это, но я бы не подумал об этих рисунках. Накатка создает ОЧЕНЬ много силы, по крайней мере, намного больше, чем кажется на первый взгляд.
ДжонодерАлмаз
Попытайтесь понять, что достаточная деформация просто удаляет металл довольно уродливым образом.
xg1745Пластик
Ну что может быть лучше? Я никогда раньше ничего не накатывал. Что-то должно быть сделано на 45, чтобы увеличить тягу, накатка кажется самым быстрым способом. В идеале по прямой вокруг всего 45 и в идеале на токарном станке после обработки фаски. Резка или фрезерование по 4-й оси тоже сработает, но я стараюсь избегать лишних операций
Ральф_ПНержавеющая сталь
Алмазная накатка должна работать, оставляя более грубый рисунок по направлению к большему диаметру.
машинистрртГорячекатаный
Почитайте о конических зубчатых передачах, это может дать некоторые идеи.
9100Алмаз
Вам просто нужно согласовать поверхностные скорости детали и накатного колеса вдоль линии контакта. Это означает, что если накатное колесо составляет 1/2 диаметра детали в самой большой точке, колесо также должно иметь 1/2 диаметра детали в самой маленькой точке. Зубы будут конусообразными. Как говорит BCS, вы фактически прокатываете набор зубьев конической шестерни в заготовке. Фреза шипорезная: Фрезы для сращивания древесины на микрошип, шипорезная фреза, веерные фрезы минишип купить, цена в ЕкатеринбургеФрезы для шипорезных станков — цена, отзывы, характеристики с фото, инструкция, видео
Гарантия Печать Код товара: 42298 запросить цену В корзину Получить 8 (495) 150-05-90 order@rustan. Сравнить Избранное
Фрезы для шипорезных станков Комментарии и вопросы: Комментариев пока нет, но ваш может быть первым. Отзывы о Фрезы для шипорезных станков: Отзывов пока нет, но ваш может быть первым. Компания-изготовитель оставляет за собой право на изменение комплектации и места Обращаем Ваше внимание на то, что информация на сайте не является публичной офертой! Вверх Фреза микрошип для сращивания, шипорезная Код товара: 2606.
Цена: 1 560 ₽ за 1 шт.  «>Описание товара «>Описание товараФреза микрошип: Код товара: 2606. Фреза микрошип (фреза для сращивания, фреза минишип, фреза шип,микрошип,фреза шип-паз,фреза шипорезная) Фрезы применяются для подготовки торцового соединения путем склеивания коротких досок в одну длинную. Применяется для обработки любых видов древесины. Фрезы изготавливаются с одним диаметром хвостовика — 8мм, под заказ — 12 мм. Фрезы изготовлены из стали марки СТ10 и оснащены твердосплавными ножами из сплава ВК8 в режущей части. Твердосплавные пластины (ножи) крепятся к телу фрезы при помощи латунного припоя методом пайки в высокочастотной электропечи. Ножи проходят заточку по внутренней поверхности и затыловку по внешней, что позволяет обеспечить высокую скорость и чистоту работы. Толщина применяемых ножей позволяет заточить их по внутренней поверхности до 4 раз, что соответственно увеличивает срок службы фрез. Заточка фрез производится специальным алмазным инструментом (кругом). Применение ножей из твердого сплава позволяет использовать фрезы для работы по любым породам дерева, композиту, пластиковым плитам, МДФ. фрези деревообробні,фреза концевая, фрези, фрезы для ручного фрезера, фрезы по дереву для ручного фрезера,купить фрезы для ручного фрезера, купить фрезы для фрезера, фрезы по дереву купить, концевые фрезы по дереву купить, купить фрезу для ручного фрезера, фрезы концевые, фрезы для фрезера, фрезы на ручной фрезер, фрезы +для ручного фрезера,купить фрезы +для ручного фрезера,набор фрез +для ручного фрезера,пальчиковые фрезы +для ручного фрезера,фреза +для ручного фрезера цена,фрезы +для ручного фрезера харьков,фрезы +для ручного фрезера глобус,фрезы +для ручного фрезера каталог,виды фрез +для ручного фрезера,фреза концевая +для ручного фрезера,концевой фрезы,фреза концевая,концевая фреза гост,концевые фрезы +по дереву,чертеж фрезы концевой,фреза концевая твердосплавная,куплю фреза концевая,фрезы концевые цена,фреза +для фрезера,фрезы украина,концевой фрезы. Характеристики фрезы микрошип для сращивания, шипорезная Код товара: 2606.
от 1 520 ₽ Товары, похожие на Фреза микрошип для сращивания, шипорезная Код товара: 2606.Вы можете оформить заказ на «Фреза микрошип для сращивания, шипорезная Код товара: 2606.» в компании «Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера)» через наш каталог BizOrg. Преимущества «Инвелд (Фрезы по дереву, фреза по дереву,ручная фреза,фреза концевая, фрезы для ручного фрезера)»:
Свяжитесь с фирмой уже сейчас – не теряйте время зря! Часто задаваемые вопросы:
Технические сведения:
Телефоны: +79788381050 Купить фрезу микрошип для сращивания, шипорезная Код товара: 2606. в Симферополе: ул. Генерала Васильева, 29 Фреза микрошип для сращивания, шипорезная Код товара: 2606. Lumberjack Tools 1-дюймовый шипорез Pro Log, шипорез премиум-класса (TTR1000) — аксессуары для электродрели 4,5 из 5 звезд -16% $125,64 $125,64 Цена по прейскуранту: $149,00 $149,00 Цена по прейскуранту — это рекомендованная розничная цена нового продукта, предоставленная производителем, поставщиком или продавцом. За исключением книг, Amazon будет отображать прейскурантную цену, если продукт был приобретен покупателями на Amazon или предложен другими розничными продавцами по прейскурантной цене или выше, по крайней мере, за последние 90 дней. Прейскурантные цены могут не обязательно отражать преобладающую рыночную цену продукта.Узнать больше БЕСПЛАТНЫЙ возврат Возврат товара бесплатно
Размер: Шипорез 1 дюйм
Подходит для вашего . См. дополнительные сведения о продукте Соотношение цены и качества 4.0 4.0 Простота в использовании 3.8 3.8 Просмотреть все обзоры Просмотреть все обзоры Просмотреть все обзоры для использования в США. Шипорезы Veritas Power — Lee Valley ToolsОпция: Выберите вариант Количество: {{price.Quantity}}+ {{price.FormattedPrice}} Из: 99,50 долларов США Продано {{itemExceptionMessage}} Добавить в список желаний Товар добавлен в список желаний  Error» v-cloak=»»> Товар не может быть добавлен в данный момент Error» v-cloak=»»> Товар не может быть добавлен в данный моментВыберите опцию, чтобы добавить товар в корзину. Выберите параметр, чтобы просмотреть наличие товара. Онлайн — {{ stockStatus }} Это изображение не загружено. Чтобы распечатать изображения, закройте окно печати и прокрутите статью до конца. После загрузки всех изображений снова выберите параметр печати. Приобретите нашу полную линейку инструментов VeritasОписание Для тех, кто собирает мебель в деревенском стиле, наши шипорезные ножницы с алюминиевым корпусом режут гладкие идеальные шипы с закругленными выступами. Фрезы спроектированы таким образом, чтобы работать без вибрации при работе с электродрелью, но при этом обеспечивать такую же точность при использовании ручной скобы. Для повышения безопасности задний конец лезвия имеет контур, чтобы ничего не выходило за пределы вращающегося алюминиевого корпуса. В корпус встроена направляющая для заточки лезвий на барабанном шлифовальном станке, установленном на сверлильном станке. Лезвие регулируется, чтобы отрезать точный размер шипа, необходимого как в сухой, так и в сырой древесине. Доступны восемь диаметров резания. Размеры от 5/8″ до 1″ нарезают шипы длиной 2 3/4″ и обычно используются для большинства деревенской мебели. Размеры от 1 1/4″ до 2″ позволяют нарезать шипы длиной 4 1/4″ и используются для более крупных структурных соединений. , например, каркас кровати для размещения или ограждения для размещения. Все размеры имеют шестигранные хвостовики; размеры от 5/8″ до 1″ предназначены для использования в электродрелях с патроном 3/8″ (или больше). Размеры от 1 1/4″ до 2″, которые требуют большего крутящего момента для привода, предназначены для использования в более крупных электрических дрели с патроном 1/2 дюйма (или больше). | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
..
 Улучшенная видимость также снижает необходимость повторной пескоструйной обработки и повышает чистоту деталей.
Улучшенная видимость также снижает необходимость повторной пескоструйной обработки и повышает чистоту деталей.
 )
)
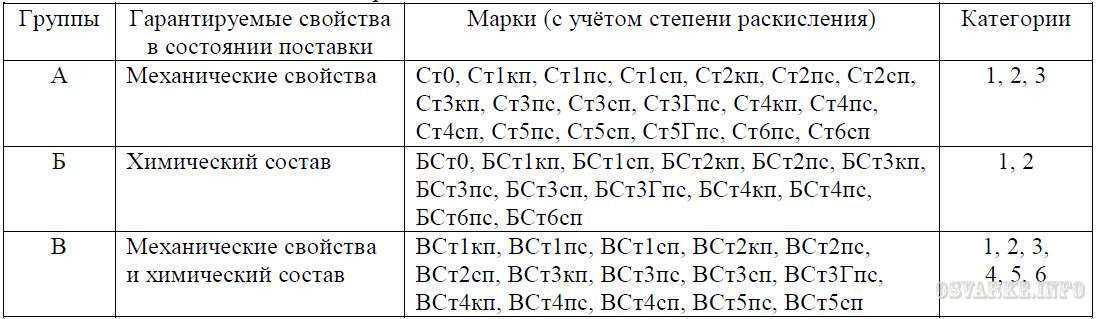

