Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A ON
Доставка по Украине
1 982.20 грн
991.10 грн
Купить
ONO
Насадка инструмент на шуруповерт дрель для скрутки и зачистки проводов ON
Доставка по Украине
641.30 грн
320.65 грн
Купить
ONO
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм ON
Доставка по Украине
501.38 грн
250.69 грн
Купить
ONO
Набор из 3 щеток-насадок на шуруповерт дрель для чистки автомобиля ON
Доставка по Украине
687.94 грн
343.97 грн
Купить
ONO
Набор из 6 насадок на дрель 12.5см для полировки авто и шлифовальный диск ON
Доставка по Украине
1 037.74 грн
518.87 грн
Купить
ONO
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A DS
Доставка по Украине
2 010.18 грн
1 005.09 грн
Купить
Deals
Насадка инструмент на шуруповерт дрель для скрутки и зачистки проводов DS
Доставка по Украине
669. 28 грн
334.64 грн
Купить
Deals
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм DS
Доставка по Украине
529.36 грн
264.68 грн
Купить
Deals
Набор из 3 щеток-насадок на шуруповерт дрель для чистки автомобиля DS
Доставка по Украине
715.92 грн
357.96 грн
Купить
Deals
Набор из 6 насадок на дрель 12.5см для полировки авто и шлифовальный диск DS
Доставка по Украине
1 065.72 грн
532.86 грн
Купить
Deals
Подставка круглая для фрез и боров на 48 насадок (Біла)
На складе
Доставка по Украине
90 грн
Купить
GOdent100
Подставка круглая для фрез и боров на 48 насадок (Рожевий)
На складе
Доставка по Украине
90 грн
Купить
GOdent100
Подставка круглая для фрез и боров на 48 насадок (Жовтий)
На складе
Доставка по Украине
90 грн
Купить
GOdent100
Подставка круглая для фрез и боров на 48 насадок (Помаранча)
На складе
Доставка по Украине
90 грн
Купить
GOdent100
Конус насадка на перфоратор, Насадка дровокол на перфоратор и на дрель винтовой колун
На складе
Доставка по Украине
399 грн
Купить
Master SEM
Смотрите также
Фреза грязевая насадка на мойку высокогодавления Vitals 100Bar
На складе
Доставка по Украине
235 грн
Купить
🛠KWAT🛠
Набор из 15 насадок на дрель 5см для полировки авто и шлифовальный диск с резьбовым хвостовиком
На складе в г. Ровно
Доставка по Украине
225 грн
Купить
Магазин «Freedelivery»
Насадка ножницы на дрель шуруповерт для резки металла Сверчок YT-160A CT
Доставка по Украине
2 003.19 грн
1 001.59 грн
Купить
Интернет-магазин Carty
Насадка инструмент на шуруповерт дрель для скрутки и зачистки проводов CT
Доставка по Украине
662.29 грн
331.14 грн
Купить
Интернет-магазин Carty
Насадка точилка на шуруповерт дрель для заточки сверл 2 12.5мм CT
Доставка по Украине
522.37 грн
261.18 грн
Купить
Интернет-магазин Carty
Набор из 3 щеток-насадок на шуруповерт дрель для чистки автомобиля CT
Доставка по Украине
708.93 грн
354.46 грн
Купить
Интернет-магазин Carty
Набор из 6 насадок на дрель 12.5см для полировки авто и шлифовальный диск CT
Доставка по Украине
1 058.73 грн
529.36 грн
Купить
Интернет-магазин Carty
Насадка сверчок (ножницы) по металлу на шуруповерт-дрель
На складе
Доставка по Украине
690 грн
Купить
Ножи, заточка ножей
Насадка-насос на дрель для перекачки жидкости 7719
На складе в г. Киев
Доставка по Украине
по 330 грн
от 4 продавцов
375 грн
330 грн
Купить
MegaHertz — Интернет магазин электроники
Высечные ножницы по металлу, насадка на дрель (сверчок)
На складе
Доставка по Украине
690 грн
649 грн
Купить
Конус насадка на перфоратор, Насадка дровокол на перфоратор и на дрель винтовой колун
На складе в г. Запорожье
Доставка по Украине
399 грн
Купить
Master SEM
Насадки для полировки авто на дрель 12,5см + шлифовальный диск (6 штук)
На складе в г. Днепр
Доставка по Украине
400 грн
329 грн
Купить
LisaSHOP
Фреза керамическая для маникюра и педикюра
На складе
Доставка по Украине
149 грн
119 грн
Купить
Ameli-beauty
Щетки, насадки на шуруповерт, дрель для химчистки салона (Жесткие)
На складе в г. Днепр
Доставка по Украине
по 369 грн
от 2 продавцов
419 грн
369 грн
Купить
Интернет-магазин PARNAS
фреза, шарошка и коронки для резки и шлифовки металла. Как правильно выбрать набор и сверлить им металл
Виды инструмента и особенности его конструкции
Шарошки производятся в различном конструктивном исполнении, а для их изготовления, как уже говорилось выше, могут использоваться разные материалы.
По строению борфрезы могут быть:
одноконусной конструкции;
двухконусными;
трехконусными.
Разнообразными могут быть и формы головки такого инструмента. Так, встречаются шарошки с головкой конусной, цилиндрической, шаровидной, овальной или полуовальной формы. Выбор того или иного типа инструмента зависит как от характера технологических задач, так и от геометрических параметров изделия, которое предстоит обрабатывать.
Формы рабочих головок шарошек
Различаются шарошки и по материалу изготовления. В зависимости от данного параметра это могут быть:
инструменты, изготовленные из углеродистой стали;
алмазные шарошки, на рабочую часть которых нанесено напыление алмазной крошки;
абразивные шарошки, которые также могут выполняться с напылением на рабочую часть или полностью изготавливаться из абразивного материала;
твердосплавные шарошки, на металлический хвостовик которых напаяна рабочая головка из твердого сплава.
Борфрезы из углеродистой стали
Шарошки, для изготовления которых применяется углеродистая сталь, чаще всех остальных используются для работы в комплекте с электрической дрелью или шуруповертом. Это могут быть как шарошки по дереву для дрели, так и инструмент, предназначенный для обработки металлических изделий. Одним из главных достоинств такой борфрезы является ее невысокая цена.
Зубья шарошек из углеродистой стали сильно изнашиваются при работе с твердыми металлами
Используя этот металлический инструмент, даже в бытовых условиях можно выполнять обработку углублений сложной конфигурации, устранять на изделиях острые края, создавать ровные и аккуратные отверстия и увеличивать диаметр уже имеющихся.
Шарошки с алмазным напылением
Шарошки алмазные, которые также могут использоваться в комплекте с ручным электроинструментом, – это уже профессиональный инструмент. С его помощью можно выполнять тонкую шлифовку и расточку отверстий. Такие инструменты демонстрируют свою эффективность не только при обработке хрупких материалов, таких как стекло или керамика, но и при выполнении работ с высокопрочными материалами, где металлические шарошки просто бессильны.
Профессиональные насадки с алмазным напылением
Алмазная шарошка – это именно тот инструмент, которым оснащаются гравировальные установки, позволяющие обрабатывать мельчайшие детали, наносить на поверхность изделий различные узоры и надписи. Обработанная при помощи алмазной шарошки поверхность отличается минимальной степенью шероховатости.
Абразивные шарошки
С точки зрения применения шарошка абразивная, изготовленная методом напыления, мало чем отличается от инструмента алмазного типа. За счет высокой твердости своей рабочей части шарошка абразивная может успешно применяться для обработки таких материалов, как металл, пластик, керамика и стекло, бетон, искусственный и натуральный камень, кирпич и др. Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Корундовые шарошки
Рабочая часть, которой оснащена шарошка абразивная, изготавливается методом напыления или целиком выполняется из абразивного материала, в качестве которого чаще всего используют электрокорунд. Шарошечное долото из абразива отличается низкой стоимостью, но и служит значительно меньше, чем даже металлический инструмент.
Шарошки с головкой из твердого сплава
Шарошки, рабочая часть которых выполнена из твердого сплава, используются преимущественно в производственных условиях. Твердосплавные шарошки, которыми оснащаются мощные и высокооборотистые электроинструменты, применяются для обработки материалов, отличающихся высокой твердостью, – чугуна, жаропрочной и нержавеющей стали, титановых сплавов и др.
Шарошки по металлу с твердосплавной головкой
Шарошки именно данного типа являются оптимальным выбором в тех случаях, когда необходимо качественно обработать сварные швы. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.
Выбор инструмента
Высокая эффективность инструментов данного типа обуславливается рядом специфических параметров. Среди показателей характеристик наиболее важными являются:
характер выполняемой операции;
характеристики обрабатываемого материала;
геометрические размеры детали;
форма головки;
тип режущих насечек;
свойства электроинструмента.
При выборе приспособления также рекомендуется учитывать мощность и количество оборотов оснащаемого оборудования. Технические характеристики изделия должны соответствовать метрическим показателям инструмента.
Металлический наждак с тонкой, универсальной, сверхтонкой насечкой и для работы с мягкими металлами может иметь головку специфической формы. Эффективность устройства зависит от формы и расположения режущей части, инструмент может иметь:
редкие зубья для обработки сплава алюминия и меди;
зубья стандартных размеров для обработки кромок и удаления заусениц;
разнонаправленные зубья для работы с металлами твердой марки.
Для обработки продукции из цветных металлов специалисты рекомендуют использовать корундовый наждак с укрепленной заточкой. Удалить заусеницы поможет алмазная или абразивная шарошка, а также инструмент с основной частью двойной заточки. При шлифовке поверхностей изделий применятся конусная борфреза с ультратонкой нарезкой.
Особенности при работе с дрелью
При работе с оснасткой для шлифования металлических поверхностей, может быть два варианта расположения инструмента относительно обрабатываемой заготовки:
Удерживание дрели в руках. Наиболее популярный и удобный способ обработки. Мастер работает только инструментом, а заготовка остаётся неподвижной. Однако при ручном управлении дрелью нужно учитывать угол расположения оснастки относительно детали. Если он выбран неправильно, на поверхности останутся выемки, неровности, бугры.
Неподвижный инструмент. Такой вид обработки похож на работу со станком. Увеличивается качество, точность шлифования. Однако при этом неудобно передвигать заготовку, сложно добираться до труднодоступных мест.
Прежде чем начинать работу с оснасткой нужно проверить целостность абразивного покрытия, насколько хорошо она зажата в патроне. Нельзя забывать про длительность процесса шлифования. Некоторые поверхности можно обрабатывать десятками часов
Важно давать инструменту отдыхать через каждые 10 минут активной работы. Так сокращается риск появления брака, выхода из строя подвижных элементов дрели
Для создания текстуры на поверхности заготовки, необходимо обработать её насадкой с металлическими ворсинками, покрыть сверху лаком.
Насадки для шлифовки металлических поверхностей используются во время работы с разными материалами. Вид оснастки выбирается зависимо от вида обрабатываемой поверхности, формы заготовки, требуемой степени шлифовки. Учитывая мощность дрели, скорость оборотов, можно избежать поломки оборудования и порчи материала.
Особенности материала
Металлочерепица представляет собой профилированные листы оцинкованной стали, на которые наносится полимерное покрытие, защищающее материал от ржавчины и механических повреждений. Полимеры, используемые для производства кровельного покрытия (пурал, пластизол, полиэстер), обладают достаточно низкой температурой плавления, поэтому использовать абразивный инструмент для резки металлочерепицы не рекомендуется. Использование таких приборов вызывает следующие последствия:
При работе шлифовального диска на большой скорости полимерное покрытие по краям среза расплавляется, в результате чего на поверхности металлочерепица образуются «проплешины» незащищенного металла.
При резке металлочерепицы абразивным инструментом на больших оборотах края среза нагреваются до значительной температуры, из-за чего изменяются в худшую сторону свойства стали, расплавляется цинковый слой.
Через 1-2 года эксплуатации места, где полимерный и цинковый слой повредились из-за использования абразивного инструмента для резки, становятся очагами коррозии, необратимо разрушающими структуру материала.
Структура листа металлочерепицы
Для работы по дереву
Обработка деревянных заготовок не вызывает таких трудностей, как работа с металлом. С помощью фрез для дрели по дереву можно осуществлять и черновую, и чистовую обработку заготовок. Для ручного инструмента применяются фрезы, у которых хвостовик имеет диаметр 8 или 12 мм. При обработке различных материалов из древесины используются разные виды фрез. Виды фрез по дереву:
Калёвочные. Применяются для скругления углов.
Дисковые. Служат для вырезания различных пазов и канавок.
Галтельные — для создания полукруглых канавок.
V-образные. Используются для вырезания пазов на плоских поверхностях.
Шиповые — для выполнения пазов типа ласточкин хвост.
Кромочные — для обработки краёв изделий.
Цилиндрические — для обработки плоских поверхностей.
Торцевые — для производства углублений и выемок.
Конусные — снимают фаски с кромок.
Свёрла, предназначенные для выполнения отверстий в дереве.
Для выполнения различных технологических операций подбирается необходимый вид инструмента. При работе с режущим инструментом нужно соблюдать правила техники безопасности. В процессе обработки отлетают кусочки обрабатываемого материала, возможны и поломки режущего инструмента. В целях безопасности надо одевать защитные очки и перчатки.
Разновидности шлифовальных приспособлений
Насадки на дрель для шлифовки можно разделить на 6 основных групп. Любая оснастка представляет собой предмет, состоящий из двух частей:
Хвостовик — цилиндрическая часть насадки, которая не имеет неровностей или абразивного материала. Предназначен для закрепления в патроне электроинструмента.
Рабочая головка. Представляет собой часть оснастки, на которую наносится слой абразивного материала. Благодаря ему происходит обработка поверхностей.
Зависимо от различных видов насадок, изменяется форма рабочей части, вид абразивного материала, размер.
Разновидности шлифовальный насадок
Тарелочная насадка
Представляет сбой плоскую круглую пластину, которая состоит из основания и абразивной накладки. Может быть двух видов:
пластиковой;
резиновой.
На основание закрепляется наждачная бумага разной зернистости. Крупные частицы нужны для грубой обработки. С помощью наждачной бумаги с мелким абразивным материалом проводят финишные работы.
Специальные чаши
Насадки для шлифования, которые выглядят как перевёрнутые чаши. Основание изготавливается из металла или пластика. На нём закрепляются металлические ворсинки, с помощью которых происходит обработка поверхности. С помощью такой оснастки изготавливают текстуру, выглядящую как дерево. Сверху она зачищается полировальным кругом, покрывается защитным слоем (морилкой, лаком).
Дисковые насадки
Оснастку этого типа можно сравнить со специальными чашами. Диски представляют собой изделия, состоящие из пластикового основания, на котором закрепляется металлический ворс. Однако в отличие от чаш, направление ворсинок идёт от центра к краям диска. Диски с металлическим ворсом используют для зачистки труднодоступных мест. Для этого нужно иметь практические навыки, чтобы суметь эффективно использовать диск с металлическим ворсом.
Цилиндрические насадки
Второе название такой оснастки — барабаны. Они представляют собой цилиндрическое основание, на торце которого закрепляется лента с абразивным материалом. Основание изготавливается из прочной резины. В его центральную часть вкручивается болт с противоположной от хвостовика стороны. Он нужен для замены абразива. Смена абразива:
Выкрутить болт.
Снять старую абразивную ленту.
Надеть новый новую полосу наждачной бумаги, склеенной цилиндром.
Затянуть регулировочный болт.
С помощью цилиндрической оснастки обрабатываются отверстия разного диаметра, ошкуриваются металлические поверхности.
Насадки мягкие
Когда нужно провести финишную обработку защитного покрытия, применяется мягкая оснастка. К ней относятся мягкая кожа, войлок, поролон. Закрепляется мягкий материал с помощью шайбы. Они не царапают обрабатываемую поверхность, снимают слой неровностей, мусор, пыль.
Торцевой круг
Представляют собой абразивные камни разной формы. Они используются во время обработки различных материалов. Больше подходят для финишной зачистки. Крупными абразивами обрабатываются торцы и грани заготовок. Мелкими проводится обработка труднодоступных мест, ювелирных украшений. Полировальный круг из мелкого абразивного материала позволяет выполнять мягкую обработку металла, дерева, камня, пластика.
Требования к дрели
Под фрезерованием понимается обработка предмета фрезой, она стоит в корпусе двигателя. Мастер управляет рабочими процессами, он регулирует скорость оборотов и глубину проникновения в заготовку. При работе на фрезерном станке двигается обрабатываемая часть.
Электродрель с насадками
Когда используют дрель, перемещают само устройство, которое должно подходить для фрезеровки. От этих операций требуется большая точность, где основное усилие приходится на привод.
Если в мастерской планируется выполнять небольшие фрезерные работы, которые не обещают серьезных нагрузок, подойдет обычный электроприбор.
Принцип работы такого инструмента основан на скорости движения вала, а обеспечивает её двигатель. От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.
Элементы оснастки
Это элементы оснастки, им предстоит выполнять конкретные действия с материалом:
углубленную выборку;
контурную выемку;
вырезку пазов или уступов.
Режущий элемент устанавливают с учетом:
мощности силового агрегата;
способов управления;
марки дрели;
центра тяжести.
Только на большой скорости можно чисто обработать предмет. На специальном станке достигают в среднем 25000 об/мин. У самой высоко оборотистой дрели такой показатель равен 4500 единиц. Ни на одной модели нельзя добиться такого же качества как на производственном фрезере, но она не всегда нужна в домашней мастерской и даже на строительной площадке. От ручного электрического инструмента, который передает вращательные движения оснастке требуется соблюдение условий:
вращение вала с минимальной скоростью 1500 об/мин. , желательно чтобы обороты регулировались;
мощность механики с запасом прочности, так как фрезерование происходит с большими боковыми нагрузками;
установку патрона, который обеспечит надежный захват хвостовика.
Если фрезеровать дрелью в не том положении, неправильно направить силы сопротивления:
изменится вектор нагрузки, который выведет редуктор из рабочего состояния при дополнительном давлении на материал;
двигателю понадобится частое отключение, чтобы избежать перегрев;
якорь деформируется;
патрон не выдержит влияния чрезмерных усилий.
Чтобы вырезать в заготовках профильные выемки с разными углублениями, выборкой или желобами, нужно подобрать не только дрель, но и режущую часть в соответствии с конфигурацией и шириной.
Конструктивные особенности
Как было сказано выше практически у каждого вида устройств для фрезеровки имеются отличительные особенности в конструкции. Особенно это относится к концевым разновидностям. Но вместе с тем встречаются изделия с разной формой зубцов.
Важный элемент — зубья
остроконечные зубья фрезы имеют серьёзный недостаток
Совсем по-другому ведут себя затылкованные зубчики. Они не боятся частых заточек или усиленной работы с металлом. Поэтому они более надёжны и долговечны. Для дрелей, да и вообще для станков — это идеальный вариант.
Фреза — единое целое?
Помимо различий в форме, фрезы также подразделяются на цельные и сборные модели. Первый вариант производится из одной заготовки. Чтобы избежать излишних трат дорогостоящего материала, из одного бруска делается множество маленьких фрез. Поэтому такой подход значительно снижает стоимость изделия.
Также встречаются сборные модели. Как понятно из названия, фреза изготавливается по отдельности, а затем все компоненты соединяются друг с другом. Чаще всего корпус изготавливается из дешёвых видов стали, в то время как зубья производятся из твёрдых материалов (чаще всего — это сплавы). Конечно, возрастает стоимость конструкции, но благодаря такому устройству, можно без труда заменить один компонент на другой.
Особенности работы с дрелью
При использовании дрели вместо фрезера надо учитывать особенности работы с этим инструментом
Важно помнить:
Число оборотов дрели меньше, чем у фрезера, поэтому резка будет идти медленнее.
Мотор электродрели перегревается при длительной работе. Требуется делать перерывы для охлаждения инструмента.
Подшипники вала редуктора рассчитаны на продольные нагрузки и могут выйти из строя при поперечном фрезеровании. Нельзя прикладывать большие усилия в поперечном направлении. Это увеличивает продолжительность обработки.
Патрон электродрели может не выдержать боковых нагрузок, что приводит к порче детали.
В чем разница между концевой фрезой и сверлом?
Вы когда-нибудь замечали, что форма концевых фрез похожа на сверла? А вы знаете их отличие? И концевая фреза, и сверло являются режущими инструментами с ЧПУ, хотя они сильно различаются по конструкции, использованию и цене. Вот статья об их деталях для справки.
Определение концевых фрез и сверл.
Во-первых, что такое концевая фреза?
Как вы знаете, концевая фреза из твердого сплава является наиболее часто используемой фрезой на станках с ЧПУ. Их можно резать одновременно или по отдельности, что в основном используется для плоского фрезерования, фрезерования канавок, фрезерования ступеней и профильного фрезерования.
Кроме того, диаметр обычной фрезы составляет 1~25 мм, если меньше 1 мм, ее часто называют микроконцевой фрезой. Большинство из них будут использовать «оправку + режущий диск», дисковое фрезерование и другие методы фрезерования.
Во-вторых, он имеет 1 режущую кромку, 2 режущие кромки, 3 режущие кромки и 4 режущие кромки. Некоторая отделка требует 6 флейт.
Кроме того, в зависимости от формы, на ваш выбор имеются концевые фрезы с плоским дном, концевые фрезы со сферическим концом, концевые фрезы с угловым радиусом, формовочные фрезы, фрезы для снятия фаски, Т-образные фрезы и концевые фрезы для черновой обработки.
Самое главное, что для карбидных фрезетов их использование ниже:
Типы
Методы обработки
Работа
12412412412412412412412412 Mill-Mill-Mill-Fill-AN
12412412412412412412412 Mill.
канавка, горизонтальная плоскость или контур небольшой площади.
Сферический наконечник
получистовое и чистовое фрезерование
криволинейные поверхности, небольшие фаски на крутых поверхностях/прямых стенках.
Радиус угла
черновое фрезерование
меньше узких и углубленных участков и больше относительно плоских участков.
Плоский конец со снятием фаски
черновое или чистовое фрезерование
небольшие фаски на плоской поверхности (относительно крутой поверхности).
Далее, что такое сверло?
Для концевых фрез из карбида вольфрама это вид оборудования, используемого в буровой технике. И его основная функция — сверление сквозных и глухих отверстий, соответственно относящихся к исходным отверстиям для повторной обработки и исходным отверстиям без отверстий для сверления. Общий размер обработки составляет 2 ~ 40 мм. Большинство из них — это спиральное сверло, плоское сверло, центрирующее сверло, сверло для глубоких отверстий и сверло для втулки. Хотя развертки и зенкеры не могут просверливать отверстия в твердых материалах, они традиционно классифицируются как сверла.
Напротив, для сверл из цементированного карбида, он имеет четыре основных типа: цельные твердосплавные сверла, сверла из цементированного карбида со сменными пластинами, сварные сверла из цементированного карбида и сменные корончатые сверла из цементированного карбида. И каждое сверло имеет свои преимущества и особые условия обработки.
Что касается сверл, их применение следующее:
Подходит для сверления более сложных материалов и может выбирать более высокую скорость резания.
Высокопроизводительные твердосплавные пластины специально для сверл эффективно снижают выкрашивание и обеспечивают хорошую износостойкость.
Многослойная геометрическая режущая кромка для улучшения водоотвода и поддержания низкого сопротивления резанию.
В дополнение к обычно используемым прямоугольным хвостовикам доступны различные типы хвостовиков, которые подходят для различных типов буровых установок и машин.
Отличие концевых фрез от сверл.
Здесь вы можете задаться вопросом, в чем разница между концевой фрезой и сверлом? Можно ли использовать концевую фрезу в качестве сверла? В чем разница между развертками и концевыми фрезами?
Ниже приведены советы для справки.
Во-первых, разные требования к обработке: концевые фрезы предназначены для фрезерования, а сверла — для сверления и развертывания. Хотя в некоторых случаях фреза также может сверлить, но это не является основным направлением.
Во-вторых, структура отличается, есть много типов концевых фрез по сравнению со сверлом.
В-третьих, различные категории, первая из которых представляет собой острое и зубчатое фрезерование, а вторая — алмазное сверло, шарошечное долото и сверло со скребком.
Другие отличия:
Фреза очень короткая. Две режущие кромки внешнего круга имеют задние углы, которые могут играть режущую роль. Они пересекаются в одной точке, а резцового края почти нет. Он имеет только целочисленные размеры. Сверло относительно длинное, а два лезвия внешнего круга не имеют заднего угла, что только снижает трение. Два лезвия не пересекаются в одной точке, и имеется долотообразная кромка, которая имеет множество размеров через каждые 0,1 мм.
Самое интуитивное различие заключается в том, есть ли угол при вершине на конце. Сверло должно делать отверстия, поэтому должен быть угол при вершине, чтобы помочь ориентироваться, в то время как фреза должна фрезеровать плоскость, в основном опираясь на край, без угла при вершине.
Боковая кромка фрезы имеет задний угол, поэтому ее можно резать сбоку. Боковая кромка сверла не имеет заднего угла, поэтому оно не может резать сбоку.
Фреза представляет собой фрезу с одним или несколькими зубьями для фрезерования. При работе каждый зуб фрезы прерывисто срезает остаток заготовки.
Одним словом, выше приведены основные моменты их отличия. Надеюсь, что этот файл поможет вам лучше понять эти два продукта.
Тем временем, если у вас возникнут какие-либо сомнения или вопросы, добро пожаловать в компанию Melody!
Фрезы и инструменты для фрезерования (карбид, HSCo и HSS)
Drill Service предлагает широкий выбор фрез, расточных инструментов и пил для продольной резки. Наши высокопроизводительные фрезы доступны в твердом сплаве, HSCo и HSS, что делает их пригодными для резки различных металлов, включая железо, нержавеющую сталь, алюминий и другие черные и цветные материалы.
Компания Drill Service производит концевые фрезы и сверла для пазов под собственной торговой маркой, а также модифицирует инструменты в соответствии со специальными размерами заказчика и изготавливает инструменты на заказ с нуля.
Насос для котла — как правильно выбрать и подключить
Системы отопления и горячего водоснабжения подразумевают необходимость постоянной циркуляции воды с одновременным ее нагревом до заданной температуры. Корректность функционирования систем с закрытым контуром обеспечивает котел с насосом – ключевой элемент в цепи. Насос для котла может быть встроенным или комплектным, приобретать который следует отдельно в зависимости от требований к производительности системы.
Функции и виды
Содержание
1 Функции и виды
1.1 Газовые котлы
1.2 Паровые котлы
2 Насос для котла – преимущества
2.1 Популярные модели
3 Алгоритм подключения насоса для котла
4 Подключение циркуляционного насоса к котлу (видео)
4.1 Насос повысительный LPS-25-13/180 Z LadAna (0,26 кВт) с реле протока
Автономное отопление, которому отдается все большее предпочтение, в отличие от централизованного, способствует более эффективному и рациональному использованию энергоресурса. С его помощью создается оптимальный микроклимат в помещении, здание становится более энергоэффективным ввиду простоты регулировки температурных параметров.
Кроме того, автономно отапливаемые помещения быстрее прогреваются благодаря возможности автоматической регулировки температуры воды в самой системе.
В системе отопления используются преимущественно газовые и паровые котлы отопления (в бытовом и промышленном сегменте соответственно), комплектующиеся циркуляционными насосами.
Газовые котлы
Газовый котел используется как в частном, так и в муниципальном строительстве как наиболее экономный и производительный источник тепловой энергии ввиду невысокой стоимости топливного материала.
С точки зрения конструкции различают 2 разновидности газовых котлов:
настенные компактные и производительные бытовые модели, нетребовательные к условиям установки и удовлетворяющие требования к обогреву квартиры или частного дома;
напольные – промышленные установки, эксплуатация которых требует обустройства специализированной котельной.
Нас в большей мере интересуют настенные бытовые модели, которые в свою очередь бывают одноконтурными и двухконтурными. Настенный двухконтурный отопительный котел более востребован, так как обеспечивает одновременное функционирование и отопления, и ГВС.
Бытовые устройства комплектуются циркуляционным насосом и расширительным баком.
Ключевым элементом в составе циркуляционного насоса является ротор с лопастями, движение которых стимулирует циркуляцию теплоносителя внутри системы. В зависимости от параметров охлаждения двигателя ротор может быть мокрого или сухого типа. Насос для газового котла первой разновидности находится непосредственно в среде теплоносителя, в то время как для насоса с ротором сухого типа контакт с влагой нехарактерен. Тип ротора – основной параметр выбора насосного оборудования, сухой гораздо превосходит мокрый в производительности и обладает КПД в 80%.
Циркуляционный электронасос в составе системы отопления и ГВС бывает основным или дополнительным.Нужен ли дополнительный насос, определяется фактической необходимостью. Он используется в том случае, когда требуется замена насоса основного типа или если его производительность не удовлетворяет требования.
Паровые котлы
Для паровых котлов прямоточного или барабанного типа, применяемых в оснащении ТЭС, парогенераторных установок в местах промышленной разработки карьеров и месторождений нефти, характерна комплектация такой разновидностью оборудования, как насосы питательные. Питательные насосы перекачивают техническую воду высокой температуры (в диапазоне +80…+165оС) и отличаются повышенной стойкостью к механическим и коррозийным повреждениям. Промышленное назначение насосов этого типа обусловлено также тем, что благодаря особенностям комплектации они могут работать со слегка загрязненными легкими шламовыми массами и неагрессивными жидкостями.
Классификация питательных насосов:
ПЭ – многоступенчатые секционные модели с горизонтально расположенным валом, предназначенные для подачи воды с температурой в пределах 165оС;
ЦВК – высоконапорные центробежно-вихревые электроприборы для подачи воды с максимальной температурой 105оС;
АН – двупоршневыепитательные насосы для паровых котлов, в комплектацию которых включена классическая помпа, предназначенные для работы в комплексе с маломощными котлами, максимальный нагрев воды – 105оС;
НГ – одноступенчатые модели с пластинчатым ротором и горизонтально расположенным валом, предназначенные для работы в условиях пониженной температуры (не более 80оС).
Насос для котла – преимущества
Вне зависимости от того, используете вы насос для комплектации автономной отопительной системы или централизованной магистрали, это способствует:
минимизации риска возникновения воздушных пробок в трубопроводах.
Популярные модели
Популярностью пользуется универсальное оборудования для наиболее востребованных моделей отопительных котлов. В соответствующем сегменте рынка лидирует продукция известного бренда Аристон, техникаЗота, Вайланте и Навьен. Благодаря универсальности и возможности использования для комплектации большинства отопительных систем при строительстве частного дома или коттеджа востребованы также насосы для котла Baxi, в частности, высокомощные установки для комплектации моделей производства этого бренда от 5 поколения и выше (от модели 18F).
Нужно уделить немного внимания оборудованию производства Зота, Навиен и Вайланте.
Продукция компании Зота – лидер отечественного рынка комплектующих для систем отопления и ГВС. Отличается универсальностью, простотой в обслуживании и эксплуатации, оптимальным соотношением качества и стоимости.
Насосы для котла Navien корейского производства не уступают западным аналогам и считаются лучшими для комплектации газовых двухконтурных котлов и другой универсальной теплотехники для бытового использования. Производительны, экономны в расходе, надежны.
Насосы для котла Vaillant универсальны и подходят для комплектации теплового оборудования большинства востребованных брендов, в число которых входят VIESSMANN, FERROLI, ARISTON, NOVA FLORIDA и другие.
Алгоритм подключения насоса для котла
Подключение насоса для газового котла не требует специальных навыков, в отличии от сборки полноценной системы водоснабжения с использованием парового котла:
перед тем, как подключить насос для котла, выберите оптимальное место его расположения – оно должно быть доступным в случае необходимости перенастроить оборудование или осуществить его плановое обслуживание и в то же время защищенным от случайного механического воздействия;
при установке насоса в действующую теплосеть носитель нужно полностью слить;
смонтируйте и зафиксируйте шаровые краны, перекрывающие движение теплоносителя в случае необходимости демонтажа насоса, по обе стороны от агрегата;
врежьте фильтр, установите воздушный клапан согласно рекомендациям производителя;
загерметизируйте места стыков и врезов с помощью резиновых прокладок и герметиков соответствующего типа;
при установке самого насоса соблюдайте направление движения теплоносителя, которое на приборе указывается стрелкой;
заземлите агрегат и выполните подключение к электросети;
заполните систему теплоносителем и выполните включение насоса, предварительно проверив работоспособность оборудования
Эта схема актуальна для монтажа основных и дополнительных насосных агрегатов и применима в квартирах с централизованным отоплением и в домах с автономным обеспечением.
Подключение циркуляционного насоса к котлу (видео)
Насос Grundfos Ups 25-40 (голова насоса) для газовых котловSollyRensZoomRoctermNobelTermalКотлы пер..
2 173 грн.
Насос Nova Florida Aries, Libra, Pictor Dual, Fondital Flores, Nias, Tahiti Dual Wilo RSL 15/7 6CIRCOLA10
Циркуляционный насос Wilo RSL 15/7-3 Ku CNova FloridaFonditalAries Dual CTN 24 AF — CTFS 24 AFLibra..
6 355 грн.
ОРИГИНАЛ
ОРИГИНАЛ
ОРИГИНАЛ
ЗАМЕНА КОД 32.83
ОРИГИНАЛ
ОРИГИНАЛ
Циркуляционный насос — важная и неотъемлемая часть газовых котлов. Циркуляционный насос котла выполняет движение нагретого теплоносителя по системе отопления. Движение теплоносителя может выполняться и естественным путём, за счет температурного давления по системе — такая работа не требует насоса и значительно требовательней конструктивно. Возникает вопрос, почему газовые котлы начали оборудовать насосами циркуляции? Получение большего КПД от нагрева и простота монтажа таких систем. Система отопления, смонтированная с насосом, в первую очередь, не требовательна к диаметрам, уклонам труб, и значительно сильнее в напоре. Движение воды по батареям не зависимо от температуры теплоносителя значительно повышает коэффициент полезного действия передачи тепла от котла.
Насос газового котла всегда однотипен в работе – рабочее колесо, вращаясь на оси вала движет воду, нагнетая напор лопастями через улитку коллектора и теплообменник котла. Ведущими производителями насосов котла можно считать несколько конкурирующих европейских заводов: Grundfos, Wilo, Askoll, Salmson, Dab. Очень часто возникают недоразумения в выборе насоса при оформлении заказа в случаях, если на циркуляционном насосе присутствует логотип Vaillant, Bosch, Immergas, Viessman, Termet, Sime. Бренд котла не означает, что насос от данного производителя.
Насос Grundfos, насос Wilo
Основными ведущими производителями являются Grundfos и Wilo. Насосы Grundfos поставляются с гладкой поверхностью и лейба черного цвета, насосы Wilо обычно с рельефной поверхностью и наклейка характеристик белого цвета. В некоторых моделях котлов Termet и Daewoo используются реверсивные насосы, в которых вращение рабочего колеса происходит в разных направлениях. Насосы Grundfos бывают UPS и UP — несколько скоростные и одно скоростные (отличаются максимальной электрической мощностью). Насосы Wilо имеют значительно больше разновидностей по мощности и конструкции.
Последнее время современные котлы снабжены современными насосами в пластиковом корпусе, поэтому при оформлении заказа необходимо уделить внимание внешнему виду циркуляционного насоса — не всегда насосы старого образца взаимозаменяемы с насосами нового поколения. Также, хотим обратить Ваше внимание, что насосы Wilо отличаются не только конструктивно, но и диаметром рабочего колеса, мощностью и в редких случаях направлением вращения. Каждый циркуляционный насос, состоит из двух частей: электрическая и задняя — коллектор, улитка. В зависимости от модели котла в улитку циркуляционного насоса могут вмонтированы самые разные комплектующие газового котла: манометр, термоманометр, расширительный бак, реле давления воды, автоматический воздушный клапан, предохранительный сбросной клапан. В основном причиной замены улитки циркуляционного насоса является трещина на корпусе, что образовывается при перемерзании котла или при механическом воздействии, но такие случаи очень редкие.
Поломка насоса
Зачастую наблюдается поломка электрической части циркуляционных насосов или выход со строя конденсатора. Рассмотрим варианты и причины выхода со строя циркуляционного насоса в процессе его эксплуатации: остановка работы циркуляционного насоса влечет за собой закипание сантехнической воды в теплообменнике, что приводит к быстрому росту температуры и соответственно происходит срабатывание термостата по перегреву. Отсутствие фильтров системы отопления — это вероятность попадания в циркуляционный насос инородных частиц, последствием чего является износ ротора и подшипников насоса, не в зависимости, что в системе отопления применялись самые современные материалы и конструкции. Также при наличии фильтров насос циркуляционный может выйти со строя. Заклинивание насоса происходит в результате накапливания механических ингредиентов и солей, что содержатся в теплоносителе. Остановка ротора происходит в результате превышения силы трения при перегревании обмотки статора, что вызвано межвитковым, коротким замыканием — результат поломка насоса.
Необходимо сделать вывод — что система отопления должна быть заполнена только специально подготовленной сантехнической водой. Частым явлением поломки циркуляционного насоса является промывка теплообменников котла, не извлекая теплообменник с котельного агрегата. Также не исключаем, является выход со строя насоса со временем эксплуатации. Купить насос циркуляционный можно у нас, всего ли ж, указав название Вашего оборудования или сделать выбор согласно техническим и конструктивным данным вышедшего со строя циркуляционного насоса.
Циркуляционный насос котла: Циркуляционный насос котла создает поток горячей воды через котел и контур котла . Обычно циркуляционный насос котла управляется аквастатом. Тем не менее, существуют различные уровни контроля, которые управляют насосами.
Одним из способов является использование аквастата, как указано выше. Другой способ — концевой выключатель в зональном клапане. Термостат в определенной зоне требует тепла, а термостат требует открытия зонального клапана.
Когда зональный клапан полностью открыт, концевой выключатель замыкает цепь, чтобы включить циркуляционный насос. Как правило, цепь представляет собой цепь управления, поэтому при замыкании концевого выключателя он замыкает цепь реле для подачи питания на циркуляционный насос.
При установке циркуляционного насоса важно выбрать правильный размер насоса для поток, необходимый для цикла. Негабаритные насосы могут вызвать проблемы с потоком и вызвать проблемы с эффективностью системы. Слишком большая скорость вызывает проблемы с ламинарным потоком, из-за чего петля не нагревается должным образом и котел загорается без необходимости. Это может быть большая разница в расходе топлива. Размеры циркуляционного насоса должны определяться специалистом по ОВКВ, знакомым с расчетами циркуляционных насосов. Кроме того, если это сделает профессионал, вы устраните любые проблемы с производительностью, которые могут стоить вам эффективности.
При установке циркуляционного насоса очень важно, чтобы размер насоса был выбран в соответствии с расходом, необходимым для контура. Негабаритные насосы могут вызвать проблемы с потоком и вызвать проблемы с эффективностью системы. Слишком большая скорость вызывает проблемы с ламинарным потоком, из-за чего петля не нагревается должным образом и котел загорается без необходимости. Это может быть большая разница в расходе топлива.
Размеры циркуляционного насоса должны определяться специалистом по ОВКВ, знакомым с определением размеров циркуляционных насосов. Кроме того, если это сделает профессионал, вы устраните любые проблемы с производительностью, которые могут стоить вам эффективности.
Циркуляционный насос котла – Правильный выбор размера системы и установка
Насос надлежащего размера в контуре надлежащего размера будет эффективным. Однако, если насос не рассчитан должным образом, вы можете напрасно тратить деньги на потраченную впустую энергию как на электроэнергию для использования насоса, так и на энергию для работы котла.
Таким образом, в этом случае необходимо нанять квалифицированного подрядчика, будь то сантехник или компания, занимающаяся HVAC, для установки компонентов и системы трубопроводов. В противном случае вы можете потратить много денег на ненужные затраты на электроэнергию для неправильно установленной системы. В том числе и циркуляционный насос.
Насосы Bell & Gosset | Обслуживание и техническое обслуживание циркуляционных насосов котлов
Bell & Gossett — популярный бренд циркуляционных насосов, которые используются во многих легких коммерческих и жилых гидравлических системах. Насос на фото справа имеет много движущихся частей, которые часто нужно заменять. (нажмите на изображение, чтобы увидеть текущие цены на этот насос). Из сервисных обращений наиболее частой деталью, нуждающейся в замене, является соединительное устройство, соединяющее двигатель с крыльчаткой.
Иногда это соединительное устройство ломается и требует замены. Это может быть результатом плохого обслуживания насоса, что также связано с плохим обслуживанием котла. Насос имеет подшипниковый узел, уплотнения, двигатель и опоры двигателя, которые необходимо периодически осматривать и смазывать.
Другие популярные бренды включают Grundfos и Taco. Все производители циркуляционных насосов для котлов предлагают насосы с прямым приводом, которые практически не требуют обслуживания и имеют меньше движущихся частей. При смене типа или марки насоса важно использовать насос аналогичной производительности. Кривые насоса должны совпадать, чтобы получить одинаковую производительность. Изменение этого параметра может привести к ухудшению производительности, а это означает, что ваш счет за газ или масло будет выше. Это также может вызвать проблемы с правильным нагревом.
В заключение, важно понимать основные принципы гидроники, чтобы выбрать правильный циркуляционный насос, отвечающий требованиям скорости и производительности вашей системы. Размер системы также важен для хорошей производительности. Если вы сомневаетесь, проконсультируйтесь со специалистом по сантехнике или HVAC, чтобы убедиться, что это правильно.
Циркуляционный насос котла
Вопрос читателей о Циркуляционных насосах
Что делать, если циркуляционный насос шумит?
Во-первых, вам нужно осмотреть насос и найти конкретную деталь, которая издает шум. Предполагая, что у вас есть подшипниковый узел, шум, вероятно, исходит от соединительного устройства. Это наиболее распространенная часть циркуляционного насоса, которая может издавать шум. Здесь вы найдете новое соединительное устройство для этого насоса. Это касается циркуляционного насоса Bell and Gosset.
Большинство этих насосов красного цвета, но есть и золотые. Этот насос имеет подшипниковый узел и требует периодической смазки. Убедитесь, что вы заливаете смазочное масло в отверстие на подшипниковом узле, чтобы уменьшить или устранить эту проблему в будущем.
Циркуляционный насос не работает?
Это может быть другая проблема, кроме циркуляционного насоса. Множество различных проблем может помешать циркуляции воды по контуру. Проверьте эту страницу на наличие проблем с циркуляцией контура котла. В нем есть подробные советы по устранению неполадок, которые помогут вам решить эту проблему.
Как узнать, работает ли мой циркуляционный насос?
Для проверки работы циркуляционного насоса можно:
Проверить контур, включая все радиаторы и конвекторы, когда котел находится в режиме отопления. Если все горячее, то циркуляционный насос работает. Если некоторые из них горячие, а некоторые не горячие или просто теплые, проверьте радиатор или конвектор на наличие воздуха. Смотрите страницу: Как прокачать радиаторы или плинтусы для получения дополнительной помощи по этой проблеме.
Для этой проверки вам понадобится амперметр с клещами. Найдите один из проводов, идущих к циркуляционному насосу. Вероятно, это легко сделать либо на насосе, сняв крышку проводки, либо там, где реле предназначено для включения насоса. При запросе тепла, когда насос должен работать, поместите клещевой амперметр на провод. Вы должны получить значение силы тока, которое соответствует паспортным данным насоса.
Как заменить неисправный циркуляционный насос?
Замена циркуляционного насоса — несложная задача для квалифицированного специалиста по котлам или сантехника. Будем надеяться, что установка была выполнена правильно, и по обеим сторонам насоса были установлены запорные клапаны. Если нет, то самой сложной частью замены насоса будет удаление воздуха из контура, когда работа будет завершена. Лучший совет — заменить насос точным заменителем. Никогда ничего не меняйте при замене деталей. Новый насос должен иметь те же параметры, что и старый насос. Фланцы должны быть одинаковыми и с фланцами прокладки. Лучше всего подходят резиновые или пробковые прокладки.
Полный список циркуляционных насосов см. на этой странице.
Сначала отключите питание котла. Если у вас есть запорные клапаны с обеих сторон насоса, закройте их. Замените циркуляционный насос. Убедитесь, что соединения проводки затянуты. Обратите особое внимание на то, как вы разбираете его и собираете все обратно так же, как разбирали. Включая любую проводку. Когда вы закончите, откройте запорные клапаны и проверьте на наличие утечек. Если утечек нет, восстановить электропитание и включить котел. Проверьте радиаторы или конвекторы, чтобы убедиться, что они получают горячую воду от котла.
Ресурс: The Home Comfort Book: полное руководство по созданию комфортного, здорового, долговечного и эффективного дома
Поиск:
Воспользуйтесь нашим удобным калькулятором, чтобы узнать, сколько БТЕ производят ваши приборы, работающие на природном газе:
Циркуляционный насос
— мощный 1/6 л.с. – OutdoorBoiler.com
ПОЗВОНИТЕ НАМ СЕГОДНЯ (231) 861-8200
Обычная цена
$305,95
Цена продажи 189,65 долларов США Сэкономьте $116,30
/
Стоимость доставки рассчитывается при оформлении заказа.
МОЖНО ДОСТАВИТЬ СЕЙЧАС !!
Этот циркуляционный насос имеет те же характеристики, что и прочный насос Grundfos мощностью 1/6 л.с., который мы используем в гидравлических системах уже 30 лет. Этот насос Grundfos имеет 3-летнюю гарантию и стоит более 350 долларов. Мы продали более 20 000 таких насосов.
ЭТОТ НАСОС ЛУЧШЕ! Он имеет 4-ЛЕТНЮЮ ГАРАНТИЮ и стоит всего 189 долларов..65 .
Внимательно следуйте инструкциям по установке насоса ЛЮБОЙ марки — убедитесь, что вал насоса выровнен, чтобы избежать воздушной пробки. Насосы всех марок будут блокировать воздух, если вал насоса не выровнен, а повреждения, вызванные неправильно установленным насосом, не покрываются гарантией ни одного производителя.
Этот насос соответствует спецификациям ВСЕХ марок наружных дровяных котлов и большинства других гидравлических устройств. Это узкоспециализированный насос, который был разработан для удовлетворения высоких требований к гидравлическим системам внутренних и наружных котлов. Этот насос также очень эффективен в самых разных системах отопления, включая системы лучистого отопления, водяные котлы для внутренних помещений, радиаторы, фанкойлы и т. д.
Насос такого размера необходим для расстояний более 75 футов между зданием и печью. Насос этого размера также рекомендуется, если вода для печи циркулирует через фильтр и более одного теплообменника (например, печь И пластинчатый теплообменник для ГВС).
Этот насос представляет собой 3-скоростной чугунный циркуляционный насос со встроенным контролем потока. 3 скорости (низкая/средняя/высокая) Brute делают эту модель очень универсальной и позволяют использовать ее в самых разных системах отопления, включая лучистые, водяные, радиаторы, фанкойлы и т. д. Встроенная проверка потока устраняет необходимость купить и установить отдельный встроенный обратный клапан, но этот обратный клапан можно снять для использования в наружной дровяной печи. Этот циркуляционный насос предназначен для систем с замкнутым контуром со средними и высокими расходами и перепадами давления. Встроенная термозащита насоса с автоматическим сбросом обеспечивает безопасность двигателя и продлевает срок службы циркуляционного насоса.
* Съемный обратный клапан * Спускной винт ротора * 3 скорости (низкая, средняя, высокая) * Керамический вал * 4 года гарантии *Диапазон расхода: 0–34 галлонов США в минуту *Диапазон напора: 0–30 футов Минута
Низкая: 20–24
Средняя: 24–28
Высокая: 30–34
Рекомендуемая скорость
Сначала установите насос на самую низкую скорость (I). Если тепла недостаточно, увеличьте скорость. Для стандартных применений требуется только самая низкая скорость, чтобы обеспечить достаточное количество тепла.
Эти насосы внесены в список UL. Одобрено для установок в Северной Америке.
Salicru SPS 500 One SAI Line-Interactive UPS Красный
Источники бесперебойного питания (ИБП) в формате мини-башни с линейно-интерактивной топологией серии SPS ONE от Salicru обеспечивают резервное питание от батареи (с псевдосинусоидальным выходным инвертором) и защиту от перегрузки. При сбоях в подаче электроэнергии устройства SPS ONE обеспечивают резервное питание от аккумуляторной батареи, что позволяет компьютерным системам корректно завершать работу и защищать от потери данных и повреждения электроники. Работа посредством автоматической регулировки напряжения (AVR) для корректировки небольших колебаний напряжения без использования батареи, что продлевает срок ее службы. Функция AVR необходима в местах, где часто происходят колебания напряжения. Он оснащен интерфейсом связи ИБП/ПК через USB с протоколом HID, который позволяет настраивать параметры, управлять ИБП и выключать или переводить компьютер в спящий режим через порт USB. Совместимость с операционными системами Windows, Linux и Mac. Программное обеспечение для управления и мониторинга ИБП также доступно для закрытия файлов/приложений для семейств Windows, Linux и Mac. Бесплатный и загружаемый с www.salicru.com. Серия SPS ONE доступна в размерах 500, 700, 9.00, 1100, 1500 и 2000 ВА номинальная мощность.
Особенности:
— Линейно-интерактивная технология. — Резервная батарея на случай перебоев в электроснабжении. — Защита от перенапряжения для чувствительных устройств. — Автоматическая стабилизация напряжения (AVR) Псевдосинусоидальное выходное напряжение. — Интерфейс USB с протоколом HID для всех моделей. — Программное обеспечение для управления и мониторинга для Windows, Linux и Mac. — Одна кнопка включения/выключения для простоты использования. — Светодиодная индикация состояния. — Автоматический перезапуск при восстановлении питания. — Компактный формат мини-башни. — Защита от перегрузок, коротких замыканий и переходных процессов. — Экономическая гарантия для подключенных устройств (только для стран ЕС). — Решение SLC Greenergy.
Порты и интерфейсы: — Типы розеток переменного токаТип F — Количество розеток переменного тока2 Розетки переменного тока
Порты и интерфейсы: — Количество выходов типа F2 — Порт USBДа — Количество портов USB 2. 01 — Тип порта USBUSB Type-B
Батарея: — Технология батареи Свинцово-кальциевая (Pb-Ca) — Типичное время резервного питания при полной нагрузке 20 мин — Срок службы батареи (макс.)5 лет — Время перезарядки батареи6 ч — Автоматический тест батареи Да 9Да СовместимостьWindows, Linux, Unix, Mac
Условия эксплуатации: — Рабочая температура (T-T)0 — 40 °C — Рабочая относительная влажность (H-H)0 — 90% — Рабочая высота над уровнем моря0 — 5000 м
Вес и размеры: — Ширина 201 мм — Глубина 400 мм — Высота 142 мм — Вес 3,5 кг
Если вы ищете Salicru SPS 500 One SAI Line-Interactive UPS , вам повезло. В нашем магазине электроники и компьютеров у вас есть лучшая доступная цена и уверенность в том, что магазин дает вам, как techinn . Не ждите больше и разместите заказ на продукты Устройства . techinn предлагает эксклюзивный ассортимент Ups для различных видов деятельности. Наши 9ИБП 0080 разработаны в соответствии с вашими потребностями и обеспечивают полный контроль в любую погоду.
ЭМИССИЯ И АНАЛИЗ ЭФФЕКТИВНОСТИ МЕТИЛЭФИРОВ ХЛОПКОВОГО МАСЛА С ПОКРЫТИЕМ ZrO2 и CeO2 НА ПОРШНЕ
2016-03-17T00:52:31+05:302016-03-17T00:52:24+05:302016-03:527T000 :31+05:30Acrobat PDFMaker 11 для Worduuid:7dabff91-9175-4fba-95e1-8c86e804c1efuuid:cbdcfe21-b3cd-4610-9415-7cf91949c0d3
6
xml
АНАЛИЗ ЭМИССИИ И ЭФФЕКТИВНОСТИ МЕТИЛЭФИРОВ ХЛОПКОВОГО МАСЛА С ПОКРЫТИЕМ ZrO2 И CeO2 НА ПОРШНЕ
JSNR
Библиотека Adobe PDF 11.0D:20160313160118Hewlett-Packard
Международный журнал ChemTech Research CODEN (США): IJCRGG ISSN: 0974-4290 Vol. 9, No.02 pp 214-220, 2016
Анализ выбросов и характеристик метиловых эфиров хлопкового масла с покрытием из Zro2 и Ceo2 на поршне Hemanandh.J*, Narayanan KV, факультет машиностроения, Университет Сатьябама, Ченнаи, Индия. Аннотация: Энергетические потребности человеческого общества до настоящего времени успешно удовлетворялись за счет ископаемых видов топлива, таких как нефть, уголь и природный газ. Однако эти ископаемые виды топлива истощаются с очень высокой скоростью, и это привело к необходимости найти альтернативу этим ископаемым видам топлива. Биотопливо рассматривается исследователями во всем мире как эффективная замена ископаемому топливу, поскольку оно является возобновляемым. В этом исследовании в двигателе Kirloskar с непосредственным впрыском используется биодизель, содержащий смесь 25% хлопкового масла и 75% чистого дизельного топлива. Исследование представлено в три этапа. На первом этапе была проведена переэтерификация для получения метиловых эфиров хлопкового масла с гидроксидом натрия в качестве катализатора. Второй этап состоял из покрытия поршня керамическими материалами (ZrO2 и CeO2) методом плазменного напыления, чтобы обеспечить двигатель с низким теплоотводом (LHR). На третьем этапе двигатель с покрытием работал на номинальной частоте вращения 1500 об/мин для получения рабочих характеристик и параметров выбросов при различных нагрузках на двигатель. Полученные результаты сравнивали с i) двигателем без покрытия и ii) двигателем с покрытием, использующим в качестве топлива чистое дизельное топливо и метиловые эфиры семян хлопка при тех же условиях. Ключевые слова: Покрытия поршней, дизельный двигатель, метиловые эфиры хлопчатника, эмиссия и производительность. 1.0 Введение Сырая нефть, являющаяся невозобновляемым источником энергии, вероятно, перестанет существовать в отдаленном будущем, если не в ближайшем будущем. Следовательно, усилия должны быть предприняты для того, чтобы найти какое-то альтернативное топливо. Индия, богатая сельскохозяйственной продукцией, имеет широкие возможности для крупномасштабного производства и использования многих видов биодизельного топлива. Например, хлопок в изобилии производится в Индии, и поэтому его можно рассматривать как замену. Kafuku et al., [1] оптимизировали несъедобное масло Croton megalocarpus, добавив его к 1% гидроксиду калия, 30% метанолу, при температуре реакции 60°C, при 400 об/мин и времени реакции один час и получив 88 % биодизеля; свойства были в пределах нормы. Метин и др. [2] обнаружили, что изменение давления впрыска при различных нагрузках с различными смесями биодизельного топлива приводит к увеличению выбросов CO2, O2, BSFC, углеводородов, дыма и NOx. Sakthivel et al., [3] исследовали использование рыбьего жира в качестве биодизеля, испытываемого в дизельном двигателе, и по сравнению с дизельным топливом обнаружили, что термическая эффективность тормозов, выбросы CO2 и дымность увеличиваются, тогда как NOx, CO и HC снижаются. Nidal et al. [4] экспериментировали с биодизельным топливом из миндаля и пальмового масла и сравнивали их с дизельным топливом. Миндальное биодизельное топливо снижает выбросы NOx, HC, CO, BSFC, в то же время повышая тепловую эффективность тормозов. Kalam et al., [5] экспериментировали с 5% отработанного пальмового масла для приготовления пищи с дизельным топливом и 5% отработанного кокосового масла для приготовления пищи с дизельным топливом в двигателе с воспламенением от сжатия. Результат показал снижение выбросов и мощности торможения. Дхоул и др. [6] провели испытания четырехцилиндрового дизельного двигателя с турбонаддувом, использующего двойное топливо, такое как генераторный газ и водород. 20 % водорода увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили термическую эффективность тормозов на 7 % увеличили термическую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормоза на 7 %2.0 Материалы и методы Хлопковое масло было закуплено на местном рынке, и был проведен процесс переэтерификации для получения метиловых эфиров хлопкового масла. Метанол и NaOH были приобретены у соответствующего поставщика. ZrO2 и CeO2 были закуплены в Ченнаи, а покрытие было нанесено методом плазменного напыления в Бангалоре. Эксперимент проводился в три этапа. На первом этапе поршень покрывался ZrO2 и CeO2 в соотношении 90:10. Второй этап включал переэтерификацию хлопкового масла. На третьем этапе кирлоскаровый двигатель с непосредственным впрыском и поршнем с покрытием работал с постоянной скоростью 1500 об/мин, используя переэтерифицированное масло в качестве топлива. 2.1 Плазменное напыление Плазменное напыление представляет собой универсальный процесс термического напыления. Как и другие процессы термического напыления, процесс плазменного напыления также требует высококонцентрированного источника энергии. Перед нанесением покрытия поверхность поршня шлифуется до 150 микрон. Покрываемый материал (смесь 90% ZrO22 и 10% CeO) подается в плазменно-дуговую пушку в виде порошка. Дуга образуется между двумя электродами, состоящими из аргона и водорода, в устройстве плазменного напыления. Плазменный газ нагревается за счет высокой температуры дуги. Затем газ расширяется и ускоряется через сопло определенной формы, способное развивать высокие скорости. Температура в плазменной струе достигает 18 000 ° F (10 000 ° K) в нескольких метрах от выхода из сопла. Здесь диоксид циркония и диоксид церия расплавляются и ускоряются на днище поршня, образуя покрытие. Покрытие формируется путем наложения множества тонких слоев материалов на подложку. За этим следует затвердевание этих слоев и запирание слоев друг в друге. Пятна легко растекаются по подложке за счет кинетической энергии частиц. Теплопроводность покрытия, сформированного методом плазменного напыления, составляет от 0,5 Вт/мК до 1,5 Вт/мК, что значительно меньше, чем у электронно-лучевого физического осаждения из паровой фазы. 2.2 Процесс переэтерификации Переэтерификацию можно определить простыми словами как химическую реакцию, в которой растительные масла реагируют с любым спиртом с короткой цепью с образованием биодизельного топлива. Обычно эта реакция очень медленная или вообще не происходит, если не включен катализатор. . Таким образом, NaOH используется здесь в качестве катализатора. Термическая обработка также имеет место для ускорения реакции. Процесс осуществляется следующим образом: один литр хлопкового масла обрабатывают 400 граммами метанола и 8 граммами NaOH, играющего роль катализатора. Катализатор и метанол загружают в хлопковое масло, а затем температуру повышают до 70°C для проведения реакции при проведении процесса переэтерификации. Затем масло сливают в сепаратор и выдерживают в течение суток. Таким образом получают метиловые эфиры хлопкового масла. Этот процесс делается для снижения вязкости масла. Реакции представлены следующим образом: CH 2OCOR CH 2OH RCOOR I I Ch3OCOR + 3ROH катализатор CH 2 OH + RCOOR I I Ch3OCOR Ch3 OH RCOOR 2.3 Сравнение свойств хлопкового масла: те из хлопкового масла. Замечено, что теплотворная способность хлопкового масла повышена по сравнению с чистым дизельным топливом. Указана также высокая разница температуры вспышки и кинематической вязкости. Однако плотность хлопкового масла немного выше, чем у других биодизелей. Таблица — 1. Сравнение свойств дизельного топлива, эталонов биодизеля, хлопкового масла и переэтерифицированного хлопкового масла.
С.№
Имущество
Евро — IV этап Бхарат 1460:2005 Дизель
ASTM D-751 (IS 5607:2005)
Хлопковое масло
Трансэтерифицированное хлопковое масло
1.
Расчетный цетановый индекс
51
—
37
52
2.
Плотность при 15°С кг/м3
820 – 845
860-900
925
846
3.
Кинематическая вязкость при 40°C
cst
2 – 4,5
1,9 – 6
55,6
4,63
4.
Температура вспышки °С мин
35°С
130°С
207
68.2
5.
Теплотворная способность кДж/кг
39 000
—
38000
42 256
3.0 Экспериментальная установка Четырехтактный дизельный двигатель Kirloskar использовался для испытаний поршня с покрытием и метиловых эфиров хлопкового семени. Технические характеристики двигателя приведены в Таблице 2. Для нагружения использовался вихретоковый динамометр, который был соединен с двигателем для обеспечения различных нагрузок, таких как 0%, 25%, 50%, 75% и 100%. Используемая здесь смесь масел состояла из 25% хлопкового масла и 75% PD. Выбросы выхлопных газов двигателя, измеренные с помощью газоанализатора 5, представляли собой анализатор AVL DIGAS 444 (NOx, HC, CO, CO2, O2), как показано в таблице. 3. Метод испытаний: Метиловые эфиры семян хлопка (B25) и чистое дизельное топливо были испытаны в двигателе при постоянной скорости 1500 об/мин при различных условиях нагрузки. Испытания проводились сначала для топлива B25 из семян хлопка в двигателе с покрытием, а затем для частичного разряда поршней как с покрытием, так и без покрытия. Первоначально двигатель работал без нагрузки в течение нескольких минут без приложения нагрузки. Нагрузки для испытуемого топлива увеличивали постепенно с шагом от 25 % до 100 % при постоянной скорости 1500 об/мин. Выбросы регистрировали с помощью пяти газоанализатора. Таблица – 2 Технические характеристики испытательного двигателя
Горение
Прямой впрыск
Тип
Kirloskar Вертикальный, 4S, одностороннего действия, высокая скорость, C.I. Дизельный двигатель
Инжектор типа
Одноструйный инжектор с 3 отверстиями
Номинальная скорость
1500 об/мин
Номинальная мощность
4,3 кВт
Степень сжатия
17,5 : 1 90 109
Давление впрыска топлива
210 бар
Динамометр
Вихревой поток
Объем
661,5 см3
Таблица – 3 Детали измерительных систем
1. Датчик давления GH 12 D
2. Версия программного обеспечения V 2.0 — счетчик AVL 617 Indi
3. Анализатор данных от двигателя — AVL PIEZO CHARGE AMPLIFIER
4. Для измерения давления — угловой датчик AVL 364
.
5. Дымомер — AVL 437 C Smoke
6. Газоанализатор (NOx, HC, CO, CO2, O2) — анализатор AVL DIGAS 444 4.0. Результаты и обсуждение: 4.1 Окись углерода (Co): рис. 1. Изменение содержания CO в зависимости от поршней с покрытием и без покрытия и биодизельного топлива. СО для поршней с покрытием и без покрытия при использовании дизеля и биодизеля показано на рис.1. В условиях полной нагрузки наблюдалось снижение содержания CO в поршне с покрытием при использовании дизельного топлива на 33,33% и при использовании метилового эфира семян хлопка (B25) на 42,8% по сравнению с поршнем без покрытия. Это может быть связано с более высоким содержанием кислорода в топливе. 4.2 УГЛЕВОДОРОД (HC): Рис. 2. Изменение HC для поршней с покрытием и без покрытия и биодизеля. На рис. 2 показано изменение HC для поршней с покрытием и без покрытия при различных нагрузках. На рисунке показано снижение HC для поршня с покрытием при использовании дизельного топлива и хлопкового масла. Снижение УВ наблюдалось для поршня с покрытием при использовании дизельного топлива на 12,5 %. В поршне с покрытием, использующем топливо B25 CS, выброс УВ в условиях холостого хода был выше, а по мере увеличения нагрузки выброс УВ снижался по сравнению с ПД. Это может быть связано с лучшей теплопроводностью материала с покрытием и более высоким цетановым индексом, улучшающим сгорание. 4.3 Оксид азота (NOX): рис. 3. Изменение содержания NOx для поршней с покрытием и без покрытия и биодизеля Кривые, представляющие изменение содержания NOx для поршня без покрытия при использовании дизельного топлива и поршня с покрытием при использовании дизельного топлива и B25 CS, показаны на рис. 3. NOx в основном образуется в результате окисления атмосферного азота, присутствующего в камере сгорания. Его образование в основном контролируется температурой сгорания и наличием кислорода. Выбросы NOx увеличиваются прямо пропорционально размеру и количеству пилотного дизельного топлива. Выбросы оксидов азота увеличиваются с увеличением температуры цилиндра, концентрации кислорода и продолжительности горения. Первоначально в условиях нулевой нагрузки наблюдается сходство выбросов NOx. Но в условиях полной нагрузки выбросы NOx были измерены на уровне 980 частей на миллион при использовании B25 CS и 1025 частей на миллион для чистого дизельного топлива. 4.4 Дым: Рис. 4 Изменение дымности поршней с покрытием и без покрытия и биодизеля Плотность дыма зависит от количества воздуха внутри цилиндра, а также от количества кислорода в топливе. Также на дымовыделение влияет содержание серы в топливе. Однако содержание кислорода в топливе важно для снижения выбросов твердых частиц. На графике, показанном на рис. 4, видно незначительное уменьшение количества дыма при использовании B25 CS в качестве топлива по сравнению с чистым дизельным топливом. 4.5 Удельный расход топлива тормозами: Рис. 5 Изменение BSFC по отношению к поршням с покрытием и без покрытия и биодизельному топливу График выше рис. 5 показано изменение BSFC для B25 CS, PD и CPD при различных условиях нагрузки. Видно, что при всех нагрузках существенных изменений BSFC КС B25 по сравнению с CPD не происходит. По сравнению с PD наблюдается незначительное снижение BSFC для B25 CS в условиях полной нагрузки. Это может быть связано с высокими температурами в камере сгорания из-за покрытия. В результате расход топлива меньше. 4.6 Термическая эффективность тормоза: Рис. 6 Изменение BTE по отношению к поршням с покрытием и без покрытия и биодизельному топливу На рис. 6 показаны изменения BTE при различных нагрузках для поршня с покрытием и без покрытия. Видно, что термическая эффективность торможения хлопкового масла В25 несколько выше, чем у чистого дизельного топлива. Это может быть связано с наличием несгоревших углеводородов в системе выпуска отработавших газов в результате нанесения покрытия. Повторное сжигание этих несгоревших углеводородов увеличивает BTE. Из-за недостатка кислорода КПД дизельного двигателя значительно ниже. Однако график показывает, что в условиях полной нагрузки нет большой разницы между термической эффективностью тормозов двигателей с покрытием и без покрытия. 5.0 Заключение. В этой работе изучались характеристики и выбросы хлопкового масла в двигателе с покрытием из ZrO2 и CeO2 и сравнивались с PD в двигателях с покрытием и без покрытия. Для сравнения использовались рабочие параметры BSFC и BTE. Проанализированы выбросы CO, HC, NOx и дыма. Из проведенных испытаний можно сделать вывод, что при использовании хлопкового масла в двигателе с покрытием по сравнению с Pure Diesel выбросы CO снизились на 42,8%. Что касается выброса углеводородов, то для поршня с покрытием при использовании дизельного топлива наблюдалось снижение на 12,5% по сравнению с поршнем без покрытия. Также незначительное снижение выбросов NOx и дыма наблюдалось для B25 CS. Производительность хлопкового масла была аналогична дизельному топливу без существенных изменений. Было небольшое снижение BSFC и незначительное увеличение BTE по сравнению с PD. Следовательно, хлопковое масло можно рассматривать как одну из эффективных замен дизельного топлива. 6.0 Ссылки:
1. Кафуку. G, Mbarawa.M, Производство биодизеля из масла Croton megalocarpus и оптимизация его процесса. Топливо 2010, 89; 2556 -2560.
3. Сактхивел Г., Нагараджан Г., Илангкумаран М., Адитья Баджирао Гайквад. Сравнительный анализ рабочих характеристик, параметров выбросов и сгорания дизельного двигателя, работающего на этиловом эфире рыбьего жира и его дизельных смесях. Топливо, 2014, 132, 116-124.
4. Нидал Х. Абу-Хамде, Халед А. Альнефайе. Сравнительное исследование миндального и пальмового масел как двух биодизельных топлив для дизельного двигателя с точки зрения выбросов и производительности. Топливо, 2015, 150, 318 — 324.
5. Калам М.А., Масюки Х.Х., Джайед М.Х., Лиакват А.М. Выбросы и рабочие характеристики дизельного двигателя с непрямым зажиганием, работающего на отработанном растительном масле. Энергия, 2011, 36, 397 — 402.
6. Дхол А.Э., Ярасу Р.Б., Лата Д.Б., Абхишек Приям, Влияние производительности и выбросов двухтопливного дизельного двигателя, использующего водород и генераторный газ в качестве вторичного топлива. Журнал водородной энергетики. 2014, 39, 8087 – 8097.
7. Сарванан С., Нагараджан Г., Лакшми Нараяна Рао Г., Сампатх. S, Характеристики сгорания стационарного дизельного двигателя, работающего на смеси сырого масла из рисовых отрубей, метилового эфира и дизельного топлива, Энергетика, 2010, 35, 94 – 100.
8. Мохаммад Мустуфа.М., Шивапиракасам.С.П., Удаякумар,.М. Сравнительные исследования дизельного двигателя с низким тепловыделением, покрытым летучей золой, по рабочим характеристикам и характеристикам выбросов, работающим на рисовых отрубях и метиловом эфире понгамия и их смеси с дизельным топливом. Энергия, 2011, 36 2343-2353.
9. Джайчандер С., Сентилкумар П., Аннамалай К. Комбинированное влияние момента впрыска и геометрии камеры сгорания на характеристики дизельного двигателя, работающего на биодизельном топливе. Энергия, 2012, 47, 388 – 394.
10. Рутто Х.Л., Энверемаду К.С., Сгорание, выбросы и рабочие характеристики двигателя отработанного биодизеля растительного масла — обзор, Обзоры возобновляемых и устойчивых источников энергии, 2010, 14, 2863–2873.
11. JinlinXue, Tony E.Grift, Alan C.Hansen, Влияние биодизеля на характеристики двигателя и выбросы, Обзоры возобновляемых и устойчивых источников энергии, 2011, 15, 1098 — 1116.
12. Моджифур М., Атабани А.Е., Масюки Х.Х., Калам М.А., Масум Б.М. Исследование влияния многообещающего пищевого и непищевого биодизельного сырья на производительность двигателя и выбросы: сравнительная оценка, Обзоры возобновляемых и устойчивых источников энергии, 2013 г., 23, 391–404.
13. Венката Рамеш Мамилла, Малликарджун М.В., Лакшми Нараян Рао.Г. Влияние конструкции камеры сгорания на дизельный двигатель с прямым впрыском, работающий на смесях метиловых эфиров ятрофы с дизельным топливом. Procedia Engineering, 2013, 64, 479– 490.
В качестве базового материала, из которого производят оконные конструкции довольно часто применяют профильные системы из пластика. Оконные блоки представляют собой конструктивные компоненты стенного проема, которые одновременно обеспечивают приток солнечного освещения в помещение и защищают его от воздействия атмосферы.
К основным эксплуатационным показателям оконного блока, которые могут существенно отразиться на функциональности остекленного помещения и комфортности проживания в нем относят уровень звуко-, теплоизоляции, вентиляции и безопасности конструкции. Выполненные из профилей, изготовленных из поливинилхлорида, они отличаются удобством эксплуатации, надежностью и долговечностью.
Оконные переплеты в полимерных блоках имеют заданное сечение. Они нередко отличаются у разных производителей.
Любой, пользующийся авторитетом производитель, как, например, Rehau, KBE, Trocal и другие, контролируют производственный процесс от начала и до конца, включая качество сырья и используемые добавки и транспортировку готовых изделий. Стоит отметить также полную автоматизацию производственного цикла, что, естественно , сводит влияние человеческого фактора к минимуму.
Его конструкция кроме самого окна также включает добавочные конструктивные компоненты светового проема.
Профиль из поливинилхлорида. Это полая конструкция, имеющая определенное сечение, для изготовления которой используется экструдируемый ПВХ гранулят, разжиженный при высокой температуре. Для повышения прочностных характеристик этой непрозрачной части блока ее армируют, установив во внутрь стальной вкладыш. Именно с этим связано еще одно название окон этого типа – металлопластиковые. Вкладыш воспринимает нагрузку от ветра, предохраняет пластиковые профили от искривления под воздействием тепловой деформации жарким летом и холодной зимой.
Пластиковые профили – многокамерные, причем в зависимости его типа количество камер может быть различным. Такая структура способствует повышению теплозащитных качеств конструкции. Когда-то цвет профиля стандартно был белым, но все современные изделия допускают ламинирование под требуемую текстуру.
Стеклопакет. Это еще один значимый элемент конструкции, поскольку во многих отношениях определяет ее технические характеристики. Профиль должен соответствовать толщине и характеристикам стеклопакета.
Фурнитура. В нее включают систему ручек и запоров, передаточные механизмы и петли, от которых зависит степень плотности и надежность запирания. Фурнитура, как правило, укомплектовывается таким образом, чтобы были обеспечены возможные режимы открывания: мытье, проветривание и микропроветривание. Все элементы имеют специальное антикоррозийное покрытие.
Откосы проема. Для их отделки используют штукатурку, гипсокартон или листы из пластика. Откосы обычно отделывают в процессе замены старых оконных блоков.
Подоконник. Это декоративный элемент, имеющий также функциональную составляющую. Изготавливают его из внутреннего отделочного материала или отдельного панельного.
Подставочная конструкция. К ней крепят две детали: отлив и подоконник. Его также используют в качестве оснастки при перевозке профилей.
Отлив. Он служит для отвода воды и не допускает разрушения монтажного шва. Элемент устанавливают снаружи проема.
Оконные блоки, их свойства и назначение
Окна являются одним из основных строительных элементов, выполняющих функции источника естественного освещения и естественной вентиляции помещения. Кроме того, они играют важную роль в создании внутреннего интерьера, обеспечивают комфорт в помещении, а также придают определенный стиль и художественный вид фасаду самого здания.
