Фасадные панели для наружной отделки дома: виды, особенности, монтаж
Отделка фасада — одно из важнейших мероприятий. От него зависит не только внешний вид, но и эксплуатационные характеристики здания. Один из способов быстро и качественно справиться с задачей — использовать фасадные панели для наружной отделки дома. Они есть разные, из различных материалов с различными характеристиками и вешним видом.
Содержание статьи
- 1 Виды фасадных панелей
- 1.1 Для отделки фасадов частных домов
- 1.1.1 Фасадный сайдинг
- 1.1.2 Цокольный сайдинг
- 1.1.3 Фиброцементные фасадные панели для наружной отделки дома
- 1.1.4 ДПК (древесно-полимерный композит)
- 1.1.5 Керамогранит
- 1.1.6 Клинкерные фасадные панели
- 1.1.7 Так что лучше?
- 1.2 Для оформления промышленных зданий и офисов
- 1.1 Для отделки фасадов частных домов
- 2 Способ монтажа
- 2.1 Монтаж цокольного сайдинга
- 2.2 Как монтировать фиброцементные плиты
- 2.2.1 Сборка каркаса
- 2.
 2.2 Крепление фиброцементных плит на каркас
2.2 Крепление фиброцементных плит на каркас
- 2.3 Монтаж клинкерных фасадных панелей
- 2.3.1 Особенности выбора
- 2.3.2 Чем отличается монтаж
 2.2 Крепление фиброцементных плит на каркас
2.2 Крепление фиброцементных плит на каркасВиды фасадных панелей
Фасадные панели для наружной отделки дома — солидная группа материалов с различными техническими характеристиками, изготовленных из разных материалов. Чтоб выбрать, надо хоть примерно представлять их внешний вид, особенности и свойства.
По внешнему виду тяжело сказать, какие фасадные панели для наружной отделки дома использованы в этот раз
Для отделки фасадов частных домов
Не все фасадные панели применяют для облицовки частных домов. Дело не в том, что «нельзя», а в том, что они не подходят, причем, почти все по внешнему виду. Еще причины — сложность монтажа и высокая стоимость. На сегодня можно найти следующие фасадные панели для наружной отделки дома разных видов. Все их перечислим ниже.
Чтобы выбрать какими фасадными панелями отделать дом, надо иметь представление об их достоинствах и недостатках
Фасадный сайдинг
Всем хорошо известный отделочный материал в виде длинных планок, монтируемых на каркас. Есть традиционные варианты окрашенные в один из цветов, есть имитация бруса, бревна, кирпичной кладки.
Есть традиционные варианты окрашенные в один из цветов, есть имитация бруса, бревна, кирпичной кладки.
Сайдинг знаком всем
Это самый доступный материал для отделки фасада дома, но он слишком тонкий, имеет невысокую стойкость к механическим повреждениям. Еще один нюанс — солнечная сторона выцветает, да и внешний вид не всем нравится.
Цокольный сайдинг
Цокольный сайдинг также изготавливается из полимеров — ПВХ (винила), полипропилена. Выпускается в виде панелей прямоугольной формы, некоторые — с замками по краям. В основном, имитируют кирпичную кладку разных цветов и фактур, дикий или граненый камень.
Цокольный сайдинг делают из полимеров. Самый дешевый — из поливинилхлорида (ПВХ) и полипропилена
Масса, из которой формируются цокольные фасадные панели, окрашена в массе, потому царапины и другие повреждения не отличаются от лицевой поверхности. От фасадного сайдинга отличаются не только формой и ценой (дороже), но и большей толщиной (20-30 мм, против 15 мм) и более правдоподобной имитацией камня или кирпича.
Фиброцементные фасадные панели для наружной отделки дома
Фиброцемент — экологически чистый материал, который получают из смеси фибры (мелких синтетических волокон) и цемента. Из массы формируют доски или плиты, после чего их красят. Придуманы они в Японии, потому называются еще «японские фасадные плиты».
Фиброцементные плиты — серьезный отделочный материал
Недостатки — большая масса и окраска поверхностного слоя (на глубоких сколах видна цементная основа). Достоинство — материал не горит и горение не поддерживает. Если говорить о цене, то японские плиты дороги, но есть аналоги китайского и отечественного производства с более лояльными ценами. Китайские, группы A-Vent, кстати, имеют неплохое качество. Фирма давно на рынке, отзывы в основном хорошие.
ДПК (древесно-полимерный композит)
Размолотую до волокон древесину перемешивают с жидким полимером, добавляют краситель. Из полученной массы формуют плиты или доски (вагонку, планкен). Этот материал используют не только для отделки фасадов, из него делают настил возле бассейна, в беседке, на открытой веранде.
Древесно-полимерный композит (ДПК) очень напоминает древесину
По внешнему виду, и даже по тактильным ощущениям, древеснополимерный композит очень напоминает древесину. Отличие в том, что эти «доски» нет необходимости красить или лакировать. Они длительное время сохраняют первоначальный вид. Недостаток — немалая масса и высокая цена. Зато они долговечны, так как окрашены в массе, сколы и повреждения (если они есть) не видны.
Керамогранит
Внешний вид этого материала всем известен, так как более тонкую разновидность используют для отделки пола. Фасадный керамогранит отличается большей толщиной и размерами.
Керамогранит требует соответствующую архитектуру\
Облицовка фасада керамогранитом имеет солидные недостатки: большой вес, сложность резки и монтажа, что влечет за собой высокую стоимость монтажных работ. И это плюсом к тому, что сам материал далеко не дешев. К недостаткам также можно отнести чересчур помпезный вид, так что архитектура должна быть соответствующей. А так, отделка дома керамогранитными фасадными плитами красивая, долговечная, стойкая к воздействиям климатических факторов.
А так, отделка дома керамогранитными фасадными плитами красивая, долговечная, стойкая к воздействиям климатических факторов.
Клинкерные фасадные панели
Это многослойный материал. На слой ОСП (есть не всегда) наклеен слой утеплителя (пенополистирола), а на него — тонкая клинкерная плитка.Есть вариант только из пенополистирола и клинкера. Выпускается в виде прямоугольных блоков с зубчатыми краями.
Клинкерные фасадные панели — отделка и утепление в одном «флаконе»
Материал недешевый, но одновременно долговечный и привлекательный внешне. К тому же одновременно с отделкой улучшаются теплоизоляционные характеристики. Это единственный материал, который идет одновременно с утеплителем, потому называют его еще фасадные термопанели.
Так что лучше?
Однозначно сказать какой из перечисленных материалов лучше нельзя. По внешнему виду многие из них похожи, хотя есть и исключения. Например, керамогранит или фасадный сайдинг мало с чем спутаешь. Зато все остальные имеют схожую расцвету. Так что в этом вопросе приходится ориентироваться на собственные предпочтения.
Так что в этом вопросе приходится ориентироваться на собственные предпочтения.
Насчет эксплуатационных свойств явных фаворитов тоже нет. Все имеют особенности и недостатки. Так что по этим параметрам приходится подбирать фасадные панели для наружной отделки дома в зависимости от свойств материала, из которого построен дом и необходимости в тепло/ветро/звуко изоляции.
Например, паропроницаемые стены лучше отделывать без пенопласта. Он влагу не проводит. Совсем. В связи с этим использование клинкерных термопанелей нежелательно. Нет, можно изнутри добавить пароизоляционные материал. Пароизоляция перекроет доступ влаге внутрь стены, с отделкой все будет нормально. Но влага останется внутри помещения. Для ее удаления нужна мощная система вентиляции, а ее устройство — дорогое удовольствие. И проектировать ее надо еще на этапе проектирования дома. Так что термопанели применять на домах из древесины или газобетона можно только при условии их монтажа на обрешетку. Непосредственный монтаж на стену отпадает.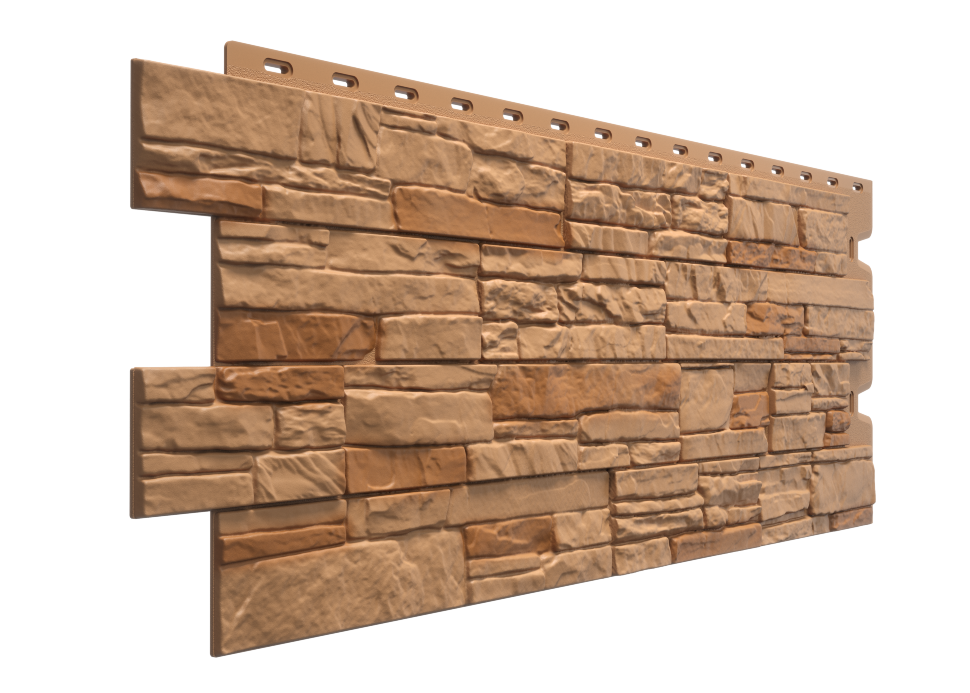
Если говорить о стоимости. Из всех перечисленный самый дешевый способ отделки — фасадный сайдинг. Следующие по цене — цокольный сайдинг, фиброцементные плиты и ДПК. И самые дорогие — керамогранит и клинкерные фасадные панели.
Для оформления промышленных зданий и офисов
В этом разделе перечислим фасадные панели, которые чаще применяются для оформления офисов, производственных, торговых или складских зданий. Это не значит, что их нельзя использовать для частного дома или дачи. Просто вид у них не слишком подходит для «дома» в широком понимании. Но дома со нестандартной архитектурой — в стиле техно, минимализма и других подобных — отделать очень даже можно. Будут выглядеть они еще более необычными.
- Металлические панели. Выпускаются в виде прямоугольных или квадратных блоков разных размеров. Делают их из стали или алюминия. Стальные стоят дешевле, но подвержены коррозии. Алюминиевые не корродируют, но стоят дорого. Этот вид фасадных панелей для частных домов резко используется еще и в связи с их «шумностью», что делает их наименее привлекательными из всей группы.
Металлические фасадные панели — для домов нестандартной архитектуры
- Светопрозрачные панели. Этот вид фасадных панелей применяют для отделки офисных многоэтажек. Делают из прозрачного листового пликарбоната или стеклопакетов — нескольких стекол, установленных в один профиль. В частном домостроении использоваться могут для устройства зимнего сада, крытого бассейна, остекления большой террасы, балкона, лоджии. Могут изготавливаться из прозрачного материала, окрашенного в массе или с напылением (в основном, зеркальным, с одной из сторон). Можно, наверное, светопрозрачными фасадными панелями оформить весь дом, но для этого надо привлекать архитектора — слишком требовательный к эстетике материал, да еще с непростыми техническими условиями монтажа.
Светопрозрачные панели — для оформления зимних садов, крытых веранд, беседок
- Сэндвич-панели. Выпускаются в виде блоков большого формата. Это две металлические пластины (лицевая очень похожа на профнастил), между которыми проложен теплоизолирующий материал. Назначение — отделка производственных и складских зданий. Для частных домов не подходит по эстетическим соображениям, хотя можно использовать для дач, если нет слишком высоких требований к внешнему виду. Можно из них возводить технические помещения — гаражи, сторожки, хозблоки.
Сэндвич-панели — для быстрого строительства
- Алюмокомпозитные плиты. Одна из разновидностей сэндвич-панелей. Между двумя плоскими листами алюминия находится прослойка композитного материала. Снова-таки не очень часто можно увидеть в частном секторе. Причины две — высокая цена и все тот же «офисный» вид, хотя для отделки цоколя может подойти, так как алюмокомпозитная отделка не такая «шумная» как просто «металл».
Алюмокомпозитные плиты — два листа металла с прослойкой из композита

