Таблица расчета веса стального листа – Первая Металлобаза
Вы находитесь в разделе Справочной информации.
Если вам нужно узнать цену и рассчитать точный вес предполагаемого заказа, перейдите по ссылке в соответствующий раздел: Лист.
Одним из наиболее востребованных видов металлопроката является стальной лист. Он может использоваться как готовый продукт или в качестве заготовки для дальнейшего производства. При выборе листов для тех или иных целей стоит учитывать разновидности, технические характеристики и особенности изготовления плоского металлопроката.
Сферы применения листов металла обширны, а их свойства и характеристики во многом зависят от способа изготовления. Так, формовка стального проката может происходить методами горячего или холодного проката.
Горячее деформирование осуществляется путем нагрева металла до температур, превышающих условия его рекристаллизации и составляющих 60% и более от температуры плавления. Нагретую заготовку прокатывают между валками, а после формовки обрабатывают, убирая возможные дефекты и следы окалины. Регламентируется размер листа горячекатанного ГОСТом 19903-2015, по которому рулонный прокат имеет толщину не более 25 мм, при ширине 500-2200 мм.
Регламентируется размер листа горячекатанного ГОСТом 19903-2015, по которому рулонный прокат имеет толщину не более 25 мм, при ширине 500-2200 мм.
Горячекатаные листы не отличаются высокой точностью и гладкостью поверхности, но их доступность позволяет использовать такой металл повсеместно в народном хозяйстве, во многих видах строительства и производства, в том числе в качестве заготовок для изготовления просечно-вытяжных листов, сварных балок, электросварных и профильных труб и уголка.
Метод холодного проката предполагает формовку металла катками без предварительного прогрева, что требует больше времени и усилий. В результате получается лист с гладкой поверхностью, высокой прочностью на изгиб, растяжение и разрыв. Регулируется производство листов холоднокатаных ГОСТами 19904-90, 9045-93, 16523-97, согласно которым их толщина варьируется от 0,28 до 5мм, а ширина от 500 до 2350 мм.
Такой прокат пользуется спросом в строительстве, космической отрасли, машино- и судостроении, и в качестве заготовок при производстве посуды, мебели, оборудования, бытовых приборов и инструментов.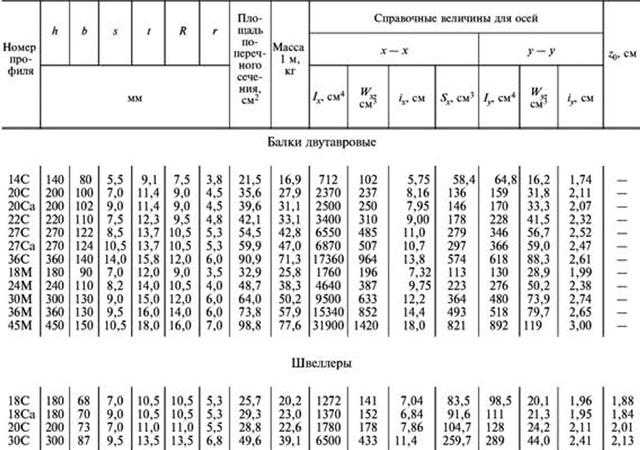 Нанесение цинкового слоя повышает антикоррозийные свойства, что применяется при изготовлении профнастила.
Нанесение цинкового слоя повышает антикоррозийные свойства, что применяется при изготовлении профнастила.
Таблица основных характеристик стального листа | |||
Чертеж | Толщина листа, мм | Масса, кг | Норматив |
лист горячекатаный | от 0,4 до 160
| от 3,14 до 1256 | ГОСТ 19903-2015 |
лист холоднокатаный | от 0,35 до 5 | от 2,7475 до 39,25 | ГОСТ 19904-90 |
При маркировке стальных листов учитываются их разновидности по нескольким критериям:
- Вид проката:
— г/к – горячекатаный, х/к – холоднокатаный;
— ОЦ – оцинкованный, ОК – с полимерным покрытием, ПК – под окраску;
— ромб, чечевица – для листа рифленого ГОСТ 8568-77.
- По точности проката: А – повышенной, Б – нормальной.
- Ровность поверхности: ПО – особо высокая, ПВ – высокая, ПУ – улучшенная, ПН – нормальная.
- Размерные параметры листа указываются цифрами, в миллиметрах.
- Обработка кромки: НО – необрезная, О – обрезная.
- Отделка поверхности: І – особо высокая, ІІ – высокая, III – повышенная, IV – обычная.
- Поверхность: Т – травленая, ГЛ – глянцевая, М – матовая.
- Свойства вытяжения: ВОСВ – весьма особо сложной, ОСВ – особо сложной, СВ – сложной, ВГ – весьма глубокой вытяжки.
- Наличие узора кристаллизации у оцинкованных листов: КР – есть, МТ – нет.
- Для профилированных листов: Н – для настила покрытий, НС – для настила и стеновых ограждений, С – для стеновых ограждений.
- Класс прочности: 295; 315; 345; 355; 390.
Также в маркировке указываются марка стали с обозначением Ст, и номер ГОСТа или ТУ, которым соответствуют указанные параметры.
Вес листа
Масса листа зависит от его технических характеристик, способа производства и типа сплава, который был использован при производстве.
Вес листового металла, также можно рассчитать самостоятельно с помощью простых математических формул.
Формула расчета веса листа металла: m = a * b * t * ρ
a – ширина;
b – длина;
t – толщина;
ρ – плотность.
Масса стального холоднокатаного листа | |||
Толщина листа, мм | Размеры листа, мм | Вес листа, кг | Вес 1 кв. метра, кг |
0,35 | 1000х2000 | 5,50 | 2,75 |
1250х2500 | 8,59 | ||
0,4 | 1000х2000 | 6,28 | 3,14 |
1250х2500 | 9,81 | ||
0,45 | 1000х2000 | 7,07 | 3,53 |
1250х2500 | 11,04 | ||
0,5 | 1000х2000 | 7,85 | 3,93 |
1250х2500 | 12,27 | ||
0,55 | 1000х2000 | 8,64 | 4,32 |
1250х2500 | 13,49 | ||
0,6 | 1000х2000 | 9,42 | 4,71 |
1250х2500 | 14,72 | ||
0,65 | 1000х2000 | 10,21 | 5,10 |
1250х2500 | 15,95 | ||
0,7 | 1000х2000 | 10,99 | 5,50 |
1250х2500 | 17,17 | ||
0,75 | 1000х2000 | 11,78 | 5,89 |
1250х2500 | 18,40 | ||
0,8 | 1000х2000 | 12,56 | 6,28 |
1250х2500 | 19,63 | ||
0,9 | 1000х2000 | 14,13 | 7,07 |
1250х2500 | 22,08 | ||
1 | 1000х2000 | 15,70 | 7,85 |
1250х2500 | 24,53 | ||
1,2 | 1000х2000 | 18,84 | 9,42 |
1250х2500 | 29,44 | ||
1,4 | 1000х2000 | 21,98 | 10,99 |
1250х2500 | 34,34 | ||
1,5 | 1000х2000 | 23,55 | 11,78 |
1250х2500 | 36,80 | ||
1,6 | 1000х2000 | 25,12 | 12,56 |
1250х2500 | 39,25 | ||
1,7 | 1000х2000 | 26,69 | 13,35 |
1250х2500 | 41,70 | ||
1,8 | 1000х2000 | 28,26 | 14,13 |
1250х2500 | 44,16 | ||
1,9 | 1000х2000 | 29,83 | 14,92 |
1250х2500 | 46,61 | ||
2 | 1000х2000 | 31,40 | 15,70 |
1250х2500 | 49,06 | ||
2,2 | 1000х2000 | 34,54 | 17,27 |
1250х2500 | 53,97 | ||
2,5 | 1000х2000 | 39,25 | 19,63 |
1250х2500 | 61,33 | ||
2,8 | 1000х2000 | 43,96 | 21,98 |
1250х2500 | 68,69 | ||
3 | 1000х2000 | 47,10 | 23,55 |
1250х2500 | 73,59 | ||
Масса стального горячекатаного листа | |||
Толщина листа, мм | Размеры листа, мм | Вес листа, кг | Вес 1 кв. |
1,5 | 1250х2500 | 36,80 | 11,78 |
2 | 1250х2500 | 49,06 | 15,70 |
2,5 | 1250х2500 | 61,33 | 19,63 |
3 | 1250х2500 | 73,59 | 23,55 |
3,5 | 1250х2500 | 85,86 | 27,48 |
4 | 1500х6000 | 282,60 | 31,40 |
5 | 1500х6000 | 353,25 | 39,25 |
6 | 1500х6000 | 423,90 | 47,10 |
7 | 1500х6000 | 494,55 | 54,95 |
8 | 1500х6000 | 565,20 | 62,80 |
9 | 1500х6000 | 635,85 | 70,65 |
10 | 1500х6000 | 706,50 | 78,50 |
12 | 1500х6000 | 847,80 | 94,20 |
14 | 1500х6000 | 989,10 | 109,90 |
16 | 1500х6000 | 1130,40 | 125,60 |
18 | 1500х6000 | 1271,70 | 141,30 |
20 | 1500х6000 | 1413,00 | 157,00 |
22 | 1500х6000 | 1554,30 | 172,70 |
25 | 1500х6000 | 1766,25 | 196,25 |
28 | 1500х6000 | 1978,20 | 219,80 |
30 | 1500х6000 | 2119,50 | 235,50 |
32 | 1500х6000 | 2260,80 | 251,20 |
35 | 1500х6000 | 2472,75 | 274,75 |
36 | 1500х6000 | 2543,40 | 282,60 |
40 | 1500х6000 | 2826,00 | 314,00 |
45 | 1500х6000 | 3179,25 | 353,25 |
50 | 1500х6000 | 3532,50 | 392,50 |
55 | 1500х6000 | 3885,75 | 431,75 |
60 | 1500х6000 | 4239,00 | 471,00 |
65 | 1500х6000 | 4592,25 | 510,25 |
70 | 1500х6000 | 4945,50 | 549,50 |
80 | 1500х6000 | 5652,00 | 628,00 |
90 | 1500х6000 | 6358,50 | 706,50 |
100 | 1500х6000 | 7065,00 | 785,00 |
110 | 1500х6000 | 7771,50 | 863,50 |
120 | 1500х6000 | 8478,00 | 942,00 |
130 | 1500х6000 | 9184,50 | 1020,50 |
140 | 1500х6000 | 9891,00 | 1099,00 |
150 | 1500х6000 | 10597,50 | 1177,50 |
160 | 1500х6000 | 11304,00 | 1256,00 |
 метра, кг
метра, кгЛист стальной: ГОСТ
Производство листового проката регламентируют следующие стандарты:
- ГОСТ 19903-2015 определяет сортамент горячекатаного проката в листах и рулонах толщиной от 1,2 до 25,0 мм.

- ГОСТ 19904-90 используется для холоднокатаного проката толщиной от 0,35 до 3,50 мм.
- В зависимости от видов используемых металлов в части производства толстолистового металлопроката: ГОСТ 1577-93 для конструкционной, ГОСТ 4041-2017 для горячекатаной нелегированной конструкционной стали, ГОСТ Р 58915-2020 – для криогенных металлов.
- Для изготовления тонких листов применяются технические условия: ГОСТ 3836-83 для электротехнической нелегированной, ГОСТ 11268-76 – для легированной стали;
- Выпуск листов жаростойкого и жаропрочного проката, устойчивого к коррозии: ГОСТ 24982-81 определяет общие технические условия, ГОСТ 5582-75 используется в части проката тонколистового, ГОСТ 7350-77 – толстолистового.
- ГОСТ 8568-77 нормирует изготовление листов, имеющих ромбическое или чечевичное рифление.
- ГОСТ 9234-74 регламентирует сортамент листовых стальных профилей.
- Оцинкованная холоднокатаная сталь с полимерным покрытием производится в соответствии с ГОСТ 34180-2017 при горячем покрытии цинком, и по ГОСТ 34649-2020 для электролитической оцинковки.

Ранее регламентировалось изготовление просечно-вытяжнго листа ГОСТом 8706-78, который был отменен. На данный момент используются технические условия 36-26.11-5-89, которые содержат требования к техническим параметрам и сортаменту данного вида проката.
Технические характеристики профлиста.
Сортамент листового проката, его виды, типы и характеристики – Блог 【БилдФикс】
Листовой прокат — это вид плоского металлопроката, производимый способом горячей прокатки на прокатных станах.
❗ Различают следующие виды листового проката: толстый горячекатаный прокат, тонкий горячекатаный, тонкий холоднокатаный прокат.
Сначала получают толстый прокат путем горячей прокатки металла при температуре свыше 1700 градусов по Фаренгейту, что значительно превышает порог рекристаллизации стали. В результате этого процесса металл становится достаточно пластичным, менее твердым и прочным, что необходимо для последующей его обработки.
Однако в результате такого сильного нагрева металла на его поверхности образуется окалина, что при последующей обработке может стать причиной структурных и поверхностных дефектов, у такого проката менее точные и более округлые углы, а также невысокая точность по толщине.
Для получения тонколистовой продукции и улучшения точности размеров горячекатаный лист предварительно очищают от окалины и оксидной пленки, а потом подвергают холодной прокатке, проходящей при температурах ниже начала рекристаллизации. Толщина холоднокатаного стального листа после прокатки не превышает 5 мм, его поверхность качественная, ровная.
Сортамент и типы листового проката
⭐ Сортамент листового проката регламентируется ГОСТами, строгое соответствие которым позволяет изготавливать металл заданных свойств и требуемых потребительских качеств.
Согласно ГОСТ 19 903–2015, толстый прокат изготавливают в листах толщиной 4 -160 мм или либо в рулонах толщиной до 25 мм. Ширина листа зависит от типа прокатного стана и может быть 500−4500 мм, ширина рулонов 500 — 2200 мм. Наиболее распространенным является металлопрокат из углеродистой стали обыкновенного качества марки Ст3 либо низколегированной марки стали 09Г2С с химическим составом по ГОСТ 380.
Горячекатаный прокат используется в качестве подката для холоднокатаного проката, а в виде готовой продукции он нашел широкое применение в строительстве, автомобилестроении, мостостроении, судостроении, востребован в производстве сварных труб и гнутого профиля.
Тонкий горячекатаный лист поставляется толщиной 1,2- 4 мм и в листах либо рулонах в соответствии ГОСТ 16 523–89 из углеродистой качественной стали и стали обыкновенного качества с химическим составом по ГОСТ 1050–88.
Холоднокатаный лист изготавливается в соответствии с требованиями ГОСТ 19 904–90, 9045−93, 16 523−97 толщиной 0,25 — 5 мм, шириной 500 — 2350 мм. Наиболее распространенным является холоднокатаный прокат из качественных углеродистых сталей, низколегированных или легированных сталей. В результате холодной деформации горячекатаного проката происходит изменение свойств продукции, в результате чего у холоднокатаного металлопроката повышается точность размеров, улучшается качество поверхности, повышается прочность и твердость, снижаются характеристики пластичности.
Холоднокатаный лист нашел широкое применение во всех сферах народного хозяйства. Он используется в производстве оцинкованного металлопроката, профилированного листа, в автомобилестроении, в изготовлении пищевой продукции, электротехнике.
Характеристики листового проката
Сама технология изготовления листового проката предусматривает получение готовой продукции с высокими техническими и эксплуатационными характеристиками, такими как:
- прочность и надежность;
- длительность службы;
- стойкость к коррозии, изменениям температуры, атмосферным осадкам и другим природным явлениям;
- хорошая обрабатываемость, свариваемость, проведение термообработки, улучшающей свойства плоского металла;
- устойчивость к деформациям;
- широкий ареал применения.
Особенности листового проката
Особенности листового проката, его эксплуатационные свойства, долговечность и другие характеристики зависят от легирующих добавок, используемых в процессе производства стали:
- Кремний повышает устойчивость изделий к ударным нагрузкам;
- Хром, титан, никель, молибден снижают риск образования коррозии;
- Медь улучшает пластичность;
- Молибден и вольфрам повышают устойчивость к высоким температурам;
- Ванадий создает лист со стабильной и равномерной структурой.