Окна играют немаловажную роль и в теплотехническом режиме помещений, так как значительная часть тепла, особенно в зимнее время, теряется за их счет.
Общие требования, предъявляемые к окнам:
габаритные размеры окон должны обеспечивать соответствующий уровень освещенности помещений, учитывая их площадь;
структура окон (способ открывания и закрывания, степень остекления, возможность проветривания, уровень герметизации) должна соответствовать климатическим и эксплуатационным условиям, в которых находится здание, и обеспечивать изоляцию помещений от вредных воздействий внешней среды и звуков, охлаждения и перегрева, возникновения сквозняков, проникновения воды, пыли, насекомых и животных;
конструкция окон должна отвечать технологическим условиям и стандартам, а также требованиям, предъявляемым при строительстве зданий;
качество окон должно соответствовать требованиям норм и стандартов в отношении влажности, сортности, содержания пороков в древесине, точности обработки, отделки поверхности, сборки элементов, защиты от биологических и климатических воздействий при хранении, а также условий при транспортировке, установке и эксплуатации;
общий вид окон должен соответствовать архитектурному стилю здания и отражать его функциональное назначение.
Наряду с окнами аналогичные требования предъявляются и балконным дверям, поскольку они также имеют остекление выполняя защитные функции, являются дополнительным источником естественного освещения.
Независимо от назначения и конструктивных особенностей любое окно состоит из коробки, внутри которой на петлях крепятся створки. Такое сочетание называется оконным блоком. Соединение поперечных и продольных элементов створок представляет собой рамки, которые заполняются стеклом или другим прозрачным материалом, пропускающим свет.
Функции естественного освещения выполняют стекла, которые за счет шарнирной подвижности створок могут перемещать в горизонтальном и вертикальном направлениях, а также совершать поворот вокруг оси, лежащей в горизонтальной или вертикальной плоскости. Остекление может выполняться из двух, трех более рядов стекол, между которыми имеются воздушные промежутки, что обеспечивает тепло- и звукоизоляцию. Каждый ряд стекол устанавливают в отдельных створках, которые открываются и закрываются самостоятельно, либо створки выполняют спаренными или строенными. Стекла в створках таких конструкций крепятся при помощи деревянных штапиков и гвоздей или металлических пружинных планок.
Два и более рядов стекол, установленных в одну створку, образуют стеклопакет, в котором стекла закрепляются герметично пластмассовых или металлических рамках с применением клея или запаивания, что предотвращает попадание пыли и влаги внутрь, стеклопакеты устанавливают в оконные створки так же, как и обычные стекла, где места примыкания их друг к другу уплотняются замазкой или эластичными прокладками. Зазоры между створками и оконной коробкой перекрываются уступами наплавами, являющимися элементами профиля основных деталей оконного блока, а также дополнительными элементами нащельниками, к которым крепятся прокладки. Минимальным зазор должен быть постоянным в момент поворота створок и назначаться с учетом возможной точности обработки и сборки деталей. Коробку неподвижно устанавливают в оконном проеме здания, а зазоры, образующиеся при этом, заполняют различными минеральными и синтетическими материалами (паклей, стекловатой и т. д.), монтажной пеной и закрывают наличниками, изготовленными из аналогичного материала, что обеспечивает дополнительную герметичность окну и придает ему эстетичный вид.
ПОХОЖИЕ СТАТЬИ:
Страницы: 1 2
Почему их следует избегать
Перейти к содержимому
Стеклопакеты, возможно, были основным продуктом в старых зданиях с устаревшим стилем, но некоторые современные строители возвращают их в новые дома.
Почему используются стеклопакеты и подходят ли они для дома? Вот несколько причин, по которым вам следует избегать окон из стеклоблоков.
Что такое окна из стеклоблоков?
Окна из стеклоблоков вошли в моду в начале 19 века.00s как прочный и изолирующий способ наполнить фабрики естественным светом. Мы используем их и сегодня: не только для окон, но и для стен и мансардных окон.
Некоторым людям нравится использовать их для стен и окон ванных комнат, так как они пропускают свет, но никто не может заглянуть внутрь. При встраивании в «стены» они укладываются в сетку с армированным сталью раствором между каждым блоком. Их можно сделать устойчивыми к пулям и огню.
Тем не менее, окна из матового и декоративного стекла могут делать то же самое, не заставляя ваш дом выглядеть устаревшим. Они в основном делают окна из стеклоблоков устаревшими.
Окна из стеклоблоков привлекательны?
В то время как красота в глазах смотрящего, многие современные эксперты по дизайну, декораторы и архитекторы согласны с тем, что внешний вид стеклоблоков устарел, непривлекателен и не нужен.
Некоторые архитекторы утверждают, что стеклянные блоки слишком часто используются в качестве костыля, чтобы скрыть плохо спроектированный проход или угол. Можно было бы использовать более качественный материал, если бы строитель хотел потратить время и деньги.
Окна из стеклянных блоков имеют толстый, мутный и слегка отражающий вид, через который трудно что-то увидеть, и некоторые домовладельцы предпочитают оставить эту тенденцию в прошлом.
Окна из стеклянных блоков сложно построить
Окна из стеклянных блоков не подходят для начинающих или для обычного проекта «сделай сам». Они должны быть тщательно спланированы и отмерены, а блоки должны быть обрезаны по размеру. Этот процесс очень похож на кладку кирпича, которая лучше всего достигается профессионалом.
Если блоки не уложены и не загерметизированы должным образом, вы рискуете повредить не только окна, но и остальную часть вашего дома из-за потенциальной утечки воды. Можно найти предварительно уложенные секции стеклянных блоков, но они очень тяжелые, и вам потребуется по крайней мере еще один человек, чтобы помочь вам их поднять.
Прочны ли окна из стеклоблоков?
Стены из стеклоблоков часто рекламируются за их прочность. Однако их толщина и долговечность обманули некоторых домовладельцев, заставив их думать, что они могут выдержать больший вес, чем на самом деле.
Окна из стеклянных блоков никогда не должны использоваться с какой-либо несущей способностью. Они могут не сломаться сразу, но по прошествии достаточного времени они начнут трескаться, что представляет угрозу безопасности и требует больших затрат на уборку.
Кроме того, окна из стеклоблоков довольно тяжелые, поэтому вам также потребуется осмотреть пол под ним и, возможно, добавить под него опорные доски. Вес стены из стеклянных блоков или большого окна может привести к тому, что пол просядет, деформируется или даже рухнет.
Видите ли вы сквозь стеклоблоки?
Окна из стеклянных блоков обычно используются в качестве решения для обеспечения уединения в домашнем дизайне, особенно в ванных комнатах, где требуется достаточное уединение.
Многие полагают, что мутного или матового стекла достаточно, чтобы закрыть обзор для прохожих, но после дорогостоящей и трудоемкой установки выясняется, что соседи устроили пип-шоу.
Зритель, вероятно, не сможет разглядеть каждую деталь вблизи и лично, но некоторые домовладельцы жалуются на то, что им приходится завешивать шторы, чтобы другие не могли видеть полные очертания, цвет кожи и другие личные детали, которые они предпочли бы. не хвастаться.
Окна из стеклоблоков не пропускают вентиляцию
Вентиляция является важной частью любого дома: свежий воздух не только создает приятную атмосферу, но и необходим для нашего здоровья.
Нам нужна возможность открывать окна, когда кто-то болен, когда мы что-то чистим агрессивными химикатами или занимаемся домашними делами, такими как покраска или лакировка. В противном случае пары могут быть опасны для нашего здоровья.
Возможность открывать окна в любой комнате также помогает нам экономить деньги — если мы не можем впустить немного воздуха при изменении погоды, нам придется чаще включать печь или кондиционер. Это в конечном итоге будет стоить вам больше на счетах за электроэнергию каждый месяц.
Окна из стеклоблоков дорогие
Окна из стеклоблоков тяжелые, а процесс их изготовления стоит дорого, поэтому они могут стать дорогостоящим дополнением к вашему дому по сравнению со стандартными альтернативами.
Даже малюсенькое окошко в подвале из стеклоблока стоило бы не менее 175 долларов. Один стеклянный блок будет стоить примерно 15 долларов, а специальные блоки, такие как матовые или цветные блоки, могут стоить до 50 долларов.
Кроме того, вам потребуется помощь при установке и периодическая герметизация, чтобы предотвратить просачивание воды.
Окна из стеклоблоков не подходят для теплого климата
Если вы живете в районе, где лето очень жаркое, например, на Среднем Западе, возможно, вы захотите пересмотреть вопрос об установке окон из стеклоблоков в своем доме. Стеклоблоки очень хорошо поглощают и передают тепло, превращая вашу комнату в оранжерею.
Вы потратите больше денег и энергии на кондиционирование воздуха, чтобы компенсировать эти эффекты, которые более выражены в небольших помещениях, таких как ванная комната. Многие домовладельцы жалуются на то, что в их ванных комнатах становится удушающей жарой в течение дня после установки окон из стеклоблоков, даже когда работает кондиционер.
Держитесь подальше от окон из стеклоблоков
Итак, должны ли окна из стеклоблоков остаться в прошлом? Некоторые дизайнеры считают, что их можно использовать с большим успехом в современном дизайне и улучшить внешний вид и ценность дома, и мы с этим не согласны.
Если вы планируете работать с этим материалом, вы можете подумать об этом. Другие стили окон и аксессуары предлагают те же функции, что и окна из стеклоблоков, но без устаревшего вида.
Если у вас есть окна из стеклянных блоков и вы хотите заменить их на что-то лучшее и красивое, не ищите ничего, кроме Feldco, где вы найдете лучшие сменные окна на Среднем Западе.
Имея более 400 000 довольных клиентов, мы знаем, что нужно для повышения энергоэффективности вашего дома и снижения привлекательности. Начните сегодня с бесплатной онлайн-оценки стоимости и узнайте, почему так много домовладельцев доверяют нам.
Поделиться этой статьей:
Facebook
Twitter
Более 500 000 домовладельцев доверили Feldco свои окна, сайдинг и двери. Нажмите на кнопку ниже, и мы начнем работу над вашим предложением!
ПОЛУЧИТЬ БЕСПЛАТНУЮ ЦЕНУ
Что нужно знать перед покупкой
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 18.08.21
Стеклянные блоки уже давно используются в домах как способ обеспечить естественное освещение и ощущение открытости в комнатах, сохраняя при этом конфиденциальность. Если вы хотите уединения с оттенком ар-деко, вы не можете сделать ничего лучше, чем создать изогнутое окно из стеклянных блоков в передней части вашего дома, стеклянный блок в фойе или ширму из стеклянных блоков в ванной.
Где использовать стеклоблоки
Ванные комнаты
Душ
Парадные коридоры
Фойе
Входы
Подвалы
Спальни
Профи
Стеклянный блок используется вместо обычных наружных окон из прозрачного стекла в передней части дома или на окнах ванных комнат. Он также используется в качестве внутренней ненесущей стены рядом с фойе или в ванных комнатах.
Конфиденциальность — главная причина, по которой этот материал установлен. Нежась в ванне, вы можете получить достаточное количество естественного света, проникающего через наружное окно из стеклянного блока, но никто не может заглянуть внутрь. Даже тот, кто смотрит прямо в стекло, увидит внутри лишь смутные изображения.
Вы также можете использовать его для внутренних экранов, например, в ванных комнатах, где вы можете захотеть оградить зону туалета от остальной части ванной комнаты. Обычная внутренняя стена, построенная из шпилек и гипсокартона, лишь затемнит туалетную зону.
Поскольку окна из стеклянных блоков построены как кирпичная стена с раствором, они, как правило, очень прочные и водонепроницаемые.
Минусы
Стеклоблок выглядит таким же прочным и солидным, как кирпич, но не обладает несущими способностями. Он не может нести нагрузки, кроме своей нагрузки.
Домовладельцы могут упустить это из виду, потому что стеклоблок устанавливается так же, как кирпич, на раствор. Но вам нужно думать о стеклянном блоке так же, как об окне: полностью самонесущий проем с хрупким стеклом внутри.
Не только это, но и для наружных стен вы обнаружите, что стеклянный блок настолько тяжел, что требует прочного основания с правильно построенным подоконником и калеными шпильками, идущими вертикально под ним.
В окна из стеклоблоков могут быть встроены небольшие вентиляционные отверстия, но открыть окно целиком невозможно.
Стеклопакеты Тенденции
Окна из стеклоблоков входили и выходили из моды на протяжении 20-го и 21-го веков.
Сквозные стеклянные блоки были разработаны во Франции в 1930-х годах, самая известная тенденция для стеклянных блоков была в 1940-х годах. Фильмы-нуар популяризировали внешний вид стеклянных блоков. Районы, в которых в 1940-х годах было построено много новых дизайнерских зданий, получили стеклоблоки.
Большая часть Южного пляжа Майами, штат Флорида, была застроена в 1940-х годов, и это, естественно, включало стеклоблок. Внешний вид стеклянных блоков был возрожден в 1980-х и 1990-х годах не только во Флориде, но и в Лос-Анджелесе.
Стеклоблоки, также известные как стеклянные кирпичи, появились примерно в 2018-2019 годах. Были разработаны новые стили, и не все стеклянные кирпичи больше не имели традиционный вид волнистого стекла.
Использование стеклянных блоков в вашем доме может датировать ваш дом 1940-ми, 1980-ми годами или совершенно новым десятилетием.
Установка стеклянных блоков
Вместо того, чтобы создавать окна и экраны из стеклянных блоков с нуля, сборные комплекты облегчают работу. Установка стеклоблока в вашей ванной или даже снаружи может быть неприятным проектом, потому что материал очень тяжелый и требует точного открытия (стеклоблок нельзя разрезать).
Но оконные блоки из сборных стеклянных блоков работают так же, как и любые другие сменные окна. У них стеклоблоки уже установлены в блоке, а блоки имеют фланцы для прибивания по периметру. Затем эти сборные оконные блоки из стеклоблоков устанавливаются так же, как и окна любого другого типа.
Если вы устанавливаете свой собственный стеклоблок, не используйте обычный кирпичный раствор.
Как выбрать сварочный аппарат для низкого напряжения сети
1 / 1
Каждый электрический сварочный аппарат рассчитывается на работу при определённых параметрах сети. Промышленные аппараты работают при напряжении 380 В, а бытовые — 220 В. Однако сетевое напряжение не может похвастать стабильностью параметров. Особенно этим грешат бытовые сети. Очень часто они перегружены и напряжение в них падает ниже 200 вольт, что сказывается на стабильности работы потребителей электрической энергии. Как правило, все приборы гарантируют надёжную работу при отклонении напряжения сети не более чем на 10 процентов, что составляет от 200 до 245 вольт. Необходимо заметить, что наличие даже 200 вольт в сети не гарантирует работу сварочного аппарата.
Это происходит потому, что сварочный аппарат сам потребляет большой ток и сильно снижает напряжение сети. Если замер напряжения сети покажет 200 вольт – не спешите радоваться: при включении сварочного аппарата, этот показатель может снизиться до порога автоматического отключения устройства. Многие современные сварочные аппараты имеют защиту, отключающую их при напряжении уже 190 вольт.
Одной констатации проблемы недостаточно, необходимо найти пути её решения. Раньше вопрос решали при помощи секционирования первичной обмотки сварочного трансформатора, но это было только частичное решение. Путём переключения секций первичной обмотки можно решить проблему с величиной сварочного напряжения, но компенсировать потерянную мощность невозможно.
Установка дополнительных трансформаторов и стабилизаторов могла бы помочь, но практического смысла не имела. В самых критических случаях прибегали к подключению сварки к дизельгенератору или применяли газовую сварку. Кардинальное решение проблемы может обеспечить только специализированный сварочный аппарат для пониженного напряжения сети.
Сварочный аппарат с инвертором для низкого напряжения сети – решение Ваших проблем
Недостатком инверторных сварочных аппаратов, работающих от сети с пониженным напряжением, является их повышенная стоимость. Как правило, они стоят на 25-30% дороже обычных аппаратов для сварки. Это объясняется наличием в их конструкции дополнительных функций: стабилизации напряжения и коррекции коэффициента мощности. Такие аппараты способны решить следующие задачи:
приспособиться к питанию от слабой сети;
гладить перепады напряжения;
обеспечить качественный шов при низких параметрах сети.
Сварочные аппараты, собранные на основе такой схемы, позволяют надёжно и качественно варить от сети 180 В. А специальные экземпляры могут работать и от 135 вольт. Для обеспечения таких показателей имеется внутренний блок стабилизатора напряжения и блок корректора коэффициента мощности PFC (Power Factop Corrector). Наличие этих блоков позволяет питать сварочный аппарат от дизель-генератора и использовать удлинители длиною до 50 метров.
Функции блока корректора коэффициента мощности сварочного инвертора:
позволяет работать в слабой сети при напряжениях от 170 до 280 вольт;
экономит до 25% электроэнергии;
допускает применять кабель питания уменьшенной площади сечения;
снижает уровень сетевых помех.
Схемы, применяемые для внутренних стабилизаторов напряжения, весьма разнообразны и не отличаются новизной. Блок корректора мощности — достаточно недавнее изобретение, которое представляет собой сложную электронную схему. Разобраться в особенностях её работы под силу только специалистам по промышленной электронике. Для обладателей таких аппаратов достаточно знать, что коррекция мощности происходит за счёт накопления индуктивной энергии на катушке индуктивности.
Сварочный инвертор MultiARC-2500MV
Производитель сварочного оборудования «Кедр» создал сварочный аппарат для низкого напряжения сети MultiARC-2500MV, который не содержит внутреннего стабилизатора напряжения и блока коррекции коэффициента мощности, что не накладывает дополнительную стоимость на изделия. В то же время этот аппарат позволяет вести сварку без всяких ограничений в интервале от 187 до 260 вольт, допуская ещё больший разброс параметров при некоторых ограничениях.
Универсальный сварочный инвертор MultiARC-2500MV является аппаратом промышленного класса, выполненным в компактном корпусе. По показателю отношения мощности к объёму корпуса этот аппарат входит в группу лидеров как отечественного, так и мирового рынка малогабаритных сварочных инверторов.
Уникальность этого аппарата основана на двух вариантах подключения питания. Его можно подключить как к промышленной сети трёхфазного переменного тока 380 вольт, так и к бытовой сети однофазного переменного тока 220 вольт. При этом гарантируется надёжная работа аппарата при питающем напряжении от 187 вольт. При более низких напряжениях сети аппарат также работает, но допускает сварку только электродами меньшего диаметра. Попросту говоря: на напряжении в 157 вольт не нужно пытаться варить электродами диаметром 5 мм. Лучше пройдите в несколько заходов электродом диаметром 3 мм.
Кроме вышеперечисленных особенностей, MultiARC-2500MV имеет надёжную защиту от внешних воздействий, что позволяет выбирать его для проведения работ на открытых площадках вдали от стационарных производственных площадей. Если добавить к этому терпимость к пониженному напряжению питания, то становится понятной задумка его конструкторов: сделать универсальный, надёжный аппарат на все случаи жизни.
Возможности MultiARC-2500MV
Многофункциональность
Одно устройство – два режима сварки. Режим ММА – самый распространённый режим проведения сварочных работ, позволяет вести сваривание обычных марок стали, высокоуглеродистой стали и чугуна штучными электродами диаметром от 2 мм. и до 5 мм. Диаметр электродов следует подбирать в зависимости от того, к какой сети подключён аппарат. При подключении к трёхфазной сети 380 вольт, можно варить электродами диаметром до 5 мм. Если подключение произведено к маломощной однофазной сети – лучше ограничиться электродами диаметром 3 мм.
Режим TIG добавляет возможность сваривания титана, меди, алюминия и ещё целого ряда металлов. Этот режим очень любят новички, так как он позволяет даже им получать хороший шов. В этом аппарате реализована одна из разновидностей сварки в среде защитного газа: Lift TIG. Это означает, что поджиг дуги производится касанием вольфрамового электрода о металл.
Ручная регулировка токов форсажа (ARC FORCE) предполагает понимание специфики сварки и немного огорчает новичков, для которых предпочтительнее автоматический подбор параметров. Эта функция позволяет регулировать «жёсткость дуги», которая влияет на глубину проплавления металла.
Функция горячий старт (HOT START) увеличивает величину сварочного тока в начале процесса сваривания. Ручное управление этой функцией позволяет применять её только при непосредственной надобности:
при сваривании неочищенных или ржавых деталей;
при сваривании некачественными электродами;
при низком напряжении сети.
Функция VRD (Voltage Reduction Device) снижает напряжение холостого хода, она может быть отключена вручную. Считается, что необходимость в применении этой функции возникает в условиях, которые представляют опасность со стороны поражения электрическим током. Строящийся дом, гараж, дача требуют применения этой функции. В сухих стационарных помещениях эта функция может быть отключена.
Длительная продолжительность включения
ПВ = 100% означает, что не существует никаких ограничений по длительности непрерывной работы таким аппаратом. Это значит, что такой инвертор обеспечивает наивысшую производительность труда и низкую себестоимость продукции.
Удобный интерфейс
Под пластиковой защитой на передней панели аппарата расположен интерфейс высокой степени информативности. Основная информация выводится на цифровой дисплей. Настройка параметров производится одним декодером. Ещё две кнопки предназначены для выбора режимов работы, правильность набора контролируется по индикаторной схеме.
Познакомиться с подробной информацией о сварочном инверторе MultiARC-2500MV, проконсультироваться с менеджерами, сделать свой выбор и купить аппарат можно на нашем сайте.
Сварочный инвертор для пониженного напряжения
Сварочный инвертор для пониженного напряжения в сети часто нужен тем, кто работает сварщиком за городом или ищет подходящую модель сварочного аппарата для плохих сетей на даче или в гараже. Технически суть проблемы заключается в сути работы сварочного инвертора. Не секрет, что в сети питания 220 Вольт напряжение изменяется по синусоиде с частотой 50 Гц, а задача сварочных инверторов преобразовать переменный ток в постоянный. Если говорить как можно проще, то происходит это в 2 этапа — преобразование низкочастотного тока в высокочастотный и выпрямление. Электроника рассчитана на работу от сети в 220 Вольт — в этом случае все работает правильно: дуга мягкая, легко зажигается, брызги минимальны, сеть не перегружена.
Но если нужен сварочный инвертор для пониженного напряжения, то покупать придется специальные модели, иначе качественного шва и комфортной работы не видать (а многие аппараты вообще блокируются при напряжении ниже 190 Вольт). Это связанно с импульсной пиковой нагрузкой на сеть питания (т.е. отбирание мощности на верхушках синусоиды). Представьте теперь, что в сети питания нет 220 и нет стабильности, т.е. напряжение «скачет» — то 140, то 180, то 150. Мало того, что пики синусоиды стали значительно ниже, так еще и постоянно меняют амплитуду в каждую единицу времени. В конструкции большинства сварочных инверторов нет специальных компонентов для «адаптации» к таким неудобным условиям, которые встречаются в России, поверьте, ОЧЕНЬ часто! И, повторюсь, результат — брызги, плохой поджиг дуги, некачественный шов (если аппарат вообще смог включиться). Итак, решение:
Сварочный инвертор для пониженного напряжения — плюсы
Данная задача решается путем добавления в конструкцию сварочника двух блоков:
Стабилизатор напряжения и
Корректор Коэффициента Мощности (ККМ)
В результате отбираемая мощность «адаптируется» к возможностям сети (ККМ), стабилизатор убирает скачки, а микроэлектроника контролирует процесс сварки и все работает правильно даже при 180 Вольтах, и при 150, и даже при 135.
Кстати, наличие стабилизатора и ККМ полезно еще и при необходимости использовать удлинители большой длины (аж до 50 метров) или при работе от генератора.
Все выше изложенноедает четко понять, что для сварки при пониженном напряжении в сети другого варианта просто нет. Но рассмотрим также и отрицательные стороны.
Сварочный инвертор для пониженного напряжения — минусы
Поскольку закон сохранения энергии еще никто не отменил, то в общем-то становится очевидно, что максимальный сварочный ток при понижении напряжения питания — тоже станет меньше. И тут уже ничто не поможет. Однако, у обычного инвертора сварочный ток упадет до более низких значений, нежели у аппарата с ККМ, т.к. именно конструкция со стабилизатором и корректором сможет отобрать из сети всю оставшуюся там мощность и при этом не перегрузить ее. Так что получается, что и минусов нет, кроме того, что аппарат для пониженного напряжения, естественно будет стоить дороже обычного примерно на 25%.
Сварочные инверторы для пониженного напряжения имеют в названии аббревиатуру КС (Корректор Стабилизатор), например Страт-160КС или Страт-200КС.
В нашем каталоге Вы можете ознакомиться с подробными характеристиками и ценами обсуждаемых аппаратов.
У Вас остались вопросы? Мы с удовольствием Вам перезвоним и поможем! Введите номер телефона и нажмите отправить:
Влияние напряжения на качество сварки
Напряжение является одной из наиболее важных переменных в процедуре сварки. Это также тот, который иногда неправильно понимают. Вы можете спросить пятерых сварщиков, какое влияние оказывает напряжение на сварной шов, и вы можете получить пять разных ответов. Это потому, что напряжение может делать много вещей, хороших и плохих. Понимание влияния напряжения на сварной шов очень важно и может помочь быстрее устранять проблемы со сваркой.
Напряжение напрямую влияет на тепловложение. По мере роста напряжения увеличивается тепловыделение. Погонная энергия может быть чрезвычайно важна при сварке материалов, физические и механические свойства которых могут быть затронуты ею. В некоторых случаях мы хотим, чтобы высокое тепловложение замедлило скорость охлаждения и предотвратило охрупчивание. В других случаях мы хотим, чтобы низкое тепловложение увеличило скорость охлаждения и предотвратило растрескивание из-за повышенной чувствительности.
Многие сварщики и другие специалисты в области сварки скажут вам, что напряжение контролирует проникновение и что чем выше напряжение, тем глубже проникновение. Это неверно.
Напряжение, установленное в правильном диапазоне, мало влияет на проникновение. В этом диапазоне чем выше напряжение, тем ниже проникновение. Да, вы прочитали это правильно. Более высокое напряжение снижает проникновение. Тем не менее, мы часто слышим, что для более глубокого проплавления нужно сваривать «горячее», а это обычно означает более высокое напряжение. Более высокое напряжение расширяет дугу и наплавляет более широкий валик. При повышении напряжения наблюдается меньшая плотность энергии, поэтому проникновение уменьшается. Имейте в виду, что если напряжение слишком низкое, и вы получите неустойчивую дугу, вы также начнете терять провар. Как указано выше, мы обсуждаем влияние напряжения, когда оно установлено в соответствующем диапазоне.
Основной целью напряжения является подача достаточного количества энергии дуге для обеспечения адекватного переноса металла при коротком замыкании, шаровидном или струйном переносе. В процессе сварки постоянным напряжением, в основном во всех процессах с проволокой, мы устанавливаем напряжение, которое источник питания должен поддерживать во время сварки. Если расстояние от контактного наконечника до изделия увеличивается, наше напряжение теоретически должно увеличиваться по мере увеличения длины дуги, но источник питания поддерживает желаемое напряжение за счет изменения силы тока.
Все эти сварные швы были выполнены с использованием проволоки ER70S-6 диаметром 0,045 дюйма в защитном газе 90 % аргона/10 % двуокиси углерода при скорости подачи проволоки 375 дюймов в минуту. Разница была только в напряжении.
Как видите, напряжение мало влияет на проникновение. Однако это существенно влияет на форму валика и профиль проникновения. Когда напряжение установлено низкое, вы начнете получать чрезмерное усиление в сварном шве. Армирование не увеличивает прочность сварного шва и может привести к увеличению затрат из-за необходимости дополнительного присадочного металла, а также дополнительных трудозатрат на выполнение сварного шва. Если армирование становится чрезмерным, то сварной шов не соответствует критериям приемлемости многих норм, особенно если сварной шов будет подвергаться усталостной нагрузке.
При установке высокого напряжения сварочная ванна становится очень жидкой, и сварной шов может провисать, как видно на сварном шве (C) выше. Когда напряжение чрезмерно высокое, вы также можете получить подрезку. Когда подрез превышает определенную глубину, это становится дефектом, который необходимо устранить. Сварной шов (C) также имеет подрез на вертикальной опоре, как показано ниже.
Чрезмерное напряжение может вызвать подрез, как видно на этом сварном шве. Энергия дуги плавит основной материал, но присадочного металла недостаточно, чтобы заполнить эту пустоту, что приводит к подрезу. Подрез опасен, так как может значительно снизить усталостную долговечность сварного соединения.
Важно отметить, что в процессах сварки постоянным током, таких как SMAW и GTAW, напряжение варьируется в зависимости от длины дуги, поддерживаемой сварщиком.
Процедура сварки может иметь широкий диапазон значений напряжения. Это обычное дело. Но даже незначительного изменения напряжения может быть достаточно, чтобы перейти от шаровидного переноса к распылению. Или из брызг в шаровидные. Неправильная установка напряжения может привести к значительным затратам, поскольку это может привести к переделке из-за чрезмерного образования брызг, проблем со сваркой, таких как подрезы, продувки и многое другое.
Опубликовано
Категории: GMAW Process, Theory and Education
Раскрытие материальной связи: Некоторые ссылки в сообщении выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
Сварочный электрод низкого напряжения из мягкой стали | Trusco Nakayama
MISUMI Главная>
Инструменты и аксессуары>
org/ListItem»> Принадлежности для сварки>
Сварочные стержни>
Сварочный электрод низкого напряжения из мягкой стали
Trusco Nakayama
Trusco Nakayama
[Характеристики] · Сварочный пруток с высоким содержанием оксида титана, который обеспечивает отличные рабочие характеристики, особенно при угловой сварке вниз и горизонтально, обеспечивает стабильную дугу, дает меньше брызг и обладает отличной способностью к отслаиванию шлака. · Сварочный электрод для низковольтных сварочных аппаратов, который можно использовать с бытовыми источниками питания на 100 В. 200 В и более рекомендуется для сварочных электродов диаметром 2,6 мм и более. · Можно получить красивый глянцевый валик с неглубокой сваркой. [Применение] · Для сварки тонких панелей.
Хромирование алюминия — профессиональное покрытие алюминия хромом от ПК «ПластМет»
Хромирование алюминия применяют для декоративного оформления металлических изделий и улучшения их функциональных свойств. С помощью хромированной поверхности создают нужную отделку различных предметов из алюминия, поскольку технология металлизации помогает устранить небольшие производственные дефекты на поверхности материала. Покрытие хромом позволяет сделать поверхность изделия более прочной, что пригодиться при создании разнообразных конструкций.
Примеры работ
Преимущества металлизации алюминия
Повышает твердость металла;
Придает блеск декоративному покрытию;
Усиливает механическую стойкость поверхности;
Не изменяет химических свойств исходного материала;
Используется для предметов, работающих в условиях механического воздействия.
Покрытие алюминия хромом от ПК «Пластмет»
Металлизация применяется в собственном производстве, поэтому мы не делаем ошибок на ваших изделиях
Гарантируем, что итоговая стоимость заказа не превысит расчетную
Подбор технологии в 100% соответствии с вашей задачей
Выполнение заказов в оговоренные сроки
По запросу, мы сообщим вам, на каком этапе находится ваш заказ
Переделываем, пока вы не будете удовлетворены результатом
Оформите заявку на услугу хромирования алюминия и получите подробный расчет покрытия вашего изделия
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных.
Извините, но произошла ошибка во время отправки вашей заявки, позвоните по телефону или попробуйте позже отправить еще раз! Извините за неудобства!
Пожалуйста, заполните все обязательные поля *
Заявка принята
Ваша заявка принята. Наш менеджер свяжется с вами в ближайшее время, спасибо!
По любым вопросам звоните по телефону: (4872) 34-04-93
Частые вопросы
Из чего складывается стоимость металлизации?
Проект каждого клиента подразумевает отдельный расчет стоимости исходя из его потребностей и задач.
Габаритные размеры. Чем меньше изделие, тем ниже стоимость его покрытия.
Количество. При пересчете на единицу изделия, покрытие партии одинаковых деталей обойдется гораздо дешевле.
Состояние поверхности. Если не требуется предварительной подготовки, стоимость ниже.
Свяжитесь с нами для получения более точной информации о стоимости металлизации Вашего изделия по телефону или через форму обратной связи на сайте.
Вы работаете с заказчиками из других городов?
Заказы на металлизацию принимаются из любого региона. Вы можете отправить изделия транспортной или логистической компанией. Доставку оплачивает заказчик.
Какие сроки выполнения заказа?
Максимально короткие, но все зависит, как и в случае со стоимостью, от многих параметров: размера, количества, качества поверхности изделия, а также от типа покрытия. Для более точной оценки сроков выполнения заказа, оставьте заявку или позвоните нам на предприятие.
Декоративное химическое хромирование
Как можно понять из названия «декоративное хромирование» — это нанесение хрома на поверхность деталей с целью повышения их декоративных свойств. В этой статье разберёмся, какие виды «декоративного хромирования» бывают и всегда ли наносится хром.
Нанесение тонкого слоя какого-либо металла на поверхность изделия называется металлизацией. Рассмотрим подробнее этот процесс и более точное определение.
Металлизация — это метод изменения свойств поверхности предмета, нанесением на него тонкого слоя металла. Металлизировать можно любые твёрдые поверхности.
В зависимости от того, какой металл наносится, процесс называется алитирование(наносится алюминий), цинкование, хромирование, серебрение.
Для получения зеркального покрытия поверхность изделия нужно отполировать или она должна быть глянцевой. Глянец можно получить довольно простым способом – нанести на поверхность лак, который после высыхания и обеспечит этот глянец.
Виды металлизации
Гальваническое хромирование
Хромирование осуществляется осаждением на поверхности деталей слоя металла из электролитов, содержащих ионы данного металла. В специальную ёмкость монтируются два анода и заливается электролит. Хромируемое изделие подключается к «минусу», а аноды — к «плюсу». Далее замыкается цепь и металл, входящий в состав электролита, осаждается на деталь. Гальваническое хромирование — очень хороший вариант металлизации, для металлов. В результате такого процесса получается зеркальная ровная поверхность. Она имеет высокие антикоррозийные свойства, износостойкость, а также может выдерживать высокие температуры. В зависимости от применения различных электролитов процесс может называться гальваническое золочение, серебрение, меднение.
Нужно отметить, что нанесение металла гальваническим способом – это токсичный и опасный процесс, связанный с применением химически активных веществ, вредных для здоровья. Нужно это учитывать и обеспечить хорошую вентиляцию и использовать средства индивидуальной защиты.
Вакуумная металлизация
Вакуумное напыление осуществляется в специальных вакуумных камерах. Под воздействием электромагнитного поля наносится тонкий слой металла. Далее поверхность заливается лаком.
Такой процесс применяется как декоративный тип хромирования.
Преимущество в низкой стоимости и визуальной похожести результата на гальванический хром. Недостаток в том, что изделие, хромированное таким способом, не имеет высокой износостойкости. Также требуется дорогое оборудование, требующее для функционирования много электроэнергии и материалов.
Декоративное серебрение
Часто этот процесс ошибочно называют хромированием. На деталь распыляется не хром, а серебро. Просто слово «хромирование» у всех на слуху. Этот метод металлизации мы рассмотрим подробнее, так как он наиболее приемлем с точки зрения используемого оборудования и химических реагентов. Также сам способ нанесения не сложен.
Полное название процесса – химическое серебрение методом распыления. Специальный состав распыляется на поверхность. Также используют способ полива и окунания.
Так металлизуют поверхности в основном никелем, медью.
При серебрении поверхностей применяют метод распыления. Серебро даёт прекрасный блеск. Серебрить можно любые твёрдые поверхности.
Как серебрить детали?
Распылять состав нужно на глянцевую поверхность. Наносится тонкий слой, который повторяет все неровности. Таким образом, для получения «зеркала» важна гладкость изделия.
Этапы серебрения деталей:
Подготовка. При необходимости нужно зашпаклевать и отшлифовать поверхность. Далее загрунтовать, подготовить грунт и обезжирить. При использовании специального адгезионного грунта для металлизации, можно избежать последующего покрытия лаком до процесса серебрения, а сразу наносить серебро на грунт. На поверхности изделия он образует глянцевую поверхность. Грунт для металлизации хорошо растекается, не образуя шагрени.
Лакирование. После высыхания лака , деталь готова к серебрению.
На поверхность распыляется краскопультом специальный раствор (сенсибилизатор/активатор), другим пульверизатором промывается, третьим делаем серебрение, потом опять промываем, наносим смывку, опять промываем. В конце сдуваем оставшуюся воду продувочным пистолетом.
Далее покрываем защитным лаком. Без него покрытие легко повреждается при лёгком физическом воздействии.
Добавив в защитный лак различные красители можно получить любой цвет.
Инструмент для серебрения
Воздушные пистолеты для серебрения
Серебрить можно «одноствольным» пистолетом, в который вставлены два шланга для химии и один шланг для воздуха. Также можно серебрить «двуствольными» пистолетами. Для серебрения нужно, что бы два химических раствора (серебрильный и восстановительный) смешались друг с другом, а потом распылялись на поверхность. В «одноствольном» пистолете смешивание осуществляется внутри пистолета, а в «двуствольном» снаружи. Можно работать любым пистолетом, используя при этом хороший, качественный состав. Если есть сомнения по поводу качества химического состава, то лучше использовать «двуствольный» пистолет.
Внимание: химические реагенты для процесса серебрения содержат токсичные вещества!
Появляется при покрытии серебра лаком. Минимизировать этот эффект можно, добавив сине-фиолетовый тонер в лак.
Защитный лак
Лак уменьшается в размерах при высыхании. Он как бы сжимается и так может сползать с поверхности посеребрённой детали. Это происходит из-за того, что лаку, распылённому на зеркальную гладкую поверхность не за что зацепиться. Лак всё же держится на поверхности серебра, за счёт своей толщины и прочности. Если такое изделие активно не эксплуатировать, то защитный лак не облезет. При механическом воздействии на покрытие лак может не «устоять».
Чтобы улучшить адгезию в защитный лак примешивают специальные пластификаторы. Он становится более эластичным и мягким, меньше «сжимается» при высыхании и лучше держится. Но это не панацея и не слишком улучшает прилипание защитного лака к поверхности.
Также применяют специальное покрытие, которое распыляется после нанесения серебра. Оно наносится в два слоя. Первый слой слегка напыляется, а второй разливается на поверхности. Далее это покрытие сушится и заливается защитным лаком. Потом сушится до состояния на «отлип» и снова заливается защитным лаком. Такое покрытие получается прочным.
Существуют порошковые, сухие лаки, имеющие хорошую адгезию к металлам. Порошковые лаки активируются при температуре около 200 градусов по цельсию. К сожалению, при такой температуре серебряное напыление матовеет. Таким образом, порошковые лаки не применимы к защите посеребренной детали.
Преимущества технологии серебрения:
Простая технология, не требующая сложного оборудования. Широкий выбор оборудования и материалов. Низкая себестоимость покрытия.
Для серебрения не требуется больших площадей. Достаточно небольшого помещения с вытяжкой.
Серебрение даёт высокую отражающую способность и по декоративным свойствам может быть альтернативным способом металлизации вместо более сложных методов гальванического хромирования и вакуумной металлизации.
Серебрить можно любую твердую поверхность, а не только металлическую (в случае с гальваникой).
Изделия можно покрывать не только под «хром». Добавляя специальные красители в защитный лак, можно менять оттенок конечного декоративного покрытия.
Главный недостаток декоративного серебрения – это плохие защитные свойства покрытия. Если суметь правильно защитить посеребренную поверхность, то этот недостаток нивелируется. То есть важно правильно покрыть защитным лаком, как описывалось выше.
Стоит также упомянуть о красках с зеркальным эффектом.
Краски «под хром»
Краски «под хром» не дают такого же эффекта(«зеркала»), как металлизация. Есть разница и в оттенке. Они содержат алюминий в своём составе. Алюминий даёт более тёмный оттенок, чем серебро. Таких насыщенных и ярких цветов как при серебрении, на краске «под хром» не получить.
Краски с эффектом зеркала фирмы Alsa
Тем не менее, краска широко применяются. Можно отметить такие краски как Mirra Chrome компании Alsa, краски DNA–Custom Paints. Получается эффект, сравнимый с полированной алюминиевой поверхностью.
Краска распыляется на черный акрил или черную базу, покрытую лаком. Основа должна иметь хороший глянец, тогда покрытие получится больше похожим на «зеркало».
Отметим также технологию порошковой окраски ChromHard — это полимерное покрытие с хорошими декоративным эффектом и высокими защитными свойствами. Покрытие состоит из трёх слоёв: порошкового грунта, зеркального слоя (алюминий) внутри лака ChromHard и самого лака. Этот способ окраски хорошо подходит для «хромирования» колёсных дисков.
Хромирование – это метод отделки поверхности металлов. Его часто называют просто Chrome. Это делается путем гальванического нанесения хрома на поверхность подложки тонкими слоями. Хром может улучшить металлургические свойства и внешний вид ваших алюминиевых деталей.
Хромирование является популярной отделкой поверхности деталей, отлитых под давлением, особенно изделий, отлитых под давлением из цинка. Он имеет сильный эстетический вид и отличную защиту от коррозии и износа.
Sunrise Metal уже много лет занимается производством литья под давлением. Мы также предлагаем услуги по хромированию литых деталей из алюминия и цинка. Если у вас есть какие-либо вопросы об обработке хромированием, вы можете связаться с нами в любое время.
Пошаговый процесс хромирования алюминия
Вы когда-нибудь задумывались о сложности нанесения покрытия на металлические детали? Если вы не знакомы с поверхностной отделкой, вы будете удивлены, узнав о процессах, связанных с нанесением всего лишь тонкого слоя хрома.
Вот подробное пошаговое объяснение процесса хромирования хромированных алюминиевых деталей.
Обезжиривание
Перед любой обработкой поверхности обезжиривание обязательно. То же самое касается и хромирования. Подложка должна быть уверена, что не содержит никаких примесей на поверхности. На деталях не должно оставаться следов смазки, грязи, краски, грунтовки и т.п.
Полировка
После очистки деталей их полируют, чтобы сделать алюминиевые детали более гладкими. Это делается с помощью механической мясорубки. Он удаляет любые царапины или следы, оставшиеся после механической обработки или литья алюминиевых деталей.
Очистка
Еще раз очистите алюминиевые детали, чтобы удалить остатки после полировки. Их очищают и промывают различными химическими средствами. Каждый тип химикатов воздействует на определенный тип примесей, таких как масло, оксиды, остатки металла и т. д.
Полировка меди
Алюминий имеет естественный слой, повышающий его коррозионную стойкость. Но в связи с этим возникают некоторые сложности с хромированием алюминиевых деталей. Так, алюминий обычно покрывают медью и полируют, чтобы сделать возможным хромирование.
Никелирование
После полировки детали снова очищаются. Затем желательно покрыть подложку дополнительным слоем никеля. Это значительно улучшает внешний вид и долговечность окончательной хромированной отделки.
Хромирование гальваники
После завершения всех процессов предварительной обработки детали погружаются в раствор электролита для гальванопокрытия. Постоянный ток заданной силы пропускают через гальваническую установку для нанесения хрома на алюминиевую деталь.
Детали выдерживают в гальванической ванне в течение определенного времени, чтобы контролировать толщину покрытия. Слой хрома изначально имеет золотистый цвет. Но после ополаскивания деталей он приобретает мерцающий серебристый цвет.
Особенности и преимущества хромирования алюминия
Хромирование является одним из наиболее популярных вариантов отделки поверхности, предпочитаемых производителями. Его уникальные свойства и металлургическая ценность делают его идеальным выбором для отделки поверхностей. Давайте рассмотрим основные особенности и преимущества хромирования алюминия.
Алюминиевые детали обладают отличной защитой от коррозии, но не очень устойчивы к износу. Хромирование является хорошим выбором для повышения износостойкости деталей.
Хром придает блестящую эстетическую отделку вашим частям. Его отражающая поверхность очень хорошо смотрится на продуктах.
Хром выдерживает экстремальные погодные условия. Таким образом, покрытие не повреждается легко и дольше сохраняет подложку в хорошем состоянии.
Отличный вариант для утилизации старых деталей автомобилей. С его помощью бывшие в употреблении детали снова будут выглядеть как новые.
Хромирование имеет низкое поверхностное трение. Это делает его идеальным для определенного типа применения и подходит для автомобильных компонентов.
Хромирование классифицируется по назначению
Хромирование алюминия может иметь различную толщину в зависимости от области применения. В зависимости от области применения он подразделяется на следующие категории.
Декоративное хромирование
Твердое хромирование
Каждый из вариантов хромирования имеет свои плюсы и минусы. Оба типа хромирования имеют одинаковое значение в промышленности.
Мы собираемся обсудить относительные преимущества и особенности этих двух видов хромирования алюминиевых деталей. Но сначала давайте подробно узнаем о типах хромирования.
Декоративное хромирование
Декоративное хромирование желательно на автомобильных деталях и кухонной утвари. Он предлагает как приятный внешний вид, так и производительность. И толщина покрытия очень тонкая, всего от 0,05 до 0,5 микрометра.
Помимо внешнего вида, декоративное хромирование обладает отличной коррозионной стойкостью. Но его износостойкость и твердость сравнительно меньше, чем у твердого хрома. Так, за декоративным хромированием чаще всего следует никелирование для улучшения его свойств.
Твердое хромовое покрытие
Твердый хром сравнительно толще декоративного хрома. Он обеспечивает гораздо лучшую износостойкость и снижает трение. Это делает его более подходящим для инженерных приложений. Таким образом, он также известен как промышленный хром.
Толщина твердого хромового покрытия обычно составляет от 20 до 40 микрометров. Он может быть изготовлен толщиной до 100 микрометров, в зависимости от требований к износостойкости. Но гальваническое покрытие хромирует алюминиевые детали неравномерно.
Когда детали имеют неправильную геометрию, покрытие имеет тенденцию быть неровным и, вероятно, иметь поверхностные дефекты. Так, на детали наносится более толстое покрытие. Затем он возвращается к точным размерам путем шлифовки.
Существуют различные типы хрома, используемые для хромирования
Для хромирования используются два типа хрома, а именно шестивалентный и трехвалентный хром. Так, хромирование часто классифицируют по материалу покрытия.
Шестивалентное хромирование
Оно также известно как шестивалентное хромирование и использует триоксид хрома в качестве основного материала. Его можно использовать как для декоративного, так и для твердого хрома. Процесс hex-chrome аналогичен тому, что мы обсуждали ранее.
Сначала детали проходят надлежащую обработку поверхности перед хромированием. Затем его погружают в хромовую ванну для гальванического покрытия. Наконец, детали снова тщательно зачищают, чтобы удалить остатки материала после хромирования.
Для декоративного хромирования диапазон температур от 35 до 45 °C. В случае твердого хромирования необходимая температура составляет от 50 до 60 °C. Однако температура увеличивалась для более высоких входных токов.
Однородность покрытия меньше для шестигранного хрома, потому что эффективность катода не на должном уровне. Это приводит к непокрытым участкам, расположенным в острых кромках и глубоких отверстиях. Так, для большей однородности покрытия используются вспомогательные аноды.
Шестивалентный хром является опасным веществом. Он очень токсичен и обладает канцерогенными свойствами для человека. Так, в некоторых местах он запрещен, а если и разрешен, то к его утилизации применяются строгие правила.
Трехвалентное хромирование
Трехвалентное хромирование является менее токсичной альтернативой шестивалентному хромированию. Он также широко известен как трихромирование. Он использует либо сульфат хрома, либо хлорид хрома в качестве основного материала для гальванического покрытия.
Процесс трихромирования аналогичен другим процессам хромирования. Но есть несколько гальванических установок для одного и того же процесса.
Трехвалентный хром можно наносить толщиной от 0,13 до 1,27 мкм. Он более эффективен в отношении катода, чем шестивалентный хром, и требует меньшей плотности тока для покрытия. Таким образом, это помогает сократить некоторые производственные затраты.
Трихром также сравнительно менее опасен, чем гексахром. Таким образом, обработка и утилизация менее сложны. Это способствует снижению накладных расходов на производство.
Различия в свойствах и применении декоративного и твердого хромирования
Основное различие между ними заключается в толщине. Декоративное хромирование в основном акцентирует внимание на внешнем виде деталей. Таким образом, покрытие становится тоньше. Но декоративный хромированный алюминий по-прежнему обеспечивает хорошую коррозионную стойкость алюминиевых деталей.
Возможно декоративное хромирование как трехвалентным, так и шестивалентным хромом. Таким образом, у вас есть возможность выбрать любой из них. Однако трехвалентный хром чаще всего используется для хромирования из-за проблем со здоровьем, связанных с шестивалентным хромом.
С другой стороны, твердый хром значительно толще. По мере увеличения толщины хромового покрытия его внешний вид становится более тусклым. Но он обеспечивает исключительную стойкость к коррозии и износу, а также обладает лучшими свойствами твердости.
Имеет низкий коэффициент трения, что делает его идеальным выбором для валов, насосов, цилиндров и т. д. Твердый хром можно сделать более точным путем шлифовки и полировки деталей. Возможен также простой ремонт и техническое обслуживание твердого хромового покрытия.
Из-за вышеперечисленных фактов декоративный хром более полезен во влажных и агрессивных условиях. Они отлично подходят для автомобильных запчастей и кухонной утвари. Декоративный хром легче чистить, что является обязательным для таких применений.
Твердый хром больше подходит для инженерных или промышленных применений. Они в основном используются для внутренних деталей, таких как двигатели, поршни, клапаны, валы и т. д. Прочие компоненты системы, требующие высокой износостойкости, также требуют твердого хромирования.
Вы также можете хромировать металлы, кроме алюминия
С самого начала мы занимались хромированием алюминия. Но вы можете наносить хром на различные другие металлы, кроме алюминия. Обычно применяется к
Сталь
Медный сплав
Цинковый сплав
Пластик и т. д.
Тем не менее, он значительно чаще используется для алюминиевых деталей, в том числе алюминиевых деталей, обработанных на станках с ЧПУ, и алюминиевых деталей, отлитых под давлением. В настоящее время большинство отраслей промышленности полагаются на алюминиевые детали для более легких и экономичных деталей. А алюминий может подвергаться многократной обработке поверхности вместе с хромированием для увеличения срока службы.
Анодированный алюминий также может быть хромирован. Хром обладает отличными адгезионными свойствами, которые могут прилипать к большинству поверхностных покрытий. Но в основном это связано с химическим никелированием.
Не знаете различий между химическим никелированием и хромированием?
Химическое никелирование часто используется в качестве нижнего слоя для хромирования. Они имеют некоторое сходство в своих металлургических свойствах, но процесс нанесения покрытия совсем другой. В отличие от хрома, вы можете наносить химическое никелирование без электричества.
Химическое никелирование обеспечивает исключительную износостойкость и коррозионную стойкость ваших деталей. Но внешний вид хромированного покрытия выглядит и ощущается более премиальным. Это основная причина дополнительных хлопот с нанесением хромирования поверх никелирования.
Никелевое покрытие, лежащее в основе, придает алюминиевым деталям лучшую износостойкость и твердость. Так, слой хрома можно сделать тоньше и сделать акцент на декоративном виде.
Еще одно преимущество никелирования заключается в том, что оно более однородно, чем хромирование. Так, его часто используют для создания гладкой поверхности над металлическими деталями. Это помогает улучшить качество поверхности хромирования.
Несмотря на различия, эти два процесса гальванического покрытия вполне дополняют друг друга. Оба они обладают отличными качествами, которые могут значительно улучшить качество ваших алюминиевых деталей.
Sunrise Metal может предоставить лучшее решение для хромирования
Sunrise Metal — компания по литью алюминия под давлением с широкими возможностями. Мы специализируемся на всевозможных дополнительных задачах, связанных с литьем под давлением. Отделка поверхности – очень важная часть производства.
Без надлежащей обработки поверхности наша тщательная работа по обеспечению высокого качества алюминиевых деталей была бы бессмысленной. Таким образом, наряду с нашим собственным оборудованием для отделки поверхностей, мы сотрудничаем с другими компаниями, специализирующимися на отделке поверхностей.
Так что вам не придется тратить время на поиск компании с хорошими услугами по хромированию. Оставьте управление поставщиком отделки поверхности нам. Мы обеспечим вам лучшее решение для хромирования ваших алюминиевых деталей.
Вот лишь небольшая часть, но важное введение, которое мы можем предоставить вам для готовых проектов. Sunrise Metal может предоставить полный комплекс услуг, если у вас есть какие-либо другие требования к проектам литья алюминия под давлением. Для получения дополнительной информации о нас, пожалуйста, нажмите на эту ссылку: производитель алюминиевого литья под давлением
Если вы ищете лучшую защиту от коррозии алюминия, лучше всего подойдет хромирование. Покрытие металлическим хромом на алюминии продлевает срок службы металлических деталей и делает их устойчивыми к коррозии.
Хромирование – это электрохимический процесс, при котором слой металлического хрома наносится на алюминий. Это больше, чем просто эстетическое улучшение, хотя и выглядит приятно для глаз.
Преимущества хромирования
Ниже приведены семь причин, по которым вам следует выбрать хромирование алюминия.
Способность выдерживать экстремальные погодные условия
Хромирование укрепляет алюминий, делая его устойчивым к атмосферным воздействиям. Хромированный алюминий не подвержен повреждениям из-за дождя, жары, влажности, холода и снега. Поэтому хромированные алюминиевые металлические детали лучше всего использовать на открытом воздухе.
Восстановление для придания металлу нового вида
Хромирование наносит новое покрытие на алюминиевый металл, которое полностью оживляет внешний вид металлической детали. После хромирования материал снова выглядит новым. Кроме того, это экономичный способ восстановить старые алюминиевые изделия.
Привлекательный внешний вид
Хромирование придает гладкий и гладкий вид изделиям и деталям из алюминия. Отделка, предлагаемая хромированием, яркая и привлекательная. Это популярный выбор для людей, которым нужна декоративная отделка поверхности.
Не влияет на металлическую основу
Не повреждает основной материал, будь то чистый алюминий или литье под давлением из алюминиевого сплава. Металл подложки остается неповрежденным в процессе хромирования.
Более того, этот тип покрытия можно наносить даже при более низких температурах, не повреждая металл.
Сила сцепления
Это покрытие прилипает к металлической основе (алюминию), что делает металлические детали более прочными.
Кроме того, прочное сцепление с хромированным покрытием увеличивает срок его службы и снижает потребность в ремонте с течением времени.
Увеличение срока службы до износа
Обратите внимание, что типичная твердость хрома составляет от 65 до 70 часов. Это делает хромирование устойчивым к заеданию, износу и разрыву сопрягаемых деталей.
Низкий коэффициент смазывающей способности
Алюминий – это металл, который легко заедает и заедает. Но низкая смазывающая способность хрома снижает трение между деталями и защищает металлическую алюминиевую поверхность от возможных повреждений.
Высокоэффективное хромирование в Sunrise Metal
Компания Sunrise Metal специализируется на хромировании на заказ. Мы понимаем, что каждая алюминиевая литая деталь имеет уникальные требования к хромированию.
Наши обученные и опытные специалисты на месте оценят вашу металлическую деталь и разработают план действий для наилучшего выполнения хромирования на ней.
Sunrise Metal оснащен высокотехнологичным оборудованием и машинами для нанесения покрытия, обеспечивающими стандартную стабильность, а также уникальную отделку поверхности. Кроме того, наш хромированный алюминий увеличивает срок службы алюминиевых компонентов, обеспечивая при этом долговечность.
Мы занимаемся нанесением покрытий на поверхности и литьем алюминия под давлением уже более десяти лет. Вы можете положиться на нас в отношении высококачественного и точного твердого хромирования. Помимо хромирования, мы также предлагаем никелирование, конверсионное хромирование и многие другие металлические покрытия.
Почему стоит выбрать Sunrise Metal для хромирования
Возможность строгого контроля качества: Мы проводим строгие проверки от сырья до готовых деталей. С нашей испытательной лабораторией высокого уровня, чтобы удовлетворить ваши требования
Соответствие ROHS и REACH: Вся отделка поверхности, включая хромирование, анодирование, литье деталей под давлением и многое другое, соответствует требованиям ROHS и REACH.
Обновленные технологии : Sunrise Metal всегда использует современные технологии и оборудование, которые обеспечивают качественное покрытие металлических деталей.
Мы используем как твердый хромированный алюминий, так и высококачественный декоративный хромированный алюминий.
Наш процесс хромирования алюминия включает следующие этапы:
1. Делаем обезжиривание для удаления сильного мусора и пыли с поверхности металла.
2. После этого мы производим очистку поверхности с помощью наших высокотехнологичных чистящих машин. При необходимости мы также проводим ручную уборку.
3. Мы применяем различные виды предварительной обработки в зависимости от используемого вещества и сплава.
4. Теперь погружаем алюминиевую деталь в ванночку для хромирования и поддержания температуры.
5. Последним этапом является проверка толщины покрытия, а также проверка качества.
Можно ли хромировать алюминий?
Да, алюминий может быть покрыт твердым хромом. Хромирование лучше всего подходит для деталей из алюминия, его сплавов, а также для анодированного алюминия.
Благодаря своей твердости и низкому трению этот тип покрытия обладает исключительной износостойкостью. Кроме того, он делает алюминиевые детали прочными и устойчивыми к коррозии.
Какие металлы можно хромировать?
Прелесть хромирования в том, что его можно использовать для различных материалов. Металлы, включая медь, латунь, сталь, алюминий и другие, могут быть хромированы.
Повышает прочность металлических деталей и делает их более подходящими для различных применений.
Хромированные металлы лучше всего подходят для изготовления деталей автомобилей, самолетов, предметов повседневного обихода и многого другого.
Хромирование дорого?
Хромирование – это электролитический процесс, что снижает его стоимость. Но, по сравнению с другими покрытиями, оно не слишком дорогое.
Общий диапазон цен на хромирование составляет от нескольких сотен до тысяч долларов.
В основном цена зависит от качества хромирования и размера алюминиевых деталей.
Безопасно ли хромирование для пищевых продуктов?
Да, хромирование безопасно и для пищевых продуктов.
При постройке дома нужно продумать и просчитать применение всех материалов. Очень часто к нам обращаются новички в этом деле, и у них возникает вопрос, какие плиты перекрытия лучше использовать — ПБ или ПК? Но сначала, чтобы ответить на этот вопрос, нам нужно разобраться, в чём отличия этих плит?
Предназначение плит перекрытия — это разделение строящегося здания на этажи. Такие изделия многопустотные и благодаря этому, они обеспечивают хорошую звукоизоляцию. Но в чём же различие между ПБ и ПК?
Таблица отличий
Отличия
Марка плит
ПБ
ПК
Технология производства
Современный безопалубочный метод
Устаревший опалубочный метод
Максимальная длина
10,8м
7,2 м
Ширина
1м; 1,2м; 1,5м
1м; 1,2м; 1,5м; 1,8м
Несущая способность
от 300 до 1600кг/кв. м
800кг/кв.м
Геометрические параметры
Гладка поверхность, точная геометрия
Более низкое качество поверхности и точность размеров
Опирание
Только на 2 короткие стороны
Стандартно — на 2 стороны. Есть специальные виды, которые опираются на 3(ПКТ) и 4(ПКК) стороны
Рассмотрим подробнее
преимущества плит ПБ:
Разница в производстве. Технология безопалубочного формирования. Эта технология даёт возможность получить плиты с идеально ровными торцами и снизить трудозатраты и материалы по заделке стыков плит перекрытия.
Более высокая прочность бетона. Марка прочности на сжатие не ниже В30;
Идеально ровная поверхность;
Возможность изготовления любой длины;
Возможность резки торцевой части под любым углом.
К
минусам ПБ можно отнести:
Применение высокотехнологичного оборудования. Не все заводы могут себе это позволить;
Опирание только на две стороны.
Плиты
ПК такжеимеют ряд преимуществ:
Меньший вес, чем у плит ПБ;
Большой диаметр отверстия для ввода коммуникаций.
Пустотные плиты перекрытия ПК чаще всего применяют для строительства малоэтажных зданий, именно поэтому цена у них меньше. Безопалубочные плиты могут использоваться для перекрытий сразу под отделку, так как поверхность у них более гладкая и ровная. Стоят они дороже, чем круглопустотные, но являются более прочными и благодаря этому выдерживают большой диапазон нагрузки. И, пожалуй, главный плюс и отличие плит ПБ от ПК — возможность изготовления ПБ плит по индивидуальным размерам.
ПБ плиты от ПТЖБ изготавливаются по ГОСТ 9561-2016 серия ИЖ 738, ИЖ 568-3, ИЖ 938. Купив у нас такие плиты, вы можете быть уверены в надёжности вашего будущего дома. Остались вопросы? Наши менеджеры с удовольствием ответят на них.
ВЕРНУТЬСЯ В БЛОГ
Товары из новости
ВЕРНУТЬСЯ В БЛОГ
Плиты перекрытий многопустотные ПБ
от 5 200 руб/шт
ВЫБРАТЬ
Плиты ПБ или ПК, что выбрать для перекрытия?
Адрес:г. Москва, ул. Лобачевского, д. 118 к2
Время работы: Пн — Пт с 09:00 до 18:00
Каталог продукции
Энергетическая отрасльСтроительство зданийСтроительство дорогУстройство коммуникацийСтроительство мостовЖелезнодорожное строительствоБлагоустройство территорииИзделия из металла
00
Плиты перекрытия ПБ и ПК отличия
Многопустотные плиты ПБ и ПК широко используются при создании перекрытий. Распространёнными типами таких изделий являются плиты категории ПБ и ПК. Между ними много общего, но есть и существенные различия. Оба типа изделий производятся по ГОСТ 9561-2016. Внешне представляют собой крупноразмерные плоские элементы прямоугольного сечения, в которых проделаны пустоты параллельно длинной стороне.
Чем плиты пб отличаются от пк: Отличить их друг от друга можно по нескольким признакам:
Отверстия в теле плит ПК круглой формы, чем и обусловлено их название — плиты круглопустотные. Чаще всего их диаметр 159 мм. Но в различных типах этих плит встречаются вариации параметра: от 114 мм. в 7ПК до 203 мм. в 6ПК. В плитах ПБ отверстия имеют более вытянутую, овальную форму, диаметром 60 мм.
Плиты ПК снабжаются монтажными петлями. Панели ПБ могут их не иметь. Их удлинённые грани имеют специальную форму для захвата такелажными механизмами.
Поверхность плит ПБ более совершенная благодаря особенностям технологии производства — без использования опалубки. Данный способ обусловил название элемента — плиты безопалубочные.
Безопалубочные плиты ПБ могут достигать в длину 12 м. Максимальная длина круглопустотных панелей чуть больше 7 м.
Плита ПБ
Купить плиту ПБ на заводе ЖБИ
Плита ПК
Купить плиту ПК на заводе ЖБИ
Оба типа плит используются в гражданском, промышленном строительстве, возведении общественных зданий. Знание нюансов производства строительных элементов этих двух категорий, их плюсов и минусов помогает сделать правильный выбор.
Производство плит ПК
Технология выпуска круглопустотных плит ПК существует несколько десятков лет. Она больше ориентирована на типовое строительство. Данные строительные материалы используются долгие годы, их практические характеристики, способность противостоять нагрузкам изучены на практике и проверены временем. В технологическом процессе высока доля ручного труда.
Такие ЖБИ изготавливаются в специальных металлических формах — опалубках. В такую форму устанавливаются арматурные элементы, пустотообразователи. Арматурные сетки располагаются в верхней и нижней части изделия. Форма перемещается на вибростол. В неё заливается бетонный раствор. Бетон берётся класс В15 и выше. В виброэлектроформе происходит уплотнение бетона. Форма закрывается материалом, удерживающим влагу, и подогревается в течение 7 часов. Через этот промежуток времени заготовка вынимается из опалубки, из неё извлекаются пустотообразователи.
Производство плит ПБ
Технология изготовления безопалубочных плит ПБ совершенно другая. Она считается более прогрессивной, ориентированной на индивидуальное строительство. Ассортимент таких плит шире, больше вариация их размерных показателей. Есть возможность выпуска плит ПБ по проекту заказчика. Формирование изделий происходит на специальном длинном стенде. Туда монтируется арматура, которая напрягается. Располагается она в один ряд, параллельно длинной стороне плиты. Стенд предварительно покрывается составом, препятствующим прилипанию бетона.
Устанавливаются пустотообразователи. На движущуюся линию наносится бетонная смесь. Бетон используется класса В30 и выше. Стенд подогревается, заготовка достигает необходимой прочности. Затем происходит её разрезание на отрезки необходимой длины. С помощью специальной пилы можно разрезать торцы не только параллельно ширине изделия, но и под различными углами. Выпущенная из производства плита проходит контроль качества.
Преимущества и недостатки плит ПБ и ПК
Оба варианта обладают хорошей звуко- и теплоизоляцией за счёт наличия пустот, повышенной огнестойкостью. Безопалубочные панели имеют следующие плюсы:
Прочность плит ПБ находится в более широких пределах, чем плит ПК. Во многом это достигается благодаря применению в качестве арматуры дорогостоящих сплавов. Такие изделия могут выдерживать нагрузку от 600 до 1450 кг. на квадратный метр их поверхности.
Ассортимент безопалубочных плит больше, так как технология позволяет вносить коррективы по желанию заказчика. Это обуславливает выбор в пользу такого строительного элемента в нестандартных случаях.
Безопалубочные плиты можно разрезать под различным углом в поперечном направлении. Шаг нарезания — 10 см.
Заявки на изготовление панелей ПБ быстро выполняются.
Поверхность такого строительного ресурса идеально ровная, на ней практически отсутствуют дефекты. Благодаря этому после установки не требуются дополнительные операции по выравниванию. Происходит экономия средств — нет необходимости в шпаклёвке, штукатурке. Можно сразу приступать к отделке.
Оборудование позволяет достичь точных геометрических показателей.
Круглопустотные плиты ПБ и ПК также имеют преимущества, особенно при типовом строительстве:
Ввиду большего диаметра пустот проделывание в них отверстий для ввода коммуникаций не доставляет неудобств. Проведение коммуникаций не сказывается на устойчивости конструкции. Это важно в многоэтажном строительстве.
Благодаря наличию монтажных петель нет необходимости в специальных такелажных механизмах, как при перемещении безопалубочных плит.
ПК весят меньше, чем ПБ. Разница составляет несколько процентов.
Безопалубочные плиты имеют несколько минусов:
Процесс производства требует применения высокотехнологичного оборудования. Не каждый завод имеет такое оснащение. Способ изготовления многопустотных плит ПК с помощью опалубки остаётся пока более распространённым.
В отличие от круглопустотных панелей, безопалубочные плиты ПБ могут опираться только на две стороны. ЖБИ типа ПК выпускаются с опиранием не только на две, но и на три стороны, а также с опиранием по всему контуру.
Для перемещения безопалубочной плиты ПБ чаще всего необходим такелажный механизм. В остальном правила транспортировки и хранения сходны с круглопустотным вариантом.
Что выбрать ПК или ПБ плиты.
В основном в современном строительстве, особенно в частных домах, спроектированных по индивидуальным проектам, предпочтение всё чаще отдаётся безопалубочному варианту плитам ПБ.
Задать вопрос
Я подтверждаю свое Согласие политикой конфиденциальности на обработку вносимых в форму моих персональных данных.
Заказать звонок
Я подтверждаю свое Согласие политикой конфиденциальности на обработку вносимых в форму моих персональных данных.
РЕГИСТРАЦИОННЫЕ КОДЫ НОМЕРНЫХ ЗНАКОВ | ChicagoCop.com
Тип лицензии (LIT)
Уведомление о нарушении (Паркер)
Описание номерного знака
Такси (Техас)
ТХ
ТХИ
Такси – Чикаго (Техас)
ТХ
ТХИ
Временная пластина
ТП
ТМП
Тонированные окна (WT)
ЗЗ
ТНТ
Эвакуатор (TW)
ЗЗ
БУКСИРОВКА
Эвакуатор – Распределено
АП
ПРИЛОЖЕНИЕ
Прицеп (ТА)
ЗЗ
турецких лир
Прицеп – Дилер
ДЛ
ДЛТ
Трейлер — Вес в спущенном состоянии: 3001 фунт. или 5000 фунтов. (ТБ)
ЗЗ
турецких лир
Трейлер — Масса в спущенном состоянии: 5001 фунт. до 8000 фунтов. (ТС)
ЗЗ
турецких лир
Трейлер — Масса без прицепа: 8000 фунтов. или 10000 фунтов. (ТД)
ЗЗ
турецких лир
Трейлер — вес в спущенном состоянии: 10 001 фунт. до 14 000 фунтов. (ТЕ)
ЗЗ
турецких лир
Трейлер — Масса без прицепа: 14 000 фунтов. или 20000 фунтов. (ТГ)
ЗЗ
турецких лир
Трейлер — Вес в спущенном состоянии: 20 001 фунт. до 32 000 фунтов. (ТК)
ЗЗ
турецких лир
Трейлер — Масса без прицепа: 32 000 фунтов. или 36000 фунтов. (TL)
ЗЗ
турецких лир
Трейлер — Вес в спущенном состоянии: 36 001 фунт. до 40 000 фунтов. (ТН)
ЗЗ
турецких лир
Прицеп – мотоцикл (ТА) Прицеп мотоцикла.
ЗЗ
турецких лир
Прицеп — рекреационный (RT)
ЗЗ
РВТ
Прицеп – Полуприцеп (ST)
турецких лир
турецких лир
Транспортер (IT)
ИТ
РНН
Грузовик – B-грузовик
ТК
ТРК
Грузовик – Дилер
ДЛ
Дополнение
Грузовик — Масса в сборе: 8001 фунт. до 12000 фунтов. (Д)
ТК
ТРК
Грузовик — Масса в сборе: 12 001 фунт. до 16 000 фунтов. (Ф)
ТК
ТРК
Грузовик — Масса в сборе: 16 001 фунт. до 26000 фунтов. (Н)
ТК
ТРК
Грузовик — Масса в сборе: 16 001 фунт. до 28000 фунтов. (Дж)
ТК
ТРК
Грузовик — Масса в сборе: 28 001 фунт. до 32 000 фунтов. (К)
ТК
ТРК
Грузовик — Масса в сборе: 32 001 фунт. до 36000 фунтов. (л)
ТК
ТРК
Грузовик — Масса в сборе: 36 001 фунт. до 40 000 фунтов. (Н)
ТК
ТРК
Грузовик — Масса в сборе: 40 001 фунт. до 45 000 фунтов. (П)
ТК
ТРК
Грузовик — Масса в сборе: 45 001 фунт. до 50 000 фунтов. (В)
ТК
ТРК
Грузовик — Масса в сборе: 50 001 фунт. до 54 999 фунтов. (Р)
ТК
ТРК
Грузовик — Масса в сборе: 55 000 фунтов. до 59, 500 фунтов. (С)
ТК
ТРК
Грузовик — Масса в сборе: 59 501 фунт. до 64 000 фунтов. (Т)
ТК
ТРК
Грузовик — Масса в сборе: 64 001 фунт. до 73 280 фунтов. (В)
ТК
ТРК
Грузовик — Масса в сборе: 73 281 фунт. до 77000 фунтов. (Х)
ТК
ТРК
Грузовик — Масса в сборе: 77 001 фунт. до 80 000 фунтов. (З)
ТК
ТРК
Грузовик — Налог на пробег: 12 000 фунтов. или меньше (MD)
ТК
ТРК
Грузовик — Налог на пробег: 12 001 фунт. до 16 000 фунтов. (МФ)
ТК
ТРК
Грузовик — Налог на пробег: 16 001 фунт. до 20 000 фунтов. (МГ)
ТК
ТРК
Грузовик — Налог на пробег: 20 001 фунт. до 24 000 фунтов. (МЗ)
ТК
ТРК
Грузовик — Налог на пробег: 24 001 фунт. до 28000 фунтов. (МДж)
ТК
ТРК
Грузовик — Налог на пробег: 28 001 фунт. до 32 000 фунтов. (МК)
ТК
ТРК
Грузовик — Налог на пробег: 32 001 фунт. до 36000 фунтов. (мл)
ТК
ТРК
Грузовик — Налог на пробег: 36 001 фунт. до 40 000 фунтов. (МН)
ТК
ТРК
Грузовик – Налог на пробег: 40 001 фунт. до 45 000 фунтов. (МП)
ТК
ТРК
Грузовик — Налог на пробег: 45 001 фунт. до 54 999 фунтов. (МР)
ТК
ТРК
Грузовик — Налог на пробег: 55 000 фунтов. до 59 500 фунтов. (МС)
ТК
ТРК
Грузовик — Налог на пробег: 59 501 фунт. до 64 000 фунтов. (МТ)
ТК
ТРК
Грузовик — Налог на пробег: 64 001 фунт. до 73 280 фунтов. (МВ)
ТК
ТРК
Грузовик — налог на пробег: 73 281 фунт. до 77000 фунтов. (МХ)
ТК
ТРК
Грузовик — Налог на пробег: 77 001 фунт. до 80 000 фунтов. (МЗ)
Специалисты по проектированию и производству защитных пластин для австралийского бездорожья с 2008 года. В отличие от дуг, лебедок и других аксессуаров, ваши защитные пластины, вероятно, будут использоваться много раз каждый раз, когда вы выезжаете на бездорожье, поэтому инвестиции в качественную защиту днища должны быть в первую очередь. вверху вашего списка.
3 Найдено продуктов
Теперь с
297,46 долларов США
В продаже
Теперь с
$509,96
В продаже
От 299,95 долл. США
