Предел прочности стали при сжатии и растяжении
Прочность металлических конструкций – один из важнейших параметров, определяющих их надежность и безопасность. Издревле вопросы прочности решались опытным путем — если какое-либо изделие ломалось — то следующее делали толще и массивнее. С 17 века ученые начали планомерное исследование проблемы, прочностные параметры материалов и конструкций из них можно рассчитать заранее, на этапе проектирования. Металлурги разработали добавки, влияющие на прочность стальных сплавов.
Предел прочности стали
Содержание
Предел прочности
Предел прочности — это максимальное значение напряжений, испытываемых материалом до того, как он начнет разрушаться. Его физический смысл определяет усилие растяжения, которое нужно приложить к стрежневидному образцу определенного сечения, чтобы разорвать его.
Каким образом производится испытание на прочность
Прочностные испытания на сопротивление разрыву проводятся на специальных испытательных стендах. В них неподвижно закрепляется один конец испытываемого образца, а к другому присоединяют крепление привода, электромеханического или гидравлического. Этот привод создает плавно увеличивающее усилие, действующее на разрыв образца, или же на его изгиб или скручивание.
В них неподвижно закрепляется один конец испытываемого образца, а к другому присоединяют крепление привода, электромеханического или гидравлического. Этот привод создает плавно увеличивающее усилие, действующее на разрыв образца, или же на его изгиб или скручивание.
Испытание на разрыв
Электронная система контроля фиксирует усилие растяжения и относительное удлинение, и другие виды деформации образца.
Виды пределов прочности
Предел прочности — один из главных механических параметров стали, равно как и любого другого конструкционного материала.
Эта величина используется при прочностных расчетах деталей и конструкций, судя по ней, решают, применим ли данный материал в конкретной сфере или нужно подбирать более прочный.
Различают следующие виды предела прочности при:
- сжатии — определяет способность материала сопротивляться давлению внешней силы;
- изгибе — влияет на гибкость деталей;
- кручении – показывает, насколько материал пригоден для нагруженных приводных валов, передающих крутящий момент;
- растяжении.

