Принцип работы насосной станции
На сегодняшний день сложно представить жизнь в частном загородном доме без водопровода и автоматической подачи жидкости для полива сада, огорода и теплиц. Однако, прежде чем выбирать насосную станцию для автоматизации подачи воды, необходимо понимать принципы ее работы. Так как для создания эффективной системы водоснабжения, способной обеспечить все хозяйственные нужды нужно знать устройство оборудования.
Устройство насосной станции
Бытовая насосная станция, состоит из следующих элементов:
· система управления;
· насос;
· накопительный бак или же гидроаккумулятор;
· обратный клапан.
На данный момент на рынке электрооборудования выделяют насосные станции с накопительным баком и устройства с гидроаккумулятором.
Насосные станции с накопительным баком являются, на сегодняшний день, несколько устаревшими, однако встречаются достаточно часто. Устройство с накопительным баком является весьма габаритной конструкцией. Количество и напор жидкости контролируется поплавком. Если снижается уровень до минимальных показателей, срабатывает датчик запускающий подкачку воды.
Устройство с накопительным баком является весьма габаритной конструкцией. Количество и напор жидкости контролируется поплавком. Если снижается уровень до минимальных показателей, срабатывает датчик запускающий подкачку воды.
Системы с гидроаккумулятором являются современным подходом в создании автономного водоснабжения. Система дополнена реле давления, которое контролирует максимальные показатели давления воздуха. В гидроаккумуляторе воздух сжимается, под воздействием жидкости, и при достижении необходимого значения давления насос выключается, а при достижении минимальных показателей он начинает снова работать.
Независимо от того, какому типу станций Вы отдадите предпочтение, для продуктивной работы системы, следует дополнить её фильтрами, которые не идут в комплекте. Именно фильтрующее приспособление обеспечивает защиту устройства, от попадания в систему песка или прочих абразивных частиц, которые могут вызвать износ оборудования или же поломку.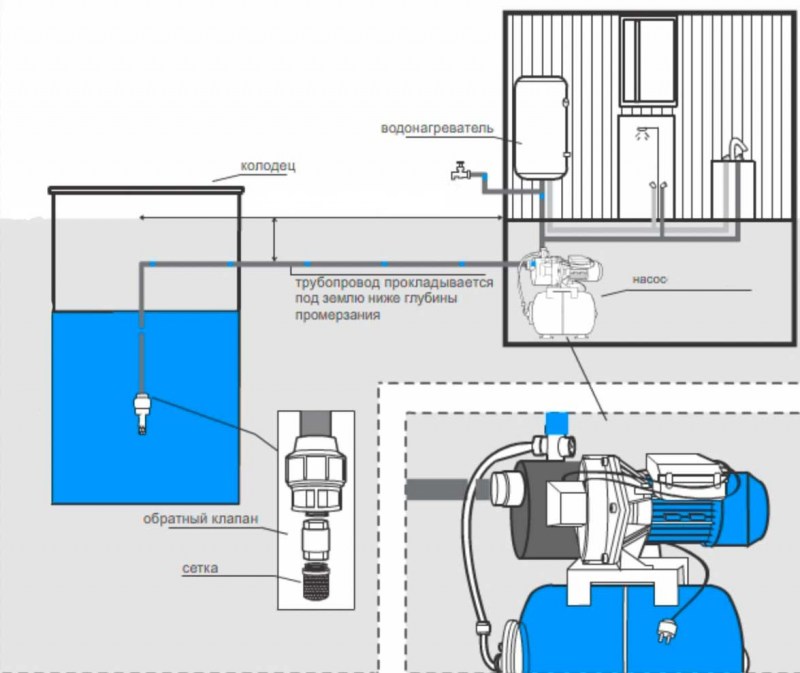 Для того чтобы разобраться в устройстве станции нужно понять назначение узлов:
Для того чтобы разобраться в устройстве станции нужно понять назначение узлов:
· Насос и датчик контроля. Для подъема воды на поверхность, станция оснащена насосом, способным поднимать жидкость со скважины либо колодца с максимальной глубиной до10 м, с глубины 15 или же 20 м откачивают воду устройства с выносным эжектором. Датчик регулирует своевременное отключение и включение агрегата.
· Гидроаккумулятор. Постоянное обеспечение дома питьевой водой обеспечивается посредством накопительной емкости, которая накапливает необходимый объем жидкости и создает при этом нужное давление для подачи воды к каждой точке.
Для составления полной картины работы станции следует понять ее принцип действия.
Принцип действия насосной станции
Бытовая насосная станция, не зависимо от того для скважины какой глубины она рассчитана, имеет следующий принцип действия:
· Подключение устройства.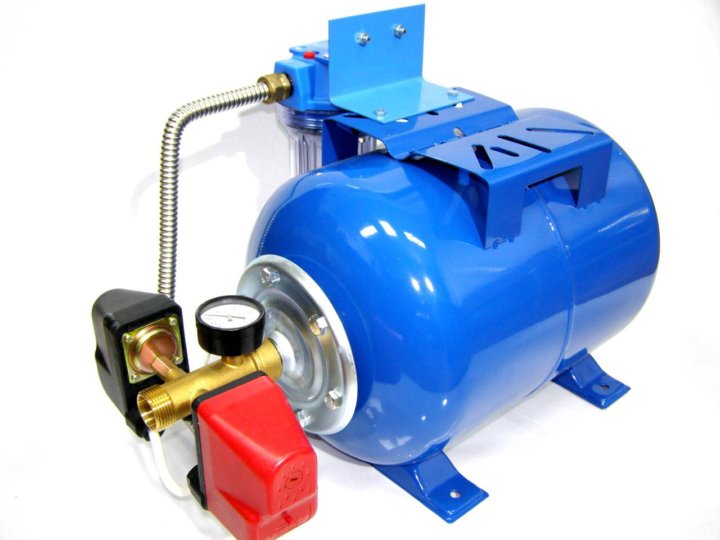 Станция сначала устанавливается в заранее подготовленном месте, защищенном от плохих погодных условий и попадании мусора, и подключается к сети. Затем устройство подсоединяется к трубопроводу. Существует две схемы подключения: однотрубная, для колодцев либо скважин глубиной 8-10 м и двухтрубная для установки с выносным эжектором, рассчитанная на источники глубиной от 10, 20 м и больше.
Станция сначала устанавливается в заранее подготовленном месте, защищенном от плохих погодных условий и попадании мусора, и подключается к сети. Затем устройство подсоединяется к трубопроводу. Существует две схемы подключения: однотрубная, для колодцев либо скважин глубиной 8-10 м и двухтрубная для установки с выносным эжектором, рассчитанная на источники глубиной от 10, 20 м и больше.
· После этого один конец трубопровода подключается к станции, а второй погружается в скважину. К оборудованию, на выходе крепится второй трубопровод, предназначенный для обеспечения дома водой.
· Затем в гидроаккумулятор следует набрать необходимое количество жидкости и создать давление, указанное в технических характеристиках устройства, посредством закачивания воздуха насоса.
· Только после всех этих манипуляций можно запускать насосную станцию.
· Следует открыть кран, после чего сработает обратный клапан, и насос начнет качать воду из скважины. По мере наполнения бака увеличивается давление в системе, вследствие чего происходит отключение насосной станции, за счет срабатывания реле.
По мере наполнения бака увеличивается давление в системе, вследствие чего происходит отключение насосной станции, за счет срабатывания реле.
· После отключения оборудования насос не качает воду, и за счет давления жидкость из бака поступает в дом и вода бежит из крана.
· При использовании воды постепенно понижается давление в системе до минимума, затем реле автоматически запускает насос.
· Постепенно, при накачивании жидкости, увеличивается давление в системе, и насос автоматически выключается и цикл повторяется.
Насосная станция является основным элементом водоснабжения, потому выбирая оборудование, следует отдать предпочтение надежному устройству, которое отличается высоким качеством, практичностью и доступной стоимостью. Ведь качественная система станет достойным вложением средств, и при правильной эксплуатации прослужит много лет.
При выборе бытовой насосной станции следует учитывать такие характеристики, как производительность, напор, мощность и высоту всасывания. Ведь от того насколько точно Вы просчитаете потребление воды и учтете нужды и потребности зависит, эффективность водоснабжения.
Ведь от того насколько точно Вы просчитаете потребление воды и учтете нужды и потребности зависит, эффективность водоснабжения.
Устройство насосной станции водоснабжения и ее установка
На сегодняшний день применение бытовых насосных станций при организации систем водоснабжения в частных домах является наиболее оптимальным решением.
Мы уже говорили о том, какие бывают разновидности насосных станций.
Автоматическая насосная станция служит для подачи воды, а также для повышения или поддержания давления в системе. Бытовая станция может состоять как из отдельных агрегатов, так и поставляться в собранном виде.
Насосные станции могут использоваться как при наличии постоянного (колодец, скважина), так и переменного источника воды (питьевая привозная вода, хранящаяся в различной емкости резервуарах).
Конечно, для устройства в частном доме водопровода можно изготовить и подобие небольшой водонапорной башни, расположив на чердаке некий бак. Прикиньте сами, какое давление вы при этом получите. Для обычного дома оно составит в лучшем случае чуть более половины атмосферы. Причем, давление это не увеличится, даже при установке бака большей емкости.
Прикиньте сами, какое давление вы при этом получите. Для обычного дома оно составит в лучшем случае чуть более половины атмосферы. Причем, давление это не увеличится, даже при установке бака большей емкости.
Отсюда очевидно, что получить таким способом нормальный водопровод невозможно. Поэтому можете не мучиться и использовать бытовую насосную станцию, состоящую из водяного насоса, мембранного бака и реле давления.
Сегодня мы поговорим об устройстве бытовой насосной станции.
Содержание
- Устройство насосной станции и принцип ее действия
- Как собрать и установить насосную станцию своими руками?
- Как собрать и установить насосную станцию (видео)
- Как собрать насосную станцию (видеоурок)
- Подробная инструкция по подключению насосной станции (гидрофора) MH-1300
- Способы установки насосной станции
Устройство насосной станции и принцип ее действия
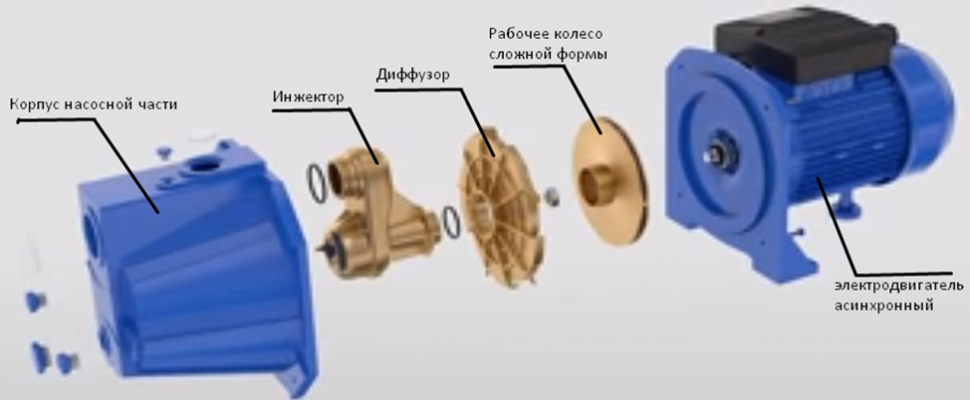
Насосные станции включают в себя несколько функциональных узлов:
- водозабор с сеткой и обратным клапаном, располагающийся непосредственно в скважине;
- всасывающую магистраль, по которой осуществляется подъем воды из скважины и подача ее в корпус насоса;
- центробежный насос, создающий разрежение с одной стороны, за счёт чего и поднимается вода, и давление с другой стороны, благодаря чему вода поступает в дом и распределяется в нём по потребителям;
- реле давления, которое автоматически включает насос при падении давления ниже определенной величины и выключает при повышении давления до конкретной величины;
- мембранный бак (или гидроаккумулятор), служащий для предотвращения эффекта гидравлического удара, возникающего при включении станции, что могло бы нанести немалый вред всей нашей системе водопровода, включая трубы, сантехнику и сам насос;
- электромотор, сопряжённый механически с насосом, и электрически — с реле давления;
- стрелочный манометр, по которому осуществляется визуальный контроль давления в магистрали и при необходимости его регулировка.