Применение
Все изготавливаемые типы листового проката находят широкое применение в:
- машиностроении, станкостроении, автомобилестроении, энергетике;
- химической, нефтехимической, бумажной, пищевой, мебельной промышленности;
- строительстве, архитектуре, ландшафтном дизайне;
- сельском и народном хозяйстве, в быту.
Учитывая характеристики листового проката, из него штампуются отдельные запчасти, детали, крепежные элементы.
Из полосового материала изготавливаются различные емкости, тара, пищевая, медицинская, лабораторная посуда.
Металл применяется для обшивки бытовок, создания различных конструкций, устройства ограждений, производства ступеней на металлических лестницах.
Учебное пособие по оптимизации — пошаговый пример сочетания продуктов в Excel
Основные шаги
Чтобы определить модель оптимизации в Excel, выполните следующие основные шаги: способ.
В рамках этой общей структуры у вас есть большая гибкость в том, как вы выбираете ячейки для хранения переменных и ограничений вашей модели, а также какие формулы и встроенные функции вы используете. В общем, ваша цель должна состоять в том, чтобы создать электронную таблицу, которая четко и понятно излагает свое назначение.
Создание рабочего листа Excel
Предполагая, что вы организовали данные для задачи в Excel, следующим шагом будет создание рабочего листа, на котором вычисляются формулы для целевой функции и ограничения . Поскольку переменные решения и ограничения обычно входят в логические группы, вам часто потребуется использовать диапазоны ячеек в электронной таблице для их представления.
Поскольку переменные решения и ограничения обычно входят в логические группы, вам часто потребуется использовать диапазоны ячеек в электронной таблице для их представления.
На листе ниже мы зарезервировали ячейки B4, C4, D4 и E4 для представления переменных решения X 1 , X 2 , X 3 и X 4 , представляющие количество поддонов каждого типа панелей, которые необходимо произвести. Решатель определит оптимальные значения для этих ячеек. (Нажмите на рабочий лист, чтобы увидеть изображение в полном размере.)
Обратите внимание, что прибыль от каждого поддона с панелями (450, 1150, 800 и 400 долларов США) была введена в ячейки B5, C5, D5 и E5 соответственно. Это позволяет нам вычислить цель в ячейке F5 как:
Формула для ячейки F5: =B5*B4+C5*C4+D5*D4+E5*E4
или аналогичный,
Формула для ячейки F5: =СУММПРОИЗВ(B5:E5,B4:E4)
В ячейки B8:E11 мы ввели количество ресурсов, необходимых для производства поддона каждого типа панелей. Например, значение 15 в ячейке C9 означает, что для изготовления поддона панелей в тихоокеанском стиле требуется 15 часов прессования. Эти числа получены непосредственно из формул для ограничений, показанных ранее. Имея эти значения, мы можем ввести формулу в ячейку F8, чтобы вычислить общее количество клея, используемого для любого количества произведенных поддонов:
Например, значение 15 в ячейке C9 означает, что для изготовления поддона панелей в тихоокеанском стиле требуется 15 часов прессования. Эти числа получены непосредственно из формул для ограничений, показанных ранее. Имея эти значения, мы можем ввести формулу в ячейку F8, чтобы вычислить общее количество клея, используемого для любого количества произведенных поддонов:
Формула для ячейки F8: =СУММПРОИЗВ(B8:E8,$B$4:$E$4)
Мы можем скопировать эту формулу в ячейки F9:F11 для вычисления общего количества прессованной, сосновой и дубовой щепы использовал. (Знаки доллара в $B$4:$E$4 указывают, что этот диапазон ячеек остается постоянным, а диапазон ячеек B8:E8 становится B9:E9, B10:E10 и B11:E11 в скопированных формулах.) Формулы в ячейках F8:F11 соответствуют левым значениям ограничений.
В ячейки G8:G11 мы ввели доступное количество ресурсов каждого типа (соответствующих значениям ограничений в правой части). Это позволяет нам выразить ограничения , показанные ранее как:
F8:F11<=G8:G11
Это эквивалентно четырем ограничениям: F8<=G8, F9<=G9, F10<=G10 и F11<=G11. Мы можем ввести этот набор ограничений непосредственно в диалоговых окнах Решателя вместе с условиями неотрицательности :
Мы можем ввести этот набор ограничений непосредственно в диалоговых окнах Решателя вместе с условиями неотрицательности :
B4:E4 >= 0
Нажмите на приведенные ниже ссылки, чтобы узнать, как эту модель можно решить с помощью встроенного Решателя Excel (или Решателя премиум-класса) или с помощью флагманского продукта Risk Solver Platform от FrontLine Systems.
< Вернуться к: Пример набора продуктов
<< Вернуться к: Начало учебного курса Далее: Использование Решателя Excel >
Далее: Использование платформы Решателя рисков >
Использование Решателя для определения оптимального ассортимента продуктов1
В этой статье обсуждается использование Solver, надстройки Microsoft Excel, которую можно использовать для анализа возможных вариантов, чтобы определить оптимальное сочетание продуктов.
Как определить месячный ассортимент продукции, обеспечивающий максимальную прибыльность?
Компаниям часто необходимо определить количество каждого продукта, которое необходимо производить ежемесячно. В своей простейшей форме задача о наборе продуктов заключается в том, как определить количество каждого продукта, которое должно быть произведено в течение месяца, чтобы максимизировать прибыль. Ассортимент продукции обычно должен соответствовать следующим ограничениям:
В своей простейшей форме задача о наборе продуктов заключается в том, как определить количество каждого продукта, которое должно быть произведено в течение месяца, чтобы максимизировать прибыль. Ассортимент продукции обычно должен соответствовать следующим ограничениям:
Набор продуктов не может использовать больше ресурсов, чем доступно.
На каждый товар существует ограниченный спрос. Мы не можем производить в месяц больше продукта, чем диктует спрос, потому что лишнее производство тратится впустую (например, скоропортящийся препарат).
Давайте теперь решим следующий пример задачи о наборе продуктов. Вы можете найти решение этой проблемы в файле Prodmix.xlsx, показанном на рисунке 27-1.
Допустим, мы работаем в фармацевтической компании, которая производит шесть различных продуктов на своем заводе. Производство каждого продукта требует рабочей силы и сырья. В строке 4 на рис. 27.1 показаны часы труда, необходимые для производства фунта каждого продукта, а в строке 5 показаны фунты сырья, необходимые для производства фунта каждого продукта. Например, для производства фунта Продукта 1 требуется шесть часов труда и 3,2 фунта сырья. Для каждого лекарства цена за фунт указана в строке 6, удельная стоимость за фунт указана в строке 7, а доля прибыли в расчете на фунт указана в строке 9.. Например, Продукт 2 продается по цене 11,00 долларов за фунт, имеет удельную стоимость 5,70 долларов за фунт и приносит прибыль 5,30 долларов за фунт. Месячный спрос на каждое лекарство указан в строке 8. Например, спрос на продукт 3 составляет 1041 фунт. В этом месяце доступно 4500 часов труда и 1600 фунтов сырья. Как эта компания может максимизировать свою ежемесячную прибыль?
Если бы мы ничего не знали о Excel Solver, мы бы решили эту проблему, создав рабочий лист для отслеживания прибыли и использования ресурсов, связанных с набором продуктов. Затем мы будем использовать метод проб и ошибок, чтобы варьировать ассортимент продукции для оптимизации прибыли, не используя больше рабочей силы или сырья, чем доступно, и не производя никаких лекарств сверх спроса. Мы используем Солвер в этом процессе только на этапе проб и ошибок. По сути, Solver — это механизм оптимизации, который безупречно выполняет поиск методом проб и ошибок.
Затем мы будем использовать метод проб и ошибок, чтобы варьировать ассортимент продукции для оптимизации прибыли, не используя больше рабочей силы или сырья, чем доступно, и не производя никаких лекарств сверх спроса. Мы используем Солвер в этом процессе только на этапе проб и ошибок. По сути, Solver — это механизм оптимизации, который безупречно выполняет поиск методом проб и ошибок.
Ключом к решению проблемы ассортимента продукции является эффективное вычисление использования ресурсов и прибыли, связанной с любым набором продуктов. Важным инструментом, который мы можем использовать для выполнения этих вычислений, является функция СУММПРОИЗВ. Функция СУММПРОИЗВ умножает соответствующие значения в диапазонах ячеек и возвращает сумму этих значений. Каждый диапазон ячеек, используемый в оценке СУММПРОИЗВ, должен иметь одинаковые размеры, что означает, что вы можете использовать СУММПРОИЗВ с двумя строками или двумя столбцами, но не с одним столбцом и одной строкой.
В качестве примера того, как мы можем использовать функцию СУММПРОИЗВ в нашем примере с набором продуктов, давайте попробуем вычислить использование наших ресурсов. Наше использование рабочей силы рассчитывается на
Наше использование рабочей силы рассчитывается на
(Затраты труда на фунт наркотика 1)*(Произведенный фунт наркотика 1)+
(Затраты труда на фунт наркотика 2)*(Произведено 2 фунта наркотика) + …
(Затраты труда на фунт наркотика 6)*(Произведено 6 фунтов наркотика)
Мы могли бы вычислить использование рабочей силы более утомительным способом: D2*D4+E2*E4+F2*F4+G2*G4+h3*h5+I2*I4 . Точно так же использование сырья можно рассчитать как D2*D5+E2* E5+F2*F5+G2*G5+h3*H5+I2*I5 . Однако ввод этих формул в рабочую таблицу для шести продуктов занимает много времени. Представьте, сколько времени это заняло бы, если бы вы работали с компанией, которая произвела, например, 50 продуктов на своем заводе. Гораздо проще вычислить использование труда и сырья, скопировав из D14 в D15 формулу 9.0105 СУММПРОИЗВ($D$2:$I$2,D4:I4) . Эта формула вычисляет D2*D4+E2*E4+F2*F4+G2*G4+h3*h5+I2*I4 (это наше использование труда), но ее гораздо проще ввести! Обратите внимание, что я использую знак $ с диапазоном D2:I2, поэтому при копировании формулы я по-прежнему получаю набор продуктов из строки 2. Формула в ячейке D15 вычисляет использование сырья.
Формула в ячейке D15 вычисляет использование сырья.
Аналогичным образом наша прибыль определяется
(Прибыль препарата 1 на фунт)*(Произведено фунта препарата 1) +
(Прибыль препарата 2 на фунт)*(Производство препарата 2 фунта) + …
(Прибыль препарата 6 на фунт)*(Производство препарата 6 фунтов)
Прибыль легко вычислить в ячейке D12 по формуле СУММПРОИЗВ(D9:I9,$D$2:$I$2) .
Теперь мы можем идентифицировать три компонента нашей модели Solver для набора продуктов.
Целевая ячейка. Наша цель — максимизировать прибыль (вычисляется в ячейке D12).
Изменение ячеек.
Количество произведенных фунтов каждого продукта (указано в диапазоне ячеек D2:I2)Ограничения. У нас есть следующие ограничения:
Не используйте больше рабочей силы или сырья, чем доступно. То есть значения в ячейках D14:D15 (используемые ресурсы) должны быть меньше или равны значениям в ячейках F14:F15 (доступные ресурсы).
Не производить больше препарата, чем требуется. То есть значения в ячейках D2:I2 (фунты, произведенные каждым наркотиком) должны быть меньше или равны спросу на каждый наркотик (указанному в ячейках D8:I8).
 org/ListItem»>
org/ListItem»>Мы не можем произвести отрицательное количество любого лекарства.
 Количество произведенных фунтов каждого продукта (указано в диапазоне ячеек D2:I2)
Количество произведенных фунтов каждого продукта (указано в диапазоне ячеек D2:I2)Я покажу вам, как ввести целевую ячейку, изменить ячейки и ограничения в Солвере. Тогда все, что вам нужно сделать, это нажать кнопку «Решить», чтобы найти сочетание продуктов, максимизирующее прибыль!
Для начала щелкните вкладку Данные и в группе Анализ щелкните Решатель.
Примечание. Как объяснялось в главе 26 «Введение в оптимизацию с помощью Excel Solver», Solver устанавливается нажатием кнопки Microsoft Office, затем «Параметры Excel» и «Надстройки». В списке «Управление» выберите «Надстройки Excel», установите флажок «Надстройка решения», а затем нажмите «ОК».
Появится диалоговое окно Solver Parameters, как показано на рисунке 27-2.
Щелкните поле «Установить целевую ячейку», а затем выберите нашу ячейку прибыли (ячейка D12). Щелкните поле «Изменение ячеек», а затем укажите диапазон D2:I2, который содержит количество фунтов, произведенных каждым лекарством. Теперь диалоговое окно должно выглядеть, как показано на рис. 27-3.
Щелкните поле «Изменение ячеек», а затем укажите диапазон D2:I2, который содержит количество фунтов, произведенных каждым лекарством. Теперь диалоговое окно должно выглядеть, как показано на рис. 27-3.
Теперь мы готовы добавить в модель ограничения. Нажмите кнопку «Добавить». Вы увидите диалоговое окно Add Constraint, показанное на рисунке 27-4.
Чтобы добавить ограничения на использование ресурсов, щелкните поле Ссылка на ячейку и выберите диапазон D14:D15. Выберите <= из среднего списка. Щелкните поле Ограничение и выберите диапазон ячеек F14:F15. Диалоговое окно Add Constraint теперь должно выглядеть так, как показано на рис. 27-5.
Теперь мы добились того, что когда Решатель пробует разные значения для меняющихся ячеек, только те комбинации, которые удовлетворяют обоим D14<=F14 (затраченная рабочая сила меньше или равна доступной рабочей силе) и D15<=F15 (использованное сырье меньше или равно доступному сырью). Щелкните Добавить, чтобы ввести ограничения спроса. Заполните диалоговое окно Add Constraint, как показано на рисунке 27-6.
Щелкните Добавить, чтобы ввести ограничения спроса. Заполните диалоговое окно Add Constraint, как показано на рисунке 27-6.
Добавление этих ограничений гарантирует, что, когда Solver пробует различные комбинации для меняющихся значений ячеек, будут рассматриваться только комбинации, удовлетворяющие следующим параметрам:
D2<=D8 (количество произведенного Лекарства 1 меньше или равно спросу на Лекарство 1)
E2<=E8 (количество произведенного Лекарства 2 меньше или равно спросу на Лекарство 2)
F2<=F8 (количество производимого Лекарства 3 меньше или равно спросу на Лекарство 3)
h3<=H8 (количество произведенного лекарства 5 меньше или равно спросу на лекарство 5)
I2<=I8 (количество производимого Лекарства 6 меньше или равно спросу на Лекарство 6)
 org/ListItem»>
org/ListItem»>G2<=G8 (количество производимого Лекарства 4 меньше или равно спросу на Лекарство 4)
Нажмите кнопку «ОК» в диалоговом окне «Добавить ограничение». Окно Solver должно выглядеть так, как показано на рис. 27-7.
Мы вводим ограничение, согласно которому изменение ячеек должно быть неотрицательным, в диалоговом окне «Параметры решения». Нажмите кнопку «Параметры» в диалоговом окне «Параметры решателя». Установите флажок «Предполагать линейную модель» и поле «Предполагать неотрицательное», как показано на рис. 27-8 на следующей странице. Нажмите «ОК».
Установите флажок «Предполагать линейную модель» и поле «Предполагать неотрицательное», как показано на рис. 27-8 на следующей странице. Нажмите «ОК».
Установка флажка «Предполагать неотрицательное» гарантирует, что «Поиск решения» будет учитывать только комбинации изменяющихся ячеек, в которых каждая изменяющаяся ячейка принимает неотрицательное значение. Мы установили флажок «Предполагать линейную модель», поскольку задача о наборе продуктов представляет собой особый тип задачи «Решатель», называемый линейной моделью . По сути, модель Solver является линейной при следующих условиях:
Целевая ячейка вычисляется путем сложения членов формы (изменяющаяся ячейка)*(константа) .
Каждое ограничение удовлетворяет «требованиям линейной модели».
Это означает, что каждое ограничение оценивается путем сложения членов формы (изменяющаяся ячейка) * (константа) и сравнения сумм с константой.
 Это означает, что каждое ограничение оценивается путем сложения членов формы (изменяющаяся ячейка) * (константа) и сравнения сумм с константой.
Это означает, что каждое ограничение оценивается путем сложения членов формы (изменяющаяся ячейка) * (константа) и сравнения сумм с константой.Почему эта задача Решателя является линейной? Наша целевая ячейка (прибыль) вычисляется как
.
(Прибыль препарата 1 на фунт)*(Производство фунта препарата 1) +
(Прибыль препарата 2 на фунт)*(Производство препарата 2 фунта) + …
(Прибыль препарата 6 на фунт)*(Производство препарата 6 фунтов)
Это вычисление следует шаблону, в котором значение целевой ячейки получается путем сложения членов формы (изменяющаяся ячейка) * (константа) .
Наше трудовое ограничение оценивается путем сравнения значения, полученного из (Затраты труда на фунт лекарства 1)*(Производство фунтов лекарства 1) + (Затраты труда на фунт лекарства 2)*(Производство фунтов лекарства 2)+ …(Затраты труда ед на фунт лекарства 6)*( Препарат 6 фунтов произведен) в наличии.
Таким образом, трудовое ограничение оценивается путем сложения членов формы (изменяющаяся ячейка) * (константа) и сравнения сумм с константой. И ограничение по труду, и ограничение по сырью удовлетворяют требованиям линейной модели.
Наши ограничения спроса принимают форму
(Лекарство 1 произведено)<=(Спрос на лекарство 1)
(Лекарство 2 произведено)<=(Спрос на Лекарство 2)
§
(Произведено лекарство 6)<=(Спрос на лекарство 6)
Каждое ограничение спроса также удовлетворяет требованию линейной модели, поскольку каждое оценивается путем сложения членов формы (изменяющаяся ячейка)*(постоянная) и сравнивая суммы с константой.
Показав, что наша модель ассортимента продукции является линейной моделью, почему нас это должно волновать?
Если модель Решателя является линейной и мы выбираем Предполагать линейную модель, Решатель использует очень эффективный алгоритм (симплексный метод) для нахождения оптимального решения модели. Если модель Solver является линейной и мы не выбираем Assume Linear Model, Solver использует очень неэффективный алгоритм (метод GRG2) и может столкнуться с трудностями при поиске оптимального решения модели.
 org/ListItem»>
org/ListItem»>Если модель Решателя является линейной и мы выбираем Предполагать линейную модель, Решатель гарантированно найдет оптимальное решение для модели Решателя. Если модель Solver не является линейной, Solver может найти или не найти оптимальное решение.
После нажатия OK в диалоговом окне Solver Options мы возвращаемся к основному диалоговому окну Solver, показанному ранее на рис. 27-7. Когда мы нажимаем «Решить», Solver вычисляет оптимальное решение (если оно существует) для нашей модели ассортимента продуктов. Как я говорил в главе 26, оптимальным решением для модели ассортимента продуктов будет набор изменяющихся значений ячеек (фунтов, произведенных каждым лекарством), который максимизирует прибыль по сравнению с набором всех возможных решений. Опять же, допустимое решение — это набор изменяющихся значений ячеек, удовлетворяющих всем ограничениям. Изменение значений ячеек показано на рис. 27-9.являются допустимым решением, потому что все уровни производства неотрицательны, уровни производства не превышают потребности, а использование ресурсов не превышает доступных ресурсов.
Как я говорил в главе 26, оптимальным решением для модели ассортимента продуктов будет набор изменяющихся значений ячеек (фунтов, произведенных каждым лекарством), который максимизирует прибыль по сравнению с набором всех возможных решений. Опять же, допустимое решение — это набор изменяющихся значений ячеек, удовлетворяющих всем ограничениям. Изменение значений ячеек показано на рис. 27-9.являются допустимым решением, потому что все уровни производства неотрицательны, уровни производства не превышают потребности, а использование ресурсов не превышает доступных ресурсов.
Изменение значений ячеек, показанное на рис. 27-10 на следующей странице, представляет собой недопустимое решение по следующим причинам:
Мы производим больше Лекарства 5, чем требуется.
Мы используем больше сырья, чем есть в наличии.
 org/ListItem»>
org/ListItem»>Мы используем больше рабочей силы, чем доступно.
После нажатия кнопки «Решить» Solver быстро находит оптимальное решение, показанное на рис. 27-11. Вам нужно выбрать Keep Solver Solution, чтобы сохранить оптимальные значения решения на листе.
Наша фармацевтическая компания может максимизировать свою ежемесячную прибыль на уровне 6 625,20 долларов США, производя 596,67 фунта Наркотика 4, 1084 фунта Наркотика 5 и ни одного другого наркотика! Мы не можем определить, сможем ли мы достичь максимальной прибыли в размере 6 625,20 долларов США другими способами. Все, в чем мы можем быть уверены, так это в том, что с нашими ограниченными ресурсами и спросом мы не сможем заработать больше $6 627,20 в этом месяце.
Предположим, что спрос на каждый продукт должен быть удовлетворен. (См. рабочий лист No Feasible Solution в файле Prodmix.xlsx.) Затем мы должны изменить наши ограничения спроса с D2:I2<=D8:I8 до D2:I2>=D8:I8 . Для этого откройте Solver, выберите зависимость D2:I2<=D8:I8, а затем нажмите кнопку «Изменить». Появится диалоговое окно «Изменить ограничение», показанное на рис. 27-12.
(См. рабочий лист No Feasible Solution в файле Prodmix.xlsx.) Затем мы должны изменить наши ограничения спроса с D2:I2<=D8:I8 до D2:I2>=D8:I8 . Для этого откройте Solver, выберите зависимость D2:I2<=D8:I8, а затем нажмите кнопку «Изменить». Появится диалоговое окно «Изменить ограничение», показанное на рис. 27-12.
Выберите >= и нажмите OK. Теперь мы уверены, что Solver рассмотрит возможность изменения только тех значений ячеек, которые соответствуют всем требованиям. Когда вы нажмете «Решить», вы увидите сообщение «Решатель не смог найти подходящее решение». Это сообщение не означает, что мы допустили ошибку в нашей модели, а скорее то, что с нашими ограниченными ресурсами мы не можем удовлетворить спрос на все продукты. Solver просто говорит нам, что если мы хотим удовлетворить спрос на каждый продукт, нам нужно добавить больше труда, больше сырья или больше того и другого.
Давайте посмотрим, что произойдет, если мы допустим неограниченный спрос на каждый продукт и позволим производить отрицательное количество каждого лекарства. (Вы можете увидеть эту проблему Решателя на рабочем листе Set Values Do Not Converge в файле Prodmix.xlsx.) Чтобы найти оптимальное решение для этой ситуации, откройте Решатель, нажмите кнопку «Параметры» и снимите флажок «Предполагать неотрицательное». . В диалоговом окне «Параметры решателя» выберите ограничение потребности D2:I2<=D8:I8, а затем нажмите «Удалить», чтобы удалить ограничение. Когда вы нажимаете «Решить», «Поиск решения» возвращает сообщение «Установить значения ячеек не сходятся». Это сообщение означает, что если целевая ячейка должна быть максимизирована (как в нашем примере), существуют допустимые решения с произвольно большими значениями целевой ячейки. (Если целевая ячейка должна быть минимизирована, сообщение «Установить значения ячеек не сходятся» означает, что существуют возможные решения с произвольно малыми значениями целевых ячеек.) В нашей ситуации, допуская отрицательное производство лекарства, мы фактически «создаем ресурсы, которые можно использовать для производства сколь угодно больших количеств других наркотиков.
(Вы можете увидеть эту проблему Решателя на рабочем листе Set Values Do Not Converge в файле Prodmix.xlsx.) Чтобы найти оптимальное решение для этой ситуации, откройте Решатель, нажмите кнопку «Параметры» и снимите флажок «Предполагать неотрицательное». . В диалоговом окне «Параметры решателя» выберите ограничение потребности D2:I2<=D8:I8, а затем нажмите «Удалить», чтобы удалить ограничение. Когда вы нажимаете «Решить», «Поиск решения» возвращает сообщение «Установить значения ячеек не сходятся». Это сообщение означает, что если целевая ячейка должна быть максимизирована (как в нашем примере), существуют допустимые решения с произвольно большими значениями целевой ячейки. (Если целевая ячейка должна быть минимизирована, сообщение «Установить значения ячеек не сходятся» означает, что существуют возможные решения с произвольно малыми значениями целевых ячеек.) В нашей ситуации, допуская отрицательное производство лекарства, мы фактически «создаем ресурсы, которые можно использовать для производства сколь угодно больших количеств других наркотиков. Учитывая наш неограниченный спрос, это позволяет нам получать неограниченную прибыль. В реальной ситуации мы не можем заработать бесконечное количество денег. Короче говоря, если вы видите «Установленные значения не сходятся», в вашей модели действительно есть ошибка.
Учитывая наш неограниченный спрос, это позволяет нам получать неограниченную прибыль. В реальной ситуации мы не можем заработать бесконечное количество денег. Короче говоря, если вы видите «Установленные значения не сходятся», в вашей модели действительно есть ошибка.
Предположим, что наша фармацевтическая компания может купить до 500 часов рабочей силы по цене на 1 доллар в час больше, чем текущая стоимость рабочей силы. Как мы можем максимизировать прибыль?
На заводе по производству микросхем четыре техника (A, B, C и D) производят три продукта (Продукты 1, 2 и 3). В этом месяце производитель чипов может продать 80 единиц продукта 1, 50 единиц продукта 2 и не более 50 единиц продукта 3.
Техник А может производить только продукты 1 и 3. Техник Б может производить только продукты 1 и 2. Техник C может производить только Продукт 3. Техник D может производить только Продукт 2. Каждая произведенная единица продукции приносит следующую прибыль: Продукт 1 — 6 долларов; Продукт 2, 7 долларов; и Продукт 3, 10 долларов. Время (в часах), необходимое каждому специалисту для производства продукта, составляет:Продукт
Техник А
Техник Б
Техник С
Техник Д
1
2
2,5
Не могу
Не могу
2
Не могу
3
Не могу
904:00
3,5
3
3
Не могу
4
Не могу
Завод по производству компьютеров производит мыши, клавиатуры и джойстики для видеоигр. Прибыль на единицу, использование труда на единицу, месячный спрос и использование машинного времени на единицу приведены в следующей таблице:
Мыши
Клавиатуры
Джойстики
Прибыль/единица
$8
11 долларов
$9
Использование труда/единица
.
2 часа904:00
.3 часа
.24 часа
Машинное время/ед.
.04 часа
.055 час
.04 часа
Ежемесячная потребность
15 000
27 000
11 000
Решите наш пример с лекарством, предполагая, что минимальный спрос на каждое лекарство должен составлять 200 единиц.
Джейсон делает бриллиантовые браслеты, ожерелья и серьги. Он хочет работать максимум 160 часов в месяц. У него 800 унций бриллиантов. Прибыль, рабочее время и унции алмазов, необходимые для производства каждого продукта, приведены ниже. Если спрос на каждый продукт неограничен, как Джейсон может максимизировать свою прибыль?
Продукт
Удельная прибыль
Рабочее время на единицу
Унций алмазов на единицу
Браслет
$300
.
Электросварные трубы это: Труба стальная электросварная
Чем отличается бесшовная труба от электросварной?
- Главная
- Отличия бесшовной трубы от электросварной
Бесшовная труба — цельная конструкция из металла без типов соединений. Существует несколько способов изготовления таких конструкций:
- ковка;
- прессовка;
- прокатка;
- волочение.
Продукт имеет повышенную прочность, из-за чего его чаще используют в сложных конструкциях под воздействием разных сред. Продукция без сварного шва делится на 2 класса:
- горячекатаная;
- холоднокатаная.
И те, и другие изделия изготавливаются из одинаковых марок сталей. Разница в том, что холодная прокатка помогает добиться лучшего качества поверхности металла, а также точности в параметрах геометрии.
Горячекатаная сталь обладает более высокой производительностью, и цена конечного продукта будет ниже.Из-за высокой надежности изделий без шва, цельный металлопрокат может использоваться в сложных сферах и отраслях по строительству машин. В частности, горячекатаные трубы используются в промышленных сферах. Этот вид проката используют, когда нагрузки на изделие сильно превышают допустимый уровень для сварного типа.
Электросварная труба — образец с одним швом, проходящим по всей длине, выполненный из листового проката или штрипсов посредством формовки или сварки.
Металлопрокат делится на 4 вида:
- прямошовный;
- спиралешовный;
- водогазопроводный;
- профильный.
1. Прямошовный тип производится из металлических полос, сваренных противоположными концами, и формируется электродуговой или высокочастотной сваркой.
2. Спиралешовный тип большого диаметра изготавливается электродуговой сваркой под слоем флюса.
3. При производстве водогазопроводных электросварных трубных образцов в качестве сырья используется углеродистая сталь.
4. Профильный прокат электросварного метода изготавливается при помощи различных металлов или сплавов, а также полимерных материалов.
Способ изготовления электросварного трубопроката — горячекатаный или холоднокатаный.
Данный вид получил широкую область применения: строительство, изготовление мебели, ограждений, автомобилей, изготовление нефте-, газопроводов, трубопроводов, другие хозяйственные/промышленные сферы.
Характеристики бесшовного металлопроката по ГОСТ 8732-78
Применяемые марки стали: ст.20, 09г2с. Материал устойчив к воздействию коррозионных процессов, преобладает высокая прочность, твердость, он стойкий к любым климатическим условиям.
- Длина: от 4 до 12,5 м.
- Вес: до 162 кг.
- Наружный диаметр: от 57 до 426 мм.
- Толщина стенки: от 3 до 16 мм.
Тонкостенные и толстостенные оцинкованные трубные образцы получили свое назначение для работы с повышенными нагрузками, со средами разной степени агрессивности.
Характеристики электросварного трубопроката по ГОСТ 10704-91
- Масса (1 м): не превышает 500 кг (зависит от сечения).
- Толщина стенки: от 7 до 16 мм.
- Наружный диаметр: до 1420 мм.
- Длина: от 2 до 12 м.
Технические требования соответствуют ГОСТ 10706, 10705.
Характеристики электросварного трубопроката по ГОСТ 10706-76
- Масса (1 м): не более 500 кг.
- Наружный диаметр: от 530 до 1420 мм.
- Толщина стенки: от 7 до 16 мм.
Вес трубопроката зависит от его сечения. Продукт имеет 1-2 сварных швов. Размеры, предельные отклонения соответствуют ГОСТ 10704.
Заключение
Самыми главными отличиями являются способ изготовления и область применения.
Отличие типа без шва от электросварного в том, что у второго есть прямой или спиральный шов.Электросварная продукция уступает бесшовной из-за наличия продольного шва, по которому могут происходить протечки. Осуществлять монтаж таких труб нужно швами от стен, чтобы в случае протечки была возможность заварить свищ. Однако, это зависит от уровня производства и качества самого металла. К электросварной продукции выдвигаются повышенные требования качества металла, а современные способы сварки позволяют повысить долговечность продукции при сохранении универсальности, поэтому риски минимальны.Также из минусов можно выделить то, что гнуть электросварные трубы сложнее, швы могут дать трещину и делают поверхность более уязвимой к коррозии.
Срок службы бесшовного изделия будет немного выше при равных прочих условиях. Но производство электросварных труб дешевле и проще. У технологии меньше ограничений, в частности, по размеру. Максимальный размер бесшовного изделия меньше.
Из плюсов электросварочного способа можно выделить, что на производство не приходится тратить много времени. Монтаж электросварных труб не вызывает дополнительных трудностей.Выбор напрямую зависит от применения трубной продукции и условий эксплуатации. Под большинство бытовых нужд подойдет более экономный вариант — электросварная труба с достаточными характеристиками прочности. Продукт должен соответствовать ГОСТ. Если преобладают более жесткие условия и агрессивные среды с высоким давлением, то следует выбрать бесшовный вариант.
Условия поставки
Цена, наличие товара, условия и гарантии
Мы работаем как с юридическими, так и с физическими лицами. Готовы поставить изделия на заказ.
У нас действует накопительная система скидок для постоянных клиентов.
Условия оплаты
Заказ вы можете оплатить 3 способами: наличными, безналичным расчетом, банковской картой.
Отсрочку платежа до 1 месяца предоставляем постоянным и хорошо зарекомендовавшим себя клиентам.
Доставка
Варианты: заказать у нас, воспользоваться услугами транспортной компании, организовать самовывоз.
При любом виде расчета отгружаем товар на следующий день после поступления оплаты.
Приемка и разгрузка товара
Вы должны обеспечить беспрепятственный подъезд нашего транспорта к разгрузочной площадке.
При разгрузке вы получаете пакет документов: накладная, счет-фактура и сертификат качества (по запросу).
Звоните
8-800-775-12-74
Мы ответим на ваш звонок с понедельника
по пятницу в рабочие часы:
9:00 — 18:00 — по Челябинску
07:00 — 16:00 — по МосквеОтправляйте заявку
Пишите нам в любое время.
Специалист свяжется с вами в рабочие часы в течение 20 минут после получения заявки.
Если вы
отправили заявку в нерабочее время, то наш специалист свяжется с вами на следующий день.Запросите цены, условия и сроки поставки
Я принимаю условия пользовательского соглашения
Прикрепите заявку и свои реквизиты — и мы сразу сможем выставить Вам счет.
Получать новости о скидках и акциях
Прикрепите заявку
Прикрепите реквизиты
Отправить заявку
Трубы бесшовные или электросварные — что выбрать?
Трубы могут потребоваться для сооружения самых разнообразных конструкций. И поэтому не удивительно, что промышленность производит широкий ассортимент этих изделий.
Выбор настолько большой, что неискушенному человеку не мудрено запутаться и потеряться. Однако сейчас мы не будет рассматривать все разновидности, типоразмеры и прочие характеристики. А всего лишь сравним два наиболее востребованных типа — трубы электросварные и бесшовные.На долю этих изделий приходится львиная доля трубной промышленности. Еще есть литые, клепаные и прочие типы, но это скорее экзотика в случае со сталью.
Главное различие между этими двумя разновидностями заключается в способе производства. Трубы электросварные получают путем сгибания стального листа и сварки шва электрической дугой. Бесшовные производятся путем продавливания отверстия в цилиндрической, предварительно разогретой, заготовке с дальнейшим его раскатыванием валиками. Это определяет разные эксплуатационные свойства изделий.
Важные отличия
Сварной шов снижает прочность изделия. Хотя дуговая сварка намного превосходит в этом смысле клепку или пайку, но все равно трубы бесшовные будут прочнее.
Поэтому их предпочитают там, где изделие работает под большими нагрузками, где категорически недопустима разгерметизация.Также шов делает трубу более уязвимой к коррозии, он заметно быстрее деградирует. Срок службы трубы бесшовной будет немного выше при равных прочих условиях.
Но производство электросварных труб дешевле и проще, поэтому цена на готовые изделия будет заметно ниже. У технологии меньше ограничений, в частности по размеру. Даже из одного листа можно выполнить прямошовную трубу до полутора метров в диаметре, а при использовании нескольких листов или же при изготовлении спиралешовной трубы даже это далеко не предел. Максимальный размер бесшовного изделия заметно скромнее.
Для производства труб методом продавливания отверстия годятся только пластичные сорта стали, высокоуглеродистые сорта, отличающиеся большой прочностью, тут не годятся.
Таким образом, выбор зависит от того, где труба будет использоваться, от условий эксплуатации. Для большинства бытовых нужд вполне достаточно прочностных характеристик менее дорогой электросварной трубы.
При условии, что это качественный продукт, выполненный в соответствии с ГОСТ.Феррос
Наши сотрудники ведут свою деятельность начиная с 2003 года. Направление, которое легло в основу нашей компании, это поставки, транспортировка и продажа металлопроката, а также его производных, таких как оцинкованные, электросварные и нержавеющие трубы, стальная и двутавровая балка, трубы ВГП, стальные отводы, листовой прокат, профнастил и т.д.Подробнее
Продукция и услуги
Компания предлагает богатый ассортимент металлопроката, значительную долю которого составляет черный металлопрокат, оцинкованные трубы, стальная балка, а также широкий ряд других изделий. На сайте представлены все основные типы труб: оцинкованные трубы, нержавеющие трубы, чугунные, бесшовные и электросварные трубы. А также жаропрочные нержавеющие трубы и нержавеющие трубы ВГП.Подробнее
Наши преимущества
Компания ценит своих клиентов и делает все возможное для того, чтобы процесс приобретения продукции был максимально простым и удобным, а ее ассортимент металлопродукции был разнообразен и своевременно пополнялся. Так, например, если вы хотите купить балку редкого типа или размера, либо подобрать нужные вам нержавеющие трубы, достаточно лишь подать заявку нашему менеджеру, и мы найдем то что вы искали.
Подробнее
Статьи по темеЛист оцинкованный: размеры
Оцинкованный листовой металл невероятно популярен в строительной, автомобильной, приборостроительной и многих других отраслях. При желании каждый может при наличии инструментов и навыков кроить и собирать из листа оцинкованного разнообразные конструкции.
Труба стальная как несущий элемент
Труба воспринимается в первую очередь как элемент систем для транспортировки газов, жидкостей, сыпучих веществ. Однако ее также успешно можно применять и при возведении опорных элементов конструкций.
Труба нержавеющая в пищепроме
Нержавеющая сталь пользуется особой популярностью в пищевой промышленности.
Этот материал превосходно подходит для конструкций, контактирующих с пищевыми продуктами. Но не всякий сплав годится для таких целей, да и подготовка трубопровода имеет ряд важных особенностей.Арматура рифленая и сварка
В большинстве случаев арматура используется для создания пространственных конструкций — каркасов для железобетона, легких опорных и усиливающих элементов. В такой ситуации естественно возникает вопрос о соединении отдельных прутков.
Все статьи
NiruTavan — Что такое электрическая труба или кабелепровод?
В современном мире существуют разные методы и методы для
используя и направляя электрическую электрическую трубу или кабелепровод. электрический
Pipe или Conduit можно использовать для реализации ваших проектов. Используя
кабелепровод для передачи проводов или кабелей может принести нам безопасность, качество,
экономия средств и времени, скорость и многие другие преимущества.Одним из самых важных шагов в любом проекте является создание набора
электрических систем. Для этого можно использовать новые и инновационные
методы, которые имеют много преимуществ, такие как электрическая труба или
Кондуит.Существуют различные типы электрических труб или кабелепроводов, но они
обычно делятся на две основные категории в зависимости от
Стандартный материал, используемый в них.Электрическая труба или трубопровод — один из методов, используемых для
создавать проекты электропередач в жилых и
нежилые здания, в том числе офисные, торговые,
фабричные и промышленные здания и т. д. Из-за их использования
в разных местах электрические трубы или кабелепроводы
широко используются в производственном цикле своей продукции.
В принципе и согласно общему стандарту
эти кандидатуры классифицируются по двум основным
категории как металлические или металлические трубопроводы и неметаллические
электрическая трубка или неметаллический трубопровод.Один из самых важных шагов в любом проекте —
создать комплекс электрических систем. Для этого вы можете
использовать все новые и новые методы, которые имеют много преимуществ, таких как
как электрическая труба или трубопровод. Использование канала для прохождения
провода или кабели могут принести нам безопасность, качество, стоимость и
экономия времени, скорость и многие другие преимущества.Кабелепроводы или электрические трубы делятся на две основные категории.
исходя из используемых в них материалов:1- Металлическая электрическая труба или металлический кабелепровод:
Электрические трубы или металлические трубопроводы часто изготавливаются из
оцинкованной стали, нержавеющей стали или алюминия. Другой
металлы, как правило, не используются в производстве
электрические трубы или металлические трубы.2- Неметаллическая электрическая труба с неметаллическим
трубопроводы:Используются неметаллические (пластиковые) электрические трубы или кабелепроводы.
в местах, где использование металла затруднено (например, в больнице
кабинет МРТ) или в местах, где есть риск прямого
контакт с водой. Поскольку при контакте с водой
неметаллические трубы устойчивы к воде из-за
тип материала и не страдают от гнили или ржавчины.Важным моментом обеих моделей является то, что обе они
может быть жестким или гибким.Электрические трубы или металлические трубопроводы часто изготавливаются из
оцинкованной стали, нержавеющей стали или алюминия. Другой
металлы обычно не используются в производстве
проводник. Они могут защитить людей от нежелательного контакта
с током в проводах, а также провода и
изоляция проводов от воздействия окружающей среды.
conduit создает полностью продвинутую инфраструктуру для
проводка. Он использовал различные места, в том числе
нестроящиеся объекты и гостиницы, офисные здания,
коммерческие и коммерческие здания, промышленные предприятия и
заводы и подземные сооружения. В принципе металл
Кабелепровод редко используется в проводах здания или квартиры или
кабели.Принцип пропускания кабелей или проводов через или металл
электрическая труба или кабелепровод выполняется в соответствии с определенным
количество и размер в соответствии с определенным стандартом. Этот
стандарт между проводом и трубой очень важен с точки зрения
размера. Труба металлическая электрическая Трубопровод производится
Компания НируТаван Абтин во время производственного процесса в
по специальным стандартам от диаметра PG11 до
Диаметр PG48.1- Стандартный стандарт UL 7971 в отношении защиты и
безопасность.2- ANSI C80.3 Стандартный производственный процесс.
3- ASTM A123 Стандартный метод цинкования труб.
1- Твердосплавный или металлический кабелепровод (RMC).
2- Электрическая труба из среднего металла или кабелепровод из среднего металла
(ИМЦ).3- Гибкая металлическая электрическая труба или трубопровод (FMC).
1- Неметаллическая электрическая труба или твердая и неметаллическая
трубопровод (РНК).2- Неметаллическая электрическая труба или неметаллический кабелепровод
(ЛОР).1- Оцинкованная горячим металлом электрическая труба или стальной трубопровод
(горячеоцинкованная труба).2- Оцинкованные электрические трубы или трубопроводы из холодного металла.
сталь (холоднооцинкованная труба)3- Металлическая электрическая труба или трубопровод из цветной стали
(черный).4- Взрывозащищенный бесшовный металл из оцинкованной стали электротехнический
труба или трубопровод.5- гибкая металлическая электрическая труба или трубопровод или гибкий
стальной трубопровод.6- Металлическая электрическая труба или трубопровод из алюминиевой стали
проводник.7- Металлическая электрическая труба или трубопровод из нержавеющей стали.
1. Неметаллические электрические трубы или трубопроводы из ПВХ, которые
имеет три модели■ Горячая гибка электрических труб.
■ Электротехническая труба холодной гибки.
■ пожаробезопасная электрическая труба.
2. Труба электротехническая полиамидная.
3. Гибкая электрическая труба.
Трубки этого типа имеют толстые, перевязанные
стены. Они обычно изготавливаются из изолированной стали,
нержавеющей стали или алюминия. Этот тип металлического трубопровода
соединяется с другими электрическими трубами специальным
связи. Прочный металлический кабелепровод защищает провода
и кабели от воздействия окружающей среды и опасностей.
Металлическая электрическая труба Рами может быть настроена в соответствии с
к потребностям и надлежащей консультации с Нирутван
Компания о текущем проекте. Их можно сделать
с более толстыми стенками для предотвращения и защиты от
электромагнитные помехи в системе электропроводки.
Покрытие этого кабелепровода или металлических электрических труб
слой ПВХ или оцинкованный, бронзовый и. Также можно сделать
они устойчивы к гниению и ржавчине. трубыЭти типы трубопроводов являются самыми легкими и дешевыми из
действующие трубопроводы. Чтобы вода не попала
их варят со специальными растворителями. Один из его
Основными преимуществами перед другими металлическими электрическими кабелями является
что они быстро устанавливаются и легко подключаются к
друг друга. Для правильной гибки и формовки пластика
Трубопроводы, его можно использовать с теплом, обеспечиваемым
специальный инструмент. Для особых случаев, когда нам нужно
более прочные жесткие диски, их стенки могут быть утолщены, поэтому
что их становится сложнее соединить.Гибкие электрические трубы представляют собой тонкостенные пластиковые трубы.
которые придают им большую гибкость. Они могут быть легко
сформированы и используются на маршрутах с высокой извилистостью. Этот тип
кабелепровод очень прост в установке, потому что его можно разрезать
и повторно сваривается, когда сталкивается с препятствиями.В этой модели металлические электрические трубы, которые используют глубокие
покрытия в основном используются в помещениях с влажностью и открытым
среды, где возможен контакт
с дождевой водой. Данная модель трубы устойчива к
дробления и ржавчины и факторов окружающей среды.Первая и самая важная цель горячего погружения
оцинковка предназначена для защиты конструкции от
коррозия, а также прочность и долговечность
оцинковка зависит практически от толщины
слой на протекторе. На стадии производства,
чем толще защитный слой, тем дольше он прослужит
и тем дольше он прослужит продукту.Производство горячеоцинкованных труб по
следующие два метода и стандарта:1- Метод шерардизации.
2- Метод погружения с горячим цинкованием.
Электротехническая труба или трубопровод из стали холодного цинкования
Эта модель металлической электрической трубы или кабелепровода является одной из
наиболее распространенные типы, которые используются больше, чем другие
модели.Производство труб холодного цинкования осуществляется согласно
следующие три метода и стандарта:1. Цинкование или гальваническое цинкование.
2. Метод механического покрытия.
3- Способ оцинковки цинко-пропитанными красками распылением
или кистью (цинковое покрытие).Металлическая электрическая труба или трубопровод окрашены в стальной цвет (черный).
Как следует из названия, металлическая электрическая труба или кабелепровод.
используются для предотвращения коррозии в этой модели. Они могут быть
используется внутри помещений, в бетоне. Эта модель трубы не должна
используется в средах с высокими дробящими свойствами и
в местах, непосредственно соприкасающихся с землей.Эта модель металлической электрической трубы или кабелепровода имеет два
существенные преимущества:■ Приемлемая цена по сравнению с трубами горячего цинкования.
■ Доступны удобные и удобные подключения.
Взрывозащищенная бесшовная металлическая электротехническая труба из оцинкованной стали
или трубопровод.Взрывозащищенные электротехнические трубы являются одним из видов
трубы, используемые в чувствительных отраслях промышленности и взрывоопасных
среды, и цена этого продукта выше
чем другие виды металлических электрических труб, и имеет
больший вес, чем герметичные трубы.Гибкая металлическая электрическая труба или трубопровод или гибкий
стальной трубопровод.Эту модель трубы можно использовать в тех случаях, когда
труба из электростали проходит через компенсатор
здания или для подключения электричества к двигателям
или устройства, которые вибрируют во время работы. Они хорошо показывают
гибкость во время работы и пластика или подобных материалов
используются для создания гибкости внутри этих труб во время
этап производства.Электрическая труба ПВХ:
Производится в двух видах холодной и горячей гибки.
Трубы ПВХ имеют высокую прочность и тип холодного изгиба.
изгибается без нагрева и с помощью специального
пружина и намного прочнее, чем тип горячего изгиба.Электрическая труба из ПВХ:
Эта электрическая модель трубы, изготовленная из пластика и
другие композиционные материалы (смягчители и смазки),
весит меньше, чем его металлические аналоги. Изоляция и
дешевизна — преимущества этой трубы по сравнению с
металлическая труба, электрическая труба из ПВХ негорючая и имеет
множество применений в строительной отрасли.Полиамидная электротехническая труба:
Этот вид труб изготавливается из мягкого пластика. Эти типы
труб менее дорогие и более гибкие, чем другие
трубы. В настоящее время они используются в небольших и легких
здания.гибкая электрическая труба:
Данный вид труб выпускается в трех моделях: ПВХ,
полиамид и металл.■ ПВХ используется для прокладки электрических проводов по стенам
структура. Эти трубы гнутся под любым углом и их
компоненты изготовлены из негорючего ПВХ.■ Полиамид намного дешевле ПВХ. Он изгибается в
под разными углами, но имеет небольшую силу.■ Металлический тип используется для прокладки электрических проводов в
промышленные панели и наружные стены. Материал
эти трубы изготовлены из ПВХ покрытия с проволокой для увеличения
прочность трубы и ее прочность.Полиэтиленовая электрическая труба:
С точки зрения прочности эти неметаллические электрические
трубы размещаются между гибкими и ПВХ трубами,
которые мягче, чем трубы из ПВХ и прочнее, чем
гибкие трубы. Не могу использовать.Преимущества металлических электрических труб или трубопроводов:
1- Металлические электрические трубы более долговечны, чем другие
трубопровод, особенно неметаллические электрические трубы.2- Металлическая электрическая труба или кабелепровод устойчивы к
ущерб от вредителей из-за используемых в его
строительство.3- Имеют высокую ударопрочность и устойчивость к разрыву трубы.
4- Металлическая электрическая труба или металлический кабелепровод
устойчивы к огню.5- Металлическая электрическая труба или металлический кабелепровод устойчивы.
к УФ или ультрафиолетовому излучению.6- У вас почти простая задача по установке,
повторное открытие и закрытие металлической электрической трубы или металла
проводник.7- Металлическая электрическая труба или металлический трубопровод — отличный способ
для предотвращения электромагнитных помех.8- Используя металлические электрические трубы или металлические кабелепроводы,
кабели и шнуры питания могут быть хорошо защищены, чтобы избежать
дополнительные расходы.9- Металлическая электрическая труба или металлический кабелепровод обеспечивают хорошее
безопасности и защиты обслуживающего персонала.10- Используя металлическую электрическую трубу или металлический кабелепровод, можно
быть экономически выгодным для проекта при разумных
стоимость и с хорошими советами о том, как выбрать его.Зачем использовать электрическую трубу или кабелепровод?
Короче говоря, кабелепроводы или электрические трубы могут обеспечить
особая безопасность для вашего проекта. Если в вашем проекте есть
проблема с его структурой безопасности, это может вызвать у вас
большой финансовый или человеческий ущерб в будущем. Электрический
трубы или трубопроводы могут предоставить нам такие функции, как
множество методов при разработке плана реализации, использовать в
разных местах, несмотря на структурные и экологические
различия, такие как гидроизоляция или водонепроницаемость,
химические среды, среды с повышенной влажностью
или давление. Предоставлять.Короче говоря, чтобы ответить на вопрос «Что такое электрическая
трубы или трубопровода» можно представить следующим образом:Электрическая труба или кабелепровод — это труба, используемая для защиты
и провести электропроводку в здании или
нестроительная конструкция, выполняющая роль защитного покрытия
для проводников, которые прошли через него, чтобы предотвратить
повреждение провода или его изоляции, а также
Индивидуальная защита от нежелательного контакта с
проводник используется электриками при установке
место установки электрооборудования и для прохода
провода и кабели.7 типов электрических кабелепроводов, которые должен знать каждый электрик
- Для создания полостей, особенно для создания отводов и соединений в проводниках.
- Для использования в качестве выводов для установленных проводников.
- Для прочного соединения секций кабелепровода.
- · Для отводов, особенно для ответвлений кабелепроводов.
- Обеспечение доступа для проводников с точки зрения будущей системы и систем обслуживания
- Для создания изгибов под углом 90 градусов для кабелепроводов.
- В качестве монтажных отверстий для осветительных приборов и электропроводки.
Системы трубопроводов обычно классифицируются по материалам, используемым для обеспечения механической жесткости, трубам и толщине стенок. Материалы выбираются с учетом коррозионной стойкости и автоматической защиты с учетом фактора стоимости. При размещении электропроводки в небезопасных зонах, где требуется предварительное одобрение, необходимо четко соблюдать несколько конкретных указаний.
Следующие типы кабелепроводов обычно используются для бытового и коммерческого освещения.1. Электрическая металлическая трубка (EMT)
Электрическая металлическая трубка (EMT) является одним из распространенных примеров несгибаемой трубы. Обычно изготавливается из оцинкованной стали, но может быть и из алюминия. EMT обычно называют «тонкостенным» каналом, потому что он тоньше и легче по сравнению с RMC. Он также может быть жестким, но его можно легко согнуть с помощью простого инструмента, называемого трубогибом.
ЕМТ монтируется с фитингами и муфтами, которые полностью фиксируются нажимными застежками или установочными винтами. Сама трубка не имеет резьбы, как IMC или RMC. Кроме того, стандартные размеры, доступные для ЕМТ, включают от 1 до 1,5 дюймов. Открытая внутренняя проводка — это то место, где обычно используется ЕМТ, потому что он часто проходит в легких коммерческих или жилых зданиях. Поэтому так же важно собрать его со специальной водонепроницаемой фурнитурой.
2. Жесткий металлический кабелепровод (RMC)
RMC означает жесткий металлический кабелепровод из тяжелой оцинкованной стали, устанавливаемый с помощью резьбовых фитингов. Он обычно используется на открытом воздухе для обеспечения дополнительной защиты от повреждений. Обеспечение структурной поддержки, особенно для электрических панелей, кабелей и другого оборудования, также важно. RMC доступен для продажи только длиной от 10 до 20 футов, и он должен иметь резьбу на обоих концах.
Жесткий металл считается одним из самых дорогих вариантов электропроводки на рынке. Тем не менее, он значительно предлагает дополнительную прочность и долговечность, что является огромным плюсом.
3. Промежуточный металлический кабелепровод (IMC)
IMC или промежуточный металлический кабелепровод, скорее всего, является более легкой и тонкой версией RMC. Тем не менее, он в равной степени одобрен для использования во всех подобных приложениях, как и RMC.
В некоторых случаях IMC чаще используется в строительстве, потому что он намного легче и с ним легко работать. Он также предлагает тот же уровень защиты, что и RMC, и считается более экономичной альтернативой для проектов, где расходы являются большой проблемой.4. Гибкий металлический кабелепровод (FMC)
FMC также называют «Greenfield» по имени изобретателя. Он имеет спиральную конструкцию, которая делает его чрезвычайно гибким. Гибкость FMC делает его адаптируемым через стены и даже другие конструкции. Стандартный FMC обычно используется для сухих внутренних помещений, которые часто служат только для коротких пробегов.
Кроме того, FMC всегда является отличной заменой во многих областях, где требуется тесное пространство и более крутые повороты. Последнее затруднит сгибание обычных труб. Освещение, вентиляционные отверстия на чердаке и водонагреватели являются распространенными примерами основных гибких кабелепроводов.
5.
Влагонепроницаемая гибкая металлическая труба (LFMC) В то время как LFMC или влагонепроницаемая гибкая металлическая труба представляет собой особый тип гибкой металлической трубы, используемой с обязательно герметичными фитингами и имеющей пластиковое покрытие, части, из которых состоит весь LFMC сделал его водонепроницаемым. Этот металлический электрический кабелепровод также используется с наружным оборудованием, таким как кондиционеры.
6. Электрическая неметаллическая трубка – ENT
ENT представляет собой гибкую гофрированную пластиковую трубку и обычно устанавливается с приклеенными пластиковыми фитингами или защелками. Кроме того, если речь идет об установке и стенах из металлического каркаса или стандартного дерева, ЛОР может быть установлен внутри конструкций из бетонных блоков и может быть предварительно покрыт бетоном. Более того, ЛОР прозвали «трубкой для смурфинга» из-за синего цвета.
7. Труба из жесткого ПВХ
ПВХ или жесткий поливинилхлорид очень похож на пластиковую водопроводную трубу и может использоваться в агрессивных средах.
Он устанавливается с помощью пластиковых фитингов, которые приклеиваются непосредственно на место. Он может сгибаться сразу после нагревания в переносном обогревателе. Узлы кабелепроводов также могут быть водонепроницаемыми, поскольку фитинги и трубки кабелепровода склеены вместе. Доказано только то, что ПВХ действительно подходит для быстрого захоронения на земле и для ряда других применений.Вот преимущества использования жесткого ПВХ:
- Доступны с различной толщиной стенок
- Обычно дешевле по сравнению с другими доступными вариантами
- Чрезвычайно легкий, универсальный и простой в установке
- Отлично работает как в подземных условиях, так и в бетоне
Несмотря на все преимущества, трубы из ПВХ не рекомендуется использовать в определенных местах, где слишком много прямых солнечных лучей. Естественный свет исходит от солнца, которое со временем разрушает материалы. Тем не менее, в целом, жесткий ПВХ по-прежнему является отличным вариантом, несмотря на недостатки.
Не закачивает насосная станция воду: Насосная станция работает, но не качает воду
Насосная станция работает, но не качает воду
Одним из проявлений наличия неисправностей системы является ситуация, когда от агрегатов исходит характерный гул и вибрация, но в трубах кроме воздуха ничего нет. Когда насосная станция работает, но качает воду, причины могут быть различными, но нужно найти ту, которая вывела систему из строя, и устранить ее. Большинство поломок можно отремонтировать собственными силами.
Содержание
- Частые поломки водяной станции
- Помпа крутит, но воду не закачивает
- Агрегат работает без остановки
- Профилактика
Частые поломки водяной станции
В большинстве случае ответ прост – снизился уровень жидкости в источнике. Тогда заборник не достает до нее, и оборудование работает вхолостую. Опасность в том, что функционируя в таком режиме, насосные станции быстро выходят из строя.
Когда насос не качает воду из скважины, причиной может быть забитый фильтр грубой очистки.
Ил, песок, глина и мусор забивает сетку, и препятствует нормальному забору жидкости в шланг. В этом случае ее нужно почистить и промыть под струей. Но если насосная станция не качает воду, причина может быть и не в этом. Поэтому нужно обратить внимание на то, как работают агрегаты.Помпа крутит, но воду не закачивает
Такое проявление может быть свидетельством того, что:
- Износились механические узлы. Погружной насос не качает, если поломаны лопасти, колесо отсоединилось от вала или имеет место выработка на стенках рабочей камеры. Кроме того, насосная станция гудит, но жидкости в трубах нет, когда рассыпались подшипники, и обломки заклинили колесо.
- Отсоединился водозаборник. Разгерметизация приводит к тому, что вместо жидкости в шланг закачивается воздух. Такое может случиться, если сгнил хомут или гибкая трубка пришла в негодности из-за механических воздействий. В любом случае последствия это поломки видно без разборки насоса.
 youtube.com/embed/fcmXNBbQYMs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/fcmXNBbQYMs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Есть и другие причины, но они встречаются гораздо реже. Неисправности внутренних узлов предполагают, что насос обесточивается, отсоединяется и его придется разобрать. Изношенные детали подлежат немедленной замене.
Агрегат работает без остановки
Если исправный скважинный насос не качает воду, когда все соединения и трубы в порядке, то причина может скрываться в неправильной работе дополнительного оборудования или системы в целом. Если в сети недостаточное напряжение электрического тока, то мощности просто не хватает, чтобы поднять жидкость из-под земли на поверхность.
В этом случае давления в трубопроводе нет, и реле не срабатывает на отключение. Опасность в том, что агрегат перегревается и может выйти из строя окончательно. Выход – произвести замер напряжения, и если ситуация в регионе считается нормальной, нужно в систему включить повышающий стабилизатор.
Задаваясь вопросом, почему насос не качает воду из скважины, напряжение проверяют в первую очередь, а оборудование немедленно обесточивают.Профилактика
Всех перечисленных последствий можно избежать, если проводить периодическую ревизию. Тот факт, что система в состоянии работать автономно, еще не означает, что ее функционирование можно пустить на самотек. Но главное, большинство причин того, что насос гудит, но не качает, связано с тем, что ошибки допущены при подборе оборудования или при монтаже системы.
Недостаточная мощность насосной станции также служит причиной отсутствия воды в трубах. Перегрузка и перегрев губителен для оборудования, если оно не имеет соответствующей защиты. Электродвигатель крутит, но его мощности недостаточно, чтобы поднять воду с глубины скважины на поверхность.
Имеет смысл пересчитать все параметры, и сравнить требуемые и фактические характеристики оборудования. В расчет берется глубина залегания водоносных пластов, удаленность потребителя от источника, а также его дебит.
Если он слишком мал, то после включения вода будет, но когда притока не хватает, уровень падает, и заборник начинает всасывать воздух вместо жидкости.Почему в насосной станции появляется воздух – sdmclimate.ru
Скважина для воды – удобная альтернатива автономного водоснабжения в частном секторе. Обладая рядом преимуществ, конструкция требует не только правильной установки, оснащения системой фильтрации, но и своевременной прочистки, а также профилактики и промывки. Вследствие неисполнения хотя бы одного пункта, возможны нарушения в работе всей станции. Например, часто вода из скважины идет с воздухом. От своевременного выявления причин и их устранения зависит срок эксплуатации насоса, качество воды и многое другое. Наличие прозрачного участка трубопровода поможет обнаружить наличие воздуха в магистрали
Прежде, чем начать выяснение вопроса, важно знать: насосы устанавливаются в зависимости от диаметра скважины! Для размеров в 100 мм подходит погружной насос, меньший диаметр требует циркулярного или плунжерного насоса.
Что же такое кавитация? Это нарушение сплошности потока жидкости, иначе – наполнение воды пузырьками. Кавитация возникает на тех участках, где снижение давления достигает критической нормы. Процесс сопровождается образованием пустот в потоке, выделением пузырьковых образований воздуха, появляющихся вследствие паров и газов, выделяемых из жидкости. Находясь в области сниженного давления, пузырьки могут увеличиваться и собираться в большие пустотные каверны, которые увлекаются потоком жидкости и при наличии большого давления, разрушаются бесследно, а в условиях обычной бытовой скважины, часто остаются и получается, что насос во время работы качает пузыри воздуха из скважины, не выдавая нужный объем воды.
Выявление кавитационной зоны иногда невозможно из-за отсутствия специальных приборов, но важно знать, что такая зона может быть неустойчивой. Если недостаток не устраняется, то последствия могут быть разрушительными: вибрация, динамические воздействия на поток – все это приводит к поломке насосов, ведь каждый прибор характеризуется указанной величиной кавитационного запаса.
Иначе – насос обладает минимальным давлением, в пределах которого вода, попавшая в прибор, сохраняет свойства плотности. При изменениях давления, неизбежны каверны и воздушные пустоты. Поэтому подбор насоса должен осуществляться в зависимости от объемов воды, нужной для обеспечения хозяйственных и бытовых потребностей.Разрушение пузырей воздуха происходит только при переносе их потоком в область повышенного давления, что сопровождается малыми гидравлическими ударами. Частота ударов приводит к появлению шипящего звука, по которому и можно определить наличие воздуха в скважине.
Чаше всего кавитация возникает в стволе телескопических скважин
Что можно предпринять, чтобы избежать появления воздуха в скважине и поступления воды с пузырьками:
Замена всасывающего патрубка малого диаметра на больший;
Перемещение насоса ближе к аккумулирующему резервуару.
Внимание! Перемещая насос, соблюдайте установленные нормативы: расстояние от насоса до резервуара не может быть менее 5 диаметров всасывающей трубы!
Снизить давление всасывающего элемента посредством замены на гладкую трубу, а задвижку можно заменить на шиберную, причем обратный клапан можно удалить вовсе;
Наличие большого количества поворотов во всасывающей трубе недопустимо, их нужно уменьшить или заменить отводы малого радиуса поворотов на большие.
Проще всего соорентировать все отводы в одной плоскости, а иногда проще заменить жесткие трубы на гибкие.Если не помогло ничего, придется увеличивать давление всасывающей стороны насоса, повышая уровень резервуара, снижением оси установки насоса или подключая бустерный насос.
Заметим, что все манипуляции показаны в расчете на большой объем потребления воды и установки мощных приборов выкачки. И, важно, что кавитация может проявляться только на глубине ниже 8 метров. Именно при такой длине всех элементов и наличии высокого давления в трубах жидкость переходит в газообразное состояние и вода идет с воздцхом.
При использовании скважины для выкачивания небольших объемов воды или сезонной эксплуатации конструкции, возможны несколько вариантов причин и путей их устранения. Итак, почему насос качает не только воду, но и воздух:
Подсос воздушной массы во всасывающем отрезке. При этом вода с воздухом идет долго, а вот «лечится» проблема только полной заменой трубопровода и всех сопутствующих элементов.
Проверить можно, вынув трубопровод из скважины и прокачав воду, например, в ванной.Малое наполнение водоносного слоя при большой выкачке. Уменьшение объемов или пробивка новой скважины будут лучшим вариантом решения. Важно лишь не пробиться до прежнего тощего водоносного грунта, чтобы не получить снова воду с воздухом из скважины.
Поломка насоса, когда сальниковое уплотнение непрочно, вследствие чего пузырьки воздуха оказываются в нагнетательной камере и вода идет с воздухом. Придется разбирать прибор самостоятельно или проще отдать в ремонтную мастерскую.
Гидравлические системы сродни электрическим – законы тут одинаковые. Разобраться в проблеме, почему насосная станция качает воздух, иногда бывает возможно лишь с проведением ряда технических мероприятий. И если предлагаемые варианты выявления проблемы и устранения недостатков не помогли и вода также идет с воздухом, лучше обратиться к профессионалам, обслуживающим насосы. Стоимость услуги от $50, зато вы будете избавлены от проблемы и сможете точно узнать, отчего ваш насос не качает воду так, как вам бы хотелось.
Устранение неполадок подъемной станции и насосов
СИМПТОМ ВОЗМОЖНАЯ ПРИЧИНА РЕКОМЕНДУЕМОЕ ДЕЙСТВИЕ Двигатель не работает Сработала тепловая защита двигателя. Дайте двигателю остыть. Обеспечьте минимальное погружение насоса. Очистите корпус и рабочее колесо от мусора. Обрыв автоматического выключателя или перегорание предохранителя.
Насос может быть засорен.Проверьте потребляемый ток двигателя. Если в два или более раз выше, чем указано на насосе, крыльчатка заблокирована, подшипники двигателя или вал повреждены. Очистите корпус и рабочее колесо от мусора и проконсультируйтесь с компанией Triple D Pump. Кабель питания поврежден. Проконсультируйтесь с Triple D Pump Company. Неправильное электрическое соединение в панели управления. Осмотрите проводку панели управления. Обратитесь к квалифицированному электрику.Нейтральный провод не подключен к ПКП. Сопротивление между проводами питания и землей должно быть равно бесконечности. Если какие-либо показания неверны, вызовите квалифицированного электрика. Неисправен поплавковый регулятор. При отключенном выключателе проверьте целостность при включении поплавкового выключателя. Переключатель нужно заменить. Позвоните в компанию Triple D Pump для замены переключателя. Недостаточный уровень жидкости для активации элементов управления. Подождите, пока уровень жидкости поднимется на 3-4 дюйма выше уровня включения. Спутались шнуры поплавкового выключателя. Распутайте шнуры и обеспечьте свободную работу. Насос не выключается Спутались шнуры поплавкового выключателя. Распутайте шнуры и обеспечьте свободную работу. Насос заблокирован воздухом. Выключите насос примерно на одну минуту, затем перезапустите. Повторяйте до тех пор, пока не исчезнет воздушная пробка. Если воздушная пробка сохраняется в системе с обратным клапаном, в выпускной трубе можно просверлить отверстие диаметром 3/16 дюйма примерно на 2 дюйма выше выпускного патрубка. Входящий поток соответствует производительности насоса. Может потребоваться насос большего размера. Обратитесь в компанию Triple D Pump, чтобы определить правильный размер насоса. Насос подает мало жидкости или не подает ее вовсе Обратный клапан установлен неправильно, заглушен или застрял в закрытом положении. Проверьте стрелку расхода на клапане и работу обратного клапана. Чрезмерный системный напор. Проконсультируйтесь с Triple D Pump Company. Впускное отверстие насоса забито. Осмотрите и при необходимости очистите. Неправильное напряжение или неправильное подключение. Проверьте вращение насоса, напряжение и проводку. Проконсультируйтесь с квалифицированным электриком. Насос заблокирован воздухом. Выключите насос примерно на одну минуту, затем перезапустите. Повторяйте до тех пор, пока не исчезнет воздушная пробка. Если воздушная пробка сохраняется в системе с обратным клапаном, в выпускной трубе можно просверлить отверстие диаметром 3/16 дюйма примерно на 2 дюйма выше выпускного патрубка. Крыльчатка изношена или повреждена. Осмотрите рабочее колесо. Обратитесь в компанию Triple D Pump для замены. Поплавковый регулятор неисправен или неправильно расположен. Осмотрите, отрегулируйте или обратитесь в компанию Triple D Pump для замены. Циклы насоса постоянно Нагнетательный обратный клапан не работает. Осмотрите, отрегулируйте или обратитесь в компанию Triple D Pump для замены. Резервуар слишком мал. Проконсультируйтесь с Triple D Pump Company. Поплавковый регулятор неисправен или неправильно расположен. Осмотрите, отрегулируйте или обратитесь в компанию Triple D Pump для замены. Поток слишком велик для насоса этого размера. Обратитесь в компанию Triple D Pump. Горит красный индикатор высокого уровня воды Неисправность или неправильное положение поплавкового выключателя. Осмотрите, отрегулируйте или обратитесь в компанию Triple D Pump для замены. Насос неисправен. Обратитесь в компанию Triple D Pump для замены. Насос работает в ручном, но не в автоматическом режиме Неисправность поплавкового выключателя. Обратитесь в компанию Triple D Pump для замены. ПРЕДУПРЕЖДЕНИЕ/ОПАСНОЕ НАПРЯЖЕНИЕ: НЕОТСОЕДИНЕНИЕ И БЛОКИРОВКА ЭЛЕКТРОПИТАНИЯ ПЕРЕД Попыткой выполнения любого обслуживания может привести к поражению электрическим током, ожогам или смерти. Низкая скорость всасывания или расхода
Ваш водяной насос заправлен, и жидкость течет… вроде того. Одной из наиболее распространенных проблем с водяными насосами является пониженный или меньший, чем ожидалось, расход воды. Когда вам нужно осушить строительную площадку, низкий расход означает больше времени простоя для бригады, затраты денег и риск сроков. Часто низкий расход воды не столько связан с водяным насосом, сколько с ситуацией. Ниже приведены несколько вещей, которые следует рассмотреть для устранения проблем с водяным насосом, связанных с низким расходом воды.
Насос слишком далеко от источника воды
Чем большее расстояние насос должен прокачать воду, тем ниже будет скорость потока.
Если отойдете слишком далеко от источника воды, больше энергии будет направлено на «всасывание» воды, а меньше — на сброс, что снизит скорость потока.Как правило, насосы должны располагаться на расстоянии 20 футов от источника воды. В зависимости от типографии, насколько высоко насос находится по отношению к воде, расход может уменьшаться даже на более коротких расстояниях. Ваша помпа имеет индивидуальную спецификацию, поэтому обязательно прочтите спецификацию и работайте в соответствии с ней.
Уменьшение диаметра линии подачи
Ваш насос предназначен для работы с входной линией определенного диаметра. В некоторых случаях мы видели, как люди присоединяли шланг или линию меньшего размера, чем рекомендовано (используя редукционные муфты). В зависимости от используемой впускной линии, также возможно, что линия пережимается или «всасывается» сама в себя.
Несколько вещей, чтобы проверить.
- Всасывающая линия должна быть как рекомендуемого размера, так и по крайней мере того же размера, что и нагнетательная линия
- Пройдите всасывающую линию от источника к насосу и убедитесь в отсутствии перегибов
- По возможности используйте жесткую всасывающую линию. Иногда называют неразборным шлангом.
Засорение впускной линии
Все, что мешает потоку воды в линию, приведет к уменьшению скорости потока.
Засорение мусором — распространенная проблема. В мутной воде может быть трудно увидеть впускной шланг. Но операторы должны убедиться, что всасывающее отверстие не заблокировано мусором. Засорение обычно происходит в фильтре, так как он выполняет свою работу по предотвращению повреждения водяного насоса. Удалите мусор и переместите шланг, чтобы снова начать откачку.
Впускной фильтр или сетка также могут быть виновниками даже без мусора. В то время как вы должны убедиться, что фильтр достаточно тонкий, чтобы предотвратить попадание вредных твердых частиц в насос, слишком тонкий фильтр для водяного насоса будет ограничивать поток сразу после того, как вода попадет во впускное отверстие. Убедитесь, что фильтр подходит для насоса.
Неправильно подключенный двигатель
Центробежные водяные насосы предназначены для работы с рабочим колесом, движущимся в одном направлении.
Как правильно сварочные работы или сварные: Как правильно сварные работы или сварочные
Техника выполнения сварки, тонкости и порядок выполнения сварки
Существует ряд общих правил, которым необходимо следовать при выполнении любых сварочных работ. Рассмотрим основные из них.Общие рекомендации по выполнению сварки
Перед началом любых сварочных работ необходимо тщательно проверить рабочее оборудовании. В первую очередь проверяется целостность силового и заземляющего кабеля, системы подачи газа, сварочной горелки, а также их соединение со сварочным аппаратом. Это – одно из первых требований техники безопасности. Если хоть один из перечисленных элементов поврежден или имеет неплотное соединение, высока вероятность поражения электрическим током или отравления газом.
Газ должен соответствовать типу сварки. Также стоит убедиться, что смесь подобрана правильно для каждого конкретного вида работ. Газовыпускное устройство должно работать корректно, что тоже следует проверить.
Проверяется также тип и прочность используемого присадочного материала. При полуавтоматической и автоматической сварке бухта проволоки в устройстве подачи должна быть правильно закреплена, а его колеса и направляющие должны соответствовать диаметру проволоки. Сварщик также должен проверить работу самих подающих колес механизма подачи. Также механизм подачи проволоки должен соответствовать размеру и типу сварочного пистолета. Чтобы в этом убедиться, нужно отсоединить пистолет от устройства подачи.
При проверке сварочного пистолета отдельно проверяется и чиститься газовое сопло от брызг металла и газораспылитель. Специально для этого предусмотрена возможность отсоединения сопла от пистолета. Проверяется тип контактного наконечника и его состояние. Держатель наконечника тоже нужно очистить перед началом работ.
Перед началом работы нужно проверить расход газа с помощью специального ротаметра. Проверку проводят до заправления проволоки в пистолет. Если проволока уже заправлена, нужно отключить возможность продвижения проволоки. Для этого удаляется винт регулирования давления прижима роликов из механизма подачи. Проверку расхода газа можно провести простым нажатием на пусковую кнопку пистолета и измерение расхода. В некоторых устройствах предусмотрена специальная функция «Проверка подачи газа». С ее помощью проверку можно провести проще без лишних манипуляций. Функция включает только подачу газа без подачи проволоки.
Выбор угла сварки
Выбор угла сварки во многом зависит от используемой проволоки. Сварка сплошной проволокой или проволокой из присадочного материала проводится при обратном направлении рукоятки пистолета по отношении к перемещению самого пистолета. Исключение делается при сварке в направлении «сверху вниз» и при сварке листов металла очень малой толщины. Сварка симметричных угловых швов проводится пистолетом под углом 45o к угловому шву. Соединения встык должны выполняться пистолетом, расположенным перпендикулярно канавке между разделанными кромками.
Иначе следует вести сварочный пистолет при сварке порошковой присадочной проволокой. В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
Некоторые виды сварных швов являются исключением из этого правила. Например, швы по направлению «снизу вверх». В этом случае образованию шлака препятствует сила тяжести, и можно вести рукоятку пистолета назад по отношению к направлению перемещения пистолета.Влияние скорости перемещения сварочной горелки на эффективность сварки
Одним из самых важных факторов работы является правильный выбор скорости перемещения горелки. Скорость влияет на глубину проплавления металла, форму и толщину получаемого шва, скорость и величину подвода тепла. Фактическая толщина шва – кратчайшее расстояние от основания сварного соединения до поверхности шва. Неправильный выбор скорости негативно сказывается на качестве получаемого соединения.
Если перемещать горелку слишком медленно, расплавленный участок шва начинает разворачиваться перед дугой, а не позади нее. Это затрудняет управление сварочной ванной. Если горелка перемещается слишком быстро, невозможно соблюдать необходимую глубину проплавления и толщину шва.
Обычно в инструкциях по сварке указывается рекомендуемая скорость перемещения горелки. Но важно также оценивать скорость сварки в процессе. Зачастую это вызывает проблемы, особенно у неопытных сварщиков. Одним из эффективных способов определения скорости является оценка времени на практике. Для этого засекается время и выполняется небольшой сварочный шов, например, длиной 10 см. После остановки сварки оценивается время, затраченное на работу. В результате можно спрогнозировать скорость сварки в сантиметрах в минуту.Функция замедленного пуска
Скорость подачи проволоки выбирается в зависимости от условий сварки. Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
При использовании функции замедленного пуска подача проволоки включается на малой скорости. Заданная скорость достигается только в тот момент, когда проволока касается заготовки и начинается подача тока.
Некоторые сварочные аппараты предлагают не только функцию замедленного пуска, но и возможность выбора стартовой скорости. В этом случае коэффициент замедления регулируется с помощью пульта управления на аппарате.Горячий пуск и мягкий пуск
Многие металлы тяжело варить из-за их высокой теплопроводности. К таким относят, например, алюминий. При работе с такими металлами в начале сварки легко могут появиться дефекты шва. Для компенсации этого разработана функция горячего пуска. С использованием этой функции мощность в начале сварки сразу же возрастает, превышая предварительной заданный показатель. Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
В то же время для некоторых процессов необходим так называемый мягкий пуск. По своей сути мягкий пуск противоположен горячему. Мощность в начале сварки на мягком пуске снижается по сравнению с заданным показателем и постепенно возрастает до нужного значения. Такая функция будет полезна для стыковой сварки листов металла. Мощность и продолжительность мягкого пуска также регулируются отдельно.Выбор других параметров сварки
Скорость подачи проволоки напрямую связана со сварочным током. При изменении скорости подачи соответственно изменяется и сварочный ток. Напряжение должно соответствовать сварочному току и скорости подачи проволоки. Только в этом случае возможно обеспечение стабильности сварки. Но при возникновении проблем часто очень сложно оценить, какой параметр подобран не верно и в какую сторону его необходимо изменить, чтобы добиться хороших результатов.
Существует ряд признаков, по которым можно оценить несоответствие параметров. Например, напряжение дуги слишком низкое, если:- дуга издает слишком громкий шум,
- металл слишком сильно разбрызгивается,
- шов получается очень узким, а головка – высокой.
Напротив, слишком высокое напряжение дуги можно узнается по другим параметрам:- шум, производимый дугой, приглушен или почти не слышен,
- образуется слишком длинная дуга,
- шов получается излишне широким и низким,
- при использовании присадочного материала образуются крупные капли,
- появляется большой подрез.
Для получения хороших результатов разработан ряд таблиц и руководств, помогающих в работе. Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения. Это связано с различиями характеристик присадочного материала у разных производителей.
В некоторых случаях невозможно точно отрегулировать напряжение дуги по отношению к скорости подачи проволоки. Точная регулировка выполняется изменением скорости подачи проволоки, а не изменением напряжения.Другие рекомендации по повышению эффективности сварки
Эффективность сварочных работ можно повысить различными способами. В первую очередь следует тщательно планировать все этапы ручной сварки и эргономично организовать рабочее место. В случае единичного производства такое планирование поможет значительно повысить производительность, даже по сравнению с механизацией процесса.
Другим способом повышения эффективности является правильный выбор положения при выполнении шва. Самой эффективной является сварка в нижнем положении. Сварка в нижнем положении предполагает размещение заготовки на том уровне, который позволит обеспечить максимально естественное положение сварщика в процессе работы. Для этого используются специальные устройства. С их помощью можно поворачивать заготовки, добиваясь нижнего положения заготовки, удобного для работы сварщика.
Немаловажно для производительности правильно выбрать процесс сварки. Необходимо изучить все возможности повышения производительности сварки через изменение технологических процессов. Даже если это потребует дополнительных расходов, результат может значительно превзойти все затраты.
Если все параметры сварки подобраны верно, эффективность выполнения работ повышается, а затраты на сварку и дополнительную рабочую силу снижаются. Например, удаление брызг металла – трудоемкий процесс, снижающий производительность. Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.Сварка при низких и отрицательных температурах
Содержание
- Влияние минусовой температуры на качество сварки
- Правила сварки при отрицательных температурах
- Дополнительное оборудование для сварки на холоде
- Резюме
Обычно сварочные работы стараются проводить летом или весной.
Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.Влияние минусовой температуры на качество сварки
Работы по сварке в условиях низких температур требуют от мастера-сварщика не только навыков, но и особых знаний нагрева металла на морозе. Отметим, что сварочные работы при температуре не ниже минус 10°С можно проводить обычным способом. Однако более низкие температуры могут оказать влияние на качество швов, прочность соединений и даже работоспособность техники. Какие явления наблюдаются при сварке на холоде:
- Время жидкого состояние сварочной ванны сокращается на 10%, ударная вязкость стали ухудшается. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
- Тепло от зоны сварки отводится интенсивнее. Кромки свариваемых элементов переплавляются хуже. Между металлом шва и основным материалом может не получиться качественного сплавления (непровар).
- Влага может попасть в зону сварки. Это снижает качество металла шва. Влага появляется в целом от холодного воздуха, инея, который образуется на свариваемых кромках, а также, если электроды долгое время были хранились на холоде.
Бытовые сварочные работы обычно проводят углеродистой сталью. Обратим внимание, что если соединяемые элементы имеют толщину не больше 16 миллиметров, с ними можно работать как при обычной сварке до минус 30°С. Если сталь низколегированная — до минус 15°С.
Интересный факт: сварочные работы возможны даже в открытом космосе, где температура составляет минус 273°С. Впервые работы в космосе провели в 1984 с помощью электронно-лучевой сварки.
Правила сварки при отрицательных температурах
Говоря о правилах сварки при отрицательных температурах, необходимо прежде обратить внимание на оборудование, с помощью которого проводят работы. Если на момент проведения сварки температура окружающего воздуха не ниже минус 10°С, для работы допустимо использовать стандартное сварочное оборудование. При температуре ниже минус 10°С лучше использовать специализированное оборудование для работы на холоде, профессиональное или полупрофессиональное. Его комплектуют элементами, которые устойчивы к низким температурам. Электроды, применяемые в работе, должны соответствовать стандартам и техническим условиям. У аппарата должны быть сертификат, где указан завод-производитель, обозначен тип, марка и диаметр, партия и дата изготовления.
Также для обеспечения безопасности и качества работы рекомендуем придерживаться основных правил сварки конструкций при низких температурах:
- Очищать от снега детали и место для сварки.
- Предварительно прогревать свариваемые металлы. Например, если работы проводятся при температуре воздуха минус 20°С, необходимо прогревать металл до 120-160°С. Эта рекомендация не относится к меди или алюминию, их можно сваривать без прогрева.
- При работе на открытом воздухе нужно применять постоянный электрический ток обратной полярности.
Стоит знать и частные правила:
- Не накладывать швы друг на друга, избегать стремительных переходов между металлами разной толщины.
- Начинать работу со стыковых швов.
- Сократить количество металла в жидком состоянии.
- При работе необходимо одновременно на 10-15% увеличивать ток сварки и снижать скорость перемещения электрода.
- Зачищать кромки элементов, которые были сварены.
- Заменить прихватки струбцинами или другими приспособлениями.
- Использовать электроды, которые обеспечивают пластичные швы: Э50А, Э46А или Э42А.
Дополнительное оборудование для сварки на холоде
Сварка зимой может проводится не только на открытом воздухе, но и в зданиях, в условиях промышленных предприятий: в цехах, на складах, площадках строительства и.
т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.Практически все модели оборудования для обогрева имеют похожие конструкцию и принцип работы. Они выполнены в форме цилиндра, имеют элемент для нагрева и вентилятор с большой мощностью. Холодный воздух проходит через аппарат и выходит теплым.
Чтобы выбрать оборудование необходимой мощности, учитывайте объем обогреваемого помещения. Обратите внимание, что для использовать газовые или дизельные устройства можно только в хорошо вентилируемых помещениях.
Резюме
Сварочные работы зимой возможны и могут быть выполнены качественно. Для проведения сварки на открытом воздухе при низкой при температуре необходимо правильно подобрать оборудование и следовать основным правилам.
Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.Похожие статьи
Разбираемся в основных методах сварки
Наиболее распространенные методы сварки, использующиеся в бытовых и профессиональных целях — ММА, MIG/MAG и TIG.
Настроить комплект или добавить в корзину?
Вы можете настроить комплект, в котором присутствуют товары на выбор или настраиваемые опции товара.
Объединить с товаром из корзины?
Основной товар комплекта уже добавлен в корзину. Объединить с товаром из корзины или добавить комплект отдельно?
Удалить комплект из корзины?[]
{«product_page»:{«price»:»#content .product-price-container»,»special»:»#content .product-special-container»,»price_parent»:»»,»quantity»:»#product input[name=quantity]»,»button»:»#product #button-cart»,»product_data»:»#content #product»},»list»:»»}
{«symbol_left»:»»,»symbol_right»:» \u0440\u0443\u0431.
«,»decimal_place»:»0″,»decimal_point»:».»,»thousand_point»:» «}false
false
Удалить
Изменить
Как сваривать (дуговая сварка)
Цель этой статьи — научить вас пользоваться аппаратом для дуговой сварки с флюсовой проволокой. Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен своим удобством и экономичностью. Несмотря на то, что есть несколько ограничений относительно того, что вам сойдет с рук на этой машине, это отличный сварочный аппарат для начинающих и идеально подходит для выполнения неструктурной, декоративной сварки.
Пример аппарата для дуговой сварки с флюсовой проволокой
Шаг 1: Безопасность
Первое и самое важное, что следует учитывать при использовании любого сварочного аппарата, — это безопасность. Электроэнергия, необходимая для дуговой сварки, не только очень горячая, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него.
Вот почему вы всегда должны использовать надлежащие средства индивидуальной защиты (СИЗ) во время работы над сварочным проектом. Это включает, но не ограничивается: защитные очки, кожаный сварочный жилет, сварочные перчатки и, конечно же, сварочную маску (также известную как сварочный капюшон). Это также действительно помогает, если у вас есть длинные брюки и обувь с короткими носками. Дуговая сварка с флюсовой проволокой (FCAW), как известно, генерирует много искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайтесь! Эти искры также могут легко привести к пожару, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от зоны сварки.При этом сварка может быть веселым и захватывающим способом делать вещи из металла, и после небольшой практики появляется бесконечный потенциал для создания действительно крутых вещей. Итак, приступим.
Шаг 2: Соберите необходимое оборудование
Прежде чем приступить к сварке, убедитесь, что у вас есть все необходимые инструменты.
В следующем списке должно быть все, что вам понадобится в ходе сварочного проекта:- Защитные очки
- Сварочная маска
- Перчатки
- Кожаная куртка
- Наушники
- Клещи
- Отбойный молоток
- Проволочная щетка
- Шлифовальный станок с режущими/шлифовальными/проволочными кругами
- Зажимы
- Магниты
- Рулетка/металлическая линейка
- Вытяжка дыма
- и конечно же сварщик!
Шаг 3. Очистите металл
Несмотря на то, что FCAW известен как процесс, при котором сварка грязного металла может сойти с рук, все же важно очистить область металла, которую вы планируете сваривать. Обычно это делается с помощью какой-нибудь проволочной щетки, шлифовальной машины или, что еще лучше, шлифовальной машины с проволочным колесом. Удаление загрязнений, таких как ржавчина или краска, значительно повысит качество ваших сварных швов, поэтому всегда полезно потратить время на очистку вашего объекта перед началом сварки.
Перед тем, как поднести шлифовальный станок к заготовке, вы всегда должны принять меры, чтобы убедиться, что металл, который вы планируете шлифовать, надежно закреплен. Обычно это делается с помощью зажимов, но желательно не пружинных зажимов, поскольку они не всегда прилагают необходимое усилие, необходимое для удержания металла на месте во время шлифовки. Сварщики часто предпочитают либо настольные тиски, либо С-образный зажим, поскольку эти инструменты позволяют сварщику контролировать величину давления, прикладываемого к заготовке.
Как только металл будет закреплен, вы можете шлифовать его до тех пор, пока не удалите большую часть вещества, мешающего голому металлу. Во время шлифовки обязательно направляйте любые искры в безопасном направлении (т. е. не на человека или легковоспламеняющийся предмет).
Сварщик очищает лист перед сваркой
Шаг 4: Отрежьте металл
В дополнение к сварке металла, который был достаточно очищен, вы также должны убедиться, что ваш металл обрезан до нужной длины.
Правильная резка металла может быть такой же, если не более сложной, чем фактическая сварка, в зависимости от того, с чем вы работаете.Точная резка начинается с точной разметки или отметки на заготовке. Обычно это делается с помощью мыльного камня или фломастера и линейки с прямым краем. Как только вы будете удовлетворены своей маркировкой, вы можете начать резать заготовку. При резке больших отрезков листового металла рекомендуется использовать какую-либо направляющую для обеспечения прямого реза, например угол или длинный квадратный кусок. Пруток. Для каждого реза вы должны прижимать заготовку, чтобы она никуда не ушла, когда вы начнете резать.
Резка листа металла
Шаг 5: Установите заготовку
После того, как вы очистите металл и обрежете его до нужных размеров, пришло время настроить заготовку так, чтобы ее можно было легко прихватить. сварить его вместе без необходимости бороться с ним слишком много. Для работы с массовым производством вы обычно изобретаете какое-то приспособление, которое позволит вам легко устанавливать детали на место, не задумываясь об этом.
Чрезвычайно важно убедиться, что детали, которые вы собираетесь сваривать, зафиксированы именно в том положении, в котором вы планируете их сваривать. Сварка сыпучих материалов может привести к бесчисленным ошибкам и может добавить нежелательную дополнительную работу к вашему проекту, поэтому обязательно дважды и трижды проверьте свою заготовку, прежде чем наносить первый прихваточный шов. После того, как вы все точно выровняли, пора приступать к сварке!
Шаг 6: Включите сварочный аппарат и настройте параметры
Конечно, настройка сварочного аппарата на соответствующие параметры является еще одной важной частью вашего проекта. Если листовой металл довольно тонкий, сваривайте на более низких настройках с более низкой скоростью проволоки. По мере того, как металл, который вы свариваете, увеличивается в толщине, вы захотите увеличить напряжение и скорость подачи проволоки по своему усмотрению. Всегда полезно сделать пару пробных сварных швов на металлоломе, чтобы убедиться, что ваши настройки правильные, прежде чем вы действительно начнете свой проект.
Если вы не уверены, какие настройки следует использовать для вашего собственного проекта, обратитесь к руководству пользователя.
Шаг 7: Прихватите заготовку
После того, как вы все правильно выровняете и настроите сварочный аппарат на соответствующие настройки, прихватите углы заготовки вместе. При прихватке важно убедиться, что вы действительно сплавляете обе стороны металла вместе. Когда вы нажимаете на курок горелки, обратите внимание на то, где вы наносите металл сварного шва, и что вы ударяете по заготовке именно там, где одна часть соприкасается с другой. Сварка одной стороны больше, чем другой, приведет к отсутствию сплавления, что может привести к тому, что два куска металла не соединятся вместе должным образом. Не забудьте очистить область, которую вы только что сварили, с помощью проволочной щетки, чтобы удалить шлак, образовавшийся на прихваточном шве.
В идеале, когда вы соедините каждый угол вместе, ваша заготовка приобретет форму, и вы сможете увидеть, выровнены ли стороны и правильно ли они приварены.
Если нет, то сейчас самое время исправить свои ошибки, так как их будет гораздо сложнее исправить после того, как вы закончите сварку!Небольшая коробка со сваренными прихватками углами
Шаг 8: Заполните оставшиеся области сварными швами
Предполагая, что вы правильно прикрепили все вместе, теперь вы можете вернуться и заполнить оставшиеся швы сварными швами. Именно здесь вы действительно сможете отточить свои навыки сварки, поэтому внимательно следите за тем, как угол наклона горелки, скорость перемещения и электрический вылет влияют на внешний вид ваших сварных швов.
Самое важное, что следует учитывать при выполнении этих сварных швов, — это соблюдение согласованности в вышеуказанных категориях. Другими словами, как только вы определили правильный угол наклона горелки, не меняйте его в середине сварки. Скорость вашего перемещения должна быть достаточно высокой, и вы не хотите ускоряться или замедляться в середине сварки, а должны поддерживать постоянный темп.
Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне около 3/8 дюйма.Постоянство техники сварки является ключом к профессиональной сварке, и потребуется некоторая практика, прежде чем ваши сварные швы будут выглядеть идеально. Имейте это в виду, если они не выглядят великолепно с первой попытки, просто наберитесь терпения и напомните себе, что практика приводит к совершенству.
Сварка сварных швов прихваточными швами
Шаг 9: Очистите деталь
После того, как вы все сварите вместе, от флюса останется куча брызг и шлака. Настало время использовать отбойный молоток и проволочную щетку, чтобы удалить как можно больше этого, прежде чем вы начнете шлифовать.
После того, как вы удалили как можно больше вручную, возьмите пару пассатижей и закрепите их на одном из внешних краев заготовки. Аккуратно используйте настольную шлифовальную машину для шлифовки сварных швов, пока вы не удалите внешние слои сварного шва, а углы не станут на одном уровне со сторонами.
Во время шлифовки убедитесь, что заготовка надежно закреплена на защитном кожухе. Вам, вероятно, придется повторно зажимать плоскогубцы один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы правильно сварили края, каждый угол должен выглядеть как бесшовный переход с каждой стороны и не должно быть никаких отверстий или трещин. Если нет, вам, возможно, придется вернуться и повторно заварить участки с дефектами, а также повторять процесс очистки/шлифовки, пока не будет достигнут желаемый результат.К этому моменту сварка практически завершена!
Шаг 10: Очистите место
Очистите место, где вы работали, и положите все инструменты на место. Это сделает ваш следующий сварочный сеанс еще более эффективным.
Шаг 11: Прибыль!
Когда вы освоитесь со сваркой, попробуйте проявить творческий подход и сделать что-то потрясающее для дома или сада. Чем больше вы практикуетесь и чем больше проектов выполняете, тем больше вы будете удивляться, почему вы не научились сваривать раньше!
Источник: Instructables
Можно ли сваривать чугун? (Полное руководство)
Можно сваривать чугун, хотя это может быть проблематично из-за высокого содержания углерода.
Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл сварного шва и/или в зону термического влияния, что приводит к повышенной хрупкости/твердости. Это, в свою очередь, может привести к растрескиванию после сварки.Чугун состоит из железа и углерода в различных соотношениях с дополнительными элементами, такими как марганец, кремний, хром, никель, медь, молибден и т. д., для улучшения определенных свойств. Кроме того, он может содержать значительно более высокие уровни серы и фосфора в качестве примесей, затрудняющих сварку без образования трещин. Различные марки чугуна включают серый чугун, белый чугун, ковкий чугун и ковкий чугун с широким диапазоном свариваемости. Все категории чугуна, кроме белого чугуна, считаются свариваемыми, хотя сварка может быть значительно сложнее по сравнению со сваркой углеродистой стали. Однако может быть трудно определить разницу между этими разными типами чугуна без подробного металлургического анализа.
Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.Содержание
Нажмите на ссылку ниже, чтобы перейти к разделу руководства:
- Сложно ли сваривать?
- Этапы предварительной сварки чугуна
- Типы сварки
- Сварочные стержни
- Отделка
- Советы
- Заключение
Как упоминалось выше, сварка чугуна может быть затруднена из-за его специфического состава, но это возможно, если вы используете правильную технику сварки, чтобы избежать сварных трещин. Это включает в себя тщательный нагрев и охлаждение, часто включая предварительный нагрев, правильный выбор сварочных электродов и медленное охлаждение детали.
Существует ряд ключевых шагов, которые можно предпринять, чтобы обеспечить эффективную сварку чугуна. К ним относятся:
- Идентификация сплава
- Очистка слепка
- Выбор правильной температуры предварительного нагрева
- Выбор правильного метода сварки
1.
Определите сплавЧугун имеет низкую пластичность, поэтому он может растрескиваться из-за термических напряжений при быстром нагревании или охлаждении. Склонность к растрескиванию зависит от типа/категории чугуна. Это означает, что необходимо понимать, с каким типом сплава вы работаете:
Серый чугун
Это наиболее распространенный тип чугуна. В основном это сплав железо-углерод-марганец-кремний с 2,5-4% углерода. Углерод осаждается в графитовые чешуйки во время производства в кристаллическую структуру феррита или перлита. Однако эти чешуйки графита могут растворяться во время сварки и выделяться в виде высокоуглеродистого мартенсита, охрупчивая зону термического влияния и металл сварного шва.
Белый чугун
Белый чугун не содержит графита и содержит углерод в комбинированной форме в виде карбидов металлов, что делает микроструктуру хрупкой. Белый чугун обычно считается несвариваемым.
Ковкий (с шаровидным графитом) чугун
Ковкий чугун по составу подобен серому чугуну, но содержание примесей ниже по сравнению с серым чугуном.
В отличие от серого чугуна, который содержит углерод в виде чешуек графита, ковкий чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы состоит в основном из перлита с ферритовой областью, окружающей графитовые сфероиды.Ковкий чугун
Ковкий чугун представляет собой термообработанный белый чугун с существенно более низким содержанием углерода по сравнению с белым чугуном. В зависимости от применяемой термической обработки он обычно имеет структуру смеси феррита или перлита с включениями графита и, следовательно, обладает большей пластичностью по сравнению со стандартным белым чугуном.
Самый простой способ определить, с каким типом железа вы работаете, — это проверить исходную спецификацию. Химический и металлографический анализ также может помочь в определении категории чугуна, с которым вы работаете. Есть и другие способы определить разницу между сплавами; серый чугун будет иметь серый цвет вдоль точки излома, в то время как белый чугун будет иметь более белый цвет вдоль излома из-за содержащегося в нем цементита.
Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.2. Очистка отливки
Важно очистить чугун перед сваркой, удалив все поверхностные материалы, такие как краска, жир и масло, уделяя особое внимание области сварки. Отливочная корка может быть удалена шлифовкой. Очень важно, чтобы очищенная поверхность была протерта уайт-спиритом, чтобы удалить остаточный поверхностный графит перед сваркой. Медленный предварительный нагрев зоны сварки в течение короткого времени поможет удалить всю влагу, оставшуюся в зоне сварки основного материала.
3. Выбор правильной температуры предварительного нагрева
Наиболее важным фактором предотвращения растрескивания под напряжением в чугуне является контроль нагрева/охлаждения. Это должно свести к минимуму накопление остаточных напряжений в процессе нагрева и охлаждения.
Локальный нагрев, например, во время сварки, приводит к ограниченному расширению, поскольку ЗТВ удерживается окружающим более холодным металлом.
Термический градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, способны снимать напряжение за счет растяжения, но поскольку чугуны обладают плохой пластичностью, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающим телом отливки, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно.Теоретически можно использовать любой из распространенных процессов дуговой сварки, такой как ручная дуговая сварка металлическим электродом, дуговая сварка порошковой проволокой, сварка металлическим активным газом, дуговая сварка под флюсом, дуговая сварка вольфрамовым электродом и т.
д., процесс, который способствует медленному нагреву и охлаждению обычно предпочтительнее.1. Ручная дуговая сварка металлическим электродом (MMA)
Этот тип сварки, также известный как дуговая сварка металлическим электродом в среде защитного газа (SMAW), обычно считается лучшим процессом для сварки чугуна — при условии, что используются правильные сварочные стержни. использовал. Выбор электрода будет зависеть от области применения, требуемого сочетания цветов и объема послесварочной обработки.
Два основных типа электродов для ручной дуговой сварки металлическим электродом: на основе железа и на основе никеля. Электрод на основе железа будет производить металл сварного шва с высоким содержанием углеродистого мартенсита, поэтому обычно ограничивается мелким ремонтом отливки и когда требуется согласование цвета. Чаще всего используются электроды из никелевого сплава, которые обеспечивают более пластичный металл сварного шва. Никелевые электроды также могут помочь уменьшить предварительный нагрев и растрескивание ЗТВ, обеспечивая более низкую прочность металла шва.
Во всех случаях необходимо свести к минимуму плавление основного металла. Это сведет к минимуму разбавление.
2. Сварка MAG
Сварка MAG обычно выполняется с использованием никелевого расходного материала. Для большинства применений подойдет смесь 80% аргона и 20% углекислого газа. Хотя можно использовать проволоку для пайки, обычно это не рекомендуется, так как припой будет значительно слабее, чем отливка.
3. Сварка ВИГ
Сварка ВИГ может обеспечить чистый сварной шов на чугуне, но, как правило, не предпочтительна из-за сильно локализованных характеристик нагрева. Как и при любой сварке ВИГ, качество готового шва в значительной степени определяется навыком сварщика.
Узнайте больше о сварке TIG
4. Сварка в кислородно-ацетиленовой среде
Как и при дуговой сварке, в кислородно-ацетиленовой сварке используется электрод, но вместо дуги, генерируемой электрическим током, в этом процессе для выработки тепла используется кислородно-ацетиленовая горелка.
. Низкая теплоемкость и медленный нагрев, связанные с этим процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600°C, чтобы сварка стала возможной. Для сварки используется нейтральное или слегка восстановительное пламя.Узнайте больше о кислородно-ацетиленовой сварке
5. Сварка пайкой
Сварку пайкой можно использовать для сварки деталей из чугуна, так как она оказывает минимальное воздействие на сам основной металл. И снова для этого процесса используется присадочный стержень, за исключением того, что он прилипает к поверхности чугуна, а не растворяется в сварочной ванне из-за более низкой температуры плавления наполнителя.
Как и при других технологиях, при сварке пайкой важна очистка поверхности. Флюс можно использовать для предотвращения образования оксидов, улучшения смачивания, очистки поверхности и обеспечения стекания наполнителя по основному металлу.
Также возможна пайка ВИГ при более низкой силе тока для нагрева заготовки без расплавления чугуна. Аргоновый кожух горелки защищает зону пайки, а это означает, что нет необходимости использовать флюс, как при кислородном топливе.
Узнайте больше о сварке пайкой
Как упоминалось выше, выбор сварочной проволоки важен для сварки чугуна, хотя большинство экспертов рекомендует использовать никелевую проволоку.
1. Стержни из 99% никеля
Эти электроды дороже, чем другие варианты, но также обеспечивают наилучшие результаты. 9Прутки с содержанием 9 % никеля позволяют получать сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора. Эти стержни из чистого никеля создают мягкий, ковкий наплавленный металл.
2. Прутки из 55% никеля
Менее дорогие, чем прутки из 99% никеля, они также поддаются механической обработке и часто используются для ремонта толстых профилей.
Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.Доступны менее дорогие варианты, такие как стальные стержни, хотя они не так эффективны, как никелевые стержни:
3. Стальные стержни
Стальные стержни представляют собой самый дешевый вариант из трех и лучше всего подходят для мелкого ремонта и заполнения. Стальные электроды производят твердые сварные швы, которые требуют дополнительной шлифовки и не поддаются механической обработке. Однако, несмотря на эти недостатки, стальные стержни обеспечивают соответствие цвета и лучше переносят не совсем чистые отливки, чем никелевые стержни.
Упрочнение
Когда сварной шов остывает и сжимается, возникает остаточное напряжение, что приводит к растрескиванию. Вероятность растрескивания можно уменьшить за счет приложения сжимающего напряжения. Сжимающее напряжение создается за счет проковки (с использованием молотка с шаровидным бойком для нанесения умеренных ударов), которая деформирует сварной шов, оставаясь при этом мягким.
Резьба внешняя на чертеже: Как обозначается на чертеже резьба различного назначения
1.3. Изображение резьбы на чертеже
В
соответствии с ГОСТ 2.311-68 резьба на
чертеже изображается условно. Причем,
изображение наружной резьбы (на стержне)
отличается от изображения внутренней
резьбы (в отверстии).Резьба
на стержне по наружному диаметру
изображается основной сплошной линией,
по внутреннему диаметру – сплошной
тонкой линией. Резьба в отверстии по
внутреннему диаметру изображается
основной сплошной линией, а по наружному
диаметру – сплошной тонкой (рис. 7).
Расстояние между основной сплошной
линией и сплошной тонкой должно быть
примерно равно величине шага резьбы,
но не менее 0,8 мм.На
изображениях, полученных проецированием
винтовой поверхности резьбы на плоскость,
перпендикулярную ее оси, сплошную тонкую
линию проводят дугой на 3/4 длины
окружности, разомкнутой в любом месте.При
выполнении разрезов линии штриховки
проводятся до основной сплошной линии.Видимая
граница резьбы проводится сплошной
основной линией в конце полного профиля
резьбы до линии наружного диаметра
резьбы. При необходимости сбег резьбы
изображают сплошной тонкой линией, как
показано на рис. 7а,б.1.4. Обозначение резьб на чертежах резьба метрическая
В
обозначение метрической цилиндрической
резьбы входят: вид резьбы (буква
),
наружный диаметр резьбы, число заходов,
шаг резьбы, направление резьбы, например:- резьба метрическая с наружным диаметром
20 мм, двухзаходная, с шагом 1,5 мм, левая.В
случае правой резьбы в конце обозначения
ничего не проставляется, например:
— резьба метрическая с наружным диаметром
20 мм, двухзаходная, с шагом 1,5 мм, правая.В
случае однозаходной резьбы число заходов
в обозначении не указывается, например:
.Каждому
наружному диаметру метрической резьбы
соответствует несколько шагов. Один из
них, самый большой, называется крупным
шагом. Если резьба с крупным шагом, то
шаг в обозначении резьбы не проставляется,
например:
.Обозначение
метрической цилиндрической резьбы на
чертеже проставляют так, как показано
на рис. 8а.В
обозначение метрической конической
резьбы входят: вид резьбы (буквы
),
номинальный диаметр резьбы, шаг резьбы,
направление резьбы, например:.За
номинальный диаметр конической резьбы
принимают диаметр резьбы в основной
плоскости (рис. 9). Основной плоскостью
конической резьбы называется плоскость,
перпендикулярная к оси резьбы, в которой
задаются номинальные размеры диаметров
резьбы.Плоскость,
перпендикулярная к оси резьбы и служащая
для определения осевого положения
основной плоскости конической резьбы,
называется базовой плоскостью
конической резьбы. За базовую плоскость,
как правило, принимают торцевую
поверхность, ограничивающую коническую
резьбу: со стороны меньшего основания
конуса – для наружной резьбы, со стороны
большего основания – для внутренней
резьбы.Обозначение
метрической конической резьбы на чертеже
проставляется так, как показано на рис.
8в.Резьба трубная
В
обозначение трубной резьбы входят: вид
резьбы (буква
для трубной цилиндрической резьбы;
буквадля наружной трубной конической резьбы;
буквыдля внутренней трубной конической
резьбы) и обозначение размера резьбы,
например:;,
где1, 1/4 – диаметры условного
прохода трубы, на которой нарезана
резьба, в дюймах.Обозначение
трубной резьбы на чертеже проставляют
так, как показано на рис. 8 г, д.Изображение резьбы на чертежах
Поскольку вычертить на плоскости винтовую поверхность весьма проблематично и занимает немало времени, то на чертежах для изображения резьбы используются условные обозначения.
Резьба наружная
Для изображения наружных резьб на стержнях используются сплошные основные и сплошные тонкие линии. При этом первые проходят по их наружным диаметрам, а вторые, по диаметрам внутренним.
На спроецированном изображении резьбы на плоскость, параллельную оси стержня, сплошные тонкие линии располагаются таким образом, что пересекают границу фаски.
На изображение резьбы, получаемым методом проецирования на плоскость, перпендикулярно оси резьбы, проводится окружность по её наружному диаметру, сплошной основной линией, а внутренний диаметр наносится тонкой сплошной линией, длинна которой составляет примерно три четверти окружности. Она может быть разомкнута на любом участке, а фаска при этом не изображается.
Внутренняя резьба
Для изображение внутренних резьб на продольном разрезе, используются основные и сплошные тонкие линии, первые из которых проходят по внутренним, а вторые по наружным диаметрам, причем только до тех линий, которые обозначают фаски.
На изображении резьбы, полученном методом проецирования на плоскость, перпендикулярную оси резьбы, по её внутреннему диаметру проводится окружность в виде сплошной основной линии, а наружный диаметр отображается тонкой сплошной линией составляющей три четверти окружности, разомкнутой в любом месте. Отображение фаски на таком виде не предусматривается.
При изображении резьбы расстояние, отделяющее сплошные тонкие и основные линии, не должно превышать ее шаг и не должно быть менее 0,8 миллиметра.
Линия границ резьбы
Те линии, которые определяют границы резьбы, как на стержнях, так и на отверстиях наносят до начала сбега, то есть в самом конце ее полного профиля. При этом граница резьбы изображается с помощью сплошной основной или штриховой линии (в тех случаях, когда резьба изображается в качестве невидимой), которые проводятся до линии наружного диаметра.
Штриховка в разрезе резьбы
Под штриховкой подразумевается некий ряд линий, которые или пересекаются между собой, или располагаются параллельно друг относительно друга.
Указание размера длины резьбы на стержне
На чертежах все размеры детали указываются с учетом того, как она будет изготавливаться, а так же взаимодействовать с другими частями узлов и агрегатов.
Резьбы нарезаются с использованием таких специализированных инструментов, как резцы, фрезы, метчики и плашки.
Метчики используются для нарезания внутренних резьб, а плашки – наружных. Режущая поверхность этих инструментов состоит из двух частей: конической и цилиндрической, и поэтому в конце резьбы, как на стержнях, так и на отверстиях остается так называемый сбег: участок, имеющий уменьшающуюся высоту профиля. Он изображается на чертежах при помощи сплошной тонкой прямой линии. Указание линейных размеров резьбы производится в миллиметрах.
Внешняя резьба SOLIDWORKS: инструмент резьбы SOLIDWORKS
Рассмотрим внешнюю резьбу SOLIDWORKS. В этом руководстве вы узнаете, как создать внешнюю резьбу в SOLIDWORKS с помощью инструмента «Резьба».
Внешняя резьба SOLIDWORKS до инструмента Thread
Впервые я начал использовать SOLIDWORKS, будучи студентом, еще в 2006 году, и одной из вещей, на изучение которых потребовалось довольно много повторений, было создание элементов внешней резьбы SOLIDWORKS вручную.
Старый процесс включал набросок круга и его использование для создания спирали (с правильным шагом и другими параметрами!), затем вычисление и набросок подходящего профиля резьбы и перемещение его по спирали для создания либо выдавленной, либо нарезанной резьбы.Типичное дерево элементов для элемента резьбы в старом стиле
К счастью, этот процесс был значительно упрощен благодаря введению элемента резьбы в SOLIDWORKS 2016. Это устранило многие подводные камни моделирования резьбы вручную и значительно ускорило и упростило весь процесс. изменить.
Использование инструмента «Резьба»
Для использования инструмента «Резьба» сначала потребуется модель с цилиндрическим сечением (например, круглая бобышка). Затем инструмент «Резьба» можно найти под инструментом «Отверстие под крепеж» на вкладке «Элементы» диспетчера команд или в меню «Вставка»> «Элементы»> «Резьба».
Начните с детали с круглым элементом
После выбора инструмента «Резьба» необходимо указать положение резьбы, выбрав круглое ребро.
Затем следует установить спецификацию резьбы.Для наружной резьбы SOLIDWORKS можно использовать такие параметры, как метрическая или дюймовая плашка, тогда как такие параметры, как метрическая или дюймовая резьба, лучше всего подходят для отверстий с резьбой. Существует огромный выбор стандартных размеров резьбы, а диаметр и шаг также можно изменить вручную.
Выберите круглое ребро для резьбы и задайте размер и длину.
Как обычно, в SOLIDWORKS имеется множество подопций, позволяющих полностью настроить элемент — начало резьбы можно легко сместить, начальный угол полностью регулируется, направление резьбы можно отрегулировать (больше никаких случайных деталей с обратной резьбой!) и можно создать несколько заходов.
Также можно указать точную длину резьбы, используя ряд параметров, таких как общая длина глухой части, количество витков резьбы и использование конечных условий «До выбора».
При необходимости установите дополнительные подопции.
Наконец, также можно создавать полностью настраиваемые профили резьбы, которые затем можно использовать с помощью инструмента «Резьба» для создания пользовательских резьб.
Советы по инструменту резьбы
Хотя он существует уже несколько лет, я иногда сталкиваюсь с пользователями, которые до сих пор моделируют резьбу вручную. Оба варианта будут работать, и оба должны дать один и тот же конечный результат, но инструмент Thread Tool отлично экономит время и действительно упрощает весь процесс создания и настройки потоков.
- Начните с модели с круглым элементом
- Выберите инструмент «Резьба», затем выберите круглую кромку
- Инструмент можно использовать для внешней резьбы SOLIDWORKS или для внутренних отверстий
- Укажите тип и размер резьбы
- Установить длину резьбы
- При необходимости установите подопции
Удачного моделирования и рендеринга!
Читайте также:
- Учебное пособие по Solidworks Hole Wizard
- Поворотный вырез: создание вращающихся элементов в Solidworks
- Таблица гибки SolidWorks: Таблицы размеров листового металла
- Как изменить единицы измерения в SolidWorks. Использование единиц измерения и размеров в SolidWorks
- Как создать визуализации в Solidworks, если отсутствует вкладка «Инструменты визуализации»
- Учебное пособие по исследованию движения SolidWorks
- Описание функций оси SolidWorks CAM 2.5
- SWOOD — программа для проектирования деревообработки для SolidWorks
- Системные требования SolidWorks и рекомендации для компьютеров
- Советы по устранению неполадок для SolidWorks Electrical 3D
- SolidWorks PDM — что он делает, как его использовать и сколько он стоит
- Полное руководство по ценам SOLIDWORKS
Об авторе: Это гостевой пост Джоно Эллисона, инженера-конструктора с более чем пятнадцатилетним опытом, который специализируется на моделировании 3D CAD в SolidWorks. Джоно является автором следующих онлайн-курсов по SolidWorks:
Master Solidworks 2021 — 3D CAD на реальных примерах
Master SolidWorks 2019- 3D CAD с использованием реальных примеров
Master SolidWorks 2018- 3D CAD с использованием реальных примеровИнженерные нити рисования- Винтовые нити- образовательные вещи
Home
Diploma
Инженерный рисунок
Инженерный рисунок- винт.
ТемыДИПЛОМ
Автор: АМИТ
8 марта 2021 г.
Комментариев нетРазличные части конструкций, машин или другие детали соединяются между собой с помощью крепежных изделий. Крепления, используемые для этой цели, предназначены для временного крепления, т. е. части можно легко разъединить, не ломая, просто отвинтив или удалив крепеж. Крепежные элементы, используемые для этой цели, представляют собой ключи, шплинты, штифты, шпильки, гайки и болты и т. д. Резьба является функциональным элементом временного крепления, который используется на болте, шпильке, установочном винте, колпачковом винте, шурупе и т. д. резьба образуется путем нарезания винтовой канавки на круглой внутренней или внешней поверхности. Резьбовая поверхность детали называется винтом.
- ШАГ: Расстояние от вершины одной резьбы до вершины соседней резьбы вдоль оси стержня.
- КОРЕНЬ: Это поверхность резьбы, которая соединяет соседние боковые стороны на дне канавки.
- БОКОВАЯ ЧАСТЬ: Боковая часть – это часть поверхности между корнем и гребнем. Это наклонные линии, идущие от гребня к корням, образующие твердую поверхность с наклонными боковыми поверхностями.
- ГРЕБНЬ: Это часть поверхности резьбы, которая соединяет соседние боковые стороны в верхней части гребня.
- ШАГ: Это расстояние, которое проходит гайка или болт в осевом направлении за один полный оборот. В однозаходной резьбе шаг равен шагу. В многозаходной резьбе шаг равен количеству заходов, умноженному на шаг.
- УГОЛ РЕЗЬБЫ: Это угол между боковыми сторонами, измеренный в осевой плоскости.
- БОЛЬШОЙ ДИАМЕТР: Диаметр воображаемого цилиндра на гребне или на котором нарезана резьба называется большим диаметром.
- МАЛЫЙ ДИАМЕТР: Диаметр воображаемого цилиндра у основания называется малым диаметром.
- ДИАМЕТР ДЕЛА: Среднее значение большого и меньшего диаметров называется делительным диаметром.
- НАРУЖНАЯ РЕЗЬБА: Резьба на внешней поверхности элемента, такого как болт, шпилька, винт, труба, цилиндр, вал и т. д.
- ВНУТРЕННЯЯ РЕЗЬБА: Резьба на внутренней поверхности элемента, такая как резьба в отверстии гайки, трубы, цилиндра и т. д.
- ПРАВАЯ РЕЗЬБА: Резьба на внешней поверхности стержня болта, которая входит в гайку при повороте по часовой стрелке или имеет наклон вверх влево, когда винт расположен горизонтально.
- ЛЕВОСТОРОННЯЯ РЕЗЬБА: Резьба на внешней поверхности стержня болта, которая входит в гайку при повороте против часовой стрелки или в которой направление резьбы наклонено вправо при установке винта по горизонтали.
- ОДНОЗАХОДНАЯ РЕЗЬБА: В однозаходной резьбе шаг равен шагу шага, когда на всем протяжении видна только одна спираль или одна начальная точка, образующая цилиндр, набегающий на резьбу его длина. Если на болт с резьбой навинтить гайку и прочно удерживать ее в одной точке, стержень поворачивается на 360°, гайка скользит по оси, равной шагу резьбы.
- ДВУХЗАХОДНАЯ РЕЗЬБА: При двухзаходной резьбе резьба на внутренней поверхности отверстия гайки также должна быть двухзаходной. Если на болт или стержень с двойной заходной резьбой навинтить гайку, а стержень повернуть на 360°, гайка сместится в два раза на шаг резьбы.
- МНОГОЗАХОДНАЯ РЕЗЬБА: В многозаходной резьбе две или более резьбы с одинаковым шагом проходят параллельно друг другу.
Многозаходная резьба используется везде, где требуется быстрое движение с минимальными оборотами и не допускается приложение большой силы, например, между перьевой ручкой и ее колпачком, бутылками, крышками от зубной пасты, клапанами, шпинделями водопроводных кранов и т. д. для придания быстрого движения при открытии закрытия.
ФОРМЫ ВИНТОВОЙ РЕЗЬБЫ:
- B.S.W. (Британский стандарт Whitworth):
Резьба BSW используется в качестве стандартной резьбы в Великобритании для общих целей. Это модифицированная форма V-образной резьбы с углом резьбы 9.0075 55° и углы закруглены на вершине и в основании для плавного движения резьбы. Этот тип резьбы используется на болтах, гайках и других резьбовых соединениях.
- Б.А. (Британская ассоциация) Раздел резьбы:
Резьба BA рекомендуется Британским стандартом и институтом для использования вместо резьбы BSW для всех небольших винтов и мелких инструментов. Угол между сторонами 47,5° . Он используется там, где точность является основным фактором, например, в самолетах и математических инструментах.
- Раздел резьбы продавца или раздел резьбы American National:
Эта резьба используется в качестве стандартной резьбы в Америке для общих целей. Угол между двумя боковыми сторонами резьбы равен 60º . Используется на болтах, гайках, крепежных винтах и т. д.
- Метрическая резьба:
Эта резьба используется в качестве стандартной в Индии для общих целей. Метрическая резьба представляет собой симметричную V-образную резьбу с углом 60° между флангами. Резьба на болте закруглена у основания и плоская у вершины, а резьба на гайке закруглена у основания, но вершина плоская.
- Квадратная резьба Секция:
Эта резьба имеет квадратную форму и используется для передачи энергии. Глубина и толщина равны половине шага. Он используется в винтовых домкратах, тисках, больших шпинделях клапанов, потому что они обеспечивают наименьшее сопротивление трению движению.
- Резьба на шарнире Секция:
Резьба на шарнире обычно используется в некоторых типах электрических ламп, крышек бутылок, пожарных кранов, железнодорожных пар и т. д. Это модифицированная форма квадратной резьбы. Это нить полукруглой формы. Его не легко повредить при грубом использовании.
- Упорная резьба:
В утолщенной части резьбы одна сторона резьбы перпендикулярна оси, а другая сторона остается на 45º наклонен к оси. Упорная резьба используется для передачи усилия только в одном направлении, например, в шпинделях слесарных тисков, гребных винтах и т. д.
- Раздел резьбы Acme:
Модификация квадратной резьбы. Форму нити можно очень легко обрезать, что придает нитям большую прочность из-за более широкого основания и узкой вершины. Угол между сторонами резьбы 29º .
RELATED VIDEOS:

Таблица вес гаек: Вес и количество гаек шестигранных — Калькулятор метизов
Расчет веса гайки с помощью калькулятора
Скачать калькулятор гаек онлайн и бесплатно получить код можно на этой странице
Гайка это крепёжное изделие, от прочности и точности которого может зависеть работоспособность и надёжность как простого узла, так и достаточно сложного и ответственного. Поэтому к её прочности, твердости и другим техническим характеристикам, в зависимости от назначения этой детали, предъявляются серьезные требования.
Способ её изготовления для массового потребления состоит из обработки металлопроката путем последовательной деформации в холодном или горячем виде. Изготавливается это крепёжное изделие из трёх основных групп материалов. Это стали углеродистые, низкоуглеродистые, низколегированные и легированные, имеющие наиболее широкий спрос; стали со специальными свойствами – коррозионные, жаростойкие, жаропрочные; цветные металлы и их сплавы.
При стандартном изготовлении круглый прокат из обычной стали, полученный горячекатаным способом, подвергают закалке с отпуском самоостыванием, затем при помощи проковки упрочняют её, уменьшая зерна, путем упрочнения кристаллической решётки металла. Величина деформации при этом может быть от 5 до 20%.
Металл, применяемый для изготовления любого крепежа, должен соответствовать ГОСТу, не иметь внутренних и наружных дефектов, таких как различные поры, включения, разные наружные повреждения и пустоты внутри.
После нарезки заготовок металл должен быть подготовлен, очищен от окалины, покрыт специальным известковым раствором или специальным составом. После этого заготовки окунаются в технологическую смазку и отправляются под пресс. Это дает защиту от коррозии при производстве работ, так как окалина уже снята. Далее при помощи объёмной штамповки последовательно, используя пресс, имеющий или 4 или 5 позиций, изготавливается деталь, в зависимости от класса качества получаемой гайки и её формы
Конечно, пресс с 5 позициями изготовления более дорогой, но дает более качественный продукт, так как на нём можно использовать металл более прочный с меньшей пластичностью, что позволяет получить изделие с лучшими характеристиками.
Также его не нужно будет подвергать дальнейшей термообработке.Процесс изготовления гаек
Окончательная операция –это процесс формовки резьбы. Её производят двумя способами- путем накатки или путем нарезки. Гайки могут быть изготовлены черными без покрытия, тогда они смазываются и отправляются на упаковку, а могут быть оцинкованными, то есть покрытыми цинком горячим способом, могут быть покрыты гальваническим методом с использованием электролита. Также изготавливаются гайки из нержавейки.
Может применяться и процесс ковки гайки при нагреве её до температуры около 1000 градусов. При такой температуре заготовка становится мягкой, одной операцией делается форма, например, шестиугольника, другой пробивается отверстие.
Далее при помощи специального метчика формируется резьба. Работа производится при постоянной подаче масла.
Для того, что бы получить необходимую прочность, так как изделие в процессе обработки получило отпуск, его подвергают закалке, то есть нагреву до температуры 900-850 градусов и быстрому принудительному охлаждению.
В России существует несколько методов и приемов изготовления гаек, на что были получены патенты, которые позволяют получить гайку с различным классом прочности, при этом могут быть как экономия металла в одних случаях, так и усилия пресса в других.
Различные виды и исполнения гаек
Виды гаек
Видов гаек достаточно много. Некоторые из них имеют узкую специализацию, некоторые применяются очень широко, являясь типовыми.
Гайка со сферическим торцом
Наиболее распространёнными есть шестигранные гайки, у них могут быть фаски по краям, могут изготавливаться и без фасок. Разница только в классе прочности и металле, из которого они изготовлены и посадкой под ключ. Эти гайки используются практически везде.
Корончатые гайки
Такой вид гаек, как гайка корончатая, имеет парное число небольших пазов. Для того, что бы ее закрутить, нужно применить шплинт, который устанавливается в специальное отверстие в болте. Такую гайку применяют в тех конструкциях, в которых недопустимо откручивание крепежа в процессе работы.
Изготавливаются такие гайки в двух видах.Гайка колпачковая из медного сплава
Для того, что бы защитить крепеж или закрыть его, используются такой вид гаек как сферическая гайка, которую ещё называют колпачковой. По форме это шестигранник глухой, с полусферой сверху. Может быть и такой вид, как гайка со сферическим торцом.
Интересный вариант гайки, называемой барашек.
Её применяют при ручной сборке мебели или как элемент украшения. Имеет два выступа, как листики. Ею удобно пользоваться, когда применение инструмента неудобно, закручивать можно пальцами.
Гайка – барашек по американскому типу
Гайка – барашек по немецкому типу
Существуют два вида таких гаек, изготовленных по немецкому типу, с плоскими закруглёнными лепестками и по американскому, с прямыми и плоскими лепестками. DIN 315 для обоих видов один и тот же.
Гайка по DIN 315 Вес 1 гайки, кг Вес 1000 гаек, кг М 3 0,00298 2,98 М 4 0,00323 3,23 М 5 0,003 3 М 6 0,00455 4,55 М 8 0,00623 6,23 М 10 0,01075 10,75 М 12 0,02515 25,15 М 14 0,065 65 М 16 0,063 63 М 18 0,09 90 М 20 0,086 86 М 22 0,086 86 М 24 0,082 82 Интересен ещё такой вид гайки, которая имеет четырехугольные шлицы в виде квадрата.
При этом она утапливается внутри, закрепление происходит с помощью стержня, винта, болта. Имеют модификации по DIN 562 и DIN557.Гайка квадратная по DIN 562
Гайка квадратная по DIN 557
Гайка по DIN 562 Вес 1 гайки, кг Вес 1000 гаек, кг М 5 0,00131 1,31 М 6 0,00277 2,77 М 8 0,0055 5,5 М 10 0,013 13 М 12 0,0191 19,1 М 16 0,0382 38,2 Гайка шлицевая, которую закручивают только сверху, так как она вставляется в углубление. Для работы с ней применяют отвертку типа вилочной.
Гайка шлицевая
Отдельно хотелось бы остановиться на гайке с фланцем.
Достаточно распространённая гайка, которая сочетает в себе как гайку, так и шайбу, за счет чего давление на поверхность, особенно если это мягкий материал, намного меньше. Есть высокие гайки, которые выдерживают высокую нагрузку, не разрушаясь, есть обычной величины.Гайка с фланцем и высоким местом “под ключ”
Изготавливается по DIN 6331.
Гайка по DIN 6331 Вес 1 гайки, кг Вес 1000 гаек, кг М 5 0,003 3 М 6 0,006 6 М 8 0,012 12 М 10 0,025 25 М 12 0,035 35 М 14 0,051 51 М 16 0,07 70 Стандартный размер гайки с фланцем
Такой вариант изготавливается по ГОСТ 50592-93 или DIN 6923.
Гайка по DIN 6923 (ГОСТ 50592-93) Вес 1 гайки, кг Вес 1000 гаек, кг М 3 0,00097 0,97 М 4 0,0011 1,1 М 5 0,00139 1,39 М 6 0,00345 3,45 М 8 0,00706 7,06 М 10 0,01108 11,08 М 12 0,01878 18,78 М 14 0,02919 29,19 М 16 0,04301 43,01 М 20 0,0784 78,4 Существует ещё много специфических гаек, например для железной дороги закладные, стыковые, но они не столь распространённые.
Нормативы, которым руководствуются предприятия, выпускающие крепёжные изделия
Без нормативов выпуск продукции, которая была бы взаимозаменяемой, невозможно. Если гайки точат на токарном станке, все равно она имеет различные допуски. При массовом производстве каждый вид гайки должен иметь свои нормативы изготовления, свой класс твердости, свои допуски.
Обычные шестигранные гайки изготавливаются по ГОСТ 5915-70 – класс точности В,
ГОСТ 5915-70, основные размеры и конструкция гайки
Для них, в основном, используется сталь 20Г2Р, 09Г2С, Ст 35 40Х. Разбег размеров от 3 до 48 мм.
Гайка по ГОСТ 5915-70 Вес 1 гайки, кг Вес 1000 гаек, кг М 1 0,00003 0,03 М 1,2 0,00005 0,05 М 1,4 0,00006 0,06 М 1,6 0,00008 0,08 М 1,7 0,0001 0,1 М 2 0,00014 0,14 М 2,3 0,0002 0,2 М 2,5 0,00028 0,28 М 2,6 0,00028 0,28 М 3 0,00038 0,38 М 3,5 0,00051 0,51 М 4 0,00081 0,81 М 5 0,00123 1,23 М 6 0,0025 2,5 М 7 0,00312 3,12 М 8 0,0052 5,2 М 10 0,0116 11,6 М 12 0,0173 17,3 М 14 0,025 25 М 16 0,0333 33,3 М 18 0,0494 49,4 М 20 0,0644 64,4 М 22 0,079 79 М 24 0,11 110 М 27 0,165 165 М 30 0,223 223 М 33 0,288 288 М 36 0,393 393 М 39 0,502 502 М 42 0,652 652 М 45 0,8 800 М 48 0,977 977 М 52 1,22 1220 ГОСТ 5927-70 класс точности А аналогичен предыдущему документу, за исключением класса точности, ГОСТ 15526-70 предусматривает выпуск гаек с классом точности С с теми же диаметрами.
Основные размеры и конструкция гайки,ГОСТ 15526-70
Гайка (ГОСТ 15526-70) Вес 1 гайки, кг Вес 1000 гаек, кг М 3 0,000542 0,54 М 4 0,001109 1,11 М 5 0,00172 1,72 М 6 0,003026 3,03 М 8 0,006461 6,46 М 10 0,01158 11,58 М 12 0,01773 17,73 М 14 0,02743 27,43 М 16 0,04045 40,45 М 18 0,05625 56,25 М 20 0,07426 74,26 М 22 0,1096 109,6 М 24 0,1275 127,5 М 27 0,1809 180,9 М 30 0,2503 250,3 М 36 0,4236 423,6 М 42 0,6615 661,5 М 48 0,9882 988,2 ГОСТ 5916-70 предусматривает выпуск низких гаек с точностью В.
Размер резьбы от 1 до 48 мм.
ГОСТ 5916-70, основные размеры и чертеж низкой гайки
Гайка (ГОСТ 5916-70 ) Вес 1 гайки, кг Вес 1000 гаек, кг М 2 0,000074 0,07 М 2,5 0,000163 0,16 М 3 0,000218 0,22 М 4 0,000431 0,43 М 5 0,000656 0,66 М 6 0,001254 1,25 М 8 0,002667 2,67 М 10 0,00502 5,02 М 12 0,00684 6,84 М 14 0,01167 11,67 М 16 0,01768 17,68 М 18 0,02598 25,98 М 20 0,03553 35,53 М 22 0,05001 50,01 М 24 0,05979 59,79 М 27 0,08806 88,06 М 30 0,12715 127,15 М 36 0,21699 216,99 М 42 0,36063 360,63 М 48 0,55812 558,12 Все испытания и механические свойства гаек любых форм и конфигураций должны соответствовать ГОСТ Р 52628-2006, маркировка должна соответствовать ГОСТ Р 52627-2006.
Если диаметр крепежа свыше 48 мм, его выпуск регламентируется ГОСТ 10605-94 для класса точности В, разбег от 52 до 150 мм.
Гайка (ГОСТ 10605-94) Вес 1 гайки, кг Вес 1000 гаек, кг М 52 1,18 1180 М 56 1,42 1420 М 64 1,94 1940 М 72 2,63 2630 М 76 2,99 2990 М 80 3,39 3390 М 90 4,88 4880 М 100 6,76 6760 М 110 8,12 8120 М 125 12,79 12790 М 140 17,43 17430 М 150 24,51 24510 Если изготавливаются гайки с уменьшенным размером «под ключ», для этого существует свой ГОСТ 15561-70, для таких же гаек, но низких, есть ГОСТ 15522-70, который указывает размеры и конструкцию этих изделий, называемые трубными.
Гайка (ГОСТ 15522-70) Вес 1 гайки, кг Вес 1000 гаек, кг М 8 0,002116 2,12 М 10 0,003416 3,42 М 12 0,006257 6,26 М 14 0,008621 8,62 М 16 0,013414 13,41 М 18 0,017222 17,22 М 20 0,025153 25,15 М 22 0,034137 34,14 М 24 0,039868 39,87 М 27 0,05685 56,85 М 30 0,087045 87,05 М 36 0,161395 161,4 М 42 0,278715 278,72 М 48 0,448428 448,43 При выпуске шестигранной гайки классом точности А и В с крупной и мелкой резьбой, пользуются DIN 934.
Гайка по DIN 934 Вес 1 гайки, кг Вес 1000 гаек, кг М 1 0,00003 0,03 М 1,2 0,000054 0,05 М 1,4 0,000063 0,06 М 1,6 0,000076 0,08 М 2 0,000142 0,14 М 2,5 0,00028 0,28 М 3 0,000384 0,38 М 3,5 0,000514 0,51 М 4 0,00081 0,81 М 5 0,00123 1,23 М 6 0,0025 2,5 М 7 0,00312 3,12 М 8 0,0052 5,2 М 10 0,0116 11,6 М 12 0,0173 17,3 М 14 0,025 25 М 16 0,0333 33,3 М 18 0,0494 49,4 М 20 0,0644 64,4 М 22 0,079 79 М 24 0,11 110 М 27 0,165 165 М 30 0,223 223 М 33 0,288 288 М 36 0,393 393 М 39 0,502 502 М 42 0,652 652 М 45 0,8 800 М 48 0,977 977 М 52 1,22 1220 М 56 1,42 1420 М 60 1,69 1690 М 64 1,98 1980 ГОСТ 5918-73 представляет два вида корончатых гаек.
Корончатая гайка двух видов по ГОСТ 5918-73, основные размеры
Сферические гайки могут также быть разных видов, с закругленным торцом по ГОСТ 14727-69
Сферическая гайка с закругленным торцом
Диаметр резьбы от 6 до 48 мм, металл – сталь марки 40Х или другой, имеющей аналогичные механические свойства.
И полностью сферическая гайка колпачковая класс точности А по ГОСТ 11860-85.
Сферическая гайка колпачковая
Гайка барашек, изготавливаемая согласно ГОСТ 3032-76 или DIN 315, может иметь два варианта исполнения: американский и немецкий.
Чертеж гайки – барашка, немецкий тип
Гайка квадратная выпускается также двух видов: согласно DIN 562 и DIN557
Гайка квадратная DIN 562Гайка квадратная по DIN557
На шлицевые гайки есть ГОСТ 11871- 88 класса точности А
Диаметр резьбы может быть от 6 до 200 мм, а количество шлицев согласовывается с потребителем. Изготавливаются как цинковым покрытием, так и с хроматированным. Изготовленные гайки из латуни Л63 не покрываются.
Фланцевые гайки могут быть с нормальной высотой и высокие.
Высокие гайки изготавливаются по DIN 6331, нормальной высоты изготавливаются по ГОСТ 50592-93 или DIN 6923.
Гайка фланцевая
Диаметр гаек от 5 до 20 мм, изготавливаются из стали.
Высокопрочные шестигранные гайки с увеличенным размером «под ключ», которые используются для металлических конструкций, изготавливаются согласно ГОСТ Р 52645-2006, ранее ГОСТ 22354-77. Величина диаметра от 16 до 48 мм. Изготавливаются как с покрытием, так и без покрытия.
Гайка (ГОСТ 22354-77, ГОСТ Р 52645-2006) Вес 1 гайки, кг Вес 1000 гаек, кг М 16 0,05 50 М 18 0,066 66 М 20 0,08 80 М 22 0,108 108 М 24 0,171 171 М 27 0,224 224 М 30 0,213 213 М 36 0,368 368 М 42 0,611 611 М 48 0,921 921 Для железнодорожных путей используются гайки для клеммных закладных болтов рельсовых креплений согласно ГОСТ 16018-79, с классом точности В и С, в двух исполнениях.
Гайка для клеммных закладных класс точности В, исполнение 1Класс точности С и вид 2
Для гусеничных тракторов выпускаются гайки, которые вместе с болтами крепят составные башмаки. Выпускаются они согласно ТУ -4-669-88. Она выпускается без покрытия диаметром 16 мм и высотой 20 мм.
По ГОСТ 50273-92 выпускают специальные гайки самостопорящиеся с неметаллической вставкой и классом прочности 5,8, 10.
Самостопорящиеся гайки по ГОСТ 50273-92
1 – стопорящийся элемент.
Предприятия, на которых выпускается крепёжное изделие
В Татарстане, в Набережных Челнах, например завод метизов «Айрон» выпускает большое разнообразие гаек, боле 15 видов. На заводе «Нормаль – НК» в том же Татарстане в числе другого ассортимента гаек выпускают барашковые гайки. Большой ассортимент и у Пензенского метизного завода, у завода Камская Кузница, на Камском заводе метизов, на заводе «Параллель», что в Орле.
В ближнем Подмосковье в городе Подольском на «Промкомплектрезерв», на Тульском метизном заводе выпускают гайки, в том числе из сплавов цветных металлов.
Продукция завода «Промкомплектрезерв», на выставке
Гайки для железнодорожных путей в числе другого ассортимента выпускаются на Магнитогорском метизно-калибровочном заводе. Гайки из нержавеющей стали выпускают в Екатеринбурге на Уральском метизном заводе. Высокопрочные и нержавеющие гайки выпускаются на Чайковском заводе метизов.
Для покупки гаек нужен предварительный расчет Его достаточно удобно сделать, установив себе наш онлайн калькулятор, который делает расчет практически сразу. Главное, из перечня ГОСТов выбрать необходимый размер и вставить в таблицу. Остальное сделает сайт. Тем более, это абсолютно бесплатно.
Внимание
покупателей подшипниковУважаемые
покупатели, отправляйте ваши вопросы и заявки по
приобретению подшипников и комплектующих на почту или
звоните сейчас:
+7(499)403
39 91
zakaz@themechanic. ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте themechanic.ruВнимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
zakaz@themechanic.ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайтеthemechanic.ru
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
+7 (495) 128 22 34
zakaz@themechanic.ru
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайтеthemechanic.ru
Гайка ГОСТ 5927-70 класса точности А.
Размеры и вес гайкиКрепеж
Применяется в машиностроении, строительстве и других отраслях для скрепления различных деталей совместно с болтами, винтами, шпильками, шайбами.
Гайка ГОСТ 5927-70 шестигранная
Примеры условного обозначения:
- Гайка ГОСТ 5927-70 М8-6Н.5 (S13) — гайка с диаметром резьбы d = 8 мм, с размером «под ключ» S = 13 мм, с крупным шагом резьбы с полем допуска 6Н, класса прочности 5, без покрытия.
- Гайка ГОСТ 5927-70 М10-6Н.6.А.016 (S17) — гайка с диаметром резьбы d = 10 мм, с размером «под ключ» S17, с крупным шагом резьбы с полем допуска 6Н, класса прочности 6, из стали марки А12, оцинкованная (толщина цинкового покрытия 6 мкм).
Характеристики гайки ГОСТ 5927-70:
Марка стали:
10кп; 20кп; 35
Класс точности:
А
Класс прочности:
5; 6; 8
Поле допуска резьбы:
6Н; 7Н для гаек по ТУ 14-4-1755-94
Аналог:
DIN 555
Размеры гайки ГОСТ 5927 указаны на чертеже и в таблице:
d
М5
М6
М8
М10
М12
М16
М20
М(22)
М24
М(27)
М30
Размер под ключ, S
8
10
13
17
19
24
30
32
36
41
46
е, не менее
8,8
11,1
14,4
18,9
21,1
26,8
33,3
35,7
40
45,6
51,3
m
4
5
6,5
8
10
13
16
18
19
22
24
Шаг резьбы
0,8
1
1,25
1,5
1,75
1,5
2,02,5
2,5
3
3
3,5
Примечания: размеры гаек, заключенные в скобки, применять не рекомендуется.
Вес стальных гаек ГОСТ 5927-70 с крупным шагом резьбы:
Номинальный диаметр резьбы d, мм
Теоретический вес 1000 шт. гаек, кг
Номинальный диаметр резьбы d, мм
Теоретический вес 1000 шт. гаек, кг
М5
1,440
М20
71,44
М6
2,573
М(22)
103,15
М8
5,548
М24
122,87
М10
10,220
М(27)
175,28
М12
15,670
М30
242,54
М(14)
25,33
М36
416,78
М16
37,61
М42
623,88
М(18)
53,27
М48
956,20
Оформить заказ и купить гайку ГОСТ 5927-70 оптом от 100 кг с доставкой по России вы можете у наших менеджеров.
Болт ГОСТ Р ИСО 4014-2013
Следующая > Гайка ГОСТ 15523-70 высокая класса точности В
Задать вопрос:
WhatsApp
79066606191
Позвонить:
(4862) 30-70-18
Отправить факс:
(4862) 30-70-28
Написать письмо:
info@profmetiz.ruISO 4032 Весовая таблица, размеры стопорной гайки ISO 4032/стандартной шестигранной гайки
Посмотреть стандарт ISO стопорной гайки, шестигранная гайка ISO 4032 Вес и технические характеристики, размеры шестигранной гайки DIN 934 ISO 4032.
Весовая таблица ISO 4032 и ISO 4032 аналогичны и в обеих таблицах оговариваются характеристики болтов с шестигранной головкой с комплектацией от M1, 6 до M64 включительно, класса создания A для паутинок от M1, 6 до M24 и неважных длин до содержащих 10 d или 150 мм, в зависимости от того, что меньше, и класса изделия B для нарядов свыше M24 или незначительных длин свыше 10 d или 150 мм, так же как и Размеры Стандартные шестигранные гайки ISO 4032 и стопорные гайки также очень похожи на диаграмму веса, отображающую те же наряды, что и на диаграмме веса.
проверьте вес гайки m36. Мы поставляем широкий ассортимент гаек iso 4032 m16, шестигранных гаек iso 4032 в Мумбаи, Индия. например, зависит от размеров и материала, но некоторые из размеров обсуждаются, например, если мы говорим о
Стальной шестигранник m10 , поэтому он имеет шаг 1,5, который зависит от малых и средних размеров, например, для малого размера он составляет 16,00-15,73, тогда как для среднего размера он составляет 8,40-8,04.
Габаритные размеры стандартной шестигранной гайки Iso 4032
Размер гаек
Масса гайки
М1
0,030
М1.2
0,054
M1.4
0,063
M1.6
0,076
М2
0,142
М2,5
0,280
М3
0,384
М3,5
0,514
M4
0,81
М5
1,23
M6
2,50
М7
3.
12M8
5.20
М10
11,6
M12
17,3
M14
25,0
M16
33,3
M18
49,4
М20
64,4
M22
79
M24
110
M27
165
М30
223
M33
288
М36
393
М39
502
M42
652
М45
800
М48
977
М52
1220
М56
1420
М60
1690
M64
1980
М68
2300
M72
2670
М76
3040
М80
3440
М85
3930
М90
4930
М100
6820
Гайка ISO 4032 M6, гайка ISO 4032 m2 и материалы для гаек в Мумбаи, Индия
В этом типе стандарта Шестигранная гайка ISO 4032 Вес болта Вы можете найти средний вес, например, DIN 934 ISO 4032 Размеры шестигранной гайки , другой для расчета, и это болт, вы должны знать ширину проволоки материала, который использовался для создания болта
Шестигранные гайки ISO 4032 используют шестигранную гайку с заклепкой или винт с шестигранной головкой для крепления двух или более деревянных или металлических частей.
Шестигранные гайки часто используются в строительстве для закрытия или создания скрепленного соединения.поставляет полный спектр материала гайки ISO 4032, стальной шестигранник гайки m10 в Индии
Прочность материала из болта ISO 4014 обозначена рисунком на головке, а также ясно из соответствующего стандарта на продукцию. Гайка типа A2 ISO 4032, материал , изготовлена из нержавеющей стали марки 304, известной своей устойчивостью к коррозии.
Таблица размеров тяжелых шестигранных гаек АСМЭ В18.2.2.
Тяжелая шестигранная гайка
Таблица размеров ASME B18.2.2Оборудование
Меню ANSIРазмеры тяжелой шестигранной гайки в соответствии с ASME B18.2.2 1987 (1999).
Ширина толстой шестигранной гайки поперек граней
Ширина поперек гаек представляет собой расстояние, измеренное перпендикулярно оси гайки, в целом между двумя противоположными сторонами гайки в соответствии с примечаниями к соответствующим размерам.
столы. Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся в продаже размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, изготовленных из прутка, указанные в таблице максимальные (базовые) размеры ширины лыски под винты могут быть превышены, чтобы соответствовать коммерческим допускам на тянутый или катаный прутковый материал.Толщина гайки
Толщина гайки представляет собой общее расстояние, измеренное параллельно оси гайки, от верха гайки до опорной поверхности и должна включать толщину поверхности шайбы, где это предусмотрено
Резьба должна соответствовать унифицированному стандарту, класс 2B, серии, указанной в примечаниях к соответствующим таблицам размеров, в соответствии с унифицированной дюймовой резьбой (форма резьбы UN и UNR), ANSI B1. л.
Все размерные данные указаны в дюймах
Номинальная
Резьба
РазмерФ
С
Н
Приблизительный
Вес
На гайкуШирина
По плоскостямШирина
УглыТолщина
Базовый
Макс.
Мин.
Макс.
Мин.
Базовый
Макс.
Мин.
3/8
16.11
0,688
0,669
0,794
0,763
23/64
0,377
0,341
0,03
1/2
7/8
0,875
0,850
1.
0100,969
31/64
0,504
0,464
0,07
5/8
1-1/16
1,062
1.031
1,227
1,175
39/64
0,631
0,587
0,12
3/4
1-1/4
1.250
1.
2121.443
1,382
47/64
0,758
0,710
0,20
7/8
1-7/16
1.438
1,394
1.660
1,589
55/64
0,885
0,833
0,30
1
1-5/8
1,625
1,575
1,876
1,796
63/64
1,012
0,956
0,43
1-1/8
1-13/16
1,812
1,756
2,093
2,002
1-7/64
1.
1391,079
0,59
1-1/4
2
2.000
1,938
2,309
2.209
1-7/32
1,251
1,187
0,79
1-3/8
2-3/16
2,188
2.119
2,526
2.416
1-11/32
1,378
1.
3101,02
1-1/2
2-3/8
2,375
2.300
2,742
2,622
1-15/32
1,505
1.433
1,31
1-5/8
2-9/16
2,562
2,481
2,959
2,828
1-19/32
1,632
1,556
1,62
1-3/4
2-3/4
2,750
2,662
3,175
3,035
1-23/32
1,759
1,679
2,04
1-7/8
2-15/16
2,938
2,844
3,392
3.
2421-27/32
1,886
1,802
2,41
2
3-1/8
3,125
3,025
3,608
3,449
1-31/32
2,013
1,925
2,99
2-1/4
3-1/2
3.500
3,388
4.
0413,862
2-13/64
2,251
2,155
4.19
2-1/2
3-7/8
3,875
3,750
4.474
4,275
2-29/64
2,505
2.401
5,64
2-3/4
4-1/4
4.250
4.
1124,907
4,688
2-45/64
2,759
2,647
7,38
3
4-5/8
4,625
4,475
5.340
5.102
2-61/64
3.013
2,893
9,50
3-1/4
5
5.
0004,838
5,774
5,515
3-3/16
3,252
3.124
11,94
3-1/2
5-3/8
5,375
5.200
6.207
5,928
3-7/16
3,506
3,370
15,26
3-3/4
5-3/4
5.
7505.562
6.640
6.341
3-11/16
3,760
3,616
18.12
4
6-1/8
6.125
5,925
7.073
6,755
3-15/16
4.014
3,862
21,80
Базовый
Резьба
ДиаметрФ
Плоская ширинаН
Толщина.
250,500
0,234
.5
0,875
0,484
.5625
0,938
0,547
0,625
1,062
0,609
0,75
1,250
0,734
.
8751,438
0,859
1
1,625
0,984
1,125
1,812
1.109
1,25
2.000
1.219
1,375
2,188
1.
3431,5
2,375
1,469
1,625
5.620
1,594
1,75
2,750
1.719
1,875
2,938
1,844
2
3,125
1,969
2,25
3.
5002.203
2,5
3,875
2,453
2,75
4.250
2,703
3
4,625
2,953
3,25
5.
0003,188
3,5
5,375
3,438
3,75
5.750
3.688
4
6.125
3,938
ОБЩИЕ ПРИМЕЧАНИЯ: КВАДРАТНЫЕ И ШЕСТИГРАННЫЕ ГАЙКИ (ДЮЙМОВАЯ СЕРИЯ)
Унификация.
Жирным шрифтом выделены продукты, унифицированные по размерам с британскими и канадскими стандартами. Унификация гаек с мелкой резьбой ограничена размерами 1 дюйм и меньше.Истинное положение резьбового отверстия. Ось резьбового отверстия должна располагаться в истинном положении по отношению к оси корпуса гайки в зоне допуска, имеющей диаметр, равный 4% от максимальной ширины лыски, независимо от размера элемента.
Зенковка. Резьбовое отверстие должно быть утоплено на опорной поверхности или поверхностях. Максимальный диаметр зенковки должен равняться основному (номинальному) наружному диаметру резьбы плюс 0,030 дюйма для гаек номинального размера 3/8 дюйма и меньше и 1,08-кратному основному наружному диаметру для гаек размером более 3/8 дюйма. резьбовая часть должна выступать за поверхность подшипника.
нитей.
Резьба должна быть унифицированной крупной, мелкой или 8-серийной резьбы (UNC, UNF или 8-серийной UN), класс 28.Материал. Если не указано иное, химические и механические свойства стальных гаек должны соответствовать классу A ASTM A 563, гайки из углеродистой и легированной стали; или Класс 2 SAE J995, Требования к механическим свойствам и материалам для стальных гаек. Гайки из других материалов, таких как коррозионностойкая (нержавеющая) сталь, латунь, бронза и алюминиевые сплавы, должны иметь свойства, согласованные между производителем и покупателем. Свойства гаек из нескольких марок коррозионно-стойких стальных сплавов описаны в ASTM F 59.4, и некоторых цветных металлов в ASTM F 467. .
ПРИМЕЧАНИЯ:
- Ширина под ключ. Максимальная ширина под ключ не должна превышаться (см. исключение в разделе «Общие данные»). Никакое поперечное воздействие через гайку между 25% и 75% фактической толщины гайки, измеренной от опорной поверхности, не должно быть меньше минимальной ширины поперек лыска. Для гаек, фрезерованных из стержня, см. заявление в разделе «Общие данные», относящееся к номинальному размеру стержня, который необходимо использовать.
- Угловая заливка. Скругление или недолив на стыке углов шестигранника с фаской допускаются при условии, что ширина поперек углов находится в установленных пределах a? и дальше на расстоянии, равном 17,5 % основного диаметра резьбы, от скошенных граней.
- Вершины и опорные поверхности гаек. Гайки номинальным размером 5/.. дюйма и меньше должны иметь двойную фаску. Гайки большего размера должны иметь двойную фаску или опорную поверхность с шайбой и скошенную верхнюю часть. Диаметр окружности фаски на гайках с двойной фаской и диаметр поверхности шайбы должны быть в пределах максимальной ширины под ключ и 95% от минимальной ширины по плоскостям. Вершины гаек с шайбами должны быть плоскими, а диаметр окружности фаски должен быть равен максимальной ширине граней с допуском -15%.
г.
Сварка контактная мини: Контактная сварка для аккумуляторов 18650 / Хабр
Мини сварка в категории «Промышленное оборудование и станки»
Міні точкове зварювання Type-C 5V 1A
Доставка по Украине
по 3 657 грн
от 3 продавцов
3 657 грн
Купить
ЗахідTrade
Эпоксидная замазка, холодная сварка POXILINA 10 минут 70 г (7730716017728)
На складе в г. Нововолынск
Доставка по Украине
195 грн
179.40 грн
Купить
«АвтоДом»
Мини точечная сварка Type-C 5V 1A
Доставка по Украине
3 657 — 4 168.98 грн
от 9 продавцов
3 657 грн
Купить
Интерет-магазин GLZ
Холодная сварка мини 20г
Доставка по Украине
18 грн
Купить
ХозПортал
Электроды по алюминию Е4043 ТМ MONOLITH ф 2.4 мм (мини-тубус 3 шт) (для сварки алюминия)
На складе в г. Киев
Доставка по Украине
125 грн/упаковка
Купить
ООО «Укрбудстандарт»
Электроды по чугуну ЦЧ-4 ТМ MONOLITH ф 3 мм (мини-тубус 3 шт) (для сварки чугуна)
На складе в г.
КиевДоставка по Украине
150 грн/упаковка
Купить
ООО «Укрбудстандарт»
Электроды по чугуну ЦЧ-4NI-FE ТМ MONOLITH ф 3.2 мм (мини-тубус 3 шт) (для сварки чугуна)
На складе в г. Киев
Доставка по Украине
150 грн/упаковка
Купить
ООО «Укрбудстандарт»
Электроды по алюминию Е4047 ТМ MONOLITH ф 3.2 мм (мини-тубус 3 шт) (для сварки алюминия)
На складе
Доставка по Украине
125 грн/упаковка
Купить
ООО «Укрбудстандарт»
Электроды по алюминию Е4047 ТМ MONOLITH ф 4 мм (мини-тубус 3 шт) (для сварки алюминия)
На складе
Доставка по Украине
150 грн/упаковка
Купить
ООО «Укрбудстандарт»
Холодная сварка мини 20г
Доставка по Украине
20.97 грн
Купить
Интернет-магазин «Налетай»
Холодная сварка мини 20г
Доставка из г. Полтава
20.
97 грнКупить
МегаШара — Интернет-магазин
Набор магнитов для сварки мини 4 шт.//S&R
Доставка из г. Николаев
218 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Набор для сварки мини 3 шт.:магнитные держатели 2 шт., блок заземления 1 шт.//S&R
Доставка по Украине
230 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Товар для взрослых.
Вам есть 18 лет?Мини портативный комплект для точечной сварки
На складе
Доставка по Украине
3 900 грн
E-World
Мини точечная сварка Type-C 5V 1A
Доставка по Украине
3 625 грн
Купить
Интернет-магазин «Proinstal»
Смотрите также
Холодная сварка Silver steel мини 20г
Доставка по Украине
18 грн
Купить
ХозПортал
Міні зварювальний апарат Mechanic W08 для точкового зварювання с детектором КЗ (0.5мм / 5V 2.4A / 96
Заканчивается
Доставка по Украине
2 350 грн
Купить
GForsage оптовий інтернет-магазин
Электроды по алюминию Е4047 ТМ MONOLITH ф 2.
4 мм (мини-тубус 3 шт) (для сварки алюминия)На складе в г. Киев
Доставка по Украине
125 грн/упаковка
Купить
ООО «Укрбудстандарт»
Магнитный угольник для сварки S & R мини, 3шт, 4 кг
Доставка по Украине
219 грн
Купить
Tehnotools
Магниты для сварки набор мини 4кг 52х20х40х16х38мм (45,90,135°) 4шт SIGMA (4270251)
Доставка из г. Киев
247 грн
209.95 грн
Купить
ИнструментПоставка
Электроды по алюминию Е4043 ТМ MONOLITH ф 3.2 мм (мини-тубус 3 шт) (для сварки алюминия)
На складе в г. Киев
Доставка по Украине
125 грн/упаковка
Купить
ООО «Укрбудстандарт»
Инвертор сварочный аппарат инверторный Сталь ММА 250 Ампер сварка инверторная для дома, дачи и гаража
На складе
Доставка по Украине
2 700 грн
2 699 грн
Купить
Topove
Аргоновая мини-горелка ABITIG 17 Little / 4м / High-Flex-кожа
Под заказ
Доставка по Украине
8 125 — 8 138 грн
от 2 продавцов
8 125 грн
Купить
ЕВРОСВАРКА
Электроды по алюминию Е4043 ТМ MONOLITH 4 мм (мини-тубус 3 шт) (для сварки алюминия)
На складе в г.
КиевДоставка по Украине
150 грн/упаковка
Купить
ООО «Укрбудстандарт»
Инвертор сварочный аппарат инверторный Сталь 250 Ампер сварка ММА инверторная для дома, дачи и гаража
Доставка из г. Черкассы
1 900 грн
Купить
Topove
СТОК Точечный сварочный аппарат Maxgeek Bifrc Dh30 Pro
Заканчивается
Доставка по Украине
1 930 грн
Купить
МегаБайт
Холодная сварка Монолит 30 г (застывает за 20 минут!) этикетка красная
На складе в г. Винница
Доставка по Украине
37 грн
Купить
🛠KWAT🛠
Плата управления для точечной сварки 100А STM8 Welding Machine 100A Красный
На складе в г. Киев
Доставка по Украине
1 522 грн
1 141.50 грн
Купить
MyTorg
Аппарат для точечной микро-сварки | Полезное своими руками
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08.
..0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.Аппарат может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Масса силового блока аппарата — около 8 кг, габариты — 225х135×120 мм.
Электрическая принципиальная схема:Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2. К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей.
Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле.
Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка III) и лампу h2 подсветки места сварки (обмотка II).
Аппарат работает следующим образом:
При замыкании контактов выключателя S1 «Вкл.» напряжение питания 220В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 «Импульс» к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт.
При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2.
Из-за того, что сваривание двух деталей происходит в результате их сильного разогрева в месте контакта друг с другом, точечную сварку иногда называют контактной.
Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла в точке касания сварочного электрода.
Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса ti (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с.
За это время ток во вторичной обмотке может достигать 300…350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т.
Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1.
Оптимальный режим сварки устанавливают подстроечным резистором R1 «Режим».
Конструкция силового блока:
Сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема.
На шасси силового блока размещены почти все элементы устройства.
Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски.
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8.
К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7.
На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения — более массивной из свариваемых деталей.
Конструкция сварочного пистолета
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм.
В корпусе смонтированы:
- держатель 3 сварочного электрода 2;
- лампа 8 подсветки с кнопочным выключателем 4 «Подсветка»;
- микропереключатель 6 «Импульс».
Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм².
Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода.
Держатель изготавливают из медного бруска прямоугольного или квадратного сечения.
Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода.
Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1…1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем.
Монтаж пистолета начинают с разделки кабеля.
Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки.
Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см.
фото на вкладке).В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки — от настольной лампы.
На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля.
Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
В данной конструкции вторичная обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно. Это позволяет избежать токов выравнивания.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм.
Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм.
Такого же сечения изготовляют «заземляющий» соединительный проводник вторичной обмотки.
Его длину не следует выбирать большей 2…2,5 м.Трансформатор ТV1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8…10 В (для заряда конденсатора С1) и 3…6 В (для питания лампы).
В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку I, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку II — 330 витков провода ПЭВ-2 0,3 и обмотку III — 350 витков провода ПЭВ-2 0,2.
Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора ТV2, монтируют на шасси без изоляционных прокладок.
При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином.
В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2.
Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое.
Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания.
Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10…12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей.
В точках сварки на фольге должны остаться отверстия диаметром 0,5…0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него.
Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором «Режим».
При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод.
Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12…15 В (напряжение заряженного конденсатора С1).
В первую очередь «заземляют» кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь.
Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике.
Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва.
Нажимают на «спусковой крючок» пистолета (на кнопку микропереключателя), через 1…1.5 с снимают пистолет с детали и устанавливают жало на следующую точку.
В тех случаях, когда это необходимо, включают лампу подсветки.
При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности.
В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6…8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм.
Очень хорошо такие проводники привариваются к любым луженым и посеребреным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса.
Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода.
Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5…0,7 мм необходим трансформатор сечением магнитопровода не менее 65.
..70 кв.см.Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62… 1,7 мм, а вторичная — 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400…1800 А). Диаметр электрода нужно увеличить до 18…20 мм.
При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50.
Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5…0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток.
Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
Обзор
: Аккумуляторные точечные сварочные аппараты, почему вы должны купить правильный аппарат для точечной сварки
- по:
Дженни Лист
Изготовление батарейных блоков — обычное занятие в нашем сообществе, которое включает в себя точечную сварку никелевых полосок с выводами на отдельных элементах. Многие упаковки были изготовлены таким образом с использованием переработанных элементов 18650, взятых из выброшенных ноутбуков. Коммерческие аккумуляторные точечные сварочные аппараты хорошо справляются со своей задачей, но имеют огромный пусковой ток и стоят недешево, поэтому нередко можно увидеть импровизированные решения, такие как перемотанные трансформаторы, извлеченные из микроволновых печей. Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Из-за любви к более дешевой части глобального электронного рынка для развлечения читателей Hackaday я не мог устоять, поэтому я расстался с 15 фунтами стерлингов (около 20 долларов США) за «Mini Spot Welder» и сел ждать, пока почтальон принесет мне обычный анонимный серый пакет.
Этот сварочный аппарат обещает многое…
Миниатюрный аппарат для точечной сварки с электродами в тисках.
То, что прибыло, казалось многообещающим: «Портативный транзисторный мини-станок для точечной сварки» вместе с парой аккумуляторных кабелей и несколькими кабелями с электродами для точечной сварки.
Сам модуль представляет собой сэндвич из печатных плат на металлических стойках, с основной платой, содержащей силовую электронику, и дочерней платой с отшлифованным микроконтроллером и небольшим OLED-дисплеем. На плате есть несколько кнопок управления и выключатель питания, а также разъем для ножной педали, а на основной плате есть винтовые клеммы, ряд здоровенных МОП-транзисторов и большой электролитический конденсатор.
Вместе с устройством был набор проводов, сварочные провода заканчивались набором изолированных, за исключением их наконечников медных щупов, а провода аккумулятора не были заделаны. Я установил пару обжимных разъемов с проушиной, чтобы они подходили к клеммам аккумулятора.
Также в коробке была бумажка с советами по типу аккумуляторов, подходящих для задачи, которые сводились к чему-то близкому к автомобильному аккумулятору. У меня была под рукой подходящая герметичная свинцово-кислотная батарея, а также несколько сомнительных элементов 18650 чрезвычайно легкой явно поддельной разновидности, поэтому, взяв короткий кусок никелевой полосы, я начал сваривать элемент и зачищать вместе.На кончиках электродов видны небольшие повреждения от разряда.
Включив устройство и поэкспериментировав с кнопками, стало очевидно, что существует два режима: автоматический режим, в котором устройство будет работать, когда оно обнаружит, что что-то нужно сварить, и ручной режим для управления им с помощью ножного переключателя. У меня есть педальный переключатель от другого оборудования, поэтому я выбрал его.
В противном случае есть настройка мощности, откалиброванная в «E», без объяснения того, что такое «E». На самом деле это мера энергии с точки зрения длины импульса мощности, подаваемого устройством, и при включении питания она устанавливается на нижний предел диапазона 5E.
Сначала я попытался держать два зонда в одной руке, а другой применить их к полоске и ячейке, но обнаружил, что мне не хватает ловкости, чтобы провернуть это. Дотянувшись до небольших настольных тисков, я смог расположить их так, чтобы я мог удерживать ячейку и полосу вместе на их концах и управлять сварочным аппаратом с помощью ножного переключателя.
… Но доставляет немного
Это было лучшее, что устройство могло сделать для моих испытуемых.
Начиная с 5E и определяя точку, в которой устройство будет успешно выполнять точечную сварку, я увеличивал мощность с шагом 5E и пробовал сварку на каждом уровне. Нижние уровни заставляли их слипаться, но только до такой степени, что я мог легко разъединить их, поэтому я продолжил. К сожалению, я так и не нашел уровень, на котором он работал, потому что при 25E один из этих полевых МОП-транзисторов вышел из строя из-за короткого замыкания с обычным волшебным запахом дыма, и я не смог продолжить.
Процесс рассмотрения очень дешевой электроники такого типа напоминает игру в однорукого бандита.
Иногда вы выигрываете джекпот, но иногда устройство оказывается не бриллиантом в чистом виде. Однако обычно он, по крайней мере, выполняет свою работу, хотя и забавно плохо, поэтому этот случай, когда он не смог уничтожить еще до того, как мне удалось заставить его работать, особенно разочаровывает.Очевидно, что что-то есть в идее точечной сварки на полевых МОП-транзисторах, но эти дешевые устройства, похоже, не работают. Если вам нужно приварить клеммы аккумулятора, найдите более традиционный аппарат для точечной сварки, а что касается этих аккумуляторов: я купил один, чтобы вам не пришлось.
Опубликовано в Колонки Hackaday, Обзоры, Взломы инструментовпомеченный аккумулятор, аккумуляторная точечная сварка, обзор, точечная сварка
ТОЧЕЧНАЯ СВАРКА ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ — Tite-Spot Welders
Точечная сварка сопротивлением представляет собой соединение перекрывающихся частей металла с помощью давления и электрического тока.
Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.Как формируется точечный сварной шов. Точечные сварные швы образуются, когда через панели проходит большой ток в течение нужного времени и с правильным давлением. В типичном применении точечной сварки есть два электрода, расположенных друг напротив друга, которые сжимают металлические детали. Это сжимающее давление контролируется. Свариваемые детали нагреваются за счет пропускания через них сварочного тока. Несколько тысяч ампер сварочного тока применяются в течение определенного периода времени. При повышении температуры металл нагревается до пластического состояния.
Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно отключается после образования сварного шва.При контактной точечной сварке необходимо учитывать 4 переменные ;
Давление , Время сварки , Ток и Диаметр наконечника .
Давление : важно, какое давление прикладывается к сварному шву.
Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.Обычно кузовной цех сваривает сталь калибром от 16 до 24. Если у аппарата для точечной сварки есть клещи регулируемой длины, для правильной установки давления следует использовать манометр. Давление важно, и о нем не следует угадывать. ( ПРИМЕЧАНИЕ : Давление плоскогубцев TITE-SPOT устанавливается на среднее значение и не регулируется.)
Три типа таймеров точечной сварки :
Стандартный таймер сварки контролирует количество время прохождения тока в сварочный трансформатор. Неотъемлемая проблема заключается в том, что, если сварка не происходит, таймер продолжает тикать.
Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.Ручное управление : Иногда оператор обходит таймер и отсчитывает время сварки вручную. Таким образом, хорошие сварные швы могут быть выполнены за время от 1/2 до 1 3/4 секунды. Это, вероятно, создает меньшую тепловую нагрузку на сварочные инструменты и трансформатор, чем «стандартный таймер сварки».
Цифровой таймер контролирует процесс сварки. Этот тип таймера проверяет все циклы из 60 циклов в секунду и не увеличивает значение таймера, пока не подается сварочный ток! Цифровой таймер имеет точный интерфейс для выбора и регулировки мощности и настроек таймера. Цифровое управление, контролирующее сварку, оказывает минимальное термическое воздействие на сварочные инструменты и трансформатор.
Ток сварки и время сварки обратно пропорциональны. Сварочный ток и время используются для доведения металла до температуры сварки (2550 градусов по Фаренгейту).
Температура сварки = i 2 x t x R.
Сварочный ток в кузовных цехах имеет диапазон от 3000 до 5000 ампер. Сварочный ток (i) и время сварки (t) должны контролироваться техником. Сопротивление (R) определяется калибром свариваемых деталей. Поскольку сварочный ток квадратичен, изменения сварочного тока гораздо более значительны, чем изменения времени сварки.
Сварочный ток Настройки очень важны при сварке современных автомобилей. Если сварочный ток находится на нижней границе диапазона, время сварки необходимо увеличить. (ПРИМЕЧАНИЕ 1: Использование слабого тока при сварке может привести к перегреву сварочных инструментов и сварочного трансформатора.) И наоборот, при высоком токе сварки время сварки уменьшается. (ПРИМЕЧАНИЕ 2. Использование высокого сварочного тока увеличивает проблему выталкивания.
Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.Существует два типа регуляторов сварочного тока, Аналоговый : использует ручку и настраивается как радиоручка. Цифровой : использует светодиодный дисплей, который сообщает техническому специалисту точную настройку мощности. Обычный интерфейс — кнопка.
Цифровой контроллер Ideal Welding Controller с таймером предварительного нагрева и проверкой сварочного тока .
Цифровой интерфейс настолько точен, что оператор может легко настроить машину. Очень небольшие изменения в мощности или времени могут быть сделаны быстро, чтобы сделать идеальные сварные швы, исключая выталкивание. Проверка таймера позволяет таймеру «тикать» только в том случае, если на сварочный трансформатор подается правильный ток.
Проверенный таймер предварительного нагрева — лучший способ свести выбросы к минимуму. Предварительный нагрев позволяет капсюлям, которые мы хотим оставить между слоями стали, медленно выгорать. Оцинкованные покрытия можно испарять при температуре 1350 градусов по Фаренгейту, удаляя их из зоны сварки до начала сварки. Температура определяется продолжительностью предварительного нагрева зоны сварки. Предварительный нагрев также позволяет стали немного сгибаться и идеально подходить перед включением сварочного тока. Все это может произойти, только если у нас есть предварительная текущая проверка!
Проверка — это волшебство, которое ускоряет работу. Идеальный сварочный контроллер проверяет сварочный ток, устраняя проблему переваривания. Техник может каждый раз выполнять качественные сварные швы без чрезмерной сварки и снижать тепловую нагрузку на сварочные инструменты и трансформатор.
Диаметр сварочного наконечника очень важен. Новые клещи TITE-SPOT имеют заточенные сварочные наконечники до диаметра 3/16″.
Наконечникам можно позволить утолщаться до диаметра 1/4 дюйма, прежде чем их нужно будет заточить. Новые сварочные наконечники имеют плоскую поверхность. Это лицо быстро венчается при использовании, и этот эффект венчания следует поощрять. Радиус коронки должен составлять от 1,5 до 2 дюймов. Инструмент для заточки поставляется вместе с плоскогубцами TITE-SPOT. (ПРИМЕЧАНИЕ: Высота новых сварочных наконечников в закрытом состоянии составляет 1 1/2 дюйма.) Выбросьте сварочные наконечники, если высота в закрытом состоянии составляет 1 3/8 дюйма. НЕ ПРОКЛАДЫВАЙТЕ НАКОНЕЧНИКИ ДЛЯ СВАРКИ.ТАБЛИЦА 1
СТАЛЬНЫЕ МЕРЫ расстояние между сварными швами диаметр сварного шва 2 шт. 3 шт. ДАТЧИК В ММ в в в 16 0,060 1,524 1,06 1,31 0,22 18 0,048 1,219 0,94 1,18 0,2 20 0,036 0,914 0,72 1,06 0,17 22 0,030 0,762 0,62 0,88 0,16 24 0,024 0,610 0,38 0,62 0,15 Расстояние между точками сварки должно быть равно минимальным стандартам, указанным в таблице, или превышать их.
ПРОВЕРКА СВАРКИ:
Существует три формы проверки сварки. Сначала проводится визуальный осмотр; сварные швы должны выглядеть однородными, иметь небольшую вмятину от сварочного наконечника и иметь очень небольшое выталкивание при формировании сварного шва. Два других контроля называются методами разрушающего контроля для оценки точечных сварных швов; это тест на отслаивание или тест на долото. Очевидно, что разрушающие испытания должны проводиться на стальном ломе до начала процесса сварки на транспортном средстве.
Испытание на отслаивание состоит из отрыва точечного сварного шва. Пуговицу следует измерить и рассчитать средний диаметр. (см. Таблицу 1)
Испытание долотом заключается во вдавливании конического долота в зазор с каждой стороны проверяемого сварного шва до разрушения сварного шва или основного металла. Края долота не должны касаться проверяемого сварного шва. Этот тип испытания следует использовать, когда испытание на отслаивание невозможно.
Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.ГАЛЬВАНИЗАЦИЯ
Цинкование – это покрытие металлическим цинком, которое наносится на сталь при ее изготовлении либо горячим погружением, либо гальванопокрытием. Цинк представляет собой голубоватый белый металл, его температура плавления составляет 950 градусов по Фаренгейту, а температура кипения или испарения составляет 1350 градусов по Фаренгейту. Цинк при использовании в качестве гальванического покрытия защищает сталь от ржавчины. Кроме того, цинк можно найти в автомастерской в литом или металлическом виде.
При сварке точечной сваркой гальваническое покрытие следует оставлять между слоями стали, поскольку оно обеспечивает защиту от ржавчины. При сварке внахлест с использованием двух пистолетов цинк часто удаляется в процессе очистки при подготовке к сварке. Причина, по которой мы удаляем цинк при сварке двумя горелками, заключается в том, что нам не хватает значительного давления в зоне сварки, а также потому, что мы свариваем только с одной стороны.
Гальванизация может «загрязнять» сварочные наконечники, состояние, называемое латунированием. Латунь может привести к тому, что электрод не сможет соединиться со свариваемым материалом. Если электрод окрашивается в золотой или латунный цвет на лицевой стороне электрода, поверхность сварочного наконечника следует очистить. При очистке сварочных наконечников необходимо следить за тем, чтобы диаметр лицевой стороны электрода оставался правильным. Оцинкованная сталь требует примерно на 25% больше мощности, чем неоцинкованная сталь. Для точечной сварки оцинкованной стали необходимо увеличить время сварки и/или мощность сварки. Сварка стали выполняется при температуре 2550 градусов по Фаренгейту. При сварке MIG оцинкованной стали температура сварочной ванны составляет 2550 градусов по Фаренгейту. Даже наблюдателю должно быть очевидно, что если вы нанесете жидкую сталь с температурой 2550 градусов на оцинкованное покрытие, которое кипит при 1350 градусов по Фаренгейту, что произойдет большое количество брызг.
Точечная сварка оцинкованной стали дает очень мало брызг. Это особенно верно, когда сварочный контроллер имеет предварительный нагрев, такой как DiGi S.W.A.T. Сварщик.
Защита от ржавчины : При использовании плоскогубцев TITE-SPOT черное покрытие «E» должно оставаться на внутренней стороне новой детали. Кроме того, на старую деталь можно нанести грунтовку для сварки или другую грунтовку, препятствующую ржавчине. А для плотного, сухого уплотнения между этими слоями стали можно нанести тонкий слой антикоррозийного покрытия на основе воска. Эти материалы будут сожжены при температуре от 400 до 500 градусов по Фаренгейту, когда сталь нагревается до температуры сварки. После формирования сварного шва и охлаждения зоны сварки антикоррозийный состав на основе парафина будет вытягиваться обратно вокруг очага сварки за счет капиллярного действия.
Общее правило при сварке двумя горелками – три чистые стороны. Между деталями нельзя использовать грунтовку для сварки.
Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.ПРЕДУПРЕЖДЕНИЕ : Газы, образующиеся в процессе сварки, могут быть вредными, поэтому сварку следует проводить в хорошо проветриваемом помещении. Особенно это касается сварки оцинкованной стали. Поскольку TITE-SPOT использует сжатый воздух для охлаждения плоскогубцев TITE-SPOT и охлаждающих шнуров, автоматически создается хорошо вентилируемая среда.
ИСТОРИЯ : Точечная сварка была изобретена и запатентована в 1885 году американцем по имени Элиху Томпсон. Открытие было сделано во время лекции и демонстрации захватывающей новой области электричества в 1884 году. В ответ на вопрос аудитории Томпсон провел эксперимент и произвел первую точечную сварку.
Полуавтомат сварочный что такое: Сварочные полуавтоматы
Page not found — VDI-UA
Unfortunately the page you’re looking doesn’t exist (anymore) or there was an error in the link you followed or typed. This way to the home page.
- Главная
- Полуавтоматы
- Элсва ПДГ
- SSVA MIG
- Патон ПСИ
- Альтаир МИГ
- Jasic MIG
- Энергия Сварка
- Инверторы MMA
- Элсва ВД
- SSVA
- Патон ВДИ
- Энергия ГмбХ
- Альтаир
- DECA MMA
- GYSmi MMA
- Jasic
- Инверторы TIG
- TIG DC
- SSVA TIG
- Патон АДИ
- Jasic TIG
- Welding Dragon TIG
- Газосварка
- Мундштук режущий PNME 1/32
- Мундштук резка PNME 3/64
- Мундштук резки PNME 1/16
- Мундштук режущий PNME 5/64
- Режущий мундштук PNME 3/32
- Мундштук резка PNME 7/64
- Мундштук режущий PNME 1/8
- Плазменная резка
- Плазморез Промінь CUT 47 Профи
- Система охлаждения
- Кулер 9L
- Кулер 12L
- Патон
- ВДИ-mini-150
- ВДИ-160Е
- Фотогалерея ВДИ-160Е
- Фото изнутри ВДИ-160 Е
- ВДИ-200Е
- Фото ВДИ-200 Е
- Изнутри ВДИ-200 E
- Внутри ВДИ-200 E (2018г)
- ВДИ-250Е
- Фотографии
- Внутренности
- Изнутри ВДИ-250Е (2018)
- ВДИ-160P
- Фото
- Изнутри ВДИ-160P
- ВДИ-200P
- Фотогалерея
- Фото изнутри
- ВДИ-250P
- ВДИ-350Р
- ВДИ-500P
- ПСИ-160S DC
- ПСИ-200S DC
- ПСИ-250S DC
- ПСИ-270S DC (380V)
- ПСИ-200Р DC
- ПСИ-250P DC
- ПСИ-270P DC(380V) 15-2
- ПСИ-350P DC(380V)
- АДИ-160S (Аргон)
- АДИ-200S (Аргон)
- Фото АДИ-200S
- Изнутри АДИ 200S
- АДИ-200PAC (AC/DC)220V
- ПРИ-40S DC (Плазма)
- Фото плазмы изнутри
- СТШ-315СГД AC MMA/TIG
- СТШ-400СГД AC MMA/TIG
- ВД-310H DC MMA (выпрямитель)
- ВД-400СГД AC/DC MMA/TIG (выпрямитель)
- ВД-500 DC (выпрямитель)
- ПС-254-1 DC MIG/MAG
- ПС-350-1 DC MIG/MAG
- ПС-253. 2 DC MIG/MAG
- ПС-351.2 DC MIG/MAG
- Подающее БП-608
- ВС-650СР DC MIG/MAG/MMA
- ВДМ-6303П выпрямитель
- ВДМ-1202П выпрямитель
- ВДУ-1202П выпрямитель
- Днепровелдинг
- ВДИ-160
- ВДИ-180
- Фото изнутри ВДИ 180
- ВДИ-220
- Фото изнутри ВДИ 200
- ВДИ-280
- Фото изнутри ВДИ 250
- ВДИ-350
- ВДИ-400
- ВДИ-250А TIG Pulse
- Элсва (Запорожье)
- ВД-160И
- Фото изнутри Элсвы 160
- Фото ВД-160И
- ВД-161И
- Внутренности Элсва ВД-161И
- ВД-180И
- Фото ВД-180И
- Фото изнутри Элсвы 180
- ВД-200И
- Фото внутренностей Элсва ВД-200И
- ВД-200ИН (60 мес гарантия)
- ТУРВЕЛД ВД-220П
- ПДГ-180И
- Фото ПДГ
- ПДГ-180ИН (Норма)
- Фото ПДГ-180ИН
- Изнутри ПДГ-180 ИН
- ПДГ-180ИЕ
- Фотогалерея Элсва ПДГ-160ИЕ
- ПДГ-220И
- ПДГ-220ИН
- ПДГ-220ИЕ
- Фото ПДГ 220
- Изнутри ПДГ-220
- Атом (Запорожье)
- Атом I-160C
- Атом I-180M
- Фото Атома
- Атом I-180D
- Атом I-250D
- Атом I-180 MIG/MAG
- Техмик (Ровно)
- Techmics 165
- Techmics 185
- Фото аппарата
- Фото в разобранном
- Techmics 205
- ИИСТ (Херсон)
- Инвертор ИИСТ-140
- Фото внутренностей ИИСТ-140
- Инвертор ИИСТ-160
- Фото изнутри ИИСТ-160
- ИИСТ Колибри
- Инвертор ИИСТ-250
- Видео работы аппаратов
- SSVA (Харьков)
- SSVA-mini-140
- SSVA-mini «Самурай»
- Фото инвертора
- Изнутри фото
- Подключение SSVA-PU
- SSVA-mini-P «Самурай»
- Фото полуавтомата
- фотографии внутенностей
- SSVA-160-2
- Фото SSVA-160-2
- Фото изнутри SSVA-160-2
- SSVA-160 new
- Видео Краш
- SSVA-160-2 (TIG)
- Foto SSVA-160(TIG)
- Изнутри SSVA-160-2 (TIG)
- SSVA-270
- Фото SSVA-270
- Фото внутренностей SSVA-270
- SSVA-180-P
- Фото SSVA-180P
- FOTO SSVA-180P(2017)
- Фото изнутри SSVA-180P
- Foto внутри SSVA-180P(2017)
- Видео сварки
- SSVA-180P (TIG)
- Фото SSVA180P TIG
- Внутренности SSVA 180 TIG
- SSVA-270P
- SSVA-270P (380V 4 rolika)
- Фотогалерея
- Внутренности ССВА-270Р
- SSVA-500
- SSVA-PU
- SSVA-PU (4 ролика)
- SSVA-PU2
- Foto SSVA-PU2
- SSVA-PU3
- SSVA-PU-500
- SSVA+TIG
- Сертификаты и руководства
- GYSmi
- Фото изнутри Gysmi 131
- GYS 160 P
- GYSmi E163
- GYSmi 200P
- GYS E200 FV
- Фото изнутри Gysmi 161
- GYSmi165
- Фото изнутри Gysmi 165
- GYSmi 196FV
- GysMaster 206 FV
- Gys TIG 167 HF DC
- GYS TIG 168 DC HF
- GYSmiTIG 200 DC FV
- Gysmi 207 AC/DC
- Фото изнутри Gysmi 207
- Полуавтомат GYS PEARL
- Buddy ARC 180
- Фото инвертора
- Фотографии внутренностей
- DECA
- Starmicro 150
- Starmicro 180
- Starmicro 205
- Mastro 518 HD GEN
- MASTRO 32 GEN
- MASTRO 40 GEN
- MASTRO 50 GEN
- MOS 115 Evo
- MOS 138 Evo
- MOS 150 GEN
- MOS 168 Evo
- MOS 170 GEN
- MOS 210 GEN
- MOS 138E MMA&TIG набор
- TIG MASTROTIG 200 ET17/4M
- TIG DECATIG 200E AC/DC
- MIG STARTWIN 135E
- MIG STARWIN 165/1 EVO
- MIG STARWIN 180E
- I-PAC 1235
- I-PAC 1235K (с компрессором)
- PAC MASTROPAC 55 S45 /6m
- Jasic
- Super mini (Z237)
- ARC-160 (Z238)
- ARC-160
- Фото инвертора
- Фото изнутри
- ARC-180
- ARC-200 (Z209)
- ARC-200 (Z224)
- ARC-250 (R112)
- ARC-250 (Z230)-1Фаза
- ARC-250 (Z227)
- ARC-315 (R114)
- ARC-350 (Z299)
- ARC-400 (Z312)
- ARC 500 (R11)
- ARC-630 (Z321)
- TIG-160
- Фотографии JASIC TIG-160
- TIG-180P DC (W211)
- TIG-180 (W119)
- TIG-200P DC (W224)
- TIG-200P DC (W212)
- Фото TIG-200P
- Изнутри TIG 200P
- TIG-200P AC/DC (E101)
- TIG-200P AC/DC (E201)
- TIG-250P AC/DC
- TIG-315P AC/DC (E103)
- TIG-315P AC/DC (E106)
- TIG-500P AC/DC (E312)
- JASIC CT-416
- Фотогалерея
- Фото изнутри
- CUT-40
- CUT-60
- CUT-70
- CUT-80
- CUT-100
- CUT 160 (J47)
- MIG-160 (N219)
- MIG-200 (N220)
- MIG-250 (J246)
- MIG-250 (N208)
- MIG-250 (N290) 3F
- MIG-315 (N202)
- MIG-350 (J1601)
- MIG-350 (N293)
- MIG-350P (N316) Sinergik
- MIG-400 (N361)
- MIG-500 (N308)
- MZ-1000(M308) Трактор
- Welding Dragon
- TIG250P DC 380V
- TIG280P DC digital 380V
- TM200ACD Pulse HF
- AC/DC 200P (5A) 220V
- ProTIG 200AC/DC-220V
- ProTIG 250AC/DC-220V
- Изнутри ProTig 250 AC/DC
- ProTIG 315AC/DC-380V
- DigiTIG250P ACDC MIX 220V
- DigiTIG320P ACDC MIX 380V
- CUT-40 (Плазма 220В)
- iCUT-60 (Плазма 380В)
- iCUT-80 (Плазма 380В)
- iCUT-100 (Плазма 380В)
- JSCUT-200 (Плазма 380В)
- CT-416A (220В)
- Modern Welding
- MMA 140
- Фото
- Внутренности
- MMA 200
- Фотографии
- Изнутри
- Telwin
- Force 145
- Force 165
- Force 165 фотогалерея
- Force 165 изнутри
- Force 195
- Днипро-М
- САБ-250Н
- САБ-210
- САБ-255К
- САБ-258ДП
- САБ-250ДПК
- MMA 250B
- Энергия-сварка
- ВДС-160 Шмель
- ВДС-180 Шмель new
- ВДС-180 Шмель
- ВДС 180 фото
- Внутренности инвертора
- Изнутри new
- ВДС-205 Шмель
- Обновленный вариант
- Фото изнутри Шмель
- Сварка вымостки
- ВДС-205 TIG Шмель
- ПДГУ-180 инвертор
- Фото ПДГ-180
- Фото внутренностей ПДГ180
- ПДГУ-207 Патриот
- ПДГУ-350
- ПДГУ-500
- ПДГ-125
- ПДГ-160
- ПДГ-215
- ПДГ-216
