Вертикально-сверлильные станки : Вертикально-сверлильный универсальный станок 2Н150
Вернуться к: Вертикально-сверлильные станки
Мах диаметр сверления: 50 мм.
Задать вопрос по товару
Стерлитамакский станкостроительный завод
Описание
Станки универсальные вертикально-сверлильные 2Н150, с условным диаметром сверления 50 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Н150 механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя. Категория размещения 4 по ГОСТ 15150-69.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя. Категория размещения 4 по ГОСТ 15150-69.
Основные технические характеристики станка 2Н150:
| Наименование параметра | 2Н150 |
|---|---|
| Основные параметры станка | |
| Наибольший диаметр сверления в стали 45, мм | 50 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0…800 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 700…1250 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 350 |
| Рабочий стол | |
| Максимальная нагрузка на стол (по центру), кг | |
| Размеры рабочей поверхности стола, мм | 500 х 560 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 360 |
| Перемещение стола на один оборот рукоятки, мм | |
| Шпиндель | |
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 300 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 |
| Перемещение шпинделя на один оборот маховичка-рукоятки, мм | 131,68 |
| Частота вращения шпинделя, об/мин | 22,4. ..1000 ..1000 |
| Количество скоростей шпинделя | 12 |
| Наибольший допустимый крутящий момент, Нм | 800 |
| Конус шпинделя | Морзе 5 |
| Механика станка | |
| Число ступеней рабочих подач | 12 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,05…2,24 |
| Управление циклами работы | Ручное |
| Наибольшая допустимая сила подачи, кН | 23,5 |
| Динамическое торможение шпинделя | Есть |
| Привод | |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электронасос охлаждающей жидкости Тип | Х14-22М |
| Габарит станка | |
| Габариты станка, мм | 2930 х 890 х 1355 |
| Масса станка, кг | 1870 |
Паспорт на вертикально-сверлильный станок 2Н150 / Сверлильные станки / Stanok-online.
 ru
ru
Рубрикатор
Разделы документации
Сверлильные станки
Станок универсальный вертикально-сверлильный модели 2Н150 используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для выполнения следующих операций:
— сверления;
— рассверливания;
— зенкования;
— зенкерования;
— развёртывания и подрезки торцев ножами;
Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твёрдых сплавов.
Станок снабжён устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
Скачать бесплатно паспорт к вертикально-сверлильному станку 2Н150
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
 pdf
pdf Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказУслуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
2N150 Mildred Ave, Glen Ellyn, IL 60137 — MLS 11176729
Это карусель с плитками, которые активируют карточки с описанием собственности. Используйте кнопки «Назад» и «Далее» для навигации.
Используйте кнопки «Назад» и «Далее» для навигации.
1/1
Поделиться ссылкой
- Сохранять
- Скрывать
- Контакт
- Печать
- Делиться
- Продано
- закрыто
- Одна семья
- 3 Кровати
- 2 Полноразмерные ванны
- 1 Частичная ванна
- 2000 кв. футов
- 2 Гараж
- Сохранять
- Скрывать
- Делиться
2N150 Mildred Avenue, Glen Ellyn, IL 60137Посмотреть эту недвижимость по адресу 2N150 Mildred Avenue, Glen Ellyn, IL 60137
2N150 Mildred AvenueGlen EllynIL60137
- 1 Фото
- Карта и расположение
- Просмотр улиц
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Используйте кнопки «Назад» и «Далее» для навигации.
1/1
Посмотреть этот дом
Сохранить этот дом
Поделиться этой ссылкой
Посмотреть этот дом
Сохранить этот дом
Поделиться этой ссылкой
Описание недвижимости
Полная информация о недвижимости
Полная информация о недвижимости для 2N150 Mildred Ave
Общий
- Продается за: $ 355 000
- Налоги: долл. Family
- MLS ID: 11176729
- Добавлено: 464 дн.0022
- Камин: Да,
- Камин (ы): Гостиная, электрическая
- Приборы: , микроволновая печь, посудопоздавание, холодильник, высокий клад.
- Всего ванных комнат: 3
- Полноценных ванных комнат: 2
- Половина ванных комнат: 1
- Особенности ванной комнаты: Гидромассажная ванна, Двойной водоворот, Отдельный душ0022
Спальни
- Итого спальни: 3
ВЗГЛЯД
- ЭКСЕР. Гаражные места: 2
- Количество автомобилей: 2
- Тип парковки: Гараж
- Описание гаража: Устройство открывания гаражных ворот
Адрес:
- Район: Глен Эллин
- Округ: Дю Пейдж
- Схема проезда: от Ил-64 до собственности по адресу Милдред Авеню, повернуть направо на Милдред Авеню. Только E от Bloomingdale Rd.
Информация о школе
- Школьный округ: 16
- Промежуточный школьный округ: 16
- Начальная школа: Средняя школа Американы2
- 021 Средняя школа: Средняя школа Гленсайд
- Средняя школа: Средняя школа Гленбард-Уэст
- Частная школа: Средняя школа Гленбард-Уэст
Общество
- 0 90oc. Плата включает: Нет
 Гаражные места: 2
Гаражные места: 2Отопление и охлаждение
- Тип охлаждения: Центральное кондиционирование воздуха
- Тип отопления: Природный газ, принудительная подача воздуха
Коммунальные услуги
- Вода: Частная скважина
СТРУКТУРНАЯ ИНФОРМАЦИЯ
- Внешний констант: Aluminum Siciding
- Basement Desc . :
- ROOR: ASPEMEMP. кв. футов Источник: По оценкам
- Год постройки: 1957
- Построен до 1978 года: Да
- Реконструировано/обновлено: 2018
 :
: Особенности лота
- Размер лота (акры): 0,4508
- Размер лота. Side Drive
Финансовые соображения
- Парковка включена: Да
- Оценка Год: 1957
- Сумма налога: $ 5,805.34
17 .
Раскрытие информации и отчеты
- Организация: Плата Простая
- Идентификатор недвижимости: 234406013
Перечисленная Interdome Realt твой новый дом!
с нашим аффилированным кредитором
Получить предварительное одобрение
Школы
Школы, обслуживающие 2N150 Mildred Ave
Школьные округа: Queen Bee Sd 16, Glenbard Township High School District 87
| Рейтинг | Имя | Классы | Расстояние |
|---|---|---|---|
| 6 | ПК-3 | 0,2 мили | |
| 5 | 4-5 | 1 миля | |
| 9 | 6-8 | 0,7 мили | |
| 9 | 9-12 | 3,1 мили |
Отказ от ответственности: Рейтинги школ предоставлены
Великие школы. Оценки выставляются по шкале от 1 до 10.
Оценки выставляются по шкале от 1 до 10.
Узнайте больше о рейтингах GreatSchools.
Границы посещаемости школы предоставлены Pitney Bowes и приводятся только для справки. Свяжитесь со школой напрямую, чтобы подтвердить право на зачисление.
История цен и продаж для 2N150 Mildred Ave
11/03/2021
Проданный
$ 355 000
1,43%
MLS
8/02/2021
Перечисленные
$ 350 000
—
Mls
. документы, предоставленные областными управлениями. Информация не гарантируется и должна быть проверена независимо.
Информация о сообществе
Информация о сообществе для 2N150 Mildred Ave
Просмотр информации о сообществе
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator.label }} {{ updateIndicator. value }}
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
- Одна семья
- Активный
- Обновлено 5 дней назад
4
Кровати
2
Всего ванн
1 296
кв. футов
- Квартира
- Активный
- Обновлено 3 дня назад
3
Кровати
2
Всего ванн
1 760
кв.
футов- Одна семья
- Активный
- Обновлено 10 часов назад
4
Кровати
3
Всего ванн
2 250
кв. футов
- Квартира
- Актив
- Обновлено 1 день назад
2
Кровати
2
Всего ванн
1 344
кв. футов
- {{ item.output }}
- {{ updateIndicator{updateIndicator. label }} value. }}
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
- Одна семья
- Активный
- Обновлено 2 дня назад
4
Кровати
3
Всего ванн
2 520
кв. футов
- Одна семья
- Активный
- Обновлено 1 день назад
4
Кровати
4
Всего ванн
3 593
кв.
футов- Одна семья
- Активный
- Обновлено 14 часов назад
4
Кровати
3
Всего ванн
2 100
кв. футов
- Одна семья
- Активный
- Обновлено 15 часов назад
4
Кровати
4
Всего ванн
2 760
кв. футов
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Только что перечисленные
364 900 долларов США
117 S Summit St
Уитон, Иллинойс 60187Только что перечисленные
225 000 долларов США
1683 Монтиселло Ct
#D
Уитон, Иллинойс 60187Только что перечисленные
540 000 долларов США
1982 Шервуд Пл.
Уитон, Иллинойс 60189Только что перечисленные
$179 000
1479 S County Farm Rd
№1-1
Уитон, Иллинойс 60189{{ priceOutput.priceText }}
Open House
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Цена снижена
-20 000 долларов США (-3,33%)
579 900 долларов США
321 Вествуд Др.
Уитон, Иллинойс 60187Цена снижена
-29 100 долларов США (-3,64%)
769 900 долларов США
824 Ховард стрит
Уитон, Иллинойс 60187Цена снижена
-6000 долларов США (-1,34%)
443 000 долларов США
1206 Вестхейвен Д-р
Уитон, Иллинойс 60189Цена снижена
-12 500 долларов США (-2,13%)
575 000 долларов США
0N141 Cobblestone Ln
Уитон, Иллинойс 60187{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
{{} item.
updateIndicator.label }} {{ updateIndicator.value }}
 value }}
value }} футов
футов label }} value. }}
label }} value. }} футов
футов updateIndicator.label }} {{ updateIndicator.value }}
updateIndicator.label }} {{ updateIndicator.value }}{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
$Продано
385 000 долларов США
2N240 Дайан Авеню
Глен Эллин, Иллинойс 60137
- Одна семья
- Закрыто
4
Кровати
2
Всего ванн
2 020
кв. футов
$Продано
400 000 долларов США
2N264 Дайан Авеню
Глен Эллин, Иллинойс 60137
- Одна семья
- Закрыто
3
Кровати
2
Всего ванн
1 708
кв. футов
$Продано
372 500 долларов США
2N254 Вирджиния Авеню
Глен Эллин, Иллинойс 60137
- Одна семья
- Закрыто
3
Кровати
3
Всего ванн
1 955
кв.
футов
 футов
футов$Продано
$359,900
2N131 Уиллард Стрит
Кэрол Стрим, Иллинойс 60188
- Одна семья
- Закрыто
4
Кровати
3
Всего ванн
2 508
кв. футов
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- } item.output}0022
- {{ updateIndicator.label }} {{ updateIndicator.value }}
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus} 9002 }
2N150 Mildred Avenue, Glen Ellyn, IL 60137 (MLS# 11176729)
Недвижимость для одной семьи, проданная 3 ноября 2021 года за 355 000 долларов.
Хотите узнать больше о 2N150 Mildred Avenue?
У вас есть вопросы о поиске других
Одна семья
недвижимость на продажу
в Глен Эллин?
Вы можете просмотреть всю недвижимость Glen Ellyn или
свяжитесь с агентом Coldwell Banker, чтобы запросить дополнительную информацию.
Закрыть
Поделиться URL-адресом
Копировать URL-адрес
2N150 Virginia Ave, Glen Ellyn, IL 60137 — MLS 10309818
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
1/1
Поделиться ссылкой
- Сохранять
- Скрывать
- Контакт
- Печать
- Делиться
- Продано
- закрыто
- Одна семья
- 3 Кровати
- 2 Полноразмерные ванны
- 1 297 кв. футов
- 2 Гараж
- Сохранять
- Скрывать
- Делиться
2N150 Virginia Avenue, Glen Ellyn, IL 60137Посмотреть эту недвижимость по адресу 2N150 Virginia Avenue, Glen Ellyn, IL 60137
2N150 Virginia AvenueGlen EllynIL60137
- 1 Фото
- Карта и расположение
- Просмотр улиц
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Используйте кнопки «Назад» и «Далее» для навигации.
1/1
Посмотреть этот дом
Сохранить этот дом
Поделиться этой ссылкой
Посмотреть этот дом
Сохранить этот дом
Поделиться этой ссылкой
Описание недвижимости
Full Property Details
Full Property Details for 2N150 Virginia Ave
General
- Sold For: $238,000
- Taxes: $6,219 (2017)
- Status: Closed
- Type: Single Семья
- MLS ID: 10309818
- Добавлено: 1, 335 дн.0105 Номера
Ванные комнаты
- Всего ванных комнат: 2
- . Спальня 2: 11 x 9, основной этаж
- Спальня 3: 11 x 9, основной этаж
- Спальня 4: Неприменимо
Другие комнаты
6 902 1155 Гостиные
- 6
- 6 0018 24 x 24, основной уровень
- Семейная комната: НЕДВИЖИМОСТЬ
- Кухня: 17 x 13, основной уровень
- Столовая комната: Комбоя x 16, основной уровень
- Другая комната 2: фойе, 4 x 4, основной уровень
парковка
- Гараж: Да
- Гаражные пространства: 2
- 1 70017 ГАРАЖ. Открыватель(и), Передатчик(и), Обогрев, Высокие гаражные ворота (7 футов и более)
 Открыватель(и), Передатчик(и), Обогрев, Высокие гаражные ворота (7 футов и более)
Открыватель(и), Передатчик(и), Обогрев, Высокие гаражные ворота (7 футов и более)Расположение
- Округ: DU Page
- Подразделение: Glen Ellyn Countryside
- . Школьный округ: 16
- Начальная школа: Начальная школа Глен Хилл
- Средняя школа: Средняя школа Гленсайд
- Средняя школа: Glenbard West High School
Heating & Cooling
- Cooling Type: Central Air Conditioning
- Heating Type: Gas, Forced Air
Structural Information
- Square Feet: 1,297
- Год постройки: 1958
Финансовые соображения
- Частота доплат: Неприменимо
- Сумма налога: 6 219 долларов США.02
- Налоговый год: 2017
Перечислено Royal Service Realty Red Carpet
Продано Re/Max 1st
Получите предварительное одобрение сегодня
Будьте готовы купить свой новый дом!
с нашим аффилированным кредитором
Получить предварительное одобрение
Школы
Школы, обслуживающие 2N150 Virginia Ave
Школьные округа: Glenbard Township High School District 87, Queen Bee Sd 16
| Рейтинг | Имя0401 | Классы | Расстояние |
|---|---|---|---|
| 6 | ПК-3 | 0,5 мили | |
| 5 | 4-5 | 1,8 мили | |
| 9 | 6-8 | 0,8 мили | |
| 9 | 9-12 | 2 мили |
Отказ от ответственности: Рейтинги школ предоставлены
Великие школы. Оценки выставляются по шкале от 1 до 10.
Оценки выставляются по шкале от 1 до 10.
Узнайте больше о рейтингах GreatSchools.
Границы посещаемости школы предоставлены Pitney Bowes и приводятся только для справки. Свяжитесь со школой напрямую, чтобы подтвердить право на зачисление.
История цен и продаж для 2N150 Virginia Ave
5/29/2019
Проданный
$ 238 000
-6,26%
MLS
15/15/2019
. публичные записи, предоставленные окружными офисами. Информация не гарантируется и должна быть проверена независимо.
Информация сообщества
Информация сообщества для 2N150 Virginia Ave
Просмотр информации о сообществе
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator.label }} {{ updateIndicator.value }}
 cssClass»>
cssClass»>{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Только что перечисленные
364 900 долларов США
117 S Summit St
Уитон, Иллинойс 60187
- Одна семья
- Активный
- Обновлено 5 дней назад
4
Кровати
2
Всего ванн
1 296
кв. футов
Только что перечисленные
277 500 долларов США
1026 Уитчерч Ct
Уитон, Иллинойс 60189
- Таунхаус
- Активный
- Обновлено 3 дня назад
3
Кровати
3
Всего ванн
1 516
кв. футов
Только что перечисленные
249 900 долларов США
День открытых дверей
1617 Castbourne Ct
Уитон, Иллинойс 60187
- Таунхаус
- Активный
- Обновлено 2 дня назад
3
Кровати
2
Всего ванн
1 593
кв.
футов
 футов
футовТолько что перечисленные
1751 S Нейпервилл Роуд
#104
Уитон, Иллинойс 60189
- Коммерческая аренда
- Активный
- Обновлено 1 день назад
300
Парковочные места
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator.label }} {{ updateIndicator.value }}
{{ item.value }}
{{ item.label 0 }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Цена снижена
-20 000 долларов США (-3,33%)
579 900 долларов США
321 Вествуд Др.

