Масса швеллера 12 — Справочник массы
главная ⇒ строймат ⇒ прокат ⇒ швеллер
Масса гнутого неравнополочного швеллера из углеродистой кипящей стали с высотой стенки 120 (мм), шириной первой полки 45 (мм), шириной второй полки 35 (мм), толщиной проката 4 (мм), длиной 1000 (мм) составляет 7.14 (кг).
Стандартный вес швеллера 12:
Масса 1 (м) гнутого равнополочного швеллера 120х60х4 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
- Из углеродистой кипящей и полуспокойной стали – 7.07 (кг).
- Из углеродистой спокойной и низколегированной стали – 6.96 (кг).
Масса 1 (м) гнутого неравнополочного швеллера 120х45х35х5 (мм), габариты указаны в формате «высота стенки/ширина полки 1/ширина полки 2/толщина проката»:
- Из углеродистой кипящей и полуспокойной стали – 7.14 (кг).
- Из углеродистой спокойной и низколегированной стали – 6.97 (кг).
Масса 1 (м) горячекатаного стального равнополочного швеллера 120х52х4. 8 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
8 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
- С уклоном внутренних граней полок – 10.4 (кг).
- С параллельными гранями полок – 10.4 (кг).
Важно: стандарты ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8240-89 определяют параметры и характеристики стальных гнутых и горячекатаных швеллеров.
| Масса швеллера номера 12 | |||
|---|---|---|---|
| Чертеж Чертеж и параметры типовой модели | m (кг) Предел массы погонного метра швеллера в (кг) | s (cм2) Площадь поперечного сечения в (cм2) | Норматив Нормативный документ |
| Прямой | 10.40 (кг) | 13.30 (cм2) | ГОСТ 8240-89 |
| Гнутый | от 4.87 (кг) до 10.25 (кг) | от 6.20 (cм2) до 13.06 (cм2) | ГОСТ 8278-83 |
| Неравнополочный | от 7. 14 (кг) до 8.31 (кг) 14 (кг) до 8.31 (кг) | от 9.19 (cм2) до 10.59 (cм2) | ГОСТ 8281-80 |
| Масса стальных прямых швеллеров 12, ГОСТ 8240-89 | ||
|---|---|---|
| Номер Номер уголка который равен высоте полки в (см) | hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм) | m (кг) Предел массы погонного метра швеллера в (кг) |
| 12П | 120х52х4.8 (мм) | 10.40 (кг) |
| Масса стальных гнутых швеллеров 12, ГОСТ 8278-83 | ||
|---|---|---|
| Номер Номер уголка который равен высоте полки в (см) | hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм) | m (кг) Предел массы погонного метра швеллера в (кг) |
| 12 | 120х25х4 (мм) | 4.87 (кг) |
| 12 | 120х50х3 (мм) | 4. 91 (кг) 91 (кг) |
| 12 | 120х50х4 (мм) | 6.44 (кг) |
| 12 | 120х50х6 (мм) | 9.31 (кг) |
| 12 | 120х60х4 (мм) | 7.07 (кг) |
| 12 | 120х60х5 (мм) | 8.71 (кг) |
| 12 | 120х60х6 (мм) | 10.25 (кг) |
| 12 | 120х70х5 (мм) | 9.49 (кг) |
| 12 | 120х80х4 (мм) | 8.32 (кг) |
| 12 | 120х80х5 (мм) | 10.28 (кг) |
| Масса гнутых неравнополочных швеллеров 12, ГОСТ 8281-80 | ||
|---|---|---|
| Номер Номер уголка который равен высоте полки в (см) | hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм) | m (кг) Предел массы погонного метра швеллера в (кг) |
| 12 | 120х45х35х5 (мм) | 7. 14 (кг) 14 (кг) |
| 12 | 120х60х50х5 (мм) | 8.31 (кг) |
Швеллер 12
Главная \ Швеллер \ Швеллер 12
Швеллер 12 относится к стальному сортовому прокату фасонного профиля, в поперечном сечении напоминающий букву «П» и является одним из стандартных размеров данного вида металлопроката. Основой для определения размера швеллера 12 (номера) служит расстояние между внешними гранями противоположных параллельных полок, которое называется «высотой швеллера» и равно 120мм или как вы понимаете 12см. Основным материалом для изготовления швеллера 12 служит сталь углеродистая обыкновенного качества (сталь 3), а также низколегированная сталь. Швеллер номер 12 в основном изготавливают из стали марок 3ПС, 3СП и 09Г2С методом горячей прокатки на специальных сортопрокатных станах, придавая изделию нужную форму определенных размеров, на протяжении всей его длины, согласно ГОСТ 8240-97. С учетом нормативных требований ГОСТ 8240-97, швеллер №12 изготавливают разных серий: серия «У», серия «П», серия «Э» и серия «Л». Самыми распространенными и широко используемыми в современном гражданском строительстве можно смело считать серию «П» (швеллер 12П) и серию «У» (швеллер 12У).
С учетом нормативных требований ГОСТ 8240-97, швеллер №12 изготавливают разных серий: серия «У», серия «П», серия «Э» и серия «Л». Самыми распространенными и широко используемыми в современном гражданском строительстве можно смело считать серию «П» (швеллер 12П) и серию «У» (швеллер 12У).
| Компания Сталь-МТ продает швеллер 12 ГОСТ 8240-97 со склада в розницу от одной штуки. |
Швеллер 12 ГОСТ
Предприятия металлургической отрасли, занимающиеся производством стального швеллера номер 12, должны не только придерживаться, но и строго соблюдать требования, регламентируемые принятыми стандартами ГОСТ или ТУ (технические условия, специально разработанными для производства данным предприятием этого вида товара). Технические требования к швеллеру 12П и швеллеру 12У изготовленному из углеродистой стали обыкновенного качества марок 3СП и 3ПС (химический состав которых соответствует требованиям ГОСТ 380-2005) и находящемуся на складе нашей компании соответствуют стандартам:
- ГОСТ 8240-97 (Сортамент) «Швеллеры стальные горячекатаные».
 Данный стандарт определяет и регламентирует форму, параметры (высота швеллера, ширина полок, толщина стенки и полки, радиусы закруглений, площадь сечения, вес погонного метра и др.), а также их размеры и предельные отклонения от номинальных значений. Так к примеру, согласно данного стандарта, швеллер 12 имеет высоту равную 120 мм, а ширину полки равную 52 мм. Стоит заметить, что ГОСТ 8240-97 введен в действие непосредственно в качестве государственного стандарта РФ с 1 января 2002 года, взамен ГОСТ 8240-89.
Данный стандарт определяет и регламентирует форму, параметры (высота швеллера, ширина полок, толщина стенки и полки, радиусы закруглений, площадь сечения, вес погонного метра и др.), а также их размеры и предельные отклонения от номинальных значений. Так к примеру, согласно данного стандарта, швеллер 12 имеет высоту равную 120 мм, а ширину полки равную 52 мм. Стоит заметить, что ГОСТ 8240-97 введен в действие непосредственно в качестве государственного стандарта РФ с 1 января 2002 года, взамен ГОСТ 8240-89.
 Данный стандарт определяет и регламентирует форму, параметры (высота швеллера, ширина полок, толщина стенки и полки, радиусы закруглений, площадь сечения, вес погонного метра и др.), а также их размеры и предельные отклонения от номинальных значений. Так к примеру, согласно данного стандарта, швеллер 12 имеет высоту равную 120 мм, а ширину полки равную 52 мм. Стоит заметить, что ГОСТ 8240-97 введен в действие непосредственно в качестве государственного стандарта РФ с 1 января 2002 года, взамен ГОСТ 8240-89.
Данный стандарт определяет и регламентирует форму, параметры (высота швеллера, ширина полок, толщина стенки и полки, радиусы закруглений, площадь сечения, вес погонного метра и др.), а также их размеры и предельные отклонения от номинальных значений. Так к примеру, согласно данного стандарта, швеллер 12 имеет высоту равную 120 мм, а ширину полки равную 52 мм. Стоит заметить, что ГОСТ 8240-97 введен в действие непосредственно в качестве государственного стандарта РФ с 1 января 2002 года, взамен ГОСТ 8240-89.- ГОСТ 535-2005 (Общие технические условия) «Прокат сортовой и фасонный из стали углеродистой обыкновенного качества». В соответствии с требованиями этого стандарта по технологическому регламенту, утвержденному в установленном порядке изготавливают не только швеллер 12, но и другие размеры швеллеров, а также разные виды сортового и фасонного стального проката. ГОСТ 535-2005 регламентирует вид проката, марки стали, категории проката, механические свойства при растяжении, ударную вязкость и другие технологические свойства горячекатаного проката. Стоит заметить, что ГОСТ 535-2005 введен в действие взамен ГОСТ 535-88.
 Стоит заметить, что ГОСТ 535-2005 введен в действие взамен ГОСТ 535-88.
Стоит заметить, что ГОСТ 535-2005 введен в действие взамен ГОСТ 535-88.- ГОСТ 27772-1015 (Общие технические условия) «Прокат для строительных стальных конструкций». Настоящий стандарт распространяется не только на фасонный прокат, к которому относится швеллер 12, но и на горячекатаный листовой, широкополосный универсальный прокат, а также гнутые профили, изготовленные из горячекатаного листового проката, предназначенные для строительных стальных конструкций со сварными и другими соединениями. Швеллер горячекатаный 12 изготовленный согласно техническим требованиям ГОСТ 27772-2015 может иметь и другое назначение. Стоит заметить, что ГОСТ 27772-2015 введен в действие в качестве национального стандарта РФ с 1 сентября 2016 года, взамен ГОСТ 27772-88.
Швеллер 12 размеры профиля, площадь сечения, радиусы закруглений и вес погонного метра
| Стальной швеллер №12 параметры | Швеллер 12П ГОСТ 8240 | Швеллер 12У ГОСТ 8240 | ||
Ном. знач. знач. | Пред. откл. | Ном. знач. | Пред. откл. | |
| Высота швеллера 12 (h), в мм | 120 | ± 2,0 | 120 | ± 2,0 |
| Ширина полки (b), в мм | 52 | ± 2,0 | 52 | ± 2,0 |
| Толщина стенки ( s), в мм | 4,8 | ± 0,5 | 4,8 | ± 0,5 |
| Толщина полки (t), в мм | 7,8 | до — 0,5 | 7,8 | до — 0,5 |
| Радиус внутр. закругления (R), в мм | 7,5 | не больше | 7,5 | не больше |
| Радиус закругления полки (r), в мм | 4,5 | не больше | 3,0 | не больше |
| Площадь поперечного сечения, в см2 | 13,3 | до + 4% | 13,3 | до + 4% |
| Масса 1 метра швеллера 12, в кг | 10,4 | до + 4% | 10,4 | до + 4% |
| Длина 12 швеллера (L), в метрах | 12 метров | до + 60 мм | 12 метров | до + 60 мм |
Обращаем Ваше внимание, что все размеры швеллера 12 носят ознакомительный характер, являются справочными значениями и взяты из ГОСТ 8240-97. Площадь сечения и масса погонного метра швеллера 12 серии «П» и серии «У», рассчитаны исходя из номинальных размеров при плотности стали равной 7,85 г/см3. Так же стоит отметить, что вес одного погонного метра у отдельно взятого из общей партии швеллера 12 может доходить до + 6% от номинального значения (указанного в таблице), что также прописано в ГОСТ 8240-97 (Сортамент) на стальные горячекатаные швеллеры. Что касается длины швеллера (12 метров), то мы указали в таблице наиболее распространенный из стандартных размеров. Также данный вид стального горячекатаного проката изготавливают длиной: 6 метров, 9 метров, 11,7 метров.
Площадь сечения и масса погонного метра швеллера 12 серии «П» и серии «У», рассчитаны исходя из номинальных размеров при плотности стали равной 7,85 г/см3. Так же стоит отметить, что вес одного погонного метра у отдельно взятого из общей партии швеллера 12 может доходить до + 6% от номинального значения (указанного в таблице), что также прописано в ГОСТ 8240-97 (Сортамент) на стальные горячекатаные швеллеры. Что касается длины швеллера (12 метров), то мы указали в таблице наиболее распространенный из стандартных размеров. Также данный вид стального горячекатаного проката изготавливают длиной: 6 метров, 9 метров, 11,7 метров.
Купить швеллер 12
ASTM Конструктивная форма C — алюминиевый швеллер B 221 Таблица таблиц
ASTM Структурная форма C — швеллер из алюминия ASTM B 221 для алюминия 6061-T6 Таблица типовых размеров
Меню конструкционных материалов
Вес и свойства сечения — Материал ASTM B 308 ASTM International — Спецификация материалов ASTM B308/B308M-20 — Стандартные технические условия для стандартных конструкционных профилей из алюминиевого сплава 6061-T6. Размерные данные указаны в дюймах. Промышленность предоставляет нестандартные экструдированные размеры.
Размерные данные указаны в дюймах. Промышленность предоставляет нестандартные экструдированные размеры.
Для размеров от 2 до 12 дюймов
AISC Конструктивная форма C – швеллер, стандартный алюминий
Все размеры даны в дюймах
 170
170 356
356 325
325 480
480 250
250 190
190 526
526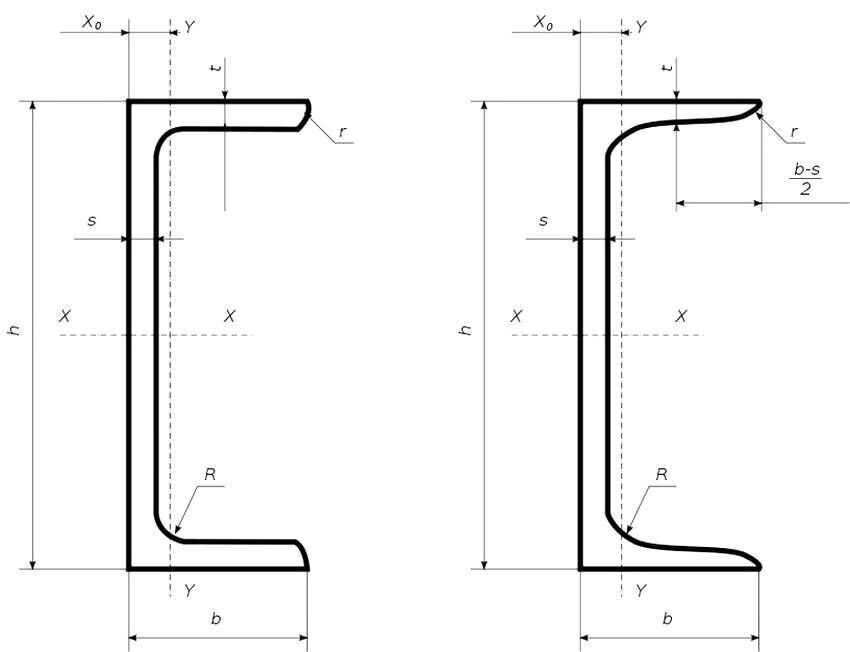 640
640Пределы свойств при растяжении
Предел прочности при растяжении, мин, тыс. фунтов на кв. дюйм [МПа] 38,0 [260]
фунтов на кв. дюйм [МПа] 38,0 [260]
Предел текучести, мин, тыс. фунтов на кв. дюйм [МПа] 35,0 [240]
Удлинение,
дюйма 50 мм [2 дюйма] 10 [10] D
дюймов 4D [5D или 5,65 мА ] 9 [10]
c Удлинения в 2 дюйма [50 мм] относятся к профилям, испытываемым в полном сечении, и к листовым образцам, изготовленным из материала толщиной до 0,500 дюйма [12,5 мм] с параллельными поверхностями. Удлинения в 4D [5D или 5,65 1/A], где D и A — диаметр и площадь поперечного сечения образца, соответственно, относятся к круглым образцам для испытаний, изготовленным из материалов толщиной более 0,250 дюйма [6,30 мм].
d Для толщин менее 0,250 дюйма [до 6,30 мм] минимальное удлинение составляет 8 %.
Ссылка: Стандартные конструкционные профили алюминиевой ассоциации — 2020
Швеллер из нержавеющей стали — Ryerson
Пожалуйста, войдите или продолжите как гость
Почтовый индекс*
Главная//Список запасов//Швеллер из нержавеющей стали
Швеллеры из нержавеющей стали представлены в размерах 304, размера стержня, МС для судов и автомобилей, а также стандартных С-каналов различных размеров.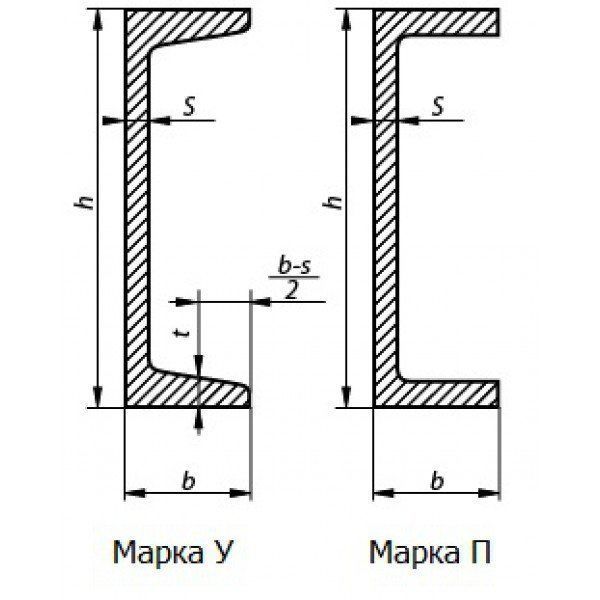 Швеллер из нержавеющей стали используется в конструкциях, где требуется прочность и коррозионная стойкость, в том числе в кислых, химических средах и средах с пресной водой. Швеллер из нержавеющей стали используется повсеместно, от строительных конструкций до общественного питания, и ценится за его высокую термостойкость в условиях экстремальной жары и холода.
Швеллер из нержавеющей стали используется в конструкциях, где требуется прочность и коррозионная стойкость, в том числе в кислых, химических средах и средах с пресной водой. Швеллер из нержавеющей стали используется повсеместно, от строительных конструкций до общественного питания, и ценится за его высокую термостойкость в условиях экстремальной жары и холода.
Готовы сделать заказ? Перейти к каталогу
Свяжитесь с нами|Перейти к ресурсам
Выберите класс:
304/304L — MC Ship & Car304/304L — Размер шины 304/304L — C (стандарт) 316/316L — Размер шины 316/316L — C (стандарт) 316/316L — MC Ship & Car
Отожженный и протравленный горячекатаный прокат или лазерный сплав ASTM A276, ASTM A479, ASME SA479 Горячекатаный прокат со стандартным конусом Лазерный сплав не имеет конуса Идентификационный цвет: 304/304L: зеленый- 316/316L: фиолетовый/белый Длина запаса: 20-24 фута случайный В дополнение к размерам l
Свяжитесь с представителем Ryerson для получения дополнительной информации
Узкие результаты:
Глубина в В. x Вес/фут/фунт:
x Вес/фут/фунт:
— Выберите один —C10 x 15.3C10 x 20C10 x 25C10 x 30C12 x 20.7C12 x 25C12 x 30C15 x 33.9C3 x 4.1C4 x 5.4C4 x 7.25C5 x 6.7C5 x 9.0C6 x 10.5C6 x 13C6 x 8.2C8 x 11,5C8 x 13,75C8 x 18,75Толщина паутины. в ин.:
— Выберите один —.170.184.190.200.220.240.282.314.321.325.330.379.387.400.437.487.510.526.673
| Выберите для предложения | Глубина в дюймах. х Вес/фут/фунт. | Толстая паутина. в Ин. | Ширина фланца в дюймах. | Вес на фут. в фунтах | Производитель |
|---|---|---|---|---|---|
| С3 х 4,1 | .170 | 1.410 | 4.1 | Горячекатаный | |
| С3 х 4,1 | .170 | 4.1 | Горячекатаный | ||
| С4 х 5,4 | .184 | 1.584 | 5,4 | Горячекатаный | |
| С4 х 7,25 | .321 | 1.721 | 7,25 | Горячекатаный | |
| С5 х 6,7 | .190 | 6,7 | Горячекатаный | ||
| С5 х 9,0 | .325 | 1.885 | 9,0 | Горячекатаный | |
| С6 х 8,2 | .200 | 1.920 | 8,2 | Горячекатаный | |
| С6 х 10,5 | .314 | 10,5 | Горячекатаный | ||
| С6 х 13 | .437 | 2.157 | 13 | Лазерный сплав | |
| С8 х 11,5 | .220 | 2.260 | 11,5 | Лазерный сплав | |
| С8 х 13,75 | .330 | 13,75 | Лазерный сплав | ||
| С8 х 18,75 | .487 | 2,527 | 18,75 | Горячекатаный | |
| С10 х 15,3 | .240 | 2.600 | 15,3 | Лазерный сплав | |
| С10 х 20 | .379 | 20 | Лазерный сплав | ||
| С10 х 25 | .526 | 2.886 | 25 | Лазерный сплав | |
| С10 х 30 | .673 | 3.033 | 30 | Лазерный сплав | |
| С12 х 20,7 | .282 | 20,7 | Лазерный сплав | ||
| С12 х 25 | .387 | 3.047 | 25 | Лазерный сплав | |
| С12 х 30 | .510 | 3.170 | 30 | Лазерный сплав | |
| С15 х 33,9 | .400 | 33,9 | Лазерный сплав |
 1″ data-f2=».170″>
1″ data-f2=».170″>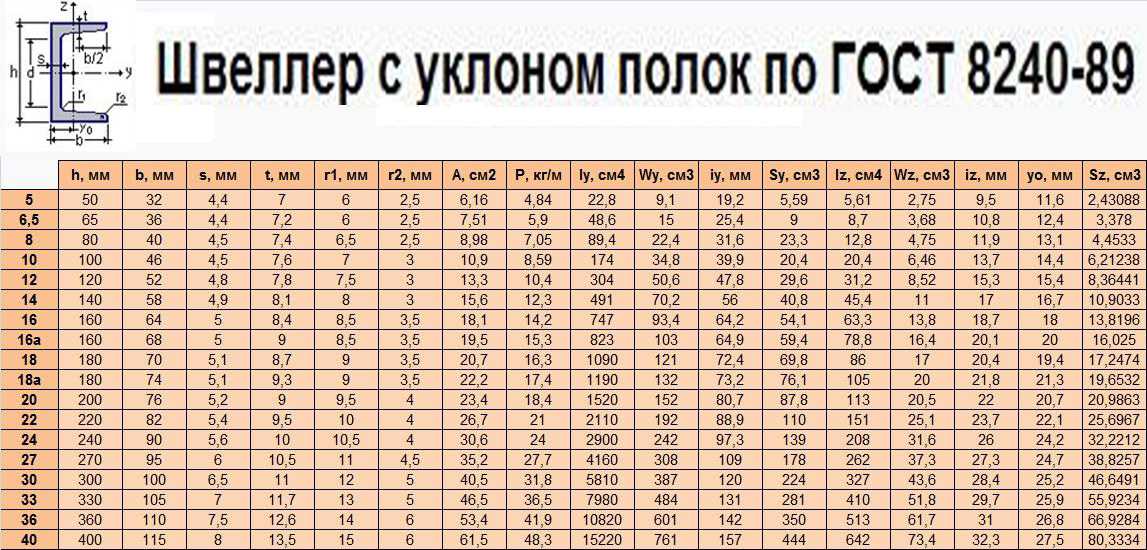 «> 1.410
«> 1.410 25″ data-f2=».321″>
25″ data-f2=».321″> «> 1.750
«> 1.750 2″ data-f2=».200″>
2″ data-f2=».200″> «> 2.034
«> 2.034 5″ data-f2=».220″>
5″ data-f2=».220″>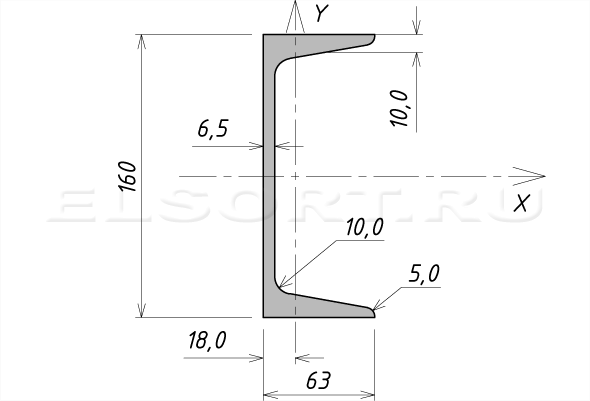 «> 2.343
«> 2.343 3″ data-f2=».240″>
3″ data-f2=».240″> «> 2,739
«> 2,739 673″>
673″> «> 2,942
«> 2,942 510″>
510″> «> 3.400
«> 3.400¹Специальные профили из нержавеющей стали могут существенно сократить, а часто и полностью исключить такие операции, как механическая обработка, сварка и сборка. Мы можем предоставить множество специальных форм, и мы будем рады работать с вами в разработке индивидуальной формы для ваших нужд.
Купить нержавеющий канал
- Артикул
- Ресурс
- Общий справочник
- Твердость по Бринеллю
- Окружность кругов
- Метрическая система
- Весовые формулы
Таблица цветовых кодов
- Руководства по выбору
- Нержавеющая сталь — PDF
- Химический состав
- Нержавеющая сталь
- Механические свойства
- Нержавеющая сталь
Толщина: 7, 36,0000” x 120,0000” x 0,1874”, 2361,1 фунта/лист
Добавить примечания|Удалить
Единица измерения
фунтов
Имя *
Фамилия *
Электронная почта *
Почтовый индекс *
Компания
Центрируйте штрих-код для поиска товаров.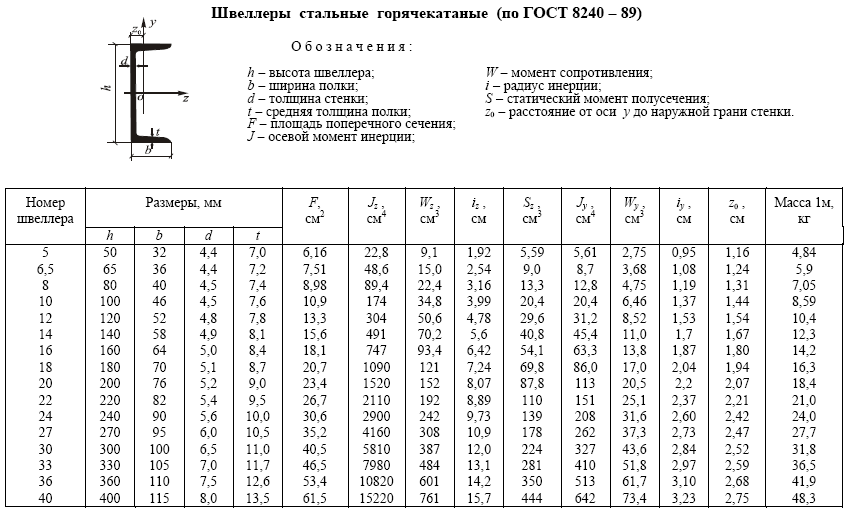
Соотношение песка и цемента для кладки: Пропорции цемента и песка для кладки кирпича | Цемент-Снаб
Как выбрать правильные пропорции для цементного раствора
Традиционным строительным материалом, который отличается не только прочностью и долговечностью, но и внешней привлекательностью, является кирпич.
Стены из этого материала обладают многочисленными преимуществами, но чтобы обеспечить такую прочность и надежность, необходимо применять правильно приготовленный раствор. Как же готовить смесь на основе цемента для крепления кладки, какие особенности при этом процессе возникают?
Таблица пропорций расхода цемента на кладку кирпича
Расход раствора на кладку
Сегодня для кирпичной кладки можно использовать самые различные типы цементных растворов, которые различаются не только по пропорциям, но и по составляющим. Пропорции сильно зависят от того, какой результат необходим и какие составляющие для этого будут использоваться. Рассмотрим, какие ингредиенты используются и в каком количестве, чтобы приготовить качественную смесь для кладки:
1. Для раствора марки 100 необходимо взять: ведро цемента М400, песок – четыре ведра. Соотношение пропорций составляет один к четырем. Раствор должен включать в себя от 50 до 100 г моющего средства для эластичности.
2. Для раствора марки 100 берем цемент М500 – одно ведро, песок – 5 ведер, моющий раствор. Пропорции составляют один к пяти.
3. Для раствора марки 200 надо взять: цемент М400 – одно ведро, песок – два ведра, моющие средства – 50-100 г. Пропорции берутся один к двум.
Используется для кладки и смесь с содержанием извести, но применяется она редко, так как прочность ее невелика. Чаще всего замешивают известково-цементные растворы, разводимые известковым тестом. При помощи подобной смеси возможна практически любая кладка, пластичность ее велика. Часто такой вариант предпочтительнее, чем обычный цементный на основе воды.
Что можно добавлять в раствор для кладки?
Таблица расхода инертных материалов для приготовления 1 м3 бетона
Чтобы приготовить правильный кладочный раствор, необходимо в точности соблюдать все требуемые пропорции компонентов.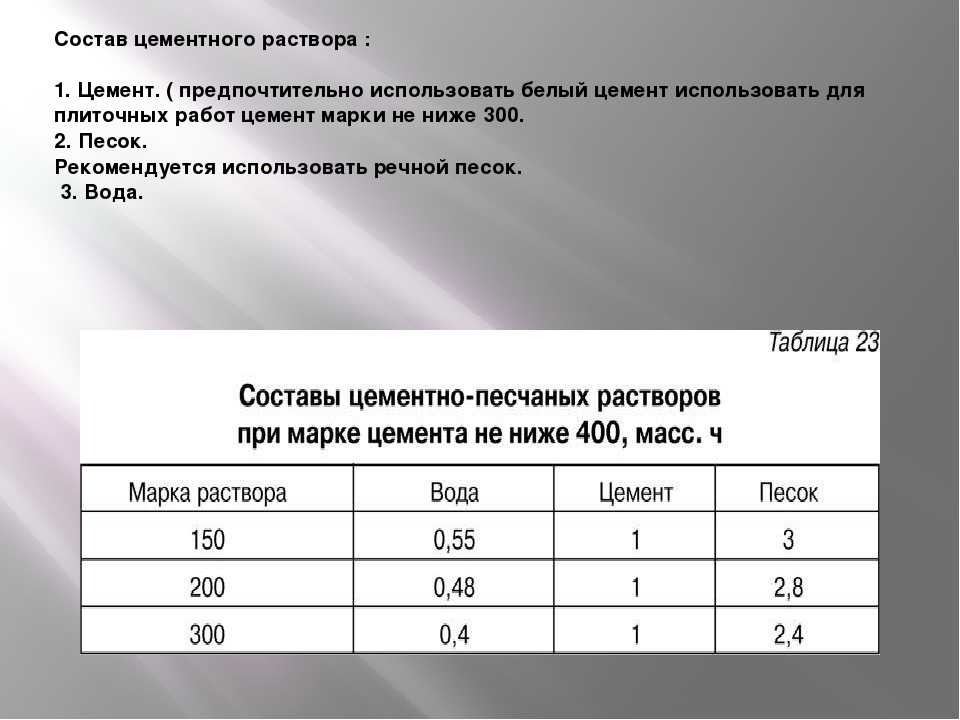 Рецептов такого раствора много, зависят они от многих параметров, включая марку цемента, погодные условия для кладки и многих других.
Рецептов такого раствора много, зависят они от многих параметров, включая марку цемента, погодные условия для кладки и многих других.
Классический цементный кладочный раствор состоит из цемента выбранной марки, очищенного песка, воды. Многие специалисты для кирпичной кладки рекомендуют добавлять и такой нетрадиционный компонент, как моющее средство. Такой раствор получается пластичным, он отлично перемешивается, позволяет делать кладку прочной и надежной.
Готовить смесь очень просто: достаточно сначала в бетономешалку залить необходимое количество воды, после чего постепенно добавлять сухие компоненты, тщательно перемешивая их между собой. Несмотря на то, что многие считают, что сначала засыпаются именно сухие вещества, для кладочного раствора все наоборот. Метод заливки воды в первую очередь позволяет эффективно контролировать густоту получаемой массы.
Как приготовить раствор для кирпичной кладки? Некоторые специалисты рекомендуют добавлять при замешивании жидкое мыло либо обычное моющее средство. Количество такого ингредиента берется от 50 до 100 г. Это зависит от таких факторов, как погодные условия строительства, объем раствора и прочее. Добавлять такой ингредиент необходимо после того, как в бетономешалку налита вода. После моющих добавляется уже песок и цемент.
Количество такого ингредиента берется от 50 до 100 г. Это зависит от таких факторов, как погодные условия строительства, объем раствора и прочее. Добавлять такой ингредиент необходимо после того, как в бетономешалку налита вода. После моющих добавляется уже песок и цемент.
Таблица усредненной нормы расхода цемента на приготовление цементных растворов
Чтобы моющие средства полностью растворились в воде, дали необходимую пену, требуется примерно от 3 минут до 5. То есть время на замешивание раствора для кирпичной кладки увеличивается максимум на пять минут. После можно приступить к засыпке песка, но сразу добавляется не весь объем. Например, если необходима пропорция один к четырем для цемента и песка, то засыпается сначала только два ведра. После песка добавляется цемент, потом продолжается вымешивание до получения полностью однородной массы. Теперь можно засыпать остаток песка. Полученная масса по своей густоте должна выглядеть, как очень густая сметана
Общее время, которое необходимо на приготовления всей массы кладочного цементного раствора, занимает примерно 20 минут, включая подготовку ингредиентов.
Раствор без грязи, масла и лишних примесей
Таблица потребности цемента на 1 м3 песка или цементно-известкового либо цементно-глиняного раствора
Рассмотрим более подробно, какие именно составляющие и какого качества необходимы для замешивания цементной массы:
1. Вода. Жидкость для замешивания подходит только чистая, в ней не должно быть никаких примесей, масел, грязи. Идеально подходит чистая колодезная вода. Температура ее зависит от того, в какое время года делается раствор. Летом вода должна быть холодной, а вот зимой жидкость требуется подогревать.
2. Моющие средства можно брать любые: жидкость для посуды, шампунь, обычный стиральный порошок и многое другое. Нельзя использовать чистящие средства, так как кирпич от этого может быстро покрыться трещинами по всей поверхности.
3. Цементный раствор невозможен без песка. Он должен быть очищенным, не содержать следов глины и других примесей. Именно от того, есть либо нет частички глины в составе, зависит скорость выветривания раствора из кладки.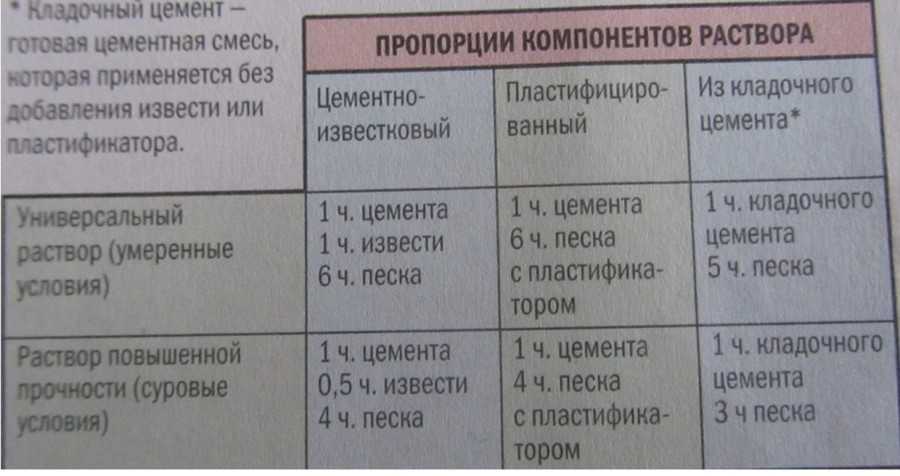 Качество песка очень легко проверить при его закупке. Если песок с глиной имеет интенсивно желтый цвет, брать его не стоит. Такой компонент допускается применять только для выполнения забутовочной кладки, но не лицевой.
Качество песка очень легко проверить при его закупке. Если песок с глиной имеет интенсивно желтый цвет, брать его не стоит. Такой компонент допускается применять только для выполнения забутовочной кладки, но не лицевой.
4. Цемент – это компонент, качество которого определяет свойства будущей смеси. При этом от марки зависит количество добавляемого компонента: чем выше марка, тем меньшее количество цемента необходимо добавлять при замешивании. Для кирпичной кладки отлично подходят такие разновидности цемента, как:
• марка 400, разновидность ШПЦ 3;
• марка 400, разновидность ПЦ 2;
• марка 400 (цемент Балаклеевский), разновидность ПЦ 2.
Таблица характеристики кирпича для кладки и пропорций растворов
В некоторых случаях требуется делать раствор не обычного сероватого цвета, а более темного и привлекательного. Для этого в состав добавляется обычная сажа, графит. Но необходимо помнить, что такой раствор будет не столь прочным, поэтому при замешивании требуется все пропорции выдерживать в точности.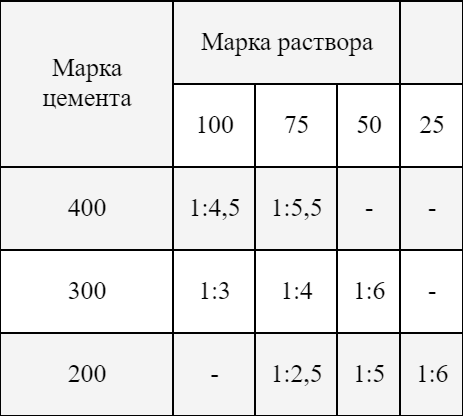 Среди других способов изменить цвет раствора – использование более высокой марки, изменение пропорции.
Среди других способов изменить цвет раствора – использование более высокой марки, изменение пропорции.
Чтобы кирпичная кладка была выполнена качественно, необходимо использовать правильно приготовленный раствор, который будет прочным, долговечным, не станет оказывать разрушающего влияния на кирпич. Для этого нужно в точности соблюдать все пропорции. При приготовлении большое внимание надо уделять и пропорциям, марке цемента, погодным условиям во время строительства и многим другим факторам. Несмотря на то, что само приготовление не занимает много времени, хлопоты возникают с правильным расчетом пропорций, расхода составляющих, без чего нельзя обходиться никак.
Другие материалы в этой категории:
Как обустроить бильярдную комнату »
Наверх
Как правильно делать раствор для кладки кирпича: пропорции
Кирпичные сооружения считаются одними из самых надежных, при правильной эксплуатации срок их службы составляет десятки лет. У каждого мастера есть своя методика укладки и подготовки материалов, но все специалисты работают по общепринятым методикам. В первую очередь выбирают хороший материал, его можно найти без особых проблем, посетив сайт кирпичного завода. Здесь большой выбор продукции, которая отвечает всем стандартам ГОСТ. Подобрать можно любой образец, ознакомившись с его техническими характеристиками.
В первую очередь выбирают хороший материал, его можно найти без особых проблем, посетив сайт кирпичного завода. Здесь большой выбор продукции, которая отвечает всем стандартам ГОСТ. Подобрать можно любой образец, ознакомившись с его техническими характеристиками.
Второй приоритетный вопрос – раствор для кладки кирпича. Его можно купить готовый или замесить самостоятельно, подобрав сырье. Важно использовать качественные составляющие, ведь от них зависит прочность материала после затвердевания. Здесь нужно также соблюдать технологию работ и не допустить ошибок. В этой статье мы поговорим обо всех тонкостях приготовления раствора для кладки кирпича с соблюдением пропорций.
Нет универсального раствора для кладки кирпича – существуют разные «рецепты», которые популярны среди мастеров. Каждый из них подбирают под определенные цели, предъявляя к материалам строгие требования. Опытные специалисты всегда стараются самостоятельно делать замес, либо оформляют заказ в проверенных компаниях.
Выбирают из следующих вариантов:
- Цементный – его основным компонентом является цемент марки М400/500, а также песок и вода. Последний компонент добавляется в конце, когда приготавливается сухая субстанция. Соотношение цемента к песку может быть 1:3 или 1:6 в зависимости от качества. Перемешивание осуществляется до клейкой однородной вяжущей субстанции. Это самый популярный рецепт, который еще называют «народным», его часто используют для укладки стен зданий или сооружений.
- Известковый – используется значительно реже, поскольку обладает низким запасом прочности. Однако он более пластичен, в связи с чем часто используется для укладки внутренних перегородок. Его готовят из извести и песка, последнего компонента берут в 2-5 раз больше на усмотрение специалиста.
- Известково-цементный раствор – также считается универсальным. Он состоит из цемента, песка и гашеной извести. Сначала перемешивают первые два компонента, затем добавляют известняк, который дополнительно фильтруют. Готовят его именно по такому алгоритму, тогда смесь получается умеренно пластичная и с хорошей адгезией.
 Готовят его именно по такому алгоритму, тогда смесь получается умеренно пластичная и с хорошей адгезией.
Готовят его именно по такому алгоритму, тогда смесь получается умеренно пластичная и с хорошей адгезией.Расчет пропорций раствора для укладки
После того, как мы выбрали и приготовили смесь, нужно сразу рассчитать, сколько ее потребуется для работ – здесь руководствуются следующими правилами:
- при толщине стен в 1 кирпич средний расход составляет 65 л на кв. метр;
- если укладка идет в 1,5 элемента, потребуется 100 л смеси на 1 м2;
- для строительства в 2 кирпича расход составляет 135 л на такую же площадь;
- зная этот принцип, далее рассчитываем весь объем кладки, умножив всю длину стен здания на высоту и ширину;
- от полученной суммы вычитаем площадь всех проемов, которую определяем по аналогичной формуле;
- чтобы узнать, сколько материала потребуется, нужно умножить полученное число на коэффициент 0,2 или 0,3.
Рекомендуется делать подсчеты с запасом, взяв за основу коэффициент расхода равный 0,3. Если нужно выложить небольшую площадь, например, 2, 3, 4 или 5 кв.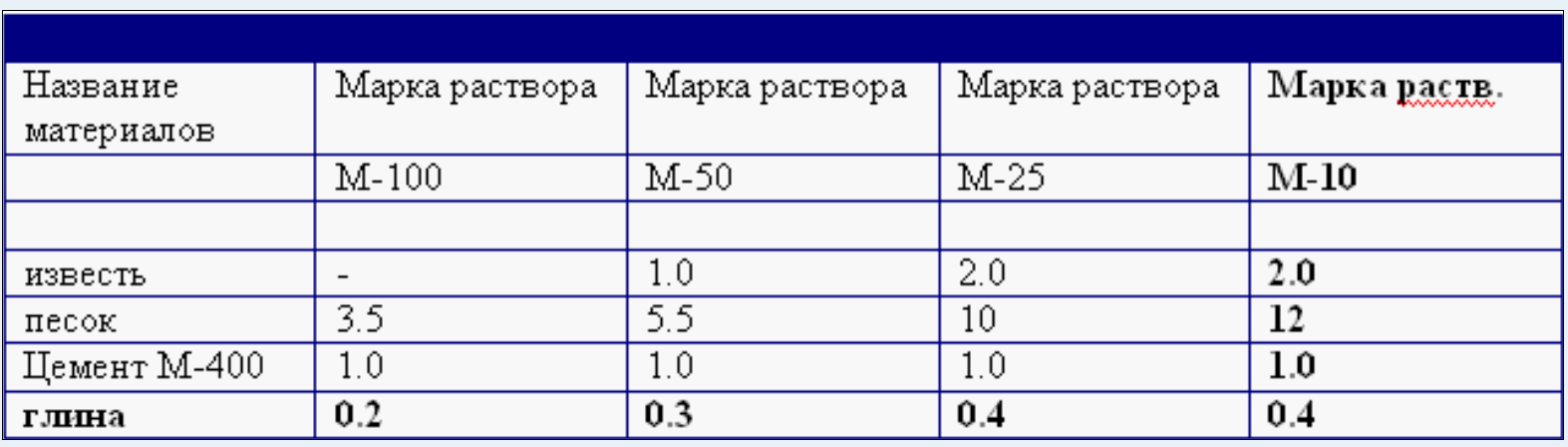 метров, можно посчитать все гораздо проще: умножив средний расход раствора согласно толщине стены на общую площадь.
метров, можно посчитать все гораздо проще: умножив средний расход раствора согласно толщине стены на общую площадь.
Главное – не ошибиться в пропорциях, поскольку от них зависит качество приготовленной смеси. Использовать нужно только чистый песок и надежный цемент, отвечающий всем стандартам ГОСТ.
Другие статьи
Расчет кирпичной кладки и калькулятор | Требуемое количество песка, цемента
Содержание
- Введение:-
- Классификация кирпичей:-
- Состав кирпича:-
- 1. Количество кирпичей, необходимых для 1 куб. метра или 1 м3. (Расчет кирпичной кладки)
- 2. Как рассчитать необходимое количество кирпичей в стене
10 футов х 10 футов. (Расчет кирпичной кладки) - Шаг 1: Добавление толщины раствора к кирпичу
- Шаг 2: Пересчет единиц измерения
- Шаг 3:- Вычеты по кирпичной кладке для расчета кирпичной кладки.
- Размеры ж/б основания в расчете кирпичной кладки: —
- Количество цемента, песка или раствора, необходимое для кирпичной кладки:
- Количество цемента, необходимое для раствора:
- Количество песка, необходимое для раствора:
- Калькулятор кирпичной кладки:
- Классификация и состав кирпичей
- Как рассчитать количество кирпичей на заданной площади.
- Как рассчитать необходимое количество цемента, песка или раствора для кирпичной кладки.
- Вычеты RCC кровати при расчете кирпичной кладки
- Формула расчета кирпичной кладки и многие другие часто задаваемые вопросы о кирпичной кладке в Google.
- Калькулятор кирпичной кладки для расчета количества цемента, песка или кладки, необходимого для кирпичной кладки, с заданными пользователем значениями.
- № кирпичей с раствором = 458 кирпичей
- Количество кирпичей с ж/б основанием и раствором = 428 кирпичей
- Требуемое количество раствора = 0,42 м 3
- Требуемое количество цемента = 87 кг
- Количество песка = 0,36 м 3
- Однородность прочности
- Равномерная обрабатываемость
- Однородный цвет
- Однородность пропорций и выхода
- Considerations for Mortar Mix Proportion
- Features of a Good Mortar Mix
- Types of Mortar Mix Proportions
- Cement Lime Mortar Mix
- Masonry Cement Mortar
- Mortar Cement Mix
- Должен обладать хорошей обрабатываемостью
- Раствор должен легко распределяться
- Раствор должен легко проникать в швы
- Он должен легко прилипать к вертикальным поверхностям
- Обеспечивает простое позиционирование устройства на линии, отвесе и уровне
- Цементно-известковая растворная смесь
- Растворная смесь Masonry Cements
- Смесь цементных растворов
- Для большей прочности и увеличения времени схватывания используется портландцемент
- Для повышения удобоукладываемости используются пластификаторы
- Для большей долговечности и технологичности используются воздухововлекающие добавки
1 Кирпич является наиболее часто используемым строительным материалом и используется для возведения стен, крыш, мощения полов и т. д. Термин «кирпич» обозначает прямоугольную единицу, состоящую из глины. Кирпичи доступны в различных классах и размерах. Размеры кирпича могут варьироваться в зависимости от региона. Чтобы узнать о расчете кирпичной кладки, изучите базовую информацию о кирпичах.
д. Термин «кирпич» обозначает прямоугольную единицу, состоящую из глины. Кирпичи доступны в различных классах и размерах. Размеры кирпича могут варьироваться в зависимости от региона. Чтобы узнать о расчете кирпичной кладки, изучите базовую информацию о кирпичах.
В этом посте вы узнаете
Кирпичи обычно делятся на два типа:
Обожженный кирпич и необожженный кирпич. и далее они подразделяются на три класса в зависимости от качества кирпича.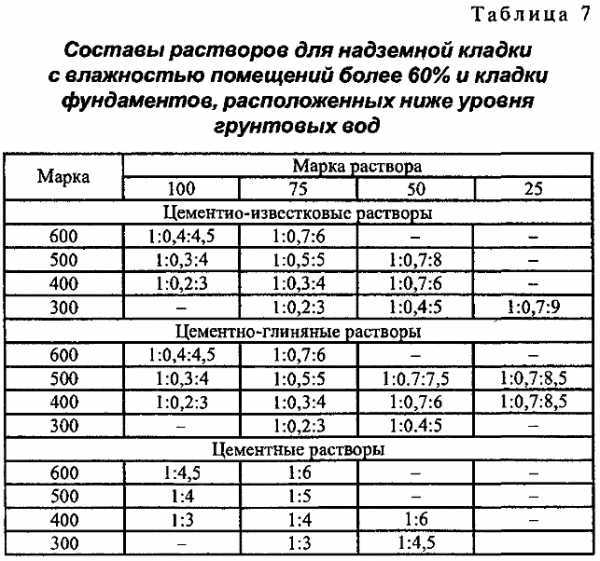 «Кирпичи первого сорта, второго сорта и третьего сорта».
«Кирпичи первого сорта, второго сорта и третьего сорта».
Состав кирпича:-
Глинозем:- Кирпич хорошего класса состоит на 20-30% из глинозема. Избыток глинозема в глине приводит к растрескиванию кирпича при высыхании.
Силикагель:- Как правило, кирпичи изготавливаются с содержанием кремнезема на 50-60%. Избыток кремнезема в кирпиче делает кирпич хрупким.
Известь:- Кирпич содержит 0,8-2% извести. Избыток извести в кирпиче может привести к его расплавлению и деформации при обжиге.
Прочие компоненты:- Магнезия, натрий, калий, марганец и оксид железа.
Часто задаваемые вопросы:-
1. Количество кирпичей, необходимых для 1 куб. метра или 1 м 3 . (Расчет кирпичной кладки)
Для расчета выполните следующие шаги:
Шаг 1: Расчет объема одинарного кирпича:
Стандартный размер кирпича варьируется в зависимости от региона. В Индии стандартный размер кирпича составляет 190 мм x 90 мм x 90 мм. Ну, этот метод одинаков для любого размера кирпича. Но для расчета я рассматриваю в основном используемый размер кирпича в земном шаре.
В Индии стандартный размер кирпича составляет 190 мм x 90 мм x 90 мм. Ну, этот метод одинаков для любого размера кирпича. Но для расчета я рассматриваю в основном используемый размер кирпича в земном шаре.
размер кирпича 9″x 4″x 3″ Если вы не можете преобразовать единицы измерения, используйте инструменты преобразования Google.
Общий объем = 9 ″ x4 ″ x3 ″ = 0,2286 м x 0,1016 м x 0,0762M
Объем кирпича в Cu.M = 0,00176980 Cu.M
Шаг 3:
VOLCE = 1M0003 . x 1m x 1m
Общий объем требуется = 1 куб.
Следовательно, на 1 кубический метр или 1 м 9 требуется 565 кирпичей.0079 3 из кирпича.
2. Как рассчитать количество кирпичей, необходимых для стены из
10 футов x 10 футов. (Расчет кирпичной кладки)
Кирпичи скреплены друг с другом с помощью цементной кладки 1:6. Мы обычно принимаем 10-16 мм толщины между каждым слоем кирпичей.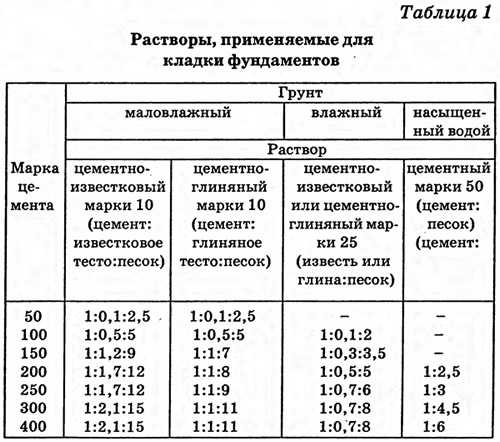
Таким образом, стандартная толщина слоя цементной кладки в кирпичной кладке составляет 0,39″ или 10 мм
Шаг 1: — Добавление толщины раствора к кирпичу
Размер кирпича 9″x 4″x 3″
Добавьте 0,39″ ко всем сторонам кирпича (9″+0,39″, 4″+0,39″,3″+0,39″)
Размер кирпича с толщиной раствора 9,39″ x 4,39″ x 3,39″
Рис. 4. Размер кирпича с раствором и без него
Шаг 2:- Преобразование единиц
= 0,78 фута x 0,36 фута x 0,28 фута
При расчете № учитывайте площадь лицевой стороны кирпичной кладки. из кирпича
Из рис. 4: Площадь лицевой стороны кирпичной кладки = Д x Г
Площадь всей стены (Д x Г) = 10 футов x 10 футов = 100 квадратных футов [Площадь лицевой стороны]
Площадь каждого кирпича (Д x Г) = 0,78 фута x 0,28 фута = 0,218 футов (с толщиной раствора)
Шаг 3:- Вычеты в кирпичной кладке для расчета кирпичной кладки.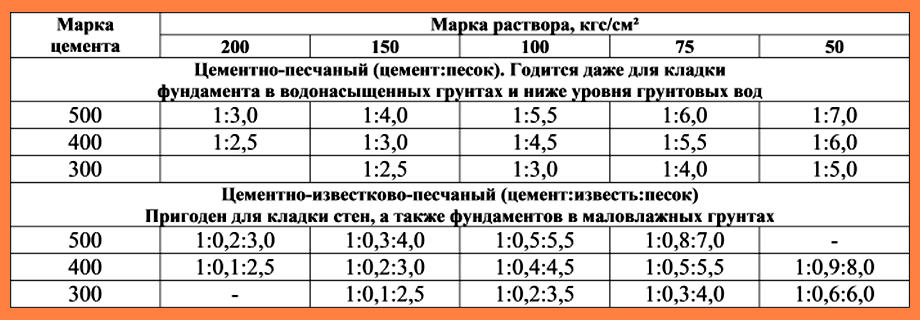
Кровать RCC предусмотрена на каждые 3 фута высоты кирпичной кладки.
Как показано на рисунке выше, длина и высота кирпичной кладки составляют 10 футов x высота 10 футов,
Для высоты 10 футов в кирпичной кладке должно быть 2 кровати.
Рис. 5: Кладка ЖБК в кирпичной кладке
Размеры подставки ЖБК в расчете кирпичной кладки:-
Длина подставки соответствует длине кирпичной кладки, а подставка прикреплена к колоннам для передачи вертикальной нагрузки.
Глубина или толщина слоя может варьироваться от 3″ до 4″. (См. рис. выше)
(Давайте рассмотрим максимум, т.е. 4 дюйма или 0,33 фута)
Длина и глубина кровати составляет 10 футов x 0,33 фута [Площадь передней поверхности]
Площадь передней поверхности кровати (L x D) = 10’x0,33′ = 3,3SFT
В кирпичной кладке две кровати, поэтому = 2×3,3 кв.фута = 6,6 кв.ф. Площадь каждого кирпича = 0,218 квадратных футов
Общее количество кирпичей = 93,4/0,218 = 428 кирпичей требуется (приблизительно)
Результат: —
Количество цемента, песка или раствора, необходимое для кирпичной кладки:
Для кирпичной кладки обычно используется цементный раствор в пропорции 1:6. Чтобы рассчитать необходимое количество цемента, песка или раствора или кирпичной кладки, сначала узнайте количество раствора, необходимого для кирпичной кладки.
Чтобы рассчитать необходимое количество цемента, песка или раствора или кирпичной кладки, сначала узнайте количество раствора, необходимого для кирпичной кладки.
Объем каждого кирпича = 9″ x 4″ x 3″ = 0,22 x 0,1 x 0,07 = 0,00154 м Следовательно,
Объем каждого кирпича с раствором = 9,39″ x 4,39″ x 3,39″ = 0,238 x 0,111 x 0,081 = 0,00228 м 3
Таким образом, количество раствора, необходимое для каждого кирпича = 0,00228-0,00154 = 0,00074 м 3
См. выше, необходимое количество кирпичей = 428 кирпичей
Объем раствора, необходимый для 428 кирпичей. m 3
После добавления воды в растворную смесь она набухает и уменьшается в объеме на 33% во влажном состоянии. Чтобы рассчитать сухой объем цементно-песчаного или кирпичного раствора, добавьте к нему 33% дополнительного объема.
Сухой объем раствора = Влажный объем раствора x (1+0,33) [33% объема]
Сухой объем раствора = 1,33 x Влажный объем раствора = 1,33 x 0,316 = 0,420 м 3
0 9
Соотношение 1:6 раствора для кирпичной кладки, что означает цемент:песок = 1 часть цемента и 6 частей песка.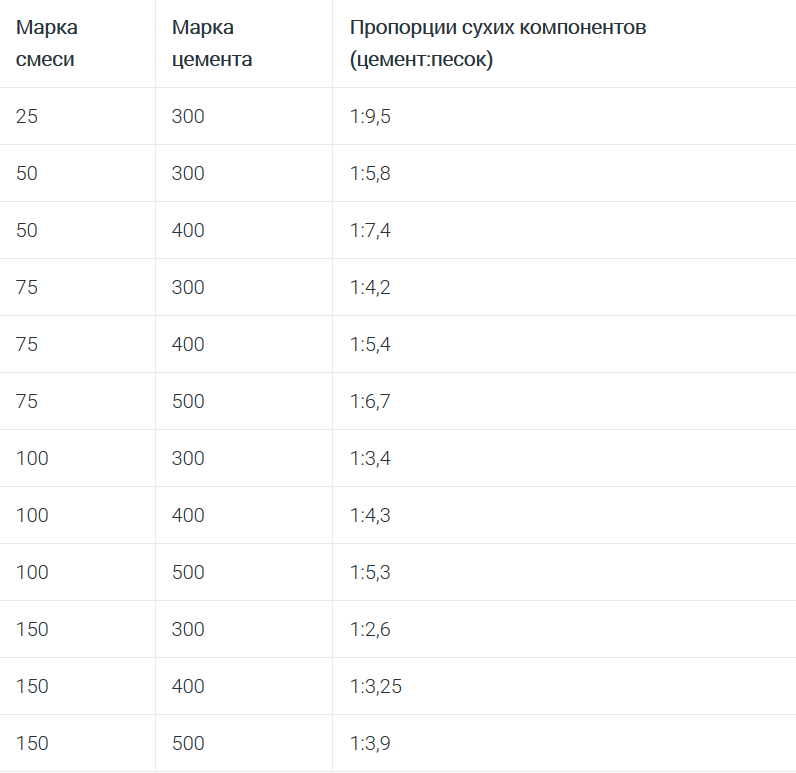
Всего деталей = 7
Количество цемента, необходимое для раствора:
Количество цемента, необходимое для кирпичного раствора = Сухой объем раствора x 1/7 = 0,420 x 1/7 = 0,06 м 3
Плотность цемента = 1440 кг/м 3
Это означает, что на 1 м3 требуется = 1440 кг.
Для 0,106 м3 = 0,06×1440= 86,4 кг
Количество песка, необходимое для раствора:
Аналогично цементу, количество песка рассчитывается в единицах м 3 90 кладка = Сухой объем раствора x 6/7 = 0,420 x 6/7 = 0,36 м 3
В пересчете на кг плотность песка = 1600 кг/м 3
для 0,36 = 0,36x 1600 = 576 кг
Сводка:
для кирпича 10 ′ x 10 ′, где каждый размер кирпича = 9 ″ x 4 ″ x3 ″
9 кирпичей без раствора = 533 кирпича
Калькулятор кирпича:
Также гласит:-
AAC Bricks Новые в гражданской индустрии
. | Делиться — значит заботиться 🙂
| Делиться — значит заботиться 🙂
Для мгновенных обновлений Присоединяйтесь к нашей трансляции WhatsApp. Сохраните наш контакт WhatsApp +919700078271 как Civilread и отправьте нам сообщение » ПРИСОЕДИНЯЙТЕСЬ »
Никогда не пропустите обновление Нажмите » Разрешить US «и разрешить нам или Нажмите Красный колокольчик уведомлений в правом нижнем углу и разрешите уведомления. Оставайтесь с нами!
Civil Read Желаем вам всего наилучшего в будущем. эксплуатационные характеристики и внешний вид кирпичной конструкции. Правильное соотношение ингредиентов раствора помогает получить следующие преимущества:
В основном дозирование цемента и песка для строительных растворов осуществляется по объему, а не по весу.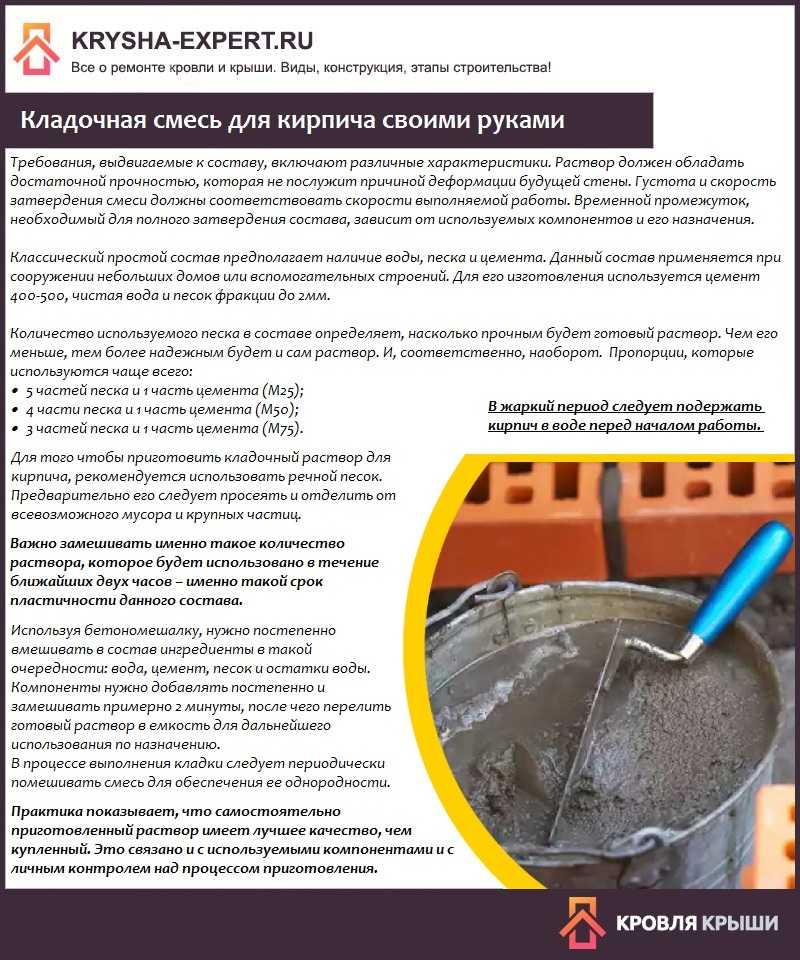
В приведенной ниже таблице 1 показано количество извести, песка и обычного портландцемента для различных типов строительных растворов в соответствии со стандартом ASTM C270 — Стандартная спецификация строительных растворов для модульной кладки.
Таблица: 1: Пропорции строительного раствора согласно ASTM C270.
| Тип раствора | Пропорции по объему | ||
| Портландцемент | Лайм | Песок | |
| М | 1 | = | 3 ½ |
| С | 1 | ½ | 4 ½ |
| Н | 1 | 1 | 6 |
| О | 1 | 2 | 9 |
| К | 1 | 3 | 12 |
Contents:
Соображения относительно пропорции растворной смеси
Особую осторожность необходимо соблюдать при измерении песка, так как при наличии в нем содержания влаги возникают колебания.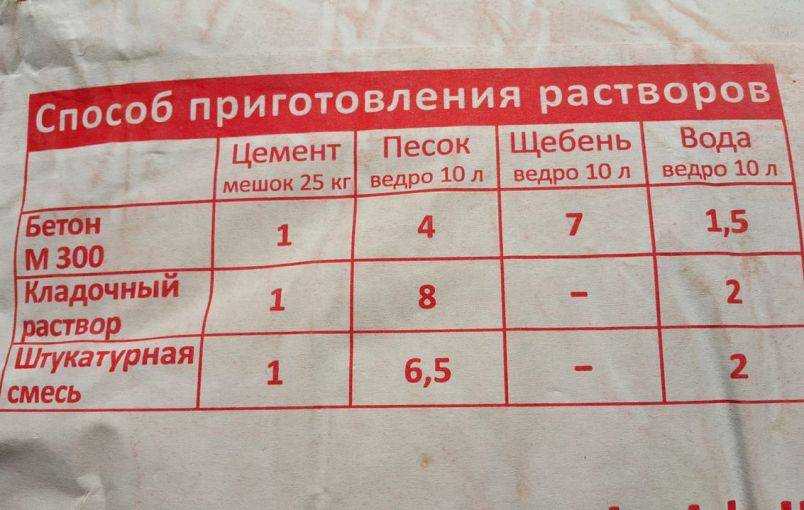 Влага, присутствующая в песке, приводит к набуханию песка.
Влага, присутствующая в песке, приводит к набуханию песка.
По сравнению с сухим песком влажный песок будет иметь больший объем, что приведет к погрешности измерения. Это изменение количества смеси повлияет на прочность и характеристики сцепления раствора.
Смесь раствора с песком в большом количестве (больше, чем требуется) приведет к жесткой и непригодной для обработки смеси, создающей слабое сцепление. Эти типы растворов будут плохо работать в условиях замерзания и оттаивания.
Хорошей практикой является проверка измерения объема два раза в день, когда дозирование песка производится по объему в ящике, сделанном из фанеры или пиломатериала. Человек, отвечающий за этот процесс, может записать, сколько лопат песка заполнит ящик. Поэтому любое изменение объема песка легко объяснимо.
Удобоукладываемость раствора по сравнению с бетоном высокая. Это связано с тем, что элементы кладки поглощают некоторое количество воды, что снижает водоцементное отношение в растворной смеси, что влияет на прочность и сцепление.
Поэтому рекомендуется окунуть блоки кладки в воду на несколько минут перед возведением кладки. Предоставление избытка воды удовлетворит эту потребность в абсорбции.
Растворная смесь не имеет обозначений по осадке или водоцементному отношению. Это оптимальная влажность определяется каменщиком. Слишком сухой раствор не будет распределяться должным образом, что приведет к плохому сцеплению и неполной гидратации цемента. Слишком влажный раствор быстро оседает, и его трудно затирать.
Характеристики хорошей растворной смеси
Хорошая растворная смесь должна обладать следующими характеристиками:
Типы растворных смесей Пропорции
В основном в кладочном строительстве используются три типа растворных смесей. Они:
Они:
Цементно-известковый раствор
Эта растворная смесь производится путем смешивания известково-песчаного раствора с обычным портландцементом. Эта смесь приобретет хорошо однородные физические свойства. Эти растворные смеси обладают высокой удобоукладываемостью, высокой водоудерживающей способностью, увеличенным временем схватывания и обеспечивают дополнительную прочность.
Кладочный цементный раствор
Эта растворная смесь была разработана для сокращения процесса смешивания раствора. Его получают путем смешивания кладочного цемента и песка. Состав смеси зависит от производителя.
В состав кладочного цемента входят:
Цементная смесь для раствора
Эта растворная смесь является кладочным цементом нового поколения.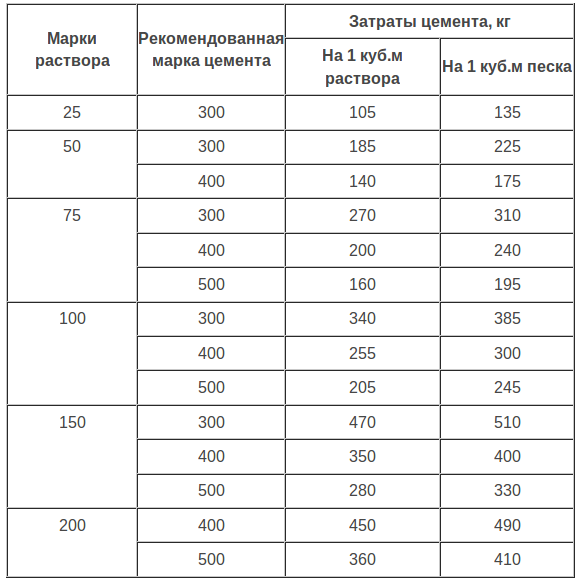
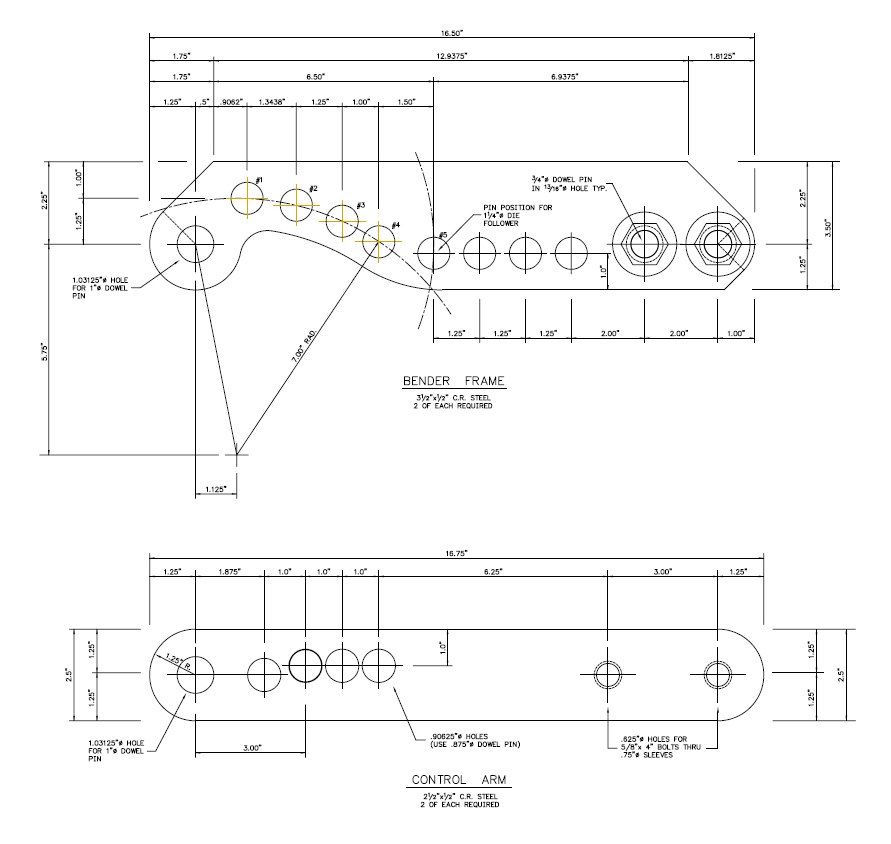
Трубогиб чертеж самодельный: Трубогиб своими руками – чертежи, видео и фото самодельного гибочного устройства
Трубогиб для профильной трубы своими руками
Содержание
- Как сделать самодельный трубогиб для профильной трубы
- Настоящий трубогиб для профильной трубы своими руками
- Собираем станину и приводной механизм трубогиба
- Роликово-рычажный вариант трубогиба
- Наиболее удачные конструкции трубогибов
- Заключение
Профильная труба справедливо считается одним из наиболее популярных в домашнем хозяйстве материалов. Из трубы изготавливают до 90% каркасов и несущих конструкций самодельных гаражей, пристроек, всевозможных инструментов и приспособлений. Зачастую, чтобы добиться необходимой кривизны профильной трубы, например, для постройки арочной крыши, нужен трубогиб, способный работать как с обычной, так и с профилированной трубами.
Как сделать самодельный трубогиб для профильной трубы
Изогнуть профилированную трубу по заданному радиусу можно несколькими способами:
- Обкатывая разогретую газовой горелкой профилированную трубную заготовку вокруг болванки шаблона или в специальном зажиме. Такая схема трубогиба может быть собрана за 10 минут, потребуется только засыпать трубу песком и правильно подобрать калибр болванки, на которой формируется изгиб;
- На самодельном трубогибе рычажно-роликовой конструкции. В этом случае профилированная труба изгибается по отдельным секторам. Конструкция трубогиба очень проста в изготовлении, но при формировании дуги потребуется определенный навык в работе, чтобы на всей профилированной трубе выдерживался один радиус кривизны;
- С помощью прокатно-роликового трубогиба. Преимуществом подобной схемы является возможность максимально точно выдержать радиус кривизны, поэтому можно изготовить необходимое количество изогнутых профилированных отрезков практически любой длины.
Поэтому и ручной, и рычажно-роликовый трубогибы используются для единичного изготовления всевозможных деталей и переходников, например, при ремонте систем водопровода, несложных строительных конструкций. Прокатно-роликовая конструкция трубогиба позволяет выгнуть относительно простые изделия из профилированной трубы, но в неограниченном количестве раз.
Ручной способ изгиба разогретой профильной трубы на калиброванной болванке используется с незапамятных времен и дает неплохие результаты. Лучше всего получается изогнуть обычную трубу, для профилированной потребуется вдвое увеличить количество гибочных переходов, чтобы на гранях не происходило образования брыжей или волн. Труба перед разогревом заполняется чистым и сухим прокаленным песком. Концы завариваются сваркой или запрессовываются металлическими пробками.
Настоящий трубогиб для профильной трубы своими руками
Устройство прокатного трубогиба отличается от предыдущих вариантов тем, что перед изгибанием профилированной трубы выполняется установка необходимого радиуса кривизны, после этого трубная заготовка с помощью цепного привода и пары роликов достаточно быстро прокатывается в изогнутый профиль.
Проще всего собрать трубогиб своими руками, чертежи которого приведены ниже.
Конструкция прокатно-роликового трубогиба состоит из нескольких базовых узлов:
- Массивной станины, сваренной из швеллера. Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
- Система роликового привода. После прижатия домкратом профилированной трубы к роликовой поверхности происходит деформация металла трубы с одновременным прокатыванием профилированного материала;
- Система цепного привода используется для протягивания профилированной трубы через деформирующую линейку трубогиба.
 Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;
Конструктивно станина трубогиба представляет собой две стойки, приваренные к массивной плите основания. На стойках закрепляется домкрат, с помощью которого создается необходимое усилие для деформации металла;Принцип работы и скорость изгиба можно дополнительно уточнить из видео:
Собираем станину и приводной механизм трубогиба
Первоначально собирается станина трубогиба. Для этого две вертикальные стойки свариваются в П-образную вертикальную конструкцию.
Далее на изготовленную опору приваривается винтовая пара винт-гайка от домкрата с подъемным усилием не менее пяти тонн. Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
Особое внимание требуется уделить точной установке винтовой гайки, чтобы при заворачивании винт опускался строго в вертикальном направлении.
На следующем этапе привариваются две роликовые опоры, насаженные на 30-ти миллиметровую литую ось. С боковой стороны на ось сваркой крепится звездочка от велосипеда. Таким образом, получается цепная передача. Чтобы привод станка работал без проскальзывания, потребуется изменить длину цепи под реальное расстояние между звездочками.
Последовательность работы трубогиба:
- На ролики закладывается профилированная труба и прижимается винтом, после первого прокатывания замеряют положение винта и измеряют радиус изгиба;
- Чтобы получить требуемую кривизну профилированного материала, вертикальным винтом пропорционально изменяют величину деформации;
- Наиболее массивные профилированные трубы прокатывают в несколько заходов.
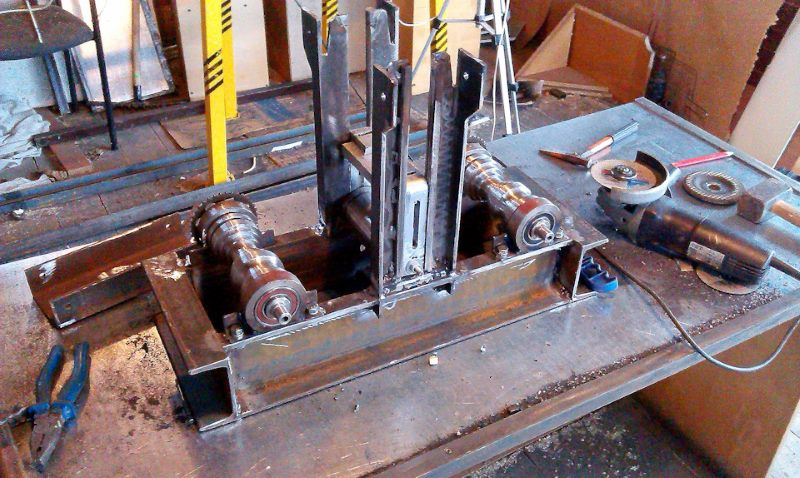
Точность изгиба профилированной трубы можно легко оценить по фотографии. Изгибание профиля является достаточно тяжелым и трудоемким мероприятием, поэтому, если трубогиб планируется использовать на постоянной основе, есть смысл оборудовать станок электродвигателем с редуктором.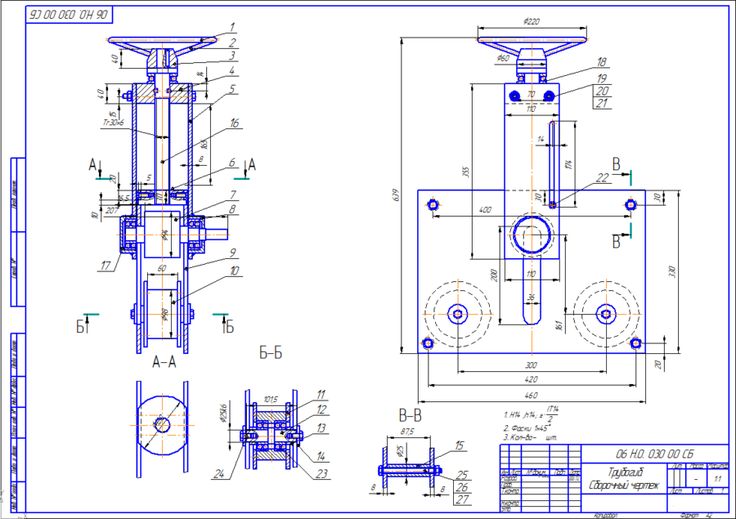
Для заготовок сечением более 30-ти миллиметров вместо велосипедных цепей и звездочек используют запчасти от привода ГРМ «волговских» и «москвичевских» двигателей.
Роликово-рычажный вариант трубогиба
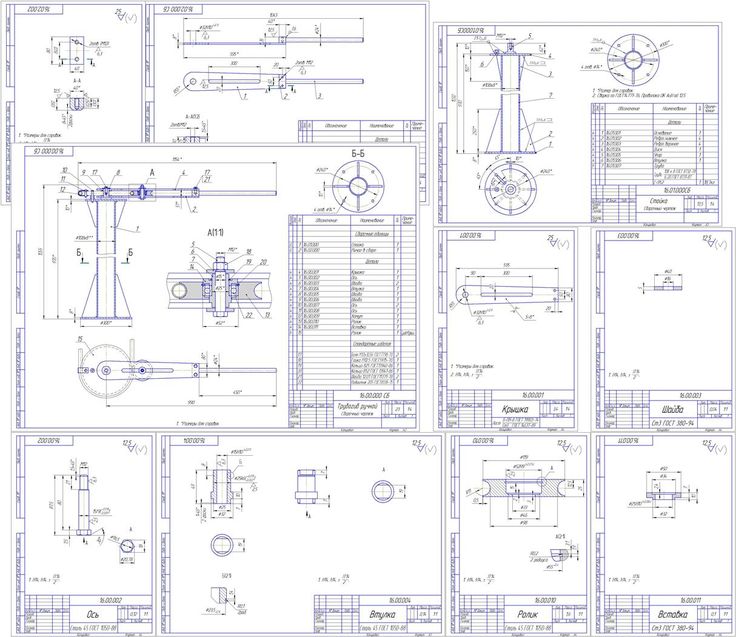
Более простая и доступная в изготовлении конструкция трубогиба представлена на чертеже и на фото.
В основе конструкции используется пара из гибочного ролика и опорной плиты. Привод головного ролика осуществляется с помощью двухметрового рычага, что позволяет получить на изгибающем инструменте огромное усилие, примерно около полутора тонн. Сам ролик представляет собой двадцатисантиметровый круг с центрирующими бортами. Ширина между бортами равна сечению профилированной трубы.
Важно! Инструмент приходится подгонять под параметры профтрубы заменой главного ролика на инструмент с соответствующей шириной гибочной части.
Процесс выгибания профилированной трубы идет поэтапно. Заготовку размечают на несколько секторов. В станок профиль закладывается и фиксируется с помощью струбцин по выполненной ранее разметке.
Простым поворотом на заданный угол профтруба изгибается по заданному радиусу. Далее необходимо переставить следующий сектор и повернуть рычаг точно на заданный угол. От того, насколько точно выполняется позиционирование сектора профилированной трубы в зажиме станка, зависит стабильность радиуса изгиба.
Наиболее удачные конструкции трубогибов
Чтобы добиться высокой производительности, в изгибе профтрубы зачастую используют не два ролика, а три, и вместо винтового домкрата применяется гидравлический привод. В этом случае можно изгибать профилированную трубу с сечением до 50 мм.
Трехроликовые трубогибы позволяют получать не только плоскую, но и винтовую спиралевидную форму. Разумеется, что деформирующее усилие возрастает в несколько раз, поэтому привод трубогиба оснащается редуктором.
Намного сложнее выгнуть четырехугольный профиль в направлении меньшей стороны прямоугольного сечения. В этом случае трубогиб приходится использовать минимум в четыре прохода. Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Если используется сварной профиль, перед прокаткой рекомендуется подогревать его до 200оС.
Заключение
Средняя стоимость постройки трубогиба своими руками составляет 70-90 долл. Если для строительства арочной крыши из поликарбоната необходимо изогнуть более пяти профилей, постройка станка вполне оправдает затраты. Для меньшего количества профилированных труб более выгодно экономически выполнить профилирование в ремонтной мастерской. Подобные станки очень популярны среди любителей работать своими руками, поэтому удачную конструкцию можно продать или отдать в аренду, и тем самым оправдать большую часть затрат на его изготовление.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
для профильной трубы с размерами, чертежи, как сделать для круглой трубы, из тисков
Сгибание трубы – полого цилиндра с определённой толщиной стенок – сопряжено с рядом неудобств. Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Из курса физики известно, что трубка из какого-либо материала почти не уступает в прочности сплошному пруту. Зато намного выигрывает у него в материалоёмкости и массе.
Поэтому труба в строительстве и изготовлении различных конструкций используется очень часто. И не менее часто требуется эту трубу согнуть, чтобы она смогла выполнить возложенную на неё функция. Для этого был придуман такой аппарат как трубогиб. Что он собой представляет, какова его конструкция и можно ли смастерить трубогиб своими руками?
Содержание
- Что это такое и для чего он нужен?
- Устройство
- Виды
- Принцип работы
- Для профильной трубы
- С центральным роликом
- С переломной рамой
- Простой трубогиб
- Для круглой трубы
- Из тисков
- Самодельный роликовый
- Из домкрата
- Арбалетного типа
- Изготовление компактного трубогиба-улитки
- Заключение
Что это такое и для чего он нужен?
Трубогиб(трубогибочный станок) – это особое устройство, предназначенное для придания прямому участку трубы изогнутой формы.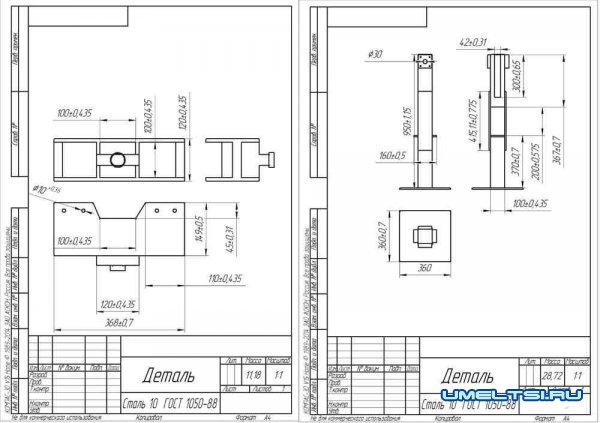
Простейший способ согнуть трубу, если она имеет небольшой диаметр, тонкие стенки и сделана их относительно мягкого, пластичного материала – это согнуть её руками.
Но кроме простоты и быстроты, больше никаких плюсов у этого способа нет.
Стальная трубка с толщиной стенок более 2 мм мускульной силе среднестатистического мужчины уже не поддаётся. Радиус кривой изгиба неравномерен, к тому же существует опасность сплющивания трубы в месте её деформации.
Трубогиб решает две основные задачи – делает искривление трубы прогнозируемым, а также компенсирует недостаточную мускульную силу техническими приспособлениями. Область применения трубогиба очень обширна. Он становится основным инструментом, где фигурирует трубопровод – то есть, где по полой трубе осуществляется подача жидкости или газа.
Отопление, водоснабжение, канализация, кондиционирование – вот далеко не полный перечень областей применения трубогиба. Он также используется в различных конструкциях и механизмах. Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Например, выхлопные трубы мотоциклов, глушитель автомобиля, рули велосипедов, рамы спортивных тренажёров, на теплицах – всё это примеры применения трубогиба.
Пример работы
Устройство
Трубогибы бывают разными по типу привода и по устройству, но их объединяет одно: применение механической силы, деформирующей трубу необходимым образом. Конструктивно в подобных агрегатах выделяют следующие элементы:
- Стальная рама, на которой смонтирован гибочный механизм;
- Планки из прочного металла, фиксирующие ролики;
- Сами ролики, служащие для фиксации заготовки;
- Прижимной механизм с пуансоном необходимой кривизны и радиуса;
- Опоры, поддерживающие систему над полом для удобства работы.
Это описание лишь пример, так как в зависимости от типа привода и источника силы, которая сгибает трубу, трубогибы имеют значительное отличие в конструкции.
Виды
Человек изобрёл и разработал множество видов трубогибов, которые принято различать по параметрам.
Например, в зависимости от типа привода выделяю следующие разновидности гибочных систем:
- Электромеханические;
- Гидравлические;
- Ручные механические;
- Комбинированные.
В первых энергию, затрачиваемую на программируемую деформацию трубы, даёт электрический ток, подключаемый к устройству. Электромеханические трубогибы передают механическое воздействие на металлическую или пластиковую трубу через редуктор, который подключён к электродвигателю. Редуктор уменьшает крутящий момент, но за счёт этого увеличивает силу деформации.
В гидравлических машинах основа всего – гидроцилиндр, заполненный специальным маслом. Усилие, передаваемое на поршень гидроцилиндра, увеличивается по законам физики. Такой аппарат гнёт трубу постепенно. Это работает за счёт ступенчатого нагнетания давления масла в системе. Как правило, гидравлические трубогибы имеют ручной привод в виде рычага. Нажимая на рычаг и возвращая его в исходное положение, оператор обеспечивает плавное продвижение штока, на котором закреплён пуансон.
Ручные механические трубогибы не имеют в своей конструкции гидроцилиндра. Вместо них труд слесаря облегчают передаточные механизмы, которые за счёт большего расстояния позволяют получить выигрыш в силе. Достаточно простой и при этом распространённый вид таких гибочных машин – роликовый трубогиб с цепной передачей.
Ролик прижимается мощным винтом, а круглая или профилированная заготовка протягивается между прижимным и опорными роликами путём вращения рукоятки, которая приводит в действие весь механизм. Валы роликов связаны друг с другом шестернями. Шестерни подобраны так, чтобы сделав большее число оборотов рукояти, можно было бы подвинуть изделие ненамного, но с большой силой. Тот же самый принцип используется в понижающей передаче велосипеда при движении в гору.
Комбинированные типы гибочных устройств могут в различных вариациях соединять ручной, электрический и гидравлический компоненты. В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
В качестве примера можно привести классический станок с гидроцилиндром, где перемещение поршня обеспечивается не качанием рычага, а насосом высокого давления с электродвигателем. В этом случае человек только контролирует процесс, а работу выполняет электропривод, продвигающей шток за счёт растущего давления в цилиндре.
Следует отметить, что трубы большого диаметра из крепких марок стало практически невозможно согнуть без утраты прочности и образования мест повышенного напряжения металла. Для гибки больших прочных труб помимо механического воздействия на заготовку, применяют ещё и термическое. Трубу разогревают либо особой спиралью, либо индукционными токами докрасна, а потом постепенно придают ей нужную форму. Для этого используют крупногабаритные электромеханические станки большой мощности. Нагретая и затем отпущенная или закалённая труба не будет иметь в себе напряжения. На ней не скажется усталость металла, а изгиб будет плавным и ровным.
Стоит отметить, что нагревание очень редко требуется при гибке труб малого диаметра, поэтому оснащать самодельный гибочный станок спиралью или греть пропановой горелкой ни к чему.
 Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.
Однако нагрев докрасна продолжает использоваться при отсутствии станка, когда равномерность кривизны изгиба не имеет большого значения.Принцип работы
В основе принципа работы любого трубогиба лежит оказание давления на трубу, в результате которого она принимает криволинейную форму.
Распространённый вариант фабричного трубогиба – гидравлический с рычагом.
С одной стороны цилиндр сделан глухим, в нём имеется только клапан для долива масла в систему. С противоположного конца из цилиндра выходит шток с надетым на него пуансоном. В заводских моделях производитель представляет несколько пуансонов, которые позволяют получить трубы с разным радиусом изгиба.
Труба вставляется в агрегат поперёк хода поршня. Совершая возвратно-поступательные движения рычагом, пользователь нагнетает давление в цилиндре до тех пор, пока шток с пуансоном не упрётся в трубу по центру. По бокам от штока труба удерживается двумя упорами. Выборки на упорах соответствуют профилю трубы: круглому или прямоугольному в сечении.
Диаметр гидроцилиндра и длина рычага подобраны таким образом, чтобы минимизировать мускульное усилие. При качании рычага шток продавливает трубу между упорами. Если нужно получить изгиб большой длины, труба вручную перемещается вдоль всего аппарата.
В ручном аппарате труба или профиль укладываются на два ролика, сверху прижимаются третьим роликом через винт. Винт оснащён длинными рукоятями, что помогает изгибать трубу. Второй ворот смонтирован на одном из роликов, а тот, в свою очередь, связан с другими цепной передачей через шестерни. Вращая роликовый блок, мастер подаёт трубу по механизму, равномерно сгибая её по всей длине. Если полученная кривизна слишком крута либо труба толстостенная, может потребоваться не один проход, а постепенное продавливание за несколько раз.
Для профильной трубы
Профильная труба часто применяется для сборки каркасов теплиц, беседок, ворот и калиток, навесов и много другого.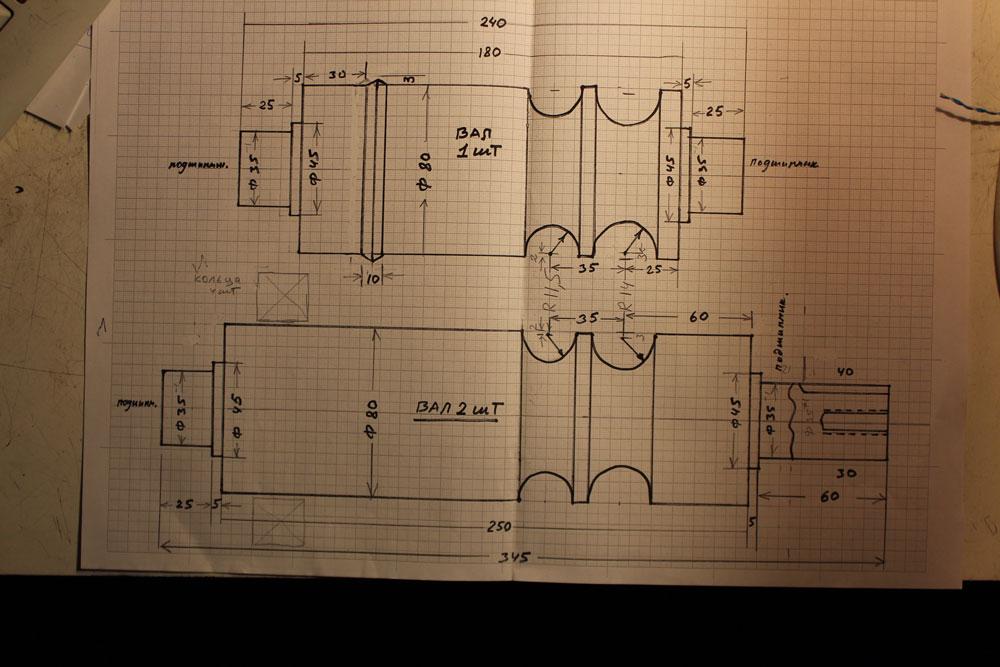
Поэтому и у владельца гаража или дачного участка рано или поздно встаёт вопрос, как согнуть профтрубу в домашних условиях.
На помощь придёт трубогиб.
Однако готовые решения стоят больших денег. Поэтому лучший вариант – сделать его своими руками.
Для изготовления такого приспособления потребуются следующие инструменты:
- Углошлифовальная машина, в просторечии – болгарка;
- Дрель с набором свёрл по металлу;
- Сварочный аппарат, лучше всего – бытовой электродный инвертор;
- Набор ключей или головок.
Прежде, чем приступать к работе, нужно оформить чертёж будущей гибочной машины, чтобы все детали соотносились друг с другом.
Основными элементами домашнего трубогиба являются:
- Рама, сваренная из стального швеллера или двутавра толщиной не менее 4мм;
- Валы роликов;
- Сами ролики;
- Звёздочки для подключения цепной передачи;
- Цепь для привода со старого велосипеда или газораспределительного механизма;
- Винт, опускающий прижимной ролик;
- Рукоятки вращения прижимного винта и валов – пустотелая стальная трубка или цельный прут;
- Различная фурнитура: гайки, болты, шайбы, гровера, шплинты.