Виды испытаний прочности материалов
Научное название параметра, используемое в стандартах и других официальных документах — временное сопротивление разрыву.
Предел прочности стали
На сегодняшний день сталь все еще является наиболее применяемым конструкционным материалом, понемногу уступая свои позиции различным пластмассам и композитным материалам. От корректного расчета пределов прочности металла зависит его долговечность, надежность и безопасность в эксплуатации.
Предел прочности стали зависит от ее марки и изменяется в пределах от 300 Мпа у обычной низкоуглеродистой конструкционной стали до 900 Мпа у специальных высоколегированных марок.
На значение параметра влияют:
- химический состав сплава;
- термические процедуры, способствующие упрочнению материалов: закалка, отпуск, отжиг и т.д.
Некоторые примеси снижают прочность, и от них стараются избавляться на этапе отливки и проката, другие, наоборот, повышают. Их специально добавляют в состав сплава.
Условный предел текучести
Кроме предела прочности, в инженерных расчетах широко применяется связанное с ним понятие-предел текучести, обозначаемый σт. Он равен величине напряжения сопротивления разрыву, которое необходимо создать в материале, для того, чтобы деформация продолжала расти без наращивания нагрузки. Это состояние материала непосредственно предшествует его разрушению.
На микроуровне при таких напряжениях начинают рваться межатомные связи в кристаллической решетке, а на оставшиеся связи увеличивается удельная нагрузка.
Общие сведения и характеристики сталей
С точки зрения конструктора, наибольшую важность для сплавов, работающих в обычных условиях, имеют физико-механические параметры стали. В отдельных случаях, когда изделию предстоит работать в условиях экстремально высоких или низких температур, высокого давления, повышенной влажности, под воздействием агрессивных сред — не меньшую важность приобретают и химические свойства стали. Как физико-механические, так и химические свойства сплавов во многом определяются их химическим составом.
Как физико-механические, так и химические свойства сплавов во многом определяются их химическим составом.
Влияние содержание углерода на свойства сталей
По мере увеличения процентной доли углерода происходит снижение пластичности вещества с одновременным ростом прочности и твердости. Этот эффект наблюдается до приблизительно 1% доли, далее начинается снижение прочностных характеристик.
Повышение доли углерода также повышает порог хладоемкости, это используется при создании морозоустойчивых и криогенных марок.
Влияние углерода на механические свойства стали
Рост содержания С приводит к ухудшению литейных свойств, отрицательно влияет на способность материала к механической обработке.
Добавки марганца и кремния
Mn содержится в большинстве марок стали. Его применяют для вытеснения из расплава кислорода и серы. Рост содержания Mn до определенного предела (2%) улучшает такие параметры обрабатываемости, как ковкость и свариваемость. После этого предела дальнейшее увеличение содержания ведет к образованию трещин при термообработке.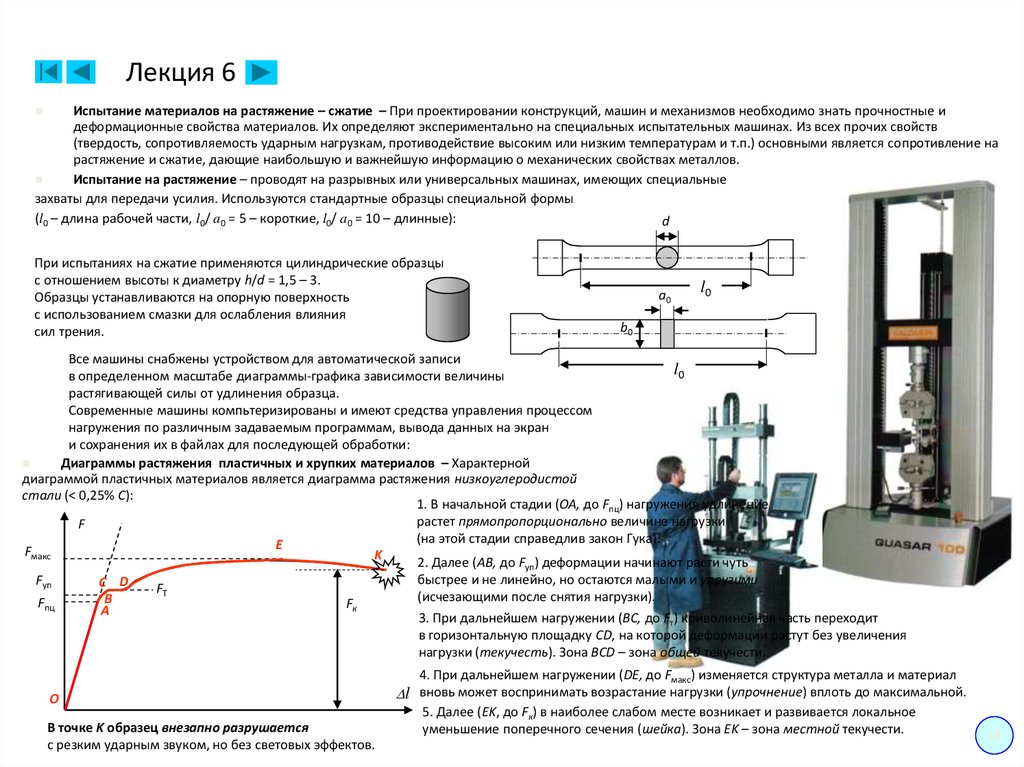
Влияние кремния на свойства сталей
Si применяется в роли раскислителя, используемого при выплавке стальных сплавов и определяет тип стали. В спокойных высокоуглеродистых марках должно содержаться не более 0,6% кремния. Для полуспокойных марок этот предел еще ниже — 0,1 %.
При производстве ферритов кремний увеличивает их прочностные параметры, не понижая пластичности. Этот эффект сохраняется до порогового содержания в 0,4%.
Влияние легирующих добавок на свойства стали
В сочетании с Mn или Mo кремний способствует росту закаливаемости, а вместе с Сг и Ni повышает коррозионную устойчивость сплавов.
Азот и кислород в сплаве
Эти самые распространенные в земной атмосфере газы вредно влияют на прочностные свойства. Образуемые ими соединения в виде включений в кристаллическую структуру существенно снижают прочностные параметры и пластичность.
Легирующие добавки в составе сплавов
Это вещества, намеренно добавляемые в расплав для улучшения свойств сплава и доведения его параметров до требуемых. Одни из них добавляются в больших количествах (более процента), другие — в очень малых. Наиболее часто применяю следующие легирующие добавки:
Одни из них добавляются в больших количествах (более процента), другие — в очень малых. Наиболее часто применяю следующие легирующие добавки:
- Хром. Применяется для повышения прокаливаемости и твердости. Доля – 0,8-0,2%.
- Бор. Улучшает хладноломкость и радиационную стойкость. Доля – 0,003%.
- Титан. Добавляется для улучшения структуры Cr-Mn сплавов. Доля – 0,1%.
- Молибден. Повышает прочностные характеристики и коррозионную стойкость, снижает хрупкость. Доля – 0,15-0,45%.
- Ванадий. Улучшает прочностные параметры и упругость. Доля – 0,1-0,3%.
- Никель. Способствует росту прочностных характеристик и прокаливаемости, однако при этом ведет к увеличению хрупкости. Этот эффект компенсируют одновременным добавлением молибдена.
Металлурги используют и более сложные комбинации легирующих добавок, добиваясь получения уникальных сочетаний физико-механических свойств стали.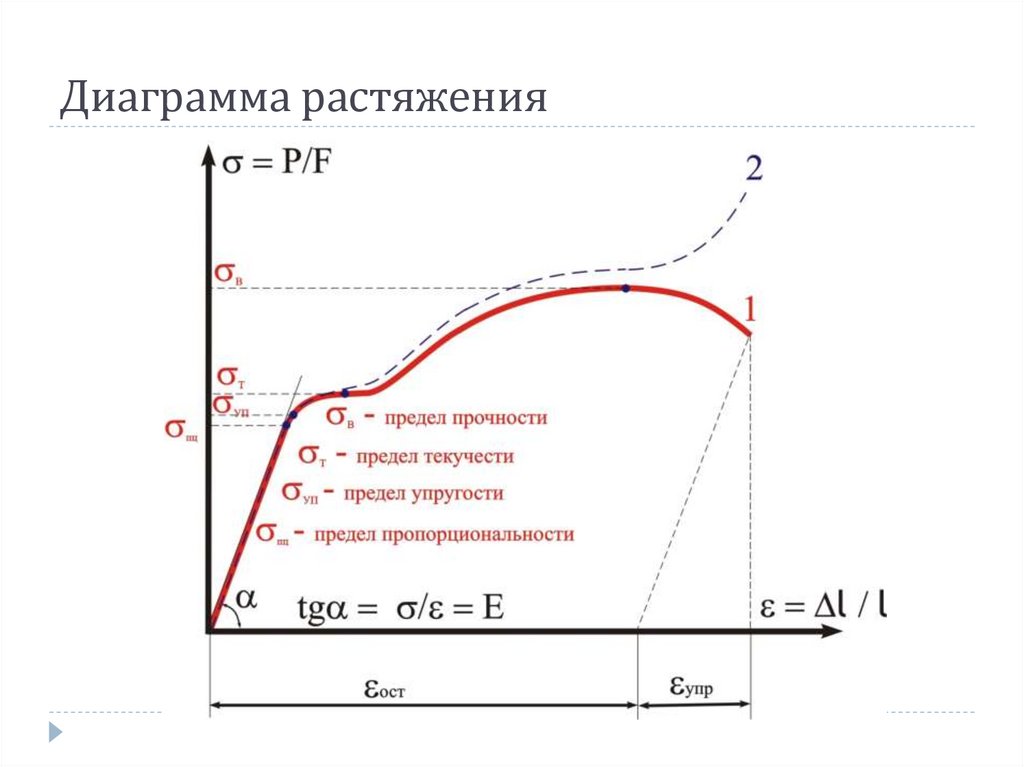 Стоимость таких марок в несколько раз (а то и десятков раз) превышает стоимость обычных низкоуглеродистых сталей. Применяются они для особо ответственных конструкций и узлов.
Стоимость таких марок в несколько раз (а то и десятков раз) превышает стоимость обычных низкоуглеродистых сталей. Применяются они для особо ответственных конструкций и узлов.
что это такое, как обозначается и в чем измеряется граница для материала – rocta
14Ноя
Содержание статьи
- Предел прочности
- Как производится испытание на прочность
- Виды ПП
- Предел прочности на растяжение стали
- Предел текучести и временное сопротивление
- Усталость стали
- Предел пропорциональности
- Как определяют свойства металлов
- Механические свойства
- Классы прочности и их обозначения
- Формула удельной прочности
- Использование свойств металлов
- Пути увеличения прочностных характеристик
При строительстве объектов обязательно необходимо использовать расчеты, включающие подробные характеристики стройматериалов. В обратном случае на опору может быть возложена слишком большая, непосильная нагрузка, из-за чего произойдет разрушения. Сегодня поговорим о пределе кратковременной прочности материала при разрыве и натяжении, расскажем, что это такое, его определение и обозначение, как работать с этим показанием.
Сегодня поговорим о пределе кратковременной прочности материала при разрыве и натяжении, расскажем, что это такое, его определение и обозначение, как работать с этим показанием.
Что это значит
ПП – будем использовать это сокращение, а также можно говорить об официальном сочетании «временное сопротивление» – это максимальная механическая сила, которая может быть применена к объекту до начала его разрушения. В данном случае мы не говорим о химическом воздействии, но подразумеваем, что нагревание, неблагоприятные климатические условия, определенная среда могут либо улучшать свойства металла (а также дерева, пластмассы), либо ухудшать.
Ни один инженер не применяет при проектировании крайние значения, потому что необходимо оставить допустимую погрешность – на окружающие факторы, на длительность эксплуатации. Рассказали, что называется пределом прочности, теперь перейдем к особенностям определения.
Как производится испытание
Изначально особенных мероприятий не было. Люди брали предмет, использовали его, а как только он ломался, анализировали поломку и снижали нагрузку на аналогичное изделие. Теперь процедура гораздо сложнее, однако, до настоящего времени самый объективный способ узнать ПП – эмпирический путь, то есть опыты и эксперименты.
Люди брали предмет, использовали его, а как только он ломался, анализировали поломку и снижали нагрузку на аналогичное изделие. Теперь процедура гораздо сложнее, однако, до настоящего времени самый объективный способ узнать ПП – эмпирический путь, то есть опыты и эксперименты.
Все проверки проходят в специальных условиях с большим количеством точной техники, которая фиксирует состояние, характеристики подопытного материала. Обычно он закреплен и испытывает различные воздействия – растяжение, сжатие. Их оказывают инструменты с высокой точностью – отмечается каждая тысячная ньютона из прикладываемой силы. Одновременно с этим фиксируется каждая деформация, когда она происходит. Еще один метод не лабораторный, а вычислительный. Но обычно математический анализ используется вместе с испытаниями.
Определение термина
Образец растягивается на испытательной машине. При этом сначала он удлиняется в размере, а поперечное сечение становится уже, а затем образуется шейка – место, где самый тонкий диаметр, именно здесь заготовка разорвется. Это актуально для вязких сплавов, в то время как хрупкие, к ним относится чугун и твердая сталь, растягиваются совсем незначительно без образования шейки. Подробности посмотрим на видео:
Это актуально для вязких сплавов, в то время как хрупкие, к ним относится чугун и твердая сталь, растягиваются совсем незначительно без образования шейки. Подробности посмотрим на видео:
Виды ПП
Временное сопротивление разрыву определяют по различным воздействиям, согласно этому его классифицируют по:
- сжатию – на образец действуют механические силы давления;
- изгибу – деталь сгибают в разные стороны;
- кручению – проверяется пригодность для использования в качестве крутящегося вала;
- растягиванию – подробный пример проверки мы привели выше.
Предел прочности на растяжение стали
Стальные конструкции давно заменили прочие материалы, так как они обладают отличными эксплуатационными характеристиками – долговечностью, надежностью и безопасностью. В зависимости от применяемой технологии, он подразделяется на марки.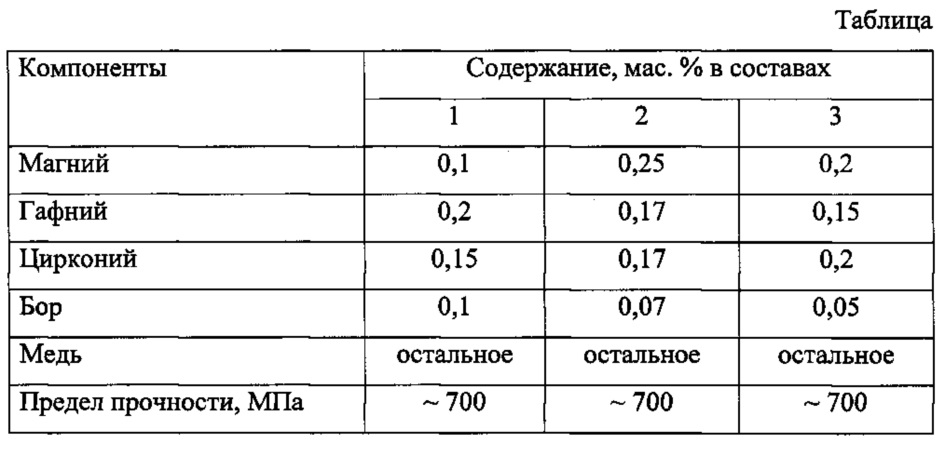 От самой обычной с ПП в 300 Мпа, до наиболее твердой с высоким содержанием углерода – 900 Мпа. Это зависит от двух показателей:
От самой обычной с ПП в 300 Мпа, до наиболее твердой с высоким содержанием углерода – 900 Мпа. Это зависит от двух показателей:
- От способов термообработки – отжиг, закалка, криообработка.
- Какие примеси содержатся в составе. Одни считаются вредными, от них избавляются для чистоты сплава, а вторые добавляют для укрепления.
Предел прочности материала: что называют текучестью
Новый термин обозначается в технической литературе буквой Т. Показатель актуален исключительно для пластичных образцов и показывает, как долго он может деформироваться без увеличения на него внешней нагрузки.
Обычно после преодоления этого порога кристаллическая решетка сильно меняется, перестраивается. Результатом выступают пластические деформации. Они не являются нежелательными, напротив, происходит самоупрочнение сплава.
Усталость стали
Обозначается буквой R. Это аналогичный параметр, то есть он определяет, какая сила может воздействовать на элемент, но не в единичном случае, а в цикле. То есть на подопытный эталон циклично, раз за разом действуют определенные давления. Среднее количество повторений – 10 в седьмой степени. Именно столько раз металл должен без деформирования и потери своих характеристик выдержать воздействие.
То есть на подопытный эталон циклично, раз за разом действуют определенные давления. Среднее количество повторений – 10 в седьмой степени. Именно столько раз металл должен без деформирования и потери своих характеристик выдержать воздействие.
Если проводить эмпирические испытания, то потребуется множество времени – нужно проверить все значения векторной величины, прикладывая ее по множеству циклов. Поэтому обычно коэффициент рассчитывается математически.
Величины
Ниже разберемся в понимании и видах.
Статический
По определению ГОСТа 1497-84 его называют временным сопротивлением разрушению. Иначе говоря, сильное напряжение, которое действует на материал перед его деформацией или дроблением. Временной отрезок процесса составляет не более 10 секунд. Терминология происходит из понимания, ко которому материал может длительно выдерживать напряжение.
Динамический
Величина переменного механического напряжения. Если превысить порог, оно разрушит тело из определенного вещества.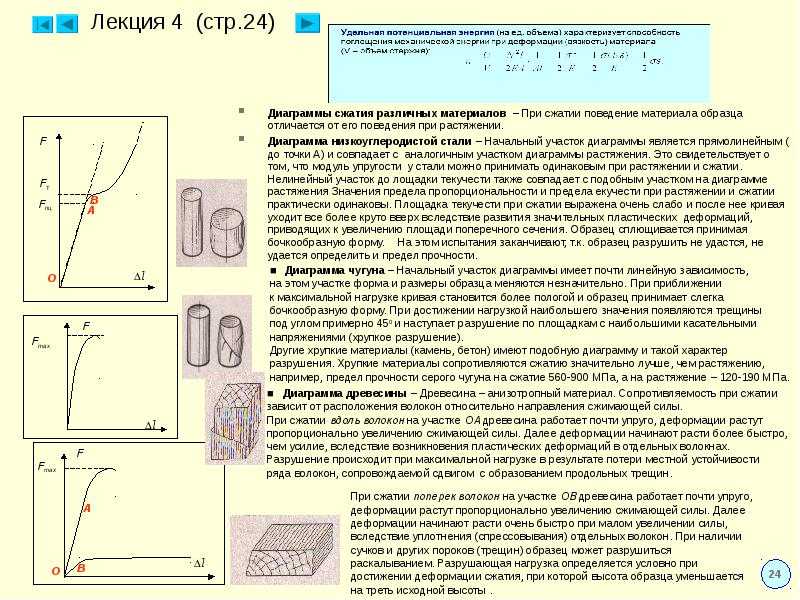 Время воздействия до разрушения обычно не более нескольких секунд. Поэтому такую характеристику принято называть условно-мгновенной или хрупко-кратковременной.
Время воздействия до разрушения обычно не более нескольких секунд. Поэтому такую характеристику принято называть условно-мгновенной или хрупко-кратковременной.
Предел прочности на сжатие
Это порог величины для переменного или постоянного предела прочности механического напряжения. В результате его превышения механическое напряжение может сжать тело из определенного вида материала. Что приведет к разрушению тела либо деформируется.
При изгибе
В процессе испытания напряжение, возникающее в материале по причине изгибания, называют поперечной прочностью на разрыв. Его оценка производится с помощью метода трехточечного изгиба – материал прямоугольного либо круглого сечения деформируется до разрушения. Оно означает максимальное напряжение, которое оказывает воздействие в момент текучести.
Значения прочности на разрыв веществ и металлов.
Материал, вещество | Прочность на разрыв 109 дин/см2 | Материал, вещество | Прочность на разрыв 109 дин/см2 |
Кальций | 0,42–0,6 | Кетгут | 4,2 |
Сварочное железо | 2,9–4,5 | Алюминий | 2,0–4,5 |
Алюминий (литой) | 0,9–1,0 | Кожаный ремень | 0,3–0,5 |
Алюминий (листовой) | 0,9–1,5 | Пеньковая веревка | 0,6–1,0 |
Сталь отпущенная | 9,3–10,8 | Золото | 2,0–2,5 |
Сталь рессорная | 7,0–7,7 | Отожженная медь | 2,8–3,1 |
Сталь литая | 4,0–6,0 | Латунь | 3,5–5,5 |
Сталь мягкая (0,2%C) | 4,3–4,9 | Холоднотянутая медь | 4,0–4,6 |
Сталь никелевая 5% Ni | 8,0–10,0 | Железо на древесном угле | |
Чугун | 1,0–2,3 | Проволоки | |
Литая медь | 1,2–1,7 | Термопластичная пластмассы | 0,28–0,70 |
Листовая медь | 2,0–4,0 | Термореактивные | 0,42–1,5 |
Прессованный магний | 1,7–1,9 | Кварцевая нить | около 10 |
Литой магний | 0,6–0,8 | Шелковая нить | 2,6 |
Кобальт | 2,6–7,5 | Паутина | 1,8 |
Предел пропорциональности
Это показатель, определяющий длительность оказываемых нагрузок к деформации тела. При этом численные характеристики должны изменяться в разный степени по закону Гука. Простыми словами: чем больше оказывается сжатие (растяжение), тем сильнее деформируется образчик.
При этом численные характеристики должны изменяться в разный степени по закону Гука. Простыми словами: чем больше оказывается сжатие (растяжение), тем сильнее деформируется образчик.
Параметр каждого из них находится между абсолютной и классической упругостью. То есть если изменения обратимы, после того как сила перестала действовать (форма прежняя – пример, сжимание пружины), то такие качества нельзя называть пропорциональными.
Как определяют свойства металлов
Проверяют не только то, что называется пределом прочности, но и такую характеристику стали как твердость. Испытания проводят следующим образом: в образец вдавливают шарик или конус из алмаза – наиболее прочной породы. Чем крепче материал, тем меньше след остается. Более глубокие, с широким диаметром отпечатки остаются на мягких сплавах. Еще один опыт – на удар. Воздействие оказывается только после заранее сделанного надреза на заготовке. То есть разрушение проверяется для наиболее уязвимого участка.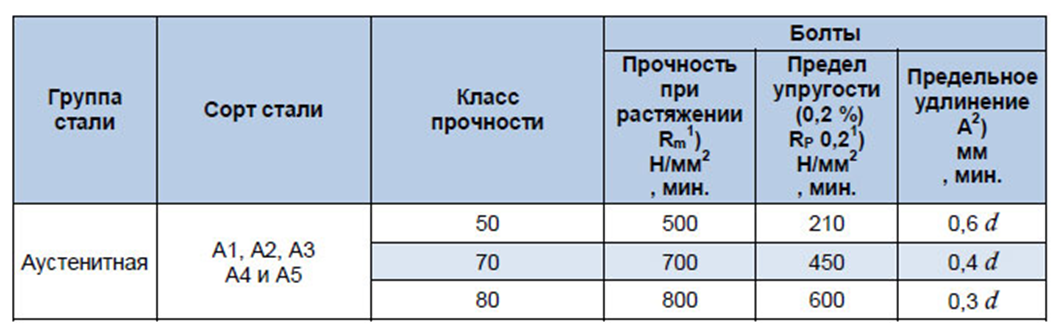
Механические свойства
Различают 5 характеристик:
- Пластичность – это возможность деформироваться, менять форму, но сохранять внутреннюю структуру.
- Твердость – готовность встретиться с более твердым материалом и не получить значительных ущербов.
