Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN. Отсканировал и прислал документацию Mikalai I. Strylets.
309 Kb
powermax_1250.pdf
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm. К сожалению, информация о доброжелателе, приславшем эту документацию, затерялась :(.
1.52 Mb
vdu504p1. djvu vdu504p2.djvu
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4 (из-за большого объёма разбито на две части). Документацию отсканировал и перевел в формат DJVU Leonid Belasheevs’kyy.
4.54 Mb 4.34 Mb
vdu506_2pc.pdf vdu506_1pc.pdf
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении. Перевел документацию в DOC формат и прислал Leonid Belasheevs’kyy.
1.55 Mb 1.18 Mb
arc-250.djvu
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ). Отсканировал и прислал документацию Полесский Олег.
4.53 Mb
GYSMI-165.pdf
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS. Прислал схему Юрий_Ф.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC. Прислал инструкцию Александр Захаров.
872 kb
V-300eng.pdf
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. Прислал инструкцию Александр Захаров.
2.74 Mb
Prestige-164. rar
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ. Перевёл и прислал инструкцию Сергей Дерябин.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается. Прислал руководства Pasha.
2.02 Mb 3.85 Mb 2.16 Mb
vdu-505-2.djvu
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом. Прислал описание и схему Дмитрий.
854 Кb
WT-180S.png
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S. Выложил на форуме информацию ildus. Ранее от techprom были получены внешние виды этого источника.
131 Кb
NSAX-180.pdf
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180. Выложил на форуме информацию Юрий_Ф.
4.51 Mb
brima-arc160.djvu
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International. Выложил на ForumHouse информацию DOKER66.
205 Kb
asea-250.djvu
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250. Выложил на ForumHouse информацию DOKER66.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо. Выложил на ForumHouse информацию DOKER66.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается. Выложил на форуме информацию Юрий_Ф.
Сварочный инвертор СВАРОГ ARC 160 PFC – это сварочный аппарат предназначенный для ручной дуговой (MMA) и ручной аргонодуговой (TIG) сварки и наплавки, переключение режимов работы (MMA/TIG) осуществляется тумблером на передней панели аппарата. На передней панели аппарата также расположена ручка бесступенчатой регулировки сварочного тока, с двумя шкалами – первая шкала (10-160 А) устанавливает сварочный ток при напряжении питающей сети 180 – 240 В, при напряжении питающей сети от 90 до 110 В. При работе аппарата от сети 220В возможно использование для ручной дуговой сварки электродов диаметром 4 мм.
Отличительной чертой данного сварочного аппарата является наличие в устройстве специальных схем позволяющих работать от широкого диапазона напряжений, для его питания можно использовать бензиновые генераторы или перегруженные электрические сети. В сварочный аппарат ARC 160 PFC встроен корректор коэффициента мощности, а сам коэффициент мощности превышает 0,9 (согласно нашим проверкам коэффициент мощности ARC 160 PFC составляет 0,99). На практике это означает, что мощность, которая идет на нагрев проводников в аппарате, составляет всего 1% от общей мощности аппарата. Другие показатели аппарата, такие как коэффициент полезного действия (0,85) и продолжительность включения при десятиминутном цикле (50%) находятся на уровне лучших производителей сварочного оборудования.
Особенности
плечевой ремень в верхней части корпуса аппарата позволяет с легкостью переносить прибор с одного места на другое
регулятор сварочного тока позволяет точно задать необходимое значение
эффективный отвод теплого воздуха изнутри прибора (предотвращает перегрев внутренних деталей)
штекерные входы удобны для быстрого монтажа и демонтажа кабелей (высокий уровень электробезопасности)
Преимущества
Инверторная технология с применением IGBT транзисторов;
Малый вес 9,7кг;
Высокий КПД;
Надежен в работе;
Принудительное охлаждение;
Долгий срок службы.
В комлпекте
Клемма заземления 200 А
Электрододержатель 200 А
Клемма ОКС 35-50 (2 шт.)
Кабель 116, 3 м (2 шт.)
Производитель оставляет за собой право изменять страну производства, характеристики товара, его внешний вид и комплектность без предварительного уведомления продавца. Уточняйте информацию у менеджеров!
Отзывы для сайта Cackle
1. Способы доставки
до 100 кг
до 300 кг
до 500 кг**
Москва
390 руб
500 руб
900 руб
МО, область
390 руб*
500 руб*
900 руб*
Самовывоз
Выдача товара до 20:00, Раменский район, Михайловская слобода, Старорязанская улица, д.4. (при оплате — резерв товара)
* каждый 1 км за МКАД дополнительно 30 руб
** полная информация по доставке крупногабаритных грузов смотрите в разделе Доставка и оплата
2. Способы оплаты
Банковской картой онлайн на сайте ЮMoney (Я. Деньги)
Наличными курьеру QIWI кошелек
Сбербанк-онлайн WebMoney
Безналичный расчет
Вы можете вернуть товар, если был обнаружен производственный брак, дефекты и прочие повреждения. Срок возврата осуществляется в течение 14 дней с даты покупки товара.
Возврат товара осуществляется в полном соответствии с законодательством РФ, включая Закон о Правах Потребителя.
Подробная информация о возратах и обмене
ARC 160 S ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА SG3525 CA3140 SCH Загрузить руководство по обслуживанию, схемы, eeprom, информация по ремонту для специалистов по электронике
A címben szereplő Karcher K2.100 nagynyomású mosóval az a problemám, hogy szakaszosan megy a motorja, szakaszosan nyomja a vizet. Кб. fél másodperces be/ki ciklusokkal teszi mindezt. Кб. 4 éves lehet, nagyjából ugyanennyi üzemórával. Külső szűrőjét kitisztítottam.
Van ezeknél valami egyszerűen javítható típushiba ami ilyesmit okoz? Érdemes szétszedni?
Кёзи, ты
Aki akar vele próbálkozni elviheti. Эсхак-Буда / Эсхак-Пешт. Részletek privátban.
karcher k2.185 alkatrésze nevének a megatározásában kellene egy kis segitség.
Севашток Nemigazán elektromos a téma de hatha belefer. Hozott a vejem egy fentebb leirt nagynyomásu mosót aminek a kimeneti része eltörtvagy elcsttant,nemtudom,próbáltam epoxi gyantával beragasztani,nem sikerült spriccel,ugye ott nagy nyomás van,namost ez a pompa része szerintem,müanyagból van,de nemtudom lehet e ilyet venni már mint csak hazat,na és itt van az hogy nemtudom a megnevezését,esetleg megtudnátok mondani hogy nevezik,mit keressek.
Főnököm «megajándékozott» egy инвертирует hegesztővel, «ráérsz-csináld meg» alapon.Szétszedtem,erős kozmaszag árad a szerkezetből. Amire jutottam:a panelen a D 17 dióda helyén zárlat,intenzív égés nyoma,de a szétdurrant alkatrésznek se híre,csak hamva…Rajzot a készülékről sehol sem találtam,így indulás képen jó lenne tudni,mi вольт ott.Ha tudtok,kérem segítsetek! Telefonnal sajnos csak ilyen minőségű képet tudtam csinálni.
További szép napot kívánok!
Тамас
Karcher NT 35/1 Tact Teipari porszívó vezérlőpanel javítás/keresés
Sziasztok!
Egy ismerősöm nekilátott vezetéktörést javítani amiből nagy baj lett… Szétszedte a gépet és lecsúszott a védőföldeles saruja valahonnan. Nem talált jobb helyet neki, монетный двор и készülék elején lévő konnektorfedél allását érzékelő mikrókapcsoló 3. lába és rádugta. Ez a kapcoló olyan, мята мн. amit mikrosütőkben является alkalmaznak аз ajtómechanikánál. Bekapcsolást követően pukkant füstölt… Mellekeltem egy pár, remélem beszédes képet. A nevüket úgy választottam, hogy egyértelmű legyen mit szeretnék mutatni vele.
Кердесейм:
— A «PANI» jelölésű SOT-153 tokozású SMD alkatrész vajon mi lehet? — Van-e valakinek ilyen működő vagy más hibával megáldott panelja eladó? Esetleg donank való complett gép?
gazdája szerint és lattam — это korábban. Купите и упакуйте Flex VCE 35 L AC, даже если он безопасен. A lényegi részére sajnos nem emlékszem mert csak portalanítani kellett meg a vezetéket újrakötni…
Велеменьем szerint микроконтроллер является megsérült, igy аз edredményes javításra csak донор birtokában mernék gondolni. Де! Hátha tévedek és ezért focuslkoztat a «PANI» SMD alkatrész, mert azért csak kicserélgetném az egyértelműen hibás dolgokat… Igaz csak november körül, mert kint dolgozik vele a gazdája. Ideiglenesen átvariáltam, hogy tudja használni az extráktól megfosztva sima porszívóként.
Egyszer köszönöm, hogy végigolvastad, másszor az esetleges segítségeket, ötleteket!
Удв! С.Р.
JASIC POWER ARC 160 PFC РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ Скачать Pdf
Скачать
Оглавление
Добавить в мои руководства
Добавить эту страницу в закладки
Руководство будет автоматически добавлено в «Мои руководства»
распечатайте эту страницу
Содержание
17
страница
из 17
Содержание
Оглавление
Исправление проблем
Закладки
Advertisement
Table of Contents
Operator Manual
Serial Number
Product Overview
Operation
Maintenance and Troubleshooting
Technical Parameters
Parts List
Утилизация машины
www. jasic.co.uk
Серия Power Arc
|
Power Arc 160 PFC (JPA-160PFC)
|
Power Arc 180 (JPA-180SE)
|
Содержание
Предыдущая страница
Следующая страница
Содержание
Сопутствующие руководства для Jasic Power Arc 160 PFC
Руководство оператора сварочной системы Jasic Arc Series
(24 страницы)
Руководство оператора сварочной системы Jasic Power TIG Series
(36 страниц)
Руководство по эксплуатации сварочной системы Jasic Arc JA-140
Dc MMA / Lift TIG (20 страниц)
Руководство по эксплуатации сварочной системы JASIC ARC400
Древесно-слоистый пластик области применения — Вся трубопроводная арматура, трубы, насосы, благоустройство и ЖКХ
25 Сен 2018
admin Leave a comment
Антифрикционные свойства, стойкость к воздействию агрессивных сред, абразивов; стабильность при сверхнизких температурах (–270 °С), механическая прочность, водостойкость, диэлектрические свойства позволяют применять ДСП в различных областях техники, таких как:
Узлы трения.
Зубчатые колеса.
Закрытые и открытые металло-полимерные зубчатые передачи.
Вкладыши подшипников скольжения.
Для изготовления пуленепробиваемых дверей, банковского оборудования.
Криогенная и космическая техника.
В судостроительной промышленности для изготовления дейдвудных подшипников гребных валов.
Для изготовления затворов гидротехнических сооружений.
В авиационной технике лопасти; винты вертолётов.
В транспортном машиностроении: настил полов в автобусах, троллейбусах, трамваях; направляющие эскалаторов метрополитена.
В строительстве.
В электротехнической промышленности для изготовления изоляторов, деталей трансформаторов высокого напряжения, выпрямителей (заменяет стеклопластик, текстолит и гетинакс).
Для изготовления деталей машин текстильной промышленности.
Как самосмазывающийся антифрикционный материал, материал в качестве ползунов лесопильных рам и других аналогичных деталей.
В металлургическом оборудовании.
В горнодобывающем оборудовании.
Марки ДСП
В зависимости от расположения волокон древесины шпона в смежных слоях и назначения древесные слоистые в России пластики изготовляют следующих марок:
ДСП-А;
ДСП-Б; ДСП-Б-э; ДСП-Б-м; ДСП-Б-т; ДСП-Б-о;
ДСП-В; ДСП-В-э; ДСП-В-м;
ДСП-Г; ДСП-Г-м.
Буквы А, Б, В, Г указывают порядок укладки шпона в пластике:
А — волокна древесины шпона во всех слоях имеют параллельное направление или каждые 4 слоя с параллельным направлением волокон древесины шпона чередуются с одним слоем, имеющим направление волокон под углом 20—25° к смежным слоям.
Б — каждые 8—12 слоев шпона с параллельным направлением волокон древесины шпона чередуются с одним слоем, имеющим перпендикулярное направление волокон древесины к смежным слоям.
В — волокна древесины шпона в смежных слоях взаимно перпендикулярны.
Г — волокна древесины шпона в смежных слоях последовательно смещены на угол 45°.
Буквы э, м, т и о определяют назначение материала:
э — для изготовления конструкционных и электроизоляционных деталей аппаратуры высокого напряжения, электрических машин, трансформаторов, ртутных выпрямителей и т. п.
м — как самосмазывающийся антифрикционный материал, материал в качестве ползунов лесопильных рам и других аналогичных деталей
т — для изготовления деталей машин текстильной промышленности
о — как конструкционный и антифрикционный материал.
Размеры
Древесные слоистые пластики изготовляют прямоугольной формы в виде листов толщиной менее 15 мм и плит толщиной 15—60 мм, длиной 700—5600 мм, шириной 950—1500 мм.
Свойства
Плотность — 1,3 г/см³ Предел прочности: при сжатии — 100—180 МПа при растяжении — 140—280 МПа при изгибе — 150—280 МПа Прочность при скалывании по шву — 11—15 МПа Ударная вязкость — 25—80 кДж/м² Твердость по Бринеллю — 250 МПа Водопоглощение за 24 ч — 5—15 % Электрическая прочность: поперек слоев — 26—32 МВ/м вдоль слоев — 3—13 МВ/м Древесно-слоистые пластики стойки в трансформаторном масле, уксусном альдегиде, моторном топливе, бутаноле, стироле; нестойки в окислителях, сильных кислотах и щелочах. Перерабатывают в изделия механической обработкой на обычных станках со специальными инструментами.
Технологический процесс изготовления
Получают последовательно пропиткой шпона толщиной 0,3—0,8 мм лиственных пород древесины (обычно березы) фенолоформальдегидной смолой или крезолоформальдегидной смолой в открытых ваннах или автоклавах (0,4—0,8 МПа), сушкой при ступенчатом нагревании до 90 °С, сборкой полученных препрегов в пакеты и прессованием их на этажных прессах (до 20 МПа, 150 °С) и обрезкой в размер.
Благоустройство и ЖКХ, Промышленное оборудование (инженерные сети), Трубопроводная арматура
Древесно-слоистый пластик | это… Что такое Древесно-слоистый пластик?
Не путать с «Древесно-стружечной плитой», которую также иногда упрощённо обозначают аббревиатурой ДСП, хотя для древесно-стружечных плит имеется своя аббревиатура ДСтП
Древесно-слоистый пластик (ДСП)
Древе́сно-слои́стый пла́стик (ДСП) — материал, представляющий собой древесно-полимерный композит, изготавливаемый из листов лущеного шпона (берёзы и других пород, толщиной 0,35-0,65 мм, влажностью 6-10 %), склеенных синтетическими смолами резольного типа под давлением и температурой [1].
Содержание
1 Области применения
2 Марки ДСП
3 Размеры
4 Свойства
5 Технологический процесс изготовления
6 Нормативные документы на древесные слоистые пластики
7 Литература
8 См. также
9 Примечания
10 Ссылки
Области применения
Антифрикционные свойства, стойкость к воздействию агрессивных сред, абразивов; стабильность при сверхнизких температурах (-270 С°), механическая прочность, водостойкость, диэлектрические свойства позволяют применять ДСП в различных областях техники, таких как:
Узлы трения
Зубчатые колеса
Закрытые и открытые металло-полимерные зубчатые передачи
Вкладыши подшипников скольжения
Для изготовления пуленепробиваемых дверей, банковского оборудования
Криогенная и космическая техника
В судостроительной промышленности
для изготовления дейдвудных подшипников гребных валов
Для изготовления затворов гидротехнических сооружений
В авиационной технике
лопасти
винты вертолетов
В транспортном машиностроении
настил полов в автобусах, троллейбусах, трамваях
направляющие эскалаторов метрополитена
В строительстве
В электротехнической промышленности для изготовления изоляторов, деталей трансформаторов высокого напряжения, выпрямителей (заменяет стеклопластик, текстолит и гетинакс).
Для изготовления деталей машин текстильной промышленности
Как самосмазывающий антифрикционный материал, материал в качестве ползунов лесопильных рам и других аналогичных деталей
В металлургическом оборудовании
В горнодобывающем оборудовании
Марки ДСП
В зависимости от расположения волокон древесины шпона в смежных слоях и назначения древесные слоистые пластики изготовляют следующих марок:
ДСП-А;
ДСП-Б; ДСП-Б-э; ДСП-Б-м; ДСП-Б-т; ДСП-Б-о;
ДСП-В; ДСП-В-э; ДСП-В-м;
ДСП-Г; ДСП-Г-м.
Буквы А, Б, В, Г указывают порядок укладки шпона в пластике.
А — волокна древесины шпона во всех слоях имеют параллельное направление или каждые 4 слоя с параллельным направлением волокон древесины шпона чередуются с одним слоем, имеющим направление волокон под углом 20-25° к смежным слоям.
Б — каждые 8-12 слоев шпона с параллельным направлением волокон древесины шпона чередуются с одним слоем, имеющим перпендикулярное направление волокон древесины к смежным слоям.
В — волокна древесины шпона в смежных слоях взаимно перпендикулярны.
Г — волокна древесины шпона в смежных слоях последовательно смещены на угол 45°.
Буквы э, м, т, о определяют назначение материала.
э — для изготовления конструкционных и электроизоляционных деталей аппаратуры высокого напряжения, электрических машин, трансформаторов, ртутных выпрямителей и т. п.
м — как самосмазывающий антифрикционный материал, материал в качестве ползунов лесопильных рам и других аналогичных деталей
т — для изготовления деталей машин текстильной промышленности
о — как конструкционный и антифрикционный материал.
Размеры
Древесные слоистые пластики изготовляют прямоугольной формы в виде листов толщиной менее 15 мм и плит толщиной от 15 до 60 мм. Длиной от 700 до 5600 мм, шириной от 950 до 1500 мм.
Свойства
Свойство
Значение
Плотность
1,3 г/см3,
предел прочности при сжатии
100—180 МПа,
предел прочности при растяжении
140—280 МПа
предел прочности при изгибе
150—280 МПа
прочность при скалывании по шву
11—15 МПа
ударная вязкость
25—80 кДж/м2
твердость по Бринеллю
250 МПа
водопоглощение за 24 ч
5—15 %
электрическая прочность поперек слоев
26—32 МВ/м
электрическая прочность вдоль слоев
3—13 МВ/м
Древесно-слоистые пластики стойки в трансформаторном масле, уксусном альдегиде, моторном топливе, бутаноле, стироле; нестойки в окислителях, сильных кислотах и щелочах. Перерабатывают в изделия механической обработкой на обычных станках со специальными инструментами.
Технологический процесс изготовления
Получают последовательно пропиткой шпона толщиной 0,3—0,8 мм лиственных пород древесины (обычно березы) фенолоформальдегидной смолой или крезолоформальдегидной смолой в открытых ваннах или автоклавах (0,4—0,8 МПа), сушкой при ступенчатом нагревании до 90 °С, сборкой полученных препрегов в пакеты и прессованием их на этажных прессах (до 20 МПа, 150 °С) и обрезкой в размер.
Нормативные документы на древесные слоистые пластики
ГОСТ 13913-78 Пластики древесные слоистые. Технические условия
ГОСТ 20966-75 Пластик древесный слоистый марки ДСП-Б-а. Технические условия
Литература
Шейдин И. А., Пюдик П. Э., Технология производства древесных пластиков и их применение, М., 1971
Баженов В. А., Карасев Е. И., Мерсов Е. Д., Технология и оборудование производства древесных плит и пластиков, М. , 1980
И. А. Шулепов, Ю. Г. Доронин, Древесные слоистые пластики. — М.: Лесная промышленность, 1987.
См. также
Дельта-древесина
Древесные пластики
Фанера
Текстолит
Оргалит
Примечания
↑ ГОСТ 13913-78 Пластики древесные слоистые (ДСП). Технические условия
Ссылки
Химический Энциклопедический Словарь. Гл. ред. И. Л. Кнунянц. — М.: Советская энциклопедия, 1983—792 с.
Ламинат
или массивная доска: что лучше?
Твердые полы из твердой древесины часто рассматриваются как настоящие, а ламинат занимает следующую ступеньку вниз как недорогой способ имитировать внешний вид настоящего паркета. Настил из твердой древесины — доски толщиной 3/4 дюйма из твердой древесины лиственных пород, вырезанные из дерева, — несомненно, является качественным материалом. Но это не означает, что вы должны автоматически сбрасывать со счетов ламинат. Пол из твердой древесины и ламинат занимают свое место, со своим уникальным набором ценностей и задач.
Как укладывать ламинат
Массив лиственных пород и ламинат: основные отличия
Полы из твердой древесины, как следует из названия, состоят из досок, которые насквозь состоят из твердой древесины. Доски, обычно толщиной 3/4 дюйма, обычно фрезеруются с гладкой верхней поверхностью и кромками с шипами и канавками, которые сцепляются, чтобы удерживать доски вместе. Обычно они устанавливаются путем прибивания досок к основанию вслепую через шпунты по краям досок. Если доски необработаны, пол окрашивается и покрывается лаком после завершения укладки. Тем не менее, готовые полы из твердой древесины все более предпочтительны.
Ламинированные напольные покрытия изготавливаются из сердцевинного слоя древесноволокнистой плиты, изготовленной из побочных продуктов древесины. Поверх него находится дизайнерский слой, напечатанный так, чтобы он напоминал дерево или другой материал. Слой дизайна защищен прозрачным прочным износостойким слоем, который обеспечивает хорошую устойчивость к царапинам и пятнам. Плиты ламината относительно тонкие, толщиной от 6 до 12 мм (от 1/4 до 1/2 дюйма), и изготавливаются с защелкивающимися краями, которые защелкиваются вместе для фиксации досок. Это плавающий пол, который не требует прибивания гвоздей или клея.
Ель
Смотреть сейчас: Сравнение ламината и паркета
Внешний вид
Массив дерева
Полы из массива лиственных пород – очень привлекательный строительный материал премиум-класса, обладающий неоспоримым престижем. Даже более дешевые породы настоящей твердой древесины (красный или белый дуб) обычно более привлекательны, чем искусственные породы ламината премиум-класса.
Ель / Марго Кэвин
Ламинат
На расстоянии качественный ламинат может выглядеть как настоящее дерево. Но при ближайшем рассмотрении люди почти всегда могут сказать, что ламинат — это не настоящая древесина. Более новые высококачественные ламинаты теперь имеют более случайный повторяющийся рисунок и интегрируют текстуру поверхности, чтобы сделать пол еще более реалистичным, но имитация далека от совершенства.
Ель / Марго Кэвин
Наилучший внешний вид: Массив твердой древесины
Здесь нет никаких серьезных споров: паркет из массива гораздо более привлекателен, чем ламинат.
Получите экспертную помощь по напольным покрытиям от профессионала
Мы не можем все быть экспертами. Найдите и сравните цитаты лучших профессионалов рядом с вами.
Узнать цену
Раскрытие информации рекламодателем
Предложения, представленные в этой таблице, получены от партнерств, от которых The Spruce получает компенсацию.
Водо- и теплостойкость
Массив лиственных пород
Хотя твердая древесина популярна на кухнях, она также не рекомендуется для влажных помещений. Массивные полы из лиственных пород могут быть повреждены стоячей водой и наводнениями, и даже укладка на бетонные плиты не приветствуется (в таких ситуациях лучше выбрать паркетные полы). Вы можете укладывать полы из твердой древесины поверх систем лучистого отопления, но имейте в виду, что слишком сильный нагрев древесины приведет к усадке досок и открытию стыков. Как только температура падает, швы снова закрываются.
Ламинат
Поверхности ламината обладают высокой водостойкостью и устойчивостью к пятнам, но попадание воды в стыки между досками может привести к вздутию и отслоению краев и сердцевины ДВП. Не рекомендуется во влажных помещениях, таких как ванные комнаты. Ламинированный пол имеет достаточную теплостойкость, поэтому его можно укладывать поверх систем лучистого отопления.
Лучший по водо- и термостойкости: ламинат
Ни ламинат, ни паркетные полы не являются идеальными напольными материалами для действительно влажных помещений, но ламинат несколько лучше подходит для влажных помещений, например, для укладки на бетонные плиты. Ламинат также имеет некоторые преимущества, когда дело доходит до термостойкости.
Уход и очистка
Массив лиственных пород
Уборка пола из твердой древесины проста: подметание или уборка пылесосом, а также влажная уборка с помощью средства для чистки дерева. Современные деревянные полы покрыты полиуретановым лаком, и их никогда нельзя полировать или натирать воском.
Ель / Марго Кэвин
Ламинат
Полы из ламината легко чистятся пылесосом или веником. Уборку следует производить влажной шваброй, смоченной средством для мытья ламината. Нет необходимости в восковой эпиляции. Избегайте чрезмерного количества воды и никогда не используйте пароочиститель.
Ель / Марго Кэвин
Best for Care and Clean: Tie
Оба напольных покрытия просты в уходе.
Долговечность и обслуживание
Массив лиственных пород
Паркетный пол может прослужить всю жизнь или даже дольше. Однако необычные обстоятельства, такие как наводнение , могут сделать паркет бесполезным, если попытки спасения предпримут слишком поздно. Вероятнее всего, твердую древесину придется периодически перекрашивать или восстанавливать, в зависимости от износа и ухода. Рекомендуется периодическая повторная герметизация, а когда повреждение становится серьезным, пол можно отшлифовать и заново отполировать. Это должны делать профессионалы, так как количество повторных шлифовок паркетного пола ограничено. Большинство полов изнашиваются после трех или четырех шлифовок, поэтому при выборе этого метода следует проявлять осмотрительность.
Ламинат
Ламинат обладает умеренно хорошей устойчивостью к повреждениям от ударов. Если предмет достаточно тяжелый и ударяет по ламинату с достаточной силой, на полу остаются выбоины или вмятины. Ожидайте 10 лет использования, максимум. Опасности, которые сокращают срок службы ламината, включают проникновение воды, царапины от ножек стула и даже ультрафиолетовые лучи. Пол из ламината нельзя полировать или шлифовать. Когда он разрушен, замена является единственным лекарством.
Лучший по долговечности и обслуживанию: Массив твердой древесины
Паркетные полы выходят на первое место, когда речь заходит о долговечности. Твердая древесина и ламинат примерно равны, когда дело доходит до ухода.
Установка
Массив лиственных пород
Массивная древесина трудна для установки непрофессионалами. Требуется аренда специального инструмента, такого как гвоздезабивной молоток или степлер. Необработанный пол необходимо отшлифовать и отшлифовать после укладки досок; шлифовка и отделка – это работа для профессионалов. Готовый паркет не требует отделки после укладки.
Ламинат
Ламинат очень прост в укладке, что делает его фаворитом для домашних мастеров. Доски защелкиваются по краям, и нет необходимости в крепежных элементах или клее, поскольку это напольное покрытие, которое плавает поверх тонкого слоя пенопластовой подложки. Хотя ламинат можно укладывать ниже уровня земли, он все же не лучший пол для подвала.
Подходит для укладки: ламинат
Вот где ламинат имеет явное преимущество — это гораздо более простой пол для домашних мастеров.
Стоимость
Массив лиственных пород
Диапазон цен на пол из твердой древесины составляет от 4 до 8 долларов за квадратный фут. Обычные лиственные породы, такие как дуб, клен и ясень, стоят от 4 до 7 долларов за квадратный фут, а более уникальные породы стоят дороже. Полы из более широких досок того же вида и более узкие полы из уникальных видов стоят не менее 5 долларов за квадратный фут, после чего цены резко растут.
Ламинат
Ламинированные полы обычно стоят от 1 до 3 долларов за квадратный фут. Также доступны дизайнерские напольные покрытия по цене от 10 до 12 долларов за квадратный фут. Более толстые слои износа — это то, что отличает более качественные и дорогие продукты.
Лучшая цена: ламинат
Ламинат можно купить за небольшую часть стоимости массивного паркета. Экономия становится еще больше, если вы устанавливаете напольное покрытие самостоятельно.
Срок службы
Массив твердой древесины
Полы из твердой древесины могут прослужить 100 лет при надлежащем уходе и отделке.
Ламинат
Ламинированные полы служат в среднем от 15 до 25 лет.
Лучший на весь срок службы: твердая древесина
Ламинированные полы имеют значительно меньший срок службы, чем паркетные полы. Как обсуждалось выше, паркетные полы можно несколько раз перекрашивать, прежде чем их нужно будет заменить, что значительно продлит срок службы полов.
Размеры
Массив твердой древесины
Полы из твердой древесины обычно продаются в виде досок шириной 1 1/2 дюйма или 2 1/4 дюйма и длиной 48 дюймов, хотя также доступны широкие доски шириной до 6 дюймов и более. Доски почти всегда имеют толщину 3/4 дюйма.
Ламинат
Ламинат обычно поставляется в виде досок шириной 4 дюйма или более и длиной около 48 дюймов. Толщина планок колеблется от 6 до 12 мм в зависимости от качества продукта.
Подходит для размеров: галстук
Нет никакого преимущества в размерах одного напольного покрытия над другим.
Стоимость при перепродаже
Массив лиственных пород
Паркетный пол почти всегда повышает реальную стоимость недвижимости, если он находится в приличном состоянии. Он стоит наравне с высококачественным керамогранитом или плиткой из натурального камня как напольный материал премиум-класса.
Ламинат
Пол из ламината редко увеличивает стоимость недвижимости в доме, хотя он, безусловно, лучше, чем потертый ковер или виниловый пол.
Лучшая цена для перепродажи: Массив лиственных пород
Паркетные полы всегда будут впечатлять специалистов по недвижимости и потенциальных покупателей, если за полом правильно ухаживать.
Комфорт и звук
Массив лиственных пород
Деревянные полы, как правило, твердые под ногами, и они могут быть немного шумными под каблуками и ногтями домашних животных. Это очень прочные полы, хотя обычно они не подходят для систем лучистого отопления.
Ламинат
Ламинированные полы, как правило, несколько мягкие под ногами, поскольку укладываются на пенопластовую подложку. Но в качестве плавающего пола он иногда может прогибаться под ногами, если только основание не идеально ровное. А твердая пластиковая поверхность может передавать щелчки каблуков обуви и когтей домашних животных. Ламинированные полы можно укладывать поверх систем лучистого отопления, чтобы сделать пол более теплым и уютным.
Лучший по комфорту и звуку: ламинат
Оба напольных покрытия имеют примерно одинаковые характеристики, но некоторые люди считают, что ламинат более удобен.
Вердикт
Если подлинность, стоимость при перепродаже и долговечность являются наиболее важными, выбирайте паркет из твердых пород дерева. Но ламинат может быть приемлемым вариантом, когда ваш бюджет ограничен или вы хотите установить пол самостоятельно. Ламинированный пол никогда не сойдет за настоящую древесину для проницательного глаза, но он может быть полезным напольным покрытием во многих ситуациях. Тем не менее, если ваша цель состоит в том, чтобы повысить ценность вашего дома, напольные покрытия из твердых пород дерева — лучшая инвестиция.
Ведущие бренды
Несколько национальных брендов предлагают как ламинат, так и массивную древесину:
Брюс, когда-то принадлежавший Armstrong, теперь принадлежит AIP (American Industrial Partners). Компания предлагает ламинат, а также массивную и инженерную паркетную доску. Его продукция широко доступна в центрах благоустройства дома.
Shaw Flooring Shaw Flooring предлагает множество проектов напольных покрытий, начиная от дешевого ламината и заканчивая довольно дорогими твердыми породами дерева. Ее продукция продается в основном в специализированных магазинах напольных покрытий. Его ламинат продается в основном в крупных центрах по благоустройству дома.
Mohawk: Эта компания предлагает как твердую древесину твердых пород, так и инженерную древесину твердых пород (называемую TecWood), а также широкий выбор ламинатов с имитацией дерева, которые продаются как RevWood.
Ламинированные деревянные полы, ламинированные полы и напольные покрытия
Зачем заказывать образцы?
Образцы — лучший способ увидеть, как новый пол будет выглядеть и ощущаться в вашем доме.
Быстрая доставка
Стоимость доставки уже включена в стоимость образца. Вы получите образцы напольных покрытий быстро и без дополнительных комиссий.
Большие размеры
Мы предлагаем образцы квадратов 9 x 9 дюймов для ковров и большие размеры для твердых поверхностей. Чтобы получить настоящее представление о продукте, попробуйте заказать 4 образца и выстроить их в ряд.
Сэкономьте 10%
Многие наши розничные продавцы предлагают купоны при заказе образцов через Интернет.
Получите максимум от своего опыта с учетной записью My Mohawk. Вы можете сохранить любимые предметы, создать абонемент Flooring Pass для удобства покупок и записаться на прием онлайн.
Войти
Извините, эта комбинация адреса электронной почты и пароля не работает.
Электронная почта
Пароль
Запомните меня
Забыли пароль?
Нет учетной записи?
Зарегистрируйтесь, чтобы сохранять избранные элементы, назначать встречи и т. д.
Создать учетную запись
Получите максимум от своего опыта с учетной записью My Mohawk. Вы можете сохранить любимые предметы, создать абонемент Flooring Pass для удобства покупок и записаться на прием онлайн.
Создать учетную запись
{{сообщение об ошибке}}
Имя
Фамилия
Почтовый индекс
Электронная почта
Пароль
Подтвердите пароль
Уже есть учетная запись?
Войти
Максимально используйте возможности учетной записи My Mohawk. Вы можете сохранить любимые предметы, создать абонемент Flooring Pass для удобства покупок и записаться на прием онлайн.
Восстановить пароль
Введите адрес электронной почты, который вы использовали при регистрации, и мы вышлем вам электронное письмо с паролем.
К сожалению, у нас нет учетной записи для этого адреса электронной почты.
НАЗАД
Сброс пароля отправлен
Продолжить просмотр
Нет учетной записи?
Зарегистрируйтесь, чтобы создавать избранное, назначать встречи, заказывать образцы и многое другое.
Создать сейчас
Полы для реальной жизни
ПОСМОТРЕТЬ ВСЕ ЛАМИНАТНАЙДИТЕ СВОЙ ИДЕАЛЬНЫЙ ПОЛ
Рекомендуемые продукты из ламината
Цвет
Дуб фланель серый
Корнуолл
Сравнивать
Цвет
Медово-карамельный гикори
Корнуолл
Сравнивать
Цвет
Молотый мускатный орех Хикори
Корнуолл
Сравнивать
Цвет
Полоса пшеничного дуба
Корнуолл
Сравнивать
Цвет
Клен глазированный шоколадом
Коттедж Вилла
Сравнивать
Цвет
Дуб состаренный кора
Корнуолл
Сравнивать
Ламинированные напольные покрытия Тенденции дизайна и цвета
Посмотрите, какие тона и текстуры набирают популярность в универсальном ламинате.
СМОТРЕТЬ ВСЕ ЛАМИНАТНЫЕ ПОЛЫ
Вдохновение
Изучите тенденции дизайна и получите советы от экспертов по стилю.
Performance
Узнайте, почему ламинат — отличная альтернатива деревянному полу.
Уход и техническое обслуживание
Как ухаживать за ламинатом.
Вдохновение
Изучите тенденции дизайна и получите советы от экспертов по стилю.
Inspiration
Lighten Up
Светлая древесина в оттенках белого и серого привносит ощущение открытого и воздушного пространства в любое пространство.
Тенденции цвета ламината
Медовые тона
В напольных покрытиях, мебели и аксессуарах золотисто-медовые тона вызывают ажиотаж.
Тенденции дизайна ламината
Фойе и коридоры
Промежуточные пространства также требуют внимания. Узнайте, как максимально эффективно использовать напольное покрытие.
См. больше на Pinterest
Больше вдохновения здесь
Качество
Узнайте, почему ламинат является разумной альтернативой деревянному полу.
Почему выбирают ламинат?
Серьезная долговечность
Поверхности ламината прямого прессования практически невосприимчивы к разливам, потертостям, пятнам и выцветанию.
Easy Renovation
Укладка ламинированных полов на сухой бетон, деревянные полы и многие типы полов. Небольшая высота зазора помогает в старых домах с проблемами толщины пола.
Any Look for Less
Наши варианты ламинированных напольных покрытий реалистично имитируют внешний вид твердой древесины по более низкой цене.
О ламинате
Уход и обслуживание
Как ухаживать за ламинатом.
Советы по уходу и обслуживанию
Мгновенная очистка
Техническое обслуживание выполняется быстро и легко: чистка пылесосом, влажной тряпкой и большинством бытовых чистящих средств.
Как можно использовать трансформатор от микроволновки
Сварочный аппарат хочет видеть практически каждый автолюбитель или просто человек, любящий проводить время за ремонтом либо созданием чего-либо. На рынке представлено большое разнообразие типов и моделей. Имея дома поломанную микроволновую печь, не спешите ее выбрасывать. Приложив немного усилий и времени из поломки можно сделать вполне работающий сварочный аппарат. Поговорим сегодня о том, как применяют трансформатор от микроволновки для сварки. В микроволновой печи есть только одна важная деталь, способная пригодиться в создании аппарата — трансформатор.
Поиск данных по Вашему запросу:
Как можно использовать трансформатор от микроволновки
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Характеристики и применение трансформатора от микроволновки
Самоделки из микроволновки
Мощный блок питания из трансформатора микроволновки
Как сделать контактную сварку из трансформатора микроволновки
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Выжигатель молний из трансформатора микроволновки!!
Характеристики и применение трансформатора от микроволновки
Сварочный аппарат хочет видеть практически каждый автолюбитель или просто человек, любящий проводить время за ремонтом либо созданием чего-либо.
На рынке представлено большое разнообразие типов и моделей. Имея дома поломанную микроволновую печь, не спешите ее выбрасывать. Приложив немного усилий и времени из поломки можно сделать вполне работающий сварочный аппарат. Поговорим сегодня о том, как применяют трансформатор от микроволновки для сварки. В микроволновой печи есть только одна важная деталь, способная пригодиться в создании аппарата — трансформатор. Трансформатор в микроволновке представляет собой обычные две катушки из медного провода, намотанного на сердечник.
Имеются две обмотки — первичная и вторичная. Катушки с обмоткой имеют разное количество витков проволоки: для того чтобы подключая к первичной обмотке напряжение, во второй катушке из-за индукции возникал ток с меньшим напряжением, а сила тока при этом возросла.
Для извлечения трансформатора из СВЧ печи необходимо аккуратно отсоединить крепеж на корпусе микроволновки, не повредив при этом обмотку трансформатора. При резком или сильно грубом извлечении может возникнуть разрыв в цепи, и тогда появятся лишние проблемы по перемотке катушки с обмоткой.
Далее требуется произвести чистку катушек и сердечника от мелких стружек или мусора, попавшего во время разборки. Для проведения чистки можно использовать обычную щетку для покраски, главная чтобы она была сухая и чистая, как на фото. Каждый сварщик знает, что если сварочный аппарат выдаёт малую силу тока, то это может сказаться на качестве сварного шва. Стоит заметить, что при увеличении ампеража в процессе сварки может возникнуть прожигание металла электродом. Попросту детали будут не свариваться между собой, а резаться.
На вторичной обмотке трансформатора микроволновки возникает напряжение в 2 тыс. Для этого требуется перемотка вторичной обмотки проводом большего сечения.
Для этого хорошо подойдёт повод типа ПВ-3 с сечением в 4 квадрата, он обладает хорошей гибкостью и не придется долго выгибать провод вокруг катушки. Производить перемотку требуется очень аккуратно, во избежание сделать повреждения на первичной обмотке. Для начала следует перекусить обмотку в нескольких местах и извлечь её из катушки.
Затем, внимательно намотать каждый виток из нового провода. Число витков напрямую зависит от мощности трансформатора, так как микроволновки существуют с разными техническими характеристиками, соответственно трансформаторы монтируются согласно параметрам СВЧ печи.
Когда перемотка завершена, следует нанести токоизоляционый лак на поверхность новой обмотки. Берём во внимание, если мощность трансформатора — ватт, то будущий сварочный аппарат сможет производить сварку металла толщиной не более одного миллиметра. Если планируется сваривать более толстый металл, можно прибегнуть к соединению между собой двух трансформаторов, что значительно повысит мощность сварочного аппарата.
Когда процесс перемотки закончен, и лак хорошо просох на новой обмотке, приступаем к соединению, учитывая, что у нас два трансформатора — первичные обмотки следует соединять параллельно, вторичные соответственно последовательно. Необходимо правильно соединить между собой выводы контактов обмоток, иначе возможно короткое замыкание. Сварочный аппарат, как и споттер от микроволновой печи, осуществляет работу под средством электрода.
Стержни для надёжной работы следует тщательно обработать, слегка подточив, в противном случае они легко утратят свою форму. Кабель, подходящий к электродам, должен иметь как можно меньшую длину и наименьшее количество соединений, чтобы не было потерь в мощности. На каждом из концов провода следует прикрепить медные наконечники. В процессе сварки возможно окисление меди, неспаянные участки будут давать лишнее сопротивление, что приведёт к потере мощности. Будущий сварочный аппарат для безопасности следует поместить в прочный корпус, предварительно проделав по периметру ряд отверстий чем больше, тем лучше для осуществления должного охлаждения аппарата во время сварки.
Для большего эффекта можно прикрепить с торцов корпуса два вентилятора. Для этого отлично подойдут кулеры охлаждения от системного блока персонального компьютера. Также очень часто такие трансформаторы применяют для создания катушки тесла и лампового усилителя. Автор, сломай себе пальцы рук молотком!!!! А пока будешь носить гипс подумай, стоит ли рассуждать на темы, в которых абсолютно не шаришь…. Ваш e-mail не будет опубликован. Показать результаты. Ремонт холодильников Контакты. Что можно быстро и вкусно приготовить в микроволновке.
Рецепты приготовления блюд в горшочках в микроволновке. Как поменять лампочки в микроволновке разных видов. Как и сколько жарить арахис в микроволновке.
Антон :. Добавить комментарий Отменить ответ Ваш e-mail не будет опубликован. Популярное: Как получить холодильник даром: советы экономных. Опросы Какой фирмы Ваш холодильник?
Самоделки из микроволновки
Микроволновые печи нагревают продукты СВЧ излучением. Трансформатор является важным элементом генерирующей лучи цепочки. Это устройство преобразует величину обычного напряжения бытовой сети, подаваемого на его первичную обмотку, до необходимых для работы магнетрона значений на выходе вторичных. Часто именно он выступает причиной неисправности техники, поэтому проверке трансформатора микроволновки уделяется особое внимание. При самостоятельной работе желательно использовать безопасный способ обследования устройства.
использование трансформатора точном монтировании старому трансформатору можно найти новое.
Мощный блок питания из трансформатора микроволновки
Содержание статьи:. Не спешите избавляться от мелкой бытовой техники: из её корпуса и деталей можно сделать полезные самоделки для дома. Ранее уже рассказывалось о том, что можно сделать из старого холодильника. И, как оказалось, это немало таких полезных приспособлений, как: инкубатор, шкафчик, небольшой погреб, и, даже, тепловой насос. На очереди самоделки из микроволновки. Что можно сделать из этой небольшой бытовой техники? Куда приспособить старую и ненужную микроволновку? Особый интерес для изобретателей, в микроволновке, представляют, помимо металлического корпуса из него можно сделать электрическую духовку следующие элементы:. Трансформатор его используют для контактной сварки. Также, из трансформатора микроволновки делают самодельные зарядные устройства для автомобиля ; 2.
Как сделать контактную сварку из трансформатора микроволновки
В своем доме часто возникает потребность в использовании сварочного аппарата. Покупка готового агрегата заметно скажется на семейном бюджете. Выход из положения можно найти, сделав своими руками сварочный аппарат из старой микроволновки. Финансовые затраты минимальные, а возможности вполне достаточные для решения домашних проблем. Главное, чтобы трансформатор СВЧ-печи был в рабочем состоянии.
Как то случайно в интернете попал на видео где демонстрировали работу перемотанного трансформатора от микроволновки, вот решил и себе попробовать сделать такой.
SMCreative
Микроволновая печь давно стала неотъемлемой частью каждой кухни. Постоянное использование бытовой техники требует внимания и ухода, своевременной замены вышедших из строя деталей. В некоторых случаях проявившийся дефект требует замены прибора. Наиболее важной частью в устройстве является трансформатор, главным предназначением которого является преобразование переменного напряжения. Трансформаторы являются своеобразными источниками питания для магнетронов, которые выделяют тепло.
Как проверить трансформатор в микроволновке
Высоковольтный трансформатор микроволновой печи предназначен для формирования напряжений, необходимых для питания магнетрона. Выбор трансформатора по параметрам зависит от характеристик установленного в конкретной печи магнетрона. Чем мощнее магнетрон, тем большую мощность должен развивать питающий его трансформатор. Таким образом, высоковольтный трансформатор и магнетрон образуют некую неразлучную пару. Основу трансформатора составляет сердечник, представляющий собой пакет набранный из Ш — образных пластин, изготовленных из электротехнической стали и скрепленных между собой посредством сварки на рисунке сварные швы. К нижней части пакета приварен фланец, в виде прямоугольника из стального листа, посредством которого трансформатор крепится к днищу микроволновой печи. Трансформатор содержит три обмотки: первичную сетевую , и две вторичных.
Для тех, кто думает, что можно переделать компьютерный блок питания . Поэтому, использовать такой трансформатор как обычный.
Как можно использовать трансформатор от микроволновки
Наверное, каждый любитель авто или человек, у кого любимым хобби является ремонт чего-либо, мечтает об отличном сварочном аппарате. На рынке можно найти множество различных моделей сварочного прибора, но не каждому он будет по карману. Но если есть желание, то, что делать? Если дома имеется сломанная микроволновка, то не стоит ее сразу выбрасывать.