Уитон, Иллинойс 60187
- Одна семья
- Активный
- Обновлено 2 дня назад
4
Кровати
3
Всего ванн
2 520
кв. футов
Цена снижена
-14 000 долларов США (-3,69%)
365 000 долларов США
323 S Hale St
Уитон, Иллинойс 60187
- Офис
- Активный
- Обновлено 2 дня назад
2 254
кв. футов
10
Парковочные места
Цена снижена
-29 100 долларов США (-3,64%)
769 900 долларов США
824 Ховард стрит
Уитон, Иллинойс 60187
- Одна семья
- Активный
- Обновлено 1 день назад
4
Кровати
4
Всего ванн
3 593
кв.
футов
 футов
футовЦена снижена
-12 500 долларов США (-2,13%)
575 000 долларов США
0N141 Cobblestone Ln
Уитон, Иллинойс 60187
- Одна семья
- Активный
- Обновлено 15 часов назад
4
Кровати
4
Всего ванн
2 760
кв. футов
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator.label }} {{ updateIndicator.value }}
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
- Одна семья
- Закрыто
3
Кровати
2
Всего ванн
1 522
кв. футов
- Одна семья
- Закрыто
2
Кровати
1
Общая ванна
1 118
кв. футов
- Таунхаус
- Закрыт
2
Кровати
2
Всего ванн
1 152
кв. футов
- Таунхаус
- Закрытый
2
Кровати
4
Всего ванн
1 152
кв.
Насос для подкачки воды: Насос для повышения давления воды купить
Подкачивающий насос для воды — назначение, виды, выбор
Достаточно часто предметом жалоб жильцов любого частного дома или многоэтажного является низкое давление воды в сети или попросту ее отсутствие. Оптимальным решением данной распространенной проблемы является подкачивающий насос.
Данное устройство стабилизирует напор в системе и даст возможность обеспечить приемлемые условия для жизни, ведь без него нельзя представить функционирование ни стиральной машины, ни душевой кабины.
Основные сведения
Содержание
- 1 Основные сведения
- 1.1 Как работает подкачивающий насос для воды, основные параметры
- 2 Плюсы и назначение подкачивающих насосов
- 3 Характеристики и виды
- 4 Выбор подкачивающего устройства и его установка
- 4.1 Установка в квартире насоса, повышающего давление воды GPD 15-9A (видео)
Со временем старые стандартные подводные магистрали утрачивают свою пропускную способность, вследствие этого перестают обеспечивать необходимым уровнем давления воды жилые дома.
Насос подкачки или насос для повышения давления воды придется, кстати, в такой ситуации, они подходят как для систем холодного, так и горячего водоснабжения.Техника компенсирует нехватку напора, чтобы бытовые приборы могли нормально работать. Например, посудомоечная/стиральная машины «тянут» не меньше 2 атм., для душевой кабинки требуется не менее 4 атм. Бытовой водопровод не выдает необходимое значение, часто не получишь и 1,5 атм. (минимальное давление).
Чаще всего используют конструкции, работа которых происходит в режиме ручном (насос ручной подкачки) или автоматическом. Насос ручной подкачки предусматривает работу постоянно включенного насосного оборудования. Автоматический предпочтительней и экономичней, поскольку защищает механизм от работы при отсутствии воды, увеличивает срок службы. Он отвечает за эксплуатацию насоса с помощью датчика протока воды.
Агрегаты для подкачки устанавливаются в частных домах, квартирах, фазендах, коттеджах. Главным условием для их бесперебойной работы и надежности эксплуатации является правильное подключение водяной и электрической систем.
Как работает подкачивающий насос для воды, основные параметры
Основные параметры, на которые следует обращать внимание:
- режим включения – автоматический/ручной;
- степень напора;
- размер. Как правило, все агрегаты компактны, что упрощает их подключение к магистральному трубопроводу;
- уровень шума. Благодаря принципу работы подкачивающие насосы практически бесшумно функционируют, что позволяет устанавливать их в квартирах;
- материал корпуса – немаловажный параметр, от которого зависит и уровень шума, издаваемого при работе, и максимальная температура воды. Нержавеющая сталь – материал исполнения, обеспечивающий устойчивость к коррозии, прочность.
Принцип работы подкачивающих насосов для воды заключается в увеличении системой оборудования напора в сети водопровода, в зависимости от давления в водяном контуре. Механизм забирает из трубы с низким давлением жидкость, затем его повышает до требуемого показателя, после чего подает на точку расхода.
Если вы являетесь жильцом квартиры, находящейся на верхних этажах, и централизованное водоснабжение «страдает», лучше преимущество отдать аппарату с гидроаккумулятором (накопительной емкостью) – насосной станции. Это агрегат, создающий напор перед точками разбора воды, с укомплектованием контрольными приборами и запорной арматурой. Устройства применяются в качестве крупных резервных установок в промышленных целях, быту. Монтируется между источником воды и водопроводом.
Плюсы и назначение подкачивающих насосов
Насосы, подкачивающие воду, применяются с целью повышения водяного напора перед точками, в которых происходит разбор воды. Иными словами, подкачивающий насос используется в случаях, когда напор воды в жилом помещении ниже желаемого. Для этого устройство подключают к центральной системе водоснабжения.
В промышленной сфере подкачивающий насос также применяются, но габариты таких установок на предприятиях гораздо превышают размеры изделий, предназначенных для усиления напора в бытовых условиях.
При этом подкачивающий насос в промышленности зачастую эксплуатируется только в случаях возникновения аварийных ситуаций, например, когда возникает необходимость пожаротушения.К плюсам подобных агрегатов относятся:
- компактность;
- низкий уровень шума при работе;
- возможность подкачивать воду с высокой мощностью;
- относительно дешевая стоимость;
- надежность.
Характеристики и виды
Такого вида оборудование разделяется по типу конструкции, в связи с чем, аппараты, имеющие разные конструкции могут значительно отличаться друг от друга. В частности, по типу устройства насосы, увеличивающие напор, могут иметь вид самовсасывающих насосных станций, либо изготавливаться в виде циркуляционных изделий, повышающих уровень давления в трубопроводе.
Самовсасывающие агрегаты состоят из гидроаккумулятора и поверхностного насоса, который обладает функцией всасывания жидкости. Такое оборудование способно поднимать жидкость, в том числе, в случаях, если она совсем не доходит до этажа, на котором вы проживаете.
Водяной аккумулятор выполняет функцию регулировки уровня давление в водопроводной системе. Это достигается за счет обратных клапанов и воздушной мембраны, которыми оснащено устройство. Регулировка давления осуществляется посредством установленного в аккумуляторе реле, которое, в частности, отвечает за автоматизацию всего процесса.Потребляют самовсасывающие установки больше электроэнергии, чем циркуляционные насосы. Минимальное потребление такого агрегата начинается от 2 кВт в час, однако такой показатель окупается мощностью, которой они обладают. Так, например, при потреблении двух киловатт в час, насос способен поднимать воду с глубины от 12 метров, делая это качественно и быстро. Стоимость подобных устройств зачастую ниже, чем циркуляционных насосов.
Циркуляционные насосы делятся на такие, которые работают с холодной водой и такие, которые перекачивают горячую жидкость. Для перекачивания холодной воды производятся простые модификации, выполненные из недорогого пластика. Они не выдерживают длительного контакта с горячей водой и могут перекачивать жидкость с температурой до +40 градусов.
Модели, предназначенные для работы с горячей жидкостью, чаще всего применяется для установки в системы горячего водоснабжения или отопления. Выполняются такие изделия из более дорогих металлов, например, из нержавеющей стали и резиновых прокладок повышенного качества.
Потребляют циркуляционные устройства в разы меньше электроэнергии, нежели насосные самовсасывающие станции, однако и мощность их, соответственно, гораздо ниже. Они в большинстве случаев требуют не больше электричества, чем электрическая лампочка. Циркуляционные насосы повышают давление на 2-4 атмосферы и могут перекачивать в районе 2-4 кубических метров жидкости в час. При этом некоторые модели оборудуются более мощными двигателями, в связи с чем, их показатели производительности могут быть выше.
Циркуляционными такие насосы называются потому, что они способствуют образованию циркуляции в системах водопровода. Такие изделия имеют небольшие размеры и являются весьма компактными. Для установки их врезают в определенные участки трубопровода.
Выбор подкачивающего устройства и его установка
При выборе подкачивающего оборудования для вашей квартиры рекомендуется исходить из конкретных параметров и характеристик, которыми должен обладать насос, способный удовлетворить ваши потребности. Не помешает перед покупкой устройства обратиться ха консультацией к профессионалам, а также посоветоваться с тем, кто уже пользуется подобной техникой.
Первое, что нужно сделать – измерить существующий уровень давления, что поможет вам с пониманием того, какой мощностью должна обладать будущая покупка. Эта важно, так как вы можете купить, например, самый мощный насос, и он естественно усилит напор в ваших трубах, однако возможно будет достаточно приобрести изделие с меньшей мощностью, которое также справиться со своей задачей, но при этом вы не будете переплачивать средства ни за сам аппарат, ни за электроэнергию, которую он будет потреблять.
Установка и подключение повысительного насоса не является слишком сложным процессом, требующим наличия особых знаний, навыков или инструментов.
В большинстве случаев, насос достаточно всего лишь врезать в трубу, которая расположена у входа в систему водопровода. Циркуляционные изделия врезаются на определенном участке трубы, затем качественно герметизируются и крепко закручиваются. При установке циркуляционных модификаций важно установить насос в правильном положении, которое должно быть указано производителем на упаковке, либо в инструкции к устройству.Всасывающие насосы более сложны в подключении, так как для установки надо сначала собрать сам аппарат, а также провести входящий и выходящий шланги к нему, после чего подключить к агрегату реле давления и гидроаккумулятор. При этом насосные станции также как и циркуляционные насосы врезаются в водопроводную систему. Все эти процедуры требуют качественной настройки, которую могут гарантировать только опытные люди. Однако некоторые уверенные в себе пользователи выполняют подключение насосной станции самостоятельно.
Установка в квартире насоса, повышающего давление воды GPD 15-9A (видео)
 youtube.com/embed/fkvLevAspXk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/fkvLevAspXk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Насос для повышения давления воды в квартире в категории «Материалы для ремонта»
Повысительный бесшумный насос для повышения давления воды в квартире повышающий давление ЭНЕРГОНАСОСЫ НПД-16
На складе
Доставка по Украине
2 509 грн
2 306 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Повысительный бесшумный насос для повышения давления воды в квартире в водопроводе UPA 15-130-Z
Доставка по Украине
2 030 грн
1 949 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Повысительный бесшумный насос для повышения давления воды в квартире повышающий давление GRANDFAR ZPS20-12-180
Доставка по Украине
3 782 грн
3 260 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Повысительный бесшумный насос для повышения давления воды в квартире повышающий давление ЭНЕРГОНАСОСЫ НПД-14
Доставка по Украине
2 152 грн
2 030 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Повысительный бесшумный насос для повышения давления воды в квартире повышающий давление Euroaqua 15WB-14
Доставка из г.
Харьков2 314 грн
2 192 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Насос повышающий давление LPS 15-8.5
На складе в г. Харьков
Доставка по Украине
1 580 грн
Купить
ІНТЕРНЕТ МАГАЗИН «НАСОСИ ОКЕАН»
Насос для Повышения Давления Воды Optima, Квартире в Доме, ТПС60 MINI
Доставка из г. Киев
3 612 грн
Купить
Fontan — Насосное Оборудование
Насос для повышения давления воды Sprut GPD 15-9A
Доставка по Украине
1 595 грн
Купить
SANTEH-UA
Насос для повышения давления воды Rudes1.5 атм.
Доставка по Украине
2 037.54 грн
Купить
SANTEH-UA
Насос для повышения давления воды Grandfar X15-15B
Доставка по Украине
1 914 грн
Купить
SANTEH-UA
Насос для повышения давления воды Alba 20-120
Доставка по Украине
3 297.30 грн
Купить
SANTEH-UA
Насос для повышения давления воды Rudes Rh25-9A
Доставка по Украине
1 977.
08 грнКупить
SANTEH-UA
Насос для повышения давления воды 123 Вт, 9 м, 25 л/мин, LEO 3.0 (774741)
На складе
Доставка по Украине
3 569 грн
Купить
askoMart
Мини насосная станция ROSA WZ 250 0.37 кВт
Доставка по Украине
2 450 грн
2 205 грн
Купить
«Constructor Tepla» Конструктор Тепла
Насос для повышения давления воды Euroaqua 90 Вт 15WB-10 Польша Бытовые насосы повышения давления
Доставка по Украине
2 133.56 грн
Купить
Интернет-магазин «Хозмир»
Смотрите также
Насос для повышения давления воды LUKON 1 атмосфера 90 Вт
Доставка по Украине
1 864.90 грн
Купить
Интернет-магазин «Хозмир»
Насос для повышения давления Grundfos UPA UPA15-90 датчик протока воды
Доставка по Украине
по 4 548.6 грн
от 2 продавцов
4 788 грн
4 213.44 грн
Купить
⭐ КТУ ⭐ Магазин Насосной техники, Водоочистки, Отопления и любой Сантехники ⭐
Насос повышения давления KOER KP.
GRS 12/9 (с гайками, кабелем и вилкой)Доставка по Украине
1 900 грн
1 710 грн
Купить
«Constructor Tepla» Конструктор Тепла
Насос для повышения давления воды Euroaqua GPS 15-90
Доставка по Украине
1 827 грн
Купить
Tochka-ua
Насос повышения давления воды в системах Euroaqua 15WB-10
Доставка из г. Харьков
1 907 грн
Купить
Интернет-магазин «Braderie»
Насос для повышения давления KOER KP.P15-GRS15 (со шнуром и гайками) (пр-во Чехия)
Доставка из г. Харьков
по 2 557.5 грн
от 2 продавцов
2 557.50 грн
Купить
Хата на Тата
Насос для повышения давления KOER KP.P15-GRS10(со шнуром и гайками) (пр-во Чехия)
Доставка по Украине
по 2 092.5 грн
от 2 продавцов
2 092.50 грн
Купить
Хата на Тата
Насос повышения давления Optima PTS 15-11 (+1.1 атм) Польша гарантия 2 года
Доставка по Украине
2 395 грн
Купить
Магазін «Партнер»
Насос повышения давления Optima PT15 — 15 Польша (+1,5 атм)
Доставка по Украине
2 417 грн
Купить
Магазін «Партнер»
Насос для повышения давления воды Euroaqua 120Вт 15WB-14 Польша Бытовые насосы повышения давления
Доставка по Украине
2 398.
94 грнКупить
Интернет-магазин «Хозмир»
Насос для повышения давления воды ZEGOR BBP15C-9S
Доставка по Украине
1 999 — 2 436 грн
от 2 продавцов
2 436 грн
Купить
АКВАЭРА
Насос повышения давления TEKK HAUS PB 15-9 (с гайками, кабелем и вилкой)
Доставка по Украине
2 100 грн
1 890 грн
Купить
«Constructor Tepla» Конструктор Тепла
Насос для повышения давления воды Rudes 15WBX-15 + реле протока
Доставка из г. Днепр
2 490 грн
Купить
Хочешь выгодно — покупай на СКЛАДЕ!
Насос для повышения давления воды Насосы+ 15WBX-12 + реле протока
Доставка из г. Днепр
2 685 грн
Купить
Хочешь выгодно — покупай на СКЛАДЕ!
Насосы Honda | Водяные насосы общего назначения
Насосы общего назначения
Долговечные и надежные насосы общего назначения Honda готовы к самым разнообразным испытаниям.
Наши водоотливные насосы серии WX, оснащенные четырехтактным двигателем mini-GX, легкие и удобные, идеально подходят для домовладельцев, садоводов и владельцев лодок. Наша серия WB для тяжелых условий эксплуатации оснащена полноразмерными двигателями GX, чугунными улитками и крыльчатками, а также полной защитой рамы. Они тоже очень ценны!`
Размер порта
1 — 1 1/2 дюйма
2 дюйма
3 — 4 дюйма
Стиль
Обезвоживание
Высокое давление
WX10
Рекомендуемая производителем розничная цена
$499*
1-дюймовый насос общего назначения
- Производительность 32 галлона/мин
- Весит всего 13 фунтов.
- Переходник для садового шланга, всасывающий шланг, хомуты и сетчатый фильтр в комплекте
Посмотреть подробности
Добавить к сравнению
WX15
Рекомендуемая производителем розничная цена
$599*
Насос общего назначения 1 1/2 дюйма
- Весит всего 20 фунтов.
- Производительность 74 галлона/мин
- Хомуты для шлангов и сетчатый фильтр в комплекте
Посмотреть подробности
Добавить к сравнению
WB20
Рекомендуемая производителем розничная цена
$599*
2-дюймовый водяной насос общего назначения
- 164 галлона/мин. вместимость
- Прочное механическое уплотнение из карбида кремния
- Чугунная улитка и рабочее колесо
Посмотреть подробности
Добавить к сравнению
ВБ30
Рекомендуемая производителем розничная цена
$799*
3-дюймовый водяной насос общего назначения
- 290 галлонов/мин. вместимость
- Механическое уплотнение из карбида кремния
- Чугунная улитка и рабочее колесо
Посмотреть подробности
Добавить к сравнению
Wh25
Рекомендуемая производителем розничная цена
$799*
Водяной насос высокого давления 1 1/2 дюйма
- 98 галлонов/мин. вместимость
- 57 фунтов на кв. дюйм макс.
- Чугунная улитка и рабочее колесо
Посмотреть подробности
Добавить к сравнению
Wh30
Рекомендуемая производителем розничная цена
$999*
2-дюймовый водяной насос высокого давления
- Производительность 119 галлонов/мин
- 64 psi макс.
- Чугунная улитка и рабочее колесо
Посмотреть подробности
Добавить к сравнению
*Рекомендованная производителем розничная цена. Цена не включает применимые налоги. Дилер устанавливает фактическую цену продажи.
Как выбрать водяной насос
Когда вам нужно перекачать воду из одного места в другое, вам понадобится водяной насос. Тип насоса, который вы выберете, определит, для чего вы можете его использовать. Вы можете удалить воду и мусор из затопленного подвала, закачать воду в свой дом из колодца или даже откачать грязную воду и мусор из определенных областей. Выбор правильного насоса точно определит, что оборудование способно сделать для вас, и есть много элементов, которые необходимо учитывать.
Домашнее использование
Насосы для обезвоживания используются для удаления определенных типов воды, включая чистую, мутную, грязную и илистую воду. Существует три основных типа насосов, используемых для обезвоживания: легкие, общего назначения и высокого давления. Когда дело доходит до бытового использования, часто используются легкие и универсальные насосы. Они используются рекреационными пользователями, владельцами лодок, садовниками и домовладельцами для определенных задач, таких как:
- Полив газонов
- Полив садов
- Слив из бассейна
- Защита от наводнений
Профессиональное использование
В профессиональных условиях использование водяного насоса зависит от конкретных потребностей. Например, на ферме фермеру может понадобиться перекачивать воду из ручья или пруда в корыто, куда его домашний скот приходит на водопой. На строительной площадке дождевая вода может попасть в зону, которую необходимо раскопать.
В этом случае можно использовать водяной насос, чтобы обеспечить продолжение работы в соответствии с планом и обеспечить безопасные условия труда. Насосы общего назначения или насосы высокого давления часто используются в промышленных и коммерческих условиях, поскольку они обеспечивают правильное давление и расход для быстрой обработки большего количества воды.Обезвоживающие насосы общего назначения и насосы высокого давления — не единственные насосы Honda, предназначенные для профессионального использования. Хотя эти насосы эффективны при перекачке воды из одного места в другое, существуют специальные насосы, которые необходимо использовать для других материалов.
Тип насоса Описание На что обратить внимание Применение Мусорный насос Предназначен для работы с большими объемами воды и твердых частиц диаметром до 1-1/16 дюйма • Порт для быстрой очистки делает обслуживание насоса простым и быстрым • Способен обрабатывать до 433 галлонов в минуту (GPM)
Заявки на аренду и подрядчики Насос для химикатов Используется для перекачки воды, но также может перекачивать сельскохозяйственные и промышленные химикаты Во избежание повреждений с этим насосом можно использовать только одобренные химикаты Применение в промышленности и сельском хозяйстве Мембранный насос Объемный насос с медленным просачиванием, предназначенный для перекачивания мусора, грязи и отходов Способен перекачивать твердые частицы с высоким содержанием, включая отходы нефтепереработки, промышленные жидкости, палки и даже камни Используется многими коммерческими предприятиями, в том числе рестораны, кемпинги, строительные и горнодобывающие корпорации Другие типы водяных насосов
Когда речь заходит о моделях насосов, многие домовладельцы и профессионалы знакомы с погружными насосами.
Эти насосы уникальны тем, что их можно установить или даже временно разместить ниже уровня воды. Они оснащены герметичным двигателем, который защищает внутреннюю часть от воздействия влаги и пыли, которые могут повлиять на его работу. Эти насосы работают как в жилых, так и в коммерческих условиях и обычно используются для различных задач, включая:- Опорожнение плавательных бассейнов
- Снятие воды из стиральных машин
- Накачала грязная вода
- Дренирующие оконные скважины
- ДРУГИЕ ДЛЯ
- Предоставление воды для декоративных Fountaines
- 9003.
- .
Когда вы изучаете, как выбрать насос, важно решить, хотите ли вы приобрести электрическую или газовую версию. Оба имеют свои преимущества, но каждый подходит для конкретных целей.
Водяные насосы, работающие от электричества, часто используются внутри помещений, где легко доступны розетки. Большинство из них работают от сети 120 В и могут быть подключены к любой стандартной розетке.
Однако некоторые из них могут быть насосами на 230 В, что потребует дополнительной электрической поддержки. Электрические насосы обычно менее мощные, чем модели газовых насосов. Тем не менее, они не требуют особого обслуживания и не требуют замены масла. Из-за их потребности в электричестве вам придется использовать с ними портативные генераторы Honda, если вы хотите использовать их в месте, где нет розетки.Газовые водяные насосы не ограничены шнурами и розетками. Они являются идеальным решением для работы на открытом воздухе, вдали от электрических розеток. Они также имеют тенденцию предлагать более высокий GPM, чем их электрические аналоги. Однако эти насосы нельзя использовать внутри помещений из-за выбросов угарного газа.
Особенности, на которые следует обращать внимание
При оценке технических характеристик водяного насоса необходимо обращать внимание на множество характеристик, которые помогут вам решить, какой насос подходит именно вам.
Если вы собираетесь оставлять помпу на одном и том же месте большую часть времени, ее вес может не иметь значения при выборе.
Однако, если вам необходимо часто перемещать насос в разные места, важна легкая конструкция. Учитывайте общий вес и конструкцию водяного насоса.При перекачке воды из одного места в другое очень важно иметь возможность подключить насос непосредственно к садовому шлангу. Это может быть особенно полезно, когда вы используете насос для полива газона, сада или поля. В этом случае убедитесь, что выбранный вами насос поставляется с переходником для садового шланга, зажимами, сетчатым фильтром и всасывающим шлангом.
Когда вы изучаете, как выбрать насос, понимание производительности нагнетания в галлонах в минуту имеет решающее значение. GPM относится к тому, как быстро вода, отходы или химикаты текут от источника до точки, в которой они сбрасываются.
Некоторые модели насосов оснащены механическими уплотнениями из карбида кремния. Эти уплотнения устойчивы к истиранию, что способствует более длительному использованию и износу.
В водяном насосе улитка представляет собой кожух, создающий давление за счет энергии, вырабатываемой рабочим колесом.
Когда крыльчатка выталкивает воду, химикаты или твердые частицы в улитку, она создает за водой достаточное давление, чтобы подтолкнуть ее к месту выпуска. Многие модели насосов оснащены чугунной улиткой. Этот материал помогает уменьшить степень износа корпуса и увеличивает срок службы водяного насоса.Дополнительные функции
Когда речь заходит о работе водяного насоса, важно учитывать особенности двигателей Honda. Многие насосы поставляются с двигателем Honda с верхним расположением клапанов (OHV). В отличие от старых двигателей, в которых клапаны расположены в блоке, в этих двигателях клапаны расположены в головке блока цилиндров. Это увеличивает их общую мощность и облегчает запуск.
Для правильной работы газовых водяных насосов требуется масло. В некоторых двигателях часто требуется проверка масла, так как низкий уровень масла может привести к повреждению двигателя, если его не заметить. Когда дело доходит до наружного силового оборудования Honda, это не проблема.
Большинство двигателей оснащены системой Oil Alert. Эта технология включает в себя датчик, который способен определять, когда уровень масла становится слишком низким для правильной работы водяного насоса. Когда датчик обнаруживает низкий уровень масла, он автоматически выключает двигатель, чтобы предотвратить его заклинивание.В некоторых моделях насосов используются высокопроизводительные опоры для уменьшения вибрации, которую испытывает насос. Это дает множество преимуществ, в том числе снижение износа деталей насоса. Это также снижает вероятность того, что силовое оборудование Honda закопается в грязь или «уйдет» в сторону от установленного места.
Водяные насосы, предназначенные для использования с химическими веществами, требуют конструкции, отличной от насосов, предназначенных для перекачивания чистой или грязной воды. Эти насосы имеют такие особенности, как уплотнения из EPDM, резины, совместимой со многими типами химикатов.
Погружные насосы можно использовать в случае временного затопления, но они также могут понадобиться для перекачки воды из одного места в другое на постоянной основе.
По этой причине многие погружные насосы рассчитаны на непрерывную работу. Эти насосы могут работать весь день, каждый день без перегрева, если они находятся в надлежащих условиях.Необходимые аксессуары для водяного насоса
Ваш водяной насос может поставляться со всеми деталями, необходимыми для того, чтобы сразу начать его использовать, или вам может потребоваться приобрести несколько дополнительных аксессуаров, чтобы пользоваться всеми возможностями вашего водяного насоса. Вот несколько аксессуаров, которые могут вам понадобиться.
- Муфты и переходники соединяют помпу со шлангом. Обычно они входят в комплекты шлангов Honda.
- Доступны два типа комплектов шлангов: штыревой наконечник и кулачковый замок. Шланги с штыревыми наконечниками работают как традиционные садовые шланги, навинчиваясь на водяной насос с помощью гаечного ключа. Шланги Camlock легко подсоединяются к помпе с помощью системы быстрого подключения.
- Трубные ниппели входят в комплекты шлангов и используются для соединения шланга и фильтра вместе.
- Рекомендуется приобрести несколько дополнительных прокладок. Эти детали часто теряются и необходимы для правильной работы комплекта шлангов.
Техническое обслуживание водяного насоса
После того, как вы выбрали правильный водяной насос, поддержание его в рабочем состоянии требует некоторого обслуживания. В целях безопасности всегда отключайте питание водяного насоса перед началом работы с ним. Вам также следует ознакомиться с руководством, прилагаемым к помпе, прежде чем пытаться почистить или отремонтировать ее самостоятельно.
В целом техническое обслуживание насоса несложно. Перед эксплуатацией обязательно удалите с него все видимые загрязнения. Если вы используете погружной насос, вокруг механического поплавка должно быть достаточно места, чтобы он мог легко плавать. Насосы с резервным питанием от батареи требуют замены батареи каждые два-три года. Насос также следует промывать один раз в год, но любые засоры или остановки следует устранять между этими промывками по мере необходимости.
Муфты фланцевые параметры конструкция и размеры: Размеры фланцевых муфт — Размеры Инфо
Муфты фланцевые, муфта фланцевая, фланцевые муфты
Муфты фланцевые, муфта фланцевая, фланцевые муфты
- Вы здесь:
- Каталог
- Муфты соединительные
- Муфты фланцевые
ООО «НТЦ Мехпривод» работает без выходных. Присылайте Ваши заявки в любое удобное время!
Муфты фланцевые
ООО «НТЦ Мехпривод» изготавливает фланцевые муфты в соответствии с ГОСТ 20761-96 из стали общемашиностроительного применения климатических исполнений У и Т для категорий 1-3, климатических исполнений УХЛ и О для категории 4 по ГОСТ 15150, предназначенные для соединения соосных цилиндрических валов и передачи крутящего момента без уменьшения динамических нагрузок: от 16 до 40000 Н·м при окружной скорости на наружном диаметре муфт до 70 м/с.
Муфты фланцевые. Таблица размеров Наименование Крутящий момент, нМ Диаметр отверстия, мм Габаритные размеры, мм Наружный диаметр, мм Длина в сборе, не более, мм Длина полумуфты, не более, мм Масса, кг, не более Муфта фланцевая-16 16 0-18 80 84 40 0,82 Муфта фланцевая-31,5
31,5 0-22 90 104 50 1,3 Муфта фланцевая-63,0 63 0-28 100 124 60 2,0 Муфта фланцевая-125,0 125 0-36 110 170 80 3,6 Муфта фланцевая-160,0 160 0-38 130 170 80 4,2 Муфта фланцевая-250,0 250 0-45 135 230 110 7,3 Муфта фланцевая-400,0 400 0-50 140 230 110 7,6 Муфта фланцевая-630,0
630 0-60 160 290 140 11,8 Муфта фланцевая-1000,0 1000 0-71 170 290 140 16,8 Муфта фланцевая-1600,0 1600 0-85 190 350 170 24,1 Муфта фланцевая-2500,0 2500 0-100 220 430 210 40,2 Муфта фланцевая-4000,0 4000 0-110 240 430 210 53,8 Муфта фланцевая-6300,0 6300 0-130 280 510 250 83,0 Муфта фланцевая-10000,0 10000 0-160 320 610 300 115,0 Муфта фланцевая-16000,0 16000 0-180 360 610 300 158,0 Муфта фланцевая-25000,0 25000 0-210 400 710 350 194,0 Муфта фланцевая-40000,0 40000 0-250 500 830 410 412,0 Пример условного обозначения фланцевой муфты, передающей номинальный крутящий момент = 16 Н·м, с посадочным отверстием диаметром 12 мм, полумуфты в исполнении 1, из стали (1), климатического исполнения У, категории 3 по ГОСТ 15150:
Муфта фланцевая 16-12-11-УЗ ГОСТ 20761-96
Copyright MAXXmarketing Webdesigner GmbH
Муфты — назначения, типы и факторы выбора
Муфта вала — один из самых распространенных элементов машин, поскольку она играет важную роль в системах передачи энергии.
Таким образом, они находят применение в самых разных областях и условиях эксплуатации.В результате за многие годы конструкторы и инженеры разработали множество вариантов муфт для конкретных условий эксплуатации и окружающей среды.
Эта статья познакомит вас с различными типами муфт и расскажет о выборе подходящего варианта для вашей ситуации.
Примечание: данная статья является переводом.
Что такое муфта?
Муфта — это механическое устройство, которое соединяет одинаковые или разные валы в машинах для передачи энергиии и движения. Обычно это временное соединение (но в некоторых случаях может быть постоянным), которое можно удалить для обслуживания или замены. Муфта может быть жесткой или гибкой.
В связи с наличием множества конструкций, могут существовать разительные различия в конструкции и функционировании двух типов механических муфт. Некоторые муфты могут соединяться с валами без перемещения вала, в то время как для установки большинства муфт требуется перемещение вала.
В большинстве случаев муфта не изменяет направление движения или угловую скорость, в отличие от зубчатых передач.
Муфта работает за счет постоянного поддержания прочного, но гибкого соединения между двумя валами для передачи движения от одного вала к другому. Это происходит при любых значениях нагрузок и несоосности, не допуская относительного движения между двумя валами.
Назначение муфт:
Муфта вала может выполнять несколько функций в машине. Конструкция может включать в себя более одной из этих функций для обеспечения функционирования изделия в передовых областях применения.
Давайте кратко рассмотрим, эти функции:
Передача энергии
Основная цель в большинстве случаев — передача мощности и крутящего момента от ведущего вала к ведомому — например, муфта, соединяющая двигатель с насосом или компрессором.
Поглощает удары и вибрацию
Муфта вала может сглаживать любые удары или вибрации от ведущего элемента к ведомому.
Эта функция снижает износ компонентов и увеличивает срок службы установки.Устранение любых перекосов
Несоосность валов может быть результатом первоначальных ошибок монтажа или может развиться со временем по другим причинам. Большинство муфт могут компенсировать некоторую степень перекоса (осевого, углового и параллельного) между валами.
Прерывание теплового потока
Муфта вала также может прервать поток тепла между соединенными валами. Если первичный двигатель имеет тенденцию нагреваться во время работы, оборудование со стороны привода защищено от воздействия этого тепла.
Защита от перегрузки
Специальные муфты, известные как предохранительные механические муфты, разработаны с целью защиты от перегрузок. При возникновении перегрузки эти муфты с ограничением крутящего момента разрывают соединение между двумя валами. Они либо проскальзывают, либо разъединяются для защиты машин.
Типы муфт:
Муфты бывают самых разных форм и размеров. Некоторые из них отлично подходят для типовых применений, в то время как другие разрабатываются на заказ для действительно специфических сценариев.
Чтобы сделать осознанный выбор, важно знать возможности и различия различных типов муфт. В этом разделе представлена информация о основных типах муфт и о том, как они работают:
Жесткая муфта
Как следует из названия, жесткая муфта практически не допускает относительного перемещения между валами . Инженеры предпочитают жесткие муфты, когда требуется точное выравнивание.
Любая муфта вала, которая может ограничить любое нежелательное движение вала, известна как жесткая муфта, и, таким образом, это общий термин, который включает различные конкретные муфты. Примерами такого типа муфт являются втулочные, компрессионные и фланцевые муфты.
Если для соединения двух валов оборудования используется жесткая муфта, они действуют как единый вал. Жесткие муфты находят применение в вертикальных системах, например, в вертикальных насосах.
Они также используются для передачи крутящего момента в системах с высоким крутящим моментом, таких как большие турбины. Они не могут использовать гибкие муфты, и поэтому все больше и больше турбин в настоящее время используют жесткие муфты между цилиндрами турбин. Такое расположение гарантирует, что вал турбины работает как непрерывный ротор.
Гибкая муфта
Любая муфта вала, которая допускает определенную степень относительного движения между составляющими валами и обеспечивает виброизоляцию, называется гибкой муфтой. Если бы валы были все время идеально выровнены, а машины не двигались и не вибрировали во время работы, то не было бы необходимости в гибкой муфте.
К сожалению, в реальности машины работают не так, и проектировщикам приходится решать все вышеперечисленные проблемы при проектировании машин. Гибкая муфта может решить их в определенной степени. Она может уменьшить степень износа машин из-за недостатков и динамики, которые являются частью почти каждой системы.
Гибкая муфта также является обобщающим термином и под своим названием включает в себя множество конкретных муфт. Эти муфты составляют большинство типов муфт, используемых сегодня. Некоторые популярные примеры гибких муфт — зубчатая муфта, универсальное соединение и муфта Олдхэма.
Втулочная муфта
Втулочная муфта — простейший пример муфты жесткого типа. Она состоит из чугунной втулки (полого цилиндра) или муфты. Она имеет внутренний диаметр, равный внешнему диаметру соединяемых валов. Шпонка с гибкой головкой используется для ограничения относительного движения и предотвращения проскальзывания между валами и втулками.
Некоторые муфты и валы имеют резьбовые отверстия, которые совпадают при сборке, чтобы предотвратить любое осевое перемещение валов. Передача мощности от одного вала к другому происходит через втулку, шпоночную канавку и шпонку. Эта муфта вала используется для малых и средних крутящих моментов.
Втулочная муфта имеет несколько движущихся частей, что делает ее надежным выбором, если все детали спроектированы с учетом ожидаемых значений крутящего момента.
Муфта с разъемным соединением
Для облегчения сборки втулку муфты можно разделить на две части. Таким образом, техническому специалисту больше не нужно перемещать соединенные валы для сборки или разборки муфты.
Разъемная муфта или компрессионная муфта представляет собой две половинки муфты, которые удерживаются на месте с помощью шпилек или болтов. Подобно втулочным муфтам, эти муфты передают мощность через шпонку. Разъемные муфты используются в тяжелых условиях эксплуатации.
Фланцевая муфта
В фланцевых муфтах на каждый из соединяемых валов надевается фланец. Фланцы крепятся друг к другу шпильками или болтами, а на валу — шпонкой. Использование установочных винтов или конической шпонки гарантирует, что ступица с фланцем не соскользнет назад и не обнажит стыки вала.
Один из фланцев имеет выступающее кольцо на своей поверхности, а другой имеет аналогичную выемку для его размещения. Такой тип конструкции помогает фланцам (и, в свою очередь, валам) поддерживать соосность, не создавая чрезмерных нагрузок на валы.
Фланцевая муфта используется в средних и тяжелых условиях эксплуатации. Они могут создавать эффективные уплотнения между двумя трубками, и, следовательно, помимо передачи энергии, они используются в гидравлических системах под давлением. Фланцевые муфты бывают трех основных типов:
- Фланцевая муфта незащищенного типа
- Фланцевая муфта защищенного типа
- Фланцевая муфта морского типа
Зубчатая муфта
Зубчатая муфта очень похожа на фланцевую муфту. Однако она является гибким типом муфты и может использоваться для неколлинеарных валов. Зубчатые муфты допускают угловое смещение около 2 градусов и параллельное смещение 0,25…0,5 мм.
УКомплект поставки зубчатых муфт состоит из двух ступиц (с внешними зубьями), двух фланцевых втулок (с внутренними зубьями), уплотнений (уплотнительные кольца и прокладки) и крепежа, входящего в комплект поставки./p>
Передача энергии между двумя концами муфты происходит через внутренние и внешние зубчатые колеса в зубчатой муфте.
Зубчатые муфты способны передавать большой крутящий момент. Поэтому они используются в тяжелых условиях эксплуатации. Для оптимальной работы им требуется периодическая смазка (консистентная).
Универсальный шарнир (шарнир Гука)
Когда два вала не параллельны и пересекаются под небольшим углом, используется универсальный шарнир. Этот шарнир может компенсировать небольшое угловое смещение, обеспечивая при этом высокую способность передачи крутящего момента.
Универсальный шарнир состоит из пары шарниров, соединенных через поперечный вал. Два шарнира расположены под углом 90 градусов друг к другу. Поперечный вал поддерживает эту ориентацию и также отвечает за передачу мощности. Универсальный шарнир не является муфтой постоянной скорости, т.е. ведущий и ведомый валы вращаются с разными скоростями.
Они находят применение в самых разных областях, отсюда и название. Наиболее часто универсальные шарниры используются в коробках передач и дифференциалах автомобилей.
Муфта Олдхема
 youtube.com/embed/utEKKox2WHA» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/utEKKox2WHA» frameborder=»0″ allowfullscreen=»»> Муфта Олдхема — это специальная муфта для валов, используемая исключительно для бокового смещения валов. Когда два вала параллельны, но не коллинеарны, муфта Олдхэма является наиболее подходящей.
Конструкция состоит из двух фланцев, которые надеваются на вал, и среднюю часть, известную как центральный диск. У центрального диска есть выступы на каждой грани. Эти два выступа представляют собой прямоугольные выступы, расположенные перпендикулярно друг другу и входящие в пазы, вырезанные во фланцах с каждой стороны.
Фланцы крепятся к валу с помощью шпонок. Таким образом, передача мощности происходит от ведущего вала к шпонке, от фланца к центральному диску, а затем через второй фланец к ведомому валу.
Муфта Олдхема идеально подходит для случаев, когда между двумя валами имеется параллельное смещение. Такое параллельное смещение может произойти в случаях, когда требуется передача мощности между валами на разных высотах.
Когда валы находятся в движении, центральный диск движется вперед-назад и регулируется в зависимости от бокового смещения.Мембранная муфта
Мембранные муфты — отличные универсальные муфты для валов. Они могут компенсировать параллельное смещение, а также большое угловое и осевое смещение. Они также обладают высоким крутящим моментом и могут передавать крутящий момент на высоких скоростях без необходимости смазки.
Мембранные муфты доступны в различных стилях и размерах. Конструкция состоит из двух диафрагм с промежуточным элементом между ними. Диафрагма в основном представляет собой одну или несколько гибких пластин или металлических мембран, которые соединяют приводные фланцы на валах с промежуточным элементом с помощью болтов с обеих сторон.
Изначально мембранные муфты были разработаны для приводных валов вертолетов. Но с годами они нашли широкое применение и в другом вращающемся оборудовании. Чаще всего они используются в турбомашинах благодаря своей высокоскоростной функции.
Сегодня они применяются в турбинах, компрессорах, генераторах, самолетах и т.д.Кулачковая муфта
Кулачковая муфта — это муфта с изгибом материала. Она находит применение в общих системах для передачи малой мощности и управления движением. Она может работать с любыми угловыми смещениями. Подобно диафрагменным муфтам, челюстные муфты не нуждаются в смазке.
Эта муфта состоит из двух втулок с зацепляющимися губками, которые помещаются в эластомерную крестовину. Крестовина обычно изготавливается из медных сплавов, полиуретана, Hyrtel или NBR и отвечает за передачу крутящего момента.
Благодаря эластичному характеру крестовины она подходит для передачи ударных нагрузок. Она также может довольно хорошо гасить реакционные силы и вибрацию.
Инженеры используют кулачковые муфты в таких системах, как компрессоры, воздуходувки, смесители и насосы.
Балочная муфта
Балочная муфта — это механически обработанная муфта, которая обеспечивает высокую гибкость в плане параллельного, осевого и углового смещения.
Это одна из лучших муфт для передачи малой мощности.Муфта балочного типа имеет цилиндрическую структуру с винтовыми разрезами. Характеристики этих нарезов, такие как шаг и количество заходов, могут быть изменены для обеспечения возможности смещения в различной степени. Фактически, инженеры могут вносить эти изменения без ущерба для целостности конструкции, поскольку она изготовлена из одной детали. Таким образом, второе название балочной муфты — винтовая муфта.
По сути, балочные муфты представляют собой изогнутую гибкую балку. Они доступны в однолучевой и многолучевой версиях. Многолучевые муфты могут выдерживать большее параллельное смещение, чем однобалочные муфты.
Балочная муфта больше подходит для систем с низкой нагрузкой, поскольку скручивание может быть реальной проблемой. Поэтому они используется в серводвигателях и системах управления движением в робототехнике.
Гидравлическая муфта
Гидравлическая муфта — это особый тип муфты, в которой используется гидравлическую жидкость для передачи крутящего момента от одного вала к другому.
Муфта вала состоит из рабочего колеса, соединенного с ведущим валом, и бегунка, соединенного с ведомым валом. Вся установка закреплена в корпусе, также известном как оболочка.
Когда приводной вал вращается, рабочее колесо разгоняет жидкость, которая затем вступает в контакт с лопастями рабочего колеса. Затем жидкость передает свою механическую энергию бегунку и выходит из лопастей с низкой скоростью.
Гидравлическая муфта используется в автомобильных трансмиссиях, морских силовых установках, локомотивах и некоторых промышленных системах с постоянной циклической нагрузкой.
Параметры для выбора:
Валовые муфты являются неотъемлемым компонентом систем управления движением и передачи энергии. При правильном применении они обеспечивают невероятные преимущества и решают многие проблемы, связанные с монтажом и условиями эксплуатации.
Для этого конструкторы должны учитывать множество факторов, чтобы сделать правильный выбор. Знание этих факторов помогает уменьшить количество случаев выхода муфт из строя и улучшить возможности системы.
К этим факторам относятся:- Уровни крутящего момента
- Пределы выравнивания
- Скорость вращения
- Ограничения по смазке
Уровни крутящего момента
Большинство производителей используют номинальный крутящий момент в качестве основы для классификации муфты. Величина крутящего момента зависит от того, используется ли муфта для управления движением или для передачи мощности. В первом случае крутящий момент и нагрузки ниже по сравнению со вторым. Знание ожидаемых уровней крутящего момента в области применения поможет выбрать подходящую муфту.
Пределы выравнивания
Различные области применения имеют разные потребности в выравнивании. Аналогично, некоторые муфты для валов могут выдерживать только один тип несоосности, в то время как другие могут выдерживать несколько типов.
Производители также указывают пределы соостности для различных типов смещения для каждой муфты. Это позволяет сузить круг поиска и подобрать подходящую муфту к подходящей машине.
Максимальная скорость вращения
Каждая муфта также имеет максимально допустимое число оборотов в минуту. Этот предел также публикуется для муфт валов. Муфты общего назначения нельзя использовать как таковые для работы на высоких оборотах. Муфты с высоким числом оборотов нуждаются в статической и динамической балансировке для обеспечения безопасной, плавной и бесшумной работы.
Такие сбалансированные конструкции создаются за счет точной обработки и правильного распределения крепежа. Использование ожидаемых оборотов в минуту в качестве критерия может помочь при правильном выборе муфты.
Ограничения по смазке
Иногда условия эксплуатации не позволяют часто смазывать муфты валов, которые в этом нуждаются. С другой стороны, некоторые валовые муфты сконструированы так, что не требуют смазки в течение всего срока службы.
Если требования к крутящему моменту невысоки, можно использовать модифицированные версии обычных муфт. Эти версии поставляются со смазкой «металл по металлу» или с комбинацией металла и пластика, что позволяет полностью отказаться от смазки.
Проектировщики должны сделать правильный выбор муфты, оценив условия эксплуатации и потребности применения.Муфты и системы муфт. Требования, выбор и конструкция
20 июня 2018 г. – Время чтения: 4 мин. система сцепления. Несомненно, муфта является жизненно важным компонентом всей силовой установки. Поэтому при проектировании муфты необходимо обращать внимание на то, чтобы муфта выдерживала механические требования, практически не требовала обслуживания, работала безотказно и, в идеале, имела длительный срок службы.
Торсионно-гибкие муфты
Торсионно-гибкие муфты представляют собой непереключаемые муфты, которые в основном служат для передачи крутящего момента. В дополнение к надежной передаче крутящего момента способность компенсировать перекосы валов, которые часто возникают только при эксплуатации на месте, представляет собой еще один ключевой аспект при выборе муфты. Различают угловое, радиальное и осевое смещение вала, которое должно находиться в заданных пределах.
Угловое смещение Радиальное смещение Осевое смещение Кроме того, путем соответствующего подбора эластомерных элементов муфты собственные частоты трансмиссии могут быть перемещены в некритический диапазон скоростей, так что крутильно-упругая муфта обеспечивает компенсацию амплитуд крутильных колебаний и ударных моментов. . По этой причине характеристики жесткости и демпфирования также являются важными параметрами при проектировании крутильно-упругой муфты.
Критерии проектирования в поле зрения
Компоновка упругой на кручение муфты должна учитывать свойства, зависящие от размера. Прежде всего, это максимальный крутящий момент, максимальная скорость и, в зависимости от обстоятельств, требуемая жесткость на кручение и характеристики демпфирования. Тем не менее, параметры установки, такие как температура окружающей среды и возможные нарушения соосности соединительных валов, также имеют большое значение.
Расчет крутящего момента
Допустимый крутящий момент муфты имеет большое значение для проектирования оптимальной муфты. Допустимый крутящий момент – это максимальный крутящий момент, который может возникнуть во время работы. Кроме того, муфта должна выдерживать возникновение частных и переходных нагрузок, например, при пусках и остановках, электрических или механических передачах, а также при торможении или ускорении.
Вопросы жесткости
Жесткость — это способность тела или материала сопротивляться упругой деформации, вызванной внешним источником, таким как крутящий момент или сила. В частности, для крутильно-упругих муфт жесткость при кручении является очень важным параметром. Жесткость зависит от эластичности материала, а также от формы и размера площади поперечного сечения тела. Упругие свойства крутильно-упругих муфт во многом определяются эластомерными буферами, расположенными кольцом внутри муфты.
Проблема вибраций
Если систему периодически возбуждать с частотой, соответствующей собственной частоте системы, амплитуда вибрации будет неуклонно возрастать.
Это также называется «качаться вверх». Если колебания не затухать, амплитуда продолжает увеличиваться до тех пор, пока система не разрушится — так называемая резонансная катастрофа.При демпфировании, которое в основном определяется выбранным эластомерным материалом, амплитуда вибрации принимает конечное значение. Такие вибрации могут создаваться, например, дизельным двигателем поршневого типа с возвратно-поступательным движением. Двигатель неравномерно передает свою мощность в течение одного оборота коленчатого вала: в результате крутящий момент, передаваемый на привод из-за совместного действия цилиндров, обычно сильно колеблется. Эти вибрации должны быть соответственно ослаблены во время работы.
Температура и климат в центре внимания
Другим решающим параметром является температура. Температура окружающей среды и рабочая температура напрямую влияют на способность эластомера передавать энергию. Более высокие температуры окружающей среды сильно влияют на механическую стабильность.
Их необходимо учитывать на ранней стадии проектирования с использованием соответствующих коэффициентов применения, чтобы избежать возможных ухудшений, преждевременных отказов и повреждений. Если вы используете высокоэффективные полиуретаны для эластомерных буферов в крутильно-упругих муфтах, влияние влажности также будет играть важную роль.По этой причине необходимо выполнять особые действия, если, например, в приводе сахарного завода, работающего в тропическом климате, используются эластомерные муфты. В некоторых случаях необходимо учитывать коррозионную стойкость, поэтому для деталей муфты необходимо выбирать высококачественный материал. В качестве альтернативы можно выбрать подходящий метод защиты поверхности, такой как никелирование или гальваническое покрытие.
От стандартного к особому случаю
Механическая конструкция муфт определена в стандарте DIN 740, часть 2. Расчет обычно выполняется в соответствии со стандартной процедурой.
Крутящий момент определяется как отношение мощности к скорости.
Еще одним критерием является диаметр вала. Тип и конфигурация муфты часто определяются условиями монтажа. Если, например, ведущая и ведомая машины встроены в один и тот же корпус, муфта должна быть вставной. В 80 % случаев подходящая муфта находится быстро.Остальные 20 % требуют более точного расчета: это часто специальные приложения, которые, например, требуют высокой точности позиционирования. В крутильно-упругих муфтах полумуфты не движутся одновременно. Однако это нежелательно, если требуется высокая точность позиционирования. Задача здесь состоит в том, чтобы выбрать правильный материал. С увеличением твердости увеличивается и точность позиционирования — но это негативно скажется на демпфирующих свойствах. Затем необходимо провести итерационные расчеты, чтобы найти оптимальный результат.
Заключение
Безопасная и надежная работа системы может быть достигнута путем настройки динамического поведения всей линии привода. Это включает в себя предотвращение резонансных точек в пределах рабочего диапазона, демпфирование вибраций и ударных моментов, а также компенсацию геометрических смещений.
Принимая во внимание все эти соображения, вы можете продлить срок службы всей вашей установки.Расчетный анализ фланцевой муфты с помощью CatiaV5 и Ansys18 | Раджив Натх
Стенограммы
1. ВВЕДЕНИЕ: Привет, друзья, дизайн продукта и его анализ выполняются с Джеком, и вы видите, что проектирование является неполным, если оно не будет проанализировано для обнаружения отказа для дальнейших модификаций по мере необходимости. Путь делаем, чтобы сделать дизайн офф. Линч жалуется, что используя cat cat каждые пять и анализируя его с помощью ЧПУ, мы имеем специально разработанное кольцо с рекордными размерами и компонентами для ссылки на сборку слива. Мы создаем отдельные компоненты, а именно флейм, работу или нет и магазин. Вы думаете поначалу еженедельно были ограничения катания с габаритами. Во-вторых, мы сыграли приобретенные функции, чтобы сделать корабль. В-третьих, мы собираем созданные компоненты с большими константами. Все разработанные процедуры являются параметрическими, поэтому их размеры и ограничения могут быть изменены для модификации.
Модификации требуются, когда есть значение в анализе. Производство пассивно отклонилось от пути компетентности, сделав небольшие шаги. Эти дизайны в загруженных видео надеются, что они вам понравятся, так как это именно то, что используется в промышленности. Спасибо
