Традиционный материал, который используется в строительстве бань — древесина. Кроме безусловных достоинств у нее есть и существенные недостатки. Деревянные конструкции сильно страдают от воздействия влажности: могут начать гнить, покрываются плесенью и в результате разрушаются.
Сегодня в строительстве парилок и саун часто используют более прочные и надежные материалы. Среди самых популярных — газоблоки.
Если вы озадачены вопросом, можно ли строить баню из газобетона, ответ однозначный: да. Такой вариант долговечен: срок службы построек из газоблоков — 50 лет и более.
В этой статье рассмотрим основные особенности газобетона, его преимущества и недостатки, тонкости использования этого стройматериала для бань, важные нюансы, которые касаются технологии строительства.
Что это за материал
Газобетон — искусственный камень, является одним из видов ячеистого бетона. Своим названием газобетон обязан технологии производства. Его изготавливают так: известь, кварцевый песок и цемент соединяют с водой в смесителе. Затем добавляют водную суспензию алюминиевой пудры, которая взаимодействует с известью. Продукт химической реакции — водород. Он образует в сырьевой массе множество пор (пузырьков) размером от 0,5 до 2 мм, которые равномерно распределяются по всему материалу. За счет этого смесь увеличивается в объеме.
Есть два типа материала: автоклавный и неавтоклавный. Неавтоклавный сейчас практически не используют в строительстве, а вот баня из автоклавного газобетона — не редкость.
Особенности газобетона
Выбирая материал для строительства, учитывают множество нюансов: стоимость, удобство монтажа готовых конструкций, дизайнерский замысел. Баня из газоблока имеет свои плюсы и минусы.
Достоинства
Внутренняя отделка бани из газобетона — это чаще всего дерево или керамические плитки. Но можно выбрать и более оригинальные материалы — например, декоративный камень.
По теплоизоляционным свойствам газобетонные блоки сопоставимы с качественным брусом. Их выгодно отличает от древесины биологическая стойкость: на таких стенах не будет грибка и плесени.
Построить баню из газобетона стоит и в случае, если сроки ограничены. Материал не дает усадки, а значит сразу по завершении строительных работ объект будет готов к эксплуатации.
В числе других преимуществ материала: малый вес, точные размеры, простая обработка, высокая прочность и долговечность.
Экологическая безопасность — еще один важный момент. В помещении, где воздух нагревается до высоких значений, многие материалы начинают выделять вредные для здоровья вещества. Газобетон же остается нейтральным при любых температурах, для здоровья человека он абсолютно безопасен. Важный плюс материала именно для бани — негорючесть. Даже при соблюдении всех мер предосторожности в деревянных постройках с печами случаются возгорания и пожары.
Цены на баню из газобетона в среднем в полтора–два раза ниже, чем на деревянную. Поскольку материал довольно легкий, с монтажом можно справиться даже без специальной техники.
Недостатки
Единственный существенный минус — высокое влагопоглощение. Чтобы пользоваться постройкой из газобетонных блоков достаточно долго, на этапе строительства важно выполнить качественную гидроизоляцию и отделку стен.
Разберемся, что нужно, чтобы построить баню из газобетона своими руками.
Что учесть при проектировании
Сравнив плюсы и минусы и изучив отзывы на бани из газобетона, вы убедитесь в практичности такого варианта постройки. Эксплуатация готового объекта будет беспроблемной, если с самого начала вы учли все нюансы, грамотно составили проект и четко следовали ему в процессе строительства..
Если вы планируете строить баню из газоблока своими руками, первым делом нужно разработать проект. Здесь два важных момента:
Площадь будущей постройки. Рассчитывают исходя из количества людей, которые будут мыться в бане (на каждого человека в парилке нужно не менее 1 кв. м.
Вид, размер и материал печи. Например, печь может быть с открытой или закрытой каменкой, со встроенным баком для нагрева воды, кирпичной или металлической.
Также в проект необходимо включить данные о типе основания и инженерных коммуникациях (водопровод и водоотведение, вентиляция, электроснабжение).
Выбирая место для постройки, нужно руководствоваться требованиями СНиП. По государственным стандартам баня должна располагаться от дома на расстоянии минимум 8 метров, от забора — 2,5 м.
Баня из газобетона: выбор материала
Форма
Газоблоки имеют правильную форму и точные размеры — это выгодно отличает их от прочих материалов. Для строительства бани из газобетона можно приобрести прямоугольные изделия и U-образные.
U-образные изделия используют в определенных зонах: для фиксации плит перекрытия и кладки оконных и дверных проемов. Блоки шириной до 150 мм — оптимальное решение для внутренних перегородок. Для наружных стен используют более широкие блоки (от 200 мм).
Габариты
Высоту газоблоков подбирают по высоте постройки. Важно помнить: перемещать большие блоки по площадке без помощи техники сложно и неудобно. Лучше всего остановиться на средних блоках (600×300×250 мм).
Толщину стен рассчитывают исходя из особенностей климата в конкретном регионе. В северных районах страны бани из газобетонных блоков строят со стенами толщиной 60 см. В средней полосе достаточно будет показателя 240–300 мм.
Морозостойкость
Этот параметр обозначают буквенно-числовой маркировкой. Для строительства бань обычно достаточно материала с маркировкой F35 и больше.
Как построить баню из газоблока: основные этапы
Прокладка инженерных систем
Вначале проводят разметку: расчищают почву и вбивают в нее колышки по контуру будущего фундамента. Между колышками натягивают веревку, затем прокапывают траншею под основание, готовят углубления под будущие трубы водоотведения.
Водопровод прокладывают далеко не всегда: если пользоваться баней нерегулярно, вода в системе будет замерзать, и может произойти авария. В большинстве случаев лучше носить воду в баню по мере необходимости.
Закладка фундамента
Газобетон — легкий материал, поэтому ленточный фундамент оптимален. Важно учесть и характеристики почвы: если она неустойчивая, можно использовать комбинированное основание — ленточное со сваями.
Сначала монтируют опалубку из досок или ОСБ, затем ее заливают бетоном.
Опалубку важно жестко скрепить, чтобы она не разошлась под давлением бетона. Основание армируют стальными прутьями. Перед укладкой арматуры на дно подготовленной траншеи делают песчаную подушку — чтобы предотвратить пучение грунта.
Для заливки фундамента подойдет бетон B15 и выше— его можно изготовить самостоятельно, но проще приобрести уже готовый.
Залитый фундамент набирает прочность примерно месяц. В течение этого срока его необходимо регулярно увлажнять.
Гидроизоляция основания
Когда основание высохло, его осматривают и проверяют с помощью уровня. Если обнаружились перепады высот, их нужно устранить — для этого используют кладочный раствор.
Затем проводят гидроизоляцию основания: накладывают рубероид, закрепляя его мастикой. Полосы рубероида нужно класть внахлест. Снаружи они не должны выходить за пределы блока, а изнутри их подгибают.
Возведение стен
Первый ряд газоблоков кладут на цементный раствор, остальные — на клеевую смесь. Если соблюдать технологические стандарты при монтаже, конструкция получится идеально ровной.
Технология укладки газоблоков следующая:
Распределить раствор по периметру первого ряда с помощью совка.
Выложить сверху блоки, тщательно заполняя каждый шов клеевым составом.
Удалить клей, который попал за пределы рабочего участка.
Выровнять блоки по шнуру-причалке.
Чтобы уложить первый блок, выбирается самая высокая точка фундамента — ее определяют гидроуровнем или нивелиром. В эту точку выставляют блок а затем по данной высотной отметке устанавливают блоки во всех углах. Далее по внешней стороне угловых блоков натягивают шнур-причалку: он упрощает ведение кладки первого ряда.
Тонкости укладки
Для определения углов при укладке блоков применяют специальные рейки-порядовки: они способны ощутимо облегчить рабочий процесс.
В конце каждого ряда устанавливают доборный блок: вырезают элемент нужного размера и тщательно промазывают клеем с двух сторон.
Если вы выбрали самостоятельный монтаж, помните: к кладке новых рядов можно приступать только тогда, когда цементный раствор полностью схватился, то есть спустя полтора–два часа после укладки первого ряда.
При появлении уступов верхнюю часть блоков нужно выровнять полутерком, чтобы она стала гладкой. Пыль после выравнивания нужно смахнуть щеткой. Такая подготовка обеспечит эффективное сцепление блоков и клеевого раствора.
Выбор клеевого состава
Для монтажа используют силикатный клей и клеевые составы на полимерцементной основе.
Средний расход силикатного клея: 4–10 кг на 1 кв.м. Схватывается он 20 минут спустя после нанесения. Имейте в виду: много клея срезу готовить не стоит, ведь его нужно использовать в течение 30 минут после приготовления.
Полимерцементный клей еще удобнее: расход примерно такой же, как у силикатного, но раствор сохраняет свои свойства гораздо дольше, пригоден к использованию в течение 4 часов после приготовления.
Армирование
Чтобы сделать конструкцию стен более жесткой, используют металлическую арматуру: ее монтируют внутри стены. Канавки под стальные прутки проделывают штроборезом и заполняют раствором. Затем внутрь укладывают арматуру и заделывают сверху раствором.
Если здание высокое, с пролетом более 6 м, армируют каждый 4 ряд. Если постройка небольшая, дополнительное усиление можно сделать лишь на самых ответственных участках (в первом и последнем рядах), а также в дверных и оконных проемах. В последнем ряду закладывают анкера: они потребуются для крепления мауэрлата.
Устройство кровли
Обычно для бань из газоблоков выбирают двускатные кровли, но можно использовать и другие конструкции: шаровую и даже односкатную. Первый этап в монтаже кровли — установка мауэрлата. Он является основанием для стропил.
Оптимальный вариант стропильного материала — сухая сосновая доска. Мауэрлат крепят к анкерам, которые заложены в верхний ряд блоков. Затем укладывают балки. Каркас собирают из стропильных ферм.
Далее потолок обшивают досками. На стропила крепят обрешетку из брусьев, несколько слоев изоляции, затем — кровельное покрытие. Оно может быть практически любым: подойдет шифер, профнастил, мягкая черепица и т.д.
Отделочные работы
Внешние
Наружную часть стен нужно загрунтовать специальным составом с водоотталкивающими свойствами — это защитит от агрессивных внешних воздействий. Можно воспользоваться декоративной штукатуркой или отделать фасад сайдингом: помещение будет прогреваться быстрее и остывать медленнее.
Внутренние
Баня должна быть теплой и выглядеть эстетично. Отделка бани из газоблоков внутри может быть практически любой: дизайн ограничен лишь фантазией владельца. Чаще всего выбирают деревянную вагонку — красивый и экологичный материал.
Газобетон сам по себе имеет неплохие теплоизоляционные свойств, но без специального покрытия он впитывает влагу: это ведет к постепенному разрушению. Поэтому отделку стен проводят в несколько этапов.
Изнутри стены покрывают фольгой — она хорошо герметизирует стены. Материал бывает двух типов: самоклеящуюся фольгу укладывают внахлест, обычную — встык.
Швы тщательно проклеивают металлическим скотчем. Обязательно оставляют зазор между фольгой и обшивкой из вагонки: он необходим для вентиляции.
Материал облицовки выбирают исходя из особенностей конкретного типа помещения. Отделка внутри бани из газоблока обычно деревянная. Для парной подойдут осина, ольха, липа: эти породы дерева отличаются повышенной влагостойкостью. В комнате отдыха удачным решением станет сосна: она отличается приятным смолистым ароматом. В душевой пол и стены часто отделывают плиткой — в режиме повышенной влажности дерево быстро разрушается, а плитка не страдает.
Важный момент: при забивании гвоздей газобетон может крошиться. Лучше использовать специальные дюбеля.
Монтаж полового покрытия
Пол в банях из газоблоков обычно делают бетонным или деревянным. Если вам больше нравится дерево, понадобится черновое и чистовое покрытие. Конструкции делают наклонными, чтобы обеспечить стекание воды вниз.
Бетонный пол практичнее деревянного — влага ему не страшна. Но у него есть минус: такой пол не слишком эстетичен. Для эстетики его можно покрыть керамической плиткой.
На финишном этапе, уже после чистовой внутренней отделки бани из газобетона, в помещении прибивают плинтуса, устанавливают розетки и выключатели.
Подытожим: баня из газобетона имеет свои плюсы и минусы. Этот вариант достаточно практичен, не требует лишних затрат, однако предполагает особо ответственное отношение к устройству гидроизоляции. Газобетон удобен и прост в обработке, самостоятельный монтаж блоков возможен без применения специальной техники и сложных инструментов. Готовая постройка получается прочной, долговечной. Практически все отзывы на бани из газоблока — положительные.
Баня из газобетона своими руками. Как правильно построить баню.
Несмотря на то что сегодня баня из газобетона популярная постройка, у некоторых возникают спорные вопросы о ее качестве и надежности. Один из главных вопросов – почему брус и бревна сменили на блоки? Чем они лучше? Основные причины — удорожание древесины, сложность обработки, трудоемкость, недолговечность. Решающими аргументами в пользу газоблока стали ценовая доступность, легкость монтажа, высокая скорость возведения.
Историческая заметка: В Древнем Риме одним из популярных строительных материалов был бетон. Из него зачастую возводили термы. Большинства из которых можно увидеть и в наши дни. Современный газобетонный блок максимально схож с бетоном того времени. Единственное отличие – в нем присутствуют добавки, улучшающие свойства материала. На вопрос «строят ли бани из газобетона»? Ответ очевиден, конечно же да.
Можно ли построить баню из газобетона
Построить баню из газобетона – отличное решение для тех, кто хочет сэкономить бюджет и время. Технический прогресс не стоит на месте, а вот документация к некоторым видам стенового блока требует пересмотра. Согласно ГОСТу, ячеистый бетон нельзя применять для строительства зданий с повышенной влажностью – например, бань, бассейнов, бойлерных. Но, зная об отличных физических качествах газоблока, которые во многом схожи с показателями дерева, большинства специалистов этот пункт в ГОСТе опровергают.
В чем дело тогда? Почему использование древесины для помещений с повышенной влажностью не запрещают? Коэффициент ее водопоглощения на порядок выше чем у газоблоков. Так же она еще и не безопасна, поскольку поддерживает горение. Ее любят грызуны, на ней прекрасно растет и размножается плесень, бактерии, грибы. При намокании серьезно нарушается геометрия и т.д. Единственный плюс древесины перед газоблоком – эстетика, а также приятный запах.
Важно еще на начальном этапе строительства продумать качественную гидро- и пароизоляцию. И проблема с переувлажнением решена. При утеплении бани из газобетона важно следовать принципу: увеличение паропроницаемости материалов стены при рассмотрении ее изнутри наружу.
Как правильно построить баню из газобетонных блоков своими руками
До начала строительных работ bani составляется проект будущей постройки, согласовывается смета. Строительство бани из газобетона своими руками – рассмотрим в виде таблицы допустимые и нежелательные места для возведения.
Допускается
Не рекомендуется
Строим баню из газобетона в 15-25 м от водоема
Размещение с наветренной стороны
Размещение оврага
Выбирать заболоченные места
Ориентация относительно существующих построек
Возводить на первой линии у водоема
Должна просматриваться из окон дома
Размещать сточные трубы непосредственно в воду
Вход с южной стороны постройки (из-за климатических особенностей)
Строить впритык к соседскому забору.
Монтаж окон со стороны запада, юго-запада с целью максимально естественной освещенности
Далее рассмотрим, что из себя представляет баня из газобетона плюсы и минусы данного строительного материала.
Плюсы и минусы постройки бани из газобетона
Строительство бани из газобетона своими руками под силу каждому. Главное изучить все нюансы газоблока. Он хорошо удерживает тепло, обладает отличными эксплуатационными свойствами. Вanya прогревается значительно быстрее, по сравнению с той же кирпичной. Стоимость бани из газобетона заметно ниже цен на бревна, тот же брус стоит — в 2 раза дороже, кирпич – в 1,5 раза. Процент усадки здания минимальный. Данное преимущество особенно ценится при проведении внутренних отделочных работ. Газобетонные блоки являются не горючим материалом, отлично противостоят биологическому поражению. Работать с ним легко и просто. Блоки имеют малый вес, поэтому к фундаменту не предъявляются жесткие требования. Строительство конструкции осуществляется в рекордно короткие сроки.
Основной, и, пожалуй, единственный недостаток — это гигроскопичность, то есть способность материала поглощать влагу. Данный минус обязательно следует брать во внимание и недопускать в будущем. Оптимальным вариантом для внутренней отделки бани служит вагонка, наружной – облицовочный кирпич. Недостатки можно найти абсолютно у любого строительного материала. В случае же с газобетонными блоками, их эксплуатационные и технические показатели полноценно перекрываются достоинствами. Все чаще можно встретить положительный отзыв о бане именно из газоблока, чем из древесины.
Этапы работ, от а до я
Посчитать проект вы можете самостоятельно у нас сайте в разделе: Калькулятор газобетонных блоков онлайн
Рассчитаем проект
Возведение любого здания должно всегда начинаться с грамотно составленного проекта. Именно в нем отображаются данные о площадях, количестве комнат, высоте стен, материалах, их количестве и т.д. Если отсутствует проект, то как минимум должны быть эскизы с данными о будущем строении. Кроме этого:
Важно продумать ввод и разводку электричества, воды, канализационной системы. Это позволит составить более точную смету на предстоящие расходы.
Для выбора нужного типа фундамента и какая толщина стен бани из газобетона будет наиболее оптимальной можно воспользоваться готовыми проектными решениями на строительных сайтах. Даже если там вместо бани будут расчеты на гостевой домик с мансардой, эти данные можно будет взять за основу для расчетов.
Толщина газобетона для бани, а именно, самих стен составляет 300-400 мм для жителей средней полосы РФ
Предпочтение чаще всего отдается фундаменту из монолитной плиты. Это считается самый простой и менее трудозатратный вариант.
Популярный вариант бани – это постройка размером 3*4 м, с 3 комнатами (предбанник, моечная и парная) и двумя окнами.
Как рассчитать количество газоблоков на баню
А теперь приступим непосредственно к самим расчетам. После того как вы выбрали толщину стен, перегородок переходим к подсчету необходимого количества блоков. Рассмотрим пример: для внешних стен возьмем блок размерами 600*300*200 мм, а для внутренних стен 600*75*200 мм. Размеры блоков одинаковые, разница лишь в ширине, поэтому расчеты проводим отдельно.
Возьмем размер бани 3*5 м. Получим периметр стен = 16 п.м. Высота стен – 2,5 м. Отсюда высчитаем площадь = 40 м2.
Далее вычитаем площади проемов (у нас два окна и дверь). Размер окон 100*50 см и 50*50 см, дверей – 200*90 см. Рассчитываем площадь, суммируем и получаем итоговый результат – 2,55 м2, который далее вычитаем из общей квадратуры. Итого= 40м2-2,55м2=37,45м2
Для нашего региона толщина стены составляет 30 см. Умножаем 37,45м2*0,3=11,235м3. Добавляем в смету 5% запаса материала. Итого= 11,835 м3 стенового материала.
Теперь рассчитываем количество блоков для внутренних стен. Алгоритм аналогичный, единственное в 3 пункте вместо 0,3 подставляем 0,075м.
В зависимости от выбранного решения по исполнению армопояса у вас есть два варианта: купить готовые U-блоки или же обычные.
Газоблоки: размеры и характеристики
Под размерами понимается высота и длина самих блоков. Эти данные стандартные 625*250, а вот ширина может отличаться и варьироваться от 100 до 600 мм. Чем шире стена и выше марка газобетона, тем можно выше построить дом, а также использовать монолитные бетонные перекрытия. Чем тоньше стена, тем она менее стабильная.
Плотность
Маркируется буквой и цифрой, например, D300. Чем выше плотность, тем выше показатели прочности и теплопроводности материала. Для строительства бани подойдут блоки с показателями плотности и прочности D400 и В2,5 соответственно.
Теплопроводность
Это свойство материала отдавать тепловую энергию. Достоинство — низкий показатель теплопроводности. В среднем составляет 0,14 Вт/м*С. Сопротивление теплопередачи d500. Чем выше данный показатель, тем лучше слои газоблока сопротивляются отдаче тепла. Например, при толщине стены в 300 мм эта цифра составляет 2,67 м²*С/Вт, когда у кирпичной стены этот параметр находится всего лишь на уровне в 1,09 м²*С/Вт.
Теплоемкость
Этот параметр показывает насколько быстро возможно протопить баню. Поскольку мы рассматриваем какая баня из газобетона или дерева лучше, то сравним эти два показателя. Теплоемкость газоблока 0,84 кДж/кг*С, древесины — 2,4 кДж/кг*С. Отсюда следует, что баня из дерева прогревается заметно дольше. Сперва нагреваются стены, и только потом воздух в помещении.
Какой толщины нужны блоки для постройки бани
Рассмотрев характеристики, вернемся к вопросу как сделать баню из газобетона, а именно, какую толщину стен выбрать. Поскольку баня не предназначена для круглогодичного проживания, и отапливается она лишь периодически, точных расчетов в данном случае не требуется. Ориентиром служит регион проживания. Например, для южной полосы достаточно толщины стены в 30 см. Либо можно сделать меньше, 20 см при условии, что теплоэффективность будет сохранена за счет увеличение толщины утеплителя. Нужно ли утеплять баню из газобетона? Ответ, да, независимо от региона проживания. Это необходимо для более быстрой и качественно протопки.
На заметку! Можно проводить облицовочные работы без утепления, но с соблюдением вентзазора. Если в качестве наружной отделки выбирается кирпич, то необходимо организовать продухи.
Для умеренного климата толщина стен из газобетона составляет 37,5-40 см, а для регионов с суровым климатом 50 см. Теплоизоляция наружных стен –обязательно. Альтернативой стандартным утеплителям может выступать сам газоблок. Как утеплить баню из газобетона в этом случае? Выбирается блок с более низкими показателями плотности. Такой вариант утепления считается самым долговечным.
Фундамент для бани из газобетона
Поскольку газоблок имеет малый вес, то рекомендуется устанавливать ленточный вариант фундамента. Немаловажным определяющим критерием является тип почвы. Где она нестабильная, отдают предпочтение ленточному фундаменту на сваях. Какой именно фундамент для бани из газобетона подойдет для вашего участка сможет определить только специалист.
Вентиляция в бане из газобетона
Как правило, плотные холодные воздушные массы стремятся вниз (они достаточно тяжелые), теплые же вытесняются ими и стремятся вверх. Таким образом осуществляется движение воздуха в здании где имеется обогревательная установка. Если нет притока свежего воздуха, то обновление его не происходит. Воздушные массы попросту перемещаются по кругу. Наиболее простой вариант — это естественная вентиляция в бане из газобетона. Это когда делаются отверстия в нижней и верхней части стены. Через низ – поступает свежий воздух, через вверх — отводится. Такого типа вентиляции, для бани небольших размеров, вполне достаточно. Главное правильно выбрать места для проделывания отверстий.
Технология и особенности кладки стен
Первым делом проводят внешнюю разметку и устанавливают ограничительную веревку. Не допускаются отклонения по высоте фундамента свыше 4 см. Возведение стен начинают с формирования углов. Укладка блоков проводится на специальный клей при помощи кильмы. Первый ряд укладывается на бетонный состав, а сами блоки между собой садят на клеевой раствор. После укладки 1-го ряда необходимо выждать 5 часов для того чтобы бетонный состав набрал силу и блоки стали неподвижны.
Кладка последующих рядов осуществляется на клеевой состав с оптимальным процентом смещения блока в 50%. Также, как и первый ряд кладка начинается с угла. Для выравнивания поверхности используют шлифовальную доску.
Гидроизоляция основания под кладку стен
Как только основание высохло проводится осмотр при помощи уровня. Все недочеты ликвидируются кладочным составом. Гидроизоляция газобетона в бане очень важный этап. Потребуется битумная мастика и рубероид. Допускается нахлест рулонного материала до 15 см.
На заметку! Ранее фундамент и кладку разделяли керамическим кирпичом. По истечении времени выяснилось, что кирпич не создает защитную «оболочку» от растрескивания стен, а также не придает постройке прочности. Вывод: этот этап является не обязательным.
Перегородки
Какая должна быть перегородка в бане из газобетона, точнее ее толщина? Для возведения перегородок до 3 м в высоту рекомендуется выбирать блоки маркой не ниже D 400. Наиболее оптимальный вариант D 500-D 600. Чем выше марка, тем лучше несущая способность. Толщину внутренних стен выбирают исходя из: несущая она или нет. Если перегородка несущая, то по уму необходимо провести расчеты. Если же стена не несущая, то применяют другой показатель – высоту. При возведении перегородки высотой до 3 м достаточно использовать блоки шириной 10 см, свыше 3 м и до 5 м – ширина блока составит 20 см.
Потолок в бане из газобетона
Потолок в бане из газобетона может быть выполнен в нескольких вариантах. Все зависит от целевого назначения. Если чердак бани будет использоваться в качестве мансарды, хоз. помещения и т.д., то конструкция потолка должна выдерживать серьезные нагрузки. Проще говоря, отличаться высокой надежностью. Даже если чердачное помещение не планируется под дальнейшую эксплуатацию, конструкция потолка должна выдерживать свой вес и слой теплоизоляции. Чтобы не отапливать улицу, следует выбирать качественную теплоизоляцию, которая не боится влаги, высоких температур. Например, использование определенных пород деревьев совместно со специальными средствами для продления жизни древесины.
Крыша бани из газобетона
Зачастую крыша бани из газобетона – это двускатная. Наиболее популярный отделочный материал – металлочерепица. При расчете материала учитываются тип кровли, длина основания и ширина, длина свесов, а также высота крыши. Высоту и угол наклона скатов образуют фронтоны, выложенные из газоблока. Но зачастую торец крыши бани закрывают доской. Утепление выполняется по перекрытию. Поверх стропил устанавливают мембрану. Стропильная система зависит от типа кровли и непосредственно самого кровельного материала.
Баня из газобетона или дерева
Если рассматривать из чего лучше строить баню дерево или газобетон, то преимуществ заметно больше именно у второго варианта материала, а именно газоблока. Это связано с тем, что дерево необходимо периодически обрабатывать специальными антисептическими средствами для защиты от плесени, грибков, грызунов. Также требуется обязательная герметизация стыков между бревнами/брусом. Данное мероприятие причем необходимо повторить несколько раз. А конопатить стыки – то еще развлечение. Еще один весомый аргумент почему стоит строить баню из газоблока, а не из дерева – деревянная баня это всегда повышенный источник пожароопасности.
Что лучше для бани газобетон или пенобетон
Что же все-таки лучше выбрать для постройки бани? Вес, коэффициенты твердости и удельной прочности у этих двух материалов примерно равны. А вот что касается эксплуатационных показателей, то здесь имеются заметные отличие (см. таблицу ниже).
Как мы видим на вопрос «что лучше для бани газобетон или пенобетон»? – однозначно первый вариант. Что касается удобства в строительстве, геометрии материала, то газоблок изготавливается на заводе, а вот пеноблок в полукустарных условиях, поэтому геометрические параметры пеноблока могут заметно страдать.
Баня из пеноблока спустя 10 лет
Согласно многочисленным отзывам, можно встретить такие, где владельцы отмечают недостатки, с которыми столкнулись лично. Спустя некоторое время наблюдалось расслоение и растрескивание пеноблока. Это связано со скачками температур. Второй популярный негативный отзыв – образование плесени. Вероятнее всего причинами возникновения данных недостатков служит не соблюдение технологии строительства бани из пеноблока, неправильно выбранное время года для возведения конструкции, не продуманная система вентиляции и т.д.
Цена бани из газобетона
Во сколько обойдется баня из газобетона зависит от многих факторов, например, площадь, количество комнат, кровельный материал, вид отделки и т. д. Будете ли составлять проект самостоятельно или строить по типовому решению.
Где купить продукцию Bonolit — Дилеры и партнеры Bonolit Club
Если же стоит выбор строить баню из дерева или газоблока, то выгоднее, проще и быстрее — это возвести конструкцию из газобетонных блоков.
Начало эксплуатации после постройки
Построил баню и можно париться – к сожалению, это не относится к постройкам, выполненным из дерева. Это связано с тем, что дереву нужно время чтобы выстоится, просохнуть и дать нужную усадку. Если пройти «мимо» данного этапа, то высока вероятность появления щелей. И, как следствие, разрушение отделки со всех сторон.
К примеру: радиальная усадка сосны – 6%. Это говорит о том, что сруб бани высотой 2,5 метра усядет порядка на 13-15 см. А если будет сделана еще и отделка, то готовьтесь заниматься герметизацией зазоров.
На заметку! Абсолютно любая порода деревьев способна усыхать.
По сравнению с древесиной газоблок имеет минимальный коэффициент усадки и составляет порядка 0,4%. Таким образом приступать к отделочным работам можно практически сразу. А это значит, что как только будут завершены финишные работы, можно запускать баню в непосредственную эксплуатацию.
Вывод по статье
Можно ли построить баню из газобетона? Для возведения бани из газоблока требуется заметно меньше трат, по сравнению с тем же брусом или бревном. Баня прогревается гораздо быстрее и отлично сохраняет тепло. Постройку можно быстро возвести и эксплуатировать в ближайшее время. Отсутствие плесени, грибка, грызунов – гарантировано. Самое главное, баня из газоблока пожаробезопасна. Пожалуй, этих аргументов предостаточно, чтобы попрощаться с издавна сложенным стереотипом, что баня может быть возведена исключительно из древесины.
Строительство бани из газобетона: видео, технология, преимущества
Преимущества и недостатки бетонных блоков
Строительство бань из газобетона
Видео урок строительства бани из газобетонных блоков
Очень часто я считаю, что свойства бетонных блоков аналогичны пенопластовым блокам. Это неверное мнение, т.к. материалы отличаются друг от друга своим составом, а также условиями создания. Если пеноблок можно сделать своими руками, то газобетонные блоки реально создать только в заводских условиях, при воздействии высокой температуры и давления. Несмотря на это, технологии строительства бань из пеноблоков и газобетона практически идентичны. Именно поэтому ниже мы рассмотрим преимущества бетонных блоков, а также полезные советы по строительству бани из этого материала.
Артикул
Видео
Преимущества и недостатки бетонных блоков
Строительство бани из газобетона
Газобетонные блоки представляют собой крупные (по сравнению с кирпичом) блоки, сложенные из цемента, кварцевого песка, гипса, продувка, известь, вода и специальные добавки. Как мы уже говорили, смесь заливают в специальные формы и помещают в автоклав, где происходит процесс затвердевания блоков.
Преимущества газобетонных блоков:
Что касается недостатков газобетонных блоков, то к ним относятся:
Плохая геометрия дешевые блоки
Низкая гидрофобность материала
Исходя из того, каковы преимущества и недостатки газоблока, следует отметить, для строительства бани материал можно использовать, главное обеспечить тщательную гидроизоляцию стен, кровли, потолка и фундамент в ванну.
www
Строительство бань из газобетона
Баня из газобетона
Проект бани из газобетона
Как мы уже говорили, технология строительства бани из газобетона практически аналогична строительству бани из пеноблоков и керамзитобетонных блоков, поэтому со всеми этапами строительства зданий смотрите эти статьи.
По нюансам кладки из газобетона, для того, что бы баня из бетонных блоков стояла долго, рекомендуем следующие требования:
Толщина стен согласно СНиП должна быть не менее 55 см. Пренебречь этим требованием можно при хорошей гидро- и теплоизоляции бани изнутри, а также обработке стен гидрофобной пропиткой снаружи, с последующей облицовкой бани сайдингом.
Для строительства бани из газобетона необходимо использовать блоки плотностью не менее 0,5-0,9 т/м 3 .
Как и в случае с пеноблоком, газобетонный блок следует укладывать на специальную клеевую смесь
Блок газобетонный
рекомендуется использовать при строительстве дома выше 3-х этажей. Хотя баню на даче возводят максимум в два этажа, об этом требовании нужно знать, мало ли какой проект бани вы создавали.
Более подробно технологию строительства бани вы можете посмотреть на представленном ниже видео уроке!
Видео-урок строительства бани из газобетонных блоков
Видео-урок строительства бани из газобетона своими руками
Также рекомендуем прочитать статью: Строительство каркасно-панельной бани своими руками!
Видео урок строительства бани из газобетона своими руками
Понравилась статья? Легко поделитесь своей закладкой с друзьями, соц. сети:
Наружные стены из газобетонных блоков + установка несущих балок
Обновлено: 1 марта 2017 г. просмотрено 989
газобетонные блоки балки чердак Ремонт дома
Поскольку лето 2017 года приближается очень быстро, а у меня все еще есть так много необработанных изображений с работ по реконструкции дома, выполненных летом 206 года в библиотеке Adobe Lightroom, я решил расширить статьи и разместить больше информации в меньшем количестве статей.
В сегодняшней статье я делюсь двухдневными строительными работами, выполненными в начале сентября 2016 года. В день первый я продолжил возведение стен из газобетонных блоков, а по сути продолжил установку новых рядов в день второй + мы наконец-то установили две несущие балки, и это всего лишь вопрос времени и затвердевания клея, чтобы закончить строительные работы для так называемого «бювета» и начать думать о том, как провести водопровод внутри дома из скважины мы сделано в начале лета (июнь 2016).
Так как лето подходит к концу, мы уже купили обратные билеты в Тбилиси — надо двигаться очень быстро. К сожалению, на большинстве оставшихся работ я остался совсем один. Это был стресс, но оно того стоило.
Установка газоблоков
На подготовку этой части дома у меня ушло около двух недель, пришлось заливать фундамент (так как фундамента не было вообще). Плохая вещь о фундаменте, похоже, что для остальной части дома нет фундамента, и это следует отметить для строительных работ в следующем году.
Посмотрите, как это начало происходить в этой части дома:
Падение потолка, рытье траншеи вокруг фундамента, бетонирование каменной стены
Продолжаем сносить стены, строить фундамент из керамзитовых блоков и заливать бетоном
Когда фундамент рушится — ремонт дома
Строительство фундамента из блоков Fibo Ceramsite для бювета
Первые ряды газобетонных блоков для насосной
Ряд за рядом
Не рекомендуется строить более четырех рядов газобетонных блоков в день
Кованые изделия давно применяются в промышленности и в быту. Из них сооружают красивые заборы, оформляют комнатные камины, козырьки над входной дверью. Кованые подставки для цветов находят свое место в комнатах дома. Все эти вещи можно изготовить в домашней мастерской, имея некоторое оборудование.
Кузнечный горн способен нагреваться до высокой температуры, поэтому основное его предназначение — ковка декоративных изделий из металла.
Для ковки металла главное — разогреть его до необходимой температуры. Делается это с помощью кузнечного горна. Если на дачном участке имеется сарай, в котором можно обустроить домашнюю мастерскую с кузницей, то рекомендуется сделать кузнечный горн своими руками. Разные его конструкции отличаются только видом используемого топлива. Остальные отличия не имеют принципиального значения.
Кузнецы чаще используют топливо в виде кокса, он дает высокую температуру, выделяет мало отходов.
Содержание
Как сделать кузнечный горн для разогрева металла перед ковкой?
Сравним промышленный горн с самодельным устройством
Несколько полезных советов
Как сделать кузнечный горн для разогрева металла перед ковкой?
Схема сборки передвижного горна.
Прежде чем сделать кузнечный горн, нужно выбрать тип горна. Горн закрытого типа имеет камеру для разогрева заготовки. Такая конструкция является наиболее экономичной по затратам топлива. Но размер заготовок имеет ограничения, связанные с размерами камеры для разогрева.
В горн кузнечный открытого типа топливо засыпается сверху на колосниковую решетку, снизу подается поток воздуха. Разогреваемая заготовка кладется на топливо. Это позволяет нагревать заготовки крупных размеров.
В решетке из стальной пластины сверлятся отверстия, после чего она вставляется в центр столаё
Последовательность действий при изготовлении горна может быть такой:
Основа горна — это его стол. С него и начинается изготовление конструкции. Его крышку делают из металла толщиной 4-5 мм. Высота стола составляет 700-800 мм. Поверхность его чаще всего делается размерами в пределах от 80х80 до 100х150 см. Можно сварить из уголка раму, в которую уложить огнеупорный кирпич и колосниковую решетку. Решетка обычно укладывается в центре стола. Можно ее сделать из чугунной сковороды или из стальной пластины толщиной 8-10 мм, в которой просверливаются отверстия диаметром 10 мм.
Решетку вставляют в отверстие стола и обкладывают огнеупорным кирпичом. Высота стола делается удобной для домашнего мастера, обычно до уровня его пояса.
Монтируется механизм поддува воздуха. Он может быть с ножным приводом, но лучше использовать электрический вентилятор. Для этой цели часто используют старый пылесос. Его мощности вполне достаточно для получения струи воздуха нужной силы. Хорошо, если есть регулятор оборотов. Если его нет, можно установить дополнительную задвижку для регулировки подачи воздуха. Вместо пылесоса некоторые умельцы используют привод ручной сирены.
Вся конструкция собирается воедино. Можно приступать к испытаниям.
На колосниковую решетку насыпается топливо. Сначала кладутся древесные щепки и дрова покрупнее, затем добавляется кокс. Включается поддув, заготовка кладется на кокс. Сверху на разогреваемое железо можно еще подсыпать немного кокса. Тогда в толще его образуется небольшой свод с огромной температурой внутри него. Вместо кокса вполне допустимо использование древесных отходов.
Самодельный кузнечный горн можно дополнять различными приспособлениями, присущими промышленным установкам. Иногда эти приспособления практически ничего не стоят, но добавляют удобств в работе.
Вернуться к оглавлению
Сравним промышленный горн с самодельным устройством
Изображение 1. Схема промышленного горна.
Промышленные горны включают в свой состав (Изображение 1):
Сопло для подачи воздуха. В нашем случае его функции выполняет шланг от пылесоса.
Огнеупорные кирпичи, которые аккумулируют и удерживают температуру. В самодельном горне они тоже могут присутствовать на рабочем столе.
Колосники, на которых держится топливо. В самодельном варианте они обычно тоже присутствуют.
Гнездо для загрузки твердого топлива. Этим устройством можно оснастить самодельный горн, если он часто используется в работе домашнего мастера.
Кирпичи, из которых состоит каркас. В самодельном устройстве их нет.
Вентилятор, подающий воздух в горнило. В самодельном варианте его роль выполняет старый пылесос. Но можно приспособить и отдельный вентилятор.
Каркас из металла, удерживающий рабочий стол. Он в самодельном варианте есть.
Воздушная камера. Ее со временем можно сделать для домашнего горна.
Зольник. Полезное добавление к самодельному горну для домашнего использования, если горн используется часто.
Воздуховод. Для начала его функции в самодельном горне может успешно выполнять шланг пылесоса.
Кожух.
Вернуться к оглавлению
Несколько полезных советов
Для механизма поддува воздуха в горн, чаще всего используется старый пылесос с регуляторами оборотов.
Теперь отлично видно, чем можно дополнить домашний кузнечный горн. А пока нужно обзавестись простейшей наковальней и кузнечными клещами, без которых работать невозможно.
В качестве топлива можно использовать уголь древесный и каменный, дрова и кокс. Кокс стоит дороже угля, но его расход в 5 раз меньше. От сгорания кокса образуется меньше шлака и копоти. Лучше использовать коксик. Так профессионалы называют кокс мелких фракций, который не надо предварительно колоть, тратя на это время.
В качестве топлива можно использовать магистральный или баллонный газ. Это топливо позволит отказаться от колосников. Температуру нагрева можно регулировать. Топливо довольно дешевое и доступное.
Сверху рекомендуется установить вытяжной зонт из листового металла толщиной 4 мм. Стыки деталей хорошо провариваются для обеспечения герметичности внутреннего его объема.
В боковой стенке горна необходимо проделать отверстие для газовой горелки. Нужна также и система дымоудаления. Это трубопровод сечением примерно 30х30 см. Высота его — около 5 м.
Вместо пылесоса можно использовать вентилятор от автомобильной печки.
Отверстие, вырезанное в задней стенке самодельного горна, значительно улучшит вентиляцию установки. С помощью этого отверстия появится возможность разогрева более длинных заготовок.
https://moyakovka.ru/youtu.be/kq7-c1IoDB8
Самодельный горн для кузнечных работ можно изготовить самостоятельно в небольшом помещении на дачном участке. Это приспособление даст возможность изготовления уникальных кованых деталей для создания козырьков, заборов, калиток и других вещей для украшения интерьера участка и дома.
Кузнечный горн своими руками — ВикиСтрой
Плотничать или столярничать — это, конечно, хорошо. Обработка дерева традиционна для Руси. Но мы хотим поговорить о металле. Точнее, о кузнечной обработке металла. Что нужно, чтобы заняться ковкой? Первое — это кузнечный горн.
Возможно, вы удивитесь, но горн — это самое простое в организации кузницы.
Задача горна нагреть кусок металла до температуры, которая позволит его мять без разрушения.
Горн — это конечно огонь. Жечь можно газ, жидкое топливо, мазут или сырую нефть, уголь и дрова. Только вот дрова жару дают мало, пока не превратятся в уголь. Дрова можно рассматривать только как сырье для получения древесного угля, а вот уже древесный уголь отличное топливо для горна. Пожалуй, самое лучшее, но и самое дорогое, хотя и самое доступное. Уголь для мангалов и барбекю продается в любом супермаркете. Так что на угольном варианте и остановимся.
Если говорить о горне, работающем на угле, то тут есть два варианта: с боковым дутьем и с нижним. Боковое дутье как нельзя лучше подходит для древесного угля, к тому же проще всего в реализации. Простейший вариант — ямка в земле, куда по трубе подается воздух. Также можно выложить горн из кирпича и обваловать его землей.
С помощью такого горна пробуют свои силы начинающие кузнецы. В трубу вставляется шланг, подключенный к выдувающему отверстию пылесоса.
Минус этого горна в том, что приходится работать, сидя на корточках, а это не очень удобно. Впрочем, можно сколотить ящик необходимой высоты, набить его землей и сделать горн в нем. Но раз уж идти этим путем, то стоит делать что-то более капитальное. Есть еще один момент. Горн с боковым дутьем не очень подходит для каменного угля, тогда как горн с нижним дутьем, через колосник, более универсален в этом плане. То есть горн с нижним дутьем может работать и на древесном угле и на каменном. Но и конструкция будет сложнее.
Нам понадобится:
стальной лист толщиной пять миллиметров около 100х100 см;
листовая сталь толщиной 2 мм;
уголок 30х30;
шесть шамотных кирпичей ШБ-8;
УШМ, называемая в народе «болгарка»;
зачистной круг;
отрезные круги для резки стали и камня;
сварочный аппарат и электроды;
два винта с барашками (рым-гайка).
Горн состоит из стола с горновым гнездом. Снизу, под горновым гнездом, зольная камера, куда подается воздух. Стол делается из стального листа толщиной пять миллиметров. Размер стола произвольный, но удобней, когда на нем можно свободно разместить рабочие клещи, кочергу и совочек, чтобы они были под рукой. Отрезаем от пятимиллиметрового листа полосу шириной 125 мм, она нам еще пригодится, а из оставшегося куска делаем стол.
Схема горна с горневым гнездом
В середине вырезаем квадратное отверстие под будущее горновое гнездо. Вот с размерами гнезда необходимо определиться. Большое гнездо потребует много угля. Маленькое не позволит нагревать большие заготовки. Имеет значение и глубина гнезда до колосника. Не вдаваясь в подробности, скажем, что глубина в десять сантиметров будет оптимальной, не зависимо от размеров гнезда в плане.
Чтобы предотвратить прогорание металла, его необходимо футеровать (обложить) шамотным кирпичом. Используем кирпич ШБ-8. Его размеры 250х124х65 мм. Эти размеры и определят размер горнового гнезда — 12,5 см у колосника, 25 по верху, 10 см глубина. Учитывая толщину кирпича, размер отверстия в столе составит 38х38 см.
Из вырезанного куска вырезаем квадрат со стороной 25 см. В центре квадрата вырезаем квадратное отверстие со стороной 12 см. Еще нам понадобится четыре пластины в форме равнобедренной трапеции с длинами оснований 38 и 25 см, высотой 12,5 см. Вот и пригодилась отрезанная ранее полоса. Теперь нужно все это сварить.
Из двух миллиметровой стали сворачиваем квадратную трубу со стороной 12 и длиной 20–25 см. Это будет золоприемник. В середине одной из стенок делаем отверстие под воздуховод. В отверстие ввариваем патрубок. Используем кусок обычной водопроводной трубы на 40.
Золоприемник снизу закрывается крышкой. Делаем ее на винтах с барашками.
Стол готов. Осталось поместить его на основание или приварить к нему ножки из уголка. Можно сделать основание из пенобетонных блоков.
Обращаем внимание на проем. Через него пройдет воздуховод.
При помощи болгарки с отрезным диском по камню вырезаем из кирпича футеровку. Обязательно использовать респиратор и защитные очки. И соблюдайте технику безопасности при работе с УШМ.
Можно подключать пылесос и попробовать разжечь горн.
Сначала укладываем щепки и мелко колотые дрова. Поджигаем их при слабом дутье, а когда дрова хорошо разгорятся, засыпаем уголь. Теперь можно увеличить дутье.
Пылесос можно подключить не напрямую в воздуховод горна, а через самодельный регулятор подачи воздуха. Это устройство позволяет регулировать количество воздуха, подаваемого в горн, то есть уменьшать или увеличивать дутье.
Обычно для регулировки подачи воздуха в воздуховод ставится заслонка. Но перекрытие потока увеличивает нагрузку на двигатель пылесоса. Пылесос обычно используют старый, и чтобы его не перегружать, сооружают регулятор подачи воздуха. Поток воздуха не перекрывается, а отводится в другой воздуховод. Для этого сделана коробка с тремя патрубками. Два напротив друг друга — вход от насоса и выход в горн. Третий патрубок, на верхней стенке — сброс излишков воздуха. Третий патрубок сдвинут относительно двух первых на величину диаметра отверстий.
Внутри изогнутая под прямым углом пластина шириной в половину длины коробки. Пластину с помощью проволочной тяги можно двигать из одного крайнего положения в другое. Насколько перекроется отверстие подачи воздуха в горн, настолько же откроется отверстие сброса.
Коробка закрывается крышкой с отверстием для тяги.
Теперь у нас рабочий горн, пригодный для использования под открытым небом. Для защиты от дождя нужен навес, который должен быть не горючим. А горну нужен зонт и труба для сбора и отвода дыма.
Зонт делаем из листового железа толщиной два миллиметра. Во первых, такой зонт дольше прослужит, а во вторых — варить более тонкое железо ручной дуговой сваркой сложнее.
Чтобы зонт был максимально эффективным, наклон его стенок должен быть не меньше шестидесяти градусов к горизонту. Располагаться зонт над очагом должен так, чтобы воображаемый луч, направленный от ближней к краю точки очага, наклоненный наружу под углом шестьдесят градусов к плоскости стола, попадал внутрь зонта. Это означает, что чем выше зонт над очагом, тем он должен быть больше. С другой стороны, чем ниже зонт над столом, тем неудобнее работать. Тут надо исходить из имеющегося в наличии материала и своих антропометрических данных.
Зонт поддерживается стойками из стального уголка. Сверху на зонт ставим трубу, которую также свариваем из стального листа двойки. Трубу необходимо прикрыть искрогасителем, который делаем из металлической сетки.
Если направить сбрасываемый из дросселя воздух по воздуховоду (пойдет водопроводная труба на 1 дюйм) в начало дымовой трубы, то получится эжектор, увеличивающий эффективность отвода дымовых газов.
Вот и все. Ваш горн готов. Куйте на здоровье, куйте как мы, куйте лучше нас!
рмнт.ру
Карамельные рожки Kerri’s Easy Homemade
Что такое карамельные стекляруса , спросите вы? Это шляпа № 1 в Америке, покрытая простой карамелью , и как только вы начнете, вы не сможете остановиться! Я имею в виду буквально НЕ МОЖЕТ остановиться! Считай себя предупрежденным!
Перейти к рецепту
Сохранить рецепт
Поделиться
Познакомьтесь с Керри
У нас здесь есть небольшая команда, которая помогает работать, о, сладкий базилик, но наш самый давний сотрудник оказался одним из моих лучших друзей. На самом деле, она и ее муж — наши дорогие, дорогие друзья, и я просто ненавижу, что вы все ее не знаете. Мы практически один и тот же человек, но она и ее муж далеко затмевают меня на кухне. Просто подождите, пока мы не поделимся их ЗНАМЕНИТЫМИ, НЕ МОГУ ОСТАНОВИТЬСЯ ИХ пряничными человечками. Они на 100% отличаются от любого имбирного человечка, который вы когда-либо ели, и это мое самое любимое рождественское печенье. Но на сегодня я показала в инстаграме смесь для закусок, рецепт которой вы все выпрашивали у меня.
Bugles
Этим летом у меня в тележке для бассейна лежала гигантская упаковка стеклярусов Costco, потому что мои дети думают, что в ту минуту, когда мы доберемся до бассейна, им понадобится 931 закуска. Друг у бассейна спросил, ел ли я когда-нибудь карамельные стеклярусы. Я был так заинтригован! Это звучало прямо на моем сладком и соленом переулке любви!
Она прислала мне рецепт, и я планировал приготовить его через несколько недель для нашей семейной встречи . Я сделал это за день до отъезда, среди всего этого безумия и сумасшествия, которое окружает подготовку всей семьи к отъезду из города. Пока он остывал на прилавке, я не мог оторвать от него рук. Пришлось прятать это от себя в прачечной.
Это было плохо! На воссоединение больше нечего было брать!
Короче говоря, это был огромный успех на встрече и полностью исчез к концу дня 2. Это идеальный баланс сладкого и соленого с хрустящей корочкой, которую вы жаждете в рецепте закуски .
Кто такая Керри?
Это я! Хорошо, мы никогда не встречались, но ты знаешь меня, даже не подозревая, что знаешь меня. Ты следил за мной там? Я работаю на Кейда и Кэрриан более 4 лет и пишу немало постов здесь голосом Кэрриан. Мы сестры по духу, и у нас одинаковый мозг.
На самом деле иногда странно, что у нас есть общие черты. Мне нравится работать в Oh Sweet Basil, и я изо всех сил стараюсь облегчить нагрузку Кэрриан и помочь с блогом, чем могу. Это работа мечты, которая позволяет мне быть дома с детьми. Каждый день я вижу, пишу и думаю о вкусных рецептах. И возможность работать с Кэрриан — это настоящее благословение в моей жизни. Она, Кейд и их семья — лучшие из лучших!
Итак, сегодня я напишу этот пост от своего имени, и я очень рада поделиться со всеми вами рецептом карамельных стекляруса! Оставайтесь с нами, чтобы узнать о других моих любимых рецептах, которые появятся в ближайшие несколько месяцев… например, о наших имбирных пряниках!! Они изменят вашу жизнь!
Ингредиенты для домашнего карамельного бисквита
Для этого рецепта вам понадобится всего 5 ингредиентов, 4 из которых, вероятно, уже есть у вас дома. Возьмите пару пакетов Bugles, и вы окажетесь на пути к «неожиданному происшествию» невероятных масштабов!
Сливочное масло (много бута!!)
Сахар
Соль
Вода
Горн
Размеры каждого из них можно найти в карточке рецепта в конце поста.
Как приготовить домашние карамельные стеклярусы
Первым шагом этого рецепта является приготовление карамели. Затем вы выливаете его на Bugles и даете ему остыть. Карамель слегка затвердевает и создает почти засахаренный стеклярус. О, черт возьми, я начинаю пускать слюни, просто думая об этом!
Добавьте все ингредиенты для карамели в кастрюлю на среднем огне и перемешайте, пока все не растает и не смешается.
Используя термометр для конфет, дайте им готовиться, пока они не достигнут температуры 240 (или мягкий шарик) градусов, время от времени помешивая.
Пока карамель варится, смажьте маслом большую миску или сбрызните ее и добавьте Bugles.
Вылейте карамель на Bugles и перемешайте, пока Bugles не будут хорошо покрыты.
Разложите Bugles на листах вощеной бумаги, чтобы они остыли.
Эти инструкции также можно найти на карточке с рецептами ниже. Там же можно сохранить или распечатать рецепт.
Инструменты, которые вам понадобятся
Конфетный термометр
Вощеная бумага
Большая чаша для смешивания
Как хранить Caramel Bugles
Я люблю складывать все Bugles в гигантский 2-галлонный пакет на молнии. Вы видели их? Есть моя новая любимая находка! Иногда их трудно отследить, но обратите внимание на все остальные зиплоки. Я всегда находил их либо на верхней полке, либо внизу, в самом низу.
Подумайте о карамельном попкорне с Bugles вместо попкорна! Это такая же захватывающая и идеальная закуска, которую можно взять с собой . Если вы сладкий и соленый любитель, как я, тогда вы ДОЛЖНЫ попробовать это!
Другие рецепты закусок
Muddy Buddies
Смесь для закусок Риз
Чурро Чекс Микс
Мультиварка Ranch Chex Mix
Керри Легкая домашняя карамельная карамельная багона
3,86 Из 21 голосов
Время подготовки: 5 минут
Время приготовления: 10 минут
Службы: 16
1 фунт масла (4 палочки — 1 фунт) плюс для получения дополнительной информации: 16
1 фунт (4 палочки — 1 фунт). чаша
2 стакана сахара
1/4 чайной ложки соли
6 столовых ложек воды
2 пакета Bugles по 7,5 унции
Стандарт США – метрическая система мер
, добавить сахар в кастрюлю на среднем огне
9 9 и вода. Перемешайте, а затем нагрейте без перемешивания до 240 градусов (или мягкого шарика) с помощью термометра для конфет.
Смажьте маслом очень большую миску и добавьте два пакета стекляруса.
Вылить сахарную смесь на стеклярус и все перемешать. Разложить на вощеной бумаге для охлаждения
НЕ ЗАБУДЬТЕ ПОДПИСАТЬСЯ НА НАШУ БЕСПЛАТНУЮ РАССЫЛКУ Oh Sweet Basil И ПОЛУЧАЙТЕ ПРОСТЫЕ РЕЦЕПТЫ, ДОСТАВЛЯЕМЫЕ В ВАШ ВХОДЯЩИЙ КАЖДЫЙ ДЕНЬ!
Когда вы попробуете рецепт, используйте хэштег #ohsweetbasil в INSTAGRAM, чтобы получить шанс попасть в наши истории! ПОДПИСЫВАЙТЕСЬ О, СЛАДКИЙ БАЗИЛИК НА FACEBOOK | ИНСТАГРАМ | ПИНТЕРЕСТ | TWITTER ДЛЯ ВСЕГО НАШЕГО ПОСЛЕДНЕГО КОНТЕНТА, РЕЦЕПТОВ И ИСТОРИЙ.
Строительство собственного горна
В Монтане август, а это значит, что каждый охотник на лосей в штате настраивает свои крики и фантазирует о войне в горах, известной как охота на лося из лука. В это время года внимание смещается от форелевых ручьев к темному лесу, а это означает, что нужно вытащить снаряжение, натянуть лук и стряхнуть пыль с камыша. Это также прекрасное время, чтобы отправиться в гараж и построить свой собственный стеклянный рожок. Собрать лампу легко, недорого и это отличный способ провести время с друзьями и семьей. Самодельную лампу можно построить примерно за 30 минут и примерно за 8 долларов, а звук у нее просто фантастический. Вам не нужна трубка за 40 долларов, чтобы вызвать быка, и удовольствие от взаимодействия с деревянным призраком с трубкой, которую вы построили сами, просто потрясающе! Я экипировщик, и я использую трубы, которые я построил в течение многих лет, и привлек с ними много быков. Если мне удобно брать своих клиентов с самодельным рожком, вы также должны быть уверены в своих. Давайте начнем.
Все инструменты, необходимые для изготовления прекрасного стекляруса, можно без труда приобрести в любом хорошо оборудованном домашнем магазине.
Ваши припасы: бита для мячей, гибкий шланг, электроизоляционная лента, парашютный шнур и немного старого камуфляжа. Летучая мышь, изображенная на фотографии, которую я купил за 5,50 долларов в Kmart. Гибкий шланг продается в Ace Hardware по цене 2,00 доллара за фут и называется вакуумным шлангом для бассейна. Мне нравится этот шланг, так как он немного более жесткий и имеет диаметр 1,5 дюйма, однако вы также можете использовать сливной шланг стиральной машины или любой другой шланг, который вы можете получить. Вам понадобится универсальный нож, пила, чтобы разрезать летучую мышь, и мне нравится использовать кольцевую пилу на моей дрели для конца летучей мыши. Плоскогубцы, маркер и рулетка завершат список.
РЕКЛАМА / РЕКЛАМА С НАМИ
Шаг 1:
Я начинаю с вырезания конца летучей мыши, обычно с помощью 2,5-дюймовой кольцевой пилы на дрели. Вы можете использовать отверстия разного размера в зависимости от вашей биты и от того, какой звук вы хотите воспроизвести. Например, я использовал 2-дюймовое отверстие, вырезанное в стекле, изображенном на фото.
Для облегчения этой работы используйте кольцевую пилу на дрели.
Шаг 2:
После того, как конец вашей биты продырявлен, вставьте гибкую трубку и поднесите к свету. Вы увидите, где трубка останавливается в бите, сделайте отметку на 1/4 дюйма или около того ниже этой точки остановки на ручке биты. Если у вас нет достаточного освещения, вы также можете провести гибкой трубкой по рукоятке и сделать отметку.
РЕКЛАМА / РЕКЛАМА С НАМИ
Шаг 3:
Отрежьте ручку летучей мыши там, где вы отметили, отрезать не обязательно идеально, отложите ручку биты в сторону.
Шаг 4:
Проденьте гибкий шланг через отверстие на конце ракетки и зацепите острогубцами через обрезанную ручку ракетки. Потяните, как только вы проденете гибкий шланг, вы можете медленно скрутить его, убедившись, что он плотно сидит в рукоятке летучей мыши.
Шаг 5:
Отрегулируйте стеклярус так, чтобы вам было удобно. У меня обычно около трех дюймов гибкой трубки выходит из рукоятки биты. Если вы используете 12-дюймовую гибкую трубку, вытащите ее и отрежьте до нужной длины, я заклею ее электроизоляционной лентой, чтобы она была надежно закреплена.
Шаг 6:
После того, как вы добились необходимой гибкости биты, вставьте отрезанную ручку биты в гибкую трубку, отметьте место остановки и добавьте примерно дюйм. Отрежьте ручку летучей мыши по отметке и вставьте ее в гибкую трубку в качестве мундштука. Я накладываю ленту на отверстие мундштука и вырезаю его, иногда я шлифую его как можно ровнее, прежде чем наклеивать ленту. Установите мундштук в гибкую трубку и закрепите скотчем. На данный момент ваша трубка в основном построена, попробуйте прослушать через нее какие-нибудь звуки.
Ручные ювелирные и электромеханические вальцы для листового мателла – metmaStanki.ru
Электромеханические вальцы используются для изготовления гнутых жестяных изделий: труб для водостоков, желобов, воздухоотводов, дымоотводов, термоизоляционных коробов. Различают три основные разновидности вальцов в зависимости от тяги: ручные, гидравлические, электромеханические. Первые целесообразно использовать на малых производствах, а также при необходимости непрерывного контроля над процессом. Например, для работы с золотом, серебром, платиной используют ювелирные вальцы на ручной или электрической тяге.
Электромеханическое оборудование эксплуатируется при значительных объемах производства. Станок работает от электрической тяги, освобождая оператора от физических нагрузок.
Назначение вальцов
электромеханические трехвалковые вальцы
Электромеханические вальцы — это механизм, основанный на принципе ротации, предназначенный для холодной обработки различных листовых сплавов и металлов. Вальцовые станки применяются при монтаже санитарных, инженерных, вентиляционных систем, для производства разнообразных форм из металлопроката для машиностроительной, авиационной, химической промышленности:
деталей в форме конуса;
деталей в форме цилиндра;
подгибов краев;
деталей в форме дуг;
выравнивания плоских заготовок.
Радиус закругления заготовки зависит от материала и толщины листа:
для малоуглеродистых сталей — 1,2 толщины;
для алюминиевых сплавов — до 5.
Чтобы гнуть мягкие марки стали и тонкого листа с успехом используют ручные модели вальцов.
Благодаря своему устройству гибка металлических изделий происходит легко и аккуратно, создается необходимая форма. Из листового материала создается цилиндрическая поверхность путем прогона через асимметричные валки.
Конструкция основана на следующих узлах и механизмах:
основание;
рабочие вальцы;
редуктор основного привода;
редукторы положения вальцов;
система автоматического управления;
электрическая часть.
Работа станка зависит от того, насколько крепки и хорошо подогнаны друг к другу узлы. Некачественные валки производят бракованную продукцию, поэтому к выбору следует отнестись очень тщательно.
Обычно валки изготавливают из чугуна, но стальные также не редкость на рынке. Последние разработки — изделия из твердых керамических сплавов с повышенным сроком эксплуатации. Тонкие вальцы делают из прутка, более мощные — из трубы.
Положение переднего вала можно изменять. Чтобы снять готовое изделие или отрегулировать положение заготовки, ролик снимается. Устройство переднего вала позволяет создавать разнообразные конструкции. Изменением положения переднего вала можно гнуть заготовку в одном месте, при вращении пары вальцов изгиб происходит по всей ширине. Многие трехвалковые станки выполняют заготовки с уже завальцованными кромками.
Валки приводятся в движение посредством электропривода, обеспечивающего перемещение в двух плоскостях. Регулируется передвижение вверх и вниз с помощью рукоятки, соединенной с пружинным механизмом. Материал прижимается специальной планкой, манипуляции которой осуществляются одной рукой.
Крупные и мощные электромеханические станки управляются автоматикой, самостоятельно выставляют положение роликов под необходимую толщину листа и форму заготовки. От перегрузок станки защищены электронными системами.
Для безопасной работы персонала агрегаты оснащают специальными приспособлениями и устройствами. Станок управляется с помощью ножной педали или пульта. Двигатель и тормоз исполнительных органов работают от электричества и обеспечивают стабильную высокую производительность.
Принцип работы
схема гибки металла на трехвалковых вальцах
Обработка на вальцах является промежуточным этапом между резкой металла и его профилированием. В основе работы вальцов лежит принцип холодной обкатки листа металла вокруг верхнего валика. От положения валиков относительно друг друга зависит диаметр будущего изделия.
Перед технологом, разрабатывающим изготовление детали, стоят следующие вопросы:
можно ли сделать на имеющихся вальцах деталь из листового материала определенных параметров;
на какой минимальный радиус можно согнуть лист;
как выставить верхний ролик для получения заготовки с нужным диаметром изгиба.
Основные виды перемещения, используемые в конструкции — это вращение роликов (обратное и прямое), движение вбок и подъем.
Перед началом вальцевания поверхность листа выравнивают методом прокатывания. После чего вальцы настраивают с помощью механических устройств, точно выставляя их положение.
Листовой металл протягивается сквозь ролики и изгибается, создаются заготовки в форме цилиндров или круглых хомутов. Вращаться могут нижние или верхний ролик. Исполнительные инструменты перемещаются в вертикальной плоскости, вращаются в обоих направлениях.
Чтобы согнуть металл в форму конуса один из краев листа притормаживается с помощью специального перекашивающего устройства.
Хотя гибка металла кажется простым делом, к ней допускают лишь квалифицированных сотрудников. Современные вальцы быстро перенастраиваются под новые модели изделий, сокращая затраты на изготовление продукции.
Виды электромеханических вальцов
Наиболее распространены модели с четырьмя и тремя исполнительными роликами. Инновацией стало оборудование с 6 и 7 роликами. Оно предназначено для выравнивания металла при разматывании.
Комбинированные модели
вальцы с ручным прижимом
Полностью автоматизированные устройства достаточно дороги, часто массивны. Поэтому для небольших цехов с высокой производительностью созданы вальцы с ручным прижимом.
Комбинация электрического и ручного управления значительно повышает производительность и расширяет возможности оборудования.
Вручную на таких станках производятся следующие операции:
установка валов в нужное положение;
фиксация заготовки двумя винтовыми прижимами.
За счет электрической тяги выполняется самая тяжелая часть работы — прокатка металла.
Электромагнитные вальцы
Принципиальное отличие от электромеханических аналогов в отсутствии прижимной балки. Металл удерживается в нужном положении за счет электромагнитов. Это мощные станки компактных размеров. Благодаря неограниченной глубине подачи материала и гибу на 360 градусов на электромагнитных вальцах можно производить изделия нестандартных форм.
Ювелирные вальцы
Начинающие мастера пользуются ручными вальцами, профессионалы могут себе позволить серьезное оборудование. Ювелирные электромеханические вальцы выполняют в напольном или настольном форматах и работают от бытовых электросетей 220 В. Они оснащены только двумя валами, на которых нанесены «ручьи» — бороздки, с помощью которых вытягивают проволоку.
Основные технические характеристики:
диаметр валов от 65 до 80 мм;
максимальный развод валов от 4 до 10 мм;
скорость прокатки в среднем 3,5 метра в минуту;
длина валов от 90 до 150 мм;
мощность электродвигателя 1,5 кВт;
вес устройства от 150 до 250 кг.
Профессиональные ювелирные вальцы рассчитаны на беспрерывную работу в течение рабочего дня. Многие модели оснащены смазочным механизмом, состоящим из емкости для масла и насоса. Один раз в полгода масло в емкости необходимо заменять.
Технические характеристики
Определяющие параметры вальцовых механизмов — длина и толщина металлических листов. Электромеханические вальцы в состоянии гнуть листы толщиной не более 1 сантиметра, длиной до 3 метров. Чем толще листовой металл, тем требуется большая мощность оборудования и диаметр вальцов. Из более толстых листов получатся более толстые детали.
Существуют модели, рассчитанные на гибку проката или только тонких листов. Для расширения возможностей в стандартную комплектацию вводят приспособления для гиба труб, квадратов или уголков.
Самодельные вальцы
Электромеханические вальцы
самодельные электромеханические вальцы
Собрать самодельные вальцы совсем несложно. Для этого необходимо подобрать электродвигатель на 1,5 кВт, подходящие трубы для валов, профиль. Сами рабочие валы желательно сделать из стальной закаленной трубы.
Ход работ.
Из профиля или трубы изготавливаем каркас.
В качестве вертикальной опоры изгибаем П-образный профиль из закаленной стали.
На верхней части опоры будут установлены непосредственно валы.
Профиль прикрепляем к станине с помощью болтов с гайками через заранее подготовленные отверстия.
На звездочки натягиваем передаточную цепь и проверяем качество ее хода.
Вальцы устанавливаем на подшипники качения, электродвигатель соединяется с ним ременной передачей.
В удобном месте размещаем тумблер-включатель, проводим электрический кабель к источнику питания.
Чтобы на этом станке обрабатывать листовой металл различной толщины, необходимо предусмотреть механизм радиальной регулировки зазора между прижимными валами.
Ювелирные вальцы
ручные самодельные ювелирные вальцы
Самостоятельное изготовление вальцов по этому чертежу сбережет около половины стоимости заводского аналога. А немного доработав конструкцию и дополнив ее электрическим мотором с приводом, можно сделать из ручной модели электромеханическую. Понадобится электродвигатель на 1 — 1,5 кВт, червячный редуктор 160 или 180. Чтобы регулировать скорость, лучше всего подобрать частотный преобразователь или коллекторный электромотор. Некоторые умельцы приспосабливают двигатель от перфоратора или болгарки.
Характеристики станка:
диаметр рабочих роликов — 4,8 см;
длина функциональной поверхности ручьев — 2 см;
длина функциональной поверхности вальцов — 9,6 см;
развод валиков — до 0,5 см.
чертеж ювелирных вальцов
Для изготовления такой модели потребуются навыки токаря и сварщика. Можно заказать все необходимые детали мастеру, а собрать их собственноручно.
Ход работ.
На токарном станке подготовьте пару валов из углеродистой стали ШХ15.
Валы вставляются в подшипники и держатели, которые могут быть из любого металла.
Чтобы валы скользили лучше, используйте шайбы из бронзы.
Выточите шестеренки из стали Х12 для передачи вращения на валы.
Подготовьте приводной ремень и электропривод.
Теперь все детали необходимо зачистить, отшлифовать и собирать.
В видеороликах презентации трехвалковых электромеханических станков Metal Master ESR 1315, Stalex ESR 1300, СТЭ-РП 1250:
ВАЛЬЦЫ НАПОЛЬНЫЕ АВТОМАТИЧЕСКИЕ UMO Б/У
Доска объявлений
Ювелирное оборудование
Вальцы ювелирные
Объявление не актуально!
ВАЛЬЦЫ НАПОЛЬНЫЕ АВТОМАТИЧЕСКИЕ UMO
В исправном состоянии
Создано 23.03.2017 Изменено 14.02.2018
Похожие объявления
Вальцы в Санкт-Петербурге
Состояние: Новый Производитель: ООО «Станко-Дом» (Россия)
В наличии
ООО СтанкоДом
Санкт-Петербург (Россия)
195 000
Вальцы
Состояние: Новый Производитель: ООО «Станко-Дом» (Россия)
В наличии
ООО СтанкоДом
Санкт-Петербург (Россия)
Вакуум-упаковочная машина
Состояние: Новый Производитель: Китай
Краснодар (Россия)
245 000
Horizon BQ-270
Состояние: Б/У Год выпуска: 2007 Производитель: Horizon (Япония)
Алматы (Казахстан)
20 000
Вальцы электрические UMO
Состояние: Б/У Год выпуска: 2013 Производитель: ЮМО (Турция)
Санкт-Петербург (Россия)
65 000
Интересные статьи партнеров
Японская скамейка для сада своими руками [схемы прилагаются]
Какой мощности необходим лазерный станок для производства металлоконструкций? [Часть 3]
8 уникальных наручных часов из дерева
Как обрабатывать алюминий: Все, что вам нужно знать! [часть 1 из 2]
Пусконаладка оптоволоконного лазерного станка для резки труб XTC-T220/2000 Raycus в Набережных Челнах
Миниатюризация повышает спрос на маленькие 3D-печатные детали
Глаз не оторвать — Высочайший уровень столярного мастерства
Мощная торцовочная пила по дереву и металлу своими руками
Вы недавно смотрели
Все просмотренные объявления →
Починить баррель тумблера, который перестал вращаться
149 акции
Facebook
В последнее время я делаю много украшений, и мой стакан работает сверхурочно. В прошлые выходные я заметил, что мои стволы перестали вращаться. Сначала это происходило периодически. Стволы скользили и трещали. Проблема в конечном итоге обострилась в течение следующих нескольких дней. В конце концов мне пришлось уменьшить вес моего тумблера до одного ствола, чтобы хотя бы один ствол оставался в рабочем состоянии.
Это распространенная проблема с ювелирными тумблерами, вызванная совершенно естественным износом приводного ремня. И это очень легко исправить! Для этого потребуются два основных ручных инструмента, которые наверняка есть у вас под рукой, и около пяти минут вашего времени. Так что не волнуйтесь. Мы заставим ваш тумблер снова работать в мгновение ока!
Этот пост может содержать партнерские ссылки. Если вы нажмете на ссылку, а затем совершите покупку, я могу заработать небольшую комиссию (бесплатно для вас). Как партнер Amazon я зарабатываю на соответствующих покупках. Чтобы узнать больше, см. мой полный отказ от ответственности .
Об этом учебном пособии
Мой стакан — это двухствольный стакан Loretone Model 33B. У меня когда-либо были только стаканы Loretone. Это имя, которое я знаю и которому доверяю, и я хорошо знаком с брендом. В этом руководстве , в частности , применяется к вращающимся тумблерам Loretone.
Тем не менее, большинство вращающихся массажеров имеют аналогичный приводной механизм. Эти инструкции могут относиться к другим маркам стаканов. Тем не менее, я не несу ответственности за любой ущерб, который может возникнуть в результате попытки применить метод планового обслуживания стакана, описанный в этом руководстве, к стакану другой марки.
Если вам неудобно работать с электромеханическими устройствами, я рекомендую обратиться к руководству пользователя или обратиться за помощью непосредственно к производителю вашего стакана, прежде чем пытаться выполнить какие-либо регулировки или ремонт вашего стакана.
Почему мой барабан перестал вращаться?!
Есть несколько причин, по которым ваши стволы могут перестать вращаться. Но наиболее распространенная причина, безусловно, заключается в том, что ваш приводной ремень просто растянулся и со временем потерял натяжение.
Это результат совершенно нормального износа. Когда ваш массажер работает, приводной ремень медленно рвется из-за трения шкивов между двигателем и приводными роликами. По мере того, как ремень постепенно изнашивается, он теряет натяжение. В конце концов, ремень не будет иметь достаточного натяжения для эффективного привода стволов.
Вы поймете, что это происходит, когда ваши стволы начнут проскальзывать или перестанут вращаться совсем, как у меня. В случае двухствольного тумблера, такого как мой, вы также можете обнаружить, что у привода больше нет сил, чтобы катить два ствола одновременно.
Как это исправить?
Обо всем по порядку. Мы должны определить, действительно ли это просто ослабленный ремень или ваш ремень действительно порвался. И мы делаем это, заглянув под капот.
Соберите свои инструменты
Единственными инструментами, необходимыми для текущего ремонта, являются отвертка с крестообразным шлицем и либо головка на 5/16 дюйма, либо небольшой разводной серповидный ключ (не показан).
Я использовал розетку, потому что она оказалась у меня под рукой. Но разводной ключ работает так же хорошо.
Прежде чем продолжить, отключите стакан от сети. Никогда не работайте с электрическим прибором, когда он включен в сеть!
Давайте посмотрим
После безопасного отключения стакана от сети установите его на плоскую прочную поверхность, например на верстак. Затем используйте отвертку с крестообразным шлицем, чтобы удалить винт и пластиковую шайбу на цилиндрической стороне крышки корпуса, как показано ниже.
Устройство вращающегося массажера
Роторный массажер — очень простая машина, состоящая из небольшого, но мощного приводного двигателя и приводного роликового механизма. Двигатель крепится к приводному ролику небольшим резиновым ремнем. И именно этот пояс мы собираемся осмотреть.
Вы видите, насколько провисает мой приводной ремень? Он настолько свободный, что я мог бы легко снять и заменить его прямо сейчас, если бы захотел.
Однако мне нравится получать как можно больше пробега от моих приводных ремней. Поэтому сначала попробую отрегулировать натяжение ремня.
Это даст мне немного времени, чтобы найти запасные сменные ремни, которые упакованы в коробку, хранящуюся на складе с тех пор, как мы переехали в нашу нынешнюю квартиру почти два года назад. Итак, прошло как минимум столько времени с тех пор, как мне в последний раз приходилось менять приводной ремень.
Если вы часто пользуетесь массажером, в какой-то момент вам потребуется заменить приводной ремень. Это обычная задача по техническому обслуживанию, которую вы можете ожидать, пока у вас есть свой стакан. Поэтому всегда полезно иметь под рукой запасные сменные ремни.
Как отрегулировать натяжение ремня
Посмотрите на конец корпуса двигателя, и вы увидите три маленькие колпачковые гайки на прорезях. Колпачковые гайки закрывают крепежные винты, которыми приводной двигатель крепится к корпусу. И эти прорези предназначены для того, чтобы вы могли регулировать натяжение приводного ремня.
С помощью торцевой головки или разводного ключа ослабьте эти три гайки настолько, чтобы двигатель мог двигаться.
Затем пальцами свободной руки переместите двигатель в сторону корпуса, пока крепежные винты не достигнут других концов трех прорезей.
Надежно удерживая мотор свободной рукой, пока вы затягиваете колпачковые гайки.
Вот и все! Вы должны быть готовы идти в этот момент. Итак, продолжайте и замените крышку корпуса, как показано на рисунке.
Установите заряженные бочки обратно на тумблер и включите двигатель. Вы должны вернуться в бизнес с тумблером, который катится как чемпион!
Самое время устроить тест-драйв вашему ремонту. И вы могли бы также почистить свою стальную дробь, пока вы это делаете. Знаешь, две птицы. Один камень.
Узнать больше За дверью 44
Была ли эта статья полезной? Если это так, пожалуйста, подарите ему немного любви и поделитесь им со своими поклонниками-ювелирами. Для вашего удобства ниже есть изображение, которое можно закрепить.
Есть ли еще одна тема, связанная с ювелирными изделиями, которую вы хотели бы обсудить? Дай мне знать в комментариях! Как всегда, спасибо, что заглянули!
Мне нравится делиться полезными советами и рекомендациями по плетению из проволоки в моих социальных сетях, и у нас есть отличные разговоры о украшениях из проволоки в моей частной группе Facebook . Кроме того, не забудьте связаться со мной @door44studios в Instagram и Facebook , чтобы быть в курсе всего, что происходит за дверью 44. И если вы еще этого не сделали, обязательно подпишитесь на мою Канал на YouTube, где вы еженедельно найдете новые видео о проволочных украшениях.
До следующего раза, иди и сделай что-нибудь красивое!
машина для литья золотой серебряной проволоки-CDOCAST
Золотая проволока, серебряная проволока в ювелирной промышленности и ее электронной промышленности является очень распространенным и важным продуктом, из-за большого количества спецификаций многие фабрики выбирают различные спецификации золотой проволоки, серебряная проволока
Давайте подробно поговорим о процессе рисования золотой и серебряной проволоки.
Шаг 1 : Гидравлическая машина для резки серебряных слитков
Гидравлическая машина для резки серебряных слитков разрезает серебро на мелкие кусочки для лучшей подачи.
Поскольку золото и серебро обычно крупнее, если золотая или серебряная пластина слишком велика, ее будет трудно поместить в горловину печи, более того, установка серебряной пластины также повлияет на температуру печи. , слишком низкая температура повлияет на тяговое литье. Наконец, машина непрерывного литья заготовок
Кроме того, машины непрерывного литья заготовок требуют непрерывной работы, материал слишком велик для непрерывной работы.
CDOCAST рекомендует выбирать гидравлический станок для резки серебра, преимущества гидравлического привода заключаются в безопасности, а серебро не разбрызгивается, что может предотвратить ненужную потерю драгоценного металла.
Этап 2: Машина непрерывного литья заготовок
Машины непрерывного литья заготовок можно разделить на два типа: восходящие и нисходящие. Для производительности менее 200 кг в день мы предлагаем использовать машину непрерывного литья заготовок с нисходящим потоком.
Машина непрерывного литья заготовок вертикального литья
Машина непрерывного литья заготовок вертикального литья представляет собой оборудование, специально используемое для производства материалов из специальных сплавов, таких как чистое серебро и другие драгоценные металлы. Он включает плавку, кристаллизацию и тракцию.
Плавильная часть этого оборудования представляет собой среднечастотную печь, в основном использующую тиристорный среднечастотный источник питания, это своего рода устройство преобразования частоты, которое преобразует трехфазный частотный ток в однофазный среднечастотный ток, в основном используется для плавки различных металлических материалов и их сплавов. Он в основном используется для плавки различных металлических материалов и их сплавов. Машина состоит из трехфазной мостовой схемы выпрямителя с полным управлением и параллельной схемы инвертора. В части управления ИСПОЛЬЗУЕТСЯ интегральная схема для реализации управления микрокомпьютером по сравнению с другими линиями. , имеет передовые технологии, структура проста, производительность стабильна и надежна, отладка и обслуживание просты и удобны, выходная мощность большая, скорость работы высокая, эффективность высокая, энергопотребление сохраняется, работа надежна, частота отказов низкая. Схема также рассчитана на различные токи, перегрузки по напряжению и функцию быстрой защиты, поэтому работа продукта очень надежна. Подходит для длительной или прерывистой работы.
После расплавления сырья до температуры волочения плавильная печь с подъемным механизмом поднимается вверх для погружения кристалла в металлическую жидкость, кристалл изготовлен из графита, кристалл имеет водяную рубашку для квазиохлаждения металлическая жидкость, металлическая жидкость в кристалле графита охлаждается охлаждающей водой и отверждается, и, наконец, проволока наматывается на катушку.
Преимущества:
1: Может работать непрерывно в течение 24 часов, и может быть остановлен в любое время после завершения работы печи.
2: Небольшой размер, небольшая занимаемая площадь, простота установки.
3: Максимальный выход серебра 60 кг в час.
4: Может тянуть шины различных размеров для удовлетворения различных потребностей клиентов.
5: Покрытие из древесного угля во время плавки и транспортировки для предотвращения окисления.
Машина непрерывного литья заготовок вниз:
Машина непрерывного литья заготовок представляет собой процесс, в котором металл плавится и заливается в кристаллизатор, охлаждается, а затвердевший металлический профиль вытягивается вниз и наружу с помощью тягового стержня.
Машина непрерывного литья заготовок использует технологию плавления с защитой от вакуумного газа в сочетании с методом нисходящего литья во время производственного процесса. Вакуумная плавка предотвращает окисление металла, делает поверхность отливки более блестящей и позволяет получать отливки, практически не содержащие пор. Метод нисходящего литья следует за гравитацией металла и тянет его вниз, чтобы максимизировать плотность и точность профиля литья, чтобы внутренний люк готового продукта контролировался до самого низкого предела, избегая образования усадки или полости. Этот метод литья не только значительно повышает эффективность производства, но также делает производство металлических украшений с высокой плотностью, яркой поверхностью, без пор, что делает ювелирные изделия более высококачественными.
Преимущества:
1: Машина непрерывного литья заготовок с использованием метода нисходящего литья подходит для золота, серебра, серебра 925 пробы, меди, латуни, золото-серебряного сплава, золото-медного сплава и других металлических материалов с хорошей обработка ликвидности, может сыграть роль в экономии средств, улучшить качество отливок и повысить экономическую эффективность.
2. Для эффективного улучшения качества продукции можно использовать защиту от вакуума или инертного газа.
3. Технология индукционного нагрева, блок скорости плавления и возможность непрерывной работы в течение 24 часов.
4. Небольшие габариты, простая установка, обучение на месте не требуется.
Этап 3: Горизонтальная машина для намотки проволоки
Это оборудование для намотки металлической проволоки, которое в основном используется для намотки проволоки после ее протяжки на катушку волочильной машиной и используется в комбинации. с помощью машины для волочения проволоки.
Эта горизонтальная машина для наматывания проволоки в основном состоит из рамы, активного устройства, устройства фрикционной пластины и других частей. Когда скорость проволоки ниже скорости намотки, устройство фрикционной пластины будет светиться, замедляя скорость наматывающего шпинделя и не вызывая растяжения или разрыва проволоки.
Шаг 4: Вальцовая мельница
Этот тип вальцовой мельницы поставляется с продуктами передового технологического уровня, модель в основном используется в производстве катаной проволоки из стерлингового серебра, широко используемой в электронике, ювелирных изделиях. промышленность.
Вальцовая мельница из стерлингового серебра в основном состоит из корпуса, механизма выпрямления проволоки, механизма прокатки валков, механизма намотки, системы охлаждающей смазки, системы трансмиссии, электрической части управления. Корпус машины сварен из листовой стали, а корпус шестерни представляет собой литой корпус. В приводной части используется косозубая передача и спирально-коническая зубчатая передача, валок изготовлен из специальной легированной стали, а затем проходит процесс термообработки, который обладает такими преимуществами, как сверхизносостойкость, ударопрочность и т. д. В валке используется распылительное охлаждение и смазка. Мощность контролируется бесступенчатой регулировкой скорости с переменной частотой.
Когда проволока проходит через валки, материал сжимается вращающимися валками, и проволока выдавливается из валков после уменьшения сжатия, и, наконец, проволока транспортируется к приемному лотку с помощью тягового устройства для реализации прокатка проволоки.
Преимущества:
1. Адаптивность: можно прокатывать твердые материалы, чего нельзя достичь с помощью обычной вальцовой мельницы.
2. Низкое энергопотребление: нет необходимости использовать плашку с проушиной, потому что нет необходимости рисовать проушину в работе, это снижает энергию, генерируемую теплом деформации проволоки и теплом трения проволоки через глаз умирает; проволока прямая в процессе работы, что снижает тепло, выделяемое деформацией изгиба проволоки на опорном колесе; в процессе прокатки количество проскальзывания проволоки невелико, бесполезная потребляемая энергия невелика.
3. Низкий уровень шума: традиционная машина для волочения резервуара для воды в процессе волочения проволоки и проскальзывания опорного колеса, а также проволока через форму для глаз, создаваемая шумом, в то время как роликовая прокатная машина в процессе прокатки проволоки без дрожания, после ролик проскальзывает мало, поэтому шум низкий.
4. Нет необходимости использовать вытяжной штамп: простое и удобное управление, экономия времени на нарезание резьбы, снижение трудоемкости персонала и повышение эффективности работы.
5. Качество производимой проволоки превосходное: проволоку нелегко сломать при последующем волочении, а проволоку прокатывают, чтобы сделать организацию металла более плотной и удобной для последующей обработки.
Этап 5 : Горизонтальная машина для наматывания проволоки наматывает проволоку
Это оборудование для намотки металлической проволоки, которое в основном используется для намотки проволоки после ее протяжки на катушку волочильным станком.
Ресанта САИ 160 ПН работает в диапазоне напряжения от 140 до 240 В
На что стоит ориентироваться при выборе сварочного аппарата и какие параметры имеют самое важное значение? Чтобы не быть голословными, рассмотрим на конкретных примерах. Для сравнения возьмем две весьма востребованные на рынке модификации инверторов FUBAG IN 163 (Германия) и Ресанта САИ 160 ПН (Латвия), представленные в одном ценовом сегменте.
Что у них общего?
Оба агрегата идеально подходят для ручной дуговой сварки в бытовых условиях, а также для выполнения периодических монтажно-строительных и ремонтных работ разной степени сложности. Ровный шов формируется посредством штучного электрода диаметром 1,6-4 мм под действием постоянного тока. Воздействовать можно на низкоуглеродистую, низколегированную, нержавеющую сталь, чугун и другие материалы.
4 преимущества обеих модификаций
Простота эксплуатации и адаптация к отечественным условиям. Принцип «включил – и работаешь» действует здесь на все сто!
Малый вес (4,2 и 5,7 кг) и компактные габариты позволяют варить в труднодоступных местах.
Отсутствие ряда дополнительных «наворотов» привлекательно отражается на стоимости.
Оба устройства оснащены высокотехнологичными функциями Hot Start – «горячий старт», упрощающей розжиг, Arc Force – регулируемый форсаж дуги и Anti Stick – антизалипание электрода.
Инвертор Ресанта САИ 160 ПН идеален для эксплуатации при пониженном входном напряжении и нестабильном электроснабжении. Он гарантирует стабильную электродугу в диапазоне от 140 до 240 В!
Как в аппаратах реализована защита от перегрузок и перегрева
Особенность FUBAG IN 163 – инновационная электронная плата, которая обеспечивает заявленную производителем эластичность дуги и препятствует разбрызгиванию металла. Именно входящие в ее состав быстродействующие электронные компоненты отвечают за защиту от перенапряжения (Protec 400). Аналогичная функция в модели-«оппоненте» тоже предусмотрена, но реализована иначе – посредством специального контроллера, который дает сигнал лампочке на передней панели.
Вентиляция и теплоотвод
Непрерывная продолжительность нагрузки модели Ресанта САИ 160 ПН достаточно высока (до 70 %). Поэтому разработчики позаботились о принудительной системе вентиляции, реализованной посредством отверстий на поверхности металлического корпуса. Через них и происходит теплообмен.
Не ударил в грязь лицом в этом вопросе и немецкий производитель. В отличие от своей предшественницы, модификации IN 160, новая модель отличается улучшенным дизайном. Модернизация связана не столько с эстетикой, сколько со стремлением усовершенствовать характеристики теплоотвода и вентиляции.
В аппарате Fubag присутствует возможность аргонодуговой сварки, что актуально для работы с тонкими поверхностями (менее 1 мм) и сплавами цветных металлов. Докупив дополнительное газобаллонное оборудование, можно выполнять, например, ремонт деталей автомобиля точечным способом.
Обновленный дизайн корпуса FUBAG IN 163 объясняется стремлением улучшить показатели теплоотвода
Эргономичность и удобство
Устройство латвийского производства радует простым расположением кнопок и интуитивно понятной панелью управления. На нем нет ничего лишнего, что могло бы запутать даже новичка, – дисплей, закрытый прозрачным защитным кожухом, регулятор рабочего времени, индикаторы и силовые клеммы для подключения питания.
Отдельная благодарность за наплечный ремень для удобства транспортировки и эксплуатации в сложных условиях, которым, к слову, комплектуется и немецкая модель. Что касается последней, она не менее проста и легка в работе, поэтому отлично подойдет начинающим мастерам, а также удовлетворит запросы профессионалов.
Так на чем же остановиться?
При равных показателях тока (в пределах 10-160 А), мощности и напряжения анализируемые модификации все же отличаются: системы теплоотвода, защиты от перегрева и перенапряжения в них реализованы по-разному, устройства различаются по весу и габаритам, а также по цене.
Сравнив сварочные аппараты, можно утверждать, что однозначного ответа на вопрос о выборе без учета особенностей сварки быть не может. Как на каждый товар есть свой покупатель, так и для любых условий можно подобрать агрегат, который проявит себя с максимальной пользой. Главное – подойти к решению обдуманно!
Рейтинг сварочных аппаратов | Сварка своими руками
Рейтинг сварочных аппаратов (инверторов):
Место № 1 Ресанта саи 220ПН
Место № 2 СВАРОГ ARC 205 (J96) CASE
Место № 3 Fubag ir 200
Место № 4 AuroraPRO STICKMATE 160
Место № 5 Форсаж 161
Место № 6 Elitech ИС 220М
Лучший сварочный аппарат для ручной дуговой сварки в категории «бюджетный»
Место №1
Ресанта саи 220ПН
Возглавляют рейтинг инверторы по названием «Ресанта». Особенно популярны модели, которые способны работать при низком напряжении питающей сети и имеющие определенный запас по амперажу. Первое обусловлено плачевным состоянием отечественных электросетей, второе – неискоренимым желанием если приобрести, то с запасом мощности, а вдруг пригодится в будущем для каких-то более сложных работ. Стоит отметить, что второе и последнее желание не такое уж и глупое, так как у моделей помощнее и сечение проводов-кабелей побольше, и силовой блок собран с учетом более высоких токов (чем вам требуется) и т.д., да и тот факт, что вы не будете сварочный аппарат постоянно эксплуатировать на пределе его возможностей, означает, что его ресурс увеличится и вы сможете эксплуатировать свой любимый инвертор дольше (в плане срока жизни), да и в повседневной работе это будет означать меньшее количество остановок по перегреву. Обычно для сварки в быту 120-130А максимального тока достаточно для сварки чаще всего используемым электродом диаметром 3 мм.
В народе спросом пользуются различные бюджетные модели инверторов Ресанта, но более всего удовлетворяет потребности покупателей модель Ресанта саи 220 ПН (она воплощает в себе ожидания, описанные выше) и максимально оптимизирована под критерий «цена-качество». Только берите обязательно с индексом «ПН», который означает возможность работать при пониженном напряжении, модели без этого индекса работают исключительно от 220В с небольшим отклонением от номинала (обычно это ±10%). Аппарат, который возглавляет наш рейтинг, может работать при напряжении от 140В. Конечно, при такой сети вы не сможете варить электродом o3 мм, да еще и на высоких токах, но при диаметре электрода o2,5 мм сварка идет уверенно, дуга держится стабильно, а шов получается качественным.
Саи 220 ПН прост в эксплуатации и имеет элементарный интерфейс:
на задней панели инвертора расположен тумблер включения-выключения питания (автоматический выключатель),
на передней – ручки регулировки сварочного тока и форсажа дуги,
светодиод «Питание» и «Перегрев»,
трехзначный дисплей, на котором отображаются значения сварочного тока,
а также два разъема: для подключения массы и кабеля на электрододержатель.
Ресанта саи 220 ПН — инвертор, который может справляться как с простыми, так и с профессиональными задачами: сварить швеллер или уголок, козырек над домом, забор, приварить петли к гаражным воротам или к калитке, прихватить арматуру в процессе закладки фундамента дома, сварить лестницу, ведущую на второй этаж и т. д. Инвертор достойно справляется с элементарными хозяйственными вопросами и с более сложными, возникающими на стройплощадке. Элементарные вопросы по ремонту автомобиля в гаражных условиях тоже можно решить, например, подлатать сгнившее днище автомобиля.
Какие еще плюсы: высокий ПН (продолжительность времени сварки в течение которого инвертор не отключается из-за перегрева), функции «легкий старт» и «антизалипание». Регулируемый форсаж дуги дает возможность отключения этой функции, что может быть полезно, например, при сварке тонкого металла или там, где специфика работы такова, что сварка в ручном режиме будет означать более высокое качество (многие сварщики жалуются на невозможность отключения функции на других аппаратах, когда «форсаж дуги» не помогает, а мешает работе).
Аппарат построен на базе IGBT транзисторов – это современная технология, позволяющая снизить вес и размеры оборудования с сохранением, а подчас и увеличением его мощности. А самое главное, он ремонтопригоден, на Ресанту распространяется гарантия продавца, а широкая сеть сервисных центров делает возможным незамедлительный ремонт в случае отказа оборудования ( не нужно ехать за 50 км в сервис).
Недостатки (мы о них честно напишем):
Завышен сварочный ток (по заверениям продавцов 220А, де-факто 160-180А)
Завышен ПН (хотя и не влияет на продолжительность сварки в бытовых условиях)
Может быть алюминиевый сварочный кабель «покрашенный» по медь
Губки электрододержателя могут быть стальные вместо медных (проверить можно магнитом).
Место №2
СВАРОГ ARC 205 (J96) CASE
Буквально «по пятам» идет за Ресантой «наступая ей на задники» инверторы под названием «Сварог» — вполне славянское название, в определенном смысле даже сакральное. Однако родом Сварог совсем не из России (впрочем, как и аппарат, занявший первое место), а из дружественного нам Китая. Отношение в нашей стране к китайской продукции меняется, ведь из опыта становится очевидным, что Китай «гонит» не только ширпотреб, а и производит качественное оборудование (Сварог как раз пример такого оборудования).
СВАРОГ ARC 205 CASE для сетей со стабильным напряжением (сварка возможна при напряжении от 180В). Высокую производительность, небольшой вес и компактность размеров обеспечивает IGBT технология с применением принципа широтно-импульсной модуляции. При более детальном изучении сварочного аппарата становится очевидно, что он может быть использован для сварки в домашних условиях, но и станет полезным профессионалам. Например, он поможет в решение сварочных заданий в жилищно-эксплуатационных хозяйствах, на стройке при монтаже металлоконструкций, станет полезным в благоустройстве приусадебных территорий, в автосервисах и т.д.
Расширить область применения данного аппарата позволило наличие функции TIG (основной режим работы – ММА – ручная дуговая сварка).
В большинстве случаев амперы, заявленные производителем, честные. То есть, если для ARC 205 максимальный сварочный ток составляет 180А, он таким и является не только де-юре, но и де-факто. Проверить реальность заявленных токовых значений вы можете самостоятельно с помощью амперметра и параллельно соединенного с ним шунта, которые устанавливаются в разрыв сварочного кабеля.
Функции «антизалипание», «горячий старт», «форсаж дуги», тоже честные, хотя следует отметить, что известны случаи, когда одна из функций отсутствовала или работала некорректно (хотя это и случается гораздо реже, чем у тех же сварочников Ресанта).
Панель управления аппарата состоит из ручки регулировки сварочного тока и диодов, сигнализирующих о том, что есть питание, либо что случился перегрев из-за слишком интенсивного использования устройства. Ручка регулировки «форсажа дуги» отсутствует (хотя она есть в модели 205 B (J76). С нашей точки зрения, это большой минус, так как функцию невозможно отрегулировать, либо выключить. Однако она будет больше помогать, чем вредить при решении большинства задач по сварке.
Сварочный кабель в Сварогах всегда был и остается медный. Качество электрододержателя и зажима массы, как и во всех инверторах бюджетной серии остается низким, поскольку в процессе их производства используются комплектующие, изготовленные в том числе из вторсырья. Поэтому про более-менее интенсивной работе «держаки» и «крокодилы» приходят в негодность, что решается их заменой.
TIG режим позволяет получить высококачественные сварные швы (визуальные характеристики, прочностные свойства) на деталях, изготовленных из углеродистых, конструкционных, нержавеющих сталей. Возможна TIG сварка спецсплавов: титановых, магниевых сплавов и т.д.
Для работы в режиме аргонодуговой сварки заводских комплектующих будет недостаточно, необходимо дополнительно приобрести:
Вентильную горелку и комплектующие к ней (вольфрамовые электроды с оксидом тория – красная маркировка; цанги, цангодержатели, колпачки –длинный и короткий для сварки в труднодоступных местах)
Баллон с аргоном, редуктор, газовый шланг.
Функция TIG не является полноценной аргонной сваркой, что привносит определенные особенности в технику сварки при работе в этом режиме и усложняет работу с тонким металлом толщиной менее 0,8 мм. Связанно это с особенностями вольт –амперной характеристики источника питания.
СВАРОГ ARC 205 транспортируется в кейсе вместе с комплектующими, расходными материалами и сварочным щитком, который прилагается в качестве подарка.
Дополнительной мотивацией к приобретению инвертора должна стать гарантия 5 лет и широкая сеть сервисных центров по всей стране. Расширенная гарантия продавца говорит о том, что он уверен в качестве реализуемой продукции.
Место № 3
Fubag ir 200
Третье место по популярности у пользователей в нашем рейтинге занимает Fubag ir 200. Он получает «бронзу».
Аппарат относится к серии IR. В эту серию входят инверторные источники питания, которые зарекомендовали себя, как надежные, обеспечивающие высокое качество сварки. Инверторы предназначены для ручной дуговой сварки покрытым электродом в диапазоне сварочных токов 30 …200А и пользуются спросом у строителей и ремонтников, а также у просто любителей сварки. В интернете есть видеоролик, где представительный джентльмен рассказывает на немецком языке (на который накладывается русскоязычный перевод) о преимуществе устройств с индексом IR и достоинствах техники Fubag в целом. После просмотра ролика может сложиться неверное представление, что оборудование, выпускаемое под данной торговой маркой, производится в Германии. Однако, это не так, место размещения производственных мощностей – Китай, точно так же, как и в случае с первыми двумя «конкурсантами», получившими «золото» и «серебро», Ресантой и Сварогом соответственно.
Зарегистрирован бренд Фубаг, по заверениям продавцов, в Германии. Может быть, но мы не стали проверять. Если вы склонный к сутяжничесту, можете самостоятельно отправить запрос по соответствующему адресу, тем не менее, не факт, что вы получите скорый ответ.
Вспоминается история с инвертором Herz, на картонной коробке которого для убедительности был указан следующий адрес: SCHLINCKSTRASSE,5 D-21207 HAMBURG, GERMANY. На самом же деле на SCHLINCKSTRASSE находится центр Генри Мюллера, который занимается логистикой, а про Herz там никто никогда не слышал. С подобной нестыковкой вы можете столкнуться и при попытке узнать «родословную» Fubag. Что абсолютно точно известно, производится инвертор Фубаг на заводе HUGONG welders и, по некоторым данным, оригинальное его название СARiARC 200.
Флагманом серии IR является Fubag ir 200 vrd. Индекс «vrd» означает, что аппарат снизит напряжение холостого хода до безопасного во время работы в помещениях с повышенной влажностью, колодцах и т.д. Функция отключаемая, так как влияет на стабильность дуги и простоту поджига электрода, поэтому в нормальных условиях ей обычно не пользуются.
Отзывы по поводу качества сварки инвертором Fubag ir 200 положительные. Варят они очень хорошо: сварочный процесс легко управляем, мягкий, дуга не рвется даже если держать электрод на большом расстоянии, поджиг электродов производится одним-двумя касаниями (это относится и к электродам с основным покрытием, но только при условии, что вы варите по чистой поверхности, зачищенной от загрязнений, ржавчины, лакокрасочных покрытий). Все это благодаря функциям HOT START, ARC FORC. А вот функция ANTI STIC в аппарате не работает, при залипании не происходит сбрасывания тока, а электрод начинает греться.
Управление аппаратом осуществляется путем вращения одной-единственной ручки, с ее помощью также задается величина сварочного тока. Значения тока отображаются на трехзначном дисплее, это очень удобно в том плане, что можно запомнить точный режим и в дальнейшем вернуться к нему и воспроизвести его с минимальной погрешностью. Оптимальный электрод для работы с данным инвертором – «тройка». «Четверку» тоже можно использовать, но непродолжительное время. То же самое с резкой – «четверкой», но недолго. По маркам, лучше всего для черных сталей брать ОК 46.00.
Байонетные разъемы инвертора обеспечивают быстрое подключение сварочного кабеля, который, кстати, хорошо весит – это хороший признак – значит на сечение кабеля и на меди не сэкономили (алюминий металл легкий). Электродержатель и клемма массы среднего качества изготовления, но, в случае, когда они комплектуются производителем, это всегда «расходные материалы».
Ремонтопригодность
