Профессиональные сварщики, да и просто те, кто любит что-то делать дома со сваркой, недавно смогли значительно облегчить себе работу. Появились в продаже сварочные инверторы , позволяющие совершить качественный скачок в электросварке.
Достаточно вспомнить только тяжеловесные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это значительно увеличивает производительность сварки.
Сварочные инверторы — это самые совершенные сварочные аппараты, которые в настоящее время практически полностью затмевают классические сварочные трансформаторы, выпрямители и генераторы.
Принцип работы сварочного инвертора
На выпрямитель поступает переменный ток от сети потребителя, частотой 50 Гц.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором на специальных транзисторах с очень высокой частотой переключения в переменный, но уже высокой частоты 20-50 кГц.
Затем высокочастотное переменное напряжение падает до 70-90 В, а сила тока соответственно возрастает до 100-200 А.
Высокочастотное — основное техническое решение, позволяющее добиться огромных преимуществ сварочного инвертора , если сравнивать с другими источниками питания сварочной дуги.
Сварочный инверторный аппарат
В инверторном сварочном аппарате сила сварочного тока нужного значения достигается преобразованием токов высокой частоты, а не преобразованием ЭДС в индукционной катушке, как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор очень малых размеров.
Например, чтобы получить в инверторе сварочный ток 160А, достаточно трансформатора массой 250 г, а на обычных сварочных аппаратах нужен медный трансформатор массой 18 кг.
Как устроен и работает сварочный инвертор на видео:
youtube.com/embed/PulIhndzBMw»>
Преимущества и недостатки сварочных инверторов
Основное преимущество инвертора — минимальный вес. Кроме того, возможность использовать электроды для сварки как на переменном, так и на постоянном токе. Что немаловажно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность использовать аргонно-дуговую сварку неплавящимся электродом.
Кроме того, каждый инвертор имеет функции: «Горячий старт» (hot start) для розжига электрода, максимальный ток «Антизалипание» при коротком замыкании, сварочный ток снижается до минимума, что не позволяет электроду прилипать при соприкосновении с деталью, Arc Force — для предотвращения прилипания в момент отрыва капли металла ток увеличивается до оптимального значения.
Среди недостатков сварочных инверторов можно назвать высокую стоимость (в 2-3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют не реже двух раз в год вскрывать устройство и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Так при температуре ниже -15 о Использование инвертора возможно не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях нужно смотреть технические характеристики, заявленные производителем.
И еще, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварки
Дуговая сварка – ответственная работа. Для ее выполнения сварщик должен иметь достаточный практический опыт и знания теории. Сварочные инверторы упростили процесс и решили многие возникающие вопросы.
Первая решаемая проблема — зажигание дуги. Для предыдущих сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространенное в наших сетях, не дает возможности зажечь дугу, электрод начинает «прикипать».
При добавлении трансформаторного тока наоборот металл «выгорает». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток поддерживается постоянным независимо от напряжения сети. Инверторы предотвращают прилипание электродов и легко создают стабильную дугу.
При работе с обычными приборами возможно «прожечь» или «не прожечь» металл. Это связано с тем, что они плохо держат необходимое количество сварочного тока. Ведь оно меняется и зависит от напряжения сети.
При «выгорании» металла шов ослабевает, в нем образуются дыры и раковины. При «недожоге» шов также ослабляется. На сварочном инверторе ток устанавливается потенциометром в соответствии со шкалой сварочного тока и остается неизменным.
Начинающему сварщику сложно научиться держать дугу. После дугообразования электроду придается наклон примерно 15 градусов и его необходимо перемещать относительно места соединения деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным перемещением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные типы электродов предназначены для работы с короткой дугой. Поэтому необходимо постоянно перемещать электрод в перпендикулярном направлении, чтобы от электрода до свариваемых деталей оставался зазор примерно в два диаметра.
Сварочные инверторы способны строго поддерживать выбранный ток, а также он является постоянным. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, а качество шва в этом случае уже не связано с длиной дуги.
Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается гравитации так же, как капля воды.
При работе с потолочными и вертикальными швами нужно своевременно останавливаться и ждать, пока расплавленная капля внутри шва немного остынет, и сразу же «поджигать» рядом следующую дугу, продвигаясь все выше и выше по шву. Такая сварка называется «прихваткой». Используя сварочный инвертор, освоить «прихватку» не составит труда даже новичку.
Опыт показывает, что сварочные инверторы облегчают «зажигание», контролируют дугу, исключают «залипание», не требуют специальных навыков обращения с собой. Все это делает инверторы выгодными для использования в сфере профессионального строительства и ремонта дома.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите видео:
youtube.com/embed/94HQvA4G1lY»>
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат, нужно купить бытовой или профессиональный инвертор. Разница между ними во времени.
Профессиональный сварочный инвертор рассчитан на 8-часовой рабочий день, в то время как бытовой инвертор потребует после 20-30 минут работы перерыв 30-60 минут, поэтому бытовые дешевле. Существуют также промышленные инверторные сварочные аппараты, которые рассчитаны на длительную работу в сложных условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении не менее 210 В. При низком напряжении сети лучше купить инвертор на 200 А.
Сварочные инверторы «Ресаната»:
Практически все мировые лидеры в области сварочного производства ориентированы в основном на разработку и производство инверторных источников сварочного тока.
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Краги спилковые с подкладкой красные РосМрака 004 КЕ1470 (пара)
Отрезной круг (125x1x22 мм)
1 150 ₽
Электроды Esab ОК 46. 00 3.0мм (2.5кг)
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Смазка Agreed 941 23845, 210мл
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Инверторный сварочный аппарат Ресанта САИ 220 — подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы. Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании и не требует специальных знаний. Широкий ремень позволяет удобно носить аппарат на плече.
Преимущества
Построен на IGBT транзисторах
Оснащен функциями «ANTI STICK» (антизалипание) и «HOT START» (горячий старт)
Принудительное туннельное охлаждение
Наличие практичного ремня для легкой транспортировки аппарата
Защита от перегрева
Высокопроизводительный аппарат не требует технического ухода
Класс защиты IP21
Сварочный инвертор Ресанта САИ 220 в Екатеринбурге
Категории
Главная » Ручные инверторы » Сварочный инвертор Ресанта САИ 220
ВНИМАНИЕ!
По техническим причинам работа магазина на ул. Новостроя 1А, оф 104,
с 28.10.2022 по 07.11.2022 — ПРИОСТАНОВЛЕНА.
По вопросам сервисного обслуживания — ул. Новинская 12, тел: +7 343 384 57 25
Заказы и заявки будут обработаны 07.11.2022.
Инверторный сварочный аппарат Ресанта САИ-220 подходит для сварки металлических конструкций постоянным током покрытым электродом до 5 мм. Сварочный ток регулируется от 10 до 220 А ровных сварных швов и для более точной работы.
Одна из самых оптимальных моделей с прекрасным соотношением габаритов и мощности. Аппарат простой в использовании, не требует специальных знаний, так что разобраться с ним не стоит и труда даже новичку. Широкий ремень позволяет удобно носить аппарат на плече.
Особенности:
— Электроника сварочного аппарата плавно регулирует ток, что позволяет проводить сварочные работы различной сложности.
— Аппарат подключается к обычной однофазной розетке с напряжением 220В, не чувствителен к перепадам напряжения сети.
— Без проблем справляется с металлическими конструкциями толщиной до 5 мм, не теряя мощности и расходуя минимум электроэнергии.
Преимущества:
— Высокое качество сварных швов. Это достигается за счёт лёгкого поджига электрической дуги с её устойчивым горением. При этом отмечается малое разбрызгивание сварного металла.
— Одно из главных преимуществ – качественный шов даже при низком напряжении сети, что сильно упрощает работы даже загородом.
— Металлический корпус является надежной защитой от внешних воздействий.
— Низкое энергопотребление позволяет пользоваться любой электросетью даже при напряжении 140В. Кроме того, такой аппарат создаёт минимальное количество электромагнитных помех в такую сеть.
— Охлаждение сварки за счет вертикальной установки платы и оптимального расположения кулеров, что является уникальным технологическим решением
— Функция горячего старта («HOT START») упрощает начало работы, а анти-залипание («ANTI STICK») автоматически снизит сварочный ток при «залипании» электрода.
— Малые габариты являются существенным преимуществом и значительно упрощают сварочные работы, а ремень позволяет перемещаться с аппаратом по всей территории.
— На передней панели имеется лампочка-индикатор для защиты от внезапного перегрева.
— Класс защиты IP21 означает защиту от попадания прямых капель и внешнего воздействия.
— Аппарат имеет плавную регулировку силы тока, понятную даже новичку.
com/embed/XmfZaNbyMF4″ title=»YouTube video player»>
Сварочный инвертор Ресанта САИ 220 – один из множества товаров, которые представлены в ассортименте интернет-магазина «Ресанта». Здесь представлены основное описание товара и его характеристики, но если у вас возникают вопросы или вы хотите узнать дополнительную информацию, то звоните нам по телефону: 8 (343) 382-19-61. Также на нашем сайте есть онлайн-консультанты, которые помогут в поиске ответа. Специалисты нашего магазина обязательно Вас проконсультируют!
Склад, магазин и сервисный центр компании «Ресанта» находятся в одном месте, что удобно для пользователя, если вы захотите забрать товар, купленный в интернет магазине, сами и подобрать к нему дополнительные товары или проконсультироваться с продавцами. Мы даем гарантии на продукт. Вы лично можете открыть, запустить и проверить купленный товар.
Предоставляем скидки ветеранам, именинникам и постоянным покупателям (кроме акционных товаров с подарками). Всю нашу продукцию (Сварочный инвертор Ресанта САИ 220, в том числе) можно оплачивать по безналичному расчёту (НДС учтено), если Вы являетесь юридическим лицом.
Общие характеристики
Мощность, Вт
6600
Тип
Инверторный
Тип сварки
дуговая (электродом, MMA)
Диапазон сварочного тока, А
10 — 220
Максимальный диаметр электрода, мм
5
Максимальный потребляемый ток, А
30
Напряжение сети, В
220
Допустимое входное напряжение, В
140 — 260
Напряжение дуги, В
28 — 28
Напряжение холостого хода, В
80
Продолжительность нагружения, %
70% 220А
Рабочий диапазон температуры окружающей среды, °C
от -10 до +50
Класс защиты
IP21
Функции
Возможности
Горячий старт, Легкий поджиг дуги, Антизалипание электрода, работа при низком напряжении в сети, работа при отрицательных температурах, Автоматический форсаж дуги
Наличие сетевой вилки
Да
Защита
Защита от перегрева, защита от перегрузки, защита от залипания электрода. Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Охлаждение
Активное, продувка корпуса
Технология транзисторов
IGBT
Комплектация
Кейс
Нет
Комплектация
Сварочный аппарат, Кабель с электрододержателем, Кабель с клеммой заземления, Паспорт (инструкция), Упаковка
Производитель
Серия
САИ
Гарантия, мес.
24
Размеры и вес
Вес без упаковки, кг
4,4
Вес в упаковке, кг
5,08
Габариты, см
31,5 x 32,5 x 38
Размеры в коробке, см
31,5 x 32,5 x 38
Написать отзыв
Ваше Имя:
Ваш отзыв:
Внимание: HTML не поддерживается! Используйте обычный текст.
Дорогой покупатель! Время от времени мы встречаемся с контрафактом нашей продукции.
Каждая единица оборудования в нашей компании имеет идентификационные данные, они регистрируются на всех этапах: при производстве, продаже и даже ремонте в СЦ.
Покупая у нас продукцию Ресанта, Huter и Вихрь, Вы можете быть уверены в её 100% подлинности!
Даем гарантию на все агрегаты и оборудование на этом сайте! Покупая у нас Вы можете быть уверены в том что получите 100% оригинальный товар, гарантию и обслуживание в нашем Сервисном центре
+ маска «Хамелеон» ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
+ Перчатки сварщика ** только для физ. лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
Мы на карте. Как нас найти.
Подпишитесь на нашу группу! Будьте в теме!
Преимущества сотрудничества с нами
Мы рады представить Вам весь ассортимент продукции торговых марок РЕСАНТА, HUTER, ВИХРЬ — это стабилизаторы напряжения, тепловая техника, сварочное оборудование, а так же измерительный инструмент и электротехническая продукция очень хорошо известная своим качеством среди профессионалов и любителей. Бензотехника и техника для сада HUTER — это неоспоримо идеальные по цене и качеству бензогенераторы, триммеры, мотокосы, газонокосилки и мотопомпы, модельный ряд которых не оставит равнодушным даже самого искушенного потребителя.
Подписка на новости
Успей купить!
Вступи в нашу группу ВКОНТАКТЕ,
Назови промокод #РЕСАНТРЕСАНТОВИЧ
Получи преимущество!
ООО «РЕСАНТА-УРАЛ»
ОГРН 1146679029749
Копирование материалов на этом сайте
для коммерческих целей запрещено!
Ресанта-Урал — зарегистрированная
торговая марка.
Авторские права защищены.
220 Доктор Грейсон, Отдых Путешественников, Южная Каролина 29690 | MLS# 1476246
SOLD AUG 31, 2022
Video Tour
Street View
See all 36 photos
About This Home
Street View
Directions
Advertisement
Hide this ad
$2,644 / мес.
Реклама
Скрыть это объявление
Парковка
Интерьер
Информация о спальне
Количество спален (основной уровень): 4
Главная спальня
Двойная раковина, ванна (полная), главная на главном уровне, душ (отдельный), ванна (сад), гардеробная
Прачечная: 1-й этаж, душевая, сушилка – электрическое подключение Размер 3 7 90 90 9037 Прачечная Имеет бонусную комнату/комнату отдыха
Размер бонусной/комнаты отдыха: 19 x 12
Есть комнату для завтрака
Размер комнаты для завтрака: 11 x 8
Прачечная, мастерская, бонусная комната/комната отдыха
Внешний вид
Особенности
Патио, крыльцо (переднее), крыльцо (экранированное), откидные окна, тепловые окна, спринклер в земле (весь двор)
Имеет экранированное крыльцо
Экранированное крыльцо Размер: 1,714
Крыша: Архитектурная
3 Патио
Размер патио: 1,829
Наружная отделка: ДВП
Информация о лоте
Юридический номер лота: 18
Описание лота: Уровень, Тротуар, Подземные коммуникации
Размер участка/2 акра: 1 акр0038
Appraiser Name: None
Financial
Tax Information
Total Taxes: $2,663. 94
Tax Year: 2021
Tax Rate (4%/6%): 4
Tax ID Number: 0484.04-01- 018.00
Коммунальные услуги
Местонахождение
Информация о школе
Начальная школа: Gateway
Начальная школа: Gateway
Средняя школа: Northwest
0038
Другое
Информация об имуществе предоставлена Greater Greenville MLS, когда последний раз вносилась в список в 2022 году. Эти данные могут не совпадать с общедоступными записями. Учить больше.
Sale History
Tax History
Home Sale Price
Outstanding Mortgage
Selling with Traditional AgentSelling with Redfin Agent
+$8,681
Your Total Sale Proceeds
$78,644$87,325
Seller Agent Комиссия
3% (17 362 долл. США) 1,5% (8 681 долл. США)
Агент с полным обслуживанием
Премиум размещение на Redfin
Бесплатные профессиональные фотографии
БЕСПЛАТНЫЙ 3D Прохождение
Комиссия по покупателю
,362 $ 1762
Ат.
Страхование титула
1 497 долл. США 1 497 долл. США
Плата за условное депонирование
702 долл. США 702 долл. США
Разное. Сборы
$928 $928
Указанные налоги и сборы являются средними по стране. Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе.
2 976 долл. США в месяц
30 -летний фиксированный, 3,5% процентов
Платеж ипотека $ 2 066
Налог на недвижимость 618
HOA взносы
Страхование домов Просмотреть все цены
Объявление
Скрыть объявление
Этот дом находится в школьном округе Гринвилл 01.
Политика зачисления в Travelers Rest основывается не только на географическом положении. Пожалуйста, посетите веб-сайт школьного округа, чтобы увидеть все школы, обслуживающие этот дом.
Сводный рейтинг GreatSchools
Данные о школах предоставлены некоммерческой организацией GreatSchools. Redfin рекомендует покупателям и арендаторам использовать информацию и рейтинги GreatSchools в качестве первого шага, а также провести собственное расследование, чтобы определить желаемые школы или школьные округа, в том числе связавшись с самими школами и посетив их. Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
10 / 100
Зависит от автомобиля
Walk Score®
27 / 100
В некоторой степени подходит для езды на велосипеде
Bike Score®
О климатических рисках и рисках стихийных бедствий
3 9 изменение климата из-за повышения температуры и уровня моря.
Данные о климатических рисках предоставляются только в информационных целях. Если у вас есть вопросы или отзывы об этих данных, обратитесь за помощью на Riskfactor.com и Climatecheck.com.
Redfin не подтверждает и не гарантирует эту информацию. Предоставляя эту информацию, Redfin и ее агенты не дают советов или рекомендаций по рискам наводнений, страхованию от наводнений или другим климатическим рискам. Redfin настоятельно рекомендует потребителям самостоятельно исследовать климатические риски недвижимости для собственного удовлетворения.
Продажи домов на одну семью (последние 30 дней)
Дома на одну семью Тенденции в 29690
Дома на одну семью
Все типы домов Дома на одну семьюТаунхаусыКондоминиумы/кооперативы
Медианная цена продажи
Средняя цена продажи# домов Soldmedian Days On Marketsingl Family Homes
All Home Typessingl Family HomestownhouseSondos/Copops
Средняя цена продажи
(Home Family Homes)
$ 392 000
9000 +3,3%. г/г | Сентябрь 2022 г.
На основе расчетов Redfin данных о домах из MLS и/или общедоступных записей.
$392 500
+3,3%
Подробнее о тенденциях рынка в 29690
Конкуренция на рынке в 29690
Рассчитано за последние 3 месяца
44
Достаточно конкурентоспособная
Оценка Redfin Compete Score
™
Оценка Redfin Compete Score оценивает уровень конкуренции в регионе по шкале от 0 до 100, где .
Рассчитано за последние 3 месяца
Некоторые дома получают несколько предложений.
В среднем дома продаются примерно за 1% ниже прейскурантной цены и ожидают рассмотрения примерно через 51 день .
Теплые дома
могут быть проданы примерно за 1% выше прейскурантной цены и ожидают рассмотрения примерно через 30 дней .
Сравните с близлежащими почтовыми индексами
Ближайшие недавно проданные дома
Близлежащие дома, похожие на 220 Grayson Dr, недавно были проданы по цене от 353 до 675 тысяч долларов по средней цене 185 долларов за квадратный фут.
1 / 28
ПРОДАНО 31 МАЯ 2022
ВИДЕО ТУР
1 / 32
ПРОДАНО 24 МАЯ 2022
1 / 37
ПРОДАНО 2 ИЮНЯ 2022
Просмотреть последние проданные дома
Дома Ценности Около 220 Grayson Dr
Данные из открытых источников.
203 Grayson Dr, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2234 кв. футов
435 981 $
208 Grayson Dr, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2864 кв. футов
526 594 долл. США
202 Доктор Грейсон, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2874 кв. футов
502 354 $
207 Grayson Dr, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2282 кв. футов
442 967 $
210 Grayson Dr, Travellers Rest, SC
3 кровати | 3 ванны | 2688 кв. футов
538 944 $
218 Grayson Dr, Travellers Rest, SC
3 кровати | 2 ванны | 2312 кв. футов
479 859 $
3 Duchess Ct, Travellers Rest, SC
3 кровати | 2,5 Ванны | 2880 кв.м. футов
427 489 $
204 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2366 кв. футов
442 563 $
205 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2400 кв.м. футов
487 822 $
206 Доктор Грейсон, Travellers Rest, Южная Каролина
4 кровати | 3.5 Ванны | 2160 кв. футов
468 055 $
103 Grayson Dr, Travellers Rest, SC
3 кровати | 2 ванны | 2185 кв. футов
425 313 $
214 Grayson Dr, Travellers Rest, SC
3 кровати | 2 ванны | 2509 кв. футов
490 221 $
224 Grayson Dr, Travellers Rest, SC
4 кровати | 3 ванны | 2700 кв.м. футов
543 785 $
203 Kilburn Ln, Travellers Rest, SC
3 кровати | 2 ванны | 2227 кв. футов
402 979 $
105 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2420 кв.м. футов
632 328 $
104 Grayson Dr, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2699 кв. футов
525 429 долларов
106 Доктор Грейсон, Travellers Rest, Южная Каролина
4 кровати | 3.5 Ванны | 3269 кв. футов
552 909 $
201 Grayson Dr, Travellers Rest, SC
5 кроватей | 3.5 Ванны | 3388 кв. футов
602 613 $
216 Grayson Dr, Travellers Rest, SC
4 кровати | 3 ванны | 3012 кв. футов
569 434 $
5 Duchess Ct, Travelers Rest, SC
4 кровати | 2,5 Ванны | 2475 кв. футов
503 545 $
2 Duchess Ct, Travellers Rest, SC
4 кровати | 2,5 Ванны | 2592 кв. футов
443 020 $
Показать больше
Часто задаваемые вопросы для 220 Grayson Dr
Что такое 220 Grayson Dr?
220 Grayson Dr — это дом площадью 2600 квадратных футов на участке площадью 0,46 акра с 4 спальнями и 2 ванными комнатами. Этот дом в настоящее время не продается — последний раз он был продан 31 августа 2022 года за 575 000 долларов США.0003
Сколько фотографий доступно для этого дома?
У Redfin есть 36 фотографий 220 Grayson Dr.
Сколько стоит этот дом?
Основываясь на данных Travelers Rest компании Redfin, мы оцениваем стоимость дома в $578 735
Когда этот дом был построен и продан в последний раз?
220 Grayson Dr был построен в 2019 году и последний раз продан 31 августа 2022 года за 575 000 долларов.
Какова оценка арендной платы за этот дом?
По нашим оценкам, 220 Grayson Dr будет арендован по цене от 2,49 долларов США.8 и 3182 доллара.
Насколько конкурентоспособен рынок этого дома?
Основываясь на рыночных данных Redfin, мы подсчитали, что рыночная конкуренция в районе 29690, где находится этот дом, несколько конкурентна. Дома продаются примерно на 1% ниже прейскурантной цены и ожидают рассмотрения примерно через 51 день.
Какие похожие дома находятся рядом с этим домом?
Сопоставимые близлежащие дома включают 404 Wild Geese Way, 245 Northcliff Way и 2 Bluff Ridge Ct.
Какой полный адрес этого дома?
Полный адрес этого дома: 220 Grayson Drive, Travellers Rest, Южная Каролина 29690.
Агентство покупателей. Дом в парке, недалеко от реки Чаттуга, парка горных велосипедов Stumphouse, национального леса Самтер и всех развлечений на свежем воздухе, которые может предложить Mountain Rest SC! Эта недвижимость с ремесленными элементами, множеством хозяйственных построек, убежищем от последствий холодной войны, камином и многим другим, идеально подходит для краткосрочной аренды, второго дома, сдачи в аренду, инвестиций или постоянного проживания. Расположенная примерно на акре, эта собственность имеет фантастическую топографию, достаточно места для садов и не имеет ограничений! Осмотры приветствуются, но недвижимость предлагается как есть. Если вы ищете прямо в центре одного из лучших горных районов Юго-Востока, это обязательно нужно увидеть.
162 дня
на Zillow
|
128
|
3
|
Travel times
Take a tour with a buyer’s agent
Facts and features
Interior details
Bedrooms and bathrooms
Bedrooms: 2
Bathrooms: 1
Full bathrooms : 1
Основной уровень ванных комнат: 1
Основные спальни: 2
Подвал
Подвал: нет/не применимо
Пол
Пол. Характеристики: Пропан, Настенная печь, Дрова
Охлаждение
Характеристики охлаждения: Нет
Бытовая техника
Особенности прачечной: Прачечная
Внутренние особенности
Особенности оконных функций: деревянные рамки
Внутренние элементы: Поточители-SUSPeded, Fipplace, высокоскоростный интернет
Другие интерьер
Общая структура: 1,257
. Камин: Да
Детали объекта
Парковка
Всего мест: 2
Особенности парковки: Пристроенный навес, Комбинация, Отдельный навес
Гибка на угол до 90º в соответствии с нормами DIN 2440, EN 10255. Пуансоны литые, изготовлены из высокопрочного модифицированного чугуна с шаровидным графитом.
Технические характеристики пуансонов
Артикул
Ду трубы, дюйм
А, мм
B, радиус, мм
Миним. радиус гибки, мм
D, мм
Толщина стенки трубы, мм
П-ТР1/2ʺ
1/2ʺ
115
67,5
50,2
22
2,8-3,7
П-ТР3/4ʺ
3/4 ʺ
131
84,5
66
28
2,9-3,9
П-ТР1ʺ
1 ʺ
147
96,5
75,4
34
3,4-4,5
П-ТР 1 1/4ʺ
1 1/4 ʺ
195
134
108,7
43
3,6
П-ТР 1 1/2ʺ
1 1/2ʺ
242
162
133,5
50
3,7
П-ТР2ʺ
2 ʺ
297
238
199,2
62
3,9
П-ТР2 1/2ʺ
2 1/2 ʺ
380
257
209
79
5,2
П-ТР3ʺ
3 ʺ
436
390
335
90
5,5
П-ТР4ʺ
4ʺ
555
450
400
110
6
Гидравлические трубогибы прямого давления
Станки для гибки труб круглого и квадратного сечения
Ручные трубогибы
В вашем браузере отключена поддержка Jasvscript. Работа в таком режиме затруднительна.
Пожалуйста, включите в браузере режим «Javascript — разрешено»!
Если Вы не знаете как это сделать, обратитесь к системному администратору.
Вы используете устаревшую версию браузера.
Отображение страниц сайта с этим браузером проблематична.
Пожалуйста, обновите версию браузера!
Если Вы не знаете как это сделать, обратитесь к системному администратору.
Комплект пуансонов в категории «Оборудование и товары для предоставления услуг»
Гидравлический трубогиб 8 т, в комплекте с пуансонами 1/2″-1″, Stels
Доставка из г. Киев
от 4 825 грн
Купить
ТОВ «ВК»ІРМАПРОМ»
Трубогиб гидравлический 8 т в комплекте с пуансонами 1/2″-1″ Stels
Доставка из г. Киев
6 556 грн
5 572.60 грн
Купить
Инструмастер
Комплект из 8 пуансонов (гибочных башмаков) для трубогибов гидравлических
Под заказ
Доставка по Украине
3 110 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Комплект из 6 пуансонов (гибочных башмаков) для трубогибов гидравлических
Доставка по Украине
2 107 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Комплект пресс-форм 25 шт для часов. Часовой инструмент, пресс формы, пуансоны, матрицы для пресса
Доставка из г. Кременчуг
1 050 грн
Купить
Тайм — всё для часов
Комплект пуансонов для установки кнопок
Доставка по Украине
2 119 грн/комплект
Купить
Магазин Marineq
Комплект для высечных ножниц по металлу (матрица+пуансон)
Доставка по Украине
500 грн
Купить
ТЕХНОМАРКЕТ
Комплект просечек 3-14 мм (11 пуансонов) КП-1
Доставка по Украине
4 435 грн
Купить
ВТК-ОДЕССА — все для ювелиров
Комплект просечек 4-13 мм (10 пуансонов)
Доставка по Украине
3 675 грн
Купить
ВТК-ОДЕССА — все для ювелиров
Комплект просечек 15-20 мм (6 пуансонов) КП-2
Доставка по Украине
5 172 грн
Купить
ВТК-ОДЕССА — все для ювелиров
Пуансоны для установки кнопок комплект Osculati
Доставка по Украине
по 2 119 грн
от 2 продавцов
2 119 грн
Купить
Интернет-магазин Priliv
Комплект пуансонов (7 шт. ) MEGA A-5600
Доставка по Украине
7 224 грн
Купить
Компанія «АвтотехМаркет»
Пуансон+матрица для ножниц вырубных
На складе в г. Днепр
Доставка по Украине
671 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Набор переходников для пресса 6 шт OMA 666.1 для 100-300 т (T948)
Доставка по Украине
5 590 грн
Купить
Интернет-магазин Новатэк-СТО
Набор переходников с плитой для пресса OMA PR50 (T998)
Доставка по Украине
11 180 грн
Купить
Интернет-магазин Новатэк-СТО
Смотрите также
Трубогиб гидравлический STELS 8 т в комплекте с пуансонами 1/2″-1″
Недоступен
6 556 грн
5 572.60 грн
Смотреть
📍«Вверх» СМІЛИВІСТЬ Всё будет Украина!
STELS Трубогиб гідравлічний, 8 т, в комплекті з пуансонами 1/2 «-1» // Stels
Недоступен
4 568.64 грн
Смотреть
STRONG TOOLS
Матрица на хольнитен 6 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Матрица для хольнитен 7 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Матрицы на хольнитен 9 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на хольнитен 12 мм (односторонний)
Недоступен
210 грн
Смотреть
Интернет магазин » Люверсы «
Насадка под обтяжку пуговицы № 28 (16 мм)
Недоступен
630 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 17 мм
Недоступен
294 грн
Смотреть
Интернет магазин » Люверсы «
Насадка под обтяжку пуговицы № 44 (28 мм)
Недоступен
630 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на хольнитен 9 мм (двухсторонний)
Недоступен
252 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на хольнитен 7 мм (двухсторонний)
Недоступен
252 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 5 мм ( Китай )
Недоступен
336 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 6 мм ( Китай )
Недоступен
336 грн
Смотреть
Интернет магазин » Люверсы «
Матрица на люверс 8 мм ( Китай )
Недоступен
336 грн
Смотреть
Интернет магазин » Люверсы «
61B Насадка для резки и насадка для пробивки 62B с матрицами.
Насадка для резки 61B и насадка для вырубки 62B с матрицами.
С помощью данного калькулятора, вы можете конвертировать американский размер в дюймах в европейский метрический и наоборот. Для получения метрического размера, значения вводятся в поля «Дюймы», а для получения размера в дюймах — заполняются поля «Метрическая система».
Например, шинам 31×10.5 R15 соответствуют шины 265/75 R15
Источник: autoshini.com
Читайте в этом разделе
Этикетки на шинах – как прочитать?
С 1 ноября 2012 года шины, продаваемые в странах, входящих в Европейский Союз, должны иметь специальные наклейки. В них содержится информация, в частности, о топливной.. 11 Июля 2022, 11:34
Причины износа мотошин
Износ мотошин часто является результатом слишком высокой скорости, с которой мы движемся. Тем не менее факторов, влияющих на этот процесс, гораздо больше. Состояние шин во.. 04 Июля 2022, 11:58
Какая минимальная допустимая глубина протектора?
Протектор шины иногда анализируют с точки зрения внешнего вида и формы, современных технологий, внедренных производителем, или эффективности в зимних условиях. Однако ключевым параметром автошин в.. 23 Июня 2022, 10:06
Деформация шины и боковые стяжки. Что с ними делать?
Одной из примечательных и главных особенностей строения внутренней части любой автошины являются нити, из которых состоит корд. Довольно долгое время они имеют радиальную локацию при.. 08 Июня 2022, 10:21
Развал-схождение — нужно ли менять шины?
Если ваш автомобиль ведет себя на дороге, это может означать, что вам необходимо заменить компоненты подвески, систему рулевого управления, диски или шины. Для этого может.. 07 Апреля 2022, 15:47
Динамика спроса на шины и диски
Тесты шин
Рейтинг зимних автошин сезона 2022-2023
Рейтинг мотошин 2022 года
Тест летних шин Auto Bild 2022 года
Рейтинг летних шин 2022
Тест летних шин 215/55 R17 от Autozeitung
Тест мотошин класса эндуро 2022
Тест легковой летней резины 185/65 R15 (ADAC 2022)
Тест летних шин 2022 года для внедорожников от AutoBild Allrad
Тест летних шин 215/60 R16 от немецкого автомобильного клуба (ADAC)
ТОП-5 шин на которых стоит обратить внимание этой зимой
Смотреть все
Полезная информация
Азот или кислород: чем лучше накачать колеса?
Срок службы летних и зимних шин
Что такое EU Tyre Label (европейская маркировка шин)?
В чем разница между шинами с маркировкой SUV и обычной резиной
Шины для электромобилей – какие выбрать?
Нужен 1 диск?
Некондиционный товар? Выход из ситуации без проблем
Шинный калькулятор
Что такое M+S на шинах?
Как выбрать лучшие шины для Вашего автомобиля
Смотреть все
Техническая информация
Правила монтажа шины и основные виды протекторов
Все про маркировки шин
Диагональные и радиальные шины
Рисунок протектора шин
Таблица габаритов и веса грузовых и сельхоз шин
Широкие или узкие зимние шины? Насколько б/у хуже новых?
Какая минимальная допустимая глубина протектора?
Возраст шин. Год хранения равен трем неделям эксплуатации
Спущенное колесо. Что делать?
Сезонное хранение шин
Смотреть все
Опрос
Где вы покупаете шины и диски?
На «Автошины Ком»
На других сайтах
В фирменном магазине
На рынке
Я покупаю б\у
У меня нет машины
Топ продаж
1
Белшина
2
Кама
3
Premiorri
4
Tigar
5
Cordiant
6
Hankook
7
Bridgestone
8
Viatti
9
Росава
Свежие обзоры
Обзор зимней резины Pirelli Winter Ice Zero FR
Обзор летней шины Bridgestone Turanza 6
Обзор зимней шины Hankook Winter I*Cept RS3 W462
Обзор зимней шины Goodyear Ultra Grip Performance Plus
Обзор премиальной шины Michelin Pilot Alpin 5
Обзор всесезонной резины Michelin CrossClimate 2
Обзор зимней шины Hankook Winter i*Cept iZ2 W616
Обзор шин Roadmarch WinterXPro 888
Обзор шины Matador MP 93 Nordicca
Обзор шины Hankook Ventus Prime 4 K135
Смотреть все
Шинный калькулятор дюймы
Покрышки американских и европейских производителей отличаются своей маркировкой. Европейские шины имеют метрическую систему маркировки. Поэтому при замене шин может возникнуть проблема перевода параметров покрышки. В большинстве случаев, это перевод дюймов в сантиметры. Введите размер в дюймах и нажмите «рассчитать». Вы увидите типоразмер покрышки в метрах (размеры будут округлены до европейских параметров).
Американский типоразмер
Метрический размер
Округленный до европейского стандарта
Сравнение: типоразмеры в дюймах и метрах
При вводе прежних дюймовых параметров и новых европейских, вы можете увидеть, как изменятся внешние параметры покрышки и клиренса, а также отличия в показаниях спидометра.
Старый размер:
27293031323335373840 / 8.59.510.511.512.513.514.515.5 R 14151616.517182022
Новый размер:
145155165175185195205215225235245255265275285295305315325 / /25303540455055606570758085 R 12131415161718192021222324
Ширина шины, мм (A)
Высота профиля, мм (B)
Внутренний диаметр, мм (C)
Внешний диаметр, мм (D)
Показания спидометра (км/ч)
Реальная скорость (км/ч)
Разница (км/ч)
Изменение клиренса (мм)
Перевод метрического размера шин в дюймовый (Американский)
Благодаря шинному калькулятору, вы можете произвести обратные расчеты – преобразовать величины в «см» и «мм» в дюймы. Для этого необходимо ввести типоразмер, диаметр, ширину и высоту профиля шины и нажать кнопку «рассчитать». Калькулятор произведет перевод значений в дюймы.
Внимание! Данный калькулятор, основанный на R-метрическом исчислении, применяется для преобразования европейского размера покрышки в американский. Но вы можете использовать его и для перевода шины с «дюймового» стиля в R-метрику. Некоторые размеры при этом могут переводиться некорректно (К примеру, метрические размеры шины 33×12.50×15 при переводе в R-метрику 318/72 R15, но если вы переведете размеры обратно, то увидите 33×12.52×15). Это может быть связано с незначительными ошибками при округлении.
Метрическая длина
mhtpFvNbiPE
Мы можем измерить длину объектов, их высоту или расстояние между ними. Это все примеры измерений длины.
Пример: длина этой вилки 20 сантиметров
Наиболее распространенные измерения:
Миллиметры
Сантиметры
Метры
Километров
Малые единицы длины называются миллиметров .
Миллиметр примерно равен толщине пластиковой идентификационной карты (или кредитной карты).
Или примерно толщиной 10 листов бумаги друг над другом.
Это очень маленькое измерение!
Когда у нас есть 10 миллиметров, это можно назвать сантиметром .
1 сантиметр = 10 миллиметров
Ноготь имеет ширину около одного сантиметра .
Две рулетки, одна в мм, другая в см
Мы можем использовать миллиметры или сантиметры, чтобы измерить свой рост или ширину стола, но для измерения длины футбольного поля лучше использовать метров .
метр равен 100 сантиметрам.
1 метр = 100 сантиметров
Длина этой гитары около 1 метра
метра можно использовать для измерения длины дома или размера детской площадки.
А поскольку сантиметр равен 10 миллиметрам:
1 метр = 1000 миллиметров
Спинка этого кухонного стула 1 метр
километров равно 1000 метрам.
1 километр = 1000 метров
Когда нам нужно добраться из одного места в другое, мы измеряем расстояние, используя километров .
Расстояние от одного города до другого или расстояние, которое преодолевает самолет, можно измерить в километрах.
Вкратце:
10 миллиметров = 1 сантиметр
100 сантиметров = 1 метр
1000 метров = 1 километр
Сантиметр (см) равен:
примерно такой же длины, как скоба
ширина хайлайтера
диаметр пупка
ширина 5 компакт-дисков, уложенных друг на друга
толщина блокнота.
радиус (половина диаметра) копейки США
Метр (м) составляет около:
чуть больше ярда (1 ярд ровно 0,9144 метра)
ширина дверного проема (большинство дверных проемов имеют ширину от 0,8 до 0,9 м)
половина длины кровати
ширина большого холодильника
высота столешницы
четыре ступени вверх по лестнице
пять ступеней вверх по лестнице
глубина мелкой части бассейна
ширина обеденного стола
пятка до локтя взрослого
от плеча до противоположного запястья взрослого
от кончиков до кончиков вытянутых рук ребенка
рост пятилетнего ребенка
Один метр равен примерно одному длинному шагу взрослого человека.
Километр (км) составляет примерно:
чуть больше полумили
четверть средней глубины океана
Один километр — это около 12 минут ходьбы.
См. также Длина от очень маленького до очень большого
Имперский код против метрического кода, таблица размеров SMD, размеры SMD, код размера SMD
Руководство по сборочной линии
SMT
Оборудование Pick & Place
Зарегистрируйтесь – больше бесплатных советов и новостей SMT
Код размера SMD
Два разных способа указания размеров компонентов могут вызвать затруднения даже у покупателей компонентов — мы подготовили бесплатную таблицу размеров для загрузки — и объясним вам разницу.
Таблица размеров SMD — скачать бесплатно >>
Имперский код VS Метрический код — Таблица размеров SMD
Чтобы помочь вам понять разницу в размерах между британскими компонентами и метрическими компонентами, мы сделали эту наглядную таблицу размеров компонентов SMD.
скачать бесплатно — Таблица размеров SMD >>
Метрические или имперские компоненты — какая разница в размерах SMD?
Это может вызвать некоторую путаницу, но на самом деле это очень просто, так как числовой код на компоненте — это размер компонента. Это относится как к имперскому, так и к метрическому коду:
Британский код в дюймах Пример: 0201 британский компонент. Это означает, что размер компонента составляет 0,02 x 0,01 дюйма.
метрический код в миллиметрах Пример; 0201 метрический компонент. Это означает, что размер компонента составляет 0,2 x 0,1 мм.
Поделиться информацией о размере SMD
Также ознакомьтесь с новым программным обеспечением SMT
новые возможности >>
Перевод размеров компонентов SMD Метрическая система VS Имперская
В этом обзоре показан набор компонентов одинакового размера , но с разными именами в зависимости от того, в метрическом коде они указаны или в имперском коде.
Компонент кода метрики
по сравнению с
Компонент имперского кода
0201
=
008004
03015
=
009005
0402
=
01005
0603
=
0201
1005
=
0402
1608
=
0603
2012
=
0805
2520
=
1008
3216
=
1206
4516
=
1806
4532
=
1812
5025
=
2010
6332
=
2512
0201 Имперские единицы по сравнению с 0201 Метрическими размерами компонентов