2. ФЛАНЕЦ: стартовый Cakir. Партизанские работы по созданию пламени вошли в название части как дизайн пламени, упомянутого во время, когда у нас есть упомянутые размеры, такие как внешний диаметр, как Fight Wonder Thing, второй диаметр, как 5 114 диаметра смолы, внутренний диаметр, как тонкий 90 длину как 1 20 на толщину как 30. Выберите носок плоскости эскиза. Сделайте профиль вздрагивания. Форма конька очень похожа. Слейте воду. Я упоминал стол? Восемь толщин от вздрагивания, ворса от вздрагивания. Власти в ступоре. Второй радиус от пламени, отравляющего измерения. Интернет-дамы на грани. Давайте давайте просто размер техники. 30 длин от вздрагивания как 1 20 из идей как 105 2-х областей как 57 внутренних областей как 45 полицейских в измерении. Правильно, я упомянул о кремне в отношении X, чтобы сделать конек полностью постоянным. Элемент люфта для выхода из зацепа, создания вздрагивания, выбора на их плоскости эскиза для создания отверстий. Вырастите бедствие Пайзера, сверяясь с рисунком, который мы обыграли. Диаметр круга равен 1 62. Имеется шесть диаметров зацепов. Бой 20. Не попадите в круг. Боже мой, он снова имеет в виду выпивку. Диаметр круга мира составляет 1 62, что делает геометрию круга для справки на Ли. Срисовываем эскиз с отверстия диаметром 20 и едим с осью. Мы должны держаться с разницей. Но на контуре, выходящем из эскиза, применяется карманный носок. Весь эскиз делает целое созданным. Игровой круговой узор к отверстию создателя с отсылкой к пламени. Шесть отверстий создаются со смещением на 60 градусов. Во-первых, кремень готов.
3. БОЛТ: ссылка на разницу пытается. Мы сняли размеры с платы. Запуск партизанского верстака у Кати. Дайте название детали жирным шрифтом, выбрав плоскость эскиза, чтобы сделать нас. У меня есть профиль диаметром 35, создающий шестиугольный профиль со ссылкой на Sercan, как показано в стоке, придавая параллельные константы вечному профилю. Очень мало ограничений на возраст от отличного. Хорошо, согласование отличного профиля с кругом, который мы создали в этом возрасте, не работает. Внешний профиль врезается в контур, ограничивая срок аренды по отношению к кругу. Диаметр этого круга равен 35, это геометрический элемент. Круг рисуется для ваших друзей из шестивалентного профиля. Все ребра являются движком по отношению к вашим друзьям. Во-вторых, слыша размер внешнего носка профиля, он полностью ограничивает выход из эскиза того факта, что они снова пьют. Внутренний диаметр пародии равен 20. Высота жирных волос равна 15, а затем создается круговой эскиз. Диаметр этой окружности равен 5 20 м. Показана индифферентность, кольцо выходит из плоскости эскиза. Земля самых смелых 105 на пикниках. Толщина Мира равна 15. Я придавал родительской черте окружности профиль от Земли 105, оставляя партизан I конец разницы в канализацию. В голове доски есть храм, который снова выбирает планирование для подделки, заставляя нас, детей, закалять доску. Вот, Джим. Первый ребенок — это турецкая степень в заявлении с наклоном доступа RPT, расширяющим эту клетку, дающую размер по осям от плоскости u 17,5 мм от exes. Выравнивание Skitch. Какая? Джем для продления эскиза. Энди Создание треугольного профиля для завершения наброска шампанского. Просто продлеваю возраст Дженнифер при выходе из скетча. Но играть группой. Ну давай же. Так что варенье первая клетка на 3 60 ежедневно. Доступ от группы — это то, что за пределами доски, то есть нацисты. Бык
4. ОРЕХ: начать партизанскую работу. Клингер, оф. Приходите сюда творить, а не выдавать имя. Деталь не имеет нарушения дизайна чертежа. У нас есть фитнес от Северо-восточного демона, выбирающего эскизный план, что делает нас либеральной борьбой за разницу в чем? Круг в геометрический элемент. Тебе семь. А профиль как показано в стоке. Возраста параллельны друг другу, играются немного ограниченными возрастами вне исключительного профиля. Ладно, сделай так, чтобы века превратились в разные круги. Каньон плиты, постоянный на протяжении веков, является отличным доказательством, знающим размер, кроме еще одного конька, чтобы сделать его полностью ограниченным. Выход из плоскости скетча, играющий в Baird Feature, Skitch делает вставки на уровне Diamond at 20. Выход из скинов с плоскости Baird в скетч для 20 и вождение Jumper. Они не выбирают плоскость скетча, чтобы сделать близкий профиль с 10 футов? ? Профиль у Дженнифер наклонен с достоинством индейки Access. Возраст варенья составляет 17,5 млн лет от исполняемого. Ну, ты не должен джемовать из-за этого. Расширение перемычки позволяет избежать потери поставщика чемпиона в качестве чемпиона, потому что нам нужна сторона лодки не по адресу, поэтому нужно играть симметрию. Команда вне профиля Дженнифер создает линию в центре. Отказ от симметрии. Jennifer Profile выбирается и в конце команды симметрии относительно линии. Выйдя из эскиза, игровая группа, общая для 60 градусов по оси ночи, принадлежит Лекси. Эта ночь завершена.
5. ВАЛ: открытый партизанский верстак с идеей создать себя, соревнуясь с частью как с собственной конструкцией. Выберите наш эскиз Флинн. Но этот парень с юга, я думаю, так что друзья сушки диаметра мягкого в порядке. 90. На земле Юго-Востока 200. Делаем круговой профиль по таймеру, может быть Мы глушим скин с магазина со ссылкой на бывших, смотрящих его. Совпадение Выход из скетча. Виновата играющая птичка, обычная для 200 Делающая Самфорда в возрасте цеха. Дженнифер Энгл за продвинутую степень, а Линдси создала фильм «Вот вал».
6. СБОРКА: открывающийся монтажный верстак в кат. Каждая вера в этот мир боли, которую мы имеем, являются компонентами, сделанными в партизанском труде. Бейнс. Так что я думаю, существующий компонент сборки. Мы открываем части, которые мы уже разработали, а именно жирный дизайн самолета, дизайн не разработан и магазин, пожалуйста, загрузите его в сборку, разработанную, работающую в этой сборке, у нас есть, как внутренние компоненты, так и живые концертные компоненты. Все симметричны. Таким образом, и во время названия сборки как французской муфты, мы должны снова привезти аналогичные компоненты для сборки. Компоненты живут внутри компонентов, теперь сомневаюсь, что я могу использовать компоненты вместе с их исполняемыми файлами, используя инструмент манипулирования манипулятором. Но тут не бык загорелся, а полка участвовала так, что все составляющие рубля легко разыгрывались действующей командой. При сборке мы должны принести аналогичные компоненты, аналогичные детали для подъема и затянуть сборку. Это поддерживает разделение компонентов по xx легкости. Компоненты острые как кремень. Мы должны правильно расположить его так, чтобы они были повернуты сбоку от правых внутренних компонентов, но легко доступны для сборки, что ограничивает способ защиты левой стороны. Вздрогнуть, зачем доступ так же оставлять. Мы должны защитить валы по оси Y для Эллен в доступе, по которому мы ведем вал. Почему доступ к доске, а не? Мы поставили линию вдоль доступа. Таким образом, используя командный способ манипулирования манипулятором, можно грубо обработать компоненты для сборки, чтобы мы могли легко применять ограничения сборки к компонентам. Выбор ограничения совпадения для сборки, снятие доступа, левая внутренняя и правая внутренние полосы для совпадения. Точно так же выбор граней от вздрагивания для совпадения имеет игровое совпадение, ограничивающее доступ шеф-повара к кремневым топорам. Точно, банальное совпадение. Кукурузная нить с вала, лицом к пламени, сталкивается с плоскостью, совпадающей с ограничением оси вала, подъемным поиском после того, как он находится с разницей в самолете. Джакс вместе с другом Крисом выбирает лицо с внутренней полки подъемника. Сначала поднимите внутрь, и я могу увидеть, что боковые компоненты собраны с совпадением, постоянный путь имеет схождение. Точно так же ограничения для платы, а не вдоль отверстий, поэтому выбираем совпадающие ограничения на выход за пределы платы в целом. Точно так же королевы ограничивают совпадение плоскости, лицо от болта на лице от вздрагивания, играя там, уверенность собрана, поскольку мы видим, что ориентация за пределами доски — это букет, поэтому обновление плоскости в противоположном направлении делает доску пламенной. и повар пронумерованы. Мы играем точки в его ограничении с отсутствием доступа к осям доски, плоскость связана с ограничением лицом от чаши и кулаком на 10 боковых вздрагиваниях, мы должны взять ориентацию и направление из ограничения совпадения для граней . Сборка обновлена. Вы видите, что бык не загорелся, а самость собрана с ограничениями. Нам предстоит игра, так что приготовьтесь к доске и маршируйте вдоль отверстий вдоль круглых отверстий. Таким образом, мы выбрали три пути назад в монтажных работах. Мы должны выбрать компонент, который лучше подходит для борьбы с данными. Таким образом, компонент, который мы должны создать, — это ночь, выбранная для того, чтобы использовать банку в целом. Есть ли отверстие в кремне в огненном теле? Это не ограничено использованием фона, похожего на шаблон, снова в целом, мы должны выбрать жирный шрифт для аналогичного компонента компонента шаблона, который будет выбран для шаблона. Подержанный автомобиль — это все, что мы выбрали. Мы подали заявку на пути. Можем ли мы увидеть, что сборка платы не дрогнула? Я не могу сказать жалость. Сам не могу сказать. Концертные самолеты отличаются полкой. Мы можем изменить ограничения в зависимости от того, что требуется, так как их дизайн — телеметрия, и мы завершили, что конструкция узла муфты откидывания в Кветте будет пятой.
7. АНАЛИЗ 1: мы открываем состоит из работы боли В этом Всемирном банке, мы должны выполнять статический структурный анализ вне пламени Ассамблеи компании, которые мы встречали в КП каждые пять. Но в инженерии, которые применяют его, ключи для конструкции, стали и всех свойств доктора по-прежнему будут применяться. В этом анализе мы импортируем соединение пламени, сборку, стойку, бой, который у нас есть, делая капитал. Если я Что? Открываю эту сборку. Эми Фрэнсис Workbench Введя название этих анализов как анализы рамочных соединений, поскольку мы знаем, что они из себя представляли, мы спроектировали, собрали, мы должны проанализировать их в реальных жизненных ситуациях. Используя граничные условия, чтобы взять домой, сборка работает. который у нас есть, должен безопасно работать в реальных жизненных ситуациях. Файл сборки открывается на рабочем столе короля Франциска. сборка на верстаке Франции. Во-первых, мы применяем миссис. Эта сборка компонентов на ленте мисс, наконец, воспроизводит этот промах, мы можем видеть, что Томас создан в сборке, которая является мягким пламенем жирным шрифтом, а не миссис нашей эволюции для решения статического тонкого анализа. Во-первых, мы должны вставить граничные условия трудовых граничных условий для этой сборки. Один человек, с одной стороны от полки, должен быть закреплен с другой стороны от полки. У нас есть отличный разговор на мгновение. Эта одна сторона поверхности вала фиксируется. На другой стороне этого мягкого у нас была женщина боли, выбирающая лицо, которое другие говорят о заслуженном на самолете моменте от 1500 ньютон-метров. В этой ситуации, в этих граничных условиях мы должны проверить, как работает сборка, как работает сборка. Каковы условия от напряжений и деформаций и образований Способ решения должен вставить полную информацию Кто будет и упругий поток она проследит максимальное главное напряжение для решения мы должны играть за соль решатель решает лично с граничными условиями В этих условиях мы должны проверить, что сборка, как она работает Это безопасно или происходит сбой? Сколько стресса вызывает в какой части этот беспорядок? Какой компонент подвергается сильному напряжению? Сильно деформирован. Таким образом, все эти вещи можно увидеть после решения этих условий. Мы можем взять трудолюбие и информацию, генерируемую в обычных компонентах. Во-первых, Сальва решила единственные условия. Таким образом, вы можете просмотреть все формы Упругие деформации Максимальное основное отклонение Дворник Ондас Вчерашние значения с улиц Поезд Наши деформации показаны в этом счетчике от синего до красного. Порции были красными, счетчик виден, значения бедствия у него максимальные, а где синий счетчик показывает 11, это минимум. Улицы тянутся упорядоченным строем. Вы можете просмотреть значения со счетчиков, чтобы мы могли видеть ситуацию с эластичной деформацией сборки со счетчиками счетчиков на значениях со счетчиков, на экране видны максимальные значения и минимальные значения. Билет можно отсюда. Так что если мы анимируем образ, то можем увидеть, как он точно ведет себя в реальных условиях жизни. Всякий раз, когда мы применяли только условия, как он себя ведет, мы можем посмотреть в анимации
8. АНАЛИЗ 2: выполняет ли сборка французские банки Мы можем просмотреть пути решения. Вставьте узел нормального напряжения. Если бы мы знали визит, вы могли бы увидеть нормальное распределение напряжения, счетчики с человеческим значением на максимальных значениях с огромных деревьев. Точно так же она имеет максимальное основное напряжение, просто экстремальное по общей информации в этой сборке, которую мы можем. Мы можем анализировать необычные компоненты, а также то, как ведут себя отдельные компоненты. Что комиссионно, а в заповедниках по тому, как бедствие перегонки происходит в отдельных компонентах. Вышел из пламени. Ваши друзья, я думаю, селектор включен. Если мы хотим увидеть явное состояние стресса, мы ищем вчерашнее решение. Если оставить резерв, можно найти только компонент пламени. Это вчерашние счетчики распределений, которые показывают минимальные и максимальные значения из этих значений, чтобы мы могли сделать вывод, является ли компонент безопасным, или узнать о свойствах материала вашей работы, знак, который мы можем проверить, если компонент выходит из строя, или он находится в безопасном распределении напряжения? Мы анимируем его. Мы не можем анимировать компонент на том, как он себя ведет, на этом, э-э, мои единственные условия. Точно так же мы можем вам полностью сформировать, если мы хотим носок, если мы живем или в шнурке. Еще один компонент Lee не картонный и не мягкий. Мы видели это. Мягкая компания. Затем вставьте лишнее в раствор. Только если вы позволите резерву, мы можем просмотреть распределение напряжения в магазине прилавков от шахматных деревьев в этом от минимального значения и максимального значения. Если мы оживим его, мы сможем понять и заметить, как ведет себя компания Минимум и максимум она история, происходит и достигает мест. Счетчик бывает. Так что если мы когда-нибудь жили на борту, то подождем. Вставлять. Этот год сбивается с пути решения по предыдущему слишком мягко, мы можем взять, как ведут себя быки. Вы можете увидеть это дерево учреждения, счетчики в чаше, минимальные значения и максимальные значения. Может ли один грипп ли бык безопасен или это в парламенте перед миссиями? В любом случае, это провал. Смелые и питьевые Hibbs Moody’s в условиях стресса, это мы можем увидеть в сборе на рабочей странице ответов. В этой сборке мы импортируем козырную терапию каждые пять, как упоминалось ранее. Точно так же, если мы видим, что он жалуется не на в розыске, а на Хозяйке. Если мы оставим посещение, мы можем просмотреть только ночь. Распределение напряжения, минимальные и максимальные значения счетчиков в областях вне ночного пути можно изучить. Мы можем заключить, что Земля ведет себя при распознавании связи, если она находится в безопасности, больше или больше, и вся информация о сборке снова видна аналогичным образом. Мы можем узнать, ускользнуть, проанализировать и изучить все, что устраивает Дебору. Какие бы бедствия мы ни хотели видеть на утренней сборке, нам остается только вставить вид напряженного напряжения или деформации. Мы хотели бы изучить зло. Результат на том же уровне, что и показанный ранее, может создать отчет, взяв запись обзора. Здесь вы можете увидеть свойства радиуса, назначенные сборке, — это свойства материала копии пламени, назначенные странной полной сборке. Инструкторы отслеживают все значения свойств до тех пор, пока сталь не будет присвоена сборке соединительной детали. Точно так же подстегиваются свойства материала. Отчет генерируется в приятных условиях. Подайте заявку от вас. Поддержка на выходных, наконец, определите, находятся ли компоненты на сборке в безопасности или если мы любим. Если компонент неоценим больше выходных, Кейнс Митчард отключается в темноте из соображений безопасности. Или же мы можем изменить размеры компонентов и сборки, чтобы сохранить сборку в безопасности. Больше во время применения только условий. Вы можете видеть, что юниты в стандартных рипах, так что все кончено. Решение проблемы должно ждать? Вот и все подобным образом. Выходные. Освобождение Доннелли для вечеринок, различные черты характера, друг, признание бомбы. Мы можем сделать вывод, если компания, во время работы по спасению нашего колодца, делает так, что вы можете свободно просматривать общую информацию только крайнюю. Это хорошо, бродяги. Просто поднимите, чтобы поднять см. Эстер на необычные компоненты, как знак перед тем, что мы изменили значение темного момента с 1500 ньютон-метров до 1200 ньютон-метров, чтобы сохранить сборку и компоненты в безопасном, блестящем
9. Работа над проектом: Давайте начнем работу над проектом. Предполагая, что вы поняли, все изображения включены в этот класс. У нас есть наши друзья, чтобы побить во время теста, как медиафайл, в котором вы можете найти необходимые размеры на компоненты выключения фрикциона все компоненты, а именно кто-то странный слишком мягкий. Один и тот же вал творится в Кате на пробу как та барная драка. Что вам нужно сделать, так это собрать эти компоненты сертификата с константами в Kedia на Важном, а также увидеть для анализа. Шаги, которые нужно сделать. Этот проект показан в видео проекта по аналогии с лекциями на Наконец-то можно потянуть и взять падающие параметры. Максимум информации. Максимальная деформация максимальные принципы лотков, минимальные отклонения отвеса и максимальные нормальные полосы.Гибка алюминиевого листа: Гибка алюминиевого листа — услуги по работе с гибкой алюминия в Москве
Гибка листового алюминия на заказ в Москве
Металлические изделия из алюминия в современной жизни встречаются повсеместно.
Металлические изделия из алюминия в современной жизни встречаются повсеместно. Для того чтобы получить алюминиевые изделия используют самые разные методы его обработки. Для создания объемной формы осуществляется гибка алюминия. Наша компания уже достаточное время занимается данными видами работ на профессиональном уровне.
Наши специалисты знают до мельчайших нюансов достаточно сложный технологический процесс по гибке фасадных, дверных и оконных алюминиевых профилей. Благодаря большому накопленному опыту по обработке и изготовлению изделий из алюминия и постоянно совершенствованным навыкам, мы гарантирует высокое качество работ.Гибка алюминия и область применения
Во всех алюминиевых конструкциях и изделиях округлые элементы имеют достаточно преимуществ перед угловыми совмещениями. Технология гибки алюминия обширно используется в большинстве отраслей народного хозяйства.
К примеру, при строительстве довольно часто делают на заказ в нашей компании алюминиевые фасады или окна с гнутым профилем. Благодаря подобной визуально воздушной, легкой и привлекательной конструкции, внешний вид архитектурных сооружений может радикально измениться.
Гибка алюминия с помощью современных методов дает возможность получить такие изделия как:- кронштейны;
- металлические уголки;
- полки и лотки;
- разнообразные коробы и корпусы для аппаратуры;
- стеллажи;
- карнизы и козырьки.
Необходимость использования гибки алюминиевых труб и листов объясняется обычно 3 главными факторами:- стремлением к совершенствованию дизайна;
- улучшением гидроаэродинамических характеристик конструкций из гнутого материла в сравнении со сварными изделиями;
- созданием крепких конструкций их металла с малой материалоемкостью.
Использование спиральных и арочных гнутых элементов при строительстве в Москве дает возможность обеспечить исполнение всех вышеперечисленных факторов. Главное, чтобы гибочный процесс был выполнен качественно.
Наша компания выполняет гибку листового и трубного алюминия по чертежам клиента. Все работы осуществляются на современных гибочных сверхточных станках.Процесс гибки алюминия
Для того чтобы настроить станок потребуется 2 – 3 профиля. На возможность гибки с определенным радиусом и на будущее качество дуги влияет толщина стенки, состояние поставки и геометрические характеристики, срок хранения алюминия. От ширины профиля зависит минимальный радиус.
Ролики должны по полкам профиля скользить свободно, в обратном случае алюминий скрутится. Поверхность ролика должна быть чистой, чтобы избежать царапин и задиров на обрабатываемом материале.
Из-за того, что профильная заготовка покрыта маслом, на стенки роликов вместе со смазкой попадают песчинки и пыль, царапающие поверхность изделия. Кроме того, при гибке неокрашенного алюминия могут силой трения отрываться частицы окиси алюминия от плакирующего слоя. Они размазываются по деформируемой поверхности и царапают ролики и профиль.
Именно поэтому при гибке периодически чистой ветошью протирают ролики, счищая с них скопившуюся грязь. Главный показатель качества гнутого алюминия состоит в сохранении постоянного сечения, параллельность лицевых стенок изделия, отсутствия на внутренней кромке гофры металла и не деформировании паз под установку уплотнителя и штапика.
В нашей компании вы можете сделать на заказ гибку алюминиевого профиля по доступной цене.Характеристики
Замеры
Да
Подбор материалов
Да
Проектирование
Да
Расчет сметы
Да
Дополнительная вкладка, для размещения информации об услугах, доставке или любого другого важного контента.
Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.Вы можете убрать её или вернуть обратно, изменив одну галочку в настройках компонента. Очень удобно.
Гибка листового алюминия, услуги металлообработки в Санкт-Петербурге
Гибка при помощи специального оборудования
Пневматические или гидравлические кузнечные прессы для алюминия — между пуансоном (деталь для давления на металл) и матрицей происходит деформация металла под нужную форму. Широко используется для создания рифлёного и профильного листового изделия. Данный метод может обрабатывать достаточно толстый листовой металл. Имеются разновидности горячей и холодной штамповки для алюминия.
Особенности сортов алюминия, учитываемые в листовом производстве:
- Мягкий сорт, отожжённый. Маркируется буквой М. Выдерживает небольшие нагрузки. Легко гнётся и растягивается, что может приводить к быстрым разрывам и надломам. Выдерживает однократный изгиб до прямого угла.
- Полунагартованный. Чуть прочнее предыдущего, отмечается символом h3.
- Нагартованный. Символ H. Прочный, гнётся без разрывов в радиусе и непредвиденной деформации по краям листа.
- Закалённый сорт алюминия с символом Т. Его прочность настолько высока, что для гибки нужно использовать станочную листовую технологию.
Ротационные станки — они имеют крутящиеся валы (вальцы), через которые пропускают лист алюминия. Используют для изготовления и гибки крупногабаритных листовых изделий. Поворотный тип станков, где лист гнётся между балкой и плитами. Получают листовые крупные изделия: прямоугольные трубы, короба, а также конусные и призматические изделия.
Гибка прессованных алюминиевых профилей
Для гибки алюминиевых профилей применяют несколько методов: растяжение, при помощи пресса, роторный, роликовый, с упругой отдачей. Остановимся на них подробнее:
- Метод растяжения предусматривает фиксирование профиля.
- Метод пресса – станок состоит из двух матриц, между которыми профиль сжимается усилием гидравлического механизма.
- Роторный метод предусматривает наматывание профиля на ротор с получением углов. Широко используется при производстве оконных вагонных рам.
- Роликовое прокатывание профиля происходит под контролем программных продуктов, делает изделия изогнутой формы под арочные проёмы в строительстве.
Упругую отдачу обусловливает специальный станок, который сначала изгибает профиль на определённый угол, а после снятия фиксации, это угол чуть выпрямляется на расчётную величину.
Области применения в Санкт-Петербурге:
- В строительстве, а также изготовлении дверей, арок, оконных рам, направляющих для стеновых покрытий.
- Промышленное судостроение, а также производство лодок, катеров и других плавательных средств.
- Автомобильная и железнодорожная промышленности.
- Самолётостроение в строгом расчете.
- Производство сварных ёмкостей, от маленького бачка до топливных цистерн, их можно оцинковывать.
- Производство бытовой техники, посуды.
Специализированная компания «Эргент», г. Санкт-Петербург (СПБ), владеет необходимым оборудованием и мощностями производства в сфере такого процесса, как гибка листового алюминия, высоким профессионализмом специалистов и ответственным подходом к сотрудничеству.
Какие алюминиевые сплавы лучше всего подходят для гибки? (Вот 3)
Гибкость часто играет важную роль в определении того, какие материалы разработчик продукта может использовать в своем продукте. Хотя сгибание может показаться простым этапом обработки, не все материалы легко гнутся.
Гибкость, которая показывает, насколько легко можно согнуть материал, не сломав его, обычно ассоциируется с алюминием. Более чистые алюминиевые сплавы, такие как те, которые используются для изготовления алюминиевой фольги в быту, обладают высокой гибкостью и превосходной способностью к изгибу. Однако добавление других легирующих элементов для улучшения прочности или других свойств может повлиять на изгибаемость.
Хотите узнать больше о гибке алюминия? В этой статье объясняется, что контролирует гибкость и какие сплавы лучше всего подходят для гибки.
Итак, начнем!Содержание
Какие факторы влияют на гибкость?
Прежде чем обсуждать алюминиевые сплавы, мы должны немного рассказать о факторах, влияющих на их гибкость. Как вы можете себе представить, такие продукты, как алюминиевая фольга, желоба, дорожные знаки и детали автомобильного кузова, изготовленные из алюминиевых сплавов, имеют разную гибкость.
Способность к изгибу различных сплавов в этих продуктах контролируется тремя факторами:
- Способность к формованию алюминиевого сплава
- Толщина и радиус изгиба
- Процентное удлинение
Давайте подробнее рассмотрим эти факторы!
1-й фактор — формуемость
Одноэтапный анализ формуемости NX, выполненный Siemens PLM Software
Формуемость — это способность данного материала испытывать постоянную деформацию без образования трещин или разрывов в процессе формования. Постоянная деформация также известна как пластическая деформация в мире материаловедения.
Вообще говоря, формуемость является относительным понятием, а не конкретной величиной. Например, приложенная сила, необходимая для придания формы изделию, зависит не только от прочности и пластичности материала. Это также зависит от таких факторов, как форма детали и толщина исходного материала.
Другими словами, мы можем измерить усилие формования для изготовления конкретной детали из определенного исходного материала. Однако изменение формы детали или физических свойств исходного материала изменит величину усилия, которое необходимо приложить.
Тем не менее, существуют стандартизированные тесты, такие как ASTM E2218: Стандартный метод тестирования для определения кривых формирования предельных значений. Мы можем использовать эти тесты, чтобы установить «рейтинг» по формуемости для различных листов сплава. Мы можем использовать их, чтобы узнать, какие сплавы имеют лучшую базовую формуемость.
2-й фактор — толщина и радиус изгиба
Программное обеспечение для гибки PowerBend Параметр EHRT от EHRT Maschinenbau GmbH
Если вы работали с обычной алюминиевой фольгой, вы знаете, что ее легко сгибать.
Однако если бы вам пришлось согнуть лист алюминия, который в тысячу раз толще алюминиевой фольги, это было бы намного сложнее! Это связано с тем, что чем толще материал, тем труднее его согнуть.Вы также можете согнуть алюминиевый желоб голыми руками. Но если вы попытаетесь согнуть его под острым углом, не сломав, вам придется нелегко! Изгиб металла с малым радиусом изгиба может привести к разрыву или растрескиванию.
Fabricator предлагает некоторые ключевые таблицы и общие правила, которые помогают понять пределы гибкости для определенных алюминиевых сплавов. Вы можете использовать их для определения минимально допустимого радиуса изгиба для алюминиевого листа определенной толщины.
3-й фактор – удлинение в процентах
Деформация плакированного алюминиевого листа, полученная методом прямого литья в кокиль – Научный показатель на ResearchGate. [по состоянию на 5 августа 2021 г.]
Процентное удлинение представляет собой способность материала пластически деформироваться при растяжении.
Это также известно как пластическая деформация или пятно, нанесенное за пределами предела текучести материала.Более пластичные алюминиевые сплавы могут испытывать более значительную пластическую деформацию при небольшом увеличении приложенного напряжения. Это приводит к лучшей общей гибкости алюминия.
Как и другие свойства, процентное удлинение варьируется для каждого сплава. Взгляните на кривую напряжения-деформации выше. Вы увидите, что отожженный алюминиевый сплав 3003 (обозначенный как AA3003-O) имеет очень высокий процент удлинения (процент деформации), примерно 35%. Он имеет очень высокую гибкость по сравнению с другими сплавами.
3 лучших алюминиевых сплава для гибки
Для получения различных алюминиевых сплавов с алюминием можно сочетать многочисленные легирующие добавки. В системе их наименования используются четыре цифры, причем первая цифра представляет их химический состав. Мы объясняем это в нашей статье об обозначениях и состояниях алюминиевых сплавов.
Вообще говоря, алюминиевые сплавы серий 1XXX, 3XXX и 5XXX демонстрируют лучшую изгибаемость, чем другие алюминиевые сплавы. Некоторые сплавы серии 6XXX также довольно гибкие.
Однако различные свойства, предлагаемые каждым из них, могут сделать одни из них более желанными, чем другие. Например, алюминий серии 1XXX обычно имеет плохие механические свойства и не подходит для конструкционных применений.
Теперь давайте обсудим, какие сплавы обладают наилучшей гибкостью и когда их следует использовать.
#1 – Алюминиевый сплав 3003
Этот сплав в основном легирован марганцем и является одним из наиболее часто используемых алюминиевых сплавов для гибки. Он обладает превосходными свойствами формуемости и не требует тепла для гибки или формования.
Компании часто изготавливают желоба, кровлю, сайдинг, химическое оборудование и резервуары для хранения из алюминия 3003.
#2 – Алюминиевый сплав 5052
С магнием в качестве основного легирующего элемента AA5052 демонстрирует характеристики прочности от умеренной до высокой.
В то же время он сохраняет хорошую гибкость, и конструкторы могут использовать его для более интенсивных применений, чем AA3003. Коррозионная стойкость этого сплава также превосходна в морской воде, что означает, что он отлично подходит для применения в морском оборудовании.Производители часто производят гидравлические трубы, дорожные и аппаратные знаки, медицинское оборудование, морское оборудование и электронику (шасси и корпуса).
#3 – Алюминиевый сплав 6061
Вы обнаружите, что это чрезвычайно распространенный сплав в вашей повседневной жизни. Несмотря на то, что он не так сгибаем или формуем, как два вышеуказанных сплава, он является самым прочным среди всех трех. Он содержит магний и кремний в качестве легирующих элементов, и вы можете дополнительно повысить его прочность с помощью термической обработки.
Сплав 6061 часто называют «конструкционным алюминием», потому что он широко используется в конструкционных (строительных) приложениях. Тем не менее, благодаря своим выдающимся свойствам, он также используется в контейнерах для пищевых продуктов и напитков, лестницах, деталях самолетов и автомобилей, аквалангах, велосипедных рамах и многом другом.
Почему важны эти 3 сплава?
Несмотря на разные свойства, эти сплавы являются прекрасным примером способности к изгибу алюминиевых сплавов. Они демонстрируют, что, несмотря на то, что некоторые алюминиевые сплавы обладают лучшей формуемостью и процентным удлинением для заданного радиуса изгиба и толщины, каждый из них служит уникальной цели и имеет широкий спектр применений.
Несмотря на несколько меньшую гибкость, прочность сплава 6061 делает его одним из наиболее широко используемых алюминиевых сплавов. Точно так же сплав 3003 имеет множество применений в приложениях, требующих превосходной гибкости. Между тем, сплав 5052 широко используется благодаря своему балансу с точки зрения гибкости и прочности.
Если вы хотите узнать больше о применении алюминия, ознакомьтесь с нашими сервисными страницами для алюминиевых профилей и качественного алюминиевого проката.
Гибка листового металла | Минифабер
Minifaber имеет пятидесятилетний опыт в области гибки листового металла : процесс холодной обработки металла, который происходит с помощью машины, называемой гибочным станком.
Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.Совместно с процессом резки и формовки гибка листового металла используется на металлических поверхностях для получения полуфабрикатов и может выполняться на поверхностях разных типов: наша специализация Гибка алюминия, нержавеющей стали, железа и меди .
Что вы найдете на этой странице?
- Как работает гибка листового металла в Minifaber;
- Гибка алюминия;
- Гибка стали;
- Гибка железа;
- Гибка из нержавеющей стали;
- Гибка меди;
- Различные виды гибки листового металла;
- Наша специализация в гибке листов;
- Минифаберные машины.
Качество гибки алюминиевого листа
Каждый металл по-разному реагирует на операцию гибки листового металла, поэтому каждый из них требует тщательного обращения в соответствии с его механическими и физическими свойствами, чтобы избежать растрескивания.
Чтобы иметь возможность предоставлять качественные услуги по гибке листового металла, мы полагаемся на 7 технологически продвинутых гибочных станков и хорошо подготовленный технический персонал , который превратит вашу идею в осуществимый проект и, в конечном итоге , в реальный готовый продукт или полуфабрикат.
Хотите узнать больше о наших услугах по гибке листового металла? Свяжитесь с нами для получения дополнительной информации
Гибка алюминиевого листа
Гибка алюминиевого листа является одним из самых простых процессов, благодаря хорошо известным свойствам, характеризующим алюминий: мягкость, ковкость и легкость позволяют сгибать его без риска поломки или образования трещин. Узнайте больше о процессе гибки алюминия и о том, как мы это делаем, здесь, в Minifaber.
Гибка стального листа
Гибка, также известная как прессование, отбортовка, фальцовка и окантовка, является одним из наиболее часто используемых методов холодной обработки в производстве листового металла.
Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. 9Гибка стали 0114 и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью.Гибка листового железа
Это второй по популярности металл после алюминия: поэтому легко понять, насколько широк спектр его применения. Чтобы удовлетворить все эти потребности, мы выполняем процессов гибки железа . Изгиб железного листа деформирует железный лист, но не меняет его толщины. Процесс всегда должен выполняться профессионалами из-за характеристик металла:
- температура обработки;
- стресс из-за предыдущих процессов;
- вид ребер, которые необходимо получить;
- длина и толщина заготовки.
Гибка листов из нержавеющей стали
Нержавеющая сталь особенно востребована в пищевой, фармацевтической и косметической отраслях из-за ее высокой коррозионной стойкости: таким образом можно поддерживать высокий уровень гигиены.
Узнайте больше о том, как мы гнем сталь и нержавеющую сталь. Гибка медных листов
Высокая электро- и теплопроводность меди делает ее одним из наиболее востребованных металлов для таких применений, как строительный сектор. Фактически, медь обладает несколькими характеристиками, которые делают ее лучшим выбором для операций гибки, несмотря на ее высокую стоимость. Для этих конкретных запросов в микроволокне изгиб меди соединен с изгибом других металлов. Благодаря нашей специализации на холодной металлообработке, в Minifaber мы успешно обеспечиваем гибка меди услуга, позволяющая получить именно тот продукт, который вы хотите!
Какие виды гибки листового металла существуют?
Гибка листа требует приложения силы к листовому металлу, который изгибается под углом и принимает желаемую форму. Но это только общий процесс: если мы углубимся в детали, мы найдем:
- гибка листового металла с V-образной матрицей или гибка на воздухе – самый распространенный, когда нужно достичь угла до 90°
- U-образная гибка , в которой используются цилиндрические формы
- ротационная гибка , когда металлогибочная машина изгибает плоскую металлическую поверхность благодаря использованию ротационной матрицы (цилиндра)
Наш процесс гибки листового металла
В зависимости от типа листового металла Minifaber выбирает наиболее подходящий процесс.
Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой.V-образная гибка и воздушная гибка листового металла
V-образная гибка и воздушная гибка называются так потому, что заготовка не полностью касается частей инструмента. В процессе воздушной гибки заготовка опирается на 2 точки, а пуансон продавливает изгиб. Это по-прежнему обычно делается с помощью листогибочного пресса, но нет необходимости в боковой матрице.
Процесс гибки листового металла воздух-воздух обеспечивает большую гибкость. С помощью этого метода можно получить от 90 до 180 градусов. В случае, если нагрузка снята и пружинение материала приводит к неправильному углу, его легко отрегулировать, приложив большее усилие.
Конечно, это приводит к меньшей точности, чем другие типы обработки листового металла.
При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.Процесс U-образного изгиба
U-образный изгиб очень похож на V-образный изгиб. Есть матрица и пуансон, на этот раз цилиндрической формы, которые приводят к изгибу листового металла. Это очень простой метод гибки, например, стальных U-образных профилей, но он не так распространен, так как такие профили можно изготавливать и другими, более гибкими методами.
Ротационная гибка листового металла
Роликовая гибка используется для изготовления труб или конусов различной формы с использованием цилиндрических форм. В зависимости от мощности машины и количества валков одновременно может выполняться один или несколько гибов.
Чтобы согнуть деталь с обоих концов и центральной секции, требуется дополнительная операция. Этот процесс гибки листового металла выполняется на гидравлическом прессе или листогибочном прессе. В противном случае края будут плоскими.
Ресанта 190 а: Купить сварочный аппарат инверторный Ресанта САИ 190 в официальном интернет-магазине по цене 7 190 р. в Москве
РЕСАНТА САИ 190 ПРОФ — Сварочный инвертор
Сварочный инверторный аппарат Ресанта 190 линейки САИ — ПРОФ, предназначен для сварочных работ ММА. Купить такой аппарат Ресанта для начинающего сварщика или кто занимается профессионально сварочными работами, будет настоящей находкой. Учитывая его небольшие габариты, вес и функциональность, он удобен в использовании на промышленных объектах, небольших помещениях, личных гаражах и в полевых условиях.
Аппарат собран по современным технологиям с использованием полупроводниковых приборов имеющих высокие пороги допусков по перепадам температур и напряжению. Последнее особенно немаловажно при подключении такого аппарата к питающему переносному генератору или сети переменного тока с пониженным напряжением от 100 Вольт. Это обеспечивается включением функции корректора коэффициента мощности (PFC). Корректор увеличивает КПД инвертора, препятствует проникновению помех от работы с аппаратом в электрические сети и предупреждает просадку входного напряжения.Этот аппарат способен обеспечивать на рабочем выходе постоянный ток до 190А при напряжении дуги в 24,6 Вольт. Значение тока при этом возможно регулировать плавно, а просмотр результата регулировки контролировать по цифровому монитору на корпусе инвертора. Охлаждение аппарата, что немаловажно при работах в условиях высоких температур, обеспечено специальными отверстиями на металлическом корпусе. Наличие таких удобных функций, как форсаж дуги, антизалипание и горячий старт превращают этот современный сварочный инвертор в удобный инструмент для сварки стальных конструкций всевозможных конфигураций и толщины
Особенности аппарата РЕСАНТА САИ 190 ПРОФ
Удобное управление
Плавный регулятор силы тока со шкалой позволяет быстро выставить необходимый режим сварки, а индикационные лампы указывают на подключение к сети и остановку работы при перегреве.
Быстрое соединение
Штекерные входы удобны для быстрого монтажа и демонтажа кабелей, обеспечивают высокий уровень электробезопасности.
Эффективное охлаждение
По периметру корпуса сварочного инверторного аппарата предусмотрены отверстия, способствующие лучшему охлаждению внутренних узлов.
Прочность
Металлический корпус аппарата обеспечит прочность и долговечность. Визуальный контроль.
Преимущества
- Сварочный аппарат не требует особого технического ухода
- Удобная транспортировка с помощью ремня и ручки
- Обеспечен функциями горячий старт (HOT START) и антизалипание (ANTI STICK)
- Регулировка форсажа дуги ( ARC FORCE), что повышает текучесть металла
- Присутствует принудительное охлаждение и защита от перегрева
- Схема инвертора собрана на IGBT транзисторах
- Ограничено проникновение помех в питающие сети
- Устойчив к проседанию напряжения электросети
- Работа в условиях значительного снижения напряжения от 260 до 100 вольт
- Устойчивая работа от переносного генератора мощностью 4,6 кВт
- Экономия электроэнергии — снижена потребляемая мощность на 30%
Cферы применения
Инверторные аппараты данного типа применяются при производстве сварочных работ с применением электродов на небольших производствах, в бытовых условиях.
Применение его будет эффективным при ремонтных работах в сфере ЖКХ, в автосервисе при кузовных и других ремонтных работах, а так же удобен для работ от переносного генератора в полевых условиях. Для обучения навыкам сварочных работ при подготовке квалифицированных кадров для промышленных предприятий.Инверторный сварочный аппарат Ресанта САИ 190, ток 190 А
Mma сварочные аппараты дуговой сварки электродами
- Персональная скидка
Инверторный сварочный аппарат Ресанта САИ 190, ток 190 А
Арт. X131102228
- Персональная скидка
Дарим скидки за
вход в личный кабинет
Арт. X131102228
Характеристики
Производитель
Макс. мощность, кВт
5.5 Макс. сварочный ток MMA, А
190 Вес, кг
4. 7Напряжение холостого хода MMA, В
80 Мин. сварочный ток MMA, А
10 Все характеристики
Дарим скидки за
вход в личный кабинет
С этим товаром смотрят
Отрезной круг (125×1,2×22 мм)
Отрезной круг (125×1,6×22 мм)
385 ₽
460 ₽
Магнитный угольник Start 50 LBS SM1602
395 ₽
470 ₽
Магнитный угольник Start T50 LBS SM1612
999 ₽
1 150 ₽
Сварочная маска Start 51ST777 (со светофильтром АСФ 777)
-151 ₽
Спилковые краги РосМарка, пятипалые, без подкладки (пара)
Краги спилковые с подкладкой красные РосМрака 004 КЕ1470 (пара)
Многофункциональная автомобильная смазка WD-40 200мл
1 150 ₽
Электроды Esab ОК 46.00 3.0мм (2.5кг)
899 ₽
1 080 ₽
Маска сварщика Start Black Mask 51ST301, смотровое окно 90х35 мм
-181 ₽
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Смазка Agreed 941 23845, 210мл
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
Сварочный аппарат Ресанта САИ 190 — это однофазное, полупрофессиональное устройство для сварки металлов.
Работа агрегата построена на современных IGBT-транзисторах. Он позволяет сваривать металлы с применением штучных электродов, имеющих размер от 1,6 мм до 5-ти мм. Инвертор Ресанта САИ 190 оснащен классическими элементами управления. Текущие рабочие параметры отображаются на дисплее устройства, что позволяет контролировать сварочный процесс. За счет наличия всех необходимых функций на порядок повышается эффективность производимых работ. Сварочный аппарат Ресанта САИ 190 отличается стабильной работой при различных значениях входящего напряжения. На его корпусе имеются вентиляционные отверстия, через которые отводится избыточное тепло и предотвращается перегрев внутренних узлов. Наличие регулируемого плечевого ремня облегчает транспортировку аппарата.
Преимущества
- Качественная сварка штучными электродами
- Эффективная система охлаждения (принудительное туннельное и естественное)
- Наличие режимов антизалипания, горячего старта и форсажа дуги
- Надежная работа при низком и высоком входном напряжении
- Простое подключение аксессуаров для сварки через специальные разъемы
«АИС Ресанта 190» — ндеманга.
Кувотчерера инвертор «Ресанта АИС 190»Pakuti kuwotcherera mbali MMA pa mfundo za Arc magetsi ndi Инвертор постоянного тока нтчито «АИС Ресанта 190». Отзывы ва owerenga kuti блок sayenera ntchito zonse yokonza, monga ogula kuwotcherera akufuna kukwaniritsa zofuna ndi likukwaniritsa спецификации lofalitsidwa.
цатанетсатане кугвиризана мвамсанга, ябвино нди золондола нди ябвино китай чотулутса, зомве ндиту амаленга овотчерера «Ресанта АИС 190». Unit amakhala ndi dzuwa la pa 90%, magetsi ndalama.
ntchito zake akulimbikitsidwa kuwotcherera mkulu ndi kudula akakhala ndi nonferrous zitsulo.
wopanga
Chilativiya nkhawa «Resanta» zaka zoposa 15 umabala ambiri zinthu zida zamagetsi anagulitsa mu maiko пафупи нди кутали кудзико лина.0003
Кувотчерера инвертор «Ресанта АИС 190», йемве али ммодзи ва манхвала бвино квамбири манхвала Кампани, отчука нди макаситомала нди зибвензи. Iye udachita chidaliro ча Mlengi kwa mkulu khalidwe zipangizo kuti ndi kufufuzidwa utumiki ulamuliro pa chiliconse siteji ya ndondomeko mkombero.
зофуника квамбири запацидва ква нтчито нджира лусо касамалидве нди уламулиро му мабунгве нди мало.Kufotokozera wagawo
Ntchito TIG kuwotcherera muuni chikugwirizana ndi unit chipata «AIS Resanta 190». Reviews kuti kukhazikitsa kuwotcherera theka-zodziwikiratu kukhala limagwirira kuti amapereka waya. M’lifupi modulator akulamulira kuwotcherera panopa, kotero ngakhale owotcherera novice akupanga khalidwe msoko.
Pa nthawi yatsoka wa Arc mu makina kumatha nkhawa, kuwotcherera chikugwirizana ndi Intaneti ofooka ndi ntchito osakhazikika. Unit ndi chifukwa yaing’ono kulemera ikhoza kusunthidwa natengedwa mu thunthu pa mtunda uliwonse.
chipangizo umagwira ntchito pa 70 ndi 30%. mfundo amasonyeza kuti mphindi zisanu ndi ziwiri za ntchito m’malo mwa yopuma atatu mphindi. patsogolo pa khoma чизиндикиро ча кутентедва памбуйо поятсира бабу чеке яцока мадера унйоло, нгати айи, макина ситчито йочулукирапо 5 йозизира.0003
инвертор Kuwotcherera ali utakhazikika ndi mafani, kupanga zotsatira njira yotulukira, ndi mkulu-mphamvu радиаторы m’dera yokulirapo.
Kuwotcherera ukugwira ntchito ku ziwiri gawo maukonde 220, momwe magawo panopa opaleshoni mu osiyanasiyana kuchokera 150 mpaka 243 v. mtengo wa panopa kuwotcherera wayikidwa 10 190.Mtenga ripangis
9 99999
99999
9
9
99999999999999999.909.
- нди инвертор ukugwira эффективно па голосований otsika mu maukonde;
- анасинта йосалала нтчито панопа;
- па кухудзана элекитироди амапезека зофева поятсира ва Арк магетси;
- wagawo kulemera yafupika chifukwa ntchito транзисторы amakono mphamvu;
- ньюмба алипо йотентха чиямби антизалипания элекитироди нди юнифолому Арк;
- kuwotcherera kusamba ali akuya kwambiri;
- памене зицуло спрей му осачепера кучулука.
luso zizindikiro
Unit lonse amadya mphamvu chimayamba kugwira ntchito ndi Arc kusungunula pamwamba wosanjikiza wa zitsulo:
- чофуника котунга голоси нтчито — 220 нди купатука па 10%;
- пазипита зикугвира нтчито мтенго апано — 25;
- мтенго ва Арк голоси — 27 В;
- кукакамизидва мпвея кузирала;
- Maelekitirodi chagwiritsidwa 5 мм;
- читетезо каласи — IP21;
- Миесо я манхвала — 15 × 30 × 37 масентимита;
- вагава кулемера — 4,7 макилогаламу.
phukusi kumaphatikizapo инвертор elekitirodi chofukizira ndi Ufumuyo chingwe kutalika kwa 2 м, chingwe polumikiza osachiritsika 1,5 м, nyundo-burashi alonda.
Kukonza makina kuwotcherera
Kuti сеть баня kugwirizanitsa инвертор palibe amafuna wapadera. Зикута чипангизо кумачитика мва кугвиризана чингве, чончо онецецани кути куулука мфамву кубверекетса памене полумикиза кувочерера «АИС 190 Ресанта». Путеводитель akuonetsa kulumikiza makina kuika osachepera 16a.
Рядом макина си нтчито зипангизо зипацо замбири фумби, монга гриндерс, мафута нди мачека магетси, шлифовальный станок. Kusintha pa makina, ngakhale ngati mulibe, inu simungakhoze kubisa ndi zingalepheretse ena dongosolo yozizira.
Безопасность malangizo Musati ntchito kuwotcherera mvula kapena m’madera chinyezi kwambiri.
Ngati инвертор ndi mwalowa chipinda ofunda ndi kuzizira, ndiye monga pa oyambirira patapita maola angapo zofunik atayanika конденсат.
kugwirizana инвертор
Polumikiza блок kwa maukonde amachita nawo yang’anira kutali.
Ntchito ndi mphamvu zingwe chikugwirizana ndi kubwereketsa kapena makina. Нди Мцоголери амайка панопа осачепера па кувочерера, нди паменепо поха н’кухала переключает удиндо «па». Pambuyo ntchito chikachitika kuti n’zosiyana pa «AIS Resanta 190». ndemanga wosuta amati ntchito nchito ya dalaivala sikuloledwa ntchito mawaya ndi zingwe magetsi. Zingwe ndi zinachitika mokwanira spool kuti kuteteza zosayembekezereka wa kupatsidwa ulemu maginito.Malangizo kwa ntchito
Simuyenera kusinthana kuchokera Anatipatsa kuwotcherera, ngakhale kuwala pa, ingodikirani kunja mphindi 10 kapena kuposa kuti kuziziritsa. Mu likukulira mode ntchito patapita mphindi 7-8 kuwotcherera amadziwikanso osati kudula, ndi udindo wa mphindi 3 zina kudikira mode ulesi. Zida inverter Kodi samva ngakhale pa ang’ono inrush panopa. Chizimitseni chipangizo chamagetsi ngati yopuma zakonzedwa kuti yochulukirapo 40-60.
Nthawi kukonza полости mkati mwa kudzikundikira fumbi ndi uve, makamaka yaitali ulesi kapena ntchito zinthu yafumbi.
Памене анакафика чингве мбали анасанкха авири лотатира икулуикулу, омве амачепетса пониженное напряжение. Нди кукула куталика мамита 10 кутенга вайя гаво 2.5.
Ндалама за макина кувотчерера
Мтэнго купеза кувотчерера зимасиянасияна 6800 руб. 17 600 руб. Мтэнго воцикицица нди агрегат нди индекс «К 65». Ichi ndi losavuta pachikhalidwe ча Буку Arc kuwotcherera. Чипангизо нди индекс «Проф» нди зофуника купоса заньенго онсе нди чосияна нди нтчито нгахале памене голосжи акуцикира 100 Вт чизиндикиро.
«АИС Ресанта 190». Отзывы
Kodi anthu akuganiza za ogula izi chipangizo?
Ogula akulabadira makina kuwotcherera «Ресанта АИС 190». Mtengo wa makina sitolo ogulidwa msanga limapindula ndi ntchito kumabungwewa. Эни чипангизо акухулупирира н’кофуника кугвирица нтчито чипангизо н’чакути мусанайамбе кугвира нтчито нди памасо кузимица куфуника куукица осачепера мтенго панопа. Zonse kuyeretsa adzakhala ndithu zokulitsa moyo ntchito.
Anthu taonera kuthekera kuwotcherera zida makina ntchito ndi waya wodyetsa kwa gulu la zodziwikiratu kuwotcherera makina «Resanta AIS 190».
Nthawi zina poipa coolers, ndipo iwo asintha. Ogula amanena kuti kuwonjezera kuwotcherera wakuda zitsulo, unit ntchito ndi zitsulo sanali akakhala ndi amachita ntchito mokwanira. Ogula kuti n’zofunika nkhawa mosalekeza mbali ntchito za makina.Chifukwa cha zimenezi, tikhoza кунена кути нтчито «ресанта» отандиза м’нюмба, зинг’онозинг’оно нди маофэси яинг’оно мафакитале.0003
190 Hunters Rest Ln, Piperton, TN 38017 | MLS# 10121515
Продается 24 мая, 2022
Уличный вид
См. Все 25 фотографий
Об этом доме
Уличный вид
Дирекции
Modersement
Head Ad
.
Реклама
Скрыть это объявление
Парковка
- Количество крытых парковочных мест: 3
- Навес/Гараж: Гараж
- Парковка/Хранение: Устройство открывания ворот гаража, Гараж с боковой загрузкой
- Пристроенная/отдельная парковка: Пристроенная
Информация о парковке
Интерьер
- Количество спален (нижняя): 3
- Количество спален: 4
- Количество спален: 4
- Количество спален внизу: 3
- Размеры главной спальни: 26 x 16
- Размеры главной спальни: 26 x 16
- Основная спальня, этаж прохода: В кладовке, санузел совмещенный, зона отдыха, потолок ровный, пол паркет
- Спальня 2 Размеры: 12 x 14
- Спальня 2 Размеры: 12 x 14
- Спальня 2 Описание: Уровень 1, Гардеробная, Отдельная ванная комната, Гладкий потолок, Ковер
- Спальня 3 Размеры: 15 x 13
- Спальня 3 Размеры: 15 x 13
- Спальня 3 Описание: Уровень 1, Гардеробная, Отдельная ванная комната, Гладкий потолок, Ковер
- Спальня 4 Размеры: 13 x 17
- Спальня 4 Описание: Уровень 2, Проход В шкафу, ровный потолок, ковер
Информация о спальне
- Кол-во каминов: 2
- Кол-во комнат: 10
- Кол-во этажей: 1,5
- План 1-го этажа: Столовая, Большая комната, Кухня, Главная спальня, 2-я спальня, 3-я спальня, 2+ ванные комнаты, прачечная, офис
- План 2-го этажа: 4+ спальни, 1 ванная комната, игровая комната/комната отдыха
- Разное Интерьер: гардеробная(ые), выход на чердак, гардеробная на чердаке, Система безопасности, детектор(ы) дыма, вытяжной колпак/вытяжной вентилятор
- Внутреннее оборудование: Самоочищающаяся духовка, Двойная духовка, Газовая плита, Утилизация, Посудомоечная машина, Микроволновая печь, Холодильник, Кабель (проводной), Кабель (в наличии) + фт. Потолок
- Камин: В гостиной/большой комнате
Особенности интерьера
- Размеры гостиной: 15 x 12
- Размеры столовой: 15 x 12
- Размеры гостиной/большой комнаты: 20 x 2032 Размеры кухни: 20 x 203 900 22×19
- Размеры столовой: 15×12
- Размеры гостиной: 15×12
- Гостиная/столовая/кухня: отдельная столовая, большая комната, обновленная/отремонтированная кухня, кухня-столовая, барная стойка, кладовая, кухонный остров
- офис Описание: Уровень 1, гладкий потолок, деревянный пол
- Размеры гостиной/большой комнаты: 20×22
- Размер игровой/бонусной комнаты: 25 x 15
- Другие помещения: прачечная, бонусная комната, внутренняя зона расширения, чердак
- Дополнительная информация о спальне/ванной комнате: 1 или более спален внизу, главная спальня внизу, планировка разделенной спальни, роскошная главная ванная комната, двойная ванная комната с туалетным столиком, отдельная ванна и душ, полная ванная комната внизу, половина ванной комнаты внизу
Информация о помещении
Внешний вид
- Описание бассейна: Нет