 Назначение — отделка производственных и складских зданий. Для частных домов не подходит по эстетическим соображениям, хотя можно использовать для дач, если нет слишком высоких требований к внешнему виду. Можно из них возводить технические помещения — гаражи, сторожки, хозблоки.
Назначение — отделка производственных и складских зданий. Для частных домов не подходит по эстетическим соображениям, хотя можно использовать для дач, если нет слишком высоких требований к внешнему виду. Можно из них возводить технические помещения — гаражи, сторожки, хозблоки.Как видите, любой из материалов этой группы тоже можно использовать и для отделки частного дома. Вид при этом будет нестандартный. Если это то что вам нужно, выбирайте подходящий вариант.
Способ монтажа
Фасадные панели для наружной отделки дома изготавливаются из разных материалов, имеют различную форму, но способ монтажа у них очень похож. В процессе монтажа использоваться могут специальные элементы для крепления, но устройство одинаковое — по принципу вентилируемых фасадов. Если коротко, то монтаж выглядит так: собирается решетка из профилей, а к ней крепятся фасадные отелочные панели.
В процессе монтажа использоваться могут специальные элементы для крепления, но устройство одинаковое — по принципу вентилируемых фасадов. Если коротко, то монтаж выглядит так: собирается решетка из профилей, а к ней крепятся фасадные отелочные панели.
Крепятся фасадные панели для наружной отделки дома на специальный каркас. Он выставляется в горизонтальной и вертикальной плоскости, после чего на него прикручивают фасадные панели для наружной отделки дома.
Это как делать нужно
Каркас собирают из металлических и пластиковых профилей, иногда используют деревянные бруски. Деревянный брус — эконом-вариант, так как на большинстве территорий страны стоит намного дешевле металлоизделий. Но подходит он только для материалов с небольшим весом и не особо требовательных к системе монтажа.
На бруски можно закрепить фасадный и цокольный сайдинг, фиброцементные плиты, ДПК, клинкерные панели. Только перед монтажом древесина обязательно обрабатывается антибактериальными и антипиренными составами. Бруски можно заменить оцинкованными профилями для гипсокартона. Они также неплохо справляются со своей задачей. Но надо помнить, что для большинства фасадных панелей существует собственная система профилей с особыми элементами крепления. Штатное крепление предусматривает, обычно, потайной монтаж — без повреждения лицевой поверхности. Заменяя профили на брус, приходится в отделке сверлить отверстия под установку крепежа а это не очень хорошо, так как нарушает герметичность.
Бруски можно заменить оцинкованными профилями для гипсокартона. Они также неплохо справляются со своей задачей. Но надо помнить, что для большинства фасадных панелей существует собственная система профилей с особыми элементами крепления. Штатное крепление предусматривает, обычно, потайной монтаж — без повреждения лицевой поверхности. Заменяя профили на брус, приходится в отделке сверлить отверстия под установку крепежа а это не очень хорошо, так как нарушает герметичность.
Каркас собран, идет утепление
Система вентилируемых фасадов хороша тем, что одновременно с отделкой можно здание утеплить, улучшить звукоизоляцию (проложить соответствующие материалы между профилями). Еще одно ее важное достоинство — с легкостью решается проблема удаления конденсата. Недостаток: значительные материальные затраты на саму систему крепления (плюс к стоимости фасадных панелей).
Давайте для примера рассмотрим как отделать фасад цокольным сайдингом, фиброцементными и клинкерными плитами. Почему этими материалами? Потому что про монтаж фасадного сайдинга можно прочесть тут, а приведенные материалы — ближайшие конкуренты, постепенно вытесняющие его с рынка.
Монтаж цокольного сайдинга
От традиционной обрешетки под линейные отделочные материалы (сайдинг, например), монтаж цокольного сайдинга отличается тем, что обрешетка должна быть «в клетку» — профиля/бруски должны проходить в месте стыка панелей. Так как цокольный сайдинг имеет вид прямоугольника, также должна выглядеть и обрешетка. Еще одна особенность — установка стартового и J-профиля. Они закрывают срезы материала, дают опору, придают законченный вид. Стоят не так дорого, так что мудрить, пытаясь обойтись без них, не стоит.
Это то, что может получится
И еще надо помнить, что для оформления углов здания есть специальные угловые панели. Они докупаются отдельно, причем часто имеют другой цвет или даже другую фактуру. Так даже прямоугольный или квадратный дом выглядит интереснее.
Порядок работ при монтаже цокольного сайдинга такой:
Вот и весь монтаж цокольного сайдинга. После того как собрана обрешетка, процесс идет быстро (если совпадают размеры панелей и нет проблем с оттенками).
Как монтировать фиброцементные плиты
Фиброцементные фасадные панели для наружной отделки дома также можно монтировать на обрешетку из деревянных брусков, но крепить их придется насквозь, предварительно просверлив отверстие. Штатный каракас для монтажа фиброцементных плит состоит из горизонтальных и вертикальных профилей. В этом случае плиты можно установить на кляммеры — специальные пластины для скрытого монтажа.
Есть штатная крепежная система
Сборка каркаса
Порядок работы такой:
При креплении саморезами их вкручивают так, чтобы они попали в профиль. При этом надо стараться попасть в технологическую выемку (шов между «кирпичами»). В этом случае крепление менее заметное.
Крепление фиброцементных плит на каркас
Крепление кляммерами — потайное.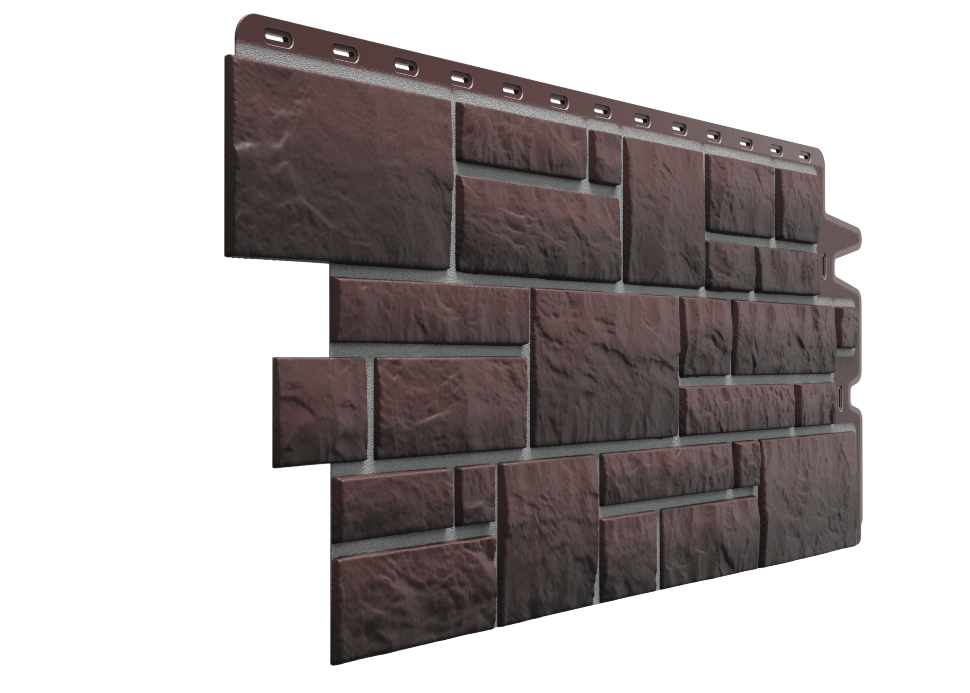 При этом поверхность плиты не повреждается. Кляммеры крепятся к профилям и держат плиты специальными язычками. Порядок работы такой:
При этом поверхность плиты не повреждается. Кляммеры крепятся к профилям и держат плиты специальными язычками. Порядок работы такой:
- Ставится нижний отлив.
- Крепится стартовая планка.
- Устанавливаются углы.
- Первый ряд плит ставится в стартовую планку, сверху закрепляется кляммерами. Их ставят, стараясь попасть в установленные профили.
- Следующий лист опирается на выступах на кляммерах. С обратной стороны фиброцементной плиты есть специальное уплотнение, которое гарантирует герметичность соединения.
Такой способ монтажа невидимый — кляммеры располагаются так, что они находятся за панелью, а торчащие язычки закрываются следующей фиброцементной плитой.
По этому принципу монтируется большинство вентилируемых фасадов, к которым относятся все или почти все фасадные панели для наружной отделки дома. Отличается форма профилей и кляммеров, шаг установки, все остальное очень и очень похоже.
Монтаж клинкерных фасадных панелей
Как уже говорили, любые фасадные панели для наружной отделки дома монтируются по одному принципу, потому поговорим только об отличиях, характерных именно для клинкерных термоблоков.
Клинкерные панели (термопанели) идут сразу с утеплителем
Особенности выбора
Главное их отличие в том, что они идут сразу с утеплителем — пенополистиролом. При их выборе надо выбирать не только качество клинкера (при ударе металлическим предметом звук должен быть звонкий). Важно правильно подобрать толщину утеплителя. Точка росы должна находится в толще утеплителя. Это очень важно для нормальной эксплуатации (не будут мокнуть и промерзать стены, в доме будет тепло и сухо).
Преображение старого дома
Второй важный момент: на ровные стены (перепад высот не более 3 мм) их можно монтировать без обрешетки, прямо к стене. Использовать при этом надо длинные дюбеля или саморезы (при монтаже на деревянные стены). В противном случае собирается каркас из деревянного бруса, которым компенсируют все неровности.
Чем отличается монтаж
Еще существенные отличия монтажа:
Клинкерные фасадные панели для наружной отделки дома после монтажа выглядят точно также, как дом, построенный из клинкерного кирпича. Ни на первый, ни на второй взгляд отличий вы не найдете. Разве что кладка слишком идеальная.
Фасадные панели Docke BURG, цокольный сайдинг Дёке для загородного дома и дачи
Фасадные панели Docke BURG, цокольный сайдинг Дёке для загородного дома и дачи
Москва
Цвет шерсти
Тёмный
Пшеничный
Платиновый
Песчаный
Льняной
Кукурузный
Земляной
Белый
Углы
Аксессуары
Комплектующие
Галерея
Технические характеристики
Коллекция BURG имитирует облик юрского мрамора и имеет текстуру камня с четкой геометрией. У нее самая широкая цветовая гамма – 10 цветов. Вы можете купить панели с текстурой и колористическим решением, которые максимально приближены к натуральному камню. В коллекции используются 2 варианта оформления швов: контрастные и прокрашенные тон в тон.
У нее самая широкая цветовая гамма – 10 цветов. Вы можете купить панели с текстурой и колористическим решением, которые максимально приближены к натуральному камню. В коллекции используются 2 варианта оформления швов: контрастные и прокрашенные тон в тон.
Фасадная панель Docke BURG Цвет шерсти
Цена за шт. :
687 ₽
Где купить
Фасадная панель Docke BURG Тёмный
Цена за шт. :
687 ₽
Где купить
Фасадная панель Docke BURG Пшеничный
Цена за шт. :
687 ₽
Где купить
Фасадная панель Docke BURG Платиновый
Цена за шт. :
:
687 ₽
Где купить
Фасадная панель Docke BURG Песчаный
Цена за шт. :
687 ₽
Где купить
Фасадная панель Docke BURG Льняной
Цена за шт. :
687 ₽
Где купить
Фасадная панель Docke BURG Кукурузный
Цена за шт. :
687 ₽
Где купить
Фасадная панель Docke BURG Земляной
Цена за шт. :
687 ₽
Где купить
Фасадная панель Docke BURG Белый
Цена за шт. :
:
687 ₽
Где купить
Коллекция DUFOUR
Коллекция STEIN
Коллекция FLEMISH
Коллекция BERG
Коллекция АЛТАЙ
Коллекция FELS
Коллекция STERN
Коллекция СЛАНЕЦ
Коллекция KLINKER
Коллекция EDEL
Узнать больше
для выбора фасадных панелей
Аксессуары для монтажа фасадных панелей
Комплектующие
Монтаж фасадных панелей
Как правильно рассчитать нужное количество фасадных панелей
Требования к обрешетке при монтаже фасадных панелей
Полный обзор фасадных панелей
Галерея
С фасадными панелями сочетается сайдинг. Отделайте панелями цоколь и углы дома, а сайдингом — стены
Отделайте панелями цоколь и углы дома, а сайдингом — стены
↓
Сайдинг Döcke
Насыщенный
стойкий
цвет
Выберите регион
Мы используем cookie для улучшения предоставляемых услуг и сбора статистических данных. Продолжая навигацию по сайту, вы соглашаетесь с правилами использования cookie.
Плиты для патио | Тех-Блок
Произведите большое впечатление. Негабаритные камни патио Techo-Bloc добавляют роскошь и богатство, редко достигаемые с наружными бетонными плитами. Добавьте привлекающие внимание элементы во внутренние дворики, создайте эффектные дорожки и выделите зоны отдыха на открытом воздухе. Эти прочные
плиты, предназначенные только для ходьбы (без транспортных средств, пожалуйста!), доступны в различных текстурах и цветах, чтобы сочетаться со всеми другими линейками продуктов Techo-Bloc. Откройте для себя полную линейку плит, которые предлагают потрясающие способы смешивания и сочетания так же просто, как и стильно.
Откройте для себя полную линейку плит, которые предлагают потрясающие способы смешивания и сочетания так же просто, как и стильно.
…
Узнать больше
Читать меньше
Плиты для патио
Благодаря нашей новейшей технологии Klean-Bloc для защиты от повседневного износа, роскошные
Наша плита для патио Aberdeen будет отлично смотреться десятилетиями.
…
Узнать больше
Читать меньше
Плиты для патио
Современный камень для патио с полированной отделкой, обнажающей заполнители в камне для дополнительной визуальной привлекательности.
.
…
Узнать больше
Читать меньше
Плиты для патио
Самый продаваемый сланцевый камень для патио разных размеров, террасы и дорожки для бассейнов на заднем дворе.
Плиты для патио
Гладкие камни для террас доступны в многокомпонентной системе для современных террас у бассейнов, дорожек и задних дворов.
рдс.
…
Узнать больше
Читать меньше
Плиты для патио
Современная большая 32×19 полированная текстурированная плитка для дорожек и патио на открытом воздухе.
Плиты для патио
Крупные камни для террасы с текстурой сланца для роскошной дорожки, террасы или террасы у бассейна.
Плиты для патио
Большой бетонный камень для патио с гладкой текстурой для современного ландшафтного дизайна.
Плиты для патио
Плита для патио, имитирующая дерево, с нашей технологией Klean-Bloc для защиты от повседневного износа и
Наши плиты Borealis выглядят и ощущаются как дерево, но не требуют ухода.
…
Узнать больше
Читать меньше
Плиты для патио
Деревянные ступени в форме нарезанных стволов деревьев. Изготовлен из бетона, не подвержен гниению.
Изготовлен из бетона, не подвержен гниению.
Плиты для патио
Мы создали плиту, которая изменит правила игры, и вы убедитесь, что это настоящий камень. Эверест — перформанс
ect плита для любителей современного дизайна. Благодаря нашей технологии HD2+ эта плита имеет заводское уплотнение, обеспечивающее дополнительную устойчивость к пятнам, яркий цвет и сниженную скорость впитывания.
…
Узнать больше
Читать меньше
ПЛИТЫ ДЛЯ ПАТИО
Шестиугольная плита, которая придает геометрический и современный вид вашим ландшафтным проектам.
Плиты для патио
Крупные плитки для террас, вдохновленные известняком, отлично подходят для террас у бассейнов, дорожек и патио.
Плиты для патио
Многокомпонентный камень для патио с нескользкой текстурой для современных общественных работ и жилых домов.
…
Узнать больше
Читать меньше
Плиты для патио
Многокомпонентный камень для патио с полированной отделкой, чтобы обнажить заполнители внутри для дополнительной визуальной привлекательности.
др.
…
Узнать больше
Читать меньше
Плиты для патио
Многокомпонентные террасные камни с гладкой текстурой для современного ландшафтного дизайна жилых и общественных помещений.
эрциальное использование.
…
Узнать больше
Читать меньше
Плиты для патио
Наружные ступени для пешеходных дорожек доступны в 3 цветах камня.
Плиты для патио
Большой камень для патио, вдохновленный песчаными пляжами. Противоскользящая текстура делает его идеальным для террасы у бассейна.
с.
…
Узнать больше
Читать меньше
Плиты для патио
Pacific — это наша новая система наложения, которая представляет собой простое и экономичное решение для обновления любого внешнего вида.
р пространство. Украсьте свой бассейн этим гладким и современным продуктом.
Украсьте свой бассейн этим гладким и современным продуктом.
…
Узнать больше
Читать меньше
Плиты для патио
Para — это очень большие современные бетонные плиты для патио с гипергладкой текстурой для современной земли.
пейзажные конструкции.
…
Узнать больше
Читать меньше
Плиты для патио
Если вам нравится внешний вид натурального травертина, но вам нужно что-то более прочное, стена Travertina Raw c
ап для вас. Современный и прочный, этот двухсторонний бетонный колпачок украсит любой ландшафтный дизайн. Этот колпачок также может похвастаться нашей технологией Klean-Bloc для дополнительной защиты от повседневного износа.
Современный и прочный, этот двухсторонний бетонный колпачок украсит любой ландшафтный дизайн. Этот колпачок также может похвастаться нашей технологией Klean-Bloc для дополнительной защиты от повседневного износа.
…
Узнать больше
Читать меньше
Абердин — Плиты для патио | Techo-Bloc
Aberdeen — Плиты для патио | Техо-Блок
Будьте смелее или идите домой с плитой патио Aberdeen. Массивные и роскошные, размеры этой плиты упакованы отдельно для полной гибкости в дизайне вашего заднего двора. Универсальная по стилю плита Aberdeen может выглядеть традиционно, если установить ее по модульному принципу, интегрируя все ее размеры. Вы также можете добиться современного вида, установив его по линейным схемам, что достигается только с плитами 20 × 30 или 30 × 10 независимо друг от друга. Наконец, если вас действительно интересуют причудливые тенденции, этого можно добиться, укладывая блоки асфальтоукладчика Aberdeen 30×30 в шахматном порядке.