Как поставщик оборудования для поверхностного монтажа, мы понимаем, насколько важно, чтобы вы знали разницу. Мы гордимся тем, что даем нашим клиентам правильные рекомендации, чтобы сделать их основу для принятия решения наилучшей из возможных.
Итак, когда мы говорим вам, что YAMAHA YSM20 pick & place поддерживает компонент 0201 в метрическом коде , вы знаете, насколько крошечным является компонент 0201 SMD в метрической системе?
Свяжитесь со специалистом >>
Новости СМТ
Насколько мелкие компоненты поддерживают машины
YAMAHA Pick & Place?
YAMAHA Pick & Place поддерживает самые маленькие компоненты
При правильной конфигурации монтажной головки и сопла для захвата компонентов все перечисленные ниже машины захвата и размещения поддерживают компоненты 0201.
— Примечание: компонент 0201 находится в метриках.
Машины Pick & Place
Здесь вы найдете наш ассортимент машин Pick & Place — не стесняйтесь присмотреться поближе.
Методы неразрушающего контроля сварных соединений труб и трубопроводов ГОСТ
Содержание
Визуальный и измерительный контроль
Ультразвуковой контроль
Радиографический контроль
Капиллярный контроль
Магнитный контроль
Тепловой контроль
Вихретоковый контроль
Неразрушающим контролем (сокращенно — НК) называется проверка надежности как целого объекта, так и его составляющих. При НК используются особые методы, позволяющие провести работы без разборки или выведения из эксплуатации. Базой для методов и средств контроля, сохраняющих целостность объектов и их эксплуатационные характеристики, служит исследование физических принципов. Как классифицируются виды и методы НК? Эта информация содержится в ГОСТ 18353-79.
Визуальный и измерительный контроль
Базовый метод дефектоскопии, отличающийся информативностью, экономичностью и быстротой. Визуальный и измерительный контроль (ВИК) предшествует остальным методам.
При внешнем осмотре специалисты проверяют, насколько качественно подготовлены заготовки для сварки и как выполнены сварочные швы, а также определяют качество металла. Визуальный контроль должен выявить, нет ли видимых дефектов — ржавчины, наплывов, вмятин и т.д.
Провести ВИК можно невооруженным глазом или при помощи оптических приборов (таких как зеркало, лупа или эндоскоп). Метод примечателен тем, что для него достаточно простых измерительных средств.
В настоящее время для ВИК применяются более мощные приборы, способные обнаружить даже незначительные дефекты. Визуальный и измерительный контроль нужен, чтобы оценить состояние материала и сварных соединений. Требования по выполнению процедуры перечислены в руководящих документах по оценке сооружений и технических устройств.
Ультразвуковой контроль
Один из главных методов неразрушающего контроля был предложен советским ученым С. Я. Соколовым в далеком 1928 году. Ультразвуковая дефектоскопия охватывает многие сферы, проверяя сварные соединения, трубопроводы, аппараты высокого давления и другую разнообразную продукцию. Существует множество изделий, от состояния которых зависит безопасность тысяч людей: рельсы для железнодорожного сообщения, элементы авиационных двигателей, трубопроводы атомных реакторов и др. При производстве и эксплуатации такой сложной продукции обязателен ультразвуковой контроль.
Необходимо сказать о преимуществах ультразвукового метода по сравнению с другими методами НК:
Повышенная чувствительность, которая позволяет обнаружить опасные дефекты — трещины, непровары и пр.
Экономичность.
Безопасность для здоровья (в сравнении с рентгеновским методом).
Возможность проводить процедуру без прерывания рабочего процесса.
Сохранение целостности исследуемого объекта.
Возможность исследовать материалы разного происхождения.
При всех преимуществах ультразвуковой метод обладает и своими недостатками. Во-первых, он не дает представления ни о реальном размере дефекта, ни о его характере. Во-вторых, при контроле металлов с крупнозернистой структурой возникают затруднения из-за рассеяния и затухания ультразвука и высоких требований к поверхности контроля.
Про проведении НК возникает множество задач, и необходимость их решения дала толчок к развитию ряда акустических методов контроля. Если обратиться к ГОСТ 23829-85, то такие методы делятся на активные и пассивные. Активные методы основаны на излучении и приеме акустических волн и колебаний, а пассивные — только на приеме.
Радиографический контроль
В основе радиографического контроля (РК) лежит зависимость интенсивности проходящего через исследуемый объект гамма-излучения от материала и толщины изделия. О наличии дефектов сигнализирует неравномерность поглощаемого излучения. Делать выводы о строении объекта контроля можно, регистрируя распределение излучения на выходе.
РК дает возможность выявить трещины, поры, превышение проплава, искажение корня шва, непровары, инородные включения в сварных соединениях.
Радиографический метод способен обнаружить дефекты минимальных размеров, но многое зависит от их формы и местонахождения. Проще всего выявить дефект, протяженность которого совпадает с пучком излучения. В таком случае удается получить четкое изображение на снимке границ (по сравнению с дефектами криволинейной формы).
Капиллярный контроль
Считается наиболее чувствительным методом неразрушающего контроля. Капиллярные методы основаны на том, что специальные жидкости проникают в поверхностные и сквозные дефекты. В процессе индикаторные жидкости оставляют следы — их регистрируют визуально или при помощи преобразователя. Капиллярные методы помогают определить, где расположен дефект, какова его протяженность и ориентация на поверхности. Для проведения капиллярного контроля создан ГОСТ 18442-80.
Если дефект настолько мал, что его невозможно обнаружить при ВИК, то применяется капиллярная дефектоскопия. К такому методу прибегают при работе с объектами всех размеров и форм. Что касается материалов, использованных для изготовления объектов, то к ним относятся металлы и сплавы (цветные и черные), а также неферромагнитные материалы (стекло, пластмасса и пр.). О контроле выполненных из ферромагнитных материалов объектов надо сказать отдельно. Капиллярная дефектоскопия помогает справиться с задачей, если по какой-либо причине использовать магнитопорошковый метод нельзя.
Список областей, где бывает задействован капиллярный контроль, очень широк: это авиа-, ракето-, автомобиле- и судостроение, металлургия, энергетика, химическая промышленность. Капиллярная дефектоскопия применяется для мониторинга важных объектов перед их вводом в эксплуатацию и в процессе работы.
Магнитный контроль
Это совокупность методов НК, нужных для выявления дефектов в ферромагнитных металлах и сплавах. Магнитная дефектоскопия позволяет обнаружить включения неметаллического происхождения, трещины, волосовины, флокены. Найти дефекты можно при условии их нахождения на поверхности изделия или при залегании на небольшой глубине (2-3 мм).
Суть магнитных методов заключается в исследовании магнитных полей рассеяния возле прошедших намагничивание ферромагнитных материалов. На местоположение дефекта указывают перераспределенные магнитные потоки и сформированные магнитные поля рассеяния.
Тепловой контроль
В основе метода — фиксация и преобразование ИК-излучения в видимый спектр. Тепловой метод неразрушающего контроля используют во всех промышленных областях, в которых о состоянии объектов можно судить по неоднородности теплового поля.
Сегодня тепловой метод очень востребован в строительство, производстве и теплоэнергетике. После того, как был принят новый закон о регламентировании энергоаудита объектов, направленный на экономию ресурсов, интерес к тепловому контролю усилился. В настоящее время этот метод является базовым методом для оценки состояния объектов.
У теплового контроля масса плюсов — универсальность применения, оперативность, большая производительность. Кроме того, тепловой контроль можно осуществлять дистанционно. Есть несколько видов метода — контроль плотности тепловых потоков, контроль температуры, контроль теплопроводности и тепловизионный контроль.
Вихретоковый контроль
Основой для вихретокового метода НК служит взаимодействие электромагнитных полей — внешнего и поля вихревых токов, создаваемых в объекте контроля. Вихревые потоки заметил физик из Франции Араго в 1824 году. Ученый отметил, что находящийся под магнитной стрелкой медный диск вращается за счет вихревых токов.
Обычно источников электромагнитного поля становится вихретоковый преобразователь (ВТП) — индуктивная катушка. В катушках действует ток, который создает электромагнитное поле, возбуждающее вихревые токи. Их поле действует на ВТП, создавая в них ЭДС или преобразуя их сопротивление. Появившееся на катушках напряжение или сопротивление — ключ к информации о свойствах объекта.
С помощью вихретокового метода можно не только выявить дефекты и оценить свойства объектов контроля. Вихретоковый контроль широко применяется и при производстве деталей, и при их ремонте. Высокоточное современное оборудование — это возможность для обработки и хранения большого объема данных о результатах контроля. Системы сканирования автоматизированы, что увеличивает точность визуализации объекта контроля во много раз.
В каких областях используют вихретоковый контроль? Список широк:
Вихретоковым методом исследуют сварные и резьбовые соединения, детали разнообразных форм и размеров для оборудования. Кроме того, это метод контроля корпусного оборудования, гибов трубопроводов, лопаток паровых турбин. С помощью вихретокового метода также проверяют поверхность осевого канала роторов турбин.
Вихретоковый контроль нужен, чтобы измерять толщину защитных покрытий, тонких труб и тонкого листового проката. Помимо этого, с помощью вихретокового метода ищут коррозионные повреждения.
Вихретоковый метод позволяет оценить состояние металла тепломеханического оборудования (как исходное, так и текущее). Метод применим и для оценки качества термообработки; с его помощью проводят сортировку объектов и определяют состав контролируемого вещества.
Посредством вихревых токов измеряют глубину поверхностных трещин, обнаруженных на электропроводящих материалах.
Все методы и приборы неразрушающего контроля служат одной цели — выявить даже незначительные повреждения, в том числе грибок, коррозию, расслоение. Востребованность НК объясняется просто: его методы сочетают в себе множество достоинств и соответствуют строгим требованиям промышленной безопасности.
Методы неразрушающего контроля для диагностики сварных швов
Применение оборудования и методов неразрушающего контроля для диагностики дефектов в сварных швах, полученных сваркой трением с перемешиванием.
Содержание статьи
Методы неразрушающего контроля
Кандидаты и доктора технических наук из Томского политехнического университета (ТПИ) и ФГБУН института физики прочности и материаловедения Сибирского отделения Российской академии наук в Томске провели научное исследование, чтобы ответить на вопрос – какие методы неразрушающего контроля наиболее эффективны для контроля целостности сварных швов. Специалисты компании ПЕРГАМ приняли участие в исследовании и предоставили учёным профессиональный тепловизор с высоким разрешением.
Совместно изучили возможности различных методов неразрушающей дефектоскопии для швов, полученных методом сварки трением с перемешиванием (СТП) на алюминиевых сплавах. Метод сварки трением не предполагает плавления металла в зоне сварки и поэтому имеет свои типы дефектов. В связи с этим применяли такие методы неразрушающего контроля, как ультразвуковая ФАР-дефектоскопия, вихретоковый метод и тепловизионный контроль в ходе сварки, а также металлографические исследования полученных структур. В результате были получены данные о типах дефектов и местах их залегания, которые выявляются отдельными методами. Обследовали дефекты типа стыковой линии, возникающие при сварке трением с перемешиванием. Сравнили результаты по применяемым методам, подтвердили вывод о необходимости использования комплексного подхода к дефектоскопии СТП-соединений.
Сварка трением с перемешиванием к содержанию
Метод сварки трением с перемешиванием (СТП) широко используется сегодня для сварки алюминиевых сплавов в мировой практике, о чем говорит большое число публикаций в иностранных журналах. СТП характеризуется тем, что формирование и заполнение шва происходят при температуре металла ниже температуры плавления. Во многом процесс пластификации и пластического течения деформированного и пластифицированного материала при сварке трением схож с процессами структурообразования при трении в пластичных металлах. В связи с этим рассуждения и оценки, сделанные при исследовании процессов трения, справедливы и для сварки трением с перемешиванием. В частности, это касается механизмов формирования дефектов, которые отличаются от дефектов, получаемых при сварке традиционными методами, предусматривающими плавление металла в сварочной ванне.
В технической литературе давно и подробно исследованы типы дефектов и условия их возникновения в сварных соединениях, полученных СТП. Уменьшить вероятность, а в идеале и полностью исключить появление дефектов можно за счет подбора оптимальных параметров процесса: скорости поступательного движения инструмента вдоль шва, частоты его вращения, силы прижатия инструмента к заготовкам. Важным условием получения бездефектного шва является подготовленность кромок — отсутствие оксидных пленок и зазора между заготовками в стыке при сварке, а также небольшая степень изношенности инструмента. При правильном подборе параметров сварки и соблюдении указанных выше условий СТП гарантирует требуемую прочность соединения и отсутствие дефектов, обнаруживаемых известными методами неразрушающего контроля.
Но методы неразрушающего контроля имеют определенные ограничения. Для СТП-соединений одними из наиболее опасных и трудновыявляемых методами неразрушающего контроля дефектов являются дефекты типа стыковых линий. Они могут служить местами зарождения и распространения трещин при нагрузке, они существенно снижают прочность сварного соединения. Появление дефектов стыковых линий может быть обусловлено недостаточным перемешиванием материала в шве вследствие изношенности инструмента либо интенсивным налипанием на инструмент металла при сварке. Часто такие дефекты декорированы фрагментами оксидных пленок, перенесенных в шов с кромок свариваемых деталей, и хорошо видны на поперечном сечении шва. Однако при надлежащей обработке кромок перед сваркой заметить эти дефекты трудно даже при металлографическом анализе поперечного сечения шва. В настоящий момент возможности методов неразрушающего контроля в отношении стыковых линий не до конца ясны. Именно по этой причине мы решили изучить возможности методов неразрушающего контроля для диагностики сварных швов, полученных методом СТП.
Методы СТП в промышленном производстве
В последнее время СТП начинает находить применение и в России. Пионером использования СТП в серийном промышленном производстве ЗАО «Чебоксарское предприятие «Сеспель». На предприятии методом СТП изготавливают из алюминиевого сплава автомобильные цистерны-полуприцепы различного назначения.
В связи с широким внедрением СТП для изготовления ответственных изделий, в том числе корпусных деталей ракетно-космической техники, все большее внимание уделяется развитию неразрушающих методов контроля для диагностики сварных швов. Методы неразрушающего контроля, применяемые для СТП-соединений, включают традиционные способы, такие как радиография, ультразвуковой и вихретоковый способы, применяется термография, пенетрометрия. Перечисленные методы контроля по отдельности позволяют определять наличие дефекта с различной степенью достоверности и поэтому могут применяться с надежностью в отношении дефектов определенного типа и размера.
Методы неразрушающего контроля для поиска дефектов сварных швов
Радиография дает возможность прямого наблюдения дефектов, но чем больше толщина свариваемого металла, тем меньше возможности метода в отношении мелких дефектов;
Ультразвуковой метод с применением фазированных антенных решеток обладает хорошей разрешающей способностью по глубине, но также имеет ограничения при выявлении дефектов малого размера;
Вихретоковый метод позволяет надежно находить дефекты в тонком поверхностном слое, что особенно важно при определении дефектов типа трещин.
Применение всех этих методов стандартизовано в наибольшей степени в приложении к методам сварки плавлением и в меньшей степени к методам сварки трением. Использование термографии в качестве метода контроля швов в основном ограничивается методами активного контроля с помощью контролируемого нагрева соединения. При этом они не имеют преимущества перед радиографией или ультразвуковой дефектоскопией. Преимуществом данного метода может быть использование для мониторинга поверхности шва непосредственно в процессе сварки.
Обзор литературы по типам и размерам дефектов, формируемых при сварке трением с перемешиванием, показывает, что к ним можно отнести поры малого размера, дефекты в виде строчек оксидов и стыковых линий («kissing bonds», «Lazy S» и т.д.), червоточин или каналов («wormholes», «channels»), которые располагаются на стороне набегания («advancing side»). При соответствующей обработке и подгонке кромок свариваемых изделий из алюминиевых сплавов можно значительно уменьшить вероятность появления протяженных линейных дефектов типа стыковых линий при сварке в оптимальном режиме. Однако любое отклонение от режима либо неточность примыкания кромок ведет к образованию дефектов. В связи с этим существует необходимость использования нескольких дополняющих друг друга методов контроля, особенно при производстве ответственных соединений.
Целью данной работы является оценка и сравнение возможностей современных методов неразрушающего контроля сварных соединений для дефектоскопии СТП-швов.
Зачем это нужно?
Это необходимо для достоверного обнаружения, точной идентификации и определения размеров дефектов в реальном изделии по материалам неразрушающего контроля. В данной работе сделана попытка сравнительного анализа данных, полученных методами неразрушающего контроля – тепловизионным, ультразвуковым и вихретоковым, с результатами разрушающего контроля – металлографического анализа.
Сварное соединение и методика исследований к содержанию
Объектом исследований являлось сварное соединение двух пластин из термически неупрочняемого деформируемого сплава АМг5М в отожженном состоянии, выполненное сваркой трением с перемешиванием (рис. 1). Стыковые сварные пробы из листовых полуфабрикатов изготовляли на станции автоматической сварки листов из алюминиевых сплавов ЗАО «Чебоксарское предприятие «Сеспель». Толщина свариваемых пластин s составляла 5 мм, ширина образца w после сварки ≈185 мм, ширина сварного шва Lw = 19 мм. Длина сварных соединений, полученных при разных режимах сварки, в среднем составляла ≈500 мм.
За счет отклонения от штатного режима сварки путем изменения таких параметров сварочного процесса, как величина силы прижатия инструмента, частота вращения и скорость подачи инструмента, были получены образцы сварных соединений, содержащих различные дефекты. Некоторые из этих дефектов можно было наблюдать визуально на поверхности шва, а другие были скрытыми. Кромки листов также не обрабатывали перед сваркой для получения максимального числа дефектов.
Термография
Для теплового мониторинга в процессе сварки использовали тепловизор FLIR А655sc. Контроль выполняли в режиме видеосъемки. Размер кадра составлял 640×480 пикселей, частота 60 кадров/с. Тепловизор монтировали непосредственно на движущемся шпиндельном узле, в котором был установлен сварочный инструмент, на расстоянии около 30 см от образца, поле зрения составляло ≈15 см. Таким образом, зона теплового контроля оставалась неподвижной относительно сварочного инструмента и перемещалась по поверхности исследуемого образца со скоростью подачи. После записи данных проводили их обработку и строили термограмму процесса сварки. Термограмма позволяет сравнить между собой различные участки шва при одинаковых условиях остывания после прохождения сварочного инструмента и выявить возможные температурные аномалии.
Ультразвуковой (УЗ) контроль
УЗК контроль проводили с использованием дефектоскопа с фазированной решеткой HARFANG VEO 16:128. Применяли метод секторного сканирования с пьезоэлектрическим преобразователем (ПЭП) на фазированной антенной решетке, на призме с углом 36°, с угловым разрешением 0,2°. Углы ввода составляли от 45 до 65°, частота ПЭП – 10 МГц, опорное усиление 65 дБ. В качестве иммерсионной жидкости использовали водопроводную воду.
Призму размещали на корневой стороне перпендикулярно шву на расстоянии 11 мм от его оси. При сканировании призма перемещалась электроприводом с постоянной скоростью ≈2 мм/с вдоль шва от его начала до конца. Призма прижималась к поверхности силой 10 Н. Секторные сканы (S-сканы) поперечного сечения шва записывались с шагом 0,2 мм и строилась полная УЗ-дефектограмма сварного соединения.
Вихретоковый контроль
Для вихретокового контроля применяли дефектоскоп Ectane. Напряжение на вихретоковом преобразователе составляло 4 В, частота 50 кГц. Использовали вихретоковый преобразователь, состоящий из 32 катушек с шириной рабочей части 50 мм. Вихретоковый преобразователь помещался на корневую сторону перпендикулярно шву так, чтобы его середина совпадала с осью шва. При сканировании он нагружался силой 10 Н и перемещался вдоль шва от начала до конца вручную со скоростью около 10 мм/с. Сканы записывались с пространственным шагом 0,1 мм и строились Axial- и Trans-сканы для всего шва.
Металлографический анализ
В качестве разрушающего метода контроля для выявления типа, положения и размеров обнаруженных дефектов применяли металлографический анализ. Образцы для анализа вырезали из сварного шва (рис. 2, а). Затем изготавливали шлифы поперечного сечения шва (рис. 2, б), а также планарного сечения – плоскости, параллельной лицевой стороне образца (рис. 2, в). Фотографировали шлифы на металлографическом инвертированном микроскопе МЕТАМ ЛВ-31 с помощью цифровой фотокамеры с разрешением 4 Мп. Для получения детализированной макроскопической картины сварного шва его фотографировали по частям с 50-кратным увеличением, затем «сшивали» отдельные цифровые фотографии в единое изображение. В связи с этим на изображениях сварного шва могут проявляться небольшие периодические неоднородности по яркости.
Результаты исследования сварных швов неразрушающими методами к содержанию
При тепловом контроле на термограммах некоторых образцов были обнаружены аномалии температурного поля в виде темной полосы по оси сварного шва (рис. 3, б). Визуальный контроль показал, что никаких изменений на поверхности шва не наблюдается (рис. 3, а).
Ультразвуковая дефектоскопия показала, что в данном образце присутствует большое количество дефектов (рис. 3, в). Максимальное количество и интенсивность дефектов наблюдается в области начала темной полосы на термограмме (см. рис. 3, б).
Ультразвуковая дефектограмма, приведенная на рис. 3, в, представляет собой прозрачный вид сверху – на нем отображены все дефекты независимо от того, на какой глубине в образце они находятся. Анализ данного скана показал, что все обнаруженные дефекты расположены в виде цепочки на одной линии, на одинаковой глубине, на набегающей стороне шва (по общепринятой терминологии advancing side, далее AS), на расстоянии 2…3 мм от его оси.
Металлографическое исследование
Для идентификации обнаруженного дефекта был приготовлен шлиф по сечению, показанному на рис. 3. На рис. 4, а и б приведены изображение дефекта на УЗ-S-скане и фотографии поперечного сечения шлифа соответственно. Хорошо видно, что положение дефектной зоны на УЗ-скане (рис. 4, а) точно совпадает с расположением зоны, содержащей дефекты в виде пор на металлографическом шлифе. Дефектная зона расположена на глубине от 1 до 2,5 мм.
Для того чтобы получить более ясное пространственное представление о дефекте, был выполнен послойный металлографический анализ, который показал, что дефект расположен в ядре шва, справа по ходу движения инструмента (AS), на границе с основным материалом. Он представляет собой квазипериодическую пористую структуру (рис. 4, в), период которой совпадает с периодом чешуйчатости на лицевой стороне шва (рис. 3, а).
Свищ сварного шва
По общепринятой терминологии такие дефекты можно отнести к типу worm-hole. Поры в таком дефекте сварного шва ориентированы вдоль линий пластического течения материала и представляют собой микрообъемы неправильной формы, одна из границ которых имеет форму кругового сегмента (см. рис. 4, в). Рассмотрение поперечного сечения шва показывает, что форма сечения пор близка к равноосной (см. рис. 4, б). Размер пористой области может изменяться, но ее правая граница всегда находится на стыке шва и основного материала (см. рис. 4, в). Причина формирования дефекта связана с особенностями течения пластифицированного и модифицированного трением металла вблизи границы с неподвижным металлом основы.
В одном из образцов перед сваркой для внесения дополнительных дефектов в шов на стыке пластин было просверлено пять отверстий диаметром 5 мм и глубиной 3 мм с одинаковым интервалом. Визуальный контроль и термограмма сварки (рис. 5, а) показывают, что наличие отверстий привело к появлению непроваров на лицевой стороне шва с тем же интервалом. Места внешних непроваров однозначно идентифицируются на термограмме в виде более ярких участков по отношению к окружающим областям.
Помимо этого на термограмме видна температурная аномалия в виде темной полосы, которая начинается приблизительно с середины образца. УЗ-дефектограмма кроме внешних непроваров также показала наличие большого количества внутренних дефектов (рис. 5, б) на месте темной полосы.
Для приготовления металлографического шлифа была выбрана область, внешний вид которой не проявляет никаких признаков наличия дефекта (рис. 5, в). Ультразвуковой S-скан и результаты металлографических исследований данного образца приведены на рис. 6. В данном случае УЗ-дефектограмма показана не для всего образца, а только для слоя, прилегающего к лицевой стороне толщиной 1,5 мм (показан на рис. 6, а).
Здесь также наблюдается совпадение положения дефектной зоны на УЗ-S-скане (рис. 6, а) с реальным положением дефекта на металлографическом шлифе (рис. 6, б).
Анализ шлифа показывает, что по центру шва вблизи лицевой поверхности располагается дефект с поперечным размером 2…3 мм и глубиной около 2 мм (см. рис. 6, а). Он представляет собой несимметричное относительно центра шва скопление пор различной формы и размеров (см. рис. 6, б).
На шлифе, параллельном поверхности образца, выполненном на глубине 1 мм, проявляется структура дефекта, представляющая собой набор круговых сегментов, период которых совпадает с периодом чешуйчатости (рис. 6, в). Структура хорошо видна в правой части дефекта и практически не различима в левой. Кроме того, слева от описанного основного дефекта на расстоянии около 500 мкм располагается цепочка вытянутых пор, которая тянется вдоль линии сварного шва. Также обращает на себя внимание явное проявление другого дефекта – линии стыка или «Lazy S», находящейся еще левее, на расстоянии 200…300 мкм от цепочки пор (увеличенное изображение на рис. 6, в).
По сути описанный дефект является заглаженным сверху плечами сварочного инструмента непроваром лицевой стороны шва. Об этом свидетельствует его структура, напоминающая структуру горной породы, каковая наблюдается внутри видимых непроваров. Несмотря на то что такой дефект располагается очень близко к лицевой поверхности шва (минимальную глубину залегания по рис. 6, б можно оценить примерно в 100 мкм), его невозможно обнаружить методами визуального контроля.
Еще одним интересным фактом, требующим дальнейшего анализа, является то, что на УЗ-дефектограмме (см. рис. 6, а) проявление сплошного непровара под лицевой стороной шва практически совпадает с проявлением края шва.
Для проверки влияния механической обработки СТП-соединения на возможное появление новых дефектов была проведена фрезеровка группы образцов с лицевой стороны сварного шва до толщины 2,5 мм. После фрезеровки в некоторых образцах УЗ-дефектоскопия зафиксировала несплошность вблизи корневой стороны практически по всей длине сварного шва. Для проверки наличия выхода несплошности на поверхность была проведена вихретоковая дефектоскопия корневой стороны образцов.
Ультразвуковая и вихретоковая дефектоскопия сварного шва
Результаты УЗ- и вихретоковой дефектоскопии для одного из образцов приведены на рис. 7. По сравнению с данными контроля до фрезеровки значительно увеличилась длина участков несплошности по корню шва, обнаруженных УЗ-дефектоскопией, и существенно возросла амплитуда отраженного акустического сигнала. Кроме того, вихретоковой дефектоскопией, проведенной до фрезеровки, несплошностей в корне шва обнаружено не было.
При сравнении результатов двух видов контроля обращает на себя внимание то, что соответствие между дефектами, обнаруженными УЗ- (рис. 7, а) и вихретоковым (рис. 7, б) методами, наблюдается только на отдельных участках шва. На одних участках больше дефектов найдено УЗ-дефектоскопией, на других – вихретоковой. Кроме того, вихретоковым методом не обнаруживается цепочка дефектов на расстоянии 2…3 мм от осевой линии шва, которая хорошо видна на УЗ-дефектограмме (см. рис. 7, а).
Для идентификации обнаруженных дефектов был сделан металлографический шлиф по сечению, показанному на рис. 7. Сечение выбрано так, чтобы на него попали и несплошность корня, и один из цепочки дефектов, параллельной оси шва.
Положение дефектов на УЗ-S-скане (рис. 8, а), как и в рассмотренных случаях, точно совпадает с их реальным положением (рис. 8, б). Металлография показала, что дефекты соответствуют трещинам, начинающимся с корневой стороны шва. Дефект на оси шва (рис. 8, в) представляет собой отражение от трещины с небольшим раскрытием, распространяющейся вдоль линии стыка пластин – дефекта типа «Lazy S». Другой дефект соответствует более короткой трещине, расположенной правее, практически на краю корневой стороны сварного шва (рис. 8, г).
Так как кромки шва перед сваркой специально не приготавливались, то дефекты линии стыка «Lazy S» присутствовали во всех образцах, но были обнаружены только в данном случае, когда по дефекту распространилась трещина.
Полученные данные показывают, что наиболее надежным методом, использованным в работе для обнаружения дефектов тех типов (за исключением линии стыка), которые присутствовали в исследуемых образцах, является ультразвуковой метод неразрушающего контроля с применением фазированной антенной решетки. Он позволил обнаружить поры размером около 200 мкм и трещины с небольшим раскрытием. Применение фазированной решетки позволяет непосредственно видеть место расположения дефекта на предварительно заданной маске сварного шва и судить о его размере по амплитуде отраженного сигнала.
Результаты тепловизионного контроля свидетельствуют о хороших перспективах его применения в качестве первичного метода обнаружения критических дефектов в процессе мониторинга процесса СТП. Он дает возможность однозначно идентифицировать непровар по лицевой стороне шва. Также с помощью тепловизора можно обнаружить непровар под поверхностью материала по наличию темной полосы на термограмме. В то же время такая же темная полоса наблюдалась и в другом образце, в котором присутствовали дефекты типа worm-hole. Только по наличию температурной аномалии в виде темной полосы нельзя однозначно судить о наличии дефекта того или иного типа. Для более точной идентификации дефектов сварного шва необходимо увеличение разрешающей способности тепловизионной съемки, а также дальнейшее совершенствование процесса обработки данных.
По сравнению с описанными методами вихретоковый контроль позволяет обнаруживать дефекты только на поверхности и в непосредственной близости от нее. В случае фрезерованного образца проявление дефекта в виде продольной трещины по корню шва на вихретоковом скане не совпадает с УЗ-дефектограммой. С учетом потенциально высокой чувствительности вихретокового метода в данном случае, возможно, имели место неоптимальные калибровка дефектоскопа и подбор параметров сканирования. Чтобы гарантированно получить точные данные при использовании вихретокового метода контроля, рекомендуем использовать современные цифровые вихретоковые дефектоскопы.
В целом полученные в совместном исследовании результаты показывают, что представленный комплексный подход может быть рекомендован для повышения достоверности обнаружения дефектов, получаемых при сварке трением с перемешиванием. Сравнительный анализ результатов дефектоскопии, полученных разными методами неразрушающего контроля, может помочь в выборе наиболее подходящего метода для выявления дефектов конкретного типа.
Исследование выполнено при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218.
Библиографический список
Mishra R. S., Mahoney M. Friction stir welding and processing. ASM International, 2007. 360 p.
Friction stir welding: From basics to applications / еd. by D. Lohwasser and Zh. Chen Woodhead Publishing Limited and CRC Press LLC, 2010. 432 р.
Бакшаев В. А., Васильев П. А. Сварка трением с перемешиванием в производстве крупногабаритных изделий из алюминиевых сплавов // Цветные металлы. 2014. № 1. С. 75 – 79.
Неразрушающий контроль: справочник: в 8 т. Т. 3 / под ред. В. В. Клюева. М.: Машиностроение, 2006. 864 с.
Неразрушающий контроль: справочник: в 8 т. Т. 2. Кн. 1, 2 / под ред. В. В. Клюева. М.: Машинострое- ние, 2006. 688 с.
Вавилов В. П. Инфракрасная термография и те- пловой контроль. 2-е изд., доп. М.: ИД «Спектр», 2013. 544 с.
Rubtsov V. E., Tarasov S. Yu., Kolubaev A. V. One-dimensional model of inhomogeneous shear in sliding // Phys. Mesomech. 2012. V. 15. N 5–6. Р. 337 – 341.
Все публикации
Другие публикации
3 причины добавить в свой арсенал зонд с внутренним рабочим каналом
Коммерческие авиакомпании имеют сжатые сроки для выполнения тех или иных задач, поэтому техническое обслуживание выполняется строго по графику, и начинается с оснащения команды необходимыми инструментами визуального контроля. Читайте о трех причинах добавления в свой арсенал зонда с внутренним рабочим каналом.
C-скан развёртка в УЗ ФР для контроля коррозии и расслоений
Принцип C-скан развёртки, который используется для контроля коррозии и расслоений отводов трубопроводов. C-скан развёрстка — это двухмерное представление данных, которое представляет собой вид сверху, изображение плоскости объекта контроля на выбранном участке глубины.
IQ FireWatch — эффективное решение для предотвращения природных пожаров
Обеспечение пожарной безопасности — одна из главных задач государства. Лучший способ не допустить природный пожар — предупредить его, найти очаг возгорания на стадии задымления и принять меры по тушению. Мы знаем, как предотвратить природные пожары на ранней стадии и у нас есть для этого проверенное решение.
Сравнение методов неразрушающего контроля сварки
Главная
Сравнение методов неразрушающего контроля сварки
Сравнение методов неразрушающего контроля сварки
Одним из наиболее распространенных применений неразрушающего контроля (НК) является проверка целостности сварного шва. Это связано с тем, что сварные швы чрезвычайно распространены в критически важных промышленных приложениях по всему миру. Возможность неразрушающего контроля сварных швов имеет важное значение, поскольку разрушение сварного шва для проверки требует замены его новым, непроверенным сварным швом. Таким образом, произошло значительное технологическое развитие в широкой области методов неразрушающего контроля сварки.
Для проверки сварных швов можно использовать множество различных методов неразрушающего контроля. Начиная с самых простых визуальных и соматических тестов, методы увеличивают скорость и эффективность с использованием широкого спектра технологий. Погружение в жидкость, радиоактивные волны, электромагнетизм и акустические методы позволяют исследовать внутреннюю структуру сварных швов. Однако некоторые методы более действенны и эффективны, чем другие.
Методы неразрушающего контроля, используемые для сварки
Цель каждого метода неразрушающего контроля, используемого для сварки, одна и та же: обнаружить любые внутренние дефекты, которые могут вызвать разрушение сварного шва. Поскольку последствия разрушения сварного шва варьируются от незначительных до экстремальных, возрастает и важность испытаний. Многие сварочные работы могут причинить серьезный вред в случае отказа, что требует высокого уровня возможностей тестирования. В то же время сварные швы широко распространены в современном индустриальном обществе, что требует эффективных режимов испытаний.
Наиболее распространенными видами неразрушающего контроля сварных швов, за исключением простого сенсорного контроля, являются проникающая жидкость, радиографический, магнитопорошковый, вихретоковый и ультразвуковой контроль.
Капиллярная дефектоскопия
Несмотря на простоту в принципе, пенетрантная дефектоскопия может оказаться сложной для эффективного проведения. Этот метод изолирует область тестирования, а затем пытается пропустить через нее жидкость. Если жидкость отказывается проходить через сварной шов, то сварной шов надежен. Однако, если трещины или дефекты проходят через сварной шов, то же самое произойдет и с жидкостью. Это показывает техническим специалистам не только наличие дефекта, но и то, где его можно найти. Хотя это может быть эффективным методом, разделение областей для тестирования, а также транспортировка и хранение жидкостей могут сделать его громоздким. Кроме того, он ничего не делает для обнаружения закрытых пустот внутри объекта, дефектов, которые не касаются поверхности.
Рентгенография
Радиографический контроль использует рентгеновские лучи для наблюдения за внутренней структурой сварных швов (и других объектов). Этот метод может обнаруживать герметичные внутренние пустоты, а также трещины и дефекты, обнаруженные методом капиллярной дефектоскопии. Без необходимости удержания жидкости этот метод может работать быстрее, чем проникающая жидкость. Однако радиоактивность, присущая этому методу, создает серьезные проблемы. Оборудование требует бережного отношения. Технические специалисты должны принимать серьезные меры предосторожности. Посторонний персонал не должен находиться в зоне испытаний во время проведения испытаний. Эти проблемы безопасности создают логистические препятствия, снижающие эффективность рентгенографического тестирования.
Магнитопорошковый контроль
