Сделай себе кондуктор для сверления отверстий и собирай свою мебель!
При работе с ручной дрелью, иногда бывает сложно выдержать заданное направление отверстия. Также кондукторы применяются, если необходимо выполнить ряд аналогичных дырок по шаблону. Например, при столярных работах. В этом случае мастер не тратит время на разметку дерева, и гарантировано получает одинаковый результат.
Кондуктор незаменим при сверлении дыр в трубах. Но основное применение — проход отверстий под заданным углом.
Рассмотрим различные варианты этого полезного приспособления:
Кондуктор для перпендикулярного сверления отверстий
Назначение — получение проходов в толстых заготовках, строго под углом 90°. Представляет собой набор втулок в едином корпусе, или кронштейн со сменными рабочими насадками.
Установив приспособление над точкой сверления, можно начинать работу без предварительного накернивания. Сверло точно попадает в центр втулки и не отклоняется от оси.
Важно! Единственная проблема — инструмент необходимо удерживать на заготовке, особенно в начале работы. Иначе от вибрации он может сместиться.
Такой кондуктор для сверления можно сделать своими руками. Используется толстый текстолит или твердое дерево. Идеальный вариант — применение втулок от экструдера для протяжки проволоки. Изношенные втулки можно найти на заводе.
Насадки для экструдера выполнены из легированной стали, с добавлением победита. Срок службы практически неисчерпаем.
Кондуктор для цилиндрических заготовок или труб
Сделать отверстие в покатой поверхности практически невозможно. Особенно тяжело начать процесс — кончик сверла соскакивает с заданной точки. Приспособление зафиксирует направление, и позволит выполнить работу с высокой точностью.
Регулируя длину фиксирующих болтов, можно просверлить отверстие по касательной в отношении центра. Если под рукой нет подобного инструмента, его можно изготовить из подручных материалов. Например, из бруска твердого дерева и полоски фанеры.
Чтобы направляющие не так быстро разбивались острыми кромками сверла, их можно усилить гильзами из трубок разного диаметра.
Отдельного описания заслуживают мебельные кондукторы для сверления отверстий
Кондуктор для отверстий под углом
Такой тип сверления не очень распространен, однако есть способы крепления изделий между собой, когда без этой технологии не обойтись.
Фактически, отверстие проделывается по касательной, что практически нереально выполнить, удерживая дрель руками.
Важно! В металлических деталях такие углубления можно выполнить только с помощью фрезы.
А для деревянных заготовок существует готовый комплект.
Любой столяр знаком с таким способом сверления, профессионалы используют это приспособление постоянно. Работать с кондуктором несложно: выставляется высота сверления, заготовка плотно прижимается к упору, и вы получаете точные косые отверстия.
На сверло обязательно надевается упор-ограничитель, иначе отверстие получится сквозным. Тогда головка шурупа будет проваливаться. Кроме того, такой крепеж лучше делать с помощью особого сверла, с двойным диаметром.
Самостоятельно такое приспособление изготовить сложно. Хотя есть простые варианты, не отличающиеся особой точностью.
Есть отдельный тип приспособлений: для сверления под углом с регулируемым наклоном. Это специфический кондуктор, который подходит не для всех заготовок.
Указанный выше тип крепежа, подходит лишь для массива. Прессованные плиты так не соединить.
Поэтому такой кондуктор не подойдет для сверления отверстий в ДСП. Для сборки цапф и других компонентов мебели из оргалита, применяется шкантовый крепеж.
Кондуктор отверстий под шканты
Приспособление предназначено для того, чтобы соблюсти соосность отверстий. Иначе вы не сможете установить шипы. Прикладывая кондуктор к обеим соединяемым деталям, вы обеспечите идеальную стыковку.
Если вы решите сделать подобный кондуктор своими руками, искать чертежи не обязательно. Представляем два варианта прекрасно работающих самоделок:
Накладной шаблон
Изготовить его очень просто. Достаточно небольшого кусочка фанеры, и листа оргалита. С помощью такого приспособления вы всегда сможете просверлить пару соосных отверстий для шкантов.
Оргалит (или другой прозрачный пластик) надо разметить, и насверлить калибровочных отверстий. С их помощью вам проще будет установить шаблон на нужное место. В отверстия надо забить тонкостенные латунные трубки. Иначе сверло по дереву быстро разрушит направляющие.
Важно! Такое приспособление подходит лишь для заготовок фиксированной ширины.
Тогда шипы будут расположены по центру торца. Для дерева других размеров, необходимо сделать отдельные направляющие, или универсальный шаблон кондуктор.
Самоцентрующийся кондуктор
Если вы не изготавливаете мебель с использованием стандартных панелей, нужен универсальный инструмент. Его также можно сделать своими руками, причем материалы буквально валяются под ногами.
Чтобы изготовить такой кондуктор для сверления отверстий вам понадобится чертеж и базовые знания геометрии. Используемые материалы: кусок фанеры 15-18 мм, тонкостенная трубка, подходящая под сверло, несколько шкантов, и металлическая полоска для плеч параллелепипеда.
Делаем три одинаковые детали: в середине отверстие, армированное трубкой, с нижней стороны симметрично расположены упорные ножки из шкантов. Важно, чтобы все три составляющие были абсолютно идентичными.
Из металла нарезаем три одинаковых плеча с симметрично расположенными отверстиями. Именно они определяют линейность отверстий кондуктора.
Выпиливаем пазы в трех заготовках, и соединяем их с помощью металлических плеч. Приспособление работает не хуже фабричного, при фактически нулевой стоимости.
Еще один способ соединения мебели – использование так называемого конфирмата. Для этого нужен отдельный инструмент.
Изготовление самоцентрирующегося кондуктора — видео
Кондуктор под конфирмат – разновидности и возможность изготовления
Разумеется, такое приспособление есть в продаже, причем достаточно удобное и универсальное. С его помощью производится перфорация первой детали заготовки.
Вторая деталь заготовки должна иметь два ряда перпендикулярных отверстий. Для этого разработана иная конструкция.
Разумеется, домашние мастера легких путей не ищут, и делают мебельный шаблон кондуктор для сверления отверстий своими руками. Причем он не обязательно должен быть универсальным, вы можете приспособить его под конкретный тип стыка мебельных панелей.
Важно! Любой универсальный прибор создан для экономии средств.
Сделать ошибку в сверлении при большом количестве лишних отверстий – проще простого.
Поэтому, при самостоятельном изготовлении шаблонов, делайте их узко профильными.
Пусть вас не смущают отверстия одного размера. Конфирмат, как правило, выпускается по определенным стандартам. Поэтому диаметр сверления единый.
Как сделать кондуктор для сверления отверстий под крепеж, мы разобрали. При сборке деревянных конструкций и установке дверей / окон, используются шарнирные соединения. Их крепления должны быть также стандартизованы и синхронны между собой. Чтобы не ошибиться с разметкой, применяется кондуктор для отверстий под петли.
Установить стандартный мебельный шарнир без этого шаблона, практически нереально.
Вывод:
Любые приспособления, с помощью которых можно стандартизировать разметку, или сверление отверстий, на порядок повышают качество работ. Кроме того, приобретение (изготовление) кондукторов позволяют сэкономить массу времени при столярных работах.
