Обозначение резьбы на чертеже
Резьба на чертеже — это постоянный источник проблем у студентов технических специальностей, которым пришлось сталкиваться с изображением резьбового соединения.
Типы резьбы
Пока что инженеры не придумали универсальную резьбу, которая бы позволяла создавать любые виды соединений. В каждом случае применяется свой тип. К счастью, на чертежах они изображаются практически одинаково, однако имеют разные условные обозначения:
- Метрическая – одна из наиболее распространенных. Она обозначается латинской «M». К подвидам этой резьбы относят метрическую коническую «MK» и цилиндрическую «MJ».
Рисунок 1. Метрическая резьба
- Дюймовая больше распространена в зарубежной практике и обозначается «BSW». К подвидам дюймовой относят трубную цилиндрическую «BSP», трубную коническую «R».
Рисунок 2. Дюймовая резьба
- Трапециевидная обозначается как «Tr».
 В том случае, если она левая, к обозначению добавляют буквы «LH». Правая отдельно не подписывается.
В том случае, если она левая, к обозначению добавляют буквы «LH». Правая отдельно не подписывается. - Упорная, которую также называют пилообразной, обозначается буквой «S», к которой также добавляют числовое значение шагов «Р». Для левой также добавляют LH, для правой – ничего.
Рисунок 3. Упорная резьба
Естественно, мы перечислили только наиболее распространенные виды, с которыми чаще всего приходится сталкиваться учащимся. При этом огромное количество различных общепринятых стандартов не всегда приходит на выручку, поскольку существует множество важных деталей и нюансов, без знания которых правильно сделать рисунок невозможно.
Параметры
Параметров размеров резьбы огромное множество, и для описания каждого из них нам пришлось бы выпускать отдельное пособие. Основные параметры:
- Шаг (Р). Он характеризует расстояние между одноименными боковыми сторонами профиля. Единица измерения – доля метра или дюйма. Иногда используют «число ниток на дюйм», представляющий собой знаменатель обыкновенной дроби, в числителе которой записан дюйм. Шаг – это натуральное число (например, 11 или 14).
- Наружный диаметр (D, d). Он равен диаметру заготовки болта до того, как на ней нарезали резьбу. С точки зрения геометрии, его можно определить как диаметр цилиндра, описываемого вокруг вершин наружной резьбы (обозначается d). В случае с внутренней, диаметр описывается вокруг впадин и обозначается D.
- Средний диаметр (D2, d2). Это диаметр такого цилиндра, образующая которого пересекает резьбовой профиль и при этом образованные пересечением с канавкой отрезки равны половине номинального резьбового шага.
- Внутренний диаметр (D1, d1). В определенном смысле противоположность наружному диаметру. Он соответствует размеру отверстия в гайке до того, как в ней нарежут резьбу. Это диаметр цилиндра, который вписан в вершины внутренней резьбы (обозначается D1) или впадины наружной (в таком случае используют обозначение d1).
- Ход. Соответствует осевому перемещению детали (гайки, болта) при совершении одного оборота. Ход равен произведению шага на число заходов.
 Шаг – это натуральное число (например, 11 или 14).
Шаг – это натуральное число (например, 11 или 14). Ход равен произведению шага на число заходов.
Ход равен произведению шага на число заходов.Рисунок 4. Параметры метрической резьбы
Более подробно с параметрами можно ознакомиться в различных справочниках или ГОСТах. Однако важно помнить о том, что каждый параметр имеет огромное значение, так что игнорировать их не стоит.
В начале отверстия или на конце стержня (болта) перед нарезанием резьбы выполняют фаску.
Определение 1
Фаска – это коническая поверхность, имеющая наклон образующих к оси 45 градусов.
Где искать примеры?
Естественно, не имея подходящего примера перед глазами, вам будет достаточно сложно нарисовать чертеж. Как мы уже говорили, те же параметры имеют огромное значение, а значит, для того, чтобы изобразить нужный вам вид резьбы, стоит обратиться к дополнительным источникам.
Так, в ВУЗах для студентов технических специальностей часто выпускают различные методические пособия, в которых вы без труда найдете необходимые схематические изображения.
Также, если наладить отношения с учащимися старших курсов, они могут поделиться с вами своими старыми работами, только ни в коем случае не пытайтесь выдать их за свои, поскольку многие преподаватели отличаются отличной памятью и без труда смогут узнать старый чертеж.
Помимо этого, можно попробовать найти необходимые изображения в Интернете. Будьте готовы, что на запрос «резьба на чертеже» вы получите множество результатов. Определить среди них тот, который вам нужен, будет достаточно проблематично. Хотя вариант попробовать найти подходящий чертеж в Интернете первым приходит на ум, пользоваться им нужно с осторожностью. Резьба является достаточно типовым элементом, однако если вы ошибетесь в профиле сечения или количестве шагов, то преподаватель быстро поймет, что эту работу делал кто угодно, но не вы.
Ну и наконец, можно обратиться к ГОСТам, в которых, помимо сводки стандартов, как правило, также прилагают рисунки различных видов резьбы.
Авторы и редакторы пособия
Авторы и редакторы методического пособия
Оглавление пособия
Правильно выполняем чертеж
Как научиться читать чертежи
Как нарисовать чертеж
Как сделать чертеж
Виды чертежей
Чертеж общего вида
Выбор ПО для выполнения чертежа
Основные ГОСТы для подготовки чертежа
Оформление чертежей по ГОСТ
Масштабы чертежей ГОСТ
Основная надпись чертежа по ГОСТу
1 этап.
Продумываем компоновку чертежа2 этап. Выбираем масштаб чертежа
Способы преобразования чертежа
3 этап. Выбираем формат и оформление чертежа
Форматы чертежей
4 этап. Определяем размеры элементов чертежа
Нанесение размеров на чертежах
5 этап.
Определяем шероховатость поверхностейШероховатость на чертеже — обозначения
6 этап. Наносим изображения на чертеж
Поверхности на чертеже
Виды на чертеже
Материалы на чертеже
Стороны на чертеже
Обозначение резьбы на чертеже
Обозначение сварки на чертежах
7 этап.
Наносим линии на чертежУглы на чертеже
Оси на чертеже
Точки на чертеже
Линии чертежа
8 этап. Выполняем аксонометрические проекции
Проекции на чертеже
Плоскости на чертеже
9 этап.
Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия)Отверстия на чертеже
Резьба на чертеже
Разрезы на чертеже
Соединение деталей на чертеже
10 этап.
Выполняем проверку чертежа11 этап. Наносим размеры и надписи на чертеж
Размеры на чертеже
Шрифты на чертеже
Условные обозначения на чертежах
12 этап. Оформляем чертеж
Размеры рамки для чертежа А1
13 этап.
Готовим спецификацию к чертежуОбразец спецификации к чертежу
Выполняем чертеж в AutoCAD
Типы линий в Автокаде
 Продумываем компоновку чертежа
Продумываем компоновку чертежа Определяем шероховатость поверхностей
Определяем шероховатость поверхностей Наносим линии на чертеж
Наносим линии на чертеж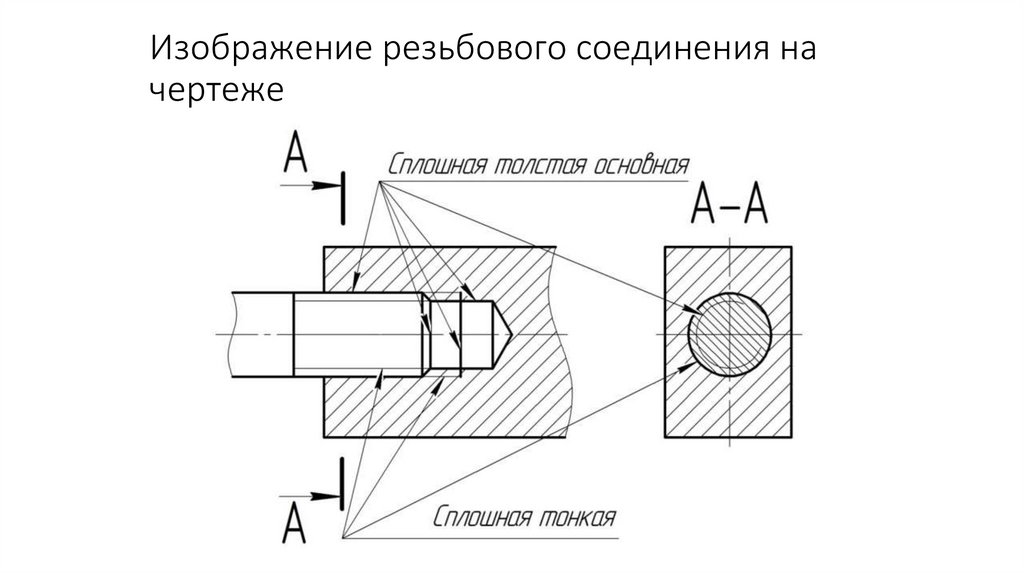 Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия)
Выполняем конструктивные детали чертежа (пазы, разрезы, отверстия) Выполняем проверку чертежа
Выполняем проверку чертежа Готовим спецификацию к чертежу
Готовим спецификацию к чертежуНа страницу пособия
Резьба коническая дюймовая.
1 2 3 4 5 6 7 8 9 10 11
Дюймовая коническая резьба предназначена для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков. Конические резьбы, применяемые, главным образом , в соединениях труб, ранее стандартизовались на основе дюймовой системы мер. Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Наибольшее применение получили трубная коническая резьба и коническая дюймовая резьба с углом профиля 60°. В настоящее время в мировой практике все больше распространение получает коническая метрическая резьба, одним из преимуществ которой является возможность получения соединения наружной конической, с внутренней цилиндрической метрической резьбой. Перспективы применения конической дюймовой резьбы с углом профиля 60° весьма ограничены в связи с внедрением конической метрической резьбы.
Существенным недостатком конической дюймовой резьбы является то, что она не имеет согласованной с ней цилиндрической резьбы и, следовательно, не позволяет получить коническо-цилиндрические соединения.
Угол профиля дюймовой конической резьбы равен 60°.
Биссектриса угла профиля перпендикулярна оси трубы.
Шаг резьбы задается числом ниток на 1° и измеряется параллельно оси трубы.
Угол наклона конуса φ/2 равен 1°47′ 24».
Основная плоскость трубы при свинчивании без натяга совпадает с торцом муфты.
Коническая дюймовая резьба имеет притупление вершины и впадины, притупления витков этой резьбы значительно меньше притуплений метрической крепежной резьбы, что способствует достижению непроницаемости.
Резьба коническая дюймовая с углом профиля 60° изготавливается по ГОСТ 6111-52. Принятый в стандартах номинальный профиль показан на рис. 1
Основные размеры резьбы указаны на рис.2 и в таблице 1.
Допуски размеров конической дюймовой резьбы с углом профиля 60°.
Согласно ГОСТ 6111-52 наружная резьба проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы при этом относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 3.
Внутренняя резьба проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты относительно номинального расположения не должно превышать ±Р (шаг резьбы) рис. 4.
4.
Разность размеров l1 и l2 должна быть не менее указанных в таблице 1 номинальных размеров l1 и l2.
Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2) рис.5, не должны превышать значений указанных в таблице 2.
Отклонение половины угла профиля, угла уклона (φ/2) и отклонения по шагу резьбы (отклонения расстояний между любыми витками) не должно превышать значений указанных в таблице 3.
Пример условного обозначения конической резьбы 1/8» : К 3/4» ГОСТ 6111-52.
Контроль конической дюймовой резьбы.
Средний диаметр наружной конической резьбы измеряется на универсальном микроскопе теневым способом или с помощью ножей.
При измерении среднего диаметра калибр-пробку устанавливают на центрах микроскопа так, чтобы меньший торец находился справа. Визируют меньший торец по измерительному ножу и измеряют расстояние L1 от торца до вершины одного из витков, который визируется по сторонам профиля. Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
Измеряют средний диаметр по правым и левым сторонам профиля этого витка. Размер среднего диаметра резьбы на расстоянии L1 от меньшего торца (dсрL1) подсчитывается по формуле (1).
где F-поправка, определяемая по формуле (2),
где К-конусность; &phi — угол уклона; α-угол профиля резьбы; S-шаг резьбы.
Средний диаметр в основной плоскости находится по формуле (3).
где L-расстояние от большого торца до меньшего (действительная высота калибра) в мм; а-расстояние от большого торца до основной плоскости в мм.
Конусность определяется по формуле (4)
где dсрL2 и dсрL1 – два диаметра на расстоянии L2 и L1 от меньшего торца. Овальность резьбы по среднему диаметру определяется разностью его значений в основной плоскости, измеренных в двух положениях с поворотом резьбы на 90°.
Калибры пробки конических резьб измеряются также методом проволочек рисунок 5.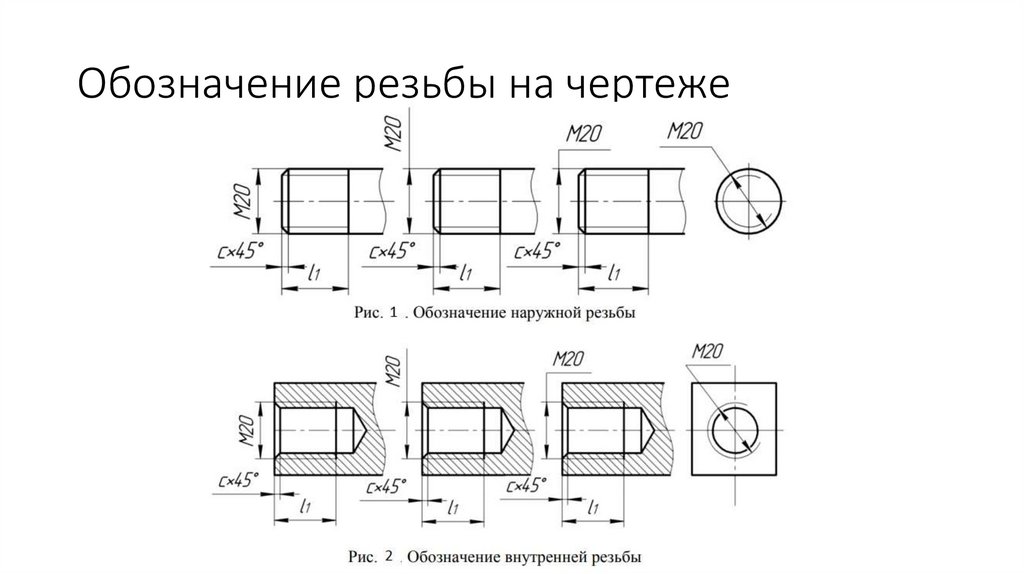 На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
На пинольную трубку 5 горизонтального оптимитра или измерительной машины устанавливается наконечник типа НГЛ-3, а на трубку оптимитра 1 – наконечник типа НГП-8. На столике прибора на брусок-подкладку 3 высотой 15-20 мм укладывают блок концевых мер 2, по которому устанавливают прибор на нуль. Размер блока подсчитывается по формуле (5).
где dсрL1 – средний диаметр на расстоянии L1 от меньшего торца;
где dп – диаметр проволочки в мм, определяемый по формуле 7
Где S – шаг резьбы; α/2 – половина угла профиля.
На блок концевых мер 2 калибр устанавливают меньшим торцом. Столик прибора 4, устанавливают по блоку концевых мер, опускают так, чтобы против измерительных наконечников оказалась первая из впадин, отмеченных заранее риской (размер от этой впадины до торца должен быть предварительно измерен на универсальном микроскопе). Во впадину резьбы вкладывают проволочку и с противоположной стороны во впадину, расположенную выше отмеченной, вторую проволочку. Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Измеряется размер P2. Затем вторую проволочку перекладывают в соседнюю нижнюю впадину и измеряют размер Р1. Средний диаметр резьбы на расстоянии L1 от меньшего торца подсчитывается по формуле 8.
Средний диаметр в основной плоскости подсчитывается по формуле 3.
Шаг конических резьб у калибров-пробок измеряют на универсальном микроскопе теневым способом или с помощью ножей. Измерения производят параллельно оси резьбы. Калибр устанавливают на центрах микроскопа. В случае измерения теневым способом перекрестие окулярной сетки накладывают на вершину изображения витка резьбы. Это достигается последовательным наложением центральной штриховой линии (при повороте окулярной пластины) на обе стороны профиля витка.
Если штриховая линия при повороте окулярной сетки накладывается без просвета на обе боковые стороны профиля, то это означает, что перекрестие сетки совмещено с вершиной угла профиля резьбы. Проделав эту операцию на двух витках и сняв при этом отсчеты по продольной шкале микроскопа, подсчитывают значение шага как разность этих отсчетов.
Для исключения влияния перекоса резьбы относительно оси, измерения производят по правым и левым сторонам профиля и берут среднее арифметическое.
Угол профиля резьбы измеряют обычно одновременно с измерением шага теневым способом или с помощью ножей.
В заключении необходимо отметить, что применение резьбы по ГОСТ 6111-52, обязательно для изделий, на которые установлены стандарты, предусматривающие соединения с этой резьбой. Во всех других случаях допускается применение трубной конической резьбы.
Если у Вас есть вопросы можно задать их ЗДЕСЬ.
1 2 3 4 5 6 7 8 9 10 11
Список последних статей.
- Статья №1.Определение числовых значений предельных отклонений.
- Статья №2. Резьба коническая дюймовая с углом профиля 60°.
- Статья №3. Как в технологической документации обозначить опоры, зажимы и установочные устройства.
- Статья №4. Основы теории базирования.
- Статья №5. Базирование. Классификация баз.
- Статья №6. Классификация баз по лишенным степеням свободы.
- Статья №7. Основные формулы для расчета погрешностей базирования и закрепления заготовки.
- Статья №8. Примеры расчета погрешности базирования и закрепления заготовки.
- Статья №9. Назначение технологических баз.
- Статья №10. Примеры задач по назначению технологических баз.
- Статья №11. Основы размерного анализа. Размерные цепи.

Автор: Саляхутдинов Роман | «БОСК 8.0» Познай Все Cекреты КОМПАС-3D
>> Читать Полное Описание << |
Автор: Саляхутдинов Роман | «БОСК 5. Новый Видеокурс. «Твердотельное и Поверхностное Моделирование в КОМПАС-3D»
>> Читать Полное Описание << |
 0″
0″Автор: Саляхутдинов Роман | «Эффективная работа в SolidWorks» Видеокурс. «Эффективная работа в SolidWorks» поможет Вам:
>> Читать Полное Описание << |

Автор: Дмитрий Родин | «AutoCAD ЭКСПЕРТ» Видео самоучитель По AutoCAD
>> Читать Полное Описание << |
Расчет резьбовых соединений | Технический проект
Резьбовые крепежные детали
Крепление — это метод соединения или соединения двух или более частей вместе с использованием процессов или устройств.
- Процессы: сварка, склейка, пайка;
- Устройства: болты, винты, анкеры и т.п.
Одним из наиболее распространенных методов крепления является механическое крепление , процесс, в котором используются промышленные устройства, такие как винты, штифты или заклепки, для скрепления частей сборки.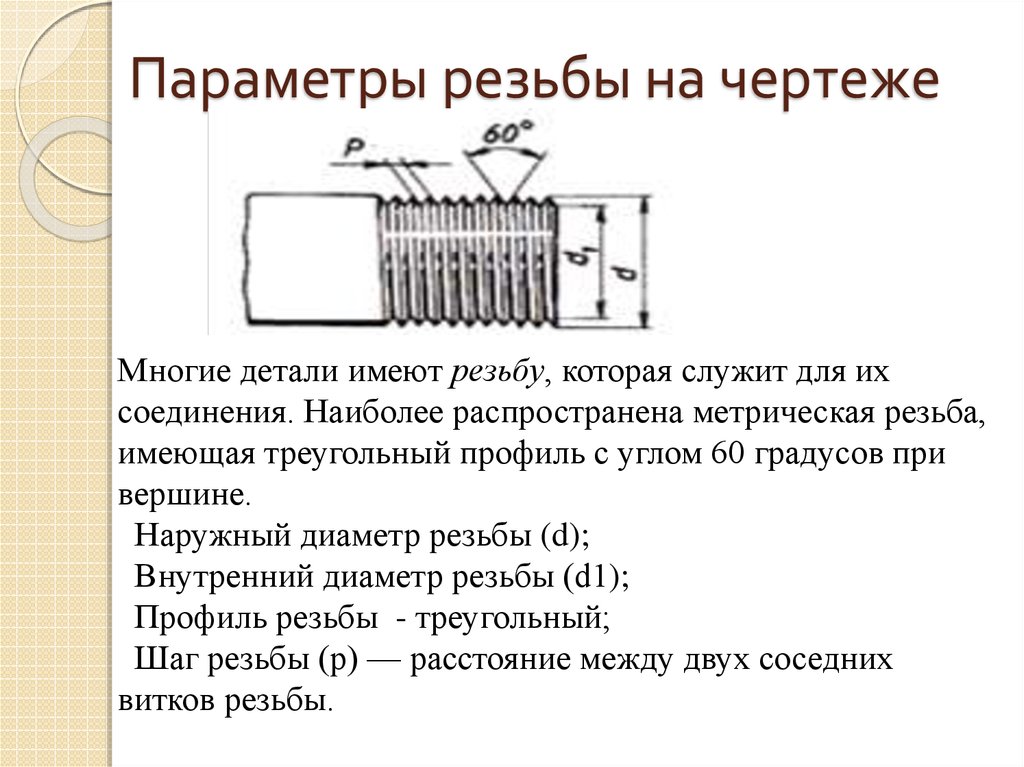 А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.
А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.
Спецификации резьбы: английская система
Чтобы указать резьбу по английской системе, необходимо предоставить минимум пять сведений:
- Форма резьбы
- Резьба серии
- Главный диаметр
- Класс посадки
- Резьба на дюйм
Резьба форма форма или профиль резьбы. Было разработано много типов форм резьбы.
- Резьба остроконечная V была первоначально разработана Уильямом Селлерсом (19 сентября 1824 г. — 24 января 1905 г.), инженером-механиком, производителем, бизнесменом и изобретателем, который подал более 90 патентов.
- Резьба American National заменила остроконечную V-образную резьбу и прочнее остроконечной V-образной резьбы.
- Резьба Unified является текущим стандартом, используемым в США, Канаде и Англии.
- Разновидностью унифицированной нити является Резьба унифицированная круглая , сокращенно УНР.

- Метрическая резьба является международной стандартной резьбой, аналогичной по форме американской национальной резьбе.
- Квадратная резьба , Acme, и контрфорс используются для передачи мощности в зубчатых передачах и других типах машин.
- Резьба поворотного кулака обычно накатывается из листового металла или отливается и используется для изготовления цоколей лампочек, крышек для бутылок и стеклянных банок.
Резьба серии относится к стандартному количеству витков на дюйм, и существует четыре класса: грубая (C), тонкая (F), дополнительная тонкая , и константа шаг . При использовании с унифицированным потоком они обозначаются аббревиатурой UNC, UNF и UNEF. Серия с постоянным шагом задается записью числа перед обозначением формы (4, 6, 8, 12, 16, 20, 28, 32).
- Крупные крепежные детали серии используются для быстрого монтажа или демонтажа чугуна, мягких металлов и пластика и обозначаются как NC или UNC.
- Крепеж Fine серии используется, когда для сборки требуется большое усилие, и обозначается как NF или UNF. Эти крепежные детали широко используются в аэрокосмической и автомобильной промышленности.
- Сверхтонкие крепежные детали серии используются, когда длина зацепления короткая, а приложение требует высоких степеней нагрузки.
- C Резьба с постоянным шагом серии предназначена для специальных целей, например, для работы в условиях большого диаметра или высокого давления. Он используется, когда серии Coarse, Fine, Extra-Fine не соответствуют конструктивным требованиям, и внутри этих серий предпочтение следует отдавать сериям с 8, 12 и 16 нитями.

Существует три класса посадки , установленных ANSI для общего использования.
- Класс 1 — свободная посадка, когда требуется быстрая сборка и допустимы люфты или люфты между деталями.
- Класс 2 — высококачественный, общего назначения, товарного класса годности для болтов, гаек и винтов, широко используемых в массовом производстве.
- Класс 3 — очень высококачественный резьбовой соединитель с плотной посадкой, используемый для прецизионных инструментов, а также в условиях высоких нагрузок и вибраций.

Резьба представлена на чертежах только символически; поэтому для предоставления требуемой информации необходимы примечания к теме . Примечание о резьбе должно быть включено на все детали с резьбой с линией выноски к внешней резьбе или к внутренней резьбе в круговом виде.
Примечания по наружной резьбе даны в продольном виде. Примечания по внутренней резьбе даны на виде с торца с указателем на сплошной круг.
Примечания к резьбе должны содержать следующую информацию:
- Наибольший диаметр в дробной или трехзначной десятичной форме.
- Количество витков на дюйм, за которым следует пробел.
- Обозначение формы резьбы .
- Серия резьбы обозначение.
- Обозначение класса резьбы (1,2 или 3).
- Внутренняя или внешняя l символ (A для наружной резьбы, B для внутренней резьбы), за которым следует пробел.
- Уточняющая информация , такая как:
- LH для левой резьбы. Если резьба правая, правая не указывается.
- DOUBLE или TRIPLE для нескольких потоков.
- Длина резьбы.
- Материал.

Характеристики резьбы: метрическая система
Характеристики метрической резьбы основаны на рекомендациях ISO и аналогичны Единому стандарту. Базовое обозначение метрической резьбы:
Здесь в примечании указано, что резьба метрическая (М), диаметр резьбы 16 миллиметров, за которым следует знак умножения «х», шаг 1,5. миллиметры.
Как правило, полное примечание к метрической резьбе должно содержать следующую информацию:
- Символ формы резьбы . Буква М используется для обозначения метрического профиля. Класс профиля J представляет собой модифицированный профиль М.
- Номинальный размер (основной большой диаметр) в миллиметрах, за которым следует «x».
- Шаг в миллиметрах, за которым следует тире. Шаг можно исключить для крупной резьбы, но в американских стандартах он предпочтительнее.
- Допуск общего назначения . Обозначение класса допуска включает:

- Допуск на средний диаметр: класс, позиция
- Допуск малого диаметра: класс, положение.
Для допусков наружной резьбы используются строчные буквы, для внутренней резьбы – прописные.
Изображение резьбы
Обычно используются два типа условных обозначений для изображения резьбы , традиционное и альтернативное (графическое) изображение.
Обычное представление следует использовать всякий раз, когда оно передает требуемую информацию без путаницы, поскольку оно требует наименьших усилий по составлению.
Этот метод не зависит от типа резьбы. Должны быть указаны тип резьбы и ее размеры.
Должны быть указаны тип резьбы и ее размеры.
Альтернатива Представление требует больше времени на набросок, но иногда необходимо, чтобы избежать путаницы с другими параллельными линиями или более четко изобразить отдельные аспекты резьбы. Это близкое приближение к реальному виду винтовой резьбы:
Он упрощен, так что гребень и основание для полной резьбы показаны острыми , с одинарными прямыми линиями вместо двойных изогнутых линий, которые требуются для плоских гребней и оснований.
Альтернативное представление следует использовать только для увеличенных деталей и других специальных применений.
Резьбовые сборки
Для общего использования рекомендуется обычное представление сборок резьбовых деталей.
На видах в разрезе часть с наружной резьбой всегда показывается, закрывая часть с внутренней резьбой (показана болтовая резьба, не показана резьба отверстия).
Оба метода можно использовать одновременно на одном и том же чертеже.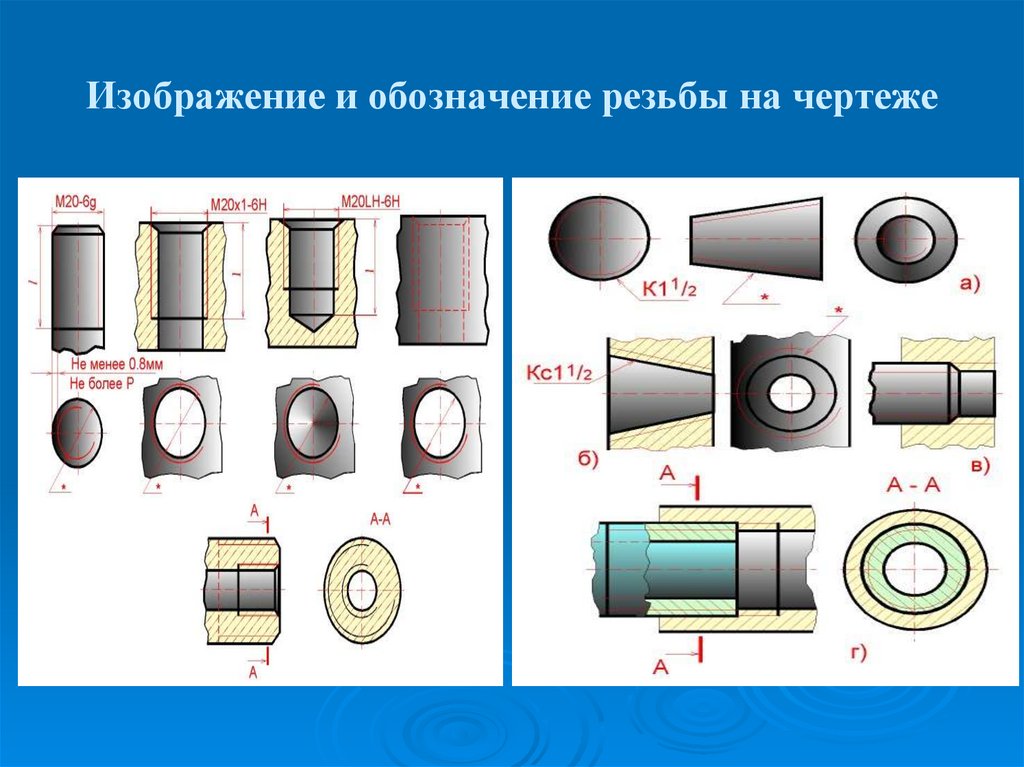
Накатанная резьба
Внешняя резьба может быть нарезана с помощью матрицы.
Метчик используется для нарезания внутренней резьбы меньшего диаметра.
Однако существует также тип резьбы, которая не нарезается, а накатывается.
Катаные резьбовые изделия часто изготавливают с уменьшенным диаметром корпуса, примерно равным делительному диаметру. Когда это необходимо показать, элемент можно изобразить, как показано на рисунке:
Здесь резьба изображается больше диаметра детали (как в традиционном, так и в альтернативном представлении).
UNC и UNF — унифицированная дюймовая резьба
- UNC — унифицированная национальная крупная резьба — сопоставима с метрической резьбой ISO
- UNF — унифицированная национальная мелкая резьба
- Угол задней поверхности UNC/UNF составляет 60°
Унифицированная резьба бывает трех разных классов:
- для применений, где требуется широкий допуск для обеспечения легкой сборки даже с резьбой с небольшими зазубринами
- наиболее часто используемый класс для общих применений
- для применений, где требуется близость посадки и/или точность элементов резьбы важны
UNC — Унифицированная крупная резьба
Резьба UNC согласно ANSI B1.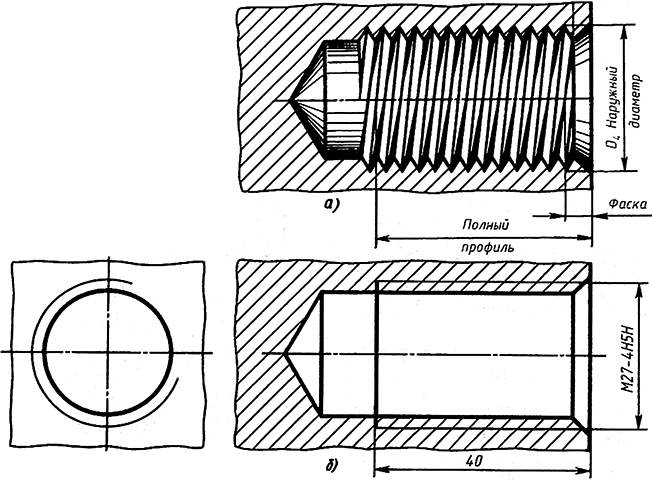 1:
1:
| Большой диаметр (in) | Threads per inch (tpi) | Major Diameter | Tap Drill Size (mm) | Pitch (mm) | |
|---|---|---|---|---|---|
| (in) | (mm) | ||||
| #1 — 64 | 64 | 0.073 | 1.854 | 1.50 | 0.397 |
| #2 — 56 | 56 | 0.086 | 2.184 | 1.80 | 0.453 |
| #3 — 48 | 48 | 0.099 | 2.515 | 2.10 | 0.529 |
| #4 — 40 | 40 | 0.112 | 2.845 | 2.35 | 0.635 |
| #5 — 40 | 40 | 0.125 | 3.175 | 2.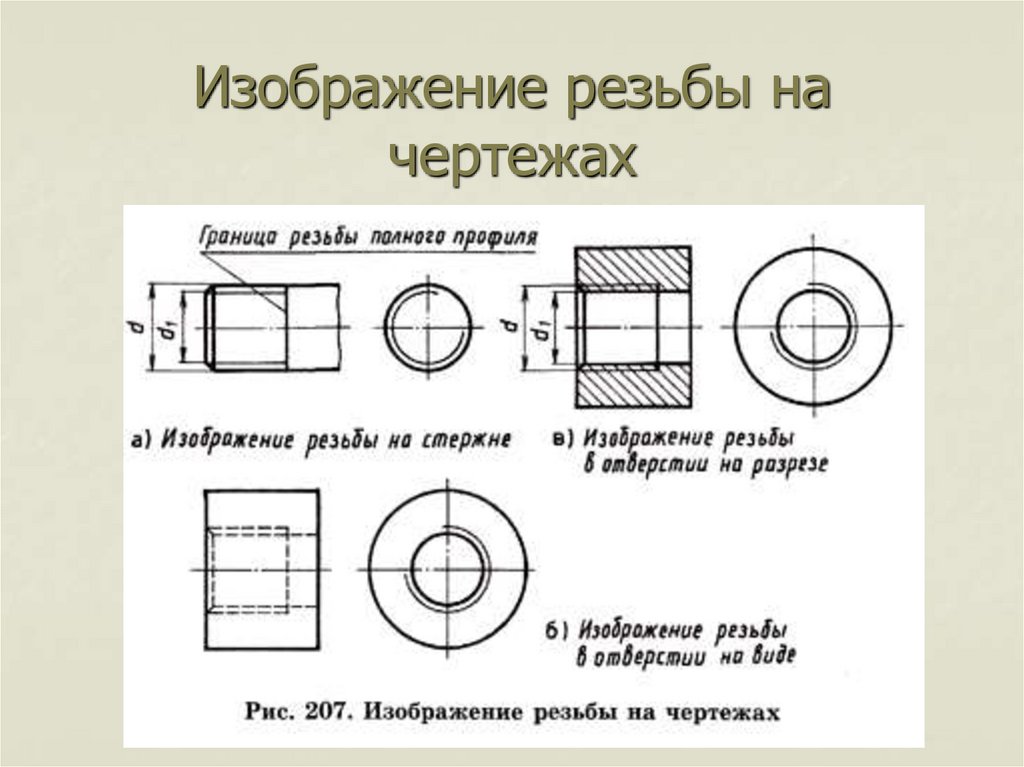 65 65 | 0.635 |
| #6 — 32 | 32 | 0.138 | 3.505 | 2.85 | 0.794 |
| #8 — 32 | 32 | 0.164 | 4.166 | 3.50 | 0.794 |
| #10 — 24 | 24 | 0.190 | 4.826 | 4.00 | 1.058 |
| #12 — 24 | 24 | 0.216 | 5.486 | 4.65 | 1.058 |
| 1/4″ — 20 | 20 | 0.250 | 6.350 | 5.35 | 1.270 |
| 5/16″ — 18 | 18 | 0.313 | 7.938 | 6.80 | 1.411 |
| 3/8″ — 16 | 16 | 0.375 | 9.525 | 8.25 | 1.587 |
| 7/16″ — 14 | 14 | 0.438 | 11.112 | 9. 65 65 | 1.814 |
| 1/2″ — 13 | 13 | 0.500 | 12.700 | 11.15 | 1.954 |
| 9/16″ — 12 | 12 | 0.563 | 14.288 | 12.60 | 2.117 |
| 5/8″ — 11 | 11 | 0.625 | 15.875 | 14.05 | 2.309 |
| 3/4″ — 10 | 10 | 0.750 | 19.050 | 17.00 | 2.540 |
| 7/8″ — 9 | 9 | 0.875 | 22.225 | 20.00 | 2.822 |
| 1″ — 8 | 8 | 1.000 | 25.400 | 22.85 | 3.175 |
| 1 1/8″ — 7 | 7 | 1.125 | 28.575 | 25.65 | 3.628 |
| 1 1/4″ — 7 | 7 | 1.250 | 31. 750 750 | 28.85 | 3.628 |
| 1 3/8″ — 6 | 6 | 1.375 | 34.925 | 31.55 | 4.233 |
| 1 1/2″ — 6 | 6 | 1.500 | 38.100 | 34.70 | 4.233 |
| 1 3/4″ — 5 | 5 | 1.750 | 44.450 | 40.40 | 5.080 |
| 2″ — 4 1/2 | 4 1/2 | 2.000 | 50.800 | 46.30 | 5.644 |
| 2 1/4″ — 4 1/2 | 4 1/2 | 2.250 | 57.150 | 52.65 | 5.644 |
| 2 1/2″ — 4 | 4 | 2.500 | 63.500 | 58.50 | 6.350 |
| 2 3/4″ — 4 | 4 | 2,750 | 69,850 | 64.75 | 6.350 |
| 3″ — 4 | 4 | 3. 000 000 | 76.200 | 71.10 | 6.350 |
| 3 1/4″ — 4 | 4 | 3.250 | 82.550 | 77.45 | 6.350 |
| 3 1/2″ — 4 | 4 | 3.500 | 88.900 | 83.80 | 6.350 |
| 3 3/4″ — 4 | 4 | 3.750 | 95.250 | 90.15 | 6.350 |
| 4″ — 4 | 4 | 4.000 | 101.600 | 96.50 | 6.350 |
Example — Typical designation of an UNC thread
- 1/ 4” x 20 UNC
Болты US – Моменты затяжки
UNF – Унифицированная национальная мелкая резьба
Резьба UNF ANSI B1.1:
7
7
(in)
(tpi)
(mm)
(mm)
 060
060 826
826
Микросхема uc3846n схема включения в сварочном инверторе: Uc3846n схема включения в сварочном инверторе
Uc3846 в сварочном инверторе
Из нее видно, что тактовый генератор связан с выходным Т-триггером фактически напрямую через элемент ИЛИ, который может только удлинять импульс, но не блокировать. Заблокировать шим-сигнал можно только отключением питания микросхемы. Поэтому, если на выходе нет шим-сигнала, для начала нужно проверить наличие корректного напряжения питания 15 нога и поднятие опорного напряжения 2 нога , затем нужно проверить форму сигнала на ножках тактовый генератор. Если напряжение питания в норме, опорное напряжение поднимается и тактовый генератор запускается, а шим-генерации нет, тогда остается единственный вариант — выходной каскад микросхемы умер. Кстати его можно прозвонить. При измерении напряжения на хх мультиметром в режиме постоянного тока — напряжение 60 вольт.
Поиск данных по Вашему запросу:
Uc3846 в сварочном инверторе
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Бесплатная подписка на журнал «Современная электроника»
- ФОРУМ ПО ЭЛЕКТРОНИКЕ
- Перспективная схемотехника сварочных инверторов
- Микросхема 3845в в сварочном инверторе
- Сварочный Форум
- Ремонт сварочного аппарата Энергомаш СА-97И20СМ. Ремонт силы с драйвером.
- Микросхема 3845в в сварочном инверторе
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА STERN
Бесплатная подписка на журнал «Современная электроника»
Нужны еще сервисы? Архив Каталог тем Добавить статью. Как покупать? В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.
Как покупать? В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.
Однотактные сварочные инверторы 2. Двухтактные сварочные инверторы 3. Резонансные сварочные инверторы 4. Сварочные инверторы с коррекцией коэффициента мощности 5. Заключение 6. Под сварочным инвертором понимается источник сварочного тока инверторного типа ИИСТ -мощный ключевой преобразователь, работающий на частотах Силовую часть ИИСТ можно рассматривать безотносительно конкретной технологии сварочного процесса, так как основная ее задача — обеспечить необходимый уровень мощности, подводимой к сварочной дуге, а формирование нагрузочной характеристики, алгоритмов «поведения» ИИСТ и сервисных функций осуществляется блоком управления.
Схемотехнические решения силовой части промышленных сварочных инверторов на примерах продукции известных в этой области производителей были проанализированы в [1].
Авторы разработали ИИСТ с топологией ОПМК па ток до А, особенностью которого является применение бездиссипативного демпфера, снижающего коммутационные потери при выключении силовых транзисторов.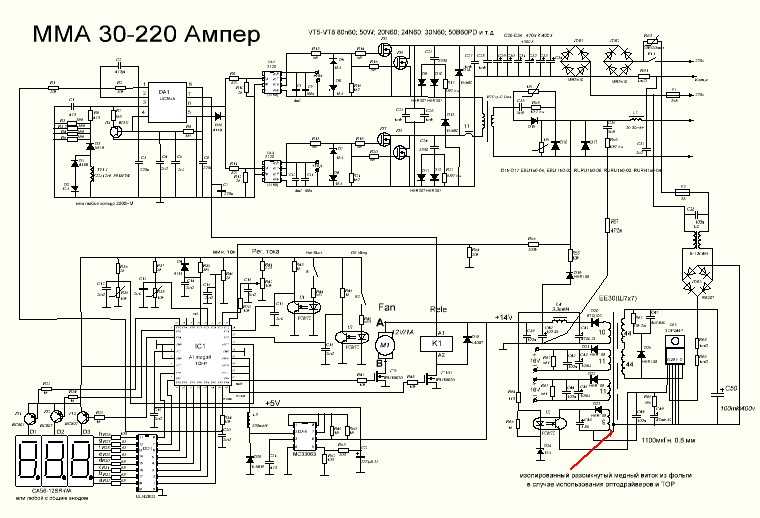 Схема этого ИИСТ приведена на рисунке 1. Силовая часть сварочного инвертора из работы [2] Рабочая частота 40 кГц.
Схема этого ИИСТ приведена на рисунке 1. Силовая часть сварочного инвертора из работы [2] Рабочая частота 40 кГц.
Принцип работы демпфера проиллюстрирован диаграммами на рисунке 2. Диаграммы напряжении и токов в ОПМК с бездиссипативным демпфером [2] Рассмотрим работу схемы в установившемся режиме. В течение интервала времени t Ток коллектора VT1 VT2 нарастает со скоростью: где n — коэффициент трансформации силового трансформатора Т1 под n понимается отношение числа витков первичной обмотки к числу витков вторичной. Ток в обмотке выходного дросселя L o на этом временном интервале нарастает со скоростью: В момент времени tI выключаются транзисторы VT1, VT2 и демпферный конденсатор Cs заряжается током:.
Таким образом, демпфер работает только на интервале t Скорость нарастания напряжения на конденсаторе Cs равна:. Номинал Cs, необходимый для эффективной работы демпфера, можно оценить из соотношения: где t f — время выключения силового транзистора, a V IO — величина напряжения на коллекторе транзистора при его выключении к тому моменту, когда ток коллектора спадёт до нуля.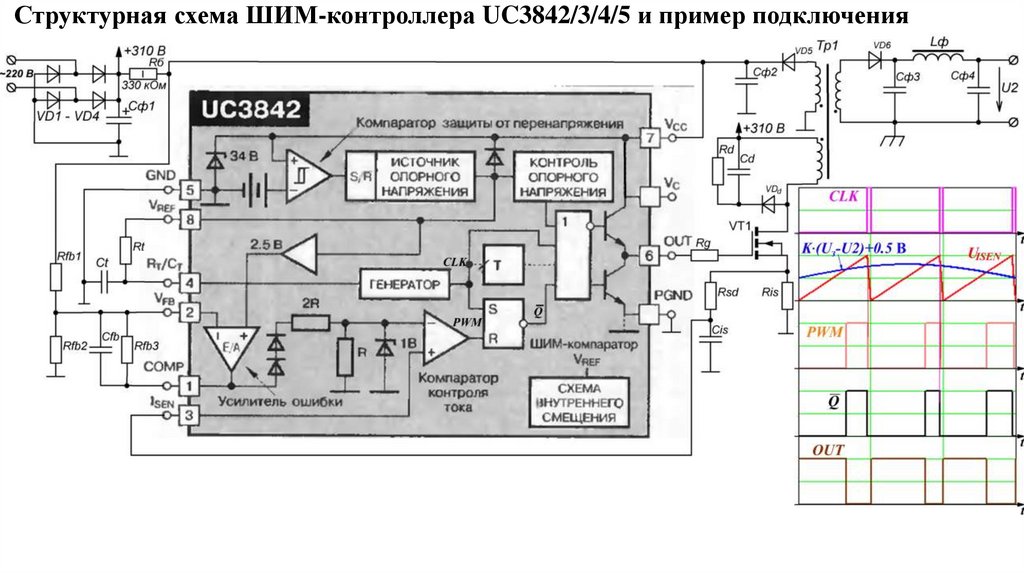 На интервале времени t Напряжение на демпферном конденсаторе изменяется по закону: где — собственная резонансная частота контура, образованного элементами демпфера Ls и Cs.
На интервале времени t Напряжение на демпферном конденсаторе изменяется по закону: где — собственная резонансная частота контура, образованного элементами демпфера Ls и Cs.
Следует обратить внимание на то, что выбор номиналов Ls и Cs на практике осуществляется на основе компромисса. Выбор затрудняется тем, что при коротком замыкании нагрузки, что является штатным режимом работы сварочного инвертора, блок управления силовой частью формирует короткие им пульсы с типичной длительностью порядка 1 мкс.
Длительность этих импульсов должна быть не менее длительности импульса тока перезаряда конденсатора Cs. Невозможность независимого выбора номиналов Cs и Ls является общим недостатком демпферных цепей подобного типа.
Наличие интервала времени, необходимого для перезаряда Cs, ограничивает частоту преобразования. К интересным особенностям обсуждаемой схемы ОПМК можно отнести способ управления шунтирующим тиристором Ту. При включении инвертора в сеть После окончания этого процесса запускается силовая часть, и на управляющий электрод тиристора Ту подаётся необходимое для его включения напряжение е дополнительной обмотки силового трансформатора W1.
Это напряжение подаётся с задержкой, величина которой определяется элементами C1, R3, VD6. Но в режиме короткого замыкания напряжение на W1. При коротком замыкании напряжение на вторичной обмотке Т2 максимально и достаточно для поддержания тиристора Ту в открытом состоянии.
Блок управления инвертором построен на базе микросхемы ШИМ-контроллера UC фирмы Texas Instruments; управление силовыми транзисторами осуществляется драйвером, состоящим из микросхемы UC и трансформатора гальванической развязки. Блок управления работает с двух-петлевой ООС: с датчика тока CS1 снимается сигнал, пропорциональный мгновенному току первичной обмотки, а с датчика тока CS2 — сигнал, пропорциональный мгновенному значению тока нагрузки.
Авторы отмечают хорошую динамику регулирования — среднее значение заданного тока нагрузки устанавливается за время порядка 2 мс. Структурная схема силовой части преобразователя показана на рисунке 3.
В данной топологии обмотка wl. При закрытом транзисторе VT1 энергия, накопленная в индуктивностях рассеивания и намагничивания в предыдущем такте, возвращается в конденсатор С1 и затем в источник питания. Схема, показанная на рисунке 3, отличается от ранее известных схем ограничения напряжения на силовом транзисторе в ООПП наличием дополнительного диода VD2.
Схема, показанная на рисунке 3, отличается от ранее известных схем ограничения напряжения на силовом транзисторе в ООПП наличием дополнительного диода VD2.
Кроме того, описаны [6] полезные модификации данной схемы ограничения напряжения, расширяющие её возможности и область применения. Авторами был изготовлен макетный образец сварочного инвертора по схеме, изображённой на рисунке 4 и получена мощность на нагрузке 3,9 кВт при напряжении 26 В и частоте преобразования 20 кГц.
С целью проверки эффективности демпфирования напряжения на коллекторе VT1 и его фиксации автором данной статьи была разработана модель преобразователя по схеме рис. При этом выявился ряд недостатков схемы:. В переходных режимах резкие изменения нагрузки, включение или выключение питания возможен режим работы магнитопровода трансформатора в области насыщения.
Последний недостаток можно устранить введением немагнитного зазора. По мнению автора, схема рис. Двухтактные сварочные инверторы Рассмотрим силовую часть ИИСТ, предложенную в [7] и показанную на рисунке 5. Особенность заключается в реализации алгоритма управления силовыми транзисторами таким образом, чтобы одно плечо моста коммутировалось при нулевом напряжении на транзисторах, а второе — при нулевом токе через транзисторы.
Особенность заключается в реализации алгоритма управления силовыми транзисторами таким образом, чтобы одно плечо моста коммутировалось при нулевом напряжении на транзисторах, а второе — при нулевом токе через транзисторы.
Предполагается, что все элементы схемы идеальные, пульсации тока нагрузки равны нулю и индуктивность насыщающегося дросселя Ls много больше индуктивности рассеивания силового трансформатора L Lk , приведённой к первичной обмотке.
Можно выделить семь характерных временных интервалов в работе схемы. В момент времени t0 включается транзистор VT4, при этом VT1 уже находится в открытом состоянии. К моменту времени t1 дроссель Ls насыщается из-за приложенного к нему напряжения. В течение интервала t Этот конденсатор блокирует постоянную составляющую на первичной обмотке Т1, сохраняя её в виде разности напряжения.
В момент времени t3 транзистор VT1 выключается, a VT4 остается включённым. На интервале t Когда напряжение на вторичной обмотке становится меньше напряжения на нагрузке, процесс передачи энергии в нагрузку прекращается.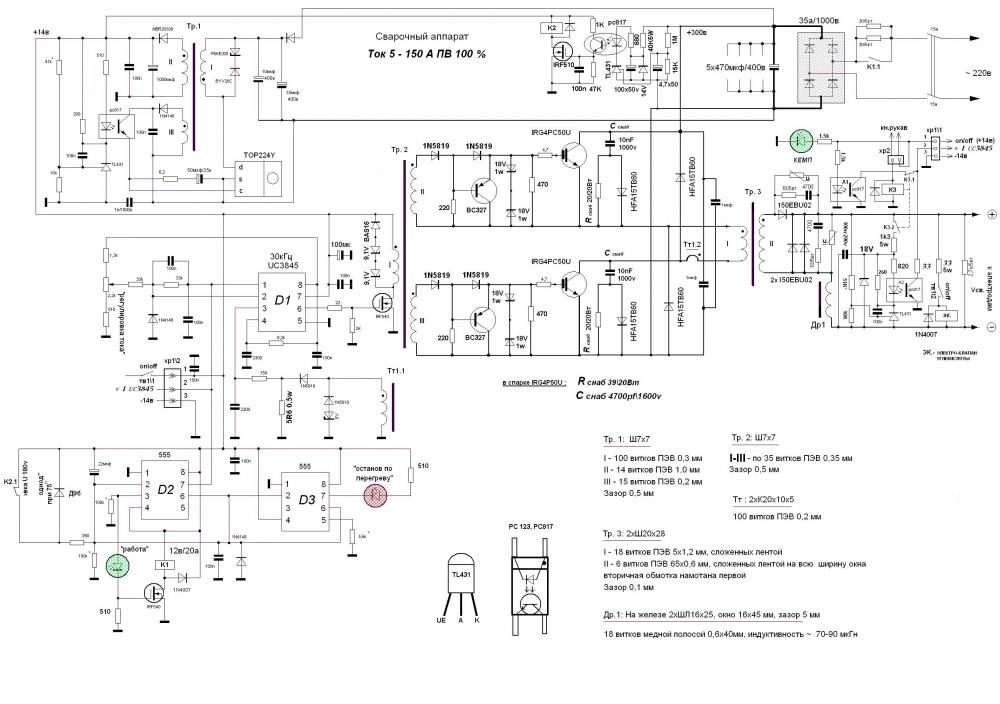 Ток дросселя L o начинает течь через все диоды выходного выпрямителя, и вторичная обмотка шунтируется.
Ток дросселя L o начинает течь через все диоды выходного выпрямителя, и вторичная обмотка шунтируется.
К моменту времени 14 конденсатор Csl заряжается до напряжения питания, a Cs2 полностью разряжается, после чего током дросселя Ls открывается диод VD2. В начале интервала времени t4-t5 на коллекторе VT2 из-за открытого диода VD2 удерживается нулевое напряжение, при котором можно включить этот транзистор; после этого напряжение на Сb прикладывается к насыщенному дросселю Ls и индуктивности рассеивания, ток ICb линейно уменьшается, продолжая протекать через диод VD2.
К моменту времени t5 этот ток уменьшается до нуля и начинает течь через открытый транзистор VT2 в обратном направлении, а диод VD2 закрывается. По этой причине диагональный ток удерживается на низком уровне и предотвращается разряд блокирующего конденсатора СЬ собственно, для этого и необходим насыщающийся дроссель. Транзистор VT4 выключается при почти нулевом токе. Интервал t В данной схеме важен оптимальный выбор номиналов демпферных конденсаторов Cs1 и Cs2 — от этого зависят коммутационные потери транзисторов VT1 и VT2 при выключении.
Величину Cscrit можно найти из соотношения:. Поэтому насыщение дросселя Ls в течение указанных интервалов времени недопустимо. Параметры дроссели можно оценить из линеаризованных зависимостей напряжения на обмотке дросселя на интервалах t7, t6, t1 см. Площадь поперечного сечения магнитопровода и число витков дросселя Ls можно найти из выражения:. Выбор номинала блокирующего конденсатора производится на основе компромисса между желательным низким напряжением на конденсаторе V Cbmax и длительностью времени спада тока диагонали моста t5.
По этой причине необходимо максимально уменьшать индуктивность рассеивания трансформатора Т1. Время спада тока, текущего по диагонали моста, зависит от величины индуктивности рассеивания, от времени перекрытия сигналов управления транзисторами на интервалах t3, t4, от ёмкости блокирующего конденсатора и индуктивности дросселя Ls:. Максимальное напряжение на блокирующем конденсаторе пропорционально току нагрузки и равно:.
Для управления ключевыми транзисторами авторами был разработан адаптивный алгоритм управления, гарантированно обеспечивающий коммутацию силовых транзисторов с низкими потерями во всём диапазоне нагрузок.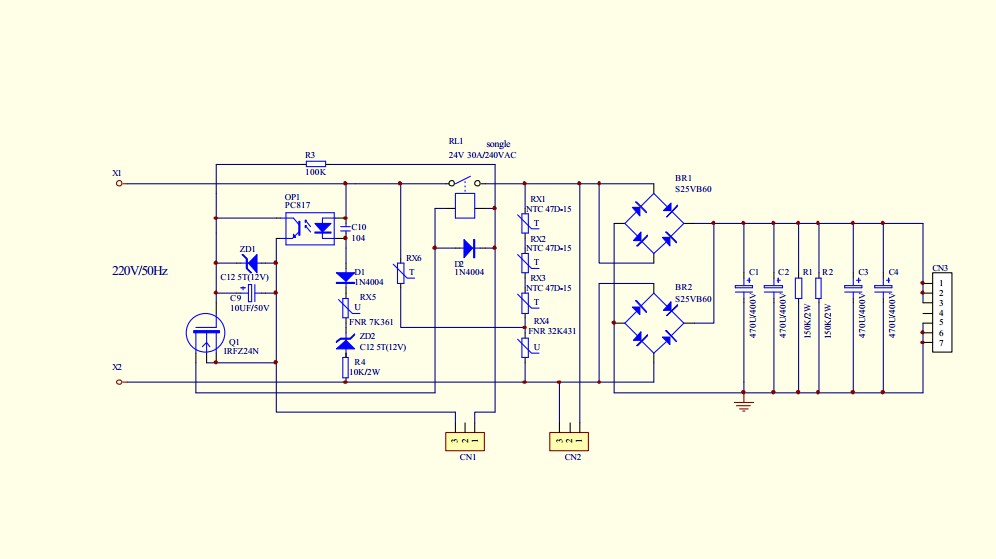 Транзисторы VT1 и VT2 могут быть включены только после полного разряда конденсаторов Cs1 и Cs2, который производится током нагрузки, приведённым к первичной обмотке трансформатора Т1.
Транзисторы VT1 и VT2 могут быть включены только после полного разряда конденсаторов Cs1 и Cs2, который производится током нагрузки, приведённым к первичной обмотке трансформатора Т1.
Уменьшение тока нагрузки приводит к увеличению времени, необходимого для разряда Csl и Cs2. На холостом ходу разряд этих конденсаторов вообще не происходит, и при очередном включении транзисторов конденсаторы разряжаются прямо через них. Поэтому запасённая в демпферных конденсаторах энергия рассеивается на ключах VT1 и VT2.
В результате на транзисторах вьщеляется мощность:. Для исключения этого вида потерь контролируется напряжение на демпферных конденсаторах и на выходе преобразователя. Импульсы управления транзисторами VT1 и VT2 блокируются до тех пор, пока соответствующий конденсатор Cs1 или Cs2 не разрядится.
В режиме холостого хода схема работает как обычный полумост, поскольку конденсаторы Cs1 и Cs2 не разряжаются и транзисторы VT1 и VT2 не включаются. Стабилизация тока дуги производится по сигналу датчика тока, установленного на вторичной стороне силового трансформатора.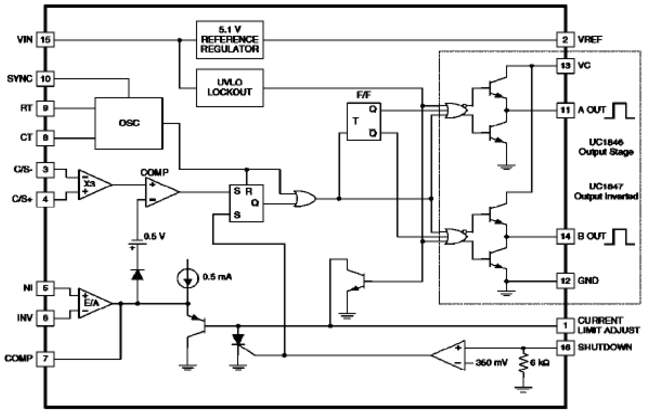 Для оценки эффективности преобразователя авторами был изготовлен экспериментальный образец инвертора с питанием от однофазной сети и максимальной выходной мощностью 3,5 кВт.
Для оценки эффективности преобразователя авторами был изготовлен экспериментальный образец инвертора с питанием от однофазной сети и максимальной выходной мощностью 3,5 кВт.
Может сложиться впечатление, что это несущественная разница, однако при разработке ИИСТ идёт борьба за доли процента эффективности. Полумостовой сварочный инвертор с дополнительной коммутацией по шинам питания [8]. Авторы работы обращают внимание на то, что повышению рабочей частоты препятствует индуктивность рассеивания силового трансформатора. Со своей стороны могу добавить, что из-за наличия интервалов времени, в течение которых происходит рекуперация реактивной мощности в демпферной цепи, эффективный коэффициент заполнения снижается.
Авторы использовали трансформатор с n — 4. Обратимся теперь к оригинальному преобразователю, предложенному авторами работы [8]. Это -полумостовой конвертер с дополнительной коммутацией по шинам питания.
Схема силовой части преобразователя показана на рисунке 7 , где L Lk — индуктивность рассеивания силового трансформатора Т1, Cs1и Cs2 — демпферные конденсаторы, VD5 и VD6 — возвратные диоды, VT3 и YT4 — дополнительные транзисторы, коммутирующие напряжение питания плеч полумоста на транзисторах VT1 и VT2.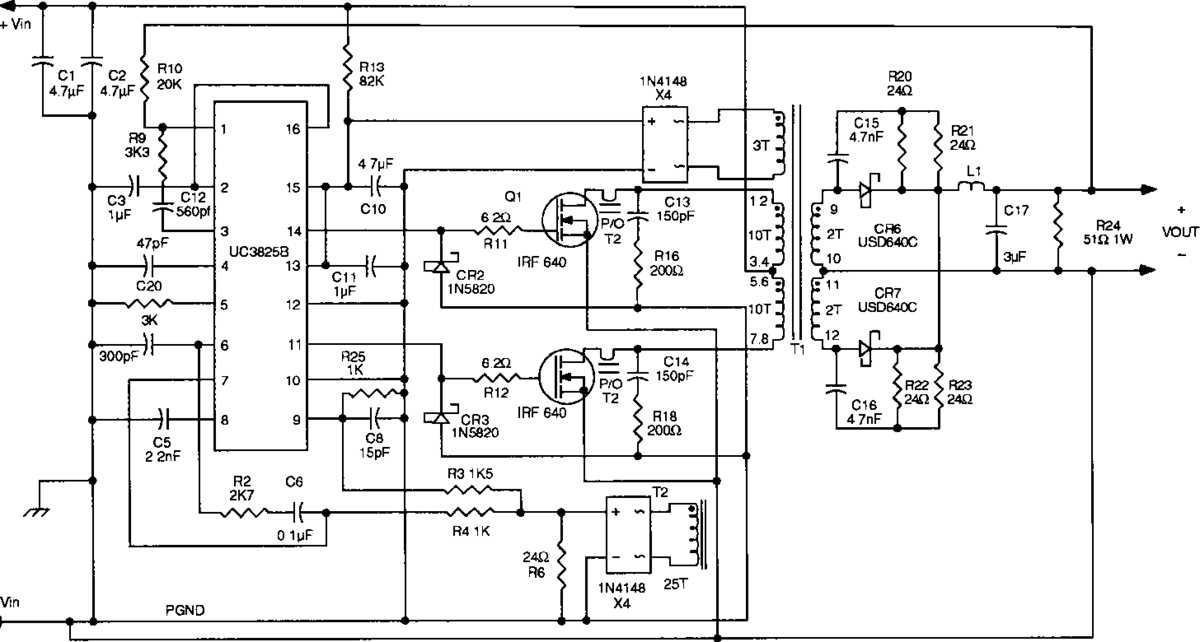 Процессы, протекающие в схеме, поясняются диаграммами на рисунке 8. Все активные коммутирующие элементы схемы включаются при нулевом токе режим ZCS и выключаются при нулевом напряжении режим ZVS.
Процессы, протекающие в схеме, поясняются диаграммами на рисунке 8. Все активные коммутирующие элементы схемы включаются при нулевом токе режим ZCS и выключаются при нулевом напряжении режим ZVS.
Рассмотрим кратко работу такого преобразователя.
ФОРУМ ПО ЭЛЕКТРОНИКЕ
Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Метки: внутреннее устройство сварочных аппаратов выбор сварочного аппарата выбор сварочного инвертора выбор электроинструмента сварка сварочник сварочный инвертор электроинструмент. Регистрация: Temih Живу здесь. Temih ,
Сварочный Форум — специализированный форум о сварке — посвящен Куплю нерабочий сварочный инвертор на запчасти или под ремонт/ восстановление, можно некомплектный. Пишите в . У меня аппарат на ШИМ UC
Перспективная схемотехника сварочных инверторов
Расширенный поиск. Страница 5 из 11 Первая Последняя К странице: Показано с 41 по 50 из Тема: Ремонт сварочного инвертора ММА Опции темы Версия для печати Отправить по электронной почте… Подписаться на эту тему…. Вентелятор крутится, на передней панели светится зеленый светодиод. На клемах ноль Выходные транзисторы и диоды исправны.
Страница 5 из 11 Первая Последняя К странице: Показано с 41 по 50 из Тема: Ремонт сварочного инвертора ММА Опции темы Версия для печати Отправить по электронной почте… Подписаться на эту тему…. Вентелятор крутится, на передней панели светится зеленый светодиод. На клемах ноль Выходные транзисторы и диоды исправны.
Микросхема 3845в в сварочном инверторе
Добро пожаловать, Гость! Регистрация Вход. Репутация: 0 Статус: Offline. Репутация: 4 Статус: Offline. Прикрепления:
Ремонт сварочных аппаратов Ремонт любых зарядных устройств Ремонт силовой электроники в Рязани. Здравствуйте Друзья!
Сварочный Форум
Просмотр полной версии : Кто сталкивался с ремонтом сварочных инверторов? Собственно инвертор Shyuan MMA После замены транзистора аппарат не заработал, но после выключения пока не разрядятся конденсаторы от схемы слышится пульсирующее цыкание на реле не похоже и наблюдается подергивание вентиляторов в такт. Может кто знает на какой узел стоит обратить внимание? Обращать внимание придётся на ВСЕ блоки.
Ремонт сварочного аппарата Энергомаш СА-97И20СМ. Ремонт силы с драйвером.
Сообщения без ответов Активные темы. Модераторы: Горшком назвали Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 1. Power Electronics Посвящается источникам питания вообще и сварочным источникам в частности. Текущее время: , Добавлено: , Ищу схему на данный инвертор или подобный. Мостовая схема, UCN.
а сначала я подумал что неплохо бы было собрать инвертор, затем я подумал еще немного, и пришел к выводу, что дешевле и.
Микросхема 3845в в сварочном инверторе
Uc3846 в сварочном инверторе
Сейчас этот форум просматривают: Google [Bot] и гости: 1. Ремонт: Ноутбуков, Компьютеров Виртуальная лаборатория ремонта. Совместно решаема любая проблема. Открытый архив даташитов FAQ Личный раздел.
Итак полгода назад в результати экспериментов над сварочником ему поплохело выбило два транзистора FGh50N60 и раскололся цементированный ограничивающий ток заряда конденсаторов и ватный резистор. Резистор купил в микронике, транзюки в количестве 4-х штук заказал в Китае, ибо у нас они были только в чипидипе и по неадекватной цене. Почти полгода все это пылилось, как то было не до него, ну а щас решил починить. Первым делом был впаян новый резистор, и заменены все 4-е мосфета несмотря на то что два были живыми. И о чудо все заработало.
Резистор купил в микронике, транзюки в количестве 4-х штук заказал в Китае, ибо у нас они были только в чипидипе и по неадекватной цене. Почти полгода все это пылилось, как то было не до него, ну а щас решил починить. Первым делом был впаян новый резистор, и заменены все 4-е мосфета несмотря на то что два были живыми. И о чудо все заработало.
Описание схемы документа на сварочных инверторов моей на нижнем драйвере.
Обращаем ваше внимание, что бесплатная подписка оформляется только для квалифицированных специалистов, аккуратно и полностью заполнивших анкету. Если вы по каким-либо причинам не попали в подписную базу или у вас есть жалобы на доставку, можно оформить платную подписку, — это позволит получать журнал гарантированно. На данном сайте используются cookie для сбора информации технического характера и обрабатывается Ваш IP-адрес. Продолжая использовать этот сайт, вы даете согласие на использование файлов cookies. Желающие получить отдельные ранее вышедшие номера могут заказать журнал. Ecли у редакции не будет возможности отправлять вам печатную версию, то сможете ли вы читать электронную? Читать Купить Не получили журнал?
Ecли у редакции не будет возможности отправлять вам печатную версию, то сможете ли вы читать электронную? Читать Купить Не получили журнал?
Запросить склады. Перейти к новому. Меню пользователя sofist Посмотреть профиль Отправить личное сообщение для sofist Найти ещё сообщения от sofist. Re: как работает UC?
Сварочный инвертор своими руками. От теории к практике. ЧАСТЬ 2
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ
НАЧАЛО СТАТЬИ
СБОРКА МОЩНОГО БЛОКА ПИТАНИЯ ПО СХЕМОТЕХНИКЕ СВАРОЧНОГО АППАРАТА
Откровенно говоря сразу убивать не дешевые силовые транзисторы не захотелось, поэтому было принято решение собрать некий примежуточный вариант, в котором используется тот же принцип работы, но более дешевая элементная база. Ну а чтобы сохранить вероятность дальнейшего использования данного вариант было решено собрать блок питания, но ввести в него некоторые функции, которые позволят его использовать как пуско-зарядное устройство для автомоблиля.
Принципиальная схема данного пуско-зарядного устройства приведена ниже:
УВЕЛИЧИТЬ
В качестве донора моточных деталей и блока питания будет использоваться блок питания от тюнера Триколор. Основных видов данного блока питания два — с вертикальным и горизонтальным расположением трансформатора.
В обоих случаях используется микросхема FSDM0365RN, маркируется как DM0365.
У меня с горизонатльным трансформатором больше, поэтому буду использовать их. Прежде всего блок питания будет выступать в роли блока питания для схемы управления, поскольку данный БП оснащен всем необходимым для надежной долгосрочной работы. Единственно, что нужно сделать это проверить исправность электролитов, а еще лучше поменять их на новые. Ну и разумеется перемотать трансформатор. Я решил намотать две обмотки — одна для питания UC3845, вторая — для питания вентилятора принудительного охлаждения.
Более подробно об этом блок питания можно посмотреть здесь:
Архив с печатной платой и схемой можно взять ЗДЕСЬ.
Кроме самого БП использую еще два таких же трансформатора. Первый пойдет на изготовление трансформатора управления, второй — трансформатор тока.
Кстати сказать, по ходу подготовки сердечников к намотке решил проверить один вопрос, который частенько видел в интернете и которым сам задавался не единожды — ЧТО ПРОИСХОДИТ С ФЕРРИТОМ ВО ВРЕМЯ НАГРЕВА???
Ответ на этот вопрос в видео ниже:
ТРАНСФОРМАТОР ТОКА
Трансформатор тока обычно содержит 1 виток первичной обмотки и N-ое количество витков вторичной обмотки. Расчитать трансформатор тока можно по следующей формуле:
Imax = N x U / R
где:
Imax — максимальный ток
N — количество витков вторичной обмотки
U — требуемое выходное напряжение
R — нагрузочный резистор
Для удобства переведем формулу в другой вид, а именно для расчета витков, поскольку нагрузочный резистор придется выбирать либо из того, что есть, либо из стандартного ряда.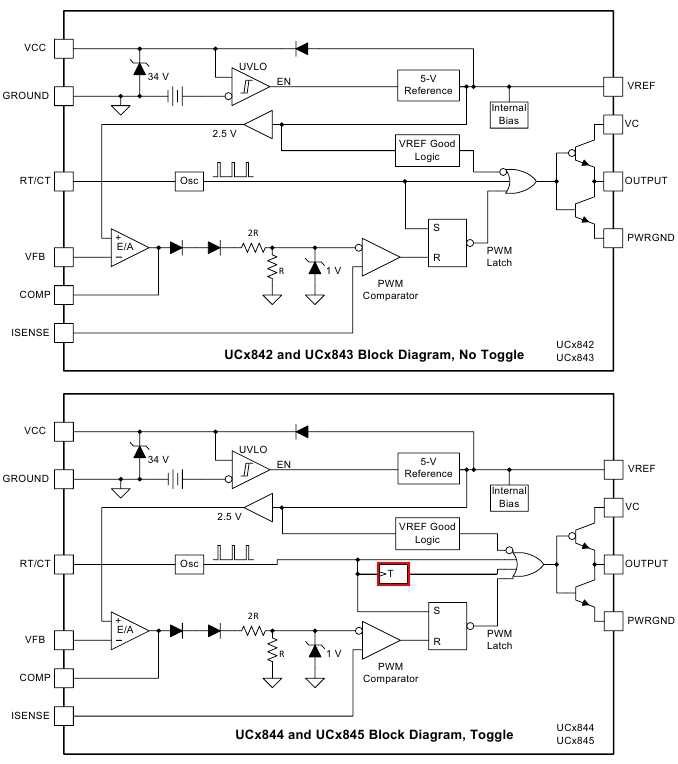
N = Imax x R / U
Итак, предположим, что нам нужно ограничить ток на уровне 50 А, в наличии имеется резистор на 1 Ом и 2,2 Ома. Напряжение компаратора защелки (вывод 3) у нас равно 1 В.
N = 50 x 1 / 1 = 50 витков для резистора 1 Ом
N = 50 x 2,2 / 1 = 110 витков для резистора 2,2 Ома.
Ну а поскольку у нас пока не сварочный аппарат и силовые транзисторы от таких токов просто разлетятся в клочья ограничим ток на уровне 5 А, а резистор возьмем на 15 Ом. При необходимости мы всегда можем эти цифры исправить. Итого получаем:
N = 5 x 15 / 1 = 75 витков для резистора 15 Ом.
Тут пожалуй следует оговорится — трансформатор тока должен быть перегружен, в этом случае исключается его насыщение. Однако в былые времена на базе трансформаторов тока я делал и управление принудительным охлаждение и само принудительное охлаждение — вентиляторы как раз и выступали в роли нагрузочного резистора. Правда одного витка на первичку было малова то — моталось 2-3 витка и сердечник хоть и терпимо, но все таки грелся.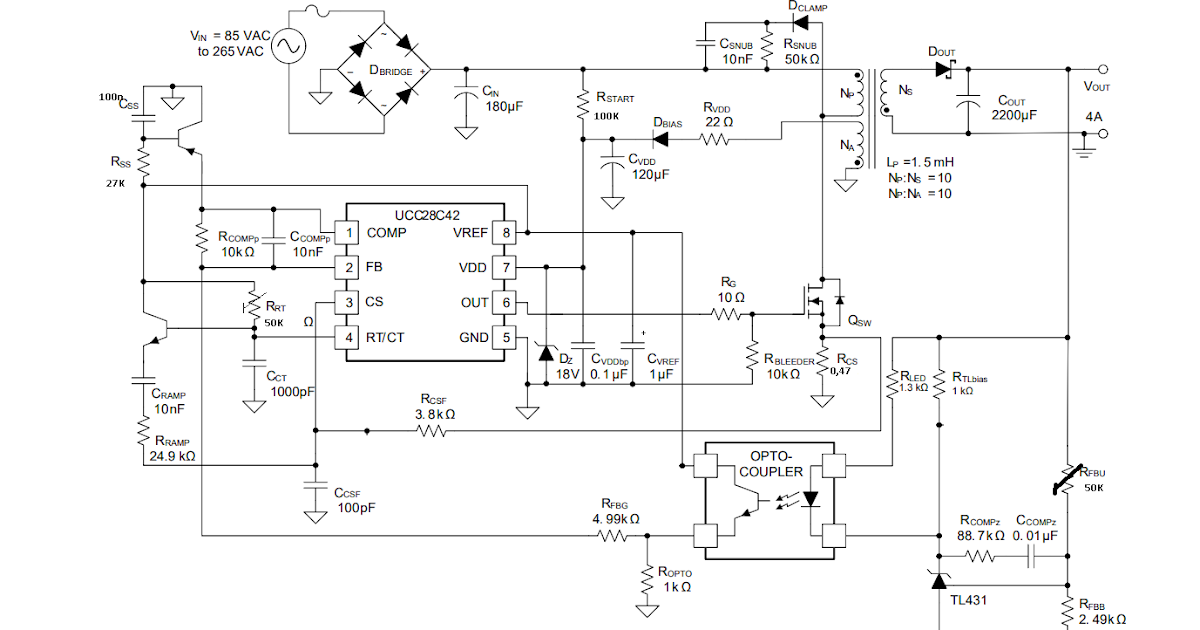
УПРАВЛЯЮЩИЙ ТРАНСФОРМАТОР
По поводу управляющего трансформатора тоже есть некоторые не состыковки с оригинальной схемой — он значительно больше. Я намеренно взял такой «огромный» трансформатор. Ну во первых у меня их много, во вторых найти их не составит труда даже Вам, в третьих — запас по габаритной мощности должен позволить избавится от драйверных транзисторов — на затворы и MOSFET и IGBT можно подавать отрицательное напряжение для ускорения закрытия. Вот этой особенностью я и хочу воспользоваться.
В оригинальном блоке питания на DM0365 для стабилизации 15 вольт выходного напряжения требуется 18 витков, трансформатор работает на частоте 67 кГц, выходное напряжение сохранятеся вплоть до 150 вольт входного, следовательно трансформатор намотан с ОГОРОМНЫМ запасом. Можно конечно воспользоваться программой Динисенко, но решил намотать «на галазок» 4 обмотки по 30 вольт.
Намотка первичной осуществлялась сразу двойным проводом 0,35 мм виток к витку, затем было вызвонены начало-конец обмоток и они соединялись последовательно. Затем слой изоляции и намотка вторичных обмоток, так же с межслойной изоляцией. Размеется, что все обмотки мотались в одну сторону. Единственно, что не было сделано — момечено где начало на вторичках, но это проблемой не будет. Дело в том, что на плате управления выхода с управляющего трансформатора одинаковы и нагружены только на резистор. Выяснить какой вывод должен идти на затвор силового транзистора можно при помощи осциллографа.
Затем слой изоляции и намотка вторичных обмоток, так же с межслойной изоляцией. Размеется, что все обмотки мотались в одну сторону. Единственно, что не было сделано — момечено где начало на вторичках, но это проблемой не будет. Дело в том, что на плате управления выхода с управляющего трансформатора одинаковы и нагружены только на резистор. Выяснить какой вывод должен идти на затвор силового транзистора можно при помощи осциллографа.
СБОРКА БЛОКА ПИТАНИЯ ДЛЯ БЛОКА ПИТАНИЯ.
Монтаж элементов на плату лучше осуществлять в 2 этапа. На первом этапе устанавливаются все элементы, относящиеся к блоку питания контроллера. Блок питания проверяется до того, как у него появится «потребитель».
Сразу следует отметить, что однотактыне преобразователи напряжения ОЧЕНЬ не любят оставаться без нагрузки и выходное напряжение может быть не очень то стабильным. И колебания эти могут достигать 0,2..0,4 вольта.
Это вызвано тем, что выходное напряжение успевает поднятся до такой величины, что влияние ОС буквально останавливает микросхему и на трансформатор перестает подаваться напряжение. На фото ниже показаны осциллограммы на выходе трансформатора блока питания с очень маленькой нагрузкой:
Тут следует поделится опытом — при намотке трансформатора я попутал начало-конец вспомогательной обмотки вторичного питания. На схеме эта обмотка не обозначена, но на плате она есть и предназначена она для питания вентилятора принудительного охлаждения. Я ее на всякий случай решил внести в схему, если вдруг внутри корпуса будет жарковато. Как следствие такой не внимательности пока я соображал почему блок питания стартует и тутже уходит в защиту от перегрузки у меня стрельнул конденсатор на 25 вольт. Именно тогда меня и посетила мысль о том, что я что то перемудрил с обмотками. «Крокодил» ослиллографа установил на минусовой вывод, а шупом стал на вывод трансформатора до диода.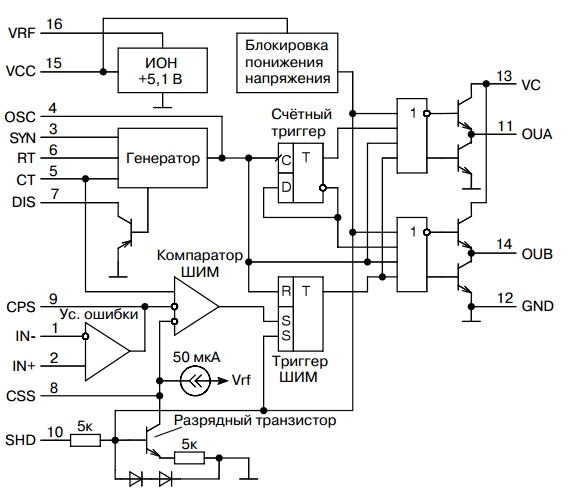 Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
Ну с блоком питания разобрались, теперь можно паять и сам контроллер и его обвязку. В качестве контролируемого напряжения использовалось собственное напряжение питания контроллера. Вход контролирующий ток был посажен на «землю».
На первых парах после включения возникло не понимание происходящего — вместо плавного изменения длительности контроллер попросту отключал управляющие импульсы. Не вольно возникал вопрос — а какой же это тогда ШИМ???
Прочитав несколько статей по этой микросхеме и более подробно изучив даташник стало понятно, что изначально этот контроллер затачивался как стабилизатор тока и именно поэтому у него особый упор сделан на ISENSE (вывод 3) который и контролирует ток через токоизмерительный резистор.
Конечно его можно заставить и контролировать напряжение, как это сделано тут:
|
Но в любом случае стабилизация выходного напряжения будет осуществляться не линейно, а пакетами импульсов. Именно поэтому на выходе блоков питания с использованием этой микросхемы обязательно должен стоять дроссель и довольно большой емкости электролит.
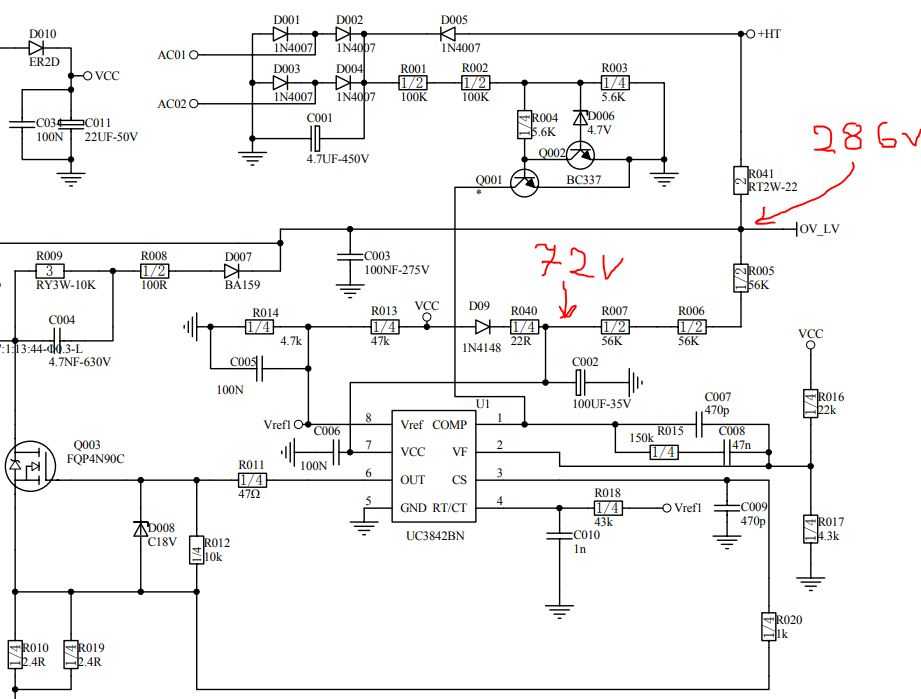
Порыскав по интернету нашел еще одну схему включения UC3844 (она такая же, как и UC3845) в обратноходовом блоке питания, выпускаемом серийно.
Не буду врать — данная схема меня озадачила — регулировка выходного напряжения в ней осуществлялась методом подачи «земли» на ВЫХОД усилителя ошибки. Разумеется, что подобными действиями можно отжечь этот самый выход, но блок питания выпускается серийно, следовательно разработчики учли вероятность перегрузки выхода усилителя ошибки и не исключено, что в структурной схеме не показан имеющийся резистор на выходе усилителя ошибки, ведь если он там есть, тогда этот операционник не будет попросту задействован.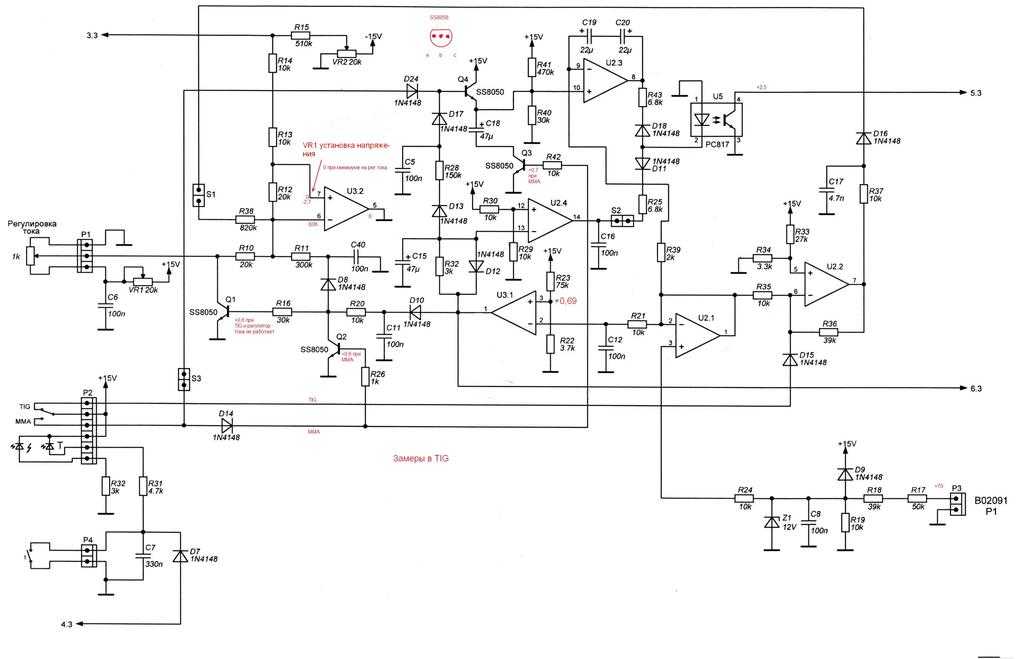 Ну вот собственно и сама схема этого «загадочного» блока питания:
Ну вот собственно и сама схема этого «загадочного» блока питания:
|
Удержаться от опыта имея уже запаянную плату конечно же довольно трудно. Поэтому к выводу 1 был подпаян переменный резистор на 1 кОм и в результате на выходе микросхемы получились вот такие осциллограммы:
В принципе, если использовать вариант стабилизации, предложенный на схеме выше, то конечно же он работать будет, причем выходное напряжение будет гораздо стабильней, чем при стабилизации пакетами импульсов, но лично меня все равно смущает то, что на выход услителя в наглую подается «земля». Я оставлял это добро во включенном состоянии на 30 минут — ни чего не нагрелось, не слетело, т.е. как бы это можно использовать. Но осадок не понимания остался.
ПРОВЕРКА УПРАВЛЯЮЩЕГО ТРАНСФОРМАТОРА
Теперь вернемся не много назад и разберемся с осцилограммами на управляющем трансформаторе.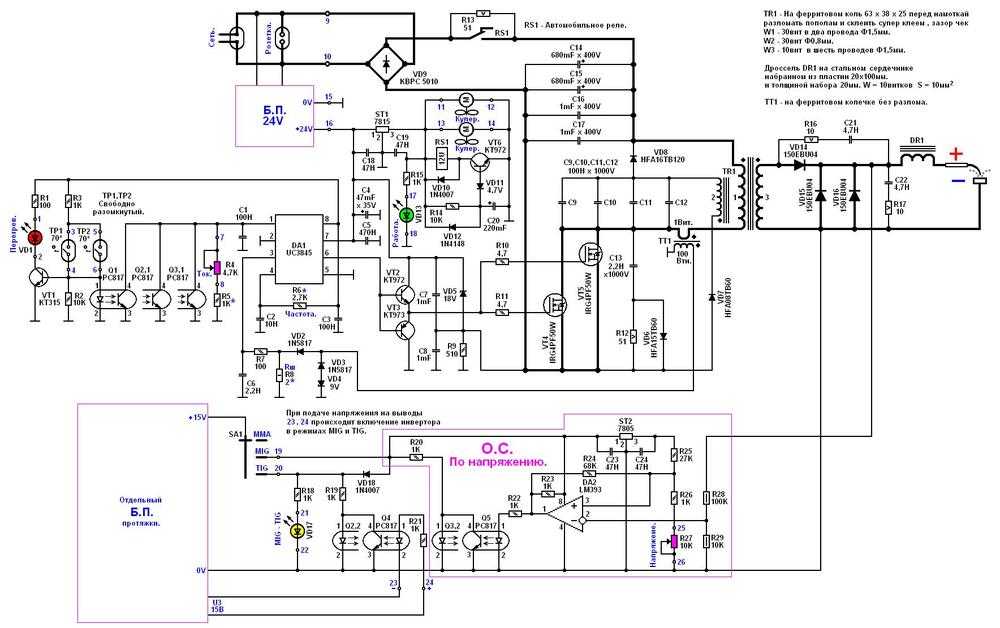 Назад потому, что описанная проверка стабилизации ШИМом была уже после того, как была проверена работоспособность управляющего трансформатора.
Назад потому, что описанная проверка стабилизации ШИМом была уже после того, как была проверена работоспособность управляющего трансформатора.
Тут с гордостью могу заметить, что делая ставку на излишнюю габаритную мощность я не ошибся — трансформатор держит нагрузку замечательно, а закрепленный на управляющий транзистор радиатор едва греется.
При работающем контроллере на затвор управляющего транзистора приходит напряжение следующей формы:
На управляющем трансформаторе, на первичной обмотке амплитуда напряжения достигает 30 вольт, поскольку после закрытия транзистора накопленная в сердечнике энергия меняет полярность напряжение и приложенные пятнадцать вольт во время открытия транзистора теперь добавляются к имеющимся пятнадцати вольтам напряжения питания, поскольку полярность напряжения самоиндукции обратно приложенному напряжению. Здесь стоит обратить внимание на то, что в конце этого вольтодобавочного скачка имеется ниспадающий участок, который как раз и говорит о том, что энергии в сердечнике больше нет — он полностью размагнитился. Если трансформатор нагрузить, то высота этой ниспадающей кривой уменьшится, а по времени она начнется раньше, ведь нагруженный трансформатор гораздо раньше избавится от накопленной энергии:
Если трансформатор нагрузить, то высота этой ниспадающей кривой уменьшится, а по времени она начнется раньше, ведь нагруженный трансформатор гораздо раньше избавится от накопленной энергии:
Тоже самое можно наблюдать и на вторичной обмотке, только напряжение теперь будет иметь переменное значение. В этом месте необходимо отметить, что на затвор силового транзистора как раз должно приходить напряжение прямоугольной формы, находящеяся в положительном полупериоде, т.е. тот вывод трансформатора к которому подключен щуп осциллографа. Вывод трансформатора к которому подключен «крокодил» должен идти на исток силового транзистора. В этом случае фазировка управляющего трансформатора правильная.
Тому, что дочитал до этих слов, но все равно мало что понял предлагаю видеовариант данной статьи:
Итак, подводим итоги проделанной работы:
UC3845 — контроллер, предназначенный для стабилизации тока широтно-импулсьной модуляцией, стабилизацию напряжения он может осуществлять только в преривисто-импульсном режиме, либо имитацией ШИМ. Данную имитацию можно организовать подавая «землю» на первый вывод микросхемы.
Данную имитацию можно организовать подавая «землю» на первый вывод микросхемы.
При перемотке трансформатора однотактного блока питания следует особое внимание уделять фазировке — даже приличный опыт в электронике не является гарантией ошибки.
Управляющий трансформатор на основе сердечника от Триколоровского БП работает замечательно и держит довольно приличную нагрузку. В паузах полностью успевает размагнитится, что говорит о возможности его использования как для можных блоков питания, так и для сварочных аппаратов.
Приступаем к подготовке моточных деталей к монтажу и проверяем на работоспососбность уже весь блок питания, но это уже в следующей серии, описание которой будет в
ПРОДОЛЖЕНИИ
Адрес администрации сайта: [email protected]
Проект схемы однокристального ШИМ-драйвера для инверторного сварочного источника питания
- title={Проектирование однокристальной схемы ШИМ-драйвера для инверторного сварочного источника питания},
автор = {Джаяшила Дипа Джабавати и Хабибулла Саит},
journal={IEEE Transactions on Circuits and Systems II: Express Briefs},
год = {2020},
объем = {67},
страницы = {720-724}
}- Jayasheela Deepa Jabavathi, Habeebullah Sait
- Опубликовано 1 апреля 2020 г.
- Инженерия, материаловедение
- IEEE Transactions on Circuits and Systems II: Express Briefs
Плата драйвера затвора на переходном транзисторе (IGBT), используемая в источнике питания постоянного тока ручной дуговой сварки металлом и источнике питания постоянного напряжения ручной сварки металла в среде инертного газа. Чтобы спроектировать универсальную плату драйвера IGBT, в этом кратком обзоре проанализирована электрическая модель инверторного источника сварочного тока, а также был разработан экспериментальный прототип, который был тщательно использован для проверки его долговечности. Предлагаемый…
View on IEEE
doi.org
SHOWING 1-10 OF 17 REFERENCES
SORT BYRelevanceMost Influenced PapersRecency
A Novel Inverter for Arc Welding Machines
- Jianmin Wang, Sen‐Tung Wu
Materials Science, Engineering
IEEE Transactions on Industrial Electronics
- 2015
Структура схемы с новым инвертором, который применим к аппаратам для дуговой сварки и может сохранять энергию, хранящуюся в связанном индукторе, до следующего интервала коммутации, что повышает эффективность преобразования.
аппарата дуговой сварки.Высокопроизводительный портативный сварочный аппарат на основе мостового преобразователя с одним трансформатором, подключенным по стандарту ISOP, и активным демпфером подключенный одиночный трансформатор с методом активного демпфирования, предложенный для повышения общей эффективности за счет восстановления паразитной резонансной энергии и регулирования напряжения выпрямителей до уровня, на котором доступны диоды Шоттки.
Влияние частоты коммутации на сварочный ток системы точечной сварки
Аналитически рассчитанная частотно-зависимая функция максимального сварочного тока полностью подтверждена измерениями на промышленной установке RSW и численным моделированием.
Проектирование и разработка источника питания для микростыковой сварки на основе улучшенного качества электроэнергии
- Тирувенкадам Мадхулингам, Тангавел Суббайян, П. Шанмугам, С. Каннан
Машиностроение, бизнес
- 2017
В этом исследовании предлагается подходящая топология преобразователя постоянного тока с улучшенным качеством мощности на входе для машины для микростыковой сварки путем оценки различных методов коррекции коэффициента мощности (PFC)…
Задержка и Анализ развязки цифрового активного фильтра электромагнитных помех, используемого в инверторе дуговой сварки
Предложена точная модель DAEF, которая учитывает как временную задержку части цифровой обработки, так и паразитные параметры пассивных компонентов, и предложенный метод проектирования схемы развязки очень эффективен для подавляют электромагнитные помехи, проводимые СМ.
Усовершенствованный однофазный инвертор с разделенным истоком с гибридной квазисинусоидальной и постоянной ШИМ
Однофазная версия SSI с улучшенной топологией инвертора, а также методом широтно-импульсной модуляции (ШИМ) представлена с достоинством простоты поскольку управление напряжением постоянного тока и выходом переменного тока отделено в рамках одноступенчатой топологии.
Предварительно обработанная схема ШИМ для инверторов индуктивности с тремя ветвями и сердечником
Схема прерывистой широтно-импульсной модуляции (ШИМ) представлена для инвертора с шестью переключателями и тремя ветвями, связанными индукторами. Трехуровневые фазовые выходные напряжения ШИМ производятся с уменьшенным числом переключений…
Быстродействующий понижающий преобразователь ШИМ с активным управлением линейным изменением в переходном периоде нагрузки. Преобразователь уменьшил перерегулирование/недорегулирование на выходе и время восстановления до 60,0%.

 аппарата дуговой сварки.
аппарата дуговой сварки.
Рейтинг сварочных инверторов 2018: Рейтинг лучших сварочных инверторов 2018 года для дома и профессионального применения
Рейтинг лучших сварочных инверторов 2018 года для дома и профессионального применения
Аппарат для ручной электродуговой сварки является превосходным инструментом для прочного соединения между собой металлических деталей. Он широко востребован на производстве, связанном с изготовлением разнообразных металлоконструкций. Трудно обойтись без него и на даче или в домашней мастерской. Наиболее удобными в применении считаются современные агрегаты инверторного типа. Их ассортимент на отечественном рынке электроинструмента отличается большим разнообразием марок. Рейтинг сварочных инверторов 2018 года, лучших по надежности и характеристикам, призван облегчить выбор модели, подходящей для ваших условий.
Содержание
- 1 10. Интерскол ИСА-250/10,6
- 2 9. Fubarg IR 220
- 3 8. Ресанта САИ-220
- 4 7. Сварог REAL MIG 200
- 5 6. Aurora OVERMAN 180
- 6 5. Кедр ММА-200
- 7 4. Форсаж 200
- 8 3. FUBARG INMIG 200 PLUS
- 9 2. EWM Pico 162
- 10 1. BLWELD MEGAMIG 300S
- 11 Заключение
10. Интерскол ИСА-250/10,6
Открывает рейтинг 2018 года один из лучших инверторных сварочных аппаратов бюджетной ценовой категории. У него компактные размеры и вес 7,2 кг. Он прост и неприхотлив в эксплуатации. Агрегат питается от сети переменного тока 220 вольт, но способен работать и при понижении напряжения до 140 В. Диапазон сварочного тока 31-225 А при диаметре используемых электродов от 1,6 до 5 мм позволяет решать с его помощью бытовые и профессиональные задачи.
Аппарат легко зажигает дугу по краске и ржавчине. Функции горячего старта, форсажа дуги и защиты от залипания сварочных электродов заметно упрощают работу сварщика. Учитывая ПВ на максимальном токе 100%, можно смело отнести этот инвертор к разряду полупрофессиональных. Изделие продается в комплекте с маской МС350 с автозатемнением.
- достаточно высокая мощность 10,6 кВА;
- производителем использованы качественные транзисторы американского и немецкого производства;
- удобная работа и простое управление;
- хорошие функциональные возможности;
- устойчивость к колебаниям напряжения сети;
- эффективное охлаждение, способствующее интенсивной эксплуатации;
- удобство переноски и подключения.

- недостаточно удобен держатель электрода;
- малая длина штатных кабелей.
Цены на Интерскол ИСА-250/10,6:
9. Fubarg IR 220
Компактная дешевая модель весом всего 4,64 кг, питающаяся от стандартной энергетической сети напряжением 220 вольт, пригодится не только для дома и дачи, но и в профессиональной работе. Она развивает мощность 8,26 кВт, давая на выходе максимальный ток 220 А. Диаметр используемых электродов 1,6-5,0 мм.
Инвертор устойчив к посадкам входного напряжения до 150 В. Он оснащен эргономичной пластиковой ручкой и широким ремнем для переноски. Аппарат характеризуется хорошим качеством сборки, удобными кабельными разъемами, плавной настройкой и наглядным цифровым дисплеем. Несмотря на встроенную систему принудительного воздушного охлаждения, ПВ на максимальном токе не превышает 40%. Автоматика включает в себя стандартный набор опций: горячий старт, форсаж дуги, антизалипание и блокировку от перегрева. Система управления проста и интуитивно понятна.
Система управления проста и интуитивно понятна.
- широкий диапазон использования;
- надежная автоматика;
- малый вес;
- простота подключения кабелей;
- качественная сборка;
- низкая стоимость для оборудования с такими функциональными возможностями.
- необходимость длительных перерывов при работе на высоких нагрузках;
- пользователи часто меняют сварочные кабели на более длинные.
Цены на Fubarg IR 220:
8. Ресанта САИ-220
Интересная модель латвийской разработки, работающая с электродами диаметром до 5 мм. У нее достаточно высокая для небольших инверторов мощность 6,6 кВт и широкий диапазон регулирования исходящего тока 10-220 А. Номинальное напряжение питания 220 В, но агрегат уверенно себя чувствует и при гораздо меньших значениях. Вес аппарата 4,9 кг. Он имеет алюминиевый корпус, ремень для переноски и простую систему управления.
Автоматика инвертора включает в себя опции: горячий старт, антиприлипание, защита от перегрева.
 У данной модели эффективное охлаждение, позволяющее достигать показателя ПВ 70%.
У данной модели эффективное охлаждение, позволяющее достигать показателя ПВ 70%.- широкий диапазон применения;
- хорошее охлаждение и защита от перегрева;
- устойчивость к перепадам напряжения;
- компактные габариты и малый вес;
- доступная стоимость.
- недолговечный вентилятор;
- отсутствует индикация фактического тока;
- нет функции форсажа дуги;
- ручка регулятора тока легко смещается при случайном касании.
Цены на Ресанта САИ-220:
7. Сварог REAL MIG 200
Продолжает обзор инверторных сварочных аппаратов популярная среди сварщиков профессиональная модель российского производства. Она предназначена для создания неразъемных соединений из различных марок стали или алюминия. Агрегат способен работать в естественной среде с покрытыми электродами и в потоке защитных газов MIG/MAG. Диаметр используемых электродов 1,5-4,0 мм, проволоки – 0,6-1,0 мм. С его помощью можно получать сварочный шов самого высокого качества.
Аппарат весит 13 килограммов и развивает мощность до 5,4 кВт. Его максимальный ток 200 А. Напряжение холостого хода 52 В. Скорость подачи проволоки регулируется в пределах от 1,5 до 14,0 м/сек. В комплект поставки входит горелка UC 1500-30 ER и набор запасных частей. Инвертор оснащен хорошей системой воздушного охлаждения, позволяющей непрерывно работать при различных режимах сварки.
- ручной и полуавтоматический режимы работы;
- возможность смены полярности;
- простое управление;
- высокий КПД;
- устойчивая работа в условиях нестабильного напряжения;
- длительный ресурс работы;
- большой вес;
- отсутствие в комплекте держателя сварочных электродов.
Цены на Сварог REAL MIG 200:
6. Aurora OVERMAN 180
Неприхотливый сварочный полуавтомат китайской сборки, работающий от сети переменного тока 220 вольт с раскачкой напряжения +15%. При потребляемой мощности до 4,7 кВт он способен в режиме MIG/MAG давать максимальный ток 175 А, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость ее подачи устанавливается в диапазоне 2-15 м/мин. Агрегат дает стабильную дугу без образования брызг. При этом получается исключительно прочный и однородный шов.
Скорость ее подачи устанавливается в диапазоне 2-15 м/мин. Агрегат дает стабильную дугу без образования брызг. При этом получается исключительно прочный и однородный шов.
Модель оснащена удобной ручкой, но при весе в 15 кг ее лучше перевозить на тележке. В отличие от большинства полуавтоматических аппаратов здесь имеется ручная настройка вольт-ампперной характеристики в зависимости от свойств свариваемых деталей. Сильно облегчает работу устройство ускоренной заправки проволоки.
- прогрессивная система управления на базе транзисторов TOSHIBA;
- высокая надежность аппарата;
- отличное качество шва;
- удобная настройка дуги;
- система пост-газ хорошо защищает металл от окисления;
- эффективное охлаждение.
- скорость подачи проволоки устанавливается только в автоматическом режиме;
- большой вес аппарата.
Цены на Aurora OVERMAN 180:
5. Кедр ММА-200
Этот маленький сварочный инвертор лучше других подойдет для дома или гаража. Он весит всего 5 килограммов и может переноситься на плече. Его подключают к бытовой электрической сети. Мощности 5,2 кВт вполне хватает для работы с электродами диаметром до 4 мм при интервале значений исходящего тока от 20 до 200 А.
Он весит всего 5 килограммов и может переноситься на плече. Его подключают к бытовой электрической сети. Мощности 5,2 кВт вполне хватает для работы с электродами диаметром до 4 мм при интервале значений исходящего тока от 20 до 200 А.
Аппарат отличается экономичностью, компактными размерами, простым управлением, легкостью подключения кабелей. Здесь реализованы функции быстрого старта, антизалипания и защиты от перегрева. Модель недорого стоит и легко поддается ремонту. Все настройки просты и интуитивно понятны. Она не боится колебаний напряжения в сети питания.
- высокая надежность;
- легкость обслуживания;
- малый вес и компактные габариты;
- дешевый ремонт;
- широкий диапазон сварочного тока;
- низкий уровень шума.
- нет опции форсажа дуги;
- аппарат не предназначен для интенсивной эксплуатации.
Цены на Кедр ММА-200:
4. Форсаж 200
Самый лучший сварочный инвертор отечественного производства обладает оптимальным набором характеристик для профессиональной работы. Он подключается к сети 220 В и не боится колебаний напряжения на входе. Диапазон плавной настройки тока сварки составляет 15-200 ампер, что позволяет варить в различном режиме детали любой конфигурации. Диаметр используемых электродов 1,6-5,0 мм. У этой модели присутствуют автоматические функции горячего старта, антиприлипания и форсажа дуги.
Он подключается к сети 220 В и не боится колебаний напряжения на входе. Диапазон плавной настройки тока сварки составляет 15-200 ампер, что позволяет варить в различном режиме детали любой конфигурации. Диаметр используемых электродов 1,6-5,0 мм. У этой модели присутствуют автоматические функции горячего старта, антиприлипания и форсажа дуги.
Важно! При наличии аргонной горелки аппарат можно использовать для TIG-сварки.
Агрегат весит 5,8 кг и потребляет 6,3 кВт мощности. Его отличают качественные комплектующие компоненты и надежная сборка. Автоматически включающийся в работу вентилятор воздушного охлаждения эффективно защищает внутреннее устройство от перегрева и экономно расходует энергию. Инвертор может использоваться при температуре окружающей среды от -20 до +40 градусов Цельсия. Работа со сварочным током до 140 А не требует остановок для охлаждения.
- эффективная работа в режимах электродуговой и аргонодуговой сварки;
- электронная стабилизация тока дуги способствует высокому качеству швов;
- малый вес при хорошей производительности;
- экономичность;
- надежная защита от перегрузок;
- полноценная функциональная автоматика;
- длительный срок службы.

