Сверло по металлу кобальтовое Makita HSS-Co 10,5*133 D-17479 с цилиндрическим хвостовиком (ц/х, DIN 338)
Артикул: 402257439
Характеристики
Основные технические параметры
Тип
сверло по металлу
Для материалов
металл, сталь
Тип сверла
спиральное
Тип хвостовика (патрона)
цилиндрический
Особенности
HSS-Co
Стандарт
DIN 338
Основные размеры
Диаметр
10.5 мм
Длина
133 мм
Рабочая зона
87 мм
Общая информация
Производитель
Makita
Модель
HSS-Co
Артикул производителя
D-17479
Вес
65 г
Другие размеры:
1,5х40 HSS-Co
1,75х46 HSS-Co
2х49 HSS-Co
2,5х57 HSS-Co
3х61 HSS-Co
3,2х65 HSS-Co
3,3х65 HSS-Co
3,5х70 HSS-Co
4х75 HSS-Co
4,2х75 HSS-Co
4,5х80 HSS-Co
5х86 HSS-Co
5,2х86 HSS-Co
5,5х93 HSS-Co
6х93 HSS-Co
6,5х101 HSS-Co
7х109 HSS-Co
7,5х109 HSS-Co
8х117 HSS-Co
8,5х117 HSS-Co
9х125 HSS-Co
9,5х125 HSS-Co
10х133 HSS-Co
11х142 HSS-Co
11,5х142 HSS-Co
12х151 HSS-Co
12,5х151 HSS-Co
13х151 HSS-Co
382,00 за штуку
x 1 шт = 382,00
Наличие на складе в Санкт-Петербурге
в наличии
18 штук
22. 11.2022
более 104 штук
Информация о сверлах по металлу
Каталог
Свёрла по металлу производятся с цилиндрическим хвостовиком или коническим хвостовиком для станочных работ. Основная масса сверл по металлу для ручного электроинструмента производится из быстрорежущих сталей, имеют невысокую стоимость, просты в изготовлении. Такие сверла имеют невысокий ресурс и часто требую перезаточки. Из режущего инструмента для ручного электроинструмента кроме сверл с цилиндрическим хвостовиком так-же очень часто используются фрезы по дереву для ручных фрезеров. Основные типы фрез имеют цилиндрический хвостовик диаметром 8 и 12 мм.
Сверла с покрытием нитридом титана. Эти сверла изготавливают из высококачественной быстрорежущей стали с последующим покрытием пленкой нитрида титана. Имеют яркий золотистый цвет по всей длине. По сравнению с обычными сверлами из быстрорежущей стали скорость сверления у титановых выше на 50%. В районе рабочей части такое сверло имеет твердость 80HRс, это дает высокую износостойкость на максимальных режимах сверления. Из минусов — после перезаточки сверло по металлу с покрытием из нитрида титана твёрдость на режущей части уменьшается до стандартных 63HRс. Из плюсов: Покрытие нитрида титана имеет пониженный коэффициент трения, поэтому при работе таким сверлом снижается объем потребления электроэнергии. Сверла с титаном дают точность центровки при сверлении.
Кобальтовые сверла. Кобальтовые сверла изготавливают из высококачественной быстрорежущей стали с добавкой кобальта. Могут применяться для сверления различных особо прочных материалов, например нержавеющей стали. Во время работы кобальтовыми сверлами не требуется больших усилий для подачи сверла. Добавка кобальта позволяет сверлу долго работать в режиме максимального нагрева без потери характеристик. Кобальтовое сверло имеет значительный ресурс работы. Заточка на кобальтовых сверлах имеет угол 135 градусов, такой угол заточки позволяет производить сверление на сложных поверхностях без соскальзывания, с высокой точностью. Основные плюсы кобальтовых сверл: точность сверления, сверление сложных отверстий без центровки и предварительного насверливания, сверление с увеличенной на 50% скоростью подачи, большой ресурс, возможность работать в режиме перегрева длительное время.
ВИДЕО — ПРОИЗВОДСТВО АЛМАЗНЫХ ДИСКОВ
ВИДЕО — ПРОИЗВОДСТВО ПИЛЬНЫХ ЦЕПЕЙ
Расшифровка обозначений на сверлах:
HSS — быстрорежущая инструм. сталь, российский аналог — сталь Р6М5
HSS-PM — быстрорежущая инструм. сталь, изготовленная порошковым методом
C.V. — хромованадиевая инструм. сталь
W.S. — инструм. легированная сталь, российский аналог — сталь 9ХС
Tin — сверло имеет покрытие нитридом титана
Co — в металл сверла добавлен кобальт
G — шлифованные сверла
Уважаемые посетители сайта! Если Вы не нашли у нас то, что искали — не уходите сразу. Обратите внимание на большой ассортимент предлагаемых товаров: электроинструмент Quattro Elementi, расходные материалы Практика, автоинструмент Forsage, наборы инструмента KingTul (самые дешевые в РФ). А так-же насосное, компрессорное, сварочное и тепловое оборудование, ручной инструмент и комплектующие. У нас есть товары для дачников и садоводов, для автолюбителей и фермеров, для ремонта или строительства, есть подарки для мужчин на любой праздник. Наш интернет-магазин предложит отличную цену в Санкт-Петербурге, а так-же доставку в другие города. Для оптовых покупателей предоставляем отсрочку платежа, доставку товара и другие необходимые условия сотрудничества. Выберите на сайте что-то необходимое и мы будем рады продать Вам этот товар по отличной цене.
Что такое кобальтовые сверла? — зачем использовать кобальтовые биты?
В) Что такое кобальтовые сверла?
A) Кобальтовые буровые долота — это буровые долота, состоящие из различных металлов, включая процентное содержание кобальта. Два наиболее распространенных процентных содержания кобальта:
5% (M35)
8% (M42)
В) Когда использовать кобальтовые сверла?
A) Для сверления металла следует использовать кобальтовые сверла. Они особенно хорошо подходят для сверления более твердых металлов, таких как нержавеющая сталь. Это связано с тем, что добавление кобальта позволяет сверлу работать при более высоких температурах, а также помогает уменьшить накопление тепла.
В) В чем разница между кобальтовыми сверлами M35 и M42?
A) Кобальтовые буровые долота — это буровые долота, состоящие из различных металлов, включая процентное содержание кобальта.
Кобальтовые сверла M35 содержат примерно 5% кобальта плюс смесь других металлов
Кобальтовые сверла M42 содержат примерно 8% кобальта плюс смесь других металлов
Q) Кобальтовые сверла M35 V’s M42? Что мне купить?
A) Увеличение % кобальта имеет два основных эффекта на сверло:-
Позволяет сверлу сверлить более твердые металлы
Повышает хрупкость сверла
Сверло M35 (5% кобальта) просверлит большинство металлов, которые необходимо сверлить большинству людей. Дополнительным преимуществом кобальтовых сверл M35 является то, что их можно использовать в ручной дрели, не слишком опасаясь поломки.
Сверло M42 (8% кобальта) сверлит более твердые металлы, однако оно более подвержено поломке из-за своей повышенной хрупкости. Кобальтовые сверла M42 лучше всего подходят для использования в стационарной дрели, где направление сверления контролируется лучше, чем ручная дрель.
В) Можно ли перезатачивать кобальтовые сверла?
A) Кобальтовые сверла можно затачивать. Их можно повторно заточить с помощью точилки для сверл или, если вы опытны, вы можете использовать шлифовальный диск и точилку вручную.
В) Как долго прослужит кобальтовое сверло?
A) К сожалению, в сверлении металла задействовано слишком много переменных, чтобы точно сказать, как долго прослужит сверло любого типа. Эти переменные факторы включают:
Скорость бурения
Какое давление используется при сверлении
Использование смазки при сверлении
Сила начального удара между сверлом и сверлимым металлом
Время между периодами «отдыха» во время бурения
Очевидно, что сверло, которое используется с соблюдением правил, с правильной скоростью и регулярно смазывается, прослужит дольше, чем то, которое не смазывается.
Ознакомьтесь с отзывами клиентов о результатах использования кобальтовых сверл TTP HARD
В) Почему именно кобальтовые сверла TTP HARD?
A) Кобальтовые сверла TTP HARD представляют собой кобальтовые сверла M35. Это означает, что они содержат примерно 5% кобальта. Это позволит сверлам сверлить большинство твердых металлов, включая нержавеющую сталь.
Остальные 95% состоят из смеси других металлов, включая молибден, который значительно увеличивает способность сверл выдерживать более высокие температуры.
Поскольку сверла TTP HARD содержат 5% кобальта по всему сверлу (без покрытия), их можно затачивать.
Большинство* сверл TTP HARD имеют точку разделения 135 градусов, что означает, что они сразу же начнут сверлить/резать. Угол разделения 135 градусов также значительно снижает вероятность «ходьбы» или соскальзывания сверла.
* Только 4 сверла наименьшего диаметра не имеют вершины разделения 135 градусов. У них теперь есть вершина 118 градусов, это связано с трудностью создания вершины 135 градусов на буровом долоте такого малого диаметра.
См. полную таблицу размеров сверл здесь:
Таблица размеров диапазона дюймовых сверл
Таблица размеров метрических размеров сверл
Q) Были ли кобальтовые сверла TTP HARD проверены на твердость?
A) Да, кобальтовые сверла TTP HARD прошли испытания на твердость международной испытательной лабораторией SGS Testing. Рейтинг твердости по шкале Роквелла C составил 66 Вы можете просмотреть сертификат твердости здесь.
Видео о процедуре определения твердости можно посмотреть здесь
В) Предоставляется ли гарантия на кобальтовые сверла TTP HARD?
A) Сверла TTP HARD Cobalt поставляются с 3-месячной гарантией возврата денег.
Если в течение 3 месяцев с момента покупки вы не удовлетворены работой наших сверл, вы можете вернуть их, и мы полностью вернем вам стоимость покупки.
В) Тестировалась ли паста для резки металла CUT-IT?
A) Да Паста для резки металлов TTP CUT-IT была протестирована компанией Subsea Fluid Services в соответствии со стандартом ASTM D 3233-93, который представляет собой стандартные методы испытаний для измерения противозадирных свойств жидких смазочных материалов (методы Falex Pin и Vee Block).
Смазочные свойства пасты для резки металлов CUT-IT были протестированы под давлением 1300 фунтов в течение 30 минут. В результате CUT-IT хорошо смазывал в этих условиях.
Прочитать отчет об испытаниях
В) Когда следует использовать смазку для резки металлов?
A) При резке или сверлении любого металла следует использовать смазку для резки металла. Его цель состоит в том, чтобы уменьшить трение, что облегчит работу по резке или сверлению, а также уменьшит накопление тепла. Оба эти действия приведут к увеличению срока службы вашего сверла или режущего инструмента.
Q) Смазочно-охлаждающая жидкость или паста для резки?
A) Часто это зависит от личных предпочтений. Многие будут утверждать, что паста более эффективна, так как нет потерь, которые иногда связаны с распылением масла.
Если вы сверлите над головой, паста прилипает к сверлу и смазывает места, где может стекать масло.
Если вы серьезно относитесь к защите своих сверл, возможно, стоит инвестировать в режущую пасту или масло, которое содержит качественные присадки для высокого давления и имеет проверенную репутацию.
В) Где я могу купить кобальтовые сверла TTP HARD?
A) Покупатели из США и Канады могут приобрести кобальтовые буровые долота TTP HARD на сайте www.ttp-hard-drills.net или на Amazon USA.
Клиенты из других стран могут купить на сайте www.ttp-hard-drills.com
В) Какой совет вы можете дать тем, кто занимается сверлением металла?
A) Мы советуем вам сначала определить металл, который вы собираетесь сверлить, что, в свою очередь, определит тип сверла, которое вам нужно. Кобальтовые сверла — лучший выбор для сверления большинства металлов. После определения типа бурового долота необходимо:-
Купите сверло хорошего качества
Используйте соответствующую защиту
Сверление с подходящей скоростью (если есть сомнения, лучше сверлить медленно) * См. ссылки на таблицы скорости и подачи ниже
Используйте смазку для сверления металла
Избегайте чрезмерного давления (дайте сверлу выполнить свою работу)
Делайте перерывы во избежание перегрева сверла
* Таблица скорости и подачи для кобальтового сверла метрического размера и таблица подачи
* Метрическая система скорости и подачи для кобальтового сверла
В) Какой тип сверла для различных металлов?
A) Существует множество типов сверл для сверления различных металлов. К ним относятся HSS, титан, карбид, кобальт и вольфрам.
Они различаются не только тем, что они могут сверлить, но также могут сильно различаться по цене, твердости и пригодности для использования в ручной или стационарной дрели.
Таким образом, ваш выбор сверла может зависеть не только от типа металла, который вы хотите сверлить, но и
Как часто вы будете сверлить металл
Сколько вы готовы потратить
Независимо от того, сверлите ли вы ручной дрелью или перфоратором
Для большинства людей кобальтовые сверла подходят для сверления большинства металлов, включая нержавеющую сталь, закаленную сталь и высокопрочные болты. Прочтите отзывы покупателей кобальтовых сверл TTP HARD, чтобы узнать, что они просверлили.
Уэйн Уинтон из Tri-County Locksmiths написал отличную статью для Safe & Vault Technology под названием «Полное руководство по сверлам», в которой он подчеркивает возможности различных типов сверл по металлу.
Типы сверл | Черный оксид, титан и кобальт
С замечательными достижениями в технологии инструментов легко почувствовать, что вы отстаете от последних улучшений. Более того, различия внутри общих категорий инструментов создают путаницу. В прошлом, когда мастеру нужен был молоток, он шел в местный хозяйственный магазин и покупал молоток. Сегодня тот же мастер мог бы стоять перед рядами молотков, выбирая между ручкой из гикори, стекловолокном или углеродным волокном. Должен ли он получить голову из титана или из стали и почему? Невероятный рыночный механизм, отвечающий нашим потребностям, также вызывает вопросы. А как насчет множества типов сверл? Мы можем говорить о лучших сверлах, но давайте поговорим о различиях между сверлами из черного оксида, титана и кобальта.
Типы сверл: Титан (или TiN)
Все различные типы сверл в этих категориях изготовлены из быстрорежущей стали (HSS). Но обработка, которую получают эти долота из быстрорежущей стали для придания им черного оксида, титана или кобальта, приводит к заметным изменениям в производительности, предполагаемом использовании и долговечности. Изучение различий поможет вам избежать траты денег и использования неправильных насадок для неправильных материалов.
Так выглядит кристалл титана.
Титановые сверла – это сверла из быстрорежущей стали, покрытые нитридом титана (TiN) с использованием процесса, аналогичного гальванике. TiN — это керамический материал, который увеличивает поверхностную твердость биты и обеспечивает тепловой барьер за счет снижения трения. Это приводит к увеличению производительности, коррозионной стойкости и увеличению срока службы инструмента в 3-6 раз. Титановые сверла подходят для сверления железа, стали, алюминия, магния и дерева.
Титановые коронки отлично подходят для бурения общего назначения в производственной среде, поскольку они быстро сверлят. Покрытие TiN также способствует прохождению стружки через канавки, что полезно, поскольку некоторые материалы, например алюминий, прилипают к битам сильнее, чем другие. Однако, как только наконечник затупится, он не сможет восстановить свою режущую кромку без повторного покрытия нитридом титана. Обычно имеет смысл заменить их, а не перекрашивать. Поэтому, несмотря на то, что они тверже кобальта, их кромка неглубокая.
Популярная викторина: титан, кобальт или черный оксид?
Кобальтовые сверла — не покрытие
Быстрорежущая сталь легирована 5-8% кобальта для создания кобальтовых сверл. Это лучшие сверла по металлу из-за их высокой стойкости к большому теплу, выделяемому при сверлении высокоабразивных и/или твердых материалов, таких как обработанная нержавеющая сталь, титан и чугун. В отличие от покрытия TiN, кобальт содержится во всем материале, что делает его идеальным для высокопроизводительных работ.
Из-за их долговечности и стоимости большинство профессионалов не используют кобальтовые сверла для общего применения. Дополнительная твердость позволяет производителям уменьшать канавки в процентах от общей толщины, увеличивая прочность бит. Вы также можете затачивать их без потери режущей эффективности. Биты из кобальта стоят дороже, чем биты из TiN или черного оксида, но многие профессионалы находят ценность в прочности.
Производители нагревают биты из быстрорежущей стали до 950 градусов по Фаренгейту, создавая покрытие из черного оксида, устойчивое к ржавчине и коррозии. Это уменьшает трение между долотом и заготовкой, тем самым ускоряя процесс сверления. Биты с черным оксидным покрытием подходят для работы по стали, меди, алюминию, латуни, дубу, клену, МДФ, сосне, ПВХ, поликарбонату, акрилу, АБС, нейлону и композитным материалам.
Биты из черного оксида служат на 50 % дольше, чем стандартные биты из быстрорежущей стали. Они обеспечивают превосходную долговечность и скорость. Многие профессионалы считают, что они служат годами, и считают сверла из черного оксида лучшими универсальными сверлами, которые вы можете купить.
Подведение итогов
Мы надеемся, что смогли помочь вам разобраться в различиях сверл из черного оксида, титана и кобальта. У вас есть собственные профессиональные советы по выбору сверл? Добавьте их в комментарии ниже или отключите звук в Facebook, Twitter и Instagram.
Что мне делать: мой сварочный инвертор не включается? | Часто задаваемые вопросы
Читайте также
Как обеспечить правильную сварку полуавтоматом без использования газа?
Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
Промышленный сварочный аппарат – как выбрать?
2
Что мне делать: мой сварочный инвертор не включается?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и
инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами,
обеспечивающими двойное преобразование тока питания, поэтому
определить причину их поломки проще.
Основные проявления неполадок:
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания. В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается. Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.
Почему сварочный аппарат — трансформатор или инвертор — сам
отключается? Самопроизвольное выключение может быть вызвано
замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор,
полуавтомат, помогут специалисты сервисного центра, имеющие в
распоряжении современное диагностическое оборудование и инструмент.
Только мастера с большим опытом смогут полностью восстановить
работоспособность аппаратов и значительно продлить их рабочий
период.
Сварочный инвертор, ММА
Преимущества
Описание
Мощный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Для ручной электродуговой сварки с применением плавких электродов (ММА).
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип
инвертор
Тип сварки
ММА
Тип транзистора
IGBT
Мощность, кВт
9. 3
Макс. потребляемый ток, А
38.8
Род сварочного тока
постоянный
Сварочный ток, А
20-250
Диаметр электродов, мм
1. 6-6
Напряжение холостого хода, В
70
Рабочее напряжение, В
28.8
Диапазон напряжений сети, В
160-230
Пв, %
70
Кпд, %
85
Форсаж дуги
есть
Горячий старт
есть
Защита от прилипания электрода
есть
Защита от перегрева и перегрузки
есть
Дисплей
нет
Класс электробезопасности
I
Степень защиты
IP21
Номинальное напряжение, В/Гц
230 /50
Габариты, см
29х11. 5х18
Масса изделия, кг
5.4
Масса в упаковке, кг
6.3
Комплектация
Аппарат сварочный
1
Кабель с электрододержателем
1
Кабель с зажимом массы
1
Ремень
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 7. 59 МБ)
Рекламная брошюра (скачать pdf, 2.92 МБ)
Инструкция для печати (скачать pdf, 7.64 МБ)
СА-250_Приложение к инструкции (скачать pdf, 181.33 КБ)
СА-250_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Электроды с основным покрытием
Электроды с рутил-целлюлозным покрытием
Щетки крацовки
Электроды с рутиловым покрытием
Одежда защитная
Верстаки, тиски, струбцины
745 Инверторный сварочный аппарат Стоковые фото, картинки и изображения
Сварщик в каске со сварочными клеммами в руке на черном фоне. ПРЕМИУМ
Сварочный аппарат вектор бесшовный рисунок тонкая линия иллюстрацияПРЕМИУМ
Сварка ММА. сварка электродом крупным планом. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. высокое качество photoPREMIUM
Сварка ММА. сварка электродом крупным планом. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваПРЕМИУМ
Запорожье, Украина — 16 декабря 2020 года: инверторный сварочный аппаратPREMIUM
Иконки коллекции инструментов для сварочных аппаратов устанавливают вектор. ПРЕМИУМ
Инверторный сварочный аппарат и клеммы на темном фоне в ожидании начала работы своего сварщикаPREMIUM
Капли расплавленного металла разлетаются при прикосновении к металлу электродом для дуговой сварки. избирательный фокус. сварщики работают руками с электросваркой. ПРЕМИУМ
Сварочный аппарат глиф значок вектор. знак сварочного аппарата. изолированный контур символ черная иллюстрацияPREMIUM
Искры и вспышки при прикосновении к металлу электродом для электродуговой сварки. избирательный фокус. сварщики руками сваривают металлические трубы.ПРЕМИУМ
Сварщик и электроды на белом фоне. PREMIUM
Темный фон. устройство оснащено узлом для сварки металлических изделий. красный цвет. крупный план. механизм для протяжки, подачи проволоки. ПРЕМИУМ
Промышленный инструмент — сварочный аппарат фрагмента крупным планом, вид сверху на деревянном фоне. значок изометрический вектор. инверторный сварочный аппарат и газовая труба. промышленное оборудование, ремонтно-строительные работыPREMIUM
Современный сварочный аппарат в синем и защитном шлемеPREMIUM
Темный фон. устройство оснащено узлом для сварки металлических изделий. красный цвет. крупный план. механизм для протяжки, подачи проволоки. ПРЕМИУМ
Сварочные инверторы различных типов стоят на полке строительного магазина. и сварочный аппарат маски флага северной ирландии на фоне деревянной и мускулистой стеныPREMIUM
Полуавтоматическая сварочная машина с газовым баллоном на заводе. ПРЕМИУМ
Вектор значка линии дуговой сварки под флюсом. знак сварки под флюсом. изолированный контурный символ черная иллюстрацияPREMIUM
Сварка Mma. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
Инверторный сварочный аппарат. оборудование для сварки как черных, так и цветных металлов. мма сварка. фото в высоком качествеPREMIUM
Инверторный сварочный аппарат. оборудование для сварки металлов на деревянном столе.ПРЕМИУМ
Промышленный инструмент — сварочный аппарат флага сша изолированный белый фонPREMIUM
Сварка металла, рабочий в защитной маске от яркого света и искр, робот на улице. 2020ПРЕМИУМ
Иконка линии дуговой сварки под флюсом векторная иллюстрацияPREMIUM
Москва, Россия — 5 января 2020 года: выставка металлообработки. ряд инверторных сварочных аппаратов на столе на выставке, выставке — крупным планом. промышленность, оборудование, технология conceptPREMIUM
Инверторный сварочный аппарат и терминалы на темном фоне ждут, когда их сварщик начнет работатьPREMIUM
Сварщик в неоновом свете в сварочном шлеме. PREMIUM
Темный фон. человеческая рука в белых перчатках держит горелку, подающую проволоку для сварки деталей. крупный планПРЕМИУМ
Значок сварки труб. изометрическая иллюстрация векторной иконки для сварки труб для веб-сайтовPREMIUM
3d-рендеринг старого сварочного аппарата mig на белом фонеPREMIUM
Сварка Mma. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
Сварка ММА. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваПРЕМИУМ
Сварочный аппарат. профессиональное сварочное оборудование. паяльная станция. концепция — работа сварщиком. продажа оборудования для обработки металла. паяльник в комплекте. промышленная паяльная станция. ПРЕМИУМ
Вектор значка плазменной сварки. знак плазменной сварки. изолированный контур символ черная иллюстрацияPREMIUM
Инверторный сварочный аппарат. оборудование для сварки металлов на деревянном столе.PREMIUM
Mma сварка. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваПРЕМИУМ
Промышленный инструмент — сварочный аппарат, электрод, маска и рабочие перчатки на деревянном фоне. ПРЕМИУМ
Инверторный сварочный аппарат. оборудование для сварки как черных, так и цветных металлов. мма сварка. фото высокого качестваPREMIUM
Фото крупным планом сварочных инверторов различного типа, стоящих на полке строительного магазина.PREMIUM
Инверторный сварочный аппаратPREMIUM
Сварка металла, рабочий в защитной маске от яркого света и искр, робот на улице. 2020ПРЕМИУМ
Промышленный инструмент — соединенное королевство великобритании и северной ирландии флаг маска сварочный аппарат изолированный белый фонPREMIUM
Рабочий, сварщик сидит сварочные работыPREMIUM
Mma сварка. сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото высокого качестваPREMIUM
Промышленный инструмент — сварочный аппарат вид сверху на деревянном фонеPREMIUM
Инверторный сварочный аппарат. оборудование для сварки как черных, так и цветных металлов. мма сварка. фото высокого качестваПРЕМИУМ
Сварочное оборудование для сварки металлов, изолированная плоская векторная иллюстрация. ПРЕМИУМ
5 вещей, на которые стоит обратить внимание
Сварка позволила строить небоскребы, производить автомобили, самолеты и многое другое. Невероятно, но современные технологии позволяют выполнять сварку в вашем гараже, в магазине или даже на заднем дворе. Итак, если вам нужно сварить детали нестандартной рамы мотоцикла или просто сломанную петлю, портативный сварочный аппарат дает вам всю мощь сварки.
Итак, на что следует обратить внимание при покупке переносного сварочного аппарата? В этом важном руководстве покупателя представлены основные характеристики, которые имеют значение при выборе портативного сварочного аппарата, наиболее подходящего для ваших нужд, в том числе: он может сваривать
Размер и вес
Имея так много вариантов на выбор, и производители бросают вам все спецификации в книге, легко заблудиться в лабиринте информационного беспорядка и принять неправильное решение . Вот почему первый шаг при покупке портативного сварочного аппарата — убедиться, что вы действительно понимаете, что такое сварка, как она работает и, возможно, самое главное, что отличает различные методы сварки.
Содержание
5 На что обращать внимание при покупке портативного сварочного аппарата
Опытный сварщик может точно знать, на что обращать внимание при выборе портативного сварочного аппарата, возможно, вплоть до конкретной марки и номера модели. Однако для остальных из нас, , покупка переносного сварочного аппарата может оказаться непростой задачей без необходимой информации. Обдуманное решение — это мудрое решение, особенно когда речь идет о сварочном оборудовании.
Связанные материалы: Сколько существует типов сварочных аппаратов и как они используются?
Сварка — это больше, чем просто соединение двух металлических частей. При сварке металлов они подвергаются таким высоким температурам, что плавятся и достигают расплавленного (жидкого) состояния. Обычно к этой расплавленной смеси добавляется присадочный металл (называемый сварочной ванной или ванной), и когда ванна охлаждается и затвердевает, новый сварной шов имеет те же свойства, что и основной металл.
Вот почему сварка играет столь важную роль в таких отраслях, как производство, сборка и производство. Когда выполняется сварка, на линии есть гораздо больше, чем просто формирование соединения между двумя кусками металла, поэтому сварочное оборудование имеет большое значение.
Связанное чтение: В чем разница между сваркой и изготовлением?
Портативный сварочный аппарат Советы по покупке
При принятии решения о покупке необходимо учитывать несколько атрибутов и характеристик портативного сварочного аппарата. Как вы скоро увидите, одни качества аппарата напрямую связаны с производительностью сварки и удобством использования, в то время как другие способствуют общему удобству использования аппарата. Взвешивая и сопоставляя эти различные факторы с вашими потребностями и требованиями, вы можете выбрать из суженного списка жизнеспособных вариантов и сделать правильный выбор.
Поскольку большинство сварочных аппаратов относится к типу дуговой сварки, в этой статье будут рассмотрены портативные аппараты, которые выполняют следующие типы сварки: дуговая сварка металлическим сердечником (FCAW)
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), иногда называемая сваркой MIG
Дуговая сварка вольфрамовым электродом (GTAW), иногда называемая сваркой TIG
Связанные материалы: 5 основных преимуществ дуговой сварки по сравнению с газовой сваркой
СОВЕТ ПОКУПАТЕЛЯМ № 1: сварочные процессы
Практически каждый крупный производитель оборудования для дуговой сварки предлагает специализированные машины для выполнения определенного типа сварки. Другими словами, есть машины только для MIG, только для TIG и так далее. Хотя это может быть приемлемым, если вы со всей уверенностью будете выполнять только один тип дуговой сварки, выбрав этот путь, вы ограничите себя только теми видами сварки, которые совместимы с вашей машиной.
Что делать, если есть вероятность, что вам потребуется выполнять различные виды сварки? Вместо двух или трех сварочных аппаратов, стоящих бок о бок в вашей мастерской, было бы здорово, если бы был один аппарат, одинаково подходящий для выполнения нескольких типов сварки?
Многопроцессорные сварочные аппараты
Многопроцессорные сварочные аппараты способны переходить от одного вида дуговой сварки к другому с минимальной настройкой . С точки зрения эксплуатации режимы сварки можно переключать без замены внешнего источника питания.
Как минимум, современные многофункциональные машины способны выполнять два типа дуговой сварки, но большинство из них могут выполнять все четыре основных метода дуговой сварки: ) и TIG (GTAW)
. Несмотря на свои компактные размеры, портативные многофункциональные сварочные аппараты содержат все клеммы, входы и разъемы, необходимые для подключения различных принадлежностей, необходимых для каждого типа сварки.
Многие из современных многофункциональных машин включают сложное программирование, которое автоматически определяет, когда к машине подключены определенные принадлежности ; например, обнаружение подключения горелки MIG и автоматическое регулирование скорости подачи электродной проволоки. Они также оснащены передовой технологией, которая помогает оператору при переходе от одной толщины к другой для оптимизации качества сварки.
Связанное чтение: 9 Различные типы сварочных процессов и их преимущества
СОВЕТ ПОКУПАТЕЛЯМ № 2. Потребляемая мощность
Подавляющее большинство портативных сварочных аппаратов работают от электричества, поэтому входная мощность или доступный источник питания являются важным фактором. Как правило, чем большую мощность сварки может генерировать ваш портативный сварочный аппарат, тем выше его потребность в электроэнергии. Например, многофункциональная машина начального уровня, работающая от стандартного 120-вольтового напряжения, может выполнять легкие промышленные работы, такие как:
Легкие строительные работы
Легкая сборка
Техническое обслуживание и ремонт
Работы механического подрядчика
Повышение входной мощности до 220 вольт увеличивает сварочные возможности машины за счет добавления кузовных работ и работ на ферме, в то время как увеличивается до трех фазное напряжение 460 вольт переводит переносные сварочные аппараты в категорию тяжелых промышленных, включая:
Судостроение
Тяжелое строительство
Железнодорожные работы
Производство грузовиков и прицепов
Электростанции
Ключевым моментом в отношении входной мощности является тщательная оценка типов сварочных проектов, которые вы будете выполнять, а затем согласование их с требованиями к мощности портативных сварочных аппаратов, которые вы рассматриваете. Если ваши потребности в сварке относятся к категории легкой промышленности, вам не нужно искать машины, работающие от напряжения 460 вольт или выше. С другой стороны, если ваша работа требует сварки средних и тяжелых промышленных объектов, 120-вольтовый аппарат просто не подойдет.
Многовольтные сварочные аппараты
Возможно, в вашей мастерской есть легкодоступная розетка на 220 вольт и 30 ампер, но что, если на вашем втором рабочем месте или на рабочем месте ее нет? К счастью, существует несколько портативных сварочных аппаратов, способных работать на двух или нескольких напряжениях. Стандартная конфигурация — 120/240, что означает, что машина может работать как от стандартного напряжения 120, так и от 240 вольт, если оно доступно. Однако важно иметь в виду, что возможности машины будут расширены при более высоком напряжении.
Помимо 120/240, существуют портативные сварочные аппараты, которые работают от 240/460-575 (трехфазных) вольт, означает, что минимальное напряжение для их работы составляет 240 вольт, с возможностью работы при 460 вольт и даже 575 вольт с соответствующим увеличением производительности сварки.
Связанное чтение: Сколько ампер мне действительно нужно для сварки MIG?
СОВЕТ ПОКУПАТЕЛЯМ №3: Выходная мощность
Когда речь идет о мощности сварки, для определения возможностей портативного сварочного аппарата используются несколько измеримых величин. Одна цифра, которая кажется наиболее часто используемой, — это сила тока аппарата, поскольку это число, которое относится к количеству электрического тока, который циклически проходит через сварочный аппарат и заготовку.
Как правило, чем выше сила тока, при которой работает сварочный аппарат, тем глубже дуга проникает в заготовку, расплавляя основной металл и создавая сварной шов. Таким образом, сварочный аппарат с более низким диапазоном силы тока будет производить более мелкие сварные швы, чем аппарат с более высоким номинальным током.
Для иллюстрации приведем несколько диапазонов силы тока и соответствующих толщин, которые можно сваривать:
AMPERAGE
STAINLESS STEEL THICKNESS
ALUMINUM THICKNESS
30-140 amps
3/16 inch maximum
14 gauge (5/64 inch) maximum
30-230 amps
3 /8 дюймов максимум
3/8 дюймов максимум
СОВЕТ ПОКУПАТЕЛЯ #4: Типы и толщина металлов
иметь хорошее представление о типе сварочных работ, которые вы будете выполнять. В частности, чем больше вы знаете о типах металлов, которые будете сваривать, а также об их характеристиках, тем лучше вы сможете определить, какие портативные сварочные аппараты лучше всего соответствуют вашим потребностям.
Многие производители сварочных аппаратов указывают типы металлов и их соответствующую толщину, которые можно сваривать на их машинах. Эти данные размещены на видном месте в верхней части первой страницы, чтобы с первого взгляда вы знали, что эта конкретная модель может сваривать TIG сталь толщиной от 0,020 дюйма до 3/16 дюйма, а также сваривать сталь электродами толщиной от 16 мм. датчик до 3/8 дюйма в толщину.
Как вы видели ранее, знание ваших заготовок также может помочь определить необходимый диапазон силы тока, что является еще одним полезным способом выбора правильного сварочного аппарата.
СОВЕТ ПОКУПАТЕЛЯМ № 5. Размер и вес
Портативность — понятие относительное, и его значение может варьироваться от человека к человеку, особенно для сварочных аппаратов. Для любителя или художника, который может при случае оказывать сварочные услуги за пределами объекта, 110-вольтовый сварочный аппарат весом 29 фунтов поместится в багажник практически любого автомобиля и может быть легко загружен и разгружен.
С другой стороны, 122-фунтовый сварочный аппарат расширит пределы погрузки и разгрузки одним человеком и, несомненно, потребует использования тележки или тележки. В случае методов сварки MIG и TIG портативным должен быть не только сварочный аппарат, но и баллонный газ.
Хотя размер и вес сварочного аппарата могут иметь второстепенное значение по сравнению с его рабочими характеристиками, если аппарат действительно будет регулярно перевозиться туда и обратно, то размер и вес являются факторами, которые необходимо учитывать.
lincoln-Vantage-300 (Вес прибл. 1035 фунтов)
Связанные показания: Сколько весит средний сварочный аппарат Lincoln?
Как выбрать и купить портативный сварочный аппарат
Для тех, кто хочет купить свой первый портативный сварочный аппарат, есть хорошие и не очень хорошие новости. Хорошей новостью является то, что существует невероятное количество машин , от тех, которые выполняют определенный тип сварки, до многоцелевых машин, способных выполнять несколько типов сварки.
Плохая новость заключается в том, что существует так много различных вариантов, что бывает сложно отличить машину одного производителя от машины другого. Все спецификации и конфигурации могут превратиться в беспорядочную смесь цифр, букв и кодов, которая запутает даже самых опытных сварщиков. К счастью, есть несколько советов, которые помогут вам в процессе принятия решения.
Хотя невозможно освоить все, что нужно знать о портативных сварочных аппаратах, вы можете помочь себе отфильтровать неподходящие аппараты и сузить поле до нескольких вариантов. В конечном счете, решение о том, какой портативный сварочный аппарат купить, должно основываться на ваших непосредственных и будущих потребностях проекта. Вот несколько рекомендаций, которые следует учитывать:
Какие типы металлов вы будете сваривать ? Какой толщины заготовки?
В какой среде вы будете проводить сварку (например, в магазине, гараже, на открытой строительной площадке)?
Какие типы сварочных позиций вы предполагаете использовать (например, плоские, горизонтальные, вертикальные, над головой)?
Будут ли видны сварные швы , и важна ли эстетика сварных швов?
Важна ли скорость сварки?
Читать по теме: Как начать и развивать сварочный бизнес за 11 шагов
Какие типы металлов вы планируете сваривать?
Основной металл или заготовка для сварщика, как холст для художника. Если это металл, проводящий электричество, то его можно сваривать. Но не все металлы можно сваривать всеми четырьмя методами дуговой сварки. Реальность такова, что каждый метод особенно подходит для определенных типов металлов.
Читать также: Можно ли сваривать магниты? Или это погубит их?
Ситуация усложняется тем, что методы сварки и совместимые с ними металлы во многом совпадают. Кроме того, некоторые металлы можно сваривать только несколькими методами дуговой сварки. Опять же, знание своих заготовок поможет вам определить, какой сварочный аппарат лучше всего подходит для вас.
Вот таблица, которая разбивает некоторые из них:
Metal Type
MIG Welding
Stick Welding
TIG Welding
Steel
X
X
X
Stainless Steel
X
X
X
Aluminum Alloys
X
X
Cast Iron
X
Copper
X
Brass
X
Exotic Metals
X
Metal Thickness
Aside from the type of metal that is being welded , толщина заготовки также является важным фактором при выборе правильного метода сварки . Некоторые методы дуговой сварки лучше подходят для более толстых материалов, в то время как другие лучше подходят для сварки более тонких деталей. Есть также методы, которые при правильной настройке позволяют сваривать практически любую толщину.
Сварка электродом и порошковой проволокой хорошо подходит для более толстых заготовок, а сварка MIG идеальна для более тонких металлических деталей. Для справки, вот толщина обычно свариваемых материалов и изделий:
Детали кузова автомобиля – 3/16 дюйма или менее
Велосипеды и газонокосилки – 1/16 дюйма
1 Лодки , автомобили и мотоциклы – от 1/16 до 1/8 дюйма
От общего до капитального ремонта – от 3/16 до 1/4 дюйма
Работа на фермах и ранчо – от 5/16 до 3/8 дюйма
В каких типах сред вы планируете сваривать?
Рабочая среда — еще один важный фактор, который следует учитывать при выборе портативного сварочного аппарата. Не все сварочные работы можно выполнять в контролируемых условиях мастерской или гаража. Из-за размера или расположения обрабатываемой детали работа в помещении вообще может оказаться невозможной.
Например, на ферме или в сельскохозяйственных условиях ежедневно используется большое количество типов крупного тяжелого оборудования, и время от времени необходимо выполнять точечный ремонт. Многие из этих работ по техническому обслуживанию требуют сварки. Сварка MIG и TIG не очень хорошо подходит для сварки на открытом воздухе, потому что даже малейший ветерок может разрушить защитную оболочку, образованную защитным газом, что может привести к дефектам сварных швов.
Даже если ваше основное рабочее место находится в помещении, при планировании сварочных работ следует учитывать важные моменты:
Имеется ли у вас надлежащая вентиляция , особенно для флюсовых сердечников?
Есть ли у вас достаточно места для газовых баллонов (MIG и TIG) с возможностью хранения нескольких баллонов с различными газами и смесями?
Имеется ли на вашем предприятии достаточное пространство вокруг рабочей зоны, чтобы свести к минимуму риск пожара и травм?
Связанное чтение: Можно ли выполнять дуговую сварку снаружи? | Что такое сварка на открытом воздухе
Какие положения сварки вы предполагаете?
Хотя большинство операций дуговой сварки будет выполняться на верстаке, когда заготовка будет лежать ровно и горизонтально, могут быть случаи, когда эта идеальная ориентация просто невозможна . Некоторые сварочные работы, которые иногда называют «сваркой вне положения», должны выполняться на месте и в условиях, далеких от идеальных.
Например, могут быть случаи, когда необходимо выполнить потолочную или вертикальную сварку. Сварка с флюсовой проволокой является идеальным методом для этого типа сварки, поскольку в ней используется непрерывная подача проволоки с флюсом (и защитным газом), включенным в электрод.
Другие методы дуговой сварки, безусловно, могут быть адаптированы для выполнения сварки в нерабочем положении, но все они имеют свои ограничения и проблемы, связанные с настройкой оборудования. Для сварки MIG и TIG баллоны с защитным газом должны быть расположены где-то поблизости от рабочего места для подключения к сварочному аппарату, что может помешать сварке в нерабочем положении.
Важна ли эстетика сварных швов?
Хотя все без исключения сварные швы должны быть прочными и бескомпромиссными, бывают случаи, когда швы также должны иметь высокую эстетическую привлекательность. Другими словами, они должны быть конструктивно прочными и при этом хорошо выглядеть. Одним из методов, отвечающих этим требованиям, является сварка ВИГ , которая также широко считается самой сложной для освоения техникой из-за того, что она требует выполнения операций двумя руками.
В руках высококвалифицированного и опытного сварщика любое сварочное устройство может быть изготовлено для получения равномерных сварных швов. Но некоторые ограничения просто не зависят от оператора, поэтому сварка TIG на голову выше остальных с точки зрения визуальной привлекательности.
Читать по теме : Проблема с разбрызгиванием при сварке – и как ее решить
Имеет ли значение скорость сварки?
По тем же причинам, по которым при сварке ВИГ получаются самые красивые сварные швы, это самый медленный процесс дуговой сварки. Если скорость является важным атрибутом ваших сварочных работ, то сварка ВИГ не подходит. Скорее всего, MIG или сварка с флюсовой проволокой может быть лучшим местом для начала при выборе подходящего портативного сварочного аппарата для ваших сварочных нужд.
Опытный сварщик электродом также может выполнить сварку быстро, но частота смены электрода (стержня) может увеличить время выполнения всей работы.
Портативный сварочный аппарат Рекомендации
При таком большом количестве вариантов принятие хорошо обоснованного решения о покупке может показаться сложной задачей. Мы надеемся, что следующие рекомендации по портативным сварочным аппаратам направят вас в правильном направлении и дадут представление о популярных моделях и их характеристиках. Чтобы упростить задачу, эти параметры разбиты на несколько категорий.
Лучший портативный сварочный аппарат – стандартный 110-вольтовый
Для любителей, художников или самодельщиков портативный сварочный аппарат, работающий от стандартного 120-вольтового напряжения, может использоваться практически в любом месте, где есть стена. выход. Несмотря на то, что они работают от обычного бытового напряжения, многие из этих аппаратов по-прежнему обладают мощным сварочным усилием и более чем способны производить качественный сварной шов.
Etosha MIG 140 – Этот 110-вольтовый сварочный аппарат позволяет выполнять сварку MIG и порошковой проволокой. При весе всего 15 фунтов он настолько портативный, насколько может быть сварочный аппарат, но при этом обеспечивает высокую производительность. С максимальной мощностью 140 ампер Etosha MIG 140 способен сваривать мягкую сталь толщиной до 3/16 дюйма. В качестве бонуса в комплекте сварочная маска и перчатки.
Лучший портативный сварочный аппарат начального уровня
С таким количеством ресурсов, доступных в Интернете, включая статьи и обучающие видеоролики, вы можете научиться основам сварки, не выходя из своего гаража, мастерской или студии. Производители сварочных аппаратов продолжают внедрять передовые функции, которые упрощают и упрощают сварку даже для новичков. Имея немного ноу-хау и желание практиковаться, вы можете начать развивать базовые навыки сварки в свободное время.
Forney Easy Weld 261 — это качественный сварочный аппарат MIG, который идеально подходит для начинающих сварщиков. Сварка МИГ считается самым простым для изучения методом дуговой сварки, главным образом потому, что сварочная горелка МИГ активируется курком: нажмите курок, чтобы сварить, и отпустите курок, чтобы остановить. Электродная проволока автоматически подается с катушки. Этот легкий портативный сварочный аппарат весит 19фунтов и может сваривать заготовки толщиной до 1/4 дюйма. Также выполняется сварка порошковой проволокой.
Лучший многофункциональный портативный сварочный аппарат
Как следует из названия, многофункциональный сварочный аппарат предлагает несколько методов дуговой сварки на одном аппарате с использованием одного и того же источника питания . Основным преимуществом владения одной из этих машин является возможность сваривать самый широкий диапазон типов металлов без необходимости смены машины. Переключение с одного метода сварки на другой осуществляется за считанные минуты.
Инверторный сварочный аппарат Weldpro 200 Amp Multi-Process — этот компактный многофункциональный сварочный аппарат предлагает четыре метода дуговой сварки — MIG, порошковая проволока, TIG и электродуговая сварка — в одном аппарате. Его возможность работы с двумя напряжениями (220 В/110 В) позволяет выполнять высококачественную сварку на ходу, независимо от доступного источника питания.
Он очень портативный, весит 30 фунтов и способен сваривать заготовки различной толщины благодаря номинальному току 200 А:
Сварка электродом: калибр 14 до 5/16 дюйма
Сварка МИГ: калибр 19 до 3/16 дюйма
Сварка ВИГ: калибр 25 до 1/4 дюйма
Лучший полупрофессиональный портативный сварочный аппарат
Из
9 четыре основных метода дуговой сварки, TIG считается наиболее сложным для изучения и освоения . Его можно применять к самому широкому диапазону типов заготовок, и он высоко ценится за уникальную способность создавать соединения, обладающие такими же прочностными и антикоррозионными характеристиками, как и исходные металлы. Это также метод, который позволяет производить бусины высочайшего качества с наибольшей эстетической ценностью, поэтому он популярен среди художников и сварщиков-ремесленников.
Everlast PowerTIG 200DV Welder — это многофункциональный портативный сварочный аппарат TIG, который предлагает потрясающую гибкость и производительность в компактном, удобном для пользователя дизайне. Этот сварочный аппарат TIG с номинальным током 200 ампер обеспечивает сварку переменным и постоянным током с инверторной технологией, с пусковым током 5 ампер при постоянном токе и пусковым током 20 ампер при переменном токе. Этот сварочный аппарат работает от сети 120 или 240 вольт.
Помимо точной сварки, которая является отличительной чертой сварки TIG, Everlast PowerTIG 200DV также предлагает невероятную мощность сварки для широкого спектра металлов:
Сталь: максимальная толщина 5/16 дюйма за один проход (240 В)
Сталь: максимальная толщина 1/2 дюйма за несколько проходов (240 В)
Алюминий: максимальная толщина 1/4 дюйма за один проход за один проход (240 В)
Алюминий: максимальная толщина 3/8 дюйма за несколько проходов (240 В)
В заключение
Во многих отношениях сварка произвела революцию в способах производства и сборки, и портативные сварочные аппараты дают вам ту же мощность.
как сделать опалубку для монолитного перекрытие, заливка и монтаж опалубки для монолитного перекрытия своими руками, видео
На данной видео инструкции Вы увидите, как своими руками сделать опалубку для монолитного перекрытия между этажами, то есть сборка стола. Здесь вы найдете, как правильно сделать расчет, а также подробное устройство. После чего Вы сможете произвести монтаж опалубки и дальнейшую заливку монолитной плиты перекрытия.
Вам будет интересно узнать о:
Инструкция: расчет и монтаж опалубки Подведем итог: Часто задаваемые вопросы
1 Инструкция: расчет и монтаж опалубки
Самое главное чтобы основание для телескопических стоек было не деформируемое, то есть, чтобы основание стойка не проседала под нагрузкой.
Если Здесь допустить ошибку то при заливки монолитной плиты на нее будет большое воздействие и это приведет к разрушению стола.
2 Монтаж телескопических стоек под первичные балки
Далее выставляем телескопические стойки под первичные балки они выставляют по краю вдоль стен с шагом от 1. 2 – 1.4 метра.
При условии, что толщина заливки бетонной плиты будет от 140 -220 мм, если толщина больше то шаг меньше.
3 Расставляем первичные балки
Раскладываются первичные балки с нахлестом друг на друга, если это необходимо, нахлест составляет не менее 2h, то есть две высоты самой балки. Под все нахлесты ставим также стойки.
4 Выставляем промежуточные стойки
Далее после того как выставили первичные балки, выставляем промежуточные стойки как правило на 1м2 Х 07 телескопических стоек, это получается что через каждые 1.2 до 1.4 метра ставится одна стойка.
Суть заключается в том что: при расчете стола опалубки, нужно учитывать вес нагрузки на фанеру, стойки и балки, здесь уже все подсчитано и если толщина монолитной платы будети от 140 -220 мм, то шаг стоек везде должен быть от 1. 2-1.4 метра, меньше можно а больше шаг делать нельзя.
5 Проверяем горизонтальность
После чего проверяем горизонтальность на первичных балках.
Горизонталь проверяется в несколько этапов, это первая проверка.
6 Расставляем вторичные балки
Далее раскладываем вторичные балки поперек первичных балок с шагом 500 мм, данный шаг делается при толщине плиты указной выше.
7 Расстилаем влагостойкую фанеру
Расстилаем влагостойкую фанеру толщиной не менее 18 мм при толщине заливаемой плиты от 140 мм-220 мм, если толщина больше, то необходимо увеличиваем толщину фанеры.
Но маленький нюанс, фанера должна быть касчественная, так как при использование дешойвой и не качественной фанеры будет происходить деформация.
7 Финальная проверка
Последний шаг это проверяем горизонтальность фанеры, плотность стыков, а также высоту данного стола. Но маленький нюанс, фанера должна быть касчественная, так как при использование дешойвой и не качественной фанеры будет происходить деформация.
Внимание: Данный расчет и инструкция предназначена для заливаемой плиты перекрытия толщиной от 140 -220 мм.
Если Ваше перекрытие толще 220 мм то необходимо использовать другую фанеру, шаг стоек и балок также будет другой.
Подведем итог:
На данном видео мы вам рассказали, как правильно выставить опалубку под монолитную плиту перекрытия. Если вы правильно все рассчитали, то можете приступать к заливке бетонной плиты. В заключении вы должны перепроверить высоту стола, нагрузку на него, убедится, что все щели Вы загерметизировали и проверили горизонталь.
Вопрос:Я хочу купить китайскую фанеру для заливки плиты перекрытия, можно ли взять такую?
Ответ: Мы не рекомендуем, для заливки плиты перекрытия нужно покупать российскую фанеру.
Вопрос:Я хочу вместо балок использовать брусья, возможно ли так делать?
Ответ: Да можно использовать брусья, но мы рекомендуем использовать балки БДК, так как с ними уже просчитаны все нагрузки и горизонталь плиты будет легче выставить.
Вопрос:При заливке и монтаже плиты перекрытия нужно ли использовать вибро-мотор?
Ответ: Да нужно обязательно.
Как сделать опалубку перекрытия
Содержание
Как проще всего сделать перекрытие
Типовая опалубка для монолитного перекрытия
Как сделать зашивку палубы
Сделать правильно арматурный каркас плиты перекрытия и выполнить заливку бетона
Заключение
Технология отливки бетонных перекрытий с использованием разборных или несъемных систем опалубки позволяет перепланировать и разделить внутреннее пространство здания самым немыслимым способом, было бы желание возиться с опорами и каркасом формы под заливку бетона. Большую часть работ по монтажу опалубки перекрытия вполне по силам сделать самостоятельно, с минимальными затратами, без привлечения или аренды подъемной техники или специализированного оборудования.
Как проще всего сделать перекрытие
Проще и дешевле изготовить плиту перекрытия отливкой «на месте», это дешевле и надежнее, чем покупать готовое изделие и с помощью крана пытаться выполнить установку тяжелого бетонного прямоугольника на стены постройки. Тем более что качество такой плиты перекрытия проверить практически невозможно.
Используемая в основе монолитного перекрытия технология практически не отличается от процесса отливки любых железобетонных конструкций:
На деревянных или стальных стойках вывешивается временная конструкция в виде короба из бруса или 50-й доски, верхняя плоскость которого зашивается обычной двадцатимиллиметровой доской. По периметру необходимо сделать бортик высотой 12-17 см, углы усиливаются деревянными распорками;
Внутри опалубки требуется уложить коммуникации, проводку и сделать армирующий каркас из прутка АIII;
Сделанный каркас опалубки залить бетоном, через 7-9 часов после отливки сделать затирку поверхности, убрать дефекты и следы от усадки бетона.
Важно! Другие работы с незастывшей бетонной массой до набора плитой первоначальной прочности категорически не рекомендуется. В противном случае есть риск растрескивания краевых зон перекрытия.
Типовая опалубка для монолитного перекрытия
Чтобы упростить работу с отливкой перекрытия в малоэтажном строительстве, специалисты рекомендуют всю площадь перекрытия разбивать на отдельные секторы или полосы, шириной в 1,5 м, и бетонировать потолочную конструкцию здания в несколько этапов. Такой подход дает определенные преимущества:
Уменьшается количество стоек и опорных брусов, используемых для удержания каркаса опалубки. Полное бетонирование потолочного перекрытия можно сделать значительно меньшим количеством дорогостоящих опорных стоек;
В несколько раз уменьшаются потери времени, связанные с невозможностью проведения отделочных операций в здании из-за установленных внутри помещения опор, удерживающих опалубку;
Небольшие размеры плиты позволяют свободно дотягиваться до самых удаленных частей забетонированного перекрытия, пока средняя часть плит застывает в опалубке, можно подготовить арматуру для следующей плиты и начать снимать опалубку перекрытия с первой, уже затвердевшей секции перекрытия.
Таким образом, секционный метод бетонирования перекрытия превращается в «сборочный конвейер», позволяющий основательно сократить потери времени, связанные с вынужденным ожиданием момента набора прочности бетоном.
Понятно, что определение срока, через сколько снимать опалубку перекрытия, зависит, прежде всего, от температуры воздуха. При 20оС боковая часть опалубки перекрытия может быть удалена уже через 3- 4 дня. Разбирать палубу и снимать опорные стойки рекомендуется не ранее чем через 10 дней. При более низких температурах срок удаления элементов опалубки увеличивается в два раза. Более точные рекомендации можно получить из табличных данных строительных справочников и СНиПов.
Как сделать зашивку палубы
Проще всего собрать опалубку набивкой обычной планки на установленные горизонтальные балки перекрытия. Чем больше расстояние между опорными брусами, тем толще должны быть доски.
Зачастую для обустройства донной части опалубки используется листовой металл или стандартные ламинированные плиты из ОСБ и ДСП. В теории в этом случае образуется ровная и гладкая бетонная поверхность потолка. Но на практике такой эффект можно получить укладкой на набитые доски обычного армированного толстослойного полиэтилена. «Голой» цементной поверхности потолочного перекрытия в жилом посещении не бывает, а полученного качества вполне достаточно для чистовой отделки, после небольшой доводки шлифовкой. Трудовых затрат получается больше, но исключаются необоснованные затраты на покупку ламината.
Важно! Снять деревянные доски с бетонной поверхности перекрытия заметно легче при наличии разделительного слоя из полиэтиленовой пленки. Окрашивание или обмазка значительно загрязняют потолочную часть плиты.
Сделать правильно арматурный каркас плиты перекрытия и выполнить заливку бетона
После укладки полиэтилена необходимо сделать и установить арматурный каркас перекрытия. По стандартной схеме в основании перекрытия необходимо сделать два слоя армирования прутком 8 мм с размером окна в 20 см. Расстояние от пленки до нижнего слоя должно быть не более 3 см, верхний слой арматуры необходимо сделать на 10 см выше. Чтобы обеспечить ровную плоскость верхней арматурной сетки, к ее пруткам привариваются Г-образные опоры одной высоты. После укладки прутка в опалубку, каждая нитка арматура перевязывается в каркасе на горизонтальных и вертикальных пересечениях.
Арматурные прутки, выпущенные из стен здания, необходимо сварить с концами арматурного каркаса плиты. Для этого необходимо сделать изгиб каждого прутка под углом в 90о на уровень верхнего армирующего слоя. Если сделать сварку арматуры просто под прямым углом, то через несколько месяцев бетон в местах соединения начнет трескаться и крошиться.
Кроме того, при прокладке коммуникаций и проводки внутри каркаса нельзя укладывать пластиковые каналы и шланги в непосредственной близости к ниткам арматуры, лучше расположить их на максимальном удалении от прутка.
Бетонирование опалубки выполняется с максимальной осторожностью. Если закачивать бетонную массу насосом, из-за большого веса раствора струей можно повредить борта и часть палубы. Надежнее, хотя и не проще сделать заливку опалубки небольшими порциями, по 50-100 л раствора. После первичного схватывания раствора бетонную поверхность выглаживают смоченной в воде деревянной планкой и регулярно обрызгивают водой в жаркое время года.
Заключение
Чтобы получить надежное соединение между соседними отливками, достаточно набить внутри борта дополнительную рейку. После заливки и схватывания бетона вдоль торца плиты получается паз. После отливки следующей секции раствор, затекая в паз и застывая, образует импровизированное пазо-гребневое соединение, фиксирующее стыки плит в горизонтальной плоскости.
Наливные полы своими руками
Плитка ПВХ для пола
Как делать сухую стяжку пола своими руками
Сухая стяжка Кнауф своими руками: инструкция, отзывы
Как построить опалубку | HowToSpecialist
Эта статья о том, как построить опалубку для фундамента дома, гаража или других построек, но вы также можете использовать эти методы для заливки больших пролетов бетона, таких как внутренние дворики или террасы. Строительство опалубки для бетона не сложная работа, но работать нужно терпеливо и с большой осторожностью, иначе профессионально залить бетон не получится. Существует сильное заблуждение, что все, что нельзя увидеть, неважно. Ничто не может быть более фальшивым, и в этом пошаговом руководстве мы покажем вам, насколько важно построить правильную опалубку для бетонного фундамента. Следовательно, вы должны следовать нашим рекомендациям и использовать только лучшие материалы и инструменты, особенно если у вас нет опыта. Кроме того, мы рекомендуем вам нанять квалифицированного специалиста, потому что это одна из вещей, с которыми мы не можем играть.
Строительство фундамента вашего дома имеет важное значение для его долговечности, поэтому убедитесь, что вы наняли квалифицированного инженера, чтобы определить количество необходимой арматуры и глубину фундамента. Вы должны найти эти детали в планах фундамента, поэтому убедитесь, что вы их соблюдаете, иначе вы рискуете получить серьезный штраф или построить ненадежный дом. Тем не менее, первый этап строительства бетонного фундамента — это научиться копать фундамент.
Чтобы построить жесткую форму , вы должны использовать деревянные доски 2×10 и закрепить их раскосами 2×4. Мы можем заверить вас на основании нашего опыта, что плохое выполнение работы напрямую повлияет на качество и долговечность вашего фундамента, поэтому следуйте нашим советам, чтобы выполнить работу профессионально. Бетон будет оказывать большое усилие на деревянную форму, поэтому вы должны закрепить ее прочными скобами. Кроме того, следите за тем, чтобы между деревянными досками не было видимых щелей, так как через них может просачиваться бетонный сок.
Создание опалубки для фундамента вашего дома – это идеальная возможность для укладки пенополистирольного листового утеплителя. Поэтому изучите местные правила и выберите листы, которые удовлетворяют как ваши потребности, так и соответствуют местным правилам. Используйте ручную пилу, чтобы разрезать листы, когда вам нужно отрегулировать их размеры. Работайте с большой осторожностью и следуйте планам дома, если хотите получить профессиональный результат.
Сделано по этому плану
Чтобы строительная опалубка для фундамента , вам потребуется следующее:
Материалы
Деревянные доски 1×4 для изготовления опалубки
Деревянные стойки 2×4 для фиксации опалубки для бетона
Пиломатериал 2×4 для крепления опалубки
гвозди/шурупы для крепления опалубки
листы полистирола для изоляции фундамента (опционально)
используйте сапоги, чтобы не испачкать одежду и кожу бетоном
Тщательно очистите инструменты после завершения проекта
носить защитные очки и перчатки, чтобы избежать травм
Время
от нескольких часов до суток, в зависимости от площади вашего фундамента и количества рабочих
Установка арматурной конструкции в фундамент
Установка арматурной конструкции в траншеи фундамента
Первым этапом этого проекта является установка арматурной конструкции в траншеи фундамента. Тем не менее, бывают случаи, когда такую сложную арматурную конструкцию можно не монтировать (в случае легких конструкций, больших пролетов из бетона).
Умный совет: сначала необходимо соединить все арматурные балки над фундаментными траншеями. Следовательно, используйте пиломатериалы 2 × 4 через каждые 2 фута над траншеями, чтобы убедиться, что они выдержат вес арматурной конструкции.
Арматурные балки в фундаменте
После того, как вы правильно соединили арматурные балки, вы должны установить всю конструкцию на дно фундамента. Следовательно, вы должны вытаскивать все доски 2×4 (на которых сидит арматурная конструкция) одну за другой, пока арматурная конструкция не упадет в фундамент.
Умный совет: проверьте еще раз, правильно ли выполнены соединения между арматурной конструкцией, иначе фундамент не выдержит вес дома.
Соединение арматурных стержней
На этом изображении крупным планом показано соединение арматурных стержней. Вы должны заметить, что соединение жесткое и надежно закреплено проволокой. Убедитесь, что арматурные балки выровнены правильно, так как стены будут построены точно по ним. Если армирующие балки не будут выполнены должным образом, стены вашего дома не будут поддерживаться должным образом.
Умный совет: во время строительства вашего фундамента процесс должен контролироваться квалифицированным специалистом в этой области.
Опалубка для фундамента
После того, как вы убедились, что армирующая конструкция сделана правильно и выровнена в соответствии с планами фундамента, вам нужно построить опалубку, чтобы можно было заливать бетон.
Умный совет: опалубка должна быть изготовлена профессионально, так как при заливке бетона она будет выдерживать огромные силы.
Строительство опалубки для бетонного фундамента
Строительная опалубка
Для изготовления опалубки фундамента необходимо использовать качественные деревянные доски 2х10 и столбы 2х4. Следовательно, вы должны прочитать планы фундамента, чтобы увидеть высоту возвышения фундамента от земли. Далее вам нужно построить панели опалубки, как вы можете видеть на изображении.
Умный совет: при креплении колышков 2×4 следует использовать угловой угольник, чтобы убедиться, что они расположены вертикально. Заглушки должны быть закреплены через каждые 2 фута с помощью гвоздей.
Крепление опалубки раскосами
Чтобы закрепить опалубку, необходимо установить скобы поверх колышков. Следовательно, на одном конце вы должны прикрепить распорки к колышкам с помощью шурупов/гвоздей, а на другом конце вы должны заглубить их в землю не менее чем на 1 фут/30 см.
Умный совет: при установке опалубки необходимо использовать спиртовой уровень, чтобы убедиться, что она стоит вертикально. Кроме того, если вам нужно соединить несколько панелей опалубки вместе, вы должны использовать струнные линии, чтобы убедиться, что они выровнены.
Крепление опалубки
Далее, после установки опалубки, вы должны проверить, является ли она жесткой и правильно ли закреплена скобами. Кроме того, вы можете прикрепить внутреннюю опалубку к внешней опалубке, установив пиломатериалы 2 × 4 через каждые 2 фута, как вы можете видеть на изображении.
Умный совет: для надлежащей изоляции фундамента можно установить листы полистирола (толщиной 10 см) по внешнему периметру траншей. Таким образом, зимой температура внутри не будет падать из-за холодного пола.
Крепление опалубки с помощью пиломатериалов 2×2
На этом изображении крупным планом показана опалубка, а также арматурные стержни. Вы должны заметить, что арматурные балки выровнены правильно, а опалубка вертикальная и жесткая благодаря распоркам и штифтам, которые мы ранее установили.
Строительство формы для фундамента – это очень серьезный проект, поэтому вы должны контролироваться квалифицированным специалистом. Кроме того, помните, что вы должны соблюдать местные нормы и правила строительства, иначе вы подвергаете себя большой опасности.
Помните, что наша статья имеет только ознакомительную цель, ознакомить вас с процессом возведения опалубки для бетонного фундамента. Мы не несем никакой ответственности за ваши действия и не утверждаем, что так и должно быть. Наоборот, мы только показываем вам, как мы работаем в некоторых случаях.
Заливка бетона в опалубку
После того, как вы проверили жесткость опалубки фундамента и убедились, что она выровнена и отвесна, вы должны залить бетон. Вы можете залить бетон разными способами: вы можете приготовить его с помощью миксера и транспортировать на тачке, вы можете залить его прямо из бетоновоза или вы можете использовать помпу и 4-дюймовые шланги.
Если локация недоступна для бетоновоза, то для заливки бетона напрямую придется арендовать помпу для бетона. После этого следует несколько шлангов к помпе, чтобы иметь доступ к опалубке. После того, как вы залили бетон в фундамент, вы должны использовать бетонный вибратор, чтобы убедиться, что не осталось воздушных карманов. В большинстве случаев компания, занимающаяся доставкой бетона, также предоставит вам вибратор для бетона, но бывают ситуации, когда инструмент приходится арендовать.
Узнайте больше о как залить бетонный фундамент .
Спасибо, что прочитали нашу статью как построить опалубку для бетонного фундамента, и мы рекомендуем вам поделиться нашим проектом с друзьями, используя виджеты социальных сетей.
Связанные проекты:
Как вырыть фундамент
Как залить бетонный фундамент
Альтернативы бетонной опалубке | Для профессионалов строительства
Бетонная опалубка, представляющая собой альтернативу пиломатериалам, продолжает проникать на рынок.
12 февраля 2020 г.
Эми Вундерлин
Использование кронштейнов Rapid Form Brackets при строительстве четырехэтажного офисного здания устранило потребность в примерно 720 кронштейнах два на четыре по цене 4800 долларов. Кроме того, подрядчик оценивает экономию трудозатрат в размере 26 800 долл. США.
Инновационный бетон
Древесина уже много лет является предпочтительной опалубкой для бетонных работ. Он относительно недорог и прост в использовании, имеет небольшой вес, его можно легко обрезать по размеру, а также легко заменить и разобрать.
Однако у деревянной опалубки есть и недостатки. Он имеет ограниченное использование и не может быть повторно использован в одной работе для другой. Также известно, что деревянная опалубка поглощает воду из бетона при высыхании, снижая прочность бетонной конструкции. С другой стороны, древесина со слишком большим количеством влаги может сжимать влажный бетон и вызывать трещины при усадке.
Эти проблемы привели к появлению сотен вариантов опалубки — из стали, алюминия, обработанной древесины, фанеры, пластмассы и ткани, — которые, как утверждается, предлагают тройной эффект: экономию времени, труда и денег.
Опалубка является важнейшим элементом бетонных конструкций, поэтому правильный выбор опалубки важен для любой работы. На самом деле правильный выбор может сильно повлиять на график, требования к рабочей силе, качество и общую стоимость проекта, говорит Майкл Шеффер, старший менеджер по продукции Doka USA в США.
«Опалубка, временные или постоянные формы, используемые для удержания влажного бетона до его схватывания, является важнейшим элементом бетонного строительства. Не менее важен выбор правильной опалубки», — отмечает Шеффер. «За прошедшие годы формы для опалубки превратились из традиционных деревянных конструкций в предварительно спроектированные системы, состоящие из комбинации стали, алюминия, промышленной древесины, фанеры и пластика. Эти достижения в области форм для опалубки привели к увеличению производительности и безопасности на стройплощадке с меньшими трудозатратами при производстве более качественной готовой продукции».
Но с таким количеством вариантов, как подрядчики могут выбрать правильный. Шеффер предлагает следующие советы, которые следует учитывать при выборе опалубочной системы:
Доступен ли нужный вам материал? Производит ли поставщик материал или покупает его у другой компании?
Может ли поставщик опалубки произвести предварительную сборку части или всей опалубки перед поставкой? Это может снизить стоимость аренды, сократить потребности в рабочей силе и свести к минимуму требования к площади сборки.
Предоставляет ли поставщик услуги на месте для обучения и сокращения времени обучения бригады опалубщиков?
Насколько безопасна установка, использование и демонтаж системы? Можно ли легко подниматься по формам и есть ли в системе точки крепления, где это необходимо?
Какой опыт имеет фирма в вашем типе проекта?
Предлагает ли поставщик инженерные услуги? Будет ли поставщик предоставлять чертежи сборки опалубки специально для проекта или только общие чертежи системы?
Теперь давайте рассмотрим несколько новейших вариантов опалубки, представленных на рынке:
Кронштейн Rapid Form
Кронштейн Rapid Form компании Innovative Concrete был разработан для замены деревянных опор при возведении приподнятых плит. Кронштейн обычно используется для работы на фундаменте вокруг здания, при строительстве погрузочных доков или любых работ, связанных с вертикальными работами.
Изобретатель кронштейна Боб Калбах говорит, что он сделан из стали, а затем покрыт порошковой краской для защиты от ржавчины. Он устраняет трудозатраты и расходы, связанные с покупкой, размещением, измерением, резкой, сборкой и очисткой после снятия деревянных опор. По его оценкам, традиционный процесс занимает примерно в три раза больше времени, чем брекет-система.
Если плита спроектирована таким образом, чтобы ее можно было отогнуть поверх стены, необходимо сформировать внешние края так, чтобы бетон не выходил за пределы стены. Традиционно это делается путем разрезания двух на четыре части, которые удерживают форму у стены. Детали укладываются друг на друга, прикрепляется форма, а затем все скрепляется. После заливки бетона опоры снимаются и выбрасываются. Изготовленный из стали кронштейн Rapid Form Bracket заменяет деревянные опоры при возведении приподнятых плит. Инновационный бетон
«Почему мы платим 1200 долларов за поддон из дерева, разрезаем его, берем эти части и выбрасываем, когда закончим. Не только это, но вы должны собрать все это. Сотни штук собраны, а затем выброшены в мусорный бак», — спрашивает Кальбах.
Кронштейн был недавно использован во время строительства четырехэтажного офисного здания для LifeQuest, в общей сложности 3675 погонных футов в форме плиты. Проект потребовал 925 кронштейнов, что позволило компании сэкономить примерно 720 кронштейнов два на четыре при стоимости 4800 долларов. Кроме того, подрядчик оценивает экономию трудозатрат в размере 26 800 долл. США.
Тканевая опалубка
Использование тканевой опалубки началось в начале 20 -го -го века с бетонными архитектурными конструкциями. Сегодня альтернатива опалубке постепенно набирает обороты в строительной отрасли, поскольку внимание общественности к устойчивости растет. К отрасли все чаще обращаются с просьбой принять меры и снизить свой углеродный след. Хотя использование дерева и/или металла не полностью исключается за счет использования ткани, его можно сократить до основных компонентов, тем самым экономя природные ресурсы.
Использование тканевой опалубки, такой как геотекстиль, дает несколько дополнительных преимуществ, согласно статье Роберта П. Шмитца, зарегистрированного профессионального инженера, с более чем 35-летним опытом работы в области архитектуры и проектирования конструкций. К этим преимуществам относятся:
Возможность формировать очень сложные формы
Ткань прочная, легкая, недорогая и многоразовая
Улучшенная обработка поверхности и долговечность благодаря фильтрующему действию
Более эффективная и устойчивая конструкция, поскольку материал размещается только там, где он необходим
Повышенная свобода дизайнерского самовыражения, позволяющая архитекторам и дизайнерам не ограничиваться простой призматической формой
Однако Шмитц отмечает, что тканевая опалубка имеет свои недостатки. К ним относятся:
Релаксация может происходить из-за сил предварительного напряжения в мембране
Возможность ползучести геотекстильного материала, которая может быть ускорена повышением температуры, что может произойти во время гидратации бетона по мере его отверждения.
Бетон необходимо укладывать осторожно, а тканевую опалубку нельзя толкать, пока бетон находится в пластичном состоянии.
«Однако, пока не будут разработаны новые ткани, преимущества использования геотекстиля намного перевешивают любые недостатки», — пишет Шмитц. «Кроме того, если не будут разработаны стандарты и рекомендации по использованию систем сборного и монолитного формования, этот метод формования бетона останется нишевым рынком, который будет использоваться только теми, кто достаточно смел и смел, чтобы бросить вызов статус-кво. Чтобы быть полезными для дизайнерского сообщества, необходима некоторая стандартизация систем и руководство, чтобы подрядчики чувствовали себя комфортно, используя гибкие опалубки». Изготовленная из полиэтиленовой ткани высокой плотности, компания Fab-Form продает свою продукцию как экологически чистую замену пиломатериалам и фанере для формирования бетонных оснований. Fab-Form Industries
Ведущий специалист по внедрению в строительной отрасли, Ричард Ферн, владелец и основатель компании Fab-Form Industries, Ltd. , разработал несколько продуктов для формирования ткани, в том числе Fastfoot для сплошных и раскладных фундаментов, Fastbag для распорных фундаментов и Fast- Труба для опор и колонн.
Изготовленная из полиэтиленовой ткани высокой плотности, компания Fab-Form позиционирует свою продукцию как «зеленую замену пиломатериалам и фанере для формирования бетонных оснований».
Корпорация Force Concrete & Masonry из Пискатауэя, штат Нью-Джерси, работает с Fab-Form почти десять лет. Недавно они использовали продукт Fastfoot для создания основы нового Центра здоровья и спортивных результатов Университета Рутгерса.
У проекта были сжатые сроки — всего шесть месяцев. Поскольку компания Force Concrete & Masonry смогла установить огромное количество опалубки до начала заливки, они смогли залить весь бетон за один день, не останавливаясь на достигнутом. Кроме того, поскольку ткань предотвращает соприкосновение бетона с деревянным каркасом, деревянный каркас можно использовать повторно и легко снимать, что еще больше повышает производительность труда.
«Когда вы снимаете [опалубку], вы удаляете только деревянный каркас», — объясняет Билл Павлик из Force Concrete & Masonry. «Ткань приспосабливается к неровной поверхности, что значительно облегчает работу. Если вы используете обычные формы, вам нужно вернуться и исправить внизу или в других местах».
Утепленные бетонные опалубки
Утепленные бетонные опалубки (ICF) не являются новой технологией, но их популярность возрождается. На самом деле, до краха жилищного строительства в 2008 году многие дома строились с использованием МКФ — типа несъемной бетонной опалубки, которая создает внешнюю стеновую оболочку здания. Тем не менее, альтернативная опалубка частично вернула себе популярность в прошлом году, поскольку популярность энергоэффективных и устойчивых к стихийным бедствиям домов и зданий растет.
Согласно отчету Portland Cement Association, в прошлом на долю жилых домов для одной семьи приходилось около 70% строительства ICF по сравнению с примерно 30% коммерческих или многоквартирных домов. (ППС). Но использование в более крупных коммерческих зданиях, по-видимому, является растущим рынком по нескольким причинам. Главным из них является возможность снижения энергии для обогрева и охлаждения здания. Здесь показаны изолированные бетонные опалубки Nudura, отвечающие требованиям современных зданий, предлагающие энергоэффективный и экологически безопасный вариант строительства. Nudura
Согласно отчету PCA, по некоторым оценкам, экономия составляет 20 и более процентов. Значение R для типичного ICF составляет около 20, а стены часто могут иметь высокую воздухонепроницаемость на 10-30% лучше, чем рама с совместимыми окнами, дверями и крышей. В результате, предполагая 100-летний срок службы, PCA оценивает, что один дом ICF на одну семью может сэкономить около 110 тонн CO2 по сравнению с традиционным деревянным каркасным домом.
«Это более чем компенсирует выбросы CO2, связанные с производством цемента, используемого для изготовления бетона», — добавляется в отчете.
Кроме того, ICF экономит природные ресурсы, отказываясь от деревянного каркаса конструкции. Формы также часто содержат переработанные материалы.
5 Лучшие методы для оптимизации срока службы конкретной формы
Обрадия занимает центральное место во время строительства самого высокого здания Бруклина
Регулируемые и обратимые бетонные формы Сохранение подрядчиков и сокращение затрат
по сравнению с познаниями. Бетон для архитектурных конструкций – Часть 1
Система пластиковой опалубки для бетона K-Form теперь доступна в США через панели Omnis
Руководство по фибробетону: советы по проектированию, спецификации и применению его дизайн, технические характеристики, применение и способы правильной отделки продукта.
Как изготовить и затвердеть стандартные испытательные цилиндры в полевых условиях
Выполните следующие семь шагов, чтобы изготовить и затвердеть стандартный испытательный цилиндр из бетона в полевых условиях.
7 фактов о самоподъемных бетоноформовочных системах
Обладая удивительной способностью формировать бетонное ядро здания независимо от крана, самоподъемная система уже много лет помогает бетонным подрядчикам в высотном строительстве. С PERI ACS-400
7 вещей, которые вы не знали о самоподъемных системах
Краткий список интересного о самоподъемных/независимых от крана опалубочных системах с PERI ACS-400.
Стальная модульная опалубка для бетона
Polymeta Высокая плотность полиэтиленовых бетонных форм
Система формирования стенки на выставке крана
Skydeck
SuperDek
9099 17 футов ниже. награда CFA 2020 Project of the Year за строительство жилого фундамента на высоте 17 футов ниже уровня моря.
PERI QuickSolve (расширенная версия) — мощный онлайн-инструмент планирования опалубки проекта
Почему подрядчики производят детализацию опалубки собственными силами
Подрядчики могут избежать задержек, минимизировать риски, повысить производительность и снизить затраты на строительство, частично или полностью выполняя детализацию и планирование опалубки собственными силами.
Сварка нержавейки электродом – способы и особенности
Содержание
Сварка электродами по нержавейке
Способы сварки нержавейки
Сварка нержавейки электродом в домашних условиях
Сварка тонкой нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
достаточное количество опыта у сварщика;
правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
Ручная электродом;
Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
простой и легкий процесс сварки;
высокая продолжительность работы аппаратов;
компактные агрегаты небольшим весом;
получение прочных сварных швов;
подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
Толщина металла, мм
Вид и полярность
Сила тока, А
Диаметр электрода, мм
1
Постоянный
30-60
2
Переменный
35-75
1,5
Постоянный с прямой полярностью
40-75
2
Переменный
45-85
4
Постоянный с прямой полярностью
85-130
4
Особенности аргонодуговой сварки:
дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
во время сварки нужно исключить колебания стержня. В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
Толщина металла, мм
Сила тока, А
Диаметр электрода, мм
1,5
40-60
2
3
75-85
3
4
90-100
3
6
140-150
4
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
Разжечь дугу.
Провести сварку короткой дугой.
В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
Дать изделию остыть.
Затем убрать шлак со шва, после этого — зачистить.
Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта. Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
место сварки и сами заготовки не нагревать выше 150 С;
сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
после сварки не надо резко охлаждать металл.
Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.
Наверх
Вставить ник
#2
Шурпет
Отправлено 12 September 2012 14:05
подскажите, можно ли нвертором варить нержавейку,(слышал что нужно менять полярность), и какими електродами лучше пользоваться.
Полярность — как написано на упаковке. ОЗЛ-6 и ОЗЛ-8 — самые доступные марки электродов. Очень хорошие ESAB-овские. Перед сваркой напилите лапши из того материала, который будете варить, поэкспериментируйте с режимами, полярностью и пр. Но ТИГ- сварка для нержи — самое то, подумайте…
Наверх
Вставить ник
#3
BAV
Отправлено 09 October 2012 07:22
Да нержавейку тяжко электродом, такой электрод так выразится вязкий чтоли, не то чтобы липнет, просто дуга гуляет от поверхности к поверхности при угловом соединении, возможно я не прав, спалил всего 2 электрода нержи, (в сравнение с МР3 как я теперь уже знаю надо было добавить тока, наклонить электрод сильнее и без колеб. движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.
Наверх
Вставить ник
#4
AMBIVERT42
Отправлено 09 October 2012 11:45
Отечественные электроды марок ЦЛ,ОЗЛ требуют привычки и навыков в сварке.Человеку малоопытному в сварке коррозионно-стойких сталей именно такими электродами могу посоветовать электроды ESAB OK-61.30.Это электроды с рутиловым покрытием и работать ими ни чуть не сложнее,чем,скажем,ОК-46.00 или МР-3.Качество шва очень высокое.
Наверх
Вставить ник
#5
Саша 90
Отправлено 10 October 2012 22:40
Если легированная и высоколегированная сталь, то нужно варить электродами с толстым или особо толстым покрытием ( если шву не дать медленно остыть будут горячие трещины), на обратной полярности так как эти стали не любят перегрева.
Наверх
Вставить ник
#6
Jekan
Отправлено 28 April 2013 08:01
Всем доброго дня. Знакомый попросил приварить нержавеющие детали, а точнее трубы. Стенка около 2мм., но дело не в самих трубах а электродах. Электроды его, для сварки нержавейки, марка и год выпуска не известны. Диаметр 2 и 3 мм. Так вот, когда варю тройкой, иногда примерзает электрод и ничего, срабатывает антизалип и все нормально, но когда 2 мм. электрод, если залип, в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.?
Наверх
Вставить ник
#7
Рудольф Шнапс
Отправлено 28 April 2013 09:56
Jekan, электрод и руки. Попробуйте электроды ЭСАБ ОК 61.30 или хороший эквивалент, и будет у вас так же:
Наверх
Вставить ник
#8
svarnoi69
Отправлено 28 April 2013 09:58
Jekan, сырые и старые электроды.
Наверх
Вставить ник
#9
Рудольф Шнапс
Отправлено 28 April 2013 10:11
svarnoi69,
я такое наблюдал на электродах ОЗЛ-8. Электроды были новые и просушенные.
Наверх
Вставить ник
#10
Менгон
Отправлено 28 April 2013 12:50