.png)
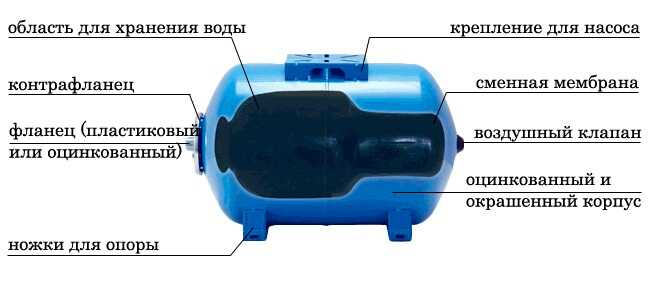
На рисунке приведено устройство гидроаккумулятора насосной станции.
Цифрами на рисунке обозначено:
- Корпус бака
- Внутренний бак, изготовленный из пищевой резины
- Ниппель. Точь-в-точь как в шине автомобиля
- Фитинг для присоединения к водопроводу
- Воздушное пространство, где воздух находится под давлением
- Вода, находящаяся внутри резинового бака
- Выход воды к потребителям
- Вход воды от насоса
Между мембраной и металлическими стенками бака находится воздух. Когда вода отсутствует, то мембрана находится в смятом виде и прижата к фланцу, в котором располагается входной водяной патрубок. Под давлением вода поступает в бак. При этом мембрана расправляется, занимая пространство внутри бака. В определенный момент времени давление воды в мембране уравновешивается с давлением воздуха между баком и мембраной и поступление в бак воды прекращается. Теоретически, в водопроводе давление воды при этом должно установиться необходимой величины и двигатель насоса должен отключиться немного раньше того момента, когда давления воды и воздуха уравновесятся.
Для того, чтобы гидравлические удары сглаживались, необходим бак очень маленького объема и абсолютно не нужно, чтобы он вообще наполнялся. Тем не менее, хозяева предпочитают на практике использовать баки внушительной емкости, которая может достигать и 50 литров, и 100 и так до полутонны. В данном случае мы имеем дело с эффектом накопления воды. Иначе говоря, насос дольше работает, чем нам нужно для того, чтобы помыться. Зато потом двигатель и дольше отдыхает. Считается, что портится мотор не от времени, которое он находился в работе, а от числа включений и выключений. Применение накопительного бака дает насосу возможность включаться на гораздо более продолжительные промежутки времени и на кратковременные расходы воды не реагировать.
Накопление воды весьма полезно не только в целях продления насосу срока службы. Представьте себе, моетесь в душе, и вдруг выключается электричество. И даже мыло с себя будет смыть нечем, если… в баке нет запаса воды.
Мембранный бак на 80 литров воды не может в себе содержать все 80 литров, ведь между стенками бака и мембраной находится воздух. Изменяя давление воздуха , можно регулировать некоторое наибольшее количество воды, которое может находиться в баке. Кроме того, можно подключать баки в любом количестве параллельно друг другу.
Изменяя давление воздуха , можно регулировать некоторое наибольшее количество воды, которое может находиться в баке. Кроме того, можно подключать баки в любом количестве параллельно друг другу.
В обслуживании баки почти не нуждаются. Нужно их только подкачивать примерно раз в год обычным автомобильным насосом.
Помимо реле давления, включающегося при падении и выключающегося при росте давления, существует и так называемая автоматика давления, имеющая другой принцип. Она рассчитана на несколько иной класс потребителей воды. Автоматика давления также при падении в системе давления включает насос до достижения определенной величины, однако отключается насос не по достижении давления, а по прекращении тока через автоматику жидкости. В чем различие? Не трудно догадаться, включение насоса будет более частым с автоматикой, нежели с накопительным баком и реле давления. Выключение насоса будет происходить по достижении наибольшего, развиваемого им, давления. Это очень существенно. У меня, например, очень мощный и высокопроизводительный насос. У него максимальное давление составляет более 6-ти атмосфер. В водопроводе мне такое давление не нужно. В этом случае необходимо использовать расширительный бак и обычное реле давления. А вот если насос очень маленький и не развивает давления более четырех атмосфер, да к тому же используется для значительных и длительных заборов воды, например, для полива, то в таком случае автоматика давления без применения накопительного бака поможет сэкономить копеечку. Кстати, ничто не мешает, во-первых, использовать автоматику давления совместно с накопительным баком, и во-вторых, стоимость хорошего реле давления не намного меньше стоимости автоматики.
У него максимальное давление составляет более 6-ти атмосфер. В водопроводе мне такое давление не нужно. В этом случае необходимо использовать расширительный бак и обычное реле давления. А вот если насос очень маленький и не развивает давления более четырех атмосфер, да к тому же используется для значительных и длительных заборов воды, например, для полива, то в таком случае автоматика давления без применения накопительного бака поможет сэкономить копеечку. Кстати, ничто не мешает, во-первых, использовать автоматику давления совместно с накопительным баком, и во-вторых, стоимость хорошего реле давления не намного меньше стоимости автоматики.
Как собрать и установить насосную станцию своими руками?
О том как собрать насосную станцию своими руками, вы можете узнать из приведенных ниже видеороликов.
Как собрать и установить насосную станцию (видео)
Как собрать насосную станцию (видеоурок)
 youtube.com/embed/E7Q3Ur9hfFY» frameborder=»0″>
youtube.com/embed/E7Q3Ur9hfFY» frameborder=»0″>
Еще одно видео на польском языке мне понравилось тем, что весь процесс сборки показывается очень подробно и наглядно, может кому будет полезно.
Подробная инструкция по подключению насосной станции (гидрофора) MH-1300
Приведу дословный перевод, прошу не судить строго. 🙂 Какие заметите ошибки, в том числе в терминологии — просьба написать в комментарии, я поправлю. Итак…
Как подключить напорный бак на участке
Здравствуйте! Сегодня покажем, как смонтировать комплект напорного бака для обеспечения водой дома на одну семью или для поливки огорода. Нам понадобятся: всасывающий шланг, шланг для подачи воды, обратный клапан, шаровой клапан (кран), второй обратный клапан, тефлоновая клейкая лента для герметизации, фильтр, который защитит роторы напорного бака от повреждения.
(0. 37) Это труба, которую опустим в колодец. И, чтобы вода не возвращалась обратно, нужно замонтировать обратный клапан. Конец шланга прикрепляем к самому клапану, далее крепим насос и сетку, которая предохраняет клапан от попадания сторонних частичек.
37) Это труба, которую опустим в колодец. И, чтобы вода не возвращалась обратно, нужно замонтировать обратный клапан. Конец шланга прикрепляем к самому клапану, далее крепим насос и сетку, которая предохраняет клапан от попадания сторонних частичек.
(1.14) Для герметизации нам послужит клейкая тефлоновая лента.
(1.46) Мы смонтировали всасывающее устройство, которое опускаем в водозаборную скважину.
(2.00) Если нам нужен напорный бак для использования круглый год, то шланг нужно вкопать на глубину одного метра, чтобы защитить воду в нем от замерзания. Приступаем к монтажу еще одного обратного клапана.
(2.32) В нашем монтаже используем фильтр, предохраняющий роторы насоса от попадания сторонних частичек.
(2.54) Случается, что уровень воды в колодце падает, и насос работает «насухо», повреждая роторы. Поэтому мы используем защиту от работы «насухо».
(3. 43) Используем также шаровой клапан, которым сможем перекрыть воду в случае аварии.
(4.23) Приступаем к подключению шланга, по которому вода будет поступать в наш дом.
(5.00) Для облегчения подключения используем гибкую соединительную трубку. В то время, как голубой шланг зафиксирован неподвижно под фундаментом — гибкая трубка поможет нам маневрировать напорным баком.
(5.35) Перед включением насоса следует наполнить всю систему водой.
(6.25) Держа нажатой кнопку на устройстве, защищающем от работы «насухо», включаем насос. Насос уже работает. И за минуту вся система наполняется водой из колодца. Вот и все — у нас есть вода!
Способы установки насосной станции
1 Сетчатый фильтр на входе всасывающей линии (размер ячейки сетки фильтра 1 мм)
2 Кран на входе
3 Кран на выходе
4 Обратный клапан
5 Кронштейн трубопровода
6 Фильтрующая сетка
7 Накопительный резервуар
8 Городская сеть водоснабжения
9 Верхний уровень воды
10 Нижний уровень воды
Сетевая насосная станция | Зульцер
Автоматизированные услуги по наплавке сварных швов
Ремонтные работы
Оффшорные услуги
Проекты масштаба завода
Услуги башни
Оборотные услуги
Безопасность
Глобальные ресурсы и возможности
Лицензирование технологии Sulzer GTC
Технологии очистки промышленных сточных вод
Технологические услуги
Проверка процесса
Исследования и концептуальные проекты
Испытательные установки
Запасные части
Баланс завода
Разобрать механизм с целью понять, как это работает
Производство катушек
Онлайн заказ катушки
Детали газовых турбин
Части паровой турбины
Детали компрессора
Оригинальные запчасти
Сервисные комплекты для насосов и мешалок
Запчасти для мешалок SALOMIX™
Сервисные центры
Услуги по воде, сточным водам и продуктам обезвоживания
Сервисные центры водоснабжения, водоотведения и водоотведения
Сервис насосов для воды и сточных вод
Тестирование воды и сточных вод
Сервис для миксеров и мешалок
Сервис турбокомпрессоров и аэраторов
Услуга по обезвоживанию в строительстве
Запасные части и комплекты для сточных вод и продуктов обезвоживания
Подготовка
АБСЕЛЬ обучение
Sulzer Academy для насосов и систем
Тестирование
Цифровые решения
СИНЯЯ КОРОБКА™
Онлайн-сервисы Sulzer Sense
Решение для мониторинга состояния Sulzer Sense
Программные решения для управления и мониторинга
Инструменты выбора Sulzer
Онлайн-инструмент для настройки насосов Sulzer Select
Инструмент выбора насосов для воды и сточных вод ABSEL
Карьера
Расширьте сеть насосных станций
Сетевые насосные станции собирают коммунально-бытовые сточные воды от жилых домов и объектов коммунального хозяйства. Устанавливаемые в сухих или мокрых колодцах, насосы доставляют стоки на конечную насосную станцию. Поскольку большинство насосных станций не оборудованы экранами, насосы должны справляться с трудными материалами, такими как волокнистые санитарно-технические изделия и упаковочные материалы.
Устанавливаемые в сухих или мокрых колодцах, насосы доставляют стоки на конечную насосную станцию. Поскольку большинство насосных станций не оборудованы экранами, насосы должны справляться с трудными материалами, такими как волокнистые санитарно-технические изделия и упаковочные материалы.
Знания компании Sulzer простираются от проектирования насосных станций до постоянной оптимизации. Сочетая большой проход твердых частиц с отличной работой с ветошью, насосы Sulzer обеспечивают перекачку сточных вод без засоров с наименьшими затратами в течение жизненного цикла. Простые в использовании контроллеры насосов и контрольное оборудование Sulzer дополнительно защищают и улучшают работу станции.
Товары
Круглосуточный мониторинг и отчетность CMS
AquaWeb — это передовая веб-система мониторинга и наблюдения.
Система в основном предназначена для насосных станций в сетях сбора сточных вод и для защиты от наводнений, но также может использоваться для контроля другого вращающегося оборудования, например, воздушного компрессора. Базовая версия включает удаленный онлайн-мониторинг с поддержкой географической карты и интерфейсом к станциям.Кондуктивный датчик уровня типа ABS MD 131
MD 131 представляет собой токопроводящий сигнализатор уровня, который в основном используется в качестве реле перелива в канализационных колодцах. MD 131 также можно использовать в других приложениях, где проводимость среды превышает 20 мкСм/см.
Тип панели управления ABS CP 114
CP 114 — это компактная панель управления для одиночных насосных станций.
Он подходит для использования в таких приложениях, как резервуары, небольшие ямы или стандартные коммерческие приложения с однофазным источником питания 1/230/N/PE.Тип панели управления ABS CP 116 и CP 216
Компактные панели управления CP 116 и CP 216 для одного или двух насосов напрямую подключаются к насосам мощностью до 5,5 кВт (12 А). Дополнительный модем GSM/GPRS обеспечивает связь с системами AquaWeb или диспетчерского управления и сбора данных (SCADA) с использованием протоколов Comli или Modbus. Ex-версии также доступны.
Панели управления типа ABS CP 112 и CP 212
CP 112 и CP 212 представляют собой компактные панели управления для одного или двух насосов.
Они напрямую подключаются к насосам мощностью до 5,5 кВт (12 А) и имеют трехфазную и однофазную версии. Ex-версии также доступны.Контроллер оборудования ЕС 531
EC 531 — это комплексное решение для управления и контроля насосных станций с одним или двумя насосами. EC 531 оснащен интеллектуальным управлением VFD, включая PID и точку наибольшей эффективности (BEP).
Поплавковый выключатель типа ABS KS
Поплавковый выключатель KS, используемый в жидкостях для управления или активации сигнала, срабатывает в зависимости от уровня жидкости. Он также подходит для использования в сточных водах и для автоматического контроля уровня. Поплавковый выключатель KS устойчив к ударам и ударам, не содержит ртути и безопасен для окружающей среды.
Графический интерфейс оператора типа ABS CA 511
CA 511 — это панель оператора для расширенного мониторинга насосных станций. Его можно использовать только в сочетании с блоком мониторинга/контроллера PC 441. Шина CAN управляет связью и подает питание. TFT-дисплей с разрешением 480×272 пикселей включает 28 клавиш для упрощения операций и обеспечения удобной работы.
GSM-4G модем типа CA 524
CA 524 — это модем 4G, подходящий для использования со всеми контроллерами ABS, оснащенными модемной связью RS 232. В комплект модема входит модем, дипольная антенна типа Т, кабель питания и розетка на DIN-рейку. Диоды для индикации питания и состояния сети.
Тип контроля утечки ABS CA 461
CA 461 предназначен для отслеживания и обнаружения утечек в насосах и смесителях. Усилитель размещен в стандартном корпусе, приспособленном для монтажа на DIN-рейку. Блок доступен в двух исполнениях, питание 24 В постоянного тока или 110-230 В переменного тока.
Подъемная станция типа ABS Synconta 700 и 700L
Synconta представляет собой сборный полиэтиленовый колодец, разработанный как единая насосная станция для эффективного осушения зданий и территорий ниже уровня канализации.
Подъемная станция типа ABS Synconta 901B и 902B
Synconta 901B и 902B — это одинарная или двойная насосная станция, идеально подходящая для автоматической перекачки сточных вод и сточных вод из мест и зон ниже уровня обратной промывки.
Модуль контроля влажности, тип ABS CA 441
CA 441 выполняет мониторинг утечек в погружных насосах. Имея четыре сигнальных входа, он контролирует до четырех отдельных насосов или один насос с отдельными аварийными сигналами. Блок может быть установлен либо в шкафу, либо на расстоянии до 250 метров от насоса (при использовании того же потенциала земли). CA 441 можно использовать только в сочетании с блоком мониторинга/контроллера PC 441.
Модуль контроля мощности двигателя и питания, тип ABS CA 443
CA 443 — это прибор для измерения электрических характеристик, используемый либо для полной станции, либо для отдельного насоса. Он может быть подключен к ПК 441 через гальванически развязанный интерфейс CAN-шины и может использоваться только в сочетании с блоком контроля/контроллера ПК 441.
Встраиваемые/открытые шлифовальные машины Muffin Monster™
Измельчители сточных вод Muffin Monster™ предназначены для защиты насосов и другого оборудования путем измельчения самых жестких твердых частиц сточных вод.
Модуль расширения вывода, тип ABS CA 781
С выходным модулем расширения CA 781 вы можете управлять большим количеством насосов с помощью существующей системы PC 441.
Тип датчика давления ABS MD 124
MD 124 представляет собой датчик давления с питанием от контура 4–20 мА.
Он имеет прочную конструкцию и легко монтируется на стандартную DIN-рейку шириной 35 мм. MD 124 идеально подходит для измерения уровня жидкости по принципу «пузырьковой трубки».Контроллер насоса типа ABS PC 111
PC 111 представляет собой контроллер для одного насоса, предназначенный в основном для использования на самотечных или напорных городских насосных станциях сточных вод. Его многочисленные простые в использовании функции улучшают функциональность и надежность насосной станции на протяжении всего ее жизненного цикла.
Контроллер насоса типа ABS PC 211
PC 211 представляет собой простой в использовании контроллер для двух насосов, предназначенный в основном для использования на самотечных или напорных насосных станциях городских сточных вод.
Его многочисленные функции улучшают функциональность и надежность насосной станции на протяжении всего ее жизненного цикла.Контроллер насоса типа ABS PC 441
PC 441 — это монитор и контроллер для одного-четырех насосов, предназначенный в основном для использования на муниципальных насосных станциях сточных вод. PC 441 имеет множество дополнительных функций для минимизации эксплуатационных расходов и повышения доступности насосной станции на протяжении всего ее жизненного цикла.
Коммуникационный модуль RS 485, тип ABS CA 622
Коммуникационный модуль типа ABS CA 622 позволяет вам отправлять и получать информацию на ваши периферийные устройства через ваш существующий контроллер насоса PC 441 с использованием интерфейса RS 485 Modbus.
Погружной датчик давления типа ABS MD 126
MD 126 — это высокоточный погружной гидростатический датчик уровня. Заключенный в корпус из нержавеющей стали и устойчивый к сточным водам, он предназначен для измерения уровня таких жидкостей, как ливневая вода и сточные воды в водоотливных насосах.
Погружной датчик давления типа ABS MD 127
MD 127 представляет собой погружной гидростатический датчик уровня, устойчивый к воздействию сточных вод, в корпусе из нержавеющей стали, с очень высокой точностью и стойкостью к избыточному давлению. Он предназначен для измерения уровня таких жидкостей, как ливневые и сточные воды в отстойниках насосов.
При последовательном подключении 2-проводного датчика с питанием от контура к источнику питания постоянного тока MD 127 выдает выходной сигнал от 4 до 20 мА, пропорциональный уровню жидкости.Погружной насос для сточных вод типа ABS XFP
Погружные канализационные насосы типа ABS XFP являются лучшим выбором для обеспечения эффективной и надежной перекачки на любой канализационной насосной станции. Погружные насосы в стандартной комплектации оснащены двигателями класса Premium Efficiency IE3 и рабочими колесами Contrablock Plus.
Реле температуры и утечки типа ABS CA 462
CA 462 предназначен для отслеживания и определения температуры и утечек в насосах и смесителях.
Усилитель размещен в стандартном корпусе, приспособленном для монтажа на DIN-рейку. Блок доступен в двух исполнениях, питание 24 В постоянного тока или 110-230 В переменного тока.Модуль контроля температуры типа ABS CA 442
CA 442 представляет собой блок контроля температуры с четырьмя сигнальными входами. Он может контролировать от одного до четырех насосов с комбинированными аварийными сигналами (один аварийный сигнал на насос) или до четырех отдельных аварийных сигналов с использованием одного блока на насос. CA 442 может быть подключен к ПК 441 через интерфейс CAN-шины и может использоваться только в сочетании с блоком мониторинга/контроллера PC 441.
 Система в основном предназначена для насосных станций в сетях сбора сточных вод и для защиты от наводнений, но также может использоваться для контроля другого вращающегося оборудования, например, воздушного компрессора. Базовая версия включает удаленный онлайн-мониторинг с поддержкой географической карты и интерфейсом к станциям.
Система в основном предназначена для насосных станций в сетях сбора сточных вод и для защиты от наводнений, но также может использоваться для контроля другого вращающегося оборудования, например, воздушного компрессора. Базовая версия включает удаленный онлайн-мониторинг с поддержкой географической карты и интерфейсом к станциям. Он подходит для использования в таких приложениях, как резервуары, небольшие ямы или стандартные коммерческие приложения с однофазным источником питания 1/230/N/PE.
Он подходит для использования в таких приложениях, как резервуары, небольшие ямы или стандартные коммерческие приложения с однофазным источником питания 1/230/N/PE. Они напрямую подключаются к насосам мощностью до 5,5 кВт (12 А) и имеют трехфазную и однофазную версии. Ex-версии также доступны.
Они напрямую подключаются к насосам мощностью до 5,5 кВт (12 А) и имеют трехфазную и однофазную версии. Ex-версии также доступны.