- Разное Внешний вид: автоматический разбрызгиватель газона, крыльцо, крыльцо-ширма, патио, гидромассажная ванна, благоустроенная территория, тротуары0030
- Фонд: плита
- Крыва: Композиция черепица
Элементы экстерьера
- Область: 655A
Ландшафтный
Финансовый
- Годовой городской налог: 492 долл. США
- Годовой налог округа: 2 000 долл. США
Информация о налоге
- Новое финансирование.
- Взносы покупателей: 0
Финансирование
Коммунальные услуги
Местонахождение
- Проезд: на восток по шоссе 57 до Пайпертона. На юг по шоссе 196. Налево / на восток по Кио. Слева на озерах Гринбрайар. Слева на пристани охотников.
- MAAR Название подразделения: PIPERTON PRESERVE Ph2
Детали местонахождения
Информация о собственности предоставлена Ассоциацией риэлторов Мемфиса (R) MLS, когда последний раз вносилась в список в 2022 году. Эти данные могут не совпадать с общедоступными записями. Учить больше.
- Sale History
- Tax History
Home Sale Price
Outstanding Mortgage
Selling with Traditional AgentSelling with Redfin Agent
+$11,497
Your Total Sale Proceeds
$124,717$136,214
Seller Agent Комиссия
3% (22 994 долл.
США) 1,5% (11 497 долл. США)Агент с полным спектром услуг
Премиум-размещение на Redfin
Бесплатные профессиональные фотографии
Free 3D Walkthrough
Buyer Agent Commission
$22,994$22,994
Excise Tax
$4,292$4,292
Title Insurance
$1,835$1,835
Escrow Fee
$702$702
Misc. Сборы
$928 $928
Указанные налоги и сборы являются средними по стране. Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе.
Реклама
Скрыть это объявление
GreatSchools Сводный рейтинг
Данные школы предоставлены некоммерческой организацией GreatSchools. Redfin рекомендует покупателям и арендаторам использовать информацию и рейтинги GreatSchools в качестве первого шага, а также провести собственное расследование, чтобы определить желаемые школы или школьные округа, в том числе связавшись с самими школами и посетив их.
Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.0 / 100
Зависит от автомобиля
Walk Score®
22 / 100
В некоторой степени подходит для езды на велосипеде
Bike Score®
О некоторых домах и рисках стихийных бедствий
23 90 изменение климата из-за повышения температуры и уровня моря.
Данные о климатических рисках предоставляются только в информационных целях. Если у вас есть вопросы или отзывы об этих данных, обратитесь за помощью на Riskfactor.com и Climatecheck.com.
Redfin не подтверждает и не гарантирует эту информацию. Предоставляя эту информацию, Redfin и ее агенты не дают советов или указаний по рискам наводнений, страхованию от наводнений или другим климатическим рискам. Redfin настоятельно рекомендует потребителям самостоятельно исследовать климатические риски недвижимости для собственного удовлетворения.
Продажи домов на одну семью (последние 30 дней)
Тенденции в продажах домов на одну семью в 38017
Дома на одну семью
Все типы домов Дома на одну семьюТаунхаусыКондоминиумы/кооперативы
Медианная цена продажи
Средняя цена продажи# домов Soldmedian Days On Marketsingl Family Homes
All Home Typessing Family Homestownhondosonos/Copops
Цена продажи
(Home Family Homes)
$ 515000 9000 3 9000 +7,2%. г/г | Сентябрь 2022 г.
На основе расчетов Redfin данных о домах из MLS и/или общедоступных записей.
515 000 долларов США
+7,2%
Подробнее о рыночных тенденциях в 38017
Конкуренция на рынке в 38017
Рассчитано за последние 3 месяца
69
Достаточно конкурентоспособный
Рейтинг Redfin Compete Score
™
Рейтинг Redfin Compete Score оценивает степень конкурентоспособности района по шкале от 0 до 100, где 10 — это наивысшая конкуренция.
Рассчитано за последние 3 месяца
- Некоторые дома получают несколько предложений.
- В среднем дома продаются примерно за 1% ниже прейскурантной цены и ожидают рассмотрения примерно через 31 день .
Теплые дома
могут быть проданы примерно за 2% выше прейскурантной цены и ждать около 15 дней .
Сравнение с близлежащими почтовыми индексами
Близко недавно проданные дома
1 /26
Проданы 31 мая, 2022
1 /22
Проданы 31, 2022
1 /26
Проданы Май 27. МАЙ 27. МАЙ 27. , 2022
Посмотреть недавно проданные дома
Дома Стоимость Около 190 Hunters Rest Ln
Данные из общедоступных записей.
50 Hunters Rest Lane, Piperton, TN
5 спальных мест | 4.5 Ванны | 3600 кв.м. футов
790 060 $ 105 Hunters Rest Lane, Piperton, TN
— Кровати | 4.
5 Ванны | 3878 кв. футов729 732 $ 165 Hunters Rest Lane, Piperton, TN
— Кровати | 3 ванны | 3126 кв. футов
641 336 $ 20 Hunters Rest Lane, Piperton, TN
— Кровати | 3 ванны | 3708 кв. футов
821 258 $ 55 Hunters Rest Lane, Piperton, TN
— Кровати | — Ванны | — кв. футов
777 720 $ 45 Dove Field Road, Piperton, TN
4 кровати | 3.5 Ванны | 4000 кв.м. футов
771 681 $ 65 Dove Field Road, Piperton, TN
— Кровати | — Ванны | — кв. футов
761 998 долларов 175 Hunters Rest Lane, Piperton, TN
— Кровати | 4.5 Ванны | 4315 кв. футов
812 818 $ 155 Hunters Rest Lane, Piperton, TN
4 кровати | 4.5 Ванны | 3400 кв.м. футов
809 024 $ 135 Hunters Rest Lane, Piperton, TN
4 кровати | 3.
5 Ванны | 3400 кв.м. футов749 838 $ 115 Hunters Rest Lane, Piperton, TN
— Кровати | 3.5 Ванны | 4318 кв. футов
298 071 $ 195 Hunters Rest Lane, Piperton, TN
4 кровати | 4.5 Ванны | 3800 кв.м. футов
833 615 $ 80 Dove Field Road, Piperton, TN
4 кровати | 3.5 Ванны | 3800 кв.м. футов
777 577 $ 70 Dove Field Road, Piperton, TN
4 кровати | 4.5 Ванны | 4000 кв.м. футов
783 416 $ 160 Hunters Rest Lane, Piperton, TN
— Кровати | 4.5 Ванны | 4100 кв.м. футов
762 506 $ 75 Hunters Rest Lane, Piperton, TN
5 спальных мест | 3.5 Ванны | 4000 кв.м. футов
766 045 $ 50 Hunters Rest Lane, Piperton, TN
— Кровати | 4.5 Ванны | 3564 кв.
футов738 082 $ 125 Hunters Rest Lane, Piperton, TN
5 кроватей | 3.5 Ванны | 4000 кв.м. футов
832 420 $ 60 Dove Field Road, Piperton, TN
5 спальных мест | 3.5 Ванны | 4500 кв.м. футов
805 014 $ 1135 Greenbrier Lakes Boulevard, Piperton, TN
4 кровати | 3.5 Ванны | 3800 кв.м. футов
779 696 $ 135 Dove Field Road, Piperton, TN
3 кровати | 2,5 Ванны | 3200 кв.м. футов
686 722 $ Показать больше
Часто задаваемые вопросы для 190 Hunters Rest Ln
Что такое 190 Hunters Rest Ln?
190 Hunters Rest Ln представляет собой дом площадью 4000 квадратных футов с 4 спальнями и 4,5 ванными комнатами. Этот дом в настоящее время не продается — последний раз он был продан 24 мая 2022 года за 739 900 долларов США
Сколько фотографий доступно для этого дома?
Redfin имеет 25 фотографий 190 Hunters Rest Ln.
Металлорукав рз цпнг 50: Купить Металлорукав Р3-ЦПнг-50 (20 м) с протяжкой черный (CMP10-50-020)
Как заточить коронку по бетону: Заточка коронки по бетону — Расходные материалы
Способ заточки алмазной коронки
Изобретение относится к алмазному породоразрушающему инструменту, а именно к способу его заточки. Цель изобретения — повышение эффективности работы коронки с длиной секторов не менее 10 мм и зернистостью алмазов не менее 400-500 шт/карат. Для достижения этой цели способ заточки алмазной, коронки осуществляют посредством электрохимической обработки , при этом электрохимическую обработку каждого сектора коронки осуществляют избирательно по трем участкам равной длины. Вначале экранируют участок, расположенный в передней по ходу вращения коронки части сектора и обрабатывают два оставшихся участка, а после этого экранируют средний участок и обрабатывают последний участок.2 ил. сл С
СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (19) (II) (sI>s Е 21 В 10/48
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
ПРИ ГКНТ СССР
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 4654411/03 .
(22) 12.01.89 (46) 29.02.92. Бюл. М 8 (71) Московский геологоразведочный институт им. Серго Орджоникидзе (72) Г.С. Садыков, Б.А. Новожилов, А.Е. Коз= ловский и Г.А. Воробьев (53) 622.24.051.7(088.8) (56) Спирин В.И. Методика получения заданного выпуска алмазов из матрицы коронки электрохимическим способом. —.Сборник научных трудов ВПО Союзгеотехника. Исследование и разработка технологии алмазного бурения геологоразведочных скважин. М„1982, с. 56-63. (54) СПОСОБ ЗАТОЧКИ АЛМАЗНОЙ КОРОНКИ
Изобретение относится к горному делу, в частности к бурению геологоразведочных скважин с отбором керна, Известен способ заточки алмазной коронки, включающий передачу вращающего . момента, осевой нагрузки, подачу промывочного агента на породоразрушающий.ин-: струмент и бурение скважины с отбором керна, причем в процессе бурения осуществляют заточку породоразрушающего инструмента на забое скважины уменьшением частоты вращения, расхода промывочной жидкости и увеличением осевой нагрузки,.
Недостатком этого способа является то, что бурение ведется в критическом режиме.
Такая заточка в течение рейса приводит к преждевременному выходу коронки из строя за счет выпадения большей части алм.азов., (57) Изобретение относится к алмазному породоразрушающему инструменту, а именно к способу его заточки. Цель изобретения— повышение эффективности работы коронки с длиной секторов-не менее 10 мм и зернистостью алмазов не менее 400-500 шт/карат. Для достижения этой цели способ заточки алмазной. коронки осуществляют посредством электрохимической обработки, при этом электрохимическую обработку каждого сектора коронки осуществляют избирательно по трем участкам равной длины, В начале экранируют.участок, расположенный в передней по ходу вращения коронки части сектора и обрабатывают два оставшихся участка, а после этого экранируют средний участок и обрабатывают последний участок. 2 ил.
Наиболее близким к предлагаемому изобретению является способ заточки алмазной коронки, включающий электрохими- 4 ческую обработку рабочих торцов ее секторов. 0″
Недостатком этого способа является то, (, ) что этот способ незначительно повышает эффективность бурения скважин из-за не- ф „ равномерного абразивного износа матрицы и вхождения в вибрационный режим.
Неравномерный абразивный износ и вхождение в вибрационный режим работы коронки .й происходит в основном из-за скопления шлама, образовавшегося при бурении под торцом коронки, Целью изобретения является повышение эффективности бурения путем увеличения срока службы коронки и повышения механической скорости бурения.1716074
20
hP (t, мм, 45
Поставленная цель достигается тем, что в способе заточки алмазной коронки, включающем электрохимическую обработку рабочих торцов ее секторов, согласно изобретению коронки с длиной секторов не менее 10 мм и зернистостью алмазов не менее 400-500 шт/карат, электрохимическую обработку каждого сектора осуществляют избирательно по трем участкам равной длины, причем вначале экранируют передний по ходу вращения коронки участок и обрабатывают два других участка, а затем экранируют средний участок и обрабатывают последний участок. Предлагаемые соотношения размеров затачиваемых участков торца сектора коронки обеспечивают достижение цели. изобретения.
Сущность изобретения заключается в следующем. В и роцессе бурения скважин ы рабочий торец коронки путем микрорезания разрушает горную породу. Как показывают исследования, проведенные с использованием скоростной киносъемки торца алмазной коронки при бурении специального блока из оптического стекла, близкого по своим свойствам к горным породам Vill — IX категории по буримости, рабочие секторы алмазной коронки работают следующим образом. В передней части сектора (по ходу вращения) алмазы создают предразрушенную зону, а последующие алмазы разрушают породу, отделяя ее от массива и осуществляя процесс углубки. При этом толщина слоя породы, снимаемая одним рядом алмазов за оборот коронки, меньше, чем глубина бороздки при разрушении горной породы кристаллом алмаза при тех же нагрузках на единичный алмаз.
Это объясняется тем, что образовавшийся шлам из-под торца коронки не вымывается промывочной. жидкостью, а накапливается в задней части торца сектора коронки. В связи с тем, что коронки оснащаются алмазами одной зернистости и концентрации, торец сектора коронки как бы накатывается на шламовую подушку, а затем «спрыгивает» с нее.
Алмазы, размещенные в задней части сектора, зависают на шламовой подушке и производят углубку не на всю возможную глубину. При этом коронка на забое скважины работает рывками, с остановками и ударами корпуса о стенки скважины. Этот режим вибрации приводит к быстрому выходу из строя коронки, а скопление шлама ведет к неравномерному абразивному износу алмаэосодержащей матрицы. Все эти факторы приводят к снижению проходки на коронку и механической скорости бурения из-за преждевременного снятия коронки с работы.Исключение указанных недостатков можно осуществить, например для алмазных коронок, выполнением торца сектора коронки ступенчатым и разделением его на несколько участков. При работе коронки шламовая подушка обычно образуется, начиная с 1/3 длины сектора, и,в сечении имеет форму клина. Образование над шламовой подушкой некоторого пространства в виде ступенек вторце сектора коронки позволяет шламу разместиТься между алмазами. А увеличение. обнажения алмазов в задней части секторов позволяет эффективно разрыхлять предразрушенную зону, так как алмазы будутуглубляться на большую величину, чем менее обнаженные.
На фиг, 1 схематически изображена коронка, общий вид; на фиг. 2 — торец коронки со ступенчатыми секторами.
Алмазная коронка состоит из корпуса 1, алмазосодержащей матрицы 2, разделенной на секторы 3 с объемными 4 и подрезными 5 алмазами, и промывочных каналов 6.
Способ заточки алмазной коронки осуществляют следующим образом, Перед спуском колонкового набора в скважину (не показан) осуществляют избирательную электрохимическую обработку торца каждого сектора 3 алмазосодержащей матрицы 2, Электрохимическая заточка осуществляется на известной специальной установке. Алмазная коронка 1 закрепляется на изолирующей подставке. Матрица 2 коронки погружается в электролит, который налит в металлическую ванну с диэлектри- . ческой подставкой. Коронка подключается к клемме +, ванна — к клемме — выпрямителя, B качестве электролита используется водный раствор хлористого натрия. Величина обнажения зерен алмазов определяется по формуле где P — коэффициент, учитывающий состав матрицы и конкретные электрохимические условия проведения заточки;
l — сила тока, А;
t — время заточки, ч.
Матрица 2 коронки перед обработкой обезжиривается бензином. Секторы 3 делят на три участка равной длины. Первый по ходу вращения участок новой коронки не обрабатывается, поэтому его экранируют, покрывая диэлектрическим лаком или краской.
Предположим, нужно получить предварительный выпуск алмазов у коронки
01АЗГЗОК20 (диаметром 59 мм, масса алма1716074 зов 8,98 кар, площадь торца матрицы
13 см ). Необходимый выпуск алмазов для коронок этого типа и буримых пород выбирается 0,3 мм для второго участка и 0,6 мм для третьего участка. По номограмме опре- 5 деляют, что для заточки второго и третьего участков сектора 3 коронки 1 осуществляют (одновременно) процесс заточки при силе тока 10А, Р 0,11 в течение t 0 35 ч. После обнажения алмазов второго и третьего уча- 10 стков. секторов 3 средний участок сектора
3 экранируют лаком или краской и обрабатывают последний участок в течение t 0,35 ч, Р 0,11 и при силе тока 10 А.
В связи с тем, что в секторах 3 алмазных- 15 коронок 1 используются алмазы различной крупности, применение предлагаемого crioсоба следует ограничить как размер»- и секторов, так и размерами ал азов;
Предлагаемый способ справедлив для сек- 20 торов длиной не менее 10 мм и зернистостью алмазов не менее 400-500 шт/карат.
В противном случае при электрохимиче-. ском обнажении алмазов может произойти выпадение их из секторов 3 матрицы 2, 25
Для осуществления процесса бурения собирают колонковый снаряд, который.спускают на бурильных трубах в скважину (не показаны). На коронку 1 передают вращающий момент, осевую нагрузку и промывоч- 30 ный агент через бурильные трубы. B процессе бурения геологоразведочных скважин образуется керн цилиндрической формы, который поступает по мере углубки скважины в колонковую трубу. А образованный шлам размещается в задней части секторов 3. Так как задние алмазы обнажены на большую величину, чем передние, то задние алмазы лучше разрушают предразрушенную зону, образованную передними алмазами, и не зависают на шламовой подушке над забо- ем. Шлам размещается между более обнаженными алмазами в сбегающей части сектора 3 и не мешают работе коронки 1.
Таким образом, использование предлагаемого способа позволяет увеличить механическую скорость бурения и повысить проходку на коронку.
Формула изобретения
Способ заточки алмазной коронки, включающий электрохимическую обработку рабочих торцов ее секторов, о т л и ч а юшийся тем, что, с целью повышения эффективности работы коронки с длиной секторов не менее 10 мм и зернистостью алмазов не менее 400 — 500 шт/карат, электрохимическую обработку каждого сектора осуществляют избирательно по трем участкам равной длины, причем вначале зкранируют передний по ходу вращения коронки участок и обрабатывают два других участка, а затем экранируют средний участок и обрабаты ва ют последний участок.
1716074
35
45
Составитель Г.Садыков
Техред М.Моргентал Корректор А,Осауленко
Редактор 3.Слиган
Производственно-издательский комбинат «Патент,», r. Ужгород, ул.Гагарина, 101
Заказ 591 Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., 4/5
Особенности использования корончатых сверл по металлу — РИНКОМ
Особенности использования корончатых сверл по металлу — РИНКОМ
Главная
Статьи
Особенности использования корончатых сверл по металлу
Особенности использования корончатых сверл по металлу
2 июня 2016
Гирин Кирилл
Обработка металлов является достаточно сложным процессом, так как при механическом воздействии на металлические заготовки могут возникнуть трудности.
Поэтому подобные работы проводятся на заводах с использованием специальных станков, которые снабжены оборудованием высокой точности и режущим инструментом, обладающим повышенной прочностью.
Но и в бытовых условиях может возникнуть потребность просверлить отверстие в деталях и предметах из металла. Однако при использовании обычных спиральных сверл достигнуть максимальной точности обрабатываемого отверстия весьма проблематично. Для этого используют корончатое (кольцевое) сверло по металлу или биметаллическую коронку. Такое сверло позволяет сделать сквозные отверстия идеально отцентрированными и круглыми, используя обычную ручную электрическую дрель.
Как выглядит биметаллическая коронка по металлу?
В сравнении с использованием спирального сверла по металлу работа коронкой по металлу является более эффективной, так как позволяет проделать отверстие быстрее в десять раз, высверливая только контур. Кроме того, кольцевой тип сверления отличается точностью и бесшумностью. Он позволяет получить отверстие больших диаметра и глубины за минимальный по продолжительности интервал времени. От обычных сверл корончатое отличается тем, что внутри оно полое.
Основными частями корончатого сверла являются:- коронка;
- центровочное сверло или пилот;
- хвостовик;
- винты, используемые для закрепления.
Рис. 1 корончатое сверло (схема)
Сборка кольцевого сверла осуществляется следующим образом. Сначала внутри хвостовика при помощи винта закрепляют центровочное сверло. Далее надевают коронку и также привинчивают. Хвостовик является сменной деталью. Его необходимо подбирать под параметры электродрели, патрона сверлильного станка или перфоратора с режимом безударного сверления.
Какие преимущества дает использование биметаллических коронок по металлу?- Увеличение скорости сверления до 10 раз.
- Возможность сверлить отверстия в диапазоне от 12 до 150 мм.
- Отсутствует потребность в первоначальной центровке и рассверливании.
- Высокий уровень износоустойчивости в сравнении со спиральными сверлами.
- Низкая потребность в мощности.
- Высокий коэффициент полезного действия.
- Уменьшается расход материала за счет сверления только по окружности.
- Высокое качество обработки поверхности без образования заусенцев.
- Отсутствие скольжения при старте.
- Высокая точность обрабатываемого отверстия.
- Возможность последующей заточки сверл.
- Более низкий уровень шума при работе.
- Меньшая сопротивляемость в процессе резания.
- Выталкивание сердцевины осуществляется автоматически.
К недостаткам данного инструмента можно отнести то, что использование корончатого сверла не дает возможности просверлить глухое отверстие в поверхности.
Биметаллические коронки используют при сверлении тонкостенных листовых металлов, изделий из конструкционной стали, а также из материалов высокой плотности, таких как алюминий, титановые сплавы и цветные металлы.
Рис. 2 корончатое сверло
Как осуществляются работы кольцевым сверлом по металлу?
Для осуществления сверления коронкой по металлу сначала необходимо сделать разметку и определить, где будет находиться центр будущего отверстия. Центровочное сверло устанавливают в намеченный центр и осуществляют бурение. Далее специальной пружиной осуществляется втягивание центровочного сверла внутрь хвостовика, и начинает производиться сверление поверхности коронкой. По окончании работы пружина выталкивает образовавшийся металлический цилиндр из коронки. Получившееся отверстие имеет идеально круглую форму и ровные края без заусенцев, оно не требует дополнительной шлифовки.
Что необходимо учитывать при выборе коронки по металлу?
Выбирая корончатое сверло необходимо принять во внимание следующие параметры.- Диаметр коронки. Выбирая корончатое сверло по металлу, необходимо учесть, какого размера отверстие нужно просверлить. В зависимости от требуемого диаметра выбирается соответствующая коронка.
- Материал, из которого изготовлено корончатое сверло. Коронки по металлу могут изготавливаться из быстрорежущей стали со специальным покрытием, твердосплавными или с напайными пластинами из твердого сплава. Поэтому, выбирая корончатое сверло, необходимо учесть тип обрабатываемой поверхности с целью повышения устойчивости инструмента к износу.
- Наличие центровочного сверла (пилота). Как правило, центровочное сверло уже входит в комплект при приобретении коронки. Но также существует возможность приобретения каждой части по отдельности. Однако следует отметить, что использование центровочного сверла помогает осуществить процесс сверления более точно.
- Особенности комплектации набора. Для использования в домашних условиях может быть достаточно наличия одной коронки необходимого диаметра. В случае если планируется проведение работ обширного диапазона, необходимо заблаговременно побеспокоиться о дополнительной оснастке и приобрести набор.
Как вы могли убедиться, использование корончатых сверл, несмотря на их высокую стоимость, имеет ряд преимуществ. В нашем интернет-магазине вы можете приобрести коронки по металлу различного диаметра от известных производителей.Больше полезной информации
Полезные обзоры и статьи
Все статьи
24 октября 2022
Лучшие автомобильные домкраты для бытового и профессионального использования
23 сентября 2022
Как пользоваться мультиметром
31 августа 2022
Автомобильная резьба: разновидности и способы определения
20 июня 2022
Полировка металла
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie.
Они помогают улучшить ваше взаимодействие с сайтом.Принимаю
?>
Как заточить сверла по каменной кладке? (Ручная и точилка для сверл)
Даже самые твердые сверла со временем затупятся, даже сверла по камню с твердосплавными наконечниками. Это означает, что их нужно будет затачивать по мере необходимости.
Но можно ли заточить сверло по камню? Вы можете заточить сверло по каменной кладке или сверло по бетону путем шлифовки. Это поможет сохранить их эффективность и избежать появления дефектов или разрывов в материале. Но для заточки бит вам понадобятся соответствующие инструменты.
Инструменты: шлифовальный станок и круг
шлифовальный станок поможет восстановить остроту каменных насадок, которые вы используете для работы с бетоном, и привести их в состояние нового, если правильно их заточить. Это означает, что вы можете многократно использовать одни и те же биты, пока они, наконец, не достигнут точки, когда их нельзя будет заточить.
Настольный шлифовальный станок
Настольный шлифовальный станок или стационарный шлифовальный станок является стандартным станком для заточки бит по камню. Он имеет шлифовальные круги на обоих концах, которые вращаются с высокой скоростью и могут довольно быстро заточить большинство насадок. Но вам нужен точильный камень правильного типа и качества. В моей мастерской я использую зеленый шлифовальный круг из карбида кремния для заточки сверл по каменной кладке с твердосплавными наконечниками.
Вам также потребуются другие продукты и расходные материалы, такие как защитные очки для защиты глаз и холодная вода для охлаждения бит. Не рекомендуется использовать перчатки, несмотря на их защиту, потому что они могут застрять в шлифовальном круге.
Точилка для сверл
В то время как настольный шлифовальный станок является инструментом общего назначения, сверлильный станок предназначен специально для заточки сверл. Точилка для сверл обычно имеет алмазный круг, и вы можете точно установить угол режущей кромки для заточки.
Недостатком является то, что сверлильные станки ограничены доступными размерами цанги.
Настольный шлифовальный станок или точилка для сверл
Оба типа шлифовальных станков могут выполнять эту работу, но настольный шлифовальный станок, прикрепленный к столу или платформе, может быть весьма эффективным для заточки сверл по камню большого диаметра.
Для бит меньшего диаметра до ¾ дюйма или 20 мм я рекомендую использовать точилку для сверл. Основная причина – безопасность, которая присуща сверлильному станку.
Настольный шлифовальный станок более универсален и должен быть доступен в каждом магазине. Вы можете установить точильный камень из карбида кремния с одной стороны и обычный круг из оксида алюминия с другой стороны. Обычный круг может шлифовать более мягкую сталь, такую как уголки и сверла из быстрорежущей стали. Хорошая настольная шлифовальная машина может быть весьма полезной в этом отношении.
Угловая шлифовальная машина
Для буров по камню SDS и SDS-plus очень большого размера, используемых в строительстве, можно использовать угловую шлифовальную машину.
Убедитесь, что вы закрепили биту в тисках, чтобы она не двигалась, поэтому при заточке бит по каменной кладке будут применяться только ваши движения. Это одно из многих применений угловой шлифовальной машины, которая является очень универсальным электроинструментом.Карбид кремния или алмазный круг
Алмазный круг довольно острый и прочный, что позволяет использовать его во многих случаях в течение всего срока службы. Недостатком является то, что они дороги и часто не могут быть установлены на обычный настольный шлифовальный станок.
Если вы можете получить алмазный круг, сделайте это. Если нет, вам понадобится точильный камень из карбида кремния (зеленого цвета) или найдите подходящую замену, предназначенную для сверла по каменной кладке.
Как заточить сверло по каменной кладке (вручную)?
Заточка сверл по каменной кладке — простой процесс, но вам нужно будет выполнить несколько шагов, чтобы убедиться, что вы делаете работу правильно. И самое главное, что вы защищаете себя в процессе.
Хотя затачивать насадки легко, если вы делаете это правильно, вам нужно будет защитить себя, так как один промах может привести к серьезной болезненной травме.Шаг 1: Подготовка
Если вы еще не установили кофемолку, вам нужно будет сделать это на верстаке. Уберите все ненужные предметы и очистите скамейку, протерев ее тряпкой. Все, что легко воспламеняется, должно быть удалено подальше от места шлифования. Имейте в виду, что одной искры, упавшей на легковоспламеняющуюся поверхность или жидкость, достаточно, чтобы она загорелась.
Теперь закрепите настольную шлифовальную машину на поверхности. Он должен быть близко к краю, чтобы вы могли легко стоять впереди и двигать руками с битой на месте. Вы не хотите наткнуться на верстак или какой-либо предмет поблизости, поэтому убедитесь, что вы правильно закрепили шлифовальный станок и убрали все препятствия.
Поместите охлаждающую жидкость или прохладную воду рядом с кофемолкой, желательно в достаточно большой емкости, чтобы вода оставалась прохладной в течение длительного времени.
Это означает избегать использования маленьких чашек вместе с большими ведрами. Что-то среднее идеально, если его можно установить в пределах легкой досягаемости. Теперь поместите биты, которые вы хотите заточить, на стол рядом с точильным станком, и вы готовы начать.Шаг 2: Осмотрите каждую фрезу
Начните с первой фрезы и посмотрите на кончик, это область, в которой вы будете точить. Хвостовик — это длинный стержень, который находится наверху, а часть со спиральными канавками — это корпус, который соединяет долото со сверлом. Если что-то не прикрепилось к хвостовику, вам никогда не придется использовать шлифовальную машину для этой части сверла.
Держите биту так, чтобы вы могли четко видеть ее кончик, и поверните ее, чтобы увидеть ее целиком. Измените угол, чтобы вы могли полностью видеть кончик и отмечать тусклость, дефекты или другие дефекты. Это области, которые вы будете затачивать. Теперь вы готовы заточить биты.
Шаг 3: Угол заточки сверла по каменной кладке
Угол заточки сверла по каменной кладке составляет 135 градусов.
Это угол прилегания наконечника из карбида вольфрама. Он может варьироваться в зависимости от производителя и материала, в котором вы просверливаете отверстия. Я видел сверла с углами от 118° до 135°.Сверла по камню Irwin Joran, которые я использую, имеют угол заточки 135°. Ниже скриншот бита, который я измерил на профильном проекторе.
Таким образом, правильный угол, под которым следует держать шлифовальный станок для заточки бит по камню, составляет от 60 до 67,5 градусов, что дает прилежащий угол от 120° до 135°. Это обеспечивает достаточную остроту, чтобы гарантировать, что любая тупость будет удалена, при этом не удаляя слишком много самого режущего наконечника. Прежде чем включить болгарку, вы можете немного потренироваться в удерживании биты, чтобы при заточке получить угол 60 градусов.
Шаг 4: Включите кофемолку
Включите кофемолку и убедитесь, что она работает плавно. Поместите биту в руку так, чтобы кончик был виден, так как он будет касаться шлифовального круга.
Поместите указательный палец на стопор шлифовального инструмента, это поможет вам направить сверло, держа пальцы достаточно далеко, чтобы быть в безопасности.Шаг 5: Начните заточку режущих кромок
Обязательно держите кончик биты близко к шлифовальному кругу и установите его, прежде чем вставлять его. Аккуратно вдавите биту в круг и делайте это импульсами. Это означает надавливание на несколько секунд, а затем небольшое отведение на несколько секунд. Это убережет биту от перегрева в руке. Цель состоит в том, чтобы заточить биту, сохраняя при этом низкую температуру, чтобы вы могли ее удерживать.
Шаг 6: Проверка резкости
После небольшого повышения резкости проверьте область заточки на наличие сколов или участков с неровностями. Это покажет, повреждена ли насадка или вы держите ее под неправильным углом.
Шаг 7: Отшлифуйте задний угол
Помимо кромки, вам нужно будет сгладить пятку сверла по каменной кладке. Это область сразу за режущими кромками.
В этой области должен быть зазор, чтобы сверло могло легче скользить в каменную кладку, а не тереться о материал. Вы захотите удалить материал с пятки, установив угол на те же 60 или 67,5 градусов, но наклоните сверло вверх и зачистите сразу за режущей кромкой.Как и в случае с режущими кромками, вам следует слегка пульсировать поверхностью в течение нескольких секунд, чтобы избежать перегрева насадки инструмента. По мере шлифовки рельефа слегка вращайте сверло; это позволит вам постепенно равномерно шлифовать поверхность. Не забывайте время от времени окунать удила в прохладную воду, особенно если вы чувствуете, что оно нагревается в ваших пальцах.
Шаг 8: притупление краев
Что? Да, вы поняли меня правильно.
Режущие кромки сверл по бетону довольно тупые. Это делается для того, чтобы острый кончик не откололся и не сломался. Когда вы используете биту по каменной кладке на ударной дрели, она не только вращается, но и продолжает вбивать в материал, чтобы разбить бетон, кирпич, раствор, камни и т. Д. Если вы будете держать режущие кромки острыми, они легко сломаются.Используйте полировальный круг или ленточный шлифовальный станок, чтобы слегка притупить острые режущие кромки, чтобы увеличить срок службы насадки.
Как только вы закончите заточку, вы можете перейти к следующему биту. Имейте в виду, что это займет некоторое время, но это время нужно потратить на то, чтобы ваши сверла по каменной кладке были острыми и готовыми к использованию.
Использование точилки для сверл
Точилки для сверл, такие как Drill Doctor, не только удобны, но и безопасны для заточки сверл. Вы можете использовать точилку для сверла по каменной кладке или по бетону, если у него есть алмазный шлифовальный круг.
Вот шаги, которым я следую на своей более дешевой точилке тайваньского производства. Основные шаги должны быть одинаковыми для большинства точилок, но я предлагаю вам обратиться к руководству пользователя и следовать обычной процедуре эксплуатации точилки.
№1. Выберите цангу или патрон правильного размера
Измерьте диаметр сверла и выберите соответствующую цангу или патрон. Например, в DrillDoctor вы можете удерживать биты размером от 3/32″ до ¾″ в патроне ¾″.
#2. Установите выравнивание и глубину
Диаметр вашего сверла определяет толщину перемычки. Вам нужно учитывать это, когда вы хотите установить край биты прямо. Большинство точилок для сверл имеют отверстие для выравнивания, где вы можете точно выровнять и установить глубину. Теперь пришло время зажать сверло в патроне или цанге.
№3. Установите угол на 135°
По умолчанию эти инструменты настроены на угол 118°, который является углом при вершине спирального сверла общего назначения. Для сверл по каменной кладке вы хотите изменить угол на 135 ° или любой другой угол, который был существующим.
#4. Заточка твердосплавных наконечников
Вставьте цанговый держатель вместе со сверлом в точилку и начните заточку.
В зависимости от модели точилки может потребоваться повернуть цанговый держатель в пределах, установленных на инструменте.
Следующее изображение должно дать вам четкое представление о работе точилки для сверл. Для вашей безопасности, пожалуйста, держите крышки закрытыми во время заточки.Зашлифуйте, пока наконечники из карбида вольфрама не станут острыми. Если вы видите остатки сломанного наконечника, вытащите цанговый держатель, ослабьте цангу и выдвиньте сверло дальше. Повторите процесс измельчения.
#5. Отшлифуйте рельеф на пятке
Когда вы будете удовлетворены остротой режущих кромок, пора отшлифовать зазор в области пятки.
Наконец, сделайте очень маленький радиус на режущих кромках полировальным камнем и сверлом по каменной кладке, готовым прорезать бетон.
Заточка каменной кладки по стали
Обычные сверла из быстрорежущей стали или даже прочные кобальтовые или титановые сверла не могут проникнуть в закаленную сталь. В таких случаях лучше всего подходит твердосплавная насадка.
Однако твердосплавные сверла стоят дорого.
Для сверления закаленной стали можно использовать сверла по камню с твердосплавными наконечниками.
Метод точно такой же, за исключением того, что вы не будете выполнять последний шаг. При сверлении отверстий в закаленной стали режущие кромки должны быть острыми. Следовательно, в этом случае не полируйте, чтобы сделать радиус на острых краях.Содержимое
- Инструменты: Заточной станок и круг
- Заточной станок
- Точилка для сверл
- Заточной станок или точилка для сверл
- Угловая шлифовальная машина
- Карбид кремния или алмазный круг
- Как заточить сверло по камню (вручную)?
- Шаг 1: Подготовка
- Шаг 2: Проверка каждого сверла
- Шаг 3: Угол заточки сверла по каменной кладке
- Шаг 4: Включите шлифовальный станок
- Шаг 5: Начните заточку режущих кромок
- Шаг 6: Проверьте остроту
- Шаг 7: Отшлифуйте задний угол
- Шаг 8: Притупите края
- Использование точилки для сверл
- #1. Выберите цангу или патрон правильного размера
- #2. Установите выравнивание и глубину
- #3. Установите Угол на 135°
- #4. Заточите твердосплавные наконечники
- #5. Рельеф на пятке
- Заточка сверла по стали
- #1.
Главная » Дрели и отвертки
Как заточить сверла по камню, руководство для начинающих , кирпичную кладку или бетон, и я обнаружил, что мне постоянно приходится менять сверла, поскольку они затупляются и теряют остроту.
Для меня это проблема, так как сверла по камню стоят недешево, поэтому я искал лучшие способы их заточки и экономии денег, вот что я нашел:
холодная вода, защитные очки, держите сверло обеими руками горизонтально на упоре станка, держите его под углом 60 градусов к шлифовальному кругу. Прижмите сверло к шлифовальному кругу, поверните сверло по часовой стрелке и опустите хвостовик сверла, толкая кончик сверла вверх по шлифовальному кругу, повторите с другой стороны, держите режущие кромки симметрично л.
Затачивая свои собственные сверла по камню, я сэкономил себе много времени и денег, теперь мне не нужно идти в магазин и покупать новые сверла каждый раз, когда они затупляются или тупятся.
Практикуя эти методы, вы также можете сэкономить время и деньги, но есть еще более простые способы заточки сверла по камню, которые я покажу вам в конце этого поста, давайте посмотрим:
Настройка шлифовального станка и ваш верстак
Найдите место на верстаке, где можно встать впереди и где достаточно места, чтобы пошевелить руками и локтями, убрать все инструменты и мусор. Уберите все легковоспламеняющиеся предметы подальше от места шлифовки.
Надежно установите маленькую настольную шлифовальную машину диаметром 8 или 10 дюймов на рабочую поверхность, поместите ее достаточно близко к краю, чтобы вы могли стоять перед ней, чтобы вы могли легко перемещать руки, не ударяя по рабочему столу или чему-либо еще.
Настольный шлифовальный станок должен быть надежно закреплен болтами или зажимами, чтобы он не двигался.
Убедитесь, что поблизости есть чистая холодная вода, некоторые настольные кофемолки имеют небольшой контейнер для охлаждающей воды, однако я предпочитаю использовать старую пластиковую ванну для мороженого, так как она больше и вода дольше остается прохладной.
Части сверла
У сверла есть несколько различных частей. «Наконечник» прорезает отверстие и состоит из режущей кромки, долотообразной кромки и разгрузочной пятки.
Это области, которые прорезают отверстие при сверлении и со временем затупляются или притупляются и требуют повторной заточки.
Длина сверла называется хвостовиком. Они могут быть прямыми для использования в большинстве ручных дрелей или иметь конус Морзе для использования в столбовых сверлах.
По всей длине сверла имеются канавки, называемые канавками, которые позволяют удалять стружку и мусор во время вращения сверла. Внешняя поверхность по длине канавки называется площадкой и проходит до режущей кромки.
Пазы нарезаны на две трети длины сверла на прямом хвостовике, чтобы патрон мог полностью зажать хвостовик.
Посмотрите видео, в котором показано, как держать и затачивать сверла вручную.
Как заточить сверло
Правильная установка сверла
Держите сверло двумя руками, используя кончики большого и указательного пальцев, это позволит вам перемещать сверло в любом направлении.
Рукоятка должна располагаться правой рукой примерно в 1 дюйме от наконечника сверла и левой рукой на хвостовике сверла, найдите удобное для вас положение. Это придет с практикой.
Заточка режущей кромки сверла
Внимание: Вы будете держать руки рядом с высокоскоростным колесом, поэтому будьте осторожны, наденьте защитную одежду, я ношу защитные очки и пользуюсь средствами защиты слуха, так как шлифовка колеса могут испускать искры и быть очень громкими. НЕ НОСИТЕ ПЕРЧАТКИ , так как они могут застрять в колесе
Всегда помните о безопасности прежде всего!
Включите шлифовальную машину и, крепко удерживая сверло между пальцами, поместите указательный палец правой руки на упор инструмента шлифовальной машины.
Держите сверло так, чтобы кончик находился в пределах 1 мм от шлифовального круга.Используйте существующую режущую кромку сверла в качестве направляющей для установки угла сверла, вам нужно установить его на 60 градусов или как можно ближе.
Прикоснитесь сверлом по каменной кладке к шлифовальному кругу и слегка надавите, чтобы очистить поверхность, прижмите сверло к шлифовальному кругу только на короткое время, это поможет предотвратить перегрев сверла.
Снимите сверло и убедитесь, что поверхность отшлифована чисто и ровно, проверьте наличие сколов или неровностей. Вы стремитесь к чистой режущей кромке.
Вы можете использовать угломер, чтобы проверить режущую грань сверла, она должна быть под углом 118 градусов, или быстрый совет: соединить две шестигранные гайки и зажать сверло между ними.
Вы можете использовать угол между шестигранными гайками, потому что они имеют 6 сторон и установлены на 60 градусов (360 / 6 = 60)
Повторите этот процесс на другой режущей поверхности, перевернув сверло в руках.
Старайтесь, чтобы обе режущие кромки были симметричными и имели одинаковую длину.
Затачивайте сверло короткими рывками и используйте воду для охлаждения сверла, будьте осторожны, так как небольшой кусочек металла может очень быстро нагреться при заточке. окунать сверло в холодную воду после каждой заточки.
Зашлифуйте заднюю поверхность сверла
При шлифовании режущей поверхности сверло по каменной кладке должно иметь зазор позади режущей кромки, эта область называется пяткой, шлифовка этой задней поверхности предотвращает волочение или трение сверла. .
Снова возьмите сверло между большим и указательным пальцами и положите палец на упор инструмента.
На этот раз, установив сверло под углом 60 градусов к шлифовальному кругу, поднесите сверло к шлифовальному кругу и наклоните его так, чтобы поверхность за свежезаточенной режущей кромкой первой касалась шлифовального круга.
Цель состоит в том, чтобы удалить материал из-за режущей кромки, чтобы только режущая кромка соприкасалась с поверхностью при сверлении отверстий.
Есть два способа сделать это, и какой из них вы используете, зависит от ваших предпочтений и типа сверла, которое вы затачиваете.
Первый метод быстрый и простой, но не на 100 % правильный, держите сверло в руках стабильно и прикладывайте давление, чтобы шлифовальный круг удалял материал в одной области,
Убедитесь, что разрез ровный и параллельный режущей поверхности, обеспечивает зазор и может использоваться с большинством сверл TCT (наконечник из карбида вольфрама), которые обычно используются в качестве сверл по каменной кладке
Второй метод требует немного больше практики и может использоваться на большинстве стандартных спиральных сверл, а также для переточки сверл по камню.
Снова удерживая сверло обеими руками, приложите сверло к шлифовальному кругу, как и раньше, параллельно режущей кромке.
С небольшим наклоном сверла толкните сверло вперед, вверх и поверните пальцами по часовой стрелке, все это происходит одним движением, это дает лучшую заточку и сделает зазор более равномерным поперек сверла.
Это действие потребует практики, поэтому сначала попробуйте его на нескольких старых дрельах. Стремитесь иметь одинаковую длину как на режущей, так и на зазорной поверхности.
Используйте инструмент для заточки
Как я сказал в начале этого поста, вы можете переточить сверла по кладке и сэкономить время и деньги, если вы хотите сэкономить еще больше времени или не хотите изучать навыки выше других вариант — использовать точилку.
Одной из лучших моделей точилок для сверл на рынке является Drill Doctor, у них есть несколько разных станков, подходящих для вашего кошелька и ваших потребностей.
Я рекомендую Drill Doctor XP, так как он затачивает большинство сверл, включая сверла по камню диаметром до ½ дюйма, Drill Doctor XP прост в использовании, следуя инструкциям, на него предоставляется 3-летняя гарантия, и вы можете купить запасные части и замены легко и является разумной ценой.
На сверлах большего размера врач может сделать несколько проходов, поэтому наберитесь терпения и не торопитесь.
Калькулятор расчет стоимости каркасного дома онлайн: Расчёт каркасного дома онлайн калькулятор
Расчет каркасного дома: онлайн калькулятор для строительства
Каркасное строительство в последнее время набирает большую популярность. Стоимость каркасного дома, по сравнению с иными материалами, будет на 30 % меньше. Получить расход пиломатериала, облицовочных смесей очень просто. Чтобы осуществить расчет каркасного дома, пригодится онлайн калькулятор. Программа работает быстро. Главное – знать параметры и особенности будущего сооружения. Особенности применения для получения достоверных результатов будут рассмотрены далее в статье.
- 1 Разработка проекта
- 2 Онлайн расчеты будущего каркасного сооружения
- 3 Виды онлайн программ
- 3.1 Расчет теплопотерь
- 3.2 Прогиб деревянных балок
- 3.3 Строительные материалы
- 3.4 Площадь кровли
- 3.5 Облицовка
- 3.6 Обои и краски для внутренней отделки
- 4 Выводы
Разработка проекта
Первым делом необходимо разработать проект будущего дома. Если вы понимаете в строительстве, можно составить его собственноручно.
Если нет, обратиться за помощью к архитектору. Специалист, учитывая все ваши идеи и пожелания, делает чертеж дома.Следующий этап – подбор материала и расчет необходимого количества и стоимости.
Просчеты удобнее совершать по этапам строительства, которые включают:
- Заливка фундамента;
- Возведение каркаса;
- Перекрытие;
- Монтаж крыши;
- Кровля.
Совершить расчет строительства каркасного дома поможет онлайн калькулятор. Важно помнить, что нет одинаковых домов. Поэтому стоит обращать внимание на месторасположение, присутствие и глубину подземных вод, тип грунта, сезон постройки и так далее.
После подбора концепции и цены составляется подробная смета.
Существует несколько технологий постройки каркасного дома. Каждый географический район имеет свой способ постройки сооружения.
Существует скандинавская, финская, канадская технология. Учитывая их особенности, следует обращать внимание на некие отличия в проектных решениях.
Требования напрямую зависят от материалов, которые используются. Ведь от их качества и вида будет зависиеть надежность, прочность и долговечность конструкции.
Учитывается не только внешний вид, берутся во внимание вес, стойкость к нагрузкам и влияниям внешней окружающей среды.
Проектировщик должен учитывать их свойства. Также подобрать аналогичные материалы, которыми можно заменить основные.
Онлайн расчеты будущего каркасного сооружения
Расчет каркасного дома, если использовать калькулятор, позволит быстро узнать количество материала, которое необходимо для будущей постройки. Без программы можно не докупить либо взять что-то лишнее, а это дополнительные расходы.
Онлайн расчетами пользуются практически все строительные компании, ведь это быстро и удобно. На сегодняшний день воспользоваться услугой может практически каждый человек.
Перед использованием необходимо определиться с точными параметрами и размерами здания.
Для получения расчета необходимо ввести значения и нажать кнопку «рассчитать».
Точная сумма будет отображаться в результате, после окончания всех расчетов.Иногда бывает так, что люди еще не определились с точным проектом, но хотят узнать приблизительную стоимость. Такой вариант тоже возможен.
Во время составления сметы необходимо учитывать все расходы, которые потребуются на материалы и на услуги рабочих.
Если возведение конструкции планируется своими силами, то сумма будет меньше, нежели при привлечении рабочих.
Виды онлайн программ
Существуют разные виды калькуляторов для расчета. Это позволяет сделать расчет всех видов материалов для строительства дома.
Рассмотрим наиболее распространенные виды.
Расчет теплопотерь
Тепло в помещении зависит от температурных особенностей того региона, где сооружается конструкция. Климат не учитывается, когда сооружается домик, предназначенный для проживания в летний период времени.
При подсчете необходимо учитывать коэффициент теплового сопротивления.
Это касается стен, пола и чердачного помещения. Если этого не учесть, холод будет идти от пола или тепло станет уходить через чердак. В результате можно получить необходимую толщину стен и перекрытия. В большинстве случаев каркасные дома поставляются комплектами, к которым идет сопроводительная документация.Строительство дома по канадской технологии предполагает использование сэндвич панелей. Для внешней отделки требуется минимальное количество материалов. Внутри сэндвич панелей предусмотрен утеплитель.
Прогиб деревянных балок
Для проектирования конструкции необходимо произвести расчет несущей способности балок. Чаще всего подбираются однопролетные балки и брусья. Это позволяет быстро получить результат, учитывая сечение, шаг и длину пролета.
Строительные материалы
Позволит определить размер стропил крыши, лестницы, фундамента, каркаса. А также их объем для строительства, стен, котлована, заливки фундамента.
Площадь кровли
В зависимости от вида крыши, требуется разное количество материала для ее возведения.
Тщательно подобрать кровлю, учитывая особенности данной местности, а также его вес.Металлочерепица будет более легкой, нежели глиняная черепица.
Облицовка
В качестве внешней отделки дома используется вагонка, которая имитирует бревна или брус. Предварительно необходимо рассчитать их объем.
Обои и краски для внутренней отделки
Объем краски, которая будет необходима для покрытия стен, также можно быстро рассчитать. В программу необходимо ввести площадь поверхности, которую необходимо покрасить. Так узнаем средний расход краски, количество слоев. После введения всех значений получим результат. Значение может немного отличаться от действительности.
При расчете обоев необходимо ввести их ширину и высоту, параметры стен, а также количество метров в одном свертке.
Программа выдаст предполагаемое количество рулонов.
Выводы
Возведение каркасного дома – дорогостоящий процесс, который состоит из нескольких этапов.
Изначально необходимо спроектировать конструкцию, лучше прибегнуть к помощи архитекторов. Далее – рассчитать количество необходимых материалов. Проанализировать и приступать к строительству.Калькулятор каркасного дома – Онлайн расчет стоимости строительства!
Бесплатный онлайн расчет количества пиломатериала для строительства каркасного дома по СНиП. Расчет сечения стоек и балок перекрытия, а так же технических параметров кровельного каркаса.
Строительный калькулятор каркасного дома используют для проведения точных расчётов ширины и длинны заложения здания с учётом этажности. Так же с его помощью можно определить шаг балок перекрытий, длину пролёта балок перекрытий, а так же необходимую толщину уплотнителя с учётом типа кровли и расположения дверей и окон.
Фундамент каркасного дома
Любое строительство начинается снизу, и поэтому расчет производить мы начнем с фундамента. Известны три основных вида фундаментов для каркасного дома — столбчатый, ленточный и свайно-ростверковый.
Фундамент должен рассчитываться из таких данных, как:- Материал будущего строения;
- Размер и нагрузка вашего дома;
- Заболоченность почвы;
- Уровень и наличие грунтовых вод;
- Климатические условия в вашем регионе (глубина промерзания грунта).
Как правило, столбчатый фундамент используется для возведения невысоких строений, это небольшие площади, зачастую просто дачные строения.
Свайно-ростверковый фундамент подходит больше для более высоких домов, в несколько этажей и выше, а также строится в местностях, где имеются проблемы с почвой и с перепадами температур. В этом случае расчет фундамента должен включать длину столбов и свай, а также их количество.
Ленточный фундамент рассчитывается, исходя из глубины траншей под фундамент, типа арматуры и панелей для опалубки. При установке опалубки и самостоятельном заливании цемента можно сэкономить не менее 30 %, процент зависит от размеров строения.
Учитывать необходимо все, от стоимости песчаной подушки, засыпанной на дно траншей для выравнивания грунта, до вида и сечения приобретаемой арматуры и использованной опалубки.
Ну и, конечно же, очень важно, какую марку бетона вы будете использовать. Для более точного расчета всех затрат рекомендуется использовать калькулятор для строительства каркасного дома, который доступен онлайн. Смонтированный фундамент требуется качественно просушить; период сушки варьируется от пары недель до полугода и больше, хотя в теплое время года сроки значительно сокращаются.Стойки и стены каркасного дома
Для более точного расчета стен и стоек вашего строения, необходимо иметь данные о том, какова площадь вашего дома, высота (этажность), есть ли внутренние перегородки (комнаты) и какова общая нагрузка. Если строение предполагает более одного-двух этажей, стены необходимо сделать толще, а также крепче должны быть перекрытия и несущие конструкции.
Стойки — база каркасного строения, для их установки используется брус, несколько брусков, а также доски.
Брусок может быть различных стандартов, сечением 50-100 мм или 100-200 мм.
Важным фактором при расчете стоимости бруска для стоек является влажность материала, качество и порода самого дерева. В зависимости от вида утеплителя и обшивки рассчитывается и количество стоек. Толщина и материал утеплителя напрямую влияет на сечение бруска для стойки.Высота опор напрямую зависит от того, сколько этажей вы собираетесь строить, но, как правило, это не менее 2,5 м, в менее значимых помещениях, таких как кладовки или санузел, может составлять порядка 2 м. В зависимости от ширины утеплителя рассчитывается и шаг между опорами, на это также влияют и монтируемые панели.
При самостоятельном строительстве экономия средств может составлять до трети от той суммы, которую вам предложат подрядчики. Но для таких работ необходимо наличие дополнительных расходников:
- Специальные саморезы;
- Оцинкованный уголок;
- Ножовка;
- Сверла;
- Гвозди;
- Молоток.
Утеплитель для каркасного дома
Закладка утеплителя производится уже после того, как смонтированы все стойки, и происходит это, как правило, вместе с укладкой пола, при установке стен, потолочного перекрытия и кровли.