- Ударная вязкость – способность сопротивляться ударам.
- Усталость – длительность сохранения качеств под действием цикличных нагрузок.
- Предел прочности стали при растяжении и на разрыв – это обозначение временного сопротивления внешним силам, напряжения (МПа), возникающего внутри.
Классы
Все категории записаны в нормативных документах – ГОСТах, по ним все российские предприниматели изготавливают любой металлопрокат и прочие металлические изделия. Вот соответствие обозначения и параметра в таблице:
| Класс | Н/мм2 |
| 265 | 430 |
| 295 | 430 |
| 315 | 450 |
| 325 | 450 |
| 345 | 490 |
| 355 | 490 |
| 375 | 510 |
| 390 | 510 |
| 440 | 590 |
Видим, что для некоторых классов остаются одинаковыми показатели ПП, это объясняется тем, что при равных значениях у них может различаться текучесть или относительное удлинение. В зависимости от этого возможна различная максимальная толщина металлопроката.
В зависимости от этого возможна различная максимальная толщина металлопроката.
Формула для механического напряжения
R с индексом «у» – обозначение данного параметра в физике. Рассчитывается как ПП (в записи – R) поделенное на плотность – d. То есть этот расчет имеет практическую ценность и учитывает теоретические знания о свойствах стали для применения в жизни. Инженеры могут сказать, как меняется временное сопротивление в зависимости от массы, объема изделия. Логично, что чем тоньше лист, тем легче его деформировать.
Формула выглядит так:
Ry = R/d
Здесь будет логичным объяснить, в чем измеряется прочность материала и что понимается под удельным пределом металла. В Н/мм2 – это вытекает из предложенного алгоритма вычисления.
Использование свойств металлов
Два важных показателя – пластичность и ПП – взаимосвязаны. Материалы с большим первым параметром намного медленнее разрушаются. Они хорошо меняют свою форму, подвергаются различным видам металлообработке, в том числе объемной штамповке – поэтому из листов делают элементы кузова автомобиля. При малой пластичности сплавы называют хрупкими. Они могут быть очень твердыми, но при этом плохо тянуться, изгибаться и деформироваться, например, титан.
Они хорошо меняют свою форму, подвергаются различным видам металлообработке, в том числе объемной штамповке – поэтому из листов делают элементы кузова автомобиля. При малой пластичности сплавы называют хрупкими. Они могут быть очень твердыми, но при этом плохо тянуться, изгибаться и деформироваться, например, титан.
Сопротивление
Есть два типа:
- Нормативное – прописано для каждого типа стали в ГОСТах.
- Расчетное – получается после вычислений в конкретном проекте.
Первый вариант скорее теоретический, для практических задач используется второй.
Пути увеличения прочностных характеристик
Есть несколько способов это сделать, два основных:
- добавка примесей;
- термообработка, например, закал.
Иногда они используются вместе.
Общие сведения о сталях
Все они обладают химическими свойствами и механическими. Ниже подробнее поговорим о вариантах увеличения прочности, но для начала представим схему, на которой представлены все разновидности:
Также посмотрим более подробное видео:
 youtube.com/embed/HOKLrd0C4S4″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/HOKLrd0C4S4″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Углерод
Чем больше углеродность вещества, тем выше твердость и меньше пластичность. Но в составе не должно быть более 1% химического компонента, так как большее количество приводит к обратному эффекту.
Марганец
Очень полезная добавка, но при массовой доле не более двух процентов. Обычно Mn добавляют для улучшения качеств обрабатываемости. Материал становится более подвержен ковке и свариванию. Это объясняется вытеснением кислорода и серы.
Кремний
Эффективно повышает прочностные характеристики, при этом не затрагивая пластичность. Максимальное содержание – 0,6%, иногда достаточно и 0,1%. Хорошо сочетается с другими примесями, в совокупности можно увеличить устойчивость к коррозии.
Азот и кислород
Если они попадают в сплав, но ухудшают его характеристики, при изготовлении от них пытаются избавиться.
Легирующие добавки
Также можно встретить следующие примеси:
- Хром – увеличивает твёрдость.
- Молибден – защищает от ржавчины.
- Ванадий – для упругости.
- Никель – хорошо влияет на прокаливаемость, но может привести к хрупкости.
Эти и другие химические вещества должны применяться в строгих пропорциях. В статье мы рассказали про предел прочности металла (кратковременное сопротивление материала) – что это, формулы, как определяется и обозначается сигма при растяжении и сжатии в единицах измерения. А также дали несколько таблиц, которыми можно пользоваться при работе. В качестве завершения давайте посмотрим видеоролик:
После того, как ознакомитесь со статьей, можете ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны.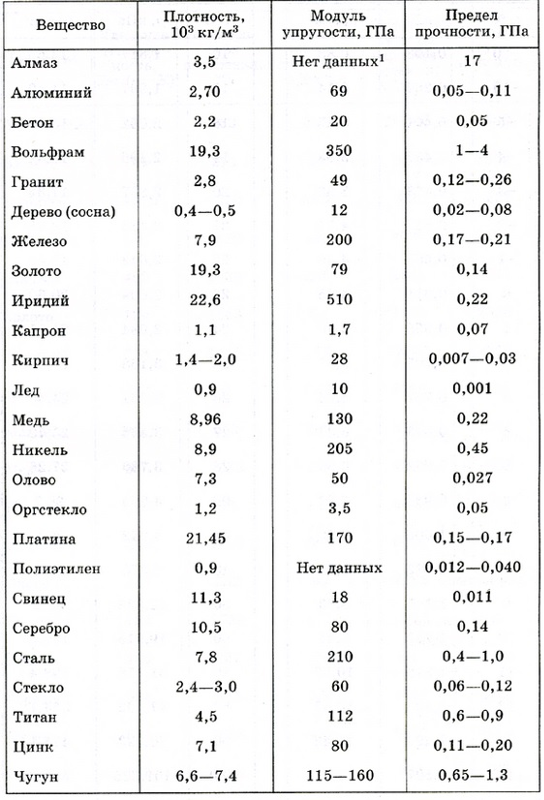 Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Чтобы уточнить интересующую вас информацию, свяжитесь с нашими менеджерами по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Прочность стали на сжатие
Прочность на сжатие — это способность материала выдерживать давление силы, которая толкает, сжимает или сжимает его. Если здание имеет низкую прочность на сжатие, оно с большей вероятностью прогнется и выйдет из строя под давлением. Вот почему крайне важно, чтобы взрывостойкое здание было изготовлено из материала с высокой прочностью на сжатие, такого как сталь.
При взрыве возникает взрывная волна, которая движется наружу со сверхзвуковой скоростью. Взрывная волна может вызвать разрушительные структурные повреждения зданий, которые не могут выдержать сжимающую силу. Что еще более важно, когда конструкция выходит из строя, это может привести к жертвам в результате немедленного обрушения и осколков.
Ниже мы рассмотрим прочность стали на сжатие и то, как это делает ее идеальным материалом для взрывостойких зданий.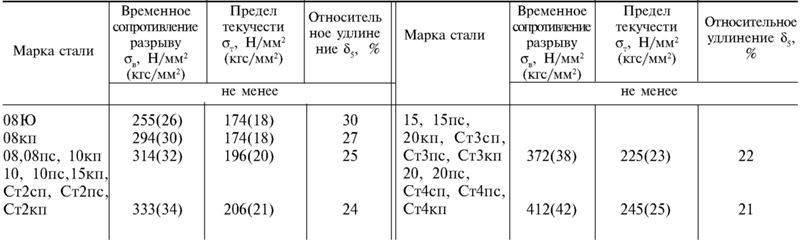
Как измеряется прочность на сжатие?
Прочность на сжатие определяет, какую нагрузку может выдержать материал. Мы можем измерить прочность материала на сжатие, выполнив тест, в котором сила прикладывается сверху вниз к объекту и снизу вверх (тем самым сжимая его). Измерение прочности на сжатие определяется путем деления силы, необходимой для деформации материала, на площадь поверхности поперечного сечения объекта.
Измерение прочности на сжатие в конечном итоге дает нам величину силы, которая потребуется, чтобы ваш материал разрушился, и указывается одним из двух способов: фунты на квадратный дюйм (фунты на квадратный дюйм) или мегапаскали (МПа). В США фунт на квадратный дюйм является наиболее распространенным показателем прочности на сжатие. (Обратите внимание, что 1 паскаль = 0,00014503773800722 фунтов на квадратный дюйм, что составляет 1 МПа = 145,03773773 фунтов на квадратный дюйм).
Поскольку взрывостойкие здания рассчитаны на значительное давление, они построены из материалов с высоким уровнем давления на квадратный дюйм.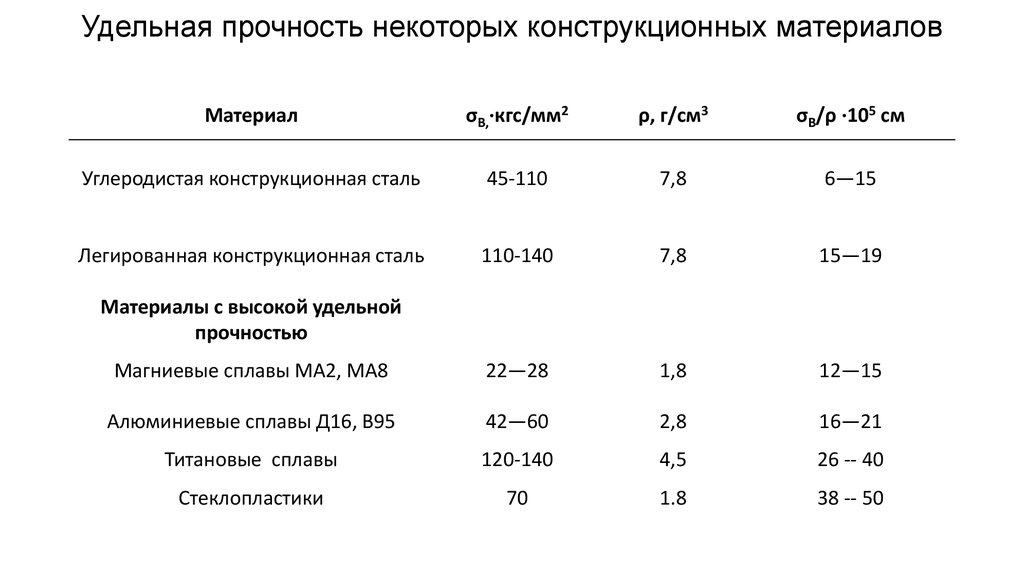 Такие элементы, как двери и другие приспособления, которые могут разрушиться и превратиться в снаряды во время взрыва, также должны быть изготовлены из материалов, способных выдерживать давление взрыва.
Такие элементы, как двери и другие приспособления, которые могут разрушиться и превратиться в снаряды во время взрыва, также должны быть изготовлены из материалов, способных выдерживать давление взрыва.
Жилой дом может быть разрушен взрывом с избыточным давлением 2-3 фунта на квадратный дюйм и вызвать тяжелые жертвы от разлетающихся обломков. При давлении 5 фунтов на квадратный дюйм мы можем ожидать, что большинство зданий рухнет, а к тому времени, когда мы доберемся до 20 фунтов на квадратный дюйм, взрыва будет достаточно, чтобы разрушить даже самые прочные конструкции.
Тем не менее, никакие отраслевые нормы не определяют рейтинги прочности для взрывостойких зданий. Самое близкое, что у нас есть, это рекомендуемые практики (RP) от Американского института нефти (API). Они называются API RP 752 и 753. Они предназначены для обеспечения безопасности проектирования, строительства, установки и обслуживания как временных, так и постоянных сооружений в опасных зонах, включая взрывостойкие здания.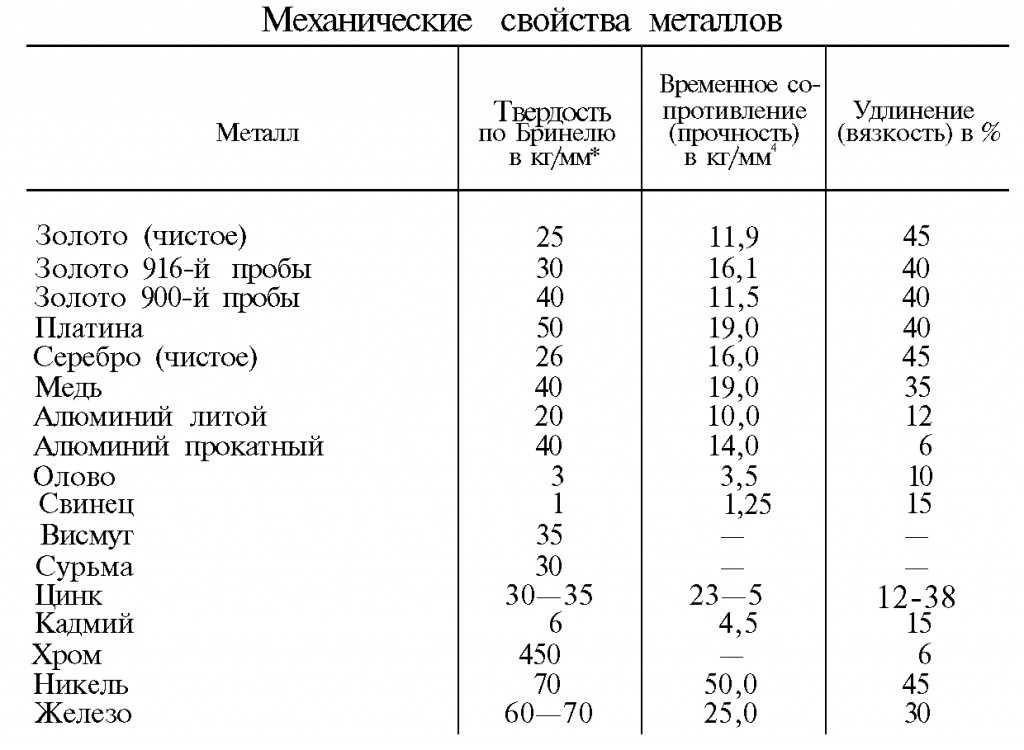 При выборе взрывостойкого здания крайне важно убедиться, что оно соответствует требованиям API RP 752/753.
При выборе взрывостойкого здания крайне важно убедиться, что оно соответствует требованиям API RP 752/753.
Как взрывостойкие строительные компании используют прочность на сжатие для обеспечения безопасности зданий
Взрывостойкие строительные компании проверяют несущую способность своих конструкций, фундаментов и несущих колонн. Очень важно знать предел прочности строительных материалов на сжатие, как долго они могут выдерживать давление и каким образом они разрушаются при достижении своего верхнего предела. Изгибаются ли они, деформируются, трескаются или разбиваются таким образом, что это угрожает жизни человека?
Но хотя очень важно оценить степень сжатия, которую могут выдержать строительные материалы, безопасность здания также зависит от того, как оно реагирует на другие сопутствующие силы. Это потому, что за взрывом могут последовать толчки, пожар или ударные волны. Таким образом, прочность на сжатие является частью более обширного набора уравнений, включающего прочность на сдвиг и прочность на растяжение.
Вот почему компании, занимающиеся взрывобезопасным строительством, должны проводить всесторонние взрывные испытания.
Почему сталь — лучший вариант
Нельзя отрицать превосходную прочность стали по сравнению с другими материалами. Его отношение прочности к весу в восемь раз выше, чем у бетона, другого популярного взрывостойкого строительного материала. Сталь также обладает превосходной прочностью на растяжение и сдвиг, хотя точные измерения зависят от ее состава.
Сталь является самым прочным строительным материалом, что делает ее идеальной для взрывостойких зданий. Горячекатаная конструкционная сталь является наиболее эластичной, ее прочность на растяжение и сжатие составляет примерно 50 000 фунтов на квадратный дюйм. Большая часть конструкционной стали имеет прочность на сжатие около 25 000 фунтов на квадратный дюйм. Для сравнения, прочность бетона на сжатие обычно составляет около 4000 фунтов на квадратный дюйм. (Однако она может быть выше, если она армирована сталью.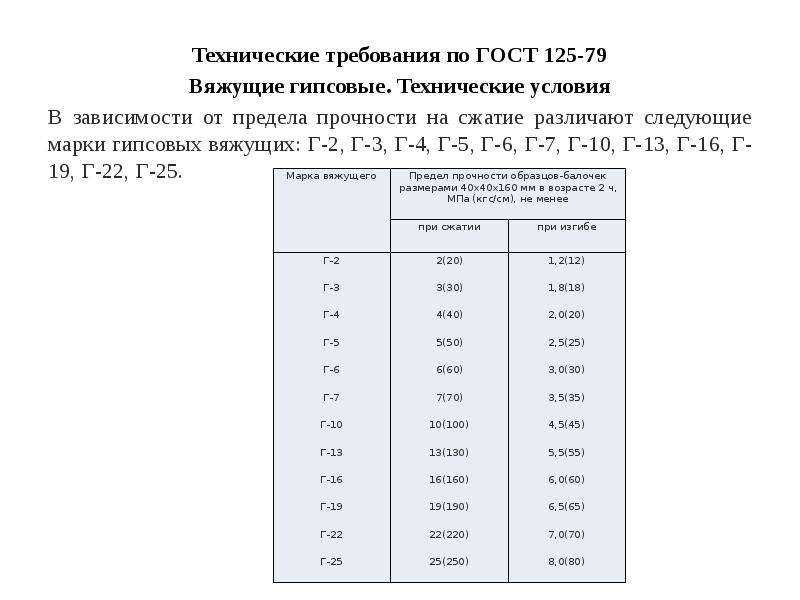 )
)
Понимание прочности на сжатие
При выборе взрывостойкого строительного материала крайне важно понимать прочность на сжатие и ее роль в том, чтобы помочь зданию противостоять как взрывам, так и их ближайшим последствиям.
Прочность стали на сжатие делает ее наиболее надежным материалом для взрывостойких зданий, что дает любому человеку, находящемуся на месте взрыва или рядом с ним, наилучшие шансы на защиту от взрывной волны или снарядов, вызванных взрывом. Сталь скорее изгибается, чем ломается, и выдерживает как случайные, так и преднамеренные детонации без катастрофических структурных разрушений.
Спасение жизней — приоритет RedGuard. Свяжитесь с нашей командой сегодня, чтобы поговорить о ваших потребностях в взрывостойком здании.
Что такое прочность на сжатие? — Соответствие
Прочность на сжатие относится к способности определенного материала или конструктивного элемента выдерживать нагрузки , которые уменьшают размер этого материала или конструктивного элемента при воздействии. Силу прикладывают к верхней и нижней части образца для испытаний до тех пор, пока образец не сломается или не деформированный .
Силу прикладывают к верхней и нижней части образца для испытаний до тех пор, пока образец не сломается или не деформированный .
Такие материалы, как бетон и горная порода , часто оцениваются с помощью испытания на прочность при сжатии, и в этих случаях происходит растрескивание.
Такие материалы, как , сталь , также могут быть испытаны на прочность при сжатии, а в случае пластичных материалов имеет место тенденция к деформации. Первоначально пластичный материал будет воспринимать приложенную нагрузку, регулируя свою внутреннюю структуру — процесс, называемый пластическим течением.
Как только деформация концентрируется в одном месте, пластическое течение прекращается и материал ломается. Для пластичных металлов предел прочности при растяжении обычно является предпочтительным показателем для измерения и сравнения. Это связано с тем, что растягивающее напряжение измеряет силы, необходимые для разрыва материала, что лучше подходит для явления пластического течения.
Как измеряется прочность на сжатие?
Прочность на сжатие бетона часто проверяется, чтобы оценить, соответствует ли фактическая бетонная смесь требованиям спецификации проекта. Тест обычно проводится в лабораториях дозирования .
Для проведения испытания на прочность при сжатии небольшой образец бетонной смеси сначала отливается в форме куба или цилиндра и выдерживается в течение 28 дней. Для образцов бетона, содержащих дополнительный материал, рекомендуется более длительное время отверждения – 56 дней. Если инженер-конструктор хочет протестировать существующую конструкцию, , затем из этой структуры берутся образцы керна .
Затем образец помещают между двумя плитами машины для испытания бетона и к противоположным сторонам образца прикладывают нагрузку до тех пор, пока он не разрушится. Скорость нагружения важна, поскольку слишком низкая скорость нагружения может вызвать ползучесть.
На прочность бетона на сжатие влияют такие факторы, как пропорции смеси , соотношение вода/цемент и условия отверждения .
Для расчета прочности на сжатие используется следующая формула:
F = P/A
Где:
F = прочность на сжатие (МПа)
P = максимальная нагрузка (разрушающая нагрузка), приложенная к образцу (Н )
A = площадь поперечного сечения образца, выдерживающего нагрузку (мм2)
Стандартные приложения обычно требуют, чтобы бетон удовлетворял требованиям прочности на сжатие от 10 МПа до 60 МПа, тогда как для некоторых применений требуется более высокая прочность и могут быть разработаны бетонные смеси, отвечающие требованиям прочности 500 МПа. Бетон, отвечающий этому требованию прочности, обозначается как 9.0057 сверхвысокопрочный бетон .
Прочность на сжатие стали и других пластичных материалов можно определить с помощью универсальной испытательной машины .
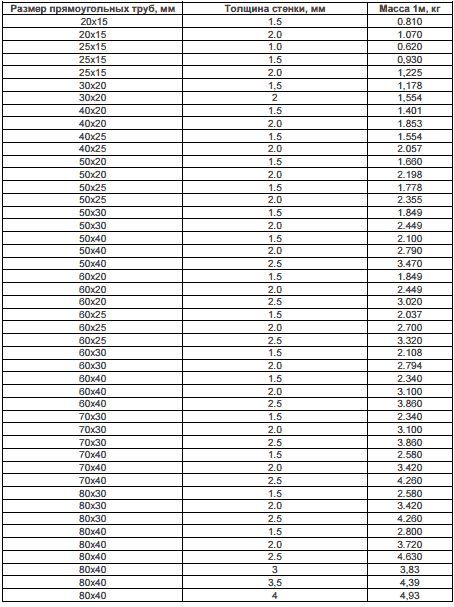
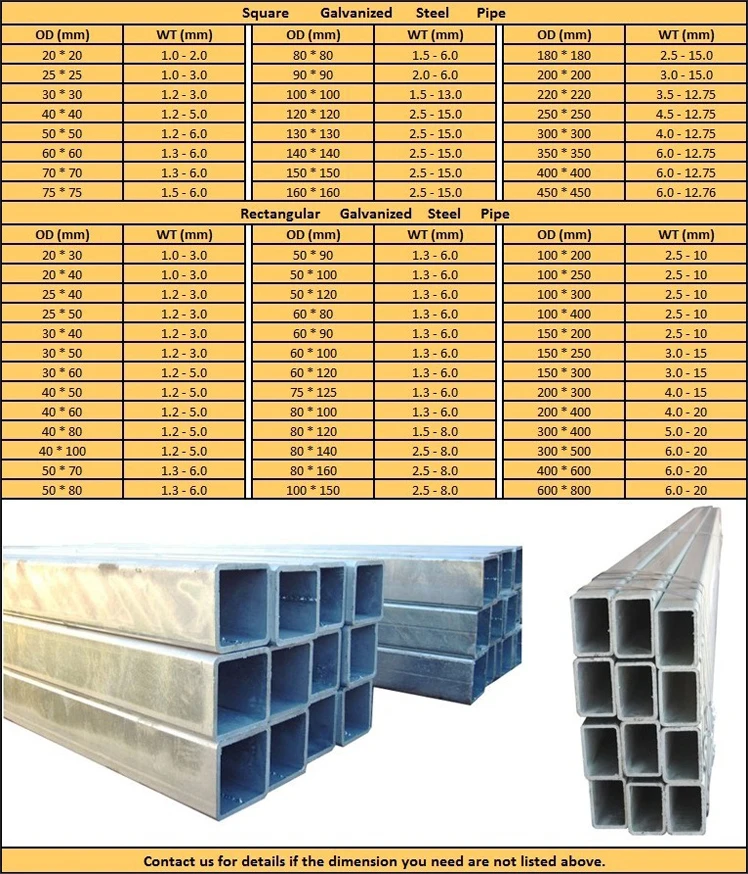
 Площадь, как и другие параметры, может принимать самые разнообразные величины, а вот толщина имеет верхний предел. Однако поверхность таких стальных изделий значительно качественней.
Площадь, как и другие параметры, может принимать самые разнообразные величины, а вот толщина имеет верхний предел. Однако поверхность таких стальных изделий значительно качественней.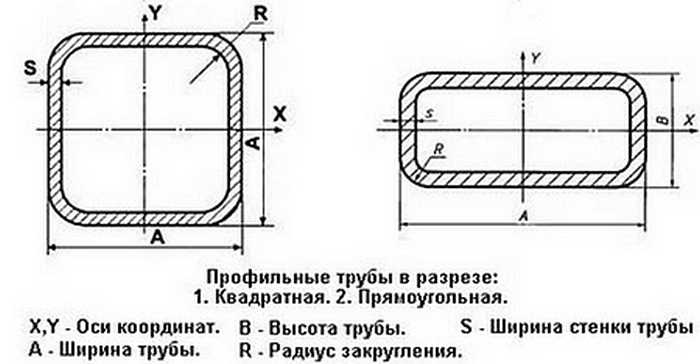
 В основном бесшовная продукция применяется там, где необходимо постоянно иметь дело с высокими нагрузками, причем как внутренними, так и внешними. Большую популярность бесшовная труба получила в нефтяной сфере, а также в области транспортировки высоко агрессивных сред.
В основном бесшовная продукция применяется там, где необходимо постоянно иметь дело с высокими нагрузками, причем как внутренними, так и внешними. Большую популярность бесшовная труба получила в нефтяной сфере, а также в области транспортировки высоко агрессивных сред. Зная размеры и массу, можно легко выяснить, какой толщины ее стенки, если сделать это путем прямого замера не получается.
Зная размеры и массу, можно легко выяснить, какой толщины ее стенки, если сделать это путем прямого замера не получается.
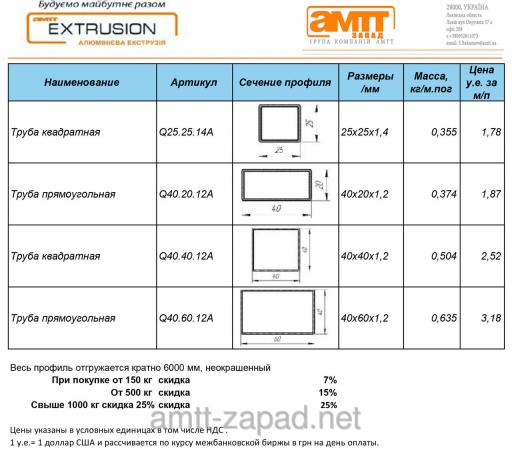

