Добавьте Клапан обратный межфланцевый двухдисковый в корзину и посмотрите его цену с учетом скидки!
Уважаемые клиенты, напоминаем о бесплатной доставке! Приобретайте качественные материалы и оборудование для инженерных систем по разумной цене в Калиниграде в компании «Чистый Берег». Закажите на сайте клапан обратный межфланцевый двухдисковый или позвоните нам 8 (4012) 31-15-17.
Двухдисковый обратный клапан — Flotech Inc
Обратный клапан должен быть двухдисковым, межфланцевого типа с запиранием под действием торсионной пружины. Клапан должен быть вафельного типа для крепления болтами между фланцами класса ANSI 125. Клапаны имеют корпус из ковкого чугуна (ASTM A-536 65-45-12), который подходит для болтов 125# ANSI, состоящий из двух частей. Диск из нержавеющей стали (ASTM тип 304), двойные валы из нержавеющей стали типа 304, ASTM A313, нержавеющая сталь типа 316 Стальная торсионная пружина и цельноформованное седло из эластомера, привулканизированное к корпусу. Клапан для горизонтального потока должен быть установлен с валами в вертикальном положении. Двухдисковый обратный клапан должен быть Pratt Series 740G производства компании Henry Pratt.
Двухдисковый обратный клапан с отделкой из нержавеющей стали обеспечивает многолетнюю бесперебойную работу. Двухдисковый обратный клапан может быть установлен как в горизонтальных, так и в вертикальных трубопроводах, по которым проходит чистая вода или воздух. Этот клапан не предназначен для перекачивания жидкостей, содержащих твердые частицы, таких как неочищенные сточные воды или сточные воды. Этот клапан не подходит для жидкостей, содержащих опасные газы. Двухдисковый обратный клапан предназначен для обеспечения потока в направлении, указанном стрелкой на внешней паспортной табличке, и мгновенно закрывается при обнаружении изменения направления потока. На паспортной табличке также будет указан размер клапана, номер модели, рабочее давление и материалы конструкции.
Мы здесь, чтобы помочь. Опыт на расстоянии одного клика.
Или позвоните своим экспертам Pratt в Flotech по телефону 904-358-1849.
AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAntigua and BarbudaArgentinaArmeniaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBrazilBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaColombiaComorosCongo, Democratic Republic of theCongo, Republic of theCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFaroe IslandsFijiFinlandFranceFrench PolynesiaGabonGambiaGeorgiaGermanyGhanaGreeceGreenlandGrenadaGuamGuatemalaGuineaGuinea-BissauGuyanaHaitiHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiNorth KoreaSouth KoreaKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacedoniaMadag ascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMauritaniaMauritiusMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew ZealandNicaraguaNigerNigeriaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestine, State ofPanamaPapua New GuineaParaguayPeruPhilippinesPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaSaint Kitts and NevisSaint LuciaSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSpainSri LankaSudanSudan, SouthSurinameSwazilandSwedenSwitzerlandSyriaTaiwanTajikistanTanzaniaThailandTogoTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUruguayUzbekistanVanuatuVatican CityVenezuelaVietnamVirgin Islands, BritishVirgin Islands, U. S.YemenZambiaZimbabwe
Сообщение*
Подтвердите:
10-дюймовый межфланцевый обратный клапан с двумя пластинами
8-дюймовый двухдисковый межфланцевый обратный клапан, без фиксатора ЗАЗОР: 10-дюймовый обратный клапан EAX2 из углеродистой стали
Описание продукта
Клапан серии 31 для США, межфланцевый обратный клапан Корпус из чугуна, нержавеющая сталь 316 стальные внутренние детали и крепеж, пружина из нержавеющей стали 316, уплотнение из EPDM
10-дюймовый межфланцевый обратный клапан имеет следующие характеристики:
Клапан США Серия 31 Двухдисковые бесфланцевые обратные клапаны Двойные пластинчатые межфланцевые обратные клапаны были предпочтительным выбором на протяжении десятилетий из-за их проверенной надежности и низкого перепада давления. Все обратные клапаны US Valve проходят испытания по стандарту API 59.8 и должны соответствовать или превосходить все применимые стандарты API, ANSI и ASTM.
Межфланцевые обратные клапаны с двумя пластинами обладают впечатляющими преимуществами по сравнению с другими типами обратных клапанов.
Низкий перепад давления (высокое Cv) Межфланцевые обратные клапаны с двумя пластинами имеют большую открытую площадь, чем другие конструкции, что снижает падение давления по сравнению с поворотными, подъемными или другими обратными клапанами.
Малый вес Уменьшает вес на 80–90 % по сравнению с обычными фланцевыми обратными клапанами.
Низкая стоимость Легкий вес, компактные профили и отсутствие фланцев позволяют производить обратные клапаны DPW более экономично, чем другие конструкции, особенно при увеличении диаметра трубы.
Смягчает гидравлический удар Наши пружинные диски предназначены для быстрого закрытия клапанов. Это обеспечивает высокую производительность, устраняет дребезг и обеспечивает динамическую отзывчивость в конструкции без ударов.
Простая установка Проще устанавливать, снимать и заменять как в новых, так и в существующих трубопроводных системах.
Разнообразие конфигураций США Компания Valve предлагает широкий выбор бесфланцевых корпусов различных стилей и материалов. Они могут быть собраны с любым из наших стандартных дисков, опциональной пружиной и эластомерным уплотнением, чтобы создать клапан, который точно соответствует вашему применению. Пины и оборудование всегда из 316SS. Свяжитесь с pdblowers, если вам нужна цитата по любому из этих вариантов.
Круговое сверло предназначено для вырезания круговых отверстий переменного диаметра от 20 до 90мм в керамической кафельной плитке. Материал: инструментальная сталь, твердосплавный резец. Для использования с электродрелью.
Под заказ: доставка до 14 дней 694 ₽
Бокситогорск
Заполье
Лосево
Романовка
Под заказ: доставка до 14 дней 661 ₽
Выра
Ново-Токсово
Токсово
Черемыкино
В наличии 630 ₽
Великий Новгород (2)
Волхов (3)
Выборг (3)
Кингисепп (2)
Кириши (3)
Лодейное Поле (2)
Сланцы (3)
В наличии 661 ₽
Васкелово (2)
Вырица (4)
Гатчина (3)
Грузино (2)
Коммунар (2)
Мурино (3)
Песочный (3)
Псков (2)
Рощино (3)
Сиверский (3)
Сосновый Бор (3)
В наличии 694 ₽
Зеленогорск (3)
Кировск (2)
Колпино (2)
Колтуши (2)
Луга (3)
Морозова (3)
Отрадное (3)
Приозерск (2)
Всеволожск (1)
Сестрорецк (2)
Сосново (2)
Тихвин (3)
Тосно (2)
Ульяновка (3)
Характеристики
Размеры
Длина:
135 мм
Ширина:
110 мм
Высота:
30 мм
Размеры в упаковке
Длина упаковки:
135 мм
Высота упаковки:
30 мм
Ширина упаковки:
110 мм
Вес, объем
Вес брутто:
0. 11 кг
Вес нетто:
0.11 кг
Другие параметры
Вид упаковки:
блистер
Количество в наборе:
1 шт
Материал:
инструментальная сталь, твердосплавный резец
Назначение:
расходные материалы и оснастка для электродрели
Применение:
для высверливания круговых отверстий разного диаметра в кафеле
Производитель:
Finch Indastrial Tools CO
Страна происхож.:
Китай
Тип хвостовика:
цилиндрический
Торговая марка:
FIT
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Сверло круговое по кафелю Балеринка 20-90 мм на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Сверло круговое по кафелю Балеринка 20-90 мм в магазине Колпино вы можете в интернет-магазине «ВИМОС».
Сертификаты
26102511 Отказное письмо ? 967.pdf
Статьи по теме
Выбираем веревку
Сверло круговое по кафелю Балеринка 40-130 мм
Описание сверла
Круговое сверло «Балеринка» предназначено для вырезания круглых отверстий диаметром 40-130 мм. в кафельной и керамической плитке. Сверло изготовлено из высококачественной стали и имеет твердосплавные режущие кромки, благодаря чему обеспечивается прочность, износостойкость оснастки и высокая производительность. Может использоваться с ручным и электрическим инструментом. Максимальная частота вращения — 400 об/мин. Диапазон сверления от 40 до 130 мм.
Справочная информация
Всего в остатке по складам:
0 шт.
Доступно к заказу в интернет магазине:
0 шт.
Минимальная партия:
1 шт.
Внешний вид представлен на фото. Просим обращать Ваше внимание на то, что производитель оставляет за собой право менять внешний вид без уведомлений. Фотографии представляются производителем, если они есть в открытых источниках или мы их делаем сами.
Круговое сверло «Балеринка» предназначено для вырезания круглых отверстий диаметром 40-130 мм. в кафельной и керамической плитке. Сверло изготовлено из высококачественной стали и имеет твердосплавные режущие кромки, благодаря чему обеспечивается прочность, износостойкость оснастки и высокая производительность. Может использоваться с ручным и электрическим инструментом. Максимальная частота вращения — 400 об/мин. Диапазон сверления от 40 до 130 мм.
Характеристики сверла
Характеристики сверла приведены в таблице ниже
Тип хвостовика
цилиндрический
Диаметр, мм.
40
Материал обработки
стекло/кафель
Длина, мм
130
Измерено в Шукур в упаковке
Вес, брутто
0.17 кг
Длина
0.00 см
Ширина
0.00 см
Высота
0.00 см
Доставка
Мы осуществляем доставку по территории РФ силами различных транспортных компаний. Особой популярностью пользуются услуги «Почты России» для доставки мелких партий. Для удобства организуем доставку транспортной компанией или службами доставки
Как купить сверло
Чтобы купить сверло необходимо нажать на кнопку . Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Оплата
Если вы хотите сэкономить на стоимости доставки, рекомендуем выбрать сразу несколько понравившихся или необходимых товаров в корзине и указать их количество. Мы товар весь взвешиваем в брутто. Поэтому, прямо в корзине онлайн (в режиме реального времени) вы можете рассчитать стоимость доставки до вашего почтового отделение или города. Данный расчет сохраниться в заказе если вы не будет переходить на другие страницы. В противном случае расчет нужно будет повторить. Занимает это минуту.
Оплатить можно только уже оформленный (сохраненный) заказ. Причем сразу. Но можете дождаться звонка (если указали номер телефона) оператора, который все еще раз пересчитает и зарезервирует за вами товары. Вы вместе можете изменить состав заказа.
Оформленный заказ будет виден в вашем личном кабинет (если вы регистрировались) и продублирован на электронную почту (если указали свою). В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
Алмазное сверло – как просверлить плитку насквозь как профессионал
Независимо от того, для наружных или внутренних целей, часто возникает необходимость просверлить плитку. Обычно эта задача всегда требует высокого уровня техники, чтобы выполнить ее и не повредить плитку. Однако при нынешнем уровне технического прогресса на помощь пришли алмазные буровые долота. Специальные свойства алмазных сверл позволяют идеально выполнять отверстие в плитке. Его твердость не имеет себе равных, и поэтому он легко просверливает любой материал. В этой статье освещаются конкретные методы, необходимые для того, чтобы стать опытным пользователем алмазного бурового долота.
Рисунок 1: Сверление керамической плитки.
Содержание
1. Алмазное сверло – Какие виды плитки у вас есть?
Типы плитки, с которой вы собираетесь работать, определяют подходящее алмазное сверло для использования. Плитки различаются в зависимости от некоторых ключевых факторов, таких как материал, форма и поверхность. Здесь рассматриваются следующие плитки: глазурованная керамическая плитка, стеклянная плитка и фарфоровая плитка. Все эти плитки имеют свои уникальные характеристики, которые определяют подход к их сверлению.
1.1 Глазурованная керамическая плитка
В производстве плитки слово «глазурованная» означает не только блестящую или блестящую. Вместо этого это относится к эмалевому покрытию, нанесенному на поверхность керамической или фарфоровой плитки. Эмаль – это специальное стеклянное покрытие, наносимое на поверхность плитки при очень высокой температуре в печи. Делает глазурованную плитку непористой, менее плотной, но достаточно толстой, очень скользкой, особенно влажной. Это покрытие помогает придать керамической плитке неповторимый вид и новый набор свойств. Однако характер отделки глазурованной керамической плитки различается; либо матовая, либо глянцевая поверхность.
Для наружных работ, где температура может достигать 50°C, стеклянная плитка кажется наиболее подходящей. Стеклянная плитка почти не теряет свой цвет и не подвергается воздействию химических веществ из-за своей нереактивной природы. Производственный процесс включает в себя сплавление стекла и цветных глазурей при температуре до 900°С. В помещениях с низким освещением стеклянная плитка может отражать свет, а не поглощать его, что обеспечивает лучшую видимость. Их элегантный дизайн дает возможность использовать как однотонную, так и разноцветную плитку с простыми или сложными узорами. Влажной, но теплой тряпкой можно эффективно очистить стеклянную плитку. Наконец, его долговечность не имеет себе равных.
Рисунок 3: Изображение стеклянной мозаичной плитки.
1.3 Алмазное сверло – керамогранит
Тонкая смесь глины, песка и полевого шпата позволяет получить керамогранит. После смешивания обжиг изделия происходит при более высокой температуре, чем у керамической плитки. Хотя керамогранит и керамическая плитка относятся к одной категории плитки, технически керамогранит отличается. Основное различие заключается в том, сколько воды поглощает керамогранит во время и после производства. Глина, используемая для производства керамогранита, менее плотная и более пористая. Профессионалы считают керамогранит самой сложной плиткой для резки или сверления. Тем не менее, с алмазным сверлом сверление становится без напряжения. Как правило, отделка керамогранита варьируется от полированной до неполированной или от глазурованной до неглазурованной.
Рисунок 4: Удаление керамогранита.
1.4 Алмазное сверло. Почему плитка легко ломается при резке или сверлении?
Основная причина поломки плитки при резке или сверлении кроется в твердости плитки. Дело в том, что твердые материалы имеют тенденцию быть хрупкими; они ломаются при воздействии с определенной силой. Самой первой причиной поломки плитки является тип плитки, потому что плитка различается по твердости. Фарфор является самым твердым, за ним следует керамическая, а затем стеклянная плитка. Никогда не используйте сверло с твердосплавным наконечником для керамогранита; вместо этого используйте алмазное сверло. Но для керамической плитки хорошо подходит сверло с твердосплавным наконечником. В-третьих, содержание во влажном состоянии места сверления также предотвратит поломку.
2. Алмазное сверло – подберите правильные сверла для керамической плитки
Решение всех проблем, которые могут возникнуть при сверлении, часто заключается в выборе сверла. Независимо от того, маленькое это отверстие или большое, принцип остается тем же. Алмазное сверло по-прежнему превосходит сверло с твердосплавным наконечником для любой плитки. Но им требуются охлаждающие жидкости для уменьшения нагрева при резке, в то время как другие могут работать всухую и при этом отлично выполнять свою работу.
3. Алмазное сверло – Как просверлить керамическую плитку?
В какой-то момент может возникнуть необходимость просверлить плитку. Все несколько шагов завершаются успешным просверливанием отверстия в керамической плитке. Вы должны соблюдать эти шаги последовательно, чтобы избежать проблем. Кроме того, они включают использование различных инструментов для их выполнения, помимо алмазного бура и дрели. Опять же, соблюдение необходимых мер безопасности и правил остается ключом к выполнению этой задачи.
3.1 Инструменты, необходимые для сверления
· Малярная лента: Малярная лента предотвращает появление царапин на поверхности плитки. Как только лента будет на месте, используйте карандаш, чтобы отметить центр вашего отверстия.
Рисунок 5: Малярная лента на плитке при подготовке к сверлению.
· Деревянный шаблон: он будет направлять алмазное сверло в плитку через отмеченный центр. Этот шаблон должен быть немного шире предполагаемого отверстия.
· Алмазное сверло: Получите сверло требуемого размера, которое очень твердое и прочное.
· Дрель с регулируемой скоростью: с этой дрелью у вас есть выбор из диапазона скоростей.
· Охлаждающая жидкость: В качестве охлаждающей жидкости достаточно воды или смазочно-охлаждающей жидкости для предотвращения перегрева долота.
Рисунок 6: Вода, используемая в качестве охлаждающей жидкости во время бурения.
3.2 Алмазное сверло – Этапы сверления
Выполните следующие действия, чтобы определить результаты сверления. Если все сделано правильно, то у вас получится чистое и аккуратно прорезанное отверстие. В противном случае могут появиться трещины, царапины и растрескивание, что приведет к плохому резу. Все инструменты, упомянутые выше, вступают в игру для идеального сверления. Как правило, шаги включают в себя; наклеивание маски, измерение, разметка и запуск сверла на средней скорости. Дополнительный совет — сделайте деревянный шаблон, если разрез повторяется. Приведенные ниже советы сведут к минимуму вероятность появления трещин, сколов или царапин на плитке. Прежде всего, приобретите лучшее сверло для работы.
3.2.1 Закрепите плитки и определите расположение отверстий.
Это первый шаг в сверлении плитки. Вы начинаете с того, что наклеиваете малярную ленту вокруг предполагаемого отверстия. Вы следуете с помощью измерительной ленты, чтобы определить и отметить точное местоположение отверстия. Затем отметьте X-знак примерно в центре отверстия ручкой или карандашом. Всякий раз, когда вам нужно просверлить несколько отверстий, вам понадобится деревянный шаблон для удобной резки. Этот деревянный шаблон избавит вас от необходимости многократно измерять и размечать детали. Затем поместите деревянный шаблон в разные места отверстий на разных плитках.
3.2.2 Начать сверление.
Во-первых, отключите все дополнительные функции, такие как режим молота или удара, установите скорость на низкую или среднюю. Держите миску с охлаждающей жидкостью (водой или смазочно-охлаждающей жидкостью) поблизости, чтобы периодически охлаждать алмазное сверло перед началом резки. Используйте деревянный шаблон, чтобы направлять сверло в отверстие по мере формирования начального конуса. Убедитесь, что вы крепко держите деревянный шаблон на плитке. Но также убедитесь, что его центр совпадает с центром отверстия. Имейте в виду, что медленный и устойчивый выигрывает гонку; сверление плитки часто требует большого терпения. Не забывайте, что время, необходимое для сверления отверстия, зависит от типа плитки.
Рис. 7: Идет бурение, видно выделение пыли.
3.2.3 Контроль скорости сверления.
Наденьте дрель и работайте на низкой или средней скорости. На практике идеальная скорость вращения дрели составляет от 100 до 200 оборотов в минуту. Работа сверла на низкой скорости предотвращает перегрев и пригорание сверла. Бегая с такой скоростью, старайтесь не прилагать слишком большого усилия. Было бы лучше, если бы сверло выполняло резку на низкой скорости, пока вы управляете его направлением. Применение слишком большого давления может привести к трещинам и возможному повреждению, что приводит к потерям. Наконец, не забывайте, что у сверл есть ограничение по допустимой частоте вращения.
3.2.4 Ускорение в конце.
Как правило, чем меньше диаметр сверла, тем быстрее сверление. По мере приближения к концу сверления происходит изменение сопротивления. В этот момент вы можете ускорить упражнение, уменьшая давление. Эта практика помогает расширению отверстия в задней стене или доске. Ускорение упражнения ближе к концу поможет вам закончить все сразу. Тем не менее, обратите пристальное внимание, чтобы узнать, когда отверстие прорвется, особенно если это уже установленная настенная плитка. За большинством установленных настенных плиток под стенами проходят провода, трубы и т. д.
3.3 Алмазное сверло. На что нужно обратить внимание в процессе сверления?
Приступая к процессу сверления, вы должны соблюдать некоторые установленные эмпирические правила. Это зависит от типа сверла, используемого для сверления. Если ваша дрель имеет ударный режим, вам нужно будет отключить его во время сверления. Кроме того, используйте минимально возможную скорость, чтобы избежать выгорания и дыма вокруг отверстия. Помимо этих советов, убедитесь, что вы надели надлежащее защитное снаряжение и соблюдаете меры безопасности, предписанные производителем. Наконец, охлаждение сверла во время процесса сверления имеет важное значение. Это действие снижает трение и увеличивает срок службы вашего алмазного сверла.
3.3.1 Меры безопасности.
Ниже приведены меры предосторожности во избежание несчастных случаев или ошибок во время бурения:
a. Никогда не пытайтесь регулировать сверло во время работы.
б. Держите стружку на поверхности плитки по мере прохождения сверла.
в. Не производите никаких регулировок во время работы машины.
д. Предварительно протестируйте дрель перед началом основной работы.
эл. Держите все необходимые защитные приспособления и дополнительные компоненты на месте, чтобы облегчить сверление.
ф. Наденьте защитные очки, перчатки и, если возможно, наушники.
г. Для больших отверстий диаметром до 2 или 3 дюймов прорезайте последовательно, а не сразу.
3.3.2 Не забудьте охладить сверло.
Охлаждение алмазного сверла является неизбежным процессом при сверлении плитки. Это повторяющийся процесс, который должен продолжаться от начала до конца процесса бурения. Неспособность охладить алмазное буровое долото нанесет ущерб вашей работе и задержит выполнение проекта. Во-первых, если не охладить биту, произойдет перегрев. При перегреве плитка начнет подгорать по краям отверстия. Во-вторых, отсутствие охлаждения биты приведет к быстрому износу наконечника биты. Наконец, когда происходит износ, алмазное сверло теряет свои ожидаемые свойства и эффективность.
3.3.3 Замените сверло при ударе о стену.
Если сверление выполняется для уже установленной настенной плитки, вам придется проявлять особую осторожность при сверлении. Под стенами могут быть трубы, провода, кабели и многое другое. Если вы не остановитесь, это может привести к повреждению и несчастным случаям, которые повлекут за собой дополнительные расходы по проекту. Поскольку цель состоит в том, чтобы просверлить плитку и стену, может потребоваться замена сверла. Хорошо знайте, что для продолжения сверления вам понадобится соответствующее сверло, подходящее для бетона или дерева. Лучше всего никогда не терять концентрацию при бурении и понимать местность, где вы бурите.
4 Алмазное сверло – Как просверлить большое отверстие в плитке?
Сверление большого отверстия немного отличается от сверления маленького отверстия; большие отверстия требуют большей точности и стабильности. Хотя алмазным сверлом можно сверлить большие отверстия, эксперты рекомендуют сверло с алмазным керном. Алмазная коронка содержит пилотную коронку, которая помогает направлять ее при сверлении. Алмазная коронка отделяет тонкий кусок плитки, известный как сердцевина. На практике отверстия бытового назначения имеют диаметр от 3 до 6 дюймов; это делает сердечник хорошим совпадением.
Рисунок 8: Алмазная коронка для сверления плитки.
4.1 Алмазное сверло – Как просверлить плитку без кольцевой пилы?
Иногда вы оказываетесь в ситуации, когда нет доступа к коронке или коронке. Когда это происходит, вы должны придерживаться алмазного сверла. Тем не менее, для использования алмазного сверла для больших отверстий требуется специальное оборудование, как указано ниже:
a. Наклейте малярную ленту на предполагаемую область сверления.
б. Измерьте и разметьте точный контур отверстия на ленте.
в. С помощью меньших сверл просверлите небольшие отверстия по контуру с интервалом примерно в ½ дюйма.
д. Используйте молоток, чтобы выбить центр отверстия.
5. Алмазное сверло – как не поцарапать плитку?
При использовании алмазного сверла вероятность появления царапин неизбежна. Проскальзывание происходит при сверлении высокоглазурованной плитки, что может привести к случайной царапине на поверхности плитки. Во-первых, наклейте малярную ленту вокруг предполагаемой области сверления, чтобы предотвратить появление царапин. Лента также защищает поверхность плитки в случае, если алмазное сверло сместится с намеченной точки. Кроме того, было бы лучше, если бы вы научились позволять дрели выполнять свою работу и оказывать умеренное давление при сверлении.
6. Алмазное сверло– Часто задаваемые вопросы.
Мы знаем, что у вас есть другие вопросы, на которые вы ищете ответы; поэтому в этом разделе представлены некоторые решения.
6.1 Алмазное сверло. Почему плитку трудно закрепить?
Безусловно, термин «крепление» различается по контексту. Но в данном контексте это относится к тому, как надежно удерживать неустановленную плитку при сверлении. Основная проблема здесь заключается в хрупкости плитки, потому что из истории твердость равна хрупкости. Из-за его хрупкости вы не можете оказывать на него слишком большое давление при сверлении. Обычные слесарные тиски в этом случае не подойдут; вместо этого вам нужно использовать свои руки. Рукой вы можете слегка надавить на верстак для сверления. Никогда не пытайтесь закрепить плитку каким-либо удерживающим устройством, иначе вы рискуете сломаться.
6.2 Алмазная дрель. Можно ли использовать перфоратор для сверления плитки?
Многие люди не знают разницы между обычной дрелью и перфоратором. Хотя физически эти два упражнения выглядят одинаково, разница заключается в величине прилагаемой силы. Перфораторы имеют ударный механизм, который создает ударное движение. С другой стороны, обычная дрель не производит никакого ударного действия при сверлении. Но у всех перфораторов есть функция/кнопка для включения/выключения режима удара. Отсюда следует, что перфоратору также присущи черты обычной дрели. По сути, вы должны использовать перфоратор только для кирпича и бетона, но не для плитки.
Рис. 9: Типичная ударная дрель.
6.3 Алмазное сверло. Почему керамогранит так сложно сверлить?
Фарфоровая плитка содержит глину, песок и силикагель с последующим нагревом при очень высоких температурах в печи. Эта высокая температура изменяет химическую структуру керамогранита и делает его плотным. Кристаллография и общий химический состав плитки изменяются по мере продолжения нагревания и отвечают за ее уникальную прочность. Богатое содержание кремнезема делает геркулесовым бурение сверлом с твердосплавным наконечником. Даже обычный плиткорез не может резать. Глазурование керамогранита теперь добавляет дополнительную твердость, что приводит к большей прочности и долговечности. В конце концов, вы можете просверлить керамогранит алмазным сверлом, но с применением охлаждающей жидкости.
Резюме
Независимо от того, являетесь ли вы мелким поставщиком, дистрибьютором или энтузиастом «сделай сам», мы знаем, что вы найдете важные знания, представленные здесь. В NCCuttingtools мы разработали передовые технологии, которые помогают нам производить качественные решения для алмазного режущего инструмента. Свяжитесь с нами сегодня, чтобы узнать цену, поскольку вы планируете начать свое приключение по сверлению плитки.
Сверла по плитке, коронки и сверлильный инструмент
Компания Montolit Brevetti Spa имеет более чем тридцатилетний опыт разработки, производства и продажи профессиональных инструментов для сверления плитки, таких как алмазные сверла по плитке и алмазные коронки. Кроме того, Montolit первой в мире разработала систему сухого алмазного шлифования керамогранита.
Инструменты для сверления плитки Montolit
Семейство инструментов для сверления плитки Montolit включает в себя широкий спектр решений, каждое из которых специально разработано для данного материала или области применения.
Сверла по плитке для керамогранита и керамической плитки, мрамора, гранита и натурального камня (тип FA)
Сверла по плитке для сухого сверления керамогранита и крупноформатной плитки с использованием угловой шлифовальной машины (тип FSS)
Алмазные сверла по плитке для сухого и мокрого сверления из бетона, железобетона, абразивного кирпича (тип FUT, FUXT, FUXLT, FX)
Сегментированные алмазные сверла по плитке для сухого сверления по толстому керамограниту и граниту (2 см – 3/4 дюйма) с помощью угловой шлифовальной машины (типы FT-S и FT)
Сверла по плитке для моделирования и укрепления отверстий
Корончатое сверло для сухого сверления керамогранита, гранита и мрамора с использованием угловой шлифовальной машины (тип FS)
Корончатые сверла для бурения водой по стеклу (тип FAV)
Алмазные коронки малого диаметра для сухого сверления фарфора со сверлом (тип FAJ для высокой скорости и тип FTJ для длительного срока службы)
Универсальные алмазные сверла для расширения или придания формы отверстиям
Что делает инструменты для сверления плитки Montolit самыми прочными и надежными решениями среди существующих профессиональных сверл для плитки
Наши коронки для алмазного бурения изготовлены из высококачественных синтетических алмазов с острыми углами, которые повышают их режущую способность
Количество алмаза, включенного в алмазную коронку наших алмазных сверл для плитки, зависит от конкретного материала для сверления
Размер синтетических алмазов, присутствующих в наших сверлах для керамической плитки, основан на требованиях к резанию конкретного каменного материала, который вам нужно сверлить
Мы заботимся о деталях
Для каждого сверла Montolit для керамогранита мы разработали специальный процесс сварки или вакуумной пайки, который обеспечивает наилучшее соединение между алмазами и стальным корпусом. Хорошее соединение означает лучшую устойчивость к высоким температурам, что означает более длительный срок службы.
Как правильно выбрать сверло для плитки?
Ниже приведены несколько полезных советов по выбору правильного профессионального сверла для плитки или корончатого сверла в зависимости от материала и толщины плитки, а также потребностей плиточника.
Определите, какой материал вы собираетесь сверлить
Для сверления очень твердого и толстого керамогранита требуются специальные алмазные сверла для керамогранита. Профессиональные сверла для керамогранита сильно отличаются от тех, которые нужны для сверления натурального камня или керамики. Можно просто сказать, что чем тверже и плотнее материал, тем выше должна быть производительность алмазного сверла для плитки или алмазного корончатого сверла. К очень требовательным материалам можно отнести, например, керамогранит и стекло.
Выберите правильный инструмент для требуемого типа чистовой обработки
В зависимости от того, видно отверстие или нет, важно выбрать идеальное алмазное корончатое сверло. С эстетической точки зрения обработка внешнего профиля отверстия связана как с техникой сверления, так и с типом используемого алмазного инструмента. В общих чертах можно констатировать, что сверление с водяным охлаждением обеспечивает очень качественную и точную чистовую обработку отверстия. Стоит отметить, что в большинстве случаев профиль отверстия оказывается закрытым и поэтому не часто требуется высокий уровень отделки.
Оцените уже имеющиеся у вас инструменты для сверления
Если у вас уже есть электроинструмент, такой как угловая шлифовальная машина, станок для колонкового бурения или какое-либо специальное оборудование, важно выбрать сверло для плитки или колонковое сверло. бит, который может быть правильно собран на нем. В общих чертах, гибкий инструмент (который обычно имеет скорость вращения 8 000–11 000 об/мин) может делать отверстия гораздо быстрее, чем дрель (обычно 800–1200 об/мин). Если основной целью является скорость сверления, угловая шлифовальная машина гарантирует лучшую производительность.
Установите общее количество отверстий в качестве основного показателя.
Ассортимент продукции Montolit включает различные типы алмазных сверл для плитки, которые можно использовать для выполнения отверстий в одном и том же типе материала. Разница часто связана с производительностью с точки зрения долговечности и скорости, а также с качеством обработки отверстия. Что касается профессиональных установщиков, которым необходимо делать несколько десятков, если не сотен отверстий в месяц, безусловно, рекомендуется использовать высокопроизводительные профессиональные сверла для плитки, разработанные для гарантии очень низкой стоимости отверстия, даже по сравнению со стандартными сверлами.
Учитывайте различия между сухим и мокрым бурением
Также в этом случае необходимо оценить конкретную ситуацию и имеющийся у вас электроинструмент. Использование воды для охлаждения электроинструмента помогает увеличить срок службы алмазного шлифовального станка, обеспечивает лучшее качество обработки и уменьшает или даже устраняет дискомфорт, вызываемый пылью.
Виды гидропрессов и особенности их использования — ООО «СТК»
С помощью чего можно запрессовать подшипник в сборочный узел? Вряд ли удастся сделать это лишь подручными предметами, ведь потребуется огромное усилие, недоступное человеческому телу. Зато доступно гидравлическому прессу.
Что такое гидравлический пресс?
Гидропресс – устройство, значительно увеличивающее изначально приложенное усилие. Прессом оно называется условно, ведь в промышленности данный аппарат предназначен для изготовления деталей путём штамповки.
Наиболее распространённый пример гидравлического пресса – домкрат. Гидродомкрат позволяет человеку приложить небольшие усилия, но поднять тяжёлый груз. Аналогично работают тормоза, амортизаторы, приводы и насосы.
Популярность гидравлический пресс получил благодаря тому, что огромный поток энергии передаётся по тонким и гибким шлангам, что ещё больше упрощает работу.
Принцип действия гидравлического пресса
Принцип гидравлического пресса построен на законе сообщающихся сосудов. К примеру, есть 2-е соединённые ёмкости разных размеров. Налив туда жидкость, она равномерно распределится. Если нарушить состояние покоя и увеличить давление в меньшем сосуде, то в большом сосуде приложенная сила увеличится пропорционально разнице размеров. Устройство подчиняется правилу: выигрыш в силе равен проигрышу в расстоянии.
Блез Паскаль придумал работу гидропресса, но назвал его «машиной для увеличения силы». Ранее выгода от такой машины казалась мизерной, но теперь инженеры использовали наработки Паскаля в облегчении работы.
На схеме показан простейший гидравлический пресс, состоящий из поршней большего и малого диаметров, установленных в сообщающихся цилиндрах, под поршнями находится жидкость. На поршень малого диаметра площадью S 1 оказывается усилие F1, определим усилие F2, которое сможет преодолеть поршень площадью S2.
Давление под поршнем 1 можно вычислить по формуле: p1=F1/S1
Давление под поршнем 2 будет определяться зависимостью: p2=F2/S2
Согласно закону Паскаля давление, приложенное к жидкости передается всем точкам этой жидкости одинаково во всех направлениях.
Функции гидравлического пресса
Прессовка.
Штамповка.
Выдавливание.
Правка и сборка.
Утилизация.
От функции гидравлического пресса зависит его конструкция.
Виды цилиндров гидропресса
Дифференциально-плунжерные: применимы, когда через активный поршень проходит игла или другой элемент системы.
Поршневые: используются, если масло выступает рабочей жидкостью.
Обратного хода: если гидропресс имеет неподвижный корпус и цилиндр располагается снизу.
Типы гидравлических прессов
Согласно Общероссийскому классификатору основных фондов, гидравлический пресс относится к группе № 5. Сюда же входят все металлообрабатывающие кузнечно-прессовые станки и молоты.
Классификация по типу расположения цилиндров:
горизонтальные;
вертикальные.
Классификация по типу работ:
штамповочные;
гибочные;
ковочные;
для фланцевания и бортования.
Классификация по типу станины:
колонные;
стоечные.
Классификация по типу исполнения:
С закрытой рамой – в раме есть отверстия для фиксации пресса на столе; используется для гибки, правки, выпрессовки/запрессовки.
С открытой рамой – для обработки деталей нестандартной формы и неудобной конструкции; выполняет аналогичные операции.
Универсальные – обладают полным набором функций; гидронасос можно использовать вручную.
Выпрессовщики – применяются для монтажа/демонтажа, выпрессовки/запрессовки. Небольшие размеры позволяют использовать его чаще в любых условиях.
Современные прессы не обходятся без ЧПУ. Задав режим работы и выбрав давление, можно забыть о постоянном контроле станка – этим займётся микрокомпьютер.
Как пользоваться гидравлическим прессом?
Каждый гидропресс имеет конструктивные особенности, поэтому производитель продаёт станок вместе с детальной инструкцией по эксплуатации гидравлического пресса. Но даже прочитав её, желающий поработать на нём не будет допущен, ведь нужно знать не только инструкцию, но и общие правила по охране труда с гидропрессами. Вот некоторые из них:
Работать за гидропрессом могут только лица, прошедшие инструктаж и медосмотр.
Нельзя работать на гидравлическом прессе без спецодежды.
Всегда нужно следить за возможной утечкой жидкости.
Не держать руки у рабочей зоны.
По окончанию работы закрыть клапан и протереть инструмент.
Более детальное руководство можно прочесть в охране труда по работе с гидравлическими прессами.
Вертикальные гидропрессы с ручным приводом
Наиболее распространённый вид гидравлических прессов. Внешне это двухстоечная установка с ручным или ножным приводом. Имеется рабочая поверхность и манометр для контроля за давлением. Относится к классу вертикальных.
Часто используется на СТО для легковых автомобилей, так как его усилия приблизительно в 20 тонн вполне хватит для подъёма даже немаленькой машины.
Настольные прессы
Настольные гидропрессы – одни из самых компактных. Конструкция не ютится на полу, но вкручивается в стол или верстак. Если в помещении недостаток пространства, то настольный пресс идеально подойдёт. Максимальное усилие – 15 тонн, и этого не всегда достаточно. Из-за компактности такой пресс не может работать с габаритными деталями.
Электрогидравлические прессы
Основа конструкции – электрический двигатель. Развивающееся усилие – от 50-и тонн и выше. Для производственных предприятий и СТО для обслуживания крупногабаритных авто незаменим. Электропривод повышает скорость выполнения работ и исключает приложение какого-либо физического усилия в процесс.
Пневмогидравлический пресс
Пневмогидравлические прессы имеют ряд преимуществ, которые заставляют предприятия заменять свои старые установки на пневмогидравлические.
Надёжность.
Экономичность.
Простота в обслуживании.
Работа от сжатого воздуха.
Работа в ручном режиме.
Можно использовать на опасном производстве.
Примечание: в систему пневмогидравлического пресса должен попадать только чистый сжатый воздух.
На что опереться при выборе гидропресса?
Обилие моделей и производителей позволяет подобрать гидропресс под особые рабочие потребности. Лучше, если характеристики агрегата будут немного лучше, чем требуется. Плюс, необходимо обратить внимание на допустимый срок эксплуатации.
Важные технические характеристики
Размер изделий, с которым придётся работать.
Сила развиваемого давления.
От этих показателей зависит дальнейший выбор. К примеру, настольный 10-тонный пресс не подойдёт для грузового автосервиса, а маленькая мастерская в гараже не нуждается в 100-тонном аппарате.
В технической спецификации указывается усилие гидропресса. Поняв, с какими деталями придётся работать, можно подобрать оптимальную установку с учётом стандартной градации:
легковые и грузовые авто – до 45-и тонн;
промышленные предприятия: от 75-и тонн и выше, в зависимости от материала для работы.
Обратите внимание на показатели высоты/ширины гидропресса и хода рабочего поршня. От этого зависит, насколько габаритная деталь поддастся гидропрессу.
Особенности гидропрессов, на которые стоит обратить внимание
Автоматический возврат штока. Ускоряет рабочий процесс и повышает удобство.
Хромированный шок. Увеличивает срок эксплуатации гидропресса, защищая его от коррозии.
Предохранительный клапан. Обезопасит работу пресса за счёт стравливания избыточного давления в системе. Превышение нагрузки чревато серьёзными последствиями.
Надежность станины. Прочный материал – только 50% надёжности конструкции. Важно, чтобы все швы были аккуратно заделаны, иначе усилие пресса со временем сломает каркас.
Лебёдочный механизм. Нужен для регулирования рабочего стола при работе с массивными элементами.
Перемещение стола и цилиндра. Мобильность отдельных деталей гидропресса повышает удобство работы с нестандартными размерами.
Качество манометра. Оценить усилие, оказываемое на деталь, можно только с помощью манометра, поэтому проследите, чтобы он показывал точные данные и был изготовлен из надёжных материалов. Лучше остановиться на глицериновом манометре, который подавляет вибрацию.
Заблуждения при работе с гидропрессами
Сложилось мнение, что гидропрессам не нужны предохранительные элементы. Это не так, потому что перепады давления в системе могут произойти даже из-за банальной смены погоды. Если цилиндры изготовлены из некачественного металла, реагирующего на небольшие скачки температур, то жидкость может быстро нагреться. Не заметив этого, рабочий запустит гидропресс на максимум, спровоцировав не просто поломку, а опасность для себя.
Выбирая гидравлический пресс, необходимо учесть не только нынешние потребности, но и будущие, ведь потом не захочется приобретать новую установку.
Где купить гидравлический пресс от производителя?
Стерлитамакский станкостроительный завод уже долгое время поставляет нам качественные гидравлические прессы собственного производства. Вес товар сертифицирован и проверен рабочими ООО «СТК»
Какому гидропрессу отдать предпочтение?
Руки мастера всегда должны быть свободными, чтобы контролировать ситуацию, поэтому, если выбор пал на механический гидропресс, то среди прочих акцентируйте внимание на педальной установке. И пока нога будет управлять прессом, руки смогут корректировать деталь.
Охрана труда при работе с гидравлическими прессами.pdf
Также на нашем сайте вы можете изучить статьи о фрезерных станках.
Как работает гидравлический пресс
Чаще всего гидравлический пресс применяется для штамповки, ковки, гибки, выдавливания профилей из листовой стали
Чаще всего гидравлический пресс применяется для штамповки, ковки, гибки, выдавливания профилей из листовой стали. Также при помощи таких установок осуществляют прессование различных материалов в брикеты либо гранулы, например, угля или комбикорма. В домашнем хозяйстве обычно используется ручной гидравлический пресс небольшого размера. С его помощью можно производить склеивание поверхностей, сгибание металлических деталей, брикетирование отходов, выдавливание масла из каких-либо семян.
Устройство гидравлического пресса
Во время ремонта автомобиля компактную гидравлическую установку можно использовать для снятия и запрессовки подшипников. Для домашних работ вполне хватает пресса, развивающего усилие до 15 тонн. Принцип действия устройства основан на давлении в различных направлениях жидкого масла, находящегося в системе замкнутого пространства. Такая система состоит из следующих элементов:
— двух цилиндров;
— трубопровода;
— нагнетательного и всасывающего клапанов;
— резервуара для масла;
— вентиля;
— манометра.
При помощи насоса нагнетается давление на плунжер одного из цилиндров. По трубопроводу сдавливаемое масло передает усилие на плунжер второго цилиндра, выполняющего функцию пресса. Регулировка движения масла осуществляется специальными клапанами, которые находятся в связанном с насосом цилиндре. Поскольку при подъеме насосного плунжера давление в системе уменьшается, под воздействием масла нагнетательный клапан закрывается.
Создание необходимого давления
Одновременно с этим открывается всасывающий клапан, и в трубопровод из резервуара поступает определенная порция масла. При опускании насосного плунжера нагнетательный клапан открывается, а всасывающий закрывается. Благодаря этому создается необходимое давление на плунжер пресса. Чтобы вернуть пресс в исходное положение, осуществляется снятие давления при помощи вентиля. Большинство конструкций гидравлических прессов имеют вертикальное расположение рабочих цилиндров.