Магнитопорошковый контроль исследует внутреннюю часть ферромагнитных объектов, таких как сварные швы из углеродистой стали, путем изучения их влияния на магнитные поля. Наведенное магнитное поле проходит через объект, и любые дефекты или неровности наблюдаются по тому, как они препятствуют магнитному полю. К сожалению, краска не является ферромагнитной, поэтому ее необходимо удалять перед осмотром и заменять после. Другие неровности поверхности также могут исказить показания. Эти недостатки снижают эффективность магнитопорошкового тестирования, делая его дорогостоящим для крупномасштабных режимов тестирования.
Вихретоковый контроль
Как и магнитопорошковый контроль, вихретоковый контроль основан на электромагнетизме для обнаружения дефектов сварных швов. В отличие от магнитопорошкового контроля, вихретоковые методы обычно не требуют подготовки поверхности — они работают эффективно, несмотря на слой краски. Это резко повышает сравнительную эффективность вихретокового контроля. Однако вихретоковая технология не может обнаруживать дефекты глубоко под поверхностью более крупных сварных швов, что требует использования другого метода.
Ультразвуковой контроль
Из-за скорости и возможностей ультразвуковой контроль является предпочтительным методом неразрушающего контроля сварных швов. Высокочастотные акустические волны вводятся в сварной шов с помощью преобразователя. Любые внутренние изменения в структуре, включая трещины, пустоты или деформации, могут изменить передачу этих звуковых волн через сварной шов. Эти изменения можно обнаружить с той же стороны сварного шва, на которую была введена волна, что позволяет ультразвуковому прибору интерпретировать их отражательную способность. Звуковые волны также могут быть обнаружены на дальней стороне сварного шва и интерпретированы на основе их коэффициента пропускания. Датчики с несколькими датчиками, использующие технику, называемую фазированной решеткой, могут быстро сканировать широкую полосу внутренней части сварного шва. Мощное программное обеспечение может эффективно анализировать изображения, отображая результаты для технических специалистов.
Лучший метод неразрушающего контроля сварки
В то время как многие методы неразрушающего контроля позволяют обнаруживать дефекты в сварных швах, которые позволяют прогнозировать отказ, наиболее эффективным методом является ультразвуковой контроль с фазированной решеткой. Без недостатков безопасности, трудоемкой настройки или громоздкого вспомогательного оборудования, как в более ранних методах, ультразвук позволяет техническим специалистам выполнять быстрые проверки без ущерба для точности.
Компания Zetec десятилетиями является передовым поставщиком оборудования для ультразвукового контроля Чтобы узнать больше об использовании ультразвукового контроля сварных швов, свяжитесь с нами сегодня .
Отдел продуктов неразрушающего контроля
Разработчики Zetec являются ведущими экспертами в области ультразвуковых и вихретоковых технологий, и мы можем помочь вам сориентироваться в любом из наших решений или устройств для неразрушающего контроля.
Методы контроля сварных швов: разрушающий и неразрушающий
Перечисленные ниже методы контроля сварных швов очень специфичны и требуют навыков и умений. Эти тесты проверяют навыки сварщика наряду с качеством сварной металл и прочность сварного соединения для каждой разновидности металла, используемого в промышленности.
Зачем нужны испытания сварки?
Ошибка в процессе сварки может привести к значительному повреждению металла шва, что приведет к потере прочности, долговечности и разрушению конструкции. Эти методы испытаний сварки , такие как визуальный осмотр и другие, являются гарантией того, что продукты безопасны для предполагаемого использования.
Они обеспечивают соблюдение установленных стандартов плавного хода без множества ошибок и возможных дополнительных расходов.
Методы физических испытаний сварки
Эти типов испытаний сварки можно условно разделить на два типа.
Разрушающий контроль
Неразрушающий контроль (НК)
Эти испытания могут выявить дефекты, которые обычно не видны невооруженным глазом.
Разрушающие испытания
Испытания на растяжение и изгиб являются разрушающими, поскольку образцы нагружаются до тех пор, пока они не разрушатся, чтобы получить желаемую информацию.
Эти разрушающие испытания делятся на две категории
Испытания на базе мастерской
Лабораторные испытания, такие как химические, коррозионные, микроскопические и макроскопические испытания с использованием стекол.
Неразрушающие испытания (НК)
Целью этих испытаний является проверка сварного шва без каких-либо повреждений. Они могут включать рентгеновские лучи, гидростатические испытания и т. д., а также именуемые NDE или неразрушающим контролем и NDI или неразрушающим контролем.
Кислота воздействует на края дефектов в основном металле или металле сварного шва и идентифицирует дефекты сварного шва. В состоянии дефекта граница между основным металлом и металлом шва становится подчеркнутой и может четко определить дефект, который в противном случае не виден невооруженным глазом. Это испытание проводят по поперечному сечению сварного шва.
Кислотные растворы, используемые здесь, представляют собой соляную кислоту, персульфат аммония, азотную кислоту или йод и йодид калия для травления углеродистой и низколегированной стали.
2. Направляемый тест на изгиб
Направляемый тест на изгиб используется для определения качества металла шва в корне и на поверхности сварного соединения. Они также оценивают плавление и степень проникновения в основной металл, а также эффективность сварного шва. Испытания этого типа можно проводить на приспособлении. Необходимые образцы для испытаний вытачиваются из уже сваренных пластин, толщина этих образцов должна быть в пределах возможностей нашего приспособления для гибки. Образец для испытаний помещают на опоры штампа, являющегося нижней частью приспособления. Плунжер гидравлического домкрата вдавил в него образец и закрепил видимую форму штампа.
Требование этого испытания выполнено путем изгиба образцов на 180 градусов, и теперь они признаны пройденными. Нет, любая трещина более 3,2 мм в любом измерении должна быть видна на поверхности. Испытания на торцевой изгиб проводятся на приспособлении, когда шов обращен к сварному шву на растяжение, то есть вне изгиба. Теперь испытание на корневой изгиб выполняется на приспособлении с лицевой стороной шва, находящейся под напряжением, как и снаружи изгиба. Управляемые испытания на изгиб показаны на рисунке.
Примечания:
Толщина листа T-Test
Закаленный валик можно использовать на выступах, если это необходимо
Конкретный размер для 3/7 листа
Все указанные размеры указаны в дюймах.
3. Испытание на свободный изгиб
Этот подход к испытанию на изгиб без физического сварного шва предназначен для оценки пластичности металла, наплавленного в сварном соединении. Образец для этого испытания получают механической обработкой из сварной пластины с перекрытием шва, как показано на рисунке А.
Время скругления каждого угла образца в длину по радиусу, не превышающему 1/10 толщины образца. Инструмент маркирует, если таковые ожидаются, по длине образца. Две разметочные линии наносят на лицевую сторону на расстоянии 1,6 мм от края сварного шва. Теперь измерьте расстояние между двумя линиями в дюймах и запишите его как начальное расстояние X. Концы испытуемого образца сгибают под углом примерно 30 градусов, эти изгибы составляют примерно 1/3 длины с каждого конца. Точка сварки расположена по центру, чтобы убедиться, что весь изгиб происходит в сварном шве.
Изогнутый испытательный образец сначала помещают в машину, способную оказывать большое сжимающее усилие, и непрерывно изгибают до появления трещины более 1/16 дюйма в любом измерении, видимом на поверхности сварного шва. При отсутствии трещин изгибание можно продолжать до тех пор, пока образец толщиной 1/4 дюйма или меньше не станет возможным для испытания в тисках. Тяжелый лист обычно испытывается на гибочных приспособлениях или прессе.
Вы можете использовать силовой компрессионный пресс или тиски при проведении испытания на свободный изгиб, лучше обработать верхнюю и нижнюю пластины гибочных устройств, чтобы поверхности были параллельны концам испытуемого образца. Это упражнение предотвратит соскальзывание и выпадение образца из испытательного оборудования при его изгибе.
Испытание сварного металла на свободный изгиб.
После завершения испытания на изгиб после сгибания испытуемого образца расстояние между размеченными линиями измеряют в дюймах и записывают как расстояние Y. Чтобы рассчитать процент удлинения, вычтите число X из расстояния Y, разделите его на X или начальное значение расстояние и умножьте на 100. Обычно требованием для прохождения этого испытания является минимальное удлинение на 15% и отсутствие трещин размером более 1/16 дюйма в любом измерении на поверхности сварного шва.
Это свободное испытание на изгиб в основном заменяется управляемым испытанием на изгиб всякий раз, когда мы находим в нашем распоряжении испытательное оборудование Испытание на обратный изгиб.
4. Испытание на обратный изгиб
Это физическое испытание сварного шва, предназначенное для определения качества металла шва и степени проникновения в корень Y стыкового соединения после сварки. Образец или образец, используемые для испытания, аналогичны испытанию на свободный изгиб, за исключением того, что они изгибаются корнем сварного шва в сторону растяжения или наружу. Испытываемые образцы необходимо согнуть 90 градусов без отрыва. Этот физический тест обычно заменяется управляемым тестом на изгиб.
5. Испытание на излом
Это испытание на излом было разработано для обнаружения в металле шва сварного стыкового соединения любых внутренних дефектов, таких как шлаковые включения, непровар, газовые карманы, окисленный металл и пригоревший металл. Заготовить образец из сварного соединения механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждому краю сустава дается прорезь, прорезанная пилой через центр. Подготовленную часть образца перекрывают двумя стальными блоками. Теперь забивайте образец тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится.
Обнажаемый металл должен быть полностью расплавлен и свободен от шлаковых включений. Газовые карманы, если таковые имеются, никогда не должны быть больше 1,6 мм в верхнем измерении. Количество газовых карманов не должно превышать 6.
Для оценки прочности угловых сварных швов используется другой метод испытания на разрыв, который называется Разрыв углового сварного шва. Тест. Здесь усилие прикладывается прессом, ударом молота, давлением испытательной машины к вершине V-образного образца до разрыва углового сварного шва. Теперь осмотрите поверхность излома на предмет прочности сварки.
6. Испытание на растяжение
Испытание на растяжение предназначено для проверки прочности сварного соединения. Часть подлежащей испытанию сварной плиты должна помещаться на полпути сварного шва в челюсти испытательной машины. Перед испытанием измеряют ширину и толщину испытуемого образца. Чтобы рассчитать площадь в квадратных дюймах, умножьте это перед тестированием и рассчитывайте, умножая эти 2 цифры, как в формуле на рисунке.
Образец для испытания на физическую прочность сварного шва при растяжении теперь установлен на машине, которая будет оказывать достаточное тяговое усилие, чтобы разрушить образец. Машина для испытаний может быть переносной или стационарной. Переносная испытательная машина, работающая по гидравлическому принципу, достаточному для того, чтобы тянуть и сгибать образец, показана на рисунке.
Во время тестирования этой машины на манометре отображается нагрузка в фунтах. Станок стационарного типа показывает нагрузку, приложенную к балансировочной балке. В каждом случае нагрузка регистрируется в момент разрыва. Образцы, разрушенные при испытании на растяжение, показаны на рисунке.
Переносная машина для испытания на прочность на растяжение и изгиб.
Прочность на растяжение определяется напряжением в фунтах на квадратный дюйм. Его рассчитывают, разделив разрывную нагрузку образца на начальную площадь поперечного сечения образца. Приемлемые нормы прочности сварных швов на растяжение: образец должен вытягиваться не менее чем на 90% предела прочности основного металла.
Прочность на сдвиг продольного и поперечного углового шва оценивают по растягивающему напряжению испытуемых образцов. Ширина испытуемого образца измеряется в дюймах. Испытываемый образец разрывается под действием растягивающей нагрузки и отмечается максимальная нагрузка в фунтах. Прочность на сдвиг определяется путем деления максимальной нагрузки на длину разорвавшегося углового шва. Он отмечен как фунт на линейный дюйм. Прочность на сдвиг в фунтах на дюйм можно получить, разделив прочность на сдвиг в фунтах на погонный дюйм на средний размер сварного шва в дюймах. Образцы изготавливаются шире требуемой и обрабатываются до требуемых размеров.
Неразрушающие испытания
1. Гидростатические испытания
Этот тип физических испытаний посредством неразрушающих испытаний проводится для проверки качества сварки в закрытых контейнерах, таких как резервуары и сосуды под давлением. Испытание проводят, заполняя сосуд водой и создавая давление, превышающее рабочее давление сосуда. Большие резервуары иногда наполняют водой без какого-либо давления, чтобы установить возможную утечку из-за дефектных сварных швов. Иногда мы можем провести проверку на утечку с помощью масла, когда пар выходит из сосуда и становится видимым просачивание масла.
2. Испытание магнитными частицами
Этот метод контроля или метод физических испытаний сварных швов применяется к сварным швам и изделиям из сталей из магнитных сплавов. Этот тест используется только для ферромагнитных материалов, где осажденный материал также является ферромагнитным. С помощью электрического тока большой силы в образце создается сильное магнитное поле.
Поле, в котором ощущается утечка, создается любой брешью, пересекающей поля в тестовой части. Полюса образуются локально из-за возникновения полей утечки. Сформированные полюса притягивают и удерживают магнитные частицы, размещенные на поверхности с заданной целью. Образец дефекта или разрыва, показанный этими частицами на поверхности детали, является индикатором дефекта.
3. Рентгеновский контроль
Этот рентгенографический метод физического контроля позволяет выявить наличие и характер внутренних дефектов в образце сварного шва, таких как трещины, пузыри, шлак и зоны непровара. Мы держим рентгеновскую трубку на одной стороне сваренной пластины образца и рентгеновскую пленку, специально разработанную чувствительную эмульсию, на другой стороне. В случае развития дефектов металлической пластины это проявляется в виде темных пятен, полос. Эти дефекты могут быть интерпретированы оператором, имеющим опыт работы с этими методами контроля.
Рентгеновский контроль показывает пористость и глубокое проникновение корня, как показано на рисунке.
4. Гамма-тест
Этот радиографический метод физического контроля и контроля сварных швов аналогичен рентгеновскому методу, за исключением того, что эти гамма-лучи исходят из капсулы сульфата радия, а не из трубки в рентгеновском излучении.
Короткая длина волны гамма-излучения делает его идеальным для проникновения в секции большей толщины. Время, необходимое для экспонирования, больше, чем для рентгеновского излучения, из-за меньшей скорости образования гамма-лучей.
Рентгеновский контроль чаще всего используется при радиографическом контроле, но портативность является уникальной особенностью гамма-излучения.
Этот неразрушающий контроль физического проникновения флуоресцентного вещества предназначен для обнаружения утечек, трещин, пор и несплошностей в материалах. Это лучший выбор для немагнитных материалов, таких как магний, алюминий и аустенитная сталь, для обнаружения любых утечек в каждом типе сварного шва. Краситель смывается водой, обладает высокой флуоресценцией и исключительными проникающими свойствами.
Краситель наносится на тестируемую поверхность кистью, распылением и погружением. Излишки материала удаляют протиранием, ополаскиванием, смоченной водой тряпкой. Проявитель можно наносить сухим или влажным способом на поверхность после ее надлежащей очистки. Пенетрант, обработанный проявителем, показывает блестящие флуоресцентные индикаторы в темноте.
Преимущества метода определения красителя
Экономичность при низких затратах
Простота процесса и его интерпретация
Не требуется много обучения,
, используемые для железовых и цветных металлов
Недостатки этого физического метода
Май может пропустить проблему под поверхностью
не работает на пористой поверхности
типов Dye.
Тип A – Этот тип красителя излучает видимый свет при просмотре с использованием черного света.
Тип B – краситель яркого цвета можно исследовать при обычном свете и легко использовать в полевых условиях.
6. Испытание на твердость
Способность вещества препятствовать вдавливанию локализованного смещения определяется как твердость. Мы можем просто сказать сопротивление износу, истиранию и вдавливанию. Этот неразрушающий контроль обычно используется в лабораториях, а не в полевых условиях. Испытание на твердость используется как средство контроля свойств материалов, поскольку конкретная твердость достигается для этого конкретного применения.
Испытание используется для определения твердости металла сварного шва. Внимательно осмотрите сварной шов, чтобы определить местонахождение твердого участка и определить влияние тепла сварки на базовые свойства волоченного основного металла.
Оборудование для определения твердости
Тест напильником
Тест напильником определяет сравнительную твердость очень простым методом. Мы запускаем файл под ручным давлением над тестируемым образцом. Мы можем записать информацию о том, тверже или мягче исследуемый металл, чем напильник, и другие металлы, обработанные таким же образом.
Оборудование для определения твердости
Существует большой ассортимент приборов для определения твердости, и каждое из них предназначено для определенной функции в данной ситуации. Более того, для данного металла могут быть спроектированы машины более чем одного типа, и полученная твердость может быть удовлетворительно соотнесена. Два распространенных типа машин, используемых для определения твердости металлов:
Твердомер по Бринеллю.
Твердомер по Роквеллу
Твердомер по Бринеллю
В этой процедуре образец остается отчеканенным на наковальне машины и прикладывается нагрузка в 6620 фунтов (3003 кг) к шарику из твердой стали, который остается в контакте с поверхностью испытуемого образца. Стальной шарик имеет диаметр 10,2 мм, и груз должен оставаться в контакте в течение 1/2 минуты. Теперь ослабьте давление и измерьте глубину углубления, сделанного шариком на образце, и отметьте глубину. Диаметр углубления более важен, чем углубление, для расчета твердости по Бринеллю. Таблицы чисел твердости по Бринеллю могут быть подготовлены для диапазона диаметров различных отпечатков. Эти диаграммы используются для определения чисел Бринелля.
Число твердости по Бринеллю рассчитывается по следующей формуле.
Подробная информация
HB – число твердости по Бринеллю
D – диаметр шарика в мм
d – диаметр восстановленного отпечатка в мм
P – приложенная нагрузка в кг
Твердомер по Роквеллу4 9003 Принцип тестирования здесь такой же, как и у тестера Бринелля. Отличие от тестера Бринелля заключается в том, что здесь требуется меньшая нагрузка для отпечатка меньшего шаровидного/конусообразного бриллианта. Глубину вдавливания можно измерить с помощью шкалы, прикрепленной к машине. Твердость здесь выражается условно в виде чисел Роквелла. Этим числам предшествует буква, такая как «B» или «C», чтобы продемонстрировать размер используемого шарика, нагрузку для оттиска и масштаб, используемый в конкретном тесте.
Доступны другие тесты: алмазная пирамида Виккера и склероскоп.
7. Физическое испытание сварки Magnaflux
Это быстрое неразрушающее физическое испытание сварки для локализации дефекта на поверхности стального металла и магнитных сплавов или вблизи нее с использованием средств правильного намагничивания с применением ферромагнитных частиц.
Основной принцип проверки Magnaflux
В целом, при проверке Magnaflux может использоваться увеличительное стекло в качестве физического метода проверки сварного шва. Здесь вместо стекла используются магнитное поле и ферромагнитный материал. Метод основан на двух принципах:
Магнитное поле возникает, когда через металл проходит электрический ток.
Мельчайшие полюса образуются на поверхности, где магнитные поля нарушены или искажены.
Когда этот ферромагнитный материал находится вблизи намагниченной части, он по своей природе сильно притягивается к этим полюсам и прочно удерживается там, образуя видимую индикацию.
8. Электромагнитный вихретоковый контроль
Магнитопорошковый контроль поверхностных дефектов черных металлов.
Этот электромагнитный неразрушающий контроль основан на том принципе, что электрический ток всегда протекает в проводнике, подверженном изменяющимся магнитным полям. Этот тест полезен для проверки сварных швов в немагнитных и магнитных материалах и является очень полезным инструментом для проверки галтелей, стержней, труб и сварных труб. Частота может варьироваться от 50 Гц до 1 МГц в зависимости от типа, толщины материала, текущих методов. В первом случае решающим фактором является проницаемость материала, а во втором — когда важным элементом является электропроводность.
Испытание здесь включает индукцию электрического тока, такого как токи Эдди или Фуко, в испытуемом образце и запись изменений, которые произошли в этих токах, или любых физических различий в испытуемом металлическом образце. Эти тесты могут не только обнаруживать несплошности в тестируемых металлических деталях, но и измерять размеры и удельное сопротивление. Удельное сопротивление пропорционально химическим свойствам, термообработке, ориентации кристаллов и твердости, и о них можно судить косвенно. Эти электромагнитные методы испытаний классифицируются как магнитоиндуктивные и вихретоковые методы.
Метод создания вихревого тока в образце для испытаний состоит в том, чтобы сделать образец для испытаний сердечником индукционной катушки переменного тока. Два способа могут измерять изменения, происходящие в величине и рассеивании этих токов. Первый заключается в измерении резистивной составляющей импеданса вторичной катушки, а второй — в измерении индуктивной составляющей импеданса вторичной катушки. Типы оборудования были разработаны для измерения резистивной и индуктивной составляющих импеданса по отдельности или одновременно для обеих составляющих.
Вихревой ток может быть наведен в образце для испытаний за счет действия переменного электромагнитного трансформатора. Этот ток имеет электрическую природу со всеми его свойствами. Для генерирования вихревых токов образец для испытаний должен представлять собой электрический проводник, помещенный в поля катушки, по которой течет переменный ток. Катушка может охватывать образец в виде зонда и, в случае трубчатой формы, наматываться, чтобы поместиться внутри трубы или трубы. Этот ток в металлическом испытательном образце может создавать свои собственные магнитные поля, противодействующие первоначальным магнитным полям. Полное сопротивление вторичной катушки, соединенной с первой в непосредственной близости от испытуемого образца, изменяется из-за присутствия вихревого тока. Второй кули часто используется как удобная, сенсорная или приемная катушка. Путь этого вихревого тока может иметь искажения в случае любого разрыва. Вихревой ток может отклоняться или скапливаться в случае разрывов или дефектов. Изменение можно измерить, и оно указывает на дефекты/различия в химической, физической и металлургической структуре.
9. Акустическая эмиссия
Акустический метод заключается в ударе по сварному шву и определении качества по тону.
Это физическое испытание сварного шва дополняет другие неразрушающие испытания. Они применили это тестирование во время контрольных и периодических испытаний, обслуживания и изготовления. Это испытание включает обнаружение акустических сигналов, возникающих в результате пластической деформации или любого образования трещин при нагрузке. Эти сигналы имеют широкий спектр с фоновым шумом от многих других источников. Преобразователь, если его стратегически разместить на конструкции, активируется входящими сигналами. Окружающий звук можно значительно уменьшить, добавив фильтры. Источник значимых сигналов маркируется на основе времени прихода на разные преобразователи.
10. Тестирование феррита
Влияние содержания феррита
Наварные отложения аустенитной нержавеющей стали имеют свойство образовывать небольшие трещины даже в условиях минимального ограничения. Эти трещины видны, как правило, поперек линии сплавления шва в проходах сварки при повторном нагреве почти до точки плавления. Эти трещины являются вредными дефектами и трудно переносимы. Влияние этих трещин на характеристики сварного шва менее очевидно, поскольку эти микротрещины быстро покрываются прочной аустенитной матрицей. Эти трещины на металле сварного шва удовлетворительно работали в очень тяжелых условиях. Тенденция к образованию больших трещин идет рука об руку с образованием более крупных трещин. Всегда желательно избегать чувствительных к трещинам металлов шва.
Небольшая доля фазы магнитного дельта-феррита в немагнитных сварочных отложениях предотвращает как растрескивание, так и растрескивание по центральной линии.
Как работать с химическим анкером, пошаговая инструкция
Химический анкер – это двухкомпонентный клей на основе синтетической смолы, при помощи которого происходит закрепление стальных закладных элементов в строительных основаниях. Перед началом работ по монтажу химанкера необходимо ознакомиться с информацией на картридже, обращая внимание на принципиальную схему монтажа, рекомендуемые производителем размеры отверстия и время схватывания состава при определенной температуре.
1. Подготовка отверстия.
Делаем отметку на поверхности основания в месте установки анкера. Бетон сверлим буром, диаметр которого превышает диаметр шпильки на 2 мм. Использовать алмазный инструмент не рекомендуется, так как смола лучше сцепляется с шероховатой поверхностью. При работе с кирпичной кладкой ударную функцию отключаем, чтобы избежать сколов и растрескивания кирпича. При сверлении бур держим строго перпендикулярно плоскости основания. Необходимую глубину установки контролируем при помощи ограничителя глубины или нанесенной на буре метки.
Для получения надежного крепления принципиально важно тщательно прочистить отверстие от сверлильной крошки и пыли. Если этого не сделать, состав свяжется с продуктами сверления, что ослабит соединение. Сначала полость очищают металлическим ершиком, затем продувают ручным насосом. Желательно процедуру повторить несколько раз до полного отсутствия видимых остатков пыли. При больших объемах работ лучше воспользоваться строительным пылесосом, так как это ускорит процесс.
2. Ввод химического состава.
Прикручиваем насадку к картриджу и вставляем его в пистолет для инжекционных масс. Первые 10 см выдавленной массы не используем, так как нет гарантии, что компоненты равномерно перемешались в миксере. Смесь готова к применению, если имеет однородный серый цвет. Помещаем сопло вглубь полости и дозировано заполняем ее составом на 2/3 объема, немного вытаскивая инструмент при каждом нажатии на курок.
При работе с пустотелыми материалами (щелевой кирпич) есть свои особенности. Пустоты не дают сформировать естественного отверстия со стенками, поэтому вставляем специальную пластиковую гильзу с колпачком и заполняем ее составом. При погружении шпильки часть химического анкера выходит через сетчатую гильзу и застывает в полостях кирпича, образуя упор. Колпачок нужен для того, чтобы крепежный элемент заходил в гильзу строго по центру и удерживался в таком состоянии до полного застывания «химии».
3. Установка металлического анкера.
Погружаем шпильку в отверстие вращательными движениями. Для равномерного распределения раствора можно слегка потянуть крепеж на себя, а затем до конца докрутить его и оставить до полного застывания клея. Во время выдерживания времени схватывания можно корректировать положение метиза. Индикатором полного заполнения отверстия является немного выступившая на поверхность связующая масса, которую можно легко отколоть после затвердения.
4. Монтаж и затягивание гайки.
После полного застывания раствора переходим к самому ответственному моменту – закреплению строительных материалов и элементов. Затягиваем гайку, используя динамометрический ключ. В рекомендациях производителя инжекционной массы указаны максимальные значения усилия, с которым можно затягивать гайку. Если использовать обычный ключ, есть риск превысить допустимый момент, что может привести к проворачиванию шпильки или раскалыванию материала при небольших краевых и осевых расстояниях.
Если необходимо сделать перерыв в работе, не снимайте смесительный носик с картриджа, а перед повторным применением замените его на новый. Чтобы правильно рассчитать количество картриджей необходимых для монтажа химического анкера, воспользуйтесь онлайн калькулятором расхода инжекционных масс.
Полезные советы
Обновлено: 19.11.2020 13:02:45
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Как установить химический анкер: пошаговая инструкция
Использование химических анкеров целесообразно, когда нужна надежная фиксация в малопрочном или неустойчивом материале. Подобный тип крепежа был впервые применен в горнорудной промышленности и зарекомендовал себя надежным и эффективным соединением.
Как работает химический анкер? Это двухкомпонентная синтетическая система полимерной смолы с отвердителем, за счет которых обеспечивается крепление и фиксация закладных деталей. При отверждении смола в отверстии надежно фиксирует элементы крепежа за счет адгезионных и когезионных сил.
Существует два вида химических анкеров:
Ампульный. Это обычная ампула, содержащая в отдельных отсеках фиксирующие компоненты. Её вставляют в подготовленное отверстие. Туда же закладывают крепежный элемент, который и разбивает ампулу. Ингредиенты вступают в реакцию и фиксируют установленную деталь. Дополнительную прочность обеспечивают осколки стекла. Такие анкера используют при работах с плотными материалами, как полнотелый кирпич и бетон.
Инъекционный. Этот вид представляет собой картридж, состоящий из двух отсеков для компонентов полимерной системы. На него надевается специальный смеситель, который обеспечивает нужное дозирование каждого компонента. В готовое отверстие вводят необходимое количество смешанных ингредиентов состава и вставляют закладную деталь. Эти анкера применяют при работах с плотными и с ячеистыми, пустотелыми материалами. В последних случаях рекомендуется перед заполнением вставлять отрезок металлорукава или пластиковой гильзы для устранения избыточного заполнения пустот.
Химический анкер для бетона как пользоваться? Особой разницы при применении в различных несущих конструкциях таких анкеров нет. Они одинаково отлично работают в любом типе бетонов, плотных и пористых материалах. Так как используемый клей в процессе отверждения не расширяется и не вызывает расклинивающих усилий, такие анкера можно применять в бетонных системах с малым поперечным сечением.
Этапы монтажа химического анкера
Для получения надежного и прочного соединения следует соблюдать несложные правила монтажа. Основными из них являются:
Бурение и подготовка шпура. В месте монтажа просверливают отверстие буром с диаметром на 2 мм большим, чем закладываемая деталь. Не рекомендуется применять алмазный инструмент, потому что смола имеет лучшую адгезию с шероховатой поверхностью. Рекомендовано отключить ударную функцию при сверлении кирпича в целях снижения растрескивания и появления сколов. Рекомендовано выставлять ограничитель глубины для снижения расхода при заполнении отверстия смолой. Важно тщательно очистить проделанное отверстие от образовавшейся пыли и крошек материала. Вначале следует применить металлический ёршик для удаления крупных фракций. Затем оставшуюся пыль следует продуть ручным насосом. Всю процедуру необходимо проделать несколько раз до полного удаления остатков пыли.
Введение клеевого состава. В отверстие вставляется ампула нужного размера с клеем и отвердителем. При использовании инжекционных химических анкеров существуют определенные правила. Так, при работе с крупнопористыми стройматериалами в обязательном порядке необходимо использовать сетчатые втулки. Их нужно вставлять в отверстие до введения клеевого состава. При инъектировании обязательно использовать насадку-смеситель. С ее помощью компоненты подаются в нужной пропорции. Заполнять отверстие составом нужно полностью.
Установка закладных деталей. После заполнения шпура туда же вставляется необходимая деталь. В случае ампульного анкера крепежную деталь лучше вводить с помощью дрели, включив вращение патрона на средние обороты. При инжекционном заполнении деталь вставляют и погружают до упора в залитое отверстие вручную, слегка прокручивая и подтягивая на себя. Вставленные закладные оставляют неподвижными до полного застывания массы.
Закручивание гаек и монтаж. После полного застывания состава, который может продолжаться от 30-40 минут при температуре 15-20ºС до 8-10 часов при слабых отрицательных температурах, можно начинать закреплять металлические элементы. Закручивание гаек следует вести только динамометрическим ключом. При применении простого гаечного ключа есть большая вероятность проворачивания и разрушения клеевого материала.
Как использовать хим анкер? Лучшими вариантами их применения являются фиксация разных конструкций в рыхлых и пористых строительных материалах. Они же обеспечивают высочайшую надежность при монтаже балконов, мостовых и других ответственных бетонных конструкций.
Наша компания занимается продажей анкеров оптом различных типов и размеров. Чтобы сделать заказ, позвоните нам или оставьте заявку в форме на сайте.
Как использовать химические фиксаторы и анкерные смолы
В этом руководстве вы узнаете все о том, как использовать химические фиксаторы и смоляные анкеры для крепления к бетону, объектам, таким как петли ворот, где использование традиционных распорных болтов и дюбелей может привести к расщеплению и растрескиванию материала вы фиксируетесь в. Узнайте, как сверлить отверстия и вводить смолу. Также узнайте о различных типах смолы.
Химические и эпоксидные смолы крепления и анкеры являются относительно новой концепцией и, по сути, предлагают альтернативный способ крепления элементов, кроме использования винтов, болтов и т.п.
При правильном использовании химические фиксаторы и анкерные смолы обеспечивают чрезвычайно прочную фиксацию, поскольку они в значительной степени связываются с окружающей средой. Узнайте все о них и о том, как их использовать ниже.
Когда использовать химические крепления и смоляные анкеры
Если вам нужно закрепить рядом с краем кирпичного или каменного пирса, потому что вам нужно повесить ворота или закрепить почтовый ящик или табличку с именем, просверлите и используйте винты и болты, которые расширяются в связанные с ними дюбели могут треснуть или расколоть кладку.
Преодолеть это можно с помощью химических фиксаторов или анкеров из смолы, вводимых в предварительно просверленное отверстие.
Часть или шпилька резьбового стержня затем ввинчивается и вклеивается в отверстие. Смола становится очень твердой, связывая нить с кладкой и оставляя торчащий короткий отрезок нити, на который вы можете прикрутить, например, украшение, столб ворот, кронштейн или антенну.
Эти смоляные анкеры выдерживают большие нагрузки, но важна подготовка. Для целей этого проекта мы покажем вам, как использовать химические крепления или смоляные анкеры, как их иногда называют.
Петля для ворот с химическим креплением
Как закрепить стержни, шпильки и анкеры с помощью химического метода крепления
Эту операцию завершают четыре простых этапа, а именно: , 10 и 12 мм. Дюбели для армирования или соединения изготавливаются из высокопрочной плакированной стали или эпоксидного стекла диаметром от 6 до 25 мм.
Для этого требуются сверла по каменной кладке, и вам необходимо допустить стандартный припуск не менее 4 мм по диаметру — для шпильки 8 мм потребуется сверло 12 мм и так далее.
2. Очистите отверстие от пыли и мусора
Доступны фирменные щетки или вы можете использовать воздух, продувая трубку (не всасывайте, закройте глаза и наденьте пылезащитную маску и защитные очки) или с помощью компрессора . Если у вас есть под рукой старый пылесос, это тоже может сработать.
Впрыскивание смолы с помощью пистолета-карандаша
Доски пола сняты
3. Впрыскивание смолы с помощью пистолета-аппликатора каркаса
Убедитесь, что пистолет оснащен удлинительной трубкой нужной длины и диаметра для достижения дна отверстия. Аккуратно введите, медленно извлекая трубку из отверстия, чтобы нанести смолу, не захватывая воздух.
Для точной, безотходной инъекции предварительно пометьте трубку лентой, чтобы вы могли прекратить нажатие триггера, когда лента появится. Установите ленту на расстоянии от конца трубки, чтобы смола могла вытесняться стержнем.
В зависимости от того, какую смолу вы выберете, доступны различные каркасные пистолеты-аппликаторы. Возможно, у вас уже есть базовые 300-кубовые и/или 400-кубовые пистолеты-скелетоны, которые используются с некоторыми изделиями из полимерных анкеров.
Чистая эпоксидная смола – смешивается в сопле – идеально подходит для анкеровки болтов и стержней
Полиэфирная анкерная смола – быстрее, чем эпоксидные смолы, идеальна для быстрой установки анкера
Убедитесь, что лента проходит по части, необходимой для захвата гайки, во избежание загрязнения смолой, которая может заблокировать потоки.
Возьмите шпильку в руку в перчатке и медленно вращайте, вставляя ее в заполненное смолой отверстие. Если у вас много работы, доступны полные комплекты для фиксации смолы.
5. Оставить для полимеризации и правильного затвердевания
После того, как анкерный болт, шпилька или стержень с резьбой будут вставлены в просверленное отверстие, которое теперь заполнено смолой, прежде чем вы сможете установить ворота или что-то еще, что вы прикрепляете к креплению, вам нужно оставить на указанное производителем время для смола для застывания. Это должно быть указано на контейнере со смолой.
После того, как он затвердеет, вы можете продолжить и завершить работу, установив объект на место.
Типы смолы
Существует два основных типа смоляных креплений:
Эпоксидные смолы
Полиэфиры
Химическая смола
Наносимая смола
У большинства производителей они доступны для быстрого (3–6 минут), среднего (15–30 минут) и медленного (4–6 часов) схватывания. составы в трех основных типах упаковки;