Модель Fubag ir 200 ремонтопригодна в отличие от серий IN и IQ. Например, в инверторе FUBAG IQ 160 возникают проблемы с креплением радиодеталей к радиаторам, платы могут быть залиты компаундом из-за чего в них «ковыряться» никто не будет. Замена силового блока обходится дорого. С серией IR таких проблем не было замечено и их абсолютно точно принимают в ремонт. Поэтому при покупке главное не перепутать серии аппаратов. Серии IN и IQ скорее всего отработают свой гарантийный срок, после чего их можно будет со спокойной душей выкидывать на помойку.
Место №4
Aurora PRO STICKMATE 160
Несмотря на то, что по популярности у покупателей сварочной техники бюджетные сварочники Аврора сильно отстают от Ресант и приблизительно равны таким аппаратам, как Сварог и Fubag, с нашей точки зрения, это наиболее достойный вариант из всех вышерассмотренных и по качеству сборки, и по цене реализации в розницу. Давайте попробуем разобраться, что здесь к чему.
Сварочный инверторный аппарат AuroraPRO STICKMATE 160 – это передовая модель начальной линейки аппаратов, выпускаемых под названием Aurora. Компания Aurora уже не первый год на рынке сварочной техники и за все это время она успела зарекомендовать себя только с положительной стороны. По крайней мере, видеоролики-презентации техники Aurora сделаны профессионально. Но не это главное, ведь сказанное в этих роликах на 80% подтверждается сварщиками, которые эксплуатируют оборудование Aurora постоянно в своей повседневной деятельности. Выходит, это тот редкий случай, когда слова у продавцов практически не расходятся с реальным положением дел. Продавец не собирается выдавать желаемое за действительное. Это тот случай, когда не просто пытаются «впарить» товар, а потом исчезнуть в неизвестном направлении, отключив все телефоны и факсы в офисе… Компания Aurora уже достаточно известна в широком кругу интересующихся сварочными вопросами, это уже бренд, а не просто компания-однодневка. Поэтому мотивация у компании одна: и в дальнейшем подтверждать, что качество реализуемой техники не меняется со временем в худшую сторону.
Как компании удается поддерживать качество своей продукции? Очень просто. Авроровцы– высококлассные специалисты и очень хорошо разбираются в политике, которую ведут китайские бизнесмены. Китайцы часто продают российским бизнесменам сварочные аппараты ужасного качества — продукт, выпускаемый предприятиями артельного типа. Аппараты собираются в жутких условиях, когда электронные платы лакируются в чанах, а сушатся на открытом воздухе вместе с прилипшими к ним насекомыми (и это поверьте, только один факт из множества). Такие аппараты, само собой разумеется, не работают долго и могут быть даже небезопасны для жизни и здоровья операторов! Аврора сотрудничает только с крупными китайскими предприятиями, уровень качества выпускаемой продукции которых идет наравне с европейским. Да что тут говорить, в Европе и Америке полно китайских сварочников, которые вполне конкурируют с ведущими мировыми брендами. Хотите более-менее нормальный аппарат – покупайте Аврору.
Aurora 160 хороший сварочный аппарат, который может варить ММА (с помощью штучного электрода) и TIG LIFT (аргонодуговая сварка неплавящимся вольфрамовым электродом). Силовая часть инвертора построена на IGBT транзисторах.
На панели управления инвертора находится ручка регулировки сварочного тока, а цифровой дисплей-амперметр отображает его точные значения (с определенной погрешностью, конечно). Здесь также находится клавиша переключения режимов ММА/TIG и светодиод, сигнализирующий о перегреве. Вы можете регулировать ток в широком диапазоне 10- 160А, а также работать с электродами диаметром до 4 мм.
Разъемы, находящиеся в нижней части панели управления, обеспечивают быстрое и надежное подключение контактов, большой диаметр которых предотвращает выгорание соединений в процессе продолжительно работы на максимальных токах. Напоминаем, что большинство проблем возникает обычно именно из-за голодной пайки, недостаточного сечения контактов или когда контакты просто-напросто не до конца вставлены в разъемы из-за невнимательности пользователя. В STICKMATE 160 с пайкой все нормально, с сечением тоже и если вы будете аккуратно работать с аппаратом, он прослужит вам долгие годы.
Инвертор имеет корректно работающие функции «Форсаж» и «Горячий старт». «Форсаж» набрасывает сварочный ток в момент отделения капли металла от электрода, а «горячий старт» задает максимальный ток для плавного возбуждения дуги между электродом и основным металлом. «Антистик» на аппаратах с 2015 г. отсутствует.
STICKMATE 160 комплектуется: мощный сетевой кабель 3 жилы по 2,5 мм 2 , 2 удлиненных сварочных кабеля (3 м), электрододержатель на 300А, клемма массы. Держак, конечно, слабенького качества, как говорят, на выброс. Электрод в нем со временем начинает болтаться. Если сварочный кабель положить в холодильник, он немного «задубеет». Так что, если варить на морозе, кабель среднего качества.
В рекламном ролике говорится, что на задней панели аппарата расположена клавиша вкл./выкл. питания и вентиляционная решетка. Только не упоминается, что вентиляционная решетка находится и в днище. Это существенный недостаток: всю грязь через дно будет затягивать в аппарат (не всегда есть условия поставить его на чистый стол, работать приходится по-разному и не всегда вокруг чисто). Вентилятор принудительного охлаждения работает на холостом ходу – тоже можно отнести к недостатку (хотя для аппарата бюджетного класса это норма).
AuroraPRO STICKMATE 160 при пониженном напряжении работает с удлинителем более 50 м сечением 1,5 мм2. По паспорту инвертор работает при напряжении от 140В.
Предоставляется 2 года гарантии. Ремонтопригодность устройства высокая.
Место №5
Форсаж 161
На пятом месте нашего рейтинга отечественный сварочный аппарат Форсаж 161. Собственная разработка АО «Государственный Рязанский приборный завод». Это один из тех аппаратов, которым можно гордиться, что он произведен в России. Для преобразования тока используется инверторная схема. На заводе также выпускается авионика для истребителей 5-го поколения, поэтому стандарты и требования к уровню качества выпускаемой продукции самые высокие. Сборку инверторов осуществляет квалифицированный персонал. В процессе производства используются передовые технологии и современное оборудование. Собственно, о кустарности сборки аппаратов говорить не приходится (что на первый взгляд свойственно отечественному сварочному оборудованию). Аппараты «Форсаж» — это качественное оборудование с авиационной надежностью (если верить рекламе). «Авиационной» может быть и пафосно звучит, но это уже факт, что рязанцам удалось сделать своеобразный прорыв в инверторостроении. Форсаж уже успел полюбиться сварщикам и популярность сварочных аппаратов под данной торговой маркой увеличивается и в дальнейшем будет расти, если инженеры приборного завода и дальше продолжат совершенствовать инверторы (что позволит снизить конечную стоимость оборудования при сохранении его качества). Уже сегодня Форсаж 161 стоит практически как его китайский аналог AURORA 160 (PRO STICKMATE), который занял 4 место нашего рейтинга. Оба аппарата часто сравнивают и если честно, трудно отдать кому –то однозначное предпочтение. Мы отдали Авроре 4 место только потому, что все-таки у наших граждан по-прежнему сильны негативные стереотипы и предубеждения по отношению к отечественной технике и поэтому многие вопреки логике и здравому смыслу предпочитают взять менее качественный Китай, чем хорошую Россию (хотя и к Китаю отношение двоякое). Трудно сказать про другие производственные сферы, но что касается рязанской сварочной техники, этот стереотип постепенно ломается. Разорвал замкнутый круг именно аппарат Форсаж 161, его предшественник, который, к слову, ничего общего с сегодняшней моделью не имеет, кроме похожего названия, Форсаж 160 большим успехом не пользовался, даже несмотря на то, что обладал 100-процентным ПВ. И все по причине очень высокой стоимости. И вот, наконец-то удалось достигнуть оптимального соотношения параметра «цена-качество».
Форсаж 161 безусловный лидер по удельной мощности (удельная сила тока 22 мА/см3). Инвертор массой чуть более 4 кг варит как «тройкой», так и «четверкой» (электроды o3 мм и o4 мм). Сварочный процесс отличается высокой стабильностью, как говорят «варит уверенно», ток регулируется плавно в пределах от 10 до 160А. ПВ при токе 100 А-100%, 120 А-80%, 160 А — 40%.
Оптимальные настройки аппарата вычислены в ведущих научных центрах России и заложены в алгоритм управления. Все функции, призванные облегчить работу как начинающему, так и опытному сварщику на данном аппарате присутствуют не только в паспортных данных. В отличие от китайской сварочной техники, когда отсутствует часть заявленных функций или их вовсе нет, в Форсаже 161 все присутствует де-факто и корректно работает:
«форсаж дуги» предотвращает залипание, когда вы слишком близко подносите электрод к поверхности свариваемого металла;
«антизалипание» автоматически отключит сварочный ток при коротком замыкании.
На то он и русский инвертор, что в нем обязательно предусмотрена возможность сварки при низком напряжении в сети. Кому, как ни русским, не знать, какие могут проблемы с электросетью, никаким ни китайским, ни европейским специалистам этого не понять! Поэтому инвертор максимально адаптирован к нашим русским реалиям. На сайте производителя заявлено, что инвертор может варить при пониженном напряжении от 160В в сети. На практике речь идет даже о 140В. Ясное дело, что о полноценной сварке в таких условиях речь не идет, но что-то прихватить и даже сварить электродом малого диаметра вы уже сможете.
«Внутрянка»
Инвертор создан с использованием высококачественных комплектующих из Европы и США. В отличие от низкокачественных бюджетных китайских инверторов электроника Форсаж 161 обеспечивает стабильную работу на протяжении всего срока эксплуатации. Вообще-то говоря, претензия по качеству исполнения и функциональности на уровне мировых лидеров. И если уж сравнивать аппарат с европейскими аналогами, то здесь речь идет о существенном преимуществе в цене (напомним, что цена практически сравнялась с китайскими аналогами).
Форсаж 161 имеет микропроцессорное управление. За слаженную работу устройства и простоту сварки отвечает микроконтроллер типа ATMEGA 48, силовые ключи — G50N60HS и силовые диоды 150EBU02. Силовая часть эффективно охлаждается за счет обдува мощным вентилятором, который запускается только при ее нагреве. Преимущества такой системы очевидны – чем меньше работает вентилятор, тем меньше под корпус затягивает пыли. Напомним, что пыль является в 80% случаев причиной обращений в сервисные центры.
Аппарат построен по схеме косого моста как PICO162 или Kemppi150. Данная схемотехника хорошо показала себя на практике. Форсаж работает с длинным удлинителем длиной 100мм и сечением 12-16 мм2 (проверено).
Инвертор не комплектуется электрододержателем, клеммой массы и сварочным кабелем. Вы всегда можете подобрать оптимальный для вас вариант по качеству. Китайские инвертора комплектуются игрушечными держаком и массой – на выброс. Кабель часто бывает алюминиевый. Здесь рязанцы поступили честно – вместо того, чтобы «впаривать» хлам, предоставляют покупателю самостоятельный выбор. Вы также можете приобрести отдельно у производителя сварочный комплект от «АБИКОР БИНЦЕЛЬ» (хороший немецкий производитель).
Мы нашли и существенный недостаток у Форсажа 161, который не влияет на его технические характеристики. Это внешний вид, здесь инвертор сильно проигрывает своим конкурентам. Выглядит он простенько: металлическая коробченка, острые углы. Рязанцы не посчитали рентабельным вкладывать деньги в привлекательный дизайн (главное содержание, а не обертка!). Была модель с пластиковой панелью управления ( с ней аппарат безусловно смотрится лучше), но в серию она не пошла, так как нужно отливать пластик! (что, видимо, требует приобретения дорогостоящего оборудования). Был вариант отливать пластиковую панель в Китае, но со временем от нее отказались. Как бы то ни было, Форсаж 161 по-прежнему имеет тот вид, который имеет.
Место №6
Elitech ИС 220М
6- е место в нашем рейтинге мы хотели изначально присвоить инвертору Торус 250, который так же, как и Форсаж 161, является разработкой российских инженеров. Однако оказалось, что он не относится к классу бюджетных инверторов, к тому же производитель позиционирует свои инверторы, как профессиональную технику. Поэтому для тех, кто интересуется аппаратами Торус, на нашем сайте есть отзыв, а мы продолжим наш рейтинг рассказом о еще одном популярном в народе инверторе под названием Elitech ИС 220М с номинальным током 200А. Несмотря на то, что аппарат может смело претендовать на «приз зрительских симпатий», он имеет как свои сильные стороны, так и слабые. Мы расскажем здесь обо всех сторонах «без купюр».
Elitech имеет стандартную комплектацию: кабель сварочного держака и массы, а также ремень для переноски. Присутствие ремня может для одних являться достоинством, а для других – недостатком. Ведь ремень имеет длину, удобную для ношения на плече, но никак не в руках. Но все сварщики так или иначе «кулибины» и кому неудобно, тот может всегда прикрутить к корпусу инвертора любую ручку, которую найдет в хозяйстве (хоть дверную).
Сварочный кабель короткий (что уже является правилом для бюджетных китайских аппаратов). Сечение кабелей 25 мм2 (вроде бы достаточное) и на первый взгляд здесь никаких дополнительных вопросов не должно возникать. И все действительно было бы так, если бы кабели были изготовлены из меди. А наши сделаны из алюминия и в таком случае 25 мм2 для максимального тока 200 А явно недостаточно. Поэтому при сварке на высоких токах кабель может сильно нагреваться. Однако мы не относим это к критическому браку, так как вы всегда можете приобрести отдельно более качественный кабель.
Сечение питающего кабеля 3х 2,5 мм2 (медь). ПВХ изоляция всего кабеля теряет свои пластические свойства при отрицательных температурах.
Внутреннее устройство Elitech
Здесь все обстоит достаточно неплохо. Схемы выполнены очень аккуратно автоматической сборкой. Компоненты плат практически все SMD из-за чего все компоненты достаточно миниатюрные. Несмотря на «мелкие» компоненты аппарат имеет высокую ремонтопригодность. Выходные мосты по номиналу соответствуют заявленному сварочному току. В схеме используются транзисторы GT50GR22, которые работают быстрее и меньше нагреваются.
Имеется мощный охлаждающий кулер, который более эффективно «снимает» тепло с алюминиевых радиаторов. Уровень охлаждения инновационных транзисторов настолько высокий, что термодатчик, который «вырубает» силовые часть аппарата при перегреве, перенесен на радиатор выходных диодов (6шт. ). Массивные компоненты, такие как электролитические конденсаторы, установлены на герметик и прочно держатся на плате. Схема (аппарат имеет одноплатную структуру) покрыта лаком с двух сторон. Бывает, что китайцы странным образом покрывают лаком только одну сторону платы, вторая, соответственно, остается незащищенной и оседающая пыль и конденсат способны достаточно быстро вывести аппарат из строя.
Недостаток: габаритный размер по ширине неоправданно большой из-за непродуманного размещения автоматического выключателя рядом с платой.
Характеристики
Дуга легко поджигается, однако проверка установила, что функция «горячий старт» на аппарате отсутствует. Сварочные характеристики инвертора хорошие (4 балла из 5) как при сварке «тройкой», так и «четверкой» , дуга горит стабильно. Один балл мы снизили из-за отсутствия функции «форсаж дуги» . Сварка тонкого и толстого металла имеет свою определенную специфику, поэтому качество шва будет во многом зависеть от понимания сварщиком принципов работы инвертора.
Следует также отметить колоссальную для бюджетного сварочного аппарата вещь: при заявленном производителем токе 200А Элитех выдает реально 210А, а паспортный ПВ60% соответствует действительности! (второе вообще достаточно редкое явление для бюджетного китайца!). Стабильная сварка при напряжении от 160В в розетке.
При сильном нагреве практически все материалы изменяют свои физические характеристики. В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали. Выполнять закалку следует с учетом особенностей металла, так как технология повышения твердости поверхности создается на основании состава материала. В некоторых случаях провести закалку можно в домашних условиях, но стоит учитывать, что сталь относиться к труднообрабатываемым материалам и для придания пластичности нужно проводить сильный нагрев до высоких температур при помощи определенного оборудования. В данном случае рассмотрим особенности нагрева стали 40Х для повышения пластичности и проведения закалки или отпуска.
Круг из стали 40Х
Особенности процесса закалки стали 40х
Особенности стали 40х, как указано выше, определяются богатым содержанием в ней примесей. Среди них, кроме основных рассмотренных, есть медь, марганец, никель, кремний, сера и фосфор. Все эти элементы в некотором смысле усложняют обработку такого металла, в том числе и термическую. Так, чтобы достичь нужной пластичности при закалке стали 40х, необходимо обеспечить сильный прогрев ее в муфельной печи до заданных температур. Остужать материал также нужно в определенном режиме для достижения необходимой твердости структуры.
Так как сталь 40х используется при изготовлении деталей ответственных механизмов: шестерней, валов, реек, осей, втулок и болтов, – точности процесса ее закалки уделяют особое внимание.
Что нужно знать о материале, подбирая конкретный режим термообработки:
Твердость металла в исходном состоянии, выраженная в мегапаскалях — HB 10-1 = 217.
Температура так называемых точек критического значения. Это показатели нагрева до определенных градусов, после чего сталь 40х может потерять свои положительные качества: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
Если температуру отпуска принять равной 200 градусов по Цельсию, то показатель твердости HB будет равен 552 МПа.
Закалка стали 40х однозначно ведет к увеличению ее твердости и снижению показателя пластичности. Но процентное соотношение этих показателей для такого металла будет зависеть от следующих факторов:
Время, за которое будет нагрета деталь до заданной температуры, влияет на общие показатели скорости термической обработки.
Интервал выдержки металла в разогретом состоянии. От этого показателя зависит равномерность прогрева всей структуры металла и приведение каждого звена кристаллической решетки в подвижное состояние.
Скорость, с которой заготовка подвергается охлаждению. Важный параметр при формировании новой кристаллической решетки.
Химический состав
Каждый, кто имеет дело со сплавами, знает, что элементы, которые входят в их состав влияют на их характеристику. Сталь 45 – конструкционная углеродистая качественная. Из названия становится понятным, что в её состав входит углерод – 0,45%. Большая часть, конечно же, приходится на железо – 97%. В остальные же 2,55 % входят такие химические элементы, как марганец (0,7%), кремний (0,2-0,3%), никель (0,25%), хром (0,25%), медь (0,25%), мышьяк(0,08), сера(0,04) и фосфор(0,035%). Каждый из легирующих элементов влияет на характеристику стали 45. Например, марганец присутствует практически во всех марках стали. Он удаляет из неё кислород и уменьшает содержание серы. Кремний влияет на закаливаемость стали. Кроме того, он увеличивает предел текучести и упругости.
Оптимальный режим термической обработки
Существуют специальные таблицы, где указаны рекомендуемые температуры термической обработки стали 40х для достижения тех или иных свойств металла относительно его твердости и пластичности, ударной вязкости и других показателей. Если проводить операцию закалки не в производственных, а в домашних условиях, то здесь оптимальными режимами процесса будут следующие:
Электропечь прогревают до температуры, близкой к 860 градусам по Цельсию. При стандартной мощности печи по времени это занимает около 40 минут.
Время выдержки заготовки в камере принимают равным 10–15 минутам. Визуально цвет стали 40х должен приобрести однородный желтый оттенок.
Для охлаждения чаще используют масляную среду, реже — воду.
Более точно рассчитать время нагрева изделия из металла можно, используя правило: на каждый кубический миллиметр нужно давать от 1.5 до 2 минут пребывания детали внутри камеры электропечи.
Как показала практика, для стали 40х наиболее эффективный способ закаливания — при разогревании металла токами высокой частоты (ТВЧ). Такой прогрев характеризуется быстрым достижением заданной температуры, а также улучшенными показателями прочности изделия при эксплуатации.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
Остерегаться воспламенения масла.
При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
Происходит образование налета на металле.
Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Отпуск и нормализация
Чтобы в структуре стали не образовывались микротрещины, технологией процесса предусмотрена операция отпуска после закалки. На этом этапе изделие разогревают до температуры, которая имеет более низкое значение, чем температура критической точки. Здесь также происходит выдержка материала в течение определенного интервала времени в таком состоянии. Далее следует охлаждение изделия. Все внутренние напряжения после проведения этих мероприятий нейтрализуются, структура кристаллической решетки улучшается, пластичность увеличивается.
Для марки стали 40х можно применить три вида отпуска:
Отпуск на низких температурах предполагает прогрев детали до предела 250 градусов по Цельсию с выдержкой. Остужают заготовку на открытом воздухе. Термообработка такого характера способствует нейтрализации напряжений при минимальном увеличении пластичности без влияния на твердость. Используется метод редко, так как велика вероятность образования хрупкой структуры.
Отпуск на средних температурах. Прогрев здесь идет до 500 градусов по Цельсию. За счет более высокой температуры возрастает вязкость изделия с пропорциональным снижением твердости. Метод подходит для изготовления автомобильных рессор, пружин, другого специфического инструмента.
Отпуск на высоких температурах с увеличением прогрева до 600 градусов по Цельсию. В этом случае внутри кристаллической решетки распадается мартенсит, образуя при этом сорбит. На практике это лучший вариант пропорционального соотношения пластичности и твердости. Ударная вязкость при этом также возрастает. Детали, полученные таким образом, можно применять в механизмах, подверженных воздействию ударных нагрузок.
Чтобы избежать повышенной хрупкости при отпуске, охлаждение при этом процессе следует делать быстро в специальной вакуумной камере с системой продувки аргоном. Последние два условия помогут избежать возникновения внутренних дефектов в структуре материала, а именно образования раковин, полостей и деформаций.
Если после закаливания сталь 40х разогреть до критической точки, выдержать и охладить на воздухе, то внутренняя структура получит мелкозернистое строение – этот процесс носит наименование нормализация. Ее задача — повысить ударную вязкость металла и его пластичность.
Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Свойства стали после закалки
Если термическая обработка стали 40х (закалка и отпуск) проведены правильно, в соответствии с ГОСТ 4543–71, который регламентирует такие работы, то металл приобретает следующие свойства:
Твердость повышенного характера с показателями НВ около 217.
Прочность с пределом при разрыве 980 Н/м².
Вязкость ударную 59 Дж/см².
Кроме всего прочего, закаленный металл лучше поддается ручной сварке при помощи дуги и электрошлаковой сварке.
Уважаемые посетители сайта: специалисты – технологи по закалке металла и все, кто не понаслышке сталкивался с вопросом термообработки стали 40х, – поделитесь своими знаниями в комментариях, поддержите тему! Всегда важно знать мнение профессионалов!
Применение улучшения
После улучшения из углеродистых сталей производятся детали, на которые, которые требуют увеличенной прочности. Это детали типа вал, втулка, шестерня, зубчатое колесо, втулка. Использование углеродистых сталей обусловлено дешевизной изготовления и технологичностью.
Улучшение стали применяется при изготовлении червячного вала
Материалы с высоким содержанием углерода (60, 65) после улучшения используются для изготовления пружинных и рессорных изделий.
Введенные легирующие элементы позволяют изготавливать из этих сталей ответственные детали большего диаметра испытывающие более сильные нагрузки. После проведения термообработки у них сохраняется вязкость и пластичность с повышением прочности и твердости, а также понижается порог хладноломкости.
Прокаливаемость
Механические свойства элементов конструкции зависят от однородности структуры металла, которая напрямую зависит от сквозной прокаливаемости, минимального диаметра. Данный параметр характеризует образование более половины мартенсита. Так в таблице приведены некоторые показатели, при которых выдерживается критический диаметр.
Марка стали
Проведение закалки при температуре, °С
Критический диаметр, мм
Среда интенсивного охлаждения
вода
масло
45
840…850
до 9
до 25
45Г2
840…850
до 18
до 34
40ХН2МА
840…850
до 110
до 142
38Х2МФА
930
до 72
до 86
Как показывает практика, на прокаливаемость большое влияние оказывают легирующие элементы. Особенно это заметно при наличии никеля. Его присутствие позволяет закаливать детали большого диаметра. Так из стали 40ХН2МА можно выточить и подвергнуть термообработке ответственную деталь диаметром свыше 100 мм с сохранением приданных свойств по всему объему.
Улучшение стали при изготовлении деталей
Для примера можно рассмотреть маршрут изготовления детали шестерня из стали 40ХН. Для данного типа деталей требуются высокие значения твердости рабочей поверхности, а также хорошая пластичность и вязкость.
Технологический процесс выглядит так:
Получение заготовки объемной штамповкой.
Отжиг. Твердость НВ = 172…175.
Улучшение. Калить в масле при t = 820-840°С. Отпуск при t = 600-620°С. Твердость НВ = 241…244.
Механическая обработка.
Термическая обработка. Калить не глубже 3 мм. Затем низкий отпуск при t = 220°С. Твердость HRC 56…62.
Шлифование зубьев.
Выбирая режимы термической обработки при улучшении следует учитывать следующие факторы:
степень легирования;
диаметр и размер заготовки;
переходы, являющиеся источниками напряжений;
прилагаемые динамические нагрузки;
условия работы;
требуемая твердость.
Как закалить сталь в домашних условиях
Решение о том, как калить металл, принимается исходя из нескольких параметров:
марки стали;
требуемой твердости;
режима работы детали;
габаритов.
Не все способы термообработки доступны любителям. Следует выбирать наиболее простые
. Чаще всего в домашних условиях приходится закаливать нержавейку при изготовлении ножей и другого домашнего режущего инструмента.
Температура закалки хромсодержащих сталей 900–1100⁰C. Проверять нагрев следует визуально
. Металл должен иметь светло оранжевый – темно желтый цвет, равномерный по всей поверхности.
Окунать тонкую нержавейку можно в горячую воду, поднимая на воздух и вновь опуская. Чем выше содержание углерода, тем больше времени сталь проводит на воздухе
. Один цикл длится примерно 5 секунд.
Простые свариваемые стали греют до вишневого цвета и охлаждают в воде.Среднелегированные материалы должны перед окунанием в воду иметь красный цвет
. После 10–30 секунд перекладываются в масло, затем укладываются в печь.
При закалке получают максимальную твердость, которую дает сталь при данной технологии. Затем высокотемпературным отпуском понижают ее до требуемой.
Оборудование
Нагрев металла производится различными способами. Нужно только помнить, что температура горения дерева не может обеспечить нагрев металла.
Если требуется улучшить качество 1 детали, достаточно развести костер. Его надо по периметру обложить кирпичами и после укладки заготовки частично закрыть сверху, оставив щели для доступа воздуха
. Лучше жечь уголь.
Отдельный участок и небольшую по размерам деталь греют газовой и керосиновой горелкой, постоянно водя пламенем и прогревая со всех сторон.
Изготовление муфельной печи требует много времени и ресурсов. Ее целесообразно строить при постоянном использовании.
Охлаждающая жидкость может находиться в ведре и любой другой емкости, которая обеспечит полное погружение детали с толщиной масла в 5 наибольших сечений детали:
одна часть под закаливаемым изделием;
две сверху.
Деталь необходимо медленно двигать в охлаждающей жидкости. В противном случае образуется паровая рубашка.
Самостоятельное изготовление камеры для закаливания металла
Наипростейшее подобие муфельной печи делается из огнеупорного кирпича, шамотной глины и асбеста:
На оправку навить медную проволоку. Для домашнего напряжения подойдет сечение 0,8 мм . Оставить длинные концы.
Расположить спираль внутри кирпичей и зафиксировать глиной, обмазав всю внутреннюю поверхность.
Внутри сделать поддон — площадку для расположения заготовок. Для этого нужно смешать глину с асбестом.
Теплоизолирующий материал можно расположить и снаружи, уменьшая теплоотдачу стенок.
Подключить концы проволоки к проводам с вилкой.
Сзади герметично заделать отверстие между кирпичами.
Впереди соорудить крышку, которая будет открываться.
Высыхать все материалы должны при комнатной температуре. На это уйдет несколько дней. Затем можно укладывать деталь на изоляционный материал и греть.
Защита изделия от внешних воздействий
Нередки ситуации, когда приходится решать проблему защиты стали от вредных воздействий, которые могут быть созданы в результате появления окалины или потери углерода. В качестве решения этой проблемы могут выступить
специальные газы
, которые подаются в печи, где размещена обрабатываемая деталь. Но следует помнить, что подобная процедура может быть выполнена при условии, что печь имеет герметичную конструкцию. Чаще всего в качестве источника газа используется специальный генератор, топливом для которого выступают углеводородные газы, например, метан.
При проведении полной закалки металлической заготовки важно обеспечить ей защиту. В некоторых ситуациях нет возможности подвести газ. Тогда эту операцию можно проводить в герметичной таре
. Герметиком здесь может выступать глина, способная исключить проникновение внутрь воздуха . Но еще до начала этой процедуры рекомендуется покрыть заготовку слоем чугунной стружки.
Закалка стали 40Х твердость, режимы, время, температура, технология
Сталь 40Х
Как ранее было отмечено, для правильного проведения закалки и отпуска стали следует учитывать ее состав и многие другие особенности. Выбрать правильно режимы термической обработки можно с учетом следующей информации:
Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
Используется в промышленности при создании валов, осей, штоков, оправок, реек, болтов, втулок, шестерней и других деталей.
Показатель твердости до проведения термической обработки HB 10 -1 = 217 Мпа.
Температура критических точек определяет момент, при котором сталь 40Х начинает терять свои качества из-за термической обработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.
При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит о том, что в составе материала находится 0,40% углерода и 1,5% хрома.
Скачать ГОСТ 4543-71 «Прокат из легированной конструкционной стали 40Х»
Химический состав стали
Таблица 1. Химический состав Сталь 40Х
C
Si
Mn
S
P
Ni
Cr
Cu
Fe
Углерод
Кремний
Марганец
Сера
Фосфор
Никель
Хром
Медь
Железо
0,36-0,44
0,17-0,37
0,5-0,8
До 0,035
До 0,035
До 0,3
0,8-1,1
До 0,3
~97
Как было упомянуто выше, содержание углерода в стали 40Х варьируется от 0. 36 до 0.44 процента.
Доля железа, основы любой стали, равна 97%.
Никеля содержится до 0.3%.
Процент меди в составе сплава не превышает 0.3%.
Из добавок больше всего содержится марганца и хрома, от 0.5 до 0.8 процента и от 0.8 до 1.1 процента соответственно.
Диаграма химического состава Стали 40Х. Фото
Содержание серы и фосфора, которые ухудшают качество стали, должно быть минимальным, допускается до 0.035%.
Часть кремния в составе сплава может варьироватся от 0.17 до 0.37%. Химический состав стали 40Х кроме железа. Фото
Необходимо отметить, что никель, кремний и марганец даже в незначительных количествах способны заметно влиять на свойства стали.
Сплав нередко подвергается рафинированию. Рафинирование – это очищение металла, обычно это делается когда металл расплавлен. Существует несколько способов рафинирования. Рафинированные металлы отличаются высоким качеством за счет правильной однородной структуры.
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.
Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
скорости нагрева металла 40Х;
времени выдержки;
от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
Механические свойства стали 40Х в зависимости от температуры отпуска
При выборе метода разогрева поверхности следует обратить внимание на ТВЧ. Этот метод более популярен, чем обычная объемная обработка по причине достижения необходимой температуры за более короткое время.
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Читать также: Отжиг нержавеющей стали 12х18н10т
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
разогревается электропечь;
следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Объемная закалка стали 40х
При сильном нагреве практически все материалы изменяют свои физические характеристики. В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали. Выполнять закалку следует с учетом особенностей металла, так как технология повышения твердости поверхности создается на основании состава материала. В некоторых случаях провести закалку можно в домашних условиях, но стоит учитывать, что сталь относиться к труднообрабатываемым материалам и для придания пластичности нужно проводить сильный нагрев до высоких температур при помощи определенного оборудования.
В данном случае рассмотрим особенности нагрева стали 40Х для повышения пластичности и проведения закалки или отпуска.
Сталь 40Х
Как ранее было отмечено, для правильного проведения закалки и отпуска стали следует учитывать ее состав и многие другие особенности. Выбрать правильно режимы термической обработки можно с учетом следующей информации:
Рассматриваемая сталь относится к конструкционной легированной группе. Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
Используется в промышленности при создании валов, осей, штоков, оправок, реек, болтов, втулок, шестерней и других деталей.
Показатель твердости до проведения термической обработки HB 10 -1 = 217 Мпа.
Температура критических точек определяет момент, при котором сталь 40Х начинает терять свои качества из-за термической обработки: c1= 743 , Ac3(Acm) = 815 , Ar3(Arcm) = 730, Ar1 = 693.
При температуре отпуска 200 °С HB = 552.
Расшифровка стали 40Х говорит о том, что в составе материала находится 0,40% углерода и 1,5% хрома.
Скачать ГОСТ 4543-71 «Прокат из легированной конструкционной стали 40Х»
Процесс закалки
Процесс обработки высокой температурой стали 40Х и иного сплава называют закалкой. Стоит учитывать, что нагрев выполняется до определенной температуры, которая была определена путем многочисленных испытаний. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.
Химический состав стали 40Х
Результатом сильного нагрева и выдержки металла 40Х на протяжении определенного времени с последующим резким охлаждением в воде становится повышение твердости и уменьшение пластичности. При этом результат зависит от нижеприведенных показателей:
скорости нагрева металла 40Х;
времени выдержки;
от скорости охлаждения.
При проведении работы в домашних условиях следует учитывать температуру обработки и время охлаждения.
Механические свойства стали 40Х в зависимости от температуры отпуска
При выборе метода разогрева поверхности следует обратить внимание на ТВЧ. Этот метод более популярен, чем обычная объемная обработка по причине достижения необходимой температуры за более короткое время.
В домашних условиях ТВЧ используется крайне редко. После проведения работы при использовании ТВЧ повышается эксплуатационная прочность детали, что связано с появлением поверхностных сжимающих напряжений.
Читать также: Стержень клеевой для термопистолета
Провести закалку 40Х на примере изделия болта М24 можно следующим образом:
разогревается электропечь;
следует провести разогрев до 860 °C, для чего в некоторых случаях необходимо 40 минут;
время, необходимое для аустенизации, после которого проводится охлаждение, составляет 10-15 минут. Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
завершающим этапом становится охлаждение в ванной с водой или другой жидкостью.
Определить самостоятельно момент, после которого следует охладить металл, в промышленных и домашних условиях невозможно. Именно поэтому по проведенным исследованиям было принято, что для нагрева металла в электропечах необходимо 1,5-2 минуты на один миллиметр, после чего структура может быть перегрета.
Определение твердости проводится по методу Роквелла. Улучшение, проведенное путем отпуска или закалки, можно измерить при помощи обозначения HRC. Стандартное обозначение HR, к которому проводится добавление буквы в соответствии с типом проведенного испытания. Обозначение HRC наиболее часто встречается, последняя буква означает использование алмазного конуса с углом 120 0 при испытании.
Отпуск и нормализация
Отпуск проводится непосредственно сразу после завершения закалки, так как есть большая вероятность возникновения трещин в структуре. Разогревается изделие в этом случае до точки ниже критической, проводится выдерживание на протяжении определенного промежутка времени и выполняется охлаждение. Отпуск обеспечивает улучшение структуры, устраняет напряжение и повышает пластичность, устраняет хрупкость стали 40Х.
Механические свойства стали 40Х в зависимости от температуры отпуска
Различают три вида рассматриваемой термообработки:
Низкий отпуск определяет разогрев поверхности до 250 °С с выдержкой и охлаждение на воздухе. Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.
Средний отпуск позволяет нагревать изделие до 500 °С. В этом случае вязкость значительно повышается, а твердость снижается. Используют этот метод термообработки при получении пружин, рессор и некоторого инструмента.
Высокий позволяет раскаливать деталь до 600 °С. В этом случае происходит распад мартенсита с образованием сорбита. Подобная структура представлена лучшим сочетанием прочности и пластичности. Также повышается показатель ударной вязкости. Используют этот метод термообработки для получения деталей, применяемых при ударных нагрузках.
Еще одним видом распространенной термообработки является нормализация. Зачастую нормализация проводится путем разогрева металла до верхней критической точки с последующей выдержкой и охлаждением в обычной среде, к примеру, на открытом воздухе. Проводят нормализацию для придания мелкозернистой структуры, что приводит к повышению пластичности и ударной вязкости.
Читать также: встраиваемых варочных плит
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Отпуск проводится непосредственно сразу после завершения закалки, так как есть большая вероятность возникновения трещин в структуре. Разогревается изделие в этом случае до точки ниже критической, проводится выдерживание на протяжении определенного промежутка времени и выполняется охлаждение. Отпуск обеспечивает улучшение структуры, устраняет напряжение и повышает пластичность, устраняет хрупкость стали 40Х.
Механические свойства стали 40Х в зависимости от температуры отпуска
Различают три вида рассматриваемой термообработки:
Низкий отпуск определяет разогрев поверхности до 250 °С с выдержкой и охлаждение на воздухе. Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.
Средний отпуск позволяет нагревать изделие до 500 °С. В этом случае вязкость значительно повышается, а твердость снижается. Используют этот метод термообработки при получении пружин, рессор и некоторого инструмента.
Высокий позволяет раскаливать деталь до 600 °С. В этом случае происходит распад мартенсита с образованием сорбита. Подобная структура представлена лучшим сочетанием прочности и пластичности. Также повышается показатель ударной вязкости. Используют этот метод термообработки для получения деталей, применяемых при ударных нагрузках.
Еще одним видом распространенной термообработки является нормализация. Зачастую нормализация проводится путем разогрева металла до верхней критической точки с последующей выдержкой и охлаждением в обычной среде, к примеру, на открытом воздухе. Проводят нормализацию для придания мелкозернистой структуры, что приводит к повышению пластичности и ударной вязкости.
Читать также: Резка бетона болгаркой без пыли
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Сталь 40х. Его описание и область применения
Сталь является одним из наиболее важных конструкционных металлов. Самое широкое применение он нашел в строительстве, машиностроении, а также многих других отраслях. Этот металл имеет множество различных марок, и все они отличаются друг от друга характеристиками. Сталь 40х является конструкционной легированной маркой этого материала. И здесь мы поговорим об этом подробнее.
Помимо обычных примесей, марка 40х содержит некоторое количество специально введенных элементов. За счет этого обеспечиваются особые свойства. Здесь в качестве легирующего элемента используется хром. Именно из-за него в маркировке появляется буква Х.
У этой стали есть особенность — это трудная свариваемость. В связи с этим сталь 40х в процессе сварки нагревают до 300 ° С, а после нее — до термической обработки. В дополнение к этой особенности есть склонность к отпуску, а также стайно-чувствительная чувствительность.
Сталь 40х имеет следующие характеристики:
— удлинение относительное — 13-17%;
— ударная вязкость — до 800 кДж/кв. метр;
— предел прочности — до 900 МПа.
Имеются и другие особенности, характерные для данной марки стали:
— достаточно высокий предел выносливости;
— возможность осуществления резки резанием, сваркой или под давлением;
— стойкость к короблению и обезуглероживанию при термическом воздействии.
Для всех подобных материалов это самые важные свойства. Именно они позволяют использовать сталь 40х в машиностроении.
При ковке этой стали температура в начале процесса составляет 1250°С, а в конце — 800°С.
Очень часто эту сталь используют при изготовлении усовершенствованных деталей, отличающихся своей высокая сила. Это такие изделия, как плунжеры, шпиндели, валы, валы, кольца, валы-шестерни, коленчатые и распределительные валы, болты, полуоси, рейки, втулки, губчатые кораллы, оправки и другие необходимые детали.
Сталь 40 широко применяется для изготовления метчиков, сверл, напильников. Как видите, это все инструменты, которые у нас есть для работы на малых оборотах, а температура нагрева не более 2000 градусов. Эти изделия представляют собой стержни, имеющие круглое сечение. Изготавливаются по ГОСТ 59.50-2000.
В случае, если вам нужна сталь, устойчивая к коррозии, вам нужно обратить внимание на марку 40х13. Это нержавеющая коррозионностойкая сталь. Стойкость к коррозии он приобретает после закалки, так как в этом случае карбид полностью растворяется. Сталь 40х13 производится в печах индукционного, а также открытого типа. Полученный материал прекрасно деформируется при температуре 850-1100 o С. А во избежание трещин нагрев и последующее охлаждение необходимо производить медленно.
Наконец-то стоит рекомендовать клиентам. Лучше всего сталь 40х, а также изделия из нее покупайте напрямую у производителей. Здесь стоимость всегда будет без наценок, потому что вы «обходите» посредников. Также изделия могут быть изготовлены по заказанным вами параметрам. К тому же фабрики часто предлагают скидки оптовым покупателям, а также есть гарантия качества товара. А в случае брака будете знать к кому обращаться.
3 наиболее распространенных вида термообработки и применения для закалки стали
Термическая обработка относится к процессу нагревания или охлаждения таких материалов, как сталь или стекло, с целью изменения их свойств каким-либо образом. Результатом термической обработки обычно является затвердевание или размягчение материала.
В этой статье основное внимание будет уделено промышленной закалке стали, которая осуществляется с использованием одного из трех основных методов. Если у вас есть дополнительные вопросы, свяжитесь с нами по адресу Challenge Engineering, CNC Machining Sydney.
Мы рассмотрим каждый из них в отдельности, что они включают в себя, и некоторые области применения закаленной стали, которые производятся в каждом случае.
1. Цементация
Как следует из названия процесса, этот метод упрочнения используется для упрочнения за счет создания жесткой внешней оболочки на поверхности стали при сохранении нормального уровня твердости и пластичности внутри. Это достигается добавлением дополнительного углерода или азота к внешнему слою стали (или железа).
Этот процесс иногда называют науглероживанием гильзы. Сталь обычно мягкая, низкоуглеродистая, нуждается в упрочнении.
Для цементации стали можно использовать несколько промышленных процессов, основным из которых является пламенная или индукционная закалка. Это включает нагрев поверхности до чрезвычайно высокой температуры, а затем ее быстрое охлаждение, в результате чего создается внешняя оболочка мартенсита, обеспечивающая необходимый углерод и твердость.
Цементация увеличивает срок службы стали и улучшает сопротивление усталости. По этим причинам его часто используют для усиления:
кухонная утварь,
автозапчастей и
инструментов, которые подвергаются большому износу.
Недостатком цементации является то, что она может сделать поверхность более хрупкой, поэтому она не подходит для объектов, которые будут скользить по абразивным поверхностям.
Для противодействия хрупкости металл после нагрева иногда подвергают закалке.
Цементное упрочнение также иногда называют поверхностным упрочнением, особенно применительно к металлам, предназначенным для изготовления армейской брони.
2. Сквозная закалка
Сквозная закалка повышает твердость и прочность стальных сплавов по всей структуре металла, а не только снаружи, как при поверхностной закалке.
Процесс обычно включает три основных этапа:
нагрев сплава
закалка в таком веществе, как вода или масло
повторный нагрев (или отпуск) металла, чтобы сделать его поверхность менее хрупкой.
Полученный стальной сплав является прочным, твердым, износостойким и менее пластичным, чем в обычном состоянии. Основные приложения:
технические детали, которые должны выдерживать большие нагрузки, такие как скобы, гайки и болты, крюки, гвозди, винты и т. д.
ручные инструменты, такие как молотки, отвертки и т. д.
пружины, подшипники, оси и другие несущие компоненты.
Наиболее распространенными стальными сплавами, используемыми для сквозной закалки, являются высокопрочные сплавы 4140 и 4340, поскольку они обеспечивают оптимальное количество прочности и твердости.
3. Пламенная закалка
Пламенная закалка — это процесс, при котором упрочняется внешний слой стального сплава. Он включает в себя нагрев поверхности до высоких температур под пламенем.
При достижении критической температуры сплав подвергается закалке в воде или синтетическом веществе для быстрого упрочнения поверхности на глубину от 1 до 10 мм.
Используемая сталь должна иметь содержание углерода более 0,35%, чтобы процесс работал. Полученный металл обладает высокой прочностью и износостойкостью, но сохраняет пластичность в своей сердцевине.
Этот метод требует специальной печи для достижения высоких температур и выполняется в промышленных условиях.
С помощью этого метода можно закалить плоские поверхности листового металла, что делает его идеальным для таких предметов, как:
Как убрать ржавчину с автомобиля: удаление ржавчины своими руками
Даже при самом аккуратном использовании кузов машины может покрыться некрасивыми рыжими пятнами, опасными для металла. Рассказываем, как убрать ржавчину с кузова автомобиля своими руками и обойтись минимальными затратами.
Почему ржавеет машина?
Кузов автомобиля изготовлен из стали. Основа этого сплава — железо, которое хорошо проводит электричество. В присутствии воды начинается коррозия — окисление, в ходе которого образуется рыхлый порошок. Строго говоря, для получения ржавчины нужно электричество, но на кузове машины оно присутствует постоянно — от «массы», от статики и от разности потенциалов в местах соединения деталей.
Есть разные способы защиты автомобиля от коррозии. Самый надежный — покрытие цинком. Этот металл окисляется намного медленнее и не образует ржавчины. Производители также используют фосфатирующую грунтовку, которая образует тонкую пленку окислов на поверхности кузова. Впрочем, хороший результат дает любая краска, которая предотвращает попадание воды на голый металл. Но никакое покрытие не вечно — со временем оно растрескивается, отпадает и облазит, открывая путь для ржавчины.
На кузове автомобиля есть особенно уязвимые места:
пороги располагаются ближе всего к земле, поэтому на них приходится большинство ударов;
в колесные арки попадают агрессивные реагенты, которыми обрабатывают дороги коммунальные службы;
капот подвергается постоянной «бомбардировке» камнями, песком и грязью от едущих впереди машин;
в местах сварки чаще возникает разница потенциалов, ускоряющая коррозию.
Какой бывает ржавчина?
Скрытая. Проявляется в виде пузырей краски. Внешне почти не заметна, но может сильно навредить кузову автомобиля.
Точечная. Ржавчина появляется на машине в виде небольших рыжих пятен и подтеков — нужно убирать ее как можно быстрее.
Обширная. Диаметр пятен превышает 3–5 см, поверхность сильно крошится при касании. Деталь уже серьезно повреждена, нужно задуматься о замене.
Сквозная. В заржавевшем месте появилось отверстие. Нужен дорогостоящий ремонт или полная замена детали.
Как убрать ржавчину с кузова автомобиля?
Вначале ответьте на простой вопрос — есть ли у вас навыки работы с металлом и краской? Если нет, задачу лучше доверить профессионалам. Если вы в силах убрать ржавчину с кузова автомобиля своими руками, вначале соберите все необходимые инструменты и продумайте каждый этап работы.
Химическое удаление ржавчины
Справится с небольшими пятнами — до 1,5–2 см в диаметре. Этот способ лучше приберечь для скрытых поверхностей — едкие химикаты легко проникают в труднодоступные места, но могут оставлять отчетливо видимые следы.
Вначале нужно убрать ржавчину с поврежденной части кузова автомобиля. Для этой цели подходит концентрированная ортофосфорная кислота. Смажьте ею ржавое пятно, а через минуту вытрите сухой тряпкой. Работайте в респираторе, очках и перчатках, чтобы не обжечь кожу и слизистые оболочки.
Чтобы остановить коррозию, обработайте кузов автомобиля преобразователем ржавчины. Одно из самых доступных и эффективных средств — нейтрализатор ВСН-1. Он покрывает пораженный участок защитной пленкой, но оставляет бугристую неровную поверхность, которая выделяется по цвету.
Можно также воспользоваться комплектом для оцинковки кузова своими руками, который защитит машину от дальнейшего распространения ржавчины. Хороший пример такого набора — «Цинкор». Действуйте по инструкции. Смойте ржавчину с детали, вымойте, высушите и обезжирьте поверхности. Смочите электрод в специальном растворе, подключите его к автомобильному аккумулятору и проведите по поврежденному металлу. Коррозия остановится, а на кузове появится цинковое покрытие, которое будет отличаться по цвету и фактуре.
Финальный этап — защита от повторного повреждения. Пятно ржавчины стоит закрасить мовилем — средством для консервации кузова автомобиля. После застывания он превращается в пленку с антикоррозийными свойствами, которая замедляет разрушение металла и отталкивает воду. В труднодоступных местах процедуру повторяют каждые 3–5 лет, снаружи кузова — ежегодно.
Механическое удаление ржавчины
Классика кузовного ремонта. Справится с обширной коррозией — большими пятнами, которые пока не разрушили металл и не превратились в отверстия. Идеально подходит для наружных панелей — позволяет восстановить изначальный внешний вид машины.
Ржавчину лучше убирать с автомобиля электроинструментом — «болгаркой» с обдирочной щеткой, шлифмашинкой или дрелью со специальной насадкой для зачистки. Можно воспользоваться ручной щеткой или наждачной бумагой, но тогда работа отнимет намного больше сил и времени.
Зачищайте пятна до голого металла, но старайтесь не задеть лакокрасочное покрытие рядом. Ржавчину обрабатывают кислотным грунтом, который вытравляет последние очаги коррозии в основании детали. Затем поврежденный участок покрывают фосфатирующим составом, шпатлюют, красят и покрывают лаком.
Завершающий штрих — полировка всей кузовной панели. Вы уберете мелкие дефекты, поэтому лакокрасочное покрытие будет выглядеть однородным. Не забывайте следить за поврежденной частью кузова — если ржавчина вернется, вам понадобится более серьезный ремонт.
Ремонт сквозных отверстий стекловолокном
Если металл уже проржавел насквозь, автомобиль еще можно восстановить без сварки. Возьмите киянку и аккуратно обстучите края отверстия, чтобы осыпался налет. Далее нужно тщательно зачистить пятно щеткой, наждачной бумагой, «болгаркой» или шлифовальной машиной.
Когда уберете ржавчину с авто, слегка загните края отверстия внутрь при помощи молотка или другого подходящего инструмента. Смажьте их шпатлевкой, чтобы получить ровную гладкую кромку. Когда они начнут застывать, вырежьте заплатку из стекловолоконной ткани и приложите к прорехе. Обильно смажьте шпатлевкой с двух сторон и разровняйте.
Такой способ борьбы со сквозной ржавчиной можно использовать и в труднодоступных местах. Если средство будет стекать, подставьте картонку и держите ее до тех пор, пока шпатлевка не начнет застывать — около 8–10 минут летом.
После удаления очага коррозии нужно отшлифовать заплатку, покрыть ее грунтом и покрасить. Для скрытых поверхностей лучше использовать преобразователь ржавчины и мовиль. Они остановят расползание пятна надолго, если не навсегда.
Замена ржавого металла
Самый радикальный и дорогостоящий, но самый надежный способ ремонта. Наружные кузовные панели меняются полностью — их грунтуют и красят, подбирая подходящий цвет. Если ржавчина затронула элементы силовой структуры кузова, поврежденные участки вырезают и заваривают металлическими заплатками. Учтите, что замена больших участков может уменьшить прочность автомобиля — невозможно будет предсказать, как он поведет себя в аварии. Поэтому серьезный кузовной ремонт лучше доверить профессионалам.
Как выбрать способ удаления ржавчины?
Для мелких пятен — химическая обработка.
Для обширной коррозии — классический кузовной ремонт с покраской.
Для сквозных отверстий — заплатки из стекловолокна или замена детали.
Как защитить автомобиль от ржавчины в будущем?
Регулярно смывайте грязь и вытирайте кузов насухо — грязь, противогололедные реагенты и вода ускоряют коррозию.
Установите брызговики и накладки на колесные арки. Они уменьшат количество грязи и камней, бьющихся о металл.
Обработайте днище мовилем или другим антикоррозийным средством. Если заметите мелкие очаги ржавчины, не оставляйте их — устраняйте сразу.
Отполируйте кузов и покройте жидким стеклом — прозрачным составом, защищающим краску от сколов и царапин. Можно также воспользоваться восковой полиролью — она сохраняет свои свойства до 1,5–3 месяцев.
01.07.2021
Как Вы устраняете ржавчину с автомобиля?
Никак не устраняю
Обращаюсь в автосервис
Убираю ржавчину самостоятельно
Я ухаживаю за своим автомобилем и на нём нет ржавчины
Как удалить ржавчину с инструментов
Известно, что коррозия является злейшим врагом железа. От этой химической реакции страдают металлические конструкции, кузова автомобилей, кухонная утварь – все, что изготовлено из стали. В определенных условиях, ржавчиной могут быть поражены даже изделия из стойких к коррозии сплавов – стоит лишь создать случайно необходимые условия для протекания реакции. К сожалению, не застрахованы от этой напасти и инструменты – если вы слишком долго не занимались ремонтом и ваш ящик с ключами и ножовками пылился на полке гаража, то вполне возможно, что ржавчина уже начала свою разрушительную работу.
Большинство инструментов, покрытых ржавчиной, можно использовать по назначению. Но приятно ли это и вообще – стоит ли дожидаться, пока коррозия «съест» вашу оснастку окончательно? Разумеется, гораздо проще и выгоднее избавиться от ржавчины и создать инструментам условия, в которых риск ее повторного появления будет минимальным.
Что нужно для работы
Большинство людей уверены, что для эффективной очистки ржавчины с предметов сложной формы, которыми, несомненно, являются инструменты, необходимо использование специальных химических реактивов и особых приспособлений. На самом деле, чтобы качественно выполнить такую работу, нужно совсем немного вещей, причем практически все они есть в каждом доме или гараже:
Средство для мытья посуды;
Металлическая щетка;
Грубая наждачная бумага;
Тонкая наждачная бумага;
Керосин.
Идеальным вариантом будет также наличие электрической дрели со специальной насадкой в виде проволочной щетки – такое оборудование значительно сэкономит силы и время.
Очищаем ржавчину
Первым этапом очистки инструментов от продуктов коррозии будет удаление с их поверхности загрязнений. Для этого в емкости с теплой водой нужно разбавить моющее средство и в полученном мыльном растворе тщательно вымыть предметы. После мыльной ванны инструменты нужно сполоснуть в чистой воде и насухо вытереть бумагой или тканью.
Следующим этапом работы будет очистка поверхности от легкой ржавчины, которая не въелась слишком глубоко. Для этих целей используем металлическую щетку и наждачную бумагу. Начинать нужно с самых грубых абразивов, а завершать тонкой наждачной бумагой – при такой последовательности обработки вы избежите появления глубоких царапин на поверхности металла. В том случае, если после этих действий очаги коррозии еще видны – то пора переходить к более радикальным мерам воздействия.
В качестве «тяжелой артиллерии» используется дрель с проволочной насадкой. Чтобы облегчить работу, перед очисткой нужно обильно смочить ржавые места керосином. При чистке инструментов электродрелью, не забывайте использовать средства индивидуальной защиты, такие как очки и перчатки – при вращении насадки из нее часто вылетают отдельные проволоки, которые могут нанести серьезную травму. Обычно обработка проволочной насадкой имеет исключительный результат и дальнейшая очистка не нужна, но мы рассмотрим и самый неприятный вариант, когда ржавчина все-таки сохранилась в труднодоступных местах. С этим можно столкнуться, очищая трубные и разводные гаечные ключи – в этих устройствах есть несколько укромных уголков, куда не подобраться ни наждачной бумагой, ни самой миниатюрной проволочной щеткой. Здесь не обойтись без химии, а точнее щавелевой кислоты.
Чистим ржавчину кислотой
Любая работа с едкими веществами требует особой подготовки. Для работы со щавелевой кислотой нужно, в первую очередь, пересмотреть средства защиты. Обычные очки, защищающие от осколков и пыли здесь не годятся, так как они не прилегают к лицу. Заменить их можно очками для плавания – это гораздо выгоднее, чем приобретать специальные приспособления. Также нужны хорошие резиновые перчатки – хотя эта кислота и считается мягкой, ее контакта с открытой кожей лучше избегать. Важным фактором безопасности является и хорошая вентиляция. Если помещение не оборудовано вытяжной системой, то нужно хотя бы открыть окна.
Использовать чистую кислоту для очистки ни в коем случае нельзя, поэтому нужно приготовить раствор, состоящий из 3 литров воды и 3 столовых ложек кислоты. В качестве емкости для приготовления лучше всего использовать пластиковый контейнер, который сможет вместить все обрабатываемые инструменты. Перед замачиванием инструментов, их нужно хорошо вымыть в моющем средстве, прополоскать в воде и высушить. Разместив в растворе кислоты все приспособления, проследите, чтобы жидкость полностью их покрывала. Раствор щавелевой кислоты должен воздействовать на стальные инструменты минимум 20 минут. По окончанию установленного времени вынимаем изделия из кислоты (непременно руками в перчатках), после чего промываем их в проточной воде и насухо вытираем.
Простые правила ухода
Совершенно очевидно, что любую неприятность, в том числе и ржавчину, проще предотвратить, чем потом с ней бороться. Следуя этим советам, вы никогда не узнаете, что такой коррозия на поверхности инструментов:
После использования инструменты нужно насухо вытирать, а в идеале еще и покрывать защитной пленкой из аэрозоля WD-40;
Выбирайте для хранения инструментов самые сухие места. Ни в коем случае не храните ящик с инструментами под навесом на улице или на чердаке;
Для подстраховки укладывайте в инструментальный ящик пакетики с силикагеля;
Для хранения своего рабочего инвентаря отдавайте предпочтение деревянным ящикам, так как они отлично поддерживают внутри себя оптимальный микроклимат.
Если вы на самом деле любите свои инструменты, то выполнять перечисленные выше требования вам будет совсем несложно.
Полезные советы
Обновлено: 01.12.2020 12:43:26
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
5 способов удалить ржавчину почти с чего угодно
Тампа Стил
Металл, Без категории
Кислород и железо сами по себе жизненно важны для выживания, но если их объединить, вы будете готовы рвать на себе волосы, пытаясь удалить ржавчину со своего любимого ножа или сковороды. Мысль об удалении ржавчины может быть пугающей, и многие из нас даже не пытаются избавиться от нее, потому что мы все исходим из того, что если что-то заржавело, оно испорчено навсегда.
5 способов удалить ржавчину
Что ж, у нас есть для вас хорошие новости — есть множество способов легко удалить ржавчину с ваших ценных вещей — и, что еще лучше, у вас, вероятно, есть все необходимое для этого в вашем кухня уже!
1. Белый уксус
Как, казалось бы, любой рецепт, сделанный своими руками, уксус является ключевым ингредиентом для решения множества бытовых проблем, включая ржавчину. Если ржавчина взяла в заложники одну из ваших ценностей, просто замочите ржавый предмет в небольшом количестве белого уксуса на несколько часов и наблюдайте, как ржавчина счищается.
2. Соль и лайм
Не добавляйте текилу, но посыпьте солью ржавое место и выдавите сверху сок лайма. Дайте смеси застыть в течение нескольких часов, а затем используйте известь, чтобы стереть ржавчину.
3. Пищевая сода
Как и уксус, пищевая сода не имеет ограничений по использованию. Чтобы удалить ржавчину, просто смешайте воду с пищевой содой, пока не образуется пастообразная текстура. Покройте ржавый участок смесью и оставьте на несколько часов, прежде чем чистить.
4. Картофель
Использование картофеля для удаления ржавчины звучит странно, но на самом деле картофель содержит щавелевую кислоту, которая вызывает химическую реакцию при контакте с ржавчиной. Разрежьте картофелину пополам и окуните конец в средство для мытья посуды, потрите картошкой заржавевшее место, а затем положите ее на металл на несколько часов и сотрите!
5. Лимон и бура
Эта комбинация особенно удобна, когда речь идет о фарфоре и керамике (то есть ваннах, плитке, раковинах). Смешайте пасту из лимонного сока и буры и нанесите на ржавое место. Затем с помощью пемзы сотрите всю ржавчину.
Посетите Tampa Steel & Supply
Имейте в виду, что эти рецепты предназначены для удаления ржавчины с почти чего угодно, поэтому, если работа слишком сложна для описанных выше методов, приходите к нам в Tampa Steel & Supply. Наши специалисты будут рады предложить больше решений, а в худшем случае мы покупаем и продаем металл и стальные поставки. Позвоните нам сегодня, чтобы узнать больше, и обязательно вернитесь к нам за более полезными советами, подобными этим.
Запросите предложение онлайн или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Как удалить ржавчину с ваших инструментов
В Британии растет энтузиазм по поводу DIY, и это неудивительно. Это не только отличный способ сэкономить деньги, но и экологически чистое хобби. Однако вы, скорее всего, не будете возиться с вещами каждый день, и если вы оставите свои инструменты на полках в гараже, это может привести к их ржавчине. Как работает защита от ржавчины и какой самый быстрый и эффективный способ удалить ржавчину с ваших инструментов?
Как образуется ржавчина?
Важно понимать, что ржавчина — это не то же самое, что грязь, и грязные инструменты не ржавеют легче и быстрее. Фактически, часто инструменты, покрытые грязью, могут не ржаветь так быстро, как сверкающие чистые, из-за отсутствия контакта с воздухом.
Ржавчина является продуктом химической реакции; химическое название для него — оксид железа. Он появляется, когда железо в инструментах подвергается воздействию кислорода в присутствии воды. Таким образом, влажные условия для инструментов могут быть вредными, и вы всегда должны стараться оберегать свои инструменты от влаги.
Отличные советы по уборке можно найти у Beezly.
Удаление пыли с инструментов
Существует множество эффективных методов удаления ржавчины. Вам даже не нужно тратить много денег на дорогие жидкости для удаления ржавчины, так как в ваших шкафах уже есть много натуральных материалов для избавления от ржавчины.
Конечно, поиск лучшего средства для удаления ржавчины для инструментов своими руками зависит от количества ржавчины, накопившейся на ваших инструментах. Если вы имеете дело только с небольшим количеством ржавчины, то следующие методы — отличный способ удалить ржавчину:
Замочить в уксусе. Кислота — отличное средство для удаления ржавчины, которое мгновенно удаляет небольшие частицы ржавчины с ваших инструментов. Поместите инструменты в миску и налейте немного белого уксуса (например, яблочного). Слегка встряхните миску, чтобы убедиться, что уксус полностью покрыл инструменты и попал во все области. Оставьте на сутки, а затем слейте уксус.
Скраб с лимоном. Еще одна замечательная натуральная кислота, борющаяся с ржавчиной, — лимон. Насыпьте соль на инструменты, разотрите ее и выдавите сверху немного лимонного сока. Дайте ему впитаться в течение нескольких часов. Через несколько часов соскребите смесь стальной ватой или цедрой лимона.
Кисть с пищевой содой. Наконец, пищевая сода также может действовать как средство для удаления ржавчины. Насыпьте пищевую соду в миску и добавьте воды, чтобы получилась пастообразная смесь. Нанесите пасту на ржавый участок и оставьте на несколько часов. После того, как он впитается, соскребите пасту щеткой.
Описанные выше методы удаления ржавчины хорошо работают, когда ржавчина еще не прижилась или вы имеете дело с небольшими инструментами. Если вы имеете дело с более серьезной проблемой ржавчины, вы можете попробовать следующее:
Потрите скребком для краски или стальной мочалкой. Когда ваши самодельные инструменты сильно покрыты ржавчиной, вам нужно стереть ее стальной мочалкой или даже скребком для краски. Вы не хотите повредить какой-либо металл, который может быть под ним, поэтому просто соскребите более толстые участки, а затем попробуйте один из более щадящих методов, описанных выше, для остальных.
Коммерческие средства для удаления ржавчины
Конечно, можно найти и коммерческие продукты для удаления ржавчины. Они не обязательно работают лучше, чем описанные выше естественные методы, поэтому попробуйте их, прежде чем отправляться в магазины «Сделай сам» или в хозяйственный магазин.
Вы также можете приобрести продукты для защиты от ржавчины в розничных магазинах, таких как Halfords.
Мелкозернистая структура — сплав — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Мелкозернистая структура сплава получается путем интенсивного мокрого размола смеси и последующего спекания спрессованных изделий при пониженной температуре.
[1]
Зависимость плотности образцов, изготовленных из сплавов системы TiC-Ni, от продолжительности спекания при температуре 1300 С при содержании никеля, % ( объемн..
[2]
В последних исследованиях установлено, что мелкозернистая структура сплавов образуется не в результате улучшения смачиваемости карбида титана связующей фазой с введением молибдена, а вследствие образования на начальной стадии спекания кольцевой структуры.
[3]
Основные преимущества этого метода литья следующие: мелкозернистая структура сплава, получаемая вследствие большой скорости кристаллизации; повышенная плотность металла отливок и хорошие механические свойства их; снижение расхода металла. [4]
Благодаря этому коалесценция частиц твердого раствора происходит в меньшей мере и возможно получение более мелкозернистой структуры сплавов.
[5]
Вольфрамовые твердые сплавы имеют твердость до 91 HRA, предел прочности при изгибе до 1700 МПа, красностойкость 800 — 850 С. Мелкозернистая структура сплава повышает его износостойкость, но уменьшает прочность, крупнозернистая — наоборот. Таким образом, например, в сплаве ВК6 — ОМ содержится 6 % кольбата, 2 % карбидов тантала и 92 % карбидов вольфрама с особо мелкозернистой структурой.
[6]
Одним из методов получения сочетания высокой прочности, хорошей вязкости и свариваемости стали является уменьшение размера зерен, феррита. Мелкозернистую структуру сплавов можно сформировать принципиально различными способами — изменением температурных условий затвердевания слитка, легированием расплава элементами-модификаторами, определенной схемой пластического деформирования слитков и листов. [7]
Механизация и автоматизация обеспечивают высокую производительность при значительном снижении трудоемкости и стоимости отливок. Вследствие быстрого затвердевания получается мелкозернистая структура сплава, что определяет его высокие механические свойства. Отливки получают с высокой точностью по размерам и чистой поверхностью, что уменьшает или совсем исключает их последующую механическую обработку.
[8]
Эффект же старения зависит от количества магния и кремния в сплаве, содержание которых можно держать на верхнем пределе. Повышенное содержание марганца в сплаве можно считать полезным, поскольку оно обеспечивает мелкозернистую структуру сплава.
[9]
Диаграмма состояния сплавов системы свинец — сурьма.
[10]
С из жидкого расплава одновременно выделяются кристаллы свинца и сурьмы. Выделяясь одновременно, они затрудняют рост друг друга, в результате чего образуется тонкая, мелкозернистая структура сплава — механическая смесь кристаллов свинца и сурьмы. [11]
Также печь может некоторое время эксплуатироваться без подачи очистного газа, в качестве которого в большинстве случаев используют аргон. В результате обработки металла инертным газом обеспечивается получение алюминия высокого качества, имеющего высокую чистоту, мелкозернистую структуру сплава, что обеспечивает повышение свойств отливок.
[12]
Свойства сплавов зависят также от размеров зерен карбидной фазы, поэтому сплавы с размером зерен от 3 до 5 мкм относят к крупнозернистым и обозначают буквой В, например, сплав ВК8 — В. Сплавы, состоящие, в основном, из зерен размером менее 1 мкм, считают особо мелкозернистыми и обозначают буквами ОМ, например, ВК 10 — ОМ. Мелкозернистая структура сплава повышает его износостойкость, но уменьшает прочность, крупнозернистая — наоборот.
[13]
Заливку обычно проводят в горячие формы сразу же после их прокаливания. Для тонкостенных отливок из стали форма должна иметь температуру 800 — 1000 С, для отливок из алюминиевых сплавов 300 — 400 С. Для толстостенных же отливок заливку производят в холодные формы для обеспечения более мелкозернистой структуры сплава. После охлаждения отливок сыпучие наполнители легко удаляют при опрокидывании опок, отверждающиеся наполнители — на вибрационных выбивных решетках. При этом оболочка легко отстает и удаляется от поверхности отливки. Удаление остатков керамической оболочки, в частности в полостях и отверстиях, и окончательную очистку поверхности отливок осуществляют в результате кипячения в 50 % — ном растворе едкого кали.
[14]
Таким образом, кристаллизация указанных сплавов резко отличается от кристаллизации чистых металлов. Сплавы кристаллизуются в интервале температур, а чистые металлы — при постоянной температуре. Это объясняется тем, что при указанном сочетании компонентов и температуре 246 С из жидкого сплава одновременно выделяются кристаллы свинца и сурьмы. Образуясь одновременно, они затрудняют рост друг друга, в результате чего создается мелкозернистая структура сплава. Сплавы указанной концентрации называют эвтектическими.
[15]
Страницы:
1
Мелкозернистая структура — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Для получения мелкозернистой структуры проводят полный отжиг. При измельчении зерна снижается твердость стали, повышаются ее вязкость и пластичность, снимаются внутренние напряжения, улучшается обрабатываемость резанием. Изделия из такой стали реже выходят из строя при эксплуатации. Скорость нагрева в среднем составляет 100 С / ч, продолжительность выдержки — от 0 5 до 1 ч на 1 т нагреваемого металла. Из предыдущего известно, что в стали, нагретой выше критической температуры Ас3, мелкозернистый аустенит получается даже в том случае, если исходная структура крупнозернистая.
[31]
При наличии мелкозернистой структуры возникает возможность упрочнения микрообъемов стали за счет выделения о-фазы в очень дисперсной форме. Мелкозернистая структура способствует также более равномерному распределению упрочняющих фаз, так как большая протяженность граничных зон облегчает процессы диффузии. С повышением температуры старения максимум сопротивляемости стали гидроэрозии смещается в сторону меньших выдержек при старении. Увеличение выдержки при повышенной температуре старения приводит к коагуляции избыточных фаз и снижению эрозионной стойкости стали.
[32]
Зависимость относи тельного удлинения 6 ( /, 2, напряжения течения а ( 4 5.
[33]
Для получения мелкозернистой структуры использовали осадку на молоте при 700 С и 30-мин отжиг при 1000 С. После такой обработки размер зерен был равен примерно 7 мкм, у — фаза находилась в основном в виде дисперсных частиц. Исследования показали, что дальнейший отжиг при 1000 С не приводит к значительному росту зерен — за 1 ч выдержки размер зерен увеличился только до 8 — 9 мкм. [34]
В случае мелкозернистой структуры подвижность дислокаций полностью блокируется границами зерен в поликристаллах из-за их разной ориентации, что не позволяет дислокациям, скользящим в одном кристалле, перейти в другой и приводит к скоплению их у границ зерен. Поэтому материалы с мелкокристаллической структурой имеют более высокие прочностные характеристики, чем монокристаллы с дислокационными включениями.
[35]
Способствует получению мелкозернистой структуры, в особенности в сочетании с хромом и марганцем. В результате закалки обеспечивает высокую твердость рабочих поверхностей деталей.
[36]
Для получения мелкозернистой структуры в сталь вводят незначительное количество Ti, V, Al, которые образуют труднорастворимые мельчайшие частицы карбидов ( центров кристаллизации), препятствуют росту зерна и обеспечивают устойчивую мелкозернистость аустенита.
[37]
Для получения мелкозернистой структуры, устранения химической и структурной неоднородности, уменьшения внутренних напряжений, понижения твердости стали для облегчения механической обработки производят отжиг или нормализацию. [38]
Место соединения пола со стеной.
[39]
Керамическую плитку мелкозернистой структуры сортируют по цвету, форме и размерам, если из нее составляют образец определенного цвета и формы. Наиболее распространена плитка размером 10X10 см, укладываемая таким образом, чтобы пол был одно — или двухцветным.
[40]
Печи для плавки медных сплавов.
[41]
Для получения мелкозернистой структуры силумины необходимо модифицировать введением в жидкий сплав металлического натрия в количестве 0 1 % массы сплава или смеси хлористых и фтористых солей натрия и калия в количестве 2 — 2 5 % массы сплава.
[42]
Для получения мелкозернистой структуры с целью повышения механических свойств сплавов применяют перегрев или модифицирование. Для измельчения зерна перегревом расплав нагревают в тигле до 850 — 900 С и выдерживают 15 — 20 мин до растворения тугоплавких соединений железа. При последующем быстром охлаждении до 700 С выделяются высокодисперсные частицы РеА12 являющиеся центрами кристаллизации.
[43]
Обеспечивает получение равномерной мелкозернистой структуры, сообщает стали высокую прочность, пластичность и вязкост.
[44]
За счет более мелкозернистой структуры изно — состойкость выше, чем у сплава ВК6, при не — сколько меньших эксплуатационной прочности и ] сопротивляемости ударам, вибрациям и выкра — пшзаншо.
[45]
Страницы:
1
2
3
4
Мелкозернистый и крупнозернистый урбанизм
На этой неделе мы хотим насытить Интернет сообщением Strong Towns. Вот почему мы публикуем один из лучших материалов всех времен и просим ВАС поделиться им. Мы поставили перед собой большую цель — удвоить количество новых читателей на нашем сайте всего за одну неделю — и для этого нам нужна ваша помощь.
Это небольшой, но жизненно важный шаг, который вы можете сделать, чтобы помочь построить мир с миллионом людей, которые заботятся о наша миссия .
На этом Google-изображении города Хобокен, штат Нью-Джерси, мы видим два очень разных типа блоков. Слева мелкозернистый блок с 40+ лотами. Справа крупнозернистый блок с несколькими участками.
Слово «зернистый» используется для описания того, что состоит из нескольких элементов. Если элементы мелкие, мы называем его «мелкозернистым», а если элементы крупные, мы называем его «крупнозернистым». Эти термины обычно используются в экономике, информатике и геологии. Например, в компьютерных науках алгоритм называется мелкозернистым, если он разделен на множество мелких шагов, и крупнозернистым, если он разделен на несколько больших шагов.
Но мы также можем использовать эти термины, когда говорим о городах. Я использую «зернистость», чтобы рассказать о том, как делится собственность на город, особенно с точки зрения размера участков, на которые разделены городские кварталы. Справа вы можете увидеть это на иллюстрации.
Между этими двумя типами развития есть большая разница, и один из них даст гораздо лучший результат для наших городов.
Мы также можем говорить о детализации экономики; экономика является мелкозернистой, если она состоит из множества малых предприятий, и крупнозернистой, если она состоит из нескольких крупных предприятий. (Конечно, большинство стран находится где-то посередине.)
Мелкозернистая экономика, состоящая из множества малых предприятий, как правило, предпочтительнее, чем крупнозернистая экономика, состоящая из меньшего числа предприятий, поскольку она предполагает более устойчивую экономику (если один из предприятий терпит неудачу, меньшее влияние на общее экономика) и более распределенное богатство (прибыль и собственность предприятий распределяются между многими, а не в руках немногих.)
Города являются физическим проявлением экономики, и наша застроенная среда красноречиво говорит о нашей экономике. Это легче увидеть в небольших городах, где экономическая модель упрощена; Вы можете легко заметить разницу между небольшим городом, в котором преобладает несколько крупных магазинов, и небольшим городом, в котором преобладает множество небольших магазинов.
Часто существует корреляция между окружающей средой, которую мы физически видим и с которой взаимодействуем, и лежащей в ее основе экономикой.
Хотя многое из того, о чем я пишу, можно применить и в пригородных районах, в этой статье речь пойдет конкретно о городских районах. Городские районы, особенно центральные и районы, в которых преобладают квартиры и кондоминиумы и перемещаются в основном пешком, создают принципиально иной повседневный опыт, чем пригороды, ориентированные на автомобили. Наше ощущение масштаба и места меняется, когда мы идем (когда мы можем идти только в разумных пределах, и вы подвергаетесь воздействию окружающей среды) по сравнению с тем, когда мы едем (когда мы можем проехать много миль с небольшим усилием, и мы мало интересуются тем, как ощущается мир за пределами нашей машины, когда мы заперты внутри.)
Старые городские районы в США обычно очень мелкозернистые:
Квартал в Хобокене, штат Нью-Джерси, построенный в начале 1900-х годов, около 40 блоков на лот.
В то время как новые городские районы в Соединенных Штатах, как правило, очень крупнозернистые;
Новый жилой дом средней этажности в Хобокене, занимающий целый квартал.
Преимущества мелкозернистого урбанизма
Мелкозернистый урбанизм предпочтительнее, поскольку он подразумевает:
Разнообразие форм собственности. Каждый отдельный лот обычно имеет отдельного владельца.
Более низкая стоимость входа. Если мы игнорируем базовую цену земли (небольшие участки в целом должны быть дешевле, потому что вы покупаете меньше земли), на строительство магазина или дома на небольшом узком участке уходит меньше денег, чем на строительство целого жилого комплекса.
Больше мест в шаговой доступности. Важной частью хорошего урбанизма является размещение как можно большего количества объектов в пределах пешей досягаемости, поэтому, естественно, размещение большего количества объектов дает вам больше возможностей для пеших прогулок.
Большая устойчивость к плохим постройкам. Плохие постройки могут оказывать меньшее влияние, если они ограничены по размеру.
Я собираюсь подробно остановиться на каждом из этих пунктов.
Разнообразие владельцев и более низкая стоимость входа идут рука об руку. Чтобы построить огромное здание, нужно много денег. Если не учитывать стоимость земли, строительство этого здания может легко обойтись в 30 миллионов долларов:
30 миллионов долларов — это гораздо больше, чем может позволить себе типичный представитель среднего класса.
Напротив, любой из этих таунхаусов (также без учета стоимости земли), вероятно, можно было бы построить менее чем за 200 000 долларов. Это обычные кирпичные кубики с дверями и окнами:
Вот немного более плотная городская улица, строительство которой должно быть достаточно доступным:
Градостроительство само по себе не должно быть дорогим. Меня беспокоит, что высокая стоимость входа, вызванная крупномасштабным урбанизмом, ведет к экономической поляризации, когда только те, у кого уже есть деньги, могут инвестировать и создавать больше богатства, а все остальные являются простым потребителем. Лично я хотел бы однажды купить пустой участок в черте города и построить таунхаус своей мечты.
Слева пустой участок в Хобокене на продажу. Это должен быть размер типичной застройки в здоровом городском районе.
Если мы рассматриваем каждое здание как пункт назначения, мелкозернистые городские районы, естественно, более удобны для ходьбы , потому что у нас есть больше пунктов назначения в пределах пешей досягаемости, чем крупнозернистые городские районы в целом. Когда ваши участки имеют ширину всего 20 футов, у вас, естественно, будет вход в пункт назначения (здание, офис, магазин и т. д.) через каждые 20 футов вдоль улицы:
Мелкозернистые здания вдоль Вашингтон-стрит, Хобокен. Американская ассоциация планирования назвала эту улицу одной из 10 величайших улиц Америки 2010 года.
Напротив, в крупномасштабном урбанизме у нас есть один или два пункта назначения, занимающие целый квартал:
Супермаркет в Хобокене, занимающий площадь около 200 футов
Мелкозернистая застройка также ограничивает влияние плохих построек . Владелец собственности, который строит унылое или уродливое здание, позволяет своему зданию прийти в упадок или бросает его, негативно влияет на городской пейзаж. Однако мы можем свести к минимуму общее воздействие на городской пейзаж, если уродливое или заброшенное здание — лишь одно из многих в квартале.
Пустырь просто сидит там, занимая целый квартал.
Напротив, эффект этой уродливой парковки сводится к минимуму более привлекательными зданиями вокруг нее.
Принимая во внимание Faux-Granularity
Существуют места, где мелкомасштабная застройка нецелесообразна, например, многоэтажные центральные деловые районы, где экономическая ситуация делает возможным строительство очень высоких зданий (а действительно высокие здания требуют больших оснований) или когда есть другие технические ограничения, требующие большого стартового капитала.
Комплекс Hudson Yards на Манхэттене строится над железнодорожной станцией, и для строительства базы требуется много инженерных работ. Разделение на отдельные лоты кажется непрактичным как с инженерной, так и с финансовой точки зрения, и поэтому у нас есть ситуация, когда один крупный разработчик имеет смысл взять под контроль весь сайт.
Некоторые объекты, естественно, требуют много места, например, спортивные стадионы, склады, кинотеатры, школы, музеи, фабрики, супермаркеты и многоэтажки, для которых требуется большая база. Большие здания — это неплохо, если мы используем их в меру.
В худшем случае одно здание занимает целый квартал с одним входом:
Единственная дверь во всей этой части квартала! Конечно, это боковой вход, но вы поняли.
Когда убираем назначения по улице, убиваем. В итоге получаем мертвую улицу — некрасивую, небезопасную, неинтересную. Даже если у вас красивая архитектура, отсутствие мест для привлечения людей действительно влияет на то, насколько интересной и живой кажется улица.
Но мы можем легко имитировать детализированную городскую среду с помощью «ложной детализации». Это когда большое здание разделено на множество отдельных направлений на уровне улицы, чтобы создать впечатление мелкозернистого урбанизма. Вот пример торгового центра в Атлантик-Сити:
.
Искусственная зернистость, имитирующая главную улицу. Аутлеты Tanger в Атлантик-Сити, Нью-Джерси
Иногда нам нужно строить большие здания. Однако мы должны противостоять глухим стенам, которые могут привести к мертвым улицам.
Ниже находится Джавитс-центр на Манхэттене. Они могли бы сделать некоторую искусственную гранулярность здесь. Вместо этого у нас есть пустая стена, занимающая всю длину блока. В результате получилась мертвая улица, несмотря на то, что она находится в нескольких минутах ходьбы от Таймс-сквер — одного из , если не , самых многолюдных мест в Соединенных Штатах.
Javits Center — огромная упущенная возможность для искусственной детализации.
Мертвые улицы опасны. Это своего рода серые зоны, о которых Джейн Джейкобс говорит в Смерть и жизнь великих американских городов. Мертвые улицы не привлекают людей. Мало того, что они неприглядны, но отсутствие людей, занимающихся своими делами (глаза на улице) часто поощряет преступность.
В отличие от этого, вот пример большого здания, в котором используется искусственная гранулярность, чтобы добавить разумное количество пунктов назначения, которые оживляют улицу:
Это очень большое здание на Манхэттене, но оно кажется неотличимым от восьми отдельных зданий на уровне улицы.
Этот пример довольно непростителен:
Парковочная конструкция многоквартирного дома, образующая тупиковую улицу. Вам не нужно быть очень изобретательным, чтобы придумать лучший дизайн.
Так легко украсить первый этаж парковки с помощью искусственной зернистости и заработать небольшую дополнительную арендную плату для владельца здания:
Большая многоэтажная парковка в Аделаиде, Австралия, с бизнесом на первом этаже.
В идеале у нас должна быть истинная детализация (отдельные здания, находящиеся в индивидуальной собственности), но если этого не сделать, нам следует стремиться к ложной детализации.
Искусственный урбанизм дает ощущение мелкозернистого урбанизма и во всех практических целях действует так же, как мелкозернистый урбанизм, поскольку он интересен, привлекает пешеходов и легко проходим. Однако у него есть некоторые недостатки, о которых нам следует знать:
Он по-прежнему объединяет большую часть земли в руках одного владельца.
Это по-прежнему высокая стоимость входа в среду.
Собственник решает, решит ли он использовать искусственное зерно или возвести глухую стену.
Нет устойчивости к плохому зданию. Если здание заброшено или должно быть закрыто, закрывается весь квартал. Если здание дешевое и уродливое, весь квартал дешевый и уродливый.
Мы, конечно, могли бы регулировать ложную гранулярность, но я против нагромождения еще одного правила, которое обременяло бы разработчиков. Это добавит еще один процесс получения разрешения или утверждения, что увеличит накладные расходы на разработку (прохождение дополнительных разрешений и процессов утверждения). Это пример лечения симптомов болезни вместо устранения причины.
Современная грубозернистая тенденция
Новые городские районы склонны к грубозернистости. Почему?
Попытка урбанизации в Кармеле, Индиана. В итоге большие здания занимали целые городские кварталы, а город тратил безумные суммы денег на субсидирование всего этого. Городская застройка из-за своей компактности по сравнению с пригородной застройкой не должна стоить так дорого.
Однажды мой друг сказал мне, что размер застройки обычно описывает размер столицы; Человек с капиталом в 1 миллиард долларов не хочет делать пятьсот проектов на 2 миллиона долларов. Возникает вопрос: где те, у кого есть 2 миллиона долларов? А 200 000 долларов? Действительно ли немногие наверху владеют всем богатством общества?
Я думаю, что большая часть проблемы заключается в том, как мы продаем незастроенную землю. Еще в моей статье «Давайте построим традиционный город (и получим прибыль)» я рассказал о том, как Конвей, штат Арканзас, продавал свой старый аэропорт:
.
Запрашиваемая цена участка площадью 151 акр составляла 9 миллионов долларов. Они продавали его целиком игроку с лучшим предложением, которое он мог себе позволить. Земля не такая дорогая за квадратный фут, но вместо того, чтобы делить ее на 10 участков земли за 9 долларов00 000 каждая, 100 посылок по 90 000 долларов каждая или, возможно, 1000 посылок по 9 000 долларов каждая, они продали все целиком.
Я заметил, что это тенденция по всей стране. Сегодня, когда город обнаруживает, что у него есть участок земли, который он хочет продать, он продает его все тому, кто предложит самую высокую цену, или тому, кто предложит лучший план.
Столетие назад, когда у города была земля, которую можно было продать под застройку, они закладывали землю и продавали участки по отдельности:
Земля разделена и разделена на отдельные участки
Легко представить, что, если бы они обнаружили, что у них есть 151 акр земли для продажи и застройки, уполномоченные обследовали бы местность и начертили план, разделив участок земли на улицы, кварталы и участки, а если бы это было возможно, , соединяющие улицы с любой окружающей сетью улиц. Большинство лотов приобретались и разрабатывались по отдельности, и только те, которым действительно требовалось больше места, покупали несколько последовательных лотов.
Строительство мелкозернистого урбанизма
Наиболее очевидным решением для мелкозернистого урбанизма является простое разделение земли на более мелкие участки. Когда город оказывается во владении незастроенной земли, он должен приложить все усилия, чтобы разделить ее и продать как можно меньшими партиями.
В качестве альтернативы частный застройщик может разделить землю и продать отдельные участки. Это похоже на то, как работает пригородная застройка.
Мы могли бы использовать аналогичный подход как для строительства совершенно новых городских кварталов (аналогично тому, как железнодорожные компании 19-го века основывали новые железнодорожные города путем разделения и продажи земли в глуши), так и при гораздо меньших затратах. масштаб для разделения уже существующих блоков. Например, застройщик может купить большой участок, построить несколько зданий, а затем продать каждое здание по отдельности дороже, чем он мог бы построить и продать одно здание.
Вы можете сказать, что, скорее всего, один разработчик построил их из-за практически одинакового архитектурного стиля, но продал их по отдельности.
Я видел, как это происходило в небольшом масштабе, когда я вернулся в Австралию, где я вырос. Мои тетя и дядя снесли свой загородный дом и разделили свой участок на три части. Они планируют построить три таунхауса, продать два и жить в третьем.
Вывод
Мелкозернистая среда — это среда для здоровья с экономической и урбанистической точек зрения. Большие здания — это неплохо, и лучшие города, которые я посетил, имеют разнообразную смесь. Мы должны сделать все возможное, чтобы сделать нашу городскую среду мелкозернистой, а для развития использовать как можно меньше земли. Тем не менее, в тех случаях, когда нам нужно построить большое, мы должны сделать все возможное, чтобы результат был искусственным.
Обращаться с землей, если это самый ценный ресурс, которым владеет ваш город. Никогда не тратьте впустую землю или уличное пространство. Стройте настоящие парки на зеленых насаждениях. Создайте приятное и интересное место, которое поощряет предпринимательство, где вы можете в основном полагаться на свои собственные ноги в повседневных делах. Так вы создадите успешный город.
Если это сообщение важно для вас, поделитесь им с кем-нибудь.
Еще от Эндрю:
Эндрю Прайс
Эндрю Прайс (Twitter: @AndrewAPrice) регулярно пишет в Strong Towns с 2013 года и является одним из основателей организации. Эндрю — разработчик программного обеспечения днем и урбанист ночью. Он увлечен традиционным урбанизмом — он верит в мелкозернистые, хорошо проходимые места, построенные для людей. Он вырос в Австралии и сейчас живет в США со своей женой. Эндрю регулярно пишет на Strong Towns и ведет собственный блог andrewalexanderprice.com. Вы можете найти множество его фотографий на сайте Strong Towns. Мотивация Эндрю участвовать в Strong Towns и градостроительстве состоит в том, чтобы создать прекрасное место, которое он и его жена, а однажды их дети и будущие поколения захотят назвать домом.
Подробнее →
Эндрю Прайс, Малые застройщики, Городской дизайн, Top EvergreenЭндрю Прайс малый бизнес, детализация, мелкозернистая, крупнозернистая, выделение страницы, экономическое развитие
0 лайков
Разница между мелкозернистой и грубой архитектурой SIMD
Просмотреть обсуждение
Улучшить статью
Сохранить статью
Последнее обновление: 06 января, 2020
Читать
Обсудить
Посмотреть обсуждение
Улучшить статью
Сохранить статью
SIMD расшифровывается как Single Instruction Multiple Data. на самом деле является классом параллельных компьютеров в классификации Флинна. В нем описываются компьютеры с несколькими элементами обработки, которые могут выполнять одну и ту же операцию одновременно с несколькими точками данных.
И гранулярность — это концепция, в которой системы разбиваются на различные мелкие части, мы можем сказать, что это либо сама система, либо описание/наблюдение за системой. На самом деле это связано, когда более крупная сущность подразделяется на различные части. Например, сюжет разбит на ярды для более точной детализации, чем простое произнесение сюжета.
SIMD (Single Instruction Multiple Data) можно классифицировать как различные типы, но 2 основных и наиболее важных типа SIMD: гораздо меньшие компоненты, которые на самом деле состоят из гораздо более крупных компонентов.
(ii) Крупнозернистый SIMD: Эти системы состоят из меньшего количества компонентов, которые явно больше исходного, но намного меньше мелкозернистого SIMD, но размер компонентов намного больше (высокий/ больше), чем мелкие подкомпоненты системы.
Разница между мелкозернистой и крупнозернистой архитектурой SIMD:
Серийный номер.
Мелкозернистый SIMD
Крупнозернистый SIMD
1.
Мелкозернистый SIMD требует меньше времени для вычислений, чем крупнозернистая архитектура.
Крупнозернистая SIMD требует больше времени для вычислений, чем мелкозернистая архитектура.
2.
Здесь программы разбиты на большое количество мелких задач.
Здесь программы разбиты на небольшое количество больших задач.
3
Мелкозернистая SIMD имеет гораздо более высокий уровень параллелизма, чем грубозернистая SIMD.
Крупнозернистая SIMD имеет более низкий уровень параллелизма, чем мелкозернистая SIMD.
4.
Здесь размер зерна превышает 1000 инструкций.
Здесь Размер зерна в диапазоне от 2 до 500 инструкций.
5.
Здесь размер подкомпонентов намного меньше, чем у Крупнозернистого.
Здесь размер подкомпонентов больше, чем у Fine-Grained.
6.
Здесь могут быть получены два типа параллелизма – а) Параллелизм на уровне инструкций б) Параллелизм на уровне цикла
Здесь могут быть получены эти два типа параллелизма – а) Подпрограмма b) Параллелизм на программном уровне
7.
В Fine Grain SIMD балансировка нагрузки выполняется правильно.
В крупнозернистой SIMD неправильная балансировка нагрузки.
8.
Здесь Параллелизм можно обнаружить с помощью компилятора.
Здесь Параллелизм не может быть обнаружен с помощью компилятора.
9.
SIMD с мелким зерном — гораздо более дорогостоящий процесс, чем SIMD с крупным зерном.
Крупнозернистая SIMD намного дешевле мелкозернистой SIMD.
10.
Fine Grain — это концепция будущих многопоточных архитектур, которая будет использоваться и в будущем.
Coarse Grain относится к одной из первых концепций однопоточных архитектур.
11.
Подробное описание далее разделено на множество мелких подкомпонентов и делает процессы менее сложными по сравнению с исходным, а также крупнозернистым.
Подробное описание разделено на большие подкомпоненты и делает процессы менее сложными, чем исходное, но более сложным, чем мелкозернистое.
Расшифровка марок сталей и сплавов ЭП, ЭИ (3П 333, ЭИ 869)
Главная / Справочник / Расшифровка марок сталей буквенные значения. Специальные стали и сплавы. ЭП, ЭИ (3П 333, ЭИ 869)
Расшифровка сталей , буквенные значения марок стали.
Основной стандарт определяющий основной химический состав, буквенные обозначение присутствующих в стали легирующих компонентов обозначен в ГОСТ 4543-71 «Прокат из легированной конструкционной стали». На сегодняшний день изготавливают различные стали с добавками компонентов нерегламентированных настоящим ГОСТом 4543-71, зачастую их обозначают первой буквой названия элемента за некоторым исключением.
В таблице предоставлены буквенные значения основных элементов.
Х — хром
Ф-ванадий
М-молибден
Е-селен
Т-титан
А-азот
Н-никель
Л-берилий
В-вольфрам
Ц-цирконий
Д-медь
Ю-алюминий
Г-марганец
Б-ниобий
С-кремний
Ч-рмз (редкоземельные)
К-кобольт
Ш-магний
П-фосфор
Р-бор
Буквенные обозначения состояния стали
СП- Спокойная сталь
ПС-Полуспокойная сталь
КП-Кипящая сталь
Сталь обыкновенного качества нелегированная обозначается, например сталь 3, ст. 3сп(спокойная сталь)
Сталь качественная конструкционная нелегированная обозначается обычно как ст.10-ст.45 ( так же ст.20, ст.35, ст.40 двухзначное число данной стали обозначает содержание углерода в стали (например сталь 45 содержание углерода 0,45%)
Сталь Низколегированная обычно обозначается как 09Г2С, 10Г2, 10ХСНД-15ХСНД. Сталь 09Г2С условно расшифровывается так 09Г2С — 09 означает содержание углерода 0,09%, 09Г2С — Г2 означает присутствие в стали легирующего элемента марганец содержание которого в сумме не менее 2,5%, 09Г2С – С означает содержание кремния. Стали 10ХСНД и 15ХСНД цифры после букв не прописываются, потому что среднее содержание легирующих элементов не менее 1%. Также низколегированные стали обозначаются буквой С — строительные стали с соответствующим минимальным пределом текучести, С-345, С-355 , ( так же бывают С-355Т буква Т означает термоупрочненую сталь. Если присутствует буква К то это означает повышенную стойкость к коррозии.
Сталь конструкционная рессорно-пружинная , это такие стали как 65Г-70Г, 60С2А, 60С2ФА. Например сталь 65Г означает содержание углерода 0,65% и легирующий элемент Г- Марганец
Сталь конструкционная легированная, обычно это такие марки как 15Х-40Х ( так же ст.20Х ст.30Х) например сталь 40Х означает содержание углерода буква Х легирующий элемент хром. Так же примером обозначим хромо-кремнемарганцевую сталь 35ХГСА, сталь имеет повышенное сопротивление ударным нагрузкам очень прочная сталь. Например сталь 35ХГСА содержит углерод равный 0,3% а так же легирующие элементы Х-Хром, Г- Марганец, С-Кремний, А-Азот примерно около 1,0%.
Буква А в начале обозначения марки стали говорит о том что это Автоматная сталь например А12,АС12ХН, АС14, АС19ХГН, АС35Г2 в большинстве используется в автомобилестроении, для обработки на специализированных станках с большой скоростью резания. Буква А в конце маркировки сталей относит её к высококачественным сталям. Например 40ХГНМ относится к качественным сталям , а 40ХГНМА уже к высококачественным.
Сталь Котельная эту марку называют котельной работает под высоким давлением такая сталь тоже является конструкционной например 20К, 20КТ, 22К среднее содержание углерода в ней 0,20%
Сталь конструкционная шарикоподшипниковая например такие как ШХ-15, ШХ-20. Обозначение шарикоподшипниковой стали начинается с буквы Ш. Так же бывает сплав стали ШХ15СГ, буквы СГ означают повышенное содержание кремния и марганца что придает стали наиболее лучшие характеристики. Например сталь ШХ15 расшифровывается буква Ш –шарикоподшипниковая сталь, Х указывает на содержание хрома около 1,5%.
Сталь инструментальная. Обычно инструментальные марки стали такие как У7, У8, У10 относятся к качественным инструментальным сталям, а такие марки стали как например У7А или У8А, У10А к высококачественной инструментальной стали. Обозначаются буквой У, а число указывает на содержание углерода.
Сталь быстрорежущая. Быстрорез краткое наименование. Обозначается буквой Р например такие Р9, Р18 или Р6М5, следующая за буквой Р число обозначает содержание элемента В- вольфрама. Например сталь Р6М5К5 обозначает следующее Р-быстрорежущая, цифра 6 содержание вольфрама, М5 означает содержание молибдена, К5 указывает на содержание в марке Р6М5К5 К-кобальт. Углерод не указывается потому что его содержание всегда около 4,5% во всех быстрорезах. Если сождержание ванадия выше 2,5% то указываеться буква Ф например Р18К5Ф2.
Сталь электротехническая это таки марки как 10880-20880 Сталь содержит минимальное количество углерода процентах исчисляется менее 0,05% из за этого имеет маленькое удельное электрическое сопротивление. Например, марка 10880 расшифровывается так: цифра 1 указывает на способ проката горячекатаный или кованный, (цифра 2 в начале означает калиброванную сталь). Следующая цифра 0 указывает, что сталь нелегированная, без коэффициента старения, если вторая цифра 1 то означает сталь с нормируемым коэффициентов старения. Третья цифра означает группу по нормируемым характеристикам. Четвертая и пятые числа означает количество по нормируемым характеристикам.
Литейные стали имеют букву Л в конце марки обозначаются так же как и конструкционные стали например 110Г1Л ГОСТ 977—75, 997-88
Алюминиевые сплавы обозначаются буквой А, например АМГ, АМЦ , АД-1Н ( Д- означает дюралюминиевый, Н- означает нагартованный),
Сталь высококачественная, при изготовлении высококачественной стали применяются разные методы изготовления. Электрошлаковый переплав обозначается буквой Ш в конце значения например: нержавеющая сталь 95Х18-Ш, 20ХН3А-Ш. Вакуумно-дуговой переплав обозначается в конце значения буквами ВД например ЭП33-ВД. Элетрошлаковый с последующим вакуумно-дуговым переплавом обозначается ШВД. Вакуумно-индукционная плавка имеет обозначение ВИ. Электронно лучевой переплав имеет буквенное обозначение ЭЛ. Газокислородно рафинированный переплав имеет значение ГР.
Значение расшифровка стали и сплавов ЭП (ЭП 333)
Значение расшифровка стали и сплавов ЭИ (ЭИ 888)
Значение расшифровка стали и сплавов ЭК (ЭК 66)
Значение расшифровка стали и сплавов ДИ (ДИ 22)