Эта политика конфиденциальности определяет, как мы используем и защищаем любую информацию, которую вы предоставляете нам при использовании этого веб-сайта.
Мы стремимся обеспечить защиту вашей конфиденциальности. Если мы попросим вас предоставить определенную информацию, по которой вас можно идентифицировать при использовании этого веб-сайта, вы можете быть уверены, что она будет использоваться только в соответствии с настоящим заявлением о конфиденциальности.
Время от времени мы можем изменять эту политику, обновляя эту страницу. Вам следует время от времени проверять эту страницу, чтобы убедиться, что вы довольны любыми изменениями.
Что мы собираем
Мы можем собирать следующую информацию:
имя и должность
контактная информация, включая адрес электронной почты
демографическая информация, такая как почтовый индекс, предпочтения и интересы
прочая информация, относящаяся к опросам клиентов и/или предложениям
Что мы делаем с собранной информацией
Нам нужна эта информация, чтобы понять ваши потребности и предоставить вам более качественные услуги, в частности, по следующим причинам:
Ведение внутренней документации.
Мы можем использовать эту информацию для улучшения наших продуктов и услуг.
Мы можем периодически отправлять рекламные электронные письма о новых продуктах, специальных предложениях или другой информации, которая, по нашему мнению, может показаться вам интересной, используя предоставленный вами адрес электронной почты.
Время от времени мы также можем использовать вашу информацию, чтобы связаться с вами в целях исследования рынка. Мы можем связаться с вами по электронной почте, телефону, факсу или почте. Мы можем использовать эту информацию для настройки веб-сайта в соответствии с вашими интересами.
Безопасность
Мы стремимся обеспечить безопасность вашей информации. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Как мы используем файлы cookie
Файл cookie — это небольшой файл, который запрашивает разрешение на размещение на жестком диске вашего компьютера. Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Мы используем файлы cookie журнала трафика, чтобы определить, какие страницы используются. Это помогает нам анализировать данные о трафике веб-страницы и улучшать наш веб-сайт, чтобы адаптировать его к потребностям клиентов. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы. В целом файлы cookie помогают нам сделать веб-сайт лучше, позволяя нам отслеживать, какие страницы вы считаете полезными, а какие нет. Файл cookie никоим образом не дает нам доступа к вашему компьютеру или какой-либо информации о вас, кроме данных, которыми вы решили поделиться с нами. Вы можете принять или отклонить файлы cookie. Большинство веб-браузеров автоматически принимают файлы cookie, но обычно вы можете изменить настройки своего браузера, чтобы отказаться от файлов cookie, если хотите. Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
Ссылки на другие сайты
Наш сайт может содержать ссылки на другие интересующие вас сайты. Однако, как только вы использовали эти ссылки, чтобы покинуть наш сайт, вы должны помнить, что мы не имеем никакого контроля над этим другим сайтом. Поэтому мы не можем нести ответственность за защиту и конфиденциальность любой информации, которую вы предоставляете во время посещения таких сайтов, и такие сайты не регулируются настоящим заявлением о конфиденциальности. Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Управление вашей личной информацией
Вы можете ограничить сбор или использование вашей личной информации следующими способами: можете щелкнуть, чтобы указать, что вы не хотите, чтобы информация использовалась кем-либо в целях прямого маркетинга
, если вы ранее давали согласие на использование нами вашей личной информации в целях прямого маркетинга, вы можете изменить свое решение в любое время, написав нам или отправив электронное письмо.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
Содержание статьи
1 Подготовка паяльника к работе
1.1 Выбор мощности
1.2 Подготовка к работе
1.2.1 Заточка жала
1.2.2 Лужение паяльника
2 Технология пайки паяльником
3 Подготовка к пайке
4 Обработка флюсом или лужение
4.1 Лужение
4.2 Обработка флюсом
5 Разогрев и выбор температуры
6 Внесение припоя
7 Как правильно паять паяльником: несколько советов
7.1 Как научиться паять паяльником
7.2 После завершения пайки
Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
довести до рабоче температуры;
прикоснуться к канифоли;
расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
Зачищаем от изоляции
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Как перед пайкой очистить проводники от лакового покрытия
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Процесс пайки начинается с лужения проводов
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Как правильно паять паяльником: несколько советов
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Как правильно паять паяльником провода, радиоэлементы и детали
Пайка паяльником – это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления.
Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось.
Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ 107. 460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке. Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой. Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин. Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте (очищенный бензин).
После подготовки поверхностей их необходимо покрыть слоем припоя, залудить. Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем.
Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной. Срез жала паяльника с припоем должен быть параллелен поверхности детали.
Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону. Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки.
Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены. Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку. Первым делом нужно снять с проводника изоляцию.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.
С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу. Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).
Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Вот такими стали медные провода после лужения.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.
Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как залудить очень тонкий медный проводник покрытый эмалью
Залудить паяльником тонкий проводник, с диаметром жили менее 0,2 мм изолированный эмалью, легко, если воспользоваться хлорвинилом. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается.
Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник.
С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
Пайка паяльником радиодеталей
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.
Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.
Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.
После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.
Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Как паять паяльником SMD светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов. Запаять такой компонент не сложно, так как имеется возможность припаять маломощным паяльником (10-12 Вт) последовательно каждый контакт по отдельности.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото. Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.
В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам.
Как паять паяльником светодиодную ленту
Технология пайки светодиодных лент мало чем отличается от пайки других деталей. Но из-за того, что основа печатной платы представляет собой тонкую и гибкую ленту, для исключения отслоения печатных дорожек время пайки должно быть сведено к минимуму.
В статье «Светодиодная лента – монтаж и установка» написана пошаговая инструкция по припайке к светодиодной ленте проводов, и как соединить в единое целое отрезки LED лент.
Как паять паяльником микросхемы
Выпаять резистор или диод простая задача, гораздо сложнее выпаять паяльником микросхему, выпаивать по очереди выводы возможно, только если их откусить от корпуса кусачками.
Но есть технология, позволяющая за минуту выпаять 24 выводную микросхему, с помощью заправленной медицинской иглы для инъекций. Игла выбирается с внутренним диаметром 0,6 мм, так как размер выводов микросхем обычно 0,5 мм. Конец ее заправляется под прямым углом и на конус, чтобы игла легче входила в отверстия печатной платы.
Далее все просто, смазываете выводы микросхемы со стороны пайки спирто канифольным флюсом, одеваете иглу по очереди на каждый вывод микросхемы, прогреваете жалом паяльника припой, при этом иглу нужно все время вращать в противоположные стороны и надавливать, иначе игла может сама припаяться к выводу.
После того, как игла вошла в плату, паяльник отводится, и игла с вращением медленно снимается с ножки. И так по очереди, пока все ножки не будут освобождены от припоя. Если вывод микросхемы загнут, то сначала расплавляется припой и одновременно одевается на вывод игла до упора и вывод выравнивается. На освобождение вывода иглой от припоя у меня уходит не более 2 секунд.
После обработки всех ножек паяльником с иглой, микросхема легко извлекается, как будто и не была припаяна. Если одна из ножек не выпускает микросхему, то нужно ее обработать иглой и паяльником повторно.
Некоторые пользуются технологией пайки с применением медной оплетки от коаксиального провода, но такой метод имеет недостатки. Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя.
Как паять паяльником микросхемы
в корпусе SOIC для поверхностного монтажа
Сейчас при разработке электронных устройств широко применяются микросхемы в корпусе SOIC, предназначенные для поверхностного монтажа на печатную плату. При ремонте радиоаппаратуры иногда приходится такую микросхему заменять, для чего ее необходимо сначала выпаять, не оторвав печатные проводники.
При ремонте светодиодной лампы типа трубки, пришлось заменять вышедшую из строя в драйвере микросхему BP2808 в корпусе SOIC. Проще всего микросхемы в корпусах, предназначенных для пайки непосредственно к контактным дорожкам печатной платы выпаивать с помощью паяльной станции, которая нагревает место пайки, горячим воздухом.
К сожалению, у домашних мастеров нет такой возможности. Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки.
Вывод микросхемы у печатной платы зацепляется крючком с натягом, и место пайки прогревается жалом маломощного паяльника (10Вт). Как только припой расплавится, крючок пройдет между выводом и печатным проводником, вывод немного отогнется вверх и между печатным проводником и ним останется зазор. Такая операция проделывается с каждым выводом. В результате микросхема полностью освободится, и выводы останутся неповрежденными. В случае ошибочного диагноза микросхему можно будет использовать повторно.
После удаления микросхемы с печатной платы, по печатным проводникам, где была запаяна микросхема, нужно пройтись жалом паяльника, чтобы разровнять и удалить лишний припой. Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются спирто-канифольным флюсом и ножки прогреваются паяльником. Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм.
Как паять транзистор в корпусе DPAK (TO-252)
Чтобы заменить отказавший в контроллере транзистор, его сначала надо выпаять. Так как транзистор припаян всей металлической поверхностью корпуса непосредственно к медной фольге печатной платы, то для его извлечения нужно соблюдать определенную последовательность действий.
В первую очередь нужно отсоединить от печатных проводников выводы транзистора. Если транзистор точно неисправен, то самым простым способом отсоединения является перекусывание ножек бокорезами. В случае если необходимо выпаять транзистор с платы для повторного применения, то в таком случае нужно паяльником прогреть место пайки и как только припой станет жидким, тонким шилом приподнять ножку над платой.
Далее паяльник с максимально возможным количеством припоя на жале прикладывается к печатной плате в месте торчащего металлического основания транзистора и удерживается не более 5 секунд. Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную паузу и повторить попытку.
Припой на месте установки транзистора после его выпайки разглаживается паяльником таким образом, чтобы остался слой толщиной около 0,5 мм.
Запаять транзистор не представляет трудности. Транзистор устанавливается на плату, сначала запаиваются выводы. Затем транзистор с усилием прижимается к плате с одновременным прогревом жалом паяльника со стороны выступа металлического основания, как при выпаивании. Так только транзистор просядет от давления, значит, припой под ним расплавился, и паяльник можно убирать в сторону. Для пайки транзисторов в корпусе TO-252 необходим паяльник мощностью 40 Вт.
Как паять паяльником радиодетали с толстыми выводами
Если требуется выпаять радиоэлемент, выводы которого закреплены в термопластичной пластмассе, например разъемы, катушки индуктивности, трансформаторы, то тут есть только один выход, использовать инструмент для отсоса припоя.
Отсос представляет собой металлическую трубку с наконечником из фторопласта. Внутри имеется подпружиненный поршень на штоке и спусковой механизм. По устройству напоминает ручной велосипедный насос. Поршень опускается вниз, при этом пружина сжимается. Когда нажимается спусковая кнопка, поршень освобождается и под действием пружины быстро перемещается в верхнее положение, увлекая за собой через наконечник воздух из атмосферы. Если приставить наконечник к расплавленному припою, то припой вместе с воздухом всосётся внутрь отсоса.
Для того, чтобы освободить вывод радиодетали от припоя, нужно паяльником расплавить припой вокруг вывода, быстро на вывод надеть наконечник отсоса, при этом убрать жало паяльника, и немедленно нажать спусковую кнопку. Припой весь удалится. Если с первого раза не получилось, операция повторяется.
С помощью отсоса можно выпаивать практически любые радиоэлементы, включая резисторы и микросхемы. Но с помощью иглы выпаивать микросхемы намного быстрее и гораздо легче, особенно если выводы ее загнуты.
Как паять паяльником конденсаторы
на материнской плате компьютера
Вздутие электролитических конденсаторов на материнской плате – наиболее часто встречающаяся причина ее нестабильной работы. Замена негодных конденсаторов новыми, не смотря на кажущуюся простоту, является весьма не простой и ответственной задачей, так как токоведущие дорожки очень тонкие и узкие и при неаккуратности их легко можно повредить жалом паяльника, а восстановить не всегда возможно. В дополнение на плате установлено множество бескорпусных элементов, которые тоже можно случайно разрушить, конденсаторы установлены зачастую плотными рядами или находятся между разъемами, и поэтому их сложно выпаивать, а впаивать на место еще сложнее.
Прежде, чем заняться пайкой паяльником, нужно провести подготовительные работы, вынуть из материнской платы все карты и отсоединить провода. Как вставлены разъемы проводников, идущих от кнопок и светодиодов, установленных в системном блоке, необходимо зарисовать, так как обычно они вставлены без ключей и если не запомнить, как они были вставлены ранее, придется долго разбираться. Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса.
Так как электролитические конденсаторы являются массивными, то и паяльник понадобится 40 Вт. Перед пайкой жало паяльника нужно заправить таким образом, чтобы в торце оно было шириной около 3 мм, и на нем не было острых углов. Это необходимо для того, чтобы в случае соскальзывания жала паяльника не повредить токоведущие дорожки материнской платы.
Так как при пайке паяльником будут заняты обе руки, то материнскую плату необходимо будет зафиксировать в тисках таким образом, чтобы удобно было контролировать процесс пайки с двух ее сторон. Зажимать плату надо не сильно за край, свободный от элементов и проложить между губками тисков и платой картонные прокладки.
Теперь, когда все готово, можно приступать к выпайке неисправного конденсатора. Держите одной рукой конденсатор и прикасаетесь жалом паяльника к одному из его выводов. На жале должно быть достаточное количество припоя, чтобы он слился с припоем пайки ножки конденсатора. Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.
Как правило, из строя выходит группа конденсаторов, поэтому по такой технологии нужно выпаять их все. Если конденсаторы разных номиналов, то нужно запомнить места их установки.
Следующий шаг, это подготовка отверстий для пайки новых конденсаторов, нужно удалить из отверстий припой. Я делаю эту работу в два этапа. Сначала, разогрев паяльником припой в отверстиях делаю углубления остро заточенной деревяшкой, хорошо подходит зубочистка или спичка.
Далее в эти углубление вставляю стальную швейную иголку диаметром 0,5 мм, закрепленную в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
Перед установкой конденсаторов нужно подготовить их выводы, если используется ранее выпаянный конденсатор, то нужно выпрямить его выводы и освободить от излишков припоя. У новых конденсаторов, нужно залудить выводы, а укорачивать лучше после установки. При установке конденсаторов нужно соблюдать полярность, минусовой вывод обычно отмечен белой полосой сбоку на корпусе, а на печатной плате отмечен белым сектором, в дополнение, часто контактная площадка на плате имеет квадратную форму.
Бывает, что расстояние между выводами конденсатора не соответствует расстоянию отверстий на плате. В таком случае нужно заранее сформировать ножки у конденсатора, так как попасть ножками в отверстия на плате бывает очень не просто, из-за мешающих рядом расположенных деталей.
Сформировать ножки легко, если вставить конденсатор в отверстия ножками со стороны запайки выводов деталей. После такой формовки попасть ножками в отверстия печатной платы при установке конденсаторов будет легче.
Как удалить остатки флюса с печатной платы после пайки
После установки конденсатора на место желательно перед пайкой смазать его ножки спито-канифольным флюсом, тогда паять будет гораздо легче. По окончанию пайки паяльником нужно удалить с платы остатки канифоли.
Для этого любую небольшую кисточку смачивают в спирте и водят по застывшей канифоли до ее полного растворения, затем на это место накладывают кусочек хлопчатобумажной ткани и водят кисточкой по такни. Ткань впитает канифоль и плата будет чистой. Вот плата и отремонтирована, осталось установить ее в системный блок, подключить провода и проверить на работоспособность.
Как паять паяльником стальные и железные детали
Технологии пайки стальных и железных деталей паяльником мягкими припоями мало чем отличается от пайки меди и ее сплавов, за исключением типа применяемого флюса. Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Рассмотрим технологию пайки паяльником железа на примере. Имеется ржавый лист кровельного железа с глубокой коррозией.
Самым главным этапом в технологии для получения качественной пайки является подготовка поверхностей. Необходимо металлической щеткой и наждачной бумагой полностью удалить ржавчину. Если железо новое, то часто для предотвращения его от окисления поверхность металла покрывают защитным слоем масла или консерванта. В этом случае поверхность следует очистить от жира, протерев ее ветошью, смоченной в бензине. Вместо бензина для снятия масла и жира можно воспользоваться и моющими средствами для мытья посуды, например FAIRY.
Поверхность очищена от ржавчины, и можно приступать к ее лужению. Глубокие вкрапления ржавчины очистить не удалось, но они занимают не более оного процента поверхности и на качество лужения сильно не повлияют.
На подготовленную поверхность стальной детали кисточкой тонким слоем наносится хлористо-цинковый флюс.
Всего за пять минут работы, ржавая поверхность листа покрыта паяльником слоем припоя, больше ржаветь не будет никогда.
Если под рукой нет кислотного флюса, то его можно с успехом заменить так любимым мною, аспирином. Универсальный флюс, который практически в аптечке есть у каждого, если не в домашней, то в автомобильной аптечке точно.
На подготовленную к пайке поверхность нужно вместо кислотного флюса насыпать немного крошек от таблетки аспирина и далее лудить паяльником с таким же успехом, как и кислотным флюсом. Как видите, припой растекся отлично.
К стальной или железной детали к залуженному месту теперь хорошо припаяется медный или латунный провод. Будет крепко держаться, и обеспечиваться надежный электрический контакт.
Пайка трубок, радиаторов, теплообменников
Домашнему мастеру иногда приходится сталкиваться с устранением течи жидкостей и газов в металлических трубках, радиаторах и теплообменниках газовой колонки, автомобиля или в других изделиях. Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии.
Но в связи с массивностью радиатора или теплообменника и возможности наличия в них жидкости, технология пайки имеет свои особенности. Подробно, на примере ремонта пайкой теплообменника газовой колонки, техпроцесс пайки рассмотрен в статье сайта «Ремонт теплообменника и медных трубок газовой колонки пайкой».
Ремонт железного кузова автомобиля пайкой
В давние времена, когда я ездил на советском автомобиле, технология пайки паяльником железа выручала при устранении коррозии кузова автомобиля. Если просто зачистить место, покрытое ржавчиной и нанести лакокрасочное покрытие, то через время ржавчина появится вновь. Покрыв зачищенное место паяльником тонким слоем припоя, ржавчина больше никогда не появится.
Приходилось паять паяльником и сквозные коррозионные дыры в порожках и зоне колесных арок кузова автомобиля. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Эдуард 23.12.2012
Здравствуйте, Александр Николаевич. Подскажите как спаять два провода из нихрома, какой применить флюс? Спасибо.
Александр
Уважаемый Эдуард!
Лудится и паяется нихром, как и обыкновенное железо, хлористо-цинковым флюсом. Я лудил с помощью таблетки аспирина.
Но так как обычно нихром используется для нагревательных элементов, температура которых достигает несколько сотен градусов, то паять нихром оловянно-свинцовым припоем не всегда допустимо, так как припой при температуре около 200 °С уже плавится.
Соединения нихрома с медными проводами при небольшом токе я выполняю, как описано на странице ремонта паяльника.
Можно соединить два проводника из нихрома между собой еще сваркой в порошке графита, насыпанной в фарфоровую емкость. С помощью такой установки я на работе свариваю термопары из тугоплавких материалов.
Что такое пайка? Полное руководство (значение, определение и типы)
Пайка — это процесс соединения, используемый для соединения различных типов металлов путем плавления припоя. Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который расплавляют горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
Содержание
Как это работает?
Какие металлы используются?
Какой флюс можно использовать для пайки?
Типы
Использование паяльника
Для чего нужен паяльник?
Промышленность
Припой расплавляется под действием тепла утюга, подключенного к регулятору температуры. Он нагревается до температур, превышающих его точку плавления, около 600 градусов по Фаренгейту, что затем заставляет его плавиться, а затем охлаждаться, создавая паяное соединение.
Помимо создания прочных электрических соединений, припой также можно удалить с помощью инструмента для удаления припоя.
Припой — это металлический сплав, используемый для создания прочных постоянных соединений; такие как медные соединения на печатных платах и соединениях медных труб. Он также может поставляться в двух различных типах и диаметрах, свинцовом и бессвинцовом, а также может иметь размер от 0,032 до 0,062 дюйма. Внутри ядра припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Припои, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако в соответствии с правилами припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или Серебряный.
Иногда в месте соединения присутствуют примеси, такие как масло, грязь или окисление, флюс помогает предотвратить окисление и иногда может химически очищать металл. В качестве флюса используется канифольный флюс , который улучшает механическую прочность и электрический контакт электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, при которых используются все более высокие температуры, что, в свою очередь, обеспечивает более прочные соединения:
Мягкая пайка (90°C — 450°C) — Этот процесс имеет самую низкую температуру плавления припоя из всех типов пайки и составляет менее 400°C. Эти припои обычно представляют собой сплавы, часто содержащие свинец с ликвидусом температуры ниже 350°С. Из-за низких температур, используемых при мягкой пайке, он вызывает наименьшую термическую нагрузку на компоненты, но не обеспечивает прочных соединений и поэтому не подходит для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
Твердая (серебряная) пайка (>450 °C) – Латунь или серебро являются связующим металлом, используемым в этом процессе, и требуется паяльная лампа для достижения температур, при которых происходит пайка металлов.
Пайка (>450 °C) – В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем у металлов, используемых при твердой и мягкой пайке. Однако, как и при пайке твердым припоем, соединяемый металл нагревается, а не плавится. Как только оба материала достаточно нагреты, вы можете поместить между ними припой, который плавится и действует как связующее вещество.
Паяльник представляет собой ручной инструмент , используемый для нагрева припоя , обычно от источника электропитания при высоких температурах, превышающих точку плавления металлического сплава. Это позволяет припою течь между заготовками, которые необходимо соединить.
Этот инструмент для пайки состоит из изолированной ручки и нагретого металлического наконечника. Качество пайки зависит от чистоты жала вашего паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
В дополнение к паяльнику, s более старые присоски являются важной частью паяльной установки. Если наносится слишком много припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльники используются в тех случаях, когда требуется больше тепла, поскольку утюги потребляют меньше энергии. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелой электронной пайки. Когда вам нужно периодически паять, паяльник гораздо практичнее, так как он намного быстрее остывает.
Основы технологии » Заметки по электронике
Пайка является ключевым процессом во многих отраслях промышленности, включая электронику, где она обеспечивает как электрическую проводимость, так и некоторую механическую прочность
Учебное пособие по пайке Включает: Основы пайки Ручная пайка: как паять Паяльники Инструменты для пайки Припой — что это такое и как им пользоваться Распайка — секреты, как это сделать правильно Паяные соединения припой для печатных плат
См. также: Методы пайки SMT для сборки печатных плат
Пайка является одним из ключевых процессов в производстве электронного оборудования. Пайка позволяет электрически соединять электронные компоненты, а также удерживать их на месте.
Соответственно, пайка лежит в основе конструкции и производства электроники для любителей и энтузиастов или студентов, а также для коммерческих организаций, производящих электронное оборудование в огромных масштабах.
В то время как пайка используется в различных отраслях промышленности, в том числе в сантехнике, где она используется для соединения труб и их герметизации для предотвращения утечки воды, а также в торговле ювелирными изделиями, среди прочего, она играет ключевую роль в электронной промышленности.
Типичная рабочая станция паяльника
Истоки пайки
Концепция пайки известна уже очень много лет. Некоторые соединения серебряной пайки были обнаружены на предметах, датируемых между 3000 и 2000 годами до нашей эры.
Совсем недавно пайка была разработана в 19 веке для различных ремесленных целей, а затем, с появлением радио, а затем и электроники в начале 20 века, она стала самостоятельной.
Первоначально использовался оловянно-свинцовый припой, но по мере того, как проблемы со здоровьем и общие экологические проблемы свинца стали вызывать более широкую озабоченность, была внедрена технология бессвинцовой пайки. В Европе директивы RoHS требовали, чтобы электронные печатные платы были бессвинцовыми к 1 июля 2006 года. Однако еще до этого многие страны и компании переходили на бессвинцовую пайку, часто в результате давления на переработку.
Что такое припой
Неудивительно, что сам припой лежит в основе пайки. Это материал, который плавится вокруг соединения и затвердевает, обеспечивая механическую жесткость и электропроводность.
Существует множество различных типов припоя. По сути, припой можно определить как плавкий (то есть он может плавиться и снова становиться твердым) металлический сплав, используемый для создания прочной связи между двумя или более металлическими предметами.
Припой представляет собой металлический сплав, температура плавления которого намного ниже, чем у основных компонентов, и таким образом его можно заставить плавиться при температурах, которые могут быть достигнуты относительно легко и без специального оборудования.
Припой
можно использовать во многих областях, но тип, представляющий интерес для выполнения электрических соединений, должен иметь высокую степень электропроводности. Также помогает, если он устойчив к коррозии, так как это будет означать, что соединения и их проводимость со временем ухудшатся.
Методы пайки
Существуют различные методы, используемые для мелкосерийной и крупносерийной пайки. Трудоемкие схемы нельзя использовать для крупносерийного производства, где необходима высокая степень автоматизации для обеспечения требуемой производительности, в то время как мелкосерийное производство для коммерческих предприятий, а также прототипирование и жилищное строительство для любителей, студентов и т. д. требуют пайки. методы, которые не требуют крупных капиталовложений и настройки, необходимых для массового производства.
Два основных подхода к пайке включают:
Инструменты для пайки
Очевидно, что основным требованием для пайки является сам паяльник. Есть несколько различных типов паяльников, которые можно купить, и конкретный утюг будет зависеть от множества факторов, включая его характеристики и стоимость.
Паяльники могут быть простыми паяльниками, которые регулируют температуру за счет охлаждающего действия воздуха, или они могут иметь встроенные термостаты для обеспечения контроля температуры. Наконец, в верхней части диапазона есть то, что часто называют рабочими станциями, которые состоят из блока питания и самого железа. Они обеспечивают гораздо более высокую степень контроля температуры и настройки используемой температуры.
Подробнее о . . . . паяльники.
Дополнительные инструменты для пайки
Помимо самого паяльника, помогает множество других инструментов. Очевидно, такие предметы, как кусачки, плоскогубцы с тонкими губками и тому подобное. Существуют также другие инструменты, такие как «руки помощи», которые могут удерживать провод или компонент на месте, в то время как одна рука используется для паяльника, а другая — для пайки другого элемента. Держатели печатных плат также очень полезны при сборке печатной платы.
Если вы хотя бы раз в своей жизни занимались ремонтными работами, то наверняка вам известно, что существует множество разных типов сверла. Довольно востребованным видом в наше время являются алмазные сверла разных диаметров. Удивительно, но далеко не каждый человек понимает, для чего вообще могут пригодиться подобные сверла и что это такое. На самом деле это действительно очень интересные вопросы. Давайте попытаемся найти ответы на них.
Итак, как не сложно догадаться исходя из названия, алмазными сверлами называются сверла, при изготовлении которых используется алмаз. Естественно, что такие сверла не состоят полностью из алмаза. В противном случае их производство было бы слишком дорогим и трудоемким, что непременно сказалось бы на стоимость подобных инструментов. Алмазные сверла имеют всего-лишь алмазное напыление в области режущей кромки. Однако и этого вполне достаточно для того, чтобы они справлялись со своей задачей.
Скорее всего вы уже догадались, что алмазное напыление используется для улучшения качеств сверла и придания ему жесткости, ведь алмазы являются одними из самых твердых минералов на планете. Прочность сверлу нужна для того, чтобы специалисты могли обрабатывать те материалы, об которые сверла слишком быстро затупляются или вовсе не могут справиться со своей задачей.
На самом деле материалов, против которых обыкновенные сверла бессильны, намного больше, нежели вы могли подумать. Такими материалами являются, к примеру, стекло, гранит, керамика, кирпич, бетон и природный камень. Наверняка в интерьере вашей квартиры можно встретить некоторые из этих материалов. А ведь их применение в строительстве могло бы быть слишком трудоемким или вовсе не возможным, если бы человечество не изобрело сверла с алмазным напылением.
Естественно, что сверла с алмазными сверлами используются далеко не всегда. Вероятнее всего вы согласитесь с тем, что портить алмазные сверла, применяя их при обработке тех материалов, с которыми справились бы и обычные сверла, как минимум, неразумно. Как правило, алмазные сверла стоят несколько дороже, нежели те сверла, которые никакого алмазного напыления не имеют. Именно поэтому алмазные сверла используются лишь при обработке тех материалов, которые сложно или вовсе не возможно обработать при помощи обычного сверла, ведь иногда гораздо выгоднее использовать алмазное сверло, нежели испортить несколько обычных сверел.
Новости партнера
А также:
Все
Технологии
Наука
Космос
Изобретения
Рекорды
Интересное
Больше
Сейчас читают:
Подписаться на рассылку:
Трубчатое сверло с алмазным напылением
Для того чтобы проделать миниатюрное отверстие в кафельной плитке, стоит выбрать стреловидное сверло. С помощью такого сверла вы можете просверлить отверстие в стене, которая уже обложена кафельной плиткой. Так вы сможете, например, повесить крючки для полотенец в ванной комнате или создать крепежи на кухонной стене.
Обратите внимание, стреловидным сверлом вы сможете просверлить отверстие не только в керамической плитке, но и в плитке из керамогранита. Специальное сверло для этого материала стоит в несколько раз дороже, так что вы существенно сэкономите. Стандартное стреловидное сверло может просверлить до пяти отверстий в керамограните, не стачиваясь.
Не забывайте, что при работе со стреловидным сверлом, важно использовать дрель исключительно на низких оборотах, чтобы свести к минимуму возможность повреждения плитки.
Давайте рассмотрим все преимущества стреловидного сверла.
Это один из самых эффективных вариантов, когда речь идёт о сверлении кафельной плитки.
Если правильно подойти к вопросу использования данного сверла, оно не будет затупляться и повреждаться.
Длительный срок эксплуатации – ещё одно важное преимущество стреловидного сверла. Опять же, при правильной эксплуатации такое сверло будете служить вам очень долго.
С помощью сверла можно проделать в плитке небольшие отверстия диаметром до 12 мм, что очень удобно для бытового использования.
Ну и, наконец, стоимость сверла также не может не радовать. При минимальных финансовых затратах, вы получите качественный инструмент для работы.
Алмазное трубчатое сверло
Сверло трубчатого типа представляет собой трубку с алмазным напылением, с помощью которой вы можете создавать отверстия с небольшим диаметром. Внешне такое сверло напоминает собою алмазную коронку, однако имеет ряд особенностей. Во-первых, для использования трубчатого сверла не нужен стационарный станок, подойдёт стандартная дрель или шуруповёрт. Во-вторых, вы можете использовать высокую скорость вращения (при работе с алмазной коронкой рекомендуется работать исключительно на низких оборотах).
Однако главное преимущества заключается в так называемом, сухом сверлении. Большинство производителей помещают внутрь сверла оливковое масло, которое и выполнять охлаждающую функцию. Если охлаждающий материал производителем не предусмотрен, то вам придётся охлаждать насадку водой во время длительной работы.
Если вы привыкли выполнять всю работу по дому самостоятельно, то отличным решением будет покупка набора трубчатых свёрл для керамики, так как в него входят варианты с разным диаметром. Безусловно, стоит такой набор недешево, однако вы быстро поймёте, что трата была не напрасна. Качественные сверла долго не истираются, не требуют приложения физических усилий и подходят для разных видов работ.
Алмазная коронка
Алмазная коронка, в отличие от стреловидного сверла, позволяет просверлить в кафельной плитке отверстие с большим диаметром. Обычное сверло задействуют всю свою плоскость при работе, а коронка – только острую режущую кромку. Как следствие, снижается шум при работе, уменьшается количество пыли, края отверстия получаются идеально ровными и гладкими, а самое главное – плитка не повреждается.
Чтобы сверление алмазной коронкой дало желаемых эффект, следует придерживаться определённых правил работы с ней.
Никогда не используйте высокую скорость сверления, чтобы не разрушить плитку. Оптимальным вариантом при работе с алмазной коронкой считается скорость в 200-500 оборотов.
Использовать коронку лучше всего в комплекте со стационарным станком.
При работе не стоит забывать про водяное охлаждение.
Также достаточно сложно выбрать правильную алмазную коронку, так как существуют разные варианты. Во-первых, отталкиваться стоит от желаемого размера будущих отверстий. В строительных магазинах предлагаются вариант коронок от 10 мм до 70 см в диаметре.
Во-вторых, желательно покупать коронку с центровочным сверлом. Дело в том, что при работе с керамическим кафелем достаточно сложно использовать коронки без центровочного сверла, так как они скользят по материалу.
Кроме того, существуют алмазные коронки для кафеля и керамогранита. Внешне они ничем не отличаются. В принципе, для обоих материалов вы может использовать первый вариант коронок, так как он существенно дешевле, однако стоит учитывать, что при работе с твёрдым керамогранитом такие коронки достаточно быстро затупятся.
Полезные советы
Когда вопрос, каким сверлом сверлить кафельную плитку, решён, остаётся ознакомиться ещё с парой секретов, которые помогут вам максимально аккуратно провести предстоящую работу и не разрушить кафельную плитку.
Тщательно продумайте все места будущих отверстий. Не пожалейте времени и воспользуйтесь строительным уровнем, отмечая будущие отверстия маркером. Не рассчитывайте, что получится провести всю работу «на глаз».
Далее вам нужно сделать так, чтобы сверло не соскальзывало с нужной точки. Для этого можно либо заклеить плитку прозрачным скотчем, либо немного надбить эмаль в месте будущего отверстия.
Не забудьте отключить ударный режим на дрели. Начинайте работу с минимальных скоростей. В середине процесса, исходя из ситуации, можно перевести дрель на среднюю скорость.
Во время работы сверло нужно периодически охлаждать, а если нужно – ещё и подтачивать.
Как только вы дойдёте до стены, сразу смените сверло на подходящее. Теперь уже продолжать работу можно, включив ударный режим и увеличив скорость оборотов.
Для того, чтобы приобретенные сверла работали максимально эффективно, важно правильно подобрать их технические характеристики в соответствии с типом разрезаемого материала и используемым оборудованием.
В каждом конкретном случае важно понимать, что является наиболее важным при использовании:
высокая скорость сверления
большой ресурс работы
низкая приведенная стоимость единицы проходки (погонный метр)
универсальность параметров (для неопытных операторов)
снижение риска отрыва алмазного сегмента (сверление фундамента из бутового камня и пустотелых плит)
возможность сверления без охлаждающей жидкости
Также важно определить тип обрабатываемого материала, диаметр коронки и знать мощность привода сверлильной машины, на котором будут использоваться сверла кольцевые алмазные.
На основании полученной информации специалист компании ПрофТехСнаб сможет предложить алмазные коронки и оборудование, оптимально подходящие для решения Ваших задач.
Алмазные кольцевые сверла – рекомендации по работе
Выбор мощности привода используемого оборудования
При выборе мощности привода оборудования принципиальны три фактора:
нагрузка сверла трубчатого алмазного, т.е. усилие давления на алмазную коронку во время работы (зависит от подачи: чем быстрее подача, тем выше должна быть мощность привода)
количество оборотов несущего вала оборудования
диаметр сверла по бетону и глубина сверления
С учетом заданных диаметров алмазных коронок подбираются соответствующие мощности привода оборудования.
Выбор оптимальной окружной скорости
Окружная скорость (линейная скорость периферической точки на сегменте алмазной коронки во время резания) особенно важна для правильного и эффективного функционирования алмазной коронки.
Окружная скорость влияет на ресурс алмазного сегментного сверла.
Для достижения оптимальной окружной скорости при работе алмазной коронки необходимо, чтобы диаметр коронки и обороты шпинделя подчинялись определенному соотношению. Чем больше диаметр алмазной коронки, тем ниже должна быть частота вращения шпинделя, и наоборот.
Использование охлаждающей жидкости
Сверление алмазными коронками требует непрерывной и обширной подачи смазывающей охлаждающей жидкости (СОЖ). В абсолютном большинстве случаев в качестве СОЖ используется обычная вода.
отвод шлама и тепла из зоны сверления
расклинивающее воздействие СОЖ на обрабатываемый материал
участие в процессе самозатачивания алмазных сегментов, так как в СОЖ формируется поток шлама, изнашивающий связку
Как правило, при эксплуатации алмазных коронок вполне достаточно обычного водопроводного давления, но надо учитывать следующие факторы:
нижний предел объема подачи воды связан с максимально допустимой концентрацией шлама в зоне сверления с точки зрения скорости износа связки
верхний предел подачи воды связан с минимально допустимой концентрацией шлама, необходимого для своевременного обнажения новых алмазных зерен из связки
(Объем подачи воды определяют как объем воды в литрах, используемый на алмазной коронке во время работы, в единицу времени).
Все вышеприведенные типовые рекомендации – залог Вашей успешной работы.
Автор: Alex Smirnov
Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
12 вещей, которые вы должны знать об алмазных сверлах
Оглавление
Введение
Вы когда-нибудь проходили мимо милого ювелирного магазина, с величайшим великолепием разглядывая сверкающие драгоценные камни и редкие камни на ожерельях, Интересно, как их так красиво вырезали? Возможно, ваш момент возрождения наступил, когда вы подарили эстетическое керамическое изделие. Вы просто не могли отвлечься от того, какой экспертный инструмент вырезал его так идеально, пока ваши руки касались тонких краев.
Есть несколько важных моментов, на которые следует обратить внимание, прежде чем приобретать алмазное сверло. В этом посте вы узнаете все удивительные и важные факты об алмазных сверлах. Вы готовы?
1. Что такое алмазные сверла?
Дрель не является редкой машиной, поскольку она обычно используется для сверления отверстий в деревянных поверхностях. Сверла — это режущие инструменты, которые удаляют материалы и создают отверстия, в основном круглого сечения. Однако алмаз 9Сверло 0023 — удобный и уникальный инструмент, потому что он используется для проделывания мелких отверстий в недеревянных поверхностях.
Первое, что может прийти на ум, когда вы слышите алмазные сверла, это то, что это блестящие маленькие алмазные инструменты, которые украшают мастерскую. Наоборот, они называются алмазными сверлами, потому что они состоят из маленьких кусочков алмазного порошка, внедренных внутрь деталей. Алмаз — одно из самых твердых веществ в мире, и он может прорезать практически все, что объясняет прочность инструмента.
2.
Как производятся алмазные сверла?
Для изготовления этих сверл производители используют давление до 1,5 ГПа и температуру около 1250 градусов (по Цельсию). Состав этих сверл состоит из настоящего алмазного порошка, впрессованного в сталь под очень высоким давлением. Алмаз, будучи самым твердым веществом, по-прежнему сохраняет свою высокую режущую способность после обработки, а сверла бывают разных размеров. Алмазные сверла меньшего размера специально предназначены для проделывания небольших отверстий теми, кто делает аксессуары, такие как украшения, наручные часы и другие красивые украшения, которые мы часто видим. Большие предназначены для более тщательного бурения.
Вот ссылка на видео, показывающее производственный процесс:
3. Какие существуют типы алмазных сверл?
Существует два основных типа алмазных сверл; корончатые сверла и сверла с тупым концом. Оба сверла очень эффективны, но служат разным целям.
Корончатые сверла имеют алмазы по краям кончиков и немного на верхней стороне наконечников, которые оказались полыми. Эти сверла имеют меньшую площадь поверхности, чем сверла с тупым концом, поэтому они могут просверливать отверстие быстрее. Их иногда называют «кольцевыми пилами», так как для создания отверстия нужно выпилить круг. Долото не пропиливает этот круг по всему диаметру острия. Вернее, подпиливает его на краю кончика.
Сверло с тупым концом отличается от корончатого сверла тем, что оно более эффективно для проделывания отверстий меньшего размера. Они полностью высверливают отверстие, в отличие от корончатых сверл, которые высверливают только часть отверстия.
Настоящая разница между этими двумя битами заключается в типе материала, который они могут использовать.
4. Какие типы материалов можно сверлить?
Алмазные сверла отличаются от остальных тем, что они, несомненно, являются самым прочным типом сверл. Они проникают даже в самые, казалось бы, невозможные материалы вокруг. Зная, что существует два типа алмазных сверл, также очень важно знать, какой материал может сверлить каждый из типов.
Корончатые сверла сверлят прочные цветные материалы, такие как фарфор, стекловолокно, керамогранит, керамика, стекло, гранит, известняк и другие каменные материалы.
Тупоконечные сверла сверлят очень твердые драгоценные камни, кусок плотного морского стекла, кости, рога и очень твердые раковины.
5. Чем алмазные сверла отличаются от других буровых инструментов?
Прежде всего важно отметить, что прочность ни одного другого бурового инструмента не соответствует прочности алмазных сверл. Как было сказано ранее, алмаз является самым твердым природным веществом на земле. И способен сверлить практически любую поверхность с очень высокой точностью и совершенством.
В дополнение к этому, алмазные буровые долота менее шумные по сравнению с другими буровыми инструментами, они легкие и имеют разный диаметр для различных целей.
Алмазные сверла совершенно не зависят от самого сверла; следовательно, источник питания различается в зависимости только от потребностей материала для сверления и окружающей его ситуации.
Они также не оказывают никакого воздействия на окружающую среду во время бурения и чрезвычайно гибки и универсальны.
6. Как использовать алмазное сверло?
Алмазные сверла служат для разных целей в зависимости от их типа, но все они имеют один и тот же принцип использования.
Материал, который вы сверлите, во многом определяет то, как вы сверлите. Вы не можете просверлить дырку в драгоценном камне так же, как вы просверлите кусок стекла.
Неправильное использование сверла может привести к повреждениям, поломке материала и перегреву. Вот почему так важно знать, как правильно использовать этот электроинструмент.
Чтобы правильно использовать алмазное сверло, вы должны знать правильное количество смазки, давление сверления и скорость сверления, используемые для материала, с которым вы работаете. Знание этого позволит сверлу работать должным образом, исключая любую возможность перегрева из-за трения, вызванного твердым материалом, с которым вы работаете. Используемое алмазное сверло никогда не должно быть очень горячим. Оно может быть теплым, но нагревание указывает на то, что сверло нагревается, чего следует избегать любой ценой.
При сверлении очень твердого материала безопаснее уменьшить давление сверления и позволить инструменту сверлить в своем собственном темпе. Увеличение давления при сверлении для быстрой обработки может увеличить трение и привести к сильному нагреву, что, в свою очередь, приведет к поломке поверхности.
Что касается скорости сверления, узнать точную скорость для большинства материалов невозможно; следовательно, всегда лучше использовать умеренные скорости сверления. Высокая скорость сверления приведет к увеличению давления сверления, а это, как упоминалось ранее, приведет к перегреву.
Смазка (вода или охлаждающая жидкость) очень важна, когда дело доходит до сверления, поскольку в ней находится наконечник сверла. Это помогает уменьшить количество тепла, выделяемого в процессе сверления, тем самым предотвращая тепловые трещины и поломки материала.
Хорошая смазка очень важна, потому что она помогает продлить срок службы сверла. Пониженное давление, умеренная скорость и достаточное количество смазки могут увеличить срок службы алмазного сверла в 10 раз.
7. Какие меры предосторожности следует соблюдать при использовании алмазного сверла?
Сверла, какими бы эффективными они ни были, также могут быть опасными и привести к повреждениям, если с ними не обращаться с надлежащей осторожностью. Ниже приведены меры предосторожности, которые необходимо соблюдать при использовании сверла:
i. Наденьте прочные перчатки для плотного захвата сверла, так как сверло будет сильно вибрировать. Вы ведь не хотите, чтобы ваши руки потеряли равновесие, испортив при этом заготовку.
ii.Держите руки подальше от нижней части сверла, чтобы избежать травм.
iii.Выполняйте бурение в достаточно просторном месте, чтобы вы могли твердо стоять на земле.
iv. Не носите свободную мешковатую одежду, чтобы она не мешала вам во время работы.
v. Наденьте защитные очки, чтобы защитить глаза от летящих частиц, которые обязательно будут присутствовать в процессе сверления.
vi. Всегда обращайтесь к руководству по эксплуатации электродрели, чтобы узнать, какой именно тип станка необходимо обрабатывать.
vii.Используйте сверло на соответствующей скорости, с пониженным давлением и большим количеством смазки.
8. Как долго служат алмазные сверла?
Первым фактором, определяющим срок службы алмазного бурового долота, является его компания-производитель. Важно покупать у авторитетной компании, поскольку разные компании используют разные методы производства. Некоторые компании используют некачественные материалы для изготовления своих инструментов, что приводит к более быстрому износу сверла, чем у высококачественной компании.
Срок службы также зависит от использования, то есть от скорости, давления, смазки и типа материала, из которого изготовлена дрель.
Например, при сверлении керамики алмазным сверлом в среднем можно просверлить 400 отверстий, но тем же сверлом можно просверлить 100 отверстий, если вы просверливаете плотный витраж.
Долговечность сверла в основном зависит от использования сверла и типа материала, который оно просверливает.
9. Как правильно обслуживать алмазное буровое долото?
Надлежащее техническое обслуживание продлевает срок службы вашего бурового долота и помогает вам извлечь из него максимальную пользу. Ваше руководство служит вашим лучшим руководством по техническому обслуживанию, но вы также можете попрактиковаться в следующем, чтобы обеспечить надлежащий уход за сверлом;
i.Всегда затачивайте сверла, чтобы их края оставались точными.
ii.Уточните точное место, где вы хотите просверлить отверстие, чтобы избежать повторного выравнивания сверла после начала сверления. Алмазное буровое долото с определенным типом движения при неправильном вмешательстве может привести к механическим осложнениям.
iii.Знай свое оборудование. Не думайте, что у всех сверл один и тот же принцип работы; тщательно изучите свое сверло.
iv.Всегда чистите алмазную часть сверла, чтобы обнажить новые алмазы. Если вы заметили, что алмазное сверло теряет форму и жесткость, отправьте его производителю для возврата.
10. Сколько стоят алмазные сверла?
Наша компания специализируется на изготовлении инструментов на заказ, в зависимости от вашего вкуса. Мы изготовим ваши инструменты в соответствии с вашими требованиями. Поэтому наши цены также варьируются и зависят от предоставленных вами спецификаций. Мы предложим вам лучшее качество по вашей цене.
11.Где можно приобрести алмазное сверло?
Технологии развиваются, и вам даже не нужно вставать с постели, чтобы купить качественное сверло. Наша компания предлагает качественные алмазные коронки, сертифицированные для безопасного использования. Мы уважаемая компания с многолетним опытом, и мы производим наши инструменты, используя лучшие материалы. Машины высокого уровня производят эти инструменты в массовом порядке, и мы можем поставить столько инструментов, сколько необходимо.
Мы гарантируем вам длительный опыт использования нашей продукции. Свяжитесь с нашей службой поддержки для получения дополнительной информации.
12. Где широко используются алмазные буровые долота?
Во многих отраслях промышленности используются алмазные сверла. Они более популярны в горнодобывающей промышленности для получения образцов керна и для бурения нефтяных скважин в нефтяной промышленности.
Ювелирные, стекольные и керамические компании также используют их для вырезания красивых драгоценных камней и создания изысканных эстетических изделий. Если вам также нужно просверлить твердый материал дома, а обычные сверла просто не режут его, вы можете обратиться к алмазным сверлам для утешения.
Заключение
Можно с уверенностью сказать, что алмазные сверла являются инструментом большой важности. Это самый мощный тип буровых инструментов, и они могут просверлить любую поверхность или материал. Помимо того, что они прочные и износостойкие, они также являются энергосберегающим инструментом с минимальным воздействием на окружающую среду.
Я уверен, что вы нашли это руководство полезным и поучительным. Что ж, пора действовать.
Drilax Набор из 10 алмазных сверл 1/8 дюйма с полым сердечником • Алмазные кольцевые пилы, алмазные сверла и инструменты
$19,99
Drilax 10 шт. 1/8 дюймовый набор алмазных сверл с полым сердечником количество
Артикул: DRILAXJ20171003mm
Категория: Алмазные сверла от 1 мм до 3 мм для поделок
Описание
Бренд
Дополнительная информация
Отзывы (0)
Описание
Комплект высшего качества, 10 шт. Набор алмазных сверл – хвостовик 1/8 9№ 0008
Практичен и подходит для использования с ручными дрелями, гибкими валами и инструментами Dremel. Идеально подходит для создания украшений, таких как ожерелья, серьги, подвески или браслеты с морскими раковинами, пляжным стеклом, камнями или камнями.
Чистые отверстия в плитке, мраморе, камнях, керамике, фарфоре, драгоценных камнях
Пожалуйста, посетите нашу страницу с инструкциями для получения информации о том, как использовать набор алмазных сверл
Просверлите отверстия за считанные секунды и используйте воду в качестве смазки
Краткие советы 1. Добавьте воду для охлаждающей жидкости и сверлите медленно 2. Начните сверление под углом 45 градусов к поверхности и выровняйте его по 90 градусов по мере формирования отверстия 3. Никогда не используйте сверла, когда машина находится в ударном режиме. 4. Отверстия не требуют дополнительной обработки, поскольку резка чистая
10 шт. в простой упаковке Drilax
Использовать с осторожностью, погружая в небольшую лужицу воды – не высыхать.
Используется дизайнерами ювелирных изделий для сверления чистых отверстий в морском стекле, морских раковинах, камнях, мраморе, камнях и т. д.
Изготовьте собственные серьги, подвески и браслеты.
Drilax 10 шт. 3 мм 1/8″ инструмент с алмазным покрытием сверла для кольцевой пилы для стеклянной плитки керамический гранит
3 4 дюйма в мм, 1 2 дюйма в мм в сантехнике | Чему равен дюйм
Дюйм – неметрическая единица измерения длины в Англии (имперский), США (международный), Канаде. Обозначается как inch, in или ″ (двойной штрих). В России в дюймах указываются размеры телефонов, планшетов, мониторов телевизоров и прочих гаджетов. Сантехнические фитинги, заглушки, рукава и трубы также имеют дюймовую систему единиц.
Онлайн конвертер Типовые размеры Таблица дюймов 1/8″ 1/4″ 1/2″ 3/4″ 3 8 дюйма в мм
А почему в дюймах?
Дюйм гибкий, т.к. его можно разделить на 18 частей (по сравнению с сантиметром).
1 дюйм совмещает в себе несколько размеров, фактически этот параметр обозначает условный номинальный проход трубы.
Чему равен дюйм?
Дюйм – это сколько? Этот вопрос мы задаем себе, когда наступает время купить комплектующие для отопления, канализации. Для точной стыковки участков потребуется тщательно подобрать размеры.
1 дюйм (inch) равен 25,4 мм
1 дюйм соответствует 2,54 см
1 дюйм = 0,0254 м
Как определить размеры комплектующих для сантехники и водопроводной сети?
Водопроводные металлические металлопластиковые, полипропиленовые, полимерные и полиэтиленовые ПНД трубы продаются и подбираются по внешнему сечению и соотношению с толщиной стенок.
Садовые и гидротехнические шланги определяются по внутреннему диаметру (чаще всего это ½ или ¾ дюйма). Связано это с тем, что магистральная труба имеет такой же диаметр. Для подключения к насосу потребуется более 19 мм, 1 дюйм.
Капельные ленты – имеют обозначение номинального диаметра, который чаще аналогичен внутреннему (25 -200 мм). Капельные трубки маркируются наружным диаметром.
Чтобы правильно подобрать фитинг для шланга изучайте маркировку на деталях.
Следует запомнить типовые величины диаметров сантехнического оборудования:
3/8″ (9,5-10 мм) — подключение европейских смесителей, наливного шланга в европейских унитазах
1/2″ (13-14 мм) — смесители и краны, вся бытовая сантехника, трубы в доме (квартире)
3 4 дюйма (20 мм) — фитинги, стиральные и посудомоечных машины, трубы до квартиры
1 1/2″ (40 мм) — сливное отверстие для воды в кухонной мойке
Для того чтобы узнать точные значения 3 4 дюйма, следует обратиться к официальным стандартам. Например, ГОСТ 18698-79 определяет технические условия на напорные резиновые рукава с текстильным каркасом, применяемые в качестве гибких трубопроводов для подачи жидкостей, пара, газов, сыпучих материалов. ГОСТ 3262-75 «Трубы стальные водогазопроводные» распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и систем отопления.
Калькулятор дюймов
перевод из миллиметров (мм) в дюймы (in):
= дюйм
перевод из дюймов (in) в миллиметры (мм):
Посмотреть шланги промышленного назначения, найти подходящие по диаметру и прочим характеристикам вы сможете в каталоге шлангов и рукавов. Используйте фильтр для подбора товара по необходимым параметрам.
ассенизаторский шланг для пылесосатрубка пвх армированныйгофрированный для бассейна поливочныйсиликоновыйрезиновыйшланг большого диаметра для компрессора БРС соединение Камлок воздуховод для выхлопных газов американкасиликоновая трубка
Таблица размеров диаметров шлангов в дюймах и миллиметрах
Скачать таблицу перевода дюймов в мм, pdf
метрическая система, в мм
британская, в дюймах
4
—
—
5
3/16″
три шестнадцатых дюйма
6
—
—
6,3
1/4″
одна четвертая дюйма
6,4
1/4″
1 4 дюйма
8
5/16″
пять шестнадцатых дюйма
9
—
5 16 дюйма
9,5
3/8″
три восьмые дюйма
10
3/8″
3 8 дюйма
12
1/2″
одна вторая дюйма
12,5
1/2″
1 2 дюйма
12,7
1/2″
1 2
13
1/2″
—
14
—
—
15
5/8″
пять восьмых дюйма
16
5/8″
5 8
18
3/4″
три четвертых дюйма
19
3/4″
3 4
20
3/4″
—
22
7/8″
семь восьмых дюйма
25
1″
один дюйм
27
—
—
28
—
—
30
—
—
32
1 1/4″
дюйм с четвертью
33
—
—
35
—
—
38
1 1/2″
полтора дюйма
40
1 1/2″
—
42
—
—
43
—
—
45
1 3/4
один три четвертых дюйма
48
—
—
50
2″
два дюйма
51
2″
—
52
—
—
53
—
—
55
—
—
60
—
—
63
2 1/2″
два с половиной дюйма
65
—
—
67
—
—
70
—
—
75
3″
три дюйма
76
3″
—
78
—
—
80
—
—
81
—
—
84
—
—
87
—
—
89
3 1/2″
три с половиной дюйма
90
—
—
100
4″
четыре дюйма
102
4″
—
104
—
—
105
—
—
107
—
—
110
—
—
120
—
—
125
—
—
127
5″
пять дюймов
130
—
—
132
—
—
133
—
—
140
—
—
150
—
—
152
6″
шесть дюймов
153
—
—
156
—
—
160
6 1/2″
шесть с половиной дюймов
175
—
—
178
7″
—
180
—
—
190
—
—
200
—
—
203
8″
восемь дюймов
229
9″
—
250
—
—
254
10″
десять дюймов
270
—
—
280
11″
одиннадцать дюймов
300
—
—
304
12″
двенадцать дюймов
312
—
—
313
—
—
350
—
—
410
—
—
460
—
—
610
—
—
Как измерить диаметр шланга?
Диаметром шланга является его внутренняя часть без учета стенок. Для измерения не нужны специальные инструменты — воспользуйтесь линейкой или штангенциркулем.
Мы продаем промышленное оборудование, наши покупатели чаще всего покупают рукава и воздуховоды со следующими размерами внутреннего диаметра:
8 мм — 5/16″
12 мм (13 мм ) — 1/2″
16 мм — 5/8″
19 мм — 3/4″
25 мм — 1″
32 мм — 1 1/4″
40 мм — 1 1/2″
50 мм (51 мм) — 2″
75 мм (76 мм) — 3″
100 мм (102 мм) — 4″
Выбор диаметра трубы в зависимости от расхода воды онлайн калькулятор таблица
Выбор диаметра трубы в зависимости от расхода воды онлайн калькулятор таблица
Главная
Выбор диаметра трубы в зависимости от расхода воды онлайн калькулятор
Таблица выбора диаметра трубы от расхода воды
Диаметр, дюйм
Диаметр, мм
Расход воды м3/час
1″
25. 4
1.8
1 1/4″
32
3.3
1 1/2″
38.1
5.1
2″
50.8
10.7
2 1/2″
63. 5
19.1
3″
76
30.4
3 1/2″
89
45.6
4″
102
64.9
4 1/2
114
86. 4
Расчет расхода воды в зависимости от диаметра трубы.
Не целые числа вводите через точку (АА.АА)
Диаметр трубы, дюйм
Диаметр трубы, мм
Расход воды м3.час
Значения величин в этой таблице основаны на принятых в практике соответствиях диаметров труб расходам воды. Эти практические расчеты основаны на том требовании, что скорость воды в трубах не должна достигать шумового предела (приблизительно 2 метра в секунду для труб диаметром до 50 мм и 3 метра в секунду для труб диаметром до 114 мм), и обычно она оказывается в диапазоне 0. 8-1.5 м/c для труб диаметром до 50 мм и до 2.5 метров в секунду для труб диаметром до 114 мм, в бетонном производстве трубы большего диаметра для подачи воды практически не используются. Поэтому вычисления по этой таблице допустимы только до диаметра 114 мм. Для труб большего диаметра данные мы не собирали и не анализировали.
Еще раз обращаем внимание — расчеты на данной странице можно вести только для труб диаметром до 114 мм.!!!
При выборе диаметра трубы нужно учесть непостоянный характер потребления!
К примеру : необходимо для производства 30 м3 бетона 4.5 тонн воды и 2 тонны для заправки миксеров, итого 6.5 тонн воды. Казалось бы, по таблице можно выбрать с запасом трубу диаметром 50 мм. с расходом 10.7 тонны воды в час. Это неправильный ответ. Вода для приготовления бетона будет потребляться не час, а 20-30 минут, остальное время — выгрузка бетона, технологические простои. Поэтому труба должна пропускать не 4. 5, а 9-13.5 тонн воды для приготовления бетона. Ну и плюс 2 тонны для миксеров. Итого не 6.5, а 11-15.5 тонн воды. Нужно выбирать 53-ю или 57-ю трубу. Кстати, все вышесказанное относится и к выбору насосов.
Компания Тех Альянс не несет ответственности за любые последствия, наступившие при использовании результатов данных расчетов.
Новости, выполненные работы
2017 год. Новый Уренгой. Запуск бетонного завода в минус 50 !
22.Янв.2017
Кинель 120м3/час, ноябрь 2015
17.Нояб.2015
Система обогрева БЗ в Новосибирске
26. Май.2016
Система обогрева БЗ в Самарской обл.
15.Март.2015
ВСЕ НОВОСТИ
Теплогенераторы Тех Альянс — непревзойденая мощность и надежность
Установки — лучшее решение для получения горячей воды и горячего воздуха на бетонных заводах, в агропромышленном комплексе, строительстве, разработке недр!
Непревзойденная мощность наших генераторов, привлекательная цена, надежность и долговечность будут радовать Вас всегда!
Фотоотчет о работе системы обогрева БЗ
Внимание!
Ввиду больших тепловых мощностей, попытки самостоятельного изготовления подобной системы обогрева приводили к серьезным авариям на заводах и к повреждению бункеров, вплоть до их замены. Мы отлаживали эту систему обогрева 8 лет, и полностью гарантируем ее безопасность, как для людей, так и для конструкций завода, а также эффективную и длительную работоспособность.
Статья о нас в журнале «Вестник промышленности»
Журнал #6 (30) январь 2016 год
Кликните на обложку, чтобы посмотреть статью о ТехАльянсе.
Стандартная таблица перевода в метрическую систему
СИМВОЛ
КОГДА ТЫ ЗНАЕШЬ
УМНОЖИТЬ НА
НАЙТИ
СИМВОЛ
ДЛИНА
в
дюймов
25,4
миллиметров
мм
футов
футов
0,305
метров
м
ярдов
ярдов
0,914
метров
м
миль
миль
1,61
километров
км
ОБЛАСТЬ
в 2
квадратных дюймов
645,2
квадратных миллиметров
мм 2
футов 2
квадратных футов
0,093
квадратных метров
м 2
ярдов 2
квадратных ярдов
0,836
квадратных метров
м 2
ак
акров
0,405
га
га
миль 2
квадратных миль
2,59
квадратных километров
км 2
ОБЪЕМ
жидких унций
жидких унций
29,57
миллилитров
мл
галлон
галлонов
3,785
литров
л
футов 3
кубических футов
0,028
куб. м.
м 3
ярдов 3
кубических ярдов
0,765
куб.м.
м 3
МАССА
унций
унций
28,35
грамм
г
фунтов
фунтов
0,454
килограммов
кг
Т
коротких тонн (2000 фунтов)
0,907
мегаграмм (или «метрическая тонна»)
Мг (или «т»)
ТЕМПЕРАТУРА
или F
9 градусов по Фаренгейту0011
(Ф-32) х 5/9 или (Ф-32)/1,8
по Цельсию
или С
ПОДСВЕТКА
фк
фут-свечей
10,76
люкс
лк
фл
фут-ламбертс
3. 426
кандел/м 2
кд/м 2
СИЛА и ДАВЛЕНИЕ или НАПРЯЖЕНИЕ
фунт силы
фунтов силы
4,45
ньютонов
Н
фунт-сила/дюйм 2
фунтов силы на квадратный дюйм
6,89
кПа
кПа
Преобразование метрических единиц в стандартные
СИМВОЛ
КОГДА ТЫ ЗНАЕШЬ
УМНОЖИТЬ НА
НАЙТИ
СИМВОЛ
ДЛИНА
мм
миллиметров
0,039
дюймов
в
м
метров
3,28
футов
футов
м
метров
1,09
ярдов
ярдов
км
километров
0,621
миль
миль
ОБЛАСТЬ
мм 2
миллиметров
0,0016
квадратных дюймов
в 2
м 2
квадратных метров
10. 764
квадратных футов
футов 2
м 2
квадратных метров
1,195
квадратных ярдов
ярдов 2
га
га
2,47
акров
ак
км 2
квадратных километров
0,386
квадратных миль
миль 2
ОБЪЕМ
мл
миллилитров
0,034
жидких унций
жидких унций
Л
литров
0,264
галлонов
галлонов
м 3
куб.м.
35.314
кубических футов
футов 3
м 3
куб. м.
1.307
кубических ярдов
ярдов 3
МАССА
г
грамм
0,035
унций
унций
кг
килограммов
2.202
фунтов
фунтов
Мг (или «т»)
мегаграмм (или «метрическая тонна»)
1.103
коротких тонн (2000 фунтов)
Т
ТЕМПЕРАТУРА
или С
по Цельсию
1.8С + 32
по Фаренгейту
или F
ПОДСВЕТКА
люкс
люкс
0,0929
фут-свечей
фк
кд/м 2
кандел/м 2
0,2919
фут-ламбертс
фл
СИЛА и ДАВЛЕНИЕ или НАПРЯЖЕНИЕ
С
ньютонов
0,225
фунтов силы
фунтов силы
кПа
кПа
0,145
фунтов силы на квадратный дюйм
фунт-сила/дюйм 2
Kelly Pipe с гордостью предлагает своим клиентам широкий спектр удобных и ценных услуг, связанных с трубами. Многие из этих услуг являются дополнительными в зависимости от характера вашего заказа.
Свяжитесь с одним из наших специалистов по продажам сейчас, чтобы получить конкурентоспособное предложение для любых ваших потребностей в трубах. Мы гордимся тем, что являемся надежным поставщиком промышленных труб, предлагающим более 100 лет превосходного обслуживания. Доверьте Kelly удовлетворить ваши потребности и превзойти ваши ожидания, сохраняя при этом конкурентоспособность.
СВЯЖИТЕСЬ С КЕЛЛИ ПАЙП СЕГОДНЯ
Главный офис
800-305-3559
Бейкерсфилд, Калифорния
661-399-4540
Феникс, Аризона
602-256-2990
Сакраменто, Калифорния
916-640-1859
Солт-Лейк-Сити, Юта
801-973-8200
Санта-Фе-Спрингс, Калифорния
562-868-0456
Ванкувер, Вашингтон,
360-737-1848
Штаб-квартира Восточного региона
713-692-7473
Бруссар, Луизиана
337-369-6788
Денвер, Колорадо
303-288-3033
Хьюстон, Техас
713-692-7473
Хаммонд, IN
708-331-0300
Фэрлесс Хиллз, Пенсильвания
215-550-6325
Пайнвилл, Северная Каролина
704-504-3302
Ниску, Альберта, Китай,
780-955-5510
×
Размеры электрического кабелепровода три четверти дюйма 3/4 дюйма
Уважаемый господин электрик! Каковы размеры электрического кабелепровода три четверти дюйма 3/4 дюйма?
Ответ: Три четверти дюйма 3/4″ — это торговый размер, а не фактический размер электрического кабелепровода. Двадцать один (21) — это метрическое обозначение, а не фактический размер в миллиметрах. ПРИМЕЧАНИЕ. Некоторые приведенные ниже текстовые ссылки ведут на соответствующие продукты на Amazon. Как партнер Amazon я зарабатываю на соответствующих покупках.
Ниже приведены размеры для различных типов 3/4-дюймовых электрических кабелепроводов. Информация была получена из нескольких источников и не может считаться точной. Размеры могут незначительно отличаться у разных производителей.
Используйте кольцевую пилу 1 1/8″ (29 мм) для фитингов трубопроводов диаметром три четверти дюйма.
3/4″ Электрическая металлическая трубка ( EMT или Thinwall) представляет собой гладкий легкий оцинкованный металлический трубопровод с внутренним диаметром 0,824 дюйма или 20,93 мм. Его внешний диаметр составляет 0,922 дюйма или 23,4 мм. Толщина стенки 3/4″ EMT составляет 0,049.″ или 1,25 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Жесткий металлический кабелепровод (RMC) представляет собой тяжелый кабелепровод с гальваническим покрытием. Он имеет заводскую резьбу с конусностью 3/4″ на фут.
100 футов из 3/4″ RMC весит примерно 109 фунтов или 49,4 кг. Его внутренний диаметр составляет 0,824 дюйма или 20,93 мм. Его внешний диаметр составляет 1,050 дюйма или 26,7 мм. Толщина стенки составляет 0,107 дюйма или 2,70 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Кран нуждается в 59/64″ отверстие. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Промежуточный металлический кабелепровод (IMC) представляет собой облегченную версию RMC. Он имеет гальваническое покрытие внутри и снаружи и может использоваться во многих из тех же сред, что и RMC. Он имеет заводскую резьбу с конусностью 3/4″ на фут. В нем также используются те же муфты и фитинги , что и в RMC.
3/4″ IMC имеет внутренний диаметр 0,864″ или 21,9 мм. Его внешний диаметр составляет 1,029 дюйма или 26,1 мм. Толщина стенки составляет 0,083 дюйма или 2,1 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Кран нуждается в 59/64″ отверстие. Резьба на дюйм для фитингов составляет 14 NPT.
Amazon Sells Conduit Bodys
3/4″ Гибкий металлический кабелепровод (FMC или Greenfield) представляет собой гибкий металлический электрический кабелепровод с гальваническим покрытием, состоящий из непрерывно сформированной взаимосвязанной металлической полосы. 3/4″ FMC имеет минимальный внутренний диаметр 0,812″ или 20,6248 мм и максимальный внутренний диаметр 0,835″ или 21,209 мм.
Три четверти FMC имеют минимальный внешний диаметр 1,045 дюйма или 26,543 мм и максимальный внешний диаметр 1,105 дюйма или 28,067 мм. Минимальный радиус изгиба составляет 5 дюймов или 101,6 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Кран нуждается в 59/64″ отверстие. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Жесткий поливинилхлоридный кабелепровод (ПВХ), график 40 — это неметаллический непроводящий электрический кабелепровод, пригодный для использования внутри и снаружи помещений или под землей. Он имеет некоторую гибкость с внутренним диаметром 0,824 дюйма или 20,9296 мм. Его внешний диаметр составляет 1,050 дюйма или 26,67 мм. Толщина стенки составляет 0,113 дюйма или 2,8702 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Жесткий поливинилхлоридный кабелепровод (ПВХ), график 80 — это неметаллический непроводящий электрический кабелепровод, пригодный для использования внутри и снаружи помещений или под землей. Он имеет ограниченную гибкость. Schedule 80 имеет внутренний диаметр 0,742 дюйма или 18,8468 мм. Его внешний диаметр составляет 1,050 дюйма или 26,67 мм. Толщина стенки составляет 0,154 дюйма или 3,9116 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Электрическая неметаллическая трубка (ENT или Smurf ) представляет собой неметаллическую непроводящую гибкую трубку с внутренним диаметром 0,76 дюйма или 19,304 мм. 3/4″ ENT имеет внешний диаметр 1,05″ или 26,67 мм. Минимальный радиус изгиба составляет 6 дюймов. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Гибкий металлический кабелепровод Liquidtight (LFMC или Sealtight) представляет собой гибкий металлический кабелепровод с неметаллической непроводящей внешней оболочкой, что делает его пригодным для использования во влажных местах. Он имеет минимальный внутренний диаметр 0,820 дюйма или 20,828 мм и максимальный внутренний диаметр 0,840 дюйма или 21,336 мм.
Три четверти дюйма Sealtight имеет минимальный внешний диаметр 1,030 дюйма или 26,162 мм и максимальный внешний диаметр 1,050 дюйма или 26,67 мм. Минимальный радиус изгиба составляет 5 дюймов. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Влагонепроницаемый гибкий неметаллический кабелепровод (LFNC) представляет собой неметаллический кабелепровод, пригодный для использования во влажных условиях. Он имеет минимальный внутренний диаметр 0,820 дюйма или 20,828 мм и максимальный внутренний диаметр 0,840 дюйма или 21,336 мм.
Три четверти дюйма LFNC имеет минимальный внешний диаметр 1,030 дюйма или 26,162 мм и максимальный внешний диаметр 1,050 дюйма или 26,67 мм. Минимальный радиус изгиба составляет 5 дюймов. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Трубка из армированной термореактивной смолы (RTRC) представляет собой неметаллическую трубу, подходящую для многих условий. Он имеет внутренний диаметр 0,910 дюйма или 23,114 мм. Внешний диаметр составляет 1,050 дюйма или 26,67 мм. Толщина стенки канала составляет 0,070 или 1,778 мм.
100 футов SW RTRC длиной три четверти дюйма весит 17 фунтов или 7,711064 кг. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
3/4″ Полиэтилен высокой плотности (HDPE) представляет собой неметаллический гибкий рукав, доступный в катушках большой длины для уменьшения количества соединений и времени установки. Его внешний диаметр составляет 1,050 дюйма или 26,67 мм.
ПЭВП типа SDR-9 на три четверти имеет внутренний диаметр 0,79.6 дюймов или 20,2184 мм. 100 футов полиэтилена высокой плотности 3/4″ весят 15 фунтов или 6,80388. Толщина стенки составляет 0,117 дюйма или 2,9718 мм.
Для всех трех четвертей 3/4″ (21) кабелепровода и фитингов требуется отверстие в дюйме и одной восьмой 1 1/8″ в электрическую коробку. Отверстие можно сделать с помощью кольцевой пилы или дырокола.
Для отвода кабелепровода или фитингов на три четверти 3/4″ (21) требуется отверстие 59/64″ . Резьба на дюйм составляет 14 национальных трубных резьб (NPT).
Стандартная длина большинства трубопроводов составляет десять футов 10 футов или 3,048 метра. Двадцать футов 20 футов (6,096 метра) металлических трубопроводов доступны, но не всегда есть на складе. Кабелепровод из ПВХ доступен длиной десять футов 10 футов, а в некоторых размерах — двадцать футов 20 футов. RTRC в основном имеет длину двадцать футов 20 футов. Гибкие трубопроводы поставляются в бухтах и катушках различной длины в зависимости от объема торговли. Некоторые электроснабжающие компании отрезают гибкий кабелепровод по длине.
См. мой пост с описанием различных электрические кабелепроводы типов .
 28 грн
28 грн Ровно
Ровно Киев
Киев Днепр
Днепр В зависимости от данного параметра это могут быть:
В зависимости от данного параметра это могут быть:
 Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом.
Как и инструменты двух предыдущих категорий, шарошка абразивная может выполняться в любых формах и размерах, а также использоваться в комплекте с дрелью и шуруповертом. Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.
Твердосплавные инструменты, рабочая часть которых также может иметь различную конфигурацию, отличаются исключительно длительным сроком эксплуатации.