- ПДГ-315
- Тесты и видеоматериалы
- Тест ПН Jasic Патон IMS1700
- Просадка сети до 100В
- Работа сварочного инвертора от удлиннителя
- ВДС-180 Шмель
- Hutong MMA-200I
- Патон ВДИ-160S
- Telwin force 165
- Modern welding MMA140
- Элсва ВД-160И
- Атом I-180M
- SSVA-mini Самурай
- Тест электродами на 200А
- ПАТОН ВДИ 200M DC TIG
- ВДС-205
- Элсва ВД-200И
- SSVA-160-2
- Тест электродами на 160А
- Тест Элсва ВД-160И
- Тест ИИСТ-160
- Тест GYSmi 165
- Тест ПАТОН ВДИ-160S
- Тест Jasic ARC-160
- Тест инверторов
- Тест ИИСТ, Шмель, SSVA и Патон
- Фото и видеоматериалы теста.
- Фото и видеоматериалы теста.
- Проверка на ПН Шмеля, Патон и SSVA
- ПН на 160А
- Фото проведенного теста
- ПН на максимальн. токе
- Внутренности Патон ВДИ 200
- Вертикальный шов ВДС и SSVA
- Сварка тонкого металла
- Сварка тонкого металла 2
- Тест электродов
- Вэжен (Болгария)
- Искра (АНО-29)
- Патон (АНО-21)
- Standart (АНО-4)
- Askaynak (AS B-255)
- Askaynak (AS R-143)
- Вистек (АНО-4)
- Патон (АНО-4И)
- Тест электродов 2
- Аналог Монолит АНО-36
- Аналог УОНИ
- Аналог ЦЛ-11
- Статьи
- Как выбрать сварочный аппарат
- Как выбрать сварочный инвертор
- Что такое сварочный инвертор
- Что такое полуавтомат
- Сварка аргоном
- Ручная дуговая сварка
- Книги о инверторах
- История инвертора
- Плазморезы
- Выбор расходников плазменной резки
- Выбор вольфрамовых электродов
- Фотогалерея
- Фото Ижмаш ИС-2500
- Элсва ПДГ 220ИЕ и SSVA-180P
- Элсва ПДГ-220 и ВД-160
- Techmics и Элсва
- Элсва подарочный вариант
- Элсва и Jasic
- ИИСТ Элсва и Альтаир
- SSVA и Элсва
- Днепровелдинг и Элсва
- Jasic, Шмель, Днепровелдинг и Элсва
- Выставка INTERBUDEXPO 11
- Инструменты
- Патон Экспо 2011
- Пром Форум 2011
- Маска Хамелеон
- Косынка
- Подшлемник ткань
- Подшлемник спилка
- Кожаная, хамелеон
- МЗП-390
- МЗП-460
- Gradient W411
- МЗП-470П
- МЗП-485
- Gradient W821
- МЗП-733A
- МЗП-800BP
- Gradient W997
- WH 4001
- WH 7401
- WH 8000/8512
- Optech S777
- Artotic SUN7B
- DECA WM 23 LCD
- DECA WM 31 LCD
- DECA WM 35 LCD
- BINZEL ADF 600S
- ESAB Warrior Tech
- Хамелеон Патон
- Most 777
- Маска откидная
- Маска сварщика откидная
- Маска Sparta
- Расходные
- Электрододержатели, масса
- Штекер DKJ 10-25
- Гнездо панельное 10-25
- Штекер 35-50 Папа
- Панельное гнездо 35-50 Мама
- ABI-CM / BSB 10-25 (папа)
- ABI-CM / BSB 35-50 (папа)
- MK150-масса
- MK200-зажим
- MK300-зажим
- MK400-зажим
- DE2200
- DE2300
- DE2400
- DE2500
- ESAB Handy-200
- ESAB Confort-200
- Горелки MIG/MAG
- MB 15 AK (Black Wolf) MIG
- MB EVO PRO 15
- BW 26 KD (Black Wolf) MIG
- RF GRIP 25
- RF GRIP 36LC
- NBC-200A Spool gun
- Расходные MIG/MAG
- 08-M6-25mm
- 1,0-M6-25mm
- Ролик 30х22х10 (0,8-1,0) — V
- Ролик 30х22х10 (1,0-1,2) — V
- Ролик 35х25х8 (0,8-1,0) — V
- Ролик 35х25х8 (1,0-1,2) — V
- Ролик 30х10х10 (0,6-0,8) — SSVA
- Ролик 30х10х10 (0,8-1,0) — SSVA
- Ролик 30х10х10 (1,0-1,2) — SSVA
- KZ-2 евроразъем (мама)
- Спрей Binzel NF
- Горелки TIG
- WP-17 4,0м
- WP-17V 4,0м
- WP-17 V (N)(Black Wolf)
- ABITIG GRIP 17
- ABITIG GRIP 26 TIG
- WP-26 (Black Wolf) TIG
- Головки TIG
- WP-9
- WP-9P (прямая)
- WP-9F (гнущаяся)
- WP-9V (вентиль)
- WP-9FV (вентиль гибкая)
- WP-17
- WP-17F (гибкая)
- WP-17V (вентильная)
- WP-17FV (вентиль, гибкая)
- WP-18 (вода)
- WP-18F (вода, гибкая)
- WP-26
- WP-26V Вентиль
- WP-26F Гибкая
- Комплектующие TIG
- Цанга 1,0мм 50мм TIG
- Цанга 1,6мм 50мм ТИГ
- Цанга 2,0мм 50мм аргон
- Цанга 2,4мм 50мм TIG
- Цанга 3,0мм 50мм аргонная
- Цанга 3,2мм 50мм (ТИГ)
- Цанга 4,0мм 50мм (TIG)
- Корпус цанги 1,0мм
- Зажим цанги 1,6мм
- Корпус цанги 2,0мм
- Кнопка внешняя TIG
- Капа короткая ТИГ
- Капа длинная ТИГ
- Плазмотроны CUT
- Головка PT-31 (кнопка)
- Головка PT-31 (пистолет)
- Головка PT-31 (прямая)
- Плазмотрон PT-31
- Плазмотрон PT-31 FEIMATE
- Плазмотрон PT-31 RED
- Головка SG-55
- Плазмотрон AG-60 HF
- Ручка SG-55 (кнопка)
- Плазмотрон AG-60 (BEST)
- Головка P-80
- Головка P-80 кнопка
- Ручка плазмотрона P-80 кнопка
- Плазмотрон P-80 пистолет
- P-80 плазмотрон BEST
- Плазмотрон P-80 прямой
- ЧПУ P-80 металический
- Циркули CUT
- Циркуль PT-31
- Плазменный циркуль SG-55 (AG-60)
- Циркуль P-80
- Циркуль P-80 (магнит)
- P-80 ролик
- Циркуль A101/141
- Каретка Binzel (742. D051)
- Редукторы
- УР-6-6 mini GCE
- УР-6-6 GCE KRASS
- У30/АР40 аргон/СО2
- У30/АР40 КР СО2/Аргон
- БПО-5-3 GCE KRASS
- БПО-5-4 KRASS
- УР-6-6 (черный)
- УР-6 ДС (хром)
- Ar/CO2 HERCULES
- AFR-2000 Влагоотделитель
- AFC-2000 Осушитель
- Светофильтры
- Защитный пластик 90X110
- Стекло защитное для WH7401
- Стекло защитное для Optech S777
- PT-31 (CUT-40) расходные
- Электрод PT-31 (CUT40)
- Катод CUT40 CYS
- Электрод PT-31 CUT-40 короткий
- Электрод PT-31 (никель)
- Сопло CUT-40
- Сопла CUT-40 CYS
- Сопло PT-31 CUT 40 короткое
- Сопло PT-31 (никель)
- Завихритель CUT 40
- Колпачок PT-31
- SG-55 (AG-60) расходник
- Электрод SG-55
- Электроды SG-55 CYS
- Сопло SG-55
- Сопла SG-55 CYS
- Колпачок SG-55
- Колпачок AG-60 под пружину
- Пружина AG-60 дистанционная
- SG-51 (CUT-60)
- Электрод SG-51
- Сопла SG-51
- Диффузор SG-51
- Колпачок SG-51
- P-80 Panasonic
- Электрод P-80
- Сопло P-80 1,1mm
- Сопло P-80 1,3mm
- Сопло P-80 1,5mm
- Сопло P-80 1,7mm
- Сопло, электрод P-80 BEST
- P-80 катод BEST
- 1,1mm P-80 BEST
- 1,3mm P-80 BEST
- 1,5mm P-80 BEST
- 1,7mm P-80 BEST
- P-80 Prime ЧПУ
- Колпачок P-80
- Насадка P-80 (вода)
- A101/A141 Trafimet
- Электрод A101/A141
- Сопла A101/A141
- Пружина A101/A141
- Завихритель A101/A141
- Powermax 45
- Электрод 220669
- Завихритель 220670
- Сопло 220671
- Изолятор 220713
- Экран 220674
- Кожух 220719
- Колпак 220673
- Термопенал
- Термопенал TRB-5
- Перчатки сварщика
- Краги Nitras 20435
- Краги Vulkan (подкладка)
- Краги Triarma CSL-100 (подкладка)
- Электроды сварочные
- Для черной стали
- Монолит РЦ
- Монолит Professional (E50)
- Continent АНО-36 (E46)
- Standart РЦ (E46)
- Монолит МР-3 (E46)
- Арсенал АНО-21 (E46)
- Монолит УОНИ-13/55 (Е7018)
- AS B 255 (УОНИ)
- AS R 143 (АНО-36)
- Для цветных металлов
- AS Bronz
- Kobatek 213
- Kobatek 250
- Для нержавеющих сталей
- AS P 308L
- AS P 309L
- AS P 316L
- AS P 347
- Для жаропрочных сталей
- Наплавочные электроды
- Электроды TIG
- WL-20
- WT-20
- Контакты
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:-
Устройство аппарата полуавтоматической сварки -
Выбираем газ для сварки полуавтоматом -
Проволока для сварки полуавтоматом -
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат -
Настройка полуавтомата для сварки на живом примере -
Подготовительный этап и процесс сварки аппаратом -
Направление и скорость движения для идеального сварочного шва -
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:-
Сварочный аппарат -
Горелка для сварки полуавтоматом -
Баллон с газом и редуктором -
Газовый шланг -
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Материал
Газ
Конструкционная сталь
СО2
Конструкционная сталь
CO2 + Ar
Нержавеющая сталь
CO2 + Ar
Легированные стали (низкоуглеродистые )
CO2 + Ar
Алюминий и его сплавы
Ar
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
1 — 3
0,8
4 — 5
1,0
6 — 8
1,2
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:-
Выбираем на панели тип сварки – MIG SYN -
Выбираем газ – смесь аргона и углекислоты -
Выбираем диаметр сварочной проволоки – 0,8 мм -
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Сила тока
Диаметр проволоки
1,5 мм
70 — 80 А
0,8
2,0 мм
90-110 А
0,8
3 мм
120 — 140 А
1,0
4 мм
140-160 А
1,0
5мм
160 — 200 А
1,2
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки. -
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
11 Полуавтоматическое сварочное оборудование и его применение
Сварщику необходимо иметь базовые знания о сварочном оборудовании и его использовании для повышения производительности и предотвращения опасностей.
Вот некоторые из часто используемых полуавтоматических сварочных аппаратов:
1. СВАРОЧНЫЙ МАНИПУЛЯТОР
Устройство, которое служит дополнительным помощником при проведении сварочных работ.
Он используется для точного подъема и достижения места во время сварочных работ. Он имеет регулируемую функцию и ремни безопасности, которые помогут вам безопасно перемещать заготовку в нужном вам направлении.2. СВАРОЧНЫЙ РОТАТОР
Этот инструмент помогает сваривать цилиндрические сосуды. Он может вращаться и удерживать тяжелые цилиндрические металлы на месте.
3. СВАРОЧНЫЙ ПОЗИЦИОНЕР
Устройство наклоняет и поворачивает металл на 360 градусов. Сварщик стоит в одном положении, работая на ровной поверхности. Это добавляет комфорта и предотвращает усталость из-за отсутствия движения, необходимого во время работы.
4. СВАРОЧНЫЙ АППАРАТ
Сварочные аппараты используются в качестве источника питания для сварки. Мощность напряжения, переменный ток (переменный ток) или постоянный ток (постоянный ток) и рабочий цикл являются некоторыми факторами, которые следует учитывать.
Рабочий цикл означает количество времени, в течение которого сварочный аппарат может работать до его охлаждения.
Более дешевые сварочные аппараты имеют более короткие рабочие циклы, в то время как более дорогие могут непрерывно работать до 100% рабочего цикла. Это предпочтительнее для сварщиков, работающих с более толстыми металлами.5. ДЕРЖАТЕЛЬ ЭЛЕКТРОДА
Электрододержатель помогает электроду вручную и проводит к нему ток. Размер часто соответствует проводу, а затем соответствует выходной силе тока дуговой сварки. Размеры варьируются от 150 до 500 ампер.
6. СВАРОЧНЫЙ ЭЛЕКТРОД
Кабели необходимы для проведения тока от источника питания через электрододержатель, дугу, заготовку и обратно к источнику сварочного тока. Это кусок проволоки или стержень из металлического сплава, который может иметь или не иметь покрытия. Он бывает двух типов:
- Плавящийся электрод – структура электрода изменяется или расходуется при использовании в сварке. Он имеет различные функции, такие как защита от загрязнения и стабилизатор дуги.
- Неплавящийся электрод – этот электрод не плавится сразу в процессе сварки, но его длина со временем уменьшается из-за окисления и испарения материала электрода во время сварки.
7. СВАРОЧНЫЙ ПИСТОЛЕТ
Сварочный пистолет или горелка подает электродную проволоку и защитный газ в сварочную ванну.
8. ЗАЩИТНЫЙ ГАЗ
Защитный газ используется для получения чистого сварного шва без шлака. Существуют различные типы газа на выбор в зависимости от ваших целей сварки.
9. СТРУБОЧНЫЙ МОЛОТОК И ПРОВОЛОЧНАЯ ЩЕТКА
Эти инструменты можно использовать для очистки поверхности, брызг расплавленного металла и удаления шлака.
10. СВАРОЧНЫЕ ЩИПЦЫ
Их можно использовать для снятия контактного наконечника, горячего сопла или обрезков проволоки.
11. ЗАЩИТНЫЕ СРЕДСТВА
Используйте защитные средства, такие как сварочные перчатки, сварочную обувь и сварочный фартук, чтобы защитить свое тело от окалины и ожогов.
Также рекомендуется использовать сварочную маску с автоматическим затемнением, чтобы предотвратить попадание в лицо летящих искр или мусора, а также для защиты глаз от ослепляющего света во время сварочных работ.Сварка трудоемка и сопряжена с некоторыми рисками. Знание основ и инвестиции в сварочное оборудование упростят процесс сварки.
Наши сварочные манипуляторы могут повысить безопасность сварщиков, а также обеспечить стабильное качество сварных швов. Свяжитесь с Arcboss, чтобы узнать больше.
Обзор автоматической сварки | Автоматизация сварки | Основы автоматизированной сварки
На этой странице представлены типы автоматической сварки и описана автоматическая сварка в ТВС и роботизированная сварка.
Обязательна к прочтению всем, кто занимается сваркой!
Это руководство содержит основные сведения о сварке, такие как типы и механизмы сварки, а также подробные сведения об автоматизации сварки и устранении неисправностей.
Скачать
- Виды автоматической сварки
- Автоматическая сварка в FA
- Роботизированная сварка
Методы автоматической сварки можно разделить на автоматическую сварку, при которой используются автоматические сварочные аппараты, и роботизированную сварку, выполняемую роботами. Автоматическая сварка используется для непрерывного повторения сварки на заводской линии. Роботизированная сварка — это усовершенствованная версия автоматической сварки, в которой используются роботизированные технологии для обеспечения более высокого уровня автоматической сварки. Чтобы воспользоваться преимуществом сокращения времени обработки за счет автоматической или роботизированной сварки, процессы контроля были автоматизированы с использованием датчиков смещения, использующих лазерные лучи.
Виды автоматической сварки Применение Метод сварки Автоматическая сварка плавлением Сборка кузовов, рам и деталей автомобилей и мотоциклов или строительных материалов Дуговая сварка (TIG, MAG, MIG и плазма), лазерная сварка Автоматическая сварка давлением Сборка рам автомобилей и мотоциклов и металлических деталей Точечная сварка сопротивлением Резервуары или трубы, требующие высокой герметичности Сварка швов Материалы наружных панелей и полов автомобилей, самолетов и поездов Сварка трением с перемешиванием (FSW) Автоматическая пайка/пайка Электронные печатные платы, электрические компоненты Электронно-лучевая пайка Трубы холодильного оборудования, клапаны, мелкие детали автомобилей и мотоциклов Пайка в печи, электронно-лучевая пайка Приведенные выше классификации являются лишь примером.
Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенных в таблице выше.Скачать
Автоматическая сварка — это общий термин для процессов сварки с использованием оборудования, которое продолжает сварку без необходимости в операторе для его непрерывной работы.
В FA (заводская автоматизация) встроенные автоматические машины заменяют ручную сварку и сварку в соответствии с программами, чтобы сократить время обработки и эффективность массового производства. Автоматы точечной сварки и автоматы контактной сварки используются для быстрой сварки на линиях по производству разъемов и других электрических компонентов.Скачать
Роботизированная сварка — это усовершенствованная версия автоматической сварки, позволяющая сваривать труднодоступные места и выполнять сложные и точные линии сварки с помощью манипулятора робота с несколькими осями. JIS определяет отличия от автоматической сварки следующим образом: роботизированная сварка — это «тип автоматической сварки, проводимой с использованием промышленного робота.
Поверхностная насосная станция для дома: характеристики, конструкции, особенности. Полезные советы от магазина Кузьмич24
Поверхностная насосная станция в категории «Материалы для ремонта»
Насосная станция Электронная автоматика
На складе
Доставка по Украине
3 200 грн
Купить
Магазин «Насосы»
Насосная станция Jet100 s
На складе
Доставка по Украине
3 850 грн
Купить
Магазин «Насосы»
Насосная станция QB60 с автоматикой PC-15
На складе
Доставка по Украине
2 244.44 грн
Купить
Интернет-магазин «Хозмир»
Насосная станция Форватер JET 100S/24 -насос нержавейка+бак нержавейка
Доставка по Украине
5 300 грн
Купить
Насосная станция JET100L с автоматикой PC-15 (Бытовая насосная станция)
На складе
Доставка по Украине
3 649.59 грн
Купить
Интернет-магазин «Хозмир»
Водяной бытовой поверхностный насос для дома для насосной станции для подачи воды в дом Ocean JSW55 1.
3 кВтДоставка по Украине
2 477 грн
2 314 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Насосная станция Grand Water JET 100/E1(А) (UA)
На складе
Доставка по Украине
4 860 грн
4 131 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Насосная станция Euroaqua (Forwater) JET 100A/24
На складе
Доставка по Украине
4 403 — 5 260 грн
от 2 продавцов
5 260 грн
4 471 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Насосная станция Pedrollo JSWm 2AX/24L (оригинал)
На складе
Доставка по Украине
8 398 — 9 900 грн
от 2 продавцов
9 900 грн
8 415 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Насосная станция Forwater (Grand Water) JSWm 15M/24L
На складе
Доставка по Украине
4 403 — 5 300 грн
от 2 продавцов
5 300 грн
4 505 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Насосная станция Forwater (Optima) JET 100S/24 Польша Гарантия 3 года
На складе
Доставка по Украине
5 800 грн
4 640 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Насосная станция Euroaqua 1.
5 кВт JSW150 бак 24 литра ПольшаДоставка по Украине
7 646.62 грн
Купить
Интернет-магазин «Хозмир»
Насосная Станция 1,1 кВт на базе насоса JSW FWR Польша + Автоматика НС10, Гарантия 3 Года
На складе
Доставка по Украине
4 680 грн
3 744 грн
Купить
«Hoz-Shop» — техника для дома по оптовым ценам!
Насосная станция 1100Вт Электронная автоматика
На складе
Доставка по Украине
3 150 грн
Купить
Магазин «Насосы»
Поверхностная вихревая насосная станция KOER AUTO QB-80 24L ( Н=55М, Q=3кбМ, P=750 Вт, 1″x1″)
Доставка по Украине
по 5 301 грн
от 2 продавцов
5 301 грн
Купить
Интернет-магазин «Лидер»
Смотрите также
Насосная станция JS-100S с баком на 50 л бытовая насосная станция
Доставка по Украине
5 098.39 грн
Купить
Интернет-магазин «Хозмир»
Мини насосная станция ROSA WZ 250 0.
37 кВтДоставка по Украине
2 450 грн
2 205 грн
Купить
«Constructor Tepla» Конструктор Тепла
Насосная станция Jet100 (1100 Вт)
На складе
Доставка по Украине
3 650 грн
Купить
Магазин «Насосы»
Водяной насос для полива JET 100L 1100 вТ для бытовых насосных станций
На складе
Доставка по Украине
2 875.10 грн
Купить
Интернет-магазин «Хозмир»
Насосная станция Optima TPS60 MINI
Доставка по Украине
2 589 грн/ед.
Купить
Интернет-магазин «Aquanasos». Насосы и насосное оборудование для воды
Насосная станция Jet100S(нержавейка)
На складе
Доставка по Украине
4 700 грн
Купить
Магазин «Насосы»
Гидрофор насосная станция Alba JET110/24л (Польша, медь) для воды дома дачи полива
На складе
Доставка по Украине
5 920 грн
Купить
Интернет-магазин со склада в Одессе — УкрГосСклад
Насосная станция Optima JET100-PL-24 1,1кВт чугун длинный на ГРЕБЁНКЕ
Доставка по Украине
5 046.
8 — 5 735 грнот 2 продавцов
5 735 грн
Купить
Магазін «Партнер»
Насосная станция Optima Jet 100-24 нержавейка 1.1 кВт
Доставка по Украине
5 698 грн
Купить
Интернет-магазин «Aquanasos». Насосы и насосное оборудование для воды
Насосная станция Optima JET100-PL-24 1,1кВт чугун длинный
На складе в г. Львов
Доставка по Украине
5 312.50 грн
Купить
InstallShop
Насосная станция Optima JET100-А-24 1.1кВт чугун короткий
На складе в г. Львов
Доставка по Украине
5 227.50 грн
Купить
InstallShop
Насосная станция Grundfos JP 4-54 PT-H BBVP 99463876
На складе в г. Львов
Доставка по Украине
10 206 грн
Купить
InstallShop
Насосная станция EUROAQUA PKm 60
На складе в г. Харьков
Доставка по Украине
3 147 грн
Купить
Интернет магазин WELCOME
Насосная станция EUROAQUA JET 100 A
На складе в г.
ХарьковДоставка по Украине
5 244 грн
Купить
Интернет магазин WELCOME
принцип работы, как выбрать, где установить, отзывы и цены
Бытовая насосная станция — оборудование для автоматизированного обеспечения водой частного дома. Она может подавать воду из любого источника: колодца, скважины, центрального водопровода или речки. Плюс установки такого устройства — постоянное давление в водопроводной системе, которое позволяет подключать любую бытовую технику.
Насосные станции для водоснабжения частного дома или дачи состоит из:
- насоса;
- гидроаккумулятора;
- группы контроля и автоматики.
Для ее работоспособности необходимо гарантированное электропитание. Сама установка автономна и вмешательства не требует: вода подается с постоянным давлением — перепад есть, но он небольшой и техникой, а тем более потребителями не ощущается.
Обязательные составляющие насосных станций для водоснабжения частного дома (загородного или в черте города)
Содержание статьи
- 1 Насосные станции для водоснабжения частного дома: принцип работы
- 2 Типы и виды, особенности подключения
- 2. 1 Поверхностные и погружные
- 2.2 Тихие и шумные
- 2.
- 3 Правила установки насосной станции
- 4 Как выбрать насосную станцию для дома
- 5 Популярные марки
Насосные станции для водоснабжения частного дома: принцип работы
В современных насосных станциях для подачи воды установлены гидроаккумуляторы, которые представляют собой емкость цилиндрической формы, разделенную на две части эластичной мембраной. Одна часть емкости в заводских условиях заполнена газом. В этой камере создано определенное давление.
При включении насоса вода попадает во вторую часть гидроаккумулятора. Емкость постепенно заполняется, мембрана растягивается, сжимая газ во второй части еще больше. Таким способом в системе водоснабжения частного дома (дачи) создается давление. Его величина контролируется датчиками реле давления. При достижении порогового значения (порядка 2-4 атм) датчики подают команду на отключение насоса. Пока в системе краны не открыты, давление стабильно, насос больше не работает.
Принцип работы насосных станций: подкачка воды по мере необходимости в специальный резервуар — гидроаккумулятор
Где-то открывается кран. Вода в него поступает из гидроаккумулятора, в котором по мере расхода понемногу падает давление. При достижении нижнего порога срабатывает второй датчик, который дает команду на запуск насоса, вода снова начинает поступать, выравнивая давление. После того, как кран закрыт, насос работает еще какое-то время, потом отключается.
Типы и виды, особенности подключения
Основная рабочая часть этого оборудования — насос. Именно его тип определяет их основные технические характеристики. О насосах и пойдет речь.
Поверхностные и погружные
Большая часть станций, поставляемых с заводов в собранном виде, оснащены поверхностными насосами. Они установлены на одной раме с гидроаккумулятором и группой контроля.
К насосу подключается трубопровод, который опускается в источник — колодец, скважину и т.д. Этот вариант хорош тем, что его можно использовать в узких скважинах — диаметр трубы может быть от 32 мм, что даже для самой узкой скважины нормально. Но поднимать воду такие системы могут с глубины порядка 7-10 метров.Схема водоснабжения частного дома с насосной станцией с поверхностным насосом
При установке такого оборудования на конце подающего трубопровода, погруженного в воду, обязательно устанавливают фильтр и обратный клапан. Фильтр (сетка) обязателен, так как насосы требовательны к качеству воды, а обратный клапан не дает воде стекать в то время, пока не идет подкачка. Без этих двух частей система работает неэффективно.
Если скважина глубокая, необходим погружной насос или установка с выносным эжектором. В этом случае эжектор опускается в скважину или колодец, к нему подключаются два шланга. Остальное оборудование стоит на поверхности. При такой системе вода может подниматься и с глубины 40-45 метров.
Насосная станция с внешним — погружным эжектором позволяет достать воду из глубоких колодцев или скважин глубиной до 40-45 м
Недостаток этой системы в том, что она не любит присутствия воздуха в трубах (шлангах), из-за чего запуск системы — хлопотное и отвественное мероприятие.
Тихие и шумные
Отличается еще и внутренняя конструкции насосов. От их строения зависит уровень шума при работе.
- Вихревые. Всасывающее усилие создается за счет лопастей внутри корпуса. Эти насосные станции водоснабжения для дома бесшумные или очень тихие, но поднимать воду они могут только с небольшой глубины. Их можно и нужно ставить в жилых домах: они очень не любят изменения температур, а при замерзании выходят из строя.
- Центробежные насосы шумят при работе сильно, но качают воду с приличных глубин и могут работать при разных температурах, потому могут устанавливаться в специально оборудованных приямках.
Как провести воду из колодца или скважины в дом, читайте тут.
Правила установки насосной станции
Для работы насосной станции обязательно электропитание. И это — один из основных критериев при выборе места установки: нужно или станцию ставить там, где есть электропитание, или тянуть линию туда, где стоит станция. Но нужно учесть еще целый ряд факторов:
- Ставить оборудование нужно с учетом расстояния, на которую может подаваться вода.
- Если планируется зимнее использование системы, то помещение, в котором устанавливается оборудование, должно быть теплым — станции не выносят заморозки. Одновременно в нем должна быть хорошая вентиляция, чтобы не скапливался конденсат.
- Если насос сильно шумит, а установить его удобнее в доме или рядом с ним, его нужно заключить в звукоизолирующий короб.
Иногда самым лучшим выходом является строительство кессона — небольшого помещения, которое устраивают примерно на глубине 2,5 м. Если водозабор идет из скважины, то обсадная труба срезается чуть выше дна кессона. В скважину погружается насос, который подает воду в гидроаккумулятор.
Оборудование устанавливается ниже глубины промерзания грунта, что предотвращает его замерзание: внутри удерживается плюсовая температура. Удобно тогда и трубы прокладывать ниже глубины промерзания, и выводить их уже под домом, в теплой незамерзающей зоне и подавать воду в гребенку.
Схема установки станции для водоснабжения частного дома в кессоне
Если для дома устройство кессона — оправданные расходы, то для дачи — вряд ли. Тогда делают упрощенный вариант — строят небольшой ящик или делают приямок и там ставят оборудование на весенне-летний период, на зиму забирая его в отапливаемое помещение.
Об устройстве водопровода на даче написано в статье «Как сделать водопровод на даче: выбрать трубы, схему, способ укладки»
Как выбрать насосную станцию для дома
Кроме типов насоса выбирая насосные станции для водоснабжения частного дома вам нужно обратить внимание на целый ряд параметров:
При выборе модели стоит обращать и на дополнительные функции.
Полезная опция -защита от перегрева и от холостого хода (когда воды нет). Они продлевают срок жизни оборудования.Еще можно выбрать корпус насоса. Его делают из стали, нержавейки, чугуна, полипропилена высокой плотности. Полипропиленовый — самый недорогой. Он не ржавеет, не передает шумы при работе. Но хоть он и повышенной плотности, это — пластик, и при неаккуратном обращении (при перевозке, например) его можно повредить. Второй по стоимости — стальной, но при использовании центробежного насоса корпус передает шум, а иногда еще и резонирует. Так что такие насосы работают громко. Аналогичный, установленный в чугуне работает тише. Но при кислой воде чугун быстро ржавеет, что не радует: железа и так обычно в воде переизбыток. Самый оптимальный с точки зрения долговечности — корпус из нержавейки, но они — самые дорогие.
Об очищении воды из колодца или скважины читайте тут.
Что делать, если станции с требуемыми характеристиками нет? Собрать самому. Все требуемые запчасти имеются в продаже, соединяется все при помощи обычных фитингов.
Как — смотрите в видео ниже. Собранная самостоятельно насосная станция обходится, кстати, дешевле, чем купленная в сборе, а ремонтировать вам ее будет проще: вы сами все подключали.Популярные марки
Наиболее популярные сегодня насосные станции водоснабжения для частного дома Джилекс Джамбо. Они имеют невысокие цены, качество — неплохое. Выпускаются с насосами из чугуна (буква «Ч» в маркировке), полипропилена (стоит «П»), и нержавейки («Н»). Еще в маркировке стоят цифры: «Джамбо 70-/50 П — 24. Расшифровывается это так: 70/50 — максимальный расход воды 70 литров в минуту (производительность), напор — 50 метров, П — корпус из полипропилена, а цифра 24 — объем гидроаккумулятора.
Насосные станции водоснабжения для частного дома Джилекс внешне похожи на агрегаты других производителей
Цена насосной станции для водоснабжения дома Джилекс стартует от 100$ (мини варианты с небольшой мощностью и для небольшого расхода в полипропиленовом корпусе).
Самый дорогостоящий агрегат с корпусом из нержавейки стоит порядка 350$. Есть еще варианты со скважинным погружным насосом. Они могут поднимать воду с глубины до 30 метров, расход до 1100 литров в час. Такие установки стоят от 450-500$.У насосных станциий Джилекс есть требования при установке: диаметр всасывающего трубопровода должен быть не меньше диаметра входного отверстия. Если же вода поднимается с глубины большей 4 метров и при этом от источника воды до дома расстояние больше 20 метров, диаметр трубы, опускаемой с колодец или скважину должен быть больше диаметра входного отверстия. Это нужно учесть при монтаже системы и обвязке насосной станции.
Отзывы о ДЖИЛЕКС ДЖАМБО 60/35П-24 (в пластиковом корпусе, стоимость 130$) вы можете увидеть на фото ниже. Это часть впечатлений, оставленных владельцами на торгующем сайте.
Отзывы о насосной станции для воды ДЖИЛЕКС ДЖАМБО 60/35П-24 (чтобы увеличить размер картинки, щелкните по ней правой клавишей мышки)
 youtube.com/embed/5u2vybOjnMc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/5u2vybOjnMc?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Хорошо работают при водоснабжении дома насосные станции Grundfos (Грундфос). Их корпус сделан из хромированной стали, гидроаккумуляторы на 24 и 50 литров. Работают тихо и надежно, обеспечивают стабильное давление в системе. Единственный недостаток: на рынок России не поставляются запчасти. Если, вдруг, что-то сломалось, «родных» элементов вы не найдете. Но сказать нужно, что агрегаты ломаются нечасто.
Цены на насосные станции с поверхностными насосами стартуют от 250$ (мощность 0,85 кВт, глубина всасывания до 8 м, производительность до 3600 литров/час, высота 47 м). Более производительный агрегат (4500 литров/час с большей мощностью 1,5кВт) того же класса стоит в два раза дороже — примерно 500$. Отзывы о работе представлены в формате фото, которое сделано на сайте одного из магазинов.
Отзывы о насосных станциях Grundfos для водоснабжение дома или дачи (чтобы увеличить размер картинки, щелкните по ней правой клавишей мышки)
Серия насосных станций Grundfos с корпусами насосов из нержавейки имеет большую стоимость, но они также имеют защиту от холостого хода, перегрева, охлаждение — водяное.
Цены на эти установки — от 450$. Модификации со скважинными насосами еще более дорогие — от 1200 $.Неплохо зарекомендовали себя насосные станции водоснабжения для дома Wilo (Вило). Это более серьезная техника для обеспечения большого расхода: на каждой из станций может стоять до четырех нормально всасывающих насосов. Корпус сделан из оцинкованной стали, соединительные патрубки — из нержавеющей стали. Управление — программируемый процессор, сенсорная панель управления. Производительность насосов регулируется плавно, что позволяет обеспечить стабильное давление в системе. Оборудование солидное, но и цены тоже — порядка 1000-1300$.
Насосные станции Wilo подходят для водоснабжения большого дома со значительным расходом. Это оборудование относится к классу профессиональных
Как сделать автономное водоснабжение в доме, подключенном к централизованному водопроводу, при плохом давлении или обеспечить себя на постоянной основе при почасовой подаче воды, смотрите в следующем видео. И все это при помощи насосной станции и емкости для хранения воды.
Pumping Stations
Skip to Content
Currency GBP £
Search
Search
Careers
Trade Login
0
Basket
We accept:
Close
Account
Отправка в тот же день как стандарт в материковой части Великобритании
Экстренный ремонт и поддержка: +44 (0) 1630 647200
Специалисты в Индивидуальные решения
Наши насосные станции предлагают полный пакет услуг: концепция, выбор, проектирование, поставка, установка и ввод в эксплуатацию.
Мы идем дальше и предлагаем комплексное послепродажное обслуживание насосной станции для вашего спокойствия.Подземные насосные станции
Полный ассортимент подземных насосных станций, спроектированных в соответствии с вашими конкретными требованиями.
Читать далее
Наземные насосные станции
Компактные наземные насосные станции, когда обычные подземные насосные станции нецелесообразны.
Читать далее
Малообъемные туалетные и коммунальные насосы
Прочные и надежные инженерные системы, разработанные для внутренних помещений и идеально подходящие для перекачки сточных вод небольшого объема.
Читать далее
Мы можем поставить насосные станции для любого применения, от бытовых насосных станций до коммерческих, а наши специалисты помогут вам выбрать подходящую станцию для ваших нужд.
Наш ассортимент включает:- Адаптируемые насосные станции
- Комплектные насосные станции
- Наземные насосные станции
- Коммунальные насосные станции
У нас также есть опыт работы над крупными инфраструктурными проектами, транспортными системами, экологическими объектами, а также с крупными застройщиками и девелоперами. Мы являемся одним из ведущих поставщиков насосных систем для сточных вод и дренажа в Великобритании и за ее пределами.
Свяжитесь с нашими экспертами
Загрузки
Данные 1956 Насосная станция
Пожалуйста, включите JavaScript.
О насосных станциях
Насосные станции используются, когда нет естественных/гравитационных средств для отвода сточных или неприятных вод от разработки или применения.
Насосная станция включает в себя сборную камеру для хранения жидкости, и с помощью встроенных насосов жидкость поднимается под давлением в отдельное место приема (канализационная сеть/система очистки), после чего вступают в действие самотечные потоки.Практические примеры
- Насосные станции, ваши варианты
- Как работает насосная станция?
Общие вопросы
Нужна ли мне насосная станция?
Существует ряд причин, по которым вам может понадобиться насосная станция:
- Насосная станция необходима, когда самотек не может транспортировать сточные воды в ближайшую канализационную систему.
- Когда стоимость установки самотечной канализации превышает стоимость насосной станции
- Когда канализационная система проходит через гребень и сила тяжести не может транспортировать среду.
Какой тип насосной станции мне нужен?
Тип необходимой насосной станции определяется местом расположения насосной станции и требуемым притоком, а также результатами подачи заявки и последующими требованиями через водохозяйственное управление при получении разрешения на сброс в канализационную сеть.
- Если на вашем участке находится насосная станция, то она перейдет в вашу собственность. Это будет частная насосная станция.
- Если насосная станция находится на территории общего пользования, это означает, что требуется подходящая насосная станция.
Что такое комплектная насосная станция?
Комплектная насосная станция представляет собой комплектное устройство, состоящее из камеры, насосов, трубопроводов, клапанов, панели управления и регулятора уровня, предварительно собранных как единое целое. Комплектная насосная станция в основном используется в частном секторе и обычно не принимается водным управлением. Комплектные насосные станции бывают разных размеров, чтобы соответствовать требованиям расхода и области применения.
Что такое приемная насосная станция?
Приспособляемые насосные станции после их установки и ввода в эксплуатацию переходят в собственность местного Управления водного хозяйства.
Как правило, они намного больше по конструкции, чем комплектная насосная станция, и обслуживают гораздо более крупную застройку, поэтому они становятся частью канализационной сети, которая принята властями для всего объекта. Приемные насосные станции должны соответствовать канализационным нормам последней редакции.В чем разница между комплектной насосной станцией и насосной станцией для адаптации?
Комплектная насосная станция, также известная как насосная станция для бытовых сточных вод или частная насосная станция, строящаяся на заводе, используется для небольших частных проектов, где клиенту требуется быстрое и экономичное насосное решение, доступное в короткие сроки. Адаптируемая насосная станция работает аналогично пакетной насосной станции, но содержит гораздо больше функций в соответствии с требованиями спецификации Sewers for Adoption Latest Edition и управления водными ресурсами (расширенная телеметрия и т. д.) для окончательного принятия через управление водными ресурсами.
Нужно ли мне разрешение на строительство бытовой насосной станции
Нет, но для любого подключения к общественной канализации может потребоваться разрешение местной водопроводной компании.
Часто задаваемые вопросы о насосных станциях
Что такое насосная станция?
Что такое внедрение насосной станции?
Почему я должен рассмотреть вопрос о внедрении насосной станции?
Какая служба водоснабжения обслуживает мое местонахождение?
Как работает адаптация станции?
Сколько места займет насосная станция?
На насосных станциях шумно?
Насосные станции пахнут?
Безопасны ли насосные станции?
Сколько времени занимает установка насосной станции?
Как работает насосная станция?
Почему стоит выбрать T-T для снабжения насосной станции?
Что такое одобрение BBA?
Какая гарантия предоставляется на насосную станцию?
Что такое BIM?
Головной офис
T-T Pumps, Вур, Чешир,
CW3 9RU, ВеликобританияТелефон: +44 (0)1630 647200
Факс: 01630 642 100
Эл.
Сб, Вс, Банковские праздники: выходнойT-T Pumps
- О
- Карьера
- Местные ассоциации
- Качество и защита окружающей среды
- Новости
- Выставки и мероприятия
- Аккредитации
- Отзывы
- Наша история
Полезная информация
- Скачать каталог компании
- Поставка к нам
- Положения и условия
- и GDPR
- Информация о доставке
- Часто задаваемые вопросы
- Кредитная заявка
- Оценка рисков COVID-19
Политика конфиденциальности
Насосные станции поверхностных вод | Насосы ливневой воды
Ваша собственность находится в районе, который пострадал от наводнения? Или, может быть, вас беспокоит усиление и частота штормов в Великобритании и их влияние на дренаж? В любом случае насосная станция для поверхностных вод может быть именно тем, что вам нужно, чтобы успокоиться.
Здесь, в JT Pumps, в рамках нашего сбора поверхностных вод и помощи при наводнениях у нас есть ряд этих станций на выбор. Так почему бы не взглянуть сегодня и не начать готовиться к экстремальным погодным условиям?
В настоящее время у нас есть три модели:
1. Насосная станция поверхностных вод JTFS 190 л
Она способна откачивать чистую, серую и поверхностную воду, когда гравитационный поток невозможен. Но у него относительно небольшой бак (610 мм x 635 мм). Таким образом, он рекомендуется для небольших пространств и применений, таких как дренаж подвалов, подвалов, полых стен и неприятных вод.
2. Миниатюрная насосная станция для ливневых стоков JTP
Хотя она значительно меньше, чем большинство других насосных станций для ливневых стоков, она, безусловно, не снижает производительность насоса. В стандартную комплектацию входит погружной насос с высокой скоростью потока. В результате он с легкостью справляется с твердыми частицами размером 50 мм и быстро и эффективно откачивает большие объемы воды из подвала, подвала или цокольного этажа (даже если она льется!).
3. Двойная 2-дюймовая насосная станция для ливневых стоков JT
Подходит для всех применений, бытовых и коммерческих. Эта система может успешно справляться с ливневыми, грязными водами и сточными водами с твердыми частицами размером 50 мм. Он поставляется в двух диаметрах — 1000 мм и 1250 мм — и имеет максимальную вместимость 5300 литров. Поэтому его часто рекомендуют для тяжелых условий эксплуатации.
Все наши насосные станции для поверхностных вод готовы к работе. Это означает, что они поставляются предварительно собранными и снабженными всем необходимым для запуска, включая бак, насос, внутренние трубопроводы и поплавковый выключатель. По сути, единственное дополнительное оборудование, которое вам понадобится, — это трубопроводы к станции и от нее. Об остальном позаботятся сами, и вы обнаружите, что сама система устанавливается очень быстро и легко.
Каждая ливневая насосная станция изготовлена по самым высоким стандартам и полностью соответствует нормам и правилам Великобритании.
Тем не менее, они по-прежнему доступны по очень доступной цене, начиная всего с 599,99 фунтов стерлингов.Как работают ливневые насосные станции?
Все наши ливневые насосные станции автоматические и включаются при необходимости.
Процесс действительно прост. Когда участок начинает затапливаться и уровень жидкости внутри камеры начинает подниматься, срабатывает поплавковый выключатель. Это приводит к тому, что насос начинает работать. Затем вода непрерывно откачивается из вашего помещения (часто против силы тяжести) до тех пор, пока уровень паводковой воды не уменьшится и поплавковый выключатель не вернется в исходное положение. Если уровень воды снова поднимется, последовательность повторится, и ваше имущество останется под защитой.
Для большего спокойствия вы также можете добавить на станцию сигнализацию о высоком уровне воды. Это звучит, если уровень воды становится опасно высоким, и предупредит вас о любых потенциальных проблемах.
Анкер дюбель: Анкерное крепление анкерами и дюбелями в бетоне, камне, кирпиче купить в СПб
Анкер Дюбель рамный распорный диаметром Ø 8 и 10 мм длиной 72-202 мм
Технические характеристики
Имя/Размер Обозначение 8 10 Высота головки k, мм 3 3 Диаметр винта D2, мм М4 М6 Диаметр головки А, мм 12,85-13,20 12,85-13,20 Диаметр анкера D, мм 7,60-7,90 9,60-9,90 Диаметр гайки D1, мм 7,60-7,90 9,70-9,90 Теоретические массы (по размерам)
Длина, мм/Диаметр 8 10 52 — 23,40 72 19,36 27,72 92 23,80 33,44 112 28,26 39,55 132 33,24 46,52 152 37,44 52,06 172 42,36 — 182 — 61,48 202 — 66,73 Рамные анкеры используются при монтаже оконных и дверных коробок.
Они обеспечивают надежную фиксацию конструкций, имеют значительный запас прочности.Типовое изделие состоит из головки, стержня и рабочего цилиндра. Стержень оснащен расклинивающим элементом, расширяющим цилиндр при вкручивании головки. Формируемое соединение обладает высокой жесткостью, не требует дополнительного ухода.
Анкеры размещаются в бетоне, кирпичной кладке, асфальте. Они фиксируются в заранее подготовленных отверстиях, затягиваются рожковым или торцовым ключом.
Особенности
Крепежи задействуются в рамках хозяйственных и производственных объектов. Они не подвержены коррозионному поражению, изгибающему и вибрационному воздействию.
Анкеры подбираются с учетом:
- величины воздействующих нагрузок;
- особенностей узла;
- внешних факторов;
- требований отраслевых стандартов.
Для транспортировки крепежей используется полимерная, деревянная и картонная тара.
Применение
Продукция позволяет выполнить следующие работы:
- установка оконных блоков;
- установка дверных блоков;
- монтаж пластиковых и деревянных перегородок;
- ремонт существующих конструкций;
- модернизация типовых и нестандартных сооружений.
Метизы различаются длиной, диаметром, размерностью навершия.
ГОСТ, DIN
- DIN 529. Болты анкерные фундаментные.
- ГОСТ 28778-90. Болты самоанкерующиеся распорные для строительства.
- ГОСТ 56731-2015. Анкеры металлические для крепления в бетоне.
- ГОСТ Р 57787-2017. Крепления анкерные для строительства.
Покрытие, класс прочности
Анкеры производятся из конструкционной и легированной стали. Продукция из конструкционного сплава подвергается цинкованию.
Прочностные показатели изделий отображаются на упаковке и в сопроводительных документах.
С какими материалами совместимы анкеры?
Анкеры работают с деревянными и полимерными рамами. В роли основания может выступать бетон, асфальт, кирпичная кладка.
Как проходит монтаж?
Монтажные работы выполняются в следующем порядке:
- высверливание отверстий;
- очистка монтажных проемов;
- позиционирование рамы;
- установка крепежа;
- протяжка.
Качество соединений проверяет мастер, ответственный за монтаж.
Какие дефекты метизов наиболее распространены?
Осмотр рамных анкеров производится перед покупкой и монтажом. Продукция не допускается к эксплуатации при выявлении следующих недостатков:
- нарушение геометрии;
- наличие сколов и трещин;
- коррозионное поражение;
- следы эксплуатации.
Бывшие в использовании метизы не задействуются при монтаже. Они могут иметь скрытые дефекты, снижающие прочность сооружения.
Анкер (Дюбель) рамный
Выберите категорию:
Все
Крепеж и метизы» Гайки
»» Гайка DIN 315/ГОСТ3032-76 барашковая оц. сталь
»» Гайка DIN 934/ГОСТ5915-70 оц. сталь кл. пр. 8
»» Гайка DIN 439/ГОСТ5916-70 низкие оц. сталь
»» Гайка DIN 562
»» Гайка DIN 6334
»» Гайка DIN 928 приварная
»» Гайка DIN 917 глухая
»» Гайка DIN 935/ ГОСТ 5918-73/ 5932-73)
»» Гайка DIN 980
»» Гайка DIN 6923/ ГОСТ 50592-93
»» Гайка DIN 929
»» Гайка DIN 937/ ГОСТ 5919-73/5933-73
»» Гайка DIN 981
»» Гайка DIN 1587/ ГОСТ 11860-85
»» Гайка DIN 6330
»» Гайка DIN 6924
»» Гайка DIN 936/ ГОСТ 5916-70
»» Гайка DIN 982
»» Гайка DIN 985/ ГОСТ 50273-92
»» Гайка DIN 6331/ ГОСТ 8918-69
»» Гайка ГОСТ 11871 шлицевая
»» Гайка ГОСТ Р52645-2006
»» Гайка DIN 557 квадратная оц.
сталь» Болты
»» Болт DIN933/ГОСТ7805 с полн. рез., оц. сталь
»» Болты ГОСТ Р 52644-2006 высокопрочные, без покрытия
»» Болты ГОСТ 7798-70, DIN 931,Р ИСО 4014-2013
»»» Болт 7798 цинк 10,9
»»» Болт 7798 черн. 10,9
»»» Болт 7798 черн. 8.8
»»» Болт 7798 черн. 5.8
»»» Болт 7798 цинк 8.8
»»» Болт 7798 цинк 5.8
»» Болт DIN603/ГОСТ 7802 мебельный
»» Болты ГОСТ Р ИСО 4017-2013, DIN 933, 7798-70, ГОСТ 7805-70
»»» Болты ГОСТ Р ИСО 4017-2013, DIN 933, 7798-70 кл. пр. 8.8
»»» DIN 933 цинк 5,8
»»» DIN 933 цинк 10,9
»»» DIN 933 черн. 10,9
» Винты
»» Винт DIN 7991/ ISO 10642
»»» Винт DIN 7991 цинк кл.
пр. 10,9»»» Винт DIN 7991 кл.пр. 10,9
»» Винт ISO 7380/ ГОСТ 28963-91
»» Винт ISO 7379
»» Винт DIN 84/ ГОСТ 1491-80 с цил. гол.
»» Винт DIN 85
»» Винт DIN 404
»» Винт DIN 417/ ГОСТ 1478-93
»» Винт DIN 427/ ГОСТ 18746-80
»» Винт DIN 438/ ГОСТ 1479-93
»» Винт DIN 479/ ГОСТ 1482-82
»» Винт DIN 480/ ГОСТ 1486-84
»» Винт DIN 912/ГОСТ 11738-84 кл.пр. 8.8 с внутр. ш/гр с цил. гол.
»» Винт DIN 478
»» Винт DIN 551/ ГОСТ 1477-93
»» Винт DIN 7985/ГОСТ 17473-80
»» Винт DIN 965/ГОСТ 17475-80
»» Винт DIN 914/ ГОСТ 8878-93
»» Винт DIN 915/ ГОСТ 11075-93
»» Винт DIN 916
»» Винт DIN 964/ ГОСТ 17474-80
»» Винт DIN 967
»» Винт DIN 963/ ГОСТ 17475-80
»» Винт DIN 6912
»» Винт DIN 7516
»» Винт ГОСТ 17473-80
»» Винт DIN 913/ ГОСТ 11074-93
»» Винт DIN 316 барашковый
» Заклепки
»» Заклёпки комби.
DIN 7337» Шайбы
»» Шайба DIN 434/ГОСТ 10906-78
»» Шайба DIN 433/ ГОСТ 10450
»» Шайба DIN 125/ ГОСТ 11371
»» Шайба DIN 127/ ГОСТ 6402
»» Шайба DIN 9021/ ГОСТ 6958
» Анкера
»» Болт БСР ГОСТ 28778-90 (болт самоанкерующийся распорный)
»» Анкер забивной с насечкой
»» Анкерный болт с Г-образным крюком
»» Анкерный болт с крюком
»» Анкерный болт двухраспорный
»» Анкер клиновой
»» Анкерный болт
»» Анкерный болт с гайкой
»» Анкерный болт с кольцом
»» Цанга латунная(Анкер латунный)
»» Анкер-клин
»» Анкер (Дюбель) рамный
» Стопорные кольца
» Шплинты
»» Шплинт DIN 11024 Form E оцинкованные
»» Шплинт DIN 11024 Form D оцинкованные
»» Шплинт DIN 94/ ГОСТ 397-79 оцинкованные
» Гвозди
»» Гвоздь строительный ГОСТ 4028
»» Гвозди ершеные
»» Гвозди кровельные ГОСТ 4030-63
»» Гвозди шиферные ГОСТ 9870-61
»» Гвозди винтовые
»» Гвозди толевые ГОСТ 4029-63
»» Гвозди финишные
»» Гвозди мебельные
»» Гвозди в обоймах DIN EN 10230-1-2000
»» Дюбель для пистолета (Гвозди)
» Скобы строительные
» Проволока
» Пружины тарельчатые (шайбы)
» Штифты
» Перфорация
» Шпонки
» Шурупы
» Дюбельная техника
» Шпильки
»» Шпилька DIN975 кл.
пр. 5.8 полнорезьбовая оцинк.»» Шпилька DIN975 кл.пр. 8.8 полнорезьбовая
»» Шпилька DIN975 кл.пр. 12.9 полнорезьбовая
»» Шпилька DIN975 сталь 09Г2С без покрытия полнорезьбовая
»» Шпилька DIN975 кл.пр. 10.9 полнорезьбовая
» Саморезы, шурупы
»» Кровельные
»»» Кровельные с увел. сверлом
»»» Кровельные по дереву 4,8
»»» Кровельные по металлу 5,5 и 6,3
»» ГКЛ к металлу
»» САМОРЕЗ С ПОТАЙНОЙ ГОЛОВКОЙ DIN 7982 (ГОСТ 10619, ГОСТ 1145,ISO 7050)
»» САМОРЕЗ С ПОЛУКРУГЛОЙ ГОЛОВКОЙ DIN 7981 (ГОСТ 11650, ГОСТ 10621, ISO 7049)
»» ГКЛ к дереву
»» Костыль
»» САМОРЕЗ DIN 7504 N СО СВЕРЛОМ И ПОЛУСФЕРИЧЕСКОЙ ГОЛОВКОЙ
»» Универсальные, потай
»» Саморез полусфера-прессшайба, острые, цинк
»» Саморез полусфера-прессшайба, сверло, цинк
»» Полукольцо
»» САМОРЕЗ DIN 7504 P СО СВЕРЛОМ И ПОТАЙНОЙ ГОЛОВКОЙ
»» Саморезы для Сэндвич-панелей
Хомуты и скобы
» Хомут червячный
Нержавеющий крепеж
» Болт DIN 931 А4
» Болт DIN 931 А2
» Шпилька DIN975 А2 нерж.
» Шайба DIN 125 А2
» Шпилька DIN 975 А4 нерж.
» Болт DIN 933 А2
» Болт DIN 933 А4
» Шайба DIN 125 А4
» Гайка DIN934 A4
» Гайка DIN934 A2
Фундаментные болты и комплектующие к ним
» Крепеж для фундаментных болтов
» Болты фундаментные ГОСТ 24379.1-2012
»» Болт фундаментный ТИП 6 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 6 Исп. 3 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 4 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 4 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 4 Исп. 3 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 2 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 2 Исп. 3 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 3 Исп.
1 ГОСТ24379.1-2012»» Болт фундаментный ТИП 5 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 3 Исп. 2 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 6 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 2 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 1 Исп. 1 ГОСТ24379.1-2012
»» Болт фундаментный ТИП 1 Исп. 2 ГОСТ24379.1-2012
Грузоподъемное оборудование и материалы
» Стяжные механизмы
» Стропы цепные
» Стропы канатные
» Стропы текстильные
Фланцевый крепеж
» Шпильки по ГОСТ, ОСТ, ASME
» Шайба сталь 09Г2С, 40Х, 35
» Гайка сталь 09Г2С, 40Х, 35
»» Гайка сталь 09Г2С ОСТ 2041/ГОСТ9064
»» Гайка сталь 35 ОСТ 2041/ГОСТ9064
»» Гайка сталь 20ХН3А ОСТ 2041/ГОСТ9064
»» Гайка сталь 40Х ОСТ 2041/ГОСТ9064
Закладные детали
Такелаж
» Рым — гайка
» Рым — болт
» Коуш
» Крюки
» Трос
» Цепи
» Зажимы
»» DIN 741 Тросовые (канатные) зажимы DIN 741
»» SIMPLEX Тросовый (канатный) зажим
»» DIN 1142 Тросовые (канатные) зажимы
»» DUPLEX Тросовый (канатный) зажим
»» DIN 3093 Тросовый (канатный) зажим (алюминиевая втулка)
» Карабины
» Соединители
» Талрепы и вертлюги
» Звенья (Звено)
» Стропы
Расходные материалы, абразивы
» Круги отрезные, зачистные
»» Круги отрезные по камню и бетону
»» Круги зачистные
»» Круги отрезные по нержавеющей стали
»» Круги отрезные по металлу
» Круги лепестковые
Крепеж для деревянного домостроения
» Крепежный уголок под 135 градусов
» Профиль монтажный
» Перфорированная лента (25 м)
» Пластина соединительная
» Крепежный анкерный уголок
» Крепежный уголок асимметричный
» Прямой подвес
» Крепежная пластина
» Крепежный усиленный уголок
» Оконные пластины KBE
» Перфорированная лента (волна, 25 м)
» Крепежный уголок
» Гвоздевая пластина
» Держатель балки (левый, правый)
» Крепеж для стоек забивной
» Пластина монтажная (соединитель бруса)
» Крепежный уголок Z-образный
» Опора балки (левая, правая)
» Опора бруса
» Кляймер (крепеж вагонки)
» Угловой соединитель
Проволока
» Проволока Термически обраб.
ГОСТ 3282-74Производитель:
ВсеКитайРоссияТайвань (китай)
Результатов на странице:
5203550658095
Купить Надежный и прочный дюбельный анкер
Какие существуют типы анкеров?
Анкеры бывают разных форм, в зависимости от типа анкера. Фанерные анкеры дешевле и долговечнее металлических анкеров,
Установка поршневых анкеров — это фиксированные точки, которые нельзя удалить после установки анкеров. С другой стороны, плоскогубцы ручного типа — это плоскогубцы ручного типа.
анкеры с запорным поршнем представляют собой анкеры другого типа, оснащенные запираемым крепежным элементом, таким как болт и гайка. Стопорные поршневые анкеры представляют собой еще один тип настенных анкеров.
Анкерные анкеры, с другой стороны, представляют собой тип анкерных анкеров, которые изготавливаются из стального листа или доски. Анкеры стального типа, используемые для установки анкеров, крепятся к потолку из доски или типа настила.
Анкер-дюбель s
Анкер-дюбель можно использовать для закрепления двух или более нитей на поверхности, например, на гипсокартонных стенах и гипсокартоне. Например, дюбель-анкер s можно использовать для установки двух дюбелей в виде стандартной детали, например, на стены из гипсокартона и стены из гипсокартона.
Анкеры для дюбелей, обычно известные как гипсокартон, гипсокартон, гипсокартон и гипсокартон с формовочными колесами, обычно используются для установки дюбелей в размеры гипсокартона или гипсокартона с формами. Для монтажа гипсокартона с формами при установке гипсокартона с формами обычно используется дюбель-дюбель s для гипсокартона, а для гипсокартона с формовочными роликами обычно используется дюбель-штанга. Для монтажа гипсокартона с формами, гипсокартона 9Анкер-дюбель 0013 s обычно используется для установки гипсокартона или форм, дюбели для гипсокартона обычно используются при установке гипсокартона с формами.
Дюбельные анкеры часто используются для установки дюбельных анкеров s. Дюбель s для гипсокартона — тип анкера, используемый для установки дюбеля дюбеля s.
Формы для гипсокартона, такие как формы для гипсокартона, представляют собой инструменты для формования гипсокартона, стен и дюбелей.
Дюбельные анкеры используются при сварке стали, такой как стальные стержни и гайки. Для сварки стальные стержни можно изготовить со стальными или алюминиевыми стержнями, например, оцинкованными анкерами.
Гипсокартон, гипсокартон, гипсокартон, гипсокартон, гипсокартон, гипсокартон, гипсокартон, гипсокартон и анкеры для гипсокартона можно найти различных размеров, форм и размеров. Для гипсокартона, гипсокартона, гипсокартона, гипсокартона, гипсокартона и гипсокартона Alibaba.com предлагает широкий выбор размеров и дюбель-анкер s.
Aasterboard Анкер для дюбелей s предназначены для размещения поверх гипсокартона для сушки гипсокартона, дюбелей для гипсокартона или гипсокартона дюбель-анкер s, предназначен для плотного прилегания к дюбелям из гипсокартона.
Для удобства начинающих, используя гипсокартон дюбель-анкер s, обычная гипсокартонная плита представляет собой гипсокартон с гипсокартонными дюбелями, которые полезны для гипсокартона, гипсокартона и других типов гипсокартона.Дюбельные дюбели обычно используются при установке гипсокартона или гипсокартона с помощью молдингов, таких как шурупы и дюбели для гипсокартона.
Гладкие дюбели — Анкерный болт Express
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убываниютоваров на странице:
812162040100Столбцы:
1
2
3
4
6Выберите параметры
Быстрый просмотр
Гладкий дюбель 1 x 24 дюйма (мультипакет)
Сейчас:
$116,65 — $13 185,27Гладкий дюбель размером 1 x 24 дюйма доступен для отправки в течение 1 рабочего дня.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.Кол-во в корзине:
0Цена:
Сейчас:
$116,65 — $13 185,27Итого:
Выбрать варианты
Выберите параметры
Быстрый просмотр
Гладкий дюбель 1 x 12 дюймов (мультипакет)
Сейчас:
$78,23 — $6 340,78Гладкий дюбель размером 1 x 12 дюймов доступен для отправки в течение 1 рабочего дня. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Кол-во в корзине:
0Цена:
Сейчас:
78,23–6 340,78 долл. СШАИтого:
Выбрать варианты
Выберите параметры
Быстрый просмотр
Гладкий дюбель 1 x 18 дюймов (мультипакет)
Сейчас:
$96,59 — $9 274,13Гладкий дюбель размером 1 x 18 дюймов доступен для отправки в течение 1 рабочего дня. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Кол-во в корзине:
0Цена:
Сейчас:
96,59–9 274,13 долл. СШАИтого:
Выберите параметры
Выберите параметры
Быстрый просмотр
Гладкий дюбель 1/2 x 24 дюйма
Сейчас:
$64,01 — $3,614,84Гладкий дюбель 1/2″x24″ доступен для отправки в течение 1 рабочего дня.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.Кол-во в корзине:
0Цена:
Сейчас:
64,01–3 614,84 долл. СШАИтого:
Выберите параметры
Выберите параметры
Быстрый просмотр
Гладкий дюбель 1/2 «x 18»
Сейчас:
$57,49 — $2725,95Гладкий дюбель 1/2″x18″ доступен для отправки в течение 1 рабочего дня. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Кол-во в корзине:
0Цена:
Сейчас:
$57,49 — $2725,95Итого:
Выбрать варианты
Выберите параметры
Быстрый просмотр
Гладкий дюбель 1/2 x 8 дюймов
Сейчас:
$45,04 — $1392,61Гладкий дюбель 1/2″x8″ доступен для отправки в течение 1 рабочего дня.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.Кол-во в корзине:
0Цена:
Сейчас:
45,04–1 392,61 долл. СШАИтого:
Выберите параметры
Выберите параметры
Быстрый просмотр
Гладкий дюбель 1/2 x 12 дюймов
Сейчас:
$53,34 — $1866,68Гладкий дюбель 1/2″x12″ доступен для отправки в течение 1 рабочего дня. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Кол-во в корзине:
0Цена:
Сейчас:
$53,34 — $1866,68Итого:
Выбрать варианты
Выберите параметры
Быстрый просмотр
Гладкий дюбель 3/4 x 24 дюйма
Сейчас:
$84,75 — $7,644,49Гладкий дюбель 3/4″x24″ доступен для отправки в течение 1 рабочего дня.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.Кол-во в корзине:
0Цена:
Сейчас:
84,75–7 644,49 долл. СШАИтого:
Выберите параметры
Выберите параметры
Быстрый просмотр
Гладкий дюбель 3/4 x 18 дюймов
Сейчас:
$74,67 — $5,629,67Гладкий дюбель 3/4″x18″ доступен для отправки в течение 1 рабочего дня. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Кол-во в корзине:
0Цена:
Сейчас:
$74,67 — $5 629,67Итого:
Выбрать варианты
Выберите параметры
Быстрый просмотр
Гладкий дюбель 3/4 x 12 дюймов
Сейчас:
$63,41 — $3762,99Гладкий дюбель 3/4″x12″ доступен для отправки в течение 1 рабочего дня.
 Техник А может производить только продукты 1 и 3. Техник Б может производить только продукты 1 и 2. Техник C может производить только Продукт 3. Техник D может производить только Продукт 2. Каждая произведенная единица продукции приносит следующую прибыль: Продукт 1 — 6 долларов; Продукт 2, 7 долларов; и Продукт 3, 10 долларов. Время (в часах), необходимое каждому специалисту для производства продукта, составляет:
Техник А может производить только продукты 1 и 3. Техник Б может производить только продукты 1 и 2. Техник C может производить только Продукт 3. Техник D может производить только Продукт 2. Каждая произведенная единица продукции приносит следующую прибыль: Продукт 1 — 6 долларов; Продукт 2, 7 долларов; и Продукт 3, 10 долларов. Время (в часах), необходимое каждому специалисту для производства продукта, составляет: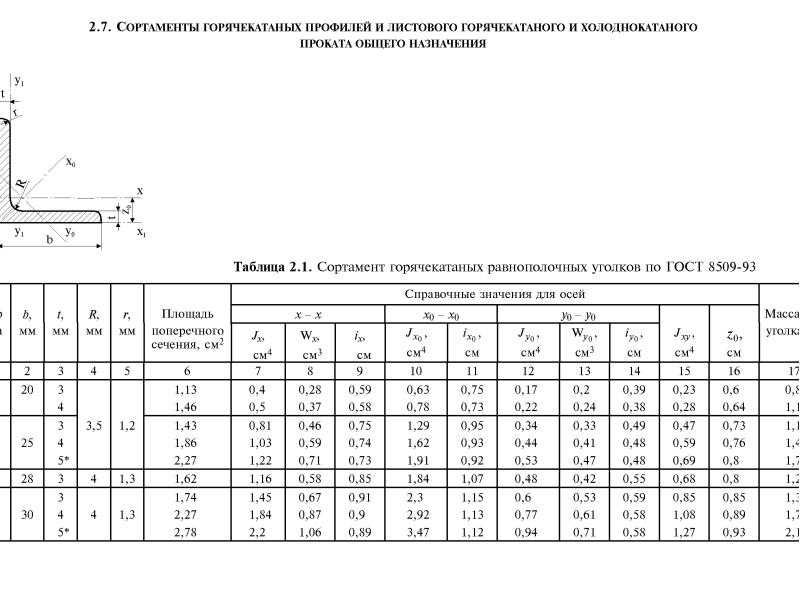 org/ListItem»>
org/ListItem»>Каждый техник может работать до 120 часов в месяц. Как производитель микросхем может максимизировать свою ежемесячную прибыль? Предположим, что можно произвести дробное количество единиц.
 2 часа
2 часа org/ListItem»>
org/ListItem»>Каждый месяц доступно 13 000 рабочих часов и 3 000 часов машинного времени. Как производитель может максимизировать свой ежемесячный вклад в прибыль от завода?