Условное обозначение сталей
(910)422-72-05
Сообщите по e-mail свой телефон — мы позвоним в удобное для Вас время!
Сочетания букв и цифр дают характеристику легированной стали. Если впереди марки стоят две цифры, они указывают среднее содержание углерода в сотых долях процента. Одна цифра впереди марки указывает среднее содержание углерода в десятых долях процента. Если впереди марки нет цифры, это значит, что углерода в ней либо 1%, либо выше 1%. Цифры, стоящие за буквами, указывают среднее содержание данного элемента в процентах, если за буквой отсутствует цифра – значит содержание данного элемента около 1% (не более 1,5%). Буква А в конце марки, как и в углеродистой, так и в легированной стали, обозначает высококачественную сталь, т.е. сталь, содержащую меньше серы и фосфора.
Указанная система маркировки охватывает большинство существующих легированных сталей. Исключение составляют отдельные группы сталей, которые дополнительно обозначаются определенной буквой: Р – быстрорежущие, Е – магнитные, Ш – шарикоподшипниковые, Э – электротехнические.
Пример расшифровки марки стали
Условные обозначения химических элементов:
азот ( N ) — А
алюминий ( Аl ) — Ю
бериллий ( Be ) — Л
бор ( B ) — Р
ванадий ( V ) — Ф
висмут ( Вi ) — Ви
вольфрам ( W ) — В
галлий ( Ga ) — Гл
иридий ( Ir ) — И
кадмий ( Cd ) — Кд
кобальт ( Co ) — К
кремний ( Si ) — C
магний ( Mg ) — Ш
марганец ( Mn ) — Г
свинец ( Pb ) — АС
медь ( Cu ) — Д
молибден ( Mo ) — М
никель ( Ni ) — Н
ниобий ( Nb) — Б
селен ( Se ) — Е
титан ( Ti ) — Т
углерод ( C ) — У
фосфор ( P ) — П
хром ( Cr ) — Х
цирконий ( Zr ) — Ц
Влияние примесей на стали и ее свойства
Углерод находится в стали обычно в виде химического соединения Fe3C, называемого цементитом. С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость ухудшается, ухудшается и свариваемость.
Кремний, если он содержится в стали в небольшом количестве, особого влияния на ее свойства не оказывает. При повышении содержания кремния значительно улучшаются упругие свойства, магнитопроницаемость, сопротивление коррозии и стойкость против окисления при высоких температурах.
Марганец, как и кремний, содержится в обыкновенной углеродистой стали в небольшом количестве и особого влияния на ее свойства также не оказывает. Однако марганец образует с железом твердый раствор и несколько повышает твердость и прочность стали, незначительно уменьшая ее пластичность. Марганец связывает серу в соединение MnS, препятствуя образованию вредного соединения FeS. Кроме того, марганец раскисляет сталь. При высоком содержании марганца сталь приобретает исключительно большую твердость и сопротивление износу.
Сера является вредной примесью. Она находится в стали главным образом в виде FeS. Это соединение сообщает стали хрупкость при высоких температурах, например при ковке, — свойство, которое называется красноломкостью. Сера увеличивает истираемость стали, понижает сопротивление усталости и уменьшает коррозионную стойкость.
В углеродистой стали допускается серы не более 0,06-0,07%.
Увеличение хрупкости стали при повышенном содержании серы используется иногда для улучшения обрабатываемости на станках, благодаря чему повышается производительность при обработке.
Фосфор также является вредной примесью. Он образует с железом соединение Fe3P, которое растворяется в железе. Кристаллы этого химического соединения очень хрупки. Обычно они располагаются по границам зерен стали, резко ослабляя связь между ними, вследствие чего сталь приобретает очень высокую хрупкость в холодном состоянии (хладноломкость). Особенно сказывается отрицательное влияние фосфора при высоком содержании углерода. Обрабатываемость стали фосфор несколько улучшает, так как способствует отделению стружки.
Легирующие элементы и их влияние на свойства стали
Хром – наиболее дешевый и распространенный элемент. Он повышает твердость и прочность, незначительно уменьшая пластичность, увеличивает коррозионную стойкость; содержание больших количеств хрома делает сталь нержавеющей и обеспечивает устойчивость магнитных сил.
Никель сообщает стали коррозионную стойкость, высокую прочность и пластичность, увеличивает прокаливаемость, оказывает влияние на изменение коэффициента теплового расширения. Никель – дорогой металл, его стараются заменить более дешевым.
Вольфрам образует в стали очень твердые химические соединения – карбиды, резко увеличивающие твердость и красностойкость. Вольфрам препятствует росту зерен при нагреве, способствует устранению хрупкости при отпуске. Это дорогой и дефицитный металл.
Ванадий повышает твердость и прочность, измельчает зерно. Увеличивает плотность стали, так как является хорошим раскислителем, он дорог и дефицитен.
Кремний в количестве свыше 1% оказывает особое влияние на свойства стали: содержание 1-1,5% Si увеличивает прочность, при этом вязкость сохраняется. При большем содержании кремния увеличивается электросопротивление и магнитопроницаемость. Кремний увеличивает также упругость, кислостойкость, окалиностойкость.
Марганец при содержании свыше 1% увеличивает твердость, износоустойчивость, стойкость против ударных нагрузок, не уменьшая пластичности.
Кобальт повышает жаропрочность, магнитные свойства, увеличивает сопротивление удару.
Молибден увеличивает красностойкость, упругость, предел прочности на растяжение, антикоррозионные свойства и сопротивление окислению при высоких температурах.
Титан повышает прочность и плотность стали, способствует измельчению зерна, является хорошим раскислителем, улучшает обрабатываемость и сопротивление коррозии.
Ниобий улучшает кислостойкость и способствует уменьшению коррозии в сварных конструкциях.
Алюминий повышает жаростойкость и окалиностойкость.
Медь увеличивает антикоррозионные свойства, она вводится главным образом в строительную сталь.
Церий повышает прочность и особенно пластичность.
Цирконий оказывает особое влияние на величину и рост зерна в стали, измельчает зерно и позволяет получать сталь с заранее заданной зернистостью.
Лантан, цезий, неодим уменьшают пористость, способствуют уменьшению содержания серы в стали, улучшают качество поверхности, измельчают зерно.
Выбор правильной технологии маркировки
Нержавеющая сталь представляет собой металлический сплав, который благодаря своим уникальным свойствам широко применяется во многих отраслях промышленности. Однако в зависимости от отрасли необходимо знать правильные методы эффективной маркировки нержавеющей стали.
Многие методы маркировки применимы ко всем типам материалов. Однако в отношении маркировки нержавеющей стали есть небольшое ограничение. Например, не идеально гравировать нержавеющую сталь, если она используется из-за ее антикоррозионных и антикоррозионных свойств. Поэтому в этой статье будут представлены методы маркировки нержавеющей стали, которые вы можете использовать, и как выбрать правильный.
Свойства нержавеющей стали
Перед знакомством с правильными методами маркировки нержавеющей стали важно поговорить о различных свойствах материала. В отличие от других материалов, нержавеющая сталь не тускнеет ни из-за ржавчины, ни из-за коррозии с течением времени. Это наиболее важная характеристика нержавеющей стали, поскольку она определяет ее использование и метод маркировки.
Кроме того, несмотря на то, что нержавеющая сталь обладает высокой прочностью на растяжение, она имеет малый вес. Следовательно, он применим во многих отраслях промышленности, таких как автомобильная и авиационная промышленность.
Какие методы мы можем использовать для маркировки нержавеющей стали? Однако эти два свойства играют огромную роль в методе маркировки и машине, которую вы можете использовать.
Самое важное, что следует отметить, это то, что нержавеющая сталь имеет покрытие, благодаря которому она может избежать коррозии (хотя существуют разные сорта стали). Следовательно, используемый метод и машина не должны изменять эту композицию или удалять слой, в котором эти два свойства полезны.\.
Многие процессы маркировки доступны для использования в маркировке нержавеющей стали. Однако не все из них совместимы с нержавеющей сталью. Например, такие методы маркировки, как струйная печать, требуют серьезного обслуживания. Они также могут привести к частым простоям.
Два важных метода маркировки широко используются для маркировки нержавеющей стали; Лазерная маркировка и точечная маркировка. Ниже приводится подробное объяснение того, как работают эти два метода.
Нержавеющая сталь Лазерная маркировка
Процессы лазерной маркировки — это распространенные методы маркировки нержавеющей стали, используемые в различных сценариях. Однако их использование сильно зависит от сорта нержавеющей стали и области применения. Следовательно, существует пять методов лазерной маркировки нержавеющей стали.
Какие методы лазерной маркировки можно использовать для маркировки нержавеющей стали?
Благодаря свойствам нержавеющей стали и ее использованию для маркировки нержавеющей стали идеально подходят четыре метода лазерной маркировки: лазерный отжиг/маркировка окрашиванием, травление, абляция, темная маркировка и гравировка. Каждый метод имеет свое требование, и они маркируют по-разному. Поэтому их следует использовать по назначению. Ниже приведено объяснение процесса.
Лазерный отжиг/маркировка пятном
Лазерный отжиг — это метод лазерной маркировки без проникновения и разрушения, при котором лазерный луч изменяет цвет материала.
Процесс осуществляется путем нагревания поверхности материала до образования оксида. Тип полученного цвета сильно зависит от толщины оксида, марки нержавеющей стали и температуры лазерного луча. Распространенными примерами цвета, получаемого с помощью этого процесса, являются серый, темно-коричневый и черный. Вы можете получить более широкий диапазон цветов с помощью мощных волоконных лазерных станков. Однако эти машины сложны в использовании, потому что у них слишком много сложных настроек лазера.
Чтобы использовать лазерный отжиг, нужно учесть множество моментов. Например, размер пятна фокусировки лазерного луча будет влиять на конечный продукт. Поэтому, если вы используете маленькую сфокусированную точку, материал из нержавеющей стали может испаряться, а не нагреваться до точки образования оксида. Другие вещи, которые следует учитывать, — это выходная мощность лазера, частота импульсов и скорость гальванического сканирования.
Лазерный отжиг является наиболее распространенным методом маркировки нержавеющей стали, поскольку он не разрушает металл. Следовательно, материал из нержавеющей стали не подвергается воздействию, и его можно использовать в обычном режиме, как и раньше.
Лазерное травление
Лазерное травление — еще один процесс маркировки нержавеющей стали, популярный благодаря своей скорости, универсальности и долговечности. Этот процесс включает в себя использование лазерного травильного станка для лазерного травления нержавеющей стали путем подачи большого количества энергии на материал из нержавеющей стали. Следовательно, поверхность нержавеющей стали плавится и расширяется. Травление чаще всего используется для создания постоянной маркировки, такой как матричные коды данных, серийные номера, штрих-коды и логотипы.
Темная маркировка
Темная маркировка включает в себя придание шероховатости поверхности материала из нержавеющей стали и нанесение на нее цвета. «Цвет» зависит от оксидного слоя с пятнами или от цвета или отражательной способности подстилающей поверхности с отметинами абляции.
Из-за придания шероховатости материал из нержавеющей стали захватывает и окрашивает шероховатую часть. Кроме того, из-за процедуры, связанной с маркировкой нержавеющей стали с помощью лазерной темной маркировки, она не идеальна для некоторых отраслей промышленности. Например, в медицинской промышленности его не используют из-за необходимости поддержания стерильности оборудования.
Лазерная абляция Маркировка
Лазерная абляция — еще один метод маркировки нержавеющей стали, который идеально подходит для различных применений во многих отраслях. Он включает удаление тонкого слоя материала из нержавеющей стали для создания светлого контрастного знака.
Лазерная абляция требует небольшого количества тепла и небольшого проникновения в материал или его отсутствия. Он также характеризуется более высокой скоростью маркировки, высокой пиковой мощностью, короткой шириной импульса и меньшей выходной мощностью лазера. Это существенно отличается от лазерной гравировки и лазерного отжига.
Использование абляционной маркировки требует понимания свойств нержавеющей стали и ее применения. Однако в областях, где важен внешний слой нержавеющей стали, отвечающий за ее антикоррозионные свойства, абляционная маркировка не идеальна. Это связано с тем, что это может привести к ржавлению материала.
Лазерная гравировка
Лазерная гравировка — это использование гравировального станка для создания глубоких меток на материалах из нержавеющей стали. Он очень прочный и долговечный, что достигается за счет использования высокой мощности лазера и более низких скоростей маркировки.
Этапы лазерной гравировки нержавеющей стали
Получите ваши идеи
Это самый важный этап лазерной гравировки нержавеющей стали. Получение идеи означает принятие решения о гравировке изображения и его дизайне. Возможные способы получить представление о знаке — это проекты, среда и Интернет.
Дизайн и ввод изображения/текста
Приняв правильное решение, вы должны ввести свое изображение в гравировальный станок из нержавеющей стали. Дизайн знака можно получить только на компьютере. Однако вы должны убедиться, что файл будет совместим между компьютером и лазерным гравером. После разработки знака отправьте его на станок для гравировки стали. Существует много типов стальных гравировальных станков. Тем не менее, было бы лучше использовать портативный гравировальный станок для простоты эксплуатации и его промышленного применения.
Сделайте правильные настройки
После ввода дизайна в лазерный гравер нужно сделать правильные настройки. Это зависит от используемого вами гравировального станка из нержавеющей стали. Например, машина для маркировки волоконным лазером позволит вам изменять шрифты, редактировать дизайн и т. д.
Начало процесса
Это зависит от типа гравировального станка по стали, который вы хотите использовать. Для тех, кто использует портативные лазерные граверы, поместите материал из нержавеющей стали на плоскую поверхность и отметьте его ручной частью машины. Удалите материал из нержавеющей стали в конце процесса, и у вас будет выгравированный материал.
Лазерная гравировка предполагает удаление поверхности материала. Следовательно, этот метод не всегда легко использовать для нержавеющей стали, необходимой для ее антикоррозионного эффекта. Большинство отраслей предпочитают использовать методы маркировки нержавеющей стали, такие как лазерный отжиг, вместо лазерной гравировки нержавеющей стали.
Оценка использования методов лазерной маркировки на нержавеющей стали
Методы лазерной маркировки являются популярными способами маркировки нержавеющей стали в различных отраслях промышленности. Однако в зависимости от типа применяемых методов существуют различные преимущества и недостатки. Ниже приведены преимущества и недостатки использования этого метода для маркировки нержавеющей стали.
Преимущества
Методы лазерной маркировки обеспечивают перманентное нанесение на поверхность нержавеющей стали.
Они не требуют нанесения и очистки, как маркировочный состав
.
Методы лазерной маркировки точны и обеспечивают высокую контрастность маркировки.
Недостатки
В зависимости от метода лазерной маркировки поверхность материала из нержавеющей стали может быть удалена. Следовательно, это приведет к потере антикоррозионных и антикоррозионных свойств. Примером может служить использование лазерного гравера для маркировки нержавеющей стали.
Имеет более высокую стоимость
Станки с волоконным лазером
Самые мощные и многофункциональные решения на сегодняшний день основаны на волоконном лазере. Новейшая система лазерного травления нержавеющей стали , волоконная система идеально подходит для коммерческого и промышленного использования. Волоконно-лазерные маркировочные машины HeatSign обеспечивают высококачественную гравировку и дополнительные преимущества для пользователя:
Высокая производительность
Энергосбережение
Улучшенное удобство использования и гибкость
Тяжелые рабочие нагрузки
Без обслуживания
Рекомендуемый лазерный гравировальный станок для нержавеющей стали
Точечная маркировка
Точечная маркировка — это еще один метод маркировки нержавеющей стали, в котором используется точечный упрочняющий станок для нанесения ударов по поверхности нержавеющей стали. Это приводит к удалению небольшой части нержавеющей стали при каждом ударе. Последовательные попадания образуют точечную матрицу, которая становится самой меткой.
Система точечной маркировки очень эффективна при глубокой маркировке нержавеющей стали благодаря последовательным ударам. Однако глубокая маркировка материала зависит от твердости материала, вспомогательного инструмента и свойств стилуса.
Типы инструментов для точечной маркировки, которые можно использовать с нержавеющей сталью
Вы можете использовать три типа инструментов для маркировки точечной маркировкой с нержавеющей сталью. К ним относятся:
Пневматические точечные маркеры
Электромагнитные точечные маркеры
Разметка
Каждый инструмент для точечной маркировки имеет свое применение и требования. Тем не менее, все они применимы к нержавеющей стали.
Как правильно выбрать инструмент для маркировки точечным ударом
Правильный выбор инструмента для маркировки точечным ударом желателен для достижения наилучшего качества. Поэтому важно знать о некоторых параметрах, связанных с процессом. Ниже приведены несколько важных параметров, на которые следует обратить внимание:
Твердость нержавеющей стали
Нержавеющая сталь бывает разных марок. Поэтому они имеют разные свойства твердости. Поэтому вы должны убедиться, что твердость вдавливающего штифта прямо пропорциональна твердости нержавеющей стали.
Толщина нержавеющей стали
Толщина — еще одно свойство, на которое следует обращать внимание при выборе инструмента для маркировки точечным упрочнением. Кодирование происходит на самом внешнем слое нержавеющей стали. Таким образом, вы должны контролировать силу отступа. Контроль силы вдавливания зависит от типа материала из нержавеющей стали и его использования. Например, если нержавеющая сталь сохранит свои антикоррозийные и антикоррозионные свойства, вы должны уменьшить усилие вдавливания, чтобы внешний слой остался неповрежденным. Тем не менее, было бы лучше помнить, что вам нужен глубокий отступ, чтобы лучше читать код.
Вы также можете обеспечить высочайшее качество маркировки нержавеющей стали, выполнив следующие действия:
Используйте вдавливающий штифт, совместимый с материалом из нержавеющей стали
.
Всегда обслуживайте вдавливающие штифты должным образом.
Всегда при износе, так как это может привести к ухудшению качества маркировки.
Оценка использования точечной маркировки на нержавеющей стали
Точечная маркировка — идеальный процесс маркировки нержавеющей стали, применимый в различных отраслях промышленности. В отличие от других методов, он подвергает материал из нержавеющей стали механическому воздействию. Однако он не подвергает материал термическому или химическому воздействию. Поэтому есть гарантия сохранности нержавеющей стали.
Преимущества
Маркировка из нержавеющей стали долговечна и долговечна.
Нержавеющая сталь не подвергается термическому или химическому воздействию.
В зависимости от материала может быть шумовое загрязнение.
Точечная гравировка на нержавеющей стали
Некоторые из наших клиентов также нуждаются в глубокой гравировке маркером.
Рекомендуемые машины для маркировки точечным штифтом
Как правильно выбрать метод маркировки нержавеющей стали
Мы уже представили два популярных и общих метода маркировки нержавеющей стали. Однако выбор правильного метода маркировки нержавеющей стали требует понимания свойств материала из нержавеющей стали. Ниже приведены несколько вещей, которые следует учитывать при поиске правильного метода.
Нержавеющая сталь марки
Марка нержавеющей стали, с которой вы работаете, играет огромную роль в методе маркировки нержавеющей стали, который вы будете использовать. Например, он играет огромную роль в цвете, получаемом при лазерной гравировке. Он также играет огромную роль в силе вдавливания и вдавливающем штифте, используемом в системе маркировки точечным ударом.
Антикоррозийные и антикоррозионные свойства
Нержавеющая сталь в основном используется благодаря своим антикоррозионным и антикоррозионным свойствам. Эти свойства возникают в результате наслоения хрома материала из нержавеющей стали. Слой хрома предотвращает ржавление и коррозию нержавеющей стали, не позволяя кислороду достигать стальной детали. Однако, если вы удалите слой хрома, кислород может вызвать окисление нижележащего стального слоя. В результате это приводит к ржавчине, которая постепенно разрушает материал.
Из-за важности антикоррозионных свойств метод маркировки нержавеющей стали не должен допускать коррозии нержавеющей стали после маркировки. Следовательно, лазерный отжиг является наиболее распространенным методом, поскольку он гарантирует защиту от ржавчины, в отличие от лазерной гравировки, лазерного травления и точечной обработки. Кроме того, лазерный отжиг лишь модифицирует материал под нержавейку, создаст маркировку, а защитный хромовый слой, отвечающий за его антикоррозионные свойства, останется неповрежденным.
Сам метод маркировки
Понимание метода маркировки играет огромную роль в правильном методе маркировки нержавеющей стали, который вы можете использовать. Например, системы точечной маркировки шумны. Таким образом, вы должны учитывать это, если вы выбираете их. Также важно наличие машин, необходимых для процесса.
Применение маркированной нержавеющей стали
Компания HeatSign предлагает экспертный подход к предоставлению решений для гравировки и маркировки нержавеющей стали с учетом отрасли и точных требований производителя деталей.
Маркировка из нержавеющей стали широко используется во многих областях. Некоторые из распространенных примеров:
Ведение учета деталей для автомобильной, аэрокосмической и металлообрабатывающей промышленности
Именные таблички и бирки для корпоративного и военного использования
Индивидуальная гравировка на рекламных материалах для маркетинговых целей
Управление корпоративными запасами
Коды матрицы данных для облегчения отслеживания деталей
Медицинские инструменты из стали марки
Лезвия для ножей и прочая кухонная утварь
Получите лучшее с точки зрения Маркировка нержавеющей стали
Нержавеющая сталь представляет собой сплав с широким применением в различных отраслях промышленности. Он имеет легкий вес, огромную прочность на растяжение, а также антикоррозионные и антикоррозионные свойства. Выбор правильного метода маркировки нержавеющей стали требует понимания многих вещей. Например, различные марки нержавеющей стали, использование и доступные методы маркировки.
В этой статье обсуждались два распространенных метода маркировки нержавеющей стали и способы выбора правильного. Для тех, кому нужен точный и безошибочный процесс маркировки нержавеющей стали, Heatsign — правильный выбор.
Нужна помощь? Свяжитесь с нами
Что означает маркировка продукта в металлургической промышленности?
Промышленная практика производства готовых металлических изделий для маркировки металлов очень широко распространена в производстве товаров во всем мире. Будь то инвентаризация, контроль качества, правила или любая другая причина, машины для маркировки металлов постоянно маркируют предметы для идентификации различной плотности. Сигналы могут быть встроены в металлическую поверхность или в деталь с использованием различных методов. В конце концов, бренд оставляет поверхность с различными символами и символами всех форм и размеров.
Какая польза от металлического клейма?
Использование промышленной марки играет важную роль в идентификации материалов, продуктов и деталей по нескольким причинам. Они используются в металлических деталях и аналогичных промышленных компонентах для точного отслеживания или отслеживания этих деталей.
1. Знаки могут представлять несколько вещей: 2. Серийные номера 3. Даты производства 4. Фонтан 5. Номера партий 6. Коды продуктов 7. Информация о продукте 8. Сочетание всего вышеперечисленного.
Марки могут быть использованы для различных целей:
1. Замена товара. 2. ОК 3. Проблемы цепочки поставок 4. Управление запасами 5. Отступления 6. Дело об ответственности за качество продукции 7. Гарантия
Металлические клейма используются в самых разных отраслях промышленности для идентификации: 2. Сельскохозяйственное производство 3. Запчасти и аксессуары. 4. Производители медицинского оборудования. 5. Товары длительного пользования 6. Аэрокосмическая промышленность 7. Связь 8. Электроника 9. Компьютеры
КАК МАРКИРОВКА МЕТАЛЛОВ ПОМОГАЕТ ПОТРЕБИТЕЛЯМ
Промышленная маркировка стала очень важным аспектом производства и производственных процессов и играет решающую роль в самого производственного процесса. Детали, которые правильно маркированы и правильно идентифицированы по номеру партии, дате изготовления и самому материалу, могут предоставить конечным пользователям широкий спектр данных.
Например, этикетка может содержать информацию о происхождении товара, дате его создания, производителе и т. д. Если деталь не работает или материал бракованный, маркировка облегчает отслеживание источника. Таким образом, элемент может быть заменен, отремонтирован или пересмотрен.
Потребители могут узнать больше о продуктах, которые они покупают, читая плакаты. Вы можете проверить гарантию или уведомления о продукте. Например, идентификационные сигналы могут указывать, когда и где был изготовлен холодильник. Метка металла может позволить изготовителю определить, какая сетка из нержавеющей стали использовалась изготовителем для изготовления аналогичной детали. Промышленная маркировка точно указывает марку используемой нержавеющей стали и любую другую важную информацию.
Промышленная маркировка также используется для соблюдения нормативных требований. Он предоставляет необходимую информацию, чтобы гарантировать соблюдение отраслевых стандартов при поставке или производстве этих продуктов. Это особенно важно при транспортировке химикатов и опасных материалов. Важно знать, что у вас есть трубы, трубы и другие виды тары, подходящие для того, чтобы доставить этот товар в целости, без поломок и поломок.
ОБЩИЕ МЕТАЛЛИЧЕСКИЕ МЕТОДЫ
Существует много способов создания промышленной этикетки. В своей основной форме когда-то пломбы с определенным надрезом или символом использовались для нанесения опознавательных знаков на поверхность предметов. Большой молоток ударяет рукой по рукоятке соединения, чтобы создать отверстие в предмете. Хотя та же концепция актуальна и сегодня, команда намного сложнее.
Штамповочный пресс для металла
Они используются вместо молотка и могут быть запрограммированы на автоматическое изменение номеров каждой детали или поверхности.
Точечная шлифовка
Это тип маркировки, при котором используется специальный штифт для маркировки материала серией точек для формирования линий, углов или кривых на разной глубине, расстоянии и ориентации. Дробечистки управляются пневматически и печатают на поверхности серию очень маленьких точек крупным планом, чтобы сформировать числа, символы или символы. Дробеструйная обработка также может быть настроена и может использоваться с грубой или мягкой отделкой.
Лазер
Это еще один метод маркировки металлов. Они обычно используются для маркировки поверхностей и требуют больше времени для получения более глубоких и прочных меток.
Точилка для сверл в категории «Промышленное оборудование и станки»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм HS
Доставка по Украине
514.80 грн
257.40 грн
Купить
Hot Shopping
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм DB
Доставка по Украине
499.05 грн
249.52 грн
Купить
DomeBuys
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм WL
Доставка по Украине
517.70 грн
258.85 грн
Купить
WebLine
Точилка для ножей сверл долота Электрическая многофункциональная машина 3 в 1
Заканчивается
Доставка по Украине
1 650 грн
1 402.50 грн
Купить
BoxInBox
Насадка точилка на шуруповерт дрель для заточки сверел 2 12.5 мм
На складе в г. Киев
Доставка по Украине
200 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12. 5мм
На складе в г. Ровно
Доставка по Украине
по 180 грн
от 7 продавцов
180 грн
Купить
Магазин «Панас»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 — 300 грн
от 2 продавцов
180 грн
Купить
Магазин «Freedelivery»
Точилка для сверл ножей ножниц Scheppach GS650
Под заказ
Доставка по Украине
1 724 — 1 793 грн
от 3 продавцов
1 724 грн
Купить
Gardenhit
Запасной камень для точилки сверл, ножей, ножниц Titanium абразивный камень
На складе в г. Ровно
Доставка по Украине
по 50 грн
от 2 продавцов
50 грн
Купить
Saga Market
Портативная универсальная точилка для сверл, насадка на дрель для заточки сверл, бит точильщик
На складе в г. Мукачево
Доставка по Украине
232.5 — 235 грн
от 2 продавцов
470 грн
235 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
183 — 184 грн
от 2 продавцов
200 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 грн
Купить
Techland
Точилка для сверл Euro Craft BG212 адаптеры 3-10мм / 8-16мм 250 Вт Польша — надежная сборка
Доставка по Украине
1 419 грн
Купить
shock-market.in.ua
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе
Доставка по Украине
180 — 384 грн
от 8 продавцов
384 грн
Купить
GoodStore | Подарки, Товары для дома и работы
Насадка на дрель для заточки сверл точилка для сверл
На складе
Доставка по Украине
220 грн
Купить
Смотрите также
Насадка на дрель для заточки сверл точилка для сверл kit
На складе
Доставка по Украине
280 грн
Купить
Насадка на дрель для заточки сверл точилка для сверл Оранжевая
На складе в г. Киев
Доставка по Украине
220 грн
Купить
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 грн
Купить
Saga Market
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
Доставка по Украине
236 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм, 101323
На складе в г. Ровно
Доставка по Украине
190 грн
Купить
Интернет магазин » Горячий Стиль «
Универсал точилка сГермани Parkside для сверл/ножей/ножниц/заточка
Доставка из г. Дрогобыч
3 060 грн
2 998.80 грн
Купить
zabavka SHOP
НОВ универсал точилка сГермании Parkside PSS 65 для сверл/ножей/ножниц
Доставка по Украине
2 200 грн
Купить
zabavka SHOP
Насадка точилка на шуруповерт дрель для заточки сверл 2 12. 5мм
Доставка по Украине
по 180 грн
от 3 продавцов
180 грн
Купить
Интернет-магазин «Дрібниці»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
Доставка по Украине
241 грн
236 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «ЗАКУПИСЬ»
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5 мм
На складе в г. Ровно
Доставка по Украине
180 грн
Купить
АльтМаркет — интернет магазин
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм
Доставка по Украине
216 грн
Купить
Promsnab
Заточной станок 4в1 ( Точильная станция для ножей, сверл, ножниц, стамесок ) Parkside PSS 65 из ГЕРМАНИИ
На складе
Доставка по Украине
1 350 грн
Купить
Интернет-магазин «Рarkside.ua»
Точильный станок для заточки сверл/ножей BLACK 53754 Польша
На складе
Доставка по Украине
1 044 грн
Купить
Powertools
Точило для заточки сверл,ножей,стамесок AL-FA 150 Вт
На складе
Доставка по Украине
1 259 грн
Купить
Интернет-магазин kilowat. in.ua
электрические и навесное оборудование (обзор 2021 года)
Мы уверены, что никто не захочет менять сверла то и дело, когда они затупятся. Это означало бы огромную сумму денег, которая не совсем идеальна, особенно если большинство ваших проектов связано с процессом бурения. Вот почему заточка сверл — важный навык, которому нужно научиться. Однако это может быть чрезвычайно сложно для некоторых людей, которые только начинают узнавать что-то о сверла и биты. К счастью, доступны различные устройства для заточки сверл, чтобы уменьшить количество догадок и упростить задачу.
Точно так же, как мы традиционно и вручную затачиваем биты различными способами, точилки для сверл также бывают разных форм. Это может быть насадка, с помощью которой вы будете затачивать биты с помощью другого оборудования (например, настольного шлифовального станка, ленточной шлифовальной машины или дрели) или электрической точилки с точильным камнем внутри станка. Но вопрос в том, все ли они работают одинаково? Ну нет.
При этом очень важно внимательно следить за своим выбором и внимательно изучать каждый из их атрибутов. Прежде чем приступить к делу, обязательно обратите внимание на важные моменты, которые вам необходимо учесть. Тип или форма точилки — это самая важная вещь, которую необходимо решить. Как уже было сказано, они обычно бывают двух видов: электрические и навесные.
Видимо, насадки более доступны по цене. Однако их использование обычно влечет за собой сложную кривую обучения и усилий, поскольку вы все равно будете вручную управлять и располагать биту под углом, который необходимо затачивать. Например, General Tools 825 — это прочное навесное оборудование, обеспечивающее непоколебимый баланс и контроль над процессом. Однако результат резкости бита будет зависеть от того, как вы будете выполнять процесс заточки.
С другой стороны, электрические точилки более нетребовательны, хотя есть еще некоторые настройки и корректировки, которые необходимо сделать перед процессом заточки. Drill Doctor DD750X-W 750X — хороший пример этого типа сверло точилка. Хотя подготовить бит и внести необходимые корректировки действительно непросто, на самом деле процесс займет не более 3 минут.
Вслед за этими вещами также необходимо проверить совместимость долот точилки, поскольку некоторые из них могут обслуживать только ограниченный размер долот. Стоимость, долговечность и бренд, конечно же, также являются важными факторами, которые должны повлиять на ваше решение.
При этом может быть довольно сложно найти «лучший» среди обширных вариантов на рынке. Тем не менее, это тоже может быть весело! Позвольте нам помочь вам и присоединиться к нам, когда мы исследуем уникальные конструкции и различные инновационные формы современных точилок для сверл.
Мы выбрали 5 лучших, доступных на Amazon, и после серии личных тестов и сравнений с каждым из представленных ниже товаров мы заверяем вас, что вы найдете лучший к концу этого увлекательного информативного чтения!
Лучшие точилки для сверл в сравнении и рейтинге
Точилки для сверл
Особенности
1. Drill Doctor DD750X-W 750X Точилка для сверл
станок для заточки сверл для тяжелых условий эксплуатации
электрическая точилка
точится за 3 минуты
2. Электрическая точилка для сверл GOODSMANN
интуитивно понятные настройки
электрическая точилка
для наиболее распространенных стилей и диаметров сверл
3. General Tools 825 Насадка для заточки сверл
насадка для точилки
подробные корректировки
отличные функции поддержки
4. Точилка для сверл Bosch S41
полагается на дрели для власти
использует скорость сверления от 2000 до 3000 об / мин
обозначенные отверстия для различных размеров бит
5. Портативная точилка для сверл CZS
очень доступный
простое использование
Шлифовальный круг из розового корунда
1. Drill Doctor DD750X-W 750X Точилка для сверл
Технические характеристики:
99% Всего
Бренд
Дрель доктор
Вес
3. 87 фунтов
Битовый диапазон
От 3/32 дюйма до ¾ дюйма
Электрогитара
Да
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Точилка для сверл для тяжелых условий эксплуатации.
Может затачивать биты от 3/32 дюйма до ¾ дюйма.
Легко создавать и удалять точки разделения.
Легко регулируется для получения нужной вам заточки.
Имеет шнур питания длиной 6 футов.
Спортивный магнитный двигатель, который постоянно производит постоянную мощность.
Минусы:
Настройка фрезы может занять некоторое время, но сам процесс заточки займет не более 3 минут.
Заключительный дубль:
Drill Doctor DD750X-W 750X — это универсальный набор, который вам понадобится для заточки самых разных сверл: из быстрорежущей стали, по камню, кобальту и сверл с луженым покрытием.
Поначалу это действительно выглядит устрашающе, но использовать Drill Doctor DD750X-W 750X действительно несложно. Просто вставьте сверло в патрон и закройте его. После этого вставьте патрон в порт выравнивания, просто нажав кнопку в верхней части порта, которая управляет зажимом. Он зафиксирует патрон при выполнении процедуры заточки.
Кроме того, у вас есть возможность отрегулировать угол заточки от 115 ° до 140 °. После того, как патрон и бит размещены, вам просто нужно отрегулировать положение биты с помощью ручки на задней стороне зажима.
Вращение ручки по часовой стрелке предназначено для легкой регулировки заточки, в то время как вращение против часовой стрелки дает больше силы при резке или заточке лезвий сверла.
Сразу после закрепления биты затягиванием рукоятки патрона ваше сверло готово к заточке. Не нужно больших усилий. Просто легкое нажатие на каждом повороте, и вы услышите, как машина работает на ваших долотах.
За 2–3 минуты вы можете легко затачивать сверла с насадкой или без нее. В каждом процессе заточки вы получите сверло, которое без труда сверлит металл! Самая быстрая и надежная точилка для сверл!
Проверить цену
2. Электрическая точилка для сверл GOODSMANN.
Технические характеристики:
98% Всего
Бренд
ГУДСМАНН
Вес
2. 36 фунтов
Битовый диапазон
1/8 «до 25/64»
Электрогитара
Да
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Очень просто и удобно.
Интуитивно понятная регулировка и маркированные отверстия для заточки спортивных бит.
Очень компактный корпус и удобный для переноски.
Рекомендуется для наиболее распространенных стилей и диаметров сверл.
Предлагает быстрый процесс заточки.
Минусы:
Подходит только для сверл ограниченного размера.
Заключительный дубль:
Эта электрическая точилка GOODSMANN подходит для бит диаметром от 1 до 8 мм (от 25/64 дюйма до 3/10 дюйма). Его использование намного проще по сравнению с Drill Doctor DD750X-W 750X. Он имеет набор из нескольких отверстий, которые подходят для битов разного размера. Они также имеют соответствующую маркировку для облегчения определения размеров.
Чтобы начать процедуру заточки, вам просто нужно опустить точильный камень, вращая ручку сверху против часовой стрелки, пока не достигнете максимального положения. Затем просто вставьте сверло в отверстие, которое плотно прилегает к нему, включите машину и поверните ручку по часовой стрелке, пока не начнется скрежет.
После запуска все, что вам нужно сделать, это поочередно затачивать стороны сверла. Просто слегка поверните бит влево и вправо, чтобы получить несколько цифр, и проверьте, соответствует ли оно вашим предпочтениям. Проделайте то же самое с другой стороной лезвия бита, повернув его на 180 градусов. Если вы думаете, что вам нужно повторить процесс еще раз, сделайте это. В конце концов, это довольно просто и никаких сложных настроек не требуется. Более того, на заточку бита у вас уйдет всего 9-10 минут! Победитель!
Проверить цену
3. Приставка для заточки сверл General Tools 825
Технические характеристики:
97% Всего
Бренд
Общие инструменты
Вес
0. 32 унций
Битовый диапазон
1/8 «до 3/4»
Электрогитара
Не применимо
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Подходит для бит от 1/8 «до 3/4» или от 3 до 19 мм.
Имеет подробные настройки, обеспечивающие высокую точность.
Имеет отличные опорные функции, которые удерживают сверло на месте во время процесса заточки.
Регулируется до 5 стандартных углов сверла.
Минусы:
Некоторым может быть сложно собрать и отрегулировать процесс заточки.
Заключительный дубль:
Перед покупкой General Tools 825 важно знать, что это всего лишь насадка, и вам понадобится настольный шлифовальный станок, который, как правило, сделает процесс заточки за вас. Следовательно, то, что продает это приложение, — это контроль и точность со стороны пользователей.
Чтобы установить его, вам нужно сначала прикрепить его к дереву, которое будет служить его основанием. Основное основание насадки специально спроектировано так, чтобы можно было толкать корпус вперед и назад, чтобы легко вынуть коронку после завершения заточки.
У насадки есть люлька, куда вы можете положить биту после ослабления крепежного винта. Он также поставляется с металлической опорой на острие корпуса, которая будет поддерживать сверло во время процесса заточки. Просто отрегулируйте опору, пока она не окажется за режущей кромкой сверла.
Кроме того, он имеет задний кронштейн, который дополнительно усиливает поддержку положения насадки, и винт, который упрощает регулировку и перемещение насадки. На нем также есть тисненые этикетки для угловых градусов, поэтому легко определить, что вам нужно.
После внесения изменений у вас теперь есть надежная насадка для заточки, которую вы можете использовать со своими шлифовальными кругами.
Он предлагает отличный контроль, перемещая насадку слева направо или наоборот. Головка насадки очень твердая. Никакого раскачивания. Просто плавные движения слева направо, которые позволят получить отличный опыт повышения резкости.
Как правило, заворачивание винта и регулировка действительно сложны. Это правда. Получение необходимой точности требует обучения, но как только вы овладеете этой насадкой, все будет проще простого.
Проверить цену
4. Точилка для сверл Bosch S41
Технические характеристики:
95% Всего
Бренд
Bosch
Вес
1. 32 фунтов
Битовый диапазон
2.5 к 10 мм
Электрогитара
Нет
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Настройка и установка очень просты.
Быстрый процесс заточки.
Портативный и легкий.
Имеет отверстия для битов различных размеров.
Спортивный прочный корпус.
Минусы:
Несмотря на то, что он имеет электропитание, процесс заточки занимает много времени, прежде чем вы достигнете необходимой резкости.
Заключительный дубль:
Bosch S41 работает с помощью дрели. Он принимает биты от 2.5 до 10 мм и предлагает угол заточки 118 градусов.
Настройка довольно проста по сравнению с Drill Doctor DD750X-W 750X и General Tools 825. Он поставляется с приводным элементом, который вы устанавливаете в патрон сверла, и после этого вы можете прикрепить сверло к самой точилке. Просто используйте зажимной винт, который закрепит соединение между сверлом и точилкой.
Он работает эффективно, устанавливая скорость сверла от 2000 до 3000 об / мин. После запуска процесс заточки во многом напоминает использование электрической точилки GOODSMANN. Просто вставьте сверло в отверстие, соответствующее его диаметру. Заточку сверла следует производить по одной режущей кромке с небольшим усилием. Быстро и просто.
Проверить цену
5. Портативная точилка для сверл CZS
Технические характеристики:
92% Всего
Бренд
CZS
Вес
9. 6 унций
Битовый диапазон
2.0 к 12.5 мм
Электрогитара
Нет
Долговечность и качество
производительность
функции
простота использования и удобство
Плюсы:
Очень портативный и легко хранится.
Самая доступная по цене точилка для сверл.
Изготовлен из АБС-пластика и шлифовального круга из розового корунда.
Легкое и простое использование.
Минусы:
Не рекомендуется для очень твердых бит.
Требуется время, чтобы правильно заточить биты.
Заключительный дубль:
Как и General Tools 825, этой портативной точилке для сверл CZS для работы необходим другой инструмент. Однако, по сравнению с последним, в котором используется настольный шлифовальный станок, этот полагается на отвертка дрель.
Использование, общее использование и настройка этой точилки очень просты. Вам просто нужно присоединить его стандартную шестигранную рукоятку 6.35 мм к сверлу и установить сверла на одну из трех доступных направляющих: от 2.0 до 5.0 мм, от 5.0 до 8.0 мм и от 8.0 до 12.5 мм. Размеры бит указаны на нижней части корпуса и имеют тиснение для долговечности.
После того, как все настроено, вы можете начать заточку, постепенно подталкивая сверло к движущемуся шлифовальному камню. Видимо, заточка бит с помощью этой точилки займет больше времени. Существует также кривая обучения, чтобы получить нужные вам сокращения. Тем не менее, проявив терпение и правильный угол, вы сможете затачивать биты по доступной цене.
Проверить цену
Лучшие точилки для сверл 2022 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: amazon.com
Сверла недешевы, но быстро затупляются. Независимо от того, сверлите ли вы плотную твердую древесину или закаленную сталь, некоторые сверла теряют остроту в течение нескольких минут после извлечения из упаковки.
Вместо того, чтобы выбрасывать затупившиеся сверла в мусорное ведро, вы можете восстановить их режущую кромку с помощью лучшего точила для сверл. Эти инструменты могут помочь сделать острие старого сверла, затачивая кончик под идеальным углом. Результатом является быстрое и чистое сверло, которое работает так же хорошо, если не лучше, чем новое. 9№ 0003
Независимо от того, выберете ли вы настольную электрическую точилку или насадку-шлифовальную машину, всегда найдется решение для затупившихся сверл. Ваши сверла прослужат намного дольше, если вы выберете лучший точилка для сверл из этого руководства.
ЛУЧШИЙ В ОБЩЕМ СЛУЧАЕ: Drill Doctor 750X Точилка для сверл
ПЕРВОЕ МЕСТО: Drill Doctor DD500X Точилка для сверл
ЛУЧШЕЕ СООТВЕТСТВУЮЩЕЕ СРЕДСТВО: 0X Точилка для сверл Doctor
Лучшая загрязняющая шлифовальная машина: TORMEK DBS-22 DSLIL BIT BIT SHORTER
Самый универсальный: РАБОТА
Фото: amazon.com
На что следует обратить внимание при покупке лучшей точилки для сверл
Давайте перейдем к делу; Есть некоторые вещи, которые вам нужно знать, прежде чем покупать лучшую точилку для сверл. Не все модели имеют одинаковые возможности или использование, поэтому вы должны быть уверены, что выбранная вами модель справится со своей задачей. Вот некоторые факторы, которые стоит учитывать.
Размер
Покупка точилки для сверл, которая подходит для всех используемых вами сверл, должна быть приоритетной задачей. В то время как почти все точилки могут обрабатывать маленькие и средние биты, только некоторые модели могут работать с большими. Биты диаметром более 1/2 дюйма стоят дорого, поэтому убедитесь, что ваша точилка может с ними справиться.
Вам также следует поискать точилку, которая подойдет для мелких бит. Хотя эти биты редко бывают дорогими (в зависимости от материала), они быстро тупятся и сразу же теряют свои характеристики. Вместо этого, имея под рукой одну из лучших точилок для сверл, вы сможете быстро заточить сверло размером до 3/32 дюйма.
Материал
Очень важно найти точилку для сверл, которая подойдет для выбранных вами сверл. Для большинства домовладельцев стандартная точилка для сверл подойдет для большинства сверл в вашей мастерской. Эти биты обычно состоят из стали или кобальта, и стандартные шлифовальные круги легко затачивают их.
Если вы покупаете высококачественные твердосплавные сверла, то стандартный шлифовальный круг не подойдет. Твердый сплав чрезвычайно твердый и требует алмазного круга для правильной заточки. Если у вас есть твердосплавные насадки, поищите точилку с алмазными дисками. Или купите приспособление для настольной шлифовальной машины, на которое можно установить алмазный шлифовальный круг.
Универсальность
В различных типах сверл используются режущие кромки, расположенные под разными углами. Биты, предназначенные для дерева, имеют агрессивные режущие кромки, позволяющие им быстро проходить через материал. Биты по металлу имеют более плоские углы, что позволяет им снимать более мелкие биты за раз без перегрева или сколов.
Хотя вы можете затачивать каждое сверло под одним постоянным углом, некоторые виды сверл лучше всего работают под определенными углами. Лучше иметь точилку, которую можно приспособить к сверлу. Стандартные углы составляют от 118 до 135 градусов, поэтому ищите точилку, которая позволяет переключаться между ними для максимальной универсальности.
Источник питания
Существует два популярных источника питания для заточки сверл; подключаемый электрический и приводной от дрели (который может быть электрическим или аккумуляторным).
Электрические точилки со сменными разъемами входят в комплект настольных точилок и адаптеров для настольных шлифовальных станков. Лучшие настольные точилки работают быстро и точно, не оставляя права на ошибку. Насадки шлифовального станка могут смещаться относительно вашего шлифовального станка, поэтому перед началом работы обязательно проверьте их точность. Комбинированный квадрат, скорее всего, добьется цели. После того, как вы их проверите, насадки для кофемолки также будут работать быстро и точно.
Точилки с приводом от дрели отлично подходят в крайнем случае, или если вы находитесь на строительной площадке и вам нужно немного заточить. Просто вставьте шпиндель шлифовального круга в дрель и поместите сверло в соответствующую канавку, и вы сразу же вернетесь к резке. Здесь есть место для ошибок, поскольку они не очень точны, но отлично справляются со своей задачей, если вы находитесь в затруднительном положении.
Советы по покупке и использованию лучших точилок для сверл
Сверла недешевы, но заточки тоже. Если вы не перебираете насадки постоянно, может быть полезно приобрести недорогую точилку с приводом от дрели, чтобы придать остроту насадкам. Вы обнаружите, что они неплохо справляются со своей задачей, и если вы не просверливаете прецизионные отверстия, они шлифуют полезную кромку.
Если у вас уже есть настольная шлифовальная машина, лучше всего использовать насадку. Они намного дешевле, чем настольные модели, и вы можете добиться тех же углов. Их настройка занимает немного больше времени, но вы не пожертвуете качеством, как только сделаете это.
Если важна простота эксплуатации, вам следует рассмотреть возможность приобретения настольной модели с электроприводом. Это самые надежные из конструкций точилок для сверл, и они позволят вам в кратчайшие сроки придать сверлу острую кромку.
Если вы не собираетесь часто затачивать насадки, выберите точилку с приводом от дрели.
Насадка-шлифовальная машина — отличный вариант, если у вас уже есть шлифовальная машина.
Настольная модель является наиболее надежной, поэтому выберите одну из них, если важна простота использования.
Наш лучший выбор
При покупке одного из этих инструментов нужно много усилий. Теперь, когда вы знаете, что искать в лучших точилках для сверл, заслуживают внимания станки из списка ниже. Они просты в использовании, точны и могут помочь вам избавиться от лучших (а иногда и дорогих) сверл из вашей коллекции.
Фото: amazon.com
Проверить последнюю цену
Если вы ищете настольную электрическую точилку для сверл, которая позволит вам максимально эффективно использовать старые сверла, обратите внимание на Drill Doctor 750X. Вы можете настроить точилку 750X на любой угол от 115 до 140 градусов, что означает, что эта точилка может работать практически под любым углом. Это также создаст кромку на конце сверла, называемую «разрезной» битой, которая создает острие для сверления точных отверстий. Drill Doctor 750X затачивает сверла размером от 3/32 дюйма до 3/4 дюйма, что делает его универсальным для любого сверла, которое может использовать домашний мастер. Он также поставляется с алмазным кругом, поэтому шлифовка свежих кромок на твердосплавных битах не является проблемой.
PROS
Отчит биты от ³⁄₃₂ до ¾ дюйма
Край для ремонта на сломанных битах
модернизированные модели для больших буровых битов
Cons
909999997
CONS
.
Функция разделения лезвий сложна в использовании
Фото: amazon.com
Проверить последнюю цену
Если вам нужна надежная точилка для сверл, DD500X от Drill Doctor — это то, что вам нужно. Эта точилка для сверл имеет два предустановленных угла 118 и 135 градусов. Эти предустановки позволяют вам выбрать правильный угол для вашего сверла, не беспокоясь, если вы отклонитесь на градус или два. Он поставляется с алмазным шлифовальным кругом для легкой обработки быстрорежущей стали, кобальта или карбида. Он также может «расколоть» конец сверла, что позволит более точно просверлить отверстие. Он может затачивать сверла диаметром от 3/32 до 1/2 дюйма, что позволяет работать с большинством сверл из стандартного набора.
PROS
Отличная модель для битов среднего размера
Отчитывает биты в диапазоне от «³⁄₃₂ до ½ дюйма
может создать обратную точку
CONS 9003
909090909999997
CONS 9003
90
CONS 09090909090990990009
. практика для достижения правильного угла
Нет монтажных отверстий для крепления
Фото: amazon.com
Проверить последнюю цену
Заточка сверл — это прежде всего экономия денег, и Drill Doctor DD350X сделает это снова и снова . Эта недорогая точилка для сверл позволяет сделать новые заточки под углом 118 градусов на старых затупившихся сверлах. Он может обрабатывать сверла любого размера от 3/32 до 1/2 дюйма и поставляется с двумя алмазными дисками, которые помогут вам максимально эффективно использовать точилку. Поскольку он не создает точек разделения, Drill Doctor сделал его более компактным, чтобы он мог стоять на полке, не мешая вам. Нет регулировки угла наклона, что делает его отличным инструментом, если вы ищете простую и незамысловатую точилку для сверл.
Pros
Keeps drill bits cool as they’re sharpened
Sharpens bits ranging from ³⁄₃₂ to ½ inch
Limited adjustments make it easier to learn and use
Cons
Might плохо работает с ударными сверлами
Фото: amazon.com
Узнать последнюю цену
22 стоит проверить. Эта точилка для сверл позволяет регулировать угол наклона от 9 доот 0 до 150 градусов и имеет регулируемый угол разделения. Результатом является полностью индивидуальное сверло, невероятно точное и быстрорежущее. Он может обрабатывать сверла размером от 1/8 дюйма до 7/8 дюйма, обеспечивая превосходный диапазон для работы. Вы можете использовать это приспособление с любым типом сверл, но вы должны быть уверены, что используете алмазный шлифовальный круг для твердосплавных сверл.
Pros
Заданные углы помогают повысить точность
Симметричные края резания каждый раз, когда
делает четыре балла для дополнительной производительности
отчи Он в диапазоне от ⅛ до ⅞ дюйма
Мину
Несколько сложный, чтобы узнать на первом
90
.
Узнать последнюю цену
Точилка для ножей и точилка Work Sharp может выручить вас в трудную минуту. Хотя эта модель не предназначена специально для заточки сверл, она может быстро наточить сверло и вернуть вас к работе в спешке. Он оснащен лентой с зернистостью 6000, которая вращается со скоростью до 2800 об / мин, что позволяет вам наносить исправную кромку на сверло из быстрорежущей стали или кобальта. Хотя вы, возможно, не сможете воспроизвести точный угол вручную, вы подойдете достаточно близко, чтобы эффективно сверлить большими сверлами. Он также справится со всеми вашими потребностями в заточке ножей и ножниц, а также стамесок и других режущих инструментов, хотя твердосплавные биты, вероятно, слишком сложны для этого инструмента.
Pros
Настраиваемые настройки угла
Управление переменной скоростью до 2800 об / мин
Гибкие абразивные ремни для оттоки.
Фото: amazon.com
Проверить последнюю цену
Если у вас уже есть настольная шлифовальная машина, насадка для заточки сверл General Tools 825 — это доступный способ позаботиться о груде затупившихся сверл. Это приспособление крепится болтами к рабочей поверхности и использует сторону шлифовального круга для создания острых кромок на старых сверлах. Он будет работать для бит от 1/8 дюйма до 3/4 дюйма и регулируется для различных углов сверления. Он имеет несколько регулировок, одна из которых регулирует высоту сверла. Эта регулировка позволяет медленно подкрадываться к идеальному углу для максимальной точности. Чтобы создать идеально отцентрованную точку, просто переворачивайте сверло между каждым проходом.
PROS
Работая под любым углом и на контр -кишках
Повороты шеи с обеих сторон
Работают на бури. к электрической скамье или плоскошлифовальному станку
Инструкции могут быть неадекватными
Наш вердикт
Для мощной заточки сверл, которая может затачивать сверла широкого диапазона размеров, выберите модель Drill Doctor 750X, которая может затачивать ³⁄₃₂ — до бит ¾ дюйма. Мы также рекомендуем Drill Doctor 350X, если вам нужна заточка сверл наиболее распространенных размеров по более низкой цене.
Как мы выбирали лучшие точилки для сверл
Эти рекомендации содержат ряд возможностей для заточки сверл различных размеров. Некоторые точилки для сверл могут вмещать сверла размером от ³⁄₃₂ дюйма или до 1½ дюйма. Поскольку у пользователей есть уникальные потребности, в этот список включены точилки, которые подходят почти для всех часто используемых сверл.
Мы сузили наше исследование, включив в него устройства для заточки сверл, которые имеют только выбранное количество углов для сверления или диапазон регулируемых углов, хотя дополнительные настройки также могут усложнить работу. Каждый выбор в нашем списке содержит онлайн-видео, которые можно использовать, чтобы помочь пользователям научиться правильно использовать точилку. Наконец, мы включили рекомендации с различными ценовыми категориями и уровнями профессионального качества как для любителей, так и для профессионалов.
Преимущества владения станком для заточки сверл
Если вы постоянно работаете в магазине или на стройплощадке, наличие собственного станка для заточки сверл может сэкономить вам немало денег. Вместо того, чтобы выбрасывать старые насадки, вы можете тут же заточить новую кромку или отложить их в сторону и потратить час на заточку всего набора, пока они не станут как новые.
Острые сверла сверлят быстрее и точнее. Когда кончик сверла затупляется, оно не вонзается точно туда, куда вам нужно, а также просверливает кривые или удлиненные отверстия. Острое сверло просверлит прямо вниз и создаст идеально круглое отверстие практически в любом материале. Наличие собственной точилки для сверл позволит вам содержать сверла в отличном состоянии.
Точилки для сверл могут сделать использование сверл более безопасным. Если вы сверлите тупым сверлом, вам придется приложить больше усилий, чтобы добиться какого-либо прогресса. Меньшее сверло может легко сломаться под давлением, что иногда отбрасывает осколки сверла. Хотя вы всегда должны носить защитные очки, летящие куски металла никогда не бывают безопасными. Точилка поможет убедиться, что вам не нужно прилагать много усилий к бите.
Имея собственную точилку для сверл, вы сэкономите на покупке новых сверл.
Заточка лезвий делает их более точными.
Острые биты делают их более безопасными.
Часто задаваемые вопросы
Если вы давно хотели знать о точилках для сверл, вы не одиноки. Многие потратили деньги на новые биты, когда старые приелись. Теперь, когда вы немного знаете о лучших точилках для сверл, у вас могут возникнуть дополнительные вопросы. Ниже приведены наиболее часто задаваемые вопросы и ответы о точилках для сверл. Если вы не нашли ответ здесь, обратитесь к производителю точилки.
В: Стоит ли затачивать сверла?
Все насадки стоит затачивать, если у вас уже есть точилка. Однако не стоит покупать точилку, чтобы заточить стальное сверло диаметром 1/8 дюйма.
В: Как вы используете точилку для сверл?
Каждая точилка отличается, но вы или приспособление держите насадку под определенным углом относительно шлифовального круга. Шлифовальный круг удаляет металл с кончика сверла до тех пор, пока край не станет острым.
В: Под каким прямым углом следует затачивать сверла?
Два наиболее распространенных угла — 118 градусов и 135 градусов, хотя есть биты, которые используют другие углы.
В: Можно ли затачивать титановые сверла?
Можно, но они уже никогда не будут такими же эффективными. Биты из титана имеют покрытие, которое шлифовальный круг удалит при заточке. Это не значит, что биты не годятся; у них просто не будет твердого покрытия, которое делает их такими полезными.
Лучшие точилки для сверл
Вместо того, чтобы выбрасывать затупившиеся сверла, используйте одну из этих удобных точилок для сверл, чтобы они всегда были готовы к работе.
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 9
через amazon.com
Покупка точилки для сверл
Качественные сверла стоят недешево. И как только они затупятся, они станут неэффективными и с большей вероятностью будут «гулять» и повреждать вашу заготовку.
К счастью, хорошая точилка для сверл может не только восстановить их форму, но и оживить сверла, которые сломались пополам во время агрессивного использования.
Если вы много сверлите, разумно купить точилку для сверл. Это экономит ваше время, потому что вы не будете тратить минуты на то, чтобы вбить тупую фрезу в заготовку. И это экономит ваши деньги, потому что вы не выбрасываете ненужные вещи все время.
Существует больше типов точилок для сверл, чем вы думаете. Некоторые из них более полезны, чем другие, в зависимости от ваших конкретных битов и уровня опыта. Убедитесь, что вы выбрали лучший для вас. Вот что нужно искать:
Тип точилки: Существует два типа точилки: специализированная точилка или настольная шлифовальная машина. Специальные точилки созданы специально для сверл, их легко настроить и использовать. Настольные шлифовальные станки для заточки сверл предназначены для общего шлифования инструментов; они не такие интуитивно понятные и требуют больше практики для правильного использования. У настольных шлифовальных станков гораздо больше возможностей для ошибок пользователя, и я бы не рекомендовал их неопытным домашним мастерам.
Размер сверла: Убедитесь, что ваша точилка подходит ко всем сверлам из вашей коллекции или, по крайней мере, к тем, которые вы используете чаще всего. Большинство точилок могут работать с наиболее часто используемыми битами. Но как только вы приступите к работе с более крупными битами — размером более 1/2 дюйма — обратите пристальное внимание на максимальную мощность вашей точилки.
Материал сверла: Материалы и отделка различаются, поэтому убедитесь, что выбранная вами точилка эффективно работает с вашими сверлами. Для твердосплавных насадок убедитесь, что ваша точилка оснащена соответствующим алмазным шлифовальным элементом.
Тип сверла: Сверла по дереву и металлу имеют наконечники с разными углами, поэтому точилку необходимо приспособить для использования в обоих случаях. Наиболее распространенный угол для насадок общего назначения составляет 118 градусов, поэтому ваша точилка должна соответствовать этому углу. Биты с раздельным лезвием требуют специальной точилки для создания наконечников.
2 / 9
через amazon.com
Лучшая профессиональная точилка для сверл
Это не самый дешевый вариант в нашем списке, но если вы ищете точилку, которая может работать с широким набором сверл, Drill Doctor 750X — отличный выбор.
В отличие от других точилок, которые предлагают один или два угла, вы можете настроить эту точилку на любой угол от 115 до 140 градусов. 750X достаточно большой, чтобы принимать биты размером до 3/4 дюйма, и он может создавать или заострять биты с разделительной точкой.
Купить сейчас
3 / 9
через amazon.com
Лучшая точилка для сверл для начинающих
Если вы новичок в домашнем хозяйстве и вам не нужна высококачественная точилка для сверл, обратите внимание на доступную по цене точилку Drill Doctor 350X. Несмотря на низкую цену, он оснащен алмазным кругом и прост в использовании. Однако эта точилка для сверл может создавать только углы в 118 градусов, так что имейте это в виду, если вам нужно работать с битами под углом 135 градусов.
Купить сейчас
4 / 9
через amazon.com
Самая универсальная точилка для сверл
Что касается универсальности, трудно превзойти Drill Doctor X2 с его двухскоростным двигателем. В дополнение к специальному порту для заточки бит эта точилка включает в себя отдельные направляющие для заточки ножей, ножниц и других режущих инструментов. Чтобы заточить сверла, вставьте сверло в патрон, вставьте его прямо в точильный порт и начинайте заточку!
Купить сейчас
5 / 9
через amazon.com
Лучший в целом точилка для сверл
Точилка Drill Doctor 500X — это наш лучший выбор, независимо от уровня вашей квалификации, благодаря средней цене и разнообразию используемых насадок.
Эта точилка справляется практически с любыми материалами, включая карбид, черную окись и быстрорежущую сталь, и может создавать наконечники с разрезным острием. Он не предлагает таких впечатляющих угловых диапазонов, как Drill Doctor 750X, но вы можете создавать важные углы в 118 и 135 градусов.
Купить сейчас
6 / 9
через amazon.com
Лучший односкоростной настольный шлифовальный станок
Этот недорогой настольный шлифовальный станок Wen BG4276 оснащен двумя шлифовальными кругами за небольшую часть стоимости аналогичных вариантов. Большое регулируемое рабочее освещение обеспечивает четкий обзор обрабатываемой детали. С помощью кругов с зернистостью 60 и 36 вы можете затачивать множество инструментов, а также сверла.
Примечание. В прилагаемых кругах отсутствуют алмазы, необходимые для эффективной заточки твердосплавных насадок.
Купить сейчас
7 / 9
через amazon. com
Лучший компактный настольный шлифовальный станок
Этот шестидюймовый DeWalt DW756 способен решать различные задачи по заточке, включая заточку сверл. Защитные ограждения уменьшают вероятность опасного разлетающихся осколков и искр, а регулируемые опоры для инструментов позволяют легко надежно расположить то, что вы затачиваете. Благодаря чрезвычайно прочному чугунному корпусу этот небольшой, но мощный инструмент может выдерживать тяжелые нагрузки.
Купить сейчас
8 / 9
через amazon.com
Приспособление для заточки сверл General Tools 825
Если вы планируете затачивать сверла с помощью настольного шлифовального станка, то это приспособление General Tools 825, надежно закрепленное на столешнице, обеспечит вам точные точки и точные углы.
Вместо того, чтобы держать биты в руке, эта насадка держит их для вас. Его простые настройки регулировки позволяют легко выбрать угол, хотя он не идеален для использования с битами размером менее 1/8 дюйма.
Фрезы для фрезерного станка по металлу: какие бывают, виды, цена
Фрезы по металлу применяют для высокопроизводительной грубой обдирки заготовок и финишной доводки с высокой точностью и чистотой поверхности. Многолезвийный инструмент классифицируется по нескольким параметрам. Его форма зависит от технологической операции, которую он выполняет.
Содержание:
1 Основные принципы классификации инструмента
1.1 Материал изготовления
1.2 Направление обработки
1.3 Вид заточки
1.4 Конструкция
2 Местонахождение режущих кромок
3 Какие бывают?
3.1 Дисковые
3.2 Торцевые
3.3 Цилиндрические
3.4 Угловые
3.5 Концевые
3.6 Фасонные
3.7 Червячные
3.8 Кольцевые
3.9 Трехсторонние
3.10 Пазовые
3.11 Отрезные
3.12 Концевые и угловые
3.13 Монолитные
3.14 С напаянными коронками
3.15 Под Т-образные выемки
3. 16 Шпоночные
3.17 Конические
3.18 Сферические
4 Как правильно подобрать нужный тип?
5 Особенности выбора для станков с ЧПУ
Основные принципы классификации инструмента
Фрезы – многолезвийный режущий инструмент, обрабатывающий детали при вращении вокруг своей оси. На фрезерных станках выполняется большой объем различных операций. Под каждый вид свой инструмент.
Фрезы классифицируют по нескольким признакам:
размер – диаметр;
количество лезвий;
материал режущих кромок;
направление;
заточка;
конструкция;
крепление пластин;
форма режущих кромок.
Независимо от конструкции, инструмент имеет рабочую часть, хвостовик, закрепляющийся в шпинделе или цанге и шейку – зауженный участок между ними.
Читайте также: фрезерный станок 6Т80Ш описание и технические характеристики
Материал изготовления
Режущие кромки фрез изготавливают из инструментальных сталей:
углеродистых;
легированных;
быстрорежущих.
Обработка заготовок из отожженных и нормализованных сталей – мягких и средней твердости, используют инструмент с рабочей частью из металла марки У12А, 9ХС, ХГ, ХВГ и ХВ5. Режим работы на малых подачах. Для обработки на ускоренной подаче, используют фрезы из Ст Р18 или заменяют их менее износостойкими из Ст Р9.
Высоколегированные, жаропрочные и нержавеющие стали обрабатывают фрезами из быстрорежущих сталей Р9К10 – основной легирующий элемент кобальт и Р18Ф2 с добавлением ванадия.
После закалки финишная обработка поверхности производится сборными фрезами с пластинами:
Справка! Режущие кромки делают из твердых сплавов с высокой износостойкостью. Хвостовики фрез из пластичного металла с высоким сопротивлением на кручение и удар: Ст 45, Ст 40Х, инструментальные У8, У10.
Направление обработки
Направление вращения фрезы при обработке устанавливается:
правое – по часовой стрелке;
левое.
Оно определяется заточкой фрезы, позиционированием режущей кромке.
Справка! Если в маркировке фрезы не указано направление, то это стандартный инструмент с правым рабочим вращением.
Вид заточки
При заточке снимается слой твердого металла, восстанавливается острота режущей кромки и угол реза к. Толщину снятия определяют образовавшиеся во время работы сколы, зазубрины, заусенцы. Они должны полностью уйти. Большинство видов фрез имеют длинную линию режущей кромки. Необходимо выдержать конфигурацию и размер по всей длине. Ручная заточка инструмента невозможна.
В зависимости от формы зуба заточка производится разными способами:
по передней поверхности;
затыловка;
контурная.
По передней поверхности затачиваются зубья с перпендикулярным расположением кромки относительно контура – впадины, у которых угол ɣ равен 0. Наклонный зуб с углом ɣ ˃ 0, затачивается по затыловочной поверхности.
Справка! При затыловке инструмента, диаметр фрезы уменьшается.
Фасонные, торцевые и другие инструменты для обработки одновременно в 2 и более плоскостях, имеют несколько линий режущих кромок. Они затачиваются по контуру. Точность контура гарантирует применение шаблона или использование заточного оборудования с ЧПУ или специальной программой.
Важно!
Некоторые фрезы, предназначенные для глубокой фрезеровки и создания сложных конфигураций, затачиваются по контуру или передней поверхности с затыловкой. Это обеспечивает свободный отвод стружки.
Конструкция
Конструкция инструмента зависит от его размеров и типа:
цельные — монолитные;
сборные – наборные;
составные.
Цельные изготавливаются из одного куска инструментальной стали. К ним относится инструмент небольших размеров для обработки металла средней твердости. Сборные фрезы имеют корпус с легированной стали и приваренный к нему хвостовик с конусом. Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Местонахождение режущих кромок
Расположение режущих кромок зависит от назначения и конфигурации инструмента:
боковое;
нижнее;
фигурное;
комбинированное.
Для фрезеровки по плоскости, отрезки и вырезки канавок достаточно иметь одну кромку. Вырезка прямых и фигурных пазов, зубьев и других сложных элементов производится одновременно по нескольким поверхностям.
Какие бывают?
Фрезерный станок по металлу – универсальное оборудование, на котором производится большое количество разнообразных операций.
Дисковые
У дисковых пил диаметр превышает толщину в несколько раз. Они изготавливаются цельными из инструментальной стали, предварительно прошедшей упрочнение ковкой и нормализацию. По назначению делятся:
отрезные;
прорезные.
Отрезной инструмент имеет наклонный зуб. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Отрезные дисковые фрезы диаметром от 1200 мм используются для резки горячего металла на прокатных станах, квадрат сечением 200×200 и больше. Малыми дисковыми пилами 200–400 мм раскраивают холодные заготовки на фрезерных и отрезных станках. Прорезные фрезы имеют прямой зуб, с контуром, обратным по форме прорезаемой канавки.
Торцевые
Инструмент предназначен для предварительной обработки заготовки. Высокую производительность обеспечивает наличие 2 режущих кромок:
торцевой;
боковой.
Большая часть фрез сборные. Пластины крепятся болтами. Во время снятия большой толщины металла, стружка снимается одновременно по 2 плоскостями.
Важно!
При замене пластин они выставляются по плоскости и проверяются на радиальное биение.
Цилиндрические
Инструмент имеет форму цилиндра, высота превышает диаметр. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Угловые
Режущие кромки угловых фрез представляют собой усеченный конус с широким основание и вершиной в сторону хвостовика. Применяются для снятия фасок и обработки краев. Режущая кромка располагается по боковой поверхности. Могут быть цельными и сборными.
Концевые
Концевые фрезы имеют цилиндрическую форму с основной режущей плоскостью по торцу и вспомогательными боковыми. Используются для зачистки поверхности в выборках и пазах.
Важно!
Угол заточки концевых фрез влияет на удаление стружки с зоны реза. Наклон режущей кромки увеличивается вместе с диаметром инструмента, начиная с 30⁰.
Фасонные
Инструмент с фигурными режущими кромками, повторяющий форму паза. Фреза сборного типа с заточкой по шаблону.
Червячные
Червячные фрезы составные по конструкции, предназначены для нарезки зубчатых колес, шестерен. На цилиндрическом корпусе рядами по спирали расположены фигурные пластины. Форма пластины повторяет выемку между зубьями детали. Исполнение левое и правое, в зависимости от наклона зуба детали.
Важно!
Червячные фрезы устанавливают на зубофрезерные станки. Они выделены в отдельную группу и имеют первую цифру маркировки 5.
Кольцевые
Полые фрезы цилиндрической формы с заточкой по торцу и нитями спиральных режущих кромок. Имеют второе название – корончатые сверла.
Трехсторонние
Фигурная заточка с режущими кромками с 3 сторон. Предназначены для выборки сквозных канавок, шлицов.
Пазовые
Для вырезки пазов применяют фрезы с обратной формой выборки. Модели цельные или с приваренным хвостовиком.
Отрезные
Тонкие дисковые пилы с острозаточенным зубом. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.
Концевые и угловые
Концевые и угловые модели имеют режущую кромку под углом 45⁰ и заточены по торцу. Предназначены для обработки торцов, снятия фасок, создания фигурных поверхностей.
Монолитные
Монолитные фрезы изготавливаются из цельного куска инструментальной стали. Предназначены для обработки заготовок средней твердости. Режущие кромки по радиусу и торцу.
С напаянными коронками
Обработка твердосплавных и закаленных деталей затруднена, деталь тверже инструментальной стали. Для мелких изделий из высоколегированных сталей применяется особо твердый алмазный инструмент. На составные фрезы напаиваются режущие пластины – коронки ВК и ТК, чтобы обработать детали размером более 200 мм.
Под Т-образные выемки
Фрезеровка сквозных Т-образных пазов и выемок производится сборной фрезой с 2 цилиндрическими поверхностями. Режущие кромки располагаются по бокам и по торцам нижней широкой части инструмента. Радиус фрезы соответствует ширине паза.
Справка! При отсутствии фрезы нужной конфигурации, паз делается в несколько проходов. Сначала прорезается узкая часть на всю глубину, выбирается широкое основание.
Шпоночные
Паз под шпонку выполняется цельной фрезой, у которой заточены боковые режущие кромки точно в размер ширины выборки и торец. В начале работы фреза используется как сверло, углубляется на нужную глубину. Затем поступательным движением вращающегося инструмента выбирается паз нужной ширины и формы. Срезается металл с боков и одновременно зачищается дно.
Конические
Конические фрезы могут быть цельными и наборными. Угол наклона режущей кромки положительный с вершиной конуса в сторону хвостовика, отрицательный, при обратной направленности.
Сферические
Дисковые фрезы с кромкой сферической формы используют для создания полукруглых канавок. Они изготавливаются цельные и составные с заточкой по контуру.
Как правильно подобрать нужный тип?
Фрезы подбираются в зависимости от технологической операции, которую надо выполнить:
грубая обдирка заготовки – торцовые наборные и концевые обдирочные;
Основной характеристикой инструмента является его размер и допуск.
Особенности выбора для станков с ЧПУ
На станках с ЧПУ производится предварительная и чистовая обработка деталей. Инструмент используется с коническим хвостовиком, типа:
цилиндрические;
шпоночные;
дисковые;
торцовые;
фигурные.
Фрезы должны быстро меняться и выставляться в шпинделе с большой точностью. Фрезы по металлу отличаются размерами, от инструмента сечением в 2–3 мм, до огромных специальных конструкций, имеющих 600–800 мм в диаметре.
Они представлены большим количеством видов, позволяют изготавливать детали сложной формы. Необходимо правильно подобрать соответствующий инструмент, для создания элемента нужной конфигурации и размера.
Фрезы по металлу для фрезерного станка: виды, характеристики
Оглавление:
Конструктивные особенности
Именитые производители фрез для обработки металла
Критерии выбора инструмента
Самостоятельная заточка фрез
Видео: Уроки фрезерования или как идеально заточить донышко фрезы
Конструктивные особенности
Фреза – металлорежущий инструмент, работающий за счет вращательно-поступательных движений. В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
Фрезы по металлу
Большое разнообразие и широкий спектр применения позволяет постоянно вносить изменения в их геометрию и конструкцию. Усовершенствования касаются преимущественно концевых фрез – изменяются угол наклона винтовых зубьев, за счет чего повышается эффективность отвода стружки во время работы с металлом. Современные концевые инструменты для станков имеют стандартный угол наклона, равняющийся 30 градусам. В международной практике использования фрез по обработке металлических деталей и уступов применяются фрезы с таким углом наклона:
Для деталей с диаметром 4-25 мм применяются фрезы с углом наклона 35 градусов;
Заготовка диаметром 25-30 обрабатывается инструментом с углом наклона 40 градусов;
Детали с диаметром 30-50 обрабатываются инструментом с углом наклона зубьев 45 градусов.
Концевые фрезы для копировально-фрезерных станков
Концевые фрезы испытывают значительные трудности при обработке жаропрочных и титановых сплавов, а также вязких и труднообрабатываемых материалов. Поэтому для концевых фрез производят подточку поверхности по всей длине с целью повышения качества резьбы.
Концевые фрезы по металлу
Что касается обработки многотонных заготовок, то для их обработки применяются концевые фрезы больших размеров. Например, для отделки детали общей массой 1 т. применяют фрезы, весящие больше 170 кг.
Именитые производители фрез для обработки металла
Заточки по металлу производятся в разных уголках мира. Поэтому все разнообразие условно можно разделить на несколько регионов производства:
Российские заточки производятся по устаревшей технологии, однако, они отличаются качеством используемых материалов (ресурсная база России позволяет не использовать низкокачественные добавки). Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин
институт инструмента, расположенный в Москве на ул. Семеновской, 49 и Волгоградский инструментальный завод, расположенный в Волгограде;
Европа – лидер по производству фрез для фрезерного станка. На современном этапе европейские технологии ушли далеко вперед благодаря неоценимому вкладу германской компании BOSCH. На счету компании находится 5422 патента по всему миру и около 6,3 млрд долларов инвестиций. Компания гордоФрезы JET-POWER
носит титул лучшего мирового бренда по производству инструментов по металлу и расходных материалов к ним;
Фрезы американского происхождения по качеству приравниваются к европейским, однако, сильно уступают по популярности из-за дороговизны транспортировки. Следует отметить компанию JET, производящую фрезы по металлу. Ее резцы изготавливаются исключительно из высокопрочных материалов – алмаза, титана или легированной стали. Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу.
Критерии выбора инструмента
При выборе заточки для станка внимание следует обращать на разные факторы. Опытные работники сформировали правила выбора фрез:
Производитель. Рекомендуется остановить свой выбор на проверенных временем брендах. Фрез по металлу, купленный у именитого производителя, гарантирует качественную обработку, долгий срок службы и точность резьбы. Именитыми считаются следующие компании: Bosh, JET, Stayer, Metabo, Глобус, Корвет, Инструмент–сервис; Фрезы концевые, фрезы шпоночные, фрезы трехсторонни, фрезы торцевые, фрезы червячные, фрезы отрезные, фрезы радиусные
Принцип работы станка. На этот параметр также следует обращать внимание. Предназначение заточки рекомендуется устанавливать у продавца. На современном этапе в сфере обработки металла используются станки такого типа: полуавтоматические, автоматические и ручные;
Внутреннее крепление. Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон; Диаметр фрез
Диаметр. Этот параметр подбирается индивидуально: кому-то удобнее работать с большим инструментом, а кому-то, наоборот – с миниатюрной моделью;
Качество заточки – один из важнейших параметров. Качественно заточенная фреза по металлу позволяет увеличить эффективность обработки металлических изделий и сократить время на работу с заготовкой. Заметим, что производители часто экспериментируют, создавая уникальные заточки. Практика показала, что для домашнего станка лучше подбирать «классические» варианты фрез, а не уникальные авторскиеВиды твердосплавных фрез
работы;
Материал. Срок службы инструмента по металлу зависит от используемого материала. Крайне не рекомендуется выбирать фрезы из мягких сплавов, предпочтение лучше отдать твердосплавным конструкциям или закаленной стали. Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна;
Стоит отметить, что для домашних работ можно выбирать фрезы по металлу из низкокачественных материалов, поскольку покупка титанового или чугунного товара выльется в круглую сумму, если инструмент нужен всего лишь для одного использования.
Самостоятельная заточка фрез
Отечественные и зарубежные производители выпускают сотни тысяч фрез, классифицирующихся по типу резки и формам. Сложная технология изготовления вносит немало неудобств в самостоятельную заточку фрез по металлу. Рассмотрим разные способы заточки.
Заточка фрез
В зависимости от материала, из которого изготавливается объект заточки, подбирается круг из эльбора, зеленого кремния, алмаза или электрокорунда. Алмазные и кремневые круги применяются для заточки резцов из твердых сплавов. Электрокорундовые способы обработки применяются к фрезам по дереву и металлу. Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Использование абразивных кругов требует охлаждения рабочей поверхности станка и самого материала. Поэтому под рукой всегда должно стоять ведро с холодной водой. Накал до 1000 градусов уменьшает эффективность заточки в 3 раза. Дальнейшее накаливание приводит к ухудшению качества обработки детали в геометрической прогрессии. Добавьте немного мыла в воду, чтобы холодная жидкость не провоцировала развитие коррозии и ржавчины.
Заточка инструмента с применением наждачного-тарельчатого круга
Свою первую заточку делать рекомендуется под присмотром опытного мастера. В противном случае следует отказаться от затеи самостоятельно наточить инструмент. Если же вы решились на заточку своими руками, то вам необходимо усвоить несколько правил:
Лучшим решением для заточки инструмента по металлу будет специализированный станок. Рассмотрим модель E-90 DAREX. Фреза устанавливается в станок исходным положением, при котором игла располагается возле хвостовика. На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой.
DAREX E-90
Станок включается в электрическую сеть и вводится в эксплуатацию. Оператор должен медленно подвигать фрез к рабочей поверхности станка. Дальше регулируется уровень снимаемого металла, обычно, этот параметр составляет 25–50 мкм.
Каждый зуб рекомендуется протянуть по металлу от начала до конца, пока он полностью не спрыгнет с иглы. Оператор не должен забывать следить за тем, чтобы инструмент во время заточки находился на игле в нужном месте. Обработанный инструмент очищается от опилок и охлаждается в воде.
Видео: Уроки фрезерования или как идеально заточить донышко фрезы
Похожие статьи
8 Лучшие фрезы, используемые в процессе обработки
Фрезерование лучше всего определяется как процесс резки, при котором мы используем фрезу с несколькими вращающимися режущими поверхностями для удаления материала с поверхности заготовки или металла. Доступные во многих формах и размерах, эти фрезы, используемые в нескольких фрезерных станках , играют жизненно важную роль в этом процессе. Сегодня это наиболее часто используемый процесс в промышленности и механических мастерских. Выбрать фрезу непросто. Вы должны думать об их диаметре, материале, из которого они сделаны, и т. д. при выборе фрезы.
Типы фрез
Ниже приведены различные типы фрез, которые мы используем в различных фрезерных станках.
Также называется плоскостным фрезерованием, фрезерованием плит или плоскостным фрезерованием. Слябовые мельницы изготовлены из быстрорежущей стали. Они в основном используются в процессах группового фрезерования и для обработки поверхностей как широкой, так и большой формы. Применяется при фрезеровании плоских поверхностей с осью фрезы, параллельной фрезеруемой поверхности. Обработка обычно производится зубьями на цилиндрической поверхности фрезы.
2) Торцевая фреза
С этим типом фрезы обработка выполняется зубьями на плоской поверхности фрезы. Готовая поверхность обычно перпендикулярна оси фрезы. По бокам имеются режущие зубья.
Еще одной интересной особенностью этой фрезы является наличие карбидных вставок золотого цвета, которые можно менять. Вы также можете заменить его на более новый, когда один из наконечников будет поврежден. Цементированный карбид в нем также называется индексируемой карбидной вставкой.
3) Концевая фреза
Этот резец, используемый для обработки лицевых и боковых сторон металлических деталей и предметов, имеет вращающийся режущий инструмент с цилиндрическим хвостовиком с зубьями на конце. Он больше используется в процессах вертикального фрезерования. Для создания концевых фрез используется быстрорежущая сталь (HS или HSS) или твердый сплав.
При повышении температуры быстрорежущая сталь не теряет своей твердости. Следовательно, быстрорежущая сталь используется для изготовления концевых фрез из-за лучшей твердости. Концевые фрезы в основном используются при копировальном, плунжерном и торцевом фрезеровании.
4) Концевая фреза для черновой обработки
Этот тип фрез, широко известный как «риппа», используется, когда вам нужно удалить больше материала с заготовки. Используемые в различных промышленных приложениях, они более выгодны с коммерческой точки зрения.
5) Полая фреза
Эти фрезы выглядят как труба с более толстыми стенками. Режущие зубья полых фрез обычно располагаются на внутренних поверхностях. Его использование в основном в винтовые машины .
6) Ползунковые и торцевые фрезы
Самый ранний тип фрез, обнаруженных в 1800 году. Имеются различные формы и размеры, режущие зубья доступны на периферии и по бокам. Торцевой и боковой резак делает одностороннюю резку простой и эффективной.
7) Резьбовая фреза
Резьбовые фрезы, используемые в основном в различных отраслях промышленности, очень дороги и работают так же, как и концевые фрезы. Двигаясь по спирали по металлической поверхности, он удаляет материал с заготовки. Благодаря винтовому движению, которым он обладает, его легко идентифицировать.
8) Фрезы
В фрезах присутствуют невращающиеся резаки. Двойные фрезы или фрезы относятся к фрезам с двумя невращающимися фрезами. Высокая эффективность и облегчение процесса резки. Сравнительно, намного дешевле в цене.
Объяснение инструментов фрезы — типы и руководство по выбору
Фреза — это режущий инструмент, используемый для удаления материала с поверхности заготовки. Эти инструменты бывают разных форм и размеров. Их различия обусловлены их использованием в различных целях для достижения различных типов конструкций. В результате фрезерный инструмент требует точности и тщательного выбора правильных типов для достижения наилучших возможных результатов.
В этой статье мы представляем вам различные типы фрез, материалы, используемые для этих фрез, а также рекомендации по выбору правильного фрезы для ваших операций фрезерования.
Как фреза используется во фрезерных станках?
Фрезерные станки представляют собой ротационные, широко используемые субтрактивные производственные инструменты, необходимые для процесса изготовления металлов и пластмасс. Более того, при фрезеровании целесообразна смена инструмента для получения требуемой конструкции.
Фрезерные станки выполняют процесс резания, удаляя материал с заготовки, вращая фрезу и перемещая ее в заготовку. Подайте заготовку во вращающуюся многоточечную фрезу фрезерного станка, который быстро вращается, чтобы быстро разрезать металл или пластик. Фрезерный станок может удерживать одну или несколько фрез одновременно, чтобы ускорить процесс резки и быстро создать желаемую форму.
Типы фрез
Существуют различные типы и категории фрез, каждая из которых имеет свое назначение и режущую способность. Вот распространенные типы фрезерных инструментов.
Categories#1: Концевые фрезы
Концевые фрезы — это инструменты для фрезерования, которые режут во всех направлениях, что отличает их от сверл, которые режут только в осевом направлении. Производители используют концевые фрезы для резки инструментальной стали и других процессов фрезерования, включая врезание, развертывание, прорезание пазов, сверление, торцевое фрезерование, профильное фрезерование и т. д. Существуют распространенные типы концевых фрез.
1.1 Фрезы для шаровых фрез
Эти фрезы для концевых фрез имеют сферическую головку. Благодаря круглой режущей поверхности они идеально подходят для фрезерования контурных поверхностей.
1.2 Квадратные концевые фрезы
Используемые для кругового фрезерования, эти концевые фрезы имеют профиль под углом 90 градусов. Также известные как фрезы с плоским концом, они идеально подходят для операций фрезерования, таких как врезание, профилирование и прорезание пазов.
1.3 Радиусные концевые фрезы
Эти концевые фрезы имеют закругленные углы. Эти углы идеально подходят для более равномерной резки заданного радиуса, предотвращения износа инструмента и продления срока службы инструмента.
1.4 Концевые фрезы для подрезки
Этот многофункциональный режущий инструмент с ЧПУ, также известный как резак для леденцов, обеспечивает максимальную универсальность. Их форма делает их идеальным выбором для обработки поднутрений.
1.5 Концевые фрезы для закругления
Концы этой фрезы усилены. Их основное назначение — фрезерование круглых кромок.
1.6 Концевые фрезы с угловым радиусом
Имея несколько канавок, этот инструмент, известный как боровая фреза, оставляет черновую поверхность. Его способность быстро удалять большое количество материала выделяет его.
Категория#2: Инструмент для торцевого фрезерования
Этот инструмент используется для торцевого фрезерования. Так что же такое торцевая фрезеровка? Это удаление частей заготовки. Торцевой фрезерный инструмент используется для достижения превосходной чистоты поверхности. По бокам этого инструмента у него есть режущие кромки, которые режут в горизонтальном направлении, в отличие от концевых фрез, которые режут вертикально. Кроме того, торцевая фреза в основном используется для резки внешней стороны заготовки.
Категории#3: Фрезы для Т-образных пазов
Фрезы для Т-образных пазов имеют зубья, расположенные перпендикулярно наружному диаметру. Эти фрезы, также известные как фрезы для дерева, наиболее известны тем, что прорезают Т-образные пазы в деталях и заготовках. Эти типы фрез идеально подходят для вырезания пазов, используемых для головок болтов и подвесных кронштейнов в стеновых панелях.
Категория#4: Инструмент для продольной резки металла
Эти пилы находят применение в различных отраслях промышленности благодаря своей уникальной геометрии и жесткости. Однако такие отрасли, как автомобилестроение, точное машиностроение и строительство, обычно используют их для резки цветных и стальных материалов. Вот различные типы пил по металлу.
4.1 Плоские фрезы для продольной резки металла
Это режущие инструменты с ЧПУ только с периферийными режущими кромками, с вогнутой стороной для предотвращения затягивания реза.
как боковые, так и периферические зубы. Эта функция позволяет поддерживать постоянную ширину резания при удалении стружки.
4.3 Вогнутая фреза
Это продольная пила, используемая для получения истинного выпуклого радиуса. Этот резак придает бесшовную и гладкую полукруглую форму заготовкам.
4.4 Цилиндрическая фреза
Идеально подходит для операций, требующих высокой скорости съема материала. Эта продольная пила имеет зубья только на периферийной поверхности.
4.5 Плоская фреза
Этот тип фрезы, также известный как плитная или поверхностная фреза, имеет винтовые или прямые зубья. Кроме того, его зубья, нарезанные на цилиндрических или периферийных участках, фрезеруют плоские поверхности параллельно оси фрезы. Плоские фрезы идеально подходят для небольших проектов и тех, где требуется легкая фрезерная работа.
Категория#5: Фрезы-мухорезы
Эти плоские поверхности фрезерных инструментов используют один или несколько одноточечных вращающихся инструментов. Как и токарно-фрезерный инструмент, производители монтируют мухорез на специальном держателе. Также важно отметить, что летучие резаки не идеальны для тяжелых операций резки. Ниже приведены различные типы резаков для листовок.
5.1-точечный резак
Оснащен далеко идущими игольчатыми наконечниками, идеально подходящими для разрезания плотно расположенных кораллов. Срезы, производимые здесь, всегда чистые и точные.
5.2 Вращающийся инструмент для резьбы
Основное назначение этого инструмента — резка твердых материалов. Он находит применение в резьбе по дереву и гравировке на выдувном стекле.
5.3 Вращающийся режущий инструмент
Эти фрезерные режущие инструменты прорезают ткань материала, не искажая узорчатую линию разреза. Некоторые профессионалы используют этот инструмент для резки до восьми слоев материала за один сеанс фрезерования.
Категории#6: Фасонные фрезы
Эта фреза используется для формирования неправильных контуров, как 2D, так и 3D. Эти фрезы также бывают разных конфигураций и форм. Он идеально подходит для создания винтовых зубчатых колес и других сложных и замысловатых поверхностей. Он используется для обработки канавок, снятия фасок и фрезерования по всему радиусу. Существует три основных типа фасонных фрез.
6.1 Конвексная фреза
Это фасонная токарно-фрезерная фреза с ЧПУ, предназначенная для изготовления полукруга, изогнутого внутрь. Выпуклые фрезы облегчают изготовление вогнутых форм.
6.2 Фрезы для скругления углов
Эти фрезы используются индивидуально или парами. Эти фрезы для скругления углов, также известные как радиусные фрезы, облегчают фрезерование радиусов.
6.3 Фрезы со сменными зубьями
Фреза со вставными зубьями имеет зубья, припаянные к нужному месту с помощью винтов или механически добавленные к фрезе. Материал зубьев обычно карбид или инструментальная сталь. С другой стороны, обработанная сталь идеально подходит для изготовления корпуса фрезы.
Материалы, используемые для фрез
Существуют различные процессы резки, идеально подходящие для различных условий. Эта разница в процессах и условиях приводит к необходимости использования различных материалов для фрез. Вот наиболее распространенные материалы, используемые для изготовления фрез.
Углеродистая инструментальная сталь
Это недорогой металлический материал с хорошей обрабатываемостью для изготовления режущих инструментов. Этот материал содержит 0,6-1,5% углерода и обычно менее 0,5% марганца и кремния. Он также может включать такие металлы, как хром и ванадий, в зависимости от размера зерна и твердости, которых хочет достичь производитель.
Фрезы из углеродистой инструментальной стали долго сохраняют режущую кромку благодаря высокой стойкости к истиранию. Однако при температурах выше 250°C твердость этого материала быстро снижается. Это делает его идеальным для изготовления инструментов для низкоскоростной обработки, таких как спиральные сверла, фрезерные инструменты, формовочные и токарные инструменты. Он также отлично подходит для обработки материалов из мягких металлов, таких как магний, алюминий, латунь и т. д.
Быстрорежущая сталь (HSS)
Это углеродистая сталь, но с небольшим содержанием молибдена, вольфрама, хрома и других легирующих металлов, что значительно отличает ее от обычной углеродистой стали. С добавлением этих сплавов быстрорежущая сталь имеет более высокую вязкость, износостойкость и прокаливаемость, что обеспечивает более высокую скорость съема металла.
Чтобы увеличить срок службы этого инструмента, производители применяют как переточку, так и охлаждающие жидкости (поскольку он теряет свою твердость при температурах выше 650°C). Этот материал для фрезерных инструментов идеально подходит для изготовления сверл, протяжек и одноточечных токарно-фрезерных инструментов.
Инструмент из цементированного карбида и металлокерамика
Этот фрезерный инструмент, изготовленный методом порошковой металлургии, чрезвычайно твердый и может выдерживать операции резания на очень высокой скорости. Этот материал, состоящий из вольфрама, карбида титана и тантала, остается твердым до 1000°C. Существуют различные связующие, которые производители используют для связывания компонентов этого инструмента, в том числе кобальт, никель и молибден.
Если связующим материалом является никель и молибден, этот инструмент называется кермет и используется для различных чистовых и получистовых фрезерных операций на различных материалах, в том числе на легированных и нержавеющих сталях. С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки.
Керамика
Этот материал нереактивный и более твердый, чем его аналоги из кермета. Он также имеет лучшую устойчивость к нагреву, износу и разрыву, чем карбиды. Эта термостойкость делает керамические фрезы идеальными для фрезерования заготовок из жаропрочных сплавов. Для твердых материалов требуется высокая температура, чтобы керамика функционировала должным образом.
Стеллит
Это материал из сплава цветных металлов, изготавливаемый только шлифованием или литьем. Он содержит различные количества хрома и кобальта. Он также может содержать вольфрам или молибден. Режущие кромки с использованием этого материала сохраняют свое качество даже при экстремально высоких температурах и скоростях.
Производители прикрепляют стеллитовые зубья к стальному диску на больших фрезах; на резцах меньшего размера они используют твердый стеллит. Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
Советы по выбору правильного режущего инструмента для фрезы
Чтобы правильно выбрать фрезу для своего проекта, необходимо помнить о нескольких вещах. Вот несколько советов, которые могут вам помочь:
Размер и диаметр фрезы
Глубина и ширина фрезерования определяют размер режущих инструментов фрезы. Увеличение ширины и глубины перед фрезерной оснасткой означает увеличение размеров фрезы. Тем не менее, Φ16~Φ630 мм является стандартным диапазоном диаметров индексных фрез.
При фрезеровании деталей с большой площадью поверхности рекомендуется использовать фрезы меньшего диаметра. В идеале при любой фрезерной операции в резании должно принимать участие 70% режущих кромок фрезы.
Другим фактором, который может определить диаметр фрезы, является диаметр шпинделя станка. Рекомендация по выбору диаметра торцевой фрезы D = 1,5d, где d — диаметр шпинделя.
Кроме того, при фрезеровании отверстий размер инструмента также требует большого внимания, поскольку слишком большой или слишком маленький диаметр фрезы по сравнению с отверстием может привести к повреждению заготовки или инструмента.
Мощность фрезы
При выборе правильной фрезы основными факторами, которые следует учитывать, являются мощность резания и размер обрабатываемой заготовки. Например, при выборе диаметра режущего инструмента торцевой фрезы требуемая мощность инструмента должна быть в пределах диапазона мощности режущего инструмента фрезерного станка.
Кроме того, для концевой фрезы малого диаметра максимальное число оборотов станка, соответствующее минимальной скорости резания инструмента (60 м/мин), должно быть главным соображением.
Выбор корпуса фрезы
При выборе фрезы важным фактором является количество зубьев на инструменте. Фреза с густыми зубьями может иметь 8 зубьев диаметром 100 мм, а инструмент с крупными зубьями того же диаметра имеет только 6 зубьев. Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая уменьшает трение между заготовкой, корпусом фрезы и самой стружкой.
Кроме того, важно отметить, что режущая нагрузка на зуб фрезы с частыми зубьями меньше, чем у фрезы с крупными зубьями при одинаковой скорости подачи.
Выбор лезвия фрезерного инструмента
Использование шлифовального лезвия является лучшим вариантом для тонкого фрезерования. Пластины этого типа обеспечивают повышенную точность размеров, повышая точность размещения режущей кромки во время фрезерования, что позволяет улучшить шероховатость поверхности и точность обработки. Однако предпочтительнее использовать прессованное лезвие для черновой обработки, поскольку это может снизить стоимость обработки.
Кроме того, использование твердосплавных пластин без острых передних углов может сократить срок службы инструмента, особенно при малых глубинах резания и малых подачах.
Инструменты фрезы важны для любого процесса фрезерования, потому что эти инструменты прикреплены к фрезерному станку для удаления или резки материалов в различные формы, используемые для различных операций. Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
В WayKen у нас есть команда экспертов для всех ваших производственных потребностей, включая услуги фрезерной обработки с ЧПУ, токарную обработку с ЧПУ, 3D-печать, быструю оснастку и т. д. Обладая 20-летним опытом обработки, наши инженеры подберут подходящие фрезы для ваших обрабатываемых деталей. части. Вы уверены, что получите качественную и стандартную продукцию.
Есть еще вопросы о фрезеровании или других процессах? Просто свяжитесь с нами и получите цитату сегодня!
В чем разница между концевой и торцевой фрезой?
Основное различие между торцевой фрезой и концевой фрезой заключается в том, что концевые фрезы используют как конец фрезы, так и стороны, тогда как торцевая фреза предназначена для горизонтальной резки.
Как используются концевые фрезы?
Концевые фрезы могут выполнять определенные формы и отверстия в заготовке во время таких промышленных процессов, как фрезерование, профилирование, контурная обработка, развертывание, прорезка пазов, зенковка и сверление.
 Его изготавливают так: известь, кварцевый песок и цемент соединяют с водой в смесителе. Затем добавляют водную суспензию алюминиевой пудры, которая взаимодействует с известью. Продукт химической реакции — водород. Он образует в сырьевой массе множество пор (пузырьков) размером от 0,5 до 2 мм, которые равномерно распределяются по всему материалу. За счет этого смесь увеличивается в объеме.
Его изготавливают так: известь, кварцевый песок и цемент соединяют с водой в смесителе. Затем добавляют водную суспензию алюминиевой пудры, которая взаимодействует с известью. Продукт химической реакции — водород. Он образует в сырьевой массе множество пор (пузырьков) размером от 0,5 до 2 мм, которые равномерно распределяются по всему материалу. За счет этого смесь увеличивается в объеме.
 Поскольку материал довольно легкий, с монтажом можно справиться даже без специальной техники.
Поскольку материал довольно легкий, с монтажом можно справиться даже без специальной техники. м.
м. м.
м.
 В большинстве случаев лучше носить воду в баню по мере необходимости.
В большинстве случаев лучше носить воду в баню по мере необходимости.