Сразу стоит оговориться, что если у вас в арсенале отсутствуют ролики и валы, изготовить их самостоятельно без токарного станка не представляется возможным. В крайнем случае, можно обрезать существующие металлические стержни до нужных размеров и отшлифовать. В качестве роликов можно использовать бочонки с внутренним отверстием.
Ещё один вариант – старые подшипники. Если их посадить на вал, предварительно разогрев в пламени пропановой горелки, а потом проварить, чтобы они вращались вместе с валом, то получится ролик с идеальной круговой поверхностью.
С центральным роликом
Последовательность действий при сборке самодельного трубогиба с центральным прижимным роликом будет следующей:
- С помощью болгарки раскроите швеллер или двутавр на части нужного размера. Прихватите их точечно, а затем, когда рама будет готова, проварите по всей длине. После из эстетических соображений можно зашлифовать швы заточным кругом.
- Предусмотрите либо ножки из обрезков того же швеллера, либо крепёжные отверстия под болты, которые позволят прихватывать станок к верстаку.
- Просверлите отверстия под валы. Также с помощью дрели и болгарки сделайте прорези в вертикальной части рамы. В них будет ходить вверх и вниз вал прижимного ролика. Вставьте валы с надетыми роликами в проделанные отверстия и зафиксируйте их шплинтами.
- Резьбовое соединение штока прижимного ролика и глухой рамы делается либо с помощью токарного станка, либо с помощью метчика. Помните, что резьбу большого диаметра нарезать очень сложно. Обязательно используйте отработку или иную дешёвую смазку при нарезке резьбы.
- Внешнюю часть валов аккуратно сточите с двух сторон, чтобы на них можно было надеть звёздочки. Цепь надевайте с лёгким провисом, если сделать охват слишком тугим, на преодоление сопротивления будет тратиться дополнительная сила.
- Присоедините к одному из валов рычаг – для фиксации используйте тот же замок, что и для звёздочек. Если есть желание укрепить рычаг на валу – просверлите отверстие и нарежьте внутреннюю резьбу. После вкручивания туда болта рычаг зафиксируется, а выкрутив болт, рычаг всегда можно будет снять для транспортировки. Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
 Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.
Вращая рычаг, можно будет протягивать заготовку через вальцы. Закручивая прижимной винт, можно изменять радиус кривизны сгибаемой трубы.Чертежи и размеры самодельной конструкции:
С переломной рамой
Не менее популярным при изготовлении своими руками является схема трубогиба с переломной рамой. Конструктивно он отличается тем, что все ролики в нём неподвижны, то есть только вращаются, но двигаются вверх-вниз.
Давление на трубу происходит путём приподнимания части рамы, где смонтирован один из крайних роликов. Процесс сборки похож на предыдущий, но имеет свои нюансы:
- Раму для переломного трубогиба сделайте не цельной, а состоящей из двух частей. Две части можно соединить шпилькой с двумя гайками.
- Подъём концевого ролика очень удобно осуществлять с помощью винтового подъёмного устройства или домкрата.
- Для вращения звёздочек некоторые умельцы приспосабливают электродвигатель переменного тока или даже бензиновый, снятый с мотоблока или топливного генератора.
Но чаще всего такие агрегаты всё же используют мускульную силу пользователя. В этом случае они не требуют практически никаких ресурсов. В этом их ценность: такое устройство очень просто сложить в багажник автомобиля и привезти на стройку, где ещё нет электричества.
Ниже приведены чертеж и размеры самодельного трубогиба:
Еще пример:
Простой трубогиб
В условиях домашней мастерской можно изготовить несколько типов трубогибов. Многое здесь зависит от потребностей пользователя устройства. В ситуации, когда человеку нужно постоянно гнуть медную трубку небольшого диаметра под прямым углом, изготовление стационарного трубогиба с переломной рамой на основе домкрата представляется излишней тратой времени и сил.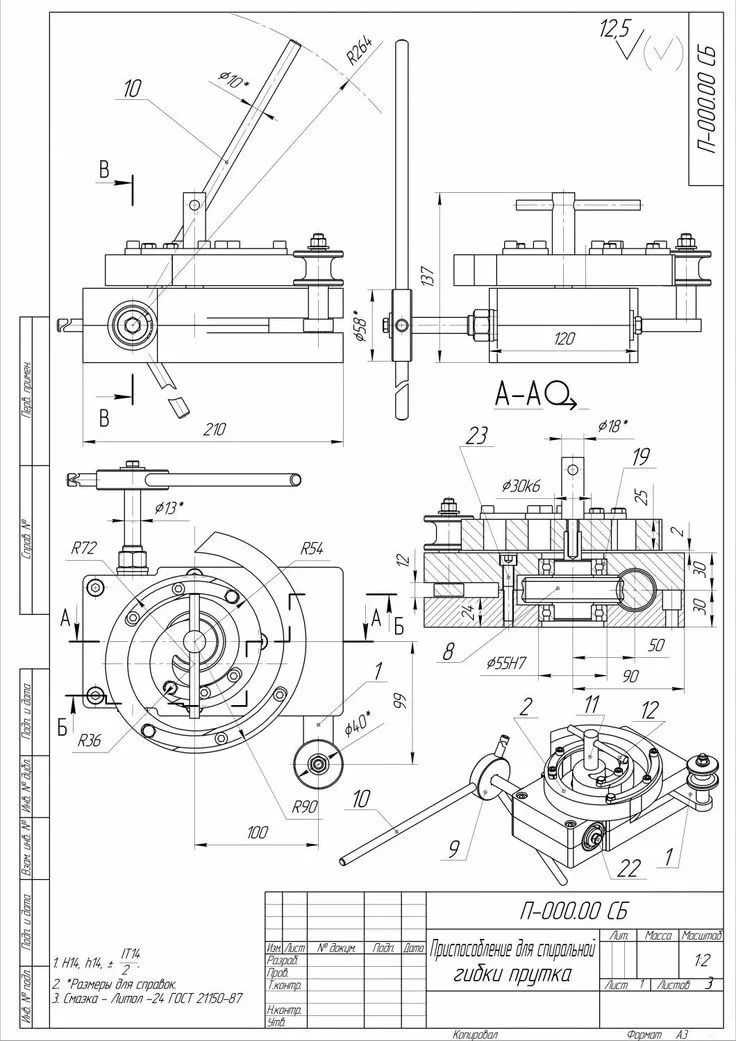
Ниже приведены самые простые и лёгкие в изготовлении виды трубогибов для различных нужд.
Для круглой трубы
Простейший трубогиб с минимумом деталей – это ручное устройство, состоящее из основы, двух шкивов, упора и рычага.
Он предназначен для сгибания труб круглого сечения под прямым углом или меньше.
Основа может быть простой металлической плитой. В ее центре неподвижно крепится шкив. На оси первого шкива закреплён П-образный кронштейн. Конец кронштейна продолжается рычагом, а в середине на очи закреплён второй шкив, который свободно вращается. Внизу от первого шкива располагают упор, который предотвращает проворачивание трубы.
Механизм такого трубогиба предельно прост. Круглая труба вставляется между упором и первым шкивом. Кронштейн одним из краёв касается упора, и труба получается зажатой между двух шкивов. Поворачивая кронштейн рычагом, мастер оказывает давление на конец трубы и постепенно второй шкив описывает окружность вокруг первого, неподвижного. Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Зажатая между ними труба искривляется по радиусу неподвижного шкива.
Из тисков
Большие стационарные тиски с успехом могут быть использованы вместо прижимного устройства.
Задача сборки облегчается тем, что тисковый трубогиб не требует рамы, соединяющей верхний прижимной и нижние упорные ролики. Для него хватит двух швеллеров достаточной глубины, чтобы в стенках можно было просверлить отверстия под валы роликов.
На широком основании монтируются упорные ролики на расстоянии минимум 400-600 мм друг от друга. На узком основании собирается один ролик, вращаемый рычагом достаточной длины. Затем конструкция вставляется в тиски, между роликами помещается труба и затягивается. Вращая рукоять рычага, трубу или профиль протягивают через роликовые вальцы.
Эта модель удобна тем, что является максимально портативной и может извлекаться из ящика с инструментами лишь по необходимости.
Самодельный роликовый
Роликовый трубогиб может иметь различную конфигурацию. Это может быть как простейший ручной механизм, состоящий из двух рычагов, шкива и прижимного ролика, так и достаточно сложное прокатное устройство с электрическим или даже бензиновым приводом.
Ключевой особенностью этого трубогиба являются ролики, которые либо обжимают трубу, прокатываясь по ней, либо сдавливают её с разных сторон. В зависимости от поперечного сечения роликов устройство будет заточено под круглую либо профильную трубу.
В первом случае внутренняя поверхность ролика между двумя гребнями будет вогнутой, во втором – ровной.
Чертежи:
Из домкрата
Гидравлический домкрат удобно использовать для поджима трубы. Его использование оправдано с круглой и профильной трубой из стали, больших диаметров или с толстыми стенками. Учитывая, что гидравлическим домкратом можно вывесить более трёх тонн, получается, что диаметр и толщина трубы, которую вы сможете согнуть, ограничивается скорее конструкцией самой системы и тем, сможете ли вы прокрутить рычаг, протаскивая заготовку.
Чертеж и размеры:
При достаточной длине рычага ручки вращения роликов этот вид трубогиба требует меньше всего физической силы при работе с серьёзными материалами.
Арбалетного типа
В трубогибе арбалетного типа отсутствует механизм протяжки профиля.
Он используется, когда изделие гнётся на небольшую длину.
Своё название трубогиб получил за металлическую треугольную раму, расположенную параллельно земле.
В вершинах этой рамы две опоры, ориентированные на круглую либо профильную трубу (это зависит от формы выемки на упорах). В третьей вершине находится шток с пуансоном, то есть дугой, выгнутой наружу. Для прижима пуансона к трубе, которая деформируется между двумя упорами, обычно применяют гидроцилиндр. В быту его легче всего заменить гидравлическим домкратом.
Чертеж самодельного трубогибочного станка арбалетного типа:
Таким образом, для изготовления арбалетного трубогиба, оснащённого гидродомкратом, нужно сварить треугольную раму, в вершинах которой будут располагаться упоры и прижимной шток.
Изготовление компактного трубогиба-улитки
Трубогиб-улитка получил своё название из-за детали, которая служит силовым трафаретом при изгибе трубы.
В процессе гибки труба прижимается к улитке специальным роликом, который описывает окружность.
В целом, конструкция такого трубогиба напоминает закаточную машинку для стеклянных банок.
Улитка самодельного агрегата может представлять круг из стали толщиной 3-4 мм, на который ребром приварена спирально закрученная толстая стальная лента. В изготовлении такой улитки не обойтись без пропанового резака, которым греют заготовки, чтоб согнуть, а потом закаляют.
В заводских агрегатах улитка поделена на сегменты, соединённые штифтами или болтами. Каждая из частей улитки может отгибаться, что даёт более крутой и красивый изгиб.
С помощью трубогиба-улитки можно гнуть не только трубу, но и прутья, арматуру, прежде всего, для художественного оформления и для завитков.