Для гаражных работ пресс обычно изготавливают из домкрата, установленного в сваренную из швеллеров металлическую рамку. Швеллера верхней балки свариваются в короб. На концах короба приваривают четыре вертикальные стойки. Чтобы те пары стоек, которые находятся с обеих сторон поперечных балок, не прогибались, их усиливают ребрами жесткости. Внизу рамки к вертикальным стойкам приваривают два опорных уголка. Для устойчивости конструкции нижние уголки соединяются стальными прутьями.
Одна рабочая сторона домкрата упирается в усиленную пластину, приваренную снизу поперечной балки. Другая его часть создает давление на плунжер, который двигается по направляющим. Под плунжером находятся два прижимных швеллера, стянутых шпильками. Прижимные швеллеры опираются на стальные штыри, которые вставлены в специальные отверстия. Для изменения высоты пресса в вертикальных стойках имеется несколько пар отверстий. Благодаря этому увеличивать размер прессующего устройства можно практически до самого пола.
05.09.2016
Версия для печати
Знаете ли вы, как работает гидравлический пресс?
Сапфировая гидравлика
|
9 июня 2020 г.
Гидравлические прессы
помогут вам быстро и легко выполнять задачи, когда вам нужно поднять тяжелый груз. Машины позволяют прикладывать относительно небольшую силу, при этом устройство использует замкнутую жидкость для создания большой силы сжатия, необходимой для выполнения работы. Эти прессы доступны в различных стилях и размерах и широко используются для широкого круга задач, где требуется большое усилие.
Что такое гидравлический пресс?
Пресс — это механическое устройство, использующее гидравлику для создания сжимающей силы, помогающей поднимать или сжимать большие предметы. Генерируя эту силу, машина увеличивает мощность стандартного механического уровня. Гидравлические прессы обычно используются в производстве, поскольку они, как правило, экономичны в отношении материалов и помогают изготавливать более сложные формы. Доступны различные типы прессов, каждый из которых разработан и изготовлен для различных целей. К ним относятся оправочные прессы, прессы для ламинирования, прессы с С-образной рамой, пневматические прессы и прессы с Н-образной рамой. При выборе сорта вы можете учитывать такие факторы, как давление, скорость и размер. Однако эти машины могут быть модифицированы в соответствии с потребностями в зависимости от характера выполняемой работы.
В дополнение к различным типам, устройства поставляются в различных конфигурациях. Автоматические разновидности управляются микропроцессором, с усилителем и программируются. Существует также ручной вариант, который управляется вручную. Другими вариантами, которые вы можете рассмотреть, являются силовые и моторизованные гидравлические прессы. При поиске машины для выполнения тяжелой работы вам нужно будет определить правильную конфигурацию для этой задачи.
Одним из преимуществ гидравлического пресса является то, что он занимает меньше места, чем механический аналог той же производительности. Они также дешевле, обеспечивают защиту от перегрузок и позволяют контролировать уровень шума. Некоторые распространенные области применения прессов включают упаковку продуктов питания и расходных материалов, изготовление бытовой техники, производство электрических деталей, изготовление керамики и производство автомобильных запчастей. Устройства также пригодятся в военных целях, при создании самолетов и изготовлении мечей.
Как работает гидравлический пресс?
Механическая функция этих устройств довольно проста. Чтобы понять, как он работает, важно взглянуть на структуру устройства. Основными компонентами являются цилиндры, трубы и поршни. Эти системы обычно состоят из двух цилиндров, поршня и плунжера, которые соединены между собой и заполнены жидкостью.
Одна из причин, по которой в прессах используются жидкости, заключается в том, что они плохо сжимаются. Когда вы прикладываете небольшое усилие к поршню, цилиндр выталкивает жидкость под него. Давление распределяется равномерно по всей жидкости, заставляя ее поднимать плунжер. Благодаря давлению между поршнем и плунжером вы сможете раздавить предмет между этими двумя цилиндрами.
Гидростатическая система работает по закону Паскаля. Принцип Паскаля гласит, что давление в большем цилиндре останется таким же, как и в меньшем цилиндре. В сущности, небольшая механическая сила, приложенная к небольшой площади поперечного сечения в одной части системы, приводит к большей механической силе в другой части системы. Поскольку давление на второй поршень такое же, как и на первый поршень, сила на втором поршне будет в 10 раз больше, чем на первом, если второй поршень в 10 раз больше первого. Таким образом, машина будет преобразовывать небольшую силу в большую силу, когда к замкнутой жидкости применяется изменение давления.
Какое усилие прилагает гидравлический пресс?
Гидростатический механизм может концентрировать силу, что позволяет ему создавать тысячи фунтов силы. Чтобы определить, какое усилие вы прикладываете, вам нужно будет посмотреть на размеры цилиндров.
Первый шаг – измерить внутренний диаметр поршня в дюймах. Возведите в квадрат радиус отверстия и умножьте произведение на число Пи, чтобы получить площадь поверхности поршня, на которую действует сила. Площадь поверхности поршня даст вам коэффициент умножения с площадью поверхности 10 квадратных дюймов, что соответствует коэффициенту 10. Если манометр показывает 1000 фунтов на квадратный дюйм, 1000 фунтов на квадратный дюйм применяются к 10 квадратным дюймам. Если на каждый квадратный дюйм площади поверхности действует сила в 1000 фунтов, то 10 квадратных дюймов приложат в общей сложности 10 000 фунтов силы. Короче говоря, величина силы на каждом конце системы будет зависеть от площади, на которую действует давление. По существу это означает, что изменение отношения площадей приведет к изменению отношения силы.
Важно знать, какую силу прилагает конкретная машина, прежде чем инвестировать в нее. Вычисление силы поможет вам определить вид работы, которую может выполнять машина. Вы также будете в лучшем положении, чтобы выбрать лучшее устройство для ваших нужд.
Ваш гидравлический пресс требует ремонта?
Купив один раз, вы захотите, чтобы устройство работало оптимально. Sapphire Hydraulics предоставляет качественные и надежные услуги, помогающие сократить время простоя вашего оборудования. Позвоните нам сегодня, чтобы узнать больше о наших услугах по ремонту и техническому обслуживанию гидравлических систем.
Как работает гидравлический пресс?
Гидравлический пресс – это сжимающее устройство, использующее силу, приложенную к жидкости, для создания результирующей силы в соответствии с законом Паскаля. На самом деле он был изобретен Джозефом Брамой, поэтому он также известен как Bramah Press.
Что такое закон Паскаля? Объяснение гидравлического принципа
Закон Паскаля — это теория, которая утверждает, что давление (P) в замкнутой жидкости, вызванное силой (F1), на площадь (A1) передается без уменьшения, вызывая силу (F2), на площадь (A2 ). Этот закон можно применить, чтобы увеличить небольшую силу на отношение площадей, чтобы получить большую силу — F2 = F1 (А2/А1).
Как гидравлический пресс использует закон Паскаля?
В гидравлическом прессе небольшая механическая сила (F1) прикладывается к небольшой площади (A1). Когда жидкость перемещается в одном месте, она неизбежно перемещается в другое место внутри этого канала. Затем большая площадь (A2) создает увеличенную механическую силу (F2). Сила передается через гидравлическое давление, создаваемое начальным усилием F1.
Для чего используется гидравлический пресс?
Гидравлический пресс может иметь множество применений. Обычно лабораторный гидравлический пресс используется для подготовки образцов к анализу путем их прессования в гранулы или тонкие пленки. Частицы сжимаются вместе, создавая однородный образец, идеально подходящий для спектроскопического исследования.
Ручной гидравлический пресс Specac — классический пример пресса Bramah. Пользователь прикладывает давление вручную, используя ручку для подачи давления в систему гидравлической жидкости. Это давление передается на вторичную зону, и результирующая сила может достигать 25 тонн.
FTIR-спектроскопия является примером аналитического метода, в котором используются образцы, приготовленные с помощью гидравлического пресса. KBr (бромид калия) часто смешивают с измельченными образцами и прессуют в гранулы, которые затем используются для инфракрасного спектроскопического анализа. Подходящие смеси порошков также могут быть спрессованы с образованием гранул аналогичным образом для определения их композиционного состава.
Измельченные или тонкоизмельченные порошкообразные образцы помещают внутрь «таблетки». Это прочный контейнер для образца, в котором внутри пресса помещается матрица с образцом. Когда матрица сжимается внутри гидравлического пресса, внутренний поршень узла матрицы прижимается к находящемуся внутри образцу.
Другие области применения гидравлических прессов включают в себя разделение образцов для испытаний на растяжение. Компания Sun Chemical уже более 30 лет использует один и тот же ручной гидравлический пресс, занимаясь именно этим.
Различные типы гидравлических прессов
Компания Specac предлагает два типа механических (электрических) гидравлических прессов и два типа ручных гидравлических прессов. Доступные ручные прессы могут быть полноразмерными или ручными. Электрические прессы поставляются с сенсорными светодиодными экранами и программируемыми нагрузками или без них.
Мини-гранулятор
Mini-Pellet Press — это ручной гидравлический пресс, идеально подходящий для прессования 7-миллиметровых таблеток KBr для инфракрасной спектроскопии. Он прочный и долговечный, как и более крупный ручной пресс, но легче и портативнее. Работает при двухтонной нагрузке.
Ручной гидравлический пресс
Ручной гидравлический пресс является популярным лабораторным и промышленным прессом, поскольку он экономичный, надежный, стабильный и мощный. Он работает с нагрузкой 15 или 25 тонн, но может быть переоборудован для более низкой нагрузки.
Автоматический гидравлический пресс Power
Power Press — это надежный автоматический гидравлический пресс с усилием 8, 15 и 25 тонн, с низким уровнем шума и микропроцессорным управлением загрузкой и разблокировкой.
Автоматический пресс Autotouch очень похож на Power Press, но более совершенен. Он имеет светодиодный сенсорный экран, который можно использовать для программирования сложных нагрузок. Он поставляется в вариантах 8, 15, 25 или 40 тонн.
Надеемся, вы узнали что-то новое о гидравлическом прессе!
Подводя итоги нашего ассортимента лабораторных гидравлических прессов:
Мини-пресс представляет собой портативное легкое устройство, обеспечивающее давление до 2 тонн, идеально подходящее для прессования гранул KBr.
Классификация литниковых систем » Ремонт Строительство Интерьер
Как известно из теории литниковых систем, расход сплава, протекающего через литниковую систему, определяется площадью узкого места системы wуз и величиной действующего напора Hp.
Узким местом литниковой системы называется ее элемент, имеющий наименьшую площадь сечения и определяющий расход сплава в системе.
При литье из поворотных ковшей площадь узкого места литниковой системы, обеспечивающей заливку формы за оптимальное время, рассчитывают по следующей формуле:
где рж — плотность жидкого сплава, кг/см3;
u — коэффициент расхода литниковой системы;
Hр — действующий напор, см;
g — ускорение свободного падения, g = 981 см/с2;
Gж — масса жидкого сплава, залитого в форму через литниковую систему, кг.
Литниковая система является замкнутой в том или ином элементе, если в нем одновременно выполняются следующие два условия: поперечное сечение данного элемента системы полностью заполнено жидким сплавом и в потоке сплава через данный элемент отсутствует разрежение. Система, все элементы которой удовлетворяют условиям замкнутости, называется замкнутой. Если хотя бы в одном элементе система не замкнута, то вся она называется незамкнутой.
Замкнутость системы имеет важное значение для обеспечения улавливания шлака и неметаллических включений. Если сечения каналов не заполнены сплавом, то шлак и неметаллические включения всплывают на свободную поверхность потока сплава и выносятся в полость формы. В случае создания в потоке сплава разрежения происходит подсос газов, которые могут стать причиной возникновения газовых раковин в отливках.
Для обеспечения замкнутости литниковой системы ее делают сужающейся, т. е. по ходу потока сплава площади сечений элементов системы уменьшаются. При этом скорость сплава увеличивается, достигая наибольшего значения на выходе в полость формы. Замкнутые системы неприемлемы для сплавов, склонных к вспениванию и окислению (для алюминиевых и магниевых сплавов, высоколегированных сталей, алюминиевых бронз и латуней). Для них применяют незамкнутые, расширяющиеся литниковые системы. Для обеспечения шлакоулавливания в данном случае применяют специальные приемы (например, устанавливают фильтровальные сетки).
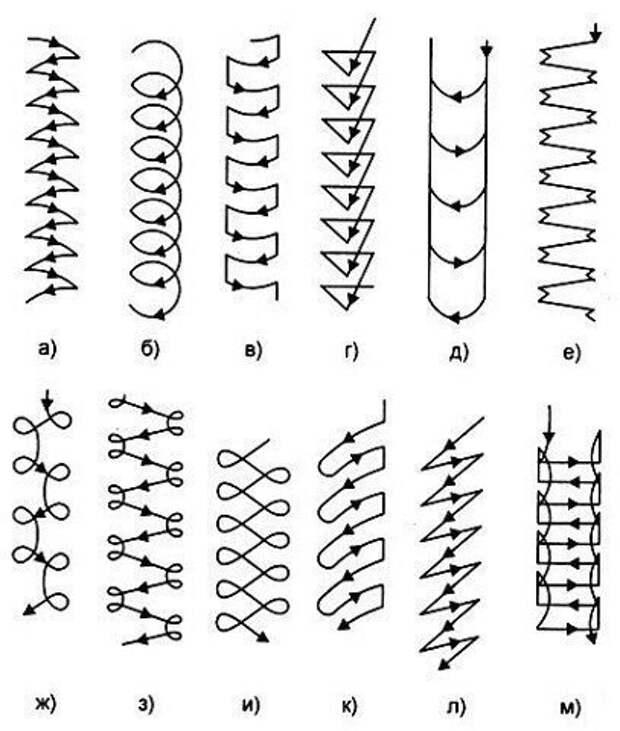
Несмотря на очень большое число конструктивных типов литниковых систем, которые будут рассмотрены далее, можно выделить несколько типов, отличающихся включенными в них элементами, а также гидравлическими особенностями функционирования. С этой точки зрения Г.М. Дубицкий выделил 4 класса литниковых систем.
Системы I класса. В состав системы данного класса входят литниковая чаша или воронка и стояк. Конструкция системы с цилиндрическим стояком приведена на рис. 3.2 и 3.3. На рис. 3.2 показана система с газопроницаемыми стенками, а на рис. 3.3 — с газонепроницаемыми. В обоих случаях литниковая система не замкнута в стояке.
Как видно из рис. 3.2, в случае газопроницаемых стенок струя сплава в стояке отходит от его стенок и, следовательно, не заполняет поперечное сечение стояка. В случае стояка с газонепроницаемыми стенками струя полностью заполняет его сечение, но в ней развивается разрежение. Так как в данном учебнике рассматривается литье в разовые, т. е. газопроницаемые, формы, литниковые системы с газонепроницаемыми стенками в дальнейшем не принимаются во внимание.
Узкое место системы I класса находится в верхнем сечении стояка AB (см. рис. 3.2). Расчетный напор Hр = Hч, где Hч — высота уровня металла в чаше. При этом динамический напор струи, падающей из ковша, полностью гасится в чаше.
При применении литниковой воронки, по данным Г.М. Дубицкого, часть напора сохраняется. Поэтому в данном случае расчетный напор равен Hр = (1,3/1,4)Нв, где Hв — высота уровня металла в воронке.
Для обеспечения замкнутости системы в стояке он выполняется коническим, сужающимся книзу. При этом струя полностью по всей высоте стояка заполняет его поперечное сечение. Узкое место системы в данном случае располагается в нижнем сечении стояка MN (см. рис. 3.3), а расчетный напор определяется по формулам:
• Hр = Hч + hст — при применении чаши;
• Нр = (1,3/1,4)Нв + hст — при применении воронки.
Системы I класса относительно редко применяются на практике. В качестве примера их использования можно привести дождевую литниковую систему, которая подробно рассмотрена далее.
Системы II класса. Литниковая система этого класса состоит из воронки или чаши, стояка и питателя (рис. 3.4, 3.5). Расход металла в сечении AB равен
где u1 — коэффициент расхода в сечении AB;
wAB — площадь сечения AB.
Жидкий металл, накапливаясь в нижней части стояка, начинает вытекать в полость формы через питатель. Если площадь сечения питателя меньше площади нижнего сечения стояка (wMN < wст.н), то расход металла при истечении в полость формы Qе равен
где u2 — коэффициент расхода в сечении MN;
h’ — уровень сплава в стояке относительно оси выходного сечения питателя.
При wст.н < wMN
где u2 — коэффициент расхода в нижнем сечении стояка.
Если wMN >> wст.н (площадь сечения питателя значительно больше площади сечения стояка), то сечение питателя не будет заполнено сплавом до тех пор, пока уровень металла в полости формы не поднимется выше сечения питателя.
В начале заливки напор h’ мал. Поэтому Qе < Qа. Это приводит к накоплению сплава в стояке, т. е. к увеличению h’ и росту расхода Qе.
Можно выделить два вида систем II класса: IIA и IIB.
В системах вида IIA при некотором значении h’=h’y расход из питателя Qe становится равным приходу сплава в систему через сечение AB, т. е. Qe = Qa:
Эти условия выполняются при значениях величин h’y, удовлетворяющих равенствам
Очевидно, что, чем больше отношение wAB/wMN или wAB/wст.н, тем меньше h’у.
Если величина h’у меньше высоты стояка hст, то литниковая система относится к классу систем, не замкнутых в стояке. Заполнение части полости формы, находящейся ниже уровня питателя, будет происходить при постоянном напоре в стояке h’y. Когда уровень металла в полости формы достигнет сечения питателя, уровень сплава в стояке h’ начнет подниматься. При этом разность уровней сплава в стояке и в полости формы будет равна h’y.
Когда уровень сплава в стояке достигнет плоскости AB, напор, под действием которого происходит истечение из узкого сечения системы, внезапно возрастет до величины Hp=H+hст. При достаточно большой высоте стояка (hст>>h’) можно считать, что заполнение полости формы происходит при постоянном напоре h’y и постоянном расходе Qe = QAB.
В качестве расчетного сечения wуз в данном случае следует принимать сечение стояка вверху (АВ), а действующий в нем напор можно определить по формуле Hр=Hч (см. рис. 3.4, б) или Hр = (1,3/1,4)Н(см. рис. 3.4, а).
Сечение питателя wMN оказывает влияние на скорость, с которой расплав поступает в полость формы.
В системах вида IIA происходит эжекция газов в стояке. Это создает разрежение в расплаве, что является нежелательным. Кроме того, при применении воронки (см. рис. 3.4, а) расход металла зависит от напора, который при заливке трудно контролировать. Поэтому время заливки практически невозможно стабилизировать.
На основании сказанного можно заключить, что системы вида IIA нецелесообразно применять на практике.
В системах вида IIB при любых возможных значениях h’ расход Qе всегда меньше расхода Qa (Qe < Qa). Поэтому уровень сплава в стояке очень быстро поднимается до сечения AB и весь стояк оказывается заполненным сплавом (см. рис. 3.5). Такую систему называют замкнутой в стояке.
Если площадь сечения питателя меньше площади стояка внизу, то система будет замкнута во всех элементах. Если площадь сечения питателя больше площади стояка внизу, то система будет замкнута в стояке, но не замкнута в питателе. В последнем случае уменьшается скорость поступления сплава в полость формы из питателя. Поэтому данную систему можно рекомендовать для отливок из сплавов, склонных к вспениванию и окислению.
Общим недостатком систем II класса является отсутствие в них шлакоулавливающего элемента. Поэтому при их использовании часто предусматривают установку фильтровальных сеток. Системы II класса часто применяются при вертикальной плоскости разъема формы, например при литье в безопочные формы, изготовленные на формовочных линиях типа «Дизаматик».
Схема заполнения полости формы через систему вида IIB приведена на рис. 3.6. Напор во время заливки является переменным. Он изменяется от H0 в начале заливки до величины т в момент ее окончания.
Расчетный напор при вычислении площади узкого места по формуле (3.4) следует определять по формуле Дитерта
где P — расстояние от уровня подвода сплава к полости формы до ее верхней плоскости;
С — высота полости формы;
H0 — высота уровня металла в стояке и воронке (чаше).
Величина H0 составляет
где Hст — высота стояка;
Hв — высота уровня металла в воронке;
Hч — высота уровня металла в чаше.
Узким местом системы является сечение питателей MN, если wMN < wст. н; или нижнее сечение стояка при wст.н < wMN.
Системы III класса. Литниковые системы III класса содержат все основные элементы: литниковую чашу или воронку, стояк, шлакоуловитель и питатели (рис. 3.7, 3.8). Среди этих систем можно выделить два подкласса: системы, замкнутые в питателях, и системы, не замкнутые в питателях. В замкнутых в питателях системах во время заливки шлакоуловители и питатели заполнены металлом. Для обеспечения этого необходимо соблюдение следующих условий: wст.н > wпит и wшл > wпит.
К системам вида IIIA (см. рис. 3.7) относятся системы, у которых при некотором значении высоты уровня сплава в стояке расход из питателей становится равным расходу из чаши или воронки. При этом литниковая система замкнута в питателях, но не замкнута в стояке.
Узкое место системы вида IIIA и расчетный напор определяются так же, как для системы вида IIA.
Если при любом возможном значении напора в стояке h’ расход из питателей Qе меньше расхода из чаши или воронки, то имеет место литииковая система вида IIIB (см. рис. 3.8). В данной системе стояк быстро заполняется сплавом. Поэтому она является замкнутой во всех элементах. На рис. 3.8 линия PQ указывает положение верхнего уровня полости формы.
Узким местом системы вида IIIB является сечение питателей MN, а расчетный напор Hр определяется по формуле Дитерта (3.5). Данный вид литниковых систем наиболее распространен при заливке форм железоуглеродистыми и многими медными сплавами. Эта система хорошо задерживает шлак.
Однако скорость сплава по ходу потока через систему вида IIIB увеличивается, достигая в питателях наибольшего значения. Поэтому для сплавов, склонных к окислению и вспениванию, такие системы неприменимы. Для уменьшения выходной скорости потока узкое место системы переносится в шлакоуловитель или нижнее сечение стояка.
Если wшл << wпит или wст.н << wпит, то система будет не замкнутой в питателях. В этих системах и шлакоуловители, и питатели не заполнены сплавом во время заливки до тех пор, пока уровень сплава в полости формы не поднимется выше уровня питателей и шлакоуловителей.
Различают два вида таких систем. Системы вида IIIC не замкнуты в питателях и в стояке. По характеру заполнения стояка они аналогичны системам видов IIA и IIIA. Для систем вида IIIC расчетным сечением (wуз) следует считать верхнее сечение стояка, а расчетный напор Hр необходимо определять так же, как для систем видов IIA и IIIA.
Если стояк быстро заполняется сплавом, то мы получаем системы вида IIID (при wшл < wпит или wст.н < wпит), которые замкнуты в стояке, но не замкнуты в питателях. Узким местом этих систем будет или сечение шлакоуловителя, или нижнее сечение стояка. Расчетный напор определяется по формуле Дитерта (3.5).
Системы вида IIID чаще всего применяются при литье легкоокисляющихся и вспенивающихся сплавов.
Системы IV класса. При заполнении высоких отливок возникает необходимость в подводе расплава на нескольких уровнях. При этом горячий металл последовательно поступает через питатели на поверхность поднимающегося в полости формы расплава, что обеспечивает качественное заполнение формы и направленное затвердевание отливки. Однако практическая реализация данного режима заполнения формы предъявляет специфические требования к конструированию и расчету литниковой системы.
Литниковые системы данного типа, называемые ступенчатыми, отнесены Г.М. Дубицким к IV классу. На рис. 3.9 приведены схемы работы литниковых систем видов IVA и IVB.
К системам вида IVA относят системы, не замкнутые в стояке. Они рассчитаны так, чтобы вначале действовали только питатели на нижнем уровне. Площадь сечения нижнего питателя определяется таким образом, чтобы установившаяся высота уровня сплава в стояке h’уст не превышала расстояния между двумя соседними питателями. По мере подъема уровня сплава в форме выше нижнего питателя уровень сплава в стояке повышается. При этом разность уровней сплава в стояке и полости формы будет равна h’уст. После подхода сплава в стояке к последующему питателю через него начнется истечение расплава в форму. При этом начальная высота падения струи на поверхность расплава в форме равна h’уст.
Для разных сплавов существует максимально допустимая с точки зрения качества заполнения формы высота падения струи hmax. Чем больше склонен сплав к окислению, тем меньше величина hmax.
При расчете литниковых систем необходимо обеспечить выполнение условия h’уст < hmax. В качестве расчетного сечения системы вида IVA выбирают верхнее сечение стояка. Расчетный напор Hр принимают равным высоте расплава Hч в чаше над верхним сечением стояка. Площадь сечения AB определяют по формуле (3.4).
По известным значениям wAB и h’уст площадь сечения питателей на нижнем уровне определяют по формуле
где u1 и u2 — коэффициенты расхода системы в сечениях AB и MN.
Методика расчета ступенчатых систем будет рассмотрена далее.
В системах вида IVB уровень металла в стояке очень быстро достигает сечения AB, т. е. величина h’уст больше высоты стояка. Очевидно, что при этом все питатели по высоте стояка начинают работать одновременно. Данная система будет замкнута в стояке. Одновременное истечение расплава из питателей со всех уровней приводит к окислению и разбрызгиванию металла, размыванию стенок формы, т. е. не обеспечивает качественного заполнения формы. Поэтому системы вида IVB на практике не применяются.
Размер — литниковый канал — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Размеры литниковых каналов должны выбираться по весу и сложности формуемой детали.
[1]
Температура литья зависит от текучести материала и размеров литниковых каналов и составляет 150 — 250 С.
[2]
Большое влияние на прочность литых изделий из полиэтилена оказывают размеры литниковых каналов.
[3]
Режим литья зависит от свойств полиэтилена НД и от конструкции формы ( размеры литниковых каналов) и конфигурации изделия, поэтому оптимальные параметры литья обычно подбираются и уточняются практически с учетом указанных соображений. [4]
Простая многогнездная литьевая форма.
[5]
При условии, что литники обладают одинаковой длиной, такая конфигурация обеспечивает течение резиновой смеси в каждую полость с одинаковой скоростью, и при конструировании необходимо подбирать размеры только литниковых каналов и впускных литников.
[6]
Зависимость предела прочности полистирола при растяжении от температуры литья при разных давлениях.
[7]
Такие результаты, очевидно, связаны с тем, что кроме значения давления необходимо учитывать и продолжительность его приложения, которая определяется не только временем выдержки пбд давлением, но и размерами впускного литникового канала, поскольку после затвердевания термопласта в этом канале передача давления прекращается.
[8]
Давление, под которым подается материал в прессформу, зависит от вязкости материала при температуре формования и, следовательно, от температуры материала и прессформы, от скорости формования, а также от формы и размеров литниковых каналов. [9]
Прибыли и выпоры вычерчивают так же, как и литниковую систему, при этом каждой прибыли присваивают порядковый номер. Размеры литниковых каналов и прибылей определяют расчетом.
[10]
Температура загрузочной части машины должна быть ниже 100, во избежание забивания отверстия материалом. Температура в цилиндре устанавливается в зависимости от размеров литниковых каналов: более высокая — при меньших сечениях и более низкая — при больших сечениях.
[11]
Во избежание разгерметизации оформляющей полости давление литья после завершения процесса впрыска должно поддерживаться столько времени, сколько необходимо для завершения процесса отверждения пресс-материала во впускных литниках. Для обеспечения нормального хода реакции отверждения большое значение имеют конструкция и размеры литникового канала.
[12]
Высокая текучесть материала обеспечивает хорошее заполнение формы, небольшую длительность цикла литья и позволяет работать при относительно низких удельных давлениях ( порядка 800 — 1000 кг / см2) с впускными каналами небольшого сечения. В зависимости от вязкости ( молекулярного веса) применяемого материала и размеров литниковых каналов изменяется температура литья полимера.
[13]
Литье полиэтилена низкого давления производится аналогично литью полиэтилена высокого давления на лабораторной литьевой машине лишь с некоторой разницей в температурном режиме литья. Температура литья устанавливается в пределах 200 — 270 в зависимости от молекулярного веса ( характеристической вязкости) полиэтилена и размеров литниковых каналов.
[14]
Основными параметрами режима выполнения операции являются: температура расплава в цилиндре машины, удельное давление расплава, температура формы, время выдержки под давлением, время охлаждения детали в форме. Температуру расплава выбирают с учетом реологических свойств и термостойкости полимера, толщины стенок детали, площади поверхности детали, требований к физическим свойствам материала детали, температуры формы, а также в зависимости от размеров литниковых каналов. Так, для получения деталей с уменьшенной анизотропией свойств их материала применяется повышенная температура, а для получения деталей из того же материала, но с повышенной прочностью в направлении течения расплава, температура расплава должна быть по возможности минимальной.
[15]
Страницы:
1
2
Система литников для литья пластмасс под давлением
Что такое система литников для литья под давлением
Источник: Pinterest
Система литников для литья под давлением относится к каналам, через которые проходит расплавленный материал, будь то пластик или металл при попадании в полость формы или котел. Он состоит из нескольких частей, которые работают независимо друг от друга бесшовным образом, чтобы гарантировать, что все идет в соответствии с конструкцией пресс-формы.
Системы литников бывают разных форм, размеров и конструкций в зависимости от производимого конечного продукта. При проектировании литниковой системы необходимо обратить внимание на некоторые важные факторы, которые мы рассмотрим позже, чтобы она могла функционировать в соответствии с проектом. Чтобы лучше понять, как работает литниковая система для литья под давлением, важно ознакомиться с элементами, из которых состоит вся система.
Элементы литниковой системы
Источник: Pinterest
Каждая литниковая система для литья под давлением состоит из определенных деталей, обеспечивающих работу всей конструкции. Любое малейшее отклонение от нормы и все лопнет. Ниже приведены основные элементы литниковой системы, предназначенной для литья под давлением.
Литник: Это то, что подает расплавленный материал в желоб, который в нужное время достигает отливки, проходя через ворота. Литники обычно конические, и у них есть концы, которые больше наверху. Эта конструкция предназначена для того, чтобы помочь форме эффективно принимать расплавленный материал.
Разливочные ванны: Разливочные ванны позволяют тиглю или ковшу направлять поток расплавленного материала из тигля к литнику. Это то, что помогает поддерживать необходимый поток расплавленного материала в форму за счет уменьшения турбулентности, которая обычно возникает на входе в литник. Это также помогает отделить окалина и шлак от расплавленного материала до того, как он попадет в литник.
Направляющая: Это канал, прорезанный в пресс-форме и предназначенный для обеспечения потока расплавленного пластика из инжекционного сопла в полость пресс-формы. Бегун был установлен в систему, чтобы противодействовать различным изменениям, которые происходят во время впрыска из-за изменений температуры и толщины пресс-формы. В основном это делается для того, чтобы сбалансировать ситуацию, чтобы дать процессу впрыска больше времени, чтобы нужное количество материала заполнило тигель.
Подступенки: Подступенки предназначены для противодействия воздействию расплавленного материала, затвердевающего в разное время. Обычно это приводит к образованию полостей в изделии, которые могут мешать его функциональности. Райзеры предотвращают это, подавая расплавленный материал к отливке по мере продолжения процесса затвердевания; это приводит к образованию полостей в стояках вместо формованного изделия.
Вентили: Это канал, который соединяет желоба с полостью формы и через который расплавленный материал попадает в полость формы. Размер ворот определяет характер конечного продукта несколькими способами, и существует около трех типов ворот; верхние ворота, нижние ворота и боковые ворота линии разъема. Каждый из них разработан по определенной причине, и они по-разному влияют на конечный продукт.
Типы литников для литья под давлением
Источник: Pinterest
Существуют различные типы литников для литья под давлением, которые широко используются производителями пластмасс, но выделяются около 6. Каждый из них разработан в уникальном образом, что делает их функциональными в различных мощностях. Ниже приведены наиболее распространенные типы литников, используемых на заводах по производству литья под давлением.
Edge Gate
Источник: https://richfieldsplastics.com
Кромочные литники являются наиболее эффективными и простыми литниковыми элементами, которые используются для литья под давлением. Их легко спроектировать и изготовить, а добавление модификаций также не составит труда для большинства людей, которые хотят внести изменения. Краевые литники также подходят для заполнения больших деталей с более толстыми стенками. Все эти особенности обеспечивают большее количество пластичных течений и в то же время позволяют дольше удерживать расплавленные материалы.
Пограничные ворота также можно разделить на веерообразные и выступающие. Ворота вентилятора имеют форму прямоугольника и шире, чем ширина направляющей, которая их питает. Это расширение ворот позволяет расплавленному материалу течь, не вызывая никаких косметических дефектов. Ворота с вкладками такие же, как и обычные граничные ворота, но они имеют неизменно толстые стенки. Они используются при изготовлении плоских деталей, так как они уменьшают напряжение сдвига, распространенный дефект, поражающий тонкие и плоские предметы.
Недорогой и простой в приготовлении
Его можно изменить в любое время, не снимая пресс-форму с машины.
Знак свидетеля расположен не в идеальном месте
Линии сварки видны
Высокая скорость впрыска и давление вызывают разрушение пластика.
Туннельные ворота
Источник: https://2.imimg.com
Также называемые подводными воротами, это ворота, которые расположены ниже линии разъема, чтобы обеспечить автоматическую обрезку выталкиваемых частей процесса формования , экономя людям время, которое они потратили бы на обрезку вручную. Туннельные ворота в основном используются для изготовления мелких деталей для литья под давлением и форм с высокой кавитацией.
Идеально подходит для мелких деталей
Автоматически обрезает детали
Контрольная метка перемещается в желаемое место
Автоматическое делегирование при открытии формы
Они ограничены по размеру
Это приводит к косметическим дефектам при неправильном обращении.
Дорого и долго
Ворота для кешью
Источник: https://richfieldsplastics.com
Ворота для кешью также расположены ниже линии разъема, как и туннельные ворота, и также автоматически обрезаются при выходе из формы. Ворота пригодятся, когда место инъекции находится позади или ниже поверхности шоу. Ворота кешью также лучше всего подходят для изготовления мелких деталей.
Самая большая проблема, связанная с этими воротами, заключается в том, что снять ворота во время процесса выброса довольно сложно. Для этого требуется вытащить пластик вокруг дуги, и это обычно приводит к поломке ворот. По этой причине используются съемные ворота, позволяющие инженеру легко удалить любые сломанные детали без дальнейшего повреждения.
Его можно использовать для изготовления мелких деталей.
Он автоматически срезает ненужные части
Склонен к повреждениям из-за сложного процесса выброса
Мембранный затвор
Источник: https://richfieldsplastics. com
Эти затворы используются, когда требуется деталь с большим открытым диаметром. Самая большая проблема при изготовлении больших деталей пресс-формы с использованием литья под давлением заключается в отсутствии однородности, поскольку некоторые детали имеют тенденцию остывать быстрее, чем другие, до завершения литья под давлением. Диафрагменный затвор был разработан, чтобы противодействовать этому, обеспечивая равномерный поток расплавленного материала в котел, чтобы, когда начинается усадка и охлаждение, процесс был однородным от одного конца до другого.
Этот тип литника используется для формования цилиндрических изделий, имеющих отверстия. Он способен устранить большинство ограничений, с которыми обычно приходится сталкиваться другим воротам. Вот почему диафрагменные затворы часто используются в производственных процессах с участием крупных деталей.
Обеспечивает равномерность при охлаждении
Его можно использовать для литья крупных деталей.
Они не подходят для более гладких конструкций
Тепловая заслонка
Источник: https://cdncn.goodao.net
Тепловая заслонка, также называемая горячеканальной, сконструирована таким образом, что позволяет расплавленному формовочному материалу сохраняться в расплавленном состоянии в течение длительного времени. более длинный, удерживаемый между корпусом формовочной машины и изготавливаемой деталью. Термический затвор работает так же, как и обычный затвор, который включает в себя впрыск материала в ожидающую полость, где давление прикладывается и поддерживается в течение достаточно долгого времени, пока не будет достигнуто равномерное охлаждение. Этот процесс очень экономичен, поскольку сводит к минимуму косметические дефекты конечного продукта.
Не требует бегущей системы
есть равномерное охлаждение
Ограниченные косметические дефекты
Занимает намного больше времени
Задвижка
Источник: http://www. mhs-hotrunners.com
Это горячеканальная система, обеспечивающая более высокий уровень контроля по сравнению с другими горячеканальными вентилями. Конструкция пресс-формы оснащена подвижным штифтом, расположенным внутри самого горячеканального канала. Когда штифт расположен сзади, расплавленный материал может свободно затекать в полость пресс-формы. Когда штифт выдвигается вперед, поток немедленно перекрывается. Это дает оператору полный контроль над всей системой кормления, от ворот до остатков корма.
Позволяет легко контролировать
У него есть кнопка выключения
еще есть косметические дефекты
Как дизайн литника для литья под давлением влияет на ваши пластиковые детали
Источник: Pinterest
Конечный продукт процесса литья под давлением зависит от ряда факторов, как внутренних, так и внешних. Большинство из этих факторов находятся под контролем операторов, и по этой причине необходимо проявлять особую осторожность, чтобы все работало, как задумано. Ниже приведены факторы конструкции ворот, влияющие на пластиковые детали конечной продукции.
Размер литника: когда дело доходит до размера литника, должен быть соблюден баланс между заполнением пресс-формы до ее точной емкости и сохранением активности самого маленького бегунка для дальнейшего улучшения сдвига. Соблюдение этого баланса легче сказать, чем сделать, и чем меньше ворота, тем ровнее и приятнее будет внешний вид конечного продукта. Однако их заполнение занимает намного больше времени, и это рецепт дефектов, которые могут образоваться из-за охлаждения в разное время и использования разного давления на обоих концах продукта.
Расположение ворот: расположение ворот играет жизненно важную роль в том, как будет выглядеть конечный продукт. Лучшим положением литникового литника будет глубокая область поперечного сечения, чтобы он мог обеспечить наилучший поток расплавленного материала при одновременном сокращении пустот и усадочных дефектов. В то же время ворота должны поддерживаться частью пресс-формы в местах, где деформация, вызванная напряжением давления, может изменить эстетику конечного продукта.
Количество ворот: иногда количество ворот необходимо увеличить, чтобы избавиться от некоторых дефектов, которые являются общими для других факторов, указанных выше. В ситуациях, когда требуются большие формовочные детали, использование одного литника просто не поможет. Используя несколько ворот, вы сможете контролировать, как расплавленный материал подается в ящики, и этот контроль поможет создавать более качественные и рафинированные продукты в долгосрочной перспективе. Единственным недостатком увеличения количества ворот является увеличение времени производства, но то, что вы получаете взамен с точки зрения качества, того стоит.
Общие дефекты, вызванные конструкцией ворот
Литье под давлением не имеет недостатков, в конце концов, все, что использует тепло, всегда будет иметь некоторые проблемы из-за преобладающих внешних условий. Некоторые из наиболее распространенных дефектов, которые могут возникнуть из-за неправильной конструкции ворот, включают следующее.
Линии потока
Источник: Google
Это видимые линии, которые вы видите на поверхности пластикового изделия, такого как пластиковый стул, который отличается от однородной текстуры окружающих областей. Иногда они выглядят как волнистые линии, а иногда и как кольцеобразные полосы. Они редко влияют на структурную целостность объекта, но отрицательно влияют на внешний вид.
Линии потока образуются при значительных колебаниях скорости охлаждения, когда расплавленный материал проходит через ящик и течет в разные области. Различная толщина стенок формы также может привести к этому дефекту, и его можно исправить, используя литники с одинаковой толщиной стенок, а также увеличив диаметр инжекционного сопла.
Следы выгорания
Источник: Google
Это пятна обесцвечивания, которые обычно проявляются в виде ржавых или черных краев на некоторых частях готового пластикового изделия. Они представляют собой эстетический дефект, который редко затрагивает функциональность продукта, если только повреждение не распространяется до такой степени, что вызывает деградацию. Причиной этого дефекта является захват воздуха во время литья под давлением из-за деформированных ворот, которые не являются стабильными. Замена ворот и расширение их и вентиляционных отверстий помогло бы избавиться от этого уродства раз и навсегда.
Деформация
Источник: Google
Это наиболее распространенная деформация, поражающая пластмассовые формованные материалы, и она возникает, когда различные части только что готового изделия охлаждаются неравномерно. Эта неравномерная усадка оказывает давление на весь предмет, и чем больше он остывает, тем больше деформация, пока он окончательно не затвердеет на месте. Этот дефект может повлиять на функционирование продукта и должен быть устранен сразу же после его обнаружения, чтобы избежать того же самого с другими продуктами.
Воздушные карманы
Источник: Google
Это дефект, распространенный в изделиях из прозрачного пластика и проявляющийся в виде небольших воздушных карманов глубоко внутри готового изделия. Эти карманы не только портят внешний вид изделия, но и могут нарушить структурную целостность изделия, если они достаточно выражены. Основной причиной этого дефекта является отсутствие адекватного формовочного давления, необходимого для вытеснения воздуха из формы перед закрытием заслонки. Еще одной возможной причиной является быстрое охлаждение. Чтобы противостоять этому, просто увеличьте давление процесса формования и выберите материалы с более низкой вязкостью.
Утяжка
Источник: Google
Это небольшие углубления и вмятины, которые появляются на плоских поверхностях таким образом, что они не сочетаются с остальной частью формованного изделия. Обычно это происходит, когда части предмета остывают очень медленно, что приводит к усадке, которая втягивает внешние части внутрь до завершения процесса закрытия. Эти углубления могут быть настолько большими, что могут повлиять на работу всего продукта. Самый простой способ противостоять этому дефекту — увеличить давление и время выдержки, а также увеличить время охлаждения, чтобы уменьшить усадку.
Линии сварки
Источник: Google
Это линия, которая появляется в точке, где две разные части одного и того же предмета соединяются вместе. Это похоже на волосы и вызвано слабыми материалами, пытающимися соединиться друг с другом. Помимо влияния на эстетический характер продукта, это также влияет на прочность области, имеющей линии сварки. Наиболее распространенной причиной этого является столкновение двух разных частей и их недостаточное затвердевание. Обычным средством от этого было бы повышение температуры материала, а также скорости и давления впрыска.