Тюбик с одним картриджем – ручное смешивание не требуется – две смолы внутри в пластиковом пакете – подходит для стандартных пистолетов-скелетонов – смолы смешиваются в сопле внутри спирали, которая заменяется, если смола затвердевает до того, как тюбик израсходован
Тюбик с одним картриджем — требуется ручное смешивание — подходит для стандартных пистолетов-скелетонов — смешанная смола вводится в пустой картридж с помощью толкателя типа масленки
Тюбик с двумя картриджами — ручное смешивание не требуется — две смолы в двойных пластиковых трубках, соединенных вместе — требуется специальный скелетонный пистолет для каждого типа, в зависимости от размера картриджа и соотношения смешивания – смолы смешиваются в сопле внутри спирали, которая заменяется, если смола затвердевает до того, как трубка израсходована
Пистолет-аппликатор Skeleton
Если вам нужно закрепить тяжелые или неудобные предметы на каменных и кирпичных поверхностях, иногда шурупы и т. п. просто недостаточно прочны, поэтому в таких случаях лучше всего использовать химические фиксаторы и анкерные смолы.
Весь контент проекта написан и подготовлен Майком Эдвардсом, основателем DIY Doctor и отраслевым экспертом в области строительных технологий .
Химические анкеры — Expandet — J C Gupta & Sons
Химическое анкерование
Когда использовать анкеры из химической смолы
Если вам нужно закрепить что-то близко к краю кирпича или камня, потому что вы собираетесь повесить ворота или добавить небольшое крепление, расширяющиеся анкеры могут привести к разрушению прочности и трещины в кирпичной кладке. Если конструкция подвержена динамическим нагрузкам, вибрации или ветру, то химическая анкеровка предпочтительнее механической. Эти смоляные анкеры будут воспринимать огромные нагрузки, но важна подготовка.
Использовать и анкеры вместе, убедитесь, что вы сделали соответствующее отверстие, как рекомендовано в каталоге производителя с точки зрения диаметра, глубины и расстояния.
Если в просверленных отверстиях могут быть пустоты (часто в пустотелых блоках или кирпичах), вам понадобятся анкерные втулки для инъекций смолы , чтобы контролировать поток смолы и обеспечить надежное крепление к основанию.
Удалите любой свободный материал из отверстия, чтобы обеспечить наилучшее сцепление с поверхностью без мусора. Используйте Кисть для отверстий из смолы . Также используйте трубку для подачи воздуха в отверстие, чтобы избавиться от большего количества мусора.
С помощью пистолета-аппликатора введите смолу в отверстие.
Перед введением в отверстия важно убедиться, что смесь хорошо перемешивается. Рекомендуется сначала выпустить немного, чтобы смесь смешалась.
1. Всегда проверяйте правильность ширины и длины насадки и медленно извлекайте насадку, чтобы не образовались воздушные карманы.
2. Для более глубоких отверстий используйте удлинительную трубку сопла из смолы на конце сопла смесителя .
3. Как правило, для полного покрытия достаточно заполнить около 70% отверстия.
4. Закройте резьбовую шпильку изоляционной лентой . Убедитесь, что лента проходит поверх части, необходимой для захвата гайки, чтобы избежать загрязнения смолой, которая может блокировать резьбу.
1. Проталкивая шпильку в отверстие, поверните ее несколько раз, чтобы вышли пузырьки воздуха. Это также проталкивает смолу в любые пустоты в отверстии.
2. Если шпилька продолжает выдвигаться, возможно, потребуется еще несколько поворотов. Все нити должны иметь ровное покрытие.
3. Когда все шпильки будут вставлены, вам придется оставить их в покое. Сколько времени это займет, будет зависеть от марки смолы, а также от температуры. Тюбики со смолой будут иметь на этикетке указание: время гелеобразования и время полного отверждения. Не нагружайте шпильки до полного отверждения.
Расширительный раствор для инъекций
Инъекционный раствор без содержания стирола для крепления: Резьбовых стержней, раструбов с внутренней резьбой и т. д. в бетоне и других строительных материалах Резьбовых стержней и втулок в полнотелом кирпиче, пустотелом кирпиче, газобетоне и Leca После установки арматурных стержней в бетоне. Можно использовать близко к краю и с небольшим интервалом. Для крепления вывесок, подверженных ветровым нагрузкам Подходит для крепления под водой
Может использоваться со стандартным Silicon Gun 9Анкеры 0172 можно рассчитать в программе расчета анкеров Expandet. Для загрузки перейдите на сайт www.expandet.dk
ETA одобрен в Варианте 1 для применения в бетоне с трещинами и без трещин.
Сварка алюминия электродом в домашних условиях инверторной сваркой
Сварка алюминия электродом в домашних условиях может проходить вполне на высоком уровне, как по качеству, так и по скорости. При этом, стоимость таких работ не будет слишком уж высокой, а соответственно сварить алюминиевые детали – это вполне реализуемая задача для всех у кого есть инверторный сварочный аппарат и хотя бы небольшой опыт работы с ним. Итак, о самой технологии работы.
Логично, что электроды по алюминию для инверторной сварки будут специального назначения. И их важно правильно подобрать. Выбирая сварочные электроды для алюминия, нужно помнить одно простое правильно.
Толщина свариваемых деталей ограничена диаметром электрода.
Соответственно, померяв толщину металла на заготовках – вы получаете необходимый диаметр электродов, который нужно купить. Обычно популярные электроды в диапазоне диаметров 3 – 5 мм. Еще одну вещь важно помнить при покупке электродов.
Электроды по алюминию для дуговой сварки сгорают в 2-3 раза быстрее стальных, поэтому малыми диаметрами очень и очень сложно работать.
Но если уж ими придется воспользоваться – нужно купить их в 2 – 3 раза больше, чем на такую же длину швов вы покупали бы стальных электродов.
Существуют самые разнообразные марки электродов для сварки алюминия. Но мы не будем сейчас вдаваться в подробности относительно химических составов и т.д., так как статья ориентирована на практиков, поэтому сразу хотим отметить, что высокой популярностью пользуются электроды для сварки алюминия инвертором с наименованием Unitor ALUMIN-351N.
После того, как определились с выбором электродов, переходим непосредственно к работе.
Сварка алюминия электродом в домашних условиях, основные моменты
Для успешной сварки алюминия в домашних условиях важно убедиться что толщина металла не менее 2 миллиметров. Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно.
Сварка алюминия электродом в домашних условиях начинается с подготовки кромок свариваемых деталей. В тех местах, где планируется выполнить соединение, важно тщательно зачистить поверхности, полностью удалив всю грязь и жир. Не лишним будет протереть поверхности растворителем или обезжиривающим средством (не критично но есть легенда что это помогает).
Если свариваемые детали имеют толщину больше 3мм – необходимо сделать V-образную канавку под углом 60 градусов в местах будущих швов. При этом воздушный зазор должен быть в пределах 1 – 3 мм. Сварка алюминия электродом деталей разной толщины требует того, чтоб более тонкий металл был плотно зафиксирован на детали с толстым металлом.
Определившись сварка алюминия каким электродом выполняется, подготовив детали, важно установить положительную полярность на вашем сварочном аппарате и переключится на постоянный ток. Это уж очень важный момент.
Сварка алюминия выполняется постоянным током положительной полярности
Положительная полярность (она же обратная) – это когда «+» на электрод, а «-» кидаем на «массу».
Непосредственно перед сваркой литых или крупных деталей, обязательно прогревайте заготовки до 300 градусов. В процессе сварки алюминия электродами инверторной сваркой, держите электрод под небольшим углом наклона или вертикально относительно заготовки. Конец электрода перемещайте по направлению шва.
Предпочтительное положение сварки – нижнее. Важно – сварочную дугу держите в коротких промежутках, не допуская перегрева и расплавления деталей. Сваркаалюминия электродом выполняется максимально быстро. После обрыва дуги необходимо очистить поверхность металла от корки шлака и продолжать сварку. Каждым следующим валиком нужно перекрывать предыдущий приблизительно на 8 – 10 мм. По завершению сварки шов нужно очистить от шлаков и промыть водой.
В процессе сварки следите за прогревом заготовок, так как алюминий очень легко перегреть и испортить материал или детали.
Упомянутые электроды для сварки алюминия инвертором Unitor ALUMIN-351N важно хранить в защищенном от влаги месте. Они быстро поглощают влагу из воздуха, поэтому выполняя работы в помещении с высокой влажностью или на улице в сырую погоду – старайтесь брать минимальное количество электродов с собой, чтоб не испортить всю пачку (это уже соображения по экономии денег).
В целом, как вы наверняка заметили – сварка алюминия электродом в домашних условиях вполне решаемая задача.
Как обычным инвертором варить алюминий
Сварка алюминия в домашних условиях
Сварка алюминия инвертором
Сварка алюминия электродом
Когда Вы собираетесь производить сваривание изделий из алюминия, то могут возникать мысли о том, что нужно иметь специальный сварочный аппарат и электроды специального назначения. Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.
Алюминий и его сплавы Вы можете сваривать с помощью обычного инвертора и не иметь дополнительных специальных приспособлений и особенных навыков. Для начала подберите специальные электроды, которые будут прекрасно подходить для сваривания Вашего изделия в соответствии с толщиной металла. Для сваривания можете выбрать одни из таких электродов, как ОЗАНА, ОЗАНА-1, ОЗР, ОЗР-2, ОЗА и ОЗА-1. После правильного подбора электродов, Вы закладываете успешное основание для качественного сваривания.
Далее Вам следует подобрать подходящий сварочный ток, который имеет свои отличия и подходит для каждой определенной толщины металла. Сведения насчет того, какая толщина электродов требуется для определенной толщины металлов, можно найти на упаковке электродов.
После подбора электродов и электрического тока, Вам следует прокалить или подогреть электроды в специальной печи для прокалки. Данная печь востребована не только при сваривании алюминия, но и при работе с другими металлами и разными видами электродов.
Теперь плавно переходим к свариванию инверторами. Стоит отметить, что для сваривания подходит практически любой инвертор, потому что главным является приобретение качественных и недорогих сварочных электродов, а также приобретение начальных навыков сваривания. Правильно подобрать электроды, сварочный ток и обрести некоторые умения – это все, что требуется для работы с алюминием и его сплавами.
В сварке специальными электродами нет разительных отличий от сваривания обычного металла, поэтому Вам не требуется обретать специальные умения для работы. Единственным, на то стоит обратить внимание, является то, что он не настолько тугоплавок, как сталь или вольфрам.
Если Вы проявляете осторожность и внимательность при сваривании, то можете быть уверенными в том, что сделаете свою работу качественно, а изделие будет долговечным и прочным. Помимо осторожности, внимательности и целеустремленности, Вам следует приобрести качественное сварочное оборудование. Сделать такую покупку Вы можете в специализированном магазине или на официальном сайте одного из заводов-изготовителей. У официального дилера Вы можете приобрести желаемое значительно дешевле и более высокого качества, чем у продавцов на рынке или у других людей, желающих заработать на тех, кто, желая сэкономить, бросаются на самый дешевый товар.
Что такое оксидная пленка при сварке алюминия
Что можно варить электросваркой
Сварка силумина
Сварка дюралюминия
Видео по сварке алюминия электродом
Можно ли сваривать алюминий дуговой сваркой? Все, что вам нужно знать
Алюминий — сложный металл для сварки, особенно с помощью электродуговой сварки. Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва.
Можно ли сваривать алюминий дуговой сваркой? Да, вы должны очистить и предварительно нагреть алюминий, прежде чем сваривать его с помощью дуговой сварки. Поскольку использование дуговой сварки с высокой силой тока может деформировать или прожечь алюминий, вы должны установить силу тока на более низкое значение.
Дуговая сварка более распространена, чем любой другой процесс сварки, используемый в мире, но сварку электродом трудно использовать для более мягких и тонких металлов. Независимо от того, какой процесс вы используете, алюминий создает проблемы для всех сварщиков. Алюминий с низкой температурой плавления и высокой теплопроводностью требует большой практики и терпения для сварки.
В отличие от углеродистой стали, алюминий не меняет цвет до достижения точки плавления. Это уникальное свойство затрудняет отслеживание сварочной ванны. Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения.
Содержание
Как сваривать алюминий с помощью дуговой сварки?
Сварка алюминия с помощью дуговой сварки – не простой процесс. Сварщики-любители могут разочароваться в алюминии, когда впервые попытаются сварить его.
Прежде чем вы продолжите читать, вот статья, которую мы написали о 8 причинах, по которым ваши алюминиевые сварные швы черные – как их избежать использования сварочного аппарата на алюминии. В следующем списке показаны шаги, необходимые для сварки алюминия с помощью дуговой сварки.
Шаг – №.
Requirements
1
Prepare your workspace
2
Wear protective gear
3
Prep the aluminum
4
Preheat the aluminum
5
Сварка алюминия
6
Очистка сварного шва
1.
Подготовка рабочего места
Идеальное место для сварки алюминия — на открытом воздухе. В отличие от аппаратов для сварки TIG или MIG, аппарат для дуговой сварки эффективен при скорости ветра до 35 миль в час. Поскольку сварщики электродом используют электрод с флюсовым покрытием, а не защитный газ, слабый ветер не влияет на сварочную ванну дуги.
Если сварка на открытом воздухе невозможна, попробуйте провести сварку в помещении с хорошей вентиляцией. Использование вентиляторов для выдувания дыма из открытого окна будет работать, но вы можете установить вытяжку рядом с рабочим местом для более эффективной вентиляции.
Перед началом сварки убедитесь, что все легковоспламеняющиеся и горючие материалы удалены с места сварки. Поскольку сварочный аппарат работает при высоких температурах, соседняя промасленная тряпка или аэрозольный баллончик могут легко воспламениться.
2. Ношение защитного снаряжения
Дуговая сварка может быть опасной, если не принять меры предосторожности перед началом сварки. Температура дуги может варьироваться от 5000°F до более 20000°F.
Хотя сварщики-любители редко сталкиваются с высокотемпературными дугами, низкотемпературные дуги достаточно горячие, чтобы расколоть бетон и вызвать ожоги третьей степени. непокрытая кожа.
Огнезащитные перчатки и фартуки необходимы, если вы хотите избежать опасности от брызг расплавленного металла и возможных воспламенений. Сварочные перчатки и фартуки недороги и должны заменяться после частого использования. Это хорошая идея, чтобы купить несколько пар перчаток, если вы много свариваете электродом.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Список и требования
Поскольку вам приходится держать электрод рукой, ваши перчатки изнашиваются быстрее при использовании дуговой сварки.
Маловероятно, что многие сварщики используют дуговую сварку без шлема, но если они это сделают, то могут навсегда повредить глаза. Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Громоздкий респиратор может показаться громоздким под шлемом, но он обеспечивает еще один уровень защиты от ядовитых паров. Хотя это может показаться ненужным для каждого проекта, как только вы привыкнете носить его, ваши легкие скажут вам спасибо.
3. Подготовка алюминия
В отличие от нержавеющей стали, алюминий сильно реагирует на кислород. Металл моментально вступает в реакцию с кислородом и образует на своей поверхности слой оксида алюминия. Оксид алюминия загрязнит сварочную ванну и затормозит процесс нагрева, если его не удалить.
Соскребите оксидированную пленку металлической щеткой или мелкой наждачной бумагой, чтобы удалить покрытие. Эксперты рекомендуют избегать использования механизированных шлифовальных или шлифовальных машин для алюминия.
Если вы используете механические инструменты для удаления оксида алюминия, вы рискуете превратить часть оксида в металл . Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
4. Предварительный нагрев металла
Поскольку алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь, перед зажиганием дуги необходимо предварительно нагреть металл до 400°F. Палочка термометра поможет вам поддерживать температуру ниже 400°F, но вы также можете использовать трюк, предложенный невероятным сварщиком в этом видео.
Хитрость заключается в затемнении алюминия кислородно-ацетиленовой горелкой. Чтобы затемнить алюминий углеродом, настройте горелку на науглероживающее пламя.
После того, как ваша заготовка покроется сажей, отрегулируйте пламя, уменьшив содержание кислорода. Установите горелку на средний уровень и перемещайте ее вокруг алюминия, чтобы нагреть его.
Когда сажа начинает исчезать, ваш алюминий имеет правильную температуру для сварки.
5. Сварка алюминия
Прежде чем зажечь первую дугу на алюминии, помните, что вы работаете не со сталью. По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
Флюс от алюминиевого электрода после остывания образует беспорядок. В отличие от шлака от других электродов, алюминиевый шлак представляет собой плотную темно-серую массу, требующую тщательной очистки после сварки.
Настройте машину на 85 ампер и используйте обратную полярность постоянного тока. Это означает, что ваш алюминиевый стержень использует положительный ток (положительный электрод постоянного тока).
Если вы свариваете две детали, образующие угол 90°, вам придется наклонить электрод под углом 45°. Угол стержня всегда будет соответствовать углу, образованному в центре сустава. В этом случае угол сустава составляет половину от 90°.
Поскольку алюминиевый флюс может мешать воспламенению дуги, попробуйте удалить небольшое количество флюса с кончика электрода. Флюс имеет консистенцию, аналогичную соли, и бурно реагирует во время начального зажигания дуги.
Выполните две прихватки на каждом конце деталей. Это предотвращает деформацию концов основных металлов при расширении алюминия от тепла.
Зажгите дугу и используйте высокую скорость перемещения для завершения сварки. В отличие от стали, дугу трудно отследить после первого удара. Алюминий не меняет цвет до того, как достигнет точки плавления, но если вы будете поддерживать постоянную низкую дугу в ванне, ваш сварной шов выдержит.
6. Послесварочная очистка
Прежде чем приступить к удалению шлака, закалите металл, погрузив его в воду. Алюминиевый шлак почти невозможно отколоть, когда он теплый.
С помощью отбойного молотка удалите большую часть шлака и закончите с помощью проволочной щетки. В начале сварного шва может потребоваться большее количество сколов, чем в остальной части сварного шва. Первоначальная бурная реакция флюса с расплавленным алюминием иногда приводит к тому, что вначале сварной шов становится более широким.
Используйте сухую ткань для удаления оставшихся хлопьев шлака.
Сварка алюминия палкой >> Посмотрите видео ниже
Есть ли более простой способ сварки алюминия?
Если у вас есть сварочный аппарат MIG, вы можете добиться большего успеха и сократить время простоя при сварке алюминия. Сварочные аппараты MIG работают при более низких температурах, чем аппараты для сварки электродом, и больше подходят для небольших, более детальных проектов.
Изображение предоставлено: lincolnelectric.com
Отсутствие флюса
Поскольку сварщики MIG используют защитный газ, а не электроды с покрытием, они производят более чистые сварные швы на алюминии. Идеальными защитными газами для MIG-сварки алюминия являются гелий (75%) и аргон (25%).
Без предварительного нагрева
В отличие от дуговой сварки алюминия, вам не нужно предварительно нагревать алюминий перед сваркой MIG. Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Связанное чтение: Как сварить алюминий в домашних условиях >> Руководство для начинающих
Меньше очистки
Раздражающий шлак, который необходимо удалить при сварке алюминия методом приклеивания, не является проблемой при использовании сварочного аппарата MIG. Вам придется использовать высокую скорость перемещения, как при сварке электродом, но полученный валик будет чище и менее трудоемким в очистке.
Заключительные замечания
Большинство сварщиков согласятся, что сварка алюминия электродом – это скорее рутина, чем удовольствие. С помощью дуговой сварки можно получить прочный и долговечный шов на алюминии, но для этого требуется изрядная практика. Если вы можете справиться со сложной сварочной ванной и обширным процессом очистки, дуговая сварка алюминия может быть для вас.
Рекомендуемая литература
Нужен ли вам шпулемет для сварки алюминия?
Можно ли сваривать алюминий без газа? Является ли это возможным?
Как сваривать алюминий с помощью дуговой сварки
••• bugphai/iStock/GettyImages
Обновлено 04 июня 2018 г. . Сегодня это важнейший компонент изготовления как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в некоторых ситуациях требуется алюминий, с которым значительно сложнее работать, чем со сталью. Тем не менее, при правильном подходе и планировании вы можете легко выполнять дуговую сварку алюминия, независимо от того, выполняется ли задача на рабочем месте или в мастерской любителя.
TL;DR (слишком длинный; не читал)
Свойства алюминия делают его более трудным для сварки металлом, чем сталь: он больше расширяется под действием тепла, а более низкая температура плавления значительно облегчает плавление всего металла. кусок металла в процессе сварки. Однако, если вы выполняете сварку с вниманием и с правильной скоростью и температурой, алюминий можно сваривать дуговой сваркой с помощью методов гелиаруговой или дуговой сварки. Будьте невероятно осторожны при дуговой сварке и никогда не смотреть на дугу без защиты глаз.
Основы дуговой сварки
Хотя развитие технологий за последнее столетие позволило создать автоматические сварочные аппараты и более эффективные сварочные аппараты, основной процесс дуговой сварки остался прежним. Дуговая сварка представляет собой процесс сплавления двух кусков металла вместе с помощью электрической дуги, которая создает сильное тепло, способное расплавить металлические части. При плавлении электродом со специальным покрытием расплавленный металл смешивается с наполнителем, связывающим две части в единое целое. Существуют различные методы дуговой сварки, основанные на методах и материалах, используемых в процессе.
Проблемы с алюминием
Сталь часто считается металлом, используемым по умолчанию при сварке, и по сравнению с ним алюминий, как известно, труден для сварки дуговой сваркой. Так как это активный металл со склонностью к образованию оксидов, сложнее создать связующий наполнитель, пригодный для сварки алюминия. В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе. В результате первым шагом к дуговой сварке алюминия является очистка основного металла от любых оксидов или масел-растворителей. Второй шаг – помнить о своем подходе.
Сварка электродом
Дуговая сварка защитным металлом (SMAW), неофициально известная как сварка электродом, является одной из старых форм дуговой сварки. Недорогой и простой в применении в самых разных условиях, этот метод сварки часто предназначен для небольших производственных цехов и сварщиков-любителей, но может использоваться для гладкой сварки алюминия. Ключевым моментом является использование более мощного сварочного аппарата постоянного тока и электрода с алюминиевым покрытием. При быстрой сварке, не давая металлу слишком большого контакта с дугой, алюминий может быть связан быстро.
Heliarc Welding
Дуговая сварка металлическим газом (GMAW), неофициально называемая Heliarc сваркой, представляет собой процесс сварки, при котором добавляется инертный газ, такой как аргон или гелий, для предотвращения окисления в процессе плавления. Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. При использовании аргона и отталкивании, а не оттягивании сварочной горелки от сварочной ванны, алюминий можно соединить без особых проблем. 9
ESAB: краткая история сварки алюминия .com: Сварка стержнем алюминия
Советы и рекомендации по сварке стержнем: Сварка стержнем алюминия и странные хитрости
Изготовитель: Алюминиевая мастерская — Дуговая сварка алюминия с другими процессами
Lincoln Electric: Основы дуговой сварки
Об авторе
Блейк Флурной — писатель, репортер и исследователь из Балтимора, штат Мэриленд. Работая независимо и вместе с профессорами в Goucher College, они подготовили и провели ряд образовательных программ и семинаров для старшеклассников и студентов колледжей в районе Балтимора, находя новые способы познакомить учащихся с биологией, психологией и статистикой.
Выбор надежного дюбеля для крепления в гипсокартонный лист
Что такое дюбель
Виды дюбеля для гипсокартона
Дюбель гвоздь для крепления именно профилей
Варианты крепежей в ГВЛ
Действие «бабочки» для гипсокартона
Винтовые крепления Молли (MOLLY)
Дюбель DRIVA со сверлом
Крепления KNAUF Хартмут
Универсальный Фишер-дюбель
Дюбель с пружиной для крепления на потолке
Особенности проведения монтажа
В ремонтных работах зачастую используется гипсокартон как основная поверхность. Из него делаются подвесные потолки, перегородки, выравниваются стены. ГКЛ имеет множество преимуществ перед другими отделочными материалами. Но, есть один большой минус – хрупкость. Для обхода стороной этого недостатка многие предприятия производят крепежи – дюбеля для гипсокартонных конструкций. Благодаря таким креплениям можно подвесить на стену из ГКЛ и полку и большую картину.
Что такое дюбель
В случае необходимости зафиксировать на гипсокартонной стене тяжелую картину, прикрепить к перегородке телевизор, повесить люстру, понадобятся специальные крепежи, с помощью которых поверхность деформироваться не будет, а предмет находится на своем месте, при этом выполняет свои функции. Данными крепежами служат дюбеля.
Еще одним предназначением дюбелей является фиксация элементов гипсокартонной конструкции во время монтажа. Крепление составных частей каркаса под гипсокартон проводится быстро и эффективно.
Дюбель для гипрока имеет различные формы по внешнему виду. В зависимости от предназначения он изготавливается из материалов, способных реализовывать функции без дефекта.
Каждый дюбель рассчитан на орпеделенный вес
Как различить дюбеля по назначению? Как происходит фиксация крепежа?
Виды дюбеля для гипсокартона
Данный крепеж применяется во многих ремонтных и строительных работах. Для гипсокартона есть некоторые виды, которые создадут прочность фиксирования, при этом поверхность останется первозданной.
Дюбель гвоздь для крепления именно профилей
Самый популярный строительный дюбель гвоздь для крепления профилей и подвесов к бетонной стене состоит из 2 частей. Первая часть: наконечник – содержит в себе 2 секции, выполнен он из пластмассы. Второй частью является гвоздь, на который может быть нанесена резьба. Для монтажа каркаса под гипсокартон используются дюбель-гвозди размерами 6/40, 6/60. Для фиксации направляющего профиля к стене применимы данные крепежи. Однако, для крепления подвесов требуется применять анкер металлический, поскольку на подвес ложится большая нагрузка, которую нейлоновый дюбель не способен выдержать из-за своих технических характеристик.
Дюбель-гвоздь для крепления направляющего профиля к бетонной стене
Действие дюбеля
На пластмассовой части находятся усики. Они расправляются в стороны когда в наконечник входит гвоздь. Усики фиксируются в бетонной (кирпичной) стене, при этом крепко удерживают массу навешиваемого предмета. Основной базой применения крепежей является фиксация профилей к черновому основанию во время монтажа каркаса под гипсокартон.
Дюбель гвоздь Кнауф с различной формой манжетки
Данные дюбель-гвозди для гипсокартона имеют 2 типа – обычная и ограничительная манжетка, которая не дает металлическому гвоздю «провалится» внутрь.
Далее рассмотрим самые популярные варианты и что можно закрутить в гипсокартонный лист, для надежного крепления различных элементов декора.
Самый простой вариант – это найти направляющий профиль с помощью магнита и в него закрутить шуруповертом стальной шуруп. Если это не удается сделать то тогда необходимо прибегнуть к помощи специальных креплений в лист гипсокартона.
Наиболее распространенным в работах, связанных с гипсокартоном, является дюбель «бабочка». На внешний вид он имеет бабочку с расправленными крылышками. Основной материал изготовления крепежа – полипропилен. А также в продаже присутствуют металлические изделия.
Фото наиболее распространенный дюбель для гипсокартона “Бабочка”
Действие «бабочки» для гипсокартона
Изначально дрелью делается отверстие нужного размера. Туда требуется вставить пластмассовую часть дюбеля. Для этого боковые элементы прижимаются к центру, дюбель вбивается молотком. Делать это следует аккуратно. После чего в эту часть вкручивается шуруп. В момент монтирования самореза полипропиленовая часть раскрывается с обратной стороны гипсокартонной поверхности (как будто крылышки расправляются в стороны). Они упираются в ГКЛ, тем самым происходит жесткая фиксация и распределение навешенного веса по поверхности, нет точечной нагрузки.
Дюбель-бабочка имеет отличительное свойство – есть возможность демонтировать крепеж из гипсокартонной поверхности.
Бабочка имеет различные размеры. Их подбор зависит от веса предмета:
Размер 8/28. Применим данный дюбель для фиксации легкой конструкции. Саморезы для «бабочки» следует приобретать отдельно. Для такого размера наибольше подходит шуруп 3.5/35мм. Покрытие шурупа абсолютно неважно. Отверстие для дюбеля производится сверлом размером 8 мм. Вставленный крепеж имеет фиксатор, который не даст бабочке полностью «провалится» внутрь.
Винтовые крепления Молли (MOLLY)
Дюбель MOLLY для гипсокартона используется в случае, если требуется на поверхности зафиксировать тяжелый предмет. Является пожалуй самым надежным креплением.
По своей структуре Молли отличен от пластиковых дюбелей полностью металлическим каркасом. Материалом служит оцинкованная или нержавеющая сталь. Состоит дюбель из втулки и шурупа. Вторая часть иногда подбирается самостоятельно, в зависимости от возложенных функций – она может иметь окончание в виде головки, кольца, крючка.
Дюбель Molly имеет зубчики для прочного фиксирования на поверхности
Втулка имеет прорези через весь элемент, это создает распорную часть. В центре втулки есть резьба для шурупа. При покупке отдельного винта следует на это обратить внимание.
Шуруп, вхожий в комплект имеет опорную шайбу, которая является своеобразным ограничителем – без неё крепеж прокручивается в распорной части.
Крепление молли
Для монтажа дюбеля молли потребуются специальное разжимное устройство.
Требуется сделать отверстие в плоскости размером, подобранным под размеры дюбеля от 8 до 13мм.
Далее в отверстие вставляется втулка (цанга). Вбивается она до тех пор пока зубчики на ней не упрутся в поверхность.
После этого вкручивается шуруп.
Специальными клещами следует вытянуть винт наружу. При этом действии конец цанги притягивается к поверхности с тыльной стороны, распорная часть срабатывает и фиксируется.
Схема крепления Молли
В зависимости от размеров Molly есть различные весовые категории. В основном катировка идет от 25 до 75 кг. на гипсокартонную поверхность при помощи данного дюбеля можно повесить до 30кг. веса.
Дюбель более подробно представлен на фото
В дюбель Молли возможно приобрести втулку с крюком
Видео:
Дюбель DRIVA со сверлом
Дюбель производится из 2-х видов материала: пластик и металл.
Пластиковые дюбеля немного дешевле металлических. Для их производства применяется полиэтилен или нейлон Марки тт 22. Данный крепеж может выдержать до 25 кг. веса.
Дюбель Дрива металлический
Металлическая дрива производится из дюрали. Он не так популярен как изделие из нейлона по одной причине – ценовая политика. Данный дюбель выносит 35кг. веса.
На дюбеле (обеих типов) имеется фиксатор, а также винтовая нарезка остроугольного профиля.
Крепление дюбеля «Дрива»
Для фиксирования крепежа необходимо сделать отверстие 6мм. но, если толщина гипсокартонного листа 12.5 и меньше, тогда отверстие не нужно. Туда вкручивается дюбель при помощи отвертки до фиксатора-головки. В этот дюбель следует вкрутить саморез.
Длина нейлонового дюбеля 23мм, металлического – 44мм.
Видео:
Крепления KNAUF Хартмут
Данный дюбель имеет 4 составные части:
якорная планка – это некий оцинкованная пластинка П-образной формы;
есть 2 направляющих усика, изготовленных из пластмассы;
запирающая вставная часть пластиковая;
шуруп М5-60.
Кнауф Хармут имеет сложную конструкцию за счет чего способен выдержать до 50кг.
KNAUF Хартмут способен выдержать вес 55кг. в большинстве случает этот дюбель предназначен для тяжелых предметов на стену из гипсокартона. Это телевизор с большой диагональю, на кухне – полка с посудой, в ванной шкафчик для банных принадлежностей.
Для монтажа дюбеля в ГВЛ стене делается соответствующее отверстие. В этот зазор вводится пластина при помощи усиков. Когда П-образная деталь зашла в отверстие, усики обламываются. Внутрь ввинчивается шуруп.
Видео:
Универсальный Фишер-дюбель
Данный дюбель состоит из пластикового цилиндра и содержит гильзу. Сбоку расположены лопасти, а также мощный концевик. Внутри дюбеля нарезана резьба для шурупа. Габариты дюбеля: длина – 27мм., диаметр 12.5мм.
Дюбель Фишер имеет пластиковый цилиндр и гильзу
Для установка Fisсher гипсокартоне делается отверстие, диаметром совпадающее с гильзой 12мм. Fisсher вставляется в сделанную дыру и крепится штопорным шурупом 6*50. При вкручивании шурупа почти до конца, начинается давление на коническую часть гильзы. В конечном счете, под действующим нажимом на винт, гильза раскрывается в разные стороны лопастями, которые прижимаются к тыльной стороне листа ГКЛ.
Для малых и средних нагрузок подойдет универсальный дюбель UX. Это уникальная форма позволяет применять его для крепления в гипсокартон и в другие строительные материалы.
Дюбель Фишер продается набором с саморезами
При креплении к стандартному листу ГКЛ 12.5мм. крепится, допустим, дощечка толщиной 8мм. при это м с тыльной стороны гипсокартона винт вышел на длину 27мм. это показывает что под листом гипрока должно быть пустое место 30мм.
Видео:
Вес, выдерживаемый дюбелем – 16кг.
Дюбель с пружиной для крепления на потолке
Этот вид крепежа предназначен для легкого веса. Состоит он из нескольких составных:
основа – шуруп с крючком;
распорная составляющая – 2 планочки;
фиксатор планок пружина.
Требуется сделать отверстие. В него ввести дюбель с прижимными лопастями. Как только планки зашли за границы гипсокартонной конструкции, пружина срабатывает и планки расправляются, тем самым фиксируются с другой стороны ГКЛ.
Виды дюбелей складных с пружинный
Данный дюбель предназначен в основном для подвешивания декоративных элементов и люстр.
Если необходимо повесить более тяжелый предмет, то рекомендуем использовать специальный металлический анкер и крепить его непосредственно в бетон.
Особенности проведения монтажа
Поскольку листы гипсокартона хрупкие по своей природе, требуется аккуратность в работе с электрическими инструментами, а также знания правильного крепления дюбеля.
Для создания отверстия в гипсокартонной конструкции не нужно применять перфоратор.
Если гипсокартонная поверхность отделана керамической плиткой, требуется делать отверстие диаметром равное дюбелю. При этом применяется сверло с особым наконечником (победитовым).
Перед установкой дюбеля требуется ознакомиться с его техническими характеристиками. Каждому крепежу соответствует определенная выдержка в весе. Если предмет весит больше, чем способен выдержать элемент, тогда, скорее всего, может в стене или на потолке появится гипсокартонная дыра.
Дюбеля из металла стоят дороже чем из пластика, нейлона. Но они имеют долгий срок эксплуатации, а также не деформируются при вставке в поверхность. Что часто происходит с пластмассовыми крепежными элементами.
Чтобы практичность монтажа дюбеля была видна, следует его фиксировать в профиль. Элемент каркаса легко найти при помощи обычного магнита.
При выборе и приобретении дюбеля следует обращать внимание на все мелкие детали, его технические характеристики, материал из которого он произведен.
В дополнение рекомендуем посмотреть видео по выбору лучших крепежей для гипсокартона.
Дюбель для листовых конструкций. Применяется в гипсокартонных перегородках, перегородках из ГВЛ, стекломагниевого листа и т.д. Фиксируется в отверстии за счет большого распора с внутренней сторны стены.
Под заказ: доставка до 14 дней 22 ₽
В наличии 23 ₽
В наличии 22 ₽
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Дюбель анкер Бабочка Tech-Krep полипропилен 10х50 4шт на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Дюбель анкер Бабочка Tech-Krep полипропилен 10х50 4шт в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
23525207 Сертификат.pdf
Статьи по теме
Выбираем веревку
ПЕРЕКЛЮЧАТЕЛЬ | Тумблерные болты для тяжелых условий эксплуатации
TOGGLER | Болты с замком для тяжелых условий эксплуатации | Клиновые анкеры
Высокопроизводительные анкеры ®
Hold Strong
Найдите правильный анкер
Найти TOGGLER в магазине
WeightLight DutyMedium Heavy DutyObjectArtwork/ЗеркалоДетектор дымаПолкиНастенное креплениеВанная сантехникаКрепление динамикаОбработка окнаОсветительный приборPegboardПоручниМорские приложенияМатериал стеныГипсокартонСтальЛистовой металлПлиткаБетонКирпичПолый блокДвери с полым сердечникомСтекловолокноДеревянная фанераШпаклевкаШтукатуркаКладкаСтальная плита
Рекомендуем. ..
Выдерживает в два раза большую нагрузку, чем стандартные боковые анкеры
Самое маленькое установочное отверстие для каждого размера болта
Обеспечивает превосходную фиксацию с помощью крепления «металл к металлу»
Надежно держится в стенах и потолках
Уникальное запирающее действие, устойчивое к вибрации и ударам
Самая сильная фиксация из всех самосверлящих анкеров для гипсокартона
Включает стопорный зажим, предотвращающий опрокидывание полок даже при неравномерной загрузке
Идеально подходит для использования со стеллажными системами, такими как ClosetMaid ®
Идеально подходит для систем шкафов и полок для кухни, гаража или мастерской
Встроенная прокладка удерживает перфорированную доску на нужном расстоянии от стены, чтобы можно было использовать крючки для колышков
Устраняет необходимость в полосах обшивки, экономя время и деньги
Позволяет полностью использовать пространство перфорированной доски