Пример можно увидеть на чертеже:
Заключение
Трубогиб – полезный инструмент, который может пригодиться при прокладке металлических трубопроводов в системах отопления и кондиционирования, изготовлении металлических каркасов всевозможных видов и многого другого.
Высокая стоимость на заводские устройства побуждает людей, владеющих навыками ручного труда, к самостоятельному изготовлению трубогибов. Устройства, изготовленные своими руками, ничем не уступают фабричным и могут иметь самую разнообразную конфигурацию.
Как согнуть медную трубу
Знание того, как согнуть медную трубу вокруг препятствий и использовать меньшее количество фитингов, — отличный трюк. В этом проекте вы узнаете, как согнуть медную трубу с помощью гибочной пружины или сантехнического трубогиба. Медную водопроводную трубу можно правильно согнуть либо с помощью гибочной пружины, либо с помощью специального трубогиба, что уменьшает количество необходимых фитингов.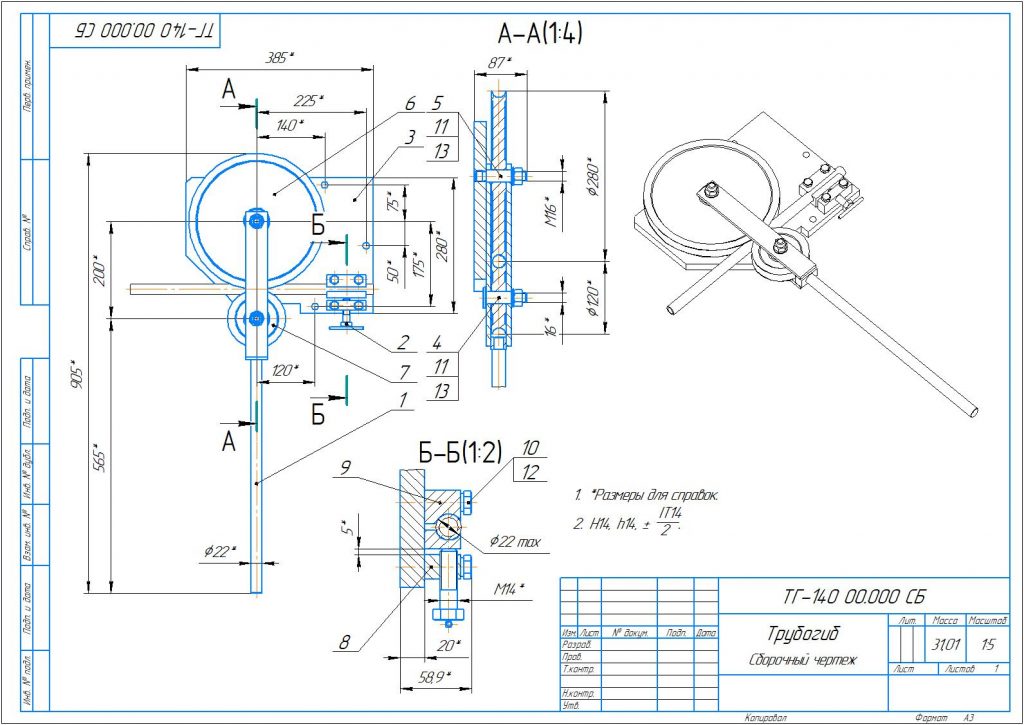
Изгиб медной трубы можно выполнить двумя способами: с помощью инструмента, называемого 9Используется гибочная пружина 0005 или используется более прочный инструмент, называемый фирменным трубогибом для медных труб.
Сгибать трубы может быть немного сложно, если вы никогда не делали этого раньше, поэтому в этом руководстве мы покажем вам, как согнуть медную трубу с помощью гибочной пружины или сантехнического трубогиба.
Зачем гнуть медную трубу?
Если вы попытаетесь согнуть медную трубу без любого из этих инструментов, она перегнется. Перегибы в трубах любого типа уменьшают диаметр трубы, а если диаметр уменьшается, поток уменьшается, и вся система становится менее эффективной, а также более подверженной засорению и неравномерному давлению.
Это одна из причин, по которой сантехники предпочитают использовать медный трубогиб, а не просто резать трубу и вставлять отвод в виде колена, чтобы изменить направление.
Фитинги очень быстро меняют направление, что позволяет образовать узкие углы, но сама узость этих углов может снизить эффективность прокладки трубопровода.
Когда вода течет по «прямой» линии, она внезапно натыкается на крутой изгиб под прямым углом. Из-за того, что изгиб такой тугой, вода просто ударяется о край фитинга, прежде чем зайти за угол.
Эта турбулентность в воде может привести к образованию пузырьков воздуха, которые, если их собрать, могут вызвать воздушные пробки.
Воздушные затворы в лучшем случае могут стать помехой в системе водоснабжения. В худшем случае они могут полностью повредить систему.
Гибка медных труб также уменьшает количество используемых фитингов, и хотя это, вероятно, не будет иметь большого значения для энтузиастов-любителей, поскольку стоимость трубогиба на 2 дня, вероятно, больше, чем стоимость соответствующих фитингов, это важно для сантехника, который, вероятно, экономит более 600 фитингов в течение года.
Кроме того, как и в случае с любой другой системой в доме, состоящей из множества частей, чем больше деталей, тем больше вероятность того, что она выйдет из строя. Если трубу можно согнуть, чтобы выполнить работу, протечка из нее невозможна. Если у него есть фитинги в ходу, то, конечно, может!
Если трубу можно согнуть, чтобы выполнить работу, протечка из нее невозможна. Если у него есть фитинги в ходу, то, конечно, может!
Как согнуть медную трубу
Трубогибы различных размеров предназначены для медных труб диаметром от 6 мм до 38 мм и управляются вручную. Механические гибочные станки работают с трубами большего размера.
Здесь показаны многотрубные трубогибы и минитрубогибы. Многофункциональный гибочный станок, как следует из названия, подходит для труб разных размеров, а мини-гибочный станок подходит для труб меньшего диаметра.
Микротрубогиб
Многофункциональный трубогиб
Пружины для труб — это именно то, что нужно. Пружины, которые входят в трубы. Установка пружины в трубу перед приложением давления для ее изгиба предотвратит перекручивание трубы.
Однако вы не увидите много сантехников, использующих пружины, так как очень трудно поддерживать изгиб в чистоте и нужного диаметра.
Трубные пружины можно использовать в трубах диаметром до 22 мм, но согнуть 22-миллиметровую трубу с помощью пружины — это геркулесова задача, на которую никто из нас не решился бы.
15-миллиметровая труба, согнутая с помощью пружины — это нормально, но не ждите, что работа будет очень аккуратной, и прочитайте наш проект о том, как впоследствии запаковать трубы, хотя, возможно, это поможет спрятать их!
Гибка трубы 15 мм пружиной
Трубогибом трубогиб сгибать сложно. На самом деле согнуть трубу несложно, но согнуть трубу в нужном месте — совсем другое дело. Вычислить диаметр изгиба и привязать его к тому месту на участке, где вы хотите, чтобы изгиб начинался и заканчивался, можно только с практикой, и мы очень настоятельно рекомендуем вам купить дополнительную трубу для практики.
Чтобы получить экспертное руководство по правильному изгибу трубопровода, посетите раздел для студентов веб-сайта Чартерного института инженеров по сантехнике и отоплению.
В этом разделе вы найдете большое количество информации, в том числе о том, как протягивать отводы под углом 90 градусов со смещением отводов на 50 мм под углом 30 градусов, что позволяет изгибать вертикальные участки трубы с помощью укладываемого горизонтального участка трубы.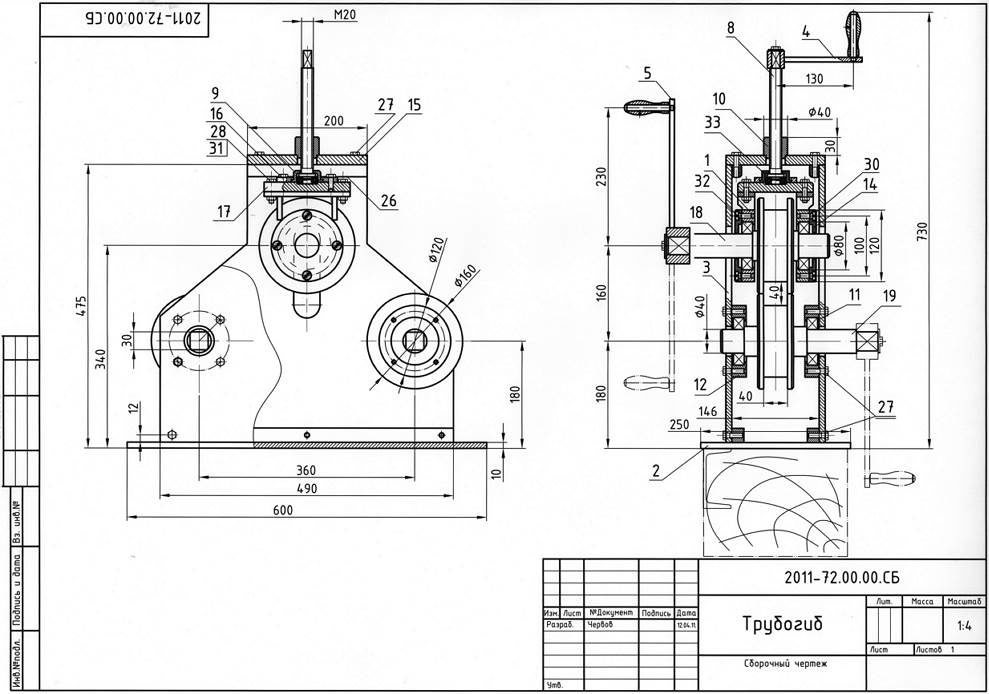
Схема трубогиба
На изображении показан работающий трубогиб. Мы опустили части, чтобы вы могли видеть, как это работает.
Ручки (2) широко открыты, что позволяет крюку (1) и ножке (3) располагаться на одной линии.
Затем медная труба помещается под крюк в верхней части колесного шпангоута (5) и под распорку.
Когда ручки стянуты вместе, распорка (3), прикрепленная к одной из ручек, тянет трубу вниз и вокруг колесного шпангоута, создавая изгиб.
Однако, если бы подпорка соприкасалась с трубой напрямую, как только вы потянули бы за ручки, подпорка раздавила бы трубу.
Чтобы избежать этого, между крюком (1) и трубой, а также между стойкой (3) и трубой устанавливаются алюминиевые прокладки (6).
Формирователи имеют размеры для различных размеров труб и имеют длину около 150 мм. Теперь, когда вы закрываете рукоятку, формирователь толкает трубу вокруг формирователя колеса, обеспечивая идеальный изгиб без перегибов.
Точная гибка медных труб требует некоторых измерений и работы с углами, поэтому, пожалуйста, не думайте, что вы можете просто пойти и нанять трубогиб для получения идеальной работы с первого раза, это требует некоторой практики.
В наших разделах видео «Медные трубы» и «Гибка медных труб» есть различные фильмы, показывающие, как можно освоить этот полезный навык.
Весь контент проекта написан и подготовлен Майком Эдвардсом, основателем DIY Doctor и отраслевым экспертом в области строительных технологий .
Экспериментальный трубогиб от двигателя мощностью 20 л.с.
гэгкорп2012
Активный член
#1
Пока не используется в качестве инструмента, но, надеюсь, сделаю демонстрационное видео, если оно будет работать должным образом.
Я пытаюсь сделать трубогиб с шестеренчатым приводом из старого двигателя.
Вот откуда у меня возникла идея:
На днях я нашел пару видеороликов YT, где люди делали металлические гибочные станки с зубчатым приводом, используя маховик и стартовую шестерню, или набор шестерен и прочные подшипники. В одном видео строитель использовал токарный станок для токарной обработки набора оправок, и мне нравится идея иметь сменные оправки, но у меня нет токарного станка. (Кажется, его канал MeanWhile in The Garage)
Эта установка предназначена для гибки труб квадратного сечения и позволяет изгибать S-образную форму.
В другом видео (на русском(?)) показано изготовление трубогиба из шестерен и подшипников.
Он сгибает круглые трубы и показал, как он сделал переходник для оправки. Эта установка также может быть использована для гибки плоских заготовок по ширине, и я был действительно впечатлен минимальной простотой этой конструкции.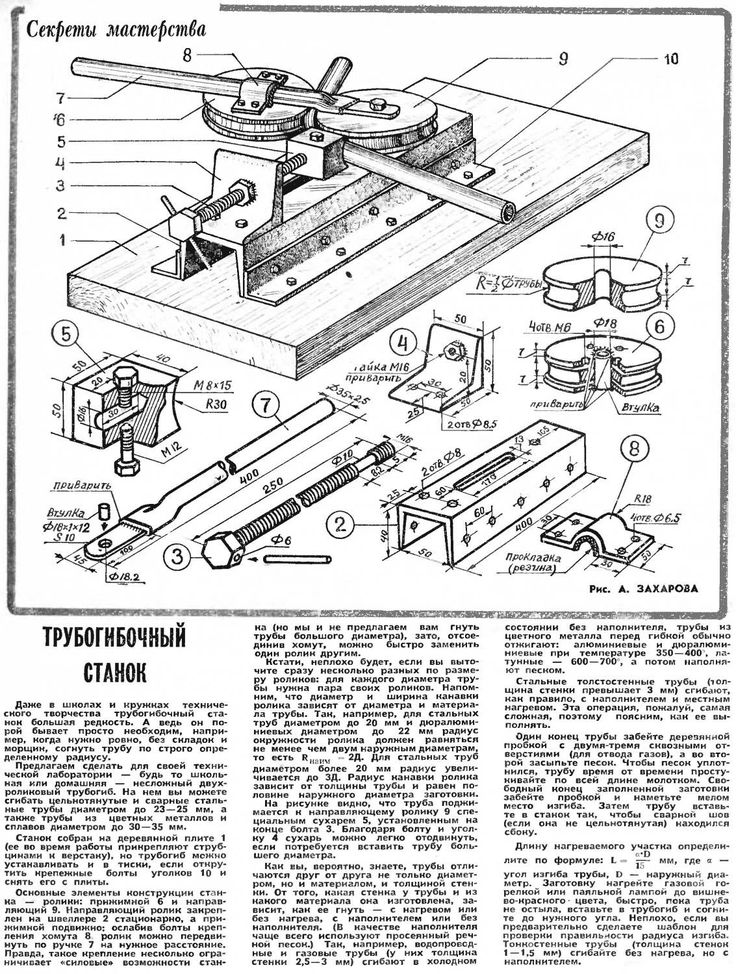
Я хочу взять некоторые из их идей и применить их к своей собственной… использовать старый двигатель (Kohler SV600), чтобы посмотреть, смогу ли я сделать трубогиб своими руками, не имея доступа к токарному станку и не тратя много денег.
Вот как далеко я продвинулся сегодня вечером:
Начал с очень пыльного двигателя с заедающим выпускным клапаном. Двигатель был куплен за 30 центов за фунт на свалке… около 24 долларов.
Разобрал корпус и вынул кривошип на пару модификаций.
Я снял огромные балансировочные грузы и обрезал носик кривошипа, чтобы он не выходил за пределы нижней части корпуса.
Также вынул кулачки и исключил шток, поршень и головку, так как они не нужны.
Вот все снова собрано вместе с плоским стержнем толщиной 5/16 дюйма или ~8 мм и уголком толщиной 1/4 дюйма или 6,35 мм, потому что это самые тяжелые детали, которые у меня есть.
Я думаю, что я буду использовать область головки блока цилиндров для установки какого-либо подающего ролика для заготовки.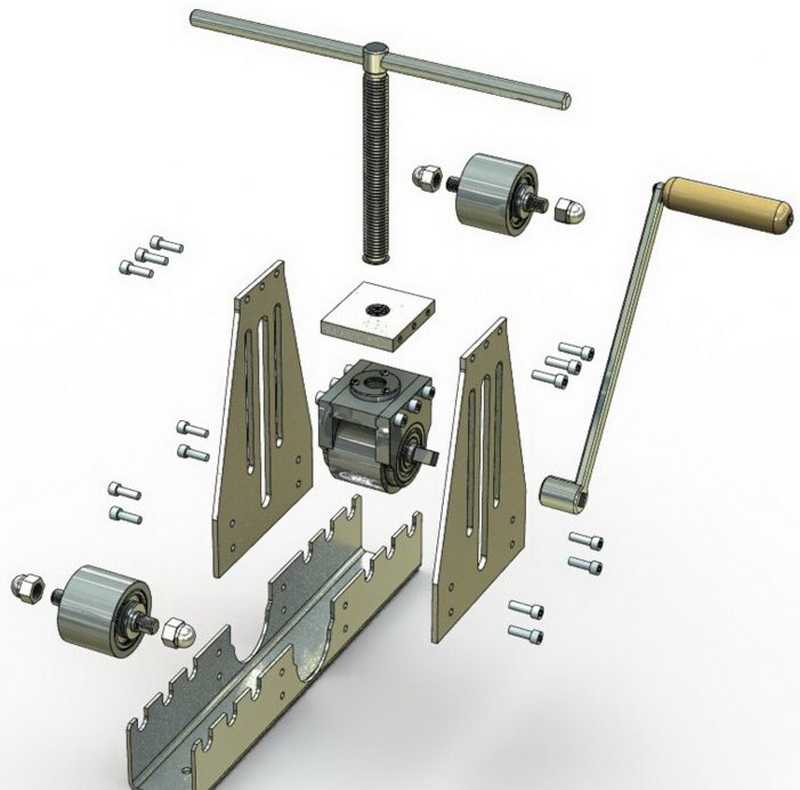
Я планирую сделать несколько оправок, которые крепятся болтами к маховику, и попытаться использовать плоское место, где был установлен датчик зажигания, для удержания неподвижного конца заготовки.
Я буду использовать противоположную сторону корпуса, где есть пара болтов корпуса с плоским пространством между ними, чтобы установить стартерное колесо (ведущую шестерню) между ними.
По крайней мере, на данный момент это план.
Последнее редактирование:
землепользование
модератор
#2
Хорошая идея! Дайте нам знать, как это работает для вас
гэгкорп2012
Активный член
#3
Закончил пару доработок маховика и блока двигателя. Осталось стачать верхушку крепления магнита зажигания и сбить пару бобышек на двух отверстиях под болты на корпусе.
Я нашел большой подшипник из балки оси Yamaha 350 и использовал его для крепления ведущего шкива. Я приварил шестерню стартера к внутреннему кольцу подшипника. Затем я взял отрезанную головку кривошипа и надел ее на шестерню стартера.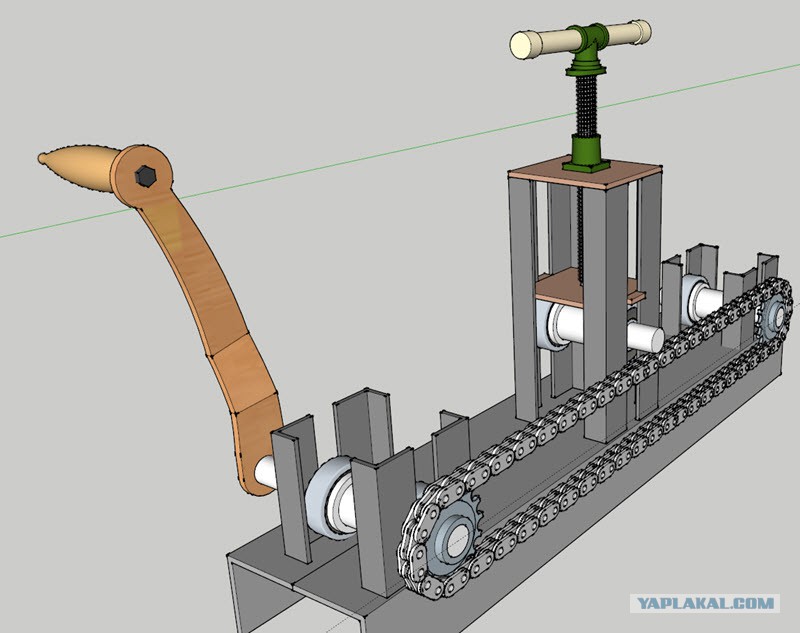
Я сделал монтажную пластину над головкой блока цилиндров, потому что эта часть блока кажется самой прочной. Используется угловой утюг и плоская пластина.
Сделал несколько монтажных выступов и просверлил отверстия для болтов, удерживающих пластину на месте.
Сделал рукоятку из шкива и куска трубы, затем провел первое испытание на прочность… согнул арматуру диаметром 1/2 дюйма…
Работает (на арматуре).
I необходимо установить тормозной диск (от Пассата 93) на маховик рядом, чтобы иметь лучшую рабочую поверхность для удержания заготовки и сделать оправку для круглой трубы
Планирую заказать новый ротор, так что будет 10 баксов, у меня менее 50 долларов США и менее 8 часов, вложенных в этот проект.0003
Последнее редактирование:
гэгкорп2012
Активный член
#4
Я получил новый ротор, так как ржавый используется в качестве груза брезента, удерживающего крышку на косилке.
Всего 12 баксов за новый задний ротор.
Я отрезал верхнюю часть Roto там, где проходят выступы, и прикрепил ее к маховику. Я использовал (3) 0,75-дюймовые гайки для центрирования ротора по круглой кромке маховика. коленчатый вал был приварен немного криво
Все равно не мог не попробовать….
Черная стальная труба начала гнуться, но зажимы тисков тоже погнулись и отпустили !
Теперь нужно сделать правильный держатель заготовки.
Последнее редактирование:
Карты Каоса
много косарей
#5
Отличная работа!
гэгкорп2012
Активный член
#6
Спасибо @Karts of Kaos
Я добавил зажим для заготовки, и он держится намного лучше.
Затем я попытался согнуть кусок квадратной трубы, и сварной шов, крепящий короткую часть коленчатого вала к ведущей шестерне стартера, лопнул.
Я ожидал, что подшипник может разболтаться или сломаться первым.
При приваривании зажима для заготовки размером 2 x 1/4 дюйма к ротору у сварщика возникли проблемы с подачей проволоки, из-за которых она работала в течение секунды, затем проскальзывала секунду, а затем повторялась. Оказалось, что натяжитель был слишком затянут, поэтому я зафиксировал его контргайкой… также заметил, что у меня закончилась проволока с флюсовым сердечником, поэтому я взял новый баллон со сварочным газом и переключился на одножильный провод, чтобы посмотреть, поможет ли это.
гэгкорп2012
Активный член
#7
Сегодня получил моток проволоки MIG для повторной сварки детали приводного кривошипа.
Сначала я использовал шлифовальную машинку, чтобы расширить шпоночный паз на головке кривошипа, чтобы я мог перевернуть эту часть и надеть рукоятку привода.
Мне пришлось сделать отверстие в шестерне стартера на один размер больше, чтобы поместиться болт для прямоугольного торца кривошипа.
Затем просверлил отверстие в задней части монтажной пластины подшипника, чтобы я мог затянуть болт кривошипа.
Затем я прижал шестерню стартера к головке кривошипа.
Затем я приварил шестерню стартера к кривошипу. Я получаю гораздо лучшие сварные швы с газом, чем с порошковой проволокой.
Я выбежал на улицу и вставил несколько болтов в пень, чтобы удерживать картер, пока крутил ручку.
Вот изгиб на отрезке трубы диаметром 1,04 дюйма (26 мм).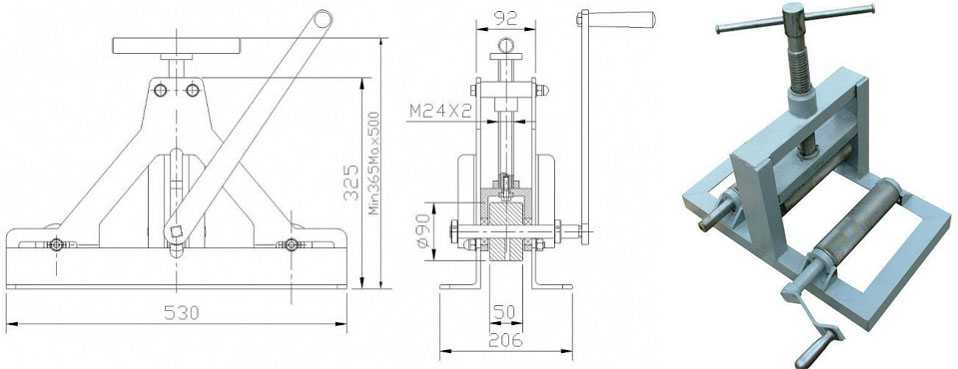 Толщина стенки 0,007 дюйма (1,8 мм). Таким образом, трубка имеет плоские участки, но не пережималась и не разрушалась, один конец находился в зажиме, а заготовка проводилась по плоской поверхности тормозного диска и подавалась за носик кривошипа 9.0003
Толщина стенки 0,007 дюйма (1,8 мм). Таким образом, трубка имеет плоские участки, но не пережималась и не разрушалась, один конец находился в зажиме, а заготовка проводилась по плоской поверхности тормозного диска и подавалась за носик кривошипа 9.0003
Последнее редактирование:
Бюджетный GoKart
Он же Кенбар
#8
это круто!
гэгкорп2012
Активный член
#9
Бюджет GoKart сказал:
это круто!
Нажмите, чтобы развернуть…
Спасибо @Budget GoKart. Еще нужно немного поработать над оправками, чтобы я мог получить лучшие изгибы, не сплющивая трубку.
Я добавил скобки внизу. блока двигателя, чтобы я мог прикрутить его к рабочему столу.
Перед тем, как согнуть кусок трубки диаметром 1-1/4 дюйма (32 мм), я вырезал кусок трубки диаметром 1 дюйм (24 мм) и пропустил его через трубогиб.
При работе на верстаке у меня закончились рычаги с рукояткой шкива, и я решил перейти на храповой привод.
Приводная головка 17 мм 1/2 дюйма имеет такой же наружный диаметр, что и приводной вал, поэтому я использовал отрезной круг, чтобы вырезать 17-миллиметровую шестигранную головку с конца приводного вала.
Я воспользовался большим динамометрическим ключом, чтобы узнать, что для изгиба 31-миллиметровой трубы требуется ~140 фут/фунт крутящего момента.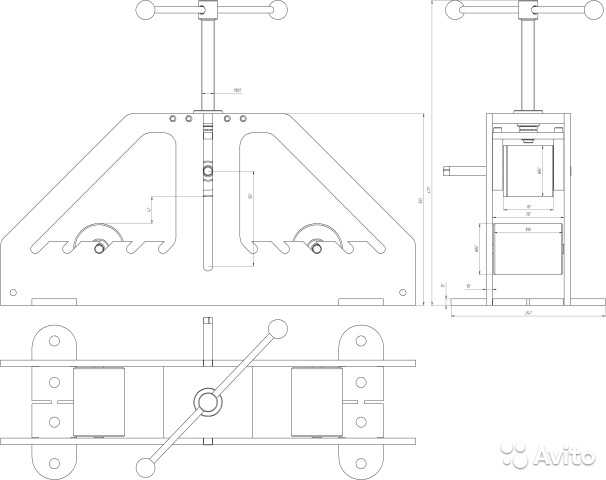 .. затем что-то щелкнуло.
.. затем что-то щелкнуло.
Стартер <снова>. Шестерня — это какой-то сплав, который не держит сварной шов. Сварной шов рвется.
Итак, мне пришлось вскрыть заднюю часть пластины подшипника
и снова приварить нижнюю часть звездочки.
Решил еще раз пройтись по кромке подшипника, на этот раз покрыть головку болта расплавленным металлом…
Немного остыв, я собрал все обратно и снова начал прокручивать трубу 1-1/4 дюйма, пока она не перегнулась. имеет более прочный и простой в использовании привод
Держатель заготовки выполняет свою работу
Все еще нужно сделать несколько оправок, чтобы возиться с тонкостенной трубкой… все остальное ломается до изготовления оправок.
гэгкорп2012
Активный член
#10
Сломай и почини <снова>.
Я как бы знал, что пожалею об этом тесте — попытке согнуть кусок трубы 24 мм x 3 мм. Вы можете видеть, что у меня тоже был небольшой изгиб.
Мне пришлось увеличить крутящий момент выше 150 футофунтов. и стоял крепко, когда тянул храповик трубой читера… потом еще что-то щелкнуло.
Ослабление некоторых сварных швов на внешней обойме подшипника. (изначально сварил порошковой проволокой, стараясь не расплавить обойму подшипника).
Также заметил, что несколько маленьких кусочков металла взлетели вверх, так как поверхность трех зубьев ведущей шестерни отслоилась. Сняв опорную плиту, я увидел, что она прогнулась и загнулась вверх под областью маховика, где нет крепежных элементов, удерживающих ее.
Итак, я сошлифовал подшипник с пластины и сделал отверстие большего размера, чтобы подшипник поместился внутри пластины и получил дополнительный зазор, чтобы маховик не загрыз нижнюю часть ведущей звездочки.
Намного лучше сварка газом, и я прошел весь подшипник и наложил тонкий валик с другой стороны для надежности.
Затем я отрезал кусок металлолома толщиной 1/4 дюйма, чтобы приварить его к концу пластины подшипника, чтобы она не прогибалась.
В моем телефоне разрядилась батарея, поэтому нет изображения улучшения расчалки.
землепользование
модератор
#11
Работа над изломами!
гэгкорп2012
Активный член
#12
землепользование сказал:
Работаем над изгибами!
Нажмите, чтобы развернуть…
Точно.
Мой краткосрочный план состоит в том, чтобы использовать этот гибочный станок
для изготовления деталей для моего гидравлического гибочного станка.
Мне придется переделать этот, чтобы использовать 1,5-дюймовую трубку для багги.
Сегодня ни один из моих инструментов не может сделать идеально гладкие изгибы труб любого размера
JTSpeedDemon
Победитель конкурса Build Off 2019!
Трубы толстостенные медные: Труба медная толстостенная + Аноды, графит, припой… › Русский металл
Медь — Трубка медная
Пн, 07 ноября
Купить медную трубу можно с нашего склада или под заказ. Трубы изготавливают из меди марок М1, М2 с химическим составом по ГОСТ 859-2001.
Прайс-лист
| Наименование | Размер,мм | Кол-во,кг | Цена с НДС |
| Медная труба М1М | 6х1 | 1302 | 748 |
| Медная трубка М1М | 8х1 | 1128 | 748 |
| Трубка медная М1М | 8х1,5 | 34 | 748 |
| Труба М1М | 8х2 | 93 | 398 |
| Труба медная М1М | 10х1 | 1320 | 748 |
| Медная труба М1М | 10х1,5 | 21 | 748 |
| Труба М1М | 10х2 | 79 | 748 |
| Медная трубка М1М | 12х1 | 973 | 748 |
| Труба М1М | 12х1,5 | 306 | 748 |
| Труба медная М1М | 12х2 | 138 | 748 |
| Труба М1М | 14х1 | 421 | 748 |
| Медь Труба М1М | 16х1 | 282; | 748 |
| Медь Труба М1М | 18х1 | 102 | 748 |
Медная труба имеет высокую механическую прочность, медная труба устойчива к износу и коррозии, медная труба экологически безопасна. Рекомендуется к применению при прокладке систем горячего и холодного водоснабжения, отопления, подаче топлива и др. Медная труба устойчива к любым температурам жидкости (рабочая температура медных труб варьируется от -200 до +250 градусов). Также среди других преимуществ медных труб — простота монтажа, длительные сроки эксплуатации, возможность вторичного использования после переработки.
Медные трубы широко используются для водопровода и отопления, для теплообменных апппаратов, а также для токопроводящих изделий. Для токопроводящих изделий используют трубы из меди марок M1 и M2.
Бесшовные трубы из меди по низким ценам
Бесшовные трубы из меди отличаются от других трубы отсутствием сварного шва или другого соединения. Медные бесшовные трубы могут быть изготовлены методами ковки, прокатки, волочения или прессования металла. Чаще всего бесшовные медные трубы применяются в трубопроводах различного назначения, в том числе для отопления жилых домов.
Толстостенные трубы из меди
Медные трубы изготовляют для продажи в соответствии с ГОСТ 617-90 из меди марок M1, M1р, M2, М2р, М3, М3р с химическим составом по ГОСТ 859 с толщиной стенки 0,8-10 мм.
* Способ изготовления:
тянутый, холоднокатаный — Д;
прессованный — Г.
* Форма сечения: круглая — КР.
* Точность изготовления:
нормальная — Н;
повышенная — П.
* Состояние материала:
мягкое — М;
полутвердое — П;
твердое — Т;
мягкое повышенной пластичности — Л;
полутвердое повышенной прочности — Р;
твердое повышенной прочности — Ч.
* Длина:
немерная — НД;
кратная мерной — КД;
в бухтах — БТ.
* Особые условия:
медные трубы в бухтах увеличенной длины — У;
трубы из меди повышенной точности по длине — Б;
трубы медные высокой точности по кривизне — К.
Тонкостенные медные трубы
Круглые тянутые тонкостенные трубы из меди марок М1, М2, М3 производятся для продажи по ГОСТ 11383-75. Толщина стенки 0,15-0,70 мм.
* Способ изготовления: тянутый — Д.
* Форма сечения: круглая — КР.
* Точность изготовления:
нормальная — Н;
повышенная — П.
* Состояние материала:
мягкое — М;
твердое — Т;
* Длина:
немерная — НД;
мерная — МД;
кратная — КД;
в бухтах — БТ.
* Особые условия:
повышенная пластичность — Л;
прессованная заготовка — Г;
сварная заготовка — С;
любая заготовка — Р.
Трубы медные для теплообменных аппаратов
Круглые, тянутые, холоднокатаные медные трубы из бесшовных и сварных заготовок, применяемые в теплообменных аппаратах изготовляют из меди марок М1Р и М2Р по ГОСТ 21646-2003 с толщиной стенки 0,5-3,0 мм.
* Способ изготовления:
холоднокатаная или тянутая — Д;
холоднокатаная или тянутая из сварной заготовки — С.
* Форма сечения: круглая — КР.
* Точность изготовления:
нормальная по толщине стенки и диаметру — Н;
повышенная по толщине стенки и диаметру — П;
нормальная по толщине стенки и повышенная по диаметру — И;
повышенная по толщине стенки и нормальная по диаметру — К.
* Состояние материала:
мягкое — М;
полутвердое — П;
твердое — Т;
* Длина: кратная мерной — КД.
* Особые условия:
повышенная пластичность — ПП;
повышенная прочность — ПТ;
повышенная точность по кривизне — ПС;
повышенная точность по косине реза — ПУ.
БРОНЗА ЛАТУНЬ
Труба
Главная \ Медь \ Труба
Трубы Медные трубы изготовляются из меди марок M 1, M 1р, M 2, М2р, М3, М3р, нормальной и повышенной точности мерной и немерной длины в пределах от 1 до 6м. Трубы могут быть холоднодеформированными (тянутыми) и прессованными; мягкими, полутвердыми, твердыми. Медные трубы широко используются для водопровода и отопления, для теплообменных апппаратов, а также для токопроводящих изделий. Для токопроводящих изделий используют трубы из меди марок M1 и M2. Бесшовные трубы из меди по низким ценам Бесшовные трубы из меди отличаются от других трубы отсутствием сварного шва или другого соединения. Медные бесшовные трубы могут быть изготовлены методами ковки, прокатки, волочения или прессования металла. Чаще всего бесшовные медные трубы применяются в трубопроводах различного назначения, в том числе для отопления жилых домов. Толстостенные трубы из меди Медные трубы изготовляют для продажи в соответствии с ГОСТ 617-90 из меди марок M1, M1р, M2, М2р, М3, М3р с химическим составом по ГОСТ 859 с толщиной стенки 0,8-10 мм.
Тонкостенные медные трубы Круглые тянутые тонкостенные трубы из меди марок М1, М2, М3 производятся для продажи по ГОСТ 11383-75. Толщина стенки 0,15-0,70 мм.
Трубы медные для теплообменных аппаратов Круглые, тянутые, холоднокатаные медные трубы из бесшовных и сварных заготовок, применяемые в теплообменных аппаратах изготовляют из меди марок М1Р и М2Р по ГОСТ 21646-2003 с толщиной стенки 0,5-3,0 мм.
|