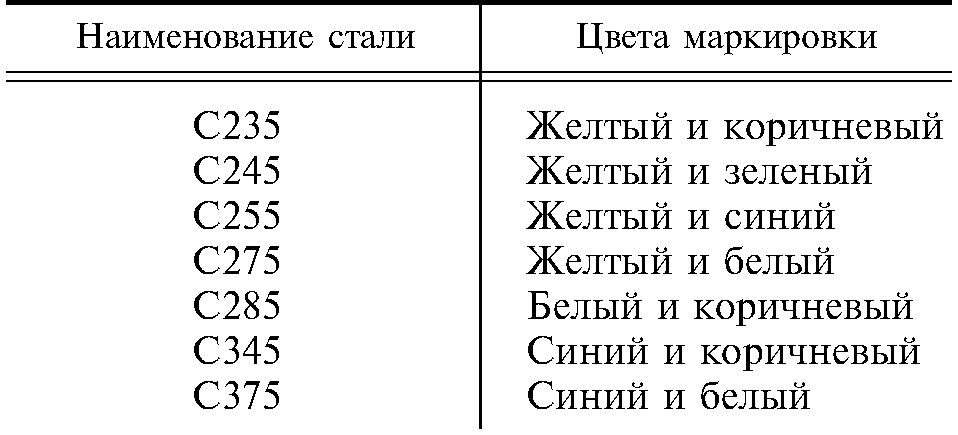 Оставайтесь с нами, когда я опубликую свое объяснение ECC.
Оставайтесь с нами, когда я опубликую свое объяснение ECC.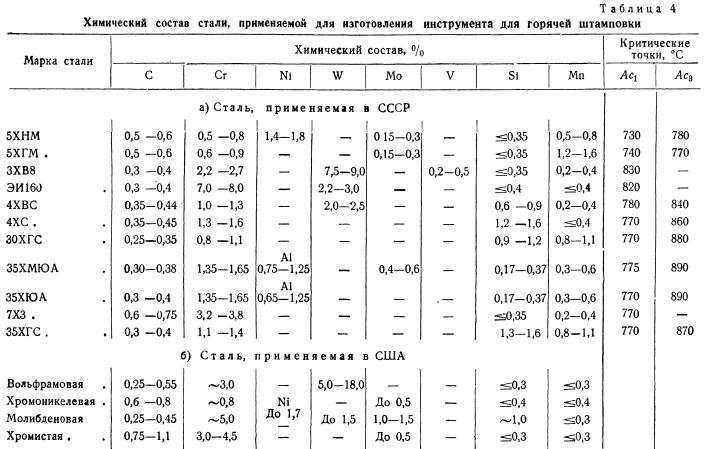 и веб-сервер.
и веб-сервер.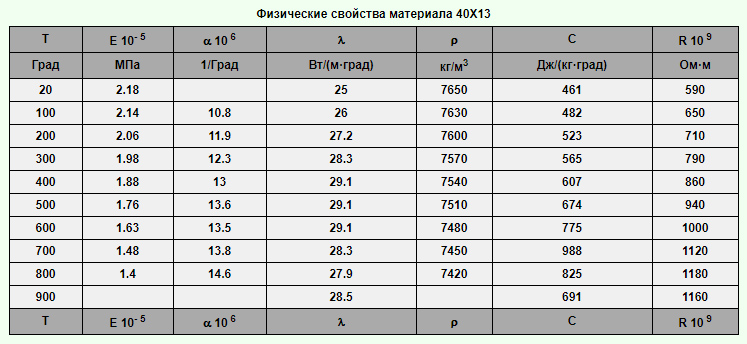 Конечно, вы можете думать, что вам все равно. То есть до тех пор, пока вы не просматриваете информацию о личном заболевании или советы о подростковой беременности. Чье это дело? Эта информация всегда кому-то полезна, поэтому они хотят ее и сохраняют. Навсегда.
Конечно, вы можете думать, что вам все равно. То есть до тех пор, пока вы не просматриваете информацию о личном заболевании или советы о подростковой беременности. Чье это дело? Эта информация всегда кому-то полезна, поэтому они хотят ее и сохраняют. Навсегда.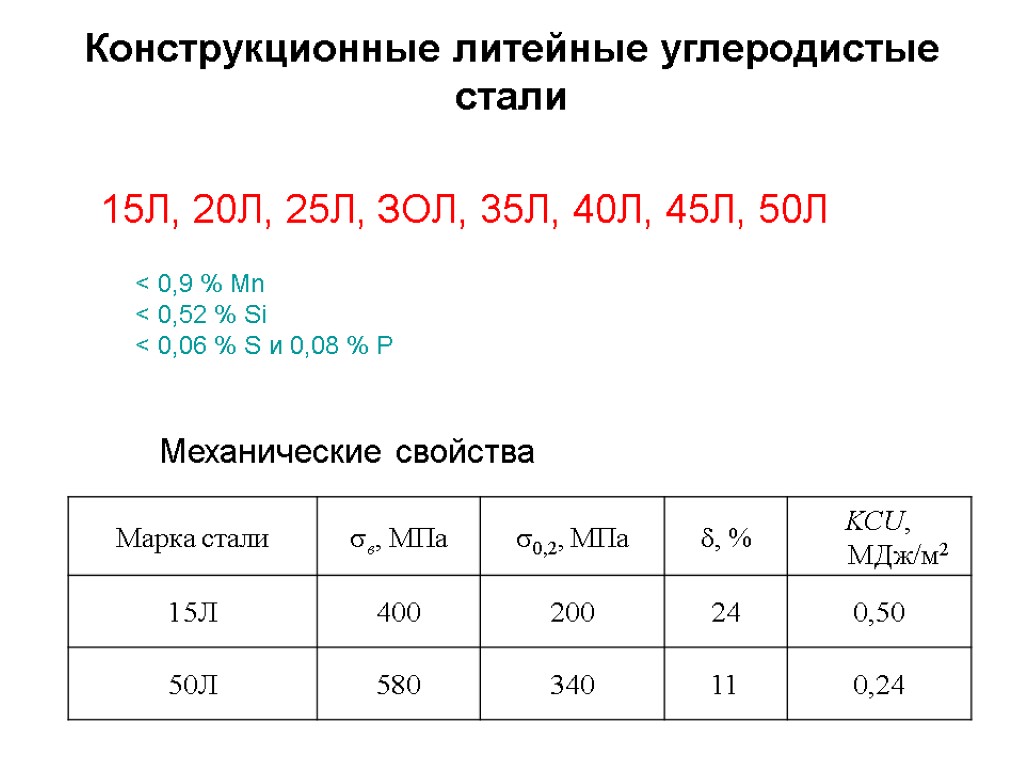 С этого момента я буду называть его SSL/TLS, так как оба моникера взаимозаменяемы, но технически я говорю о более новом TLS.
С этого момента я буду называть его SSL/TLS, так как оба моникера взаимозаменяемы, но технически я говорю о более новом TLS.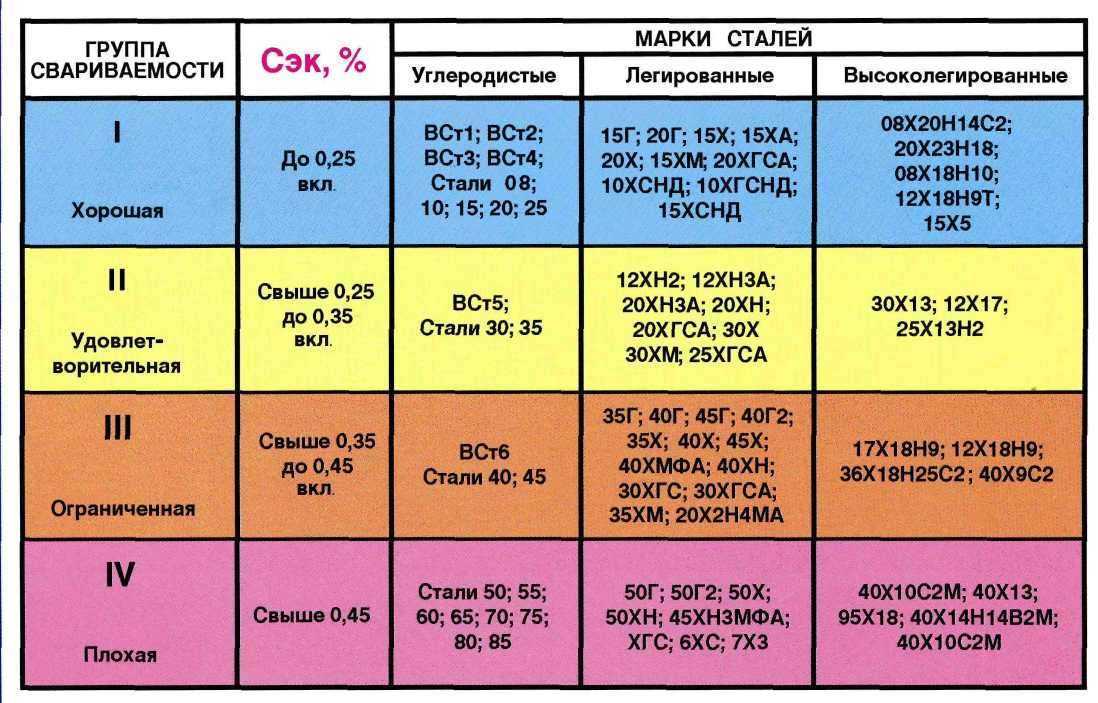 Это то, что использует ваш домашний WiFi. У вас есть только один ключ или «пароль», который вы подключаете как к беспроводному маршрутизатору, так и к ноутбуку. Очень просто.
Это то, что использует ваш домашний WiFi. У вас есть только один ключ или «пароль», который вы подключаете как к беспроводному маршрутизатору, так и к ноутбуку. Очень просто. Как оказалось, это просто математическая задача с 9.0034 очень большие числа.
Как оказалось, это просто математическая задача с 9.0034 очень большие числа. Вот так удобно работает математика.
Вот так удобно работает математика.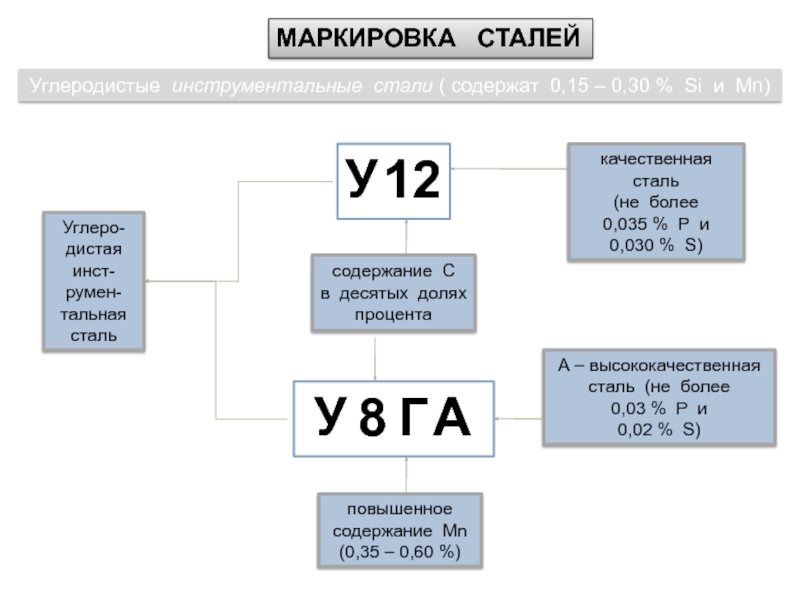 Сначала для установления соединения используется асимметричное шифрование (с открытым ключом), которое затем заменяется симметричным шифрованием (называемым сеансом ) на время.
Сначала для установления соединения используется асимметричное шифрование (с открытым ключом), которое затем заменяется симметричным шифрованием (называемым сеансом ) на время.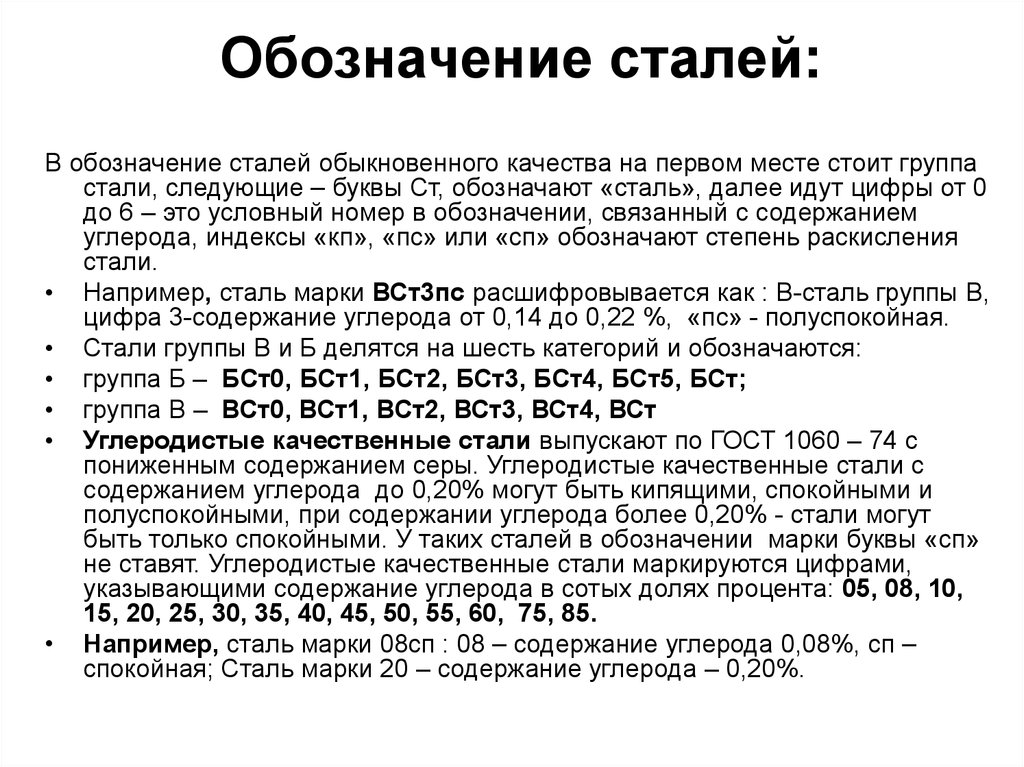
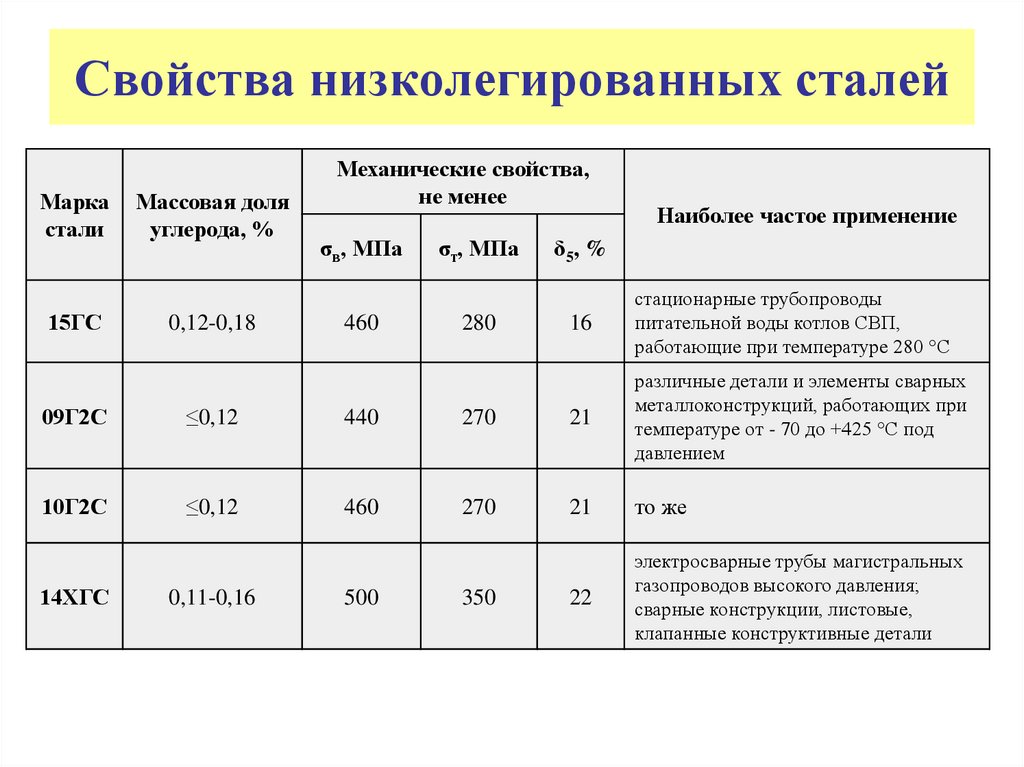 Он не подходит для длительных сеансов из-за вычислительной мощности, необходимой для его работы. Шифрование с открытым ключом использует много более длинные ключи, что делает его гораздо более трудоемким. Ознакомьтесь с ключевыми примерами ниже.
Он не подходит для длительных сеансов из-за вычислительной мощности, необходимой для его работы. Шифрование с открытым ключом использует много более длинные ключи, что делает его гораздо более трудоемким. Ознакомьтесь с ключевыми примерами ниже. Публичный характер асимметричного шифрования требует длинных ключей. Потому что, когда у вас есть открытый ключ, у вас уже есть часть ответа. Вычислить остальную часть ответа (закрытый ключ) было бы легко, если бы ответ был коротким. Экспоненциально большие ключи позволяют сохранить закрытый ключ закрытым.
Публичный характер асимметричного шифрования требует длинных ключей. Потому что, когда у вас есть открытый ключ, у вас уже есть часть ответа. Вычислить остальную часть ответа (закрытый ключ) было бы легко, если бы ответ был коротким. Экспоненциально большие ключи позволяют сохранить закрытый ключ закрытым.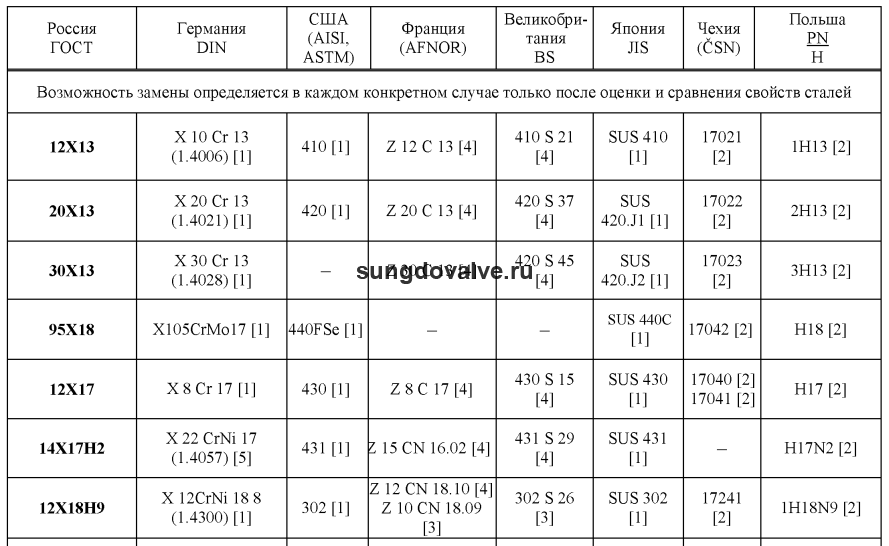 Это не изменится, пока DNSSEC не будет полностью реализован.
Это не изменится, пока DNSSEC не будет полностью реализован. Через HTTPS-соединение можно получить вирусы и другие вредоносные программы. Если веб-сервер заражен или вы находитесь на вредоносном веб-сайте, распространяющем вредоносное ПО, оно будет отправлено внутри потока HTTPS, как и все остальное. Однако HTTPS вместо не позволяет никому посередине внедрять вредоносное ПО в ваш движущийся трафик.
Через HTTPS-соединение можно получить вирусы и другие вредоносные программы. Если веб-сервер заражен или вы находитесь на вредоносном веб-сайте, распространяющем вредоносное ПО, оно будет отправлено внутри потока HTTPS, как и все остальное. Однако HTTPS вместо не позволяет никому посередине внедрять вредоносное ПО в ваш движущийся трафик.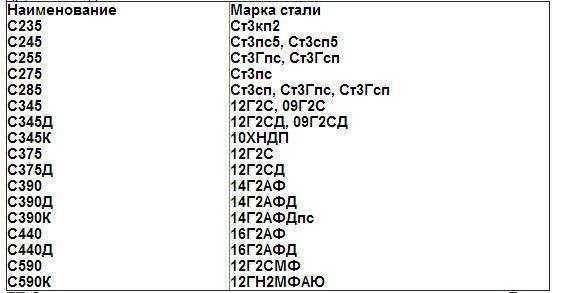 Если вы ищете больше конфиденциальности, то следующим шагом будет услуга VPN. Прочтите эту статью, чтобы узнать больше о VPN.
Если вы ищете больше конфиденциальности, то следующим шагом будет услуга VPN. Прочтите эту статью, чтобы узнать больше о VPN. Давайте начнем с хэшей, которые повсеместно используются в вычислениях, и рассмотрим, что делает хеш-функцию криптографической .
Давайте начнем с хэшей, которые повсеместно используются в вычислениях, и рассмотрим, что делает хеш-функцию криптографической .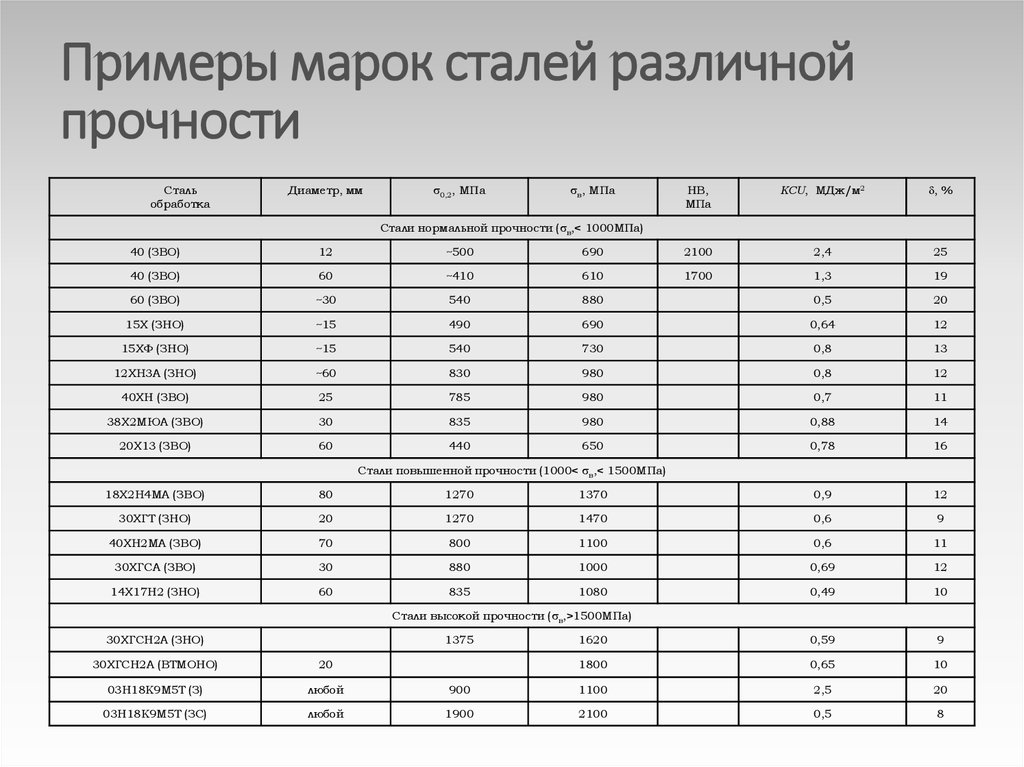 (Значение N может увеличиваться или уменьшаться в зависимости от того, насколько продуктивным является майнинг в конкретный момент времени.) Интересно отметить, что современные майнеры представляют собой аппаратные кластеры, предназначенные для параллельной генерации хэшей SHA256. В пиковое время 2018 года майнеры биткойнов по всему миру генерировали около 75 миллионов терахэшей в секунду — еще одно непостижимое число.
(Значение N может увеличиваться или уменьшаться в зависимости от того, насколько продуктивным является майнинг в конкретный момент времени.) Интересно отметить, что современные майнеры представляют собой аппаратные кластеры, предназначенные для параллельной генерации хэшей SHA256. В пиковое время 2018 года майнеры биткойнов по всему миру генерировали около 75 миллионов терахэшей в секунду — еще одно непостижимое число. В этом случае сообщение и его контрольная сумма должны быть отправлены повторно или, по крайней мере, должно быть выставлено условие ошибки. (Низкоуровневые сетевые протоколы, такие как UDP, не заботятся о контрольных суммах.)
В этом случае сообщение и его контрольная сумма должны быть отправлены повторно или, по крайней мере, должно быть выставлено условие ошибки. (Низкоуровневые сетевые протоколы, такие как UDP, не заботятся о контрольных суммах.) Например, код проверки подлинности сообщения на основе хэша (HMAC) использует хеш-значение и секретный криптографический ключ для проверки подлинности сообщения, отправляемого по сети. Коды HMAC, легкие и простые в использовании в программах, популярны в веб-сервисах. X509цифровой сертификат включает хеш-значение, известное как отпечаток , который может упростить проверку сертификата. Хранилище доверенных сертификатов в памяти может быть реализовано в виде таблицы поиска с ключом для таких отпечатков пальцев — в виде хэш-карты , которая поддерживает поиск в постоянном времени. Отпечаток входящего сертификата можно сравнить с ключами хранилища доверенных сертификатов для совпадения.
Например, код проверки подлинности сообщения на основе хэша (HMAC) использует хеш-значение и секретный криптографический ключ для проверки подлинности сообщения, отправляемого по сети. Коды HMAC, легкие и простые в использовании в программах, популярны в веб-сервисах. X509цифровой сертификат включает хеш-значение, известное как отпечаток , который может упростить проверку сертификата. Хранилище доверенных сертификатов в памяти может быть реализовано в виде таблицы поиска с ключом для таких отпечатков пальцев — в виде хэш-карты , которая поддерживает поиск в постоянном времени. Отпечаток входящего сертификата можно сравнить с ключами хранилища доверенных сертификатов для совпадения. Вот изображение с chf в качестве криптографической хэш-функции и моим паролем foobar в качестве примера ввода:
Вот изображение с chf в качестве криптографической хэш-функции и моим паролем foobar в качестве примера ввода: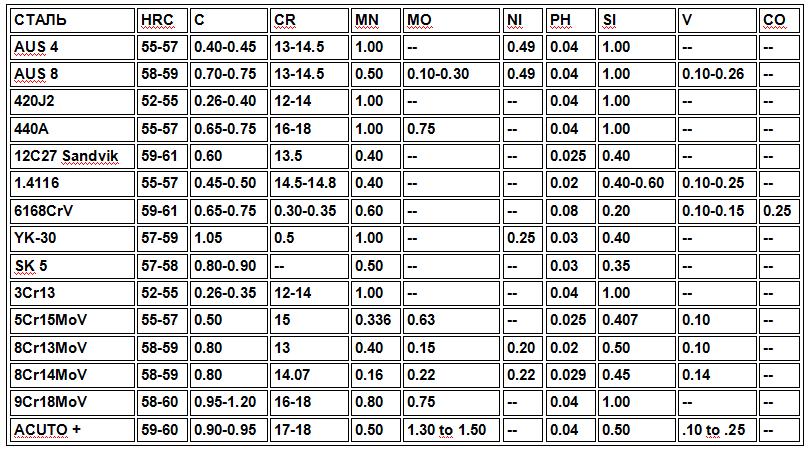