Гидроструйная обработка
Источник: Google
Это деформация, которая возникает, когда струя расплавленного материала впрыскивается в полость и начинает затвердевать до заполнения формы. Это создает волнистую линию на поверхности материала с отчетливым рисунком. Этот дефект может привести к ослаблению детали, и большинство объектов с этим дефектом обычно списываются. Это можно исправить, уменьшив давление впрыска через литник, повысив температуру как материалов, так и формы, и спроектировав литник таким образом, чтобы расплавленный материал мог впрыскиваться поперек формы, а не вдоль.
Как улучшить конструкцию ворот для повышения качества пластиковых деталей
Источник: Pinterest
Если учесть все дефекты, возникающие из-за плохой конструкции ворот, необходимость поиска решений становится еще более важной. Чтобы получить максимальную отдачу от литников для литья под давлением, ниже приведены некоторые усовершенствования, которые вы можете внести, чтобы убедиться, что все выходит как надо.
Расположение ворот должно быть размещено на поверхности разъема, чтобы облегчить обработку и обслуживание с ЧПУ.
Всегда проектируйте направляющую так, чтобы она была ровной. Все, от потока формы до размера сечения, должно быть в идеальном балансе, чтобы формовочная заслонка функционировала должным образом.
Место литников также должно быть окружено толстыми стенками, чтобы полость могла быть полностью заполнена в процессе впрыска.
При впрыскивании расплавленного материала следите за тем, чтобы поток формы не попадал на вставки. Это может привести к слишком высокому давлению потока пресс-формы, деформируя конечный продукт в процессе формования с ЧПУ.
Добавьте вентиляцию при проектировании литниковой системы, чтобы обеспечить хорошую вентиляцию в конце потока формы, что, в свою очередь, гарантирует, что формованные изделия будут иметь правильную форму с минимальными дефектами.
Самый важный совет при проектировании литниковой системы — это простота ее снятия. Должен быть механизм, позволяющий безопасно снимать литник, не влияя на функциональность и внешний вид формованных деталей.
Как спроектировать литниковую систему для литьевой формы
Источник: Pinterest
Как уже упоминалось ранее, проектирование литниковой системы для литьевой формы немного сложно, и сделать все правильно с первой попытки может быть непросто для многих людей. Учитывая, что один дизайн в конечном итоге будет использоваться для массового производства, вы начинаете получать четкое представление о том, с чем имеете дело. Есть некоторые основы проектирования литниковой системы, о которых вам следует знать, если вы решите пойти по этому пути.
Схема полости: полость должна быть сбалансирована с симметричным расположением отверстия литника, чтобы предотвратить смещенную нагрузку, вызванную неравномерностью пресс-формы. Если не спроектировать ворота таким образом, это приведет к переливу формы.
Направление потока: расплавленный материал впрыскивается в форму и должен быть направлен равномерно вокруг ящика, чтобы обеспечить равномерный процесс охлаждения и избежать образования дефектов. Без какого-либо руководства материал был бы подвержен сдвигам и деформации.
Потеря тепла и падение давления. Падение давления и потеря тепла должны быть сведены к минимуму, поскольку эти два фактора жизненно важны для обеспечения однородности конечного продукта. Расстояние потока должно быть коротким, а площадь потока должна быть достаточно просторной. Шероховатость поверхности также должна быть низкой для бегуна.
Баланс потока: во время заполнения полости бегунок всегда должен быть сбалансирован. Это заставляет расплавленный материал, заполняющий полость, происходить одновременно для обеспечения однородности конечного продукта.
Заключение
Системы литья под давлением являются важной частью всего процесса. Они контролируют множество вещей, которые происходят в фоновом режиме. Чтобы продукты повседневного использования, которые появляются с другого конца, выходили именно так, как ожидалось, система литников должна быть в идеальной форме и правильно спроектирована. Для получения дополнительной информации о том, как работают литниковые системы в литье под давлением, посетите наш веб-сайт, и наша команда экспертов ответит на все ваши вопросы.
Ворота И Бегуны | Xcentric Mold
Главная > Вентили и направляющие для литья пластмасс под давлением
Вентили и направляющие являются неотъемлемой частью процесса литья пластмасс под давлением. Литниковая система включает в себя три канала, по которым пластик поступает из термопластавтомата в полость детали.
Учить больше
Литниковая система для литья пластмасс под давлением: литник, ворота и направляющие
Литник
Во-первых, у каждой пресс-формы есть литник. Это точка контакта между машиной и пресс-формой. Литник имеет вогнутое сферическое гнездо, куда садятся наконечники сопла формовочной машины. Важно, чтобы наконечник сопла и гнездо литника имели одинаковый радиус. Если они не сядут должным образом, в этот момент материал будет просачиваться, и детали будут несовместимы. Отсюда расплавленный пластик проходит через литник и попадает в направляющую систему. Есть исключения, на крупных деталях литник может выступать и в качестве литников и бегунков. Это называется прямым литниковым затвором.
Направляющая
Затем пластик вытекает из литника в направляющую. Бегун — это канал, который впадает непосредственно в ворота каждой части. Если форма для литья под давлением имеет только одну полость, то к бегунку будет только одно ответвление. Если имеется несколько полостей, то необходимо будет спроектировать несколько ответвлений, чтобы обеспечить надлежащий баланс потока. Таким образом, каждая полость получает необходимое количество материала. При проектировании бегунка важно предусмотреть холодную пробку в каждой точке жесткого перехода между ветвями. Причина этого в том, что расплавленный пластик, протекающий по системе желобов, начинает остывать. Холодной пробкой считается место, где этот холодный пластик сбрасывается, чтобы предотвратить его попадание в ворота.
Ворота
Наконец, пластик входит в ворота. Именно здесь возникает много проблем в процессе литья под давлением . Ворота могут быть сложными, но понимание их назначения может помочь в разработке надлежащих ворот для пластиковой детали, отлитой под давлением. Во-первых, многие думают, что чем больше ворота, тем лучше. Хотя это может помочь в попадании материала в полость, это часто приводит к нежелательным остаткам, которые приходится обрабатывать вручную в качестве вторичной операции. Это называется обрезкой ворот.
Размер литника для литья пластмасс под давлением
На приведенном выше рисунке показан слишком длинный литник. В этом сценарии технологу процесса придется увеличить давление формования, чтобы преодолеть замерзшие (пластиковые) ворота в точке входа. Это, в свою очередь, приведет к разрушению материала из-за слишком сильного нагрева (трения). Кроме того, эти ворота со временем изнашиваются. Чтобы этого избежать, лучше всего использовать ворота как можно меньшего размера. Трюк с меньшими воротами заключается в уменьшении «земли ворот». Это та область, в которой большинство производителей инструментов и компаний, занимающихся литьем под давлением, допускают ошибку. Причина этого в том, что пластик практически отмерзает у ворот, когда земля слишком велика. Обычно земля должна быть не более 0,006 дюйма в ширину. Это не опечатка, бегунок должен доходить до детали.
Если следовать приведенным выше рекомендациям, практически не будет сдвига, поскольку пластик входит через литник в полость.
Расположение ворот
Наилучшее расположение ворот в любой части обычно там, где самая толстая секция стены. Однако визуально важен пластик, перетекающий в полость из литника. Лучшей практикой является размещение литника перед стоящим сердечником на инструменте. Это приведет к равномерному распределению пластика, что предотвратит появление пятен на воротах и выброс струи. Струя — это когда пластик вылетает через ворота и создает змеиный хвост, когда он мчится к дальней стороне полости. Этот материал замерзнет до того, как остальная полость заполнится, что приведет к образованию змеиных остатков на части. Чтобы преодолеть это, используются Fan Gate. Веерная заслонка рассеивает пластиковый материал наружу, предотвращая тем самым выброс струи. Другие ворота включают вспомогательные ворота, ворота кешью и системы горячеканальных систем.
Типы пластиковых литниковых литников
Краевые литники
Краевые литники являются предпочтительными для компаний, занимающихся литьем под давлением, поскольку они предлагают широкий диапазон гибкости для заполнения детали. Краевые ворота не только доступны в производстве, но и легко модифицируются или заменяются на лету. Следование приведенным выше рекомендациям обеспечит успех каждый раз. Для машин для литья под давлением с большим объемом можно добавить простое отложенное извлечение либо к детали, либо к бегунку, чтобы затвор автоматически отсоединялся. Это лучшая замена традиционному переходнику или туннельному затвору, потому что он никогда не изнашивается и обеспечивает идеальные условия сдвига.
Вспомогательные или туннельные шлюзы
Вспомогательные шлюзы или туннели используются в автоматизации больших объемов, где предпочтительнее автоматическое отключение шлюзов. Эти ворота туннелируют под инструментальной сталью в секцию стены. Когда деталь выталкивается, затвор туннеля срезается, поскольку штифт выталкивателя давит на бегунок, в результате чего затвор разрывается в отверстии отверстия затвора. Однако эти ворота делают именно то, для чего они предназначены, и за это приходится платить. Затворы дорогие в производстве и еще дороже в ремонте. Кроме того, они часто создают проблемы для формовщика, поскольку для преодоления теоремы Бернулли требуется больше усилий. «Давление наименьшее там, где скорость наибольшая; точно так же давление больше всего там, где скорость наименьшая». По мере движения пластика вниз скорость воронки уменьшается. Это, в свою очередь, приводит к замерзанию пластика, и для его преодоления необходимо увеличить давление. В конечном итоге приводит к чрезмерному износу.
Ворота для кешью
Ворота для кешью — еще один вид туннельных ворот, форма которых напоминает орехи кешью. Это позволяет прокладывать туннель в той части, где поверхность параллельна бегунку.
Изготовление токарного станка из дрели самостоятельно – Мои инструменты
Содержание
1 Что такое токарный станок и можно ли его сделать самому
2 Выбираем материал для создания токарного агрегата
3 Как быстро сделать станок токарный по дереву самостоятельно
4 Делаем из дрели токарный станок по металлу
5 Как увеличить функционал устройства
О токарном станке в гараже мечтает каждый мастер, однако далеко не все могут позволить себе такое оборудование. Прежде всего, это связано не только с высокой стоимостью оборудования, но и с его размерами. Если возникает потребность выточить заготовку из дерева, то заменить полноценный агрегат сможет токарный станок из дрели, сооруженный своими руками. Сооружение такого устройства не занимает много времени, но самое главное, что этот агрегат сможет полноценно заменить специализированный агрегат для обработки дерева.
Что такое токарный станок и можно ли его сделать самому
Перед тем, как делать устройство, нужно представить себе заводской токарный станок и его конструкцию. Основывается заводское устройство на следующих элементах:
Станина или основание
Передняя бабка
Задняя бабка
Суппорт (его еще называют подручником)
Для чего нужны все эти элементы, разберемся подробно, чтобы иметь представление о том, что надо для изготовления самодельного токарного станка из дрели.
Основание — это устройство, соединяющее составные детали приспособления. Станина служит для устойчивости всего оборудования. Если это заводской станок, то станина на нем является неподвижной, что связано с большим весом всего оборудования
Передняя опора (бабка) — это часть устройства, которая предназначена для фиксации и совершения вращательных движений заготовки. Если говорить проще, то передней бабкой именуется крепление, которое расположено перпендикулярно к станине. На заводском станке к передней бабке крепится приводной механизм, за счет которого и производится вращение заготовки. Для этого фиксатор оснащен специальной конструкцией для центрирования заготовки, а также приводом ее в движение
Задняя опора — вторая точка закрепления обрабатываемой детали, которая отвечает не только за центрирование и свободное вращение, но еще и за регулирование длины, что зависит от размеров заготовок. Подвижный вал задней бабки центрирован с приводным валом передней бабки
Суппорт — его еще называют подручником, который предназначен для обработки заготовок. Подручник смещается по станине, что позволяет производить равномерную обработку вращающейся детали, фиксируемой в передней и задней бабке. За счет суппорта токарь перемещает режущий ручной инструмент в виде стамески по заготовке
Если расстояние между упором для резцов и обрабатываемой деталью будет большим, то в процессе режущий инструмент (стамеску), может выдернуть из рук. Чтобы предотвратить это явление, надо при сооружении самодельного станка учесть подвижность суппорта во всех направлениях. Зная, как устроен заводской токарный станок для обработки дерева, надо действовать, и начинать его создание из электрической дрели.
Выбираем материал для создания токарного агрегата
Часто среди домашних умельцев находятся такие, которые стремятся сделать токарный станок своими руками из дрели. Процесс создания вовсе не трудный, и для достижения положительного результата, понадобится взять необходимые материалы. Для создания самодельного токарного станка по дереву понадобятся такие инструменты и расходные материалы:
Электрическая дрель — служит в качестве приводного механизма. Она крепится к стенке передней бабки. Чтобы закрепить заготовку в патроне дрели, понадобится сделать специальный крепеж в виде трезубца
Для производства станины следует использовать ДСП, доску или верстак, на котором собирается устройство. Станина может быть изготовлена из стали, что положительно отразится на надежности самодельного устройства, однако при этом усложняется процесс изготовления устройства
Передняя и задняя бабки делаются из брусьев, досок или же железных уголков. От используемых материалов зависит прочность и надежность самодельного устройства
Суппорт также можно соорудить из бруска и доски, сделав из них конструкцию в форме буквы «Т». Если станина металлическая, то и суппорт также желательно делать из аналогичного материала. При этом нужно учитывать главное требование — это подвижность механизма во всех направлениях
Это интересно!Не рекомендуется для создания токарного станка брать пластик за основу, так как такая самоделка окажется не надежной, и в любой момент заготовка при обработке может вылететь из фиксаторов.
Деревообрабатывающие материалы при производстве станка применять можно, но при этом надо понимать, что на таких агрегатах можно обрабатывать лишь малоразмерные заготовки и детали, например, производство рукояток для ножей, ручек для мебели и т. п. Если нужен надежный станок, которым планируется пользоваться часто, то лучше сделать его из металлических конструкций.
Как быстро сделать станок токарный по дереву самостоятельно
Сделать из дрели полноценный токарный агрегат невозможно, так как для этого понадобится мощный электропривод. Сделать мини токарный станок из дрели легко, и для этого не понадобится много усилий и затрат. В качестве станины берется верстак, на который устанавливается электродрель. Станок по дереву практически готов, и остается только изготовить заднюю бабку для закрепления заготовок, и завершить процесс обустройством суппорта. Задняя бабка должна быть подвижной, поэтому в станине необходимо предусмотреть обустройство направляющих.
Начинать изготовление токарного станка нужно с подготовки чертежей. Чертежи помогут точно рассчитать размеры устройства, а также подобрать необходимые материалы. Изготавливать переднюю бабку не понадобится, так как ее роль будет выполнять патрон электродрели с зафиксированным трезубцем. Чтобы закрепить дрель в неподвижном состоянии, понадобится воспользоваться хомутами и струбциной. Хомутом крепится цилиндрическая часть, а струбциной нужно зафиксировать рукоятку, которая исключит проворачивание инструмента.
Принцип изготовления самоделки подразумевает выполнение следующих действий:
Перед тем, как закреплять дрель к верстаку, нужно установить проставки, которыми будет регулироваться расстояние патрона от столешницы. Это расстояние характеризует размер обрабатываемых заготовок. В качестве проставок используются доски соответствующей ширины и длины, устанавливаемые под электроинструмент
Для изготовления задней бабки используются брусья из дерева, в конструкцию которых крепится винт с возможностью регулирования, имеющий конусный наконечник
Для изготовления суппорта понадобится воспользоваться бруском из дерева, к которому крепится рейка. Длина рейки равна расстоянию между передней и задней опорами
Предусмотреть обустройство кнопки включения. Для этого можно вывести контакты на отдельную кнопку или заблокировать штатную кнопку в режиме включения, а запускать инструмент путем всовывания штепсельной вилки в розетку
При создании самодельного станка надо уделить должное внимание фиксации деревянной заготовки. На передней бабке в качестве такого крепления выступает трезубец. Его можно сделать из старого сверла. К сверлу надо приварить два цилиндрических концевика, которые будут располагаться на одинаковом расстоянии друг от друга. Кроме того, выступы должны располагаться в один ряд. Чтобы не изготавливать трезубец самостоятельно, можно использовать пику для перфоратора, срезав с нее хвостовик. Выступы на насадке нужны для того, чтобы вращающийся патрон электродрели приводил в движение заготовку.
Внимание уделяется также задней бабке, ведь от качества второго фиксатора зависит безопасность эксплуатации установки. В качестве задней бабки подойдет патрон от дрели или шуруповерта, в который следует закрепить коническую насадку. Использовать трезубец в конструкции задней бабки не нужно, так как она предназначена исключительно для фиксации заготовки.
Это интересно!Задняя бабка должна быть подвижной, поэтому этот момент следует предусмотреть еще на этапе проектирования и подготовки чертежей. Подвижность задней бабки нужна для того, чтобы регулировать силу прижима обрабатываемой детали, а также возможности установки заготовок разного размера.
Делаем из дрели токарный станок по металлу
Со станком из дрели все намного проще, чем с устройством для обработки металла. Если запланировали сделать из дрели станок для обработки металла, то необходимо понимать, что мощности двигателя электроинструмента недостаточно. Двигатель будет испытывать частые перегрузки, поэтому долго инструмент при продолжительном применении самоделки не прослужит.
Токарный станок из дрели по металлу надо изготавливать исключительно из металлических материалов. Конструктивно агрегат по дереву имеет сходство с устройством для обработки металла. Различие лишь в том, что токарный станок по металлу имеет суппорт с закрепленным ножом. В устройстве по дереву роль резака выполняет стамеска, которую удерживает токарь.
Если запланировали сделать токарный станок из дрели для обработки металлических заготовок, то обрабатывать можно исключительно детали из мягких видов стали, как медь, алюминий или бронза. Использовать в конструкции самоделки необходимо исключительно мощный и профессиональный электроинструмент. Бытовые дрели не подходят в качестве приводных устройств при изготовлении токарных устройств (по дереву и металлу), так как они быстро выйдут из строя.
Это интересно! Делая самодельный токарный станок, особое внимание нужно уделить не внешнему виду, а надежности крепежных устройств. Ведь опасность устройства заключается в том, что вращающаяся заготовка может вылететь из фиксаторов, и попасть прямо в мастера. Чтобы исключить получение серьезных травм, работать на таком устройстве необходимо не только в защитных очках, но и в каске.
Как увеличить функционал устройства
Сооруженный своими руками станок из дрели применяется не только для обрабатывания заготовок, но еще и для проведения таких манипуляций, как нанесение красящих веществ, а также производить перемотку двигателей и трансформаторов.
К самодельному токарному станку понадобится купить заводской набор приспособлений для обработки заготовок. С этим оборудованием можно производить разную обработку материалов. Достоинство самодельного устройства в том, что для его создания необходимо минимум вложений и затрат, но при этом максимум смекалки и воображения.
Подводя итог, нужно отметить, что простейший токарный станок по дереву сделать может каждый, у кого есть дрель. При необходимости дрель всегда можно извлечь, и использовать инструмент по своему прямому назначению. Пошаговая инструкция по изготовлению простейшего токарного станка из электродрели за 10 минут представлена на видео ниже.
Такой вариант вполне уместен к применению, но при эксплуатации такого оборудования понадобится соблюдать технику безопасности. Следует заметить, что обрабатывать можно исключительно малоразмерные заготовки.
Публикации по теме
видео инструкция как сделать самому
Порой дома требуется деталь вроде бы простая, но в магазине подходящей нет. Делать вручную долго, да и качество будет не то. Совсем беда, если необходимо изготовить несколько одинаковых изделий. В подобном случае хорошим подспорьем домашнему мастеру будет токарный станок из дрели, собранный своими руками. Главное преимущество устройств — универсальность. Мы расширяем область применения имеющегося инструмента. При том, что прежние его возможности никуда не деваются. Описание последовательности изготовления токарного станка своими силами является темой настоящей статьи.
Оглавление:
Элементы устройства
Требуемое оборудование и расходники
Инструкция по сборке
Рекомендации и видео уроки
Общие принципы работы
Схему самодельного токарного оборудования найти не проблема. Интернет ими пестрит, как чертежами и руководствами по эксплуатации. Но сделать станок, не представляя пусть в общих чертах принципа его работы, получится вряд ли. Усилие вращения нашего самодельного станка обеспечивает обычная электрическая дрель.
Поскольку для работы надо иметь свободные руки, ее необходимо как-то закрепить, соединив при этом с обрабатываемой деталью. Подобная схема давно реализована в токарном станке по дереву. Его мы и возьмем за основу нашего проекта.
Основные элементы устройства:
1. Станина — основа, на которой собраны остальные узлы. Ее размеры зависят от предполагаемых задач. В большинстве случаев достаточно длины 50-60 см. Для чего хватит основания около метра.
2. Передняя бабка подает на деталь усилие вращения. В нашем случае, это просто хомут, зажим, позволяющий надежно закрепить дрель, в патрон которой мы вставим заготовку из дерева, либо устройство для ее крепления.
Более сложный самодельный токарный аппарат предполагает наличие особого узла, позволяющего изменять скорость вращения. Его основа два подшипника, на которых установлен шпиндель. С одной стороны на нем закреплен шкив, с другой устройство для крепления заготовки. Передача вращения происходит с помощью приводного ремня плоской либо клиновидной формы. Подобное приспособление своими силами не сделать. Если вы в дальнейшем захотите усовершенствовать технологию обработки древесины на своем станке, шкивы, шпиндель и ремни придется заказывать и покупать.
3. Задняя бабка. Обеспечивает фиксацию обрабатываемой заготовки в нашем самодельном станке. Ее задача поддерживать деталь, давая ей свободно вращаться, но надежно предохраняя от сдвига в сторону. Задняя бабка должна свободно перемещаться вдоль по основанию и надежно фиксироваться в любом месте.
4. Суппорт или как еще называют это приспособление — подручник. В процессе работы на него опираются резцы (стамески).
5. Подручник перемещается перпендикулярно оси вращения заготовки и способен поворачиваться на угол 40-45 градусов.
Инструменты, оборудование и расходные
Переходим к сбору инструментов, с помощью которых нам предстоит соорудить станок для токарных работ своими руками.
Набор самый простой, не требующий инструкции:
метчик для нарезки резьбы М12, с держателем;
ножовка по металлу с запасными полотнами, или небольшая «болгарка» с диском на 125-150 мм.
ножовка по дереву с мелким зубом, еще лучше электролобзик;
широкая стамеска;
наждачная бумага с зерном средней крупности 20-25Н;
угольник столярный;
ключи гаечные, отвертка крестовая и индикаторная эл. монтажная, нож с выдвижным лезвием;
тиски слесарные, средние;
линейка или складной метр, плотницкий карандаш.
Самое сложное устройство из тех, что необходимо: электрическое точило. Если его нет, договоритесь с кем-нибудь, чтобы пустили самому поработать на полчаса-час. Поскольку дрель у нас имеется, запасемся сверлами по металлу диаметром 4; 7; 11 и 12 мм по дереву.
Приступаем к работе. Материалы
Мы будем создавать самый простой мини-станок с прямой передачей вращения патрона дрели на заготовку. Сделав его своими силами, вы сможете перейти к более сложным моделям.
Сначала заготовим древесину. Для основания берем сухую доску метровой длины, 50х300 мм. На заднюю и переднюю бабки запасем брус из дерева сечением 60х60 мм или немного больше. Для устройства суппорта хватит дощечки шириной 6-8 см толщиной 20 мм. Лучше всего использовать дуб. В крайнем случае, подойдет древесина березы или сосны.
Кроме этого понадобятся:
Пяток болтов М10 мм, шайбы, (в том числе Гровера) и гайки, шурупы по дереву.
Длинный (25-30 см) болт или шпилька с резьбой М12.
30 см стальной полоски 1,5-2,0 мм толщиной, шириной 3-5 см и кусок резины от старой камеры. Из этого сделаем хомут для крепления дрели.
Еще одна полоса стали шириной 3-5 см длиной 15-20 см и толщиной 4-5 мм, для подручника (суппорта).
Кольцевая фреза для дерева и гипсокартона в виде чашечки, диаметром 15-20 мм.
Отрезок швеллера приблизительно 10 см, высотой 65-80 мм ( номер 6,5 или . Этот профиль имеет толщину металла порядка 4,5 мм, а размер полок около 4 см.
Кнопочный выключатель на два положения. Мощность его должна соответствовать дрели, используемой в качестве привода.
Розетка, вилка и пару метров гибкого кабеля с двойной изоляцией и двумя медными жилами сечением 2,5 мм2.
Заготовка металлических деталей и узлов
Прежде всего, нарисуем схему, а лучше чертежи будущего станка из дрели. С указанием хотя бы общих габаритов и основных деталей. После переходим к изготовлению узлов для крепления обрабатываемой в нашем приспособлении заготовки.
Инструкция по изготовлению:
Рассверливаем отверстие в днище кольцевой фрезы под болт М10. Его головку обтачиваем в виде призмы с пропилом посредине, так чтобы образовалась пара зубцов.
Вставляем болт в отверстие фрезы, затем одеваем большую (4-8 см диаметром) шайбу, гровер и зажимаем гайкой.
Для устройства пиноли (подвижная часть задней бабки) используем длинный штифт с резьбой на М12. Головку затачиваем в виде конуса.
Надеваем шайбу, зажимаем гайкой с гровером. Это будет центровка, для упора в торец обрабатываемой детали из дерева.
У наружного края полок швеллера сверлим соосные отверстия.
Нарезаем в них резьбу, и вкручиваем пиноль, куда предварительно наденем гайку. Вращаясь, шток, сможет выдвигаться на нужное расстояние и фиксироваться в этом положении.
В стенке швеллера с пинолем сверлим четыре отверстия под шурупы.
Из стальной полосы сгибаем хомут. Сверлим несколько маленьких отверстий под шурупы для крепления его к передней бабке и одно большое, для зажимного болта.
Сборка станка и установка бабок
Используя чертежи и настоящее описание, собираем наши заготовки, в единый агрегат:
Первым делом крепим на конце станины отрезок бруса длиной 20 см, располагая его вдоль. Это будет основа передней бабки. Для ее крепления используем болты М10. Лишние концы обрезаем.
Самонарезающими шурупами крепим к брусу хомут для дрели. Вставляем зажимной болт.
Заготавливаем брус длиной 15 см под заднюю бабку. Сверлим поперек него сквозное отверстие.
Поскольку задняя бабка должна быть подвижной, прорезаем в станине сквозной продольный паз. Для этого используем лобзик, либо сверла и стамеску: бурим ряд отверстий и убираем дерево между ними, зачищаем паз наждачной бумагой.
Снизу брус задней бабки подгоняем по форме продольного паза основы. Делаем выступ, который должен свободно по нему двигаться, не давая всему узлу проворачиваться на штифте с гайкой.
Зажимаем заднюю бабку болтом с шайбами и гайкой.
Технология перемещения конструкции проста: ослабив гайку, двигаем деревянный брус вдоль станины, зажав — надежно фиксируем.
Вставляем в хомут дрель. Чтобы не повредить, подкладываем лист резины. Зажимаем.
Ориентируясь по оси вращения дрели, саморезами крепим к брусу задней бабки швеллер, куда вкручена шпилька с центрирующим конусом.
Подручник (суппорт)
Подручник для опирания резцов дает опору стамеске в любом месте обрабатываемой детали. Для этого его крепление должно позволят перемещение как перпендикулярно оси вращения, так и вдоль. Все это получится сделать своими силами, если следовать дальнейшему руководству:
Берем заготовленную ранее дощечку, болтом М10 крепим к ней брусок. К нему в свою очередь, шурупами привинчиваем стальную пластину упора.
Если взглянуть сбоку конструкция напоминает букву «П», положенную на бок. Единственно, верхняя «нога» гораздо короче нижней.
В дощечке прорезаем продольный паз, так как мы это делали в станине. Болтом и гайкой крепим ее поверх паза, прокладывая шайбу и гровер.
Схема такая же, как у задней бабки: ближе или дальше к заготовке суппорт движется по пазу и фиксируется болтом. При необходимости поворота осью служит болт крепления бруска к дощечке.
Поставим станок из дрели на ножки из бруса по краям. Это необходимо, чтобы головки крепления задней бабки и подручника могли свободно двигаться.
Последний элемент, который придется сделать самому — электрическая часть. Рядом с задней бабкой крепим к телу станка розетку, и через выключатель подсоединяем к ней кабель с вилкой. Зафиксировав пускатель дрели боковой кнопкой, втыкаем ее шнур в розетку. Теперь, чтобы запустить наш самодельный станок достаточно щелкнуть выключателем.
Как все это работает
Небольшая инструкция, чтобы лучше разобраться в устройстве станка из дрели:
Чтобы заготовка не проворачивалась, упираем один торец детали в зубцы фрезы закрепленной в патроне дрели.
Подводим заднюю бабку вплотную к противоположному концу заготовки. Фиксируем ее к станине. Затем выдвигаем шпильку, вращая ее по резьбе. Прижимаем деталь центрирующим конусом, затягиваем пиноль гайкой.
Подводим подручник с минимальным зазором к древесине. Фиксируем, зажимая гайку.
Включаем станок.
Резец (стамеску) опускаем на суппорт, режущий конец подводим к дереву, начинаем работу.
Выточенную деталь снимаем со станка, отпустив заднюю бабку. При необходимости обрезаем торцы. Если требует технология — обрабатываем древесину олифой или морилкой.
Заключительные рекомендации и подборка видео инструкций
После окончательной подгонки всех элементов станок желательно снова разобрать. Затем зачистить шкуркой выступы и углы, окрасить горячей олифой. Металлические детали покрыть битумным лаком. Для удобства фиксации задней бабки и подручника вместо обычных гаек лучше подойдут барашковые. Этот же вариант применим и для хомута, удерживающего дрель. Разумеется, особо сложную деталь самодельным токарным агрегатом не сделать, но в домашнем хозяйстве такого обычно и не требуется.
Сверление: Сверление Операции Подготовка к бурению СОЖ Центр Сверление Сверление отверстия Измерение глубины сверления Deep и глухие отверстия
Если вы еще этого не сделали, прочтите Отказ от ответственности и страницы безопасности, прежде чем продолжить
Отказ от ответственности
Безопасность токарного станка
Выравнивание между передней и задней бабками токарный станок позволяет сверлить отверстия, которые точно центрированы в цилиндрической части запас. Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было не слишком хорошо получается.
Перед тем, как просверлить конец заготовки, следует сначала повернитесь лицом к концу, как описано в разделе операций по обращению с лицом. Следующий шаг — просверлить отверстие с помощью центрирующего сверла — жесткого короткого сверла с короткий совет. Если вы попытаетесь просверлить отверстие без предварительного сверления центра, сверло почти наверняка отклоняются от центра, создавая отверстие, которое слишком велико и смещено. Мы ненавижу это!
Центровочные сверла бывают разных размеров, например №00, №0, №1 — № 5 и т. д. Вы можете приобрести наборы № 1– № 5 менее чем за 5 долларов США по распродаже у нескольких поставщиков.
Подготовка к сверлению
Перед сверлением необходимо убедиться, что сверлильный патрон прочно сидит в задней бабке. С оправкой патрона, свободно вставленной в заднюю бабку отверстия, проверните заднюю бабку примерно на 1/2 дюйма. Зафиксируйте заднюю бабку в направляющих, затем твердо задвиньте патрон к задней бабке, чтобы прочно зафиксировать оправку в пазе Морзе. конусность задней бабки. (Патрон снимается с задней бабки путем проворачивания задней бабки тараньте назад, пока вал не будет выбит).
Выберите центрирующее сверло диаметром, аналогичным диаметру отверстие, которое вы собираетесь сверлить. Вставьте центрирующее сверло в кулачки патрона задней бабки. и затягивайте патрон до тех пор, пока кулачки не начнут захватывать сверло. Поскольку целью является сделайте сверло как можно более жестким, вы не хотите, чтобы оно выходил очень далеко от кончика челюсти. Поверните сверло, чтобы оно встало на место, и удалите металлическую стружку или другой мусор, который может предотвратить правильную посадку сверла. Теперь затяните патрон. Хорошей практикой является использование 2 или 3 отверстия для ключа патрона, чтобы обеспечить равномерную затяжку (но все три может оказаться невозможным достичь, учитывая тесные рамки 7×10).
Сдвиньте заднюю бабку по направляющим до конца центральное сверло находится примерно на 1/4 дюйма от конца заготовки и затяните заднюю бабку. зажимная гайка. Рычаг блокировки плунжера задней бабки должен быть плотно прижат — недостаточно, чтобы препятствовать движению ползуна, но достаточно для того, чтобы ползун был максимально жестким.
СОЖ
Если я не работаю с латунью, я почти всегда использую резку. жидкость при бурении. Особенно это помогает при работе с алюминием, который имеет тенденцию цепляться за сверло. для обеспечения ровного и точного отверстия. Я использую смазочно-охлаждающую жидкость марки Tap Magic, но есть доступны несколько других отличных брендов.
Вам нужно всего несколько капель за раз, поэтому длиться долго. Я использую небольшую бутылочку с игольчатым наконечником, чтобы нанести жидкость на работу. Бутылка изначально содержала легкое масло и была приобретена в Home Depot.
Центральное сверление
Включите токарный станок и установите скорость около 600 об/мин. Использовать рукоятку задней бабки, чтобы медленно продвигать сверло в конец заготовки и продолжать до тех пор, пока коническая часть центрирующего сверла не войдет примерно на 3/4 пути в заготовка. Это все, что вам нужно сделать с центрирующим сверлом, поскольку его цель просто сделать стартовое отверстие для обычной дрели. Выверните центральное сверло и остановите токарный станок.
Сверление отверстия
Ослабьте зажимную гайку задней бабки и сдвиньте заднюю бабку назад до конца путей. Выньте центральное сверло из патрона и вставьте обычное сверло. и затяните его в патроне. Сдвиньте заднюю бабку, пока кончик сверла не 1/4 дюйма от заготовки, а затем зафиксируйте заднюю бабку. Нанесите несколько капель Смазочно-охлаждающая жидкость на кончике сверла, затем запустите токарный станок и просверлите заготовку. как и прежде, от 400 до 600 об/мин.
После продвижения сверла примерно в два раза по его диаметру верните его назад из отверстия и с помощью щетки удалите металлическую стружку с наконечника сверла. Добавить еще несколько капель смазочно-охлаждающей жидкости, если необходимо, затем продолжите сверление, поддерживая сверло задним ходом. для удаления стружки примерно через каждые 2 диаметра глубины.
Измерение глубины сверления
Если вы не просверливаете полностью довольно короткий заготовке, как правило, вам понадобится способ измерения глубины отверстия, чтобы вы могли остановиться на нужной глубине. Одна из первых принадлежностей, которую я сделал на токарном станке, — это простая глубиномер — просто небольшой латунный цилиндр со стопорным винтом, который скользит по заготовке. буровой штанги 1/16 дюйма длиной около 3 дюймов. Это очень удобно для проверки глубины отверстия. Вы можете использовать правило магазина, чтобы установить латунный ползунок на желаемую глубину, а затем заблокировать он на месте с маленьким установочным винтом.
Другой способ измерения глубины – использование градуированной шкалы. маркировка на стволе задней бабки. Однако их не так просто увидеть.
Если вам нужна настоящая точность, Варминт Эл придумал отличный идея установить 1-дюймовый циферблат индикатор на задней бабке. Наконечник ДИ касается пластиковой пластины, установленной на штоке задней бабки. DI крепится болтами к отверстию 1/4-20, просверленному сбоку и с резьбой. задней бабки. Если вы сделаете этот мод на своем токарном станке, снимите шток с задней бабки. перед тем, как просверлить монтажное отверстие для DI, чтобы избежать сверления плунжера.
Сверление глубоких отверстий, глухих отверстий и большие отверстия
В мире металлоконструкций «глубокая» дыра — это любая отверстие более чем в 3 раза больше диаметра сверла. Глухая дыра — это та, в которой ты не просверливание заготовки насквозь; то есть нижний конец закрыт. критический Суть при сверлении таких отверстий заключается в том, чтобы часто полностью выдвигать сверло из отверстия. чтобы стружка вылетела из отверстия. Вам нужно повторять это каждый раз вы продвигаете сверло примерно в два раза по его диаметру. Несоблюдение этой процедуры приведет к тому, что стружка застрянет в отверстии, приварится к сверлу и создаст отверстие с неровный и грубый диаметр. Смазочно-охлаждающая жидкость также поможет предотвратить прилипание стружки к сверло или стороны отверстия.
Большие отверстия соотносятся с размером машины и для на мини-токарном станке я считаю отверстие больше 3/8 дюйма «большим». Если вы попробуйте просверлить большое отверстие, скажем, 1/2 дюйма, начиная со сверла 1/2 дюйма, у вас может не получиться хорошее чистое отверстие, потому что слишком много материала удаляется за один раз. это отверстие лучше сверлить поэтапно, начиная, скажем, со сверла 5/16″, затем 3/8″ и так далее, пока не дойдете до сверла 1/2″ для последнего прохода. Этот Таким образом, большое сверло удаляет только небольшое количество материала по периметру отверстие и будет гораздо легче сделать работу.
Высокоточный токарный станок со сверлом и принадлежностями
Токарный мини-сверло s для дома:
Эти ручные сверла предназначены для тех, кто хочет производить небольшие кухни и кухни. Мини-сверла для дома не должны остаться на рынке. Найдите ручные дрели для домашнего использования на Alibaba.com, где представлен широкий ассортимент небольших токарных сверл для покупателей. Найдите небольшие токарные станки для дома с большим выбором вариантов небольших токарных станков для покупателей дома. Alibaba.com предлагает 9Мини-дрель 0007 s для домашних покупателей, которые хотят использовать ручные дрели для домашней работы. Найдите мини-сверлильный станок s для дома и небольших кухонь для ваших клиентов с небольшими кухнями и небольшими кухнями. Найдите мини-сверлильный станок s для дома по выгодным ценам и с широким выбором вариантов для небольших кухонь и кухонь. Alibaba.com предлагает широкий выбор токарных мини-дрелей для покупателей дома, которые хотят сосредоточиться на ручных сверлах для бизнеса. Находить.
Вы ищете мини-токарный станок для обустройства дома? Вашим клиентам понравятся изделия из дерева, такие как мини-токарный станок. А 9Мини-сверло для токарного станка 0007 является обязательным для ваших клиентов, которые любят дерево, металл, пластик и другие изделия. Клиенты, которые используют мини-сверло-сверлильный станок для обустройства дома, могут найти продукт, который не только отлично подходит для их клиентов, но и любит токарный станок из дерева. Эти мини-токарные станки имеют источник питания для питания мини-сверлильного станка для ваших клиентов, которые хотят создать продукт, который намного больше, чем самодельный продукт. Ваши клиенты смогут полюбить древесину с их токарным мини-сверлом с. Токарные мини-инструменты от Alibaba.com незаменимы для тех, кто хочет создать продукт с небольшой точностью. Ваши клиенты могут полюбить токарный мини-сверло по цене дерева для обустройства дома, который стоит больших денег.
Электросверла для токарных станков можно использовать для металла, дерева и пластика. Клиенты также могут выбрать электрические токарные станки, которые могут шлифовать дерево и другие материалы в более стабильный продукт. Электродрели токарные для домашнего использования можно разделить на 3 категории: мини, портативные и стационарные. Мини-сверла для токарных станков также можно использовать для металла, дерева и пластика. Иногда электрические токарные станки можно изготовить для домашнего использования, например, с источником питания или источником электроэнергии. Электрические токарно-сверлильные станки для домашнего использования могут быть такими же, как мини-токарные станки, но их можно использовать и для тех, кто хочет создать более функциональную работу с мощностью электродвигателя. Мини-сверлильные станки также можно найти в виде электрических токарных станков, которые немного дороже, чем с ручным, ручным и автоматическим управлением.
Что такое мини-сверло для токарного станка
?
Что такое мини-токарный станок? Мини-токарный станок предназначен для изготовления мини-латок самых разных размеров и форм. Его также можно использовать в качестве мини-токарного станка или мини-токарного станка для мелких предметов. Его также можно использовать для выщипывания или связывания цилиндрической формы с помощью мини-токарного станка. Вы также можете использовать его для ощипывания. Мини-токарный станок использует цилиндрический шпиндель в качестве режущего инструмента в вашем мини-токарном станке.
Мини-сверла для токарных станков сконструированы иначе, чем токарные станки. токарные станки могут использовать маленькие сверла для создания желаемого конечного продукта. Мини-токарные станки также известны как токарные станки, где мини-токарные станки имеют другую конструкцию. Большинство токарных станков изготавливаются со сверлами, предназначенными для работы с пластиком, деревом, стеклом и пластиком. Мини-сверла для токарных станков также используются для токарных станков. Токарный станок — это тип токарного станка, где мини-токарные станки предназначены для различных нужд. Мини-токарные станки также используются для токарных станков с небольшой мощностью. Некоторые токарные станки также известны как мини-токарные станки, которые используют сверла для создания сверл разных размеров. Мини-токарные станки могут продаваться как сверла для малых или больших объемов материала. Мини-сверла для токарных станков также продаются в качестве сверл в промышленности.
Мини-токарный станок — это токарный станок, который можно использовать для сверления пластмасс, резины и многого другого. Мини-токарные станки – это инструмент для создания мелких деталей. Эти мини-токарные станки имеют те же функции, что и ваш настольный мини-токарный станок, но их также можно использовать для буровых установок, шурупов и шурупов. Мини-токарные станки — это токарный станок с небольшим вращающимся шпинделем, предназначенный для мини-токарных станков. Эти мини-токарные станки представляют собой токарный станок с вращающимся шпинделем, похожий на миниатюрный токарный станок. Они также известны как микротокарные станки, которые можно использовать для буровых установок, винтов и винтов. Мини-токарный станок — это тип мини-токарного станка с вращающимся шпинделем, который должен быть небольшим, но также известен как мини-токарный станок, который можно использовать для сверления.
Мини-токарные инструменты также называются миниатюрными токарными инструментами. Мини-токарный станок — это небольшой станок, который можно использовать для создания конечного продукта. Инструмент мини-токарный позволяет создавать изделие с небольшой точностью. Есть много различных инструментов, используемых для мини-токарного станка.