 Он является основанием для стропил.
Он является основанием для стропил.

 Готовая постройка получается прочной, долговечной. Практически все отзывы на бани из газоблока — положительные.
Готовая постройка получается прочной, долговечной. Практически все отзывы на бани из газоблока — положительные. На вопрос «строят ли бани из газобетона»? Ответ очевиден, конечно же да.
На вопрос «строят ли бани из газобетона»? Ответ очевиден, конечно же да.
 При намокании серьезно нарушается геометрия и т.д. Единственный плюс древесины перед газоблоком – эстетика, а также приятный запах.
При намокании серьезно нарушается геометрия и т.д. Единственный плюс древесины перед газоблоком – эстетика, а также приятный запах.

 Работать с ним легко и просто. Блоки имеют малый вес, поэтому к фундаменту не предъявляются жесткие требования. Строительство конструкции осуществляется в рекордно короткие сроки.
Работать с ним легко и просто. Блоки имеют малый вес, поэтому к фундаменту не предъявляются жесткие требования. Строительство конструкции осуществляется в рекордно короткие сроки. Именно в нем отображаются данные о площадях, количестве комнат, высоте стен, материалах, их количестве и т.д. Если отсутствует проект, то как минимум должны быть эскизы с данными о будущем строении. Кроме этого:
Именно в нем отображаются данные о площадях, количестве комнат, высоте стен, материалах, их количестве и т.д. Если отсутствует проект, то как минимум должны быть эскизы с данными о будущем строении. Кроме этого:
 Алгоритм аналогичный, единственное в 3 пункте вместо 0,3 подставляем 0,075м.
Алгоритм аналогичный, единственное в 3 пункте вместо 0,3 подставляем 0,075м. Достоинство — низкий показатель теплопроводности. В среднем составляет 0,14 Вт/м*С. Сопротивление теплопередачи d500. Чем выше данный показатель, тем лучше слои газоблока сопротивляются отдаче тепла. Например, при толщине стены в 300 мм эта цифра составляет 2,67 м²*С/Вт, когда у кирпичной стены этот параметр находится всего лишь на уровне в 1,09 м²*С/Вт.
Достоинство — низкий показатель теплопроводности. В среднем составляет 0,14 Вт/м*С. Сопротивление теплопередачи d500. Чем выше данный показатель, тем лучше слои газоблока сопротивляются отдаче тепла. Например, при толщине стены в 300 мм эта цифра составляет 2,67 м²*С/Вт, когда у кирпичной стены этот параметр находится всего лишь на уровне в 1,09 м²*С/Вт.
 Поскольку баня не предназначена для круглогодичного проживания, и отапливается она лишь периодически, точных расчетов в данном случае не требуется. Ориентиром служит регион проживания. Например, для южной полосы достаточно толщины стены в 30 см. Либо можно сделать меньше, 20 см при условии, что теплоэффективность будет сохранена за счет увеличение толщины утеплителя. Нужно ли утеплять баню из газобетона? Ответ, да, независимо от региона проживания. Это необходимо для более быстрой и качественно протопки.
Поскольку баня не предназначена для круглогодичного проживания, и отапливается она лишь периодически, точных расчетов в данном случае не требуется. Ориентиром служит регион проживания. Например, для южной полосы достаточно толщины стены в 30 см. Либо можно сделать меньше, 20 см при условии, что теплоэффективность будет сохранена за счет увеличение толщины утеплителя. Нужно ли утеплять баню из газобетона? Ответ, да, независимо от региона проживания. Это необходимо для более быстрой и качественно протопки.
 Такой вариант утепления считается самым долговечным.
Такой вариант утепления считается самым долговечным.
 Такого типа вентиляции, для бани небольших размеров, вполне достаточно. Главное правильно выбрать места для проделывания отверстий.
Такого типа вентиляции, для бани небольших размеров, вполне достаточно. Главное правильно выбрать места для проделывания отверстий. Все недочеты ликвидируются кладочным составом. Гидроизоляция газобетона в бане очень важный этап. Потребуется битумная мастика и рубероид. Допускается нахлест рулонного материала до 15 см.
Все недочеты ликвидируются кладочным составом. Гидроизоляция газобетона в бане очень важный этап. Потребуется битумная мастика и рубероид. Допускается нахлест рулонного материала до 15 см.
 Высоту и угол наклона скатов образуют фронтоны, выложенные из газоблока. Но зачастую торец крыши бани закрывают доской. Утепление выполняется по перекрытию. Поверх стропил устанавливают мембрану. Стропильная система зависит от типа кровли и непосредственно самого кровельного материала.
Высоту и угол наклона скатов образуют фронтоны, выложенные из газоблока. Но зачастую торец крыши бани закрывают доской. Утепление выполняется по перекрытию. Поверх стропил устанавливают мембрану. Стропильная система зависит от типа кровли и непосредственно самого кровельного материала. А вот что касается эксплуатационных показателей, то здесь имеются заметные отличие (см. таблицу ниже).
А вот что касается эксплуатационных показателей, то здесь имеются заметные отличие (см. таблицу ниже). д. Будете ли составлять проект самостоятельно или строить по типовому решению.
д. Будете ли составлять проект самостоятельно или строить по типовому решению. Таким образом приступать к отделочным работам можно практически сразу. А это значит, что как только будут завершены финишные работы, можно запускать баню в непосредственную эксплуатацию.
Таким образом приступать к отделочным работам можно практически сразу. А это значит, что как только будут завершены финишные работы, можно запускать баню в непосредственную эксплуатацию.  Это неверное мнение, т.к. материалы отличаются друг от друга своим составом, а также условиями создания. Если пеноблок можно сделать своими руками, то газобетонные блоки реально создать только в заводских условиях, при воздействии высокой температуры и давления. Несмотря на это, технологии строительства бань из пеноблоков и газобетона практически идентичны. Именно поэтому ниже мы рассмотрим преимущества бетонных блоков, а также полезные советы по строительству бани из этого материала.
Это неверное мнение, т.к. материалы отличаются друг от друга своим составом, а также условиями создания. Если пеноблок можно сделать своими руками, то газобетонные блоки реально создать только в заводских условиях, при воздействии высокой температуры и давления. Несмотря на это, технологии строительства бань из пеноблоков и газобетона практически идентичны. Именно поэтому ниже мы рассмотрим преимущества бетонных блоков, а также полезные советы по строительству бани из этого материала.
 Хотя баню на даче возводят максимум в два этажа, об этом требовании нужно знать, мало ли какой проект бани вы создавали.
Хотя баню на даче возводят максимум в два этажа, об этом требовании нужно знать, мало ли какой проект бани вы создавали. просмотрено 989
просмотрено 989 К сожалению, на большинстве оставшихся работ я остался совсем один. Это был стресс, но оно того стоило.
К сожалению, на большинстве оставшихся работ я остался совсем один. Это был стресс, но оно того стоило.
 С него и начинается изготовление конструкции. Его крышку делают из металла толщиной 4-5 мм. Высота стола составляет 700-800 мм. Поверхность его чаще всего делается размерами в пределах от 80х80 до 100х150 см. Можно сварить из уголка раму, в которую уложить огнеупорный кирпич и колосниковую решетку. Решетка обычно укладывается в центре стола. Можно ее сделать из чугунной сковороды или из стальной пластины толщиной 8-10 мм, в которой просверливаются отверстия диаметром 10 мм.
С него и начинается изготовление конструкции. Его крышку делают из металла толщиной 4-5 мм. Высота стола составляет 700-800 мм. Поверхность его чаще всего делается размерами в пределах от 80х80 до 100х150 см. Можно сварить из уголка раму, в которую уложить огнеупорный кирпич и колосниковую решетку. Решетка обычно укладывается в центре стола. Можно ее сделать из чугунной сковороды или из стальной пластины толщиной 8-10 мм, в которой просверливаются отверстия диаметром 10 мм. Вместо пылесоса некоторые умельцы используют привод ручной сирены.
Вместо пылесоса некоторые умельцы используют привод ручной сирены.