 Он имеет прочную конструкцию и легко монтируется на стандартную DIN-рейку шириной 35 мм. MD 124 идеально подходит для измерения уровня жидкости по принципу «пузырьковой трубки».
Он имеет прочную конструкцию и легко монтируется на стандартную DIN-рейку шириной 35 мм. MD 124 идеально подходит для измерения уровня жидкости по принципу «пузырьковой трубки».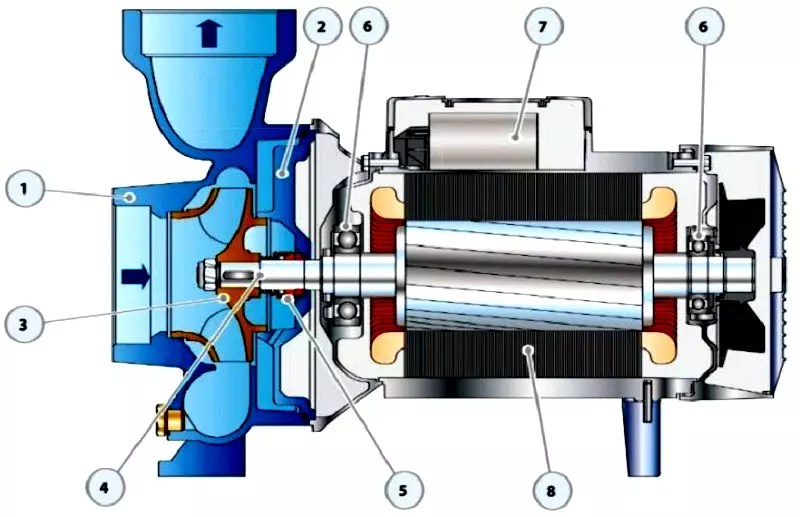 Его многочисленные функции улучшают функциональность и надежность насосной станции на протяжении всего ее жизненного цикла.
Его многочисленные функции улучшают функциональность и надежность насосной станции на протяжении всего ее жизненного цикла.
 При последовательном подключении 2-проводного датчика с питанием от контура к источнику питания постоянного тока MD 127 выдает выходной сигнал от 4 до 20 мА, пропорциональный уровню жидкости.
При последовательном подключении 2-проводного датчика с питанием от контура к источнику питания постоянного тока MD 127 выдает выходной сигнал от 4 до 20 мА, пропорциональный уровню жидкости. Усилитель размещен в стандартном корпусе, приспособленном для монтажа на DIN-рейку. Блок доступен в двух исполнениях, питание 24 В постоянного тока или 110-230 В переменного тока.
Усилитель размещен в стандартном корпусе, приспособленном для монтажа на DIN-рейку. Блок доступен в двух исполнениях, питание 24 В постоянного тока или 110-230 В переменного тока.Документы
Брошюры
Внедрение инноваций в области сбора сточных вод — метрические единицы
пдф
Языки:
Германия
ЕС
ПТ
СВ
ЕН
Тематические исследования
Практический пример: насос Sulzer XFP убедил оператора очистной установки Pernes Les Fontaines
пдф
Языки:
Франция
ЕН
Вас также может заинтересовать
Тематические исследования
Водные документы
События
Добавьте ключевые слова
Свяжитесь с нами
Системы мониторинга сточных вод | Аварийный сигнал насоса беспроводной подъемной станции
Сбор сточных и ливневых вод представляет собой сложную систему, в которой используется ряд расположенных ниже по течению труб, насосов и элементов управления. Эта серия сложных процессов предотвращает попадание сточных вод в наши источники пресной воды, озера и пруды.
Эта серия сложных процессов предотвращает попадание сточных вод в наши источники пресной воды, озера и пруды.
Современные устройства мониторинга насосных и подъемных станций OmniSite информируют операторов о потенциальных проблемах в режиме реального времени. Это позволяет муниципалитетам и организациям быть спокойными, зная, что они имеют надежный мониторинг 24 часа в сутки, 7 дней в неделю.
Экономичный и спроектированный для мониторинга сточных вод
Операторам сточных вод необходимо знать, работают ли удаленные насосы. Наши устройства отправляют оповещения в режиме реального времени и предоставляют операторам доступ к требуемым им данным системы водоотведения. Помогите своему сообществу сократить расходы и предоставить операторам необходимую поддержку, установив устройство мониторинга сточных вод OmniSite на своих удаленных подъемных станциях.
Хрустальный шар
СР50
Всенаправленный маячок
Полностью беспроводная связь
Наши системы мониторинга сточных вод используют сотовую телеметрию для передачи данных, поэтому мы можем связаться практически с любой насосной или подъемной станцией на Земле.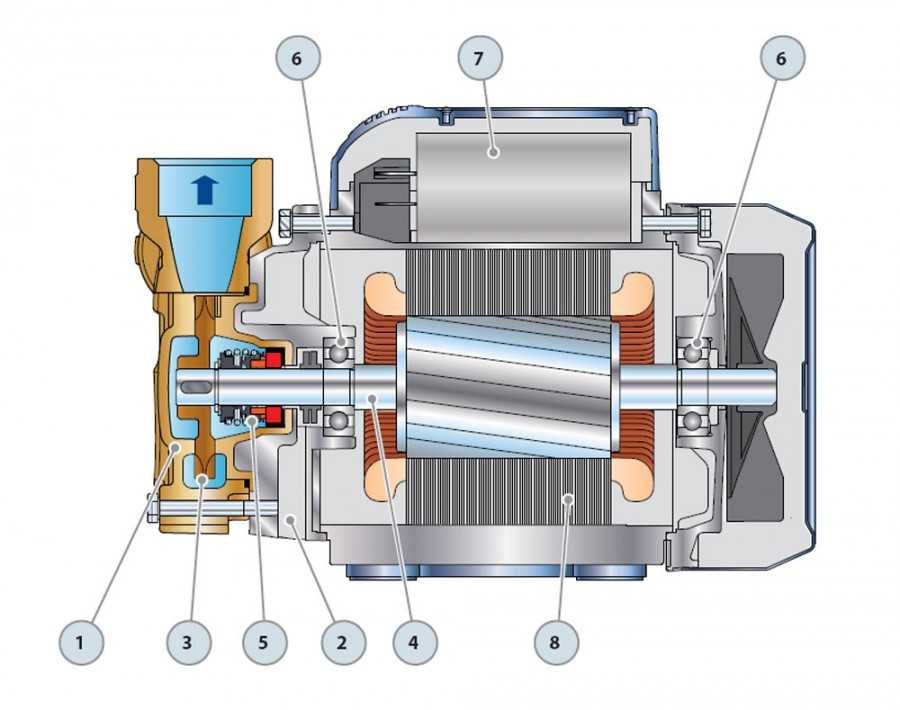 Наши решения по мониторингу сточных вод используют локальную сотовую сеть, что устраняет необходимость прокладки выделенных телефонных проводов к вашему оборудованию. Это ускоряет монтаж и снижает затраты.
Наши решения по мониторингу сточных вод используют локальную сотовую сеть, что устраняет необходимость прокладки выделенных телефонных проводов к вашему оборудованию. Это ускоряет монтаж и снижает затраты.
Круглосуточная охрана
Наши системы мониторинга сточных вод дежурят днем и ночью, когда никого нет рядом. С OmniSite вам никогда не придется ехать на удаленную станцию после слепого уведомления или гадать, работает ли ваша насосная станция. С информационными текстовыми, электронными и голосовыми оповещениями в режиме реального времени ваши операторы могут ускорить аварийное восстановление или перенаправить все это вместе. Индивидуальные оповещения легко настраиваются с помощью специальных списков «вызовов».
Недорогой
Продукты OmniSite стоят в разы дешевле сопоставимых систем SCADA. Наша экономичная цена и богатый набор функций делают наши системы идеальными для мониторинга сточных вод. Не верьте нам на слово, загрузите наши калькуляторы совокупной стоимости владения, чтобы сравнить OmniSite и OmniSite. SCADA или OmniSite против. Звонилки по телефону.
SCADA или OmniSite против. Звонилки по телефону.
Простая установка
Наша система удаленного мониторинга не только проста в использовании, но и проста в установке. Ваш монитор сточных вод может быть установлен и готов к использованию менее чем за 4 часа. Быстро разверните несколько OmniSite RTU за несколько дней. Нет необходимости вкладывать средства в сложные в обслуживании серверы или даже в ИТ-отдел, мы поддерживаем все это в нашем офисе, поэтому вам не нужно.
Доступные данные
От сбора данных и онлайн-доступа к данным до удаленного управления вашим оборудованием наши возможности регистрации данных и удаленного мониторинга сопоставимы с большинством систем SCADA. Мы информируем операторов и готовы принять правильные решения для своего сообщества, собирая, а затем регистрируя данные о системе сточных вод. Получите доступ к своим данным удаленного мониторинга в любое время в Интернете или на Iphone через наш веб-интерфейс GuardDog.
Отличная поддержка
Каждый продукт удаленного мониторинга OmniSite стандартно поставляется с неограниченной поддержкой по телефону и электронной почте M-F 8a – 5p EST. У вас будет доступ к нашему высококвалифицированному персоналу службы поддержки, который также является нашей командой по сборке продуктов, поэтому они знают продукты внутри и снаружи. У нас также есть дополнительные уровни обслуживания для тех, кому нужна поддержка 24/7.
Одним из способов экономии средств с помощью OmniSite является меньшая оплата сверхурочных за звонки по поводу проблем с помпой. Мы получаем электронные письма и текстовые сообщения, которые предупреждают нас о проблемах с насосом, пока операторы дежурят. Это позволяет нам заранее решать проблемы до того, как возникнут серьезные проблемы. Простота установки и настройки OmniSite позволила нашему обслуживающему персоналу самостоятельно устанавливать устройства, программировать уведомления для тех, кому они могут понадобиться в любое время, и заменять какие-либо детали, не обращаясь за помощью к сторонним специалистам.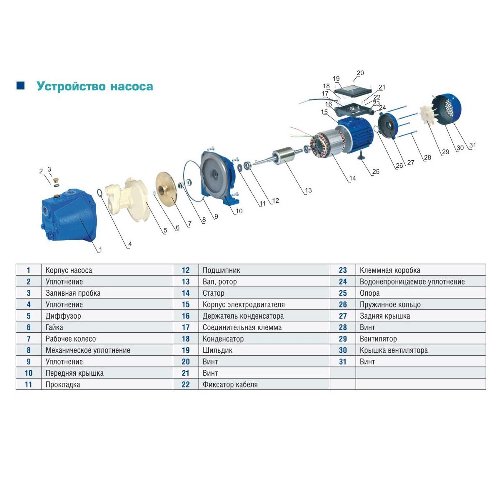 – Кэрри Хатсон, главный оператор завода Noblesville Utilities.
– Кэрри Хатсон, главный оператор завода Noblesville Utilities.
Ищете систему мониторинга насосов сточных вод, обладающую всеми функциями мощной SCADA-системы, но по цене автодозвона? Наши беспроводные устройства удаленного мониторинга установлены на тысячах единиц оборудования по всей стране. Найдите представителя OmniSite в вашем регионе.
Приложения для мониторинга и измерения сточных вод
Мониторинг сбоев питания
Сбои питания останавливают работу насосов, что может привести к переливу сточных вод. Получайте уведомления в режиме реального времени обо всех сбоях питания с помощью устройства удаленного мониторинга оборудования OmniSite.
Мониторинг времени работы насоса
Устройства удаленного мониторинга OmniSite Crystal Ball и XR50 автоматически предоставляют статистику времени работы ваших насосов. Эти данные доступны в нашем эксклюзивном веб-интерфейсе GuardDog и предоставляются бесплатно при покупке любого устройства OmniSite.
Мониторинг просадки насоса
Используя пользовательские алгоритмы, специально написанные для насосных и подъемных станций, наше веб-программное обеспечение вычисляет статистику просадки насоса и регистрирует ее для будущих отчетов и/или автоматических уведомлений.
Мониторинг уровня в резервуарах
Мониторинг уровней в резервуарах в режиме реального времени. Наша система взаимодействует с любым выходом 4 мА – 20 мА или использует наш погружной измерительный прибор I-Level. Отслеживайте уровни, собирайте данные для последующего использования и получайте уведомления при возникновении проблем. Это как если бы у каждой скважины и резервуара был штатный оператор.
Измерение расхода тока
Наше простое в установке и высокоточное реле тока взаимодействует с вашим оборудованием и предоставляет данные о силе тока насоса для профилактического обслуживания. Сигнал используется для обнаружения таких состояний, как чрезмерная или недостаточная нагрузка, чрезмерный износ, обрыв ремней и механические неисправности двигателей и насосов.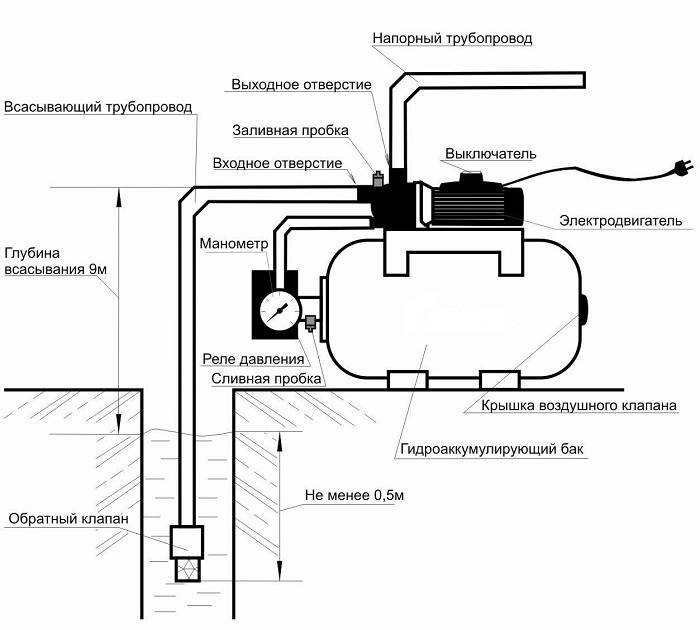