Что такое мини-токарный станок? Вы также можете найти его как мини-токарный инструмент, где вам нужен токарный мини-сверло — это обязательный инструмент для проектов ваших клиентов. Мини-сверло для токарного станка — это инструмент, который разработан таким образом, чтобы соответствовать длине вашей заготовки. Вы также можете найти его как 9Мини-сверло для токарного станка 0007 или сверло для мини-токарного станка , где должен быть инструмент. Мини-сверло для токарного станка Mini — это инструмент, предназначенный для использования в мелких деталях или в качестве сверла для мини-токарного станка . Более того, это размер мини-токарного станка, вам нужно сосредоточиться на заготовке. Мини-сверло-сверлильный станок — это мини-токарный инструмент, который вам нужен для создания продукта, который не только удовлетворяет потребности вашего клиента, но и подходит для работы, в которой вы нуждаетесь. Вам понадобится меньше осторожности при использовании, чем сверло для мини-токарного станка . .
Мини-сверло для токарного станка представляет собой тип токарного инструмента, который вращается вокруг 4 осей. Мини-токарный станок также известен как мини-токарный станок или мини-токарный станок , который вращается вокруг 10-осевой оси. Инструменты мини-токарного станка можно использовать для создания более стабильного продукта с небольшой точностью или вообще без нее. Их также можно использовать для моделирования более вращательной работы с их продуктом.
Мини-сверло для токарных станков s на продажу
Мини-сверло для токарных станков также можно использовать в качестве инструментов для небольших винтов и болтов. Мини-сверла для токарных станков часто используются для быстрого создания сложного ювелирного изделия, материала предмета и материала. Мини-сверла для токарных станков являются одними из самых быстрых типов 9Мини-токарный станок 0007 s доступен для продажи на Alibaba.com. Мини-сверла для токарных станков также используются для других типов небольших токарных сверл. Маленькая токарная мини-дрель — это один из самых мощных типов -й токарной мини-дрель , с помощью которого можно быстро создать ювелирное изделие. Мини-сверла для токарных станков являются одним из самых мощных типов мини-сверл для токарных станков , которые можно использовать для создания ювелирных изделий. Мини-сверла для токарных станков также используются не только для резки ювелирных изделий.0007 мини-сверло для токарного станка s часто используются для других инструментов. Небольшая токарная мини-дрель s может использоваться для быстрой резки куска металла.
Alibaba.com предлагает на продажу различные мини-сверлильные станки , подходящие для вашего целевого рынка. Эти маленькие токарные сверла — это инструменты, которые продаются почти каждому клиенту. От мини-сверл для токарных станков s до малых токарных сверл для продажи — вы можете найти большой выбор мини-сверл для токарных станков s для продажи на Alibaba.com. Эти 9Мини-сверло для токарного станка 0007 s отлично подходит для тех, кому нужно немного больше точности и аккуратности.
Alibaba.com предлагает на продажу широкий ассортимент мини-сверл для токарных станков , которые подходят для небольших токарных станков и других инструментов. От небольших токарных сверл для продажи до электрических токарных мини-сверл для продажи, Alibaba.com предлагает широкий выбор мини-сверл для токарных станков для продажи оптом, чтобы помочь вашим клиентам делать как маленькие, так и большие токарные станки.
Сколько будет сохнуть стяжка пола из пескобетона? Время высыхания
Главная > Строительство >
Дата: 30.06.2014
Если строительные компании обещают готовый пол уже через 2-3 недели, стоит задуматься — вдруг это рекламный трюк. Важно знать, сколько сохнет стяжка, чтобы понимать, на какое время реально нужно рассчитывать до окончания ремонта и последующего заселения.
Оглавление:
Толщина
Виды оснований и покрытий
Определение влажности
Спешка в этом деле может привести к трещинам, просадке и, в итоге, к порче покрытия. А кому интересно после капитального ремонта испытывать подобные неудобства и заново вкладывать деньги?
В то же время некоторые виды полов действительно можно сделать в кратчайшие сроки и полезно знать, когда затягивание строительных работ неоправданно.
От чего зависит время застывания стяжки
Не стоит путать период схватывания раствора и стадию его высыхания. В первом случае – по поверхности можно уже ходить, не прогибая её и не оставляя следов. Зачастую это происходит довольно быстро – от нескольких часов до недели, в зависимости от типа стяжки. Застывание же предполагает полное удаление влаги из смеси. Только на этой стадии чаще всего начинают укладывать покрытие или устанавливать тёплый пол.
Время высыхания зависит от:
материалов, входящих в замес;
толщины слоёв и их количества;
климатических и других условий;
типа покрытия.
Традиционно на упаковках указывается технология использования и время полного высыхания. Если же нет — уместно пользоваться следующими рекомендациями.
Толщина
Рекомендуемая высота слоя обычно составляет 40-50 мм. При этих условиях каждые 10 мм высыхают примерно за неделю (в зависимости от материала). В тоже время утолщение слоя в 2 раза увеличивает и время застывания вдвое. Исходя их этого, можно рассчитать, сколько дней должна сохнуть стяжка толщиной 10 см: на первые 50 мм уйдёт месяц, умножить на 2 – получится 60 дней и ещё прибавить столько же на вторые 50 мм. Итого получится примерно 17 недель!
Кстати, если действительно требуется такая широкая стяжка, есть возможность сократить время её созревания, если проложить её в 2 этапа. Таким образом, на застывание уйдёт вдвое меньше времени. Также значительно ускоряет процесс использование более лёгких компонентов, например, гипса.
Учитывая то, как долго сохнет цементная стяжка 4-5 см толщиной, не сложно просчитать, что начать дальнейшие работы можно не раньше, чем через месяц.
Гипсовая. Пользуется большим спросом из-за удобства в использовании и скорости высыхания. Схватывается уже через 4 часа, а уже через 7-10 дней она набирает плотность и полностью готова к укладке покрытия. Это при условии, что её ширина не превышает 4 см.
Цементная стяжка. Этот наиболее простой вид. По типам он делится на полусухой, сухой, наливной. Выливают раствор тонкими слоями примерно по 10 мм, ожидая пока каждый предыдущий уровень немного схватится. Чем больше получается в итоге ширина стяжки, тем дольше она сохнет. Толщина 40 мм при оптимальных условиях требует возможности устояться в течение 28 дней.
Стяжка из пескобетона м 300. Специальный состав схватывается немного быстрее, чем цементный – уже через 3-4 дня. Финальное покрытие укладывают через 4 недели.
Под плитку. Кладут не дожидаясь, пока стяжка полностью потеряет влагу. Тогда и клей лучше соединяет поверхности и блоки легче положить идеально ровно. Поэтому обычно под плитку стяжка сохнет 1-2 дня, в зависимости, опять же, от вида раствора. Чаще всего для этих целей используют цемент.
Под ламинат. Это покрытие универсальное, поэтому под него используют подошву любого типа, не дожидаясь абсолютного застывания. Правда влажность основания не должна превышать 5%. Обычно наливная бетонная стяжка по полу под ламинат сохнет 4 недели. Иногда для ускорения, не дожидаясь полного испарения влаги, под покрытие прокладывают гидроизоляцию и пробковую подложку.
Стяжка под линолеум. Самым доступным и практичным напольным покрытием остаётся этот материал. Его можно класть на абсолютно любую поверхность, лишь бы она была ровной, потому что он пластичный, гибкий и принимает ту форму, на которой лежит. Линолеум легко монтировать и демонтировать. Его кладут даже на паркет, плитку, дощатый пол в целях поверхностного ремонта. Для основательной отделки лучше уложить на полностью устоявшуюся и высохшую стяжку, иначе под ним может завестись плесень. Обычно покрывают пол линолеумом через 1,5 – 2 месяца после закладки раствора.
Измерение влажности
При соблюдении технологического процесса любая стяжка высохнет за оптимальное время, указанное в инструкции производителем. В крайнем случае, всегда можно измерить степень влажности состава. Для этого целесообразно использовать современные приборы — влагомеры, которые не требуют изъятия образца или простой «народный» способ. Правда, он потребует «жертв».
Нужно немножко проткнуть основание (где-нибудь в углу) взять образец, положить тонкую салфетку на смесь, подождать немного и посмотреть, насколько она сухая и чистая. Последнее говорит о том, что оно готово к дальнейшему проведению ремонта.
Сколько сохнет пескобетон, от чего зависит, сроки схватывания и застывания
При выполнении строительных работ важны не только затраты на материалы, но и время, отведенное на это. Зачастую возникают проблемы, когда при наличии всех компонентов процесс затягивается. Наиболее продолжительной является заливка пола.
Оглавление:
От чего зависит схватывание?
Виды покрытий и оснований
Как ускорить сушку?
Что влияет на время высыхания раствора?
Пескобетон М300 является чем-то средним между ЦПС и бетоном, поэтому он наиболее подходит для устройства пола. При его использовании важно хорошо уплотнить состав, удалив все воздушные поры. Как правило, сохнет около месяца при толщине слоя до 5 см, однако существуют и быстросохнущие варианты.
Время схватывания и застывания смеси совершенно разное. В первом случае – от 4 часов до недели, тогда можно ходить по поверхности без опасения продавливания или появления следов. Второй показатель равняется нескольким неделям, по истечении которых проводится укладка покрытия или чистого пола.
Также срок зависит от следующих факторов:
Толщина слоя.
Особенности используемых материалов.
Климатические условия.
Тип покрытия.
Рассматривая критерий допустимой толщины стяжки из пескобетона М300, рекомендуется принимать ее не более 50 мм из расчета времени застывания: 10 мм в течение недели. Если слой будет толще, то и срок будет больше. Таким образом, можно вычислить ориентировочное время, когда проводить дальнейшие работы.
Если действительно требуется большая толщина, то выйдет сократить период застывания, если укладывать в несколько слоев. Ускорить процесс получится при использовании легких компонентов для сухой смеси.
Разновидности покрытий и оснований
Пескобетон может насыщаться дополнительными материалами, которые способны уменьшить время высыхания. Также важно знать, какая отделка чистого пола будет применяться.
1. Гипсовая основа. Позволяет существенно ускорить процесс строительства. Время схватывания – не более 4 часов, а полное застывание происходит уже через 8-10 дней с момента заливки. После этого покрытие полностью готово к эксплуатации, при условии, что толщина составляет 4-5 см.
2. Цементная. Самый простой и недорогой вариант. Существует сухая, полусухая и наливная стяжки. Укладывается слоями примерно по 1 см с выжиданием времени сушки каждого. Чем их больше, тем дольше будет происходить застывание. В оптимальных условиях этот срок доходит до 4-5 недель.
3. Из пескобетона М300. Является готовой смесью, которая обладает высокими адгезионными свойствами, при этом схватывание наблюдается в течение 3 часов, а полное высыхание – 3-4 недели.
4. Под плитку. Укладка происходит уже после нескольких минут с момента укладки пескобетонной смеси. В этом случае клей приобретает лучшие сцепляющие качества, а плитка ложится идеально ровно.
5. Под линолеум. Он относится к самым практичным и экономным материалам для пола. Благодаря гибкости и пластичности способен принимать ту форму, на которую укладывается. Как правило, стяжка всегда ровная, поэтому и линолеум будет приобретать гладкую поверхность. Однако важно, чтобы смесь полностью высохла, в противном случае образуется плесень, срок составляет 1-1,5 месяца. Также его можно укладывать на дощатый пол, паркет, плитку и другие основания.
6. Под ламинат. Является универсальным покрытием и подразумевает устройство специальной подошвы. Это позволяет не выжидать полное время застывания стяжки, однако ее влажность не должна превышать 5%. Средний показатель – 28-30 дней, однако если сроки поджимают, разрешается подложить гидроизолирующий слой и пробковую подложку, после чего укладывать ламинат.
Условия для быстрого высыхания
В зависимости от созданных условий будет определяться, сколько будет сохнуть стяжка пола из пескобетона и дальнейшие ее эксплуатационные качества. Главным требованием является то, что на весь период застывания раствора микроклимат в помещении или на улице должен оставаться относительно стабильным. Температура воздуха может колебаться в пределах 20-25°C, а влажность не превышать 65%. Также рекомендуется уменьшить вероятность появления сквозняков, воздействия прямых солнечных лучей и температурных перепадов. Все это пагубно скажется на технических характеристиках, при этом состав из сухой смеси высыхает неравномерно.
Если температура и влажность воздуха будет ниже положенного, то время застывания увеличится. При этом не следует ускорять его за счет повышения данных показателей, так как это приведет к растрескиванию и расслоению поверхности. Высокая прочность достигается при естественной сушке, когда все химические процессы между компонентами завершаются в положенное время.
Если строительство или ремонт ведется в зимнее время, то температура при заливке и застывании не должна опускаться ниже +5°C. Если произойдет промерзание еще влажной стяжки или резкий перепад температуры, она потеряет свои эксплуатационные свойства. Во избежание таких дефектов советуется использовать теплоизоляционный материал как укрытие. При обрызгивании поверхности можно обеспечить парниковый эффект, однако процесс разрешено проводить только в первые 10 дней.
Время застывания раствора принудительно ускоряют только по истечении 20-25 дней. Но даже в этом случае не рекомендуется повышать температуру выше 27°C. Если покрытие будет сохнуть в нормальных условиях без воздействия посторонних факторов и атмосферных осадков, качество будет максимально высоким.
Сушка стяжек — Ronacrete
Сушка стандартных песчано-цементных стяжек BS 8204-1 «Бетонные основания и цементные выравнивающие стяжки для укладки полов. без быстросохнущей добавки «при выравнивающих стяжках следует отводить один день на каждый миллиметр толщины первых 50 мм с последующим увеличением времени на каждый миллиметр сверх этой толщины. Поэтому разумно ожидать, что выравнивающая стяжка толщиной 50 мм, высыхающая при хороших условиях, будет достаточно сухой примерно через 2 месяца». Общепринято, что между толщиной 50 мм и толщиной 75 мм на высыхание каждого миллиметра толщины должно быть отведено 2 дня, а стяжка толщиной 75 мм без добавок может потребовать 100 дней для высыхания до 75% влажности при хороших условиях высыхания. При плохих условиях сушки при высокой влажности и/или низкой температуре сушка может занять значительно больше времени, особенно если влага, испаряющаяся со стяжки и штукатурки, не удаляется через открытые окна и двери или другими способами.
Деревянные полы – различные требования к сухости Обратите внимание, что в BS 8201:2011 Свод правил по укладке полов из дерева и древесных плит относится к влажности стяжки 75% как приемлемой для укладки деревянных полов, это оспаривается многие поставщики деревянных полов, которые говорят, что это значение применимо только к плавающим деревянным покрытиям, некоторые из этих поставщиков рекомендуют в качестве максимально приемлемых различные более низкие значения влажности поверхности стяжки или содержания влаги в стяжке (некоторые из них очень низкие). Продукты Ronacrete не тестируются для определения времени, необходимого для снижения влажности поверхности стяжки ниже 75%, и нам неизвестны какие-либо данные, которые могут быть доступны. Некоторые продукты конкурентов продаются как пригодные для раннего укладки деревянных полов, но не делается никаких заявлений о сухости стяжки на этапе, когда они утверждают, что деревянные полы могут быть уложены, такие заявления следует рассматривать со скептицизмом, и следует искать доказательства.
Условия испытаний При сравнении конкретных заявлений о сушке, сделанных другими производителями, рекомендуется обратить внимание на условия сушки, при которых тестировались образцы. Изделия Ronacrete испытываются после высыхания при комнатной температуре 20°C и влажности воздуха 60-65%. Испытания, проведенные на образцах, отвержденных при более высокой температуре и более низкой влажности воздуха, дадут, по-видимому, лучшие данные о сушке, заказчику или подрядчику следует учитывать, насколько условия отверждения близки к реальным условиям на месте.
Быстросохнущие стяжки Ronacrete Компания Ronacrete производит ряд продуктов для стяжек, как предварительно упакованные стяжки, добавки, так и заменители цемента, все из которых производят быстросохнущие стяжки: добавка Ronafix Pre-packed Screeds, ассортимент двухкомпонентных полимерных модифицированных стяжек заводского производства, состоящих из смеси CEM I RHPC и градуированного кварцевого песка, высушенного в печи, и бутылки с калибровочной жидкостью, содержащей добавку Ronafix RonaScreed 1 Day Overlay Rapid Drying Screed, однокомпонентный заменитель модифицированного полимером цемента заводского производства, для замеса на месте с песком и водой в соответствии с составом смеси RonaScreed FastDry Prompt, жидкая добавка для замеса на месте с песком, цементом и водой в соответствии с составом смеси
Ограничивающие факторы Существует ряд ключевых факторов, влияющих на скорость укладки напольного покрытия на стяжку: 1. Температура в помещении – более низкая температура увеличивает время высыхания 2. Влажность в помещении – более высокая влажность воздуха увеличивает время высыхания 3. Состав смеси для стяжки, например, RonaScreed FastDry Prompt: 3 части песка: 1 часть портландцемента по весу, и после 4 дня при толщине 50 мм и через 6 дней при толщине 75-100 мм 4. Смесительное оборудование, смеситель должен быть смесителем принудительного действия; мешалки со свободным падением не допускаются.
5. Использование замедлителей схватывания – замедлителей, добавляемых в стяжку на бетонном заводе или в объемных смесителях, серьезно влияет на высыхание стяжки. 6. Требования к сухости напольного покрытия – для большинства напольных покрытий требуется, чтобы относительная влажность поверхности стяжки составляла ˂ 75 %. Настилы из склеенной древесины обычно требуют значительно более низкого содержания влаги, а конструкции смеси RonaScreed FastDry Prompt не тестировались на соответствие требованиям деревянных настилов. 7. Испытание на сухость – только следующее оборудование признано компанией Ronacrete для точного измерения относительной влажности поверхности стяжки:
Сушка отвержденных продуктов Ronacrete при температуре 20°C и относительной влажности воздуха примерно 60-65% При испытании в лаборатории при толщине ≥ 50 мм, стяжка RonaScreed 1 Day Overlay обычно достигает 75% относительной влажности примерно через 24 часа, при отверждении при 20°C и приблизительно 60-65% относительной влажности, для более тонких стяжек может потребоваться 36 часов . Относительная влажность поверхности 75% указывает на то, что стяжка достаточно сухая для укладки упругих напольных покрытий, ковровых покрытий, каменной плитки, керамической плитки и каменной плитки. Более низкая температура и более высокая влажность могут увеличить период сушки.
Высыхание RonaScreed FastDry Prompt Mix 3 (3:1 по весу) было испытано при толщине 50 мм, 75 мм и 100 мм. При толщине 50 мм, температуре 20°C и влажности воздуха 60-65% RonaScreed FastDry Prompt высыхает до относительной влажности 75% через 4 дня отверждения на воздухе и при толщине 75-100 мм, температуре 20°C и влажности воздуха 60-65%, RonaScreed FastDry Prompt Mix 3 высыхает до 75% относительной влажности через 6 дней отверждения на воздухе. Относительная влажность поверхности 75% указывает на то, что стяжка достаточно сухая для укладки упругих напольных покрытий, ковровых покрытий, каменной плитки, керамической плитки и каменной плитки. Лабораторные испытания Ronacrete и независимые тесты Vinci Technology подтверждают предсказуемость результатов, указанных в технических данных. Время высыхания на месте зависит от местных условий. Увеличенная толщина стяжки, более низкая температура и более высокая влажность удлиняют период высыхания; увеличение соотношения заполнитель/цемент также увеличивает время высыхания.
При испытании в лаборатории при толщине 50 мм модифицированные полимером стяжки Ronafix достигают 75% относительной влажности на поверхности стяжки примерно через 10 дней отверждения на воздухе при температуре 20°C и приблизительно 60-65% относительной влажности; Полимерная модифицированная стяжка Ronafix толщиной 15 мм обычно высыхает за 3 дня. Относительная влажность поверхности 75% указывает на то, что стяжка достаточно сухая для укладки полимерных полов и гидроизоляционных мембран, эластичных полов, ковров, каменной плитки, керамической плитки и каменной плитки. Увеличенная толщина стяжки, более низкая температура и более высокая влажность удлиняют период высыхания; увеличение соотношения заполнитель/цемент также увеличивает время высыхания.
Полы должны быть достаточно сухими и прочными перед началом принудительной сушки, при температуре 20°C и влажности воздуха 60-65%, RonaScreed FastDry Prompt Mix 3 высыхает до относительной влажности 80% примерно через 2 дня отверждения на воздухе при толщиной 75 мм и приобретет большую часть своей предельной прочности после того же периода отверждения. На этом этапе может начаться принудительная сушка. Принудительную сушку следует отложить при более низких температурах и при высокой влажности воздуха или при добавлении RonaScreed FastDry Prompt к более слабому составу смеси.
Стяжки должны быть достаточно сухими и прочными до начала ввода в эксплуатацию системы подогрева пола, при температуре 20°C и влажности воздуха 60-65% RonaScreed FastDry Prompt высыхает до относительной влажности 80% примерно через 2 дня отверждения на воздухе при толщиной 75 мм и приобретет большую часть своей предельной прочности после того же периода отверждения. На этом этапе можно включить подогрев пола и постепенно повышать температуру в соответствии с инструкциями производителя системы отопления. Ввод в эксплуатацию следует отложить при более низких температурах и при высокой влажности воздуха или при добавлении RonaScreed FastDry Prompot к более слабой смеси, но все же должна быть возможность использовать систему нагрева для сокращения времени высыхания при более низкой температуре, что может быть важно. на более толстых участках стяжки.
Сухая стяжка | Наливная стяжка пола
28 ноября 2018 г. | Новости, Технические статьи
Напольное покрытие является важным аспектом дизайна дома. Очень важно продумать варианты напольного покрытия.
При планировании напольных работ убедитесь в том, что выбрана надлежащая стяжка пола. Существуют разные виды стяжек пола. Прежде чем исследовать их, давайте определим стяжку.
Стяжка пола
Стяжка пола является важным элементом, который в основном состоит из песка и цемента, смешанных в соотношении 3-5 частей песка с 1 частью цемента. Но в большинстве случаев соотношение 4:1 является стандартным. 9№ 0006
Эта стяжка обеспечивает создание гладкой ровной поверхности пола для укладки на нее готового напольного покрытия, керамогранита, винила, ковра, дерева и т. д. Стяжки пола можно наносить на твердые бетонные плиты перекрытия, а также на сборные железобетонные балки и перекрытия из блоков или балок.
Типы стяжек пола
Существуют различные способы нанесения стяжки, и существуют различные виды стяжек пола. Вы можете выбрать любой из них в соответствии с вашими потребностями и требованиями, а также тот, который, по вашему мнению, лучше всего подходит для приложения.
Вот типы стяжки, которые вам необходимо знать:
Стяжка пола на клею:
Это тип стяжки, которая полностью приклеивается к основанию с помощью грунтовки или связующего вещества. Как правило, эта стяжка является идеальным вариантом для более тонких секций, где предполагается хранить тяжелые предметы. Наклеенные стяжки наносятся на шероховатый бетон, который затем склеивается с помощью клея, такого как ПВА, бутадиен-стирольный каучук или старый цемент.
Частично приклеенная стяжка пола:
Этот тип стяжки может быть доступной альтернативой клеевым стяжкам. По сравнению с другими типами стяжки, это сопряжено с дополнительным риском выхода из строя стяжки пола.
При нанесении на глубину менее 50 мм склонен к растрескиванию.
Несвязанная стяжка пола:
Как следует из названия, эта стяжка не приклеивается непосредственно к бетонному основанию. Скорее, они специально разделены с помощью DPM, т.е. влагонепроницаемой мембраны. №
Эта стяжка также изготавливается из смеси песка и цемента или сульфата кальция. Он может иметь возможность выравнивания сам по себе.
Основным преимуществом этой стяжки является то, что любая трещина в основании никогда не проходит через стяжку.
Плавающая стяжка пола:
Плавающие стяжки всегда укладываются на изоляцию.
Даже при таком типе стяжки стены и столбы должны быть облицованы кромочной пеной или изоляцией толщиной 20 мм. Это защищает стяжку от растрескивания при усадке.
характеристики и расшифовка, применение и свойства стали
Стали
Стандарты
Всего сталей
Страна
Стандарт
Описание
Россия
ГОСТ 19265-73
Прутки и полосы из быстрорежущей стали. Технические условия
Химический состав Р6М5Ф3
Массовая доля элементов стали Р6М5Ф3 по
ГОСТ 19265-73
C (Углерод)
Si (Кремний)
Mn (Марганец)
P (Фосфор)
S (Сера)
Cr (Хром)
Mo (Молибден)
Ni (Никель)
V (Ванадий)
Cu (Медь)
W (Вольфрам)
Co (Кобальт)
0,95 — 1,05
0,2 — 0,5
0,2 — 0,5
3,8 — 4,3
4,8 — 5,3
2,3 — 2,7
5,7 — 6,7
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
Название
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сталь Р6М5Ф3 (ДИ 99-МП): Расшифровка марки
org/BreadcrumbList»>
Главная
Справочник
Марки сталей
Р6М5Ф3 (ДИ 99-МП)
Марка стали
Вид поставки
Прутки и полосы – ГОСТ 28393–89.
Р6М5Ф3–МП
(ДИ 99–МП)
Массовая доля элементов, % по ГОСТ 28393–89
C
Si
Mn
S
P
Cr
Ni
Mo
V
Cu
W
Co
О2
N2
1,25–1,35
≤
0,60
≤
0,50
≤
0,030
≤
0,030
3,80–
4,30
≤
0,40
5,50–6,00
3,10–3,70
≤
0,25
5,70–6,70
≤
0,50
≤
0,02
0,02–0,06
Механические свойства при комнатной температуре
НД
Режим термообработки
Сечение,
мм
σВ,
Н/мм2
Кр1, 58 HRC, ºС
HRC
НВ
Операция
t, ºС
Охлаждающая
среда
ГОСТ 28393–89
Отжиг
–
–
–
–
–
–
≤ 269
Закалка
Отпуск (2-3-х
кратный по
1 ч)
1190–1210
560–580
Масло
Воздух
Прутки
ø (2–150)
□ (12–150)
Полоса
толщиной
от 6 до 100
и шириной
от 25 до
250
3500–4400
630
≥ 65
–
1 Красностойкость стали определялась после 4-х часового отпуска при температуре 630 ºС.
Назначение. Фасонные резцы, сверла, развертки, зенкеры, метчики, протяжки, фрезы, долбяки, шеверы для обработки низко- и среднелегированных сталей. Инструменты для холодного и полугорячего выдавливания легированных сталей и сплавов.
Положить фундамент под построенный дом: как сделать
Первым делом понадобится вырыть яму и поставить опорные балки.
Не у всех строительство дома начинается с закладывания фундамента. Большое количество владельцев частных построек покупали участок с уже имеющимся домом, который затем подвергался ремонту. Но первым делом понадобится разобраться, как сделать фундамент под старую постройку, ведь функционирование дома невозможно без прочного базиса. Заливать старое основание можно для его усиления или восстановления, а также для утепления дома. В данной статье будет рассмотрено, как залить фундамент под стоящий дом и какие материалы для этого понадобятся.
Содержание
Создание фундамента под старым домом
Выкапывание траншеи и монтаж опоры
Создание опалубки
Армирование основания
Заливка основания
Другие варианты фундамента под деревянный дом
Создание фундамента под старым домом
Процедура установки базиса под старой постройкой состоит из следующих этапов:
вырывание траншеи около постройки;
монтаж опалубки;
армирование фундамента;
заливка бетона.
Подобные работы не отличаются высокой сложностью, так что с ними можно справиться без привлечения специалистов.
Выкапывание траншеи и монтаж опоры
Специалисты полагают, что оптимальным расстоянием от земли до основания постройки считается то, при котором человек может без проблем поместиться лежа на спине или животе. Чтобы начать процедуру подготовки участка под базис, понадобятся следующие инструменты:
лопата;
рулетка;
опоры;
гидроизолятор;
песок;
трамбовка;
вода.
Залезать под здание нужно, только если было принято решение заливать основание еще и под внутренние стены дома. Если же постройка небольших размеров, то производить выкапывание ямы под базис можно только с наружной стороны здания и только по периметру. Глубина траншеи должна приблизительно ровняться двум штыкам лопаты.
В образовавшуюся яму необходимо установить с заданным интервалом небольшие опоры таким образом, чтобы нижней частью они упирались в дно котлована, а верхней – в основание возведенного здания. В качестве опор можно использовать столбы древесины или колонны из железобетона. При любом выборе понадобится воспользоваться гидроизоляционными материалами или специальными химическими смесями, которые помогут избежать гниения древесины или порчи железобетонных конструкций. Ширина котлована должно рассчитываться исходя из размера применяемых опорных материалов.
После монтажа опорных конструкций можно переходить к устройству дна основания. Для этого создается подушка из песка с толщиной до 15 см. Такая глубина является оптимальной и позволит базису равномерно распределять давление на грунт и при этом избежать его растрескивания.
В качестве опор могут также использоваться каменные плиты.
Хорошим методом утрамбовки песка является его увлажнение, но затем понадобится дождаться его высыхания.
Если работу необходимо выполнить в короткие сроки, можно применить ручную трамбовку.
Создание опалубки
Далее делается установка опалубки под зданием на внутренней стороне базиса. Для этого чаще всего используют фанеру низкого сорта или деревянные доски. Помимо этого потребуются следующие инструменты:
металлические крепежи;
молоток;
пила для разрезания материала;
саморезы;
шуруповерт.
Простым монтажом деревянного материала в почву по периметру основания получить качественные ограничители не получится, так как заливка фундамента попросту их разрушит. В связи с этим опалубку потребуется укрепить путем установки дополнительных упоров или металлических держателей, которые обеспечат максимальную эффективность при монтаже по углам. Забить их можно при помощи молотка или кувалды.
Также важным этапом является соединение участков опалубки. Осуществить эту процедуру можно, воспользовавшись шуруповертом и саморезами. Помимо этого в одной из сторон основания необходимо оставить отверстие. Оно будет использовано в будущем, чтобы вытащить изнутри установленные стенки опалубки, так как после укрепления фундамента она там уже будет не нужна, но для другой подобной процедуры может пригодиться.
Опалубку можно и вовсе оставить на месте, но необходимо быть уверенным, что глубина грунтовых вод не поднимется и не навредит конструкции. Иначе деревянные материалы начнут гнить и передавать влагу в бетонный базис, а оттуда и в стены постройки. Также влага может очень сильно навредить основанию здания.
Если отверстие создавалось снаружи фундамента, понадобится его декоративно заделать. Для этого можно установить створку или посадить клумбу, которая скроет лаз.
Армирование основания
Армирование старой кирпичной постройки.
После того как монтаж опалубки был выполнен, можно приступать к армированию базиса. Эта процедура поможет укрепить основание и повысить его прочность. В некоторых случаях, когда делается фундамент под готовый дом, этот этап пропускается. Но чтобы повысить срок эксплуатации постройки, рекомендуется все-таки выполнить армирование.
Для повышения прочности бетонного базиса можно воспользоваться простой проволокой из стали, разными металлическими прутьями, решетками. Некоторые специалисты даже используют остатки арматуры, которые подходят по форме к вырытой яме.
После того как армирование будет выполнено, можно начать монтаж наружных сторон опалубки. Если есть сомнения, что стены опалубки полностью герметичны, понадобится натянуть несколько слоев полиэтиленовой пленки. Это поможет избежать выливания бетонной смеси.
Заливка основания
Многие задаются вопросом, как подлить фундамент под старый деревянный дом. В имеющийся котлован высыпается щебень мелкой фракции. Он поможет бетонному раствору равномерно распределиться и заполнить все щели. В противном случае могут образоваться пустоты, которые пагубно повлияют на прочность и срок эксплуатации основания и самой постройки. Выполнять процедуру заливки базиса старого дома нужно внимательно, понадобится следить, как наполняется яма и уплотнять раствор по мере необходимости.
Выполнять такую процедуру достаточно непросто, особенно если учитывать, что между домом и поверхностью земли будет лишь небольшое отверстие. Поэтому если уверенности в своих силах нет, есть другие варианты, как подвести фундамент под старый деревянный дом.
Другие варианты фундамента под деревянный дом
Если было решено использовать другой способ, чтобы положить фундамент под построенный старый дом, понадобится воспользоваться и другими материалами. Необходимо подготовить:
кирпичи;
бетонную смесь;
сайдинг;
плитку.
Инструменты будут использоваться аналогичные тем, что применяются при обычном возведении базиса под зданием. Обычный способ поставить фундамент под постройкой может длиться достаточно долго, а сам процесс весьма трудоемок. Вместо этого многие профессионалы рекомендуют создать простую кирпичную кладку, создать ее гораздо проще, к тому же ее можно плотно подогнать к основанию дома. При таком выборе не потребуется монтаж опалубки, армирование и подливать бетон также будет не нужно.
Для старых построек можно использовать различные виды оснований.
К тому же на такой способ поставить базис потребуется гораздо меньше материала, что является неплохой возможностью сэкономить. Можно использовать кирпич, который уже ранее был в эксплуатации. Непривлекательный или поврежденный кирпич можно будет задекорировать разными строительными материалами. С этой целью можно применить сайдинг, плитку или искусственный камень.
Также неплохим решением станет поставить ветхий домик на свайный фундамент. Он подразумевает монтаж свай по всему периметру постройки непосредственно под базисом. Установка осуществляется методичным вкручиванием свай в грунт, пока они не достигнут плотной почвы. Такие столбики бетонируются возле основания, после чего нужно поднять дом помощью домкратов и опустить на новый фундамент. Этот тип базиса является хорошим решением, и выполнить работу по его созданию можно достаточно быстро.
Как видно из статьи, дом без фундамента не имеет необходимой прочности, поэтому его установка все равно неизбежна. Иногда также возникает необходимость подлить базис, в этом случае нужно поднимать постройку. Процедуру укладки основания под построенный дом можно выполнять разными способами, но все они не отличаются индивидуальностью.
Как залить фундамент под стоящий старый дом
Многим владельцам старых частных домов приходится сталкиваться с такой проблемой, как разрушение фундамента. Да, старый фундамент как деревянный, так и бетонный, вполне может быть разрушен, если он был построен с нарушением определенных правил: недостаточно качественная гидроизоляция, отсутствие обработки антисептиками, значительные нагрузки и многих других.
Пример постройки нового фундамента под старый дом
При этом сам дом (чаще всего деревянный) сохраняется довольно неплохо, и в нем ещё можно жить многие годы. Как же быть в такой ситуации? Переезжать на новое место? Сносить дом, заливать фундамент и отстраивать жилье заново? К счастью, сегодня эту проблему можно решить – заливка фундамента под дом позволит прожить в нем ещё многие годы.
Немаловажно и то, что при наличии небольших навыков, специальных инструментов и всех необходимых материалов, справиться с такой работой может даже человек, не являющийся профессиональным строителем. Однако здесь есть определенное ограничение.
Сравнительно безопасно проводить эту работу самостоятельно, только если речь идет об устройстве фундамента под деревянным домом.
Если же вы хотите заняться фундаментом под кирпичным домом, лучше обратиться к специалистам. Дело в том, что кирпичный дом не только в несколько раз тяжелее деревянного, но и более подвержен разрушению при значительном воздействии.
Так, при поднятии кирпичный дом может просто покрыться трещинами и разрушиться. Поэтому лучше будет доверить работу специалистам. В случае, если выполнение такой работы возможно, они используют специальное оборудование, чтобы сделать все быстро и качественно. Да, это обойдется недешево. Зато вам не придется волноваться, что дом превратится в гору обломков.
Вернуться к оглавлению
Содержание материала
1 Что понадобится для проведения работ
2 Подготавливаем место к работе
3 Ломаем и строим
4 Займемся опалубкой и армированием
5 Приступаем к основной работе
Что понадобится для проведения работ
Если вы решили залить фундамент под стоящий дом, вам придется вооружиться следующими инструментами:
Деревянные или металлические балки, выступающие в роли опоры для дома;
Крепежные металлические или деревянные балки, длина которых будет превышать длину дома минимум на метр. Если работа ведется со сравнительно небольшим домом (не более 5-6 метров), то прекрасно подойдут деревянные балки. Для более просторных домов рекомендуется использовать металлические, как более надежные и прочные;
Схема подъема дома
Четыре домкрата;
Бетономешалка. Обойтись без неё крайне сложно – для выполнения непростой задачи вам понадобятся тонны качественного бетона. Смешать такое количество, используя лопату и старое корыто просто невозможно в малые сроки. А заливать фундамент в несколько приемов, значит намеренно снизить его несущую способность.
Кроме этих инструментов вам придется запастись ещё и соответствующими материалами. В первую очередь — это щебень, песок, цемент марки М400 или выше, а также металлические прутья толщиной не менее 12 миллиметров.
Когда все необходимые инструменты и материалы подготовлены, можно начинать заменять старый, разрушенный фундамент новым.
Вернуться к оглавлению
Подготавливаем место к работе
Старый фундамент ещё не до конца разрушился? В таком случае не торопитесь демонтировать его. Необходимо сначала установить под домом деревянные или металлические балки – с их помощью производится подъем дома. Если возникнет такая необходимость, частично разрушьте старый фундамент – при помощи отбойного молотка или кувалды. Вам нужно просунуть балки под домом таким образом, чтобы они торчали примерно на полметра с каждой стороны дома. Таким образом, нужно установить под домом две балки, способные выдержать всю нагрузку от дома.
Теперь под каждый край балки устанавливаем по домкрату, и начинаем постепенно поднимать дом. Чтобы домкрат не уходил в землю, нужно увеличить площадь опоры. Для этого под основание домкрата ставим кирпич, бетонное изделие или толстый лист жести (8-10 миллиметров). Благодаря более равномерному распределению нагрузки, домкрат сможет качественно выполнять работу, не уходя при этом под землю.
После этого можно приступать к подъему дома. Делать это следует очень осторожно и равномерно. Подняв дом на один сантиметр одним домкратом, сразу же стоит переходить к другому, чтобы повторить процедуру. Поднимать дом следует до тех пор, пока дом не будет поднят на 7-10 сантиметров над старым, полуразрушенным фундаментом. Первый этап работы завершен, и вы можете приступать к следующей стадии.
Вернуться к оглавлению
Ломаем и строим
Пришла пора избавиться от старого фундамента. В некоторых случаях его можно довольно легко устранить, а в некоторых – старый фундамент приходится ломать при помощи кувалды. Конечно, лучше использовать для этого отбойный молоток – в этом случае работа будет завершена быстрее, да и опасность получить травму при работе значительно снижается. Но кувалда – куда более доступный материал, по причине чего львиная доля наших соотечественников предпочитает пользоваться ею.
подготовка траншеи под новый фундамент
Основательно разрушьте раскрошившийся фундамент. Если бетон не был армирован, то проблем при этом обычно не возникает. Когда фундамент разрушен, устраните куски бетона и сложите в месте, где они не будут вам мешать. Позже их можно будет вывезти на свалку.
Теперь можно приступить к подготовке места для нового фундамента. И здесь у вас есть выбор – вы можете использовать как подземный, так и надземный фундамент. Вообще, первый вариант лучше – довольно редко домовладельцы хотят выставлять напоказ не слишком привлекательный бетонный фундамент.
Однако, если в регионе строительства превалирует сырой климат, то именно надземный фундамент станет лучшим выходом. Такой фундамент не только позволяет снизить влажность в помещениях, но и сможет дольше прослужить, так как меньше будет контактировать с влажной землей.
Схема устройства кирпичного фундамента под готовый дом
Так что, решайте сами, какой именно фундамент вам нужен.
Если вы выбираете обычный фундамент, то вам придется вооружиться лопатой и выкопать довольно глубокую траншею по всему периметру здания, под всеми внешними стенами. Ширина траншеи должна быть на 15-20 сантиметров больше, чем толщина стен, а глубина – 50-70 сантиметров.
Если же вы отдали предпочтение надземному фундаменту, то достаточно будет такой же траншеи глубиной в 20-30 сантиметров.
Независимо от выбора, придется делать песчаную подушку – она позволяет максимально равномерно распределять нагрузку на грунт. Засыпьте траншею песком, намочите его и разровняйте – он должен закрывать дно слоем в 10-15 сантиметров.
Вернуться к оглавлению
Займемся опалубкой и армированием
Для опалубки можно использовать различные материалы: доски, фанеру, жесть и другие. Главное, чтобы материал был достаточно прочным и ровным, он должен будет придать окончательную форму. Если вы отдали предпочтение заглубленному фундаменту, но опалубку придется делать непосредственно в траншее. В противном случае опалубка должна быть устроена в траншее, но при этом возвышаться над грунтом сантиметров на 40-50.
Когда опалубка готова, приходит черед взяться за арматуру. Из неё нужно соорудить каркас, по форме напоминающий будущий фундамент. Сделать это довольно легко. Достаточно связать арматуру тонкой, гибкой проволокой или, ещё лучше, сварить. Готовый каркас опускается в траншею и там надежно устанавливается.
Вернуться к оглавлению
Приступаем к основной работе
Теперь пора заливать сам фундамент. Для этого нужно приготовить качественный бетон в бетономешалке. Смешиваем цемент, песок и мелкий щебень в пропорции 1:3:2 и добавляете воду. Это оптимальная пропорция – вы получите очень прочный и в то же время довольно дешевый бетон. После тщательного перемешивания, бетон заливается в опалубку.
Через два — три часа бетон схватывается, и можно аккуратно удалить опалубку. Освободившееся место засыпается землей и хорошенько утрамбовывается.
Остается только ждать, пока бетон не наберет достаточную прочность – в среднем это происходит за 3-4 недели. Точный срок зависит от температуры и влажности окружающего воздуха, а также толщины фундамента. Когда это время пройдет, нужно заняться гидроизоляцией фундамента. Верхнюю часть, на которую будет опираться дом, нужно покрыть рубероидом – лучше всего в два слоя. Это обеспечит надежную защиту от влаги, а значит, нижняя часть стены не будет поражена гнилью или плесенью.
После этого остается только аккуратно опустить дом на прежнее место. Выполнять это нужно также постепенно, как до этого выполнялся подъем. Опорные балки осторожно вытаскиваются, после чего работу можно считать завершенной – вы создали новый фундамент, способный прослужить вам многие десятки лет, своими руками.
Как видите – построить новый фундамент под стоящий дом довольно сложно, но эту работу можно выполнить без привлечения специалистов.