Встроенная распорка предотвращает выдергивание анкера из стены во время установки
Может использоваться на теплых или влажных стенах, когда требуется вентиляция позади установленного объекта
Самая прочная в твердых материалах
Надежно держится даже в полых стенах или потолках
Корпус из полипропилена закрывает отверстие
Применение практически в любом материале
Для установки необходимо просверлить отверстие 5/16”
Максимальное усилие удержания 159 фунтов в гипсокартоне 5/8”
Быстро, легко и надежно повесьте картины, репродукции, зеркала и т. д.
Специально сконструированный встроенный крючок удерживает вес изделия на винте, но не ниже его
Обеспечивает максимальную фиксацию и предотвращает вытягивание
Выдерживает в два раза большую нагрузку, чем стандартные боковые анкеры
Самое маленькое установочное отверстие для каждого размера болта
Обеспечивает превосходную фиксацию с помощью крепления «металл к металлу»
Найти TOGGLER в магазине
Семейное предприятие, основанное в 1968 г.
Высокопроизводительные анкеры, которым можно доверять, сделаны здесь, в США. Мы никогда не идем на компромисс в отношении качества. Так что нет.
Купить онлайн Просмотр продуктов
Полые материалы
Предпочтительный анкер для крепления телевизора !
Узнать больше
Полые материалы
Промышленный стандарт оригинал …. теперь улучшилось!
Узнать больше
Твердые материалы
Полые материалы
Самый универсальный … превосходная фиксация!
Узнать больше
Семейная компания, основанная в 1952 г.
Высокопроизводительные анкеры, которым можно доверять, разработаны здесь, в США. Мы никогда не идем на компромисс в отношении качества. Так что нет.
Купить онлайн Просмотр продуктов
Системы крепления для тяжелых условий эксплуатации
Распорные анкеры
Анкеры с приводным штифтом
Резьбовые анкеры
Вставные и защитные анкеры
Анкеры для полых стен
Сверла
Клейкие анкеры
Аксессуары для бетона
Спросите экспертов
Посмотреть еще
Анкеры типа «крокодил» | Настенный крепеж
Анкеры типа «крокодил» | Настенный крепеж | Стеновые анкеры из кожи аллигатора
Высокопроизводительные анкеры ®
ALLIGATOR AF5
Наведите курсор на изображение, чтобы увеличить его
Анкеры ALLIGATOR предназначены для удержания высоких нагрузок в сплошных стенах, потолках и полах . .. но также надежно удерживаются, когда они сталкиваются с неожиданной полостью, например, в пустотелом кирпиче или пустоте блока, или даже в гипсокартоне или, тем более, в плитке поверх гипсокартона. Специально разработанное полипропиленовое тело входит в отверстие и блокирует любые подрезы в отверстии, прикрепляя винт к стене и герметизируя отверстие, предотвращая попадание влаги. Оптимальные показатели удерживания [измеряемые в тоннах] достигаются на очень плотных основаниях при использовании диаметра шурупа и диаметра сверла того же размера, что и диаметр анкера. Анкер доступен как без фланца для сквозного монтажа, так и с фланцем для использования там, где предполагается наличие полости (гипсокартон, пустотелый кирпич и т. д.).
Специально разработанный, инертный сорт самосмазывающегося, полупрозрачного, коррозионностойкого полипропилена
Особенности и преимущества
Самая прочная в твердых материалах — удерживает в 2 раза больше, чем металлические, клеевые, эпоксидные и химические анкеры с тем же диаметром шурупа и глубиной посадки
Анкерное соединение прикручивается к бетону, кирпичу и камню — герметизация отверстия от влаги
Универсальность — надежно держится даже в полых стенах или потолках
Головка уникальной формы предотвращает прокручивание и зенкерование
Подходит для шурупов самого широкого диапазона размеров в каждом анкере
Высокая удерживающая способность даже при отклонениях в размере шурупа и диаметре отверстия, когда другие анкеры полностью не работают
Устойчивы к вибрации и ударам • Нетоксичен • Мгновенная установка
Винт можно вынуть и снова вставить в тот же анкер без потери удерживающей способности
Защита от коррозии при использовании винтов из нержавеющей стали
Сталь для судостроения А — характеристики, свойства, аналоги
Мы работаем по будням с 9:00 до 18:00
Прием заявок по телефону — круглосуточно
+ 7 (812) 640-28-30
+ 7 (812) 441-23-33
+ 7 (812) 640-28-30
+ 7 (812) 441-23-33
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки А.
Марка: А Классификация материала: Сталь для судостроения Применение: Для производства проката, предназначенного для изготовления корпусов или других сварных конструкций судов и плавучих сооружений
Химический состав материала А в процентном соотношении
C
Si
Mn
Ni
S
P
Cr
N
Cu
As
до 0. 21
0.15 — 0.35
0.4 — 1
до 0.4
до 0.04
до 0.04
до 0.3
до 0.008
до 0.35
до 0.08
Механические свойства А при температуре 20
oС
Сортамент
Размер
Напр.
sв
sT
d5
y
KCU
Термообр.
—
мм
—
МПа
МПа
%
%
кДж / м2
—
Прокат, ГОСТ 5521-93
400-490
235
22
Прокат, ГОСТ 52927-2008
400-520
232
22
Расшифровка обозначений, сокращений, параметров
Механические свойства :
sв
— Предел кратковременной прочности , [МПа]
sT
— Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5
— Относительное удлинение при разрыве , [ % ]
y
— Относительное сужение , [ % ]
KCU
— Ударная вязкость , [ кДж / м2]
HB
— Твердость по Бринеллю , [МПа]
Другие марки из этой категории:
Марка A27S
Марка A27SW
Марка A27SZ25
Марка A27SZ35
Марка A32
Марка A32W
Марка A32Z25
Марка A32Z35
Марка A36
Марка A36W
Марка A36Z25
Марка A36Z35
Марка A40
Марка A40S
Марка A40SW
Марка A40W
Марка A40Z25
Марка A40Z35
Марка BW
Марка BZ25
Марка BZ35
Марка D
Марка D27S
Марка D27SW
Марка D27SZ25
Марка D27SZ35
Марка D32
Марка D32W
Марка D32Z25
Марка D32Z35
Марка D36
Марка D36W
Марка D36Z25
Марка D36Z35
Марка D40
Марка D40S
Марка D40SW
Марка D40W
Марка D40Z25
Марка D40Z35
Марка D460W
Марка D500W
Марка DW
Марка DZ25
Марка DZ35
Марка E27S
Марка E27SW
Марка E27SZ25
Марка E27SZ35
Марка E32
Марка E32W
Марка E32Z25
Марка E32Z35
Марка E36
Марка E36W
Марка E36Z25
Марка E36Z35
Марка E40
Марка E40S
Марка E40SW
Марка E40W
Марка E40Z25
Марка E40Z35
Марка E460W
Марка E500W
Марка EW
Марка EZ25
Марка EZ35
Марка F32W
Марка F36SW
Марка F36W
Марка F40SW
Марка F40W
Марка F460W
Марка F500W
Марка FW
Марка А
Марка В
Марка Е
Обращаем ваше внимание на то, что данная информация о марке А, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки А могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке А можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
ООО СТАЛЬ-А, Хабаровск (ИНН 2723075763), реквизиты, выписка из ЕГРЮЛ, адрес, почта, сайт, телефон, финансовые показатели
Компания ООО СТАЛЬ-А, адрес: Хабаровский кр. , г. Хабаровск, ул. Казачья Гора, д. 5 офис 1 зарегистрирована 10.02.2006. Организации присвоены ИНН 2723075763, ОГРН 1062723004376, КПП 272201001. Основным видом деятельности является деятельность агентов по оптовой торговле лесоматериалами и строительными материалами, всего зарегистрировано 18 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют. Количество совладельцев (по данным ЕГРЮЛ): 1, директор — Скопенко Евгений Валерьевич. Размер уставного капитала 10 000₽. Компания ООО СТАЛЬ-А принимала участие в 1 тендере. В отношении компании было возбуждено 2 исполнительных производства. ООО СТАЛЬ-А участвовало в 10 арбитражных делах: в 5 в качестве истца, и в 2 в качестве ответчика. Реквизиты ООО СТАЛЬ-А, юридический адрес, официальный сайт и выписка ЕГРЮЛ доступны в системе СПАРК (демо-доступ бесплатно).
Полная проверка контрагентов в СПАРКе
Неоплаченные долги
Арбитражные дела
Связи
Реорганизации и банкротства
Прочие факторы риска
Полная информация о компании ООО СТАЛЬ-А
299₽
Регистрационные данные компании
Руководитель и основные владельцы
Контактная информация
Факторы риска
Признаки хозяйственной деятельности
Ключевые финансовые показатели в динамике
Проверка по реестрам ФНС
Купить
Пример
999₽
Включен мониторинг изменений на год
Регистрационные данные компании
История изменения руководителей, наименования, адреса
Заявки с указанием корпоративных email рассматриваются быстрее.
Вход в систему будет возможен только с IP-адреса, с которого подали заявку.
Компания
Телефон
Вышлем код подтверждения
Эл. почта
Вышлем ссылку для входа
Нажимая кнопку, вы соглашаетесь с правилами использования и обработкой персональных данных
Глоссарий по металлу — нержавеющая сталь (A)
Крупнейший в Великобритании независимый акционер, владеющий несколькими металлами
Алюминий
Медь
Нержавеющая сталь
A
B
C
D
E
F
G
H
I
J
K
L
M
J
K
L
5 M
0006
N
O
P
Q
R
S
T
U
V
W
x
Y
Z
9006 9007 AINTAIN AINTICLIGING 2
9 Z
AINTICLINGILD AINTICLIGING2
Z
9007 AINTAIN удаление путем погружения в раствор, содержащий азотную и плавиковую кислоты, окалины, оставшейся после горячей обработки или отжига. Оставляет матово-серое покрытие.
Связанные термины: Пассивация
Сплав
Комбинация двух или более металлов или металлов и других элементов. Сплав образуется путем добавления «легирующих элементов» к «исходному» металлу в расплавленном состоянии. Основной металл обычно составляет более 50% полученной смеси. Нержавеющая сталь представляет собой сплав железа и хрома (минимум 10,5%) с небольшим количеством углерода и различных других элементов (таких как никель, молибден, титан, марганец) в зависимости от марки.
Отжиг, Отжиг
Цикл термической обработки, используемый для размягчения и восстановления пластичности после холодной обработки давлением, а также для снятия внутренних напряжений в заготовке.
Связанные термины: Обработка раствором, снятие напряжения
Анод
Электрод в электрохимической или коррозионной ячейке, от которого в ячейку течет ток. В коррозионных процессах материал растворяется на аноде.
Анодная защита
Электрохимическая защита от коррозии, достигаемая за счет увеличения электродного потенциала стали.
После сварки
Трубчатые изделия, изготовленные путем непрерывной сварки формованных полос, которые не подвергались термической обработке, такой как отжиг после сварки.
Аустенит
Гранецентрированная кубическая (ГЦК) фаза, присутствующая во всех сталях. В большинстве углеродистых и низколегированных сталей он присутствует только при температуре выше 760°С. В аустенитных нержавеющих сталях их химический состав стабилизирует аустенит до комнатной температуры и даже при криогенных температурах. Аустенит немагнитен.
Аустенитная нержавеющая сталь
Нержавеющая сталь, содержащая не менее 18 % хрома и достаточное количество никеля или комбинацию никеля, марганца и азота для стабилизации гранецентрированной кубической (ГЦК) фазы аустенита до криогенных температур. обычно присутствует только при температуре выше 760°C в большинстве сталей, Эти стали, за исключением особых обстоятельств, немагнитны и обладают хорошей пластичностью, но относительно высокими скоростями деформационного упрочнения. Они обладают отличной коррозионной стойкостью в большинстве сред, хотя подвержены коррозионному растрескиванию под напряжением (SCC) при температуре выше 60°C. Питтинговая и щелевая коррозия может возникать в хлоридной среде, за исключением сплава типа/класса 316, в котором содержание молибдена подавляет, но не всегда может полностью предотвратить эти проблемы. Они не могут быть закалены термической обработкой — Механические свойства могут быть улучшены только холодной обработкой.
На производство стали приходится около семи процентов выбросов парниковых газов человечеством. У этого поразительного факта есть две причины. Во-первых, сталь производится с использованием металлургических методов, знакомых нашим предкам железного века; во-вторых, он является частью практически всего, включая здания, мосты, холодильники, самолеты, поезда и автомобили. По некоторым оценкам, мировой спрос на сталь почти удвоится к 2050 году. Поэтому «зеленая» сталь крайне необходима, если мы хотим противостоять изменению климата.
Чтобы понять сталь, нужно мыслить на уровне школьной химии — хватит даже той химии, которую вы выучили в первый день. По сути, сталь — это железо с добавлением небольшого количества углерода для повышения прочности: крошечные атомы углерода располагаются между более крупными атомами железа, делая сталь более плотной и пластичной. В некотором смысле железо найти не так уж и сложно — оно составляет пять процентов земной коры по весу, — но металлы в горных породах смешаны с другими элементами. Вы должны получить их в чистом виде, прежде чем сможете построить этот меч или Эйфелеву башню. В этом отношении железо представляет особую проблему: атомы железа прочно связаны с атомами кислорода, как дополнительные части головоломки. Два железа и три кислорода образуют оксид железа, или Fe 9.0131 2 O 3 — цельная картина, которую трудно разобрать. Оксид железа образуется легко — настолько легко, что в присутствии воды голое железо будет прилипать к кислороду воздуха, вызывая ржавчину.
Таким образом, на протяжении большей части истории человечества проблема извлечения железа была неразрешимой. Пять тысяч лет назад древние египтяне делали бусы из железа, но металл они получали из метеоритов, в которых он уже был отделен от кислорода каким-то неизвестным внеземным процессом. Пройдет еще тысяча лет, прежде чем станет возможным производство пригодного для использования железа посредством процесса, называемого восстановлением. Где-то около 2000 г. до н. э. было обнаружено, возможно, случайно, что тяжелая железная порода или руда становилась ковкой, когда ее нагревали на углях. Сегодня мы можем объяснить, почему это происходит: при достаточно высоких температурах атомы железа ослабляют свою хватку на атомах кислорода. Кислород связывается с углеродом в древесном угле, образуя CO 2 , который улетает в воздух. Остается очищенное или «восстановленное» железо. Процесс сокращения позволил начаться железному веку.
Трудно точно сказать, когда впервые была изготовлена сталь. Время от времени он возникал, когда углерод диффундировал из древесного угля в железо, укрепляя его. Но производство стали было трудно контролировать до тех пор, пока несколько сотен лет назад не была изобретена доменная печь. С помощью мехов сталелитейщики увеличили температуру угольных топок почти до трех тысяч градусов — достаточно, чтобы расплавить железо в больших количествах. Сегодня доменные печи по-прежнему являются основным методом восстановления стали. Нынешние модели имеют высоту около ста футов и могут производить десять тысяч тонн железа в день. Вместо древесного угля они используют кокс, переработанную форму угля. Кокс и руда идут в верхнюю часть печи, а снизу выходит расплавленное железо, пропитанное углеродом; это железо можно легко переработать в сталь. Сталелитейная промышленность производит около двух миллиардов тонн его каждый год на рынке в 2,5 триллиона долларов, при этом выбрасывая более трех миллиардов тонн CO 2 ежегодно, большая часть из доменных печей.
К счастью, с тех пор мы узнали, что существует несколько способов очистки железа. Вместо того чтобы использовать углерод для удаления кислорода из руды, создавая CO 2 , мы можем использовать водород, создавая H 2 O, то есть воду. Многие компании работают над этим подходом; этим летом шведское предприятие использовало его для производства стали на экспериментальном заводе. Если бы этот метод широко применялся, он мог бы сократить выбросы сталелитейной промышленности на девяносто процентов, а наши глобальные выбросы — почти на шесть процентов. Это большой шаг к спасению мира.
В рамках шведского проекта под названием HYBRIT — Прорывная технология производства водородного чугуна — был построен экспериментальный завод в Лулео, в северной части Швеции. « HYBRIT » написано гладким шрифтом без засечек по бокам объекта; высокая сборка серых коробок напоминает ангар космического корабля или музей современного искусства — чистое будущее, а не суровое прошлое. Проект является результатом сотрудничества между Vattenfall, шведской государственной электроэнергетической компанией; L.K.A.B., государственная компания по добыче железной руды; и S.S.A.B., частная сталелитейная корпорация. Когда завод открылся в августе прошлого года, премьер-министр Швеции выступил с речью, назвав это «исторической возможностью». я спросил HYBRIT на видеотур, а его представители отказались, сославшись на необходимость защиты фирменной технологии. Но, хотя то, что происходит внутри, является чем-то вроде секрета, то, что вышло этим летом, было очевидно: «зеленое» железо, которое впервые было превращено в сталь и доставлено заказчику.
Как правило, сталь получается в результате нескольких стадий производства. Чаще всего железную руду измельчают и окатывают. Тем временем уголь перерабатывается в кокс. Руда, кокс и известняк отправляются в доменную печь, создавая раскаленное жидкое железо вместе с побочным продуктом, называемым шлаком, и огромным количеством CO 9 .0131 2 . Очищенное железо затем нагревают второй раз, без кокса, в так называемой «основной кислородной» печи. На этом этапе поверхность расплавленного железа обдувают кислородом, чтобы стимулировать образование CO и CO 2 . Это снижает содержание углерода в железе примерно с четырех процентов до менее одного процента. В этот момент он становится стальным. «Это немного похоже на большой кулинарный рецепт», — сказал мне Валентин Фогль, аспирант, который пишет диссертацию по обезуглероживанию сталелитейной промышленности в Лундском университете в Швеции. «Есть люди, работающие на сталелитейных заводах, чья жизнь связана с наблюдением за доменной печью, и они понимают доменную печь на интуитивном уровне». Готовый продукт отливается в пластины и прессуется в листы, затем прокатывается и отгружается.
HYBRIT использует другую, более экологичную стратегию, которой придерживаются и некоторые другие предприятия. В его системе железорудные окатыши попадают в верхнюю часть так называемой шахтной печи, размер которой примерно равен размеру доменной печи. Вместо кокса внизу идет газообразный водород. Внутри происходит процесс, известный как «прямое восстановление». Температура в печи достигает полутора сотен градусов, чего недостаточно, чтобы расплавить железо; в результате получаемое «прямовосстановленное железо» остается твердым. Он почти не содержит углерода, поэтому его отправляют в электродуговую печь — сосуд, в котором разряды электричества проходят между внутренними электродами. Там он плавится вместе с небольшим количеством угля, производя сталь (и небольшое количество CO 2 ). Метод старой школы выделяет уйму углерода на каждом этапе; новый процесс излучает как можно меньше. Пилотная установка HYBRIT в настоящее время производит около тонны стали в час. Следующим шагом является строительство промышленного демонстрационного завода в Елливаре, также на севере, который к 2026 году будет производить 1,3 миллиона тонн стали в год. годы. Мартин Пей, главный технический директор сталелитейной компании S.S.A.B., сказал мне, что для масштабирования процесса не существует серьезных научных препятствий. Вместо этого в основном речь шла об оптимизации условий эксплуатации: например, инженерам нужно было экспериментировать с оборудованием, которое нагревает водород перед его закачкой. Настоящим препятствием, по словам Пей, является подача водорода. Чистый водород получают в основном из природного газа, обычно из метана, но для получения водорода из метана требуется энергия, а также образуется угарный газ, который производит CO 2 при сгорании. Существует зеленый источник водорода: вода. Воду можно разделить на водород и кислород, пропуская через нее ток, в процессе, называемом электролизом. Но электролиз, в свою очередь, экологически чистый только в том случае, если задействованные электроны также поступают из возобновляемых источников энергии.
Пилотная установка HYBRIT небольшая, и у них нет проблем с получением зеленого водорода. Но, по словам его инженеров, для создания посредством электролиза достаточного количества зеленого водорода для производства тонны стали требуется около двадцати шестисот киловатт-часов электроэнергии — этого достаточно для питания среднего американского дома в течение трех месяцев. HYBRIT также планирует использовать экологически чистое электричество для подготовки руды, электродуговой печи и стальных валков, что в сумме составит тридцать пятьсот киловатт-часов на тонну стали. Умножьте это на почти два миллиарда тонн стали, которые мы сейчас производим в год, и вы получите почти семь тысяч тераватт-часов электроэнергии. Чтобы удовлетворить этот спрос, не производя CO 2 , нам потребуется почти вдвое увеличить мировой годовой объем производства электроэнергии из ядерных и возобновляемых источников. Это означало бы строительство примерно сотни копий крупнейшего существующего ядерного объекта человечества, атомной электростанции Касивадзаки-Карива, в Японии. Так что проблема с питанием. Нам также пришлось бы заменить наши существующие металлургические и сталелитейные заводы и построить массивные электролизные заводы. Даже в этом случае, поскольку добыча полезных ископаемых и транспорт, вероятно, по-прежнему будут выделять CO 2 , производство не будет полностью экологичным.
Тем не менее капитальный ремонт должен где-то начинаться — в данном случае в Швеции. Страна планирует стать первой страной, достигшей нулевых чистых выбросов к 2045 году. Она надеется, что другие страны последуют этому примеру; Китай, который поставляет большую часть стали в мире, также стремится сократить свои выбросы. Пей сказал мне, что, по его мнению, сырая сталь будет стоить на двадцать-тридцать процентов дороже, чем традиционная сталь, по крайней мере, поначалу. Но по мере того, как процессы электролиза и экологически чистые источники энергии становятся более эффективными, стоимость может снизиться. Между тем, субсидии, налоги, тарифы и другие меры государственного вмешательства могут сделать сырую сталь конкурентоспособной. Если подешевеет, то возьмет верх.
Сырое железо HYBRIT после превращения в сталь было прокатано компанией S.S.A.B. Первая партия зеленой стали этой компании была отправлена Volvo, и в этом месяце S.S.A.B. также объявила о партнерстве с Mercedes-Benz. Гёкче Мете, возглавляющий группу перехода отрасли в Стокгольмском институте окружающей среды, сказал мне, что автомобили, изготовленные из экологически чистой стали, будут стоить примерно на триста евро дороже. (Стиральные машины, еще один потенциальный продукт, будут стоить примерно на двадцать евро больше.) Она считает, что многие покупатели с радостью заплатят наценку. «Зеленая сталь очень популярна в Швеции, — сказал Мете. «Можно услышать, как молодые люди, даже хипстеры, говорят об этом в кафе со своими покебоулами. Зеленая сталь становится действительно горячей темой в повседневной жизни». Она приписывает энтузиазм сочетанию освещения в СМИ, широкой страсти к климату и индустриальной экономике Швеции: по оценкам, каждый десятый швед работает в сфере передового производства.
Сванте Аксельссон, национальный координатор правительственной инициативы «Свободная от ископаемых в Швеции», призван помочь правительству и промышленности договориться о том, как преобразовать экономику. «С нами все партии, все профсоюзы, а также люди на улицах, потому что они работают в этих компаниях», — сказал он мне. «В каком-то смысле мы перешли от проблемы климата к вопросу о том, как мы можем создавать рабочие места в будущем?» Аксельссон сказал, что «новая роль государства» заключалась в «снижении рисков, если мы хотим действовать в условиях открытой экономики». Среди прочего, это включает в себя попытки сделать так, чтобы государственные закупки, банковские инвестиции, выдача разрешений, обучение работников и регулирование работали гармонично, вокруг общих целей. «Я изменил свой язык с «танго до двух» на «кадриль», — сказал он. «Потому что нам нужно так много участников, чтобы делать правильные шаги в правильном направлении».
Нержавеющая сталь может быть не крутой в Америке, но аналогичная и потенциально более значимая программа существует в США. Хотя прямое восстановление железа чистым водородом является новым, прямое восстановление с помощью природного газа — нет. Midrex, сталелитейная компания, базирующаяся в Северной Каролине, впервые применила последний метод и построила свой первый экспериментальный завод в 1967 году. Сегодня компания имеет десятки заводов, работающих по этому принципу, по всему миру, производя больше железа прямого восстановления, чем ее конкуренты вместе взятые. . Midrex превращает природный газ в монооксид углерода и водород, которые вместе восстанавливают железо в шахтной печи; по сравнению с доменной печью, использующей кокс, это дает от трети до половины меньше углекислого газа.
Midrex, как и HYBRIT , стремится полностью перейти на водород. В Гамбурге, Германия, к 2025 году планируется построить демонстрационный промышленный завод для ArcelorMittal, второго по величине производителя стали в мире; завод сможет использовать либо водород и монооксид углерода, либо чистый водород, и правительство Германии покроет половину его стоимости в сто десять миллионов евро. Переключение между двумя методами сопряжено с некоторыми инженерными проблемами. «Не так уж очевидно, что вы просто меняете шланг и впрыскиваете водород», — сказал Лутц Бандуш, исполнительный директор ArcelorMittal, управляющий заводом в Гамбурге и шестью другими в Европе. Когда вы используете природный газ для восстановления железа, на поверхности железных окатышей образуется полезная оболочка из углерода; это защищает гранулы от ржавчины и возгорания. Без такого слоя компании придется изменить способ плавки, хранения и обращения с железом. Фабрис Патиссон, инженер Школы горного дела Нанси во Франции, изучал железо прямого восстановления на основе водорода в лаборатории и построил компьютерное моделирование полномасштабных печей Midrex; он не видит препятствий, а только вопросы — об оптимальной форме печи или лучшем месте для добавления водорода, — на которые нужно найти ответ.
Паттисон подозревает, что сталелитейщиков будет труднее спроектировать. «Главная трудность, по крайней мере, в Европе, заключается в том, что они уже столетие полагаются на доменную печь, и им совсем не нравится идея отказаться от нее», — сказал он мне.
Центр вращающийся токарный|Торцевые захваты, поводковые патроны
OSNASTIK
Южная Корея / Индия
Центра вращающиеся и упорные
Вращающиеся задние центры
Вращающиеся центры для труб
Вращающиеся задние центры со сменными наконечниками
Упорные центры, упорные центры для труб
WIDIN
Южная Корея
Токарные центры WIDIN
Вращающиеся центры для токарных станков. Тип LC-NC
Вращающиеся центры для токарных станков. Тип LC-NCP
Вращающиеся центры для тяжелой обработки. LC-NK NKD
Вращающиеся центры для шлифовальной обработки. Тип LC-SMP
Вращающиеся центры для высокоскоростной обработки. Тип LC-D50
Вращающиеся центры с уплотнениями. Тип LC-HD
Вращающиеся конуса. Тип LC-PT
Упорные центры. Тип LM и LM-H
Центр вращающийся токарный
Токарные центра вращающиеся (упорные центра) используются в токарных станках. Вращающиеся центра служат для уменьшения радиального биения путём закрепления заготовок. Для закрепления вращающийся центр подводится к незакреплённой стороне заготовки и прижимает её. Таким образом, заготовка оказывается закреплена с обеих сторон: с одной стороны зажимным патроном, с другой стороны — токарным центром. Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Представленные в данном разделе вращающиеся центра для токарного станка отличаются различными возможностями и преимуществами:
По конструкции наконечника:
Вращающийся наконечник — используется при не вращающейся задней бабке станка для снижения трения между заготовкой и наконечником центра.
Не вращающийся наконечник — обладает более низкой стоимостью и увеличенной износостойкостью, так как является цельнометаллическим.
По креплению наконечника:
Съёмный наконечник — позволяет сменять наконечники вращающегося центра вручную или автоматически (на станках с ЧПУ), что увеличивает универсальность применения центра, а также увеличивает срок службы.
Несъёмный наконечник — обладает более низкой стоимостью.
По виду заготовки:
Цельнометаллическая заготовка — центра со стандартными наконечниками.
Полые заготовки, трубы и пр. — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
Какие существуют способы зажима заготовки в патроне токарного станка с ЧПУ в процессе токарной обработки?
Зажим заготовки означает позиционирование и зажим заготовки на токарном станке с ЧПУ или приспособлении. В процессе токарной обработки заготовка должна вращаться вместе со шпинделем токарного станка с ЧПУ. Поэтому, когда требуется зажим на токарном станке с ЧПУ, ось обрабатываемой детали и токарный станок с ЧПУ. Ось основного вала должна быть соосной, и заготовка должна быть зажата, чтобы избежать ослабления или падения заготовки под действие режущей силы, приводящее к аварии.
В зависимости от формы, размера и количества заготовок можно использовать различные методы зажима заготовки на токарном станке с ЧПУ. Принадлежности, используемые в токарных станках с ЧПУ, такие же, как самоцентрирующиеся патроны / патроны одностороннего действия, вершины, оправки, центральные рамы, держатели инструментов, планшайбы и уголки.
1. Токарный станок с ЧПУ самоцентрирующийся зажимной патрон
Самоцентрирующийся патрон токарного станка с ЧПУ крепится на шпинделе через фланец для зажима заготовки. Ключ с квадратной головкой вставляется в квадратное отверстие самоцентрирующегося патрона для вращения, малая коническая шестерня вращается, а большая коническая шестерня, которая приводит в движение сетку, вращается, а большая коническая шестерня приводит в движение три захвата, которые с резьбой зацепляются с плоскости диска с тыльной стороны двигаться синхронно в радиальном направлении.
Самоцентрирующийся патрон токарного станка с ЧПУ характеризуется трехкулачковым автоматическим центрированием, простым зажимом и коррекцией заготовки, но усилие зажима невелико, и невозможно зажимать большие заготовки и заготовки неправильной формы.
Способ загрузки самоцентрирующегося патрона и обработки деталей токарного станка с числовым программным управлением имеет приемы захвата и антизажима заготовки. При использовании антизажимного зажима тройная защелка снимается, и установка перемычки может зажать заготовку большего диаметра в обратном направлении.
Губки цанги называются жесткими захватами, которые закалены и тверды. Кулачки из незакаленной стали или медно-алюминиевого сплава называются мягкими кулачками. Их обычно приваривают к жестким когтям. Они удачно расположены, и защемить заготовку не так-то просто. Перед использованием его необходимо обработать, и можно использовать машину или мельницу.
2. Подвижный патрон с ЧПУ, зажимающий заготовку.
Четыре захвата подвижного патрона станины с ЧПУ могут перемещаться независимо, поскольку задняя часть каждого захвата имеет полулепестковую внутреннюю резьбу для зацепления с винтом, винт В конце есть дырка. Когда определенное отверстие поворачивается с помощью патронного ключа, соответствующий винт вращается, чтобы зажать или ослабить захват. Таким образом, подвижный патрон станины с ЧПУ может удерживать квадратную/прямоугольную/эллиптическую форму и заготовку неправильной формы, а также может поворачивать эксцентриковый вал и отверстие. Таким образом, усилие зажима подвижного патрона станины с ЧПУ больше, чем у специального нового патрона, который используется для зажима обычной круглой заготовки большего диаметра. Токарные станки с ЧПУ используют патрон простого действия для зажима заготовки. Поскольку четыре челюсти не синхронизированы, они не могут быть самоцентрированными. Его нужно тщательно выровнять, чтобы ось заготовки совпадала с осью вращения шпинделя. Трафарет используется для совмещения поверхности заготовки с внешней поверхностью заготовки или предварительно размеченной линией обработки. Точность позиционирования 0,2-0,0. 5 мм; Точность позиционирования. Когда припуск на обработку каждой части заготовки неравномерен, необходимо ориентироваться на поиск детали с небольшим запасом, иначе заготовку легко браковать. Передвижной патрон для листового проката с ЧПУ можно использовать для захвата или обратного зажима заготовки. Также можно использовать с одним или двумя противозахватами, а остальные все равно использовать прижимное устройство.
Deshengrui Machinery предоставляет профессиональные услуги токарной обработки с ЧПУ. У нас есть высококачественный токарный станок с ЧПУ. По мере роста компании мы можем производить различные виды токарных и фрезерных деталей с ЧПУ.
ПРЕДЫДУЩИЙ:Что такое расточка при механической обработке? И как подать заявку? | Дешенгруй Машинери ДАЛЕЕ:Что могут обрабатывать различные станки с ЧПУ? | Deshengrui Machinery
Горизонтальные токарные и зажимные станки | Цифровая платформа IMTS
Записи о токарных станках или прядильных машинах восходят к Египту и Месопотамии. Древние мастера использовали токарный механизм для изготовления хозяйственных инструментов, оружия, украшений и других важных предметов быта.
О горизонтальных токарных станках
Среди множества различных конструкций токарных конструкций очень распространена одна, то есть горизонтальное расположение вращающихся шпинделей, которые зажимают заготовку и обрабатываются режущими инструментами.
Почему горизонтальное расположение так распространено?
Токарные станки также называются токарными станками, и обычно это станки с ЧПУ, которые вращают заготовку вокруг оси вращения для выполнения различных процессов, таких как резка, накатка, шлифовка, сверление, деформация, обработка торцевой поверхности и токарная обработка.
Эти задачи обработки с ЧПУ выполняются с помощью инструмента, применяемого к заготовке для создания объекта с контуром, симметричным оси, который приводится в движение шпинделем станков с ЧПУ.
Токарные станки с ЧПУ делятся на два основных типа в зависимости от способа зажима заготовок, а именно: вертикальные токарные станки с ЧПУ и горизонтальные токарные станки с ЧПУ. В горизонтальном токарном станке с ЧПУ заготовка закрепляется на шпинделе, который приводится в действие выходной мощностью ремня, прямого двигателя или встроенного двигателя.
В то же время гидравлическое усилие зажима активируется цилиндром, установленным в зажимном устройстве, для обеспечения надежного зажима заготовки. При работе на высокой скорости заготовка не упадет. Однако, когда длина заготовки больше, задняя бабка будет использоваться для зажима заготовки, чтобы обеспечить плавный и точный процесс обработки с ЧПУ.
С другой стороны, в вертикальном токарном станке с ЧПУ заготовка зажимается вертикально, а режущий инструмент устанавливается в том же направлении, так что обработка выполняется вертикально. По сравнению с горизонтальными токарными станками с ЧПУ этот способ зажима прочнее из-за действия силы тяжести.
Производители вертикальных токарных станков с ЧПУ обычно расширяют свои вертикальные токарные станки с ЧПУ до первоклассного производственного оборудования, чтобы удовлетворить потребности различных промышленных пользователей, стремящихся к высокой точности. В вертикальном зажимном механизме шпиндель вертикального токарного станка с ЧПУ расположен за патроном. Эти шпиндели могут иметь ременный привод или другие типы приводных механизмов.
Как и другие фрезерные станки с ЧПУ и обрабатывающие центры, токарные станки также могут быть оснащены электроинструментами и инструментальными магазинами для повышения их функциональности и универсальности, что предоставляет пользователям более широкие возможности обработки, такие как некоторые функции фрезерных станков с ЧПУ или обрабатывающих центров.
Револьверная головка CNC Power является современным стандартным аксессуаром многих токарных станков с ЧПУ и одним из наиболее важных аксессуаров для пользователей токарных станков с ЧПУ. Тайваньские поставщики нацелились на этот бизнес и разработали множество револьверных головок и электроинструментов для поддержки пользователей токарных станков на мировом рынке.
Многие силовые турели приводятся в движение одним двигателем с функцией сервопривода, что может обеспечить наилучшую производительность обработки и снизить потребление энергии. В то же время они также обеспечивают высокую жесткость заготовки и идеальные характеристики резки и фрезерования.
:: Подробнее : Объяснение двух основных категорий токарных станков. Горизонтальное и вертикальное
Другие важные вспомогательные принадлежности
В дополнение к револьверной головке, инструментальный магазин и устройство автоматической смены инструмента (ATC) также являются самыми продаваемыми продуктами тайваньских поставщиков принадлежностей для станков. Тайваньский инструментальный магазин и система ATC могут предоставить наилучшее решение в соответствии с запланированным временем производственного цикла клиента, чтобы помочь клиентам удовлетворить потребности заказа.
По сравнению с глобальными конкурентами тайваньские поставщики знают больше о том, как предоставлять клиентам комплексные услуги с учетом их местных условий, а также модернизировать существующие станки или принадлежности до более современных версий, чтобы адаптироваться к новым требованиям обработки, таким как интеграция токарно-фрезерных станков с револьверными головками.
Шпиндели, патроны и гидравлические цилиндры хорошо развиты в промышленной сфере Тайваня. В сочетании с токарными станками с ЧПУ ряд токарных станков и аксессуаров широко используются в различных отраслях промышленности по всему миру, что делает аксессуары для станков одним из основных экспортных направлений Тайваня.
Разработка принадлежностей для токарных станков
Среди всех принадлежностей разработка приводных револьверных головок, приводных инструментов, автоматических устройств смены паллет и 4-й оси является текущей тенденцией, поскольку они могут привнести в токарный станок универсальность фрезерования в качестве токарных центров. .
Чтобы лучше использовать эти принадлежности, токарный станок имеет функцию фрезерования, поэтому токарные станки можно заменить на токарные центры или токарно-фрезерные центры. Это во многом отличается от обычных токарных станков. Текущая тенденция заключается в том, что клиенты, выбравшие токарные станки, могут получить больше функций, чем раньше, что делает их производственные линии более гибкими.
Промышленные датчики также являются одним из продуктов новой технологической революции. Их можно не только использовать при токарной обработке, выполняемой токарными центрами, но и помочь различным станкам достичь цели интеллектуального производства. Несмотря на успех этой современной технологии, разработка в этой области все еще находится на стадии исследований.
Выставка MTS
MTS собрала мировых производителей горизонтальных токарных станков с ЧПУ на этой онлайн-платформе. Просмотрите и найдите вашего следующего поставщика вместе с нами.