 Производство предполагает несколько стадий, заканчивающихся калибровкой изделия на станке и сваркой. Предельная длина прямоугольных изделий предусмотрена нормами, стандартная – 12 метров, короткий профиль изготавливается в периоде до 9 метров.
Производство предполагает несколько стадий, заканчивающихся калибровкой изделия на станке и сваркой. Предельная длина прямоугольных изделий предусмотрена нормами, стандартная – 12 метров, короткий профиль изготавливается в периоде до 9 метров. Индивидуально производятся изделия до 230х170 мм;
Индивидуально производятся изделия до 230х170 мм; По сфере эксплуатации профильные трубы бывают стандартными, конструкционными, использующимися в машиностроении и прокладке трубопроводов.
По сфере эксплуатации профильные трубы бывают стандартными, конструкционными, использующимися в машиностроении и прокладке трубопроводов.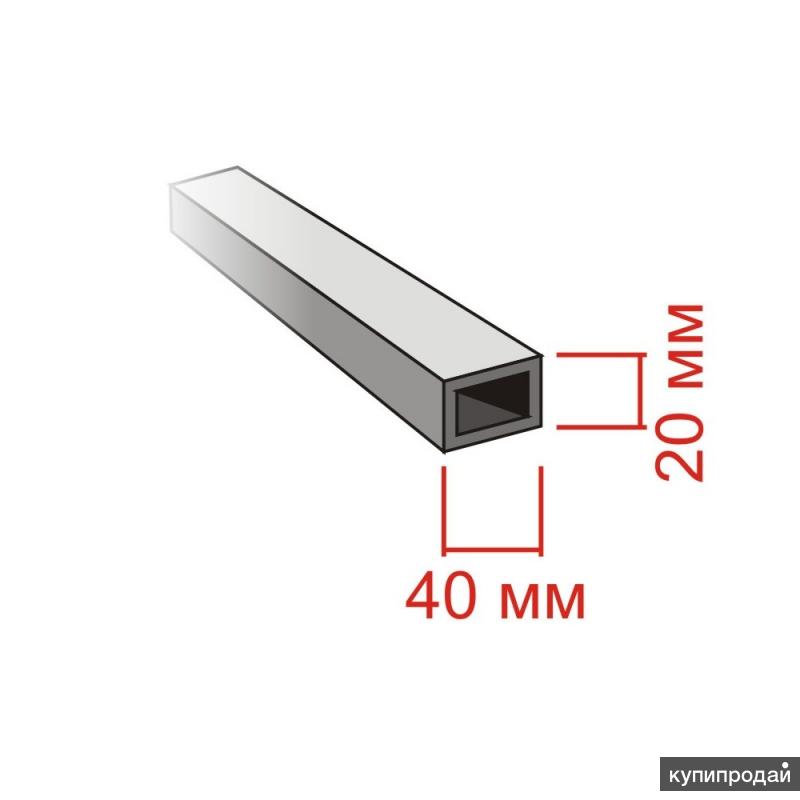