- высокая стоимость, сопоставимая с зарубежными аналогами.
Цены на Форсаж 200:
3. FUBARG INMIG 200 PLUS
Сварочные аппараты инверторного типа данной марки характеризуются максимальной универсальностью: они применяются при профессиональной работе в режимах ручной дуговой, полуавтоматической и аргонной дуговой сварки. Такой агрегат весит 13,6 кг и потребляет 7,9 кВт мощности. Он развивает ток сварки до 200 ампер. Диапазон регулирования зависит от выбранного режима.
Инвертор отличается плавностью и высокой точностью настроек, параметры которых отражаются на цифровых экранах. Модель обеспечивает высокую скорость сварки и превосходное качество шва. Солидный внешний вид агрегата полностью соответствует его широким функциональным возможностям и надежности внутреннего устройства.
- универсальность;
- высокая производительность;
- эффективность автоматики;
- длительный ресурс интенсивной работы;
- исключительное качество швов.

- большая масса;
- высокая стоимость;
- нет функции запоминания выбранных настроек.
Цены на FUBARG INMIG 200 PLUS:
2. EWM Pico 162
Эта немецкая модель уверенно занимает свое место в рейтинге самых надежных и удобных сварочных аппаратов профессионального класса. Она применяется для сварки самых разнообразных марок стали методами MMA или TIG. Этот универсальный аппарат спокойно переносит колебания напряжения в сети питания 220 вольт, потребляет 5,5 кВт мощности и с высокой точностью подает на электрод ток в интервале от 10 до 160 ампер. Передняя панель имеет удобную ручку настройки и четкую индикацию состояния.
Агрегат весит менее 5 кг и легко переносится с помощью заплечного ремня. Толщина применяемых электродов не более 4 мм. Инвертор создает устойчивую дугу и может варить даже по краске и ржавчине. Устройство не перегревается благодаря эффективному обдуву вентилятором, имеющим электронное управление. Сварщики ценят аппараты этой марки за надежность и стабильность работы.
Устройство не перегревается благодаря эффективному обдуву вентилятором, имеющим электронное управление. Сварщики ценят аппараты этой марки за надежность и стабильность работы.
- универсальность;
- неприхотливость;
- надежная сборка и безотказная автоматика;
- простота настройки;
- высокое качество швов.
- аппарат реализуется без комплектующих изделий.
Цены на EWM Pico 162:
1. BLWELD MEGAMIG 300S
Этот итальянский полуавтомат попал в топ-10 за исключительно высокую мощность и производительность. Он весит 96 кг и перемещается на штатных роликах с помощью специальной рукояти. У него есть выносное устройство для подачи проволоки.
Важно! Инвертор подключается к трехфазной сети 380 вольт и развивает мощность до 11,5 кВт, что является избыточным для бытовых условий. Устройство может быть востребовано только на крупном производстве.

Ток на выходе с аппарата может достигать 300 А, позволяя качественно и быстро сваривать толстые стальные детали, но в таком режиме его ПВ не превышает 25%. Зато при меньших значениях силы тока агрегат демонстрирует высокую скорость работы и стабильность.
- широкий диапазон регулирования силы тока;
- высокая производительность;
- удобство настроек;
- большой радиус действия;
- хорошее охлаждение.
- низкая мобильность;
- необходимость подключения к трехфазной сети;
- высокая стоимость.
Цены на BLWELD MEGAMIG 300S:
Заключение
Представленные в этом списке лучшие сварочные инверторы для дома и производства имеют надежное исполнение и удобны в эксплуатации. При выборе конкретной модели обязательно должна учитываться область применения и требуемые для нее режимы сварки. На бытовом уровне лучше остановиться на легких и недорогих изделиях, которые при правильном использовании демонстрируют длительную и качественную работу.
Лучшие сварочные инверторные аппараты 2018 года для дома и дачи
Сварочные аппараты инверторного типа стали прорывом в части использования сварки для бытовых, коммерческих и неответственных производственных нужд. Придя на смену трансформаторным сварочным выпрямителям, инверторы постепенно вытеснили их с рынка за счёт значительного снижения массы и уменьшения габаритных размеров.
Как только инверторные аппараты стали доступны по цене и ассортименту, их популярность среди сварщиков-любителей и профессионалов стала расти в геометрической прогрессии. Интерес профессионалов можно обосновать малыми габаритами, которые позволяют вести сварку в труднодоступных местах, на большой высоте и в ограниченных пространствах.
Популярность среди любителей, помимо перечисленных, обусловлена причинами иного рода.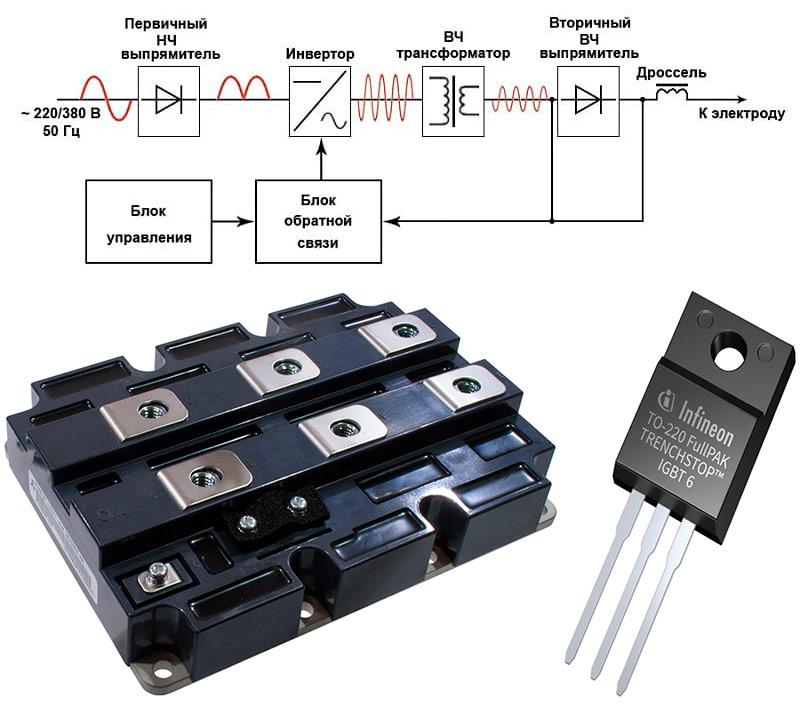 Компактные, мобильные и удобные в работе и хранении инверторы показали себя с наилучшей стороны в условиях подключения к нестабильной электрической сети. Устройства стабилизируют колебания входного напряжения и на выходе выдают устойчивый сварочный ток, который обеспечивает качественное формирование металла шва при незначительных потерях на разбрызгивание.
Компактные, мобильные и удобные в работе и хранении инверторы показали себя с наилучшей стороны в условиях подключения к нестабильной электрической сети. Устройства стабилизируют колебания входного напряжения и на выходе выдают устойчивый сварочный ток, который обеспечивает качественное формирование металла шва при незначительных потерях на разбрызгивание.
Рейтинг сварочных инверторов
Портал toptopus.ru представляет свою подборку лидеров среди моделей различных ценовых категорий.
| Сварочный аппарат | Сварочный ток, max | Диаметры электродов | Входное напряжение, min | Вес | Габариты (ДхШхВ) | |
|---|---|---|---|---|---|---|
| Wester Compact 120 | 120 А | 1,6-3,2 мм | 160 В | 2,8 кг | 330x200x190 мм | Цена |
| Ресанта САИ 160К | 160 А | 1,6-4,0 мм | 140 В | 3,4 кг | 210х110х165 | Цена |
| Elitech ИС 180МК | 160 А | 1,6-4,0 мм | 160 В | 2,7 кг | 390x150x305 мм | Цена |
| Wester MMA160H | 160 А | 1,6-4,0 мм | 140 В | 6,0 кг | 470х230х320 мм | Цена |
| Aurora Maximma 2000 | 200 А | 1,0-5,0 мм | 187 В | 5,0 кг | 500x210x510 мм | Цена |
| Patriot 200 PFC | 200 А | 2,0-5,0 мм | 90 В | 7,6 кг | 390x220x280 мм | Цена |
| Fubag IR220 VRD | 200 А | 1,6-5,0 мм | 150 В | 4,6 кг | 340х120х240 мм | Цена |
| Kemppi Minarc EVO 180 VRD | 180 А | 1,5-4,0 мм | 200 В | 5,9 кг | 361х139х267 мм | Цена |
8
Wester Compact 120 — лёгкость и мощь в пределах бюджета
- Макс. сварочный ток — 120 А
- Диаметр электрода — 1,6-3,2 мм
- Мин. входное напряжение — 160 В
- Вес — 2,8 кг
 сварочный ток — 120 А
сварочный ток — 120 АОбласти применения — РДС соединений из чёрной и нержавеющей стали, сварка медных деталей.
Аппарат обладает интуитивно понятным интерфейсом, прост и удобен в обращении, что позволяет использовать его даже начинающим сварщикам. Разработчики позаботились о непрофессиональных пользователях, включив в состав изделия функции защиты от перегрева, облегчённого зажигания дуги и предотвращения залипания электрода. Для удобства настройки режимов прибор оснащён регулятором сварочного тока в интервале 10-120А. В комплект устройства входит ремень для переноски в процессе работы.
Плюсы:
- мобильность и компактность за счёт небольших габаритов и лёгкого веса
- встроенная система принудительного охлаждения
- специальные функции Hot Start (автоматическое увеличение силы тока в момент прикосновения электрода к основному металлу) и Anti Stick (автоматическое регулирование силы тока для снижения вероятности залипания электродного стержня)
Минусы:
- короткий провод массы
Купить!
7
Ресанта САИ 160К — проверенная модель в улучшенной модификации
- Макс. сварочный ток — 160 А
- Диаметр электрода — 1,6-4 мм
- Мин. входное напряжение — 140 В
- Вес — 3,4 кг
 сварочный ток — 160 А
сварочный ток — 160 АОбласти применения — РДС покрытыми электродами и резка металлических изделий.
Модифицированная версия проверенной на практике модели САИ 160 включает в себя все функции, которые необходимы для беспроблемной эксплуатации устройства в бытовых и промышленных условиях. Добавленные возможности значительно расширили области, в которых модель может применяться, и существенно облегчили работу для новичков. В комплекте имеется наплечный ремень, который упрощает переноску устройства во время работы.
Плюсы:
- лёгкий вес и малые габариты изделия
- защита от коротких замыканий и перегрева
- стабильная работа несмотря на перепады напряжения в сети
- возможность регулирования сварочного тока
Минусы:
- отсутствие защитного кейса для хранения
- перебои в работе при повышенной влажности
Купить!
6
Elitech ИС 180МК — готовый комплект для сварки в бытовых целях
- Макс. сварочный ток — 160 А
- Диаметр электрода — 1,6-4 мм
- Мин. входное напряжение — 160 В
- Вес — 2,7 кг
 сварочный ток — 160 А
сварочный ток — 160 АОбласти применения — РДС углеродистых, низколегированных и нержавеющих сталей, с установкой дополнительного оборудования возможна аргонодуговая сварка неплавящимися электродами.
Легковесный и малогабаритный аппарат, характеризуется устойчивостью к перепадам сетевого напряжения и стабильностью при подключении к сетям с пониженным напряжением. За счёт этого приобрёл популярность среди владельцев загородных домов, дач и гаражей. Оснащён специальным наплечным ремнём для переноски и высотных работ.
Плюсы:
- укомплектован защитным кейсом для хранения
- индикаторы питания и перегрева позволяют следить за состоянием работающего устройства
- щедрая комплектация — краги, кейс, щётка и щиток
Минусы:
- очень короткий сварочный кабель и провод заземления
Купить!
5
Wester MMA160H — немецкое качество по доступной цене
- Макс. сварочный ток — 160 А
- Диаметр электрода — 1,6-4 мм
- Мин. входное напряжение — 140 В
- Вес — 6 кг
 сварочный ток — 160 А
сварочный ток — 160 АОбласти применения — РДС чёрных и нержавеющих сталей плавящимися электродами.
Второй представитель немецкого бренда в нашем рейтинге. Инверторный аппарат с простой и понятной системой управления. Подходит для начинающих пользователей и опытных сварщиков-профессионалов. Оснащён системой плавной регулировки тока в диапазоне от 10 до 160 А. Приспособлен для стабилизации скачущего напряжения, обеспечивает высокое качество наплавленного металла сварного соединения в условиях нестабильного и низкого уровня напряжения в сети. Укомплектован силовым и заземляющим кабелями длиной 2 и 1,5 метра соответственно, чем заслужил положительные отзывы на практике. Это обусловлено тем, что более дешёвые модели зачастую комплектуются производителями короткими проводами, которые пользователи вынуждены менять для обеспечения комфортных условий работы.
Плюсы:
- функция антизалипания электрода
- автоматизированная система форсирования дуги
- защита от перегревания
- упрощённая система розжига дуги
Минусы:
- чувствителен к резким перепадам сетевого напряжения
4
Aurora Maximma 2000 — максимум возможностей для бытовой сварки
- Макс. сварочный ток — 200 А
- Диаметр электрода — 1-5 мм
- Мин. входное напряжение — 187 В
- Вес — 5 кг
 сварочный ток — 200 А
сварочный ток — 200 АОбласти применения — РДС (ММА) всех видов металлов.
Российско-китайский бренд Aurora вывел на новый уровень сварочные аппараты инверторного типа, которые предназначены для частного бытового использования. За счёт усовершенствованных технических характеристик, относительно недорогая модель Maximma 2000 вполне способна справиться и с небольшими объёмами производственной деятельности в области строительства, сборки и сварки металлоконструкций, монтажных и ремонтных работ. Но в основном эта модель ориентирована на бытовых сварщиков-любителей и учеников. Для их удобства устройство оснащено рядом функций, которые значительно упрощают управление и защищают пользователя от опасностей, связанных со сваркой.
Плюсы:
- Force Arc — функция, которая предотвращает прилипание электрода к основному металлу и стабилизирует горение дуги
- Hot Start — обеспечивает максимально возможную нагрузку в момент розжига дуги
- функция VRD снижает напряжение во время работы вхолостую, предотвращая поражение сварщика электрическим током
- система охлаждения начинает работать только в случае перегрева элементов управления, что продлевает срок эксплуатации вентилятора
- в комплект включены кабели для массы и держака, длиной 2,2 и 2,5 метра соответственно, защитный кейс для хранения и транспортировки, щиток сварщика, щётка для отбивания и счищения шлака
Минусы:
- щиток в комплекте скорее для вида, чем для практического применения
Купить!
3
Patriot 200 PFC — минимум потребляемой энергии
- Макс. сварочный ток — 200 А
- Диаметр электрода — 2-5 мм
- Мин. входное напряжение — 90 В
- Вес — 7,6 кг
 сварочный ток — 200 А
сварочный ток — 200 АОбласти применения — РДС соединений деталей из стали и чугуна.
Американские идеи, воплощённые в реальность на китайском производстве. Такая формула изготовления промышленных товаров встречается всё чаще. В данном случае китайское производство не означает дешёвую реплику американской техники. Оборудование производится на китайских заводах по официальной лицензии.
Разработчики дополнили устройство рядом специфических функций, которые призваны ускорить и упростить процесс сварки, а также облегчить обучение новичков. Модель PATRIOT 200 PFC относится к классу полупрофессиональных и ценится гораздо выше обычных инверторов для дачи. Этот аппарат способен решать не только бытовые, но и производственные задачи из области сварки.
Среди применённых технологий выделяется коррекция реактивной мощности, которая позволяет существенно сократить количество потребляемой аппаратом энергии без потерь в производительности. Дополнительным преимуществом коррекции является снижение нагрузки на сеть, к которой подключено устройство и возможность работы при пониженных напряжениях.
Дополнительным преимуществом коррекции является снижение нагрузки на сеть, к которой подключено устройство и возможность работы при пониженных напряжениях.
Плюсы:
- компенсация потерь мощности во время работы
- Arc Force — автоматическая регулировка силы тока в зависимости от фактической длины дуги
- Anti Stick — противодействие залипанию электрода
- Hot Start — принудительная подача краткосрочного импульса в момент зажигания дуги
- цифровой дисплей
- удобная и прочная ручка для переноски
Минусы:
- отсутствие защитного кейса
Купить!
2
Fubag IR220 VRD — гарантированный уровень качества и защищённости
- Макс. сварочный ток — 200 А
- Диаметр электрода — 1,6-5 мм
- Мин. входное напряжение — 150 В
- Вес — 4,64 кг
Области применения — сварка и наплавка металлических деталей покрытыми электродами.
Полупрофессиональный инверторный аппарат для РДС (ММА). Спроектирован инженерами немецкого концерна Fubag, изготовлен по лицензии разработчика китайскими промышленными предприятиями. Модель Fubag 200VRD специализируется на работе в условиях высокой вероятности поражения сварщика электрическим током — местах повышенной влажности и открытого скопления воды. Функция VRD подразумевает автоматическое снижение напряжения при переходе устройства в режим холостого хода, что повышает безопасность работы и снижает потребление электроэнергии.
Спроектирован инженерами немецкого концерна Fubag, изготовлен по лицензии разработчика китайскими промышленными предприятиями. Модель Fubag 200VRD специализируется на работе в условиях высокой вероятности поражения сварщика электрическим током — местах повышенной влажности и открытого скопления воды. Функция VRD подразумевает автоматическое снижение напряжения при переходе устройства в режим холостого хода, что повышает безопасность работы и снижает потребление электроэнергии.
Конструкция модели предусматривает эффективную систему охлаждения, которая обеспечивает стабильную работу оборудования в непрерывном режиме при токе до 100 А.
Плюсы:
- качество изготовления деталей и сборки конструкции
- надёжность соединений кабелей с корпусом аппарата
- цифровой дисплей
- встроенная отключаемая функция VRD
- регулируемый наплечный ремень для удобной переноски
- защита корпуса от проникновения пыли, влаги и загрязнений
- длительный срок эксплуатации
- компактность габаритов и лёгкий вес
Минусы:
- отсутствие защитного кейса для хранения и транспортировки.

Купить!
1
Kemppi Minarc EVO 180 VRD — совершенство на грани возможностей
- Макс. сварочный ток — 180 А
- Диаметр электрода — 1,5-4 мм
- Мин. входное напряжение — 200 В
- Вес — 5,85 кг
Области применения — РДС плавящимися электродами и сварка в среде аргона неплавящимися электродами металлических деталей различной толщины и во всех пространственных положениях.
Новейшая разработка финской компании Kemppi — одного из признанных лидеров мировой индустрии сварочного оборудования. Конструкция модели включает все последние достижения отрасли. Каждый элемент призван обеспечить максимально возможное качество сварки при сохранении мобильности и компактности устройства. Аппарат не имеет аналогов по соотношению габаритов корпуса к техническим возможностям.
При всех технологиях, которые включены в состав модификации, аппарат сохраняет предельную простоту в управлении и обращении, не создавая проблем даже начинающим пользователям. Результаты плавной регулировки силы тока отображаются на большом дисплее, а приобретение дополнительного пульта управления позволяет управлять режимами дистанционно.
Результаты плавной регулировки силы тока отображаются на большом дисплее, а приобретение дополнительного пульта управления позволяет управлять режимами дистанционно.
Плюсы:
- RD — защита сварщика от поражения током в местах повышенной влажности
- качественное формирование металла шва
- универсальность в отношении расходных материалов и присоединительных кабелей
- технология PFC, которая обеспечивает минимальные потери энергии
- стабильные показатели сварочного тока
- прочность и надёжность корпуса и соединений
- защита от проникновения пыли и влаги
- технология точечного розжига дуги при аргонодуговой сварке
- гарантия производителя свыше двух лет
Минусы:
- Высокая стоимость
Критерии выбора
Ввиду нарастающей популярности, количество сварочных инверторов для бытового применения на рынке зашкаливает.
Далеко не каждой новинке можно доверять, поэтому одним из первостепенных критериев отбора стали отзывы опытных сварщиков о практическом применении аппаратов.
Во вторую очередь попала репутация производителей, поскольку высокий уровень ответственности подразумевает постоянство в качестве.
На третьем, но не менее важном месте оказались технические возможности устройств, мы отобрали модели с теми функциями, которые действительно важны для использования в бытовых и мелкопроизводственных целях.
Приведённый рейтинг инверторных аппаратов носит ознакомительный и рекомендательный характер, не преследуя рекламных целей. Мы постарались максимально полно охватить рынок предложений и оценить справедливость критических и похвальных отзывов об оборудовании, невзирая на авторитеты, но претендуя на объективность. Каждый пользователь имеет право или возможность согласиться с нашим мнением, проголосовать за лучший или же опровергнуть его в комментариях при желании.
Убедительно просим вас покупать инверторы только у производителей или официальных дистрибьюторов, цена представленного оборудования слишком высока, чтобы рисковать деньгами и собственным здоровьем ради сиюминутной дешевизны.
14 лучших марок сварочных аппаратов в мире
Высокоразвитая индустрия сварки охватывает сотни брендов, предлагающих все виды оборудования. Однако в сфере сварки доминируют менее двадцати брендов.
Эта статья познакомит вас с лучшими марками сварочных аппаратов, и мы не будем уклоняться от плюсов и минусов. Не каждый бренд ориентируется на профессионалов.
Например, любители и художники по металлу стали значительной частью рынка, когда инверторные сварочные аппараты стали доступными.
В результате ситуация на рынке сварочных аппаратов сильно изменилась. Уже не только Hobart предлагает одну или две модели сварочных аппаратов для самостоятельной сборки, появилось множество брендов, специализирующихся на этом и любом другом сегменте рынка.
1. Miller Electric
Веб-сайт : https://www.millerwelds.com
Miller Electric является одним из крупнейших производителей сварочных аппаратов, синонимом отрасли. Поэтому, когда вы говорите о «синем», каждый сварщик знает, что вы имеете в виду имя Миллера.
Поэтому, когда вы говорите о «синем», каждый сварщик знает, что вы имеете в виду имя Миллера.
История
Компания Miller Electric, основанная одним человеком в сельской местности Висконсина в 1929 году, превратилась в одного из крупнейших в мире производителей высококачественного сварочного оборудования.
Нильс Миллер, основатель Miller Electric, сделал в своем подвале свой первый сварочный аппарат из стального лома и катушек. В конце концов, Miller завоевал сердца американских сварщиков и стал настолько популярным, что все в отрасли либо использовали их машины, либо знали об их машинах.
Illinois Tool Workers («ITW») купили компанию в 1993 и добавил его в свой портфель ведущих отраслевых брендов.
Целевой рынок
Компания Miller в основном ориентируется на профессиональные сварочные мастерские, производственные и учебные заведения.
Цена
Сварочные аппараты Миллера стоят дорого. Но, учитывая их высокое качество сборки и дуги, профессионалы готовы платить более высокую цену. Тем не менее, чаще всего оборудование Миллера не предлагает лучшее соотношение цены и качества.
Тем не менее, чаще всего оборудование Миллера не предлагает лучшее соотношение цены и качества.
Специализация
Miller Electric продает сварочные аппараты MIG, TIG и MMA, начиная от небольших инверторных сварочных аппаратов и заканчивая большими промышленными установками. Кроме того, они предлагают плазменные резаки, оборудование для обеспечения безопасности, вытяжные устройства, роботизированные системы и устройства индукционного нагрева.
Pros
- Исключительное качество
- США Бренд с длинной историей
- Они специализируются на всех сварке оборудования
- Отличная поддержка клиентов и гарантия
- . не предлагать оборудование для любителей. Все их сварочные аппараты «слишком» хорошо сложены, что делает их дорогими для любителей или домашних мастеров
2. Lincoln Electric
Веб-сайт : https://www.lincolnelectric.com
Lincoln Electric, как и Miller, является известным промышленным гигантом. Все их знают. Если вы говорите, что являетесь фанатом «красной» команды, вы предпочитаете оборудование Линкольна, а не Миллера.
Все их знают. Если вы говорите, что являетесь фанатом «красной» команды, вы предпочитаете оборудование Линкольна, а не Миллера.
История
Компания Lincoln Electric была основана в Кливленде, штат Огайо, в 1895 году Джоном С. Линкольном всего за 200 долларов. Его первым продуктом был уникальный двигатель постоянного тока. Позже Джон и его брат Джеймс изобрели и запустили свой первый сварочный аппарат для дуговой сварки с переменным напряжением в 1911.
Шли годы, Lincoln Electric стала одним из самых важных институтов сварки. Помимо того, что Lincoln является лидером в производстве сварочного оборудования, в его состав входит некоммерческий учебный институт по сварке, а школа сварки Lincoln Electric была основана в 1917 году. .
Цена
Как и у Миллера, большая часть оборудования Линкольна дорогая. Однако Lincoln предлагает больше сварочного оборудования, предназначенного для любителей, чем Miller.
Специализация
Lincoln Electric специализируется практически на каждом сварочном оборудовании. Тем не менее, Линкольн также уделяет особое внимание обучению сварщиков. Поэтому многие из их продуктов предназначены для эффективного обучения сварщиков в их школах или других учебных заведениях, использующих программу Lincoln.
Тем не менее, Линкольн также уделяет особое внимание обучению сварщиков. Поэтому многие из их продуктов предназначены для эффективного обучения сварщиков в их школах или других учебных заведениях, использующих программу Lincoln.
Pros
- Лучшее в отрасли качество
- Превосходное обслуживание клиентов и расширенная гарантия
- Lincoln производит почти все сварочное оборудование
- Многочисленные программы для школ сварщиков
- Марка США
- Покупка оборудования Lincoln означает вложение средств в учебные заведения Lincoln
Минусы
- Дорогое оборудование
- Сварщиков-любителей мало, и они слишком дорогие4 1591 900.900 90 ЭСАБ
Веб-сайт : https://esab.com
Как и Миллер и Линкольн, ЭСАБ предлагает первоклассное сварочное оборудование для США и остального мира.
История
Инженер Оскар Кьельберг изобрел первый сварочный электрод с флюсовым покрытием в 1904 году и основал Elektriska Svetsnings-Aktiebolaget (ESAB) в Швеции.
За этим последовал ряд инноваций, сыгравших существенную роль в развитии сварки, какой мы ее знаем.Целевой рынок
ESAB в первую очередь ориентируется на профессиональные производственные линии, предприятия тяжелой промышленности и высококлассные сварочные мастерские.
Цена
Сварочные аппараты и оборудование ESAB стоят дорого. Но некоторые из их продуктов дешевле, чем у Миллера и Линкольна, но предлагают такое же или лучшее качество.
Специализация
Компания ESAB наиболее известна своим оборудованием для дуговой сварки. Но они также предлагают системы резки с ЧПУ, плазменные резаки, сварочные роботы и средства индивидуальной защиты.
Pros
- Лучшее в отрасли качество
- Отличная поддержка клиентов
- Широкий выбор продуктов
- Многие продукты обладают уникальными характеристиками0042
Минусы
- Несмотря на то, что продукция ЭСАБ дешевле, чем Miller и Lincoln, она недоступна большинству любителей и домашних мастеров.
Hobart известен качественными сварочными аппаратами, порошковой и сплошной проволокой MIG, а также электродами для стержневой сварки.
История
Hobart была основана в 1917 году Чарльзом Кларенсом (C.C.) Хобартом и его семьей. Сначала они производили генераторы, металлическую мебель и воздушные компрессоры. Но, в 19В 25 году компания Hobart выпустила свой первый сварочный аппарат и начала свое путешествие в мир сварки.
Вскоре после этого в 1930 году они основали Хобартовский институт сварочных технологий. Сегодня эта школа по-прежнему является одним из лучших сварочных институтов в мире.
ITW приобрела бренд Hobart в 1996 году. Многие думают, что Hobart принадлежит Миллеру, но обе компании являются субсидиями ITW.
Целевой рынок
Компания Hobart продает свои сварочные аппараты профессионалам, любителям и любителям самостоятельной работы на выходных. Это наиболее значимый бренд, который активно конкурирует на рынке для любителей.
Цена
В то время как их линейка сварочных аппаратов в основном представляет собой разбавленные версии машин Миллера, чтобы сделать их более доступными, машины Хобарта по-прежнему дороги. Однако исключительное качество сборки и расширенная гарантия компенсируют высокую стоимость. Тем не менее, никто не назвал бы их выгодной сделкой.
Специализация
Hobart специализируется на производстве присадочной проволоки для сварки MIG. Но они также производят сварочные аппараты среднего уровня. Их сварщики не могут конкурировать с профессиональными сварщиками Miller, Lincoln или ESAB. Но они хорошо подходят для небольшого магазина и хобби.
Плюсы
- Превосходное качество
- Торговая марка США с долгой историей
- Дешевле, чем другие крупные торговые марки
- Промышленная гарантия
- В большинстве оборудования используются детали Miller
 За этим последовал ряд инноваций, сыгравших существенную роль в развитии сварки, какой мы ее знаем.
За этим последовал ряд инноваций, сыгравших существенную роль в развитии сварки, какой мы ее знаем.

5.
 Иствуд
Иствуд
Веб-сайт : https://www.eastwood.com
Eastwood — американский бренд, который производит превосходное и доступное сварочное оборудование. Но они также продают широкий спектр инструментов от разных брендов.
История
Курт Строхакер был автолюбителем-самоучкой и ремонтником. Он увидел нехватку инструментов, доступных на рынке автолюбителей, и в 1978 году запустил бренд Eastwood. По мере роста его бренда Иствуд начал предлагать все больше и больше продуктов, включая сварочное оборудование.
Затем Иствуд разработал пистолет для точечной сварки, чтобы воспроизвести промышленную точечную сварку на автомобилях. Предложения по сварке росли, в конечном итоге был разработан каталог сварочного оборудования MIG, TIG и MMA.
Целевой рынок
Сварщики Eastwood в первую очередь ориентируются на любителей и магазины, которые выполняют легкую сварку.
Цена
Компания Eastwood предлагает лучшее соотношение цены и качества среди всех сварочных марок для воина выходного дня своими руками. Их сварочные аппараты дешевле, чем у Hobart, имеют больше функций и имеют расширенную гарантию.
Их сварочные аппараты дешевле, чем у Hobart, имеют больше функций и имеют расширенную гарантию.
Специализация
Компания Eastwood специализируется на инструментах для автолюбителей. Таким образом, их сварщики также ориентированы на работу с листовым металлом.
Pros
- Отличное качество сборки
- 3 года гарантии
- Торговая марка США с многолетней историей
- Все создано с учетом потребностей любителей
- Большая часть их оборудования может выдержать тяжелую работу в магазине
4 Минусы Хотя компания Eastwood предлагает лучшие сварочные аппараты по выгодной цене, их машинам не хватает некоторых функций.
6. YesWelder
Веб-сайт : https://yeswelder.com
YesWelder — относительно новый бренд, штурмом завоевавший рынок любителей. Они предлагают самые низкие цены и заработали солидную репутацию среди любителей активного отдыха.
История
Компания YesWelder была основана в 2006 году пятью соучредителями с целью производства доступного и качественного сварочного оборудования. В 2018 году YesWelder продавала товары напрямую потребителям и исключала «посредников», делая свою продукцию самой доступной на рынке.
В 2018 году YesWelder продавала товары напрямую потребителям и исключала «посредников», делая свою продукцию самой доступной на рынке.
YesWelder зарекомендовал себя как революционер отрасли. Они предлагают многофункциональные сварочные аппараты с множеством функций по доступной цене, и у них было две громких новаторских кампании на Kickstarter, в ходе которых они привлекали средства для разработки инновационных решений.
Целевой рынок
YesWelder в первую очередь предназначен для новичков, любителей «сделай сам» и производителей светотехники.
Цена
Учитывая включенные функции и низкие цены, YesWelder предлагает лучшие бюджетные машины на рынке. Однако, в то время как устройства Иствуда имеют меньше функций, продукты Иствуда имеют расширенную гарантию и лучшее качество сборки. Неудивительно, что эти два бренда активно конкурируют друг с другом. Оба хотят рынок для любителей, а YesWelder дешевле. Но у Иствуда гарантия лучше.
Специализация
YesWelder специализируется на оборудовании для дуговой сварки, уделяя особое внимание многофункциональным машинам.
Pros
- Доступное оборудование, адаптированное для любителей. низкое качество сборки
- Импортный бренд
7. Forney
Веб-сайт : https://www.forneyind.com
Forney продает широкий ассортимент инструментов для мастерских, но специализируется на сварочном оборудовании. Их зеленый цвет легко узнаваем и уникален для их бренда.
История
В 1932 году они начали свой путь в сварочной отрасли, когда Джеймс Донован Форни создал «Паяльник мгновенного нагрева Forney». Это был первый продукт Forney. В 1936 году Форни сконструировал свой первый сварочный аппарат. Вскоре после этого они начали расширять продуктовую линейку и со временем стали одним из крупнейших дистрибьюторов сварочного оборудования в США.
Целевой рынок
Forney продает снаряжение для профессионалов и любителей. Они предлагают широкий ассортимент продукции, от высококачественного оборудования до сварочных аппаратов начального уровня.
Цена
Сварочные аппараты Forney стоят от 350 до 3000 долларов. Поскольку их продуктовая линейка разнообразна, некоторые машины являются выгодной сделкой, в то время как другие могут быть завышены по сравнению с другими брендами.
Специализация
Forney продает оборудование для дуговой и газокислородной сварки, абразивы и различные инструменты для мастерских.
Pros
- USA Бренд с длинной историей
- Выдающее качество сборки
- Многочисленные доступные сварщики для любителей
- Высококлассные оборудование для профессионалов
- . сварочные аппараты начального уровня
- Сварочные аппараты для хобби имеют ограниченные возможности
8. Титан
Веб-сайт : https://www.harborfreight.com/welding.html
Titanium — торговая марка сварочных аппаратов, продаваемых Harbour Freight Tools. Как и Forney, они характеризуются зеленым корпусом. Но титановые машины имеют чуть более светлый зеленый оттенок.
История
Компания Harbour Freight была основана в 1977 году Эриком Смидтом и его отцом. Бренд быстро вырос до более чем 1300 магазинов в США и расширился, чтобы охватить инструменты практически для всех профессий.
Titanium — это новый суббренд Harbour Freight, включающий только сварочные аппараты. Они запустили эту линейку где-то в 2017-2018 годах, так что эти сварочные аппараты еще относительно новые.
Целевой рынок
Титановые машины предназначены для легкой сварки и сварки в домашних условиях.
Цена
В линейке Titanium есть разные станки. Но большинство из них немного завышены по сравнению с другими сварочными брендами начального уровня. Кроме того, их 90-дневная гарантия намного ниже отраслевых стандартов. Более доступные сварочные аппараты от YesWelder имеют лучшую 1-летнюю гарантию, а машины Eastwood по сопоставимой цене предлагают 3-летнюю гарантию.
Специализация
Титановые машины специализируются на процессах дуговой сварки. Но их лучшие модели — это многопроцессорные сварочные аппараты.
Но их лучшие модели — это многопроцессорные сварочные аппараты.
Pros
- Good build quality
- Numerous features
- USA brand
- Multi and single-process machines
Cons
- Expensive entry-level gear
- Poor warranty
9. Fronius
Веб-сайт : https://www.fronius.com
Имея почти 1000 патентов и глобальное присутствие, Fronius является одним из самых успешных брендов сварочного оборудования для профессионалов.
История
Гюнтер Фрониус был инженером, основавшим компанию Fronius в Петтенбахе, Австрия. Он хорошо знал аккумуляторные системы и использовал свой опыт для повышения эффективности сварочных преобразователей, разработав регулируемый сварочный выпрямитель на основе мощного зарядного устройства для аккумуляторов.
Компания Fronius была основана в 1945 году и превратилась в глобальный бренд с присутствием в 86 странах. Они изобрели холодную сварку с переносом металла («CMT») и улучшили области «LaserHybrid» и контактной точечной сварки.
Они изобрели холодную сварку с переносом металла («CMT») и улучшили области «LaserHybrid» и контактной точечной сварки.
Целевой рынок
Компания Fronius нацелена на высококлассные сварочные предприятия, профессиональные мастерские, производственные линии, требующие автоматизированных сварочных систем, и промышленные процессы, требующие уникальных сварочных решений.
Цена
Сварочное оборудование Fronius стоит дорого. Большинство их сварочных аппаратов представляют собой высокотехнологичные решения, предназначенные для промышленного применения. Их самые доступные машины стоят от 2000 до 3000 долларов. Итак, Fronius не для любителей.
Специализация
Fronius специализируется на промышленной сварке, особенно в автомобилестроении.
Профессионалы
- Лучшее качество сборки и дуги
- Автоматизированные решения
- Единственный бренд, предлагающий процесс сварки CMT
- Партнерская программа Fronius для крупных предприятий
- Возможность удовлетворить особые требования пользователей
- Предлагаем портативные сварочные аппараты с питанием от аккумуляторов
Минусы
- Дорого
- Ни один из их сварочных аппаратов не рассчитан на энтузиастов-любителей или владельцев небольших магазинов
- Только несколько поставщиков продают сварочные аппараты Fronius в США
10.
 Everlast
Everlast
Веб-сайт : https://www.everlastgenerators.com
Everlast — это относительно новый бренд инверторных IGBT-машин для сварки и плазменной резки. Их «промышленный» дизайн и темно-зеленый цвет легко узнать, но они наиболее известны благодаря множеству встроенных функций и расширенной гарантии.
История
Компания Everlast была основана в 2004 году в Сан-Франциско, Калифорния. Но они производят свои сварочные аппараты в Китае, как и большинство сварочных брендов США. Они не пользовались популярностью до 2008 года, когда компания Everlast внедрила инверторную технологию IGBT. Сегодня Everlast имеет много поклонников из-за его низкой цены и хорошего качества сварщика.
Целевой рынок
Everlast предназначен для профессионалов, которые управляют малыми и средними магазинами, а также любителей сварки своими руками.
Цена
Everlast предлагает множество сварочных аппаратов и станков для плазменной резки, многие из которых имеют отличное соотношение цены и качества. Некоторые машины Everlast настолько многофункциональны, что трудно найти альтернативу по той же цене. Особенно это касается их более дорогого оборудования, предназначенного для использования в магазине.
Некоторые машины Everlast настолько многофункциональны, что трудно найти альтернативу по той же цене. Особенно это касается их более дорогого оборудования, предназначенного для использования в магазине.
Специализация
Everlast специализируется на инверторном оборудовании IGBT для дуговой сварки и плазменной резки.
Pros
- Выше среднего качества сборки в их ценовом диапазоне
- 5-летняя гарантия
- Богатые объекты
- часто предлагают уникальную смесь
- . сварочные аппараты имеют ограниченные возможности
11. Vulcan
Веб-сайт : https://www.harborfreight.com/vulcan
Vulcan — еще одна марка сварочного оборудования от Harbour Freight, как и Titanium. Но линейка оборудования Vulcan также включает аксессуары, такие как сварочные маски и расходные материалы.
История
Harbour Freight запустила серию сварочных аппаратов Vulkan в 2018 году, чтобы конкурировать с дорогими брендами, такими как Lincoln Electric. Сварочные аппараты Vulkan все еще относительно новы, но большинство пользователей имеют хороший опыт работы с их аппаратами.
Сварочные аппараты Vulkan все еще относительно новы, но большинство пользователей имеют хороший опыт работы с их аппаратами.
Целевой рынок
Сварочные аппараты Vulcan предназначены для небольших и средних работ в мастерских, а также для требовательных домашних мастеров или любителей сварки.
Цена
Несмотря на то, что сварочные аппараты Vulcan дешевле, чем аналоги таких крупных брендов, как Lincoln, ESAB и Miller, они дороже, чем Everlast. К сожалению, как и у титановых сварщиков, оборудование Vulkan имеет мизерную 90-дневная гарантия. Таким образом, многие люди по-прежнему скептически относятся к их реальной стоимости, даже если эти машины предлагают отличные функции и качество сборки.
Специализация
Торговая марка Vulkan специализируется на производстве оборудования для дуговой сварки.
PROS
- Высокое качество сборки для низкой стоимости
- Богатые объекты
- Практически все предлагают входной вход с двумя напряжением
- USA Brand
Cons
- Pope Warranty
- Плохой варан.0011
Веб-сайт : https://primeweld.com
Primeweld — относительно новый бренд, стремящийся доминировать на рынке инверторной сварки и машин для плазменной резки.
История
К сожалению, большая часть истории Primeweld закрыта для общественности. Торговая марка Primeweld и домен веб-сайта были созданы в 2001 году. Однако вначале эта компания, похоже, продавала оборудование для сварки пластмасс. Кроме того, в течение короткого периода в 2006 году на их веб-сайте показывалось оборудование Eastwood, и казалось, что Иствуд купил бренд.
Однако трудно определить, имеет ли компания какое-либо отношение к истории оригинального веб-сайта. Тот PrimeWeld, который мы знаем сегодня, был запущен где-то в 2018-2019 годах. Таким образом, эта компания либо совершенно новая, либо провела ребрендинг по сравнению с предыдущими бизнес-начинаниями.
Целевой рынок
Primeweld предназначен для любителей и профессионалов, которым требуются расширенные функции сварки.
Цена
Машины для сварки и плазменной резки Primeweld доступны по цене. Их 3-летняя гарантия такая же, как у Иствуда, но они все еще относительно новые на рынке.
Специализация
Primeweld специализируется на машинах для дуговой сварки и резки.
Pros
- Affordable
- Feature-rich
- Well made
- Their machines include many accessories
- Long warranty
Cons
- Relatively new brand
13. AHP
Website : https ://ahpwelds.com
AHP похож на Primeweld, Everlast и YesWelder. Они базируются в США, но все их машины сделаны в Китае. Тем не менее, они заработали хорошую репутацию благодаря долговечности и качеству дуги. Тем не менее, их веб-сайт, маркетинг и линейка продуктов недостаточно развиты, и многих машин часто нет в наличии.
История
Компания AHP была основана в 2014 году для преодоления разрыва между оффшорным производством и высокими стандартами, ожидаемыми в США.
Этот бренд еще свеж и ему еще предстоит догнать Everlast и YesWelder, но их машины уже достаточно популярны.Целевой рынок
AHP ориентирована на энтузиастов-любителей, а также на малые и средние сварочные мастерские.
Цена
Поскольку их сварочные аппараты дороже, чем YesWelder, Everlast и Primeweld, их цена несколько завышена. Но AHP предлагает стандартную 3-летнюю гарантию.
Специализация
AHP специализируется на оборудовании для дуговой сварки и резки, но их лучшими машинами являются аппараты для сварки TIG.
Pros
- Хорошо сделанный
- Хороший качество дуги
- Богатые объекты
- 3-летняя гарантия
- Качественные аксессуары включали
Cons
- Малые продукты Catalog
- 8 CONS
- Маленькие продукты. Стоки. Относительно дорого
14. Лотос
Веб-сайт : https://www.uwelding.com
Lotos также является брендом дуговой сварки в США с производством в Китае.
Они популярны на Amazon, но им не хватает маркетинговых возможностей некоторых других брендов. Например, их веб-сайт не внушает доверия дизайном, который выглядит так, как будто он из начала 2000-х.История
Lotos была основана в 1989 году в Северной Калифорнии. Но их популярность возросла с 2000-х годов, когда они представили инверторную технологию, которая сделала их машины легкими и портативными.
Целевой рынок
Дуговые сварочные аппараты и плазменные резаки Lotos в основном используются любителями «сделай сам» и небольшими сварочными мастерскими.
Цена
Несмотря на то, что оборудование Lotos недорогое, оно уступает по дуге и качеству сборки по сравнению с аналогичными импортными брендами, такими как YesWelder, Primeweld и Everlast. Тем не менее, Lotos предлагает 3-летнюю гарантию, что является редкостью при таких низких ценах.
Специализация
Lotos специализируется на плазменной резке.
Плюсы
- Недорогой
- Длительная гарантия
- Многофункциональный
- Известный бренд
Минусы
- Низкое качество сборки и дуги
- Многие из их машин используют старую технологию MOSFET вместо новых сервисных инверторов 9042 IGBT 04 9042 продукты
- Использование расходных материалов других производителей приводит к аннулированию гарантии
Примечательные упоминания
Перечисленные ниже бренды либо не имеют значительного присутствия на рынке США, либо не производят сварочные аппараты.
Но они определенно заслуживают упоминания.- Kemppi — финский бренд, производящий ручные и автоматические сварочные аппараты профессионального уровня. Они были основаны в 1949 году и сегодня предлагают широкий ассортимент продукции.
- EWM Group — немецкий бренд с мировым присутствием, предлагающий высококачественное сварочное оборудование и инвестирующий значительные средства в инновационные решения. Они также продают небольшие сварочные аппараты для любителей.
- Lorch — немецкий бренд, предлагающий решения для автоматической и ручной сварки. Большая часть их оборудования предназначена для сварки в тяжелых условиях.
- Abicor Binzel — специализируется на сварке MIG, TIG и плазменных горелках. Хотя они были основаны в 1945 году в Германии, их первое производственное предприятие в США открылось в 1976 году. К сожалению, Abicor не продает сварочные аппараты, а только аксессуары.
Упаковка
Рынок сварочного оборудования постоянно развивается. Некоторые из названных нами брендов являются относительно новыми, и мы уверены, что в будущем появятся новые имена. При выборе оборудования учитывайте, какую работу вы будете выполнять. Если вы управляете небольшим магазином или занимаетесь сваркой в качестве хобби, вам не нужно тратить тысячи долларов на торговую марку.
Все сварочные аппараты, продаваемые в США, частично или полностью изготавливаются на шельфе. В лучшем случае агрегат собирают в США. Однако некоторые бренды, такие как Miller, Hobart, Lincoln или ESAB, имеют выдающийся контроль качества и жесткий контроль производства деталей за рубежом. В результате их машины имеют лучшую долговечность и качество сборки.
Однако сварщикам-любителям промышленная надежность не нужна. Таким образом, альтернативные бренды, такие как Eastwood, YesWelder, Everlast и PrimeWeld, являются отличным выбором. На наш взгляд, Eastwood предлагает лучшее качество сборки для любителей, а оборудование YesWelder — лучший бюджетный вариант.
Рейтинг лучших сварочных инверторов 2018 года для домашнего и профессионального использования
Аппарат для ручной дуговой сварки – отличный инструмент для прочного соединения металлических деталей между собой. Он широко востребован в производстве, связанном с изготовлением различных металлоконструкций. Без него сложно обойтись и на даче или в домашней мастерской. Наиболее удобными в использовании являются современные агрегаты инверторного типа. Их ассортимент на отечественном рынке электроинструмента представлен великим разнообразием марок. Рейтинг сварочных инверторов 2018 года, лучших по надежности и производительности, призван облегчить выбор модели, подходящей для ваших условий.
Содержание
- 1 10. Interskol ISA-250 / 10.6
- 2 9. Fubarg IR 220
- 3 8. Resanta Sai-220
- 4 7. Svarog Real Mig 200
- 5 6. Aurora Overman 180
- 6 5. Cedar MMA-200
- 7 4. Fast and Furious 200
- 8 3. FUBARG INMIG 200 PLUS
- 9 2. EWM Pico 162
- 10 1. BLWELD MEGAMIG 300S
- 11 Conclusion
10 Интерскол ИСА-250/10.6
Открывает рейтинг 2018 года один из лучших инверторных сварочных аппаратов бюджетная ценовая категория . Имеет компактные размеры и вес 7,2 кг. Он прост и неприхотлив в эксплуатации. Питается аппарат от сети переменного тока 220 вольт, но может работать и при снижении напряжения до 140 В. Диапазон сварочного тока 31-225 А при диаметре используемых электродов от 1,6 до 5. mm позволяет решать с его помощью бытовые и профессиональные задачи.
Устройство легко воспламеняет дугу краску и ржавчину . Функции горячего старта, форсажной дуги и антиприлипания сварочных электродов значительно упрощают работу сварщика. Учитывая ПВ на максимальном токе 100%, этот инвертор смело можно отнести к категории полупрофессиональных. Продукт продается с маской с автоматическим затемнением MC350.
- достаточно высокой мощности 10,6 кВА;
- производитель использовал качественные транзисторы американского и немецкого производства;
- удобная работа и простое управление;
- хороший функционал;
- устойчивость к колебаниям сетевого напряжения;
- эффективное охлаждение для более интенсивного использования;
- Простота переноски и подключения.
- электрододержатель недостаточно удобен;
- короткая длина стандартных кабелей.
Цены Интерскол ИСА-250/10.6:
9. Fubarg IR 220
Компактная дешевая модель весом всего 4,64 кг, питается от стандартной электросети 220 вольт, пригодится не только для дома и дачи, но и в профессиональной работе. Развивает мощность 8,26 кВт, выдавая на выходе максимальный ток 220 А. Диаметр используемых электродов 1,6–5,0 мм.
Инвертор устойчив к посадочному напряжению до 150 В. Оснащен эргономичной пластиковой ручкой и широким ремнем для переноски. Устройство отличается хорошим качеством сборки, удобными разъемами для кабелей, плавной настройкой и четким цифровым дисплеем. Несмотря на встроенную систему принудительного воздушного охлаждения, максимальное ограничение по току не превышает 40%. Автоматика включает в себя стандартный набор опций: горячий старт, форсаж дуги, антизалипание и блокировку от перегрева.
Система управления проста и интуитивно понятна.- широкий спектр применения;
- надежная автоматика;
- малый вес;
- простая проводка;
- качественная сборка;
- низкая стоимость для оборудования с таким функционалом.
- необходимость длительных перерывов при работе с большими нагрузками;
- Пользователи часто меняют сварочные кабели на более длинные.
Цены Fubarg IR 220:
8. Ресанта САИ-220
Интересная модель латвийской разработки, работающая с электродами диаметром 5 мм. Обладает достаточно высокой мощностью для небольших инверторов 6,6 кВт и широкий диапазон регулирования исходящего тока 10-220 А. Номинальное напряжение питания 220 В, но блок уверенно себя чувствует и при гораздо меньших значениях. Вес устройства 4,9 г.кг. Имеет алюминиевый корпус, ремень для переноски и простую систему управления.
Автоматический инвертор включает опции: горячий старт, антизалипание, защита от перегрева.
В этой модели эффективное охлаждение, позволяющее добиться ПВ 70%.- широкий спектр применения;
- хорошая защита от охлаждения и перегрева;
- устойчивость к перепадам напряжения;
- компактные размеры и небольшой вес;
- доступная стоимость.
- недолговечный вентилятор;
- нет индикации фактического тока;
- нет функции усиления дуги;
- Ручка регулятора тока легко смещается при случайном касании.
Цены Ресанта САИ-220:
7. Сварог РЕАЛ МИГ 200
Продолжаем обзор популярных среди сварщиков инверторных сварочных аппаратов профессиональная модель Российского производства. Он предназначен для создания неразъемных соединений из различных марок стали или алюминия. Установка способна работать в естественной среде с покрытыми электродами и в потоке защитных газов MIG/MAG. Диаметр используемых электродов 1,5-4,0 мм, проволоки — 0,6-1,0 мм.
С ее помощью можно получить сварочный шов высочайшего качества.Устройство весит 13 килограмм и развивает мощность до 5,4 кВт. Его максимальный ток 200 А. Напряжение холостого хода 52 В. Скорость подачи проволоки регулируется от 1,5 до 14,0 м/с. В комплект входит горелка UC 1500-30 ER и комплект запасных частей . Инвертор оснащен хорошей системой воздушного охлаждения, что позволяет работать непрерывно при различных режимах сварки.
- ручной и полуавтоматический режимы работы;
- возможность смены полярности;
- простая операция;
- высокая эффективность;
- устойчивая работа в условиях нестабильного напряжения;
- долгий срок службы;
- большой вес;
- отсутствие комплекта сварочных электродов.
Цены Сварог РЕАЛ МИГ 200:
6. Аврора ОВЕРМАН 180
Простенький сварочный полуавтомат китайской сборки, работающий от сети переменного тока 220 вольт с раскачкой напряжения + 15%.
При потребляемой мощности до 4,7 кВт он способен выдавать максимальный ток 175 А в режиме MIG/MAG, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость его подачи устанавливается в пределах 2-15 м/мин. Устройство дает стабильную дугу без распыления. В результате получается исключительно прочный и равномерный шов.Модель оснащена удобной ручкой, но при весе 15 кг лучше возить на тележке. В отличие от большинства полуавтоматов здесь имеется ручная установка ВАХ в зависимости от свойств свариваемых деталей. . Сильно облегчает работу устройство ускоренной проволочной заливки.
- прогрессивная система управления на транзисторах TOSHIBA;
- высокая надежность устройства;
- отличное качество шва;
- удобная настройка дуги;
- система догазовки хорошо защищает металл от окисления;
- эффективное охлаждение.
- скорость подачи проволоки устанавливается только в автоматическом режиме;
- большой вес устройства.
Цены Aurora OVERMAN 180:
5. Cedar MMA-200
Этот маленький сварочный инвертор лучше других. для дома или гаража . Он весит всего 5 кг и его можно носить на плече. Подключается к бытовой электросети. Мощности 5,2 кВт достаточно для работы с электродами диаметром до 4 мм при диапазоне значений отходящего тока от 20 до 200 А.
Прибор экономичный, компактный, простое управление, удобство подключения кабелей. Здесь реализованы функции быстрого старта. защита от прилипания и перегрева . Модель недорогая и простая в ремонте. Все настройки просты и интуитивно понятны. Ей не страшны перепады напряжения в электросети.
- высокая надежность;
- простота обслуживания;
- малый вес и компактные размеры;
- дешевый ремонт;
- широкий диапазон сварочного тока;
- низкий уровень шума.
- Опция форсирования дуги отсутствует;
- устройство не предназначено для интенсивного использования.
Цены Кедр ММА-200:
4. Форсаж 200
Лучший сварочный инвертор отечественного производства имеет оптимальный набор характеристик для профессиональной работы . Подключается к сети 220 В и не боится перепадов напряжения на вводе. Диапазон плавной регулировки сварочного тока составляет 15-200 ампер, что позволяет варить в разных режимах детали любой конфигурации. Диаметр используемых электродов 1,6–5,0 мм. Данная модель имеет автоматические функции горячего старта, антизалипания и дожигания дуги.
Важно! С аргоновой горелкой аппарат можно использовать для сварки TIG.
Устройство весит 5,8 кг и потребляет 6,3 кВт мощности. Его отличают качественные комплектующие и надежная сборка. Автоматически активируемый вентилятор воздушного охлаждения эффективно защищает внутреннее устройство от перегрева и экономит электроэнергию. Инвертор можно использовать при температуре окружающей среды от -20 до +40 градусов Цельсия.
Работа со сварочным током до 140 А не требует остановок для охлаждения. - эффективная работа в режимах дуговой и аргонно-дуговой сварки;
- способствует высокому качеству швов;
- малый вес с хорошей производительностью;
- рентабельность;
- надежная защита от перегрузок;
- полнофункциональная автоматика;
- долгий срок службы.
электронная стабилизация тока дуги
- высокая стоимость, сопоставимая с зарубежными аналогами.
Цены Форсаж 200:
3. FUBARG INMIG 200 PLUS
Сварочные аппараты инверторного типа этой марки отличаются максимальной универсальностью: они используются для профессиональной работы в режимах ручной дуги, полу -автоматическая и аргонно-дуговая сварка. Этот блок весит 13,6 кг и потребляет 7,9 кВт мощности. Он развивает сварочный ток до 200 ампер. Диапазон регулировки зависит от выбранного режима.
Инвертор отличается плавностью и высокой точностью настроек, параметры которых отражены на цифровых экранах .
Модель обеспечивает высокую скорость сварки и отличное качество шва. Солидный внешний вид агрегата полностью соответствует его широкому функционалу и надежности внутренней конструкции.- универсальность;
- высокая производительность;
- эффективность автоматизации;
- длительный ресурс интенсивной работы;
- исключительное качество шва.
- большая масса;
- высокая цена;
- Нет функции запоминания выбранных настроек.
Цены FUBARG INMIG 200 PLUS:
2. EWM Pico 162
Эта немецкая модель уверенно занимает свое место в рейтинге самых надежных и удобных сварочных аппаратов профессионального класса. Применяется для сварки различных марок сталей. Методы MMA или TIG . Этот универсальный прибор спокойно переносит колебания напряжения в питающей сети 220 вольт, потребляет 5,5 кВт мощности и с высокой точностью подает на электрод ток в диапазоне от 10 до 160 ампер.
На передней панели есть удобная ручка регулировки и наглядная индикация состояния.Прибор весит менее 5 кг и легко переносится с помощью плечевого ремня. Толщина используемых электродов не более 4 мм. Инвертор создает устойчивую дугу и может кипятить даже краску и ржаветь . Устройство не перегревается благодаря эффективному обдуву вентилятором с электронным управлением. Сварщики ценят аппараты этой марки за надежность и стабильность работы.
- универсальность;
- неприхотливость;
- надежная сборка и безотказная автоматика;
- простота настройки;
- шов высокого качества.
- Устройство продается без компонентов.
Цены EWM Pico 162:
1. BLWELD MEGAMIG 300S
Этот итальянский полуавтомат попал в десятку лучших за чрезвычайно высокую мощность и производительность.
Он весит 96 кг и передвигается на штатных роликах с помощью специальной ручки. У него есть переносной механизм подачи проволоки.Важно! Инвертор подключается к трехфазной сети 380 вольт и развивает мощность до 11,5 кВт, что избыточно для бытовых условий. Устройство может быть востребовано только в крупносерийном производстве.
Выходной ток аппарата может достигать 300 А, что позволяет быстро и качественно сваривать детали из качественной стали, но в этом режиме его ПВ не превышает 25%. А вот при меньших значениях силы тока блок показывает высокую скорость и стабильность.
- широкий диапазон регулирования тока;
- высокая производительность;
- удобство настроек;
- большой радиус действия;
- хорошее охлаждение.
- маломобильность;
- необходимость подключения к трехфазной сети;
- высокая цена.
Цены BLWELD MEGAMIG 300S:
Заключение
Представленные в этом списке лучшие сварочные инверторы для дома и производства имеют надежную работу и просты в эксплуатации.
12.
 12. 12.
12. 12.