 txt
txt 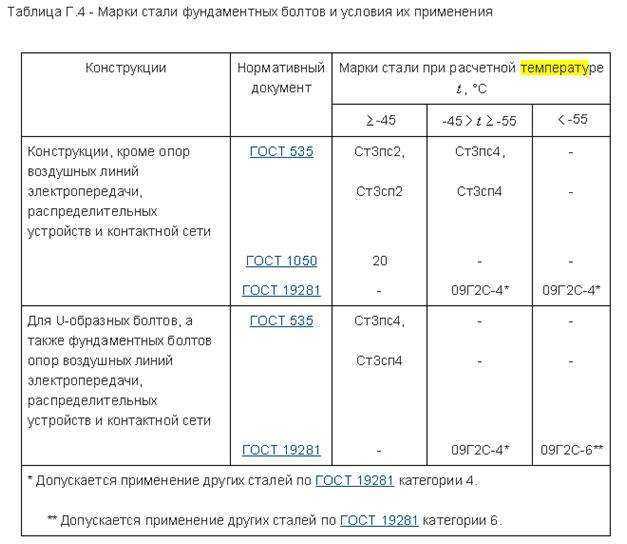
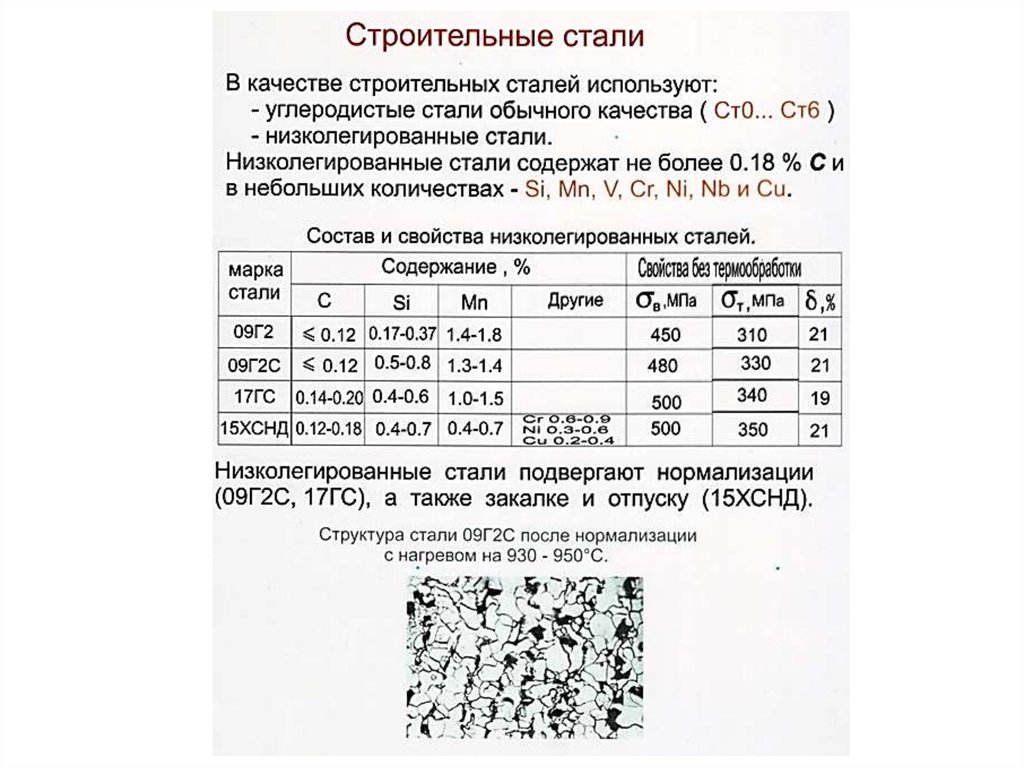
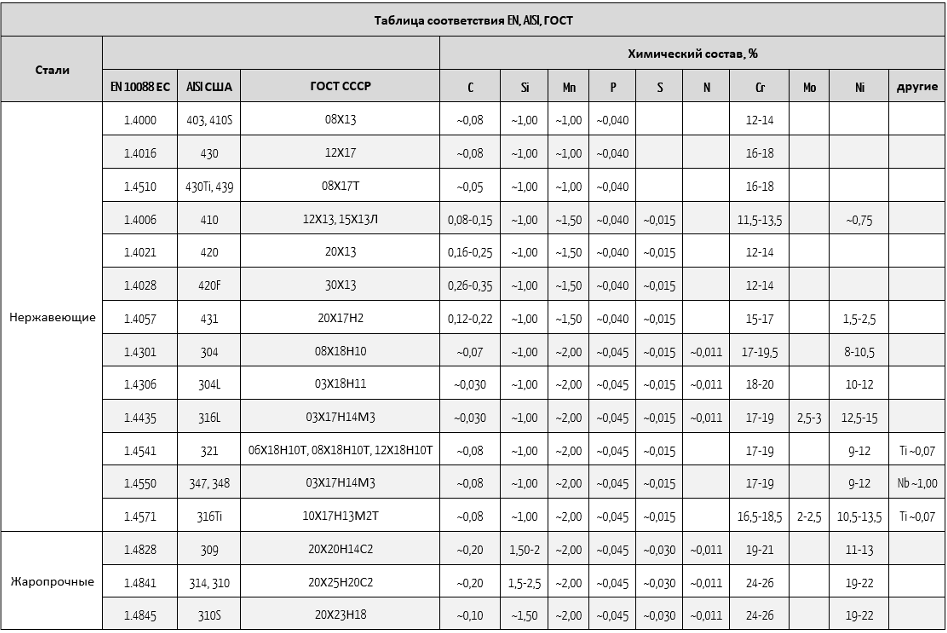
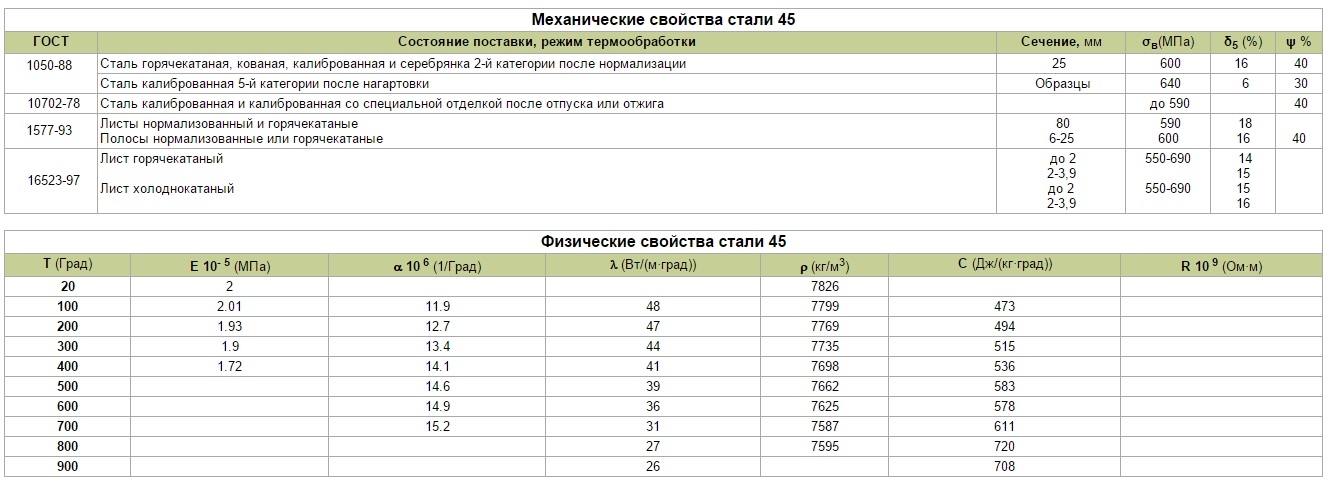 c в качестве артефакта для подписи:
c в качестве артефакта для подписи: Хэш, используемый для подписи артефакта (в данном случае исполняемой программы клиента ), должен быть пересчитан в качестве важного шага проверки, поскольку процесс проверки должен указывать, изменился ли артефакт с момента подписания.
Хэш, используемый для подписи артефакта (в данном случае исполняемой программы клиента ), должен быть пересчитан в качестве важного шага проверки, поскольку процесс проверки должен указывать, изменился ли артефакт с момента подписания.
 pem , намекает на типичное использование цифровых сертификатов: в качестве ваучеров для идентификации веб-сервера, связанного с доменом, таким как www.google.com.
pem , намекает на типичное использование цифровых сертификатов: в качестве ваучеров для идентификации веб-сервера, связанного с доменом, таким как www.google.com. д.:
д.: pem -out myserver.crt
pem -out myserver.crt  ..
..  Вот две команды OpenSSL, которые проверяют один и тот же модуль, тем самым подтверждая, что цифровой сертификат основан на паре ключей в файле PEM:
Вот две команды OpenSSL, которые проверяют один и тот же модуль, тем самым подтверждая, что цифровой сертификат основан на паре ключей в файле PEM: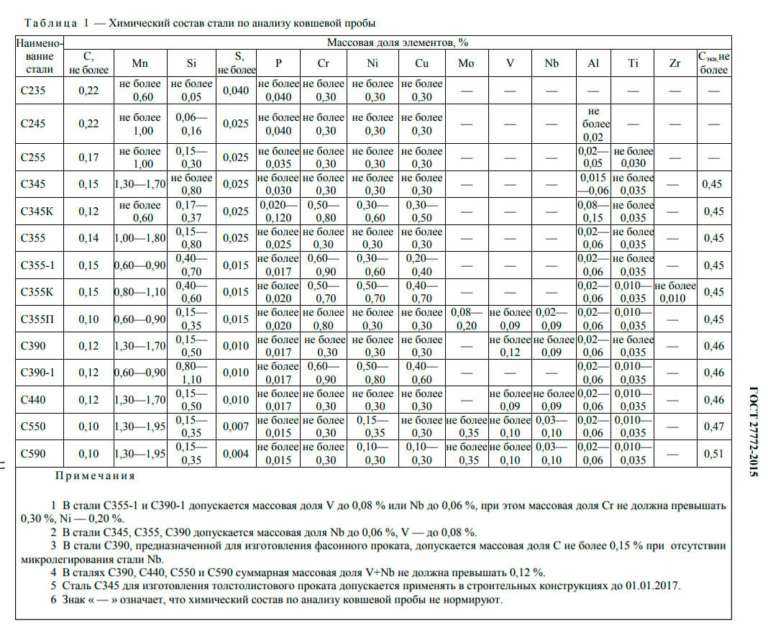
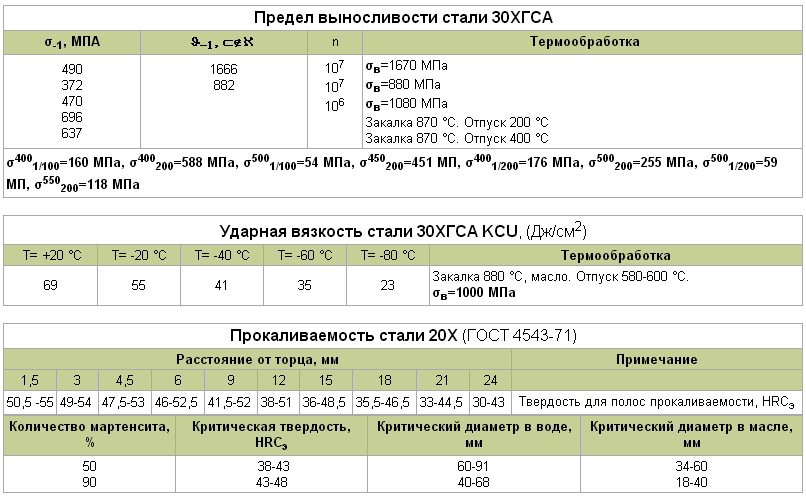 Соответственно, клиентская программа может отправить зашифрованное сообщение на веб-сервер, который в одиночку может легко расшифровать это сообщение.
Соответственно, клиентская программа может отправить зашифрованное сообщение на веб-сервер, который в одиночку может легко расшифровать это сообщение.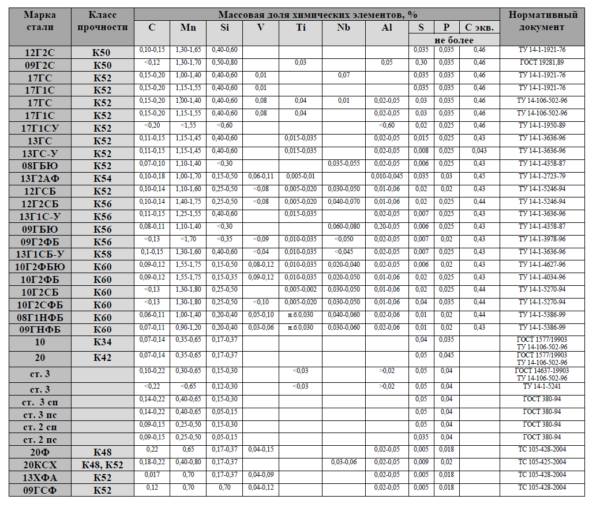 Затем программа клиент шифрует PMS с помощью открытого ключа сервера и отправляет зашифрованную PMS на сервер, который в свою очередь расшифровывает сообщение PMS своим закрытым ключом из пары RSA:
Затем программа клиент шифрует PMS с помощью открытого ключа сервера и отправляет зашифрованную PMS на сервер, который в свою очередь расшифровывает сообщение PMS своим закрытым ключом из пары RSA:
 Поворотный стол имеет возможность поворачиваться вокруг горизонтальной оси. На торце рукава смонтирован электрошкаф. Органы управления сосредоточены в удобном для работы месте: на сверлильной головке и электрошкафу. Электронасос охлаждения монтируется на фундаментной плите.
Поворотный стол имеет возможность поворачиваться вокруг горизонтальной оси. На торце рукава смонтирован электрошкаф. Органы управления сосредоточены в удобном для работы месте: на сверлильной головке и электрошкафу. Электронасос охлаждения монтируется на фундаментной плите. 00.10.000
00.10.000 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе




 При включении выдвижного упора, наезде его на фиксированный лимб происходит останов шпинделя на заданной глубине.
При включении выдвижного упора, наезде его на фиксированный лимб происходит останов шпинделя на заданной глубине.

 .630
.630 .2000 (12)
.2000 (12) Привод
Привод А. Работа на сверлильных станках,1963
А. Работа на сверлильных станках,1963
 м
м диаметр сверления, мм
диаметр сверления, мм 
 Exapro рекомендует уточнить детали у продавца перед покупкой.
Exapro рекомендует уточнить детали у продавца перед покупкой. 



 Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
Деталь на таком станке фиксируется в специальном приспособлении. Конструкция оборудования обеспечивает плавное перемещение режущего инструмента по отношению к обрабатываемой поверхности.
 При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают ряд факторов: максимальный диаметр отверстия, которое можно обработать; максимальное количество движений шпинделя; номер присоединяемого конуса, расположенного внутри шпинделя; количество оборотов, которое может совершать шпиндель; количество градусов, позволяющее регулировать скорость вращения шпинделя.
При выборе параметров обработки, выполняемой на станке радиально-сверлильной группы, учитывают ряд факторов: максимальный диаметр отверстия, которое можно обработать; максимальное количество движений шпинделя; номер присоединяемого конуса, расположенного внутри шпинделя; количество оборотов, которое может совершать шпиндель; количество градусов, позволяющее регулировать скорость вращения шпинделя.

 к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры.
к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры. 303 × 0.303 × 0.303 м
303 × 0.303 × 0.303 м 00000000 kg
00000000 kg Включите его в настройках вашего браузера.
Включите его в настройках вашего браузера. 2
2
 Отличная ванная. Частная парковка через дорогу. Франсуа был отличным хозяином.
Отличная ванная. Частная парковка через дорогу. Франсуа был отличным хозяином.
 Сам город не предлагает много. Город, который стоит посетить: Сансере в 20 минутах езды на машине, узнайте по его винам! Много виноградных дворов и прекрасная городская площадь.
Сам город не предлагает много. Город, который стоит посетить: Сансере в 20 минутах езды на машине, узнайте по его винам! Много виноградных дворов и прекрасная городская площадь.
 Очень удобная кровать, очень чистый номер, хорошее тихое место.
Очень удобная кровать, очень чистый номер, хорошее тихое место. Наш французский не так хорош, и мы нашли способ общаться весело и с юмором!
Наш французский не так хорош, и мы нашли способ общаться весело и с юмором!
 Инвертор Tjheseletsa «Resanta Sai-220»
Инвертор Tjheseletsa «Resanta Sai-220» Ке хоре, хо эца хоре хо быть боноло хо болока junifomo tjheseletsa segopo le lintho tse ngata tsitsitseng haholoanyane ho feta mechine e meng tjheseletsa.
Ке хоре, хо эца хоре хо быть боноло хо болока junifomo tjheseletsa segopo le lintho tse ngata tsitsitseng haholoanyane ho feta mechine e meng tjheseletsa.

 Ho na le ke fapoha switjha theoha ‘a letanta — «Сеть» le bontšang khanya — «Сеть». Верхний ремешок энце бакэнг са хо tsamaisa bonolo le ho sebelisoa ha mochine.
Ho na le ke fapoha switjha theoha ‘a letanta — «Сеть» le bontšang khanya — «Сеть». Верхний ремешок энце бакэнг са хо tsamaisa bonolo le ho sebelisoa ha mochine. Phahameng dipharologanyo thepa selikalikoe tsitsiteng sebelisa likarolo semiconductor ba fana, tse hlahisitsoeng ke ho theknoloji e morao-rao ka ho fetisisa.
Phahameng dipharologanyo thepa selikalikoe tsitsiteng sebelisa likarolo semiconductor ba fana, tse hlahisitsoeng ke ho theknoloji e morao-rao ka ho fetisisa.
 2 лимититар — 90-145 А;
2 лимититар — 90-145 А; Ba tse ratoang haholo-holo har’a миряне tšepe ka lebaka la boima ba ‘mele tse nyenyane (6 кг) e, boiketlo tsa tshebetso le boiketlo ba tshebetso. Цены ba ka theko e tlaase haholo, ho tloha ho tse 150 ho $ 250 ka yuniti.
Ba tse ratoang haholo-holo har’a миряне tšepe ka lebaka la boima ba ‘mele tse nyenyane (6 кг) e, boiketlo tsa tshebetso le boiketlo ba tshebetso. Цены ba ka theko e tlaase haholo, ho tloha ho tse 150 ho $ 250 ka yuniti. Empa ho na le ba hore re ba ntse ba sebetsa ka eona ka boemo ba leholimo le metsi a «kha» motlakase. Ka lebaka leo, ho ke ke le soso ho bareki ho hopotsa hang hape hore ho sebetsa le thepa leha e le efe ea motlakase le lisebelisoa beha kotsi haeba u sa etsa lintho tumellanong le melao ea motheo polokeho. Sesebediswa bekha lik’hilograma 5,5 ke feela ka nako ya ho tjheseletsa eleketrode bophara tsa 5 limililimithara на ле bokgoni ба 15 кВт, e leng lekane ho etsa bonnete ba hore lejoe 10 lik’hilograma lahlela bophahamo-этаж ntlo. Ka lebaka leo, tlhokomelo e eketsehileng ha e etsahala ha u sebelisa eneji, le-matla thepa.
Empa ho na le ba hore re ba ntse ba sebetsa ka eona ka boemo ba leholimo le metsi a «kha» motlakase. Ka lebaka leo, ho ke ke le soso ho bareki ho hopotsa hang hape hore ho sebetsa le thepa leha e le efe ea motlakase le lisebelisoa beha kotsi haeba u sa etsa lintho tumellanong le melao ea motheo polokeho. Sesebediswa bekha lik’hilograma 5,5 ke feela ka nako ya ho tjheseletsa eleketrode bophara tsa 5 limililimithara на ле bokgoni ба 15 кВт, e leng lekane ho etsa bonnete ba hore lejoe 10 lik’hilograma lahlela bophahamo-этаж ntlo. Ka lebaka leo, tlhokomelo e eketsehileng ha e etsahala ha u sebelisa eneji, le-matla thepa.

 Что это такое и где используется?
Что это такое и где используется?


 Такие изделия станут надёжной защитой от воров. Металлические ворота из стали горячего проката труднее всего взломать;
Такие изделия станут надёжной защитой от воров. Металлические ворота из стали горячего проката труднее всего взломать; Загрузка: Стандартная загрузка Просмотр продукта
Загрузка: Стандартная загрузка Просмотр продукта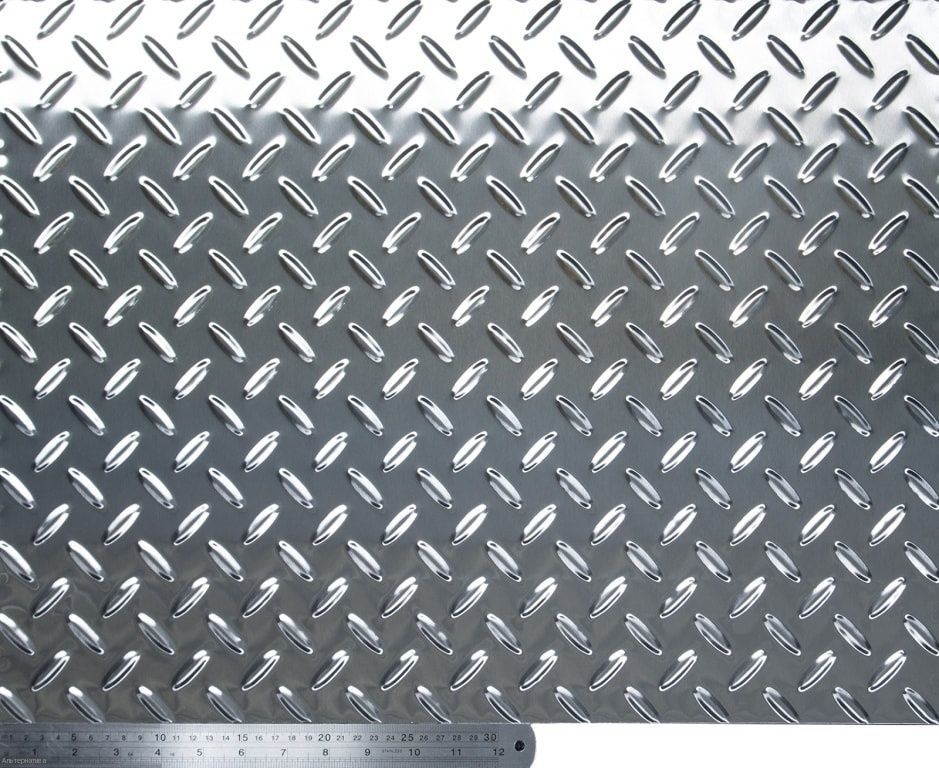 Полость: 50-85 Загрузка: Стандартная нагрузка Продукт
Полость: 50-85 Загрузка: Стандартная нагрузка Продукт

 В зависимости от количества и дизайна изготовление стальных перемычек по индивидуальному заказу обычно занимает от одной до трех недель.
В зависимости от количества и дизайна изготовление стальных перемычек по индивидуальному заказу обычно занимает от одной до трех недель.
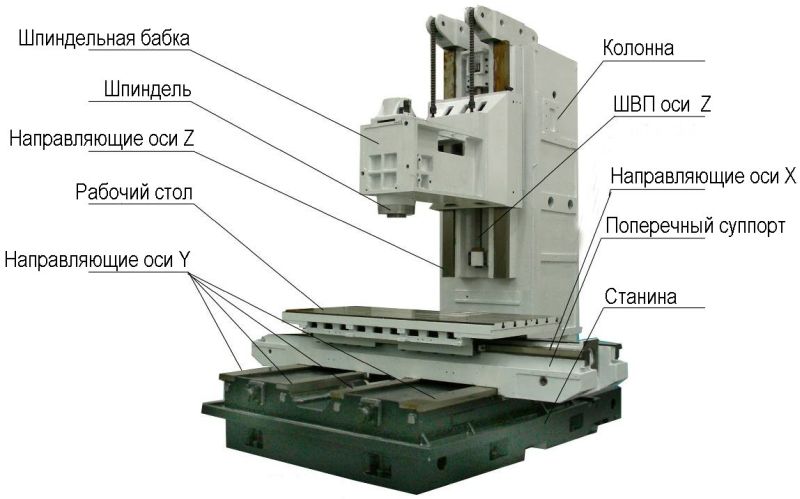
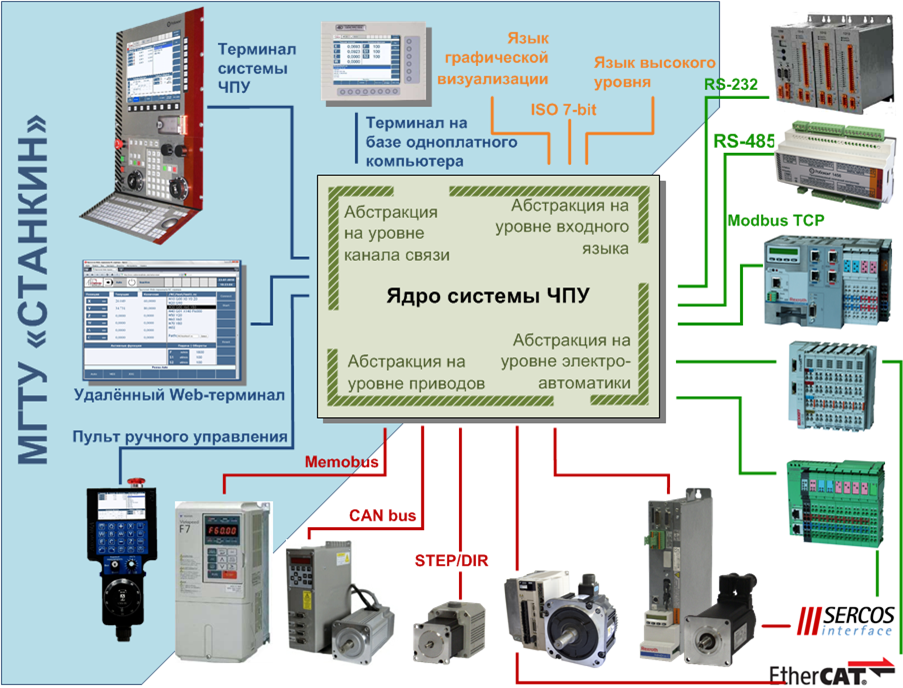