502 Bad Gateway
nginx/1.21.0
как сделать приспособление для сверления отверстий в мебели с помощью дрели
Очень часто при ремонте мебели или её сборке нужно точно просверлить отверстия для комфирмата, нагеля и других крепежей. Если сверлить лист ДСП, то простым сверлом сделать это практически невозможно, поскольку отверстие разбивается и не всегда получается сделать прямой угол. Поэтому для таких работ обязательно нужно иметь инструмент, который называется кондуктор.
Классификация кондукторов
Главная функция кондукторов — это обеспечение прямолинейности в сверлении деревянных поверхностей на протяжении всей глубины отверстия. Такие приспособления в обработке металла используются довольно часто и, как правило, поставляются прямо со станком. В связи с необходимостью создания подобных отверстий в производстве мебели в большом количестве такие приспособления очень востребованы среди мастеров.
Существуют такие разновидности кондукторов:
Накладные. Подобный вид не требует фиксации перед началом работы. Они практичны и просты, но пользоваться ими следует только одной рукой, если дрель не установлена на специальную станину. Сделать самостоятельно такой кондуктор можно легко и просто, а использовать необходимо в ДСП плитах.
Поворотные. С их помощью можно сделать два отверстия в плоскостях, которые прилегают друг к другу. Выполняется такая операция благодаря откидному кронштейну.
Кондуктор для сверления отверстий под углом. Этот вариант применяется в узкоспециализированных отраслях. С его помощью можно просверлить отверстия под углом. Иногда используется вместе с накидными кондукторами.
Скользящие. Они предназначены для сверления отверстий в нескольких местах, но при этом первичные установки остаются неизменными. Они в основном используются профессионалами, а для успешной работы необходим небольшой опыт.
Если кондуктор имеет достаточную жёсткость, то его можно использовать не только на ровных плоскостях, но и для кривых труб и т. п. В этом случае он закрепляется с помощью струбцины. Но ни в коем случае ее нельзя использовать для крепления на деревянных поверхностях, так как можно испортить мебель. Его можно купить в магазине, а также сделать своими руками.
Кондуктор по факту является шаблоном для проделывания отверстий, с помощью которого такую работу можно сделать с максимальной точностью. В связи с простотой строения конструкции они часто применяются не только в сферах производства мебели. В частности, активно используют в сфере машиностроения для сверления отверстий в различных заготовках и т. п. Не стоит забывать и о мебельной индустрии, где такое приспособление используется для разнообразных нужд при сборке мебельной фурнитуры.
Применение
Используют сверлильный кондуктор во многих сферах деятельности. Чаще всего в строительстве. Но помимо этого выделяют еще несколько важных отраслей.
Мебель
Во время сборки многие мастера сталкиваются с такой проблемой, как нехватка отверстий. В этом случае приходится делать новые самостоятельно. Чтобы сделать это с легкостью рекомендуется применять кондуктор. С его помощью вся работа сделается быстро, качественно и точно. Также прибегать к помощи подобного приспособления нужно мастерам, не имеющим специального станка.
Современная сборка отличается широким выбором мебельной фурнитуры и различных крепежей. Все это требует точной установки без смещений. Именно в этом и поможет кондуктор.
Трубы
Сделать отверстия правильной формы на цилиндрических поверхностях достаточно сложно. Применять сверло в этом случае бесполезно. Оно будет постоянно соскальзывать, а значит все они получатся неправильной формы. Для этого рекомендовано использовать кондуктор.
Дополнительно с ним можно использовать приспособления, которые помогают делать перпендикулярные отверстия. Также оно поможет обработать скругленные элементы и кромки.
Особенности самостоятельного производства
При проектировании кондуктора под конфирмат необходимо правильно рассчитать, какие функции он должен будет выполнять в последующем. Делать его нужно под наиболее часто используемые крепления в доме. Если такое приспособление требуется мебельщикам для постоянной работы, то лучше купить заводский образец, который отличается большой точностью работы. К тому же производители зачастую в комплекте прилагают дополнительные крепежи, упоры и шаблоны.
Конструкция под конфирматы и шканты
Мебельный кондуктор для сверления отверстий под шкант и конфирмат — очень необходимое приспособление для мебельщиков. Особенно если используется ДСП материал.
Для этих целей используют два вида кондуктора:
Кондуктор для шкантов со струбцинным креплением с множеством функций. Основой такой конструкции является уголок из толстого алюминия. Так как приспособление довольно длинное, посередине есть дополнительное крепление. При поворачивании уголка на девяносто градусов хорошо помогает увеличенная толщина приспособления. Втулки на конструкции располагаются на расстоянии наиболее часто использованному для конфирматов и шкантов при производстве мебели.
Двухползунковый кондуктор, который применяется для проделки отверстия в двух скреплённых между собой деталях. Конструкция состоит из двух планок, которые соединяются крепежом. Имеет несколько отверстий, благодаря чему можно устанавливать приспособления на различной ширине.
Техническая сторона
Стоит подробно ознакомиться с несколькими техниками сверления.
Под конфирмат
При самостоятельном изготовлении мебели часто используются конфирматы. Для такого сверления используют специальные сверла с размером 4,5 мм. Его легко узнать по дополнительной головке.
Торцевая сверловка
Это самая сложная техника. Сверло должно расположиться перпендикулярно торцу. В этом случае дрель нужно держать крепко и ровно. Очень удобно использовать специальное оборудование.
Сверловка в двух деталях одновременно
Это самый точный и быстрый способ. Для такого метода необходимо подготовить специальные зажимы (струбцины). Фиксирование должно быть качественным, чтобы детали не шатались.
Сверловка под шканты
Для этого используют сверло размером примерно 8 мм. Чтобы на детали не получились сквозные отверстия необходимо установить специальный ограничитель глубины. Для торца рекомендовано использовать тоже сверло, а глубина не должна превышать 20 мм.
Сфера использования
Мебельные кондукторы — это приспособления, без которых не обойдётся ни один мебельщик в процессе работы. Такие устройства позволяют избежать основной проблемы при производстве мебели, а именно вхождения сверла не под тем углом. Если сделать подобную ошибку, то её впоследствии очень сложно исправить или вовсе невозможно. Такое приспособление не только даёт возможность правильно направить сверло при работе, но и позволяет инструменту постоянно держать нужную траекторию (ровную, перпендикулярную или под углом).
Подобные приспособления используются как при проектировании и производстве мебели, так и при сборке, когда есть необходимость проделки отверстий для крепления элементов между собой. Зачастую для таких действий используются кондуктора под комфирматы или шканты, без которых ровные отверстия выполнить невозможно. Также без этого устройства не обойтись при необходимости проделки отверстий под углом или в торце тонкой плиты (особенно важно использовать устройство при работе с ДСП плитами).
При сверлении отверстий при помощи такой конструкции сам процесс происходит быстро и просто. Крепёж позволяет делать работу на любом удалении от края плиты, а также независимо от её ширины.
В мебельной индустрии очень часто используются шканты в качестве крепежей. Но в то же время этот вариант уже существует давно, и их использование требует обязательного наличия при работе сверлильного кондуктора. Единственным условием и в то же время проблемой является тот фактор, что соединяемые детали между собой должны иметь прямой угол при работе. Поэтому подобные элементы должны располагаться точно перпендикулярно друг к другу. При изготовлении отверстий для шкантов и присадке деталей очень трудно будет обойтись без кондуктора.