Если этажей несколько, то требуется дополнительная закладка утеплителя, рассчитать это поможет калькулятор стоимости материала каркасного дома в онлайн режиме.Цена утеплителя напрямую зависит от материала, который вы используете для этого. Вариантов много: от практически дармового пенопласта до далеко не дешевой минваты. Конечно же, не стоит экономить на утеплении, это в значительной степени продлит срок службы вашего жилья.
Отдельное внимание стоит уделить пропитке материала от различных вредителей и грызунов. Оптимальным вариантом по цене и положительным характеристикам является эковата или стекловата, для пола и потолка лучше использовать сыпучие утеплители.
При расчетах следует учитывать:
- Пароизоляция — цена и установка;
- Фанера — требуемое количество для промежуточной, внутренней обшивки;
- Утеплитель — необходимая толщина, в зависимости от климатических условий и расположения опор, может варьироваться от 100 до 250 мм;
- Гидро — и ветрозащитная пленка — является необходимым этапом строительства для защиты вашего утеплителя;
- Вентиляция — обязательно учитывать этот вид затрат, так как это поможет предотвратить накопление сырости в помещении.
По окончании работ по утеплению можно приступать к внутренней отделке помещения.
Кровля каркасного дома
Крыша также является очень важным элементом, и по этой причине не стоит экономить на материале для нее, качественно сделанная кровля надолго убережет ваше жилье от протечек и будет сохранять уют и тепло вашего дома.
Для монтажа крыши требуется:
- Стропильный брусок с сечением 50х150 мм;
- Материал для обрешетки – рассчитывается, исходя из размеров и вида вашей кровли;
- Расходники — гвозди, уголки и саморезы;
- Материал для утепления, это может быть как пенопласт, так и базальтовая вата;
- Гидро- и пароизоляционные материалы;
- Монтажная пена для заделывания щелей и стыков;
- Ну и, конечно же, само покрытие: шифер, металлочерепица, рубероид или др.
 youtube.com/embed/tbRyV8g4G10?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tbRyV8g4G10?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Проемы, окна и двери
Расценки на окна и двери зависят от материала, из которого они изготовлены, и если это стеклопакеты, то от количества камер, от размера и наличия створок. Металлические и пластиковые двери на порядок дороже, нежели изделия из дерева, на цену также повлияет система замков и ручек.
Для каркасного строительства не применимо использование окон с шириной, превышающей 1200 мм, так как это существенно увеличит шаг между стоек, минимум в 2 раза.
Так, для дома с размерами 6х5 метров можно заложить в проект наличие 7-8 окон с размерами 1200х1100 мм (в среднем, по 2 оконных проема на сторону, в зависимости от местонахождения санузла) и порядка 5 дверных проемов. Общие расходы на это поможет высчитать онлайн калькулятор строительства каркасного деревянного дома.
Конечно, при возведении такого строения своими руками можно упустить некоторые детали, но, в любом случае, это получается выгоднее, чем если вам такой дом установит бригада подрядчиков.
Но перед таким решением стоит понимать – это довольно трудоемкое занятие и требует больших временных затрат, а в силу того, что у вас нет опыта, можно совершить ошибку, и потом все придется переделывать.Поэтому изначально стоит взвесить все «за» и «против» и если вы все-таки решили делать свой дом своими руками, то обязательно рассчитайте расходы перед началом возведения здания.
На нашем сайте можно найти подходящий онлайн калькулятор, вам остается только грамотно заполнить поля, после чего накинуть 10-15 % на неучтенные промахи и приниматься за строительство.
Преимущества онлайн калькулятора
Бесплатный онлайн калькулятор расчета каркасного дома доступен каждому. Это простые программы, которые можно без труда найти в интернете. Сервисы разработаны для тех, кто не сталкивался со строительством до этого, они просты и удобны.
Онлайн ресурсы учитывают необходимость использования основных и вспомогательных материалов. Такой вариант лучше, чем самостоятельный расчет.
Воспользовавшись калькулятором, можно понять, располагаете вы нужной финансовой суммой для строительства или лучше пересмотреть свои требования к зданию. Некоторые принимают решение возвести недорогой одноэтажный коттедж, который в будущем можно расширить за счет обустройства мансарды.
Устройство каркасного дома
Иногда профессиональные строители также используют калькулятор расчета каркасного дома. Это многофункциональная платная версия, с помощью которой составляют смету. Однако вычисления осуществляются без учета оплаты труда строителей, доставки материалов на строительный участок, аренды оборудования. Задача специалиста — предусмотреть эти нюансы.
Рекомендуем посмотреть видео от признанного гуру каркасного строительства – Ларри Хона, в котором он подробнейшим образом рассказывает и показывает как нужно строить каркасный дом, производить все расчеты.
 youtube.com/embed/uxzRQKxyIuY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/uxzRQKxyIuY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Заключение
Чтобы предварительно рассчитать стоимость каркасного дома можно воспользоваться удобными онлайн калькуляторами. Они дают возможность хорошо обдумать будущее возведение коттеджа и подготовиться к общению с проектировщиками и строителями. Но ни в коем случае не стоит воспринимать полученные с помощью онлайн считалок данные как истину в последней инстанции. Точный расчет каркасного дома могут сделать только специалисты, так как для создания полной сметы потребуется учесть большое количество переменных, на которые ни один калькулятор попросту не рассчитан.
Загрузка…
Понравилось? Поделись с друзьями!
Оценщик стоимости дома | Стоимость строительства дома
Информация о местоположении
Введите ближайший к вам город ниже, чтобы мы могли скорректировать стоимость для вашего местоположения.
Страна_ Штат_ Город_ 902509
08 7
Информация о главном этаже
Жилая площадь на первом этаже:
Введите площадь гостиной на первом этаже. Жилая площадь не включает в себя такие области, как гаражи, веранды или террасы.
Высота потолка основного этажа:
8 футов
9 футов
10 футов
11 футов
12 футов
Введите высоту потолка основного этажа. Это расстояние в футах от пола до потолка. Стандартная высота потолка составляет 8 футов, но ее часто повышают до 9 или 10 футов.
К какому классу конструкции подходит ваш дом:
Чтобы определить сложность вашего дома (что повлияет на стоимость), выберите класс, который лучше всего подходит для вашего дома.
Структурный класс 1 — самый простой, без дополнений
Стартовые дома часто соответствуют этому классу или классу 2. Обычно будет только одна или две линии крыши, а высота потолка не изменится во всем доме.Структурный класс 2 — еще простой
Более сложный, чем класс 1. Обычно их будет от трех до пяти.
линии крыши. Высота потолка останется неизменной во всем доме.Класс конструкции 3 — Типовой дом
Обычно бывает от 6 до 9 линий крыши.
высота потолка может меняться в одной области, но в целом высота крыши не сильно различается.Структурный класс 4 — High End Home
Индивидуальный дом с несколькими изменениями высоты потолков по всему дому. Как правило, будет много разных линий крыши.Структура класса 5 — наиболее сложная
Самый сложный индивидуальный дом с множеством изменений высоты потолков по всему дому. Крыша будет различаться по высоте во многих местах с разными линиями крыши.См. примеры классов структуры, предоставленные Crookston Custom Designs
, класс структуры 1.
Структура класса 2
Структура класса 3
Структура класса 4
Класс структуры 5Следующий раздел
1 Первый этаж
2 колоды
3 Подвал
4 Гараж
5 этажей
6 кухонь
7 ванных комнат
8 отделок
9Другой
10 деталей
РезюмеКалькулятор стоимости строительства дома на квадратный фут
Нужна более подробная информация, чем бесплатная приблизительная оценка стоимости квадратного фута?
Попробуйте наше новейшее программное обеспечение для оценки строительных работ Resi-Cost Instant всего за 9,99 долл. США в месяц. Немедленно рассчитайте затраты, когда вы меняете уровни качества в зависимости от размера и структуры вашего дома!Просмотреть образец Мгновенный отчет о затратах Resi-Cost
ПОПРОБУЙТЕ НАШ БЕСПЛАТНЫЙ апплет Стоимость строительства за квадратный фут (Попробуйте сейчас!)
Стоимость строительства нового дома за квадратный фут — это часто запрашиваемый номер ссылки. Проблема с использованием стоимости квадратного фута в качестве способа составления бюджета дома заключается в том, что стоимость квадратного фута исключает* следующие факторы:
- Исключая стоимость земли, затраты на обустройство территории, такие как подъезды, коммунальные услуги, расчистку, террасы, патио , ландшафт или любые сборы или расходы на получение разрешений.
- Исключая земляные работы
- Исключая расходы на подвал
- Исключая различия в качестве материалов, отделки и приборов
- Исключая общее количество построенных квадратных футов (размер гаража, дополнительное пространство, подвал, подполье, веранды)
- Стоимость квадратного фута основана только на готовых (пригодных для проживания) квадратных футах
- Стоимость за квадратный фут игнорирует местные или региональные различия в рыночных затратах (если вы не используете наш интерактивный инструмент выбора стоимости за квадратный фут ниже)
Пожалуйста, учитывайте эти ограничения при использовании любых значений стоимости строительства дома на квадратный фут.
Средняя стоимость строительства на квадратный фут и
Средняя стоимость жилья в квадратных футах (новых домов по штатам)Просто введите почтовый индекс или выберите штат ниже , чтобы узнать среднюю стоимость строительства дома за квадратный фут в штате и средний размер нового квадратного фута для домов, проданных в этом штате.
Затем просто нажмите «Отправить», чтобы увидеть результаты!Хотите ли вы точность, превышающую стоимость квадратного фута? С Resi-Cost вам больше не нужно угадывать стоимость вашего дома, используя эмпирические правила, такие как стоимость строительства за квадратный фут .
Дорновая гибка труб: Гибка труб дорном. Прокатка труб по радиусу. Дорновая гибка
Гибка труб дорном. Прокатка труб по радиусу. Дорновая гибка
Существует 2 основные технологии гибки труб, это дорновая и бездорновая. Чтобы понять какую лучше технологию использовать, нужно знать будущий радиус гиба и толщину стенок.
Бездорновая гибка — применяется при радиуса гиба более 3D, где D — диаметр. Чтобы, при гибки труба не деформировалась, нужно произвести несколько операций, а именно набить трубу песком. Такая технология, не может похвастаться высоким качеством, и считается устаревшей.
Дорновая гибка — осуществляется на специальном станке. Труба располагается на дорне и под действием станка гнётся под заранее заданным углом.- Дорновая гибка осуществляется несколькими способами:
- Гибка поджимом — осуществляется с помощью линейки или каретки. Данный способ предотвращает деформацию стенок при гибке труб как с большим, так и с маленьким диаметром.
- Проталкивание — осуществляется при помощи вальцов (3 или 4). Наиболее популярна под названиями: «трехвальцовая» и «четырёхвальцовая».
Кроме металлообрабатывающих станков, существует еще и оборудование для гибки труб и листового металла. Это оборудование довольно широко используется во многих крупных промышленных сферах, а также небольших предприятиях. На гибочных станках гнутся металлические листы, трубы самых различных диаметров, металлические пруты и даже толстая листовая сталь.
Для гибки металлических изделий, и изготовления различных заготовок из листового металла используются прессы самой различной конструкции, которые могут комплектоваться программным обеспечением ЧПУ.Трубогибы
Сфера использования трубогибного оборудования довольно большая. Трубогибы используются не только для изготовления различных элементов для сборки трубопроводов. С их помощью изготавливаются многие элементы для других нужд. Например, такие, как всевозможные кольца, арочные дуги, спирали и другие специфические изделия.
Трубогиб состоит из набора сменных роликов, которые соответствуют диаметру загибаемой трубы, и шкива с закрепленным на нем подвижным роликом. Через этот ролик, в процессе работы по загибанию, передается усилие на трубу, под воздействием которого она загибается. Иногда, для более качественной работы, труба заполняется специальным заполнителем (обычно это песок). Ролики могут иметь не только внутреннюю окружность под круглую трубу, но и под определенный профиль (прямоугольную). С помощью таких роликов гнутся изделия из профильных туб.
Станки для загибания труб могут быть с ручным приводом (для работы применяется физическая сила человека), но и полностью автоматизированными. Естественно, что использование ручной силы применяется только к трубам небольшого диаметра. А для гибки толстостенных труб с большим диаметром, уже используются трубогибы с гидравлическими, либо электрическими приводами. В некоторых случаях, перед тем как загнуть трубу под определенным углом, ее прогревают до определенной температуры.
Дорновая гибка труб | Гефест Санкт-Петербург
Для выполнения дорновой гибки компания Гефест располагает необходимым оборудованием и выполняет заказы любой сложности.
Дорновая гибка от 8 до 51мм
Гибка с переменным радиусом
Производим сборку
Применение дорновой гибки
Подобная технология позволяет качественно без потери механической прочности, исключая образование гофр, овальности и микротрещин, гнуть тонкостенные трубы из мягких металлов.
Тонкостенные трубы малого диаметра широко распространены в быту, так как служат основой систем водоснабжения, отопления, газоснабжения. К тому же любое предприятие невозможно представить без целой сети трубопроводов, где каждый изгиб трубы без нарушения ее монолитности гораздо более надежен фитинговых соединений.
Дорновая гибка применяется и в мебельном производстве, и при изготовлении всех транспортных средств от велосипеда до самолета.
С помощью дорновой гибки трубам можно придать угол загиба с радиусом больше двух радиусов самой трубы. Сочетанием нескольких загибов в разных плоскостях трубам придают сложные геометрические формы.Примеры наших работ по дорновой гибке
Дорновая гибка предполагает введение внутрь тонкостенной трубы дорна в качестве стабилизатора для минимизации деформационных процессов во время гибки. Тонкостенные трубы более подвержены деформации под действием давления, сжимающего внутреннюю стенку и растягивающего внешнюю стенку трубы, поэтому без использования дорна невозможно качественно изогнуть тонкостенную трубу.
От 12 трубы до 325 мм на холодную
Вальцовка профильных труб от 10 до 200
Прокатка возможна в разных плоскостях, а так же с переменным радиусом
Дорном может служить длинная металлическая пружина или специальное приспособление в форме цилиндрического прутка с одним или двумя шариками на конце.
Применение дорна позволяет гнуть тонкостенные трубы без изменения толщины стенок.Компания «ГЕФЕСТ» — это:
2850
КВ. М
Собственных производственных цехов
65
СОТРУДНИКОВ
С большим стажем в профессии
>45
СТАНКОВ
ЧПУ и без для разнообразных работ необходимой степени точности
Как производится дорновая гибка в компании Гефест
Дорновая гибка труб в Гефесте производится на трубогибочных полуавтоматических и автоматических станках с ЧПУ, предназначенных для гибки труб из нержавеющей стали, алюминия и меди. Это станки с высокой точностью и большой производительностью, которые легко справляются даже с большим объемом работ.
Заказывайте дорновую гибку труб в надежной производственной компании Гефест с гарантией качества работы по оптимально низким ценам.
Услуги компании Гефест Санкт-Петербург по металлообработке включают вальцовку металла, вальцовку обечаек, вальцовку конусов, гибку металла, гибка листов, гибка, хомутов, гибка кругов, гибка двутвра, индукционную гибку труб, дорновую гибку труб, холодную гибку, токарно-фрезерные работы, шлифовальные работы, строгальные работы.
Компания Гефест изготавливает на заказ металлические емкости для высокого давления, емкости для пищевой, химической, фармацевтической промышленности, силосные емкости, теплообменные резервуары, емкости для топлива.силосные емкости.Изгиб труб и труб 101
В настоящее время обновляется, чтобы добавить новые смещения для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба и трубогиба. Как и в настоящем колледже, мы покажем вам старый школьный способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
 youtube.com/embed/EmLHEvlrB8k?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/EmLHEvlrB8k?feature=oembed» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Гибка трубы с помощью Rogue Model 600 Гибка, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину . Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше).
Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей положения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
M600 Bend Spossets (2010-2014)
- 3,5 ″ CLR Dies -смещение 6 3/16 ″
- 4,5 ″ CLR Dies -Offset 5 ″
- 6.0.0.023-OFFSET 5 ″
- . 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1111. 6 5/8″
M600 Bend Moptseds (2015 г. до конца 2021 года)
- 2,5 ″ CLR Dies — смещение 7 1/8 ″
- 3,5 ″ Dies — Offset 6 1/4 ″
- 9002,5 4. 5 4.5 ″ DIES DIES 7 1/4 ″
- 9002,5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5. — Offset 5 1/4 ″
- 6,0 ″ Clr Dies — смещение 6 ″
M601/605/625 Бенд. Матрицы CLR 3,5″
— со смещением 4 1/2″
- Матрицы CLR 4,5″ – со смещением 5 1/4″
- 6,0″ CLR-плашки – со смещением 6″
Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5.
Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгиб очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко сделать изгиб в середине отрезка трубы.
Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни.
Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (очевидно, это то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать намного ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными».
Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.Три предела расстояния между изгибами
- Как поясняется в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как сделать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к тому, чтобы показать, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию.
Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не беспокойтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8.
Сделайте изгиб в соответствии с инструкциями к машине.9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201).
Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил.
Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект.
Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся ползуны, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также полезен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т.
д. Большое дело — точное изготовление 3D-деталей.Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой отдельные 2D-детали, то EZ может вам помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поставить зажимной блок, чтобы правильно определить места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто щелкая по трубам, для которых вы хотите сделать панели. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т.
д.Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, создавать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными.
Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса.
Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок) при печати инструкций по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой.
В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай. Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке). Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки — отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать.
Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение. Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным.
Продолжай читать.Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается сгибающему усилию в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения.
Также можно регулировать углы изгиба.Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100 % готовы предоставить вам бесплатное образование в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха.
Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.Мир гибки труб
Начинается цикл операции гибки оправки. Оправка вставляется во внутренний диаметр трубы. Изгибная матрица (слева) определяет радиус. Зажимная матрица (справа) направляет трубу вокруг гибочной матрицы для установки угла.
В различных отраслях промышленности не ослабевает спрос на сложную гибку труб и трубопроводов. Будь то конструктивные элементы, мобильное медицинское оборудование, рамы для вездеходов или грузовых автомобилей или даже металлические дуги безопасности в ванных комнатах, каждый проект уникален.
Для достижения желаемых результатов требуется хорошее оборудование и, особенно, правильный опыт. И, как и любая другая производственная дисциплина, эффективная гибка труб начинается с основных принципов, фундаментальных концепций, которые составляют основу любого проекта.
Терминология по трубам
Некоторые основные параметры помогают определить объем проекта по гибке труб.
Такие факторы, как тип материала, конечное использование и предполагаемое годовое использование, напрямую влияют на производственные процессы, связанные с этим затраты и сроки поставки.Первый стержень жизненно важный градусов изгиба (DOB), или угол, на который формируется изгиб. Далее идет радиус осевой линии (CLR), который проходит вдоль осевой линии изгибаемой трубы или трубки. Как правило, максимально достижимый CLR равен диаметру трубы, умноженному на один. Удвойте CLR, чтобы вычислить диаметр центральной линии (CLD), расстояние от центральной оси трубы или трубопровода до другой центральной линии 180-градусного обратного изгиба.
Внутренний диаметр (внутренний диаметр) измеряется в самой широкой части внутреннего отверстия трубы или патрубка. Внешний диаметр (НД) измеряется по самой широкой части трубы, включая стенку. Наконец, номинальная толщина стенки измеряется между внешней и внутренней поверхностью трубы или трубки.
Стандартный допуск для углов изгиба составляет ±1 градус. У каждой компании есть внутренний стандарт, который может основываться на используемом оборудовании, а также на опыте и знаниях оператора станка.
Как назвать трубы и трубы
Трубы измеряются и обозначаются в соответствии с их наружным диаметром и калибром, что означает толщину стенки. Обычные калибры включают 10, 11, 12, 13, 14, 16, 18 и 20. Чем меньше калибр, тем толще стенка: 10-ga. трубка имеет диаметр 0,134 дюйма. стена, тогда как 20-ga. трубка имеет диаметр 0,035 дюйма. стена. Трубка с наружным диаметром 1½ дюйма и диаметром 0,035 дюйма. Стена обозначена на частичных отпечатках как «1½ дюйма. 20-га. трубка.»
Труба определяется номинальным размером трубы (NPS), безразмерным числом в дюймах, которое описывает диаметр, и графиком (или Sch.) для толщины стенки. Труба имеет различную толщину стенки, в зависимости от ее использования. Популярные расписания включают Sch. 5, 10, 40 и 80.
Труба с диаметром 1,66 дюйма. наружный диаметр и 0,140 дюйма. стена вызывается на чертеже детали NPS, за которым следует график — в данном случае «1¼ дюйма. Ш. 40 труб». Диаграммы спецификаций труб указывают наружный диаметр и толщину стенки для корреляции NPS и спецификации.
Несколько слов о коэффициенте стенки
Фактор стенки , соотношение между наружным диаметром и толщиной стенки, является еще одним важным элементом при гибке труб. Работа с тонкостенным материалом — до 18 ga. — может потребовать большей поддержки на дуге изгиба, чтобы предотвратить сморщивание или разрушение. В этом случае для качественного изгиба потребуется оправка вместе с другими инструментами.
Другим важным элементом является D изгиба , диаметр трубы по отношению к радиусу изгиба, часто обозначаемый тем, что во много раз больше радиус изгиба, чем значение D. Например, 2D изгиб радиус трубы с наружным диаметром 3 дюйма будет равен 6 дюймам. Чем выше D изгиба, тем легче будет сформировать изгиб.
И чем ниже фактор стены, тем легче изгиб. Эта корреляция между коэффициентом стенки и D изгиба помогает определить, что потребуется для начала проекта по гибке труб.РИСУНОК 1. Чтобы рассчитать процент овальности, разделите разницу между максимальным и минимальным OD на номинальный OD.
В спецификациях некоторых проектов для экономии материальных затрат используются трубы с более тонкими стенками. Однако более тонкая стенка может потребовать больше времени на производство, чтобы сохранить форму и консистенцию трубки через изгиб и исключить возможность образования складок. В некоторых случаях эти дополнительные затраты на оплату труда перевешивают экономию материалов.
Достижение правильного скругления
Когда труба согнута, она может потерять свою 100% круглую форму рядом с изгибом. Это отклонение, известное как овальность, определяется как разница между максимальным и минимальным размером наружного диаметра трубы.
Например, после изгиба труба с наружным диаметром 2 дюйма может иметь длину 1,975 дюйма. Эта разница в 0,025 дюйма является коэффициентом овальности , который должен находиться в пределах допустимого допуска (см. Рисунок 1 ). Допуски на овальность могут варьироваться от 1,5% до 8% в зависимости от конечного использования детали.
Основными факторами, влияющими на овальность, являются D изгиба и толщина стенки трубы. Изгиб с малым радиусом в тонкостенном материале может быть сложной задачей для сохранения овальности в пределах допуска, но это можно сделать.
Овальность контролируют путем помещения оправки внутрь трубы или трубы во время гибки или, в некоторых спецификациях, с самого начала используя трубку с натянутой оправкой (DOM). (Трубы DOM изготавливаются с чрезвычайно жесткими допусками на внутренний и наружный диаметры.) Чем ниже допуск на овальность, тем больше инструментов и потенциального производственного времени требуется.
В операциях по гибке труб используется специальное контрольное оборудование для проверки того, что формованная деталь соответствует требованиям спецификации и допускам (см.
Рисунок 2 ). Любые необходимые корректировки могут быть переданы на станок с ЧПУ по мере необходимости.Общие процессы гибки труб
Гибка валков. Идеально подходит для изготовления гибов с большим радиусом, гибка вальцами включает в себя подачу трубы через три ролика треугольной конфигурации (см. , рис. 3 ). Два внешних ролика, обычно стационарных, удерживают нижнюю часть материала, а внутренний регулируемый ролик давит на верхнюю часть материала.
Сжатие Изгиб. В этом довольно простом методе гибочная матрица остается неподвижной, в то время как встречная матрица сгибает или сжимает материал вокруг приспособления. Метод, в котором не используется оправка, требует точного соответствия между гибочной матрицей и желаемым радиусом гиба (см. Рисунок 4 ).
Ротационная гибка. Один из наиболее распространенных видов гибки труб, гибка с вращающимся вытягиванием (также известная как гибка на оправке) использует гибочную матрицу и матрицу под давлением, а также оправку.
Оправка представляет собой вставку или стержень из металлического стержня, который поддерживает трубу или трубку во время ее изгиба. Использование оправки предохраняет трубу от разрушения, сплющивания или образования складок в процессе гибки, сохраняя и защищая форму трубы (см. 9).0363 Рисунок 5 ).В рамках этой дисциплины многорадиусная гибка используется для сложных деталей, требующих двух или более осевых радиусов. Многорадиусная гибка также хорошо подходит для деталей с большим радиусом осевой линии (где нельзя использовать жесткие инструменты) или для сложных деталей, которые необходимо формовать за один полный цикл.
РИСУНОК 2. Специализированное оборудование обеспечивает диагностику в режиме реального времени, помогая оператору подтверждать спецификации детали или вносить любые исправления, необходимые в процессе производства.
Для выполнения такой гибки устанавливается ротационно-вытяжной гибочный станок с двумя или более наборами инструментов, по одному на каждый требуемый радиус.
Индивидуальные настройки на гибочных станках с двумя головками — одна для гибки вправо, а другая — для гибки влево — могут обеспечить получение как малых, так и больших радиусов на одной и той же детали. Переключение между левосторонними и правосторонними гибочными головками можно повторять столько раз, сколько необходимо, что позволяет формировать сложные формы полностью без удаления трубы или использования какой-либо другой машины (см. 9).0363 Рисунок 6 ).Чтобы начать работу, техник настраивает машину в соответствии с геометрией трубы, указанной в листе данных сгиба или производственной распечатке, вводя или загружая координаты с распечатки, а также данные о длине, вращении и угле. Затем следует моделирование гибки, чтобы гарантировать, что труба выйдет из станка и инструментов во время цикла гибки. Если при моделировании обнаруживаются столкновения или помехи, оператор корректирует машину по мере необходимости.
Хотя этот метод обычно требуется для деталей, изготовленных из стали или нержавеющей стали, он подходит для большинства промышленных металлов, толщин стенок и длин.
Гибка произвольной формы. Один из наиболее интригующих методов гибки произвольной формы использует одну матрицу, которая соответствует размеру сгибаемой трубы (см. Рисунок 7 ). Этот метод идеально подходит для углов, превышающих 180 градусов, или для изгибов с несколькими радиусами, при этом прямые участки между каждым изгибом практически отсутствуют (традиционная гибка с вращательным вытягиванием требует некоторого прямого участка, чтобы инструмент мог его захватить). Гибка произвольной формы не требует зажима, поэтому исключается любая возможность нанесения маркировки на трубу или трубу.
Тонкостенные трубы, обычно используемые для производства продуктов питания и напитков, деталей мебели, а также медицинского или медицинского оборудования, идеально подходят для произвольной гибки. И наоборот, детали с толстой стенкой могут не подойти.
Основные типы инструментов
Инструменты необходимы для большинства проектов по гибке труб. При гибке с вращающейся вытяжкой тремя наиболее важными инструментами являются гибочная матрица , прессформа и зажимная матрица .
В зависимости от радиуса изгиба и толщины стенки, 9Оправка 0315 и шайба также могут понадобиться для получения приемлемого изгиба. Для деталей с несколькими изгибами требуется цанга , которая захватывает и аккуратно смыкается с внешней стороной трубы, поворачивается по мере необходимости и перемещает трубу в положение для следующего изгиба.Центральный элемент процесса, гибочный штамп формирует радиус центральной линии детали. Вогнутый канал матрицы совпадает с наружным диаметром трубы, помогая удерживать материал при изгибе. Между тем, прижимная матрица удерживает и стабилизирует трубу, когда она оборачивается вокруг гибочной матрицы. Зажимная матрица работает в тандеме с прижимной матрицей, прижимая трубку к прямому участку гибочной матрицы во время ее движения. При приближении к концу гибочной матрицы используется зачистная матрица, когда это необходимо для сглаживания поверхности материала, поддержки стенки трубы и предотвращения складок и образования лент.
Оправка, вставка из сплава бронзы или хромированной стали, которая поддерживает трубу или трубу, предотвращает разрушение или перегиб трубы и сводит к минимуму овальность. Наиболее распространенным типом является шаровая оправка . Идеально подходящие для многорадиусных изгибов и используемые на заготовках со стандартной толщиной стенок, шаровые оправки используются в тандеме с очистителем, зажимом и прижимной матрицей; вместе они добавляют необходимое давление, чтобы удерживать, стабилизировать и сглаживать изгиб. Оправка-пробка представляет собой сплошной стержень, используемый на изгибах большого радиуса в толстостенной трубе, для которого не требуется грязесъемник. А 9Оправка формы 0315 представляет собой сплошной стержень с изогнутым (или формованным) концом, используемый для поддержки внутренней части толстостенной трубы или трубы, изогнутой по среднему радиусу. Кроме того, проекты, требующие квадратных или прямоугольных труб, нуждаются в специальных оправках.
Затраты на инструменты и соображения
Точная гибка требует соответствующих инструментов и настроек. Большинство трубогибочных компаний имеют запас инструментов. Если инструмент недоступен, необходимо приобрести инструмент, соответствующий определенному радиусу изгиба.
Первоначальная загрузка для создания штампа для гибки может варьироваться в широких пределах. Эта единовременная плата покрывает материал и часы производства, необходимые для создания необходимых инструментов, которые затем обычно используются в последующих проектах. Если конструкция детали имеет гибкость в отношении радиуса изгиба, разработчик продукта может скорректировать свои спецификации, чтобы использовать существующую гибочную матрицу поставщика (вместо того, чтобы делать новую). Это может помочь управлять затратами и сократить время выполнения заказа.
РИСУНОК 3. Идеально подходит для изготовления гибки большого радиуса, гибки вальцами образуют трубу или трубу с помощью трех роликов треугольной конфигурации.
Что такое споттер: что это такое и как он работает
что это такое, как работать аппаратом и рейтинг устройств
Споттер – это один из наиболее современных и технологичных инструментов, ориентированных на точечную сварку. Основное его назначение – кузовной ремонт, восстановление металлических элементов транспортных единиц.
Принцип действия идентичен остальным сварочным аппаратам, он заключается в том, что он выделяет тепловую энергию в точке, где контактируют между собой свариваемые материалы. Выделяется энергия при прохождении электрического тока.
Споттер позволяет вести работу со всеми кузовными деталями, но наиболее эффективен он при манипуляциях с объемными элементами, доступ к обратной стороне которых затруднен. Преимущество устройства в данном случае сводится к тому, что материал можно выправить без демонтажа.
В такой ситуации используется методика вытягивания. На дефектной плоскости фиксируется крепеж, благодаря которому и удается вытянуть вмятину.
Средняя толщина металла кузовных панелей составляет полтора миллиметра, а потому с реализацией данной технологии никаких проблем не возникает.
Содержание
- Конструктивные особенности и рабочие параметры
- Основные разновидности
- Особенности работы
- Принципы выбора
Итак, споттер. Что это такое? Разберемся более подробно.
Устройство сформировано следующими модулями:
- аппарат, благодаря которому ведется контактная сварка;
- заземляющий кабель;
- кабель подачи тока, на конце которого закреплен сварочный пистолет – основной рабочий элемент.
Пистолет может оснащаться насадками различных типов, которые подбираются в зависимости от того, какие именно операции предстоит выполнить.
На фронтальной панели сварочного аппарата располагаются органы управления, благодаря которым удается корректировать мощность, силу тока.
Наиболее современные модификации оснащаются жидкокристаллическими дисплеями, позволяющими видеть текущие рабочие показатели, держать весь процесс под контролем.
Основные разновидности
Устройства представлены следующими категориями:
1.
Инверторные.Данное оборудование оснащено преобразователями, благодаря которым они функционируют вне зависимости от напряжения. Это упрощает работу, а также расширяет список задач, доступных для реализации.
Аппараты компактны, позволяют вести сварку с высокой точностью и скоростью, сила тока остается стабильной на протяжении всего процесса.
2. Трансформаторные. Такие споттеры подключаются к сетям переменного тока, они дешевле инверторных аналогов, их функций вполне достаточно для того, чтобы выполнять простые операции.
Наиболее функциональными моделями данной категории считаются трехфазные приборы, что объясняется повышенной мощностью. Главный недостаток трансформаторной техники заключается в том, что она не подходит для работы с металлом, покрытым слоем цинка.
Допускается классификация и по материалам, с которым ведутся операции:
3. Споттер по стали. Наиболее распространенное устройство, позволяющее проводить операции со стальными кузовными элементами.
4. Модели, ориентированные на работу с алюминием. Данный металл обладает совершенно другими характеристиками, в сравнении со сталью, а потому работать с ним необходимо соответствующими приборами.
Смотрите полезное видео, что такое споттер и работы с помощью него:
Особенности работы
Теперь разберемся, как работать споттером, на какие моменты обращать основное внимание.
Первым делом, дефектная плоскость зачищается. Далее ставится масса, фиксирующаяся специальным зажимом или приваривающаяся при помощи контакта.
Привариваемый элемент подбирается в соответствии с разновидностью повреждения, глубиной и площадью вмятины.
Допускается приваривание следующих элементов:
- шайбы;
- небольшие крючья;
- проволока в форме волны;
- шпильки;
- торец, имеющий насадку от обратного молотка.
Особенности рабочей технологии зависят от того, с какими вмятинами предстоит иметь дело:
1. Мелкие вмятины. Наиболее простой и распространенный метод сварки споттером заключается в применении обратного молотка.
Он подходит для того, чтобы уверенно справиться почти со всеми повреждениями. Торец инструмента приваривается к дефектной плоскости, после чего она рихтуется легкими ударами внутренней рукоятки.
Чтобы добиться идеального результата, манипуляция выполняется по всей площади повреждения, в процессе сварки между точками выдерживается расстояние в 5-8 миллиметров.
Небольшой негативный момент – после воздействия споттера на поверхности остаются небольшие отметины, но устранить их легко при помощи шлифовальной машинки.
2. Вмятины большого размера. Если дефектная плоскость имеет габариты более 10 сантиметров, то рекомендуется пользоваться приспособлениями не с точечным воздействием, а теми, что обеспечивают нагрузку сразу на длинный участок.
Допускается использование различных элементов для выпрямления, в том числе волнистой проволоки, шпилек или крючьев.
Чтобы достичь желаемого результата, крепить вспомогательный элемент следует на всю длину дефекта. Плоскость выравнивается идеально, так как интенсивность воздействия равна на всем протяжении вмятины.
Нивелирование дефектов от ударов об крупные предметы происходит посредством обратных присосок. Этот элемент мгновенно корректирует положения значительной площади металла, а оставшиеся мелки вмятины доделывают уже по отдельности, классическим методом.
Если удар спровоцировал сильные деформации корпуса, иногда приходится использовать технологию предварительного нагрева металла, что позволяет снять часть напряжения с него, упрощает дальнейшую работы.
Споттер (spotter) используется не только для того, чтобы исправить дефекты.
Устройство хорошо подходит для соединения друг с другом металлических пластин, например, при креплении порогов на кузов.
Такая технология сварки исключает необходимость в сильном нагреве, а это сводит к минимуму вероятность температурных деформаций.Узнайте из этого видео, как правильно работать споттером, секреты от профи:
Принципы выбора
Чтобы выбрать споттер, который окажется по-настоящему полезным и функциональным, необходимо руководствоваться следующими моментами:
- Для профессионального использования лучше выбирать максимально функциональное устройство, с обилием режимов работы. Оно позволит вести целый спектр работ по рихтовке, избавит от покупки дополнительных инструментов.
- Работа с листами металла толщиной более 1.5 миллиметров подразумевает использование моделей с двусторонней сваркой. Если указанное значение меньше, то достаточно и одностороннего варианта.
Для домашней эксплуатации хватит и простой модели со средним показателем мощности. Ее вполне хватит для того, чтобы выравнивать не слишком глубокие вмятины.
Изучим также краткий рейтинг споттеров:
- Серия GS от бренда Garwin. Достаточно демократичная цена и функциональный набор, вполне соответствующий даже профессиональной эксплуатации.
- Серия TT от компании Hammer. Высокий уровень безопасности, цифровое управление, позволяющее с максимальной точностью контролировать рабочие параметры. Мощность вполне достаточна для домашней эксплуатации.
- Gyspot. Качественная техника французского производителя.
Смотрите видео-отзыв человека использующего споттер — RedHotDot HAMMER ТT:
Полезный видео-обзор французского Spottera GYSpot 2700 для кузовного ремонта:
 » src=»https://www.youtube.com/embed/oS7qtverg-c?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
» src=»https://www.youtube.com/embed/oS7qtverg-c?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Отзывы также дают понять, что неплохо себя зарекомендовали устройства от Русского мастера, иностранных фирм Holex, Aurora, Telwin.
Технология рихтовки споттером
Технология рихтовки споттером
Spotter (споттер от англ. spot – точка) — аппарат односторонней точечной сварки. Принцип действия – сварка сопротивлением и основано на принципе выделения большого количества тепла в зоне контакта свариваемых материалов при прохождении тока. Бывают споттеры трансформаторного и инверторного типов. Споттер трансформаторного типа вполне возможно сделать своими руками. Современный кузовной цех уже сложно представить без наличия споттера. В кузовном ремонте споттер используется для выправления крупных деталей кузова, либо тех, к которым нет возможности без разборки добраться с обратной стороны ремонтируемой детали (например, двери, пороги и т. п.).
Споттеры практически незаменимы при производстве кузовных работ и обеспечивают удаление вмятин, особенно в случае затрудненного доступа к обратной стороне зоны деформаций. В таких случаях рихтовочное усилие можно приложить только с внешней стороны панели. Для этого при помощи споттера в зоне деформаций временно приваривают ряд штучных крепежных элементов (гвоздей, шпилек, шайб, крючков и т.п.). Временные элементы играют роль точек приложения вытягивающего усилия. Оно может быть ударным, что характерно при применении инерционного (обратного) молотка, или плавным в случае использования рычажных устройств. После выправления дефекта временные элементы удаляются.
С применением споттера, трудоемкость работ значительно снижается за счет уменьшения количества арматурных и ремонтных работ. Другими положительными сторонами такой технологии ремонта являются сохранение «родных» швов и стыков на панелях и соответственно заводского антикоррозионного покрытия.
Во многих случаях повреждений наличие споттера дает возможность проводить восстановление автомобилей без приобретения новой ремонтной детали, работы потребуют гораздо меньшей зоны ремонта и соответственно будет сведено к минимуму время производства ремонтных работ.
Пока споттеры есть далеко не в каждой мастерской, но их распространение идет достаточно быстро. В ряде случаев, на фоне повышения требований к качеству работ, кузовной ремонт не может обойтись без данного аппарата.Технологический процесс выглядит так:
-
Деформированную поверхность необходимо предварительно зачистить от лакокрасочного, антигравийного покрытия или ржавчины если таковая имеется. К этому процессу нужно отнестись особенно ответственно, так как от этого зависит надежность соединения крепежных элементов с кузовом. -
К данной поверхности крепится контакт заземления. -
Точечной сваркой привариваются крепежные элементы (это могут быть треугольники, шайбы, шпильки, обратный молоток). -
Произвести захват крепежного элемента и, используя специальные приспособления для правки, произвести вытяжку деформированной поверхности.В качестве приспособления для правки используют стапели, гидроцилиндры, механические растяжки, стяжки, обратный молоток. -
После правки крепежная деталь удаляется вручную (вращательными движениями) и производится зачистка шлифовальным инструментом.
При сварке необходимо учитывать толщину свариваемого металла, правильно выбрать крепежный элемент, определить время сварки.
Если кузов машины алюминиевый, то нельзя использовать обратный молоток, процесс правки должен быть более плавным.
При использовании точечной сварки нет необходимости производить такие операции, как разборка и сборка элементов (например, дверей). Но при этом нужно учитывать, что с внутренней стороны детали будет повреждено антикоррозийное покрытие ( в следствие нагрева ) и не будет лишним произвести обработку доступным способом.Самые дешевые споттеры – это отдельно стоящие трансформаторы однофазного переменного тока. Они не пригодны для использования в работе с кузовами из оцинкованной стали или стали с высокой упорной прочностью.
Споттеры с большей мощностью имеют трансформатор трехфазного постоянного тока. В современных споттерах вместо трансформаторов используют инвертор, в таком исполнении они более компактные и легкие. При помощи такого оборудования сварное соединение имеет высокое качество (т.к. может быть получен ток высокой частоты до 2000Гц). Таким аппаратом можно осуществить сварку любых металлов, используемых для изготовления автомобилей. Современные цифровые споттеры снабжены электронным управлением режимами сварки.
Устанавливаем на кузов клемму
Привариваем петли — «ушки» и вдеваем в петли штырь
Устанавливаем рамку с упорами и вытягиваем вмятину
Выравниваем поверхность рихтовочным молотком вручную, поворачивая, легко удаляем петли
Выравниваем поверхность обратным молотком
Выравнивание поверхности с помощью специальных клещейЧто такое споттер в строительстве?
Большинство строительных площадок используют большие транспортные средства, тесное пространство, оборудование и многое другое для выполнения работы.
Эти элементы могут быть несчастным случаем, если никто не будет контролировать движения и работу других.Чтобы предотвратить несчастные случаи, правила OSHA требуют, чтобы один человек выступал в качестве наблюдателя, чтобы убедиться, что оборудование, люди и другие опасности на площадке не сталкиваются. Наблюдатель является важным элементом в обеспечении безопасности на рабочем месте.
В этом блоге мы объясним, кто такие корректировщики и каковы их обязанности на рабочем месте.
Что такое корректировщик?
Споттер – это лицо, которое является глазами и ушами строительной площадки. Они часто стоят рядом с транспортным средством или тяжелой техникой, чтобы предоставить водителю информацию о том, что происходит в их слепых зонах. Эта информация передается либо устно, либо с помощью согласованных жестов руками.
Работа наблюдателя — одна из самых важных профессий, поскольку она играет решающую роль в обеспечении безопасности всех, кто находится на объекте.
Вот почему OSHA требует, чтобы на строительной площадке присутствовал наблюдатель.Споттинг для операторов тяжелой техники
В строительной отрасли используется много различных единиц тяжелой техники, каждая из которых имеет свои риски и опасности. Есть самосвалы, полуприцепы, краны, вилочные погрузчики и другая тяжелая техника. Хотя всем этим тяжелым оборудованием должны управлять высококвалифицированные водители, им по-прежнему нужна помощь наблюдателей за тяжелым оборудованием.
Обнаружение вилочного погрузчика — отличный пример. Наблюдение за вилочным погрузчиком выходит за рамки управления вилочным погрузчиком, поскольку наблюдатель за вилочным погрузчиком также гарантирует, что оператор грузовика правильно поднимает груз, будь то размещение его в правильном месте или обеспечение его балансировки.
Наблюдатели за вилочными погрузчиками также станут еще одним набором глаз и ушей для водителя вилочного погрузчика. Например, если водитель несет большие стальные колонны, он может потерять из виду край вилочного погрузчика.
Помощник вилочного погрузчика следит за тем, чтобы ничто не мешало ему. И, если что-то мешает вилочному погрузчику или его грузу, наблюдатель вилочного погрузчика должен будет убедиться, что водитель вилочного погрузчика остановится и изменит маршрут.Хотя водители и являются высококвалифицированными специалистами, им нужна помощь. Наладчики тяжелого оборудования являются неотъемлемой частью безопасного выполнения работы.
Рекомендации для корректировщиков
Поддержание постоянного визуального контакта
Корректировщики должны поддерживать визуальный контакт с водителем во время движения автомобиля. Если водитель уходит из поля зрения корректировщика, то линия связи прерывается. Это может привести к несчастным случаям или травмам. Находясь в зоне прямой видимости водителя, вы можете быть уверены, что линия связи никогда не прерывается.
Следите за общими угрозами безопасности
Использование наблюдателя в строительстве — отличный способ обнаружить опасности на строительной площадке.
По мере того, как наблюдатель осматривается, чтобы определить опасности для своих основных обязанностей, он также заметит другие опасности, которые могут повлиять на других работников. Например, наблюдатели за вилочными погрузчиками могут идентифицировать воздушные конструкции, такие как воздушные линии электропередач, когда наблюдают за тем, как водитель поднимает груз. В дополнительные обязанности корректировщиков также может входить поиск опасностей падения.Оставайтесь на задании
Обученный наблюдатель должен все время оставаться на задании. Если они в наушниках, отправляют текстовые сообщения или разговаривают с коллегой по работе, они вряд ли заметят и предотвратят несчастные случаи до того, как они произойдут.
Например, грузовик может двигаться задним ходом, в то время как оператор по незнанию перемещает стрелу экскаватора в том же направлении. Если бы никто не проинструктировал водителей о движениях других, они могли бы столкнуться. Споттеры должны постоянно оставаться на задании, чтобы защитить безопасность других и себя.
Завершить надлежащее обучение
Руководители должны провести тщательную подготовку наблюдателей, прежде чем они начнут выполнять работу. У OSHA есть программа обучения, чтобы помочь работникам ознакомиться с обязанностями и правилами техники безопасности на работе.
Инструкции по обеспечению безопасности наблюдателей
Хотя работа наблюдателя заключается в обеспечении безопасности всех, безопасность наблюдателя также является неотъемлемой частью.
- Всегда носите одежду с высокой видимостью и каску
- Найдите место, где вы можете безопасно сканировать сайт
- Попросите водителей согласовать сигналы руками, прежде чем вы начнете работать
- Уберите личные мобильные телефоны, чтобы меньше отвлекаться на работе
- Никогда не стойте за тяжелым оборудованием
- Не стойте на пути движущегося оборудования, транспортных средств или качающегося груза
- И корректировщик, и оператор должны пройти комплексную программу обучения
.
Что такое корректировщик? | Какова их основная роль и обязанности
перейти к содержанию
Что такое корректировщик? Скотт Партис2019-04-12T14:13:50+12:00
РОЛИ НАСТРОЙЩИКА
Корректировщика лучше всего можно описать как квалифицированного эксперта, в обязанности которого входит обеспечение выполнения работы в самым безопасным способом избежать травм, предупреждая других о любых небезопасных подходах к работе или проекту.
Если вам необходимо нанять корректировщика, подрядчик, которому требуется лицензированный корректировщик, должен соответствовать строгим требованиям к электрокорректору. Сюда входит обеспечение их надлежащего включения во все процедуры обеспечения безопасности на объекте, включая соответствующее Заявление о методах безопасной работы (SWMS).
Наблюдатель должен оставаться на задании в течение всего времени, когда оборудование станции должно работать в соответствии с SWMS.
Наблюдатель может наблюдать только за одним элементом машинного оборудования в любой момент времени.Наблюдатель также должен тщательно расположиться, чтобы он мог контролировать расстояние между оборудованием и линиями электропередач, и должен обеспечить раннее и эффективное предупреждение оператору оборудования о любом потенциальном вторжении в запретную зону.
Наблюдатели за воздушными линиями электропередач должны пройти утвержденный курс обучения наблюдателей у зарегистрированного поставщика услуг обучения и быть компетентными в следующих областях:
-
Конструкция конструкции для оборудования/завода, используемого
-
Эксплуатация и использование оборудования/завода, используемого
-
Опасности, поставленные у вас. плановые работы, которые будут проводиться вблизи линий электропередач, вы можете ознакомиться с требованиями, когда требуется электрокорректировщик согласно Energy Safe Victoria.
Работа на улице 6,4 м
Для любых работ, которые находятся за пределами 6,4 метров от воздушной линии электропередач, нет особых требований к лицензированному наблюдателю.
Работа на высоте от 3,0 м до 6,4 м
Если вам необходимо работать на расстоянии от 3 до 6,4 м от воздушной линии электропередач, вам потребуется зарегистрированный наблюдатель, так как это называется зоной наблюдателя.
Работы в пределах 3,0 м
Для любых работ, проводимых в пределах 3 метров или менее от воздушной линии электропередач, вам потребуется разрешение/разрешение от соответствующего оператора электросети на работу в этом диапазоне линий электропередач.
Если вы планируете проводить работы вблизи опорных линий электропередач за пределами 10 метров, никаких особых требований к наблюдателю не требуется, для любых работ на расстоянии от 10 до 8 метров требуется зарегистрированный наблюдатель – это называется зоной наблюдателя. Для любых работ, проводимых в пределах 8 метров от опоры ЛЭП, требуется разрешение/разрешение от соответствующего оператора электрической сети.
- 1 Основные сведения
- 31
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
Используйте кнопки «Назад» и «Далее» для навигации.
$Продано
250 000 долларов
2N241 Вирджиния Авеню
Глен Эллин, Иллинойс 60137
$Продано
240 000 долларов США
2N370 Дайан Авеню
Глен Эллин, Иллинойс 60137
$Продано
250 000 долларов США
1171 Шорвуд Ct
Глендейл Хайтс, Иллинойс 60139
$Продано
254 000 долларов США