 Этот бренд еще свеж и ему еще предстоит догнать Everlast и YesWelder, но их машины уже достаточно популярны.
Этот бренд еще свеж и ему еще предстоит догнать Everlast и YesWelder, но их машины уже достаточно популярны. Они популярны на Amazon, но им не хватает маркетинговых возможностей некоторых других брендов. Например, их веб-сайт не внушает доверия дизайном, который выглядит так, как будто он из начала 2000-х.
Они популярны на Amazon, но им не хватает маркетинговых возможностей некоторых других брендов. Например, их веб-сайт не внушает доверия дизайном, который выглядит так, как будто он из начала 2000-х. Но они определенно заслуживают упоминания.
Но они определенно заслуживают упоминания.

 EWM Pico 162
EWM Pico 162
 Система управления проста и интуитивно понятна.
Система управления проста и интуитивно понятна. В этой модели эффективное охлаждение, позволяющее добиться ПВ 70%.
В этой модели эффективное охлаждение, позволяющее добиться ПВ 70%. С ее помощью можно получить сварочный шов высочайшего качества.
С ее помощью можно получить сварочный шов высочайшего качества. При потребляемой мощности до 4,7 кВт он способен выдавать максимальный ток 175 А в режиме MIG/MAG, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость его подачи устанавливается в пределах 2-15 м/мин. Устройство дает стабильную дугу без распыления. В результате получается исключительно прочный и равномерный шов.
При потребляемой мощности до 4,7 кВт он способен выдавать максимальный ток 175 А в режиме MIG/MAG, что позволяет использовать проволоку диаметром от 0,6 до 1,0 мм. Скорость его подачи устанавливается в пределах 2-15 м/мин. Устройство дает стабильную дугу без распыления. В результате получается исключительно прочный и равномерный шов.

 Работа со сварочным током до 140 А не требует остановок для охлаждения.
Работа со сварочным током до 140 А не требует остановок для охлаждения.  Модель обеспечивает высокую скорость сварки и отличное качество шва. Солидный внешний вид агрегата полностью соответствует его широкому функционалу и надежности внутренней конструкции.
Модель обеспечивает высокую скорость сварки и отличное качество шва. Солидный внешний вид агрегата полностью соответствует его широкому функционалу и надежности внутренней конструкции. На передней панели есть удобная ручка регулировки и наглядная индикация состояния.
На передней панели есть удобная ручка регулировки и наглядная индикация состояния. Он весит 96 кг и передвигается на штатных роликах с помощью специальной ручки. У него есть переносной механизм подачи проволоки.
Он весит 96 кг и передвигается на штатных роликах с помощью специальной ручки. У него есть переносной механизм подачи проволоки.
К 62 токарный станок: 1К62 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Технические характеристики, область применения и преимущества токарно-винторезного станка 1к62
Токарный станок 1К62 по праву является одним из наиболее известных и распространённых на постсоветском пространстве. Марка 1К62 является одной из самых ходовых, так как обеспечивает качественное выполнение токарной обработки деталей более широкого спектра, чем агрегаты с аналогичными функциями.
- Общая информация о токарном станке 1К62
- Область применения оборудования
- Технические характеристики
- Преимущества агрегата
Общая информация о токарном станке 1К62
Расшифровывается буквенно-цифровой индекс 1К62 просто:
1 — группа станка — токарные;
К — поколение станка;
6 — тип — винторезные;
2 — высота центров. В данной модели это 220 мм.
Ещё в конце маркировки может стоять буква, обозначающая класс точности станка.
Биография токарно-винторезного станка 1К62 довольно интересна. Разработан он был на заводе «Красный пролетарий» в Москве, где потом и производился. Началом использования на производстве можно считать тридцатые годы прошедшего века. Правда, в его названии тогда была аббревиатура ДИП (догоним и перегоним). Но после 1937 года, когда была введена новая система классификации станков, появилась современная маркировка.
Выпуск 1К62 давно прекращён, но большое количество этих замечательных станков всё ещё продолжает эксплуатироваться на производстве благодаря надёжности и продуманности конструкции. Конечно, найти совершено новое изделие крайне затруднительно, в процессе работы узлы и детали агрегатов изнашиваются и приходят в негодность. Но при должном уходе и обслуживании некоторые экземпляры отличаются от нового только обновлённым слоем краски.
Несомненно, некоторое оборудование приходит в полную негодность, а другим машинам требуется капитальный ремонт. Если заменить вышедшее из строя электрооборудование, провести по необходимости перешлифовку станин и направляющих либо их шабрение, то обновлённый 1К62 с уникальными техническими характеристиками ещё довольно долго сможет послужить на производстве. Для этого, разумеется, необходима вся техническая документация по станку.
Для этого, разумеется, необходима вся техническая документация по станку.
Область применения оборудования
Спектр применения данного агрегата довольно широк:
- точение цилиндрических, конических и фасонных поверхностей;
- сверление, растачивание, развёртывание и зенкерование отверстий;
- нарезание наружной и внутренней резьбы различных видов как метчиками и плашками, так и резьбовыми резцами и головками;
- накатка поверхностей;
- токарная обработка асимметричных деталей и корпусов с использованием 4-х кулачковых патронов и планшайб;
- точение тонких и длинных деталей с использованием люнетов;
- копировальные работы с применением идущего в комплекте гидрокопировального приспособления и многое другое.
Рассматриваемая нами модель является универсальным токарно-винторезным станком, технические характеристики которого довольно уникальны. У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.
У станка 1К62 имеется паспорт, в соответствии с которым на нём могут нарезаться дюймовая, питчевая, модульная резьба и Архимедова спираль. Основная резьба — метрическая. Выполнение всех токарных работ возможно с довольно широкой линейкой шагов.
Технические характеристики
Все полностью технические характеристики размещаются в паспорте, идущем в комплекте с изделием. В целях общего ознакомления с основными возможностями нашего образца представляем краткий обзор параметров.
- Самый большой диаметр заготовки: 400 мм — над станиной, 220 мм — над суппортом.
- Предельные веса обрабатываемых заготовок: наибольший вес устанавливаемой в патроне детали — 300 кг, на центрах — 1,3 тонны.
- Станок выпускался в трёх габаритных модификациях: межцентровые расстояния 710, 1000 и 1400 мм. Соответственно, максимальное расстояние продольного движения суппорта (значит, и длина обрабатываемой детали) — 640, 930 и 1330 мм.
- Наибольший рекомендуемый диаметр заготовки, проходящей через внутришпиндельное отверстие — 45 мм (само отверстие 47 мм).
- Размер посадочного конуса в шпинделе — Морзе № 6, а в пиноли задней бабки — Морзе № 5.
- Максимальное расстояние, на которое можно выдвинуть пиноль задней бабки — 200 мм.
- Высота державки резцов, устанавливаемых в резцедержателе — 25 мм.
- Габаритные размеры станка с межцентровым расстоянием 1000 мм: по длине — 2812 мм, по ширине — 1166 мм и в высоту — 1324 мм.
- Вес станка 1К62 с тем же расстоянием между центрами — 2140 кг.
- Нарезание метрических резьб с шагом в пределах от 1 до 192 мм.
- Нарезание дюймовых резьб с шагом резьбы от 2 до 24 ниток на 1 дюйм.
- Выполнение модульных резьб с шагом в пределах от 0,5 до 40 модулей.
- Выполнение питчевых резьб с шагом в пределах от 1 до 96 питчей.
- Пределы числа оборотов шпинделя — от 12,5 до 2000 об/мин.
- Пределы продольных подач суппорта — от 0,07 до 4,16 мм/об., поперечных — от 0,035 до 2,08 мм/об.

1К62 по паспорту и техническим характеристикам оснащён четырьмя электродвигателями:
- двигателем главного привода мощностью 10 кВт;
- мотором быстрых перемещений мощностью 0,8 кВт;
- двигателем гидростанции с мощностью 1,1 кВт;
- мотором насоса охлаждения с 0,125 кВт мощности.

Некоторые модели оборудования для металлообработки сконструированы с питанием силовой цепи от 220 В. Но это не правило, а исключение, касающееся небольших «домашних» образцов. Рассматриваемый нами агрегат и в базовой комплектации, и в модификациях требует питания 380 В.
Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки. Благодаря этому становится возможным изготовление деталей повышенной точности.
- Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.

Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
Технические характеристики токарно-винторезного стана 1к62
|
Наименование параметра
|
1К62
|
|
Основные параметры
| |
|
Класс точности по ГОСТ 8-82
|
Н
|
|
Наибольший диаметр заготовки, обрабатываемой над станиной, мм
|
400
|
|
Наибольший диаметр заготовки, обрабатываемой над суппортом, мм
|
220
|
|
Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм
|
710, 1000, 1400
|
|
Наибольшая длина обточки, мм
|
640, 930, 1330
|
|
Высота оси центров над плоскими направляющими станины, мм
|
215
|
|
Наибольшее расстояние от оси центров до до кромки резцедержателя, мм
|
240
|
|
Высота от опорной поверхности резца до оси центров (высота резца), мм
|
25
|
|
Наибольшее сечение державки резца, мм
|
25 х 25
|
|
Наибольшая масса заготовки, обрабатываемой в патроне, кг
|
500
|
|
Наибольшая масса заготовки, обрабатываемой в центрах, кг
|
1500
|
|
Шпиндель
| |
|
Диаметр сквозного отверстия в шпинделе, мм
|
38/ 47
|
|
Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм
|
36/ 45
|
|
Число ступеней частот прямого вращения шпинделя
|
24
|
|
Частота вращения шпинделя в прямом направлении, об/мин
|
12,5.
|
|
Число ступеней частот обратного вращения шпинделя
|
12
|
|
Частота вращения шпинделя в обратном направлении, об/мин
|
19..2420
|
|
Размер внутреннего конуса в шпинделе, М
|
Морзе 5/ 6
|
|
Конец шпинделя фланцевого
|
М90х6/ 6
|
|
Торможение шпинделя
|
есть
|
|
Суппорт. Подачи
| |
|
Наибольшее перемещение продольной каретки суппорта от руки, мм
|
640, 930, 1330
|
|
Наибольшее перемещение продольной каретки суппорта по валику и по
|
640, 930, 1330
|
|
Наибольшее перемещение поперечной каретки суппорта от руки, мм
|
250
|
|
Наибольшее перемещение поперечной каретки суппорта по валику и по
|
250
|
|
Продольное перемещение на одно деление лимба, мм
|
1
|
|
Поперечное перемещение на одно деление лимба, мм
|
0,05
|
|
Число ступеней продольных подач
|
49
|
|
Пределы рабочих подач продольных, мм/об
|
0,07.
|
|
Число ступеней поперечных подач
|
49
|
|
Пределы рабочих подач поперечных, мм/об
|
0,035..2,08
|
|
Скорость быстрых перемещений суппорта, продольных, м/мин
|
3,4
|
|
Скорость быстрых перемещений суппорта, поперечных, м/мин
|
1,7
|
|
Количество нарезаемых резьб метрических
|
44
|
|
Пределы шагов метрических резьб, мм
|
1..192
|
|
Количество нарезаемых резьб дюймовых
|
38
|
|
Пределы шагов дюймовых резьб, ниток/дюйм
|
24.
|
|
Количество нарезаемых резьб модульных
|
20
|
|
Пределы шагов модульных резьб, модуль
|
0,5..48
|
|
Количество нарезаемых резьб питчевых
|
37
|
|
Пределы шагов нарезаемых резьб питчевых
|
96..1
|
|
Выключающие упоры продольные
|
есть
|
|
Выключающие упоры поперечные
|
нет
|
|
Предохранение от перегрузки
|
есть
|
|
Блокировка одновременного включения продольного и поперечного
|
есть
|
|
Резцовые салазки
| |
|
Наибольшее перемещение резцовых салазок, мм
|
140
|
|
Перемещение резцовых салазок на одно деление лимба, мм
|
0,05
|
|
Наибольший угол поворота резцовых салазок, град
|
±90°
|
|
Цена деления шкалы поворота резцовых салазок, град
|
1°
|
|
Число резцов в резцовой головке
|
4
|
|
Задняя бабка
| |
|
Конус отверстия в пиноли задней бабки по ГОСТ 2847-67
|
Морзе 5
|
|
Наибольшее перемещение пиноли, мм
|
150
|
|
Перемещение пиноли на одно деление лимба, мм
|
0,05
|
|
Величина поперечного смещения корпуса бабки, мм
|
±15
|
|
Электрооборудование
| |
|
Количество электродвигателей на станке
|
4
|
|
Электродвигатель главного привода, кВт
|
10
|
|
Электродвигатель быстрых перемещений, кВт
|
0,8
|
|
Электродвигатель гидростанции, кВт
|
1,1
|
|
Электродвигатель насоса охлаждения, кВт
|
0,125
|
|
Насос охлаждения (помпа)
|
ПА-22
|
|
Габариты и масса станка
| |
|
Габариты станка (длина ширина высота) (РМЦ = 1000), мм
|
2812 х 1166 х 1324
|
|
Масса станка (РМЦ = 1000), кг
|
2140
|
 .2000
.2000 .4,16
.4,16 .2
.2Плоты ЧПУ — Продажа станка ACI
- Home
- Около
- Продукты
- Продажа оборудование
- Buy Equipment
- Поддержка/Услуги
- Контакт
- Блог
[
{
«description»: «Токарные станки с ЧПУ»,
«twitter:description»: «Токарные станки с ЧПУ»,
«twitter:image»: «https://acimachine. com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBNUFBRHc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—0e8c4381794fe72831f83b123ebbde879a4a0a31/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/ACI%20-%201%20CNC%20Lathes.jpg»,
com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBNUFBRHc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—0e8c4381794fe72831f83b123ebbde879a4a0a31/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/ACI%20-%201%20CNC%20Lathes.jpg»,
«twitter:title»: «Токарные станки с ЧПУ — Продажа станков ACI»,
«twitter:card»: «резюме»
},
{
«og:description»: «Токарные станки с ЧПУ»,
«og:image»: «https://acimachine.com/rails/active_storage/representations/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaHBBNUFBRHc9PSIsImV4cCI6bnVsbCwicHVyIjoiYmxvYl9pZCJ9fQ==—0e8c4381794fe72831f83b123ebbde879a4a0a31/eyJfcmFpbHMiOnsibWVzc2FnZSI6IkJBaDdCam9VWTI5dFltbHVaVjl2Y0hScGIyNXpld2M2RUdGMWRHOWZiM0pwWlc1MFZEb0xjbVZ6YVhwbFNTSVFPVEF3TGpCNE5qQXdMakFHT2daRlJnPT0iLCJleHAiOm51bGwsInB1ciI6InZhcmlhdGlvbiJ9fQ==—45992b54d28ecc2881f80cf23236152195860693/ACI%20-%201%20CNC%20Lathes. jpg»,
jpg»,
«og:title»: «Токарные станки с ЧПУ — Продажа станков ACI»,
«og:locale»: «en_US»,
«og:site_name»: «Продажи станков ACI»,
«og:type»: «веб-сайт»
}
]Токарные станки с ЧПУ — Продажа станков ACI
Equipment Categories Brands Specifications
ACER ATB 29
CNC Lathes
740mm
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATB 32
Плата с ЧПУ
840 мм
Swing
—
Длина обработки
2
# AXIS
—
Размер чапа
ACEB 3779
.0027 CNC Lathes
940mm
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATB 41
CNC Lathes
1040mm
Swing
— —
Длина обработки
2
# AXIS
—
Размер патрона
Acer ATB 45
CNC Lathes
1140MM
DINGE
—
—
92112112112112,
121121121121 2
121121121121 2
. 0021
0021
2
# Axis
—
Chuck Size
ACER ATB 49
CNC Lathes
1240mm
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATB 55
CNC Lathes
1400mm
Swing
—
Machining Length
2
# Axis
—
Chuck Size
Acer ATB 58
CNC Latches
1470 мм
Swing
—
Длина обработки
2
# AXIS
—
.
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATB 66
CNC Lathes
1670mm
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATB 67
CNC Lathes
1690mm
Swing
—
Machining Length
2
# Axis
—
Размер патрона
Acer ATB 71
CNC RATHES
1790 мм
Swing
—
Длина машины
2
—
Длина машины
2
#
. 0021
0021
—
Chuck Size
ACER ATB 74
CNC Lathes
1890mm
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATB 77
CNC Latches
1960 мм
Swing
—
Длина обработки
2
# AXIS
—
Размер чапа
ACER ACER
.0021
2060 мм
Swing
—
Длина обработки
2
# AXIS
—
Размер патрона
ACER ATB 95
CNC — Длина обработки
2
# AXIS
—
Размер патрона
Acer ATC 168C
CNC Lathe
400 мм
Swing
20021
.0021
2
# Axis
6in
Chuck Size
ACER ATC 168CL
CNC Lathes
400mm
Swing
225mm
Machining Length
2
# Axis
—
Chuck Size
ACER ATC 1820C
CNC Lathes
480mm
Swing
530mm
Machining Length
2
# Axis
8in
Chuck Size
ACER ATC 2622C
CNC Lathes
670mm
Swing
560mm
Machining Length
2
# Axis
10in
Chuck Size
ACER ATL 1550ENC
CNC Lathes
15. 25in
25in
Swing
—
Длина обработки
2
# Axis
—
Размер патрона
Acer ATL 1840
CNC Lathes
18.110021
Swing
35.43in
Machining Length
2
# Axis
—
Chuck Size
ACER ATL 1840E
CNC Lathes
11.81in
Swing
35.43in
Machining Length
2
# AXIS
—
Размер патрона
Acer ATL 1850enc
CNC RATHES
18IN
Swing
—
.0021
2
# Axis
—
Chuck Size
ACER ATL 1860
CNC Lathes
18.11in
Swing
55.12in
Machining Length
2
# Axis
—
Chuck Size
ACER ATL 1880
CNC Lathes
18.11in
Swing
74.8in
Machining Length
2
# Axis
—
Chuck Size
ACER ATL 20120ENC
CNC Lathes
20in
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATL 2040ENC
CNC Lathes
20in
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATL 2060ENC
CNC Lathes
20in
Swing
—
Machining Length
2
# Axis
—
Chuck Size
ACER ATL 2080ENC
CNC Lathes
20in
Swing
—
Machining Length
2
# Ось
—
Размер патрона
DiscoverWTOliver
Алан Лейсер
Думаете, что переменная скорость была недавней инновацией в токарных станках? Если полистать историю, можно найти рекламу Оливера 1920-х годов для модели 51-К, в которой была эта функция. |