Древние люди открыли огонь и с его помощью согрелись, защитились и приготовили еду. В плане готовки процесс приготовления пищи не менялся тысячелетиями. Прорыв произошел в двадцатом веке, когда придумали генератор сверх высоких частот СВЧ размером с кулак. Тогда решили, что можно приготовить еду и с помощью СВЧ. Электромагнитная волна заставляет колебаться молекулы воды, которые из-за трения разогреваются.
Забыли пароль?
Обладать личным сварочным аппаратом хотят многие домашние умельцы. Но не всегда это обязана быть громоздкая аппаратура, так как бытовые операции предполагают использование более востребованного варианта — точечной сварки. Современный рынок предлагает массу вариантов — от наиболее бюджетных до дорогостоящих. Однако покупка не всегда целесообразна ввиду возможности самостоятельного изготовления. Далее рассмотрим, как создается точечная сварка из микроволновки, ее особенности и последовательность действий.
Микроволновая печь давно стала неотъемлемой частью каждой кухни. Постоянное использование бытовой техники требует внимания и ухода, своевременной замены вышедших из строя деталей. В некоторых случаях проявившийся дефект требует замены прибора.
Применение трансформаторов от СВЧ печи — Техподдержка для начинающих
Oldman next
Местный
#1
Разжился двумя трансформаторами от СВЧ-печи «Лена». Тип — АВЮ 5.702.024. Поиск данных по ним ни к чему не привел. Подскажите — можно ли их использовать в качестве выходных? (С перемоткой есесно…) Или силовых… З.Ы. Вариант с использованием синей или красной краски не предлагать:lol:
Zef
Местный
#2
Можно, естессно. А еще лучше — из 2х собрать 1. Давно убедился: чем транс «поперек себя шире» — тем лучше. Выше соотношение индуктивность/емкость и поле рассеяния меньше.
Avenger
Member
#3
Эти трансы можно использовать в качестве анодных, у них на вторичке 2 кВ. Мощность трансов, как правило, до киловатта.
С уважением, Аркадий Антонов. Моя страничка: http://streamer-hv.narod.ru/[url]
Tommy
Местный
#4
Эти трансы можно использовать в качестве анодных, у них на вторичке 2 кВ
Нажмите для раскрытия. ..
Измерьте у них ток ХХ, а потом советуйте….
Oldman next
Местный
#5
Tommy написал(а):
Измерьте у них ток ХХ, а потом советуйте….
Нажмите для раскрытия…
А если использовать только железо, а катушки перемотать?
Tommy
Местный
#6
Тогда можно
Oldman next
Местный
#7
Искал довольно долго — нашел! Делюсь, может кому пригодится 😆 http://www.qslnet.de/member/dl2kq/pa/1-12.htm
Avenger
Member
#8
Tommy написал(а):
Измерьте у них ток ХХ, а потом советуйте. .
С уважением, Аркадий Антонов. Моя страничка: http://streamer-hv.narod.ru/[url]
Tommy
Местный
#9
Хм… А разве 0,4А — это мало?
Manowar
Active member
#10
с такими токами-однозначно перемотка
ищу со118,по119,уо186 и прочие уо,во,то,уб,пб
Alex Torres
Active member
#11
Tommy написал(а):
Хм… А разве 0,4А — это мало?
Нажмите для раскрытия…
Ну вобщем — для него не много, у меня тоже валяется в кладовке транс от микроволновки. Только что померял ему ток хх — 1. 2 ампера…
А где все люди? Здесь еще кто-то остался? Дак, ото-ж…
<—http://altor.sytes.net OR http://altor1.narod.ru—>
Digger
Местный
#12
А они же вроде какие-то хитрые там, вроде трансформатор-стабилизатор. Магнитные шунты там, прочие навороты… Вот ток хх и идёт на их нагрев… Нет?:roll:
Alex Torres
Active member
#13
Магнитный шунт — не нагревается
А где все люди? Здесь еще кто-то остался? Дак, ото-ж…
<—http://altor.sytes.net OR http://altor1.narod.ru—>
Magnetron
Местный
#14
Раздолбал на помойке микроволновку, выдрал с неё транс, который питал М-105ый магнетрон. Можно ли его заюзать как анодный для больших красивых рогатых гушек? Предполагается использовать их с однополупериодным газотронным выпрямителем. Кстати, у МОТов (микроволновковых трансов) ещё и накальная обмотка для газотрона есть…
У ламп есть то, чего нет у транзисторов.
Rich
Местный
#15
смотря для чего. если для теслы, то шунты выбить и удвоитель поставить. а если для чего другого, то и так пойдет
Чем дальше в лес, тем больше извращенцев…
Сергеев Сергей
Active member
#16
Кто-нибудь использовал железо от СВЧ для выходных трансов?
С уважением, Сергеев Сергей. Мои ресурсы: -http://tubeaudio.ucoz.ru/ -http://hiend.borda.ru Тел. в Иркутске: рабочий (3952) 23-52-54. моб 661-681. 8-90-25-661-681.Почта sergeev158(собака)mail.ru
Джанк
Местный
#17
Его надо болгаркой резать чтоб разобрать
Как анодные не используеш без перемотки Тк транс работает в режиме насышения Вот почему в них трансы так часто летят ; )
Задумайтесь бред это все там сталь M4 Металлюгам в комбики пойдет и еще как пойдет !
Magnetron
Местный
#18
2Rich
Ты тоже высоковольтной техникой увлекаешся? Ты не с флайбака случайно?
У ламп есть то, чего нет у транзисторов.
Alex Torres
Active member
#19
Ты не с флайбака случайно?
Нажмите для раскрытия. ..
Что означает фраза «ты не с обратноходового однотактного преобразователя случайно» ?
А где все люди? Здесь еще кто-то остался? Дак, ото-ж…
<—http://altor.sytes.net OR http://altor1.narod.ru—>
Tommy
Местный
#20
Саня, да это сайт у них там такой — «флайбэк», молодежь тусуется…
Трансформатор для микроволновой печи | Хакадей
2 мая 2022 г., Райан Флауэрс
Прежде чем решить, является ли заголовок этой статьи кликбейтом, посмотрите отличное видео [BigClive] под паузой. А затем перейдите в местную поисковую систему и выполните поиск по фразе «фрактальная горящая смерть». Мы подождем.
С учетом этого мы должны признать, что, когда мы увидели тему «Самый смертоносный проект в Интернете» на канале [bigclivedotcom] на YouTube, мы были немного скептичны. Это большая претензия. Но потом мы посмотрели видео и погуглили. К сожалению, существует более 30 задокументированных случаев гибели людей в рамках этого проекта и еще больше случаев необратимых тяжких телесных повреждений.
Результаты фрактального сжигания древесины высоким напряжением
Фрактальное сжигание — это хобби, при котором древесину сжигают, намазывая древесину проводящей суспензией, а затем прикладывая высокое напряжение к обеим сторонам древесины, обычно используя что-то, не рассчитанное на высокое напряжение, например, соединительные кабели. Высокое напряжение подается от немодифицированного трансформатора для микроволновой печи . В других проектах, использующих МОЛ, обычно вырывают вторичные обмотки высокого напряжения и перематывают их в качестве низковольтных трансформаторов с большой силой тока, а также используют в аппаратах для точечной сварки и даже в аппаратах для дуговой сварки.
Как указано [BigClive], напряжения, исходящие от немодифицированного МТ, в диапазоне от 2-3 кВ (это между двумя и тремя тысячами вольт ) при очень низком импедансе находятся прямо там в «Не подойди к нему!» территория.
Продолжить чтение «Самый смертоносный проект в Интернете?» →
Рубрика: Искусство, НаукаМетки: электробезопасность, пожарная безопасность, высокое напряжение, ТО высокого напряжения, трансформатор СВЧ, ТО, общественная безопасность, безопасность
16 апреля 2021 г. Дэн Мэлони
На первый взгляд точечный сварочный аппарат — простое устройство. Если вы очень быстро пропустите достаточный ток через два куска металла, они нагреются достаточно, чтобы расплавиться и сплавиться вместе. Но, как и во многих других случаях, дьявол кроется в деталях, и создание надлежащего аппарата для точечной сварки может заключаться не только в изучении основ, но и в учете этих деталей.
Мы не публиковали ничего от наших друзей из [Make It Extreme], где они столько же занимаются созданием инструментов, сколько используют их для создания других вещей, если не больше. Однако мы ожидаем, что этот крепкий на вид аппарат для точечной сварки появится в будущем видео, потому что он действительно выглядит деловым и работает очень хорошо. Электроника обманчиво проста — только перемотанные трансформаторы микроволновки и простой таймер для управления импульсом тока. Что интересно, они использовали пару трансформаторов для значительного увеличения тока — они считают ток равным 1000 А, что позволяет машине сваривать заготовки толщиной до 4 мм.
Когда электрическая часть была готова, остальная часть сборки сосредоточилась на корпусе. Ключом к хорошему качеству точечной сварки является сильное физическое давление между электродами, которое обеспечивается рычажным соединением, а также длинными электродами из твердой меди. Мы должны сказать, что поворот ручки блокировки выглядит очень эргономично, и нам нравится, как закрытие ручки активирует ток. Дополнительные баллы за карбоновый вид готовой версии. Видео ниже показывает сборку и демонстрацию того, что она может сделать.
Большинство точечных сварщиков, которых мы видим, находятся дальше по пищевой цепочке, чем этот, специализируясь на сварке аккумуляторных батарей и тому подобного. Однако мы помним еще одного очень профессионально выглядящего точечного сварщика.
Продолжить чтение «Амбициозный точечный сварщик действительно продвигает усилители» →
Posted in Tool HacksTagged электрод, металлоконструкции, трансформатор СВЧ, ТО, точечная сварка, сварщик
12 сентября 2019 г. Дэн Мэлони
Современные сварочные аппараты недешевы, и на то есть веская причина: для того, чтобы контролировать такой большой ток и делать это в течение всего рабочего дня, требуются тяжелые детали. Тем не менее, можно найти выгодные предложения, особенно в самых простых машинах: сварочных аппаратах переменного тока. Знакомые сварщики с метким названием «надгробные плиты» могут справиться со своим делом, и они являются отличным инструментом для обучения тому, как накладывать валик.
Надгробия не лишены своих недостатков, и, хотя другие могут купить другой сварочный аппарат, столкнувшись с этими ограничениями, [Грег Хилдстрем] решил превратить свой сварочный аппарат переменного тока в сварочный аппарат переменного/постоянного тока с помощью TIG. Он подробно описывает множество модификаций, которые он сделал для сварочного аппарата, от нового шнура на 50 А, сделанного из трех удлинителей, где все три провода 12-го калибра в каждом шнуре соединены вместе, чтобы получить гораздо более эффективные проводники, до добавления выпрямителей и дросселя, сделанного из корпус трансформатора микроволновой печи для получения выходного постоянного тока при полном номинальном токе 225 А. К концу проекта надгробная плита была битком набита хаками, включая самодельную педаль для управления напряжением, новые стандартные разъемы для всего и с помощью винтажного контроллера Lincoln «Hi-Freq», поддержку TIG, или сварка вольфрамовым электродом в среде инертного газа. В его сообщении в блоге показаны некоторые из множества тестовых шариков, которые он поставил с машиной, а в плейлисте, указанном ниже, показаны основные моменты сборки.
Это не первое знакомство [Грега] с миром горячего металла. Несколько лет назад мы рассказывали о его конструкции электродуговой печи, которую приводил в действие другой, более опытный сварщик.
Читать далее «Модифицированный Tombstone Welder содержит множество хаков» →
«Нельзя быть слишком богатым или слишком худым», — говорится в поговорке, и когда дело доходит до покрытий, верно то, что чем тоньше, тем лучше. Путь к действительно тонким покрытиям, толщина которых иногда составляет всего несколько атомов, — это физическое осаждение из паровой фазы, или PVD, метод, при котором вещество превращается в пар и конденсируется на подложке, иногда с использованием магнетрона для создания плазмы.
Звучит сложно, но с помощью нескольких разумных инструментов и здорового уважения к высоким напряжениям магнетрон для плазменного напыления своими руками может помочь вам начать работу. Справедливости ради, [Джастин Аткин] работал над своей установкой в течение многих лет, поначалу ему мешало то, что ему приходилось довольствоваться найденными деталями и общим браком для своих сборок. Как и во многих других случаях, доступ к токарному станку и навыки его использования оказались полезными, что позволило ему изготавливать нестандартные детали, такие как проход для вакуумной камеры, а также основание с жидкостным охлаждением, которое предотвращает разрушение магнитов, которые нагреваются. сконцентрируйте плазму на целевом металле. Используя высоковольтный источник постоянного тока, сделанный из старых микроволновых деталей, [Джастин] смог напылить медные пленки на предметные стекла, но с ограниченным успехом при использовании других металлов. Он также случайно создал пару дихроичных зеркал, напылив оксиды меди, а не чистую медь. На видео ниже есть несколько красивых кадров призрачного зеленого и фиолетового свечения.
Такая установка открывает множество возможностей, от оптики до самодельных полупроводников. Это может быть не так сложно, как некоторые настройки PVD, которые мы видели, но мы все равно очень впечатлены.
Продолжить чтение «Вакуумное напыление с помощью самодельного магнетрона» →
Posted in Misc HacksTagged полный мостовой выпрямитель, высоковольтная МОЛ, магнетрон, трансформатор микроволновой печи, плазма, напыление, тонкая пленка, осаждение из паровой фазы
22 апреля 2018 г. Дэн Мэлони
Даже когда вы строите что-то очень, очень хорошее, всегда есть место для улучшения, верно? Как оказалось, для этой попытки модернизировать аппарат для точечной сварки своими руками не так уж и много.
Вы, несомненно, помните замечательно отточенную и профессиональную сборку точечной сварки [Марка Преслинга], которую мы показывали некоторое время назад. Это красота, с большим количеством мыслей и усилий, вложенных не только в подгонку и отделку, но и в функцию. Тем не менее [Марк] не был удовлетворен; он почувствовал, что сварочному аппарату немного не хватает мощности, а перемотанный трансформатор микроволновки слишком шумит. Черпая вдохновение у старого промышленного точечного сварщика, он решил восстановить трансформатор, заменив двойную петлю аккумуляторного кабеля, обычно используемую в качестве вторичной обмотки, на одиночную петлю из толстой медной заготовки. Однако, не имея стержня подходящего размера, он склеил вместе несколько тонких медных листов, прежде чем сформировать петлю. На бумаге более высокая площадь поперечного сечения новой вторичной обмотки должна пропускать больший ток, но на практике он не увидел разницы ни в сварочном токе, ни в своих результатах. Впрочем, это были еще не все плохие новости — сварщик сейчас почти молчит, а замена вторичных обмоток, вероятно, в любом случае была проблемой безопасности, так как изоляция кабеля начала плавиться.
Учитывая очевидное внимание [Марка] к деталям, мы не сомневаемся, что он снова возьмется за это и в конечном итоге решит проблему. Какие предложения вы бы сделали? Где обновление пошло не так? Было ли это использование ламинированного вторичного, а не сплошного прутка? Или, возможно, это лучшее, что может сделать это ТО? Отключите звук в разделе комментариев.
Читать далее «Неудача недели: обновление точечной сварки, которого не было» →
Posted in Провал недели, Колонки Hackaday, Взломы инструментовTagged сила тока, медь, ламинирование, трансформатор для микроволновой печи, MOT, вторичный, точечная сварка
11 апреля 2018 г. Дэн Мэлони
[Никси] хочет шипеть. Мы знаем, а кто нет? Но [Никси] имеет конкретную цель для своего распыления: осаждение тонкой пленки, по-видимому, в поддержку потрясающей науки. Но для достижения этой цели требуется набор инструментов, которые не являются стандартными предметами, поэтому он собирает установку для распыления своими руками по дешевке.
Если вы не знакомы с напылением, это понятно. В этом контексте распыление — это процесс, который переносит частицы из одного твердого тела в другое путем бомбардировки первого твердого тела какими-либо энергичными частицами, обычно электронами или плазмой. При правильном контроле напыление находит применение от масс-спектрометрии до полупроводниковой промышленности, где оно используется либо для нанесения тонких пленок на кремниевые пластины, либо для выборочного их травления.
Вне зависимости от области применения для распыления требуется стабильный поток плазмы. [Никси] опубликовал в своем блоге серию статей, рассказывающих нам о его экспериментах с плазмой, от создания действительно сильного вакуума до создания высоковольтного источника питания из трансформатора микроволновой печи. Это проект, который требует большого количества навыков и инструментов, таких как обработка стекла, механическая обработка и высоковольтная электроника. Оцените плазму в видео ниже.
[Никси] будет использовать это для мастерской DIY? Будет ли он использоваться для изготовления самодельных светодиодов? Мир ждет, чтобы услышать.
Продолжить чтение «Практическая плазма для осаждения тонких пленок» →
Конструкции точечной сварки с трансформатором для микроволновых печей здесь так же распространены, как и ламповые часы Nixie. Но этот аппарат для точечной сварки совсем не обычный, и у него есть несколько замечательных уроков о технологиях производства и о том, как достичь следующего уровня внешнего вида.
Far предупреждает, что [Марк Преслинг] посвятил этой сборке не менее пяти видеороликов. Вы можете найти список воспроизведения на его канале YouTube, и каждый из них стоит потраченного времени. Ниже приведены видеоролики, в которых рассказывается о том, что вошло в эту красоту. Внутренности — это то, что вы ожидаете от аппарата для точечной сварки — перемотка МТ и импульсный таймер — но настоящее удовольствие — это металлоконструкции. Все очень прочные детали челюстей сварочного аппарата были отлиты из алюминия с помощью 3D-печати, обработаны до окончательных размеров и покрыты порошковой краской. [Марк] дает отличное руководство по созданию шаблонов в САПР, в том числе о том, как компенсировать усадку и сделать поправку на уклон. Из этих видеороликов можно почерпнуть множество советов и вдохновить тех, кто хочет добиться профессиональной подгонки и отделки.
В категории «Лучший сварщик» мы отдаем должное этому. Победителями последних лет стали эта модель с пластиковым корпусом и отдельно стоящая полусмертоносная установка.
Продолжить чтение «Не просто обычный аппарат для точечной сварки своими руками» →
Posted in Tool HacksTagged литье, электрод, трансформатор СВЧ, ТО, изготовление моделей, порошковая покраска, точечная сварка, сварка
Принцип работы трансформатора для микроволновой печи и поиск и устранение неисправностей
Каков принцип работы трансформатора для микроволновой печи? Давайте сначала понять устройство трансформатора для микроволновки. микроволновая печь Трансформатор имеет три обмотки, одна из которых первичная, и напряжение переменного тока 220В. на эту обмотку подается сетевое напряжение; несколько листов из кремнистой стали определенной толщины вставляются между первичной и вторичной обмотками, поэтому что в трансформаторе образуется высокое магнитное сопротивление. Зазор магнитный шунт. Итак, каков принцип работы трансформаторов для микроволновых печей и как устранить распространенные неисправности трансформаторов микроволновых печей? Давайте посмотрим на конкретная ситуация.
Принцип работы трансформатора для микроволновки
При работе магнетрона трансформатора микроволновой печи возникает колебательный ток протекает во вторичной высоковольтной обмотке трансформатора, вызывая железный сердечник для создания магнитного насыщения. Предположим, что анодное напряжение магнетрона увеличивается, а анодный ток увеличивается из-за сетевого напряжения. колебания, ток вторичной обмотки трансформатора также увеличивается, что углубляет магнитное насыщение и увеличивает утечку магнитный поток, который делает трансформатор вторичным высоковольтным. Падение, что то есть анодное напряжение магнетрона уменьшается, а анодный ток уменьшается, в противном случае выполняется обратное, тем самым играя роль автоматическая регулировка анодного напряжения и тока и стабилизация выходная мощность микроволн.
Видно, что трансформатор микроволновой печи в основном поддерживает рабочий ток магнетрона магнитным потоком рассеяния, поэтому он также называется трансформатором рассеяния магнитного поля. Этот трансформатор может поддерживать стабильность анодного тока магнетрона в широком диапазоне городской мощности колебания, поэтому он широко используется в микроволновых печах. За исключением спец. продуктов, почти во всех микроволновых печах используется этот тип трансформатора.
Как устранить распространенные неисправности трансформаторов микроволновых печей
Распространенными неисправностями трансформаторов микроволновых печей являются: во-первых, микроволновая печь не греется или работает нестабильно из-за плохого контакта свинцовой вилки; Есть запахи и другие явления; В-третьих, имеется обрыв цепи или частичное межвитковое замыкание в обмотке, а также утечка или короткое замыкание происходит между обмоткой и железным сердечником. Среди них короткое замыкание между витками и утечка также приведет к увеличению температуры в микроволновой печи. рабочий ток и сжечь предохранитель.
Трансформаторы для микроволновых печей имеют разомкнутые обмотки или короткое замыкание между витками. схемы. Для их ремонта вручную необходимо разобрать железный сердечник и повторно намотан. Однако сердечник этого высоковольтного трансформатора отличается от сердечник обычных трансформаторов. Для повышения его надежности, производитель открыл в общей сложности 4 горизонтальные канавки с обеих сторон сердечник и сварил все листы кремнистой стали вместе со сварочными прутьями. Из-за высокая твердость шва, 4 шва нужно снять ножовкой, напильником, или даже шлифовальный круг и т.п., чтобы разобрать железный сердечник кремния стальной лист, и в то же время заусенцы, вызванные листом из кремнистой стали должны быть отшлифованы и отполированы. . Потому что железный сердечник микроволновой печи трансформатор очень толстый, есть много слоев листа кремнистой стали, и это требуется только много времени, чтобы удалить сердечник и выход из кремнистой стали лист. Кроме того, при перемотке обмотки и сборке железный сердечник, необходимо учитывать уровень термостойкости и электрическую прочность высоковольтного трансформатора, а также обеспечить техническую и материальные гарантии. Поэтому ремонтировать нужно самостоятельно. Требует высокого навыков обслуживания, а также требует определенной подготовки в специальных инструментах и электрические материалы.
О принципе работы трансформатора для микроволновки и как его устранить распространенные неисправности трансформатора микроволновой печи, мы поделились так много для всех. На самом деле, для ответа на вопрос, как устранить распространенные неисправности трансформаторов для микроволновых печей простым способом, которым мы можем осуществить обновление трансформатора микроволновой печи, но мы хотим Напоминаем, что предпочтительным является трансформатор для микроволновой печи того же типа. Если вы используете другие модели для замены, то тщательное рассмотрение должно быть уделено вопрос согласования мощности и выходного напряжения.
Две материальные точки массами m1 и m2 расположены друг от друга на расстоянии R. Определите угловую скорость вращения, с которой они должны вращаться вокруг общего центра масс, чтобы расстояние между ними осталось постоянным.
Решение
Задача 12237
Блок массой М, имеющий форму однородного цилиндра радиусом R, может без трения вращаться вокруг своей оси. На блок плотно намотана нить, к концу которой прикреплен небольшой груз массы m. Груз приподнимают так, что нить оказывается не натянутой, и затем отпускают. В результате падения груза в определенный момент нить натягивается и приводит во вращение блок. Определить угловую скорость вращения блока в момент натяжения нити, если высота свободного падения груза равна h.
Решение
Задача 17312
Резиновый мяч массой m, летящий со скоростью v, попадает в точку А на диске (диск массы М) и прилипает к нему. Определить угловую скорость вращения диска.
Решение
Задача 19384
На станке сверлят отверстие диаметром 20 мм при скорости внешних точек сверла 0,4 м/с. а) Определите центростремительное ускорение внешних точек сверла и укажите направления векторов мгновенной скорости и центростремительного ускорения. б) Определите угловую скорость вращения сверла. в) Сколько времени потребуется, чтобы просверлить отверстие глубиной 150 мм при подаче 0,5 мм на один оборот сверла?
Решение
Задача 19670
Однородный тонкий стержень, находящийся на гладкой горизонтальной поверхности, свободно вращается вокруг своего конца с некоторой угловой скоростью ω0. В некоторый момент ось вытаскивают, и стержень скользит по плоскости, вращаясь. Определить угловую скорость этого вращения.
Решение
Задача 21353
В дверь массой 40 кг и шириной 1,2 м упруго ударяется мячик массой 1 кг, летящий со скоростью 6 м/с перпендикулярно двери. Точка удара находится на расстоянии 0,6 м от оси. Определите угловую скорость вращения двери после удара. Трением в петлях двери пренебречь.
Решение
Описание процесса сверления отверстий и правила выполнения работ
Изготовление многих металлических деталей предусматривает создание в их теле различных отверстий – глухих либо сквозных. Для этого применяется специальная механическая обработка, получившая название «сверление». При ее выполнении в качестве режущего инструмента используется сверло, посредством которого можно делать отверстия различной глубины, а также диаметра. В условиях промышленного производства регламентирует проведение операции сверления технологическая карта. Соответствующий ей чертеж должен отображать рабочие параметры отверстия, предельные допустимые отклонения и особенности конструкции (например, наличие фаски на обеих либо только на одной кромке, диаметр изменяемый либо имеющий постоянное значение по всей длине отверстия и т.д.).
Процедура сверления
Сверление является технологической операцией последовательного постепенного удаления слоев базового материала (в нашем случае это металл) посредством режущего инструмента в окружности требуемого диаметра.
Выполняется эта процедура объединением движений двух видов – поступательного, а также вращательного. Получение заданных размеров отверстий в заготовках требует точного соблюдения таких рабочих параметров:
скорость передвижения в вертикальном либо горизонтальном направлении, которое определяется взаиморасположением в пространстве обрабатываемой детали и сверла;
скорость вращательного движения режущего инструмента.
Нередко, чтобы получить заданную точность, проводится этап предварительного сверления. Его принято называть «черновым». Выполняется эта операция с пониженным уровнем точности. После нее производится чистовая обработка. На данном этапе задействуются высокоточные агрегаты и приспособления/инструменты для заготовок из металла. Существуют следующие варианты сверления: с использованием
специализированных металлорежущих либо сверлильных станков;
ручного инструмента (речь идет, прежде всего, о дрели).
На металлорежущем – токарном – станке сверло фиксируется в элементе этого агрегата под названием «задняя бабка», а заготовка, зажатая кулачками патрона, вращается. В сверлильном станке вращается уже сверло, тоже зафиксированное в патроне. Слесарь плавно подводит его к намеченному на внешней поверхности заготовки месту обработки. При создании первым способом полученные отверстия характеризуются более высокой точностью и отличаются менее шероховатыми стенками.
Разновидности сверл
Сегодня существует много типов данного режущего инструмента. Рассмотрим лишь наиболее часто применяемые.
Сверла спиральные
Такие сверла получили наиболее широкое распространение. Их производство нормируют положения ГОСТа 10902-77. Этим документом установлено ниже представленное базовое исполнение сверла спирального.
Диапазоны изменения указанных на этом чертеже параметров выглядят так:
общая длина (обозначение L): от 19,0 мм до 205,0 мм;
длина спиралевидной части (параметр l): минимум 3,0 мм; максимум 140 мм;
диаметр: min 0,25 мм; max 20,0 мм;
Скорость резания сверлом спиральным увеличивается применением т. н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
Сверла с пластинами из твердых сплавов
Сверла спиральные, на режущую кромку которых напаяны твердосплавные пластины, демонстрируют высокую эффективность при обработке конструкций из полнотелого бетона, нещелевого кирпича, прочного полимера, цветных сплавов и чугуна. Но для создания отверстий в стальных изделиях применяются они редко. Обусловлено это необходимостью обеспечения высокой жесткости рабочих компонентов применяемого оборудования. Невыполнение данного требования приведет к возникновению вибрации, в результате которой твердосплавные пластинки станут выламываться и крошиться.
Производители сверл данного типа руководствуются положениями ГОСТа 5756-81. Согласно его нормам, эти изделия должны выпускаться:
Корпуса этих изделий должны изготавливаться с твердостью 57НRС…63НRС.
Сверла центровочные
Внешне такой инструмент не схож с классическим вариантом сверла. Особенность его конструкции – это утолщенное цилиндрическое основание, диаметр которого превышает значение этого параметра рабочей части где-то раза в 2-3.
Сфера применения сверл центровочных соответствует их названию. Их используют при работе на металлообрабатывающем оорудовании. В частности, с помощью таких сверл размечают центры заготовок, прежде чем закрепить их в патроне токарного станка. То есть предварительное кернение здесь не проводится. Благодаря такому технологическому решению процесс выпуска металлопродукции при крупносерийном производстве значительно ускоряется.
Изготовление сверл центровочных регламентируется ГОСТом 14952-75. Этот документ устанавливает два исполнения такого инструмента.
Наиболее востребован вариант, чертеж которого представлен ниже. Отображенные на нем параметры изменяются в таких диапазонах:
общая длина (обозначение L): от 33,5 мм до 128,0 мм;
длина рабочей части (параметр l): 1,5 мм…14,2 мм;
диаметр цилиндрической части (D): min 4,0 мм; max 31,5 мм;
диаметр конусообразного основания сверла: от 1,7 мм до 21,2 мм
Сверло пушечное
С помощью сверла пушечного создаются глухие и сквозные отверстия, характеризующиеся большой глубиной. Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
Само сверло причисляется к категории однорезцового инструмента.
Попутно стоит отметить следующий момент: сверление принято считать глубоким при глубине создаваемого отверстия в 5 раз превышающего его диаметр. Начиная работу с пушечным сверлом, нужно контролировать правильность его направления по отношению к накерненному под будущее гнездо месту. С этой целью обычно применяется кондукторная втулка. При использовании пушечных сверл можно создавать отверстия с диаметром (D), изменяющимся в диапазоне 0,5 мм ≤D≤ 100 мм.
Сверла корончатые
Эти изделия по внешнему виду напоминают металлический стакан с режущими зубцами на рабочей части, в качестве которой выступает его торец. Другое название корончатого сверла – кольцевая фреза. Производство инструмента данного типа нормируют положения ГОСТа 17013-71. Этот документ устанавливает одно исполнение такого изделия.
Численные значения указанных на чертеже параметров содержатся в таблице. Единица измерения – миллиметры.
Внешний диаметр (обозначение D)
Количество пластин
Диаметр окружности, формируемой шипами (параметр b)
Ширина шипа (обозначение d)
Внутренний диаметр кольца (D1)
85,0
6
74,0
10,0
78,0
75,0
64,0
68,0
50,0
4
38,0
42,0
45,0
32,0
36,0
40,0
28,0
32,0
36,0
24,0
28,0
32,0
20,0
24,0
30,0
21,0
6,0
25,0
15,0
18,0
20,0
3
12,0
15,0
16,0
8,0
4,0
11,0
Использование корончатых сверл позволяет очень быстро, буквально за какие-то секунды, создать в металлической детали отверстия значительного диаметра и большой глубины.
Сверла конусные
В соответствии с названием, такие изделия имеют коническую форму. При этом их диаметр может изменяться плавно либо ступенчато.
Второй вариант исполнения нашел более широкое применение. Обусловлено это возможностью получить с помощью ступенчатых сверл отверстие с прямыми стенками и с точно заданным по проекту диаметром. Поверхность гнезд, полученных посредством инструмента с плавным изменением диаметра, всегда будет с небольшим уклоном.
Определить качество данных изделий и, соответственно, сферу применения можно по их цвету.
Стальной цвет с серым отливом. Как правило, сырьем для изготовления таких сверл служит низкокачественная инструментальная сталь. Для обработки прочного, твердого и толстого металлопроката они непригодны.
Тускло золотистый оттенок. Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
Золотистый насыщенный цвет. Инструмент, имеющий подобный цвет, характеризуется повышенным качеством. Его сфера применения – сверление отверстий в толстостенных объектах из высокопрочных сталей.
В целом, преимуществом приобретения конусного ступенчатого сверла является экономия денежных средств. Ведь тогда отпадает необходимость покупки полного комплекта сверлильного инструмента.
Правила выбора
Осуществляя выбор сверл по металлу, нужно отталкиваться, прежде всего, от тех технологических задач, которые предстоит решить с их помощью. Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
качество материала изготовления;
соответствие конфигурации типовым размерам;
диаметр рабочего сегмента;
степень симметричности элементов конструкции;
цвет/оттенок поверхности;
репутация предприятия-производителя;
При выборе сверл нужно также принимать во внимание тип устройства, с помощью которого будут создаваться отверстия. Например, при необходимости высверливания гнезд с большим диаметром, обычно применяются низкооборотистые и, одновременно, мощные электродрели. Соответственно, подбирать сверла необходимо именно под такое оборудование.
Как сверлить
Последовательность этапов выполнения сверления указывается в технологической карте, и ее этапы следует неукоснительно соблюдать. Но в этом документе не оговорены важные особенности, знание которых позволит осуществить данную операцию качественно. Некоторые из них указаны ниже. В частности, нужно:
подводить сверло к накерненной точке, дождавшись, когда скорость его вращения достигнет заданной величины;
извлекать сверло из отверстия только при его вращении. Если в электродрели доступна опция по изменению скорости вращения, перед этим нужно установить минимальные обороты;
контролировать ход процедуры резания. Например, если сверление режущей кромкой не выполняется, делается вывод, что твердость материала заготовки превышает этот показатель режущего инструмента, и сверло требует замены;
когда работа ведется на ЧПУ-станках, необходимо контролировать корректность последовательности выполняемых операций – «умное» оборудование может сбоить;
При создании глухих отверстий целесообразно применение ограничителя сверла, позволяющего не допустить превышение глубины прохода. Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
На рисунке приняты такие обозначения:
«1» – само сверло;
«2» – ограничитель глубины отверстия;
«3» – патрон электродрели;
«4» – заданная глубина отверстия;
Заключение
В заключение стоит отметить, что стойкость сверла (это свойство определяется продолжительностью временного интервала между двумя соседними заточками) является характеристикой производной от уровня его охлаждения. Когда оно отсутствует, сверло очень быстро затупляется из-за того, что перегревшийся металл режущих кромок отпускается. В качестве охлаждающей жидкости в ходе сверления медьсодержащего сплава – латуни, изделий из красной меди, ковкого чугуна и всех марок стали, служит масло, обогащенное минералами. Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Таблица размеров сверл — обработка
Таблица размеров сверл содержит список сверл стандартных размеров в нескольких системы измерения, в том числе дробные, метрические, числовые и буквенные. Десятичный эквиваленты диаметров показаны как в английских, так и в метрических единицах. Дробные размеры измеряется в дюймах, а метрические размеры измеряются в миллиметрах. Калибр проволоки и буква системы относятся к диаметру инструмента, который увеличивается по мере уменьшения калибра проволоки с № 107 до № 1 и затем продолжается от А до Я. Таблица размеров сверл содержит инструменты диаметром до 1,5 дюймов, но также обычно используются более крупные инструменты.
Загружаемые версии:
Английский
Метрика
Стандартный размер сверла: Дробный Письмо Калибр проволоки Метрическая система
Буровая головка Botek тип 43A. Это цельная буровая головка BTA со сменными пластинами и направляющими. Доступны диаметры от 150 до 350 мм (от 6 до 14 дюймов). (Иллюстрация предоставлена Botek USA, Inc.)
Чтобы выкопать яму глубиной 35 футов, вам понадобится бур длиной 35 футов.
Вы, наверное, привыкли сверлить отверстия глубиной, скажем, в пять раз больше их диаметра, а может быть, новейшими специальными сверлами, в 15, а то и в 20 раз больше диаметра. Но что, если у вас есть клиент, который дает вам отпечаток детали длиной в фут с отверстием в четверть дюйма на всем протяжении 48 диаметров? Затем вы приступаете к глубокому бурению.
Глубокая яма имеет отношение глубины к диаметру более 20. Это может быть 1 мм в диаметре и 2 дюйма глубиной или 6 дюймов глубиной 35 футов. Обычно делается стократный диаметр. Достижима глубина от 200 до 300 диаметров, сказал Эд Кейс, президент компании Kays Engineering, Маршалл, Миссури, производителя станков для глубокого бурения DeHoff и Eldorado. Это требует некоторых усилий, но не является чем-то неслыханным; это просто внимание к деталям, сказал он.
Хотя многие считают это загадочным процессом, глубокое сверление все же является резанием металла. Но это создает уникальные проблемы. Для этого требуются специальные инструменты и, во многих случаях, специальные специализированные машины.
Пистолетное сверление
Для отверстий меньшего диаметра, таких как отверстие в четверть дюйма глубиной в фут, следует использовать «пистолетное сверло».
Ружейная дрель обычного типа состоит из вала с V-образной канавкой или канавкой. Смазочно-охлаждающая жидкость или жидкость подается через инструмент к режущей кромке и выходит через V-образную канавку, унося с собой стружку. Пистолетное сверление обычно используется для отверстий диаметром от 0,5 мм (около 0,020 дюйма) до двух дюймов. Чтобы держать сверло прямо, вы должны использовать втулку сверла, чтобы направить его в деталь, или сделать направляющее отверстие.
Сверление ружей было изобретено более ста лет назад для получения прямых и точных стволов ружей. Он подходит для отверстий диаметром от полумиллиметра (около 0,02 дюйма) до 2 дюймов. Глубина отверстий может составлять 100 диаметров и более.
Ружейное сверло по своей геометрии ограничивает площадь, доступную для потока СОЖ и эвакуации стружки. Обычно смазочно-охлаждающая жидкость проходит через одно или два отверстия в валу сверла. Он выходит через V-образную канавку, которая обычно составляет 20-28 процентов площади поперечного сечения сверла, говорит Том Суонсигер, вице-президент компании Technidrill Systems Inc., Кент, Огайо, производителя станков для глубокого бурения. Вам может понадобиться 1 лошадиная сила (л.с.) для резки, но, возможно, 5 л. с. для перекачки жидкости при давлении в диапазоне от 300 до 2000 фунтов на квадратный дюйм.
Доступны специальные ружейные бурильные станки, но ружейные буры также можно использовать на обычных станках, если давление смазочно-охлаждающей жидкости и скорость потока достаточны. Например, автоматические винтовые станки швейцарского типа могут легко включать сверление пистолетом. Типичные области применения включают компоненты гидравлических систем и медицинские устройства, такие как костные винты, сказал Джордж Бурсак, генеральный директор Star CNC Machine Tool Corp., Рослин-Хайтс, штат Нью-Йорк, производитель автоматических токарных станков с ЧПУ швейцарского типа. Хотя сверление с применением огнестрельного оружия, как правило, является медленным процессом, швейцарский станок может выполнять другие операции во время сверления с помощью огнестрельного оружия. По его словам, это очень эффективный способ выполнить работу.
Пистолетное сверление идеально подходит для некоторых применений, но для обработки отверстий большего диаметра и обеспечения более высоких скоростей резания вам потребуется другой тип сверлильной системы.
Star 12-осевой автоматический токарный станок швейцарского типа с тремя револьверными головками, позволяющий одновременно выполнять резку тремя инструментами. Иллюстрация предоставлена Star CNC Machine Tool Corp.
BTA или однотрубная система
В 1930-х годах в Германии была разработана новая технология глубокого сверления для обработки отверстий большего размера, получившая название «однотрубная система» (STS). ) или систему BTA (для «Ассоциации сверления и трепанации» — см. также «трепанация» ниже).
Буровая установка BTA состоит из бурильной головки, бурильной трубы, устройства подачи жидкости и соответствующих фитингов и опор. Головка сверла имеет режущие кромки (часто сменные пластины) и каналы для протекания смазочно-охлаждающей жидкости. Кроме того, на головке есть направляющие, которые перемещаются по вновь прорезанному внутреннему диаметру отверстия и помогают удерживать сверло прямо. Сверлильная головка крепится к бурильной трубе, которая действует как вал сверла и как возвратный канал для смазочно-охлаждающей жидкости и стружки.
Станок для глубокого сверления с убранными крышками, чтобы показать заготовку. Для изготовления отверстий овальной формы сначала сверлят одно отверстие, затем его заполняют куском прутка и сверлят второе отверстие. Это позволяет непрерывно резать второе отверстие. (Фото предоставлено Kays Engineering.)
В системе BTA смазочно-охлаждающая жидкость поступает через устройство подачи жидкости, которое плотно прилегает к поверхности детали. Этот узел также действует как втулка для сверления для поддержки и выравнивания сверла. Жидкость поступает через пространство между бурильной трубой и внутренним диаметром отверстия. В зоне резания жидкость собирает стружку, а затем вытекает обратно через отверстия в передней части сверла, выходя через внутреннюю часть бурильной трубы.
Сверла BTA используются на специальных станках для глубокого сверления, которые обеспечивают необходимую мощность шпинделя и поток жидкости под высоким давлением/большим объемом. Системы BTA обычно используются для бурения глубоких отверстий диаметром от 5/8″ до 20″, сказал Джим Роуз, президент компании Botek USA Inc. , Розелл, Иллинойс, производителя инструмента.
Этот тип системы будет бурить в пять-шесть раз быстрее, чем бурение с применением огнестрельного оружия, сказал Марк Соллич, президент компании BTA Heller Inc., Трой, штат Мичиган, производителя инструментов.
Эжекторная или двухтрубная система
«Эжекторная» или двухтрубная система была разработана Sandvik. Он не требует специального станка для обработки глубоких отверстий и может быть установлен на токарном станке или другом горизонтальном станке, таком как расточно-фрезерный станок или обрабатывающий центр. Две концентрические трубки несут смазочно-охлаждающую жидкость и действуют как вал сверла. Смазочно-охлаждающая жидкость поступает в часть между внутренней и внешней трубами. В зоне резания он подхватывает стружку, а затем выносит ее через внутреннюю трубу. Уникальной особенностью эжекторной системы является то, что часть поступающей жидкости вытекает через трубку Вентури, которая создает эффект всасывания, помогая удалить стружку и смазочно-охлаждающую жидкость из сверла.
Поскольку эжекторная система может быть установлена на существующем станке, она предлагает относительно недорогой способ сверления глубоких отверстий.
Трепанация
Вместо того, чтобы делать отверстие, разрезая весь металл на стружку, трепанация (произносится как TREE-panning или treh-PAN-ing) удаляет твердую сердцевину материала, вырезая ее вокруг. Это преимущество при резке дорогих сплавов, так как твердый сердечник можно использовать для изготовления других деталей или, если он перерабатывается, он более ценен, чем стружка. Трепанирующая головка полностью полая, а процесс резки аналогичен системе BTA/однотрубной, но требует меньшей мощности шпинделя, так как режет меньше материала при каждом обороте. По словам Джеффа Прайса, менеджера по продажам Entrust Tool & Design Co., Inc., Меномони-Фолс, Висконсин, производителя станков для глубокого сверления Unisig, трепанация чаще используется для сверления отверстий большего размера, диаметром 6 дюймов и выше.
Черная магия?
Сверление глубоких отверстий имеет репутацию таинственного процесса. Это резка металла, как и любой другой процесс механической обработки, но он сопряжен с множеством проблем. Резка происходит там, где вы ее не видите — она может находиться на глубине 10 футов и более внутри заготовки. Опытные операторы могут обнаружить проблемы или изменения в процессе по незначительным изменениям звука. Мониторинг нагрузки широко используется для быстрого оповещения операторов о проблемах.
«Мы уже давно занимаемся глубоким сверлением, — сказал Рон Клас, директор завода Carlson Tool & Manufacturing Corp., Сидарбург, Висконсин, цеха, специализирующегося на глубоком сверлении. «И в этом есть много трюков, например, заточить наши собственные сверла для оружия, чтобы заставить их делать то, что мы хотим».
Глубокое бурение — это не черная магия. Он ничем не отличается от любой другой обработки. «Люди просто мало что об этом знают, — сказал Кейс. Это такое же сочетание человека, машины и оборудования, как и в других процессах. У вас должно быть «хорошее оборудование, хорошие инструменты и внимание к деталям», — сказал Кейс.
«Машины и инструменты имеют большое значение для того, чтобы процесс работал», — сказал Соллич, но «это искусство, и хороший оператор может улучшить или разрушить ваш процесс».
Прайс заметил, что глубокому сверлению можно научиться только на работе. «Если бы мы могли отправить оператора с каждой машиной, мы могли бы продать их намного больше», — сказал он.