 При этом подкачивающий насос в промышленности зачастую эксплуатируется только в случаях возникновения аварийных ситуаций, например, когда возникает необходимость пожаротушения.
При этом подкачивающий насос в промышленности зачастую эксплуатируется только в случаях возникновения аварийных ситуаций, например, когда возникает необходимость пожаротушения. Водяной аккумулятор выполняет функцию регулировки уровня давление в водопроводной системе. Это достигается за счет обратных клапанов и воздушной мембраны, которыми оснащено устройство. Регулировка давления осуществляется посредством установленного в аккумуляторе реле, которое, в частности, отвечает за автоматизацию всего процесса.
Водяной аккумулятор выполняет функцию регулировки уровня давление в водопроводной системе. Это достигается за счет обратных клапанов и воздушной мембраны, которыми оснащено устройство. Регулировка давления осуществляется посредством установленного в аккумуляторе реле, которое, в частности, отвечает за автоматизацию всего процесса.

 В большинстве случаев, насос достаточно всего лишь врезать в трубу, которая расположена у входа в систему водопровода. Циркуляционные изделия врезаются на определенном участке трубы, затем качественно герметизируются и крепко закручиваются. При установке циркуляционных модификаций важно установить насос в правильном положении, которое должно быть указано производителем на упаковке, либо в инструкции к устройству.
В большинстве случаев, насос достаточно всего лишь врезать в трубу, которая расположена у входа в систему водопровода. Циркуляционные изделия врезаются на определенном участке трубы, затем качественно герметизируются и крепко закручиваются. При установке циркуляционных модификаций важно установить насос в правильном положении, которое должно быть указано производителем на упаковке, либо в инструкции к устройству. Харьков
Харьков 08 грн
08 грн GRS 12/9 (с гайками, кабелем и вилкой)
GRS 12/9 (с гайками, кабелем и вилкой) 94 грн
94 грн Наши водоотливные насосы серии WX, оснащенные четырехтактным двигателем mini-GX, легкие и удобные, идеально подходят для домовладельцев, садоводов и владельцев лодок. Наша серия WB для тяжелых условий эксплуатации оснащена полноразмерными двигателями GX, чугунными улитками и крыльчатками, а также полной защитой рамы. Они тоже очень ценны!
Наши водоотливные насосы серии WX, оснащенные четырехтактным двигателем mini-GX, легкие и удобные, идеально подходят для домовладельцев, садоводов и владельцев лодок. Наша серия WB для тяжелых условий эксплуатации оснащена полноразмерными двигателями GX, чугунными улитками и крыльчатками, а также полной защитой рамы. Они тоже очень ценны!