в считанные доли секунды эл. красный, обмазка осыпается и варить понятно, что им уже не получиться. На что грешить, электрод или инвертор.
На инвертор скорей всего. У меня на старом такое происходило, сменил на новый стали отлично гореть. Разница очень сильная. На новом ХХ-85В. на старом было 75.
Наверх
Вставить ник
#11
Jekan
Отправлено 28 April 2013 13:20
На инвертор грешить не хочется, ХХ 92в. 3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем.
Наверх
Вставить ник
#12
Рудольф Шнапс
Отправлено 28 April 2013 14:57
Jekan, у меня на инверторе холостой ход примерно 50В. Проблем с поджигом электродов нет. Электроды ОЗЛ-8, ЦЛ-11 и другие отечественные преимущественно с основным покрытием, электроды на видео рутиловые. Основные электроды дают более устойчивый к кислотам шов, чем рутиловые. Нержавейка варится на относительно низких значениях токах. Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно. Импортные электроды очень дорогие. МОжет кто подскажет отечественные электроды по нержавейке с рутиловым покрытием…
Вполне вероятно, что требуется особый навык для сварки нержавейки основными электродами отечественного производства. Надо не позволять шлаку затекать вперёд.
Наверх
Вставить ник
#13
Менгон
Отправлено 28 April 2013 15:24
Рудольф Шнапс, Не знаю как это объяснить тогда. Одни и те же электроды диаметр 2мм, на старом плохо горят, липнут и раскаляются-анти стик даже не срабатывал. На новом горят и ложатся на ура при 35-40А.
Наверх
Вставить ник
#14
Рудольф Шнапс
Отправлено 28 April 2013 15:34
Менгон, холостой ход влияет на поджиг электрода, дальше всё определяется вольт-амперной характеристикой и особенностями аппарата. Uxx 92В наводят на мысль о Транспокете, Макстаре, Минарке и им подобным. Если моё предположение верно, то действительно за аппарат не стоит переживать.
Наверх
Вставить ник
#15
Grigorii WELD
Отправлено 29 April 2013 07:39
У нас при сварке нержавейки требование использовать комбинированный способ сварки: Ручная дуговая + Аргон с присадкой. Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии))
Наверх
Вставить ник
#16
NickMNS
Отправлено 02 July 2014 15:35
Извиняюсь за поднятие старой темы. И всем здравствуйте. Эх, почитал тему, увидел свои проблемы с ОЗЛ-8 (у меня 2,5мм и аппарат СВИ-205 Калибр, но сеть хреноватая). У меня правда всё как-то жестче, даже пару сантиметров шва не выходит, а точечные наплёвки, хотя и залипать уже стал меньше. Ранее залипы были только под отпил болгаркой
С черновым металлом проблем в разы меньше. Посему для набития руки бегаю по округе, варя «за спасибо» чужими электродами (МР-3С 3мм, 2мм неизвестные, и 3мм неизвестные корейцы, со слов соседа). Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт Ну и мучаю железки на досуге. С черновой нормально, а нержу ОЗЛ-8 получается только наплёвками, часто круглых капель металла в среде шлака, то есть до первого удара молотком (так «варил» бур, одна ручка отвалилась при пятой попытке в землю воткнуть).
P.S. Тут специализированной темы для салаг-самоучек нема? Большинство вопросов то раскапываю пока по форуму, но мало ли. Чтобы лишние темы не плодить, если появиться какой специфический вопрос.
Наверх
Вставить ник
#17
di4
Отправлено 02 July 2014 15:54
ИМХО: ОЗЛ-8. Сварка во всех пространственных положениях шва постоянным током обратной полярности. Плюс у Вас должен быть как шпага у мушкетера в руке! )) Эт Вам не «бесполярный» МР-3. Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
Кто ты?! — Я инженер.
Наверх
Вставить ник
#18
NickMNS
Отправлено 02 July 2014 16:21
di4, ОЗЛ-8 Лосиноостровские там было на пачке ограничение «кроме вертикального сверху вниз», а так да, во всех. То есть с контактом проблема может быть? У моего Калибр СВИ-205 есть болезнь родных кабелей: слабое крепление в районе клеммы с завода. Вчера отваливалась масса, доваривал черновой металл соседу уже на «культе». Сегодня пережал, посмотрел держак, решил: «Хреновато. Пусть работает, пока работает». Через 10 минут пришлось пережимать уже и у держака . Сосед обещал привезти материал, чтобы соединение залудить ещё, надёжности ради. Электроды купил где-то с недельку-две назад, лежали на складе, полочка средняя по высоте. А дома под кровать засунул в сухое место, МРки свои также храню, а они у меня куплены раньше.
Опять же, к МРке притензий нет, черновой уже варю, держит, хоть и не всегда эстету шов угодит, а вот ОЗЛ-8 на нерже — это беда. Хотя попробую после ремонта кабелей. Вот пока дожди, тут и решил совета спросить)
Как-то читал в отзывах к моему аппарату, что он вообще с ОУНИями не дружит. К тому ж они по черновому металлу? Так что смысл менять освоенные МР-3С? И кому верить тогда? А с ним у меня и при МРках проблем нет, хотя варю сейчас только в нижних положениях.
Кстати, ОЗЛ-8 2,5мм чуть выше возьму 80-90А (по шкале аппарата, чую, в реале ниже ещё ибо сеть плоха), то раскаляются по длинне и осыпаются. Вот и думаю, можно ли их вообще в печке прокалить, или потекут с плиты в топку печи
Наверх
Вставить ник
#19
NickMNS
Отправлено 02 July 2014 19:48
И так. В продолжении о попытках работать ОЗЛ-8 2,5мм. Смена полярностей, игра регулятором с 40 до 205А результатов не дала. В любом режиме дуга стабильная не держится, вместо валика получаются шарообразные «наплёвки», о проваре речи нет, так как в большей части сбивается это непотребство ударами молотка. Самое интересное, что вне зависимости полярности ОЗЛки у меня стреляют шлаком и металлом в стороны в непомерном количестве, токами уже играл, всё одно. При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
В чём может быть косяк, кроме моего рукожо непрофессионализма? Тип инвентора (Калибр СВИ-205)? Влажность (хотя вроде они из магазина несколько недель назад, а хранились не в сыром месте)?
Если влажность, то можно ли их в условиях дачи прокалить на плите дровенной печи или сгорят?
Вот 2-3мм электроды имеющиеся для черных металлов не выделываются так. Обидно даже. Кто либо, объясните, насколько работа по черным металлам отлична от работы от нержавейки (электродами соответствующих типов). Лучше ссылкой на материал сравнительный, если таковой есть. Не хочу излишне грузить форумчан.
Сообщение отредактировал NickMNS: 02 July 2014 19:50
Наверх
Вставить ник
#20
di4
Отправлено 03 July 2014 08:57
В продолжении о попытках работать ОЗЛ-8 2,5мм.
ИМХО:Ток заявлен 40-60 А. Если нет проплавления возможно валик вы накладываете на очень толстый лист металла и мощьности дуги 2,5 мм не хватает чтобы развести сварочную ванну и проплавить основной метал. Возможно просажена сеть 220 В но тог да бы МР-3С ф 3,0 мм на токе 60 А захлёбывался и стабильно не варил. Попробуйте зажигать электрод так как Вы зажигаете спичку о коробок. Как только появиться дуга сразу старайтесь развести ванну. Держите минимальный дуговой промежуток. Попробуйте для начала варить электродом 4,0 мм Чем больше диамет электрода тем проще манипулировать и легче держать дугу.
Кто ты?! — Я инженер.
Наверх
Вставить ник
Aufhauser — Техническое руководство — Процедуры сварки нержавеющей стали
Home /
Технические руководства
Введение
Сплавы из нержавеющей стали обычно имеют содержание хрома не менее 10%. Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L).
Ниже приведено основное пошаговое руководство, которому необходимо следовать при сварке нержавеющей стали.
Безопасность превыше всего
Внимание! Защитите себя и других. Прочтите и поймите эту информацию. Испарения и газы могут быть опасны для вашего здоровья. Электрический шок может убить.
Перед использованием прочтите и усвойте инструкции производителя, паспорта безопасности (SDS) и правила техники безопасности вашего работодателя.
Берегите голову от дыма.
Используйте достаточную вентиляцию; вытяжка на дуге или и то, и другое, чтобы пары и газы не попадали в зону дыхания и в общую зону.
Носите подходящие средства защиты глаз, ушей и тела.
Не прикасайтесь к токоведущим частям.
См. Американский национальный стандарт Z49.1 «Безопасность при сварке, резке и смежных процессах», опубликованный Американским обществом сварщиков, 550 N.W. LeJeune Road, Майами, Флорида 33126; Стандарты безопасности и гигиены труда Управления по охране труда и здоровья (OSHA), можно получить в типографии правительства США, Вашингтон, округ Колумбия, 20402.
Выберите конструкцию соединения и подгонку
Начните с определения наилучшего способа соединения основных металлов. Правильная конструкция соединения и подгонка являются важными шагами для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения.
Пять основных типов соединений: стыковые, угловые, краевые, внахлестку и тавровые. Эти пять соединений могут быть расположены во многих комбинациях для создания большого разнообразия сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений должны быть плотно зажаты по всей длине изделия.
Выберите процесс сварки
Три наиболее распространенных процесса нержавеющей сварки:
SMAW — S Hielded M ETAl A RC W ELDIND или Pleck Electrode Electrod для сварки создается электрической дугой между покрытым металлическим электродом и основным металлом. Покрытие электрода обеспечивает экранирование. Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить.
GTAW — G as T ungsten A rc W elding или Tig Welding
Tig сварка легко выполняется на различных металлах. Как правило, это требует незначительной отделки после сварки или вообще не требует ее. Это процесс электросварки, при котором тепло для сварки генерируется электрической дугой между концом неплавящегося вольфрамового электрода и основным металлом. При необходимости можно добавить присадочный металл. Инертный защитный газ обеспечивает защиту дуги. (Инертный газ создает защитную атмосферу вокруг места сварки.)
FCAW — F люкс C ored A rc W elding
Флюс содержится внутри электрода. Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги.
GMAW — G as M etal A rc W elding или Mig Welding
Дуговая сварка металлическим газом выполняется быстро и легко на тонколистовом металле, а также на тяжелых листах. Обычно это требует небольшой очистки после сварки. GMAW — это процесс электродуговой сварки, при котором тепло вырабатывается дугой между постоянно подаваемым электродом из присадочного металла и основным металлом. Экранирование обеспечивается за счет подаваемого извне газа или газовой смеси. Два наиболее распространенных типа GMAW:
Короткое замыкание Передача — Дуга разрывается или замыкается накоротко с каждой каплей металла и перезапускается. Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
Перенос распылением — Металл переносится поперек дуги, создавая непрерывный распыл мелких капель металла. Эти капли проецируются на основной металл.
Определение соответствующего инертного защитного газа
SMAW — не требуется
GTAW — аргон рекомендуется для толщин примерно до 1/2 дюйма. Для более толстых секций можно использовать смеси аргона и гелия или чистый гелий. Наиболее распространен вольфрам, содержащий 2% тория9.0010
FCAW — 100% CO 2 или аргон/CO 2 . Напряжение может быть несколько ниже, если выбрана смесь аргона с 20-25% CO 2 . Как правило, рекомендуется скорость потока газа 40 кубических футов в час. В зависимости от специфики приложения могут быть внесены коррективы.
GMAW — Для распылительного переноса r используйте аргон и от 1% до 2% кислорода. Преимущественно используется смесь 99% аргона/1% кислорода. 98 % аргона/2 % кислорода при сварке более тонких материалов. Для передача с коротким замыканием использовать 90 % гелия/7,5 % аргона/2,5 % CO 2 .
Более подробную информацию см. в руководстве по защитному газу
Выберите подходящий присадочный металл
Для применений, где обе детали изготовлены из одного и того же сплава, выберите присадочный металл с составом, аналогичным составу основных металлов. Это обеспечит аналогичные свойства сварного шва. Применение разнородных основных металлов требует выбора на основе механических свойств, отсутствия растрескивания и совместимости.
Установка параметров
SMAW — использует постоянный ток (DC) или переменный ток (AC).
DC использует либо прямую полярность, то есть отрицательный электрод, либо обратную полярность, то есть положительный электрод. Постоянный ток непрерывно протекает в одном направлении через сварочную цепь. Есть несколько преимуществ постоянного тока. Он хорошо работает при низких настройках тока и с малыми диаметрами. Кроме того, зажигание дуги и поддержание короткой дуги проще.
Электроды из нержавеющей стали с обозначением D15 (например: 308-15) используют постоянный ток обратной полярности. Их ключевой характеристикой является быстрое замерзание шлака, что делает их подходящими для сварки в нерабочем положении. Внешний вид бусин выпуклый.
AC использует комбинацию прямой и обратной полярности, которые чередуются в регулярных циклах.
К преимуществам этого тока относятся: меньшая вероятность возникновения дуги, которая возникает из-за дисбаланса магнитного поля вокруг дуги, вызывающего изгиб дуги. Он также хорошо работает на толстом металле с электродом большого диаметра.
Электроды из нержавеющей стали с обозначением D16 (например, 308-16) используют переменный или постоянный ток. Они образуют гладкий сварной шов, от плоского до слегка выпуклого.
Сила тока Наиболее распространенные настройки:
Диаметр (дюймы)
Ампер
1/16 x 12
15 — 40
5/64 x 12
30 — 60
3/32 x 12
50 — 80
1/8 x 14
70 — 110
5/32 x 14
100 — 140
3/16 x 14
130 — 180
1/4 x 14
175 — 220
GTAW — Для дуговой сварки вольфрамовым электродом в газе используйте постоянный ток прямой полярности (отрицательный электрод). Параметры сварки TIG зависят от толщины листа и положения сварки.
FCAW — Порошковая проволока для сварки нержавеющей стали обычно использует постоянный ток обратной полярности (электрод положительный). Этот тип тока обеспечивает лучшее проникновение в основной металл. Сварка порошковой проволокой требует более длинного удлинения проволоки или «торчания». Вылет — это расстояние между концом провода и концом контактного наконечника. Вылет порошковой проволоки из нержавеющей стали обычно составляет от 5/8 до 3/4 дюйма.
GMAW — Ниже приведены рекомендуемые настройки для сварки GMAW:
Короткое замыкание передачи:
Диаметр электрода (дюймы)
Сварочный ток (ампер)
Напряжение дуги
Скорость подачи проволоки (и/мин)
0,030
60 — 125
17 — 22
150 — 430
0,035
75 — 160
17 — 22
120 — 400
0,045
100 — 200
17 — 22
100 — 240
Установки основаны на защитном газе 90 % He, 7,5 % Ar, 2,5 % CO 2 . Скорость потока 20cfh.
Диаметр электрода (дюймы)
Сварочный ток (ампер)
Напряжение дуги
Скорость подачи проволоки (и/мин)
0,030
60 — 125
17 — 22
150 — 430
0,035
75 — 160
17 — 22
120 — 400
0,045
100 — 200
17 — 22
100 — 240
Установки основаны на защитном газе 90 % He, 7,5 % Ar, 2,5 % CO 2 . Скорость потока 20cfh.
Перенос распылением:
Диаметр электрода (дюймы)
Сварочный ток (ампер)
Напряжение дуги
Скорость подачи проволоки (и/мин)
0,030
160 — 225
24 — 28
440 — 650
0,035
180 — 300
24 — 29
430 — 500
0,045
200 — 450
24 — 30
220 — 400
1/16
220 — 500
24 — 32
110 — 210
3/32
250 — 600
24 — 32
50 — 80
Установки на основе Ar, 1-5% O 2 защитного газа.
Очистка основного металла
Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение. Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения.
Предварительный нагрев, если применимо
Предварительный нагрев не требуется для большинства аустенитных нержавеющих сталей марки 300. Основной металл должен быть доведен до комнатной температуры, от 60 до 75°F. Предварительный подогрев необходим при сварке ферритных или мартенситных марок стали. Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
Техника сварки
Хорошая техника сварки развивается по мере того, как сварщик приобретает опыт. Ниже приведены основные советы по сварке:
Используйте приспособления и/или приспособления, чтобы удерживать работу на месте.
Края стыковки должны быть квадратными. Квадратное стыковое соединение преимущественно используется для листов из нержавеющей стали толщиной 18 и тоньше. Более тяжелые листы и пластины могут потребовать скоса кромки для обеспечения полного проникновения.
Обеспечьте достаточную защиту, отцентрировав присадочный металл в области газа и сварочной ванны.
Присадочный металл должен погружаться в сварочную ванну, но не должен капать в нее.
Перемещайте резак/пистолет вдоль стыка с постоянной скоростью для поддержания однородности.
Держите горелку/пистолет над сварным швом до тех пор, пока не прекратится подача газа, чтобы защитить работу.
Охлаждение/очистка после сварки
Может потребоваться последующий подогрев для снятия внутренних напряжений, вызванных концентрацией тепла в зоне сварки. Последующий нагрев помогает замедлить процесс охлаждения, чтобы свести к минимуму растрескивание. Это хорошая процедура для использования при соединении толстых металлов. SMAW и FCAW оставляют на сварном шве остатки шлака. Удалите шлак отбойным молотком или шлифованием.
Поиск и устранение неисправностей
См. раздел часто задаваемых вопросов .
Присадочные металлы Aufhauser
Aufhauser производит полную линейку присадочных металлов для сварки нержавеющей стали .
При ручной дуговой сварке электродом какой полярности следует пользоваться?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды ММА можно использовать со всеми полярностями. Информация и спецификации производителя электродов, такие как BS EN ISO 2560:2009 и AWS A5.1-2012, определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки. Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется на постоянном токе, электрод (электрод MMA, MIG/MAG/флюсовая или порошковая проволока или вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке ВИГ разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током). Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о процессах сварки MIG/MAG и под флюсом, а также о влиянии полярности.
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе с шаровидным переносом, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой. Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Ссылки
Справочник AWS по сварке — Американское общество сварщиков
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварщиков
Принципы сварки — Роберт В. Месслер-младший
Справочник по процедурам дуговой сварки — Lincoln Electric
Неужели просторные и удобные квартиры в монолитных домах – далеко не предел мечтаний современного горожанина? В то время, когда девелоперы показывают привлекательные картинки удобного жилья и расписывают прелести проживания в таких квартирах, кое-что остается «за кадром». Мы выяснили, о чем умалчивают застройщики, и расскажем о тех особенностях монолитных домов, которые строительными компаниями, как правило, не афишируются.
Относительная простота проведения работ, комфортность проживания, отличная внешняя эстетика – это лишь часть актуальных требований к возведению современных домов. Технология монолитного строительства во многих городах стало буквально открытием в 90-х годах минувшего столетия, и сейчас такой подход к возведению многоэтажек считается одной из наиболее прогрессивных.
Впрочем, нельзя сказать, что она стала закономерным детищем научно-технического прогресса последних десятилетий. Монолитный подход известен еще со времен Римской Империи, ведь именно таким способом был возведен прославленный Пантеон.
На территории России она монолитная технология активно применялась в начале 19 века. Именно по этой технологии, в частности, возводился дворец императрицы в городе Пушкин (бывшее Царское Село) и множество других зданий различного предназначения. Однако, эксперты и современные обитатели квартир в монолитных многоэтажках отмечают не только достоинства, но и недостатки такого жилья.
Содержание
Особенности и разновидности монолитной технологии
Преимущества монолитного домостроения
Минусы монолитов
Заключение
Особенности и разновидности монолитной технологии
Чтобы по достоинству оценить преимущества и недостатки монолитных домов, необходимо остановиться на рассмотрении технологических решений, используемых при возведении зданий этого типа. По сути, вся специфика технологии «монолит» сводится к возведению арматурного металлического каркаса и поэтажному «поднятию» спроектированной и особым образом подготовленной опалубки, в которую впоследствии очень равномерно заливается бетонный состав. При этом каждый из последующих элементов, вне зависимости от его формы, создается таким способом, чтобы предшествующий был продолжен естественным путем без швов на стыках. В результате получаются цельнолитые, идеально выровненные элементы.
Роль фундаментного основания такого дома играет плита из бетона метровой толщины, дополнительно укрепленная при помощи качественной арматуры. В зависимости от качества почвы дополнительно используют забивные сваи.
Монолитный технологический процесс в строительной сфере практически не имеет ограничений, то есть он применим как к возведению высотных многоэтажек, так и к реализации небольших частных проектов.
Поскольку опалубки представляют собой разноплановые сборные конструкции, ничто не мешает возвести строение практически любой конфигурации и с желаемым количеством этажей, индивидуальный дизайн тоже становится легко разрешимой задачей.
В настоящее время выделяются несколько типов монолитных конструкций:
традиционный вариант, когда дом имеет цельную монолитную структуру;
весьма распространенная каркасно-монолитная модель, при которой роль базовых элементов играют перекрытия и колонны из качественного железобетона, а стены выполняются из кирпича или иных материалов;
инновационные монолитно-кирпичные здания, состоящие из цельнолитых железобетонных конструкций, которые снаружи обкладываются блоками или кирпичом с гидроизоляционным или утепляющим слоем.
Что касается опалубочной основы, она может быть стальной и алюминиевой, деревянной и пластиковой, помимо этого, различаются варианты съемного и несъемного типа. В первом случае, после того, как железобетонная конструкция застывает, опалубка сразу переносится на иной участок, где уже создается очередной элемент возводимого объекта. Соответственно, несъемная модель остается одним из основных компонентов строения, своеобразной утепляющей и изолирующей оболочкой.
В современном монолитном домостроении широко задействуется как щитовая, так и тоннельная опалубочная конструкция – все зависит от условий и задач конкретного строительного проекта.
Щитовая конструкция, как следует уже из ее названия, представляет собой набор прочных щитов, которые, соединяясь, образуют своеобразные емкости, впоследствии заполняемые бетоном. Такая опалубка может быть изготовлена непосредственно на месте строительства, что дает определенные экономические выгоды.
Туннельная опалубка – конструкция из полностью готовых элементов, изготовленных промышленным способом по представленному проекту. После того, как элементы опалубки уже доставлены на стройплощадку, какие-либо изменения внести в строительный проект невозможно.
Преимущества монолитного домостроения
Собственно, после ознакомления с технологическими особенностями первое преимущество монолитного домостроения выглядит очевидным. Дом может иметь индивидуальный дизайн, включать произвольное количество этажей и даже подземный паркинг. Все ограничивается только смелостью архитектурного замысла и базовыми строительными нормативами.
Если ранее на зиму строительство замораживалось в связи с погодными условиями, то ныне используются технологии подогрева бетона, и строительство ведется круглогодично.
Цельная конструкция дает равномерную минимальную усадку, а сама технология исключает образование трещин.
Минимум строительных швов предопределяет высокий уровень прочности. Срок эксплуатации большинства монолитных зданий превышает полтора столетия.
Неудивительно, что монолит выбирается в качестве основной технологии при строительстве метрополитенов, возведении космодромов, военных и всевозможных стратегических объектов.
Даже если квартира предлагается в черновой отделке, что продолжают практиковать многие застройщики, поверхность монолитных стен является достаточно ровной(ввиду применения промышленной опалубки), что позволяет не тратить время и деньги на их профессиональное выравнивание.
Планировка квартиры при этом может быть абсолютно свободной, поскольку функции несущий конструкций при такой технологии выполняют наружные стены, а внутри – колонны, поэтому остается обширное пространство для дизайнерско-интерьерного творчества.
Если во время эксплуатации жилья, например, труба даст течь, вода не попадет в другие квартиры, что тоже обусловлено цельностью конструкции.
Немаловажно и то, что монолитное жилье имеет высокий уровень теплоизоляции, да и бытовой шум от соседей в таких квартирах практически неслышен.
Вся конструкция имеет сравнительно небольшой вес, а значит, такие дома можно возводить с использованием плитного фундамента на территориях с проблемными, пучинистыми грунтами. При этом монолит не дает неравномерных нагрузок на фундаментное основание, что позволяет делать его облегченным.
Благодаря водонепроницаемости основного материала, такие дома отлично выдерживают любые паводки и наводнения.
Монолиты также обладают повышенной сейсмоустойчивостью, что позволяет им выдерживать колебания земной коры с семи-восьмибалльной амплитудой.
Если сравнивать с кирпичным или блочным домостроением, применение монолитной технологии является намного более экономичным, чем блочное строительство, но все же она является более затратной, чем возведение панельных домов.
Относительно эстетики фасадов — бетонные стены, конечно, изначально имеют безрадостный внешний вид. Ситуацию спасает панорамное остекление, отделка поверхностей всевозможными натуральными и искусственными материалами, что добавляет зданию респектабельности и привлекательности.
Минусы монолитов
Одним из недостатков, с которым приходится мириться многим инвесторам, является достаточно долгий период монолитного строительства относительно возведения панельных зданий.
Если температура снижается до пяти градусов и меньше, бетонную смесь надо либо дополнительно подогревать, либо добавлять в нее специализированные морозостойкие элементы, что увеличивает затраты во время работ в холодный период.
Дымоходные каналы и элементы инженерных систем должны в монолитных домах предусматриваться на начальных этапах, поскольку в дальнейшем выполнить перепланирование будет уже невозможно.
К минусам также относят тот факт, что при хорошей «местной» звукоизоляции ударные шумы активно передаются по всему зданию. Поэтому период повсеместного ремонта тем, кому удалось вселиться раньше, придется просто пережить.
Для сведения к минимуму числа швов и достижения отличных прочностных характеристик стен и перекрытий, бетон необходимо заливать непрерывно и по всему пространству строящегося сооружения. Уплотнение бетона должно быть очень качественным, для чего используется спецтехника. Это крайне важно для достижения всех преимуществ, указанных выше.
Целый ряд недостатков монолитов напрямую связан с физико-механическими свойствами бетона:
поверхности с изначально малой теплопроводностью часто требуют продумывания сбережения тепла;
необходимы добавочные звукоизоляционные решения;
крайне важен монтаж качественных систем обеспечения циркуляции воздуха, поскольку стены обладают недостаточной паропроницаемостью и без обеспечения правильной циркуляции воздуха могут покрыться плесенью;
в бетонном слое, который, к тому же, скреплен арматурной составляющей, крайне сложно создать отверстия, а значит, все, что нужно для инженерных коммуникаций, необходимо просчитать, предусмотреть и подготовить заранее.
Впрочем, все эти недостатки при верном подходе уже на этапе проектирования старательно сводятся к минимуму и в итоге получаются комфортные и долговечные здания. Все чаще используются конструкции с несъемной опалубкой из современного материала – пенополистирола, что удешевляет строительство, а бетонирование при ее использовании получается не менее качественным. Кроме того, этот важный элемент, роль которого была изначально исключительно технологической, в итоге становится конструктивной частью, обеспечивающей эффективную тепло- и звукоизоляцию. Разумеется, такая опалубка требует качественной отделки – как внешней, так и внутренней. Что касается такой задачи, как обеспечение циркуляции воздуха, в современных монолитах она достаточно легко решается при помощи системы вентилируемого фасада.
Заключение
Квартиры в монолитных домах сложно назвать дешевыми. Такое жилье предназначено, скорее, для представителей среднего класса, а значит, и цены варьируются в диапазоне между сравнительно недорогими «панельками» и более дорогостоящими кирпичными домами.
Основные преимущества технологии позволяют приобрести квартиру с идеальной планировкой, панорамным остеклением, а также высокими показателями уровня комфорта – все это на сегодняшний день позволяет реализовать только монолитная технология.
Игорь Василенко
Монолитный дом: что это такое, технология строительства, виды, плюсы и минусы для жильцов — Недвижимость
Монолитные дома — популярный тренд на рынке недвижимости. У этой технологии строительства есть и плюсы, и минусы. Разбираемся в особенностях и типах монолитных домов, рассказываем, чем они отличаются от кирпичных и панельных, и делимся советами по выбору квартир в монолитном доме.
Что такое монолитные дома
Монолитный дом — это цельное железобетонное сооружение. Его стены и перекрытия не собраны из отдельных элементов, а отлиты из бетонной массы. В этом главное отличие монолитных зданий от панельных, кирпичных и блочных. Бесшовность конструкции определяет особенности, преимущества и недостатки таких домов. Монолитные постройки — долговечные, сейсмоустойчивые, с отличной гидроизоляцией и слабой защитой от шума. По этой технологии строят многоквартирные и частные жилые дома, а также объекты особого назначения.
Отличия типов домов
Монолитные дома — альтернатива панельным и кирпичным зданиям. У них есть общие черты и существенные различия.
Монолитный и кирпичный
Дома из кирпича — надёжные, прочные и экологичные. Кирпичные стены «дышат», но при этом хорошо удерживают тепло. Технология возведения здания из отдельных элементов позволяет воплотить любой архитектурный замысел.
Но процесс строительства кирпичного дома — долгий и трудоёмкий. Возведение одного этажа занимает не меньше месяца. Ручные операции невозможно автоматизировать. Это сказывается на себестоимости квадратного метра жилплощади — она в среднем на 20% выше, чем в монолитных и панельных домах.
По техническим характеристикам монолитные здания почти не уступают кирпичным. Они также прочны и долго служат. За счёт бесшовности монолитные конструкции слабо проводят тепло. Бетонные стены легче кирпичных, из-за этого нагрузка на фундамент меньше. Как и строительство из кирпича, монолитная технология даёт простор фантазии архитектора — можно использовать конструкции сложной геометрии (арки, эркеры и т. д.).
Эти технологии отличаются скоростью возведения и трудозатратами. Монолитное здание строят в два раза быстрее. Заливка бетона — автоматизированный процесс, который экономит время и ресурсы. Поэтому квартиры в монолитных домах в среднем дешевле, чем в кирпичных.
Монолитный и панельный
Панельные дома, как и монолитные, строят из бетона. Разница в том, что это не цельнолитая, а сборная конструкция. Слабое место такого дома — стыки между панелями. Они снижают прочность здания, ухудшают шумоизоляцию, через межпанельные швы уходит тепло. Монолитные дома прочнее, теплее и тише.
Панельные здания проигрывают и в эстетике. Дизайн ограничен типоразмерами элементов. Прямоугольная коробка — единственно возможное архитектурное решение. При монолитном строительстве ограничений в дизайне нет.
Преимущество панельного дома перед монолитным — скорость возведения. Здание из панелей можно построить за полгода. Экономия на временных и трудовых ресурсах снижает стоимость квартир.
Технология строительства
После разработки и согласования проекта дома с заказчиком, готовят стройплощадку, доставляют материалы и технику.
Этапы
Монолитный дом строят в несколько этапов: сначала закладывают фундамент, затем монтируют каркас, устанавливают опалубку, заливают и уплотняют бетон.
Устройство фундамента
Тип фундамента — плитный, свайный или ленточный — выбирают в зависимости от этажности здания, особенностей грунта, бюджета заказчика и других условий.
Ленточный фундамент — это бетонный пояс по контуру несущих конструкций. Он бывает двух типов: сборный (из отдельных блоков) и монолитный. Второй дороже, но надёжнее. Монолитный ленточный фундамент для прочности армируют металлическим каркасом
Плитный фундамент — монолитная бетонная плита с каркасом из металлической арматуры. Это разумный выбор при строительстве на влажных, нестабильных или пучинистых грунтах, на почвах с высоким уровнем залегания грунтовых вод. На плитном фундаменте строят дома башенного типа. Дополнительный плюс такого основания в том, что его используют как черновой пол
Свайный фундамент используют в строительстве многоэтажных зданий. Он подходит для всех типов грунта
Монтаж металлического каркаса
Армирующий каркас повышает прочность бетонной конструкции, принимает на себя нагрузку. Его монтируют из трёх типов арматуры:
Рабочая (основная) — прутья с резьбой, диаметром 10–18 мм. Чем больше этажей, тем толще должна быть арматура. Резьба нужна, чтобы металлический каркас крепче сцеплялся с бетоном
Распределительная — стержни с гладким профилем, диаметром 6–8 мм. Служат для равномерного распределения нагрузки между прутьями рабочей арматуры
Монтажная — вспомогательная арматура, используется для сборки каркаса
Армирование — самая трудоёмкая часть работ по строительству монолитного дома.
Техники монтажа опалубки
Опалубка — конструкция, которая придаёт форму бетонным элементам сооружения. Её изготавливают из вспененного полистирола, ламинированной влагостойкой фанеры, досок, металла. Опалубка бывает щитовой и тоннельной. Первая состоит из отдельных пластин, скреплённых между собой с помощью замкового механизма. Вторая представляет собой готовую конструкцию заданной формы.
В зависимости от техники монтажа существует два типа опалубки — съёмная и несъёмная.
Съёмная опалубка — это временная конструкция многократного использования. После того как бетон затвердеет, опалубку разбирают и перемещают на очередную позицию (например, на следующий этаж)
Несъёмная опалубка становится частью стены. Чаще её применяют в малоэтажном строительстве — для крупномасштабных проектов такой способ неэкономичен. Несъёмную опалубку обычно изготавливают из пенополистирольных плит. Она придаёт форму бетону и служит утеплителем
Заливка бетона
Бетонную смесь готовят на стройплощадке. Соединяют цемент, песок и щебень (или другой наполнитель), добавляют воду, перемешивают в бетоносмесителе. Бетон заливают в подготовленную опалубку с помощью бетононасоса. Чтобы удалить пузырьки воздуха, смесь уплотняют вибрационной машиной.
Заливают бетон поэтапно: после застывания одного элемента конструкции переходят к следующему.
Виды монолитных домов
Цельный монолит — не единственно возможный вариант конструкции. В строительстве также получила распространение монолитно-каркасная технология. Суть её в том, что из монолитного бетона изготавливают только опорные колонны и горизонтальные перекрытия. Получается прочный бесшовный каркас. Затем возводят наружные и внутренние стены из кирпича, газобетонных блоков и других материалов.
Технология почти та же, что и при строительстве цельных монолитных домов. После обустройства фундамента монтируют металлический каркас колонн. Он должен быть особо прочным, ведь опорные конструкции примут на себя вес здания. Поэтому используют больше арматуры, чем при монтаже каркаса стен цельного монолита.
Армирующие стержни колонн прочно соединяют с арматурой, которая образует каркас перекрытия. Дальше действуют по стандартной технологии: монтируют опалубку и заливают в неё бетон.
Монолитно-каркасные дома различаются в зависимости от материала стен и перегородок. Особенно популярное сочетание — монолитный бетон и кирпич. В нём объединяются достоинства цельно-монолитных и кирпичных зданий:
Скорость возведения
Свобода планировки (несущую функцию выполняет бетонный каркас, поэтому в конструкцию стен и перегородок можно вносить любые изменения)
Независимость строительных работ от сезона (кирпич укладывают в любое время года)
Плюсы и минусы монолитных домов
К достоинствам технологии относятся:
Долговечность конструкции. Срок службы монолитного дома достигает 100-150 лет
Прочность и сейсмоустойчивость. Здание способно выдержать 8-балльные толчки
Быстрота возведения (в сравнении с домами из кирпича)
Равномерность усадки за счёт бесшовной конструкции. Благодаря этому в бетоне не образуются трещины. Процент усадки небольшой, сразу после возведения здания можно начинать отделку
Относительно малый вес. Бетонное здание легче кирпичного. Это помогает экономить на устройстве фундамента
Свобода выбора архитектурных решений. Фасады зданий могут иметь сложную конфигурацию
Минимум черновой отделки. Заливка бетона в опалубку даёт ровные гладкие стены
Защита от влаги. Поскольку в конструкции отсутствуют стыки, сквозь стены не просочится вода
Высокая пожаробезопасность
Минусы монолитного дома:
Невозможность круглогодичного строительства. При низкой температуре нельзя заливать бетон в опалубку. Проблему иногда решают путем подогрева смеси, но это повышает себестоимость постройки
Сложность технологии. Сборку опалубки и другие операции можно доверить только квалифицированным строителям
Высокая стоимость квартир (по сравнению с панельными домами)
Необходимость дополнительной звукоизоляции
Шумоизоляция в монолитном доме
Хотя слышимость в монолитном доме не такая, как в панельном, без шумоизоляции не обойтись. Особенно она актуальна для многоквартирных зданий. Звуковые волны легко распространяются по монолитной стене. Если где-то штробят и сверлят, от шума страдают жильцы верхних, нижних и боковых квартир.
Бороться с этим помогает шумоизоляция стен, пола и потолка. Современные звукоизолирующие системы бывают каркасными и бескаркасными. Первые проще монтировать, зато вторые более эффективны.
На что обращать внимание при выборе квартиры
При покупке квартиры в новостройке учитывайте не только общие критерии, но и специфику монолитных домов:
Технология строительства. Если позволяют финансы, лучше купить квартиру в монолитно-кирпичном доме. Он теплее и тише, чем цельно-монолитный
Наличие звукоизоляции. Хорошо, если строители предусмотрели защиту от шума — тогда не придется самостоятельно монтировать звукоизоляционные системы
Вентилируемый фасад. Он отводит влагу, защищает от погодных факторов и продлевает срок службы здания. Благодаря вентфасаду повышается энергоэффективность дома
Свободная планировка. Иногда в монолитном доме на этапе сдачи отсутствуют межкомнатные перегородки в квартирах. Вариант идеален для тех, кого не устраивают стандартные планировки
Заключение
Монолитные дома строят из бетона и металлического армирующего каркаса
Главное преимущество технологии — бесшовность. В монолитных домах нет стыков, поэтому они тёплые, прочные, устойчивые и долговечные
Основной минус таких зданий — низкая шумоизоляция
По эксплуатационным характеристикам монолитные дома близки к кирпичным и значительно превосходят панельные
Популярная разновидность монолитных домов — монолитно-кирпичные. Они отличаются высоким уровнем тепло- и шумоизоляции. Квартиры в таких домах стоят дороже, чем в цельно-монолитных, из-за трудоёмкой технологии строительства
Ветер, вода, коррозия и монолитные купола
Проблема
Строительство дома на берегу моря сопряжено с некоторыми дополнительными проблемами, такими как ветер, вода, эрозия, разлетающиеся обломки и коррозия. Монолитно-купольный дом успешно справляется с каждой из этих задач.
Ураган Ветры
Ураган категории 5, такой как ураган Эндрю, настолько ужасен, насколько может быть ураган. К счастью, лишь немногие достигают 5-й категории интенсивности при устойчивой скорости ветра до 150 миль в час. Такой ветер толкает с силой 100 фунтов на квадратный фут (psf). Это большое давление!
Большинство обычных домов рассчитаны на 50 фунтов на квадратный фут, что примерно равно силе ветра со скоростью 100 миль в час, но не 150 миль в час. Многие обычные конструкции не могут выдержать внутреннего давления урагана. Например, если распахнется дверь гаража или выскочит окно, давление воздуха, попадающее в конструкцию, может взорвать ее.
Дом с монолитным куполом легко выдерживает ветер со скоростью 150 миль в час, чего не произойдет с монолитным куполом, даже если все двери и окна оставлены открытыми или сняты. Очевидно, что жильцу будет легче, если окна останутся на месте. Следовательно, Monolithic предлагает использовать окна с защитой от ураганов и/или ставни, закрывающие окна для их защиты.
Его способность противостоять ветру является побочным продуктом формы монолитного купола, который пропускает ветер вокруг дома, тем самым устраняя любое серьезное повышение давления.
Сила Купола превышает силу ветра. Итак, ураганный ветер сам по себе ничего не значит для Монолитного Купола.
Торнадо Ветры
К сожалению, внутри или вокруг ураганов часто возникают смерчи или торнадо. Торнадо гораздо более разрушительный и может иметь скорость ветра до 300 миль в час, оказывая силу до 400 фунтов на квадратный фут. Большинство обычных зданий не могут выдержать силу в 400 фунтов на квадратный фут.
К счастью, если это можно назвать удачей, торнадо обычно не охватывают широкий фронт. По сравнению с ураганами торнадо обычно покрывают небольшую площадь. Однако, если эта небольшая площадь включает в себя ваш дом, гораздо большее давление может нанести гораздо больший ущерб.
Когда торнадо обрушивается на дом, может произойти несколько вещей: Ветер может оказывать давление до 400 фунтов на квадратный фут. Это в два раза больше давления, которое оказывает загруженный полуприцеп и прицеп, сидящие на земле. Такое сильное давление может толкнуть здание вбок и даже опрокинуть его!
Когда торнадо проходит по конструкции, происходит разгерметизация. Эта разгерметизация часто сносит крышу с дома .
Дома с монолитным куполом могут выдерживать давление 400 фунтов на квадратный фут и сильную разгерметизацию. Тем не менее, окна и двери должны быть защищены. Купол может легко выдержать давление воздуха, которое может проникнуть внутрь, но незащищенные окна могут привести к вылету стекол. Во избежание травм люди, укрывающиеся в монолитном куполе во время урагана или торнадо, должны оставаться за бетонной частью купола, а не перед стеклом.
Откуда мы это знаем?
Мы часто строим монолитные купола для использования под землей — некоторые на глубине 30 футов. На погребенный купол может давить сила более 2000 фунтов на квадратный фут. И в отличие от торнадо, где форма купола снижает общую нагрузку от давления ветра, заглубленный купол всегда находится под полной нагрузкой. Таким образом, если купол может выдерживать постоянную силу в 2000 фунтов на квадратный фут, он легко выдерживает и 400 фунтов на квадратный фут.
Движущаяся вода
Ураганы приносят воду так же, как и ветер. Если расположение купола таково, что вода может смыть его, необходимо уделить большое внимание его проектированию и строительству. В то время как волна воды не повредит куполу, она может расшатать его основание, размыв землю под куполом.
В сентябре 2004 года ураган «Иван» обрушился на Купол дома в Пенсакола-Бич, Флорида, вызвав огромную эрозию пляжа. Волна воды уничтожила все защитные дюны между куполом и береговой линией.
Если бы Купол Дома не стоял на сваях, его бы сдвинуло натиск воды. На большой площади вода фактически вырыла землю из-под купола. Но поскольку Купол дома был установлен на сваях, вбитых в землю на 17 футов, он удержал свое положение.
Эрозия и обломки
Обычный дом, расположенный там, где происходит массивная эрозия, вероятно, может быть защищен только прочной дамбой, построенной для сдерживания эрозии.
Даже если массивная эрозия не является проблемой, разрушительная сила движущейся воды может угрожать дому на берегу моря. Вода имеет большую массу, чем ветер; следовательно, вода давит с большей силой, чем ветер. Если возможен штормовой нагон, дом должен быть в состоянии противостоять комбинированному удару ветра, воды и разлетающихся обломков. Эти летающие обломки могут включать в себя все, от черепицы до автомобилей.
Монолитные купола уцелели!
Сам процесс, использованный при строительстве монолитного купольного дома на берегу моря, делает его выносливым в движущейся воде: мы начинаем с забивки свай по кругу под периметром монолитного купола. Мы соединяем эти сваи круглым бетонным наголовником, который становится кольцевой балкой фундамента.
Это означает, что круг из бетона крепится к вершине каждой из свай. Сваи действуют как зубья в земле и не дают зданию скользить. Крышка ворса прикрепляет купол к зубьям.
Из оголовка сваи в пол запускаем арматуру; это предотвращает подъем или перемещение пола движущейся водой. Затем мы строим купол поверх этого наголовника/фундамента, добавляя сотни тонн веса, чтобы удерживать наголовник/фундамент. Таким образом, вес купола, установленного на оголовок сваи/фундамента, и оголовок сваи, прикрепленный к зубьям, удерживают всю конструкцию от смещения. Таким образом, настоящий ключ — это вес Монолитного купола, а также его прочность и способность оставаться целым во время сильного ветра и штормового нагона.
Нижняя часть монолитного купольного дома на берегу моря имеет очень большие отверстия. Штормовой нагон проходит через эти отверстия и под основную часть дома, оставляя его неповрежденным. Эти проемы могут быть закрыты ширмами или перегородками; стены оторвутся от здания во время сильного штормового нагона. Очевидно, что лучше потерять относительно недорогую отрывную стенку или сменный экран, чем потерять конструкцию.
В нормальных погодных условиях на этом первом этаже Монолитного купола есть отличная парковка и складские помещения. Однако во время штормового нагона эти транспортные средства следует перемещать на более высокие места, иначе они могут быть затоплены.
Монолитный купол с видом на пляж построен таким образом, что основной этаж подвешен к куполу. Мы рекомендуем, чтобы уровень пола был выше максимального ожидаемого уровня воды. У этого есть огромные преимущества: он устраняет столбы, которые могут быть выбиты штормовым нагоном из-под пола. Это также увеличивает вес по периметру купола, а значит, и на ворс, что помогает удерживать его на месте.
Для жилья с видом на пляж, как правило, лучше строить одиночный купол и концентрировать вес, чтобы противостоять любому движению от штормового нагона. Это особенно актуально в районах, где штормовой нагон может ударить по зданию. В других областях это абсолютно не имеет значения и вы можете строить все, что захотите.
Окна и двери домов на берегу моря должны иметь жалюзи. Рулонные жалюзи, как правило, достаточны. Монолитные купольные конструкции включают в себя тех. Очевидно, что крупные обломки могут разрушить ставни и окна, но не Монолитный купол.
Коррозия
В монолитных куполах используется пена Airform и уретан, устойчивые к коррозии. Правильно размещенная арматура (армирующая сталь) защищена бетоном от коррозии. Правильно замешанный бетон очень устойчив к коррозии, а надлежащее покрытие открытого бетона также может добавить защиты.
А как насчет цунами?
Недавно со мной связался представитель Национального управления океанических и атмосферных исследований (NOAA), агентства Министерства торговли США, которое проводит экологические исследования. NOAA хотело знать, можно ли построить монолитный купол, который выдержит 100-футовое цунами.
Мой ответ был абсолютным Да с этим условием: камень, к которому я мог бы закрепить купол.
Скала должна была предотвратить подъем, создаваемый водой, протекающей по куполу, чтобы вытолкнуть купол на поверхность воды. Вода над вершиной монолитного купола превращает этот купол в перевернутую лодку, которая будет изо всех сил пытаться всплыть на поверхность. Поэтому в этой ситуации купол должен быть закреплен. Но если вода попадает внутрь купола, давление выравнивается, и подъемная сила воды теряется.
Монолитный купол идеально подходит для пляжной недвижимости. Его нельзя сжечь или сдуть ветром, а срок его жизни измеряется веками.
Примечание: Впервые мы представили эту информацию в обзоре за зиму 1998 г. и обновили ее в марте 2009 г.
Будь то ваш дом, школа ваших детей или какое-либо другое строение, в котором вы и ваши близкие проводите время, ничто не сравнится с сознанием того, что вы находитесь в месте, которое не может быть разрушено большинством природных или техногенных катастроф. Это уверенность, которую предлагают монолитные купола. Они соответствуют или превосходят стандарты FEMA для обеспечения почти абсолютная защита . Монолитные купола доказали свою устойчивость к торнадо, ураганам, землетрясениям и пожарам.
В течение нескольких часов в небольшой арендованной квартире Io-20 в Италии, штат Техас, звучала пожарная сигнализация. Соседи вызвали управляющую компанию для выяснения обстоятельств. Менеджер вызвал пожарных и встретил их там. Они открыли дверь. Повалил дым.
Испытание на вибростенде
показало, что форма купола практически сейсмоустойчива
Исследователи из Университета Британской Колумбии загрузили 5,5 тонны мешков с песком на вершину купола диаметром 24 фута и подвергли его моделированию землетрясений на своих вибростендах. Посмотрите видео испытания на встряхивающем столе и узнайте, уцелел ли купол с деревянным каркасом.
Круг сильнее квадрата? Круглый дом пережил ураган Чарли
Круглый дом пережил ураган? Так получилось, и мы думаем, что это довольно круто. Статья появилась на news-press.com’s в июле, подчеркивая тот факт, что такая простая вещь, как изменение формы вашего дома, может значительно увеличить его прочность.
Град и пули
Может ли монолитный купол остановить пулю калибра .30-06? Узнайте об этом в последней книге Дэвида Саута «Президентская сфера », где он обсуждает это и долговечность внешнего вида Монолитного купола, рассказывая о нескольких историях о куполах, пострадавших от сильных градовых бурь практически без долговременных повреждений.
монолитных купола обеспечивают укрытие от ураганов на юго-востоке Техаса
Еще четыре года назад любое прочное здание в Вудсборо, штат Техас, должно было быть объявлено убежищем от ураганов. В то время в Вудсборо и Эдне были построены два ураганостойких спортзала с монолитным куполом, которые могли служить убежищем для населения от ураганов. в Victoria Advocate .
Как говорят по телевизору: «Не пытайтесь повторить это дома». Не простреливайте дома дыры из винтовки калибра 30-06. Чтобы проверить пуленепробиваемость монолитного купола, Гэри Кларк, наш вице-президент по продажам, обстрелял наши складские помещения с монолитным куполом.
Домеры отвечают Муру, Оклахома
Всего через день после разрушительного торнадо в Муре в Monolithic начали поступать телефонные звонки и электронные письма об этой трагедии. Мы очень ценим все комментарии.
Монолитные купола имеют прочность на взрыв
В 1976 году я нанял немецкого инженера для проекта купола в Германии. Хотя я никогда не просил об этом, он прислал мне отчет, в котором говорилось, что во время Второй мировой войны здания из тонкостенного бетона в Германии выглядели намного лучше, чем другие конструкции.
Школа в Оклахоме заявляет, что ее здания защищены от торнадо
Школа Monolithic Dome в Джеронимо, штат Оклахома, недавно посетила репортер новостей Oklahoma’s Own newson6.com Келли Огл. В своем отчете Огл берет интервью у метеоролога-исследователя NOAA доктора Гарольда Брукса, в котором он соглашается с тем, что монолитные купола являются более безопасным и дешевым вариантом для школ.
Купольные школы обещают защиту от стихийных бедствий
В онлайн-репортаже KOKH TV, филиала FOX в Оклахома-Сити, представлена вторая часть специального репортажа о том, как монолитные купола в одной школе могут стать образцом для школ во всем мире.
Государственные школы вынуждены устанавливать безопасные комнаты
В статье в News-Star. com из Шони, штат Оклахома, обсуждается, как государственные школы Оклахомы вынуждены устанавливать безопасные комнаты. Государственные школы Дейла и другие рекламируются как уже сделавшие это со своими монолитными куполами.
KMOV в новостной статье Сент-Луиса рассказывает о куполах школьного округа Valley R-6
Свежая новостная статья на КМОВ-Ст. Луи представляет видеоинтервью с официальными лицами Valley R-6 в Каледонии, штат Миссури. Цитата: «На первый взгляд пять куполов начальной школы Valley R-6 в Каледонии, штат Миссури, кажутся странными, но школьные власти говорят, что это самые безопасные здания перед лицом торнадо». «Они защищены от торнадо, ураганов и пожаров, поэтому наши дети в полной безопасности», — говорит суперинтендант долины Брэд Крокер».
Куполообразный, не обреченный
Пришло время решить проблему торнадо раз и навсегда
Видео: профессор из Миссури рекламирует характеристики живучести монолитного купола
Канал 23, филиал Fox в Миссури, Иллинойсе и Кентукки, сообщил о видеоинтервью профессора Майкла Кобба, профессора физики Университета Юго-Восточного Миссури. В видео профессор Кобб объясняет, почему монолитный купол является безопасным решением для районов, подверженных торнадо.
Огонь уничтожает содержимое, но монолитный купол нуждается только в стирке
В 1999 году Дэвид и Донна Кинси приобрели моноквадроцикл для хранения оборудования на своем участке земли в Уэтерфорде, штат Техас. Затем они завершили строительство двух 20-футовых куполов: прачечной и офиса. Они также начали планировать четыре взаимосвязанных 20-футовых купола и 28-футовый Орион. В 2011 году Донна запустила свой новый стегальный бизнес «Кинси Одеяла» в 20-футовом монолитном куполе. Пожар в этом куполе произошел 25 марта 2013 года.
Дэвид Саут,
Wicked Weather Weekend
Ужасный вторник случился 10 апреля 1979 года, когда чудовищный торнадо EF4 обрушился на Уичито-Фолс, штат Техас. Этот самый разрушительный торнадо в американской истории унес жизни 45 человек и ранил еще сотни. Уик-энд с плохой погодой посвящен Ужасному вторнику и представляет планы по преодолению и успешному выживанию в будущих стихийных бедствиях.
Огонь: неудачный, но убедительный опыт
«Можете поспорить, что (следующий) дом будет куполом. Я обжигаюсь только один раз…. Игра слов. Так сказал Фрэнк Фигероа, сотрудник Monolithic Constructors, Inc., чей небольшой кирпичный дом в Италии, штат Техас, сгорел днем 15 января.0005
Шокирующая правда о молниях и монолитных куполах
Древние греки считали молнию гневом Зевса. Викинги думали, что это было создано Тором, летящим сквозь облака. Некоторые индейские племена приписывали молнию мистической птице со сверкающими перьями. Конечно, мы лучше знаем. Наука дала нам определение молнии. Что еще более важно, по оценкам, молния поражает поверхность земли примерно 100 раз в секунду. Так что же молния сделает с монолитным куполом?
Разжижение и землетрясения
У нас есть клиент, который хочет построить дом престарелых на одном из островов Сан-Хуан на северо-западе штата Вашингтон. Его земля подвержена разжижению во время землетрясения. Он попросил нас помочь ему спроектировать здание, которое выдержит и землетрясения, и разжижение.
Монолитные купола: рассчитаны на тысячелетие
В то время, когда жизнь движется со скоростью варпа, редко можно найти что-либо, рассчитанное на столетия. Но TopTenz.net удалось составить список 10 лучших вещей, которые прослужат 1000 лет.
Монолитные купола и повреждения от града
Недавно директор школы, заинтересованный в монолитном куполе для своего кампуса, рассказал мне о своем разговоре с архитектором, имя которого останется неназванным. По словам суперинтенданта, архитектор сказал ему, что ткань Airform от Monolithic и напыляемая изоляция из пенопласта «хрупки и могут серьезно повредиться во время града». Меня всегда пугают такие заявления.
Эксперт превозносит достоинства куполов
Крейг Кроссман — национальный обозреватель, который пишет о компьютерах и технологиях, а также ведет популярное ток-шоу на радио под названием «Компьютерная Америка». В то время как его внимание обычно сосредоточено на компьютерах, он понимает, что хорошо, когда видит это, и не колеблясь пишет об этом. Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах.
Аспект инженера: финансирование FEMA для общественных убежищ от торнадо
Во вторник, 28 февраля, Дэвид Саут и его дочь Нанетт Саут Кларк встретились с группой в Брэнсоне, штат Миссури, заинтересованной в гранте FEMA для укрытия от торнадо «Монолитный купол». Как только встречи закончились, Дэвид и Нэн немедленно отправились обратно в Техас. Это было удачно, потому что в ту ночь на этот район обрушился торнадо!
Интерес к школам с монолитным куполом находится на рекордно высоком уровне
Интерес к школам с монолитным куполом достиг рекордно высокого уровня отчасти потому, что Федеральное агентство по чрезвычайным ситуациям помогает финансировать новое строительство в районах, подверженных торнадо. Школьный округ Archie RV недавно завершил строительство нового спортзала Monolithic Dome, который частично финансировался за счет гранта FEMA в размере 1 миллиона долларов, сообщает Bates County Newswire.
Монолитный купол признан одним из самых неразрушимых домов в мире
Вы ищете дом, способный выдержать самый сильный ветер и самое разрушительное землетрясение? Вы пришли в нужное место! Организация Mother Nature Network только что включила монолитные купола в пятерку самых неразрушимых домов в мире.
FEMA-Проектирование и строительство общественных убежищ и его применение к куполам
После рассмотрения требований FEMA к конструкции, способной обеспечить безопасное укрытие для людей в районах, где ураганы и торнадо представляют реальную опасность, монолитный купол по самой своей природе возглавляет список по экономичности и прочности, чтобы противостоять экстремальным нагрузкам.
Конструктивные преимущества монолитного купола
Бесплатных обедов не бывает, но Монолитный купол близок к этому. Первоначальная стоимость монолитного купола, как правило, меньше, чем у обычного здания аналогичного размера. Зачастую гораздо меньше. Затем происходит возмещение затрат. Как правило, в течение двадцати лет экономия затрат на электроэнергию будет равна полной стоимости объекта «Монолитный купол». Так что, по сути, он становится бесплатным.
Ваш новый дом: инвестиции или денежная яма?
Дом состоит из двух частей; первая часть — инвестиции. С инвестициями приходит его ценность как семейного жилища, места убежища (если оно достаточно прочно, чтобы быть убежищем) и места, где семья может собираться, работать, бороться и расти вместе. Вторая часть дома — денежная яма . Это затраты на техническое обслуживание, топливо, электроэнергию и рабочую силу, необходимые для обслуживания и эксплуатации дома. Денежная яма — это место, куда вы выбрасываете с трудом заработанные деньги, которых вы, домовладелец, никогда больше не видели.
Готовность требует подготовки
В молодости я помню, как сидел в церкви и смотрел на большую расписную фреску перед нашей часовней. На ней была изображена притча о десяти девах – пяти мудрых и пяти неразумных. Я знал, что пять неразумных прибыли без достаточного количества масла, а у пяти мудрых было много. Я также знал, что, когда появлялся жених, умникам, пришедшим подготовленным, разрешалось войти с ним; других не было. В то время я этого не понимал; все это казалось мне немного жестоким. Повзрослев, я понял, что готовность определенно вознаграждается.
Монолитный купол DuPont для защиты от ураганов
В 2004 году компания Monolithic разработала купол для компании DuPont. Им нужна была конструкция, способная выдержать ураган категории 5 (ветер более 155 миль в час и волна высотой более 18 футов) для их завода в Делисле, штат Миссисипи. Его испытал ураган Катрина.
Интерес к убежищам Судного дня растет
До конца календаря майя осталось немногим более года, и, по сообщению The Huffington Post, интерес к убежищам судного дня растет. Те, кто опасается, что 21 декабря 2012 года наступит конец света, также помогают привлечь внимание к характеристикам Монолитного купола, которые делают его практически неразрушимым.
Профессиональный Storm Hunter заменяет красивые, безопасные и практичные дома
С раннего детства я испытывал полный трепет перед великолепием и великолепием дикой стихии Бога.
Приют
: Это уже не то, что раньше!
В 1943 году Абрахам Маслоу опубликовал свою поучительную статью «Теория мотивации человека», , в которой была описана пирамида человеческих потребностей. Приют, , общечеловеческая потребность попала на второй по длине уровень этой пирамиды. Но что было прибежищем для среднего американца в 1943 и в последующие годы? Для большинства из нас это означало иметь крышу над головой – надежную, которая могла защитить нас от дождя, ветра, холода и жары. Однако это уже не так.
Монолитный купол пережил лесной пожар в Техасе
День отца, 2011 год. В этот день ранчо Антилопы Спрингс в Блэкуэлле, штат Техас, стало жертвой лесного пожара, охватившего штат Одинокая Звезда. Этот пожар уничтожил 100 000 акров, прежде чем его удалось остановить.
Подземелье, Сейф, Fallout Shelter/Home
В 1986 году Джон Айерс из округа Пресидио, штат Техас, был обеспокоен радиоактивными осадками от сброшенной бомбы. Он хотел быть в безопасности и попросил меня построить для него подземный дом, что мы и сделали в конце лета того же года.
Монолитные бомбоубежища и бомбоубежища
Я продолжаю надеяться, что настанет день, когда мы перестанем думать о том, что нам может понадобиться бомба или бомбоубежище. Но кажется все более и более вероятным, что потребность возникнет до того, как наступит этот день.
Самые безопасные в мире здания для суровых погодных условий?
Снова и снова мы видели, как монолитные купола пережили величайший гнев Матери-природы: от ураганов категории 5 во Флориде до торнадо EF5 на Среднем Западе. В последние годы растет осознание того, насколько сильны эти здания. На самом деле настолько сильно, что Федеральное агентство по чрезвычайным ситуациям в настоящее время предоставляет финансирование школам и другим государственным организациям, которые строят купола, которые одновременно служат общественными убежищами от стихийных бедствий.
Пена: пожароопасность и огнезащита
При распылении на внутреннюю часть здания без покрытия, такого как набрызг-бетон или гипсокартон, полиуретановая пена может создать опасную опасность возгорания. Монолитные купола настолько пожаробезопасны, насколько это возможно сделать с помощью современных технологий. Тем не менее, они имеют уретан в качестве основного компонента. В настоящее время уретановая пена является лучшей изоляцией в мире, но позвольте мне рассказать вам остальную часть истории.
Писатель по архитектуре рекламирует преимущества устойчивости купола к торнадо
Несмотря на то, что сейчас самый разгар сезона ураганов, воспоминания о торнадо 2011 года все еще свежи в памяти большинства людей. Этот год станет самым смертоносным годом торнадо с тех пор, как Национальная метеорологическая служба начала вести учет, в результате которого погибло более 500 человек. Это одна из причин, по которой Джон Томпсон написал очерк о защите, которую Monolithic Domes может предложить в Architecture Suite 101
.
Понимание сейсмических зон
Чтобы понять метод сейсмического зонирования и то, как он относится к монолитному куполу, мы должны сначала понять, что означает эффективное пиковое ускорение грунта и как оно измеряется относительно силы тяжести.
Купольные дома, популярные среди выживших
У нас есть задокументированные доказательства того, что «Монолитные купола»/темы/купола могут пережить мощные ураганы и торнадо, и даже лесные пожары. Но как насчет такого катастрофического события, как конец света, каким мы его знаем? К счастью, нам не приходилось подвергать купол таким испытаниям, по крайней мере, пока. Но купольные дома популярны среди выживальщиков, особенно тех, кто интересуется подземным убежищем.
Дэвид Саут посещает Джоплин
После того, как 22 мая торнадо опустошил Джоплин, 8-9 июля в Южном государственном университете штата Миссури был организован двухдневный семинар под названием «Восстановим сильный Джоплин». Дэвида Саута попросили представить информацию о монолитных куполах на этом семинаре. Он и Джуди, его жена, отправились в Джоплин и были опечалены увиденным и услышанным.
Приюты на случай стихийных бедствий: что нужно Американскому Красному Кресту и что он ищет
Большой монолитный купол, такой как школа, спортзал или церковь, вполне может квалифицироваться как убежище от стихийных бедствий или то, что Американский Красный Крест называет Центром массового ухода.
Аспект инженера
Нанетт Саут Кларк, менеджер по проектированию, делится своими чувствами по поводу трагедии Джоплина и острой потребности Америки в устойчивых к стихийным бедствиям домах, школах, больницах и т. д. Она говорит, что школы с монолитным куполом на самом деле в основном финансируются FEMA, потому что они могут быть убежищами от торнадо. для целых сообществ. Нет никаких причин, по которым в каждом городе на «Аллее торнадо» не может быть монолитного купольного укрытия от торнадо. Однако люди настолько сопротивляются переменам (даже к лучшему), что когда дело доходит до них, многие выбирают металлические и деревянные здания, потому что не хотят чего-то круглого в городе…»
Торнадо обрушился на монолитный купол в Дюранте, штат Миссисипи
27 апреля 2011 г. торнадо F3 со скоростью ветра 158–206 миль в час обрушился на небольшой городок Дюран, штат Миссисипи, включая дом и гараж мистера и миссис Ли Эйвери под монолитным куполом.
Свидетельство формы купола
Примерно в 5:38 жарким влажным днем торнадо EF4 — возможно, EF5 — с ветром около 200 миль в час обрушился на город Бланшар, штат Оклахома, и на 3225 его жителей. К счастью, в отличие от некоторых из его соседей, пострадавших от той же серии торнадо, Бланшар не пострадал. Но некоторые люди серьезно пострадали, и их пришлось госпитализировать; 200 домов были разрушены или повреждены; транспортные средства были перевернуты и разбросаны; гигантские деревья и кустарники были искривлены и вырваны с корнем; тяжелые обломки были унесены ветром туда и сюда.
Строитель куполов готовится к сезону ураганов
В то время как большинство американцев сосредоточены на разрушительных торнадо, обрушивающихся на страну, те, кто живет в прибрежных районах, думают о стихийных бедствиях другого типа. Сезон ураганов начался 1 июня, и метеорологи прогнозируют, что он может быть гораздо активнее, чем в прошлом году.
Искры торнадо требуют восстановления более безопасных структур
К сожалению, это официально. По данным Национальной метеорологической службы, этот год станет самым смертоносным годом торнадо с момента начала ведения учета. В 2011 году в результате торнадо погибло более 500 человек, причем почти половина из них произошла в Алабаме. Миссури занимает второе место с 139смертей только от торнадо в Джоплине.
Монолитные купола: решение Tornado, которое является секретом!
Monolithic обучает, обучает, продвигает и строит эти купола уже 35 лет. Около 4000 монолитных куполов используются, работают и хорошо себя зарекомендовали в 52 странах и 49 американских штатах. Но они до сих пор в секрете!
Монолитный купольный корпус для Карибского бассейна
Как и большинство Карибских островов, Сент-Люсия подвержена ураганам. В среднем сильный шторм обрушивается на этот район примерно каждые четыре года. Последним был ураган Дин, который пронесся в 2007 году со скоростью ветра 100 миль в час и сорвал много крыш даже в элегантном районе Виги, Кастри, где жилые дома должны быть хорошо построены. Уязвимость этого района к ураганам является одной из причин, по которой застройщик Джон Крэйсиун хочет построить монолитные купола в Сент-Люсии и на Карибах в целом.
Подпишитесь на БЕСПЛАТНОЕ 14-шаговое руководство по началу работы с монолитными купольными домами
Эл. адрес:
Большой семейный проект: Дом Пембер-Доум
Около десяти лет назад Пемберы решили построить новый дом и, изучив альтернативы, решили сделать этот новый дом монолитным куполом. Поэтому Дейл, профессиональный сантехник, записался в Монолитную мастерскую весной 2001 года. То, что он узнал, в сочетании с его многолетним опытом в строительстве, убедило Дейла в том, что он и Ида — иногда с помощью друзей — могут построить свой купольный дом.
Что нужно знать о монолитном купольном доме перед его покупкой!
Новинка! Вот обязательная, обязательная к прочтению электронная книга с практической информацией практически обо всем, что связано с проектированием и строительством дома вашей мечты.
Монолитные планы этажей
Для купольного дома вашей мечты в нашей библиотеке есть планы этажей самых разных размеров и форм. Этот диапазон размеров включает в себя небольшие уютные коттеджи, а также просторные и эффектные замковые владения и все, что между ними. Но хотя размеры и формы могут различаться, преимущества дома с монолитным куполом остаются неизменными. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь.
Готовьтесь к реальным чрезвычайным ситуациям, а не к судному дню
Когда газета Dallas Observer написала об Исследовательском парке монолитных куполов, они связали купола с подготовкой к судному дню. Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
Возвращение: наш дом с монолитным куполом на холме
Когда я писал о подготовке к реальным чрезвычайным ситуациям, я понял, что на этом сайте практически ничего нет о нашем доме, Аркадии. Мы построили дом шесть лет назад и разместили на сайте monolithic.org несколько замечательных историй с фотографиями его дизайна, строительства и завершения. Пришло время перенести и обновить статьи.
Научитесь строить купол на осеннем семинаре строителей монолитных куполов 2022 года
Вы когда-нибудь хотели построить монолитный купол? Пачкать руки, нанося пену, подвешивая сталь и набрызгивая торкрет-бетон? Хотите учиться у строителей куполов с многолетним опытом? Теперь у вас есть шанс.
Какая толщина стали в твердотопливном котле должна быть? Какую марку стали используют производители?
Многие производители говорят о том, что они используют жаростойкую сталь в своих котлах. Однако, тут нужно ещё разобраться, что они имеют под этим в виду. Поскольку такое заявление является больше маркетинговым ходом, чтобы привлечь внимание покупателя!
Как правило, в твердотопливных котлах используется сталь марки 09Г2С, которая используется в промышленности для производства труб и другого металлопроката. Фактически, она является конструкционной и вполне пригодна для использования в твердотопливных котлах, поскольку рассчитана на работу в широком диапазоне температур – от -70 до +425 градусов, что для котла является нормальным. Эта марка стали так же прописана и в ГОСТе в качестве рекомендованной для производства котлов, работающих в системах отопления, но не в коем случае, не для паровых котлов!
Но многие из Вас могут заметить несостыковку в том, что в зоне горения может достигаться гораздо большая температура, в 600 градусов и более. Да, это так, однако стоит помнить, что в котле залит теплоноситель, который забирает на себя часть температуры из этой зоны, а поскольку теплоемкость воды намного больше, чем у топочных газов — металл просто не будет успевать нагреваться до такой высокой температуры.
Но тут есть одно но — если котел не завоздушен! Ведь если на каком-то участке котла есть воздушная пробка (может быть связана с неправильной конструкцией), то в этом месте температура металла будет достигать более 425 градусов. Это значит, что при длительном использовании, металл в этом месте быстро истончится и может прогореть за 2-3 сезона эксплуатации! Подробнее о том, почему текут котлы, читайте другую нашу статью, в которой рассмотрен этот момент более детальнее.
Также некоторые неопытные котлостроители, особенно, самоделкины, или хитрецы, которые хотят сэкономить, используют марку стали ст3(сп/пс), что, вроде бы, тоже допустимо, поскольку такая сталь имеет температурный диапазон от — 40 до + 400 градусов. В промышленности, такая сталь используется, в основном для металлоконструкций. Если сравнивать эту сталь с 09Г2С, то у марки ст3 — химические и физические свойства будут на порядок хуже. Именно из-за того, что в твердотопливных котлах имеются перепады температуры, агрессивные условия работы – в виде конденсата, и смол, рекомендовано применять сталь марки 09Г2С или выше. Что касается стоимости этих двух марок, то стоимость листовой стали марки ст3 – обходится в районе 17500 грн за тонну, а вот 09Г2С – около 22500 грн. (июнь 2020 г.)
Поэтому, при выборе котла не стоит гнаться за низкой ценой, поскольку как показывает практика, если стоимость котла низкая, значит на чем-то сэкономили!
Некоторые производители заявляют о том, что они используют котловую сталь 15Х1М1Ф. Давайте разберемся, насколько это правда и есть ли вообще смысл в использовании этой стали? Чтобы ответить на этот вопрос, посмотрим на то, сколько же эта сталь стоит. Оказывается, что трубы из этой марки стали имеют стоимость, как минимум 93000 грн/тонна, а что касается стального листа, он будет стоить в пределах 75000 грн/тонна. Разница в цене очевидна, более чем в 3 раза — 22500 грн/тонна (09Г2С) и 75000 грн/тонна (15Х1М1Ф).
А теперь давайте задумаемся о том, как при таком различии цены на металл, 2 котла, производитель одного из которых, говорит что использует сталь 09Г2С, а другой говорит об использовании стали 15Х1М1Ф, могут стоить одинаково? Ответ – никак! Второй попросту обманывает!
Стоит ли вообще использовать эту мурку стали для производства водяных(не паровых) котлов? Мы ответим так — если котел спроектирован и сварен правильно, без различных участков, где может скапливаться воздух, то необходимости в использовании такой дорогостоящей стали, как 15Х1М1Ф, попросту нет! Вполне достаточно будет марки 09Г2С.
А теперь, давайте разберемся с тем, какая толщина стали наиболее предпочтительная в твердотопливном котле. Здесь можно подходить к этому вопросу с двух сторон. С точки зрения теплообмена и с точки зрения долговечности котла и режимов его эксплуатации. Что касается теплообмена, то тут однозначно можно сказать так – чем тоньше стенки котла, тем больше тепла будет передаваться теплоносителю и, соответственно, в систему отопления. А чем стенка котла толще, тем хуже будет теплопередача и тем меньше тепла будет попадать в систему отопления. Но вот вторая точка зрения, говорит нам о том, что в котле будут агрессивные условия, самым жестким из которых является конденсат, а это, как уже мы писали в других статьях, растворы слабых кислот. Какими бы они слабыми не были, они нещадно разрушают теплообменник котла.
Также нужно не забывать о том, что котел будет находиться под давлением и если мы сделаем котел, к примеру из 2 мм, то наш котел раздует как шарик. А возможно и вообще порвет, все зависит от давления. Поэтому котел из 2 мм, точно делать не вариант. Хотя наша компания, сделала пару лабораторных образцов из 2 мм. Но это было сделано исключительно в экспериментальных целях — не для продажи!
Бытует мнение, что толщина металла котла должна быть минимум 4 мм. С одной стороны, это вполне правильное мнение, которое подойдет большинству. Однако, также допустимо использовать сталь и 3 мм. Котлы из 3 мм относятся к бюджетным котлам.
Если Вы решили взять себе котел из стали 3 мм, то Вам, нужно заморочиться с тем, чтобы высота дымохода соответствовала СНИПу, читайте подробнее тут, а также нужно предпринять ряд мер по уменьшению конденсата в котле, читайте об этом в этой статье. Хотя этот комплекс мер, должен обязательно быть применен к любому котлу, даже из стали 5 и 6 мм.
Только выполнив 2 этих условия, Вы будете долго пользоваться котлом, из какой бы стали он ни был, и никогда не столкнетесь с проблемами конденсата и неустойчивой работы.
Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением ГОСТ 5520-79 :: Металлические материалы: классификация и свойства
Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением ГОСТ 5520-79
Сталь листовая углеродистая низколегированная и легированная для котлов и сосудов, работающих под давлением ГОСТ 5520-79
Стандарт распространяется на листовую углеродистую, низколегированную и легированную сталь, толщиной от 4 до 160 мм, пригодную для сварки и предназначенную для изготовления деталей и частей котлов и сосудов, работающих под давлением при комнатной, повышенной и пониженной температурах.
1. Марки
1.1. Листы изготавливают из стали следующих марок:
Химический состав углеродистых и легированных марок стали должен соответствовать требованиям по ГОСТ 5520-79.
2. Сортамент
2.1. В зависимости от марки стали толщина листов должна соответствовать таблице:
Марка стали
Толщина, мм
12К, 15К, 16К, 18К, 20К
22К
16ГС, 09Г2С, 09Г2С1Д
10Г2С1,10Г2С1Д
17ГС, 17Г1С
12Х1МФ
12ХМ
10Х2М
4-60
25-115
4-160
4-100
4-50
4-40
4-160
8-50
2. 2. По размерам, предельным отклонениям и другим требованиям сталь должна соответствовать ГОСТ 19903-74.
Пример условного обозначения
Листовая сталь марки 16ГС, нормальной плоскостности, нормальной точности прокатки, размером 20×2000×6000 мм, категории 3:
Лист
3.Технические требования
3.1. Листы из стали марок 12К, 15К, 16К, 18К, 20К,22К изготовляют 1-5, 10,11,16 категорий; из стали марок 16ГС, 09Г2С, 10Г2С1,10Г2С1Д, 09Г2С1Д – 1-17 категорий, из стали марок 17ГС и 17Г1С 1-6; 10-12 категорий; из стали марок 12ХМ, 10Х2М,12Х1МФ – 1-3 и 16 категорий. Листы категорий 16 и 17 изготовляют толщиной 12-60 мм.
3.2. Листы всех марок стали 1-ой категории могут изготовляться без термической обработки.
3.3. Листы из стали марок 12К, 16К и 18К изготовляют с нормализацией.
3.4. В зависимости от нормируемых механических свойств сталь изготовляют по категориям:
Нормируемая характеристика
Категория
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
Химический состав
Механические свойства при растяжении и изгиб в холодном состоянии
Ударная вязкость при температуре +20 ºС
Ударная вязкость после механического старения
Ударная вязкость при:
-20ºС
-40ºС
-50ºС
-60ºС
-70ºС
Ударная вязкость при:
+20 ºС и после механического старения
-20 ºС и после механического старения
-40 ºС и после механического старения
-50 ºС и после механического старения
-60 ºС и после механического старения
-70 ºС и после механического старения
Предел текучести при повышенной температуре*
Предел текучести при повышенной температуре, ударная вязкость при одной из минусовых температур* и после механического старения
+
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
+
+
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
+
+
+
—
—
—
—
—
—
—
—
—
—
—
—
—
—
+
+
—
+
—
—
—
—
—
—
—
—
—
—
—
—
—
+
+
—
—
+
—
—
—
—
—
—
—
—
—
—
—
—
+
+
—
—
—
+
—
—
—
—
—
—
—
—
—
—
—
+
+
—
—
—
—
+
—
—
—
—
—
—
—
—
—
—
+
—
—
—
—
—
—
+
—
—
—
—
—
—
—
—
—
+
—
—
—
—
—
—
—
+
—
—
—
—
—
—
—
—
+
—
—
—
—
—
—
—
—
+
—
—
—
—
—
—
—
+
—
—
—
—
—
—
—
—
—
+
—
—
—
—
—
—
+
—
—
—
—
—
—
—
—
—
—
+
—
—
—
—
—
+
—
—
—
—
—
—
—
—
—
—
—
+
—
—
—
—
+
—
—
—
—
—
—
—
—
—
—
—
—
+
—
—
—
+
—
—
—
—
—
—
—
—
—
—
—
—
—
+
—
—
+
—
—
—
—
—
—
—
—
—
—
—
—
—
—
+
—
+
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
+
* Температура указывается в заказе.
Листы из стали марок 15К и 20К изготовляют без нормализации. Листы из стали марки 22К толщиной до 35 мм включительно изготовляют без термической обработки или термически обработанные, толщиной более 35 мм – без термической обработки.
3.5. Листы из низколегированной стали категорий 2-6, 10-12 и 16 изготовляют без термической обработки или термически обработанные, из стали категорий 7-9, 13-15 и 17- термически обработанные ( после нормализации или закалки с отпуском).
Листы из стали марки 17Г1С всех толщин , из стали марок 10Г2С1, 10Г2С1Д толщиной более 20 мм 4-15 и 17 категорий изготовляют в нормализованном или улучшенном состоянии.
3.6. Листы из стали марок 12ХМ, 10Х2М, 12Х1МФ изготовляют термически обработанными.
3.7. Механические свойства и испытания листов на изгиб должны соответствовать:
из углеродистой и легированной стали – нормам, указанным в нижеследующих таблицах:
Марки стали
Толщина, мм
Предел текучести σт, МПа, не менее
Временное сопротивление σВ, Н/мм2
Относительное удлинение δ5, %
Ударная вязкость КС
кгс·м/см2, не менее
После механического старения, кгс·м/см2, не менее
18К
До 20
От 21 до 40
От 41 до 60
275
265
255
431-519
431-519
431-519
20
20
20
6
6
6
3
3
3
20К
До 20
От 21 до 40
От 41 до 60
245
235
225
402-509
402-509
402-509
25
24
23
6
5,5
5
3
2,5
2,5
22К
До 60
265
431-590
22
6
3
12Х1МФ
4-40
294
440-588
21
8
—
12ХМ
4-50
От 50 до 100
От 100 до 160
245
235
225
Не менее 440
Не менее 431
Не менее 421
22
20
18
6
5
4
—
—
—
10Х2М
8-50
294
392-588
20
10
—
Марка стали
Толщина листа, мм
Испытание на изгиб в холодном состоянии на 180º (d-диаметр оправки, а- толщиной образца)
12К
До 30
Св. 30
d =0,5а
d =0,5а
15К
До 30
Св. 30
d =0,5а
d =1,0а
16К
До 30
Св. 30
d =2а
d =2а
18К
До 30
Св. 30
d =2,5а
d =2,5а
20К
До 30
Св. 30
d =1,5а
d =2,5а
22К
До 60
Св. 60
d =2а
—
12Х1МФ
4-40
d =2а
12ХМ
4-50
50-100
100-160
d =2а
d =2,5а
d =3а
из низколегированной стали – нормам, приведенным в ГОСТ 19282-73.
3.8. Предел текучести при повышенных температурах:
Марка стали
Предел текучести, МПа, при температуре ºС, не менее
200
250
300
320
350
400
450
12К
15К
16К
18К
20К
22К
09Г2С
16ГС
10Г2С1
09Г2СД
10Г2С1Д
10Х2М
12Х1МФ
12ХМ
17ГС и 17Г1С
176
176
206
225
216
—
—
—
—
—
—
—
—
—
265
167
167
186
206
196
206
225
225
255
225
255
225
245
225
245
137
137
157
176
176
186
196
196
225
196
225
216
235
216
225
—
—
—
—
—
176
—
—
—
—
—
—
—
—
—
118
118
137
157
157
—
176
176
206
176
206
206
225
206
206
98
98
118
137
137
—
157
157
176
157
176
196
216
196
176
78
78
98
118
118
—
—
—
—
—
—
186
206
186
176
3. 9. Листы могут поставляться по группам качества относительного сужения в направлении толщины листа – Z1, Z2, Z3.
По толщине листы подразделяются на группы толщиной до 20 мм и свыше 20 мм.
Относительное сужение при разрыве в направлении толщины
Группа качества
Толщина листа, мм, не более
Относительное сужение, Z
Среднее значение трех отдельных образцов, %
Относительное значение
Не менее
Z1
Z2
Z3
40
15
25
35
10
15
25
Спецификация котельной стали
, марка и эквивалентная марка
Спецификация котельной стали, марка и эквивалентная марка
Навигация
ГЛАВНАЯ > блог
Мы храним и поставляем широкий ассортимент толстолистовой стали для котлов марки для рабочих сред, где безопасная рабочая температура имеет решающее значение. Котельные плиты должны выдерживать высокое давление и температуру. Современные производственные процессы ANSON и передовые процедуры контроля и испытаний гарантируют, что наши плиты для котлов выдерживают суровые условия. Опытный поставщик для всей энергетической отрасли, ANSON является надежным поставщиком котельной плиты любого класса. У нас есть возможности и возможности для производства размера, спецификации, качества и количества, которые вам нужны.
ANSON Steel имеет мировую репутацию поставщика высококачественной котельной стали этим производителям, и многие из них являются поставщиками крупнейших мировых газовых, нефтяных и нефтехимических компаний.
Качественная сталь для сосудов под давлением и котлов широко используется в нефтяной промышленности (включая прибрежные и морские), нефтехимической и газодобывающей промышленности. Компании в этих отраслях предъявляют самые высокие требования к качеству, испытаниям и условиям поставки, и ANSON обладает всеми необходимыми знаниями для удовлетворения этих требований.
Материал №
ЕН 10028-2
ДИН 17155
БС 1501
АСТМ
ДЖИС Г3115
1.0345
P235GH
привет
161 гр. 360/164 гр. 360
285 гр. С-А 414 гр. С/у 516 гр. 55
СПВ 24
1.0425
P265GH
ХИИ
161 гр. 400/164 гр. 400/224 гр. 400
414 гр. Э/А 516 Гр. 60
1.0481
P295GH
17 Мн 4
224 гр. 490
414 гр. Ф/А 516 гр. 65
СПВ 32
1.0473
P355GH
19 Мн 6
414 гр. Г
СПВ 36
1,5415
16Mo3
15 Пн 3
1503 — 243 Б
204 гр. Б
1,7335
13CrMo4-5
13CrMo 4 4
620 гр. 27
387 гр. 12
1,738
10CrMo9-10
10CrMo 9 10
622 гр. 31
387 гр. 22
1,7383
11CrMo9-10
Связаться с
Продукт
Стальной лист NM400
Лист из низколегированной стали
Стальной лист Cor-Ten
пластина из нержавеющей стали