 Для того что бы через систему циркуляционный насос смог прокачать теплоноситель при этом с заданной скоростью необходимо что бы напор был больше, чем общее гидравлическое сопротивление системы.
Для того что бы через систему циркуляционный насос смог прокачать теплоноситель при этом с заданной скоростью необходимо что бы напор был больше, чем общее гидравлическое сопротивление системы. Поэтому для определения гидравлических потерь задаются оптимальной скоростью движения теплоносителя для металлических труб 0,3…0,5 м/с, для полимерных 0,5…0,7 м/с. При такой скорости движения теплоносителя гидравлическое сопротивление на прямолинейных участках трубопровода будет составлять 100…150 Па/м, в зависимости от диаметра труб, чем труба толще, тем потери меньше.
Поэтому для определения гидравлических потерь задаются оптимальной скоростью движения теплоносителя для металлических труб 0,3…0,5 м/с, для полимерных 0,5…0,7 м/с. При такой скорости движения теплоносителя гидравлическое сопротивление на прямолинейных участках трубопровода будет составлять 100…150 Па/м, в зависимости от диаметра труб, чем труба толще, тем потери меньше.
 Благодаря такому циркуляционному насосу удается добиться того, что все помещения в доме нагреваются наиболее равномерным образом. Установка такого устройства предполагает проведение некоторых расчетов. Расчет насоса для отопления может зависеть от некоторых определенных обстоятельств. Для начала, необходимо определиться с типом насоса. Насос может быть «мокрым» или «сухим». Их отличие состоит в том, что у первого насоса рабочая область находится под слоем воды, то есть, в перекачиваемой среде.
Благодаря такому циркуляционному насосу удается добиться того, что все помещения в доме нагреваются наиболее равномерным образом. Установка такого устройства предполагает проведение некоторых расчетов. Расчет насоса для отопления может зависеть от некоторых определенных обстоятельств. Для начала, необходимо определиться с типом насоса. Насос может быть «мокрым» или «сухим». Их отличие состоит в том, что у первого насоса рабочая область находится под слоем воды, то есть, в перекачиваемой среде. В этой же точке будет произведена его установка. Расход и напор воды будут показателями, характеризующими позицию насоса. Для измерения расхода воды используется такое значение, как кубические метры воды в час (скорость насоса в системе отопления), а напор измеряется в метрах. Такие показатели во многом зависят от того, какими характеристиками обладает насос.
В этой же точке будет произведена его установка. Расход и напор воды будут показателями, характеризующими позицию насоса. Для измерения расхода воды используется такое значение, как кубические метры воды в час (скорость насоса в системе отопления), а напор измеряется в метрах. Такие показатели во многом зависят от того, какими характеристиками обладает насос.

 Пар, который образуется, собирается в пузырьки, и если они лопаются, то, тем самым, наносят повреждение материалу, из которого изготовлены трубы или другие компоненты системы отопления.
Пар, который образуется, собирается в пузырьки, и если они лопаются, то, тем самым, наносят повреждение материалу, из которого изготовлены трубы или другие компоненты системы отопления.
 Вы установили его. И теперь вам нужно заставить его работать.
Вы установили его. И теперь вам нужно заставить его работать. В одной системе для полной циркуляции воды может потребоваться одна минута, а в другой – 5 минут.
В одной системе для полной циркуляции воды может потребоваться одна минута, а в другой – 5 минут.
 Первый довольно прост и требует установки насоса на самую медленную скорость, а затем медленное увеличение скорости с течением времени. Однако этот метод, на наш взгляд, занимает слишком много времени и, честно говоря, далек от точности.
Первый довольно прост и требует установки насоса на самую медленную скорость, а затем медленное увеличение скорости с течением времени. Однако этот метод, на наш взгляд, занимает слишком много времени и, честно говоря, далек от точности.