Вы ищете токарный станок с чуть большей мощностью, чем ваш миди-станок? Возможно, 62-футовый Oliver 18-A, изображенный выше, удовлетворит все требования. Или, возможно, вы могли бы бросить высокий токарный станок Oliver, способный обрабатывать лицевые панели диаметром 100 дюймов, в свой подвальный цех, прежде чем выточить следующую чашу.
Если вы помните жизнь до появления персональных компьютеров и видеомагнитофонов, возможно, вы даже крутили токарный станок Оливера в своей школьной мастерской. Знакомый логотип Oliver когда-то был доминирующим игроком в столярных мастерских, профессиональных училищах и магазинах промышленных технологий в США
Его продукция была настолько надежной, что, по слухам, самой большой проблемой, с которой столкнулся торговый персонал Oliver, была продажа второй машины Oliver: инструменты Oliver просто продолжали работать. На самом деле, Джордж Паес, районный продавец Oliver и член AAW, вспоминает беззаботное предложение: его ждала премия, если он найдет краску, которая растворит машину Oliver после 20 лет службы.
Обратите внимание на эти лучшие в отрасли функции от Oliver:
- Гигантские токарные станки весом до 5 тонн (модель 22AC)
- Токарный станок с телескопической станиной (модель 26AC), который в закрытом состоянии перемещался между центрами на расстояние от 8,5 футов до 16 футов (16 футов)
- 8-дюймовый портативный токарный станок, предшественник популярных сегодня небольших токарных станков
- Конические роликоподшипники Timken премиум-класса
- В 1904 году был представлен электронный четырехскоростной токарный станок
- Механические переключатели скорости с диаметром шкива (введены до 1920 г.)
- Бесступенчатая система переменного тока, допускавшая любую скорость от 600 до 3600 об / мин, доступная в 1920-х годах.
Корни Среднего Запада
Компания Oliver имеет легендарную историю в Гранд-Рапидс, штат Мичиган. Его корни восходят к 1890 году, когда Джо Оливер начал производить торцовочные станки под маркой American Machinery Co. В 1903, название было изменено на «Оливер», чтобы избежать путаницы с American Wood Working Machinery Co. из Рочестера, штат Нью-Йорк.
Его корни восходят к 1890 году, когда Джо Оливер начал производить торцовочные станки под маркой American Machinery Co. В 1903, название было изменено на «Оливер», чтобы избежать путаницы с American Wood Working Machinery Co. из Рочестера, штат Нью-Йорк.
В период своего расцвета компания Oliver производила разнообразную продукцию , в том числе электрические клеевые баки, строгальные/фуганочные ножи и безопасные головки (для замены стандартных квадратных головок), строгальные станки, настольные пилы, фуганки, шипорезные станки, долбежные, шлифовальные, лобзиковые, шлифовальные машины. , струбцины и тиски. В каталоге Оливера перечислены токарные станки по металлу, токарные станки по металлу и, конечно же, токарные станки по дереву всех типов.
По оценкам компании, к 1994 году она произвела более 150 000 машин, причем по крайней мере половина этого числа по-прежнему используется еженедельно. Одно время у Оливера были филиалы в Нью-Йорке, Чикаго, Сент-Луисе, Лос-Анджелесе, Сан-Франциско, Сиэтле, Солт-Лейк-Сити, Денвере и Фениксе. Зарубежные офисы включали Манчестер, Англия, и Париж, Франция.
Зарубежные офисы включали Манчестер, Англия, и Париж, Франция.
Эта компания и ее продукция были нацелены не только на стандартные или низкотехнологичные операции. Когда-то она спроектировала и построила управляемый компьютером токарный станок по дереву для изготовления больших моделей носовых обтекателей ракет. Оливер даже разработал и поставил специальную ленточнопильный станок для резки уникальной плитки для программы «Спейс шаттл».
Токарные станки всех мыслимых размеров были отдельной историей. Я не нашел ни одной компании в мире, которая производила бы такой разнообразный ассортимент токарных станков, от их маленького «Junior Lathe» до огромных токарных станков с лицевой панелью и зверя, показанного выше.
Мастерские по изготовлению моделей и столярных изделий, а особенно государственные и профессиональные школы, обычно оснащались токарными станками Oliver, известными своей прочностью, весом и надежностью. Инновации включали токарные станки с прямым приводом (шпиндель передней бабки является якорем двигателя), электронные системы регулирования скорости и тормоза двигателя или шпинделя для сокращения времени остановки станка.
Вес погонного метра двутавра таблица: Вес балки двутавровой. Таблица. | МеханикИнфо
Таблицы весов металлопроката | Профтруба.бел
Вес арматуры (ГОСТ 5781-82)
| Диаметр арматуры,мм | Вес погонного метра,кг |
|---|---|
| 5.5 | 0,187 |
| 6 | 0,222 |
| 8 | 0,395 |
| 10 | 0,617 |
| 12 | 0,888 |
| 14 | 1,210 |
| 16 | 1,580 |
| 18 | 2,000 |
| 20 | 2,470 |
| 22 | 2,980 |
| 25 | 3,850 |
| 28 | 4,830 |
| 32 | 6,310 |
Вес стального уголка ГОСТ 8509-93
| Размер уголка,мм | Вес погонного метра,кг |
|---|---|
| 20*20*3 | 0,89 |
| 20*20*4 | 1,15 |
| 25*25*3 | 1,12 |
| 25*25*4 | 1,46 |
| 32*32*4 | 1,91 |
| 35*35*4 | 2,10 |
| 40*40*4 | 2,42 |
| 45*45*4 | 2,73 |
| 45*45*5 | 3,37 |
| 50*50*4 | 3,05 |
| 50*50*5 | 3,77 |
| 63*63*5 | 4,81 |
| 63*63*6 | 5,72 |
| 75*75*5 | 5,80 |
| 75*75*6 | 6,89 |
| 80*80*8 | 7,36 |
| 80*80*7 | 8,52 |
| 80*80*8 | 9,65 |
| 90*90*6 | 8,33 |
| 90*90*7 | 9,64 |
| 90*90*8 | 10,93 |
| 100*100*7 | 10,79 |
| 100*100*8 | 12,25 |
| 100*100*10 | 15,10 |
| 110*110*7 | 11,89 |
| 110*110*8 | 13,50 |
| 125*125*8 | 15,46 |
| 125*125*10 | 19,10 |
| 125*125*12 | 22,68 |
| 140*140*9 | 19,41 |
| 140*140*10 | 21,45 |
| 140*140*12 | 25,50 |
| 160*160*10 | 24,67 |
| 160*160*12 | 29,35 |
| 180*180*12 | 33,12 |
| 200*200*12 | 36,97 |
Вес трубы водогазопроводной ГОСТ 3262-75
| Размер трубы,мм | Вес погонного метра,кг |
|---|---|
| 15*2. 5 | 1,16 |
| 15*2.8 | 1,28 |
| 20*2.5 | 1,50 |
| 20*2.8 | 1,66 |
| 25*2.8 | 2,12 |
| 25*3.2 | 2,39 |
| 32*2.8 | 2,73 |
| 32*3.2 | 3,09 |
| 40*3.0 | 3,33 |
| 40*3.5 | 3,84 |
| 50*3.0 | 4,22 |
| 50*3.5 | 4,88 |
| 65*3.2 | 5,71 |
| 65*4.0 | 7,05 |
| 80*3.5 | 7,34 |
| 80*4.0 | 8,34 |
| 90*3.5 | 8,44 |
| 90*4.0 | 9,60 |
| 100*4.0 | 10,85 |
| 100*4.5 | 12,15 |
| 125*4.5 | 15,04 |
| 125*5.5 | 18,24 |
| 150*4.5 | 17.81 |
| 150*5.5 | 21,63 |
Вес швеллера горячекатаного (ГОСТ 8240-97)
| Номер швеллера | Размер швеллера,мм | Вес погонного метра,кг |
|---|---|---|
| 5У | 55*32*4. 4 4 | 4,84 |
| 6,5У | 65*36*4.4 | 5,9 |
| 8У | 80*40*4.5 | 7,05 |
| 10У | 100*46*4.5 | 8,59 |
| 12У | 120*52*4.8 | 10,4 |
| 14У | 140*58*4.9 | 12,3 |
| 16У | 160*64*5 | 14,2 |
| 16аП | 160*68*5 | 15,3 |
| 18У | 180*70*5.1 | 16,3 |
| 18аП | 180*70*5.1 | 17,4 |
| 20У | 200*76*5.2 | 18,4 |
| 22У | 220*82*5.2 | 21 |
| 24У | 240*90*5.6 | 24 |
| 27У | 270*95*6 | 27,7 |
| 33У | 330*110*6.5 | 31,8 |
| 33П | 330*105*7 | 36,5 |
| 36У | 360*110*7.5 | 41,9 |
| 40У | 400*115*8 | 48,3 |
Вес балки двутавровой (ГОСТ 8239-89)
| Номер двутавра | Размер балки двутавровой,мм | Вес погонного метра,кг |
|---|---|---|
| 10 | 100*55*4,5*7,2 | 9,46 |
| 12 | 120*64*4,8*7,3 | 11,50 |
| 14 | 140*73*4,9*7,5 | 13,70 |
| 16 | 160*81*5,0*7,8 | 15,90 |
| 18 | 180*90*5,1*8,1 | 18,40 |
| 20 | 200*100*5,2*8,4 | 21,00 |
| 22 | 220*110*5,4*8,7 | 24,00 |
| 24 | 240*115*5,6*9,5 | 27,30 |
| 27 | 270*125*6,0*9,8 | 31,50 |
| 30 | 300*135*6,5*10,2 | 36,50 |
| 33 | 330*140*7,0*11,2 | 42,20 |
| 36 | 360*145*7,5*12,3 | 48,60 |
| 40 | 400*155*8,3*13,0 | 57,00 |
| 45 | 450*160*9,0*14,2 | 66,50 |
| 50 | 500*170*10,0*15,2 | 78,50 |
| 55 | 550*180*11,0*15,6 | 92,60 |
| 60 | 600*190*12,0*17,8 | 108,00 |
Вес балки специальной (ГОСТ 19425-74)(C,Ca,M)
| Номер двутавра | Размер балки специальной,мм | Вес погонного метра,кг |
|---|---|---|
| 14С | 140*80*5,5*9,1 | 16,9 |
| 20С | 200*100*7,0*11,4 | 27,9 |
| 20Са | 200*102*9,0*11,4 | 31,1 |
| 22С | 220*110*7,5*12,3 | 33,1 |
| 27С | 270*122*8,5*13,7 | 42,8 |
| 27Са | 270*124*10,5*13,7 | 47,0 |
| 36С | 360*140*14,0*15,8 | 71,3 |
| 18М | 180*90*7,0*12,0 | 25,8 |
| 24М | 240*110*8,2*14,0 | 38,3 |
| 30М | 300*130*9,0*15,0 | 50,2 |
| 36М | 360*130*9,5*16,0 | 57,9 |
| 45М | 450*150*10,5*18,0 | 77,6 |
Вес балки нормальной (ГОСТ 26020-83)(Б1,Б2,Б3,Б4)
| Номер двутавра | Размер балки нормальной,мм | Вес погонного метра,кг |
|---|---|---|
| 10Б1 | 117,6*64,0*3,8*5,1 | 8,7 |
| 12Б1 | 120,0*64,0*4,4*6,3 | 10,4 |
| 14Б1 | 137,4*73,0*3,8*5,6 | 10,5 |
| 14Б2 | 140,0*73,0*4,7*6,9 | 12,9 |
| 16Б1 | 157,0*82,0*4,0*5,9 | 12,7 |
| 16Б2 | 160,0*82,0*5,0*7,4 | 15,8 |
| 18Б1 | 177,0*91,0*4,3*6,5 | 15,4 |
| 18Б2 | 180,0*91,0*5,3*8,0 | 18,8 |
| 20Б1 | 200,0*100,0*5,6*8,5 | 22,4 |
| 23Б1 | 230,0*110,0*5,6*9,0 | 25,8 |
| 26Б1 | 258,0*120,0*5,8*8,5 | 28,0 |
| 26Б2 | 261,0*120,0*6,0*10,0 | 31,2 |
| 30Б1 | 296,0*140,0*5,8*8,5 | 32,9 |
| 30Б2 | 299,0*140,0*6,0*10,0 | 36,6 |
| 35Б1 | 346,0*155,0*6,2*8,5 | 38,9 |
| 35Б2 | 349,0*155,0*6,5*10,0 | 43,3 |
| 40Б1 | 392,0*165,0*7,0*9,5 | 48,1 |
| 40Б2 | 396,0*165,0*7,5*11,5 | 54,7 |
| 45Б1 | 443,0*180,0*7,8*11,0 | 59,8 |
| 45Б2 | 447,0*180,0*8,4*13,0 | 67,5 |
| 50Б1 | 492,0*200,0*8,8*12,0 | 73,0 |
| 50Б2 | 496,0*200,0*9,2*14,0 | 80,7 |
| 55Б1 | 543,0*220,0*9,5*13,5 | 89,0 |
| 55Б2 | 547,0*220,0*10,0*15,5 | 97,9 |
| 60Б1 | 593,0*230,0*10,5*15,5 | 106,2 |
| 60Б2 | 597,0*230,0*11,0*17,5 | 115,6 |
| 70Б1 | 691,0*260,0*12,0*15,5 | 129,3 |
| 70Б2 | 697,0*260,0*12,5*18,5 | 144,2 |
| 80Б1 | 791,0*280,0*13,5*17,0 | 159,5 |
| 80Б2 | 798,0*280,0*14,0*20,5 | 177,9 |
| 90Б1 | 893,0*300,0*15,0*18,5 | 194,0 |
| 90Б2 | 900,0*300,0*15,5*22,0 | 213,8 |
| 100Б1 | 990,0*320,0*16,0*21,0 | 230,6 |
| 100Б2 | 998,0*320,0*17,0*25,0 | 258,2 |
| 100Б3 | 1006,0*320,0*18,0*29,0 | 285,7 |
| 100Б4 | 1013,0*320,0*19,5*32,5 | 314,5 |
Вес балки широкополочной (ГОСТ 26020-83)(Ш1,Ш2,Ш3,Ш4,Ш5)
| Номер двутавра | Размер балки широкополочной,мм | Вес погонного метра,кг |
|---|---|---|
| 20Ш1 | 193,0*150,0*6,0*9,0 | 30,6 |
| 23Ш1 | 226,0*155,0*6,5*10,0 | 36,2 |
| 26Ш1 | 251,0*180,0*7,0*10,0 | 42,7 |
| 26Ш1 | 255,0*180,0*7,5*12,0 | 49,2 |
| 30Ш1 | 291,0*200,0*8,0*11,0 | 53,6 |
| 30Ш2 | 295,0*200,0*8,5*13,0 | 61,0 |
| 30Ш3 | 299,0*200,0*9,0*15,0 | 68,3 |
| 35Ш1 | 338,0*250,0*9,5*12,5 | 75,1 |
| 35Ш2 | 341,0*250,0*10,0*14,0 | 82,2 |
| 35Ш3 | 345,0*250,0*10,5*16,0 | 91,3 |
| 40Ш1 | 388,0*300,0*9,5*14,0 | 96,1 |
| 40Ш2 | 392,0*300,0*11,5*16,0 | 111,1 |
| 40Ш3 | 396,0*300,0*12,5*18,0 | 123,4 |
| 50Ш1 | 484,0*300,0*11,0*15,0 | 114,4 |
| 50Ш2 | 489,0*300,0*14,5*17,5 | 138,7 |
| 50Ш3 | 495,0*300,0*15,5*20,5 | 156,4 |
| 50Ш4 | 501,0*300,0*16,5*23,5 | 174,1 |
| 60Ш1 | 580,0*320,0*12,0*17,0 | 142,1 |
| 60Ш2 | 587,0*320,0*16,0*20,5 | 176,9 |
| 60Ш3 | 595,0*320,0*18,0*24,5 | 205,5 |
| 60Ш4 | 603,0*320,0*20,0*28,5 | 234,2 |
| 70Ш1 | 683,0*320,0*13,5*19,0 | 169,9 |
| 70Ш2 | 691,0*320,0*15,0*23,0 | 197,6 |
| 70Ш3 | 700,0*320,0*18,0*27,5 | 235,4 |
| 70Ш4 | 708,0*320,0*20,5*31,5 | 268,1 |
| 70Ш5 | 718,0*320,0*23,0*36,5 | 305,9 |
Вес балки дополнит.
 серии (ГОСТ 26020-83)(ДБ1,ДБ2,ДБШ1)
серии (ГОСТ 26020-83)(ДБ1,ДБ2,ДБШ1)
| Номер двутавра | Размер балки дополнит.серии,мм | Вес погонного метра,кг |
|---|---|---|
| 24ДБ1 | 239,0*115,0*5,5*9,3 | 27,8 |
| 27ДБ1 | 269,0*125,0*6,0*9,5 | 31,9 |
| 35ДБ1 | 349,0*127,0*5,8*8,5 | 33,6 |
| 36ДБ1 | 360,0*145,0*12,3*18,0 | 49,1 |
| 40ДБ1 | 399,0*139,0*6,2*9,0 | 39,7 |
| 45ДБ1 | 450,0*152,0*11,0*15,0 | 52,6 |
| 45ДБ2 | 450,0*180,0*7,6*13,3 | 65,0 |
| 30ДШ1 | 300,6*201,9*9,4*16,0 | 72,7 |
| 40ДШ1 | 397,6*302,0*11,5*18,7 | 124,0 |
| 50ДШ1 | 496,2*303,8*14,2*21,0 | 155,0 |
Вес балки колонной (ГОСТ 26020-83)(К1,К2,К3,К4,К5)
| Номер двутавра | Размер балки колонной,мм | Вес погонного метра,кг |
|---|---|---|
| 20К1 | 195,0*200,0*6,5*10,0 | 41,5 |
| 20К2 | 198,0*200,0*7,0*11,5 | 46,9 |
| 23К1 | 227,0*240,0*7,0*10,5 | 52,2 |
| 23К2 | 230,0*240,0*8,0*12,0 | 59,5 |
| 26К1 | 255,0*260,0*8,0*12,0 | 65,2 |
| 26К2 | 258,0*260,0*9,0*13,5 | 73,2 |
| 26К3 | 262,0*260,0*10,0*15,5 | 83,1 |
| 30К1 | 296,0*300,0*9,0*13,5 | 84,8 |
| 30К2 | 300,0*300,0*10,0*15,5 | 96,3 |
| 30К3 | 304,0*300,0*11,5*17,5 | 108,9 |
| 35К1 | 343,0*350,0*10,0*15,0 | 109,7 |
| 35К2 | 348,0*350,0*11,0*17,5 | 125,9 |
| 35К3 | 353,0*350,0*13,0*20,0 | 144,5 |
| 40К1 | 393,0*400,0*11,0*16,5 | 138,0 |
| 40К2 | 400,0*400,0*13,0*20,0 | 165,6 |
| 40К3 | 409,0*400,0*16,0*24,5 | 202,3 |
| 40К4 | 419,0*400,0*19,0*29,5 | 242,2 |
| 40К5 | 431,0*400,0*23,0*35,5 | 291,2 |
Вес балки нормальной (СТО АСЧМ 20-93)(Б1,Б2)
| Номер двутавра | Размер балки нормальной,мм | Вес погонного метра,кг |
|---|---|---|
| 20Б1 | 200,0*100,0*5,5*8,0 | 21,3 |
| 25Б1 | 248,0*124,0*5,0*8,0 | 25,7 |
| 25Б2 | 250,0*125,0*6,0*9,0 | 29,6 |
| 30Б1 | 298,0*149,0*5,5*8,0 | 32,0 |
| 30Б2 | 300,0*150,0*6,5*9,0 | 36,7 |
| 35Б1 | 346,0*174,0*6,0*9,0 | 41,4 |
| 35Б2 | 350,0*175,0*7,0*11,0 | 49,6 |
| 40Б1 | 396,0*199,0*7,0*11,0 | 56,6 |
| 40Б2 | 400,0*200,0*8,0*13,0 | 66,0 |
| 45Б1 | 446,0*199,0*8,0*12,0 | 66,2 |
| 45Б2 | 450,0*200,0*9,0*14,0 | 76,0 |
| 50Б1 | 492,0*199,0*8,8*12,0 | 72,5 |
| 50Б2 | 496,0*199,0*9,0*14,0 | 79,5 |
| 55Б1 | 543,0*220,0*9,5*13,5 | 89,0 |
| 55Б2 | 547,0*220,0*10,0*15,5 | 97,9 |
| 60Б1 | 596,0*199,0*10,0*15,0 | 94,6 |
| 60Б2 | 600,0*200,0*11,0*17,0 | 105,5 |
Вес балки широкополочной (СТО АСЧМ 20-93)(Ш1,Ш2,Ш3,Ш4)
| Номер профиля | РРазмер балки широкополочной,мм | Вес погонного метра,кг |
|---|---|---|
| 20Ш1 | 194,0*150,0*6,0*9,0 | 30,6 |
| 25Ш1 | 244,0*175,0*7,0*11,0 | 44,1 |
| 30Ш1 | 294,0*200,0*8,0*12,0 | 56,8 |
| 30Ш2 | 300,0*201,0*9,0*15,0 | 68,6 |
| 35Ш1 | 334,0*249,0*8,0*11,0 | 65,3 |
| 35Ш2 | 340,0*250,0*9,0*14,0 | 79,7 |
| 40Ш1 | 383,0*299,0*9,5*12,5 | 88,6 |
| 40Ш2 | 390,0*300,0*10,0*16,0 | 106,7 |
| 45Ш1 | 440,0*300,0*11,0*18,0 | 123,5 |
| 50Ш1 | 482,0*300,0*11,0*15,0 | 114,2 |
| 50Ш2 | 487,0*300,0*14,5*17,5 | 138,4 |
| 50Ш3 | 493,0*300,0*15,5*20,5 | 156,1 |
| 50Ш4 | 499,0*300,0*16,5*23,5 | 173,4 |
Вес балки колонной (СТО АСЧМ 20-93)(К1,К2,К3,К4)
| Номер двутавра | Размер балки колонной,мм | Вес погонного метра,кг |
|---|---|---|
| 20К1 | 196,0*199,0*6,5*10,0 | 41,4 |
| 20К2 | 200,0*200,0*8,0*12,0 | 49,9 |
| 25К1 | 246,0*249,0*8,0*12,0 | 62,6 |
| 25К2 | 250,0*250,0*9,0*14,0 | 72,4 |
| 25К3 | 253,0*251,0*10,0*15,5 | 80,2 |
| 30К1 | 298,0*299,0*9,0*14,0 | 87,0 |
| 30К2 | 300,0*300,0*10,0*15,0 | 94,0 |
| 30К3 | 300,0*305,0*15,0*15,0 | 105,8 |
| 30К4 | 304,0*301,0*11,0*17,0 | 105,8 |
| 35К1 | 342,0*348,0*10,0*15,0 | 109,1 |
| 35К2 | 350,0*350,0*12,0*19,0 | 136,5 |
| 40К1 | 394,0*398,0*11,0*18,0 | 146,6 |
| 40К2 | 400,0*400,0*13,0*21,0 | 171,7 |
| 40К3 | 406,0*403,0*16,0*24,0 | 200,1 |
| 40К4 | 414,0*405,0*18,0*28,0 | 239,9 |
| 40К5 | 429,0*400,0*23,0*35,5 | 290,8 |
Онлайн калькулятор – Рассчитать вес двутавровой балки 1 метра погонного по ГОСТу + ТАБЛИЦА
Калькулятор веса двутавровой балки позволяет рассчитать массу металлопроката на основании известных параметров сортамента и его длины.
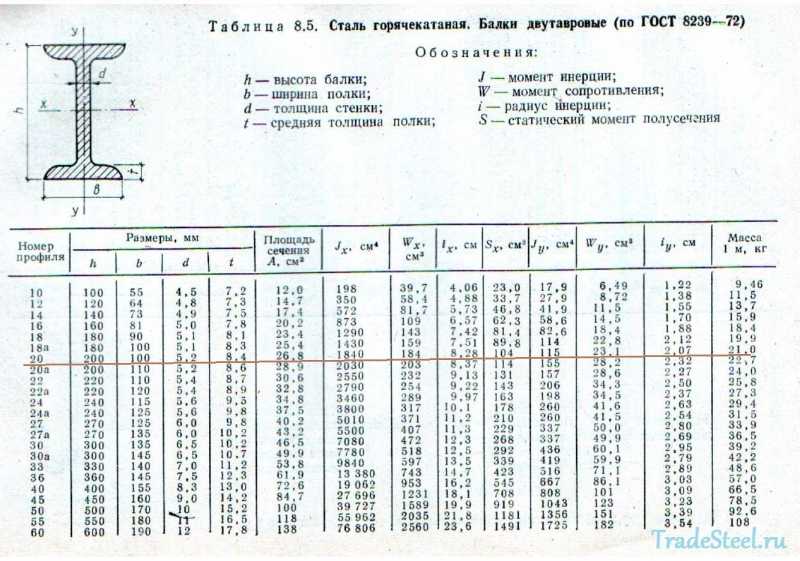 Алгоритм программы основан на табличных значениях ГОСТ 8239-89 «Двутавры стальные горячекатаные», ГОСТ 26020-83 «Двутавры стальные горячекатаные с параллельными гранями полок».
Алгоритм программы основан на табличных значениях ГОСТ 8239-89 «Двутавры стальные горячекатаные», ГОСТ 26020-83 «Двутавры стальные горячекатаные с параллельными гранями полок».Рассчитать вес двутавровой балки онлайн |
Калькулятор веса двутавра использует для расчета табличные значения в соответствии со следующими ГОСТ:
- «ГОСТ 8239-89 Двутавры стальные горячекатаные». Используется для классификации балок с уклоном внутренних полок.
- «ГОСТ 26020-83 Двутавры стальные горячекатаные с параллельными гранями полок»
Двутавры с параллельными гранями полок имеют следующие разновидности и соответствующие обозначения:
- Б – нормальные;
- Ш – широкополочные;
- К – колонные;
- Д – дополнительной серии;
Формула для расчета веса двутавровой балки
Помимо определения веса балки по значениям таблиц ГОСТа, можно воспользоваться следующей формулой:
h – высота балки, мм
t – толщина полки, мм
b – ширина полки, мм
s – толщина стенки, мм
ρ – плотность металла
Двутавровая балка является стандартным профилем конструктивных элементов. Изготавливается из черного металлопроката или древесины. Сечение напоминает букву «Н». Отличительная особенность балки двутаврового профиля заключается в том, что она имеет в 30 раз более жесткую конструкцию и в 7 раз прочнее балки с квадратным профилем, имеющим аналогичное сечение.
Изготавливается из черного металлопроката или древесины. Сечение напоминает букву «Н». Отличительная особенность балки двутаврового профиля заключается в том, что она имеет в 30 раз более жесткую конструкцию и в 7 раз прочнее балки с квадратным профилем, имеющим аналогичное сечение.
Сфера применения двутавров огромна. Их используют, чаще всего, при строительстве, судостроении, мотостроении и т.д. Двутавры позволяют сделать потолочное перекрытие более жестким.
Изготовление металлических двутавров выполняется согласно установленным нормативам и требованиям ГОСТов и ТУ. Поэтому у них регламентированная форма и состав, позволяющие без проблем рассчитать нужные размеры и параметры, включая вес двутавра. Для этого используйте представленные ниже таблицы ГОСТ и калькулятор для автоматического расчета.
Таблицы размеров и веса двутавровых балок
Двутавр с уклоном полок
| Номер двутавра | h | b | s | t | Вес 1 метра, кг | Метров в тонне |
|---|---|---|---|---|---|---|
| 10 | 100 | 55 | 4. 5 5 | 7.3 | 9.46 | 105.71 |
| 12 | 120 | 64 | 4.8 | 7.3 | 11.5 | 86.96 |
| 14 | 140 | 73 | 4.9 | 7.5 | 13.7 | 72.99 |
| 16 | 160 | 81 | 5 | 7.8 | 15.9 | 62.89 |
| 18 | 180 | 90 | 5.1 | 8.1 | 18.4 | 54.35 |
| 20 | 200 | 100 | 5.2 | 8.4 | 21 | 47.62 |
| 22 | 220 | 110 | 5.4 | 8.7 | 24 | 41.67 |
| 24 | 240 | 115 | 5.6 | 9.5 | 27.3 | 36.63 |
| 27 | 270 | 125 | 6 | 9.8 | 31.5 | 31.75 |
| 30 | 300 | 135 | 6.5 | 10.2 | 36.5 | 27.4 |
| 33 | 330 | 140 | 7 | 11.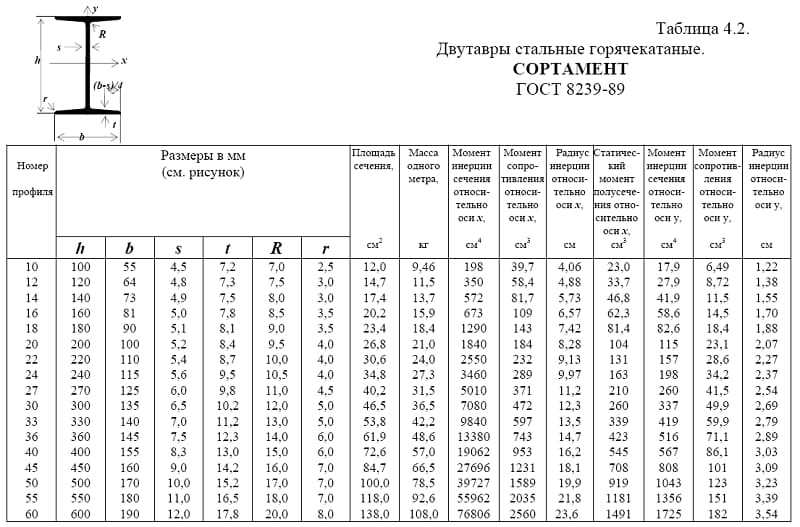 2 2 | 42.2 | 23.7 |
| 36 | 360 | 145 | 7.5 | 12.3 | 48.6 | 20.58 |
| 40 | 400 | 155 | 8.3 | 13 | 57 | 17.54 |
| 45 | 450 | 160 | 9 | 14.2 | 66.5 | 15.04 |
| 50 | 500 | 170 | 10 | 15.2 | 78.5 | 12.74 |
| 55 | 550 | 180 | 11 | 16.5 | 92.6 | 10.8 |
| 60 | 600 | 190 | 12 | 17.8 | 108 | 9.26 |
Нормальный двутавр (Б)
| Номер двутавра | h | b | s | t | Вес 1 метра, кг | Метров в тонне |
|---|---|---|---|---|---|---|
| 10Б1 | 100 | 55 | 4.1 | 5.7 | 8.1 | 123.46 |
| 12Б1 | 117.6 | 64 | 3.8 | 5.1 | 8. 7 7 | 114.94 |
| 12Б2 | 120 | 64 | 4.4 | 6.3 | 10.4 | 96.15 |
| 14Б1 | 137.4 | 73 | 3.8 | 5.6 | 10.5 | 95.24 |
| 14Б2 | 140 | 73 | 4.7 | 6.9 | 12.9 | 77.52 |
| 16Б1 | 157 | 82 | 4 | 5.9 | 12.7 | 78.74 |
| 16Б2 | 160 | 82 | 5 | 7.4 | 15.8 | 63.29 |
| 18Б1 | 177 | 91 | 4.3 | 6.5 | 15.4 | 64.94 |
| 18Б2 | 180 | 91 | 5.3 | 8 | 18.8 | 53.19 |
| 20Б1 | 200 | 100 | 5.6 | 8.5 | 22.4 | 44.64 |
| 23Б1 | 230 | 110 | 5.6 | 9 | 25.8 | 38.76 |
| 26Б1 | 258 | 120 | 5.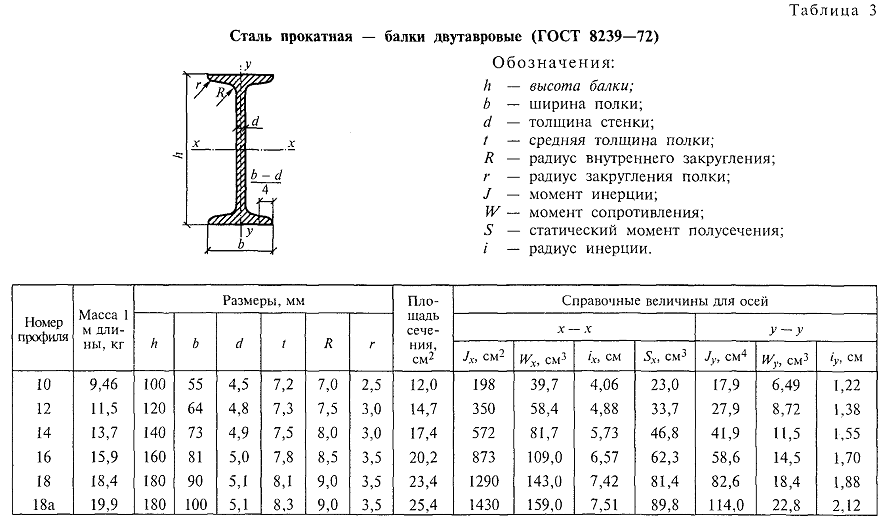 8 8 | 8.5 | 28 | 35.71 |
| 26Б2 | 261 | 120 | 6 | 10 | 31.2 | 32.05 |
| 30Б1 | 296 | 140 | 5.8 | 8.5 | 32.9 | 30.4 |
| 30Б2 | 299 | 140 | 6 | 10 | 36.6 | 27.32 |
| 35Б1 | 346 | 155 | 6.2 | 8.5 | 38.9 | 25.71 |
| 35Б2 | 349 | 155 | 6.5 | 10 | 43.3 | 23.09 |
| 40Б1 | 392 | 165 | 7 | 9.5 | 48.1 | 20.79 |
| 40Б2 | 396 | 165 | 7.5 | 11.5 | 54.7 | 18.28 |
| 45Б1 | 443 | 180 | 7.8 | 11 | 59.8 | 16.72 |
| 45Б2 | 447 | 180 | 8.4 | 13 | 67.5 | 14.81 |
| 50Б1 | 492 | 200 | 8.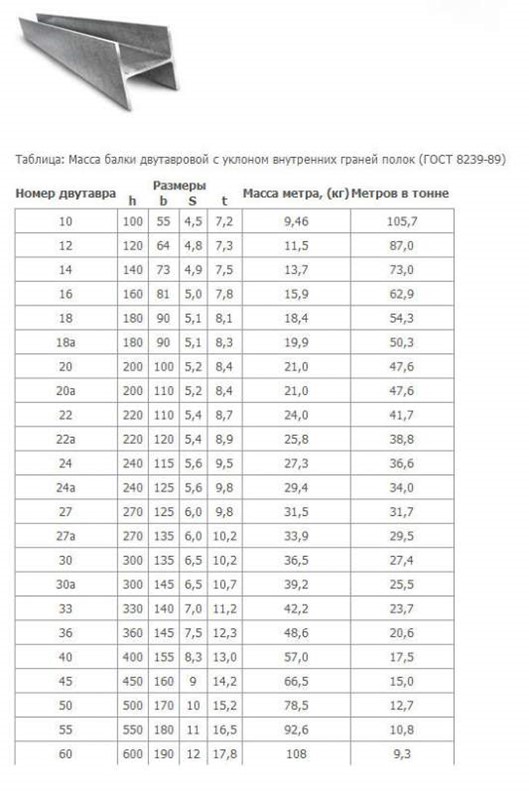 8 8 | 12 | 73 | 13.7 |
| 50Б2 | 496 | 200 | 9.2 | 14 | 80.7 | 12.39 |
| 55Б1 | 543 | 220 | 9.5 | 13.5 | 89 | 11.24 |
| 55Б2 | 547 | 220 | 10 | 15.5 | 97.9 | 10.21 |
| 60Б1 | 593 | 230 | 10.5 | 15.5 | 106.2 | 9.42 |
| 60Б2 | 597 | 230 | 11 | 17.5 | 115.6 | 8.65 |
| 70Б1 | 691 | 260 | 12 | 15.5 | 129.3 | 7.73 |
| 70Б2 | 697 | 260 | 12.5 | 18.5 | 144.2 | 6.93 |
| 80Б1 | 791 | 280 | 13.5 | 17 | 159.5 | 6.27 |
| 80Б2 | 798 | 280 | 14 | 20.5 | 177.9 | 5.62 |
| 90Б1 | 893 | 300 | 15 | 18.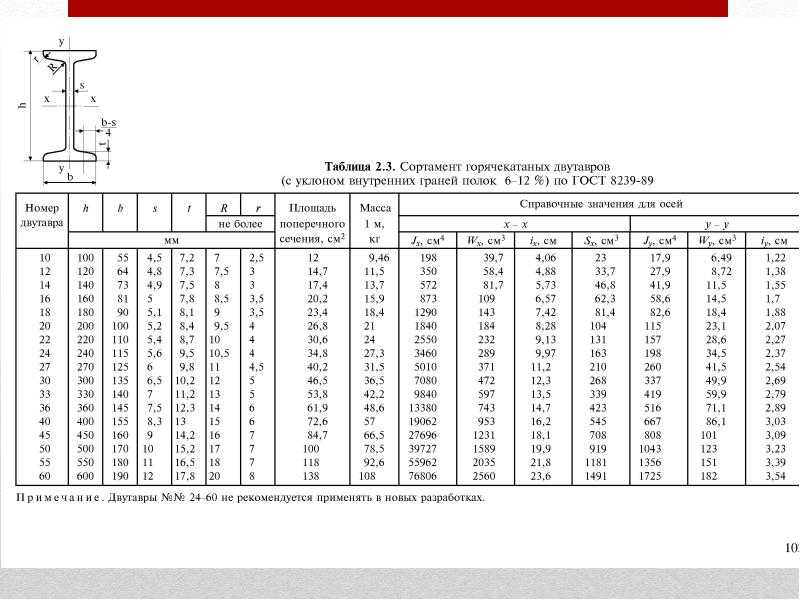 5 5 | 194 | 5.15 |
| 90Б2 | 900 | 300 | 15.5 | 22 | 213.8 | 4.68 |
| 100Б1 | 990 | 320 | 16 | 21 | 230.6 | 4.34 |
| 100Б2 | 998 | 320 | 17 | 25 | 258.2 | 3.87 |
| 100Б3 | 1006 | 320 | 18 | 29 | 285.7 | 3.5 |
| 100Б4 | 1013 | 320 | 19.5 | 32.5 | 314.5 | 3.18 |
Широкополочный двутавр (Ш)
| Номер двутавра | h | b | s | t | Вес 1 метра, кг | Метров в тонне |
|---|---|---|---|---|---|---|
| 20Ш1 | 193 | 150 | 6 | 9 | 30.6 | 32.68 |
| 23Ш1 | 226 | 155 | 6.5 | 10 | 36.2 | 27.62 |
| 26Ш1 | 251 | 180 | 7 | 10 | 42. 7 7 | 23.42 |
| 26Ш2 | 255 | 180 | 7.5 | 12 | 49.2 | 20.33 |
| 30Ш1 | 291 | 200 | 8 | 11 | 53.6 | 18.66 |
| 30Ш2 | 295 | 200 | 8.5 | 13 | 61 | 16.39 |
| 30Ш3 | 299 | 200 | 9 | 15 | 68.3 | 14.64 |
| 35Ш1 | 338 | 250 | 9.5 | 12.5 | 75.1 | 13.32 |
| 35Ш2 | 341 | 250 | 10 | 14 | 82.2 | 12.17 |
| 35Ш3 | 345 | 250 | 10.5 | 16 | 91.3 | 10.95 |
| 40Ш1 | 388 | 300 | 9.5 | 14 | 96.1 | 10.41 |
| 40Ш2 | 392 | 300 | 11.5 | 16 | 111.1 | 9 |
| 40Ш3 | 396 | 300 | 12.5 | 18 | 123. 4 4 | 8.1 |
| 50Ш1 | 484 | 300 | 11 | 15 | 114.4 | 8.74 |
| 50Ш2 | 489 | 300 | 14.5 | 17.5 | 138.7 | 7.21 |
| 50Ш3 | 495 | 300 | 15.5 | 20.5 | 156.4 | 6.39 |
| 50Ш4 | 501 | 300 | 16.5 | 23.5 | 174.1 | 5.74 |
| 60Ш1 | 580 | 320 | 12 | 17 | 142.1 | 7.04 |
| 60Ш2 | 587 | 320 | 16 | 20.5 | 176.9 | 5.65 |
| 60Ш3 | 595 | 320 | 18 | 24.5 | 205.5 | 4.87 |
| 60Ш4 | 603 | 320 | 20 | 28.5 | 234.2 | 4.27 |
| 70Ш1 | 683 | 320 | 13.5 | 19 | 169.9 | 5.89 |
| 70Ш2 | 691 | 320 | 15 | 23 | 197. 6 6 | 5.06 |
| 70Ш3 | 700 | 320 | 18 | 27.5 | 235.4 | 4.25 |
| 70Ш4 | 708 | 320 | 20.5 | 31.5 | 268.1 | 3.73 |
| 70Ш5 | 718 | 320 | 23 | 36.5 | 305.9 | 3.27 |
Колонный двутавр (К)
| Номер двутавра | h | b | s | t | Вес 1 метра, кг | Метров в тонне |
|---|---|---|---|---|---|---|
| 20К1 | 195 | 200 | 6.5 | 10 | 41.5 | 24.1 |
| 20К2 | 198 | 200 | 7 | 11.5 | 46.9 | 21.32 |
| 23К1 | 227 | 240 | 7 | 10.5 | 52.2 | 19.16 |
| 23К2 | 230 | 240 | 8 | 12 | 59.5 | 16.81 |
| 26К1 | 255 | 260 | 8 | 12 | 65. 2 2 | 15.34 |
| 26К2 | 258 | 260 | 9 | 13.5 | 73.2 | 13.66 |
| 26К3 | 262 | 260 | 10 | 15.5 | 83.1 | 12.03 |
| 30К1 | 296 | 300 | 9 | 13.5 | 84.8 | 11.79 |
| 30К2 | 300 | 300 | 10 | 15.5 | 96.3 | 10.38 |
| 30К3 | 304 | 300 | 11.5 | 17.5 | 108.9 | 9.18 |
| 35К1 | 343 | 350 | 10 | 15 | 109.7 | 9.12 |
| 35К2 | 348 | 350 | 11 | 17.5 | 125.9 | 7.94 |
| 35К3 | 353 | 350 | 13 | 20 | 144.5 | 6.92 |
| 40К1 | 393 | 400 | 11 | 16.5 | 138 | 7.25 |
| 40К2 | 400 | 400 | 13 | 20 | 165.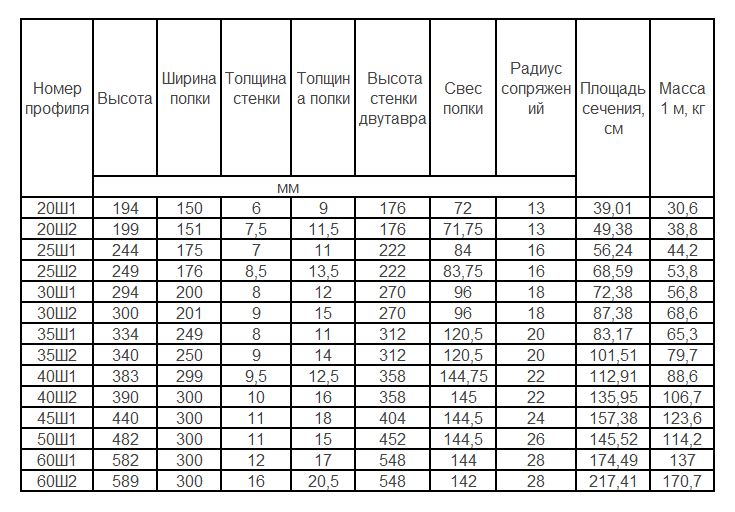 6 6 | 6.04 |
| 40К3 | 409 | 400 | 16 | 24.5 | 202.3 | 4.94 |
| 40К4 | 419 | 400 | 19 | 29.5 | 242.2 | 4.13 |
| 40К5 | 431 | 400 | 23 | 35.5 | 291.2 | 3.43 |
Двутавр дополнительной серии (Д)
| Номер двутавра | h | b | s | t | Вес 1 метра, кг | Метров в тонне |
|---|---|---|---|---|---|---|
| 24ДБ1 | 239 | 115 | 5.5 | 9.3 | 27.8 | 35.97 |
| 27ДБ1 | 269 | 125 | 6 | 9.5 | 31.9 | 31.35 |
| 36ДБ1 | 360 | 145 | 12.3 | 18 | 49.1 | 20.37 |
| 35ДБ1 | 349 | 127 | 5.8 | 8.5 | 33.6 | 29.76 |
| 40ДБ1 | 399 | 139 | 6. 2 2 | 9 | 39.7 | 25.19 |
| 45ДБ1 | 450 | 152 | 11 | 15 | 52.6 | 19.01 |
| 45ДБ2 | 450 | 180 | 7.6 | 13.3 | 65 | 15.38 |
| 30ДШ1 | 300.6 | 201.9 | 9.4 | 16 | 72.7 | 13.76 |
| 40ДШ1 | 397.6 | 302 | 11.5 | 18.7 | 124 | 8.06 |
| 50ДШ1 | 496.2 | 303.8 | 14.2 | 21 | 155 | 6.45 |
Сварной двутавр (С)
| Номер двутавра | h | b | s | t | Вес 1 метра, кг | Метров в тонне |
|---|---|---|---|---|---|---|
| 45БС1 | 444 | 200 | 8 | 12 | 64.1 | 15.6 |
| 45БС2 | 460 | 300 | 12 | 20 | 133.8 | 7.47 |
| 45БСЗ | 448 | 180 | 8 | 14 | 65. 9 9 | 15.17 |
| 50БС1 | 482 | 200 | 10 | 16 | 85.6 | 11.68 |
| 50БС2 | 482 | 300 | 12 | 16 | 117.8 | 8.49 |
| 50БСЗ | 500 | 300 | 12 | 25 | 160.1 | 6.25 |
| 50БС4 | 510 | 300 | 14 | 30 | 190.8 | 5.24 |
| 55БС1 | 551 | 220 | 10 | 18 | 102.6 | 9.75 |
| 55БС2 | 547 | 200 | 10 | 16 | 90.7 | 11.03 |
| 60БС1 | 577 | 240 | 12 | 16 | 111.6 | 8.96 |
| 60БС2 | 585 | 240 | 12 | 20 | 126.7 | 7.89 |
| 60БСЗ | 585 | 320 | 12 | 20 | 151.8 | 6.59 |
| 60ВС4 | 595 | 320 | 14 | 25 | 185.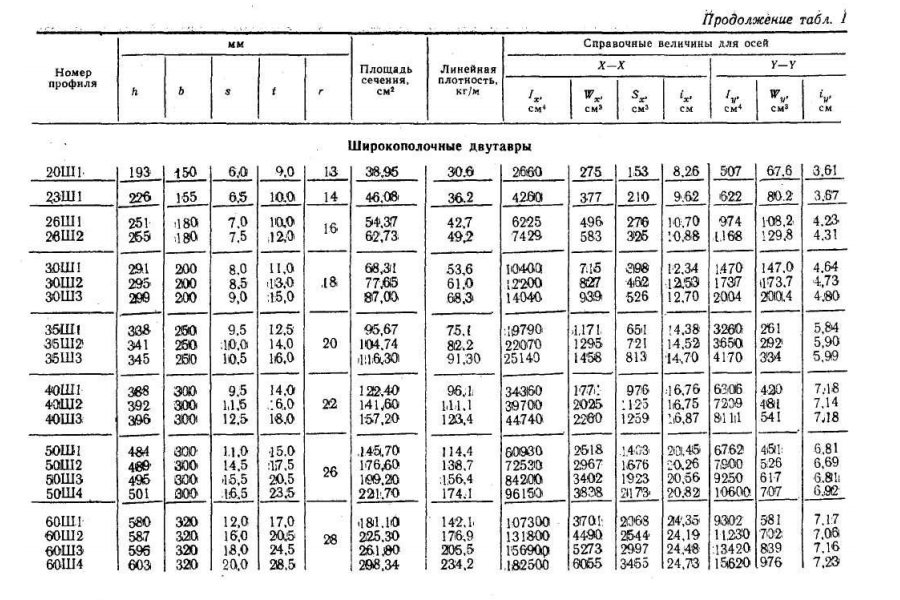 5 5 | 5.39 |
| 60БС5 | 605 | 320 | 16 | 30 | 219.2 | 4.56 |
| 60БС6 | 597 | 190 | 12 | 16 | 101 | 9.9 |
| 70БС1 | 685 | 260 | 12 | 20 | 142.4 | 7.02 |
| 70БС2 | 685 | 320 | 14 | 20 | 171.4 | 5.83 |
| 70БСЗ | 695 | 320 | 14 | 25 | 196.5 | 5.09 |
| 70БС4 | 705 | 320 | 16 | 30 | 231.7 | 4.32 |
| 70БС5 | 725 | 320 | 20 | 40 | 302.2 | 3.31 |
| 70БС6 | 692 | 230 | 12 | 16 | 119.9 | 8.34 |
| 80БС1 | 791 | 280 | 14 | 18 | 162.1 | 6.17 |
| 80БС2 | 815 | 300 | 18 | 30 | 248 | 4.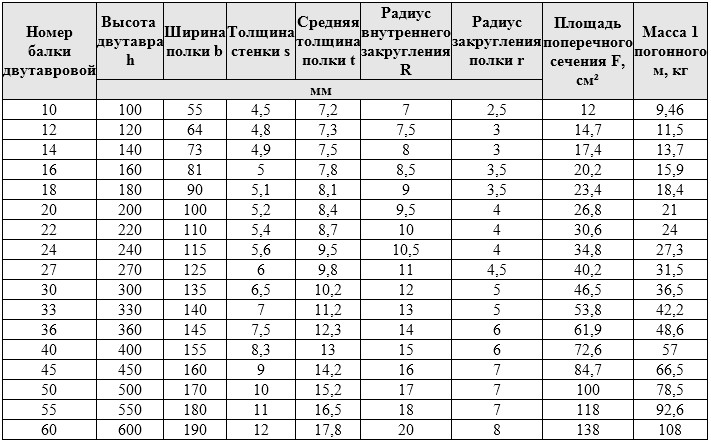 03 03 |
| 90БС1 | 895 | 300 | 16 | 20 | 201.6 | 4.96 |
| 90БС2 | 927 | 300 | 16 | 36 | 276.9 | 3.61 |
| 100БС1 | 995 | 320 | 16 | 25 | 244.3 | 4.09 |
| 100БС2 | 1005 | 320 | 16 | 30 | 269.4 | 3.71 |
| 100БСЗ | 1017 | 320 | 20 | 36 | 329.2 | 3.04 |
| 120БС1 | 1280 | 400 | 12 | 20 | 242.4 | 4.13 |
| 120БС2 | 1280 | 450 | 14 | 20 | 277.6 | 3.6 |
| 140БС1 | 1440 | 400 | 12 | 20 | 257.5 | 3.88 |
| 140БС2 | 1440 | 450 | 12 | 20 | 273.2 | 3.66 |
| 140БСЗ | 1450 | 500 | 14 | 25 | 350. 1 1 | 2.86 |
| 160БС1 | 1640 | 450 | 12 | 20 | 392 | 2.55 |
| 160БС2 | 1640 | 500 | 12 | 20 | 307.7 | 3.25 |
| 160БСЗ | 1650 | 500 | 14 | 25 | 372.1 | 2.69 |
| 160БС4 | 1650 | 560 | 14 | 25 | 395.6 | 2.53 |
| 180БС1 | 1800 | 560 | 12 | 25 | 384.6 | 2.6 |
| 180БС2 | 1800 | 500 | 14 | 25 | 388.6 | 2.57 |
| 180БСЗ | 1810 | 500 | 14 | 30 | 427.8 | 2.34 |
| 180БС4 | 1810 | 600 | 16 | 30 | 502.4 | 1.99 |
| 200БС1 | 2000 | 560 | 12 | 25 | 403.5 | 2.48 |
| 200БС2 | 2010 | 500 | 16 | 30 | 480.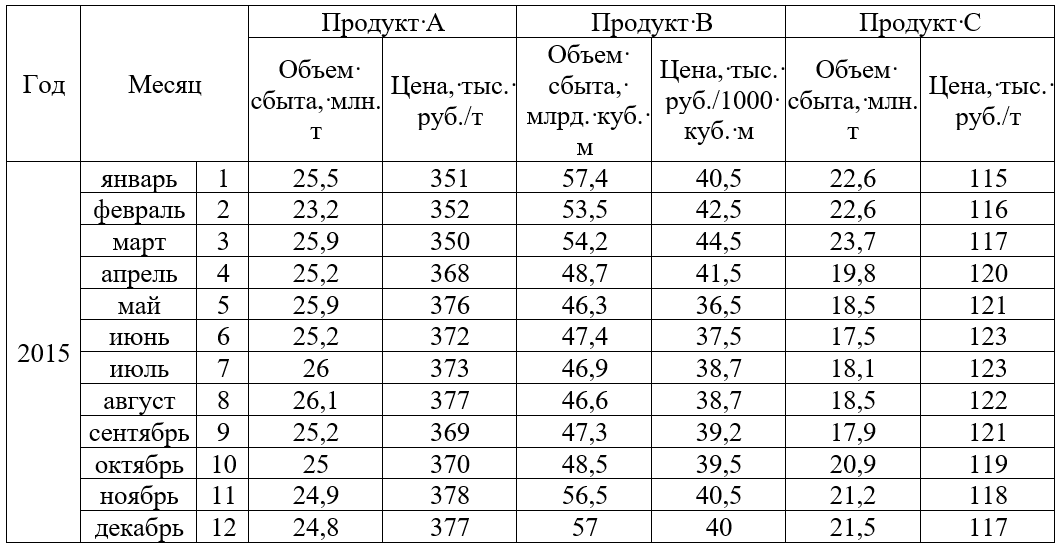 4 4 | 2.08 |
| 200БСЗ | 2010 | 600 | 16 | 30 | 527.5 | 1.9 |
КАЛЬКУЛЯТОР МЕТАЛЛОПРОКАТА
Вес двутавра предоставлен сайтом calcus.ru
Загрузка…
Понравилось? Поделись с друзьями!
Размеры стальных балок типа IPE и INP Европейский стандарт NEN-EN 10025-1 и NEN-EN 10025-2
| ИПЭ | Высота В | Ширина Ш | толщина tw |
| 80 | 80 | 46 | 3,8 |
| 100 | 100 | 55 | 4.1 |
| 120 | 120 | 64 | 4,4 |
| 140 | 140 | 73 | 4,7 |
| 160 | 160 | 82 | 5 |
| 180 | 180 | 91 | 5,3 |
| 200 | 200 | 100 | 5,6 |
| 220 | 220 | 110 | 5,9 |
| 240 | 240 | 120 | 6,2 |
| 270 | 270 | 135 | 6,6 |
| 300 | 300 | 150 | 7.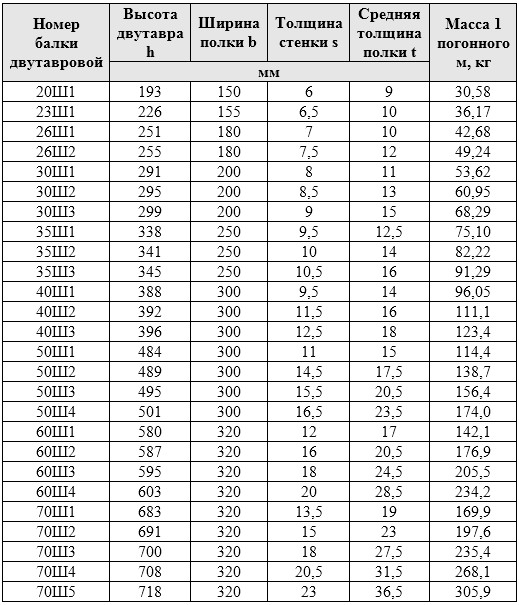 1 1 |
| 330 | 330 | 160 | 7,5 |
| 360 | 360 | 170 | 8 |
| 400 | 400 | 180 | 8,6 |
| 450 | 450 | 190 | 9,4 |
| 500 | 500 | 200 | 10,2 |
| 550 | 550 | 210 | 11.1 |
| 600 | 600 | 220 | 12 |
| ИПЭ | Высота В | Ширина Ш | толщина тв |
| ИПЭ | толщина тф | вес кг/м | площадь поверхности м2/м |
| 80 | 5,2 | 6.11 | 0,328 |
| 100 | 5,7 | 8,26 | 0,400 |
| 120 | 6,3 | 10,6 | 0,475 |
| 140 | 6,9 | 13.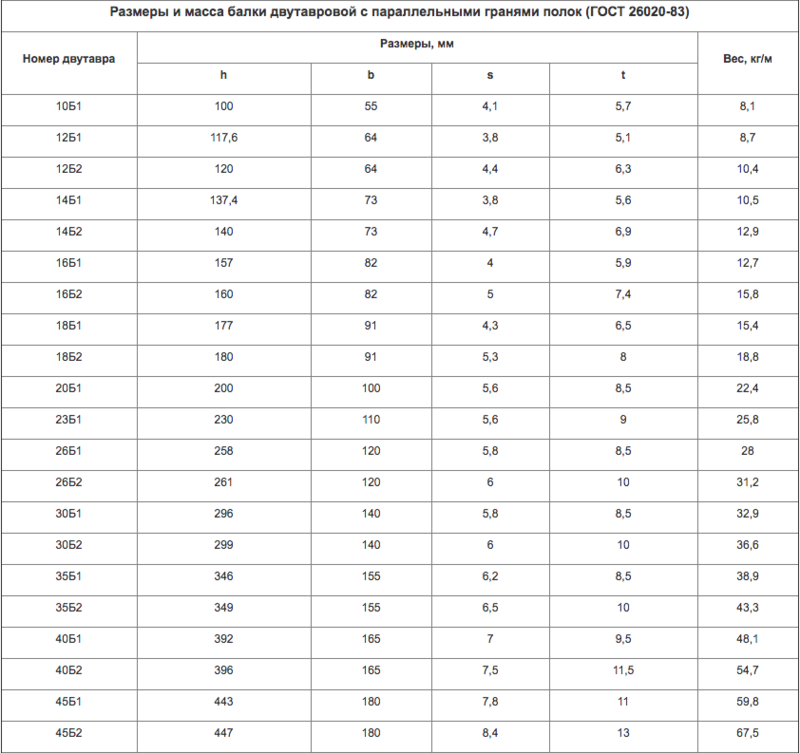 1 1 | 0,551 |
| 160 | 7,4 | 16,1 | 0,623 |
| 180 | 8 | 19,2 | 0,698 |
| 200 | 8,5 | 22,8 | 0,768 |
| 220 | 9,2 | 26,7 | 0,848 |
| 240 | 9,8 | 31,3 | 0,922 |
| 270 | 10,2 | 36,8 | 1,04 |
| 300 | 10,7 | 43,0 | 1,16 |
| 330 | 11,5 | 50,1 | 1,25 |
| 360 | 12,7 | 58,2 | 1,35 |
| 400 | 13,5 | 67,6 | 1,47 |
| 450 | 14,6 | 79,1 | 1,61 |
| 500 | 16 | 92,4 | 1,74 |
| 550 | 17,2 | 108 | 1,88 |
| 600 | 19 | 125 | 2. 01 01 |
| ИПЭ | толщина тф | вес кг/м | площадь поверхности м2/м |
Размеры указаны в миллиметрах, если не указано иное.
| ИНП | Высота В | Ширина Ш | толщина tw |
| 80 | 80 | 42 | 3,9 |
| 100 | 100 | 50 | 4,5 |
| 120 | 120 | 58 | 5.1 |
| 140 | 140 | 66 | 5,7 |
| 160 | 160 | 74 | 6,3 |
| 180 | 180 | 82 | 6,9 |
| 200 | 200 | 90 | 7,5 |
| 220 | 220 | 98 | 8. 1 1 |
| 240 | 240 | 106 | 8,7 |
| 260 | 260 | 113 | 9,4 |
| 280 | 280 | 119 | 10,1 |
| 300 | 300 | 125 | 10,8 |
| 320 | 320 | 131 | 11,5 |
| 340 | 340 | 137 | 12,2 |
| 360 | 360 | 143 | 13 |
| 380 | 380 | 149 | 13,7 |
| 400 | 400 | 155 | 14,4 |
| ИНП | Высота В | Ширина Ш | толщина tw |
| ИНП | толщина тф | вес кг/м | площадь поверхности м2/м |
| 80 | 5,9 | 6.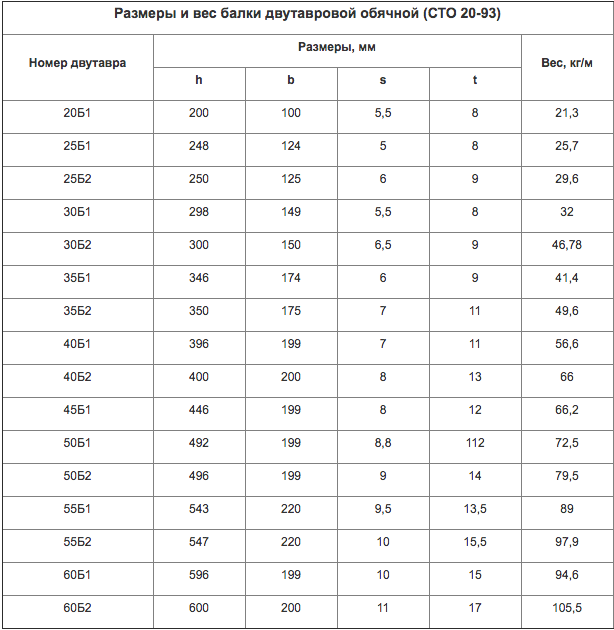 06 06 | 0,303 |
| 100 | 6,8 | 8,50 | 0,370 |
| 120 | 7,7 | 11,3 | 0,438 |
| 140 | 8,6 | 14,6 | 0,506 |
| 160 | 9,5 | 18,2 | 0,573 |
| 180 | 10,4 | 22,3 | 0,641 |
| 200 | 11,3 | 26,7 | 0,709 |
| 220 | 12,2 | 31,6 | 0,776 |
| 240 | 13.1 | 36,9 | 0,844 |
| 260 | 14.1 | 42,7 | 0,908 |
| 280 | 15,2 | 48,8 | 0,967 |
| 300 | 16,2 | 55,2 | 1,03 |
| 320 | 17,3 | 62,2 | 1,09 |
| 340 | 18,3 | 69,3 | 1,15 |
| 360 | 19,5 | 77,6 | 1,21 |
| 380 | 20,5 | 85,6 | 1,27 |
| 400 | 21,6 | 94,2 | 1,33 |
| ИНП | толщина тф | вес кг/м | площадь поверхности м2/м |
Размеры указаны в миллиметрах, если не указано иное.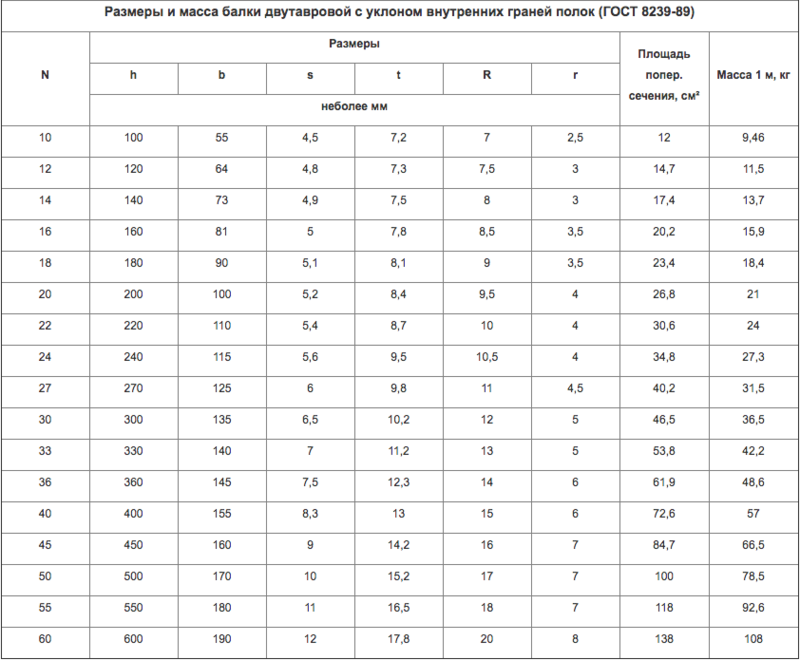
Универсальные стальные балки (UB), конструкционные двутавровые балки, двутавровые балки, балки
Также известны как : Балки, двутавровые профили, двутавровые профили, U-балки, перемычки
Наши универсальные стальные балки любого размера изготовлены в соответствии с нашими строгими стандартами.
Размеры и вес универсальных стальных балок
Нет нужного размера в списке ниже? Свяжитесь с нами для консультации.
| Размер | Вес | Глубина | Ширина | Толщина полотна | Толщина фланца |
|---|---|---|---|---|---|
| (мм) | (кг/м) | (мм) | (мм) | (мм) | (мм) |
| 127 х 76 | 13 | 127 | 76 | 4,2 | 7,6 |
| 152 x 89 | 16 | 152 | 89 | 4,6 | 7,7 |
| 178 х 102 | 19 | 178 | 102 | 4,7 | 7,9 |
| 203 х 102 | 23 | 203 | 102 | 5,2 | 9,3 |
| 203 х 133 | 25 | 203 | 133 | 5,8 | 7,8 |
| 203 х 133 | 30 | 207 | 134 | 6,3 | 9,6 |
| 254 х 102 | 22 | 254 | 102 | 5,8 | 6,8 |
| 254 х 102 | 25 | 257 | 102 | 6.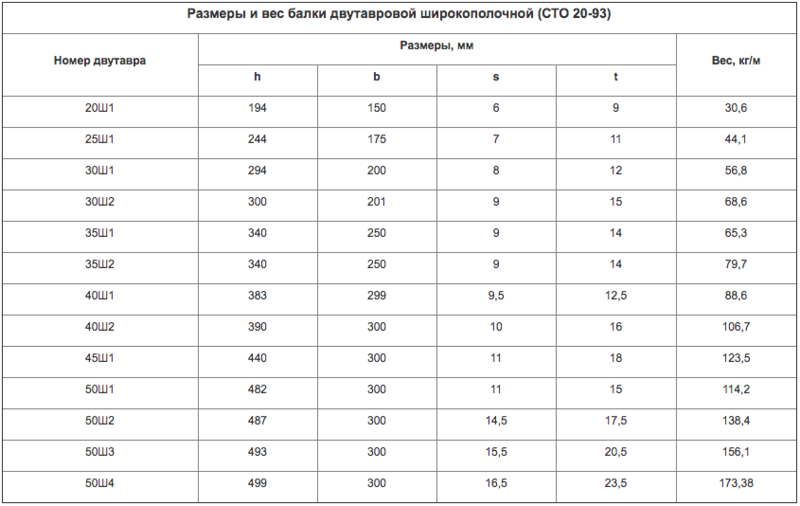 1 1 | 8,4 |
| 254 х 102 | 28 | 260 | 102 | 6,4 | 10,0 |
| 254 х 146 | 31 | 251 | 146 | 6.1 | 8,6 |
| 254 х 146 | 37 | 256 | 146 | 6,4 | 10,9 |
| 254 х 146 | 43 | 260 | 147 | 7,3 | 12,7 |
| 305 х 102 | 25 | 305 | 102 | 5,8 | 6,8 |
| 305 х 102 | 28 | 309 | 102 | 6.1 | 8,9 |
| 305 х 102 | 33 | 313 | 102 | 6,6 | 10,8 |
| 305 х 127 | 37 | 304 | 123 | 7,2 | 10,7 |
| 305 х 127 | 42 | 307 | 124 | 8,0 | 12.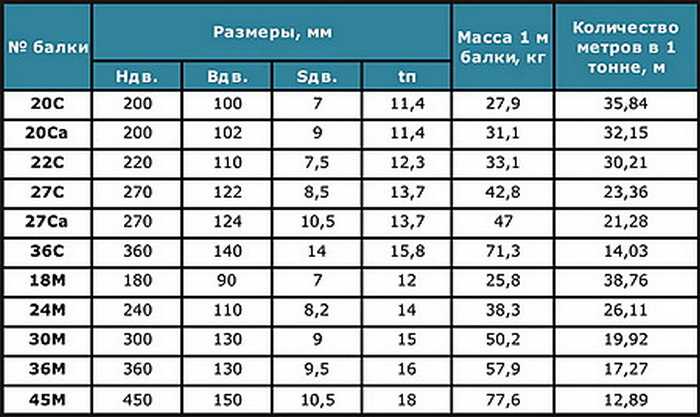 1 1 |
| 305 х 127 | 48 | 310 | 125 | 8,9 | 14,0 |
| 305 х 165 | 40 | 304 | 165 | 6.1 | 10,2 |
| 305 х 165 | 46 | 307 | 166 | 6,7 | 11,8 |
| 305 х 165 | 54 | 311 | 167 | 7,7 | 13,7 |
| 356 х 127 | 33 | 349 | 125 | 5,9 | 8,5 |
| 356 х 127 | 39 | 353 | 126 | 6,5 | 10,7 |
| 356 x 171 | 45 | 352 | 171 | 6,9 | 9,7 |
| 356 х 171 | 51 | 356 | 172 | 7,3 | 11,5 |
| 356 x 171 | 57 | 359 | 172 | 8,0 | 13,0 |
| 356 x 171 | 67 | 364 | 173 | 9. 1 1 | 15,7 |
| 406 х 140 | 39 | 397 | 142 | 6,3 | 8,6 |
| 406 х 140 | 46 | 402 | 142 | 6,9 | 11,2 |
| 406 х 178 | 54 | 402 | 178 | 7,6 | 10,9 |
| 406 х 178 | 60 | 406 | 178 | 7,8 | 12,8 |
| 406 х 178 | 67 | 409 | 171 | 8,8 | 14,3 |
| 406 х 178 | 74 | 413 | 180 | 9,7 | 16,0 |
| 457 х 152 | 52 | 449 | 152 | 7,6 | 10,9 |
| 457 х 152 | 60 | 454 | 152 | 8,0 | 13,3 |
| 457 х 152 | 67 | 457 | 151 | 9.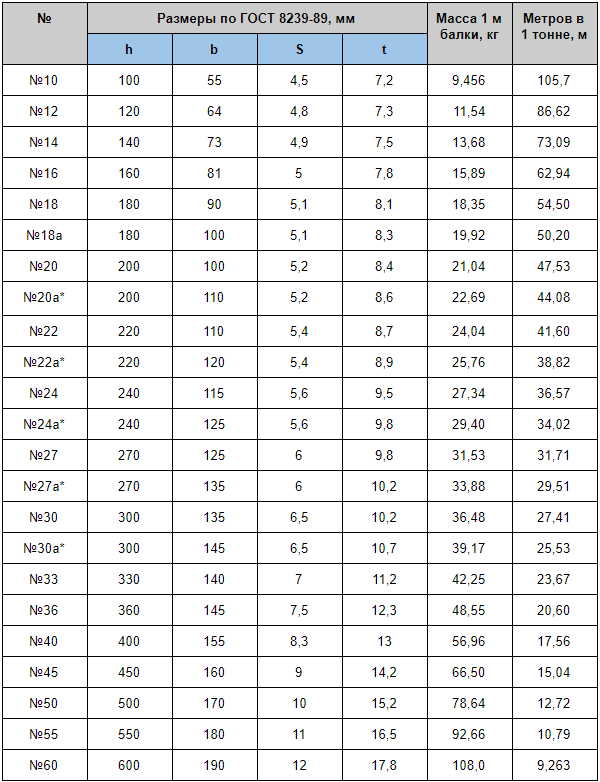 1 1 | 15 |
| 457 х 152 | 74 | 461 | 152 | 9,9 | 17 |
| 457 х 152 | 82 | 465 | 153 | 10,7 | 18,9 |
| 457 х 191 | 67 | 453 | 189 | 8,5 | 12,7 |
| 457 х 191 | 74 | 457 | 190 | 9.1 | 14,5 |
| 457 х 191 | 82 | 460 | 191 | 9,9 | 16 |
| 457 х 191 | 89 | 463 | 192 | 10,6 | 17,7 |
| 457 х 191 | 98 | 467 | 192 | 11,4 | 19,6 |
| 433 х 210 | 82 | 528 | 208 | 9,6 | 13,2 |
| 433 х 210 | 92 | 533 | 209 | 10,2 | 15,6 |
| 433 х 210 | 101 | 536 | 210 | 10,9 | 17,4 |
| 433 х 210 | 109 | 539 | 210 | 11,6 | 18,8 |
| 433 х 210 | 122 | 544 | 211 | 12,8 | 21,3 |
| 610 х 229 | 101 | 602 | 227 | 10,6 | 14,8 |
| 610 х 229 | 113 | 607 | 228 | 11,2 | 17,3 |
| 610 х 229 | 125 | 611 | 229 | 11,9 | 19,6 |
| 610 х 229 | 140 | 617 | 230 | 13. 1 1 | 22.1 |
| 610 х 305 | 149 | 609 | 304 | 11,9 | 19,7 |
| 610 х 305 | 179 | 617 | 307 | 14.1 | 23,6 |
| 610 х 305 | 238 | 633 | 311 | 18,6 | 31,4 |
| 686 х 254 | 125 | 677 | 253 | 11,7 | 16,2 |
| 686 х 254 | 140 | 683 | 253 | 12,4 | 19,0 |
| 686 х 254 | 152 | 687 | 254 | 13,2 | 21,0 |
| 686 х 254 | 170 | 692 | 255 | 14,5 | 23,7 |
| 762 x 267 | 147 | 753 | 265 | 12,9 | 17,5 |
| 762 x 267 | 173 | 762 | 266 | 14,3 | 21,6 |
| 762 x 267 | 197 | 769 | 268 | 15,6 | 25,4 |
| 838 x 292 | 176 | 834 | 291 | 14,0 | 18,8 |
| 914 х 305 | 201 | 903 | 303 | 15,2 | 20,2 |
| 914 х 419 | 343 | 911 | 418 | 19,4 | 32,0 |
| 914 х 419 | 388 | 920 | 420 | 21,5 | 36,6 |
Универсальные балки используются в различных целях строительства, включая жилые дома и большие коммерческие помещения.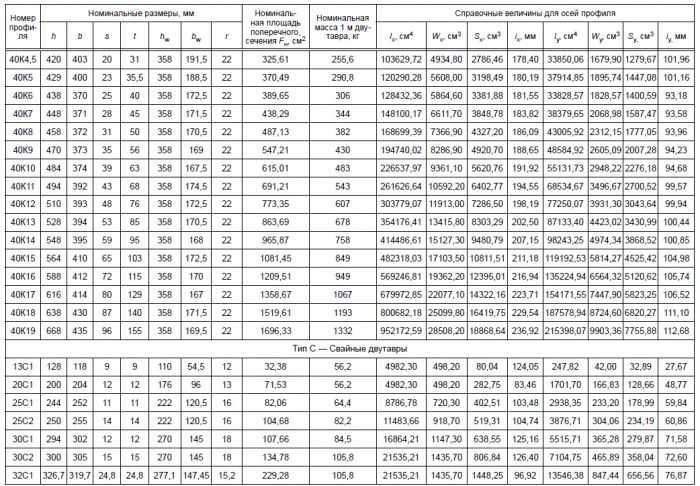
Станок универсальный настольный: Настольный универсальный токарный станок ВСТ-028-01 (бывший ВШ-028) — цена, отзывы, характеристики с фото, инструкция, видео
Станок универсальный настольный в категории «Промышленное оборудование и станки»
Станок для вышивки универсальный (диванно-настольный) «Стриж»
На складе
Доставка по Украине
397 грн
Купить
Crazy Cross Stitch
Станок для вышивки универсальный (диванно-настольный) «Зяблик» 30*48 см
На складе
Доставка по Украине
335 грн
Купить
Crazy Cross Stitch
Станок для вышивки универсальный (диванно-настольный) «Зяблик»
На складе
Доставка по Украине
180 грн
Купить
Crazy Cross Stitch
Станок (диванно-настольный) для вышивания универсальный «Стриж» (без пялец)
Доставка по Украине
397 грн
Купить
Рукодільний сундучок — ФОП Чайковська О.М.»
Станок универсально-фрезерный настольный Opti BF46 Vario с возможностью установки комплекта ЧПУ
Под заказ
Доставка по Украине
196 298 грн
Купить
Станмастер
Настольный универсально-фрезерный станок по металлу Opti MB4PV с бесступенчатой регулировкой оборотов шпинделя
Под заказ
Доставка по Украине
237 977 грн
Купить
Станмастер
Универсальный станок для вышивания Иволга с гобеленовыми пяльцами 40х56 см. Арабеска.
Доставка из г. Одесса
545 грн
517.75 грн
Купить
Stitchshop Интернет магазин вышивки и рукоделия
Универсальный станок для вышивания 30х56 см
Доставка из г. Сумы
460 грн
Купить
«Рукоделие HandMade» интернет магазин
Станок деревообрабатывающий МДС 1-05
На складе в г. Киев
Доставка по Украине
15 082 — 18 769 грн
от 5 продавцов
15 585 грн
Купить
Thermoshop
PROFI 550LZ Комбинированный токарный настольный станок по металлу | Токарно фрезерный станок Bernardo
Под заказ
Доставка по Украине
125 525 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Токарный станок по дереву EINHELL TC-WW 1000/1 Shopolife
Доставка по Украине
7 650 грн
Купить
ShoPoLife
Einhell TH-XG 75 Kit Точило-гравер (4412559)
Доставка по Украине
2 982 грн
2 832. 90 грн
90 грн
Купить
Инструмент профи
Универсальный токарный станок TYTAN 750 0,75кВт / 230В
Доставка из г. Киев
94 350 грн
Купить
SLAVLES
Фрезерный станок по металлу Optimum OPTImill BF 16V
Доставка из г. Днепр
48 000 — 49 306 грн
от 5 продавцов
49 306 грн
Купить
ООО «Днепрстан»
Фрезерный станок по металлу OPTImill MB4 P
Под заказ
Доставка по Украине
237 355 грн
Купить
ООО «Днепрстан»
Смотрите также
Фрезерный станок по металлу OPTI Mh45 G
Под заказ
Доставка по Украине
163 143 грн
Купить
ООО «Днепрстан»
Фрезерный станок по металлу OPTI MH50 G
Под заказ
Доставка по Украине
221 399 грн
Купить
ООО «Днепрстан»
Фрезерный станок по металлу с ЧПУ OPTImill F105 Sinumeric 808 Advanced
Под заказ
Доставка по Украине
Цену уточняйте
ООО «Днепрстан»
Пресс для установки фурнитуры люверсов, блочек, кнопок и холитенов
Доставка из г. Харьков
Харьков
1 063 грн
Купить
Sadovniki
Токарный станок по дереву EINHELL TC-WW 1000/1 Perry
Доставка по Украине
7 650 грн
Купить
PerryOne
Фрезерный станок по металлу Optimill MT 130S
Под заказ
Доставка по Украине
692 463 грн
Купить
ООО «Днепрстан»
Точильный станок многофункциональный с гравером Sturm BG6010SF
Доставка по Украине
2 346 — 2 440 грн
от 3 продавцов
2 346 грн
Купить
Интернет-магазин А-ЭЛЕКТРО
Фрезерный станок по металлу OPTImill MT50E
Под заказ
Доставка по Украине
265 695 грн
Купить
ООО «Днепрстан»
Станок для заточки сверл,ножей Geko/Германия/120Вт.АКЦИИ
На складе в г. Львов
Доставка по Украине
1 410 грн
Купить
Интернет-магазин «Казка»
Сверлильный станок Sturm BD7065 650Вт, 9 скоростей
Доставка из г. Львов
Львов
6 400 грн
Купить
Станок универсально-фрезерный настольный OPTI BF46 Vario
Недоступен
203 184 грн
Смотреть
Интернет-магазин «COOL-TOOL»
Станок универсально-фрезерный настольный BF20L Vario OPTIMUM
Недоступен
79 565 грн
Смотреть
«РЕЙСМУС» — Купить в интернет магазине деревообрабатывающего оборудования
U 3 — 230 В УНИВЕРСАЛЬНЫЕ СТАНКИ ДЛЯ ЗАТОЧКИ ИНСТРУМЕНТА Bernardo | станок заточный настольный универсальный
Недоступен
Цену уточняйте
Смотреть
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Станок универсально-фрезерный настольный BF20L Vario OPTIMUM
Недоступен
79 565 грн
Смотреть
«СТАНОК» — Купить в Украине
Станок универсальный токарный настольный ТН-1МБ
- Главная /
- Справочник
- Станки советские, российские, импортные — справочная информация
- Станки советские, российские, импортные — справочная информация
- Станок универсальный токарный настольный ТН-1МБ
Станок предназначен для различных видов механической обработке изделий из металла, древесины, пластмасс.
Станок пазволяет точить, сверлить и нарезать метрическую резьбу.
Полый шпиндель станка позволяет использовать в качестве заготовки прутковый материал.
Технические характеристики станка ТН-1МБ
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 150 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 90 |
| Наибольшая длина обрабатываемой детали, мм | 350 |
| ЧПУ | — |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 200 — 3200 |
| Мощность, кВт | 0.4 |
| Габариты, мм | 825_410_300 |
| Масса, кг | 85 |
| Начало серийного выпуска, год | |
| Завод-производитель | Прогресс Мичуринский завод, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок универсальный токарный настольный ТН-1МБ по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели ТН-1МБ производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию — Станок универсальный токарный настольный ТН-1МБ составляет:
- новые станки — 12 мес.,
- после капитального ремонта — 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок универсальный токарный настольный ТН-1МБ звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок универсальный токарный настольный ТН-1МБ звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
Solutions – Universal Systems
Перейти к содержимому
Мы предоставляем широкий спектр решений для всех типов организаций, от малого бизнеса до крупных корпораций. У нас есть опыт, чтобы помочь вам адаптировать правильную систему для вашей среды. Если вы только начинаете или у вас есть растущий бизнес, которому нужно индивидуальное решение для ваших клиентов, мы можем помочь.
Решения для предприятий
Предприятиям требуются масштабируемые и настраиваемые решения, предназначенные для решения реальных задач. Гибкость и маневренность являются ключевыми требованиями для достижения и поддержания постоянного успеха в условиях агрессивного и конкурентного рынка. Universal Systems предоставляет ресурсы и услуги, которые позволят вам создавать индивидуальные решения, которые позволят всем системам вашего предприятия двигаться вместе с вашим бизнесом. Нужна ли вам быстрая и надежная графическая рабочая станция или кластерный сервер для размещения вашей базы данных, у нас есть подходящее решение для вас.
Гибкость и маневренность являются ключевыми требованиями для достижения и поддержания постоянного успеха в условиях агрессивного и конкурентного рынка. Universal Systems предоставляет ресурсы и услуги, которые позволят вам создавать индивидуальные решения, которые позволят всем системам вашего предприятия двигаться вместе с вашим бизнесом. Нужна ли вам быстрая и надежная графическая рабочая станция или кластерный сервер для размещения вашей базы данных, у нас есть подходящее решение для вас.
Запросить цену
Индивидуальные решения
Иногда вам нужна не просто система, а система, созданная специально для вас. Мы можем изготовить компьютеры по индивидуальному заказу для ваших клиентов и помочь вам разместить на них собственный логотип. Мы создадим его, вы можете получить кредит. В Universal Systems мы производим настольные компьютеры с 1989 года. Если вы ищете подходящее место для покупки нового настольного компьютера, не ищите дальше. Помимо «шаблонных» систем, представленных в нашем каталоге, мы можем изготовить машины с любой спецификацией, которую вы пожелаете. У нас дружелюбный и знающий персонал, который более чем счастлив помочь вам с любыми вопросами, которые могут у вас возникнуть. Мы можем помочь вам выбрать правильную систему для ваших нужд и построить ее для вас. Конечно, как только вы купите новый компьютер, наши технические специалисты ответят на любые вопросы, которые могут возникнуть.
Помимо «шаблонных» систем, представленных в нашем каталоге, мы можем изготовить машины с любой спецификацией, которую вы пожелаете. У нас дружелюбный и знающий персонал, который более чем счастлив помочь вам с любыми вопросами, которые могут у вас возникнуть. Мы можем помочь вам выбрать правильную систему для ваших нужд и построить ее для вас. Конечно, как только вы купите новый компьютер, наши технические специалисты ответят на любые вопросы, которые могут возникнуть.
Запросить цену
Резервное копирование
Неприятно, когда сервер выходит из строя. Позвольте нам помочь вам избавиться от стресса при сбоях сервера с помощью наших настраиваемых решений для резервного копирования. От сетевых хранилищ до отказоустойчивых серверов — у нас есть решение, соответствующее вашим потребностям.
Запросить предложение
Виртуализация
Компания Universal Systems, Inc. обладает опытом в области ИТ-услуг, чтобы сделать ваш проект виртуализации успешным. Мы работаем с предприятиями любого размера, подбирая подходящее решение для клиента. Прежде чем покупать сервер или перестраивать рабочий стол, подумайте о виртуализации с помощью Mission Critical Systems.
Мы работаем с предприятиями любого размера, подбирая подходящее решение для клиента. Прежде чем покупать сервер или перестраивать рабочий стол, подумайте о виртуализации с помощью Mission Critical Systems.
Виртуализация сервера. Научите свой сервер работать в многозадачном режиме. Теперь один сервер может выполнять работу четырех. При одинаковой производительности и функциях виртуализированные серверы могут работать одновременно на одном оборудовании. Вместо того, чтобы иметь целую стойку серверов, виртуализация помещает их в один физический сервер, чтобы сэкономить на оборудовании, обслуживании и затратах на электроэнергию.
Виртуализация рабочих столов. Очистите свои рабочие столы. Сделайте свои рабочие столы более эффективными, надежными и простыми в управлении, отправляя образы рабочих столов с сервера, а не полагаясь на аппаратное обеспечение рабочего стола. Это фундаментальное изменение в том, как работают настольные компьютеры, сильно влияет на затраты и эффективность управления ИТ.
Мы помогаем предприятиям использовать виртуализацию настольных компьютеров, чтобы сократить количество обращений в службу поддержки, снизить затраты на оборудование и повысить производительность настольных компьютеров. Компании с более чем 15 пользователями должны рассмотреть эту технологию.
Запросить предложение
Каталог продукции
Компания Universal Systems, Inc. предлагает своим клиентам широкий ассортимент продукции. У нас есть не только настраиваемые системы, от ноутбуков и мини-ПК до стоечных серверов, но и большой выбор компонентов для модернизации существующей системы или сетевой инфраструктуры. Не стесняйтесь осмотреться. Если вы не можете найти его на нашем сайте, позвоните нам, и мы сделаем специальный заказ для вас.
Посмотреть наш каталог
Наши партнеры
Клиенты удаленного рабочего стола для служб удаленных рабочих столов и удаленных ПК — Windows Server
Обратная связь
Редактировать
Твиттер
Фейсбук
Эл. адрес
адрес
- Статья
- 2 минуты на чтение
С помощью клиентов Microsoft Remote Desktop вы можете подключаться к службам удаленных рабочих столов с Windows Server и удаленных компьютеров, а также использовать и контролировать рабочие столы и приложения, которые ваш администратор предоставил вам. Существуют клиенты, доступные для множества различных типов устройств на разных платформах и форм-факторах, таких как настольные компьютеры и ноутбуки, планшеты, смартфоны и через веб-браузер. Используя веб-браузер на настольных и портативных компьютерах, вы можете подключаться без необходимости загружать и устанавливать какое-либо программное обеспечение.
Существует множество функций, которые можно использовать для расширения возможностей удаленного доступа, например:
- Поддержка нескольких мониторов.
- Пользовательские разрешения экрана.
- Динамическое разрешение экрана и масштабирование.
- Перенаправление устройств, таких как веб-камеры, устройства хранения и принтеры.
- Использовать приложения, установленные на удаленном ПК.
- Доступ к файлам и сетевым ресурсам на удаленном ПК.
- Оставьте приложения открытыми при выключении клиента.