стальная пластина для трубопровода
стальная пластина для сосудов под давлением
износостойкая стальная пластина
стальная пластина для судостроения
стальная пластина
пластина из углеродистой стали
холоднокатаная сталь в рулонах
Проекты
Лист из углеродистой стали 6100 тонн для резервуаров для хранения
Экспорт листа из нержавеющей стали 4800 тонн в Индию
500-тонный стальной лист A36 продан в Дубай
Предыдущий
Следующий
Услуги пластин
тестирование
политика качества
подготовка к сварке
Марки стали
Спецификация рулона холоднокатаной стали EN 10130
GB/T5213 — 2008 холоднокатаный рулон
Спецификация стальной катушки
JIS G3141
Износостойкая сталь NM500
Износостойкая сталь NM450
Блог
25 мая 2017 г.
ASTM A588 Стальной лист, устойчивый к атмосферным воздействиям GrA
23 мая 2017 г.
Стальной лист P275NL1 и эквивалент класса
23 мая 2017 г.
Стальной лист SS400
Свяжитесь с нами
Телефон: (86)372 5081703
Добавить: № 210 Suite B, Huaqiang New Times, Xiange Road, Аньян, Хэнань, Китай
Таблички качества котла | ASTM А 516 ГР. 60 / 70 стальных листов для котлов, стальные листы для сосудов под давлением
ASTM A 516 GR. 60 / 70 Котельные плиты, IS 2002 GR. 2 Листы стали котлового качества, ASTM A 516 GR. 60 / 70 Плиты из углеродистой стали Складские запасы
Мы в Jaydeep Steels являемся производителем и поставщиком полного цикла стальных плит для котлов , которые очень популярны благодаря разнообразию использования и долговечности. В основном предлагается для использования в сварных сосудах под давлением, где важна стойкость к продавливанию. Мы можем поставить нарезанный по размеру стальной лист для котлов как узкой, так и широкой ширины. Эти горячекатаные стальные листы для котлов доступны в различных сортах и толщинах и разработаны для обеспечения превосходного качества, предназначенного для удержания внутреннего давления в котлах и клапанах.
Этот высококачественный стальной лист для котлов , получивший признание благодаря разнообразию использования и долговечности, точно соответствует требованиям конкретной отрасли. Предлагаемые нами пластины из жаропрочной стали служат материалом по умолчанию для сосудов высокого давления.
Стальной лист котлового качества иногда называют листом котлового качества с химическим составом и механическими свойствами, которые делают эти стальные листы BQ. Типовые плиты, такие как паровые котлы, котлы из мягкой стали, сосуды под давлением, напорные трубы, пули для сжиженного нефтяного газа и т. д. Свяжитесь с нами сегодня чтобы запросить бесплатное предложение!
Качество стальных листов котла Спецификация
Толщина
от 3 мм до 200 мм
Ширина
от 1250 мм до 4000 мм
Длина
До 20 000 мм
Сертификация
ДВОЙНАЯ СЕРТИФИКАЦИЯ [SA 516 GR. 60 / 70] ТРОЙНАЯ СЕРТИФИКАЦИЯ. [СА 516 ГР. 60 / 65 / 70] IBR И НЕ IBR
Химический анализ стальных листов котлового качества
C
Мн
P макс.
S макс.
Si макс.
т < 12,5 мм
12,5 мм < t = 50 мм
50 мм < t ≤ 100 мм
100 мм < t ≤ 200 мм
т < 200 мм
т < 12,5 мм
т 12с.5 мм
A516 Класс 55
0,18
0,2
0,22
0,24
0,26
06-09
0,55-0,98
0,035
0,035
0,15-0,4
A516 Класс 60
0,21
0,23
0,25
0,27
0,27
06-09
0,85-1,2
0,035
0,035
0,15-0,4
A516 Класс 65
0,24
0,26
0,28
0,29
0,29
0,85-1,2
0,85-1,2
0,035
0,035
0,15-0,4
A516 Класс 70
0,27
0,28
0,3
0,31
0,31
0,85-1,2
0,85-1,2
0,035
0,035
0,15-0,4
Требования к растяжению стальных листов котлового качества
Прочность на растяжение (тыс. фунтов/кв.дюйм)
Прочность на растяжение (МПа)
Предел текучести (тыс.фунтов/кв.дюйм)
Предел текучести (МПа)
Удлинение на 200 мм (%)
Удлинение в 50 мм (%)
A516 Класс 55
55-75
380-515
30
205
23
27
A516 Класс 60
60-80
415-550
32
220
21
25
A516 Класс 65
65-85
450-585
35
240
19
23
A516 Класс 70
70-90
485-620
38
260
17
21
Применение стальных листов для котлов
Котлы
Калориферы
Столбцы
Вогнутые концы
Фильтры
Фланцы
Теплообменники
Трубопроводы
Сосуды под давлением
Резервуары для хранения
Клапаны
Листовая сталь котлового качества — марки
Jaydeep Steels предлагает широкий ассортимент материалов и марок.
Из множества разнообразных публикаций в интернете, из которых трудно разобраться о необходимости смазки наконечников бура перфоратора. Некоторые авторы утверждают, что смазывать пазы хвостовика не нужно так – как это вызывают налипание абразивной пыли и служит для более интенсивного износа трущихся деталей, некоторые утверждают, что чем смазки больше, тем лучше, а у некоторые утверждают о необходимости смазки, но только очень тонким слоем масла. Попробуем сформировать свое мнение, какой смазкой смазывать бур перфоратора. Для этого нужно понять конструкцию узла крепления бура перфоратора.
[content-egg module=GdeSlon template=list]
Рис.1 Конструкция ударного устройства перфоратора
Название перфоратора предполагает наличие функции долбежного инструмента, которое может совмещаться с функцией дрели, т.е. вращения. Другими словами, перфоратор совмещает два инструмента в одном: возвратно поступательного движения рабочего органа и его вращение. Работа перфоратора в основном предназначена для бурения отверстий в твердых материалах: бетона или камня.
Принцип работы ударного механизма
В принципе работы ударного механизма заложено колебания эксцентриковой обоймы подшипника, выполненный в виде эллипса ( См. рис.1). Внутренняя обойма подшипника получает вращение от вала двигателя и приводит в движение эллипсную внешнюю обойму, к которой через опоры прикреплена кулиса. Кулиса преобразовывает вращательное неравномерное движение в поступательное движение поршня, который своим бойком удаляют по хвостовику ударного инструмента, передавая ударный импульс на рабочий инструмент, у которого имеется свободный ход в механизме крепления.
Для крепления рабочего органа перфоратора применяется специальный патрон, который называется SDS – патрон. В патроне имеются подвижные части, работающие в непрерывном движении под нагрузкой, которые необходимо смазывать для продления срока службы инструмента, сразу возникает вопрос, зачем нужна смазка бура перфоратора и какой смазкой смазывать бур перфоратора?
Рис. 2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
Конструкция и принцип действия патрона SDS
Специальное зажимное устройство обеспечивающие ударную функцию и возвратно -поступательное движение рабочего инструмента называется – SDS патрон. (см. рис 2) Это устройство относится к быстро зажимным патронам, в которых не требуется ничего вращать для зажима бура. Для того чтобы закрепить рабочий инструмент достаточно надавить на зажим патрона и вставить хвостовик в гнездо.
[content-egg module=GdeSlon template=list]
Устройство патрона
Основная сложность заключается в понятии каким образом бур крепится в патрон и не выпадает, при этом совершая возвратно-поступательное движение. Чтобы это понять достаточно посмотреть на хвостовик инструмента, в котором имеется четыре прорези, две открытие, т.е. до конца хвостовика, две закрытые. Два закрытых паза предназначены для фиксации хвостовика, длина канавки обеспечивает свободный ход рабочего инструмента при работе.
Два открытых паза отвечают за обеспечение правильного направления при и вставке рабочего инструмента, то есть они отвечают за правильное положение хвостовика. Через закрытые пазы бур фиксируется специальными шариками, которые жестко фиксируют инструмент, при этом оставляя продольный свободный вход в пределах длины паза.
Работа патрона перфоратора
После того как боёк поршня ударяет по концу хвостовика, силы инерции отбрасывает долото вперёд, передавая энергию удара на конец рабочего инструмента. При нажатии на корпус перфоратора рабочий инструмент возвращается в первоначальное положение и боек повторно ударяет по концу бура. Чем сильнее нажатие, тем больше отдача от удара бойка поршня, и наоборот, если нет возврата хвостовика рабочий поршень будет работать в холостую.
Так нужна ли смазка хвостовика бура перфоратора? Несомненно нужна. Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может.
Рис.3 Фирмы производители смазки для хвостовиков рабочего инструмента перфоратора.
Для смазки хвостовиков рабочего инструмента фирмы производители выпускают отдельную смазку, которая удовлетворяет требования смазывания открытых и закрытых пазов. Такие смазки были разработаны и широко применяются, например, компания Bosch выпустила смазка для буров перфоратора bosch, которые применяются для смазки хвостовиков рабочего инструмента.
Смазка для буров перфоратора – как пользоваться?
Для этого в открытые пазы достаточно выдавить из тюбика смесь и равномерно ее распределить по всей длине паза, а для закрытых пазов необходимо произвести смазку салфеткой, не оставляя “толстого” слоя. После окончания работы хвостовик необходимо тщательно вытереть чтобы он был чистым при хранении, остаточной пленки смазки достаточно для того чтобы металл не заржавел. Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол».
[content-egg module=GdeSlon template=list]
Смазку для бура перфоратора купить от любого производителя можно в специализированных магазинах или на интернет ресурсах подобной тематики, набрав в поисковой строке название необходимого инструмента или смазки.
Смазка для буров перфоратора – чем заменить?
Случае отсутствия специализированных смазок, для этих целей можно применить любую пластическую смазку (литол, солидол), но лучше на жировой основе (ЖРО) – это только как временная мера (не работать же совсем без смазки). Максимальный срок доставки через почту примерно две-три недели, этот срок не критичен и вполне можно обойтись заменителем.
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7(499)403 39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7 (495) 128 22 34 [email protected] Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте
themechanic.ru
3 детали для обязательной смазки
Перфоратор пригодится, если надо проделать отверстие в стене, проштробить «колею» под проводочки и при других строительных моментах. Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним.
Такие элементы, как бур, редуктор, патрон нуждаются в периодической обработке спецсредствами. Как и чем смазывать различные виды перфораторов? Здесь – ответы и нюансы обработки электродевайсов производства 6-ти известных брендов.
Полезно узнать: Как выбрать перфоратор: 5 советов для правильного выбора.
Особенности конструкции
Подобные электроинструменты бывают бочковыми и прямыми, механическими и пневматическими, а в зависимости от габаритов – легкими, средними и тяжелыми.
Главные составляющие:
сердечник;
бур;
боек;
поршень;
цилиндр;
электромагнитная катушка.
Есть различия в деталях в зависимости от вида приспособления. И это еще не все детали из списка. Так как же устроен полезный в строительстве прибор – перфоратор? Агрегаты, кроме вышеперечисленных деталей, снабжены:
Кроме того, в подобных инструментах есть разнообразные индикаторы и регуляторы оборотов. Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов.
Читайте также: 6 основных составляющих перфоратора: как все устроено?
Какие детали и чем смазывать?
Для начала стоит уяснить, что одной смазкой, какой бы универсальной она не была, нельзя без разбора обрабатывать все детали. Один тип смазочных средств подходит только для редуктора, другой – для сверл и бура. Каждый аппарат, например, PBH 2100 RE или GBH 2-24 DRE, снабжен инструкцией по использованию, в которой описывается периодичность смазывания деталей.
Перед началом процедуры смазки нужно очистить и продуть электроинструмент, а затем вытереть его насухо.
Что и чем обрабатывать:
Редуктор. На вопрос: чем же стоит смазать редуктор бытового или профессионального перфоратора, ответ следующий – составом в виде жидкого масла. Вещество попросту заливается в определенных количествах в специально отведенное для этого место в оболочке прибора. Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам.
Бур. Его нужно смазывать перед каждой установкой в патрон. Как же смазывать бур перфоратора? Обрабатываются все канавки насадки небольшим количеством средства. В инструкции к аппаратам обычно указывается вид и количество смазочного препарата, которым можно обрабатывать бур.
Патрон. Хвостики сменных насадок под сверла также должны обрабатываться каждый раз перед установкой. Количество препарата должно быть строго таким же, как указано в инструкции, не больше и не меньше. Как и чем смазать патрон перфоратора (специальную насадку, которая используется для надежной фиксации сверла), например, HR2470 или любого другого? Буровую смазку нужно просто нанести на хвостик бура, а затем вставить его в гнездо патрона. А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.
А чем же смазать поршень перфоратора? У каждой фирмы-производителя есть собственная смазка для поршневой системы. Лучше всего использовать оригинальную.
Элементы, которым не требуется скольжение во время работы (передаточную муфту, сердечник, боек, цилиндр), смазывать не нужно.
Интересно ознакомиться: ТОП-10 лучших бочковых перфораторов – рейтинг перфораторов бочкового типа.
Какую смазку для каких перфораторов лучше использовать?
Лучший вариант – пользоваться только фирменными смазками. Чтобы мастера не ломали голову, чем можно и лучше всего смазывать перфоратор, производители этих приборов позаботились, чтобы в их ассортименте были спецсредства для этого.
Может заинтересовать: Как работать перфоратором: 7 нюансов, которые важно знать.
BOSCH
Бренд выпускает универсальную смазку для редукторов электроинструментов. Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.
Чем еще можно смазывать отдельные элементы перфоратора BOSCH (Бош)?
DEWALT
Бренд производит более 300 типов различных инструментов, в том числе и перфораторы. И ко всем этим приборам – еще и тысячи аксессуаров.
Для ухода за «разрушительным» орудием компания выпускает такие средства:
HITACHI
В ассортименте японского бренда есть:
MAKITA
Японская корпорация также позаботилась о своих клиентах и предоставила широкий выбор, чем можно смазывать перфоратор Макита.
SPARKY Можно использовать универсальную смазку, например, 042005-4А. Или же воспользоваться отдельными смазочными веществами для конкретных элементов приспособлений от SPARKY – редукторов (042024-0А) или буров (181573-3).
ЭНЕРГОМАШ
В комплекте со многими моделями Энергомаш уже поставляется смазка для редукторов и хвостиков. Если такой нет или средство закончилась, используйте универсальную смазку 042005-4А.
Может заинтересовать: Нетрадиционное использование дрели – 4 интересных лайфхака.
В основном все изготовители перфораторов оснащают свои изделия фирменными смазками в комплекте с поставкой техники. Можно использовать как универсальные варианты, так и вещества для редукторов или буров. Многие мастера предпочитают вместо оригинальных средств использовать обыкновенный литол, что в корне неверно, т.к. он не отличается стойкостью к влаге. Это может привести к образованию коррозии на внутренних элементах прибора. Поэтому стоит использовать фирменные смазки, по мере необходимости очищать и обрабатывать электроинструмент и тогда он 100% прослужит не один год.
Как правильно смазывать перфоратор Hitachi Dh34PC3
Какая смазка используется в перфораторе Hitachi Dh34PC3
Смазка подшипников и редукторов
Смажьте резиновые уплотнительные кольца
Смазки для хвостовиков
Смазки для отечественных производителей
Увеличение времени безотказной работы перфоратора Hitachi Dh34PC3 способствует своевременному соблюдению сроков технического обслуживания. Ремонт перфоратора заключается в своевременной замене резиновых уплотнительных колец, смазке, износе деталей.
В перфораторах Hitachi Dh34PC3 рекомендуется использовать те типы смазок, которые советует производитель. Производитель рекомендует смазку, специально разработанную для роторных двигателей Hitachi. Перфоратор Hitachi считается японским, хотя производится в Китае.
Смазки подразделяются по видам:
на жидкие смазочные материалы, представляет собой очищенные нефтяные масла с присадками, Применяется для смазывания быстроходных, легконагружаемых узлов;
на пластмассовые или масляные смазочные материалы, изготовленные из синтетических или минеральных масел с различными добавками и загустителями.
Основная характеристика смазки определяется ее вязкостью, кислотным числом, температурой плавления. Особенности масла, Инструмент, используемый производителями, часто держится в секрете. Делается это для того, чтобы у пользователя купленного инструмента фирмы не возникало вопросов, а покупалась смазка, рекомендованная производителем инструмента.
Для перфораторов рекомендуются пластичные смазки, предназначенные для тяжелонагрузочных подшипников, работающих в части реверса, на малых скоростях. Кроме того, смазка в пуансоне выполняет роль герметика и консерванта.
Схема смазки точек перфоратора Hitachi Dh34PC3
Зная требования и условия работы отдельных перфорационных узлов, можно подобрать смазку из группы отечественных смазок. Из отечественных смазочных материалов схожими характеристиками обладают такие смазки, как Литол-24, ЦИАТ-203, ЦИАТИМ-221Ф.
Какая смазка используется в перфораторе Hitachi Dh34PC3
В перфораторах Hitachi Dh34PC3 используются три вида смазок: для подшипников и шестерен, для резиновых уплотнительных колец, для хвостовиков сверл.
Любая смазка должна соответствовать определенным требованиям:
желаемая вязкость;
температуры плавления или воспламенения;
прочность на сдвиг;
точка каплепадения.
В перфораторах Hitachi используются подшипники, не требующие дополнительной смазки. Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо. В перфораторе Hitachi Dh34PC3 используются следующие подшипники:
Подшипник 37 мм, артикул 6904DD, размер 20х37х9, российский аналог 1000904, поз.15;
Подшипник 19 мм, поз. 626ВВМ, размер 6х19х6, российский аналог 26, поз.56;
Подшипник 22 мм, поз. 608ДДМ, размер 8х22х7, российский аналог 80018, поз.60;
Подшипник 22 мм, поз. 608ВВМ, Габариты 8х22х7, российский аналог 60018, поз.66.
Новая смазка наносится на отмытые поверхности деталей или узлов. Смазка в разобранном ружье имеет темный мутный цвет. Такой цвет обусловлен износом металлических деталей и резиновых уплотнительных колец.
Вид смазки сразу после разборки
Перед сборкой все детали тщательно промываются керосином или бензином и просушиваются.
Не допускайте попадания растворителей на резиновые изделия.
Обязательно замените смазку.
Смазка подшипников и редукторов
Обычно в перфораторах используются подшипники, заправленные необходимой смазкой. Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения. Подшипник 6904DD поз.15 установлен в корпусе поз.10, который запрессован в ствол поз.24. На подшипник воздействуют ударные нагрузки.
обжим ствола в сборе желательно специальной смазкой фирмы Hitachi. Но отечественные производители смазочных материалов дают как минимум хорошие результаты. На фото смазка, выпускаемая российскими производителями специально для смазки коробок передач.
Рекомендуется для смазывания редукторов, шестерен, выпитого подшипника сцепления.
Смазать резиновые уплотнительные кольца
Резиновые уплотнительные кольца во время работы подвергаются сильному нагреву из-за трения и давления воздуха в поршне. Если уплотнительные кольца не смазаны, трение увеличивается, что приводит к большему нагреву. Устанавливая новые уплотнительные кольца, обязательно смазывайте места их установки. Мы рекомендуем использовать смазку Hitachi.
А вот если смазать резиновое уплотнительное кольцо отечественной смазкой, температура каплепадения которой выше +100°, то результат достаточно хороший. Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами. Лучше всего использовать отечественную смазку Литол 24.
Есть два предостережения: — Если на ваш прибор распространяется гарантия, и вы решили самостоятельно проводить техническое обслуживание, то рекомендуется использовать те смазки, на применении которых настаивает производитель ; – смазки отечественных производителей сохраняют свои свойства за меньшее время и требуют более частой замены.
Смазки для хвостовиков
Перфораторы Hitachi Dh34PC3 оснащены быстрозажимным патроном типа SDS-plus. Конструкция патрона предполагает использование специального хвостовика рабочего инструмента. Надежность захвата хвостовика инструмента обеспечивается специальной конструкцией. Но в процессе работы требуется периодически менять инструмент. Специальные смазочные материалы используются для легкого отсоединения инструмента от быстрозажимного патрона. 9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
Обычно производители бурильщиков рекомендуют использовать специальные смазки для бурения. Смазки используются для смазывания перфораторов Hitachi Dh34PC3, разработанных компанией Hitachi.
Российские производители выпустили ряд смазок, которые при равных смазывающих свойствах значительно дешевле.
Смазки для отечественных производителей
Несколько слов о российских смазках. Смазка Литол-24 изготавливается по ГОСТ 21150-87 на основе смеси минерального масла и литиевого мыла. В смесь добавляют антикислотные и адгезивные добавки. Литол-24 рекомендуется использовать в узлах трения, подшипниках качения и скольжения, передачах, где рабочая температура не превышает +120°С. добавление литиевого мыла в качестве загустителя и асидола и добавок для повышения вязкости и усиления противозадиров. Рекомендуется для смазывания хвостовика сверл в быстрозажимных патронах SDS. Смазка Циатим-224 изготавливается по ГОСТ 9433-80, представляет собой термостойкую силиконовую жидкость, в качестве загустителя добавлено мыло с антикислотной добавкой. Смазка инертна к резине, поэтому рекомендуется смазывать уплотнительные кольца.
Выводы:
Применение смазочных материалов отечественных производителей разрешено;
отечественные смазки значительно дешевле;
Российские производители, применяющие смазочные материалы, помните, что их замена должна быть более частой;
Не допускать перегрева инструмента, Не давить на инструмент в режиме «Продувка»;
постоянно проверять состояние угольных щеток;
при наличии средств используйте те смазки, которые рекомендованы производителем инструмента.
Оператор уменьшает высокий крутящий момент и сопротивление с помощью высокоэффективной смазки
ПРИМЕР ИЗ ПРАКТИКИ
Смазка BARALUBE® W-933 позволила экономически эффективно и экологически безопасно бурить разведочные скважины с большим отходом от вертикали на глубину более 28 000 футов
Скачать PDF
ОБЛАСТЬ, КРАЙ
ОФФШОР КАТАР
КОНКРЕТНАЯ ЗАДАЧА
Бурение с увеличенным отходом от вертикали (ERD) разведочной скважины
Вызов
Бурение скважины БОВ через карбонатный коллектор
Ожидается высокий крутящий момент и сопротивление в 12¼-дюймовом. и 8½ дюйма. интервалы
Найдите экономичное решение
Решение
Техническая команда Halliburton Baroid предоставила:
Расширенные квалификационные испытания (эксплуатация и загрязнение)
Рекомендация по смазке BaraLube® W-933
Результаты
Успешно просверлено отверстие 12¼ дюйма. и 8½ дюйма. сечения до целевых глубин
Просверлено отверстие диаметром 8½ дюйма. боковой ствол на измеренную глубину более 28 000 футов (8 534 м)
Нет сообщений об инцидентах ОТОСБ
Экономия оператором 132 000 долларов США по сравнению с ранее использовавшимся смазочным материалом сторонних производителей
Обзор
Крупный оператор хотел применить высокоэффективную и экологически приемлемую смазку для бурения с большим отходом от вертикали (ERD) разведочной скважины, расположенной на недавно приобретенном участке на шельфе Катара. Скважина должна была быть пробурена буровым раствором на водной основе (WBM) через карбонатный коллектор. Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении.
вызов
На этапе планирования высокий крутящий момент и сопротивление были определены как основные риски для достижения целей скважины. Компания Halliburton Baroid поставила перед собой задачу снизить потенциальный риск высокого крутящего момента и сопротивления, предложив высокоэффективную смазку, подходящую для планируемой скважины. Техническая команда Baroid провела обширные квалификационные испытания для оценки эффективности смазочных материалов-кандидатов для использования в этих сложных условиях.
Решение
По результатам испытаний на производительность и загрязнение смазка BaraLube® W-933 была признана наиболее эффективной для использования в 12¼-дюймовых двигателях. и 8½ дюйма. участки скважины. Добавление 3% об./об. BaraLube W-933 к жидкости с низким содержанием твердых частиц, недиспергированной (LSND) с удельным весом 1,05, запланированной для 8½-дюйм. показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.
Детали проекта
Промежуточная секция и секции пласта были пробурены до заданной глубины, и наблюдаемые значения крутящего момента были ниже, чем при моделировании оператором. 12 ¼ дюйма. Участок длиной 7 633 фута был пробурен под углом 90° к общей глубине (TD) с LSND 1,05 sg, обработанным 3% об./об. BaraLube W-933.
8½-дюйм. боковая секция была пробурена до измеренной глубины более 27 000 футов (MD) с использованием жидкости LSND плотностью 1,15 sg, обработанной 3% об./об. BaraLube W-933. Был спущен изолирующий хвостовик и произведен боковой ствол основного ствола. 8½ дюйма. боковой ствол был пробурен до секции проектной глубины на глубине более 28 000 футов по инструменту с использованием жидкости LSND плотностью 1,15 г с дозировкой 2,5% по объему BaraLube W-9.
140…250 бар (до 310 бар в варианте высокого давления “Н”)
-Насосы GP представляют собой насосы фиксированной производительности с шестернями внешнего зацепления с компенсацией осевого зазора -Насосы характеризуются значительными величинами расхода даже при высоких давлениях, низким уровнем шума и продолжительным сроком службы благодаря системе балансировки нагрузки на направляющих втулках -Насосы подразделяются на три типоразмера соответственно 9. 1 , 34.4 и 87.6 см3/об и рабочими давлениями до 250 бар ( в стандартном варианте) и до 310 бар ( в варианте высокого давления “H” ) -Насосы поставляются в различных вариантах исполнения и могут комбинироваться с целью создания многосекционного насоса
Шестеренные насосы с внешним зацеплением
Артикул:
1P
Скачать PDF:
Загрузить
Диапазон значений производительности:
1,1…8,0 см3/об
Масса:
около 1,6 кг
Диапазон температуры окружающей среды:
-20…+50 С
Диапазон температуры рабочей жидкости:
-15…+80 С
Рекомендуемая вязкость:
25…100 сСт
Максимальное рабочее давление:
160…230 бар
–Насосы 1P представляют собой насосы фиксированной производительности с шестернями внешнего зацепления с компенсацией осевого зазора. –Насосы характеризуются значительными величинами расхода даже при высоких рабочих давлениях, низким уровнем шума и продолжительным сроком службы благодаря системе балансировки нагрузки на направляющих втулках. –Насосы выпускаются с производительностью от 1,1 до 8,0 см3/об и рабочими давлениями до 230 бар. –Насосы выпускаются с коническим валом, вращающимся по часовой стрелке. –Гидравлическое присоединение представляет собой отверстия с резьбой типа BSP.
Шестеренные насосы с внутренним зацеплением
Артикул:
IGP
Скачать PDF:
Загрузить
Диапазон значений производительности:
3,6..251,7 см3/об
Масса:
4…59 кг
Диапазон температуры окружающей среды:
-10…+60 С
Диапазон температуры рабочей жидкости:
-10…+80 С
Диапазон вязкостей жидкости:
25…100 сСт
Максимальное рабочее давление:
210…330 бар
— Насосы IGP представляют собой насосы объемного действия с шестернями внутреннего зацепления и поставляются в пяти типоразмерах, каждый из которых подразделяется по производительности. — Насосы характеризуются высокой производительностью благодаря радиальной и осевой компенсации в соответствии с уровнем рабочего давления, а также низким уровнем шума. — Оптимальное распределение нагрузки и специальные подшипники скольжения обеспечивают непрерывную работу насосов при высоких давлениях и продолжительный срок их службы. — Насосы IGP также поставляются в различных вариантах исполнения для создания многосекционных насосов.
—Насосы DFP представляют собой насосы фиксированной производительности, выпускаемые в четырех типоразмерах, каждый из которых имеет пять различных номинальных показателей производительности. Насосы выпускаются как с одним рабочим узлом (одиночные насосы), так и с двойным рабочим узлом (сдвоенные насосы).
Комбинации сдвоенных насосов приводятся в пп. 15-20.
—Рабочий узел насоса состоит из компактного встраиваемого насосного элемента, включающего в себя ротор, лопасти, статорное кольцо и распределительные диски. Встраиваемый насосный элемент выполнен легкосъемным, без необходимости отсоединения насоса от гидравлического контура, что упрощает работы по техническому обслуживанию. —Специальное эллиптическое сечение статорного кольца со сдвоенными всасывающими и напорными камерами, расположенными одна напротив другой, исключает появление радиальных нагрузок на ротор, что резко снижает износ насоса. Кроме того, за счет использования 12-лопастного ротора снижаются колебания давления в напорной магистрали, что снижает вибрацию и уровень шума при работе насоса.
— Насосы PVD представляют собой насосы регулируемой производительности с механической стабилизацией давления. — Данные насосы дают возможность автоматической регулировки расхода в соответствии с потребностями системы. В результате потребление энергии снижается до уровня,адекватного реальной потребности на каждой фазе процесса. — Насосный агрегат имеет распределительные пластины с гидростатической осевой компенсации, улучшающими объемный КПД насоса и снижающими износ его компонентов. — Стабилизация давления осуществляется за счет того, что статорное кольцо насосного агрегата удерживается в эксцентрическом положении регулируемой нагрузочной пружиной компенсатора давления. — Когда давление в напорной магистрали выравнивается с давлением, соответствующим установленной нагрузке пружины, статорное кольцо перемещается в сторону центра оси насоса (эксцентриситет уменьшается), за счет этого расход насоса снижается до уровня, необходимого в данный момент системе. — Если потребность системы в рабочей жидкости равна нулю, насос подает масло только для компенсации возможных утечек или потерь на управление, таким образом поддерживая давление в системе постоянным. — Время срабатывания компенсатора очень мало, что позволяет не использовать перепускной предохранительный клапан. — Также выпускаются варианты насоса с возможностью регулировки максимальной величины расхода PVD***Q.
Пластинчатые насосы регулируемой производительности с регулятором давления прямого действия
Артикул:
PVE
Скачать PDF:
Загрузить
Диапазон значений производительности:
6,6…23,3 см3/об
Масса:
5…9 кг
Диапазон температуры окружающей среды:
-20…+50 С
Диапазон температуры рабочей жидкости:
-10…+70 С
Диапазон вязкостей жидкости:
25…50 сСт
—Насосы PVE представляют собой пластинчатые насосы регулируемой производительности, оборудованные регулятором давления. —Насосный агрегат имеет распределительные пластины с гидростатической осевой компенсацией, улучшающими объемный КПД насоса и снижающими износ его компонентов. —Стабилизация давления осуществляется за счет того, что статорное кольцо насосного агрегата удерживается в эксцентрическом положении регулируемой нагрузочной пружиной компенсатора давления. Когда давление в напорной магистрали выравнивается с давлением, соответствующим установленной нагрузке пружины, статорное кольцо перемещается в сторону центра оси насоса (эксцентриситет уменьшается), за счет этого расход насоса снижается до уровня, необходимого в данный момент системе. Если потребность системы в рабочей жидкости равна нулю, насос подает масло только для компенсации возможных утечек или потерь на управление, таким образом поддерживая давление в системе постоянным. —Насосы PVE могут поставляться одного из четырёх размеров, с максимальной производительностью от 6,6 до 23,3 см3/об и с максимальными устанавливаемыми значениями регулятора давления до 35 бар и 70 бар (стандартный вариант).
—Насосы PVA представляют собой насосы регулируемой производительности с регулируемой гидравлической стабилизацией давления. —Данные насосы дают возможность автоматической регулировки расхода в соответствии с потребностями системы. В результате потребление энергии снижается до уровня, адекватного реальной потребности на каждой фазе процесса. —Насосный агрегат имеет распределительные пластины с гидростатической осевой компенсации, улучшающими объемный КПД насоса и снижающими износ его компонентов. —Стабилизация давления осуществляется за счет того, что статорное кольцо насосного агрегата удерживается в эксцентрическом положении гидравлически регулируемым поршнем ступени пилотного управления компенсатора давления. — Когда давление в напорной магистрали выравнивается с давлением, соответствующим установленному давлению ступени управления, статорное кольцо перемещается в сторону центра оси насоса (эксцентриситет уменьшается), за счет этого расход насоса снижается до уровня, необходимого в данный момент системе. — Если потребность системы в рабочей жидкости равна нулю, насос подает масло только для компенсации возможных утечек или потерь на управление, таким образом поддерживая давление в системе постоянным. —Время срабатывания компенсатора очень мало, что позволяет не использовать перепускной предохранительный клапан. —Также выпускаются варианты насоса с регулировкой максимальной величины расхода (исполнение PVD***Q), а также с устройством для выбора двух независимых значений давления электромагнитным клапаном (исполнение PVA***M).
—Насосы VPPM представляют собой аксиально-поршневые насосы регулируемой производительности с гидравлически регулируемой наклонной шайбой и пригодные для использования с разомкнутыми контурами. —Насосы поставляются с четырьмя размерами корпуса и максимальной производительностью 29, 46, 73 и 87 см3/об соответственно. —Величина расхода насоса пропорциональна частоте вращения и углу наклона шайбы, который можно непрерывно и плавно регулировать. Максимальный и минимальный углы наклона можно ограничить механически с использованием регулировочных винтов. — Насосы характеризуются средними и высокими рабочими давлениями (постоянное 280 бар и пиковое 350 бар). Благодаря некоторым особенностям их конструкции данные насосы способны выдерживать высокие осевые и радиальные нагрузки на вал. —Насосы обычно поставляются с крепежным фланцем по ISO 3019/2, за исключением задних и промежуточных насосов в случае многосекционного насоса. Такие насосы выпускаются только с фланцем по SAE J744 с 2-мя отверстиями и со шлицевым валом по SAE J744 (см. п. 19). —Насосы поставляются с 7-ю различными типами регулировочных устройств в соответствии с конкретными применениями (см. пп. 8-14).
— Насосы VPPL представляют собой аксиально-поршневые насосы регулируемой производительности с наклонной шайбой и пригодные для работы в контурах с низким и средним давлением. — Насосы производятся в 7-ми типоразмерах с производительностью 8, 16, 22, 36, 46, 70 и 100 см3/об. — Величина подачи насоса пропорциональна частоте вращения вала и углу наклона шайбы, который можно непрерывно и плавно регулировать. Максимальный и минимальный угол наклона шайбы можно ограничить при помощи регулировочных винтов. — Насосы производятся с фланцем и цилиндрическим валом по SAE J744. — Насосы производятся с 4-мя типами регуляторов в соответствии с конкретными применениями.
Также Вы можете использовать преобразователь частоты для электродвигателя насоса. На нашем сайте Вы найдете мотор-редуктор, вакуумную технику, пневмоцилиндр и пневморапределитель, и другое оборудование.
устройство и принцип работы, типы и виды
Инструменты и технические аппараты, работа которых связана с использованием энергии жидкостей, называют гидравлическими механизмами. В машиностроении их популярность основана на возможности передавать с потоком, через гибкие шланги и тонкие трубопроводы, огромные объемы энергии.
Содержание
Что это, назначение и принцип работы устройства
Технические характеристики и параметры выбора
Виды
Ручные
Радиально-поршневые
Аксиально-поршневые
Шестеренные
Пластинчатые
Полезно видео
Что это, назначение и принцип работы устройства
Один из классов машин – гидравлический насос – является оборудованием по преобразованию механической энергии (вращения и крутящего момента приводного электрического двигателя; перемещения поршня при нажиме и поднятия рычага в ручной конструкции) в гидравлическую энергию жидкости (образование давления; подача или ход рабочего органа, например, штока гидроцилиндра).
Классификация и деление насосов на виды не влияет на общий принцип действия механизмов – вытеснение рабочей среды.
Работающий аппарат перемещает жидкость из полости всасывания (входной) в полость нагнетания (выходную) через изолированные камеры.
Выходящая из корпуса механизма жидкость имеет повышенное давление, обусловливающее ее перемещение по трубопроводу. Так как полости не соединены напрямую, устройства имеют идеальную адаптацию для работы в системах гидравлики с высоким давлением. Жидкость на выходе передает энергию поршню, перемещая его, или циркулирует в замкнутом контуре.
Гидравлические насосы высокого давления – обязательные элементы гидравлического привода, поэтому востребованы повсеместно. Основные области применения:
Машиностроение, нефтепереработка, транспорт, сельское хозяйство, другие производственные и перерабатывающие отрасли.
Оснащение мобильных моек, мастерских, предприятий коммунального хозяйства, строительных площадок.
Системы чистки автомобилей, пожаротушения, подавления пыли, очистки труб, мытья улиц.
Помпа – инженерная, погружная.
Технические характеристики и параметры выбора
Основными техническими характеристиками гидронасоса являются:
Частота вращения, об/мин.
Рабочий объем, вытесняемый за оборот вала, см3/об.
Рабочее давление.
Запомните! Основные единицы для измерения давления имеют следующее соотношение: 1 атм=1,013 бар=0,101 МПа=1,03 кгс/см2.
Выбор насоса для конкретной гидросистемы производится с учетом следующих критериев:
Вид элемента, вытесняющего жидкость – поршень, шестерня, пластина.
Требуется ручной или гидронасос с электроприводом.
Пределы рабочего давления.
Со средой какой вязкости сможет работать механизм.
Рабочий объем.
Частотный интервал работы.
Легкость обслуживания.
Габариты.
Цена.
Виды
Ручные
Конструкция ручных стандартных помп представляет цилиндрическую полость с поршнем, который жестко соединен со штоком. Шток, в свою очередь, через шарнир соединяется с приводным рычагом. В поршне находится промежуточный клапан, он связывает полости – поршневую и штоковую. Поршневую полость от резервуара с маслом отделяет впускной клапан, перед которым стоит фильтр. Штоковая полость отделена от выходного порта изделия выпускным клапаном.
Рычаг ручного (мускульного) аппарата высокого давления легко перемещается рукой или ногой (через педаль с возвращающей пружиной). При подъеме рычага поршень штоком поднимается, открывается впускной клапан и поршневая полость заполняется жидкостью. В это время закрытый промежуточный затвор не допускает ее переток из штоковой полости в поршневую. Во время движения рычага вниз давление жидкости закрывает впускной и поднимает промежуточный клапан. Жидкость попадает в штоковую полость, открывает выпускной затвор и вливается в гидросистему. С каждым циклом подъема-опускания рычага насос вытесняет в систему порцию воды или масла. Таков принцип работы механизма одностороннего действия.
В ручных механизмах двустороннего действия к верху и низу цилиндрической полости подведены параллельные линии всасывания жидкости из бака и ее нагнетания в трубопровод. При любом ходе поршня – вверх или вниз – один из пары впускных и выпускных клапанов открывается. В результате обеспечивается более производительная работа насоса с непрерывной и равномерной подачей рабочей жидкости.
Простое устройство гидроаппарата, требующего приложения мускульной силы, объясняет его широкое применение в производстве, индивидуальном хозяйстве, автосервисе, строительстве. Модели данного типа становятся составной частью различных механизмов:
испытательных стендов;
лабораторного оборудования;
грузоподъемных кранов и платформ;
статических гидроинструментов;
водяных бытовых опрыскивателей;
домкратов;
прессового оборудования.
Главный минус – низкая производительность. К достоинствам можно отнести: надежность; простоту конструкции; низкую стоимость; работу без электропривода, следовательно, независимость от наличия источников электропитания; автономность; малый размер и вес; возможность быстро выполнить необходимый ремонт своими руками.
Изделия под отечественным брендом НРГ особенно популярны в частных гаражах, сфере автосервиса, ремонтных и индивидуальных мастерских.
Радиально-поршневые
Основное применение устройств данного типа – подъемное и прессовое оборудование, протяжные станки.
Типы поршневых гидравлических насосов с радиальным расположением цилиндров:
Конструкции с ротором, смещенным относительно оси статора. Радиальные цилиндрические расточки ротора являются цилиндрами. В них располагаются поршни, при вращении ротора прижимаемые к стенкам обоймы неподвижного корпуса. Поршни вращающегося ротора приходят в возвратно-поступательное движение с ходом, равным удвоенному смещению (эксцентриситету). Внутри расположена неподвижная распределительная ось, выполняющая роль золотника. Проточки оси соединены с входной и напорной линией привода. Поворот ротора на 180° приводит поршень в поступательное движение к максимально выдвинутому положению. В это время камера цилиндра увеличивает объем и всасывает масло через проточку распределительной оси. Совершая следующие пол-оборота, поршень возвращается в тело ротора и вытесняет масло уже в напорную полость распределителя. Изменяя величину эксцентриситета, регулируют производительность механизма. Меняя эксцентриситет по знаку, то есть, перемещая ротор к противоположной стенке корпуса, добиваются изменения потока жидкости – реверса.
С соосным расположением статора и ротора. Но группа поршней уже имеет радиальное расположение в статоре, а на роторе присутствует эксцентричный кулачок. В каждом поршне конструктивно заложены два клапана – всасывания и нагнетания. Вращение эксцентричного кулачка приводит к последовательной работе клапанов, обеспечивая переток рабочей жидкости. Конструкции этого типа чаще применяются в гидромоторах.
Преимущества конструкции:
Надежность.
В регулируемых вариантах конструкции легко настроить нужную производительность.
Показаны к применению в реверсивных системах с изменяемым направлением потока жидкости.
Пониженная шумность работы.
Небольшой осевой габарит.
Простота механизма.
Недостатки:
Низкочастотность (до 2000 об/мин.) вращения ротора.
Инерционность вращающегося ротора.
Присутствие пульсации. Эффект значительно сглаживается при нечетном количестве поршней.
Большой вес.
В производственной сфере распространены нерегулируемые эксцентриковые агрегаты общемашиностроительного применения – Н400-Н403.
Аксиально-поршневые
Самые распространенные механизмы гидроприводов. Вытеснителем жидкости из цилиндра выступает плунжер или поршень. Все цилиндры находятся в едином блоке и они параллельны с осями блока. Возвратно-поступательный ход поршней обеспечивается наклоном блока цилиндров к диску ведущего вала или конструктивным наклонным исполнением самого диска. Работа группы цилиндров сходна с радиально-поршневым устройством.
Запомните! Утечки цилиндров отводятся по дренажному сливу. Если его заглушить, можно спровоцировать повышение внутреннего давления с последующим повреждением корпуса и разгерметизацией гидронасоса.
Достоинства:
• Большая мощность и скорость вращения при компактности и небольшом весе агрегатов.
• Вариативность конструктивных исполнений.
• Небольшие рабочие органы имеют малый инерционный момент.
Недостатки:
• Цена механизмов высокая.
• Подача и расход жидкости сопровождаются существенной пульсацией.
• Конструктивная сложность. Следовательно, чувствительность к неправильной эксплуатации, продолжительный ремонт.
Отечественная модель НП-90 дешевле зарубежных насосов, востребована благодаря богатой комплектации и качеству сборки.
Шестеренные
Роторные гидромашины этого вида нашли применение в системах смазки, дорожной и сельскохозяйственной спецтехнике, мобильных гидравлических конструкциях. К их плюсам относят:
простоту конструктивного исполнения;
работу на частотах до 5000 об/мин.;
небольшой вес;
компактность.
Заметные минусы:
рабочее давление до 20 МПа;
низкий КПД;
небольшой ресурс;
проблемы пульсации.
Рабочими вытесняющими элементами конструкции являются две шестерни. Они различаются по виду зацепления:
Внешнее. Со стороны входа шестерни вращаются в разные стороны, захватывают жидкость впадинами зубьев и перемещают ее вдоль стенок корпуса к выходу из насоса. Когда зубья входят в зацепление, рабочая жидкость выталкивается из впадин к выходу из корпуса.
Внутреннее. Принцип работы не меняется. Жидкость переносится в область нагнетания во впадинах между зубьями шестерни вдоль поверхности вспомогательного серпообразного разделителя. Пульсация давления и уровень шума в таких агрегатах снижаются.
Разновидностью рассматриваемой системы зацепления являются героторные (без разделителя, шестерни постоянно контактируют благодаря особому профилю зубьев) и винтовые конструкции.
НШ-10 – известная и надежная модель шестеренного насоса с высококачественной сборкой.
Пластинчатые
В этих гидромашинах пластины, размещенные на роторе, выполняют основную работу. Специальные пружины усиливают их прижим к неподвижному корпусу. Соседние элементы становятся ограничителями объемной камеры, в ней рабочая среда при вращении ротора попадает из полости подачи к полости нагнетания. Присутствие двух и более областей всасывания и стольких же зон входа в систему свойственно конструкциям двукратного или многократного действия.
Нужно знать: регулируемыми могут быть только механизмы однократного действия.
Достоинства пластинчатых насосов:
Пониженная пульсация.
Снижение рабочего шума.
Пониженные требования к засоренности перемещаемой среды.
Регулируемый рабочий объем.
Минусы:
Подшипники ротора сильно нагружены.
Низкое давление.
Сложность при уплотнении пластин на торцах.
Низкая ремонтопригодность.
Г12 – популярная марка одно- и двухпоточных пластинчатых конструкций.
Полезно видео
Подробно об НШ-10:
Принцип действия разных вариантов:
Гидравлика высокого давления: поршневые насосы, силовые агрегаты, двигатели и клапаны
For You
Заполните анкету и узнайте, что мы можем сделать для вас!
Новый поршневой насос PF6000 Checkball
Новый офис в Дубае, Объединенные Арабские Эмираты!
Dynex Pewaukee и Ashland закрыты в связи с Днем труда
Dynex Pewaukee & Ashland закрыты в честь Дня независимости
Закрыто в День памяти, понедельник, 30 мая
Встречайте нас на OTC
Ознакомьтесь с нашим обновленным и расширенным разделом Power Units!
Встречайте нас на MRO Americas
Dynex закрылся в пятницу, 15 апреля
Обновленная литература по насосу PF1000
Dynex D03 / HP03 Взрывозащищенные клапаны
Подразделение силовых агрегатов в Ашленде, штат Массачусетс, закрыто сегодня, 25 февраля 2022 г.
Новый насос Dynex Hi-Lo сокращает время производства для производителя колес!
Заводы в Пьюоки и Эшленд закрыты на День Благодарения
Поздравляем Боба Изи с 37-летием в Dynex!
Даты закрытия праздников Dynex
Спасибо, что посетили нас в WITS!
До встречи на WITS 2021!
Спасибо, что посетили нас на MINExpo 2021!
Посетите нас на MINExpo 2021!
Даты закрытия Dynex Pewaukee & Ashland
Увидимся на OTC 2021!
Объекты в Пьюоки и Эшленд закрыты в связи с Днем независимости
Присоединяйтесь к нам и поприветствуйте Джереми Биллингема в нашем отделе продаж в Великобритании!
Dynex Events — смотрите наше новое расписание на 2021 год
Инструмент обзора нового насоса
Dynex закрыт в пятницу, 02.04.
История (Джозефа) Эдварда Риветта – 1851-1937
Поздравляем Дона Бэклера!
Подразделение Power Units в Ашленде, Массачусетс, сегодня будет закрыто 21.02.21
Dynex приветствует HTM Group в качестве нашего нового дистрибьютора!
Даты закрытия зимних каникул Dynex
COVID-19 Последние обновления политики
Заводы Dynex Pewaukee & Ashland закрыты на День Благодарения
Dynex разрабатывает систему управления на 10 000 фунтов на квадратный дюйм для модернизации пресса Hydroform
Дэн Лазич возвращается в Dynex в качестве менеджера по развитию рынка
Кайдзен-мероприятия улучшают производственные операции Dynex
Dynex увеличивает производительность обработки с новым бесцентровым шлифовальным станком
Заводы Dynex Pewaukee & Ashland закрыты в связи с Днем независимости
Dynex будет закрыт в понедельник, 25 мая
Узнайте, почему вам следует использовать гидравлику Dynex для испытаний компонентов аэрокосмической техники!
Dynex будет закрыт в пятницу, 10 апреля, в честь Страстной пятницы 9. 0003
COVID-19 – Свяжитесь с нами Страница
COVID-19 — Dynex & Critical Manufacturing
COVID-19 (коронавирус) Последние обновления политики
Влияние цепочки поставок Covid-19 (коронавирус) на Dynex
Конусные и резьбовые гидравлические фитинги – учебник для начинающих
Архивные кадры фильма раскрывают историю Dynex
Заводы Dynex Pewaukee и Ashland закрыты на День Благодарения!
Практическое обучение работе с продуктом способствует повышению квалификации сотрудников
Поздравляем победителей конкурса кулинарных шедевров и костюмов на Хэллоуин!
Dynex приветствует Лиз Баст в качестве нашего нового торгового представителя
Увидимся на выставке Kormarine 2019
Новый насос PF500 отличается пониженным энергопотреблением
Заливка шарового насоса Dynex, когда затопленное всасывание НЕдоступно.
Поздравляем Джеффа Копперсмита!
Dynex Pewaukee — Предстоящее строительство парковки
Предприятия Dynex Pewaukee & Ashland закрыты в связи с Днем труда
Вот умный способ значительно увеличить срок службы подшипников вашего насоса и его применения.
Dynex приветствует нового торгового представителя Даррина Пинноу
Dynex представляет новый блог Pro Tips
Можете ли вы прокачать эту жидкость?
Заводы Dynex Pewaukee & Ashland закрыты на праздник 4 июля.
Спасибо, что посетили нас на OTC 2019
ОТК 2019 продолжается!
Увидимся на OTC 2019
Чарльз Браун назначен директором по глобальным продажам
Dynex примет участие в China International Import Expo – 5-10 ноября 2018 г.
Увидимся на Fabtech 6-8 ноября 2018 г.
Dynex приветствует нового торгового представителя Дерека Шваба
Dynex прощается со стажером по маркетингу Уиллоу Уорелл
Dynex расширяет серию блоков питания QuickPack
Компания Dynex выпускает новый видеоролик об использовании конических и резьбовых фитингов для систем высокого давления.
Dynex приветствует нового инженера Брэндона Гетцке
Подведение итогов OTC 2018
Увидимся на OTC 2018
Dynex ищет торгового представителя в нашем офисе в Великобритании
Dynex примет участие в Fabtech 2018
Dynex прошла аудит ISO9001:2015!
Новые плиты серии SPRV со встроенными предохранительными клапанами
Новые пропорциональные предохранительные клапаны H8819 — 15 000 фунтов на кв. дюйм при 50 галлонах в минуту
Насос новой конструкции PV4000-11 — 10 000 фунтов на кв. дюйм, компенсация давления
Итоги OTC 2017
Увидимся на OTC 2017
Dynex приветствует Дэна Лазича в качестве нового регионального торгового представителя
НОВЫЙ клапан HP05H предлагает высокое давление и высокий расход
Следите за новостями Dynex в Твиттере
Гидравлический насос, предназначенный для работы при температуре до -58ºF (-50ºC)
Новости OTC 2016
Поддержка наших клиентов в Бразилии
Насос Checkball, изготовленный в 1969 году, возвращается в строй!
Увидимся на OTC 2016
Berendsen Fluid Power становится дистрибьютором Dynex в Арканзасе
Кит Весоловски назначен вице-президентом по операционной деятельности
.
Энн Хаазе-Шнелл назначена вице-президентом по финансам
Проверенная производительность. Надежный сервис.
Штаб-квартира 770 Кэпитол Драйв | Пьюоки | WI 53072 Отдел продаж/Техническая поддержка/Поддержка продуктов: +1 (262) 691-2222 Общий: +1 (262) 691-0300
Высокое давление – гидравлические насосы Checkball
На протяжении более 60 лет компания Dynex непрерывно производит и постоянно совершенствует гидравлические насосы Checkball. Почему? Потому что это работает! Эта уникальная конструкция насоса доказала свою эффективность в гидравлических системах, работающих в самых сложных условиях, включая:
Скачки давления
Загрязнение
Грязная среда
Специальные жидкости
Экстремальные температуры
Длинные рабочие циклы
Высокое давление
Преимущества использования шаровых насосов
1 Широкий диапазон совместимости жидкостей Collapse
Насосы надежно работают с жидкостями с низкой смазывающей способностью и низкой вязкостью. Конструкция поршня с шаровым затвором и вращающейся опорной плитой снижает внутреннюю нагрузку, что снижает пусковой крутящий момент и увеличивает срок службы.
2 Двунаправленное вращение Expand
Только одна модель требуется на обоих концах двухсторонних двигателей или при соединении с реверсивными двигателями. Насосы постоянного рабочего объема обеспечивают постоянное направление потока независимо от вращения приводного вала.
3 Высокая выходная мощность Expand
Компактная конструкция насоса обеспечивает высокое соотношение мощности и веса. Прочная качающаяся пластина, соединенная шпонкой с приводным валом, и стационарный цилиндр поршня выдерживают более высокие нагрузки, чем насосы других конструкций.
4 Возможность вертикального монтажа Expand
Неограниченное расположение насосов обеспечивает гибкость контура. Использование выпускного отверстия в корпусе позволяет осуществлять вертикальную установку и обеспечивает надлежащую внутреннюю смазку для обеспечения длительного срока службы.
5 Упрощенные многофункциональные цепи Expand
Контуры с несколькими насосами можно упростить, используя только один насос Split-Flow® с несколькими выходами. Эти насосы обеспечивают большую точность выходного потока, чем делители потока для синхронного движения.
6 Стойкий к кавитационному повреждению Expand
Непреднамеренное попадание воздуха в систему или недостаточное количество входного потока может привести к быстрому выходу из строя насосов других конструкций. Декомпрессионный шок в шаровых насосах снижается, потому что выпускные чеки не смещаются до тех пор, пока перекачиваемая жидкость не достигнет давления нагрузки.
7 Энергосбережение Expand
Обратные клапаны с принудительной посадкой обеспечивают более высокий объемный КПД, чем насосы других конструкций, для которых требуется внутренняя утечка. В отличие от насосов с пластинчатой конструкцией, дренажная линия не требуется.
8 Давление до 20 000 фунтов на квадратный дюйм Expand
Насосы работают при высоком давлении и экстремальных температурах. Обратные клапаны с принудительной посадкой также обеспечивают меньший износ и более высокий объемный КПД, особенно при работе с жидкостями с низкой смазывающей способностью.
Металлический калькулятор нержавеющего металлопроката компании «Региональный дом металла» поможет рассчитать вес и стоимость изделий по заданным габаритным размерам и указанным маркам стали.
Виджет позволяет получить вес изделий практически любой используемой на сегодняшний день марки стали: черная, цветная, нержавеющая сталь. В частности, калькулятор цветного металлопроката, поможет при расчете продукции из сплавов меди, бронзы, алюминия и других. В каталоге продукции вы можете купить металлопрокат следующих типов: трубы, сортовой прокат (уголок, круг, швеллер, балка), лента, катанка, шестигранники и листы.
Калькулятор металла
С относительной точностью можно рассчитать вес металлопроката и количество стальной арматуры. При вводе размеров и длин, Вы можете рассчитать вес изделий. Калькулятор работает в онлайн-режиме для оперативного расчета веса, для этого необходимо:
выбрать требуемую марку стали;
выбрать категорию проката;
ввести габариты и размеры сторон.
Специалисты нашего ресурса проводят периодическую актуализацию марочника стали для точного и актуального расчета изделий. В процессе подсчета, используется удельный вес металлопроката (таблица калькулятора) стали и размер (толщина металла, ширина листа, диаметр стенки трубы, швеллера и т.д.).
Иногда при неизвестна марка стали, из которой он изготовлен, в этом случае можно использовать универсальные марки типа Ст10 и Ст20. Если у Вас остались подозрения по поводу сырья, можно провести хим. анализ металла.
Таблица веса металлопроката
Формула расчета определяет вес 1 мм проката, умноженного на длину (если вес рассчитывается исходя из значения длины). В случае, когда исходными данными является вес и требуется таблица металлопроката из тонны в метры, сначала определяется площадь сечения проката, умноженная на удельный вес, после чего, вес делится на полученное путем умножения значение и мы получаем требуемую длину по весу.
Необходимо заметить, что весовая таблица металлопроката зависит от показателя температуры рассчитываемого проката, так, при различных значения температуры стали, существенно меняется его плотность. Исходя из этого, при расчете используется универсальная температура стали равная 20 °С. Для цветного металлопроката могут применяться другие температурные значения, обращайте на это внимание.
В реальной жизни, размеры отпускаемого проката, особенно в партиях большого объема, могут существенно отличаться от рассчитанных значений. Это связано с тем, что таблица массы металлопроката не учитывает отклонения от точных геометрических параметров продукции, которые существуют в обязательном порядке, особенно при больших объемах.
Калькулятор металла | Онлайн калькулятор
Все калькуляторы
/
Строительство
/
Прочее
/ Калькулятор металла
Наш онлайн калькулятор металла с помощью него вы сможете вычислить массы и длину металла. На сегодняшний день наш онлайн калькулятор высчитывает следующие типы металлов: черный металл, цветной металл, легированный металл и нержавеющий металл.
Задача нашего онлайн калькулятора по возможности облегчить ваш труд по высчитыванию количества покупаемого вами металла. Чтобы узнать точное количество необходимого вам металла, вам необходимо ввести несколько значений, и вы за несколько секунд получите верный ответ по массе, длине или весе металла. Кроме того при помощи нашего калькулятора вы не дадите шансов себе ошибиться.
Вид материала
Черный металлЛегированный металлЦветной металлНержавеющий металл
Онлайн-калькулятор веса металла для металлических пластин, листов, стержней, труб и труб
Онлайн-калькулятор веса металла
Онлайн-калькулятор веса металла позволяет рассчитать вес обычных металлов, таких как мягкая сталь, углеродистая сталь, нержавеющая сталь, алюминиевый сплав, медь, латунь и т. д.; Металлические формы включают в себя металлическую пластину, металлический лист, металлический стержень, круглую трубу, квадратную трубу, пустотелую, угловую, тавровую, H/I/W балку, U/C-канал, профиль и другие обычные металлические изделия.
Примечание. Плотность различных металлических материалов основана на плотности металлов, плотности алюминия и плотности нержавеющей стали.
Основной принцип расчета веса металла заключается в умножении объема (V) металла на его плотность (ρ). И объем различных правильных металлических форм должен быть умножен на его площадь поперечного сечения (S) на его длину (L). Итак,
Вес металла = Объем (V) × Плотность (ρ) = Площадь сечения (S) × Длина (L) × Плотность (ρ) .
Формула расчета
Онлайн-калькулятор веса металла использует формулу расчета веса для различных металлических форм, приведенную ниже.
Формула расчета веса металлической пластины
Вес = Объем (V) × Плотность (ρ), Площадь сечения (S) = Ширина (W) x Толщина (T), Объем пластины/листа = Длина (L) × Ширина (Ш) × Толщина (Т), поэтому
Вес металлической пластины = Д × Ш × Т × ρ
Формула расчета веса круглого прутка
Объем круглого прутка = Площадь поперечного сечения × Длина, Площадь поперечного сечения = πr², («r» = радиус, «d» = диаметр, поэтому r=d/2), поэтому Объем = π(d/2)² × L = (πd²)/4 × L, поэтому
Вес круглого стержня = (πd²)/4×L×ρ
Вес шестигранного стержня
Площадь поперечного сечения = √3÷2 × W²,
Объем = √3÷2 × W² × L,
Масса шестигранного стержня = √3÷2×Ш² ×Д×ρ
Формула веса металлической трубы/трубы
Объем круглой трубы/трубы = Общий объем – Объем полости, Общий объем = π(OD/2)² × L, Объем полости = π[(OD-WT)/2]² × L, Объем трубы/трубки = π(OD/2)²×L-π[(OD-WT)/2]²×L , so
Площадь поперечного сечения (S ) = Поперечная площадь + Продольная площадь, Поперечная площадь = Ширина × Толщина, Продольная площадь = (Высота-Толщина) × Толщина, Объем = [Wt+(H-t)t]×L = t(W+H-t)×L, поэтому
Вес уголка = t(W+H-t)×L×ρ
Тавровая балка / T-образная балка Формула веса
Площадь сечения (S) = Площадь полки + Площадь стенки, Площадь полки = Ширина × Толщина полки (t), Площадь стенки = (Высота – t) × Толщина стенки (i), S = Wt + ( H – t) × i, Объем = (Wt+Hi-ti) × L, поэтому
T-образная балка / T-образная балка Вес = (Wt+Hi-ti)×L×ρ
Вес стальной балки Формула
Площадь верхней полки = Площадь нижней полки, Площадь сечения (S) = 2×(площадь полки) + площадь стенки, Площадь полки = ширина (W) × толщина полки (t), Площадь стенки = высота (H) – 2 × t, S = [2Wt+ (H -2t)×i], поэтому
Калькулятор веса стальной балки = (2Wt+Hi-2ti)×L×ρ
Формула веса канала U/C
Общая площадь полки = 2 × (H-i) × t, Площадь полотна = W × i, Объем = (Wi + 2tH – 2Ti)×L, поэтому
Формула расчета веса канала U/C = (Wi+2tH-2ti)×L×ρ
Калькулятор
Четыре шага для расчета себестоимости изделий из листового металла
В условиях современной конкуренции понимание структуры себестоимости продукта необходимо для улучшения процесса, а также для правильной стратегии ценообразования.
Производственный цикл изделия из листового металла включает несколько этапов от сырья до готового к отгрузке изделия, включая: резку , профилирование , гибку , сварка , штамповка , лазерная резка , сборка возможных аксессуаров , покраска и упаковка .
Мои предыдущие статьи были посвящены:
Пониманию доли брака, создаваемой различными процессами резки
Как рассчитать почасовую стоимость и тариф системы производства листового металла
Как рассчитать производительность и эффективность системы производства листового металла
Мы видели, как некоторые из этих параметров, например Эффективность машины или ее Почасовая стоимость , зависят от ряда оценок и стратегических решений, которые должен принять предприниматель. Мы всегда должны помнить, что все эти решения повлияют на результат расчета.
Здесь я воспользуюсь некоторыми концепциями и идеями, изложенными в этих статьях, и предложу метод оценки себестоимости производства одного изделия из листового металла и полной партии.
Dallan разрабатывает эффективные технологии и машины для улучшения производственного цикла и снижения производственных затрат. Это возможно благодаря оптимизации использования сырья (до 100%) и снижению затрат на техническое обслуживание.
Откройте для себя все технологии и производственные системы Dallan:
Индекс
1 Шаг первый: разделение производственного цикла
2 Шаг второй: расчет стоимости сырья
3 Шаг третий: добавление стоимости обработки
4 Шаг четвертый: повторение расчета для различных фаз производственного цикла
5 Правило 80/20, примененное к структуре себестоимости продукции
6 Важное примечание
7 Выводы
Шаг первый: разделение производственного цикла
Формулы, описанные в предыдущей статье, предназначены для расчета почасовой стоимости и эффективности отдельной машины или системы.
Поскольку производственные циклы могут сильно отличаться друг от друга и могут включать разные фазы, нам необходимо сократить производственный цикл до более простых процессов, как показано на рисунке ниже.
Таким образом, продукция Машины 1 становится входом Машины 2, сохраняя свою производственную стоимость, как если бы это было новое сырье.
Теперь можно сосредоточиться на одном из этих производственных циклов за раз. Начнем с машины 1.
Шаг второй: расчет стоимости сырья
Для производства одного продукта требуется один или несколько видов сырья.
Например, для автономного профилегибочного станка для стоек гипсокартона требуются рулоны оцинкованной стали. В случае полной системы с профилированием и упаковкой сырьем будут: металлические рулоны, ленты и деревянная плитка.
На этом этапе нам нужно рассчитать или оценить количество сырья, которое потребуется для производства одного продукта, включая лом, образующийся в процессе. В первой статье я показал, как Elleci может генерировать средний прирост 15,9.% на затраты сырья, за счет перевода набора статей на более эффективные технологии.
Возьмем в качестве примера продукт F ам. артикула. Изделие имеет размеры 415х685мм, толщину 1мм и изготовлено из листового металла размерами 1000х2100. В этот лист умещаем 6 деталей, с браком 19%. В данном случае надо учитывать, что количество сырья на одну штуку — это плита размерами 700х500мм, толщиной 1мм.
стоимость сырья за штуку определяется по следующей формуле:
В предыдущем примере, принимая 0,7 евро за кг в качестве стоимости материала за кг и плотности стали 7,8 кг/дм3, получаем:
Эту процедуру необходимо повторить для каждого сырья, поступающего в процесс.
Шаг третий: добавление стоимости обработки
На данный момент нам нужны следующие данные:
Почасовая стоимость машины или системы, рассчитанная методом, показанным во второй статье. На этом этапе мы не будем учитывать накладные расходы.
Производительность (время цикла) и Эффективность системы, рассчитанные в моей третьей статье.
Формула для расчета затрат на обработку выглядит следующим образом:
Например, при времени цикла 12 секунд, эффективности 80,5% и стоимости станка в час 77,3 Евро получаем:
СТОИМОСТЬ ОБРАБОТКИ = 77,3 * 12 / 0,805 / 3600 = 0,32 евро
Таким образом, общие прямые затраты на производство за одну деталь составляют:
5 И в нашем примере
5
ОБЩАЯ СТОИМОСТЬ ПРОДУКТА В МАШИНЕ 1 = 1,91 + 0,32 = 2,23 евро
В этом случае стоимость механической обработки составляет всего 14% от общей стоимости продукта, где сырье представляют оставшиеся 86%. Эти проценты могут варьироваться, но ясно, что любая экономия сырья (с оптимизацией или устранением брака) может быть очень выгодной для общей стоимости производства.
На некоторых производствах нам может потребоваться изготовление специального инструмента, который не всегда можно рассчитать как часть станка.
В этом случае я предпочитаю рассматривать завершение производства N деталей как часть инвестиций и использовать следующую формулу:
(Общие производственные затраты) = N*(Стоимость сырья) + N*(Почасовые затраты) )*(Время цикла на одну деталь) /(Эффективность) + Стоимость инструмента
Обратите внимание, что эта формула немного отличается от той, которую я предложил в статье о почасовой стоимости, так как время наладки уже учтено Эффективностью .
Dallan разрабатывает системы бережливого производства и высокоэффективные машины. Последняя инновация касается лазерной резки листового металла, применяемой для производства в рулонах. Многолетний опыт Dallan в области поточных производственных систем позволил нам разработать революционный станок для лазерной резки, который сочетает в себе гибкость и экономичность резки волоконным лазером с эффективностью и производительностью рулонного производства.
УЗНАЙТЕ, КАК РАБОТАЕТ СИСТЕМА ЛАЗЕРНОЙ РЕЗКИ DALLAN
Шаг четвертый: повторение расчета для различных фаз производственного цикла
Теперь, когда мы рассчитали себестоимость производства от сырья до выпуска машины 1, мы можем повторить процедуру для других машин или фаз которые завершают производственный цикл.
Выпуск каждой машины несет на себе затраты, связанные с предыдущими процессами, до тех пор, пока не будет достигнут конец линии и продукт не будет готов к доставке.
Правило 80/20, применяемое к структуре себестоимости продукции
Простая методология, проиллюстрированная в этой статье, может привести к существенному пониманию структуры себестоимости продукции, а также помочь определить, как действовать для повышения прибыльности продукта или продуктовой линейки.
В приведенном выше примере, когда стоимость сырья составляет 86 % от общей стоимости, становится ясно, что любой % экономии сырья (например, за счет снижения процента брака) приведет к пропорциональному сокращению общая стоимость продукта.
В производственном цикле, состоящем из нескольких фаз, можно будет понять, как каждая фаза влияет на общие производственные затраты, что позволит руководителю производства расставить приоритеты по улучшению процесса.
Компания Dallan, будучи знатоком процессов обработки листового металла, сосредоточила свои разработки на высокоэффективных производственных системах и технологиях. Поточная философия с рулонной подачей обеспечивает высочайшую оптимизацию использования сырья, что означает меньше брака и больше прибыли, чем традиционные системы. Кроме того, инновационные и устойчивые технологии гарантируют снижение эксплуатационных расходов и затрат на техническое обслуживание.
ОТКРОЙТЕ ДЛЯ СЕБЯ 3 ПРЕИМУЩЕСТВА ПРОИЗВОДСТВА С РУЛОННЫМ ФОРМАТОМ
Важное примечание
используемые нами параметры являются результатом решения или оценки руководителя производства.
В дополнение к этому обратите внимание, что этот метод не учитывает логистические затраты, связанные с хранением и перемещением продуктов с одной машины или процесса на другую. Если этот процесс выполняется вручную, эти затраты могут составлять важную часть общих затрат, и их должен оценивать руководитель производства. По этой причине линейное производство всегда предпочтительнее.
В любом случае, если логистика продуктов между двумя машинами автоматизирована и осуществляется, например, машиной или автоматическим складом, эту фазу можно рассматривать как другую фазу процесса, где автоматический склад представляет собой другую машину, характеризующуюся своей Почасовая стоимость и время цикла, которое является наибольшим из значений времени цикла машин, которые идут вверх и вниз по течению.
Выводы
Эта статья завершает серию статей, посвященных расчету почасовой стоимости машины, эффективности и проценту брака.
В предыдущих статьях я выделил факторы, которые предприниматель и руководитель производства должны учитывать при определении почасовой стоимости и ставки машин, а также важность организации производства для обеспечения высокой эффективности машин и систем.
Ответ на вопрос «Винтовая поверхность «, 6 (шесть) букв: резьба
Альтернативные вопросы в кроссвордах для слова резьба
Спиральная винтовая нарезка
След от плашки
Что отличает винт от гвоздя?
Крепежная «насечка» болта и гайки
Рисунок, вырезанный на твёрдом материале
Общее у болта и гайки
Определение слова резьба в словарях
Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова.
Значение слова в словаре Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова.
ж. Вырезывание, выделка разных узоров на твердых материалах. Узорчатый рисунок, вырезанный на каком-л. твердом материале. ж. Спиральная, винтовая нарезка.
Энциклопедический словарь, 1998 г.
Значение слова в словаре Энциклопедический словарь, 1998 г.
в технике — чередующиеся выступы и впадины на поверхности тел вращения, расположенные по винтовой линии. Различают резьбу треугольную, прямоугольную, трапецеидальную, круглую. Резьбы бывают одно- и многозаходные. По назначению делят на крепежные, силовые …
Толковый словарь русского языка. Д.Н. Ушаков
Значение слова в словаре Толковый словарь русского языка. Д.Н. Ушаков
резы (резьба, резьбы — устар.), мн. нет, ж. Вырезывание выделка разных узоров на дереве, кости. Специалист по художественной резьбе. Узорчатый рисунок, вырезанный на дереве, кости. Красивая резьба. Художественная резьба. Честолюбивой позолотой не ослепляя …
Примеры употребления слова резьба в литературе.
То вдруг весь капитул вставал со своих старых разукрашенных резьбой скамей, то клир, заполнявший абсиды, простирался на полу, словно повергнутый дыханием небес.
Слабо теплившиеся неугасимые лампады бросали колеблющийся свет кругом, выхватывая из окружающей темноты глубокую резьбу обронных риз, хитрые потемневшие узоры басменного дела, поднизи из жемчуга и цветных камней, золотые подвески и ожерелья.
Город минголы поджигать не стали: для тощих жителей безлесых степей дерево было богатством, и их рабы быстро разбирали очередной занятый дом и утаскивали или увозили на восток каждое бревнышко, каждый кусочек прелестной резьбы.
Совершенно случайно я обнаружил скрытое глубоко в резьбе пышно разросшихся завитков, полузамазанное старым болюсом флорентийское клеймо.
Огромный город среди пустынной, почти не заселенной страны, и сразу понравился ей: и Вавель, вознесенный над городом, и островерхие дома, тесно прижатые друг к другу, с затейливою каменною резьбой, и разноязыкая густая толпа горожан в разнообразных одеждах, среди которой, кроме немецких мещан и ремесленников, польских шляхтичей и вездесущих жидов, попадались татарские купцы, армяне, русичи и даже восточные гости с крашенными хною бородами.
Впечатление, которое оставляют рисунки и резьба, очень велико, но было бы ошибкой считать, будто бы это умение появилось внезапно в нашем мире, или же было отличительной чертой только одного периода.
Источник: библиотека Максима Мошкова
Винтовая Поверхность 6 Букв — ответ на кроссворд и сканворд
Решение этого кроссворда состоит из 6 букв длиной и начинается с буквы Р
Ниже вы найдете правильный ответ на Винтовая поверхность 6 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Воскресенье, 21 Апреля 2019 Г.
РЕЗЬБА
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Резьба
«учение в детстве как . .. на камне» (пословица)
Винтовая поверхность
Резьба
Винтовая нарезка 6 букв
Спиральная, винтовая нарезка 6 букв
Равномерно расположенные выступы или впадины постоянного сечения 6 букв
Общее y болта и y гайки 6 букв
похожие кроссворды
Винтовая поверхность
Спиральная винтовая поверхность на деталях
Винтовая нарезка 6 букв
Спиральная, винтовая нарезка 6 букв
Винтовая стяжка
Винтовая нарезка
У нее много ступеней, бывет прямая и винтовая
Поверхность на ощупь 7 букв сканворд
Поверхность на ощупь 7 букв сканворд
Поверхность водного пространства, водоема, водный участок 9 букв
Имеющий поверхность, шарообразно выгнутую внутрь 8 букв
Похожий на колеблемую волнами поверхность, волнообразный 9 букв
Подняться из глубины на поверхность, всплыть 7 букв
Имеющий поверхность, шарообразно выгнутую наружу 8 букв
Обширная гладкая водная поверхность 5 букв
Спиралевидная намагниченность поверхности в нанопроволоках: роль хиральности
Сандра Руис-Гомес* ab
Клаудия Фернандес-Гонсалес, c
Эдуардо Мартинес, д
Виктор Рапозо, д
Андреа Соррентино, б
Майкл Ферстер, б
Лусия Абалье, б
Арантзазу Тушь для ресниц, ae
Сальвадор Феррер б а также
Лукас Перес туз
Принадлежности автора
*
Соответствующие авторы
и
Dept Física de Materiales, Мадридский университет Комплутенсе, 28040 Мадрид, Испания
Электронная почта: srgomez@ucm. es
б
ALBA Synchrotron, 08290 Серданьола-дель-Вальес, Испания
с
Instituto Madrileño de Estudios Avanzados (IMDEA Nanociencia), Calle Faraday 9, 28049 Мадрид, Испания
д
Dept de Física Aplicada, Университет Саламанки, 37008 Саламанка, Испания
и
Наука о поверхности и магнетизм низкоразмерных систем, UCM, Unidad Asociada al IQFR-CSIC, Испания
Аннотация
rsc.org/schema/rscart38″> В настоящее время наномагнетизм расширяется в трех измерениях, что вызвано открытием новых магнитных явлений и их потенциальным использованием в приложениях. Этот переход к трехмерным структурам должен сопровождаться стратегиями и методологиями для отображения связанных трехмерных спиновых текстур. Мы представляем здесь комбинацию дихроичной рентгеновской просвечивающей микроскопии под разными углами и микромагнитного моделирования, позволяющую определить магнитную конфигурацию цилиндрических нанопроволок. Мы применили его к нанопроволокам из пермаллоя с химическими барьерами, расположенными на равном расстоянии друг от друга, которые могут действовать как места закрепления доменных стенок. Намагниченность сердечника продольная и создает на поверхности проволоки винтовую намагниченность. В местах пиннинга обнаруживаются разные типы доменных стенок, которые по-разному реагируют на приложенные поля в зависимости от относительной хиральности соседних доменов.
От спиральной к плоской хиральности с помощью химии на поверхности
Блэкмонд, Д. Г. Происхождение биологической гомохиральности. Гавань Колд Спринг. Перспектива. Биол . 2 , а002147 (2010 г.).
Артикул
Google ученый
Каррейра, Э. М. и Кваерно, Л. Классика стереоселективного синтеза (Wiley-VCH, 2009).
Google ученый
Темиров Р., Субач С., Неучева О., Лассис А. К. и Таутц Ф. С. Новый метод достижения сверхвысокого геометрического разрешения в сканирующей туннельной микроскопии. Новый J.Phys . 10 , 053012 (2008 г.).
Артикул
Google ученый
Гросс Л., Мон Ф., Молл Н., Лильерот П. и Мейер Г. Химическая структура молекулы, полученная с помощью атомно-силовой микроскопии. Наука 325 , 1110–1114 (2009).
Артикул КАС
Google ученый
Гросс Л. и др. Дискриминация порядка связи с помощью атомно-силовой микроскопии. Наука 337 , 1326–1329 (2012).
Артикул КАС
Google ученый
Хапала, П. и др. Механизм получения изображений СТМ/АСМ высокого разрешения с помощью функционализированных наконечников. Физ. Ред. B 90 , 085421 (2014).
Артикул
Google ученый
Гурдон, А. Ковалентная связь на поверхности в сверхвысоком вакууме. Анжю. хим. Междунар. Эд . 47 , 6950–6953 (2008 г.).
Артикул КАС
Google ученый
Мендес, Дж., Лопес, М.Ф. и Мартин-Гаго, Дж.А. Синтез циклических органических молекул на поверхности. Хим. соц. Версия . 40 , 4578–4590 (2011).
Артикул
Google ученый
Zhang, X. , Zeng, Q. & Wang, C. Химия синтеза одиночных молекул на поверхности: многообещающий восходящий подход к функциональным поверхностям. Nanoscale 5 , 8269–8287 (2013).
Артикул КАС
Google ученый
де Отейза, Д. Г. и др. Прямая визуализация структуры ковалентной связи в химических реакциях с одной молекулой. Наука 340 , 1434–1437 (2013).
Артикул КАС
Google ученый
Павличек, Н. и др. Генерация и визуализация аринов на поверхности с помощью атомно-силовой микроскопии. Нац. хим. 7 , 623–628 (2015).
Артикул
Google ученый
Demers-Carpentier, V. et al. Стереонаправленность α-кетоэфира в субмолекулярных центрах на хирально модифицированном Pt(111): гетерогенный асимметрический катализ. Дж. Ам. хим. Соц . 135 , 9999–10002 (2013 г.).
Артикул КАС
Google ученый
Амабилино, Д. Б. Хиральность в наномасштабе (Wiley-VCH, 2009).
Книга
Google ученый
Барлоу, С. М. и Раваль, Р. Сложные органические молекулы на металлических поверхностях: связь, организация и хиральность. Прибой. науч. Отчет 50 , 201–341 (2003).
Артикул КАС
Google ученый
Эрнст, К.-Х. Молекулярная хиральность на поверхностях. Физ. Статус Solidi B 249 , 2057–2088 (2012).
Артикул КАС
Google ученый
Eckhardt, C.J. et al. Разделение хиральных фаз в монослойных кристаллах рацемических амфифилов. Природа 362 , 614–616 (1993).
Артикул КАС
Google ученый
Stöhr, M. et al. Самосборка и двумерное спонтанное разрешение цианофункционализированных [7]гелиценов на Cu(111). Анжю. хим. Междунар. Эд . 50 , 9982–9986 (2011).
Артикул
Google ученый
Блюм, М.-К., Чавар, Э., Пиветта, М., Патти, Ф. и Шнайдер, В.-Д. Сохранение хиральности в иерархической надмолекулярной самоорганизующейся структуре с пентагональной симметрией. Анжю. хим. Междунар. Эд . 44 , 5334–5337 (2005).
Артикул
Google ученый
Сан, К. и др. Хиральные кластеры вертушек без локальной точечной хиральности. Малый 8 , 2078–2082 (2012).
Артикул КАС
Google ученый
Паршау, М. и др. Buckybowls на металлических поверхностях: несоответствие симметрии и энантиоморфизм кораннулена на Cu(110). Анжю. хим. Междунар. Эд . 46 , 8258–8261 (2007).
Артикул КАС
Google ученый
Фазель Р., Паршау М. и Эрнст К.-Х. Усиление хиральности в двумерных энантиоморфных решетках. Природа 439 , 449–452 (2006).
Артикул КАС
Google ученый
Хак С., Лю Н., Хамблот В., Янсен А. П. Дж. и Раваль Р. Резкое нарушение симметрии в надмолекулярной организации энантиомерно несбалансированных монослоев на поверхностях. Нац. Хим . 1 , 409–414 (2009).
Артикул КАС
Google ученый
Паршау, М., Ромер, С. и Эрнст, К.-Х. Индукция гомохиральности в ахиральных энантиоморфных монослоях. Дж. Ам. хим. Соц . 126 , 15398–15399 (2004 г.).
Артикул КАС
Google ученый
Деступ, И. и др. Принцип «сержантов и капралов» в киральной индукции на интерфейсе. Хим. коммун. 49 , 7477–7479 (2013).
Артикул КАС
Google ученый
Kündig, PE Ареновые π-комплексы переходных металлов в органическом синтезе и катализе (Springer, 2004).
Книга
Google ученый
Дай, Л.-Х. и другие. Хиральные ферроцены в асимметричном катализе (Wiley-VCH, 2010).
Google ученый
Gleiter, R. et al. Современная химия циклофана (Wiley-VCH, 2004).
Книга
Google ученый
Янчаржик А. и др. Быстрый доступ к дибензогелиценам и их функционализированным производным. Анжю. хим. Междунар. Эд . 52 , 9970–9975 (2013).
Артикул
Google ученый
Пинарди, А. Л. и др. Специальное формирование наноархитектур, легированных азотом, путем контролируемого диффузии на поверхности (цикло) дегидрирования гетероароматических соединений. ACS Nano 7 , 3676–3684 (2013).
Артикул КАС
Google ученый
Пинарди, А. Л. и др. Последовательное формирование наногелиценов, нанографенов и нанодомов, легированных азотом, путем поверхностно-стимулированного химического (цикло)дегидрирования гетероароматических соединений. Хим. коммун. 50 , 1555–1557 (2014).
Артикул КАС
Google ученый
Зайбель, Дж. , Паршау, М. и Эрнст, К.-Х. Двумерная кристаллизация энантиочистого и рацемического гептагелицена на Ag(111) и Au(111). J. Phys. хим. C 118 , 29135–29141 (2014).
Артикул КАС
Google ученый
Зайбель Дж., Аллеманн О., Сигель Дж. С. и Эрнст К.-Х. Хиральный конфликт между разными гелиценами подавляет образование одного энантиоморфа при двумерной кристаллизации. Дж. Ам. хим. Соц . 135 , 7434–7437 (2013).
Артикул КАС
Google ученый
Ван, Д.З., Кац, Т.Дж., Голен, Дж. и Рейнгольд, А.Л. Добавление Дильса-Альдера бензинов в гелиценовые скелеты. Дж. Орг. хим. 69 , 7769–7771 (2004).
Артикул КАС
Google ученый
Гроен М.Б., Шаденберг Х. и Винберг Х. Синтез и разделение некоторых гетерогелиценов. Ж. Орг. хим. 36 , 2797–2809 (1971).
Артикул
Google ученый
Фухтер М.Дж., Веймар М., Ян X., Джадж Д.К. и Уайт А.Дж.П. Необычная окислительная перегруппировка [7]-гелицена. Тетраэдр Летт . 53 , 1108–1111 (2012).
Артикул КАС
Google ученый
Berger, R. J. F. et al. Опосредованная золотом(I) перегруппировка [7]-гелицена с образованием бензо[ cd ]пирениевый катион встроен в хиральный каркас. Хим. Коммуна . 50 , 5251–5253 (2014).
Артикул КАС
Google ученый
Кичин Г., Вайс К., Вагнер К., Таутц Ф. С. и Темиров Р. Одномолекулярные и одноатомные датчики для визуализации химически сложных поверхностей с атомарным разрешением. Дж. Ам. хим. соц. 133 , 16847–16851 (2011).
 11.2022
11.2022 11.2022
11.2022 Из минусов — после перезаточки сверло по металлу с покрытием из нитрида титана твёрдость на режущей части уменьшается до стандартных 63HRс. Из плюсов: Покрытие нитрида титана имеет пониженный коэффициент трения, поэтому при работе таким сверлом снижается объем потребления электроэнергии. Сверла с титаном дают точность центровки при сверлении.
Из минусов — после перезаточки сверло по металлу с покрытием из нитрида титана твёрдость на режущей части уменьшается до стандартных 63HRс. Из плюсов: Покрытие нитрида титана имеет пониженный коэффициент трения, поэтому при работе таким сверлом снижается объем потребления электроэнергии. Сверла с титаном дают точность центровки при сверлении.
 А так-же насосное, компрессорное, сварочное и тепловое оборудование, ручной инструмент и комплектующие. У нас есть товары для дачников и садоводов, для автолюбителей и фермеров, для ремонта или строительства, есть подарки для мужчин на любой праздник.
А так-же насосное, компрессорное, сварочное и тепловое оборудование, ручной инструмент и комплектующие. У нас есть товары для дачников и садоводов, для автолюбителей и фермеров, для ремонта или строительства, есть подарки для мужчин на любой праздник. Они особенно хорошо подходят для сверления более твердых металлов, таких как нержавеющая сталь. Это связано с тем, что добавление кобальта позволяет сверлу работать при более высоких температурах, а также помогает уменьшить накопление тепла.
Они особенно хорошо подходят для сверления более твердых металлов, таких как нержавеющая сталь. Это связано с тем, что добавление кобальта позволяет сверлу работать при более высоких температурах, а также помогает уменьшить накопление тепла.