 Если он выбран неправильно, на поверхности останутся выемки, неровности, бугры.
Если он выбран неправильно, на поверхности останутся выемки, неровности, бугры. Учитывая мощность дрели, скорость оборотов, можно избежать поломки оборудования и порчи материала.
Учитывая мощность дрели, скорость оборотов, можно избежать поломки оборудования и порчи материала.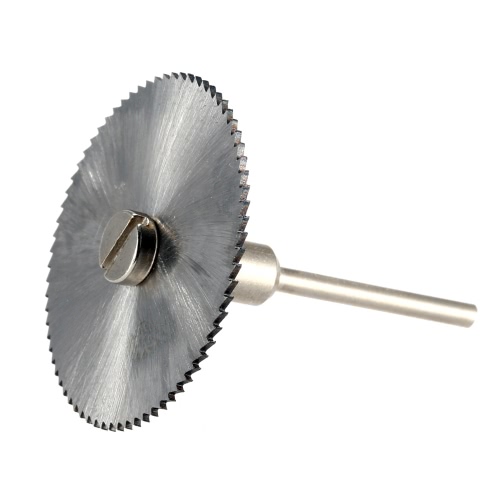

 Предназначен для закрепления в патроне электроинструмента.
Предназначен для закрепления в патроне электроинструмента. С помощью такой оснастки изготавливают текстуру, выглядящую как дерево. Сверху она зачищается полировальным кругом, покрывается защитным слоем (морилкой, лаком).
С помощью такой оснастки изготавливают текстуру, выглядящую как дерево. Сверху она зачищается полировальным кругом, покрывается защитным слоем (морилкой, лаком).