Назначение
Данное приспособление требуется чтобы направить сверло с высокой точностью в заданное место, обеспечив при этом прямоту и точность его прохождения по всей глубине просверливания отверстия. Работая с ручной дрелью, довольно сложно выдерживать заданное направление. При необходимости выполнять ряд отверстий на определенном расстоянии друг от друга приходится делать разметку для каждого из них. В шаблоне для мебели имеются сквозные отверстия для вхождения сверла, места которых соответствуют чертежу изделия.
При отсутствии кондуктора приходится прибегать к более трудоемкому способу – накерниванию разметочных линий. Керн – это углубление на поверхности при ударе молотком по специальному конусу, называемому кернером. При установке кондуктора над заданной точкой начинать работать можно без накернивания. Сверло попадет в нужную точку точно и не отклоняется от заданного направления.
Кондуктор применяют на стадии сборки, крепежа фурнитуры и при иных технологических операциях. При необходимости выполнения нескольких рядов отверстий по шаблону кондуктор значительно экономит время. Практически незаменимым кондуктор бывает, когда отверстия планируются в закругленной форме. Конец сверла при нажатии соскакивает с обозначенного чертежом места. Кондуктор фиксируется на детали и точно выполняет работу.
Практически для любой мебели кроме деревянной используют металлические конструкции. Часто они представляют собой трубы, сквозь которые необходимо просверлить ряд отверстий
В этом случае при изготовлении кондуктора особое внимание следует уделить надежному креплению его на металлической трубе. Как правило, угол при сверлении должен составлять 90˚
Более редкий и трудный вариант – сверление «наискось». При этом следует делать регулировку длины фиксирующих элементов. Сверлить по касательной невозможно, просто держа дрель в руках. Работа с использованием кондуктора для мебели делает этот процесс несложным. Следует выставить высоту. При этом заготовку плотно прижимают к упору. Отверстия получаются точными и под требуемым углом.
Существенным достоинством применения проводника шаблона для мебельных изделий является то, что отверстия получаются соосными. При применении проводника отпадает необходимость делать расчет и размечать места для отверстий. Это понижает трудоемкость и уменьшает время работы.
Даже простое приспособление в виде планки с упором намного облегчает и ускоряет процесс изготовления однотипных отверстий
DIY токопроводящая краска | Как легко и дешево сделать электрическую краску
Рецепт токопроводящей краски своими руками (также известной как электрический клей)
Узнайте, как сделать токопроводящую краску или электрический клей! В этом дешевом домашнем электрическом клее используются два ингредиента, и он идеально подходит для бумажных схем!
Вы можете использовать его для улучшения своих медных ленточных схем или посмотреть, сможете ли вы сделать схему самостоятельно.
Чему вы научитесь
как делать токопроводящую краску
how to create a basic circuit
how to improve copper tape circuits
What you will need
Elmer’s Glue
Graphite
Copper Tape (optional)
LEDs (optional)
CR2032 (optional
посмотрите наш список поставок на amazon
Если вы работали с детьми и бумажными схемами, вы можете столкнуться с неприятной проблемой – медные ленточные провода, которые вы укладываете в свои бумажные схемы, плохо контактируют друг с другом.
Это может привести к тому, что ваша бумажная схема не будет работать, даже если ее физика и построение схемы в порядке. Говорить о разочаровании, особенно для младших школьников!
Почему не работает бумажная схема?
Если проводка, полярность и заряд батареи в порядке для вашей бумажной схемы, вероятно, проблема связана с проводимостью вашей схемы.
В идеальной бумажной схеме вы должны согнуть медную ленту по углам.
В действительности, однако, многие из нас используют полоски ленты, которые мы накладываем друг на друга, чтобы сделать повороты.
Когда мы делаем это, мы просим электроны пройти через один кусок медной ленты, затем вверх через клейкую часть, а затем в следующий кусок медной ленты.
Это не было бы проблемой, если бы клей был проводящим, как медь. Но это не так. Это создает огромный резистор или электронную пробку в вашей цепи, и часто батарея не имеет достаточного заряда, чтобы пройти через них.
Без достаточного толчка батарея не может создать ток, что означает, что ваш светодиод не загорится.
Нужно ли делать токопроводящую краску?
Абсолютно. Если ваша бумажная схема не работает должным образом, и вы проверили все обычные виновники (полярность светодиода, батарея, короткое замыкание и т. д.), то токопроводящая краска, сделанная своими руками, может быть идеальным решением для вас, это легко, и в основном это электрический клей.
Графит является проводящим , и, делая графитовую проводящую краску, вы даете электронам лучший путь от одного куска медной ленты к другому, чем липкое дно из клея/ленты.
Лучше всего то, что этот рецепт электропроводящей краски DIY дешев, прост и нетоксичен , поэтому его могут использовать дети.
Рецепт приготовления токопроводящей краски
Найдите небольшую герметичную емкость, например небольшую посуду Tupperware
Добавьте небольшое количество клея Элмера (поэтому его также можно назвать электрическим клеем).
Для начала добавьте 2 чайные ложки графитового порошка и хорошо перемешайте. Графит является электропроводным, поэтому это ингредиент, который делает вашу краску проводящей.
Добавьте немного графитового порошка. Вам нужно будет пропитать клей графитовым порошком. В какой-то момент он будет выглядеть комковатым, но если вы продолжите смешивать, он медленно превратится в очень густую проводящую краску.
Если смесь слишком густая, добавьте еще немного клея. Если он слишком тонкий, добавьте больше графита. Окончательная смесь должна быть довольно густой, но при этом пригодной для покраски.
Получить расходные материалы для этого проекта
Если у вас возникли проблемы с изготовлением электропроводящей краски своими руками, посмотрите наше видео ниже. Вы также можете купить токопроводящую краску, если она кажется вам слишком сложной, но на самом деле вы не можете испортить этот рецепт дешевой токопроводящей краски, состоящей из двух ингредиентов, сделанной своими руками!
Почему проводящая краска своими руками?
Бумажные схемы могут работать лучше с добавлением дешевой проводящей краски, которая в основном представляет собой электрический клей.
Работа со схемами может быть сложной, особенно когда вы создаете схемы с детьми и хотите найти безопасную альтернативу паяльнику.
Чтобы обойти паяльник, мы должны отказаться от проводимости в соединениях или стыках между двумя кусками медной ленты или между медной лентой и металлическими ножками.
Добавление электропроводящей краски к этим соединениям может улучшить работу вашей цепи.
Почему медную ленту трудно использовать в цепях?
Медная лента имеет клей на одной стороне. Это то, что заставляет его прилипать к бумаге, когда вы собираете свои светящиеся карты или дирижируете тварями.
Когда вы соединяете медную ленту вместе, появляется тонкий слой этого клея, через который должны пройти электроны.
Действует как большой резистор и часто уменьшает свет, излучаемый вашим светодиодом.
Чтобы обойти этот тонкий слой клея, мы могли бы спаять две части вместе, но для этого потребуется паяльник, который небезопасен в очень молодых руках и требует тщательного контроля в руках среднего возраста.
Я начал учить свою дочь паять, когда ей было 5 лет, но это, безусловно, очень осторожное занятие с множеством уровней защиты для нее.
Еще один способ обойти тонкий слой клея — попробовать использовать только два куска медной ленты, которые вы сгибаете и изгибаете вокруг электрической схемы.