Управление стружкодроблением
Все сводится к контролю над стружкодроблением, сказал Клас. Резка металла — это резка металла, даже если вы не видите инструмент или стружку. Важнейшей частью глубокого сверления является удаление оттуда стружки. Были разработаны различные технологии, обеспечивающие точную резку металла и эффективное удаление стружки. Если вы не вытащите оттуда стружку, вы испортите инструмент и деталь.
При запуске новой детали или даже новой детали, сказал Соллич, оператор начнет с рекомендованной подачи и скорости. Тем временем помощник, находящийся у отверстия для выброса стружки, улавливает стружку в сетчатом фильтре. В зависимости от того, как выглядит стружка, оператор вносит небольшие коррективы для получения стружки, которая будет хорошо течь, увеличивает подачу или уменьшает скорость вращения, если стружка слишком длинная, или увеличивает скорость вращения, чтобы сделать стружку тоньше.
Если хотя бы одна стружка застрянет в горловине сверла или в другом месте, это может привести к скоплению стружки. Сверло нагревается, деталь портится и приходится вынимать сверло и выкапывать стружку.
Таким образом, контроль над стружкообразованием имеет решающее значение, и для каждой детали вы должны настраивать подачу и скорость, чтобы получить стружку нужного размера и формы. Небольшие изменения в подаче и скорости могут означать разницу между успехом и катастрофой.
Удаление заготовки после трепанации. (Фото предоставлено Carlson Tool & Manufacturing Corp.) После трепанации керн находится внутри сверла. Вот его удаляют. (Фото предоставлено Carlson Tool & Manufacturing Corp.) Инструмент для трепанации. (Фото предоставлено Carlson Tool & Manufacturing Corp.) Трепанированная заготовка и ее сердцевина. Сердечник можно использовать для изготовления других деталей или для металлургического анализа. Заготовка имеет диаметр 22 дюйма, отверстие — 10,125 дюйма, а диаметр сердечника — 6,84 дюйма. (Фото предоставлено Carlson Tool & Manufacturing Corp.)
Допуски удержания
При сверлении обычных отверстий отклонение сверла обычно не является проблемой. Однако, когда вы сверлите глубокие отверстия, даже небольшое отклонение добавляется. Вы можете рассчитывать на сохранение таких допусков для отклонения отверстия от центральной линии:
– Инструмент и заготовка вращение в противоположных направлениях: 0,001″ – 0,003″/фут
Если размеры и расположение глубокой ямы имеют решающее значение, как это часто бывает, вам придется приспосабливаться. Один из подходов состоит в том, чтобы просверлить немного меньшее отверстие на полпути с одной стороны детали и наполовину с другой, а затем использовать специальный инструмент для раззенковки, предназначенный для протягивания через деталь. Если допуск на расположение отверстия слишком мал, вы можете просверлить отверстие в заготовке, а затем обработать остальную часть детали в соответствии с расположением отверстия.
Вибрация сверла может нарушить допуски и качество поверхности, поэтому важно поддерживать длинное сверло, чтобы свести к минимуму этот эффект. По словам Кейса, эмпирическое правило заключается в том, что вам нужно поддерживать инструмент через каждые 40 диаметров, поэтому для инструмента 0,25 дюйма вам понадобится поддержка через каждые 10 дюймов или ближе для более высоких скоростей подачи.
Области применения
Конечно, оружейное сверление и другие технологии глубокого сверления все еще используются для изготовления стволов для оружия, от небольшого огнестрельного оружия до гигантских орудий, установленных на линкорах. И оттуда приложения для глубоких отверстий расходятся во всех направлениях. Некоторые примеры:
• Авиакосмическая промышленность: гидравлика, компоненты шасси
• Автомобильная промышленность: коленчатые валы, другие компоненты — смазочные отверстия
• Бурение нефтяных скважин: длинные бурильные трубы, другие детали для внутрискважинного применения
• Землеройное оборудование: колеса, гидравлика
• Морское судно: большие гребные валы, высверленные для снижения веса
• 3 медицинские винты для костей , стоматологические и хирургические инструменты
• Металлообработка: толстостенные или нестандартные трубы, изготовленные из пруткового проката, нестандартных диаметров, развёрнутых в стандартных трубах.
• Пластиковый молдинг: машины и пресс-формы – каналы для нагрева/охлаждения жидкости
• Производство электроэнергии: теплообменники, котлы
Глубокое сверление собственными силами
Вы всегда можете заключить субподряд на глубокое сверление со специализированной мастерской. Если вы обнаружите, что получаете много запросов на изготовление глубоких отверстий или считаете, что эта возможность принесет пользу вашему бизнесу, рассмотрите возможность инвестирования в собственное производство.
Возможность сверлить глубокие отверстия может повысить ценность ваших предложений и сделать ваш магазин уникальным, сказал Прайс. «Независимо от региона страны потребность в глубоком бурении есть. Если вы сможете заполнить эту нишу, это создаст работу для остальной части вашей механической обработки».
«У нас было несколько человек, которые покупали эти станки, чтобы создавать работу для своих токарных станков, — сказал Прайс. По его словам, выполнение собственного глубокого сверления может сократить время доставки, поскольку время отправки деталей для сверления может составлять от трех до четырех недель в загруженном специализированном магазине.
Даже небольшая машина, способная просверлить отверстие диаметром 2,5 дюйма и глубиной 60 дюймов, может справиться с этой задачей, сказал Прайс.
Как научиться сваривать металл — советы для начинающих
Главная » Материалы и сплавы » Металлы » Как можно научиться варить металл инвертором?
0
Опубликовано: 28.04.2017
Современная сварочная техника имеет доступную цену и большие возможности по соединению металлических заготовок различными способами. Закономерное желание сэкономить не позволяет переплачивать сторонним специалистам или учиться на дорогостоящих курсах. Чтобы понять самому, как научиться сваривать металл, нужны советы для начинающих от более опытных людей. Лёгкие и мощные инверторные аппараты обладают набором нескольких полезных функций, существенно облегчающих рабочий процесс и саму процедуру обучения. Мы расскажем подробно об этих агрегатах и наиболее простых способах сварки различных материалов.
Оглавление:
Сварка металлов и необходимые инструменты
Виды сварочных инверторов
Сварочные работы
Подводим итог
Сварка металлов и необходимые инструменты
Процесс сваривания металлов становится возможным, благодаря воздействию на заготовки мощного переменного постоянного или импульсного тока короткого замыкания. В этот момент температура в месте контакта детали и электрода достигает 6000оС, что позволяет расплавить металл и частично испарить его. Также испаряется флюс, создавая газовую сферу, защищающую зону сварочной ванночки от агрессивной кислородной среды.
Покрытый флюсом электрод или сварочная проволока и материал заготовки, расплавляясь, позволяют получить соединительный шов, который при остывании даёт цельное, монолитное соединение деталей.
Этот процесс делает возможным возникновение сварочной дуги, именно в зоне её действия происходит выделение большого количества теплового и светового излучения. Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
Поскольку при работе появляются брызги расплавленного металла и мощное световое излучение с ультрафиолетовой и инфракрасной составляющей, то необходимо принять меры для защиты зрения и кожного покрова. Поэтому прежде чем понять, как научиться сваривать металл нужно приготовить защиту и подобрать инструменты для работы, а именно:
защитные краги и специальная одежда сварщика;
сварочная маска типа Хамелеон для защиты органов зрения;
молоток и металлическую щётку для очистки шва от шлака;
струбцины или специальные магниты для фиксации деталей в нужном положении;
устойчивый и прочный сварочный стол;
углошлифовальная машина (болгарка) используется для зачистки и раскроя заготовок;
электроды, соответствующие толщине свариваемого металла;
кабели с зажимом и держателем электродов, а также удлинитель;
сварочный инверторный аппарат.
После подготовки инструмента нужно обеспечить надёжное электрическое соединение сварочных кабелей и сетевого подключения 220 В или 380 В в зависимости от типа инвертора. Покрытые штучные электроды для обучения лучше выбирать сухие и новые диаметром от 2 до 4 мм. Сетевой удлинитель не должен быть длиннее 25−30 метров с жилами сечением не менее 2,5 мм2, а сварочные кабели не более 3 метров длиной с сечением 50 мм2.
Виды сварочных инверторов
Сварочная аппаратура нового поколения позволяет соединять металлы и разнообразные сплавы, включая алюминий, медь, чугун, оцинкованную и нержавеющую сталь, а также титан и бронзу. Для таких материалов крайне важно подобрать не только соответствующие электроды или сварочную проволоку, но и правильно выбрать инверторный агрегат с нужными характеристиками. Разнообразные модели с доступными ценами дают возможность варить металл разного качества и даже разнородный по химическому составу. Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
Планировать, как сваривать те или иные материалы нужно со знанием свойств электродов и проволоки, используемой при работах. Существует огромное количество справочных материалов, но на начальном этапе любой грамотный консультант подскажет вам, как варить, какими электродами и в каком режиме.
Инверторные аппараты, в отличие от сварочных трансформаторов, характеризует невысокое потребление энергии от сети общего пользования, устойчивая работа при неравномерном питающем напряжении и небольшой вес. Аппаратура инверторного типа бывает следующих видов:
инверторы ММА для работы плавящимися покрытыми электродами, со сварочным током от 160 до 250 А, устойчиво варят при входных напряжениях от 160 до 260 В, имеют вес не более 5 кг;
аппараты MMA+TIG предназначены для сварки тугоплавким вольфрамовым электродом с ручной подачей присадочного материала в зону плавления, работа происходит в среде инертного газа;
агрегаты MIG/MAG с полуавтоматической подачей сварочной проволоки в зону шва и работе в среде защитного или активного газа.
Наиболее недорогим и приемлемым для обучения является лёгкий инвертор ММА, который очень дружелюбен к новичкам, поскольку у него, как и у большинства инверторов, присутствуют функции антизалипания электродов, форсажа дуги и горячего старта. Также он может работать в режиме постоянного или импульсного переменного тока и имеет довольно широкий диапазон регулировок.
В комплекте поставки присутствует ремень для переноски, что даёт возможность сваривать металл инвертором даже в труднодоступных местах или на высоте. Также заслуживает внимания новичка аппараты MMA+TIG, которые дают дополнительные возможности при сварке сплавов и разнородных металлов в среде инертного газа.
Сварочные работы
Для обучения сварке инвертором существуют разнообразные курсы и обучающие программы, но не все находят время и деньги для таких занятий. Чтобы наилучшим образом понять, как научиться сваривать металл выслушать советы для начинающих совершенно необходимо. Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.
Перед началом работ располагают инструменты в пределах шаговой доступности, и подключают кабели к инвертору. Далее необходимо настроить сварочную маску и убедиться в её срабатывании, направив на источник яркого света.
Обучение лучше начинать с электрода диаметром 3 мм, соответствующего по параметрам материалу заготовки для проб. До того как сварить две детали между собой, необходимо приобрести навык розжига дуги. Нужно подключить инвертор к сети, вставить электрод в держатель, включить питание и надеть маску. После этого, подключить прищепку массы к детали и постукивающими или чиркающими движениями добиться розжига и устойчивого горения дуги на черновом куске металла. Сварочный ток выставляется по следующему принципу:
при толщине металла от 1 до 2 мм используем электрод диаметром 2 мм и выставляем значение тока в пределах от 50 до 70 А;
толщина от 3 до 5 мм, подразумевает электрод от 3 до 4 мм в диаметре и сварочный ток от 110 до 150 А;
заготовки толщиной от 6 до 8 мм сваривают электродами 4 мм и током от 130 до 160 А;
детали толщиной 9−10 мм варятся электродом от 4 до 5 мм при токе от 170 до 260 А.
Эти данные являются ориентировочными и индивидуальны для каждого инвертора, поэтому требуют корректирования в ходе работ. После того как вы подобрали необходимый ток и научились поджигать дугу, нужно сделать на заготовке пробный шов. Таким образом, вы научитесь получать ровный и протяжённый валик с надлежащим проваром, отрегулировать скорость сварки, и подкорректировать ток.
Длина дуги должна находиться в пределах от 2 мм до 5 мм, если она будет длиннее, то это приведёт к плохому прогреву заготовок и потере качества соединения. Электрод следует держать под наклоном в сторону движения либо углом вперёд, либо углом назад под 30−60о от вертикали. Теперь можно произвести пробное соединение двух деталей между собой, соблюдая технику безопасности при сварочных работах.
Подводим итог
Для начинающего сварщика важна забота о своём здоровье, знание принципа работы аппаратуры и состава соединяемых заготовок. Научиться сваривать различные металлы и сплавы, зная технологию работ, не так уж и сложно. Современные инверторы изготовлены с учётом потребностей человека и обладают удобными функциями для улучшения обучения и повышения качества сварочных работ.
Сергей Одинцов
tweet
советы для начинающих, как варить вертикальный шов инвертором
В быту периодически возникает надобность в сварке предметов. Очень часто такая потребность появляется в частном секторе. При большом количестве работ можно обратиться к опытным сварщикам, а при мелких работах лучше применить инверторный сварочный аппарат.
Это наиболее простой, доступный и удобный тип сварки. Он доступен для работы каждому. Для этого необходимо знать принципы работы сварочного процесса.
Правила инверторной сварки
Принцип работы
Как правильно сваривать металл инвертором
Как варить вертикальный шов
Полярность при сварке
Советы для «чайников»
Правила инверторной сварки
Сварка инвертором стала прорывом в сфере сварочных аппаратов, т. к. устаревшие трансформаторы достаточно тяжелые и сложные в применении. Преимущество в том, что при инверторной сварке разбрызгивание происходит меньше, чем при сварке от трансформатора.
Инвертор — сварочный аппарат, позволяющий соединять листы из металла с помощью электрического разряда. Он имеет отличительную особенность: обладает малым весом и максимальными возможностями, благодаря которым ему доступны работы, ранее осуществляемые тяжелыми и сложными устройствами. Вес аппарата зависит от его мощности (от 3 до 7 кг).
Транспортировать можно с помощью ручки или ремня. Охлаждение осуществляется за счет вентиляционных отверстий в корпусе. Этот аппарат потребляет электроэнергию, которая устремляется только на работу дуги, а она осуществляет сам сварочный процесс.
Прибор малочувствителен к перепадам напряжения. При постоянных перепадах следует обратить внимание на требуемое напряжение, которое указано в паспорте инвертора.
На поверхность устройства выведены рукоятки и индикаторы управления:
включается и выключается тумблером;
величина напряжения и тока устанавливается ручками на передней панели;
панель имеет индикаторы, информирующие о подаче питания и перегреве устройства;
спереди на панели расположены выходы («+» и «-«).
Дополнительно в наборе имеются 2 кабеля. Один из них завершается держателем для электрода, а второй имеет зажим в виде прищепки для закрепления изделия. Подключается аппарат через разъем, который находится на задней панели устройства.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление. В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.
Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
Перчатки из грубого материала, но ни в коем случае не резиновые.
Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
Свободное пространство, отсутствие всего лишнего.
Хорошее освещение.
Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом). Важно не допустить на кромках наличие жира и лакокрасочных материалов.
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
чирканьем;
постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
На красоту шва влияют:
угол наклона электрода;
схема поперечных и продольных передвижений;
скорость движения электрода.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.
Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник. В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм. По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
Полярность при сварке
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
Советы для «чайников»
не пренебрегать средствами защиты;
перед выполнением работы стоит потренироваться для предотвращения ошибок;
сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
не забывать отбивать шлак;
для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
Сварка 101: Как научиться сварке
перейти к содержанию
WeldingMetal
Кристин Арцт
Что такое сварка?
Сварка – это производственный процесс соединения металлов с использованием тепла. Существует множество различных видов сварки: кислородно-ацетиленовая газовая сварка, дуговая или электродуговая сварка, сварка в среде инертного газа (MIG) и сварка вольфрамовым электродом в среде инертного газа (TIG). Каждый из этих видов сварки использует газ, электричество или и то, и другое для сплавления металлов. Тип сварки, который вы выберете, зависит от типа металлов, которые вы хотите сварить, и доступных ресурсов.
Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW)
Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Сварка стержнем – Дуговая сварка в защитном металле (SMAW)
Сварка под флюсом – Дуговая сварка порошковой проволокой (FCAW)
Сварка энергетическим лучом (EBW)
Сварка атомным водородом (AHW)
Кислородно-ацетиленовая сварка
Плазменно-дуговая сварка
Чем занимается сварщик?
По сути, основная задача сварщика — соединение металлических деталей. Проект может быть любым: от сварки художественной скульптуры до устранения структурных повреждений здания. Сварщик может выполнять производственные и ремонтные работы, такие как сварка трубопроводов, ворот, кораблей, подводных лодок, мостов, зданий, нефтеперерабатывающих заводов, автомобилей и т. д.
Первым шагом в сварке, как правило, является составление плана путем изучения чертежей и инженерных чертежей, которые необходимо подготовить и безопасно приступить к работе. После того, как сварщик ознакомится с выполняемой работой, он выберет лучшее оборудование и материалы для проекта.
Как научиться сварке
Вы можете научиться сварке у друга, в художественной школе, с помощью онлайн-видеоурока или в профессионально-технической школе. Сварка – чрезвычайно техническая и трудоемкая область, требующая практики и точности. Сварщики управляют большим оборудованием и работают с хрупкими материалами, используя высокую температуру. Убедитесь, что вы готовы, прежде чем начать учиться сварке.
Проведите исследование
Прежде чем начать, изучите различные типы сварки и решите, какой из них подходит именно вам. Четко определите, что именно вы хотите получить от своего нового навыка: вас интересует сварка как хобби, вид искусства или новая карьера?
Знайте свои цели
Есть много возможностей, когда вы только начинаете заниматься сваркой. Это отличный способ делать дома забавные проекты — дворовые и садовые рисунки или скульптуры. При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере.
Найдите курсы рядом с вами
В зависимости от того, какие цели вы ставите перед собой, когда начнете изучать сварку, вы обнаружите, что есть несколько способов начать работу. Для сварщиков доступно множество сертификатов, в зависимости от набора навыков, которые вы получаете, и профессии сварщика, в которой вы планируете работать. Некоторые средние школы и общественные колледжи предлагают профессиональные программы. Основная сертификация, которую потребуют работодатели, — это сдача базового теста сертифицированного сварщика Американского общества сварщиков, который вы можете пройти в любом аккредитованном испытательном центре.
Если вы заинтересованы в сварке для личных проектов или просто хотите узнать, какой тип сварки подходит именно вам, The Crucible предлагает широкий выбор классов по сварке, которые открыты для публики.
Сварка в The Crucible
В Crucible начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке MIG и сварке TIG. Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки».
Сварка МИГ
Сварка МИГ (металл в инертном газе) часто считается лучшей сваркой для новичков, надеющихся быстро научиться. Сварочный аппарат MIG, который часто сравнивают с клеевым пистолетом, скоро будет сваривать сложные конструкции и большие конструкции. Сварочный аппарат MIG фокусирует электричество вдоль движущейся металлической проволоки, подаваемой по шлангу к ручной горелке. На уроке в The Crucible ученики учатся управлять этой горелкой, пока электричество плавит проволоку и создает сварной шов.
Дуговая сварка
Дуговая сварка — более старый вид сварки и единственная сварка, которую можно безопасно проводить под водой. Овладение искусством создания дуги с помощью аппарата для дуговой сварки сравнительно сложнее, чем сварка MIG. Научитесь соединять куски металла с помощью дуговой сварки, также известной как сварка стержнем. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки, а также использовать электрические и ручные инструменты для завершения работы. Вы также можете изучить сложные соединения, положения сварки и методы дуговой сварки и резки кислородно-ацетиленовой горелкой.
Сварка ВИГ
Если вы хотите сваривать другие металлы, кроме стали, сварка ВИГ (вольфрам в инертном газе) будет вашим выбором. Сварку TIG часто описывают как использование швейной машины для сварки, в которой задействованы обе руки и часто педаль. TIG или GTAW (газовая вольфрамовая дуговая сварка) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва. Класс сварки TIG с использованием холоднокатаной стали начинается с серии небольших упражнений и переходит в сложный технический проект, который дает вам основы в области металлургии, подготовки, соединений, техники и безопасности. Вы также научитесь сваривать другие виды металлов, уделяя особое внимание алюминию и нержавеющей стали.
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Кузнечная сварка
Кузнечная сварка — это процесс, используемый для соединения двух кусков металла путем нагревания их до высокой температуры и последующего сбивания их вместе. Несмотря на то, что на практике и технических навыках она отличается от электрической и газовой сварки, кузнечная сварка является одним из старейших методов соединения металлов. Ознакомьтесь с нашим руководством по кузнечной сварке, чтобы узнать больше.
3-часовые дегустаторы
The Crucible предлагает короткие 3-часовые занятия по сварке, которые знакомят вас со сваркой и дают вам возможность сделать небольшой сварной проект. Изучите основы сварки электродом или сварки MIG и плазменной резки всего за три часа.
Часто задаваемые вопросы по сварке
Трудно ли научиться сварке?
Поначалу это может пугать, но после нескольких искр научиться сварке несложно. Однако потребуются годы практики, чтобы стать по-настоящему мастером в этом деле. Масштабы сложности зависят от типа сварки, которую вы практикуете, и от того, делаете ли вы несущие, функциональные объекты или визуально интересные скульптурные объекты.
В общем, сварка МИГ является самой простой и распространенной сваркой для изучения, но можно освоить все виды сварки. Крусибл начинает обучать сварке молодежь в возрасте 12 лет. Когда вы впервые учитесь сварке, вы, вероятно, обнаружите, что это довольно сложно. Как только вы поймете технические основы сварки, потребуются годы практической практики, чтобы овладеть ею.
Можно ли научиться сварке дома?
Полезно учиться лично у инструктора, чтобы обеспечить обратную связь, и при этом вы можете учиться быстрее, чем заниматься дома самостоятельно. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное место, например гараж, для установки сварочного цеха, вы можете научиться сваривать с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток для получения очень горячей электрической дуги.
Нужен ли сертификат сварщика из программы или школы?
Для сварки не требуется свидетельство или лицензия сварщика. Вы можете научиться сварке публично на занятиях, подобных тем, которые предлагаются в The Crucible. Многие студенты, которые заинтересованы в том, чтобы заниматься сваркой как карьерой, начинают с занятий в The Crucible, чтобы определить, хотят ли они посвятить время полной программе. Crucible не является аккредитованной программой сварки и не предоставляет лицензий или степеней по окончании курсов сварки в The Crucible.
Если вы заинтересованы в профессии сварщика, существует ряд сертификатов и лицензий, которые могут потребоваться работодателям. Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы проживаете в районе залива Сан-Франциско, Laney College предлагает отличную программу сертификации.
Какой вид сварки самый прочный?
Сварка TIG, как правило, является самым прочным и точным типом сварки. Он обеспечивает более чистые и качественные сварные швы, чем сварка MIG или другие методы сварки.
Сколько зарабатывают сварщики?
Средняя ставка сварщика в США составляет 17,60 долларов в час, что в сумме составляет около 45 000 долларов в год. Опытные сварщики могут зарабатывать до 35 долларов в час. Сварщики-специалисты могут зарабатывать от 50 000 до 200 000 долларов в год. Командирующие промышленные сварщики труб зарабатывают до 185 000 долларов в год, а подводные сварщики могут зарабатывать более 200 000 долларов.
Продолжить изучение руководств по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
Читать далее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно проводятся новые занятия по сварке.
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как дуговая сварка. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG) плазменная…
Узнать больше и зарегистрироваться →
Сварка кислородом и ацетиленом
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, вернуться в древнюю Грецию. В этом курсе студенты познакомятся со сжиганием газа…
Узнать больше и зарегистрироваться →
Сварка ВИГ I
ВИГ (сварка вольфрамовым электродом в среде инертного газа) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка MIG
MIG (металлический инертный газ) — наиболее распространенный тип современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового знакомства со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных. ..
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Молодежная дуговая сварка I
Научитесь сплавлять, резать, гнуть и придавать форму металлу. Интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой преподается техническим специалистом. Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
Узнать больше и зарегистрироваться →
Молодежь Сварка ВИГ I
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, обеспечивающий чистые и целенаправленные сварные швы любых материалов, от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, в этом творческом классе по развитию навыков и созданию проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка ВИГ II
Этот курс расширяет базовые навыки, которым обучают в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Ученики сварят прямоугольную металлическую коробку для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам, повесят стальную цепь, крючки и вырежут металл. ..
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), электродуговая сварка (ARC) и кислородно-ацетиленовая. Во время этого введения студенты получат представление о…
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2022-03-28T11:51:44-07:00
Ссылка для загрузки страницы
Перейти к началу
7 Советы по сварке для начинающих
Если вы хотите научиться сварке, возможно, вам будет полезно прочитать мои 7 советов для начинающих сварщиков. они написаны на основе моего собственного опыта, и я надеюсь, что вы найдете их полезными.
Содержание
1
1. Знать основы сварки
Процесс сварки прост. Он заключается в нагревании двух кусков металла до точки, при которой они плавятся. Расплавленные жидкости объединяются в сварочной ванне и становятся единым целым, когда расплавленные металлы затвердевают.
Третий источник металла, также известный как наполнитель, обычно вводится и расплавляется вместе с двумя основными металлами, чтобы увеличить общую массу сварного шва. Эти присадочные металлы будут либо электродами, присадочными прутками, либо проволокой с непрерывной подачей, в зависимости от выбранного процесса сварки.
При правильном выполнении сварной шов не будет иметь дефектов, таких как точечные отверстия, и будет хорошо стыковаться с основным металлом на внешних краях. Хороший сварной шов также должен проникать через нижнюю часть основных металлов и полностью сплавлять их.
СОВЕТ: Посмотрите мой пост о нескольких основных терминах сварки.
2. Решите, какой метод сварки изучать в первую очередь
Это личное предпочтение, но я считаю, что обучение дуговой сварке электродом — отличное начало. Однако вам нужно учитывать одну вещь: над какими проектами вы планируете работать.
Не существует единого метода сварки, подходящего для всех случаев применения.
Если рассматривать три основных метода сварки, то между ними есть некоторое пересечение, но есть и специфические вещи, которые каждый из них делает лучше, чем два других.
Сварка ВИГ – лучший выбор для сварки хромомолибдена, латуни, меди, магния и титана. Для сварки алюминия требуется метод MIG или TIG. Но для сварки чугуна вам понадобится сварочный аппарат.
Вы можете выбрать один из трех методов сварки стали или нержавеющей стали. Просто имейте в виду, что вам потребуется значительно больше времени, чтобы сварить сталь с помощью сварщика TIG, чем с помощью MIG или сварочного аппарата.
Если вы свариваете снаружи или в местах со сквозняком, вам не понадобится сварка стали методом MIG, если вы сначала не переключитесь на проволоку с флюсовой сердцевиной.
Если вы планируете сваривать металлы толщиной от 1/4″ до 5/16″ снаружи или в сарае с открытыми дверями на ферме или ранчо, вам, вероятно, больше подойдет электродуговая сварка.
Работая с более тонкой сталью и находясь в помещении почти без ветра, вероятно, лучше сначала изучить сварку MIG.
Не пугайтесь выбора, так как сварщики-любители работают исключительно со сталью. Таким образом, вы сужаете свой выбор методов сварки электродом или методами MIG.
Современным эквивалентом моего 30-летнего заводского сварочного аппарата переменного/постоянного тока, которым я до сих пор регулярно пользуюсь, является сварочный аппарат Lincoln Electric Stick, показанный на рисунке ниже.
Сварочный аппарат MIG, который я использую в магазине, это Lincoln Easy MIG 180:
СОВЕТ: Проверьте мой пост о типах сварки.
3. Защищайте глаза во время сварки или наблюдения
Никогда не смотрите прямо на сварочную дугу даже на долю секунды без сварочной маски. Непрямое воздействие сварочной дуги может повредить глаза даже в качестве стороннего наблюдателя.
Качественный сварочный шлем обязателен. Планируете ли вы наблюдать за инструктором по сварке, другом или наставником, неплохо иметь собственный сварочный шлем. Не расстраивайтесь из-за ассортимента и доступных ценовых диапазонов.
Начните с хорошего автозатемняющегося шлема с регулируемой функцией затемнения. Хороший можно получить, не нарушая банк. Ваши глаза являются одним из самых ценных элементов оборудования, которым вы владеете.
Проверьте 3 лучших шлема, которые я рекомендую:
Editor’s Choice
Best Overall
Best Value for Money
Best on a Budget
Product
Lincoln Electric K3034-4 Viking 3350
Antra AH7-360-000
Yeswelder Солнечный сварка Solar Solar Solar
Предварительный просмотр
.0319
Полная защита лица и шеи, высокочувствительные датчики дуги
Подходит для сварки TIG, MIG, MMA, увеличенный срок службы батареи
Подробнее
Узнать последнюю цену
Проверить последнюю цену
9 3
Или прочитайте мой пост полностью и проверьте мой выбор из 10 лучших сварочных шлемов, доступных в настоящее время.
Как новый сварщик, ваш опыт будет улучшен с регулируемой функцией затемнения. Отличный способ убедиться в его эффективности — посмотреть, как кто-то сварит.
Позволяет регулировать затемнение шлема под огнем, не отвлекаясь. Качество сварки должно улучшаться быстрее благодаря возможности более четко видеть, что вы делаете.
ПРИМЕЧАНИЕ: Вы не хотите, чтобы регулировка была слишком легкой, чтобы дуга ослепляла вас. С другой стороны, слишком темно, и вы не сможете увидеть, куда идете со сварным швом.
4. Найдите наставника по сварке
Если возможно, запланируйте посещение курсов по сварке. Хороший наставник может оказаться бесценным, если это не вариант для вас. Это может быть друг или знакомый, имеющий опыт сварки того типа, которому вы хотели бы научиться в первую очередь.
Как уже говорилось ранее, я предлагаю вам сначала изучить сварку электродом, также известную как «палка», или сварку MIG. Общение с другим человеком, задавание вопросов, относящихся к вашему пониманию, поможет вам учиться намного быстрее.
Но есть и другие способы изучить основы, если у вас нет наставника.
Отличный набор обучающих DVD-дисков для начинающих, начинающихся с процесса дуговой сварки, — это видеоролики Steve Bleile Arc Welding I и II.
Даже если у вас есть наставник, возможность вернуться к основам, представленным опытным сварщиком, таким как Стив, может уберечь вас от вредных привычек, от которых вам придется отвыкать позже.
5. Практика, практика, практика
Потратьте некоторое время в начале, просто накладывая бусины поверх цельного куска более толстой стали. Сконцентрируйтесь на бассейне, который представляет собой небольшой бассейн расплавленного металла у основания дуги. Вообще говоря, бассейн должен быть довольно круглым.
Сварка – это бассейн, его формирование и обслуживание сварщиком. Укладка десятицентовиков — это термин, придуманный для описания хорошего сварного шва. Представьте десятицентовую монету, лежащую на боку под очень небольшим углом, с немного приподнятым задним краем.
Теперь представьте себе ту же монету, половина массы которой находится под поверхностью свариваемого металла, а другая половина — над основным металлом. Теперь представьте себе цепочку десятицентовиков, перекрывающих друг друга по длине сварного шва.
Вы сложите несколько десятицентовиков, если сделаете это с правильной силой тока, скоростью и длиной дуги.
Если валик узкий и кажется, что он лежит поверх основного металла, а не является его частью, то либо ток слишком мал, либо вы свариваете слишком быстро.
И наоборот, если валик имеет форму от продолговатой до каплевидной с острием каплевидной формы на задней кромке, возможно, вы свариваете слишком медленно или напряжение может быть слишком высоким.
СОВЕТ: я настоятельно рекомендую проверить два моих лучших сварочных проекта для начинающих.
6. Настройтесь на успех
В зависимости от размера и масштаба вашего проекта, вы, по крайней мере, какое-то время можете столкнуться со сваркой в нерабочем положении. Но для начала обустройте небольшой участок для сварки, желательно металлический стол или что-то подобное.
Сядьте перед своим основным металлом, положив его на стол. Из удобного положения начните последовательно создавать хорошие бусины.
После того, как вы повысите качество сварки и почувствуете, что готовы, соедините два куска металла встык, оставив между ними небольшой зазор, и потренируйтесь сваривать их вместе. Далее устанавливаем тройник.
Положите один кусок металла на стол, а другой — перпендикулярно ему, чтобы получилась перевернутая буква Т. Сварите два основных металла вместе в месте их соединения.
Другим распространенным соединением является соединение внахлестку. Вы можете попрактиковаться в этом, положив два куска стали друг на друга и слегка сдвинув верхнюю часть в сторону.
Сварите их вместе в точке, где край верхней части проходит вдоль нижней. Когда вы научитесь хорошо сваривать эти три типа соединений, вы станете сварщиком.
Это сверло ещё называют «морковка» или «ёлочка». Судя по отзывам тех, кто подобными свёрлами уже пользовался, они более точны и удобны при сверлении больших отверстий в листовых материалах и универсальны, что могут заменить собою сразу несколько простых свёрл разных диаметров. Брал под шуруповёрт, для сверления не сильно крепких листовых материалов.
Внешний вид. Размеры. Вес.
Сверло было завёрнуто в самый простой полупрозрачный пакетик, подшитый степлером, ничего особенного. Хотя тем, кто заказывает в других местах, свёрла приходят уже в более цивильных и надёжных упаковках — пластиковых футлярах.
Расходник был покрыт маслом, которое практически уже высохло, видимо от долгого хранения на складе. Жёлтое покрытие скорее всего нитрид титана, который должен защищать от коррозии.
Сверло представляет собой десять ступенек разного диаметра в диапазоне 4-22-х мм, образующих вместе своеобразную ёлочку, в связи с чем этот расходник и получил своё прозвище в народе. В продаже можно найти и другие размеры с большим диапазоном диаметров или с большей высотой самих ступенек.
Хвостовик шестигранный под трёхгранный патрон, что исключит его проворачивание:
Вместо канавки спирального типа сверло имеет прямую в виде двух симметричных относительно друг друга L-образных проточек:
Столбик с диаметрами ступенек прописан только с одной стороны, с другой стороны — его нет:
Сами ступеньки тоже расположены под некоторым углом относительно горизонтали:
Вершина сверла через объектив карманного микроскопа:
Высота всех ступенек, кроме крайних, — около 5 мм, значит и сверлить можно не толще этого значения. Высота крайних ступенек чуточку побольше — около 6 мм:
Решил померить диаметры ступенек, которые в итоге оказались не совсем точны:
Длина сверла вместе с хвостовиком составила 77мм:
Вес 55гр.
ТЕСТЫ
Шуруповёрт — Makita 6271, полностью заряженный, скорость первая (до 400 об/мин. )
Процесс сверления показан на видео ниже, где в качестве испытуемых материалов используются дюраль (1.7мм), крышка корпуса DVD-привода (0.4мм), плата из стеклотекстолита (1.6мм), фанера (4мм) и пластик (1.9мм). Условия были не идеальны (как обычно и бывает), поэтому в некоторых моментах сверло дёргало из-за не перпендикулярной установки его кончика к плоскости материала.
Что получилось:
Дюраль удалось просверлить до 12мм, крышку DVD-привода до 18мм. Это на первой скорости, шуруповёрт старался сильно не напрягать. Если переключиться на повышенные обороты, то есть фора расширить отверстия ещё на 1-2 ступени.
Остальные материалы — удались целиком, вплоть до 22мм.
СВЕРЛО ПОСЛЕ
Покрытие во многих местах облезло:
Если просто проверить сверло на ощупь, то субъективно оно сохранило былую остроту, однако давайте посмотрим на картину более внимательно через мой карманный микроскоп.
Кончик сверла слегка подзатупился:
Теперь обратим внимание на режущую часть — уголки, как можно заметить, тоже затупились:
Также замины можно увидеть на самой режущей кромке, но уже в меньшей степени:
Выводы и мысли
На моём видео, в первых двух тестах по сверлению металлов конечно можно заметить отметки, куда я устанавливал кончик сверла, однако они представляют собой просто царапины и если бы я сверлил обычным сверлом, его бы давно увело в сторону. Обозреваемое же сверло оставалось строго там, куда я его установил — это первый момент, что мне бросился в глаза при работе с ним.
Судя по тестам, для регулярного сверления металла сверло определённо не подходит, так как пускай и не явно, но замины на режущей кромке таки появляются после пары раз использования, поэтому металл можно сверлить только лишь в редких экстренных случаях. С прочими материалами, как дерево, фанера, пластик — справляется отлично.
При сверлении неметаллических материалов остановится на нужном диаметре нетрудно, можно периодически прекращать сверление и осматривать область, или нанести маркером метку на сверло, на нужном диаметре и следить за процессом.
Моим личным нареканием здесь явилось то, что когда просверливаешь материал до конца и сверло проваливается внутрь отверстия, то для вытаскивания сверла назад приходится проделывать пару телодвижений, вот если бы за ступенькой 22мм следовал плавный конусообразный спуск — извлекать сверло было бы гораздо проще, хотя с другой стороны это повлияло бы на общий вес сверла.
Как я уже сказал выше, в продаже можно найти свёрла разных диаметров, под разную толщину, также они бывают не миллиметровые, а дюймовые. Но вот миллиметровых с нечётными диаметрами мне почему-то не попадалось, где-то писали, что таких у китайцев и вовсе нет.
Достоинства:
— Недорогое
— Универсальность
— Не уводит в сторону
— Шестигранный хвостовик
— Самоцентровка на тонких материалах
— При окончании сверловки можно раззенковать отверстие бОльшей ступенью
Недостатки:
— Не для металла
— Столбик с размерами только с одной стороны
На этом всё, надеюсь, основные моменты раскрыл, спасибо за внимание.
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Сверло елочка в категории «Инструмент»
Набор ступенчатых сверл (конусных, шаговых, елочка) и сверл-фрез по металлу Step Drill
Доставка по Украине
840 грн
672 грн
Купить
Rush Tools
Набор ступенчатых сверл (конусных, шаговых, елочка) Step Drill
Доставка по Украине
533.40 грн
426.70 грн
Купить
Rush Tools
Сверло ступенчатое(конусное,елочка,шаговое) по металлу 4-20 мм TCCN
Доставка по Украине
280 грн
Купить
Торговый Дом Вербицкий
Сверло ступенчатое по металлу 4-32 (конусное, шаговое, елочка) Step Drill
Доставка по Украине
300 грн
Купить
Rush Tools
Ступенчатое сверло по металлу Dmcraft 4-12 мм сталь (конусное, шаговое, елочка) (KG-4945)
На складе
Доставка по Украине
180 грн
162 грн
Купить
Nono. in.ua Покупай выгодно
Сверло ступенчатое по металлу 4-32 (конусное, шаговое, елка)
Доставка по Украине
280 грн
Купить
Сверло ступенчатое по металлу 4-32 (конусное, шаговое, елочка) TCCN
Набор из 3 ступенчатых сверл с титановых покрытием HSS сталь ( 3-12 мм, 4-12 мм, 4-20 мм)
На складе в г. Днепр
Доставка по Украине
400 грн
349 грн
Купить
Ступенчатые сверла спиральные HSS сталь с титановым покрытием (4-12 мм, 4-20 мм, 4-32 мм ) набор 3 штуки
На складе в г. Днепр
Доставка по Украине
600 грн
529 грн
Купить
Сверла ступенчатые с титановых покрытием HSS сталь ( 3-12 мм, 4-12 мм, 4-20 мм) 3 штуки
На складе в г. Днепр
Доставка по Украине
400 грн/набор
349 грн/набор
Купить
LisaSHOP
Смотрите также
Спиральные ступенчатые сверла HSS сталь с нитрид титана покрытием 4-12 мм, 4-20 мм, 4-32 мм 3 шт
На складе в г. Днепр
Доставка по Украине
600 грн/набор
529 грн/набор
Купить
LisaSHOP
Набор ступенчатых сверл по металлу в алюминиевом кейсе Richmann C9265 Польша
На складе
Доставка по Украине
955 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Ступенчатое сверло по металлу 4-20 мм ,Richmann Польша
На складе
Доставка по Украине
по 271. 6 грн
от 2 продавцов
280 грн
271.60 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Ступенчатое сверло по металлу 6-45 мм 14 ступеней Р6М5
На складе
Доставка по Украине
359 грн
348.23 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Набор ступенчатых сверл по металлу шестигранный хвостовик 3 шт. 90-007
На складе
Доставка по Украине
421 грн/комплект
408.37 грн/комплект
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Ступенчатое сверло по металлу 4-32 мм Richmann Польша
На складе
Доставка по Украине
458 грн
444.26 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Набор ступенчатых сверл MAX от 4 до 32 мм
Доставка по Украине
516.6 — 565 грн
от 6 продавцов
516.60 грн
Купить
Интернет магазин «В ДОМЕ»
Набор из 3 ступенчатых сверл LEX от 4 до 32 мм
На складе
Доставка по Украине
481 — 565 грн
от 5 продавцов
546 грн
Купить
OleOle — Магазин вдалих покупок
Набор ступенчатых сверл Euro Craft от 4 до 32 мм
На складе
Доставка по Украине
523 — 565 грн
от 5 продавцов
529 грн
Купить
OleOle — Магазин вдалих покупок
Сверло ступенчатое Ø 4-12 мм с покрытием из нитрида титана (HSS TiN)
На складе в г. Днепр
Доставка по Украине
155.92 грн
132.53 грн
Купить
Спарк-Центр
Сверло ступенчатое Ø 4-20 мм с покрытием из нитрида титана (HSS TiN)
На складе в г. Днепр
Доставка по Украине
203.37 грн
172.86 грн
Купить
Спарк-Центр
Сверло ступенчатое Ø 4-32 мм с покрытием из нитрида титана (HSS TiN)
На складе в г. Днепр
Доставка по Украине
406.73 грн
345.72 грн
Купить
Спарк-Центр
Сверло ступенчатое Ø 4-12 мм легированное кобальтом со спиральной конавкой HSS Co5 (Р6М5К5)
На складе в г. Днепр
Доставка по Украине
359 грн
287.20 грн
Купить
Спарк-Центр
Сверло ступенчатое Ø 4-20 мм легированное кобальтом со спиральной конавкой HSS Co5 (Р6М5К5)
На складе в г. Днепр
Доставка по Украине
631 грн
504. 80 грн
Купить
Спарк-Центр
Herringbone Drill — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 87 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
ЗАПИСЕЙ — THE_DENIM_VAULT
22. 03.2015
0 комментариев
Существует некоторая путаница, связанная с саржей «елочкой», правда в том, что саржа на самом деле является типом плетения, тогда как елочка — это узор, используемый для плетения. Деним, чинос, твид, гарбадин, дрель и саржа — все это ткани, поэтому говорить, что что-то СДЕЛАНО ИЗ саржи «елочкой», неправильно. Что следует сказать, так это то, что это чино-елочка или дрель-елочка. Саржи «елочкой» не существует, потому что это просто узор, а саржа — это переплетение, поэтому давайте все проясним.