 2
2 ..
..




 Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
 Вы не можете удалять или скрывать
Вы не можете удалять или скрывать









 Лицензиат признает и соглашается с тем, что ASTM может внедрять
Лицензиат признает и соглашается с тем, что ASTM может внедрять

 Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не будут в письменной форме
Никакие изменения настоящего Соглашения не будут иметь обязательной силы, если они не будут в письменной форме






 Мы хорошо разбираемся во многих областях применения металлических шлангов, что делает McGill Hose & Coupling лучшим выбором в регионе. К ним относятся приложения, требующие коррозионной стойкости, устойчивости к экстремально высоким и низким температурам или высокой долговечности среди многих других.
Мы хорошо разбираемся во многих областях применения металлических шлангов, что делает McGill Hose & Coupling лучшим выбором в регионе. К ним относятся приложения, требующие коррозионной стойкости, устойчивости к экстремально высоким и низким температурам или высокой долговечности среди многих других.  У нас есть полные рулоны продукции, что делает длинномерные сборки общим решением проблем, которые мы можем поставить.
У нас есть полные рулоны продукции, что делает длинномерные сборки общим решением проблем, которые мы можем поставить. Мы можем быстро и точно работать от концепции до дизайна и окончательной готовой к использованию сборки.
Мы можем быстро и точно работать от концепции до дизайна и окончательной готовой к использованию сборки. шланги выглядят одинаково, необходимо задать множество важных вопросов и учесть факторы/характеристики, чтобы разработать наилучшее индивидуальное решение для шланга для вашего конкретного применения.
шланги выглядят одинаково, необходимо задать множество важных вопросов и учесть факторы/характеристики, чтобы разработать наилучшее индивидуальное решение для шланга для вашего конкретного применения.
 5
5 54
54 65
65 72
72 01
01
 Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
 Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
 Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.
Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.

 Допустимо изготовление из нарезанных полос металла, но при толщине 5-6 мм это займет много времени.
Допустимо изготовление из нарезанных полос металла, но при толщине 5-6 мм это займет много времени.
 Чередуйте швы, чтобы конструкцию не повело.
Чередуйте швы, чтобы конструкцию не повело.
 Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
 Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
 Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
 Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
 Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.
Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.









 Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.
Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.

 И это обидно, потому что сварка открывает целый новый мир домашнего ремонта и крутых проектов. Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы.
И это обидно, потому что сварка открывает целый новый мир домашнего ремонта и крутых проектов. Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы. Этот аппарат может работать как аппарат для сварки MIG (металл в среде инертного газа/подача проволоки), аппарат для сварки TIG (вольфрам в среде инертного газа) и аппарат для сварки электродом, но мы использовали функцию подачи проволоки для сварки в среде инертного газа (MIG).
Этот аппарат может работать как аппарат для сварки MIG (металл в среде инертного газа/подача проволоки), аппарат для сварки TIG (вольфрам в среде инертного газа) и аппарат для сварки электродом, но мы использовали функцию подачи проволоки для сварки в среде инертного газа (MIG).

 Называемый «взбиванием», он помогает контролировать вашу скорость, создает хорошее проникновение и приводит к более узкой бусине, чем если бы вы делали крошечные круги во время движения.
Называемый «взбиванием», он помогает контролировать вашу скорость, создает хорошее проникновение и приводит к более узкой бусине, чем если бы вы делали крошечные круги во время движения. Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель.
Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель. Если ваше рабочее место представляет собой металлический стол, заземляющий зажим можно прикрепить к столу, но если это деревянный стол, зажим необходимо прикрепить непосредственно к заготовке. Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок.
Если ваше рабочее место представляет собой металлический стол, заземляющий зажим можно прикрепить к столу, но если это деревянный стол, зажим необходимо прикрепить непосредственно к заготовке. Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок. Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.
Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.

 Проектирование и изготовление собственного сварочного стола позволит вам спроектируйте предмет, который идеально подойдет для вашего рабочего места и будет дешевле , чем покупка готовой модели.
Проектирование и изготовление собственного сварочного стола позволит вам спроектируйте предмет, который идеально подойдет для вашего рабочего места и будет дешевле , чем покупка готовой модели. Сколько места вам нужно для работы вокруг сварочного стола и тип сварочных работ, для которых вы будете его использовать; выяснение всего этого до того, как вы начнете, значительно облегчит весь процесс сборки. Ваш сварочный стол должен состоять из верхней части толщиной не менее 3/8 дюйма, изготовленной из углеродистой стали, а ножки должны быть сделаны из уголка, U-образного профиля, трубы квадратного сечения или трубы. При сборке сварочного стола важно помнить, что весь используемый металл должен быть одного типа, чтобы обеспечить прочность и однородность сварочного стола.
Сколько места вам нужно для работы вокруг сварочного стола и тип сварочных работ, для которых вы будете его использовать; выяснение всего этого до того, как вы начнете, значительно облегчит весь процесс сборки. Ваш сварочный стол должен состоять из верхней части толщиной не менее 3/8 дюйма, изготовленной из углеродистой стали, а ножки должны быть сделаны из уголка, U-образного профиля, трубы квадратного сечения или трубы. При сборке сварочного стола важно помнить, что весь используемый металл должен быть одного типа, чтобы обеспечить прочность и однородность сварочного стола. После того, как разрезы будут сделаны, вам нужно будет удалить весь шлак с помощью молотка. Для этого можно ударить молотком по обрезанным концам столешницы, и присутствующий шлак легко отломится. После того, как весь шлак будет удален, вам нужно будет отшлифовать края, чтобы сгладить любые шероховатости на краях реза.
После того, как разрезы будут сделаны, вам нужно будет удалить весь шлак с помощью молотка. Для этого можно ударить молотком по обрезанным концам столешницы, и присутствующий шлак легко отломится. После того, как весь шлак будет удален, вам нужно будет отшлифовать края, чтобы сгладить любые шероховатости на краях реза.
 Использование сварочного стола в качестве основания при сварке заготовок поверх стола может быть сопряжено с некоторыми опасностями. Эта статья на веб-сайте полна полезной информации, если вы решите пойти по этому пути.
Использование сварочного стола в качестве основания при сварке заготовок поверх стола может быть сопряжено с некоторыми опасностями. Эта статья на веб-сайте полна полезной информации, если вы решите пойти по этому пути.
 Широко известна ее инактивирующая способность против вируса гриппа A/h2N1 («свиной грипп»), кишечной палочки, метициллин-устойчивого золотистого стафилококка и др. Кроме того, еще с древних времен медь использовали в качестве лечебного препарата, что сохранило свою популярность и на сегодняшний день.
Широко известна ее инактивирующая способность против вируса гриппа A/h2N1 («свиной грипп»), кишечной палочки, метициллин-устойчивого золотистого стафилококка и др. Кроме того, еще с древних времен медь использовали в качестве лечебного препарата, что сохранило свою популярность и на сегодняшний день.
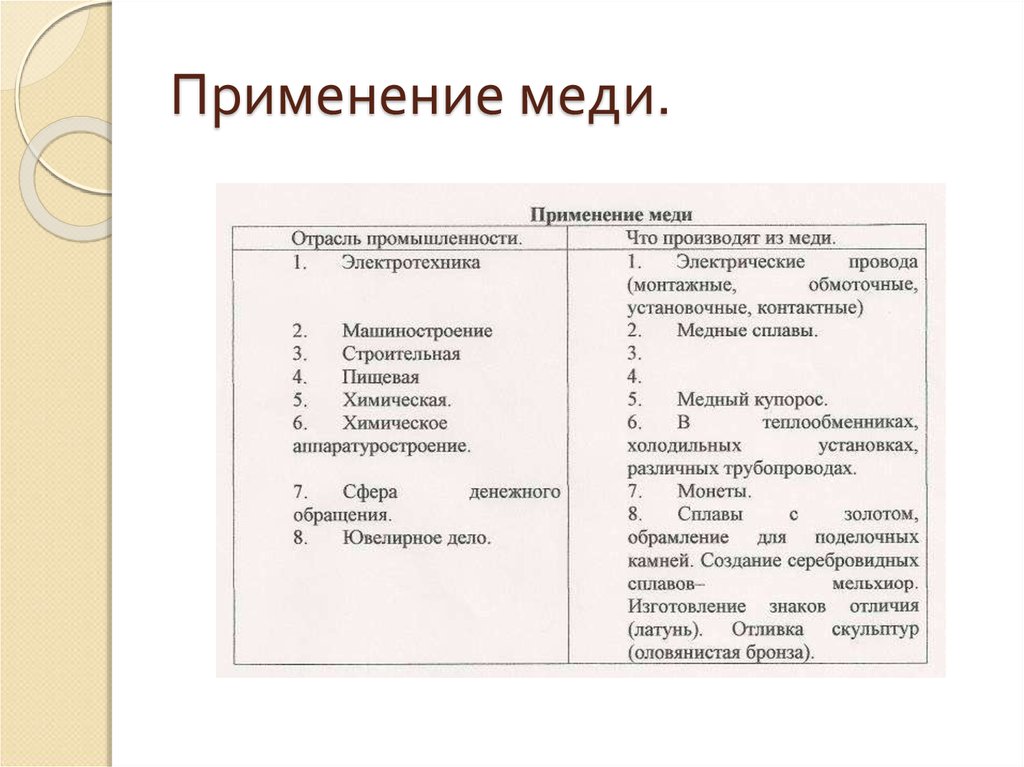
 Применение меди в строительстве
Применение меди в строительстве В связи с этим данный металл очень часто применяется для изготовления различных украшений: браслетов, колец, сережек и т.д. Уникальный окрас также позволяет использовать медь в декоративных изделиях: скульптурах, осветительных приборах, дверных ручках и т.д.
В связи с этим данный металл очень часто применяется для изготовления различных украшений: браслетов, колец, сережек и т.д. Уникальный окрас также позволяет использовать медь в декоративных изделиях: скульптурах, осветительных приборах, дверных ручках и т.д.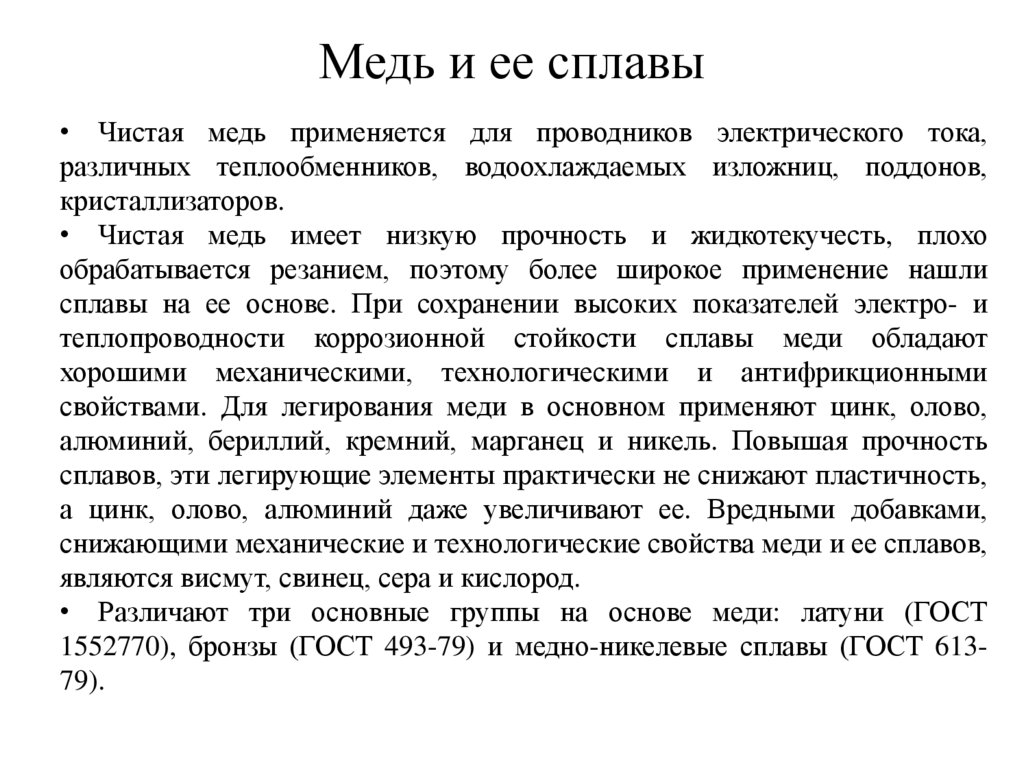