Это также может быть проблематично, особенно для молодых рук. То, как вы сгибаете медную ленту, важно, и это не решает проблему соединения между медной лентой и любыми металлическими ножками.
Вам может быть интересно, как улучшить работу бумажной схемы? Используйте нашу токопроводящую краску DIY.
Существует несколько продуктов, похожих на гели, известные как электропроводящие краски.
Эти готовые гели часто работают лучше, чем электрический клей/проводящая краска, которые мы изготовим, но наша гораздо дешевле .
Это разница между примерно 37 долларами за унцию и 1,40 доллара за унцию.
Наша токопроводящая краска, сделанная своими руками, в 25 раз дешевле, чем купленная в магазине.
Для меня это огромная победа. Я провожу массу общественных программ и преподаю науку после школы в этом районе, поэтому мысль о том, что это будет в 25 раз дешевле, огромна.
Еще одна причина, по которой я предпочитаю изготавливать собственную токопроводящую краску?
Токопроводящая краска, сделанная своими руками, нетоксична, поскольку она изготовлена на основе клея Элмера.
Это означает, что дети могут находиться рядом с ним постоянно, и никому не нужно беспокоиться о каких-либо опасных побочных эффектах.
Некоторые из электропроводящих красок в Интернете имеют свои собственные паспорта безопасности. Другие используют различные растворители, которые могут иметь неприятный запах — определенные типы всегда вызывают у меня мигрень.
Токопроводящая краска, сделанная своими руками из клея и графита, безопасна.
Я понятия не имею, какие доступные производители токопроводящих красок используют в своей продукции, но я придумал рецепт, который работает для схем, которые делают мои дети.
Он использует только клей Элмера и порошкообразный графит.
Что работает лучше, чем порошкообразный графит в электропроводящей краске?
В настоящее время я понятия не имею, но я всегда в поисках лучшего рецепта и обновлю этот пост, если найду его!
Одна идея состоит в том, чтобы добавить в смесь металлические опилки, хотя тогда я бы начал беспокоиться о том, что дети получат металлические осколки.
Получить материалы для этого проекта
Костюм проводника поезда своими руками — Rockin’ Mama Life
В прошлом году я решил проявить амбиции и сделать костюм проводника поезда на Хэллоуин. Должен признаться, я получил неподобающее количество удовольствия, делая это, и был невероятно горд, когда увидел, как счастлива эта красочная маленькая картонная коробка не только моего сына, но и каждого маленького фаната Томаса Танка, которого мы встретили во время игры «Угощение или гадость». Серьезно, некоторые дети сошли с ума!! Это было восхитительно и потрясающе (несмотря на то, что мне было немного стыдно за то, что я так откровенно называю себя «той мамой» — вы знаете, той, у которой ОЧЕНЬ много свободного времени). категорически НЕ готовить изысканные блюда. Оказывается, у меня есть особый маленький талант делать вещи из картона — кто знал?!
Вот что я сделал.
Я взяла коробку для подгузников Honest Company (потому что мы только что получили партию подгузников, И они были идеального размера) и еще одну случайную транспортировочную коробку, в которой мой отец прислал мне кое-какие вещи, и приступила к разрезанию.
Сначала я вырезал основную «форму» поезда. Я сделал это, полностью вырезав нижнюю часть, а затем проделав отверстие в верхней части, которое также будет служить передней частью поезда.
Затем я использовал дополнительные куски картона со дна коробки и другой упаковочной коробки, чтобы вырезать длинный тонкий прямоугольный кусок, который нужно свернуть в дымовую трубу, большой круг и прямоугольник побольше, чтобы свернуть его спереди. поезда.
Затем я взяла детскую тарелку и нарисовала шесть кругов, которые я вырезала, чтобы они стали колесами поезда.
Когда все было вырезано, пришло время покраски!!
Я выбрал основные цвета и использовал Томаса в качестве вдохновения для краски.
Я заклеил верхнюю часть малярным скотчем, чтобы получилась сплошная линия между синим и красным. Затем я использовал грунтовку на всех частях в первую очередь.
После этого я покрасил верх в синий цвет, а низ в красный. Я нанесла по два слоя каждого цвета. Желтая линия — это желтая малярная лента, которую я сложил вдвое.
Затем я покрасил детали дымовой трубы и передней части поезда в черный цвет. Передняя нижняя часть красная, а колеса синие с черными «колесными» полосами на них.
Время сборки и ДЕТАЛИ!
Я использовал прозрачную упаковочную ленту, чтобы собрать все детали, кроме колес, которые я приклеил. Для дымовой трубы и передней части поезда я использовал ОЧЕНЬ большое количество клейкой ленты снизу и внутри, где ее не было видно, а затем закрепил прозрачной упаковочной лентой верхние части коробки. Затем я прорезал отверстие размером с дымовую трубу в верхней части передней черной части, чтобы опустить дымовую трубу, а затем снова заклеил изолентой изнутри и укрепил прозрачной упаковочной лентой снаружи.
Я использовал малярный скотч и маркеры, чтобы прорисовать все детали.
Я сделал полосы на задней части кузова желтой малярной лентой, красной малярной лентой, чтобы сделать маркировку в стиле Томаса на борту поезда, и желтой, чтобы сделать цифру 1. Затем я использовал черный маркер, чтобы сделать два черных круга. спереди.
Последней (и самой потрясающей) деталью было использование ленты для настенного крепления, чтобы прикрепить этот светильник в шкафу к передней части поезда. Свет включался и выключался нажатием на нее. Несмотря на то, что с 2-летним ребенком мы не выходили на улицу поздно ночью, этот свет был УДИВИТЕЛЬНЫМ, когда стало немного темнее. И дети любили включать и выключать его!
Наконец, я нашел маленькие черные подтяжки в TJ Maxx и использовал их в качестве «ремней».
Станок токарный малогабаритный ТН-150 | Станочный Мир
Главная /
Справочник
Станки советские, российские, импортные — справочная информация
Станки советские, российские, импортные — справочная информация
Станок токарный малогабаритный ТН-150
Станок предназначен для выполнения основных токарных операций и вспомогательных фрезерных, с верлильных, расточных и др. операций при обработке деталей из конструкционных сталей, цветных металлов и сплавов, дерева и пластмасс.
Технические характеристики станка ТН-150
Параметр
Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
Н
Наибольший диаметр детали обрабатываемой над станиной, мм
150
Наибольший диаметр детали обрабатываемой над суппортом, мм
80
Наибольшая длина обрабатываемой детали, мм
ЧПУ
Пределы частот вращения шпинделя Min/Max, об/мин.
—
Мощность, кВт
0.8
Габариты, мм
903_530_290
Масса, кг
73
Начало серийного выпуска, год
Завод-производитель
Старт Производственное объединение, ФГУП
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарный малогабаритный ТН-150 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели ТН-150 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарный малогабаритный ТН-150 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 276-70-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарный малогабаритный ТН-150 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
Не производится
В наличии
1Д601 Станок токарный настольный.