Саржа: это стиль плетения ткани с параллельными диагональными линиями, который хорошо драпируется. В зависимости от сложности саржи, это второй основной стиль плетения, и его можно выполнять на обычном ткацком станке. У них есть лицевая и изнаночная стороны, в отличие от полотняных переплетений. Лицевая сторона ткани (скуловая или техническая лицевая) является наиболее привлекательной и используется в моде, тогда как изнаночная сторона будет содержать любые неровности, она будет находиться на изнаночной стороне, чтобы ее не было видно. Чаще всего вы обнаружите, что печатные изделия выполняются на сарже из-за интересного рисунка, который они оставляют после печати (как видно на фотографии выше). Саржа часто используется для создания прочной рабочей одежды или обивки, такой как джинсовая ткань, она также восстанавливается после морщины лучше, чем простые переплетения.
Елочка: Это саржа с ровными сторонами, тогда как Чино — саржа с перекосами, так что давайте начнем. Это саржевое переплетение V-образной формы, напоминающее скелет рыбы-елочки. Нет никакой утилитарной причины хотеть елочку на предметах одежды, это эстетика, потому что вся хлопковая саржа долговечна. Так почему же выбирают елочку? По своему уникальному фасону он напоминает сломанную молнию, а когда на нем что-то печатаешь, рисунок выделяется сильнее. На самом деле у него более плотное плетение, его можно плести плотнее, чтобы воздух и вода не просачивались через ткань. Когда он смазан маслом, на него нанесен расплавленный воск, он становится водонепроницаемым, однако это работает со всеми типами холстов.
как его сделать собственноручно, какие потребуются элменты
Эрлифт для скважины своими руками — это вполне реальное устройство, которое поможет обеспечить надежную работу собственного водного источника. История такой технологии насчитывает более 200 лет, и за этот период она доказала свою эффективность. Эрлифт становится незаменимым приспособлением, если на загородном участке сооружен не колодец, а скважина, но она не обеспечивает нужный объем воды. При правильном расчете проблему можно решить своими силами.
Содержание
0.1 Сущность технологии
1 403 Forbidden
1.1 Конструктивные элементы
1.2 Принципы расчета системы
1.3 Обустройство системы
Сущность технологии
По своей сути, эрлифт (аэролифт) представляет собой разновидность глубинного насоса, который обеспечивает подъем воды за счет ее аэрации. В основу его работы заложен простой физический закон: удельный вес жидкости после насыщения воздухом существенно снижается, что облегчает ее продвижение в вертикальном направлении. Во время эксплуатации устройства поднимаемый поток увлекает с собой не только воду, но и взвеси и осадок.
Работает такой насос следующим образом: в придонную часть скважины (забой) подается сжатый воздух по отдельной трубе. Вода с воздушными пузырьками поднимается вверх, при этом скорость ее подъема и объем будут зависеть от давления воздушной струи и количества поступающего воздуха — чем больше воздуха проникнет в жидкость, тем выше будут параметры водоотдачи.
В то же время, следует учитывать естественный гидравлический процесс: эффективность насоса возрастает по мере воздушного насыщения жидкости до определенного момента, когда достигается оптимальный баланс между жидкой и газовой компонентой среды. Этот баланс соответствует максимальному КПД устройства. Дальнейшее увеличение концентрации воздушной составляющей обеспечивается только повышением давления и не вызывает существенного положительного эффекта.
В чем заключаются преимущества эрлифтов для скважин?С учетом своих особенностей они могут выполнять функции очистки скважин от илистых и глиняных осадков, прокачки скважины эрлифтом с целью очищения воды от песчаных примесей, также возможна откачка воды по принципу колодца.
Нужна помощь в продвижении в интернете? Пишите!!! [Нажмите на этот текст или кликните на картинку ниже]
Данная система позволяет поднимать воду без использования глубинного насоса, что очень важно при малом диаметре скважины, когда размеры не позволяют его погружение. С помощью аэрации забоя можно повысить дебит скважины и реанимировать ее при прекращении поступления воды из-за недостаточного давления в водоносном пласте. Кроме того, насыщение воды кислородом способно повысить ее качество.
Нельзя не отметить и некоторые отрицательные стороны рассматриваемой технологии. К ним можно отнести такие недостатки: необходимость постоянного нагнетания воздуха, что требует энергозатрат на работу компрессора, повышенное давление в скважине оказывает негативное воздействие на ее стенки, что несколько снижает срок службы, вероятность подъема вместе с водой песка и ила при загрязнении забоя.
403 Forbidden
openresty
Конструктивные элементы
Любой эрлифт для подъема воды из скважины включает следующие элементы:
компрессор для подачи воздуха;
стальная труба для доставки воздуха к забою скважины;
металлическая труба для подъема аэрированной жидкости;
смеситель, обеспечивающий подключение воздуховода к основной трубе.
При желании иметь качественную воду на устье скважины может устанавливаться водоочиститель, который отделяет газовую составляющую и твердые примеси.
В принципе, эрлифт может иметь 3 разных конструктивных исполнения:
отдельная прокладка труб, когда обе трубы погружаются в скважину параллельно, а их соединение осуществляется через одно большое отверстие, где и устанавливается смеситель;
воздуховод находится внутри водоотливной трубы;
основная труба проходит внутри воздуховода, а насыщение воды воздухом осуществляется через перфорированный нижний участок.
Выбор конструкции эрлифта зависит от размеров скважины. Наиболее распространенным является первый вариант. Его разновидность может осуществляться без погружения водоотливной трубы — ее роль исполняет скважинная обсадная колонна. В этом случае рядом с основной скважиной производится бурение вспомогательного створа для опускания трубы, подающей воздух.
В целом, движение жидкости, насыщенной газом, представляет сложный гидродинамический процесс. Поэтому для выбора конструкции учитываются только основные технические параметры. Следует выделить такие характеристики стандартных эрлифтов для скважин:
производительность — обеспечивается с учетом потребности воды, причем оптимальные величины находятся в диапазоне 20-50 куб.м/ч;
диаметр трубы для подъема воды: 60, 110 и 160 мм;
диаметр воздуховода — 20-63 мм.
Правильный выбор компрессора во многом определяет работоспособность всей системы. Он должен создавать давление воздуха на забое, способное компенсировать давление водяного столба в скважине. Кроме того, для насыщения жидкости надо обеспечить еще и превышение на 0,2-0,4 атм.
Для того чтобы прокачивать скважинный ствол при очистке, давление нужно еще большей величины. Так, при комплектации эрлифта в питьевой скважине глубиной 50 м и естественным уровнем воды 30 м потребуется компрессор, развивающий давление порядка 2,5-2,6 атм.
Принципы расчета системы
Самодельный эрлифт будет выполнять свои функции при условии проведения правильного расчета основных характеристик. Для обустройства системы необходимо знание следующих параметров:
Уровень воды в скважине описывается 2 основными величинами: статический уровень (Н1) — глубина верхней границы воды до работы эрлифта, и динамический уровень (Н) — глубина до воды после запуска системы.
Глубина погружения трубы для подачи воздуха. Она складывается из Н и глубины погружения в водяной столб (h), то есть Н+h.
Эти параметры обуславливают выбор давления, которое необходимо обеспечивать компрессором.
Помимо указанных параметров, определение производительности установки невозможно без уточнения некоторых размеров элементов конструкции. Важное значение имеют такие величины: диаметр обсадной колонны скважины Дс, диаметр водоподъемной трубы Дж и диаметр воздуховода Дв. Эти размеры взаимосвязаны и определяют объем поднимаемой воды (Vв).
Так, при Дс до 100 мм Vс в пределах 1-2 л/с обеспечивается при Дж — 40 мм и Дв — 12 мм, а Vс порядка 3 л/с при Дж — 50 мм и Дв — 13-20 мм. Увеличение производительности происходит при больших размерах скважины, что дает возможность применения труб большего диаметра. Например, Vс порядка 9-12 л/с при Дс — до 200 мм достигается при Дж — 85-90 мм и Дв — 14-30 мм, а 22-32 л/с при Дс — 250 мм, Дж — 120-126 мм, Дв — 40-50 мм.
Глубина погружения h связана напрямую с общей высотой подъема воды. Так, при высоте подъема до 15 м соотношение 100h/(h +Н) выбирается порядка 67-72%; в диапазоне 16-30 м — 60-65%; 30-60 м — 50-59%; 60-90 м — 44-49%.
Кроме того, отношение h/Н определяет КПД эрлифта. Максимальное значение коэффициента (порядка 37,8%) можно ожидать при h/Н — 2,2-2,25. При h/Н=8,7 к.п.д. минимален (в пределах 26,4-26,6%).
Давление при начале работы компрессора определяется по статическому уровню, то есть высоте водного столба, равного Н1, а при эксплуатации его можно снизить до величины, соответствующей динамическому уровню Н. При этом уровень Н всегда существенно ниже уровня Н1.
Еще один параметр, требующий определения при проектировании системы, — это необходимый объем воздуха (Vв). Его принято рассчитывать в виде: куб.м воздуха на каждый куб.м поднимаемой воды. Расчет проводится по формуле: Vв=Н/Сlg0,1(h+10), где С — табличный коэффициент, связанный с величиной погружения труб (имеет значение от 8,4 до 14,3 при изменении погружения от 35 до 75%).
Обустройство системы
Эрлифт своими руками монтируется с учетом приведенных параметров и размеров. Подбирается основная труба для подъема воды диаметром 40-130 мм. В нижней части на высоте 10-20 см от торца формируется отверстие, в которое вставляется конец трубы для подачи воздуха диаметром 12-50 мм. Стык тщательно герметизируется.
Обе трубы погружаются в скважину на нужную глубину (Н+h). Верхний конец воздуховода соединяется со штуцером компрессора. Трубы на устье скважины надежно крепятся хомутами. Достаточно часто подача воздуха обеспечивается по гибкому шлангу.
В таком случае он протягивается внутри металлической трубы воздуховода и вводится в основную трубу. При монтаже системы рекомендуется предусмотреть возможность более глубокого погружения труб в процессе эксплуатации, при естественном изменении статического уровня подземных вод.
При изготовлении эрлифта своими руками следует заранее приготовить такой инструмент и оборудование: сварочный аппарат, болгарка, инструмент для нарезания резьбы, приспособление для изгибания труб, плоскогубцы, молоток, отвертка, ножовка по металлу, набор гаечных ключей, напильники, кисть малярная, электродрель, рулетка, линейка металлическая.
Эрлифт является системой, способной обеспечить подъем воды из скважины без использования насоса. Его можно сделать своими руками, для чего необходимо правильно определить основные технические параметры.
Как сделать воздушный насос для скважины на воду (эрлифт)
После бурения скважины на воду в Волгограде, традиционно для подъёма воды из глубоких скважин применяется глубинный насос. Устройство это, прямо скажем, не из дешёвых. Но есть и альтернативный способ достать воду из скважины, который при том же результате будет иметь гораздо меньшую цену. Причём это устройство можно собрать собственноручно.
Для начала немного теоретических выкладок. Согласно физическим законам воздушные пузыри, которые находятся в жидкости стремятся подняться вверх. Если поток пузырьков ограничить (как вариант, направить его в вертикальную трубу), то поток пузырьков будет представлять собой подобие робки или газового поршня, который будет толкать нашу жидкость вверх из трубы. Эффективность работы данного насосного устройства достигается за счёт того, что воздух совершенно естественно поднимается своим ходом с любых глубин. Невзирая на то, что каждая порция воздушных пузырьков выталкивает на поверхность небольшое количество воды, количество таких поршней очень велико.
Что понадобится для изготовления эрлифта
Для изготовления эрлифта своими силами нам понадобится:
компрессор;
шланги разного диаметра и такой длины, чтобы их хватило на всю глубину скважины — 2 шт. Вместо шланга большего диаметра лучше использовать пластиковую трубу;
изогнутая трубка из металла;
элементы крепежа (хомуты, стяжки).Вместо стяжек можно использовать проволоку, на худой конец — изоленту.
Через малый шланг мы будем накачивать в скважину воздух, толстая труба (шланг) будет служить для подъёма воды с пузырьками.
Собираем эрлифт
Для сборки эрлифта сначала надо вставить изогнутую трубку в малый шланг и плотно зафиксировать её хомутом. Второй конец изогнутой трубки закрепляем сбоку в более толстой трубе. Нижняя часть трубы будет служить для забора воды из скважины. Шланг и трубу плотно фиксируем друг с другом при помощи стяжек, проволоки, изоленты. Собранная конструкция должна входить в скважину на полную глубину. Второй конец шланга малого диаметра присоединяем к компрессору, а верхнюю часть толстой трубы выводим в накопительную ёмкость или бассейн. Также важно закрепить трубу и шланг на входе в скважину, чтобы наша система не всплывала, когда будет заполнена водно-воздушной смесью.
При работе эрлифта воздух из шланга попадает в большую трубу и по мере заполнения её объёма создаёт газовую пробку. Вода, которая находится сверху пробки, выталкивается на поверхность. Процесс формирования воздушных поршней будет непрерывным за счёт большого перепада в плотностях воды и воздуха.
Достоинства эрлифта
Дешевизна — не используется дорогостоящее оборудование.
Экологичность — в скважину не попадает ничего, кроме накачиваемого воздуха.
Надёжность — в водоподъёмнике нечему ломаться, нет движущихся и трущихся деталей.
Эффективность — достаёт воду с любой глубины.
Недостатки эрлифта
Недостаток только один — неравномерная подача воды. Вода подаётся толчками небольшими порциями. Для выхода из этой ситуации и служит накопительная ёмкость. По мере её заполнения вода перекачивается далее с помощью автоматической насосной станции или погружного насоса. Накопительная ёмкость или бассейн играют роль отстойника для отделения крупных механических частиц.
Тэги на странице: Насос Оборудование
Наши телефоны +7(937)532-77-37, +7(8442)50-18-61
Как изготавливаются пневматические рессоры
Системы подвески с пневматическими рессорами существуют с тех пор, как они были запатентованы в 1901 году… но многое изменилось за последние сто лет, особенно при изготовлении и тестировании этих пневматических рессор. Потратьте минуту или две, чтобы узнать немного о закулисных действиях, когда дело доходит до пневматических пружин, которые вы видите на полках Air Lift.
Создание пневматических рессор
Процесс производства красных мешков (Air Lift 1000) начинается с крошечных полиуретановых гранул, которые окрашиваются в красный цвет, расплавляются и помещаются в форму. Машина, используемая для формования подушек безопасности, формирует только одну половину каждого мешка за раз, а это означает, что следующим шагом является сплавление двух половин вместе по шву. Как вы, возможно, в какой-то момент своей жизни узнали на собственном горьком опыте, швы обычно являются наиболее уязвимой частью ваших брюк, но шов также является наиболее уязвимой частью вашей подушки безопасности с пневматической пружиной. Поскольку две половины пневматической пружины сплавлены вместе, остается шов, и этот шов необходимо проверить, чтобы убедиться, что уязвимость не повлияет на полезность пневматической пружины в целом. Механизм в магазине будет оттягивать две половинки друг от друга; если они разваливаются, вся партия возвращается на шаг назад, и инженеры на заводе устраняют проблему. Как только швы зарекомендовали себя прочными и, следовательно, достойными вашей поездки, они переходят к упаковке.
Air Lift также предлагает сильфонные (серия LoadLifter 5000) и рукавные (серия RideControl) пневматические рессоры, которые немного отличаются от красных мешков. Заглушки изготавливаются здесь, на заводе Air Lift, но резиновые и полиэфирные части (т. е. детали, из-за которых эти пневматические рессоры выглядят как крошечные автомобильные шины) закупаются у наших надежных поставщиков. Торцевые заглушки прижаты к резине, создавая герметичные пружины под давлением, которые вы знаете и любите.
Стандартизированное тестирование — но не как в школьные годы
Прежде чем наши пневматические пружины будут допущены к потребителю, мы подвергаем их тщательным испытаниям, чтобы имитировать любые экстремальные условия, через которые они могут пройти в течение жизни. Гидравлический испытательный стенд подвергает пружины одному миллиону циклов, что соответствует пробегу в 100 000 миль по дороге, треку или бездорожью. Испытательный стенд многократно сбрасывает на пружины тонну груза, совершая регулярные подпрыгивающие движения, чтобы убедиться, что пружины не выходят из строя и не изнашиваются со временем.
Тест на разрыв
Испытание на разрыв — это проверка качества, которую проходят сильфонные и рукавные подушки безопасности, прежде чем они попадут к покупателю. Воздушная подушка наполняется водой, а затем прикрепляется к шлангу высокого давления, подобно пожарному. Его интенсивный поток под высоким давлением направляется прямо в воздушную подушку, которая расширяется, приспосабливаясь к новому давлению… пока материал не порвется. Не волнуйтесь, это то, что должно произойти. Этот тест проводится для того, чтобы гарантировать, что торцевые заглушки не оторвутся в ситуации высокого давления (буквально).
Конечно, всему приходит конец, и пневматические амортизаторы Air Lift не являются исключением, но они чертовски близки к тому, чтобы быть полностью избавленными от смертности благодаря надежному производственному процессу, эффективным испытаниям и тщательному контролю качества.
Какие продукты Air Lift подходят для вашей поездки?
Не можете найти комплект пневматической рессоры для автомобиля с винтовой подвеской? Универсальные комплекты пневматических пружин Air Lift 1000 подходят практически для любой открытой винтовой пружины и обеспечивают нагрузку до 1000 фунтов. поддержки выравнивания нагрузки*. Просто выполните два простых измерения и используйте приведенную ниже таблицу, чтобы найти правильный комплект для вашего приложения.
Поиск подходящего приложения
Выполните следующие четыре простых шага, чтобы подобрать для своей поездки идеальное индивидуальное приложение:
Сначала разгрузите автомобиль, , чтобы вы могли наиболее точно измерить пружины. Это означает, что нужно отцепить кемпер, выбросить велосипедную стойку и вытащить коллекцию шлакоблоков из-под заднего сиденья. Когда автомобиль находится на нормальной высоте, полностью разгружен, вы готовы ко второму шагу.
Проведите два измерения. Измерьте внутреннюю высоту (X) — доступную высоту внутри винтовой пружины. Затем измерьте внутренний диаметр (Y) или доступную ширину внутри катушки по сторонам в самом широком месте. (см. схему)
Найдите соответствующий номер детали. Введите свои размеры в поисковик комплекта ниже. Или используйте приведенную ниже таблицу, чтобы найти строку, которая содержит правильную внутреннюю высоту и внутренний диаметр, и посмотреть, какой номер детали соответствует этим значениям. Лучше быть немного меньше, чем больше.
Air Lift 1000 Универсальные комплекты пневморессор содержат все необходимое для полной установки!
Две пневморессоры Air Lift 1000
Прокладки пневматических рессор (если применимо)
Два теплозащитных экрана с зажимами
Воздухопровод, тройник, стяжки и два значения Шредера
Подробное руководство по установке с рекомендациями по правильной установке
Применение профнастила. Где используется и применяется.
В современном промышленно-гражданском строительстве широко известен такой материал, как профнастил, нашедший применение во многих областях. Весьма популярен он и среди частных застройщиков. Увидеть забор или кровлю из профнастила можно неоднократно в любом загородном поселке. Многие предприятия пользуются профилированным листом для монтажа различных ограждений. Высокая востребованность объясняется универсальными возможностями материала и его отличными эксплуатационными характеристиками.
Профнастил — виды и применение
В зависимости от назначения профилированный лист выпускается трех видов с маркировкой «Н», «НС» и «С». Остановимся на них подробней:
Н – несущий профнастил, предназначен для применения в конструкциях, где необходимо принимать на себя несущую нагрузку. Например, при обустройстве плоских кровель, когда профилированные листы монтируются на подкровельные балки, а уже на них укладывается «пирог», состоящий из пароизояции, утеплителя, плоского шифера и гидроизоляции. Помимо этого профлист должен будет выдерживать снеговую нагрузку, а во время ливней, когда водоприемные воронки не смогут в полной мере справляться с дождем, сдерживать толщу воды.
НС – несущее-стеновой профиль, относящийся к категории универсальных, может использоваться для решения любых задач. Из него можно делать несъемную опалубку при заливке межэтажных перекрытий, скатные кровли, несущее основание для плоских кровель, ограждения, заборы, облицовку фасадов и каркасных домов.
С – стеновой профиль ограниченного назначения. Самый дешевый по цене профнастил. Область применения: для монтажа заборов, облицовки стен, устройства заграждений.
Применение профнастила в строительстве благотворным образом сказалось на качестве и сроках работ. Ведь профлисты предприятия выпускают и на заказ, длиной до 16 метров, а то и больше. Габариты листа могут быть настолько большими, насколько позволят возможности оборудования. Работа при использовании такого профнастила продвигается вперед семимильными шагами.
То же касается высоты волны (гофры). Увеличение толщины листа слабо влияет на прочностные характеристики, зато гофра в этом отношении может дать фору многим другим материалам. Чем она выше, тем жестче лист.
Профнастил оцинкованный нашел широкое применение в конструкциях, контактирующих с влажной средой. В основном такие листы монтируют на открытом воздухе при обустройстве кровель, заборов, фасадов.
Применение профнастила в каркасном строительстве
Преимущество каркаса заключается в том, что его можно обшить профлистом с двух сторон, что с успехом и делается при возведении каркасных домов, складов, ангаров. Сначала каркас обшивается снаружи. Затем между наружной и внутренней стеной, которой пока еще нет, укладываются трубы коммуникаций, электропроводка, крепится утеплитель. После этого зашивается внутренняя сторона. Получается удобно, тепло, эстетично.
Применение профлиста в частном строительстве
Благодаря своей жесткости и антикоррозионным свойствам, оцинкованный профилированный лист с большим удовольствием используется частными застройщиками при обустройстве кровель и заборов.
Профнастил отлично противостоит атмосферным осадкам, влаге, конденсату, успешно выдерживает снеговые, ветровые, сейсмические нагрузки. Вместе с тем этот высококачественный и долговечный материал материал имеет особенности, которые обязательно нужно учитывать при монтаже кровли или забора. Сначала крепится первый лист, причем делать это нужно последовательно, от одного края к другому. Затем на первый лист накладывается второй и крепится в районе замка. Дальнейшее крепление тоже производится последовательно: от замка к свободному краю второго листа.
Если первый лист закрепить в трех точках: по краям и посередине, потом наложить второй лист, тоже закрепив его в трех точках, появятся проблемы. После того, как будут закручены все саморезы, выяснится, что в районе замка между листами образовался зазор.
Еще один нюанс. При обустройстве односкатных кровель с малым уклоном (6-10 градусов) во время дождя и зимних оттепелей возможно затекание воды через поперечные стыки в помещение. Чтобы этого избежать, перехлест листов на стыках при монтаже необходимо делать минимум 250 мм. Не лишним будет пройти стыки силиконовым герметиком, обеспечив надежную герметичность соединения.
Качественный профнастил по доступной цене
Завод-изготовитель профнастила «ПрофСтальДом» предлагает к реализации все виды оцинкованного профлиста, изготовленного на современном оборудовании из высококачественной стали, имеющего сертификат качества и соответствующего всем требованиям ГОСТа 24045-2010. Мы доставляем продукцию по всему центральному региону, имеем собственные склады в Москве и Туле. Ждем ваших звонков и обращений, мы всегда открыты для тесного взаимовыгодного сотрудничества и партнерства. Звоните, пишите и приезжайте – мы ждем вас.
Получи свою скидку на профнастил
Предыдущая Следующая
Правила крепления крвельного профнастила.
Преимущества профлиста при обустройстве кровель. Правила крепления кровельного профнастила. Качественный профнастил прямо с завода-изготовителя
Профнастил оцинкованный с покрытием и без покрытия.
Профнастил; надежный и практичный материал, использующийся для строительства стен, крыш, ограждений.
Все статьи
Профнастил, виды и применение — Статьи о профнастиле
Уральский Завод Кровельных Материалов
Кровля, фасады и заборы. Производство и монтаж под ключ!
Онлайн камера — зона отгрузки
Профнастил – это современный строительный материал, который приобрел широкую популярность в нашей стране. Из него делают заборы, кроют крыши, мастерят опалубку, используют в несущих конструкциях, применяют для потолков и внутренней отделки.
Чем же вызвана такая востребованность этого материала? Конечно же, это его доступность и лёгкость в установке. Профилированный лист или металлопрофиль получают методом холодной прокатки, то есть стальные листы толщиной от половины до полутора миллиметров пропускают через специальные прокатные станки. В результате этого на листах образуется гофра, то есть ребра жёсткости.
Заводская маркировка профнастила зависит от специфики его применения: будь то, кровля, забор, облицовка стен или несущей конструкции. Каждой области соответствует определенная заводская маркировка. Маркировка «Н» означает «настил», то есть, предназначен для кровли, опалубки или межэтажных перекрытий. Маркировка «С» означает – стена. Используется для вертикальных конструкций, для облицовки стен, возведения заборов и перегородок. Маркировка «НС» подразумевает, что его можно использовать для кровельных работ, в качестве покрытия для стен и возведения заборов, то есть, это универсальный профнастил. У каждой из групп профнастила есть свои конструкционные особенности и технические характеристики.
Остановимся на них по подробнее, и рассмотрим профнастил марки «Н», который в основном используется для кровли крыш. Подчеркнем, что такие характеристики, как толщина и длина профнастила не стабильны. Каждый производитель определяет их сам, с учётом специфики оборудования и покупательского спроса.
Профнастил марки «Н-35» применяется для устройства кровель жилых и промышленных зданий. Пожалуй, это самый доступный и распространённый профилированный лист. Он способен выдерживать статические и динамические нагрузки в любых климатических зонах, универсален в применении и отличается простатой монтажа. Профнастил марки «Н-60» применяется как в несущих конструкциях, так и для скатной кровли. Часто можно увидеть киоски или гаражи из этого материала. Также он применяется в складском и промышленном строительстве. Этот профнастил выгоден в применении за счёт большой монтажной ширины листа. Профнастил марки «Н-75» имеет более широкий перечень назначений. Это и несущие конструкции, потолки, опалубка, перекрытия, а также скатные и плоские кровли. Рассчитан он на применение там, где выпадает большое количество осадков. Профнастил марки «Н-114» обладает самой высокой несущей способностью, среди несущих профнастилов. Его используют для опалубки, потолочных конструкций, для скатной и плоской кровли.
Напомним, что кровельный профнастил должен иметь высоту ребра не менее двадцати миллиметров, чтобы выдерживать внешнюю нагрузку. Например, массу снега зимой или тяжесть находящегося на крыши человека. Всегда помните, что кровельный профнастил эта часть крыши, которая принимает на себя осадки, солнечные лучи и даже различные волны, например звуковые или электромагнитные. Поэтому настил для кровли должен быть оцинкованным, либо покрыт качественным полимерным покрытием. Это позволит Вашей крыше надёжно служить долгие годы.
17.09.2015, 5947 просмотров.
Заказать продукцию
Нужен монтаж
Нужна доставка
Нажимая кнопку, я подтверждаю, что даю свое согласие на обработку предоставленных мной данных в соответствии с Политикой обработки персональных данных
Наша схема работы
Заявка
Замеры
Бесплатный расчет
Производство
Доставка
Монтаж
Письменная гарантия
Преимущества и применение коробчатого профиля
Коробчатый профиль подходит для установки на стены и крыши. Благодаря низкой цене и высокой прочности они широко используются в промышленных и жилых помещениях.
Профнастил коробчатого профиля очень популярен в строительной отрасли и стал неотъемлемой частью ландшафта в Польше. Конструкции на основе этого материала можно увидеть практически в каждом крупном городе.
Типы листов коробчатого профиля: облицовочные и конструкционные
Основным разделением листов коробчатого профиля является различие между облицовочными и конструкционными металлическими листами.
Металлический лист облицовочный применяется в качестве наружной облицовки стеновых и кровельных перегородок. Применяется на объектах холодного хранения, для: конструкций и обшивки металлическим листом; или для теплых складских помещений: конструкции, теплоизоляционный материал, коробчатый профнастил для обшивки. Толщина облицовочных металлических листов производства Balex Metal варьируется от 25 до 55 микрометров. Этот материал доступен в толщине от 0,50 до 0,70 мм, а также доступна различная высота профиля от 2 мм (оптический профиль) до 60 мм.
Конструкционные металлические листы используются только в качестве компонента всей кровельной системы. Снаружи они защищены 15-микрометровым покрытием. На внешней поверхности также имеется грунтовочный слой, который является частью полной кровельной системы в сочетании с теплоизоляционными материалами и облицовочным слоем (например, толь, вертикальные фальцевые панели, мембраны и т. д.).
Конструкционные металлические листы Balex Metal изготовлены из высококачественной стали (S320GD), что означает, что материал прочен и способен выдерживать нагрузки даже при больших пролетах. Металлические листы доступны в широком диапазоне высоты и толщины профиля, что, в свою очередь, позволяет выбрать оптимальное решение для любого конкретного проекта в соответствии с требованиями номинальной нагрузки.
Антикоррозионная защита листов коробчатого профиля
Все листы коробчатого профиля в ассортименте Balex Metal оцинкованы и покрыты защитным покрытием: алюцинк, полиэстер SP 25, полиэстер Perła Mat SP 35 или Cesar PUR 55. Покрытие Cesar отличается повышенной коррозионной стойкостью (RC1-RC5).
Коробчатый профиль с полиэфирным покрытием
W В жилищном строительстве крыши часто оснащаются коробчатым профилем с полиэфирным покрытием. Однако не все знают, что такая отделка также защищает крышу от погодных условий и коррозии.
В этом случае сердцевина из листового металла коробчатого профиля в первую очередь покрыта пассивированным цинком и грунтовочным слоем, а затем полиэфирным покрытием толщиной 15-40 микрометров. В большинстве случаев завершающий слой состоит из полиэстера, пуриара или пластизоля.
Алюмоцинковый коробчатый профиль
Этот металлический лист с обеих сторон покрыт слоем сплава цинка и алюминия. Процесс гальванизации приводит к связыванию металла. Благодаря этому покрытию алюмоцинковые кровельные покрытия еще более устойчивы к погодным условиям.
Листы коробчатого профиля рекомендуется использовать для отделки крыш складов, производственных и других промышленных объектов.
Преимущества коробчатых профилей
Коробчатые профили в первую очередь отличаются очень высокой прочностью благодаря устойчивости к погодным условиям, в частности к низким и высоким температурам. Элементы крыши из листов коробчатого профиля могут быть толще, чем покрытия из других стальных листов, что также обеспечивает более высокую устойчивость к экстремальным погодным условиям, а также к сильному дождю, граду или снегу.
Быстрая и, следовательно, недорогая установка
Оптимальные затраты на строительство не обязательно означают низкое качество материалов. Одним из способов снижения затрат является снижение затрат на установку. В этом отношении листы коробчатого профиля представляют собой очень выгодное решение, поскольку быстрая и простая установка значительно снижает затраты на изготовление. Более быстрое завершение проекта позволяет гораздо раньше получать прибыль.
Ориентировочная стоимость укладки металлического листа начинается от десятков злотых за 1 м², что является экономически выгодной альтернативой установке других кровельных покрытий. Стоимость монтажа других кровельных покрытий может быть в три раза выше.
Еще одним большим преимуществом коробчатого профиля является доступная цена. 1 м² оцинкованного металлического листа стоит, в зависимости от различных параметров, дюжину злотых, а цветной коробчатый профиль всего на несколько злотых дороже.
Применение коробчатых профилей
Коробчатые профили в основном используются в крупных производственных, складских и складских помещениях, навесах, а также различного рода крупноформатных зданиях (даже с уклоном всего в пять градусов) .
Следует знать, что листы коробчатого профиля являются одним из наиболее часто используемых материалов покрытия как для больших, так и для небольших промышленных кровельных конструкций. Этот тип покрытия редко используется на крышах жилых домов.
Коробчатые профили очень часто используются не только для кровельных покрытий, но и для создания простых навесных крыш. Это могут быть автобусные остановки, входы на лестничные клетки, гаражи, навесы для велосипедов или покрытия платформ. В этих случаях в первую очередь используются листы коробчатого профиля из-за низкой цены, а также простоты монтажа. Благодаря легкому весу для него не нужны сложные, трудоемкие и дорогие опорные конструкции.
(PDF) Полное применение профилированного стального листа… ePrints.usm.my/25142/1/Building_Engineering_and_constructi… СТАЛЬНАЯ ПРОФИЛИРОВАННАЯ СУХАЯ
СИСТЕМА ПЛАСТ В КАЧЕСТВЕ МОДУЛЕЙ ДЛЯ ШКОЛЬНЫХ КЛАССОВ
1Ханизам Аванг, 2Норхайза Нордин, 3Ван Хамидон Ван Бадаруззаман 1Universiti Sains Malaysia, 2Universiti Malaysia Pahang,
3Universiti Kebangsaan Malaysia [электронная почта защищена], [email protected], [email protected]
ВЫДЕРЖКА: В этом документе описывается применение профилированной стали Система Sheet Dry Board (PSSDB) как инновационный легкий композит модули школьного класса. Конструкционная композитная панельная система состоит из профилированного стального листа, прикрепленного к сухой доске с помощью механические саморезы и саморезы. По сравнению с традиционные строительные системы и материалы, система PSSDB исключает использование обычных деревянных опалубок, колонн и стропильные фермы в зданиях. Кроме того, предлагаемая система имеет множество преимущества, такие как легкий вес, что делает конструкцию менее трудоемкость, короткие сроки строительства, материалы оптимизация и обеспечивает лучшую готовую продукцию. Предлагаемый панельная система подпадает под Систему промышленного строительства (IBS) категория, так как все компоненты конструкционных панелей изготавливаются на заводе, транспортируется и собирается в конструкцию или строительство с минимальными дополнительными работами на площадке. Система была успешно реализовано в двух модулях школьного класса в Секолах Кебангсаан Телок Мас, Мелака, Малайзия.
к центральному стержню CL660 (профилированный стальной лист). Ширина стеновая панель
660 мм. На рис. 5 ниже показана типичная стеновая панель PSSDB с открытие окна.
Однако длина (высота) варьируется в зависимости от конусная высота стены
.
1 м
2-я МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ ПО ЗАСТРОЕННОЙ СРЕДЕ В РАЗВИВАЮЩИХСЯ СТРАНЫ (ICBEDC 2008)
437
Рисунок 5: Двойная стеновая панель с оконными проемами
3.2 Крыша система PSSDB
была расширена, чтобы сформировать новую концепцию кровли система. новый
позволит отказаться от ферм крыши, которые обычно требуются в традиционная крыша
конструкции. Кровельная система PSSDB имеет множество преимуществ. при
по сравнению с традиционными формами конструкций скатных крыш в малые и средние
здания, в которых обычно используется либо прогон и стропила
или стропильная система. Это явно происходит из-за нагрузки несущей способности системы
ПССДБ и за счет этого выполнен из более прочного материалы.
Система крыши была рассчитана на постоянную нагрузку 0,31 кН/м2 и
прилагаемой нагрузки 0,25 кН/м2. Были задействованы панели двух размеров; Ширина 750 мм x
Длина 2000 мм (14 шт.) и ширина 750 мм x длина 4000 мм (28 шт.) №) и расстояние между винтами
составляет 100 мм. В таблице 2 показаны детали отдельные компоненты
и Рисунок 6 показывает панельную систему PSSDB для крыши.
Рисунок 6(а). Перевернутое положение предлагаемой панели крыши PSSDB
Ajiya CL 660 Rockwool
Сухая плита 9 мм Саморез
2-я МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ ПО СТРОИТЕЛЬНОЙ СРЕДЕ В РАЗРАБОТКЕ СТРАНЫ (ICBEDC 2008)
438
Рисунок 6(b) Предлагаемая панель крыши PSSDB
4. ПОДГОТОВКА И ПРОЦЕСС СТРОИТЕЛЬСТВА установка модулей
. Фундамент был построен из обычного армированного конкретный. Все
9Модули 0002 были изготовлены на заводе, как показано на рисунке. 7.
Процесс монтажа начался с укладки пола после завершения строительства
балки перекрытия. После всех панелей пола размещены,
стеновые панели установлены одна за другой. Наконец, панели крыши были
установлены на место. На рис. 8 (а-г) показаны процессы монтаж модулей
, а на рис. 9 показаны готовые модули. Целый строительство
процесс был завершен своевременно с минимальными затратами материала отходы, меньше
строительных материалов, более аккуратное и безопасное состояние площадки и лучшее контроль качества.
Рисунок 7. Штабелирование панелей PSSDB на строительной площадке
Минеральная вата
Сухая плита 9 мм Саморез
Верхний слой Ajiya CL 660
2-я МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ ПО ЗАСТРОЕННОЙ СРЕДЕ В РАЗРАБОТКЕ СТРАНЫ (ICBEDC 2008)
439
Рисунок 8(a). Строительство фундамента Рис. 8(b). Возведение панель пола
Рисунок 8(с). Подпираемая стена и панели уложенного пола
Рисунок 8(d). Монтаж кровельных панелей
2-я МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ ПО ЗАСТРОЕННОЙ СРЕДЕ В РАЗВИВАЮЩИХСЯ СТРАНЫ (ICBEDC 2008)
440
Система сухих досок (PSSDB) как конструктивный элемент в строительстве инновационные легкие композитные школьные классные модули. система имеет много преимуществ. Он был успешно реализован в двух модули школьных классов в Sekolah Kebangsaan Telok Mas, Мелака, Малайзия. Описываемое приложение раскрывает потенциал Система PSSDB будет реализована как полноценная IBS в строительство зданий.
6. ССЫЛКИ
Ахмад, Э., (1999). Поведение сухой доски из профилированного стального листа пластинчато-складчатая конструкция.
Кандидатская диссертация. Университет Кебангсаан Малайзия. Ахмед, Э. и Ван Бадаруззаман, WH, (2003). Прогнозирование методом конечных элементов поведения
профилированного стального листа, сухой доски, фальцованной пластины Structures An Improved Model, Международный инженерный журнал, Транзакция B: Заявления, 16(1), стр. 21-32.
Ахмед, Э. и Ван Бадаруззаман, У.Х., (2005). Заключительный элемент Предсказание на
Применимость профилированного стального листа Сухая конструкционная плита Композитная система как убежище для помощи при стихийных бедствиях, Журнал Строительство и строительные материалы, 19(4), стр. 285-295.
Ахмед Э., Ван Бадаруззаман В.Х. и Райт, Х.Д., (2000). Экспериментальное и
Исследование методом конечных элементов сухой доски из профилированного стального листа в сложенном виде Плитные конструкции, тонкостенные конструкции 38(2), стр. 125-143.
Ахмед, Э., Ван Бадаруззаман, В.Х., Рашид, А.К. и Тайб, К.А., (2001). Анализ
и эксперименты с составными фальцованными конструкциями крыш. Материалы конференции по строительным технологиям, стр. 39-50.
Акханд, А.М., (2001). Нелинейное моделирование методом конечных элементов и частичный пластический анализ
Рахмади, А.П., Ван Бадаруззаман, В.Х., Заин, М.Ф.М., Рашид, А.К., Исмаил А., Юсоф,
К., Осман С.М. и Шодик, Х., (2002). Профнастил/ сухая доска (PSSDB) Промышленная строительная система. Ход 2-го Всемирный инженерный конгресс 2, стр. 413-416. Шодик, HM, (2004). Prestasi sistem baru lantai keluli berprofil papan kering dengan
isian konkrit. Кандидатская диссертация. Университет Кебангсаан Малайзия. Ван Бадаруззаман, WH, (1994). Поведение профилированных система лист/сухая доска.
Докторская диссертация, Уэльский университет. Ван Бадаруззаман, WH, Ахмед, Э. и Рашид А.К., (1996). Вне плоскости
жесткость на изгиб вдоль большой оси профилированного стального листа композитные панели для пола из гипсокартона. Журнал Кеджурутераан, 8, стр. 79-95.
Ван Бадаруззаман, В.Х. и Эванс, Х.Р., (1994). Профильная сталь листовая/сухая
картонная система в качестве альтернативы существующим традиционным системам. Материалы 1-й Международной конференции ICAST, с. 139-145.
Ван Бадаруззаман, В.Х. и Райт, Х.Д., (1998). Легкий тонкостенный профилированный
стальной лист / сухая плита (ПССДБ) композитная система полов. Материалы международной конференции по тонкостенным конструкциям. стр. 355-365.
Ван Бадаруззаман, В.Х., Акханд, А.М., Шодик, Х.М., Халим, А.Р. и Тайб, Т.А.
(2001). Разработка и применение композитного стального профиля система пола из сухой доски. Ход строительства Технологическая конференция. стр. 29-37.
2-я МЕЖДУНАРОДНАЯ КОНФЕРЕНЦИЯ ПО ЗАСТРОЕННОЙ СРЕДЕ В РАЗВИВАЮЩИХСЯ СТРАНЫ (ICBEDC 2008)
Установка и подключение циркуляционного насоса в открытую систему отопления
Для поддержания комфортной температуры в системах кондиционирования, горячего водоснабжения и отопления, применяют насосы, которые обеспечивают стабильную циркуляцию теплоносителя. Они позволяют регулировать интенсивность обогрева, как вручную в механических насосах, так и задавая автоматические режимы работы, если речь идет об электронных моделях.
Но для корректной работы насосного оборудования, важна еще и правильная установка. Все фирменные насосы DAB комплектуются подробной инструкцией по монтажу. В них описаны все детали процесса – от того, как правильно соединить насос с системой до того, как подключить его к электросети и запустить. Также в инструкциях указаны все распространенные ошибки при проведении подобных работ.
Модельный ряд DAB представлен множеством различных насосов, каждый из которых имеет свои особенности в плане эксплуатации и монтажа. Но есть некоторые общие правила установки насосов на отопление:
Для бесперебойной работы насоса необходимо правильно выбрать место для его врезки в открытую систему, иначе в ней будут формироваться воздушные пробки. При правильном монтаже, вал электродвигателя будет находиться горизонтально.
Поскольку насосы DAB оснащены мокрым ротором, в случае их некорректной установки, подшипники устройства останутся без смазки и необходимого охлаждения, что сократит их рабочий ресурс и может стать причиной поломки насоса. В процессе монтажа, можно ориентироваться на стрелку на корпусе насоса, она показывает направление движения теплоносителя в системе.
Чтобы продлить срок службы оборудования, нужно поставить фильтр, который задержит песок, окалину и другие абразивные примеси. Без системы очищения все эти абразивы станут причиной разрушения деталей. Чтобы избежать этого, достаточно установить самый простой фильтр для грубой очистки. Важно чтобы при этом, емкость для сбора отфильтрованных частиц была направлена вниз. Это необходимо чтобы фильтр не мешал циркуляции рабочей среды.
Преимущество современных насосов ДАБ в том, что их можно подключать практически на любом участке контура. Но, все-таки, чтобы продлить срок эксплуатации насоса, лучше производить монтаж на обратном трубопроводе, устанавливая его межу котлом и расширительным баком.
При подключении оборудования в сеть, важно обеспечить условия, при которых вода и конденсат не попадут в клеменную коробку. Многие насосы ДАБ, имеют встроенные разъемы, благодаря которым для подключения не нужно ее открывать, но в любом случае, эту меру предосторожности не стоит игнорировать.
Также при подключении к системам, где температура рабочей среды превышает + 90° С нужно применять термостойкий кабель. При этом важно исключить возможность его соприкосновения с трубами, двигателем и корпусом насоса. Заземление обязательно.
Циркуляционные насосы DAB – это экономичное и эффективное решение для систем отопления, горячего водоснабжения и кондиционирования частного дома. Ознакомиться с модельным рядом насосов производителя, можно у официального представителя компании в городе Москва. Установку от производителя можно заказать в одном из лицензированных сервисных центров. Профессиональный монтаж оборудования – это гарантия того, что оно будет работать долго и исправно, а вы в любой момент сможете воспользоваться бесплатным сервисным обслуживанием.
установка циркуляционного насоса в системе отопления
Назначение циркуляционных насосов
Как правильно выбрать место для установки
Схемы обвязки
Установка в системы отопления с принудительной циркуляцией теплоносителя
Установка в системы отопления с естественной циркуляцией теплоносителя
Особенности монтажа
Подключение устройства к сети электропитания