 Компоненты осей ЧПУ
Компоненты осей ЧПУ Устройство 3-х осевого станка с ЧПУ
Устройство 3-х осевого станка с ЧПУ Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам.
Сами рельсы крепятся на несущую конструкцию корпуса. Точность станка с такими направляющими будет ниже, нежели с линейными направляющими за счет повышенных люфтов и меньшего сопротивления вторичным нагрузкам. 
 Минимизация люфта критически важна для качественной работы станка.
Минимизация люфта критически важна для качественной работы станка. Называются шариков-винтовой передачей из за шариковой гайки, в которой вращаются шарико-подшипнкики. Шарики движутся по канавкам на винте, тем самым передавая вращательное усилие на корпус гайки. В настоящее время данный вид передачи является стандартом в станках с ЧПУ.
Называются шариков-винтовой передачей из за шариковой гайки, в которой вращаются шарико-подшипнкики. Шарики движутся по канавкам на винте, тем самым передавая вращательное усилие на корпус гайки. В настоящее время данный вид передачи является стандартом в станках с ЧПУ. 6 градусов.
6 градусов.
 01 мм, сервомотор дает 0.002 мкм.
01 мм, сервомотор дает 0.002 мкм. Моторы приводят в движение каретки станка по координатам до концевиков, и встает в так называемое домашнее положение.
Моторы приводят в движение каретки станка по координатам до концевиков, и встает в так называемое домашнее положение.  Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.
Так же возможно использование в качестве концевика датчика Холла, который дает погрешность порядка 0.01мм.  Независимо от ваших потребностей, VF идеально подходит для удовлетворения потребностей вашего механического цеха.
Независимо от ваших потребностей, VF идеально подходит для удовлетворения потребностей вашего механического цеха. Простота эксплуатации станков Haas является большим плюсом. Наши операторы хорошо знакомы с системой управления Haas, и это помогает обеспечить бесперебойную работу процесса. Мы действительно являемся магазином Haas».
Простота эксплуатации станков Haas является большим плюсом. Наши операторы хорошо знакомы с системой управления Haas, и это помогает обеспечить бесперебойную работу процесса. Мы действительно являемся магазином Haas». В этом видео мы покажем вам простой способ избавиться от этих чипов, не открывая дверцы машины!
В этом видео мы покажем вам простой способ избавиться от этих чипов, не открывая дверцы машины! Большинство крупных веб-сайтов также делают это.
Большинство крупных веб-сайтов также делают это.
 В этой статье будут рассмотрены самые распространенные виды: токарные и фрезерные станки.
В этой статье будут рассмотрены самые распространенные виды: токарные и фрезерные станки. Этот ранний фрезерный станок был изобретен Эли Уитни в 1818 году. назад) и «Z» (вверх и вниз). Рабочий стол также можно поворачивать в горизонтальной или вертикальной плоскости, создавая четвертую ось движения. Некоторые станки имеют пятую ось, которая позволяет шпинделю поворачиваться под углом.
Этот ранний фрезерный станок был изобретен Эли Уитни в 1818 году. назад) и «Z» (вверх и вниз). Рабочий стол также можно поворачивать в горизонтальной или вертикальной плоскости, создавая четвертую ось движения. Некоторые станки имеют пятую ось, которая позволяет шпинделю поворачиваться под углом. Ранние попытки «автоматизировать» эти операции использовали серию кулачков, которые перемещали инструменты или рабочий стол с помощью рычагов. Когда кулачок вращался, звено следовало за поверхностью кулачка, перемещая режущий инструмент или заготовку посредством серии движений. Форма поверхности кулачка позволяла контролировать величину движения рычажного механизма, а скорость вращения кулачка контролировала скорость подачи инструмента. Эти ранние машины было трудно правильно настроить, но после настройки они обеспечивали отличную повторяемость для своего дня.
Ранние попытки «автоматизировать» эти операции использовали серию кулачков, которые перемещали инструменты или рабочий стол с помощью рычагов. Когда кулачок вращался, звено следовало за поверхностью кулачка, перемещая режущий инструмент или заготовку посредством серии движений. Форма поверхности кулачка позволяла контролировать величину движения рычажного механизма, а скорость вращения кулачка контролировала скорость подачи инструмента. Эти ранние машины было трудно правильно настроить, но после настройки они обеспечивали отличную повторяемость для своего дня. Вскоре Парсонс обнаружил, что, используя ранний компьютер IBM, он мог создавать гораздо более точные контурные направляющие, чем это было возможно с помощью ручных расчетов и макетов. Основываясь на этом опыте, он выиграл контракт с ВВС на разработку «автоматической машины для контурной резки» для производства деталей крыла большого сечения для самолетов. Благодаря компьютерному считывателю карт и точному управлению серводвигателем машина получилась огромной, сложной и дорогой. Однако он работал автоматически и производил детали с высокой степенью точности, необходимой для авиационной промышленности.
Вскоре Парсонс обнаружил, что, используя ранний компьютер IBM, он мог создавать гораздо более точные контурные направляющие, чем это было возможно с помощью ручных расчетов и макетов. Основываясь на этом опыте, он выиграл контракт с ВВС на разработку «автоматической машины для контурной резки» для производства деталей крыла большого сечения для самолетов. Благодаря компьютерному считывателю карт и точному управлению серводвигателем машина получилась огромной, сложной и дорогой. Однако он работал автоматически и производил детали с высокой степенью точности, необходимой для авиационной промышленности. Положение и последовательность отверстий позволяли читателю производить необходимые электрические импульсы для вращения двигателей в точное время и с определенной скоростью, что фактически приводило машину в действие точно так же, как человек-оператор. Импульсы управлялись простым компьютером, у которого в то время не было «памяти». Их часто называли «ЧПУ» или машинами с числовым программным управлением. Программист производил ленту на машине, похожей на пишущую машинку, очень похожей на старые «перфокарты», использовавшиеся в первых компьютерах, которые служили «программой». Размер программы определялся длиной ленты, которую необходимо было прочитать для создания определенной части.
Положение и последовательность отверстий позволяли читателю производить необходимые электрические импульсы для вращения двигателей в точное время и с определенной скоростью, что фактически приводило машину в действие точно так же, как человек-оператор. Импульсы управлялись простым компьютером, у которого в то время не было «памяти». Их часто называли «ЧПУ» или машинами с числовым программным управлением. Программист производил ленту на машине, похожей на пишущую машинку, очень похожей на старые «перфокарты», использовавшиеся в первых компьютерах, которые служили «программой». Размер программы определялся длиной ленты, которую необходимо было прочитать для создания определенной части. Выяснить, кто что сделал, когда и с каким влиянием, — сложная задача.
Выяснить, кто что сделал, когда и с каким влиянием, — сложная задача. Исследователи Массачусетского технологического института экспериментировали с различными типами процессов управления и имели опыт работы с проектами ВВС еще со времен Второй мировой войны. В свою очередь, лаборатория Массачусетского технологического института увидела в этом возможность расширить собственные исследования механизмов контроля и обратной связи. Успешная разработка станков с числовым программным управлением была затем предпринята университетскими исследователями, стремящимися удовлетворить требования военных спонсоров.
Исследователи Массачусетского технологического института экспериментировали с различными типами процессов управления и имели опыт работы с проектами ВВС еще со времен Второй мировой войны. В свою очередь, лаборатория Массачусетского технологического института увидела в этом возможность расширить собственные исследования механизмов контроля и обратной связи. Успешная разработка станков с числовым программным управлением была затем предпринята университетскими исследователями, стремящимися удовлетворить требования военных спонсоров. Программа может состоять из «кодовых» команд, таких как «M03», которая дает указание контроллеру переместить шпиндель в новое положение, или «G99», который дает указание контроллеру считывать вспомогательный ввод из какого-либо процесса внутри станка. Кодовые команды являются наиболее распространенным способом программирования станка с ЧПУ. Однако прогресс в области компьютеров позволил производителю станка предложить «диалоговое программирование». ,», где инструкции больше похожи на простые слова. В диалоговом программировании команда «M03» вводится просто как «MOVE», а команда «G99» просто как «READ». Этот тип программирования позволяет быстрее обучаться и меньше запоминать значения кода программистами.Однако важно отметить, что большинство диалоговых машин по-прежнему считывают кодовые программы, поскольку индустрия довольно сильно полагается на эту форму программирования.
Программа может состоять из «кодовых» команд, таких как «M03», которая дает указание контроллеру переместить шпиндель в новое положение, или «G99», который дает указание контроллеру считывать вспомогательный ввод из какого-либо процесса внутри станка. Кодовые команды являются наиболее распространенным способом программирования станка с ЧПУ. Однако прогресс в области компьютеров позволил производителю станка предложить «диалоговое программирование». ,», где инструкции больше похожи на простые слова. В диалоговом программировании команда «M03» вводится просто как «MOVE», а команда «G99» просто как «READ». Этот тип программирования позволяет быстрее обучаться и меньше запоминать значения кода программистами.Однако важно отметить, что большинство диалоговых машин по-прежнему считывают кодовые программы, поскольку индустрия довольно сильно полагается на эту форму программирования. Новейшее оборудование может использовать инженерную модель, сгенерированную компьютером; рассчитать правильные скорости инструмента, подачи и траектории; и производить деталь без создания чертежа или программы.
Новейшее оборудование может использовать инженерную модель, сгенерированную компьютером; рассчитать правильные скорости инструмента, подачи и траектории; и производить деталь без создания чертежа или программы. Некоторые машины могут содержать до 400 инструментов в больших «ульях», каждый из которых автоматически загружается по мере выполнения программы.
Некоторые машины могут содержать до 400 инструментов в больших «ульях», каждый из которых автоматически загружается по мере выполнения программы.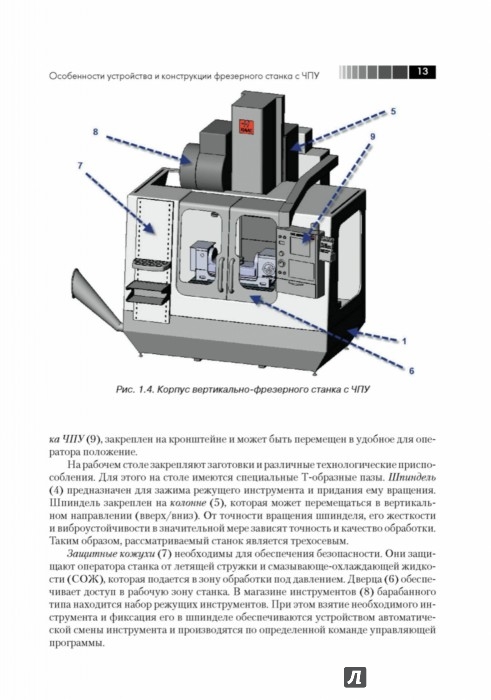 Это позволяет собирать станок с ЧПУ с другими аналогичными станками в гибкую обрабатывающую ячейку, которая может производить более одной детали одновременно. Группа ячеек, некоторые из которых содержат 20 или 30 станков, называется гибкой обрабатывающей системой. Эти системы могут производить буквально сотни различных деталей одновременно с минимальным вмешательством человека. Некоторые из них предназначены для работы днем и ночью без присмотра в так называемом «производстве без света».
Это позволяет собирать станок с ЧПУ с другими аналогичными станками в гибкую обрабатывающую ячейку, которая может производить более одной детали одновременно. Группа ячеек, некоторые из которых содержат 20 или 30 станков, называется гибкой обрабатывающей системой. Эти системы могут производить буквально сотни различных деталей одновременно с минимальным вмешательством человека. Некоторые из них предназначены для работы днем и ночью без присмотра в так называемом «производстве без света». Собственно производственный процесс происходит следующим образом.
Собственно производственный процесс происходит следующим образом.
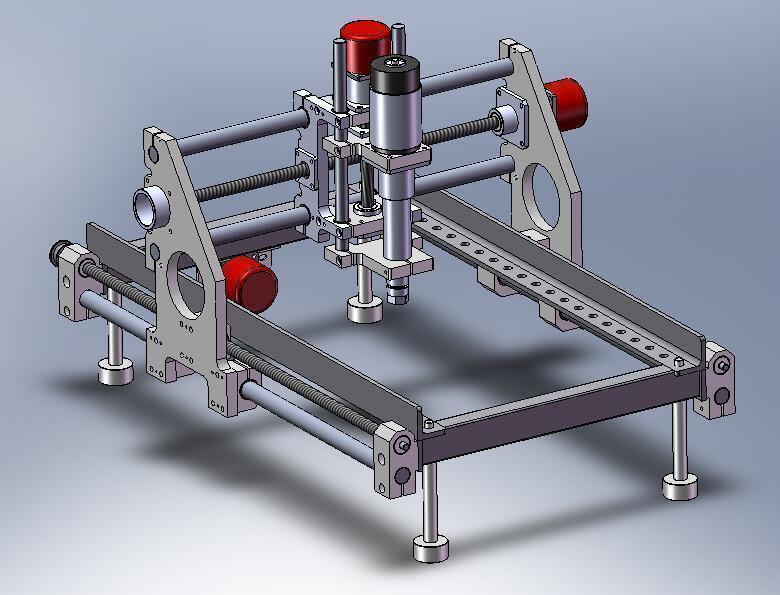 Также на передней панели расположены клавиши ввода данных, порты подключения данных и переключатели «старт-стоп».
Также на передней панели расположены клавиши ввода данных, порты подключения данных и переключатели «старт-стоп».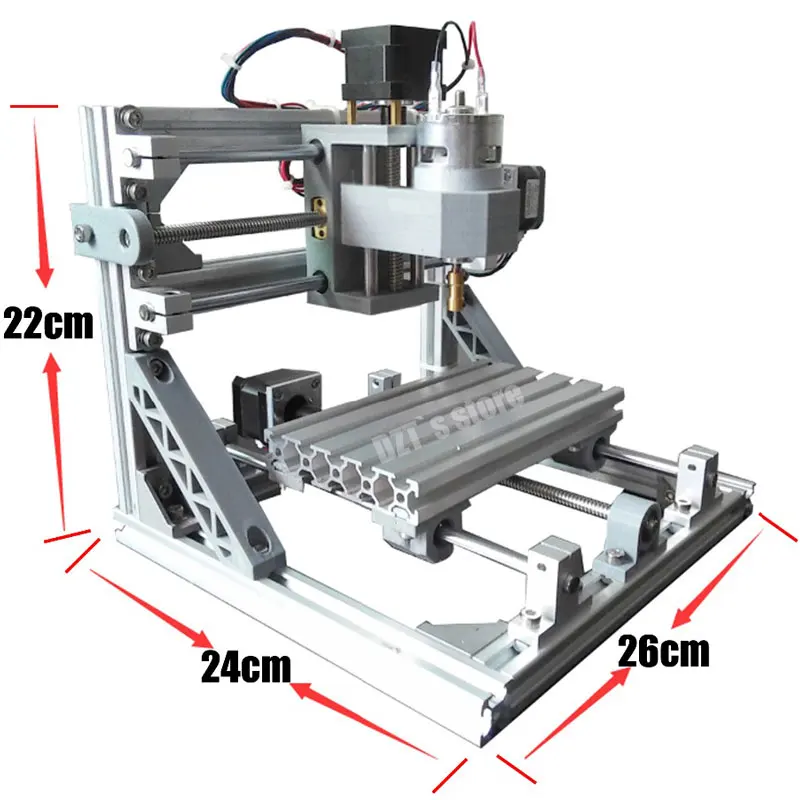 Все ЧПУ поставляются со специальной обработкой для
Все ЧПУ поставляются со специальной обработкой для Развитие компьютеров и искусственного интеллекта сделает станки с ЧПУ будущего быстрее и проще в эксплуатации. Это будет недешево, и стоимость сложных станков с ЧПУ будет не по карману многим компаниям. Однако это снизит цены на базовые станки с ЧПУ, выполняющие исходные трехосевые перемещения.
Развитие компьютеров и искусственного интеллекта сделает станки с ЧПУ будущего быстрее и проще в эксплуатации. Это будет недешево, и стоимость сложных станков с ЧПУ будет не по карману многим компаниям. Однако это снизит цены на базовые станки с ЧПУ, выполняющие исходные трехосевые перемещения.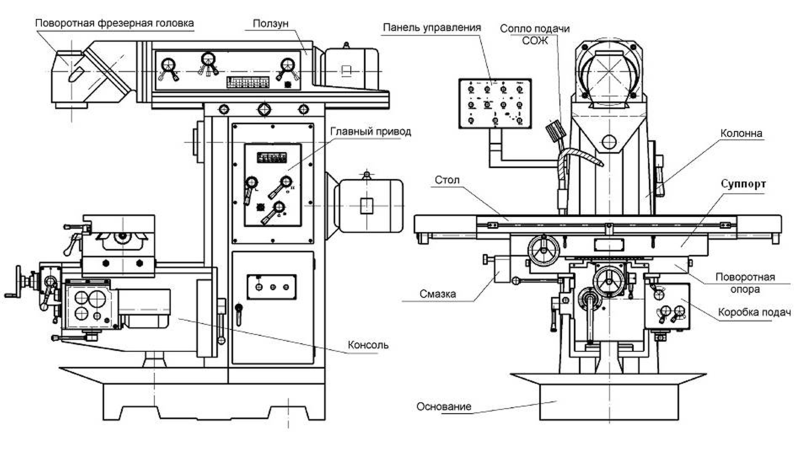
 , шт.
, шт. 3 (20)
3 (20) 3 (20)
3 (20)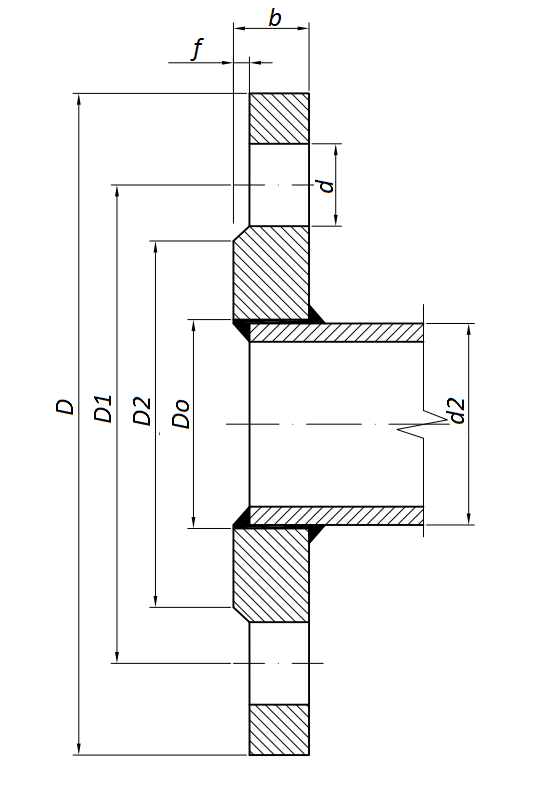 3 (20)
3 (20) 3 (20)
3 (20)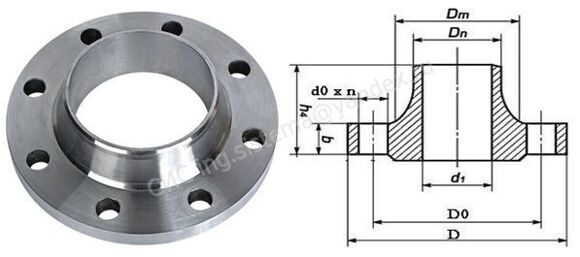 3 (20)
3 (20)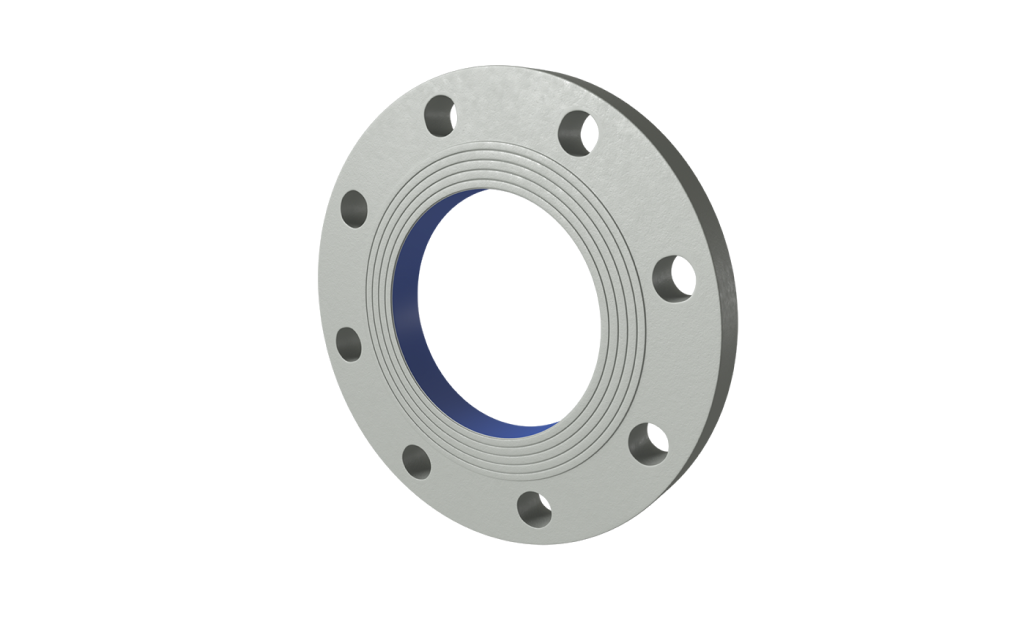 3 (20)
3 (20) 3 (20)
3 (20)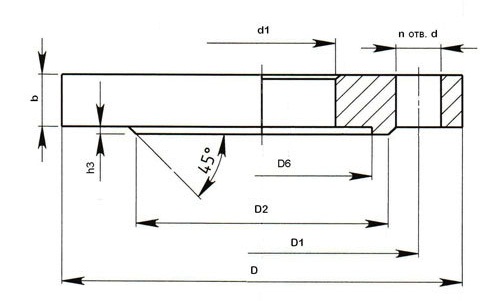 3 (20)
3 (20) , шт.
, шт. 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) Плоские фланцы ГОСТ 12820-80 бывают девяти различных исполнений уплотнительных поверхностей и геометрических размеров. Чаще всего используется первое исполнение, но при давлениях свыше 16 атм. (1,6 МПа) и/или использовании кислотных/щелочных (агрессивных) сред выбираются исполнения 2-9. Плоские фланцы ГОСТ 12820-80 применяют для стыковки трубопровода с запорной арматурой, деталей трубопровода с оборудованием, а также для соединения различных участков трубопровода между собой.
Плоские фланцы ГОСТ 12820-80 бывают девяти различных исполнений уплотнительных поверхностей и геометрических размеров. Чаще всего используется первое исполнение, но при давлениях свыше 16 атм. (1,6 МПа) и/или использовании кислотных/щелочных (агрессивных) сред выбираются исполнения 2-9. Плоские фланцы ГОСТ 12820-80 применяют для стыковки трубопровода с запорной арматурой, деталей трубопровода с оборудованием, а также для соединения различных участков трубопровода между собой. 3 (20)
3 (20) 20)
20)
 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 3 (20)
3 (20) 0003
0003
 Вес зависит от вида наполнителей и количества пустот.
Вес зависит от вида наполнителей и количества пустот. Но морозостойкость и водонепроницаемость В15 не подходит для фундамента или других строений, находящихся в агрессивной среде, поэтому в классическом рецепте для приготовления своими силами соотношение компонентов немного меняют.
Но морозостойкость и водонепроницаемость В15 не подходит для фундамента или других строений, находящихся в агрессивной среде, поэтому в классическом рецепте для приготовления своими силами соотношение компонентов немного меняют. Начав дальнейшее строительство раньше срока, вы получаете бетон с характеристиками ниже, даже если весь состав совпадает.
Начав дальнейшее строительство раньше срока, вы получаете бетон с характеристиками ниже, даже если весь состав совпадает.
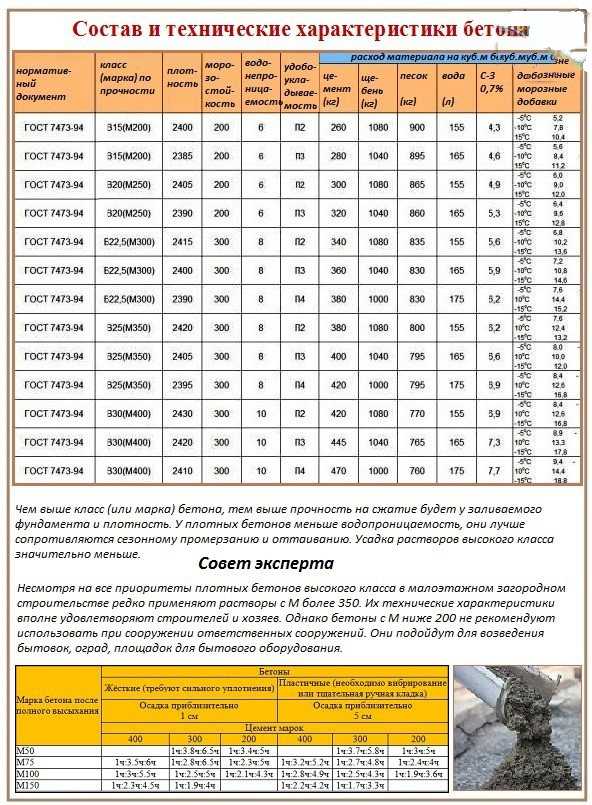
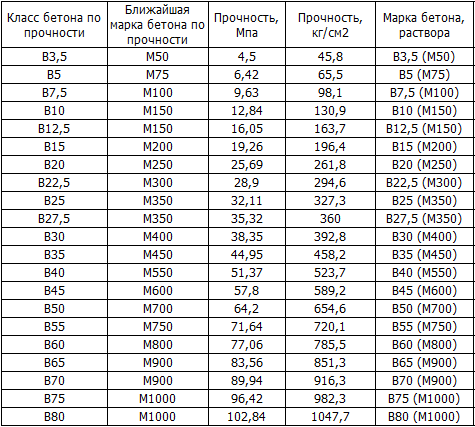 Вес материала не имеет значения, важен только объем.
Вес материала не имеет значения, важен только объем. Для облегчения выбора марки и класса бетона все смеси классифицировали по главным показателям, позволяющим идентифицировать материал как, например, бетон класса в15, что означает класс по прочности, заменяющий в устаревшей номенклатуре бетон марки м200.
Для облегчения выбора марки и класса бетона все смеси классифицировали по главным показателям, позволяющим идентифицировать материал как, например, бетон класса в15, что означает класс по прочности, заменяющий в устаревшей номенклатуре бетон марки м200.
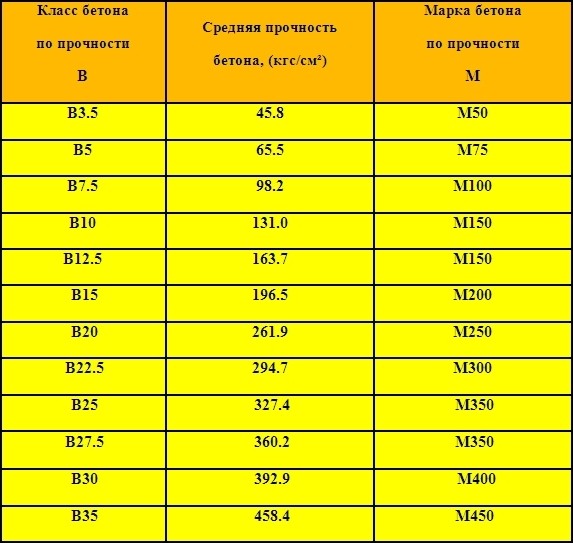 Их разрешается смешивать друг с другом, при этом крупность заполнителя должна быть примерно одинаковой.
Их разрешается смешивать друг с другом, при этом крупность заполнителя должна быть примерно одинаковой. Это смесь «низкого» состава, что означает высокое содержание гидрофобного, быстротвердеющего, пластифицированного, сульфатостойкого цемента.
Это смесь «низкого» состава, что означает высокое содержание гидрофобного, быстротвердеющего, пластифицированного, сульфатостойкого цемента. Морозостойкие вещества, добавляемые в нужных пропорциях, разрешают проводить работы при минусовых температурах.
Морозостойкие вещества, добавляемые в нужных пропорциях, разрешают проводить работы при минусовых температурах.
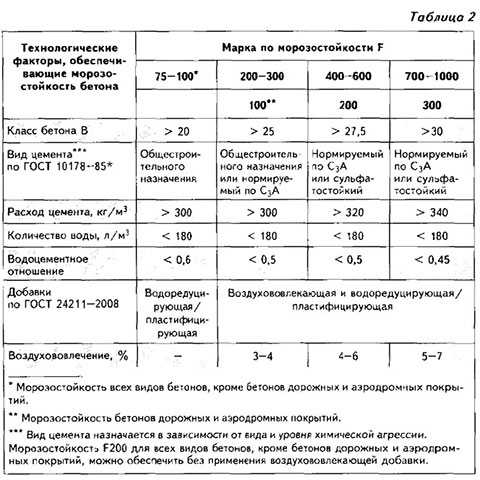
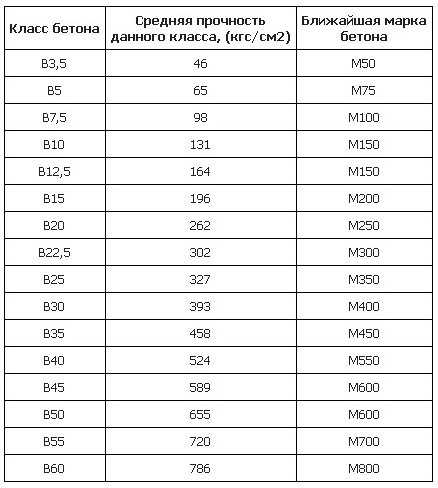
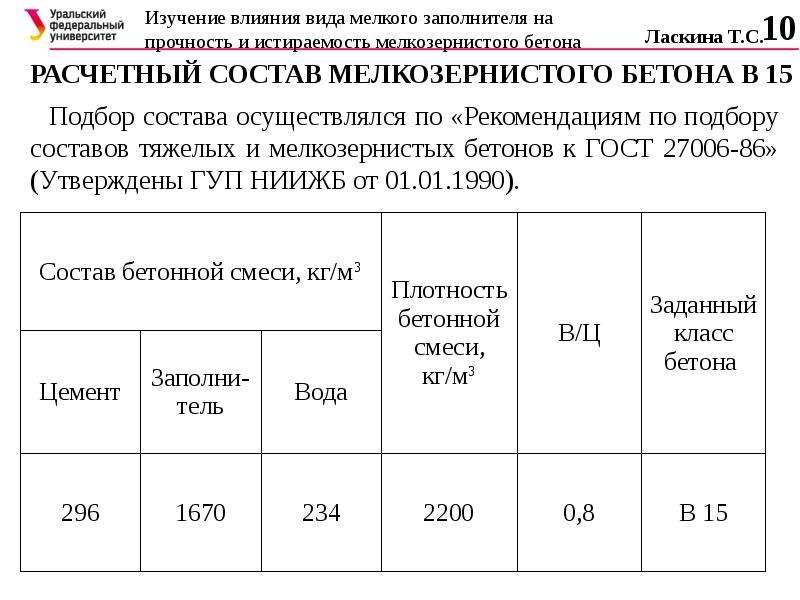
 Различают пять основных типов бетонных смесей. Использование каждой из них целесообразно назначению повысить прочность конструкции и придаст ей необходимые свойства.
Различают пять основных типов бетонных смесей. Использование каждой из них целесообразно назначению повысить прочность конструкции и придаст ей необходимые свойства.