Паспорт, схемы, характеристики, описание
Сведения о производителе токарного настольного станка 1Д601
Производителем настольного токарного станка 1Д601 является Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
Настольный токарный станок 1Д601 предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применениятокарного станка 1Д601 — школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок 1Д601 позволяет производить следующие виды работ:
Проточку и расточку цилиндрических и конических поверхностей
Подрезку торцов
Отрезку
Сверление и ряд других работ
Шпиндель станка 1д601 получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М27х3 для установки промежуточного фланца с токарным патроном
Основные характеристики токарного станка 1д601
Производитель: Кироваканский завод прецизионных станков, г. Кировокан (сегодня г. Ванадзор).
Токарный станок 1Д601 производился в 1971-1976 по ГОСТ 7599-72.
Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 125 мм;
Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта — Ø 75 мм;
Расстояние между центрами — 180 мм;
Наибольшая длина обтачивания при одной установке суппорта — 55 мм;
Конструкция токарного станка 1Д601. Смотреть в увеличенном масштабе
Станина токарного станка 1Д601
Станина (дет. 0111) представляет собой отливку с призматическими направляющими. В левой части станины имеются два отверстия для крепления передней бабки, а в нижней плоскости 2 отверстия M10 для крепления станка к столу Т-образный паз в станине служит для закрепления задней бабки в нужном положении
Призматические направляющие станины обеспечивают совпадение оси шпинделя передней бабки с осью пиноли задней бабки. Вертикальная направляющая (место I) служит для установки суппорта.
Передняя бабка (узел 02—00) крепится на направляющих станины при помощи 2-х шпилек и гаек (дет. 21 и 19). В качестве передней опоры шпинделя применены два радиальных упорных шарикоподшипника № 46205. Задняя опора представляет собой радиальный шарикоподшипник № 205. Сборка деталей передней бабки производится в корпусе (дет. 0211) и затягивается гайкой (дет 0216).
Передняя бабка токарного станка 1Д601
С 2-х сторон корпус закрывается крышками (дет. 0217 и 0218) с уплотнительными кольцами (дет. 0219 и 0220) и прокладками (дет. 0222), предотвращающими утекания смазывающего масла из корпуса.
3-х ступенчатый шкив (дет. 0212) установлен консольно на конце шпинделя и передает вращение шпинделю от электродвигателя через синтетический плоский ремень. Передний внутренний конус шпинделя под центр выполнен конусом Морзе КМ2, а задний конус для оправки заточного устройства — под углом 40° с посадочным диаметром 10А.
На передний конец шпинделя надевается шайба патрона (дет. 0751) по резьбе шпинделя М27 х 3 до упора в буртик шпинделя и стопорится 3-мя винтами (дет. 22). Шпиндель передней бабки имеет сквозное отверстие Ø 10,2, что дает возможность обрабатывать прутки диаметром до 10 мм.
Разборку передней бабки в случае необходимости следует начинать с отвинчивания гайки (дет 0216) по часовой стрелке, если смотреть со стороны шкива. Резьба гайки левая. Далее снимается шкив и выпрессовывается шпиндель. Сборку следует производить по рис. 1.
Суппорт токарного станка 1Д601
Суппорт крестовый (узел 05—00) устанавливается и крепится при помощи болта и гайки (дет 0345 и 0354) на станине станка. Перемещение нижних и верхних салазок суппорта (дет. 0311 и 0313) производится с помощью ходовых винтов (дет 0339 и 0340) и бронзовых гаек (дет 0351 и 0353) по направляющим оснований (дет. 0312 и 0314) типа ласточкин хвост.
Резьба продольного и поперечного ходовых винтов М6 х 1 дает возможность на сравнительно малом диаметре лимбов получить цену деления 0,05 мм.
На верхних салазках (дет. 0311) имеются Т-образные пазы для крепления резцедержателя. Для обработки конусных поверхностей необходимо поворотную часть суппорта установить на нужный угол. Для этого следует ослабить сухарики (дет 0338) поворотом эксцентриков (дет 0335) и повернуть верхнее основание на угол совмещением риски верхнего основания с риской шкалы на нижних салазках и снова затянуть сухарики эксцентриками. Цена деления шкалы нижних салазок 4°.
При установке суппорта на станине необходимо упереть планку суппорта (дет. 0315) в узкий прилив станины (место 1 на станине) и затем затянуть гайку (дет. 0354). Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
Задняя бабка токарного станка 1Д601
Задняя бабка служит для обработки деталей в центрах, упором при обработке длинных деталей в патроне и сверления отверстий с помощью сверлильного патрона и сверл.
Пиноль задней бабки (дет. 0421) перемещается винтом М6 Х 1 (дет. 0422) от маховичка (дет. 0426) Конус пиноли выполнен кону сом Морзе КМ 1 под центр и оправку для сверлильного патрона.
Для зажима пиноли передней части корпуса (дет. 0411) имеется разрез с зажимной рукояткой (дет 0343) Закрепление задней бабки на станине станка в нужном положении производится с помощью сухарика (дет 0432) и эксцентрика с рукояткой (дет 0429). Пружина (дет. 4) под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Стол и привод токарного станка 1Д601
Станок устанавливается на стол и крепится двумя шпильками, шайбами и гайками (дет. 10, 9 и 8). Для привода шпинделя применяется однофазный электродвигатель марки ABE—071—4 мощностью 180 Вт оборотами 1400 об/мин. Электродвигатель, на валу которого закреплен 3-х ступенчатый шкив (дет. 0813).
Натяжение ремня осуществляется перестановкой двигателя. При этом нужно ослабить гайки, натянуть ремень и снова затянуть гайки. Перебрасыванием ремня с одной ступени шкивов на другую можно получить на шпинделе три скорости 700, 1400 и 2800 об/мин.
1Д601 Схема электрическая токарного станка
Электрическая схема токарного станка 1д601
Читайте также: Производители токарных станков в России
Маленький токарный станок по металлу 1д601. Видеоролик
Основные технические характеристики станка 1Д601
Наименование параметра
1Д601
16Т02П
16Т02А
Основные параметры станка
Класс точности
Н
П
А
Наибольший диаметр заготовки над станиной, мм
125
125
125
Наибольший диаметр заготовки над суппортом, мм
75
75
75
Высота центров над плоскими направляющими станины, мм
68
68
Наибольшая длина заготовки в центрах (РМЦ), мм
180
250
250
Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм
55
65
65
Наибольшая высота резца, мм
8 x 8
8 x 8
Шпиндель
Диаметр сквозного отверстия в шпинделе, мм
10,2
10,2
10,2
Конус Морзе шпинделя
Морзе 2
Морзе 0
Морзе 0
Число ступеней частот прямого вращения шпинделя
3
6
6
Частота прямого вращения шпинделя, об/мин
700, 1400, 2800
400, 630, 1000, 1250, 2500, 4000
400, 630, 1000, 1250, 2500, 4000
Суппорт. Подачи
Продольное перемещение суппорта
Ручное
Ручное
Ручное
Наибольшее поперечное перемещение суппорта, мм
60
60
Перемещение суппорта поперечное на одно деление лимба, мм
0,05
0,01
0,01
Наибольшее перемещение верхних (резцовых) салазок, мм
65
65
Перемещение резцовых салазок на одно деление лимба, мм
0,05
0,01
0,01
Угол поворота верхней каретки суппорта, град
±30
±30
Задняя бабка
Конус Морзе задней бабки
Морзе 1
Морзе 0
Морзе 0
Наибольшее перемещение пиноли, мм
35
40
40
Электрооборудование
Электродвигатель главного привода, кВт (об/мин)
0,180 (1400)
0,25
0,25
Габариты и масса станка
Габариты станка (длина ширина высота), мм
680 х 200 х 220
695 х 520 х 300
695 х 520 х 300
Масса станка, кг
30
35
35
Список литературы:
Станок настольный токарный модели 1Д601. Руководство по эксплуатации, Кировакан, 1979
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Связанные ссылки. Дополнительная информация
5 Лучшие мини-токарные станки по металлу
Металлургическое содержание
Существует безграничное количество возможностей того, что вы можете сделать с помощью мини-токарного станка по металлу. В одну минуту вы можете превращать металл в украшения, а в следующую вы делаете металлическую коробку, чтобы хранить эти украшения в безопасности.