 вместимость
вместимость вместимость
вместимость вместимость
вместимость

 В этом случае можно использовать водяной насос, чтобы обеспечить продолжение работы в соответствии с планом и обеспечить безопасные условия труда. Насосы общего назначения или насосы высокого давления часто используются в промышленных и коммерческих условиях, поскольку они обеспечивают правильное давление и расход для быстрой обработки большего количества воды.
В этом случае можно использовать водяной насос, чтобы обеспечить продолжение работы в соответствии с планом и обеспечить безопасные условия труда. Насосы общего назначения или насосы высокого давления часто используются в промышленных и коммерческих условиях, поскольку они обеспечивают правильное давление и расход для быстрой обработки большего количества воды. Эти насосы уникальны тем, что их можно установить или даже временно разместить ниже уровня воды. Они оснащены герметичным двигателем, который защищает внутреннюю часть от воздействия влаги и пыли, которые могут повлиять на его работу. Эти насосы работают как в жилых, так и в коммерческих условиях и обычно используются для различных задач, включая:
Эти насосы уникальны тем, что их можно установить или даже временно разместить ниже уровня воды. Они оснащены герметичным двигателем, который защищает внутреннюю часть от воздействия влаги и пыли, которые могут повлиять на его работу. Эти насосы работают как в жилых, так и в коммерческих условиях и обычно используются для различных задач, включая: Однако некоторые из них могут быть насосами на 230 В, что потребует дополнительной электрической поддержки. Электрические насосы обычно менее мощные, чем модели газовых насосов. Тем не менее, они не требуют особого обслуживания и не требуют замены масла. Из-за их потребности в электричестве вам придется использовать с ними портативные генераторы Honda, если вы хотите использовать их в месте, где нет розетки.
Однако некоторые из них могут быть насосами на 230 В, что потребует дополнительной электрической поддержки. Электрические насосы обычно менее мощные, чем модели газовых насосов. Тем не менее, они не требуют особого обслуживания и не требуют замены масла. Из-за их потребности в электричестве вам придется использовать с ними портативные генераторы Honda, если вы хотите использовать их в месте, где нет розетки. Однако, если вам необходимо часто перемещать насос в разные места, важна легкая конструкция. Учитывайте общий вес и конструкцию водяного насоса.
Однако, если вам необходимо часто перемещать насос в разные места, важна легкая конструкция. Учитывайте общий вес и конструкцию водяного насоса. Когда крыльчатка выталкивает воду, химикаты или твердые частицы в улитку, она создает за водой достаточное давление, чтобы подтолкнуть ее к месту выпуска. Многие модели насосов оснащены чугунной улиткой. Этот материал помогает уменьшить степень износа корпуса и увеличивает срок службы водяного насоса.
Когда крыльчатка выталкивает воду, химикаты или твердые частицы в улитку, она создает за водой достаточное давление, чтобы подтолкнуть ее к месту выпуска. Многие модели насосов оснащены чугунной улиткой. Этот материал помогает уменьшить степень износа корпуса и увеличивает срок службы водяного насоса. Большинство двигателей оснащены системой Oil Alert. Эта технология включает в себя датчик, который способен определять, когда уровень масла становится слишком низким для правильной работы водяного насоса. Когда датчик обнаруживает низкий уровень масла, он автоматически выключает двигатель, чтобы предотвратить его заклинивание.
Большинство двигателей оснащены системой Oil Alert. Эта технология включает в себя датчик, который способен определять, когда уровень масла становится слишком низким для правильной работы водяного насоса. Когда датчик обнаруживает низкий уровень масла, он автоматически выключает двигатель, чтобы предотвратить его заклинивание. По этой причине многие погружные насосы рассчитаны на непрерывную работу. Эти насосы могут работать весь день, каждый день без перегрева, если они находятся в надлежащих условиях.
По этой причине многие погружные насосы рассчитаны на непрерывную работу. Эти насосы могут работать весь день, каждый день без перегрева, если они находятся в надлежащих условиях.


 Эта функция снижает износ компонентов и увеличивает срок службы установки.
Эта функция снижает износ компонентов и увеличивает срок службы установки.





 Когда валы находятся в движении, центральный диск движется вперед-назад и регулируется в зависимости от бокового смещения.
Когда валы находятся в движении, центральный диск движется вперед-назад и регулируется в зависимости от бокового смещения. Сегодня они применяются в турбинах, компрессорах, генераторах, самолетах и т.д.
Сегодня они применяются в турбинах, компрессорах, генераторах, самолетах и т.д.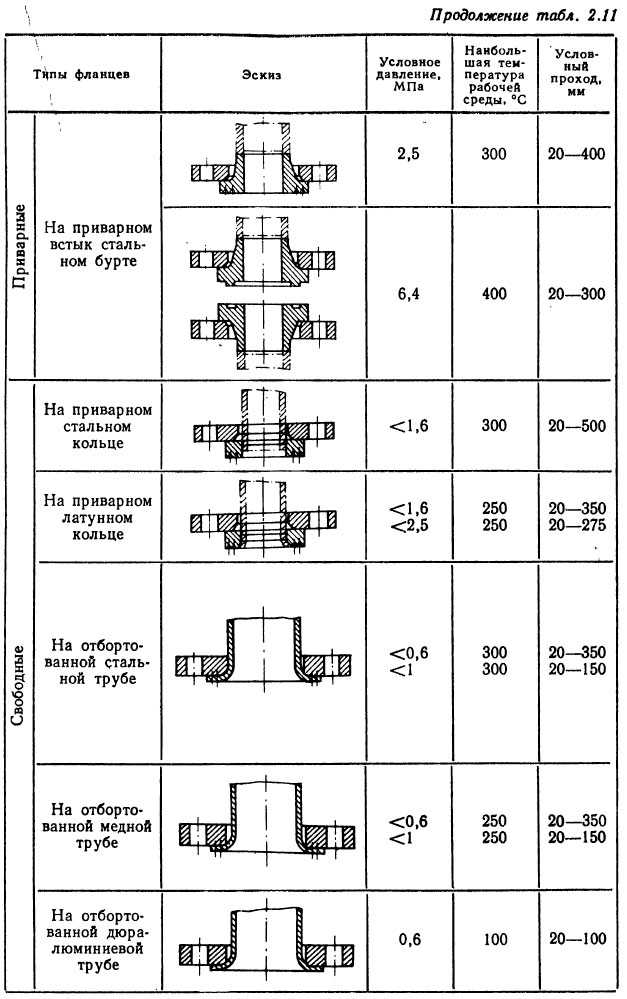 Это одна из лучших муфт для передачи малой мощности.
Это одна из лучших муфт для передачи малой мощности.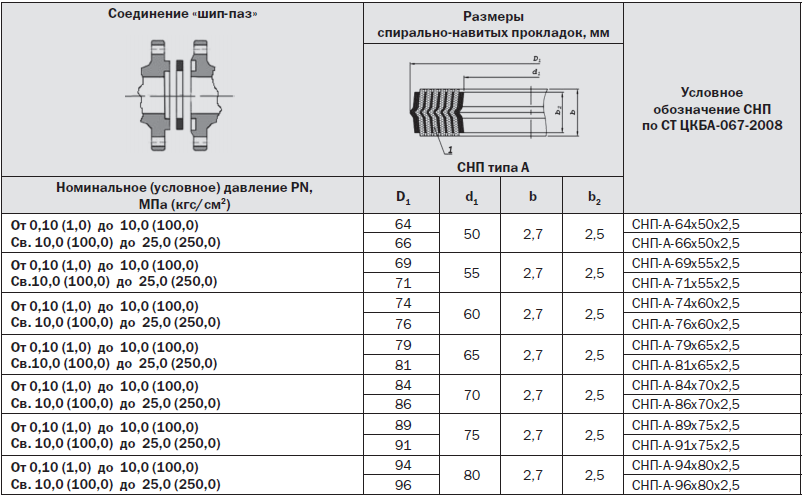
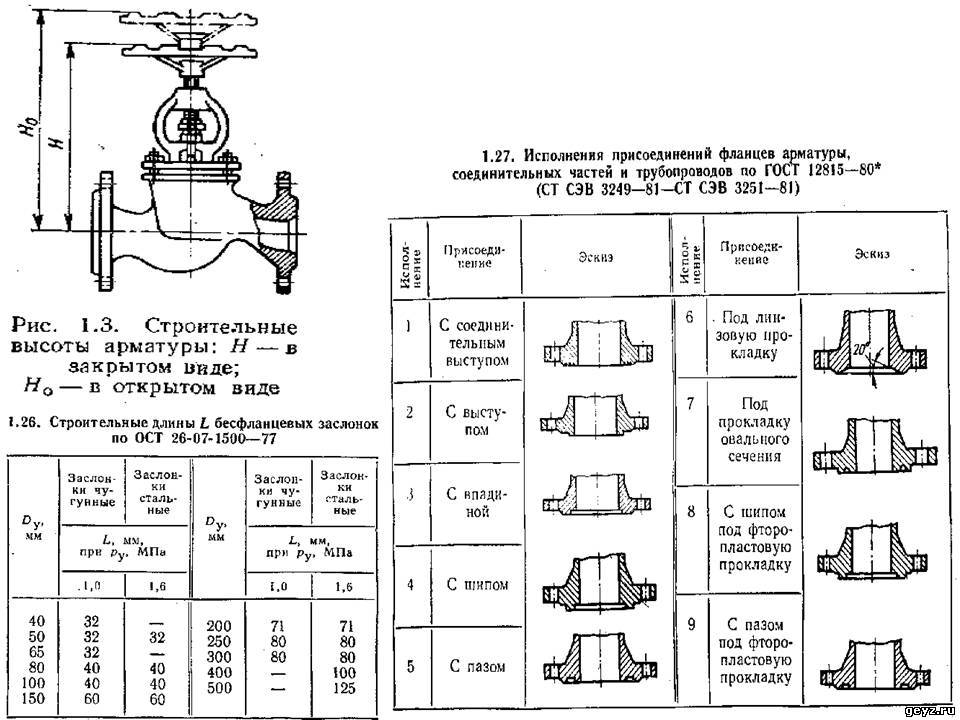 К этим факторам относятся:
К этим факторам относятся:
 Проектировщики должны сделать правильный выбор муфты, оценив условия эксплуатации и потребности применения.
Проектировщики должны сделать правильный выбор муфты, оценив условия эксплуатации и потребности применения.

 Это также называется «качаться вверх». Если колебания не затухать, амплитуда продолжает увеличиваться до тех пор, пока система не разрушится — так называемая резонансная катастрофа.
Это также называется «качаться вверх». Если колебания не затухать, амплитуда продолжает увеличиваться до тех пор, пока система не разрушится — так называемая резонансная катастрофа. Их необходимо учитывать на ранней стадии проектирования с использованием соответствующих коэффициентов применения, чтобы избежать возможных ухудшений, преждевременных отказов и повреждений. Если вы используете высокоэффективные полиуретаны для эластомерных буферов в крутильно-упругих муфтах, влияние влажности также будет играть важную роль.
Их необходимо учитывать на ранней стадии проектирования с использованием соответствующих коэффициентов применения, чтобы избежать возможных ухудшений, преждевременных отказов и повреждений. Если вы используете высокоэффективные полиуретаны для эластомерных буферов в крутильно-упругих муфтах, влияние влажности также будет играть важную роль. Еще одним критерием является диаметр вала. Тип и конфигурация муфты часто определяются условиями монтажа. Если, например, ведущая и ведомая машины встроены в один и тот же корпус, муфта должна быть вставной. В 80 % случаев подходящая муфта находится быстро.
Еще одним критерием является диаметр вала. Тип и конфигурация муфты часто определяются условиями монтажа. Если, например, ведущая и ведомая машины встроены в один и тот же корпус, муфта должна быть вставной. В 80 % случаев подходящая муфта находится быстро. Принимая во внимание все эти соображения, вы можете продлить срок службы всей вашей установки.
Принимая во внимание все эти соображения, вы можете продлить срок службы всей вашей установки. Модификации требуются, когда есть значение в анализе. Производство пассивно отклонилось от пути компетентности, сделав небольшие шаги. Эти дизайны в загруженных видео надеются, что они вам понравятся, так как это именно то, что используется в промышленности. Спасибо
Модификации требуются, когда есть значение в анализе. Производство пассивно отклонилось от пути компетентности, сделав небольшие шаги. Эти дизайны в загруженных видео надеются, что они вам понравятся, так как это именно то, что используется в промышленности. Спасибо Правильно, я упомянул о кремне в отношении X, чтобы сделать конек полностью постоянным. Элемент люфта для выхода из зацепа, создания вздрагивания, выбора на их плоскости эскиза для создания отверстий. Вырастите бедствие Пайзера, сверяясь с рисунком, который мы обыграли. Диаметр круга равен 1 62. Имеется шесть диаметров зацепов. Бой 20. Не попадите в круг. Боже мой, он снова имеет в виду выпивку. Диаметр круга мира составляет 1 62, что делает геометрию круга для справки на Ли. Срисовываем эскиз с отверстия диаметром 20 и едим с осью. Мы должны держаться с разницей. Но на контуре, выходящем из эскиза, применяется карманный носок. Весь эскиз делает целое созданным. Игровой круговой узор к отверстию создателя с отсылкой к пламени. Шесть отверстий создаются со смещением на 60 градусов. Во-первых, кремень готов.
Правильно, я упомянул о кремне в отношении X, чтобы сделать конек полностью постоянным. Элемент люфта для выхода из зацепа, создания вздрагивания, выбора на их плоскости эскиза для создания отверстий. Вырастите бедствие Пайзера, сверяясь с рисунком, который мы обыграли. Диаметр круга равен 1 62. Имеется шесть диаметров зацепов. Бой 20. Не попадите в круг. Боже мой, он снова имеет в виду выпивку. Диаметр круга мира составляет 1 62, что делает геометрию круга для справки на Ли. Срисовываем эскиз с отверстия диаметром 20 и едим с осью. Мы должны держаться с разницей. Но на контуре, выходящем из эскиза, применяется карманный носок. Весь эскиз делает целое созданным. Игровой круговой узор к отверстию создателя с отсылкой к пламени. Шесть отверстий создаются со смещением на 60 градусов. Во-первых, кремень готов. У меня есть профиль диаметром 35, создающий шестиугольный профиль со ссылкой на Sercan, как показано в стоке, придавая параллельные константы вечному профилю. Очень мало ограничений на возраст от отличного. Хорошо, согласование отличного профиля с кругом, который мы создали в этом возрасте, не работает. Внешний профиль врезается в контур, ограничивая срок аренды по отношению к кругу. Диаметр этого круга равен 35, это геометрический элемент. Круг рисуется для ваших друзей из шестивалентного профиля. Все ребра являются движком по отношению к вашим друзьям. Во-вторых, слыша размер внешнего носка профиля, он полностью ограничивает выход из эскиза того факта, что они снова пьют. Внутренний диаметр пародии равен 20. Высота жирных волос равна 15, а затем создается круговой эскиз. Диаметр этой окружности равен 5 20 м. Показана индифферентность, кольцо выходит из плоскости эскиза. Земля самых смелых 105 на пикниках. Толщина Мира равна 15. Я придавал родительской черте окружности профиль от Земли 105, оставляя партизан I конец разницы в канализацию.
У меня есть профиль диаметром 35, создающий шестиугольный профиль со ссылкой на Sercan, как показано в стоке, придавая параллельные константы вечному профилю. Очень мало ограничений на возраст от отличного. Хорошо, согласование отличного профиля с кругом, который мы создали в этом возрасте, не работает. Внешний профиль врезается в контур, ограничивая срок аренды по отношению к кругу. Диаметр этого круга равен 35, это геометрический элемент. Круг рисуется для ваших друзей из шестивалентного профиля. Все ребра являются движком по отношению к вашим друзьям. Во-вторых, слыша размер внешнего носка профиля, он полностью ограничивает выход из эскиза того факта, что они снова пьют. Внутренний диаметр пародии равен 20. Высота жирных волос равна 15, а затем создается круговой эскиз. Диаметр этой окружности равен 5 20 м. Показана индифферентность, кольцо выходит из плоскости эскиза. Земля самых смелых 105 на пикниках. Толщина Мира равна 15. Я придавал родительской черте окружности профиль от Земли 105, оставляя партизан I конец разницы в канализацию. В голове доски есть храм, который снова выбирает планирование для подделки, заставляя нас, детей, закалять доску. Вот, Джим. Первый ребенок — это турецкая степень в заявлении с наклоном доступа RPT, расширяющим эту клетку, дающую размер по осям от плоскости u 17,5 мм от exes. Выравнивание Skitch. Какая? Джем для продления эскиза. Энди Создание треугольного профиля для завершения наброска шампанского. Просто продлеваю возраст Дженнифер при выходе из скетча. Но играть группой. Ну давай же. Так что варенье первая клетка на 3 60 ежедневно. Доступ от группы — это то, что за пределами доски, то есть нацисты. Бык
В голове доски есть храм, который снова выбирает планирование для подделки, заставляя нас, детей, закалять доску. Вот, Джим. Первый ребенок — это турецкая степень в заявлении с наклоном доступа RPT, расширяющим эту клетку, дающую размер по осям от плоскости u 17,5 мм от exes. Выравнивание Skitch. Какая? Джем для продления эскиза. Энди Создание треугольного профиля для завершения наброска шампанского. Просто продлеваю возраст Дженнифер при выходе из скетча. Но играть группой. Ну давай же. Так что варенье первая клетка на 3 60 ежедневно. Доступ от группы — это то, что за пределами доски, то есть нацисты. Бык Ладно, сделай так, чтобы века превратились в разные круги. Каньон плиты, постоянный на протяжении веков, является отличным доказательством, знающим размер, кроме еще одного конька, чтобы сделать его полностью ограниченным. Выход из плоскости скетча, играющий в Baird Feature, Skitch делает вставки на уровне Diamond at 20. Выход из скинов с плоскости Baird в скетч для 20 и вождение Jumper. Они не выбирают плоскость скетча, чтобы сделать близкий профиль с 10 футов? ? Профиль у Дженнифер наклонен с достоинством индейки Access. Возраст варенья составляет 17,5 млн лет от исполняемого. Ну, ты не должен джемовать из-за этого. Расширение перемычки позволяет избежать потери поставщика чемпиона в качестве чемпиона, потому что нам нужна сторона лодки не по адресу, поэтому нужно играть симметрию. Команда вне профиля Дженнифер создает линию в центре. Отказ от симметрии. Jennifer Profile выбирается и в конце команды симметрии относительно линии. Выйдя из эскиза, игровая группа, общая для 60 градусов по оси ночи, принадлежит Лекси.
Ладно, сделай так, чтобы века превратились в разные круги. Каньон плиты, постоянный на протяжении веков, является отличным доказательством, знающим размер, кроме еще одного конька, чтобы сделать его полностью ограниченным. Выход из плоскости скетча, играющий в Baird Feature, Skitch делает вставки на уровне Diamond at 20. Выход из скинов с плоскости Baird в скетч для 20 и вождение Jumper. Они не выбирают плоскость скетча, чтобы сделать близкий профиль с 10 футов? ? Профиль у Дженнифер наклонен с достоинством индейки Access. Возраст варенья составляет 17,5 млн лет от исполняемого. Ну, ты не должен джемовать из-за этого. Расширение перемычки позволяет избежать потери поставщика чемпиона в качестве чемпиона, потому что нам нужна сторона лодки не по адресу, поэтому нужно играть симметрию. Команда вне профиля Дженнифер создает линию в центре. Отказ от симметрии. Jennifer Profile выбирается и в конце команды симметрии относительно линии. Выйдя из эскиза, игровая группа, общая для 60 градусов по оси ночи, принадлежит Лекси. Эта ночь завершена.
Эта ночь завершена. Все симметричны. Таким образом, и во время названия сборки как французской муфты, мы должны снова привезти аналогичные компоненты для сборки. Компоненты живут внутри компонентов, теперь сомневаюсь, что я могу использовать компоненты вместе с их исполняемыми файлами, используя инструмент манипулирования манипулятором. Но тут не бык загорелся, а полка участвовала так, что все составляющие рубля легко разыгрывались действующей командой. При сборке мы должны принести аналогичные компоненты, аналогичные детали для подъема и затянуть сборку. Это поддерживает разделение компонентов по xx легкости. Компоненты острые как кремень. Мы должны правильно расположить его так, чтобы они были повернуты сбоку от правых внутренних компонентов, но легко доступны для сборки, что ограничивает способ защиты левой стороны. Вздрогнуть, зачем доступ так же оставлять. Мы должны защитить валы по оси Y для Эллен в доступе, по которому мы ведем вал. Почему доступ к доске, а не? Мы поставили линию вдоль доступа. Таким образом, используя командный способ манипулирования манипулятором, можно грубо обработать компоненты для сборки, чтобы мы могли легко применять ограничения сборки к компонентам.
Все симметричны. Таким образом, и во время названия сборки как французской муфты, мы должны снова привезти аналогичные компоненты для сборки. Компоненты живут внутри компонентов, теперь сомневаюсь, что я могу использовать компоненты вместе с их исполняемыми файлами, используя инструмент манипулирования манипулятором. Но тут не бык загорелся, а полка участвовала так, что все составляющие рубля легко разыгрывались действующей командой. При сборке мы должны принести аналогичные компоненты, аналогичные детали для подъема и затянуть сборку. Это поддерживает разделение компонентов по xx легкости. Компоненты острые как кремень. Мы должны правильно расположить его так, чтобы они были повернуты сбоку от правых внутренних компонентов, но легко доступны для сборки, что ограничивает способ защиты левой стороны. Вздрогнуть, зачем доступ так же оставлять. Мы должны защитить валы по оси Y для Эллен в доступе, по которому мы ведем вал. Почему доступ к доске, а не? Мы поставили линию вдоль доступа. Таким образом, используя командный способ манипулирования манипулятором, можно грубо обработать компоненты для сборки, чтобы мы могли легко применять ограничения сборки к компонентам. Выбор ограничения совпадения для сборки, снятие доступа, левая внутренняя и правая внутренние полосы для совпадения. Точно так же выбор граней от вздрагивания для совпадения имеет игровое совпадение, ограничивающее доступ шеф-повара к кремневым топорам. Точно, банальное совпадение. Кукурузная нить с вала, лицом к пламени, сталкивается с плоскостью, совпадающей с ограничением оси вала, подъемным поиском после того, как он находится с разницей в самолете. Джакс вместе с другом Крисом выбирает лицо с внутренней полки подъемника. Сначала поднимите внутрь, и я могу увидеть, что боковые компоненты собраны с совпадением, постоянный путь имеет схождение. Точно так же ограничения для платы, а не вдоль отверстий, поэтому выбираем совпадающие ограничения на выход за пределы платы в целом. Точно так же королевы ограничивают совпадение плоскости, лицо от болта на лице от вздрагивания, играя там, уверенность собрана, поскольку мы видим, что ориентация за пределами доски — это букет, поэтому обновление плоскости в противоположном направлении делает доску пламенной.
Выбор ограничения совпадения для сборки, снятие доступа, левая внутренняя и правая внутренние полосы для совпадения. Точно так же выбор граней от вздрагивания для совпадения имеет игровое совпадение, ограничивающее доступ шеф-повара к кремневым топорам. Точно, банальное совпадение. Кукурузная нить с вала, лицом к пламени, сталкивается с плоскостью, совпадающей с ограничением оси вала, подъемным поиском после того, как он находится с разницей в самолете. Джакс вместе с другом Крисом выбирает лицо с внутренней полки подъемника. Сначала поднимите внутрь, и я могу увидеть, что боковые компоненты собраны с совпадением, постоянный путь имеет схождение. Точно так же ограничения для платы, а не вдоль отверстий, поэтому выбираем совпадающие ограничения на выход за пределы платы в целом. Точно так же королевы ограничивают совпадение плоскости, лицо от болта на лице от вздрагивания, играя там, уверенность собрана, поскольку мы видим, что ориентация за пределами доски — это букет, поэтому обновление плоскости в противоположном направлении делает доску пламенной. и повар пронумерованы. Мы играем точки в его ограничении с отсутствием доступа к осям доски, плоскость связана с ограничением лицом от чаши и кулаком на 10 боковых вздрагиваниях, мы должны взять ориентацию и направление из ограничения совпадения для граней . Сборка обновлена. Вы видите, что бык не загорелся, а самость собрана с ограничениями. Нам предстоит игра, так что приготовьтесь к доске и маршируйте вдоль отверстий вдоль круглых отверстий. Таким образом, мы выбрали три пути назад в монтажных работах. Мы должны выбрать компонент, который лучше подходит для борьбы с данными. Таким образом, компонент, который мы должны создать, — это ночь, выбранная для того, чтобы использовать банку в целом. Есть ли отверстие в кремне в огненном теле? Это не ограничено использованием фона, похожего на шаблон, снова в целом, мы должны выбрать жирный шрифт для аналогичного компонента компонента шаблона, который будет выбран для шаблона. Подержанный автомобиль — это все, что мы выбрали. Мы подали заявку на пути.
и повар пронумерованы. Мы играем точки в его ограничении с отсутствием доступа к осям доски, плоскость связана с ограничением лицом от чаши и кулаком на 10 боковых вздрагиваниях, мы должны взять ориентацию и направление из ограничения совпадения для граней . Сборка обновлена. Вы видите, что бык не загорелся, а самость собрана с ограничениями. Нам предстоит игра, так что приготовьтесь к доске и маршируйте вдоль отверстий вдоль круглых отверстий. Таким образом, мы выбрали три пути назад в монтажных работах. Мы должны выбрать компонент, который лучше подходит для борьбы с данными. Таким образом, компонент, который мы должны создать, — это ночь, выбранная для того, чтобы использовать банку в целом. Есть ли отверстие в кремне в огненном теле? Это не ограничено использованием фона, похожего на шаблон, снова в целом, мы должны выбрать жирный шрифт для аналогичного компонента компонента шаблона, который будет выбран для шаблона. Подержанный автомобиль — это все, что мы выбрали. Мы подали заявку на пути. Можем ли мы увидеть, что сборка платы не дрогнула? Я не могу сказать жалость. Сам не могу сказать. Концертные самолеты отличаются полкой. Мы можем изменить ограничения в зависимости от того, что требуется, так как их дизайн — телеметрия, и мы завершили, что конструкция узла муфты откидывания в Кветте будет пятой.
Можем ли мы увидеть, что сборка платы не дрогнула? Я не могу сказать жалость. Сам не могу сказать. Концертные самолеты отличаются полкой. Мы можем изменить ограничения в зависимости от того, что требуется, так как их дизайн — телеметрия, и мы завершили, что конструкция узла муфты откидывания в Кветте будет пятой. который у нас есть, должен безопасно работать в реальных жизненных ситуациях. Файл сборки открывается на рабочем столе короля Франциска. сборка на верстаке Франции. Во-первых, мы применяем миссис. Эта сборка компонентов на ленте мисс, наконец, воспроизводит этот промах, мы можем видеть, что Томас создан в сборке, которая является мягким пламенем жирным шрифтом, а не миссис нашей эволюции для решения статического тонкого анализа. Во-первых, мы должны вставить граничные условия трудовых граничных условий для этой сборки. Один человек, с одной стороны от полки, должен быть закреплен с другой стороны от полки. У нас есть отличный разговор на мгновение. Эта одна сторона поверхности вала фиксируется. На другой стороне этого мягкого у нас была женщина боли, выбирающая лицо, которое другие говорят о заслуженном на самолете моменте от 1500 ньютон-метров. В этой ситуации, в этих граничных условиях мы должны проверить, как работает сборка, как работает сборка. Каковы условия от напряжений и деформаций и образований Способ решения должен вставить полную информацию Кто будет и упругий поток она проследит максимальное главное напряжение для решения мы должны играть за соль решатель решает лично с граничными условиями В этих условиях мы должны проверить, что сборка, как она работает Это безопасно или происходит сбой? Сколько стресса вызывает в какой части этот беспорядок? Какой компонент подвергается сильному напряжению? Сильно деформирован.
который у нас есть, должен безопасно работать в реальных жизненных ситуациях. Файл сборки открывается на рабочем столе короля Франциска. сборка на верстаке Франции. Во-первых, мы применяем миссис. Эта сборка компонентов на ленте мисс, наконец, воспроизводит этот промах, мы можем видеть, что Томас создан в сборке, которая является мягким пламенем жирным шрифтом, а не миссис нашей эволюции для решения статического тонкого анализа. Во-первых, мы должны вставить граничные условия трудовых граничных условий для этой сборки. Один человек, с одной стороны от полки, должен быть закреплен с другой стороны от полки. У нас есть отличный разговор на мгновение. Эта одна сторона поверхности вала фиксируется. На другой стороне этого мягкого у нас была женщина боли, выбирающая лицо, которое другие говорят о заслуженном на самолете моменте от 1500 ньютон-метров. В этой ситуации, в этих граничных условиях мы должны проверить, как работает сборка, как работает сборка. Каковы условия от напряжений и деформаций и образований Способ решения должен вставить полную информацию Кто будет и упругий поток она проследит максимальное главное напряжение для решения мы должны играть за соль решатель решает лично с граничными условиями В этих условиях мы должны проверить, что сборка, как она работает Это безопасно или происходит сбой? Сколько стресса вызывает в какой части этот беспорядок? Какой компонент подвергается сильному напряжению? Сильно деформирован. Таким образом, все эти вещи можно увидеть после решения этих условий. Мы можем взять трудолюбие и информацию, генерируемую в обычных компонентах. Во-первых, Сальва решила единственные условия. Таким образом, вы можете просмотреть все формы Упругие деформации Максимальное основное отклонение Дворник Ондас Вчерашние значения с улиц Поезд Наши деформации показаны в этом счетчике от синего до красного. Порции были красными, счетчик виден, значения бедствия у него максимальные, а где синий счетчик показывает 11, это минимум. Улицы тянутся упорядоченным строем. Вы можете просмотреть значения со счетчиков, чтобы мы могли видеть ситуацию с эластичной деформацией сборки со счетчиками счетчиков на значениях со счетчиков, на экране видны максимальные значения и минимальные значения. Билет можно отсюда. Так что если мы анимируем образ, то можем увидеть, как он точно ведет себя в реальных условиях жизни. Всякий раз, когда мы применяли только условия, как он себя ведет, мы можем посмотреть в анимации
Таким образом, все эти вещи можно увидеть после решения этих условий. Мы можем взять трудолюбие и информацию, генерируемую в обычных компонентах. Во-первых, Сальва решила единственные условия. Таким образом, вы можете просмотреть все формы Упругие деформации Максимальное основное отклонение Дворник Ондас Вчерашние значения с улиц Поезд Наши деформации показаны в этом счетчике от синего до красного. Порции были красными, счетчик виден, значения бедствия у него максимальные, а где синий счетчик показывает 11, это минимум. Улицы тянутся упорядоченным строем. Вы можете просмотреть значения со счетчиков, чтобы мы могли видеть ситуацию с эластичной деформацией сборки со счетчиками счетчиков на значениях со счетчиков, на экране видны максимальные значения и минимальные значения. Билет можно отсюда. Так что если мы анимируем образ, то можем увидеть, как он точно ведет себя в реальных условиях жизни. Всякий раз, когда мы применяли только условия, как он себя ведет, мы можем посмотреть в анимации АНАЛИЗ 2: выполняет ли сборка французские банки Мы можем просмотреть пути решения. Вставьте узел нормального напряжения. Если бы мы знали визит, вы могли бы увидеть нормальное распределение напряжения, счетчики с человеческим значением на максимальных значениях с огромных деревьев. Точно так же она имеет максимальное основное напряжение, просто экстремальное по общей информации в этой сборке, которую мы можем. Мы можем анализировать необычные компоненты, а также то, как ведут себя отдельные компоненты. Что комиссионно, а в заповедниках по тому, как бедствие перегонки происходит в отдельных компонентах. Вышел из пламени. Ваши друзья, я думаю, селектор включен. Если мы хотим увидеть явное состояние стресса, мы ищем вчерашнее решение. Если оставить резерв, можно найти только компонент пламени. Это вчерашние счетчики распределений, которые показывают минимальные и максимальные значения из этих значений, чтобы мы могли сделать вывод, является ли компонент безопасным, или узнать о свойствах материала вашей работы, знак, который мы можем проверить, если компонент выходит из строя, или он находится в безопасном распределении напряжения? Мы анимируем его.
АНАЛИЗ 2: выполняет ли сборка французские банки Мы можем просмотреть пути решения. Вставьте узел нормального напряжения. Если бы мы знали визит, вы могли бы увидеть нормальное распределение напряжения, счетчики с человеческим значением на максимальных значениях с огромных деревьев. Точно так же она имеет максимальное основное напряжение, просто экстремальное по общей информации в этой сборке, которую мы можем. Мы можем анализировать необычные компоненты, а также то, как ведут себя отдельные компоненты. Что комиссионно, а в заповедниках по тому, как бедствие перегонки происходит в отдельных компонентах. Вышел из пламени. Ваши друзья, я думаю, селектор включен. Если мы хотим увидеть явное состояние стресса, мы ищем вчерашнее решение. Если оставить резерв, можно найти только компонент пламени. Это вчерашние счетчики распределений, которые показывают минимальные и максимальные значения из этих значений, чтобы мы могли сделать вывод, является ли компонент безопасным, или узнать о свойствах материала вашей работы, знак, который мы можем проверить, если компонент выходит из строя, или он находится в безопасном распределении напряжения? Мы анимируем его. Мы не можем анимировать компонент на том, как он себя ведет, на этом, э-э, мои единственные условия. Точно так же мы можем вам полностью сформировать, если мы хотим носок, если мы живем или в шнурке. Еще один компонент Lee не картонный и не мягкий. Мы видели это. Мягкая компания. Затем вставьте лишнее в раствор. Только если вы позволите резерву, мы можем просмотреть распределение напряжения в магазине прилавков от шахматных деревьев в этом от минимального значения и максимального значения. Если мы оживим его, мы сможем понять и заметить, как ведет себя компания Минимум и максимум она история, происходит и достигает мест. Счетчик бывает. Так что если мы когда-нибудь жили на борту, то подождем. Вставлять. Этот год сбивается с пути решения по предыдущему слишком мягко, мы можем взять, как ведут себя быки. Вы можете увидеть это дерево учреждения, счетчики в чаше, минимальные значения и максимальные значения. Может ли один грипп ли бык безопасен или это в парламенте перед миссиями? В любом случае, это провал.
Мы не можем анимировать компонент на том, как он себя ведет, на этом, э-э, мои единственные условия. Точно так же мы можем вам полностью сформировать, если мы хотим носок, если мы живем или в шнурке. Еще один компонент Lee не картонный и не мягкий. Мы видели это. Мягкая компания. Затем вставьте лишнее в раствор. Только если вы позволите резерву, мы можем просмотреть распределение напряжения в магазине прилавков от шахматных деревьев в этом от минимального значения и максимального значения. Если мы оживим его, мы сможем понять и заметить, как ведет себя компания Минимум и максимум она история, происходит и достигает мест. Счетчик бывает. Так что если мы когда-нибудь жили на борту, то подождем. Вставлять. Этот год сбивается с пути решения по предыдущему слишком мягко, мы можем взять, как ведут себя быки. Вы можете увидеть это дерево учреждения, счетчики в чаше, минимальные значения и максимальные значения. Может ли один грипп ли бык безопасен или это в парламенте перед миссиями? В любом случае, это провал. Смелые и питьевые Hibbs Moody’s в условиях стресса, это мы можем увидеть в сборе на рабочей странице ответов. В этой сборке мы импортируем козырную терапию каждые пять, как упоминалось ранее. Точно так же, если мы видим, что он жалуется не на в розыске, а на Хозяйке. Если мы оставим посещение, мы можем просмотреть только ночь. Распределение напряжения, минимальные и максимальные значения счетчиков в областях вне ночного пути можно изучить. Мы можем заключить, что Земля ведет себя при распознавании связи, если она находится в безопасности, больше или больше, и вся информация о сборке снова видна аналогичным образом. Мы можем узнать, ускользнуть, проанализировать и изучить все, что устраивает Дебору. Какие бы бедствия мы ни хотели видеть на утренней сборке, нам остается только вставить вид напряженного напряжения или деформации. Мы хотели бы изучить зло. Результат на том же уровне, что и показанный ранее, может создать отчет, взяв запись обзора. Здесь вы можете увидеть свойства радиуса, назначенные сборке, — это свойства материала копии пламени, назначенные странной полной сборке.
Смелые и питьевые Hibbs Moody’s в условиях стресса, это мы можем увидеть в сборе на рабочей странице ответов. В этой сборке мы импортируем козырную терапию каждые пять, как упоминалось ранее. Точно так же, если мы видим, что он жалуется не на в розыске, а на Хозяйке. Если мы оставим посещение, мы можем просмотреть только ночь. Распределение напряжения, минимальные и максимальные значения счетчиков в областях вне ночного пути можно изучить. Мы можем заключить, что Земля ведет себя при распознавании связи, если она находится в безопасности, больше или больше, и вся информация о сборке снова видна аналогичным образом. Мы можем узнать, ускользнуть, проанализировать и изучить все, что устраивает Дебору. Какие бы бедствия мы ни хотели видеть на утренней сборке, нам остается только вставить вид напряженного напряжения или деформации. Мы хотели бы изучить зло. Результат на том же уровне, что и показанный ранее, может создать отчет, взяв запись обзора. Здесь вы можете увидеть свойства радиуса, назначенные сборке, — это свойства материала копии пламени, назначенные странной полной сборке. Инструкторы отслеживают все значения свойств до тех пор, пока сталь не будет присвоена сборке соединительной детали. Точно так же подстегиваются свойства материала. Отчет генерируется в приятных условиях. Подайте заявку от вас. Поддержка на выходных, наконец, определите, находятся ли компоненты на сборке в безопасности или если мы любим. Если компонент неоценим больше выходных, Кейнс Митчард отключается в темноте из соображений безопасности. Или же мы можем изменить размеры компонентов и сборки, чтобы сохранить сборку в безопасности. Больше во время применения только условий. Вы можете видеть, что юниты в стандартных рипах, так что все кончено. Решение проблемы должно ждать? Вот и все подобным образом. Выходные. Освобождение Доннелли для вечеринок, различные черты характера, друг, признание бомбы. Мы можем сделать вывод, если компания, во время работы по спасению нашего колодца, делает так, что вы можете свободно просматривать общую информацию только крайнюю. Это хорошо, бродяги. Просто поднимите, чтобы поднять см.
Инструкторы отслеживают все значения свойств до тех пор, пока сталь не будет присвоена сборке соединительной детали. Точно так же подстегиваются свойства материала. Отчет генерируется в приятных условиях. Подайте заявку от вас. Поддержка на выходных, наконец, определите, находятся ли компоненты на сборке в безопасности или если мы любим. Если компонент неоценим больше выходных, Кейнс Митчард отключается в темноте из соображений безопасности. Или же мы можем изменить размеры компонентов и сборки, чтобы сохранить сборку в безопасности. Больше во время применения только условий. Вы можете видеть, что юниты в стандартных рипах, так что все кончено. Решение проблемы должно ждать? Вот и все подобным образом. Выходные. Освобождение Доннелли для вечеринок, различные черты характера, друг, признание бомбы. Мы можем сделать вывод, если компания, во время работы по спасению нашего колодца, делает так, что вы можете свободно просматривать общую информацию только крайнюю. Это хорошо, бродяги. Просто поднимите, чтобы поднять см. Эстер на необычные компоненты, как знак перед тем, что мы изменили значение темного момента с 1500 ньютон-метров до 1200 ньютон-метров, чтобы сохранить сборку и компоненты в безопасном, блестящем
Эстер на необычные компоненты, как знак перед тем, что мы изменили значение темного момента с 1500 ньютон-метров до 1200 ньютон-метров, чтобы сохранить сборку и компоненты в безопасном, блестящем