 Называются они мелкозернистые или пескобетон. Благодаря довольно большому удельному весу такие разновидности также относятся к разряду тяжелых бетонов, технические характеристики и состав будут регламентироваться государственным стандартом.
Называются они мелкозернистые или пескобетон. Благодаря довольно большому удельному весу такие разновидности также относятся к разряду тяжелых бетонов, технические характеристики и состав будут регламентироваться государственным стандартом.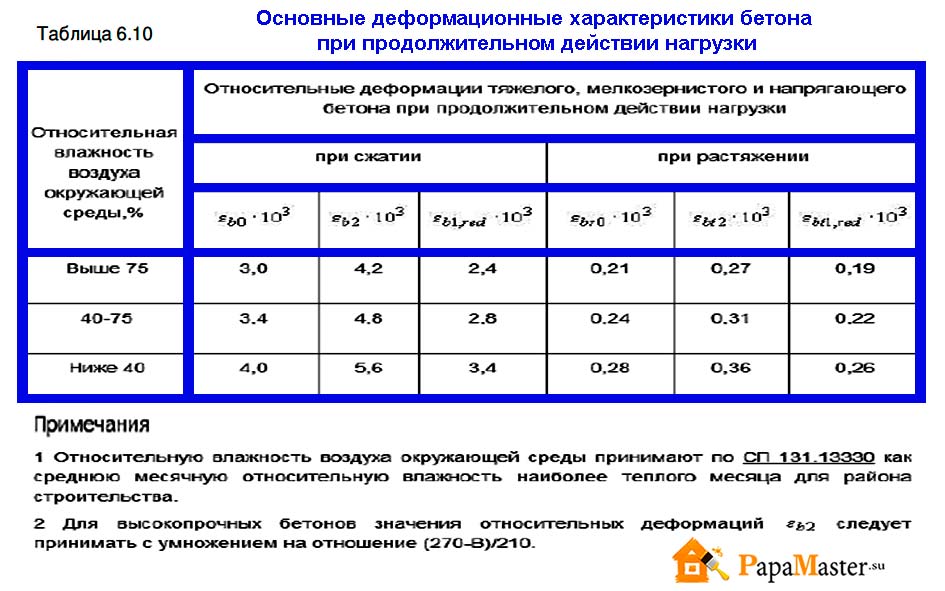 Также имеют широкое применение среди других строительных материалов.
Также имеют широкое применение среди других строительных материалов. 
 Такие растворы легче в укладке, а готовая поверхность обладает хорошей прочностью и однородностью, без видимых дефектов и недостатков.
Такие растворы легче в укладке, а готовая поверхность обладает хорошей прочностью и однородностью, без видимых дефектов и недостатков.
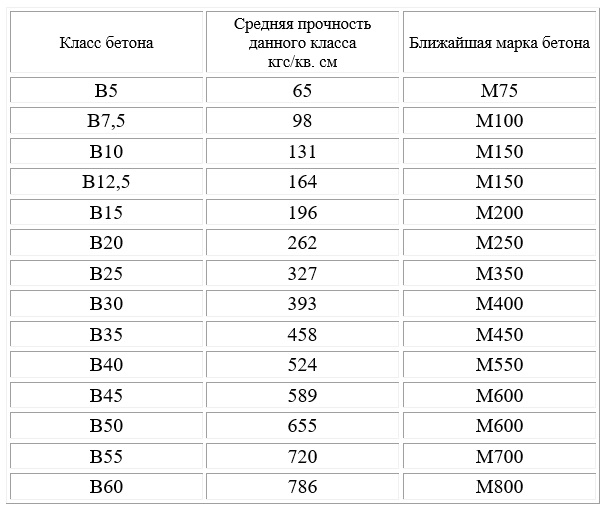 Пользуется популярностью бетонная смесь, после твердения превращающаяся в монолит, и позволяющая решать широкий круг специальных задач. Повышенную прочность и долговечность объектов строительства обеспечивает изготовленный по специальной рецептуре бетон. ГОСТ 26633-2015 классифицирует бетонные составы в зависимости от области использования. Он содержит технические требования к применяемым ингредиентам. Ознакомимся с положениями действующего межгосударственного стандарта.
Пользуется популярностью бетонная смесь, после твердения превращающаяся в монолит, и позволяющая решать широкий круг специальных задач. Повышенную прочность и долговечность объектов строительства обеспечивает изготовленный по специальной рецептуре бетон. ГОСТ 26633-2015 классифицирует бетонные составы в зависимости от области использования. Он содержит технические требования к применяемым ингредиентам. Ознакомимся с положениями действующего межгосударственного стандарта.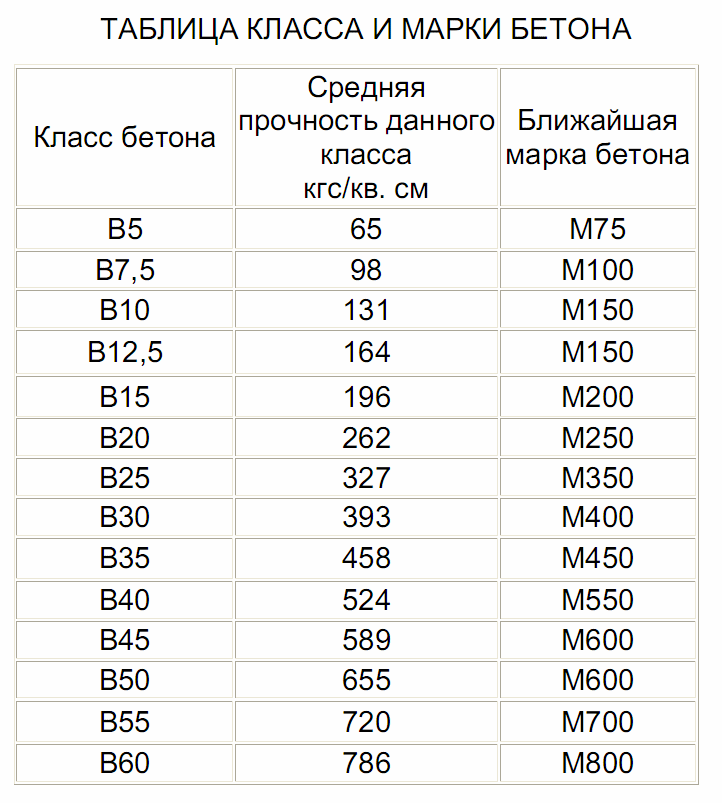
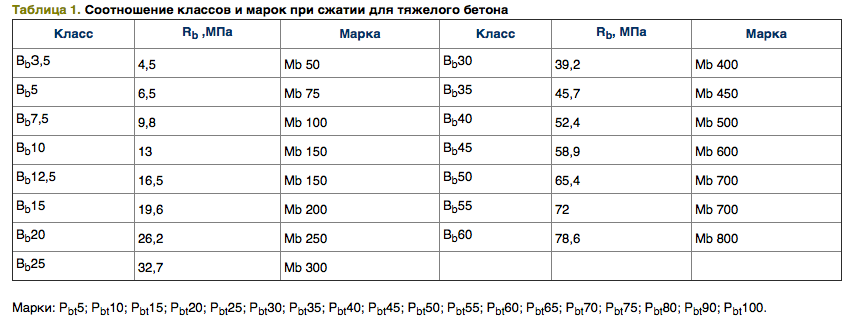
 Он разделяет их на следующие виды:
Он разделяет их на следующие виды: Способность выдерживать сжимающие нагрузки обозначается буквой В и цифровой маркировкой в интервале от 3,5 до 120;
Способность выдерживать сжимающие нагрузки обозначается буквой В и цифровой маркировкой в интервале от 3,5 до 120; При выполнении проектных работ в документации указывается марка бетона по ГОСТ. Эксплуатационные характеристики бетонного состава достигаются по истечении 28 суток после бетонирования. Только после этого можно нагружать конструкции.
При выполнении проектных работ в документации указывается марка бетона по ГОСТ. Эксплуатационные характеристики бетонного состава достигаются по истечении 28 суток после бетонирования. Только после этого можно нагружать конструкции.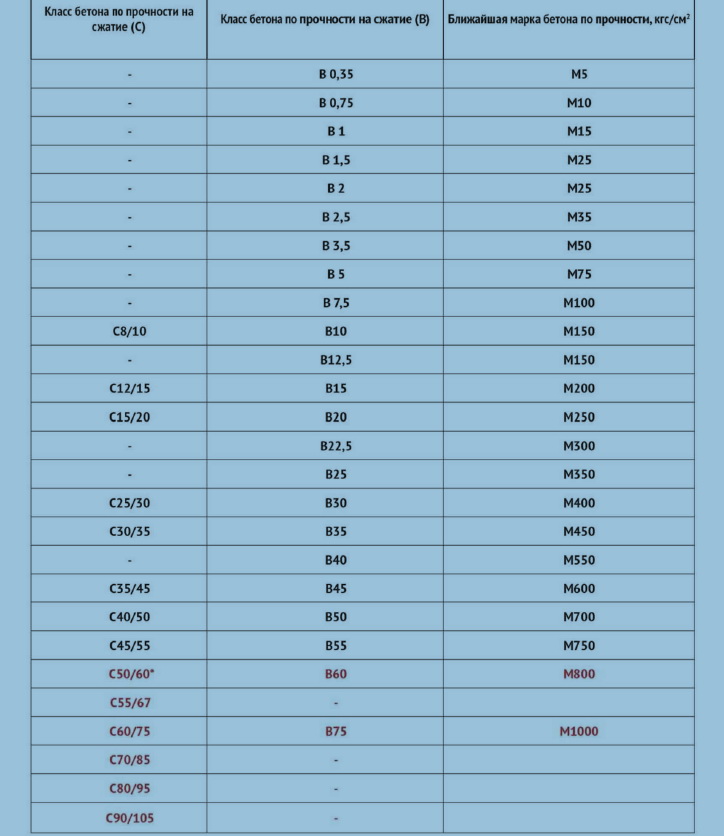 Она применяется для затворения приготовляемой смеси, вводится на этапе смешивания до необходимой консистенции раствора. Она также используется для подготовки растворов модифицирующих добавок;
Она применяется для затворения приготовляемой смеси, вводится на этапе смешивания до необходимой консистенции раствора. Она также используется для подготовки растворов модифицирующих добавок;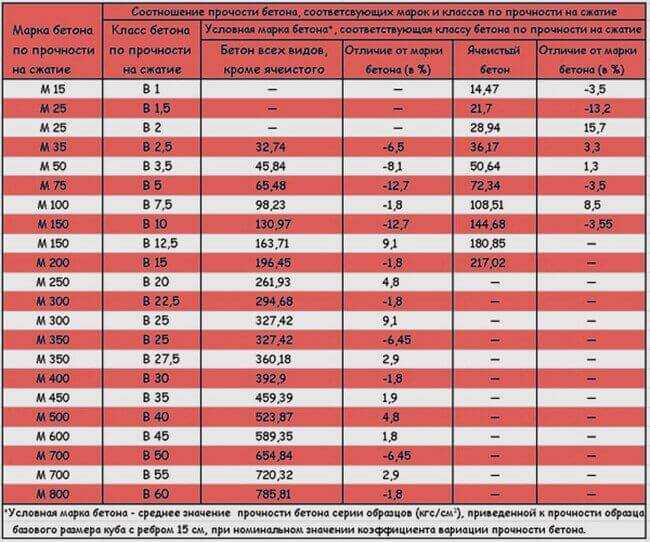
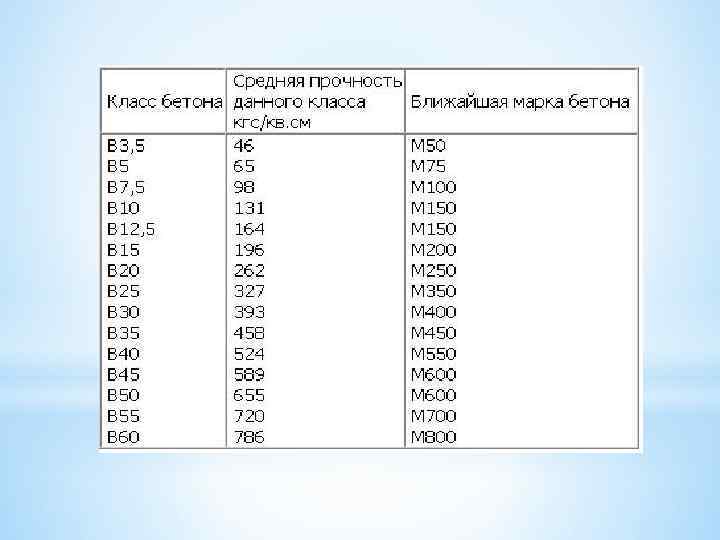
 Они изготавливаются из сульфатостойкого портландцемента, могут содержать наполнитель размером более 15 см;
Они изготавливаются из сульфатостойкого портландцемента, могут содержать наполнитель размером более 15 см; Опыт работы на различных производствах и стройках — 12 лет, из них 8 лет — за рубежом.
Опыт работы на различных производствах и стройках — 12 лет, из них 8 лет — за рубежом.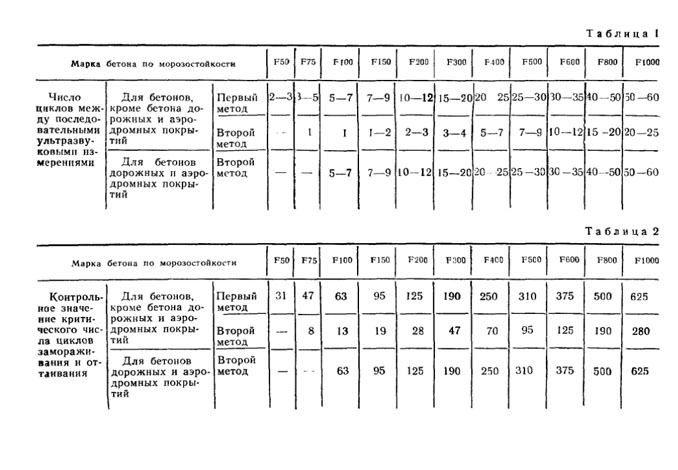 0.0019 (64 бита)
0.0019 (64 бита)
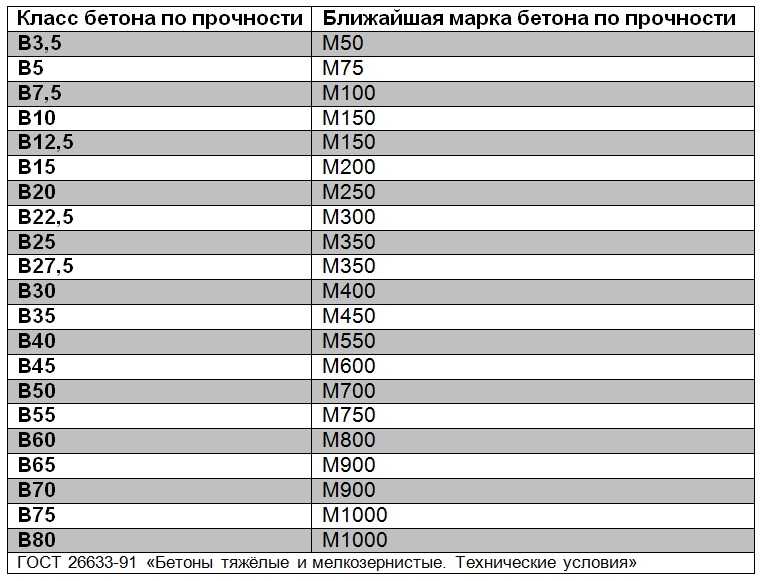