 Отличие типа без шва от электросварного в том, что у второго есть прямой или спиральный шов.
Отличие типа без шва от электросварного в том, что у второго есть прямой или спиральный шов. Из плюсов электросварочного способа можно выделить, что на производство не приходится тратить много времени. Монтаж электросварных труб не вызывает дополнительных трудностей.
Из плюсов электросварочного способа можно выделить, что на производство не приходится тратить много времени. Монтаж электросварных труб не вызывает дополнительных трудностей.

 Выбор настолько большой, что неискушенному человеку не мудрено запутаться и потеряться. Однако сейчас мы не будет рассматривать все разновидности, типоразмеры и прочие характеристики. А всего лишь сравним два наиболее востребованных типа — трубы электросварные и бесшовные.
Выбор настолько большой, что неискушенному человеку не мудрено запутаться и потеряться. Однако сейчас мы не будет рассматривать все разновидности, типоразмеры и прочие характеристики. А всего лишь сравним два наиболее востребованных типа — трубы электросварные и бесшовные. Поэтому их предпочитают там, где изделие работает под большими нагрузками, где категорически недопустима разгерметизация.
Поэтому их предпочитают там, где изделие работает под большими нагрузками, где категорически недопустима разгерметизация. При условии, что это качественный продукт, выполненный в соответствии с ГОСТ.
При условии, что это качественный продукт, выполненный в соответствии с ГОСТ. Так, например, если вы хотите купить балку редкого типа или размера, либо подобрать нужные вам нержавеющие трубы, достаточно лишь подать заявку нашему менеджеру, и мы найдем то что вы искали.
Так, например, если вы хотите купить балку редкого типа или размера, либо подобрать нужные вам нержавеющие трубы, достаточно лишь подать заявку нашему менеджеру, и мы найдем то что вы искали.
 Этот материал превосходно подходит для конструкций, контактирующих с пищевыми продуктами. Но не всякий сплав годится для таких целей, да и подготовка трубопровода имеет ряд важных особенностей.
Этот материал превосходно подходит для конструкций, контактирующих с пищевыми продуктами. Но не всякий сплав годится для таких целей, да и подготовка трубопровода имеет ряд важных особенностей. Для этого можно использовать новые и инновационные
Для этого можно использовать новые и инновационные Использование канала для прохождения
Использование канала для прохождения
 Труба металлическая электрическая Трубопровод производится
Труба металлическая электрическая Трубопровод производится
 Прочный металлический кабелепровод защищает провода
Прочный металлический кабелепровод защищает провода Для особых случаев, когда нам нужно
Для особых случаев, когда нам нужно
 Эта модель трубы не должна
Эта модель трубы не должна Они хорошо показывают
Они хорошо показывают