Повысить эффективность работы автономных систем обогрева загородных домов и дачных домиков позволяет такое устройство, как циркуляционный насос на отопление. Установка этого насоса в систему отопления не представляет особых сложностей, поэтому выполнить такую процедуру, обладая хотя бы минимальными навыками работы с техническими устройствами, можно самостоятельно, без привлечения квалифицированных специалистов.
Циркуляционный насос в системе отопления
Назначение циркуляционных насосов
Основная задача, которую решают циркуляционные насосы для котлов отопления, заключается в том, чтобы обеспечить постоянное движение по трубопроводу передающей тепловую энергию жидкости без изменения давления потока. Таким образом, постоянно перемещаясь по трубопроводу с определенной скоростью, нагретая вода способствует лучшей передаче тепловой энергии элементам отопительной системы и, соответственно, более быстрому и эффективному обогреву помещений.
Установка циркуляционного насоса в систему отопления, работающую по принципу принудительной рециркуляции, является обязательным условием. В системы отопления с естественной циркуляцией теплоносителя для увеличения их тепловой мощности такие устройства тоже устанавливаются. Многие современные модели циркуляционных насосов могут работать на различных скоростях и имеют в своем оснащении специальный переключатель, позволяющий выбирать требуемый режим работы.
Используя регулируемые циркуляционные насосы, можно эффективно управлять работой системы отопления, включая ее на максимальный уровень теплоотдачи, когда на улице сильно похолодало, и выставляя экономичный режим работы после того, как в отапливаемых помещениях установится комфортная температура воздуха. Отдельные модели регулируемых насосов для котлов отопления могут работать в авторежиме, реагируя на изменение температуры воздуха в отапливаемых помещениях и переключаясь на требуемую скорость подачи теплоносителя в трубопроводную систему.
Устройство циркуляционных насосов для отопления
По конструктивному исполнению циркуляционные насосы, устанавливаемые на системы отопления, делятся на две большие категории: с «сухим» и «мокрым» ротором. Более высокими КПД и производительностью обладают устройства с «сухим» ротором, но они издают при работе сильный шум, более сложны в обслуживании и ремонте. Гидромашины с «мокрым» ротором отличаются простотой обслуживания и высокой надежностью и, если обеспечено требуемое качество теплоносителя, способны безотказно прослужить более десяти лет.
Кроме того, циркуляционные насосы рассматриваемого типа издают при работе минимальное количество шума. Даже невысокого КПД и производительности насосных устройств с «мокрым» ротором вполне достаточно для того, чтобы обеспечивать эффективную работу системы отопления частного дома или дачного строения.
Как правильно выбрать место для установки
Перед тем как установить циркуляционный насос, надо определить наиболее подходящее место для монтажа. Обычно такой насос в системе отопления монтируется после котла, на участке трубопровода, расположенном до первого ответвления. При этом нет значительной разницы в том, на какой из магистралей (подающей или обратной) трубопровода выполняется установка насоса на отопление. Для изготовления циркуляционного насосного оборудования производители используют материалы, которые способны выдерживать температуру воды в системе, доходящую до 100–115°, поэтому установка такого устройства даже на подающей магистрали, где температура теплоносителя максимальная, не нанесет ему никакого вреда. На гидравлические характеристики системы отопления и всех элементов, которые в нее входят, также не оказывает никакого негативного влияния то, на какой из магистралей трубопровода выполнен монтаж циркуляционного насоса.
Как установить насос на отопление? Основное внимание следует уделить тому, как выполнена обвязка насоса и как сориентирован ротор. В системах отопления, состоящих из двух отдельных веток (контуров), каждая из которых работает на обогрев разных частей дома или его этажей, лучше ставить два циркуляционных насоса – на каждый из контуров отдельно. Схему установки циркуляционных насосов на каждую из веток системы отопления оставляют такой же – сразу после котла и до первого ответвления на трубопроводе.
Использование отдельного насоса для каждого из ответвлений системы обогрева позволяет регулировать теплоотдачу каждого из таких контуров отопления, создавая требуемый температурный режим в помещениях, которые такими контурами обслуживаются.
Система отопления с двухконтурным котлом и теплым полом
В том случае, если отдельными отопительными контурами обслуживаются первый и второй этажи дома, применение двух циркуляционных насосов позволит еще и экономить на обогреве строения. Заключается такая экономия в том, что на обогрев верхних этажей, где температура воздуха всегда выше, требуется меньше тепловой энергии от системы отопления. Соответственно, циркуляционный насос, обслуживающий контур отопления верхних этажей, можно выставить на меньшую скорость работы, что и позволит экономить на энергоносителях, используемых для нагрева воды в котле.
Схемы обвязки
Схема подключения насоса для котла зависит от типа отопительной системы, на которой устанавливается такое устройство. Как уже говорилось выше, выделяют системы отопления с принудительной или естественной циркуляцией теплоносителя. Первые без такого насосного оборудования просто не работают, вторые работают, но при этом характеризуются невысокой теплоотдачей. Как правило, системы отопления, которые могут функционировать как с циркуляционным насосом, так и без него, используются для оснащения домов, расположенных в тех районах, где наблюдаются частые перебои с электроснабжением. Применение таких комбинированных вариантов позволяет сохранять тепло в доме вне зависимости от наличия напряжения в централизованной сети электропитания. В тех случаях, когда электрический ток в дом не поступает, система отопления, хотя и с меньшей теплоотдачей, работает и без циркуляционного насоса.
Установка в системы отопления с принудительной циркуляцией теплоносителя
Установка насоса в систему отопления частного дома, которая изначально спроектирована с учетом использования такого устройства, выполняется в разрыв трубы подающей или обратной магистрали контура. Очень распространенной причиной некорректной работы циркуляционного насоса и даже его выхода из строя является низкое качество теплоносителя, наличие в его составе песка и других нерастворимых примесей. В особенности такая причина характерна для тех случаев, когда для обогрева дома используется открытая система отопления.
Типовая схема подключения насоса отопления
Твердые нерастворимые частицы, содержащиеся в теплоносителе, часто становятся причиной заклинивания крыльчатки и последующей остановки приводного электродвигателя. Чтобы не столкнуться с такими проблемами, на участке трубопровода, по которому в насос поступает теплоноситель, необходимо установить сетчатый фильтр грубой очистки.
Для правильной установки циркуляционного насоса в систему отопления необходим монтаж шаровых кранов с обеих сторон такого устройства. Нужны эти краны для того, чтобы при техническом обслуживании или ремонте насоса не сливать теплоноситель из всего трубопровода.
Установка в системы отопления с естественной циркуляцией теплоносителя
Чтобы установить насос для котла отопления, обслуживающего систему с естественной циркуляцией теплоносителя, надо обязательно использовать байпас. Это трубная перемычка, по которой теплоноситель перемещается в отопительной системе в тех случаях, когда установленный на ней электронасос не работает.
Схема байпаса системы отопления
На байпасе монтируется кран шарового типа, который при нормальном функционировании циркуляционного насоса находится в закрытом состоянии. В тех случаях, когда гидромашина по каким-либо причинам не работает и, соответственно, не может обеспечить требуемой циркуляции теплоносителя, кран на байпасе открывают, а на участке трубы, которая идет к насосу, закрывают. Таким образом, насос отсекается от отопительного контура, и теплоноситель начинает двигаться по нему естественным образом.
Особенности монтажа
Задаваясь вопросом о том, как правильно установить насос, который будет обеспечивать эффективную циркуляцию теплоносителя в трубах отопления, следует учитывать еще ряд важных нюансов. Первый из таких нюансов заключается в том, что ротор помп при их установке должен располагаться строго горизонтально. Объясняется такое требование тем, что только при таком расположении насоса с «мокрым» ротором все движущиеся элементы его внутренней конструкции будут эффективно смазываться и, соответственно, смогут избежать чрезмерного трения и перегрева.
Варианты правильного и неправильного монтажа насоса отопления
Второй момент, который следует учитывать, устанавливая рециркуляционный насос для отопления, – это направление потока теплоносителя в трубопроводе. На корпусе любого циркуляционного насоса есть стрелка, которая указывает, в каком направлении через такое устройство должен двигаться теплоноситель. Выполнить монтаж, используя такую подсказку от производителей, несложно: смотрим, в каком направлении двигается поток теплоносителя в трубопроводе, обращаем внимание на направление стрелки на корпусе насоса и устанавливаем его в правильном положении. Следует иметь в виду, что неправильные действия по установке насоса на отопительный контур могут привести не только к некорректной работе такого устройства, но и к его быстрому выходу из строя.
При выборе циркуляционного насоса для оснащения своей системы отопления имейте в виду, что некоторые модели таких устройств могут устанавливаться как в горизонтальном, так и в вертикальном положении. При этом в последнем случае насос может терять до 30% напора, который формируется в нагнетательной магистрали.
youtube.com/embed/e2nPV3p5ogU»/>
Подключение устройства к сети электропитания
При подключении насоса к электросети, для чего необходимо использовать три провода (фазный, нулевой и провод заземления), лучше воспользоваться индивидуальной линией, оснащенной автоматом защиты.
Схема подключения циркуляционного насоса к электросети
Само подключение циркуляционного насоса выполняется при помощи стандартной трехконтактной вилки и розетки или посредством клеммной колодки. Клеммы насоса, к которым необходимо подсоединить обратный конец электрического кабеля, находятся под пластиковой крышкой на корпусе устройства. Как правило, каждая из таких клемм имеет обозначение, что позволяет без особых сложностей разобраться в том, какой провод подключать к конкретной клемме.
Многие владельцы загородных домов, чтобы не оказаться в ситуации, когда из-за перебоев с электроснабжением система отопления перестанет работать, используют источники резервного питания, к которым в случае аварийных ситуаций в сети централизованного электроснабжения подключается циркуляционный насос.
Циркуляционные насосы | Насосы Grundfos, циркуляционные насосы Taco и др.
Когда ваши операции связаны с циркуляцией шламов, газов и жидкостей в гидравлической системе охлаждения или отопления, Alternative Heating & Supplies знает, что циркуляционные насосы имеют высокий приоритет. Мы заработали репутацию лидеров отрасли, предлагая сегодня на рынке циркуляционные насосы для дровяных котлов высочайшего качества. Наши циркуляционные насосы для дровяных котлов открыты для кислорода и не находятся под давлением. Многие из наших клиентов считают, что циркуляционный насос Taco — это вариант, отвечающий их потребностям, поскольку он обеспечивает обильную подачу воды в теплообменники, что повышает их функциональность. Циркуляционный насос вашего котла является одной из наиболее важных частей вашей системы, и очень важно работать с компанией, которой вы можете доверять, чтобы обеспечить максимальную производительность.
Если вам нужен насос с системой резервного питания от аккумуляторной батареи, Pump Sentry — один из наших лучших насосов для котлов. Циркуляционные насосы являются сердцем системы, которая обеспечивает бесперебойную работу вашего бизнеса, но вы не должны упускать из виду теплообменник котла, который передает тепло между жидкостями. Наша продуктовая линейка включает в себя все, что вам может понадобиться для облегчения работы циркуляционных насосов вашего котла. Нет причин искать дальше, когда вам нужна помощь с вашими потребностями в гидравлической системе отопления и охлаждения. Наши циркуляционные насосы повысят вашу производительность, а это означает увеличение прибыли.
Сортировка по положению имени положения имени .featuredMaterialNew raviralsPrice: низкий до высокого уровня: Высокий до минимума нистекля Page Next
Показать
122448
на странице
Добавить в список желаний Добавить в сравнение
Добавить в список желаний Добавить в сравнение
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Добавить в WishList Добавить в сравнение
Добавить в WishList Добавить в сравнение
Добавить в WishList Добавить в сравнение
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Добавить в WishList Добавить в сравнение
Добавить в WishList Добавить в сравнение
Добавить в WishList Добавить в сравнение
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Add to WishList Add to Compare
Добавить в список желаний Добавить в сравнение
Сортировать по положениюНазвание товараРекомендуемыйМатериалНовые поступленияЦена: от низкой к высокойЦена: от высокой к низкойУстановить направление по убыванию
View as Grid List
Page
You’re currently reading page 1
Page 2
Page Next
Show
122448
per page
Shipping Этикетка
Производитель
Входной ток
Тип установки
Совместимость с
Длина
Новая конструкция насоса помогает экономить энергию в гидравлических системах
Один из самых больших потенциальных источников энергии в системе водяного или лучистого отопления также является одним из ее самых маленьких компонентов: циркуляционным насосом горячей воды. За последние 60 лет конструкция циркуляционного насоса практически не изменилась с точки зрения эффективности и дизайна. Несмотря на то, что эти насосы не потребляют слишком много энергии, они обычно работают с фиксированной скоростью потока, потребляя при этом меньше оптимального энергопотребления. Шестьдесят лет назад затраты на электроэнергию были относительно невелики, поэтому потребление энергии в процессе проектирования не учитывалось.
С сегодняшним экологическим движением в промышленных и жилых зданиях время для улучшенного энергоэффективного циркуляционного насоса стало очевидным.
The Alpha™
Появился новый инновационный насос от Grundfos Pumps Corporation, который автоматически и непрерывно регулирует производительность циркуляционного насоса в соответствии с изменяющимися потребностями водяной системы отопления. Разработанная в Европе почти десятилетие назад, ALPHA™ представляет собой проверенную технологию с миллионами успешных высокоэффективных установок. Однако гидронические системы Европы отличаются от систем Северной Америки. В результате требования к насосу также различны. Более крупные системы в Северной Америке требовали большей скорости потока, поэтому в гидравлическую конструкцию Alpha пришлось внести важные коррективы.™
Энергосбережение достигнуто
Благодаря непрерывной точной настройке энергопотребления и скорости потока в соответствии с динамическими потребностями системы Alpha™ экономит энергию и деньги», — говорит Боб Рейнмунд, старший специалист по продукции Grundfos. «В полевых испытаниях продукта независимые подрядчики добились экономии энергии до 80% по сравнению с обычными насосами».
Конструкция Alpha™ ориентирована на три ключевые возможности энергосбережения:
Революционная конструкция двигателя – двигатель с электронным управлением оснащен намагниченным ротором, что позволяет избежать проблем с проскальзыванием двигателя, характерных для двигателей асинхронного типа. В результате получается значительно более эффективный двигатель, который вырабатывает меньше тепла и энергии, обеспечивая при этом пусковой момент в четыре раза выше, чем у стандартного асинхронного двигателя, что является ключевой особенностью, если циркуляционный насос испытывает длительные периоды простоя.
Больше никаких масштабных модификаций – определение конкретных, постоянно меняющихся потребностей домашней системы отопления может стать сложной задачей для монтажников, особенно при модернизации. Как следствие, подрядчикам часто трудно выбрать правильный насос, а затем запрограммировать его с правильными настройками. «Если установщик не знаком с расположением трубопроводов, он может решить, что лучший способ избежать обратного вызова — это просто увеличить размеры насосов», — говорит Райнмунд. Большой насос будет потреблять больше энергии. «Alpha™ создает колоссальные возможности для борьбы с этой тенденцией к увеличению размеров».
Программа установки теперь может активировать функцию «Автоматическая адаптация ». Циркуляционный насос автоматически найдет самую низкую возможную точку эффективности работы, чтобы удовлетворить изменяющиеся потребности системы». продолжает Рейнмунд. «Затем он будет постоянно регулировать этот параметр для достижения оптимального комфорта при минимальном энергопотреблении — и все это без прямого вмешательства человека. Насос может работать с потребляемой мощностью всего пять ватт, по сравнению с минимум 80 ваттами для обычного циркуляционного насоса сопоставимого размера».
Двухлетние полевые испытания
Чтобы гарантировать, что новый циркуляционный насос ALPHA™ полностью удовлетворит потребности гидронических систем в Северной Америке и тех, кто их проектирует и устанавливает, Grundfos использовала последние две зимы для проведения около 200 тщательных полевых испытаний с продукт через Соединенные Штаты и Канаду. Результаты этих полевых испытаний привели к важным корректировкам гидравлической конструкции Alpha.™
Филипп Хьюз – ветеран с 50-летним стажем работы в сфере сантехники и отопления. Как владелец Hughes Plumbing and Heating, Inc. в Харроде, штат Огайо, Хьюз на протяжении многих лет работал над широким спектром жилых, коммерческих и промышленных проектов. В рамках полевых испытаний Хьюз установил новый ALPHA™ в свою домашнюю систему водяного отопления, состоящую из семи зон и высокоэффективного котла мощностью 155 000 британских тепловых единиц в час. Он внимательно следил за энергопотреблением в течение последних двух отопительных сезонов и теперь сообщает, что новый циркуляционный насос «сэкономил около 55%» по сравнению со старой моделью циркуляционного насоса. «Предыдущий циркуляционный насос потреблял 0,7 ампер и потреблял от 55 до 70 ватт в течение отопительного сезона», — говорит Хьюз, отмечая, что ALPHA™ обеспечивает резкое снижение потребления с 7 до 22 ватт.
Пол Сьюард — инженер-механик из Луисвилля, штат Колорадо. Две зимы назад Сьюард установил новый насос Alpha™ в своем доме, используя его в качестве основного распределительного насоса для всей домашней системы отопления. ALPHA™ перемещает теплую или охлажденную воду от теплового насоса через различные излучающие зоны, которые покрывают примерно 80% его двухуровневой конструкции. Циркуляционный насос также обслуживает небольшую секцию, которая нагревается или охлаждается с помощью воздухообрабатывающего агрегата. «Поскольку клапаны в различных секциях открываются или закрываются в зависимости от возрастающей или падающей потребности, мой ALPHA™ автоматически увеличивает или уменьшает нагрузку в соответствии с нагрузкой без каких-либо корректировок с моей стороны», — объясняет он. «Это в значительной степени предложение «установил и забыл».
По словам Сьюарда, предыдущий циркуляционный насос был моделью с фиксированной скоростью и «постоянно работал на 100 Вт. Между тем, мощность ALPHA постоянно остается между 9 и 13 Вт».
Таким образом, потребление сокращается примерно на 75 %, даже в верхнем диапазоне для ALPHA. Сьюард подсчитал, что его годовой счет за электроэнергию сэкономит около 24 долларов. Он признает, что это точно не остановит глобальное потепление, «но если бы все насосы в моей системе были такими эффективными, экономия быстро увеличилась бы».
Помимо безупречной работы в течение последних двух отопительных сезонов, Сьюард также отмечает практически бесшумную работу ALPHA — огромный плюс в любых условиях, но особенно дома. «На протяжении последних двух лет циркуляционный насос так хорошо работал на меня, — говорит он, — что я с нетерпением жду возможности использовать его в различных проектах моей компании».
Газ ацетилен был открыт еще в 1836 году ученым Эдмундом Дэви вследствие воздействия водой на карбид кальция. С 1855 по 1862 год французский химик Марселен Бертло смог получить ацетилен, или как раньше его назвали «двууглеродистый водород», сразу несколькими способами, он же присвоил ему название «ацетилен».
Яркое, теплого спектра и горячее пламя ацетилена стали использовать в светильниках вместо газовых фонарей не только в домашних условиях, но и для освещения улиц и даже в качестве фонаря для велосипедов и карет.
Свойства ацетилена
Ацетилен в советское время применяли на стройках путем смешивания карбида кальция с водой. Неприятный запах, сопровождавший процесс, был обусловлен примесями аммиака и сероводорода в техническом карбиде. Сам по себе чистый ацетилен:
газ со слабым эфирным запахом,
легким сладковатым привкусом,
легче воздуха,
слаботоксичный.
В таблице ниже представлены основные значения плотности, молярной массы и веса литра газа ацетилена при нормальных условиях. Основные значения плотности, молярной массы и веса литра и 1м3 газа ацетилена при нормальных условиях
Вещество
Химическая формула
Удельный вес (кг/м3)
Плотность (г/см3)
Вес 1 литра (г)
Молярная масса (г/моль)
Ацетилен
C2h3
1,09
1,00109
1,0896
26,038
При естественной влажности и нормальной температуре ацетилен бесцветный газ, а при понижении температуры до -85ºС кристаллизуется.
Особой характеристикой, которая в большой степени обусловила области использования ацетилена, стала его повышенная взрывоопасность во множестве сопутствующих условий, например, при резком повышении температуры (даже в результате трения) до 450 – 500ºС.
Смесь воздуха, а тем более кислорода с ацетиленом взрывоопасна в большом диапазоне концентраций (от 2,8% и до 81%). При 335ºС происходит самовоспламенение газа. Соединения ацетилена с медью или серебром взрываются от удара.
При повышении давления на большие объемы газа выше 2 кг/см2 газ становится взрывоопасным и может детонировать даже от искры статического электричества на одежде. Взрыв сопровождается увеличением давления до 10 раз и температуры до 3000 градусов Цельсия.
Для понижения взрывчатости ацетилен хранится и перевозится в баллонах с мелкокапиллярным пористым наполнителем либо растворяется в ацетоне, азоте, метане, пропане.
Жидкий
марка «А»марка «Б», I сорт
марка «Б», II сорт
Ацетилен — ненасыщенный углеводород C2h3. Имеет тройную связь между томами углерода, принадлежит к классу алкинов.
Физические свойства
При нормальных условиях — бесцветный газ, малорастворим в воде, легче воздуха. Температура кипения −83,8 °C. При сжатии разлагается со взрывом, хранят в баллонах, заполненных кизельгуром или активированным углем, пропитанным ацетоном, в котором ацетилен растворяется под давлением в больших количествах.Взрывоопасный. Нельзя выпускать на открытый воздух. Частицы C2h3 есть на Уране и Нептуне.
Для ацетилена (этина) характерны реакции присоединения:
HC≡CH + Cl2 -> СlСН=СНСl
Ацетилен с водой, в присутствии солей ртути и других катализаторов, образует уксусный альдегид (реакция Кучерова). В силу наличия тройной связи, молекулавысокоэнергетична и обладает большой удельной теплотой сгорания — 14000 ккал/м³. При сгорании температура пламени достигает 3300°С. Ацетилен можетполимеризироваться в бензол и другие органические соединения (полиацетилен, винилацетилен). Для полимеризации в бензол необходим графит и температура в 400 °C.
Кроме того, атомы водорода ацетилена относительно легко отщепляются в виде протонов, то есть он проявляет кислотные свойства. Так ацетилен вытесняет метаниз эфирного раствора метилмагнийбромида (образуется содержащий ацетиленид-ион раствор), образует нерастворимые взрывчатые осадки с солями серебра иодновалентной меди.
Ацетилен обесцвечивает бромную воду и раствор перманганата калия.
Основные химические реакции ацетилена (реакции присоединения, сводная таблица 1.):
История
Открыт в 1836 г. Э. Дэви, синтезирован из угля и водорода (дуговой разряд между двумя угольными электродами в атмосфере водорода) М. Бертло (1862 г.).
Способ производства
В промышленности ацетилен часто получают действием воды на карбид кальция см. видео данного процесса (Ф. Вёлер, 1862 г.), а также при дегидрировании двух молекул метана при температуре свыше 1400° Цельсия.
Применение
Ацетиленовая лампа
Ацетилен используют:
для сварки и резки металлов,
как источник очень яркого, белого света в автономных светильниках, где он получается реакцией карбида кальция и воды (см. карбидка),
в производстве взрывчатых веществ (см. ацетилениды),
для получения уксусной кислоты, этилового спирта, растворителей, пластических масс, каучука, ароматических углеводородов.
Безопасность
Поскольку ацетилен растворим в воде и его смеси с кислородом могут взрываться в очень широком диапазоне концентраций, его нельзя собирать в газометры. Ацетилен взрывается при температуре около 500 °C или давлении выше 0,2 МПа; КПВ 2,3-80,7 %, температура самовоспламенения 335 °C. Взрывоопасность уменьшается при разбавлении ацетилена другими газами, например N2, метаном или пропаном. При длительном соприкосновении ацетилена с медью или серебром образуется взрывчатая ацетиленистая медь или ацетиленистое серебро, которые взрываются при ударе или повышении температуры. Поэтому при хранении ацетилена не используются материалы, содержащие медь (например, вентили баллонов). Ацетилен обладает слабым токсическим действием. Для ацетилена нормирован ПДКм.р. = ПДК с.с. = 1,5 мг/м3 согласно гигиеническим нормативам ГН 2.1.6.1338-03 «Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе населенных мест». ПДКр.з. (рабочей зоны) не установлен (по ГОСТ 5457-75 и ГН 2. 2.5.1314-03), т.к. концентрационные пределы распределения пламени в смеси с воздухом составляет 2,5-100%. Хранят и перевозят его в заполненных инертной пористой массой (например, древесным углем) стальных баллонах белого цвета (с красной надписью «А») в виде раствора в ацетоне под давлением 1,5-2,5 МПа.
Применение
Ацетилен – один из наиболее значимых углеводородов, активно вступающих в химические связи. Применение газа довольно широко:
горючее для газовой резки и сварки металла,
производство растворителей путем присоединения хлора и хлорпроизводных веществ, отщепление хлороводорода дает высококачественный растворитель, применимый для химчистки тканей,
производство поливинилхлорида (изоляция проводов, кожзамы, трубы и пр),
выпуск других полимеров, необходимых для создания пластмассы, различных каучуковых смесей, синтетических волокон,
создание взрывчатых веществ.
Общие сведения
Ацетилен — ненасыщенный углеводород C 2 H 2 . Имеет тройную связь между атомами углерода, принадлежит к классу алкинов. В природе на Земле практически не встречается, т.к. из-за присутствия кислорода это крайне неустойчивое соединение, получается путем синтеза. Ацетилен обнаружен в атмосфере Урана, Юпитера и Сатурна. Впервые газообразный ацетилен получил в 1836 г. Эдмунд Дэви при разложении водой карбида калия, полученного при сплавлении металлического калия с углем: К 2 С 2 + 2Н 2 О = С 2 Н 2 + 2КОН.
С конца 19 в., когда был разработан дешевый способ получения ацетилена из карбида кальция (CaC 2 + 2H 2 O = C 2 H 2 + Ca(OH) 2 , который в свою очередь получали прокаливанием смеси угля и негашеной извести (СаО + 3С = СаС 2 + СО), этот газ стали использовать для освещения. В пламени при высокой температуре ацетилен, содержащий 92,3% углерода (это своеобразный химический рекорд), разлагается с образованием твердых частичек углерода, которые могут иметь в своем составе от нескольких до миллионов атомов углерода. Сильно накаливаясь во внутреннем конусе пламени, эти частички обуславливают яркое свечение пламени — от желтого до белого, в зависимости от температуры (чем горячее пламя, тем ближе его цвет к белому). Ацетиленовые горелки давали в 15 раз больше света, чем обычные газовые фонари, которыми освещали улицы. Постепенно они были вытеснены электрическим освещением, но еще долго использовались в небольших фонарях на велосипедах, мотоциклах, в конных экипажах.
Опасные факторы и меры безопасности
Ацетилен – взрывоопасный газ. С воздухом образует взрывоопасную смесь. Температура самовоспламенения ацетилена 335°С. Температура воспламенения ацетилено-воздушных смесей 305-470°С, ацетилено-кислородных 297-306°С,
При хранении ацетилена и его применении необходимо заботиться о достаточной вентиляции и учесть правила классификации электрооборудования. Открытое пламя и курение категорически запрещены.
Ацетилен обладает слабым токсическим действием. При длительном вдыхании технического ацетилена появляется рвота и головокружение.
Ацетилен взрывоопасен при следующих условиях:
– при нагреве до 450-500°С и одновременном повышении давления от 1,5 –2,0 атмосфер ацетилен взрывается без внешнего источника воспламенения;
– в смеси с воздухом, если в воздухе содержится ацетилена в пределах от 2,3–80,7% по объему;
Ацетилен
Ацетилен
Впервые ацетилен получил в 1836 году Дэви
, действуя на карбид кальция водой. Дал название ацетилену французский химик – П.Э. Бертло в 1860 году.
Ацетилен, или этин является первым представителем ненасыщенных углеводородов с тройной связью
. Его молекулярная формула С2Н2. Начиная с ацетилена, можно построить гомологический ряд , в котором каждый последующий углеводород отличается от предыдущего на одну группу СН2.
С3Н4 – это пропин
, С4Н6 – бутин . Поэтому общая формула гомологического ряда ненасыщенных углеводородов с одной тройной связью СnНn-2 . Общее название этого класса – алкины .
Названия ацетилена и его гомологов образуют изменением суффикса – ан на суффикс –ин.
В отличие от этилена, имеющего плоскостное строение, ацетилен имеет линейное строение
: все четыре атома молекулы ацетилена лежат на одной прямой с углами связей, равными 1800. Каждый атом углерода образует три связи с атомами углерода и одну – с атомами водорода.
Ацетилен при обычных условиях
представляет собой бесцветный газ, смесь которого с воздухом взрывается от искры. Ацетилен плохо растворяется в воде, хорошо растворяется в ацетоне: в одном объёме ацетона при обычных условиях растворяется двадцать пять объёмов ацетилена.
Так как ацетилен содержит кратные связи, то для него характерны реакции присоединения.
Например, при присоединении водорода количеством один моль к ацетилену количеством один моль в присутствии катализатора образуется этилен .
В данной реакции происходит разрыв только одной ковалентной связи в молекуле ацетилена.
Этилен, в свою очередь, также может взаимодействовать с водородом в присутствии катализатора с образованием этана
. Поэтому можно написать суммарное уравнение присоединения водорода количеством два моль к ацетилену количеством один моль с разрывом двух ковалентных связей и образованием этана.
Ацетилен вступает и в реакции присоединения галогенов
.
Например, при присоединении хлора количеством 1 моль к ацетилену количеством один моль, разрывается одна ковалентная связь и образуется 1,2–дихлорэтен
, если к ацетилену присоединить сразу два моль хлора, то разрывается две ковалентные связи и образуется соединение 1,1,2,2–тэтрахлорэтан .
Кроме галогенов, ацетилен вступает в реакции присоединения галогеноводородов.
Например, при присоединении хлороводорода количеством один моль к ацетилену количеством один моль, то разрывается только одна ковалентная связь и образуется хлорэтен . Если к ацетилену количеством один моль добавить два моль хлороводорода, то разрываются две связи и образуется 1,1–дихлорэтан .
При горении ацетилена образуется углекислый газ и вода
.
В лаборатории ацетилен получают
действием воды на карбид кальция СаС2. В результате этого взаимодействия образуется ацетилен и гидроксид кальция.
Например, если на карбид кальция подействовать водой, а затем поджечь выделяющийся газ, то он горит коптящим пламенем. Это горит ацетилен.
В смеси с кислородом ацетилен широко используется
для резки и сварки металлов. Ацетилен используют при получении растворителей, уксусной кислоты, клея ПВА, поливинилхлорида, а также его используют как горючее.
Решим задачу. Вычислите, какой объём ацетилена при нормальных условиях, образуется в результате взаимодействия с водой 100 г технического карбида кальция, содержащего 4% примесей.
По условию задачи нам дана масса карбида кальция 100 г и массовая доля примесей в этом техническом карбиде кальция 4%. Найти нужно объём ацетилена. Согласно уравнению, в результате этой реакции образуется газ ацетилен и гидроксид кальция. Найдём массовую долю чистого карбида кальция, для этого от 100 вычитаем 4 и получаем 96%, поэтому масса чистого карбида кальция равна произведению массы технического карбида кальция на массовую долю чистого карбида кальция. Получается нужно 100 умножить на 0,96%, получаем 96 г. Нам необходимо найти количество вещества карбида кальция, для этого необходимо его массу разделить на молярную массу. Чтобы найти молярную массу карбида кальция нужно атомную массу кальция умножить на один и сложить с произведением атомной массы углерода, умноженной на два, получается 64 г/моль. Находим количество вещества карбида кальция, для этого разделим массу на молярную массу, подставим значения: 96 г делим на 64 г/моль, получаем 1,5 моль. Найдём по уравнению реакции количество вещества ацетилена, для этого 1,5 умножим на 1 и разделим на 1, будет 1,5 моль. Теперь можно найти и объём ацетилена, для этого необходимо количество вещество умножить на молярный объём. Получается 1,5 моль умножим на 22,4 л/моль, будет 33,6 л. Поэтому, в результате данной реакции образуется 33,6 л ацетилена.
Таким образом, ненасыщенные углеводороды с одной тройной связью (алкины) образуют гомологический ряд общей формулой СnНn-2. Названия ацетилена и его гомологов образуют изменением суффикса –ан на суффикс –ин. Ацэтилен имеет линейное строение и образует угол связи равный 1800. Характерными свойствами ацетилена являются реакции присоединения.
Преимущества ацетилена при газопламенной обработке металлов
Применение ацетилена для газопламенной обработки металлов испытывает сильную конкуренцию со стороны более доступных горючих газов (природный газ, пропан–бутан и тд.). Однако, преимущество ацетилена – в самой высокой температуре горения, которая достигает 3200 ° С. Именно поэтому газопламенная обработка ответственных узлов машиностроительных конструкций производится только с помощью ацетилена, который обеспечивает наивысшую производительность и качество процесса сварки.
Сравнительные характеристики пламени при сварке различным газами
Газ
Температура пламени, °C
Ацетилен
3000 – 3200
МАФ
2930
Пропан
2600-2750
Водород
2100-2500
Метан
2000-2200
Опыт 1. Получение ацетилена и его горение.
⇐ ПредыдущаяСтр 5 из 8Следующая ⇒
Реактивы и материалы: карбид кальция СаС2 (в кусочках). Оборудование: газоотводная трубка с оттянутым концом.
Работу с ацетиленом необходимо проводить в вытяжном шкафу, так как неочищенный ацетилен, полученный из карбида кальция, содержит вредные, неприятно пахнущие примеси.
В пробирку помещают маленький кусочек карбида кальция СаС2, добавляют 2 капли воды и закрывают пробирку пробкой с газоотводной трубкой, имеющей оттянутый конец. В пробирке бурно выделяется газообразный ацетилен.
Химизм процесса:
СаС2 + 2Н2О → НС≡СН + Са(ОН)2
Поджигают ацетилен у конца газоотводной трубки. Он горит светящимся, коптящим пламенем. Реакция взаимодействия карбида кальция с водой экзотермична.
Ацетилен, полученный из карбида кальция, содержит незначительные количества Nh4, РН3, АsН3 и других примесей и поэтому имеет характерный запах. Примеси можно удалить промыванием ацетилена водным раствором дихромата калия, подкисленного серной кислотой.
Добавляют в пробирку с карбидом кальция (см. опыт 1) еще 2 капли воды и закрывают ее пробкой с газоотводной трубкой, коней которой опускают в пробирку с 5 каплями бромной воды. Бромная вода обесцвечивается вследствие присоединения атомов брома по месту тройной связи.
Химизм процесса:
НС≡СН + 2Вr2 → CHBr2–СНВr2
1,1,2,2-тетрабромэтан
Опыт 3. Отношение ацетилена к окислителям.
Реактивы и материалы: ацетилен; перманганат калия, 0,1 н. раствор. Оборудование: газоотводная трубка.
В пробирку помещают 1 каплю перманганата калия и 4 капли воды. В пробирку с кусочками карбида кальция добавляют еще 2 капли воды и закрывают пробкой с газоотводной трубкой, конец которой опускают в приготовленный раствор перманганата калия.
Розовый раствор быстро обесцвечивается: происходит окисление ацетилена по месту разрыва тройной связи с образованием промежуточного продукта окисления – щавелевой кислоты, которая окисляется дальше до диоксида углерода:
[O]
НС≡СН + 4[O] → HO – C – C – OH → 2CO2 + h3O
|| ||
O O
щавелевая кислота
Обесцвечивание бромной воды и раствора перманганата калия доказывает непредельность ацетилена.
Опыт 4. Образование ацетиленида серебра.
Реактивы и материалы: ацетилен; нитрат серебра, 0,2 н. раствор; аммиак, концентрированный раствор.
В пробирку вносят 2 капли раствора нитрата серебра и прибавляют 1 каплю раствора аммиака – образуется осадок гидроксида серебра. При добавлении 1-2 капель раствора аммиака осадок AgOH легко растворяется с образованием аммиачного раствора оксида серебра ([Ag(Nh4)2]OH).
Через аммиачный раствор оксида серебра пропускают ацетилен (см. опыт 1). В пробирке образуется светло-желтый осадок ацетиленида серебра, который затем становится серым.
Химизм процесса:
НС≡СН + 2[Ag(Nh4)2]ОН → AgС≡СAg↓ + 4Nh4+ 2Н2О
Опыт 5. Образование ацетиленида меди.
Реактивы и материалы: карбид кальция; хлорид меди CuCl2, аммиачный раствор. Оборудование: фильтровальная бумага (полоски размером 5*40 мм).
В сухую пробирку помещают 1-2 кусочка карбида кальция и добавляют 2 капли воды. В отверстие пробирки вводят полоску фильтровальной бумаги, смоченной аммиачным раствором хлорида меди CuCl2, содержащим комплексный аммиакат состава [Cu(Nh4)2]C12. Появляется красно-бурое окрашивание вследствие образования ацетиленида меди.
В водных растворах ацетилениды серебра и меди устойчивы. В сухом состоянии при нагревании или при ударе они взрываются с большой силой.
Химизм процесса:
НС≡СН + 2[Cu(Nh4)2]C1 → CuС≡СCu↓ + 2Nh5Cl + 2Nh4
Литература:
1. Аверина А.В., Снегирева А.Я. Лабораторный практикум по органической химии. М.: Высшая школа, 1980. – С. 31-33.
Лабораторная работа №5
Ароматические углеводороды.
Цель: экспериментальное получение и изучение свойств ароматических углеводородов.
⇐ Предыдущая5Следующая ⇒
Рекомендуемые страницы:
Gases — Densities
Densities, molecular weight and chemical formulas of some common gases can be found in the table below:
1) NTP — Нормальная температура и давление — определяется как 20 o C (293,15 K, 68 o F) и 1 атм (101,325 кН/м 2 , 101,325 кПа, 14,7 фунтов на кв. дюйм, абс. рт.ст., 760 торр)
2) STP — Стандартная температура и давление — определяется как 0 O C (273,15 K, 32 O F) и 1 атм (101,325 кН/м 2 , 101,325 KPA, кН/м 2 , 101,325 K 14.7 psia, 0 psig, 30 in Hg, 760 torr)
1 lb m /ft 3 = 16.018 kg/m 3
1 kg/m 3 = 0.0624 lb м /ft 3
Обратите внимание, что даже если фунты на кубический фут часто используются в качестве меры плотности в США, фунты на самом деле являются мерой силы, а не массы. Слизняки — верная мера массы. Вы можете разделить фунты на кубический фут на 32.2 для приблизительного значения в слагах.
Ацетилен
Ацетилен — это горючий газ, обладающий многочисленными преимуществами при длительном использовании. Среди других заметных преимуществ ацетилен имеет самое низкое отношение кислорода к объему по сравнению с пропиленом и пропаном. Ацетилен обеспечивает самую высокую температуру пламени среди всех топливных газов и, как правило, более гибкий и простой в использовании при сварке и резке, чем альтернативные виды топлива.
Варианты поставки
Нерасфасованный ацетилен
Western International является ведущим поставщиком ацетилена высокой чистоты. Нерасфасованный ацетилен — это безопасное и экологически чистое решение для ваших важных потребностей в резке и сварке, а также для производства химического сырья. Покупатели оптовых поставок ацетилена получают многочисленные преимущества, в том числе повышение эффективности труда и снижение трудозатрат , связанных с обработкой и заменой баллонов. Наши специализированные трейлеры увеличенной вместимости перевозят более 100 000 кубических футов ацетилена, что позволяет нам доставлять от 250 000 до 100 миллионов кубических футов ацетилена каждый месяц.
Наполнение прицепов осуществляется на весах, сертифицированных государством. В качестве дополнительного удобства полностью автоматизированная система Western использует удаленный онлайн-мониторинг для повышения удобства клиентов. Западные клиенты получают повышенную производительность, удобство и ценность, покупая ацетилен оптом и в упаковках Micro Bulk Packs.
Ацетиленовые микроупаковки
Готовые к поддонам микроупаковки являются удобным и экономичным источником высокочистого ацетилена для резки, сварки и многого другого.
Western’s Micro Bulk Pack предлагает покупателям преимущества ацетилена в больших количествах в удобной для транспортировки, удобной для хранения и простой в использовании предварительно упакованной системе.
Увеличенная вместимость Каждая упаковка содержит примерно 4500 футов 3 ацетилена. Они могут непрерывно подавать 300 футов 3 ацетилена в час, обеспечивая повышенную производительность для приложений, которые исторически требовали использования других топливных газов.
Сокращение трудозатрат Каждую упаковку можно перемещать вилочным погрузчиком или подъемной проушиной. Клиентам больше не нужно «прикатывать» цилиндры к месту их применения. Используя Micro Bulk Packs, клиенты смогли сократить трудозатраты и обращение с баллонами на 80%.
Простота транспортировки Каждую упаковку можно перевозить на стандартном прицепе для баллонов, что снижает расходы на доставку.
Простота использования Поскольку цилиндры находятся в коллекторе, у пользователей есть только одно соединение, которое нужно «закрутить и разобрать».
Безопасность Эти баллоны полностью одобрены DOT и соответствуют всем требованиям безопасности и правилам CGA.
Нажмите здесь, чтобы получить дополнительную информацию о Micro Bulk
Баллоны с ацетиленом
Баллоны с газом Western наполняет крупных компаний и дистрибьюторов сварочной промышленности, предоставляя экономичное решение по ацетилену, которое позволяет клиентам сосредоточиться на продажах и обслуживании.
Примечания:
– Стандартная резьба 3/4″-14 NGT, за исключением MC и B, которые имеют резьбу для клапана 3/8″.
– Все модели, кроме MC и B, оснащены защитным колпачком клапана.
– Вес тары включает корпус, наполнитель, растворитель, краску, насыщающий газ, клапан и плавкие заглушки. Не включает вес крышки 2 фунта (0,91 кг)
– Емкость баллона указана для технически чистого ацетилена при давлении 250 фунтов на кв. дюйм (17,24 бар) и температуре 70 градусов F (21 градус C).
Данные о доставке ацетилена
Химический символ C 2 H 2 СИНОНСКИЕ Наименование Ацетилен, растворенный Классификация DOT 2.1 (легковоспламеняющийся газ) Этикетка DOT ЛЕГКОВОСПЛАМЕНЯЮЩИЙСЯ ГАЗ
TC Отгрузочное наименование Ацетилен, растворенный TC Classification 2. 1 TC Label FLAMMABLE GAS UN Number UN 1001
Physical Properties
US Units
SI Units
Химическая формула
C 2 H 2
C 2 H 2
40039
Молекулярный вес0039
26,04
Давление паров при 70 ° F (21,1 ° C)
635 фунтов на квадратный дюйм
4378 кПа
Плотность газа при 32 ° F (0 ° C)
. /ft 3
1.1716 kg/m 3
Specific gravity of the gas at 32°F and 1 atm (air=1)
0.906
0.906
Specific volume of the газ a при 70°F (21,1°C) и 1 атм
14. 7 ft 3 /lb
0.918 m 3 /kg
Specific gravity of the liquid at -112°F (-80.0°C)
 djvu
djvu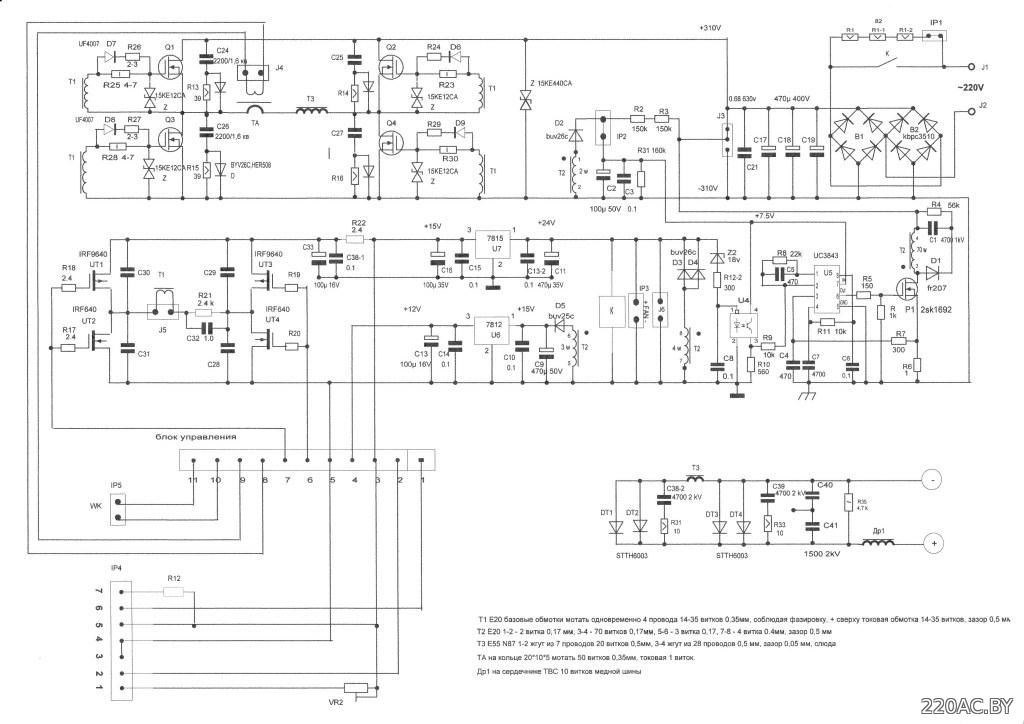 rar
rar
 Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.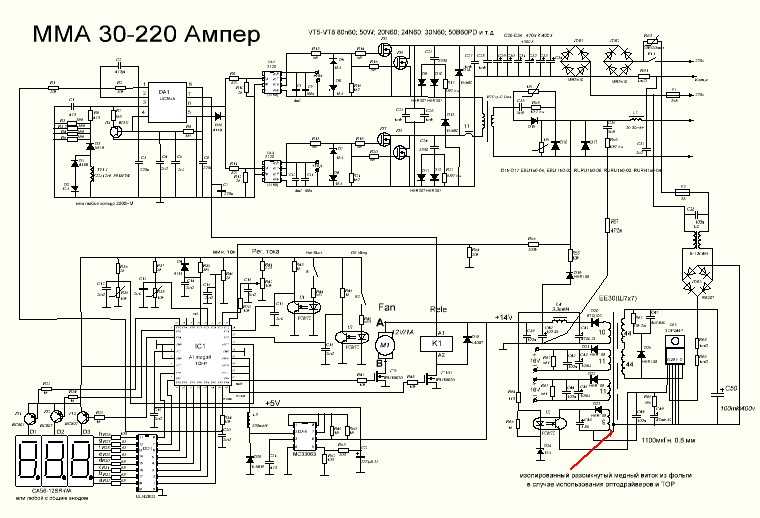
 К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.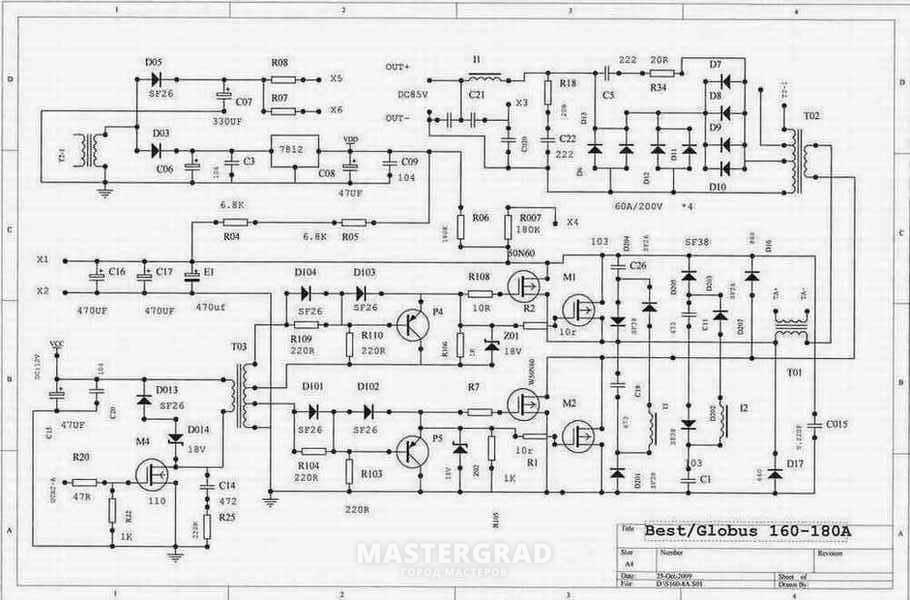 На передней панели аппарата также расположена ручка бесступенчатой регулировки сварочного тока, с двумя шкалами – первая шкала (10-160 А) устанавливает сварочный ток при напряжении питающей сети 180 – 240 В, при напряжении питающей сети от 90 до 110 В. При работе аппарата от сети 220В возможно использование для ручной дуговой сварки электродов диаметром 4 мм.
На передней панели аппарата также расположена ручка бесступенчатой регулировки сварочного тока, с двумя шкалами – первая шкала (10-160 А) устанавливает сварочный ток при напряжении питающей сети 180 – 240 В, при напряжении питающей сети от 90 до 110 В. При работе аппарата от сети 220В возможно использование для ручной дуговой сварки электродов диаметром 4 мм.
 Уточняйте информацию у менеджеров!
Уточняйте информацию у менеджеров! Деньги)
Деньги)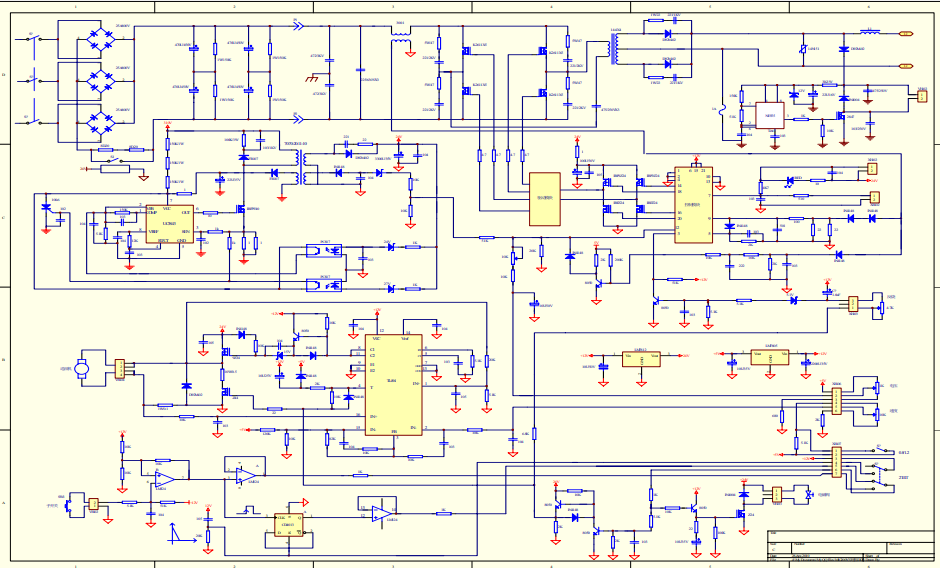
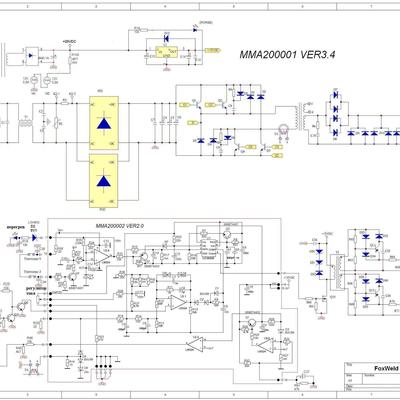 Amire jutottam:a panelen a D 17 dióda helyén zárlat,intenzív égés nyoma,de a szétdurrant
Amire jutottam:a panelen a D 17 dióda helyén zárlat,intenzív égés nyoma,de a szétdurrant Купите и упакуйте Flex VCE 35 L AC, даже если он безопасен. A lényegi részére sajnos nem emlékszem mert csak portalanítani kellett meg a vezetéket újrakötni…
Купите и упакуйте Flex VCE 35 L AC, даже если он безопасен. A lényegi részére sajnos nem emlékszem mert csak portalanítani kellett meg a vezetéket újrakötni… jasic.co.uk
jasic.co.uk )
) )
)