4 типа медных труб: в чем разница?
Фото: depositphotos. com
com
Медные трубы десятилетиями использовались в качестве водопровода в домах, и вы, вероятно, видели их под своими шкафами или над головой в подвале. Большинство людей знают, что трубы бывают разного диаметра, но вы можете не осознавать, что некоторые типы медных труб толще, чем другие. Знание разницы между типами медных труб и наилучшего применения для каждого из них поможет вам сделать осознанный выбор, когда вы начнете проект ремонта или реконструкции сантехники в вашем доме.
Фото: lowes.com
1. Медная труба типа K
Из всех типов медных труб тип K имеет самые толстые стенки и является наиболее прочным. Толщина стенки трубы зависит от диаметра трубы. ½-дюймовая труба типа K имеет толщину стенки 0,049 дюйма, а ¾-дюймовая труба имеет толщину 0,065 дюйма. Его толщина также делает тип К самым тяжелым и дорогим типом медных труб. Вы не найдете медных труб типа К под раковиной или соединенных с другими сантехническими приборами; отчасти потому, что с ними не так легко работать, как с другими видами меди, но в основном из-за непомерно высокой стоимости. Толщина типа K подходит для использования в коммерческих водопроводах, системах отопления, вентиляции и кондиционирования воздуха и спринклерных системах, но чаще всего встречается в подземных водопроводах. Более тонкая труба может деформироваться или разрушиться под землей, но долговечность трубы типа K позволит ей прослужить дольше, а это означает, что ее не нужно выкапывать каждые несколько лет.
Толщина типа K подходит для использования в коммерческих водопроводах, системах отопления, вентиляции и кондиционирования воздуха и спринклерных системах, но чаще всего встречается в подземных водопроводах. Более тонкая труба может деформироваться или разрушиться под землей, но долговечность трубы типа K позволит ей прослужить дольше, а это означает, что ее не нужно выкапывать каждые несколько лет.
Отличающиеся зеленой маркировкой, трубы типа К доступны как в жесткой форме, так и в гибких рулонах. Вы часто найдете гибкие рулоны типа K, используемые для подземных водопроводов, потому что их легче укладывать в траншею, они не требуют фитингов и могут использоваться с компрессионными и раструбными фитингами. Жесткая форма труб типа K, скорее всего, будет использоваться для коммерческих помещений и спринклерных систем.
Реклама
Подходит для: Магистральные подземные водопроводы.
Выбор редакции: Мотки медной трубы Mueller Streamline типа K (доступны в The Home Depot) используются в подземных работах, таких как водопровод, из-за их простоты использования и долговечности.
Фото: lowes.com
2. Медная труба типа L
Несмотря на то, что она не такая толстая, как труба типа K, с толщиной стенки 0,045 дюйма для трубы диаметром ¾ дюйма, она все же достаточно прочная и долговечная. можно использовать многими другими способами. Тип L достаточно мощный, чтобы его можно было использовать в подземных условиях, но его часто используют для замены или ремонта водопроводных линий. Если известно, что в доме есть проблемы с водой, такие как жесткая вода, медь типа L часто является предпочтительным выбором, потому что жесткая вода не будет изнашиваться через более толстые стены так же легко, как через трубу типа M.
Обозначенный синим цветом и предназначенный для внутренних систем водоснабжения, систем водяного отопления и противопожарной защиты, таких как спринклерные системы, тип L является наиболее часто используемым типом медных труб. Он поставляется как в гибких рулонах, так и в жестких трубках, причем жесткие трубки обычно используются для внутренних водопроводов, а гибкие рулоны используются под землей и снаружи дома.
Подходит для: Почти все, но особенно внутренние водопроводы.
Выбор редакции: Трубки Mueller Streamline Type L длиной 10 футов (доступны в The Home Depot) — это надежный выбор для установки и ремонта бытовых водопроводных труб.
Фото: lowes.com
3. Медная труба типа M
Труба типа M имеет толщину стенки 0,032 дюйма для трубы диаметром ¾ дюйма, что делает ее более тонкой, чем медная труба типа K и типа L. . Хотя это может показаться пунктом списка «минусов», на самом деле это не так: в медной трубе типа M меньше меди, что делает ее легче, менее жесткой и с ней легче работать. Лучше всего то, что он стоит меньше, чем другие типы медных труб!
Реклама
Тип M имеет красную маркировку и поставляется в гибких рулонах и жестких трубках. Хотя медная труба типа M не часто используется в наружных подземных работах, она идеально подходит и достаточно долговечна, если вы хотите запустить систему водоснабжения в своем доме. Фактически, ее доступная цена делает ее самой популярной медной трубой для бытовых систем водоснабжения.
Фактически, ее доступная цена делает ее самой популярной медной трубой для бытовых систем водоснабжения.
Подходит для: Бытовые водопроводы.
Выбор редакции: Относительно низкая цена на медную трубу Mueller Streamline Type M (доступна в The Home Depot) делает ее популярным выбором для прокладки бытовых водопроводов.
Фото: homedepot.com
4. Медная труба DWV
Буквы DWV означают дренаж, отходы и вентиляцию — полезное напоминание о том, что труба DWV одобрена для использования только в дренажных и вентиляционных линиях. Как единственный тип медных труб, не используемый в системах водоснабжения, труба DWV является своего рода «лишним». Медные трубы DWV имеют больший диаметр, чем другие виды меди, и отличаются желтой маркировкой. У него также более тонкие стенки, чем у других типов медных труб, с толщиной стенки 0,040 для отрезка трубы диаметром 1¼ дюйма, что является наименьшим диаметром, доступным для DWV. Тонкие стенки медной трубы DWV могут выдерживать максимальное номинальное давление 15 фунтов на квадратный дюйм, отсюда и узкий диапазон использования. Это часто можно увидеть в старых домах, но если у вас новый дом, не утруждайте себя поиском медной трубы DWV в канализации или вентиляционных линиях, в новом строительстве ее почти не было, она заменена трубой из ПВХ.
Тонкие стенки медной трубы DWV могут выдерживать максимальное номинальное давление 15 фунтов на квадратный дюйм, отсюда и узкий диапазон использования. Это часто можно увидеть в старых домах, но если у вас новый дом, не утруждайте себя поиском медной трубы DWV в канализации или вентиляционных линиях, в новом строительстве ее почти не было, она заменена трубой из ПВХ.
Подходит для: Обычно встречается только в канализационных и вентиляционных системах старых домов.
Выбор редакции: Несмотря на то, что в наши дни медные трубы Cerro DWV редко устанавливаются, они все же иногда используются при ремонтных работах.
Реклама
толстостенные медные трубы // производитель меди и медных сплавов — Multimet
толстостенные медные трубы производитель, склад и поставщики медных труб в Индии | безуглеродистые медные трубы | медные катушки | медь плоская | трубы и трубки из меди и медных сплавов, широкий спектр бериллиевой меди 172 / C172 / C17200 / сплава 25
Multimet имеет в наличии толстостенные медные трубы для удовлетворения потребностей вашего проекта, купите толстостенные медные трубы по лучшей цене и с быстрой доставкой.
 Поставка толстостенных медных труб от утвержденных производителей и поставщиков из Великобритании, Индии, Европы и США. Широкий выбор медных сплавов | медные трубы | безуглеродистые медные трубы | медные катушки | медь плоская | медь и медный сплав, бериллиевая медь C17200 или сплав 25 Медные трубы и трубки
Поставка толстостенных медных труб от утвержденных производителей и поставщиков из Великобритании, Индии, Европы и США. Широкий выбор медных сплавов | медные трубы | безуглеродистые медные трубы | медные катушки | медь плоская | медь и медный сплав, бериллиевая медь C17200 или сплав 25 Медные трубы и трубки
Содержимое:
» Медные водопроводные трубы, тип K (с толстыми стенками) Описание продукта
а) Спецификация
б) Покрытие
в) Свойства
» Медные водопроводные трубы, тип K (с толстыми стенками) Правила упаковки и доставки
» Медные водопроводные трубы, тип K (с толстыми стенками) Связанные доступные марки
» Медные водопроводные трубы, тип K (с толстыми стенками) Обновленный прайс-лист
» Медные водопроводные трубы, тип K (с толстыми стенками) Применение
» Медные водопроводные трубы, тип K (с толстыми стенками) Полезная информация
» Медные водопроводные трубы, тип K (с толстыми стенками) Запросить информацию
» Медные водопроводные трубы типа K (с толстыми стенками) Сопутствующие товары и инвентарь
Multimet Overseas является одним из ведущих производителей и экспортеров высококачественных медных водопроводных труб типа K (с толстыми стенками). Multimet Overseas предлагает похвальный ассортимент Медные водопроводные трубы, тип K (с толстыми стенками) , для престижных клиентов по конкурентоспособной цене. Являясь известным производителем и экспортером широкого спектра Медных водопроводных труб типа K (с толстыми стенками), мы предлагаем Медные водопроводные трубы, Тип K (с толстыми стенками) , которые изготовлены нашими ловкими профессионалами с использованием сырья высшего класса, как по установленным отраслевым нормам.
Multimet Overseas предлагает похвальный ассортимент Медные водопроводные трубы, тип K (с толстыми стенками) , для престижных клиентов по конкурентоспособной цене. Являясь известным производителем и экспортером широкого спектра Медных водопроводных труб типа K (с толстыми стенками), мы предлагаем Медные водопроводные трубы, Тип K (с толстыми стенками) , которые изготовлены нашими ловкими профессионалами с использованием сырья высшего класса, как по установленным отраслевым нормам.
Мы устанавливаем стандарты качества, постоянства и обслуживания в сантехнической, холодильной и ОВКВ отраслях. Имея многолетний опыт в производстве, мы продолжаем предлагать надежное качество Медные водопроводные трубы, тип K (с толстыми стенками) по очень разумным ценам по всему миру. Мы приветствуем ваши запросы и рады включить вас в наш список, чтобы предоставить вам лучший сервис Multimet Overseas.
» Описание продукта
a) Спецификация
для подземных жилых, коммерческих и промышленных помещений.
(диаметром от 1/4″ до 6″)
ASTM-B88
JIS-h4300
AS-1432
Медные водопроводные трубы, тип K (с толстыми стенками) Доступность и особенности
Диаметры от 1/8″ до 8-1/8″
Твердые или мягкие отрезки и мягкие бухты
K, L, M и DWV для сантехники
ACR и обезвоженные холодильные змеевики для систем HVAC/R
Доступна медная трубка для кислорода/медицинских газов
Описание | Медная труба, медная трубка |
|---|---|
Стандарт | ASTM B280, JIS h4300, AS/NZS1571. |
Материал | TU2, C1020T, C10200, T2, C1100, TP1, C1201T, C1200, TP2, C1220T, C12200, C14200, C19400 и т. д. |
Размер | Наружный диаметр: 2–610 мм Вес: 0,5–80 мм Длина: 1 м, 2 м, 3 м, 6 м или по мере необходимости. |
Применение | Медные трубки изготовлены из чистой электролизной меди. Они точны по размеру и гладки на поверхности. Кроме того, они обладают хорошей теплопроводностью. Кроме того, они надежны по качеству. Таким образом, они широко используются для теплообменников, радиаторов, охладителей, электронагревательных труб, кондиционеров и холодильников. Прямые трубы могут использоваться для транспортировки нефти, тормозных труб, водопроводных и газовых труб для строительства |
 JIS3300-2006
JIS3300-2006Размеры
Толщина стенки медной трубы варьируется в зависимости от сортамента трубы – четыре общих стандарта называются K, L, M и DWV (Drain/Waste/Vent – без давления), от самого толстого к самому тонкому.
| Тип трубы / трубы | Номинал Размер трубы | Н.Д. | И.Д. | Толщина стенки | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| К | л | М | ДВВ | К | л | М | ДВВ | |||
| Медные водопроводные трубы, тип K (с толстыми стенками) | 1/4 дюйма | 3/8″ | 0,305 | 0,315 | — | — | 0,035 | 0,030 | — | — |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 3/8 дюйма | 1/2 дюйма | 0,402 | 0,430 | 0,450 | — | 0,049 | 0,035 | 0,025 | — |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 1/2″ | 5/8″ | 0,527 | 0,545 | 0,569 | — | 0,049 | 0,040 | 0,028 | — |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 5/8″ | 3/4″ | 0,652 | 0,666 | — | — | 0,049 | 0,042 | — | — |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 3/4 дюйма | 7/8 дюйма | 0,745 | 0,785 | 0,811 | — | 0,065 | 0,045 | 0,032 | — |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 1″ | 1-1/8″ | 0,995 | 1,025 | 1,055 | — | 0,065 | 0,050 | 0,035 | — |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 1-1/4″ | 1-3/8″ | 1,245 | 1,265 | 1,291 | 1,295 | 0,065 | 0,055 | 0,042 | 0,040 |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 1-1/2″ | 1-5/8″ | 1,481 | 1,505 | 1,527 | 1,541 | 0,072 | 0,060 | 0,049 | 0,042 |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 2 дюйма | 2-1/8″ | 1,959 | 1,985 | 2. 009 009 | 2.041 | 0,083 | 0,070 | 0,058 | 0,042 |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 2-1/2 дюйма | 2-5/8″ | 2,435 | 2,465 | 2,495 | — | 0,095 | 0,080 | 0,065 | — |
| Медные водопроводные трубы, тип K (с толстыми стенками) | 3 дюйма | 3-1/8″ | 2,907 | 2,945 | 2,981 | 3. 030 030 | 0,109 | 0,090 | 0,072 | 0,045 |
b) Покрытие
Щелкните ниже для покрытия труб и трубок:
c) Свойства
Стандартная толщина стенки медных труб в США: «Тип K», «Тип L», «Тип M» и «Тип DWV»
Общепринятыми значениями толщины стенок в Европе являются «Тип X», «Тип Y» и «Тип Z», определенные стандартом EN 1057.
» Медные водопроводные трубы, тип K (с толстыми стенками) Правила упаковки и доставки
Медные водопроводные трубы, тип K (с толстыми стенками) упаковываются в соответствии с международным стандартом в связки, обвязанные полосами, а затем в контейнеры во избежание повреждений.
Доставка: В течение 10-25 дней или как можно скорее, если у нас есть достаточный запас
Типы упаковки:
Особые характеристики:
Специальная маркировка и упаковка:
Каждое изделие или деталь имеет уникальный идентификатор и специально упакована в соответствии с потребностями клиента… Мы адаптируемся к вашему запросу.
» Copper Water Tubes, Type K (heavy wall) related available grades
Copper pipe / tube in grade: C11000, C12200,C2680, C27200, C27000, C11000 C10200 C12000 C12200 C2680 C27200 C27000 C21000 C23000 C24000 C26000 C26200 C27000 C72000 C28000 C44300 C68700 C70600 C71500 C71500 C70600 медь, 3003 алюминий и т. д.
- C10100 Трубка
- C10200 Трубка
- Медные трубы C10300
- Медные трубы C10800
- Медные трубы C12000
- Медные трубы C12200
- Трубки из бериллиевой меди (C17200, C17300, C17500, C17510, CuCo1Ni1Be)
- T1, T2, C1070, C1100, C1220, C1020, C1200, C1050 медные трубы кондиционера
- C11000 Медные трубы переменного тока
» Медные водопроводные трубы, тип K (с толстыми стенками) Обновленный прайс-лист
- медная водопроводная труба
6000-13000 долларов США / тонна (цена FOB) - Прямые отрезки медной водопроводной трубы
7000-9000 долларов США / тонна (цена FOB) - Бесшовная медная водопроводная труба
7000-9 долларов США000 / тонна (цена FOB) - Прямая сантехническая медная трубка
7000-8000 долларов США / тонна (цена FOB) - Медные трубы с пластиковым покрытием, изолированные медные трубы
1-10 долларов США/метр (цена FOB) - C12200 Медная водопроводная труба с пластиковым покрытием
72,00-81,00 долларов США / килограмм (цена FOB) - с покрытием из пвх
1-10 долларов США / комплект (цена FOB) - C12200 Пластиковая бесшовная медная водопроводная труба с покрытием
72,00-81,00 долларов США / килограмм (цена FOB) - Стальная труба с медным покрытием
900-1300 долларов США / метрическая тонна (цена FOB) - Прямая медная трубка
9000-15000 долларов США / тонна (цена FOB) - ХОЛОДИЛЬНЫЕ МЕДНЫЕ ТРУБЫ/МЕДНАЯ ТРУБА
4-8 долларов США за штуку (цена FOB) - ACR Блинчатая медная трубка
1-10 долларов США/метр (цена FOB) - Теплообменник из медных труб для холодильной установки
1–50 долларов США за штуку (цена FOB) - Капиллярные медные трубки для теплообмена, марки C2680, C2400 и C2300
8000-10000 долларов США / тонна (цена FOB) - Прессованная медная ребристая труба для теплообменника
28-35 долларов США / метр (цена FOB) - C70600 Медно-никелевая трубка для теплообменника
2300-4000 долларов США / тонна (цена FOB) - медная трубчатая сердцевина теплообменника для инженерных машин
10-2000 долл. США / шт. (цена FOB) - медные трубы теплообменника
9 долларов США000-9600 / тонна (цена FOB) - Медная труба ACR для контрольно-измерительных приборов. Газопроводы, общее машиностроение, комплекты для КПГ/СНГ. Промышленность
10-20 долларов США за килограмм (цена FOB) - Медная труба общего машиностроения
10-20 долларов США за килограмм (цена FOB) - EN 1057 прямая медная трубка для медицинского газа
7000-8000 долларов США / тонна (цена FOB) - Медная трубка для медицинских газов
10-15 долларов США за килограмм (цена FOB) - медные трубы для водопровода
40-50 долларов США за килограмм (цена FOB) - медная трубка для солнечного водонагревателя
7500-8500 долларов США / метрическая тонна (цена FOB) - EN12975 Новый тип тепловых трубок Солнечный коллектор Солнечная панель 20 трубок 30 трубок
120-389 долларов США/ Комплект (Цена FOB) - 20-трубный коллектор водяного теплового нагревателя на солнечной панели — трубки 58 мм
292 долл. США / комплект (цена FOB) - Плоский коллектор, солнечный водонагреватель, обогреватель, солнечная трубка
89,1-500 долларов США / комплект (цена FOB) - медных шинных трубок для электрического применения
20-22 долл. США/килограмм (цена FOB) - Медно-никелевые трубы 90/10 для морского применения
75-130 долларов США за килограмм (цена FOB) - Медные трубы для автомобилей, работающих на сжиженном нефтяном газе (автогаз) европейского производства
1500-4000 долларов США / тонна (цена FOB) - изолированная медная холодильная трубка
1500-4000 долларов США / тонна (цена FOB) - Медная посадка Металлическая топливная трубка для автомобиля
2–10 долларов США за килограмм (цена FOB) - декоративные медные трубки
3–8 долларов США за штуку (цена FOB) - Трубка холодильника с медным покрытием в конденсаторе
900-1400 долларов США / метрическая тонна (цена FOB) - автомобильная медная трубка
0,1–1,5 долл. США/метр (цена FOB) - трубы меди газа прямой длины К12200 для ХВАКР
7600-8800 долларов США / тонна (цена FOB) - DIN ECu-58 2.0090 Медная трубка HVACR
7000-10000 долларов США / тонна (цена FOB) - DIN SF-Cu 2.0090 Медная трубка HVACR
7000-10000 долларов США / тонна (цена FOB) - C12200 Медные трубы LWC для HVACR
7000-9000 долларов США / тонна (цена FOB) - Медно-никелевая бесшовная трубка
11–13 долларов США за килограмм (цена FOB) - Изолированная бесшовная медная труба/Стандарт ASTM B280/25M Медная трубка Цена
7350-7560 долларов США / тонна (цена FOB) - Мягкая отожженная медная трубка ASTM b280 c12200
7,9-9,6 долларов США за килограмм (цена FOB) - по ASTM B280 (LWC)
11,58–16,68 долларов США за килограмм (цена FOB) - C12200 Бесшовная медная труба с внутренними канавками ASTM B280
7,6–7,9 долл. США за килограмм (цена FOB) - uns c12200 красная медная трубка
8500-10400 долларов США / тонна (цена FOB) - Медная трубка C12200
5000-8000 долларов США / тонна (цена FOB) - ASTM C12200 Медная трубка
7000-10000 долларов США / тонна (цена FOB) - ASTM C12200 бесшовная медная водопроводная труба/труба
8000-12000 долларов США / тонна (цена FOB) - C12200 LWC Медная трубка
6000-12000 долларов США / тонна (цена FOB) - медная капиллярная трубка для медицинского оборудования, химической промышленности, приборостроения, нефтехимической промышленности
0,02–1 долл. США / шт. (цена FOB) - Капиллярная медная трубка C1220
6,75–8,10 долл. США/килограмм (цена FOB) - Капиллярная трубка из красной меди
7-10 долларов США за килограмм (цена FOB) - C12200 МЕДНАЯ КАПИЛЛЯРНАЯ ТРУБКА
8,6–9,6 долл. США за килограмм (цена FOB) - Прессованная медная ребристая труба для теплообменника
28-35 долларов США / метр (цена FOB) - Ребристые трубы с высоким содержанием меди для водонагревателя
12–18 долларов США за килограмм (цена FOB) - солнечный водонагреватель с медным оребрением
1-10 долларов США / комплект (цена FOB) - экструдированная медная ребристая труба
65-300 долларов США / метр (цена FOB) - холодильный конденсатор с медными оребренными трубками
10-100 долларов США за штуку (цена FOB) - Медные трубы с ПВХ покрытием
6000-13000 долларов США / тонна (цена FOB) - Медная трубка с покрытием из ПВХ H65
5000-9000 долларов США / тонна (цена FOB)
Поставщики медных труб
 США / шт. (цена FOB)
США / шт. (цена FOB) США / комплект (цена FOB)
США / комплект (цена FOB) США/метр (цена FOB)
США/метр (цена FOB)Бесшовная медная труба
 США за килограмм (цена FOB)
США за килограмм (цена FOB) США/килограмм (цена FOB)
США/килограмм (цена FOB)Поделиться этой страницей:
» Медные водопроводные трубы, тип K (с толстыми стенками) Применение
- Электрические и электронные проводники
- Сверхпроводниковые матрицы
- Вакуумные трубки
- Металлостеклянные уплотнения
- Силовые подстанции
- Соединители
- Переключатели
- Шинные системы
» Медные водопроводные трубы, тип K (с толстыми стенками) Полезная информация
Медь
Химический элемент
Медь — это химический элемент с символом Cu и атомным номером 29. Это пластичный металл с очень высокой тепло- и электропроводностью. Чистая медь мягкая и ковкая; свежеобнаженная поверхность имеет красновато-оранжевый цвет.
Это пластичный металл с очень высокой тепло- и электропроводностью. Чистая медь мягкая и ковкая; свежеобнаженная поверхность имеет красновато-оранжевый цвет.
Обозначение: Cu
Электронная конфигурация: [Ar] 3d10 4s1
Температура плавления: 1085 °C
Формула: Cu
Молярная масса: 63,546 г/моль
Атомный номер: 29
Атомная масса: 63,546 ± 0,003 ед.
Почему выбирают Multimet для медных водопроводных труб, тип K (с толстыми стенками) , изделия из меди и латуни?
- Мы полностью сертифицированы по стандарту по стандарту ISO 9001:2008
- Предлагается широкий выбор медных водопроводных труб типа K (с толстыми стенками)
- Широкий ассортимент продукции и индивидуальные возможности
- Поводки из меди, латуни и медно-никелевого сплава
- Наследие в трубах / трубах, трубах, прямых трубах, LWC, змеевиках, фитингах, стержнях, полосах и плоскостях
- Изготовленные на заказ трубы, трубы, фитинги и многое другое
- Современные помещения и оборудование
- Медные водопроводные трубы, тип K (с толстыми стенками) по оптовой цене
- Класс: T1,T2,T3,TP2,Tu1,TU2,TU3,H59,H62,H63, H65
- : C12200, C1220, CU-DHP, C106
- Доставка медных водопроводных труб типа K (с толстыми стенками) по всему миру и быстрая доставка
№ сплава
» Медные водопроводные трубы, тип K (с толстыми стенками) Запросить информацию
Для получения дополнительной информации, пожалуйста, свяжитесь с нашим отделом продаж:
» Медные водопроводные трубы, тип K (с толстыми стенками) Склад и поставщики в Индии
Латунь
Медь Никель
Медный сплав
| Материалы |
| Медь Бескислородная медь (OFHC) Бериллиевая медь ФОРМЫ: |
| Медный сплав |
| Латунь |
| Медь Никель |
Наши торговые представители
У нас также есть наши торговые представители, чтобы понять требования наших клиентов, мы поддерживаем готовых запасов толстостенных медных труб в таких городах, как Абу-Даби, Эр-Рияд, Манама, Маскат, Доха, Дубай, Дамаск, Хартум, Бейрут, Джидда, Алеппо, Александрия, Алжир, Амман, Мосул, Каир, Багдад, Даммам, Касабланка, Басра, Мекка, Триполи, Рабат, Сана, Эрбиль, Хилла, Порт-Саид, Марракеш, Медина, Аль-Худайда, Омдурман, Дамиетта, Хомс, Кафр-Давар, Бенгази, Фес, Бахри, Нуакшот, Сулеймания, Сафи, Зарка, Оран, Киркук, Исмаилия, Тунис, Агадир, Танжер, Шарджа, Шибин Эль-Ком, Мисрата, Матра, Аден, Наджаф, Кербела, Латакия, Сус , Мекнес, Газа, Эль-Фаллуджа, Асуан, Кассала, Аль-Убайид, Сохаг, Куала-Лумпур, Пенанг, Кучинг, Ченнаи, Индия, США, Индонезия, Малайзия, Перу, Австралия, Бангладеш, Канада, Швейцария, Кувейт, Пакистан, Сенегал , Аргентина, Колумбия, Канада, Аргентина, Бразилия, Беларусь, Китай, Алжир, Египет, Испания, Иран, Япония, Южная Корея, Это aly, Нидерланды, Мексика, Южная Корея, Марокко, Македония (БЮРМ), Мексика, Малайзия, Нидерланды, Норвегия, Панама, Филиппины, Польша, Румыния, Россия, Судан, Сингапур, Таиланд, Турция, Тайвань, США, Вьетнам, США Арабские Эмираты, Египет, Ирак, Иордания, Кувейт, Катар, Алжир, Египет, Ирак, Оман, Саудовская Аравия, Болгария, Бангладеш, Китай, Испания, Чехия, Дания и многие другие.
Варианты обшивки дома: Чем обшить дом снаружи: дешево и красиво, фото, цена
Чем можно обшить дом снаружи недорого кроме сайдинга: аналоги
Мало
кто знает, что обшить дом снаружи кроме сайдинга можно его аналогами, которые
по качеству и цене превосходят сайдинг.
Обшиваете
дом только сайдингом и ничего не знаете об его аналогах, благодаря которым
можно получить уютный и качественный дом, которому все будут завидовать.
Содержание
- Почему сайдинг не наилучший вариант для обивки дома?
- Чем можно заменить сайдинг: аналоги
- Характеристики и преимущества декоративной штукатурки
- Облицовка фасадного здания керамогранитом
- Обшивка дома сэндвич панелями
- Облицовка здания природным камнем
- Облицовка здания искусственным камнем
- Облицовка здания кассетным фасадом
- Облицовка здания деревянным фасадом
- Кирпичная облицовка зданий
Почему сайдинг не наилучший вариант для обивки дома?
Сайдинг — это материал для внешней и внутренней обивки дома, бюджетный вариант фасада зданий. Различают следующие виды сайдинга.
Цокольный
сайдинг с крепежной кромсой и замком-защелкой, изготовляется из
поливинилхлорида, защищает дом от воздействия высоких температур. Прост в
установке не деформируется.
Сайдинг
из акрила изготавливается из акрил-стирола, смотрится современно, легко
крепится. Минусы акрилового сайдинга: высокая цена, если приобрести
некачественный материал, он быстро придет в непригодность.
Виниловый
(пластиковый) сайдинг изготавливается из полихлорида, толщина материала 1 см.,
ширина 10-30 см., длина 2-6 м. Материал экологический, дышащий, легко
монтируется, неприхотлив в уходе, низкая цена.
Пластиковый
сайдинг и его негативные стороны: большой вес, не устойчив к t, при повреждении панели не
восстанавливается, заменить панель сложно, при ветре панели могут шататься,
солнечные лучи выедают цвет.
Металлический
сайдинг состоит из профилированного листа из стали покрытого полимером и цинком.
Материал шириной 120-300мм. Поверхность гладкая шероховатая. Материал
Материал
выдерживает высокие температуры, пожаробезопасный, прочный, ударостойкий.
Недостатки: не пластичен, плохо крепится, подвергается коррозии, во время дождя
издает звуки, защищает от холода, дорогой.
Цементный
сайдинг изготовляется с добавлением волокон целлюлозы, инновационный,
востребован. Цементный сайдинг монтируется внахлест, крепится на саморезы,
высоко прочный, устойчив к перепадам температур, экологический, не гниет,
пожаробезопасный, шумоизоляционный. Негативные стороны: пропускает влагу.
Дорогой, имеет большой вес, при неправильном монтаже снижает свои качественные
характеристики.
Сайдинговые материалы состоят из положительных и отрицательных сторон, из выше перечисленных материалов устойчивый к воздействию внешней среды — пластиковый сайдинг, но при сильном морозе теряет свои положительные свойства и становится хрупким. Самый неудачный отделочный материал — металлический сайдинг.
Чем можно заменить сайдинг: аналоги
Облицовку
дома можно выполнить не только сайдингом, а и его аналогами, которые
востребованы и имеют хороший внешний вид и характеристики.
Аналоги
сайдинга:
- декоративная
штукатурка; - керамогранит;
- сэндвич
панели; - природный и
искусственный камень; - дерево;
- кирпич.
Разнообразный
ассортимент аналогов имеет свою форму и цвет, выполнен из разных материалов.
Долгая служба их и простой монтаж. Аналоги сайдинговых материалов, отличия и их
характеристики, рассмотрим подробно.
Характеристики и преимущества декоративной штукатурки
Декоративная
штукатурка позволяет создавать на стене узоры, бывает разных видов, состоит из
специальных веществ и наполнителей, которые помогают создать красивый рисунок.
Правильная технология нанесения и выбранная смесь помогает легко и быстро
сделать привлекательный фасад.
Декоративная
штукатурка для внешней отделки зданий имеет компоненты, обеспечивающие
устойчивость к влаге, ультрафиолету и температуре.
С
помощью декоративной штукатурки можно создать следующие узоры:
- эффект
старых стен; - эффект
трещин; - шероховатую
поверхность; - узор
перламутрового шелка; - рельефную
плоскость с углублениями.