 От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу.
От функциональной части передается нагрузка на установленный исполнительный механизм — сверло или фрезу. , желательно чтобы обороты регулировались;
, желательно чтобы обороты регулировались; Но вместе с тем встречаются изделия с разной формой зубцов.
Но вместе с тем встречаются изделия с разной формой зубцов. Конечно, возрастает стоимость конструкции, но благодаря такому устройству, можно без труда заменить один компонент на другой.
Конечно, возрастает стоимость конструкции, но благодаря такому устройству, можно без труда заменить один компонент на другой. Вот статья об их деталях для справки.
Вот статья об их деталях для справки.

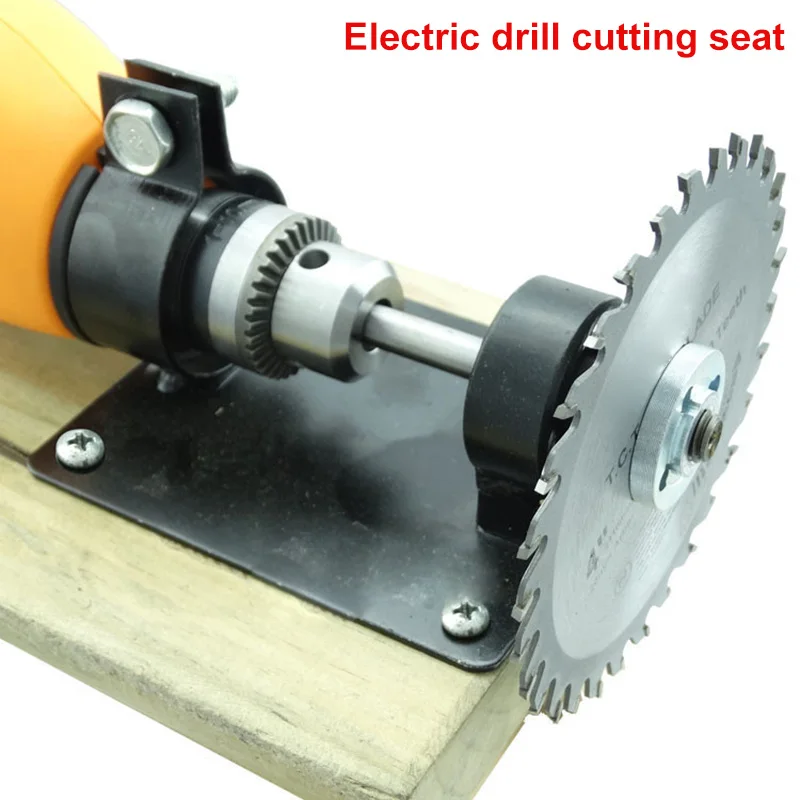
 Хотя в некоторых случаях фреза также может сверлить, но это не является основным направлением.
Хотя в некоторых случаях фреза также может сверлить, но это не является основным направлением.