 3
3 Из этих полуфабрикатов готовят обработкой давлением и резанием всевозможные детали. Медь является хорошим материалом для фасонных отливок.
Из этих полуфабрикатов готовят обработкой давлением и резанием всевозможные детали. Медь является хорошим материалом для фасонных отливок. Для предохранения от окисления медь плавят или под слоем древесного угля, или с использованием защитных газов, или в вакууме.
Для предохранения от окисления медь плавят или под слоем древесного угля, или с использованием защитных газов, или в вакууме.
 В технической литературе медные сплавы разделяют на три группы: латуни, бронзы и медно-никелевые сплавы.
В технической литературе медные сплавы разделяют на три группы: латуни, бронзы и медно-никелевые сплавы. Castablecatalystcatalytic converters designed to clean vehicle emissionsCathode ray tubesCenterless ground rodsChemical ResistanceChemical resistantChemical StabilityChemically StableCircuit breaker terminalsCircuit breakersClampscoating optic fibersCombustion cansCommutator barsCompositesComputersConcentrated solar powerConductiveContactsControl resistorsCorrosion сопротивлениеКоррозионностойкийСтойкий к коррозииЭкономичныйСопротивление ползучестиОпасно для здоровья человекаДеоксидантыДекоративныеПлотныеДетекторыДиафрагмыСтабильность размеровДискиРастворяется как в разбавленных, так и в концентрированных кислотахМедленно растворяется в разбавленных минеральных кислотахНе легко реагирует на кислородПластичныйпластичныйНизкая температура плавленияДолговечныйДинамическийЛегко поддается обработкеЛегко формоватьЛегко к fabricateEasy to join and installEasy to machineElasticElastic solidElectric motors in cordless toolsElectrical ConductiveElectrical conductivityElectrical connectorselectrical contact materialElectrical elements in both industrial and domestic applicationsElectrical insulationElectrical InsulatorElectrical resistanceElectrical resistantElectrical switchesElectrical transformersElectrically conductiveElectrically resistantElectricity resistantElectro and Thermal ConductiveElectroconductiveElectronic and optical propertiesElectronic tubes (powerElectroresistantElectrosinsulatingEnergy harvestersEnhances high-temperature oxidation resistanceEnvironmental resistanceExcellent machinabilityExpansion управлениеСопротивление усталостиПредставленныйФерромагнитныйФильтрацияМелкозернистая структураОгнезамедлительОгнеупорныйОгнестойкийНегорючийОгнезащитный Поглотитель с низким содержанием влагиогнеопасныйFlatwireГибкостьГибкийПоковкиСтабильность формыФормуемыйПлавкийГаллий легко связывается с большинством металловГазовая турбина ponentsХорошая коррозионная стойкостьХорошая стойкость к кислородуХорошая конструкционная прочностьХорошая износостойкостьЗначительно улучшенная физическаяЗеленый материалЖесткие дискиЖесткие дискиТвердый термопластТвердостьТермостойкостьЖаростойкийТеплопередачаТеплообработкаОборудование для термообработкиНагревательные элементыНагревательные элементы как в бытовых, так и в промышленных приборахСверхмощные печи для термообработкиВысокотемпературные характеристикиГерметическое уплотнениеТрубы HHS®Высокая температура кипенияВысокая химическая реактивностьВысокая коррозионная стойкостьВысокая коррозионная стойкостьВысокая плотностьВысокая плотность пластичностьВысокая электрическаяВысокая электрическая и теплопроводностьВысокое удельное электрическое сопротивлениеВысокое поглощение энергииВысокая усталостная прочностьВысокая текучестьВысокая ударная вязкостьВысокие магнитные свойстваВысокая температура плавленияВысокая передача влагиВысокая производительностьВысокая пористостьПроволока высокой чистотыВысокое преломлениеВысокая прочностьВысокая прочность на разрывВысокая термостойкостьВысокая температурная стабильностьВысокая термостойкостьВысокая прочность на растяжениеВысокая теплопроводностьВысокая h поглощение тепловых нейтроновВысоковольтные линии электропередач и автоматические выключателиОчень красочные и разнообразные степени окисленияЛегковоспламеняющиесяСильно изолирующиеИнструменты для горячей обработкиГибридные кожухи цепейГидрофильныеГидрофобныеГипераллергенныеУдаропрочныеНепроницаемыеУлучшенные тепловые характеристикиПри контакте с водойИнертныеНедорогиеГорючиеНерастворимыеИзоляторРаздражающиеПовышает прочность полезных для здоровья сплавов металлов, таких как хром, вступает в реакцию с образованием гидроксида печиЛазерные соплаЛазерыСвинцовые рамыБез свинцаЛегкийЛегкийЛегкийОблицовка резервуаров.
Castablecatalystcatalytic converters designed to clean vehicle emissionsCathode ray tubesCenterless ground rodsChemical ResistanceChemical resistantChemical StabilityChemically StableCircuit breaker terminalsCircuit breakersClampscoating optic fibersCombustion cansCommutator barsCompositesComputersConcentrated solar powerConductiveContactsControl resistorsCorrosion сопротивлениеКоррозионностойкийСтойкий к коррозииЭкономичныйСопротивление ползучестиОпасно для здоровья человекаДеоксидантыДекоративныеПлотныеДетекторыДиафрагмыСтабильность размеровДискиРастворяется как в разбавленных, так и в концентрированных кислотахМедленно растворяется в разбавленных минеральных кислотахНе легко реагирует на кислородПластичныйпластичныйНизкая температура плавленияДолговечныйДинамическийЛегко поддается обработкеЛегко формоватьЛегко к fabricateEasy to join and installEasy to machineElasticElastic solidElectric motors in cordless toolsElectrical ConductiveElectrical conductivityElectrical connectorselectrical contact materialElectrical elements in both industrial and domestic applicationsElectrical insulationElectrical InsulatorElectrical resistanceElectrical resistantElectrical switchesElectrical transformersElectrically conductiveElectrically resistantElectricity resistantElectro and Thermal ConductiveElectroconductiveElectronic and optical propertiesElectronic tubes (powerElectroresistantElectrosinsulatingEnergy harvestersEnhances high-temperature oxidation resistanceEnvironmental resistanceExcellent machinabilityExpansion управлениеСопротивление усталостиПредставленныйФерромагнитныйФильтрацияМелкозернистая структураОгнезамедлительОгнеупорныйОгнестойкийНегорючийОгнезащитный Поглотитель с низким содержанием влагиогнеопасныйFlatwireГибкостьГибкийПоковкиСтабильность формыФормуемыйПлавкийГаллий легко связывается с большинством металловГазовая турбина ponentsХорошая коррозионная стойкостьХорошая стойкость к кислородуХорошая конструкционная прочностьХорошая износостойкостьЗначительно улучшенная физическаяЗеленый материалЖесткие дискиЖесткие дискиТвердый термопластТвердостьТермостойкостьЖаростойкийТеплопередачаТеплообработкаОборудование для термообработкиНагревательные элементыНагревательные элементы как в бытовых, так и в промышленных приборахСверхмощные печи для термообработкиВысокотемпературные характеристикиГерметическое уплотнениеТрубы HHS®Высокая температура кипенияВысокая химическая реактивностьВысокая коррозионная стойкостьВысокая коррозионная стойкостьВысокая плотностьВысокая плотность пластичностьВысокая электрическаяВысокая электрическая и теплопроводностьВысокое удельное электрическое сопротивлениеВысокое поглощение энергииВысокая усталостная прочностьВысокая текучестьВысокая ударная вязкостьВысокие магнитные свойстваВысокая температура плавленияВысокая передача влагиВысокая производительностьВысокая пористостьПроволока высокой чистотыВысокое преломлениеВысокая прочностьВысокая прочность на разрывВысокая термостойкостьВысокая температурная стабильностьВысокая термостойкостьВысокая прочность на растяжениеВысокая теплопроводностьВысокая h поглощение тепловых нейтроновВысоковольтные линии электропередач и автоматические выключателиОчень красочные и разнообразные степени окисленияЛегковоспламеняющиесяСильно изолирующиеИнструменты для горячей обработкиГибридные кожухи цепейГидрофильныеГидрофобныеГипераллергенныеУдаропрочныеНепроницаемыеУлучшенные тепловые характеристикиПри контакте с водойИнертныеНедорогиеГорючиеНерастворимыеИзоляторРаздражающиеПовышает прочность полезных для здоровья сплавов металлов, таких как хром, вступает в реакцию с образованием гидроксида печиЛазерные соплаЛазерыСвинцовые рамыБез свинцаЛегкийЛегкийЛегкийОблицовка резервуаров.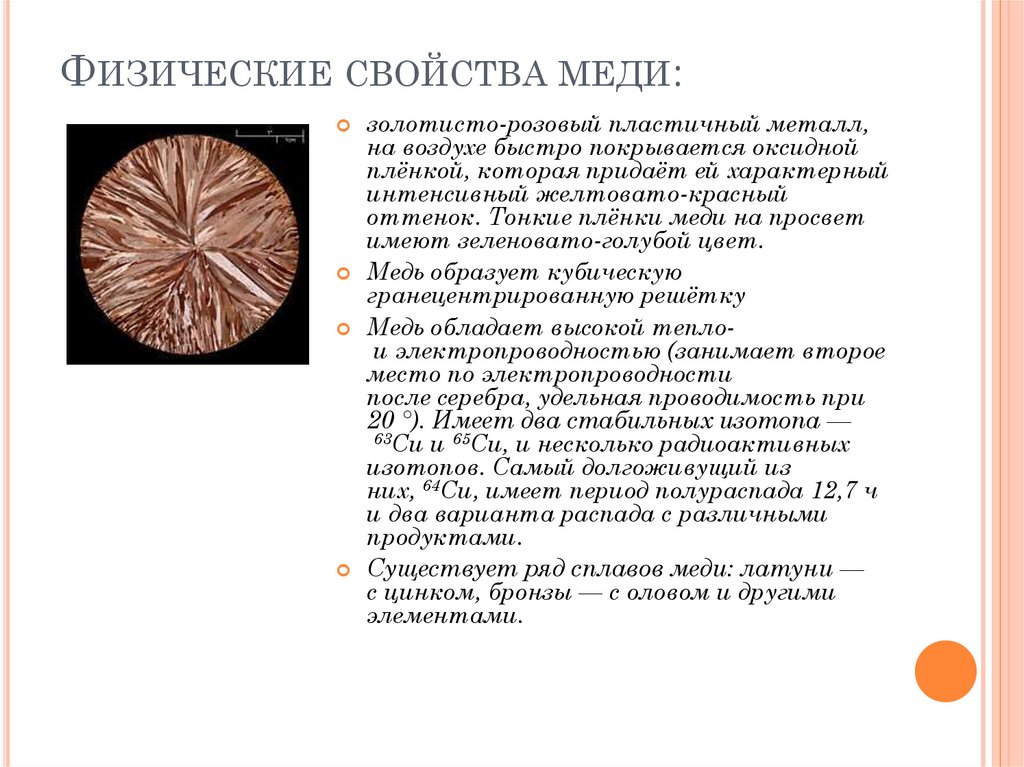 Жидкость при комнатной температуре или близкой к нейНагрузочный подшипникДолгий срок службыДолгий срок службы при высоких температурахНизкая стоимостьНизкая плотностьНизкая электропроводностьНизкое трениеНизкая термостойкостьНизкое техническое обслуживаниеНизкая температура плавленияНизкая проводимость металлаНизкое влагопоглощениеНизкая пористостьНизкая пористостьНизкая реактивность и низкая токсичностьНизкая относительная летучесть при большом объемеНизкая температураНизкая термостойкостьНизкая ermal resistanceLow ToxicityLow Water AbsorbingLustrousMachinableMagneticMagnetic fastenersMagnetic permabilityMagnetic SheildingMagnetron bodies and coolersMaintenance FreeMaleableMalleableMan madeMeasuring and positioning devicesmechanical and electrical propertiesMechanical assemblyMicrofluidic devicesMicroscale electromagnetsMicroscale electronicsMicrowave componentsMIG/MAG welding contact tipsMinimises wasteMinimum distortionMoldableMotorsMould and lay up tools for compositesMould resistantNatural resistance to corrosionnegligible porosityNon ReactiveNon toxicNon-ConductiveNon-FlammableNon-magneticNon -смачиваниеБез запахаOLEDOНепрозрачныйОптическая прозрачностьОптическое волокноКорпуса осцилляторовСтойкий к окислениюПроницаемый пигменты и красители; Блестящие поверхностные покрытияВыводыТрубы и оболочки силовых кабелейЭлектроды и сопла для плазменной резкиГибкиеПММАТочныеТочное и равномерное тепловое расширениеТочностьТочные лопатки конденсаторовПроизводство бумажной массыПроизводство транзисторов и диодов в электронной промышленностиЗащитныеПрототипыРадиальные стержни для роторов генераторовРадиальные стержни для роторов генераторов.
Жидкость при комнатной температуре или близкой к нейНагрузочный подшипникДолгий срок службыДолгий срок службы при высоких температурахНизкая стоимостьНизкая плотностьНизкая электропроводностьНизкое трениеНизкая термостойкостьНизкое техническое обслуживаниеНизкая температура плавленияНизкая проводимость металлаНизкое влагопоглощениеНизкая пористостьНизкая пористостьНизкая реактивность и низкая токсичностьНизкая относительная летучесть при большом объемеНизкая температураНизкая термостойкостьНизкая ermal resistanceLow ToxicityLow Water AbsorbingLustrousMachinableMagneticMagnetic fastenersMagnetic permabilityMagnetic SheildingMagnetron bodies and coolersMaintenance FreeMaleableMalleableMan madeMeasuring and positioning devicesmechanical and electrical propertiesMechanical assemblyMicrofluidic devicesMicroscale electromagnetsMicroscale electronicsMicrowave componentsMIG/MAG welding contact tipsMinimises wasteMinimum distortionMoldableMotorsMould and lay up tools for compositesMould resistantNatural resistance to corrosionnegligible porosityNon ReactiveNon toxicNon-ConductiveNon-FlammableNon-magneticNon -смачиваниеБез запахаOLEDOНепрозрачныйОптическая прозрачностьОптическое волокноКорпуса осцилляторовСтойкий к окислениюПроницаемый пигменты и красители; Блестящие поверхностные покрытияВыводыТрубы и оболочки силовых кабелейЭлектроды и сопла для плазменной резкиГибкиеПММАТочныеТочное и равномерное тепловое расширениеТочностьТочные лопатки конденсаторовПроизводство бумажной массыПроизводство транзисторов и диодов в электронной промышленностиЗащитныеПрототипыРадиальные стержни для роторов генераторовРадиальные стержни для роторов генераторов. с водой и воздухомРеагирует на сильные кислотыРеагирует с водой и воздухомлегко окисляетсяПерерабатываемыйПригодный для повторного использованияОтражающийОгнеупорныйАрмирующийОтносительно стабильный на воздухеОтносительно стабильный на воздухе и очень нестабильный при разделенииДетали релеУпругийСтойкий к высокотемпературной коррозииСтойкий к окислениюПриводит к меньшему количеству отходов при использованииСохраняет механические свойства до 950 FСтопорные кольцаРетросветоотражающиеУкрашения с родиевым покрытием.Секция кольцаНаучные приборыПолупроводниковые базыПолупроводникиДатчикиПамять формыФасонная проволокаОболочка электронагревательных элементовУдаропрочностьУдаропрочнаяСущественно повышает стойкость к высокотемпературному окислениюсеребристо-металлическийсеребристо-белый металлПроволока SLT®Мелкая бытовая техникаГладкаяРазъемные разъемыМягкая, достаточно мягкая, чтобы ее можно было разрезать ножомМягкая серебристая и плотнаяСолнечные элементыПайка и сварка tipsSound absorbingSphericalSpot welding electrodesSpring contactsSpringsStabilityStability against alkalis acids and salt waterStableSteam-generator tubingSterileStickyStrand and cablesStrengthStress resistantStribgStringStrongStructuralStructurally stableStub bases for power transmissionStudsSuited for high stresses in applicationsSuperconductiveSwitch blade jawsSwitch gear partsTarget foils for nuclear physicsTarnishes in air and reacts with waterTarnishes in moist airTechnicalTemperature ResistantTemperature sens itiveTemperature StabilityTensile StrengthThermal conductiveThermal conductivityThermal InsulatorThermal resistantThermal Shock ResistanceThermal shock resistantThermal stabilityThermally stableThermoconductivethermocouple elements and headlight reflectors.
с водой и воздухомРеагирует на сильные кислотыРеагирует с водой и воздухомлегко окисляетсяПерерабатываемыйПригодный для повторного использованияОтражающийОгнеупорныйАрмирующийОтносительно стабильный на воздухеОтносительно стабильный на воздухе и очень нестабильный при разделенииДетали релеУпругийСтойкий к высокотемпературной коррозииСтойкий к окислениюПриводит к меньшему количеству отходов при использованииСохраняет механические свойства до 950 FСтопорные кольцаРетросветоотражающиеУкрашения с родиевым покрытием.Секция кольцаНаучные приборыПолупроводниковые базыПолупроводникиДатчикиПамять формыФасонная проволокаОболочка электронагревательных элементовУдаропрочностьУдаропрочнаяСущественно повышает стойкость к высокотемпературному окислениюсеребристо-металлическийсеребристо-белый металлПроволока SLT®Мелкая бытовая техникаГладкаяРазъемные разъемыМягкая, достаточно мягкая, чтобы ее можно было разрезать ножомМягкая серебристая и плотнаяСолнечные элементыПайка и сварка tipsSound absorbingSphericalSpot welding electrodesSpring contactsSpringsStabilityStability against alkalis acids and salt waterStableSteam-generator tubingSterileStickyStrand and cablesStrengthStress resistantStribgStringStrongStructuralStructurally stableStub bases for power transmissionStudsSuited for high stresses in applicationsSuperconductiveSwitch blade jawsSwitch gear partsTarget foils for nuclear physicsTarnishes in air and reacts with waterTarnishes in moist airTechnicalTemperature ResistantTemperature sens itiveTemperature StabilityTensile StrengthThermal conductiveThermal conductivityThermal InsulatorThermal resistantThermal Shock ResistanceThermal shock resistantThermal stabilityThermally stableThermoconductivethermocouple elements and headlight reflectors. Thermocouple sheathsThermostatsToughToxicTransistor basesTransition ductsTranslucentTransparentTurbine bladesUsed for coatings on other metalsUV ResistantUV StabilityVacuum systems in chemistry and scientific researchVersatileVery DenseVery high melting pointVibration dampersWaste reductionWater insoluableWater resistantWaterproofWear ResistanceWear resistantWeather ResistanceWeather resistantWelded and brazed сотовые панелиРаботоспособныйX-Ray)
Thermocouple sheathsThermostatsToughToxicTransistor basesTransition ductsTranslucentTransparentTurbine bladesUsed for coatings on other metalsUV ResistantUV StabilityVacuum systems in chemistry and scientific researchVersatileVery DenseVery high melting pointVibration dampersWaste reductionWater insoluableWater resistantWaterproofWear ResistanceWear resistantWeather ResistanceWeather resistantWelded and brazed сотовые панелиРаботоспособныйX-Ray) до н.э. Это был также первый металл, отлитый в форме в форме, первый металл, сплавленный с другим металлом, и он был традиционным металлом для чеканки монет (наряду с золотом и серебром).
до н.э. Это был также первый металл, отлитый в форме в форме, первый металл, сплавленный с другим металлом, и он был традиционным металлом для чеканки монет (наряду с золотом и серебром). Это изменение цвета, или патинирование, можно усиливать и контролировать, поэтому его можно удерживать на любом из этих этапов с использованием определенных методов обработки и техники. Более декоративные эффекты и широкий спектр текстур также могут быть созданы с применением различных химических рецептов.
Это изменение цвета, или патинирование, можно усиливать и контролировать, поэтому его можно удерживать на любом из этих этапов с использованием определенных методов обработки и техники. Более декоративные эффекты и широкий спектр текстур также могут быть созданы с применением различных химических рецептов.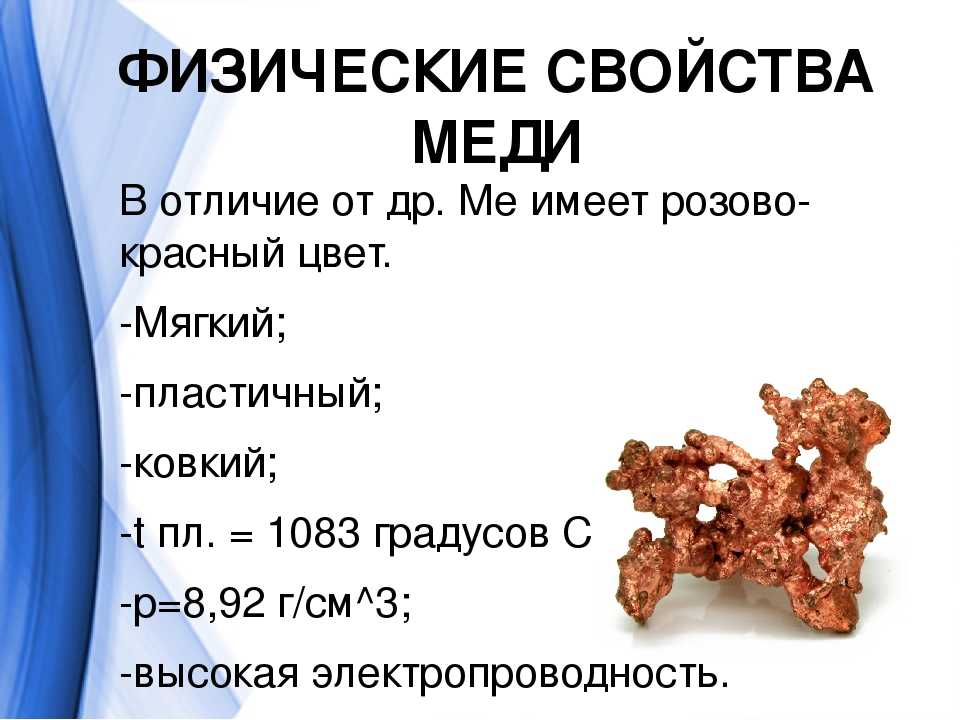
 Здесь медь играет как функциональную, так и эстетическую роль. Он также широко используется в сантехнике, отопительном оборудовании, посуде и кухонной утвари.
Здесь медь играет как функциональную, так и эстетическую роль. Он также широко используется в сантехнике, отопительном оборудовании, посуде и кухонной утвари. .
. Современные художники также продолжают использовать медные листы в качестве холста, поскольку они податливы и хорошо сцепляются с ними.
Современные художники также продолжают использовать медные листы в качестве холста, поскольку они податливы и хорошо сцепляются с ними.
 . Как металл медь пластична и ковка и ценится за ее высокую тепло- и электропроводность. Медь встречается в природе, но ее самый большой источник находится в таких минералах, как халькопирит и борнит, и вы можете легко идентифицировать ее по красновато-золотому цвету.
. Как металл медь пластична и ковка и ценится за ее высокую тепло- и электропроводность. Медь встречается в природе, но ее самый большой источник находится в таких минералах, как халькопирит и борнит, и вы можете легко идентифицировать ее по красновато-золотому цвету. до н.э.), поскольку его можно найти в относительно чистых формах — это означает, что этот металл не обязательно нужно извлекать из руды.
до н.э.), поскольку его можно найти в относительно чистых формах — это означает, что этот металл не обязательно нужно извлекать из руды.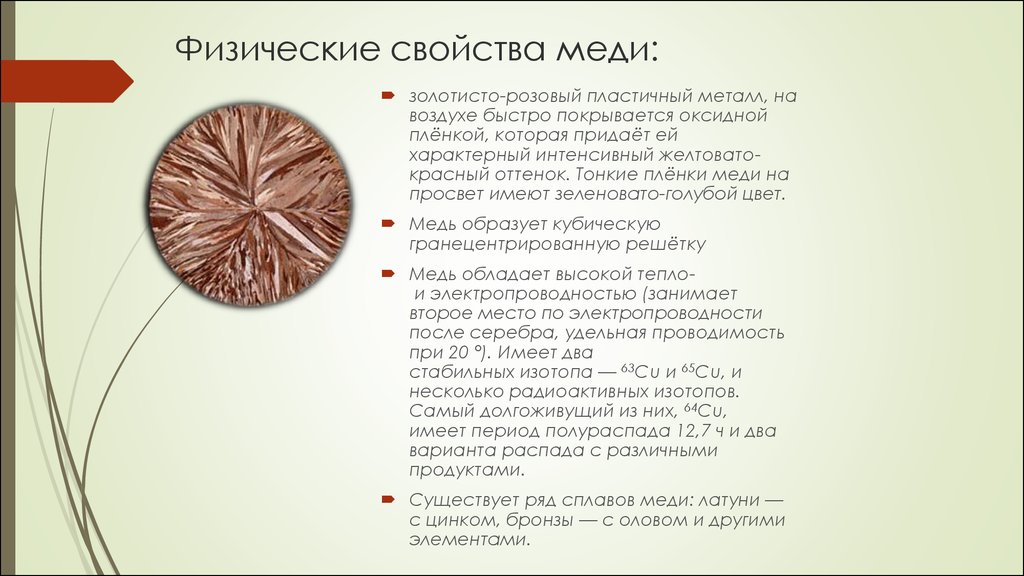