Некоторые функции доступны только для определенных клиентов, поэтому важно проверить Сравнить функции клиентов удаленного рабочего стола, чтобы понять различия при подключении к службам удаленных рабочих столов или удаленным компьютерам.
Совет
Вы также можете использовать большинство версий клиента удаленного рабочего стола для подключения к Виртуальному рабочему столу Azure, а также к службам удаленных рабочих столов в Windows Server или к удаленному ПК. Если вам нужна информация о Виртуальном рабочем столе Azure, см. раздел Клиенты удаленных рабочих столов для Виртуального рабочего стола Azure.
Вот список клиентских приложений удаленного рабочего стола и наша документация по подключению к службам удаленного рабочего стола или удаленным компьютерам, где вы можете найти ссылки для загрузки, узнать, что нового, и узнать, как установить и использовать каждый клиент.
| Клиент удаленного рабочего стола | Документация и ссылки для скачивания | Информация о версии |
|---|---|---|
| Сеть | Подключение к службам удаленных рабочих столов и удаленным компьютерам с помощью клиента удаленного рабочего стола для Интернета | Что нового |
| macOS | Подключение к службам удаленных рабочих столов и удаленным компьютерам с помощью клиента удаленного рабочего стола для macOS | Что нового |
| iOS/iPadOS | Подключение к службам удаленных рабочих столов и удаленным компьютерам с помощью клиента удаленного рабочего стола для iOS и iPadOS | Что нового |
| ОС Android/Chrome | Подключение к службам удаленных рабочих столов и удаленным компьютерам с помощью клиента удаленного рабочего стола для Android и Chrome OS | Что нового |
| Microsoft Store | Подключение к службам удаленных рабочих столов и удаленным компьютерам с помощью клиента удаленного рабочего стола для Windows (Магазин Microsoft) | Что нового |
Подключение к удаленному ПК
Прежде чем вы сможете подключиться к удаленному ПК, вам необходимо включить на нем удаленный рабочий стол.
Установка роликового подшипника: Установка роликового подшипника | Компания «Ф и Ф»
Установка роликового подшипника | Компания «Ф и Ф»
Главными факторами правильной установки роликовых подшипников является наличие необходимой технической компетенции и навыков у исполнителя, наличие инструмента и оснастки, а также соблюдение порядка и правил монтажа. В данной статье мы приведём основную техническую информацию необходимую для того чтобы осуществить правильный монтаж роликового подшипника и его регулировку, обеспечив его работу в течение нормативного срока.
Навигация по статье
Подготовка к монтажу
Правила установки роликовых подшипников
Регулировка роликовых подшипников
Подготовка к монтажу
Для обеспечения качественной установки необходимо:
- Отсутствие загрязнений на месте проведения работ.
- Наличие необходимого инструмента и приспособлений.
- Подготовка монтажных мест деталей т подшипников.
- Смазка.
- Контроль качества выполняемых работ.
Перед тем как будет выполнена установка роликового подшипника необходимо:
- Подготовить рабочее место, исключить вероятность запыления деталей при проведении работ.
- Произвести очистку и осмотр посадочных мест, устранить имеющиеся дефекты поверхностей (замятины, забоины, заусенцы и т. д.).
- Замерить посадочные места на соответствие требованиям полей допусков и шероховатости. Замеры посадочных мест вала производятся микрометром, в корпусе — нутромером.
- Проверить геометрию деталей, в частности валы на прямолинейность.
- Очистить каналы системы смазки от загрязнений.
- Предварительно осмотреть подшипник на наличие видимых дефектов, проверить соответствие номера и произвести замеры основных размеров.
- Расконсервировать и промыть подшипник, если это не запрещено производителем.
- Проверить легкость вращения, замерить радиальные и осевые зазоры.
- Нанести смазку в достаточном количестве, если смазочный материал не нанесён производителем.

Тип посадки, прессовая или скользящая, устанавливается в технической документации к устройству.
Правила установки роликовых подшипников
Для правильной установки подшипников рекомендуется применение гидравлических или ручных прессов, которые обеспечивают плавную и ровную установку при минимальном риске повреждения деталей. Установка роликового подшипника должна осуществляться путем передачи монтажного усилия только через напрессовываемое кольцо. При монтаже на вал напрессовка осуществляется через внутреннее кольцо подшипника, при монтаже в корпус — через наружное. В случае одновременного монтажа на корпус и на вал, напрессовка осуществляется на оба кольца. Нельзя передавать усилие через сепаратор и тела качения, как и прилагать усилия к сепаратору.
Порядок установки роликового подшипника:
- Посадочные места необходимо покрыть тонким слоем пластичной смазки, например литолом.
- Определить сторону установки. Если предстоит установка конического роликового подшипника, то наибольшая часть конуса ролика должна быть направлена в сторону упорного бурта или кольца. Таким образом, обеспечивается возможность съёма верхнего кольца. Если расположение сторон не играет роли с точки зрения конструкции, то с наружи должно быть заводское клеймо.
- Совместить монтажный стакан с упором с соответствующим кольцом или кольцами подшипника. Расположить строго по осям деталь, подшипник, наставку и рабочую часть пресса.
- Убедиться в примерном соответствии точек подачи смазки в корпусе и подшипнике.
- Приложить пробную нагрузку, проверить на плавность движения.
- Произвести сам монтаж подшипников с установкой его на требуемое место.
- При установке конических роликовых подшипников необходимо отдельно смонтировать каждую сборочную единицу. Внутренне кольцо с телами качения напрессовывается на вал, наружное кольцо отдельно устанавливается в корпус. После этого регулируется внутренний зазор.
- Устанавливается стопорное кольцо, распорная втулка, сальник, прокладка и пр. элементы необходимые для фиксации предусмотренные конструкцией.
- Завершить монтаж, закрыть подшипниковый узел.

 После этого регулируется внутренний зазор.
После этого регулируется внутренний зазор.
В процессе установки необходимо тщательно следить за равномерностью, без перекосов и осевого перемещения напрессовываемого кольца. Наличие перекосов при монтаже может стать причиной появления задиров и снижения срока работы подшипника.
При установке крупногабаритных подшипников часто требуется предварительный нагрев подшипника. Достаточно, как правило, разницы температур в 60 — 80°С между подшипником и окружающей средой. При установке в корпус необходимо нагреть его посадочное место. Температура нагрева зависит от требуемого натяга и диаметра, но, в любом случае разница температур не должна быть более 120°С. При нагреве также следует учесть ограничения сопряженных элементов, например уплотнений. Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
Разогрев подшипника ведётся в масляной ванне или с помощью индукционного нагревателя.
Регулировка роликовых подшипников
После установки роликового подшипника необходимо осуществить регулировку осевого зазора необходимого для правильной работы. Для этого можно использовать следующие способы:
- Изменить толщину прокладки между корпусом и крышкой прижимающей наружное кольцо.
- Путем перемещения наружного кольца подшипника установочным винтом.
- Путем перемещения наружного кольца регулировочной гайкой.
Чтобы проверить насколько качественно была произведена установка роликового подшипника необходимо:
- Проверить щупом в нескольких точках по окружности, насколько плотно подшипник прижат к бурту.
- Проверить легкость вращения от руки.
- У цилиндрических роликовых подшипников проверить относительное смещение наружных и внутренних колец в осевом направлении.
- Убедиться в правильности сборки уплотнителей.
- Убедиться в точном совпадении проточек в корпусе и наружном кольце подшипника предназначенных для подачи смазки.
- Проконтролировать температуру при работе подшипника. При работе в обычных условиях она не должна превышать температуру окружающей среды на 30°С.
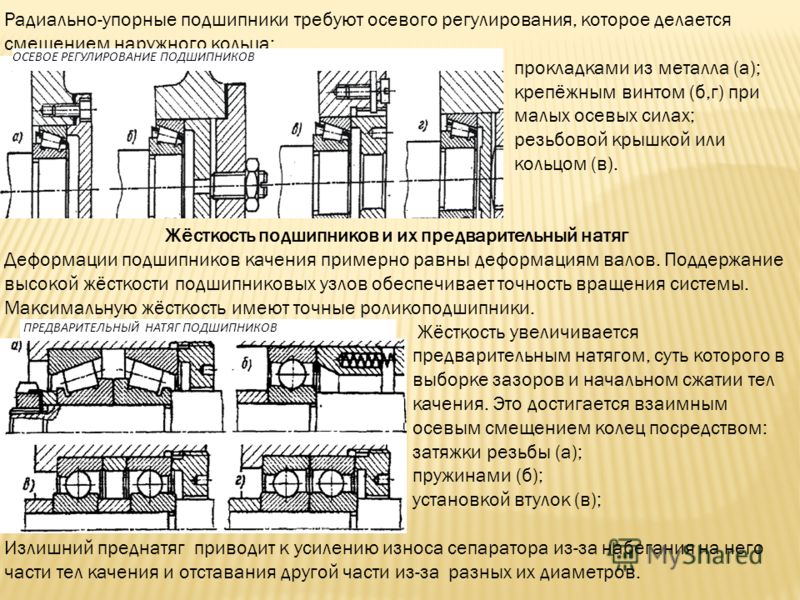
Правильная установка подшипников требует квалификации персонала, точного измерительного инструмента и применения специальной оснастки. Обязательно следует учесть и конструктивные особенности изделий, точно следовать требованиям производителя.
Другие статьи
Предохранительные муфты
Предохранительные муфты входят в число наиболее ответственных узлов привода, обеспечивающих не только передачу крутящего момента, но и защиту оборудования от чрезмерных нагрузок и др. нештатных ситуаций. Компания «Ф и Ф», в качестве официального представителя в России, предлагает большой выбор муфт одного из ведущих мировых производителей – компании FLENDER.
Привод для конвейера
В организации ритмичной работы технологической цепочки промышленных предприятий конвейер играет одну из главных, если не главную роль. При правильном проектировании и использовании надежного оборудования конвейер будет приносить огромную прибыль, при недочётах и непродуманном выборе производителя и поставщика – простои и материальные убытки.
Муфты – виды и применение
Муфты применяются практически во всех производственных и промышленных отраслях. Насчитывается несколько десятков разновидностей таких узлов, которые различаются по форме, размерам и принципу работы.
Вернуться к списку статей
Установка роликового подшипника
При выполнении такой ответственной задачи как монтаж подшипника роликового типа одним из важнейших факторов качественного выполнения работы является квалификация специалиста и наличие у него опыта такой работы. Кроме этого важно чтобы мастер имел необходимую для работы оснастку, при помощи которой устанавливать опору можно в соответствии с техническими требованиями производителя детали и механизма. В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока.
В том случае, если эти условия соблюдены, а схема установки выбрана правильно, узлу обеспечена беспроблемная эксплуатация на протяжении установленного нормативами срока.
Подготовка к установке роликового подшипника
Любая установка роликовых подшипников на вал начинается с подготовки рабочего места и той части механизма, в которой будет осуществляться монтаж. Как сам вал оборудования, так и корпус узла должны быть тщательно очищены от любых загрязнений. При этом нужно также исключить и запыление рабочего места, которое может произойти в то время, когда будут устанавливать подшипник. После того как пыль, грязь, смазка и частицы металла будут удалены, важно обеспечить посадочным местам изделия должный вид. Для этого производят тщательный осмотр той части вала, в которой будет фиксироваться внутреннее кольцо, на предмет наличия заусенцев, вмятин, выбоин и других дефектов металла. Такими повреждениями нередко сопровождается неправильный демонтаж вышедшей из строя опоры.
Все проблемные места шлифуются до полного приведения к требуемому состоянию. Посадочные места замеряются для того, чтобы определить допуски и зазор. При этом наружный диаметр вала проверяют микрометром, а внутренний, в корпусе, нутромером. Особенно важна эта часть подготовительной работы в случае, когда предстоит установка роликового упорного подшипника, монтируемого внатяжку с большой точностью. Дополнительно проверяют и очищают смазочные каналы от загрязнений, а также производят расконсервацию подшипника. Как сферический, так и радиальный подшипник внимательно осматривают и проверяют, чтобы зазоры соответствовали нормам, а качение происходило без шума и помех.
Посадочные места замеряются для того, чтобы определить допуски и зазор. При этом наружный диаметр вала проверяют микрометром, а внутренний, в корпусе, нутромером. Особенно важна эта часть подготовительной работы в случае, когда предстоит установка роликового упорного подшипника, монтируемого внатяжку с большой точностью. Дополнительно проверяют и очищают смазочные каналы от загрязнений, а также производят расконсервацию подшипника. Как сферический, так и радиальный подшипник внимательно осматривают и проверяют, чтобы зазоры соответствовали нормам, а качение происходило без шума и помех.
Монтаж роликовых подшипников
В технической документации к оборудованию обычно указано, в какой посадке нуждается опора: прессовой или скользящей. Не стоит забывать, что во многих случаях важно учитывать и направление вращения вала, а также вектор осевой нагрузки. Установка роликового конического подшипника производится таким образом, чтобы большая часть его конуса была ориентирована в направлении упорного элемента. Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
Если эта особенность не играет роли при сборке узла, об этом оповещает клеймо на внешней части кольца.
При установке детали используют ручные и гидравлические прессы, гарантирующие не только плавную, но и равномерную по всей окружности внутреннего кольца посадку детали. Усилие необходимо прикладывать исключительно через напрессовываемое кольцо, но ни в коем случае не через свободное или сепаратор. При одновременном монтаже на вал и в корпус, существует важная особенность. В этом случае монтажное усилие прикладывается одновременно к двум кольцам. Важно помнить, что подшипник конический роликовый установка которого выполнялась с нарушениями, может не только выйти из строя сам, но и нанести серьезные повреждения валу и корпусу механизма.
Последовательность операций при монтаже роликовых опор такая:
• Все посадочные места покрывают тонким слоем смазочного материала;
• Определяется проектная ориентация детали в соответствии с чертежом или схемой;
• Монтажный стакан пресса, оборудованный упором, совмещают с кольцом изделия;
• Если необходимо, производят выставление опоры по осям и совмещение канавок подачи смазки;
• Прикладывают пробное усилие на подшипник;
• Выполняют посадку изделия в проектное положение, стараясь обеспечить максимальную плавность движения.
Если выполняется установка подшипников конического типа, то монтируют каждый элемент опоры отдельно. Внутренняя часть с роликами напрессовывается на вал, после чего на свое место в корпус ставят наружное кольцо. После завершения работы нужно убедиться, что каждый ролик свободно перемещается, а зазор соответствует заявленному производителем значению.
Монтаж подшипников большого размера имеет ряд важных особенностей. Чтобы облегчить работу, деталь нагревают так, чтобы ее температура превышала температуру среды на 60-80 градусов. Установка кольца в корпус механизма требует нагревания посадочного места. Важно следить за тем, чтобы разница между температур не оказалась выше 120 градусов. Для точного разогрева металла рекомендуют применять специальные индукционные устройства или масляные ванны.
Регулировка роликовых подшипников после установки
После того как опора займет свое проектное положение, выполняется проверка правильности монтажа и регулировка детали. Особого внимания требует осевой зазор, для изменения которого используются разные приемы. Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора.
Чаще всего для того, чтобы добиться нужной величины, выполняют замену прокладки между корпусом и крышкой, которая воздействует на внешнее кольцо. Если деталь оснащена установочным винтом, то при помощи этого приспособления смещают наружный элемент подшипника, добиваясь нужного зазора.
Рис.1 Регулировка роликовых подшипников
Для проверки качества установки используют несколько разных способов. В первую очередь вращают деталь рукой, чтобы убедиться в плавности и бесшумности хода узла вращения. После этого визуально осматривают уплотнения на предмет их правильной и качественной установки. Если присутствует система подачи пластичной смазки, то обязательно нужно убедиться в том, что проточки в корпусе механизма и кольцах подшипника полностью совпадают. Цилиндрический роликовый подшипник, также как и шариковый, проверяют на смещение колец в осевом направлении относительно друг друга.
Только после выполнения всех перечисленных контрольных операций допускается первая прокрутка механизма на малых оборотах. Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке.
Проводить ее нужно под наблюдением, чтобы убедиться в том, что отсутствует стук и скрежет, сигнализирующий о неправильной сборке узла или его повреждения при установке.
Основы установки и снятия подшипников
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента. Неправильные методы монтажа, использующие более короткие пути, такие как использование молотка или горелки, приведут к преждевременному выходу из строя или потенциальной угрозе безопасности. В этой статье рассматриваются советы по правильной установке подшипников, в частности, установка подшипников без корпуса, в отличие от корпусных подшипниковых узлов, таких как опорный блок.
Крайне важно, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, и процедура всем понятна до начала работ по установке подшипников. Инвестиции в надлежащие инструменты, процедурное обучение и время приведут к значительной экономии средств и продлению срока службы подшипника и машины, на которой он установлен. Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ).
Стоимость подшипника и человеко-часов, необходимых для его правильного выполнения, ничтожно малы по сравнению с общей стоимостью простоя, первоначальной ценой машины, потенциальными дополнительными повреждениями и, конечно же, ущербом, который может быть нанесен установщику или оператору машины. . «Сделай все правильно с первого раза» — это не просто клише; это должно быть обязательным и частью культуры обслуживания на вашем предприятии. Во время этих процессов следует носить все необходимые средства индивидуальной защиты (СИЗ).
Механическое снятие, установка и методы
Безопасное и правильное удаление вышедшего из строя подшипника — первый шаг. Съемники и прессы, разработанные для этой цели, являются лучшими вариантами по трем причинам: безопасность, экономия времени и минимизация повреждения вала и корпуса во время процесса. Двух- и трехзахватные механические съемники равномерно натягивают наружное кольцо по мере затягивания резьбового штифта, центрированного на конце вала (см. рис. 1).
рис. 1).
Другим типом съемника является сепаратор или нож, который имеет две пластины, расположенные за подшипником. Съёмники для тяжелых условий эксплуатации оснащены гидравлическими цилиндрами, что упрощает демонтаж. Если подшипник снимать с помощью высокоскоростного отрезного инструмента и использовать его небрежно, вал и корпус могут быть повреждены. Хотя размер и пространство иногда диктуют необходимость этого метода, любые последующие забоины и выемки на валу или в корпусе приводят к удалению металла. Удаление металла, в свою очередь, изменяет все важные допуски на размеры и правильную посадку подшипника. По возможности избегайте открытого огня или образования искр во время процесса.
Как правило, не рекомендуется повторно использовать подшипник, снятый с эксплуатации, но рекомендуется проверить подшипник после снятия на предмет причины отказа. Стресс с течением времени может привести к повреждениям, которые не видны невооруженным глазом. Это также требует определенного образования и опыта в области анализа неисправностей, чтобы определить причину и характер отказа. Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
Единственный раз, когда подшипник может быть использован повторно, это если он был отправлен обратно производителю для очистки, осмотра, измерения, переточки и повторной сборки. Это нерентабельно с меньшими подшипниками.
Аккуратное обращение со сменным подшипником во время хранения или в процессе установки обязательно. Лучше всего хранить в чистоте, сухости, окружающей среде и без вибраций. Не разворачивайте подшипник, пока не будете готовы его установить. Не смывайте заводскую смазку, если только это не требуется из-за особых требований к смазке. Чистота — это образ жизни, как для механика, так и для подшипника.
Важно убедиться, что используется точная замена. Существует два способа идентификации механического компонента: измерение и/или проверка номера детали. Уважаемые производители маркируют кольца подшипника номером детали. На этот номер можно ссылаться в каталоге, в котором указаны размеры и допуски колец. Грубый размер можно получить с помощью штангенциркуля. Для точных измерений рекомендуется использовать откалиброванный сертифицированный нониусный микрометр с точностью до 0,0001 дюйма.
Вал и корпус должны быть чистыми, без выемок и заусенцев. Хотя для этой цели в промышленности обычно используется наждачная бумага, имейте в виду, что частицы, оторвавшиеся от бумажной подложки, могут загрязнить подшипник. Предпочтительно использовать промышленные колодки Scotch-Brite для очистки вала или корпуса от истирания или коррозии. Легкое машинное масло может быть использовано для удаления влаги или кислот. Чистота обязательна на протяжении всего процесса. Помните, что размер, форма и состояние вала и корпуса напрямую влияют на срок службы сменного подшипника.
Крайне важно измерить и проверить отверстие вала и корпуса, чтобы убедиться, что они находятся в пределах рекомендуемых допусков на размеры для применения и размера подшипника. Следует использовать калиброванные измерительные инструменты, такие как микрометр или штангенциркуль. Для вала и корпуса рекомендуется использовать восьмиточечный метод измерения (см. рис. 1). Это включает в себя четыре измерения в различных местах, чтобы определить, что вал и корпус не являются эллиптическими, а стороны параллельны.![]() В руководствах по установке подшипников и справочниках для механиков перечислены различные типы посадок и точные допуски на размеры как для колец подшипников, так и для валов и корпусов. Если они не соответствуют предложенным спецификациям, срок службы подшипника будет уменьшен. Слишком большой вал или маленький корпус уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для свободного вращения тел качения, смазочной пленки и расширения металла, которое будет происходить из-за термических изменений. Слишком свободная посадка приведет к тому, что подшипник будет ходить или проскальзывать, вытягивая металл, который неизбежно попадет в подшипник. Помните, измеряйте перед монтажом.
В руководствах по установке подшипников и справочниках для механиков перечислены различные типы посадок и точные допуски на размеры как для колец подшипников, так и для валов и корпусов. Если они не соответствуют предложенным спецификациям, срок службы подшипника будет уменьшен. Слишком большой вал или маленький корпус уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для свободного вращения тел качения, смазочной пленки и расширения металла, которое будет происходить из-за термических изменений. Слишком свободная посадка приведет к тому, что подшипник будет ходить или проскальзывать, вытягивая металл, который неизбежно попадет в подшипник. Помните, измеряйте перед монтажом.
Существует три основных типа посадки: с натягом или плотная, прямая, а также с зазором или свободная. Посадка определяется характером применения, нагрузкой, размером, типом подшипника и вращающимся кольцом.
Уровень усилия, необходимого для правильной установки подшипника, определяется типом и степенью прессовой посадки. В большинстве случаев любое вращающееся кольцо будет иметь запрессовку. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует посадки с натягом, а наружное кольцо будет посажено вплотную или с зазором.
В большинстве случаев любое вращающееся кольцо будет иметь запрессовку. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует посадки с натягом, а наружное кольцо будет посажено вплотную или с зазором.
Подшипники диаметром менее 50 миллиметров (мм) можно монтировать с помощью оправки для подшипников, если кольца установлены с легким натягом. Приводные инструменты состоят из металлической трубы, полимерных ударных колец и ударного молотка (см. рис. 2). Этот тип трубчатого привода можно использовать с втулками и масляными/консистентными уплотнениями. Важно использовать правильный размер втулки и ударного кольца и следить за тем, чтобы подшипник не перекосился во время посадки.
Оправочный пресс является безопасным методом снятия и установки. Пресс должен быть прикреплен болтами к прочному рабочему столу или полу. Рейка и шестерня вместе с длинной ручкой используются для обеспечения рычага. Нажатие на ручку опускает стойку. Никогда не прикрепляйте трубу к рукоятке. Медленно оказывайте давление. Пластина с прорезями, обычно называемая наковальней, используется для поддержки детали машины и обеспечения сквозного доступа к валу. В идеале используйте только аксессуары, предназначенные для прессы. Надлежащая блокировка колец подшипника имеет важное значение, так же как и выравнивание и выравнивание заготовки по квадрату для эффективной равномерной силы. При использовании пресса следите за тем, чтобы кольца подшипников были правильно заблокированы, чтобы монтажные усилия не передавались через тела качения. Эти силы вызывают вмятины на дорожках качения, известные как истинное бринеллирование.
Никогда не прикрепляйте трубу к рукоятке. Медленно оказывайте давление. Пластина с прорезями, обычно называемая наковальней, используется для поддержки детали машины и обеспечения сквозного доступа к валу. В идеале используйте только аксессуары, предназначенные для прессы. Надлежащая блокировка колец подшипника имеет важное значение, так же как и выравнивание и выравнивание заготовки по квадрату для эффективной равномерной силы. При использовании пресса следите за тем, чтобы кольца подшипников были правильно заблокированы, чтобы монтажные усилия не передавались через тела качения. Эти силы вызывают вмятины на дорожках качения, известные как истинное бринеллирование.
Гидравлический пресс — полезная и эффективная машина для снятия и установки подшипников, но при его использовании необходимо соблюдать несколько оговорок. Крайне важно, чтобы техник по техническому обслуживанию прошел обучение технике безопасности и правильному использованию. Опасности для оператора многочисленны, и существует вероятность повреждения соответствующих обрабатываемых компонентов. Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Эти прессы обычно оцениваются в тоннах давления. Держите руки чистыми, найдите кнопку пуска/остановки и наденьте средства индивидуальной защиты. Те же соображения, которые относятся к использованию ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, правильная блокировка подшипника и вала и медленное равномерное давление. Медленно опускайте домкрат и наблюдайте, куда прикладывается усилие. Один и тот же человек должен вставлять/настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Термическое снятие, установка и методы
Снижение или повышение температуры подшипника, вала и/или корпуса в установленных пределах является еще одним методом снятия и установки подшипников. Все предостережения, упомянутые в отношении механических методов удаления, также относятся к термическим методам. Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Необходимо выделить время для измерения и подтверждения того, что вал и корпус находятся в пределах рекомендуемых размеров. Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.
Если вал или корпус не соответствуют рекомендованным допускам, их следует заменить. Хотя использование связующих веществ может временно выиграть время, монтажные составы для подшипников не заменяют требование хорошей подгонки размеров.
Использование жидкого азота или сухого льда для снижения температуры стальных компонентов должно использоваться только при посадке с сильным натягом. В зимние месяцы в северных странах техники обычно размещают валы большого диаметра снаружи на ночь, а затем утром нагревают подшипник и собирают их вместе. Помните, что побочным продуктом этого процесса может быть образование воды из-за резких изменений температуры и относительной точки росы. Вода на стали равна ржавчине.
Существует множество нагревателей подшипников, таких как конические, нагревательные пластины, печь для пиццы и слишком распространенная масляная ванна. У всех этих типов есть две общие черты: они медленные и обычно грязные. Для установки подшипников на вал лучше всего использовать современный индукционный нагреватель подшипников (см.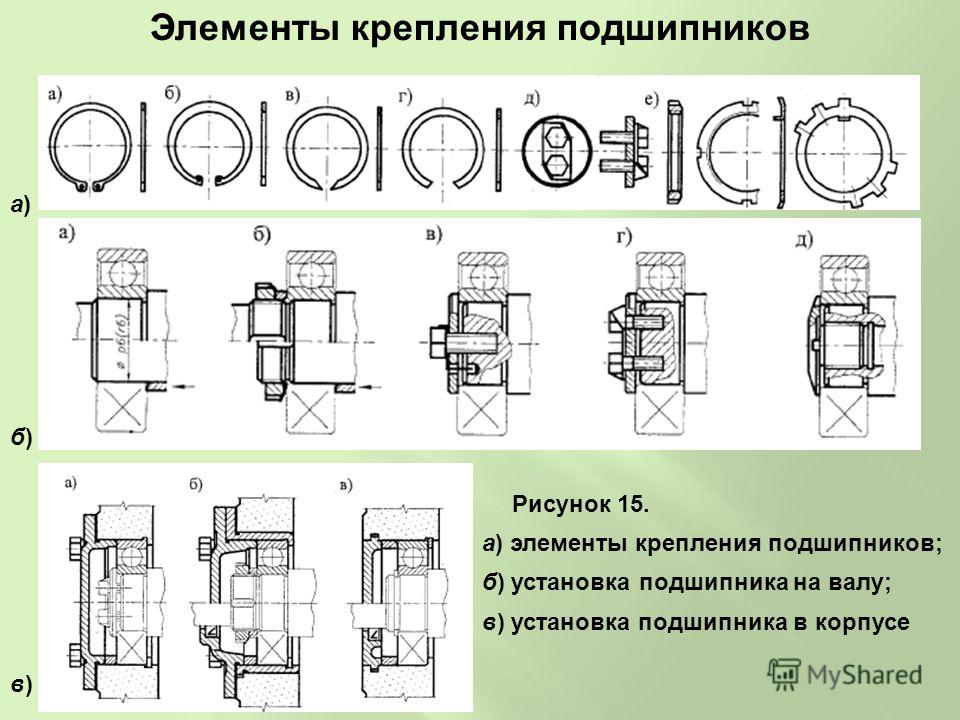 рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из которых переносятся вручную или помещаются на тележку. Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из которых переносятся вручную или помещаются на тележку. Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
Индукционные нагреватели подшипников создают сильное переменное магнитное поле, вызывающее вихревые токи в металле. Эти токи вызывают быстрый нагрев кольца. Его можно сравнить с трансформатором, использующим первичную катушку с многочисленными витками и вторичную катушку с несколькими витками (подшипник). Вторичная катушка будет подавать низкое напряжение при высокой силе тока. Подшипник действует как короткозамкнутая одновитковая вторичная катушка, через которую проходит низкое переменное напряжение с большой силой тока. Результат: Ближайшее к стержню кольцо быстро нагревается. Одним из побочных продуктов этого процесса является намагничивание. Современные нагреватели имеют автоматический цикл размагничивания в конце процесса. Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить запрессовку на валу. Рекомендуемая установка температуры составляет 110°C или 230°F. Оператор имеет полный контроль над настройками.
Напоминания об установке подшипников
- Наденьте СИЗ.
- Аккуратное обращение и чистота очень важны.
- По возможности избегайте стальных молотков или искр.
- Осмотрите вал и корпус. Удалите заусенцы.
- Измерять, измерять и еще раз измерять.
- Подгонка имеет значение.
- Используйте идентичные замены.
- Избегайте перегрева.
- Используйте правильные инструменты.
- Будьте осторожны, думайте о безопасности, делайте это осторожно!
Заключение
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента. Для правильной установки подшипников крайне важно, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, и все поняли процедуру до начала работы.
Ричард Р. Кнотек — специалист по техническому обучению в Motion Institute, подразделении Motion Industries. Он проработал 43 года в Motion Industries, занимая различные должности, включая водителя, специалиста по продажам, операционного менеджера, продавца, руководителя филиала и специалиста по продукции. Бывший адъюнкт-инструктор Программы промышленного обслуживания Университета Северного Мичигана, Кнотек также является опубликованным автором книги «Механические системы и принципы» (ISBN 0-13-049).417-8). Для получения дополнительной информации посетите веб-сайт motionindustries.com или видеоканал MiHow2.com, на котором размещены обучающие видеоролики, в том числе советы по установке подшипников.
Процедуры установки конических роликоподшипников со стороны колеса
Технические советы
Процедуры и советы по установке конических роликоподшипников со стороны колеса
При установке конических роликоподшипников:
спецификации)
- Чрезмерное затягивание регулировочной гайки может сократить срок службы подшипника
- Недостаточное затягивание регулировочной гайки может привести к чрезмерному осевому люфту
- Однорядные конические роликоподшипники всегда устанавливайте напротив другого подшипника того же типа
Конический роликовый подшипник со стороны колеса Советы по установке:
- Перед установкой новых подшипников обязательно осмотрите вал и корпус подшипника, чтобы убедиться, что монтажные поверхности чистые и на них нет заусенцев, грязи и другого мусора. Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
- Однорядные конические роликоподшипники имеют разъемную конструкцию, т. е. внутреннее кольцо и наружное кольцо можно разделить и установить. Установка компонентов по отдельности может упростить сборку.
- Прижимные поверхности – Запрессуйте подшипник (внутреннее кольцо) для установки на вал. Нажмите на кольцо (внешнее кольцо), чтобы установить его внутри корпуса (см. рис. 1). Прикладывая монтажное усилие к подшипнику/кольцу во время установки, убедитесь, что оно распределяется равномерно и под прямым углом к валу или корпусу. Всегда используйте подходящие инструменты для установки подшипников/обоймы. Никогда не ударяйте напрямую по подшипнику или кольцу, так как это может привести к необратимому повреждению.
- Смазка – Всегда обеспечивайте надлежащую смазку подшипников. Смазку следует выбирать в зависимости от условий эксплуатации подшипника, включая температуру, давление, скорость и наличие воды, влаги или других загрязняющих веществ.
 Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
Наличие мусора на установочных поверхностях подшипника может привести к неправильной посадке подшипника, что отрицательно скажется на сроке службы подшипника.
Чем просверлить в стекле отверстие: Как просверлить стекло в домашних условиях: видео, варианты, советы
Стекольные работы и сверление отверстий в стекле
Особенности сверления стекла
Иногда при проведении бытовых ремонтных работ возникает необходимость просверлить отверстия в стекле. На первый взгляд может показаться, что в этом нет ничего сложного, однако приступив к делу, многие сталкиваются с проблемами.
В отличие от дерева и металла, стекло требует особого подхода.
Будучи хрупким, оно в то же время является очень твёрдым, а это означает, что обычные свёрла для проделывания в нём отверстий не подойдут. Для сверления стекла требуются специальные свёрла с победитовой напайкой или алмазным напылением.
Такие свёрла бывают двух видов: трубчатые и с копьевидным наконечником. Также для сверления стекла можно использовать обычное сверло, предварительно заточив его режущие кромки и закалив на огне. Для этого сверло нагревают докрасна в огне газовой горелки, а затем погружают в сургуч и держат в нём до полного остывания.
Сразу нужно отметить, что это не самый лучший подход. Он доставляет много хлопот, а главное — он малоэффективен. Но каким бы ни было сверло, при сверлении отверстий в стекле, зеркале или керамике необходимо придерживаться определённых правил.
Стекло необходимо уложить на ровную горизонтальную поверхность и выполнить разметку маркером. Перед тем как приступать к работе, очень важно наметить будущее отверстие.
Если вы используете перьевое или обычное закалённое сверло, отцентрировать отверстие можно алмазным или победитовым стеклорезом, установив его в отмеченную точку и сделав несколько вращательных движений вручную. Это даст вам гарантию, что сверло не соскользнёт и не сделает царапину.
Не менее важным является охлаждение режущего инструмента. Самый простой и эффективный способ его обеспечить — выложить вокруг намеченного отверстия бортик из пластилина и заполнить образовавшуюся ёмкость мыльной водой, смешанной с машинным маслом. В качестве охладителя также можно использовать смесь воды и скипидара.
В качестве охладителя также можно использовать смесь воды и скипидара.
При сверлении копьевидным сверлом проходят 8/10 толщины стекла, затем стекло переворачивают и лёгким ударом острия сверла пробивают верхушку образовавшегося конуса. После этого вновь начинают сверлить, но уже с другой стороны. Во избежание скола начальная скорость вращения сверла устанавливается на максимум, а затем снижается до 250 оборотов в минуту.
Если вы используете трубчатое сверло, для центрирования отверстия вам понадобится шаблон. Таким шаблоном может послужить небольшой кусок стекла прямоугольной формы с заранее проделанным в нём отверстием нужного диаметра. Шаблон накладывается на основное стекло, отверстие и разметка совмещаются, а сам шаблон закрепляется скотчем. После добавления смазочно-охлаждающей жидкости можно начинать сверлить. Доходим примерно до половины, затем переворачиваем стекло, вновь накладываем шаблон, совмещаем разметку и продолжаем сверлить с другой стороны.
Полезные советы
- Большие отверстия сверлятся на скорости до 250-350 об/мин.
- При сверлении маленьких отверстий (до 5 мм) скорость можно увеличить до 1000 об/мин.
- При сверлении необходимо отступить от края стекла как минимум на 25 мм.
- Зеркала начинают сверлить с обратной стороны.
- Края проделанного отверстия необходимо обработать мелкой наждачной бумагой.
Как просверлить отверстие в стекле в домашних условиях
- Главная
- Технологии ремонта
Стекло — это хрупкий материал, который восприимчив к ударным нагрузкам и неравномерному нагреву, поэтому работа с ним имеет несколько важных особенностей. Рассмотрим технологию сверления стеклянных изделий в домашних условиях, а также инструменты и приспособления, которые нужно использовать.
Содержание
- Инструменты для сверления стекла
- Сверлим стекло в домашних условиях
- Закаленное стекло сверлить нельзя
Инструменты для сверления стекла
- Дрель
- Сверла, коронки
- Защитные очки
Для работы со стеклом лучше всего использовать специальные сверла (1, 2) и коронки с алмазным напылением (3, 4), показанные на рисунке ниже. Они позволят выполнить большое количество отверстий высокого качества. Также сверлить можно с помощью закаленных и победитовых сверл (5). Работа при этом будет более трудоемкой. Применять такой инструмент нужно с особой осторожностью.
Они позволят выполнить большое количество отверстий высокого качества. Также сверлить можно с помощью закаленных и победитовых сверл (5). Работа при этом будет более трудоемкой. Применять такой инструмент нужно с особой осторожностью.
Сделать отверстие в стекле позволит даже обычное сверло по металлу (6). Для этого необходимо предварительно насыпать мелкий влажный песок в зону работ, после чего периодически его добавлять. Недостатки данного способа: трудоемкость, затупление инструмента.
Стекло сверлят на низких оборотах: 300 – 700 в минуту. Подойдет ручная или электрическая дрель с регулировкой частоты вращения. Радиальное и осевое биение сверла в патроне должно быть минимальным. Иначе его нужно заменить.
Сверлим стекло в домашних условиях
Нельзя сверлить на весу без упора. Стекло следует положить на ровную горизонтальную поверхность так, чтобы оно плотно прилегало к ней. Не лишним будет использовать подложку из тонкой мягкой ткани.
Разметку центра отверстия удобно выполнять маркером, фломастером или гелевой ручкой. От края стекла желательно отступить не менее шести его толщин. Иначе велика вероятность образования трещины.
От края стекла желательно отступить не менее шести его толщин. Иначе велика вероятность образования трещины.
В процессе работы следует постоянно смачивать охлаждающей жидкостью сверло и отверстие, обеспечивая отвод тепла. Для этой цели обычно используют воду, керосин или скипидар. Можно оградить место сверления кольцом из пластилина и налить жидкость в образовавшуюся ванночку.
С помощью накладки в виде деревянной дощечки или фанеры с отверстием требуемого диаметра удерживают сверло от соскальзывания. Можно использовать другой вариант – наклеить на стекло липкую ленту.
Давление, оказываемое на дрель, должно быть небольшим. В противном случае значительно возрастает вероятность растрескивания стекла. По мере продвижения давление должно уменьшаться. Это поможет избежать на выходе из отверстия значительных сколов. Получившиеся острые кромки необходимо зачистить с помощью мелкой наждачной бумаги.
Закаленное стекло сверлить нельзя
Это приведет к его раскалыванию на множество мелких осколков, несмотря на то, что оно обладает повышенной прочностью. Закаленное стекло широко применяется в автомобилестроении, мебельной промышленности, жилищном строительстве. Отличают его по маркировке в виде буквы “З” или надписи “Tempered”. Если обозначений нет, следует обратить внимание на другие характерные признаки. Это могут быть радужные пятна, которые видны на поверхности под определенным углом, а также через поляризационные очки и фильтры.
Закаленное стекло широко применяется в автомобилестроении, мебельной промышленности, жилищном строительстве. Отличают его по маркировке в виде буквы “З” или надписи “Tempered”. Если обозначений нет, следует обратить внимание на другие характерные признаки. Это могут быть радужные пятна, которые видны на поверхности под определенным углом, а также через поляризационные очки и фильтры.
Согласно ГОСТ Р 54162-2010 кромки и отверстия перед закалкой обрабатываются. Острые кромки указывают на то, что стекло незакаленное.
ПОДЕЛИТЬСЯ
Как просверлить морское или пляжное стекло менее чем за 50 секунд
Отказ от ответственности. Использование вращающихся инструментов вблизи воды, насколько нам известно, никогда не одобрялось ни одним из производителей вращающихся инструментов. Если вы решите бурить рядом с водой или с насадками под водой, подключенными к вашей дрели, вы делаете это на свой страх и риск. Имейте в виду, что смешивание электричества и воды может быть очень опасным.
Имейте в виду, что смешивание электричества и воды может быть очень опасным.
Как сверлить морское стекло, или как сверлить стекло — принципы и инструменты одинаковы. Морское стекло, очевидно, относительно небольшое, поэтому вы будете использовать сверла меньшего размера, чем при сверлении других типов стекла, но в остальном применяются те же правила и методы.
Так что читайте дальше и следуйте за мной, чтобы узнать, как легко начать сверлить морское стекло и другие мелкие предметы из художественного стекла.
Что потребуется для сверления морского стекла:
- Морское стекло (этот метод также может быть применен к пляжной глиняной посуде и другим небольшим кусочкам стекла)
- Маркер или карандаш Chinagraph
- Вращающийся инструмент, такой как Dremel (I я использую Dremel 3000) с гибким валом или сверлильным станком (дополнительно)
- Алмазные сверла (на этих изображениях я использую маленькое алмазное сверло диаметром 2 мм, но маленькое алмазное сверло диаметром 2 мм со сплошным концом подойдет тоже самое)
- Цанговый или регулируемый патрон, например, Dremel Multi Chuck, для крепления малых алмазных сверл
- Неглубокая тарелка, например, пластиковый пищевой контейнер, коробка для сэндвичей или банка для мороженого
- Кусок дерева, на который можно положить материал во время сверления
- Вода (действует как смазка и помогает охлаждать сверло и стекло во время сверления)
- Защитные очки и маска
- Старая ткань или кухонное полотенце для вытирания воды или мусора
Купите набор алмазных сверл для вашего Дремель
Алмазное сверло какого размера использовать для сверления морского стекла
Размер сверла, которое вы выберете, будет зависеть от того, для чего вы будете использовать просверленное морское стекло.
Прежде чем приступить к проекту, продумайте, что вы будете с ним делать после его завершения. Например, если это будет кольцо для ключей, вам необходимо знать ширину фурнитуры для кольца для ключей, чтобы убедиться, что вы просверлили достаточно большое отверстие.
Для ювелирных работ я обычно использую 1 мм, 1,5 мм, 2 мм и 3 мм.
Если вам нужно отверстие больше 3 мм, попробуйте алмазную коронку для бутылочного горлышка. Они также подойдут к вашему хобби-роторному инструменту или подвесной дрели. Они имеют размер хвостовика 2,35 мм.
Полезное примечание: Хвостовик — это сверло, входящее в дрель, а рабочий конец – это конец с алмазами, которым вы будете сверлить.
Если вам нужен еще больший размер, попробуйте алмазные корончатые сверла — они доступны в размерах от 3,5 мм до 60 мм. Для размеров от 4 мм и выше требуется стандартная бытовая дрель (см. вкладку «Технические характеристики» на странице продукта, чтобы узнать размеры хвостовика, размеры и технические характеристики)
Если вы находитесь на экспериментальной стадии, почему бы не попробовать набор алмазных сверл для вашего Dremel ,. Этот небольшой набор содержит многоцелевой патрон Dremel, упомянутый выше в списке того, что вам понадобится, а также 4 различных алмазных сверла — 2 малых алмазных сверла со сплошным концом и 2 маленьких алмазных корончатых сверла, все разных размеров. размеры.
Этот небольшой набор содержит многоцелевой патрон Dremel, упомянутый выше в списке того, что вам понадобится, а также 4 различных алмазных сверла — 2 малых алмазных сверла со сплошным концом и 2 маленьких алмазных корончатых сверла, все разных размеров. размеры.
Взгляните на малые алмазные корончатые буры
Малые алмазные буровые долота или малые алмазные корончатые буры — что следует использовать для бурения морского стекла?
Маленькие алмазные сверла имеют сплошной конец и, следовательно, большую площадь поверхности, поэтому они служат дольше, чем маленькие алмазные корончатые сверла, но для сверления отверстия может потребоваться больше времени. Они более прочные и поэтому идеально подходят для очень прочных и плотных кусков морского стекла.
Маленькие алмазные коронки полые и позволяют воде течь вверх и вокруг сверла во время сверления. Они просверлят отверстие быстрее, чем маленькие алмазные сверла, но могут не прослужить так долго, потому что у них меньшая площадь поверхности.
Если вы регулярно сверлите морское стекло, то стоит иметь комбинацию как небольших алмазных сверл, так и небольших алмазных коронок, так как иногда вы не знаете, очень ли прочный кусок морского стекла, пока не начнете сверлить!
Шаг 1. Установка
1. Маркером или графическим карандашом отметьте на морском стекле место, где должно быть отверстие.
2. Установите лоток для воды, поместив в него деревянный брусок, сверху положите камешек и налейте воду, пока стакан не будет покрыт водой примерно на сантиметр. (Необязательно: вы можете зафиксировать морское стекло с помощью клейкой ленты Blu Tack)
3. Выберите сверло и вставьте его в многоцелевой патрон (см. видео ниже, если вам нужна помощь в этом), убедившись, что сверло достаточно открыто, чтобы при сверлении стекла вода не попала в него. коснитесь патрона или любой части дрели. У меня обычно сверло на полпути.
Полезное примечание: Можно просверлить половину стекла с одной стороны, перевернуть его и продолжить сверление с другой стороны. Если это ваш предпочтительный метод, вам нужно будет измерить стекло, чтобы узнать, где будут входное и выходное отверстия, чтобы они совпадали.
Если это ваш предпочтительный метод, вам нужно будет измерить стекло, чтобы узнать, где будут входное и выходное отверстия, чтобы они совпадали.
Для этого возьмите два кусочка ваты. Оберните вату вокруг морского стекла так, чтобы они пересекались. Там, где пересекаются кресты на верхней и нижней сторонах стакана, отметьте ручкой.
Этот метод идеален, если глубина или толщина вашей гальки или камня больше, чем длина сверла. Наши сверхдлинные алмазные сверла на 3 мм также решат эту проблему, поскольку их длина составляет 100 мм.
Безопасность
Прежде чем мы начнем, давайте удостоверимся, что наша рабочая зона чиста и не загромождена.
При использовании дрели всегда следите за тем, чтобы вокруг не было ничего, что могло бы зацепиться за поводок или что вы могли бы ударить локтем.
Носите фартук, одежду с длинными или короткими рукавами, но не свободные рукава!
Если у вас есть такая подставка, использование подставки с гибким стержнем может помочь содержать вещи в порядке и не мешать вашей рабочей зоне.
Предупреждение. Само собой разумеется, что при использовании воды рядом с дрелью всегда следует проявлять особую бдительность. В этом конкретном случае я подключил свою дрель к удлинителю, который оснащен термопредохранителем для предотвращения перегрева.
Держите под рукой старую ткань или кухонное полотенце, чтобы ваша дрель, рабочая зона и руки всегда оставались сухими. Не прикасайтесь к электроприборам мокрыми руками!
Кроме того, когда вы сверлите морское стекло, убедитесь, что сверло всегда находится достаточно далеко от патрона, чтобы патрон или сверло не касались воды.
И, наконец, наденьте маску и защитные очки и убедитесь, что ваше рабочее место хорошо проветривается.
- Маска
- Защитные очки
- Фартук
- Особое внимание к воде и электричеству
Шаг 2. Сверление стекла
1. Держите морское стекло в воде и держите его пальцами (будьте осторожны) или зажимом. или какой-либо недостаток, начните дрель на самой низкой скорости.
Держите морское стекло в воде и держите его пальцами (будьте осторожны) или зажимом. или какой-либо недостаток, начните дрель на самой низкой скорости.
2. Наклоните сверло примерно на 45 градусов, поднесите сверло к стеклу и сделайте первый надрез. Как только этот разрез будет сделан, медленно переместите сверло в вертикальное положение и продолжайте сверлить, всегда на самой низкой скорости и с очень небольшим давлением. Пусть работает дрель. Сверление под углом, чтобы сделать начальный разрез, помогает предотвратить скольжение сверла по поверхности пляжного стекла.
3. Во время сверления время от времени перемещайте сверло вверх и вниз, чтобы впустить немного воды. Это поможет воде течь внутри и вокруг сверла и вымывать мусор. Это также поможет сохранить сверло и стекло прохладными. Перегрев может привести к тому, что алмазы потускнеют или оторвутся от сверла, а стекло треснет.
4. Кусок морского стекла в показанном выше видео имел толщину 4 мм, и его просверливание с использованием небольшого алмазного бура диаметром 1,5 мм заняло менее 50 секунд.
ВАЖНО: не поддавайтесь искушению ускорить сверление или усилить давление. Некоторое морское стекло потребуется больше времени, чтобы просверлить его, но ускорение сверла или приложение большего давления сократит срок службы вашего сверла из-за затупления или сжигания алмазного песка. В конце концов вы сделаете дыру, так что терпение — это ключ!
Примечание. Если вы используете метод, при котором вы переворачиваете морское стекло и снова начинаете сверление с другой стороны, сделайте это после того, как просверлите примерно половину пути, и снова выполните шаги 1–3.
Шаг 3. Завершение и дополнительные идеи для морского стекла
Вырежьте фигуру на морском стекле
Как только вы освоите навык сверления отверстия в гальке или морском стекле, вы можете приступить к творчеству и начните вырезать и гравировать на них рисунки, такие как сердце. Наша популярная статья «Как вырезать сердца из гальки и морского стекла» покажет вам, как это сделать!
Резка морского стекла
Мне нравится использовать морское стекло в его естественной форме со всеми его неровностями. Тем не менее, у меня часто есть кусок, который я просто хотел бы отрезать сверху или немного удалить. Это может быть полезно, например, если вы хотите, чтобы он вписывался в настройку. Это можно сделать с помощью ручных пил с алмазным канатом. Прочтите эту учебную статью, чтобы узнать больше о том, как легко резать и придавать форму морскому стеклу и камням с помощью полотен для ручной пилы с алмазной проволокой
Тем не менее, у меня часто есть кусок, который я просто хотел бы отрезать сверху или немного удалить. Это может быть полезно, например, если вы хотите, чтобы он вписывался в настройку. Это можно сделать с помощью ручных пил с алмазным канатом. Прочтите эту учебную статью, чтобы узнать больше о том, как легко резать и придавать форму морскому стеклу и камням с помощью полотен для ручной пилы с алмазной проволокой
Вставка драгоценного камня или кристалла в морское стекло
С помощью небольшого алмазного бора можно вырезать в морском стекле углубление, чтобы можно было вставить небольшой драгоценный камень или кристалл. Резак с твердосплавным подшипником полезен, если вы используете кристаллы Swarovski.
Увеличить просверленное отверстие?
Если вы просверлили отверстие и обнаружили, что оно недостаточно широкое, не отчаивайтесь, вы всегда можете увеличить размер отверстия с помощью спирального алмазного сверла.
Эти спиральные сверла имеют алмазное зерно, которое закреплено вертикально на хвостовике сверла, поэтому они идеально подходят для расширения размеров уже созданных отверстий. отверстие шире.
отверстие шире.
Полезное примечание: Не используйте спиральное алмазное сверло для сверления отверстий, они не предназначены для этой цели. Используйте их только для расширения существующего отверстия.
———————————————— ————————————————— ————————————————— ————
Мы надеемся, что вам понравился этот урок, и надеемся, что он вдохновит вас на творческий подход и на сверление морского стекла! Мы хотели бы увидеть любые готовые фотографии проектов, которые вы начали, пожалуйста, пришлите их нам.
Для получения дополнительной помощи вы также можете прочитать наши статьи: 12 вещей, которые вы должны знать об алмазных буровых долотах и о том, что такое морское стекло? Как найти морское стекло
Как просверлить отверстие в стекле — полное руководство
Какой тип сверла и сверла следует использовать для стекла?
Чтобы освоить эту технику, необходимы соответствующие инструменты — вот что вам нужно знать.
Во-первых, поскольку сверление стекла является чрезвычайно деликатной операцией, убедитесь, что у вас есть дрель с регулируемой скоростью и низкими оборотами. Если вы просверливаете отверстия в стеклянных бутылках или банках, вы можете воспользоваться помощью сверлильного станка.
И, чтобы не повредить поверхность при первом контакте, убедитесь, что ваша дрель имеет переключатель скорости или не начинает работать на полной скорости. В этом случае меньше значит больше. Например, чем ниже скорость двигателя, тем легче вам будет выполнять работу.
В конце работы вам понадобятся специальные сверла. №
При сверлении отверстий диаметром до 13 мм используйте твердосплавные или алмазные коронки. Для больших диаметров вам понадобятся ручки алмазных боров, которые просверливают отверстия диаметром от 20 до 70 мм в толстом стекле.
Хотя вы можете использовать ту же насадку, что и для штукатурки, плитки и мягких материалов, сверла с алмазным напылением не будут агрессивно проникать в стекло. Скорее, он будет плавно спускаться вниз по мере вращения сверла, не ломая поверхность.
Скорее, он будет плавно спускаться вниз по мере вращения сверла, не ломая поверхность.
Типы стекла, которые нельзя просверлить
В то время как вы можете просверлить стекло различной толщины (хотя чем оно тоньше, тем больше вероятность его разбить), а также стеклянную бутылку, банку или стекло. Есть формы, которые нельзя.
Закаленное
Независимо от технологии закаленное стекло разбивается при сверлении. Изготовление можно производить только пока стекло еще мягкое.
Чтобы определить — проведите руками по краям. Из-за дополнительной обработки закаленное стекло имеет ровный край, в отличие от обычного (отожженного) стекла, которое имеет шероховатые или потертые края. В качестве альтернативы вы можете надеть свою любимую пару поляризованных солнцезащитных очков — если они закалены, на поверхности стекла будут видны темные полосы.
Многослойное
Как и закаленное стекло, ламинированные форматы нельзя просверливать или резать, за исключением случаев, когда оно еще очень мягкое в процессе производства.
По краю видно, что это многослойное стекло. Многослойное стекло имеет видимые прослойки и при ударе звучит иначе, чем закаленное и отожженное стекло.
Что вам понадобится для выполнения этого урока
Прежде чем мы перейдем к главному событию, я предлагаю вам собрать вместе следующие предметы, чтобы у вас было все под рукой, чтобы идеально просверлить отверстие в стекле.
- Дрель с регулируемой скоростью.
- Сверло из карбида вольфрама по стеклу или сверло с алмазным напылением (для отверстий до 13 мм).
- Полностью плоская поверхность для опоры стекла — например, ДСП, фанера или дерево.
- Подкладка или прокладочный материал — пробка, резина и т. д.
- Песок — если просверлить стеклянную бутылку или банку.
- Распылитель воды или испаритель для охлаждения сверла и стекла.
- Малярная лента и маркер.
- Защитная одежда, защитные очки и перчатки.
- Наждачная бумага или напильник, подходящий для стекла.
- Зажимное приспособление — для бутылки или банки.
- Картонный лом.