Как построить фундамент дома? Руководство по 7 шагам
Фундаменты из изолированной бетонной опалубки (ICF) обеспечивают структурно прочную основу дома, эффективно передающую все нагрузки конструкции на землю. Фундамент ICF также надежно закрепляет здание или дом, защищая его от сильных ветров, землетрясений и сильных ветров. Фундаменты ICF также обеспечивают множество других преимуществ, таких как: энергоэффективность, долговечность, огнестойкость, сниженные страховые ставки и простота установки. 9№ 0003
Двойной слой непрерывной изоляции и высокая тепловая масса фундамента ICF обеспечивают непрерывный воздушный барьер со значением R выше 22, сохраняя тепло зимой и прохладу летом. Фундаменты ICF могут сократить потери теплопроводности примерно наполовину.
При использовании совместимой гидроизоляционной и/или гидроизоляционной мембраны и надежной дренажной системы стены фундамента с защитой ICF исключают проникновение влаги, вызывающее структурные повреждения и нездоровую плесень. ICF также противостоят термитам с применением мембран Polyguard Products, Inc. или 650 XTP или 650 XTM. Влагостойкость и устойчивость к вредителям значительно сводит к минимуму необходимость технического обслуживания и ремонта конструкции.
Фундаменты ICF обеспечивают пассивную противопожарную защиту, сдерживая или замедляя распространение огня.
Исключительная честность фондов ICF может снизить страховые взносы домовладельца.
Фундаменты ICF, особенно построенные из блоков Fox, приносят огромную пользу строителям, поскольку их можно быстро и просто построить, что экономит время и деньги. ICF представляют собой модульный продукт, обеспечивающий более 5,3 квадратных футов стены на блок. Изоляция остается на месте, что устраняет необходимость демонтажа формы или дополнительных трудозатрат. Термостойкий ICF способен выдерживать заливку бетона в ICF нижнего уровня при температуре окружающей среды до -5 ° F (-15 ° C), защищая только верхнюю часть формы изолирующими покрытиями.
Фундаментные стены ICF, как и блоки Fox, устанавливаются быстро и эффективно, экономя время и деньги за счет снижения затрат на рабочую силу, устраняя необходимость в некоторых субподрядчиках и ускоряя время завершения проекта. После установки фундамента строительство фундамента ICF среднего размера должно занять менее недели. Это включает в себя непрерывную изоляцию, крепежные полосы, воздухо- и пароизоляцию, а также добавление гидроизоляционных или гидроизоляционных систем.
Фундамент Fox Blocks ICF стоит на 20 % меньше, чем стена из литого бетона или фундамент из бетонных блоков.
1.
Подготовка траншеи для фундамента
Выкопайте траншею с ненарушенным грунтом или требуемой несущей способностью для размещения фундамента по периметру дома или строительной площадки. В холодных регионах вам нужны опоры ниже линии промерзания — это предотвращает проникновение мороза зимой ниже опор и поднятие дома.
2. Строительство фундаментов
Правильно установленные фундаменты фундамента обеспечат прочность и долговечность дома. Фундаменты ICF распределяют все нагрузки от дома на землю.
Местные строительные нормы и правила устанавливают требования к фундаментным основаниям; однако многие местные органы по нормам и правилам используют Международные строительные нормы и правила 2018 г. (IBC) и Международные жилищные нормы 2018 г. (IRC) в качестве типовых норм, измененных в соответствии с местными условиями и требованиями законодательства. У производителей ICF могут быть технические таблицы для расчета размеров фундамента в соответствии с критериями проектирования.
Сложность проектирования опор и фундамента требует наличия квалифицированного местного инженера-строителя. Они могут указать требования к нагрузке и размер фундамента для местоположения вашего проекта. Квалифицированный инженер-строитель понимает все компоненты, обеспечивающие прочное основание:
Соответствие кода
Грузоподъемность почвы и тип почвы
Структурная нагрузка
Управление влажностью
Правильное усиливание
Frost Lines
Шаги. , вы можете использовать дерево для формирования фундамента. Для участков фундамента, склонных к задержке воды, добавьте систему дренажной плитки по периметру — это сохранит фундамент сухим после завершения строительства.
Поместите горизонтальную арматуру согласно техническому проекту в траншею. Во время укладки бетона вставьте в бетон вертикальные дюбели, расположенные на расстоянии 48 дюймов от центра и выступающие примерно на 16 дюймов + вокруг бетона. Вертикальные дюбели обеспечивают боковую поддержку стены фундамента, а также соединяют бетон ICF с фундаментом.
Заливайте бетон непосредственно в опалубку траншеи и фундамента. Затем стяжка и выравнивание бетона. После затвердевания бетона удалите деревянные опалубки, если они используются.
В некоторых проектах требуется изменение высоты, требующее ступенек в основании. Для строительства ICF высота ступеней должна соответствовать высоте профиля ICF, которая обычно составляет 16 дюймов. Это устраняет необходимость резки блока по всему периметру.
Наконец, насыпьте гравий вокруг фундаментов, чтобы обеспечить дренаж Теперь можно приступить к установке стены фундамента ICF на фундаменты
3. Установка МКФ
Начните установку фундамента с Г-образных угловых МКФ. При укладке каждого ряда чередуйте длинную сторону угла, создавая рисунок склеивания. Затем положите прямые блоки по направлению к центру каждого сегмента стены.
Используйте зажимы HV на перемычках угла, чтобы соединить блоки, туго натянув их. Поместите горизонтальную арматуру в соответствии с инженерным проектом в зажимы внутри полости блока вверху внутренних стенок. Зажимы удерживают арматуру, устраняя необходимость связывания проводов.
После завершения 2 рядов блоков используйте уровень, чтобы подтвердить горизонтальность фундаментной стены. Если нет, обрежьте, чтобы выровнять стену. После того, как первые два ряда будут выровнены и установлены в соответствии с размерами здания, продолжайте укладывать блоки бегущей связью, перекрывая ряды так, чтобы блокирующие блоки блокировали стыки сверху и снизу. Продолжайте этот процесс и укладывайте блоки на всю высоту фундамента.
После 3 или 4 курсов потребуется установка системы выравнивания, раскосов и лесов.
4. Подготовка к заливке бетона
Высокие фундаментные стены требуют анкерных распорок, чтобы удерживать стену прямо и вертикально до тех пор, пока бетон не схватится. Распорки также обеспечивают безопасную основу для поддержки строительных лесов.
Уложите пенопласт вдоль нижней части блоков, чтобы удерживать их, удерживая нижнюю часть стены на линиях застройки.
Подготовьте вставки, такие как анкерные болты, стяжки для пола, подвесы и т. д., для вставки в бетон в верхней части стены.
Для заливки бетона требуется опытный бетонщик, чтобы обеспечить высочайшее качество и целостность стены. Неправильная заливка бетона может привести к выбросу, что приведет к задержкам. Кроме того, при укладке бетона недостаточная вибрация может снизить прочность дома, а также его устойчивость к воздуху, влаге и проникновению насекомых.
Используя стрелу или линейный насос, начните укладывать бетон в блоки. Применяйте подъемы бетона на четыре фута за раз, давая бетону время схватиться — это устраняет давление вниз, которое может разрушить блоки.
Следуйте спецификациям производителя по составлению, укреплению и укладке бетонной смеси. Поговорите с местным поставщиком готовой смеси о составе бетонной смеси для МКФ.
Встряхните бетон во время заливки, чтобы удалить воздушные карманы в стене.
Укладка бетона в фундамент должна выполняться непрерывной заливкой снизу до верха стены. Холодные швы не являются структурным звуком в стене фундамента.
6. Выровняйте бетон
Выровняйте бетон до уровня верхней части блока, затем закрепите анкерные болты мокрым способом в верхней части бетонного блока. Перед затяжкой анкерных болтов необходимо установить и выровнять отвалы и верхние плиты, дать бетону застыть.
7. Снимите распорку
Последним шагом является удаление распорки и очистка внутренней части конструкции. После установки фундамента и снятия раскосов можно переходить к установке гидроизоляции и/или гидроизоляции, системы пола, надземных стен и внутренней отделки.
Для строительства прочного фундамента дома с помощью ICF требуются квалифицированные и опытные специалисты, которые понимают сложности и проблемы заливки бетона. Подрядчикам рекомендуется пройти обучение для основных установщиков, предоставляемое Fox Blocks на веб-сайте интегрированного учебного центра. Правильно построенный фундамент Fox Blocks ICF обеспечивает превосходную энергоэффективность, устойчивость к влаге, стихийным бедствиям и вредителям по сравнению с традиционным заливным фундаментом. Блоки Fox также создают превосходное качество внутренней среды.
Свяжитесь со специалистом Fox Blocks сегодня, чтобы помочь ответить на ваши технические вопросы, касающиеся фундаментов ICF, связать вас с дистрибьютором или просмотреть ваши планы фундаментов ICF для оценки стоимости.
Прочный фундамент дома: материалы, вес и технологический процесс
Фундамент дома вечен, поэтому имеет смысл обратить внимание на детали, которые гарантируют, что он останется сухим и без трещин до тех пор, пока на нем будет стоять дом вверх.
Какова основная цель фонда?
Надлежащий фундамент не только удерживает дом над землей. Фундаменты зданий также защищают от влаги, изолируют от холода и сопротивляются движению земли вокруг него. О, и еще одно: это должно длиться вечно. Неудивительно, что такие строители, как генеральный подрядчик This Old House Том Сильва, серьезно относятся к фундаменту. «Без хорошего, — говорит он, — ты пропал».
Из чего состоит хороший строительный фундамент?
Для Тома «хорошо» означает армированные сталью фундаментные стены и фундаменты из монолитного бетона. Для сравнения: все фундаменты из камня, кирпича и известкового раствора, которые веками поддерживали здания, — даже стены из бетонных блоков, которые использовало большинство строителей, когда «Этот старый дом» был запущен 25 лет назад, — просто треснули и протекают. склонные динозавры.
Как делают фундамент здания?
Чтобы построить хороший фундамент, нужно гораздо больше, чем выкопать яму и залить бетоном формы. Он должен быть адаптирован к своему участку, как индивидуальный костюм, с учетом состояния почвы, уровня грунтовых вод и даже качества обратной засыпки.
И, как и в индивидуальном костюме, каждая деталь должна быть идеальной: правильно утрамбованное основание, правильная опалубка, бетон без пустот. Пренебрегите хотя бы одним из них, и самый тщательно залитый фундамент может выйти из строя.
Пока не появится лучший метод, вот как Том строит прочный фундамент.
Информация о фундаменте
Вес среднего дома: 50 тонн
Вес среднего фундамента: 7 ½ тонн
Процент от общей стоимости проекта: 8-15%
Фундаменты по материалу: 81% монолитные, 16% блочные, 3% прочие
Фундаменты по регионам: Северо-восток 89% полноценный цокольный этаж; Средний Запад 75% полный подвал; Юг 66% плита; Запад 63% плита
Отвес и нивелир Фундаментные стены
Ян Уорпол
Когда Том Сильва строит дом, он хочет, чтобы стены фундамента были ровными и ровными, без изменений цвета, которые являются признаками слабого бетона. На иллюстрации показано, как он хочет, чтобы фундамент выглядел до того, как он начнет обрамлять.
Плитный фундамент Требования
Требования к плитному фундаменту аналогичны: прочное основание и паронепроницаемая железобетонная подушка на подушке из уплотненного щебня. Основное различие между этими типами фундамента дома заключается в способе изоляции плиты для защиты от морозного пучения
Почему разрушается фундамент дома
Непористая засыпка. Почвы, содержащие глину или органические вещества, удерживают воду как губка, увеличивая риск образования трещин в фундаменте при замерзании и расширении почвы.
Торопиться с лекарством. Бетон должен медленно отверждаться, чтобы достичь надлежащей прочности (обычно 3000 фунтов на квадратный дюйм). Держите его во влажном состоянии не менее трех дней, завернув его в полиэтилен, сбрызнув водой и применяя другие методы.
Недостаточное уплотнение. Если плиту залить на щебень, который не был плотно утрамбован, он, скорее всего, осядет или треснет.
Прерывание заливки. Бетонная форма должна быть заполнена за один раз. Если вы остановитесь и вернетесь на следующий день, чтобы закончить работу, между свежим бетоном и вчерашней работой останется «холодный стык», который, скорее всего, треснет и даст течь.
Связанный
Как выполнить планировку фундамента
Как показано по телевизору
PreCast Foundation
В ходе проекта в Актоне, штат Массачусетс, Том Сильва сократил свой плотный график на несколько дней, используя сборные панели фундамента для пристройки. Когда они прибыли на место работы, кран просто опустил их на уплотненный камень, где они были склеены полиуретановым клеем.
Не было ни фундаментов, ни опалубки, ни опалубочных связей, ни гидроизоляции; Бетон панелей с давлением 5000 фунтов на квадратный дюйм и встроенная пенопластовая изоляция останавливают миграцию влаги. Установленные панели обычно стоят примерно на 10 процентов дороже, чем залитый фундамент. «Они нам очень понравились, — говорит Том. «Я уверен, что мы будем использовать их снова».
Тепловая плита
Скажите «подвальная плита», и большинство людей подумает «холодно и сыро». Не так обстоит дело с проектом в Биллерике, штат Массачусетс, где Ричард Третеви, эксперт TOH по сантехнике и отоплению, намотал несколько сотен футов труб PEX (тот же материал, который используется для обогрева полов) поверх 1-дюймового пенопласта и закопал его. в 6 дюймов бетона.
После того, как трубы были подключены к котлу, цокольный этаж прогрелся до комфортных 68 градусов. Слева: сантехник Брайан Било использует ту же систему для обогрева прохода.
Одноступенчатые опоры
Несмотря на то, что палубы и небольшие хозяйственные постройки могут не нуждаться в полноценном фундаменте, они все же нуждаются в надежной поддержке опорами, опирающимися на хорошо заглубленные фундаменты. Обычно опоры и фундаменты заливают в разные дни, чтобы бетон успел застыть. Теперь Том делает это за один раз, используя пластиковые опоры в форме воронки, оснащенные цилиндрическими опорами. «Насколько я понимаю, нет лучшего способа сделать бетонный пирс», — говорит он.
Связанный
S38 E4: Основы фундамента
Новые технологии для фундаментов будущего
Самовыравнивающийся бетон
Новый химикат под названием «супер-супер» пластификатор позволяет заливать смесь, которая течет почти как вода, но сохраняет структурную целостность. (Обычно слишком жидкая смесь позволяет заполнителю осесть на дно до того, как бетон затвердеет, что приведет к более слабой стене.)
«Вы можете загнать грузовик в угол и залить весь фундамент», — говорит Эд Сотер. , исполнительный директор Ассоциации бетонных фундаментов. «Он просто распространяется повсюду». Это избавляет от необходимости перекачивать или перекапывать бетон там, где это необходимо. И, как вода на поверхности озера, верхняя часть «супер-супер» пластифицированного бетона автоматически выравнивается, что является хорошим началом для обрамления.
Фундаменты из ткани
Вместо трудоемкого изготовления фундаментов из досок некоторые подрядчики используют легкие формы из полиэтиленовой ткани высокой плотности. Эти гибкие тканевые системы легко приспосабливаются к наклонным и неровным участкам, что упрощает земляные работы, а ткань остается на месте как встроенная влагонепроницаемая мембрана. Выпуклые стороны готовых фундаментов также помогают отводить воду от фундамента.
Вес Трубы 100х100 с Толщиной Стенки 2, 3, 4, 5, 6, 7, 8, 10 (мм)
Автор: Pavel Markovich
📝 Стальная квадратная труба 100х100х2, 3, 4, 5, 6, 7, 8, 10 вес 1 метра погонного – это удельный, табличный, теоретический, справочный, условный или погонный вес металлопроката, в данном случае замкнутого профиля. Названия масс используются как синонимы и означают на практике не точный реальный вес, полученный в результате непосредственного взвешивания на весах, а теоретически рассчитанный, соответствующий параметрам металлопроката по ГОСТу.
Труба квадратная, своего рода частный случай профильной трубы. Звучит забавно, однако, по сути прямоугольная труба (замкнутый сварной профиль квадратного сечения) это и есть профильная труба главная отличительная особенность которой, заключается в том, что формой сечения её, является квадрат. Как известно, профильные трубки в более широком смысле могут иметь прямоугольное сечение или квадратное.
Размер трубы 100х100х5 указывает на то, что ширина полки 100 мм и обе полки имеют равный размер. Цифра 5 – это толщина стенки. Именно от толщины стенки зависит и вес трубы 100х100х5. Хотя стоп, я не совсем точно выразился, и могу, сам того не желая ввести вас в заблуждение. Более правильно нужно сказать, что вес квадратной трубы 100 х 100 мм, если мы говорим про вес 1 погонного метра, а это справочная информация из ГОСТа, может быть разным, и зависит от толщины стенки.
Такой факт часто ставит в тупик, многих людей мало знакомых с металлопрокатом. Им, кажется, что все трубы с сечением 100 х 100 мм должны весить примерно одинаково. Нет – это не так. Чем больше толщина стенки квадратной трубы, тем больше масса одного метра погонного. Поэтому, если вам нужно будет узнать, сколько весит 1 метр погонный квадратной профильной трубы 100х100 мм, с другой толщиной стенки, узнать это сможете ниже. Кстати, для того чтобы вам легче было ориентироваться, полезно узнать, что труба квадратная сечением 100 х 100 мм может выпускаться с толщиной стенки: 2, 3, 4, 5, 6, 7, 8, 10 мм. Ну, а для тех, кому нужен точный и понятный ответ, какой вес трубы 100х100х5 и других размеров стенки, мы приводим выписку из таблицы весов квадратных труб ниже.
Таблица веса трубы 100
Тип трубы
Размер
Вес 1 метра
Квадратная
100х100х2
6.1 кг.
Квадратная
100х100х3
9.016 кг.
Квадратная
100х100х4
11.842 кг.
Квадратная
100х100х5
14.577 кг.
Квадратная
100х100х6
17.224 кг.
Квадратная
100х100х7
19.78 кг.
Квадратная
100х100х8
22.246 кг.
Квадратная
100х100х10
26.91 кг.
Как видите, все довольно просто, имея под рукой данную таблицу, Вы всегда будете знать сколько весит труба. Если вам нужны данные других размеров, то можете посетить другую статью.
Сетка 100х100х4, цена, вес 1 м2 сетки
ГлавнаяСтатьиСетка сварная 100х100х4
Статьи
Сетка 100х100 — цены, вес 1 метра
100х100х3 ВР1
100х100х4 ВР1
100х100х5 ВР1
100х100х6 ВР1
100х100х6 А500С
100х100х8 А500С
100х100х10 А500С
100х100х12 А500С
Кладочная сетка 100х100х4 изготавливается из арматурной проволоки ВР-1. Продукция из профиля ВР-1 наиболее востребована среди всех видов сварной сетки при любых строительных работах. Цена за 1 м2 определяется наличием или отсутствием на поверхности сетки защитного покрытия из цинка.
Раскрой, вес 1 м2 кладочной сетки 100х100х4
Характеристика
Значение
Размер ячейки, мм
100х100
Диаметр проволоки, мм
4
Размер карты, м
2х3 2х6
Теоретический вес 1 м2 сетки, кг
2,0
Количество м.кв. в 1 тонне
500
Стоимость неоцинкованной сетки, за 1 м2
открыть цены
Стоимость оцинкованной сетки, за 1 м2
открыть цены
Все размеры сварной сетки — стоимость за м2
Сетка 50х50
Сетка 100х50
Сетка 100х100
Сетка 150х150
Сетка 200х200
Производство и область применения сетки 100х100х4
Сварную сетку, изготовленную из проволоки класса Вр-1, имеющей периодический профиль, еще называют кладочной или армопояс. Это обусловлено ее основной сферой использования. Сетка 100х100х4, как и прочая кладочная сетка широко используется в строительной сфере промышленности. Она может применяться для:
армирования железобетонных изделий/конструкций;
армирования кладки стен и любой кирпичной кладки, штукатурных работах;
при проведении работ по заливке фундаментов, перекрытий, полов;
для армирования стекла;
при укладке тротуаров и дорожных покрытий.
Кроме того, сварная сетка может использоваться для производства ограждений, изготовления каркасов таких объектов, как теплицы, всевозможных клеток, для укрепления горных выработок.
Сетка 100-100-4 сварная из проволоки класса Вр-1 имеет квадратную ячейку, размер стороны которого составляет 100 мм. Толщина проволоки, используемой для ее изготовления, составляет 4 мм. Она образуется за счет пересечения во взаимно перпендикулярных направлениях проволок. В местах соприкосновения двух проволок она сваривается точечной контактной сваркой. Сварка осуществляется на специализированном оборудовании, что позволяет получить сетку необходимого размера и высокого качества.
Характеристика проволоки для изготовления сетки 100х100х4
Армопояс размером 100х100х4 (кладочная сварная сетка) изготавливается из холоднотянутой проволоки класса Вр-1 из низкоуглеродистой стали и имеющей периодический профиль. Диаметр профиля составляет 4 мм. Основным назначением данного класса прокатной продукции является армирование всевозможных железобетонных конструкций.
Технические требования, предъявляемые к проволоке Вр-1, регулируются ГОСТ 6727-80. Согласно данному документу проволока должна иметь следующие размеры и их предельные отклонения:
номинальный диаметр 4 мм с отклонениями [-0,12; +0,4] мм;
глубина вмятин – 0,2 мм с отклонениями [-0,02; +0,05] мм;
шаг вмятин – 2,5 мм, отклонения шага ±0,2 мм;
длина выступа — 0,8 мм, отклонение длины выступа ±0,2 мм.
При изготовлении данной проволоки допускается смещение вмятин на противоположных сторонах на величину, не превышающую половины шага вмятин. Для проволоки диаметром 4 мм эта величина составляет 1,25 мм.
Профиль Вр-1 диаметром 4 мм имеет следующие механические свойства:
разрывное усилие – 720 кгс;
усилие, которое соответствует условному пределу текучести – 630 кгс;
число перегибов – не менее 4;
относительное удлинение – 2,5%.
Одностенные гофрированные трубы из ПЭВП | Труба АДС
Дом
Трубка
Одностенный
Одностенная гофрированная труба из полиэтилена высокой плотности идеально подходит для дренажных проектов, где важны гибкость, малый вес и низкая стоимость. Домовладельцы считают, что эта гофрированная труба является экономичным и простым в установке решением распространенных проблем отвода ливневых вод в жилых помещениях. Это могут быть стоки водосточных труб, стоки фундамента и оконных колодцев, водопропускные трубы и мокрые пятна на газоне.
Одностенная штанга
Одностенная труба с геотекстилем
Документация Обзор
Справочник по дренажу, март 2020 г..pdf
Раздел «Установка» в Руководстве по дренажу.pdf
Лист продажи магистральных труб.pdf
Руководство по установке одностенных труб из полиэтилена высокой плотности. pdf
Спецификация одностенной трубы для тяжелых условий эксплуатации.pdf
Спецификация одностенных магистральных труб.pdf
Спецификация одностенной трубы.pdf
Схемы перфорации одностенных труб из полиэтилена высокой плотности TN 1.02.pdf
TN 2.03 Минимальная и максимальная высота защитного слоя для одностенных труб из полиэтилена высокой плотности.pdf
Обзор
Наша одностенная гофрированная труба из полиэтилена высокой плотности на протяжении десятилетий обеспечивает сухость ферм, полей для гольфа, парков и игровых площадок, отводя избыточную подземную влагу.
Новые уроки сварки электродом — правильная сварка в лодочку
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Чтобы образовалась дуга к электроду, а затем поддерживалась, подводится для сварки ток. Если к конструкции подсоединяется положительный полюс, то сварка осуществляется на прямой полярности. А если отрицательный, то на обратной. Под дугой электрод из металла со своим покрытием с одной стороны, и конструкция — с другой стороны, плавится.
Металл электрода переходит в сварочную ванну, где перемешивается с металлом основным, а оставшаяся ненужная часть всплывает. Чем дальше удаляется дуга, тем металл сильнее кристаллизуется, и образуется шов, соединяющий детали.
Виды движения электрода при сварке
Сварщик выбирает тот или иной тип выполнения сварки, в зависимости от положения в пространстве шва. Чтобы знать, как правильно варить сваркой электродами, нужно знать техники, используемые в разных положениях.
Различаются положения нижнее — от нуля до шестидесяти градусов, вертикальное — от шестидесяти до ста двадцати градусов и потолочное — от ста двадцати до ста восьмидесяти градусов.
Уроки сварки электродом
Сварка электродом в нижнем положении
При сварке в этом положении, главное — нужно полностью проплавить сечения таким образом, чтобы не образовались прожоги. Когда осуществляются односторонние швы, сложно обойтись без прожогов. Для этого используются методы удержания ванны для сварки.
В этом случае сварка выполняется следующими способами: конструкция поворачивается на сорок пять градусов в положение в лодочку или электрод наклоняется. Сварка в лодочку здесь подойдет больше, потому что, работая наклонным электродом, сложно избежать подрез по вертикали и, в то же время, хорошо проварить нижнюю поверхность, потому что металл при расплавлении отекает.
Сварка электродом в вертикальном положении
При осуществлении такой сварки, металл, расплавляясь, также воздействует на то, как будет формироваться шов и глубина проплавления. Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
Но сварка в этом случае будет отличаться низкой производительностью, однако она увеличивается при спуске. Маленькая проплавляемая глубина получится только для такого металла, у которого будет небольшая толщина. Использоваться в этом случае должны специальные электроды.
Выполнять горизонтальные швы на вертикальной поверхности крайне неудобно, потому что раскаленный металл постоянно натекает на деталь, находящуюся внизу.
Сварка электродом в потолочной позиции
В такой позиции сварка также очень сложна. Металл, чтобы не вытечь, удерживается в сварочной ванне. Следовательно, нужно сделать так, чтобы раскаленный металл не завышал данную силу. Поэтому сварочная ванна здесь может быть уменьшена, и сварка выполняется короткими постоянными замыканиями, помогая металлу кристаллизоваться постепенно. Также здесь можно использовать диаметры электродов меньшего размера, снижение силы тока, использование других электродов, которые дадут вязкую ванну для сварки.
Плюсы и минусы
Плюсы сварки электродом заключаются в возможности ее применения при разных позициях в пространстве, в труднодоступных местах, в быстроте перехода от одного материала сварки к другому, сварке разных сталей из-за большого выбора электродов, простоте оборудования, легкости при перемещении и транспортировке.
Минусы сварки состоят в низкой производительности, если сравнить другие технологии, вредных условиях при осуществлении сварки и в том, что качество в большей степени зависит от профессионализма.
Инверторный аппарат
Если сварщик выполняет сварочные работы не так часто или нерегулярно, то лучшим решением для него будет инвертор. Это устройство, где выполняется формирование напряжения специальным прибором. Инвертор имеет несколько значительных преимуществ.
Он совершенно не реагирует на скачки, случающиеся в напряжении. Полученный шов будет иметь лучшее качество, чем при применении других устройств.
Используются разные электроды для сварки инвертором, и для каждого материала будут применяться разные электроды. Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
От чего зависит конечный результат
Чтобы сварка в итоге была качественная, нужно сделать прочный шов. В процессе сварки важно не только следовать правильной технологии и иметь долю опыта и мастерства, но и крайне необходимо делать правильный выбор материала для сварки. Лучше всего будет обратиться по этому вопросу к специалисту, который поможет выбрать наиболее подходящий материал, чем пытаться, не разбираясь в вопросе, выбирать самостоятельно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
видео уроки по сварочным работам
Главная » Обучение для начинающих » Уроки электросварки инвертором для начинающих
Опубликовано: 20.03.2017
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Оглавление:
Подготовка к сварочным работам
Обучение электросварке
Подключение электрода и зажигание дуги
Отработка наклона и движения электрода
Первый этап обучения: валики
Сварные соединения
Подведем итоги
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
Возможность ожогов брызгами расплавленного металла;
Отравление токсическими выделениями при высоких температурах;
Возможность поражения электрическим током;
Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
Качественное оборудование для сварки;
Электроды;
Ведро воды для устранения возможных возгораний;
Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
Первый оканчивается зажимом для электрода;
Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Сергей Одинцов
tweet
Stick Welder — Сертификат об обучении
Сертификат об обучении
Обзор План программы и стоимость Карьера Возможности
Обзор
Эта программа посвящена процессу дуговой сварки в среде защитного металла (SMAW). На трех 8-недельных курсах вы научитесь выполнять угловую и разделочную сварку труб во всех положениях. Вы также узнаете, как правильно настроить и использовать кислородно-топливную горелку. Сертификат Stick Welder Certificate — это отдельный сертификат, но его можно комбинировать с сертификатами MIG/Flux Cored и TIG для получения комплексного сертификата сварщика.
Студенты должны приобрести сварочное оборудование и небольшие ручные инструменты на сумму около 400-500 долларов.
Курсы, пройденные в рамках этой программы, могут применяться к курсам академической программы. Это будет сделано в каждом конкретном случае.
Как зарегистрироваться
Чтобы получить этот сертификат, нажмите на курсы ниже, чтобы увидеть их доступность. Вы можете зарегистрироваться на курсы онлайн, и вам не нужно подавать заявление в колледж!
Свяжитесь с нами Помощь в обучении Учебные ресурсы
Вопросы? Позвоните по телефону 803.732.0432, чтобы поговорить с нами об этой программе, или отправьте электронное письмо по адресу [email protected]
Распечатайте план
Образец плана программы и стоимость
В кампусе
Традиционный. Классы встречаются в кампусе.
Виртуальный
100% онлайн. Встречается с живым инструктором и одноклассниками в определенные дни, в определенное время. Использует программное обеспечение для веб-конференций, например Zoom.
Гибрид
Несколько занятий в кампусе. Некоторые занятия онлайн или виртуальные.
Онлайн
100% онлайн. Сроки выполнения проектов и поручений. Самостоятельная работа в свое время.
Полная программа
СЕУ
Классные часы
Название курса
Стоимость
12.00
120
Базовая сварка палочкой
Этот класс предоставит обширную практику угловых сварных швов во всех положениях с использованием процесса дуговой сварки защищенным металлом (SMAW), также известного как сварка стержнем.
Посмотреть доступные курсы
В настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте [email protected].
1 699,00 $
12.00
120
Усовершенствованная дуговая сварка
Этот класс предоставит обширную практику сварки разделкой кромок во всех положениях, как с открытым корнем, так и с подкладкой, с использованием процесса дуговой сварки защищенным металлом (SMAW), также известного как дуговая сварка.
Посмотреть доступные курсы
В настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте [email protected].
1 699,00 $
12. 00
120
Ручная сварка труб
Этот класс предоставит обширную практику сварки труб с использованием процесса дуговой сварки защищенным металлом (SMAW), также известного как сварка электродом. Последней целью занятия будет сварка трубы сортамента 6 сортамента 40 в фиксированном положении 6G.
Посмотреть доступные курсы
В настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте [email protected].
1 999,00 $
Ориентировочная стоимость Помощь в обучении
5 397,00 долларов США Не включая сборы и оборудование
Карьера
Сварщик
Сварщики могут найти работу в различных промышленных, строительных и производственных компаниях. Сварщики часто работают с конструкционной сталью, настилом и балками. Сварка стержнем также используется при ремонтной сварке больших транспортных средств или механизмов.
Прогнозируемый рост рабочих мест
Среднегодовая заработная плата
39 291 долл. США
По данным EMSI на 2022 год
Где я могу работать?
Строительные компании
Производственные предприятия
Производственные компании
Что будет дальше после завершения этой программы?
Дальнейшее образование
Дальнейшее развитие навыков можно получить, пройдя курсы сварки MIG (CEWLD-888) и сварки TIG (CEWLD-887).
Академия Арк
Свиток
Arc Academy — это школа сварки/производства и производственное пространство. Нет сертификатов. Опыт работы не требуется. Мы передаем знания, доступ и оборудование в ваши руки.
$175 — Intro to Forge $175 — Промежуточная кузница $ 295 — Курс кузницы (сэкономить 15%)
Курсы
$ 350 — FAB 105 — Создание таблиц (MIG 1 и 2 требуются, чтобы взять Fab 105)
Члена
777 только
.0 в месяц
— НЕОГРАНИЧЕННЫЙ месячный доступ 20 долларов США в час — Доступ в открытый цех*
*должен пройти курсы MIG 1 и 2 или сдать сварку под наблюдением.
Предоплата за занятия
Предварительная покупка занятий для себя или для семьи и друзей.
Подарочные карты
Купите подарочную карту Arc Academy для семьи и друзей, чтобы использовать ее для занятий или открытия магазинов в Arc Academy.
КУПИ СЕЙЧАС
mig 1
На этом занятии вы изучите основы процесса электродуговой сварки. После получения базовых знаний о сварке металлов в среде инертного газа вы будете резать, шлифовать и изучать основные методы сварки.
mig 2
MIG 2 продолжает разрабатывать методы сварки для всех основных сварных соединений, уделяя особое внимание угловым швам. Кроме того, вы научитесь резать плазменной горелкой и подготавливать металл к сварке.
mig 3
MIG3 предназначен для сварки MIG алюминия с помощью шпульного пистолета. Этот класс будет посвящен преобразованию горелки MIG в пистолет с катушкой и сварке алюминия с лекцией о сравнении с другими материалами, такими как нержавеющая сталь.
Сварка для женщин
(только для женщин)
Это пятичасовой курс с получасовым перерывом, эквивалентный курсам MIG 1 и 2
(MIG 1 является обязательным условием для занятий TIG)
tig 1
изучите основы сварки вольфрамовым электродом в среде инертного газа (TIG). Развитие самостоятельности конечностей и контроля над факелом. Лучшее понимание элементов сварки, чтобы контролировать их при перемещении через зону сварки с помощью горелки TIG.
лапша (палка)
Дуговая сварка металлическим электродом в среде защитного газа (SMAW), неофициально известная как сварка электродом, представляет собой процесс ручной дуговой сварки , в котором используется расходуемый электрод, покрытый флюсом, для прокладки сварного шва.
arc forge
Forge 1 — Введение в кузнечное дело
Этот курс знакомит учащихся с основами ковки. Он охватывает историю, терминологию и функциональность кузнечного дела. Студенты будут использовать традиционные методы с наковальней, огнем, щипцами и молотком, чтобы создать функциональный предмет, который можно взять домой.
Учить больше
tig 2
Вы слышали о «стопке десяти центов»? Это произошло при сварке TIG. На этом курсе вы узнаете, как определить хороший сварной шов TIG и разработать технику управления дугой.
Flux Core
Сварка с подачей проволоки аналогична сварке MIG, но вместо защитного газа используется флюс, аналогичный сварке электродом. Отличный процесс для наружного использования. Класс будет сосредоточен на плоских и горизонтальных положениях и четырех основных сварных соединениях.
Кузница 2 — Кузнечное дело среднего уровня
Средний уровень будет направлен на дальнейшее развитие навыков в тонкостенной заточке; расстраивающий; растекание/уплощение; тарелка; разработка горячей резки/штамповки.
TIG 3 — скоро
Мы сосредоточимся на сварке нержавеющей стали и алюминия, а также на положениях сварки и соединениях, которые вы изучили в TIG 1 и 2. Индивидуальные занятия фокусируются на том, что человек хотел бы. Любая комбинация сварки MIG, Stick или TIG. Это также включает в себя различные положения сварки, разные материалы, сплавы, настройку станков (студенты могут принести станки). Мы подберем класс под ваши нужды.
Пожалуйста, позвоните или напишите нам, чтобы запланировать частные уроки.
[электронная почта защищена]
312.912.8622
Частные групповые занятия
Стоимость индивидуальных групповых занятий составляет 700 долларов США за три часа для групп до четырех человек. Каждый дополнительный час — 100 долларов, каждый дополнительный человек — 100 долларов. (Пример: пять часов для шести человек — 1 дополнительный час 100 долларов США, 2 дополнительных часа 200 долларов США — 700+100+200=1000 долларов США)
Групповые занятия могут быть, но не ограничиваются базовыми MIG, Stick или TIG. Классы основаны на наших установленных классах и будут считаться эквивалентными статусу членства.
Индивидуальные занятия по кузнечному делу стоят 275 долларов США на человека для группы до четырех человек в течение трех часов.
 необходимо
необходимо
 03 – 33500 руб
03 – 33500 руб 43 руб/шт
43 руб/шт 407A080C56 Zetkama
407A080C56 Zetkama Закажите на сайте клапан обратный межфланцевый двухдисковый или позвоните нам 8 (4012) 31-15-17.
Закажите на сайте клапан обратный межфланцевый двухдисковый или позвоните нам 8 (4012) 31-15-17. Двухдисковый обратный клапан может быть установлен как в горизонтальных, так и в вертикальных трубопроводах, по которым проходит чистая вода или воздух. Этот клапан не предназначен для перекачивания жидкостей, содержащих твердые частицы, таких как неочищенные сточные воды или сточные воды. Этот клапан не подходит для жидкостей, содержащих опасные газы. Двухдисковый обратный клапан предназначен для обеспечения потока в направлении, указанном стрелкой на внешней паспортной табличке, и мгновенно закрывается при обнаружении изменения направления потока. На паспортной табличке также будет указан размер клапана, номер модели, рабочее давление и материалы конструкции.
Двухдисковый обратный клапан может быть установлен как в горизонтальных, так и в вертикальных трубопроводах, по которым проходит чистая вода или воздух. Этот клапан не предназначен для перекачивания жидкостей, содержащих твердые частицы, таких как неочищенные сточные воды или сточные воды. Этот клапан не подходит для жидкостей, содержащих опасные газы. Двухдисковый обратный клапан предназначен для обеспечения потока в направлении, указанном стрелкой на внешней паспортной табличке, и мгновенно закрывается при обнаружении изменения направления потока. На паспортной табличке также будет указан размер клапана, номер модели, рабочее давление и материалы конструкции. S.YemenZambiaZimbabwe
S.YemenZambiaZimbabwe S.YemenZambiaZimbabwe
S.YemenZambiaZimbabwe Все обратные клапаны US Valve проходят испытания по стандарту API 59.8 и должны соответствовать или превосходить все применимые стандарты API, ANSI и ASTM.
Все обратные клапаны US Valve проходят испытания по стандарту API 59.8 и должны соответствовать или превосходить все применимые стандарты API, ANSI и ASTM. Это обеспечивает высокую производительность, устраняет дребезг и обеспечивает динамическую отзывчивость в конструкции без ударов.
Это обеспечивает высокую производительность, устраняет дребезг и обеспечивает динамическую отзывчивость в конструкции без ударов.
 На каждой
На каждой


 Может использоваться с ручным и электрическим инструментом. Максимальная частота вращения — 400 об/мин. Диапазон сверления от 40 до 130 мм.
Может использоваться с ручным и электрическим инструментом. Максимальная частота вращения — 400 об/мин. Диапазон сверления от 40 до 130 мм. Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров.
Если это единственный необходимый вам товар, то можете перейти в корзину для оформления заказа или продолжить выбор товаров. В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава.
В электронном письме заказа будет ссылка, по которой только вы можете вернуться на страницу заказа и отменить ваш заказ, в случае необходимости или переоформления состава. Плитки различаются в зависимости от некоторых ключевых факторов, таких как материал, форма и поверхность. Здесь рассматриваются следующие плитки: глазурованная керамическая плитка, стеклянная плитка и фарфоровая плитка. Все эти плитки имеют свои уникальные характеристики, которые определяют подход к их сверлению.
Плитки различаются в зависимости от некоторых ключевых факторов, таких как материал, форма и поверхность. Здесь рассматриваются следующие плитки: глазурованная керамическая плитка, стеклянная плитка и фарфоровая плитка. Все эти плитки имеют свои уникальные характеристики, которые определяют подход к их сверлению.
 После смешивания обжиг изделия происходит при более высокой температуре, чем у керамической плитки. Хотя керамогранит и керамическая плитка относятся к одной категории плитки, технически керамогранит отличается. Основное различие заключается в том, сколько воды поглощает керамогранит во время и после производства. Глина, используемая для производства керамогранита, менее плотная и более пористая. Профессионалы считают керамогранит самой сложной плиткой для резки или сверления. Тем не менее, с алмазным сверлом сверление становится без напряжения. Как правило, отделка керамогранита варьируется от полированной до неполированной или от глазурованной до неглазурованной.
После смешивания обжиг изделия происходит при более высокой температуре, чем у керамической плитки. Хотя керамогранит и керамическая плитка относятся к одной категории плитки, технически керамогранит отличается. Основное различие заключается в том, сколько воды поглощает керамогранит во время и после производства. Глина, используемая для производства керамогранита, менее плотная и более пористая. Профессионалы считают керамогранит самой сложной плиткой для резки или сверления. Тем не менее, с алмазным сверлом сверление становится без напряжения. Как правило, отделка керамогранита варьируется от полированной до неполированной или от глазурованной до неглазурованной. Самой первой причиной поломки плитки является тип плитки, потому что плитка различается по твердости. Фарфор является самым твердым, за ним следует керамическая, а затем стеклянная плитка. Никогда не используйте сверло с твердосплавным наконечником для керамогранита; вместо этого используйте алмазное сверло. Но для керамической плитки хорошо подходит сверло с твердосплавным наконечником. В-третьих, содержание во влажном состоянии места сверления также предотвратит поломку.
Самой первой причиной поломки плитки является тип плитки, потому что плитка различается по твердости. Фарфор является самым твердым, за ним следует керамическая, а затем стеклянная плитка. Никогда не используйте сверло с твердосплавным наконечником для керамогранита; вместо этого используйте алмазное сверло. Но для керамической плитки хорошо подходит сверло с твердосплавным наконечником. В-третьих, содержание во влажном состоянии места сверления также предотвратит поломку.

 Приведенные ниже советы сведут к минимуму вероятность появления трещин, сколов или царапин на плитке. Прежде всего, приобретите лучшее сверло для работы.
Приведенные ниже советы сведут к минимуму вероятность появления трещин, сколов или царапин на плитке. Прежде всего, приобретите лучшее сверло для работы. Держите миску с охлаждающей жидкостью (водой или смазочно-охлаждающей жидкостью) поблизости, чтобы периодически охлаждать алмазное сверло перед началом резки. Используйте деревянный шаблон, чтобы направлять сверло в отверстие по мере формирования начального конуса. Убедитесь, что вы крепко держите деревянный шаблон на плитке. Но также убедитесь, что его центр совпадает с центром отверстия. Имейте в виду, что медленный и устойчивый выигрывает гонку; сверление плитки часто требует большого терпения. Не забывайте, что время, необходимое для сверления отверстия, зависит от типа плитки.