 Сульфат меди можно найти в сельском хозяйстве как яд и альгицид при очистке воды.
Сульфат меди можно найти в сельском хозяйстве как яд и альгицид при очистке воды.
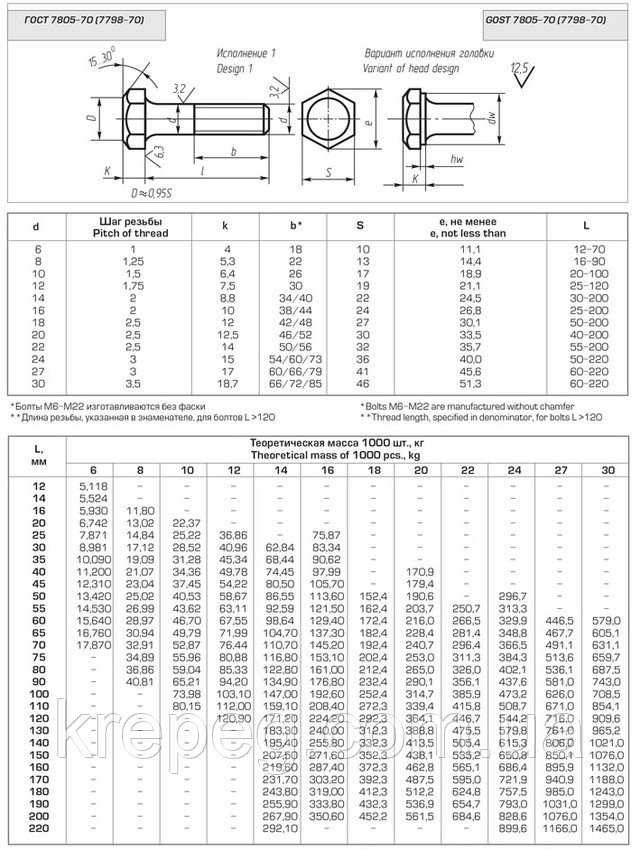
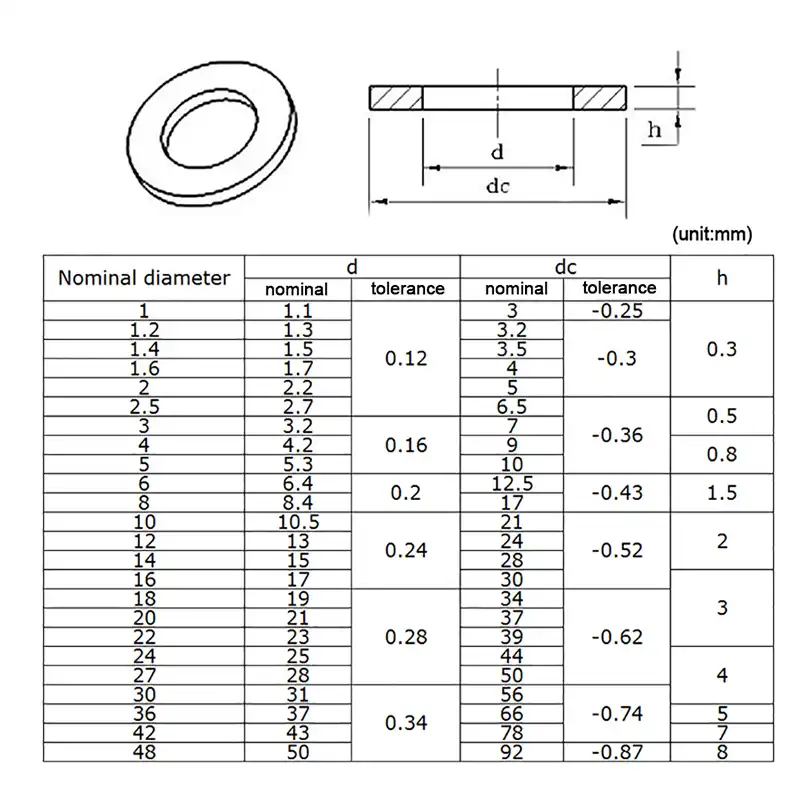
 стальных шайб, кг
стальных шайб, кг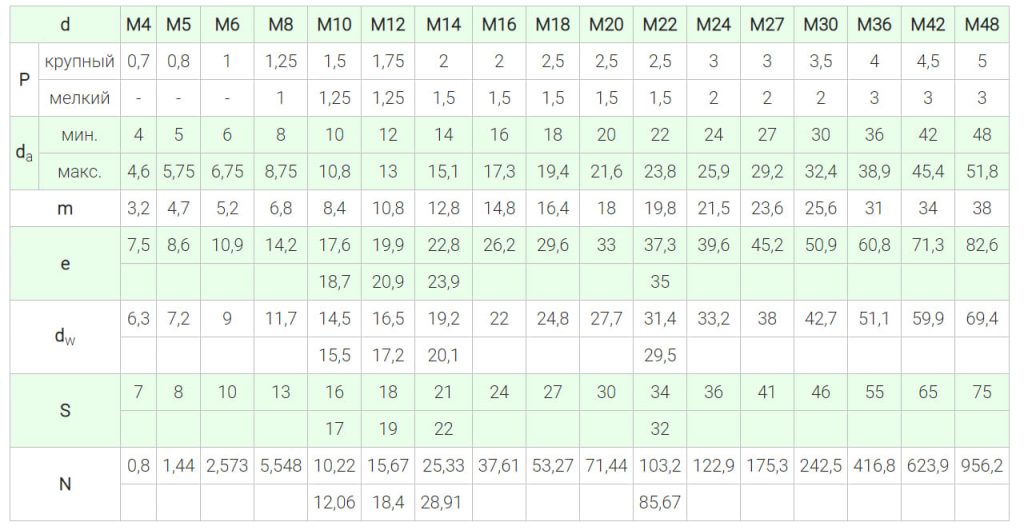