 youtube.com/embed/PulIhndzBMw»>
youtube.com/embed/PulIhndzBMw»>  Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют не реже двух раз в год вскрывать устройство и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.
Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют не реже двух раз в год вскрывать устройство и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза.


 youtube.com/embed/94HQvA4G1lY»>
youtube.com/embed/94HQvA4G1lY»> 
 Новостроя 1А, оф 104,
Новостроя 1А, оф 104,

 com/embed/XmfZaNbyMF4″ title=»YouTube video player»>
com/embed/XmfZaNbyMF4″ title=»YouTube video player»> 
 Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.

 футов Информация
футов Информация 94
94 США) 1,5% (8 681 долл. США)
США) 1,5% (8 681 долл. США)

 г/г | Сентябрь 2022 г.
г/г | Сентябрь 2022 г.
 футов
футов футов
футов футов
футов
 Футов 95 $ Цена/кв. Футов
Футов 95 $ Цена/кв. Футов Характеристики: Пропан, Настенная печь, Дрова
Характеристики: Пропан, Настенная печь, Дрова
 Часовой инструмент, пресс формы, пуансоны, матрицы для пресса
Часовой инструмент, пресс формы, пуансоны, матрицы для пресса ) MEGA A-5600
) MEGA A-5600
 web.com/imagelib/sitebuilder/layout/inld3_0008_science_bg.gif» valign=»top» align=»center» bgcolor=»#333333″>
web.com/imagelib/sitebuilder/layout/inld3_0008_science_bg.gif» valign=»top» align=»center» bgcolor=»#333333″>
 — оборудование для производства листового металла, предназначенное для резки, прорези, надрезов, гибки, формовки, штамповки, прокатки, прокатки, штамповки, шва и отделки листового металла. строительное оборудование, сварочное производство, механический цех, гидроабразивная резка, плазменная резка, штамповка, гибка труб, листопрокат, угловые валки, лазерная резка. Линии рулонов, линии резки по длине, погрузочно-разгрузочные работы, краны и вилочные погрузчики, плазменные столы-резаки, листогибочные валки, аксессуары для листогибочных прессов, инструменты, датчики с ЧПУ, коронка и т. д. Листогибочные прессы, электрические листогибочные прессы, гидравлические листогибочные прессы, механические и воздушные Прессы, пневматические прессы, оправочные прессы, прессы с глубокой горловиной, сверлильные станки, прессы для изготовления, гидравлические прессы, прессы для запрессовки, ручные/отбойные прессы, механические прессы, револьверные прессы, станки с ЧПУ и принадлежности Пробивные линии Балочные пуансоны, пуансоны для изготовления, ручные пуансоны, односторонние Пуансоны, ролики револьверного кольца Машины для изготовления панелей крыши Профилегибочные станки, валки для угловой гибки, ручные, ручные валки, вращающиеся станки для плиты и листа Ротационные станки-фрезерные станки-фрезерные столы Пилы, холодные, абразивные и фрикционные пилы, горизонтальные ленточные пилы, вертикальные ленточные закаточные станки Ножничные конвейеры Ножницы-Кольцевые и круговые ножницы Ножницы, ножные и ручные ножницы — Ручные — Электрические ножницы, Гидравлические торцовочные ножницы, Механические и пневматические ножницы для торцевания листового металла-Локформеры-Рольцовщики Односторонние Пуансоны Станки продольно-резочные и т.
— оборудование для производства листового металла, предназначенное для резки, прорези, надрезов, гибки, формовки, штамповки, прокатки, прокатки, штамповки, шва и отделки листового металла. строительное оборудование, сварочное производство, механический цех, гидроабразивная резка, плазменная резка, штамповка, гибка труб, листопрокат, угловые валки, лазерная резка. Линии рулонов, линии резки по длине, погрузочно-разгрузочные работы, краны и вилочные погрузчики, плазменные столы-резаки, листогибочные валки, аксессуары для листогибочных прессов, инструменты, датчики с ЧПУ, коронка и т. д. Листогибочные прессы, электрические листогибочные прессы, гидравлические листогибочные прессы, механические и воздушные Прессы, пневматические прессы, оправочные прессы, прессы с глубокой горловиной, сверлильные станки, прессы для изготовления, гидравлические прессы, прессы для запрессовки, ручные/отбойные прессы, механические прессы, револьверные прессы, станки с ЧПУ и принадлежности Пробивные линии Балочные пуансоны, пуансоны для изготовления, ручные пуансоны, односторонние Пуансоны, ролики револьверного кольца Машины для изготовления панелей крыши Профилегибочные станки, валки для угловой гибки, ручные, ручные валки, вращающиеся станки для плиты и листа Ротационные станки-фрезерные станки-фрезерные столы Пилы, холодные, абразивные и фрикционные пилы, горизонтальные ленточные пилы, вертикальные ленточные закаточные станки Ножничные конвейеры Ножницы-Кольцевые и круговые ножницы Ножницы, ножные и ручные ножницы — Ручные — Электрические ножницы, Гидравлические торцовочные ножницы, Механические и пневматические ножницы для торцевания листового металла-Локформеры-Рольцовщики Односторонние Пуансоны Станки продольно-резочные и т. д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки — Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работы
д. Программное обеспечение Спиральные станки Сварочные аппараты для точечной сварки Шкафы для хранения Прямые боковые прессы Выпрямители, выпрямители рулонов, детали и полосы Экономия времени Обрезка труб Станки для формовки и обжимки труб Трубогибочные станки для изготовления труб и труб Револьверные пуансоны Вертикальные ленточные пилы Виброотделочные станки Гидроабразивная резка Столы Сварочные аппараты/Клинчеры Деревообработка Листовой металл-Локформеры-Рольцформеры, Пневматические компрессоры- Пневматические инструменты Угловые гибочные валки Фальцовщики Фасовочные станки Гибочные станки — Линии сверления труб и труб, Линии пробивки балок с ЧПУ Ленточные шлифовальные станки Фаскорезы Тормоза, фальцевальные станки с ЧПУ Тормоза, гидравлические, механические, пневматические Тормоза, механические тормоза: Коробчатые и тарельчатые/Пальцевые тормоза: Прямые/фартуковые шкафы/складские кромкогибочные станки Круглые ножницы Клитогибочные станки Зажимные машины Питатели рулонов Правильные станки рулонов Линии рулонов Катушки/люльки/разматыватели Катушки для правки рулонов Холодные пилы и фрикционные пилы Конвейеры Линии поперечной резки Станки для снятия заусенцев Сверла Линии, сверлильные станки с балкой Сверла, радиальные пылеуловители Электрические тормоза Изготовление пуансонов Чистовая обработка Заусенцы/шлифовальные/шлифовальные машины Пламенные резаки Фланжеры Фальцевальные станки Фальцевальные станки с ЧПУ Станки для желобов Ручные инструменты-Пневматические-электрические Гидравлические тормоза Машины для вставки Инспекционное оборудование Изоляция Сталелитейщики Лазеры и аксессуары Выравнивающие станки Лифты Локформеры Механические инструменты Мельницы Токарные станки Шлифовальные станки Погрузочно-разгрузочные работы
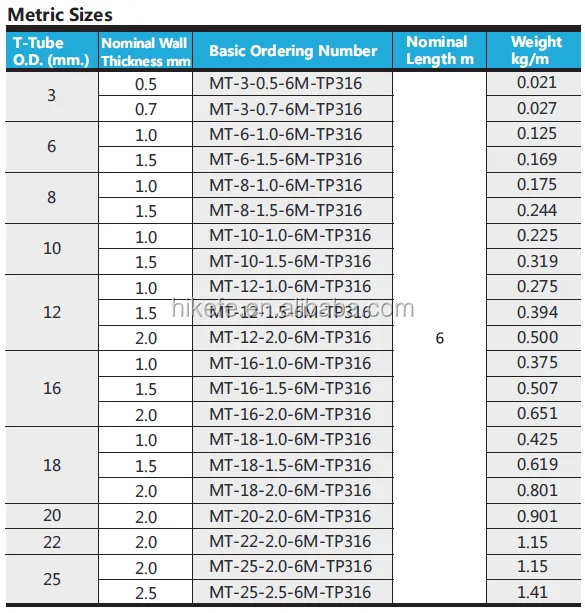 Довольно долгое время они имеют радиальную локацию при..
Довольно долгое время они имеют радиальную локацию при.. 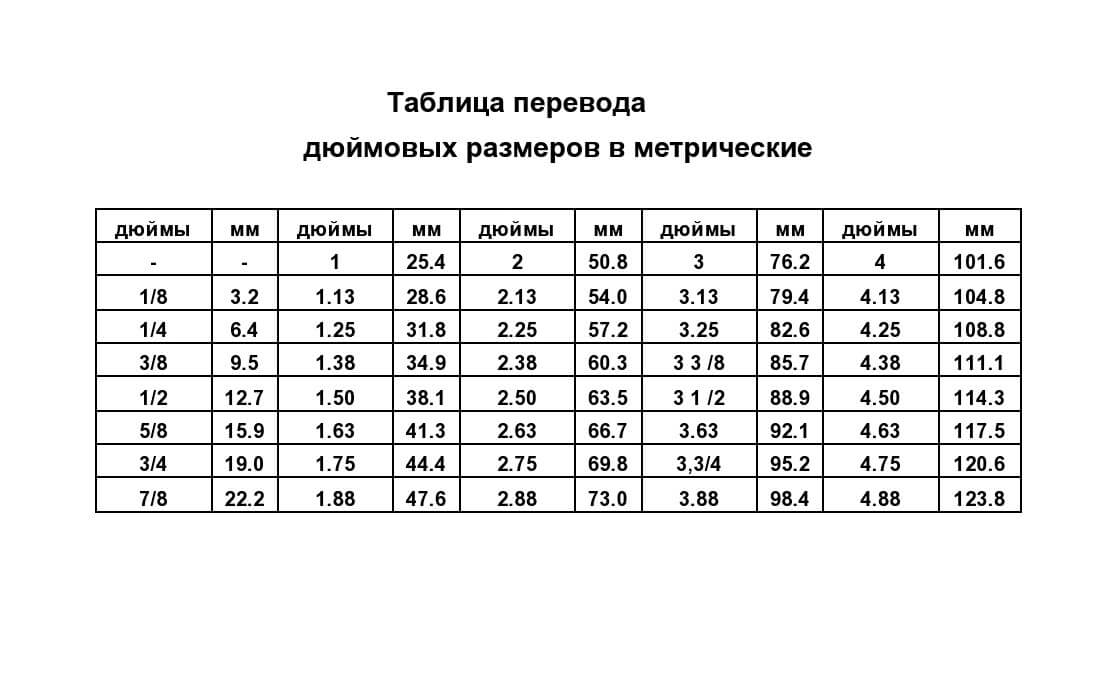 Год хранения равен трем неделям эксплуатации
Год хранения равен трем неделям эксплуатации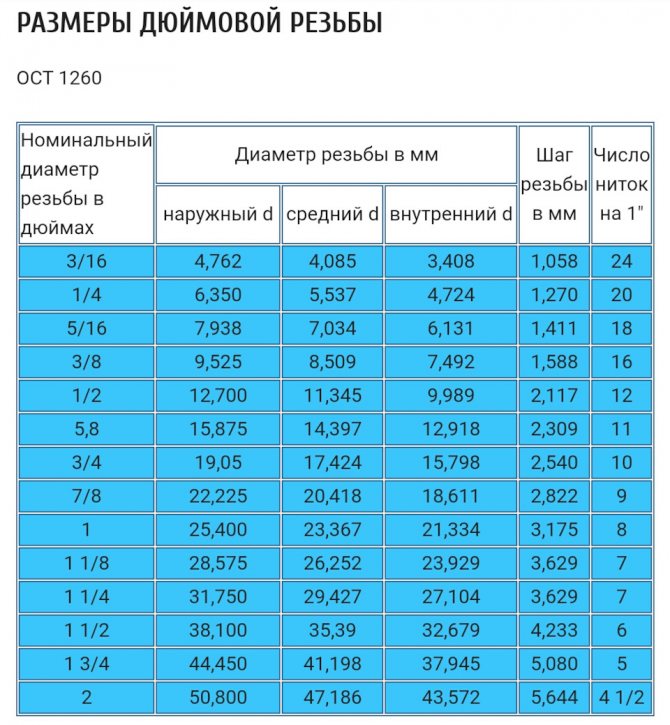 Европейские шины имеют метрическую систему маркировки. Поэтому при замене шин может возникнуть проблема перевода параметров покрышки. В большинстве случаев, это перевод дюймов в сантиметры. Введите размер в дюймах и нажмите «рассчитать». Вы увидите типоразмер покрышки в метрах (размеры будут округлены до европейских параметров).
Европейские шины имеют метрическую систему маркировки. Поэтому при замене шин может возникнуть проблема перевода параметров покрышки. В большинстве случаев, это перевод дюймов в сантиметры. Введите размер в дюймах и нажмите «рассчитать». Вы увидите типоразмер покрышки в метрах (размеры будут округлены до европейских параметров).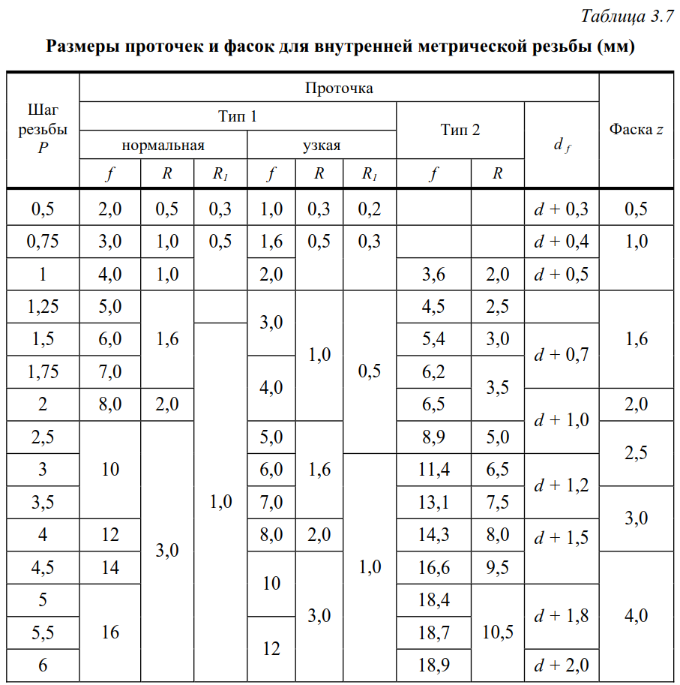
 Для этого необходимо ввести типоразмер, диаметр, ширину и высоту профиля шины и нажать кнопку «рассчитать». Калькулятор произведет перевод значений в дюймы.
Для этого необходимо ввести типоразмер, диаметр, ширину и высоту профиля шины и нажать кнопку «рассчитать». Калькулятор произведет перевод значений в дюймы.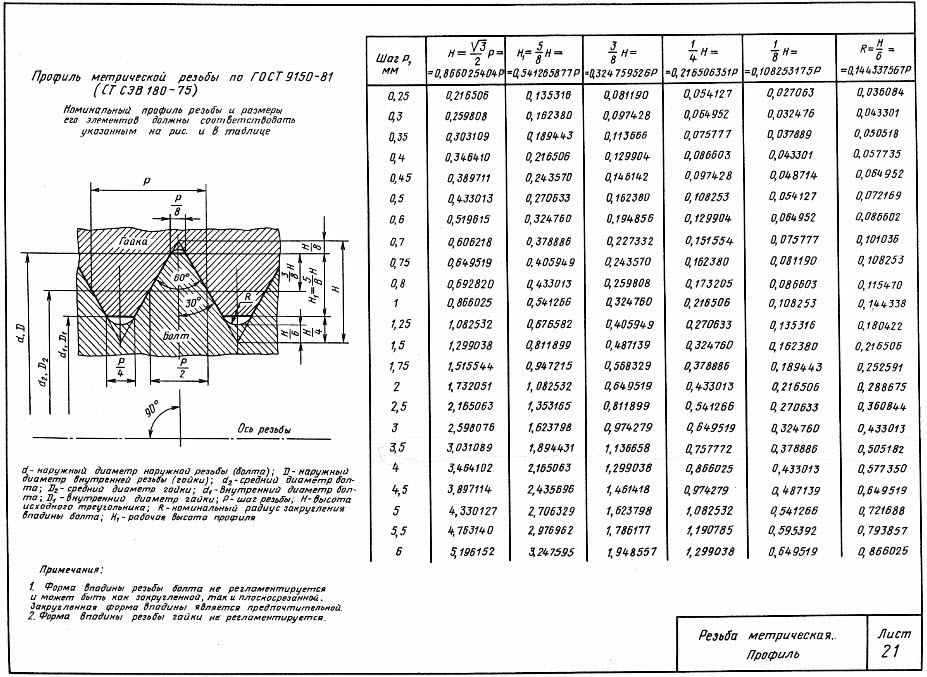