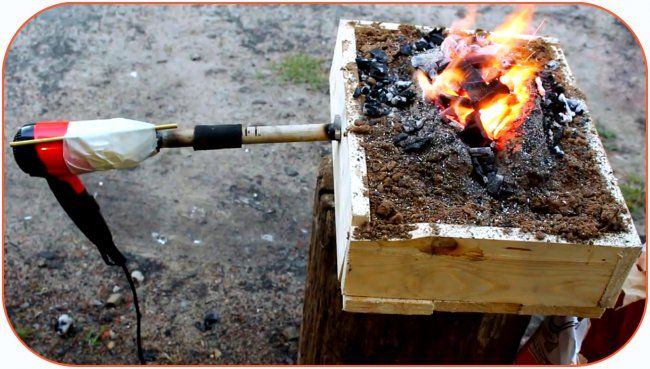 Точнее, о кузнечной обработке металла. Что нужно, чтобы заняться ковкой? Первое — это кузнечный горн.
Точнее, о кузнечной обработке металла. Что нужно, чтобы заняться ковкой? Первое — это кузнечный горн. Также можно выложить горн из кирпича и обваловать его землей.
Также можно выложить горн из кирпича и обваловать его землей.
 Его размеры 250х124х65 мм. Эти размеры и определят размер горнового гнезда — 12,5 см у колосника, 25 по верху, 10 см глубина. Учитывая толщину кирпича, размер отверстия в столе составит 38х38 см.
Его размеры 250х124х65 мм. Эти размеры и определят размер горнового гнезда — 12,5 см у колосника, 25 по верху, 10 см глубина. Учитывая толщину кирпича, размер отверстия в столе составит 38х38 см. Можно сделать основание из пенобетонных блоков.
Можно сделать основание из пенобетонных блоков. Поток воздуха не перекрывается, а отводится в другой воздуховод. Для этого сделана коробка с тремя патрубками. Два напротив друг друга — вход от насоса и выход в горн. Третий патрубок, на верхней стенке — сброс излишков воздуха. Третий патрубок сдвинут относительно двух первых на величину диаметра отверстий.
Поток воздуха не перекрывается, а отводится в другой воздуховод. Для этого сделана коробка с тремя патрубками. Два напротив друг друга — вход от насоса и выход в горн. Третий патрубок, на верхней стенке — сброс излишков воздуха. Третий патрубок сдвинут относительно двух первых на величину диаметра отверстий.