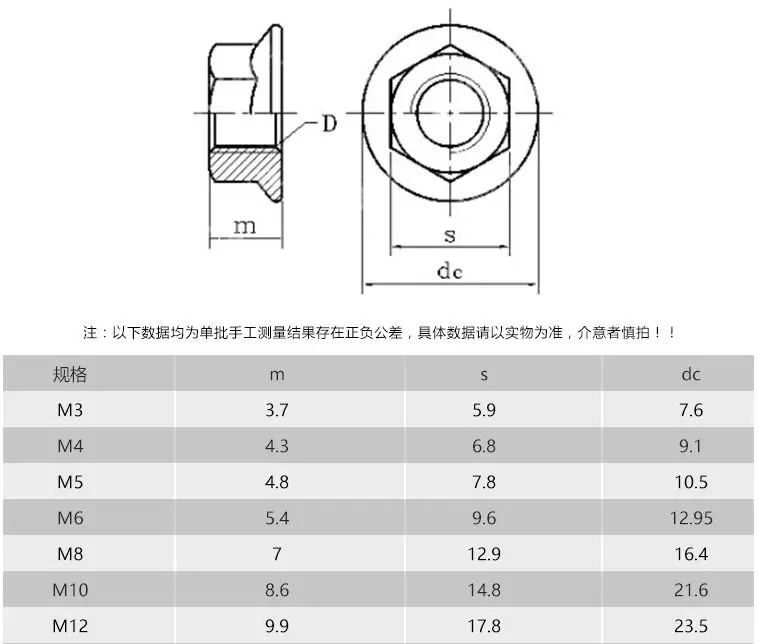
 Покрытие может быть таким.
Покрытие может быть таким.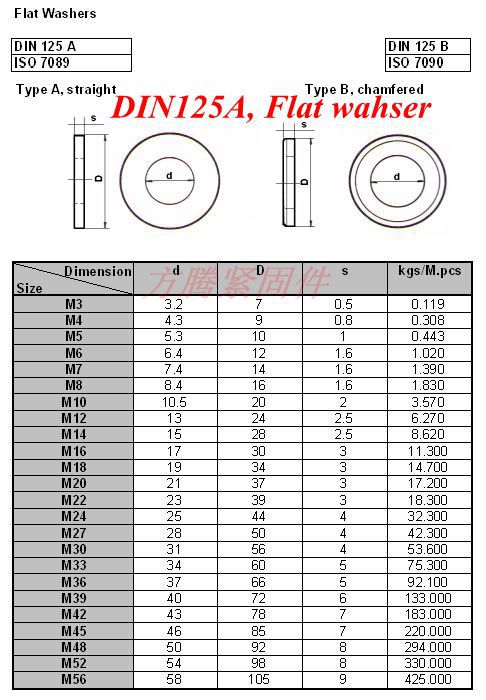 Наружная поверхность шайбы чаще всего гладкая, в некоторых случаях зубчатая. Отличаются и материалы изготовления, и прочностные характеристики, и даже толщина.
Наружная поверхность шайбы чаще всего гладкая, в некоторых случаях зубчатая. Отличаются и материалы изготовления, и прочностные характеристики, и даже толщина.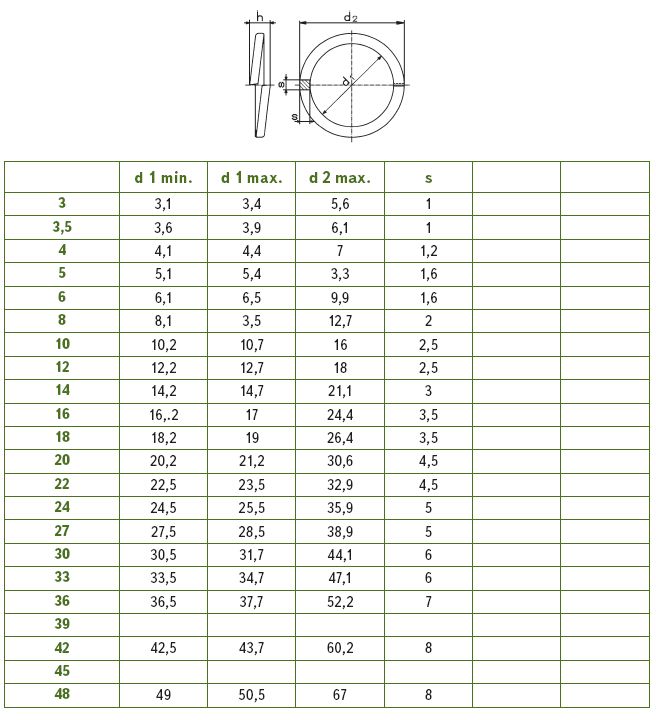 Чаще всего используется текстолитовая шайба, обладающая достаточно длительным сроком службы.
Чаще всего используется текстолитовая шайба, обладающая достаточно длительным сроком службы.
 Концы такого фиксирующего метиза расположены в разных плоскостях.
Концы такого фиксирующего метиза расположены в разных плоскостях. Изготавливают такие изделия из синтетических эластомеров, чаще всего каучуковых.
Изготавливают такие изделия из синтетических эластомеров, чаще всего каучуковых.
 Для компенсации динамических нагрузок и вибрации в машинах, механизмах используются пружинные шайбы.
Для компенсации динамических нагрузок и вибрации в машинах, механизмах используются пружинные шайбы. Правильно выбранная стопорная многолапчатая шайба позволяет избежать самопроизвольного ослабления крепежа, и в этом ей помогают так называемые лапки.
Правильно выбранная стопорная многолапчатая шайба позволяет избежать самопроизвольного ослабления крепежа, и в этом ей помогают так называемые лапки.
 299
299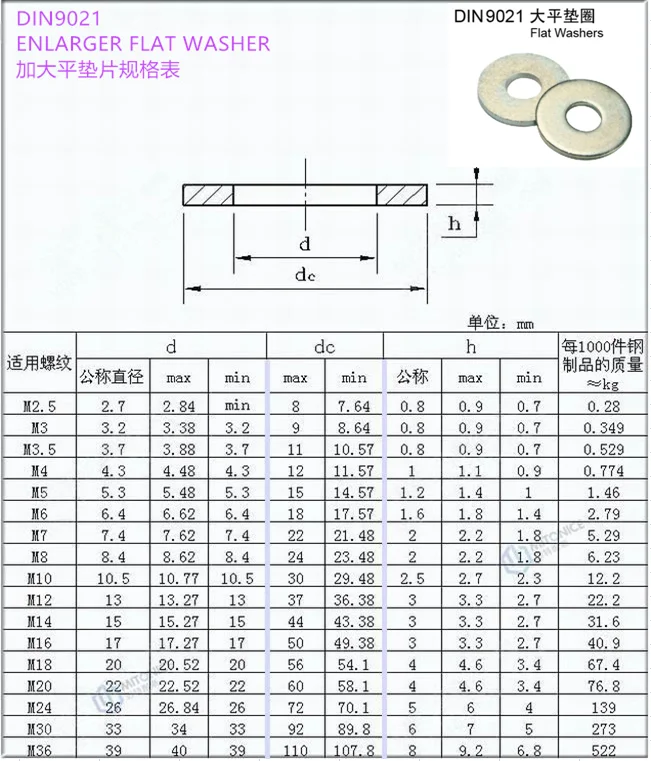 08
08

 Она нужна для увеличения плоскости опоры, с которой контактирует винт или болт. Иногда этот элемент выступает как фиксатор — такие шайбы называются стопорными, запорными, они предотвращают отвинчивание соединения. Их устанавливают на особенно ответственных участках — там, где ослабление крепежа может представлять опасность.
Она нужна для увеличения плоскости опоры, с которой контактирует винт или болт. Иногда этот элемент выступает как фиксатор — такие шайбы называются стопорными, запорными, они предотвращают отвинчивание соединения. Их устанавливают на особенно ответственных участках — там, где ослабление крепежа может представлять опасность.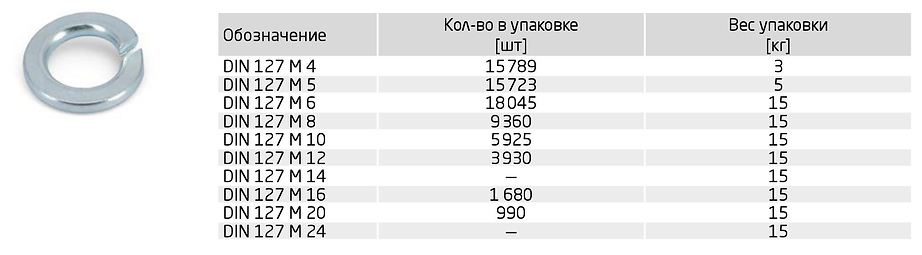 Ввиду большой популярности, появилось множество разновидностей данной детали:
Ввиду большой популярности, появилось множество разновидностей данной детали: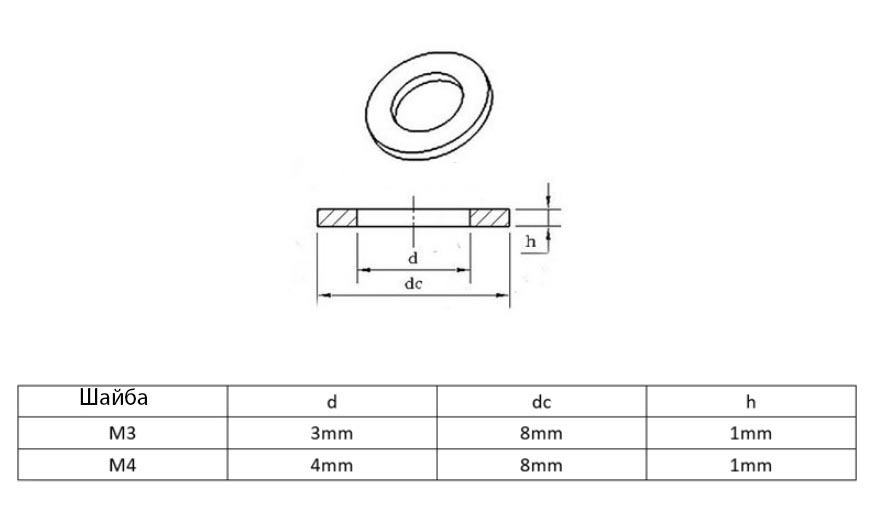
 2
2

 Они вполне успешно справляются со своей задачей. Но если для положения отверстия важен каждый миллиметр, то нужно использовать специальные сверла. Сверло для металла при входе в древесину может чуть отклониться в сторону, даже если в месте будущего отверстия сделано углубление шилом. А вообще, сверление древесины можно осуществлять даже обычным гвоздем или куском проволоки, у которой расплющен конец.
Они вполне успешно справляются со своей задачей. Но если для положения отверстия важен каждый миллиметр, то нужно использовать специальные сверла. Сверло для металла при входе в древесину может чуть отклониться в сторону, даже если в месте будущего отверстия сделано углубление шилом. А вообще, сверление древесины можно осуществлять даже обычным гвоздем или куском проволоки, у которой расплющен конец. Решение — коронки по дереву.
Решение — коронки по дереву.
 Независимо от типа сверла, когда металл проходит древесину насквозь, ничем не поддерживаемые древесные волокна на задней стороне заготовки рвутся, и на выходе образуются сколы.
Независимо от типа сверла, когда металл проходит древесину насквозь, ничем не поддерживаемые древесные волокна на задней стороне заготовки рвутся, и на выходе образуются сколы. Сделайте сквозное отверстие диаметром 1, мм, которое будет направлять сверло Форстнера или сверло с центральным острием до середины толщины детали. Продолжите сверление с обратной стороны, снова вставив кончик сверла в направляющее отверстие. Два больших отверстия должны встретиться в середине.
Сделайте сквозное отверстие диаметром 1, мм, которое будет направлять сверло Форстнера или сверло с центральным острием до середины толщины детали. Продолжите сверление с обратной стороны, снова вставив кончик сверла в направляющее отверстие. Два больших отверстия должны встретиться в середине. При его формировании воздействие подрезного диска на деталь незначительно, поэтому работа безопасна.
При его формировании воздействие подрезного диска на деталь незначительно, поэтому работа безопасна. При этом получается неглубокий паз без сколов. Затем накладку снимаю — теперь фреза выступает на заданную глубину. А заготовки пропускаю, как и положено, навстречу вращающейся фрезе. Повсюду, где устанавливаются стены из гипсокартонных плит, возникает необходимость сделать в них одно или несколько отверстий.
При этом получается неглубокий паз без сколов. Затем накладку снимаю — теперь фреза выступает на заданную глубину. А заготовки пропускаю, как и положено, навстречу вращающейся фрезе. Повсюду, где устанавливаются стены из гипсокартонных плит, возникает необходимость сделать в них одно или несколько отверстий. С помощью данного инструмента можно сделать отверстие в считанные секунды.
С помощью данного инструмента можно сделать отверстие в считанные секунды. Перед сверлением убедитесь еще раз, что правильно все отмеряли.
Перед сверлением убедитесь еще раз, что правильно все отмеряли. Не забывайте о возможных проводах за стеной. На новых плитах удобнее всего использовать электролобзик. Удачный конечный результат зависит от правильных измерений и аккуратного отпила. С помощью угольника и линейки рулетки отметьте места расположения правой и левой стороны прямоугольника — расстояние от начала и конца будущего отверстия до одного края плиты.
Не забывайте о возможных проводах за стеной. На новых плитах удобнее всего использовать электролобзик. Удачный конечный результат зависит от правильных измерений и аккуратного отпила. С помощью угольника и линейки рулетки отметьте места расположения правой и левой стороны прямоугольника — расстояние от начала и конца будущего отверстия до одного края плиты. Поэтому, вы сделали четыре отверстия сверлом. Дойдя до угла прямоугольника, прекратите пилить и переставьте полотно в следующее отверстие. Не спешите, отрезайте медленно, но аккуратно. У вас должно получиться примерно такое же отверстие, как на фото.
Поэтому, вы сделали четыре отверстия сверлом. Дойдя до угла прямоугольника, прекратите пилить и переставьте полотно в следующее отверстие. Не спешите, отрезайте медленно, но аккуратно. У вас должно получиться примерно такое же отверстие, как на фото. На детали, которая будет накладываться на торец та, на которой будет сквозное отверстие , нужно сделать два замера — по длине обычно см и от края — ровно 8 мм это если толщина плиты 16 мм.
На детали, которая будет накладываться на торец та, на которой будет сквозное отверстие , нужно сделать два замера — по длине обычно см и от края — ровно 8 мм это если толщина плиты 16 мм. Прежде всего, мы ставили цель найти подходящий читай — идеальный инструмент, с помощью которого можно выполнить глухое или сквозное отверстие большого диаметра в озвученных выше материалах.
Прежде всего, мы ставили цель найти подходящий читай — идеальный инструмент, с помощью которого можно выполнить глухое или сквозное отверстие большого диаметра в озвученных выше материалах. Исходя из того, с каким типом поверхности вы работаете, необходимо подбирать материал и величину сверла и определять режим работы инструмента.
Исходя из того, с каким типом поверхности вы работаете, необходимо подбирать материал и величину сверла и определять режим работы инструмента.
 Существует немало приспособлений для вырезывания отверстий большого диаметра в листовом материале: пластика, оргстекла — пластмассе, фанере, ДСП и т. Из полоски стали толщиной 2 — 3 мм сгибается скоба, концы ее затачиваются, в центре сверлится отверстие, затем скоба надевается на болт с предварительно отпиленной головкой. Для работы приспособление зажимается в патроне электродрели. Предлагаем для гравировки по металлу, стеклу, пластмассе использовать ролик от стеклореза.
Существует немало приспособлений для вырезывания отверстий большого диаметра в листовом материале: пластика, оргстекла — пластмассе, фанере, ДСП и т. Из полоски стали толщиной 2 — 3 мм сгибается скоба, концы ее затачиваются, в центре сверлится отверстие, затем скоба надевается на болт с предварительно отпиленной головкой. Для работы приспособление зажимается в патроне электродрели. Предлагаем для гравировки по металлу, стеклу, пластмассе использовать ролик от стеклореза. Инструмент имеет простую конструкцию. Он представляет собой хвостовик с поперечной штангой, на которой закреплены подвижные каретки с резцами.
Инструмент имеет простую конструкцию. Он представляет собой хвостовик с поперечной штангой, на которой закреплены подвижные каретки с резцами. При наличии достаточно простого инструмента и определенных навыков вырезать из фанеры можно практически все, что угодно. Но чтобы полученные в результате такой резьбы детали выглядели достаточно презентабельно, мастеру стоит иметь в запасе несколько хитростей. Именно о них мы и поговорим в нашей статье. Криволинейное выпиливание сложно только на первый взгляд. Приступая к работе с листовыми материалами, многие мастера имеют представление лишь о том, как выполнять распил по прямой линии.
При наличии достаточно простого инструмента и определенных навыков вырезать из фанеры можно практически все, что угодно. Но чтобы полученные в результате такой резьбы детали выглядели достаточно презентабельно, мастеру стоит иметь в запасе несколько хитростей. Именно о них мы и поговорим в нашей статье. Криволинейное выпиливание сложно только на первый взгляд. Приступая к работе с листовыми материалами, многие мастера имеют представление лишь о том, как выполнять распил по прямой линии.