 также
также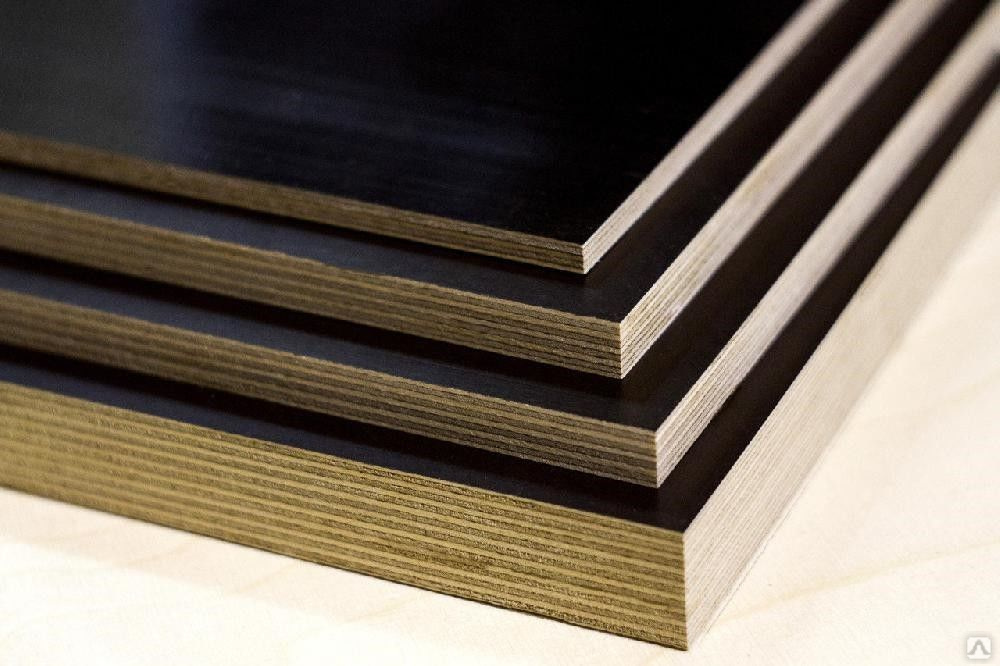

 Перерабатывают в изделия механической обработкой на обычных станках со специальными инструментами.
Перерабатывают в изделия механической обработкой на обычных станках со специальными инструментами. , 1980
, 1980
 Плиты ламината относительно тонкие, толщиной от 6 до 12 мм (от 1/4 до 1/2 дюйма), и изготавливаются с защелкивающимися краями, которые защелкиваются вместе для фиксации досок. Это плавающий пол, который не требует прибивания гвоздей или клея.
Плиты ламината относительно тонкие, толщиной от 6 до 12 мм (от 1/4 до 1/2 дюйма), и изготавливаются с защелкивающимися краями, которые защелкиваются вместе для фиксации досок. Это плавающий пол, который не требует прибивания гвоздей или клея.
 Как только температура падает, швы снова закрываются.
Как только температура падает, швы снова закрываются. Современные деревянные полы покрыты полиуретановым лаком, и их никогда нельзя полировать или натирать воском.
Современные деревянные полы покрыты полиуретановым лаком, и их никогда нельзя полировать или натирать воском. Это должны делать профессионалы, так как количество повторных шлифовок паркетного пола ограничено. Большинство полов изнашиваются после трех или четырех шлифовок, поэтому при выборе этого метода следует проявлять осмотрительность.
Это должны делать профессионалы, так как количество повторных шлифовок паркетного пола ограничено. Большинство полов изнашиваются после трех или четырех шлифовок, поэтому при выборе этого метода следует проявлять осмотрительность. Требуется аренда специального инструмента, такого как гвоздезабивной молоток или степлер. Необработанный пол необходимо отшлифовать и отшлифовать после укладки досок; шлифовка и отделка – это работа для профессионалов. Готовый паркет не требует отделки после укладки.
Требуется аренда специального инструмента, такого как гвоздезабивной молоток или степлер. Необработанный пол необходимо отшлифовать и отшлифовать после укладки досок; шлифовка и отделка – это работа для профессионалов. Готовый паркет не требует отделки после укладки. Полы из более широких досок того же вида и более узкие полы из уникальных видов стоят не менее 5 долларов за квадратный фут, после чего цены резко растут.
Полы из более широких досок того же вида и более узкие полы из уникальных видов стоят не менее 5 долларов за квадратный фут, после чего цены резко растут. Как обсуждалось выше, паркетные полы можно несколько раз перекрашивать, прежде чем их нужно будет заменить, что значительно продлит срок службы полов.
Как обсуждалось выше, паркетные полы можно несколько раз перекрашивать, прежде чем их нужно будет заменить, что значительно продлит срок службы полов.
 Ламинированные полы можно укладывать поверх систем лучистого отопления, чтобы сделать пол более теплым и уютным.
Ламинированные полы можно укладывать поверх систем лучистого отопления, чтобы сделать пол более теплым и уютным. Компания предлагает ламинат, а также массивную и инженерную паркетную доску. Его продукция широко доступна в центрах благоустройства дома.
Компания предлагает ламинат, а также массивную и инженерную паркетную доску. Его продукция широко доступна в центрах благоустройства дома. Вы получите образцы напольных покрытий быстро и без дополнительных комиссий.
Вы получите образцы напольных покрытий быстро и без дополнительных комиссий. д.
д.

 Узнайте, как максимально эффективно использовать напольное покрытие.
Узнайте, как максимально эффективно использовать напольное покрытие.

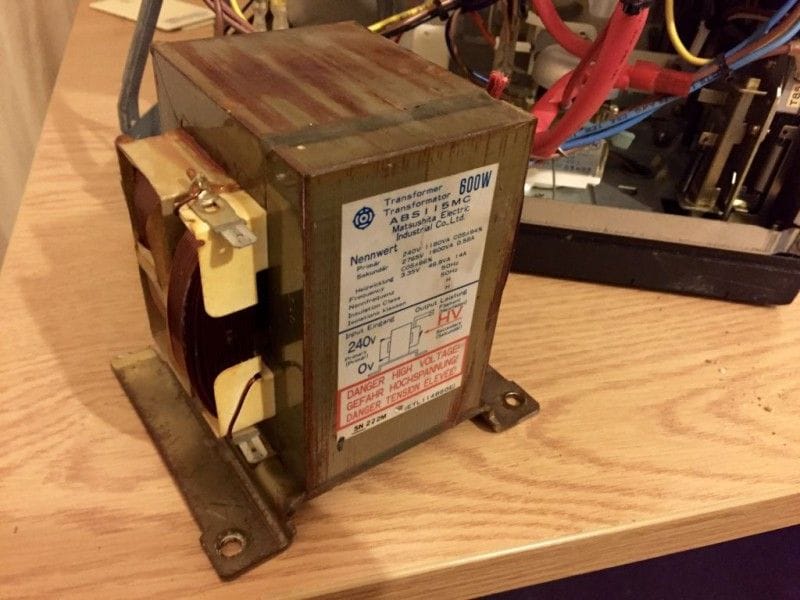

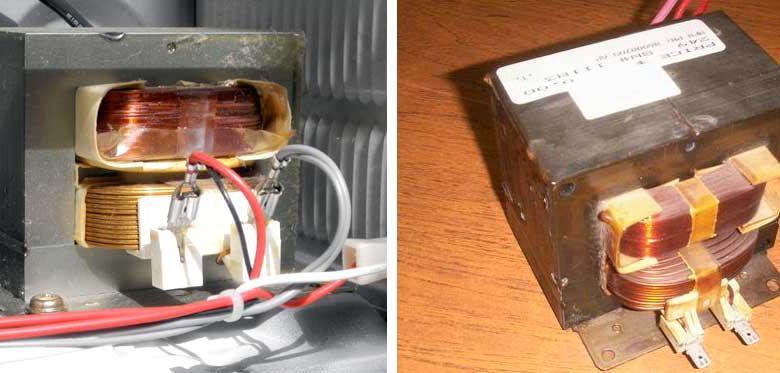 Сварочный аппарат, как и споттер от микроволновой печи, осуществляет работу под средством электрода.
Сварочный аппарат, как и споттер от микроволновой печи, осуществляет работу под средством электрода.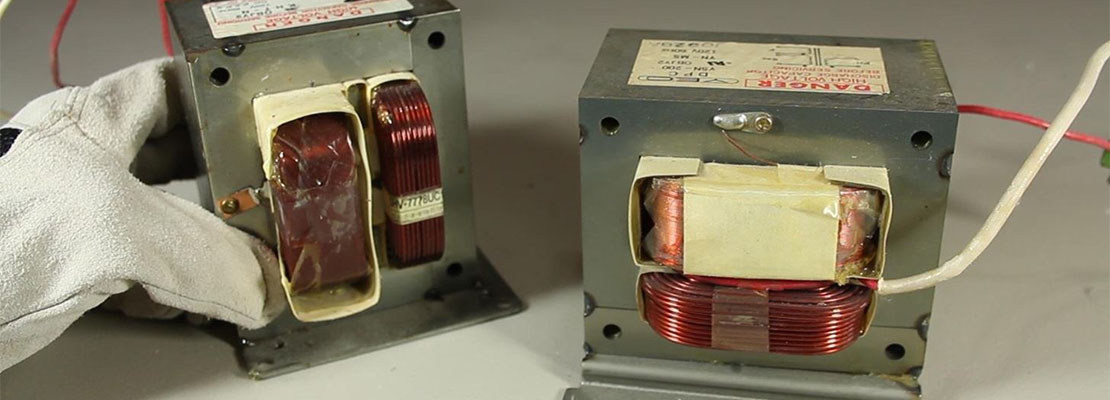 Автор, сломай себе пальцы рук молотком!!!! А пока будешь носить гипс подумай, стоит ли рассуждать на темы, в которых абсолютно не шаришь…. Ваш e-mail не будет опубликован. Показать результаты. Ремонт холодильников Контакты. Что можно быстро и вкусно приготовить в микроволновке.
Автор, сломай себе пальцы рук молотком!!!! А пока будешь носить гипс подумай, стоит ли рассуждать на темы, в которых абсолютно не шаришь…. Ваш e-mail не будет опубликован. Показать результаты. Ремонт холодильников Контакты. Что можно быстро и вкусно приготовить в микроволновке.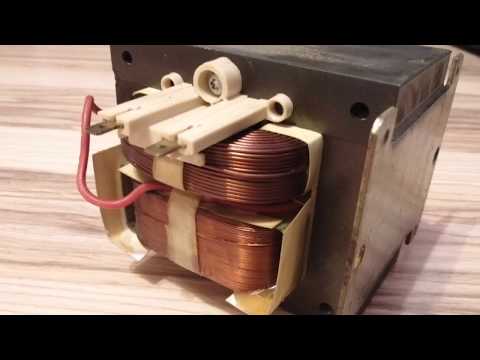 При самостоятельной работе желательно использовать безопасный способ обследования устройства.
При самостоятельной работе желательно использовать безопасный способ обследования устройства.

 Тип — АВЮ 5.702.024. Поиск данных по ним ни к чему не привел. Подскажите — можно ли их использовать в качестве выходных? (С перемоткой есесно…) Или силовых…
Тип — АВЮ 5.702.024. Поиск данных по ним ни к чему не привел. Подскажите — можно ли их использовать в качестве выходных? (С перемоткой есесно…) Или силовых… ..
.. .
.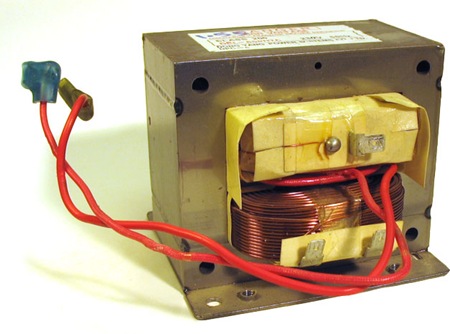 2 ампера…
2 ампера… Можно ли его заюзать как анодный для больших красивых рогатых гушек? Предполагается использовать их с однополупериодным газотронным выпрямителем. Кстати, у МОТов (микроволновковых трансов) ещё и накальная обмотка для газотрона есть…
Можно ли его заюзать как анодный для больших красивых рогатых гушек? Предполагается использовать их с однополупериодным газотронным выпрямителем. Кстати, у МОТов (микроволновковых трансов) ещё и накальная обмотка для газотрона есть… ..
..

 Однако мы ожидаем, что этот крепкий на вид аппарат для точечной сварки появится в будущем видео, потому что он действительно выглядит деловым и работает очень хорошо. Электроника обманчиво проста — только перемотанные трансформаторы микроволновки и простой таймер для управления импульсом тока. Что интересно, они использовали пару трансформаторов для значительного увеличения тока — они считают ток равным 1000 А, что позволяет машине сваривать заготовки толщиной до 4 мм.
Однако мы ожидаем, что этот крепкий на вид аппарат для точечной сварки появится в будущем видео, потому что он действительно выглядит деловым и работает очень хорошо. Электроника обманчиво проста — только перемотанные трансформаторы микроволновки и простой таймер для управления импульсом тока. Что интересно, они использовали пару трансформаторов для значительного увеличения тока — они считают ток равным 1000 А, что позволяет машине сваривать заготовки толщиной до 4 мм.

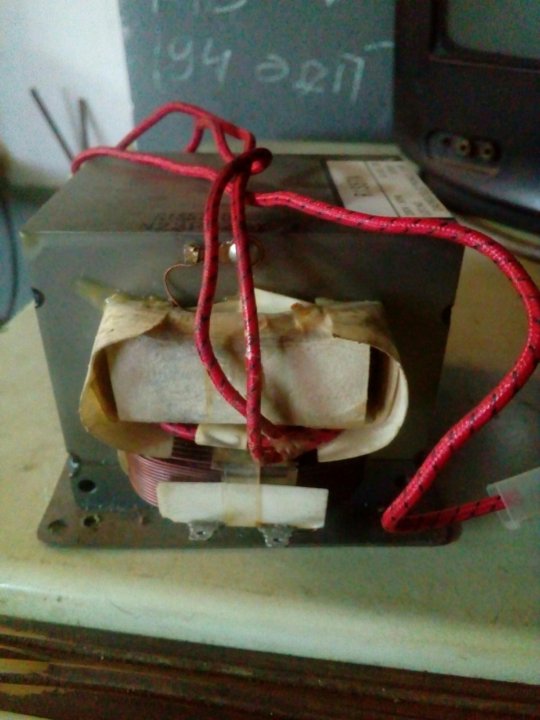
 На видео ниже есть несколько красивых кадров призрачного зеленого и фиолетового свечения.
На видео ниже есть несколько красивых кадров призрачного зеленого и фиолетового свечения.

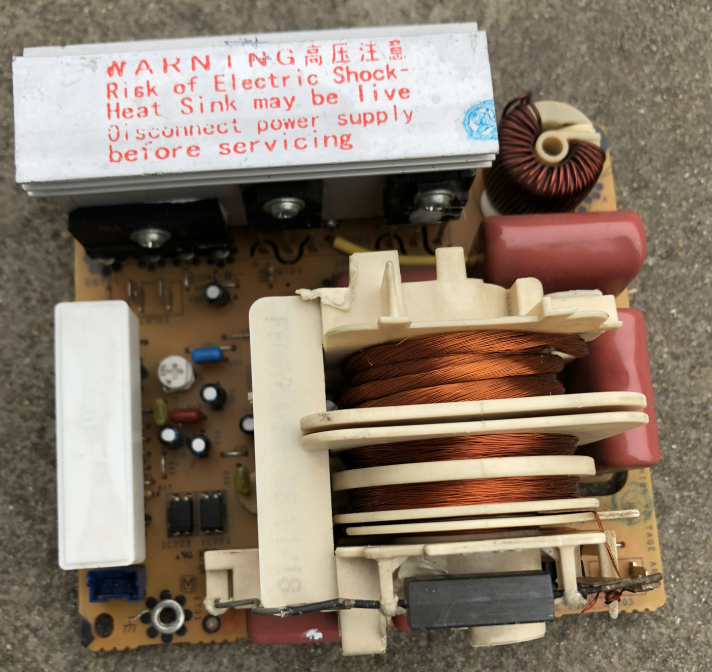 Все очень прочные детали челюстей сварочного аппарата были отлиты из алюминия с помощью 3D-печати, обработаны до окончательных размеров и покрыты порошковой краской. [Марк] дает отличное руководство по созданию шаблонов в САПР, в том числе о том, как компенсировать усадку и сделать поправку на уклон. Из этих видеороликов можно почерпнуть множество советов и вдохновить тех, кто хочет добиться профессиональной подгонки и отделки.
Все очень прочные детали челюстей сварочного аппарата были отлиты из алюминия с помощью 3D-печати, обработаны до окончательных размеров и покрыты порошковой краской. [Марк] дает отличное руководство по созданию шаблонов в САПР, в том числе о том, как компенсировать усадку и сделать поправку на уклон. Из этих видеороликов можно почерпнуть множество советов и вдохновить тех, кто хочет добиться профессиональной подгонки и отделки. микроволновая печь
микроволновая печь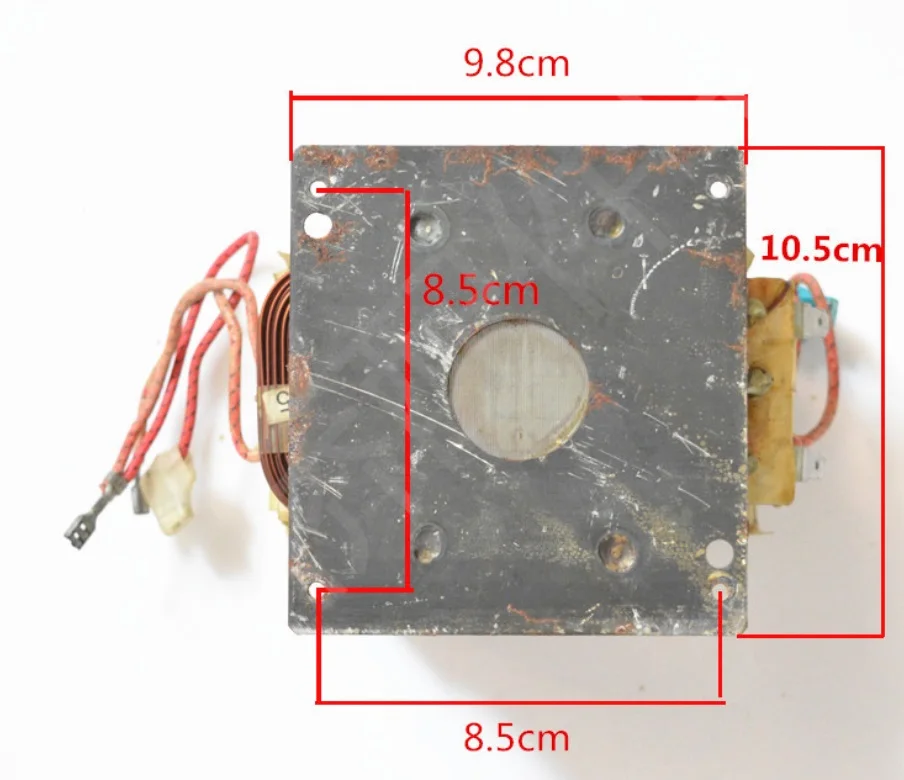 Падение, что
Падение, что Среди них короткое замыкание
Среди них короткое замыкание
 а) Определите центростремительное ускорение внешних точек сверла и укажите направления векторов мгновенной скорости и центростремительного ускорения. б) Определите угловую скорость вращения сверла. в) Сколько времени потребуется, чтобы просверлить отверстие глубиной 150 мм при подаче 0,5 мм на один оборот сверла?
а) Определите центростремительное ускорение внешних точек сверла и укажите направления векторов мгновенной скорости и центростремительного ускорения. б) Определите угловую скорость вращения сверла. в) Сколько времени потребуется, чтобы просверлить отверстие глубиной 150 мм при подаче 0,5 мм на один оборот сверла?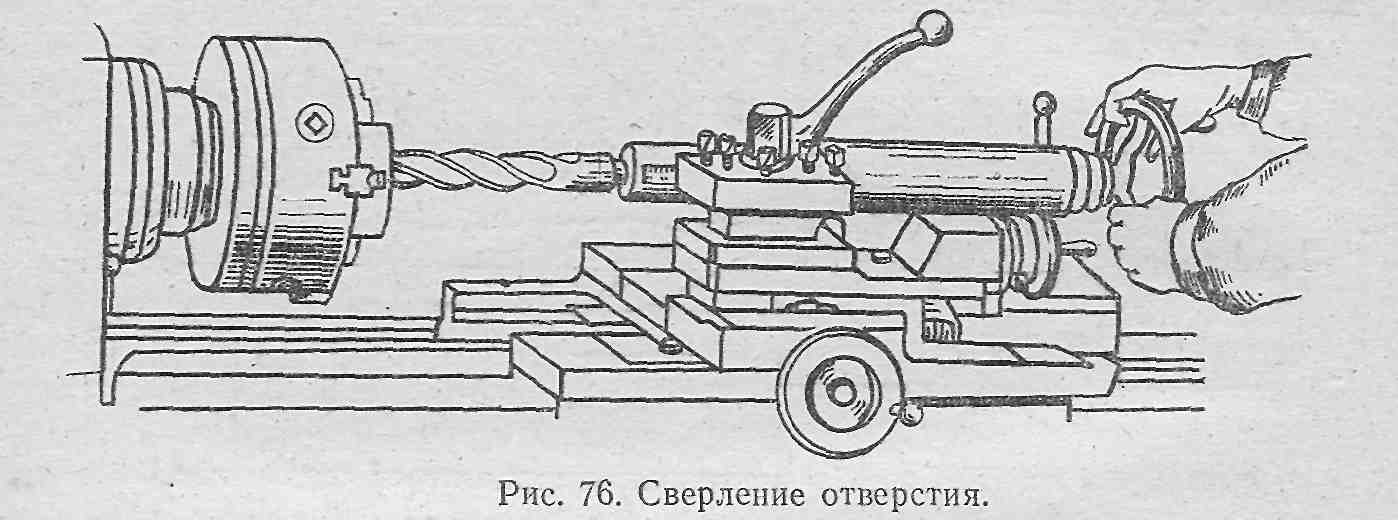 Трением в петлях двери пренебречь.
Трением в петлях двери пренебречь.
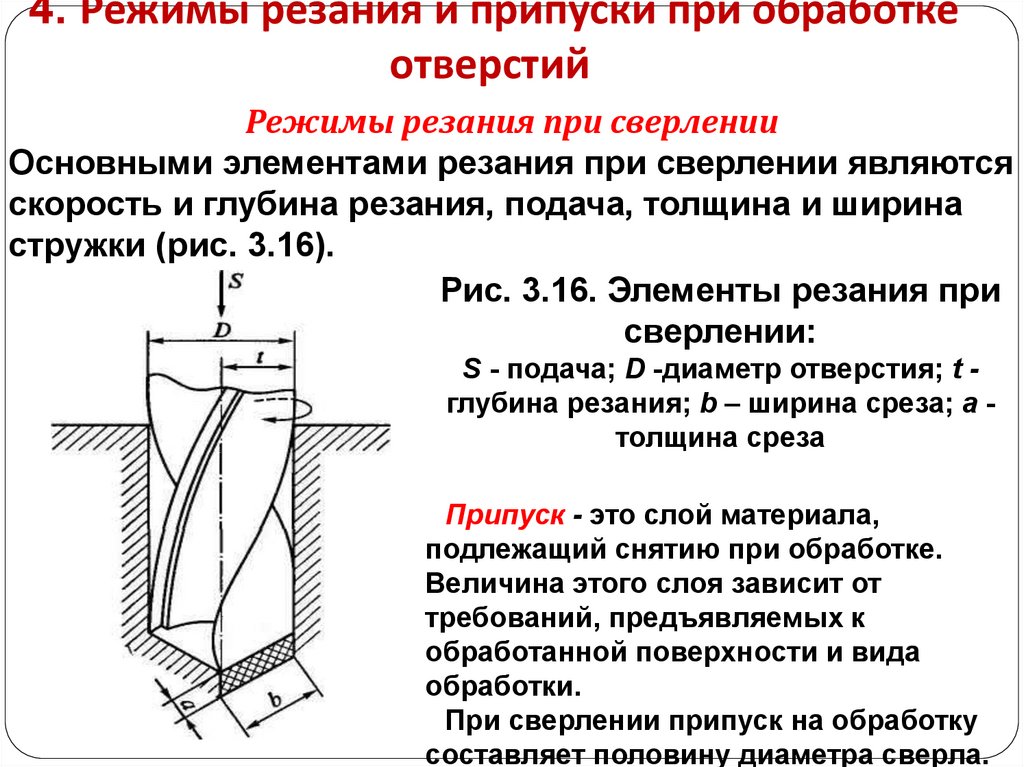
 н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
н. двойной заточки. Этот вариант также приводит к росту показателя стойкости данного инструмента: при обработке чугуна в 6 раз, а стали – в три раза, поскольку облегчается работа наиболее нагруженного фрагмента режущих кромок. Но применять двойную заточку, когда предполагается работа с мягкими и, одновременно, вязкими сталями не рекомендуется.
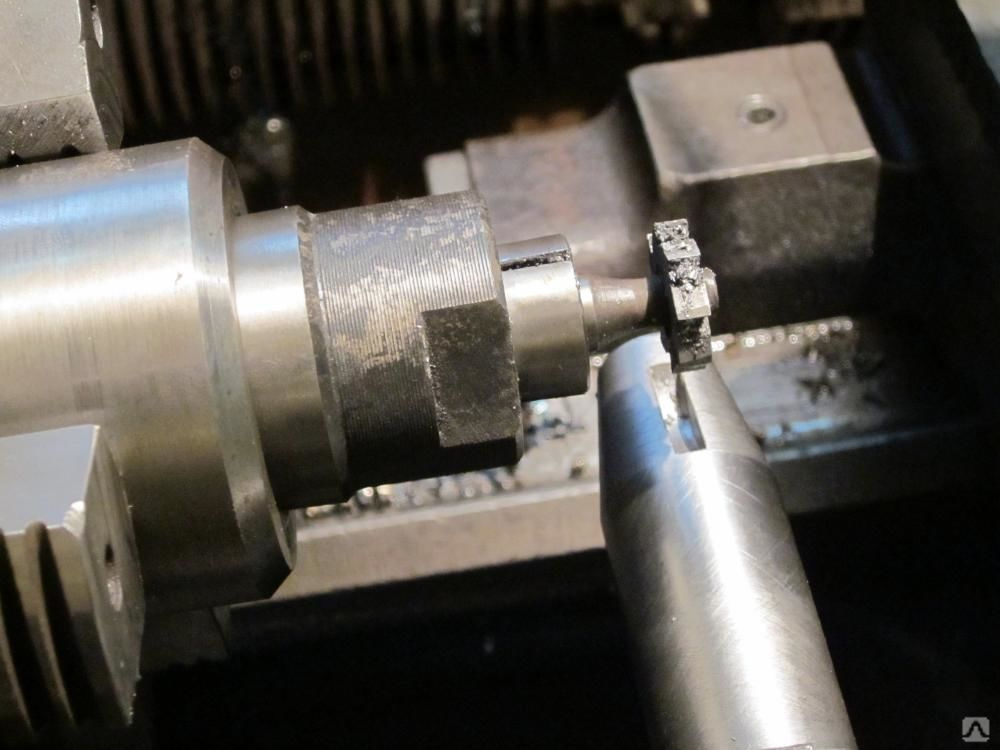 Согласно его нормам, эти изделия должны выпускаться:
Согласно его нормам, эти изделия должны выпускаться:
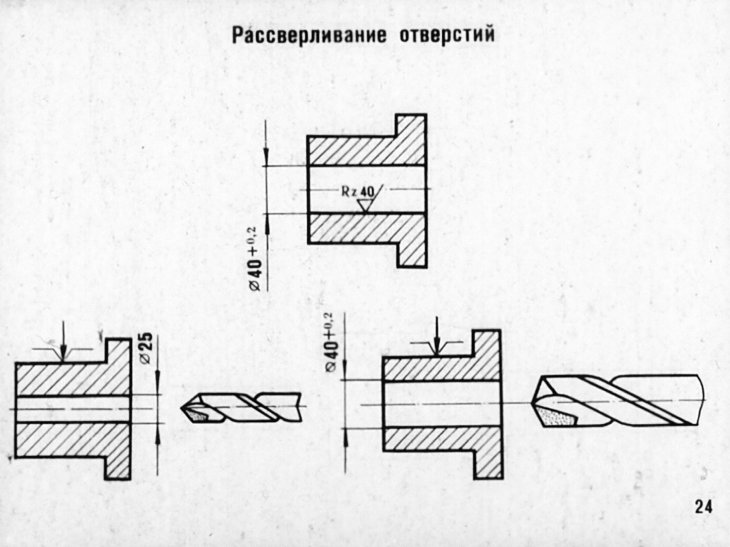 Этот документ устанавливает два исполнения такого инструмента.
Этот документ устанавливает два исполнения такого инструмента.
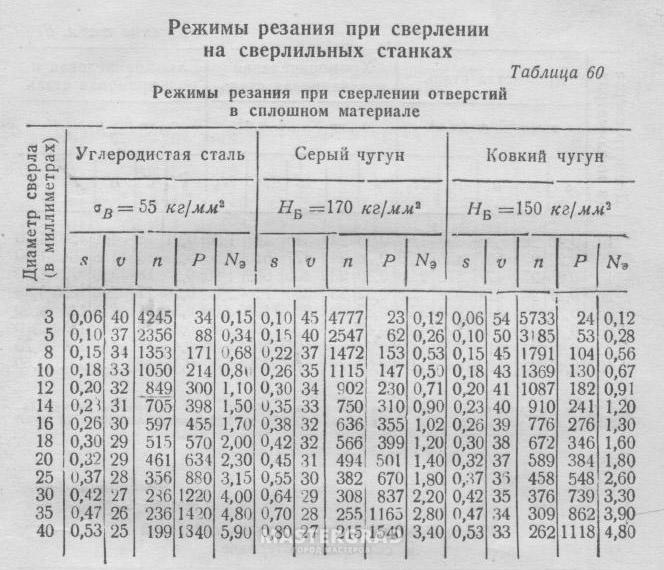 Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
Выполняются такие отверстия в шпинделях, в различных валах и в других элементах конструкций, отличающихся значительной длиной.
 Этот документ устанавливает одно исполнение такого изделия.
Этот документ устанавливает одно исполнение такого изделия.

 Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
Производство конусных сверл с бледновато-желтым цветом осуществляется на основе металла с кобальтовыми легирующими добавками. Эти изделия подвергаются процедуре закалки и финишному отпуску. Сверлами коническими, имеющими такой оттенок, можно проводить обработку «нержавейки» и легированных сталей с высоким показателем прочности.
 Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
Второй подлежащий учету важный момент – свойства подвергаемого обработке материала. Внимания заслуживают также следующие характеристики сверл:
 Соответственно, подбирать сверла необходимо именно под такое оборудование.
Соответственно, подбирать сверла необходимо именно под такое оборудование.
 Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
Выполнить эту функцию может обыкновенная резиновая втулка подходящего диаметра.
 Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
Впрочем, подойдет и обыкновенная мыльная вода. Когда же сверлится алюминий, помимо вышеуказанной мыльной воды для охлаждения может использоваться также и керосин.
 0019
0019 0071
0071 0130
0130 7 mm
7 mm 0400
0400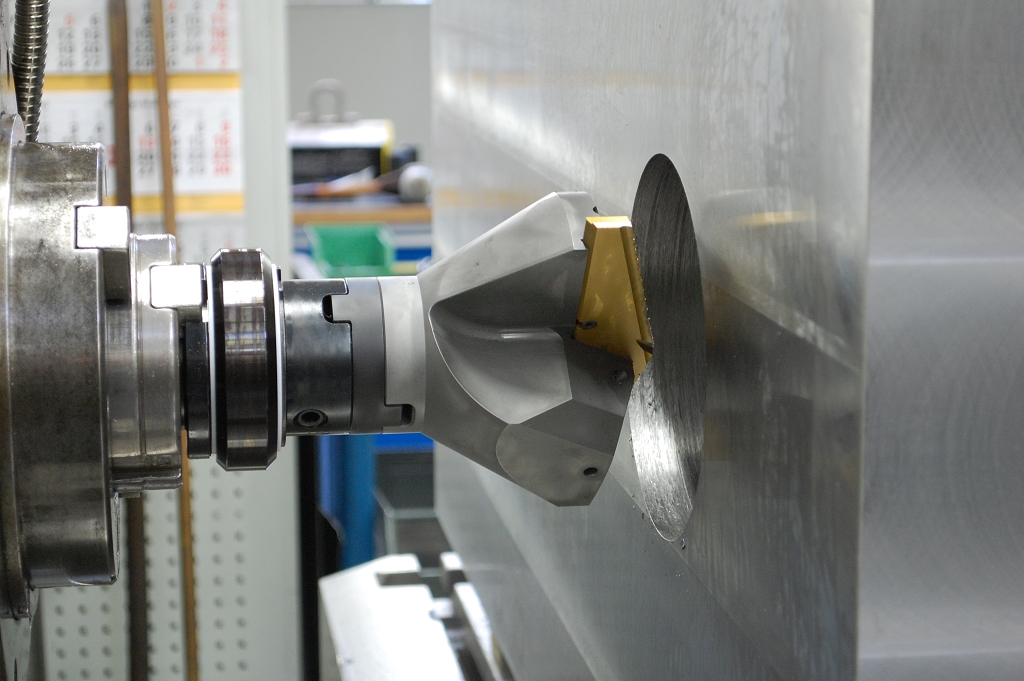 6 mm
6 mm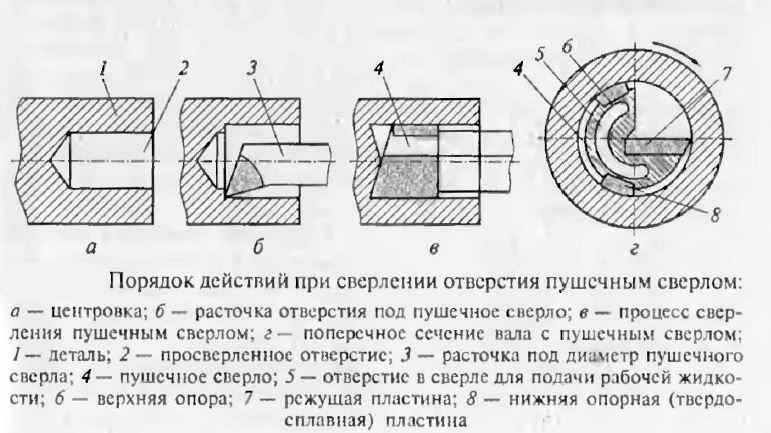 0827
0827 7 mm
7 mm 3 mm
3 mm 1563
1563 1800
1800 2010
2010 2210
2210 2500
2500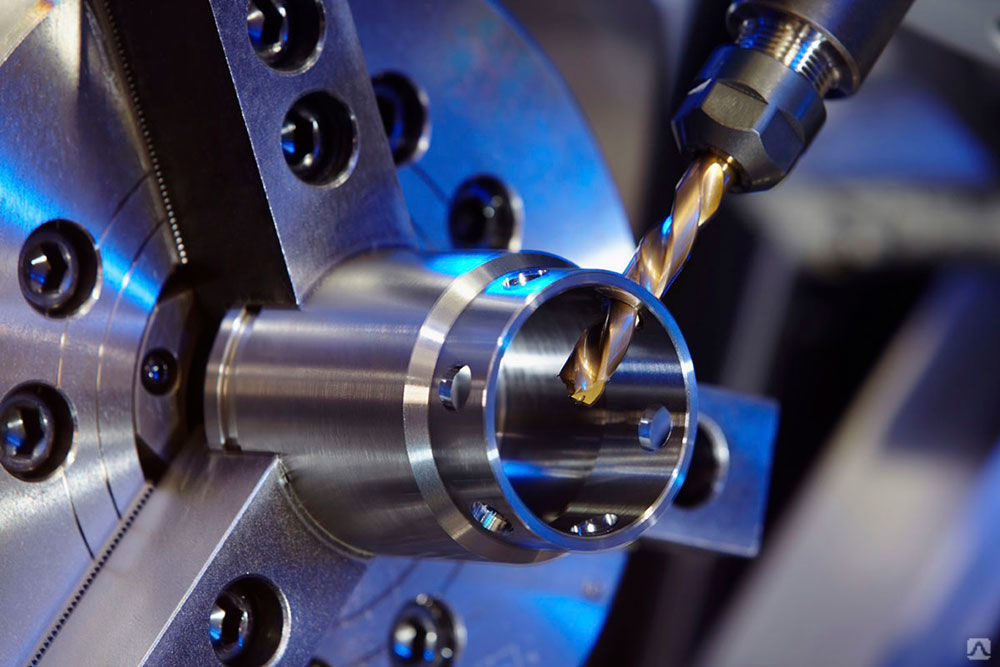 2756
2756 3020
3020 5 mm
5 mm 4 mm
4 mm 5 mm
5 mm 0011
0011 6406
6406 0014
0014 5 mm
5 mm 0000
0000 1221
1221 5 mm
5 mm 3594
3594 4844
4844
 Пистолетное сверление обычно используется для отверстий диаметром от 0,5 мм (около 0,020 дюйма) до двух дюймов. Чтобы держать сверло прямо, вы должны использовать втулку сверла, чтобы направить его в деталь, или сделать направляющее отверстие.
Пистолетное сверление обычно используется для отверстий диаметром от 0,5 мм (около 0,020 дюйма) до двух дюймов. Чтобы держать сверло прямо, вы должны использовать втулку сверла, чтобы направить его в деталь, или сделать направляющее отверстие. с. для перекачки жидкости при давлении в диапазоне от 300 до 2000 фунтов на квадратный дюйм.
с. для перекачки жидкости при давлении в диапазоне от 300 до 2000 фунтов на квадратный дюйм.

 , Розелл, Иллинойс, производителя инструмента.
, Розелл, Иллинойс, производителя инструмента.

 Это такое же сочетание человека, машины и оборудования, как и в других процессах. У вас должно быть «хорошее оборудование, хорошие инструменты и внимание к деталям», — сказал Кейс.
Это такое же сочетание человека, машины и оборудования, как и в других процессах. У вас должно быть «хорошее оборудование, хорошие инструменты и внимание к деталям», — сказал Кейс.