Держите миску с охлаждающей жидкостью (водой или смазочно-охлаждающей жидкостью) поблизости, чтобы периодически охлаждать алмазное сверло перед началом резки. Используйте деревянный шаблон, чтобы направлять сверло в отверстие по мере формирования начального конуса. Убедитесь, что вы крепко держите деревянный шаблон на плитке. Но также убедитесь, что его центр совпадает с центром отверстия. Имейте в виду, что медленный и устойчивый выигрывает гонку; сверление плитки часто требует большого терпения. Не забывайте, что время, необходимое для сверления отверстия, зависит от типа плитки. Было бы лучше, если бы сверло выполняло резку на низкой скорости, пока вы управляете его направлением. Применение слишком большого давления может привести к трещинам и возможному повреждению, что приводит к потерям. Наконец, не забывайте, что у сверл есть ограничение по допустимой частоте вращения.
Было бы лучше, если бы сверло выполняло резку на низкой скорости, пока вы управляете его направлением. Применение слишком большого давления может привести к трещинам и возможному повреждению, что приводит к потерям. Наконец, не забывайте, что у сверл есть ограничение по допустимой частоте вращения. Это зависит от типа сверла, используемого для сверления. Если ваша дрель имеет ударный режим, вам нужно будет отключить его во время сверления. Кроме того, используйте минимально возможную скорость, чтобы избежать выгорания и дыма вокруг отверстия. Помимо этих советов, убедитесь, что вы надели надлежащее защитное снаряжение и соблюдаете меры безопасности, предписанные производителем. Наконец, охлаждение сверла во время процесса сверления имеет важное значение. Это действие снижает трение и увеличивает срок службы вашего алмазного сверла.
Это зависит от типа сверла, используемого для сверления. Если ваша дрель имеет ударный режим, вам нужно будет отключить его во время сверления. Кроме того, используйте минимально возможную скорость, чтобы избежать выгорания и дыма вокруг отверстия. Помимо этих советов, убедитесь, что вы надели надлежащее защитное снаряжение и соблюдаете меры безопасности, предписанные производителем. Наконец, охлаждение сверла во время процесса сверления имеет важное значение. Это действие снижает трение и увеличивает срок службы вашего алмазного сверла.
 Алмазная коронка отделяет тонкий кусок плитки, известный как сердцевина. На практике отверстия бытового назначения имеют диаметр от 3 до 6 дюймов; это делает сердечник хорошим совпадением.
Алмазная коронка отделяет тонкий кусок плитки, известный как сердцевина. На практике отверстия бытового назначения имеют диаметр от 3 до 6 дюймов; это делает сердечник хорошим совпадением. Проскальзывание происходит при сверлении высокоглазурованной плитки, что может привести к случайной царапине на поверхности плитки. Во-первых, наклейте малярную ленту вокруг предполагаемой области сверления, чтобы предотвратить появление царапин. Лента также защищает поверхность плитки в случае, если алмазное сверло сместится с намеченной точки. Кроме того, было бы лучше, если бы вы научились позволять дрели выполнять свою работу и оказывать умеренное давление при сверлении.
Проскальзывание происходит при сверлении высокоглазурованной плитки, что может привести к случайной царапине на поверхности плитки. Во-первых, наклейте малярную ленту вокруг предполагаемой области сверления, чтобы предотвратить появление царапин. Лента также защищает поверхность плитки в случае, если алмазное сверло сместится с намеченной точки. Кроме того, было бы лучше, если бы вы научились позволять дрели выполнять свою работу и оказывать умеренное давление при сверлении.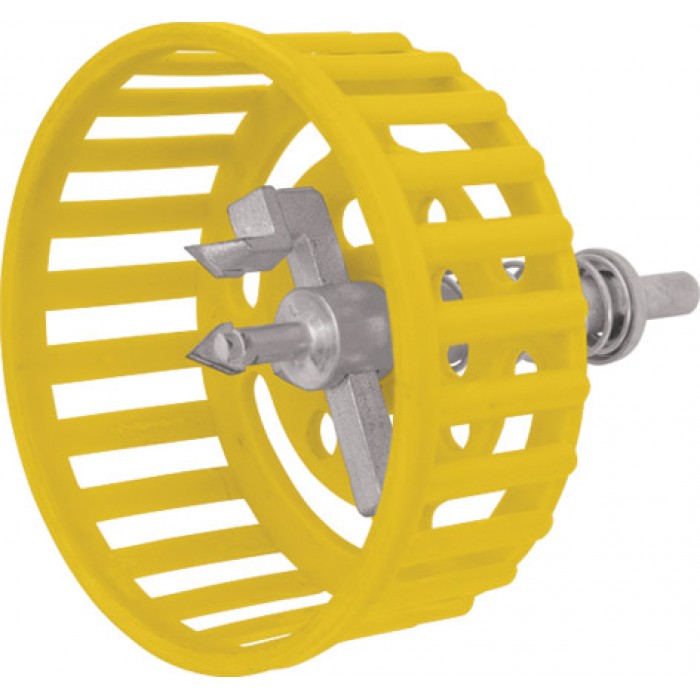 Из-за его хрупкости вы не можете оказывать на него слишком большое давление при сверлении. Обычные слесарные тиски в этом случае не подойдут; вместо этого вам нужно использовать свои руки. Рукой вы можете слегка надавить на верстак для сверления. Никогда не пытайтесь закрепить плитку каким-либо удерживающим устройством, иначе вы рискуете сломаться.
Из-за его хрупкости вы не можете оказывать на него слишком большое давление при сверлении. Обычные слесарные тиски в этом случае не подойдут; вместо этого вам нужно использовать свои руки. Рукой вы можете слегка надавить на верстак для сверления. Никогда не пытайтесь закрепить плитку каким-либо удерживающим устройством, иначе вы рискуете сломаться.
 В NCCuttingtools мы разработали передовые технологии, которые помогают нам производить качественные решения для алмазного режущего инструмента. Свяжитесь с нами сегодня, чтобы узнать цену, поскольку вы планируете начать свое приключение по сверлению плитки.
В NCCuttingtools мы разработали передовые технологии, которые помогают нам производить качественные решения для алмазного режущего инструмента. Свяжитесь с нами сегодня, чтобы узнать цену, поскольку вы планируете начать свое приключение по сверлению плитки. Хорошее соединение означает лучшую устойчивость к высоким температурам, что означает более длительный срок службы.
Хорошее соединение означает лучшую устойчивость к высоким температурам, что означает более длительный срок службы. С эстетической точки зрения обработка внешнего профиля отверстия связана как с техникой сверления, так и с типом используемого алмазного инструмента. В общих чертах можно констатировать, что сверление с водяным охлаждением обеспечивает очень качественную и точную чистовую обработку отверстия. Стоит отметить, что в большинстве случаев профиль отверстия оказывается закрытым и поэтому не часто требуется высокий уровень отделки.
С эстетической точки зрения обработка внешнего профиля отверстия связана как с техникой сверления, так и с типом используемого алмазного инструмента. В общих чертах можно констатировать, что сверление с водяным охлаждением обеспечивает очень качественную и точную чистовую обработку отверстия. Стоит отметить, что в большинстве случаев профиль отверстия оказывается закрытым и поэтому не часто требуется высокий уровень отделки.

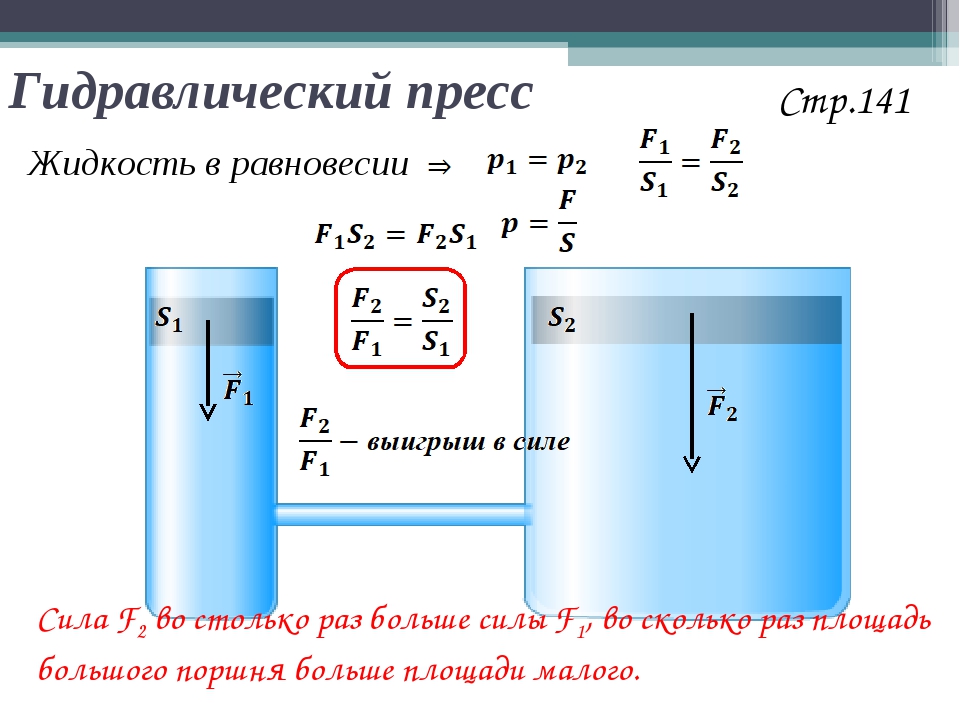
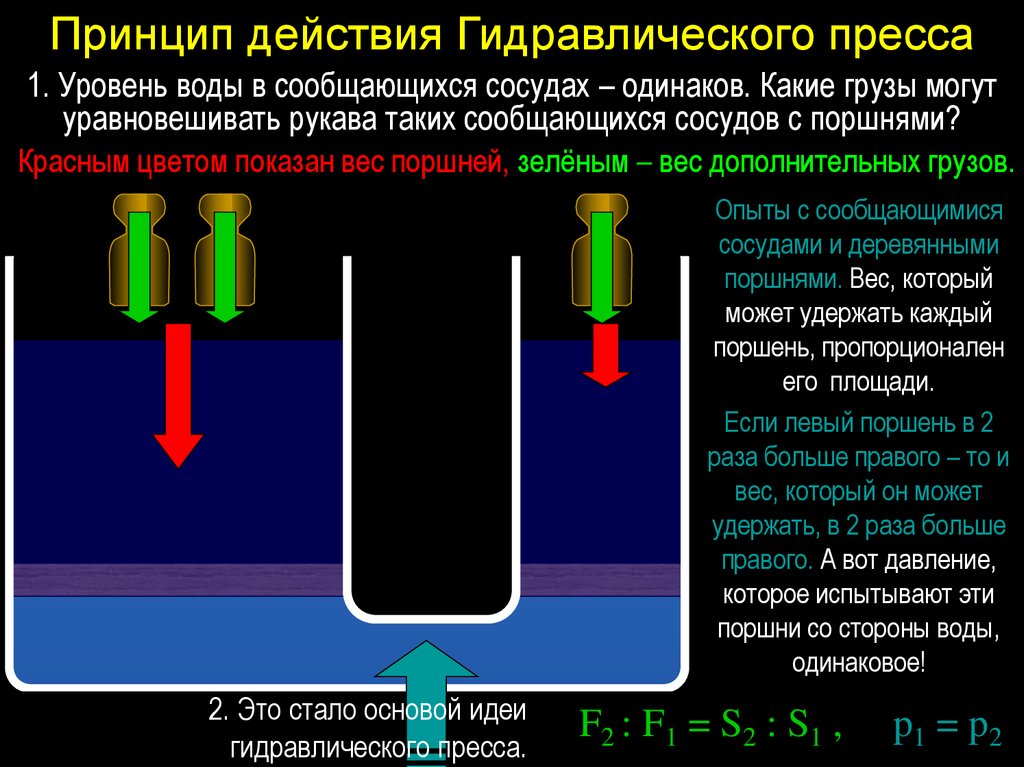 Сюда же входят все металлообрабатывающие кузнечно-прессовые станки и молоты.
Сюда же входят все металлообрабатывающие кузнечно-прессовые станки и молоты. Задав режим работы и выбрав давление, можно забыть о постоянном контроле станка – этим займётся микрокомпьютер.
Задав режим работы и выбрав давление, можно забыть о постоянном контроле станка – этим займётся микрокомпьютер. Внешне это двухстоечная установка с ручным или ножным приводом. Имеется рабочая поверхность и манометр для контроля за давлением. Относится к классу вертикальных.
Внешне это двухстоечная установка с ручным или ножным приводом. Имеется рабочая поверхность и манометр для контроля за давлением. Относится к классу вертикальных.

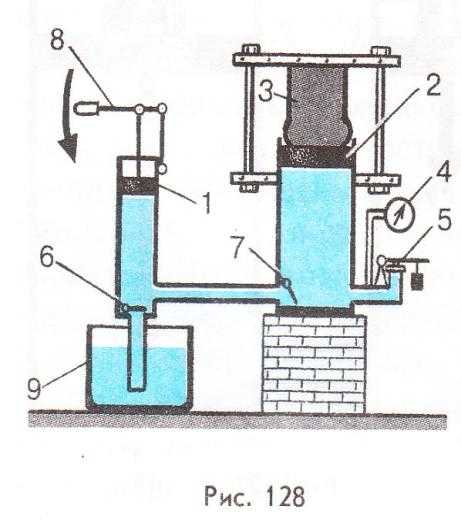 Важно, чтобы все швы были аккуратно заделаны, иначе усилие пресса со временем сломает каркас.
Важно, чтобы все швы были аккуратно заделаны, иначе усилие пресса со временем сломает каркас.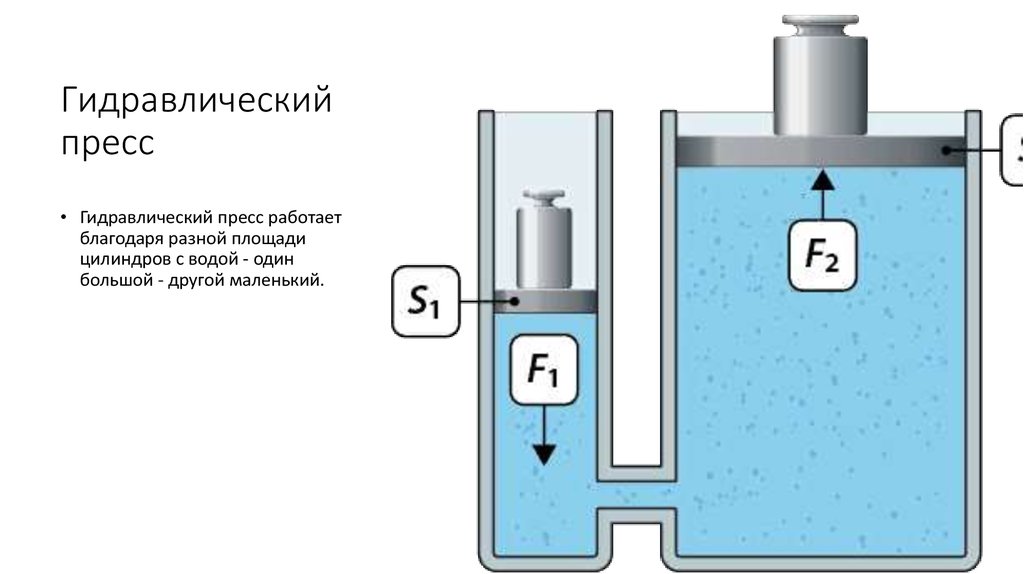
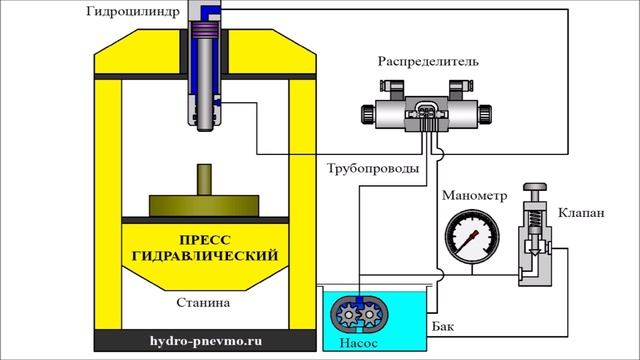 Также при помощи таких установок осуществляют прессование различных материалов в брикеты либо гранулы, например, угля или комбикорма. В домашнем хозяйстве обычно используется ручной гидравлический пресс небольшого размера. С его помощью можно производить склеивание поверхностей, сгибание металлических деталей, брикетирование отходов, выдавливание масла из каких-либо семян.
Также при помощи таких установок осуществляют прессование различных материалов в брикеты либо гранулы, например, угля или комбикорма. В домашнем хозяйстве обычно используется ручной гидравлический пресс небольшого размера. С его помощью можно производить склеивание поверхностей, сгибание металлических деталей, брикетирование отходов, выдавливание масла из каких-либо семян. По трубопроводу сдавливаемое масло передает усилие на плунжер второго цилиндра, выполняющего функцию пресса. Регулировка движения масла осуществляется специальными клапанами, которые находятся в связанном с насосом цилиндре. Поскольку при подъеме насосного плунжера давление в системе уменьшается, под воздействием масла нагнетательный клапан закрывается.
По трубопроводу сдавливаемое масло передает усилие на плунжер второго цилиндра, выполняющего функцию пресса. Регулировка движения масла осуществляется специальными клапанами, которые находятся в связанном с насосом цилиндре. Поскольку при подъеме насосного плунжера давление в системе уменьшается, под воздействием масла нагнетательный клапан закрывается.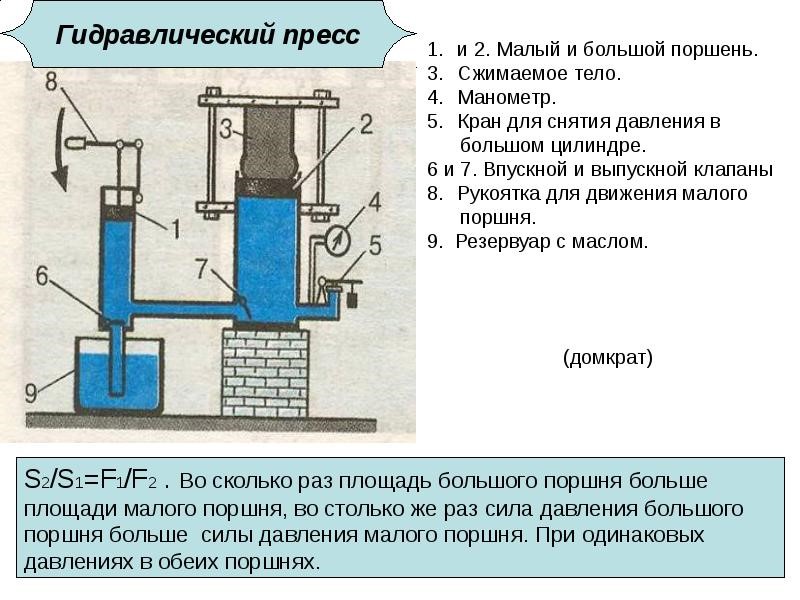 Швеллера верхней балки свариваются в короб. На концах короба приваривают четыре вертикальные стойки. Чтобы те пары стоек, которые находятся с обеих сторон поперечных балок, не прогибались, их усиливают ребрами жесткости. Внизу рамки к вертикальным стойкам приваривают два опорных уголка. Для устойчивости конструкции нижние уголки соединяются стальными прутьями.
Швеллера верхней балки свариваются в короб. На концах короба приваривают четыре вертикальные стойки. Чтобы те пары стоек, которые находятся с обеих сторон поперечных балок, не прогибались, их усиливают ребрами жесткости. Внизу рамки к вертикальным стойкам приваривают два опорных уголка. Для устойчивости конструкции нижние уголки соединяются стальными прутьями.
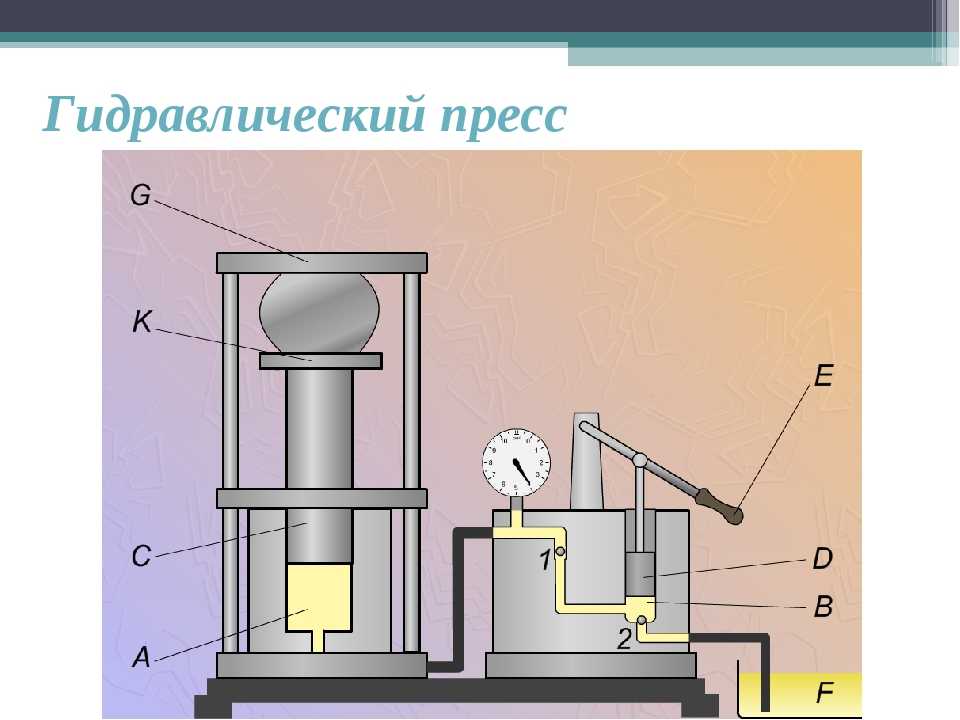 При выборе сорта вы можете учитывать такие факторы, как давление, скорость и размер. Однако эти машины могут быть модифицированы в соответствии с потребностями в зависимости от характера выполняемой работы.
При выборе сорта вы можете учитывать такие факторы, как давление, скорость и размер. Однако эти машины могут быть модифицированы в соответствии с потребностями в зависимости от характера выполняемой работы.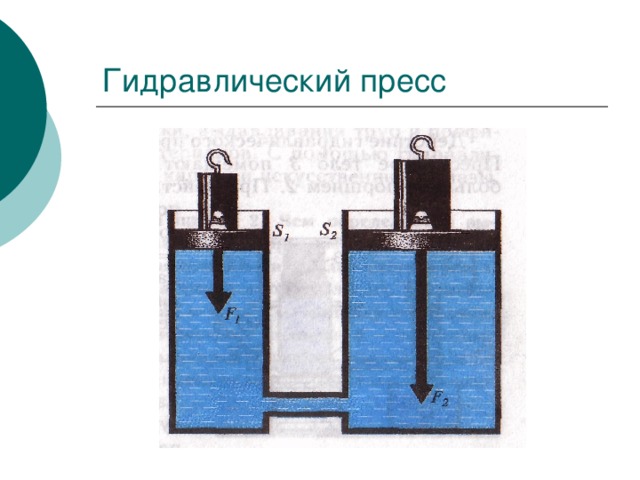 Устройства также пригодятся в военных целях, при создании самолетов и изготовлении мечей.
Устройства также пригодятся в военных целях, при создании самолетов и изготовлении мечей.
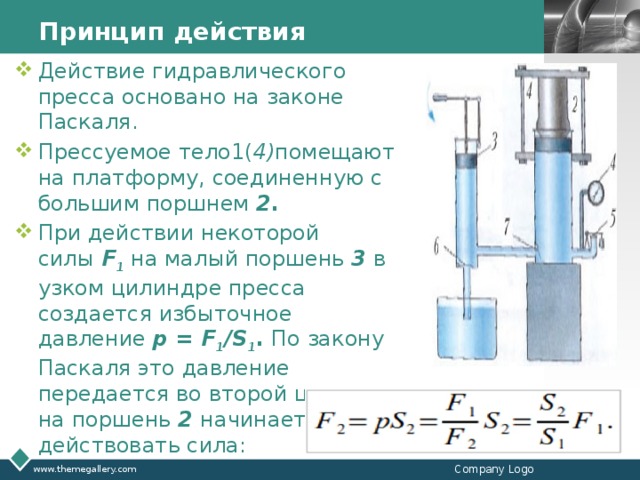 Площадь поверхности поршня даст вам коэффициент умножения с площадью поверхности 10 квадратных дюймов, что соответствует коэффициенту 10. Если манометр показывает 1000 фунтов на квадратный дюйм, 1000 фунтов на квадратный дюйм применяются к 10 квадратным дюймам. Если на каждый квадратный дюйм площади поверхности действует сила в 1000 фунтов, то 10 квадратных дюймов приложат в общей сложности 10 000 фунтов силы. Короче говоря, величина силы на каждом конце системы будет зависеть от площади, на которую действует давление. По существу это означает, что изменение отношения площадей приведет к изменению отношения силы.
Площадь поверхности поршня даст вам коэффициент умножения с площадью поверхности 10 квадратных дюймов, что соответствует коэффициенту 10. Если манометр показывает 1000 фунтов на квадратный дюйм, 1000 фунтов на квадратный дюйм применяются к 10 квадратным дюймам. Если на каждый квадратный дюйм площади поверхности действует сила в 1000 фунтов, то 10 квадратных дюймов приложат в общей сложности 10 000 фунтов силы. Короче говоря, величина силы на каждом конце системы будет зависеть от площади, на которую действует давление. По существу это означает, что изменение отношения площадей приведет к изменению отношения силы.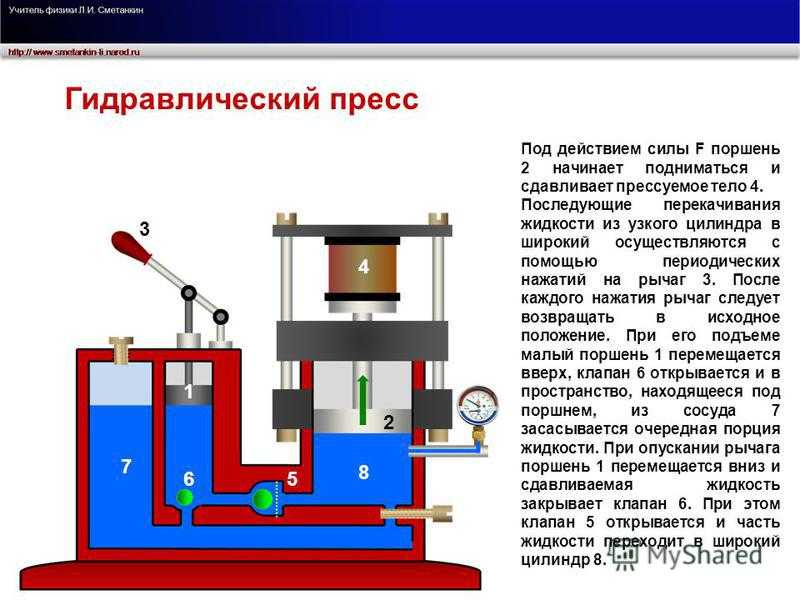 Sapphire Hydraulics предоставляет качественные и надежные услуги, помогающие сократить время простоя вашего оборудования. Позвоните нам сегодня, чтобы узнать больше о наших услугах по ремонту и техническому обслуживанию гидравлических систем.
Sapphire Hydraulics предоставляет качественные и надежные услуги, помогающие сократить время простоя вашего оборудования. Позвоните нам сегодня, чтобы узнать больше о наших услугах по ремонту и техническому обслуживанию гидравлических систем. Когда жидкость перемещается в одном месте, она неизбежно перемещается в другое место внутри этого канала. Затем большая площадь (A2) создает увеличенную механическую силу (F2). Сила передается через гидравлическое давление, создаваемое начальным усилием F1.
Когда жидкость перемещается в одном месте, она неизбежно перемещается в другое место внутри этого канала. Затем большая площадь (A2) создает увеличенную механическую силу (F2). Сила передается через гидравлическое давление, создаваемое начальным усилием F1. KBr (бромид калия) часто смешивают с измельченными образцами и прессуют в гранулы, которые затем используются для инфракрасного спектроскопического анализа. Подходящие смеси порошков также могут быть спрессованы с образованием гранул аналогичным образом для определения их композиционного состава.
KBr (бромид калия) часто смешивают с измельченными образцами и прессуют в гранулы, которые затем используются для инфракрасного спектроскопического анализа. Подходящие смеси порошков также могут быть спрессованы с образованием гранул аналогичным образом для определения их композиционного состава.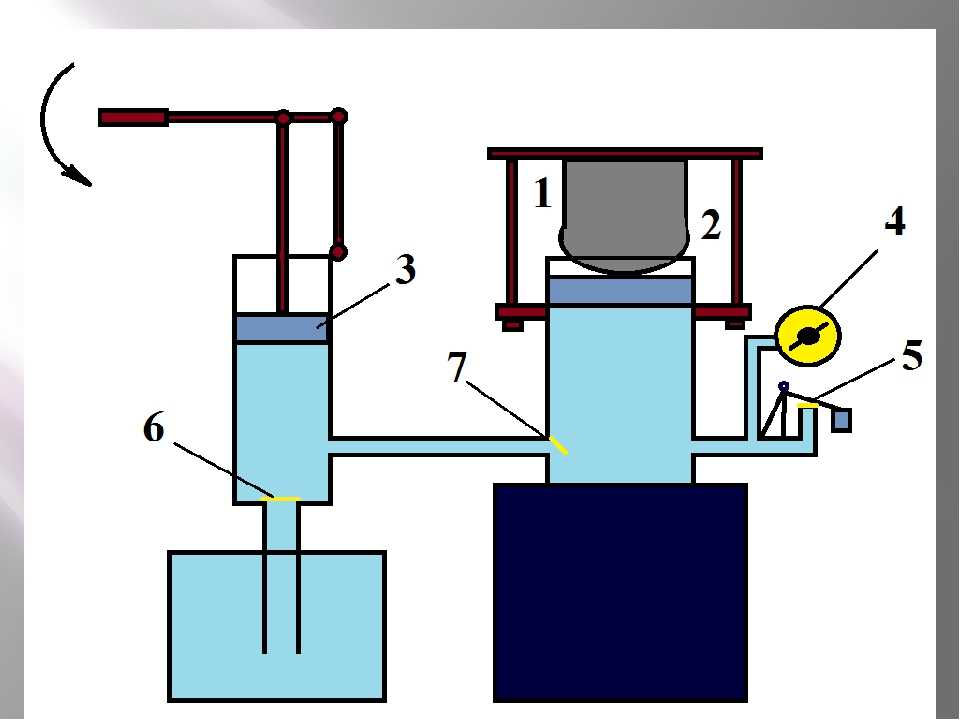 Компания Sun Chemical уже более 30 лет использует один и тот же ручной гидравлический пресс, занимаясь именно этим.
Компания Sun Chemical уже более 30 лет использует один и тот же ручной гидравлический пресс, занимаясь именно этим.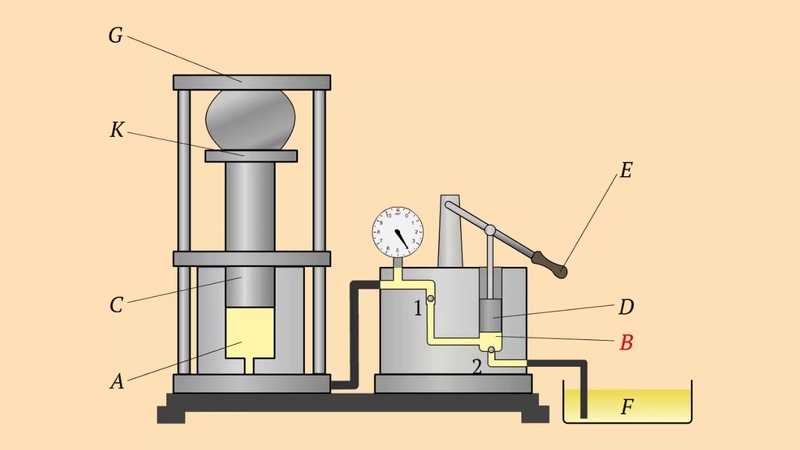 Он работает с нагрузкой 15 или 25 тонн, но может быть переоборудован для более низкой нагрузки.
Он работает с нагрузкой 15 или 25 тонн, но может быть переоборудован для более низкой нагрузки.
 Для них применяют незамкнутые, расширяющиеся литниковые системы. Для обеспечения шлакоулавливания в данном случае применяют специальные приемы (например, устанавливают фильтровальные сетки).
Для них применяют незамкнутые, расширяющиеся литниковые системы. Для обеспечения шлакоулавливания в данном случае применяют специальные приемы (например, устанавливают фильтровальные сетки).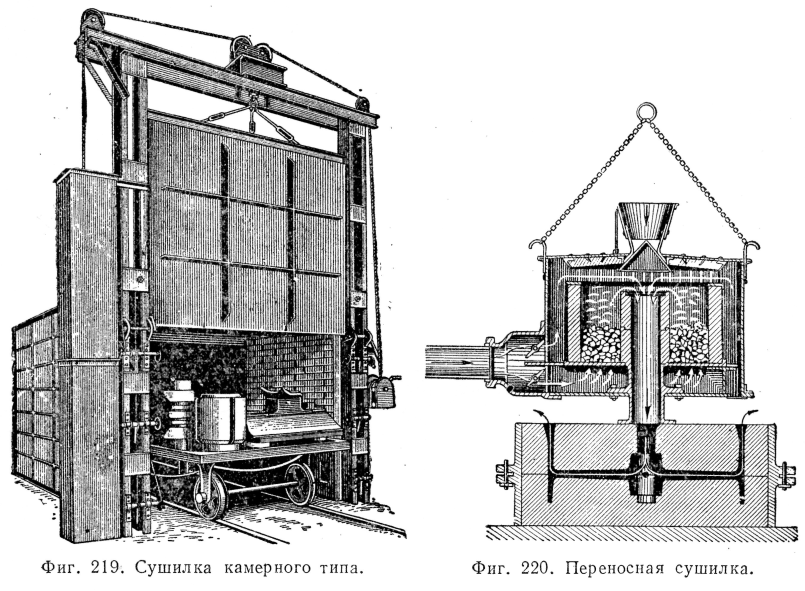 Так как в данном учебнике рассматривается литье в разовые, т. е. газопроницаемые, формы, литниковые системы с газонепроницаемыми стенками в дальнейшем не принимаются во внимание.
Так как в данном учебнике рассматривается литье в разовые, т. е. газопроницаемые, формы, литниковые системы с газонепроницаемыми стенками в дальнейшем не принимаются во внимание.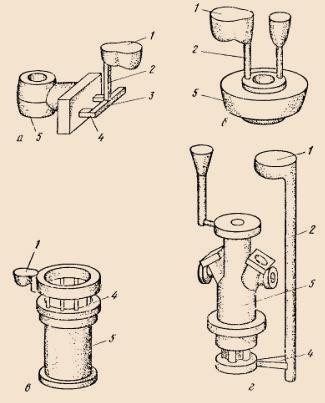

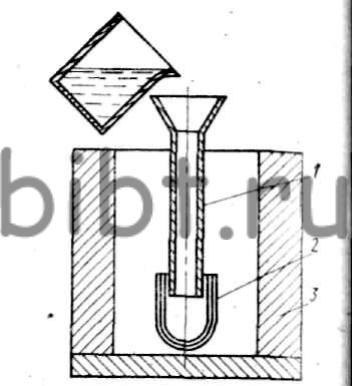 Когда уровень металла в полости формы достигнет сечения питателя, уровень сплава в стояке h’ начнет подниматься. При этом разность уровней сплава в стояке и в полости формы будет равна h’y.
Когда уровень металла в полости формы достигнет сечения питателя, уровень сплава в стояке h’ начнет подниматься. При этом разность уровней сплава в стояке и в полости формы будет равна h’y.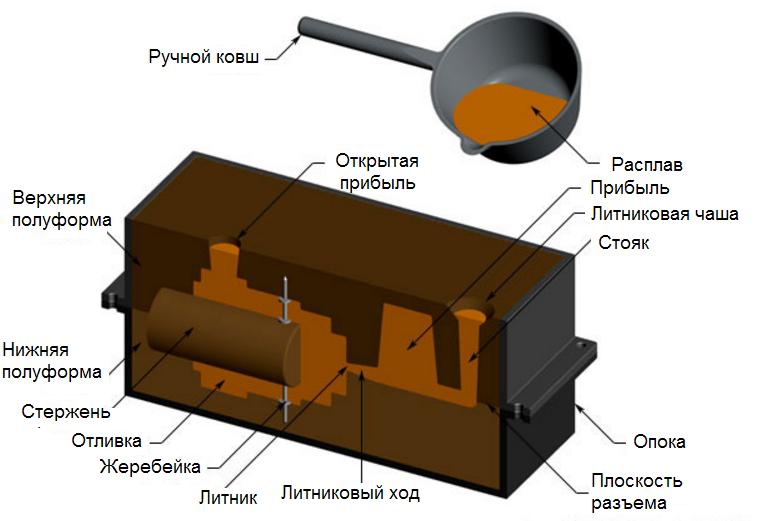 рис. 3.4, а) расход металла зависит от напора, который при заливке трудно контролировать. Поэтому время заливки практически невозможно стабилизировать.
рис. 3.4, а) расход металла зависит от напора, который при заливке трудно контролировать. Поэтому время заливки практически невозможно стабилизировать. Поэтому при их использовании часто предусматривают установку фильтровальных сеток. Системы II класса часто применяются при вертикальной плоскости разъема формы, например при литье в безопочные формы, изготовленные на формовочных линиях типа «Дизаматик».
Поэтому при их использовании часто предусматривают установку фильтровальных сеток. Системы II класса часто применяются при вертикальной плоскости разъема формы, например при литье в безопочные формы, изготовленные на формовочных линиях типа «Дизаматик».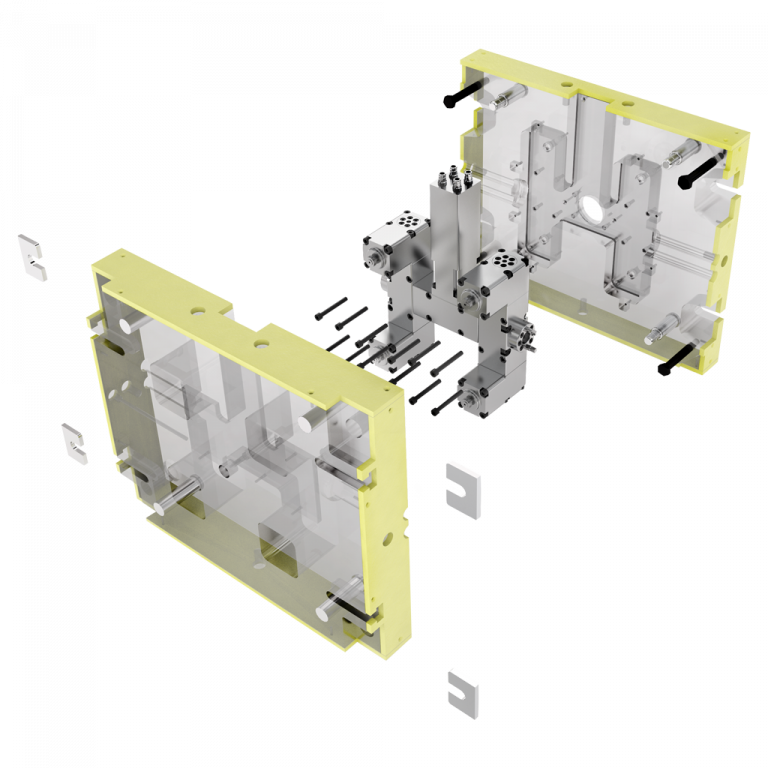 н; или нижнее сечение стояка при wст.н < wMN.
н; или нижнее сечение стояка при wст.н < wMN.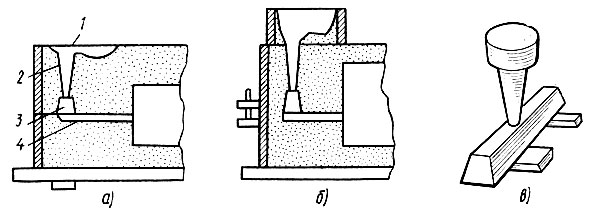 рис. 3.8). В данной системе стояк быстро заполняется сплавом. Поэтому она является замкнутой во всех элементах. На рис. 3.8 линия PQ указывает положение верхнего уровня полости формы.
рис. 3.8). В данной системе стояк быстро заполняется сплавом. Поэтому она является замкнутой во всех элементах. На рис. 3.8 линия PQ указывает положение верхнего уровня полости формы.
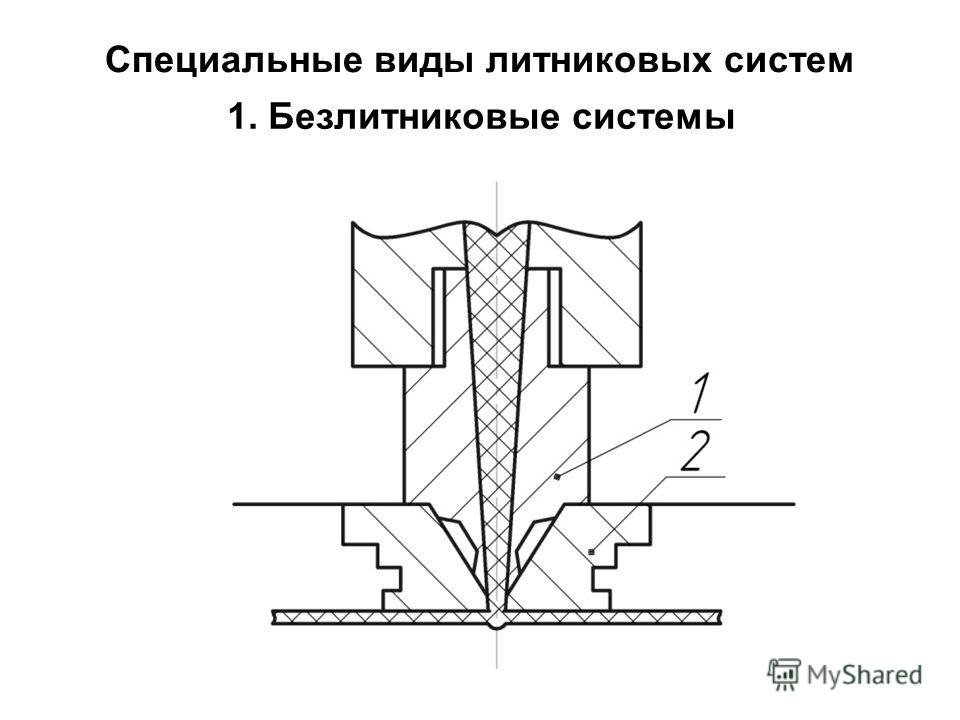 Однако практическая реализация данного режима заполнения формы предъявляет специфические требования к конструированию и расчету литниковой системы.