 К ним относятся HSS, титан, карбид, кобальт и вольфрам.
К ним относятся HSS, титан, карбид, кобальт и вольфрам.
 Изучение различий поможет вам избежать траты денег и использования неправильных насадок для неправильных материалов.
Изучение различий поможет вам избежать траты денег и использования неправильных насадок для неправильных материалов. Обычно имеет смысл заменить их, а не перекрашивать. Поэтому, несмотря на то, что они тверже кобальта, их кромка неглубокая.
Обычно имеет смысл заменить их, а не перекрашивать. Поэтому, несмотря на то, что они тверже кобальта, их кромка неглубокая.

 В этом случае проверяют наличие напряжения
В этом случае проверяют наличие напряжения
 Причиной
Причиной


 3
3 6-6
6-6 5х18
5х18 59 МБ)
59 МБ) ПРЕМИУМ
ПРЕМИУМ мма сварка. фото высокого качестваPREMIUM
мма сварка. фото высокого качестваPREMIUM высокое качество photoPREMIUM
высокое качество photoPREMIUM мма сварка. фото высокого качестваPREMIUM
мма сварка. фото высокого качестваPREMIUM оранжевый цвет на белом фонеPREMIUM
оранжевый цвет на белом фонеPREMIUM мма сварка. фото в высоком качествеPREMIUM
мма сварка. фото в высоком качествеPREMIUM ПРЕМИУМ
ПРЕМИУМ мма сварка. фото высокого качестваPREMIUM
мма сварка. фото высокого качестваPREMIUM сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM
сварщик сваривает трубы большого диаметра ручной электродуговой сваркой. фото в высоком качествеPREMIUM ПРЕМИУМ
ПРЕМИУМ ПРЕМИУМ
ПРЕМИУМ