 Это сопоставимо с числом Мэннинга до 0,023 для других материалов, таких как глина или бетон
Это сопоставимо с числом Мэннинга до 0,023 для других материалов, таких как глина или бетон

 Именно эта услуга отличает IPEX на рынке.
Именно эта услуга отличает IPEX на рынке.

 д.
д.
 Больший слой покрытия требуется по СП 28.13330, т. к. обеспечивает более долговременную защиту от коррозии;
Больший слой покрытия требуется по СП 28.13330, т. к. обеспечивает более долговременную защиту от коррозии;



 Гарантированная адгезия напыляемого цинка обеспечивается за счет создания шероховатой поверхности металла, чего можно добиться путем дробеструйной обработки металлоконструкций грузового подъемника.
Гарантированная адгезия напыляемого цинка обеспечивается за счет создания шероховатой поверхности металла, чего можно добиться путем дробеструйной обработки металлоконструкций грузового подъемника.
 Требования к твердости покрытия определяют
Требования к твердости покрытия определяют Теперь поверхность заготовки может получить вариации
Теперь поверхность заготовки может получить вариации
 Если
Если
 Архитекторы и дизайнеры даже требуют, чтобы недорогие стальные изделия были покрыты термическим напылением из бронзы и/или латуни поверх термически напыленного цинка, что позволяет производить долговечные очень декоративные изделия с гораздо меньшими затратами, чем изделия из цельной бронзы.
Архитекторы и дизайнеры даже требуют, чтобы недорогие стальные изделия были покрыты термическим напылением из бронзы и/или латуни поверх термически напыленного цинка, что позволяет производить долговечные очень декоративные изделия с гораздо меньшими затратами, чем изделия из цельной бронзы.

 72 грн
72 грн 62.214 (120х120 мм)
62.214 (120х120 мм) 30 грн
30 грн 62.504 (40х40 мм)
62.504 (40х40 мм)

 , 2022 г. Все права защищены.
, 2022 г. Все права защищены.
 и память.
и память. Эта заглушка идеальна для тестирования водопроводных систем DWV при давлении до 13 фунтов на квадратный дюйм (фунтов на квадратный дюйм) или с давлением напора 30 футов, а также с использованием стандартного фитинга для шин для легкого соединения. Сборка в виде кольца и цепи помогает предотвратить втягивание вилки в системы DWV во время испытаний.
Эта заглушка идеальна для тестирования водопроводных систем DWV при давлении до 13 фунтов на квадратный дюйм (фунтов на квадратный дюйм) или с давлением напора 30 футов, а также с использованием стандартного фитинга для шин для легкого соединения. Сборка в виде кольца и цепи помогает предотвратить втягивание вилки в системы DWV во время испытаний. Черный цвет заглушек хорошо сочетается с чугунными трубами. Эти заглушки имеют размер NPT, в том числе труднодоступные 3-½ дюйма.
Черный цвет заглушек хорошо сочетается с чугунными трубами. Эти заглушки имеют размер NPT, в том числе труднодоступные 3-½ дюйма. Эти заглушки, используемые, когда требуется ремонт системы, в то время как сточные воды должны продолжать течь, позволяют проводить испытания и мониторинг труб диаметром до 16 дюймов.
Эти заглушки, используемые, когда требуется ремонт системы, в то время как сточные воды должны продолжать течь, позволяют проводить испытания и мониторинг труб диаметром до 16 дюймов.
 При хранении в контролируемых условиях (без воздействия солнечных лучей и при температуре от 0 до 125 градусов по Фаренгейту) пневматические заглушки остаются в хорошем состоянии в течение более длительного периода времени. Вилки всегда следует осматривать на наличие визуальных повреждений перед каждым использованием.
При хранении в контролируемых условиях (без воздействия солнечных лучей и при температуре от 0 до 125 градусов по Фаренгейту) пневматические заглушки остаются в хорошем состоянии в течение более длительного периода времени. Вилки всегда следует осматривать на наличие визуальных повреждений перед каждым использованием.
 0 (макс.)
0 (макс.)





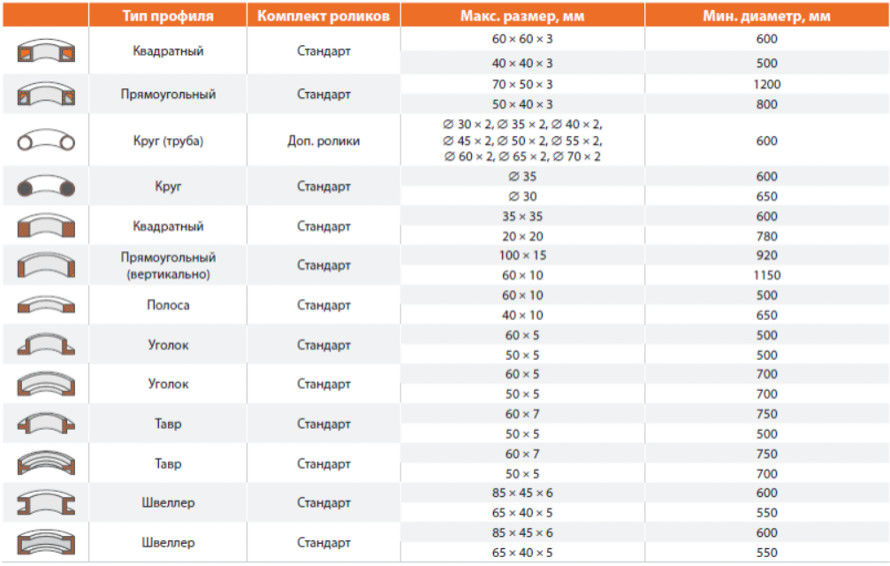
 Мощные правильные ролики имеют регулировку скорости и работают синхронно с волочильным блоком. Правильные ролики имеют моторизированную и ручную (маховичок) регулировки.
Мощные правильные ролики имеют регулировку скорости и работают синхронно с волочильным блоком. Правильные ролики имеют моторизированную и ручную (маховичок) регулировки. Опционально может быть добавлена функция обратной связи.
Опционально может быть добавлена функция обратной связи.

 Диапазон полировки: Ø3 мм — Ø25 мм в диаметре прутка.
Диапазон полировки: Ø3 мм — Ø25 мм в диаметре прутка.

 Прямоугольная проволока изготавливается методом холодной прокатки (также прессованием, волочением, экструзией «конформ», см. «транспонированные провода»).
Прямоугольная проволока изготавливается методом холодной прокатки (также прессованием, волочением, экструзией «конформ», см. «транспонированные провода»).
 Преимущество заключается в том, что требуется маленький размер стана.
Преимущество заключается в том, что требуется маленький размер стана.
 мм — мин. 9,0 кв. мм
мм — мин. 9,0 кв. мм 1 Отдающее устройство, фланцевого типа 250 кг
1 Отдающее устройство, фланцевого типа 250 кг 3 Правильное устройство двухплоскостное, ролик O 60
3 Правильное устройство двухплоскостное, ролик O 60
 5 Прокатная клеть 160-125
5 Прокатная клеть 160-125
 6 Обдув (воздушный протир)
6 Обдув (воздушный протир)  Опционально: каскадная система измерения.
Опционально: каскадная система измерения.
 Эти факторы сохранены в рецепте (программе) прокатки.
Эти факторы сохранены в рецепте (программе) прокатки.
 10 Приемное устройство фланцевого типа, для послойной намотки, 250 кг
10 Приемное устройство фланцевого типа, для послойной намотки, 250 кг

 д.
д.

 Система позволяет хранить все параметры продукта и стана и загружать их для повторяющихся заказов.
Система позволяет хранить все параметры продукта и стана и загружать их для повторяющихся заказов.
 расстояние между электрическим шкафом и станом 10 м
расстояние между электрическим шкафом и станом 10 м
 15 Вытяжная система с фильтрами
15 Вытяжная система с фильтрами  Система фильтров гарантирует постоянную степень фильтрации на выходе стана, при засорении фильтра раздается сигнал
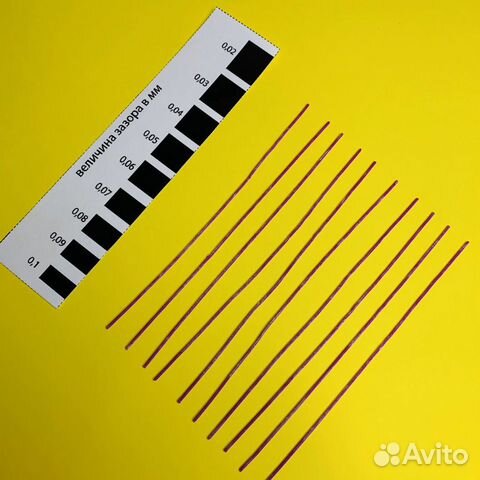
Система фильтров гарантирует постоянную степень фильтрации на выходе стана, при засорении фильтра раздается сигнал Он подходит для указания калибров круглых и одножильных проводов из цветных металлов. Поскольку толщина провода влияет на его электрические свойства (например, сопротивление и несущую способность), знание калибра провода позволяет профессионалам быстро и легко определить, подходит ли он для конкретного применения. Эти знания также могут передаваться между различными сторонами, например, от производителя к потребителю.
Он подходит для указания калибров круглых и одножильных проводов из цветных металлов. Поскольку толщина провода влияет на его электрические свойства (например, сопротивление и несущую способность), знание калибра провода позволяет профессионалам быстро и легко определить, подходит ли он для конкретного применения. Эти знания также могут передаваться между различными сторонами, например, от производителя к потребителю. Чтобы избежать этих проблем, необходимо определить общую силу тока системы — путем расчета влияния запланированной нагрузки, подключенной нагрузки и длины цепи — и выбрать подходящий для нее провод.
Чтобы избежать этих проблем, необходимо определить общую силу тока системы — путем расчета влияния запланированной нагрузки, подключенной нагрузки и длины цепи — и выбрать подходящий для нее провод. Площадь поперечного сечения проволоки удваивается каждый раз, когда она опускается на три уровня (например, у проволоки шестого калибра площадь поперечного сечения в два раза больше, чем у проволоки 9-го калибра).
Площадь поперечного сечения проволоки удваивается каждый раз, когда она опускается на три уровня (например, у проволоки шестого калибра площадь поперечного сечения в два раза больше, чем у проволоки 9-го калибра). Поскольку провода меньшего сечения (например, AWG 4) толще, они могут вместить больше электронов, чем провода большего сечения (например, AWG 40).
Поскольку провода меньшего сечения (например, AWG 4) толще, они могут вместить больше электронов, чем провода большего сечения (например, AWG 40). Большинство бытовых и коммерческих требований к проводке варьируются от 2 (9максимум 5 ампер) или от 3 (максимум 85 ампер) до 14 (максимум 15 ампер). В таблице ниже представлены все размеры кабелей AWG и их уникальные свойства.
Большинство бытовых и коммерческих требований к проводке варьируются от 2 (9максимум 5 ампер) или от 3 (максимум 85 ампер) до 14 (максимум 15 ампер). В таблице ниже представлены все размеры кабелей AWG и их уникальные свойства.

 В некоторых случаях древесно-стружечных листов даже оказывается достаточно (дальнейшая отделка не используется), но в жилых помещениях обычно применяют декоративное покрытие.
В некоторых случаях древесно-стружечных листов даже оказывается достаточно (дальнейшая отделка не используется), но в жилых помещениях обычно применяют декоративное покрытие. д. В составе листов могут быть вредные примеси, в связи с чем такие плиты запрещено применять в жилых помещениях ввиду опасности для здоровья и жизни людей.
д. В составе листов могут быть вредные примеси, в связи с чем такие плиты запрещено применять в жилых помещениях ввиду опасности для здоровья и жизни людей.
 22 метра).
22 метра).