Как просверлить стекло/зеркало — пошаговые инструкции
Шаг 1. Подготовка к просверливанию
- Во избежание поломки стекло необходимо поддерживать. Если вы хотите работать с окном или дверью, снимите стекло заранее. Положите подушку, резину или другой амортизирующий материал на отведенное вам рабочее место — это предотвратит перемещение стекла.
- Затем отмерьте место, где вы собираетесь сверлить, и наклейте на него ленту. Теперь не торопитесь и сделайте свои точные измерения.
Во избежание плачевного результата — точка сверления должна находиться на расстоянии не менее 2,5 см от края. Это также применимо, если стекло треснуло в одной точке. В этом случае убедитесь, что вы находитесь на расстоянии не менее 3 см от любой трещины.
Когда вы четко определите, где должна быть точка сверления, отметьте букву «X» на малярной ленте.
Также попробуйте измерить глубину, необходимую для полного просверливания отверстия.
Это поможет вам определить, какое усилие вам потребуется приложить в процессе. - Возьмите сверло и сделайте маленькое отверстие или точку опоры на своей цели. Смысл этого в том, что при упоре сверла в отмеченную точку инструмент не будет скользить, а значит, сверление будет более точным.
- Безопасность в данном случае очень важна. Следовательно, сейчас самое время надеть стойкие к порезам перчатки, защитные очки и комбинезон.
 Это поможет вам определить, какое усилие вам потребуется приложить в процессе.
Это поможет вам определить, какое усилие вам потребуется приложить в процессе.Шаг 2. Сверление стекла
- После выполнения задачи по маркировке поместите сверло обратно в дрель и закрепите его с помощью патрона или механизма, предусмотренного для этой цели в вашем устройстве.
Чтобы убедиться в правильности настройки, выполните пробный запуск в воздухе, несколько раз включив и выключив питание. Если все работает как надо, то можно сверлить отверстие.
- Встаньте твердо и поместите сверло через сверло в область, которую вы ранее отметили. Начните сверлить на очень низкой скорости, пока стекло не станет глубже. Убедитесь, что стекло не находится под давлением. Если это произойдет, остановитесь и поищите биту с более тонким кончиком.
- После того, как на стекле нанесена соответствующая маркировка, снимите малярную ленту и постепенно увеличивайте скорость сверления — от уровня к уровню — до средней скорости.
И любой ценой избегайте внезапных повышений. В противном случае целостность стекла может быть нарушена.
- Это нормально, когда трение от сверла приводит к выделению тепла на поверхность, с которой вы работаете. Поэтому вы должны периодически наносить смазку или воду, чтобы охладить зону сверления.
- Когда вы будете приближаться к концу, вы почувствуете, как поверхность немного сжимается. В этот момент вы должны перевернуть стекло на другую сторону, замедлить сверло, чтобы сверло не разбило стекло по мере достижения глубины, и продолжить сверление.
Даже если на сверле не видно натяжения, обратите внимание, когда начнете пробивать другую сторону.
При необходимости уменьшите скорость.
 Убедитесь, что стекло не находится под давлением. Если это произойдет, остановитесь и поищите биту с более тонким кончиком.
Убедитесь, что стекло не находится под давлением. Если это произойдет, остановитесь и поищите биту с более тонким кончиком. При необходимости уменьшите скорость.
При необходимости уменьшите скорость.Как просверлить отверстие в стеклянной банке/бутылке или изогнутой поверхности — пошаговые инструкции
Если вы хотите просверлить стеклянную бутылку, банку или любую криволинейную поверхность, следует применить процесс, аналогичный описанному выше. Аналогичным образом, сверло с алмазным наконечником рекомендуется для сверления стеклянных бутылок. Тем не менее, есть несколько дополнительных шагов.
Шаг 1: Подготовка
- Сначала наполните бутылку или банку песком. Это позволяет поглощать часть вибраций.
- Также рекомендуется крепко держать бутылку (например, на токарном станке по дереву), чтобы вы могли надежно просверлить ее. Имейте в виду, что при зажимании вы можете добавить дополнительную прокладку между бутылкой или банкой и зажимом.
И, при затяжке вашего устройства, важно не переборщить — аккуратно делает это.
В качестве альтернативы вы можете положить изделие на плоскую поверхность с какой-либо опорой под ним — подойдет сложенное маленькое полотенце.
- Поскольку вы, вероятно, будете сверлить на искривленной поверхности, существует вероятность проскальзывания долота. Чтобы этого избежать и чтобы дырка начала действовать, приклейте клейкую ленту или кусок картона к банке или бутылке в области цели.
- Теперь отметьте точную точку, которую вы хотите просверлить.
- Одеться — надеть защитную одежду.

Шаг 2. Просверливание отверстия в стекле
- Вставьте сверло в ранее отмеченную область. Начните сверлить на очень низкой скорости, пока отверстие не будет установлено.
- Если вы использовали ленту или картон в качестве направляющей, теперь вы можете удалить ее.
- Возобновите бурение — медленно и равномерно, не прилагайте слишком большого усилия — держите его легким — пусть долото сделает свою работу. Часто распыляйте смазку или воду, чтобы предотвратить перегрев сверла или стекла.
- Требуется терпение — в зависимости от толщины и диаметра вам может понадобиться пара минут или больше, чтобы добраться до другой стороны — не торопитесь.
- Когда конец будет близок, отпустите курок и еще больше снизьте темп.
- После того, как сверло проделало это и у вас есть отверстие в стекле, возьмите бутылку или банку и промойте/вымойте весь мусор и пыль.
- И, в качестве последнего штриха, вы также можете отшлифовать или отшлифовать отверстие, чтобы сгладить шероховатости.

Если вам нужны наглядное объяснение и дополнительные идеи по сверлению отверстий в стекле, зеркалах, бутылках и банках, посмотрите видео.
Основные советы по сверлению отверстий в стекле
- При сверлении отверстий в стеклянных бутылках или банках практикуйтесь, практикуйтесь, практикуйтесь — совершите набег на переработку и сделайте несколько пробных прогонов с использованием мусорных бутылок, прежде чем приступить к реальному проекту.
- Помните, что вы не можете сверлить или резать закаленное или многослойное безопасное стекло.
- Использование изношенного сверла просто не поможет — убедитесь, что у вас есть новые сверла для этой работы.
Фрезерный станок металл: Фрезерный станок по металлу купить в интернет магазине в Москве
Виды фрезерных станков по металлу
Фрезерный станок по металлу – виды и функциональность. Широкий выбор.
Использование фрезерных станков на металлических заготовках. Инструменты токарные, с ЧПУ. Их отличия, работоспособность и стоимость по лучшей цене.
Чтобы сделать отверстия, канавки, пазы, нанести внутреннюю или внешнюю резьбу на заготовки из металла, потребуется определенный вид оборудования – фрезерный станок. На нем производится целый ряд разнообразнейших операций с прямыми или винтовыми образующими.
Аппарат просто незаменим для изготовления металлических деталей, поэтому в сфере металлообработки он получил наиболее широкое распространение. Главным рабочим инструментом в машине выступает фреза – это зубчатое многолезвийное колесо, вращающееся с умопомрачительной скоростью. Изменения в ее размерах и конструкции зависят от видов и габаритов обрабатываемых материалов. Но могут использоваться и расточные инструменты:
- резцы;
- сверла;
- развертки;
- зенкера.
Все это расширяет возможности в обработке заготовок и фрезерный станок по металлу становится более разноплановым, сокращая время на перенастройку под новые задачи.
Виды и технологии фрезеровок
Четко структурированной классификации по данному виду обработки не существует из-за разнообразности выполняемых работ. Поэтому разделение ведется по моделям использующихся устройств или по таким градациям как:
- Используемая фреза. Концевая, торцевая, фасонная, периферийная.
- Расположение обрабатываемой заготовки. Вертикальная, горизонтальная или под углом.
- Направление вращения фрезы. Встречная или попутная.
Последний вид применяется для описания работ с массивными деталями, когда вначале используют встречный способ фрезеровки, а затем – попутный.
В зависимости от материала, объемов заготовок, сложности и типа машины меняется и порядок действий, которые должен выполнять рабочий.
Так обычный токарно фрезерный станок проходит предварительную небольшую профилактику, во время которой проверяется вращение шпинделя со вставленной фрезой. Для черновой работы она берется с 11-м или 12-м квалитетом точности, а для финальной – меньше на 3 порядка.
Фрезерный станок с ЧПУ, в первую очередь, проверяется на отзывчивость и корректность работы программного интерфейса и обеспечения. Потом осматриваются остальные его компоненты.
Выпускает предметы фрезерный ЧПУ с большей точностью и сложной геометрической поверхностью. Компьютером задаются все необходимые параметры, и фрезерование ставится на поток. При этом количество бракованных деталей снижается до минимума.
Только фрезерный станок с ЧПУ по металлу использует лазерную обработку. С ее помощью достигается максимальная точность и она не оставляет на заготовках заусенцы, благодаря чему не тратиться дополнительное время на шлифование.
Функциональность фрезерных станков
Работают почти все устройства одинаково, а отличия появляются только во внутреннем наполнении. Наиболее используемые модели объединяются в следующие виды:
Наиболее используемые модели объединяются в следующие виды:
Горизонтальные. На них обрабатываются небольшие детали, а режущими инструментами могут быть все типы срезов. Шпинделя в данных устройствах соответствуют названию вида и так же являются горизонтальными.
Вертикальные. Эти фрезерные станки обладают наибольшим распространением. С их помощью обрабатываются углы, пазы, поверхности и рамочные элементы в деталях. Возможно как наличие, так и отсутствие консоли в аппаратах.
Универсальные. Могут обрабатывать горизонтальные и вертикальные плоскости, а также спиралевидные поверхности. Чаще всего такие аппараты используют в небольших мастерских и частных цехах.
С ЧПУ. Токарно фрезерный станок по металлу предназначенный для массового производства высококачественных изделий на предприятиях.
Портальные обрабатывающие центры. Обладают лучшей скоростью, точностью и универсальностью. Применяются на крупных предприятиях с поточным производством.
При выборе фрезерного станка (обычного или ЧПУ, металл обработать-то могут оба) не стоит забывать о том, как и с каким объемом материалов он будет использоваться. Дополнительные функции, которые не понадобятся при производстве деталей, – это явное излишество.
Купить фрезерный станок по приемлемой стоимости можно на сайте Станкоинкома и если возникнут какие-либо вопросы, то по предоставленным контактным номерам вас всегда готовы проконсультировать ведущие эксперты компании.
Как выбрать профессиональный фрезерный станок по металлу: советы — ООО «СТК»
Пресса и гильотины
Сверлильные станки
О фрезерных станках
Ножовочные станки
Точильно-шлифовальные станки
Ленточнопильные станки
Токарно-винторезные станки
Обзоры и рейтинги
Как выбрать профессиональный фрезерный станок по металлу: советы
Фрезерный станок по металлу – незаменимый инструмент, применяемый при обработке металлических конструкций, предметов и элементов. Их разнообразие на рынке настолько велико, что даже специалисты тратят много времени на выбор оптимального профессионального фрезерного станка. Приступим к выбору.
Их разнообразие на рынке настолько велико, что даже специалисты тратят много времени на выбор оптимального профессионального фрезерного станка. Приступим к выбору.
Конструкция промышленного фрезерного станка с ЧПУ или без
Профессиональные фрезерные станки по металлу – неважно, используются они в промышленности или нет – имеют схожие конструктивные особенности. Базис любого станка состоит из станины, в которую помещается вал шпинделя и коробки скоростей. Кроме этого, аппараты имеют:
- направляющие станины: по ним движется консоль;
- хобот: крепёж для рабочего инструмента;
- салазки: по ним движется и поворачивается рабочая поверхность;
- шпиндель: передаёт фрезам скорость от коробки передач
Большинство современных станков оснащены системой подачи охлаждающей жидкости, фундаментной плитой, рукоятками и рычагами переключения, шкафом и, естественно, электродвигателем.
Принцип работы профессионального фрезерного станка
После запуска двигателя шпиндель начинает вращение благодаря коробке передач. На его переднем торце устанавливается фрезерная оправка. В зависимости от типа станка двигать можно шпиндельной головкой, основной головкой, либо же самим столом, смещение которого позволяет добиться правильного угла.
На его переднем торце устанавливается фрезерная оправка. В зависимости от типа станка двигать можно шпиндельной головкой, основной головкой, либо же самим столом, смещение которого позволяет добиться правильного угла.
Работать на промышленном станке с ЧПУ значительно легче, так как действия мастера сводятся лишь в смене заготовок, установке правильной фрезы и запуску программы. Ручная работа на фрезерном станке требует особых умений.
Какие бывают фрезы?
Обработка заготовок выполняется фрезами таких форм:
- цилиндрическая;
- торцевая;
- фасонная;
- дисковая;
- концевая.
Типы фрезерных станков по металлу
- Широкоуниверсальные: на подвижном хоботе устанавливается дополнительная головка шпинделя, позволяющая манипулировать режущим инструментом. Есть возможность проводить резку, зенкерование, сверление и растачивание металла сразу двумя шпинделями. Обычно вместо консоли по направляющим двигается каретка, позволяющая закрепить либо стол, либо вспомогательное оборудование.
- Горизонтальные: очень простые в работе и обслуживании. Состоят из станины с горизонтальным шпинделем без излишеств. Подобная простота увеличивает показатель надёжности.
- Обрабатывающие центры: фрезерный + токарный станки.
- Вертикальные: процесс фрезеровки проводится не только за счёт подъёма стола, но и благодаря управляемому режущему инструменту. Дополнительные модификации оснащены осевым смещением шпинделя.
- Карусельные: предназначены для непрерывной массовой обработки открытых горизонтальных поверхностей.
- Бесконсольные: открытый тип, увеличивающий максимально возможный размер обрабатываемой заготовки. Консоли нет, поэтому стол перемещается по направляющим станины, закреплённой в фундаменте. Они обладают высокой жёсткостью, что увеличивает точность обработки металла.
- Шпоночные: из названия следует, что предназначены для фрезерования шпоночных пазов.
- Продольные: оборудуются парой вертикальных или горизонтальных фрез. Движение стола только продольное, а шпинделя либо вертикальное, либо продольное.
- Универсальные: могут использоваться любые фрезы для малых заготовок. Обработка происходит в двух плоскостях. Поворотный механизм разворачивает стол на 45 градусов вокруг своей оси, что позволяет подобрать любой уголь, а дополнительное оборудование увеличивает функционал.


На что обратить внимание при выборе станка?
Перед тем как купить фрезерный станок, убедитесь в правильности указанных параметров:
- 1.Размеры (станок должен удобно располагаться в помещении; размер рабочей поверхности должен быть достаточным для манипуляций с предполагаемыми заготовками).
- 2.Мощность (обработка материала с низким показателем прочности не требует большой мощности).
- 3.Электропитание (оценивайте возможности электросети помещения).
- 4.Скорость вращения шпинделя.
Установка фрезерного станка
Масса и габариты конструкции определяют тип установки фрезерного станка. Его можно положить на пол цеха, на утолщённые плиты либо на специально проектированный фундамент. Для дополнительной устойчивости и поглощения вибрации применяют такие крепления:
Для дополнительной устойчивости и поглощения вибрации применяют такие крепления:
- анкерными болтами;
- с заливкой станины цементом;
- на резинометаллических опорах;
- без крепления (для частой транспортировки).
Место установки и заземления указываются на планах фундаментов. На пол цеха устанавливают аппараты массой до 15-и тонн. Утолщённые бетонные ленты выдерживают нагрузку до 30-и тонн.
WEN 33013 4,5 A Однофазный компактный настольный металлообрабатывающий станок с регулируемой скоростью — WEN Products
Сэкономьте до 0%
Сохранять %
отсутствует перевод: en.product_price.item.price.range_html
Первоначальная цена
1040,48 долл. США
от 1040,48 долл. США
Текущая цена
$1040,48
| /
Помните, когда вы могли удалять материал равномерно и точно? Обрабатывайте идеальные каналы и канавки в металле, дереве, пластике и т. д. с помощью компактного однофазного фрезерного станка WEN 4.5A с регулируемой скоростью. Этот универсальный 13-дюймовый поворотный инструмент помогает механикам и столярам создавать плоские поверхности, прямые отверстия, угловые края, пазы, карманы, контуры поверхности и многое другое. Конус R8 обеспечивает совместимость с широким спектром фрез, фрез и долот, предоставляя пользователям мощность сверления 1/2 дюйма, мощность концевой фрезы 5/8 дюйма и мощность торцевой фрезы 1-1/8 дюйма. Скосите режущую головку и колонну под углом 45 градусов влево или вправо. Работа с переменной скоростью варьируется от 100 до 1100 об/мин при низкой настройке и от 100 до 2500 об/мин при высокой настройке, чтобы удовлетворить потребности широкого спектра типов материалов. Наш компактный, но мощный дизайн имеет размеры 23-1/4 на 22 на 29.-1/2 дюйма в размере с 8-1/2 на 15-дюймовый отпечаток ноги. Перемещайтесь на 11–13/16 дюймов по оси X, на 5–1/8 дюймов по оси Y и на 7 дюймов по оси Z с помощью маркировки инструментальной линейки вокруг каждого маховика для точной и аккуратной резки.
д. с помощью компактного однофазного фрезерного станка WEN 4.5A с регулируемой скоростью. Этот универсальный 13-дюймовый поворотный инструмент помогает механикам и столярам создавать плоские поверхности, прямые отверстия, угловые края, пазы, карманы, контуры поверхности и многое другое. Конус R8 обеспечивает совместимость с широким спектром фрез, фрез и долот, предоставляя пользователям мощность сверления 1/2 дюйма, мощность концевой фрезы 5/8 дюйма и мощность торцевой фрезы 1-1/8 дюйма. Скосите режущую головку и колонну под углом 45 градусов влево или вправо. Работа с переменной скоростью варьируется от 100 до 1100 об/мин при низкой настройке и от 100 до 2500 об/мин при высокой настройке, чтобы удовлетворить потребности широкого спектра типов материалов. Наш компактный, но мощный дизайн имеет размеры 23-1/4 на 22 на 29.-1/2 дюйма в размере с 8-1/2 на 15-дюймовый отпечаток ноги. Перемещайтесь на 11–13/16 дюймов по оси X, на 5–1/8 дюймов по оси Y и на 7 дюймов по оси Z с помощью маркировки инструментальной линейки вокруг каждого маховика для точной и аккуратной резки. Наша настольная конструкция дает пользователям прочную и надежную основу для тяжелых условий эксплуатации с предварительно просверленными отверстиями для болтов для повышения устойчивости. Резиновая крышка проходит от стола к стойке, помогая улавливать стружку и минимизировать очистку. Входящий в комплект прозрачный экран в сочетании с функцией аварийной остановки обеспечивает максимальную безопасность пользователя во время работы. И, поскольку это продукт WEN, на ваш фрезерный станок распространяется двухлетняя гарантия, национальная сеть квалифицированных специалистов по обслуживанию и обширный перечень запасных частей, чтобы вы не забыли WEN.
Наша настольная конструкция дает пользователям прочную и надежную основу для тяжелых условий эксплуатации с предварительно просверленными отверстиями для болтов для повышения устойчивости. Резиновая крышка проходит от стола к стойке, помогая улавливать стружку и минимизировать очистку. Входящий в комплект прозрачный экран в сочетании с функцией аварийной остановки обеспечивает максимальную безопасность пользователя во время работы. И, поскольку это продукт WEN, на ваш фрезерный станок распространяется двухлетняя гарантия, национальная сеть квалифицированных специалистов по обслуживанию и обширный перечень запасных частей, чтобы вы не забыли WEN.
— Регулируемая скорость варьируется от 100 до 1100 об/мин при низкой настройке и от 100 до 2500 об/мин при высокой настройке
— Стол размером 18-1/8 x 4-3/4 дюйма перемещается на 11-13/16 дюймов по оси X и на 5-1/8 дюймов по оси Y
— Скосите головку и колонку под углом 45 градусов в любом направлении для резки металла, дерева, пластика и других материалов под углом
— Компактная чугунная конструкция имеет размеры 23-1/4 на 22 на 29-1/2 дюйма и площадь основания 8-1/2 на 15 дюймов
— Включает в себя конус шпинделя R8, предустановленный сверлильный патрон (от 1/32 до 1/2 дюйма), маховики точной настройки, прозрачную защиту патрона, кнопку аварийной остановки, встроенные измерительные индикаторы, 13-дюймовый поворотный механизм , две Т-образные гайки M10-1,5, Т-образные пазы 12 мм и двухлетняя гарантия
Нажмите здесь, чтобы просмотреть руководство по эксплуатации
Фрезерные станки — Нова
>
Металлообрабатывающее оборудование>Фрезерные станки
- Просмотров:
- Сетка
- Список
Сортировать по
—Цена: Сначала самая низкая Цена: Сначала самая высокая Название продукта: от A до Z Название продукта: от Z до AВ наличииСсылка: Сначала самая низкаяСсылка: Сначала самая высокая
Показывать
122460
за страницу
Показаны 1–12 из 28 позиций
Быстрый просмотр
1 410,48 €
Нет в наличииФрезерный станок NOVA X16A (металлические шестерни)
NOVA X16A оснащен углеродным бесщеточным двигателем мощностью 500 Вт, конусом MT3 и прочной чугунной рамой, что гарантирует работу без вибраций.
Наклоняемая фрезерная головка делает работу универсальной. Модель с металлическими колесами – хорошее и долгосрочное решение для тех, кто много занимается фрезеровкой.1 410,48 €
Более
Распродано
Быстрый просмотр
1 410,48 €
Нет в наличииФрезерный станок NOVA X16A (металлические шестерни)
NOVA X16A оснащен углеродным бесщеточным двигателем мощностью 500 Вт, конусом MT3 и прочной чугунной рамой, что гарантирует работу без вибраций. Наклоняемая фрезерная головка делает работу универсальной. Модель с металлическими колесами – хорошее и долгосрочное решение для тех, кто много занимается фрезеровкой.
1 410,48 €
Более
Распродано
Быстрый просмотр
2 008,06 €
Нет в наличииФрезерный станок NOVA BF25VL
Фрезерный станок NOVA BF25VL (без дисплея) имеет двигатель мощностью 750 Вт, диаметр сверления 25 мм и является качественным станком для фрезерования, сверления, шлифования и нарезания резьбы.
Также доступен с большим китайско-цифровым дисплеем, который упрощает работу и делает ее более точной.2 008,06 €
Более
Распродано
Фрезерный станок NOVA BF25VL
Фрезерный станок NOVA BF25VL (без дисплея) имеет двигатель мощностью 750 Вт, диаметр сверления 25 мм и является качественным станком для фрезерования, сверления, шлифования и нарезания резьбы.
Также доступен с большим китайско-цифровым дисплеем, который упрощает работу и делает ее более точной.2 008,06 €
Более
В наличии
Быстрый просмотр
2 572,58 €
Нет в наличииФрезерный станок NOVA X-40
NOVA X-40 — один из самых популярных фрезерных станков на рынке. Хорошее соотношение цена/качество.
2 572,58 €
Более
Распродано
Быстрый просмотр
2 572,58 €
Нет в наличииФрезерный станок NOVA X-40
NOVA X-40 — один из самых популярных фрезерных станков на рынке.
Хорошее соотношение цена/качество.2 572,58 €
Более
Распродано
Фрезерный станок NOVA BF30V
NOVA BF30VL (без дисплея). Также доступен с большим цифровым дисплеем Sino, который значительно облегчает работу.
2 975,81 €
Более
В наличии
Фрезерный станок NOVA BF30V
NOVA BF30VL (без дисплея). Также доступен с большим цифровым дисплеем Sino, который значительно облегчает работу.
2 975,81 €
Более
В наличии
Быстрый просмотр
3 007,26 €
Нет в наличииСверлильно-фрезерный станок NOVA 40H (без…
NOVA 40-H с двухскоростным двигателем мощностью 1,1 кВт, приводом от редуктора и оснащенным фрезой/сверлом с автоматическим изменением направления, с подачей или без нее.
 Наклоняемая фрезерная головка делает работу универсальной. Модель с металлическими колесами – хорошее и долгосрочное решение для тех, кто много занимается фрезеровкой.
Наклоняемая фрезерная головка делает работу универсальной. Модель с металлическими колесами – хорошее и долгосрочное решение для тех, кто много занимается фрезеровкой.
 Хорошее соотношение цена/качество.
Хорошее соотношение цена/качество.
Как делается пластмасса: Как производится пластик? Упрощенный процесс производства пластмасс
Как производится пластик? Упрощенный процесс производства пластмасс
Август 17th, 2022 по Admin
Как делают пластик?
Пластик является одним из самых широко используемых материалов в мире. Полимер используется в различных областях, начиная от упаковки пищевых продуктов и заканчивая строительством. Синтетический пластик производится из природного газа, которого в изобилии можно найти по всему миру.
Пластик — это то, с чем мы очень хорошо знакомы. Но что именно? Какие существуют типы? Как производят пластик? В этом блоге давайте подробно рассмотрим все, что вам нужно знать о производстве пластика, его переработке и загрязнении пластиком.
Процесс производства пластика упрощен
Пластик — это предмет, который захватил все сферы нашей жизни и проник во все возможные отрасли. Первоначально это рассматривалось как изобретение, которое действительно сделало жизнь людей проще и удобнее. Но с годами тот же пластик стал отравой нашего существования. Чтобы понять пластиковую проблему во всей ее полноте, необходимо в первую очередь понять, как изготавливаются пластмассовые изделия.
Существует два основных способа синтеза пластмасс: они могут быть синтетическими или получены из возобновляемых биопродуктов. Синтетические пластмассы производятся из сырой нефти, природного газа или угля. В наиболее популярном сценарии пластмассы получают из сырой нефти, поскольку это наиболее рентабельный способ выполнения работы.
Но мы также должны отметить, что это также самый вредный способ получения пластика. В зависимости от того, как пластмассы взаимодействуют друг с другом, существует в основном шесть типов пластиков: термопласты, термореактивные пластмассы, аморфные пластмассы, полукристаллические пластмассы, гомополимеры и сополимеры.
Что является основным ингредиентом пластика?
В этой статье для удобства речь пойдет только об искусственно синтезированных пластиках. Основными ингредиентами этих пластмасс являются сырая нефть, уголь и природный газ. Чтобы закупать эти материалы, необходимо много заниматься добычей полезных ископаемых.
Чтобы закупать эти материалы, необходимо много заниматься добычей полезных ископаемых.
Первый шаг перед тем, как мы на самом деле приступим к процессу изготовления пластика, — это перегонка сырья, чтобы вы могли получить необходимое вам единственное соединение и отделить ненужное от него. Этот процесс происходит на нефтеперерабатывающем заводе в массовом масштабе. Их также называют нефтеперерабатывающими заводами или нафтой. Этот процесс является ключевым в производстве пластика.
Как изготавливают пластик из сырья?
В этом разделе статьи мы дадим пошаговый процесс, который используется для изготовления пластика на промышленном уровне.
1. Извлечение сырья
Чтобы сделать пластик, первым требованием является закупка сырья. Это сырье включает уголь, сырую нефть и природный газ. Закупить их — это только первый шаг.
2. Очистка, чтобы избавиться от нежелательных частиц
После того, как сырье было закуплено, его нельзя сразу использовать. Он смешан с большим количеством примесей, которые необходимо отфильтровать. Этот процесс фильтрации и очистки происходит на нефтеперерабатывающих заводах. Проще говоря, добытая сырая нефть поступает на нефтеперерабатывающий завод, где она разлагается на различные нефтепродукты. Из этого процесса рафинирования мы можем получить мономеры, которые помогают нам в производстве пластмасс.
Он смешан с большим количеством примесей, которые необходимо отфильтровать. Этот процесс фильтрации и очистки происходит на нефтеперерабатывающих заводах. Проще говоря, добытая сырая нефть поступает на нефтеперерабатывающий завод, где она разлагается на различные нефтепродукты. Из этого процесса рафинирования мы можем получить мономеры, которые помогают нам в производстве пластмасс.
Эти мономеры также являются строительными блоками пластиковых полимеров. Вам может быть интересно, как происходит процесс очистки — вся сырая нефть помещается в печь и нагревается. После этого он отправляется в установку для перегонки. В этой перегонной установке вся сырая нефть разбивается на более мелкие и легкие соединения, называемые фракциями. Из всех получаемых фракций наиболее важной для процесса изготовления пластика является нафта.
3. Полимеризация
Это, наверное, самая сложная часть производственного процесса. В этой части процесса такие соединения, как этилен, пропилен, бутилен и т. Д. Превращаются в полимеры с более высокой молекулярной массой. Это также означает, что первоначально мономеры превращались в полимеры. Вот почему этот шаг называется полимеризация. При производстве пластмасс происходит два типа полимеризации:
Д. Превращаются в полимеры с более высокой молекулярной массой. Это также означает, что первоначально мономеры превращались в полимеры. Вот почему этот шаг называется полимеризация. При производстве пластмасс происходит два типа полимеризации:
> Аддитивная полимеризация. В этом типе полимеризации один мономер соединяется со следующим (димером), и цепочка продолжается. По сути, вы продолжаете добавлять больше мономеров к исходному. Для облегчения такого типа полимеризации используется катализатор. Наиболее распространенным катализатором является перекись. Примерами пластмасс, в которых используется дополнительная полимеризация, являются полиэтилен, полистирол и поливинилхлорид.
> Конденсационная полимеризация. Этот тип полимеризации включает соединение 2 или более различных мономеров. Процесс конденсации происходит потому, что более мелкие молекулы, такие как вода, удаляются. Этому процессу также способствуют катализаторы. Примерами пластиков, полученных путем конденсационной полимеризации, являются полиэстер и нейлон.
4. Составление и обработка
Процесс рецептура включает в себя плавление и смешивание различных материалов с образованием единого материала, в данном случае пластика. Затем смесь превращается в гранулы, которые могут быть отлиты в различные предметы в соответствии с потребностями производителя. Эти гранулы могут быть разных цветов, непрозрачности и формы. Все это делается на машине.
Переработка пластика из сырой нефти
Хотя на вопрос «Как производится пластик?» существуют разные ответы. мы рассмотрим один из распространенных способов: из сырой нефти.
Извлечение масла
Первым шагом в этом процессе является добыча сырой нефти из-под земли. Чтобы буровая установка была эффективной, она должна использовать различные инструменты, находящиеся в ее распоряжении. Сюда могут входить буровые долота, разработанные специально для определенных типов горных пород или почвы, в зависимости от типа участка, на котором производится бурение.
После извлечения тяжелую сырую нефть необходимо транспортировать на нефтеперерабатывающий завод для дальнейшей переработки в пластмассы.
Очистка масла
После того, как сырая нефть извлечена из-под земли, ее необходимо очистить, прежде чем ее можно будет использовать в любом процессе производства пластика. Переработка представляет собой сложный процесс, который включает перегонку сырой нефти в различные продукты, такие как бензин, дизельное топливо, топливо для реактивных двигателей и печное топливо. НПЗ бывают двух типов: интегрированные и традиционные. Интегрированные нефтеперерабатывающие заводы — это крупные предприятия, где все этапы переработки сырой нефти происходят на одной площадке. Напротив, обычные нефтеперерабатывающие заводы перерабатывают только определенные части сырой нефти, такие как бензин или дизельное топливо, а другие части отправляют на другие нефтеперерабатывающие заводы для дальнейшей переработки.
Фракционная перегонка
Фракционная перегонка предполагает нагревание смеси до тех пор, пока некоторые компоненты не начнут кипеть.
Этот процесс происходит в колонне фракционной перегонки, где сырая нефть разделяется на различные компоненты путем ее кипячения с паром, а затем охлаждения смеси ниже точки кипения, поэтому она снова конденсируется в жидкость. Полученная жидкость затем разделяется на различные фракции в зависимости от их температуры кипения при атмосферном давлении: легкие или газообразные фракции, средние дистилляты и тяжелые дистилляты. Затем эти фракции хранятся до тех пор, пока они не потребуются для дальнейшей переработки для производства пластика или в целях транспортировки.
Полученная жидкость затем разделяется на различные фракции в зависимости от их температуры кипения при атмосферном давлении: легкие или газообразные фракции, средние дистилляты и тяжелые дистилляты. Затем эти фракции хранятся до тех пор, пока они не потребуются для дальнейшей переработки для производства пластика или в целях транспортировки.
Крекинг углеводородов
Крекинг – это процесс расщепления больших молекул углеводородов на более мелкие. Это делается с помощью тепла и давления на нефтеперерабатывающем заводе, известном как катализаторы. Крекинг — это химический процесс, который включает разрыв связей между атомами углерода в молекулах с длинной цепью. Существует два типа крекинга: каталитический крекинг и паровой крекинг.
Крекинг нефтепродуктов, таких как сырая нефть, позволяет использовать их в различных социальных целях. Чаще всего крекинг используется для производства синтетических нефтепродуктов, таких как пластмассы, клеи, текстиль и химикаты, используемые в производстве автомобилей и потребительских товаров.
полимеризация
Полимеризация происходит, когда две или более молекулы соединяются вместе в результате химической реакции. Когда эти молекулы соединяются вместе, они образуют полимеры. Полимерные цепи также могут быть образованы из одной молекулы, если она разбита на более мелкие единицы, называемые мономерами. Эти мономеры затем соединяются вместе с другими мономерами с образованием конечного продукта полимерной цепи.
Прямая полимеризация включает высокую температуру и давление, что приводит к образованию длинных цепочек молекул, образующих желаемый продукт. Косвенная полимеризация требует использования химических веществ, которые используются в качестве катализаторов реакции химических связей между мономерами и другими соединениями.
Окончательный сформированный полиэтилен превращается в гранулы, которые затем могут быть преобразованы в пластиковые изделия посредством выдувного формования, компрессионного формования, ротационного формования или литья под давлением в зависимости от применения, такого как упаковка для пищевых продуктов, пластиковые пакеты, пластиковые контейнеры и другие различные пластмассы.
Переработка пластика из природного газа
Природный газ — это ископаемое топливо, состоящее из смеси углеводородов с атомами углерода и водорода. Обычно он находится под высоким давлением в глубоких подземных резервуарах, где миллионы лет находился в ловушке слоев горных пород. Основным компонентом природного газа является метан, образованный метаногенными бактериями, обитающими в анаэробных средах, таких как болота или водно-болотные угодья. Процесс изготовления пластика из природного газа аналогичен процессу создания синтетического пластика из сырой нефти.
Удаление примесей
Первым шагом является удаление любых примесей из природного газа. Это можно сделать с помощью ректификационной колонны, которая отделяет более легкие компоненты (водород, метан) от более тяжелых (этан, пропан).
Растрескивание
Следующим шагом является преобразование этих газов в жидкую форму с помощью крекинга. Обычно используется паровой крекинг, который включает расщепление углеводородов с более высокой молекулярной массой на более мелкие посредством термической обработки при высокой температуре. Конечным продуктом этого этапа является нафта, смесь углеводородов, которую можно использовать для производства пластмасс.
Конечным продуктом этого этапа является нафта, смесь углеводородов, которую можно использовать для производства пластмасс.
полимеризация
Затем идет полимеризация: объединение мономеров с другими мономерами для создания полимеров. В этом случае этилен и пропилен объединяются в системе автоклавного реактора для создания полиэтилена (ПЭ) посредством дополнительной реакции. Полиэтилен имеет множество применений, включая изготовление пакетов или контейнеров из пластиковых материалов, которые используются для упаковки пищевых продуктов, а также используется в качестве изоляционного материала для холодильников или морозильников.
По окончании процесса полимеризации конечный продукт выглядит как порошкообразный стиральный порошок, который затем берут на формовку.
Экструзия
Затем следует экструзия: подача расплавленного пластика через трубу, разрезанную для формирования пластиковых гранул. Эти пластиковые гранулы затем используются в пластмассовой промышленности для придания формы и создания различных пластиковых материалов.
Какой был первый искусственный пластик?
Первый искусственный пластик был изготовлен в 1856 году в Великобритании Александр Паркс. Он сделал первый биопластик и назвал его паркензин. Паркензин был сделан из нитрата целлюлозы. Первый искусственный пластик был гибким, твердым и прозрачным.
Со временем в Parkensine были внесены определенные изменения, в результате чего он стал Celluloid. Это было сделано путем добавления некоторого количества камфоры в нитрат целлюлозы, используемый для изготовления паркензина. Целлулоид был обычным компонентом, используемым для изготовления бильярдных шаров.
Говоря о синтетических пластиках, Лео Бекеланд из Бельгии изобрел бакелитпластик, который имеет устойчивость к высокой температуре, электричеству и химическим веществам. Очень распространенный не проводник. Бакелит очень популярен в электронной области.
Что использовали до пластика?
Было и есть много других предметов, которые можно использовать вместо пластика. До изобретения пластика люди использовали дерево, металл, стекло, керамику и кожу. Также использовалась смола с деревьев. Резина также обычно использовалась вместо пластмассы.
До изобретения пластика люди использовали дерево, металл, стекло, керамику и кожу. Также использовалась смола с деревьев. Резина также обычно использовалась вместо пластмассы.
Понимание индустрии пластмасс и процесса переработки пластмасс
По мере увеличения использования ограниченных ресурсов растет и наша потребность в поиске способов повторного использования и переработки этих материалов. Переработка пластмасс сама по себе стала крупной отраслью и будет только расти по мере того, как все больше людей узнают о преимуществах, которые переработка предлагает их кошелькам и окружающей среде.
Пластиковая промышленность прошла долгий путь с момента своего создания, но есть еще много вещей, которые вы, возможно, не знаете об этой важной отрасли.
Проблема с пластиковыми отходами
Многие отходы пластика не перерабатываются, потому что многие люди не осознают, насколько они вредны для окружающей среды.
Когда свалки переполнены или другие варианты недоступны, люди часто сжигают свой мусор или выбрасывают его в водоемы, включая синтетические пластмассы. Но в отличие от биоразлагаемого пластика синтетические пластики не разлагаются в земле или воде. Вместо этого они распадаются на более мелкие частицы, называемые микропластиком, который загрязняет наши земли, океаны и озера. И это становится основной причиной пластикового загрязнения.
Но в отличие от биоразлагаемого пластика синтетические пластики не разлагаются в земле или воде. Вместо этого они распадаются на более мелкие частицы, называемые микропластиком, который загрязняет наши земли, океаны и озера. И это становится основной причиной пластикового загрязнения.
Затем микропластики могут быть съедены рыбой и моллюсками — или даже людьми, и они становятся одной из основных причин болезней. И даже когда их сжигают в мусоросжигательных установках, в воздух выбрасываются токсичные химические вещества.
Поскольку мировой рынок пластмасс только растет, пришло время искать способы переработки пластика, произведенного на этой земле. Пластмассовая промышленность представляет собой огромную отрасль с множеством применений и приложений. Это также отрасль, которая подвергается критике за ее воздействие на окружающую среду. Использование пластика может иметь негативные последствия, когда он попадает на свалки и в океаны, где его разложение может занять столетия. Хотя существует множество альтернатив пластику, не существует идеальной замены для всех видов использования, в которых мы в настоящее время полагаемся на пластик.
Существует несколько различных типов пластмасс, которые используются для различных целей. Вот некоторые примеры:
- Полиэтилентерефталат (ПЭТ): ПЭТ используется в бутылках для воды, прозрачных пластиковых контейнерах и других упаковочных материалах.
- Полипропилен: полипропилен используется в контейнерах для йогурта, соломинках и других продуктах, таких как блистерные упаковки и крышки на флаконах с лекарствами, отпускаемыми по рецепту.
- Поливинилхлорид (ПВХ): поливинилхлорид используется в чехлах для мобильных телефонов, DVD-дисках, трубах и оконных рамах, среди многих других вещей.
- Полиэтилен высокой плотности (ПЭВП): ПЭВП используется, среди прочего, в кувшинах для молока, бутылках для шампуня и контейнерах для пищевых продуктов.
У каждого типа пластика есть свои преимущества и недостатки в отношении возможности переработки, но все они имеют одну общую черту: их нельзя разбить на более мелкие органические материалы, которые можно разложить. Так что этот пластиковый мусор может навредить каждому живому существу на земле. Чтобы избежать последствий, связанных с пластиком и выбросами токсичных химических веществ, важно искать органические альтернативы.
Так что этот пластиковый мусор может навредить каждому живому существу на земле. Чтобы избежать последствий, связанных с пластиком и выбросами токсичных химических веществ, важно искать органические альтернативы.
Альтернативы пластику
Из-за темной стороны пластика он долго разлагается и может загрязнить окружающую среду, если его не утилизировать должным образом.
Бумажные изделия
Бумага — один из старейших материалов, используемых людьми, и она все еще прочна! Это возобновляемый ресурс, который можно легко переработать или использовать повторно. Даже если вы ежедневно используете бумажные стаканчики для кофе, вы можете быть довольны тем, насколько они экологичны по сравнению с пластиковыми или пенопластовыми стаканчиками.
Ткань
Ткань – еще одна отличная альтернатива пластику. Его можно использовать повторно и стирать, поэтому нет необходимости создавать больше отходов, когда у вас есть такие варианты, как тканевые полотенца и салфетки дома или на работе.
Стекло
Стекло — еще один универсальный материал, который можно использовать практически для любого применения, где в настоящее время используется пластик. В отличие от пластиковых бутылок для воды, стеклянные полностью пригодны для вторичной переработки и никогда не исчезнут; они просто будут постоянно перерабатываться!
Помимо этого, вы можете использовать пластики на биологической основе, вещества из растительных жиров или любые другие материалы, изготовленные из возобновляемых материалов, чтобы сократить потребление пластика.
Заключение
Хотя мы понимаем, что изобретение пластика произвело революцию во многих отраслях, оно также затронуло нашу планету. Есть много альтернатив пластику, которые можно использовать в нашей повседневной жизни, например, биоразлагаемый пластик и другие органические материалы, которые не нанесут вреда жизни на Земле.
Чтобы распространить важность переработки и избавить наши свалки и океаны от пластика, Пластиковые коллекторы делают все возможное, чтобы продвигать важность переработки, а также компенсировать их усилия. Это растущий коллектив целеустремленных и трудолюбивых людей со всего мира. Сборщики пластика работают над созданием мира без пластика, мотивируя людей перерабатывать пластик и выплачивая при этом вознаграждение. Открыть знать, как вы можете присоединиться к делу.
Это растущий коллектив целеустремленных и трудолюбивых людей со всего мира. Сборщики пластика работают над созданием мира без пластика, мотивируя людей перерабатывать пластик и выплачивая при этом вознаграждение. Открыть знать, как вы можете присоединиться к делу.
Из чего делают пластик — блог компании ТИС
- Главная
- Информация
- Новости и статьи
- Из чего делают пластик
18 октября 2021 г.
Пластик относится к искусственным полимерным материалам, в основе которых может быть поливинилхлорид, полипропилен, полиэтилен (высокой плотности или низкого давления) и т. д. Также в процессе производства участвует природный или попутный нефтяной газ, уголь. Компоненты тщательно перемешиваются, проходя обработку высокими температурами, давлением.
Также в процессе производства участвует природный или попутный нефтяной газ, уголь. Компоненты тщательно перемешиваются, проходя обработку высокими температурами, давлением.
В процессе производства пластика могут меняться сами условия полимеризации. Это позволяет изготавливать разные виды пластмасс:
- прозрачные;
- матовые;
- с разной степенью твердости/мягкости.
Добиваться от сырья необходимых эксплуатационных характеристик (снижения хрупкости, повышения механической прочности, термостойкости). Соответственно, расширять сферу применения пластика, выгодно заменять им более дорогое секло, металл.
Сырье для производства
Как выше упоминалось, основными компонентами при изготовлении пластмассы являются: нефть, природный газ, уголь. По поводу нефти нужно сделать уточнение – используется не само ископаемое, а попутный газ, который выделяется из свежедобытого сырья. Из газа со сложной молекулярной структурой методом химических реакций выделяются более простые вещества, которые далее участвуют в процессе синтетической полимеризации. Например, это фенол, ацетилен, этилен и др.
Например, это фенол, ацетилен, этилен и др.
О качестве полученной пластмассы свидетельствуют высокомолекулярные связи, состоящие из большого количества простых молекул. Как правило, такой материал пригоден к повторной переработке, о чем свидетельствует значок в виде закольцованного треугольника из стрелок и цифры посредине. Именно цифра указывает на основное вещество при производстве пластмассы.
О чем говорит маркировка на пластиковых изделиях
- Цифрой «1» маркируют ПЭТ пластик – из него делают бутылки, упаковки для соусов, тюбики для косметики, средств личной гигиены.
- Цифра «2» указывает на полиэтилен ПВП и ПНД (высокой плотности и низкого давления) – это игрушки, пакеты, сантехнические трубы, медицинские импланты.
- Под «3» скрывается знаменитый ПВХ – из него делают оконные профили, линолеум, верхний слой ламината, натяжные потолки, детали автомобилей.
- Маркировка «4» говорит о полиэтилене низкой плотности или высокого давления – такое сырье используется для изготовления тепличных покрытий, мешков, пищевой пленки.
- Под «5» находится знаменитый полипропилен – применяется в производстве детской посуды (бутылочки), пищевой и косметической упаковки, памперсов, стульев.
- Маркировка «6» указывает на полистирол – основа современных утепляющих материалов и одноразовой посуды.
- Под цифрой «7» скрываются все другие виды пластмассы – сюда относят полиамиды и поликарбонаты, а также другие виды полимерных соединений.