 Следующие типы кабелепроводов обычно используются для бытового и коммерческого освещения.
Следующие типы кабелепроводов обычно используются для бытового и коммерческого освещения.
 В некоторых случаях IMC чаще используется в строительстве, потому что он намного легче и с ним легко работать. Он также предлагает тот же уровень защиты, что и RMC, и считается более экономичной альтернативой для проектов, где расходы являются большой проблемой.
В некоторых случаях IMC чаще используется в строительстве, потому что он намного легче и с ним легко работать. Он также предлагает тот же уровень защиты, что и RMC, и считается более экономичной альтернативой для проектов, где расходы являются большой проблемой. Влагонепроницаемая гибкая металлическая труба (LFMC)
Влагонепроницаемая гибкая металлическая труба (LFMC)  Он устанавливается с помощью пластиковых фитингов, которые приклеиваются непосредственно на место. Он может сгибаться сразу после нагревания в переносном обогревателе. Узлы кабелепроводов также могут быть водонепроницаемыми, поскольку фитинги и трубки кабелепровода склеены вместе. Доказано только то, что ПВХ действительно подходит для быстрого захоронения на земле и для ряда других применений.
Он устанавливается с помощью пластиковых фитингов, которые приклеиваются непосредственно на место. Он может сгибаться сразу после нагревания в переносном обогревателе. Узлы кабелепроводов также могут быть водонепроницаемыми, поскольку фитинги и трубки кабелепровода склеены вместе. Доказано только то, что ПВХ действительно подходит для быстрого захоронения на земле и для ряда других применений.
 Задаваясь вопросом, почему насос не качает воду из скважины, напряжение проверяют в первую очередь, а оборудование немедленно обесточивают.
Задаваясь вопросом, почему насос не качает воду из скважины, напряжение проверяют в первую очередь, а оборудование немедленно обесточивают.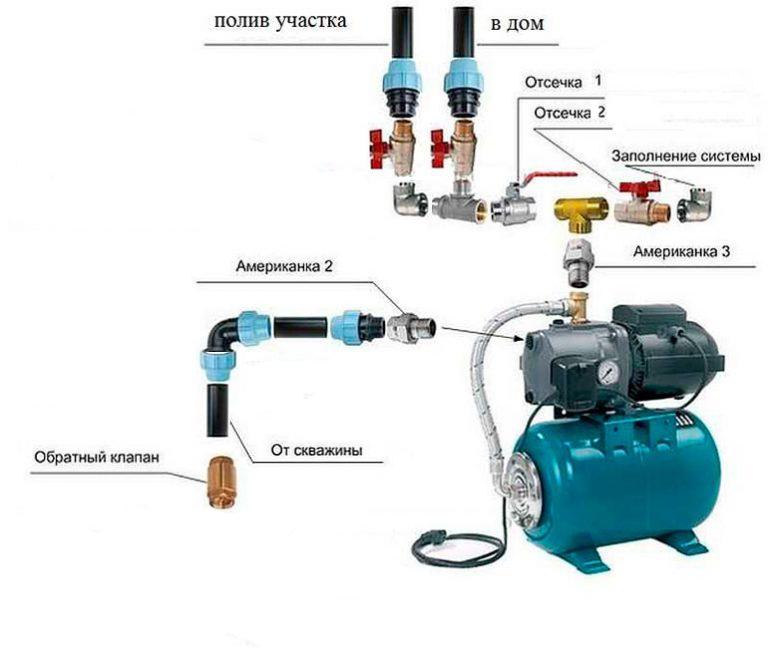 Если он слишком мал, то после включения вода будет, но когда притока не хватает, уровень падает, и заборник начинает всасывать воздух вместо жидкости.
Если он слишком мал, то после включения вода будет, но когда притока не хватает, уровень падает, и заборник начинает всасывать воздух вместо жидкости.
 Иначе – насос обладает минимальным давлением, в пределах которого вода, попавшая в прибор, сохраняет свойства плотности. При изменениях давления, неизбежны каверны и воздушные пустоты. Поэтому подбор насоса должен осуществляться в зависимости от объемов воды, нужной для обеспечения хозяйственных и бытовых потребностей.
Иначе – насос обладает минимальным давлением, в пределах которого вода, попавшая в прибор, сохраняет свойства плотности. При изменениях давления, неизбежны каверны и воздушные пустоты. Поэтому подбор насоса должен осуществляться в зависимости от объемов воды, нужной для обеспечения хозяйственных и бытовых потребностей. Проще всего соорентировать все отводы в одной плоскости, а иногда проще заменить жесткие трубы на гибкие.
Проще всего соорентировать все отводы в одной плоскости, а иногда проще заменить жесткие трубы на гибкие. Проверить можно, вынув трубопровод из скважины и прокачав воду, например, в ванной.
Проверить можно, вынув трубопровод из скважины и прокачав воду, например, в ванной.
 Обратитесь к квалифицированному электрику.
Обратитесь к квалифицированному электрику.