Различают
виды декоративной штукатурки: минеральная, структурная, фактурная.
Ценные
породы: гранит, мрамор, оникс, малахит, кварцевый песок разной зернистости и
природные наполнители входят в состав минеральной штукатурки.
Фактурная
состоит из цемента и гипса. При замешивании тестообразная смесь колерует в
разные цвета, подходит для создания на стенах любых узоров.
К
преимуществам декоративной штукатурки относятся:
- легкое
замешивание; - легкое
нанесение; - без
токсичных веществ; - различная
цветовая гамма; - звук и шум
изолируется.
При
отсутствии армирующей сетки возможны появления трещин. Недостаток декоративной
штукатурки — высокая цена.
Облицовка фасадного здания керамогранитом
Облицовочный
материал керамогранит изготавливается из порошка методом прессования под
действием высокой температуры и давления с последующим обжигом.
Керамогранит
состоит из: кварцевого песка, глины, каолины, минеральных красителей и др.
добавок.
Для фасадов зданий подойдет плитка объемом 80 на 80 см., и хорошо будет ложиться вариант плитки для облицовки здания 40 на 40 см.
Дорогой
материал, разнообразен своим покрытием:
- матовым;
- глянцевым;
- сатинированным;
- полированным;
- структурированным.
Преимущества
материала: поглощает влагу, морозоустойчивый, жароустойчивый, легко
монтируется, долгий срок службы, большой выбор фактуры, простой в уходе,
химически устойчив, экологически чистый материал.
Высокая
цена – недостаток материала.
Обшивка дома сэндвич панелями
Многослойная
структура сэндвич панелей с зафиксированными слоями специальным клеем, защищают
здание от внешних воздействий окружающей среды. Этим материалом можно не только
обшить дом, но и создать ограждающие конструкции.
Преимущества
материала: легко монтируется, экологический материал безопасен для здоровья,
хорошо звукоизолирует и утепляет дом, имеет небольшой вес, что позволяет
сэкономить на фундаменте, не требует при монтаже специальной техники для установки
материала, привлекательный внешний вид, защищает дом от плесени, долговечен и
доступная цена материала.
Недостатки
материала: пожароопасность, не выносит дополнительную нагрузку.
Аккуратность при монтаже не повредит панели.
Облицовка здания природным камнем
При
отделке здания природным камнем получается ухоженный внешний вид. Песчаные оттенки делают здание старинным,
создаются геометрические пропорции и выразительные рельефы в дворцовом стиле.
Для создание такого стиля зданию требуется навыки.
Преимущества
отделки дома природным камнем: материал натуральный, экологически чистый,
надежный, долговечный, здание не перегревается летом, зимой повышенная
влажность не отражается на качестве камня.
Виды
натурального камня:
- Гранит –
делает здание привлекательным внешне, считается символом благополучия и
достатка. Долговечен и защищает фасад здания. - Песчаник –
за счет легкой шероховатой структуры обыгрывает здание. - Известняк –
бактерицидный материал. Возможна комбинация оттенков. - Крошка
натурального камня – создает конкуренцию облицовочному материалу, материал
маленького веса. - Архитектурный
камень – выдерживает большие температуры, не боится влаги и прямых солнечных
лучей, воплощает в жизнь дизайнерские задумки, долговечен.

Камень укладывают снизу в верх, для прочности материала ее внутреннюю сторону обрабатывают грунтовкой.
Облицовка здания искусственным камнем
Искусственный
камень упрощает облицовку здания, стоит недорого и создает декорацию фасада,
ничем не уступает по характеристикам природному камню.
Имеет
ряд преимуществ: низкую, цену, маленький вес, возможна облицовка гипсокартона
или термопанели, можно придать любую форму и цвет, создает красивый
дизайнерский рисунок, очень прост в использовании из-за ровной поверхности.
При
отделке дома искусственным камнем необходимо соблюдать температурный режим о 5
до 25 градусов. Можно выбирать морозоустойчивые клеевые составы для сохранения
качества при работе в низких температурах.
Облицовка здания кассетным фасадом
Кассетные
фасады представляют собой толстые и прочные железобетонные плиты. При отделке
При отделке
здания кассетными плитами получается плотно выполненный фасад.
Кассетные
плиты изготавливают из следующих материалов:
- латунь;
- алюминий;
- медь;
- нержавеющая саль;
- стальной лист с покрытием.
Облицовка
здания кассетными фасадами защищает здания, крепеж происходит за счет сварки
углов, здание получает эстетический вид, материал безопасен и экологически
чистый.
При
креплении кассетных фасадов не допустимо крепление дополнительных элементов
(антенн, вывесок, защитных экранов). При комбинировании металла защищают
материал от попадания дождя.
Кассетные
фасады имеют следующие свойства: легкий вес, гибкость, долговечность,
пожаробезопасность, множество вариантов отделки здания.
Облицовка здания деревянным фасадом
Для
получения деревянного дома можно использовать обрезную или необрезную доску.
Обрезная
доска – это поли материал с ровными гранями, необрезная – это ламели не
зачищенного бревна. Древесине не страшна влажность, солнце, укладывается на
любую поверхность, монтаж можно осуществлять круглый год.
Кирпичная облицовка зданий
Стены
кирпичных и деревянных домов облицовывают снаружи кирпичом. Такой фасад дома
смотрится современно, а различные расцветки кирпича легко укладываются и
придают ему шарм. Кирпичная кладка защищает дом от атмосферных осадков, предает
ухоженный внешний вид, если между стенами помещен утеплитель, то его свойства
увеличиваются в несколько раз. Дому не страшны влагопроницаемость и перепады
температур.
Аналоги
сайдинга смотрятся не хуже, придают дому богатый внешний вид и характеристики
аналогов лучше, чем у сайдинга.
Облицовка фасада — 115 фото красивого дизайна. Варианты лучших материалов для облицовки
Заключительным этапом при постройке нового дома является экстерьер. Вариантов для облицовки фасада дома на сегодняшний день среди разнотипных строительных материалов множество. Главной задачей каждого хозяина остается выбор материала, который будет соответствовать эстетическим предпочтениям и качественности.
Вариантов для облицовки фасада дома на сегодняшний день среди разнотипных строительных материалов множество. Главной задачей каждого хозяина остается выбор материала, который будет соответствовать эстетическим предпочтениям и качественности.
Краткое содержимое статьи:
С какой целью делают в частных домах облицовку фасада?
Большая часть строительных материалов, которые используют сегодня для утепления помещений, обладают хорошей качественностью, но не привлекательным внешним видом. Именно из-за этого многие, проектируя загородное здание, учитывают оформление фасада.
Оформлять любое помещение с внешней стороны мастера советуют специальными отделочными материалами из-за следующих функциональных особенностей:
- косметический дизайн;
- защитный слой от негативного влияния окружающей среды;
- теплоизоляционный свойства;
- длительный срок службы.
Чтобы все вышеперечисленные функции имели положительный результат необходимо правильно выполнить отделку стен.
Виды способов облицовки дома
Выбирая разновидность отделки стен необходимо учитывать такие факторы, как:
- защита;
- теплоизоляционные особенности;
- устойчивость к влиянию окружающей среды;
- термин службы;
- сферу использования;
- сложность проведения монтажных работ;
- материальную ценность и стоимость.
Каждый тип отделки стен, имеет свои плюсы и минусы. Перед заказчиком стоит проблема в выборе самого лучшего и доступного метода для своего помещения.
Существуют такие виды оформления фасада, как:
- штукатурка;
- каменная отделка;
- плиточка;
- термопанель;
- керамический огранит;
- сайдинг;
- древесина.
Каждая перечисленная выше разновидность имеет свои особенности и отличается личностными свойствами и условиями при проведении монтажа.
Штукатурка
Наиболее известным видом отделки стен сегодня среди пользователей считается штукатурка. Выполняется она в основном для зданий из кирпичной основы или строительных блоков. Ее преимущества выделяются в таких критериях, как:
Выполняется она в основном для зданий из кирпичной основы или строительных блоков. Ее преимущества выделяются в таких критериях, как:
- защита стен от влаги;
- создание дополнительного теплового эффекта;
- огнеустойчивость;
- паропроницаемость;
- легкость в выполнении работы;
- доступность;
- вариативность;
- эстетичность;
- разнообразность.
При неправильном и некачественном использовании материалов, штукатурка быстро разрушается.
На сегодняшний день существуют такие типы данного фасадного оформления, как:
- минеральная;
- акриловая;
- силиконовая;
- силикатная.
При желании клиента можно штукатурку комбинировать с разными видами камней. Данный вариант поможет освежить внешне ваш дом и подчеркнуть некоторые его части, например, оконный проем. Просмотреть варианты облицовки дома с помощью штукатурки можно на сайте по фото.
Отделка дома камнем
Многие строители выбирают для облицовки дома кирпич. Данный вид не дешевый, но привлекает своей оригинальностью и натуральностью.
Проще и приемлемее по денежным средствам от всех имеющихся материалов является облицовка дома камнем аналогичным натуральному. Он намного легче, проще и быстрее монтируется на настенную поверхность, чем настоящий кирпич. В сравнении с обычным камнем искусственный обладает особой устойчивостью к огню и влаге.
Натуральный облицовочный камень является сегодня широко использованным для отделки стен, цоколей, фундамента и иных поверхностей. Из-за большого разнообразия фактуры, рисунка узора ваш дом будет смотреться по-особенному с загадочной неповторимостью.
Клинкерная плитка и термопанели
Популярной разновидностью керамической плитки, которая имеет способность имитации клинкерного кирпича, является термопанель и клинкерная плитка.
В сравнении с отделочным кирпичом вышеуказанные два вида для оформления фасада используют не во время кладки стен, а уже после возведения. Его можно использовать при реставрации стен старых зданий или во время ремонта помещения, иногда даже при укладке каминов внутри дома, что делает материал клинкерной плитки универсальным.
Используя для облицовки дома термопанели, вы тем самым утепляете само помещение с внешней стороны. Из-за размеров материала отделка стен займет немного времени, а экстерьер дома невозможно будет отличить от здания, который обложенный натуральным кирпичом.
Цвет клинкерной плитки естественный. Подобрать его можно от светло-песочного варианта до темно-коричневого. В основном преобладают коричневые оттенки. Положительные стороны такого отделочного материал выделяются еще и:
- прочностью;
- влагоустойчивостью;
- отсутствием благоприятной среды для развития плесени и иных разновидностей грибка.
Если правильно произвести монтаж данной отделка стен, тогда срок службы будет не меньше 50 лет.
Сайдинг
Не менее известным отделочным материалом среди мастеров сегодня является и сайдинг. Это полимерные панели для облицовки стен, которые используют в основном в вентилируемых фасадах.
Использовать сайдинг можно для отделки как старых помещений, так и новых. Материал здания не имеет никакого для этого значения.
Виниловый сайдинг из всех существующих разновидностей имеет натуральный и не принуждающий цвет. Если нужно подчеркнуть или выделить какую-либо часть дома, тогда стоит отдать предпочтение яркому металлическому оттенку.
Помимо винилового вида существует еще и отделочные панели, имитирующие дерево и камень. Выполняют облицовку дома сайдингом на брусковую обрешетку или металлический профиль.
Преимущества данного материала в основном выделяются в:
- приемлемой стоимости;
- устойчивости к влиянию атмосферных осадков;
- отсутствии обязательной покраски;
- устойчивости к образованию гнили.

Используют данную технику для зданий, выполненных из любых строительных материалов.
Помимо положительных сторон облицовка поверхности дома с помощью такой техники еще имеет и отрицательные стороны. Это:
- вероятность деформирования поверхности при неправильном произведении монтажных работ;
- верхний слой уже выполненного оформления можно повредить во время физического воздействия;
- светлые тона уже готовых стен очень быстро загрязняются;
- сырье, из которого выполнен сайдинг, обладает низким процентом прочности.
Любой выше упомянутый метод также хорошо подойдет и для облицовки фундамента дома.
Какая облицовка дома лучше всего?
Для облицовки деревянных домов лучше всего подойдут сайдинг и деревянное оформление. Эти два вида не боятся усадки и устойчивы к сезонным деформациям. Также они обладают хорошими вентилируемыми свойствами, что даст возможность дому «дышать».
Для домов в которых верхняя поверхность стен выполнена из кирпичной основы или блоков лучше всего выбирать штукатурку, камень для отделки или плитку.
Чтобы избежать повышенной влажности, образования грибка или плесени, необходимо в помещении любого типа установить эффективную вентиляционную систему. Данный вид проветривания позволит в дальнейшем избежать разрушения стен.
Если вы желаете, чтобы фасад вашего дома был красивым и служил долгие годы, постарайтесь подобрать правильные отделочные материалы и обратитесь к настоящим профессиональным специалистам.
Только при выполнении правильных монтажных работ и подборке материала ваши замыслы сделают ваше семейное гнездышко по-настоящему уютным, придадут ему уникальности и неповторимости на долгие годы вашей жизни.
Фото облицовки дома
Сохраните статью себе на страницу:
Пост опубликован: 09. 12
12
Присоединяйтесь к обсуждению:
Scroll UpAdblock
detector
Что такое обивка и как выбрать лучшую ткань для дивана?
Обивочная ткань для нового дивана или кресла — это крупная инвестиция — вы же не хотите сомневаться в ней через несколько месяцев после того, как обивка окажется на вашем пороге. Выберите неправильный материал, и вы столкнетесь с зацепками и пятнами. Допустите ошибку в цвете или узоре, и от этого пострадает вся комната (или вы потратите деньги на переобивку). Поэтому, прежде чем выбрать новую обивочную ткань, прочтите, чтобы узнать, на что следует обратить внимание с точки зрения долговечности, комфорта и стиля. Вот как выбрать ткань, с которой вы будете счастливы жить долгие годы.
Что такое обивка?
Обивка — это материалы, включающие ткань, набивку, лямки и пружины, из которых изготавливаются мягкие покрытия стульев, диванов и другой мебели. Этот процесс начался в средние века и приобрел популярность в 17, 18 и 19 веках. На протяжении многих лет использовались самые разные материалы, от сена до конского волоса и шерсти. В современных мягких предметах используются металлические пружины и пенопласт для большей прочности. Хотя внутренние материалы могут быть не видны, они имеют большое значение в том, удобна ли вещь. И хотя ткань всегда можно заменить — и, возможно, потребуется, в зависимости от износа — выбор высококачественных внутренних слоев поможет убедиться, что изделие прослужит долгие годы.
Этот процесс начался в средние века и приобрел популярность в 17, 18 и 19 веках. На протяжении многих лет использовались самые разные материалы, от сена до конского волоса и шерсти. В современных мягких предметах используются металлические пружины и пенопласт для большей прочности. Хотя внутренние материалы могут быть не видны, они имеют большое значение в том, удобна ли вещь. И хотя ткань всегда можно заменить — и, возможно, потребуется, в зависимости от износа — выбор высококачественных внутренних слоев поможет убедиться, что изделие прослужит долгие годы.
Шведский бренд Hem позволяет вам выбрать желаемые образцы и отправить их вам по почте в виде комплекта образцов в течение 2-5 рабочих дней, чтобы вы могли действительно познакомиться с тканью, прежде чем принять решение об обивке.
Фото: предоставлено Hem
Как выбрать лучшую обивочную ткань для вашего дивана (или стула, или изголовья…)
При выборе обивочной ткани руководствуйтесь практическими потребностями, советуют Митчелл Голд и Боб Уильямс, соучредители компания по производству товаров для дома, носящая их имена. «Во-первых, подумайте, как вы живете и кто будет пользоваться этим произведением», — говорит Боб. «Это поможет вам выбрать тип материала». Вам может нравиться внешний вид этого шелкового бархата, но он быстро испортится в доме с детьми или домашними животными. Предметам в местах с интенсивным движением, таких как семейные или гостиные, потребуются прочные ткани, в то время как мебель, которая не подвергается такому сильному износу, например, диван в спальне или изголовье кровати, может быть украшена любым типом текстиля.
«Во-первых, подумайте, как вы живете и кто будет пользоваться этим произведением», — говорит Боб. «Это поможет вам выбрать тип материала». Вам может нравиться внешний вид этого шелкового бархата, но он быстро испортится в доме с детьми или домашними животными. Предметам в местах с интенсивным движением, таких как семейные или гостиные, потребуются прочные ткани, в то время как мебель, которая не подвергается такому сильному износу, например, диван в спальне или изголовье кровати, может быть украшена любым типом текстиля.
Большая ошибка, по словам Боба, заключается в том, что люди не учитывают, как ткань или кожа могут стареть со временем. Проверьте этикетку и задайте вопросы в демонстрационном зале, чтобы узнать о составе материала и потребностях в очистке, а затем подумайте о том, какой объем обслуживания вы готовы выполнить, чтобы защитить свой выбор. «Как это будет выглядеть через пять лет?» — спрашивает Боб. «Будете ли вы по-прежнему любить кожу, поскольку на ней появляется приятная патина от повседневной жизни? Будете ли вы регулярно пылесосить обивочную ткань? Будете ли вы закрывать шторы, когда уезжаете или не пользуетесь комнатой, чтобы избежать выцветания, которое естественным образом происходит под воздействием солнечного света?»
Обивочная ткань — декоративные ткани
Купить обивочную ткань онлайн
На сайте DecorationFabricsDirect. com вы можете купить ткань для обивки мебели по оптовым ценам от производителя. Мы занимаемся бизнесом более 70 лет, распространяя лучшие бренды обивочных тканей, включая Waverly, Sunbrella, P/Kaufmann, Covington, Richloom, Premier Prints и Naugahyde. Вы можете рассчитывать на получение обивочной ткани высочайшего качества по лучшим ценам, когда покупаете у нас мебельную обивку онлайн. Независимо от того, являетесь ли вы потребителем, коммерческим обивщиком или любителем, работающим неполный рабочий день, вы можете найти в Интернет-магазине обивочных тканей, где вы найдете идеальную ткань для своего следующего проекта или работы.
com вы можете купить ткань для обивки мебели по оптовым ценам от производителя. Мы занимаемся бизнесом более 70 лет, распространяя лучшие бренды обивочных тканей, включая Waverly, Sunbrella, P/Kaufmann, Covington, Richloom, Premier Prints и Naugahyde. Вы можете рассчитывать на получение обивочной ткани высочайшего качества по лучшим ценам, когда покупаете у нас мебельную обивку онлайн. Независимо от того, являетесь ли вы потребителем, коммерческим обивщиком или любителем, работающим неполный рабочий день, вы можете найти в Интернет-магазине обивочных тканей, где вы найдете идеальную ткань для своего следующего проекта или работы.
Наш ассортимент включает в себя широкий выбор стилей и конструкций обивочной ткани, от непринужденной клетки до элегантных цветочных рисунков. Выбирайте из тысяч вариантов качественной ткани для обивки мебели, представленной лучшими брендами в отрасли. Эта категория материалов для обивки мебели включает в себя рекомендуемые варианты обивки официальных диванов и стульев, обивки мебели для повседневного и интенсивного использования, а также многочисленные варианты лучшей обивочной ткани для столовых стульев.
Есть множество причин покупать обивочную ткань онлайн, а не в местном магазине. Как национальный розничный продавец обивочных тканей, предлагающий прямые цены с завода, мы имеем преимущество в огромном ассортименте, что позволяет вам чрезвычайно легко покупать обивочную ткань по цвету, обивочную ткань по бренду, обивочную ткань по использованию и по стилю, не выходя из дома. дом. Мы предлагаем возможность делать покупки и покупать образцы или образцы обивочной ткани в Интернете, чтобы вы могли убедиться, что ткань идеально подходит по стилю, рисунку, текстуре и отделке для вашего проекта по декорированию.
Мы являемся одним из крупнейших онлайн-дистрибьюторов обивочных тканей, предлагая качественные ткани по самым низким ценам и исключительный сервис для всех наших клиентов. Покупайте наш огромный выбор обивочной ткани во дворе сегодня.
Обычное использование ткани для обивки мебели
Ткань для обивки мебели имеет множество применений в жилых и коммерческих интерьерах. Многие из наших клиентов покупают обивочную ткань в качестве основного покрытия для диванов, стульев для сидения, двухместных диванов, кушеток, стульев для столовой и футонов. Другие покупают ткань для мягкого изголовья кровати, покрывала или подушек. Третьи нуждаются в ткани с чрезвычайно высокой прочностью для использования, например, в ресторанных кабинах, креслах в кабинетах врачей и мебели для вестибюлей.
Многие из наших клиентов покупают обивочную ткань в качестве основного покрытия для диванов, стульев для сидения, двухместных диванов, кушеток, стульев для столовой и футонов. Другие покупают ткань для мягкого изголовья кровати, покрывала или подушек. Третьи нуждаются в ткани с чрезвычайно высокой прочностью для использования, например, в ресторанных кабинах, креслах в кабинетах врачей и мебели для вестибюлей.
Для использования вне жилых помещений клиенты будут покупать мебельную ткань, подходящую для наружных пространств, таких как патио, веранды, террасы, бассейны и дворы. В таких ситуациях, ДекоративныеФабрикиДирект.com предлагает огромный выбор высококачественной устойчивой к атмосферным воздействиям ткани для наружной обивки лучших брендов в отрасли, включая Sunbrella.
Популярные виды ткани для обивки мебели
Вы должны выбрать ткань для обивки мебели, соответствующую вашим личным предпочтениям и предполагаемому использованию мебели, которую вы хотите обить. При принятии окончательного решения следует учитывать переменные ткани, такие как цвет, дизайн, текстура, долговечность, вес и отделка. На сайте «DecorativeFabricsDirect.com» представлен широкий ассортимент тканей для обивки мебели для любого проекта по декорированию.
При принятии окончательного решения следует учитывать переменные ткани, такие как цвет, дизайн, текстура, долговечность, вес и отделка. На сайте «DecorativeFabricsDirect.com» представлен широкий ассортимент тканей для обивки мебели для любого проекта по декорированию.
Ниже приведены некоторые из наших самых популярных видов обивочной ткани для мебели и немного о них:
- Бархатная обивочная ткань. Бархат представляет собой блестящую и мягкую обивочную ткань, которая обычно имеет одинаковую высоту ворса. Он может быть изготовлен из широкого спектра натуральных и искусственных волокон, включая хлопок, полиэстер, мохер, вискоза и шелк. Бархат — отличный выбор как для формальной, так и для повседневной обстановки.
- Жаккардовая тканая ткань для обивки. Жаккард представляет собой тип ткани, изготовленной на жаккардовом станке, и может состоять из нескольких различных типов волокон пряжи. Жаккардовые тканые обивочные ткани обычно имеют широкий спектр тканых рисунков и могут иметь выпуклый рисунок.
- Ткань для обивки из микрозамши. Микрозамша — это относительно новая ткань, изготовленная из синтетических волокон. Он обладает высокой устойчивостью к пятнам и истиранию и может похвастаться относительно низким ворсом и мягкостью на ощупь.
- Льняная обивочная ткань. Льняная обивочная ткань соткана из пряжи, полученной из льняного растения. Ткань отличается высокой прочностью и мягкостью и отлично подходит для элегантной и повседневной обстановки.
- Хлопчатобумажная ткань для обивки — Хлопковая утка представляет собой обивочную ткань типа холста, сотканную из волокон хлопчатобумажной пряжи. Ткань часто используется в повседневной обивке.
- Ткань для обивки из синели. Синель на самом деле представляет собой тип тканевой пряжи, используемой для изготовления обивочной ткани для мебели, которая очень мягкая, плюшевая и имеет легкий блеск. Шенилл – отличный выбор для уютного предмета мебели.
- Бархатная обивочная ткань из мохера — бархатная обивочная ткань из мохера — очень мягкая, прочная и эластичная бархатная обивочная ткань, изготовленная из пряжи, состриженной с ангорских коз. Он может быть окрашен в насыщенные и красивые цвета и обладает отличными изоляционными свойствами. Он устойчив к впитыванию влаги, растяжению и сминанию и по своей природе огнестойкий.