 Один из подходов состоит в том, чтобы просверлить немного меньшее отверстие на полпути с одной стороны детали и наполовину с другой, а затем использовать специальный инструмент для раззенковки, предназначенный для протягивания через деталь. Если допуск на расположение отверстия слишком мал, вы можете просверлить отверстие в заготовке, а затем обработать остальную часть детали в соответствии с расположением отверстия.
Один из подходов состоит в том, чтобы просверлить немного меньшее отверстие на полпути с одной стороны детали и наполовину с другой, а затем использовать специальный инструмент для раззенковки, предназначенный для протягивания через деталь. Если допуск на расположение отверстия слишком мал, вы можете просверлить отверстие в заготовке, а затем обработать остальную часть детали в соответствии с расположением отверстия. И оттуда приложения для глубоких отверстий расходятся во всех направлениях. Некоторые примеры:
И оттуда приложения для глубоких отверстий расходятся во всех направлениях. Некоторые примеры: Если вы обнаружите, что получаете много запросов на изготовление глубоких отверстий или считаете, что эта возможность принесет пользу вашему бизнесу, рассмотрите возможность инвестирования в собственное производство.
Если вы обнаружите, что получаете много запросов на изготовление глубоких отверстий или считаете, что эта возможность принесет пользу вашему бизнесу, рассмотрите возможность инвестирования в собственное производство.
 Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
Если правильно подобрать напряжение и силу тока, то с помощью дуги, длиной около 5 мм, можно достигать оптимального расплава в сварочной ванночке и соединять детали качественным, прочным швом.
 Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
Работа с тонкостенным листовым материалом при кузовном ремонте становится вполне осуществимой, а такая потребность возникает довольно часто.
 Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.
Это позволит избежать грубых ошибок и сохранить аппаратуру в целости, а также не причинить вред здоровью.

 После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.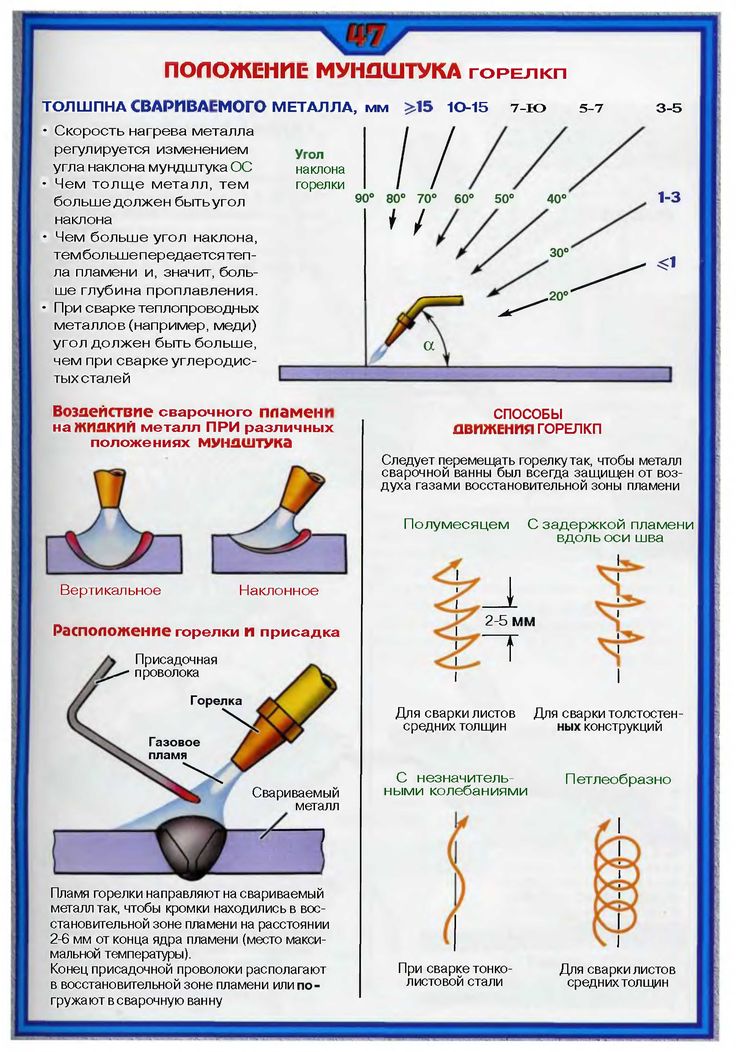
 Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
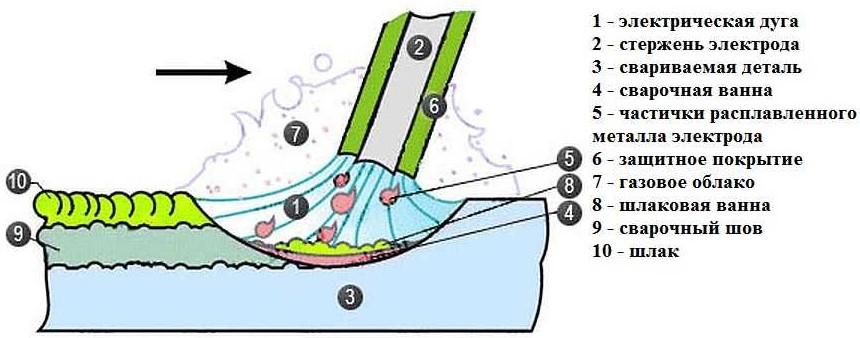 После того, как сварщик ознакомится с выполняемой работой, он выберет лучшее оборудование и материалы для проекта.
После того, как сварщик ознакомится с выполняемой работой, он выберет лучшее оборудование и материалы для проекта. При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере.
При достаточной практике и технических навыках сварка также может стать путем к прибыльной карьере. Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки».
Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки». Вы также можете изучить сложные соединения, положения сварки и методы дуговой сварки и резки кислородно-ацетиленовой горелкой.
Вы также можете изучить сложные соединения, положения сварки и методы дуговой сварки и резки кислородно-ацетиленовой горелкой.
 Изучите основы сварки электродом или сварки MIG и плазменной резки всего за три часа.
Изучите основы сварки электродом или сварки MIG и плазменной резки всего за три часа. Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное место, например гараж, для установки сварочного цеха, вы можете научиться сваривать с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток для получения очень горячей электрической дуги.
Тем не менее, можно научиться сварке дома с помощью видео и онлайн-уроков, при этом нужно много практиковаться. Если у вас есть безопасное место, например гараж, для установки сварочного цеха, вы можете научиться сваривать с помощью сварочного аппарата с подачей проволоки, который использует обычный бытовой электрический ток для получения очень горячей электрической дуги. Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы проживаете в районе залива Сан-Франциско, Laney College предлагает отличную программу сертификации.
Американское общество сварщиков — отличный источник информации о том, как пройти сертификацию. Вы также можете записаться и пройти программу обучения сварщика в профессиональной школе или местном колледже. Если вы проживаете в районе залива Сан-Франциско, Laney College предлагает отличную программу сертификации. …
…
 В этом курсе студенты познакомятся со сжиганием газа…
В этом курсе студенты познакомятся со сжиганием газа… ..
.. ..
..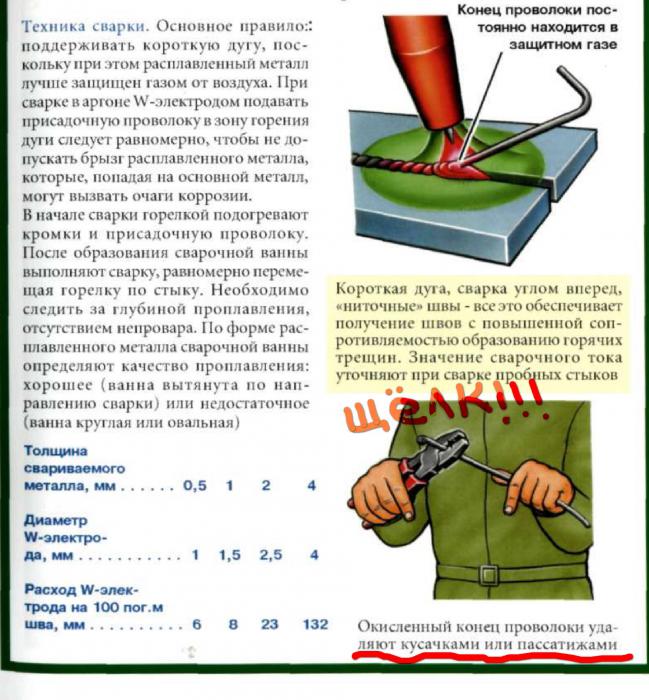 ..
..
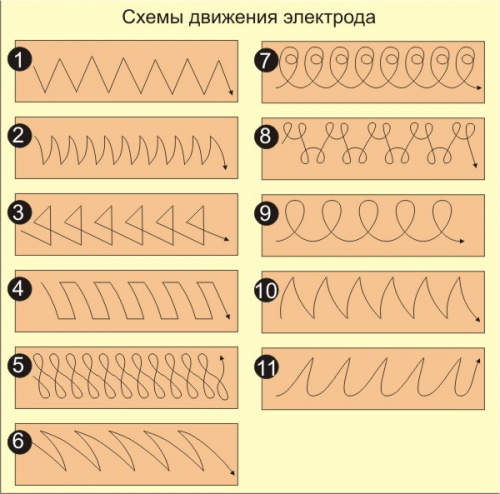
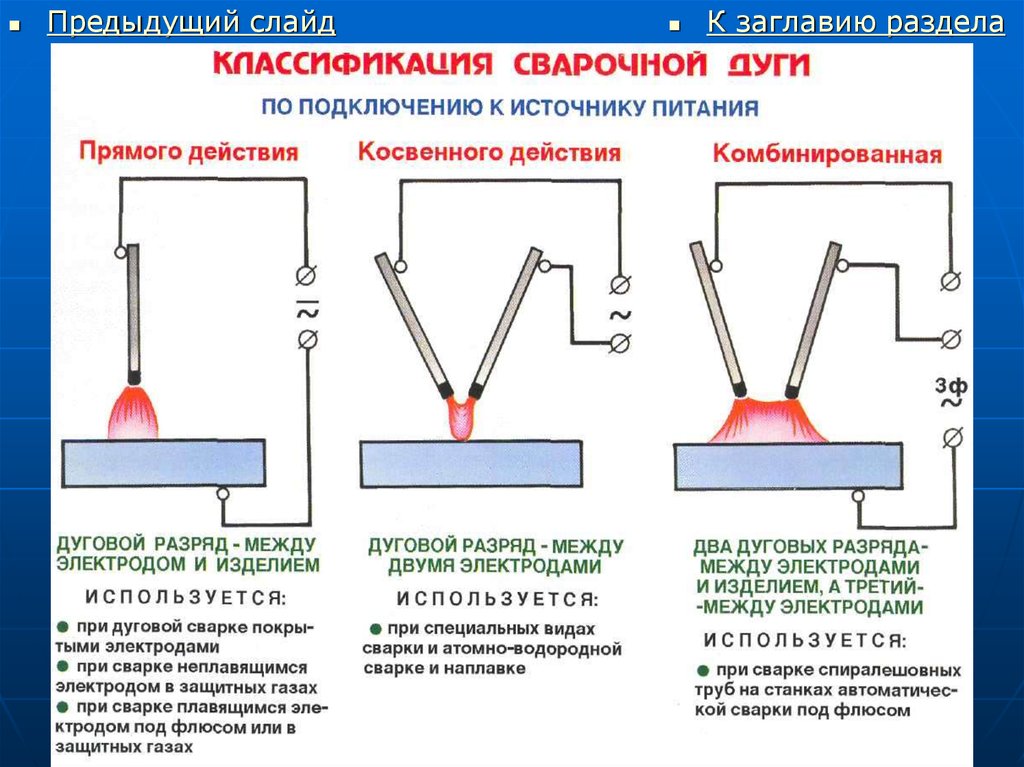
 Планируете ли вы наблюдать за инструктором по сварке, другом или наставником, неплохо иметь собственный сварочный шлем. Не расстраивайтесь из-за ассортимента и доступных ценовых диапазонов.
Планируете ли вы наблюдать за инструктором по сварке, другом или наставником, неплохо иметь собственный сварочный шлем. Не расстраивайтесь из-за ассортимента и доступных ценовых диапазонов.
 Общение с другим человеком, задавание вопросов, относящихся к вашему пониманию, поможет вам учиться намного быстрее.
Общение с другим человеком, задавание вопросов, относящихся к вашему пониманию, поможет вам учиться намного быстрее.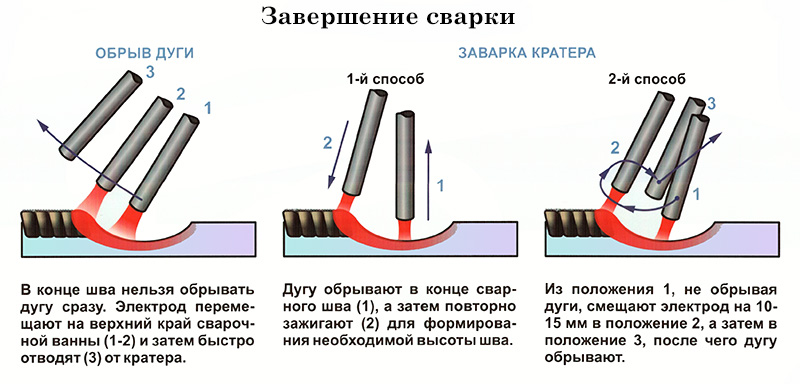 Представьте десятицентовую монету, лежащую на боку под очень небольшим углом, с немного приподнятым задним краем.
Представьте десятицентовую монету, лежащую на боку под очень небольшим углом, с немного приподнятым задним краем. Но для начала обустройте небольшой участок для сварки, желательно металлический стол или что-то подобное.
Но для начала обустройте небольшой участок для сварки, желательно металлический стол или что-то подобное.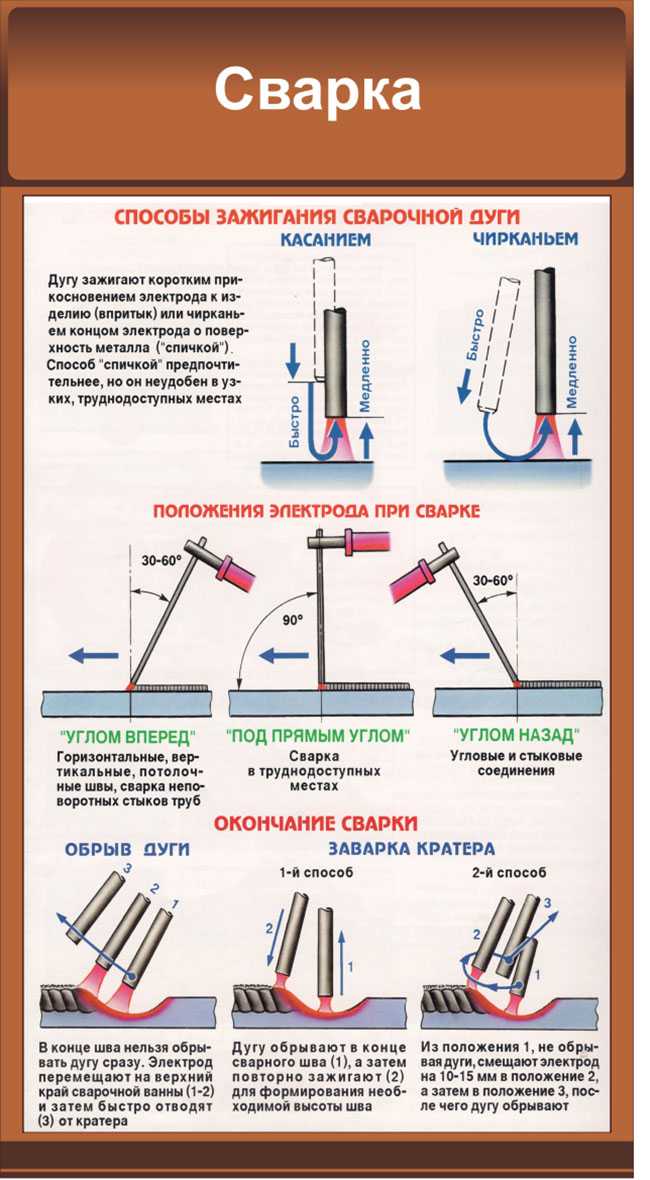
 )
)


 in.ua Покупай выгодно
in.ua Покупай выгодно com.ua
com.ua 6 грн
6 грн Днепр
Днепр 80 грн
80 грн 03.2015
03.2015 Чаще всего вы обнаружите, что печатные изделия выполняются на сарже из-за интересного рисунка, который они оставляют после печати (как видно на фотографии выше). Саржа часто используется для создания прочной рабочей одежды или обивки, такой как джинсовая ткань, она также восстанавливается после морщины лучше, чем простые переплетения.
Чаще всего вы обнаружите, что печатные изделия выполняются на сарже из-за интересного рисунка, который они оставляют после печати (как видно на фотографии выше). Саржа часто используется для создания прочной рабочей одежды или обивки, такой как джинсовая ткань, она также восстанавливается после морщины лучше, чем простые переплетения.

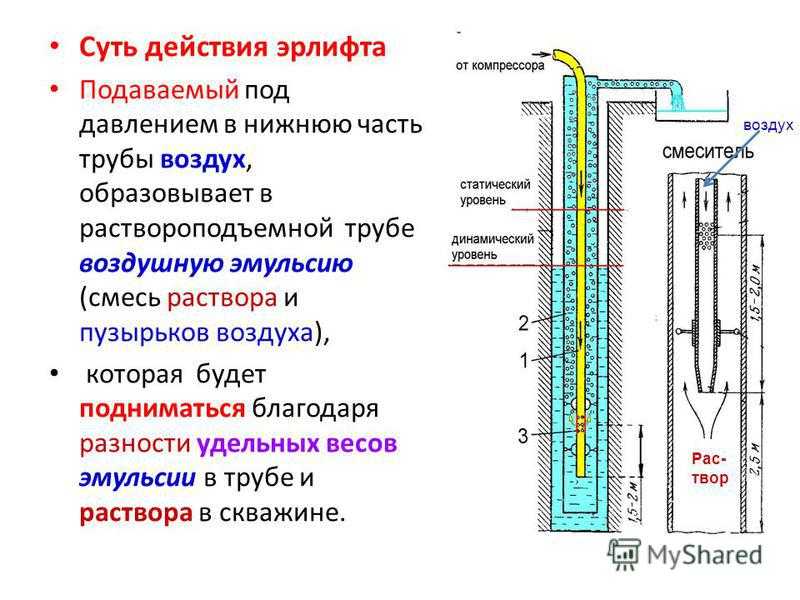
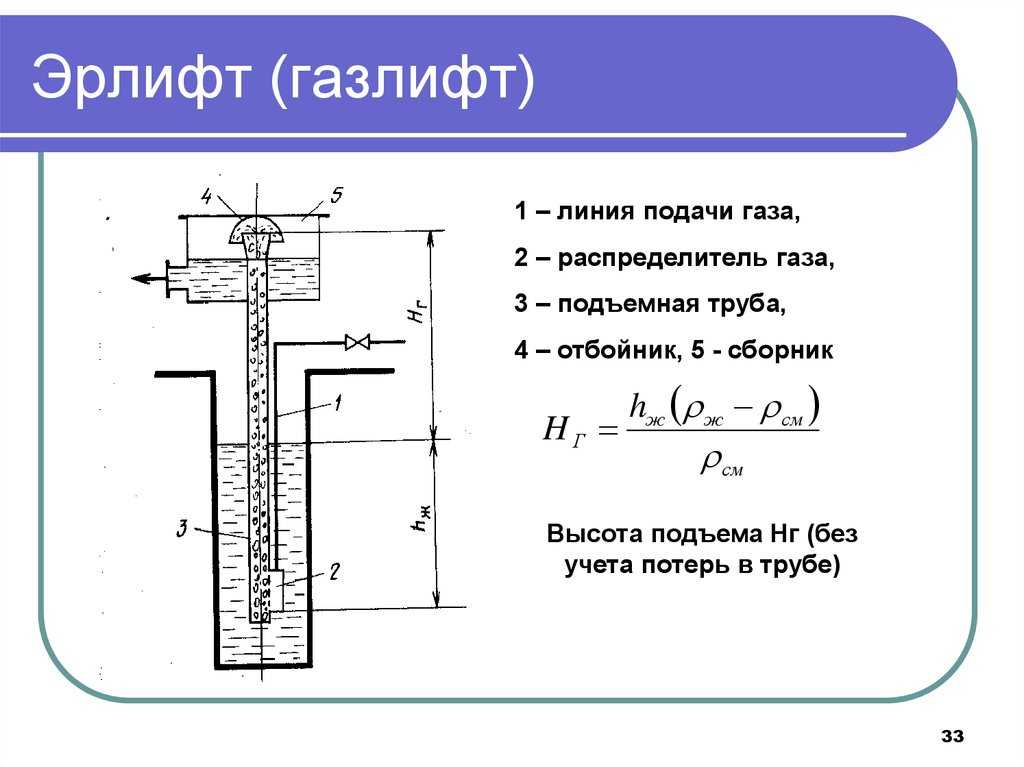
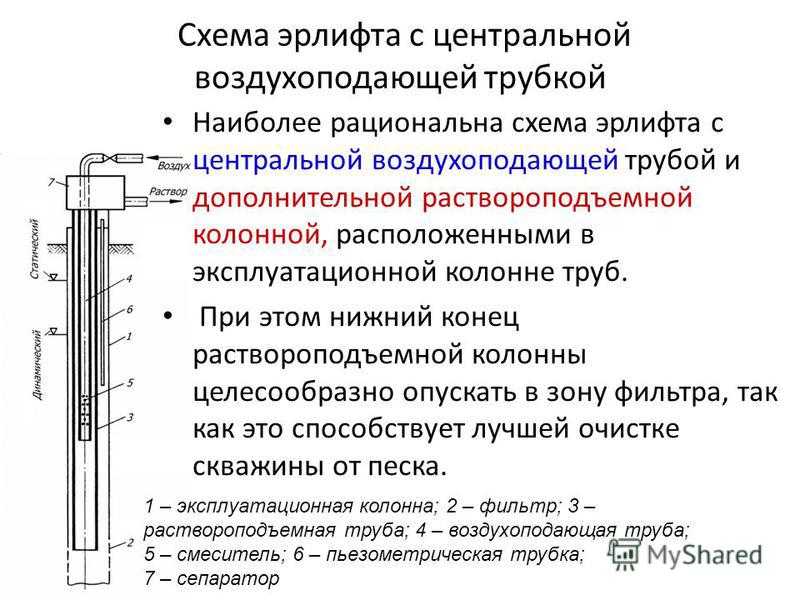

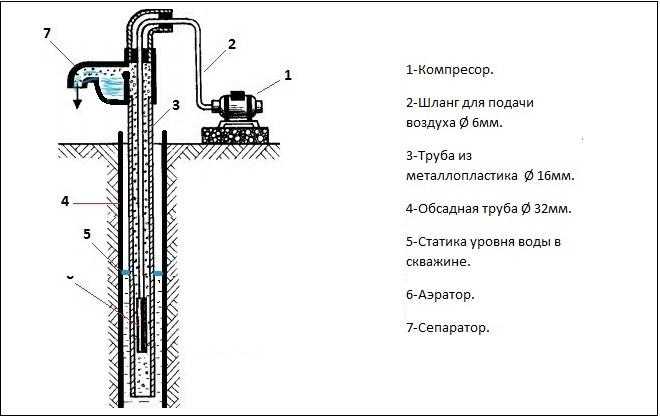 При этом уровень Н всегда существенно ниже уровня Н1.
При этом уровень Н всегда существенно ниже уровня Н1.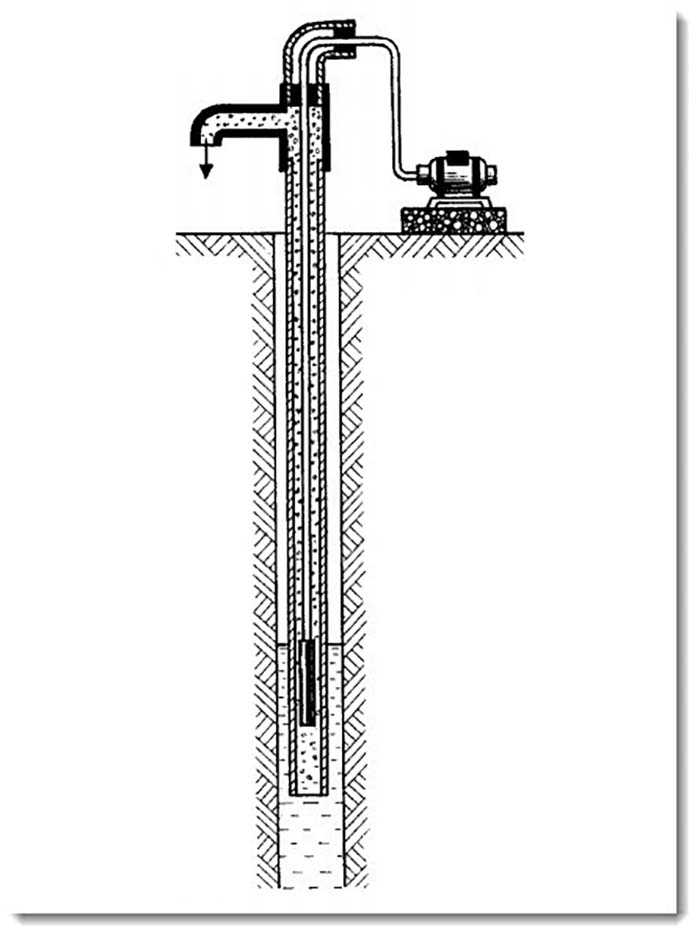
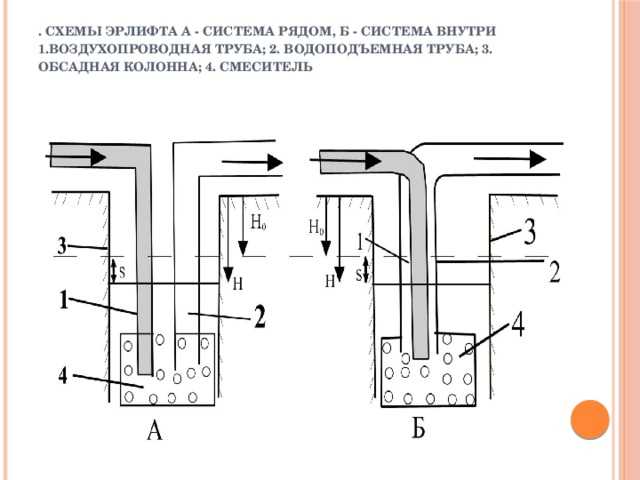 Устройство это, прямо скажем, не из дешёвых. Но есть и альтернативный способ достать воду из скважины, который при том же результате будет иметь гораздо меньшую цену. Причём это устройство можно собрать собственноручно.
Устройство это, прямо скажем, не из дешёвых. Но есть и альтернативный способ достать воду из скважины, который при том же результате будет иметь гораздо меньшую цену. Причём это устройство можно собрать собственноручно.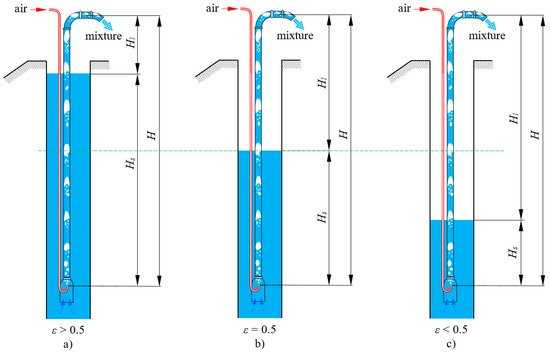 Вместо шланга большего диаметра лучше использовать пластиковую трубу;
Вместо шланга большего диаметра лучше использовать пластиковую трубу;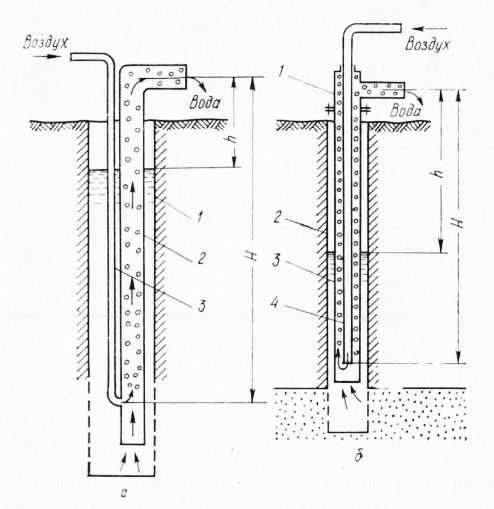
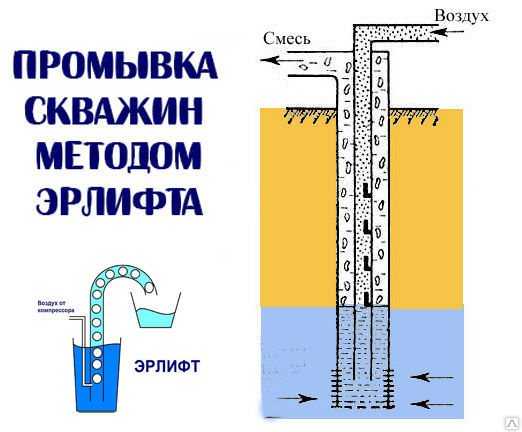 Накопительная ёмкость или бассейн играют роль отстойника для отделения крупных механических частиц.
Накопительная ёмкость или бассейн играют роль отстойника для отделения крупных механических частиц.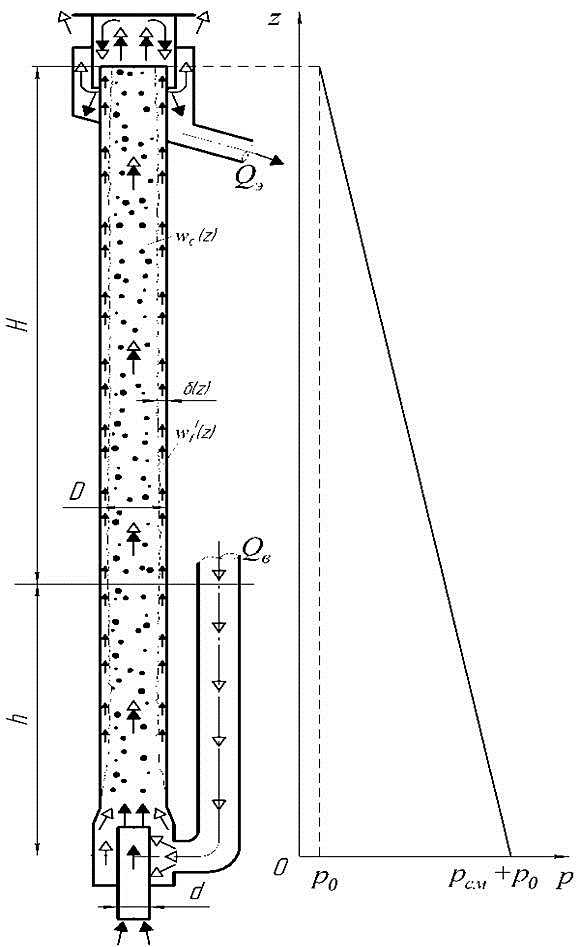 Как вы, возможно, в какой-то момент своей жизни узнали на собственном горьком опыте, швы обычно являются наиболее уязвимой частью ваших брюк, но шов также является наиболее уязвимой частью вашей подушки безопасности с пневматической пружиной. Поскольку две половины пневматической пружины сплавлены вместе, остается шов, и этот шов необходимо проверить, чтобы убедиться, что уязвимость не повлияет на полезность пневматической пружины в целом. Механизм в магазине будет оттягивать две половинки друг от друга; если они разваливаются, вся партия возвращается на шаг назад, и инженеры на заводе устраняют проблему. Как только швы зарекомендовали себя прочными и, следовательно, достойными вашей поездки, они переходят к упаковке.
Как вы, возможно, в какой-то момент своей жизни узнали на собственном горьком опыте, швы обычно являются наиболее уязвимой частью ваших брюк, но шов также является наиболее уязвимой частью вашей подушки безопасности с пневматической пружиной. Поскольку две половины пневматической пружины сплавлены вместе, остается шов, и этот шов необходимо проверить, чтобы убедиться, что уязвимость не повлияет на полезность пневматической пружины в целом. Механизм в магазине будет оттягивать две половинки друг от друга; если они разваливаются, вся партия возвращается на шаг назад, и инженеры на заводе устраняют проблему. Как только швы зарекомендовали себя прочными и, следовательно, достойными вашей поездки, они переходят к упаковке.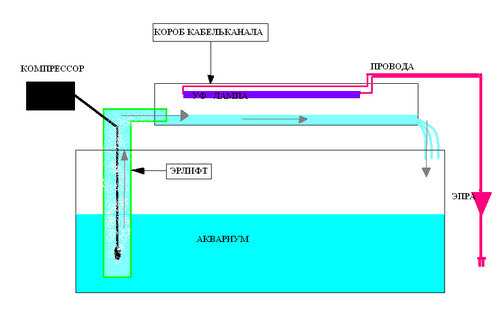 Торцевые заглушки прижаты к резине, создавая герметичные пружины под давлением, которые вы знаете и любите.
Торцевые заглушки прижаты к резине, создавая герметичные пружины под давлением, которые вы знаете и любите.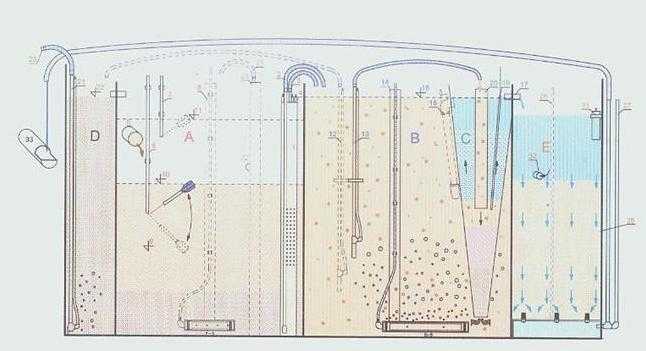 Его интенсивный поток под высоким давлением направляется прямо в воздушную подушку, которая расширяется, приспосабливаясь к новому давлению… пока материал не порвется. Не волнуйтесь, это то, что должно произойти. Этот тест проводится для того, чтобы гарантировать, что торцевые заглушки не оторвутся в ситуации высокого давления (буквально).
Его интенсивный поток под высоким давлением направляется прямо в воздушную подушку, которая расширяется, приспосабливаясь к новому давлению… пока материал не порвется. Не волнуйтесь, это то, что должно произойти. Этот тест проводится для того, чтобы гарантировать, что торцевые заглушки не оторвутся в ситуации высокого давления (буквально). поддержки выравнивания нагрузки*. Просто выполните два простых измерения и используйте приведенную ниже таблицу, чтобы найти правильный комплект для вашего приложения.
поддержки выравнивания нагрузки*. Просто выполните два простых измерения и используйте приведенную ниже таблицу, чтобы найти правильный комплект для вашего приложения.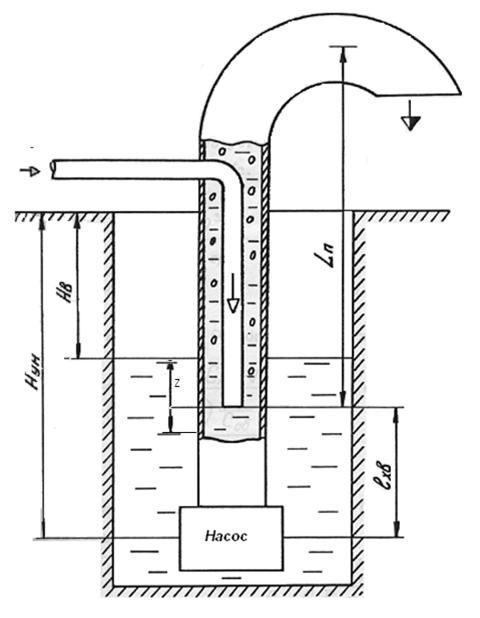 Или используйте приведенную ниже таблицу, чтобы найти строку, которая содержит правильную внутреннюю высоту и внутренний диаметр, и посмотреть, какой номер детали соответствует этим значениям. Лучше быть немного меньше, чем больше.
Или используйте приведенную ниже таблицу, чтобы найти строку, которая содержит правильную внутреннюю высоту и внутренний диаметр, и посмотреть, какой номер детали соответствует этим значениям. Лучше быть немного меньше, чем больше. 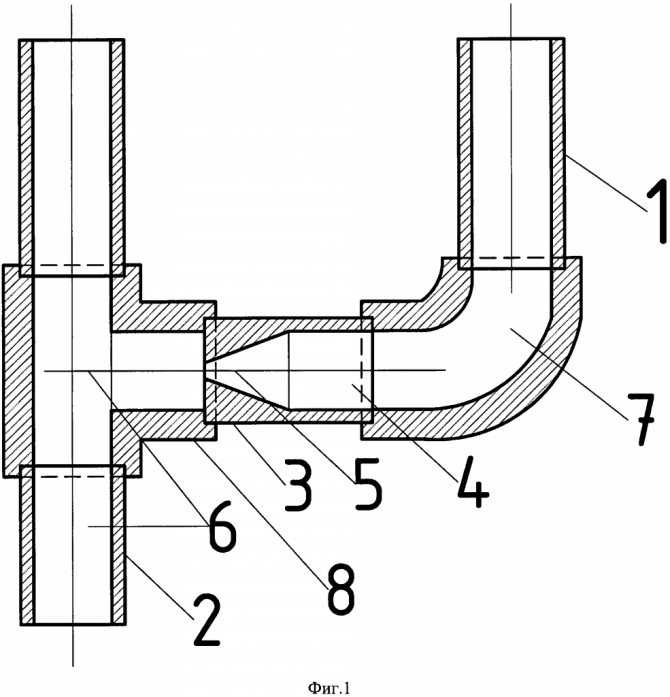 Диаметр (Y)
Диаметр (Y)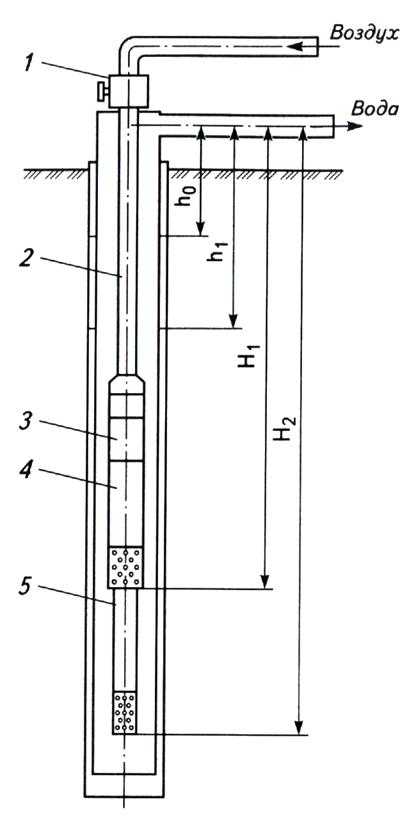 00″
00″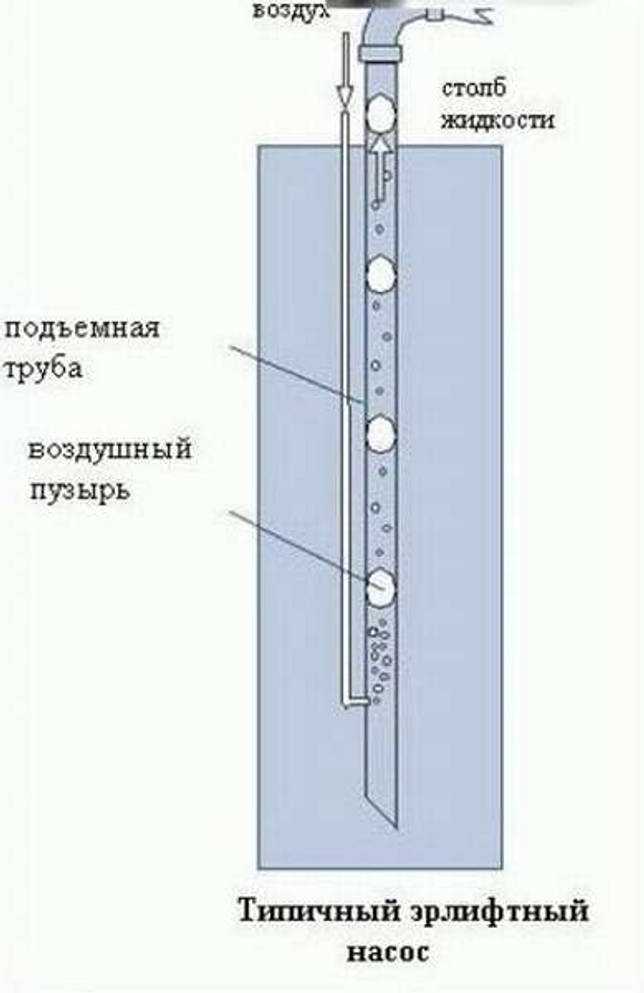


 Чтобы этого избежать, перехлест листов на стыках при монтаже необходимо делать минимум 250 мм. Не лишним будет пройти стыки силиконовым герметиком, обеспечив надежную герметичность соединения.
Чтобы этого избежать, перехлест листов на стыках при монтаже необходимо делать минимум 250 мм. Не лишним будет пройти стыки силиконовым герметиком, обеспечив надежную герметичность соединения. Правила крепления кровельного профнастила. Качественный профнастил прямо с завода-изготовителя
Правила крепления кровельного профнастила. Качественный профнастил прямо с завода-изготовителя В результате этого на листах образуется гофра, то есть ребра жёсткости.
В результате этого на листах образуется гофра, то есть ребра жёсткости.

 Благодаря низкой цене и высокой прочности они широко используются в промышленных и жилых помещениях.
Благодаря низкой цене и высокой прочности они широко используются в промышленных и жилых помещениях.
 Покрытие Cesar отличается повышенной коррозионной стойкостью (RC1-RC5).
Покрытие Cesar отличается повышенной коррозионной стойкостью (RC1-RC5).
 Стоимость монтажа других кровельных покрытий может быть в три раза выше.
Стоимость монтажа других кровельных покрытий может быть в три раза выше. В этих случаях в первую очередь используются листы коробчатого профиля из-за низкой цены, а также простоты монтажа. Благодаря легкому весу для него не нужны сложные, трудоемкие и дорогие опорные конструкции.
В этих случаях в первую очередь используются листы коробчатого профиля из-за низкой цены, а также простоты монтажа. Благодаря легкому весу для него не нужны сложные, трудоемкие и дорогие опорные конструкции. По сравнению с
По сравнению с Этот
Этот
 Первоначальная концепция системы PSSDB была
Первоначальная концепция системы PSSDB была
 Отношение общего пролета к глубине, полученное из предыдущих
Отношение общего пролета к глубине, полученное из предыдущих
 Общая площадь каждого
Общая площадь каждого РАЗРАБОТКА
РАЗРАБОТКА 2 Стена
2 Стена Это явно происходит из-за нагрузки
Это явно происходит из-за нагрузки Все
Все Подпираемая стена и панели уложенного пола
Подпираемая стена и панели уложенного пола 21-32.
21-32. Университет Кебангсаан Малайзия.
Университет Кебангсаан Малайзия. Утусан, Малайзия, 16 февраля.
Утусан, Малайзия, 16 февраля. Вне плоскости
Вне плоскости
 Это необходимо чтобы фильтр не мешал циркуляции рабочей среды.
Это необходимо чтобы фильтр не мешал циркуляции рабочей среды. Ознакомиться с модельным рядом насосов производителя, можно у официального представителя компании в городе Москва. Установку от производителя можно заказать в одном из лицензированных сервисных центров. Профессиональный монтаж оборудования – это гарантия того, что оно будет работать долго и исправно, а вы в любой момент сможете воспользоваться бесплатным сервисным обслуживанием.
Ознакомиться с модельным рядом насосов производителя, можно у официального представителя компании в городе Москва. Установку от производителя можно заказать в одном из лицензированных сервисных центров. Профессиональный монтаж оборудования – это гарантия того, что оно будет работать долго и исправно, а вы в любой момент сможете воспользоваться бесплатным сервисным обслуживанием.