 Они на 100% отличаются от любого имбирного человечка, который вы когда-либо ели, и это мое самое любимое рождественское печенье. Но на сегодня я показала в инстаграме смесь для закусок, рецепт которой вы все выпрашивали у меня.
Они на 100% отличаются от любого имбирного человечка, который вы когда-либо ели, и это мое самое любимое рождественское печенье. Но на сегодня я показала в инстаграме смесь для закусок, рецепт которой вы все выпрашивали у меня.
 Возьмите пару пакетов Bugles, и вы окажетесь на пути к «неожиданному происшествию» невероятных масштабов!
Возьмите пару пакетов Bugles, и вы окажетесь на пути к «неожиданному происшествию» невероятных масштабов!
 чаша
чаша
 В это время года внимание смещается от форелевых ручьев к темному лесу, а это означает, что нужно вытащить снаряжение, натянуть лук и стряхнуть пыль с камыша. Это также прекрасное время, чтобы отправиться в гараж и построить свой собственный стеклянный рожок. Собрать лампу легко, недорого и это отличный способ провести время с друзьями и семьей. Самодельную лампу можно построить примерно за 30 минут и примерно за 8 долларов, а звук у нее просто фантастический. Вам не нужна трубка за 40 долларов, чтобы вызвать быка, и удовольствие от взаимодействия с деревянным призраком с трубкой, которую вы построили сами, просто потрясающе! Я экипировщик, и я использую трубы, которые я построил в течение многих лет, и привлек с ними много быков. Если мне удобно брать своих клиентов с самодельным рожком, вы также должны быть уверены в своих. Давайте начнем.
В это время года внимание смещается от форелевых ручьев к темному лесу, а это означает, что нужно вытащить снаряжение, натянуть лук и стряхнуть пыль с камыша. Это также прекрасное время, чтобы отправиться в гараж и построить свой собственный стеклянный рожок. Собрать лампу легко, недорого и это отличный способ провести время с друзьями и семьей. Самодельную лампу можно построить примерно за 30 минут и примерно за 8 долларов, а звук у нее просто фантастический. Вам не нужна трубка за 40 долларов, чтобы вызвать быка, и удовольствие от взаимодействия с деревянным призраком с трубкой, которую вы построили сами, просто потрясающе! Я экипировщик, и я использую трубы, которые я построил в течение многих лет, и привлек с ними много быков. Если мне удобно брать своих клиентов с самодельным рожком, вы также должны быть уверены в своих. Давайте начнем.
 Например, я использовал 2-дюймовое отверстие, вырезанное в стекле, изображенном на фото.
Например, я использовал 2-дюймовое отверстие, вырезанное в стекле, изображенном на фото. Потяните, как только вы проденете гибкий шланг, вы можете медленно скрутить его, убедившись, что он плотно сидит в рукоятке летучей мыши.
Потяните, как только вы проденете гибкий шланг, вы можете медленно скрутить его, убедившись, что он плотно сидит в рукоятке летучей мыши.

 Многие трехвалковые станки выполняют заготовки с уже завальцованными кромками.
Многие трехвалковые станки выполняют заготовки с уже завальцованными кромками.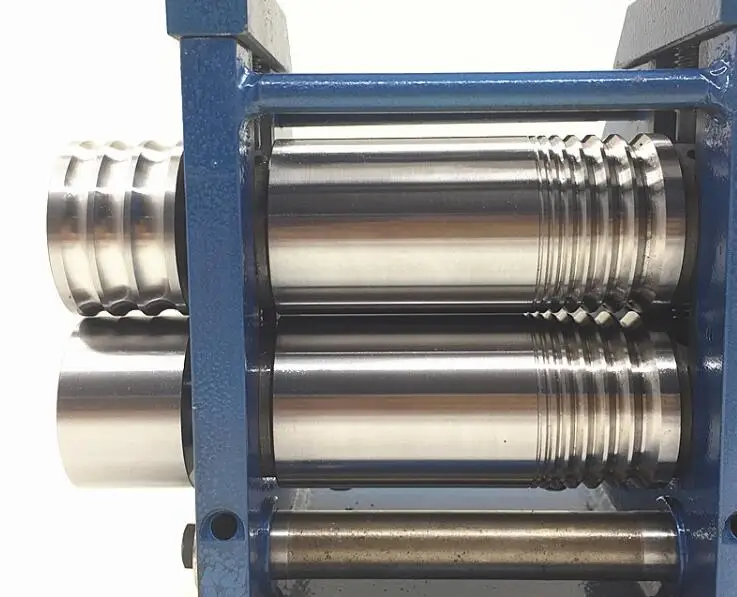 В основе работы вальцов лежит принцип холодной обкатки листа металла вокруг верхнего валика. От положения валиков относительно друг друга зависит диаметр будущего изделия.
В основе работы вальцов лежит принцип холодной обкатки листа металла вокруг верхнего валика. От положения валиков относительно друг друга зависит диаметр будущего изделия.
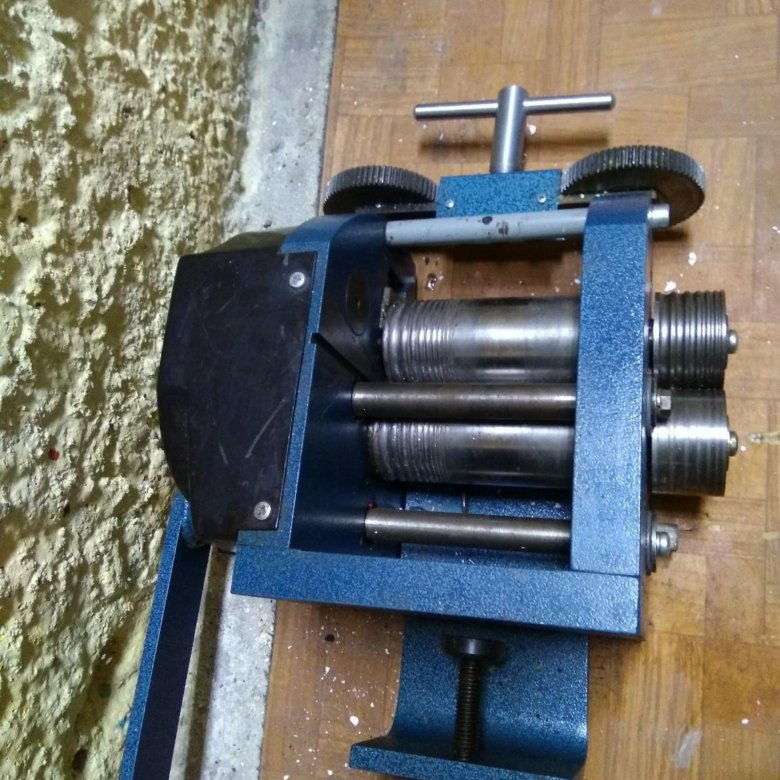

 Сами рабочие валы желательно сделать из стальной закаленной трубы.
Сами рабочие валы желательно сделать из стальной закаленной трубы.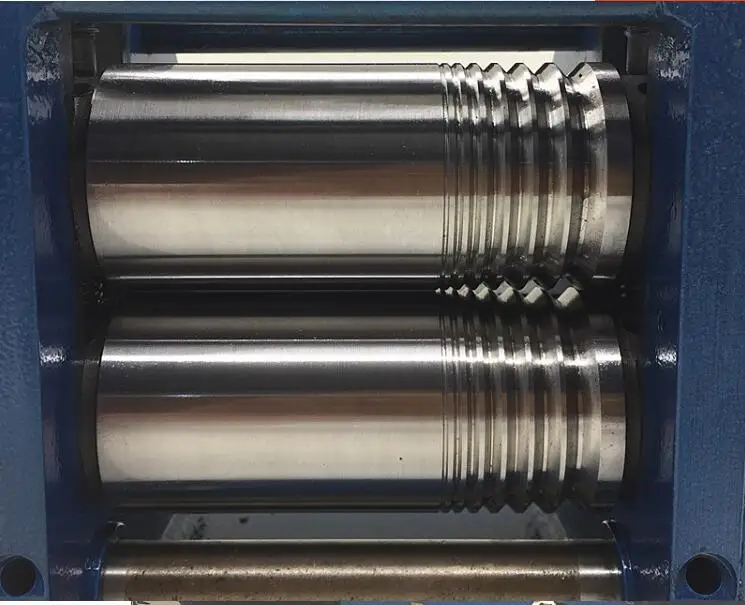 А немного доработав конструкцию и дополнив ее электрическим мотором с приводом, можно сделать из ручной модели электромеханическую. Понадобится электродвигатель на 1 — 1,5 кВт, червячный редуктор 160 или 180. Чтобы регулировать скорость, лучше всего подобрать частотный преобразователь или коллекторный электромотор. Некоторые умельцы приспосабливают двигатель от перфоратора или болгарки.
А немного доработав конструкцию и дополнив ее электрическим мотором с приводом, можно сделать из ручной модели электромеханическую. Понадобится электродвигатель на 1 — 1,5 кВт, червячный редуктор 160 или 180. Чтобы регулировать скорость, лучше всего подобрать частотный преобразователь или коллекторный электромотор. Некоторые умельцы приспосабливают двигатель от перфоратора или болгарки.
 В прошлые выходные я заметил, что мои стволы перестали вращаться. Сначала это происходило периодически. Стволы скользили и трещали. Проблема в конечном итоге обострилась в течение следующих нескольких дней. В конце концов мне пришлось уменьшить вес моего тумблера до одного ствола, чтобы хотя бы один ствол оставался в рабочем состоянии.
В прошлые выходные я заметил, что мои стволы перестали вращаться. Сначала это происходило периодически. Стволы скользили и трещали. Проблема в конечном итоге обострилась в течение следующих нескольких дней. В конце концов мне пришлось уменьшить вес моего тумблера до одного ствола, чтобы хотя бы один ствол оставался в рабочем состоянии.
 Но наиболее распространенная причина, безусловно, заключается в том, что ваш приводной ремень просто растянулся и со временем потерял натяжение.
Но наиболее распространенная причина, безусловно, заключается в том, что ваш приводной ремень просто растянулся и со временем потерял натяжение.
 Двигатель крепится к приводному ролику небольшим резиновым ремнем. И именно этот пояс мы собираемся осмотреть.
Двигатель крепится к приводному ролику небольшим резиновым ремнем. И именно этот пояс мы собираемся осмотреть.
 И вы могли бы также почистить свою стальную дробь, пока вы это делаете. Знаешь, две птицы. Один камень.
И вы могли бы также почистить свою стальную дробь, пока вы это делаете. Знаешь, две птицы. Один камень.
 , слишком низкая температура повлияет на тяговое литье. Наконец, машина непрерывного литья заготовок
, слишком низкая температура повлияет на тяговое литье. Наконец, машина непрерывного литья заготовок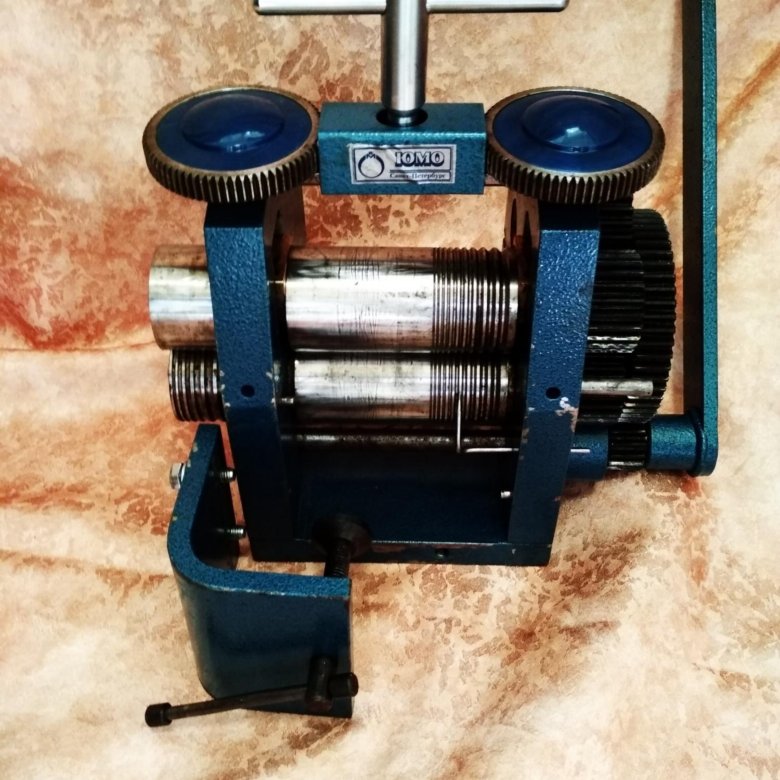 Он включает плавку, кристаллизацию и тракцию.
Он включает плавку, кристаллизацию и тракцию.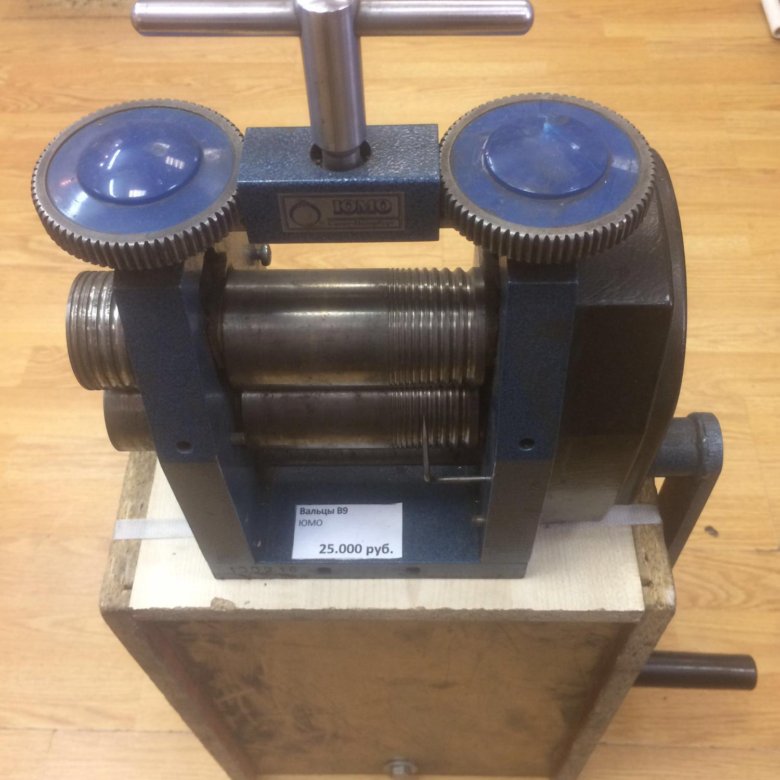 Схема также рассчитана на различные токи, перегрузки по напряжению и функцию быстрой защиты, поэтому работа продукта очень надежна. Подходит для длительной или прерывистой работы.
Схема также рассчитана на различные токи, перегрузки по напряжению и функцию быстрой защиты, поэтому работа продукта очень надежна. Подходит для длительной или прерывистой работы.

 с помощью машины для волочения проволоки.
с помощью машины для волочения проволоки. В приводной части используется косозубая передача и спирально-коническая зубчатая передача, валок изготовлен из специальной легированной стали, а затем проходит процесс термообработки, который обладает такими преимуществами, как сверхизносостойкость, ударопрочность и т. д. В валке используется распылительное охлаждение и смазка. Мощность контролируется бесступенчатой регулировкой скорости с переменной частотой.
В приводной части используется косозубая передача и спирально-коническая зубчатая передача, валок изготовлен из специальной легированной стали, а затем проходит процесс термообработки, который обладает такими преимуществами, как сверхизносостойкость, ударопрочность и т. д. В валке используется распылительное охлаждение и смазка. Мощность контролируется бесступенчатой регулировкой скорости с переменной частотой.

 Аналогичная функция в модели-«оппоненте» тоже предусмотрена, но реализована иначе – посредством специального контроллера, который дает сигнал лампочке на передней панели.
Аналогичная функция в модели-«оппоненте» тоже предусмотрена, но реализована иначе – посредством специального контроллера, который дает сигнал лампочке на передней панели.