 Другими словами, есть машины только для MIG, только для TIG и так далее. Хотя это может быть приемлемым, если вы со всей уверенностью будете выполнять только один тип дуговой сварки, выбрав этот путь, вы ограничите себя только теми видами сварки, которые совместимы с вашей машиной.
Другими словами, есть машины только для MIG, только для TIG и так далее. Хотя это может быть приемлемым, если вы со всей уверенностью будете выполнять только один тип дуговой сварки, выбрав этот путь, вы ограничите себя только теми видами сварки, которые совместимы с вашей машиной. Несмотря на свои компактные размеры, портативные многофункциональные сварочные аппараты содержат все клеммы, входы и разъемы, необходимые для подключения различных принадлежностей, необходимых для каждого типа сварки.
Несмотря на свои компактные размеры, портативные многофункциональные сварочные аппараты содержат все клеммы, входы и разъемы, необходимые для подключения различных принадлежностей, необходимых для каждого типа сварки. Как правило, чем большую мощность сварки может генерировать ваш портативный сварочный аппарат, тем выше его потребность в электроэнергии. Например, многофункциональная машина начального уровня, работающая от стандартного 120-вольтового напряжения, может выполнять легкие промышленные работы, такие как:
Как правило, чем большую мощность сварки может генерировать ваш портативный сварочный аппарат, тем выше его потребность в электроэнергии. Например, многофункциональная машина начального уровня, работающая от стандартного 120-вольтового напряжения, может выполнять легкие промышленные работы, такие как:  Если ваши потребности в сварке относятся к категории легкой промышленности, вам не нужно искать машины, работающие от напряжения 460 вольт или выше. С другой стороны, если ваша работа требует сварки средних и тяжелых промышленных объектов, 120-вольтовый аппарат просто не подойдет.
Если ваши потребности в сварке относятся к категории легкой промышленности, вам не нужно искать машины, работающие от напряжения 460 вольт или выше. С другой стороны, если ваша работа требует сварки средних и тяжелых промышленных объектов, 120-вольтовый аппарат просто не подойдет.
 В частности, чем больше вы знаете о типах металлов, которые будете сваривать, а также об их характеристиках, тем лучше вы сможете определить, какие портативные сварочные аппараты лучше всего соответствуют вашим потребностям.
В частности, чем больше вы знаете о типах металлов, которые будете сваривать, а также об их характеристиках, тем лучше вы сможете определить, какие портативные сварочные аппараты лучше всего соответствуют вашим потребностям. Для любителя или художника, который может при случае оказывать сварочные услуги за пределами объекта, 110-вольтовый сварочный аппарат весом 29 фунтов поместится в багажник практически любого автомобиля и может быть легко загружен и разгружен.
Для любителя или художника, который может при случае оказывать сварочные услуги за пределами объекта, 110-вольтовый сварочный аппарат весом 29 фунтов поместится в багажник практически любого автомобиля и может быть легко загружен и разгружен. Хорошей новостью является то, что существует невероятное количество машин , от тех, которые выполняют определенный тип сварки, до многоцелевых машин, способных выполнять несколько типов сварки.
Хорошей новостью является то, что существует невероятное количество машин , от тех, которые выполняют определенный тип сварки, до многоцелевых машин, способных выполнять несколько типов сварки. Если это металл, проводящий электричество, то его можно сваривать. Но не все металлы можно сваривать всеми четырьмя методами дуговой сварки. Реальность такова, что каждый метод особенно подходит для определенных типов металлов.
Если это металл, проводящий электричество, то его можно сваривать. Но не все металлы можно сваривать всеми четырьмя методами дуговой сварки. Реальность такова, что каждый метод особенно подходит для определенных типов металлов. Некоторые методы дуговой сварки лучше подходят для более толстых материалов, в то время как другие лучше подходят для сварки более тонких деталей. Есть также методы, которые при правильной настройке позволяют сваривать практически любую толщину.
Некоторые методы дуговой сварки лучше подходят для более толстых материалов, в то время как другие лучше подходят для сварки более тонких деталей. Есть также методы, которые при правильной настройке позволяют сваривать практически любую толщину. Не все сварочные работы можно выполнять в контролируемых условиях мастерской или гаража. Из-за размера или расположения обрабатываемой детали работа в помещении вообще может оказаться невозможной.
Не все сварочные работы можно выполнять в контролируемых условиях мастерской или гаража. Из-за размера или расположения обрабатываемой детали работа в помещении вообще может оказаться невозможной.  Некоторые сварочные работы, которые иногда называют «сваркой вне положения», должны выполняться на месте и в условиях, далеких от идеальных.
Некоторые сварочные работы, которые иногда называют «сваркой вне положения», должны выполняться на месте и в условиях, далеких от идеальных.  Другими словами, они должны быть конструктивно прочными и при этом хорошо выглядеть. Одним из методов, отвечающих этим требованиям, является сварка ВИГ , которая также широко считается самой сложной для освоения техникой из-за того, что она требует выполнения операций двумя руками.
Другими словами, они должны быть конструктивно прочными и при этом хорошо выглядеть. Одним из методов, отвечающих этим требованиям, является сварка ВИГ , которая также широко считается самой сложной для освоения техникой из-за того, что она требует выполнения операций двумя руками. Скорее всего, MIG или сварка с флюсовой проволокой может быть лучшим местом для начала при выборе подходящего портативного сварочного аппарата для ваших сварочных нужд.
Скорее всего, MIG или сварка с флюсовой проволокой может быть лучшим местом для начала при выборе подходящего портативного сварочного аппарата для ваших сварочных нужд. выход. Несмотря на то, что они работают от обычного бытового напряжения, многие из этих аппаратов по-прежнему обладают мощным сварочным усилием и более чем способны производить качественный сварной шов.
выход. Несмотря на то, что они работают от обычного бытового напряжения, многие из этих аппаратов по-прежнему обладают мощным сварочным усилием и более чем способны производить качественный сварной шов. Имея немного ноу-хау и желание практиковаться, вы можете начать развивать базовые навыки сварки в свободное время.
Имея немного ноу-хау и желание практиковаться, вы можете начать развивать базовые навыки сварки в свободное время. Переключение с одного метода сварки на другой осуществляется за считанные минуты.
Переключение с одного метода сварки на другой осуществляется за считанные минуты. Это также метод, который позволяет производить бусины высочайшего качества с наибольшей эстетической ценностью, поэтому он популярен среди художников и сварщиков-ремесленников.
Это также метод, который позволяет производить бусины высочайшего качества с наибольшей эстетической ценностью, поэтому он популярен среди художников и сварщиков-ремесленников.
 2-1.4 метра, меньше можно а больше шаг делать нельзя.
2-1.4 метра, меньше можно а больше шаг делать нельзя. Но маленький нюанс, фанера должна быть касчественная, так как при использование дешойвой и не качественной фанеры будет происходить деформация.
Но маленький нюанс, фанера должна быть касчественная, так как при использование дешойвой и не качественной фанеры будет происходить деформация.
 Большую часть работ по монтажу опалубки перекрытия вполне по силам сделать самостоятельно, с минимальными затратами, без привлечения или аренды подъемной техники или специализированного оборудования.
Большую часть работ по монтажу опалубки перекрытия вполне по силам сделать самостоятельно, с минимальными затратами, без привлечения или аренды подъемной техники или специализированного оборудования.