 Он может быть окрашен в насыщенные и красивые цвета и обладает отличными изоляционными свойствами. Он устойчив к впитыванию влаги, растяжению и сминанию и по своей природе огнестойкий.
Он может быть окрашен в насыщенные и красивые цвета и обладает отличными изоляционными свойствами. Он устойчив к впитыванию влаги, растяжению и сминанию и по своей природе огнестойкий.Кроме того, мы предлагаем легкие, средние и тяжелые обивочные ткани для ваших проектов.
Популярные модели ткани для обивки мебели
Когда дело доходит до вариантов дизайна и рисунков обивочной ткани для мебели, на сайте DecorationFabricsDirect.com есть тысячи вариантов. Если вы ищете что-то современное, классическое, утонченное, изысканное, винтажное или просто веселое, у нас есть рисунок обивочной ткани, который подойдет вам. Ниже приведены некоторые из наших самых популярных моделей тканей для обивки мебели.
- Цветочная обивочная ткань. Цветочные орнаменты и узоры могут придать интерьеру эстетический вид. Вы можете получить пышный акцентный рисунок, который контрастирует с однотонной стеной, или вы можете получить цветочный узор, излучающий тропическую привлекательность. Эти узоры обычно представляют собой цветы и другую флору в узорчатой раскладке.
- Ткань для обивки в клетку. Клетка представляет собой базовую клетчатую ткань, которая обычно состоит из однотонной ткани основного цвета с двумя пересекающимися линиями дополнительных дополнительных цветов, пересекающимися слоями поверх основного цвета.
- Обивочная ткань в клетку буйвола. Клетка бизона или клетка буйвола похожа на стандартную обивочную ткань с клетчатым рисунком, но с одним ключевым отличием: размер клеток намного больше.
- Полосатая обивочная ткань. Полосатая обивочная ткань представлена в широком ассортименте стилей, цветов и размеров полос. Эта обивочная ткань может быть как изысканной и тонкой, так и кричащей и демонстративной по эстетике и привлекательности.
- Ткань для обивки в полоску с тикком — полоса с тикком — это особый тип обивочной ткани в полоску, которая чаще всего имеет сплошную цветную полосу (обычно вертикальную) с более тонкими полосами того же цвета по обеим сторонам полосы. Это придает рисунку вид более крупных полос, не будучи слишком жирным.
- Ткань для обивки Toile — Toile представляет собой особый узор, в котором сложная сцена повторяется на простом светлом фоне. Узор обычно пасторальный или цветочный.
- Однотонная обивочная ткань — любая обивочная ткань любого типа, одноцветная, часто называемая однотонной тканью.
 Эти узоры обычно представляют собой цветы и другую флору в узорчатой раскладке.
Эти узоры обычно представляют собой цветы и другую флору в узорчатой раскладке. Это придает рисунку вид более крупных полос, не будучи слишком жирным.
Это придает рисунку вид более крупных полос, не будучи слишком жирным. Популярные бренды тканей для обивки мебели
Декоративные ткани Direct уже более 70 лет занимается производством тканей для отделки дома. Мы установили отношения с ведущими брендами отрасли, что позволяет нам предлагать нашим клиентам качественную ткань по самым доступным оптовым и прямым ценам на рынке. Ниже приведены некоторые из наших самых популярных брендов обивочных тканей для мебели.
9№ 0003
- Ткань для обивки Waverly. Waverly — это классический американский бренд, используемый по всей стране для производства бесчисленных обивочных материалов. Обивочная ткань Waverly и ткань для драпировки Waverly — от элегантной и красочной ткани с цветочным принтом до повседневных текстур и рисунков — идеальный выбор для декора интерьера.
- Ткань для обивки P/Kaufmann. Компания P/Kaufmann была основана в Нью-Йорке в 1957 году и является одним из крупнейших и наиболее уважаемых в мире производителей декоративной тканой обивочной ткани для дома и гостиничных заведений. Они имеют широкий спектр дизайнов, начиная от традиционных и заканчивая современными.
- Ткань для обивки Sunbrella — Sunbrella наиболее известна как ведущий в отрасли бренд устойчивой к атмосферным воздействиям высокоэффективной ткани для садовой мебели. Тем не менее, ткани Sunbrella также производятся для внутреннего использования, когда требуется прочная и легко чистящаяся ткань.
- Ткань для обивки P/K Lifestyles — P/K Lifestyles является подразделением P/Kaufmann и ведущим производителем декоративных тканей для внутренней и наружной печати и тканых обивочных тканей, обслуживающих широкий спектр отраслей промышленности. Когда дело доходит до широкого выбора качественной ткани с красивым дизайном и текстурой, вам не нужно искать дальше.
- Ткань для обивки Richloom — текстильная компания Richloom, основанная в США и специализирующаяся на производстве прочных, привлекательных тканей, подходящих для широкого спектра применений, включая внутреннюю и внешнюю обивку. Благодаря разнообразию ценовых категорий и дизайнов вы обязательно найдете отличный выбор среди товаров, предлагаемых этим брендом.
- Covington Upholstery Fabric — Covington является одним из самых уважаемых в мире производителей текстиля, производящим высококачественную декоративную продукцию по всему миру. Каждый год Covington выпускает сотни захватывающих и передовых дизайнов для каждого рынка, который мы обслуживаем.
- Обивочная ткань Premier Prints — Premier Prints — один из самых успешных брендов тканей в стране. Доступные дизайнерские набивные ткани варьируются от традиционных до современных и могут использоваться в различных областях, включая обивку мебели, драпировку, стеганые изделия, постельное белье и подушки.


Часто задаваемые вопросы об ткани для обивки мебели . ..
..
Где купить обивочную ткань онлайн?
Вы можете купить обивочную ткань онлайн в нескольких интернет-магазинах. На сайте «DecorativeFabricsDirect.com» вы можете приобрести огромный ассортимент самых качественных тканей для обивки мебели, брендов, узоров, стилей и цветов по прямым ценам от надежного дистрибьютора изысканных тканей для интерьера с 19 лет.47. Вы также можете заказать образцы нашей обивочной ткани перед покупкой во дворе. Каждый заказ измеряется, проверяется и профессионально упаковывается перед отправкой. Вы можете рассчитывать на то, что мы предоставим качественную ткань, признанную ценность и лучший в отрасли сервис.
Где заказать образцы обивочной ткани онлайн?
На сайте «DecorativeFabricsDirect.com» вы можете заказать образцы обивочной ткани онлайн. Не уверены, будет ли ваш дизайн или цвет обивки сочетаться с интерьером вашей комнаты? Хотите убедиться, что ваша обивочная ткань имеет достаточную прочность для работы? Ознакомьтесь с нашим ассортиментом обивочной ткани и закажите образцы, чтобы рассмотреть их поближе перед покупкой во дворе.
Как чистить мягкую мебель?
Существует множество различных рекомендуемых методов чистки мягкой мебели, и правильный метод определяется типом обивочной ткани, типом грязи или пятен, а также имеющимися в вашем распоряжении инструментами. Для подавляющего большинства загрязнений и пятен, с которыми вы, скорее всего, столкнетесь в чашке с теплой дистиллированной водой (недистиллированная вода может оставить после себя остатки минералов), небольшое количество моющего средства для посуды и дистиллированный белый уксус сделают свою работу. . Вот процесс:
- Смешайте 2 стакана дистиллированной воды, 1 столовую ложку средства для мытья посуды и 1 столовую ложку дистиллированного белого уксуса.
- Смочите салфетку из микрофибры чистящим раствором. Протирайте пятно, пока оно не начнет исчезать. Не трите и не трите, так как это может повредить обивку.
- После того, как пятно отойдет, смочите другую салфетку из микрофибры только дистиллированной водой и промокните мокрое место, чтобы удалить как можно больше мыла.
- Затем осторожно промокните сухой тканью, чтобы впитать как можно больше влаги.
- После этого вы можете высушить на воздухе или использовать вентилятор или фен на средней скорости, чтобы помочь высушить влажную область.

Несмотря на то, что вы можете удалить некоторые пятна в домашних условиях с помощью описанного выше метода , всегда сверяйтесь с инструкциями производителя, прежде чем приступать к чистке обивки самостоятельно . Если вы видите «W» или «WS» на бирках новой мебели, вы можете почистить ее описанным выше способом. Для мебели с меткой «S» потребуется чистящее средство на основе растворителя, поэтому метод, описанный выше, скорее всего, не сработает. Если вы приобрели ткань на сайте «DecorativeFabricsDirect.com», соответствующий код очистки и инструкции по очистке отображаются в разделе характеристик ткани на каждой отдельной странице ткани.
Как измерить мебель для обивочной ткани?
Чтобы получить общее представление о количестве ткани, которое потребуется для покрытия мебели определенного стиля, мы предлагаем вам перейти по следующей ссылке, которая покажет нашу приблизительную таблицу метража. Тем не менее, существует множество факторов, таких как свободные или фиксированные подушки, повторение дизайна ткани, варианты налокотников и юбки, которые необходимо учитывать и которые будут рассчитаны производителем или обивщиком вашей мебели. Если вы рассматриваете обивочную ткань с сайта «DecorativeFabricsDirect.com», повторение дизайна ткани и ширину ткани можно найти на странице каждой конкретной ткани, так как вашему производителю потребуется эта информация, чтобы сделать точный расчет и сообщить вам о метраж ткани, который вы должны купить. У вас будет возможность заказать доставку обивочной ткани на ваш адрес или напрямую на адрес вашего производителя.
Тем не менее, существует множество факторов, таких как свободные или фиксированные подушки, повторение дизайна ткани, варианты налокотников и юбки, которые необходимо учитывать и которые будут рассчитаны производителем или обивщиком вашей мебели. Если вы рассматриваете обивочную ткань с сайта «DecorativeFabricsDirect.com», повторение дизайна ткани и ширину ткани можно найти на странице каждой конкретной ткани, так как вашему производителю потребуется эта информация, чтобы сделать точный расчет и сообщить вам о метраж ткани, который вы должны купить. У вас будет возможность заказать доставку обивочной ткани на ваш адрес или напрямую на адрес вашего производителя.
Какая ткань лучше всего подходит для обивки дивана?
Помимо выбора стиля, цвета и ощущения, которые вам нравятся, предполагаемое использование предмета мебели является наиболее важным фактором, который следует учитывать при выборе наилучшей ткани для обивки дивана, дивана или стула. Пригодность и долговечность ткани являются ключом к длительному использованию предмета мебели и получению удовольствия от него. Именно для этой цели используется отраслевой тест «Двойной рейтинг истирания». За очень немногими исключениями ткань, доступная на сайте «DecorativeFabricsDirect.com», будет отображать рейтинг двойного истирания, который будет числовым или буквенным кодом, имеющим следующее определение.
Именно для этой цели используется отраслевой тест «Двойной рейтинг истирания». За очень немногими исключениями ткань, доступная на сайте «DecorativeFabricsDirect.com», будет отображать рейтинг двойного истирания, который будет числовым или буквенным кодом, имеющим следующее определение.
Общие указания по мягкой мебели для жилых помещений:
- Менее 5000 Двойной рейтинг руб. или код «LD» подходит для использования в легкой обивке домашнего декора (не для повседневного использования, больше для декоративной привлекательности).
- 5000 — 14900 Двойной рейтинг трения или код «MD» подходит для обивки домашнего декора среднего использования, например, в гостиных.
- 15000 — 29900 Двойной рейтинг трения или код «RD» подходит для ежедневного регулярного и интенсивного использования в качестве обивки для домашнего декора.
- 30000 Double Rub Rating и выше или код «HD» подходит для обивки жилых и коммерческих помещений, подвергающихся «экстремальному использованию».

Код «LDO» указывает на выбор ткани, которая рекомендуется только для обивки «легких наружных работ», когда подушки не используются регулярно и могут быть легко удалены и сохранены вдали от вредного ультрафиолетового излучения, когда они не используются. Эти варианты не предназначены для обивки обычной внутренней мебели, поскольку они не рассчитаны на истирание при регулярном использовании. Если вам нужна более прочная ткань для наружных работ, которую также можно использовать для внутренней обивки, мы рекомендуем высокоэффективную ткань для внутренней и наружной отделки от Sunbrella, Bella-Dura, Performatex, Richloom и Covington.
Грязеотталкивающая и легко чистящаяся ткань для обивки мебели является популярным выбором, в компании «Decorative Fabrics Direct» есть тысячи вариантов, в том числе ткань, обработанная на заводе пятновыводителем, и ткань, сотканная из волокон, которые по своей природе устойчивы к пятнам, все может можно посмотреть в наших подборках устойчивых к пятнам тканей.
Какая ткань для обивки самая прочная?
Чтобы быть точным в этом ответе, продукты будут варьироваться от виниловой обивки из искусственной кожи до чрезвычайно качественных обивочных тканей, созданных и стилизованных для обивки коммерческой мебели. Мы предлагаем и то, и другое, но большинство потребителей, вероятно, ищут мягкую обивочную ткань с высокими эксплуатационными характеристиками в жилом стиле, которая выдерживает интенсивное использование, устойчива к пятнам и легко чистится. Для тяжелых условий эксплуатации в жилых помещениях мы рекомендуем выбирать обивочную ткань с промышленным рейтингом стойкости к двойному истиранию 30 000 или более, с нанесенным пятноотталкивающим средством или сотканным из устойчивых к пятнам волокон. Мы рекомендуем использовать наши меню тканей для домашнего декора, чтобы найти стиль и цвет по вашему предпочтению, а затем обязательно проверить раздел спецификаций товара на отдельной странице ткани, где будет отображаться рейтинг двойного истирания и устойчивость ткани к пятнам.
Флюс для пайки алюминия чип и дип: Флюс для пайки алюминия (25мл.) (180-10), Россия
Пайка алюминия – флюс, припой, как и чем паять правильно
- Особенности процесса
- Используемые материалы
- Подготовка деталей
- Источники нагрева
- Технологические приемы пайки
- Сфера применения процесса
- Использование подручных средств
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.
Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
 youtube.com/embed/GtlDb9v7PLg»/>
youtube.com/embed/GtlDb9v7PLg»/>
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.
Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.
Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.
Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.
Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
 youtube.com/embed/EPLEgjiF8-I»/>
youtube.com/embed/EPLEgjiF8-I»/>
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.
Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.
При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.
Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.