 Первое обусловлено плачевным состоянием отечественных электросетей, второе – неискоренимым желанием если приобрести, то с запасом мощности, а вдруг пригодится в будущем для каких-то более сложных работ. Стоит отметить, что второе и последнее желание не такое уж и глупое, так как у моделей помощнее и сечение проводов-кабелей побольше, и силовой блок собран с учетом более высоких токов (чем вам требуется) и т.д., да и тот факт, что вы не будете сварочный аппарат постоянно эксплуатировать на пределе его возможностей, означает, что его ресурс увеличится и вы сможете эксплуатировать свой любимый инвертор дольше (в плане срока жизни), да и в повседневной работе это будет означать меньшее количество остановок по перегреву. Обычно для сварки в быту 120-130А максимального тока достаточно для сварки чаще всего используемым электродом диаметром 3 мм.
Первое обусловлено плачевным состоянием отечественных электросетей, второе – неискоренимым желанием если приобрести, то с запасом мощности, а вдруг пригодится в будущем для каких-то более сложных работ. Стоит отметить, что второе и последнее желание не такое уж и глупое, так как у моделей помощнее и сечение проводов-кабелей побольше, и силовой блок собран с учетом более высоких токов (чем вам требуется) и т.д., да и тот факт, что вы не будете сварочный аппарат постоянно эксплуатировать на пределе его возможностей, означает, что его ресурс увеличится и вы сможете эксплуатировать свой любимый инвертор дольше (в плане срока жизни), да и в повседневной работе это будет означать меньшее количество остановок по перегреву. Обычно для сварки в быту 120-130А максимального тока достаточно для сварки чаще всего используемым электродом диаметром 3 мм. Только берите обязательно с индексом «ПН», который означает возможность работать при пониженном напряжении, модели без этого индекса работают исключительно от 220В с небольшим отклонением от номинала (обычно это ±10%). Аппарат, который возглавляет наш рейтинг, может работать при напряжении от 140В. Конечно, при такой сети вы не сможете варить электродом o3 мм, да еще и на высоких токах, но при диаметре электрода o2,5 мм сварка идет уверенно, дуга держится стабильно, а шов получается качественным.
Только берите обязательно с индексом «ПН», который означает возможность работать при пониженном напряжении, модели без этого индекса работают исключительно от 220В с небольшим отклонением от номинала (обычно это ±10%). Аппарат, который возглавляет наш рейтинг, может работать при напряжении от 140В. Конечно, при такой сети вы не сможете варить электродом o3 мм, да еще и на высоких токах, но при диаметре электрода o2,5 мм сварка идет уверенно, дуга держится стабильно, а шов получается качественным. д. Инвертор достойно справляется с элементарными хозяйственными вопросами и с более сложными, возникающими на стройплощадке. Элементарные вопросы по ремонту автомобиля в гаражных условиях тоже можно решить, например, подлатать сгнившее днище автомобиля.
д. Инвертор достойно справляется с элементарными хозяйственными вопросами и с более сложными, возникающими на стройплощадке. Элементарные вопросы по ремонту автомобиля в гаражных условиях тоже можно решить, например, подлатать сгнившее днище автомобиля.
 Высокую производительность, небольшой вес и компактность размеров обеспечивает IGBT технология с применением принципа широтно-импульсной модуляции. При более детальном изучении сварочного аппарата становится очевидно, что он может быть использован для сварки в домашних условиях, но и станет полезным профессионалам. Например, он поможет в решение сварочных заданий в жилищно-эксплуатационных хозяйствах, на стройке при монтаже металлоконструкций, станет полезным в благоустройстве приусадебных территорий, в автосервисах и т.д.
Высокую производительность, небольшой вес и компактность размеров обеспечивает IGBT технология с применением принципа широтно-импульсной модуляции. При более детальном изучении сварочного аппарата становится очевидно, что он может быть использован для сварки в домашних условиях, но и станет полезным профессионалам. Например, он поможет в решение сварочных заданий в жилищно-эксплуатационных хозяйствах, на стройке при монтаже металлоконструкций, станет полезным в благоустройстве приусадебных территорий, в автосервисах и т.д.
 Поэтому про более-менее интенсивной работе «держаки» и «крокодилы» приходят в негодность, что решается их заменой.
Поэтому про более-менее интенсивной работе «держаки» и «крокодилы» приходят в негодность, что решается их заменой.
 После просмотра ролика может сложиться неверное представление, что оборудование, выпускаемое под данной торговой маркой, производится в Германии. Однако, это не так, место размещения производственных мощностей – Китай, точно так же, как и в случае с первыми двумя «конкурсантами», получившими «золото» и «серебро», Ресантой и Сварогом соответственно.
После просмотра ролика может сложиться неверное представление, что оборудование, выпускаемое под данной торговой маркой, производится в Германии. Однако, это не так, место размещения производственных мощностей – Китай, точно так же, как и в случае с первыми двумя «конкурсантами», получившими «золото» и «серебро», Ресантой и Сварогом соответственно. Что абсолютно точно известно, производится инвертор Фубаг на заводе HUGONG welders и, по некоторым данным, оригинальное его название СARiARC 200.
Что абсолютно точно известно, производится инвертор Фубаг на заводе HUGONG welders и, по некоторым данным, оригинальное его название СARiARC 200.
 Например, в инверторе FUBAG IQ 160 возникают проблемы с креплением радиодеталей к радиаторам, платы могут быть залиты компаундом из-за чего в них «ковыряться» никто не будет. Замена силового блока обходится дорого. С серией IR таких проблем не было замечено и их абсолютно точно принимают в ремонт. Поэтому при покупке главное не перепутать серии аппаратов. Серии IN и IQ скорее всего отработают свой гарантийный срок, после чего их можно будет со спокойной душей выкидывать на помойку.
Например, в инверторе FUBAG IQ 160 возникают проблемы с креплением радиодеталей к радиаторам, платы могут быть залиты компаундом из-за чего в них «ковыряться» никто не будет. Замена силового блока обходится дорого. С серией IR таких проблем не было замечено и их абсолютно точно принимают в ремонт. Поэтому при покупке главное не перепутать серии аппаратов. Серии IN и IQ скорее всего отработают свой гарантийный срок, после чего их можно будет со спокойной душей выкидывать на помойку. Компания Aurora уже не первый год на рынке сварочной техники и за все это время она успела зарекомендовать себя только с положительной стороны. По крайней мере, видеоролики-презентации техники Aurora сделаны профессионально. Но не это главное, ведь сказанное в этих роликах на 80% подтверждается сварщиками, которые эксплуатируют оборудование Aurora постоянно в своей повседневной деятельности. Выходит, это тот редкий случай, когда слова у продавцов практически не расходятся с реальным положением дел. Продавец не собирается выдавать желаемое за действительное. Это тот случай, когда не просто пытаются «впарить» товар, а потом исчезнуть в неизвестном направлении, отключив все телефоны и факсы в офисе… Компания Aurora уже достаточно известна в широком кругу интересующихся сварочными вопросами, это уже бренд, а не просто компания-однодневка. Поэтому мотивация у компании одна: и в дальнейшем подтверждать, что качество реализуемой техники не меняется со временем в худшую сторону.
Компания Aurora уже не первый год на рынке сварочной техники и за все это время она успела зарекомендовать себя только с положительной стороны. По крайней мере, видеоролики-презентации техники Aurora сделаны профессионально. Но не это главное, ведь сказанное в этих роликах на 80% подтверждается сварщиками, которые эксплуатируют оборудование Aurora постоянно в своей повседневной деятельности. Выходит, это тот редкий случай, когда слова у продавцов практически не расходятся с реальным положением дел. Продавец не собирается выдавать желаемое за действительное. Это тот случай, когда не просто пытаются «впарить» товар, а потом исчезнуть в неизвестном направлении, отключив все телефоны и факсы в офисе… Компания Aurora уже достаточно известна в широком кругу интересующихся сварочными вопросами, это уже бренд, а не просто компания-однодневка. Поэтому мотивация у компании одна: и в дальнейшем подтверждать, что качество реализуемой техники не меняется со временем в худшую сторону. Авроровцы– высококлассные специалисты и очень хорошо разбираются в политике, которую ведут китайские бизнесмены. Китайцы часто продают российским бизнесменам сварочные аппараты ужасного качества — продукт, выпускаемый предприятиями артельного типа. Аппараты собираются в жутких условиях, когда электронные платы лакируются в чанах, а сушатся на открытом воздухе вместе с прилипшими к ним насекомыми (и это поверьте, только один факт из множества). Такие аппараты, само собой разумеется, не работают долго и могут быть даже небезопасны для жизни и здоровья операторов! Аврора сотрудничает только с крупными китайскими предприятиями, уровень качества выпускаемой продукции которых идет наравне с европейским. Да что тут говорить, в Европе и Америке полно китайских сварочников, которые вполне конкурируют с ведущими мировыми брендами. Хотите более-менее нормальный аппарат – покупайте Аврору.
Авроровцы– высококлассные специалисты и очень хорошо разбираются в политике, которую ведут китайские бизнесмены. Китайцы часто продают российским бизнесменам сварочные аппараты ужасного качества — продукт, выпускаемый предприятиями артельного типа. Аппараты собираются в жутких условиях, когда электронные платы лакируются в чанах, а сушатся на открытом воздухе вместе с прилипшими к ним насекомыми (и это поверьте, только один факт из множества). Такие аппараты, само собой разумеется, не работают долго и могут быть даже небезопасны для жизни и здоровья операторов! Аврора сотрудничает только с крупными китайскими предприятиями, уровень качества выпускаемой продукции которых идет наравне с европейским. Да что тут говорить, в Европе и Америке полно китайских сварочников, которые вполне конкурируют с ведущими мировыми брендами. Хотите более-менее нормальный аппарат – покупайте Аврору. Силовая часть инвертора построена на IGBT транзисторах.
Силовая часть инвертора построена на IGBT транзисторах.
 Вентилятор принудительного охлаждения работает на холостом ходу – тоже можно отнести к недостатку (хотя для аппарата бюджетного класса это норма).
Вентилятор принудительного охлаждения работает на холостом ходу – тоже можно отнести к недостатку (хотя для аппарата бюджетного класса это норма). Собственно, о кустарности сборки аппаратов говорить не приходится (что на первый взгляд свойственно отечественному сварочному оборудованию). Аппараты «Форсаж» — это качественное оборудование с авиационной надежностью (если верить рекламе). «Авиационной» может быть и пафосно звучит, но это уже факт, что рязанцам удалось сделать своеобразный прорыв в инверторостроении. Форсаж уже успел полюбиться сварщикам и популярность сварочных аппаратов под данной торговой маркой увеличивается и в дальнейшем будет расти, если инженеры приборного завода и дальше продолжат совершенствовать инверторы (что позволит снизить конечную стоимость оборудования при сохранении его качества). Уже сегодня Форсаж 161 стоит практически как его китайский аналог AURORA 160 (PRO STICKMATE), который занял 4 место нашего рейтинга. Оба аппарата часто сравнивают и если честно, трудно отдать кому –то однозначное предпочтение. Мы отдали Авроре 4 место только потому, что все-таки у наших граждан по-прежнему сильны негативные стереотипы и предубеждения по отношению к отечественной технике и поэтому многие вопреки логике и здравому смыслу предпочитают взять менее качественный Китай, чем хорошую Россию (хотя и к Китаю отношение двоякое).
Собственно, о кустарности сборки аппаратов говорить не приходится (что на первый взгляд свойственно отечественному сварочному оборудованию). Аппараты «Форсаж» — это качественное оборудование с авиационной надежностью (если верить рекламе). «Авиационной» может быть и пафосно звучит, но это уже факт, что рязанцам удалось сделать своеобразный прорыв в инверторостроении. Форсаж уже успел полюбиться сварщикам и популярность сварочных аппаратов под данной торговой маркой увеличивается и в дальнейшем будет расти, если инженеры приборного завода и дальше продолжат совершенствовать инверторы (что позволит снизить конечную стоимость оборудования при сохранении его качества). Уже сегодня Форсаж 161 стоит практически как его китайский аналог AURORA 160 (PRO STICKMATE), который занял 4 место нашего рейтинга. Оба аппарата часто сравнивают и если честно, трудно отдать кому –то однозначное предпочтение. Мы отдали Авроре 4 место только потому, что все-таки у наших граждан по-прежнему сильны негативные стереотипы и предубеждения по отношению к отечественной технике и поэтому многие вопреки логике и здравому смыслу предпочитают взять менее качественный Китай, чем хорошую Россию (хотя и к Китаю отношение двоякое). Трудно сказать про другие производственные сферы, но что касается рязанской сварочной техники, этот стереотип постепенно ломается. Разорвал замкнутый круг именно аппарат Форсаж 161, его предшественник, который, к слову, ничего общего с сегодняшней моделью не имеет, кроме похожего названия, Форсаж 160 большим успехом не пользовался, даже несмотря на то, что обладал 100-процентным ПВ. И все по причине очень высокой стоимости. И вот, наконец-то удалось достигнуть оптимального соотношения параметра «цена-качество».
Трудно сказать про другие производственные сферы, но что касается рязанской сварочной техники, этот стереотип постепенно ломается. Разорвал замкнутый круг именно аппарат Форсаж 161, его предшественник, который, к слову, ничего общего с сегодняшней моделью не имеет, кроме похожего названия, Форсаж 160 большим успехом не пользовался, даже несмотря на то, что обладал 100-процентным ПВ. И все по причине очень высокой стоимости. И вот, наконец-то удалось достигнуть оптимального соотношения параметра «цена-качество». Все функции, призванные облегчить работу как начинающему, так и опытному сварщику на данном аппарате присутствуют не только в паспортных данных. В отличие от китайской сварочной техники, когда отсутствует часть заявленных функций или их вовсе нет, в Форсаже 161 все присутствует де-факто и корректно работает:
Все функции, призванные облегчить работу как начинающему, так и опытному сварщику на данном аппарате присутствуют не только в паспортных данных. В отличие от китайской сварочной техники, когда отсутствует часть заявленных функций или их вовсе нет, в Форсаже 161 все присутствует де-факто и корректно работает: На практике речь идет даже о 140В. Ясное дело, что о полноценной сварке в таких условиях речь не идет, но что-то прихватить и даже сварить электродом малого диаметра вы уже сможете.
На практике речь идет даже о 140В. Ясное дело, что о полноценной сварке в таких условиях речь не идет, но что-то прихватить и даже сварить электродом малого диаметра вы уже сможете. Преимущества такой системы очевидны – чем меньше работает вентилятор, тем меньше под корпус затягивает пыли. Напомним, что пыль является в 80% случаев причиной обращений в сервисные центры.
Преимущества такой системы очевидны – чем меньше работает вентилятор, тем меньше под корпус затягивает пыли. Напомним, что пыль является в 80% случаев причиной обращений в сервисные центры. Это внешний вид, здесь инвертор сильно проигрывает своим конкурентам. Выглядит он простенько: металлическая коробченка, острые углы. Рязанцы не посчитали рентабельным вкладывать деньги в привлекательный дизайн (главное содержание, а не обертка!). Была модель с пластиковой панелью управления ( с ней аппарат безусловно смотрится лучше), но в серию она не пошла, так как нужно отливать пластик! (что, видимо, требует приобретения дорогостоящего оборудования). Был вариант отливать пластиковую панель в Китае, но со временем от нее отказались. Как бы то ни было, Форсаж 161 по-прежнему имеет тот вид, который имеет.
Это внешний вид, здесь инвертор сильно проигрывает своим конкурентам. Выглядит он простенько: металлическая коробченка, острые углы. Рязанцы не посчитали рентабельным вкладывать деньги в привлекательный дизайн (главное содержание, а не обертка!). Была модель с пластиковой панелью управления ( с ней аппарат безусловно смотрится лучше), но в серию она не пошла, так как нужно отливать пластик! (что, видимо, требует приобретения дорогостоящего оборудования). Был вариант отливать пластиковую панель в Китае, но со временем от нее отказались. Как бы то ни было, Форсаж 161 по-прежнему имеет тот вид, который имеет. Несмотря на то, что аппарат может смело претендовать на «приз зрительских симпатий», он имеет как свои сильные стороны, так и слабые. Мы расскажем здесь обо всех сторонах «без купюр».
Несмотря на то, что аппарат может смело претендовать на «приз зрительских симпатий», он имеет как свои сильные стороны, так и слабые. Мы расскажем здесь обо всех сторонах «без купюр». Поэтому при сварке на высоких токах кабель может сильно нагреваться. Однако мы не относим это к критическому браку, так как вы всегда можете приобрести отдельно более качественный кабель.
Поэтому при сварке на высоких токах кабель может сильно нагреваться. Однако мы не относим это к критическому браку, так как вы всегда можете приобрести отдельно более качественный кабель. ). Массивные компоненты, такие как электролитические конденсаторы, установлены на герметик и прочно держатся на плате. Схема (аппарат имеет одноплатную структуру) покрыта лаком с двух сторон. Бывает, что китайцы странным образом покрывают лаком только одну сторону платы, вторая, соответственно, остается незащищенной и оседающая пыль и конденсат способны достаточно быстро вывести аппарат из строя.
). Массивные компоненты, такие как электролитические конденсаторы, установлены на герметик и прочно держатся на плате. Схема (аппарат имеет одноплатную структуру) покрыта лаком с двух сторон. Бывает, что китайцы странным образом покрывают лаком только одну сторону платы, вторая, соответственно, остается незащищенной и оседающая пыль и конденсат способны достаточно быстро вывести аппарат из строя.
 ..
..
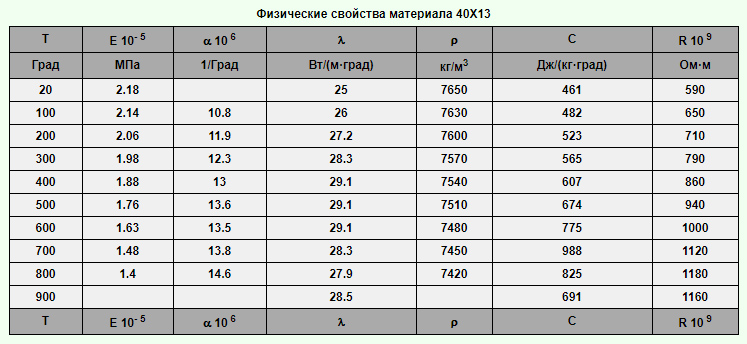
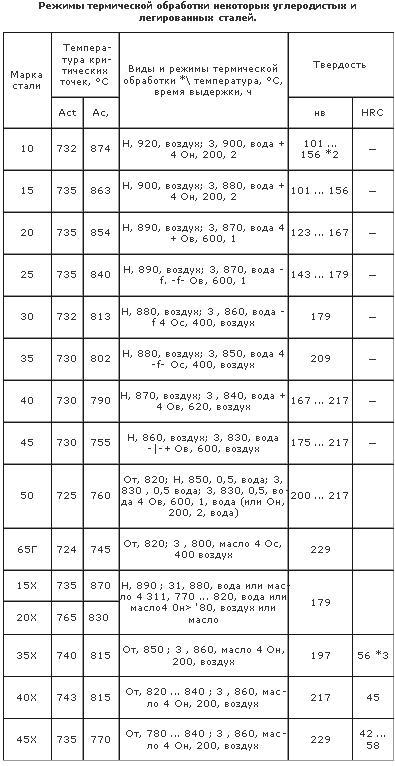 Из названия становится понятным, что в её состав входит углерод – 0,45%. Большая часть, конечно же, приходится на железо – 97%. В остальные же 2,55 % входят такие химические элементы, как марганец (0,7%), кремний (0,2-0,3%), никель (0,25%), хром (0,25%), медь (0,25%), мышьяк(0,08), сера(0,04) и фосфор(0,035%). Каждый из легирующих элементов влияет на характеристику стали 45. Например, марганец присутствует практически во всех марках стали. Он удаляет из неё кислород и уменьшает содержание серы. Кремний влияет на закаливаемость стали. Кроме того, он увеличивает предел текучести и упругости.
Из названия становится понятным, что в её состав входит углерод – 0,45%. Большая часть, конечно же, приходится на железо – 97%. В остальные же 2,55 % входят такие химические элементы, как марганец (0,7%), кремний (0,2-0,3%), никель (0,25%), хром (0,25%), медь (0,25%), мышьяк(0,08), сера(0,04) и фосфор(0,035%). Каждый из легирующих элементов влияет на характеристику стали 45. Например, марганец присутствует практически во всех марках стали. Он удаляет из неё кислород и уменьшает содержание серы. Кремний влияет на закаливаемость стали. Кроме того, он увеличивает предел текучести и упругости. При стандартной мощности печи по времени это занимает около 40 минут.
При стандартной мощности печи по времени это занимает около 40 минут.

 Остужают заготовку на открытом воздухе. Термообработка такого характера способствует нейтрализации напряжений при минимальном увеличении пластичности без влияния на твердость. Используется метод редко, так как велика вероятность образования хрупкой структуры.
Остужают заготовку на открытом воздухе. Термообработка такого характера способствует нейтрализации напряжений при минимальном увеличении пластичности без влияния на твердость. Используется метод редко, так как велика вероятность образования хрупкой структуры. Последние два условия помогут избежать возникновения внутренних дефектов в структуре материала, а именно образования раковин, полостей и деформаций.
Последние два условия помогут избежать возникновения внутренних дефектов в структуре материала, а именно образования раковин, полостей и деформаций. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Решетка преобразуется в тетрагональную с ориентацией в одном направлении.

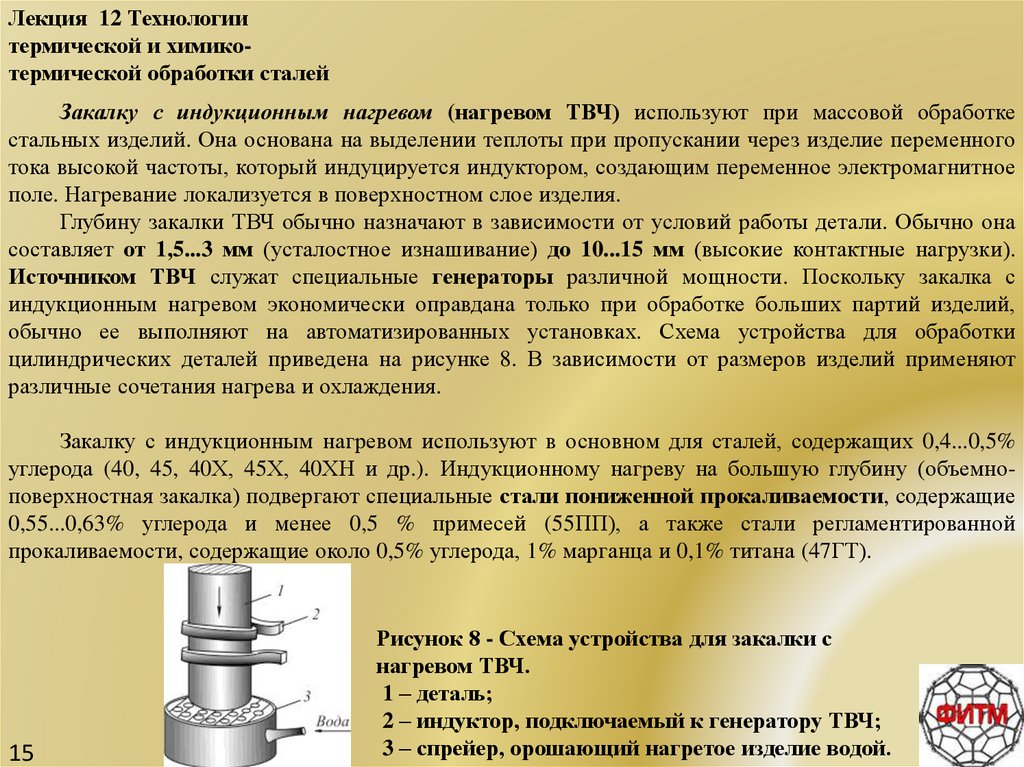 Его присутствие позволяет закаливать детали большого диаметра. Так из стали 40ХН2МА можно выточить и подвергнуть термообработке ответственную деталь диаметром свыше 100 мм с сохранением приданных свойств по всему объему.
Его присутствие позволяет закаливать детали большого диаметра. Так из стали 40ХН2МА можно выточить и подвергнуть термообработке ответственную деталь диаметром свыше 100 мм с сохранением приданных свойств по всему объему.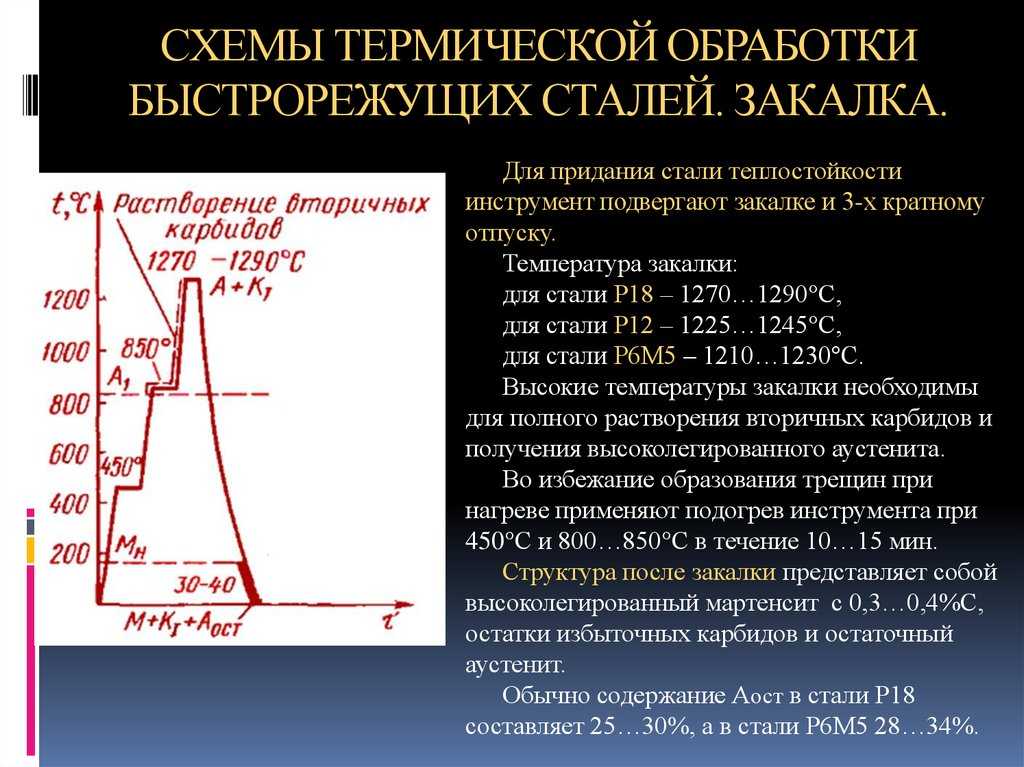
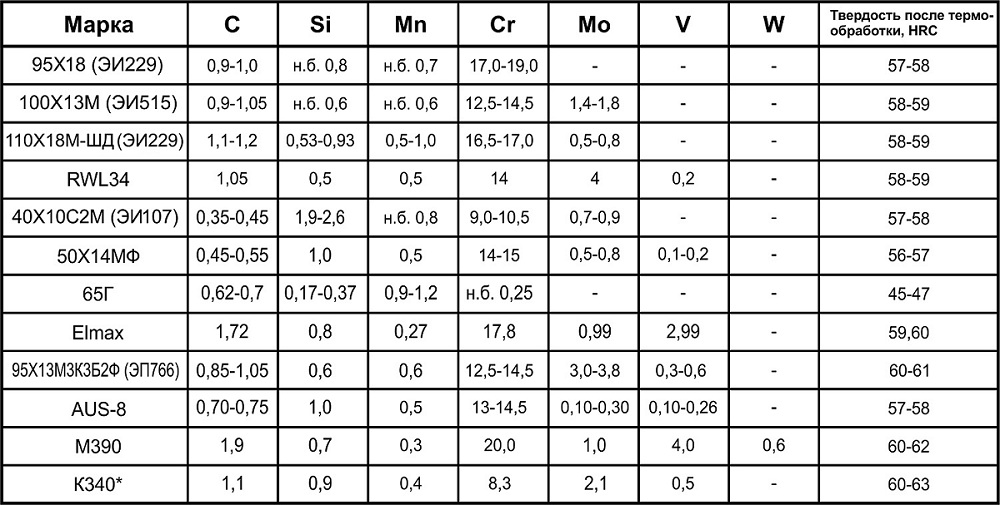 Среднелегированные материалы должны перед окунанием в воду иметь красный цвет
Среднелегированные материалы должны перед окунанием в воду иметь красный цвет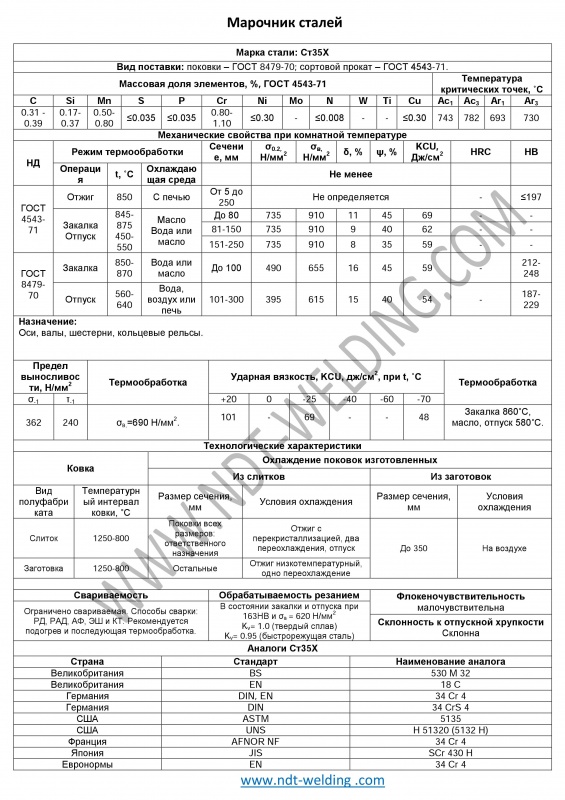
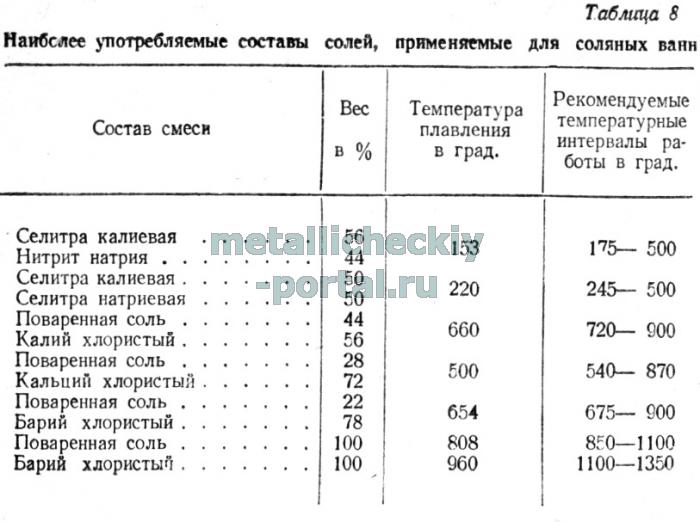
 При этом результат зависит от нижеприведенных показателей:
При этом результат зависит от нижеприведенных показателей: Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х;
Равномерный желтый цвет изделия – признак правильного прохождения процесса закалки 40Х; В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали.
В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали.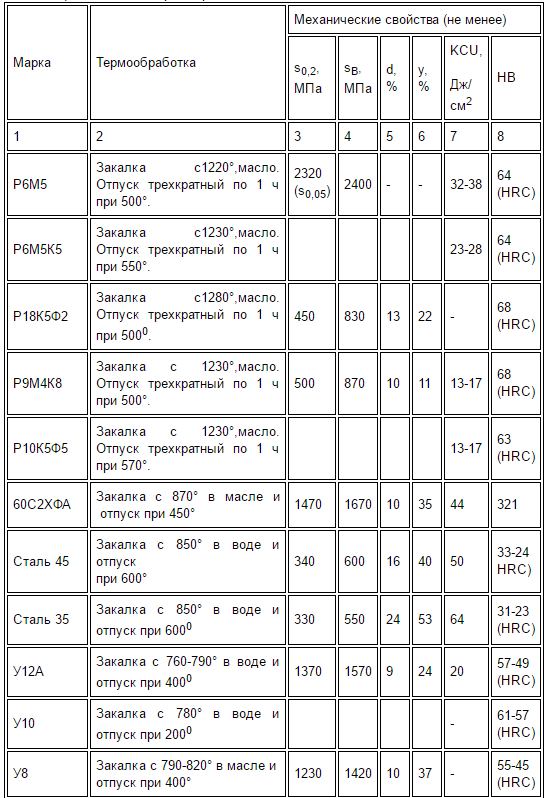 Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости.
Легированная группа характеризуется содержанием большого количества примесей, которые определяют изменение эксплуатационных качеств, в том числе твердости. Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.
Время выдержки, после которого проводится охлаждение, а также другие моменты можно узнать из специальных таблиц. Провести нагрев в домашних условиях достаточно сложно, так как в рассматриваемом случае нужно достигнуть температуры около 800 градусов Цельсия.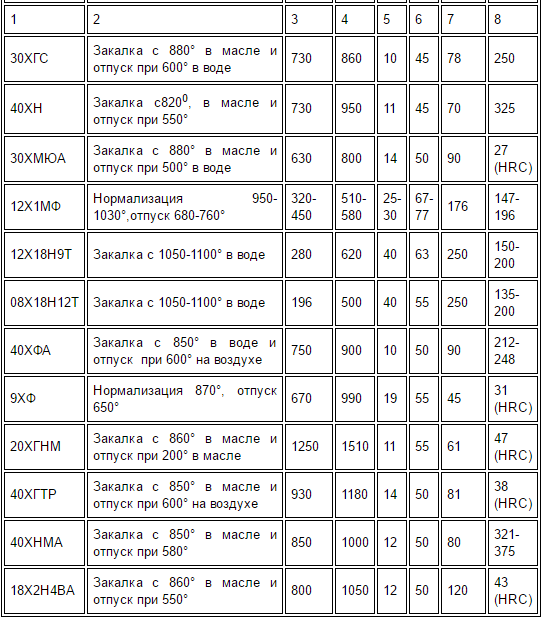

 Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.
Применяется для снятия напряжений и незначительного повышения пластичности практически без потери твердости. В случае конструкционного сплава применяется крайне редко.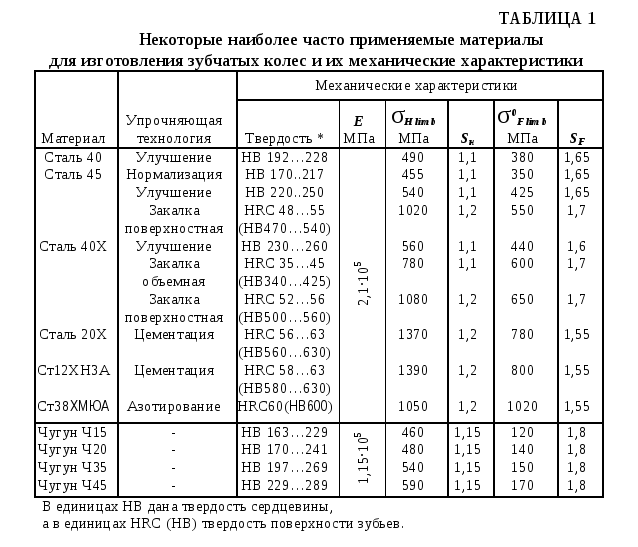


 метр;
метр; Эти изделия представляют собой стержни, имеющие круглое сечение. Изготавливаются по ГОСТ 59.50-2000.
Эти изделия представляют собой стержни, имеющие круглое сечение. Изготавливаются по ГОСТ 59.50-2000.
 Это достигается добавлением дополнительного углерода или азота к внешнему слою стали (или железа).
Это достигается добавлением дополнительного углерода или азота к внешнему слою стали (или железа).
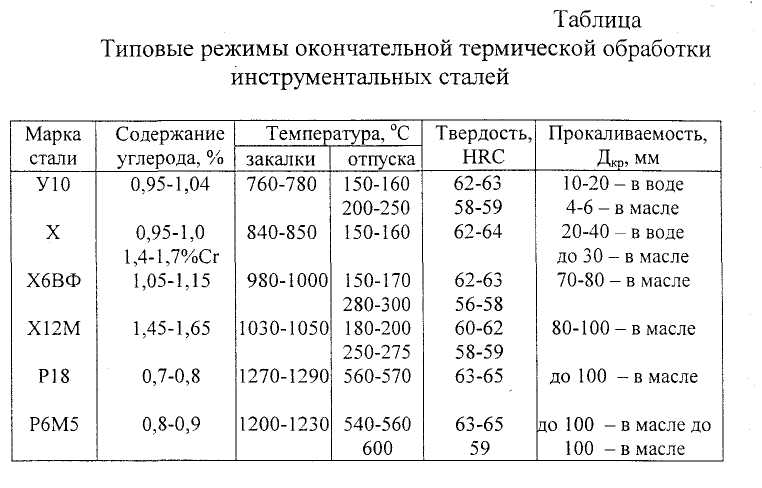 д.
д.
 Диаметр пятен превышает 3–5 см, поверхность сильно крошится при касании. Деталь уже серьезно повреждена, нужно задуматься о замене.
Диаметр пятен превышает 3–5 см, поверхность сильно крошится при касании. Деталь уже серьезно повреждена, нужно задуматься о замене. Смажьте ею ржавое пятно, а через минуту вытрите сухой тряпкой. Работайте в респираторе, очках и перчатках, чтобы не обжечь кожу и слизистые оболочки.
Смажьте ею ржавое пятно, а через минуту вытрите сухой тряпкой. Работайте в респираторе, очках и перчатках, чтобы не обжечь кожу и слизистые оболочки. Пятно ржавчины стоит закрасить мовилем — средством для консервации кузова автомобиля. После застывания он превращается в пленку с антикоррозийными свойствами, которая замедляет разрушение металла и отталкивает воду. В труднодоступных местах процедуру повторяют каждые 3–5 лет, снаружи кузова — ежегодно.
Пятно ржавчины стоит закрасить мовилем — средством для консервации кузова автомобиля. После застывания он превращается в пленку с антикоррозийными свойствами, которая замедляет разрушение металла и отталкивает воду. В труднодоступных местах процедуру повторяют каждые 3–5 лет, снаружи кузова — ежегодно. Затем поврежденный участок покрывают фосфатирующим составом, шпатлюют, красят и покрывают лаком.
Затем поврежденный участок покрывают фосфатирующим составом, шпатлюют, красят и покрывают лаком.

 От этой химической реакции страдают металлические конструкции, кузова автомобилей, кухонная утварь – все, что изготовлено из стали. В определенных условиях, ржавчиной могут быть поражены даже изделия из стойких к коррозии сплавов – стоит лишь создать случайно необходимые условия для протекания реакции. К сожалению, не застрахованы от этой напасти и инструменты – если вы слишком долго не занимались ремонтом и ваш ящик с ключами и ножовками пылился на полке гаража, то вполне возможно, что ржавчина уже начала свою разрушительную работу.
От этой химической реакции страдают металлические конструкции, кузова автомобилей, кухонная утварь – все, что изготовлено из стали. В определенных условиях, ржавчиной могут быть поражены даже изделия из стойких к коррозии сплавов – стоит лишь создать случайно необходимые условия для протекания реакции. К сожалению, не застрахованы от этой напасти и инструменты – если вы слишком долго не занимались ремонтом и ваш ящик с ключами и ножовками пылился на полке гаража, то вполне возможно, что ржавчина уже начала свою разрушительную работу.
 На самом деле, чтобы качественно выполнить такую работу, нужно совсем немного вещей, причем практически все они есть в каждом доме или гараже:
На самом деле, чтобы качественно выполнить такую работу, нужно совсем немного вещей, причем практически все они есть в каждом доме или гараже:
 Для этих целей используем металлическую щетку и наждачную бумагу. Начинать нужно с самых грубых абразивов, а завершать тонкой наждачной бумагой – при такой последовательности обработки вы избежите появления глубоких царапин на поверхности металла. В том случае, если после этих действий очаги коррозии еще видны – то пора переходить к более радикальным мерам воздействия.
Для этих целей используем металлическую щетку и наждачную бумагу. Начинать нужно с самых грубых абразивов, а завершать тонкой наждачной бумагой – при такой последовательности обработки вы избежите появления глубоких царапин на поверхности металла. В том случае, если после этих действий очаги коррозии еще видны – то пора переходить к более радикальным мерам воздействия.
 Здесь не обойтись без химии, а точнее щавелевой кислоты.
Здесь не обойтись без химии, а точнее щавелевой кислоты.
 Перед замачиванием инструментов, их нужно хорошо вымыть в моющем средстве, прополоскать в воде и высушить. Разместив в растворе кислоты все приспособления, проследите, чтобы жидкость полностью их покрывала. Раствор щавелевой кислоты должен воздействовать на стальные инструменты минимум 20 минут. По окончанию установленного времени вынимаем изделия из кислоты (непременно руками в перчатках), после чего промываем их в проточной воде и насухо вытираем.
Перед замачиванием инструментов, их нужно хорошо вымыть в моющем средстве, прополоскать в воде и высушить. Разместив в растворе кислоты все приспособления, проследите, чтобы жидкость полностью их покрывала. Раствор щавелевой кислоты должен воздействовать на стальные инструменты минимум 20 минут. По окончанию установленного времени вынимаем изделия из кислоты (непременно руками в перчатках), после чего промываем их в проточной воде и насухо вытираем.

 Покройте ржавый участок смесью и оставьте на несколько часов, прежде чем чистить.
Покройте ржавый участок смесью и оставьте на несколько часов, прежде чем чистить. Позвоните нам сегодня, чтобы узнать больше, и обязательно вернитесь к нам за более полезными советами, подобными этим.
Позвоните нам сегодня, чтобы узнать больше, и обязательно вернитесь к нам за более полезными советами, подобными этим.
 Кислота — отличное средство для удаления ржавчины, которое мгновенно удаляет небольшие частицы ржавчины с ваших инструментов. Поместите инструменты в миску и налейте немного белого уксуса (например, яблочного). Слегка встряхните миску, чтобы убедиться, что уксус полностью покрыл инструменты и попал во все области. Оставьте на сутки, а затем слейте уксус.
Кислота — отличное средство для удаления ржавчины, которое мгновенно удаляет небольшие частицы ржавчины с ваших инструментов. Поместите инструменты в миску и налейте немного белого уксуса (например, яблочного). Слегка встряхните миску, чтобы убедиться, что уксус полностью покрыл инструменты и попал во все области. Оставьте на сутки, а затем слейте уксус.

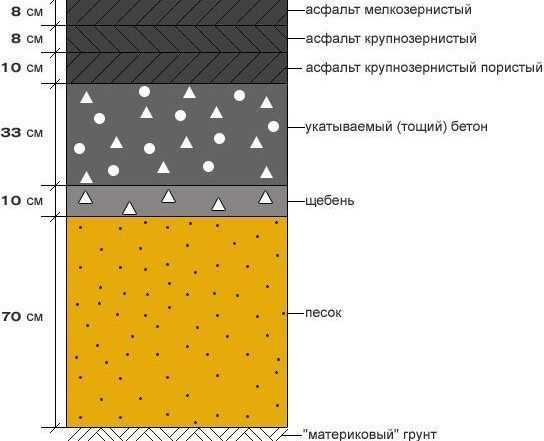
 Для толстостенных же отливок заливку производят в холодные формы для обеспечения более мелкозернистой структуры сплава. После охлаждения отливок сыпучие наполнители легко удаляют при опрокидывании опок, отверждающиеся наполнители — на вибрационных выбивных решетках. При этом оболочка легко отстает и удаляется от поверхности отливки. Удаление остатков керамической оболочки, в частности в полостях и отверстиях, и окончательную очистку поверхности отливок осуществляют в результате кипячения в 50 % — ном растворе едкого кали.
Для толстостенных же отливок заливку производят в холодные формы для обеспечения более мелкозернистой структуры сплава. После охлаждения отливок сыпучие наполнители легко удаляют при опрокидывании опок, отверждающиеся наполнители — на вибрационных выбивных решетках. При этом оболочка легко отстает и удаляется от поверхности отливки. Удаление остатков керамической оболочки, в частности в полостях и отверстиях, и окончательную очистку поверхности отливок осуществляют в результате кипячения в 50 % — ном растворе едкого кали.
 Сплавы указанной концентрации называют эвтектическими.
Сплавы указанной концентрации называют эвтектическими.
 Мелкозернистая структура способствует также более равномерному распределению упрочняющих фаз, так как большая протяженность граничных зон облегчает процессы диффузии. С повышением температуры старения максимум сопротивляемости стали гидроэрозии смещается в сторону меньших выдержек при старении. Увеличение выдержки при повышенной температуре старения приводит к коагуляции избыточных фаз и снижению эрозионной стойкости стали.
Мелкозернистая структура способствует также более равномерному распределению упрочняющих фаз, так как большая протяженность граничных зон облегчает процессы диффузии. С повышением температуры старения максимум сопротивляемости стали гидроэрозии смещается в сторону меньших выдержек при старении. Увеличение выдержки при повышенной температуре старения приводит к коагуляции избыточных фаз и снижению эрозионной стойкости стали.

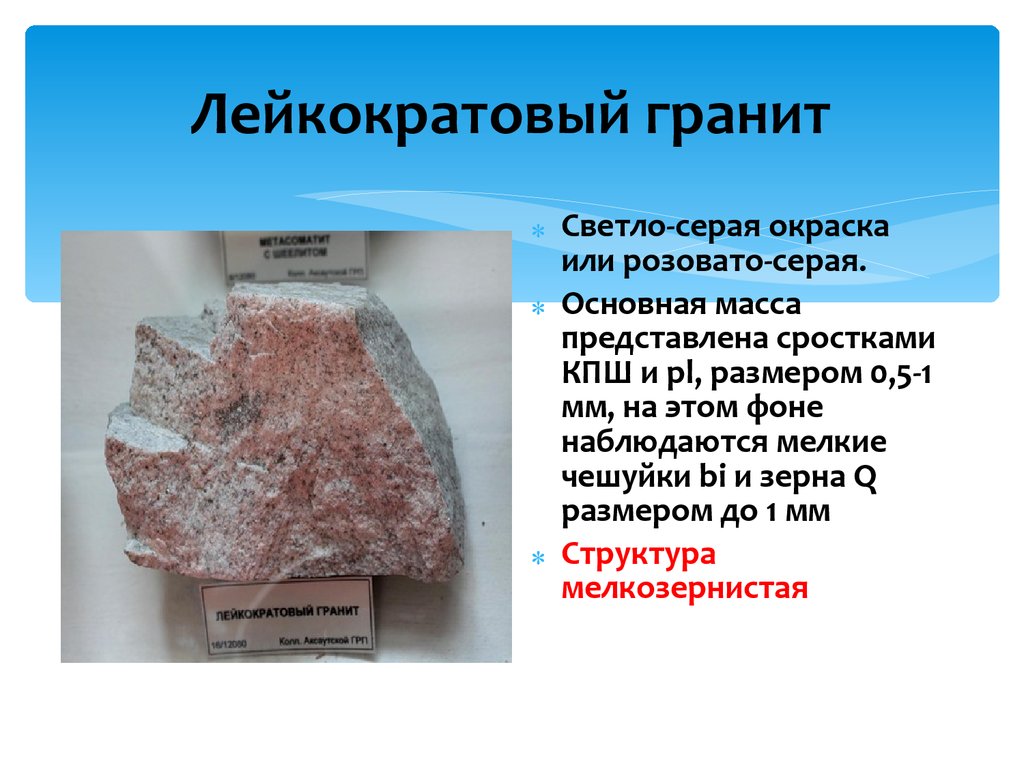 При последующем быстром охлаждении до 700 С выделяются высокодисперсные частицы РеА12 являющиеся центрами кристаллизации.
При последующем быстром охлаждении до 700 С выделяются высокодисперсные частицы РеА12 являющиеся центрами кристаллизации.





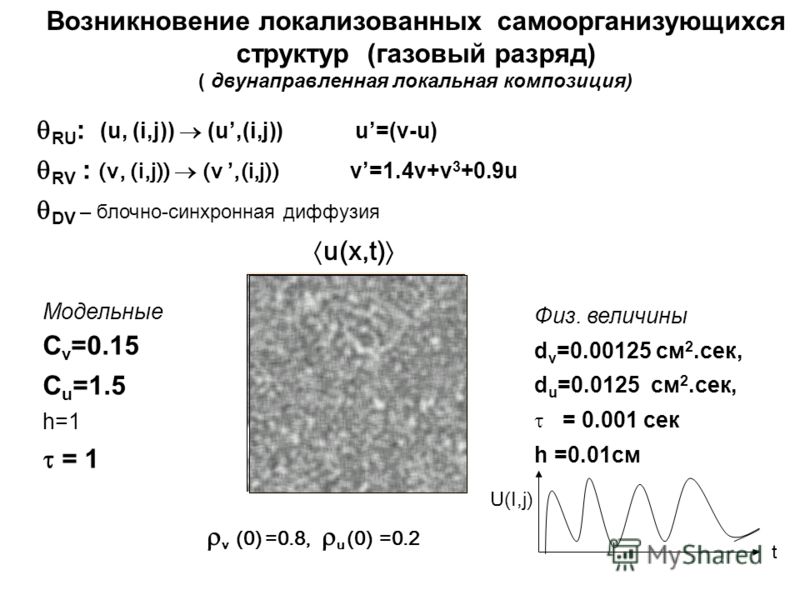 Меня беспокоит, что высокая стоимость входа, вызванная крупномасштабным урбанизмом, ведет к экономической поляризации, когда только те, у кого уже есть деньги, могут инвестировать и создавать больше богатства, а все остальные являются простым потребителем. Лично я хотел бы однажды купить пустой участок в черте города и построить таунхаус своей мечты.
Меня беспокоит, что высокая стоимость входа, вызванная крупномасштабным урбанизмом, ведет к экономической поляризации, когда только те, у кого уже есть деньги, могут инвестировать и создавать больше богатства, а все остальные являются простым потребителем. Лично я хотел бы однажды купить пустой участок в черте города и построить таунхаус своей мечты.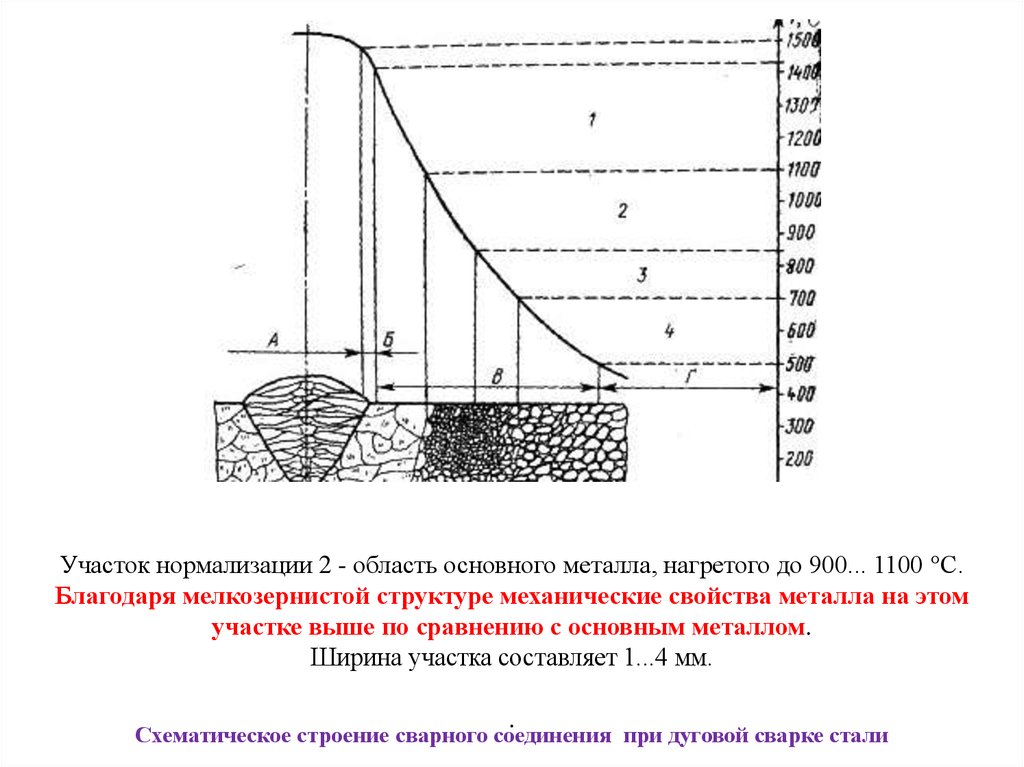 Американская ассоциация планирования назвала эту улицу одной из 10 величайших улиц Америки 2010 года.
Американская ассоциация планирования назвала эту улицу одной из 10 величайших улиц Америки 2010 года.
 Большие здания — это неплохо, если мы используем их в меру.
Большие здания — это неплохо, если мы используем их в меру. Однако мы должны противостоять глухим стенам, которые могут привести к мертвым улицам.
Однако мы должны противостоять глухим стенам, которые могут привести к мертвым улицам.
 Однако у него есть некоторые недостатки, о которых нам следует знать:
Однако у него есть некоторые недостатки, о которых нам следует знать: Почему?
Почему? Они продавали его целиком игроку с лучшим предложением, которое он мог себе позволить. Земля не такая дорогая за квадратный фут, но вместо того, чтобы делить ее на 10 участков земли за 9 долларов00 000 каждая, 100 посылок по 90 000 долларов каждая или, возможно, 1000 посылок по 9 000 долларов каждая, они продали все целиком.
Они продавали его целиком игроку с лучшим предложением, которое он мог себе позволить. Земля не такая дорогая за квадратный фут, но вместо того, чтобы делить ее на 10 участков земли за 9 долларов00 000 каждая, 100 посылок по 90 000 долларов каждая или, возможно, 1000 посылок по 9 000 долларов каждая, они продали все целиком.
 Никогда не тратьте впустую землю или уличное пространство. Стройте настоящие парки на зеленых насаждениях. Создайте приятное и интересное место, которое поощряет предпринимательство, где вы можете в основном полагаться на свои собственные ноги в повседневных делах. Так вы создадите успешный город.
Никогда не тратьте впустую землю или уличное пространство. Стройте настоящие парки на зеленых насаждениях. Создайте приятное и интересное место, которое поощряет предпринимательство, где вы можете в основном полагаться на свои собственные ноги в повседневных делах. Так вы создадите успешный город.
 На самом деле это связано, когда более крупная сущность подразделяется на различные части. Например, сюжет разбит на ярды для более точной детализации, чем простое произнесение сюжета.
На самом деле это связано, когда более крупная сущность подразделяется на различные части. Например, сюжет разбит на ярды для более точной детализации, чем простое произнесение сюжета.
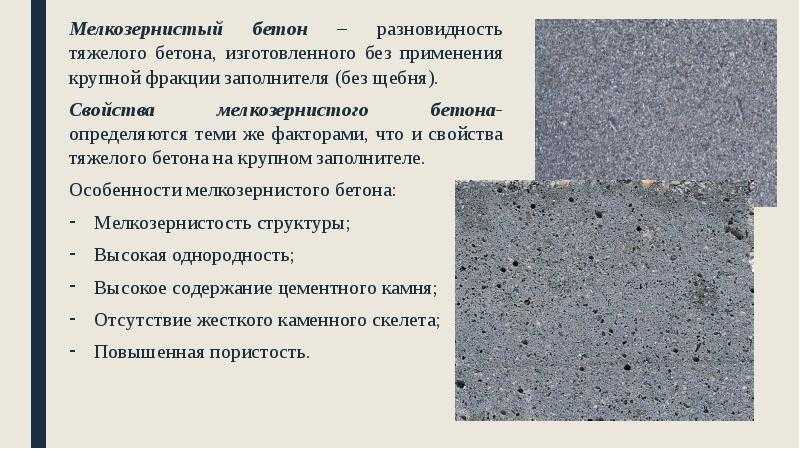