 Однако, когда дело доходит до фактического использования в полевых условиях, эти профессионалы по сверлению отверстий гораздо чаще используют кольцевую пилу.
Однако, когда дело доходит до фактического использования в полевых условиях, эти профессионалы по сверлению отверстий гораздо чаще используют кольцевую пилу. Они также требуют немного дополнительной работы после того, как их использовали для вырезания отверстия. В частности, вам нужно найти способ снять деревянную «пробку» с пилы. Иногда это может быть сложным процессом, особенно если заглушка вызывает заедание головки кольцевой пилы.
Они также требуют немного дополнительной работы после того, как их использовали для вырезания отверстия. В частности, вам нужно найти способ снять деревянную «пробку» с пилы. Иногда это может быть сложным процессом, особенно если заглушка вызывает заедание головки кольцевой пилы. Это позволяет бите погрузиться в целевую заготовку и, в свою очередь, подавать себя вниз. При этом широкое кольцевое кольцо сверла вгрызается в поверхность древесины, создавая эффективное отверстие значительной глубины.
Это позволяет бите погрузиться в целевую заготовку и, в свою очередь, подавать себя вниз. При этом широкое кольцевое кольцо сверла вгрызается в поверхность древесины, создавая эффективное отверстие значительной глубины. Эти биты предпочитают профессиональные столяры, и они будут эффективно работать и в промышленных условиях, если немного попрактиковаться. №
Эти биты предпочитают профессиональные столяры, и они будут эффективно работать и в промышленных условиях, если немного попрактиковаться. №
 При этом вы все равно сможете это сделать, если у вас есть предварительно сделанное угловое стартовое отверстие.
При этом вы все равно сможете это сделать, если у вас есть предварительно сделанное угловое стартовое отверстие.
 com.
com. 

 Древесный наполнитель также легко чистится.
Древесный наполнитель также легко чистится. Этот метод лучше всего использовать для больших и цилиндрических отверстий, например, если вы сделали слишком большое отверстие с помощью электродрели или сверлильного станка. Дюбели лучше всего использовать для заполнения относительно глубоких и узких отверстий круглой формы. Это потому, что все, что вам нужно сделать для этого метода, — это обрезать дюбель до соответствующего размера, сделать на нем несколько надрезов, чтобы столярный клей приклеился, покрыть дюбель клеем и засунуть его в отверстие.
Этот метод лучше всего использовать для больших и цилиндрических отверстий, например, если вы сделали слишком большое отверстие с помощью электродрели или сверлильного станка. Дюбели лучше всего использовать для заполнения относительно глубоких и узких отверстий круглой формы. Это потому, что все, что вам нужно сделать для этого метода, — это обрезать дюбель до соответствующего размера, сделать на нем несколько надрезов, чтобы столярный клей приклеился, покрыть дюбель клеем и засунуть его в отверстие.



 Он идеально подходит для отверстий, которые проходят через древесину, если они не слишком узкие.
Он идеально подходит для отверстий, которые проходят через древесину, если они не слишком узкие.
 Пятно плохо держится
Пятно плохо держится


 0
0 2
2
 26
26 30
30 60
60 10
10
 Полые профили из нержавеющей стали доступны в различных формах, размерах и толщине, а также имеют квадратное, прямоугольное и круглое поперечное сечение. Эти продукты тестируются по различным параметрам, включая предел прочности при растяжении, изгиб, сплющивание и расширение. Эти полые профили из нержавеющей стали изготавливаются из высококачественного сырья и с использованием хорошо оборудованного оборудования. Эти продукты доступны в стандартной длине и размере и также настроены согласно требованию клиента.
Полые профили из нержавеющей стали доступны в различных формах, размерах и толщине, а также имеют квадратное, прямоугольное и круглое поперечное сечение. Эти продукты тестируются по различным параметрам, включая предел прочности при растяжении, изгиб, сплющивание и расширение. Эти полые профили из нержавеющей стали изготавливаются из высококачественного сырья и с использованием хорошо оборудованного оборудования. Эти продукты доступны в стандартной длине и размере и также настроены согласно требованию клиента. Они производятся в соответствии с национальными и международными стандартами качества.
Они производятся в соответствии с национальными и международными стандартами качества. 0mm Stainless Steel Square Hollow Section»> 20 х 20 х 2,0
0mm Stainless Steel Square Hollow Section»> 20 х 20 х 2,0 5mm Stainless Steel Square Hollow Section»> 40 х 40 х 1,5
5mm Stainless Steel Square Hollow Section»> 40 х 40 х 1,5 6mm Stainless Steel Square Hollow Section»> 70 х 70 х 3,6
6mm Stainless Steel Square Hollow Section»> 70 х 70 х 3,6 01
01 19
19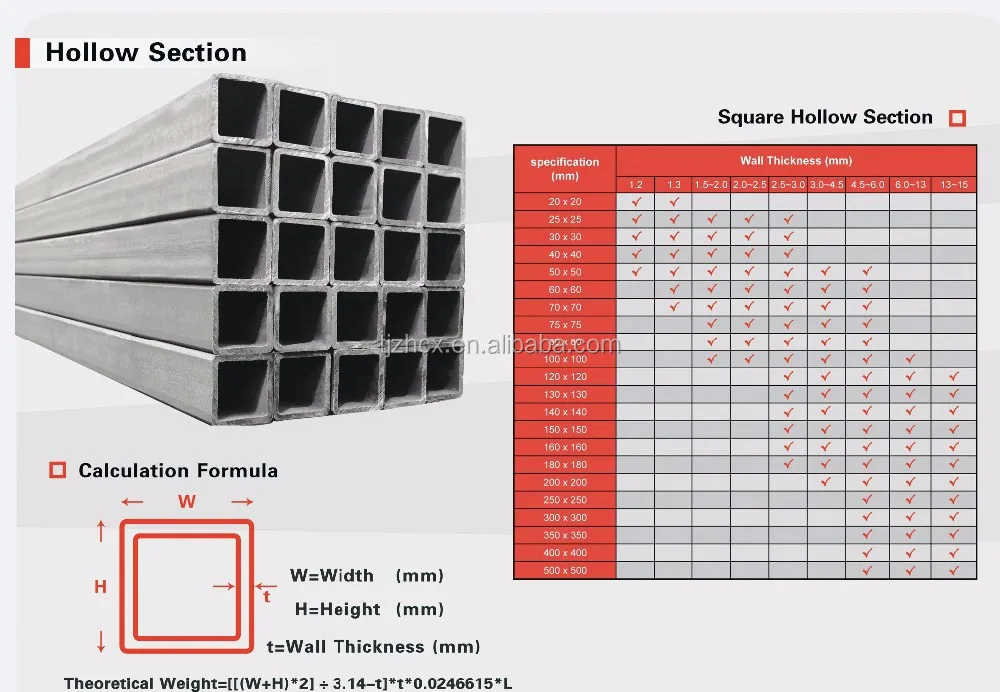 10
10 3mm Stainless Steel Square Hollow Section»> 180 х 180 х 6,3
3mm Stainless Steel Square Hollow Section»> 180 х 180 х 6,3 5mm Stainless Steel Square Hollow Section»> 200 х 200 х 12,5
5mm Stainless Steel Square Hollow Section»> 200 х 200 х 12,5 10
10 5mm Stainless Steel Square Hollow Section»> 400 х 400 х 12,5 мм
5mm Stainless Steel Square Hollow Section»> 400 х 400 х 12,5 мм
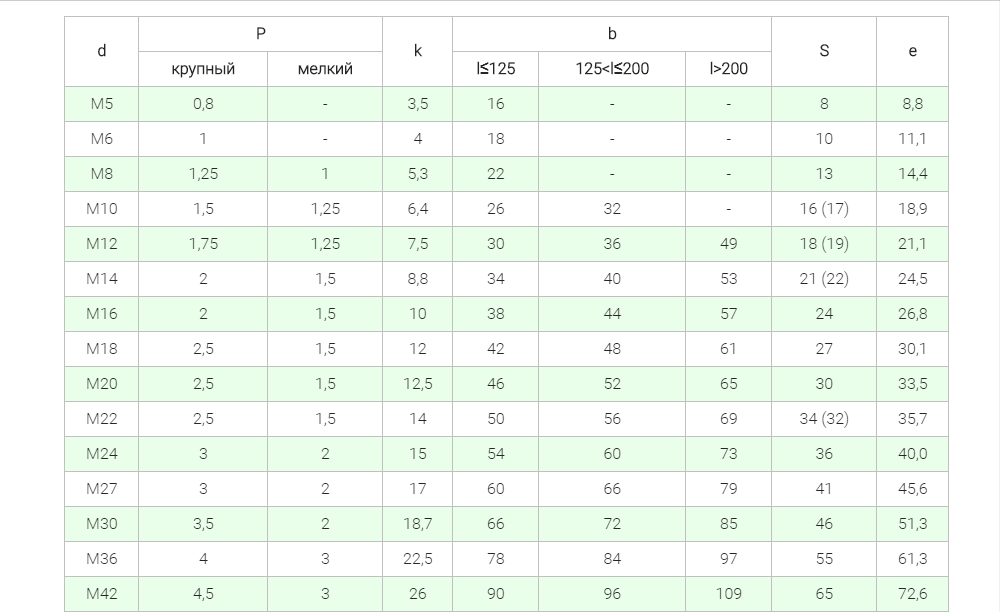
 В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n: Часть 3. Отклонения для конструкционной резьбы»;
Часть 3. Отклонения для конструкционной резьбы»;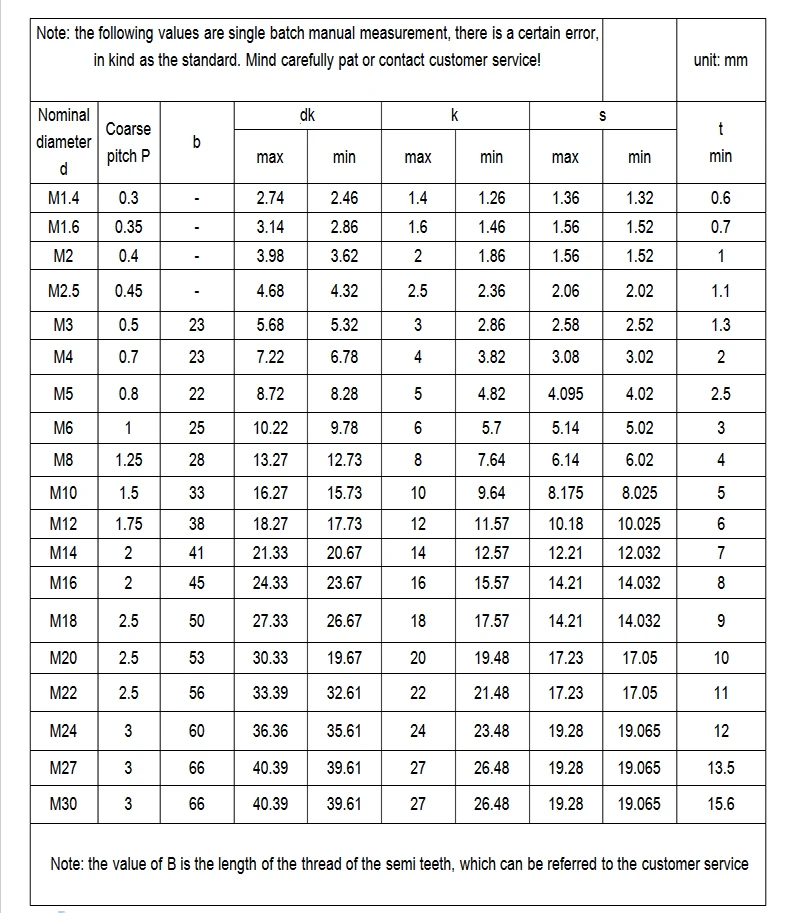 Выбор диаметров и шагов»;
Выбор диаметров и шагов»; В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2.
В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2. Этикетка состоит из буквы М, за которой следует цифра, обозначающая номинальный диаметр, угол наклона по бокам составляет 60°.
Этикетка состоит из буквы М, за которой следует цифра, обозначающая номинальный диаметр, угол наклона по бокам составляет 60°. 80
80 21
21 Он используется, например. для регулировочных винтов в измерительных приборах, так как позволяет выполнять более точную настройку. Термин состоит из буквы М, номинального диаметра и шага, боковой угол равен 60°.
Он используется, например. для регулировочных винтов в измерительных приборах, так как позволяет выполнять более точную настройку. Термин состоит из буквы М, номинального диаметра и шага, боковой угол равен 60°. 67
67 019 9007
019 9007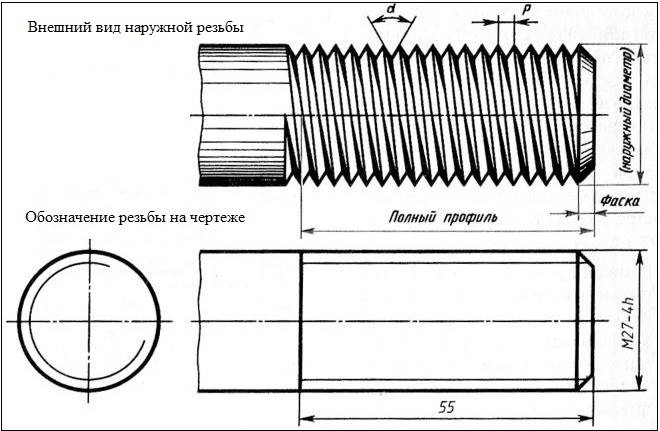 67
67 0
0 0
0 67
67 67
67
 Обратиться за медицинской помощью.
Обратиться за медицинской помощью. 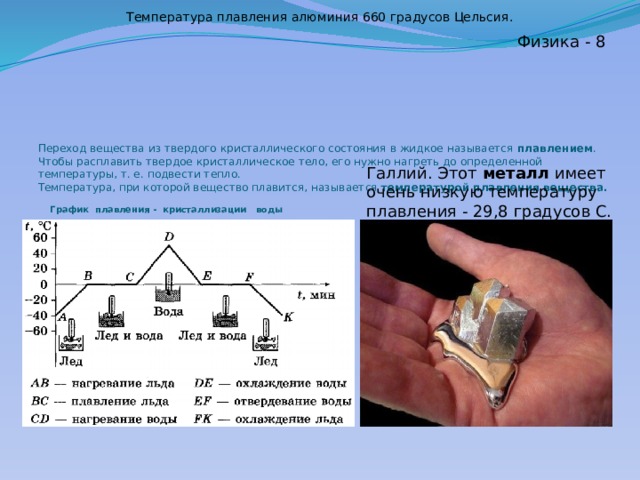 Смести просыпанное вещество в закрытые контейнеры. При необходимости, сначала намочить, чтобы избежать появления пыли.
Смести просыпанное вещество в закрытые контейнеры. При необходимости, сначала намочить, чтобы избежать появления пыли. 
 c.
c. Вещество может оказать воздействие на дыхательные пути. Может привести к хроническому бронхиту.
Вещество может оказать воздействие на дыхательные пути. Может привести к хроническому бронхиту.