 0.5007.64 (64 бита) — 10Duke
0.5007.64 (64 бита) — 10Duke 0.5007 (32 бита) — 10Duke
0.5007 (32 бита) — 10Duke
 Аналитическая модель в SCIA Engineer может обмениваться с некоторыми программами САПР с помощью специального подключаемого модуля.
Аналитическая модель в SCIA Engineer может обмениваться с некоторыми программами САПР с помощью специального подключаемого модуля.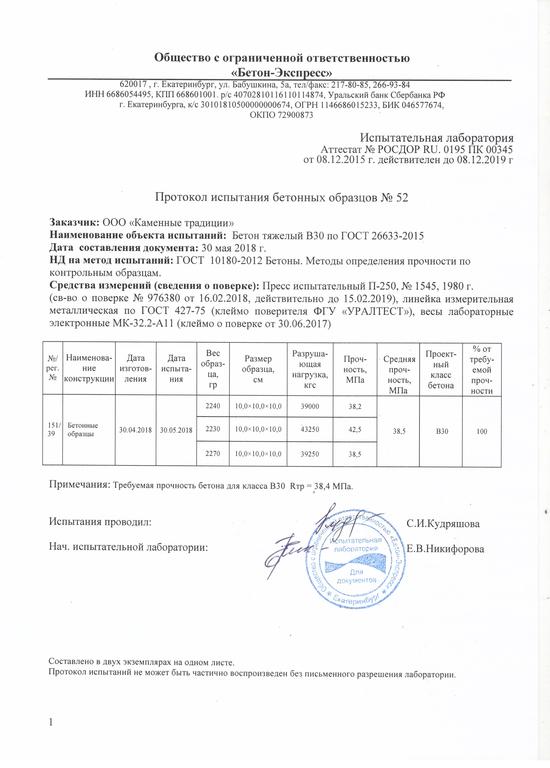 Вам нужен модуль ‘sen.07 — Open Design’ и специальные модули для проверок:
Вам нужен модуль ‘sen.07 — Open Design’ и специальные модули для проверок: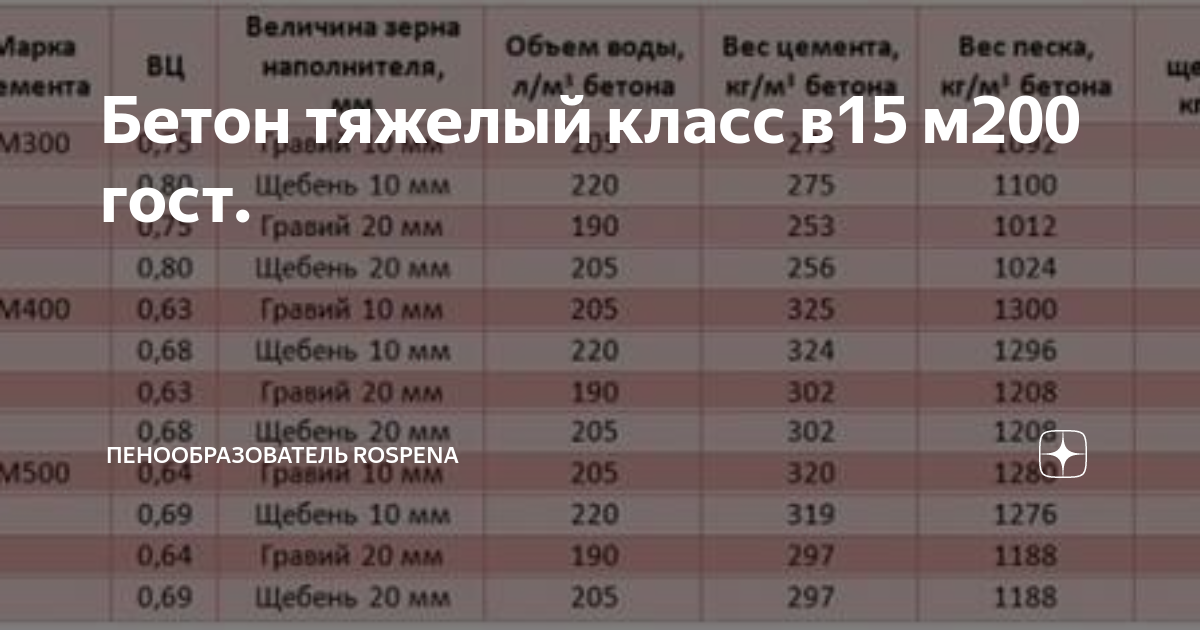
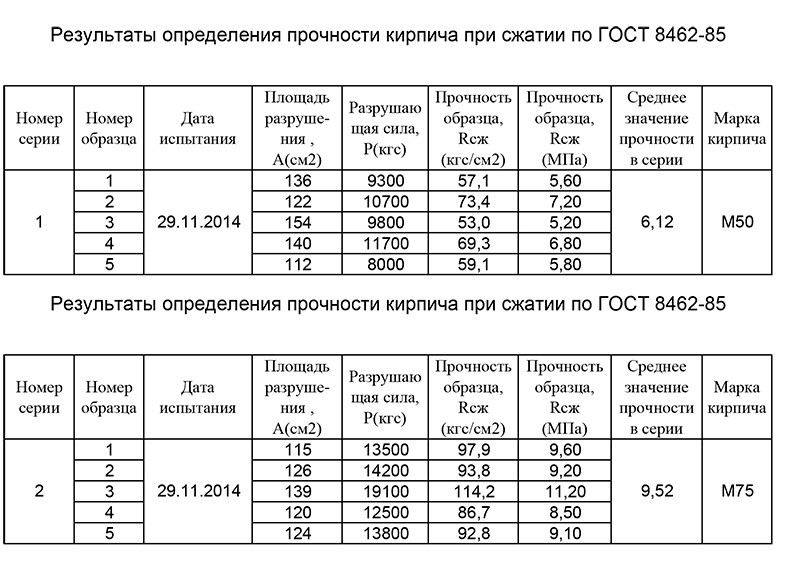 me/alldrawings
me/alldrawings
 Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ.
Метод токарной накатки основан на пластических качествах металла. Это позволяет получать остаточную деформацию, не нарушая целостность материала. Этот способ дает возможность упростить обработку, снизить число отходов выдержать ГОСТ. Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий.
Упрочняющее накатывание поверхности материала используют для увеличения прочности и износостойкости. В ходе накатки токарной на поверхности поделки образуется наклеп, способствующий повышению эксплуатационных свойств материала, и выдерживается гост. Таким способом выполняют пластическую деформацию валов, втулок, осей и других изделий. Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки.
Заготовка приобретает нужные размеры и формы. Для выполнения такой работы применяют чаще всего токарные станки. Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.
Рисунок рифлений на них выполняется на фрезерном станке. Зубчатые накатники токарные один из самых распространенных вариантов нарезки цилиндрической шестерни, можно сделать своими руками. Используя такие приспособления за один проход можно получить нужное изделие.