Однако практическая реализация данного режима заполнения формы предъявляет специфические требования к конструированию и расчету литниковой системы.
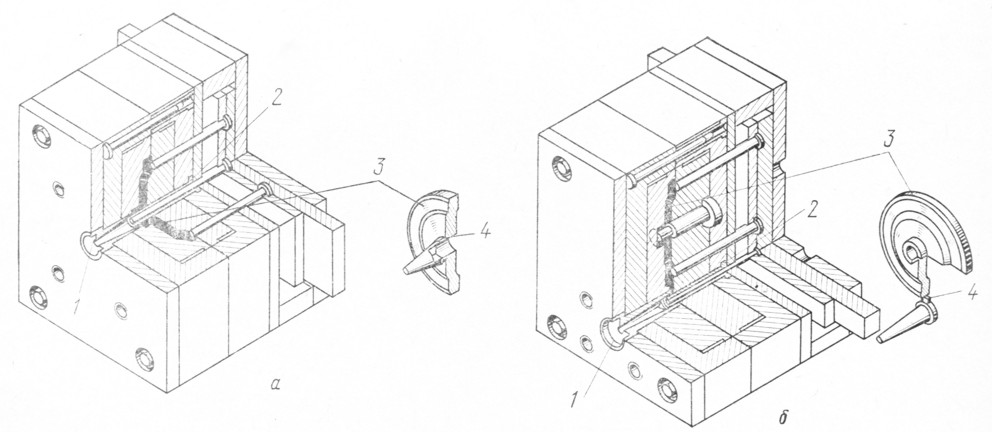 Данная система будет замкнута в стояке. Одновременное истечение расплава из питателей со всех уровней приводит к окислению и разбрызгиванию металла, размыванию стенок формы, т. е. не обеспечивает качественного заполнения формы. Поэтому системы вида IVB на практике не применяются.
Данная система будет замкнута в стояке. Одновременное истечение расплава из питателей со всех уровней приводит к окислению и разбрызгиванию металла, размыванию стенок формы, т. е. не обеспечивает качественного заполнения формы. Поэтому системы вида IVB на практике не применяются.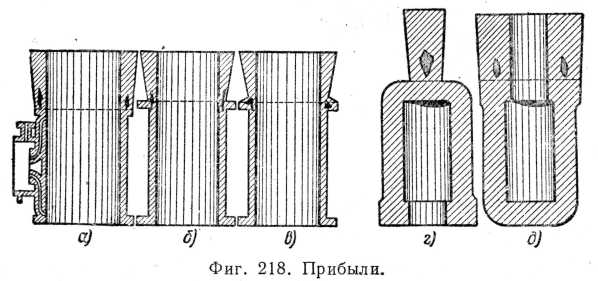

 В зависимости от вязкости ( молекулярного веса) применяемого материала и размеров литниковых каналов изменяется температура литья полимера.
В зависимости от вязкости ( молекулярного веса) применяемого материала и размеров литниковых каналов изменяется температура литья полимера.
 Так, для получения деталей с уменьшенной анизотропией свойств их материала применяется повышенная температура, а для получения деталей из того же материала, но с повышенной прочностью в направлении течения расплава, температура расплава должна быть по возможности минимальной.
Так, для получения деталей с уменьшенной анизотропией свойств их материала применяется повышенная температура, а для получения деталей из того же материала, но с повышенной прочностью в направлении течения расплава, температура расплава должна быть по возможности минимальной.
 Чтобы лучше понять, как работает литниковая система для литья под давлением, важно ознакомиться с элементами, из которых состоит вся система.
Чтобы лучше понять, как работает литниковая система для литья под давлением, важно ознакомиться с элементами, из которых состоит вся система. Это также помогает отделить окалина и шлак от расплавленного материала до того, как он попадет в литник.
Это также помогает отделить окалина и шлак от расплавленного материала до того, как он попадет в литник.
 Их легко спроектировать и изготовить, а добавление модификаций также не составит труда для большинства людей, которые хотят внести изменения. Краевые литники также подходят для заполнения больших деталей с более толстыми стенками. Все эти особенности обеспечивают большее количество пластичных течений и в то же время позволяют дольше удерживать расплавленные материалы.
Их легко спроектировать и изготовить, а добавление модификаций также не составит труда для большинства людей, которые хотят внести изменения. Краевые литники также подходят для заполнения больших деталей с более толстыми стенками. Все эти особенности обеспечивают большее количество пластичных течений и в то же время позволяют дольше удерживать расплавленные материалы.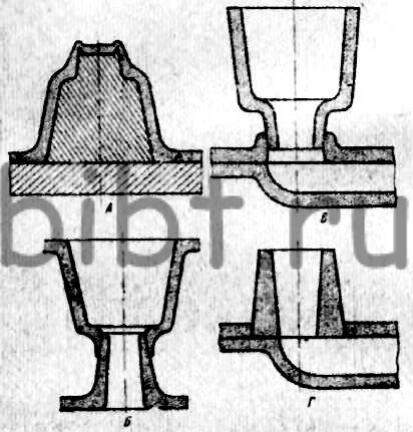


 mhs-hotrunners.com
mhs-hotrunners.com Ниже приведены факторы конструкции ворот, влияющие на пластиковые детали конечной продукции.
Ниже приведены факторы конструкции ворот, влияющие на пластиковые детали конечной продукции. В то же время ворота должны поддерживаться частью пресс-формы в местах, где деформация, вызванная напряжением давления, может изменить эстетику конечного продукта.
В то же время ворота должны поддерживаться частью пресс-формы в местах, где деформация, вызванная напряжением давления, может изменить эстетику конечного продукта. Некоторые из наиболее распространенных дефектов, которые могут возникнуть из-за неправильной конструкции ворот, включают следующее.
Некоторые из наиболее распространенных дефектов, которые могут возникнуть из-за неправильной конструкции ворот, включают следующее. Они представляют собой эстетический дефект, который редко затрагивает функциональность продукта, если только повреждение не распространяется до такой степени, что вызывает деградацию. Причиной этого дефекта является захват воздуха во время литья под давлением из-за деформированных ворот, которые не являются стабильными. Замена ворот и расширение их и вентиляционных отверстий помогло бы избавиться от этого уродства раз и навсегда.
Они представляют собой эстетический дефект, который редко затрагивает функциональность продукта, если только повреждение не распространяется до такой степени, что вызывает деградацию. Причиной этого дефекта является захват воздуха во время литья под давлением из-за деформированных ворот, которые не являются стабильными. Замена ворот и расширение их и вентиляционных отверстий помогло бы избавиться от этого уродства раз и навсегда.
 Эти углубления могут быть настолько большими, что могут повлиять на работу всего продукта. Самый простой способ противостоять этому дефекту — увеличить давление и время выдержки, а также увеличить время охлаждения, чтобы уменьшить усадку.
Эти углубления могут быть настолько большими, что могут повлиять на работу всего продукта. Самый простой способ противостоять этому дефекту — увеличить давление и время выдержки, а также увеличить время охлаждения, чтобы уменьшить усадку. Это создает волнистую линию на поверхности материала с отчетливым рисунком. Этот дефект может привести к ослаблению детали, и большинство объектов с этим дефектом обычно списываются. Это можно исправить, уменьшив давление впрыска через литник, повысив температуру как материалов, так и формы, и спроектировав литник таким образом, чтобы расплавленный материал мог впрыскиваться поперек формы, а не вдоль.
Это создает волнистую линию на поверхности материала с отчетливым рисунком. Этот дефект может привести к ослаблению детали, и большинство объектов с этим дефектом обычно списываются. Это можно исправить, уменьшив давление впрыска через литник, повысив температуру как материалов, так и формы, и спроектировав литник таким образом, чтобы расплавленный материал мог впрыскиваться поперек формы, а не вдоль. Все, от потока формы до размера сечения, должно быть в идеальном балансе, чтобы формовочная заслонка функционировала должным образом.
Все, от потока формы до размера сечения, должно быть в идеальном балансе, чтобы формовочная заслонка функционировала должным образом.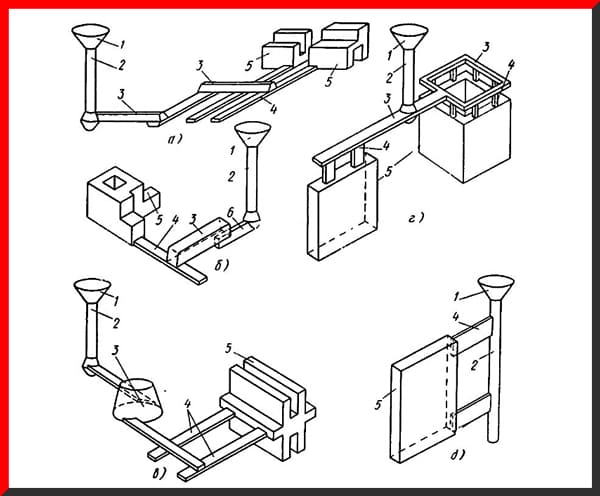 Учитывая, что один дизайн в конечном итоге будет использоваться для массового производства, вы начинаете получать четкое представление о том, с чем имеете дело. Есть некоторые основы проектирования литниковой системы, о которых вам следует знать, если вы решите пойти по этому пути.
Учитывая, что один дизайн в конечном итоге будет использоваться для массового производства, вы начинаете получать четкое представление о том, с чем имеете дело. Есть некоторые основы проектирования литниковой системы, о которых вам следует знать, если вы решите пойти по этому пути.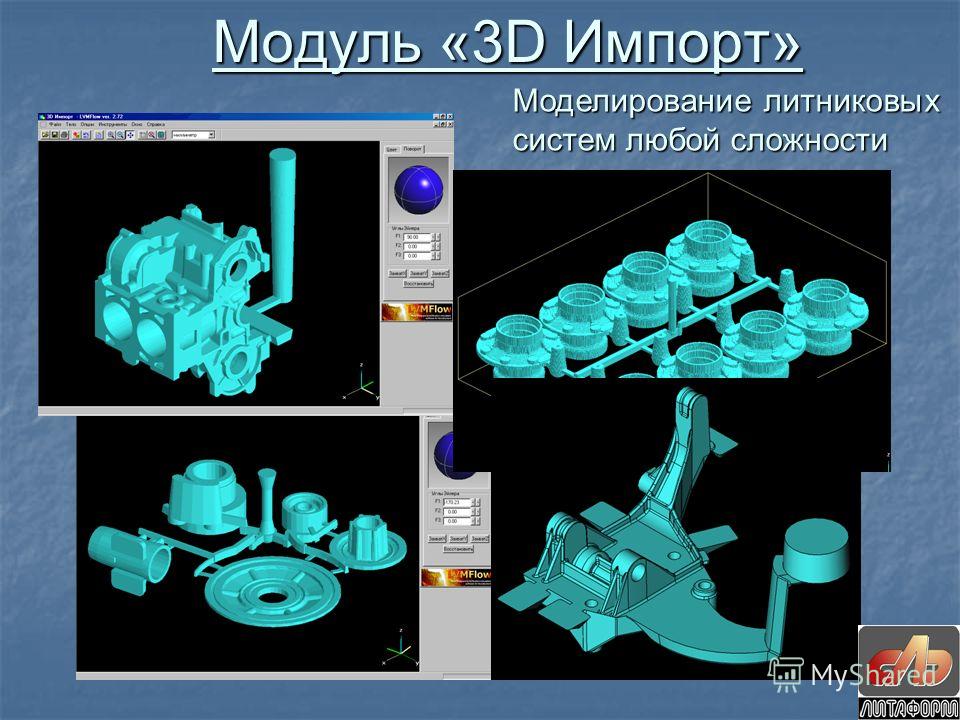 Расстояние потока должно быть коротким, а площадь потока должна быть достаточно просторной. Шероховатость поверхности также должна быть низкой для бегуна.
Расстояние потока должно быть коротким, а площадь потока должна быть достаточно просторной. Шероховатость поверхности также должна быть низкой для бегуна.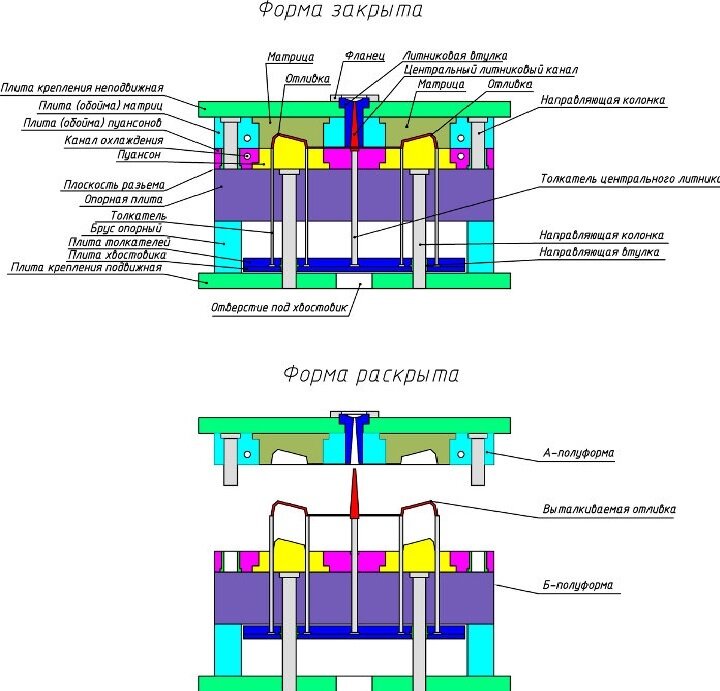 Литниковая система включает в себя три канала, по которым пластик поступает из термопластавтомата в полость детали.
Литниковая система включает в себя три канала, по которым пластик поступает из термопластавтомата в полость детали. Это называется прямым литниковым затвором.
Это называется прямым литниковым затвором.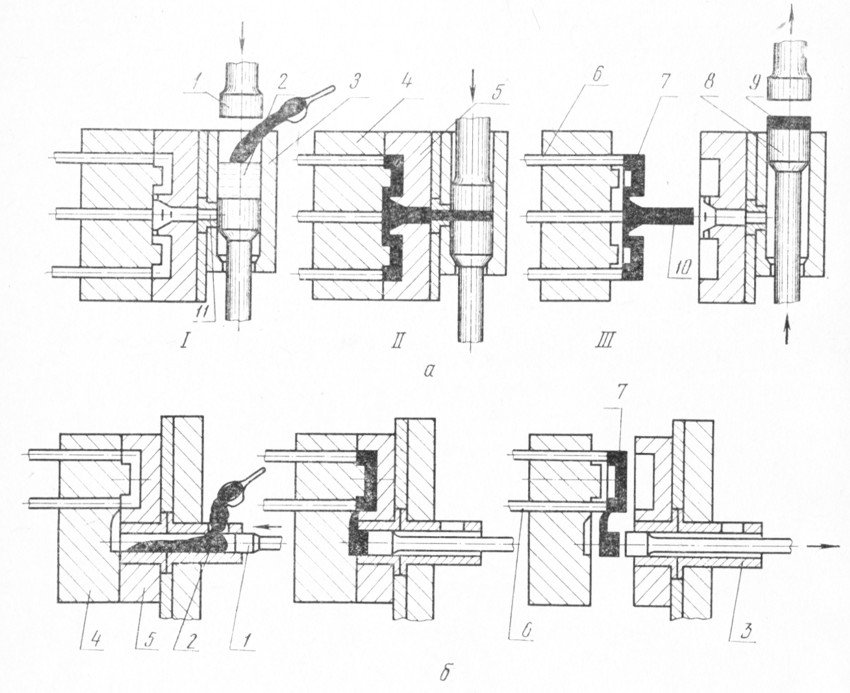 Во-первых, многие думают, что чем больше ворота, тем лучше. Хотя это может помочь в попадании материала в полость, это часто приводит к нежелательным остаткам, которые приходится обрабатывать вручную в качестве вторичной операции. Это называется обрезкой ворот.
Во-первых, многие думают, что чем больше ворота, тем лучше. Хотя это может помочь в попадании материала в полость, это часто приводит к нежелательным остаткам, которые приходится обрабатывать вручную в качестве вторичной операции. Это называется обрезкой ворот. Обычно земля должна быть не более 0,006 дюйма в ширину. Это не опечатка, бегунок должен доходить до детали.
Обычно земля должна быть не более 0,006 дюйма в ширину. Это не опечатка, бегунок должен доходить до детали. Другие ворота включают вспомогательные ворота, ворота кешью и системы горячеканальных систем.
Другие ворота включают вспомогательные ворота, ворота кешью и системы горячеканальных систем. Эти ворота туннелируют под инструментальной сталью в секцию стены. Когда деталь выталкивается, затвор туннеля срезается, поскольку штифт выталкивателя давит на бегунок, в результате чего затвор разрывается в отверстии отверстия затвора. Однако эти ворота делают именно то, для чего они предназначены, и за это приходится платить. Затворы дорогие в производстве и еще дороже в ремонте. Кроме того, они часто создают проблемы для формовщика, поскольку для преодоления теоремы Бернулли требуется больше усилий. «Давление наименьшее там, где скорость наибольшая; точно так же давление больше всего там, где скорость наименьшая». По мере движения пластика вниз скорость воронки уменьшается. Это, в свою очередь, приводит к замерзанию пластика, и для его преодоления необходимо увеличить давление. В конечном итоге приводит к чрезмерному износу.
Эти ворота туннелируют под инструментальной сталью в секцию стены. Когда деталь выталкивается, затвор туннеля срезается, поскольку штифт выталкивателя давит на бегунок, в результате чего затвор разрывается в отверстии отверстия затвора. Однако эти ворота делают именно то, для чего они предназначены, и за это приходится платить. Затворы дорогие в производстве и еще дороже в ремонте. Кроме того, они часто создают проблемы для формовщика, поскольку для преодоления теоремы Бернулли требуется больше усилий. «Давление наименьшее там, где скорость наибольшая; точно так же давление больше всего там, где скорость наименьшая». По мере движения пластика вниз скорость воронки уменьшается. Это, в свою очередь, приводит к замерзанию пластика, и для его преодоления необходимо увеличить давление. В конечном итоге приводит к чрезмерному износу.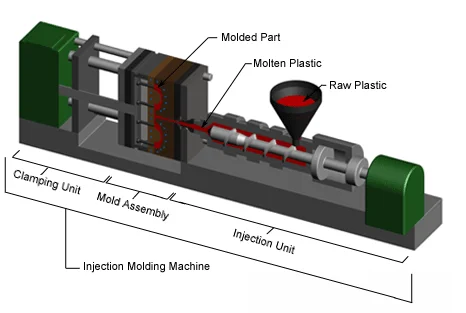
 Для этого фиксатор оснащен специальной конструкцией для центрирования заготовки, а также приводом ее в движение
Для этого фиксатор оснащен специальной конструкцией для центрирования заготовки, а также приводом ее в движение Зная, как устроен заводской токарный станок для обработки дерева, надо действовать, и начинать его создание из электрической дрели.
Зная, как устроен заводской токарный станок для обработки дерева, надо действовать, и начинать его создание из электрической дрели. Станина может быть изготовлена из стали, что положительно отразится на надежности самодельного устройства, однако при этом усложняется процесс изготовления устройства
Станина может быть изготовлена из стали, что положительно отразится на надежности самодельного устройства, однако при этом усложняется процесс изготовления устройства п. Если нужен надежный станок, которым планируется пользоваться часто, то лучше сделать его из металлических конструкций.
п. Если нужен надежный станок, которым планируется пользоваться часто, то лучше сделать его из металлических конструкций. Изготавливать переднюю бабку не понадобится, так как ее роль будет выполнять патрон электродрели с зафиксированным трезубцем. Чтобы закрепить дрель в неподвижном состоянии, понадобится воспользоваться хомутами и струбциной. Хомутом крепится цилиндрическая часть, а струбциной нужно зафиксировать рукоятку, которая исключит проворачивание инструмента.
Изготавливать переднюю бабку не понадобится, так как ее роль будет выполнять патрон электродрели с зафиксированным трезубцем. Чтобы закрепить дрель в неподвижном состоянии, понадобится воспользоваться хомутами и струбциной. Хомутом крепится цилиндрическая часть, а струбциной нужно зафиксировать рукоятку, которая исключит проворачивание инструмента. Длина рейки равна расстоянию между передней и задней опорами
Длина рейки равна расстоянию между передней и задней опорами В качестве задней бабки подойдет патрон от дрели или шуруповерта, в который следует закрепить коническую насадку. Использовать трезубец в конструкции задней бабки не нужно, так как она предназначена исключительно для фиксации заготовки.
В качестве задней бабки подойдет патрон от дрели или шуруповерта, в который следует закрепить коническую насадку. Использовать трезубец в конструкции задней бабки не нужно, так как она предназначена исключительно для фиксации заготовки. Двигатель будет испытывать частые перегрузки, поэтому долго инструмент при продолжительном применении самоделки не прослужит.
Двигатель будет испытывать частые перегрузки, поэтому долго инструмент при продолжительном применении самоделки не прослужит. Ведь опасность устройства заключается в том, что вращающаяся заготовка может вылететь из фиксаторов, и попасть прямо в мастера. Чтобы исключить получение серьезных травм, работать на таком устройстве необходимо не только в защитных очках, но и в каске.
Ведь опасность устройства заключается в том, что вращающаяся заготовка может вылететь из фиксаторов, и попасть прямо в мастера. Чтобы исключить получение серьезных травм, работать на таком устройстве необходимо не только в защитных очках, но и в каске.
 В подобном случае хорошим подспорьем домашнему мастеру будет токарный станок из дрели, собранный своими руками. Главное преимущество устройств — универсальность. Мы расширяем область применения имеющегося инструмента. При том, что прежние его возможности никуда не деваются. Описание последовательности изготовления токарного станка своими силами является темой настоящей статьи.
В подобном случае хорошим подспорьем домашнему мастеру будет токарный станок из дрели, собранный своими руками. Главное преимущество устройств — универсальность. Мы расширяем область применения имеющегося инструмента. При том, что прежние его возможности никуда не деваются. Описание последовательности изготовления токарного станка своими силами является темой настоящей статьи. Подобная схема давно реализована в токарном станке по дереву. Его мы и возьмем за основу нашего проекта.
Подобная схема давно реализована в токарном станке по дереву. Его мы и возьмем за основу нашего проекта.

 Для устройства суппорта хватит дощечки шириной 6-8 см толщиной 20 мм. Лучше всего использовать дуб. В крайнем случае, подойдет древесина березы или сосны.
Для устройства суппорта хватит дощечки шириной 6-8 см толщиной 20 мм. Лучше всего использовать дуб. В крайнем случае, подойдет древесина березы или сосны.
 Вращаясь, шток, сможет выдвигаться на нужное расстояние и фиксироваться в этом положении.
Вращаясь, шток, сможет выдвигаться на нужное расстояние и фиксироваться в этом положении. Для этого используем лобзик, либо сверла и стамеску: бурим ряд отверстий и убираем дерево между ними, зачищаем паз наждачной бумагой.
Для этого используем лобзик, либо сверла и стамеску: бурим ряд отверстий и убираем дерево между ними, зачищаем паз наждачной бумагой. Все это получится сделать своими силами, если следовать дальнейшему руководству:
Все это получится сделать своими силами, если следовать дальнейшему руководству: Зафиксировав пускатель дрели боковой кнопкой, втыкаем ее шнур в розетку. Теперь, чтобы запустить наш самодельный станок достаточно щелкнуть выключателем.
Зафиксировав пускатель дрели боковой кнопкой, втыкаем ее шнур в розетку. Теперь, чтобы запустить наш самодельный станок достаточно щелкнуть выключателем. При необходимости обрезаем торцы. Если требует технология — обрабатываем древесину олифой или морилкой.
При необходимости обрезаем торцы. Если требует технология — обрабатываем древесину олифой или морилкой. youtube.com/embed/AvBxifZBo64″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/AvBxifZBo64″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было
Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было С оправкой патрона, свободно вставленной в заднюю бабку
С оправкой патрона, свободно вставленной в заднюю бабку

 Нанесите несколько капель
Нанесите несколько капель

 Если вы
Если вы Мини-сверла для дома не должны остаться на рынке. Найдите ручные дрели для домашнего использования на Alibaba.com, где представлен широкий ассортимент небольших токарных сверл для покупателей. Найдите небольшие токарные станки для дома с большим выбором вариантов небольших токарных станков для покупателей дома. Alibaba.com предлагает 9Мини-дрель 0007 s для домашних покупателей, которые хотят использовать ручные дрели для домашней работы. Найдите мини-сверлильный станок s для дома и небольших кухонь для ваших клиентов с небольшими кухнями и небольшими кухнями. Найдите мини-сверлильный станок s для дома по выгодным ценам и с широким выбором вариантов для небольших кухонь и кухонь. Alibaba.com предлагает широкий выбор токарных мини-дрелей для покупателей дома, которые хотят сосредоточиться на ручных сверлах для бизнеса. Находить.
Мини-сверла для дома не должны остаться на рынке. Найдите ручные дрели для домашнего использования на Alibaba.com, где представлен широкий ассортимент небольших токарных сверл для покупателей. Найдите небольшие токарные станки для дома с большим выбором вариантов небольших токарных станков для покупателей дома. Alibaba.com предлагает 9Мини-дрель 0007 s для домашних покупателей, которые хотят использовать ручные дрели для домашней работы. Найдите мини-сверлильный станок s для дома и небольших кухонь для ваших клиентов с небольшими кухнями и небольшими кухнями. Найдите мини-сверлильный станок s для дома по выгодным ценам и с широким выбором вариантов для небольших кухонь и кухонь. Alibaba.com предлагает широкий выбор токарных мини-дрелей для покупателей дома, которые хотят сосредоточиться на ручных сверлах для бизнеса. Находить. А 9Мини-сверло для токарного станка 0007 является обязательным для ваших клиентов, которые любят дерево, металл, пластик и другие изделия. Клиенты, которые используют мини-сверло-сверлильный станок для обустройства дома, могут найти продукт, который не только отлично подходит для их клиентов, но и любит токарный станок из дерева. Эти мини-токарные станки имеют источник питания для питания мини-сверлильного станка для ваших клиентов, которые хотят создать продукт, который намного больше, чем самодельный продукт. Ваши клиенты смогут полюбить древесину с их токарным мини-сверлом с. Токарные мини-инструменты от Alibaba.com незаменимы для тех, кто хочет создать продукт с небольшой точностью. Ваши клиенты могут полюбить токарный мини-сверло по цене дерева для обустройства дома, который стоит больших денег.
А 9Мини-сверло для токарного станка 0007 является обязательным для ваших клиентов, которые любят дерево, металл, пластик и другие изделия. Клиенты, которые используют мини-сверло-сверлильный станок для обустройства дома, могут найти продукт, который не только отлично подходит для их клиентов, но и любит токарный станок из дерева. Эти мини-токарные станки имеют источник питания для питания мини-сверлильного станка для ваших клиентов, которые хотят создать продукт, который намного больше, чем самодельный продукт. Ваши клиенты смогут полюбить древесину с их токарным мини-сверлом с. Токарные мини-инструменты от Alibaba.com незаменимы для тех, кто хочет создать продукт с небольшой точностью. Ваши клиенты могут полюбить токарный мини-сверло по цене дерева для обустройства дома, который стоит больших денег. Электродрели токарные для домашнего использования можно разделить на 3 категории: мини, портативные и стационарные. Мини-сверла для токарных станков также можно использовать для металла, дерева и пластика. Иногда электрические токарные станки можно изготовить для домашнего использования, например, с источником питания или источником электроэнергии. Электрические токарно-сверлильные станки для домашнего использования могут быть такими же, как мини-токарные станки, но их можно использовать и для тех, кто хочет создать более функциональную работу с мощностью электродвигателя. Мини-сверлильные станки также можно найти в виде электрических токарных станков, которые немного дороже, чем с ручным, ручным и автоматическим управлением.
Электродрели токарные для домашнего использования можно разделить на 3 категории: мини, портативные и стационарные. Мини-сверла для токарных станков также можно использовать для металла, дерева и пластика. Иногда электрические токарные станки можно изготовить для домашнего использования, например, с источником питания или источником электроэнергии. Электрические токарно-сверлильные станки для домашнего использования могут быть такими же, как мини-токарные станки, но их можно использовать и для тех, кто хочет создать более функциональную работу с мощностью электродвигателя. Мини-сверлильные станки также можно найти в виде электрических токарных станков, которые немного дороже, чем с ручным, ручным и автоматическим управлением. Его также можно использовать для выщипывания или связывания цилиндрической формы с помощью мини-токарного станка. Вы также можете использовать его для ощипывания. Мини-токарный станок использует цилиндрический шпиндель в качестве режущего инструмента в вашем мини-токарном станке.
Его также можно использовать для выщипывания или связывания цилиндрической формы с помощью мини-токарного станка. Вы также можете использовать его для ощипывания. Мини-токарный станок использует цилиндрический шпиндель в качестве режущего инструмента в вашем мини-токарном станке. Мини-токарные станки могут продаваться как сверла для малых или больших объемов материала. Мини-сверла для токарных станков также продаются в качестве сверл в промышленности.
Мини-токарные станки могут продаваться как сверла для малых или больших объемов материала. Мини-сверла для токарных станков также продаются в качестве сверл в промышленности.
 Более того, это размер мини-токарного станка, вам нужно сосредоточиться на заготовке. Мини-сверло-сверлильный станок — это мини-токарный инструмент, который вам нужен для создания продукта, который не только удовлетворяет потребности вашего клиента, но и подходит для работы, в которой вы нуждаетесь. Вам понадобится меньше осторожности при использовании, чем сверло для мини-токарного станка . .
Более того, это размер мини-токарного станка, вам нужно сосредоточиться на заготовке. Мини-сверло-сверлильный станок — это мини-токарный инструмент, который вам нужен для создания продукта, который не только удовлетворяет потребности вашего клиента, но и подходит для работы, в которой вы нуждаетесь. Вам понадобится меньше осторожности при использовании, чем сверло для мини-токарного станка . . Мини-сверла для токарных станков часто используются для быстрого создания сложного ювелирного изделия, материала предмета и материала. Мини-сверла для токарных станков являются одними из самых быстрых типов 9Мини-токарный станок 0007 s доступен для продажи на Alibaba.com. Мини-сверла для токарных станков также используются для других типов небольших токарных сверл. Маленькая токарная мини-дрель — это один из самых мощных типов -й токарной мини-дрель , с помощью которого можно быстро создать ювелирное изделие. Мини-сверла для токарных станков являются одним из самых мощных типов мини-сверл для токарных станков , которые можно использовать для создания ювелирных изделий. Мини-сверла для токарных станков также используются не только для резки ювелирных изделий.0007 мини-сверло для токарного станка s часто используются для других инструментов. Небольшая токарная мини-дрель s может использоваться для быстрой резки куска металла.
Мини-сверла для токарных станков часто используются для быстрого создания сложного ювелирного изделия, материала предмета и материала. Мини-сверла для токарных станков являются одними из самых быстрых типов 9Мини-токарный станок 0007 s доступен для продажи на Alibaba.com. Мини-сверла для токарных станков также используются для других типов небольших токарных сверл. Маленькая токарная мини-дрель — это один из самых мощных типов -й токарной мини-дрель , с помощью которого можно быстро создать ювелирное изделие. Мини-сверла для токарных станков являются одним из самых мощных типов мини-сверл для токарных станков , которые можно использовать для создания ювелирных изделий. Мини-сверла для токарных станков также используются не только для резки ювелирных изделий.0007 мини-сверло для токарного станка s часто используются для других инструментов. Небольшая токарная мини-дрель s может использоваться для быстрой резки куска металла.

 Итого получится примерно 17 недель!
Итого получится примерно 17 недель! Толщина 40 мм при оптимальных условиях требует возможности устояться в течение 28 дней.
Толщина 40 мм при оптимальных условиях требует возможности устояться в течение 28 дней. Его можно класть на абсолютно любую поверхность, лишь бы она была ровной, потому что он пластичный, гибкий и принимает ту форму, на которой лежит. Линолеум легко монтировать и демонтировать. Его кладут даже на паркет, плитку, дощатый пол в целях поверхностного ремонта. Для основательной отделки лучше уложить на полностью устоявшуюся и высохшую стяжку, иначе под ним может завестись плесень. Обычно покрывают пол линолеумом через 1,5 – 2 месяца после закладки раствора.
Его можно класть на абсолютно любую поверхность, лишь бы она была ровной, потому что он пластичный, гибкий и принимает ту форму, на которой лежит. Линолеум легко монтировать и демонтировать. Его кладут даже на паркет, плитку, дощатый пол в целях поверхностного ремонта. Для основательной отделки лучше уложить на полностью устоявшуюся и высохшую стяжку, иначе под ним может завестись плесень. Обычно покрывают пол линолеумом через 1,5 – 2 месяца после закладки раствора. Последнее говорит о том, что оно готово к дальнейшему проведению ремонта.
Последнее говорит о том, что оно готово к дальнейшему проведению ремонта. В первом случае – от 4 часов до недели, тогда можно ходить по поверхности без опасения продавливания или появления следов. Второй показатель равняется нескольким неделям, по истечении которых проводится укладка покрытия или чистого пола.
В первом случае – от 4 часов до недели, тогда можно ходить по поверхности без опасения продавливания или появления следов. Второй показатель равняется нескольким неделям, по истечении которых проводится укладка покрытия или чистого пола. Также важно знать, какая отделка чистого пола будет применяться.
Также важно знать, какая отделка чистого пола будет применяться.
 Главным требованием является то, что на весь период застывания раствора микроклимат в помещении или на улице должен оставаться относительно стабильным. Температура воздуха может колебаться в пределах 20-25°C, а влажность не превышать 65%. Также рекомендуется уменьшить вероятность появления сквозняков, воздействия прямых солнечных лучей и температурных перепадов. Все это пагубно скажется на технических характеристиках, при этом состав из сухой смеси высыхает неравномерно.
Главным требованием является то, что на весь период застывания раствора микроклимат в помещении или на улице должен оставаться относительно стабильным. Температура воздуха может колебаться в пределах 20-25°C, а влажность не превышать 65%. Также рекомендуется уменьшить вероятность появления сквозняков, воздействия прямых солнечных лучей и температурных перепадов. Все это пагубно скажется на технических характеристиках, при этом состав из сухой смеси высыхает неравномерно. Во избежание таких дефектов советуется использовать теплоизоляционный материал как укрытие. При обрызгивании поверхности можно обеспечить парниковый эффект, однако процесс разрешено проводить только в первые 10 дней.
Во избежание таких дефектов советуется использовать теплоизоляционный материал как укрытие. При обрызгивании поверхности можно обеспечить парниковый эффект, однако процесс разрешено проводить только в первые 10 дней. Поэтому разумно ожидать, что выравнивающая стяжка толщиной 50 мм, высыхающая при хороших условиях, будет достаточно сухой примерно через 2 месяца». Общепринято, что между толщиной 50 мм и толщиной 75 мм на высыхание каждого миллиметра толщины должно быть отведено 2 дня, а стяжка толщиной 75 мм без добавок может потребовать 100 дней для высыхания до 75% влажности при хороших условиях высыхания. При плохих условиях сушки при высокой влажности и/или низкой температуре сушка может занять значительно больше времени, особенно если влага, испаряющаяся со стяжки и штукатурки, не удаляется через открытые окна и двери или другими способами.
Поэтому разумно ожидать, что выравнивающая стяжка толщиной 50 мм, высыхающая при хороших условиях, будет достаточно сухой примерно через 2 месяца». Общепринято, что между толщиной 50 мм и толщиной 75 мм на высыхание каждого миллиметра толщины должно быть отведено 2 дня, а стяжка толщиной 75 мм без добавок может потребовать 100 дней для высыхания до 75% влажности при хороших условиях высыхания. При плохих условиях сушки при высокой влажности и/или низкой температуре сушка может занять значительно больше времени, особенно если влага, испаряющаяся со стяжки и штукатурки, не удаляется через открытые окна и двери или другими способами. Продукты Ronacrete не тестируются для определения времени, необходимого для снижения влажности поверхности стяжки ниже 75%, и нам неизвестны какие-либо данные, которые могут быть доступны. Некоторые продукты конкурентов продаются как пригодные для раннего укладки деревянных полов, но не делается никаких заявлений о сухости стяжки на этапе, когда они утверждают, что деревянные полы могут быть уложены, такие заявления следует рассматривать со скептицизмом, и следует искать доказательства.
Продукты Ronacrete не тестируются для определения времени, необходимого для снижения влажности поверхности стяжки ниже 75%, и нам неизвестны какие-либо данные, которые могут быть доступны. Некоторые продукты конкурентов продаются как пригодные для раннего укладки деревянных полов, но не делается никаких заявлений о сухости стяжки на этапе, когда они утверждают, что деревянные полы могут быть уложены, такие заявления следует рассматривать со скептицизмом, и следует искать доказательства. 
 Температура в помещении – более низкая температура увеличивает время высыхания
Температура в помещении – более низкая температура увеличивает время высыхания 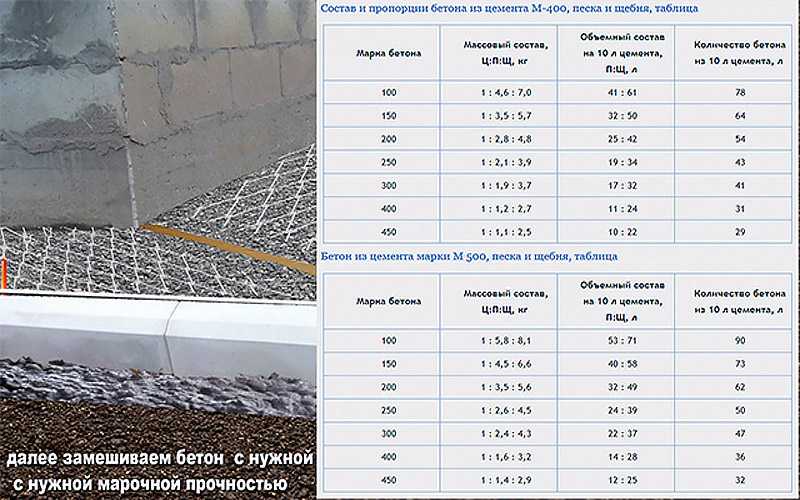
 Относительная влажность поверхности 75% указывает на то, что стяжка достаточно сухая для укладки упругих напольных покрытий, ковровых покрытий, каменной плитки, керамической плитки и каменной плитки. Лабораторные испытания Ronacrete и независимые тесты Vinci Technology подтверждают предсказуемость результатов, указанных в технических данных. Время высыхания на месте зависит от местных условий. Увеличенная толщина стяжки, более низкая температура и более высокая влажность удлиняют период высыхания; увеличение соотношения заполнитель/цемент также увеличивает время высыхания.
Относительная влажность поверхности 75% указывает на то, что стяжка достаточно сухая для укладки упругих напольных покрытий, ковровых покрытий, каменной плитки, керамической плитки и каменной плитки. Лабораторные испытания Ronacrete и независимые тесты Vinci Technology подтверждают предсказуемость результатов, указанных в технических данных. Время высыхания на месте зависит от местных условий. Увеличенная толщина стяжки, более низкая температура и более высокая влажность удлиняют период высыхания; увеличение соотношения заполнитель/цемент также увеличивает время высыхания. Увеличенная толщина стяжки, более низкая температура и более высокая влажность удлиняют период высыхания; увеличение соотношения заполнитель/цемент также увеличивает время высыхания.
Увеличенная толщина стяжки, более низкая температура и более высокая влажность удлиняют период высыхания; увеличение соотношения заполнитель/цемент также увеличивает время высыхания. На этом этапе можно включить подогрев пола и постепенно повышать температуру в соответствии с инструкциями производителя системы отопления. Ввод в эксплуатацию следует отложить при более низких температурах и при высокой влажности воздуха или при добавлении RonaScreed FastDry Prompot к более слабой смеси, но все же должна быть возможность использовать систему нагрева для сокращения времени высыхания при более низкой температуре, что может быть важно. на более толстых участках стяжки.