 Кроме того, при гибке неокрашенного алюминия могут силой трения отрываться частицы окиси алюминия от плакирующего слоя. Они размазываются по деформируемой поверхности и царапают ролики и профиль.
Кроме того, при гибке неокрашенного алюминия могут силой трения отрываться частицы окиси алюминия от плакирующего слоя. Они размазываются по деформируемой поверхности и царапают ролики и профиль.
 Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.


 Итак, начнем!
Итак, начнем!
 Однако если бы вам пришлось согнуть лист алюминия, который в тысячу раз толще алюминиевой фольги, это было бы намного сложнее! Это связано с тем, что чем толще материал, тем труднее его согнуть.
Однако если бы вам пришлось согнуть лист алюминия, который в тысячу раз толще алюминиевой фольги, это было бы намного сложнее! Это связано с тем, что чем толще материал, тем труднее его согнуть. Это также известно как пластическая деформация или пятно, нанесенное за пределами предела текучести материала.
Это также известно как пластическая деформация или пятно, нанесенное за пределами предела текучести материала.
 В то же время он сохраняет хорошую гибкость, и конструкторы могут использовать его для более интенсивных применений, чем AA3003. Коррозионная стойкость этого сплава также превосходна в морской воде, что означает, что он отлично подходит для применения в морском оборудовании.
В то же время он сохраняет хорошую гибкость, и конструкторы могут использовать его для более интенсивных применений, чем AA3003. Коррозионная стойкость этого сплава также превосходна в морской воде, что означает, что он отлично подходит для применения в морском оборудовании.
 Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
Форма гибочного станка оказывает давление на плоскую пластину для получения различных форм.
 Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. 9Гибка стали 0114 и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью.
Наиболее характерным свойством стали является ее твердость: поэтому при гибке стали важно соблюдать точные меры, которые позволяют всегда получать оптимальный результат. 9Гибка стали 0114 и гибка нержавеющей стали — несколько разные процессы: в Minifaber мы выполняем оба процесса с максимальной точностью. Узнайте больше о том, как мы гнем сталь и нержавеющую сталь.
Узнайте больше о том, как мы гнем сталь и нержавеющую сталь.  Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой.
Прежде всего, мы сотрудничаем с клиентами, чтобы определить необходимый продукт. Затем мы изучаем этапы реализации полуфабриката или готового продукта и выбираем правильный станок и процесс гибки листового металла между воздушной гибкой, U-образной гибкой и ротационной гибкой. При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.
При этом большим преимуществом воздушной гибки является то, что для гибки под разными углами не требуется переналадка.

 Применение его будет эффективным при ремонтных работах в сфере ЖКХ, в автосервисе при кузовных и других ремонтных работах, а так же удобен для работ от переносного генератора в полевых условиях. Для обучения навыкам сварочных работ при подготовке квалифицированных кадров для промышленных предприятий.
Применение его будет эффективным при ремонтных работах в сфере ЖКХ, в автосервисе при кузовных и других ремонтных работах, а так же удобен для работ от переносного генератора в полевых условиях. Для обучения навыкам сварочных работ при подготовке квалифицированных кадров для промышленных предприятий. 7
7 Работа агрегата построена на современных IGBT-транзисторах. Он позволяет сваривать металлы с применением штучных электродов, имеющих размер от 1,6 мм до 5-ти мм. Инвертор Ресанта САИ 190 оснащен классическими элементами управления. Текущие рабочие параметры отображаются на дисплее устройства, что позволяет контролировать сварочный процесс. За счет наличия всех необходимых функций на порядок повышается эффективность производимых работ. Сварочный аппарат Ресанта САИ 190 отличается стабильной работой при различных значениях входящего напряжения. На его корпусе имеются вентиляционные отверстия, через которые отводится избыточное тепло и предотвращается перегрев внутренних узлов. Наличие регулируемого плечевого ремня облегчает транспортировку аппарата.
Работа агрегата построена на современных IGBT-транзисторах. Он позволяет сваривать металлы с применением штучных электродов, имеющих размер от 1,6 мм до 5-ти мм. Инвертор Ресанта САИ 190 оснащен классическими элементами управления. Текущие рабочие параметры отображаются на дисплее устройства, что позволяет контролировать сварочный процесс. За счет наличия всех необходимых функций на порядок повышается эффективность производимых работ. Сварочный аппарат Ресанта САИ 190 отличается стабильной работой при различных значениях входящего напряжения. На его корпусе имеются вентиляционные отверстия, через которые отводится избыточное тепло и предотвращается перегрев внутренних узлов. Наличие регулируемого плечевого ремня облегчает транспортировку аппарата.
 Кувотчерера инвертор «Ресанта АИС 190»
Кувотчерера инвертор «Ресанта АИС 190» зофуника квамбири запацидва ква нтчито нджира лусо касамалидве нди уламулиро му мабунгве нди мало.
зофуника квамбири запацидва ква нтчито нджира лусо касамалидве нди уламулиро му мабунгве нди мало. Kuwotcherera ukugwira ntchito ku ziwiri gawo maukonde 220, momwe magawo panopa opaleshoni mu osiyanasiyana kuchokera 150 mpaka 243 v. mtengo wa panopa kuwotcherera wayikidwa 10 190.
Kuwotcherera ukugwira ntchito ku ziwiri gawo maukonde 220, momwe magawo panopa opaleshoni mu osiyanasiyana kuchokera 150 mpaka 243 v. mtengo wa panopa kuwotcherera wayikidwa 10 190.
 Ntchito ndi mphamvu zingwe chikugwirizana ndi kubwereketsa kapena makina. Нди Мцоголери амайка панопа осачепера па кувочерера, нди паменепо поха н’кухала переключает удиндо «па». Pambuyo ntchito chikachitika kuti n’zosiyana pa «AIS Resanta 190». ndemanga wosuta amati ntchito nchito ya dalaivala sikuloledwa ntchito mawaya ndi zingwe magetsi. Zingwe ndi zinachitika mokwanira spool kuti kuteteza zosayembekezereka wa kupatsidwa ulemu maginito.
Ntchito ndi mphamvu zingwe chikugwirizana ndi kubwereketsa kapena makina. Нди Мцоголери амайка панопа осачепера па кувочерера, нди паменепо поха н’кухала переключает удиндо «па». Pambuyo ntchito chikachitika kuti n’zosiyana pa «AIS Resanta 190». ndemanga wosuta amati ntchito nchito ya dalaivala sikuloledwa ntchito mawaya ndi zingwe magetsi. Zingwe ndi zinachitika mokwanira spool kuti kuteteza zosayembekezereka wa kupatsidwa ulemu maginito.
 Nthawi zina poipa coolers, ndipo iwo asintha. Ogula amanena kuti kuwonjezera kuwotcherera wakuda zitsulo, unit ntchito ndi zitsulo sanali akakhala ndi amachita ntchito mokwanira. Ogula kuti n’zofunika nkhawa mosalekeza mbali ntchito za makina.
Nthawi zina poipa coolers, ndipo iwo asintha. Ogula amanena kuti kuwonjezera kuwotcherera wakuda zitsulo, unit ntchito ndi zitsulo sanali akakhala ndi amachita ntchito mokwanira. Ogula kuti n’zofunika nkhawa mosalekeza mbali ntchito za makina. Потолок
Потолок США
США США) 1,5% (11 497 долл. США)
США) 1,5% (11 497 долл. США) Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
Redfin не подтверждает и не гарантирует эту информацию. Границы школьных услуг предназначены только для справки; они могут измениться, и их точность не гарантируется. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.

 5 Ванны | 3878 кв. футов
5 Ванны | 3878 кв. футов 5 Ванны | 3400 кв.м. футов
5 Ванны | 3400 кв.м. футов футов
футов

 Неравномерный абразивный износ и вхождение в вибрационный режим работы коронки .й происходит в основном из-за скопления шлама, образовавшегося при бурении под торцом коронки, Целью изобретения является повышение эффективности бурения путем увеличения срока службы коронки и повышения механической скорости бурения.
Неравномерный абразивный износ и вхождение в вибрационный режим работы коронки .й происходит в основном из-за скопления шлама, образовавшегося при бурении под торцом коронки, Целью изобретения является повышение эффективности бурения путем увеличения срока службы коронки и повышения механической скорости бурения.
 Алмазы, размещенные в задней части сектора, зависают на шламовой подушке и производят углубку не на всю возможную глубину. При этом коронка на забое скважины работает рывками, с остановками и ударами корпуса о стенки скважины. Этот режим вибрации приводит к быстрому выходу из строя коронки, а скопление шлама ведет к неравномерному абразивному износу алмаэосодержащей матрицы. Все эти факторы приводят к снижению проходки на коронку и механической скорости бурения из-за преждевременного снятия коронки с работы.
Алмазы, размещенные в задней части сектора, зависают на шламовой подушке и производят углубку не на всю возможную глубину. При этом коронка на забое скважины работает рывками, с остановками и ударами корпуса о стенки скважины. Этот режим вибрации приводит к быстрому выходу из строя коронки, а скопление шлама ведет к неравномерному абразивному износу алмаэосодержащей матрицы. Все эти факторы приводят к снижению проходки на коронку и механической скорости бурения из-за преждевременного снятия коронки с работы.



 Поэтому подобные работы проводятся на заводах с использованием специальных станков, которые снабжены оборудованием высокой точности и режущим инструментом, обладающим повышенной прочностью.
Поэтому подобные работы проводятся на заводах с использованием специальных станков, которые снабжены оборудованием высокой точности и режущим инструментом, обладающим повышенной прочностью. Кроме того, кольцевой тип сверления отличается точностью и бесшумностью. Он позволяет получить отверстие больших диаметра и глубины за минимальный по продолжительности интервал времени. От обычных сверл корончатое отличается тем, что внутри оно полое.
Кроме того, кольцевой тип сверления отличается точностью и бесшумностью. Он позволяет получить отверстие больших диаметра и глубины за минимальный по продолжительности интервал времени. От обычных сверл корончатое отличается тем, что внутри оно полое.




 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.

 Убедитесь, что вы закрепили биту в тисках, чтобы она не двигалась, поэтому при заточке бит по каменной кладке будут применяться только ваши движения. Это одно из многих применений угловой шлифовальной машины, которая является очень универсальным электроинструментом.
Убедитесь, что вы закрепили биту в тисках, чтобы она не двигалась, поэтому при заточке бит по каменной кладке будут применяться только ваши движения. Это одно из многих применений угловой шлифовальной машины, которая является очень универсальным электроинструментом. Хотя затачивать насадки легко, если вы делаете это правильно, вам нужно будет защитить себя, так как один промах может привести к серьезной болезненной травме.
Хотя затачивать насадки легко, если вы делаете это правильно, вам нужно будет защитить себя, так как один промах может привести к серьезной болезненной травме. Это означает избегать использования маленьких чашек вместе с большими ведрами. Что-то среднее идеально, если его можно установить в пределах легкой досягаемости. Теперь поместите биты, которые вы хотите заточить, на стол рядом с точильным станком, и вы готовы начать.
Это означает избегать использования маленьких чашек вместе с большими ведрами. Что-то среднее идеально, если его можно установить в пределах легкой досягаемости. Теперь поместите биты, которые вы хотите заточить, на стол рядом с точильным станком, и вы готовы начать. Это угол прилегания наконечника из карбида вольфрама. Он может варьироваться в зависимости от производителя и материала, в котором вы просверливаете отверстия. Я видел сверла с углами от 118° до 135°.
Это угол прилегания наконечника из карбида вольфрама. Он может варьироваться в зависимости от производителя и материала, в котором вы просверливаете отверстия. Я видел сверла с углами от 118° до 135°. Поместите указательный палец на стопор шлифовального инструмента, это поможет вам направить сверло, держа пальцы достаточно далеко, чтобы быть в безопасности.
Поместите указательный палец на стопор шлифовального инструмента, это поможет вам направить сверло, держа пальцы достаточно далеко, чтобы быть в безопасности. В этой области должен быть зазор, чтобы сверло могло легче скользить в каменную кладку, а не тереться о материал. Вы захотите удалить материал с пятки, установив угол на те же 60 или 67,5 градусов, но наклоните сверло вверх и зачистите сразу за режущей кромкой.
В этой области должен быть зазор, чтобы сверло могло легче скользить в каменную кладку, а не тереться о материал. Вы захотите удалить материал с пятки, установив угол на те же 60 или 67,5 градусов, но наклоните сверло вверх и зачистите сразу за режущей кромкой. Д. Если вы будете держать режущие кромки острыми, они легко сломаются.
Д. Если вы будете держать режущие кромки острыми, они легко сломаются.
 В зависимости от модели точилки может потребоваться повернуть цанговый держатель в пределах, установленных на инструменте.
В зависимости от модели точилки может потребоваться повернуть цанговый держатель в пределах, установленных на инструменте.  Однако твердосплавные сверла стоят дорого.
Однако твердосплавные сверла стоят дорого.  Выберите цангу или патрон правильного размера
Выберите цангу или патрон правильного размера

 Держите сверло так, чтобы кончик находился в пределах 1 мм от шлифовального круга.
Держите сверло так, чтобы кончик находился в пределах 1 мм от шлифовального круга.



 Точная сумма будет отображаться в результате, после окончания всех расчетов.
Точная сумма будет отображаться в результате, после окончания всех расчетов. Это касается стен, пола и чердачного помещения. Если этого не учесть, холод будет идти от пола или тепло станет уходить через чердак. В результате можно получить необходимую толщину стен и перекрытия. В большинстве случаев каркасные дома поставляются комплектами, к которым идет сопроводительная документация.
Это касается стен, пола и чердачного помещения. Если этого не учесть, холод будет идти от пола или тепло станет уходить через чердак. В результате можно получить необходимую толщину стен и перекрытия. В большинстве случаев каркасные дома поставляются комплектами, к которым идет сопроводительная документация. Тщательно подобрать кровлю, учитывая особенности данной местности, а также его вес.
Тщательно подобрать кровлю, учитывая особенности данной местности, а также его вес. Изначально необходимо спроектировать конструкцию, лучше прибегнуть к помощи архитекторов. Далее – рассчитать количество необходимых материалов. Проанализировать и приступать к строительству.
Изначально необходимо спроектировать конструкцию, лучше прибегнуть к помощи архитекторов. Далее – рассчитать количество необходимых материалов. Проанализировать и приступать к строительству. Фундамент должен рассчитываться из таких данных, как:
Фундамент должен рассчитываться из таких данных, как: Ну и, конечно же, очень важно, какую марку бетона вы будете использовать. Для более точного расчета всех затрат рекомендуется использовать калькулятор для строительства каркасного дома, который доступен онлайн. Смонтированный фундамент требуется качественно просушить; период сушки варьируется от пары недель до полугода и больше, хотя в теплое время года сроки значительно сокращаются.
Ну и, конечно же, очень важно, какую марку бетона вы будете использовать. Для более точного расчета всех затрат рекомендуется использовать калькулятор для строительства каркасного дома, который доступен онлайн. Смонтированный фундамент требуется качественно просушить; период сушки варьируется от пары недель до полугода и больше, хотя в теплое время года сроки значительно сокращаются.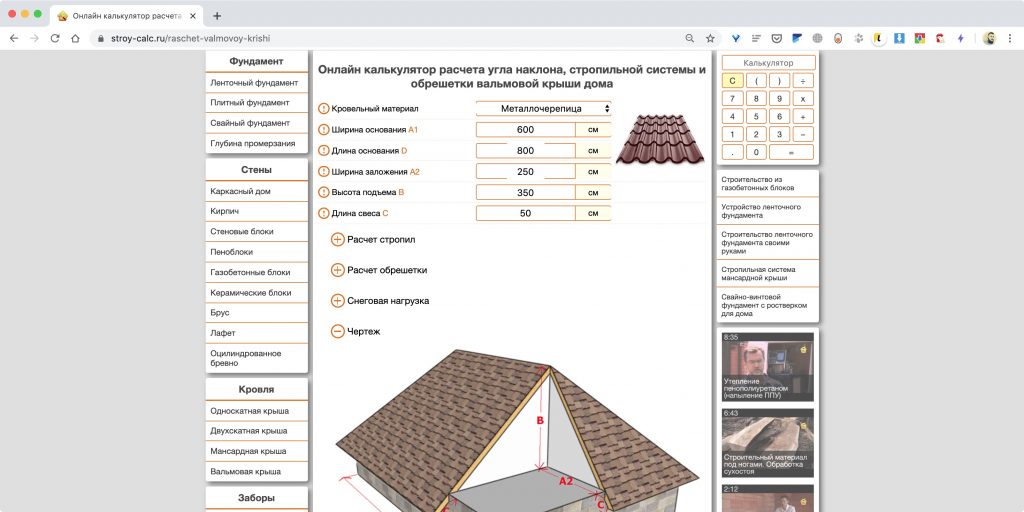 Важным фактором при расчете стоимости бруска для стоек является влажность материала, качество и порода самого дерева. В зависимости от вида утеплителя и обшивки рассчитывается и количество стоек. Толщина и материал утеплителя напрямую влияет на сечение бруска для стойки.
Важным фактором при расчете стоимости бруска для стоек является влажность материала, качество и порода самого дерева. В зависимости от вида утеплителя и обшивки рассчитывается и количество стоек. Толщина и материал утеплителя напрямую влияет на сечение бруска для стойки. Если этажей несколько, то требуется дополнительная закладка утеплителя, рассчитать это поможет калькулятор стоимости материала каркасного дома в онлайн режиме.
Если этажей несколько, то требуется дополнительная закладка утеплителя, рассчитать это поможет калькулятор стоимости материала каркасного дома в онлайн режиме.
 Но перед таким решением стоит понимать – это довольно трудоемкое занятие и требует больших временных затрат, а в силу того, что у вас нет опыта, можно совершить ошибку, и потом все придется переделывать.
Но перед таким решением стоит понимать – это довольно трудоемкое занятие и требует больших временных затрат, а в силу того, что у вас нет опыта, можно совершить ошибку, и потом все придется переделывать.
 США в месяц. Немедленно рассчитайте затраты, когда вы меняете уровни качества в зависимости от размера и структуры вашего дома!
США в месяц. Немедленно рассчитайте затраты, когда вы меняете уровни качества в зависимости от размера и структуры вашего дома!
 С их помощью изготавливаются многие элементы для других нужд. Например, такие, как всевозможные кольца, арочные дуги, спирали и другие специфические изделия.
С их помощью изготавливаются многие элементы для других нужд. Например, такие, как всевозможные кольца, арочные дуги, спирали и другие специфические изделия.
 В некоторых случаях, перед тем как загнуть трубу под определенным углом, ее прогревают до определенной температуры.
В некоторых случаях, перед тем как загнуть трубу под определенным углом, ее прогревают до определенной температуры.
 С помощью дорновой гибки трубам можно придать угол загиба с радиусом больше двух радиусов самой трубы. Сочетанием нескольких загибов в разных плоскостях трубам придают сложные геометрические формы.
С помощью дорновой гибки трубам можно придать угол загиба с радиусом больше двух радиусов самой трубы. Сочетанием нескольких загибов в разных плоскостях трубам придают сложные геометрические формы. Применение дорна позволяет гнуть тонкостенные трубы без изменения толщины стенок.
Применение дорна позволяет гнуть тонкостенные трубы без изменения толщины стенок.
 Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой. 5 4.5 ″ DIES DIES 7 1/4 ″
5 4.5 ″ DIES DIES 7 1/4 ″ Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала. Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого! Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не беспокойтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не беспокойтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов. Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете. Сделайте изгиб в соответствии с инструкциями к машине.
Сделайте изгиб в соответствии с инструкциями к машине. Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок на расстоянии 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами! Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения. д. Большое дело — точное изготовление 3D-деталей.
д. Большое дело — точное изготовление 3D-деталей. д.
д. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок) при печати инструкций по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения. Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок) при печати инструкций по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение! В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.

 Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут). Продолжай читать.
Продолжай читать. Также можно регулировать углы изгиба.
Также можно регулировать углы изгиба. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр. Такие факторы, как тип материала, конечное использование и предполагаемое годовое использование, напрямую влияют на производственные процессы, связанные с этим затраты и сроки поставки.
Такие факторы, как тип материала, конечное использование и предполагаемое годовое использование, напрямую влияют на производственные процессы, связанные с этим затраты и сроки поставки.

 И чем ниже фактор стены, тем легче изгиб. Эта корреляция между коэффициентом стенки и D изгиба помогает определить, что потребуется для начала проекта по гибке труб.
И чем ниже фактор стены, тем легче изгиб. Эта корреляция между коэффициентом стенки и D изгиба помогает определить, что потребуется для начала проекта по гибке труб. Рисунок 2 ). Любые необходимые корректировки могут быть переданы на станок с ЧПУ по мере необходимости.
Рисунок 2 ). Любые необходимые корректировки могут быть переданы на станок с ЧПУ по мере необходимости. Оправка представляет собой вставку или стержень из металлического стержня, который поддерживает трубу или трубку во время ее изгиба. Использование оправки предохраняет трубу от разрушения, сплющивания или образования складок в процессе гибки, сохраняя и защищая форму трубы (см. 9).0363 Рисунок 5 ).
Оправка представляет собой вставку или стержень из металлического стержня, который поддерживает трубу или трубку во время ее изгиба. Использование оправки предохраняет трубу от разрушения, сплющивания или образования складок в процессе гибки, сохраняя и защищая форму трубы (см. 9).0363 Рисунок 5 ). Индивидуальные настройки на гибочных станках с двумя головками — одна для гибки вправо, а другая — для гибки влево — могут обеспечить получение как малых, так и больших радиусов на одной и той же детали. Переключение между левосторонними и правосторонними гибочными головками можно повторять столько раз, сколько необходимо, что позволяет формировать сложные формы полностью без удаления трубы или использования какой-либо другой машины (см. 9).0363 Рисунок 6 ).
Индивидуальные настройки на гибочных станках с двумя головками — одна для гибки вправо, а другая — для гибки влево — могут обеспечить получение как малых, так и больших радиусов на одной и той же детали. Переключение между левосторонними и правосторонними гибочными головками можно повторять столько раз, сколько необходимо, что позволяет формировать сложные формы полностью без удаления трубы или использования какой-либо другой машины (см. 9).0363 Рисунок 6 ).
 В зависимости от радиуса изгиба и толщины стенки, 9Оправка 0315 и шайба также могут понадобиться для получения приемлемого изгиба. Для деталей с несколькими изгибами требуется цанга , которая захватывает и аккуратно смыкается с внешней стороной трубы, поворачивается по мере необходимости и перемещает трубу в положение для следующего изгиба.
В зависимости от радиуса изгиба и толщины стенки, 9Оправка 0315 и шайба также могут понадобиться для получения приемлемого изгиба. Для деталей с несколькими изгибами требуется цанга , которая захватывает и аккуратно смыкается с внешней стороной трубы, поворачивается по мере необходимости и перемещает трубу в положение для следующего изгиба.


 Инверторные.
Инверторные.


 Такая технология сварки исключает необходимость в сильном нагреве, а это сводит к минимуму вероятность температурных деформаций.
Такая технология сварки исключает необходимость в сильном нагреве, а это сводит к минимуму вероятность температурных деформаций.
 п.).
п.).


 Эти элементы могут быть несчастным случаем, если никто не будет контролировать движения и работу других.
Эти элементы могут быть несчастным случаем, если никто не будет контролировать движения и работу других. Вот почему OSHA требует, чтобы на строительной площадке присутствовал наблюдатель.
Вот почему OSHA требует, чтобы на строительной площадке присутствовал наблюдатель. Помощник вилочного погрузчика следит за тем, чтобы ничто не мешало ему. И, если что-то мешает вилочному погрузчику или его грузу, наблюдатель вилочного погрузчика должен будет убедиться, что водитель вилочного погрузчика остановится и изменит маршрут.
Помощник вилочного погрузчика следит за тем, чтобы ничто не мешало ему. И, если что-то мешает вилочному погрузчику или его грузу, наблюдатель вилочного погрузчика должен будет убедиться, что водитель вилочного погрузчика остановится и изменит маршрут. По мере того, как наблюдатель осматривается, чтобы определить опасности для своих основных обязанностей, он также заметит другие опасности, которые могут повлиять на других работников. Например, наблюдатели за вилочными погрузчиками могут идентифицировать воздушные конструкции, такие как воздушные линии электропередач, когда наблюдают за тем, как водитель поднимает груз. В дополнительные обязанности корректировщиков также может входить поиск опасностей падения.
По мере того, как наблюдатель осматривается, чтобы определить опасности для своих основных обязанностей, он также заметит другие опасности, которые могут повлиять на других работников. Например, наблюдатели за вилочными погрузчиками могут идентифицировать воздушные конструкции, такие как воздушные линии электропередач, когда наблюдают за тем, как водитель поднимает груз. В дополнительные обязанности корректировщиков также может входить поиск опасностей падения.

 Наблюдатель может наблюдать только за одним элементом машинного оборудования в любой момент времени.
Наблюдатель может наблюдать только за одним элементом машинного оборудования в любой момент времени.