 Древесина должна демонстрировать влажность на уровне не более 20%. В случае необходимости можно просушить брусья под навесом.
Древесина должна демонстрировать влажность на уровне не более 20%. В случае необходимости можно просушить брусья под навесом.
 Два слоя плит также скрепляют клеем и саморезами.
Два слоя плит также скрепляют клеем и саморезами. Облицовка не только придает полу красивый вид, способствует комфортной эксплуатации, но и защищает листы ОСБ от различных воздействий.
Облицовка не только придает полу красивый вид, способствует комфортной эксплуатации, но и защищает листы ОСБ от различных воздействий. Укладка OSB на бетонный пол
Укладка OSB на бетонный пол Тогда можно сделать неправильно — уложить ОСБ прямо на бетон.
Тогда можно сделать неправильно — уложить ОСБ прямо на бетон.
 Их заполняют эластичным герметиком.
Их заполняют эластичным герметиком. Специальное оборудование поможет очистить краску с деревянных досок или даже удалить их, если есть такая возможность. Далее следует процесс, состоящий из поэтапных шагов:
Специальное оборудование поможет очистить краску с деревянных досок или даже удалить их, если есть такая возможность. Далее следует процесс, состоящий из поэтапных шагов: А можно, поверх поставить любой другой тип отделки. Поверхность плит и особенности их обработки определяются типом используемой отделки, которая будет покрывать их.
А можно, поверх поставить любой другой тип отделки. Поверхность плит и особенности их обработки определяются типом используемой отделки, которая будет покрывать их.
 Указанный материал имеет натуральную основу, высокие теплосберегающие характеристик и влагостойкость.
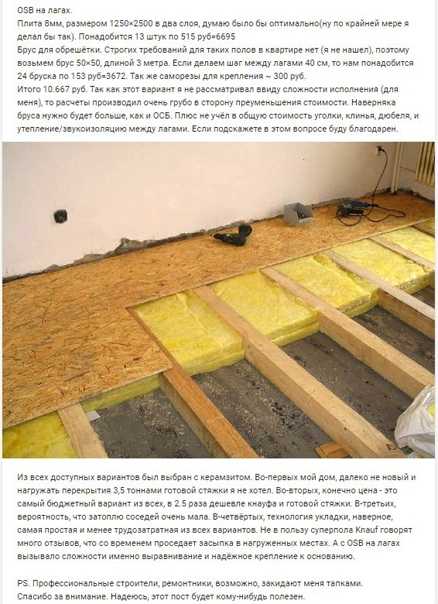
Указанный материал имеет натуральную основу, высокие теплосберегающие характеристик и влагостойкость. Эти плиты отличаются большей прочностью и прекрасно адаптированы для отделки. Материал появился на рынке сравнительно недавно. ОСБ изготавливают из древесной щепы, которая укладывается в 3 слоя. Они склеиваются между собой специальными составами на основе смол. При этом слой в середине укладывается перпендикулярно по отношению к 2 остальным. За счет этого формируется устойчивость материала к нагрузкам.
Эти плиты отличаются большей прочностью и прекрасно адаптированы для отделки. Материал появился на рынке сравнительно недавно. ОСБ изготавливают из древесной щепы, которая укладывается в 3 слоя. Они склеиваются между собой специальными составами на основе смол. При этом слой в середине укладывается перпендикулярно по отношению к 2 остальным. За счет этого формируется устойчивость материала к нагрузкам. Это чревато необходимостью укладки дополнительного слоя, что дорого и неудобно. Оптимальный вариант – плита OSB 3.
Это чревато необходимостью укладки дополнительного слоя, что дорого и неудобно. Оптимальный вариант – плита OSB 3.
 Это делается для гарантированной и безопасной эксплуатации. Лучше всего забивать дюбели по всему контуру плиты. Расстояние от края следует выдерживать в 5 см, а интервал в 20-30 см. При идеально выровненной и прочной стяжке – крепить достаточно только по углам, но это с учетом того, что используется хороший клеящий состав.
Это делается для гарантированной и безопасной эксплуатации. Лучше всего забивать дюбели по всему контуру плиты. Расстояние от края следует выдерживать в 5 см, а интервал в 20-30 см. При идеально выровненной и прочной стяжке – крепить достаточно только по углам, но это с учетом того, что используется хороший клеящий состав.

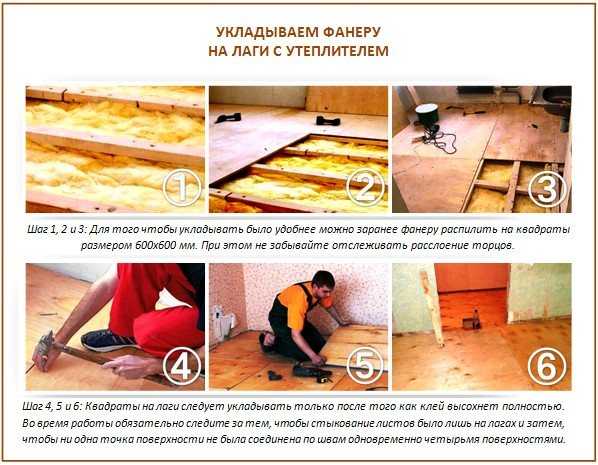
 Прежде чем постелить плиты, следует также определиться с шагом лаг, подложкой и необходимостью утепления.
Прежде чем постелить плиты, следует также определиться с шагом лаг, подложкой и необходимостью утепления. В частном доме осп по лагам.Влагостойкая OSB 3 деревянный пол.
В частном доме осп по лагам.Влагостойкая OSB 3 деревянный пол. Чтобы обеспечить ровный пол, поверх бетонной плиты можно залить верхний слой гипсобетона или легкого бетона, но перед укладкой пола необходимо дать ему достаточно высохнуть.
Чтобы обеспечить ровный пол, поверх бетонной плиты можно залить верхний слой гипсобетона или легкого бетона, но перед укладкой пола необходимо дать ему достаточно высохнуть. Здесь шпалы должны быть прикреплены к бетонной плите с помощью механических креплений и/или клея (используйте клей, соответствующий строительному стандарту ASTM D349).8).
Здесь шпалы должны быть прикреплены к бетонной плите с помощью механических креплений и/или клея (используйте клей, соответствующий строительному стандарту ASTM D349).8). Если вы используете один слой панелей, предотвратите дифференциальное отклонение и возможное разрушение пенопласта, закрепив квадратные края панелей пластинами для сращивания. Если вы не хотите использовать пластины для сращивания, установите двойной слой панелей с прямоугольными краями со смещенными стыками и швами или используйте панели чернового пола T&G для распределения нагрузки.
Если вы используете один слой панелей, предотвратите дифференциальное отклонение и возможное разрушение пенопласта, закрепив квадратные края панелей пластинами для сращивания. Если вы не хотите использовать пластины для сращивания, установите двойной слой панелей с прямоугольными краями со смещенными стыками и швами или используйте панели чернового пола T&G для распределения нагрузки. Дайте бетону достаточно высохнуть перед укладкой пола.
Дайте бетону достаточно высохнуть перед укладкой пола. В зависимости от системы чернового пола и/или укладываемого пола могут потребоваться различные методы. Всегда следуйте рекомендациям производителя напольных покрытий в отношении адекватных и рекомендуемых требований к системе чернового пола под полом.
В зависимости от системы чернового пола и/или укладываемого пола могут потребоваться различные методы. Всегда следуйте рекомендациям производителя напольных покрытий в отношении адекватных и рекомендуемых требований к системе чернового пола под полом. Не используйте обработанную под давлением фанеру, если она не была высушена в печи после обработки (KDAT) и ее содержание влаги не совпадает с условиями эксплуатации объекта, в котором укладывается напольное покрытие.
Не используйте обработанную под давлением фанеру, если она не была высушена в печи после обработки (KDAT) и ее содержание влаги не совпадает с условиями эксплуатации объекта, в котором укладывается напольное покрытие. Используйте панель чернового пола толщиной не менее 3/4 дюйма (23/32, 18,3 мм), разрезанную на меньшие секции размером 2 фута x 8 футов или 4 фута x 4 фута. Прорежьте заднюю часть панелей на 1/2 толщины материала (3/8 дюйма) по сетке 12 x 12 дюймов. Укладывайте секции в шахматном порядке на клей, с промежутком 1/8 дюйма между листами и минимальным пространством расширения 3/4 дюйма на стенах и всех вертикальных препятствиях. Допуски на плоскостность должны быть в пределах 3/16 дюйма на 6 футов или 1/4 дюйма на 10 футов для прибивания гвоздей к деревянному черновому полу. Не используйте крепежные детали для пола длиннее 1 3/4 дюйма, чтобы не проколоть влагорегулирующую мембрану.
Используйте панель чернового пола толщиной не менее 3/4 дюйма (23/32, 18,3 мм), разрезанную на меньшие секции размером 2 фута x 8 футов или 4 фута x 4 фута. Прорежьте заднюю часть панелей на 1/2 толщины материала (3/8 дюйма) по сетке 12 x 12 дюймов. Укладывайте секции в шахматном порядке на клей, с промежутком 1/8 дюйма между листами и минимальным пространством расширения 3/4 дюйма на стенах и всех вертикальных препятствиях. Допуски на плоскостность должны быть в пределах 3/16 дюйма на 6 футов или 1/4 дюйма на 10 футов для прибивания гвоздей к деревянному черновому полу. Не используйте крепежные детали для пола длиннее 1 3/4 дюйма, чтобы не проколоть влагорегулирующую мембрану. Используйте минимум два слоя 3/8” (10 мм) CD Exposure 1 Фанерные панели чернового пола (CDX) в листах 4’ x 8’. Поместите первый слой краями параллельно самой длинной начальной стене. Положите второй слой так, чтобы ни один шов не совпадал с нижним слоем. Все фанерные панели должны быть размещены с зазорами 1/8 дюйма между примыкающими панелями и минимальным пространством расширения 3/4 дюйма на всех вертикальных препятствиях и линиях стен. Скрепите скобами/винтами и приклейте (с помощью уретанового клея) второй слой к первому слою по внутренней сетке размером 12 дюймов (6 дюймов по периметру). Не проникайте в замедлитель пара.
Используйте минимум два слоя 3/8” (10 мм) CD Exposure 1 Фанерные панели чернового пола (CDX) в листах 4’ x 8’. Поместите первый слой краями параллельно самой длинной начальной стене. Положите второй слой так, чтобы ни один шов не совпадал с нижним слоем. Все фанерные панели должны быть размещены с зазорами 1/8 дюйма между примыкающими панелями и минимальным пространством расширения 3/4 дюйма на всех вертикальных препятствиях и линиях стен. Скрепите скобами/винтами и приклейте (с помощью уретанового клея) второй слой к первому слою по внутренней сетке размером 12 дюймов (6 дюймов по периметру). Не проникайте в замедлитель пара. Пространственные планки 1/8 дюйма между концами с минимальным пространством расширения 3/4 дюйма на всех вертикальных препятствиях.
Пространственные планки 1/8 дюйма между концами с минимальным пространством расширения 3/4 дюйма на всех вертикальных препятствиях. При креплении чернового пола к плите помните, что каждое проникновение также создает отверстие во влагорегулирующей мембране, которое может стать источником проникновения влаги в систему деревянного пола.
При креплении чернового пола к плите помните, что каждое проникновение также создает отверстие во влагорегулирующей мембране, которое может стать источником проникновения влаги в систему деревянного пола.
 Ее можно легко и быстро собрать и построить в течение двух дней, при наличии бетономешалки, ручного бура для сверления скважин, болгарки, сварочного аппарата, бетонного раствора и заготовленной стальной арматуры толщиной 8 мм. Прежде чем приступать к изготовлению подобного фундамента, необходимо обратить внимание на его недостатки:
Ее можно легко и быстро собрать и построить в течение двух дней, при наличии бетономешалки, ручного бура для сверления скважин, болгарки, сварочного аппарата, бетонного раствора и заготовленной стальной арматуры толщиной 8 мм. Прежде чем приступать к изготовлению подобного фундамента, необходимо обратить внимание на его недостатки:
 Данный зазор указан для глубины в 150 см, если бурение будет выполняться на два и более метров, величину зазора необходимо увеличить еще на 30%.
Данный зазор указан для глубины в 150 см, если бурение будет выполняться на два и более метров, величину зазора необходимо увеличить еще на 30%. Вовнутрь каждой асбестоцементной трубы закладываем пакет из трех десятимиллиметровых прутьев арматуры. Каждый прут должен быть равноудален от стенок трубы и других прутьев.
Вовнутрь каждой асбестоцементной трубы закладываем пакет из трех десятимиллиметровых прутьев арматуры. Каждый прут должен быть равноудален от стенок трубы и других прутьев. Верхний торец опоры по мере отвердевания бетона и его усадки может менять свое положение. Окончательное выравнивание торцов асбестоцементных столбиков можно выполнять не ранее, чем через две недели после заливки свай. Если работы выполняются в жаркое летнее время, сваи лучше накрыть пакетами из полиэтиленовой пленки, чтобы уменьшить потери влаги на испарение и избежать растрескивания бетона.
Верхний торец опоры по мере отвердевания бетона и его усадки может менять свое положение. Окончательное выравнивание торцов асбестоцементных столбиков можно выполнять не ранее, чем через две недели после заливки свай. Если работы выполняются в жаркое летнее время, сваи лучше накрыть пакетами из полиэтиленовой пленки, чтобы уменьшить потери влаги на испарение и избежать растрескивания бетона.
 Вышеуказанные основы под дом прочные, выносливые и долговечные. Что же касается ценового вопроса, то ленточные и плитные монолитные фундаменты требуют существенных капиталовложений. Именно потому сегодня для частного и маломасштабного строительства предлагается несколько более дешевых вариантов организации основы под дом. Среди прочих называются асбестоцементные трубы для фундамента и столбчатая (или свайная) основа под здание.
Вышеуказанные основы под дом прочные, выносливые и долговечные. Что же касается ценового вопроса, то ленточные и плитные монолитные фундаменты требуют существенных капиталовложений. Именно потому сегодня для частного и маломасштабного строительства предлагается несколько более дешевых вариантов организации основы под дом. Среди прочих называются асбестоцементные трубы для фундамента и столбчатая (или свайная) основа под здание.