 Некоторые теоретические сведения в сочетании с практическими советами для установщика, все сосредоточено на
Некоторые теоретические сведения в сочетании с практическими советами для установщика, все сосредоточено на  Возьмем контур зарядки бака горячей воды для бытового потребления. Сопротивление змеевика теплообменника постоянно, и единственный сигнал поступает от термостата, который сообщает, что горячая вода в баке становится чуть теплой. Котел запускается и включает насос в контуре. Здесь нужно помнить две важные вещи. Во-первых, этот насос будет работать только час в день или два, если в доме есть дочери-подростки. Во-вторых, мы не можем рассматривать насос отдельно, но нам всегда нужно учитывать общую эффективность системы.
Возьмем контур зарядки бака горячей воды для бытового потребления. Сопротивление змеевика теплообменника постоянно, и единственный сигнал поступает от термостата, который сообщает, что горячая вода в баке становится чуть теплой. Котел запускается и включает насос в контуре. Здесь нужно помнить две важные вещи. Во-первых, этот насос будет работать только час в день или два, если в доме есть дочери-подростки. Во-вторых, мы не можем рассматривать насос отдельно, но нам всегда нужно учитывать общую эффективность системы.
 Проще говоря, в погожий мартовский полдень, когда в воздухе витает весна, только в некоторых комнатах на северной стороне дома могут быть открыты термостатические вентили, в то время как в подавляющем большинстве дома достаточно тепло. Сопротивление системы будет очень высоким, а требуемый расход воды низким. Однако холодным декабрьским утром все наоборот: все помещения требуют тепла, вентили открыты, сопротивление системы крайне низкое, а требуется большой поток.
Проще говоря, в погожий мартовский полдень, когда в воздухе витает весна, только в некоторых комнатах на северной стороне дома могут быть открыты термостатические вентили, в то время как в подавляющем большинстве дома достаточно тепло. Сопротивление системы будет очень высоким, а требуемый расход воды низким. Однако холодным декабрьским утром все наоборот: все помещения требуют тепла, вентили открыты, сопротивление системы крайне низкое, а требуется большой поток.
 Самый очевидный из них — во время ночных неудач. Ваш котел снижает температуру подачи в соответствии с настройкой таймера, чтобы дать птичнику остыть ночью. Все термостатические клапаны реагируют немедленно и полностью открываются, так как они чувствуют, что в помещении слишком холодно. И насос раскручивается до максимальных оборотов, несмотря на то, что весь этот поток на самом деле не нужен.
Самый очевидный из них — во время ночных неудач. Ваш котел снижает температуру подачи в соответствии с настройкой таймера, чтобы дать птичнику остыть ночью. Все термостатические клапаны реагируют немедленно и полностью открываются, так как они чувствуют, что в помещении слишком холодно. И насос раскручивается до максимальных оборотов, несмотря на то, что весь этот поток на самом деле не нужен. По этой причине функцию ночного режима можно отключить.
По этой причине функцию ночного режима можно отключить.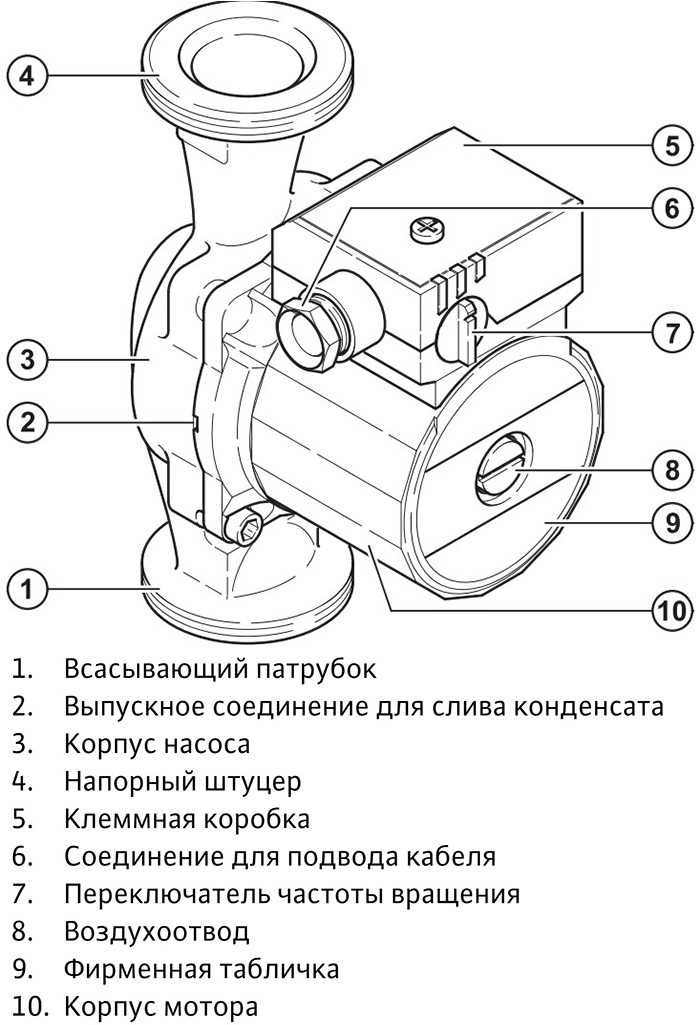 Для обогрева дома обычно требуется более чем в 100 раз больше энергии. Даже если мы учтем тот факт, что электрическая энергия более ценна, чем тепло, должно быть ясно, что первостепенной задачей всегда должно быть максимальное повышение эффективности всей системы. Если вы можете немного снизить максимальную температуру подачи, уменьшив дельта-t в контуре за счет более высокой настройки насоса, сэкономленная тепловая энергия в большинстве случаев значительно превысит дополнительное потребление насоса.
Для обогрева дома обычно требуется более чем в 100 раз больше энергии. Даже если мы учтем тот факт, что электрическая энергия более ценна, чем тепло, должно быть ясно, что первостепенной задачей всегда должно быть максимальное повышение эффективности всей системы. Если вы можете немного снизить максимальную температуру подачи, уменьшив дельта-t в контуре за счет более высокой настройки насоса, сэкономленная тепловая энергия в большинстве случаев значительно превысит дополнительное потребление насоса.
 42
42 4
4 56
56 4
4 84
84 1
1 68
68 6
6 2
2 48
48 2
2 Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения.
Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения. Листы из алюминия и алюминиевых сплавов. Скачать (pdf, 537 кБ)
Листы из алюминия и алюминиевых сплавов. Скачать (pdf, 537 кБ) 28
28 84
84 8
8 12
12 8
8 68
68 2
2 36
36 2
2 4
4 96
96 4
4 Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения.
Буква Т в маркировке обозначает состояние — твёрдое после закалки и естественного старения. Технические условия. Скачать (pdf, 507 кБ)
Технические условия. Скачать (pdf, 507 кБ) Эта классическая американская твердая древесина была свежеспилена. в октябре 2022 года и был полностью запечатан воском.Это один из лучших запасов, которые у нас когда-либо были, и он идеально подходит для многих проектов по деревообработке.
Эта классическая американская твердая древесина была свежеспилена. в октябре 2022 года и был полностью запечатан воском.Это один из лучших запасов, которые у нас когда-либо были, и он идеально подходит для многих проектов по деревообработке. в октябре 2022 года и полностью запечатан воском.0003
в октябре 2022 года и полностью запечатан воском.0003
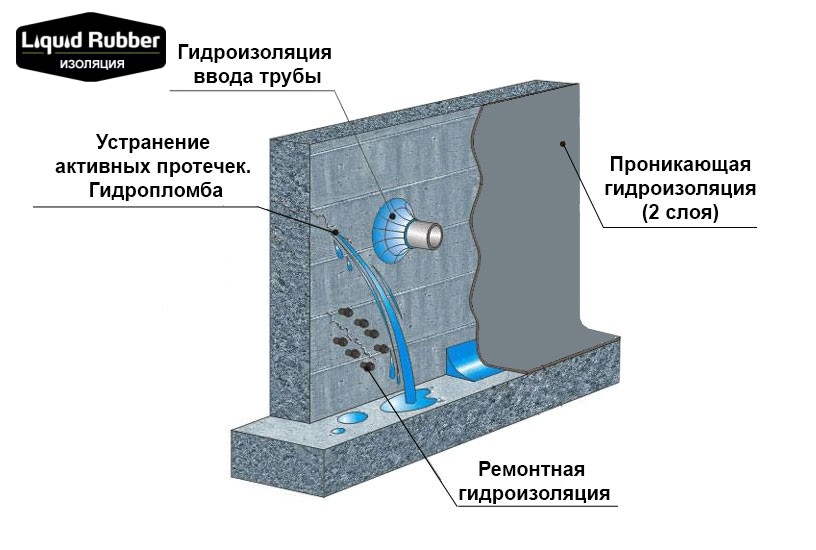
 Итогом реакций является водоотталкивающий слой, который за счет сил поверхностного натяжения, выталкивает влагу наружу.
Итогом реакций является водоотталкивающий слой, который за счет сил поверхностного натяжения, выталкивает влагу наружу.
 Также присадки подразделяются на пластифицирующие, полимерные и кольматирующие.
Также присадки подразделяются на пластифицирующие, полимерные и кольматирующие. Они заполняют поры водонерастворимыми (тщательно измельченные материалы минерального происхождения, которые проявляют гидравлическую, пуццоланическую активность) и растворимыми (соли кальция, железа, алюминия, железа, смолы) веществами. В результате гидратации созданные соединения становятся нерастворимыми.
Они заполняют поры водонерастворимыми (тщательно измельченные материалы минерального происхождения, которые проявляют гидравлическую, пуццоланическую активность) и растворимыми (соли кальция, железа, алюминия, железа, смолы) веществами. В результате гидратации созданные соединения становятся нерастворимыми. Полученный объем оперативно вливается в миксер с готовым бетонным раствором (в течение пяти минут после приготовления). Затем объединенная смесь перемешивается еще десять минут и льется в опалубку. Чтобы не ошибиться, необходимо следовать рекомендациям на упаковках продукции, учитывающим особенности конкретной присадки. Когда весовой объем цемента неизвестен, можно использовать пропорцию: 3 – 4 кг присадки на 1 м3 бетонного раствора.
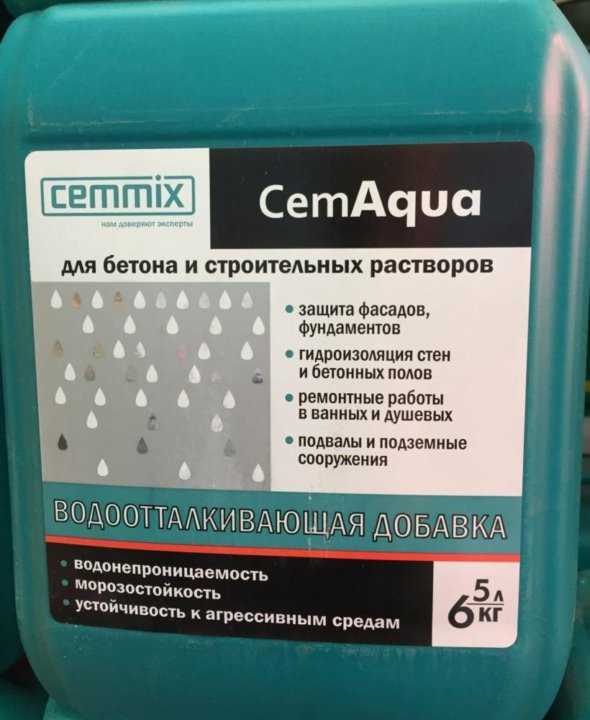
Полученный объем оперативно вливается в миксер с готовым бетонным раствором (в течение пяти минут после приготовления). Затем объединенная смесь перемешивается еще десять минут и льется в опалубку. Чтобы не ошибиться, необходимо следовать рекомендациям на упаковках продукции, учитывающим особенности конкретной присадки. Когда весовой объем цемента неизвестен, можно использовать пропорцию: 3 – 4 кг присадки на 1 м3 бетонного раствора. Нужное количество продукции разбавляется, перемешивается в течение 15 минут. Готовый состав вводят в бетонный раствор в соотношении 1 кг на 1 м3 бетона. Фасовка — пластиковое ведро 10 кг.
Нужное количество продукции разбавляется, перемешивается в течение 15 минут. Готовый состав вводят в бетонный раствор в соотношении 1 кг на 1 м3 бетона. Фасовка — пластиковое ведро 10 кг.
 Такие компоненты значительно повышают и другие свойства бетона.
Такие компоненты значительно повышают и другие свойства бетона. Стоимость их высока, а необходимость в ремонте или замене может появиться довольно скоро. Но современные добавки в бетон для гидроизоляции позволяют на этапе приготовления раствора изменить его состав и сделать более стойким к воздействию влаги.
Стоимость их высока, а необходимость в ремонте или замене может появиться довольно скоро. Но современные добавки в бетон для гидроизоляции позволяют на этапе приготовления раствора изменить его состав и сделать более стойким к воздействию влаги.
 В процессе набора монолитом прочности присадки создают оптимальные условия для равномерного испарения влаги, минимизируя усадку.
В процессе набора монолитом прочности присадки создают оптимальные условия для равномерного испарения влаги, минимизируя усадку. Появляются трещины, сколы, деформации, которые в будущем могут полностью разрушить конструкцию.
Появляются трещины, сколы, деформации, которые в будущем могут полностью разрушить конструкцию.
 По особенностям воздействия присадки бывают трех основных категорий (описаны ниже).
По особенностям воздействия присадки бывают трех основных категорий (описаны ниже). При обработке добавками жидкой смеси в будущем даже покрывшийся трещинами монолит благодаря созданной пленке останется влагоустойчивым.
При обработке добавками жидкой смеси в будущем даже покрывшийся трещинами монолит благодаря созданной пленке останется влагоустойчивым. Поставляется в формате сухой смеси, которая всыпается в раствор на этапе замеса. Порошок экологичный, не обладает запахом, не токсичен.
Поставляется в формате сухой смеси, которая всыпается в раствор на этапе замеса. Порошок экологичный, не обладает запахом, не токсичен. В общем правило такое: на 1 кубический метр раствора добавляют около 4 килограммов гидроизолирующей присадки.
В общем правило такое: на 1 кубический метр раствора добавляют около 4 килограммов гидроизолирующей присадки. Обычно объем составляет 1% от общего веса цемента, вводимого в смесь. Всю информацию нужно изучить на упаковке. Как правило, сухие смеси нормально сочетаются с другими модификаторами.
Обычно объем составляет 1% от общего веса цемента, вводимого в смесь. Всю информацию нужно изучить на упаковке. Как правило, сухие смеси нормально сочетаются с другими модификаторами.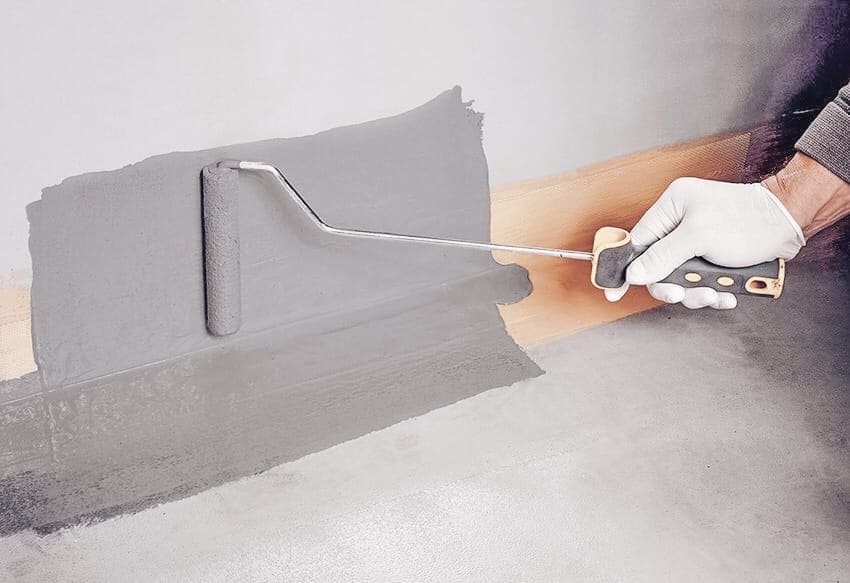
 После завершения строительства доступ к гидроизоляции обычно затруднен или даже невозможен. Поэтому работы по ремонту или замене являются чрезвычайно дорогостоящими и трудоемкими. Риски можно значительно снизить, обратившись за консультацией к специалистам и выбрав соответствующие гидроизоляционные материалы. Master Builders Solutions предлагает полную систему эффективных гидроизоляционных решений для решения этих задач.
После завершения строительства доступ к гидроизоляции обычно затруднен или даже невозможен. Поэтому работы по ремонту или замене являются чрезвычайно дорогостоящими и трудоемкими. Риски можно значительно снизить, обратившись за консультацией к специалистам и выбрав соответствующие гидроизоляционные материалы. Master Builders Solutions предлагает полную систему эффективных гидроизоляционных решений для решения этих задач. Обладает высокой эластичностью даже при низких температурах, перекрывает трещины и противостоит ударам, агрессивным веществам в почве и давлению воды до 5 бар. Кроме того, нетканое полотно не позволяет воде, проникшей в конструкцию, распределяться параллельно гидроизоляционному слою.
Обладает высокой эластичностью даже при низких температурах, перекрывает трещины и противостоит ударам, агрессивным веществам в почве и давлению воды до 5 бар. Кроме того, нетканое полотно не позволяет воде, проникшей в конструкцию, распределяться параллельно гидроизоляционному слою.
 Этот материал надежно герметизирует любые протечки и защищает арматуру от контакта с водой. Если система правильно установлена и должным образом очищена после закачки, процедуру закачки можно повторять сколько угодно раз в течение всего жизненного цикла здания.
Этот материал надежно герметизирует любые протечки и защищает арматуру от контакта с водой. Если система правильно установлена и должным образом очищена после закачки, процедуру закачки можно повторять сколько угодно раз в течение всего жизненного цикла здания. Master Builders Solutions предлагает значительные преимущества для клиентов с комплексной гидроизоляционной системой – высокоэффективные добавки для изменения свойств бетона в сочетании с испытанной и проверенной гидроизоляционной мембраной и детальными решениями для швов и отверстий для стяжек. Эти индивидуальные решения поставляются из одних рук, имеют гарантированную совместимость и одобрены Британским советом по сельскому хозяйству. Особенно при использовании в качестве системы они могут значительно продлить срок службы зданий, в то же время значительно снизив расходы на техническое обслуживание.
Master Builders Solutions предлагает значительные преимущества для клиентов с комплексной гидроизоляционной системой – высокоэффективные добавки для изменения свойств бетона в сочетании с испытанной и проверенной гидроизоляционной мембраной и детальными решениями для швов и отверстий для стяжек. Эти индивидуальные решения поставляются из одних рук, имеют гарантированную совместимость и одобрены Британским советом по сельскому хозяйству. Особенно при использовании в качестве системы они могут значительно продлить срок службы зданий, в то же время значительно снизив расходы на техническое обслуживание. Тем не менее, как природный пористый материал, склонный к растрескиванию, бетон уязвим для проникновения воды. Неблагоприятными результатами могут быть повреждения от замерзания/оттаивания и износ из-за коррозии встроенной стальной арматуры.
Тем не менее, как природный пористый материал, склонный к растрескиванию, бетон уязвим для проникновения воды. Неблагоприятными результатами могут быть повреждения от замерзания/оттаивания и износ из-за коррозии встроенной стальной арматуры. Помимо снижения проницаемости, некоторые PRA обладают другими полезными характеристиками, такими как снижение усадки при высыхании, снижение проникновения ионов хлорида, повышенная устойчивость к замораживанию/оттаиванию и улучшенная автогенная герметизация.
Помимо снижения проницаемости, некоторые PRA обладают другими полезными характеристиками, такими как снижение усадки при высыхании, снижение проникновения ионов хлорида, повышенная устойчивость к замораживанию/оттаиванию и улучшенная автогенная герметизация.
 Эти добавки иногда добавляют в ремонтные растворы, но обычно не используют в товарном бетоне.
Эти добавки иногда добавляют в ремонтные растворы, но обычно не используют в товарном бетоне.
 Производители кристаллических PRAH заявляют, что эти продукты могут устранить необходимость в мембранных гидроизоляционных системах и армировании с эпоксидным покрытием, тем самым снижая стоимость гидроизоляции.
Производители кристаллических PRAH заявляют, что эти продукты могут устранить необходимость в мембранных гидроизоляционных системах и армировании с эпоксидным покрытием, тем самым снижая стоимость гидроизоляции. Он не меняет кардинально свойства свежего бетона, но может несколько улучшить удобоукладываемость. Когда кто-то рассматривает возможность использования нашего продукта, мы просматриваем состав смеси, а также отправляем его в лабораторию Kryton для проверки, чтобы убедиться, что любые взаимодействия с другими добавками учтены. Мы также рекомендуем подрядчику провести пробную заливку, чтобы проверить наличие воздуха, осадки и т. д.», — говорит Могери.
Он не меняет кардинально свойства свежего бетона, но может несколько улучшить удобоукладываемость. Когда кто-то рассматривает возможность использования нашего продукта, мы просматриваем состав смеси, а также отправляем его в лабораторию Kryton для проверки, чтобы убедиться, что любые взаимодействия с другими добавками учтены. Мы также рекомендуем подрядчику провести пробную заливку, чтобы проверить наличие воздуха, осадки и т. д.», — говорит Могери.
 Без учета расстояния от станка до входящего в его комплектацию электротехнического щита.
Без учета расстояния от станка до входящего в его комплектацию электротехнического щита. Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы.
Основная ее задача: поддержка длинных деталей, с их одновременной центровкой. Характерной особенностью токарно винторезного станка является возможность перемещения задней бабки не только по оси детали, но и перпендикулярно ей. Что позволяет обрабатывать изделия в виде пологих конусов. Зажимной винт, установленный на задней бабке, позволяет различные приспособления, в частности сверла, специальные метчики и резцы. С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.
С их помощью токарь обеспечивает максимально точную подводку резца к месту обработки. На суппорте установлены и перемещаются вместе с ним, и резцами: трубка подачи охлаждающей жидкости, защитный прозрачный щиток из плексигласа и осветительная лампа. Это необходимо для того, чтобы в процессе токарных работ место, где резец касается детали, было освещено и своевременно охлаждалось.
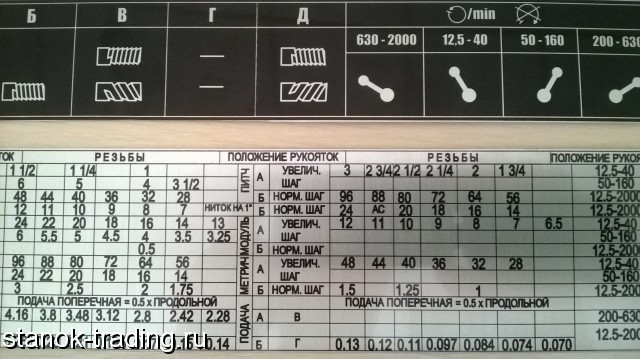
 Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой.
Для этого рычажок повернуть в нужную позицию, а в некоторых случаях еще и наклонить вперед. Соответствующее положение подскажет табличка под рукояткой. Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую.
Таким образом, нарезают обычную метрическую резьбу, дюймовую и совсем редкую — питчевую. После выверки выполняют подливку фундамента цементным раствором.
После выверки выполняют подливку фундамента цементным раствором.

 Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство
Токарно-винторезный станок. Паспорт, Характеристики, Схема, Руководство





 Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
 Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.