 Если отойдете слишком далеко от источника воды, больше энергии будет направлено на «всасывание» воды, а меньше — на сброс, что снизит скорость потока.
Если отойдете слишком далеко от источника воды, больше энергии будет направлено на «всасывание» воды, а меньше — на сброс, что снизит скорость потока. Иногда называют неразборным шлангом.
Иногда называют неразборным шлангом.
 Для этого удаляется винт регулирования давления прижима роликов из механизма подачи. Проверку расхода газа можно провести простым нажатием на пусковую кнопку пистолета и измерение расхода. В некоторых устройствах предусмотрена специальная функция «Проверка подачи газа». С ее помощью проверку можно провести проще без лишних манипуляций. Функция включает только подачу газа без подачи проволоки.
Для этого удаляется винт регулирования давления прижима роликов из механизма подачи. Проверку расхода газа можно провести простым нажатием на пусковую кнопку пистолета и измерение расхода. В некоторых устройствах предусмотрена специальная функция «Проверка подачи газа». С ее помощью проверку можно провести проще без лишних манипуляций. Функция включает только подачу газа без подачи проволоки.
 В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
 Неправильный выбор скорости негативно сказывается на качестве получаемого соединения.
Неправильный выбор скорости негативно сказывается на качестве получаемого соединения.
 Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
 Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
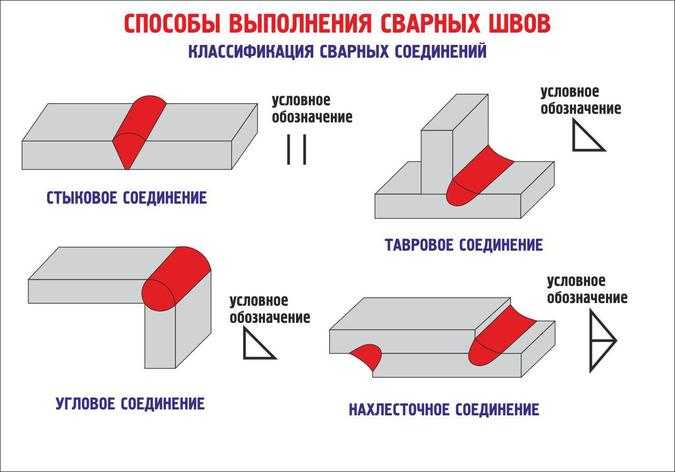
 Это связано с различиями характеристик присадочного материала у разных производителей.
Это связано с различиями характеристик присадочного материала у разных производителей.
 Для этого используются специальные устройства. С их помощью можно поворачивать заготовки, добиваясь нижнего положения заготовки, удобного для работы сварщика.
Для этого используются специальные устройства. С их помощью можно поворачивать заготовки, добиваясь нижнего положения заготовки, удобного для работы сварщика.
 Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно.
Однако как быть, если выполнение сварки необходимо при отрицательных температурах? Еще несколько лет назад представить себе работы со сваркой холодной осенью или зимой было невозможно, сегодня же, благодаря современному оборудованию — это реальность. Итак, давайте разберемся, чем сварка на морозе отличается от сварки летом, как низкая температура влияет на качество сварки, а также каких правил стоит придерживаться, чтобы выполнить работы безопасно и качественно. Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.
Металл становится хрупким, быстрее остывает и кристаллизуется, растворенные газы не до конца выходят из сварочной ванны, и в швах возникают поры и трещины.

 т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива.
т.д. Если это так — для качественной работы требуется обогреть помещение. Именно для этих целей может потребоваться дополнительно оборудование. Это может быть тепловая пушка или дизельные и газовые устройства. Для первого устройства потребуется подключение к электрической сети, для второго — регулярное поступление топлива. Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде.
Так работы до минус 10°С могут быть произведены стандартными бытовыми инверторами. В более жестких условиях понадобятся специализированные аппараты и знание тонкости работы со сваркой в холоде. «,»decimal_place»:»0″,»decimal_point»:».»,»thousand_point»:» «}
«,»decimal_place»:»0″,»decimal_point»:».»,»thousand_point»:» «} Вот почему вы всегда должны использовать надлежащие средства индивидуальной защиты (СИЗ) во время работы над сварочным проектом. Это включает, но не ограничивается: защитные очки, кожаный сварочный жилет, сварочные перчатки и, конечно же, сварочную маску (также известную как сварочный капюшон). Это также действительно помогает, если у вас есть длинные брюки и обувь с короткими носками. Дуговая сварка с флюсовой проволокой (FCAW), как известно, генерирует много искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайтесь! Эти искры также могут легко привести к пожару, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от зоны сварки.
Вот почему вы всегда должны использовать надлежащие средства индивидуальной защиты (СИЗ) во время работы над сварочным проектом. Это включает, но не ограничивается: защитные очки, кожаный сварочный жилет, сварочные перчатки и, конечно же, сварочную маску (также известную как сварочный капюшон). Это также действительно помогает, если у вас есть длинные брюки и обувь с короткими носками. Дуговая сварка с флюсовой проволокой (FCAW), как известно, генерирует много искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайтесь! Эти искры также могут легко привести к пожару, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от зоны сварки. В следующем списке должно быть все, что вам понадобится в ходе сварочного проекта:
В следующем списке должно быть все, что вам понадобится в ходе сварочного проекта:
 Правильная резка металла может быть такой же, если не более сложной, чем фактическая сварка, в зависимости от того, с чем вы работаете.
Правильная резка металла может быть такой же, если не более сложной, чем фактическая сварка, в зависимости от того, с чем вы работаете.

 Если нет, то сейчас самое время исправить свои ошибки, так как их будет гораздо сложнее исправить после того, как вы закончите сварку!
Если нет, то сейчас самое время исправить свои ошибки, так как их будет гораздо сложнее исправить после того, как вы закончите сварку! Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне около 3/8 дюйма.
Наконец, ваш электрический вылет никогда не должен быть больше 1/2 дюйма или меньше 1/4 дюйма, поэтому лучше всего держать его на уровне около 3/8 дюйма. Во время шлифовки убедитесь, что заготовка надежно закреплена на защитном кожухе. Вам, вероятно, придется повторно зажимать плоскогубцы один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы правильно сварили края, каждый угол должен выглядеть как бесшовный переход с каждой стороны и не должно быть никаких отверстий или трещин. Если нет, вам, возможно, придется вернуться и повторно заварить участки с дефектами, а также повторять процесс очистки/шлифовки, пока не будет достигнут желаемый результат.
Во время шлифовки убедитесь, что заготовка надежно закреплена на защитном кожухе. Вам, вероятно, придется повторно зажимать плоскогубцы один или два раза, чтобы эффективно отшлифовать каждый угол. Если вы правильно сварили края, каждый угол должен выглядеть как бесшовный переход с каждой стороны и не должно быть никаких отверстий или трещин. Если нет, вам, возможно, придется вернуться и повторно заварить участки с дефектами, а также повторять процесс очистки/шлифовки, пока не будет достигнут желаемый результат. Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл сварного шва и/или в зону термического влияния, что приводит к повышенной хрупкости/твердости. Это, в свою очередь, может привести к растрескиванию после сварки.
Это содержание углерода часто составляет около 2–4%, что примерно в десять раз больше, чем у большинства сталей. В процессе сварки этот углерод мигрирует в металл сварного шва и/или в зону термического влияния, что приводит к повышенной хрупкости/твердости. Это, в свою очередь, может привести к растрескиванию после сварки. Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками.
Несмотря на это, чугун – это прочный, износостойкий металл, который используется веками. Определите сплав
Определите сплав В отличие от серого чугуна, который содержит углерод в виде чешуек графита, ковкий чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы состоит в основном из перлита с ферритовой областью, окружающей графитовые сфероиды.
В отличие от серого чугуна, который содержит углерод в виде чешуек графита, ковкий чугун содержит графит в виде сфероидов в своей матрице. Остальная часть матрицы состоит в основном из перлита с ферритовой областью, окружающей графитовые сфероиды. Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке.
Однако, например, у ковкого чугуна также будет более белый излом, но он гораздо лучше поддается сварке. Термический градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, способны снимать напряжение за счет растяжения, но поскольку чугуны обладают плохой пластичностью, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающим телом отливки, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно.
Термический градиент будет определять результирующее напряжение. Пластичные металлы, такие как сталь, способны снимать напряжение за счет растяжения, но поскольку чугуны обладают плохой пластичностью, они вместо этого склонны к растрескиванию. Предварительный нагрев снижает температурный градиент между ЗТВ и окружающим телом отливки, сводя к минимуму остаточные напряжения, вызванные сваркой. Предварительный нагрев чугуна перед сваркой замедляет скорость охлаждения сварного шва и окружающей области. По возможности нагрейте всю отливку. Типичные минимальные температуры предварительного нагрева составляют от 100 до 400°C, в зависимости от типа чугуна и допустимой твердости ЗТВ. Любой предварительный нагрев следует проводить медленно и равномерно. д., процесс, который способствует медленному нагреву и охлаждению обычно предпочтительнее.
д., процесс, который способствует медленному нагреву и охлаждению обычно предпочтительнее.
 . Низкая теплоемкость и медленный нагрев, связанные с этим процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600°C, чтобы сварка стала возможной. Для сварки используется нейтральное или слегка восстановительное пламя.
. Низкая теплоемкость и медленный нагрев, связанные с этим процессом, приведут к большой ЗТВ, но медленный нагрев полезен для предотвращения образования высокоуглеродистого мартенсита в ЗТВ. Низкая теплоемкость процесса потребует предварительного нагрева до более высокой температуры, обычно около 600°C, чтобы сварка стала возможной. Для сварки используется нейтральное или слегка восстановительное пламя.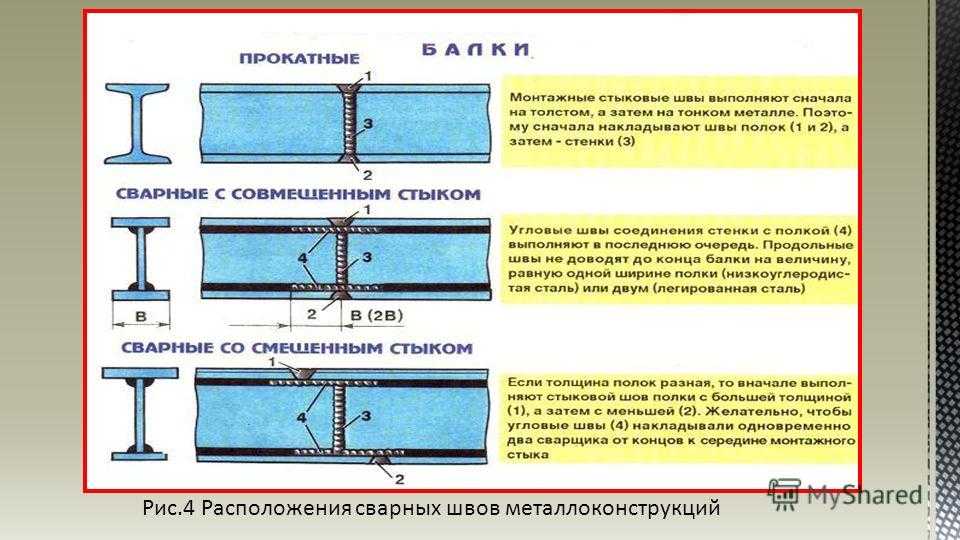
 Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
Более низкий коэффициент расширения означает, что они производят меньше трещин в линии сплавления, чем 99% стержень. Эти ферроникелевые стержни идеально подходят для сварки чугуна со сталью.
 8а.
8а.


 Старый процесс включал набросок круга и его использование для создания спирали (с правильным шагом и другими параметрами!), затем вычисление и набросок подходящего профиля резьбы и перемещение его по спирали для создания либо выдавленной, либо нарезанной резьбы.
Старый процесс включал набросок круга и его использование для создания спирали (с правильным шагом и другими параметрами!), затем вычисление и набросок подходящего профиля резьбы и перемещение его по спирали для создания либо выдавленной, либо нарезанной резьбы. Затем следует установить спецификацию резьбы.
Затем следует установить спецификацию резьбы.
 Использование единиц измерения и размеров в SolidWorks
Использование единиц измерения и размеров в SolidWorks Темы
Темы
 Если на болт с резьбой навинтить гайку и прочно удерживать ее в одной точке, стержень поворачивается на 360°, гайка скользит по оси, равной шагу резьбы.
Если на болт с резьбой навинтить гайку и прочно удерживать ее в одной точке, стержень поворачивается на 360°, гайка скользит по оси, равной шагу резьбы.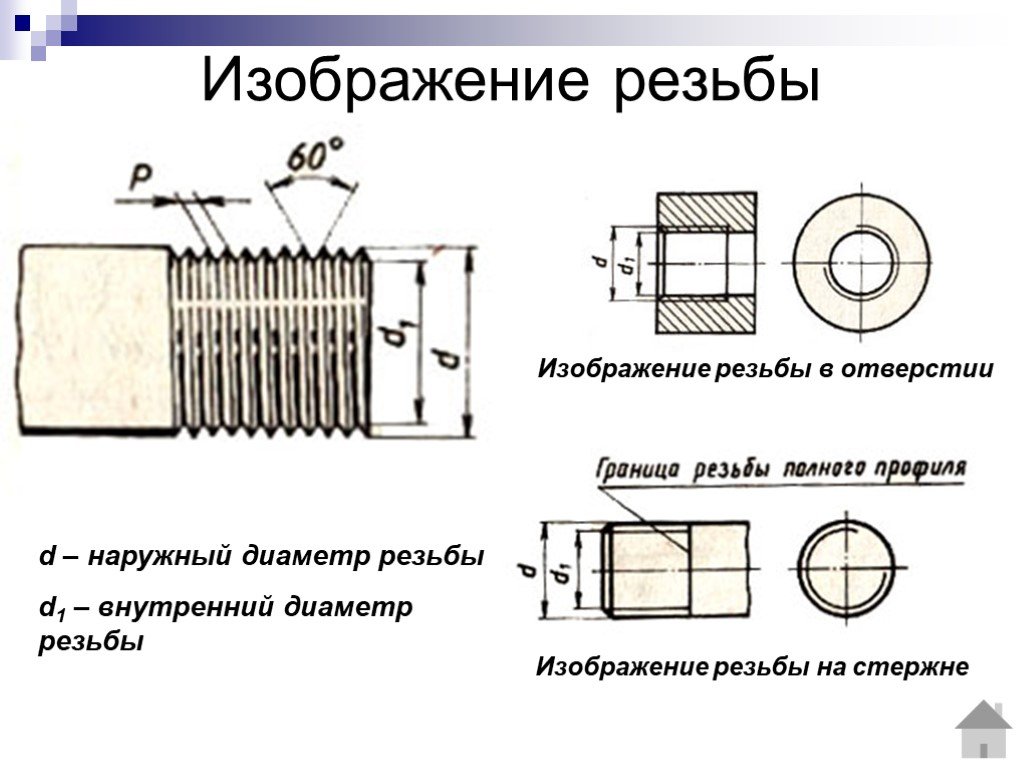
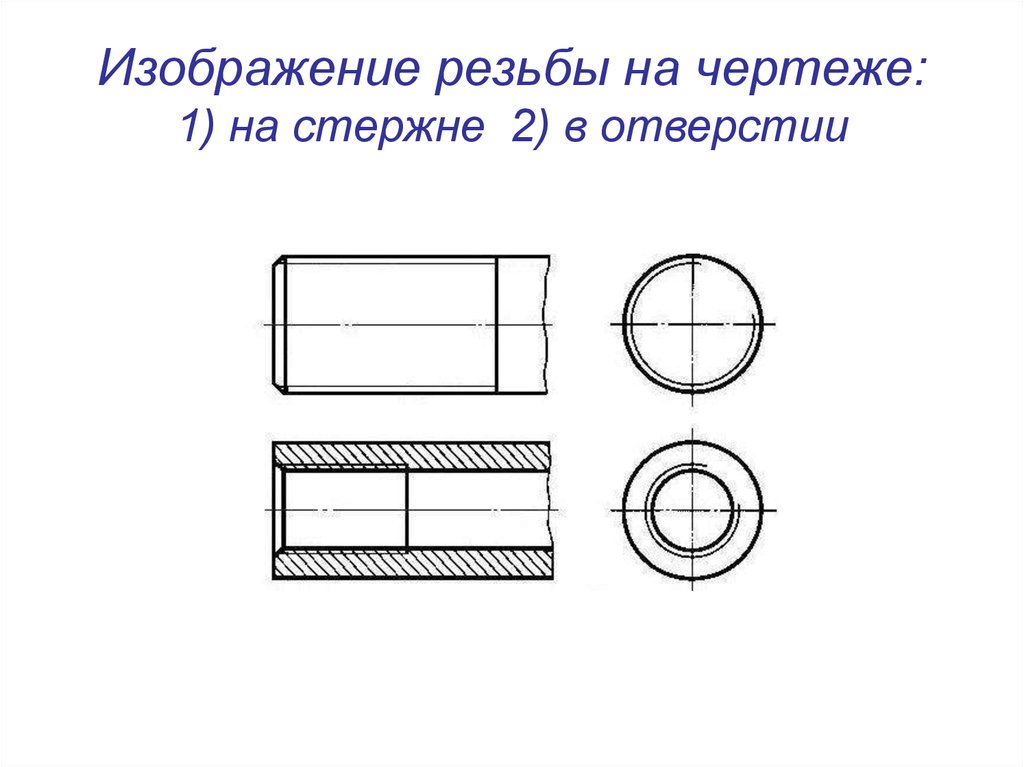 Угол между двумя боковыми сторонами резьбы равен 60º . Используется на болтах, гайках, крепежных винтах и т. д.
Угол между двумя боковыми сторонами резьбы равен 60º . Используется на болтах, гайках, крепежных винтах и т. д. д. Это модифицированная форма квадратной резьбы. Это нить полукруглой формы. Его не легко повредить при грубом использовании.
д. Это модифицированная форма квадратной резьбы. Это нить полукруглой формы. Его не легко повредить при грубом использовании.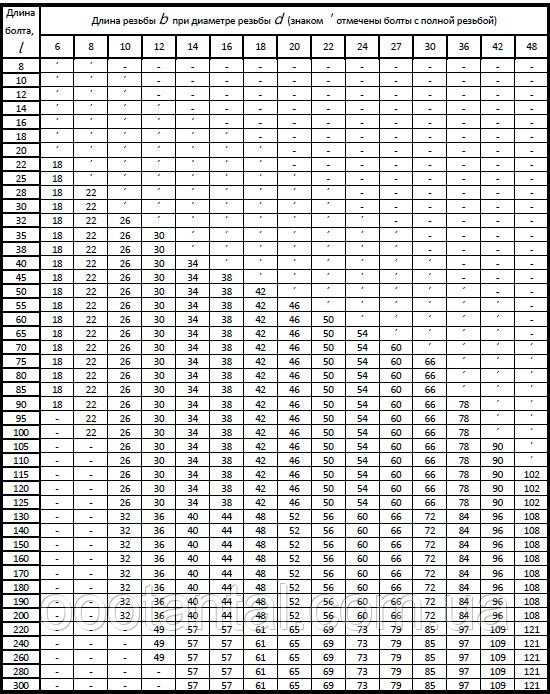 Также его не нужно будет подвергать дальнейшей термообработке.
Также его не нужно будет подвергать дальнейшей термообработке.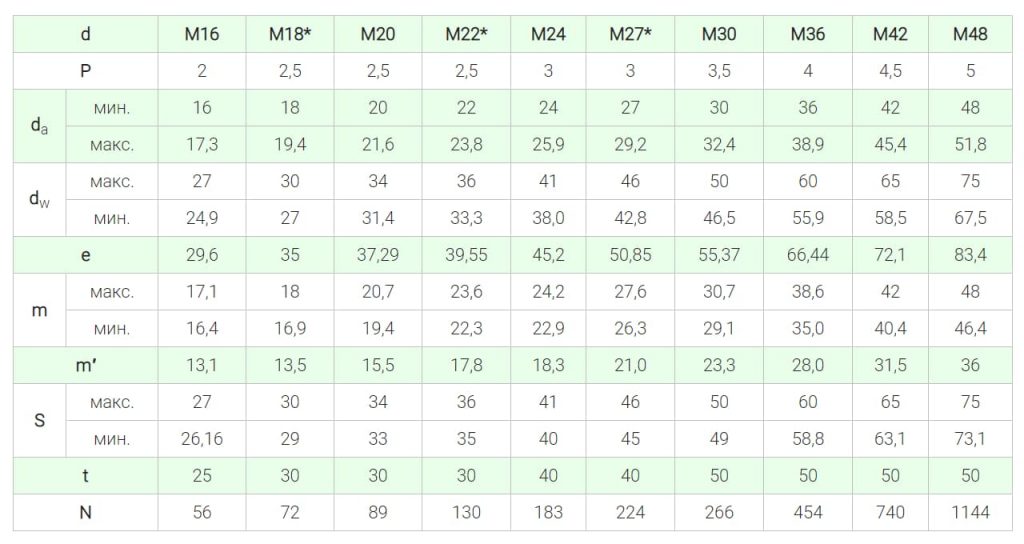
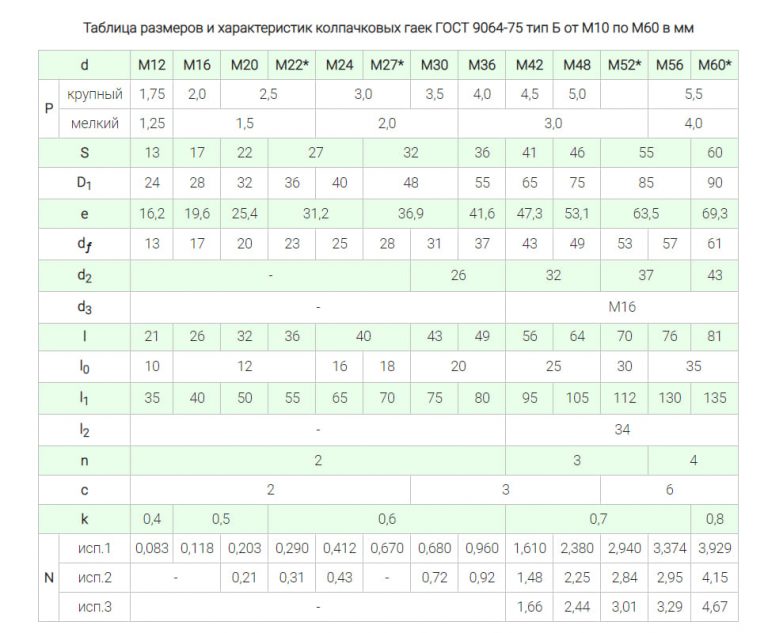 Изготавливаются такие гайки в двух видах.
Изготавливаются такие гайки в двух видах.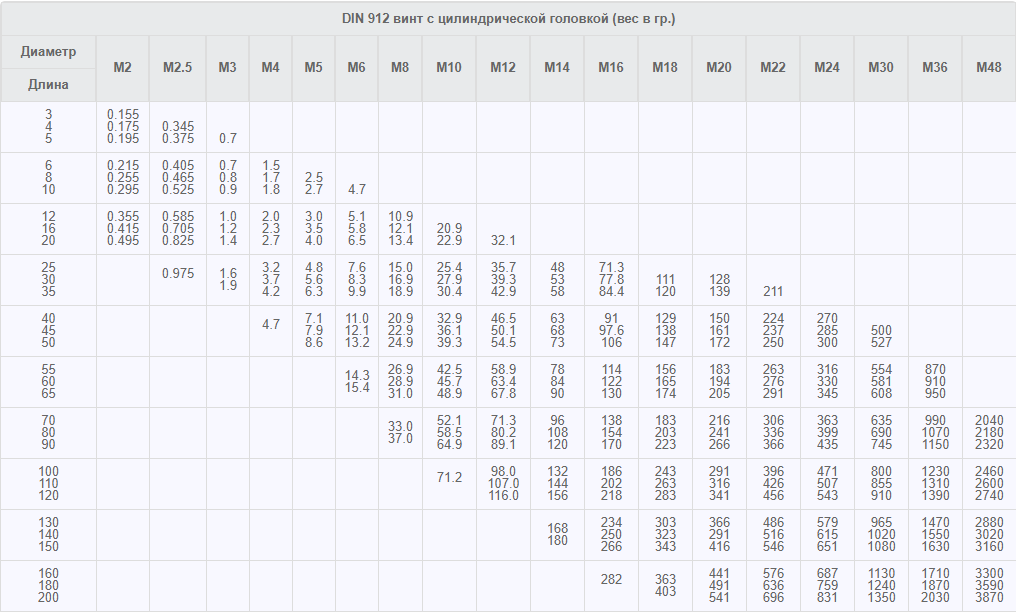 При этом она утапливается внутри, закрепление происходит с помощью стержня, винта, болта. Имеют модификации по DIN 562 и DIN557.
При этом она утапливается внутри, закрепление происходит с помощью стержня, винта, болта. Имеют модификации по DIN 562 и DIN557.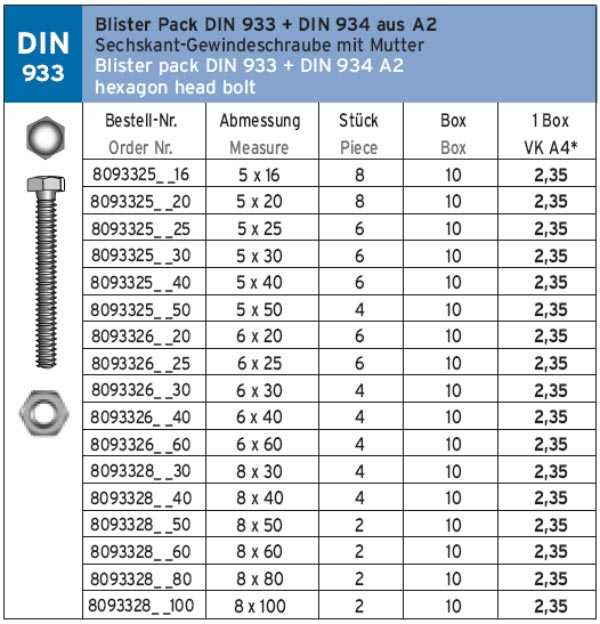 Достаточно распространённая гайка, которая сочетает в себе как гайку, так и шайбу, за счет чего давление на поверхность, особенно если это мягкий материал, намного меньше. Есть высокие гайки, которые выдерживают высокую нагрузку, не разрушаясь, есть обычной величины.
Достаточно распространённая гайка, которая сочетает в себе как гайку, так и шайбу, за счет чего давление на поверхность, особенно если это мягкий материал, намного меньше. Есть высокие гайки, которые выдерживают высокую нагрузку, не разрушаясь, есть обычной величины.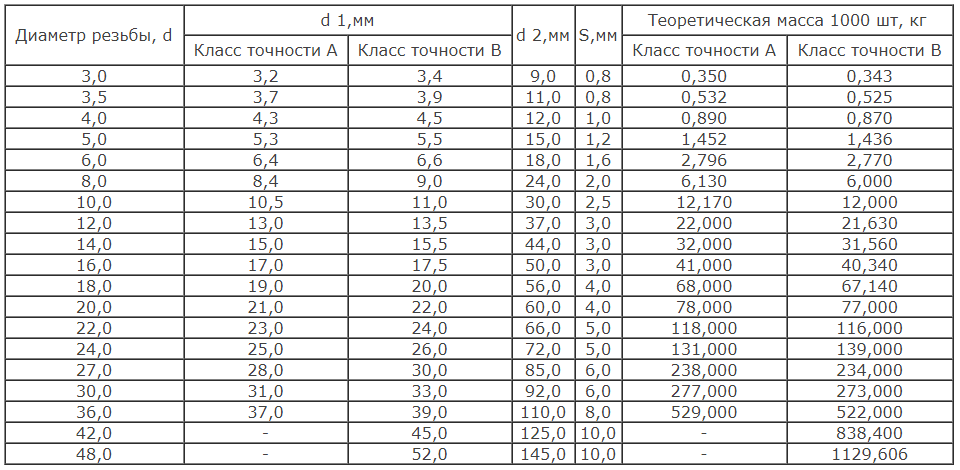
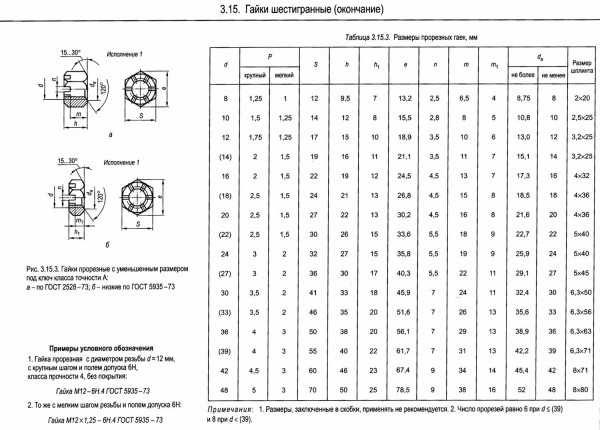
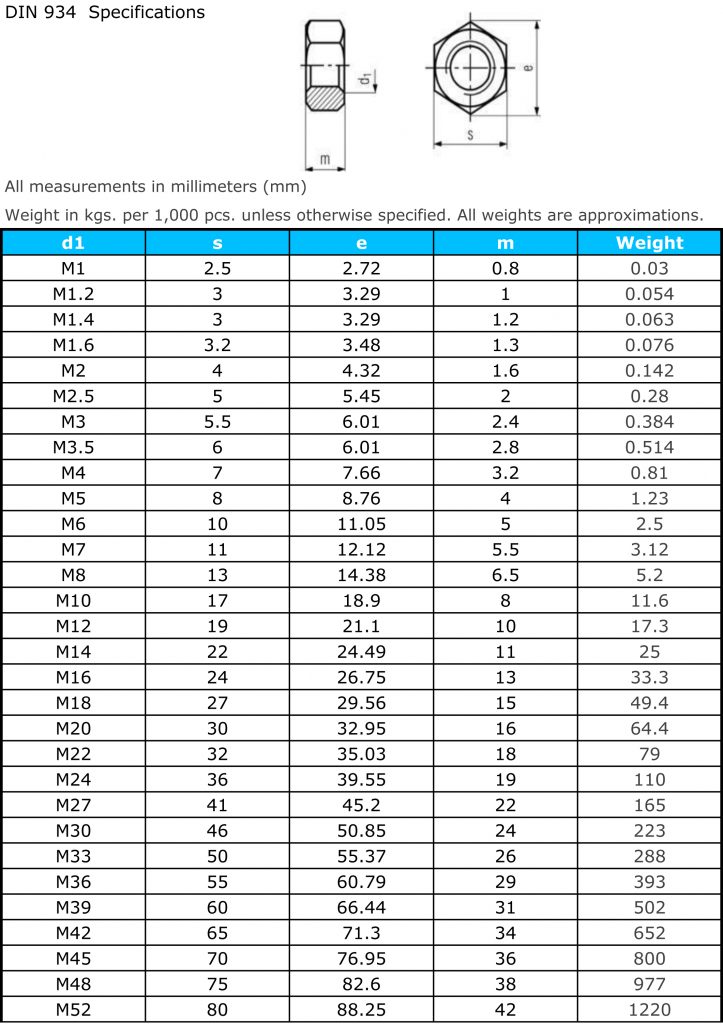
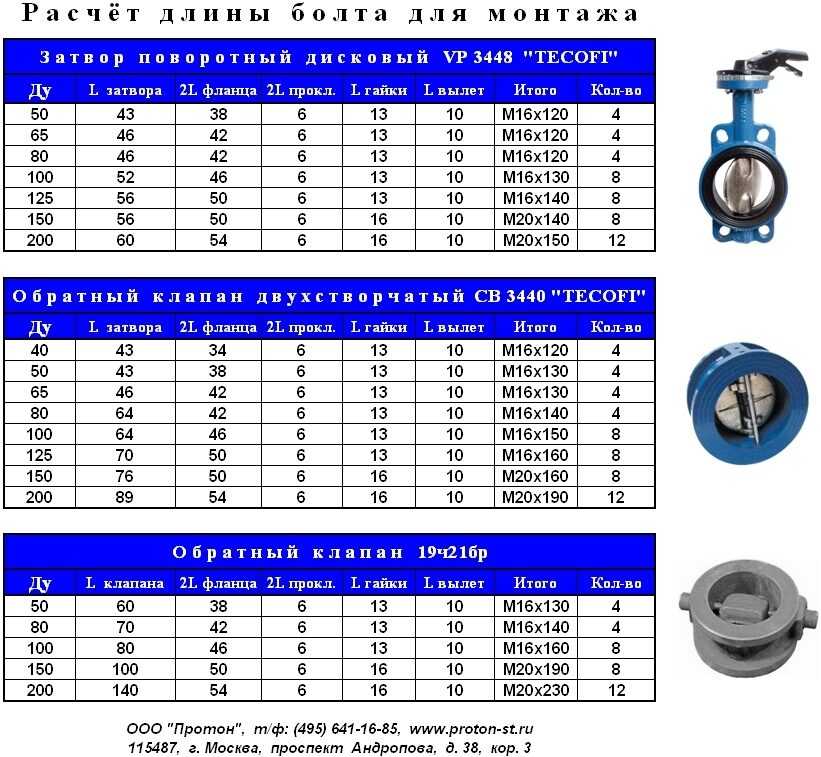