 Здесь указываются основные параметры асбестоцементных труб, описаны отличительные особенности между напорными и безнапорными трубами и многое другое. При закладке столбчатой основы под дом лучшими считаются асбестоцементные трубы для фундамента. Отзывы от опытных строителей и квалифицированных специалистов данное утверждение подтверждали не раз.
Здесь указываются основные параметры асбестоцементных труб, описаны отличительные особенности между напорными и безнапорными трубами и многое другое. При закладке столбчатой основы под дом лучшими считаются асбестоцементные трубы для фундамента. Отзывы от опытных строителей и квалифицированных специалистов данное утверждение подтверждали не раз.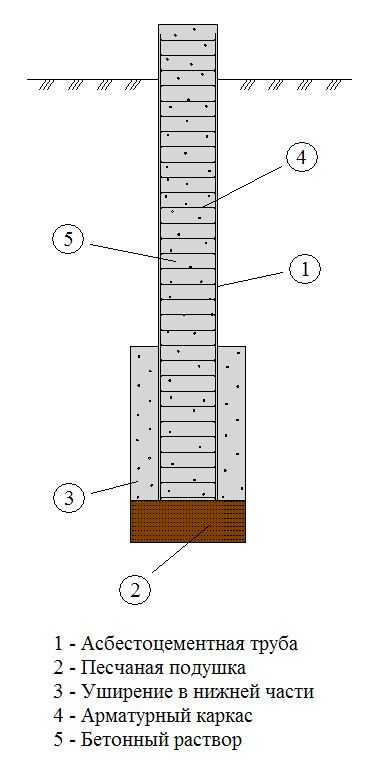 Глубина скважины должна соответствовать климатическим особенностям региона, где проводится строительство. Скважины выполняются при помощи бура ТИСЭ, обычного садового бура или с привлечением спецтехники;
Глубина скважины должна соответствовать климатическим особенностям региона, где проводится строительство. Скважины выполняются при помощи бура ТИСЭ, обычного садового бура или с привлечением спецтехники; Как и любое изделие, данный материал обладает своими преимуществами и недостатками, но первых больше. Так, асбестоцементные трубы прочные на изгиб и сжатие, они не боятся действия агрессивных сред, электрохимической коррозии, воды. Они просты в обращении и обработке. Возведение фундамента на основе асбестоцементных труб проводится в разы быстрее, чем при использовании аналогичных ленточных конструкций.
Как и любое изделие, данный материал обладает своими преимуществами и недостатками, но первых больше. Так, асбестоцементные трубы прочные на изгиб и сжатие, они не боятся действия агрессивных сред, электрохимической коррозии, воды. Они просты в обращении и обработке. Возведение фундамента на основе асбестоцементных труб проводится в разы быстрее, чем при использовании аналогичных ленточных конструкций.

 Потребовались десятилетия очень подробных исследований, прежде чем этот шаг был сделан. В отчете 1979 года Воздействие асбеста из питьевой воды в Соединенных Штатах Агентство по охране окружающей среды рассмотрело концентрацию асбеста в 365 городах в 43 штатах. «Из 365 городов в 165, или 45,3 процента, сообщалось о значительных концентрациях асбеста в питьевой воде».
Потребовались десятилетия очень подробных исследований, прежде чем этот шаг был сделан. В отчете 1979 года Воздействие асбеста из питьевой воды в Соединенных Штатах Агентство по охране окружающей среды рассмотрело концентрацию асбеста в 365 городах в 43 штатах. «Из 365 городов в 165, или 45,3 процента, сообщалось о значительных концентрациях асбеста в питьевой воде».
 Далее в отчете говорится, что несколько членов рабочей группы считают, что «благоразумной политикой общественного здравоохранения является рекомендация по устранению возможных источников воздействия асбеста при проглатывании, когда и насколько это возможно». Несколькими предложениями позже в отчете подчеркивается «устранение асбестоцементных труб в системах водоснабжения».
Далее в отчете говорится, что несколько членов рабочей группы считают, что «благоразумной политикой общественного здравоохранения является рекомендация по устранению возможных источников воздействия асбеста при проглатывании, когда и насколько это возможно». Несколькими предложениями позже в отчете подчеркивается «устранение асбестоцементных труб в системах водоснабжения». Далее на веб-странице говорится: «На основании результатов этого опроса, в ходе которого было охвачено водоснабжение примерно 55 процентов населения Канады, было подсчитано, что пять процентов населения получают воду с концентрацией хризотила выше 10 миллионов волокон». л, и эти 0,6 процента получают воду, содержащую более 100 миллионов волокон на литр».
Далее на веб-странице говорится: «На основании результатов этого опроса, в ходе которого было охвачено водоснабжение примерно 55 процентов населения Канады, было подсчитано, что пять процентов населения получают воду с концентрацией хризотила выше 10 миллионов волокон». л, и эти 0,6 процента получают воду, содержащую более 100 миллионов волокон на литр». В последние годы проблемы с кондиционерами постепенно стали значительными, включая увеличение количества прорывов и отказов труб». Еще один отчет NRC за 2010 год указывает на потенциальную опасность использования душа и увлажнителей воздуха в домах, где в воде может быть асбест.
В последние годы проблемы с кондиционерами постепенно стали значительными, включая увеличение количества прорывов и отказов труб». Еще один отчет NRC за 2010 год указывает на потенциальную опасность использования душа и увлажнителей воздуха в домах, где в воде может быть асбест.

 Хризотил составляет 80% или более асбеста, используемого в асбестоцементных трубах.
Хризотил составляет 80% или более асбеста, используемого в асбестоцементных трубах.
 В ходе судебного разбирательства эксперты засвидетельствовали, что прием внутрь асбеста был вероятным объяснением увеличения числа случаев рака. Доктор Ирвинг Селикофф свидетельствовал, что, по его мнению, проглоченный асбест вызывает рак. «Во-вторых, хотя я вчера заявлял, что существует ряд путей, в том числе гематогенный, посредством которых волокна могут воздействовать на желудочно-кишечный тракт, на мой взгляд, лучшим объяснением является прием внутрь, объясняющий дву-, трехкратное увеличение смертности от рака желудочно-кишечного тракта. среди профессионально облученных работников. Так что в этом смысле, хотя и нет абсолютного доказательства, такого, которого мы обычно хотели бы; по моему мнению, есть очень разумная вероятность утверждать, что это так». Рассуждения Селикова были просты; вдыхаемый асбест также попадал внутрь. За несколько десятилетий до этого д-р Селикофф сыграл важную роль в освещении опасности вдыхания асбеста.
В ходе судебного разбирательства эксперты засвидетельствовали, что прием внутрь асбеста был вероятным объяснением увеличения числа случаев рака. Доктор Ирвинг Селикофф свидетельствовал, что, по его мнению, проглоченный асбест вызывает рак. «Во-вторых, хотя я вчера заявлял, что существует ряд путей, в том числе гематогенный, посредством которых волокна могут воздействовать на желудочно-кишечный тракт, на мой взгляд, лучшим объяснением является прием внутрь, объясняющий дву-, трехкратное увеличение смертности от рака желудочно-кишечного тракта. среди профессионально облученных работников. Так что в этом смысле, хотя и нет абсолютного доказательства, такого, которого мы обычно хотели бы; по моему мнению, есть очень разумная вероятность утверждать, что это так». Рассуждения Селикова были просты; вдыхаемый асбест также попадал внутрь. За несколько десятилетий до этого д-р Селикофф сыграл важную роль в освещении опасности вдыхания асбеста. Агентство по охране окружающей среды начало серию исследований асбеста в воде, потенциальной опасности проглатывания асбеста и роли асбестоцементных водопроводов в загрязнении.
Агентство по охране окружающей среды начало серию исследований асбеста в воде, потенциальной опасности проглатывания асбеста и роли асбестоцементных водопроводов в загрязнении.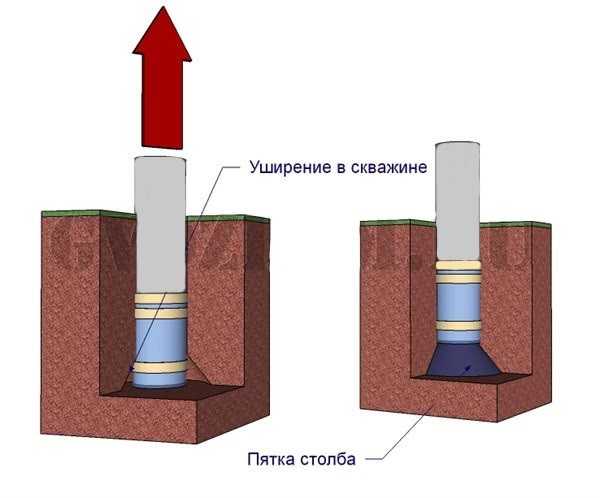 Он указал на два исследования, проведенных по этому вопросу. «В обоих отчетах указывалось, что в экспериментах на животных проглоченные волокна не вызывали рака, но, по-видимому, нет никаких сомнений в том, что у людей увеличивается частота рака желудочно-кишечного тракта после профессионального воздействия — предположительно из-за проглоченного асбеста».
Он указал на два исследования, проведенных по этому вопросу. «В обоих отчетах указывалось, что в экспериментах на животных проглоченные волокна не вызывали рака, но, по-видимому, нет никаких сомнений в том, что у людей увеличивается частота рака желудочно-кишечного тракта после профессионального воздействия — предположительно из-за проглоченного асбеста». /л, и эти 0,6% получают воду, содержащую более 100 миллионов волокон/л». (Текущий допустимый предел в Соединенных Штатах составляет 7 MFL).
/л, и эти 0,6% получают воду, содержащую более 100 миллионов волокон/л». (Текущий допустимый предел в Соединенных Штатах составляет 7 MFL).
 )
)