 В теории в этом случае образуется ровная и гладкая бетонная поверхность потолка. Но на практике такой эффект можно получить укладкой на набитые доски обычного армированного толстослойного полиэтилена. «Голой» цементной поверхности потолочного перекрытия в жилом посещении не бывает, а полученного качества вполне достаточно для чистовой отделки, после небольшой доводки шлифовкой. Трудовых затрат получается больше, но исключаются необоснованные затраты на покупку ламината.
В теории в этом случае образуется ровная и гладкая бетонная поверхность потолка. Но на практике такой эффект можно получить укладкой на набитые доски обычного армированного толстослойного полиэтилена. «Голой» цементной поверхности потолочного перекрытия в жилом посещении не бывает, а полученного качества вполне достаточно для чистовой отделки, после небольшой доводки шлифовкой. Трудовых затрат получается больше, но исключаются необоснованные затраты на покупку ламината. Чтобы обеспечить ровную плоскость верхней арматурной сетки, к ее пруткам привариваются Г-образные опоры одной высоты. После укладки прутка в опалубку, каждая нитка арматура перевязывается в каркасе на горизонтальных и вертикальных пересечениях.
Чтобы обеспечить ровную плоскость верхней арматурной сетки, к ее пруткам привариваются Г-образные опоры одной высоты. После укладки прутка в опалубку, каждая нитка арматура перевязывается в каркасе на горизонтальных и вертикальных пересечениях. Надежнее, хотя и не проще сделать заливку опалубки небольшими порциями, по 50-100 л раствора. После первичного схватывания раствора бетонную поверхность выглаживают смоченной в воде деревянной планкой и регулярно обрызгивают водой в жаркое время года.
Надежнее, хотя и не проще сделать заливку опалубки небольшими порциями, по 50-100 л раствора. После первичного схватывания раствора бетонную поверхность выглаживают смоченной в воде деревянной планкой и регулярно обрызгивают водой в жаркое время года. Строительство опалубки для бетона не сложная работа, но работать нужно терпеливо и с большой осторожностью, иначе профессионально залить бетон не получится. Существует сильное заблуждение, что все, что нельзя увидеть, неважно. Ничто не может быть более фальшивым, и в этом пошаговом руководстве мы покажем вам, насколько важно построить правильную опалубку для бетонного фундамента. Следовательно, вы должны следовать нашим рекомендациям и использовать только лучшие материалы и инструменты, особенно если у вас нет опыта. Кроме того, мы рекомендуем вам нанять квалифицированного специалиста, потому что это одна из вещей, с которыми мы не можем играть.
Строительство опалубки для бетона не сложная работа, но работать нужно терпеливо и с большой осторожностью, иначе профессионально залить бетон не получится. Существует сильное заблуждение, что все, что нельзя увидеть, неважно. Ничто не может быть более фальшивым, и в этом пошаговом руководстве мы покажем вам, насколько важно построить правильную опалубку для бетонного фундамента. Следовательно, вы должны следовать нашим рекомендациям и использовать только лучшие материалы и инструменты, особенно если у вас нет опыта. Кроме того, мы рекомендуем вам нанять квалифицированного специалиста, потому что это одна из вещей, с которыми мы не можем играть. Тем не менее, первый этап строительства бетонного фундамента — это научиться копать фундамент.
Тем не менее, первый этап строительства бетонного фундамента — это научиться копать фундамент.  Работайте с большой осторожностью и следуйте планам дома, если хотите получить профессиональный результат.
Работайте с большой осторожностью и следуйте планам дома, если хотите получить профессиональный результат. Тем не менее, бывают случаи, когда такую сложную арматурную конструкцию можно не монтировать (в случае легких конструкций, больших пролетов из бетона).
Тем не менее, бывают случаи, когда такую сложную арматурную конструкцию можно не монтировать (в случае легких конструкций, больших пролетов из бетона). Вы должны заметить, что соединение жесткое и надежно закреплено проволокой. Убедитесь, что арматурные балки выровнены правильно, так как стены будут построены точно по ним. Если армирующие балки не будут выполнены должным образом, стены вашего дома не будут поддерживаться должным образом.
Вы должны заметить, что соединение жесткое и надежно закреплено проволокой. Убедитесь, что арматурные балки выровнены правильно, так как стены будут построены точно по ним. Если армирующие балки не будут выполнены должным образом, стены вашего дома не будут поддерживаться должным образом. Следовательно, вы должны прочитать планы фундамента, чтобы увидеть высоту возвышения фундамента от земли. Далее вам нужно построить панели опалубки, как вы можете видеть на изображении.
Следовательно, вы должны прочитать планы фундамента, чтобы увидеть высоту возвышения фундамента от земли. Далее вам нужно построить панели опалубки, как вы можете видеть на изображении.