Стандартные функции включают режущий инструмент, который режет или удаляет металл, и фартук. Это часть узла каретки, на которой крепится маховик каретки. Еще одним замечательным аспектом токарных мини-станков по металлу является то, что, в отличие от их промышленных аналогов, они намного легче по весу и значительно дешевле.
Любите ли вы работать с металлом в качестве хобби или имеете собственный бизнес, они определенно стоят вложений. Тем не менее, важно провести тщательное исследование перед покупкой. Попытка найти идеальный товар в Интернете может занять в лучшем случае много времени, а в худшем — невероятно напрягать. К счастью, мы здесь, чтобы помочь вам.
Выбирая наш лучший выбор, мы рассмотрели такие вещи, как:
Мы использовали подлинные отзывы потребителей от людей, которые купили эти мини-токарные станки по металлу. Все поддельные отчеты были удалены, поэтому вы можете быть уверены, что доверяете всем нашим источникам.
1. Токарный станок по металлу BestEquip 7″ x 14″
2. Настольный мини-токарный станок по металлу Eastwood с переменной скоростью
3. Прецизионный настольный мини-токарный станок Erie Tools 7 x 14
4. Мини-токарный станок по металлу BestEquip 8×16 дюймов
5. Мини-токарный станок, Jectse
Часто задаваемые вопросы о мини-токарных станках по металлу.
More Kit:
Раскрытие информации: этот пост содержит партнерские ссылки, и я могу получить небольшую комиссию, если вы сделаете покупку по этим ссылкам.
Набор для ловли на магнит
Мини-станок по металлу Acogedor
Мини-станок по металлу VEVOR
Токарный станок по металлу BestEquip
Набор для магнитной ловли
Pros
Лучший мини-станок по металлу для начинающих /workspace
Минусы
В конечном итоге вы захотите большего от своей машины
Крупные инвестиции
К северу от 1K это слишком много, но стоит посмотреть
Pull Force
11 lbs
103 lbs
158. 7 lbs
Price
Price not available
$599.99
$1,538.16
Buy Now
Buy on Amazon
Buy on Amazon
Buy on Amazon
Набор для магнитной ловли
Мини-металлическая планка Acogedor
Набор для магнитной ловли
Профи
Лучший мини-токарный станок по металлу для начинающих
Минусы
В конечном итоге вы захотите большего от своей машины
Pull Force
11 фунтов
Цена
Цена недоступна
Купить сейчас
Покупка на Amazon
Magnet Fishing Kit
Vevor Mini Metal Metal. может работать с переменной скоростью
Минусы
Большие инвестиции
Тяговое усилие
103 фунта
Цена
$599,99
Купить сейчас
2 Купить на Amazon0003
Комплект для магнитной ловли
Металлический станок BestEquip
Комплект для магнитной ловли
Pros
Промышленный класс для вашего дома/рабочего места
158,7 фунтов
Цена
$1538,16
Купить сейчас
Купить на Amazon
Существует безграничное количество возможностей того, что можно сделать с помощью токарного станка по металлу.
В одну минуту вы можете превращать металл в украшения, а в следующую вы делаете металлическую коробку, чтобы хранить эти украшения в безопасности.
В стандартную комплектацию входят режущий инструмент, который режет или удаляет металл, и фартук. Это часть узла каретки, на которой крепится маховик каретки. Еще одним замечательным аспектом токарных мини-станков по металлу является то, что, в отличие от их промышленных аналогов, они намного легче по весу и значительно дешевле.
Итак, любите ли вы работать с металлом в качестве хобби или имеете собственный бизнес, они определенно стоят вложений. Тем не менее, важно провести тщательное исследование перед покупкой. Попытка найти идеальный товар в Интернете может занять в лучшем случае много времени, а в худшем — невероятно напрягать. К счастью, мы здесь, чтобы помочь вам.
Выбирая лучшие варианты, мы обращали внимание на следующие параметры:
Скорость двигателя
Скорость шпинделя
Поворот над станиной
Диаметр патрона
Мы использовали подлинные отзывы людей, купивших эти мини-станки по металлу .
Все поддельные отчеты были удалены, поэтому вы можете быть уверены, что доверяете всем нашим источникам.
1. Токарный станок по металлу BestEquip 7″ x 14″
Этот прочный токарный станок, изготовленный из высококачественного железа, имеет семидюймовый поворот над станиной, расстояние между центрами чуть менее 14 дюймов и отверстие шпинделя 21 мм. . Он имеет бесступенчатую регулировку скорости от 0 до 2500 об/мин и дополнен нейлоновыми шестернями.
Прецизионный настольный мини-токарный станок оснащен самоцентрирующимся трехкулачковым патроном, конусом шпинделя MT3, конусом задней бабки MT2 и подручником. Благодаря двигателю мощностью 3/4 л.с. он был разработан для выполнения различных форм токарной обработки металла, но при этом он прост в эксплуатации. Области применения, для которых может использоваться этот токарный станок, включают: токарную обработку встречных поверхностей, сверление, нарезание резьбы и резку круглых стержней.
Он имеет диапазон резьбы 12-52 TPI, шкалу индикатора резьбы и стандартную и метрическую градуировку маховика. Вы можете управлять этим токарным станком либо вручную, либо использовать регулируемую скорость автоматической подачи, а также вперед и назад во всем диапазоне переменных скоростей.
Составной суппорт с Т-образными пазами и четырехпозиционный резцедержатель. Скошенная резка может быть достигнута с помощью регулируемого составного упора.
Особенности:
Мотор: 3/4 л.с.
Скорость шпинделя: 0-2500 об/мин
Диаметр патрона: 100 мм (3,94 ”)
Центры Расстояние: 350 мм (13,78 дюйма)
. Свигательство: заглушка: заглушка: 350 мм (13,78”)
. 180 мм (7,09 дюйма)
Что нам нравится:
Этот токарный станок способен выполнять точную резку по глубине и может выдерживать допуски 0,0007 дюйма при использовании поперечной подачи
Этот токарный станок быстро и легко собирается, и после того, как все гайки и болты изначально затянуты, он отлично работает.
Функциональность этого станка просто фантастическая. Возможность превратить кусок 0,75 дюйма в 0,494 дюйма — это несомненный плюс.
Нам это не очень нравится: большая точность в нескольких проектах.
Металлический токарный станок BestEquip 7 «x 14», мини-токарный станок по металлу 0-2500 об / мин с переменной скоростью, мини-токарный станок с 4-дюймовым 3-кулачковым патроном, настольный токарный станок по металлу, настольный токарный станок, для различных типов токарной обработки металла
Прочная алюминиевая конструкция: Металлическая мини-станина токарного станка изготовлена из высококачественного железа. Этот токарный станок, оснащенный нейлоновыми шестернями, является износостойким, прочным, более точным вращением и профессиональным. Мини токарный станок по металлу мощность двигателя: 550Вт. Полноразмерный брызговик обеспечивает макс. защита.