 org/BreadcrumbList»>
org/BreadcrumbList»>
 15
15
 14
14
 Но последняя модель вызывает нарекания из-за вероятности легкого сбоя настроек при переноске или прикосновении.
Но последняя модель вызывает нарекания из-за вероятности легкого сбоя настроек при переноске или прикосновении.
 Компактные устройства легки в обращении и транспортировке. Так как нет необходимости в использовании защитного газа, сварка может быть выполнена на открытом воздухе, даже на ветру. Почти все свариваемые материалы могут быть сварены с использованием штучных электродов, в том числе: конструкционная сталь, котельная сталь, стальные трубы, стальное литьё, нержавеющая сталь, высокопрочная сталь и т.д. Сварочные инверторы имеют очень хорошие сварочные свойства и, поэтому, подходят и для специальных электродов. Сварочные аппараты для ручной дуговой сварки (ММА) используются во всех сферах производства: от промышленности до частных мастерских.
Компактные устройства легки в обращении и транспортировке. Так как нет необходимости в использовании защитного газа, сварка может быть выполнена на открытом воздухе, даже на ветру. Почти все свариваемые материалы могут быть сварены с использованием штучных электродов, в том числе: конструкционная сталь, котельная сталь, стальные трубы, стальное литьё, нержавеющая сталь, высокопрочная сталь и т.д. Сварочные инверторы имеют очень хорошие сварочные свойства и, поэтому, подходят и для специальных электродов. Сварочные аппараты для ручной дуговой сварки (ММА) используются во всех сферах производства: от промышленности до частных мастерских. Небольшая окалина, незначительная площадь сварочной зоны, отсутствие необходимости в применении флюсов и отсутствие брызг гарантируют очень высокое качество сварного шва, без шлаковых включений и дефектов, требующих устранения.При TIG сварке электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. Горение дуги очень интенсивное, и сварочная дуга легко управляема. Отдельно подаваемый инертный газ аргон защищает дугу и зону сварки от влияния атмосферного воздуха. Присадочный металл может подаваться в зону сварки вручную или автоматически (устройством подачи проволоки), если необходимо.
Небольшая окалина, незначительная площадь сварочной зоны, отсутствие необходимости в применении флюсов и отсутствие брызг гарантируют очень высокое качество сварного шва, без шлаковых включений и дефектов, требующих устранения.При TIG сварке электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. Горение дуги очень интенсивное, и сварочная дуга легко управляема. Отдельно подаваемый инертный газ аргон защищает дугу и зону сварки от влияния атмосферного воздуха. Присадочный металл может подаваться в зону сварки вручную или автоматически (устройством подачи проволоки), если необходимо. При MIG-MAG сварке (MIG — сварка металлическим электродом в инертном газе / MAG — сварка металлическим электродом в активном газе) электрическая дуга горит между проволочным электродом, который подается автоматически, и деталью. Отдельно подаваемый газ защищает дугу и зону сварки от воздействия воздуха. Высокая скорость сварки, минимальная доработка и практически полное отсутствие деформации гарантируют высокую экономическую эффективность. Прочность сварного шва, превосходные свойства при сварке тонкого листа, а также простота и безопасность работы со сталью, алюминием и нержавеющей сталью делают метод MIG-MAG универсальным.
При MIG-MAG сварке (MIG — сварка металлическим электродом в инертном газе / MAG — сварка металлическим электродом в активном газе) электрическая дуга горит между проволочным электродом, который подается автоматически, и деталью. Отдельно подаваемый газ защищает дугу и зону сварки от воздействия воздуха. Высокая скорость сварки, минимальная доработка и практически полное отсутствие деформации гарантируют высокую экономическую эффективность. Прочность сварного шва, превосходные свойства при сварке тонкого листа, а также простота и безопасность работы со сталью, алюминием и нержавеющей сталью делают метод MIG-MAG универсальным.  Последние, говоря простым языком, служат для того, чтобы точно удерживать и передвигать горелку. Наряду с целью повышения продуктивности при автоматизации сварочного процесса центральной точкой было и остается получение требуемого качества шва. Для достижения обеих целей нужны компетентные специалисты в обеих областях одновременно. Под девизом «Все из одних рук» Lorch предлагает прямой и надежный путь к автоматизации сварочного производства.
Последние, говоря простым языком, служат для того, чтобы точно удерживать и передвигать горелку. Наряду с целью повышения продуктивности при автоматизации сварочного процесса центральной точкой было и остается получение требуемого качества шва. Для достижения обеих целей нужны компетентные специалисты в обеих областях одновременно. Под девизом «Все из одних рук» Lorch предлагает прямой и надежный путь к автоматизации сварочного производства.  Системы Lorch Q-Data и Lorch Q-Sys обеспечивают профессиональный подход к документированию, оценке и анализу сварочных параметров.
Системы Lorch Q-Data и Lorch Q-Sys обеспечивают профессиональный подход к документированию, оценке и анализу сварочных параметров. Эта статья может помочь вам лучше понять некоторые различия между различными типами сварки.
Эта статья может помочь вам лучше понять некоторые различия между различными типами сварки.
 Это делает сварочные аппараты с флюсовой проволокой намного более портативными и фактически perfect для наружного применения.
Это делает сварочные аппараты с флюсовой проволокой намного более портативными и фактически perfect для наружного применения. Сварочный аппарат поставляется с флюсовой проволокой NR211, которая является отличной проволокой — ее легко найти и она очень доступна. В комплекте вы также получаете запасную насадку, щетку/отбойный молоток и ручной защитный щиток для лица. Проволока полая с флюсом внутри, который вступает в реакцию со сварочной ванной, создавая экран, защищающий ее от загрязнений.
Сварочный аппарат поставляется с флюсовой проволокой NR211, которая является отличной проволокой — ее легко найти и она очень доступна. В комплекте вы также получаете запасную насадку, щетку/отбойный молоток и ручной защитный щиток для лица. Проволока полая с флюсом внутри, который вступает в реакцию со сварочной ванной, создавая экран, защищающий ее от загрязнений. Таким образом, за 2 минуты сварки вы должны дать машине отдохнуть 8 минут. Это понятно для сварочных аппаратов такого размера, поэтому не ждите лучшего результата от сварочного аппарата другой марки той же мощности.
Таким образом, за 2 минуты сварки вы должны дать машине отдохнуть 8 минут. Это понятно для сварочных аппаратов такого размера, поэтому не ждите лучшего результата от сварочного аппарата другой марки той же мощности. Качество сразу видно во всех компонентах. 10 футов. Пистолет HR-100 очень надежен, а разъем прочный. То же самое касается 10 футов. кабель заземления, очень прочный разъем с прочным зажимом. Шнур питания 6 футов. долго, и это тоже хорошо сделано.
Качество сразу видно во всех компонентах. 10 футов. Пистолет HR-100 очень надежен, а разъем прочный. То же самое касается 10 футов. кабель заземления, очень прочный разъем с прочным зажимом. Шнур питания 6 футов. долго, и это тоже хорошо сделано. Вы просто выбираете материал, который нужно сварить, и его толщину, а он подскажет точные настройки напряжения и скорости подачи проволоки.
Вы просто выбираете материал, который нужно сварить, и его толщину, а он подскажет точные настройки напряжения и скорости подачи проволоки.
 Для своей цены этот сварочный аппарат 3-в-1 невероятен. Вы можете выполнять сварку TIG до 200 ампер, сварку электродом 200 ампер и плазменную резку 50 ампер.
Для своей цены этот сварочный аппарат 3-в-1 невероятен. Вы можете выполнять сварку TIG до 200 ампер, сварку электродом 200 ампер и плазменную резку 50 ампер.

 Вы можете сваривать TIG с импульсом или без него, и вы можете выбирать между запуском подъемной дуги и высокой частотой. Вы также можете выбрать, хотите ли вы использовать педаль или нет.
Вы можете сваривать TIG с импульсом или без него, и вы можете выбирать между запуском подъемной дуги и высокой частотой. Вы также можете выбрать, хотите ли вы использовать педаль или нет.
 Этот многоцелевой сварочный аппарат на 200 ампер очень прост в использовании, достаточно универсален и выполняет свою работу должным образом.
Этот многоцелевой сварочный аппарат на 200 ампер очень прост в использовании, достаточно универсален и выполняет свою работу должным образом. Он работает очень плавно и обеспечивает очень постоянную подачу проволоки. Система привода отлита из алюминия и может использоваться как для сплошной проволоки, так и для порошковой.
Он работает очень плавно и обеспечивает очень постоянную подачу проволоки. Система привода отлита из алюминия и может использоваться как для сплошной проволоки, так и для порошковой.
 Заглянув внутрь, вы заметите, что система привода отлита из алюминия, что нетипично для сварочных аппаратов в этом ценовом диапазоне.
Заглянув внутрь, вы заметите, что система привода отлита из алюминия, что нетипично для сварочных аппаратов в этом ценовом диапазоне.
 Тем не менее, это очень достойный сварочный аппарат за свою цену, так как он способен выполнять хорошие сварные швы и работает как на переменном, так и на постоянном токе.
Тем не менее, это очень достойный сварочный аппарат за свою цену, так как он способен выполнять хорошие сварные швы и работает как на переменном, так и на постоянном токе. Двигатель работает хорошо и обеспечивает плавную подачу проволоки. Интересной особенностью является автоматический режим подачи. Это означает, что при отсутствии датчика дуги устройство подачи проволоки работает намного быстрее, поскольку предполагается, что вы не выполняете сварку, а просто должны провести проволоку через направляющий канал, чтобы начать сварку.
Двигатель работает хорошо и обеспечивает плавную подачу проволоки. Интересной особенностью является автоматический режим подачи. Это означает, что при отсутствии датчика дуги устройство подачи проволоки работает намного быстрее, поскольку предполагается, что вы не выполняете сварку, а просто должны провести проволоку через направляющий канал, чтобы начать сварку.
 В этом случае необходимо купить и установить повышающий преобразователь. Лучше всего проконсультироваться с электриком, если вы решите это сделать.
В этом случае необходимо купить и установить повышающий преобразователь. Лучше всего проконсультироваться с электриком, если вы решите это сделать. Все процессы подходят для сварки стали и нержавеющей стали; для алюминия, с другой стороны, вы можете использовать MIG, TIG и сварку с флюсом, но имейте в виду, что вам понадобится переменный ток или переменный ток.
Все процессы подходят для сварки стали и нержавеющей стали; для алюминия, с другой стороны, вы можете использовать MIG, TIG и сварку с флюсом, но имейте в виду, что вам понадобится переменный ток или переменный ток.
 Единственная проблема заключается в том, что нет переменного тока, поэтому вы не можете сваривать алюминий.
Единственная проблема заключается в том, что нет переменного тока, поэтому вы не можете сваривать алюминий. Единственная проблема заключается в том, что он не работает от переменного тока, поэтому, если вы хотите работать с алюминием, вам придется купить еще один.
Единственная проблема заключается в том, что он не работает от переменного тока, поэтому, если вы хотите работать с алюминием, вам придется купить еще один. Кроме того, он весит всего 10 фунтов без катушки внутри, поэтому его легко переносить.
Кроме того, он весит всего 10 фунтов без катушки внутри, поэтому его легко переносить. Но DC имеет более высокое проникновение. Кроме того, некоторые металлы, например алюминий, следует сваривать только на переменном токе. Так что на этот вопрос нет однозначного ответа.
Но DC имеет более высокое проникновение. Кроме того, некоторые металлы, например алюминий, следует сваривать только на переменном токе. Так что на этот вопрос нет однозначного ответа. Учитывая скорость, с которой развиваются сварочные технологии, неизбежно, что сварочный аппарат, который у вас есть сегодня, в конечном итоге устареет. Если вы чувствуете необходимость обновить свое оборудование, Welders Supply предлагает одни из самых передовых сварочных аппаратов на рынке по самым низким доступным ценам. Мы поставляем нашим клиентам продукцию таких надежных компаний, как Miller, 3M и Hypertherm, компаний, которые годами создавали качественную продукцию как для профессиональных, так и для начинающих сварщиков.
Учитывая скорость, с которой развиваются сварочные технологии, неизбежно, что сварочный аппарат, который у вас есть сегодня, в конечном итоге устареет. Если вы чувствуете необходимость обновить свое оборудование, Welders Supply предлагает одни из самых передовых сварочных аппаратов на рынке по самым низким доступным ценам. Мы поставляем нашим клиентам продукцию таких надежных компаний, как Miller, 3M и Hypertherm, компаний, которые годами создавали качественную продукцию как для профессиональных, так и для начинающих сварщиков.

 Лист АМГ, кроме алюминия и магния, содержит железо, медь, марганец, цинк в зависимости от марки сплава АМГ2, АМГ3, АМГ5, АМГ6. Любой лист АМГ обладает хорошей устойчивостью к коррозии, высокой свариваемостью аргонно-дуговой сваркой, роликовой и контактной точечной сваркой. Деформируемость листа АМГ зависит от содержания магния. При содержании магния более 5% снижается способность к деформированию листа. Сплавы с содержанием магния меньше 5% обладают высокой степенью деформации в холодном и горячем состоянии.
Лист АМГ, кроме алюминия и магния, содержит железо, медь, марганец, цинк в зависимости от марки сплава АМГ2, АМГ3, АМГ5, АМГ6. Любой лист АМГ обладает хорошей устойчивостью к коррозии, высокой свариваемостью аргонно-дуговой сваркой, роликовой и контактной точечной сваркой. Деформируемость листа АМГ зависит от содержания магния. При содержании магния более 5% снижается способность к деформированию листа. Сплавы с содержанием магния меньше 5% обладают высокой степенью деформации в холодном и горячем состоянии. 5х1500х4000 сплав 1561 БM
5х1500х4000 сплав 1561 БM 5
5 5х1200х3000 АМГ2Н
5х1200х3000 АМГ2Н 5х1200х3000 АМГ6БМ
5х1200х3000 АМГ6БМ 5х1500х4000 сплав 5083 h211
5х1500х4000 сплав 5083 h211 5х1200х3000 АД1М
5х1200х3000 АД1М 5х1200х3000 АД1М
5х1200х3000 АД1М Этому есть объяснение: алюминий и его сплавы считаются лучшей заменой стали и более тяжёлых металлов. Легкость, прочность и эксплуатация в любых условиях делают алюминий незаменимым практически во всех сферах производства. Листы же из алюминия — это готовое решение, значительно сокращающее время и затраты на многие технологические процессы. Подробнее
Этому есть объяснение: алюминий и его сплавы считаются лучшей заменой стали и более тяжёлых металлов. Легкость, прочность и эксплуатация в любых условиях делают алюминий незаменимым практически во всех сферах производства. Листы же из алюминия — это готовое решение, значительно сокращающее время и затраты на многие технологические процессы. Подробнее
 Выровненный, листовой, заготовленный и прорезанный — превосходное качество металла гарантировано. Листы продаются в широком диапазоне стандартных размеров и толщин. Независимо от того, какой алюминиевый лист вам может понадобиться, Wieland-Wrisco всегда готова помочь.
Выровненный, листовой, заготовленный и прорезанный — превосходное качество металла гарантировано. Листы продаются в широком диапазоне стандартных размеров и толщин. Независимо от того, какой алюминиевый лист вам может понадобиться, Wieland-Wrisco всегда готова помочь. Окрашенные алюминиевые листы Wieland-Wrisco обладают уникальной конструкцией, поскольку они обеспечивают твердое, стойкое к абразивному износу покрытие, но в то же время обеспечивают гибкость для обширной формовки и изготовления. Вы не найдете более универсальной, но сильной марки окрашенных алюминиевых листов, чем Wieland-Wrisco! Мы являемся отраслевым дистрибьютором окрашенного алюминия в Соединенных Штатах и за их пределами.
Окрашенные алюминиевые листы Wieland-Wrisco обладают уникальной конструкцией, поскольку они обеспечивают твердое, стойкое к абразивному износу покрытие, но в то же время обеспечивают гибкость для обширной формовки и изготовления. Вы не найдете более универсальной, но сильной марки окрашенных алюминиевых листов, чем Wieland-Wrisco! Мы являемся отраслевым дистрибьютором окрашенного алюминия в Соединенных Штатах и за их пределами. В ярких анодированных отделках используется осветляющая обработка, чтобы максимизировать отражающие свойства листа. Настоятельно рекомендуемые для наружных работ устойчивые к выцветанию изделия чрезвычайно универсальны для уникальных дизайнерских возможностей, и становится очевидным, почему алюминиевые листы Wieland-Wrisco занимают первое место в отрасли.
В ярких анодированных отделках используется осветляющая обработка, чтобы максимизировать отражающие свойства листа. Настоятельно рекомендуемые для наружных работ устойчивые к выцветанию изделия чрезвычайно универсальны для уникальных дизайнерских возможностей, и становится очевидным, почему алюминиевые листы Wieland-Wrisco занимают первое место в отрасли.