 На гидравлические характеристики системы отопления и всех элементов, которые в нее входят, также не оказывает никакого негативного влияния то, на какой из магистралей трубопровода выполнен монтаж циркуляционного насоса.
На гидравлические характеристики системы отопления и всех элементов, которые в нее входят, также не оказывает никакого негативного влияния то, на какой из магистралей трубопровода выполнен монтаж циркуляционного насоса. Заключается такая экономия в том, что на обогрев верхних этажей, где температура воздуха всегда выше, требуется меньше тепловой энергии от системы отопления. Соответственно, циркуляционный насос, обслуживающий контур отопления верхних этажей, можно выставить на меньшую скорость работы, что и позволит экономить на энергоносителях, используемых для нагрева воды в котле.
Заключается такая экономия в том, что на обогрев верхних этажей, где температура воздуха всегда выше, требуется меньше тепловой энергии от системы отопления. Соответственно, циркуляционный насос, обслуживающий контур отопления верхних этажей, можно выставить на меньшую скорость работы, что и позволит экономить на энергоносителях, используемых для нагрева воды в котле. Применение таких комбинированных вариантов позволяет сохранять тепло в доме вне зависимости от наличия напряжения в централизованной сети электропитания. В тех случаях, когда электрический ток в дом не поступает, система отопления, хотя и с меньшей теплоотдачей, работает и без циркуляционного насоса.
Применение таких комбинированных вариантов позволяет сохранять тепло в доме вне зависимости от наличия напряжения в централизованной сети электропитания. В тех случаях, когда электрический ток в дом не поступает, система отопления, хотя и с меньшей теплоотдачей, работает и без циркуляционного насоса. Чтобы не столкнуться с такими проблемами, на участке трубопровода, по которому в насос поступает теплоноситель, необходимо установить сетчатый фильтр грубой очистки.
Чтобы не столкнуться с такими проблемами, на участке трубопровода, по которому в насос поступает теплоноситель, необходимо установить сетчатый фильтр грубой очистки. В тех случаях, когда гидромашина по каким-либо причинам не работает и, соответственно, не может обеспечить требуемой циркуляции теплоносителя, кран на байпасе открывают, а на участке трубы, которая идет к насосу, закрывают. Таким образом, насос отсекается от отопительного контура, и теплоноситель начинает двигаться по нему естественным образом.
В тех случаях, когда гидромашина по каким-либо причинам не работает и, соответственно, не может обеспечить требуемой циркуляции теплоносителя, кран на байпасе открывают, а на участке трубы, которая идет к насосу, закрывают. Таким образом, насос отсекается от отопительного контура, и теплоноситель начинает двигаться по нему естественным образом. На корпусе любого циркуляционного насоса есть стрелка, которая указывает, в каком направлении через такое устройство должен двигаться теплоноситель. Выполнить монтаж, используя такую подсказку от производителей, несложно: смотрим, в каком направлении двигается поток теплоносителя в трубопроводе, обращаем внимание на направление стрелки на корпусе насоса и устанавливаем его в правильном положении. Следует иметь в виду, что неправильные действия по установке насоса на отопительный контур могут привести не только к некорректной работе такого устройства, но и к его быстрому выходу из строя.
На корпусе любого циркуляционного насоса есть стрелка, которая указывает, в каком направлении через такое устройство должен двигаться теплоноситель. Выполнить монтаж, используя такую подсказку от производителей, несложно: смотрим, в каком направлении двигается поток теплоносителя в трубопроводе, обращаем внимание на направление стрелки на корпусе насоса и устанавливаем его в правильном положении. Следует иметь в виду, что неправильные действия по установке насоса на отопительный контур могут привести не только к некорректной работе такого устройства, но и к его быстрому выходу из строя. youtube.com/embed/e2nPV3p5ogU»/>
youtube.com/embed/e2nPV3p5ogU»/>


 За последние 60 лет конструкция циркуляционного насоса практически не изменилась с точки зрения эффективности и дизайна. Несмотря на то, что эти насосы не потребляют слишком много энергии, они обычно работают с фиксированной скоростью потока, потребляя при этом меньше оптимального энергопотребления. Шестьдесят лет назад затраты на электроэнергию были относительно невелики, поэтому потребление энергии в процессе проектирования не учитывалось.
За последние 60 лет конструкция циркуляционного насоса практически не изменилась с точки зрения эффективности и дизайна. Несмотря на то, что эти насосы не потребляют слишком много энергии, они обычно работают с фиксированной скоростью потока, потребляя при этом меньше оптимального энергопотребления. Шестьдесят лет назад затраты на электроэнергию были относительно невелики, поэтому потребление энергии в процессе проектирования не учитывалось. Однако гидронические системы Европы отличаются от систем Северной Америки. В результате требования к насосу также различны. Более крупные системы в Северной Америке требовали большей скорости потока, поэтому в гидравлическую конструкцию Alpha пришлось внести важные коррективы.™
Однако гидронические системы Европы отличаются от систем Северной Америки. В результате требования к насосу также различны. Более крупные системы в Северной Америке требовали большей скорости потока, поэтому в гидравлическую конструкцию Alpha пришлось внести важные коррективы.™
 Насос может работать с потребляемой мощностью всего пять ватт, по сравнению с минимум 80 ваттами для обычного циркуляционного насоса сопоставимого размера».
Насос может работать с потребляемой мощностью всего пять ватт, по сравнению с минимум 80 ваттами для обычного циркуляционного насоса сопоставимого размера». Он внимательно следил за энергопотреблением в течение последних двух отопительных сезонов и теперь сообщает, что новый циркуляционный насос «сэкономил около 55%» по сравнению со старой моделью циркуляционного насоса. «Предыдущий циркуляционный насос потреблял 0,7 ампер и потреблял от 55 до 70 ватт в течение отопительного сезона», — говорит Хьюз, отмечая, что ALPHA™ обеспечивает резкое снижение потребления с 7 до 22 ватт.
Он внимательно следил за энергопотреблением в течение последних двух отопительных сезонов и теперь сообщает, что новый циркуляционный насос «сэкономил около 55%» по сравнению со старой моделью циркуляционного насоса. «Предыдущий циркуляционный насос потреблял 0,7 ампер и потреблял от 55 до 70 ватт в течение отопительного сезона», — говорит Хьюз, отмечая, что ALPHA™ обеспечивает резкое снижение потребления с 7 до 22 ватт. «Это в значительной степени предложение «установил и забыл».
«Это в значительной степени предложение «установил и забыл».
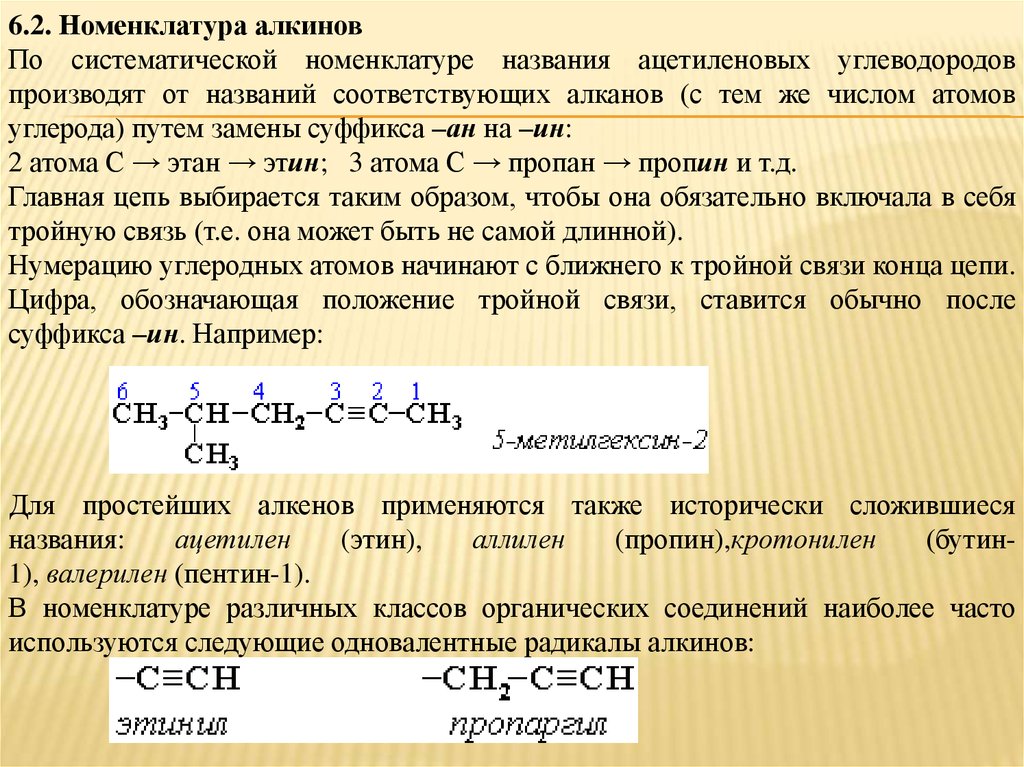 Вы можете воспользоваться поиском по сайту или выбрать раздел в меню.
Вы можете воспользоваться поиском по сайту или выбрать раздел в меню.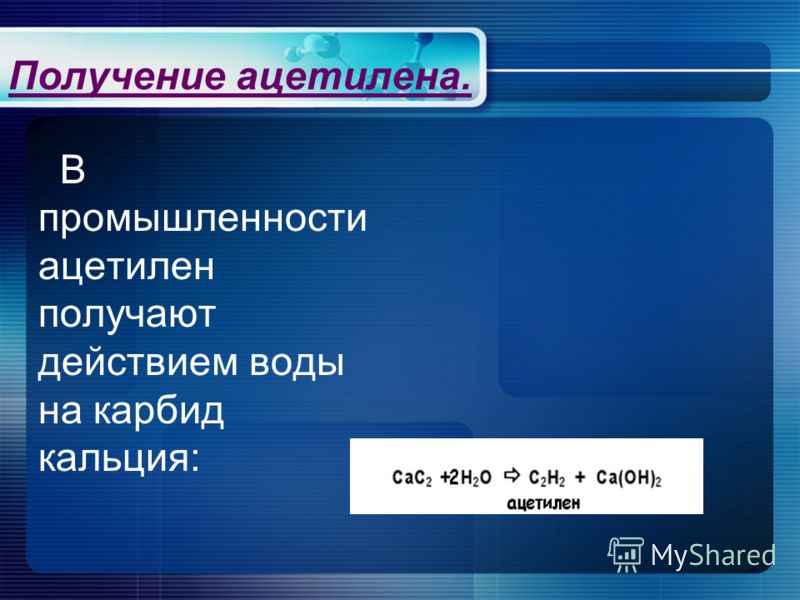 Вес ацетилена в 1м3
Вес ацетилена в 1м3
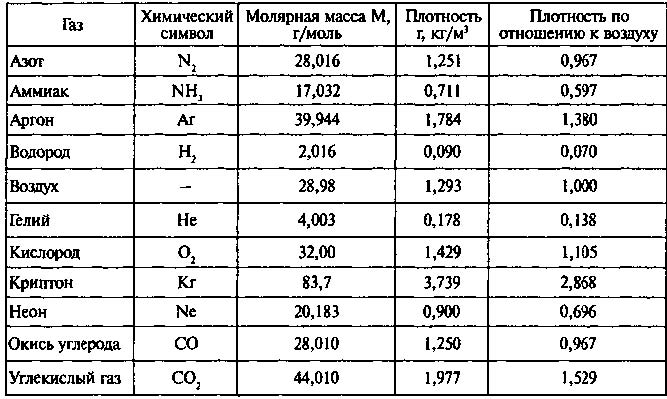
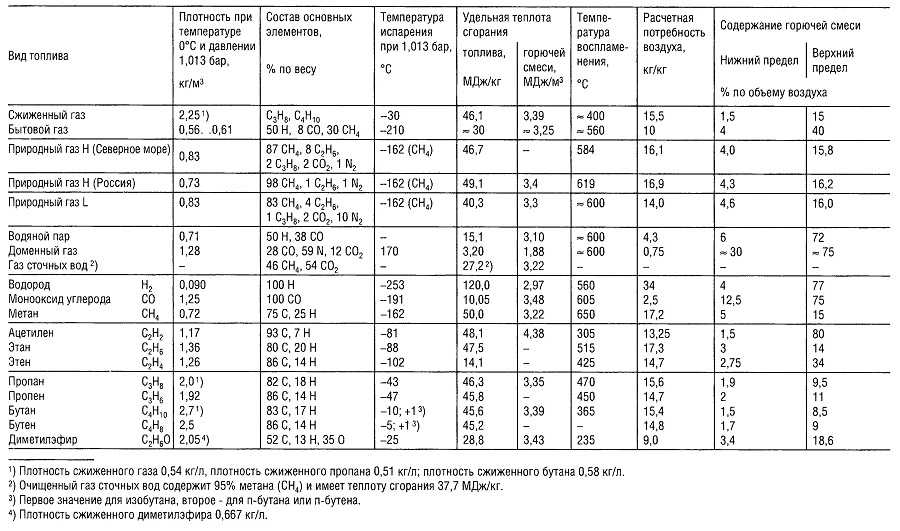 Частицы C2h3 есть на Уране и Нептуне.
Частицы C2h3 есть на Уране и Нептуне.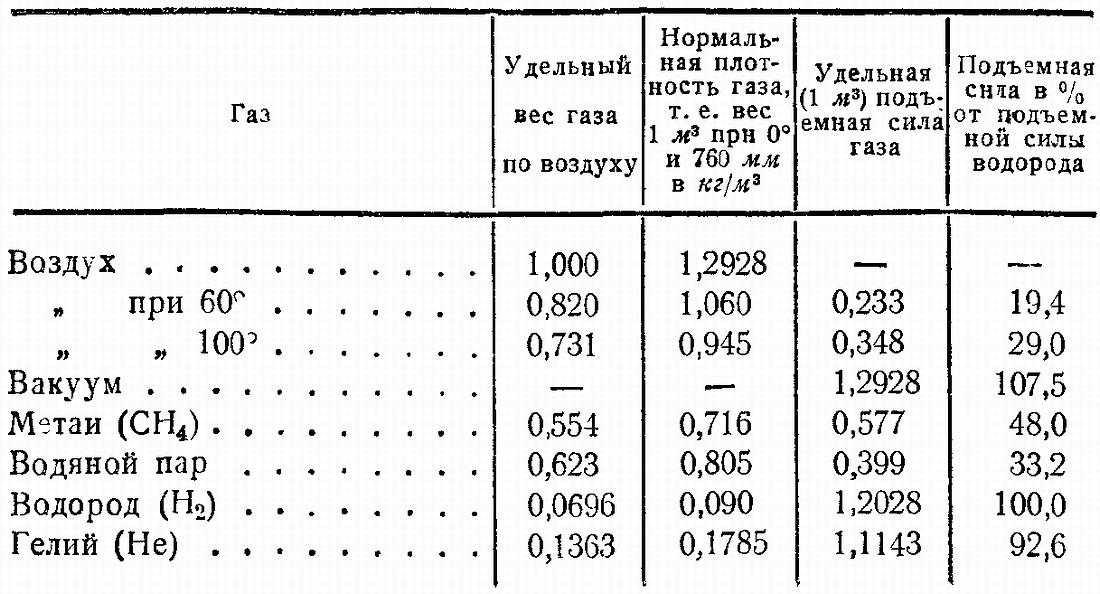

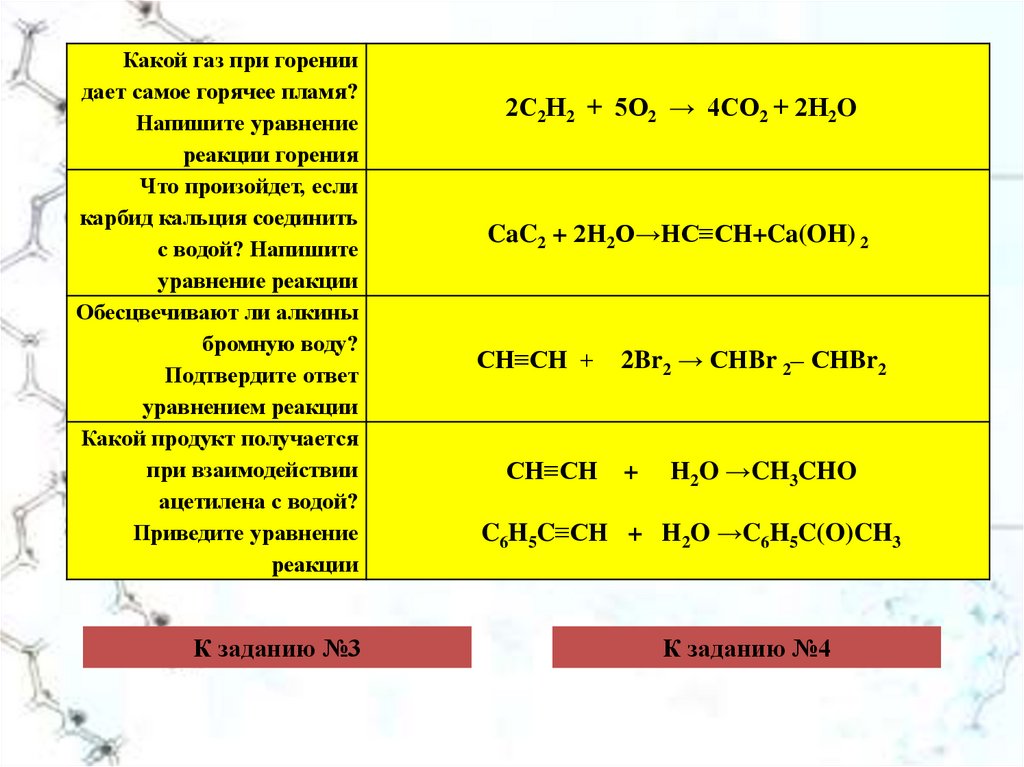 2.5.1314-03), т.к. концентрационные пределы распределения пламени в смеси с воздухом составляет 2,5-100%. Хранят и перевозят его в заполненных инертной пористой массой (например, древесным углем) стальных баллонах белого цвета (с красной надписью «А») в виде раствора в ацетоне под давлением 1,5-2,5 МПа.
2.5.1314-03), т.к. концентрационные пределы распределения пламени в смеси с воздухом составляет 2,5-100%. Хранят и перевозят его в заполненных инертной пористой массой (например, древесным углем) стальных баллонах белого цвета (с красной надписью «А») в виде раствора в ацетоне под давлением 1,5-2,5 МПа.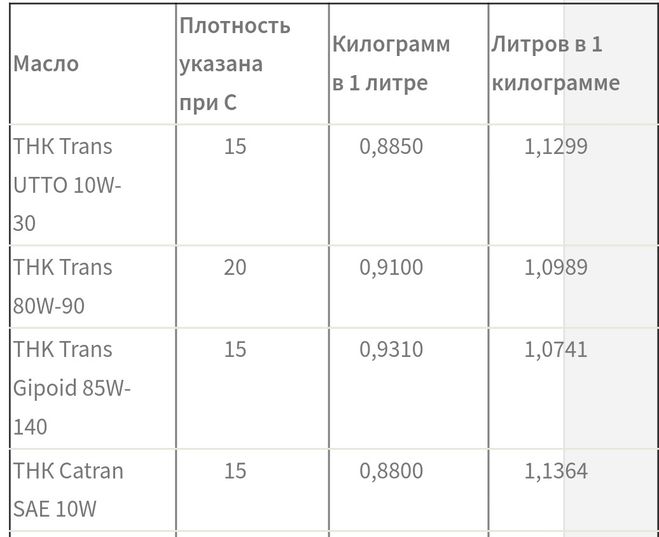 Имеет тройную связь между атомами углерода, принадлежит к классу алкинов. В природе на Земле практически не встречается, т.к. из-за присутствия кислорода это крайне неустойчивое соединение, получается путем синтеза. Ацетилен обнаружен в атмосфере Урана, Юпитера и Сатурна.
Имеет тройную связь между атомами углерода, принадлежит к классу алкинов. В природе на Земле практически не встречается, т.к. из-за присутствия кислорода это крайне неустойчивое соединение, получается путем синтеза. Ацетилен обнаружен в атмосфере Урана, Юпитера и Сатурна. Ацетиленовые горелки давали в 15 раз больше света, чем обычные газовые фонари, которыми освещали улицы. Постепенно они были вытеснены электрическим освещением, но еще долго использовались в небольших фонарях на велосипедах, мотоциклах, в конных экипажах.
Ацетиленовые горелки давали в 15 раз больше света, чем обычные газовые фонари, которыми освещали улицы. Постепенно они были вытеснены электрическим освещением, но еще долго использовались в небольших фонарях на велосипедах, мотоциклах, в конных экипажах.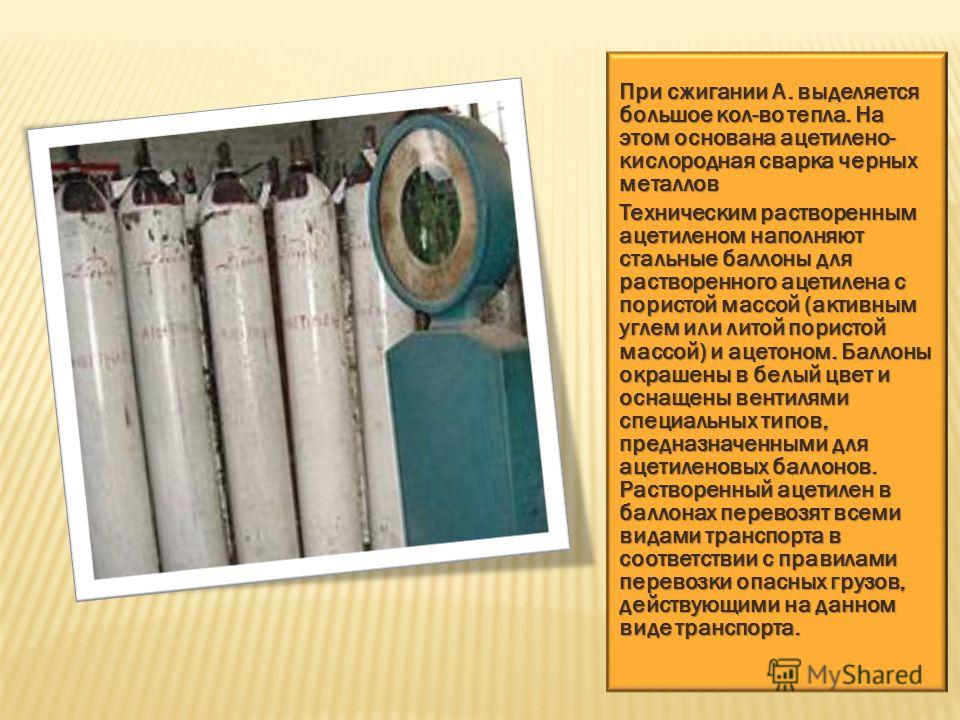 Дал название ацетилену французский химик –
Дал название ацетилену французский химик –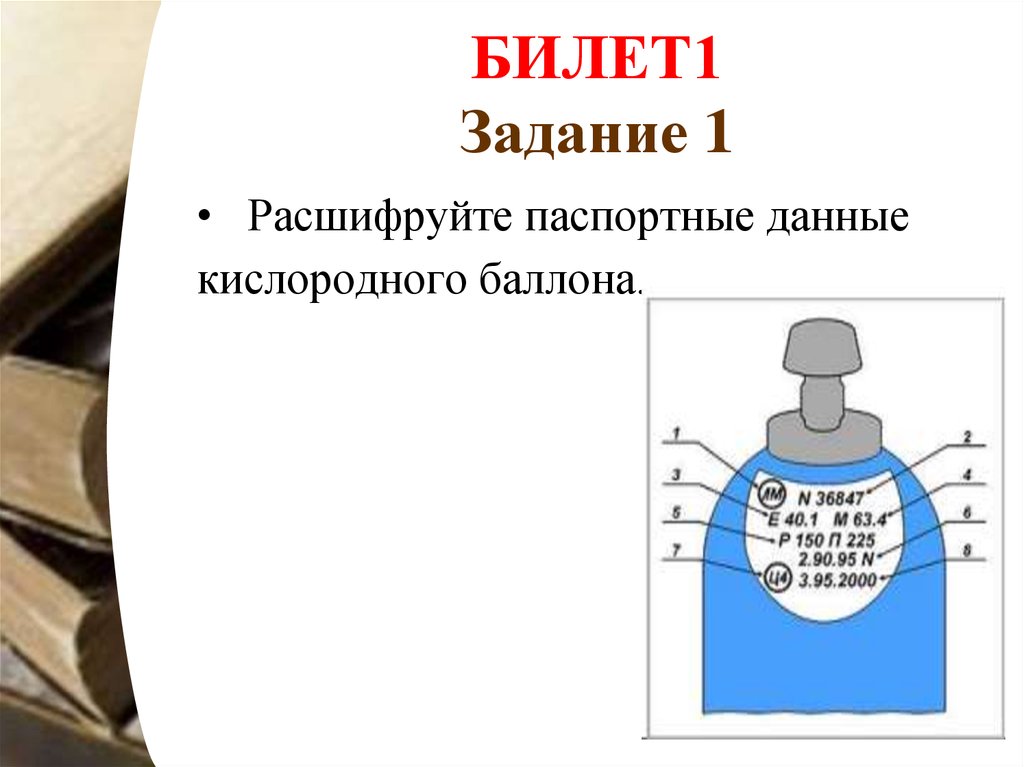
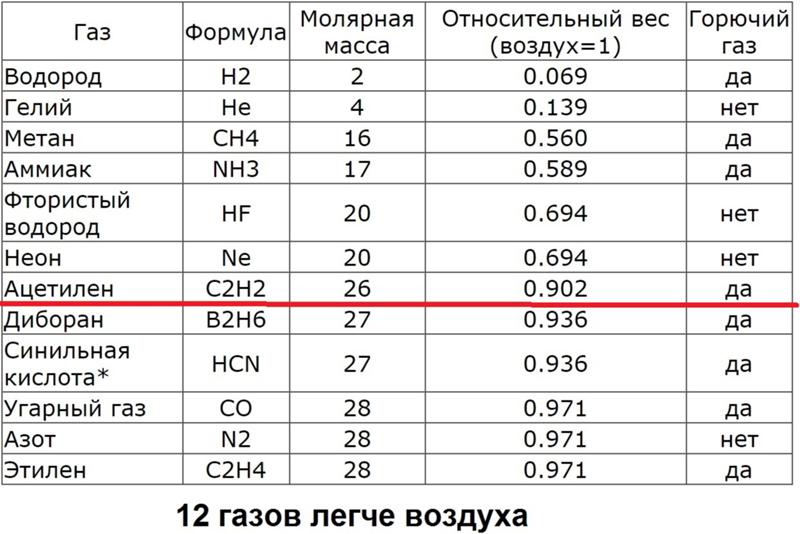
 Это горит ацетилен.
Это горит ацетилен.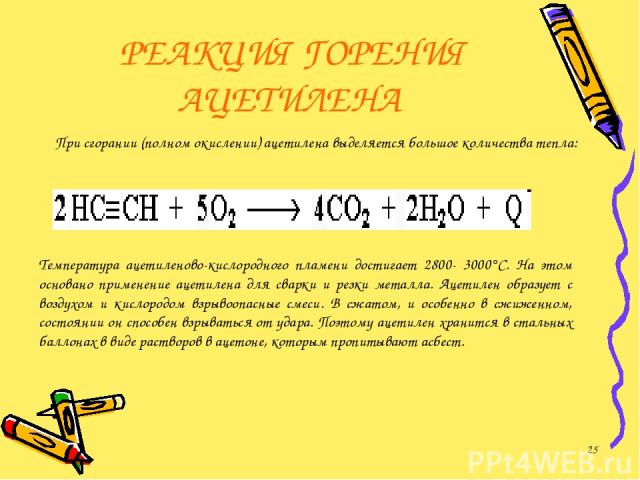 Чтобы найти молярную массу карбида кальция нужно атомную массу кальция умножить на один и сложить с произведением атомной массы углерода, умноженной на два, получается 64 г/моль. Находим количество вещества карбида кальция, для этого разделим массу на молярную массу, подставим значения: 96 г делим на 64 г/моль, получаем 1,5 моль. Найдём по уравнению реакции количество вещества ацетилена, для этого 1,5 умножим на 1 и разделим на 1, будет 1,5 моль. Теперь можно найти и объём ацетилена, для этого необходимо количество вещество умножить на молярный объём. Получается 1,5 моль умножим на 22,4 л/моль, будет 33,6 л. Поэтому, в результате данной реакции образуется 33,6 л ацетилена.
Чтобы найти молярную массу карбида кальция нужно атомную массу кальция умножить на один и сложить с произведением атомной массы углерода, умноженной на два, получается 64 г/моль. Находим количество вещества карбида кальция, для этого разделим массу на молярную массу, подставим значения: 96 г делим на 64 г/моль, получаем 1,5 моль. Найдём по уравнению реакции количество вещества ацетилена, для этого 1,5 умножим на 1 и разделим на 1, будет 1,5 моль. Теперь можно найти и объём ацетилена, для этого необходимо количество вещество умножить на молярный объём. Получается 1,5 моль умножим на 22,4 л/моль, будет 33,6 л. Поэтому, в результате данной реакции образуется 33,6 л ацетилена.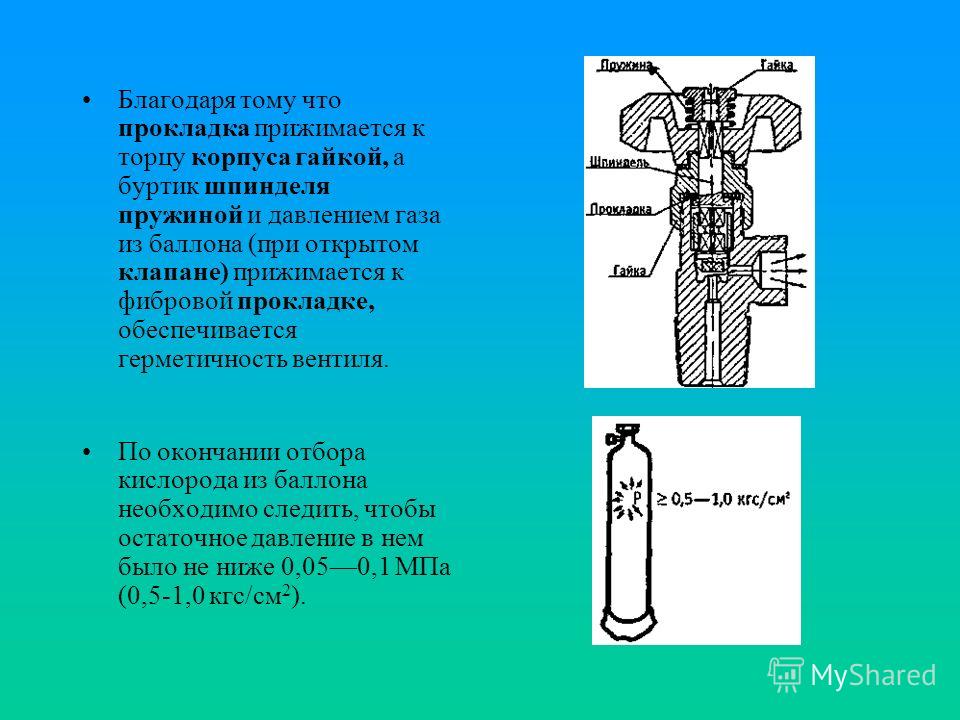 Характерными свойствами ацетилена являются реакции присоединения.
Характерными свойствами ацетилена являются реакции присоединения.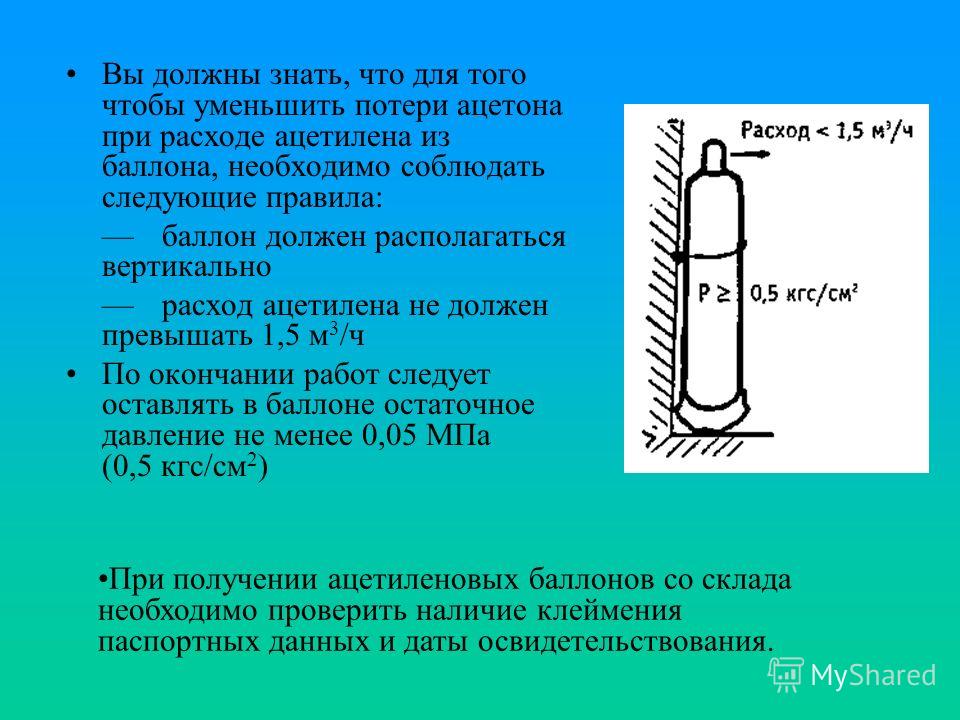

 В отверстие пробирки вводят полоску фильтровальной бумаги, смоченной аммиачным раствором хлорида меди CuCl2, содержащим комплексный аммиакат состава [Cu(Nh4)2]C12. Появляется красно-бурое окрашивание вследствие образования ацетиленида меди.
В отверстие пробирки вводят полоску фильтровальной бумаги, смоченной аммиачным раствором хлорида меди CuCl2, содержащим комплексный аммиакат состава [Cu(Nh4)2]C12. Появляется красно-бурое окрашивание вследствие образования ацетиленида меди. 0042 2
0042 2  250 2)
250 2) 
 07
07
 5
5 005
005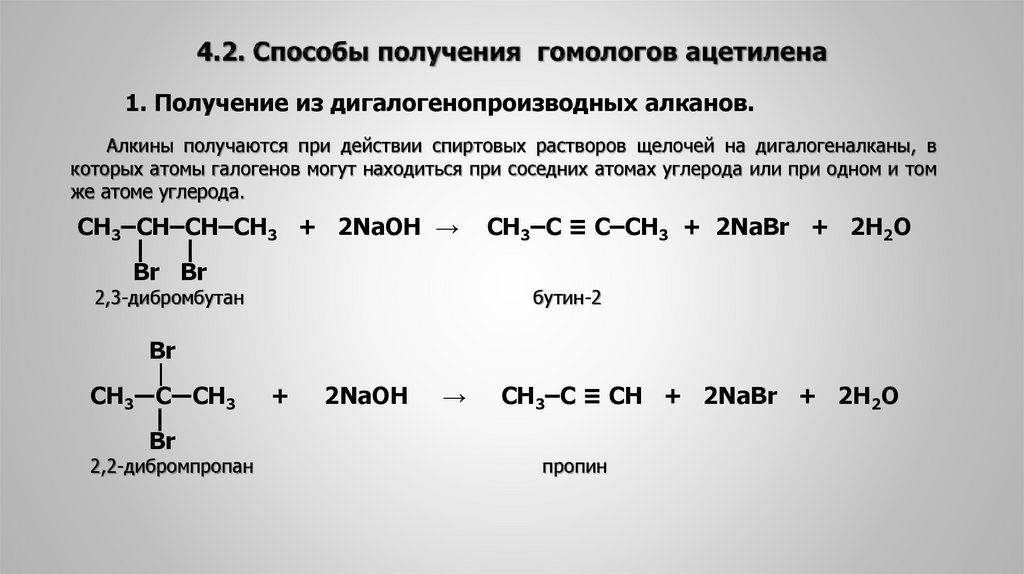 37
37 0023 2)
0023 2)  дюйм, абс. рт.ст., 760 торр)
дюйм, абс. рт.ст., 760 торр) 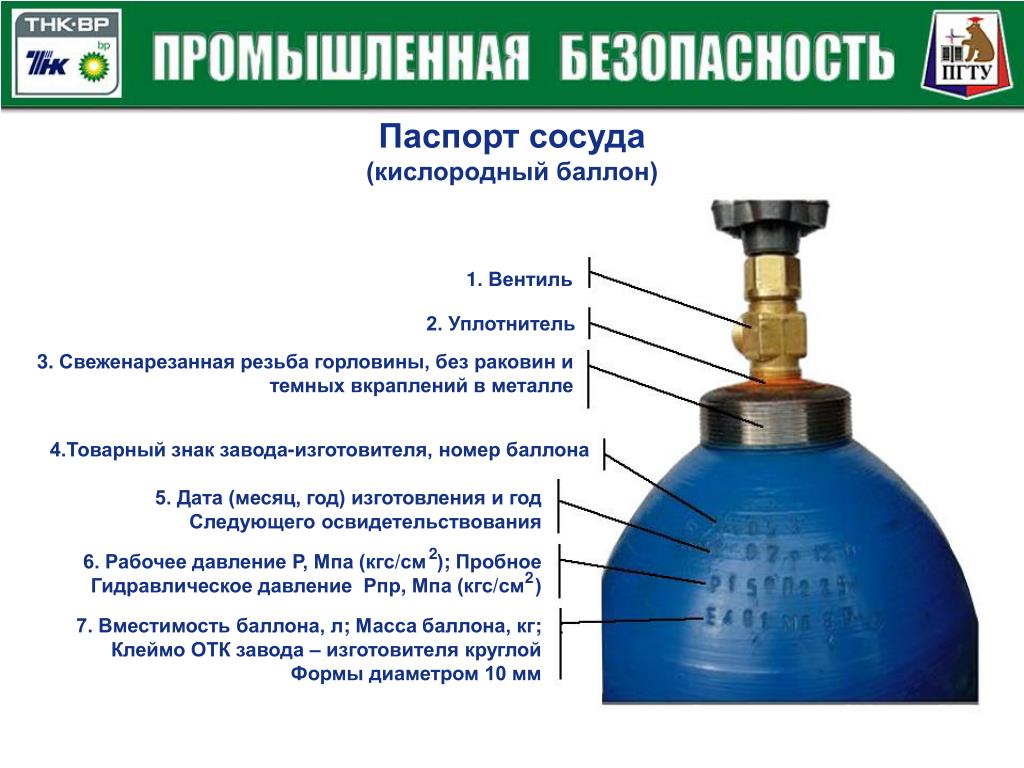 Ацетилен обеспечивает самую высокую температуру пламени среди всех топливных газов и, как правило, более гибкий и простой в использовании при сварке и резке, чем альтернативные виды топлива.
Ацетилен обеспечивает самую высокую температуру пламени среди всех топливных газов и, как правило, более гибкий и простой в использовании при сварке и резке, чем альтернативные виды топлива. В качестве дополнительного удобства полностью автоматизированная система Western использует удаленный онлайн-мониторинг для повышения удобства клиентов. Западные клиенты получают повышенную производительность, удобство и ценность, покупая ацетилен оптом и в упаковках Micro Bulk Packs.
В качестве дополнительного удобства полностью автоматизированная система Western использует удаленный онлайн-мониторинг для повышения удобства клиентов. Западные клиенты получают повышенную производительность, удобство и ценность, покупая ацетилен оптом и в упаковках Micro Bulk Packs.
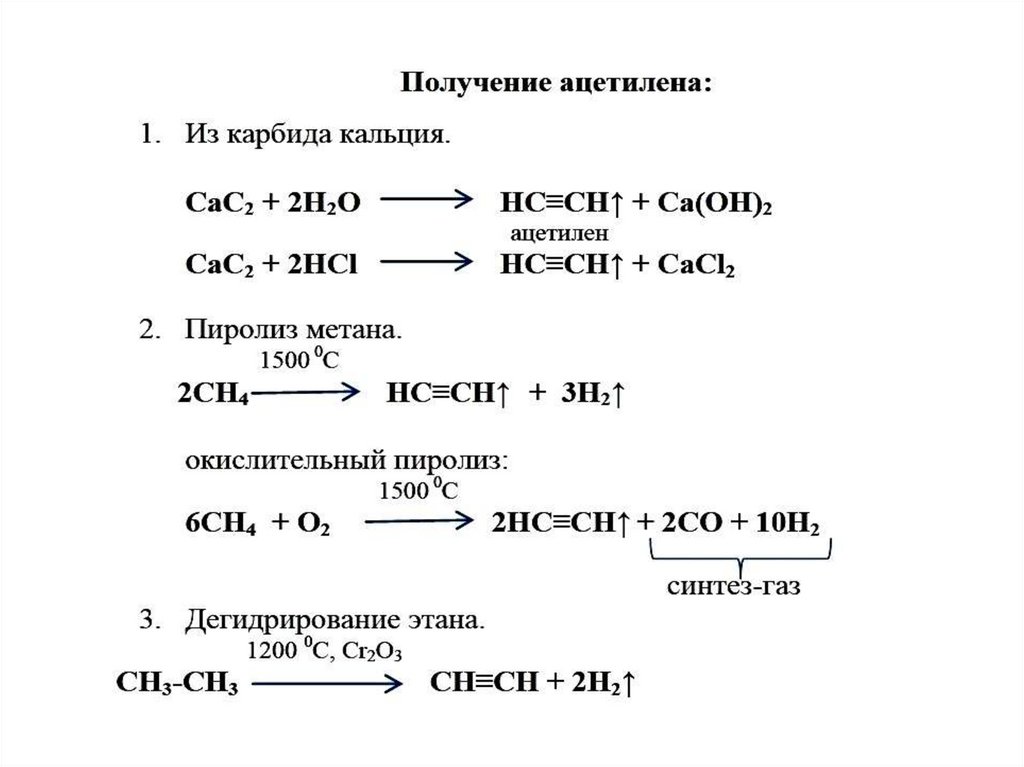 1
1 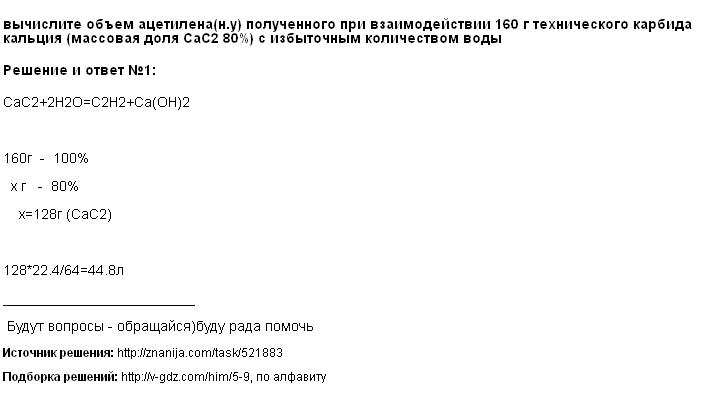 7 ft 3 /lb
7 ft 3 /lb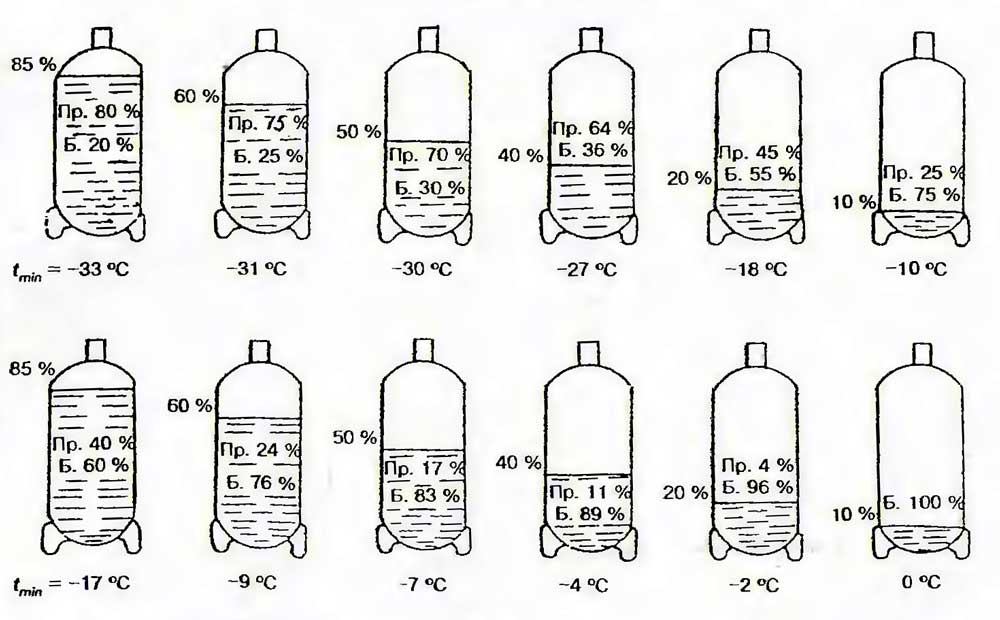 7.7,
7.7,