 Таким образом добывали этот металл. Сера уходила в виде ядовитого газа SO2.
Таким образом добывали этот металл. Сера уходила в виде ядовитого газа SO2. Согласно ей некоторые бактерии, обитающие в толще океана, восстанавливали сульфаты, находящиеся в воде, до сероводорода. Последний, в свою очередь, поднимался вверх, где с помощью других бактерий окислялся до серы. Она падала на дно, смешивалась с илом, и впоследствии они вместе образовывали руду.
Согласно ей некоторые бактерии, обитающие в толще океана, восстанавливали сульфаты, находящиеся в воде, до сероводорода. Последний, в свою очередь, поднимался вверх, где с помощью других бактерий окислялся до серы. Она падала на дно, смешивалась с илом, и впоследствии они вместе образовывали руду.
 В жидком веществе составляющие его частицы группируются, но всё равно имеют достаточно большую свободу движения. В твёрдом агрегатном состоянии всё немного иначе. Здесь степень упорядоченности возрастает до своего максимального значения, и атомы образуют кристаллическую решётку. В ней, конечно, происходят колебания, но они имеют очень малую амплитуду, и это нельзя назвать свободным движением.
В жидком веществе составляющие его частицы группируются, но всё равно имеют достаточно большую свободу движения. В твёрдом агрегатном состоянии всё немного иначе. Здесь степень упорядоченности возрастает до своего максимального значения, и атомы образуют кристаллическую решётку. В ней, конечно, происходят колебания, но они имеют очень малую амплитуду, и это нельзя назвать свободным движением. И начнём мы с того, чем они могут отличаться между собой. Во-первых, это соотношения длин сторон, а во-вторых, угол между ними.
И начнём мы с того, чем они могут отличаться между собой. Во-первых, это соотношения длин сторон, а во-вторых, угол между ними.
 После раздела с теорией наверняка стало ясно, чем они отличаются. Но вся суть состоит в том, что в зависимости от температуры структура решётки может меняться. Вся суть в самом процессе превращений, происходящих, когда достигается температура плавления серы. Тогда кристаллическая решётка полностью разрушается, и атомы могут более-менее свободно двигаться в пространстве.
После раздела с теорией наверняка стало ясно, чем они отличаются. Но вся суть состоит в том, что в зависимости от температуры структура решётки может меняться. Вся суть в самом процессе превращений, происходящих, когда достигается температура плавления серы. Тогда кристаллическая решётка полностью разрушается, и атомы могут более-менее свободно двигаться в пространстве.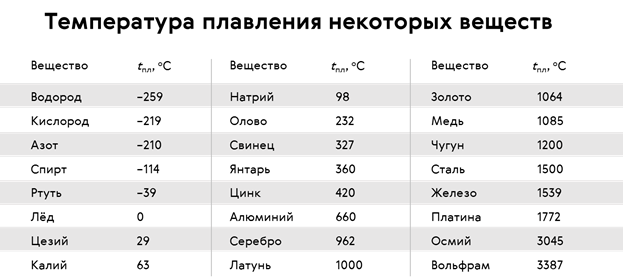 В зависимости от этого выбирают разные способы добычи. Если глубина небольшая и под землёй нет скоплений газов, мешающих добыче, то материал добывают открытым способом: убирают пласты пород и, находя руду, содержащую серу, отправляют её на переработку. Но если эти условия не соблюдены и есть опасности, то применяют скважинный метод. В нём необходимо, чтобы достигалась температура плавления серы. Для этого применяют специальные установки. Аппарат для плавления комовой серы в этом способе просто необходим. Но об этом процессе -немного позднее.
В зависимости от этого выбирают разные способы добычи. Если глубина небольшая и под землёй нет скоплений газов, мешающих добыче, то материал добывают открытым способом: убирают пласты пород и, находя руду, содержащую серу, отправляют её на переработку. Но если эти условия не соблюдены и есть опасности, то применяют скважинный метод. В нём необходимо, чтобы достигалась температура плавления серы. Для этого применяют специальные установки. Аппарат для плавления комовой серы в этом способе просто необходим. Но об этом процессе -немного позднее.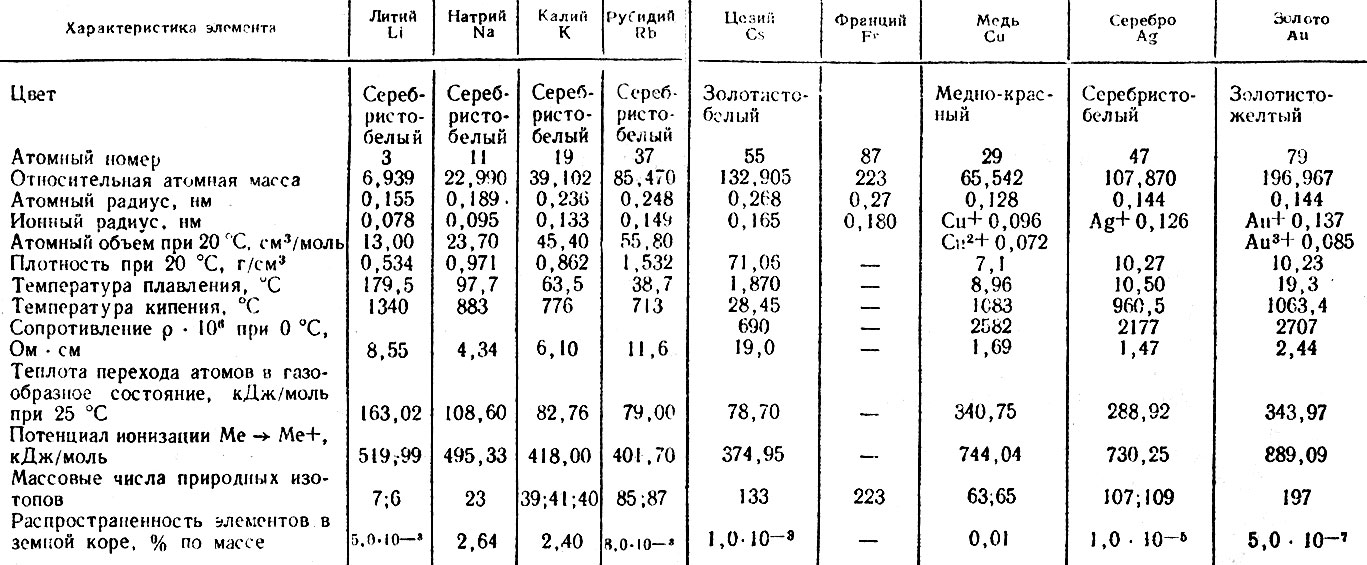
 Конечно, остаются и так называемые хвосты — частички серы, плавающие в воде, образовавшейся благодаря конденсированию водяного пара. Их удаляют и вновь пускают в процесс, так как там тоже содержится немало нужного нам элемента.
Конечно, остаются и так называемые хвосты — частички серы, плавающие в воде, образовавшейся благодаря конденсированию водяного пара. Их удаляют и вновь пускают в процесс, так как там тоже содержится немало нужного нам элемента.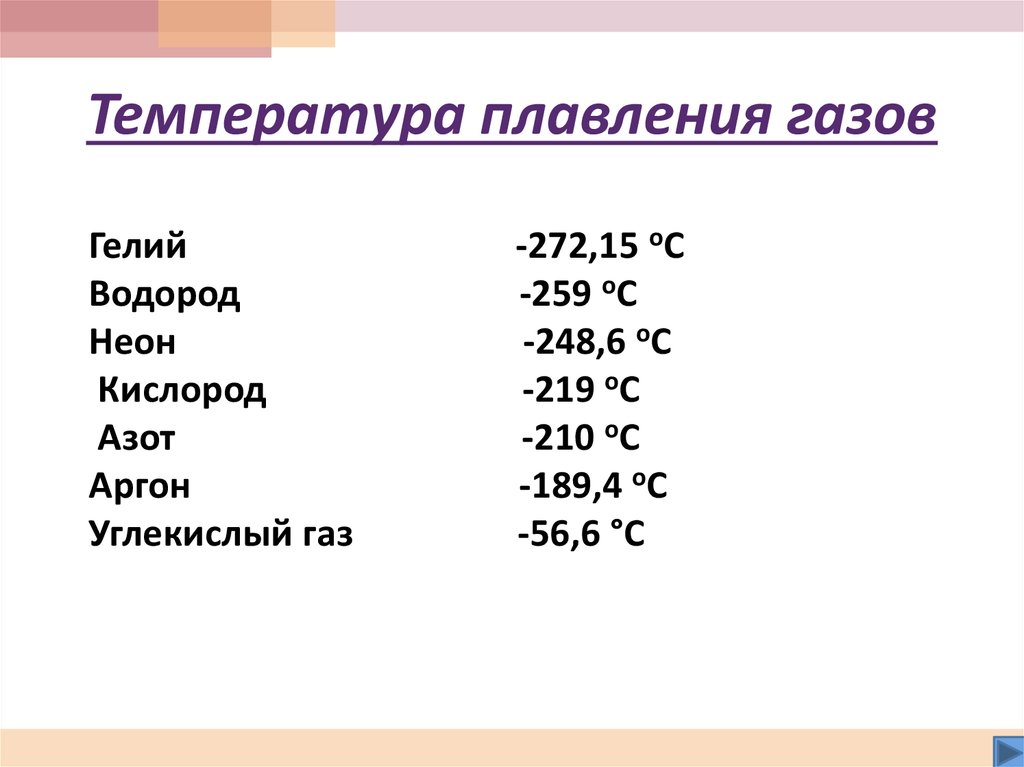 Мы можем комбинировать параметры системы при нагревании, и нам необходимо вычислить их оптимальное сочетание. Именно для этого проводится исследование теплообмена и анализ особенностей процесса плавления серы. Существует несколько видов установок для осуществления этого процесса. Котёл для плавления серы — одна из них. Получение искомого элемента с помощью этого изделия — лишь вспомогательный способ. Однако сегодня есть специальная установка — аппарат для плавления комовой серы. Он может эффективно использоваться на производстве для получения высокочистой серы в большом объёме.
Мы можем комбинировать параметры системы при нагревании, и нам необходимо вычислить их оптимальное сочетание. Именно для этого проводится исследование теплообмена и анализ особенностей процесса плавления серы. Существует несколько видов установок для осуществления этого процесса. Котёл для плавления серы — одна из них. Получение искомого элемента с помощью этого изделия — лишь вспомогательный способ. Однако сегодня есть специальная установка — аппарат для плавления комовой серы. Он может эффективно использоваться на производстве для получения высокочистой серы в большом объёме. Всё достаточно просто. В современном варианте установка содержит ещё одну трубу: она находится внутри трубы с серой, и по ней идёт сжатый воздух, который заставляет расплав подниматься быстрее.
Всё достаточно просто. В современном варианте установка содержит ещё одну трубу: она находится внутри трубы с серой, и по ней идёт сжатый воздух, который заставляет расплав подниматься быстрее.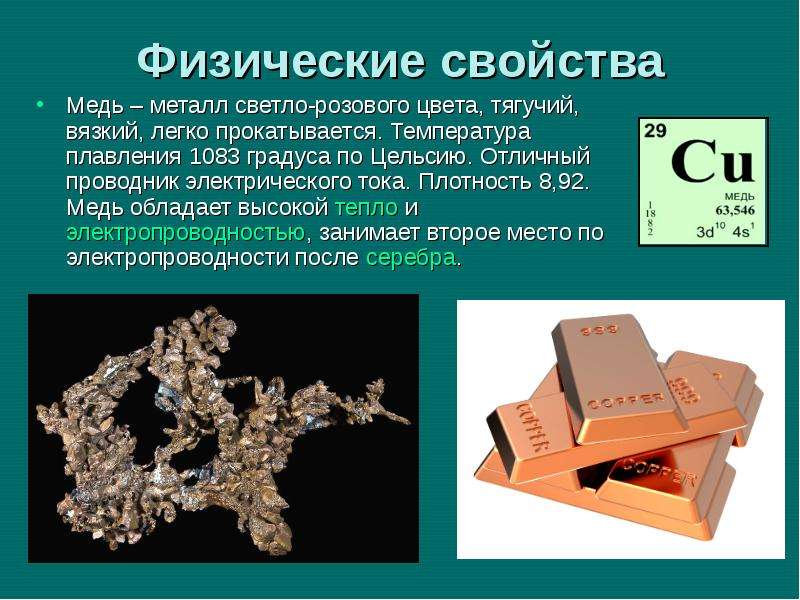 Ведь сера — один из важнейших элементов, играющих ключевую роль во многих сферах нашей жизни.
Ведь сера — один из важнейших элементов, играющих ключевую роль во многих сферах нашей жизни.
 06 К
06 К

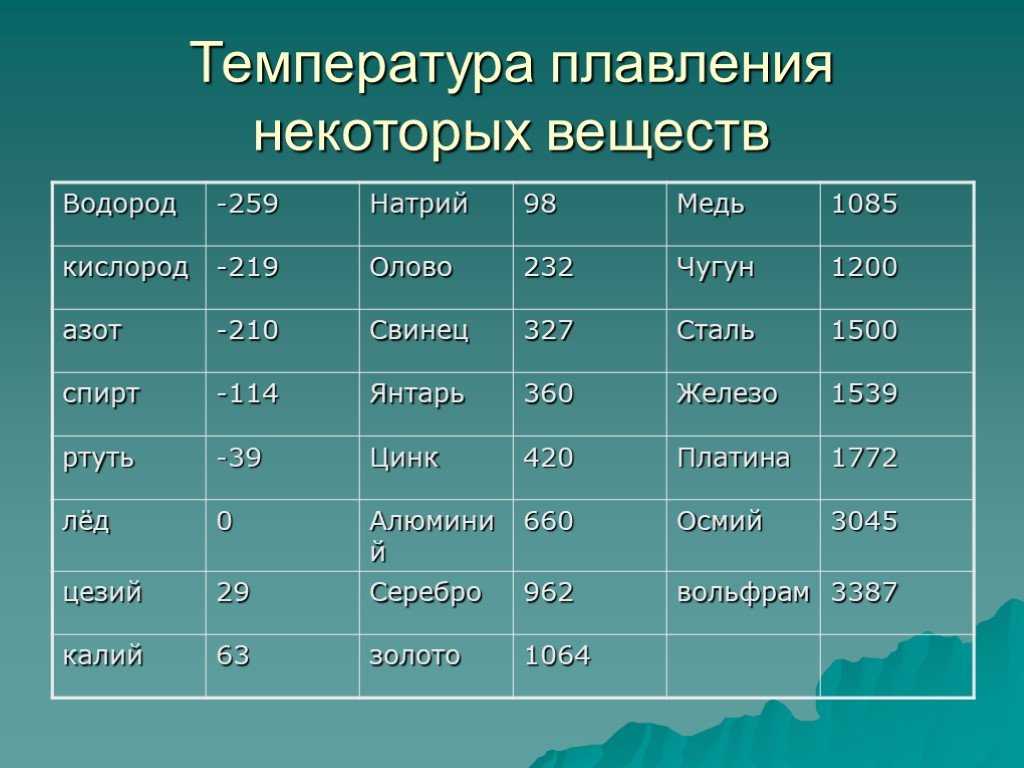 3
3 5
5