Бесступенчатая регулировка скорости: скорость вращения шпинделя от 0 до 2250 об/мин. Вперед и назад на всех скоростях. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Твердость и точность направляющих V-образного скольжения достигаются путем закалки сырья, термической закалки и шлифования. В комплекте кнопка аварийной остановки.
Точный 3-х кулачковый патрон: Миниатюрный металлический токарный патрон, 3-х кулачковый самоцентрирующийся патрон для устойчивой установки цилиндрических материалов. Задний брызговик в комплекте. Шпиндель поддерживается прецизионными коническими роликоподшипниками, точность шпинделя составляет 0,0004 дюйма / 0,01 мм.
Профессиональная составная опора: Быстросменная резцедержатель мини-токарного станка по металлу позволяет выполнять внутреннюю резку, торцевую резку и резку под углом путем изменения угла резцедержателя. и регулировка составного упора Профессиональные поперечные салазки спроектированы так, чтобы они были устойчивы к истиранию, свободно перемещая лезвия с помощью подающего стержня.0006
Широкое применение: Этот мини-токарный станок с приводом от двигателя постоянного тока может использоваться в таких областях, как прецизионная мини-обработка деталей, обработка образцов и моделирование.
2. Настольный мини-токарный станок по металлу с регулируемой скоростью Eastwood
С этим мини-токарным станком по металлу размером 7 x 12 дюймов от Eastwood можно выполнять обработку деталей, не выходя из собственного дома. Этот компактный токарный станок для домашней мастерской оснащен функциями, обычно присущими только более крупным моделям. Вы можете точно и легко точить сталь, латунь, алюминий и другие материалы.
Автоматическая подача станка и выбираемая зубчатая передача позволяют выполнять сложные функции нарезания резьбы с исключительной точностью. Трехкулачковый патрон с внутренними и внешними возможностями подходит для самых разных конфигураций заготовок, что позволяет выполнять большинство работ по резке и токарной обработке. Этот станок оснащен двигателем мощностью 3/4 л.с. и может выполнять резку стали толщиной 0,010 дюйма. Поворот на 2,125 дюйма над поперечными суппортами и расстояние между центрами 12 дюймов означает, что материалы диаметром до четырех дюймов и длиной до одиннадцати дюймов можно легко и удобно обрабатывать.
Переменная скорость шпинделя имеет две настройки: низкую и высокую. При низкой настройке скорость может быть установлена от 0 до 1100 об/мин. Высокое значение может варьироваться от 0 до 2500 об/мин. Эти двухскоростные настройки позволяют выполнять быструю, черновую резку или тонкую деликатную токарную обработку или нарезание резьбы.
Имея площадь всего 27,75 x 8,75 дюймов, он поместится на большинстве домашних рабочих столов, превратив ваш гараж в идеальную механическую мастерскую.
Характеристики:
Мотор: 3/4 л.с.
Скорость шпинделя: 0-2500 об/мин
Диаметр патрона: 2,48 ”
Центры Расстояние: 12”
Повернуть на кровать: 7 ”
Что мы любим:
9
. Компания Eastwood даже включила режущие инструменты из быстрорежущей стали, так что после настройки станка вы можете сразу же использовать его. поставляется вместе с токарным станком, поэтому вы экономите деньги, так как вам не нужно покупать какие-либо дополнительные устройства, чтобы начать использовать его
Нам это не очень нравится:
Сложность этого станка означает, что требуется некоторая тонкая очистка и смазка, однако этого следует ожидать от более сложного токарного станка
Настольный мини-токарный станок по металлу Eastwood с регулируемой скоростью 7 x 12 дюймов Сверлильный станок
Размер, удобный для домашней мастерской
Автоматическая подача и выбор компонентов зубчатой передачи
Внутренний и внешний 3-кулачковый патрон в комплекте
Включает режущие инструменты из быстрорежущей стали
Двигатель 3/4 л. с.
3. Erie Tools 7 x 14 Прецизионный настольный мини-токарный станок
изготавливает собственные детали, то прецизионный настольный мини-токарный станок 7 x 14 — это продукт для вас.
Этот токарный станок достаточно компактен, чтобы поместиться на вашем домашнем рабочем столе. С семидюймовым поворотом плюс 14 дюймов между центрами он справится практически с любым проектом по токарной обработке металла, о котором вы только можете подумать. Простым щелчком переключателя направление вращения можно изменить с прямого на обратное. Это означает, что вы можете делать не только правую, но и левую резьбу, а также изменять количество нитей на дюйм от 12 до 52 TPI.
Он оснащен однофазным двигателем 0,53 NP, 60 Гц, 120 В, достаточно мощным для объема работ, для которых он предназначен. Переменная скорость на этой машине может быть установлена от 50 об/мин до 2500 об/мин, а с помощью цифрового считывания вы можете отслеживать скорость одним взглядом.
Если вы ищете прецизионный токарный станок, обратите внимание на эту модель. Он поставляется в комплекте с: режущим комплектом из пяти частей с твердосплавными наконечниками, ключом патрона, 11 шестернями скорости подачи, а также внутренними и внешними зажимными кулачками.
Особенности:
Мотор: 3/4 л.с.
Скорость шпинделя: 50-2500 об/мин
Диаметр патрона: 4 ”
Центров Расстояние: 14”
Качание на кровать: 7 ”
: 14”
. Что нам нравится:
На крышке патрона есть предохранительный выключатель. Крышка должна быть закрыта перед запуском токарного станка.
Сборка не составляет труда, если вы будете следовать фотографиям в инструкции по эксплуатации
Наличие всех необходимых «деталей» в составе полного комплекта означает, что вы можете использовать его «прямо из коробки»
Нам это не очень нравится:
Шестерни сделаны из пластика, и зубья не такие прочные, как металлические
Erie Tools 7 x 14 Прецизионный настольный мини-фрезерный станок по металлу с переменной скоростью 2500 об/мин и цифровым считыванием с 5 шт. Комплект фрез
Включает токарный станок, ключ патрона, набор фрез из пяти частей с твердосплавными напайками, внутренние и внешние кулачки патрона, 11 шестерен скорости подачи и руководство пользователя
Сверление, резка и токарная обработка металлических, деревянных и пластиковых деталей с высокой точностью.
Настольный мини-токарный станок по металлу Erie Tools с регулируемой скоростью 7 дюймов x 14 дюймов создает прецизионные детали.
Двигатель с регулируемой скоростью настраивается на 2500 об/мин в любом направлении вращения, что позволяет использовать левостороннюю резьбу.
Индикатор резьбы помогает пользователям накрутить резьбу от 12 до 52 витков на дюйм. Метрическая или имперская.
4. Мини-токарный станок по металлу BestEquip 8×16 дюймов
Когда речь идет о качестве и соотношении цены и качества, настольный мини-токарный станок по металлу BestEquip занимает одно из первых мест в мире токарной обработки металла. Он изготовлен с высокой точностью, универсален и в целом является настоящим исполнителем. Несмотря на то, что это мини-токарный станок, он имеет большее расстояние от центра до центра и больший диапазон производительности, чем многие его конкуренты.