Вся пластиковая продукция проходит лабораторное исследование на предмет безопасности для здоровья человека. Обязательно имеет сертификат качества, который свидетельствует о возможности использования пластмассового изделия в той или другой сфере. При соблюдении всех производственных норм не выделяет токсинов, резких запахов.
В каталоге компании «ТИС» вы найдете широкий ассортимент пластиковой продукции собственного производства. Представленные товары можно использовать в разных сферах деятельности с полной уверенностью в их качестве.
Как производится пластик? Простое пошаговое объяснение
Автор: Dr Payal Baheti
Пластик может быть «синтетическим» или «биологическим». Синтетические пластмассы получают из сырой нефти, природного газа или угля. В то время как пластмассы на биологической основе получают из возобновляемых продуктов, таких как углеводы, крахмал, растительные жиры и масла, бактерии и другие биологические вещества.
Синтетические пластмассы получают из сырой нефти, природного газа или угля. В то время как пластмассы на биологической основе получают из возобновляемых продуктов, таких как углеводы, крахмал, растительные жиры и масла, бактерии и другие биологические вещества.
Подавляющее большинство пластика, используемого сегодня, является синтетическим из-за простоты методов производства, связанных с переработкой сырой нефти. Однако растущий спрос на ограниченные запасы нефти вызывает потребность в новых пластмассах из возобновляемых ресурсов, таких как отходы биомассы или отходы животноводства в промышленности.
В Европе лишь небольшая часть (около 4-6%) наших запасов нефти и газа идет на производство пластмасс, а остальная часть используется для транспорта, электричества, отопления и других целей (Ref)
Большая часть Используемый сегодня пластик получают в результате следующих этапов:
1. Добыча сырья (в основном сырая нефть и природный газ, но также и уголь) — это сложная смесь тысяч соединений, которые затем необходимо перерабатывать.
2. Процесс переработки превращает сырую нефть в различные нефтепродукты – они превращаются в полезные химические вещества, включая «мономеры» (молекулы, являющиеся основными строительными блоками полимеров). В процессе переработки сырая нефть нагревается в печи, которая затем направляется в дистилляционную установку, где тяжелая сырая нефть разделяется на более легкие компоненты, называемые фракциями. Одно из них, называемое нафтой, является ключевым соединением для производства большого количества пластика. Однако есть и другие средства, например, использование газа.
Рисунок 1. Графическое представление производства пластмасс (рисунок адаптирован из ссылки)
3. Полимеризация — это процесс в нефтяной промышленности, в котором легкие олефиновые газы (бензин), такие как этилен, пропилен, бутилен (т.е. мономеры) превращаются в более высокомолекулярные углеводороды (полимеры). Это происходит, когда мономеры химически связаны в цепочки. Существует два различных механизма полимеризации:
Существует два различных механизма полимеризации:
- Аддитивная полимеризация
Реакция аддитивной полимеризации – это когда один мономер соединяется со следующим (димером), а димер со следующим (тримером) и так далее. Это достигается введением катализатора, обычно пероксида. Этот процесс известен как полимеры с ростом цепи, поскольку он добавляет по одному мономерному звену за раз. Типичными примерами аддитивных полимеров являются полиэтилен, полистирол и поливинилхлорид.
- Конденсационная полимеризация
Конденсационная полимеризация включает соединение двух или более различных мономеров путем удаления небольших молекул, таких как вода. Также требуется катализатор для реакции между соседними мономерами. Это называется ступенчатым ростом, поскольку вы можете, например, добавить существующую цепочку к другой цепочке. Типичными примерами конденсационных полимеров являются полиэстер и нейлон.
4. Компаундирование/обработка
Компаундирование/обработка
При компаундировании различные смеси материалов смешиваются в расплаве (смешиваются плавлением) для получения составов для пластмасс. Обычно для этой цели используют экструдер того или иного типа, за которым следует гранулирование смеси. Экструзия или другой процесс формования затем превращает эти гранулы в готовый продукт или полуфабрикат. Компаундирование часто происходит на двухшнековом экструдере, где гранулы затем перерабатываются в пластиковые предметы уникального дизайна, различного размера, формы, цвета с точными свойствами в соответствии с заранее заданными условиями, заданными в обрабатывающей машине.
…
Более подробная информация о том, как изготавливается пластик, представлена в следующих разделах:
- Полимер и пластик
- Что такое углеводороды?
- Как синтетический пластик создается из сырой нефти?
- Как из нафты получают пластик?
- Что является основным ингредиентом пластика?
- Какой пластик был сделан человеком первым?
- Что использовали до пластика?
- Можно ли сделать пластик без масла?
Все пластмассы по существу являются полимерами, но не все полимеры являются пластмассами.
Термин «полимер » и «мономер » произошли от греческих слов: где «поли» означает «много», «мер» означает «повторяющееся звено», а слово «моно» означает «один». Это буквально означает, что полимер состоит из множества повторяющихся мономерных звеньев. Полимеры представляют собой более крупные молекулы, образованные путем ковалентного соединения многих мономерных звеньев вместе в виде цепочек, подобных жемчужинам на нитке жемчуга.
Слово пластмасса происходит от слов «пластик» (лат. «способный к формованию») и «пластикос» (греч. «подходящий для формования»). Когда мы говорим о пластмассах, мы имеем в виду органические полимеры (синтетические или натуральные) с высокой молекулярной массой, смешанные с другими веществами.
Пластмассы представляют собой высокомолекулярные органические полимеры, состоящие из различных элементов, таких как углерод, водород, кислород, азот, сера и хлор. Они также могут быть получены из атома кремния (известного как силикон) вместе с углеродом; типичным примером являются силиконовые имплантаты груди или силикон-гидрогель для оптических линз. Пластмассы состоят из полимерной смолы, часто смешанной с другими веществами, называемыми добавками.
Пластмассы состоят из полимерной смолы, часто смешанной с другими веществами, называемыми добавками.
«Пластичность» — это термин, используемый для описания свойства, характеристики и атрибута материала, который может необратимо деформироваться без разрушения. Пластичность описывает, выдержит ли полимер воздействие температуры и давления в процессе формования.
Химия позволяет нам изменять различные параметры для настройки свойств полимеров. Мы можем использовать различные элементы, изменять тип мономеров и перестраивать их по разным схемам, чтобы изменить форму полимера, его молекулярную массу или другие химические/физические свойства. Это позволяет разрабатывать пластики с правильными свойствами для конкретного применения.
Большая часть используемого сегодня пластика производится из углеводородов, получаемых из сырой нефти, природного газа и угля – ископаемого топлива.
Что такое углеводород?
Углеводороды представляют собой органические соединения (могут быть алифатическими или ароматическими), состоящие из углерода и водорода . Алифатические углеводороды не имеют циклических бензольных колец, тогда как ароматические углеводороды имеют бензольные кольца.
Углерод ( C , атомный номер = 6) имеет валентность четыре, что означает наличие четырех электронов на внешней оболочке. Он способен соединяться с четырьмя другими электронами любого элемента периодической таблицы, образуя химические связи (в случае углеводорода он образует пару с водородом). С другой стороны, водород ( H с атомным номером = 1) имеет только один электрон на валентной оболочке, поэтому четыре из этих атомов H готовы соединиться с атомом C, образуя одинарную связь, чтобы получить молекулу C-H 4 . Молекула CH 4 называется метаном, который является простейшим углеводородом и первым членом семейства алканов. Точно так же, если два атома углерода будут связаны вместе, они могут соединиться с шестью атомами водорода, по три на каждый атом углерода, чтобы получить химическую формулу CH 3 -CH . 3 (или C 2 H 6 ), известный как этан, и ряд продолжается следующим образом.
3 (или C 2 H 6 ), известный как этан, и ряд продолжается следующим образом.
Семейство Алкане : Метан (CH 4 ), Ethane (CH 3 -CH 3 или C 2 H 6 ), пропан (Ch 3 —ч 2 —ч (Ch 3 —ч 2 ), пропан (Ch 3 —ч 2 ) 3 ), бутан (CH 3 -CH 2 -CH 2 -CH 3 ), пентатан (Ch 3 -CH 2 -CH 2 -Ch 2 -Чица 2 -Ch 2 -Ch 2 -CH 2 -Ch 2 -CH 2 CH 3 ), гексан, гептан, октан, нонан, додекан, ундекан и так далее.
Обратите внимание, что этот тип связи с углеродом и водородом представляет собой насыщенную связь (сигма-связь, обозначаемую как σ-связь). Также может быть ненасыщенная связь , где присутствует пи-связь (π-связь) вместе с сигма-связью, дающей углерод-углеродные двойные связи ( алкены ), или иметь две π-связи с сигма, дающей тройную углерод-углеродную связь ( алкины ), что очень сильно зависит от типа гибридизации между элементами.
Семейство алкенов : Этилен (CH 2 =CH 2 или C 2 H 4 ), пропилен (CH 2 =CH-CH 2 ), 1-бутилен (CH 2 102 -1 CH =CH- СН 3 ), 2-бутилен (СН 3 -СН=СН-СН 3 ) и так далее. (Обратите внимание, что 1-бутилен и 2-бутилен являются изомерами бутилена).
Углеводороды алкиновые : Этин (CH ≡ CH или C 2 H 2 ), пропин (CH≡C-CH 3 ), 1-бутин (CH≡C-CH 1 — 903 ), 2-бутин (CH 3 -CH≡CH-CH 3 ) и так далее.
Что такое ископаемое топливо и откуда оно берется?
Ископаемое топливо – это в основном сырая нефть, природный газ и уголь, состоящие из углерода, водорода, азота, серы, кислорода и других минералов (рис. 1, ссылка). Общепринятая теория состоит в том, что эти углеводороды образуются из остатков живых организмов, называемых планктонами (крошечными растениями и животными), которые существовали в юрскую эпоху. Планктоны были погребены глубже под тяжелыми слоями отложений в мантии Земли из-за сжатия из-за огромного количества тепла и давления. Мертвые организмы разлагались без доступа кислорода, что превращало их в крошечные очаги нефти и газа. Затем сырая нефть и газ проникают в породы, которые в конечном итоге накапливаются в резервуарах. Нефтяные и газовые скважины находятся на дне наших океанов и под ними. Уголь в основном происходит из мертвых растений (ссылка).
Планктоны были погребены глубже под тяжелыми слоями отложений в мантии Земли из-за сжатия из-за огромного количества тепла и давления. Мертвые организмы разлагались без доступа кислорода, что превращало их в крошечные очаги нефти и газа. Затем сырая нефть и газ проникают в породы, которые в конечном итоге накапливаются в резервуарах. Нефтяные и газовые скважины находятся на дне наших океанов и под ними. Уголь в основном происходит из мертвых растений (ссылка).
Рис. 2. Элементный состав ископаемого топлива (ссылка).
Ученые также поставили под сомнение эту теорию. Недавнее исследование Nature Geoscience , проведенное Институтом Карнеги в сотрудничестве с российскими и шведскими коллегами, показало, что органическое вещество может не быть источником тяжелых углеводородов и что они могут уже существовать глубоко в недрах Земли. Эксперты обнаружили, что этан и другие тяжелые углеводороды могут быть получены, если условия давления и температуры можно сымитировать с теми, которые существуют глубоко внутри ядра Земли. Это означает, что углеводороды могут образовываться в верхней мантии, то есть в слое Земли между корой и ядром. Они демонстрируют это, подвергая метан лазерной термообработке в верхнем слое Земли, который затем превращается в молекулу водорода, этан, пропан, петролейный эфир и графит. Затем ученые подвергли этан тем же условиям, в которых обратимость произвела метан. Приведенные выше результаты показывают, что эти углеводороды могут быть созданы естественным путем без остатков растений и животных (ссылка).
Это означает, что углеводороды могут образовываться в верхней мантии, то есть в слое Земли между корой и ядром. Они демонстрируют это, подвергая метан лазерной термообработке в верхнем слое Земли, который затем превращается в молекулу водорода, этан, пропан, петролейный эфир и графит. Затем ученые подвергли этан тем же условиям, в которых обратимость произвела метан. Приведенные выше результаты показывают, что эти углеводороды могут быть созданы естественным путем без остатков растений и животных (ссылка).
3. Как из сырой нефти получают синтетический пластик?
Синтетический пластик производится в нефтехимической промышленности. Когда источник нефти под поверхностью Земли идентифицирован, в породах в земле бурятся отверстия для извлечения нефти.
Добыча нефти — Нефть перекачивается из-под земли на поверхность, где используются танкеры для транспортировки нефти на берег. Бурение нефтяных скважин также может осуществляться под океаном при поддержке платформ. Насосы разных размеров могут производить от 5 до 40 литров масла за ход (рис. 1).
Насосы разных размеров могут производить от 5 до 40 литров масла за ход (рис. 1).
Переработка нефти — Нефть перекачивается по трубопроводу, длина которого может составлять тысячи миль, и транспортируется на нефтеперерабатывающий завод (рис. 1). Разлив нефти из трубопровода во время перекачки может иметь как немедленные, так и долгосрочные последствия для окружающей среды, но для предотвращения и сведения к минимуму этого риска принимаются меры безопасности.
Рисунок 3: Фракционная перегонка сырой нефти
Перегонка сырой нефти и производство нефтехимической продукции — Сырая нефть представляет собой смесь сотен углеводородов, которая также содержит некоторое количество растворенных в ней твердых и некоторых газообразных углеводородов из семейства алканов (в основном это CH 4 и C 2 H 6 , но это может быть C 3 H 8 или C 4 H 10 ). Сырая нефть сначала нагревается в печи, затем полученная смесь в виде пара подается в колонну фракционной перегонки. Колонна фракционной перегонки разделяет смесь на разные отсеки, называемые фракциями. В дистилляционной колонне существует температурный градиент, когда верх холоднее основания. Смесь жидкой и паровой фракций разделяется в колонне в зависимости от их веса и температуры кипения (температура кипения – это температура, при которой жидкая фаза переходит в газообразную). Когда пары испаряются и встречаются с жидкой фракцией, температура которой ниже точки кипения пара, она частично конденсируется. Эти пары испаряющейся сырой нефти конденсируются при различной температуре в колонне. Пары (газы) наиболее легких фракций (бензин и нефтяной газ) стекают в верх колонны, жидкие фракции средней массы (керосиновые и дизельные дистилляты) задерживаются в середине, более тяжелые жидкости (называемые газойлями) отделяются ниже вниз , а самые тяжелые фракции (твердые вещества) с наиболее высокими температурами кипения остаются в основании колонны.
Сырая нефть сначала нагревается в печи, затем полученная смесь в виде пара подается в колонну фракционной перегонки. Колонна фракционной перегонки разделяет смесь на разные отсеки, называемые фракциями. В дистилляционной колонне существует температурный градиент, когда верх холоднее основания. Смесь жидкой и паровой фракций разделяется в колонне в зависимости от их веса и температуры кипения (температура кипения – это температура, при которой жидкая фаза переходит в газообразную). Когда пары испаряются и встречаются с жидкой фракцией, температура которой ниже точки кипения пара, она частично конденсируется. Эти пары испаряющейся сырой нефти конденсируются при различной температуре в колонне. Пары (газы) наиболее легких фракций (бензин и нефтяной газ) стекают в верх колонны, жидкие фракции средней массы (керосиновые и дизельные дистилляты) задерживаются в середине, более тяжелые жидкости (называемые газойлями) отделяются ниже вниз , а самые тяжелые фракции (твердые вещества) с наиболее высокими температурами кипения остаются в основании колонны. Каждая фракция в колонке содержит углеводороды с одинаковым числом атомов углерода, молекулы меньшего размера находятся вверху, а молекулы большей длины ближе к низу колонки (ссылка). Таким образом, нефть разлагается на нефтяной газ, бензин, парафин (керосин), нафту, светлую нефть, тяжелую нефть и т. д.
Каждая фракция в колонке содержит углеводороды с одинаковым числом атомов углерода, молекулы меньшего размера находятся вверху, а молекулы большей длины ближе к низу колонки (ссылка). Таким образом, нефть разлагается на нефтяной газ, бензин, парафин (керосин), нафту, светлую нефть, тяжелую нефть и т. д.
После этапа дистилляции полученные углеводороды с длинной цепью превращаются в углеводороды, которые затем могут быть превращены во многие важные химические вещества, которые мы используем для получения широкого спектра продуктов, от пластика до фармацевтических препаратов.
Крекинг углеводородов является основным процессом, который расщепляет смесь сложных углеводородов на более простые низкомолекулярные алкены/алканы (плюс побочные продукты) с помощью высокой температуры и давления.
Крекинг может осуществляться двумя способами: паровой крекинг и каталитический крекинг.
Паровой крекинг использует высокую температуру и давление для разрыва длинных цепей углеводородов без катализатора, в то время как каталитический крекинг добавляет катализатор, что позволяет процессу происходить при более низких температурах и давлениях.
Сырье, используемое в нефтехимической промышленности, в основном представляет собой нафту и природный газ, получаемые в результате нефтепереработки в нефтехимическом сырье. Паровой крекинг использует сырье из смеси углеводородов различных фракций, таких как газы-реагенты (этан, пропан или бутан) из природный газ или жидкости ( нафта или газойль ) (рис. 4).
Рисунок 4: Различные химические вещества, полученные из ископаемого топлива после переработки нефти.
(Нафта представляет собой смесь углеводородов C 5 и C 10 , полученную при перегонке сырой нефти).
Например, декановый углеводород расщепляется на такие продукты, как пропилен и гептан, где первый затем используется для производства поли(пропилена) (рис. 5).
Рис. 5. Схема крекинга декана с превращением в пропилен и гептан.
Молекулы сырья превращаются в мономеры, такие как этилен, пропилен, бутен и другие. Все эти мономеры содержат двойные связи, так что атомы углерода могут впоследствии реагировать с образованием полимеров.
Полимеризация — углеводородные мономеры затем соединяются друг с другом по механизму химической полимеризации для получения полимеров. В процессе полимеризации образуются густые вязкие вещества в виде смол, которые используются для изготовления пластмассовых изделий. Если мы посмотрим здесь на случай мономера этилена; этилен — газообразный углеводород. Когда он подвергается воздействию тепла, давления и определенного катализатора, он объединяется в длинные повторяющиеся углеродные цепи. Эти соединенные молекулы (полимер) представляют собой пластиковую смолу, известную как полиэтилен (ПЭ).
Производство пластика на основе полиэтилена – полиэтилен перерабатывается на заводе для производства пластиковых гранул. Гранулы засыпают в реактор, расплавляют в густую жидкость и отливают в форму. Жидкость остывает, затвердевает и превращается в твердый пластик, из которого получается готовый продукт. Переработка полимера также включает в себя добавление пластификаторов, красителей и антипиренов.
Жидкость остывает, затвердевает и превращается в твердый пластик, из которого получается готовый продукт. Переработка полимера также включает в себя добавление пластификаторов, красителей и антипиренов.
Типы полимеризации
Синтетический пластик производится в результате реакции, известной как полимеризация, которая может осуществляться двумя различными способами:
Полимеризация присоединением : Синтез включает соединение мономеров в длинную цепь. Один мономер соединяется со следующим и так далее, когда вводится катализатор, в процессе, известном как полимеры с ростом цепи, добавляя по одному мономерному звену за раз. Считается, что некоторые реакции аддитивной полимеризации не создают побочных продуктов, и реакцию можно проводить в паровой фазе (т.е. в газовой фазе), диспергированной в жидкости. Примеры: полиэтилен, полипропилен, поливинилхлорид и полистирол.
Конденсационная полимеризация : В этом случае два мономера объединяются в димер (две единицы) с выделением побочного продукта. Затем димеры могут соединяться, образуя тетрамеры (четыре единицы) и так далее. Эти побочные продукты необходимо удалить для успеха реакции. Наиболее распространенным побочным продуктом является вода, которая легко обрабатывается и утилизируется. Побочные продукты также могут быть ценным сырьем, которое возвращается обратно в поток сырья.
Затем димеры могут соединяться, образуя тетрамеры (четыре единицы) и так далее. Эти побочные продукты необходимо удалить для успеха реакции. Наиболее распространенным побочным продуктом является вода, которая легко обрабатывается и утилизируется. Побочные продукты также могут быть ценным сырьем, которое возвращается обратно в поток сырья.
Примеры: нейлон (полиамид), полиэстер и полиуретан.
Пластик часто изготавливают из лигроина. Этилен и пропилен, например, являются основным сырьем для пластика на нефтяной основе, получаемым из нафты.
Что такое нафта?
Существуют различные типы нафты. Это термин, используемый для описания группы летучих смесей жидких углеводородов, полученных путем перегонки сырой нефти. Это смесь углеводородов от C 5 до C 10 .
Нафта подвергается термическому разложению при высокой температуре (~800 °C) в установке парового крекинга в присутствии водяного пара, где она расщепляется на легкие углеводороды, известные как основные промежуточные продукты. Это олефины и ароматические соединения. Среди олефинов С 2 (этилен), С 3 (пропилен), С 4 (бутан и бутадиен). Ароматические соединения состоят из бензола, толуола и ксилола. Эти маленькие молекулы связаны друг с другом в длинные молекулярные цепи, называемые полимерами. Когда полимер выходит из химической фабрики, он все еще не в виде пластика — он в виде гранул или порошков (или жидкостей). Прежде чем они смогут стать пластиком для повседневного использования, они должны пройти ряд преобразований. Их месят, нагревают, плавят и охлаждают в объекты различной формы, размера, цвета с точными свойствами в соответствии с обрабатывающими трубками.
Это олефины и ароматические соединения. Среди олефинов С 2 (этилен), С 3 (пропилен), С 4 (бутан и бутадиен). Ароматические соединения состоят из бензола, толуола и ксилола. Эти маленькие молекулы связаны друг с другом в длинные молекулярные цепи, называемые полимерами. Когда полимер выходит из химической фабрики, он все еще не в виде пластика — он в виде гранул или порошков (или жидкостей). Прежде чем они смогут стать пластиком для повседневного использования, они должны пройти ряд преобразований. Их месят, нагревают, плавят и охлаждают в объекты различной формы, размера, цвета с точными свойствами в соответствии с обрабатывающими трубками.
Например, для полимеризации этилена в полиэтилен (ПЭ) добавляют инициаторы для запуска цепной реакции, и только после образования ПЭ его направляют на переработку путем добавления некоторых химикатов (антиоксидантов и стабилизаторов). После этого экструдер превращает ПЭ в нити, после чего измельчители превращают его в гранулы ПЭ. Затем фабрики переплавляют их в конечные продукты.
Затем фабрики переплавляют их в конечные продукты.
Основным ингредиентом большинства пластиковых материалов является производное сырой нефти и природного газа.
Существует множество различных типов пластмасс: прозрачные, мутные, однотонные, гибкие, жесткие, мягкие и т. д.
Изделия из пластика часто представляют собой полимерную смолу, которая затем смешивается со смесью добавок (см. ). Добавки важны, поскольку каждая из них используется для придания пластику целевых оптимальных свойств, таких как прочность, гибкость, эластичность, цвет, или для того, чтобы сделать его более безопасным и гигиеничным для использования в конкретном случае (ссылка).
Тип пластика, из которого изготовлен продукт, иногда можно определить по номеру на дне пластиковой тары. Некоторые из основных типов пластика и исходный мономер приведены ниже (таблица 1). В этой таблице показаны типы пластика и мономеры, входящие в его состав.
Таблица 1. Основные типы полимеров, мономеры и их химические структуры
Основные типы полимеров, мономеры и их химические структуры
Идентификационный код смолы | Полимеры | Мономеры |
♳ ПИТ | Полиэтилентерефталат (ПЭТФ) | Этиленгликоль и диметилтерефталат |
♴ ПЭВП | Полиэтилен высокой плотности (ПЭВП) | Этилен (СН 2 =СН 2 ) *(меньшее разветвление между полимерными цепями) |
♵ ПВХ | Поливинилхлорид (ПВХ) | Винилхлорид (CH 2 = CH-Cl) |
♶ ПЭНП | Полиэтилен низкой плотности (ПЭНП) | Этилен (СН 2 =СН 2 ) *(чрезмерное разветвление) |
♷ ПП | Полипропилен (ПП) | Пропилен (CH 3 -CH=CH 2 ) |
♸ ПС | Полистирол (ПС) | Стирол |
♹ Другие | Другие пластмассы, включая акрил, поликарбонаты, полимолочную кислоту (PLA), волокна, нейлон | Для конкретного полимера используются разные мономеры. Например, PLA из молочной кислоты |

*Мономер, используемый в ПЭНП и ПЭВП, представляет собой этилен, но существует разница в степени разветвления.
Мезоамериканские культуры (ольмеки, майя, ацтеки, 1500 г. до н. э.) использовали натуральный латекс и каучук, чтобы сделать контейнеры и одежду водонепроницаемыми.
Александр Паркес (Великобритания, 1856 г.) запатентовал первый искусственный биопластик, названный паркезин, сделанный из нитрата целлюлозы. Паркезин был твердым, гибким и прозрачным пластиком. Джон Уэсли Хаятт (США, 1860-е гг.) разбогател на изобретении Паркса. Братья Хаятт улучшили пластичность пластика нитрата целлюлозы, добавив камфору, и переименовали пластик в Celluloid. Цель состояла в том, чтобы производить бильярдные шары, которые до этого делались из слоновой кости. Многие считают изобретение самым ранним примером искусственного биопластика (ссылка).
Первым по-настоящему синтетическим пластиком был бакелит, изготовленный из фенола и формальдегидной смолы. Лео Бэкеланд (Бельгия, 1906 г.) изобрел бакелит, который был назван «Национальным историческим химическим памятником», поскольку он произвел революцию во всех отраслях, присутствующих в современной жизни. Он обладает свойством высокой устойчивости к электричеству, теплу и химическим веществам. Обладает непроводящими свойствами, что крайне важно при конструировании электронных устройств, таких как корпуса радиоприемников и телефонов. (ссылка).
До рождения пластика мы использовали дерево, металл, стекло и керамику, а также материалы животного происхождения, такие как рог, кость и кожа.
Для хранения использовались формовочные глины (гончарные изделия), смешанные со стеклом, что означало, что контейнеры часто были тяжелыми и хрупкими.
Появились натуральные материалы из коры каучукового дерева — камедь (латексная смола), смесь была липкой и пластичной, но непригодной для хранения.
В 18 веке Чарльз Гудиер случайно открыл каучук — он добавил свойство, чтобы вернуться к исходной форме (ссылка).
Да, можно создать пластик из источников, отличных от нефти.
Хотя сырая нефть является основным источником углерода для современного пластика, множество вариантов производятся из возобновляемых материалов. Пластик, изготовленный без масла, продается как пластик на биологической основе или биопластик. Они сделаны из возобновляемой биомассы, такой как:
- Лигнин, целлюлоза и гемицеллюлоза,
- Терпены,
- Растительные жиры и масла,
- Углеводы (сахар из сахарного тростника и т.д.)
- Переработанные пищевые отходы
- Бактерии
Однако следует отметить, что биопластик не всегда автоматически является более устойчивой альтернативой. Биопластики различаются по способу их распада, и биопластики, как и любой другой материал, требуют ресурсов для своего производства.
Биопластики, такие как PLA, например, представляют собой биоразлагаемый материал, который будет разлагаться в определенных условиях окружающей среды, но может не разлагаться в любых климатических условиях. Поэтому требуется поток отходов пластика на основе PLA. В случае PLA это чувствительный полиэстер, который начинает разлагаться во время процедуры переработки и может в конечном итоге загрязнить существующий поток переработки пластика (ссылка).
Но биопластики могут иметь множество применений, если они разработаны с учетом надлежащего потока отходов.
Биопластики являются потенциальными материалами для изготовления одноразового пластика, необходимого для изготовления биоразлагаемых бутылок и упаковочных пленок. Например, в 2019 году исследователь из Университета Сассекса создал прозрачную пластиковую пленку из отходов рыбьей кожи и водорослей; под названием MarinaTex (Ref). Биополимеры также исследовались для медицинских применений, таких как контролируемое высвобождение лекарств, упаковка лекарств и рассасывающиеся хирургические нити (ссылка, ссылка).
Морис Лемуань (Франция, 19 лет)26) открыл первый биопластик, изготовленный из бактерий, полигидроксибутират (ПГБ) из бактерии Bacillus megaterium. Поскольку бактерии потребляют сахар, они будут производить полимеры (ссылка). Важность изобретения Лемуана игнорировалась до тех пор, пока разразившийся в середине 1970-х годов нефтяной кризис не подстегнул интерес к поиску заменителей нефтепродуктов.
Генри Форд (США, 1940 г.) использовал биопластик из соевых бобов для изготовления некоторых автомобильных деталей. Ford прекратил использование соевого пластика после Второй мировой войны из-за избытка дешевой нефти (ссылка).
Разработки в области метаболической и генной инженерии расширили исследования биопластиков, и стало возможным применение многочисленных типов биопластиков, в частности ПГБ и полигидроксиалканоатов (ПГА), хотя постоянно происходит много других интересных разработок.
Как делают пластик? Пошаговое объяснение
Как делают пластик? В этой статье рассматривается весь процесс изготовления пластика с подробным объяснением всех его этапов.
В 1950-х годах производилось около 2 миллионов тонн пластика в год. К 2015 году это число увеличилось в 200 раз, а к 2021 году в мире насчитывалось примерно 8,3 миллиарда тонн пластика. Благодаря своей универсальности, простоте изготовления и низкой стоимости этот материал используется в самых разных областях: от одноразовых очков до мебели для дома, автомобильных запчастей, самолетов и оборудования связи. Но сначала:
Что такое пластик?
Пластмасса представляет собой синтетический или природный полимер, который благодаря своей структуре легко формуется и формуется под воздействием тепла и давления. Это свойство известно как пластичность, отсюда и название этого материала. Кроме того, пластик химически устойчив, легок, водо- и ударопрочен, имеет низкую теплопроводность, обладает хорошими изоляционными свойствами.
Полимеры — это большие молекулы, образованные химическим соединением ряда более простых единиц, называемых мономерами, что создает цепочечную структуру. Эти вещества, помимо того, что служат основой для пластика, являются основным компонентом многих других материалов, таких как стекло, бумага и резина. Кроме того, полимеры являются основой таких минералов, как алмаз, кварц и полевой шпат, а также материалов живых организмов, таких как белки, целлюлоза и нуклеиновые кислоты. В зависимости от назначения полимеры могут обладать многочисленными свойствами, такими как отражательная способность, ударопрочность, хрупкость, прозрачность, пластичность и эластичность.
Эти вещества, помимо того, что служат основой для пластика, являются основным компонентом многих других материалов, таких как стекло, бумага и резина. Кроме того, полимеры являются основой таких минералов, как алмаз, кварц и полевой шпат, а также материалов живых организмов, таких как белки, целлюлоза и нуклеиновые кислоты. В зависимости от назначения полимеры могут обладать многочисленными свойствами, такими как отражательная способность, ударопрочность, хрупкость, прозрачность, пластичность и эластичность.
Схема полимерной структуры поликарбоната, состоящего из кислорода, углерода и водорода.
Изображение предоставлено: petrroudny43/Shutterstock
Чаще всего пластик подразделяется на две отдельные группы; термопласты и реактопласты. Между этими двумя группами существует несколько основных различий, главное из которых заключается в том, что термопласты можно многократно нагревать и изменять форму, в то время как термореактивные материалы затвердевают до постоянной формы под воздействием тепла. Более того, молекулярная масса термопластов колеблется от 20 000 до 500 000 AMU (атомная единица массы), тогда как считается, что термореактивные материалы имеют бесконечную молекулярную массу.
Более того, молекулярная масса термопластов колеблется от 20 000 до 500 000 AMU (атомная единица массы), тогда как считается, что термореактивные материалы имеют бесконечную молекулярную массу.
Из чего сделан пластик?
Большинство используемого сегодня пластика производится из углеводородов — органических молекул, полностью состоящих из углерода и водорода. Эти углеводороды получены из материалов биологического происхождения, встречающихся в земной коре, известных как ископаемое топливо. Ископаемое топливо создается из окаменевших, погребенных останков растений и животных, существовавших миллионы лет назад. Некоторые примеры ископаемого топлива:
- Сырая нефть – также известная как жидкая нефть. Его можно найти в нефтеносных песках (битуминозных песках), подземных резервуарах, а также в щелях и порах осадочных пород. Его можно получить путем бурения на суше или в море, либо путем добычи полезных ископаемых.
- Природный газ – также известный как газ метан. В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами, и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной.
- Уголь — это твердая, богатая углеродом горная порода, которая подразделяется на четыре типа в зависимости от содержания углерода: лигнит, полубитуминозный, битуминозный и антрацит. Добыча угля осуществляется либо подземным способом, когда используются машины для добычи угля из глубоких подземных пластов, либо открытым способом, когда соскребают слои почвы, чтобы добраться до угольных залежей.
 В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами, и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной.
В зависимости от того, где он находится под землей, природный газ классифицируется как традиционный или нетрадиционный. Обычный тип можно найти в проницаемых коренных породах или смешать с нефтяными резервуарами, и его можно извлечь с помощью обычных методов бурения. С другой стороны, нетрадиционная добыча природного газа требует специальных методов, таких как фрекинг, поскольку обычная технология бурения может быть слишком дорогостоящей и сложной. Важно отметить, что пластик можно производить из других, более экологически чистых источников, которые заменяют ископаемое топливо. Этот пластик, известный как возобновляемый пластик или биопластик, создается из возобновляемой биомассы, такой как терпены, лигнин, целлюлоза, растительный жир, бактерии, древесные волокна, углеводы, переработанные пищевые отходы и т. д. Биоразлагаемый пластик не содержит потенциально опасного химического вещества BPA. и, скорее всего, рассосется через пару месяцев. Кроме того, в течение своего срока службы биопластик выделяет гораздо меньше парниковых газов по сравнению с обычным пластиком.
Этот пластик, известный как возобновляемый пластик или биопластик, создается из возобновляемой биомассы, такой как терпены, лигнин, целлюлоза, растительный жир, бактерии, древесные волокна, углеводы, переработанные пищевые отходы и т. д. Биоразлагаемый пластик не содержит потенциально опасного химического вещества BPA. и, скорее всего, рассосется через пару месяцев. Кроме того, в течение своего срока службы биопластик выделяет гораздо меньше парниковых газов по сравнению с обычным пластиком.
Как делают пластик?
В этом разделе будет рассказано все, что вам нужно знать обо всем процессе производства пластика, начиная с добычи сырья и заканчивая его изготовлением.
Извлечение сырья M Материалы
Как упоминалось выше, подавляющее большинство производимого пластика производится из ископаемого топлива. Поэтому добыча сырой нефти, природного газа, а иногда и угля из-под земли является первым шагом.
Уточнение
Ископаемые виды топлива отправляются на нефтеперерабатывающие заводы, где они перерабатываются в различные нефтепродукты, такие как бензин, асфальт, топливо для реактивных двигателей, воски и смазочные масла. Здесь также создаются строительные блоки из пластика, этана и пропана. Как это работает?
Здесь также создаются строительные блоки из пластика, этана и пропана. Как это работает?
Сырая нефть нагревается в печи перед испарением и подается в колонну фракционной перегонки. Дистилляционная колонна имеет температурный градиент, причем верх холоднее, чем низ. В зависимости от температуры кипения (температуры, при которой происходит фазовый переход от жидкости к газу) и веса жидкости и газы в колонне разделяются. Пары более легких фракций, таких как бензин и нефтяной газ, дрейфуют наверх колонны, а более тяжелые, такие как мазут, остаются внизу. Все эти фракции в башне содержат углеводороды с сопоставимым количеством атомов углерода, при этом более мелкие молекулы находятся вверху. Сжиженный природный газ (ШФЛУ), такой как этан и пропан, а также нафта являются наиболее важным сырьем для производства пластика. Однако, чтобы быть полезными, эти углеводороды должны быть отправлены на установку крекинга и подвергнуты процедуре, называемой крекингом.
Схема дистилляционной колонны, используемой для сортировки углеводородов, используемых при производстве пластика.
Изображение предоставлено Стивом Симро/Shutterstock
Растрескивание
При использовании высокой температуры, давления и иногда катализаторов сложные углеводороды расщепляются на более простые низкомолекулярные алкены/алканы. Этот процесс важен, потому что он превращает упомянутый выше этан в этилен, а пропан в пропилен. Существует два типа крекинга: паровой крекинг и каталитический крекинг.
Процесс парового крекинга осуществляется в установках парового крекинга, которые являются чрезвычайно сложными и энергоемкими установками. Здесь химикаты сначала смешиваются с паром, а затем нагреваются до 1430-1610 градусов по Фаренгейту внутри трубчатого реактора. Чтобы сырье не образовывало нагар, что может произойти при таких температурах, его подают по трубам печи очень быстро и при очень низком давлении. Поток здесь играет две роли; во-первых, предотвращает коксование, а во-вторых, предотвращает возможные утечки, которые могут привести к попаданию воздуха в исходное сырье и созданию взрывоопасной смеси. В конце концов, крекинг-сырье быстро охлаждают с использованием ряда методов, таких как сжатие, абсорбция, сушка, охлаждение, фракционирование и селективное гидрирование.
В конце концов, крекинг-сырье быстро охлаждают с использованием ряда методов, таких как сжатие, абсорбция, сушка, охлаждение, фракционирование и селективное гидрирование.
Процесс каталитического крекинга не требует таких высоких температур или давления благодаря присутствию катализатора. Во-первых, в фазе реакции сырье контактирует с катализатором при температуре около 900 градусов по Фаренгейту, и происходит реакция крекинга. Пропорции продукта определяются температурой, временем пребывания и катализатором. На этапе регенерации катализатор удаляется из продуктов, регенерируется на воздухе путем сжигания накопленного углерода, а затем перерабатывается. В конце концов, для разделения крекинг-углеводородов используется фракционирующее оборудование – процедура, известная как фракционирование. Этилен и пропилен превращаются таким образом в мономеры, а затем перерабатываются в полимеры.
Полимеризация
При полимеризации мономеры соединяются в результате химической реакции с образованием полимеров. Это может быть достигнуто либо добавлением, в результате которого все атомы мономера присутствуют в полимере, либо конденсацией, что приводит к образованию побочного продукта крошечной молекулы. Рассмотрим подробнее оба метода полимеризации:
Это может быть достигнуто либо добавлением, в результате которого все атомы мономера присутствуют в полимере, либо конденсацией, что приводит к образованию побочного продукта крошечной молекулы. Рассмотрим подробнее оба метода полимеризации:
Аддитивная полимеризация – мономеры просто «добавляются» вместе, и в ходе этого процесса атомы не теряются и не приобретаются. Мономеры с двойными связями представляют собой простейшую химическую структуру, в которой может происходить полимеризация. Для запуска процесса полимеризации можно использовать тепло и давление, ультрафиолетовый свет или другое более реактивное химическое вещество, такое как перекись. В результате реакции двойная связь разрывается и высвобождаются высокореакционноспособные неспаренные электроны, известные как свободные радикалы. Полимерная цепь начинает формироваться, когда эти радикалы реагируют с другими радикалами или с другими двойными связями. Примерами аддитивных полимеров являются полиэтилен, полипропилен, ПТФЭ, акрил и каучук.
Конденсационная полимеризация – большинство природных полимеров образуются в результате конденсационной полимеризации. Этот тип полимеризации более сложен, чем предыдущий. Помимо полимеров, эта реакция приводит к образованию еще одной небольшой молекулы. Эта небольшая молекула, известная как побочный продукт, часто представляет собой воду. Иногда побочные продукты могут быть сырьем, которое перерабатывается в исходное сырье. Некоторые примеры конденсационных полимеров включают нейлон и ПЭТ.
После этой стадии этилен превращается в полиэтилен, а пропилен — в полипропилен.
Полиэтилен — наиболее часто используемый пластик в мире. Он очень пластичен и устойчив; области применения варьируются от газопроводных и водопроводных сетей до изоляции кабелей передачи данных. Полипропилен даже тверже полиэтилена и более термостойкий. Его можно найти в автомобильных деталях и медицинских шприцах.
Производство пластмасс
Изготовление — это последний этап, на котором пластик приобретает окончательную форму. Для облегчения транспортировки пластиковые смолы чаще всего перерабатываются в гранулы. Затем эти гранулы превращаются в различные пластиковые изделия. Существуют различные методы изготовления пластика; некоторые из наиболее часто используемых:
Для облегчения транспортировки пластиковые смолы чаще всего перерабатываются в гранулы. Затем эти гранулы превращаются в различные пластиковые изделия. Существуют различные методы изготовления пластика; некоторые из наиболее часто используемых:
- Экструзия – расплавленный полимер выдавливается через отверстие определенного поперечного сечения (фильеру) для формирования непрерывной формы с поперечным сечением, сравнимым с сечением отверстия. Экструзия может производить различные изделия, в том числе пленку, лист, трубы, трубы, изоляцию и обшивку дома. Профиль в каждом случае определяется геометрией штампа, а затвердевание достигается за счет охлаждения. Дополнительную информацию можно найти в нашем руководстве по экструзии пластика.
- Литье – жидкий пластик заливают в определенную емкость или форму и затвердевают в определенной форме. Существуют различные типы формования: литье под давлением, выдувное формование, ротационное формование, реактивное литье под давлением, компрессионное формование и формование в мешках. Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках.
- Сварка – две или более заготовок соединяются вместе путем их плавления при высокой температуре. Сварку можно выполнять различными способами, включая выбросы горячих газов, высокочастотную вибрацию, вращение и контактную сварку. Оборудование для сварки пластика различается в зависимости от метода и вида используемого пластика.
 Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках.
Если вы хотите приобрести формовочное оборудование, но у вас все еще есть вопросы, возможно, вам стоит прочитать это руководство по закупкам Томаса о типах формовочного оборудования и его поставщиках.Если вы хотите узнать больше о различных производственных процессах, ознакомьтесь с нашим руководством, в котором рассматриваются методы изготовления пластика.
Вывод
Пластик может быть искусственным полимером, но в основном он создается из ископаемого топлива, такого как сырая нефть, природный газ и уголь. В этой статье дается подробное объяснение всего процесса производства пластика, включая его этапы от добычи сырья, переработки ископаемого топлива и крекинга углеводородов до полимеризации и изготовления. Теперь вы должны лучше знать, что такое пластик, его основные ингредиенты и то, как ископаемое топливо превращается в один из наиболее часто производимых материалов на Земле. Если вы хотите узнать больше о других темах, связанных с пластмассами, не стесняйтесь обращаться к нашей библиотеке технических руководств, чтобы узнать больше.
Теперь вы должны лучше знать, что такое пластик, его основные ингредиенты и то, как ископаемое топливо превращается в один из наиболее часто производимых материалов на Земле. Если вы хотите узнать больше о других темах, связанных с пластмассами, не стесняйтесь обращаться к нашей библиотеке технических руководств, чтобы узнать больше.
Источники
- https://recyclecoach.com/resources/7-revealing-plastic-waste-statistics-2021/
- https://www.britannica.com/science/пластик
- https://www.britannica.com/science/polymer
- https://www.thoughtco.com/what-is-a-polymer-820536
- https://www.thoughtco.com/plastic-chemical-composition-608930
- https://www.bpf.co.uk/plastipedia/how-is-plastic-made.aspx
- https://www.britannica.com/science/fossil-fuel
- https://www.britannica.com/science/crude-oil
- https://www.britannica.com/science/natural-gas
- https://www.britannica.com/science/coal-fossil-fuel
- https://homeguides.