 На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
 Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.
Его разработали на заводе «Красный пролетарий». Изначально этот агрегат обозначался аббревиатурой ДИП. Используемое сегодня обозначение было присвоено модели после введения новой системы НИИ металлообработки в 1937 году.18-03-2022-8-31.jpeg)



 Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции:
Но конечно, как и любая другая техника этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать следующие операции: Модели расточных станков
Модели расточных станков


 Выпущенная, с использованием литья, продукция отличалась простотой в производстве и низкой себестоимостью.
Выпущенная, с использованием литья, продукция отличалась простотой в производстве и низкой себестоимостью. Эти марки обладают высокой теплостойкостью.
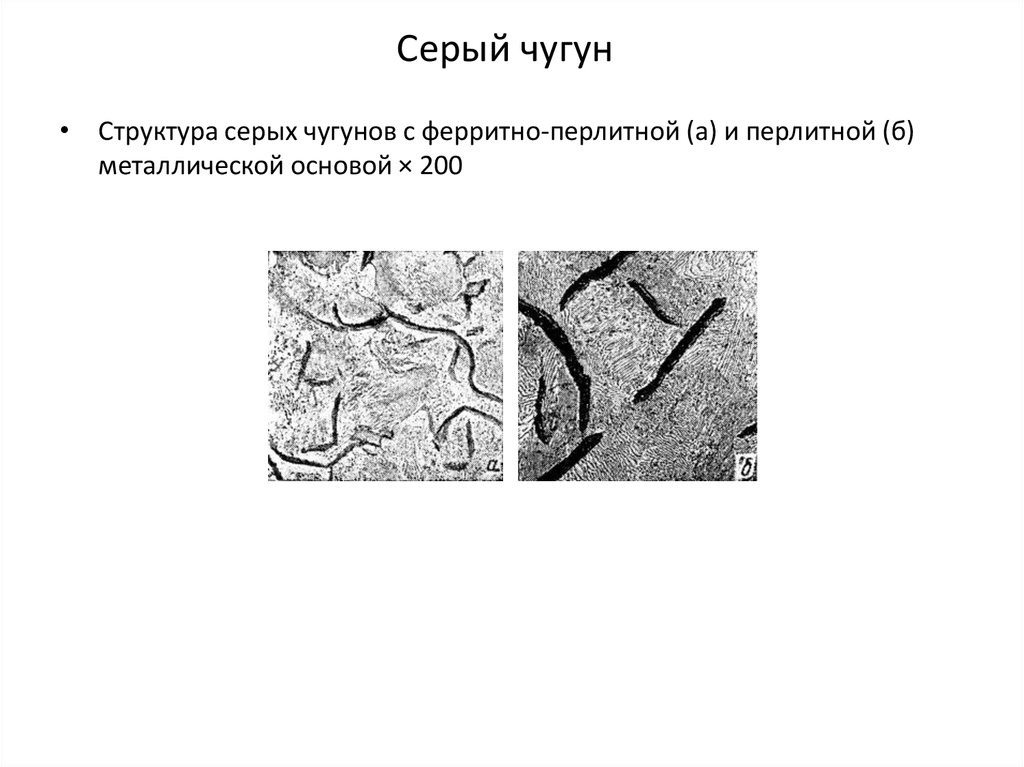
Эти марки обладают высокой теплостойкостью. Этот элемент может присутствовать в структуре в виде:
Этот элемент может присутствовать в структуре в виде: Так, существуют сплавы СЧ20, СЧ30 и т.д. Для высокопрочных чугунов технологи используют обозначение «ВЧ», а к цифрам, указывающим прочность, добавляется показатель относительного удлинения (%). К примеру, ВЧ50-2.
Так, существуют сплавы СЧ20, СЧ30 и т.д. Для высокопрочных чугунов технологи используют обозначение «ВЧ», а к цифрам, указывающим прочность, добавляется показатель относительного удлинения (%). К примеру, ВЧ50-2.
 дюйм (115-700 МПа)
дюйм (115-700 МПа) Серый чугун очень устойчив к окислению. Серый чугун образует на поверхности защитную пленку или окалину, что делает его более устойчивым к коррозии, чем кованое железо или низкоуглеродистая сталь.
Серый чугун очень устойчив к окислению. Серый чугун образует на поверхности защитную пленку или окалину, что делает его более устойчивым к коррозии, чем кованое железо или низкоуглеродистая сталь.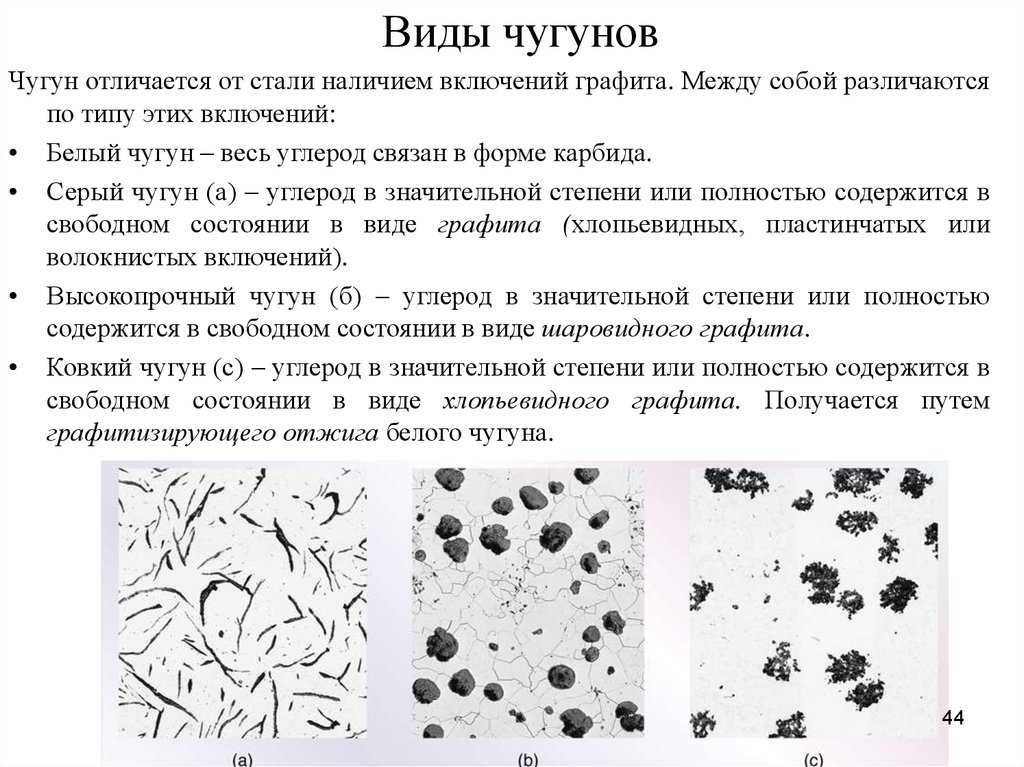


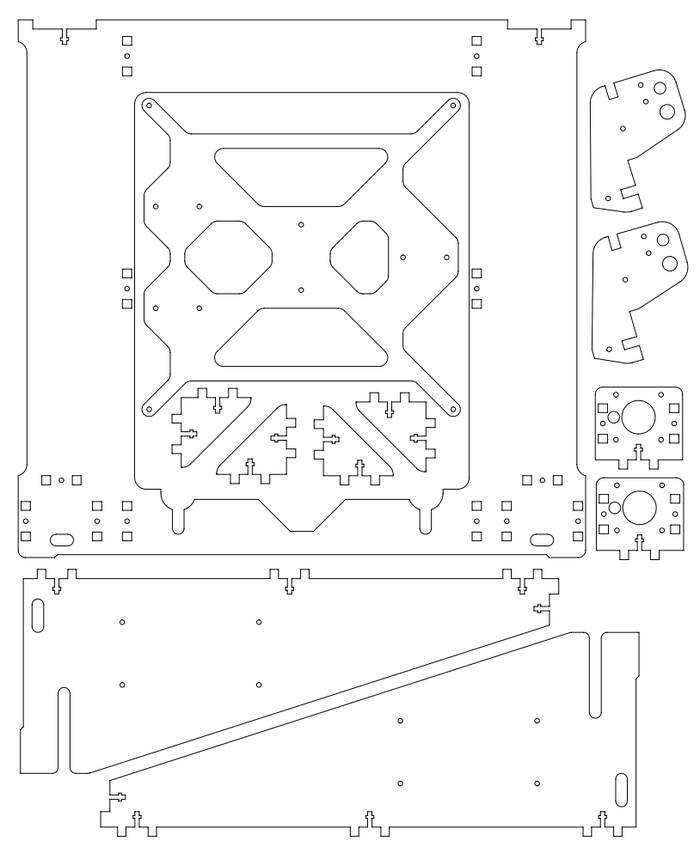 ) SBR16UU на Z (4 шт.)
) SBR16UU на Z (4 шт.)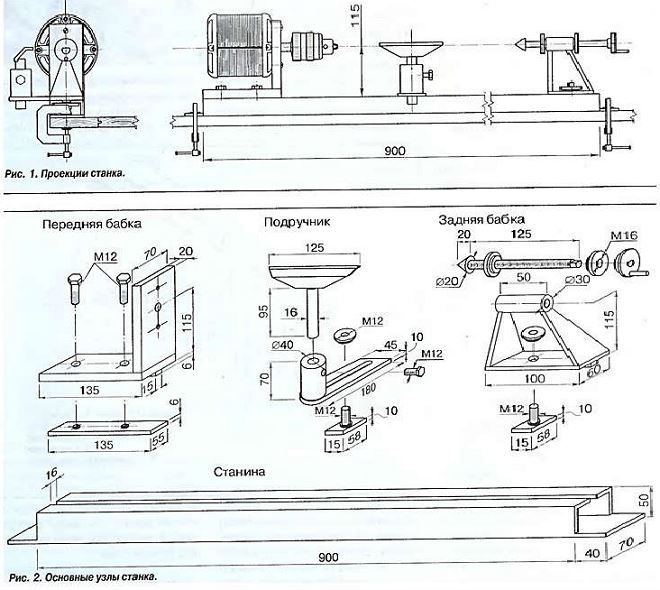
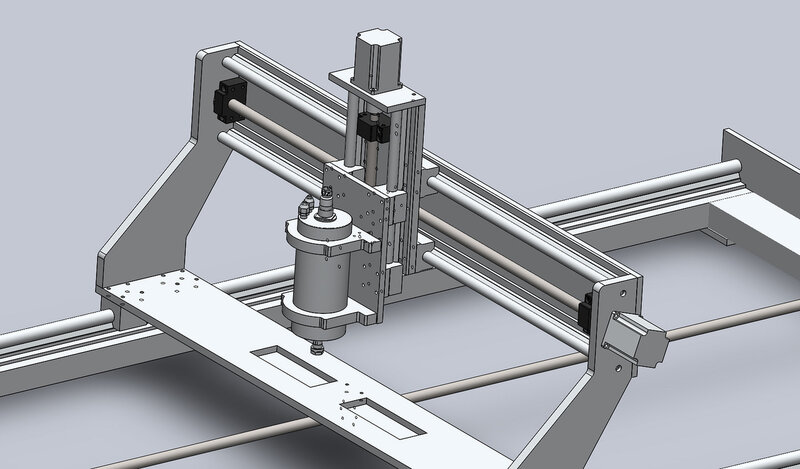 Берем винты класса прочности 8.8 они есть в любом хозмаге.
Берем винты класса прочности 8.8 они есть в любом хозмаге. Крепим винтами М5. Смотрим рисунок.
Крепим винтами М5. Смотрим рисунок.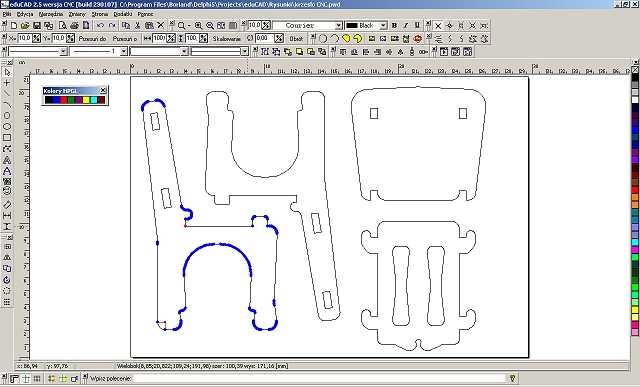
 Подтягиваем винты.
Подтягиваем винты.


 Отправьте в формате .pdf для 2D-проектов, как указано для 2.5-3D
Отправьте в формате .pdf для 2D-проектов, как указано для 2.5-3D Его также можно использовать для вырезания фигур 2,5-3D из более мягких материалов, таких как пластик и пенопласт. Конструкции во всех случаях должны быть преимущественно плоскостными.
Его также можно использовать для вырезания фигур 2,5-3D из более мягких материалов, таких как пластик и пенопласт. Конструкции во всех случаях должны быть преимущественно плоскостными. pdf. Убедитесь, что чертеж выполнен в масштабе 1:1 для выреза кровати размером 48 x 48 дюймов.
pdf. Убедитесь, что чертеж выполнен в масштабе 1:1 для выреза кровати размером 48 x 48 дюймов.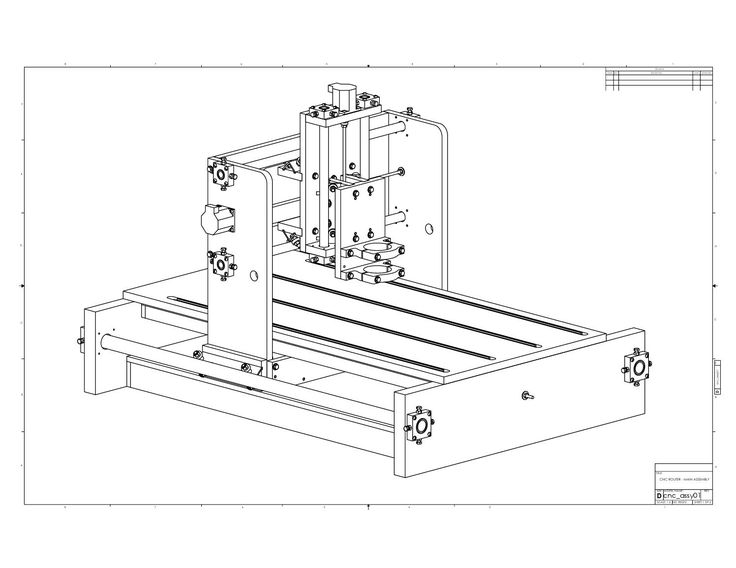 Он запросит у вас следующую информацию.
Он запросит у вас следующую информацию. ЧПУ означает компьютерное числовое управление.
ЧПУ означает компьютерное числовое управление.