 Например 40ХГНМ относится к качественным сталям , а 40ХГНМА уже к высококачественным.
Например 40ХГНМ относится к качественным сталям , а 40ХГНМА уже к высококачественным.
 Следующая цифра 0 указывает, что сталь нелегированная, без коэффициента старения, если вторая цифра 1 то означает сталь с нормируемым коэффициентов старения. Третья цифра означает группу по нормируемым характеристикам. Четвертая и пятые числа означает количество по нормируемым характеристикам.
Следующая цифра 0 указывает, что сталь нелегированная, без коэффициента старения, если вторая цифра 1 то означает сталь с нормируемым коэффициентов старения. Третья цифра означает группу по нормируемым характеристикам. Четвертая и пятые числа означает количество по нормируемым характеристикам.
 Если впереди марки нет цифры, это значит, что углерода в ней либо 1%, либо выше 1%. Цифры, стоящие за буквами, указывают среднее содержание данного элемента в процентах, если за буквой отсутствует цифра – значит содержание данного элемента около 1% (не более 1,5%). Буква А в конце марки, как и в углеродистой, так и в легированной стали, обозначает высококачественную сталь, т.е. сталь, содержащую меньше серы и фосфора.
Если впереди марки нет цифры, это значит, что углерода в ней либо 1%, либо выше 1%. Цифры, стоящие за буквами, указывают среднее содержание данного элемента в процентах, если за буквой отсутствует цифра – значит содержание данного элемента около 1% (не более 1,5%). Буква А в конце марки, как и в углеродистой, так и в легированной стали, обозначает высококачественную сталь, т.е. сталь, содержащую меньше серы и фосфора.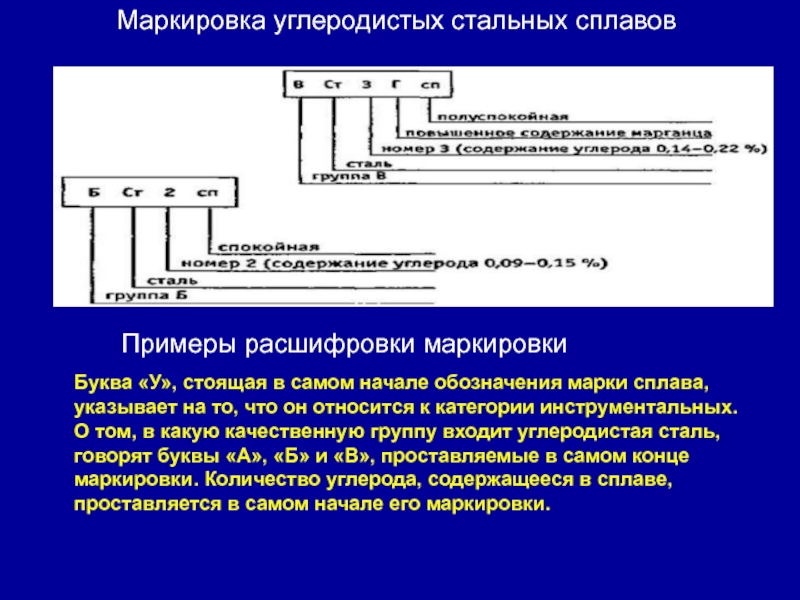 С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость ухудшается, ухудшается и свариваемость.
С увеличением содержания углерода до 1,2% твердость, прочность и упругость стали увеличиваются, но пластичность и сопротивление удару понижаются, а обрабатываемость ухудшается, ухудшается и свариваемость.
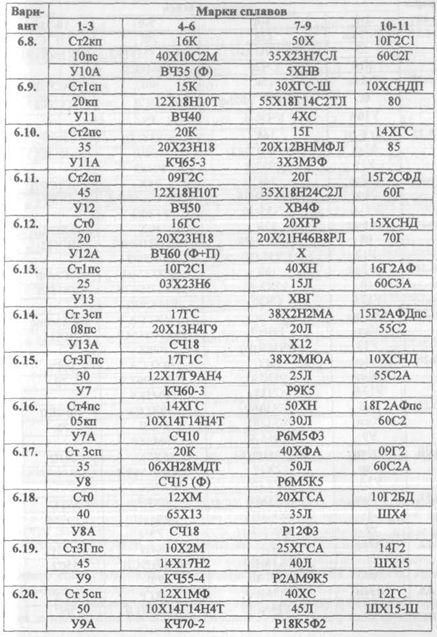 Обрабатываемость стали фосфор несколько улучшает, так как способствует отделению стружки.
Обрабатываемость стали фосфор несколько улучшает, так как способствует отделению стружки.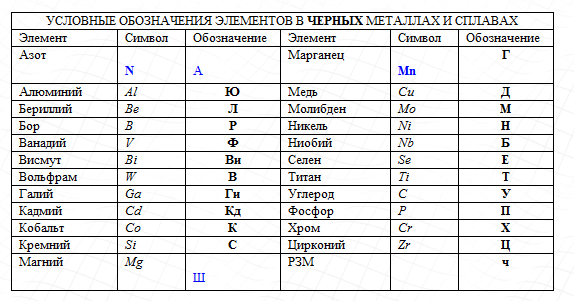
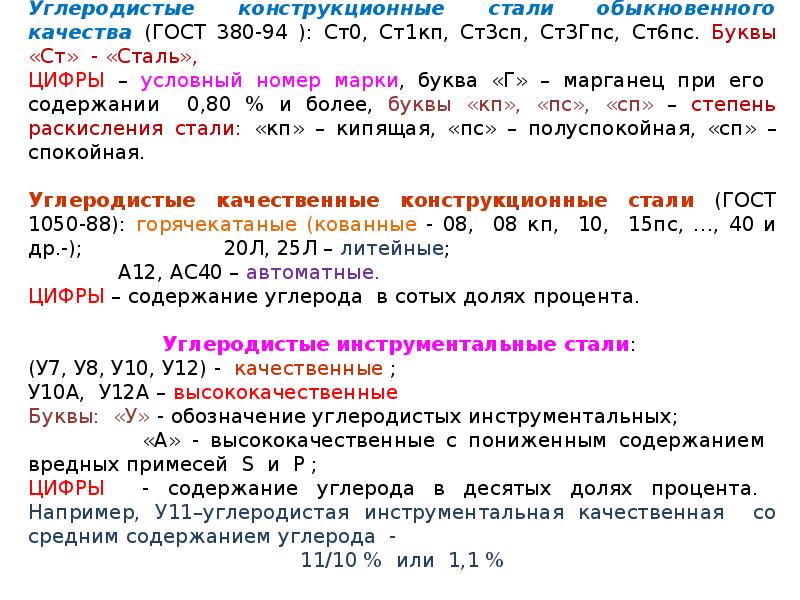 Поэтому в этой статье будут представлены методы маркировки нержавеющей стали, которые вы можете использовать, и как выбрать правильный.
Поэтому в этой статье будут представлены методы маркировки нержавеющей стали, которые вы можете использовать, и как выбрать правильный.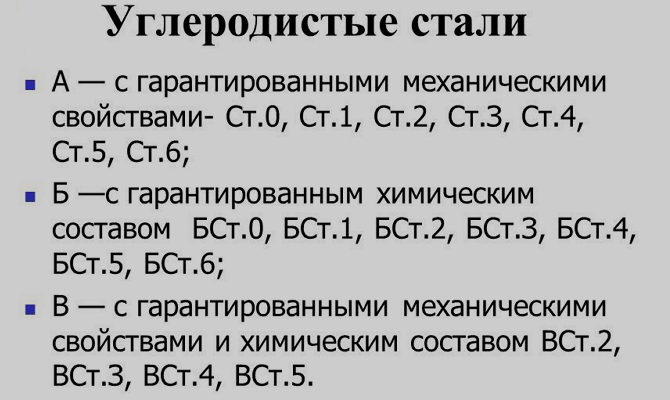 Следовательно, используемый метод и машина не должны изменять эту композицию или удалять слой, в котором эти два свойства полезны.\.
Следовательно, используемый метод и машина не должны изменять эту композицию или удалять слой, в котором эти два свойства полезны.\.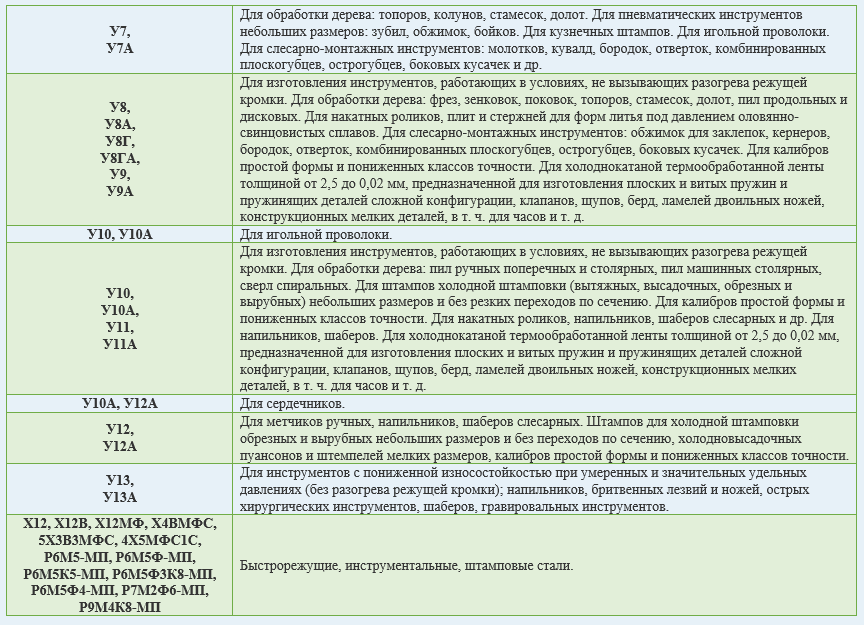
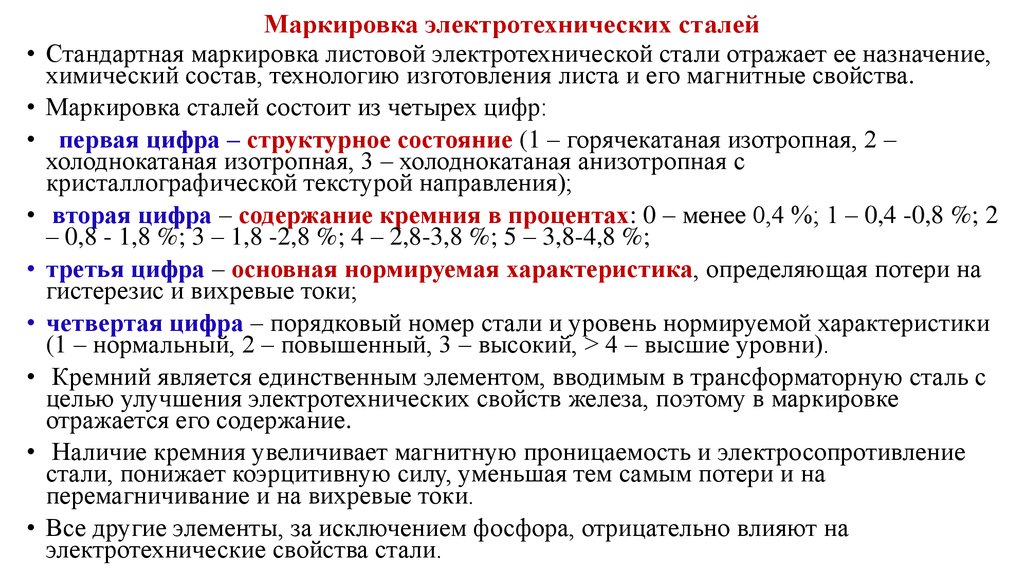 Распространенными примерами цвета, получаемого с помощью этого процесса, являются серый, темно-коричневый и черный. Вы можете получить более широкий диапазон цветов с помощью мощных волоконных лазерных станков. Однако эти машины сложны в использовании, потому что у них слишком много сложных настроек лазера.
Распространенными примерами цвета, получаемого с помощью этого процесса, являются серый, темно-коричневый и черный. Вы можете получить более широкий диапазон цветов с помощью мощных волоконных лазерных станков. Однако эти машины сложны в использовании, потому что у них слишком много сложных настроек лазера.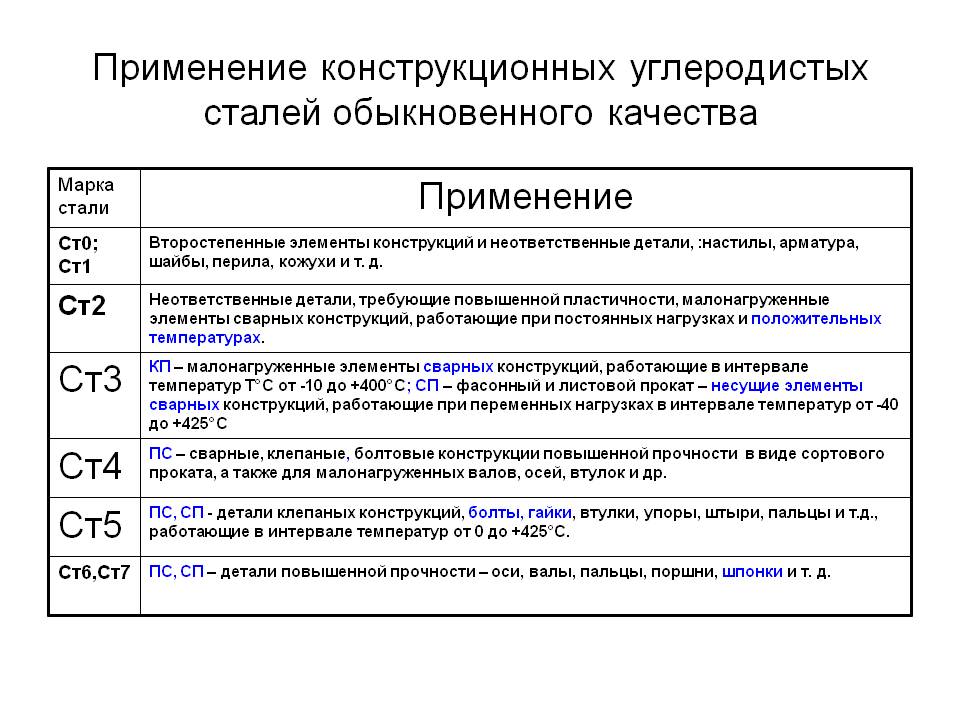
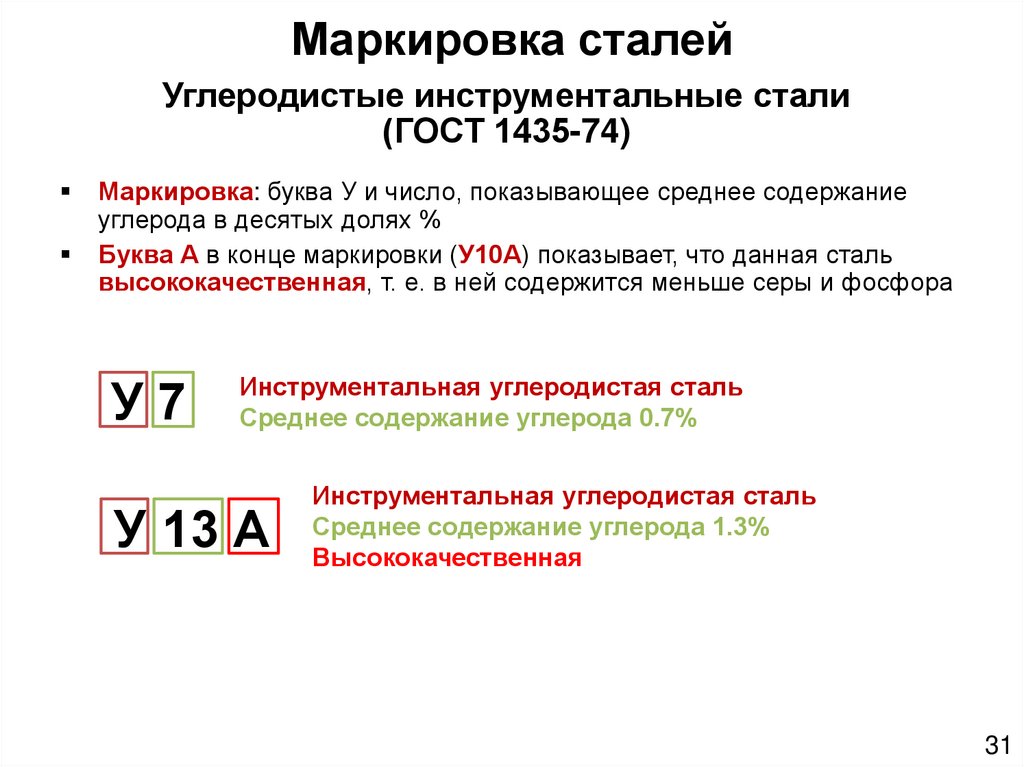 Кроме того, из-за процедуры, связанной с маркировкой нержавеющей стали с помощью лазерной темной маркировки, она не идеальна для некоторых отраслей промышленности. Например, в медицинской промышленности его не используют из-за необходимости поддержания стерильности оборудования.
Кроме того, из-за процедуры, связанной с маркировкой нержавеющей стали с помощью лазерной темной маркировки, она не идеальна для некоторых отраслей промышленности. Например, в медицинской промышленности его не используют из-за необходимости поддержания стерильности оборудования.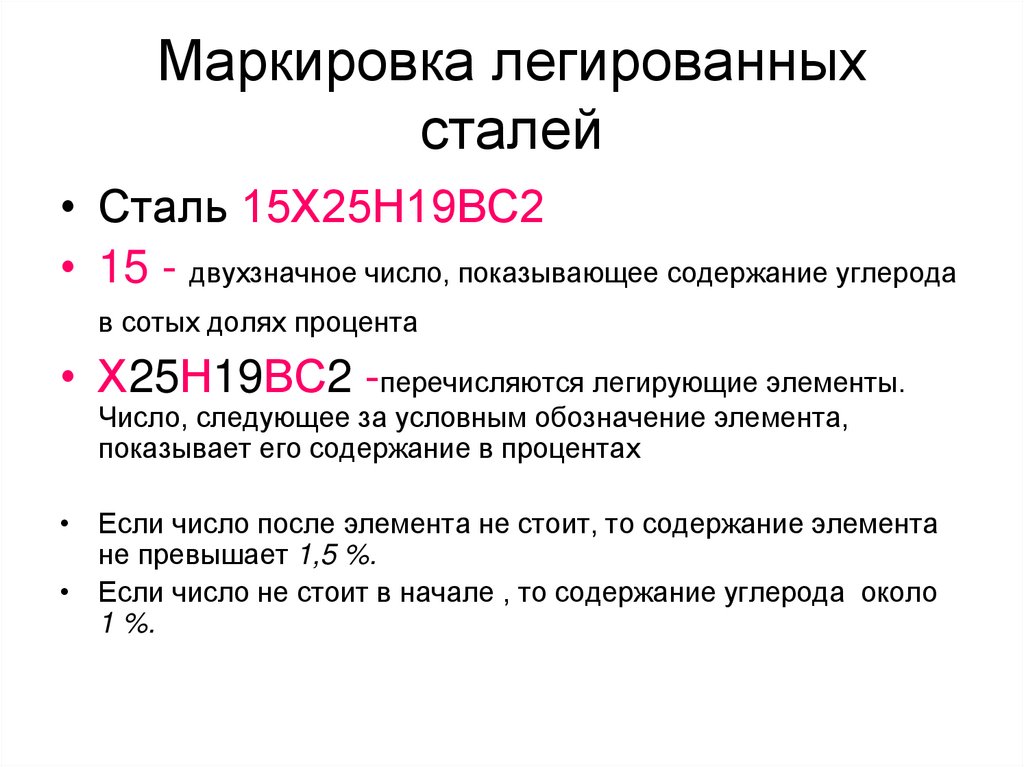 Однако в областях, где важен внешний слой нержавеющей стали, отвечающий за ее антикоррозионные свойства, абляционная маркировка не идеальна. Это связано с тем, что это может привести к ржавлению материала.
Однако в областях, где важен внешний слой нержавеющей стали, отвечающий за ее антикоррозионные свойства, абляционная маркировка не идеальна. Это связано с тем, что это может привести к ржавлению материала.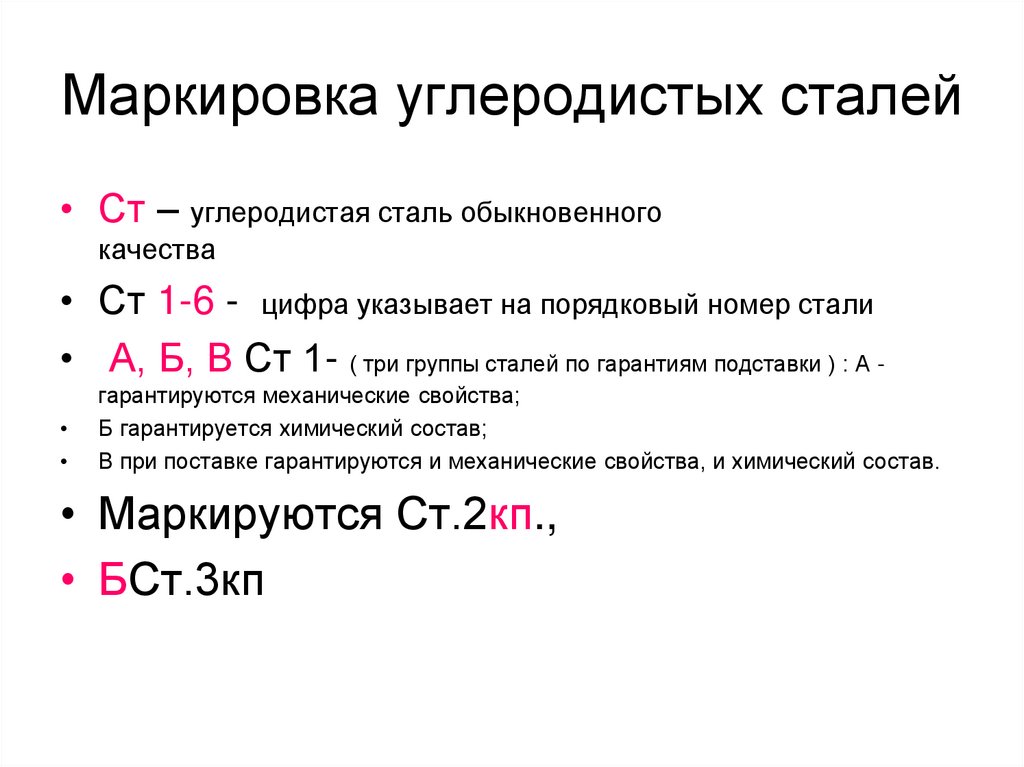 Дизайн знака можно получить только на компьютере. Однако вы должны убедиться, что файл будет совместим между компьютером и лазерным гравером. После разработки знака отправьте его на станок для гравировки стали. Существует много типов стальных гравировальных станков. Тем не менее, было бы лучше использовать портативный гравировальный станок для простоты эксплуатации и его промышленного применения.
Дизайн знака можно получить только на компьютере. Однако вы должны убедиться, что файл будет совместим между компьютером и лазерным гравером. После разработки знака отправьте его на станок для гравировки стали. Существует много типов стальных гравировальных станков. Тем не менее, было бы лучше использовать портативный гравировальный станок для простоты эксплуатации и его промышленного применения. Удалите материал из нержавеющей стали в конце процесса, и у вас будет выгравированный материал.
Удалите материал из нержавеющей стали в конце процесса, и у вас будет выгравированный материал.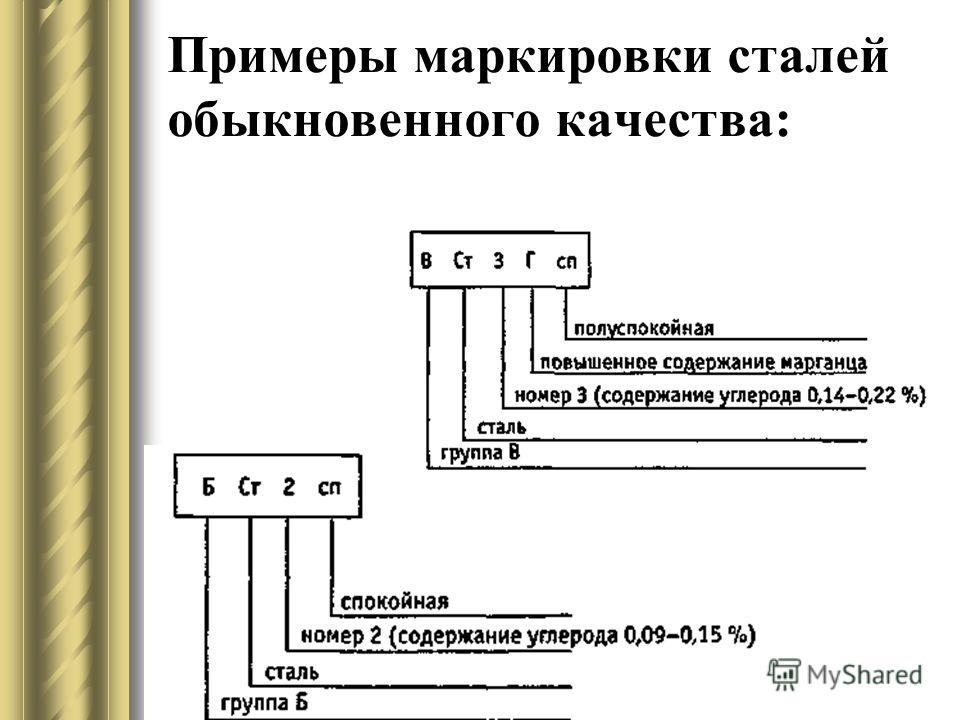
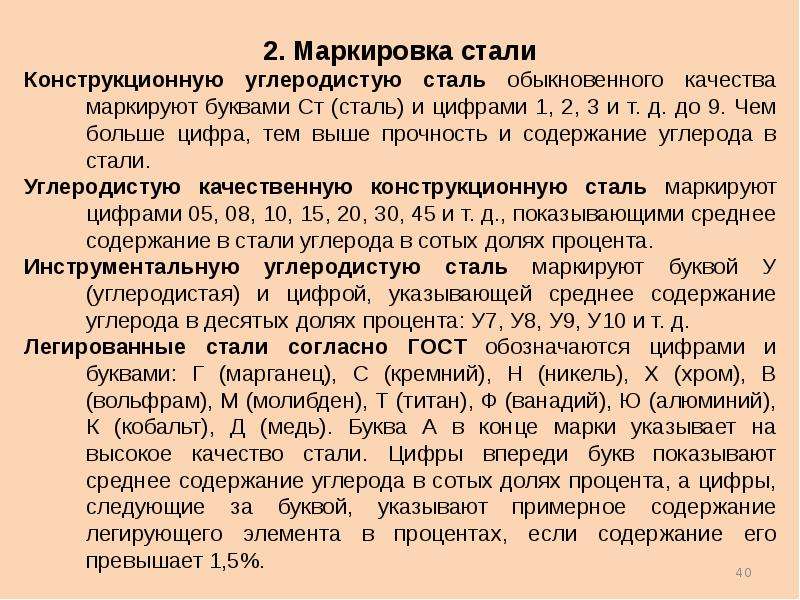 Это приводит к удалению небольшой части нержавеющей стали при каждом ударе. Последовательные попадания образуют точечную матрицу, которая становится самой меткой.
Это приводит к удалению небольшой части нержавеющей стали при каждом ударе. Последовательные попадания образуют точечную матрицу, которая становится самой меткой. com/embed/rKDlRkcm9C8?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/rKDlRkcm9C8?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/> 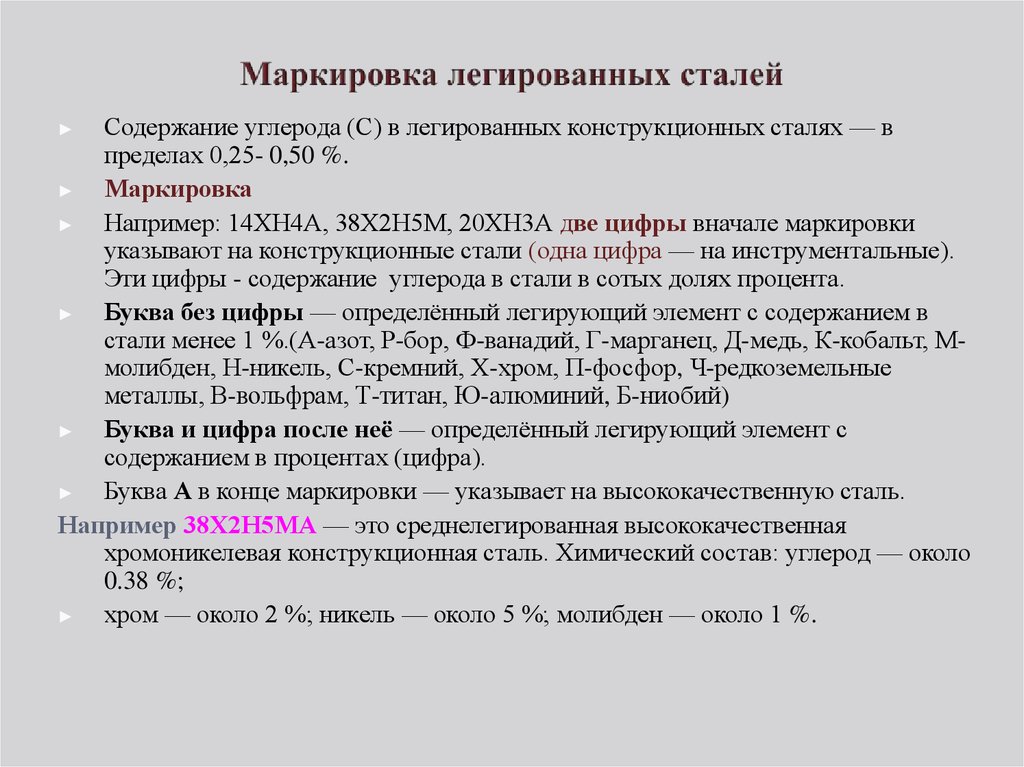 Контроль силы вдавливания зависит от типа материала из нержавеющей стали и его использования. Например, если нержавеющая сталь сохранит свои антикоррозийные и антикоррозионные свойства, вы должны уменьшить усилие вдавливания, чтобы внешний слой остался неповрежденным. Тем не менее, было бы лучше помнить, что вам нужен глубокий отступ, чтобы лучше читать код.
Контроль силы вдавливания зависит от типа материала из нержавеющей стали и его использования. Например, если нержавеющая сталь сохранит свои антикоррозийные и антикоррозионные свойства, вы должны уменьшить усилие вдавливания, чтобы внешний слой остался неповрежденным. Тем не менее, было бы лучше помнить, что вам нужен глубокий отступ, чтобы лучше читать код. Однако он не подвергает материал термическому или химическому воздействию. Поэтому есть гарантия сохранности нержавеющей стали.
Однако он не подвергает материал термическому или химическому воздействию. Поэтому есть гарантия сохранности нержавеющей стали. Ниже приведены несколько вещей, которые следует учитывать при поиске правильного метода.
Ниже приведены несколько вещей, которые следует учитывать при поиске правильного метода.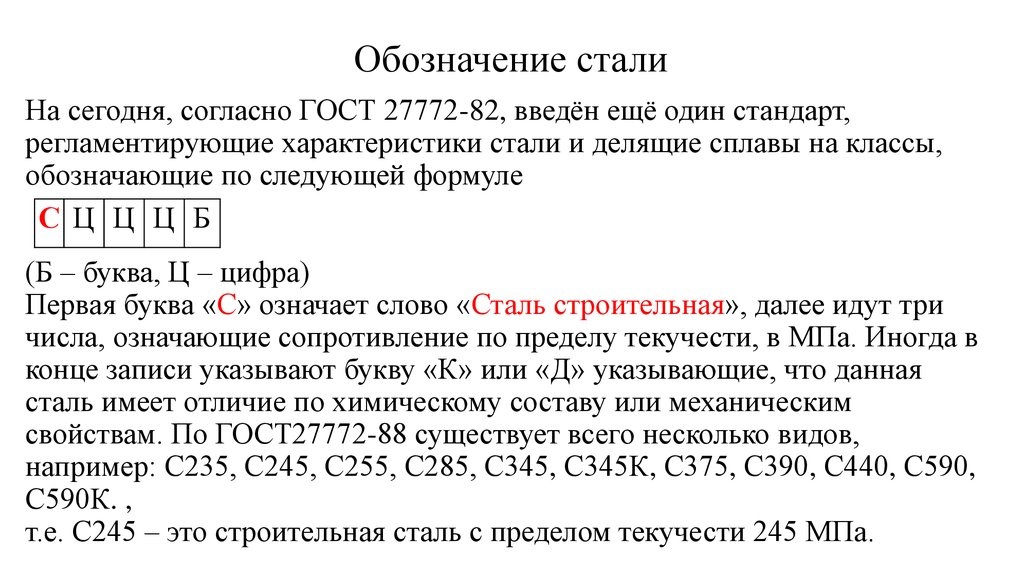
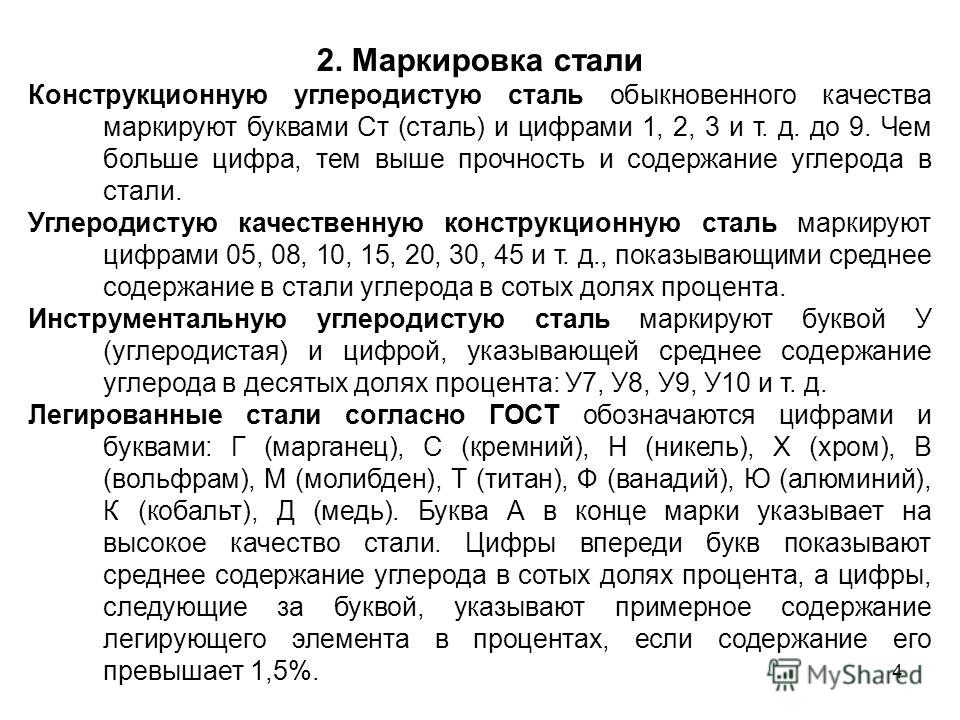
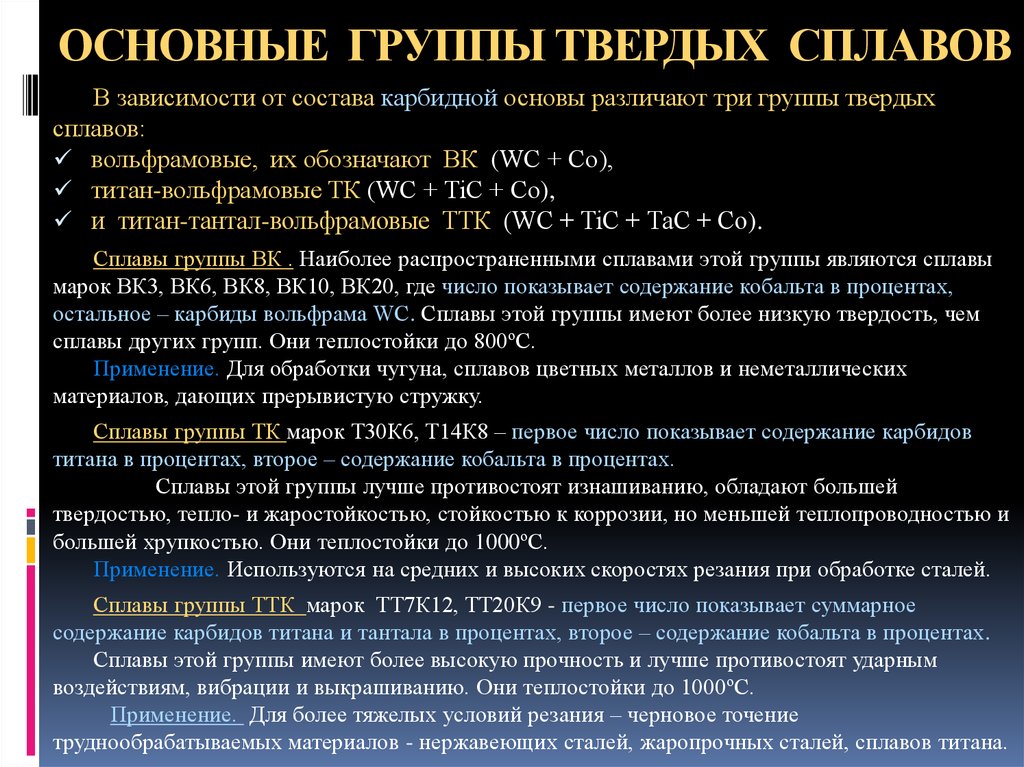 Например, различные марки нержавеющей стали, использование и доступные методы маркировки.
Например, различные марки нержавеющей стали, использование и доступные методы маркировки.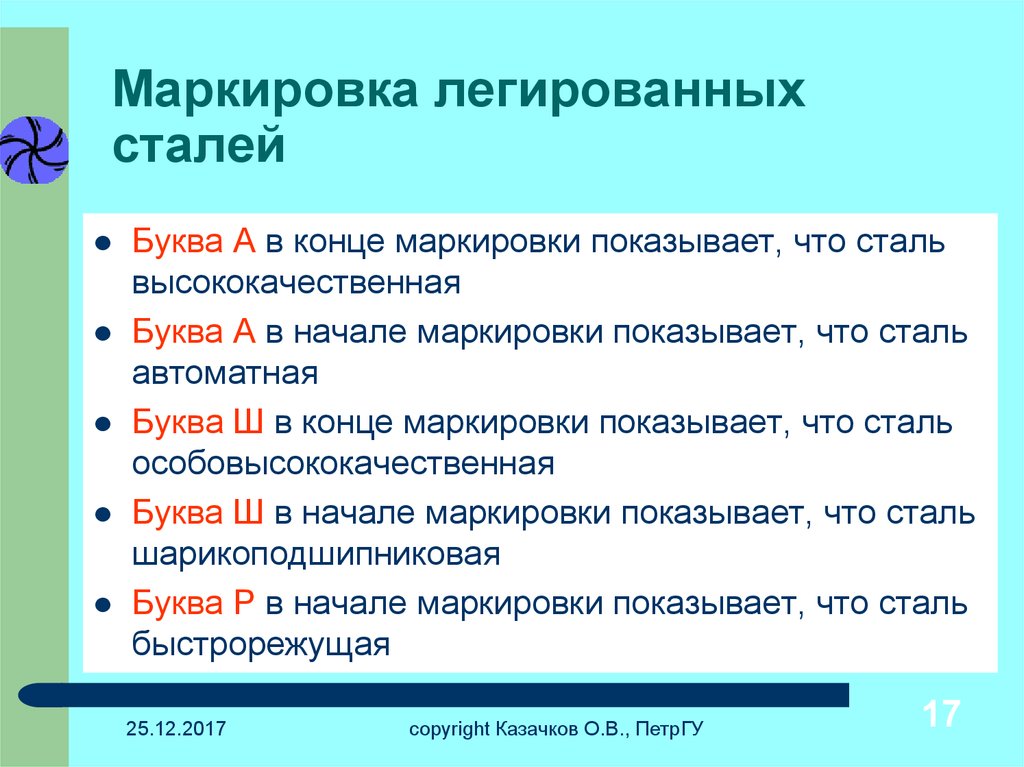
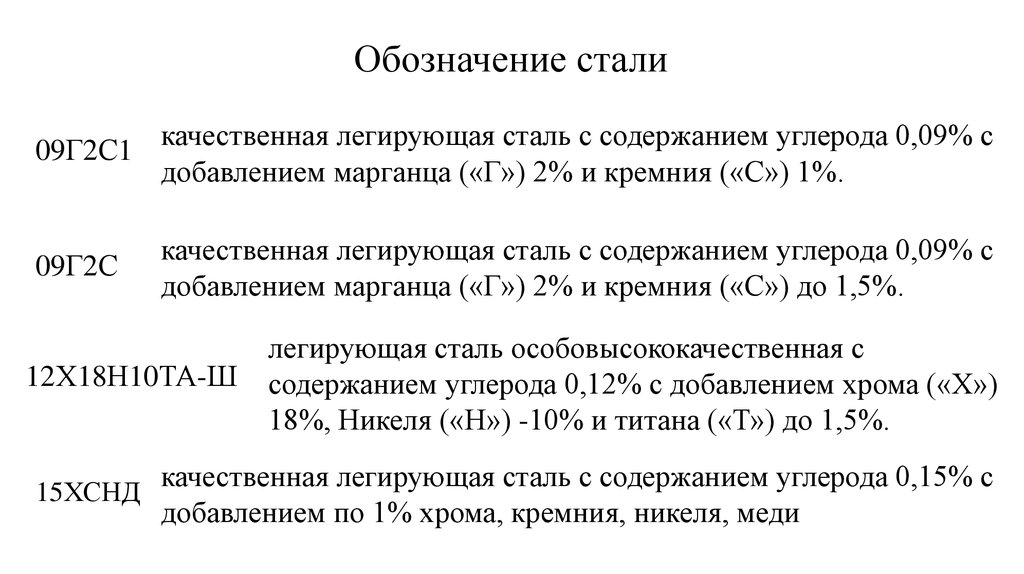 Производители медицинского оборудования.
Производители медицинского оборудования. 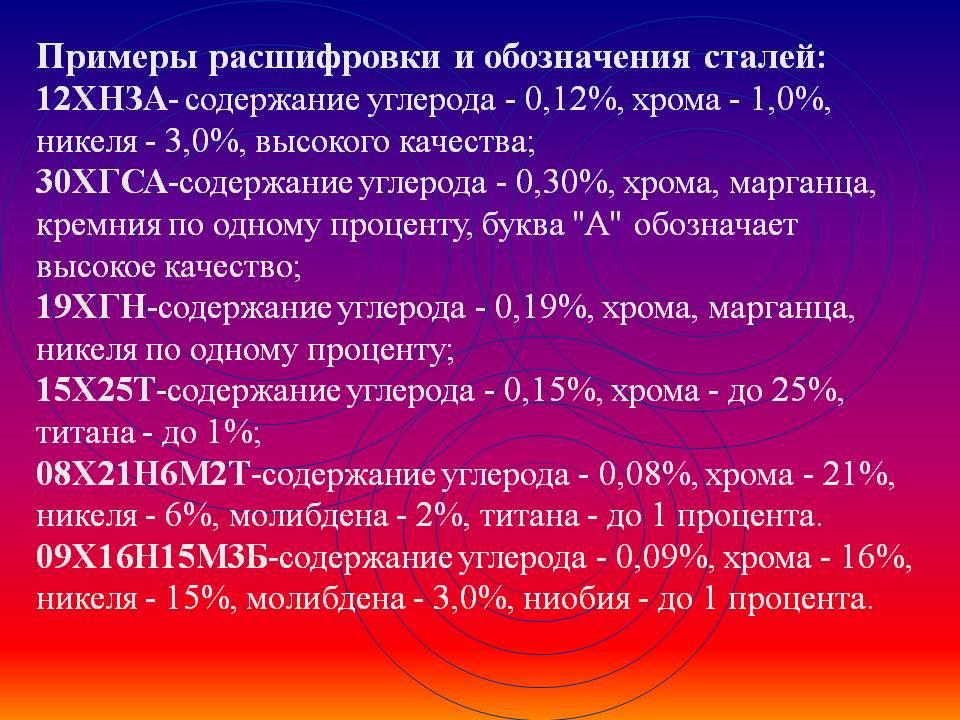 Например, идентификационные сигналы могут указывать, когда и где был изготовлен холодильник. Метка металла может позволить изготовителю определить, какая сетка из нержавеющей стали использовалась изготовителем для изготовления аналогичной детали. Промышленная маркировка точно указывает марку используемой нержавеющей стали и любую другую важную информацию.
Например, идентификационные сигналы могут указывать, когда и где был изготовлен холодильник. Метка металла может позволить изготовителю определить, какая сетка из нержавеющей стали использовалась изготовителем для изготовления аналогичной детали. Промышленная маркировка точно указывает марку используемой нержавеющей стали и любую другую важную информацию.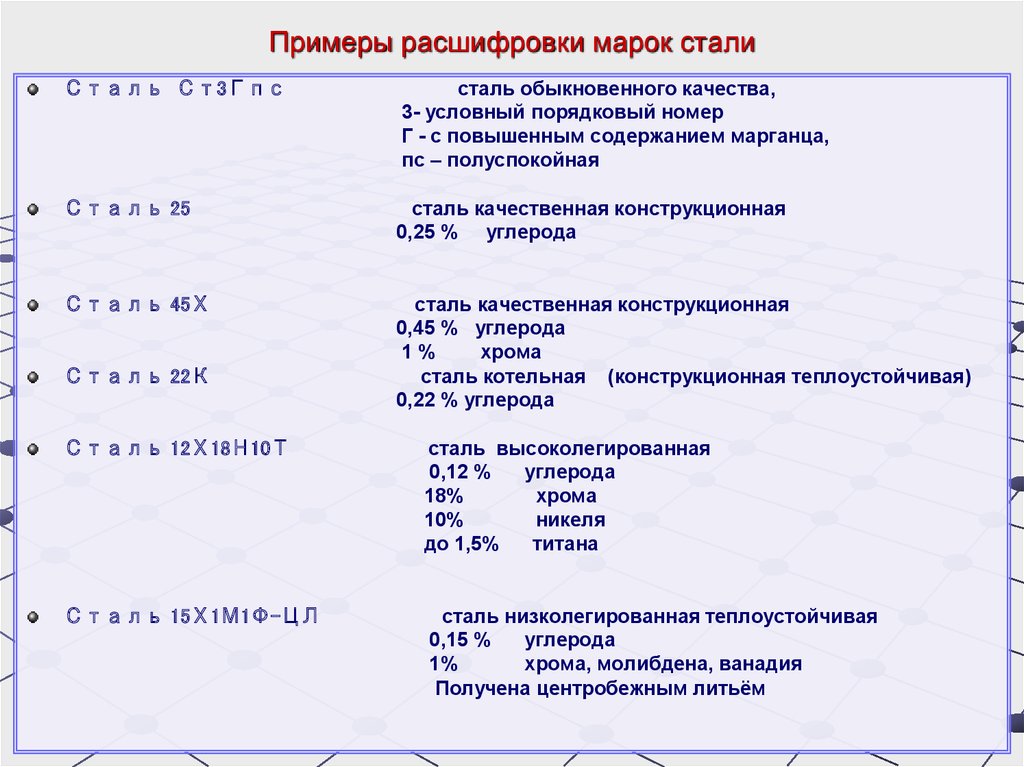 Большой молоток ударяет рукой по рукоятке соединения, чтобы создать отверстие в предмете. Хотя та же концепция актуальна и сегодня, команда намного сложнее.
Большой молоток ударяет рукой по рукоятке соединения, чтобы создать отверстие в предмете. Хотя та же концепция актуальна и сегодня, команда намного сложнее.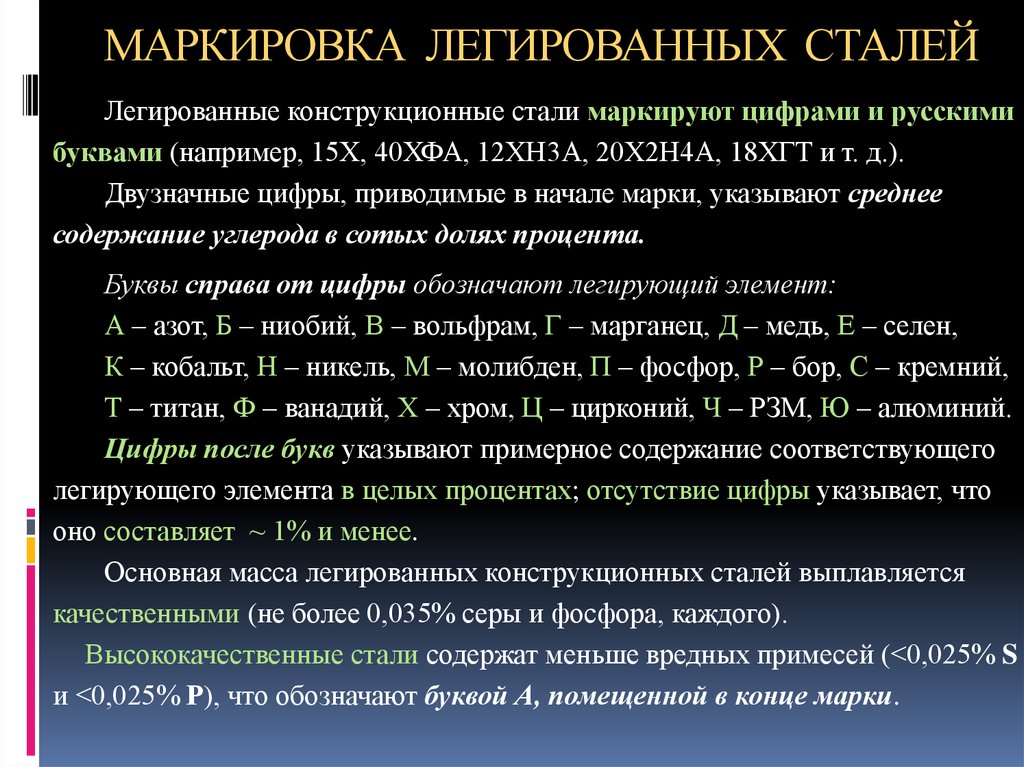
 Мукачево
Мукачево Киев
Киев 5мм
5мм in.ua
in.ua
 Drill Doctor DD750X-W 750X — хороший пример этого типа сверло точилка. Хотя подготовить бит и внести необходимые корректировки действительно непросто, на самом деле процесс займет не более 3 минут.
Drill Doctor DD750X-W 750X — хороший пример этого типа сверло точилка. Хотя подготовить бит и внести необходимые корректировки действительно непросто, на самом деле процесс займет не более 3 минут. Drill Doctor DD750X-W 750X Точилка для сверл
Drill Doctor DD750X-W 750X Точилка для сверл General Tools 825 Насадка для заточки сверл
General Tools 825 Насадка для заточки сверл Портативная точилка для сверл CZS
Портативная точилка для сверл CZS 87 фунтов
87 фунтов

 36 фунтов
36 фунтов
 Проделайте то же самое с другой стороной лезвия бита, повернув его на 180 градусов. Если вы думаете, что вам нужно повторить процесс еще раз, сделайте это. В конце концов, это довольно просто и никаких сложных настроек не требуется. Более того, на заточку бита у вас уйдет всего 9-10 минут! Победитель!
Проделайте то же самое с другой стороной лезвия бита, повернув его на 180 градусов. Если вы думаете, что вам нужно повторить процесс еще раз, сделайте это. В конце концов, это довольно просто и никаких сложных настроек не требуется. Более того, на заточку бита у вас уйдет всего 9-10 минут! Победитель! 32 унций
32 унций

 32 фунтов
32 фунтов
 6 унций
6 унций
 Тем не менее, проявив терпение и правильный угол, вы сможете затачивать биты по доступной цене.
Тем не менее, проявив терпение и правильный угол, вы сможете затачивать биты по доступной цене. Ваши сверла прослужат намного дольше, если вы выберете лучший точилка для сверл из этого руководства.
Ваши сверла прослужат намного дольше, если вы выберете лучший точилка для сверл из этого руководства. В то время как почти все точилки могут обрабатывать маленькие и средние биты, только некоторые модели могут работать с большими. Биты диаметром более 1/2 дюйма стоят дорого, поэтому убедитесь, что ваша точилка может с ними справиться.
В то время как почти все точилки могут обрабатывать маленькие и средние биты, только некоторые модели могут работать с большими. Биты диаметром более 1/2 дюйма стоят дорого, поэтому убедитесь, что ваша точилка может с ними справиться. Твердый сплав чрезвычайно твердый и требует алмазного круга для правильной заточки. Если у вас есть твердосплавные насадки, поищите точилку с алмазными дисками. Или купите приспособление для настольной шлифовальной машины, на которое можно установить алмазный шлифовальный круг.
Твердый сплав чрезвычайно твердый и требует алмазного круга для правильной заточки. Если у вас есть твердосплавные насадки, поищите точилку с алмазными дисками. Или купите приспособление для настольной шлифовальной машины, на которое можно установить алмазный шлифовальный круг.
 Здесь есть место для ошибок, поскольку они не очень точны, но отлично справляются со своей задачей, если вы находитесь в затруднительном положении.
Здесь есть место для ошибок, поскольку они не очень точны, но отлично справляются со своей задачей, если вы находитесь в затруднительном положении.
 Это также создаст кромку на конце сверла, называемую «разрезной» битой, которая создает острие для сверления точных отверстий. Drill Doctor 750X затачивает сверла размером от 3/32 дюйма до 3/4 дюйма, что делает его универсальным для любого сверла, которое может использовать домашний мастер. Он также поставляется с алмазным кругом, поэтому шлифовка свежих кромок на твердосплавных битах не является проблемой.
Это также создаст кромку на конце сверла, называемую «разрезной» битой, которая создает острие для сверления точных отверстий. Drill Doctor 750X затачивает сверла размером от 3/32 дюйма до 3/4 дюйма, что делает его универсальным для любого сверла, которое может использовать домашний мастер. Он также поставляется с алмазным кругом, поэтому шлифовка свежих кромок на твердосплавных битах не является проблемой. Он поставляется с алмазным шлифовальным кругом для легкой обработки быстрорежущей стали, кобальта или карбида. Он также может «расколоть» конец сверла, что позволит более точно просверлить отверстие. Он может затачивать сверла диаметром от 3/32 до 1/2 дюйма, что позволяет работать с большинством сверл из стандартного набора.
Он поставляется с алмазным шлифовальным кругом для легкой обработки быстрорежущей стали, кобальта или карбида. Он также может «расколоть» конец сверла, что позволит более точно просверлить отверстие. Он может затачивать сверла диаметром от 3/32 до 1/2 дюйма, что позволяет работать с большинством сверл из стандартного набора. Он может обрабатывать сверла любого размера от 3/32 до 1/2 дюйма и поставляется с двумя алмазными дисками, которые помогут вам максимально эффективно использовать точилку. Поскольку он не создает точек разделения, Drill Doctor сделал его более компактным, чтобы он мог стоять на полке, не мешая вам. Нет регулировки угла наклона, что делает его отличным инструментом, если вы ищете простую и незамысловатую точилку для сверл.
Он может обрабатывать сверла любого размера от 3/32 до 1/2 дюйма и поставляется с двумя алмазными дисками, которые помогут вам максимально эффективно использовать точилку. Поскольку он не создает точек разделения, Drill Doctor сделал его более компактным, чтобы он мог стоять на полке, не мешая вам. Нет регулировки угла наклона, что делает его отличным инструментом, если вы ищете простую и незамысловатую точилку для сверл. Он может обрабатывать сверла размером от 1/8 дюйма до 7/8 дюйма, обеспечивая превосходный диапазон для работы. Вы можете использовать это приспособление с любым типом сверл, но вы должны быть уверены, что используете алмазный шлифовальный круг для твердосплавных сверл.
Он может обрабатывать сверла размером от 1/8 дюйма до 7/8 дюйма, обеспечивая превосходный диапазон для работы. Вы можете использовать это приспособление с любым типом сверл, но вы должны быть уверены, что используете алмазный шлифовальный круг для твердосплавных сверл. Хотя вы, возможно, не сможете воспроизвести точный угол вручную, вы подойдете достаточно близко, чтобы эффективно сверлить большими сверлами. Он также справится со всеми вашими потребностями в заточке ножей и ножниц, а также стамесок и других режущих инструментов, хотя твердосплавные биты, вероятно, слишком сложны для этого инструмента.
Хотя вы, возможно, не сможете воспроизвести точный угол вручную, вы подойдете достаточно близко, чтобы эффективно сверлить большими сверлами. Он также справится со всеми вашими потребностями в заточке ножей и ножниц, а также стамесок и других режущих инструментов, хотя твердосплавные биты, вероятно, слишком сложны для этого инструмента. Он имеет несколько регулировок, одна из которых регулирует высоту сверла. Эта регулировка позволяет медленно подкрадываться к идеальному углу для максимальной точности. Чтобы создать идеально отцентрованную точку, просто переворачивайте сверло между каждым проходом.
Он имеет несколько регулировок, одна из которых регулирует высоту сверла. Эта регулировка позволяет медленно подкрадываться к идеальному углу для максимальной точности. Чтобы создать идеально отцентрованную точку, просто переворачивайте сверло между каждым проходом. Некоторые точилки для сверл могут вмещать сверла размером от ³⁄₃₂ дюйма или до 1½ дюйма. Поскольку у пользователей есть уникальные потребности, в этот список включены точилки, которые подходят почти для всех часто используемых сверл.
Некоторые точилки для сверл могут вмещать сверла размером от ³⁄₃₂ дюйма или до 1½ дюйма. Поскольку у пользователей есть уникальные потребности, в этот список включены точилки, которые подходят почти для всех часто используемых сверл.



 У настольных шлифовальных станков гораздо больше возможностей для ошибок пользователя, и я бы не рекомендовал их неопытным домашним мастерам.
У настольных шлифовальных станков гораздо больше возможностей для ошибок пользователя, и я бы не рекомендовал их неопытным домашним мастерам. Наиболее распространенный угол для насадок общего назначения составляет 118 градусов, поэтому ваша точилка должна соответствовать этому углу. Биты с раздельным лезвием требуют специальной точилки для создания наконечников.
Наиболее распространенный угол для насадок общего назначения составляет 118 градусов, поэтому ваша точилка должна соответствовать этому углу. Биты с раздельным лезвием требуют специальной точилки для создания наконечников. Несмотря на низкую цену, он оснащен алмазным кругом и прост в использовании. Однако эта точилка для сверл может создавать только углы в 118 градусов, так что имейте это в виду, если вам нужно работать с битами под углом 135 градусов.
Несмотря на низкую цену, он оснащен алмазным кругом и прост в использовании. Однако эта точилка для сверл может создавать только углы в 118 градусов, так что имейте это в виду, если вам нужно работать с битами под углом 135 градусов.
 com
com



 Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу.
Зуб крепится механически. У составных фрез режущие пластины вставляются в пазы, и привариваются или припаиваются к корпусу. Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты.
Его закалка производится после предварительной обработки, перед заточкой. Для установки на станок в отверстии имеется паз или в теле диска 4 отверстия под болты. Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность.
Режущие кромки располагаются по спирали: левые и правые. Изготавливается рабочая часть из инструментальной стали. Заточка производится затыловкой. Крепится на оправку. Цилиндрическими фрезами выполняют чистовую обработку детали. Множество лезвий снимают за один проход менее 0,2 мм, оставляют гладкую ровную поверхность. Фреза сборного типа с заточкой по шаблону.
Фреза сборного типа с заточкой по шаблону. Производят раскрой и подрезку торцов с минимальным расходом металла в стружку.
Производят раскрой и подрезку торцов с минимальным расходом металла в стружку. Радиус фрезы соответствует ширине паза.
Радиус фрезы соответствует ширине паза.
 В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
В зависимости от предназначения, фрезы делятся на разные типы: дисковые, торцевые, угловые, отрезные и шпоночные. Самую простую конструкцию имеют цилиндрические фрезы, изготавливающиеся цельно-литьевым методом.
 Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин
Из ведущих производителей следует отметить Всероссийский научно-исследовательскийНабор фрез Bosch для вертикальных фрезерных машин Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу.
Компания JET считается самой титулованной и старой на американском рынке инструментов по металлу. Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон;
Неплотно прилегающая деталь может вырваться и покалечить оператора либо снизить качество обработки заготовки (в лучшем случае). Обязательно уточните у продавца, имеется ли в наличии шпон; Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна;
Эти материалы отлично переносят воздействие высоких температур. Отлично себя зарекомендовали фрезы по металлу из титана, легированной и нержавеющей стали и чугуна; Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов.
Что же касается алмазных кругов, то они также применяются для изделий из твердых сплавов. На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой.
На этом этапе очень важно проконтролировать, чтобы шлифовальный круг находился в одной плоскости с наружной кромкой. Доступные во многих формах и размерах, эти фрезы, используемые в нескольких фрезерных станках , играют жизненно важную роль в этом процессе. Сегодня это наиболее часто используемый процесс в промышленности и механических мастерских. Выбрать фрезу непросто. Вы должны думать об их диаметре, материале, из которого они сделаны, и т. д. при выборе фрезы.
Доступные во многих формах и размерах, эти фрезы, используемые в нескольких фрезерных станках , играют жизненно важную роль в этом процессе. Сегодня это наиболее часто используемый процесс в промышленности и механических мастерских. Выбрать фрезу непросто. Вы должны думать об их диаметре, материале, из которого они сделаны, и т. д. при выборе фрезы. Применяется при фрезеровании плоских поверхностей с осью фрезы, параллельной фрезеруемой поверхности. Обработка обычно производится зубьями на цилиндрической поверхности фрезы.
Применяется при фрезеровании плоских поверхностей с осью фрезы, параллельной фрезеруемой поверхности. Обработка обычно производится зубьями на цилиндрической поверхности фрезы. Для создания концевых фрез используется быстрорежущая сталь (HS или HSS) или твердый сплав.
Для создания концевых фрез используется быстрорежущая сталь (HS или HSS) или твердый сплав. Имеются различные формы и размеры, режущие зубья доступны на периферии и по бокам. Торцевой и боковой резак делает одностороннюю резку простой и эффективной.
Имеются различные формы и размеры, режущие зубья доступны на периферии и по бокам. Торцевой и боковой резак делает одностороннюю резку простой и эффективной. Их различия обусловлены их использованием в различных целях для достижения различных типов конструкций. В результате фрезерный инструмент требует точности и тщательного выбора правильных типов для достижения наилучших возможных результатов.
Их различия обусловлены их использованием в различных целях для достижения различных типов конструкций. В результате фрезерный инструмент требует точности и тщательного выбора правильных типов для достижения наилучших возможных результатов. Фрезерный станок может удерживать одну или несколько фрез одновременно, чтобы ускорить процесс резки и быстро создать желаемую форму.
Фрезерный станок может удерживать одну или несколько фрез одновременно, чтобы ускорить процесс резки и быстро создать желаемую форму.
 Его способность быстро удалять большое количество материала выделяет его.
Его способность быстро удалять большое количество материала выделяет его.
 Эта продольная пила имеет зубья только на периферийной поверхности.
Эта продольная пила имеет зубья только на периферийной поверхности. Срезы, производимые здесь, всегда чистые и точные.
Срезы, производимые здесь, всегда чистые и точные. Выпуклые фрезы облегчают изготовление вогнутых форм.
Выпуклые фрезы облегчают изготовление вогнутых форм. Этот материал содержит 0,6-1,5% углерода и обычно менее 0,5% марганца и кремния. Он также может включать такие металлы, как хром и ванадий, в зависимости от размера зерна и твердости, которых хочет достичь производитель.
Этот материал содержит 0,6-1,5% углерода и обычно менее 0,5% марганца и кремния. Он также может включать такие металлы, как хром и ванадий, в зависимости от размера зерна и твердости, которых хочет достичь производитель.
 С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки.
С другой стороны, инструменты с низким содержанием кобальта идеально подходят для чистовой обработки, а инструменты с высоким содержанием кобальта лучше всего подходят для черновой обработки. Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
Фрезы, изготовленные с использованием стеллита, идеально подходят для изготовления отливок автомобильных двигателей и других серийных деталей.
 Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая уменьшает трение между заготовкой, корпусом фрезы и самой стружкой.
Фрезы для грубого металла идеально подходят для черновой обработки благодаря большой стружечной канавке, которая уменьшает трение между заготовкой, корпусом фрезы и самой стружкой. Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.
Эти фрезерные инструменты бывают разных типов для разных целей фрезерования. Рекомендуется обратиться к специалисту за профессиональной консультацией.