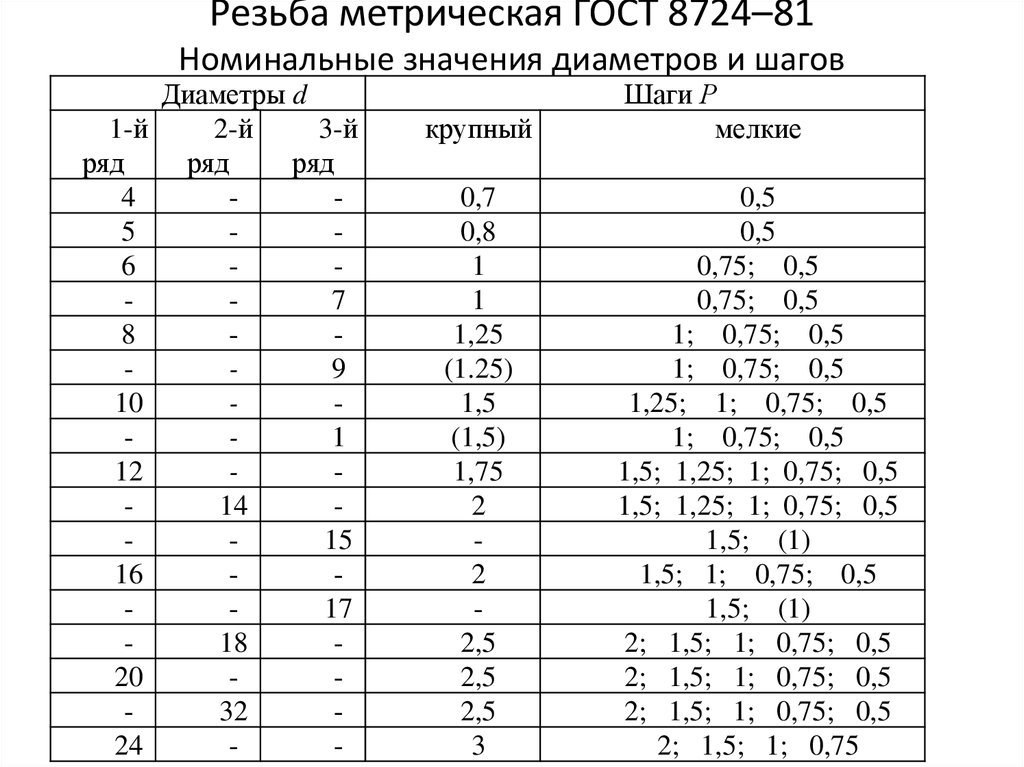
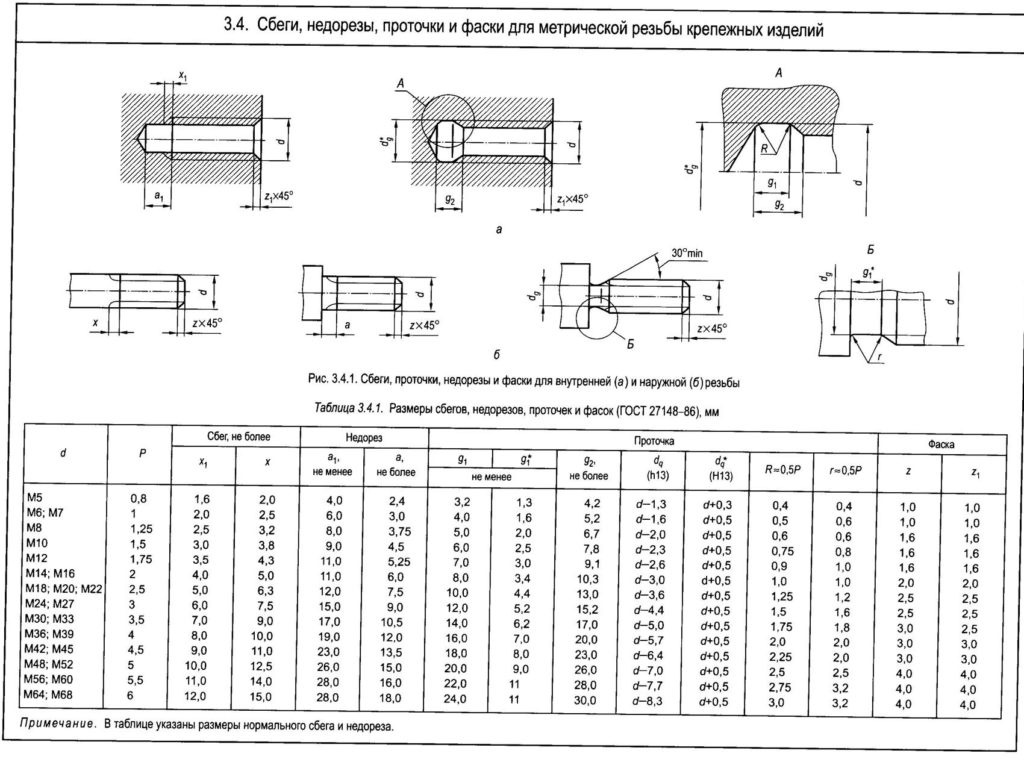
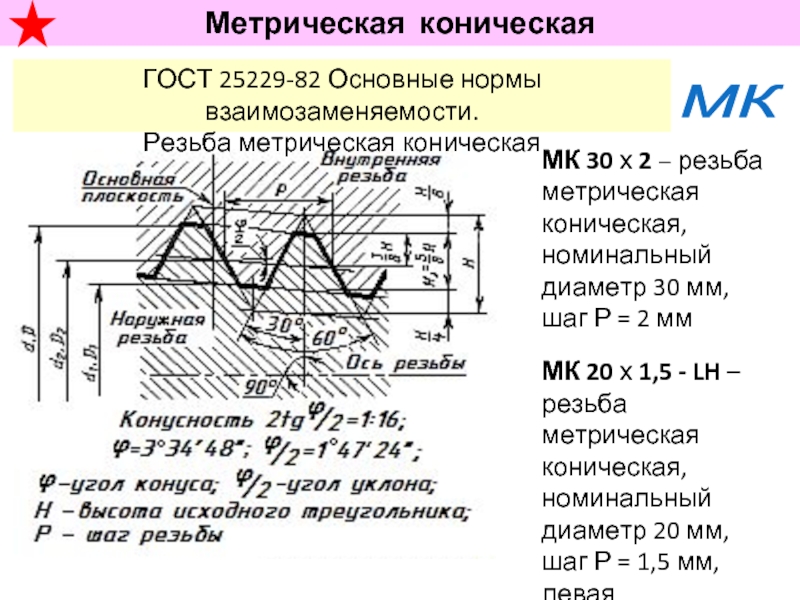
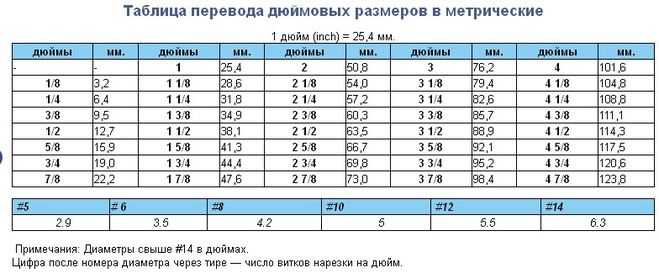 Мы гордимся тем, что даем нашим клиентам правильные рекомендации, чтобы сделать их основу для принятия решения наилучшей из возможных.
Мы гордимся тем, что даем нашим клиентам правильные рекомендации, чтобы сделать их основу для принятия решения наилучшей из возможных.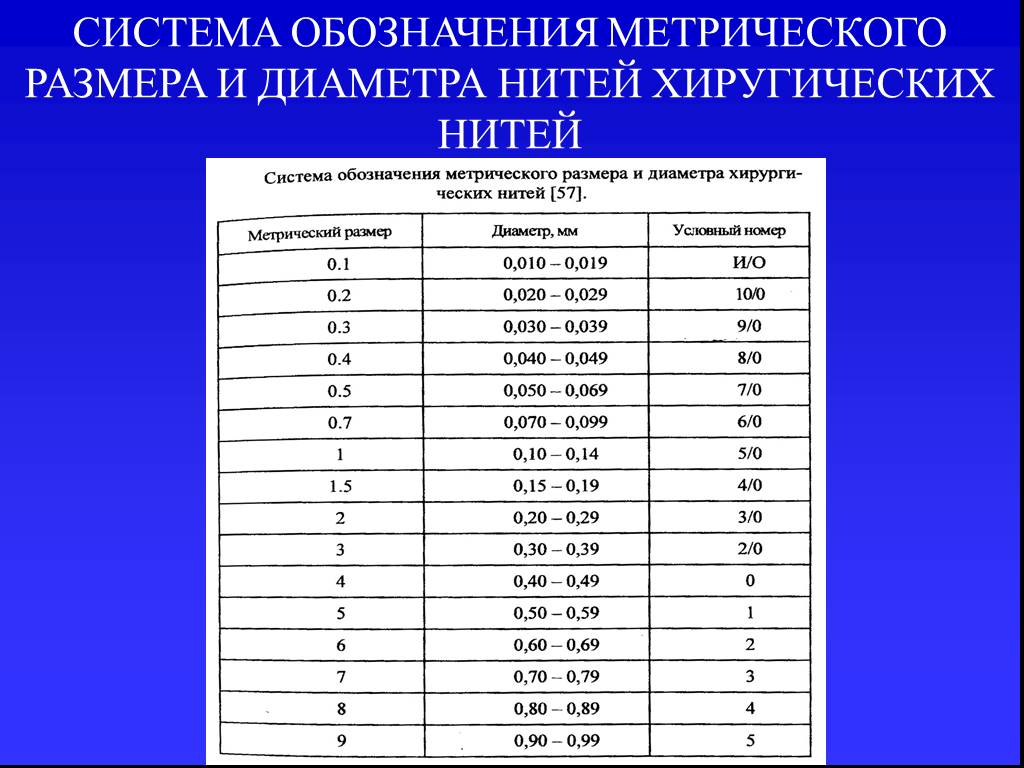
 Я. Соколовым в далеком 1928 году. Ультразвуковая дефектоскопия охватывает многие сферы, проверяя сварные соединения, трубопроводы, аппараты высокого давления и другую разнообразную продукцию. Существует множество изделий, от состояния которых зависит безопасность тысяч людей: рельсы для железнодорожного сообщения, элементы авиационных двигателей, трубопроводы атомных реакторов и др. При производстве и эксплуатации такой сложной продукции обязателен ультразвуковой контроль.
Я. Соколовым в далеком 1928 году. Ультразвуковая дефектоскопия охватывает многие сферы, проверяя сварные соединения, трубопроводы, аппараты высокого давления и другую разнообразную продукцию. Существует множество изделий, от состояния которых зависит безопасность тысяч людей: рельсы для железнодорожного сообщения, элементы авиационных двигателей, трубопроводы атомных реакторов и др. При производстве и эксплуатации такой сложной продукции обязателен ультразвуковой контроль.

 Делать выводы о строении объекта контроля можно, регистрируя распределение излучения на выходе.
Делать выводы о строении объекта контроля можно, регистрируя распределение излучения на выходе.
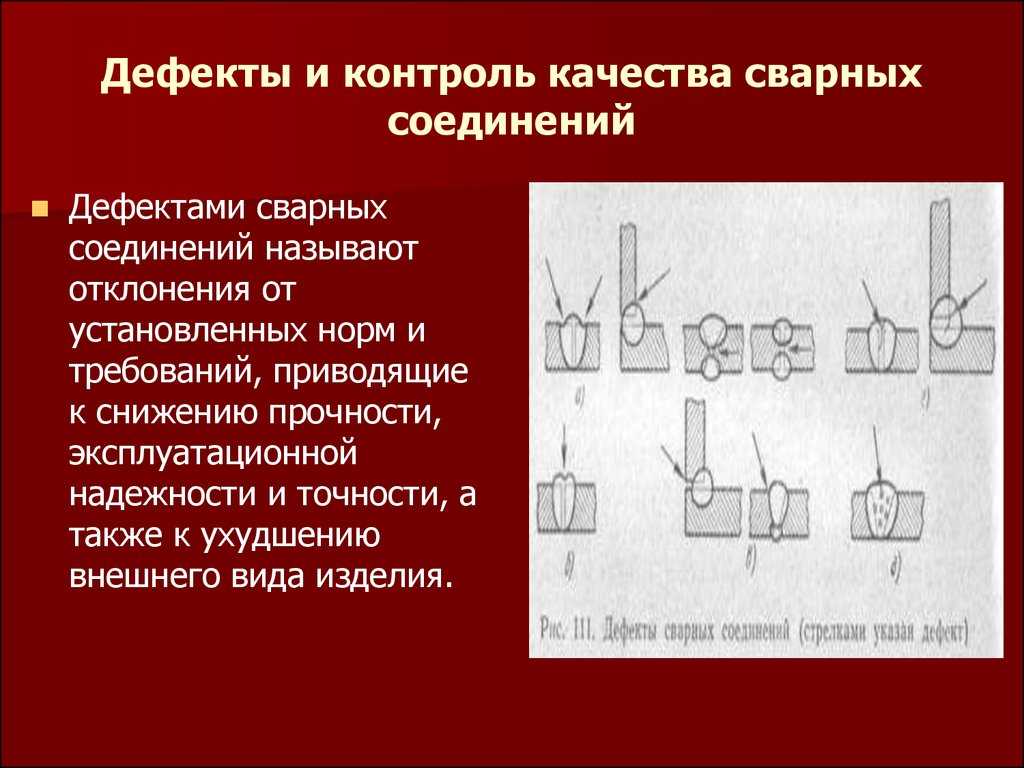 Для проведения капиллярного контроля создан ГОСТ 18442-80.
Для проведения капиллярного контроля создан ГОСТ 18442-80.

 После того, как был принят новый закон о регламентировании энергоаудита объектов, направленный на экономию ресурсов, интерес к тепловому контролю усилился. В настоящее время этот метод является базовым методом для оценки состояния объектов.
После того, как был принят новый закон о регламентировании энергоаудита объектов, направленный на экономию ресурсов, интерес к тепловому контролю усилился. В настоящее время этот метод является базовым методом для оценки состояния объектов.
 В катушках действует ток, который создает электромагнитное поле, возбуждающее вихревые токи. Их поле действует на ВТП, создавая в них ЭДС или преобразуя их сопротивление. Появившееся на катушках напряжение или сопротивление — ключ к информации о свойствах объекта.
В катушках действует ток, который создает электромагнитное поле, возбуждающее вихревые токи. Их поле действует на ВТП, создавая в них ЭДС или преобразуя их сопротивление. Появившееся на катушках напряжение или сопротивление — ключ к информации о свойствах объекта.
 С помощью вихретокового метода также проверяют поверхность осевого канала роторов турбин.
С помощью вихретокового метода также проверяют поверхность осевого канала роторов турбин.
 В связи с этим применяли такие методы неразрушающего контроля, как ультразвуковая ФАР-дефектоскопия, вихретоковый метод и тепловизионный контроль в ходе сварки, а также металлографические исследования полученных структур. В результате были получены данные о типах дефектов и местах их залегания, которые выявляются отдельными методами. Обследовали дефекты типа стыковой линии, возникающие при сварке трением с перемешиванием. Сравнили результаты по применяемым методам, подтвердили вывод о необходимости использования комплексного подхода к дефектоскопии СТП-соединений.
В связи с этим применяли такие методы неразрушающего контроля, как ультразвуковая ФАР-дефектоскопия, вихретоковый метод и тепловизионный контроль в ходе сварки, а также металлографические исследования полученных структур. В результате были получены данные о типах дефектов и местах их залегания, которые выявляются отдельными методами. Обследовали дефекты типа стыковой линии, возникающие при сварке трением с перемешиванием. Сравнили результаты по применяемым методам, подтвердили вывод о необходимости использования комплексного подхода к дефектоскопии СТП-соединений. В связи с этим рассуждения и оценки, сделанные при исследовании процессов трения, справедливы и для сварки трением с перемешиванием. В частности, это касается механизмов формирования дефектов, которые отличаются от дефектов, получаемых при сварке традиционными методами, предусматривающими плавление металла в сварочной ванне.
В связи с этим рассуждения и оценки, сделанные при исследовании процессов трения, справедливы и для сварки трением с перемешиванием. В частности, это касается механизмов формирования дефектов, которые отличаются от дефектов, получаемых при сварке традиционными методами, предусматривающими плавление металла в сварочной ванне.

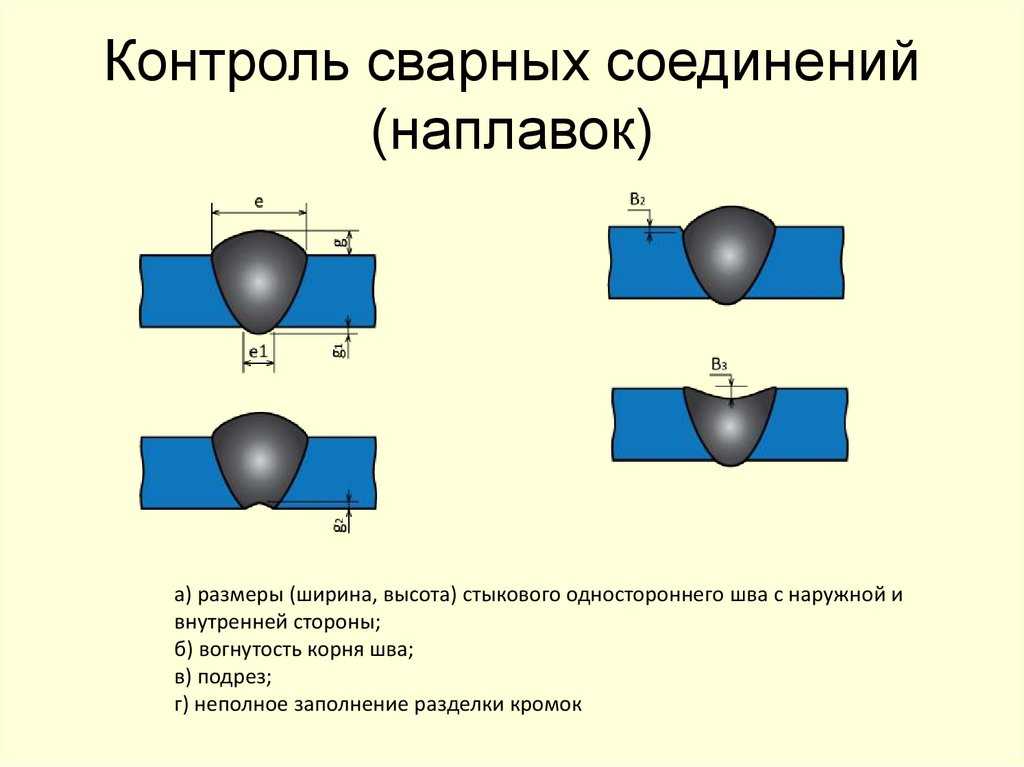 Однако любое отклонение от режима либо неточность примыкания кромок ведет к образованию дефектов. В связи с этим существует необходимость использования нескольких дополняющих друг друга методов контроля, особенно при производстве ответственных соединений.
Однако любое отклонение от режима либо неточность примыкания кромок ведет к образованию дефектов. В связи с этим существует необходимость использования нескольких дополняющих друг друга методов контроля, особенно при производстве ответственных соединений. 1). Стыковые сварные пробы из листовых полуфабрикатов изготовляли на станции автоматической сварки листов из алюминиевых сплавов ЗАО «Чебоксарское предприятие «Сеспель». Толщина свариваемых пластин s составляла 5 мм, ширина образца w после сварки ≈185 мм, ширина сварного шва Lw = 19 мм. Длина сварных соединений, полученных при разных режимах сварки, в среднем составляла ≈500 мм.
1). Стыковые сварные пробы из листовых полуфабрикатов изготовляли на станции автоматической сварки листов из алюминиевых сплавов ЗАО «Чебоксарское предприятие «Сеспель». Толщина свариваемых пластин s составляла 5 мм, ширина образца w после сварки ≈185 мм, ширина сварного шва Lw = 19 мм. Длина сварных соединений, полученных при разных режимах сварки, в среднем составляла ≈500 мм. Тепловизор монтировали непосредственно на движущемся шпиндельном узле, в котором был установлен сварочный инструмент, на расстоянии около 30 см от образца, поле зрения составляло ≈15 см. Таким образом, зона теплового контроля оставалась неподвижной относительно сварочного инструмента и перемещалась по поверхности исследуемого образца со скоростью подачи. После записи данных проводили их обработку и строили термограмму процесса сварки. Термограмма позволяет сравнить между собой различные участки шва при одинаковых условиях остывания после прохождения сварочного инструмента и выявить возможные температурные аномалии.
Тепловизор монтировали непосредственно на движущемся шпиндельном узле, в котором был установлен сварочный инструмент, на расстоянии около 30 см от образца, поле зрения составляло ≈15 см. Таким образом, зона теплового контроля оставалась неподвижной относительно сварочного инструмента и перемещалась по поверхности исследуемого образца со скоростью подачи. После записи данных проводили их обработку и строили термограмму процесса сварки. Термограмма позволяет сравнить между собой различные участки шва при одинаковых условиях остывания после прохождения сварочного инструмента и выявить возможные температурные аномалии. В качестве иммерсионной жидкости использовали водопроводную воду.
В качестве иммерсионной жидкости использовали водопроводную воду.
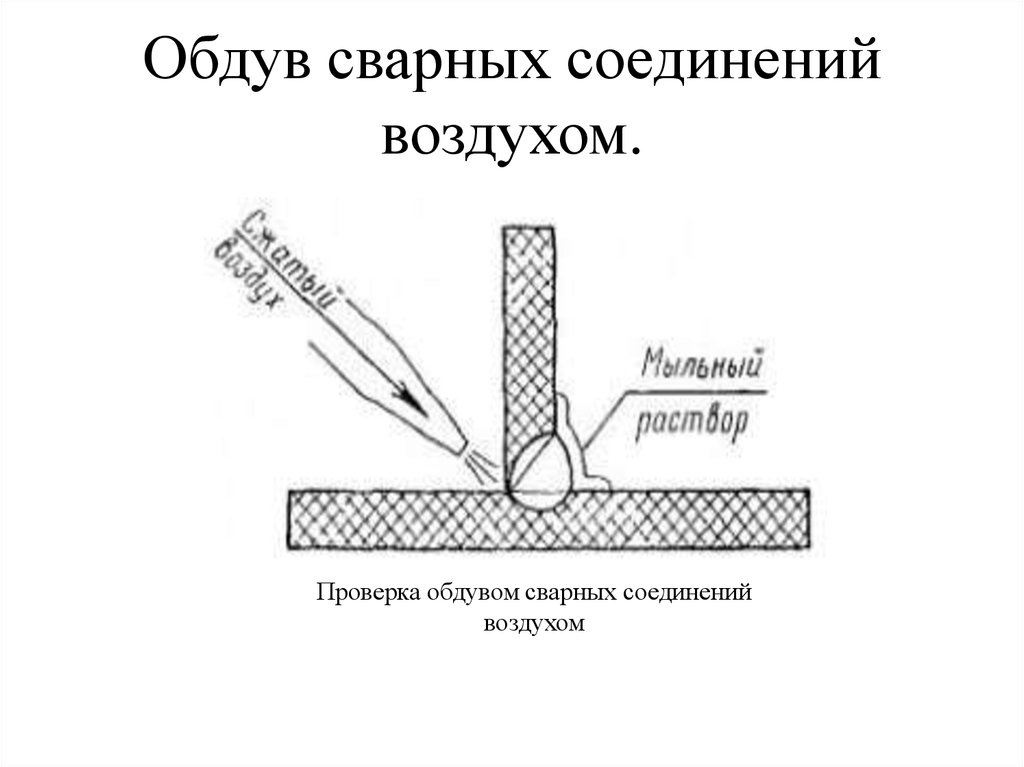 3, б). Визуальный контроль показал, что никаких изменений на поверхности шва не наблюдается (рис. 3, а).
3, б). Визуальный контроль показал, что никаких изменений на поверхности шва не наблюдается (рис. 3, а). Хорошо видно, что положение дефектной зоны на УЗ-скане (рис. 4, а) точно совпадает с расположением зоны, содержащей дефекты в виде пор на металлографическом шлифе. Дефектная зона расположена на глубине от 1 до 2,5 мм.
Хорошо видно, что положение дефектной зоны на УЗ-скане (рис. 4, а) точно совпадает с расположением зоны, содержащей дефекты в виде пор на металлографическом шлифе. Дефектная зона расположена на глубине от 1 до 2,5 мм. рис. 4, б). Размер пористой области может изменяться, но ее правая граница всегда находится на стыке шва и основного материала (см. рис. 4, в). Причина формирования дефекта связана с особенностями течения пластифицированного и модифицированного трением металла вблизи границы с неподвижным металлом основы.
рис. 4, б). Размер пористой области может изменяться, но ее правая граница всегда находится на стыке шва и основного материала (см. рис. 4, в). Причина формирования дефекта связана с особенностями течения пластифицированного и модифицированного трением металла вблизи границы с неподвижным металлом основы. 5, б) на месте темной полосы.
5, б) на месте темной полосы. 6, в). Структура хорошо видна в правой части дефекта и практически не различима в левой. Кроме того, слева от описанного основного дефекта на расстоянии около 500 мкм располагается цепочка вытянутых пор, которая тянется вдоль линии сварного шва. Также обращает на себя внимание явное проявление другого дефекта – линии стыка или «Lazy S», находящейся еще левее, на расстоянии 200…300 мкм от цепочки пор (увеличенное изображение на рис. 6, в).
6, в). Структура хорошо видна в правой части дефекта и практически не различима в левой. Кроме того, слева от описанного основного дефекта на расстоянии около 500 мкм располагается цепочка вытянутых пор, которая тянется вдоль линии сварного шва. Также обращает на себя внимание явное проявление другого дефекта – линии стыка или «Lazy S», находящейся еще левее, на расстоянии 200…300 мкм от цепочки пор (увеличенное изображение на рис. 6, в). рис. 6, а) проявление сплошного непровара под лицевой стороной шва практически совпадает с проявлением края шва.
рис. 6, а) проявление сплошного непровара под лицевой стороной шва практически совпадает с проявлением края шва.
 Другой дефект соответствует более короткой трещине, расположенной правее, практически на краю корневой стороны сварного шва (рис. 8, г).
Другой дефект соответствует более короткой трещине, расположенной правее, практически на краю корневой стороны сварного шва (рис. 8, г). Он дает возможность однозначно идентифицировать непровар по лицевой стороне шва. Также с помощью тепловизора можно обнаружить непровар под поверхностью материала по наличию темной полосы на термограмме. В то же время такая же темная полоса наблюдалась и в другом образце, в котором присутствовали дефекты типа worm-hole. Только по наличию температурной аномалии в виде темной полосы нельзя однозначно судить о наличии дефекта того или иного типа. Для более точной идентификации дефектов сварного шва необходимо увеличение разрешающей способности тепловизионной съемки, а также дальнейшее совершенствование процесса обработки данных.
Он дает возможность однозначно идентифицировать непровар по лицевой стороне шва. Также с помощью тепловизора можно обнаружить непровар под поверхностью материала по наличию темной полосы на термограмме. В то же время такая же темная полоса наблюдалась и в другом образце, в котором присутствовали дефекты типа worm-hole. Только по наличию температурной аномалии в виде темной полосы нельзя однозначно судить о наличии дефекта того или иного типа. Для более точной идентификации дефектов сварного шва необходимо увеличение разрешающей способности тепловизионной съемки, а также дальнейшее совершенствование процесса обработки данных. Чтобы гарантированно получить точные данные при использовании вихретокового метода контроля, рекомендуем использовать современные цифровые вихретоковые дефектоскопы.
Чтобы гарантированно получить точные данные при использовании вихретокового метода контроля, рекомендуем использовать современные цифровые вихретоковые дефектоскопы.  Chen Woodhead Publishing Limited and CRC Press LLC, 2010. 432 р.
Chen Woodhead Publishing Limited and CRC Press LLC, 2010. 432 р. Возможность неразрушающего контроля сварных швов имеет важное значение, поскольку разрушение сварного шва для проверки требует замены его новым, непроверенным сварным швом. Таким образом, произошло значительное технологическое развитие в широкой области методов неразрушающего контроля сварки.
Возможность неразрушающего контроля сварных швов имеет важное значение, поскольку разрушение сварного шва для проверки требует замены его новым, непроверенным сварным швом. Таким образом, произошло значительное технологическое развитие в широкой области методов неразрушающего контроля сварки. Поскольку последствия разрушения сварного шва варьируются от незначительных до экстремальных, возрастает и важность испытаний. Многие сварочные работы могут причинить серьезный вред в случае отказа, что требует высокого уровня возможностей тестирования. В то же время сварные швы широко распространены в современном индустриальном обществе, что требует эффективных режимов испытаний.
Поскольку последствия разрушения сварного шва варьируются от незначительных до экстремальных, возрастает и важность испытаний. Многие сварочные работы могут причинить серьезный вред в случае отказа, что требует высокого уровня возможностей тестирования. В то же время сварные швы широко распространены в современном индустриальном обществе, что требует эффективных режимов испытаний.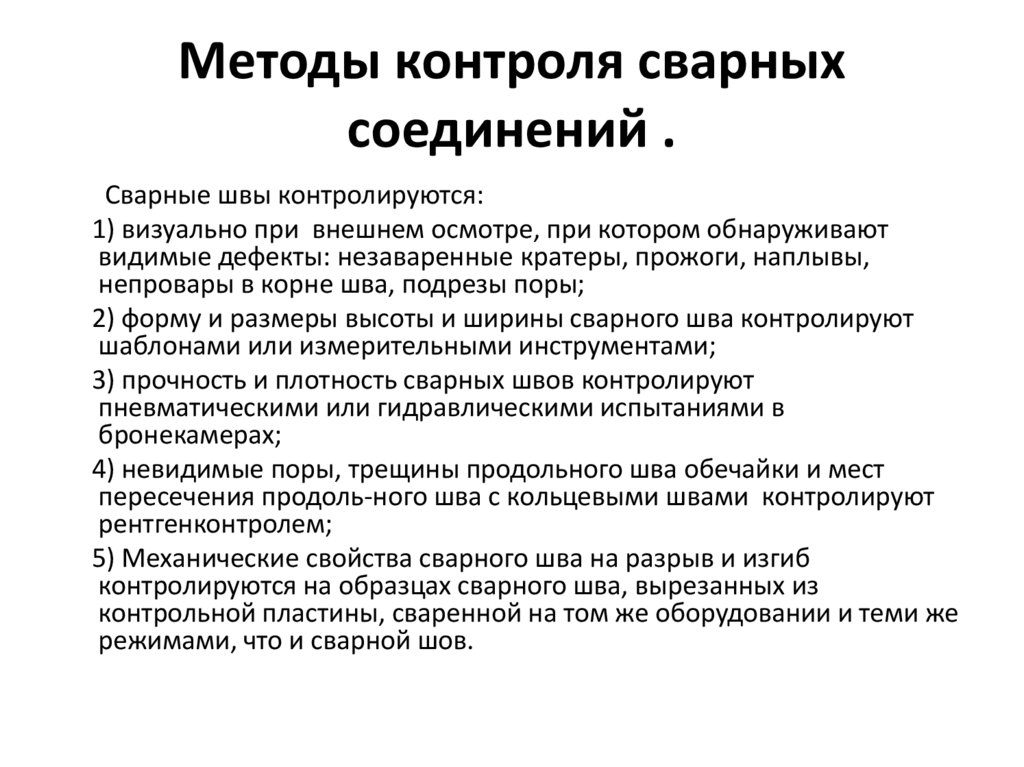 Это показывает техническим специалистам не только наличие дефекта, но и то, где его можно найти. Хотя это может быть эффективным методом, разделение областей для тестирования, а также транспортировка и хранение жидкостей могут сделать его громоздким. Кроме того, он ничего не делает для обнаружения закрытых пустот внутри объекта, дефектов, которые не касаются поверхности.
Это показывает техническим специалистам не только наличие дефекта, но и то, где его можно найти. Хотя это может быть эффективным методом, разделение областей для тестирования, а также транспортировка и хранение жидкостей могут сделать его громоздким. Кроме того, он ничего не делает для обнаружения закрытых пустот внутри объекта, дефектов, которые не касаются поверхности. Эти проблемы безопасности создают логистические препятствия, снижающие эффективность рентгенографического тестирования.
Эти проблемы безопасности создают логистические препятствия, снижающие эффективность рентгенографического тестирования. Это резко повышает сравнительную эффективность вихретокового контроля. Однако вихретоковая технология не может обнаруживать дефекты глубоко под поверхностью более крупных сварных швов, что требует использования другого метода.
Это резко повышает сравнительную эффективность вихретокового контроля. Однако вихретоковая технология не может обнаруживать дефекты глубоко под поверхностью более крупных сварных швов, что требует использования другого метода. Мощное программное обеспечение может эффективно анализировать изображения, отображая результаты для технических специалистов.
Мощное программное обеспечение может эффективно анализировать изображения, отображая результаты для технических специалистов.