 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Инструмент автоматически настраивается на свинцовые пули различного размера в типичных калибрах дульного заряжания от .375 до .720. Перемещая шарнирный штифт в альтернативный набор отверстий (удалите один фиксатор штифта, выдвиньте штифт и вставьте его в другой набор отверстий), вы можете изменить диапазон до диаметра 172–458 с перекрытием в диапазоне от 375 до 458.
Инструмент автоматически настраивается на свинцовые пули различного размера в типичных калибрах дульного заряжания от .375 до .720. Перемещая шарнирный штифт в альтернативный набор отверстий (удалите один фиксатор штифта, выдвиньте штифт и вставьте его в другой набор отверстий), вы можете изменить диапазон до диаметра 172–458 с перекрытием в диапазоне от 375 до 458. Площадь контакта в 2 раза превышает ширину по 0,075 дюйма или примерно в 0,150 дюйма умножает на количество зубьев, находящихся в зацеплении на любой заданной глубине. Усилие, необходимое для тиснения оболочки из медного сплава, достигается за счет приложения того же усилия к гораздо меньшей площади контакта (одиночная канавка шириной 0,05) на колесе из закаленной инструментальной стали, которое концентрирует усилие на одной точке контакта шириной 0,050 дюйма. . Величина площади контакта на колесе HCT-3 распределяет усилие по слишком большой площади для удовлетворительного использования на пулях с оболочкой. Слишком много усилий требуется для достижения того же давления тиснения, которое вы получаете с помощью надлежащего инструмента для канелюрирования пули с оболочкой.
Площадь контакта в 2 раза превышает ширину по 0,075 дюйма или примерно в 0,150 дюйма умножает на количество зубьев, находящихся в зацеплении на любой заданной глубине. Усилие, необходимое для тиснения оболочки из медного сплава, достигается за счет приложения того же усилия к гораздо меньшей площади контакта (одиночная канавка шириной 0,05) на колесе из закаленной инструментальной стали, которое концентрирует усилие на одной точке контакта шириной 0,050 дюйма. . Величина площади контакта на колесе HCT-3 распределяет усилие по слишком большой площади для удовлетворительного использования на пулях с оболочкой. Слишком много усилий требуется для достижения того же давления тиснения, которое вы получаете с помощью надлежащего инструмента для канелюрирования пули с оболочкой. Расстояние от первой до последней канавки не может превышать 1,2 дюйма. Форма канавок может быть скошенной или прямой с одной или обеих сторон. Чертеж или образец пули необходим для изготовления нестандартного колеса. Расстояние и ширина, а также форма канавки должны быть указаны на чертеже, если не предоставлен образец (достаточно образцов, обработанных вручную). Для индивидуальной работы требуется невозвратный депозит в размере 50%.
Расстояние от первой до последней канавки не может превышать 1,2 дюйма. Форма канавок может быть скошенной или прямой с одной или обеих сторон. Чертеж или образец пули необходим для изготовления нестандартного колеса. Расстояние и ширина, а также форма канавки должны быть указаны на чертеже, если не предоставлен образец (достаточно образцов, обработанных вручную). Для индивидуальной работы требуется невозвратный депозит в размере 50%. Он используется коммерческими производителями пуль на своих производственных линиях. Цены на этот и другие инструменты Corbin смотрите в прайс-листе.
Он используется коммерческими производителями пуль на своих производственных линиях. Цены на этот и другие инструменты Corbin смотрите в прайс-листе. Это часть продукта, который я хочу попробовать, сначала 20 или около того, а затем, надеюсь, больше.
Это часть продукта, который я хочу попробовать, сначала 20 или около того, а затем, надеюсь, больше. ..
.. так как я не могу найти накатные колеса 45 градусов, и мне придется попытаться их отшлифовать.
так как я не могу найти накатные колеса 45 градусов, и мне придется попытаться их отшлифовать. ..
.. Это может сработать. Вам придется экспериментировать, пока вы не получите правильный угол подачи на компаунде и правильный диаметр. со стороны.
Это может сработать. Вам придется экспериментировать, пока вы не получите правильный угол подачи на компаунде и правильный диаметр. со стороны. 



 Накатка вряд ли сработает, давление, связанное с таким количеством инструмента, контактирующего с деталью, будет огромным, и если этого недостаточно, форма зуба не будет постоянной от одного края накатки до другого.
Накатка вряд ли сработает, давление, связанное с таким количеством инструмента, контактирующего с деталью, будет огромным, и если этого недостаточно, форма зуба не будет постоянной от одного края накатки до другого.
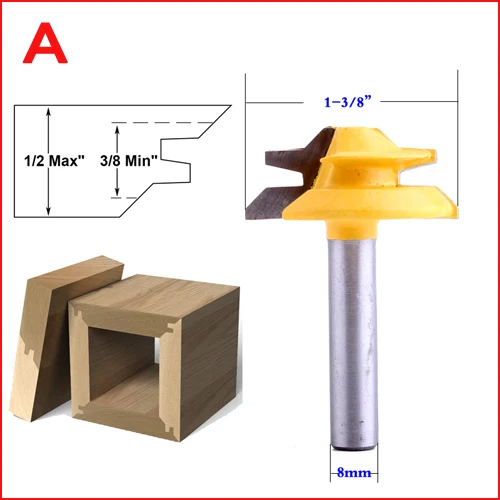 в Симферополе (Фрезы для сращивания)
в Симферополе (Фрезы для сращивания) Некоторые виды фрез можно применять для обработки алюминия. Производим заточку наших фрез от 5 единиц.
Некоторые виды фрез можно применять для обработки алюминия. Производим заточку наших фрез от 5 единиц.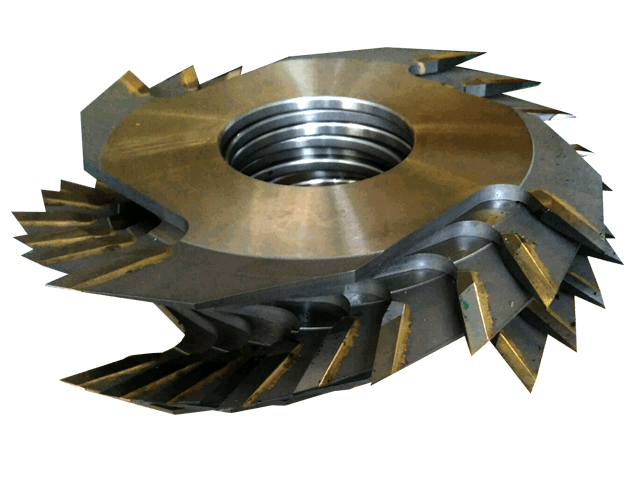
 Su. Цена 1560 ₽ (минимальный заказ 1 шт.). В текущий момент предложение находится в статусе «В наличии».
Su. Цена 1560 ₽ (минимальный заказ 1 шт.). В текущий момент предложение находится в статусе «В наличии».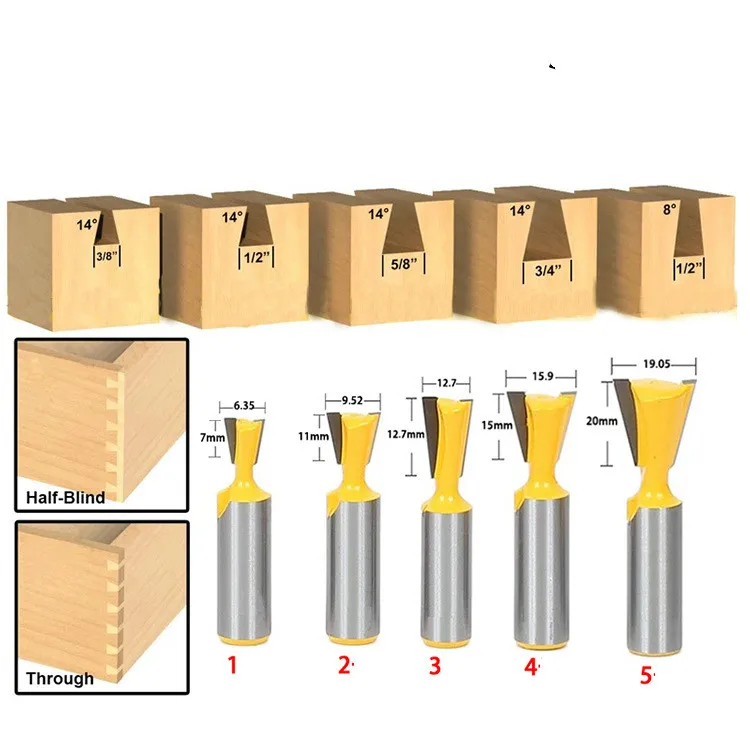

 Вы можете вернуть товар по любой причине в новом и неиспользованном состоянии: без стоимости доставки
Вы можете вернуть товар по любой причине в новом и неиспользованном состоянии: без стоимости доставки
 Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой.
Розетки и напряжение различаются в зависимости от страны, и для этого продукта может потребоваться адаптер или преобразователь для использования в вашем регионе. Пожалуйста, проверьте совместимость перед покупкой. Анодированный корпус был сбалансирован для устранения вибрации, а встроенный уровень делает поточную резку более точной.
Анодированный корпус был сбалансирован для устранения вибрации, а встроенный уровень делает поточную резку более точной.