 9
9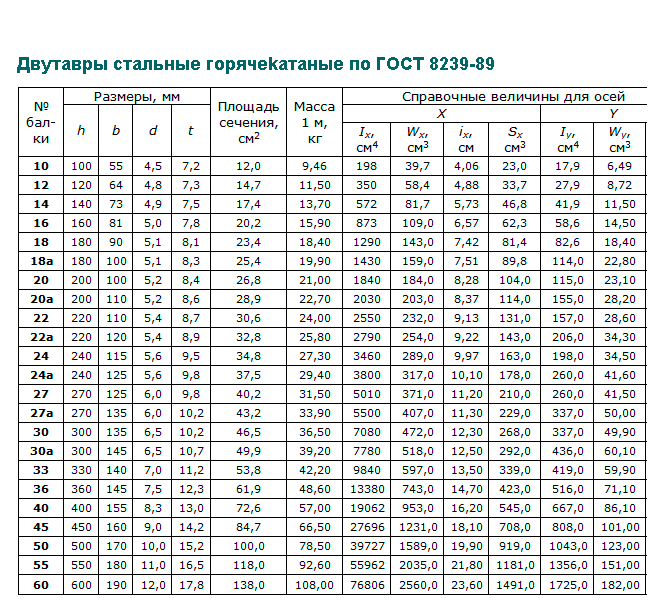 3
3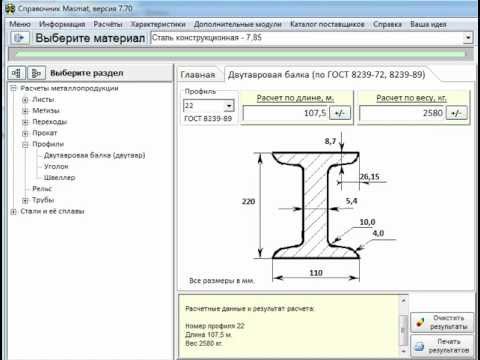 5
5 5
5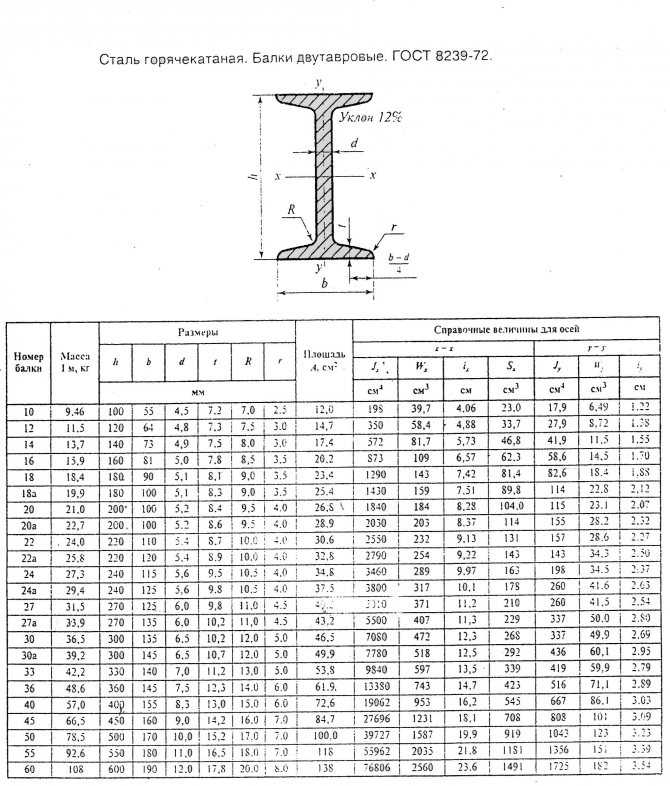 6
6 71
71 2
2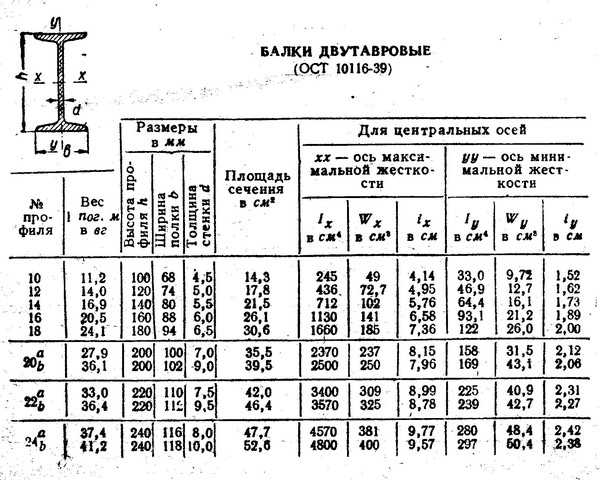 6
6 3
3 1
1 9
9 5
5 2
2 1
1 5
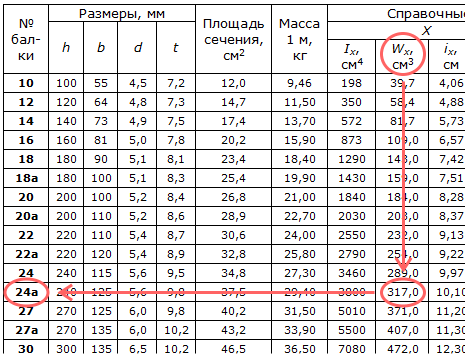
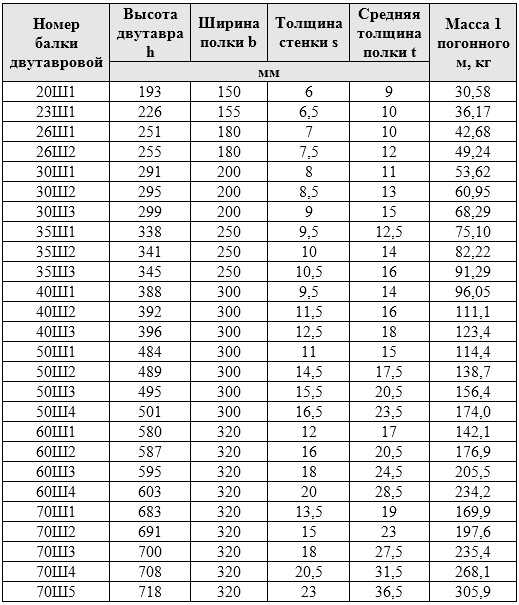
5 Название профиля и вес
Название профиля и вес 21
21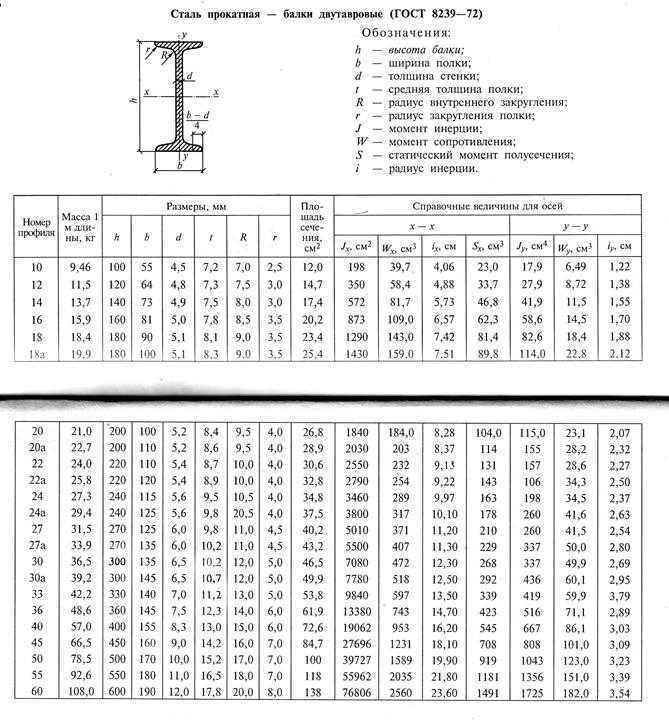 Из неё строится основа здания, которую затем обшивают другими элементами.
Из неё строится основа здания, которую затем обшивают другими элементами. Другие предприятия выпускают этот прокат при наличии соответствующего заказа, конечно заказ должен быть большим. Так как балка это продукция со специфическими свойствами, её иногда закупают за рубежом.
Другие предприятия выпускают этот прокат при наличии соответствующего заказа, конечно заказ должен быть большим. Так как балка это продукция со специфическими свойствами, её иногда закупают за рубежом.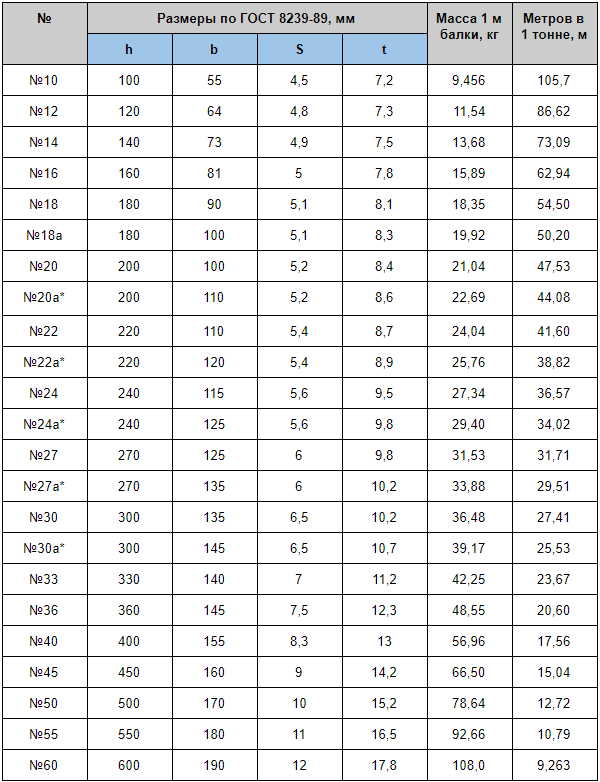
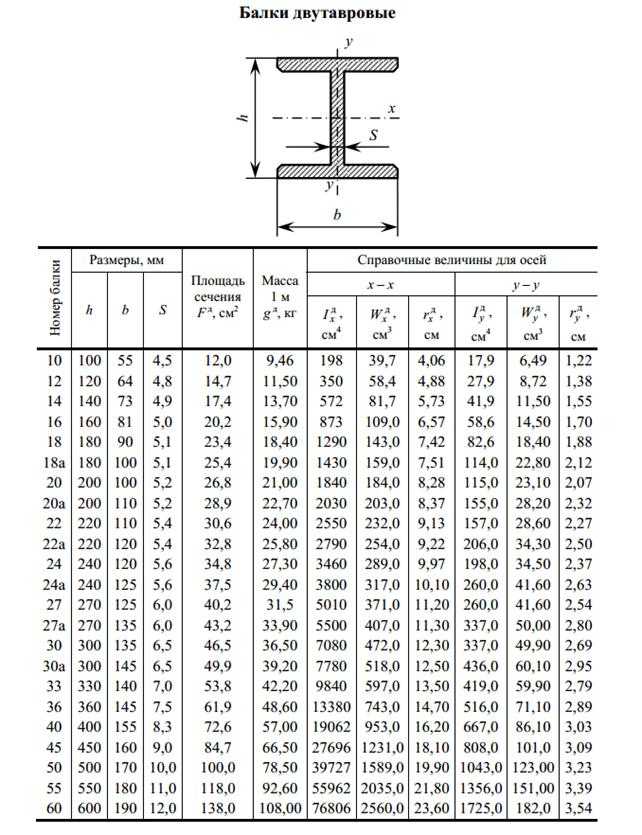
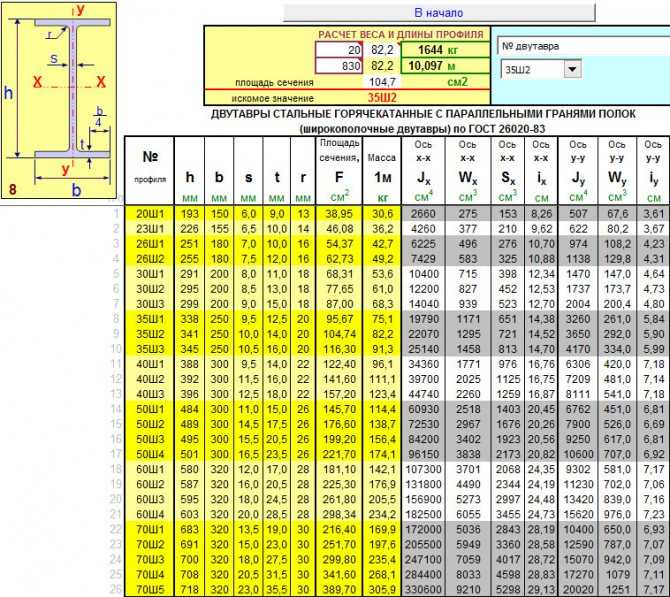 .) конструкционной широкополочной балки, является расчетным значением для
.) конструкционной широкополочной балки, является расчетным значением для
 моментный баланс может быть выражен как
моментный баланс может быть выражен как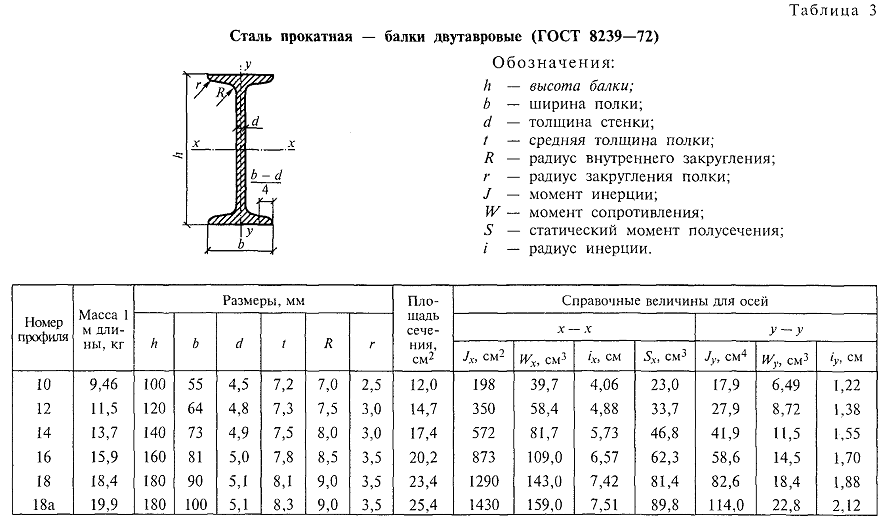

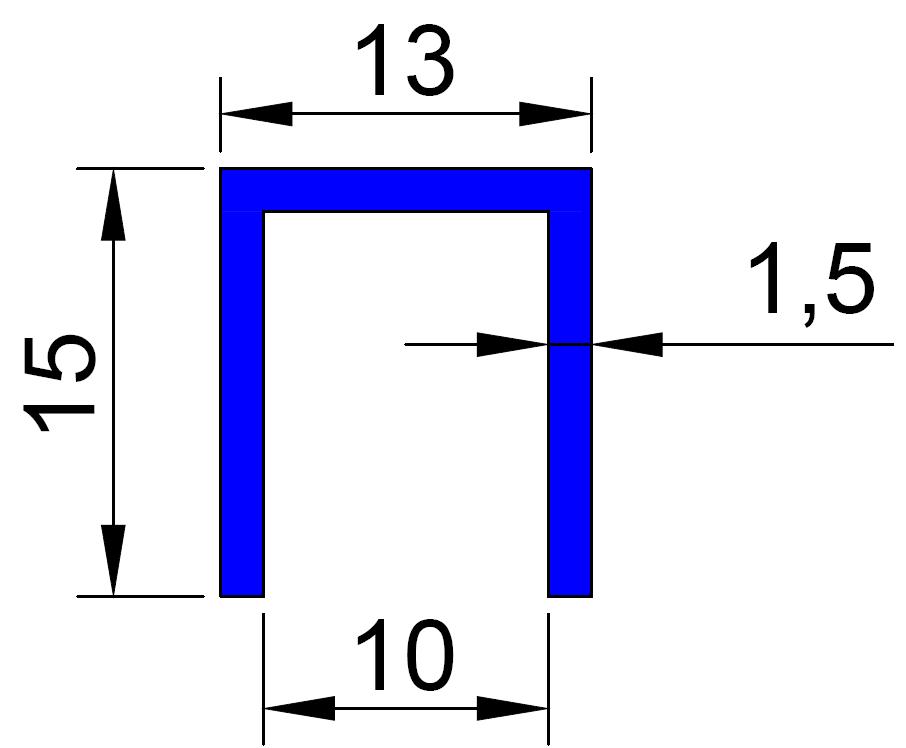
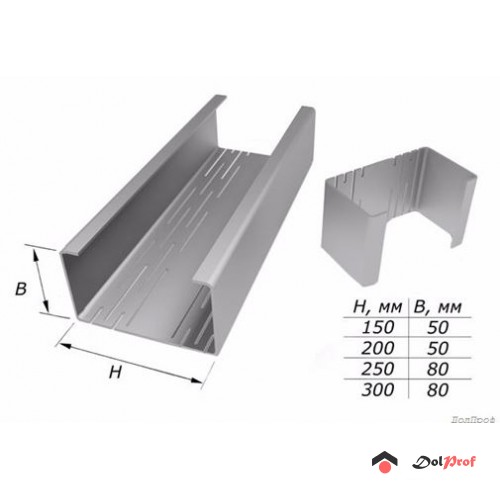 Так 40х25х2 обозначает, что размеры профиля – 40х25, а толщина – 2 мм. Длина изготовляемых швеллеров составляет 3-6 метров. Они легко поддаются резке, самостоятельно можно подобрать требуемую длину. Профили бывают стандартными и изготовленными по отдельному заказу.
Так 40х25х2 обозначает, что размеры профиля – 40х25, а толщина – 2 мм. Длина изготовляемых швеллеров составляет 3-6 метров. Они легко поддаются резке, самостоятельно можно подобрать требуемую длину. Профили бывают стандартными и изготовленными по отдельному заказу.
 Размеры и форма записываются иначе, чем у круглой, например: 50х50х2, 40х40х3. Стандартные значения – от 1 до 6 метров.
Размеры и форма записываются иначе, чем у круглой, например: 50х50х2, 40х40х3. Стандартные значения – от 1 до 6 метров.
 Свое название получил из-за характерной формы в виде буквы П, такая конструктивная особенность обеспечила малый вес и конкурентные технические характеристики.
Свое название получил из-за характерной формы в виде буквы П, такая конструктивная особенность обеспечила малый вес и конкурентные технические характеристики. Отличаются долговечностью, хорошими антикоррозийными свойствами, малый вес способствует уменьшению нагрузной способности на несущие конструкции стен;
Отличаются долговечностью, хорошими антикоррозийными свойствами, малый вес способствует уменьшению нагрузной способности на несущие конструкции стен;