 youtube.com/embed/uiIyJbq65RA» allowfullscreen=»»/>
youtube.com/embed/uiIyJbq65RA» allowfullscreen=»»/>  Испытания этого типа можно проводить на приспособлении. Необходимые образцы для испытаний вытачиваются из уже сваренных пластин, толщина этих образцов должна быть в пределах возможностей нашего приспособления для гибки. Образец для испытаний помещают на опоры штампа, являющегося нижней частью приспособления. Плунжер гидравлического домкрата вдавил в него образец и закрепил видимую форму штампа.
Испытания этого типа можно проводить на приспособлении. Необходимые образцы для испытаний вытачиваются из уже сваренных пластин, толщина этих образцов должна быть в пределах возможностей нашего приспособления для гибки. Образец для испытаний помещают на опоры штампа, являющегося нижней частью приспособления. Плунжер гидравлического домкрата вдавил в него образец и закрепил видимую форму штампа.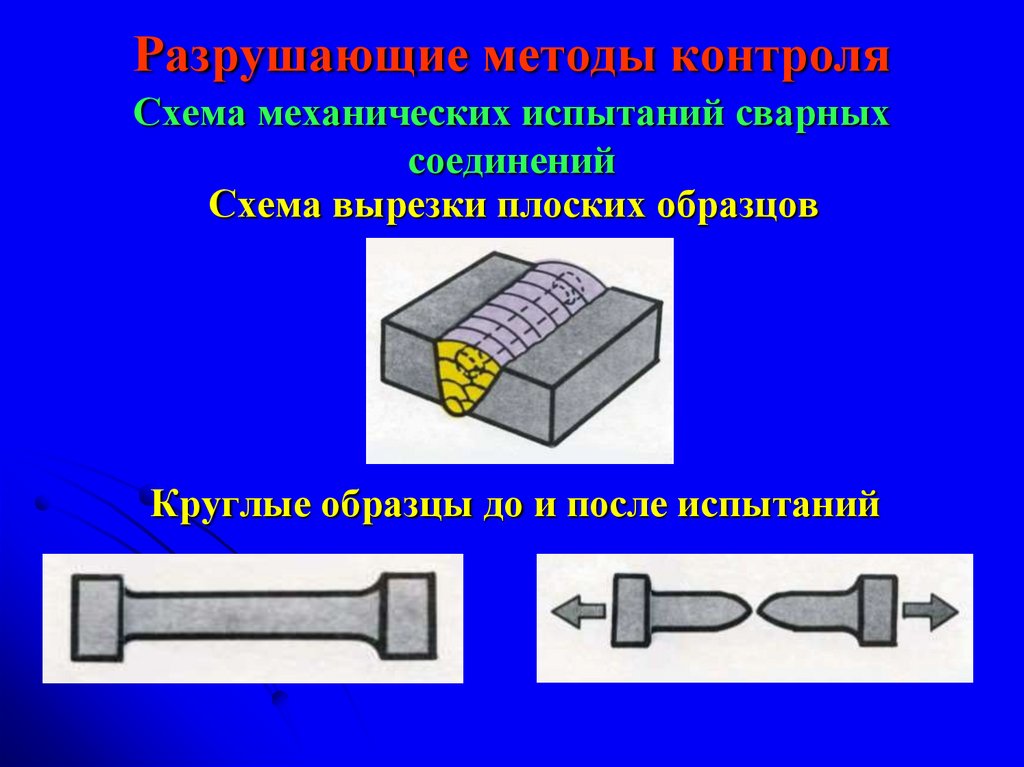
 При отсутствии трещин изгибание можно продолжать до тех пор, пока образец толщиной 1/4 дюйма или меньше не станет возможным для испытания в тисках. Тяжелый лист обычно испытывается на гибочных приспособлениях или прессе.
При отсутствии трещин изгибание можно продолжать до тех пор, пока образец толщиной 1/4 дюйма или меньше не станет возможным для испытания в тисках. Тяжелый лист обычно испытывается на гибочных приспособлениях или прессе.
 Заготовить образец из сварного соединения механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждому краю сустава дается прорезь, прорезанная пилой через центр. Подготовленную часть образца перекрывают двумя стальными блоками. Теперь забивайте образец тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится.
Заготовить образец из сварного соединения механической обработкой или резкой кислородно-ацетиленовой горелкой. Каждому краю сустава дается прорезь, прорезанная пилой через центр. Подготовленную часть образца перекрывают двумя стальными блоками. Теперь забивайте образец тяжелым молотком до тех пор, пока участок сварного шва между пазами не разрушится.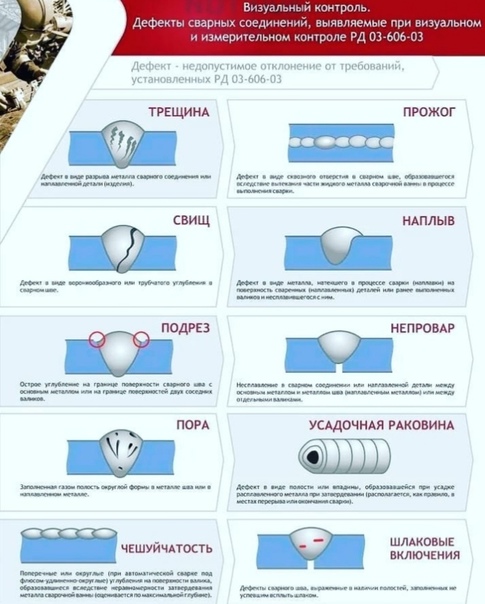 Испытание на растяжение
Испытание на растяжение  В каждом случае нагрузка регистрируется в момент разрыва. Образцы, разрушенные при испытании на растяжение, показаны на рисунке.
В каждом случае нагрузка регистрируется в момент разрыва. Образцы, разрушенные при испытании на растяжение, показаны на рисунке. Образцы изготавливаются шире требуемой и обрабатываются до требуемых размеров.
Образцы изготавливаются шире требуемой и обрабатываются до требуемых размеров. С помощью электрического тока большой силы в образце создается сильное магнитное поле.
С помощью электрического тока большой силы в образце создается сильное магнитное поле.
 Это лучший выбор для немагнитных материалов, таких как магний, алюминий и аустенитная сталь, для обнаружения любых утечек в каждом типе сварного шва. Краситель смывается водой, обладает высокой флуоресценцией и исключительными проникающими свойствами.
Это лучший выбор для немагнитных материалов, таких как магний, алюминий и аустенитная сталь, для обнаружения любых утечек в каждом типе сварного шва. Краситель смывается водой, обладает высокой флуоресценцией и исключительными проникающими свойствами.
 Мы запускаем файл под ручным давлением над тестируемым образцом. Мы можем записать информацию о том, тверже или мягче исследуемый металл, чем напильник, и другие металлы, обработанные таким же образом.
Мы запускаем файл под ручным давлением над тестируемым образцом. Мы можем записать информацию о том, тверже или мягче исследуемый металл, чем напильник, и другие металлы, обработанные таким же образом. Стальной шарик имеет диаметр 10,2 мм, и груз должен оставаться в контакте в течение 1/2 минуты. Теперь ослабьте давление и измерьте глубину углубления, сделанного шариком на образце, и отметьте глубину. Диаметр углубления более важен, чем углубление, для расчета твердости по Бринеллю. Таблицы чисел твердости по Бринеллю могут быть подготовлены для диапазона диаметров различных отпечатков. Эти диаграммы используются для определения чисел Бринелля.
Стальной шарик имеет диаметр 10,2 мм, и груз должен оставаться в контакте в течение 1/2 минуты. Теперь ослабьте давление и измерьте глубину углубления, сделанного шариком на образце, и отметьте глубину. Диаметр углубления более важен, чем углубление, для расчета твердости по Бринеллю. Таблицы чисел твердости по Бринеллю могут быть подготовлены для диапазона диаметров различных отпечатков. Эти диаграммы используются для определения чисел Бринелля. Твердость здесь выражается условно в виде чисел Роквелла. Этим числам предшествует буква, такая как «B» или «C», чтобы продемонстрировать размер используемого шарика, нагрузку для оттиска и масштаб, используемый в конкретном тесте.
Твердость здесь выражается условно в виде чисел Роквелла. Этим числам предшествует буква, такая как «B» или «C», чтобы продемонстрировать размер используемого шарика, нагрузку для оттиска и масштаб, используемый в конкретном тесте.

 Типы оборудования были разработаны для измерения резистивной и индуктивной составляющих импеданса по отдельности или одновременно для обеих составляющих.
Типы оборудования были разработаны для измерения резистивной и индуктивной составляющих импеданса по отдельности или одновременно для обеих составляющих. Путь этого вихревого тока может иметь искажения в случае любого разрыва. Вихревой ток может отклоняться или скапливаться в случае разрывов или дефектов. Изменение можно измерить, и оно указывает на дефекты/различия в химической, физической и металлургической структуре.
Путь этого вихревого тока может иметь искажения в случае любого разрыва. Вихревой ток может отклоняться или скапливаться в случае разрывов или дефектов. Изменение можно измерить, и оно указывает на дефекты/различия в химической, физической и металлургической структуре. Источник значимых сигналов маркируется на основе времени прихода на разные преобразователи.
Источник значимых сигналов маркируется на основе времени прихода на разные преобразователи.


 Подобный тип крепежа был впервые применен в горнорудной промышленности и зарекомендовал себя надежным и эффективным соединением.
Подобный тип крепежа был впервые применен в горнорудной промышленности и зарекомендовал себя надежным и эффективным соединением. На него надевается специальный смеситель, который обеспечивает нужное дозирование каждого компонента. В готовое отверстие вводят необходимое количество смешанных ингредиентов состава и вставляют закладную деталь. Эти анкера применяют при работах с плотными и с ячеистыми, пустотелыми материалами. В последних случаях рекомендуется перед заполнением вставлять отрезок металлорукава или пластиковой гильзы для устранения избыточного заполнения пустот.
На него надевается специальный смеситель, который обеспечивает нужное дозирование каждого компонента. В готовое отверстие вводят необходимое количество смешанных ингредиентов состава и вставляют закладную деталь. Эти анкера применяют при работах с плотными и с ячеистыми, пустотелыми материалами. В последних случаях рекомендуется перед заполнением вставлять отрезок металлорукава или пластиковой гильзы для устранения избыточного заполнения пустот. Основными из них являются:
Основными из них являются:
 Так, при работе с крупнопористыми стройматериалами в обязательном порядке необходимо использовать сетчатые втулки. Их нужно вставлять в отверстие до введения клеевого состава. При инъектировании обязательно использовать насадку-смеситель. С ее помощью компоненты подаются в нужной пропорции. Заполнять отверстие составом нужно полностью.
Так, при работе с крупнопористыми стройматериалами в обязательном порядке необходимо использовать сетчатые втулки. Их нужно вставлять в отверстие до введения клеевого состава. При инъектировании обязательно использовать насадку-смеситель. С ее помощью компоненты подаются в нужной пропорции. Заполнять отверстие составом нужно полностью. Закручивание гаек следует вести только динамометрическим ключом. При применении простого гаечного ключа есть большая вероятность проворачивания и разрушения клеевого материала.
Закручивание гаек следует вести только динамометрическим ключом. При применении простого гаечного ключа есть большая вероятность проворачивания и разрушения клеевого материала. Узнайте, как сверлить отверстия и вводить смолу. Также узнайте о различных типах смолы.
Узнайте, как сверлить отверстия и вводить смолу. Также узнайте о различных типах смолы.

 Возможно, у вас уже есть базовые 300-кубовые и/или 400-кубовые пистолеты-скелетоны, которые используются с некоторыми изделиями из полимерных анкеров.
Возможно, у вас уже есть базовые 300-кубовые и/или 400-кубовые пистолеты-скелетоны, которые используются с некоторыми изделиями из полимерных анкеров. Это должно быть указано на контейнере со смолой.
Это должно быть указано на контейнере со смолой. п. просто недостаточно прочны, поэтому в таких случаях лучше всего использовать химические фиксаторы и анкерные смолы.
п. просто недостаточно прочны, поэтому в таких случаях лучше всего использовать химические фиксаторы и анкерные смолы.

 Не нагружайте шпильки до полного отверждения.
Не нагружайте шпильки до полного отверждения.
 Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно.
Если меньше – тоже можно попробовать, но скорее всего без навыка и спец оборудования сделать правильный шов будет крайне сложно. Это уж очень важный момент.
Это уж очень важный момент.
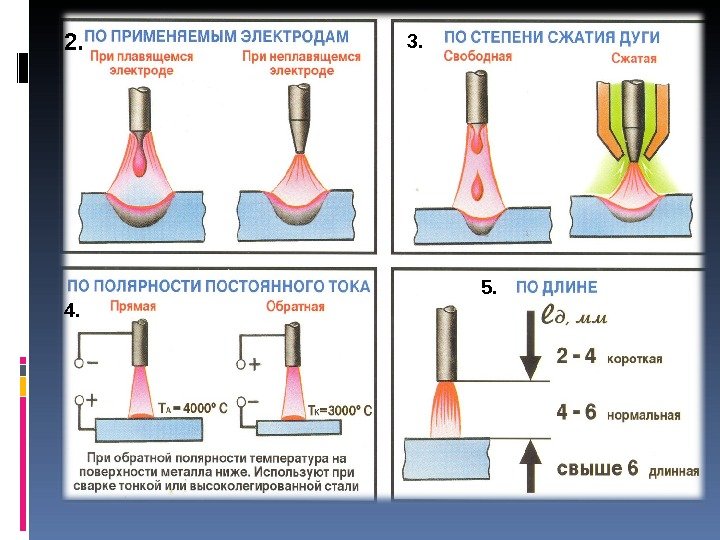 Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.
Также Вы можете думать, что для проведения сварочных работ с алюминием требуется огромный опыт сваривания, но, стоит отметить, что для работы с алюминием нужны не совсем такие условия, как Вы можете себе представлять.


 Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва.
Алюминий требует, чтобы вы использовали специальное оборудование и методы для достижения высококачественного сварного шва. Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения.
Если вы хотите эффективно сваривать алюминий с помощью дуговой сварки, вы должны очистить и нагреть алюминий, а также использовать более высокую скорость перемещения. Подготовка рабочего места
Подготовка рабочего места Температура дуги может варьироваться от 5000°F до более 20000°F.
Температура дуги может варьироваться от 5000°F до более 20000°F.  Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза.
Поскольку блики от дуги ярче солнца, вы рискуете своим здоровьем, если не защитите глаза. Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла.
Вы не можете выполнить жизнеспособный сварной шов с оксидом алюминия, внедренным в поверхность металла. По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.
По мнению большинства опытных сварщиков, сварка алюминия не доставляет удовольствия. Дуга бурно реагирует на алюминий и выделяет много брызг.

 Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия.
Однако перед сваркой вам придется соскоблить остатки окисления. Сварочная ванна станет неустойчивой, если она вступит в контакт с оксидом алюминия. . Сегодня это важнейший компонент изготовления как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в некоторых ситуациях требуется алюминий, с которым значительно сложнее работать, чем со сталью. Тем не менее, при правильном подходе и планировании вы можете легко выполнять дуговую сварку алюминия, независимо от того, выполняется ли задача на рабочем месте или в мастерской любителя.
. Сегодня это важнейший компонент изготовления как зданий, так и транспортных средств. Сталь чаще всего используется для сварочных работ, но в некоторых ситуациях требуется алюминий, с которым значительно сложнее работать, чем со сталью. Тем не менее, при правильном подходе и планировании вы можете легко выполнять дуговую сварку алюминия, независимо от того, выполняется ли задача на рабочем месте или в мастерской любителя.
 В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе. В результате первым шагом к дуговой сварке алюминия является очистка основного металла от любых оксидов или масел-растворителей. Второй шаг – помнить о своем подходе.
В сочетании с высокой теплопроводностью металла и низкой температурой плавления начинающему сварщику очень легко полностью расплавить алюминиевые детали, участвующие в процессе. В результате первым шагом к дуговой сварке алюминия является очистка основного металла от любых оксидов или масел-растворителей. Второй шаг – помнить о своем подходе. Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. При использовании аргона и отталкивании, а не оттягивании сварочной горелки от сварочной ванны, алюминий можно соединить без особых проблем. 9
Чтобы сварить алюминий этим методом, лучше всего предварительно нагреть металл до температуры не более 230 градусов по Фаренгейту перед началом сварки. При использовании аргона и отталкивании, а не оттягивании сварочной горелки от сварочной ванны, алюминий можно соединить без особых проблем. 9

 Основной базой применения крепежей является фиксация профилей к черновому основанию во время монтажа каркаса под гипсокартон.
Основной базой применения крепежей является фиксация профилей к черновому основанию во время монтажа каркаса под гипсокартон. youtube.com/embed/LIfgf3dF_LY?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/LIfgf3dF_LY?rel=0″ frameborder=»0″ allowfullscreen=»»>  Для этого боковые элементы прижимаются к центру, дюбель вбивается молотком. Делать это следует аккуратно. После чего в эту часть вкручивается шуруп. В момент монтирования самореза полипропиленовая часть раскрывается с обратной стороны гипсокартонной поверхности (как будто крылышки расправляются в стороны). Они упираются в ГКЛ, тем самым происходит жесткая фиксация и распределение навешенного веса по поверхности, нет точечной нагрузки.
Для этого боковые элементы прижимаются к центру, дюбель вбивается молотком. Делать это следует аккуратно. После чего в эту часть вкручивается шуруп. В момент монтирования самореза полипропиленовая часть раскрывается с обратной стороны гипсокартонной поверхности (как будто крылышки расправляются в стороны). Они упираются в ГКЛ, тем самым происходит жесткая фиксация и распределение навешенного веса по поверхности, нет точечной нагрузки.


 Fisсher вставляется в сделанную дыру и крепится штопорным шурупом 6*50. При вкручивании шурупа почти до конца, начинается давление на коническую часть гильзы. В конечном счете, под действующим нажимом на винт, гильза раскрывается в разные стороны лопастями, которые прижимаются к тыльной стороне листа ГКЛ.
Fisсher вставляется в сделанную дыру и крепится штопорным шурупом 6*50. При вкручивании шурупа почти до конца, начинается давление на коническую часть гильзы. В конечном счете, под действующим нажимом на винт, гильза раскрывается в разные стороны лопастями, которые прижимаются к тыльной стороне листа ГКЛ. Состоит он из нескольких составных:
Состоит он из нескольких составных: При этом применяется сверло с особым наконечником (победитовым).
При этом применяется сверло с особым наконечником (победитовым). youtube.com/embed/xVvPwrC1NOc?rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/xVvPwrC1NOc?rel=0″ frameborder=»0″ allowfullscreen=»»>  Наш автопарк — это более 100 единиц транспортных стредств. На каждой
Наш автопарк — это более 100 единиц транспортных стредств. На каждой

 ..
.. д.
д.
 .. но также надежно удерживаются, когда они сталкиваются с неожиданной полостью, например, в пустотелом кирпиче или пустоте блока, или даже в гипсокартоне или, тем более, в плитке поверх гипсокартона. Специально разработанное полипропиленовое тело входит в отверстие и блокирует любые подрезы в отверстии, прикрепляя винт к стене и герметизируя отверстие, предотвращая попадание влаги. Оптимальные показатели удерживания [измеряемые в тоннах] достигаются на очень плотных основаниях при использовании диаметра шурупа и диаметра сверла того же размера, что и диаметр анкера. Анкер доступен как без фланца для сквозного монтажа, так и с фланцем для использования там, где предполагается наличие полости (гипсокартон, пустотелый кирпич и т. д.).
.. но также надежно удерживаются, когда они сталкиваются с неожиданной полостью, например, в пустотелом кирпиче или пустоте блока, или даже в гипсокартоне или, тем более, в плитке поверх гипсокартона. Специально разработанное полипропиленовое тело входит в отверстие и блокирует любые подрезы в отверстии, прикрепляя винт к стене и герметизируя отверстие, предотвращая попадание влаги. Оптимальные показатели удерживания [измеряемые в тоннах] достигаются на очень плотных основаниях при использовании диаметра шурупа и диаметра сверла того же размера, что и диаметр анкера. Анкер доступен как без фланца для сквозного монтажа, так и с фланцем для использования там, где предполагается наличие полости (гипсокартон, пустотелый кирпич и т. д.). Стена Толстая. (дюймы)
Стена Толстая. (дюймы)
 Параметры, свойства и состав
Параметры, свойства и состав , г. Хабаровск, ул. Казачья Гора, д. 5 офис 1 зарегистрирована 10.02.2006. Организации присвоены ИНН 2723075763, ОГРН 1062723004376, КПП 272201001. Основным видом деятельности является деятельность агентов по оптовой торговле лесоматериалами и строительными материалами, всего зарегистрировано 18 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют.
, г. Хабаровск, ул. Казачья Гора, д. 5 офис 1 зарегистрирована 10.02.2006. Организации присвоены ИНН 2723075763, ОГРН 1062723004376, КПП 272201001. Основным видом деятельности является деятельность агентов по оптовой торговле лесоматериалами и строительными материалами, всего зарегистрировано 18 видов деятельности по ОКВЭД. Связи с другими компаниями отсутствуют.
 Оставляет матово-серое покрытие.
Оставляет матово-серое покрытие.
 Они обладают отличной коррозионной стойкостью в большинстве сред, хотя подвержены коррозионному растрескиванию под напряжением (SCC) при температуре выше 60°C. Питтинговая и щелевая коррозия может возникать в хлоридной среде, за исключением сплава типа/класса 316, в котором содержание молибдена подавляет, но не всегда может полностью предотвратить эти проблемы.
Они обладают отличной коррозионной стойкостью в большинстве сред, хотя подвержены коррозионному растрескиванию под напряжением (SCC) при температуре выше 60°C. Питтинговая и щелевая коррозия может возникать в хлоридной среде, за исключением сплава типа/класса 316, в котором содержание молибдена подавляет, но не всегда может полностью предотвратить эти проблемы.  Во-первых, сталь производится с использованием металлургических методов, знакомых нашим предкам железного века; во-вторых, он является частью практически всего, включая здания, мосты, холодильники, самолеты, поезда и автомобили. По некоторым оценкам, мировой спрос на сталь почти удвоится к 2050 году. Поэтому «зеленая» сталь крайне необходима, если мы хотим противостоять изменению климата.
Во-первых, сталь производится с использованием металлургических методов, знакомых нашим предкам железного века; во-вторых, он является частью практически всего, включая здания, мосты, холодильники, самолеты, поезда и автомобили. По некоторым оценкам, мировой спрос на сталь почти удвоится к 2050 году. Поэтому «зеленая» сталь крайне необходима, если мы хотим противостоять изменению климата. Два железа и три кислорода образуют оксид железа, или Fe 9.0131 2 O 3 — цельная картина, которую трудно разобрать. Оксид железа образуется легко — настолько легко, что в присутствии воды голое железо будет прилипать к кислороду воздуха, вызывая ржавчину.
Два железа и три кислорода образуют оксид железа, или Fe 9.0131 2 O 3 — цельная картина, которую трудно разобрать. Оксид железа образуется легко — настолько легко, что в присутствии воды голое железо будет прилипать к кислороду воздуха, вызывая ржавчину. Кислород связывается с углеродом в древесном угле, образуя CO 2 , который улетает в воздух. Остается очищенное или «восстановленное» железо. Процесс сокращения позволил начаться железному веку.
Кислород связывается с углеродом в древесном угле, образуя CO 2 , который улетает в воздух. Остается очищенное или «восстановленное» железо. Процесс сокращения позволил начаться железному веку. Сталелитейная промышленность производит около двух миллиардов тонн его каждый год на рынке в 2,5 триллиона долларов, при этом выбрасывая более трех миллиардов тонн CO 2 ежегодно, большая часть из доменных печей.
Сталелитейная промышленность производит около двух миллиардов тонн его каждый год на рынке в 2,5 триллиона долларов, при этом выбрасывая более трех миллиардов тонн CO 2 ежегодно, большая часть из доменных печей. « HYBRIT » написано гладким шрифтом без засечек по бокам объекта; высокая сборка серых коробок напоминает ангар космического корабля или музей современного искусства — чистое будущее, а не суровое прошлое. Проект является результатом сотрудничества между Vattenfall, шведской государственной электроэнергетической компанией; L.K.A.B., государственная компания по добыче железной руды; и S.S.A.B., частная сталелитейная корпорация. Когда завод открылся в августе прошлого года, премьер-министр Швеции выступил с речью, назвав это «исторической возможностью». я спросил HYBRIT на видеотур, а его представители отказались, сославшись на необходимость защиты фирменной технологии. Но, хотя то, что происходит внутри, является чем-то вроде секрета, то, что вышло этим летом, было очевидно: «зеленое» железо, которое впервые было превращено в сталь и доставлено заказчику.
« HYBRIT » написано гладким шрифтом без засечек по бокам объекта; высокая сборка серых коробок напоминает ангар космического корабля или музей современного искусства — чистое будущее, а не суровое прошлое. Проект является результатом сотрудничества между Vattenfall, шведской государственной электроэнергетической компанией; L.K.A.B., государственная компания по добыче железной руды; и S.S.A.B., частная сталелитейная корпорация. Когда завод открылся в августе прошлого года, премьер-министр Швеции выступил с речью, назвав это «исторической возможностью». я спросил HYBRIT на видеотур, а его представители отказались, сославшись на необходимость защиты фирменной технологии. Но, хотя то, что происходит внутри, является чем-то вроде секрета, то, что вышло этим летом, было очевидно: «зеленое» железо, которое впервые было превращено в сталь и доставлено заказчику. Тем временем уголь перерабатывается в кокс. Руда, кокс и известняк отправляются в доменную печь, создавая раскаленное жидкое железо вместе с побочным продуктом, называемым шлаком, и огромным количеством CO 9 .0131 2 . Очищенное железо затем нагревают второй раз, без кокса, в так называемой «основной кислородной» печи. На этом этапе поверхность расплавленного железа обдувают кислородом, чтобы стимулировать образование CO и CO 2 . Это снижает содержание углерода в железе примерно с четырех процентов до менее одного процента. В этот момент он становится стальным. «Это немного похоже на большой кулинарный рецепт», — сказал мне Валентин Фогль, аспирант, который пишет диссертацию по обезуглероживанию сталелитейной промышленности в Лундском университете в Швеции. «Есть люди, работающие на сталелитейных заводах, чья жизнь связана с наблюдением за доменной печью, и они понимают доменную печь на интуитивном уровне». Готовый продукт отливается в пластины и прессуется в листы, затем прокатывается и отгружается.
Тем временем уголь перерабатывается в кокс. Руда, кокс и известняк отправляются в доменную печь, создавая раскаленное жидкое железо вместе с побочным продуктом, называемым шлаком, и огромным количеством CO 9 .0131 2 . Очищенное железо затем нагревают второй раз, без кокса, в так называемой «основной кислородной» печи. На этом этапе поверхность расплавленного железа обдувают кислородом, чтобы стимулировать образование CO и CO 2 . Это снижает содержание углерода в железе примерно с четырех процентов до менее одного процента. В этот момент он становится стальным. «Это немного похоже на большой кулинарный рецепт», — сказал мне Валентин Фогль, аспирант, который пишет диссертацию по обезуглероживанию сталелитейной промышленности в Лундском университете в Швеции. «Есть люди, работающие на сталелитейных заводах, чья жизнь связана с наблюдением за доменной печью, и они понимают доменную печь на интуитивном уровне». Готовый продукт отливается в пластины и прессуется в листы, затем прокатывается и отгружается.
 Следующим шагом является строительство промышленного демонстрационного завода в Елливаре, также на севере, который к 2026 году будет производить 1,3 миллиона тонн стали в год. годы. Мартин Пей, главный технический директор сталелитейной компании S.S.A.B., сказал мне, что для масштабирования процесса не существует серьезных научных препятствий. Вместо этого в основном речь шла об оптимизации условий эксплуатации: например, инженерам нужно было экспериментировать с оборудованием, которое нагревает водород перед его закачкой. Настоящим препятствием, по словам Пей, является подача водорода. Чистый водород получают в основном из природного газа, обычно из метана, но для получения водорода из метана требуется энергия, а также образуется угарный газ, который производит CO 2 при сгорании. Существует зеленый источник водорода: вода. Воду можно разделить на водород и кислород, пропуская через нее ток, в процессе, называемом электролизом. Но электролиз, в свою очередь, экологически чистый только в том случае, если задействованные электроны также поступают из возобновляемых источников энергии.
Следующим шагом является строительство промышленного демонстрационного завода в Елливаре, также на севере, который к 2026 году будет производить 1,3 миллиона тонн стали в год. годы. Мартин Пей, главный технический директор сталелитейной компании S.S.A.B., сказал мне, что для масштабирования процесса не существует серьезных научных препятствий. Вместо этого в основном речь шла об оптимизации условий эксплуатации: например, инженерам нужно было экспериментировать с оборудованием, которое нагревает водород перед его закачкой. Настоящим препятствием, по словам Пей, является подача водорода. Чистый водород получают в основном из природного газа, обычно из метана, но для получения водорода из метана требуется энергия, а также образуется угарный газ, который производит CO 2 при сгорании. Существует зеленый источник водорода: вода. Воду можно разделить на водород и кислород, пропуская через нее ток, в процессе, называемом электролизом. Но электролиз, в свою очередь, экологически чистый только в том случае, если задействованные электроны также поступают из возобновляемых источников энергии.
 Так что проблема с питанием. Нам также пришлось бы заменить наши существующие металлургические и сталелитейные заводы и построить массивные электролизные заводы. Даже в этом случае, поскольку добыча полезных ископаемых и транспорт, вероятно, по-прежнему будут выделять CO 2 , производство не будет полностью экологичным.
Так что проблема с питанием. Нам также пришлось бы заменить наши существующие металлургические и сталелитейные заводы и построить массивные электролизные заводы. Даже в этом случае, поскольку добыча полезных ископаемых и транспорт, вероятно, по-прежнему будут выделять CO 2 , производство не будет полностью экологичным. Если подешевеет, то возьмет верх.
Если подешевеет, то возьмет верх.
 Хотя прямое восстановление железа чистым водородом является новым, прямое восстановление с помощью природного газа — нет. Midrex, сталелитейная компания, базирующаяся в Северной Каролине, впервые применила последний метод и построила свой первый экспериментальный завод в 1967 году. Сегодня компания имеет десятки заводов, работающих по этому принципу, по всему миру, производя больше железа прямого восстановления, чем ее конкуренты вместе взятые. . Midrex превращает природный газ в монооксид углерода и водород, которые вместе восстанавливают железо в шахтной печи; по сравнению с доменной печью, использующей кокс, это дает от трети до половины меньше углекислого газа.
Хотя прямое восстановление железа чистым водородом является новым, прямое восстановление с помощью природного газа — нет. Midrex, сталелитейная компания, базирующаяся в Северной Каролине, впервые применила последний метод и построила свой первый экспериментальный завод в 1967 году. Сегодня компания имеет десятки заводов, работающих по этому принципу, по всему миру, производя больше железа прямого восстановления, чем ее конкуренты вместе взятые. . Midrex превращает природный газ в монооксид углерода и водород, которые вместе восстанавливают железо в шахтной печи; по сравнению с доменной печью, использующей кокс, это дает от трети до половины меньше углекислого газа. Переключение между двумя методами сопряжено с некоторыми инженерными проблемами. «Не так уж очевидно, что вы просто меняете шланг и впрыскиваете водород», — сказал Лутц Бандуш, исполнительный директор ArcelorMittal, управляющий заводом в Гамбурге и шестью другими в Европе. Когда вы используете природный газ для восстановления железа, на поверхности железных окатышей образуется полезная оболочка из углерода; это защищает гранулы от ржавчины и возгорания. Без такого слоя компании придется изменить способ плавки, хранения и обращения с железом. Фабрис Патиссон, инженер Школы горного дела Нанси во Франции, изучал железо прямого восстановления на основе водорода в лаборатории и построил компьютерное моделирование полномасштабных печей Midrex; он не видит препятствий, а только вопросы — об оптимальной форме печи или лучшем месте для добавления водорода, — на которые нужно найти ответ.
Переключение между двумя методами сопряжено с некоторыми инженерными проблемами. «Не так уж очевидно, что вы просто меняете шланг и впрыскиваете водород», — сказал Лутц Бандуш, исполнительный директор ArcelorMittal, управляющий заводом в Гамбурге и шестью другими в Европе. Когда вы используете природный газ для восстановления железа, на поверхности железных окатышей образуется полезная оболочка из углерода; это защищает гранулы от ржавчины и возгорания. Без такого слоя компании придется изменить способ плавки, хранения и обращения с железом. Фабрис Патиссон, инженер Школы горного дела Нанси во Франции, изучал железо прямого восстановления на основе водорода в лаборатории и построил компьютерное моделирование полномасштабных печей Midrex; он не видит препятствий, а только вопросы — об оптимальной форме печи или лучшем месте для добавления водорода, — на которые нужно найти ответ.
 Тип LC-HD
Тип LC-HD Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака.
Такое закрепление позволяет работать с большей скоростью и увеличенным нажимом резака. — т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
— т.н. «грибковые центра» с увеличенным наконечником, представляющим из себя усечённый конус.
 При использовании антизажимного зажима тройная защелка снимается, и установка перемычки может зажать заготовку большего диаметра в обратном направлении.
При использовании антизажимного зажима тройная защелка снимается, и установка перемычки может зажать заготовку большего диаметра в обратном направлении. Таким образом, усилие зажима подвижного патрона станины с ЧПУ больше, чем у специального нового патрона, который используется для зажима обычной круглой заготовки большего диаметра.
Таким образом, усилие зажима подвижного патрона станины с ЧПУ больше, чем у специального нового патрона, который используется для зажима обычной круглой заготовки большего диаметра. 

 При работе на высокой скорости заготовка не упадет. Однако, когда длина заготовки больше, задняя бабка будет использоваться для зажима заготовки, чтобы обеспечить плавный и точный процесс обработки с ЧПУ.
При работе на высокой скорости заготовка не упадет. Однако, когда длина заготовки больше, задняя бабка будет использоваться для зажима заготовки, чтобы обеспечить плавный и точный процесс обработки с ЧПУ.
 Тайваньский инструментальный магазин и система ATC могут предоставить наилучшее решение в соответствии с запланированным временем производственного цикла клиента, чтобы помочь клиентам удовлетворить потребности заказа.
Тайваньский инструментальный магазин и система ATC могут предоставить наилучшее решение в соответствии с запланированным временем производственного цикла клиента, чтобы помочь клиентам удовлетворить потребности заказа. .
.