Припой для пайки алюминия: разновидности, применение, техника безопасности
Пайка алюминия, как справедливо считают многие специалисты, является довольно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то этот технологический процесс не представляет особых сложностей.
- Особенности и принципы процесса
- Методы пайки
- С канифолью
- С использованием припоя
- Электрохимический метод
- Припои, флюсы, материалы
- Подготовка материала
- Инструменты
- Этапы пайки алюминия
- Техника безопасности
Особенности и принципы процесса
Технологический процесс пайки затрудняет низкотемпературная величина плавки материала. Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Для надёжной пайки алюминиевых изделий нужно подбирать правильный нагревательный инструмент. А ещё надёжность соединения зависит от выбора сплава и флюса для пайки алюминия.
Методы пайки
Пайка алюминиевых материалов производится при помощи электрического паяльника, паяльной лампы или газовой горелки. Имеется несколько способов пайки из алюминия:
- С использованием припоя.
- С канифолью.
- С применением электрохимического метода.
С канифолью
Такой вариант пайки алюминиевой поверхности необходимо применять для небольших размеров детали. Зачищенный участок необходимо покрыть канифолью и поместить на шлифовальную шкурку, которая имеет среднюю зернистость. Сверху проводок прижимается залуженным жалом нагретого паяльника. Такое действие производить необходимо несколько раз, после чего выполняется сама процедура пайки. А также можно применить канифольный раствор в диэтиловом эфире.
В этом варианте конец паяльника не нужно отнимать от заложенного конца, а сверху просто потребуется добавить канифоль. Если необходимо соединить тонкие алюминиевые проводки, то паяльник подойдёт с мощностью в 50 Вт. Если толщина алюминия примерно в 1 мм, тогда паяльник необходимо выбирать в 100 Вт, а для деталей толще 2 мм потребуется предварительный подогрев места соединения.
Если толщина алюминия примерно в 1 мм, тогда паяльник необходимо выбирать в 100 Вт, а для деталей толще 2 мм потребуется предварительный подогрев места соединения.
С использованием припоя
Этот метод является очень распространённым и часто применяется в электротехнике, ремонте автомобилей, а также других изделий. Перед тем как начинать процесс, необходимо произвести покрытие материала сплавом, а дальше идёт соединение облуженных элементов. Детали, которые предварительно облущили, соединяются между собой и другими сплавами и металлами.
Можно применять легкосплавные припои, которые имеют в составе цинк, олово и кадмий. А также в последнее время очень активно применяют тугоплавкие материалы на основе алюминия. Легкосплавные составы применяются из-за того, что можно будет паять алюминиевые изделия при температуре до 400 градусов. Это позволит не испортить свойства материала и сохранить прочность. Составы с кадмием и оловом не позволят создать хороший контакт, а также они будут подвержены коррозии. В тугоплавких материалах нет таких недостатков.
В тугоплавких материалах нет таких недостатков.
Электрохимический метод
Если применять электрохимический метод, тогда потребуется устройство для выполнения гальванического покрытия. Таким образом будет производиться омеднение поверхности. Если такого аппарата нет, тогда придётся самостоятельно производить обработку детали. Для этого потребуется зачистить шкуркой необходимую поверхность, и нанести несколько капель медного купороса. А уже после к изделию подключается отрицательный полюс независимого источника электропитания.
Можно применить обычную батарейку или аккумулятор, а также любой другой электрический выпрямитель. На положительный вывод подсоединяется очищенный медный провод, который имеет диаметр в 1 мм и располагается в изолированной подставке. Когда происходит процесс электролиза, то на детали начинает оседать медь, а уже после можно проводить лужение участка, сушку с помощью паяльника. А уже после можно с лёгкостью запаять необходимое залуженное место.
Припои, флюсы, материалы
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью. Такие материалы выпускаются как отечественными, так и зарубежными производителями. Русские марки припоев выпускаются под названием ЦОП40. Согласно ГОСТу они в своём составе имеют 60% олова и цинка 40%, ещё есть припой 34А. В его состав входит 66% алюминия, 6% кремния и 28% меди. Состав придаст хорошую прочность месту контакта и обеспечит надёжную устойчивость от коррозии. К иностранным составам относится HTS- 2000. Это средство очень удобно в применении.
Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Инструменты
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.
Техника безопасности
Перед началом работы с паяльником всегда нужно сначала изучит правила безопасности.
- Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
- Вокруг не должно быть ничего легковозгорающегося. Если паяльник уронить на бумагу, к примеру, то это может привести к возникновению пожара.
- Аппарат держать следует исключительно за специальную ручку, поскольку в процессе работы он сильно нагревается, что может привести к ожогу.
- К паяльнику нельзя подпускать ребёнка. Устройство всегда следует держать в труднодоступном для малыша месте.
- Аппарат опускать в перерывах между пайкой можно только на специальную подставку. Если паяльник будет помещён на стол, то возможно возгорание.
 Устройство всегда следует держать в труднодоступном для малыша месте.
Устройство всегда следует держать в труднодоступном для малыша месте.Следуйте этим простым правилам, и никаких проблем во время работы не возникнет.
Чтобы производить качественную пайку алюминиевых материалов в домашних условиях, необходимо полностью соблюдать технологию. Если выбирать качественные методы, припои, флюсы и материалы, тогда результат будет положительным.
Паяльная паста и флюс Глубина погружения: I | Доктор Энди Маки | Блоги Индийской корпорации | Мяч Прикрепить | Прикрепить чип | Флюс | Паяльная паста | флюс для припоя | Индий Корпорейшн | Бессвинцовый припой | Золотой припой | PoP-поток | поверхностный припой | припой | наплавка припоя | Пайка | Паяемость
Мой друг и коллега Крис Нэш и я недавно обсуждали некоторые загадочные результаты для малой высоты погружения, полученные во время тестирования материалов «упаковка на упаковке» (PoP) . Выводы будут интересны всем, кто использует процесс погружения как в SMT, так и в сборку с перевернутым кристаллом . Во-первых, немного предыстории. Многие из вас знакомы с двумя типами лотков для окунания, которые используются как при сборке PoP, так и при сборке флип-чипов:
Выводы будут интересны всем, кто использует процесс погружения как в SMT, так и в сборку с перевернутым кристаллом . Во-первых, немного предыстории. Многие из вас знакомы с двумя типами лотков для окунания, которые используются как при сборке PoP, так и при сборке флип-чипов:
.
Вращающийся тип — ракельное лезвие, которое фиксируется на месте, но регулируется по высоте, прикреплено к вращающемуся поддону с флюсом или паяльной пастой, который вращается под лезвием, обеспечивая ровную поверхность и известную толщину материала в в который погружен компонент.
Линейный тип . Хотя ракель в системе этого типа обычно является подвижным компонентом, существуют некоторые инструменты, в которых сам поддон для погружных растворов перемещается из стороны в сторону под фиксированным «лезвием» или резервуаром. Например, оборудование для погружения флип-чипов EB Datacon может относиться к любому типу.
Преимущества были заявлены для обоих типов систем, но роторный тип, кажется, выигрывает у линейного типа для очень точного контроля глубины погружения. Тем не менее, линейный, кажется, гораздо более распространен. Почему это должно быть?
Одна из подсказок, которую мы недавно обнаружили, заключается в том, что глубина погружения для линейной системы всегда меньше расчетной глубины: независимо от того, является ли жидкость в ней флюсом или паяльной пастой для погружения. Предполагается, что глубина флюса в линейной погружной тарелке точно такая же, как расчетная высота (ниже).
Однако, как видно из визуального осмотра высоты погружения шарика припоя / флип-чипа, а также путем прямого измерения жидкости в ванночке для погружного флюса, фактическая высота погружения флюса или пасты всегда меньше проектной высоты. (ниже). Почему это должно быть?
Ответ, вероятно, можно найти в отношении концепции пограничного слоя (красный кружок вверху): слой материала, непосредственно примыкающий к поверхности, которая либо полностью неподвижна (статический пограничный слой), или движется со скоростью меньше, чем в большая часть движущейся жидкости. Без пограничного слоя не было бы сопротивления (сил трения жидкости), и, конечно же, именно поэтому мячи для гольфа имеют углубления: так что пограничный слой остается в основном под внешней поверхностью мяча, чтобы уменьшить сопротивление. Этот принцип также был принят для некоторых лезвий швабры.
Без пограничного слоя не было бы сопротивления (сил трения жидкости), и, конечно же, именно поэтому мячи для гольфа имеют углубления: так что пограничный слой остается в основном под внешней поверхностью мяча, чтобы уменьшить сопротивление. Этот принцип также был принят для некоторых лезвий швабры.
Уменьшение высоты составляет порядка 10-20 микрон, насколько мы можем судить по доступным измерительным системам. Таким образом, для глубины погружения 200 микрон это приведет только к ошибке фактической высоты погружения -5 или -10%.
Поскольку большинство погружных материалов являются тиксотропными, существует дополнительная сложность, связанная с зависимостью реологии материала от времени. Самый быстрый способ достичь равновесной глубины погружения – использовать очень быстрое перемещение ракельной системы относительно лотка для погружения, хотя это почти неизбежно увеличит распространенность пузырьков.
Опять же, линейная система чаще всего встречается для большинства приложений PoP и флип-чипов, но она явно имеет свои ограничения, которые мы обсудим в части II.
Жду ваших комментариев.
Ура! Энди
Включите JavaScript для просмотра комментариев с помощью Disqus.
Liquid Flux Наш любимый волшебный борный раствор для пайки золота
Нажмите, чтобы увеличить
Звездный продавец
Звездные продавцы имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов – они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
13 076 продаж
|
5 из 5 звезд
23,57 сингапурского доллара
Загрузка
Мало на складе
Включены местные налоги (где применимо)
Количество
12345678
Этого хотят другие люди. 11 человек держат это в своих корзинах прямо сейчас.
Исследуйте связанные категории и поиски
Внесен в список 20 октября 2022 г.
260 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещено или с использованием запрещенных материалов
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Шх15Сг сталь расшифровка: Сталь подшипниковая марки ШХ15СГ расшифровка, химический состав, применение, аналоги и заменители, механические и физические свойства
Сталь подшипниковая марки ШХ15СГ расшифровка, химический состав, применение, аналоги и заменители, механические и физические свойства
Автор:
admin
|
05.12.2019
Содержание
- 1 Аналоги, Заменители
- 2 Расшифровка стали ШХ15СГ
- 3 Вид поставки
- 4 Применение стали ШХ15ГС
- 5 Химический состав, % (ГОСТ 801-78)
- 6 Температура критических точек, °С
- 7 Механические свойства
- 8 Механические свойства в зависимости от температуры отпуска
- 9 Предел выносливости при n = 4*107
- 10 Технологические свойства
- 11 Прокаливаемость
- 12 Коэффициент линейного расширения α*106, К-1
- 13 Плотность ρп кг/см3
- 14 Модуль упругости при сдвиге на кручение G, ГПа
- 15 Модуль Юнга (нормальной упругости) Е, ГПа
- 16 Модуль упругости при сдвиге на кручение G, ГПа
- 17 Узнать еще
Аналоги, Заменители
Заменитель:
- стали ХВГ,
- ШХ15,
- 9ХС,
- ХВСГ.
Иностранные аналоги:
- 100CrMn6 (Германия,DIN),
- 1.3520 (Европа, EN).
Расшифровка стали ШХ15СГ
- По ГОСТ 801-78 подшипниковые стали обозначаются буквой «Ш» в начале маркировки стали, после которой указывают содержание хрома в десятых долях процента, т.е. для стали ШХ15ГС содержание хрома составляет 1,5%.
- Буква «С» в маркировке означает, что сталь легирована кремнием.
- Буква «Г» в маркировке означает, что сталь легирована марганцем.
Вид поставки
- Сортовой прокат, в том числе фасонный, ГОСТ 80178, ГОСТ 2590-88, ГОСТ 2591-88.
- Калиброванный пруток ГОСТ 801-78, ГОСТ 7417-75.
- Шлифованный пруток и серебрянка ГОСТ 1495577.
- Полоса ГОСТ 10376.
Применение стали ШХ15ГС
Сталь ШХ15ГС применяется для изготовления крупногабаритных колец шарико- и роликоподшипников со стенками толщиной более 2030 мм; шариков диаметром более 50 мм; роликов диаметром более 35 мм.
Химический состав, % (ГОСТ 801-78)
| C | Mn | Si | Cr | S | P | Ni | Cu |
| не более | |||||||
| 0,95-1,05 | 0,90-1,20 | 0,40-0,65 | 1,30-1,65 | 0,020 | 0,027 | 0,30 | 0,25 |
Температура критических точек, °С
| Ас1 | Асm | Аr1 | Мн |
| 750 | 910 | 688 | 205 |
Механические свойства
| Термообработка | σ0,2, МПа | σв, МПа | δ5, % | ψ% | KCU, Дж/см2 | Твердость, не более | не менее |
| Отжиг при 790-810 °С, охл. с печью до 730 °С, от 730 до 650 °С со скоростью 10- 20 град/ч, далее на воздухе (отжиг изотермический) | 370-410 | 590-730 | 15-25 | 35-55 | 44 | НВ 179-217 |
| Закалка с 810-840 °С в масле; отпуск при 150 °С, охл. 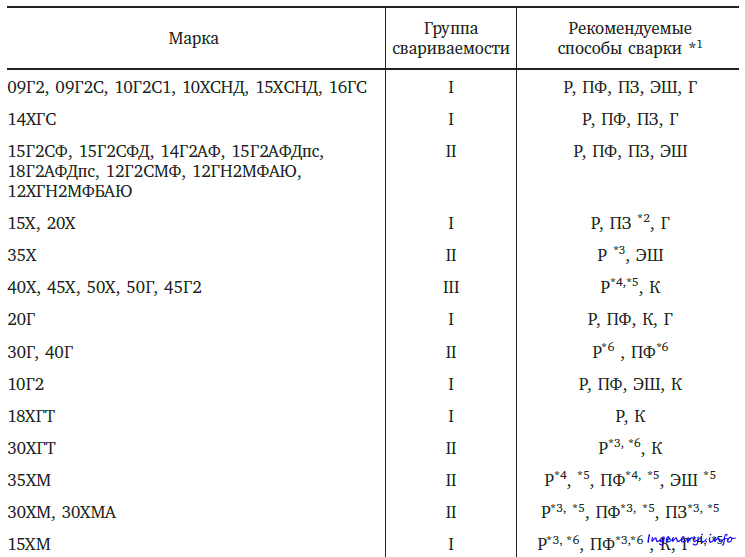 на воздухе на воздухе | — | 1960-2350 | — | — | 3-7 | HRCэ 61-65 |
Механические свойства в зависимости от температуры отпуска
| tотп, °С | σ0,2, МПа | σв, МПа | Твердость HRCэ |
| 160 | 2250-2370 | 1960-2350 | 62-65 |
| 200 | 2130-2280 | 2160-2550 | 60-62 |
| 250 | 2120-2200 | — | 59-61 |
| 300 | 1860-2040 | — | 58-59 |
| 330 | 1850-1950 | — | 56-57 |
ПРИМЕЧАНИЕ. Закалка с 820 °С в масле.
Предел выносливости при n = 4*10
7
| Твердость НВ после закалки и отпуска | σ-1, МПа |
| 621-643 | 559 |
| 643-659 | 696 |
| 616-627 | 657 |
| 587-601 | 637 |
Технологические свойства
Температура ковки, °С: начала 1150, конца 800.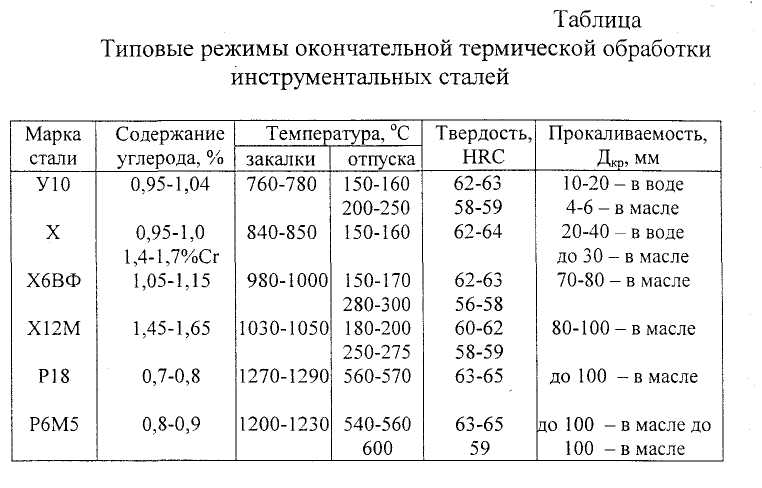 Сечения до 250 мм охлаждаются на воздухе, сечения 251350 мм в яме.
Сечения до 250 мм охлаждаются на воздухе, сечения 251350 мм в яме.
Свариваемость способ сварки КТС.
Обрабатываемость резанием — Кv тв.спл = 0,9 и Кv б.ст = 0,36 в горячекатаном состоянии при НВ 202 σв=740 МПа.
Склонность к отпускной хрупкости — склонна.
Флокеночувствительность — чувствительна.
Прокаливаемость
Полоса прокаливаемости стали для стали ШХ15СГ приведена на рис. ниже
Коэффициент линейного расширения
α*106, К-1
Плотность ρ
п кг/см3
| Марка Стали | При температуре испытаний, °С | |
| 20 °С | ||
| ШХ15СГ | 7650 | |
Модуль упругости при сдвиге на кручение G, ГПа
| Марка стали | α*106, К-1 при температуре испытаний, °С | |
| 20-200 | 20-300 | |
| ШХ15СГ | 13,4 | 13,6 |
Модуль Юнга (нормальной упругости) Е, ГПа
| Марка Стали | При температуре испытаний, °С | |
| 20 °С | ||
| ШХ15СГ | 211 | |
Модуль упругости при сдвиге на кручение G, ГПа
| Марка стали | При температуре испытаний, °С | |||||||||
| 20 °С | ||||||||||
| ШХ15СГ | 79 | |||||||||
Сталь ШХ15СГ: Расшифровка марки | ООО «Сталь-Максимум»
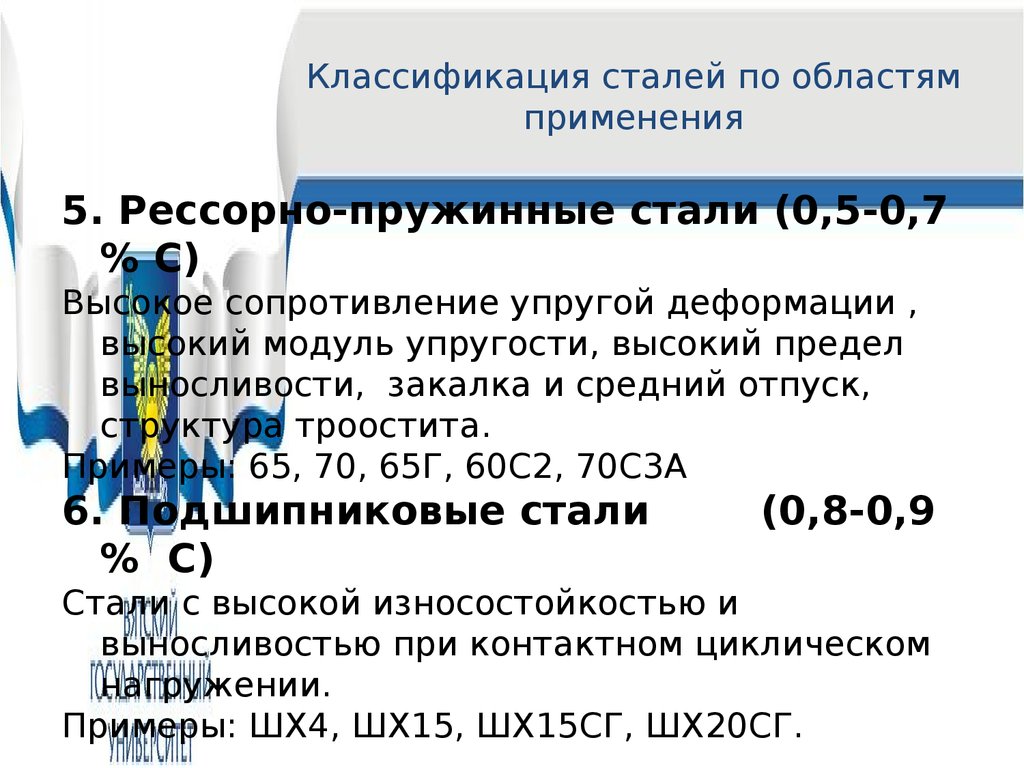 org/BreadcrumbList»>
org/BreadcrumbList»>Главная
Справочник
Марки сталей
ШХ15СГ
|
Марка стали
|
Вид поставки
Сортовой прокат – ГОСТ 801–78. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ШХ15СГ
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Массовая доля элементов, % по ГОСТ 801–78 |
Температура критических точек, ºС | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
C |
Si |
Mn |
S |
P |
Cr |
Ni1 |
Mo |
Ti |
Cu1 |
Ас1 |
Ас3 |
Аr1 |
Аr3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
0,95–1,05 |
0,40–0,65 |
0,90–1,20 |
≤
0,020 |
≤
0,027 |
1,30–1,65 |
≤
0,30 |
– |
– |
≤
0,25 |
750 |
910 |
688 |
– | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 Суммарная Cu и Ni ≤ 0,50%. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Механические свойства при комнатной температуре
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
НД |
Режим термообработки |
Сечение,
мм |
σ0,2,
Н/мм2 |
σВ,
Н/мм2 |
δ,
% |
Ψ,
% |
KCU,
Дж/см2 |
HRC |
НВ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Операция |
t, ºС |
Охлаждающая
среда |
не менее | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ГОСТ 801–78 |
Отжиг |
790–810 |
Печь2 |
– |
Не определяются |
– |
179–
217 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Закалка
Отпуск |
810–840
150–160 |
Масло
Воздух |
– |
58–62 |
– | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ДЦ |
Отжиг |
790–810 |
Печь2 |
370–410 |
590–730 |
15–25 |
35–55 |
44 |
– |
179–
217 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Закалка
Отпуск |
810–840
150 |
Масло
Воздух |
– |
1960–
2350 |
– |
– |
3–7 |
60–64 |
– | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2 Охлаждение с печью до 730 ºС, от 730 до 650 ºС охлаждение со скоростью 10-20 ºС/ч, далее на воздухе. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Назначение. Кольца роторов буровых машин, втулки плунжеров, плунжеры, нагнетательные клапаны, седла нагнетательных клапанов, корпусы распылителей, ролики толкателей, кулачки, копиры, накладные направляющие и другие детали, к которым предъявляются требования высокой твердости, износостойкости и контактной прочности, кольца и ролики крупногабаритных подшипников. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Предел
выносливости,
Н/мм2 |
Термообработка |
Ударная вязкость, KCU, Дж/см2,
при t, ºС |
Термообработка | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
σ-1 |
τ-1 |
N |
+ 20 |
0 |
– 20 |
– 30 |
– 40 |
– 50 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
559 |
– |
4 х 107 |
Закалка. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Технологические характеристики
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ковка |
Охлаждение поковок, изготовленных | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Вид полуфабриката |
Температурный
интервал ковки, ºС |
из слитков |
из заготовок | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Размер сечения, мм |
Условия охлаждения |
Размер сечения, мм |
Условия охлаждения | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Слиток |
1150–800 |
Кольца до 400 |
Отжиг низкотемпературный |
До 250
251–350 |
На воздухе
В яме | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Заготовка |
1150–800 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Свариваемость |
Обрабатываемость резанием |
Флокеночувствительность
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Трудно свариваемая. Латунь лс59 1 характеристики: Латунь ЛС59-1 — свойства, расшифровка латунного сплава ЛС59-1Латунь сплав ЛС59-1 — ГОСТ, характеристики, свойстваЛатунь ЛС59-1 – это специальный многокомпонентный сплав, состоящий из меди на 57-60%, цинка на 37,05-42,2%, свинца на 0,8-1,9% и примесей до 0,75%. Цинк и свинец в сплаве являются легирующими элементами, улучшающими физические и химические свойства меди. Сплавы Л63 и ЛС59-1 являются самыми востребованными среди латуней, которые обрабатываются давлением. На практике латунь ЛС59-1 чаще используется в качестве автоматного сплава. На нашем сайте вы можете купить латунь. Физические свойстваФазовое состояние сплава ЛС59-1 определяется небольшим количеством вещества в b-фазе, свинец же находится в виде самостоятельной фазы, что объясняет хорошую обрабатываемость резаньем. Это главное свойство свинцовых латуней. Скоростная обработка заготовок из сплава происходит с небольшим износом инструмента. В процессе происходит образование мелкой сыпучей стружки, что обеспечивает чистоту поверхности, которая обрабатывается, и небольшой наклеп при резании. ЛС59-1 обладает низкой ударной вязкостью, низкой прочностью на изгиб при имеющемся надрезе. Сплав является хорошим конструкционным материалом даже при низких температурных показателях. Пластичность сохраняется при понижении температур вплоть до гелиевых. При средних температурах (200-600°С) в сплаве наблюдается явление хрупкости в связи с многофазовой структурой материала. Ударная вязкость уменьшается с повышением температуры. Материал может покрыться трещинами, поэтому сплав не подходит для ковки. Высокая твёрдость сплава и его стойкость к истиранию позволяет использовать листовые заготовки для производства направляющих элементов разных станков. Стойкость к коррозииПосле того как заготовки из сплава ЛС59-1 проходят обработку, материал не испытывает значительного напряжения. Так как свинец формирует отдельную фазу, сплав имеет хорошую устойчивость к сезонным растрескиваниям, которые могут возникнуть при повышении температуры и влажности окружающей среды. По стойкости к коррозии латунь ЛС59-1 превосходит Л63. Латунь ЛС59-1 при нормальных условиях устойчива в таких средах: морская и пресная вода, воздух, в том числе морской, сухие газы-галогены, сухой пар при небольших скоростях, фреоны, спирты и антифризы. Относительная устойчивость к коррозии наблюдается в щелочах без перемешивания. Ограничения по коррозионной стойкости сплава наблюдаются при контакте с жирными и минеральными кислотами, окислительными растворами, хлоридами и сероводородом, в рудничных водах, а также при большом давлении во влажных и насыщенных парах. ПрименениеБлагодаря высокой твёрдости, невысокой стоимости, отличной обрабатываемости на станках, коррозионной стойкости и антифрикционным свойствам, латунь ЛС59-1 успешно используется во всех видах производства. Из сплава массово выпускают различные заготовки. Из него производят: втулки, шестерни, поковки, колёса, трубы, крепежи. Это объясняется хорошей обрабатываемостью на станках. Также из сплава изготавливаются детали самих станков. Они не деформируются и не истираются во время эксплуатации. Из латуни ЛС59-1 изготавливаются практически все виды проката: плита ЛС59-1, проволока ЛС59-1, круг ЛС59-1, лист ЛС59-1, пруток ЛС59-1. Из сплава ЛС59-1 методом непрерывного литья делают дешевые трубные заготовки, стоимость которых значительно ниже прессованных. Также из сплава массово выпускают прессованные, полутвёрдые и твёрдые прутки. Нагартованные листы из ЛС59-1 являются одним из наиболее популярных видов проката из латуни. Латунь ЛС59-1 — расшифровка, характеристики, применение
Марка латуни — ЛС59-1 Стандарт — ГОСТ 15527 Медно-цинковые сплавы (латуни) маркируют буквой Л, буква С означает, что латунь легированная свинцом, число 59 — указывает содержание меди в латуни примерно 59%, 1 — указывает содержание свинца в около 1%, остальное — цинк. Свинцовая латунь марки ЛС59-1 является одним из наиболее распространенных медно-цинковых сплавов. Она отлично переносит горячую обработку давлением, удовлетворительно — холодную, отлично обрабатывается резанием. Добавки свинца улучшают обрабатываемость резанием и антифрикционные свойства, поэтому латунь ЛС59-1 широко применяются в приборостроении и для изготовления деталей работающих в условиях трения. Из латуни марки ЛС59-1 изготовляют листы, ленты, полосы, прутки, профили, трубы, проволку, поковки, гайки, кольца, прокладки, ниппеля, тяги, втулки и др.
цена от поставщика Электровек-сталь / EvekМеждународный аналог
общие характеристикиКомплексно латунь ЛС59 и латунь Л59 — аналогичные материалы. сплавы обрабатываются литьем. Латунный прокат дешевле и долговечнее по сравнению с медью. При этом обладает хорошей технологичностью и коррозионной стойкостью. Широко используется в производстве полуфабрикатов, таких как трубы, листы, профили, арматура. Сплав ЛС59Химический состав марки ЛС59 (Свинцовистая латунь) нормируется ГОСТ 15 627-2004. В состав сплава входят следующие компоненты: основная часть меди составляет 57—60%, цинка содержится в количестве 37—42,2%. Легирующие примеси перечислены в порядке убывания. Свинец 0,8 — 1,9%, 0,5% железа, 0,3% олова, 0,2% кремния, 0,02% фосфора, 0,01% сурьмы, 0,03% висмута, от 0 до примесей, 75%. Процент марки ЛС59 (ГОСТ 15 527-2004)
Сплав плавится при t° 900°С, подвергается обработке при t° 780—820°С, температура отжига 600—650°С. приложениеВыпускаются следующие полуфабрикаты: трубы прессованные ГОСТ 494-90, ГОСТ 2060-2006 прутки прессованные и прутки твердые и мягкие ГОСТ 31 366-2008, проволока жесткая и мягкая ГОСТ 1066-90 горяче- и холоднокатаная полосовой прокат ГОСТ 931-90, мягкий листовой и жесткий ГОСТ 2208-2007. Также сплав ПС59 востребован для изготовления поковок; болты, гайки, шестерни, втулки, шестерни. Сплав L59 Химический состав марки Л59 нормируется ГОСТ 15 627-2004. В состав сплава входят следующие компоненты: основная часть меди составляет 57—60%, цинка содержится в количестве 37—42,2%. Купить по выгодной цене В наличии на складе компании «Электровек-сталь» в наличии разнообразный ассортимент цветных сплавов по лучшей цене. Выбор удовлетворит любого покупателя. Латунь прокат марки Л59 и ЛС59 поставляется оптом и в розницу. Популярность этих продуктов обусловлена огромным разнообразием сплавов и отличным качеством продукции. Вся продукция нашей компании производится под полным контролем технологической цепочки, что обеспечивает 100% гарантию качества. Мы готовы поставлять нестандартные изделия с индивидуальными настройками. Технологические возможности на этапах производства позволяют выполнять индивидуальные заказы при отсутствии базовой версии запрашиваемого вида продукции. Лазерный резка: Лазерная резка в Санкт-Петербурге | Цена и фото на лазерную резку в СПб «Лазерный центр Мастер»Основы лазерной резки — знания, которые вам пригодятсяЛазеры впервые были использованы для резки в 1970-х годах. В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага. В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост. Во-первых, давайте посмотрим, как работает лазерная резка. Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал. Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал. Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой. Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч. Примечание: данная статья является переводом Газовая резкаГазовая резка — это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород. Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться. В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера). Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза Резка плавлениемРезка плавлением — это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики. В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез. Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно. Между тем, инертный газ может защитить режущую кромку от окисления воздухом. Резка сжатым воздухомСжатый воздух также можно использовать для резки тонких листов. Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе. Поскольку почти 80% воздуха — это азот, резка сжатым воздухом — это, по сути, резка плавлением. Плазменная резкаЕсли параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака. Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки. Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки. Поэтому процесс резки также называют высокоскоростной плазменной резкой. Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2. Газифицирующая резкаГазифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал. Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт. Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам. Свободные электроны в металле поглощают лазер и резко нагреваются. Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла. В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев. Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются. Степень поляризацииСтепень поляризации показывает, какой процент лазера преобразуется. Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки. Диаметр фокусировкиДиаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы. Фокусное положениеРис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки. Мощность лазераМощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала. Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки. Рис.5 Более высокая мощность лазера позволяет резать более толстый материал Рабочий режимНепрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра. Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры. Скорость резкиМощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата. Рис.6 Скорость резания уменьшается с увеличением толщины пластины Диаметр соплаДиаметр сопла определяет форму потока газа и воздушного потока из сопла. Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла. Чистота и давление газаКислород и азот часто используются в качестве газов для резки. Чистота и давление газа влияют на эффект резки. При резке кислородным пламенем чистота газа составляет 99,95 %. Чем толще стальной лист, тем ниже давление газа. При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов. Технические параметрыНа ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции. Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки. Для каждого типа и толщины материала имеются соответствующие данные. Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки. Оценка качества резкиСуществует множество критериев для определения качества кромок лазерной резки. Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом. Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами. Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки. Рис.7 Перспективы в будущемНепрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Что такое лазерная резка — где используется и как работает лазерный резак
Для высокоточной обработки слоистых материалов, бумаги, полимеров, керамики, стали и металлических сплавов, дерева, композитов, горных пород используется лазерная резка. Данная производственная технология позволяет при снижении механического напряжения на обрабатываемую и разделяемую заготовку добиться повышенного качества изделия. Сфокусированный луч лазера, производя локальный нагрев в зоне воздействия, испаряет часть материала при отсутствии механического контакта с деталью в процессе изготовления. Как работает лазерный станокВсе типы лазерных станков или резаков, отличаясь конструктивно, работают по единому принципу высокотемпературного локального воздействия. Главным модулем выступает лазерный резонатор, в котором концентрируется мощность луча посредством системы зеркал. Далее интенсивный свет передается на режущую головку, оснащенную фокусирующей линзой. Луч сужается до микронных значений при дальнейшем повышении энергетической мощности и буквально разрезает либо растрирует заготовку в направленной точке. При этом единственной механической частью станка с ЧПУ является сама режущая лазерная головка, установленная на XY-портале. При получении команды модуль приводится в движение цепочной или ременной передачей, точно перемещаясь согласно заложенной программе в пределах рабочего поля. Портал способен передвигаться по всей заготовке, посылая температурный луч по заданию оператора, оставляя разрезы в указанных местах. Сам фокус приходится точно на поверхность материала, который находится в обработке на станине. Поэтому важно перед началом процедуры реза провести точную фокусировку. Конструкция лазерных резаков подразумевает разный диапазон мощности воздействия на растрируемую заготовку, что определяет вид материала и его толщину. Повышенной мощностью отличаются промышленные лазеры, способные обрабатывать листовое сырье в больших масштабах. На тонких или легковоспламеняющихся материалах применяются маломощные резаки, выполняющие тонкие резы при пониженном температурном воздействии. Виды лазерного лучаВ зависимости от технологии фокусировки лазерного луча резаки подразделяются на:
При правильном подборе лазерного оборудования учитывается множество критериев, касающихся номенклатурных параметров разрезаемого материала, расстояния реза, вида сырья (скорость резки), а также технологических требований к готовой продукции. Где применяется лазерная резкаВ промышленности действуют высокие требования к точности изготовленных изделий, что обуславливает широкое использование лазеров. Такое оборудование востребовано в выпуске продукции в небольших партиях, где во главу угла контрольная приемка ставит качество деталей, а не их количество (при соблюдении заданных параметров с недопущением больших значений погрешности). Преимущества и недостатки лазерной резкиТехнология лазерного реза изделий обладает множеством достоинств, которые при рациональном подходе существенно снижают себестоимость изготовления продукции и расхода сырья.
Недостатками считаются:
Другие статьи
Компания лазерной резки | Изготовленные на заказ деталиПрототипы и производство по запросу, в тот же день от 50 долларов всего за 1.
» Мы рассматриваем это как начало чего-то огромного»Оценщик ценУзнайте, как сложность деталей, выбор материала и отделки влияют на стоимость. Затем за считанные секунды получите индивидуальную онлайн-цену (или ping-продажи). Независимо от того, является ли деталь прототипом или конечным продуктом, детали Ponoko, вырезанные лазером, всегда изготавливаются в соответствии с одними и теми же стандартами точности с размерной точностью ± 0,13 мм, сложными элементами 1×1 мм и лазерным разрезом 0 мм. Материал Сложность детали Размер детали Маленькая деталь Большая деталь Отделочные услуги
Заказные детали доставлены в тот же день . QuantityEstimated Price 1 USD $6.59 5 USD $1.77 10 USD $1.14 50 USD $0.56 100 USD $0.47 1,000 0,28 долл. США 10 000 0,21 долл. Ведущий в отрасли сервис лазерной резки с программным управлениемЛазер Ponoko режет сотни материалов точно, аккуратно и быстро. Воспользуйтесь нашей онлайн-системой расценок, чтобы легко получить цены на свои компоненты, даже если вам нужно отправить только одну деталь сегодня. Широкий ассортимент конструкционных материалов Ponoko доступен без минимального количества заказа, но его можно масштабировать, чтобы легко удовлетворить все ваши производственные потребности. Ponoko предлагает услуги лазерной резки широкого спектра технических материалов с гарантией точности и качества. Хотя многие из наших клиентов являются лидерами в своих отраслях, наши услуги доступны даже для небольших стартапов и частных лиц. Наши клиенты варьируются от гигантов отрасли, таких как Apple, до студентов инженерных специальностей и любителей, которым нужны детали самого высокого качества, вырезанные лазером, по разумной цене. Мы автоматически защищаем вашу интеллектуальную собственность с помощью наших стандартных условий обслуживания учетной записи, которые включают соглашение о неразглашении и условия конфиденциальности. Закажите детали, вырезанные лазером без риска, и если они не идеально подходят в соответствии с нашими гарантиями качества, мы бесплатно изготовим и повторно отправим их. Заказные детали доставляются в тот же день. Изготовленные на заказ детали, вырезанные лазером, доставляются в тот же день (или с возвратом денег).–+ Что такое лазерная резка?Лазерная резка — это субтрактивный метод производства, в котором для резки заготовки используется сфокусированный лазерный луч. Подавляющее большинство систем лазерной резки представляют собой двухосевые станки, которые перемещаются в направлениях X и Y и, как таковые, в основном предназначены для резки 2D-форм. Несмотря на то, что лазеры существуют с 1963 года, только в 1980-х годах лазерная резка как производство стала жизнеспособной. До этого лазеры в основном использовались для вырезания отверстий в алмазных штампах для аэрокосмической промышленности, но как только стало очевидно, что их скорость работы в сочетании с числовым управлением могут создавать детали с невероятной степенью точности, их использование расширилось в геометрической прогрессии. Ponoko — компания по лазерной резке, базирующаяся в районе залива Окленд, с более чем 15-летним опытом работы. Обслужив более 33 000 клиентов, изготовив более 2 миллионов деталей, мы участвовали в многочисленных проектах, охватывающих все отрасли. Поскольку самой большой проблемой, с которой сталкиваются инженеры, является время, мы сосредоточили свое внимание на развитии компании по лазерной резке, которая может рассчитать стоимость, произвести и поставить точные детали менее чем за 24 часа. –+ Насколько быстро выполняется лазерная резка?–+ В чем преимущество лазерной резки?–+ Какие лазерные технологии существуют?Заказные детали доставляются в тот же день. Расценки на лазерную резку онлайн за считанные секунды, что сокращает время выхода на рынок.–+ Какое программное обеспечение можно использовать для создания деталей лазерной резки? Можно использовать любое программное обеспечение для проектирования, которое может выводить файлы, совместимые с нашей онлайн-службой программного обеспечения (мы принимаем файлы 3D STEP, 2D DXF, SVG, EPS и Ai). Как и в любом производственном процессе, программное обеспечение, используемое для разработки продукта, никогда не взаимодействует с оборудованием, и большинство производителей преобразуют представленные файлы в свои собственные форматы. В случае лазерных резаков файлы дизайна преобразуются в G-код, который определяет положение лазерной головки, а также выходную энергию луча. Например, выгравированные области дают указание лазерной головке уменьшить мощность, а вырезанные области увеличивают эту мощность. Для тех, кто ищет подходящий пакет программного обеспечения для проектирования, у инженеров есть множество вариантов, некоторые из которых платные, а другие бесплатные. FreeCAD — это один из вариантов, который могут использовать дизайнеры, и он идеально подходит для тех, кто ищет среду с открытым исходным кодом. Он может экспортировать распространенные форматы файлов, а его способность проектировать как 2D-, так и 3D-детали делает его идеальным для тех, кто хочет расширить свое использование САПР. Для тех, кто ищет более ориентированный на инженеров пакет программного обеспечения для проектирования, Alibre станет хорошим выбором, поскольку он специально разработан с учетом инженерных проектов. –+ Какие файлы читает лазерный резак?–+ Должен ли я использовать векторную или растровую графику для лазерной резки?Заказные детали доставляются в тот же день. Производство с помощью программного обеспечения также означает снижение стоимости нестандартных деталей.–+ Сколько стоит лазерная резка? Лазерная резка предлагает инженерам одно из самых экономичных решений благодаря низким эксплуатационным расходам лазерной резки, скорости, с которой они могут резать, возможности легкого масштабирования и возможности резать любую 2D-форму без необходимость специфических для машины настроек. Во-первых, лазерные резаки используют луч света для удаления материала, что означает отсутствие использования расходных инструментов (таких как сверла и лезвия). Хотя в лазерном резаке есть оптические компоненты, они редко требуют замены, особенно если лазерный резак находится в хорошем состоянии. Таким образом, единственным крупным расходом при эксплуатации лазерного резака является электроэнергия, необходимая для генерации лазерного луча. Отсутствие пресс-форм, характерных для других методов производства, также устраняет необходимость в специальных инструментах или оборудовании для конкретных деталей. Лазерный резак может принять любой файл дизайна и начать резку без внесения каких-либо изменений в сам лазерный резак. Хотя литье пластмасс под давлением дешевле, чем лазерная резка, это касается только крупных заказов, превышающих десять тысяч. Даже в этом случае литье пластмасс под давлением не поддерживает внезапные изменения конструкции, поскольку требуются новые формы. Как компания, занимающаяся лазерной резкой, мы стремимся предложить нашим клиентам превосходный баланс между стоимостью, качеством и скоростью. Наш онлайн-сервис на основе программного обеспечения позволяет загружать проекты и цитировать их без какого-либо участия с нашей стороны, что позволяет инженерным группам уделять больше времени выбору материалов и проектированию деталей. –+ Можно ли вырезать трехмерные фигуры с помощью лазерного резака?Заказные детали доставляются в тот же день. Мы обещаем вам точность ±0,13 мм (или повторим)–+ Какую точность обеспечивает лазерная резка? Согласованность лазерных лучей и использование шаговых двигателей позволяют использовать лазерные резаки для выполнения точных разрезов. В Ponoko наша точность находится в пределах допусков 0,13 мм. Лазеры настолько точны, что их часто используют для активной подстройки прецизионных конденсаторов и резисторов, при этом материал удаляется до тех пор, пока не будут достигнуты желаемые электрические характеристики. По сравнению с другими производственными технологиями лазерная резка обеспечивает лучший компромисс между точностью и скоростью. Например, 3D-печать печально известна низкой точностью размеров при печати пластиковыми материалами, такими как PLA и ABS, в то время как печать металлическими порошками вызывает проблемы с точностью, поскольку нагрев детали вызывает усадку. Фрезерование с ЧПУ — это производственный процесс, который может обеспечить более высокую точность, чем лазерная резка, но длительный период времени, необходимый для каждого прохода, означает, что он применим только в тех случаях, когда важна точность (например, установка поршней в блок цилиндров). Мощные лазерные лучи могут с трудом формировать разрезы малого диаметра, в то время как маломощные лучи не могут резать прямо. Чтобы обеспечить единообразие всех деталей и материалов, мы создали список возможностей, которые всегда гарантированы, независимо от того, какой материал вы выберете, или размера детали. Например, точность размеров всех деталей составляет ±0,13 мм, что означает, что независимо от размера вашей детали ее размер всегда будет в пределах ±0,13 мм от указанного размера. Наименьшие детали, которые мы можем вырезать, имеют размер 6×6 мм из-за использования решетчатых станин (это означает, что детали меньшего размера провалятся через отверстия в станине лазера). Сложные элементы на деталях имеют минимальный размер 1×1 мм, в противном случае сильный нагрев лазера может вызвать деформацию и обезображивание. –+ Что такое лазерный пропил и стоит ли мне о нем беспокоиться?–+ С какими проблемами сталкиваются станки для лазерной резки? Заказные детали доставляются в тот же день. Ponoko предлагает материалы инженерного качества, а также услуги по отделке.Латунь PCM 5052-h42 Алюминий Нержавеющая сталь 304 Красный акрил Пенополиуретан Прозрачный акрил Черный силикон Янтарная бамбуковая фанера Белый делрин Черный акрил Неоновый оранжевый акрил Серая поляризационная пленка –+ Какие материалы можно резать лазером?С помощью лазера можно резать многие материалы, включая металл, пластик, дерево, органику и т. д., но, вопреки распространенному мнению, лазеры не плавят разрезаемую деталь, а испаряют материал. Именно это испарение позволяет лазерным резчикам работать с горючими материалами, такими как дерево и бумага, не поджигая их. Типы металлов, которые популярны для лазерной резки, включают алюминий, латунь и сталь, поскольку они хорошо работают с волоконными лазерами, но такие металлы, как медь, могут быть сложными, поскольку их отражающая природа может повредить оптические компоненты лазерной резки. Несмотря на то, что в лазерных резаках можно использовать различные материалы, не все можно использовать, поскольку некоторые из них могут быть токсичными, а другие могут повредить сам лазерный резак. Таким образом, перед инженерами часто ставится задача найти подходящий запас материалов, безопасных для лазера, и это может занять драгоценное время. Чтобы помочь командам инженеров, Ponoko предлагает тщательно подобранный ассортимент безопасных для лазерного излучения материалов, доступных через наше онлайн-приложение для заказа деталей. Наш ассортимент материалов включает инженерный металл, дерево, пластик и многое другое. Но если вам нужно разрезать очень специфический материал, мы можем это сделать! Просто отправьте нам запрос с указанием потребности в нестандартном материале, и наши инженеры помогут организовать проект, или выберите «Нестандартный материал» при выборе материала из нашего онлайн-каталога материалов. –+ Существуют ли материалы, которые нельзя резать лазером?–+ Подходит ли лазерная резка для массового производства?–+ Что такое вырезанные лазером живые петли и как их можно использовать для создания трехмерных деталей? Заказные детали доставляются в тот же день. Ponoko быстро решает сложные задачи лазерной резки.–+ Занимается ли Ponoko необычными и уникальными проектами лазерной резки?Да. Если что-то и можно сказать о инженерных проектах, так это то, что всегда есть какая-то нестандартная проблема, которую необходимо решить, будь то потребность в нестандартном материале или разработка уникальной фурнитуры. Что еще хуже, может быть сложно найти производителей, готовых решить эти проблемы, не сталкиваясь с серьезными компромиссами в проекте. Как компания, занимающаяся лазерной резкой, мы гордимся тем, что беремся за любой проект, который встречается на нашем пути. Независимо от того, являются ли наши клиенты стартапами, малыми предприятиями или крупными корпорациями, наша команда опытных инженеров и операторов машин может предоставить профессиональные консультации по процессам проектирования и производства. –+ Принимает ли Ponoko нестандартные материалы для лазерной резки?Заказные детали доставляются в тот же день. Нам доверяют более 35 000 основателей, генеральных директоров, инженеров, дизайнеров и ученых.Закажите лазерную резку нестандартных деталей для своего ноутбука с доставкой в тот же день.* От 50 долларов всего за 1. Скидка 93% на 10 000. Нестандартные детали доставляются в тот же день. * Доставка в тот же день (или возврат денег) доступна для заказов с использованием ограниченного набора материалов, размещенных до 11:00 по тихоокеанскому времени с понедельника по пятницу, от 1 до 100 деталей в офисы Bay Area USA. Лазерная резка | Изготовленные на заказ акриловые деталиПрототипы и производство по запросу, в тот же день от 50 долларов всего за 1. Скидка 93% за 10 000.
«Мы рассматриваем это как начало чего-то грандиозного»Оценщик ценУзнайте, как сложность деталей, выбор материалов и отделки влияют на стоимость. Затем за считанные секунды получите индивидуальную онлайн-цену (или ping-продажи). Точность и аккуратность необходимы в любом дизайне, и мы можем предложить акриловые детали лазерной резки с размерной точностью ± 0,13 мм и лазерным пропилом не более 0,2 мм. Материал Сложность детали Размер детали Маленькая деталь Большая деталь Услуги по отделке
5 Заказные детали доставлены в день поставки. QuantityEstimated Price 1 USD $8.01 5 USD $2.35 10 USD $1.62 50 USD $0.87 100 USD $0.73 1,000 0,45 долл. 10 000 0,30 долл. США Детали из акрила, вырезанные лазером, изготовлены и доставлены в тот же день всего за 50 долл. СШАЧто касается пластика, то акрил является самым популярным материалом для лазерной резки. Акрил — это не только визуально привлекательный материал, он обладает многими привлекательными механическими свойствами, которые делают его таким популярным. С помощью нашего онлайн-инструмента вы можете мгновенно рассчитать свои компоненты и выбрать из огромного ассортимента акриловых стилей и толщин. Без минимального количества заказа Ponoko может предоставить вам акриловые детали лазерной резки, которые вам нужны, будь то для прототипирования, единичного производства или полномасштабного производства. Акрил также известен как ПММА или его торговое название Plexiglas®. Как следует из торгового названия, это отличная замена стеклу благодаря оптической прозрачности и большей ударопрочности, чем у стекла. Ассортимент акриловых красок Ponoko для проектов лазерной резки также включает двухцветные листы, обеспечивающие высококонтрастную гравировку, что делает их идеальными для панелей управления, этикеток и табличек с техническими данными. Изготовленные на заказ детали из акрила с лазерной резкой, доставка в тот же день от 50 долларов США всего за 1 штуку.–+ Что такое акрил?Акрил — это пластиковый материал, который обычно используется во многих областях, включая промышленное оборудование, коммерческое оборудование, потребительские товары и бытовые условия. Название «акрил» относится к пластику, изготовленному из акрилатных мономеров, которые в свою очередь являются производными акриловой кислоты (пропеновой кислоты), образующейся при окислении пропилена. Интересно, что бренд Plexiglass был разработан в 1933 году, когда немецкие исследователи пытались разработать безопасное стекло. Слой метилметакрилата был зажат между двумя листами стекла, которые отделялись от стекла, и после воздействия солнечного света было обнаружено, что полученный лист идеально подходит для этой работы. Что касается применения, то акрил можно найти практически во всех отраслях промышленности, начиная от производства и заканчивая бытовыми изделиями. –+ Акрил – дорогой материал?–+ Какие лазерные технологии используются с акрилом?–+ Для каких целей можно использовать акрил, вырезанный лазером?–+ Какие преимущества дает лазерная резка акрила?Заказные детали доставляются в тот же день. Ponoko предлагает более 80 различных пластиков и акриловых материалов, специально разработанных для лазерной резки. Выбор материала, который безопасен для лазерного излучения и соответствует списку требований, является сложной задачей, поэтому у нас есть специально подобранный список из более чем 200 специально разработанных материалов. темно -стеклянный зеленый акрил Оранжевый акрил серого вулканизированного волокна Оранжевый полупрозрачный акрил Полиуретановая пена розовый акрил белый стирон крем. Серебро на черном пластике с клейкой основой Черный на белом двухцветном акриле Белый делрин Ударопрочный прозрачный акрил Brushed Silver on Black Two Color Acrylic Orange on White Two Color Acrylic Lavender Acrylic White on Black Two Color Acrylic Silver on Black Laserable Magnet Medium Blue Translucent Acrylic Clear PETG Black Delrin Прозрачный акрил Золотой зеркальный акрил Белый матовый акрил Черный пенопласт EVA Желтый на черном Двухцветный акрил Синий на белом Двухцветный акрил Матовое золото на черном двухцветном акриле Зеленый на белом двухцветном акриле Красный на белом двухцветном акриле Золото на черном лазерном магните Золото на черном пластике с клеевой основой Медь на черном пластике с клеевой основой Матовая медь на черном двухцветном акриле Серый на черном двухцветном акриле Неоново-розовый полупрозрачный акрил Устойчивый к истиранию акрил Черный блестящий акрил Black Matte Acrylic Anti Static Acrylic Bronze Mirror Acrylic Brown Acrylic Blue Acrylic Glass Green Acrylic Gold Glitter Acrylic Clear Matte Acrylic Grey Polarizing film Green Acrylic Ivory Акрил Светло-голубой полупрозрачный акрил Зеркальный акрил Неоново-зеленый полупрозрачный акрил Неоново-оранжевый полупрозрачный акрил неоново -синий прозрачный акрил Фиолетовый полупрозрачный акрил фиолетовый акрил Красный акрил Серебряный блеск Акрил КРАСНЫЙ ТРАНСПУСКАЯ АКРИЛ АКРИЛИ ЖЕЛЬЮ ТРАНСПОЛИНА. Зеленый полупрозрачный акрил Опаловый акрил Белый акрил Серый полупрозрачный акрил Черный акрил Заказные детали доставляются в тот же день. Начните с 1 акриловой детали, вырезанной лазером, с доставкой в тот же день.
–+ Какой толщины могут быть акриловые детали, вырезанные лазером?Ponoko предлагает акриловые детали толщиной до 0,2 мм, вырезанные лазером. Максимальная толщина акриловых листов на станке для лазерной резки зависит не от самого акрила, а от лазерной резки. Идеальный лазерный луч никогда не будет расходиться, когда он покидает источник света, а это означает, что ширина луча, независимо от того, насколько далеко от источника, всегда будет одинаковой. Однако настоящие лазерные лучи расходятся с расстоянием, и, поскольку режущая способность лазерного луча зависит от энергии, подаваемой на единицу площади, более широкий луч приводит к меньшей мощности резания. В то же время, более широкий луч также приводит к более широкому разрезу, и это приводит к тому, что нижняя сторона детали имеет большую ширину разреза, чем верхняя сторона. Это расхождение называется лазерным пропилом и представляет собой заметную проблему только для толстых деталей (как правило, толщиной более нескольких миллиметров). Причина, по которой лазерная резка может быть проблематичной, заключается в том, что края не будут квадратными (относительно верхней и нижней поверхностей), и это может повлиять на точность конечной детали, а также затруднить монтаж на другие детали. Чтобы свести к минимуму лазерный пропил, Ponoko ограничивает максимальную толщину всех листов таким образом, чтобы лазерный пропил никогда не превышал 0,2 мм. Это помогает гарантировать, что продукты клиентов соответствуют нашим строгим правилам точности и прецизионности, а также гарантирует, что детали клиентов практически идентичны. Тем не менее, клиенты, которым требуется определенная толщина и материалы, могут предоставить свои собственные запасы в Ponoko для резки. –+ Какие недостатки имеет лазерная резка акрила?–+ Насколько быстр лазерный резак при резке акриловых деталей?–+ Можно ли гравировать акрил?Заказные детали доставляются в тот же день. Рекорд качества резки деталей с точностью 99,3 %.–+ Насколько устойчив акрил к воздействию прямых солнечных лучей?Способность акрила сопротивляться деформации под действием солнечного света в значительной степени зависит от качества акрила, химического состава акрила и характера солнечного света. Хотя акрил является общим названием, качество акрила сильно различается от производителя к производителю. Название «акрил» конкретно относится к используемому полимеру, но не включает добавки, которые помогают придать акрилу дополнительные свойства. Акриловые бренды американского производства, такие как Plexiglass, были разработаны, чтобы противостоять прямому солнечному свету, и поэтому часто являются лучшим выбором инженеров, планирующих создавать детали, которые необходимо использовать на открытом воздухе. Более дешевые бренды, вероятно, будут избегать использования многочисленных добавок из-за увеличения затрат, которые могут ухудшить качество деталей, изготовленных из этих материалов. Ponoko имеет в наличии только высококачественный акриловый материал, чтобы гарантировать, что детали заказчика надежны, спроектированы с высокой степенью точности и качества и демонстрируют минимальные различия между идентичными деталями. Аппарат сварочный arc: Сварочный инвертор MMA REAL ARC 250 (Z244)Сварочный инвертор MMA REAL ARC 250 (Z244)REAL ARC 250 (Z244)Рекомендованная розничная цена Артикул 1 шт / Коробка Отличительными особенностями аппарата являются:
REAL ARC 250 работает от однофазной питающей сети 220 В
Компактный и легкий аппарат весом 6.
Имеет прочный металлический корпус, оснащенным бамперами, которые защищают его от повреждений при ударах или падения с небольшой высот Интеллектуальная система охлажденияАппарат оснащен интеллектуальной системой охлаждения и мощным вентилятором, создающим поток воздуха более 10 м/с. Интеллектуальная система охлаждения снижает загрязнение инвертора, уменьшает энергопотребление на холостом ходу и уровень шума. Особенно эта функция понравится в тех случаях, где работы производятся в небольших помещениях, или присутствуют металлические стены, шум вентилятора не будет отвлекать от работы. Аппарат REAL ARC 250 имеет классическую систему управления:
Комплект поставки:
SMT-технологияSMT — Surface mount technology. Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой. Платы оборудования Сварог произведены на автоматизированной линии с использованием SMT-технологии, что обеспечивает высочайшее качество и повторяемость изделий. Современные компонентыТемпература и влажность воздуха в зависимости от времени суток, года и месторасположения изменяются в широком диапазоне. Увеличение влажности, а в предельных случаях и конденсация влаги, приводят к ухудшению диэлектрических свойств изоляционных материалов печатных плат. Печатные платы оборудования значительно подвержены влиянию окружающей среды, таких как пыль, грязь, влага. При производстве оборудования ТМ Сварог применяется монтаж электронных компонентов с технологией покрытия печатных плат специальным лаком, защищающим их от пыли и повышенной влажности. Это позволяет оборудованию безотказно работать в тяжелых условиях. Неизменное качествоПри производстве сварочного оборудования Сварог используются конвейеры поточной механизированной и автоматической линий сборки. Аппараты имеют минимальную, практически невозможную вероятность брака, их качество постоянно, а зависимость от человеческого фактора минимизирована.
Ручная дуговая сварка MMA Сварочный аппарат ALTECO ARC 200 ProfessionalID: 9761 Сварочный аппарат ALTECO ARC 200 Professional служит для получения неразъемного соединения стальных металлоконструкций. Для удобства управления на приборной панели эргономично располагаются система индикации и регулятор тока. Прекрасные технические характеристики гарантируют стабильность работы, а также высокое качество шва. Небольшие габариты и вес обеспечивают легкость хранения.
Описание Особенности ALTECO ARC 200 Professional
Комплектация:
Характеристики
Гарантия ПОДПИШИСЬ Только самое интересное и полезное! 29 CFR § 1910.254 — Дуговая сварка и резка. | CFR | Закон США§ 1910.254 Дуговая сварка и резка. (a) Общие — (1) Выбор оборудования. Сварочное оборудование должно быть выбрано для безопасного применения при выполнении работ, как указано в пункте (b) настоящего раздела. (2) Установка. Сварочное оборудование должно быть установлено безопасно, как указано в пункте (с) настоящего раздела. (3) Инструкция. Рабочие, назначенные для работы с оборудованием для дуговой сварки, должны быть должным образом проинструктированы и иметь квалификацию для работы с таким оборудованием, как указано в пункте (d) настоящего раздела. (b) Применение оборудования для дуговой сварки — (1) Общие. Обеспечение безопасности при проектировании достигается путем выбора оборудования, соответствующего Требованиям к аппарату для дуговой сварки, NEMA EW-1-1962, Национальной ассоциации производителей электрооборудования или Стандарту безопасности для машин для дуговой сварки трансформаторного типа, ANSI C33. (2) Условия окружающей среды. (i) Стандартные машины для дуговой сварки должны быть спроектированы и изготовлены так, чтобы выдерживать их номинальную нагрузку с номинальным повышением температуры, когда температура охлаждающего воздуха не превышает 40 °C (104 °F) и где высота над уровнем моря не превышает 3300 футов (1005,8 м) и должен быть пригоден для работы в атмосфере, содержащей газы, пыль и световые лучи, создаваемые сварочной дугой. (ii) Могут существовать необычные условия эксплуатации, и в таких обстоятельствах машины должны быть специально разработаны для безопасного выполнения требований эксплуатации. Главными из этих условий являются: (A) Воздействие необычайно агрессивных паров. (B) Воздействие пара или чрезмерной влажности. (C) Воздействие чрезмерного количества паров масла. (D) Воздействие горючих газов. (E) Воздействие ненормальной вибрации или ударов. (F) Воздействие чрезмерного количества пыли. (G) Воздействие погодных условий. (H) Воздействие необычных условий на берегу моря или на борту судна. (3) Напряжение. Нельзя превышать следующие пределы: (i) Машины переменного тока (A) Ручная дуговая сварка и резка — 80 вольт. (Б) Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт. (ii) Машины постоянного тока (A) Ручная дуговая сварка и резка — 100 вольт. (Б) Автоматическая (машинная или механизированная) дуговая сварка и резка — 100 вольт. (iii) Если для специальных процессов сварки и резки требуются более высокие значения напряжения холостого хода, чем указанные выше, должны быть предусмотрены средства для предотвращения случайного контакта оператора с высоким напряжением посредством соответствующей изоляции или других средств. (iv) Для переменного тока при сварке во влажных условиях или в теплых условиях, где фактором является потоотделение, рекомендуется использовать надежные автоматические средства управления для снижения напряжения без нагрузки, чтобы уменьшить опасность поражения электрическим током. (4) Дизайн. (i) Контроллер, встроенный в сварочный аппарат с приводом от электродвигателя, должен выдерживать номинальный ток двигателя, должен быть способен включать и отключать ток ротора двигателя при остановке и может служить в качестве устройства защиты от перегрузки по току, если он снабжен количество блоков перегрузки по току, как указано в подразделе S этой части. (ii) На всех типах аппаратов для дуговой сварки органы управления должны быть закрыты, за исключением рабочих колес, рычагов или рукояток. (iii) Клеммы входного питания, устройства переключения ответвлений и металлические детали под напряжением, подключенные к входным цепям, должны быть полностью закрыты и доступны только с помощью инструментов. (iv) Клеммы для сварочных проводов должны быть защищены от случайного электрического контакта персоналом или металлическими предметами, т. е. транспортными средствами, крюками кранов и т. д. Защита может быть обеспечена за счет использования: розеток с глухой передней частью для штекерных соединений; углубленные отверстия с несъемными откидными крышками; толстая изолирующая трубка или лента или другая эквивалентная электрическая и механическая защита. (v) Никакие соединения для переносных устройств управления, таких как нажимные кнопки, которые оператор должен иметь при себе, не должны быть подключены к сети переменного тока. цепи выше 120 вольт. Открытые металлические части переносных устройств управления, работающих в цепях с напряжением выше 50 вольт, должны быть заземлены с помощью заземляющего проводника в кабеле управления. (vi) Автотрансформаторы или трансформаторы переменного тока реакторы не должны использоваться для подачи сварочного тока непосредственно от любых источников переменного тока. источник питания с напряжением более 80 вольт. (c) Установка оборудования для дуговой сварки — (1) Общие. (2) Заземление. (i) Рама или корпус сварочного аппарата (кроме машин с механическим приводом) должны быть заземлены в соответствии с условиями и методами, указанными в подразделе S настоящей части. (ii) Кабелепроводы, содержащие электрические проводники, не должны использоваться для замыкания цепи рабочих проводов. Трубопроводы не должны использоваться в качестве постоянной части рабочей цепи, но могут использоваться во время строительства, расширения или ремонта при условии, что ток не проходит через резьбовые соединения, фланцевые болтовые соединения или соединения под чеканку и что используются специальные меры предосторожности во избежание искрение при подключении рабочего кабеля. (iii) Цепи, тросы, краны, подъемники и подъемники не должны использоваться для передачи сварочного тока. (iv) Если конструкция, конвейер или приспособление регулярно используются в качестве контура возврата сварочного тока, соединения должны быть заклеены или снабжены соответствующими токосъемными устройствами. (v) Все заземляющие соединения должны быть проверены, чтобы определить, что они механически прочны и электрически соответствуют требуемому току. (3) Соединения и провода питания. (i) Разъединяющий выключатель или контроллер должен быть установлен на каждом сварочном аппарате или рядом с ним, который не оборудован таким выключателем или контроллером, установленным как неотъемлемая часть аппарата. Переключатель должен соответствовать подразделу S настоящей части. Должна быть обеспечена защита от перегрузки по току, как указано в подразделе S настоящей части. Разъединитель с защитой от перегрузки или эквивалентные средства отключения и защиты, разрешенные подразделом S настоящей части, должны быть предусмотрены для каждой розетки, предназначенной для подключения к переносному сварочному аппарату. (ii) Для отдельных сварочных аппаратов номинальная допустимая нагрузка по току питающих проводов должна быть не менее номинального первичного тока сварочных аппаратов. (iii) Для групп сварочных аппаратов номинальная допустимая нагрузка по току проводников может быть меньше суммы номинальных первичных токов поставляемых сварочных аппаратов. Номинальные характеристики проводника должны определяться в каждом случае в соответствии с нагрузкой на машину, исходя из использования каждого сварочного аппарата и допуска, допустимого в случае, если все сварочные аппараты, поставляемые проводниками, не будут использоваться одновременно. . (iv) При работах с участием нескольких сварщиков на одной конструкции, постоянный ток. требования процесса сварки могут потребовать использования обеих полярностей; или ограничения цепи питания для переменного тока сварка может потребовать распределения машин по фазам питающей цепи. В таких случаях никакие напряжения нагрузки между электрододержателями не будут в 2 раза больше нормального при постоянном токе. или 1, 1,41, 1,73 или 2 раза от нормы на переменном токе. машины. Аналогичные различия в напряжении будут существовать, если оба источника переменного тока и постоянный ток сварка производится на той же конструкции. (A) Все постоянного тока машины должны быть подключены с одинаковой полярностью. (B) Все переменный ток машины должны быть подключены к одной и той же фазе цепи питания и с одинаковой мгновенной полярностью. (d) Эксплуатация и техническое обслуживание — (1) Общие. Рабочие, которым поручено эксплуатировать или обслуживать оборудование для дуговой сварки, должны быть ознакомлены с требованиями этого раздела и с 1910.252 (a), (b) и (c) этой части. (2) Крепление к машине. Перед началом работы необходимо проверить все подключения к машине, чтобы убедиться, что они выполнены правильно. Рабочий шнур должен быть прочно прикреплен к работе; магнитные рабочие зажимы должны быть освобождены от налипших металлических частиц или брызг на контактных поверхностях. Спиральный сварочный кабель должен быть расправлен перед использованием во избежание серьезного перегрева и повреждения изоляции. (3) Заземление. Необходимо проверить заземление корпуса сварочного аппарата. (4) Утечки. Не должно быть утечек охлаждающей воды, защитного газа или моторного топлива. (5) Переключатели. Должно быть определено наличие надлежащего коммутационного оборудования для отключения машины. (6) Инструкции производителя. Печатные правила и инструкции по эксплуатации оборудования, поставляемого производителями, должны строго соблюдаться. (7) Держатели электродов. Держатели электродов, когда они не используются, должны быть расположены так, чтобы они не могли вступать в электрический контакт с людьми, токопроводящими предметами, топливными баками или баллонами со сжатым газом. (8) Поражение электрическим током. Кабели со сращиваниями в пределах 10 футов (3 м) от держателя не должны использоваться. Сварщик не должен наматывать или обматывать кабель сварочного электрода вокруг частей своего тела. (9) Техническое обслуживание. (i) Оператор должен сообщать о любом дефекте оборудования или угрозе безопасности своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет обеспечена его безопасность. (ii) Намокшие машины должны быть тщательно высушены и испытаны перед использованием. (iii) Кабели с поврежденной изоляцией или оголенными проводниками должны быть заменены. Соединение отрезков рабочего и электродного кабелей должно производиться с использованием средств соединения, специально предназначенных для этой цели. Соединительные средства должны иметь изоляцию, соответствующую условиям эксплуатации. [55 FR 13696, 11 апреля 1990 г., в редакции 61 FR 9241, 7 марта 1996 г.; 70 ФР 53929, 13 сентября 2005 г.] Портативный ручной сварочный аппарат MMA Arc Welding Machine 160A – DEKO Tools143,32 доллара США 132,99 $ Этот портативный ручной сварочный аппарат MMA 160A является лучшим вариантом для любителей сварки, новичков и профессиональных сварщиков, которые хотят выполнять ежедневные сварочные процедуры. США Включая налог. − Портативный ручной сварочный аппарат MMA для дуговой сварки 160A находится в резерве и будет отправлен, как только он снова появится на складе.
Материал: Стальная рама и пластиковая ручка Тип: MMA (палка) Входное напряжение переменного тока: 110 В/220 В Входная мощность: 5,8 кВт Напряжение холостого хода: 60 В Диапазон тока: 10–160 (A) Номинальный рабочий цикл (%): 40/60 Коэффициент внутренней мощности: 0,85 Степень защиты IP21S Длина шнура питания: 71,6 дюйма Вес нетто: 12,1 фунта (5,5 кг) Размеры упаковки: 11,4 дюйма x 4,92 дюйма x 7,87 дюйма (29×12,5×20 см) Выходное напряжение: Тип постоянного тока 1X Сварочный аппарат MMA 1X Держатель электрода и кабель длиной 9,28 фута 1X Рабочий зажим и кабель длиной 9,55 фута 1X Кабель адаптера питания и вилка 1X Адаптер для вилки и 19,3 дюйма 1X Щетка и 3,26 дюйма 1X Руководство пользователя Это на самом деле Хорошо, маленький блок не ожидал многого, но я ошибался. Отличная машина для производства палочек Отличная машина для производства палочек. Я попробовал это, где я работаю, я был поражен. Пробовал на 110v 7018. Рекомендуемые. Невероятно доволен этой покупкой Начну с оговорки, я не сварщик, до двух дней назад никогда в жизни не сваривал. Кто-то решил украсть наш каталитический нейтрализатор, пока мы были в отпуске, и стоимость его замены была почти равна стоимости автомобиля… Я купил все необходимые детали и попытался починить их самостоятельно с помощью сварки JB. Достаточно сказать, что это не сработало, поэтому план Б состоял в том, чтобы сварить его самостоятельно. Первое, о чем я беспокоился, был ли у меня обычный удлинитель или мне нужно было купить удлинитель за 100 долларов. Оказалось, 25-футовый 15-амперный кабель работал нормально, ничего не нагревалось от стандартной розетки на 110 В. Во-вторых, фактическое количество ампер, необходимое для стержней E6011, которые я купил, стержни говорят между 35 и 75 амперами, когда я попробовал то, что, по словам этого сварщика, было 35, они застряли и отказались течь, я в конце концов (и очень предварительно) увеличивал силу тока, пока не обнаружил, что стержни будут течь, в итоге он показал около 82 ампер, поэтому показания (хотя и при 110 В) либо неточны, либо стержни, которые у меня есть, не соответствовали спецификации. Все это к тому, что после того, как стержни потекли, я смог заменить каталитический нейтрализатор, и сварные швы держат хорошо. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
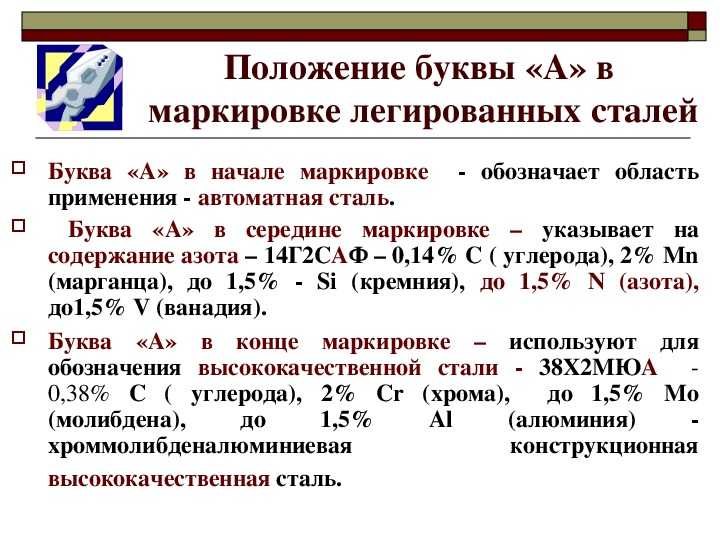
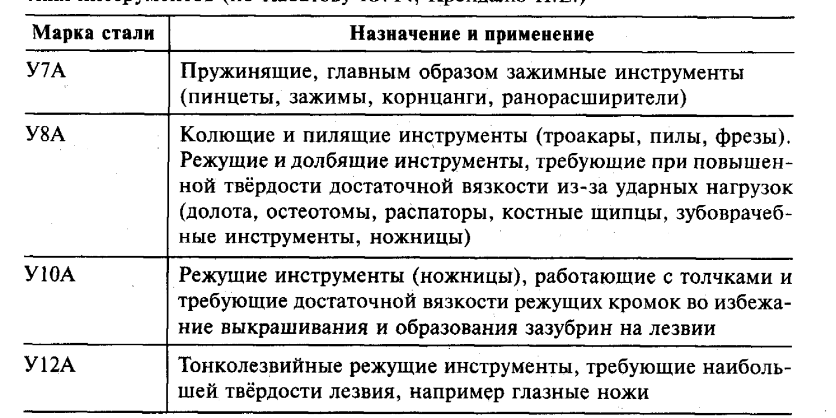
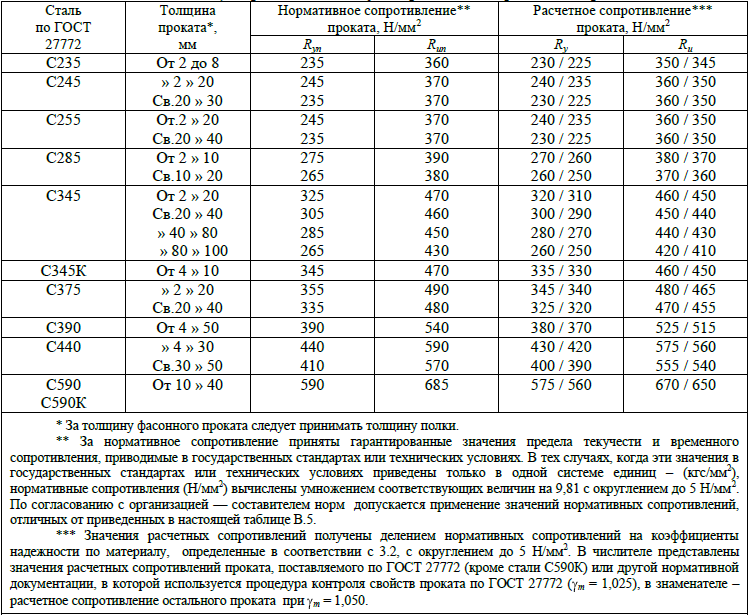
 Отпуск. 621–643 НВ
Отпуск. 621–643 НВ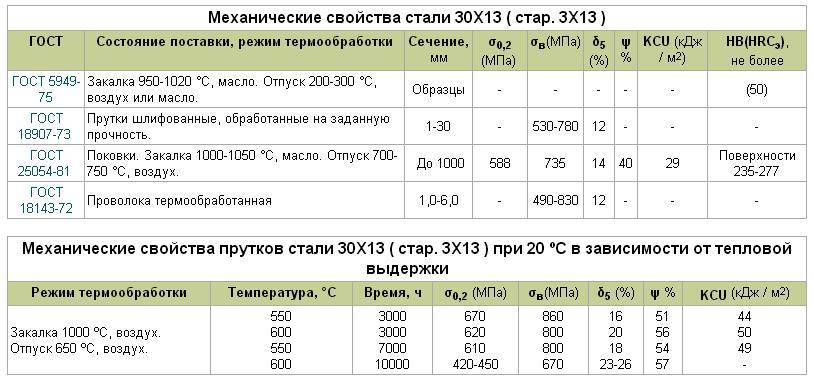
 По показателю предела прочности латунь ЛС59-1 уступает сплаву Л63. Высокая твёрдость нагартованных листов из сплава при хорошей износостойкости определяет их использование для направляющих станков.
По показателю предела прочности латунь ЛС59-1 уступает сплаву Л63. Высокая твёрдость нагартованных листов из сплава при хорошей износостойкости определяет их использование для направляющих станков. При контакте латуни ЛС59-1 с алюминием, железом и цинком будет происходить ускоренное разрушение сплава (контактная коррозия).
При контакте латуни ЛС59-1 с алюминием, железом и цинком будет происходить ускоренное разрушение сплава (контактная коррозия). Они применяются в станкостроении. Также из сплава выпускаются листы в твёрдом, полутвёрдом и мягком состоянии. Из прутков, изготовленных из латуни ЛС59-1, при минимальных затратах производят различные мелкие и крупные детали, обладающие хорошими антифрикционными свойствами. Наибольшей популярностью пользуются прутки шестигранной и квадратной формы.
Они применяются в станкостроении. Также из сплава выпускаются листы в твёрдом, полутвёрдом и мягком состоянии. Из прутков, изготовленных из латуни ЛС59-1, при минимальных затратах производят различные мелкие и крупные детали, обладающие хорошими антифрикционными свойствами. Наибольшей популярностью пользуются прутки шестигранной и квадратной формы. Латунь свинцовая, обрабатываемая давлением.
Латунь свинцовая, обрабатываемая давлением. материал ЛС59-1 (ЛС59-1, 59-1).
материал ЛС59-1 (ЛС59-1, 59-1). 