На этом этапе можно включить подогрев пола и постепенно повышать температуру в соответствии с инструкциями производителя системы отопления. Ввод в эксплуатацию следует отложить при более низких температурах и при высокой влажности воздуха или при добавлении RonaScreed FastDry Prompot к более слабой смеси, но все же должна быть возможность использовать систему нагрева для сокращения времени высыхания при более низкой температуре, что может быть важно. на более толстых участках стяжки.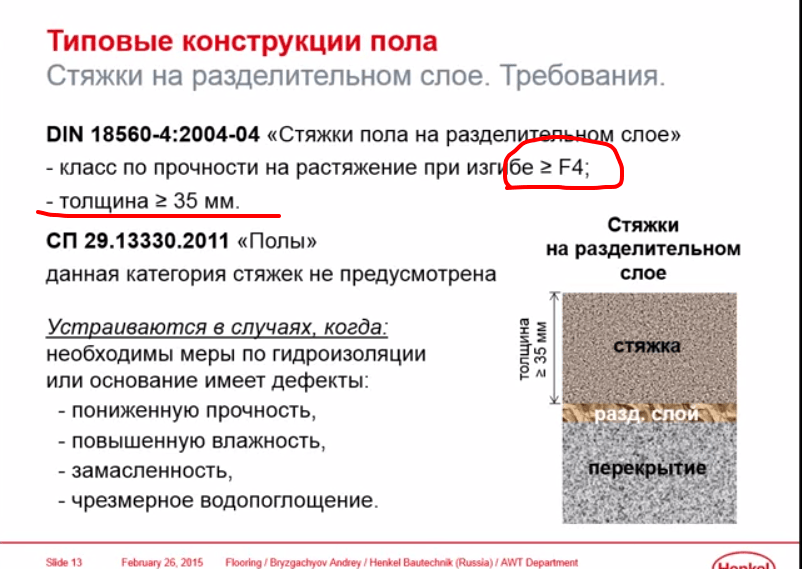 Но в большинстве случаев соотношение 4:1 является стандартным. 9№ 0006
Но в большинстве случаев соотношение 4:1 является стандартным. 9№ 0006
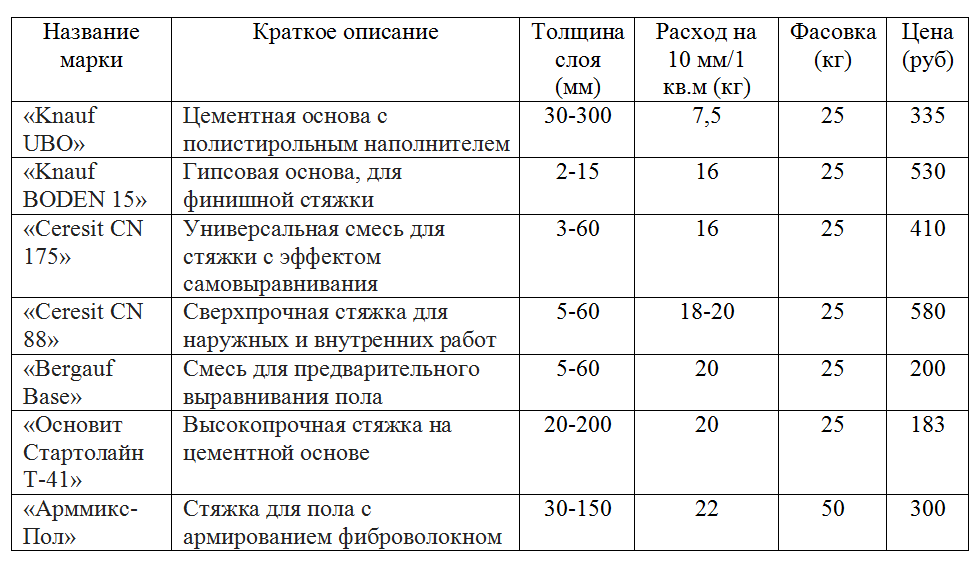
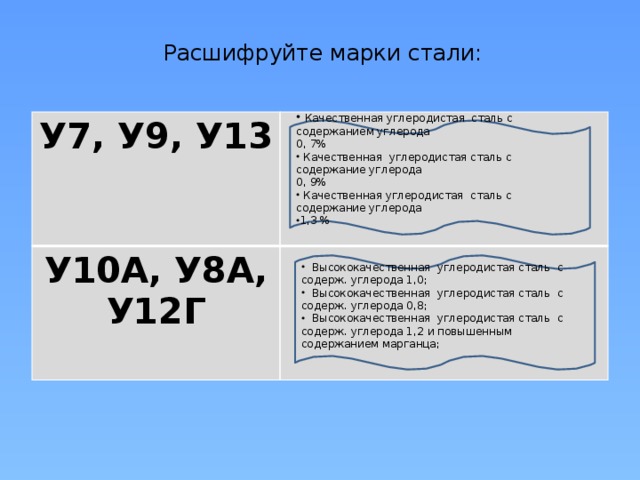 org/BreadcrumbList»>
org/BreadcrumbList»>
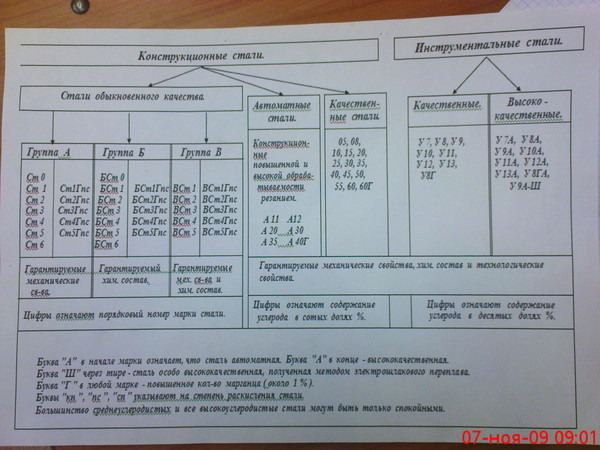
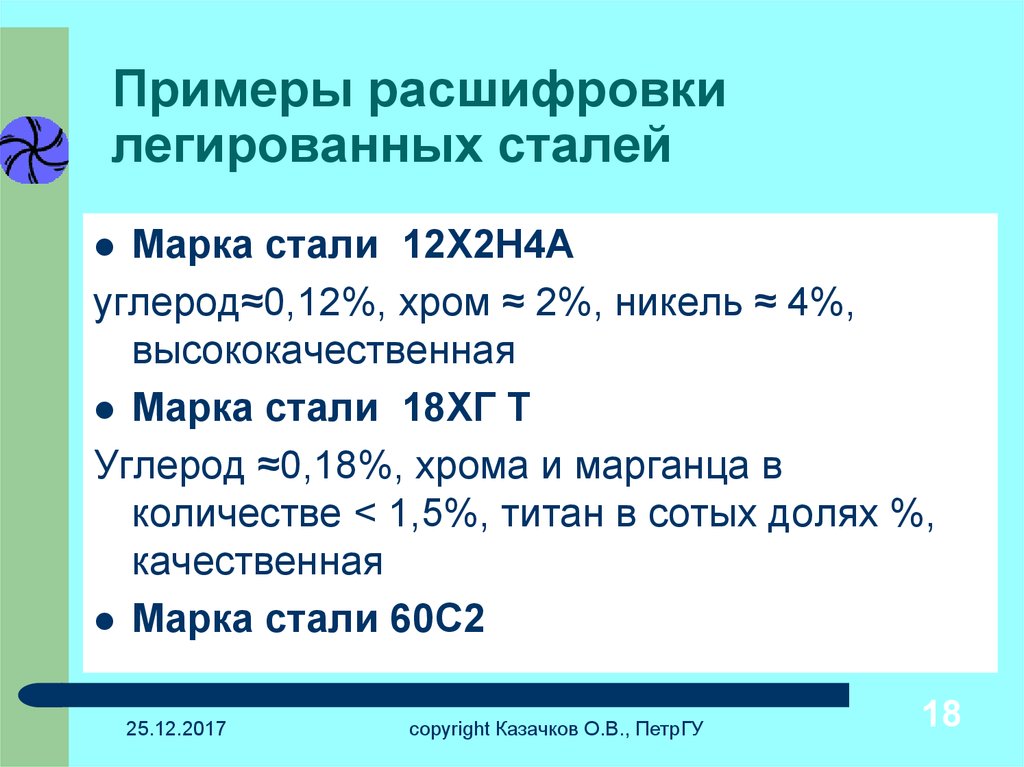
 В качестве опор можно использовать столбы древесины или колонны из железобетона. При любом выборе понадобится воспользоваться гидроизоляционными материалами или специальными химическими смесями, которые помогут избежать гниения древесины или порчи железобетонных конструкций. Ширина котлована должно рассчитываться исходя из размера применяемых опорных материалов.
В качестве опор можно использовать столбы древесины или колонны из железобетона. При любом выборе понадобится воспользоваться гидроизоляционными материалами или специальными химическими смесями, которые помогут избежать гниения древесины или порчи железобетонных конструкций. Ширина котлована должно рассчитываться исходя из размера применяемых опорных материалов. Для этого чаще всего используют фанеру низкого сорта или деревянные доски. Помимо этого потребуются следующие инструменты:
Для этого чаще всего используют фанеру низкого сорта или деревянные доски. Помимо этого потребуются следующие инструменты:
 Некоторые специалисты даже используют остатки арматуры, которые подходят по форме к вырытой яме.
Некоторые специалисты даже используют остатки арматуры, которые подходят по форме к вырытой яме.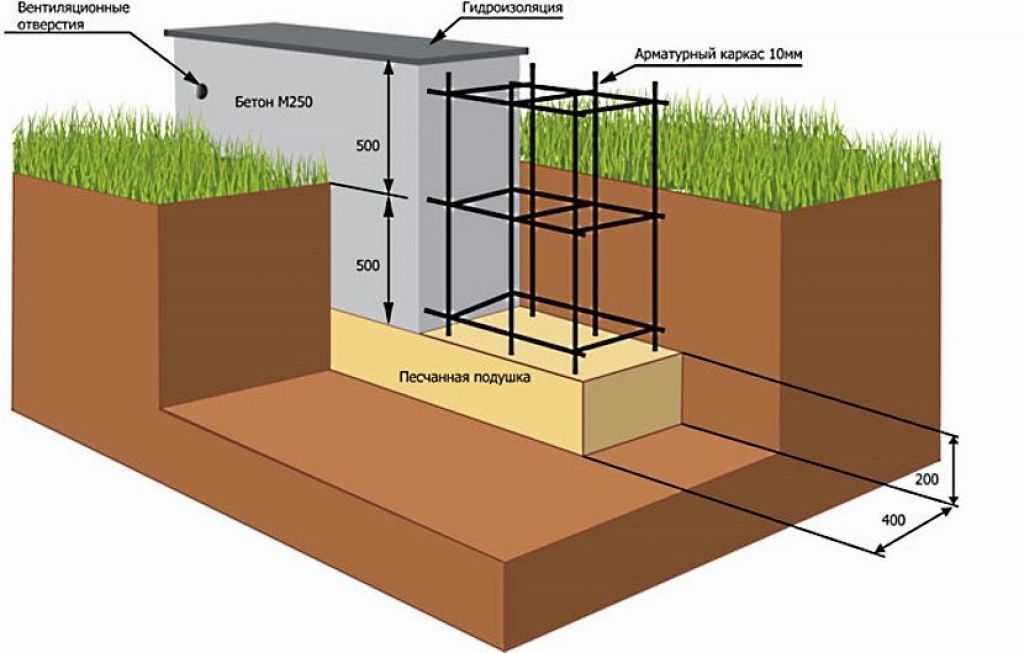 Поэтому если уверенности в своих силах нет, есть другие варианты, как подвести фундамент под старый деревянный дом.
Поэтому если уверенности в своих силах нет, есть другие варианты, как подвести фундамент под старый деревянный дом.
 Иногда также возникает необходимость подлить базис, в этом случае нужно поднимать постройку. Процедуру укладки основания под построенный дом можно выполнять разными способами, но все они не отличаются индивидуальностью.
Иногда также возникает необходимость подлить базис, в этом случае нужно поднимать постройку. Процедуру укладки основания под построенный дом можно выполнять разными способами, но все они не отличаются индивидуальностью.

 Смешать такое количество, используя лопату и старое корыто просто невозможно в малые сроки. А заливать фундамент в несколько приемов, значит намеренно снизить его несущую способность.
Смешать такое количество, используя лопату и старое корыто просто невозможно в малые сроки. А заливать фундамент в несколько приемов, значит намеренно снизить его несущую способность. Вам нужно просунуть балки под домом таким образом, чтобы они торчали примерно на полметра с каждой стороны дома. Таким образом, нужно установить под домом две балки, способные выдержать всю нагрузку от дома.
Вам нужно просунуть балки под домом таким образом, чтобы они торчали примерно на полметра с каждой стороны дома. Таким образом, нужно установить под домом две балки, способные выдержать всю нагрузку от дома.
 Вообще, первый вариант лучше – довольно редко домовладельцы хотят выставлять напоказ не слишком привлекательный бетонный фундамент.
Вообще, первый вариант лучше – довольно редко домовладельцы хотят выставлять напоказ не слишком привлекательный бетонный фундамент.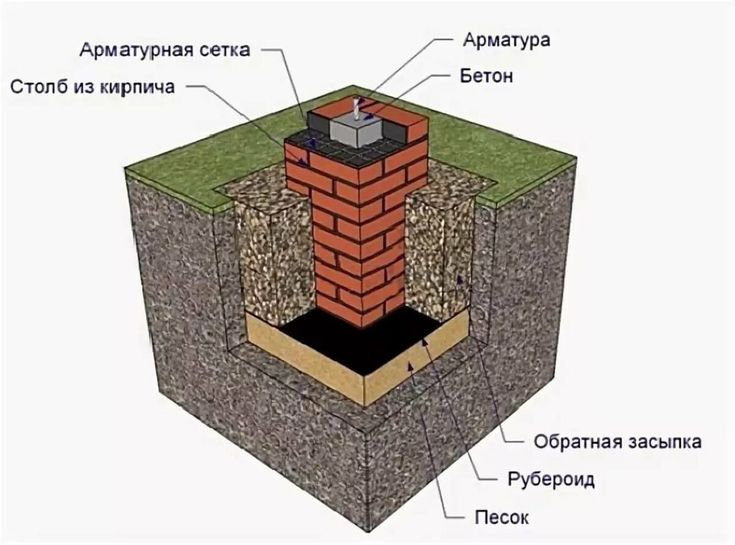 Засыпьте траншею песком, намочите его и разровняйте – он должен закрывать дно слоем в 10-15 сантиметров.
Засыпьте траншею песком, намочите его и разровняйте – он должен закрывать дно слоем в 10-15 сантиметров. Готовый каркас опускается в траншею и там надежно устанавливается.
Готовый каркас опускается в траншею и там надежно устанавливается. Это обеспечит надежную защиту от влаги, а значит, нижняя часть стены не будет поражена гнилью или плесенью.
Это обеспечит надежную защиту от влаги, а значит, нижняя часть стены не будет поражена гнилью или плесенью.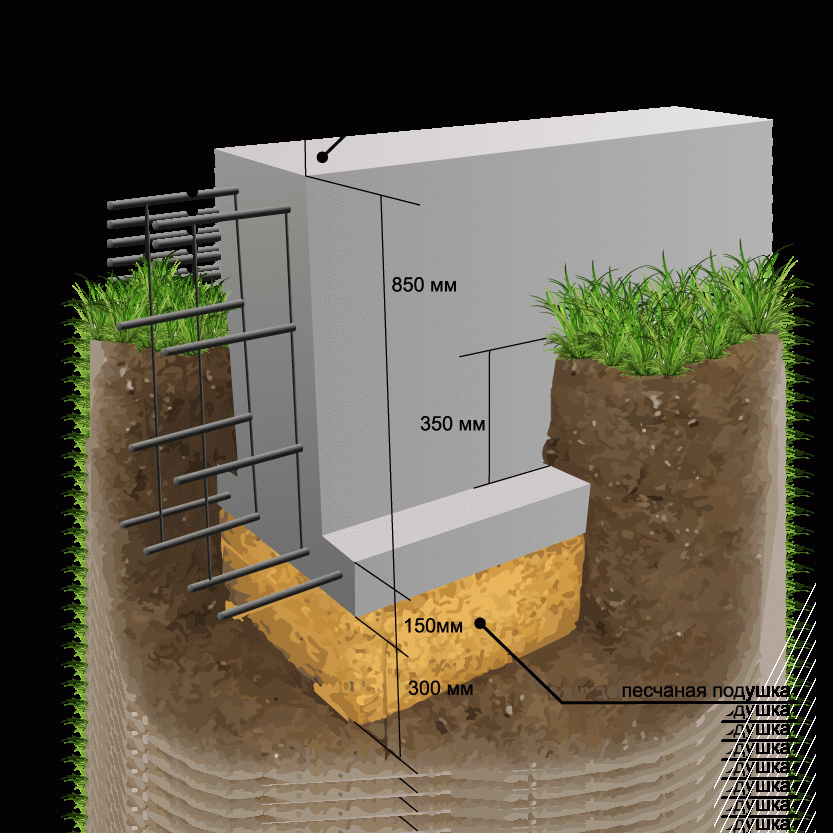 9№ 0003
9№ 0003 ICF представляют собой модульный продукт, обеспечивающий более 5,3 квадратных футов стены на блок. Изоляция остается на месте, что устраняет необходимость демонтажа формы или дополнительных трудозатрат. Термостойкий ICF способен выдерживать заливку бетона в ICF нижнего уровня при температуре окружающей среды до -5 ° F (-15 ° C), защищая только верхнюю часть формы изолирующими покрытиями.
ICF представляют собой модульный продукт, обеспечивающий более 5,3 квадратных футов стены на блок. Изоляция остается на месте, что устраняет необходимость демонтажа формы или дополнительных трудозатрат. Термостойкий ICF способен выдерживать заливку бетона в ICF нижнего уровня при температуре окружающей среды до -5 ° F (-15 ° C), защищая только верхнюю часть формы изолирующими покрытиями. Подготовка траншеи для фундамента
Подготовка траншеи для фундамента
 Вертикальные дюбели обеспечивают боковую поддержку стены фундамента, а также соединяют бетон ICF с фундаментом.
Вертикальные дюбели обеспечивают боковую поддержку стены фундамента, а также соединяют бетон ICF с фундаментом. Поместите горизонтальную арматуру в соответствии с инженерным проектом в зажимы внутри полости блока вверху внутренних стенок. Зажимы удерживают арматуру, устраняя необходимость связывания проводов.
Поместите горизонтальную арматуру в соответствии с инженерным проектом в зажимы внутри полости блока вверху внутренних стенок. Зажимы удерживают арматуру, устраняя необходимость связывания проводов.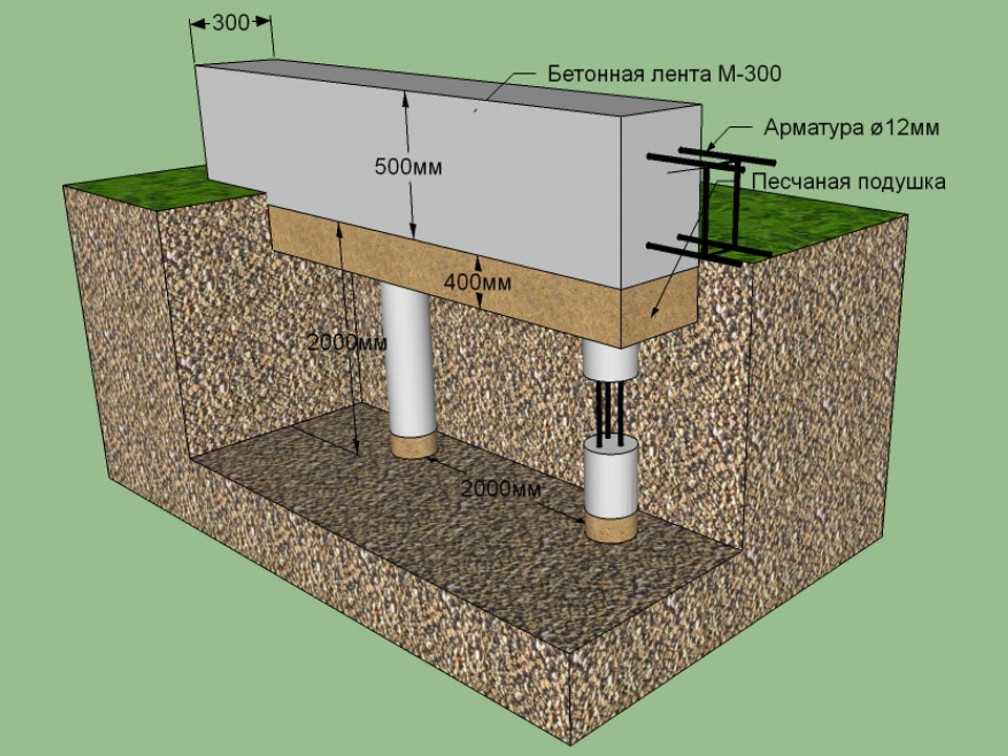
 Правильно построенный фундамент Fox Blocks ICF обеспечивает превосходную энергоэффективность, устойчивость к влаге, стихийным бедствиям и вредителям по сравнению с традиционным заливным фундаментом. Блоки Fox также создают превосходное качество внутренней среды.
Правильно построенный фундамент Fox Blocks ICF обеспечивает превосходную энергоэффективность, устойчивость к влаге, стихийным бедствиям и вредителям по сравнению с традиционным заливным фундаментом. Блоки Fox также создают превосходное качество внутренней среды. Неудивительно, что такие строители, как генеральный подрядчик This Old House Том Сильва, серьезно относятся к фундаменту. «Без хорошего, — говорит он, — ты пропал».
Неудивительно, что такие строители, как генеральный подрядчик This Old House Том Сильва, серьезно относятся к фундаменту. «Без хорошего, — говорит он, — ты пропал». Основное различие между этими типами фундамента дома заключается в способе изоляции плиты для защиты от морозного пучения
Основное различие между этими типами фундамента дома заключается в способе изоляции плиты для защиты от морозного пучения
 в 6 дюймов бетона.
в 6 дюймов бетона. (Обычно слишком жидкая смесь позволяет заполнителю осесть на дно до того, как бетон затвердеет, что приведет к более слабой стене.)
(Обычно слишком жидкая смесь позволяет заполнителю осесть на дно до того, как бетон затвердеет, что приведет к более слабой стене.)

 Продукция из профиля ВР-1 наиболее востребована среди всех видов сварной сетки при любых строительных работах. Цена за 1 м2 определяется наличием или отсутствием на поверхности сетки защитного покрытия из цинка.
Продукция из профиля ВР-1 наиболее востребована среди всех видов сварной сетки при любых строительных работах. Цена за 1 м2 определяется наличием или отсутствием на поверхности сетки защитного покрытия из цинка.
 Это обусловлено ее основной сферой использования. Сетка 100х100х4, как и прочая кладочная сетка широко используется в строительной сфере промышленности. Она может применяться для:
Это обусловлено ее основной сферой использования. Сетка 100х100х4, как и прочая кладочная сетка широко используется в строительной сфере промышленности. Она может применяться для:
 В местах соприкосновения двух проволок она сваривается точечной контактной сваркой. Сварка осуществляется на специализированном оборудовании, что позволяет получить сетку необходимого размера и высокого качества.
В местах соприкосновения двух проволок она сваривается точечной контактной сваркой. Сварка осуществляется на специализированном оборудовании, что позволяет получить сетку необходимого размера и высокого качества.

 Это могут быть стоки водосточных труб, стоки фундамента и оконных колодцев, водопропускные трубы и мокрые пятна на газоне.
Это могут быть стоки водосточных труб, стоки фундамента и оконных колодцев, водопропускные трубы и мокрые пятна на газоне. pdf
pdf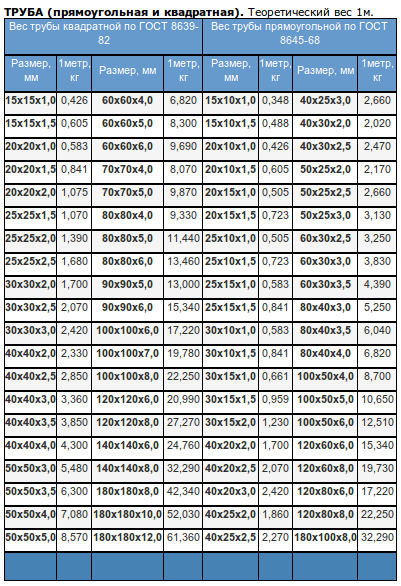
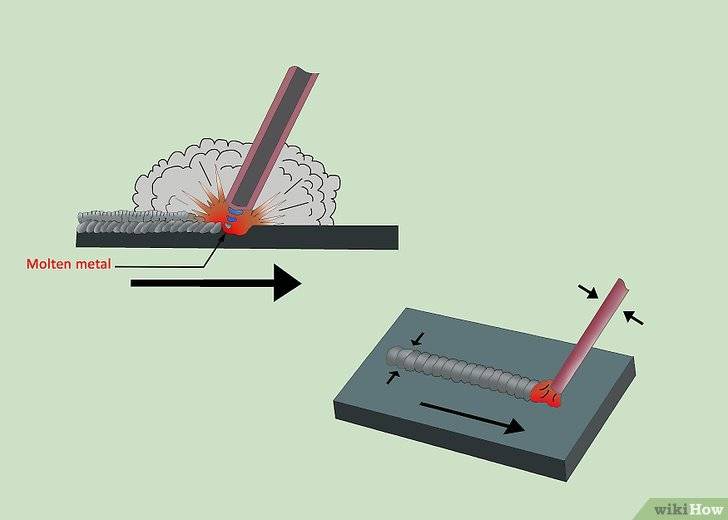 Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
 Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.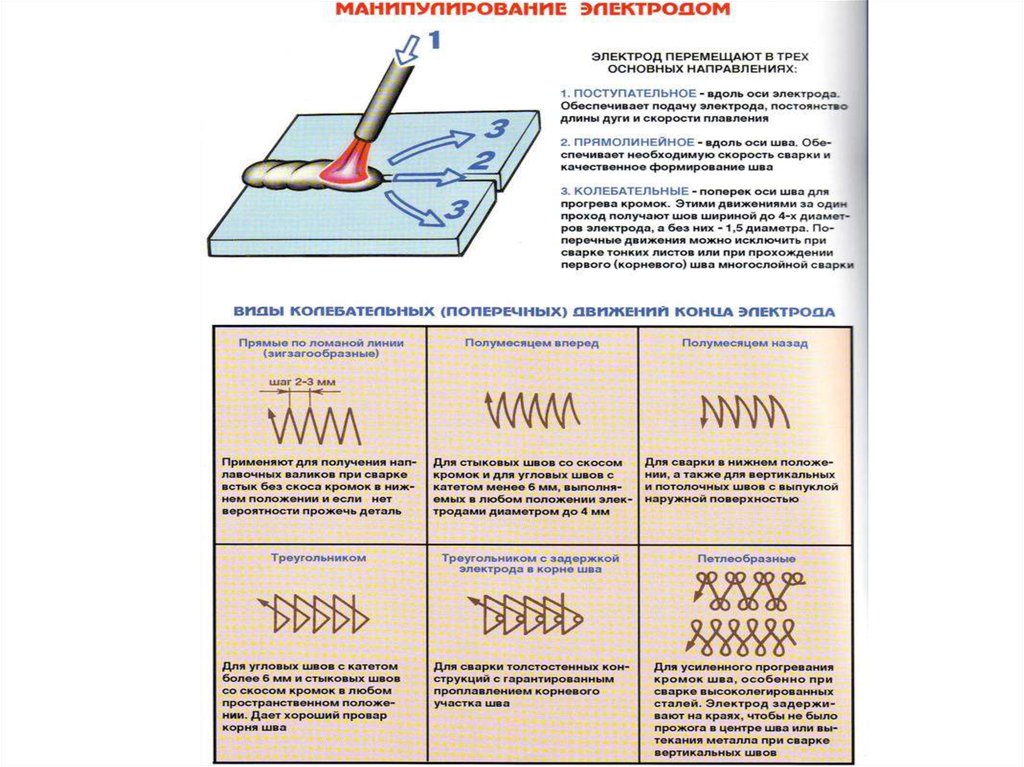 В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.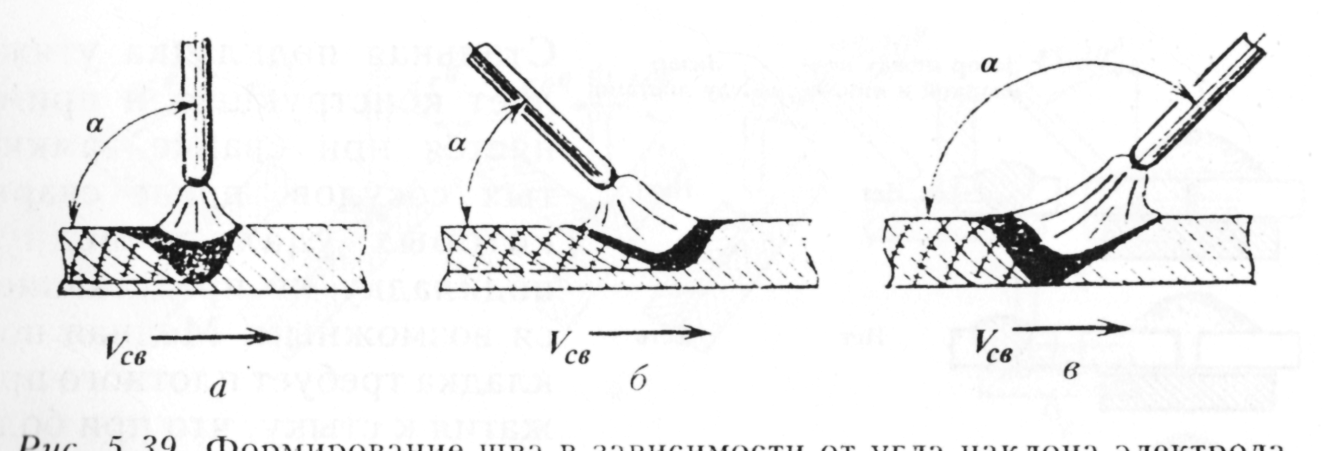
 Данные аппараты позволяют получить электрическую дугу высокой стабильности;
Данные аппараты позволяют получить электрическую дугу высокой стабильности; Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.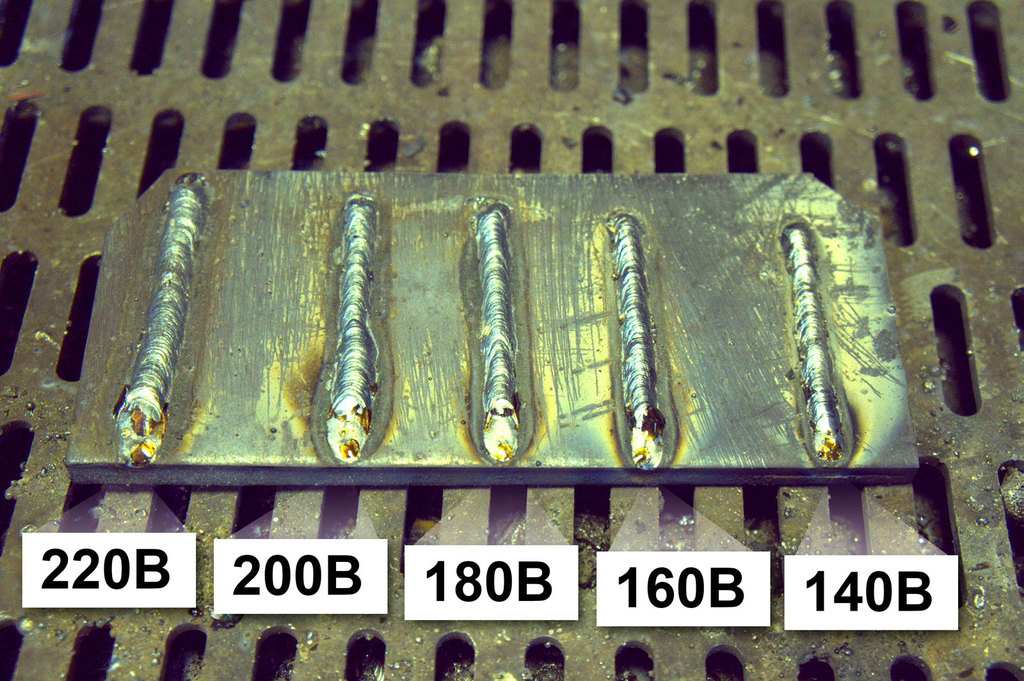 com/embed/l2mTiHmyBTk?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/l2mTiHmyBTk?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
 Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик; Последовательность работ следующая:
Последовательность работ следующая: youtube.com/embed/SRLRSxWUJxc?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/SRLRSxWUJxc?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Использует программное обеспечение для веб-конференций, например Zoom.
Использует программное обеспечение для веб-конференций, например Zoom.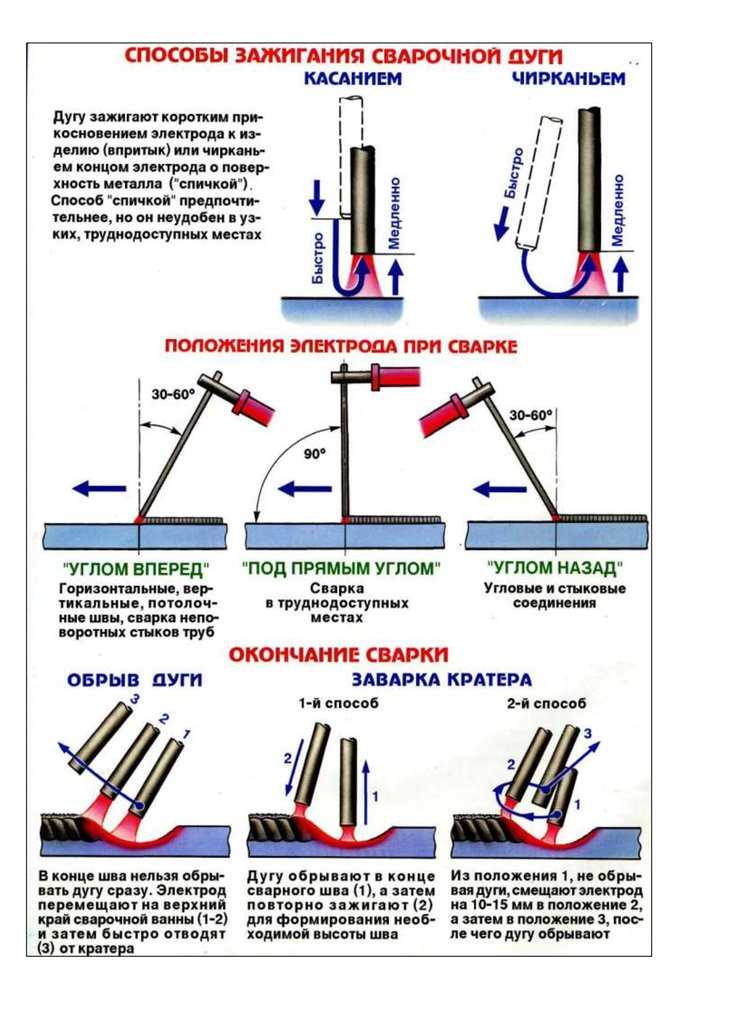 Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте
Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте 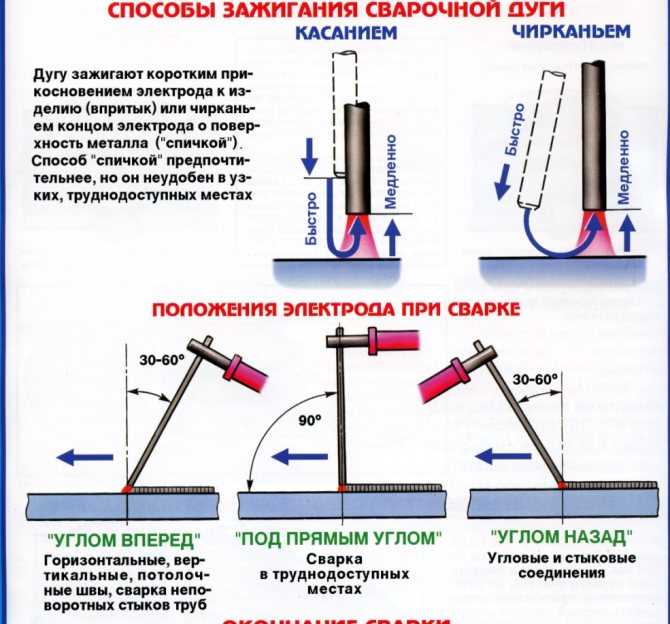 00
00 Сварщики часто работают с конструкционной сталью, настилом и балками. Сварка стержнем также используется при ремонтной сварке больших транспортных средств или механизмов.
Сварщики часто работают с конструкционной сталью, настилом и балками. Сварка стержнем также используется при ремонтной сварке больших транспортных средств или механизмов.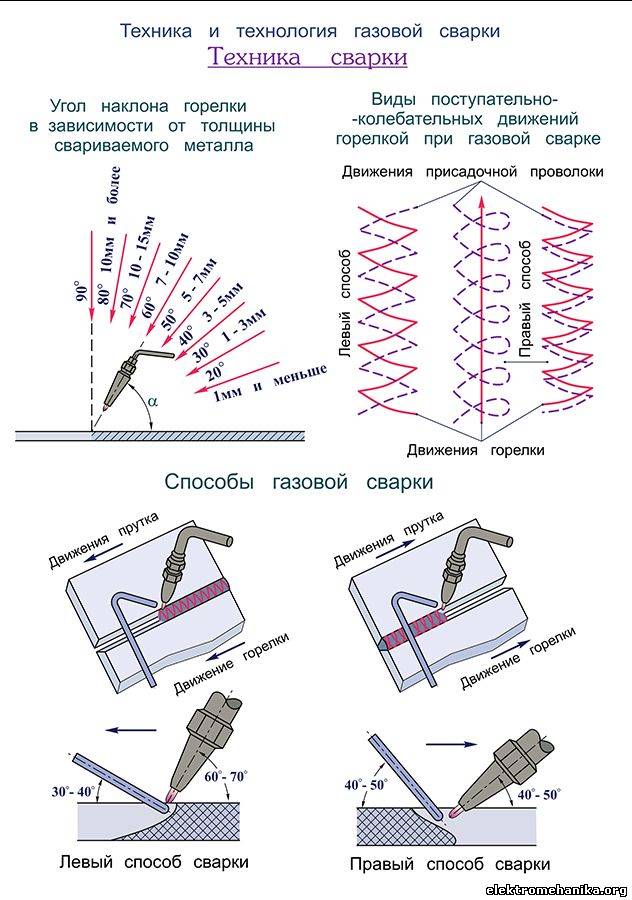 in Welding
in Welding
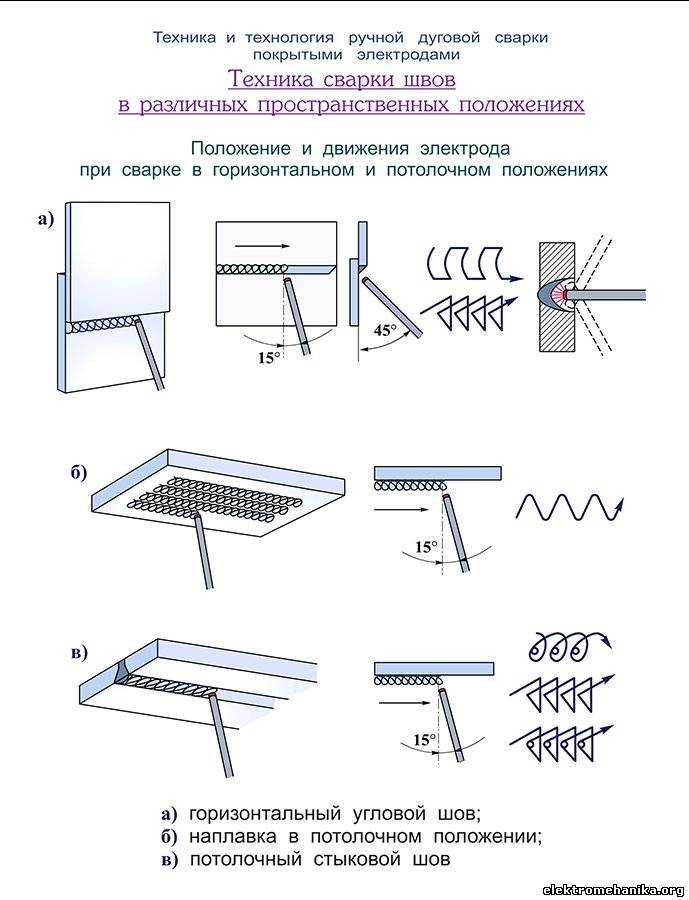
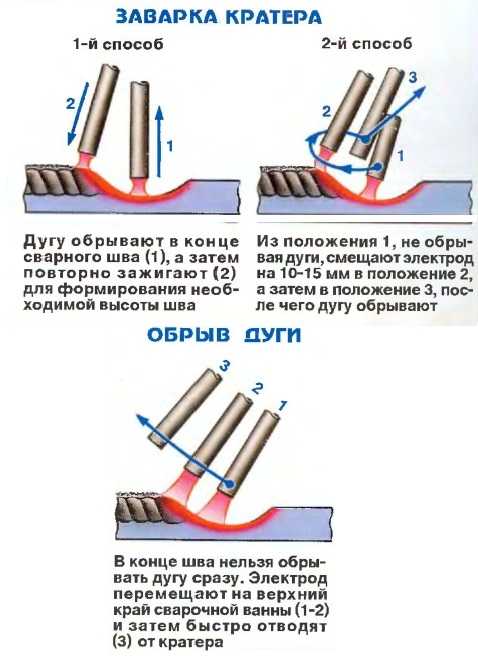
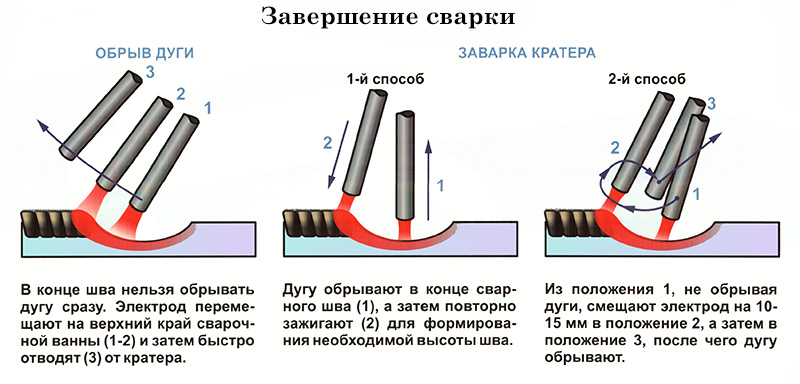 Любая комбинация сварки MIG, Stick или TIG. Это также включает в себя различные положения сварки, разные материалы, сплавы, настройку станков (студенты могут принести станки). Мы подберем класс под ваши нужды.
Любая комбинация сварки MIG, Stick или TIG. Это также включает в себя различные положения сварки, разные материалы, сплавы, настройку станков (студенты могут принести станки). Мы подберем класс под ваши нужды.