 Нужен ли дополнительный насос, определяется фактической необходимостью. Он используется в том случае, когда требуется замена насоса основного типа или если его производительность не удовлетворяет требования.
Нужен ли дополнительный насос, определяется фактической необходимостью. Он используется в том случае, когда требуется замена насоса основного типа или если его производительность не удовлетворяет требования.


 .
. .
.
 Движение воды по батареям не зависимо от температуры теплоносителя значительно повышает коэффициент полезного действия передачи тепла от котла.
Движение воды по батареям не зависимо от температуры теплоносителя значительно повышает коэффициент полезного действия передачи тепла от котла. Насосы Grundfos бывают UPS и UP — несколько скоростные и одно скоростные (отличаются максимальной электрической мощностью). Насосы Wilо имеют значительно больше разновидностей по мощности и конструкции.
Насосы Grundfos бывают UPS и UP — несколько скоростные и одно скоростные (отличаются максимальной электрической мощностью). Насосы Wilо имеют значительно больше разновидностей по мощности и конструкции. В основном причиной замены улитки циркуляционного насоса является трещина на корпусе, что образовывается при перемерзании котла или при механическом воздействии, но такие случаи очень редкие.
В основном причиной замены улитки циркуляционного насоса является трещина на корпусе, что образовывается при перемерзании котла или при механическом воздействии, но такие случаи очень редкие. Остановка ротора происходит в результате превышения силы трения при перегревании обмотки статора, что вызвано межвитковым, коротким замыканием — результат поломка насоса.
Остановка ротора происходит в результате превышения силы трения при перегревании обмотки статора, что вызвано межвитковым, коротким замыканием — результат поломка насоса. Тем не менее, существуют различные уровни контроля, которые управляют насосами.
Тем не менее, существуют различные уровни контроля, которые управляют насосами. Размеры циркуляционного насоса должны определяться специалистом по ОВКВ, знакомым с расчетами циркуляционных насосов. Кроме того, если это сделает профессионал, вы устраните любые проблемы с производительностью, которые могут стоить вам эффективности.
Размеры циркуляционного насоса должны определяться специалистом по ОВКВ, знакомым с расчетами циркуляционных насосов. Кроме того, если это сделает профессионал, вы устраните любые проблемы с производительностью, которые могут стоить вам эффективности. Однако, если насос не рассчитан должным образом, вы можете напрасно тратить деньги на потраченную впустую энергию как на электроэнергию для использования насоса, так и на энергию для работы котла.
Однако, если насос не рассчитан должным образом, вы можете напрасно тратить деньги на потраченную впустую энергию как на электроэнергию для использования насоса, так и на энергию для работы котла.
 Размер системы также важен для хорошей производительности. Если вы сомневаетесь, проконсультируйтесь со специалистом по сантехнике или HVAC, чтобы убедиться, что это правильно.
Размер системы также важен для хорошей производительности. Если вы сомневаетесь, проконсультируйтесь со специалистом по сантехнике или HVAC, чтобы убедиться, что это правильно.
 При запросе тепла, когда насос должен работать, поместите клещевой амперметр на провод. Вы должны получить значение силы тока, которое соответствует паспортным данным насоса.
При запросе тепла, когда насос должен работать, поместите клещевой амперметр на провод. Вы должны получить значение силы тока, которое соответствует паспортным данным насоса. Если у вас есть запорные клапаны с обеих сторон насоса, закройте их. Замените циркуляционный насос. Убедитесь, что соединения проводки затянуты. Обратите особое внимание на то, как вы разбираете его и собираете все обратно так же, как разбирали. Включая любую проводку. Когда вы закончите, откройте запорные клапаны и проверьте на наличие утечек. Если утечек нет, восстановить электропитание и включить котел. Проверьте радиаторы или конвекторы, чтобы убедиться, что они получают горячую воду от котла.
Если у вас есть запорные клапаны с обеих сторон насоса, закройте их. Замените циркуляционный насос. Убедитесь, что соединения проводки затянуты. Обратите особое внимание на то, как вы разбираете его и собираете все обратно так же, как разбирали. Включая любую проводку. Когда вы закончите, откройте запорные клапаны и проверьте на наличие утечек. Если утечек нет, восстановить электропитание и включить котел. Проверьте радиаторы или конвекторы, чтобы убедиться, что они получают горячую воду от котла.
 Этот насос также очень эффективен в самых разных системах отопления, включая системы лучистого отопления, водяные котлы для внутренних помещений, радиаторы, фанкойлы и т. д.
Этот насос также очень эффективен в самых разных системах отопления, включая системы лучистого отопления, водяные котлы для внутренних помещений, радиаторы, фанкойлы и т. д. 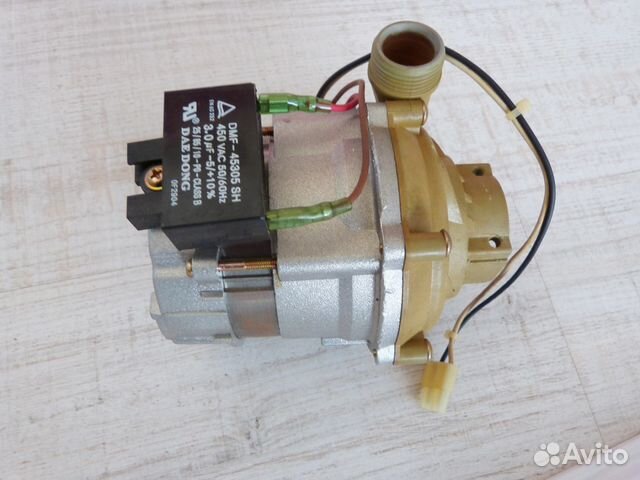 Встроенная термозащита насоса с автоматическим сбросом обеспечивает безопасность двигателя и продлевает срок службы циркуляционного насоса.
Встроенная термозащита насоса с автоматическим сбросом обеспечивает безопасность двигателя и продлевает срок службы циркуляционного насоса.