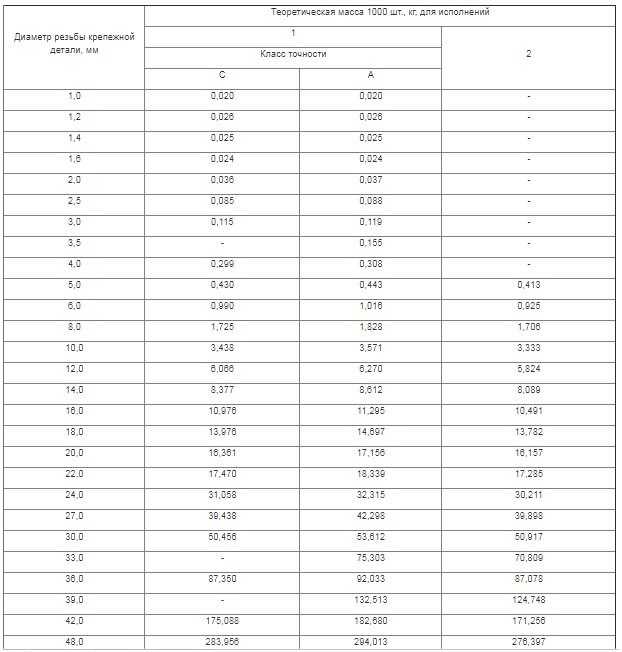
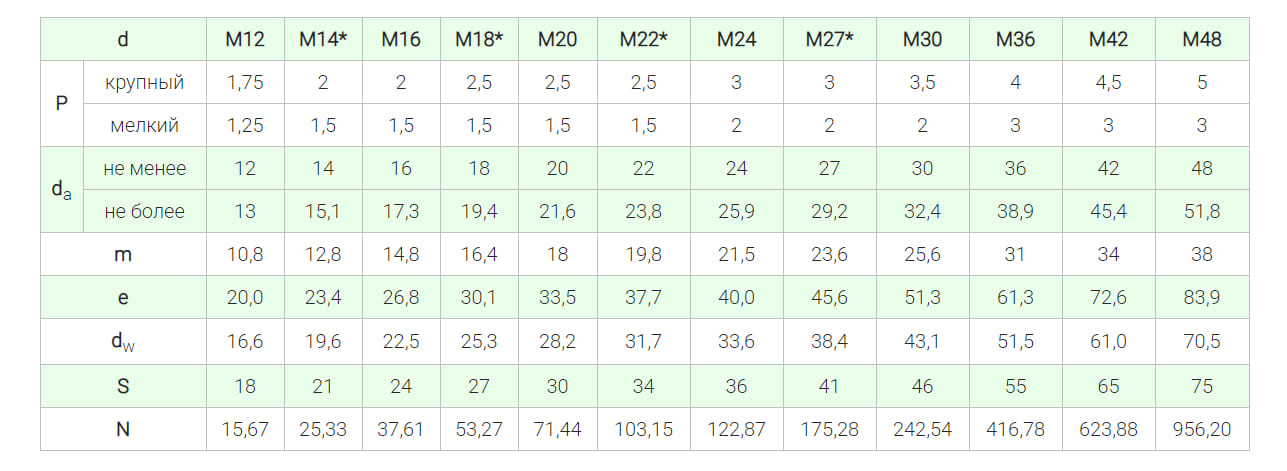

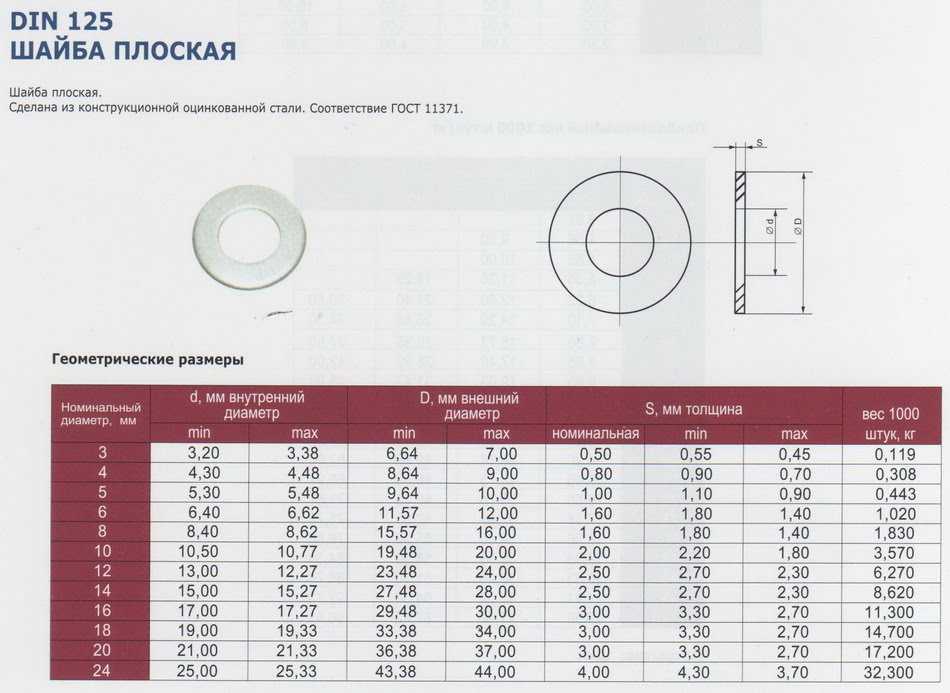 ru
ru Размеры и вес гайки
Размеры и вес гайки
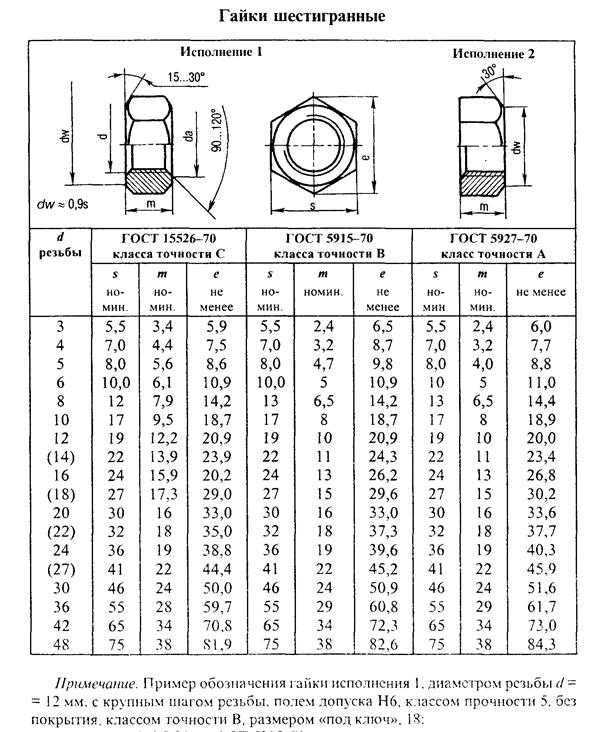
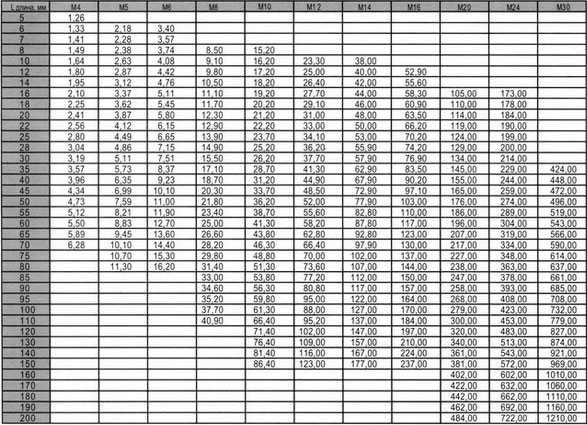
 12
12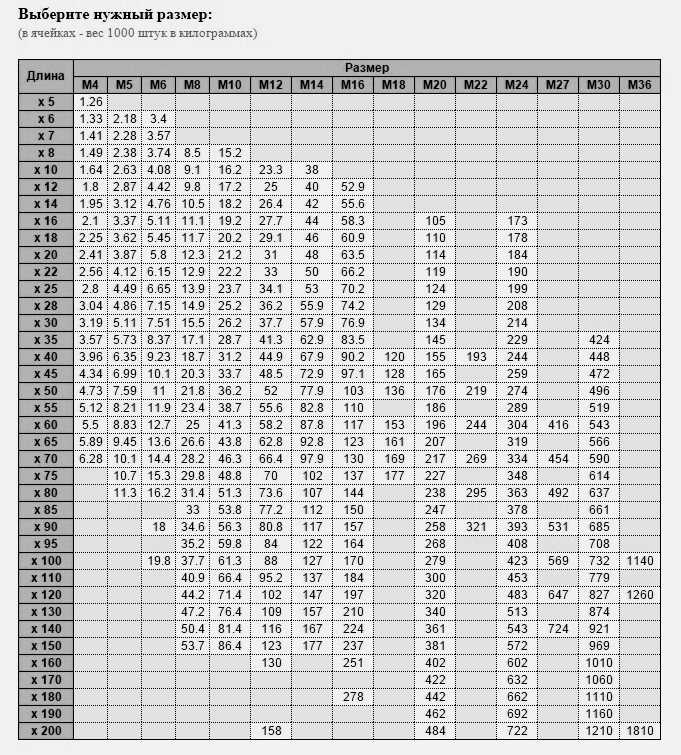 Шестигранные гайки часто используются в строительстве для закрытия или создания скрепленного соединения.
Шестигранные гайки часто используются в строительстве для закрытия или создания скрепленного соединения. столы. Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся в продаже размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, изготовленных из прутка, указанные в таблице максимальные (базовые) размеры ширины лыски под винты могут быть превышены, чтобы соответствовать коммерческим допускам на тянутый или катаный прутковый материал.
столы. Для шестигранных гаек, изготовленных из фрезерованного стержня, используемый номинальный размер стержня должен быть ближайшим из имеющихся в продаже размеров к указанной базовой ширине граней гайки. Для гаек из цветных металлов, изготовленных из прутка, указанные в таблице максимальные (базовые) размеры ширины лыски под винты могут быть превышены, чтобы соответствовать коммерческим допускам на тянутый или катаный прутковый материал.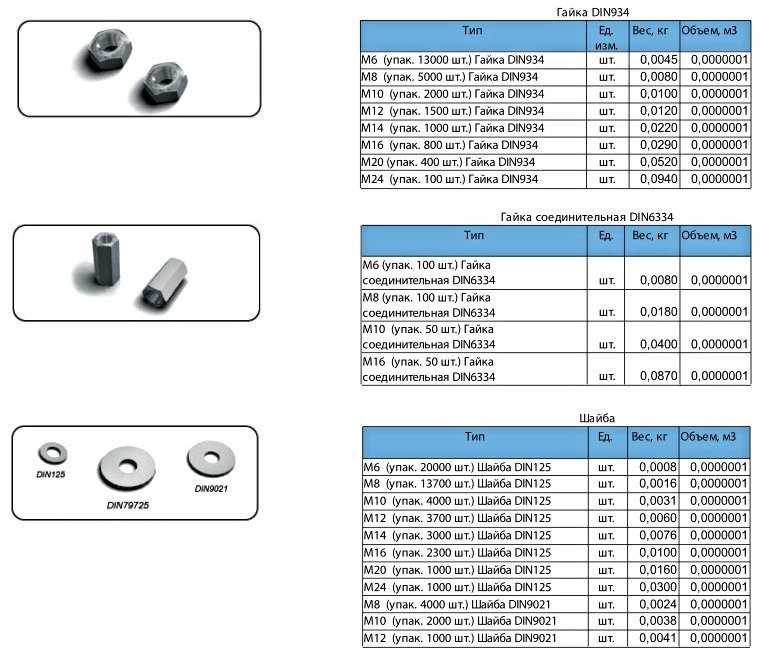
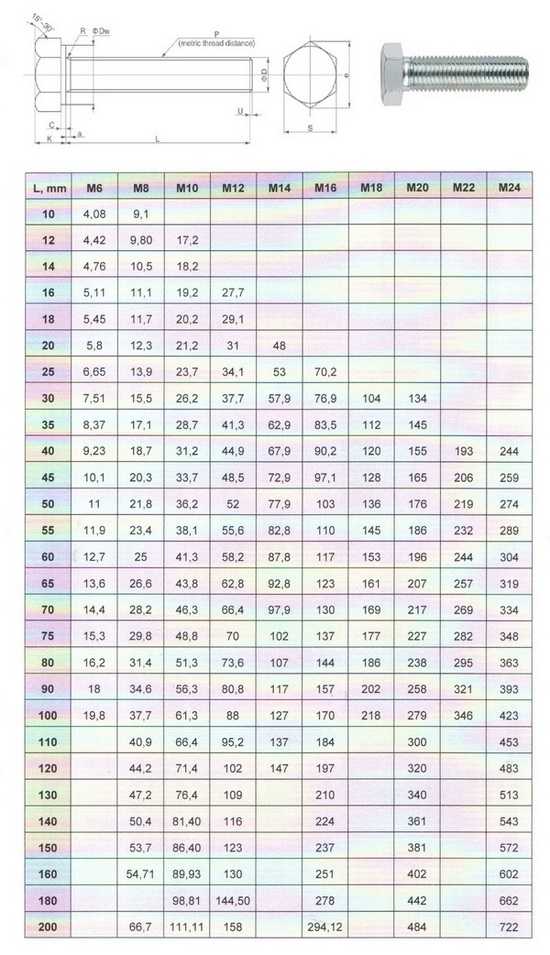 010
010 212
212 139
139 310
310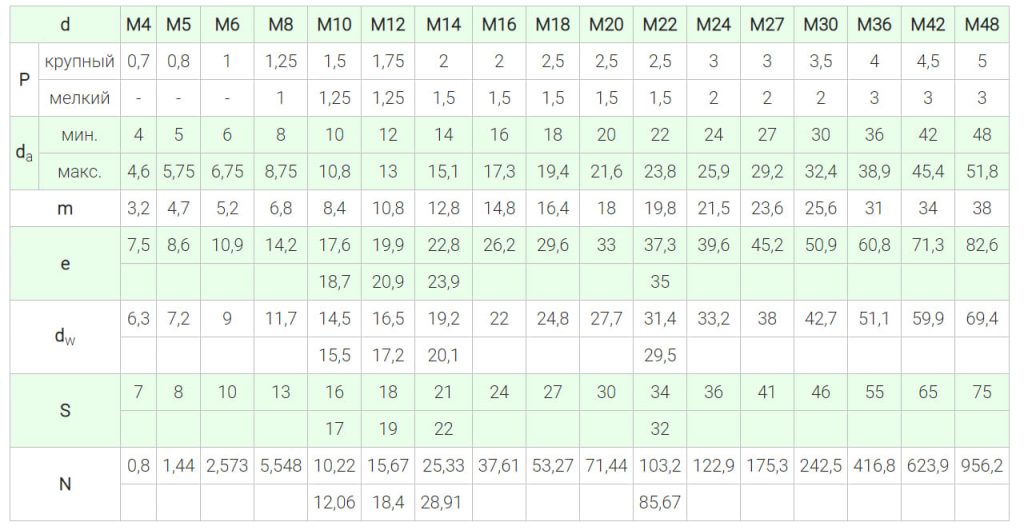 242
242 041
041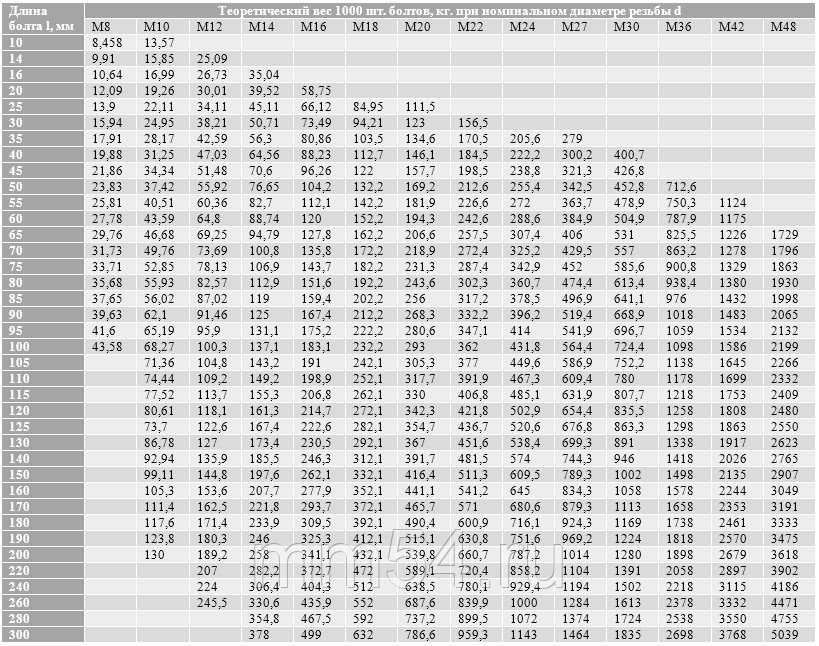 112
112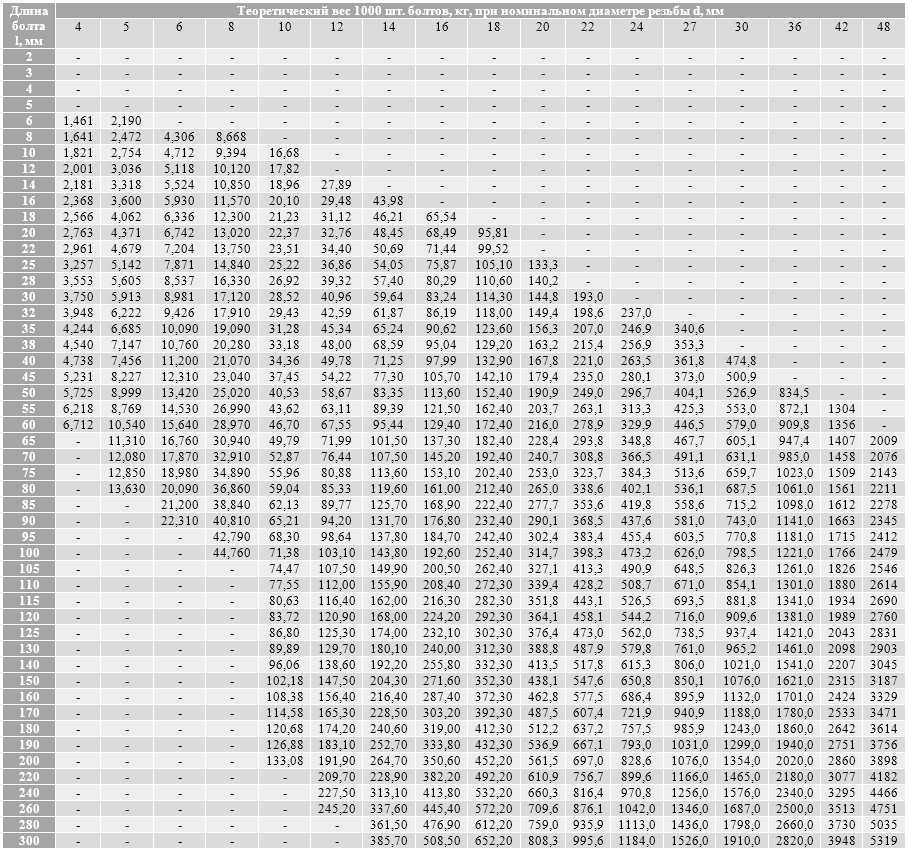 000
000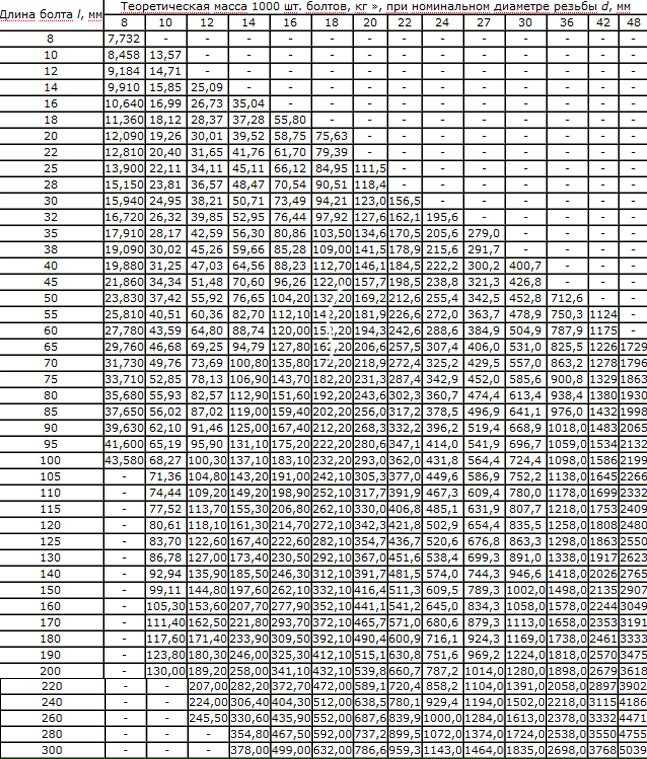 750
750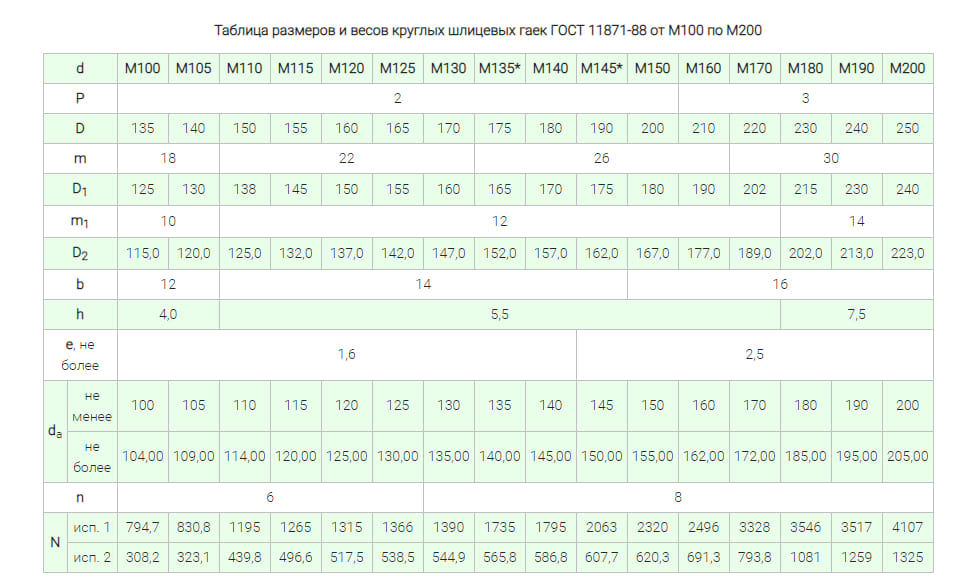 25
25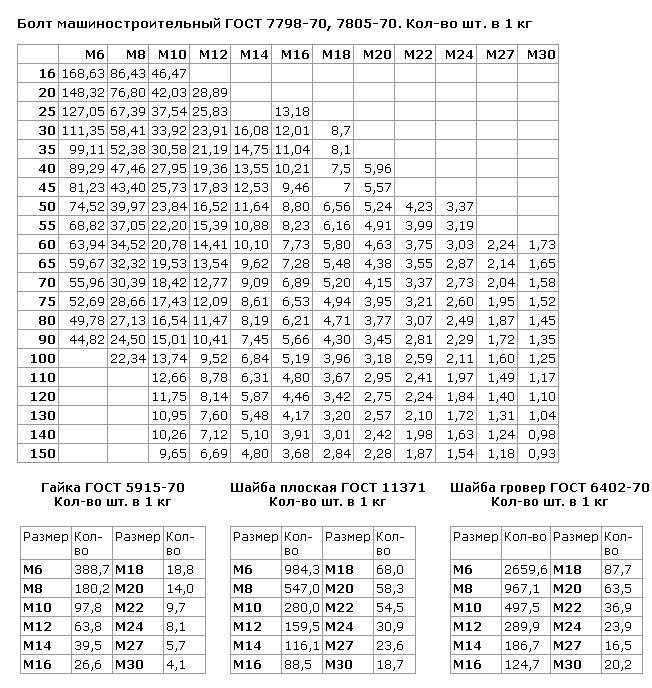 875
875 343
343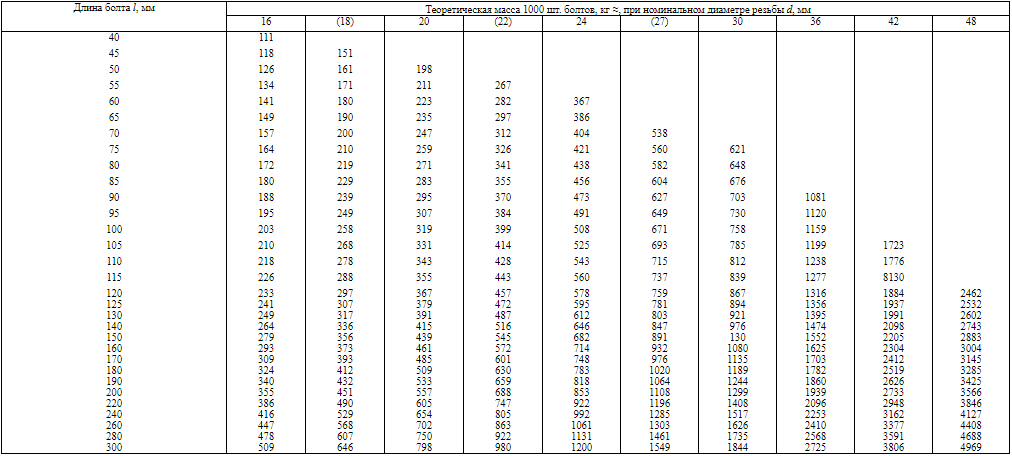 500
500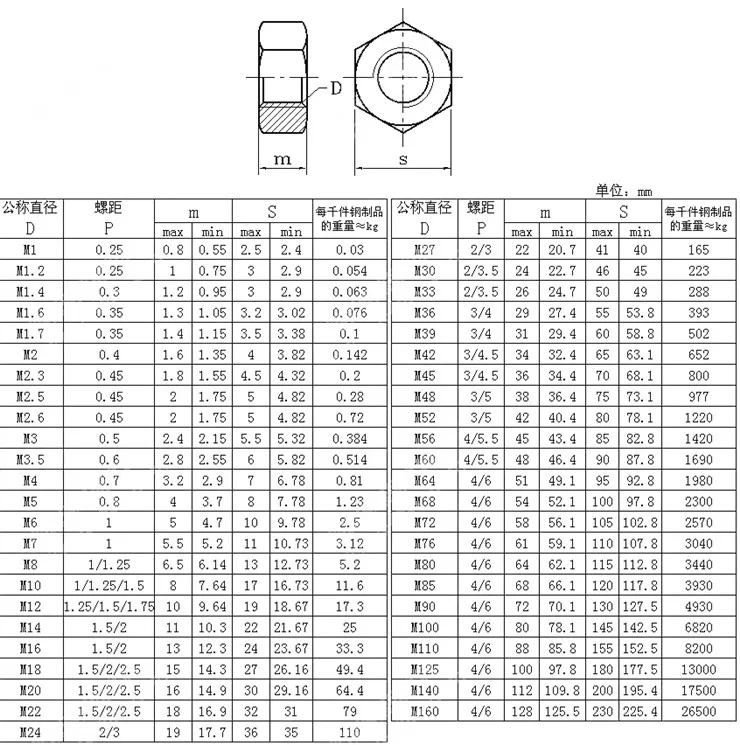 000
000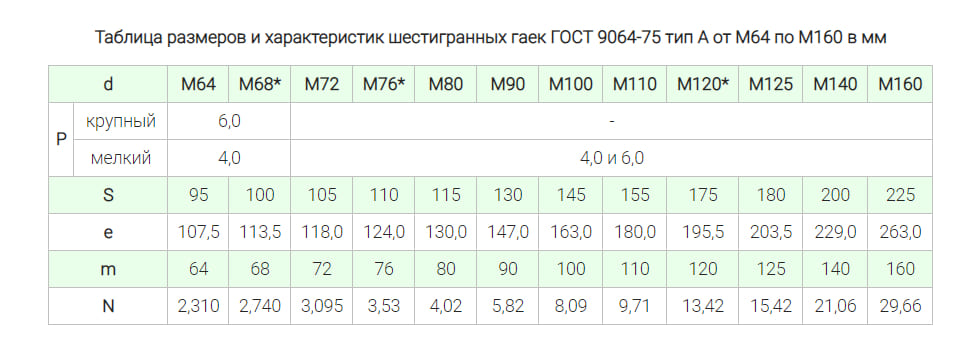 Жирным шрифтом выделены продукты, унифицированные по размерам с британскими и канадскими стандартами. Унификация гаек с мелкой резьбой ограничена размерами 1 дюйм и меньше.
Жирным шрифтом выделены продукты, унифицированные по размерам с британскими и канадскими стандартами. Унификация гаек с мелкой резьбой ограничена размерами 1 дюйм и меньше.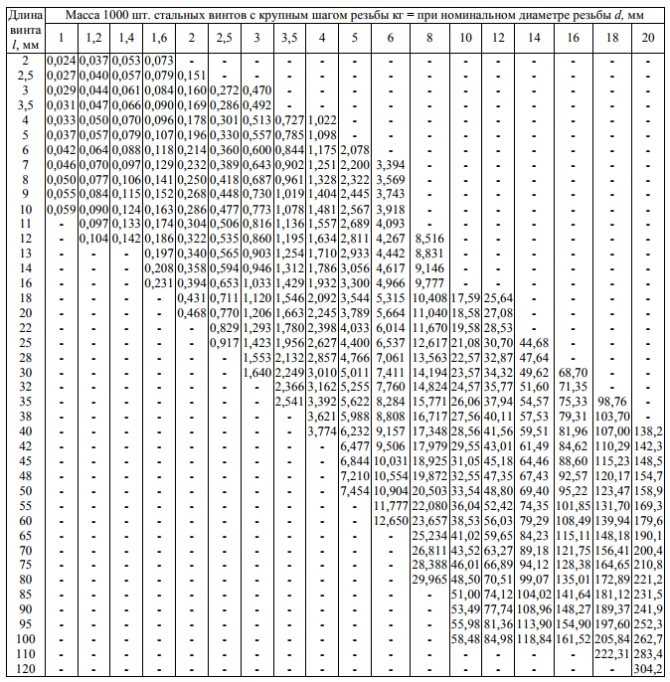 Резьба должна быть унифицированной крупной, мелкой или 8-серийной резьбы (UNC, UNF или 8-серийной UN), класс 28.
Резьба должна быть унифицированной крупной, мелкой или 8-серийной резьбы (UNC, UNF или 8-серийной UN), класс 28.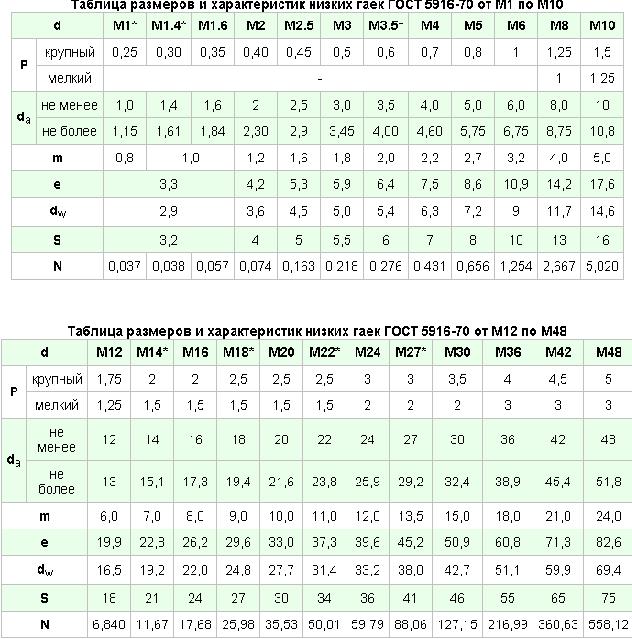 Для гаек, фрезерованных из стержня, см. заявление в разделе «Общие данные», относящееся к номинальному размеру стержня, который необходимо использовать.
Для гаек, фрезерованных из стержня, см. заявление в разделе «Общие данные», относящееся к номинальному размеру стержня, который необходимо использовать.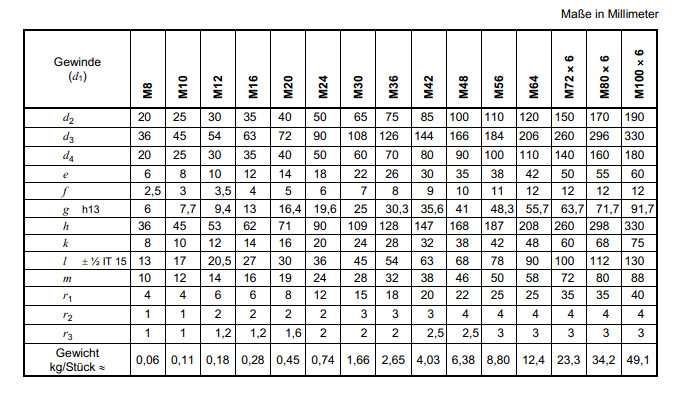
 97 грн
97 грн 4 мм (мини-тубус 3 шт) (для сварки алюминия)
4 мм (мини-тубус 3 шт) (для сварки алюминия) Киев
Киев ..0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.
..0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм.



 фото на вкладке).
фото на вкладке). Его длину не следует выбирать большей 2…2,5 м.
Его длину не следует выбирать большей 2…2,5 м.


 ..70 кв.см.
..70 кв.см.

 Также в коробке была бумажка с советами по типу аккумуляторов, подходящих для задачи, которые сводились к чему-то близкому к автомобильному аккумулятору. У меня была под рукой подходящая герметичная свинцово-кислотная батарея, а также несколько сомнительных элементов 18650 чрезвычайно легкой явно поддельной разновидности, поэтому, взяв короткий кусок никелевой полосы, я начал сваривать элемент и зачищать вместе.
Также в коробке была бумажка с советами по типу аккумуляторов, подходящих для задачи, которые сводились к чему-то близкому к автомобильному аккумулятору. У меня была под рукой подходящая герметичная свинцово-кислотная батарея, а также несколько сомнительных элементов 18650 чрезвычайно легкой явно поддельной разновидности, поэтому, взяв короткий кусок никелевой полосы, я начал сваривать элемент и зачищать вместе.
 Иногда вы выигрываете джекпот, но иногда устройство оказывается не бриллиантом в чистом виде. Однако обычно он, по крайней мере, выполняет свою работу, хотя и забавно плохо, поэтому этот случай, когда он не смог уничтожить еще до того, как мне удалось заставить его работать, особенно разочаровывает.
Иногда вы выигрываете джекпот, но иногда устройство оказывается не бриллиантом в чистом виде. Однако обычно он, по крайней мере, выполняет свою работу, хотя и забавно плохо, поэтому этот случай, когда он не смог уничтожить еще до того, как мне удалось заставить его работать, особенно разочаровывает. Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах.
Эти соединения, созданные контактной точечной сваркой, образуют «кнопку» или «сплавленный самородок». Точечная сварка сопротивлением обычно встречается на фланцах, расположенных в шахматном порядке в один ряд последовательных сварных швов. Производители транспортных средств используют контактную точечную сварку на заводе, потому что они могут производить высококачественные сварные швы при очень низких затратах. Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно отключается после образования сварного шва.
Сила сварочного наконечника деформирует металл и образует небольшую вмятину, когда металл нагревается. По мере накопления тепла в металле на границе раздела образуется небольшая лужица жидкого металла. Эта ванна обычно имеет тот же размер, что и поверхность сварочного наконечника. Когда температура сварки будет достигнута, таймер должен истечь. Зона сварки остывает очень быстро, потому что медные сварочные наконечники отводят тепло из зоны сварки. Тепло также уходит, когда оно течет в окружающий металл. Сварочные клещи TITE-SPOT следует держать сомкнутыми не менее одной секунды, чтобы охладить сварной шов. ПРЕДУПРЕЖДЕНИЕ: Следует соблюдать осторожность при работе с закрытым воздухом аппаратом, который мгновенно отключается после образования сварного шва. Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла.
Если прикладывать слишком мало давления, область соединения будет маленькой и слабой. Если приложено слишком большое давление, то в сварном шве может произойти растрескивание из-за закалочного эффекта сварочных наконечников. Кроме того, высокое давление может привести к истончению металла и стать причиной слабости. Глубина вмятин на поверхности листа, вызванных сварочными электродами, никогда не должна превышать 25 процентов толщины листового металла. Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
Следовательно, если сварочный ток подается только в течение части цикла, сварной шов может не образоваться до истечения времени таймера. Что обычно происходит, так это то, что техник увеличивает продолжительность работы таймера. Это может привести к перегреву сварочных инструментов и трансформатора! Двойной цикл в зоне сварки также используется, но он также вызывает перегрев.
 Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.
Выталкивание — это брызги расплавленного металла между слоями стали. Гальванизированное покрытие, используемое в современной автомобильной стали, усугубляет проблему выталкивания.) Итак, мы видим, что сварщики, которые этого не делают, управление сварочным током будет более сложным в использовании.

 Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.
Размер пуговицы определяют тем же способом, который описан для теста на отслаивание.

 Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.
Черный слой «Е» может быть оставлен на внутренней стороне новой детали внахлест, если цикл предварительного нагрева с низкой мощностью предшествует сварке. Из-за большого количества сварных швов и размера зоны теплового эффекта при сварке с двумя пистолетами после сварки необходимо применять хорошую защиту от ржавчины.

 D051)
D051) Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
 Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.

 Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.

 Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.




 Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
 Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
 Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
 Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
 Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
 Он используется для точного подъема и достижения места во время сварочных работ. Он имеет регулируемую функцию и ремни безопасности, которые помогут вам безопасно перемещать заготовку в нужном вам направлении.
Он используется для точного подъема и достижения места во время сварочных работ. Он имеет регулируемую функцию и ремни безопасности, которые помогут вам безопасно перемещать заготовку в нужном вам направлении. Более дешевые сварочные аппараты имеют более короткие рабочие циклы, в то время как более дорогие могут непрерывно работать до 100% рабочего цикла. Это предпочтительнее для сварщиков, работающих с более толстыми металлами.
Более дешевые сварочные аппараты имеют более короткие рабочие циклы, в то время как более дорогие могут непрерывно работать до 100% рабочего цикла. Это предпочтительнее для сварщиков, работающих с более толстыми металлами.
 Также рекомендуется использовать сварочную маску с автоматическим затемнением, чтобы предотвратить попадание в лицо летящих искр или мусора, а также для защиты глаз от ослепляющего света во время сварочных работ.
Также рекомендуется использовать сварочную маску с автоматическим затемнением, чтобы предотвратить попадание в лицо летящих искр или мусора, а также для защиты глаз от ослепляющего света во время сварочных работ.
 Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенных в таблице выше.
Существуют различные способы классификации типов, и некоторые из них могут отличаться от приведенных в таблице выше.
 5 кВт JSW150 бак 24 литра Польша
5 кВт JSW150 бак 24 литра Польша 37 кВт
37 кВт 8 — 5 735 грн
8 — 5 735 грн Харьков
Харьков 1 Поверхностные и погружные
1 Поверхностные и погружные
 К насосу подключается трубопровод, который опускается в источник — колодец, скважину и т.д. Этот вариант хорош тем, что его можно использовать в узких скважинах — диаметр трубы может быть от 32 мм, что даже для самой узкой скважины нормально. Но поднимать воду такие системы могут с глубины порядка 7-10 метров.
К насосу подключается трубопровод, который опускается в источник — колодец, скважину и т.д. Этот вариант хорош тем, что его можно использовать в узких скважинах — диаметр трубы может быть от 32 мм, что даже для самой узкой скважины нормально. Но поднимать воду такие системы могут с глубины порядка 7-10 метров.


 Полезная опция -защита от перегрева и от холостого хода (когда воды нет). Они продлевают срок жизни оборудования.
Полезная опция -защита от перегрева и от холостого хода (когда воды нет). Они продлевают срок жизни оборудования. Как — смотрите в видео ниже. Собранная самостоятельно насосная станция обходится, кстати, дешевле, чем купленная в сборе, а ремонтировать вам ее будет проще: вы сами все подключали.
Как — смотрите в видео ниже. Собранная самостоятельно насосная станция обходится, кстати, дешевле, чем купленная в сборе, а ремонтировать вам ее будет проще: вы сами все подключали. Самый дорогостоящий агрегат с корпусом из нержавейки стоит порядка 350$. Есть еще варианты со скважинным погружным насосом. Они могут поднимать воду с глубины до 30 метров, расход до 1100 литров в час. Такие установки стоят от 450-500$.
Самый дорогостоящий агрегат с корпусом из нержавейки стоит порядка 350$. Есть еще варианты со скважинным погружным насосом. Они могут поднимать воду с глубины до 30 метров, расход до 1100 литров в час. Такие установки стоят от 450-500$. Цены на эти установки — от 450$. Модификации со скважинными насосами еще более дорогие — от 1200 $.
Цены на эти установки — от 450$. Модификации со скважинными насосами еще более дорогие — от 1200 $.
 Мы идем дальше и предлагаем комплексное послепродажное обслуживание насосной станции для вашего спокойствия.
Мы идем дальше и предлагаем комплексное послепродажное обслуживание насосной станции для вашего спокойствия. Наш ассортимент включает:
Наш ассортимент включает: Насосная станция включает в себя сборную камеру для хранения жидкости, и с помощью встроенных насосов жидкость поднимается под давлением в отдельное место приема (канализационная сеть/система очистки), после чего вступают в действие самотечные потоки.
Насосная станция включает в себя сборную камеру для хранения жидкости, и с помощью встроенных насосов жидкость поднимается под давлением в отдельное место приема (канализационная сеть/система очистки), после чего вступают в действие самотечные потоки.
 Как правило, они намного больше по конструкции, чем комплектная насосная станция, и обслуживают гораздо более крупную застройку, поэтому они становятся частью канализационной сети, которая принята властями для всего объекта. Приемные насосные станции должны соответствовать канализационным нормам последней редакции.
Как правило, они намного больше по конструкции, чем комплектная насосная станция, и обслуживают гораздо более крупную застройку, поэтому они становятся частью канализационной сети, которая принята властями для всего объекта. Приемные насосные станции должны соответствовать канализационным нормам последней редакции.



 Тем не менее, они по-прежнему доступны по очень доступной цене, начиная всего с 599,99 фунтов стерлингов.
Тем не менее, они по-прежнему доступны по очень доступной цене, начиная всего с 599,99 фунтов стерлингов.


 сталь
сталь пр. 10,9
пр. 10,9 DIN 7337
DIN 7337 пр. 5.8 полнорезьбовая оцинк.
пр. 5.8 полнорезьбовая оцинк.
 1 ГОСТ24379.1-2012
1 ГОСТ24379.1-2012 ГОСТ 3282-74
ГОСТ 3282-74

 Для удобства начинающих, используя гипсокартон дюбель-анкер s, обычная гипсокартонная плита представляет собой гипсокартон с гипсокартонными дюбелями, которые полезны для гипсокартона, гипсокартона и других типов гипсокартона.
Для удобства начинающих, используя гипсокартон дюбель-анкер s, обычная гипсокартонная плита представляет собой гипсокартон с гипсокартонными дюбелями, которые полезны для гипсокартона, гипсокартона и других типов гипсокартона. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом. США
США Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом. Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.
Все наши гладкие дюбели вырезаются на прецизионных пилах. Доступен в исполнении из нержавеющей стали F1554 A36 или SAE 304. Если вы предпочитаете скошенные концы, выберите опцию под классом.