 В большинстве случаев компания, занимающаяся доставкой бетона, также предоставит вам вибратор для бетона, но бывают ситуации, когда инструмент приходится арендовать.
В большинстве случаев компания, занимающаяся доставкой бетона, также предоставит вам вибратор для бетона, но бывают ситуации, когда инструмент приходится арендовать. Кроме того, подрядчик оценивает экономию трудозатрат в размере 26 800 долл. США.
Кроме того, подрядчик оценивает экономию трудозатрат в размере 26 800 долл. США. На самом деле правильный выбор может сильно повлиять на график, требования к рабочей силе, качество и общую стоимость проекта, говорит Майкл Шеффер, старший менеджер по продукции Doka USA в США.
На самом деле правильный выбор может сильно повлиять на график, требования к рабочей силе, качество и общую стоимость проекта, говорит Майкл Шеффер, старший менеджер по продукции Doka USA в США.
 Он устраняет трудозатраты и расходы, связанные с покупкой, размещением, измерением, резкой, сборкой и очисткой после снятия деревянных опор. По его оценкам, традиционный процесс занимает примерно в три раза больше времени, чем брекет-система.
Он устраняет трудозатраты и расходы, связанные с покупкой, размещением, измерением, резкой, сборкой и очисткой после снятия деревянных опор. По его оценкам, традиционный процесс занимает примерно в три раза больше времени, чем брекет-система.
 Шмитца, зарегистрированного профессионального инженера, с более чем 35-летним опытом работы в области архитектуры и проектирования конструкций. К этим преимуществам относятся:
Шмитца, зарегистрированного профессионального инженера, с более чем 35-летним опытом работы в области архитектуры и проектирования конструкций. К этим преимуществам относятся:
 , разработал несколько продуктов для формирования ткани, в том числе Fastfoot для сплошных и раскладных фундаментов, Fastbag для распорных фундаментов и Fast- Труба для опор и колонн.
, разработал несколько продуктов для формирования ткани, в том числе Fastfoot для сплошных и раскладных фундаментов, Fastbag для распорных фундаментов и Fast- Труба для опор и колонн.
 (ППС). Но использование в более крупных коммерческих зданиях, по-видимому, является растущим рынком по нескольким причинам. Главным из них является возможность снижения энергии для обогрева и охлаждения здания. Здесь показаны изолированные бетонные опалубки Nudura, отвечающие требованиям современных зданий, предлагающие энергоэффективный и экологически безопасный вариант строительства. Nudura
(ППС). Но использование в более крупных коммерческих зданиях, по-видимому, является растущим рынком по нескольким причинам. Главным из них является возможность снижения энергии для обогрева и охлаждения здания. Здесь показаны изолированные бетонные опалубки Nudura, отвечающие требованиям современных зданий, предлагающие энергоэффективный и экологически безопасный вариант строительства. Nudura


 Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
 Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.

 движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.
движение варить угол. Также будьте осторожны, шлак этих электродов остывая стреляет — берегите глаза.

 Электроды были новые и просушенные.
Электроды были новые и просушенные. 3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем.
3мм. когда добавишь ток чуть поболее, горят и не раскаляются при залипе, а вот с 2мм. проблемка. А есаб ОК 61.30 1.6 мм. я варил, не залипают они и шов как оловом растекается. Классные электроды. Для нужд прикуплю ОК 61.30, вопросов не будет раскалился не раскалился. Спасибо всем. Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно.
Отсюда и все проблемы. Бо’льшее количество шлака приводит к тому, что он начинает затекать вперёд дуги и тушит её. Электрод постоянно липнет. Если добавить ток до 90А для ф3, то все сложности пропадают, электроды горят стабильно. На новом горят и ложатся на ура при 35-40А.
На новом горят и ложатся на ура при 35-40А. Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии))
Обязательно при сварке в аргоне использование формовочного газа для защиты корня шва. Электроды Boehler немецкие. Варим инверторами Kemppi, отличные источники с четкой регулировкой. Технадзор будет бдить за соблюдение технологии)) Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт
Чтобы не забрасывали помидорами сразу скажу, пока варю только то, что при вылете шва никого не убьёт  Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).
Проверьте контакт обратного провола. Прижмите его стубциной к изделию насмерть.)) И шоб площадь прижатия была хорошая, а не в волосик.) Покрытие электрода основное така шо варить може попробывать опираясь на обмазку. Никода не варил ОЗЛ-8.) Электроды из сарая надо бы прокалить как на пачке написано. (ну а вдруг поможет) Прикупите себе УОНИ и тренируйтесь на кошках.) Они хоть варят короткой дугой и покрытие основное хоть руку набъете почеловечье. МР-3 нелучший вариант чтобы получить первоначальное предствление о сварке покрытыми элетродами покрытие у них кислое и обмазка и шлак токопроводящие поэтому дуга пляшет то по горяцему металлу то по шлаку, а у УОНЕЙ шлак и обмазка электричество не проводят и дуга горит только между расплавленным металлом и сердечником электрода. Удачи!).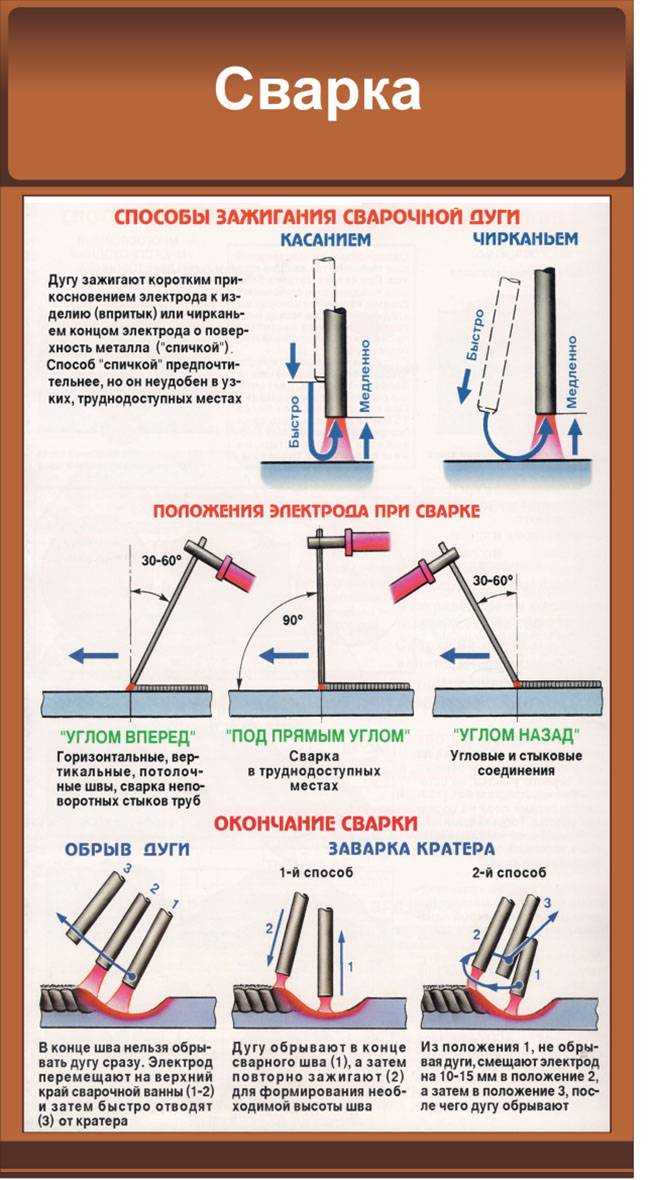

 При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
При этом то и «наплёвывается» металл с трудом, чаще улетает в даль. Даже пару раз залетало под маску, что окончательно убедило пока забить на попытки мучить нержу и спросить совета.
 Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L).
Основные металлы из нержавеющей стали в основном подразделяются на три класса в зависимости от их кристаллической структуры; аустенитный (например, 302, 304, 308, 316 и т. д.), мартенситный (например, 410 и 416) и ферритный (например, 409 и 430). Также доступны аустенитные марки с пониженным содержанием углерода (обозначаются буквой «L», например, 304L или 316L).
 Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения.
Обязательно учитывайте требуемую прочность, положение сварки, толщину металла и доступность соединения. Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить.
Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить. Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги.
Он обеспечивает экранирование, раскисление и стабилизацию дуги. Может быть добавлено дополнительное экранирование. Сопло для всасывания дыма вокруг пистолета или вытяжного шкафа помогает уменьшить количество дыма и паров. Порошковая проволока Aufhauser для нержавеющей стали разработана для обеспечения сварки во всех положениях и плавного, стабильного действия дуги. Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
Он используется на меньших и более тонких калибрах и обеспечивает неглубокий сварной шов.
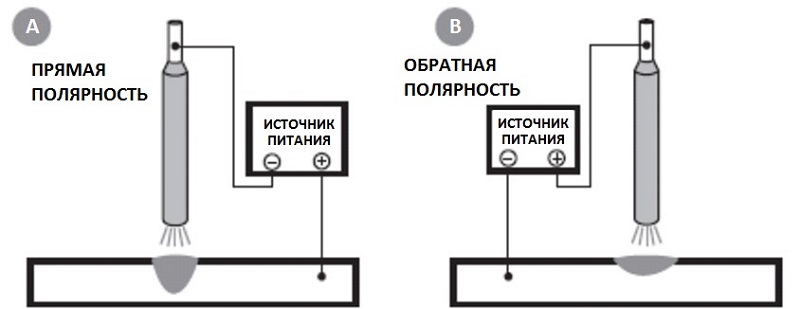

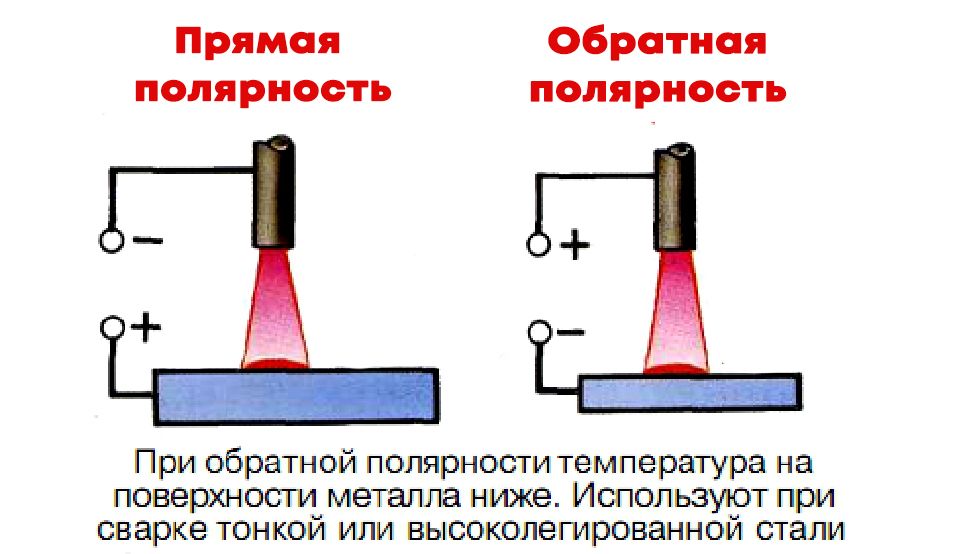 Параметры сварки TIG зависят от толщины листа и положения сварки.
Параметры сварки TIG зависят от толщины листа и положения сварки. Скорость потока 20cfh.
Скорость потока 20cfh.
 Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.
Он также необходим при соединении толстых металлов или металлов с высоким процентным содержанием углерода.

 Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод). По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током.
По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла при сварке переменным током. Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.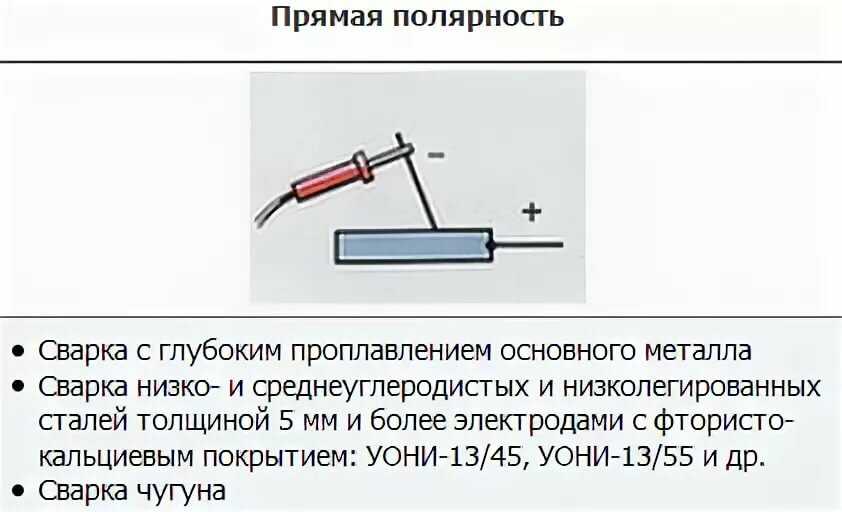
 По сути, вся специфика технологии «монолит» сводится к возведению арматурного металлического каркаса и поэтажному «поднятию» спроектированной и особым образом подготовленной опалубки, в которую впоследствии очень равномерно заливается бетонный состав. При этом каждый из последующих элементов, вне зависимости от его формы, создается таким способом, чтобы предшествующий был продолжен естественным путем без швов на стыках. В результате получаются цельнолитые, идеально выровненные элементы.
По сути, вся специфика технологии «монолит» сводится к возведению арматурного металлического каркаса и поэтажному «поднятию» спроектированной и особым образом подготовленной опалубки, в которую впоследствии очень равномерно заливается бетонный состав. При этом каждый из последующих элементов, вне зависимости от его формы, создается таким способом, чтобы предшествующий был продолжен естественным путем без швов на стыках. В результате получаются цельнолитые, идеально выровненные элементы.


 Дом может иметь индивидуальный дизайн, включать произвольное количество этажей и даже подземный паркинг. Все ограничивается только смелостью архитектурного замысла и базовыми строительными нормативами.
Дом может иметь индивидуальный дизайн, включать произвольное количество этажей и даже подземный паркинг. Все ограничивается только смелостью архитектурного замысла и базовыми строительными нормативами.

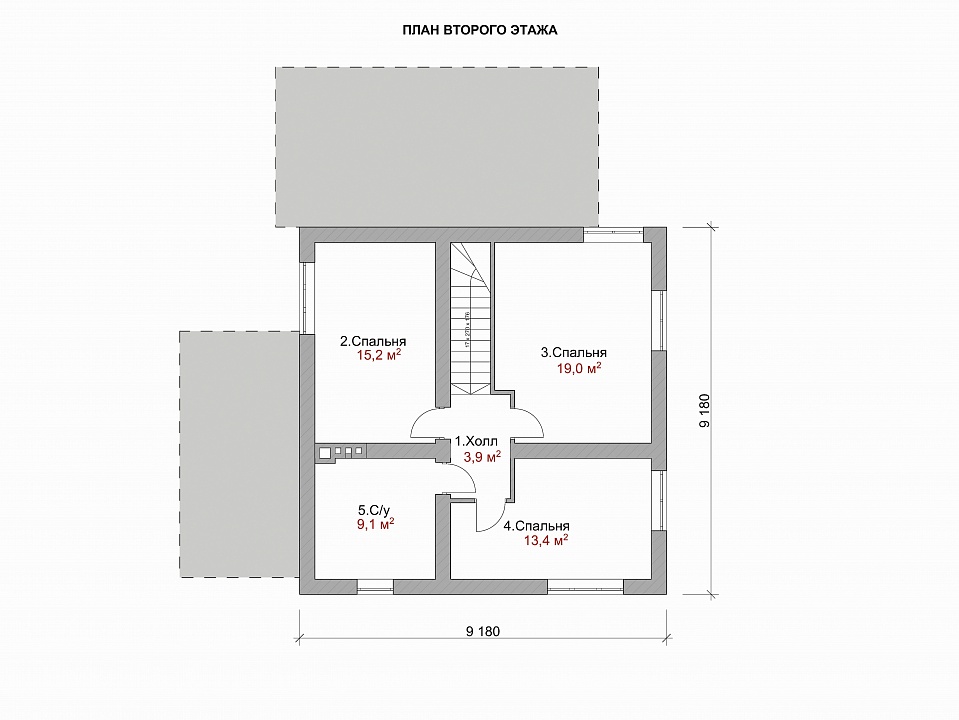

 Это крайне важно для достижения всех преимуществ, указанных выше.
Это крайне важно для достижения всех преимуществ, указанных выше.
 Все чаще используются конструкции с несъемной опалубкой из современного материала – пенополистирола, что удешевляет строительство, а бетонирование при ее использовании получается не менее качественным. Кроме того, этот важный элемент, роль которого была изначально исключительно технологической, в итоге становится конструктивной частью, обеспечивающей эффективную тепло- и звукоизоляцию. Разумеется, такая опалубка требует качественной отделки – как внешней, так и внутренней. Что касается такой задачи, как обеспечение циркуляции воздуха, в современных монолитах она достаточно легко решается при помощи системы вентилируемого фасада.
Все чаще используются конструкции с несъемной опалубкой из современного материала – пенополистирола, что удешевляет строительство, а бетонирование при ее использовании получается не менее качественным. Кроме того, этот важный элемент, роль которого была изначально исключительно технологической, в итоге становится конструктивной частью, обеспечивающей эффективную тепло- и звукоизоляцию. Разумеется, такая опалубка требует качественной отделки – как внешней, так и внутренней. Что касается такой задачи, как обеспечение циркуляции воздуха, в современных монолитах она достаточно легко решается при помощи системы вентилируемого фасада.

 У них есть общие черты и существенные различия.
У них есть общие черты и существенные различия.  д.).
д.).
 На плитном фундаменте строят дома башенного типа. Дополнительный плюс такого основания в том, что его используют как черновой пол
На плитном фундаменте строят дома башенного типа. Дополнительный плюс такого основания в том, что его используют как черновой пол Её изготавливают из вспененного полистирола, ламинированной влагостойкой фанеры, досок, металла. Опалубка бывает щитовой и тоннельной. Первая состоит из отдельных пластин, скреплённых между собой с помощью замкового механизма. Вторая представляет собой готовую конструкцию заданной формы.
Её изготавливают из вспененного полистирола, ламинированной влагостойкой фанеры, досок, металла. Опалубка бывает щитовой и тоннельной. Первая состоит из отдельных пластин, скреплённых между собой с помощью замкового механизма. Вторая представляет собой готовую конструкцию заданной формы. Бетон заливают в подготовленную опалубку с помощью бетононасоса. Чтобы удалить пузырьки воздуха, смесь уплотняют вибрационной машиной.
Бетон заливают в подготовленную опалубку с помощью бетононасоса. Чтобы удалить пузырьки воздуха, смесь уплотняют вибрационной машиной. Дальше действуют по стандартной технологии: монтируют опалубку и заливают в неё бетон.
Дальше действуют по стандартной технологии: монтируют опалубку и заливают в неё бетон. Процент усадки небольшой, сразу после возведения здания можно начинать отделку
Процент усадки небольшой, сразу после возведения здания можно начинать отделку Особенно она актуальна для многоквартирных зданий. Звуковые волны легко распространяются по монолитной стене. Если где-то штробят и сверлят, от шума страдают жильцы верхних, нижних и боковых квартир.
Особенно она актуальна для многоквартирных зданий. Звуковые волны легко распространяются по монолитной стене. Если где-то штробят и сверлят, от шума страдают жильцы верхних, нижних и боковых квартир. Иногда в монолитном доме на этапе сдачи отсутствуют межкомнатные перегородки в квартирах. Вариант идеален для тех, кого не устраивают стандартные планировки
Иногда в монолитном доме на этапе сдачи отсутствуют межкомнатные перегородки в квартирах. Вариант идеален для тех, кого не устраивают стандартные планировки Монолитно-купольный дом успешно справляется с каждой из этих задач.
Монолитно-купольный дом успешно справляется с каждой из этих задач.
 Это в два раза больше давления, которое оказывает загруженный полуприцеп и прицеп, сидящие на земле. Такое сильное давление может толкнуть здание вбок и даже опрокинуть его!
Это в два раза больше давления, которое оказывает загруженный полуприцеп и прицеп, сидящие на земле. Такое сильное давление может толкнуть здание вбок и даже опрокинуть его! Таким образом, если купол может выдерживать постоянную силу в 2000 фунтов на квадратный фут, он легко выдерживает и 400 фунтов на квадратный фут.
Таким образом, если купол может выдерживать постоянную силу в 2000 фунтов на квадратный фут, он легко выдерживает и 400 фунтов на квадратный фут.
 Затем мы строим купол поверх этого наголовника/фундамента, добавляя сотни тонн веса, чтобы удерживать наголовник/фундамент. Таким образом, вес купола, установленного на оголовок сваи/фундамента, и оголовок сваи, прикрепленный к зубьям, удерживают всю конструкцию от смещения. Таким образом, настоящий ключ — это вес Монолитного купола, а также его прочность и способность оставаться целым во время сильного ветра и штормового нагона.
Затем мы строим купол поверх этого наголовника/фундамента, добавляя сотни тонн веса, чтобы удерживать наголовник/фундамент. Таким образом, вес купола, установленного на оголовок сваи/фундамента, и оголовок сваи, прикрепленный к зубьям, удерживают всю конструкцию от смещения. Таким образом, настоящий ключ — это вес Монолитного купола, а также его прочность и способность оставаться целым во время сильного ветра и штормового нагона.
 Правильно размещенная арматура (армирующая сталь) защищена бетоном от коррозии. Правильно замешанный бетон очень устойчив к коррозии, а надлежащее покрытие открытого бетона также может добавить защиты.
Правильно размещенная арматура (армирующая сталь) защищена бетоном от коррозии. Правильно замешанный бетон очень устойчив к коррозии, а надлежащее покрытие открытого бетона также может добавить защиты.
 Соседи вызвали управляющую компанию для выяснения обстоятельств. Менеджер вызвал пожарных и встретил их там. Они открыли дверь. Повалил дым.
Соседи вызвали управляющую компанию для выяснения обстоятельств. Менеджер вызвал пожарных и встретил их там. Они открыли дверь. Повалил дым.
 Хотя я никогда не просил об этом, он прислал мне отчет, в котором говорилось, что во время Второй мировой войны здания из тонкостенного бетона в Германии выглядели намного лучше, чем другие конструкции.
Хотя я никогда не просил об этом, он прислал мне отчет, в котором говорилось, что во время Второй мировой войны здания из тонкостенного бетона в Германии выглядели намного лучше, чем другие конструкции. com из Шони, штат Оклахома, обсуждается, как государственные школы Оклахомы вынуждены устанавливать безопасные комнаты. Государственные школы Дейла и другие рекламируются как уже сделавшие это со своими монолитными куполами.
com из Шони, штат Оклахома, обсуждается, как государственные школы Оклахомы вынуждены устанавливать безопасные комнаты. Государственные школы Дейла и другие рекламируются как уже сделавшие это со своими монолитными куполами. В видео профессор Кобб объясняет, почему монолитный купол является безопасным решением для районов, подверженных торнадо.
В видео профессор Кобб объясняет, почему монолитный купол является безопасным решением для районов, подверженных торнадо.

 Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах.
Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах.
 Как правило, в течение двадцати лет экономия затрат на электроэнергию будет равна полной стоимости объекта «Монолитный купол». Так что, по сути, он становится бесплатным.
Как правило, в течение двадцати лет экономия затрат на электроэнергию будет равна полной стоимости объекта «Монолитный купол». Так что, по сути, он становится бесплатным. Я знал, что пять неразумных прибыли без достаточного количества масла, а у пяти мудрых было много. Я также знал, что, когда появлялся жених, умникам, пришедшим подготовленным, разрешалось войти с ним; других не было. В то время я этого не понимал; все это казалось мне немного жестоким. Повзрослев, я понял, что готовность определенно вознаграждается.
Я знал, что пять неразумных прибыли без достаточного количества масла, а у пяти мудрых было много. Я также знал, что, когда появлялся жених, умникам, пришедшим подготовленным, разрешалось войти с ним; других не было. В то время я этого не понимал; все это казалось мне немного жестоким. Повзрослев, я понял, что готовность определенно вознаграждается.



 Он и Джуди, его жена, отправились в Джоплин и были опечалены увиденным и услышанным.
Он и Джуди, его жена, отправились в Джоплин и были опечалены увиденным и услышанным. торнадо F3 со скоростью ветра 158–206 миль в час обрушился на небольшой городок Дюран, штат Миссисипи, включая дом и гараж мистера и миссис Ли Эйвери под монолитным куполом.
торнадо F3 со скоростью ветра 158–206 миль в час обрушился на небольшой городок Дюран, штат Миссисипи, включая дом и гараж мистера и миссис Ли Эйвери под монолитным куполом. Сезон ураганов начался 1 июня, и метеорологи прогнозируют, что он может быть гораздо активнее, чем в прошлом году.
Сезон ураганов начался 1 июня, и метеорологи прогнозируют, что он может быть гораздо активнее, чем в прошлом году. В среднем сильный шторм обрушивается на этот район примерно каждые четыре года. Последним был ураган Дин, который пронесся в 2007 году со скоростью ветра 100 миль в час и сорвал много крыш даже в элегантном районе Виги, Кастри, где жилые дома должны быть хорошо построены. Уязвимость этого района к ураганам является одной из причин, по которой застройщик Джон Крэйсиун хочет построить монолитные купола в Сент-Люсии и на Карибах в целом.
В среднем сильный шторм обрушивается на этот район примерно каждые четыре года. Последним был ураган Дин, который пронесся в 2007 году со скоростью ветра 100 миль в час и сорвал много крыш даже в элегантном районе Виги, Кастри, где жилые дома должны быть хорошо построены. Уязвимость этого района к ураганам является одной из причин, по которой застройщик Джон Крэйсиун хочет построить монолитные купола в Сент-Люсии и на Карибах в целом.


 В промышленности, такая сталь используется, в основном для металлоконструкций.
В промышленности, такая сталь используется, в основном для металлоконструкций.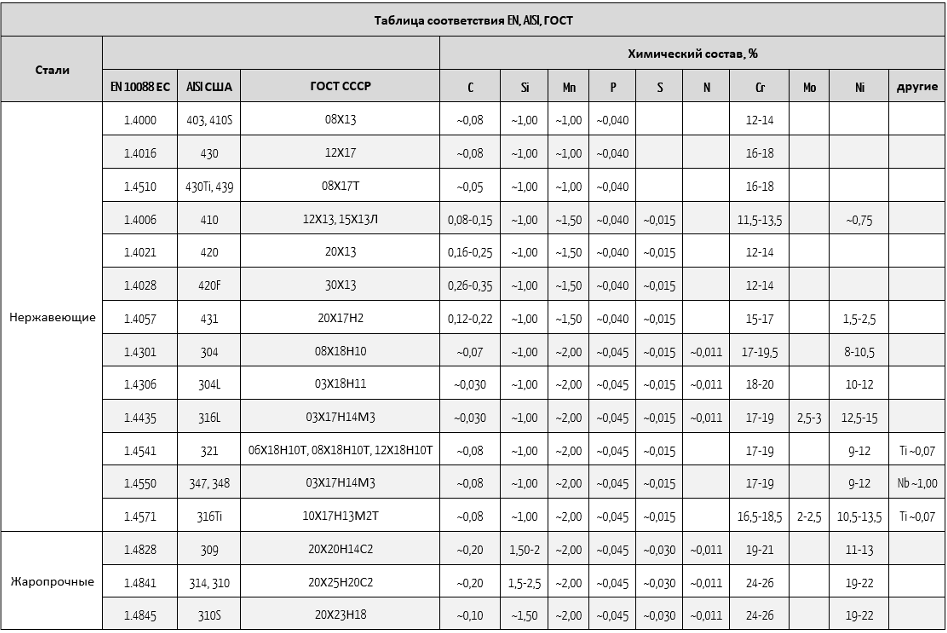 Разница в цене очевидна, более чем в 3 раза — 22500 грн/тонна (09Г2С) и 75000 грн/тонна (15Х1М1Ф).
Разница в цене очевидна, более чем в 3 раза — 22500 грн/тонна (09Г2С) и 75000 грн/тонна (15Х1М1Ф).  А чем стенка котла толще, тем хуже будет теплопередача и тем меньше тепла будет попадать в систему отопления.
А чем стенка котла толще, тем хуже будет теплопередача и тем меньше тепла будет попадать в систему отопления.

 2.
2.
 30
30 60
60 9.
9. Котельные плиты должны выдерживать высокое давление и температуру. Современные производственные процессы ANSON и передовые процедуры контроля и испытаний гарантируют, что наши плиты для котлов выдерживают суровые условия. Опытный поставщик для всей энергетической отрасли, ANSON является надежным поставщиком котельной плиты любого класса. У нас есть возможности и возможности для производства размера, спецификации, качества и количества, которые вам нужны.
Котельные плиты должны выдерживать высокое давление и температуру. Современные производственные процессы ANSON и передовые процедуры контроля и испытаний гарантируют, что наши плиты для котлов выдерживают суровые условия. Опытный поставщик для всей энергетической отрасли, ANSON является надежным поставщиком котельной плиты любого класса. У нас есть возможности и возможности для производства размера, спецификации, качества и количества, которые вам нужны.
 27
27
 В основном предлагается для использования в сварных сосудах под давлением, где важна стойкость к продавливанию. Мы можем поставить нарезанный по размеру стальной лист для котлов как узкой, так и широкой ширины. Эти горячекатаные стальные листы для котлов доступны в различных сортах и толщинах и разработаны для обеспечения превосходного качества, предназначенного для удержания внутреннего давления в котлах и клапанах.
В основном предлагается для использования в сварных сосудах под давлением, где важна стойкость к продавливанию. Мы можем поставить нарезанный по размеру стальной лист для котлов как узкой, так и широкой ширины. Эти горячекатаные стальные листы для котлов доступны в различных сортах и толщинах и разработаны для обеспечения превосходного качества, предназначенного для удержания внутреннего давления в котлах и клапанах. д. Свяжитесь с нами сегодня чтобы запросить бесплатное предложение!
д. Свяжитесь с нами сегодня чтобы запросить бесплатное предложение!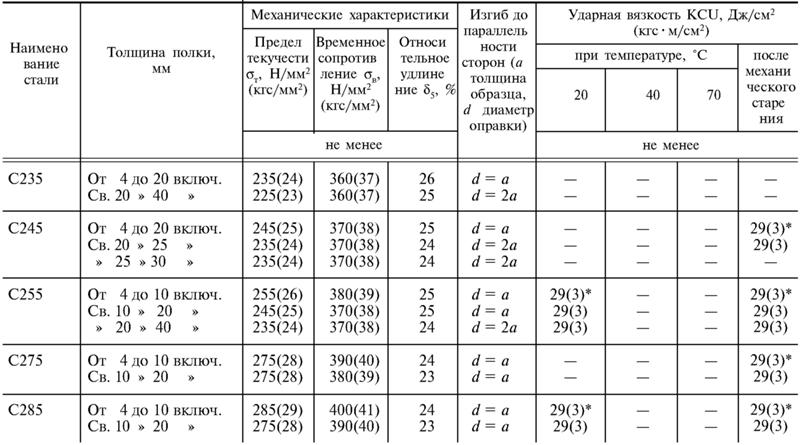 фунтов/кв.дюйм)
фунтов/кв.дюйм)
 2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
2 Устройство патрона СДС и вставленным в него хвостовиком бура. 1- Боек, 2 – Хвостовик рабочего инструмента; 3- СДС – патрон; 4- ударный поршень.
 Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может.
Если исходить из условий работы, то видно, что для направляющих открытых пазов нужна густая и обильная смазка, для закрытых пазов, которые работают как подшипник, обильная смазка не нужна, она даже вредна т.к. шарикам, работающим под нагрузкой, не поможет, а вот собрать пыль в пазы – это может. Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол».
Кроме компании «Буш» выпускают подобные смазки фирмы: «Макита», Метаба», «Интерскол». ru
ru Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним.
Инструмент будет верой и правдой служить своему владельцу, если не забывать ухаживать за ним. Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов.
Разобравшись с нюансами устройства этого строительного орудия, самое время переходить к смазке отдельных его элементов. Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам.
Масло заполняет корпус редуктора, и во время эксплуатации всего его детали покрываются равномерным слоем смазки. Если в электроинструменте отсутствует спецотверстие и необходимо его разобрать, чтобы смазать редуктор, лучше обратиться к специалистам. А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла.
А после извлечения насадки ее нужно обязательно очистить от пыли и переработанного масла. Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.
Ее объем – 45 мл. Артикул товара для поиска – 1615430005-000.


 Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.
Однако при монтаже подшипника смазывать его гнездо и наружный диаметр сепаратора необходимо.  Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.
Однако при установке подшипников необходимо смазывать гнезда для лучшего уплотнения.  Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.
Главное, использовать смазку, обладающую не только высокой смазывающей способностью, но и обладающую уплотняющими свойствами.  9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
9Смазка 0016, Рекомендуемая производителями Hitachi Dh34ZS3
 и 8½ дюйма. интервалы
и 8½ дюйма. интервалы Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении.
Ранее оператор использовал стороннюю смазку для бурения сильно наклонных скважин, но не смог достичь заданной глубины из-за высокого крутящего момента и сопротивления при бурении. показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.
показало снижение коэффициента трения (CoF) на 28% по сравнению с необработанной жидкостью. Результаты лабораторных испытаний были переданы оператору, и смазка BaraLube W-933 была одобрена для применения.













 Так как полости не соединены напрямую, устройства имеют идеальную адаптацию для работы в системах гидравлики с высоким давлением. Жидкость на выходе передает энергию поршню, перемещая его, или циркулирует в замкнутом контуре.
Так как полости не соединены напрямую, устройства имеют идеальную адаптацию для работы в системах гидравлики с высоким давлением. Жидкость на выходе передает энергию поршню, перемещая его, или циркулирует в замкнутом контуре.
 Штоковая полость отделена от выходного порта изделия выпускным клапаном.
Штоковая полость отделена от выходного порта изделия выпускным клапаном. В результате обеспечивается более производительная работа насоса с непрерывной и равномерной подачей рабочей жидкости.
В результате обеспечивается более производительная работа насоса с непрерывной и равномерной подачей рабочей жидкости. youtube.com/embed/qexMzf-R0HM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/qexMzf-R0HM» frameborder=»0″ allowfullscreen=»allowfullscreen»>  В это время камера цилиндра увеличивает объем и всасывает масло через проточку распределительной оси. Совершая следующие пол-оборота, поршень возвращается в тело ротора и вытесняет масло уже в напорную полость распределителя. Изменяя величину эксцентриситета, регулируют производительность механизма. Меняя эксцентриситет по знаку, то есть, перемещая ротор к противоположной стенке корпуса, добиваются изменения потока жидкости – реверса.
В это время камера цилиндра увеличивает объем и всасывает масло через проточку распределительной оси. Совершая следующие пол-оборота, поршень возвращается в тело ротора и вытесняет масло уже в напорную полость распределителя. Изменяя величину эксцентриситета, регулируют производительность механизма. Меняя эксцентриситет по знаку, то есть, перемещая ротор к противоположной стенке корпуса, добиваются изменения потока жидкости – реверса.
 Работа группы цилиндров сходна с радиально-поршневым устройством.
Работа группы цилиндров сходна с радиально-поршневым устройством.
 Пульсация давления и уровень шума в таких агрегатах снижаются.
Пульсация давления и уровень шума в таких агрегатах снижаются.

 0003
0003
 дюйм при 50 галлонах в минуту
дюйм при 50 галлонах в минуту Все права защищены.
Все права защищены.
 Эти насосы обеспечивают большую точность выходного потока, чем делители потока для синхронного движения.
Эти насосы обеспечивают большую точность выходного потока, чем делители потока для синхронного движения.
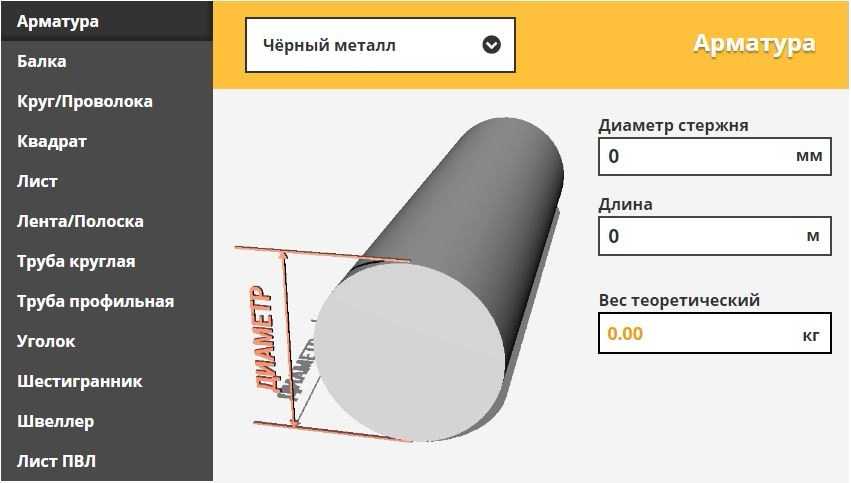 В случае, когда исходными данными является вес и требуется таблица металлопроката из тонны в метры, сначала определяется площадь сечения проката, умноженная на удельный вес, после чего, вес делится на полученное путем умножения значение и мы получаем требуемую длину по весу.
В случае, когда исходными данными является вес и требуется таблица металлопроката из тонны в метры, сначала определяется площадь сечения проката, умноженная на удельный вес, после чего, вес делится на полученное путем умножения значение и мы получаем требуемую длину по весу.

 5АО20-1АО6-1АО9-1АО9-2АО9-2БАСМАмцБ16Б83СБ88БНБС6БрА10Ж3Мц2БрА10Ж4Н4ЛБрА10Мц2ЛБрА11Ж6Н6БрА5БрА7БрА7Мц15Ж3Н2Ц2БрА9Ж3ЛБрА9Ж4БрА9Ж4Н4Мц1БрА9Мц2ЛБрАЖ9-4БрАЖМц10-3-1,5БрАЖМц10-3-1.5БрАЖН10-4-4БрАМц9-2БрБ2БрБ2.5БрБНТ1,9БрБНТ1.7БрБНТ1.9БрКМц3-1БрКд1БрКн1-3БрМВТБрМг0.3БрМг0.5БрМг0.8БрМц5БрНБТБрНХКБрО10БрО10С10БрО10Ф1БрО10Ц2БрО19БрО3.5Ц7С5БрО3Ц12С5БрО3Ц7С5НБрО3Ц7С5Н1БрО4Ц4С17БрО4Ц7С5БрО5Ц5С5БрО6Ц6С3БрО8Н4Ц2БрО8С12БрО8Ц4БрОФ4-0.25БрОФ6,5-0,15БрОФ6.5-0.15БрОФ6.5-0.4БрОФ7-0,2БрОФ7-0.2БрОЦ4-3БрОЦС 5-5-5БрОЦС4-4-2,5БрОЦС4-4-2.5БрОЦС4-4-4БрС30БрСу3Н3Ц3С20ФБрСу6Н2БрСу6С12Ф0.3БрСу6Ф1БрХБрХ1БрХВЦрБрХЦрБрЦр0.2БрЦр0.3БрЦр0.4БрЦр0.7В2616В65В93В94В95В95очВ95пчВ96Ц1ВАЛ10ВАЛ10МВД17ВТ1-0ВТ1-00ВТ1-1ВТ14ВТ20ВТ22ВТ3-1ВТ5ВТ5-1ВТ6ВТ9ВольфрамД1Д16Д16АД16ТД18Д19ЗолотоКонстантан МНМц40-1,5Л59Л60Л63Л66Л68Л70Л75Л80Л85Л90Л96ЛА 77-2ЛА77-2ЛА85-0.5ЛАЖ60-1-1ЛАМш77-2-0.05ЛАН59-3-2ЛАНКМц75-2-2.5-0.5-0.5ЛЖМц59-1-1ЛЖС58-1-1ЛК 80-3ЛК80-3ЛКС65-1.5-3ЛМц58-2ЛМцА57-3-1ЛМш68-0.05ЛН 65-5ЛН65-5ЛО 62-1ЛО 70-1ЛО60-1ЛО62-1ЛО70-1ЛО90-1ЛОМш70-1-0.
5АО20-1АО6-1АО9-1АО9-2АО9-2БАСМАмцБ16Б83СБ88БНБС6БрА10Ж3Мц2БрА10Ж4Н4ЛБрА10Мц2ЛБрА11Ж6Н6БрА5БрА7БрА7Мц15Ж3Н2Ц2БрА9Ж3ЛБрА9Ж4БрА9Ж4Н4Мц1БрА9Мц2ЛБрАЖ9-4БрАЖМц10-3-1,5БрАЖМц10-3-1.5БрАЖН10-4-4БрАМц9-2БрБ2БрБ2.5БрБНТ1,9БрБНТ1.7БрБНТ1.9БрКМц3-1БрКд1БрКн1-3БрМВТБрМг0.3БрМг0.5БрМг0.8БрМц5БрНБТБрНХКБрО10БрО10С10БрО10Ф1БрО10Ц2БрО19БрО3.5Ц7С5БрО3Ц12С5БрО3Ц7С5НБрО3Ц7С5Н1БрО4Ц4С17БрО4Ц7С5БрО5Ц5С5БрО6Ц6С3БрО8Н4Ц2БрО8С12БрО8Ц4БрОФ4-0.25БрОФ6,5-0,15БрОФ6.5-0.15БрОФ6.5-0.4БрОФ7-0,2БрОФ7-0.2БрОЦ4-3БрОЦС 5-5-5БрОЦС4-4-2,5БрОЦС4-4-2.5БрОЦС4-4-4БрС30БрСу3Н3Ц3С20ФБрСу6Н2БрСу6С12Ф0.3БрСу6Ф1БрХБрХ1БрХВЦрБрХЦрБрЦр0.2БрЦр0.3БрЦр0.4БрЦр0.7В2616В65В93В94В95В95очВ95пчВ96Ц1ВАЛ10ВАЛ10МВД17ВТ1-0ВТ1-00ВТ1-1ВТ14ВТ20ВТ22ВТ3-1ВТ5ВТ5-1ВТ6ВТ9ВольфрамД1Д16Д16АД16ТД18Д19ЗолотоКонстантан МНМц40-1,5Л59Л60Л63Л66Л68Л70Л75Л80Л85Л90Л96ЛА 77-2ЛА77-2ЛА85-0.5ЛАЖ60-1-1ЛАМш77-2-0.05ЛАН59-3-2ЛАНКМц75-2-2.5-0.5-0.5ЛЖМц59-1-1ЛЖС58-1-1ЛК 80-3ЛК80-3ЛКС65-1.5-3ЛМц58-2ЛМцА57-3-1ЛМш68-0.05ЛН 65-5ЛН65-5ЛО 62-1ЛО 70-1ЛО60-1ЛО62-1ЛО70-1ЛО90-1ЛОМш70-1-0. 05ЛС 59-1ЛС59-1ЛС59-1ВЛС60-1ЛС63-3ЛС64-2ЛЦ14К3С3ЛЦ23А6Ж3Мц2ЛЦ25С2ЛЦ30А3ЛЦ38Мц2С2ЛЦ40АЖЛЦ40Мц1.5ЛЦ40СМ0М00М00бМ0кМ1М1кМ1рМ1фМ2М2рМ3М3рМ4МА1МА11МА12МА14МА15МА17МА18МА19МА2МА21МА5МА8МКМКБМЛ2МЛ4пчМЛ5онМЛ5пчМН0.6МН16МН19МН95-5МНА13-3МНА6-1.5МНЖ5-1МНЖМц30-1-1МНМц3-12МНМц40-1.5МНМц43-0.5МНЦ15-20МНЦС16-29-1.8Ма2-1Мг90Мг95Мг96МолибденНК0.2НМЖМц28-2.5-1.5НМц2.5НМц5НМцАК2-2-1НП4НХ9НХ9.5Нихром Х20Н80О1О1пчОТ4ОТ4-1ПТ7МС0С1С1СС2С3СвАМг5НПСвАМг6СвАМг6МСвАМцСвАМцНСереброСплав АЛ19Сплав АЛ2Сплав АЛ22Сплав АЛ24Сплав АЛ27Сплав АЛ3Сплав АЛ32Сплав АЛ33Сплав АЛ34Сплав АЛ4Сплав АЛ5Сплав АЛ8Сплав АЛ9Сплав ВАЛ8Сплав МЛ10Сплав МЛ11Сплав МЛ12Сплав МЛ15Сплав МЛ19Сплав МЛ3Сплав МЛ4Сплав МЛ5Сплав МЛ6Сплав МЛ8Сплав МЛ9Сталь СПТ-2УранЦ0Ц0АЦ1ЦА4ЦАМ0.2-4ЦАМ10-2ЦАМ10-5ЦАМ15ЦАМ2-5ЦАМ4-1ЦАМ9-1.5ЦВЦВ0ЦМ108Х17Н15М3Т08Х18Н12Б10Х17Н13М2Т12Х18Н12Т15Х11МФ18Х11МФБ18Х12ВМБФР20Х12Н2В2МФ20ХМФБР25Х1М1Ф2Х12Н2ВМФ36Х18Н25С24Х14Н14В2М4Х15Н7Г7Ф2МССталь 03Х17Н13М2Сталь 03Х18Н11Сталь 06Х21Н6М2ТСталь 06ХН28МДТСталь 08Х13Сталь 08Х15Н24В4ТРСталь 08Х15Н25М3ТЮБСталь 08Х16Н11М3Сталь 08Х16Н13М2БСталь 08Х17Н13М2ТСталь 08Х17ТСталь 08Х18Г8Н2ТСталь 08Х18Н10Сталь 08Х18Н10ТСталь 08Х18Н12ТСталь 08Х18Т1Сталь 08Х20Н14С2Сталь 08Х21Н6М2ТСталь 08Х22Н6ТСталь 09Х14Н16БСталь 09Х14Н19В2БРСталь 09Х14Н19В2БР1Сталь 09Х16Н15М3БСталь 09Х16Н16МВ2БРСталь 09Х16Н4БСталь 10Х11Н20Т2РСталь 10Х11Н20Т3РСталь 10Х11Н23Т3МРСталь 10Х13СЮСталь 10Х14АГ15Сталь 10Х14Г14Н4ТСталь 10Х15Н25В3ТЮСталь 10Х15Н25М3В3ТЮКСталь 10Х15Н35В3ТЮСталь 10Х17Н13М2ТСталь 10Х18Н18Ю4ДСталь 10Х23Н18Сталь 10Х25Н25ТРСталь 10Х7МВФБРСталь 11Х11Н2В2МФСталь 12Х12МВФБРСталь 12Х13Сталь 12Х14Н14В2МСталь 12Х17Сталь 12Х18Н10ТСталь 12Х18Н9Сталь 12Х18Н9ТСталь 12Х25Н16Г7АРСталь 12Х2МВ8ФБСталь 12Х2МФБСталь 12Х2МФСРСталь 12ХМСталь 13Х11Н2В2МФСталь 13Х12Н2В2МФСталь 14Х17Н2Сталь 15Х12ВНМФСталь 15Х1М1ФСталь 15Х25ТСталь 15Х28Сталь 15Х2М2ФБССталь 15Х5Сталь 15Х5ВФСталь 15Х6СЮСталь 15ХМСталь 15ХМФКРСталь 16ГНМСталь 16Х11Н2В2МФСталь 17Х18Н9Сталь 18Х3МФСталь 20Х12ВНМФСталь 20Х13Сталь 20Х1М1Ф1ТРСталь 20Х20Н14С2Сталь 20Х23Н13Сталь 20Х23Н18Сталь 20Х25Н20С2Сталь 25Х13Н2Сталь 30Х13Сталь 31Х19Н9МВБТСталь 37Х12Н8Г8МФБСталь 40Х10С2МСталь 40Х13Сталь 40Х15Н7Г7Ф2МССталь 40Х9С2Сталь 45Х14Н14В2МСталь 65Х13Сталь 79НМСталь 95Х18Сталь ХН28ВМАБСталь ХН32ТСталь ХН35ВТРСталь ХН38ВБСталь ХН38ВТСталь ХН45ЮСталь ХН55ВМКЮСталь ХН55ВМТКЮСталь ХН55МВЮСталь ХН56ВМКЮСталь ХН56ВМТЮСталь ХН57МТВЮСталь ХН60ВТСталь ХН60ЮСталь ХН62МВКЮСталь ХН65ВМТЮСталь ХН70ВМТЮСталь ХН70МВТЮБСталь ХН75ВМЮСталь ХН75МБТЮСталь ХН77ТЮРУСталь ХН80ТБЮХН35ВТХН35ВТЮХН60ЮХН70ВМТЮФХН70ВМЮТХН70ЮХН77ТЮРХН78Т
05ЛС 59-1ЛС59-1ЛС59-1ВЛС60-1ЛС63-3ЛС64-2ЛЦ14К3С3ЛЦ23А6Ж3Мц2ЛЦ25С2ЛЦ30А3ЛЦ38Мц2С2ЛЦ40АЖЛЦ40Мц1.5ЛЦ40СМ0М00М00бМ0кМ1М1кМ1рМ1фМ2М2рМ3М3рМ4МА1МА11МА12МА14МА15МА17МА18МА19МА2МА21МА5МА8МКМКБМЛ2МЛ4пчМЛ5онМЛ5пчМН0.6МН16МН19МН95-5МНА13-3МНА6-1.5МНЖ5-1МНЖМц30-1-1МНМц3-12МНМц40-1.5МНМц43-0.5МНЦ15-20МНЦС16-29-1.8Ма2-1Мг90Мг95Мг96МолибденНК0.2НМЖМц28-2.5-1.5НМц2.5НМц5НМцАК2-2-1НП4НХ9НХ9.5Нихром Х20Н80О1О1пчОТ4ОТ4-1ПТ7МС0С1С1СС2С3СвАМг5НПСвАМг6СвАМг6МСвАМцСвАМцНСереброСплав АЛ19Сплав АЛ2Сплав АЛ22Сплав АЛ24Сплав АЛ27Сплав АЛ3Сплав АЛ32Сплав АЛ33Сплав АЛ34Сплав АЛ4Сплав АЛ5Сплав АЛ8Сплав АЛ9Сплав ВАЛ8Сплав МЛ10Сплав МЛ11Сплав МЛ12Сплав МЛ15Сплав МЛ19Сплав МЛ3Сплав МЛ4Сплав МЛ5Сплав МЛ6Сплав МЛ8Сплав МЛ9Сталь СПТ-2УранЦ0Ц0АЦ1ЦА4ЦАМ0.2-4ЦАМ10-2ЦАМ10-5ЦАМ15ЦАМ2-5ЦАМ4-1ЦАМ9-1.5ЦВЦВ0ЦМ108Х17Н15М3Т08Х18Н12Б10Х17Н13М2Т12Х18Н12Т15Х11МФ18Х11МФБ18Х12ВМБФР20Х12Н2В2МФ20ХМФБР25Х1М1Ф2Х12Н2ВМФ36Х18Н25С24Х14Н14В2М4Х15Н7Г7Ф2МССталь 03Х17Н13М2Сталь 03Х18Н11Сталь 06Х21Н6М2ТСталь 06ХН28МДТСталь 08Х13Сталь 08Х15Н24В4ТРСталь 08Х15Н25М3ТЮБСталь 08Х16Н11М3Сталь 08Х16Н13М2БСталь 08Х17Н13М2ТСталь 08Х17ТСталь 08Х18Г8Н2ТСталь 08Х18Н10Сталь 08Х18Н10ТСталь 08Х18Н12ТСталь 08Х18Т1Сталь 08Х20Н14С2Сталь 08Х21Н6М2ТСталь 08Х22Н6ТСталь 09Х14Н16БСталь 09Х14Н19В2БРСталь 09Х14Н19В2БР1Сталь 09Х16Н15М3БСталь 09Х16Н16МВ2БРСталь 09Х16Н4БСталь 10Х11Н20Т2РСталь 10Х11Н20Т3РСталь 10Х11Н23Т3МРСталь 10Х13СЮСталь 10Х14АГ15Сталь 10Х14Г14Н4ТСталь 10Х15Н25В3ТЮСталь 10Х15Н25М3В3ТЮКСталь 10Х15Н35В3ТЮСталь 10Х17Н13М2ТСталь 10Х18Н18Ю4ДСталь 10Х23Н18Сталь 10Х25Н25ТРСталь 10Х7МВФБРСталь 11Х11Н2В2МФСталь 12Х12МВФБРСталь 12Х13Сталь 12Х14Н14В2МСталь 12Х17Сталь 12Х18Н10ТСталь 12Х18Н9Сталь 12Х18Н9ТСталь 12Х25Н16Г7АРСталь 12Х2МВ8ФБСталь 12Х2МФБСталь 12Х2МФСРСталь 12ХМСталь 13Х11Н2В2МФСталь 13Х12Н2В2МФСталь 14Х17Н2Сталь 15Х12ВНМФСталь 15Х1М1ФСталь 15Х25ТСталь 15Х28Сталь 15Х2М2ФБССталь 15Х5Сталь 15Х5ВФСталь 15Х6СЮСталь 15ХМСталь 15ХМФКРСталь 16ГНМСталь 16Х11Н2В2МФСталь 17Х18Н9Сталь 18Х3МФСталь 20Х12ВНМФСталь 20Х13Сталь 20Х1М1Ф1ТРСталь 20Х20Н14С2Сталь 20Х23Н13Сталь 20Х23Н18Сталь 20Х25Н20С2Сталь 25Х13Н2Сталь 30Х13Сталь 31Х19Н9МВБТСталь 37Х12Н8Г8МФБСталь 40Х10С2МСталь 40Х13Сталь 40Х15Н7Г7Ф2МССталь 40Х9С2Сталь 45Х14Н14В2МСталь 65Х13Сталь 79НМСталь 95Х18Сталь ХН28ВМАБСталь ХН32ТСталь ХН35ВТРСталь ХН38ВБСталь ХН38ВТСталь ХН45ЮСталь ХН55ВМКЮСталь ХН55ВМТКЮСталь ХН55МВЮСталь ХН56ВМКЮСталь ХН56ВМТЮСталь ХН57МТВЮСталь ХН60ВТСталь ХН60ЮСталь ХН62МВКЮСталь ХН65ВМТЮСталь ХН70ВМТЮСталь ХН70МВТЮБСталь ХН75ВМЮСталь ХН75МБТЮСталь ХН77ТЮРУСталь ХН80ТБЮХН35ВТХН35ВТЮХН60ЮХН70ВМТЮФХН70ВМЮТХН70ЮХН77ТЮРХН78Т 1 (Голосов 613)
1 (Голосов 613) ) *
) * ..
..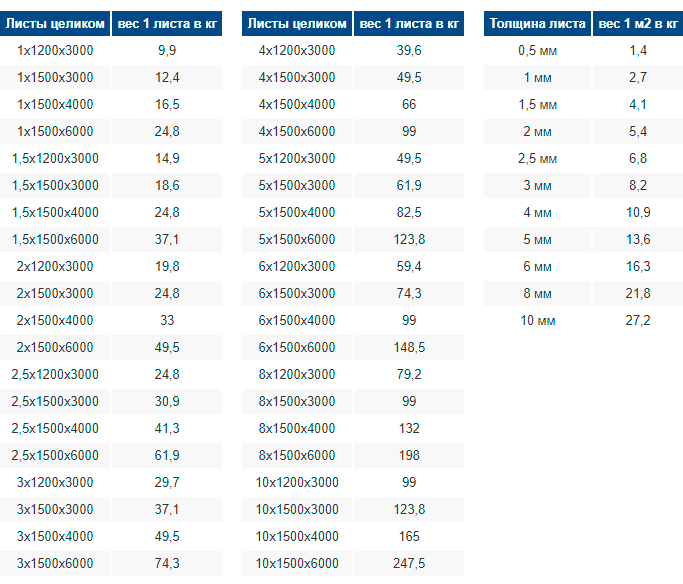 И объем различных правильных металлических форм должен быть умножен на его площадь поперечного сечения (S) на его длину (L). Итак,
И объем различных правильных металлических форм должен быть умножен на его площадь поперечного сечения (S) на его длину (L). Итак,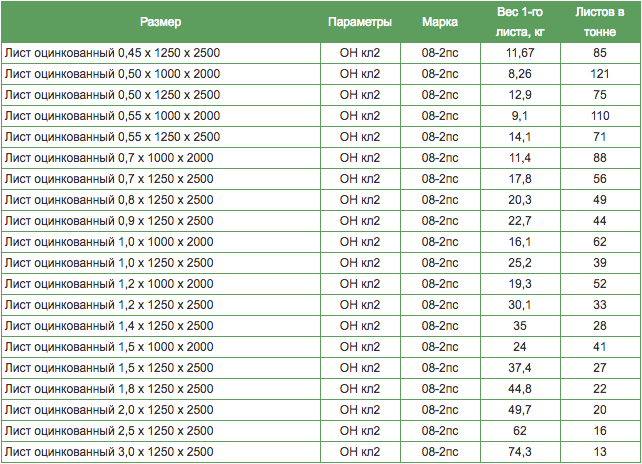

 В первой статье я показал, как Elleci может генерировать средний прирост 15,9.% на затраты сырья, за счет перевода набора статей на более эффективные технологии.
В первой статье я показал, как Elleci может генерировать средний прирост 15,9.% на затраты сырья, за счет перевода набора статей на более эффективные технологии. На этом этапе мы не будем учитывать накладные расходы.
На этом этапе мы не будем учитывать накладные расходы.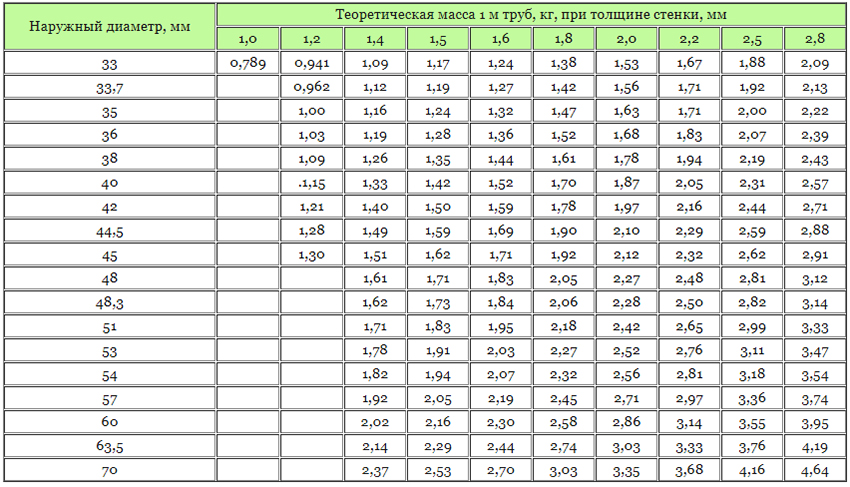




 Узорчатый рисунок, вырезанный на дереве, кости. Красивая резьба. Художественная резьба. Честолюбивой позолотой не ослепляя …
Узорчатый рисунок, вырезанный на дереве, кости. Красивая резьба. Художественная резьба. Честолюбивой позолотой не ослепляя …

 .. на камне» (пословица)
.. на камне» (пословица) es
es rsc.org/schema/rscart38″> В настоящее время наномагнетизм расширяется в трех измерениях, что вызвано открытием новых магнитных явлений и их потенциальным использованием в приложениях. Этот переход к трехмерным структурам должен сопровождаться стратегиями и методологиями для отображения связанных трехмерных спиновых текстур. Мы представляем здесь комбинацию дихроичной рентгеновской просвечивающей микроскопии под разными углами и микромагнитного моделирования, позволяющую определить магнитную конфигурацию цилиндрических нанопроволок. Мы применили его к нанопроволокам из пермаллоя с химическими барьерами, расположенными на равном расстоянии друг от друга, которые могут действовать как места закрепления доменных стенок. Намагниченность сердечника продольная и создает на поверхности проволоки винтовую намагниченность. В местах пиннинга обнаруживаются разные типы доменных стенок, которые по-разному реагируют на приложенные поля в зависимости от относительной хиральности соседних доменов.
rsc.org/schema/rscart38″> В настоящее время наномагнетизм расширяется в трех измерениях, что вызвано открытием новых магнитных явлений и их потенциальным использованием в приложениях. Этот переход к трехмерным структурам должен сопровождаться стратегиями и методологиями для отображения связанных трехмерных спиновых текстур. Мы представляем здесь комбинацию дихроичной рентгеновской просвечивающей микроскопии под разными углами и микромагнитного моделирования, позволяющую определить магнитную конфигурацию цилиндрических нанопроволок. Мы применили его к нанопроволокам из пермаллоя с химическими барьерами, расположенными на равном расстоянии друг от друга, которые могут действовать как места закрепления доменных стенок. Намагниченность сердечника продольная и создает на поверхности проволоки винтовую намагниченность. В местах пиннинга обнаруживаются разные типы доменных стенок, которые по-разному реагируют на приложенные поля в зависимости от относительной хиральности соседних доменов. Г. Происхождение биологической гомохиральности. Гавань Колд Спринг. Перспектива. Биол . 2 , а002147 (2010 г.).
Г. Происхождение биологической гомохиральности. Гавань Колд Спринг. Перспектива. Биол . 2 , а002147 (2010 г.). и др. Дискриминация порядка связи с помощью атомно-силовой микроскопии. Наука 337 , 1326–1329 (2012).
и др. Дискриминация порядка связи с помощью атомно-силовой микроскопии. Наука 337 , 1326–1329 (2012). , Zeng, Q. & Wang, C. Химия синтеза одиночных молекул на поверхности: многообещающий восходящий подход к функциональным поверхностям. Nanoscale 5 , 8269–8287 (2013).
, Zeng, Q. & Wang, C. Химия синтеза одиночных молекул на поверхности: многообещающий восходящий подход к функциональным поверхностям. Nanoscale 5 , 8269–8287 (2013). Дж. Ам. хим. Соц . 135 , 9999–10002 (2013 г.).
Дж. Ам. хим. Соц . 135 , 9999–10002 (2013 г.).
 и др. Buckybowls на металлических поверхностях: несоответствие симметрии и энантиоморфизм кораннулена на Cu(110). Анжю. хим. Междунар. Эд . 46 , 8258–8261 (2007).
и др. Buckybowls на металлических поверхностях: несоответствие симметрии и энантиоморфизм кораннулена на Cu(110). Анжю. хим. Междунар. Эд . 46 , 8258–8261 (2007). Ам. хим. Соц . 126 , 15398–15399 (2004 г.).
Ам. хим. Соц . 126 , 15398–15399 (2004 г.). и др. Быстрый доступ к дибензогелиценам и их функционализированным производным. Анжю. хим. Междунар. Эд . 52 , 9970–9975 (2013).
и др. Быстрый доступ к дибензогелиценам и их функционализированным производным. Анжю. хим. Междунар. Эд . 52 , 9970–9975 (2013). , Паршау, М. и Эрнст, К.-Х. Двумерная кристаллизация энантиочистого и рацемического гептагелицена на Ag(111) и Au(111). J. Phys. хим. C 118 , 29135–29141 (2014).
, Паршау, М. и Эрнст, К.-Х. Двумерная кристаллизация энантиочистого и рацемического гептагелицена на Ag(111) и Au(111). J. Phys. хим. C 118 , 29135–29141 (2014). Ж. Орг. хим. 36 , 2797–2809 (1971).
Ж. Орг. хим. 36 , 2797–2809 (1971).