 01
01  Наши 9ИБП 0080 разработаны в соответствии с вашими потребностями и обеспечивают полный контроль в любую погоду.
Наши 9ИБП 0080 разработаны в соответствии с вашими потребностями и обеспечивают полный контроль в любую погоду. 9, No.02 pp 214-220, 2016
9, No.02 pp 214-220, 2016 Второй этап состоял из покрытия поршня керамическими материалами (ZrO2 и CeO2) методом плазменного напыления, чтобы обеспечить двигатель с низким теплоотводом (LHR). На третьем этапе двигатель с покрытием работал на номинальной частоте вращения 1500 об/мин для получения рабочих характеристик и параметров выбросов при различных нагрузках на двигатель. Полученные результаты сравнивали с i) двигателем без покрытия и ii) двигателем с покрытием, использующим в качестве топлива чистое дизельное топливо и метиловые эфиры семян хлопка при тех же условиях. Ключевые слова: Покрытия поршней, дизельный двигатель, метиловые эфиры хлопчатника, эмиссия и производительность. 1.0 Введение Сырая нефть, являющаяся невозобновляемым источником энергии, вероятно, перестанет существовать в отдаленном будущем, если не в ближайшем будущем. Следовательно, усилия должны быть предприняты для того, чтобы найти какое-то альтернативное топливо. Индия, богатая сельскохозяйственной продукцией, имеет широкие возможности для крупномасштабного производства и использования многих видов биодизельного топлива.
Второй этап состоял из покрытия поршня керамическими материалами (ZrO2 и CeO2) методом плазменного напыления, чтобы обеспечить двигатель с низким теплоотводом (LHR). На третьем этапе двигатель с покрытием работал на номинальной частоте вращения 1500 об/мин для получения рабочих характеристик и параметров выбросов при различных нагрузках на двигатель. Полученные результаты сравнивали с i) двигателем без покрытия и ii) двигателем с покрытием, использующим в качестве топлива чистое дизельное топливо и метиловые эфиры семян хлопка при тех же условиях. Ключевые слова: Покрытия поршней, дизельный двигатель, метиловые эфиры хлопчатника, эмиссия и производительность. 1.0 Введение Сырая нефть, являющаяся невозобновляемым источником энергии, вероятно, перестанет существовать в отдаленном будущем, если не в ближайшем будущем. Следовательно, усилия должны быть предприняты для того, чтобы найти какое-то альтернативное топливо. Индия, богатая сельскохозяйственной продукцией, имеет широкие возможности для крупномасштабного производства и использования многих видов биодизельного топлива. Например, хлопок в изобилии производится в Индии, и поэтому его можно рассматривать как замену. Kafuku et al., [1] оптимизировали несъедобное масло Croton megalocarpus, добавив его к 1% гидроксиду калия, 30% метанолу, при температуре реакции 60°C, при 400 об/мин и времени реакции один час и получив 88 % биодизеля; свойства были в пределах нормы. Метин и др. [2] обнаружили, что изменение давления впрыска при различных нагрузках с различными смесями биодизельного топлива приводит к увеличению выбросов CO2, O2, BSFC, углеводородов, дыма и NOx. Sakthivel et al., [3] исследовали использование рыбьего жира в качестве биодизеля, испытываемого в дизельном двигателе, и по сравнению с дизельным топливом обнаружили, что термическая эффективность тормозов, выбросы CO2 и дымность увеличиваются, тогда как NOx, CO и HC снижаются. Nidal et al. [4] экспериментировали с биодизельным топливом из миндаля и пальмового масла и сравнивали их с дизельным топливом. Миндальное биодизельное топливо снижает выбросы NOx, HC, CO, BSFC, в то же время повышая тепловую эффективность тормозов.
Например, хлопок в изобилии производится в Индии, и поэтому его можно рассматривать как замену. Kafuku et al., [1] оптимизировали несъедобное масло Croton megalocarpus, добавив его к 1% гидроксиду калия, 30% метанолу, при температуре реакции 60°C, при 400 об/мин и времени реакции один час и получив 88 % биодизеля; свойства были в пределах нормы. Метин и др. [2] обнаружили, что изменение давления впрыска при различных нагрузках с различными смесями биодизельного топлива приводит к увеличению выбросов CO2, O2, BSFC, углеводородов, дыма и NOx. Sakthivel et al., [3] исследовали использование рыбьего жира в качестве биодизеля, испытываемого в дизельном двигателе, и по сравнению с дизельным топливом обнаружили, что термическая эффективность тормозов, выбросы CO2 и дымность увеличиваются, тогда как NOx, CO и HC снижаются. Nidal et al. [4] экспериментировали с биодизельным топливом из миндаля и пальмового масла и сравнивали их с дизельным топливом. Миндальное биодизельное топливо снижает выбросы NOx, HC, CO, BSFC, в то же время повышая тепловую эффективность тормозов. Kalam et al., [5] экспериментировали с 5% отработанного пальмового масла для приготовления пищи с дизельным топливом и 5% отработанного кокосового масла для приготовления пищи с дизельным топливом в двигателе с воспламенением от сжатия. Результат показал снижение выбросов и мощности торможения. Дхоул и др. [6] провели испытания четырехцилиндрового дизельного двигателя с турбонаддувом, использующего двойное топливо, такое как генераторный газ и водород. 20 % водорода увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили термическую эффективность тормозов на 7 % увеличили термическую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормоза на 7 %2.0 Материалы и методы Хлопковое масло было закуплено на местном рынке, и был проведен процесс переэтерификации для получения метиловых эфиров хлопкового масла. Метанол и NaOH были приобретены у соответствующего поставщика.
Kalam et al., [5] экспериментировали с 5% отработанного пальмового масла для приготовления пищи с дизельным топливом и 5% отработанного кокосового масла для приготовления пищи с дизельным топливом в двигателе с воспламенением от сжатия. Результат показал снижение выбросов и мощности торможения. Дхоул и др. [6] провели испытания четырехцилиндрового дизельного двигателя с турбонаддувом, использующего двойное топливо, такое как генераторный газ и водород. 20 % водорода увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили термическую эффективность тормозов на 7 % увеличили термическую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормозов на 7 % увеличили тепловую эффективность тормоза на 7 %2.0 Материалы и методы Хлопковое масло было закуплено на местном рынке, и был проведен процесс переэтерификации для получения метиловых эфиров хлопкового масла. Метанол и NaOH были приобретены у соответствующего поставщика. ZrO2 и CeO2 были закуплены в Ченнаи, а покрытие было нанесено методом плазменного напыления в Бангалоре. Эксперимент проводился в три этапа. На первом этапе поршень покрывался ZrO2 и CeO2 в соотношении 90:10. Второй этап включал переэтерификацию хлопкового масла. На третьем этапе кирлоскаровый двигатель с непосредственным впрыском и поршнем с покрытием работал с постоянной скоростью 1500 об/мин, используя переэтерифицированное масло в качестве топлива. 2.1 Плазменное напыление Плазменное напыление представляет собой универсальный процесс термического напыления. Как и другие процессы термического напыления, процесс плазменного напыления также требует высококонцентрированного источника энергии. Перед нанесением покрытия поверхность поршня шлифуется до 150 микрон. Покрываемый материал (смесь 90% ZrO22 и 10% CeO) подается в плазменно-дуговую пушку в виде порошка. Дуга образуется между двумя электродами, состоящими из аргона и водорода, в устройстве плазменного напыления. Плазменный газ нагревается за счет высокой температуры дуги.
ZrO2 и CeO2 были закуплены в Ченнаи, а покрытие было нанесено методом плазменного напыления в Бангалоре. Эксперимент проводился в три этапа. На первом этапе поршень покрывался ZrO2 и CeO2 в соотношении 90:10. Второй этап включал переэтерификацию хлопкового масла. На третьем этапе кирлоскаровый двигатель с непосредственным впрыском и поршнем с покрытием работал с постоянной скоростью 1500 об/мин, используя переэтерифицированное масло в качестве топлива. 2.1 Плазменное напыление Плазменное напыление представляет собой универсальный процесс термического напыления. Как и другие процессы термического напыления, процесс плазменного напыления также требует высококонцентрированного источника энергии. Перед нанесением покрытия поверхность поршня шлифуется до 150 микрон. Покрываемый материал (смесь 90% ZrO22 и 10% CeO) подается в плазменно-дуговую пушку в виде порошка. Дуга образуется между двумя электродами, состоящими из аргона и водорода, в устройстве плазменного напыления. Плазменный газ нагревается за счет высокой температуры дуги. Затем газ расширяется и ускоряется через сопло определенной формы, способное развивать высокие скорости. Температура в плазменной струе достигает 18 000 ° F (10 000 ° K) в нескольких метрах от выхода из сопла. Здесь диоксид циркония и диоксид церия расплавляются и ускоряются на днище поршня, образуя покрытие. Покрытие формируется путем наложения множества тонких слоев материалов на подложку. За этим следует затвердевание этих слоев и запирание слоев друг в друге. Пятна легко растекаются по подложке за счет кинетической энергии частиц. Теплопроводность покрытия, сформированного методом плазменного напыления, составляет от 0,5 Вт/мК до 1,5 Вт/мК, что значительно меньше, чем у электронно-лучевого физического осаждения из паровой фазы. 2.2 Процесс переэтерификации Переэтерификацию можно определить простыми словами как химическую реакцию, в которой растительные масла реагируют с любым спиртом с короткой цепью с образованием биодизельного топлива. Обычно эта реакция очень медленная или вообще не происходит, если не включен катализатор.
Затем газ расширяется и ускоряется через сопло определенной формы, способное развивать высокие скорости. Температура в плазменной струе достигает 18 000 ° F (10 000 ° K) в нескольких метрах от выхода из сопла. Здесь диоксид циркония и диоксид церия расплавляются и ускоряются на днище поршня, образуя покрытие. Покрытие формируется путем наложения множества тонких слоев материалов на подложку. За этим следует затвердевание этих слоев и запирание слоев друг в друге. Пятна легко растекаются по подложке за счет кинетической энергии частиц. Теплопроводность покрытия, сформированного методом плазменного напыления, составляет от 0,5 Вт/мК до 1,5 Вт/мК, что значительно меньше, чем у электронно-лучевого физического осаждения из паровой фазы. 2.2 Процесс переэтерификации Переэтерификацию можно определить простыми словами как химическую реакцию, в которой растительные масла реагируют с любым спиртом с короткой цепью с образованием биодизельного топлива. Обычно эта реакция очень медленная или вообще не происходит, если не включен катализатор. . Таким образом, NaOH используется здесь в качестве катализатора. Термическая обработка также имеет место для ускорения реакции. Процесс осуществляется следующим образом: один литр хлопкового масла обрабатывают 400 граммами метанола и 8 граммами NaOH, играющего роль катализатора. Катализатор и метанол загружают в хлопковое масло, а затем температуру повышают до 70°C для проведения реакции при проведении процесса переэтерификации. Затем масло сливают в сепаратор и выдерживают в течение суток. Таким образом получают метиловые эфиры хлопкового масла. Этот процесс делается для снижения вязкости масла. Реакции представлены следующим образом: CH 2OCOR CH 2OH RCOOR I I Ch3OCOR + 3ROH катализатор CH 2 OH + RCOOR I I Ch3OCOR Ch3 OH RCOOR 2.3 Сравнение свойств хлопкового масла: те из хлопкового масла. Замечено, что теплотворная способность хлопкового масла повышена по сравнению с чистым дизельным топливом. Указана также высокая разница температуры вспышки и кинематической вязкости. Однако плотность хлопкового масла немного выше, чем у других биодизелей.
. Таким образом, NaOH используется здесь в качестве катализатора. Термическая обработка также имеет место для ускорения реакции. Процесс осуществляется следующим образом: один литр хлопкового масла обрабатывают 400 граммами метанола и 8 граммами NaOH, играющего роль катализатора. Катализатор и метанол загружают в хлопковое масло, а затем температуру повышают до 70°C для проведения реакции при проведении процесса переэтерификации. Затем масло сливают в сепаратор и выдерживают в течение суток. Таким образом получают метиловые эфиры хлопкового масла. Этот процесс делается для снижения вязкости масла. Реакции представлены следующим образом: CH 2OCOR CH 2OH RCOOR I I Ch3OCOR + 3ROH катализатор CH 2 OH + RCOOR I I Ch3OCOR Ch3 OH RCOOR 2.3 Сравнение свойств хлопкового масла: те из хлопкового масла. Замечено, что теплотворная способность хлопкового масла повышена по сравнению с чистым дизельным топливом. Указана также высокая разница температуры вспышки и кинематической вязкости. Однако плотность хлопкового масла немного выше, чем у других биодизелей. Таблица — 1. Сравнение свойств дизельного топлива, эталонов биодизеля, хлопкового масла и переэтерифицированного хлопкового масла.
Таблица — 1. Сравнение свойств дизельного топлива, эталонов биодизеля, хлопкового масла и переэтерифицированного хлопкового масла.
 Первоначально двигатель работал без нагрузки в течение нескольких минут без приложения нагрузки. Нагрузки для испытуемого топлива увеличивали постепенно с шагом от 25 % до 100 % при постоянной скорости 1500 об/мин. Выбросы регистрировали с помощью пяти газоанализатора. Таблица – 2 Технические характеристики испытательного двигателя
Первоначально двигатель работал без нагрузки в течение нескольких минут без приложения нагрузки. Нагрузки для испытуемого топлива увеличивали постепенно с шагом от 25 % до 100 % при постоянной скорости 1500 об/мин. Выбросы регистрировали с помощью пяти газоанализатора. Таблица – 2 Технические характеристики испытательного двигателя Датчик давления GH 12 D
Датчик давления GH 12 D На рис. 2 показано изменение HC для поршней с покрытием и без покрытия при различных нагрузках. На рисунке показано снижение HC для поршня с покрытием при использовании дизельного топлива и хлопкового масла. Снижение УВ наблюдалось для поршня с покрытием при использовании дизельного топлива на 12,5 %. В поршне с покрытием, использующем топливо B25 CS, выброс УВ в условиях холостого хода был выше, а по мере увеличения нагрузки выброс УВ снижался по сравнению с ПД. Это может быть связано с лучшей теплопроводностью материала с покрытием и более высоким цетановым индексом, улучшающим сгорание. 4.3 Оксид азота (NOX): рис. 3. Изменение содержания NOx для поршней с покрытием и без покрытия и биодизеля Кривые, представляющие изменение содержания NOx для поршня без покрытия при использовании дизельного топлива и поршня с покрытием при использовании дизельного топлива и B25 CS, показаны на рис. 3. NOx в основном образуется в результате окисления атмосферного азота, присутствующего в камере сгорания.
На рис. 2 показано изменение HC для поршней с покрытием и без покрытия при различных нагрузках. На рисунке показано снижение HC для поршня с покрытием при использовании дизельного топлива и хлопкового масла. Снижение УВ наблюдалось для поршня с покрытием при использовании дизельного топлива на 12,5 %. В поршне с покрытием, использующем топливо B25 CS, выброс УВ в условиях холостого хода был выше, а по мере увеличения нагрузки выброс УВ снижался по сравнению с ПД. Это может быть связано с лучшей теплопроводностью материала с покрытием и более высоким цетановым индексом, улучшающим сгорание. 4.3 Оксид азота (NOX): рис. 3. Изменение содержания NOx для поршней с покрытием и без покрытия и биодизеля Кривые, представляющие изменение содержания NOx для поршня без покрытия при использовании дизельного топлива и поршня с покрытием при использовании дизельного топлива и B25 CS, показаны на рис. 3. NOx в основном образуется в результате окисления атмосферного азота, присутствующего в камере сгорания. Его образование в основном контролируется температурой сгорания и наличием кислорода. Выбросы NOx увеличиваются прямо пропорционально размеру и количеству пилотного дизельного топлива. Выбросы оксидов азота увеличиваются с увеличением температуры цилиндра, концентрации кислорода и продолжительности горения. Первоначально в условиях нулевой нагрузки наблюдается сходство выбросов NOx. Но в условиях полной нагрузки выбросы NOx были измерены на уровне 980 частей на миллион при использовании B25 CS и 1025 частей на миллион для чистого дизельного топлива. 4.4 Дым: Рис. 4 Изменение дымности поршней с покрытием и без покрытия и биодизеля Плотность дыма зависит от количества воздуха внутри цилиндра, а также от количества кислорода в топливе. Также на дымовыделение влияет содержание серы в топливе. Однако содержание кислорода в топливе важно для снижения выбросов твердых частиц. На графике, показанном на рис. 4, видно незначительное уменьшение количества дыма при использовании B25 CS в качестве топлива по сравнению с чистым дизельным топливом.
Его образование в основном контролируется температурой сгорания и наличием кислорода. Выбросы NOx увеличиваются прямо пропорционально размеру и количеству пилотного дизельного топлива. Выбросы оксидов азота увеличиваются с увеличением температуры цилиндра, концентрации кислорода и продолжительности горения. Первоначально в условиях нулевой нагрузки наблюдается сходство выбросов NOx. Но в условиях полной нагрузки выбросы NOx были измерены на уровне 980 частей на миллион при использовании B25 CS и 1025 частей на миллион для чистого дизельного топлива. 4.4 Дым: Рис. 4 Изменение дымности поршней с покрытием и без покрытия и биодизеля Плотность дыма зависит от количества воздуха внутри цилиндра, а также от количества кислорода в топливе. Также на дымовыделение влияет содержание серы в топливе. Однако содержание кислорода в топливе важно для снижения выбросов твердых частиц. На графике, показанном на рис. 4, видно незначительное уменьшение количества дыма при использовании B25 CS в качестве топлива по сравнению с чистым дизельным топливом. 4.5 Удельный расход топлива тормозами: Рис. 5 Изменение BSFC по отношению к поршням с покрытием и без покрытия и биодизельному топливу График выше рис. 5 показано изменение BSFC для B25 CS, PD и CPD при различных условиях нагрузки. Видно, что при всех нагрузках существенных изменений BSFC КС B25 по сравнению с CPD не происходит. По сравнению с PD наблюдается незначительное снижение BSFC для B25 CS в условиях полной нагрузки. Это может быть связано с высокими температурами в камере сгорания из-за покрытия. В результате расход топлива меньше. 4.6 Термическая эффективность тормоза: Рис. 6 Изменение BTE по отношению к поршням с покрытием и без покрытия и биодизельному топливу На рис. 6 показаны изменения BTE при различных нагрузках для поршня с покрытием и без покрытия. Видно, что термическая эффективность торможения хлопкового масла В25 несколько выше, чем у чистого дизельного топлива. Это может быть связано с наличием несгоревших углеводородов в системе выпуска отработавших газов в результате нанесения покрытия.
4.5 Удельный расход топлива тормозами: Рис. 5 Изменение BSFC по отношению к поршням с покрытием и без покрытия и биодизельному топливу График выше рис. 5 показано изменение BSFC для B25 CS, PD и CPD при различных условиях нагрузки. Видно, что при всех нагрузках существенных изменений BSFC КС B25 по сравнению с CPD не происходит. По сравнению с PD наблюдается незначительное снижение BSFC для B25 CS в условиях полной нагрузки. Это может быть связано с высокими температурами в камере сгорания из-за покрытия. В результате расход топлива меньше. 4.6 Термическая эффективность тормоза: Рис. 6 Изменение BTE по отношению к поршням с покрытием и без покрытия и биодизельному топливу На рис. 6 показаны изменения BTE при различных нагрузках для поршня с покрытием и без покрытия. Видно, что термическая эффективность торможения хлопкового масла В25 несколько выше, чем у чистого дизельного топлива. Это может быть связано с наличием несгоревших углеводородов в системе выпуска отработавших газов в результате нанесения покрытия. Повторное сжигание этих несгоревших углеводородов увеличивает BTE. Из-за недостатка кислорода КПД дизельного двигателя значительно ниже. Однако график показывает, что в условиях полной нагрузки нет большой разницы между термической эффективностью тормозов двигателей с покрытием и без покрытия. 5.0 Заключение. В этой работе изучались характеристики и выбросы хлопкового масла в двигателе с покрытием из ZrO2 и CeO2 и сравнивались с PD в двигателях с покрытием и без покрытия. Для сравнения использовались рабочие параметры BSFC и BTE. Проанализированы выбросы CO, HC, NOx и дыма. Из проведенных испытаний можно сделать вывод, что при использовании хлопкового масла в двигателе с покрытием по сравнению с Pure Diesel выбросы CO снизились на 42,8%. Что касается выброса углеводородов, то для поршня с покрытием при использовании дизельного топлива наблюдалось снижение на 12,5% по сравнению с поршнем без покрытия. Также незначительное снижение выбросов NOx и дыма наблюдалось для B25 CS. Производительность хлопкового масла была аналогична дизельному топливу без существенных изменений.
Повторное сжигание этих несгоревших углеводородов увеличивает BTE. Из-за недостатка кислорода КПД дизельного двигателя значительно ниже. Однако график показывает, что в условиях полной нагрузки нет большой разницы между термической эффективностью тормозов двигателей с покрытием и без покрытия. 5.0 Заключение. В этой работе изучались характеристики и выбросы хлопкового масла в двигателе с покрытием из ZrO2 и CeO2 и сравнивались с PD в двигателях с покрытием и без покрытия. Для сравнения использовались рабочие параметры BSFC и BTE. Проанализированы выбросы CO, HC, NOx и дыма. Из проведенных испытаний можно сделать вывод, что при использовании хлопкового масла в двигателе с покрытием по сравнению с Pure Diesel выбросы CO снизились на 42,8%. Что касается выброса углеводородов, то для поршня с покрытием при использовании дизельного топлива наблюдалось снижение на 12,5% по сравнению с поршнем без покрытия. Также незначительное снижение выбросов NOx и дыма наблюдалось для B25 CS. Производительность хлопкового масла была аналогична дизельному топливу без существенных изменений. Было небольшое снижение BSFC и незначительное увеличение BTE по сравнению с PD. Следовательно, хлопковое масло можно рассматривать как одну из эффективных замен дизельного топлива. 6.0 Ссылки:
Было небольшое снижение BSFC и незначительное увеличение BTE по сравнению с PD. Следовательно, хлопковое масло можно рассматривать как одну из эффективных замен дизельного топлива. 6.0 Ссылки: Энергия, 2011, 36, 397 — 402.
Энергия, 2011, 36, 397 — 402. Энергия, 2012, 47, 388 – 394.
Энергия, 2012, 47, 388 – 394.
 Его также используют в качестве оснастки при перевозке профилей.
Его также используют в качестве оснастки при перевозке профилей.
 Стекла в створках таких конструкций крепятся при помощи деревянных штапиков и гвоздей или металлических пружинных планок.
Стекла в створках таких конструкций крепятся при помощи деревянных штапиков и гвоздей или металлических пружинных планок. д.), монтажной пеной и закрывают наличниками, изготовленными из аналогичного материала, что обеспечивает дополнительную герметичность окну и придает ему эстетичный вид.
д.), монтажной пеной и закрывают наличниками, изготовленными из аналогичного материала, что обеспечивает дополнительную герметичность окну и придает ему эстетичный вид. При встраивании в «стены» они укладываются в сетку с армированным сталью раствором между каждым блоком. Их можно сделать устойчивыми к пулям и огню.
При встраивании в «стены» они укладываются в сетку с армированным сталью раствором между каждым блоком. Их можно сделать устойчивыми к пулям и огню.
 Они могут не сломаться сразу, но по прошествии достаточного времени они начнут трескаться, что представляет угрозу безопасности и требует больших затрат на уборку.
Они могут не сломаться сразу, но по прошествии достаточного времени они начнут трескаться, что представляет угрозу безопасности и требует больших затрат на уборку. не хвастаться.
не хвастаться. Один стеклянный блок будет стоить примерно 15 долларов, а специальные блоки, такие как матовые или цветные блоки, могут стоить до 50 долларов.
Один стеклянный блок будет стоить примерно 15 долларов, а специальные блоки, такие как матовые или цветные блоки, могут стоить до 50 долларов.

 Нежась в ванне, вы можете получить достаточное количество естественного света, проникающего через наружное окно из стеклянного блока, но никто не может заглянуть внутрь. Даже тот, кто смотрит прямо в стекло, увидит внутри лишь смутные изображения.
Нежась в ванне, вы можете получить достаточное количество естественного света, проникающего через наружное окно из стеклянного блока, но никто не может заглянуть внутрь. Даже тот, кто смотрит прямо в стекло, увидит внутри лишь смутные изображения.


 Как правило, они стоят на 25-30% дороже обычных аппаратов для сварки. Это объясняется наличием в их конструкции дополнительных функций: стабилизации напряжения и коррекции коэффициента мощности. Такие аппараты способны решить следующие задачи:
Как правило, они стоят на 25-30% дороже обычных аппаратов для сварки. Это объясняется наличием в их конструкции дополнительных функций: стабилизации напряжения и коррекции коэффициента мощности. Такие аппараты способны решить следующие задачи:


 Если добавить к этому терпимость к пониженному напряжению питания, то становится понятной задумка его конструкторов: сделать универсальный, надёжный аппарат на все случаи жизни.
Если добавить к этому терпимость к пониженному напряжению питания, то становится понятной задумка его конструкторов: сделать универсальный, надёжный аппарат на все случаи жизни.
 В этом аппарате реализована одна из разновидностей сварки в среде защитного газа: Lift TIG. Это означает, что поджиг дуги производится касанием вольфрамового электрода о металл.
В этом аппарате реализована одна из разновидностей сварки в среде защитного газа: Lift TIG. Это означает, что поджиг дуги производится касанием вольфрамового электрода о металл.

 Это связанно с импульсной пиковой нагрузкой на сеть питания (т.е. отбирание мощности на верхушках синусоиды). Представьте теперь, что в сети питания нет 220 и нет стабильности, т.е. напряжение «скачет» — то 140, то 180, то 150. Мало того, что пики синусоиды стали значительно ниже, так еще и постоянно меняют амплитуду в каждую единицу времени. В конструкции большинства сварочных инверторов нет специальных компонентов для «адаптации» к таким неудобным условиям, которые встречаются в России, поверьте, ОЧЕНЬ часто! И, повторюсь, результат — брызги, плохой поджиг дуги, некачественный шов (если аппарат вообще смог включиться). Итак, решение:
Это связанно с импульсной пиковой нагрузкой на сеть питания (т.е. отбирание мощности на верхушках синусоиды). Представьте теперь, что в сети питания нет 220 и нет стабильности, т.е. напряжение «скачет» — то 140, то 180, то 150. Мало того, что пики синусоиды стали значительно ниже, так еще и постоянно меняют амплитуду в каждую единицу времени. В конструкции большинства сварочных инверторов нет специальных компонентов для «адаптации» к таким неудобным условиям, которые встречаются в России, поверьте, ОЧЕНЬ часто! И, повторюсь, результат — брызги, плохой поджиг дуги, некачественный шов (если аппарат вообще смог включиться). Итак, решение:

 По мере роста напряжения увеличивается тепловыделение. Погонная энергия может быть чрезвычайно важна при сварке материалов, физические и механические свойства которых могут быть затронуты ею. В некоторых случаях мы хотим, чтобы высокое тепловложение замедлило скорость охлаждения и предотвратило охрупчивание. В других случаях мы хотим, чтобы низкое тепловложение увеличило скорость охлаждения и предотвратило растрескивание из-за повышенной чувствительности.
По мере роста напряжения увеличивается тепловыделение. Погонная энергия может быть чрезвычайно важна при сварке материалов, физические и механические свойства которых могут быть затронуты ею. В некоторых случаях мы хотим, чтобы высокое тепловложение замедлило скорость охлаждения и предотвратило охрупчивание. В других случаях мы хотим, чтобы низкое тепловложение увеличило скорость охлаждения и предотвратило растрескивание из-за повышенной чувствительности. Более высокое напряжение расширяет дугу и наплавляет более широкий валик. При повышении напряжения наблюдается меньшая плотность энергии, поэтому проникновение уменьшается. Имейте в виду, что если напряжение слишком низкое, и вы получите неустойчивую дугу, вы также начнете терять провар. Как указано выше, мы обсуждаем влияние напряжения, когда оно установлено в соответствующем диапазоне.
Более высокое напряжение расширяет дугу и наплавляет более широкий валик. При повышении напряжения наблюдается меньшая плотность энергии, поэтому проникновение уменьшается. Имейте в виду, что если напряжение слишком низкое, и вы получите неустойчивую дугу, вы также начнете терять провар. Как указано выше, мы обсуждаем влияние напряжения, когда оно установлено в соответствующем диапазоне. Разница была только в напряжении.
Разница была только в напряжении. 
 org/ListItem»> Принадлежности для сварки>
org/ListItem»> Принадлежности для сварки> входит в упак.
входит в упак. included in pkg.»> 30 штук для пакета
included in pkg.»> 30 штук для пакета included in pkg.»> 20 пьесы 9003
included in pkg.»> 20 пьесы 9003 included in pkg.»> 7 штук на пакет
included in pkg.»> 7 штук на пакет
 Наш менеджер свяжется с вами в ближайшее время, спасибо!
Наш менеджер свяжется с вами в ближайшее время, спасибо! Доставку оплачивает заказчик.
Доставку оплачивает заказчик. Металлизировать можно любые твёрдые поверхности.
Металлизировать можно любые твёрдые поверхности. В результате такого процесса получается зеркальная ровная поверхность. Она имеет высокие антикоррозийные свойства, износостойкость, а также может выдерживать высокие температуры. В зависимости от применения различных электролитов процесс может называться гальваническое золочение, серебрение, меднение.
В результате такого процесса получается зеркальная ровная поверхность. Она имеет высокие антикоррозийные свойства, износостойкость, а также может выдерживать высокие температуры. В зависимости от применения различных электролитов процесс может называться гальваническое золочение, серебрение, меднение.


 Можно работать любым пистолетом, используя при этом хороший, качественный состав. Если есть сомнения по поводу качества химического состава, то лучше использовать «двуствольный» пистолет.
Можно работать любым пистолетом, используя при этом хороший, качественный состав. Если есть сомнения по поводу качества химического состава, то лучше использовать «двуствольный» пистолет. При механическом воздействии на покрытие лак может не «устоять».
При механическом воздействии на покрытие лак может не «устоять». Таким образом, порошковые лаки не применимы к защите посеребренной детали.
Таким образом, порошковые лаки не применимы к защите посеребренной детали. Если суметь правильно защитить посеребренную поверхность, то этот недостаток нивелируется. То есть важно правильно покрыть защитным лаком, как описывалось выше.
Если суметь правильно защитить посеребренную поверхность, то этот недостаток нивелируется. То есть важно правильно покрыть защитным лаком, как описывалось выше.
 Мы также предлагаем услуги по хромированию литых деталей из алюминия и цинка. Если у вас есть какие-либо вопросы об обработке хромированием, вы можете связаться с нами в любое время.
Мы также предлагаем услуги по хромированию литых деталей из алюминия и цинка. Если у вас есть какие-либо вопросы об обработке хромированием, вы можете связаться с нами в любое время. Он удаляет любые царапины или следы, оставшиеся после механической обработки или литья алюминиевых деталей.
Он удаляет любые царапины или следы, оставшиеся после механической обработки или литья алюминиевых деталей. Постоянный ток заданной силы пропускают через гальваническую установку для нанесения хрома на алюминиевую деталь.
Постоянный ток заданной силы пропускают через гальваническую установку для нанесения хрома на алюминиевую деталь.
 Но сначала давайте подробно узнаем о типах хромирования.
Но сначала давайте подробно узнаем о типах хромирования. Но гальваническое покрытие хромирует алюминиевые детали неравномерно.
Но гальваническое покрытие хромирует алюминиевые детали неравномерно.

 Таким образом, у вас есть возможность выбрать любой из них. Однако трехвалентный хром чаще всего используется для хромирования из-за проблем со здоровьем, связанных с шестивалентным хромом.
Таким образом, у вас есть возможность выбрать любой из них. Однако трехвалентный хром чаще всего используется для хромирования из-за проблем со здоровьем, связанных с шестивалентным хромом. Они в основном используются для внутренних деталей, таких как двигатели, поршни, клапаны, валы и т. д. Прочие компоненты системы, требующие высокой износостойкости, также требуют твердого хромирования.
Они в основном используются для внутренних деталей, таких как двигатели, поршни, клапаны, валы и т. д. Прочие компоненты системы, требующие высокой износостойкости, также требуют твердого хромирования. Хром обладает отличными адгезионными свойствами, которые могут прилипать к большинству поверхностных покрытий. Но в основном это связано с химическим никелированием.
Хром обладает отличными адгезионными свойствами, которые могут прилипать к большинству поверхностных покрытий. Но в основном это связано с химическим никелированием.

 Это больше, чем просто эстетическое улучшение, хотя и выглядит приятно для глаз.
Это больше, чем просто эстетическое улучшение, хотя и выглядит приятно для глаз. Отделка, предлагаемая хромированием, яркая и привлекательная. Это популярный выбор для людей, которым нужна декоративная отделка поверхности.
Отделка, предлагаемая хромированием, яркая и привлекательная. Это популярный выбор для людей, которым нужна декоративная отделка поверхности. Это делает хромирование устойчивым к заеданию, износу и разрыву сопрягаемых деталей.
Это делает хромирование устойчивым к заеданию, износу и разрыву сопрягаемых деталей.

 Кроме того, он делает алюминиевые детали прочными и устойчивыми к коррозии.
Кроме того, он делает алюминиевые детали прочными и устойчивыми к коррозии.

 Остались вопросы? Наши менеджеры с удовольствием ответят на них.
Остались вопросы? Наши менеджеры с удовольствием ответят на них. Распространёнными типами таких изделий являются плиты категории ПБ и ПК. Между ними много общего, но есть и существенные различия. Оба типа изделий производятся по ГОСТ 9561-2016. Внешне представляют собой крупноразмерные плоские элементы прямоугольного сечения, в которых проделаны пустоты параллельно длинной стороне.
Распространёнными типами таких изделий являются плиты категории ПБ и ПК. Между ними много общего, но есть и существенные различия. Оба типа изделий производятся по ГОСТ 9561-2016. Внешне представляют собой крупноразмерные плоские элементы прямоугольного сечения, в которых проделаны пустоты параллельно длинной стороне. Данный способ обусловил название элемента — плиты безопалубочные.
Данный способ обусловил название элемента — плиты безопалубочные. В технологическом процессе высока доля ручного труда.
В технологическом процессе высока доля ручного труда. Туда монтируется арматура, которая напрягается. Располагается она в один ряд, параллельно длинной стороне плиты. Стенд предварительно покрывается составом, препятствующим прилипанию бетона.
Туда монтируется арматура, которая напрягается. Располагается она в один ряд, параллельно длинной стороне плиты. Стенд предварительно покрывается составом, препятствующим прилипанию бетона. Такие изделия могут выдерживать нагрузку от 600 до 1450 кг. на квадратный метр их поверхности.
Такие изделия могут выдерживать нагрузку от 600 до 1450 кг. на квадратный метр их поверхности. Проведение коммуникаций не сказывается на устойчивости конструкции. Это важно в многоэтажном строительстве.
Проведение коммуникаций не сказывается на устойчивости конструкции. Это важно в многоэтажном строительстве. 
 или 5000 фунтов. (ТБ)
или 5000 фунтов. (ТБ) до 40 000 фунтов. (ТН)
до 40 000 фунтов. (ТН) до 28000 фунтов. (Дж)
до 28000 фунтов. (Дж) до 64 000 фунтов. (Т)
до 64 000 фунтов. (Т) до 28000 фунтов. (МДж)
до 28000 фунтов. (МДж) до 73 280 фунтов. (МВ)
до 73 280 фунтов. (МВ)

 Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.

 Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет. Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение). Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
 Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота». Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.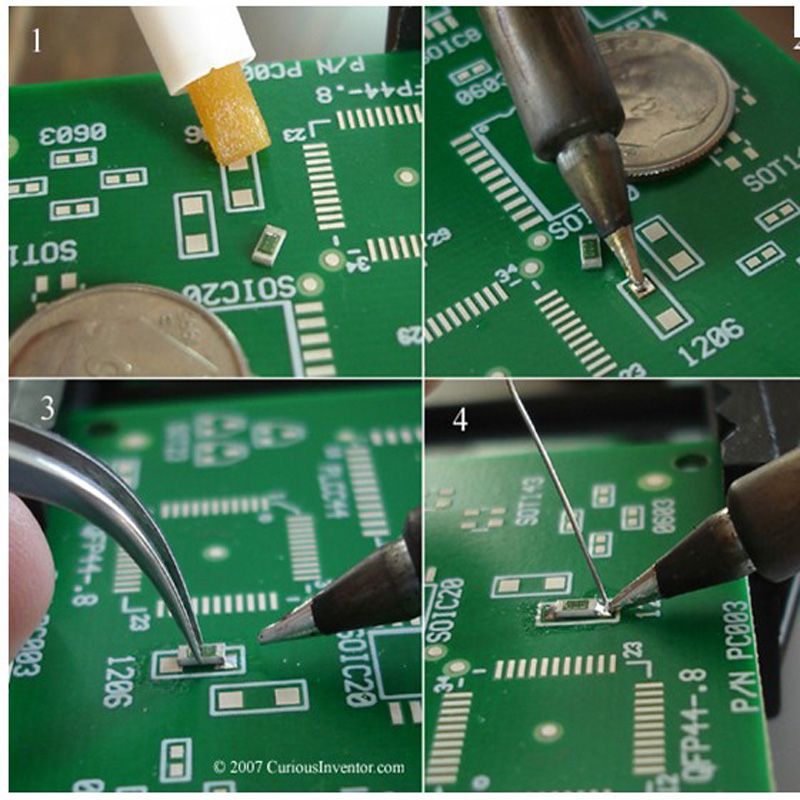
 460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
460092.024-93 «Пайка электромонтажных соединений радиоэлектронных средств. Общие требования к типовым технологическим операциям».
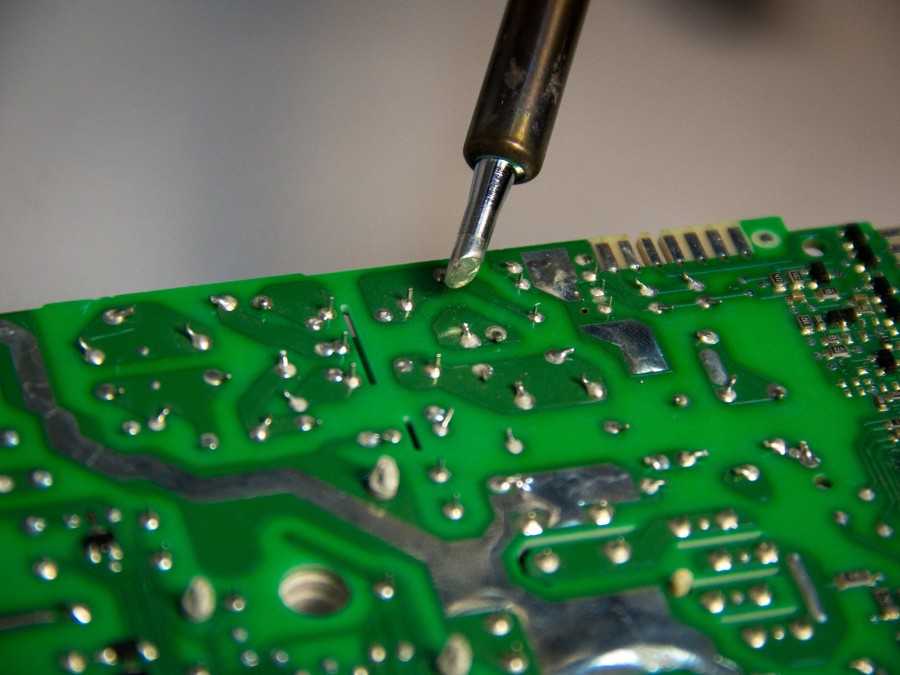 Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
Перед пайкой жало необходимо очищать. Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем.
 При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается. Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой.
 Попробуйте сделать паяльником такую пайку.
Попробуйте сделать паяльником такую пайку.

 Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.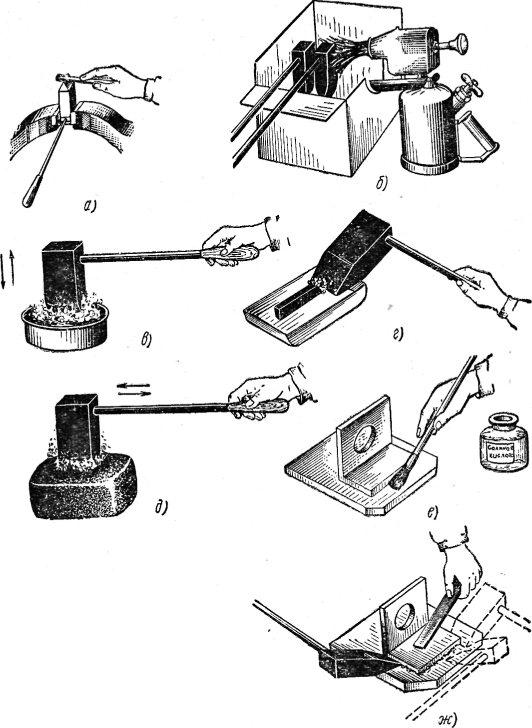

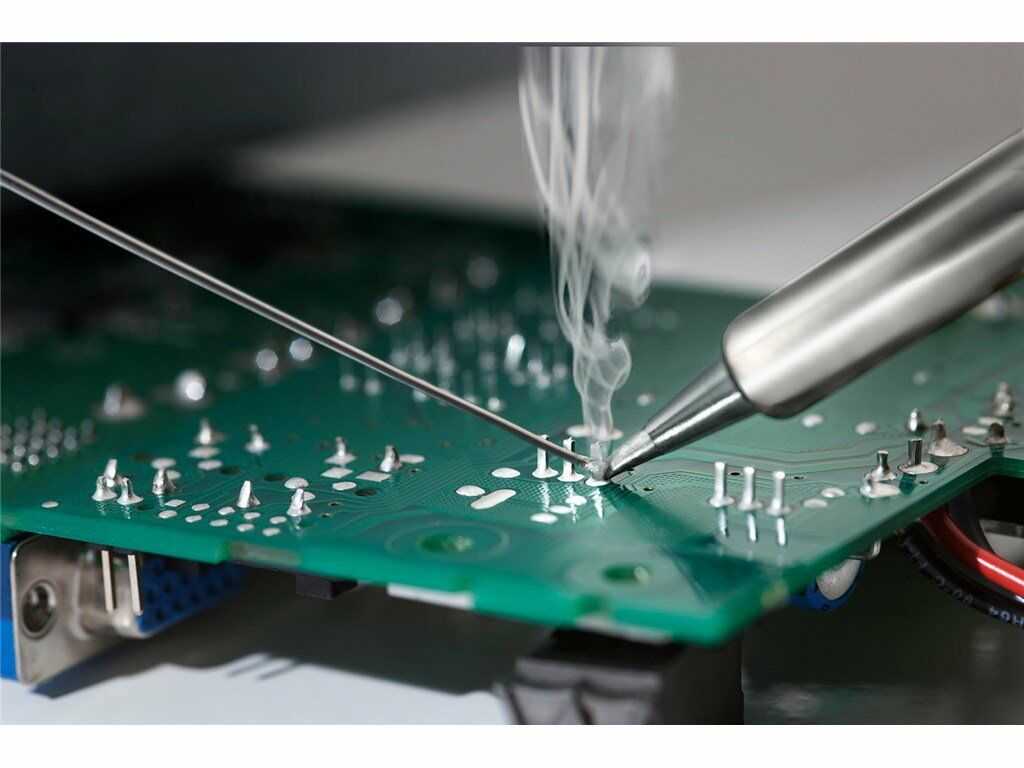 Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя.
Во-первых, требует большей сноровки, наличие оплетки, не каждая подойдет, полное удаление припоя. После выпайки с иглой, весь припой остается на контактных площадках и для запайки новой микросхемы, достаточно только прогреть места пайки, не добавляя припоя. Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки.
Выпаять микросхему можно и без паяльной станции, с помощью отрезка тонкой стальной проволочки с небольшим крючком на конце. Стальную проволочку можно взять, развив пружинку, например, от шариковой ручки. Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм.
Ширина жала паяльника должна быть меньше шага между ножками микросхемы. При шаге 1,25 мм ширина рабочей части жала должна быть не более 1мм. Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную паузу и повторить попытку.
Обычно за это время припой под транзистором успевает расплавиться, и транзистор легко удаляется пинцетом. Если за это время транзистор не поддался, нужно сделать минутную паузу и повторить попытку.
 Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса.
Затем откручиваются винты, которыми закреплена материнская плата к основанию системного блока, и плата извлекается из корпуса. Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.
Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы. Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая. Паяльник отвожу в сторону, и, не прекращая вращать иголку, вынимаю ее. Отверстия освобождены от припоя, и можно запаивать новые конденсаторы.
 Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Вместо канифоли используется один из активных хлористо-цинковых флюсов.
 Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии.
Во многих случаях, если детали сделаны из меди, латуни или железа, включая нержавеющую сталь, течь можно устранить с помощью паяльника и оловянно-свинцового припоя ПОС-61, по выше описанной технологии. Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда.
Для этого нужно зачистить поверхность вокруг дыры полоской в один сантиметр и паяльником залудить припоем. Из плотной бумаги вырезать выкройку будущей заплатки. Далее по выкройке из латуни толщиной 0,2-0,3 мм вырезать заплатку и зону, которая будет припаиваться залудить паяльником толстым слоем припоя. В случае необходимости заплатке придается нужная форма. Можно просто простучать заплатку, положив на толстую плотную резину. Края внешней стороны заплатки напильником свести на нет. Останется приложить заплатку на дырку в кузове и хорошо прогреть стоваттным паяльником по шву. Шпаклевка, грунтовка, окраска, и кузов будет как новый, при этом в отремонтированном месте ржаветь больше не будет никогда. Я лудил с помощью таблетки аспирина.
Я лудил с помощью таблетки аспирина.
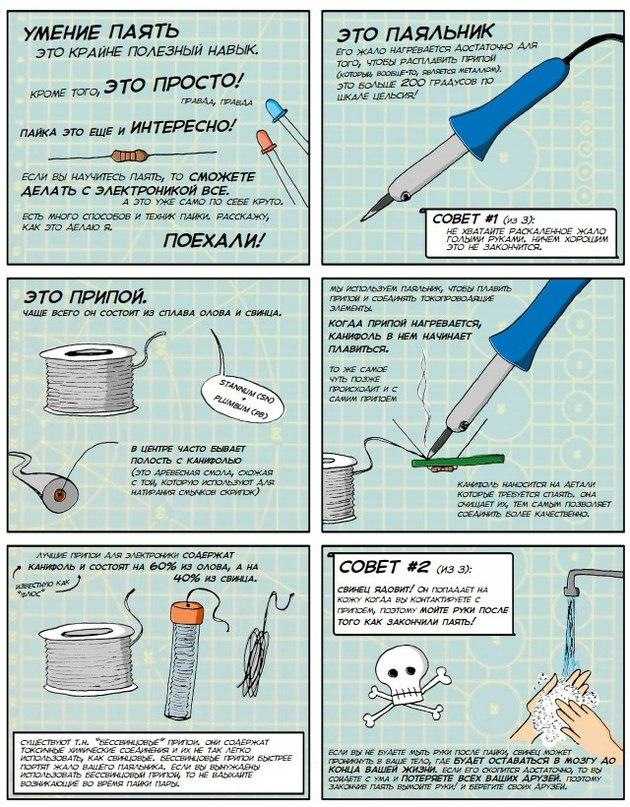 Внутри ядра припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Внутри ядра припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.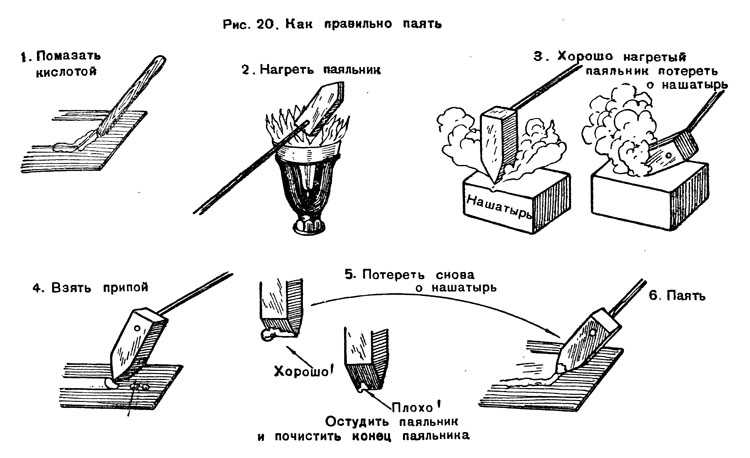 Эти припои обычно представляют собой сплавы, часто содержащие свинец с ликвидусом температуры ниже 350°С. Из-за низких температур, используемых при мягкой пайке, он вызывает наименьшую термическую нагрузку на компоненты, но не обеспечивает прочных соединений и поэтому не подходит для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
Эти припои обычно представляют собой сплавы, часто содержащие свинец с ликвидусом температуры ниже 350°С. Из-за низких температур, используемых при мягкой пайке, он вызывает наименьшую термическую нагрузку на компоненты, но не обеспечивает прочных соединений и поэтому не подходит для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.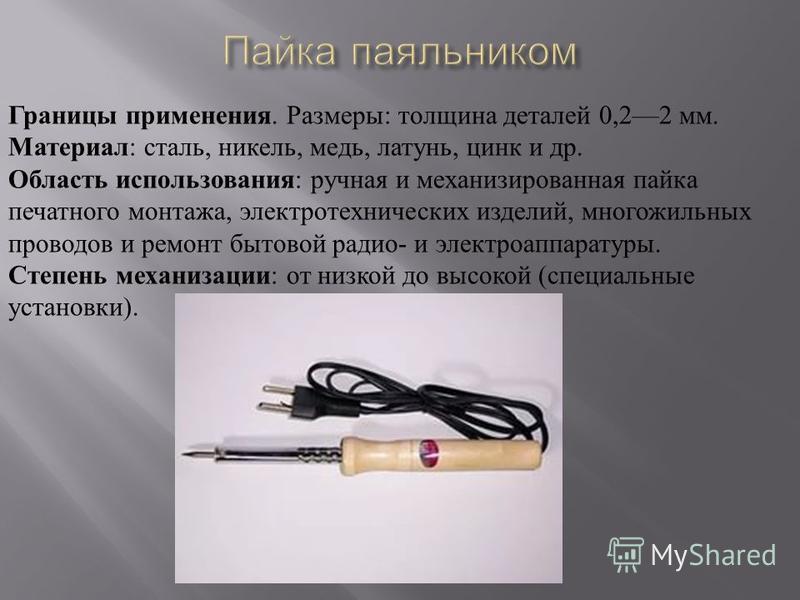
 Этот инструмент используется для соединения витражей, легкого листового металла и тяжелой электронной пайки. Когда вам нужно периодически паять, паяльник гораздо практичнее, так как он намного быстрее остывает.
Этот инструмент используется для соединения витражей, легкого листового металла и тяжелой электронной пайки. Когда вам нужно периодически паять, паяльник гораздо практичнее, так как он намного быстрее остывает.
 В Европе директивы RoHS требовали, чтобы электронные печатные платы были бессвинцовыми к 1 июля 2006 года. Однако еще до этого многие страны и компании переходили на бессвинцовую пайку, часто в результате давления на переработку.
В Европе директивы RoHS требовали, чтобы электронные печатные платы были бессвинцовыми к 1 июля 2006 года. Однако еще до этого многие страны и компании переходили на бессвинцовую пайку, часто в результате давления на переработку. Также помогает, если он устойчив к коррозии, так как это будет означать, что соединения и их проводимость со временем ухудшатся.
Также помогает, если он устойчив к коррозии, так как это будет означать, что соединения и их проводимость со временем ухудшатся.
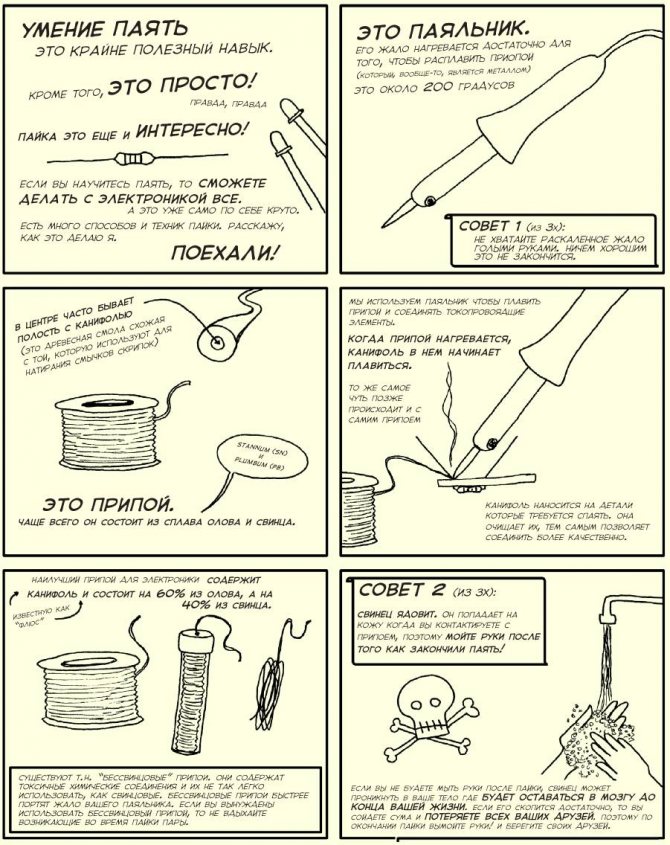

 С помощью такого сверла вы можете просверлить отверстие в стене, которая уже обложена кафельной плиткой. Так вы сможете, например, повесить крючки для полотенец в ванной комнате или создать крепежи на кухонной стене.
С помощью такого сверла вы можете просверлить отверстие в стене, которая уже обложена кафельной плиткой. Так вы сможете, например, повесить крючки для полотенец в ванной комнате или создать крепежи на кухонной стене.


 Внешне они ничем не отличаются. В принципе, для обоих материалов вы может использовать первый вариант коронок, так как он существенно дешевле, однако стоит учитывать, что при работе с твёрдым керамогранитом такие коронки достаточно быстро затупятся.
Внешне они ничем не отличаются. В принципе, для обоих материалов вы может использовать первый вариант коронок, так как он существенно дешевле, однако стоит учитывать, что при работе с твёрдым керамогранитом такие коронки достаточно быстро затупятся. В середине процесса, исходя из ситуации, можно перевести дрель на среднюю скорость.
В середине процесса, исходя из ситуации, можно перевести дрель на среднюю скорость.


 В этом посте вы узнаете все удивительные и важные факты об алмазных сверлах. Вы готовы?
В этом посте вы узнаете все удивительные и важные факты об алмазных сверлах. Вы готовы? Как производятся алмазные сверла?
Как производятся алмазные сверла? Эти сверла имеют меньшую площадь поверхности, чем сверла с тупым концом, поэтому они могут просверливать отверстие быстрее. Их иногда называют «кольцевыми пилами», так как для создания отверстия нужно выпилить круг. Долото не пропиливает этот круг по всему диаметру острия. Вернее, подпиливает его на краю кончика.
Эти сверла имеют меньшую площадь поверхности, чем сверла с тупым концом, поэтому они могут просверливать отверстие быстрее. Их иногда называют «кольцевыми пилами», так как для создания отверстия нужно выпилить круг. Долото не пропиливает этот круг по всему диаметру острия. Вернее, подпиливает его на краю кончика.

 Используемое алмазное сверло никогда не должно быть очень горячим. Оно может быть теплым, но нагревание указывает на то, что сверло нагревается, чего следует избегать любой ценой.
Используемое алмазное сверло никогда не должно быть очень горячим. Оно может быть теплым, но нагревание указывает на то, что сверло нагревается, чего следует избегать любой ценой.



 Машины высокого уровня производят эти инструменты в массовом порядке, и мы можем поставить столько инструментов, сколько необходимо.
Машины высокого уровня производят эти инструменты в массовом порядке, и мы можем поставить столько инструментов, сколько необходимо. Это самый мощный тип буровых инструментов, и они могут просверлить любую поверхность или материал. Помимо того, что они прочные и износостойкие, они также являются энергосберегающим инструментом с минимальным воздействием на окружающую среду.
Это самый мощный тип буровых инструментов, и они могут просверлить любую поверхность или материал. Помимо того, что они прочные и износостойкие, они также являются энергосберегающим инструментом с минимальным воздействием на окружающую среду. Набор алмазных сверл – хвостовик 1/8 9№ 0008
Набор алмазных сверл – хвостовик 1/8 9№ 0008 Начните сверление под углом 45 градусов к поверхности и выровняйте его по 90 градусов по мере формирования отверстия 3. Никогда не используйте сверла, когда машина находится в ударном режиме. 4. Отверстия не требуют дополнительной обработки, поскольку резка чистая
Начните сверление под углом 45 градусов к поверхности и выровняйте его по 90 градусов по мере формирования отверстия 3. Никогда не используйте сверла, когда машина находится в ударном режиме. 4. Отверстия не требуют дополнительной обработки, поскольку резка чистая
 Например, ГОСТ 18698-79 определяет технические условия на напорные резиновые рукава с текстильным каркасом, применяемые в качестве гибких трубопроводов для подачи жидкостей, пара, газов, сыпучих материалов. ГОСТ 3262-75 «Трубы стальные водогазопроводные» распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и систем отопления.
Например, ГОСТ 18698-79 определяет технические условия на напорные резиновые рукава с текстильным каркасом, применяемые в качестве гибких трубопроводов для подачи жидкостей, пара, газов, сыпучих материалов. ГОСТ 3262-75 «Трубы стальные водогазопроводные» распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и систем отопления. 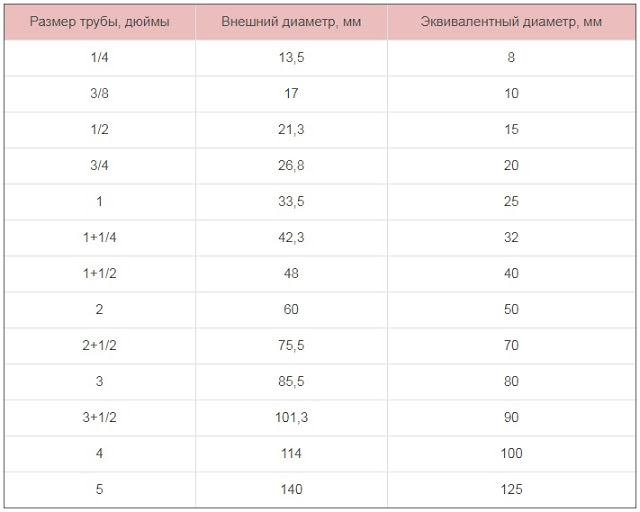 Для измерения не нужны специальные инструменты — воспользуйтесь линейкой или штангенциркулем.
Для измерения не нужны специальные инструменты — воспользуйтесь линейкой или штангенциркулем. 4
4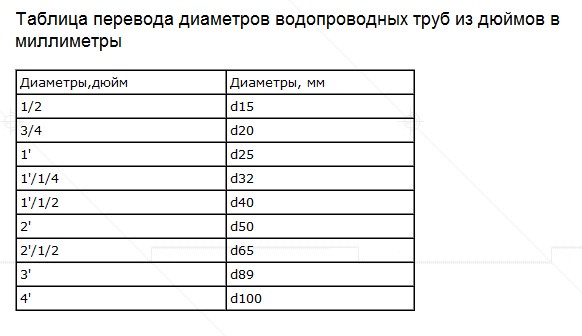 5
5 4
4 8-1.5 м/c для труб диаметром до 50 мм и до 2.5 метров в секунду для труб диаметром до 114 мм, в бетонном производстве трубы большего диаметра для подачи воды практически не используются. Поэтому вычисления по этой таблице допустимы только до диаметра 114 мм. Для труб большего диаметра данные мы не собирали и не анализировали.
8-1.5 м/c для труб диаметром до 50 мм и до 2.5 метров в секунду для труб диаметром до 114 мм, в бетонном производстве трубы большего диаметра для подачи воды практически не используются. Поэтому вычисления по этой таблице допустимы только до диаметра 114 мм. Для труб большего диаметра данные мы не собирали и не анализировали.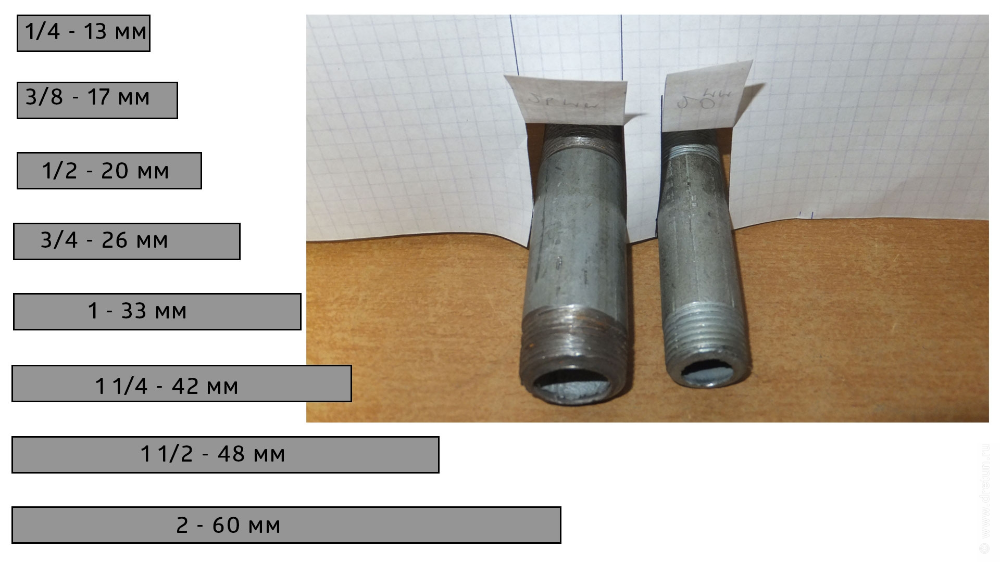 5, а 9-13.5 тонн воды для приготовления бетона. Ну и плюс 2 тонны для миксеров. Итого не 6.5, а 11-15.5 тонн воды. Нужно выбирать 53-ю или 57-ю трубу. Кстати, все вышесказанное относится и к выбору насосов.
5, а 9-13.5 тонн воды для приготовления бетона. Ну и плюс 2 тонны для миксеров. Итого не 6.5, а 11-15.5 тонн воды. Нужно выбирать 53-ю или 57-ю трубу. Кстати, все вышесказанное относится и к выбору насосов.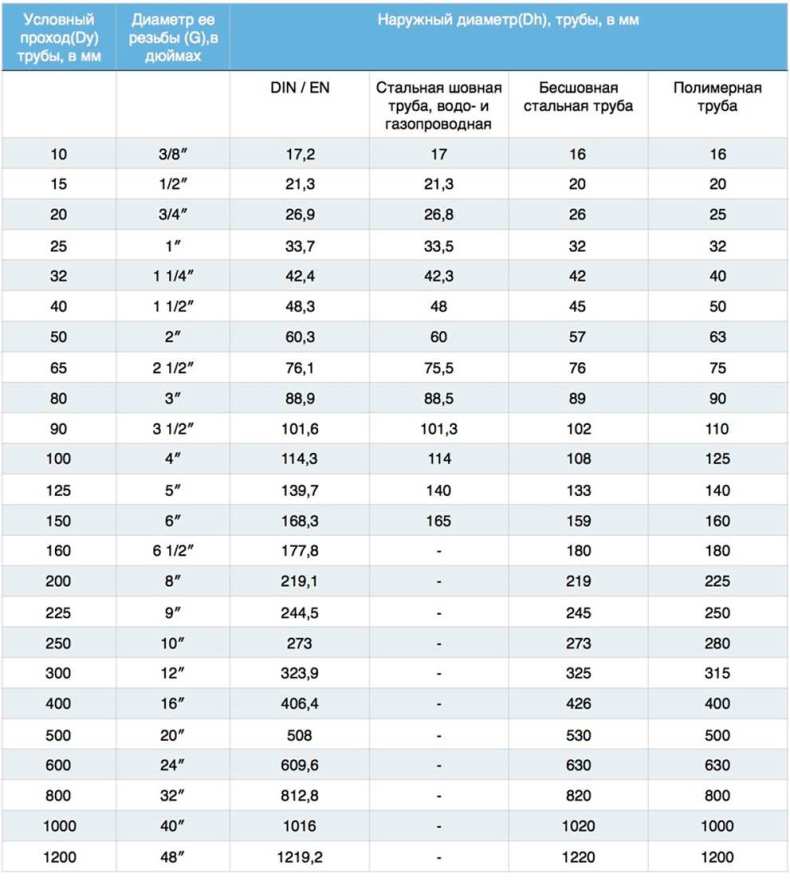 Май.2016
Май.2016 Мы отлаживали эту систему обогрева 8 лет, и полностью гарантируем ее безопасность, как для людей, так и для конструкций завода, а также эффективную и длительную работоспособность.
Мы отлаживали эту систему обогрева 8 лет, и полностью гарантируем ее безопасность, как для людей, так и для конструкций завода, а также эффективную и длительную работоспособность. 405
405 500
500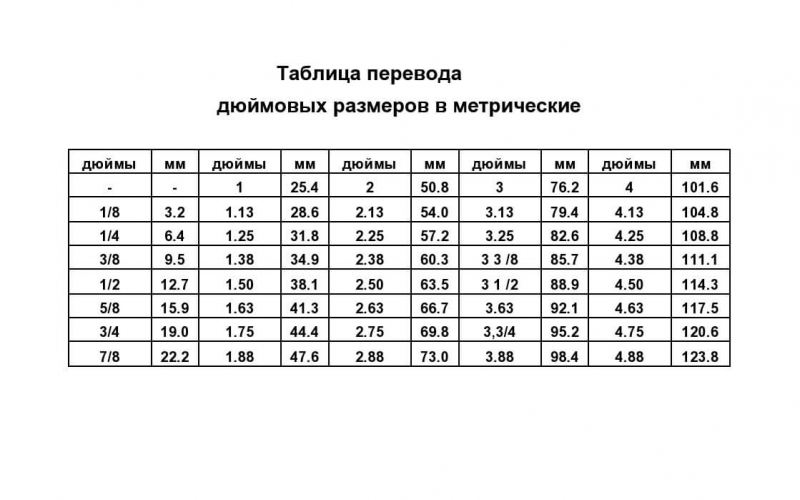 м.
м. 426
426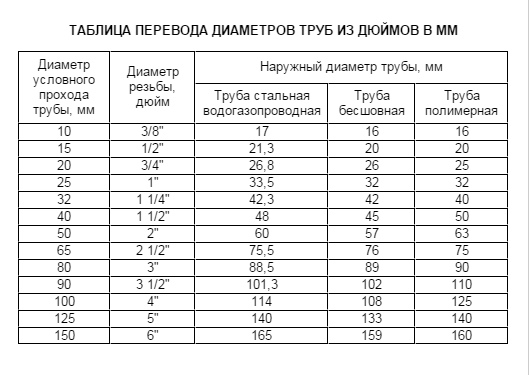 764
764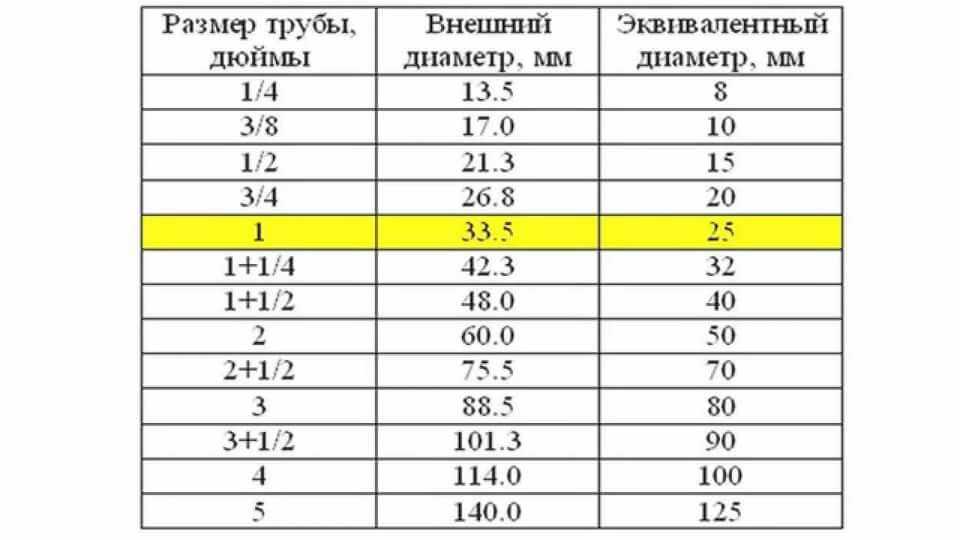 м.
м.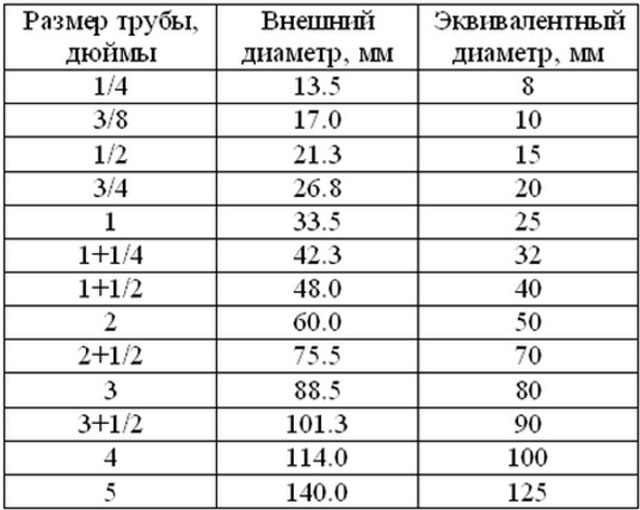
 Двадцать один (21) — это метрическое обозначение, а не фактический размер в миллиметрах. ПРИМЕЧАНИЕ. Некоторые приведенные ниже текстовые ссылки ведут на соответствующие продукты на Amazon. Как партнер Amazon я зарабатываю на соответствующих покупках.
Двадцать один (21) — это метрическое обозначение, а не фактический размер в миллиметрах. ПРИМЕЧАНИЕ. Некоторые приведенные ниже текстовые ссылки ведут на соответствующие продукты на Amazon. Как партнер Amazon я зарабатываю на соответствующих покупках.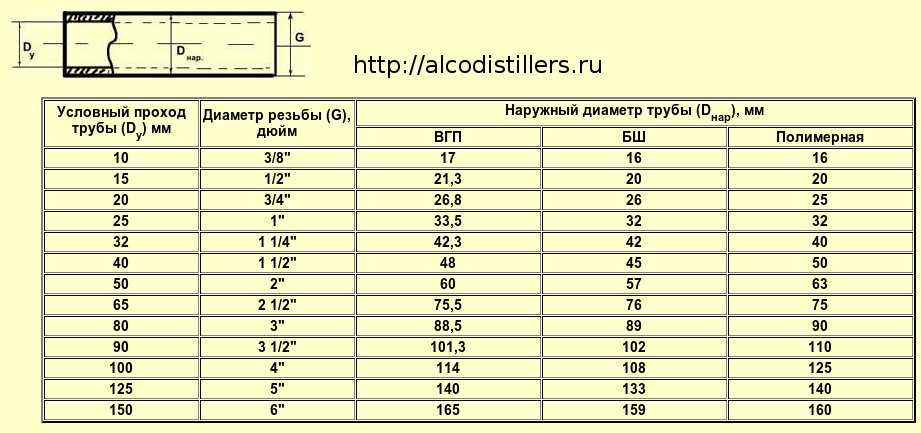 Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
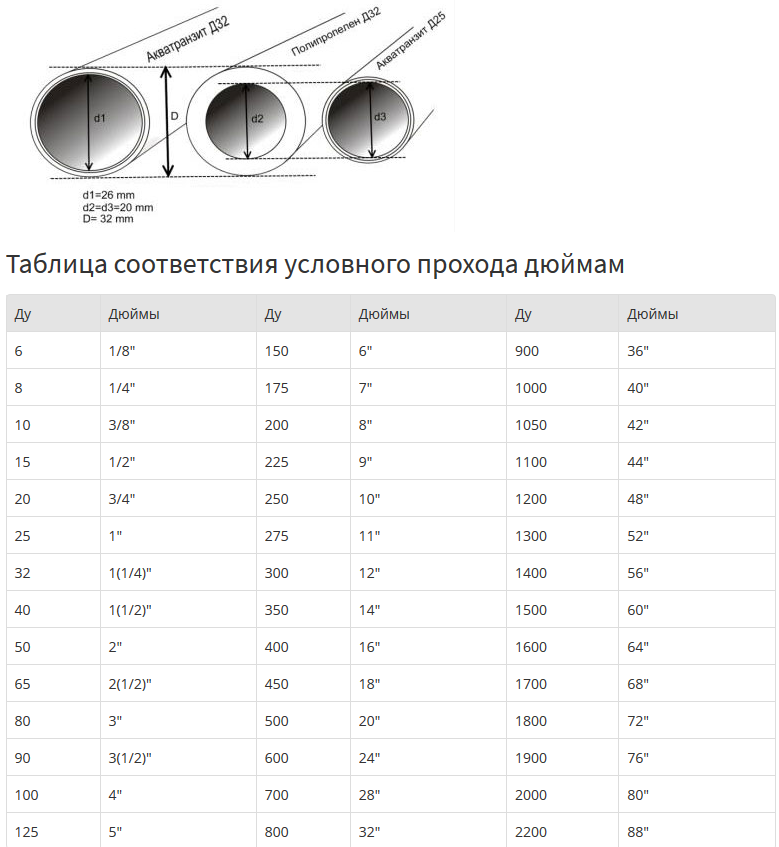 Кран нуждается в 59/64″ отверстие. Резьба на дюйм для фитингов составляет 14 NPT.
Кран нуждается в 59/64″ отверстие. Резьба на дюйм для фитингов составляет 14 NPT. Толщина стенки составляет 0,154 дюйма или 3,9116 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.
Толщина стенки составляет 0,154 дюйма или 3,9116 мм. Для фитингов кабелепровода требуется отверстие диаметром 1 1/8″″. Для крана нужно отверстие 59/64″. Резьба на дюйм для фитингов составляет 14 NPT.