 6
6 
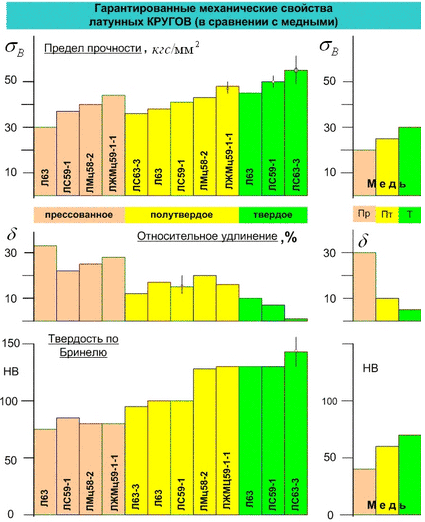 jpg» tppabs=»en/bluemicro.jpg» bgcolor=»#00BFFF»>
jpg» tppabs=»en/bluemicro.jpg» bgcolor=»#00BFFF»> №.
№. Повышенная пластичность позволяет широко использовать для производства механическая прочность плоского и сортового проката при t° 20°С из мягкого сплава ЛС59 в варианте s 390 МПа, d 5 44%; твердый сплав = s по 500 МПа, d май 10%, HB 10 -1 = 163 МПа, твердость литейного сплава HB 10 -1 = 77 МПа.
Повышенная пластичность позволяет широко использовать для производства механическая прочность плоского и сортового проката при t° 20°С из мягкого сплава ЛС59 в варианте s 390 МПа, d 5 44%; твердый сплав = s по 500 МПа, d май 10%, HB 10 -1 = 163 МПа, твердость литейного сплава HB 10 -1 = 77 МПа. Легирующие примеси перечислены в порядке убывания. Свинец 0,8—1,9%, железо 0,5%, олово 0,3%, кремний 0,2%, фосфор 0,02%, сурьма 0,01%, висмут 0,03%, примеси 0,75%. Сплав плавится при t° 1030—1080°С, обрабатывается при t° 730—820°С, усадка литья составляет 1,97%. Сплав Л59 используется для производства стержней, листов и труб.
Легирующие примеси перечислены в порядке убывания. Свинец 0,8—1,9%, железо 0,5%, олово 0,3%, кремний 0,2%, фосфор 0,02%, сурьма 0,01%, висмут 0,03%, примеси 0,75%. Сплав плавится при t° 1030—1080°С, обрабатывается при t° 730—820°С, усадка литья составляет 1,97%. Сплав Л59 используется для производства стержней, листов и труб.




 Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным. За счет высокой концентрации энергии в рабочей точке можно подвергать лазерной резке заготовки любой твердости.
За счет высокой концентрации энергии в рабочей точке можно подвергать лазерной резке заготовки любой твердости.
 Агрегатно-активной средой в них выступает специальный газ, который при прохождении через него электрического импульса превращается в монохромный направленный высокотемпературный луч;
Агрегатно-активной средой в них выступает специальный газ, который при прохождении через него электрического импульса превращается в монохромный направленный высокотемпературный луч;
 Также лазерный станок необходим для экономии процессуального времени при работе с цветными металлами: алюминием, медью, латунью и другими.
Также лазерный станок необходим для экономии процессуального времени при работе с цветными металлами: алюминием, медью, латунью и другими.
 Скидка 93% за 10 000.
Скидка 93% за 10 000. до 0,2мм. Лазерная резка Ponoko всегда выполняется по самым высоким стандартам. Кроме того, все наши возможности применимы независимо от того, изготавливается ли деталь из стали, алюминия, дерева или войлока, и эти же возможности применимы к любому заказу любого размера.
до 0,2мм. Лазерная резка Ponoko всегда выполняется по самым высоким стандартам. Кроме того, все наши возможности применимы независимо от того, изготавливается ли деталь из стали, алюминия, дерева или войлока, и эти же возможности применимы к любому заказу любого размера. США
США
 Каждая ось приводится в движение с помощью шаговых двигателей, которые сами управляются компьютером. Таким образом, лазерные резаки подпадают под категорию станков с числовым программным управлением (ЧПУ).
Каждая ось приводится в движение с помощью шаговых двигателей, которые сами управляются компьютером. Таким образом, лазерные резаки подпадают под категорию станков с числовым программным управлением (ЧПУ).

 Отдельные части могут быть спроектированы, объединены, а затем механически смоделированы. Оттуда детали могут быть обведены и экспортированы для использования с услугами лазерной резки Ponoko. Другие варианты программного обеспечения для проектирования, доступные инженерам, также включают AutoDesk, который пользуется огромной популярностью в сообществе САПР, и SolidWorks, способный создавать сложные инженерные проекты, такие как Alibre. Кроме того, у нас есть онлайн-инструменты САПР, такие как Autodesk Fusion 360 и PTC OnShape.
Отдельные части могут быть спроектированы, объединены, а затем механически смоделированы. Оттуда детали могут быть обведены и экспортированы для использования с услугами лазерной резки Ponoko. Другие варианты программного обеспечения для проектирования, доступные инженерам, также включают AutoDesk, который пользуется огромной популярностью в сообществе САПР, и SolidWorks, способный создавать сложные инженерные проекты, такие как Alibre. Кроме того, у нас есть онлайн-инструменты САПР, такие как Autodesk Fusion 360 и PTC OnShape.


 Это означает, что хотя лазерные резаки могут обеспечить превосходную точность размеров, они не идеальны для создания крошечных элементов с узкой шириной резки и сложными деталями, расположенными близко друг к другу.
Это означает, что хотя лазерные резаки могут обеспечить превосходную точность размеров, они не идеальны для создания крошечных элементов с узкой шириной резки и сложными деталями, расположенными близко друг к другу.
 Обычные пластмассы, используемые с лазерными резаками, включают акрил и делрин благодаря чистому краю, оставляемому лазерным резаком, простоте резки и их долговечности. Популярные органические материалы, используемые с лазерными резаками, включают бумагу, картон, дерево и войлок. Более толстые и тонкие материалы могут создавать уникальные проблемы.
Обычные пластмассы, используемые с лазерными резаками, включают акрил и делрин благодаря чистому краю, оставляемому лазерным резаком, простоте резки и их долговечности. Популярные органические материалы, используемые с лазерными резаками, включают бумагу, картон, дерево и войлок. Более толстые и тонкие материалы могут создавать уникальные проблемы. Наши материалы имеют тщательно контролируемые характеристики, такие как прочность на растяжение, плотность и электропроводность. Это особенно полезно для инженеров, разрабатывающих детали для приложений с жестким контролем, таких как медицина, автомобилестроение и аэрокосмическая промышленность.
Наши материалы имеют тщательно контролируемые характеристики, такие как прочность на растяжение, плотность и электропроводность. Это особенно полезно для инженеров, разрабатывающих детали для приложений с жестким контролем, таких как медицина, автомобилестроение и аэрокосмическая промышленность.
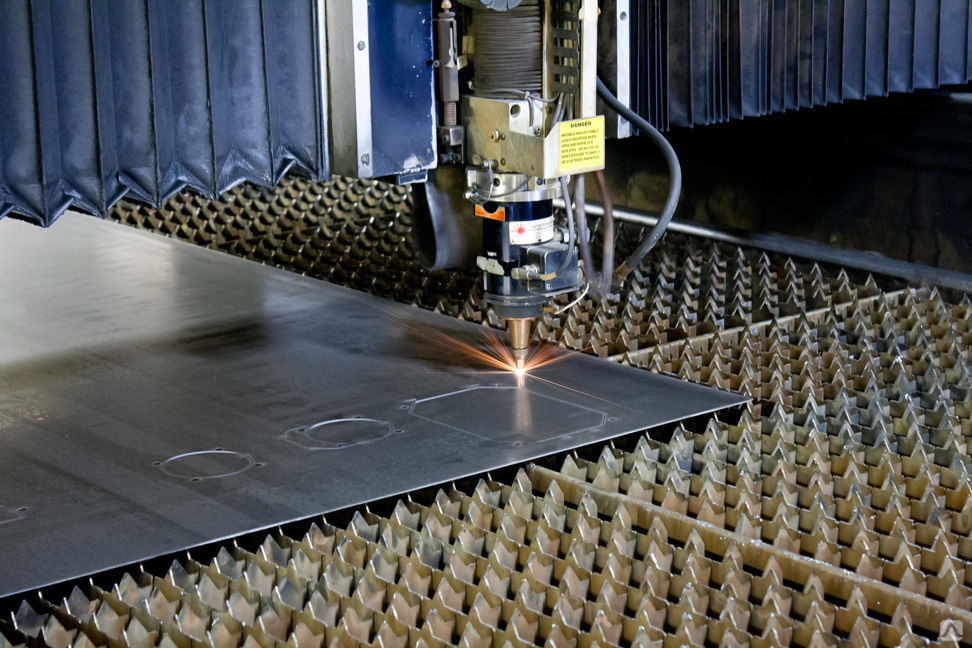 Обладая более чем 15-летним опытом работы в отрасли лазерной резки, мы реализовали множество уникальных проектов, начиная от наборов для экспресс-тестирования на COVID и заканчивая компонентами аэрокосмической отрасли, работающими в экстремальных условиях.
Обладая более чем 15-летним опытом работы в отрасли лазерной резки, мы реализовали множество уникальных проектов, начиная от наборов для экспресс-тестирования на COVID и заканчивая компонентами аэрокосмической отрасли, работающими в экстремальных условиях. Доставка в тот же день (или возврат денег) доступна в США и по всему миру.
Доставка в тот же день (или возврат денег) доступна в США и по всему миру.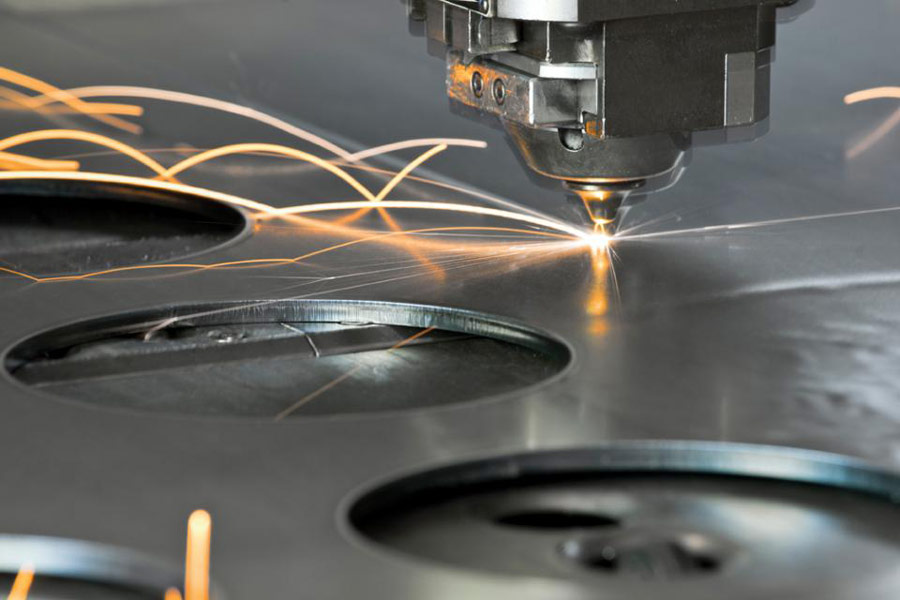 Этот уровень точности доступен независимо от размера заказа (одна или тысяча), и у нас есть ряд различных технологий лазерной резки (таких как CO2 и волокно), чтобы убедиться, что ваши детали изготовлены с использованием идеального станка.
Этот уровень точности доступен независимо от размера заказа (одна или тысяча), и у нас есть ряд различных технологий лазерной резки (таких как CO2 и волокно), чтобы убедиться, что ваши детали изготовлены с использованием идеального станка. США
США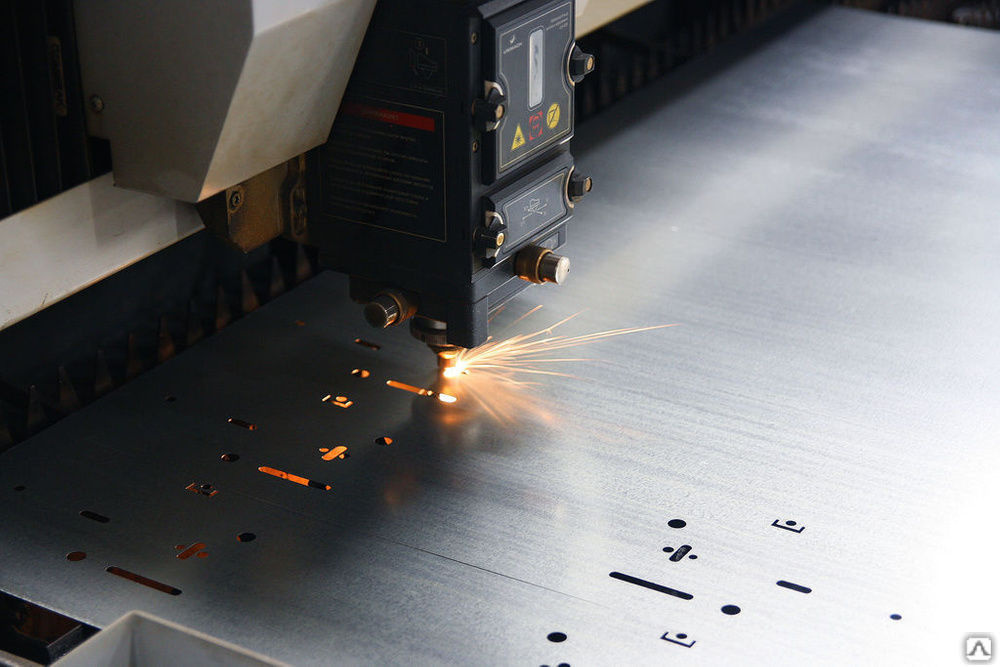 Обладает хорошей устойчивостью к УФ-излучению и атмосферным воздействиям, что делает его отличным выбором для наружного применения.
Обладает хорошей устойчивостью к УФ-излучению и атмосферным воздействиям, что делает его отличным выбором для наружного применения. Акрил особенно известен своей высокой степенью прозрачности, устойчивостью к растягивающим и сжимающим усилиям, а также эластичностью. Хотя акрил является общим отраслевым названием, существует несколько фирменных версий акрила, одним из которых является плексиглас. Различные бренды будут использовать немного разные химические составы, чтобы улучшить способность пластика противостоять ультрафиолетовому излучению, изменениям температуры и сопротивляться разрушению в случае поломки.
Акрил особенно известен своей высокой степенью прозрачности, устойчивостью к растягивающим и сжимающим усилиям, а также эластичностью. Хотя акрил является общим отраслевым названием, существует несколько фирменных версий акрила, одним из которых является плексиглас. Различные бренды будут использовать немного разные химические составы, чтобы улучшить способность пластика противостоять ультрафиолетовому излучению, изменениям температуры и сопротивляться разрушению в случае поломки. Благодаря прозрачности акрила он также заменяет стекло, поскольку имеет меньший вес, по своей природе более безопасен (т. е. не разбивается) и его легче обрабатывать. Кроме того, акрил также содержится в лаке для ногтей, красках и клеях благодаря способности акрила образовывать прочные связи.
Благодаря прозрачности акрила он также заменяет стекло, поскольку имеет меньший вес, по своей природе более безопасен (т. е. не разбивается) и его легче обрабатывать. Кроме того, акрил также содержится в лаке для ногтей, красках и клеях благодаря способности акрила образовывать прочные связи. Наш ассортимент акрила включает в себя различные цвета и толщину, и все эти материалы можно сравнить на стадии предложения по цене, прочности на растяжение, плотности и проводимости. Кроме того, весь наш акрил с лазерной резкой доступен в любом количестве, будь то единичная деталь или десять тысяч для серийного производства.
Наш ассортимент акрила включает в себя различные цвета и толщину, и все эти материалы можно сравнить на стадии предложения по цене, прочности на растяжение, плотности и проводимости. Кроме того, весь наш акрил с лазерной резкой доступен в любом количестве, будь то единичная деталь или десять тысяч для серийного производства. Акрил
Акрил

 Например, добавки могут использоваться для укрепления связей между молекулами, что может помочь в создании ударопрочных акриловых материалов. Стабилизаторы также могут быть добавлены к акрилу, чтобы повысить его устойчивость к экстремальным условиям, включая воздействие УФ-излучения и длительное нагревание.
Например, добавки могут использоваться для укрепления связей между молекулами, что может помочь в создании ударопрочных акриловых материалов. Стабилизаторы также могут быть добавлены к акрилу, чтобы повысить его устойчивость к экстремальным условиям, включая воздействие УФ-излучения и длительное нагревание.

 Это может стать причиной различных отказов в работе оборудования.
Это может стать причиной различных отказов в работе оборудования. 
 3 кВт
3 кВт 3
3 8
8 2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.
2 — 1956, Underwriters’ Laboratories, обе из которых включены посредством ссылки, как указано в § 1910.6.

 Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, и клемма должна иметь маркировку, указывающую, что он заземлен.
Если клемма сварочного кабеля, предназначенная исключительно для подключения к объекту, подсоединяется к заземленному корпусу, это должно быть выполнено с помощью проводника, по крайней мере, на два размера AWG меньше, чем заземляющая жила, и клемма должна иметь маркировку, указывающую, что он заземлен. Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
Установка, включая источник питания, должна соответствовать требованиям подраздела S настоящей части.