 snapback, риск изогнутый контакт с женщинами
snapback, риск изогнутый контакт с женщинами  Подходит для хлопка.
Подходит для хлопка. 
 Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами.
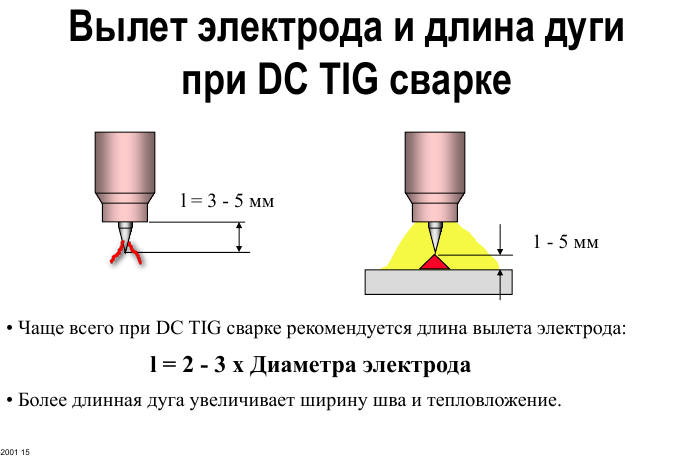
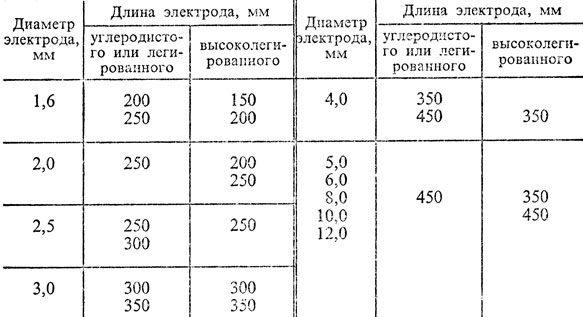
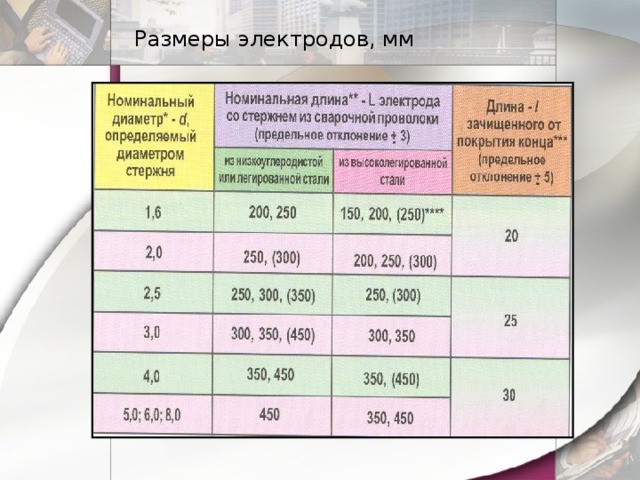
Если же для расплавки требуется высокая мощность и большая температура, это может привести к появлению сквозных дыр в тонких металлических листах. Именно поэтому необходимо соотносить показатели толщины используемых наплавочных стержней с характеристиками основных металлов и их размерами. В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается.
В данном случае вполне достаточно будет стержней в 10 сантиметров. А вот если требуется сварить детали в 30 сантиметров и более необходимо выбирать соответствующие по своим размерам электроды, которые позволят выполнить данную работу без прерывания сварки. Отметим, что приобретать излишне длинные электроды при необходимости выполнения коротких соединений не следует. В таком случае при неправильном выборе длины стержней существует риск их поломки, что в свою очередь приводит к осыпанию покрытия, а без него качество соединения значительно ухудшается. Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров.
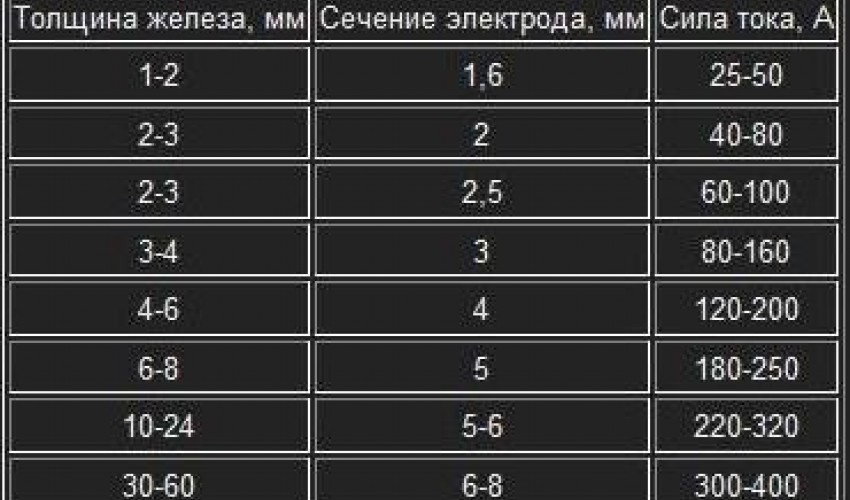
Производитель изготавливает данные марки с диаметром от 2,6 до 5 миллиметров и длиной до 35-40 сантиметров. В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.
В том случае, если проводится сварка металлических изделий толщиной 1-3 миллиметра, то можно использовать двухмиллиметровые электроды и рабочий ток инвертора от 25 до 100 Ампер. Если выполняется сварка деталей толщиной от 3 до 6 миллиметров, то можно использовать электроды толщиной 3-4 миллиметра. Оптимальные показатели рабочего тока при этом составляют 150-200 Ампер. Наплавочные материалы для сварки диаметром более шести миллиметров могут использоваться для сварки металла толщиной в 10 сантиметров и более.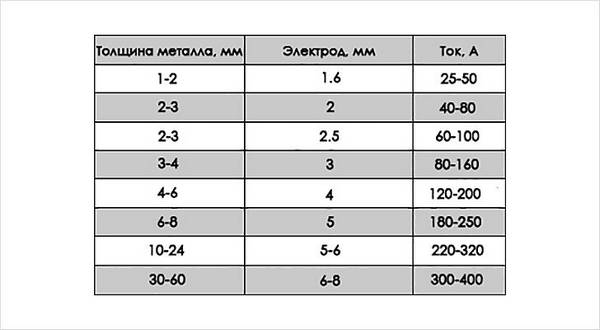 Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва.
Как результат, в последующем потребуется проводить дорогостоящий и сложный ремонт. Также существуют определенные металлические сплавы, прерывание сварки при работе с которыми неизменно приведет к ухудшению качества соединения. Именно поэтому, выбирая длину, необходимо исходить из длины сварочного шва и выбирать стержни таким образом, чтобы их размер был больше сварного шва. Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами.
Длина электрода хоть и является важным, но не столь существенный показатель, как диаметр электрода. Когда сварщик определился с маркой, относительно сорта металла и прочих нюансов будущей работы, самое время определиться с размерами. Окружающая поверхность не забрызгается каплями расплавленного металла.
Окружающая поверхность не забрызгается каплями расплавленного металла. Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами.
Это делает соединение более качественным и эстетически привлекательным. Короткие расходные материалы также используются, так как далеко не везде нужно создавать длинные швы. Тонкие электроды делают более короткими по той причине, что при большой длине ими было бы неудобно пользоваться и возникал бы рыск их погнуть, а это грозит обсыпанием покрытия. Без покрытия материалы становятся непригодными для выполнения ответственных процедур. Стоит отметить, что далеко не все марки имеют полный ассортимент размеров, так как некоторые из них представлены в узкой специализации и не предназначены, к примеру, для работы с тонкими материалами. Размеры электродов для сварки от различных производителей:
Размеры электродов для сварки от различных производителей: 46
46
 Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину.
Тонкие материалы могут также служить для создания прихваток, чтобы зафиксировать заготовки перед основным свариванием. Использование более мощных материалов может повредить основной металл, а так материал не сможет провариться на достаточную глубину. Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество.
Обычно фирменные электроды известных компаний можно идентифицировать, поскольку на борту имеется руководство по продукту. Однако часто мы обнаруживаем в магазине упаковки с электродами на непонятном языке и понятно только количество. Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
Это полезно для сварки труб. Он производит сварной шов с глубоким проплавлением, а также может сваривать ржавчину, грязь и краску. Он также подходит для сварки рентгеновского качества. Электрод общего назначения для судостроения. Поскольку он имеет быстрое застывание или быстрое застывание металла шва, он также подходит для вертикальной и потолочной сварки.
 Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки.
Его другие применения — холоднокатаная сталь, например, в тяжелых машинах, сосуды под давлением с огнем и без него, такие как баллоны с воздухом и котельные трубы, литая сталь и любое применение в кораблестроении, которое необходимо подвергнуть рентгеновской сварке. Он используется там, где существуют высокие требования к прочности сварки. Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах.
Сталь с контролируемым пределом текучести — это корабельная сталь, которая используется в палубных плитах, листах корпуса и шпангоутах. Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм.
Для тонких металлов размер электрода лишь немного больше размера свариваемого металла. Например, если пластина имеет толщину 2,0 мм, следует использовать электрод толщиной 2,5 мм. Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки.
Оптимальным считается ток, при котором не происходит перегрева электрода, подгорания заготовки и подреза заготовки. Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
Он имеет 12-летний опыт работы в качестве морского инженера. В настоящее время он работает с Dynacom Tankers Ltd в их подразделении балкеров, а в прошлом работал в Wallems Ship Mgmt по автовозам и PCTC, MSC Ship Mgmt по контейнерам, Univan Ship Mgmt по Ро-Ро и Five Stars Shipping по балкерам и SNP Ship Mgmt. на General Cargo под различными обозначениями.
 Катетер для абляции 7F с 2- или 5-мм орошаемым электродом на конце устанавливали перпендикулярно или параллельно мышце бедра. Радиочастотный ток подавался при постоянном напряжении (50 В) в течение 30 секунд во время промывания физиологическим раствором (20 мл/мин) на 148 участков. Измеряли температуру ткани на глубине 3,5 и 7 мм и размер поражения. При перпендикулярной ориентации электрода к ткани радиочастотные аппликации при 50 В с 2-мм электродом по сравнению с 5-мм электродом приводили к меньшей мощности при 50 В (26 по сравнению с 36 Вт), но к более высокой температуре ткани, большей глубине поражения (8,0 по сравнению с 36 Вт). 5,4 мм) и большего диаметра (12,4 мм против 8,4 мм). Кроме того, в параллельной ориентации общая мощность была ниже при использовании 2-мм электрода (25 Вт против 33 Вт), но температура тканей была выше, а поражения глубже (7,3 Вт против 6,9 Вт).мм). Диаметр поражения был одинаковым (11,1 против 11,3 мм) для обоих электродов.
Катетер для абляции 7F с 2- или 5-мм орошаемым электродом на конце устанавливали перпендикулярно или параллельно мышце бедра. Радиочастотный ток подавался при постоянном напряжении (50 В) в течение 30 секунд во время промывания физиологическим раствором (20 мл/мин) на 148 участков. Измеряли температуру ткани на глубине 3,5 и 7 мм и размер поражения. При перпендикулярной ориентации электрода к ткани радиочастотные аппликации при 50 В с 2-мм электродом по сравнению с 5-мм электродом приводили к меньшей мощности при 50 В (26 по сравнению с 36 Вт), но к более высокой температуре ткани, большей глубине поражения (8,0 по сравнению с 36 Вт). 5,4 мм) и большего диаметра (12,4 мм против 8,4 мм). Кроме того, в параллельной ориентации общая мощность была ниже при использовании 2-мм электрода (25 Вт против 33 Вт), но температура тканей была выше, а поражения глубже (7,3 Вт против 6,9 Вт).мм). Диаметр поражения был одинаковым (11,1 против 11,3 мм) для обоих электродов.
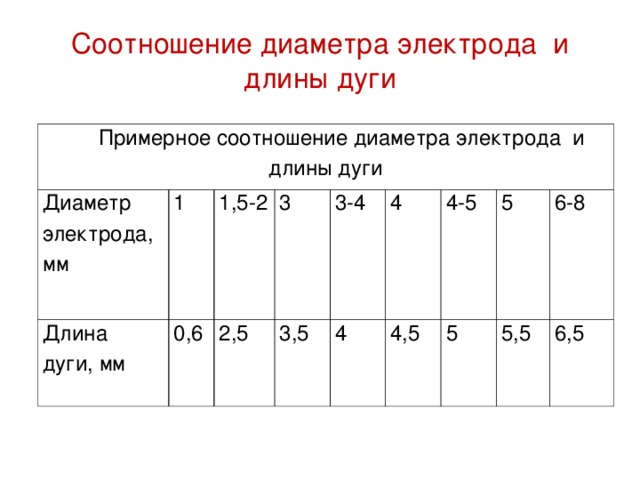 , Накагава Х., Витткампф Ф.Х., Лаззара Р., Джекман В.М.
, Накагава Х., Витткампф Ф.Х., Лаззара Р., Джекман В.М. doi: 10.1111/j.1540-8159.1993.tb01630.x.
doi: 10.1111/j.1540-8159.1993.tb01630.x.