Бесщеточный двигатель мощностью 1 л.с. создает меньше трения и тепла, что делает его энергоэффективным и обеспечивает больший крутящий момент по сравнению с двигателями аналогичного размера. Поскольку нет необходимости заменять угольную щетку, можно сказать, что она «не требует обслуживания». Чтобы получить наилучшие результаты, необходимо установить правильную скорость. На этом токарном станке вы выбираете точную скорость с помощью регулятора скорости — в диапазоне от 0 до 2250 об/мин.
Отличительной чертой этого токарного станка является светодиодный экран, который точно показывает, какие настройки вы установили. Вы можете управлять токарным станком вручную или использовать регулируемую автоматическую подачу. Точность шпинделя находится в пределах от 0,0004 до 0,0012 дюйма. Существует также плавный пуск, переключатель переключения, позволяющий вращение по часовой стрелке или против часовой стрелки.
Особенности:
Мотор: 1 л.с.
Скорость шпинделя: 0-2250 об / мин
Диаметр патрона: 4,9 ”
Центров Расстояние: 15,75”
. love:
Этот мини-токарный станок имеет металлические шестерни, а не пластиковые, как многие другие мини-токарные станки
Точность этого станка такова, что вы можете получить точность до тысячной доли дюйма в твердых металлах
Легко использование и очень мощный благодаря впечатляющему двигателю
Нам это не очень нравится:
Первоначальная настройка требует немного больше времени, так как для точной работы необходимы некоторые точные настройки
Токарный станок по металлу BestEquip, настольный токарный станок 8 x 16 дюймов, мини-токарный станок по металлу 0-2500 об/мин с регулируемой скоростью, мини-токарный станок с 3-кулачковым патроном, настольный токарный станок по металлу, для различных типов токарной обработки металла
Бесступенчатая регулировка скорости: мини токарный станок по металлу с металлическими шестернями приводится в движение мощным двигателем. Переменная скорость: 0-2250 об/мин. Светодиодный экран показывает четкую и точную скорость для точной работы. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Точность шпинделя: 0,0004–0,0012 дюйма (0,01–0,03 мм).
Большой диапазон поворота 400 мм: настольный токарный станок оснащен 3-х кулачковым патроном. Поворотная платформа: 8-1/4 дюйма (210 мм) и поворотная поперечная направляющая: 15-3/4 дюйма (400 мм) предлагают больше возможностей для крупногабаритных и/или тяжелых заготовок.
Профессиональная составная опора: быстросменный резцедержатель мини-токарного станка может выполнять внутреннюю резку, торцевую резку и резку под углом, изменяя угол опоры резца и регулируя составную опору, свободно перемещая лезвия с помощью подающего стержня. 4-позиционный револьверный резцедержатель (макс. размер инструмента 3/8″).
Поддержка и защита: плавный пуск, переключатель для вращения шпинделя по часовой стрелке или против часовой стрелки. Оснащен цельнометаллическими шестернями. Люнет работает как концевая опора, обеспечивая работу без вибрации. Защита от брызг в комплекте.
Регулируемая задняя бабка: Конус задней бабки Шпиндель: MT2. Поверните рычаг по часовой стрелке, чтобы заблокировать шпиндель, и поверните по часовой стрелке, чтобы продвинуть маховик. Чтобы сместить заднюю бабку для нарезания конусов, отрегулируйте четыре установочных винта, расположенных на основании задней бабки. Ход: составной упор 2-1/8 дюйма (54 мм), поперечный суппорт 3 дюйма (76 мм).
5. Мини-токарный станок, Jectse
Этот мини-токарный станок от Jectse может похвастаться мощным двигателем мощностью 60 Вт, развивающим впечатляющие 12 000 об/мин. Одна из лучших особенностей этого токарного станка заключается в том, что он прост в использовании, что делает его идеальным для начинающих и тех, кто никогда раньше не пользовался токарным станком. Точные инструкции в руководстве помогут вам в работе с машиной.
Разработанный для легких задач, этот токарный станок может обрабатывать мягкие, цветные или драгоценные металлы, такие как алюминий, серебро и золото. Он работает со скоростью до 12 000 об/мин при точении деревянных изделий, но скорость падает примерно до 2 000 об/мин при работе с металлом.
Все основные части токарного станка, такие как задняя бабка, ползунок размера, коробка шпинделя и т. д., изготовлены из качественных металлов с защитным кожухом ремня, что делает инструмент очень прочным. Этот токарный станок имеет небольшую площадь 13,75 x 10,25 x 8,6 дюймов и весит всего 11 фунтов, что делает его идеальным инструментом для обработки на верстаке, но его легко переносить, если вам нужно переместить его в другое место. Двигатель мощностью 60 Вт питается от адаптера постоянного тока 12 В, который входит в комплект поставки токарного станка вместе с пакетом аксессуаров.
Особенности:
Мотор: 60 Вт
Скорость шпинделя: 12000 об / мин
Диаметр чая: 4,9 ”
Центры Расстояние: 5,3”
Качание на кровать: 8,25 ”
We Look: : : : : : : : : : : : :
Он достаточно компактен, чтобы поместиться на самом маленьком верстаке, и обладает большой мощностью для небольших проектов. 0005 Используя центральный блок, диаметр рабочего пространства можно увеличить на 50 мм, расширяя возможности этого токарного станка.
Нам это не очень нравится:
Этот токарный станок лучше всего подходит для начинающих и поэтому не предназначен для среднего уровня или профессионалов, которым требуются более сложные функции
Мини-токарный станок, набор инструментов для токарного станка, токарный станок с мощным двигателем 12000 об / мин, токарный инструмент из быстрорежущей стали, защитный кожух ремня, силовой металлообрабатывающий станок 60 Вт
Станок с мощным двигателем, коробкой двигателя и коробкой шпинделя для объединенной конструкции.
Основные части: такие как коробка шпинделя, задняя бабка, длинная стойка, ползунок размера, лезвие двигателя, редуктор, соединительный блок изготовлены из металлических материалов, с защитным кожухом ремня.
Высота центра 75 мм, расстояние между центрами 135 мм, скорость двигателя обычно падает до 2000 об/мин при использовании токарного станка для обработки металла.
Максимальная мощность двигателя составляет 60 Вт при использовании более мощного двигателя.
Токарный инструмент изготовлен из быстрорежущей стали, может обрабатывать мягкие, цветные и драгоценные металлы. Используя центральный блок, диаметр можно увеличить до 50 мм.
Часто задаваемые вопросы о мини-токарных станках по металлу.
Что такое мини-токарный станок по металлу?
Мини-токарный станок по металлу может быть определен как любой настольный токарный станок с расстоянием между центрами 20 дюймов или меньше и 12 дюймов или меньше качания. (Размах — это самый большой диаметр заготовки, которую можно обточить на мини-токарном станке). Обычно мини-токарный станок имеет двигатель мощностью от 1/2 до 3/4 л.с., хотя у некоторых есть двигатели мощностью 1 л.с., они, как правило, находятся в более дорогом ценовом диапазоне. По сравнению с промышленными токарными станками, которые могут весить более двух тысяч фунтов и стоить более тысячи долларов, мини-токарный станок по металлу может весить 10 или 12 фунтов и стоить значительно меньше.
Каковы преимущества инвестиций в мини-токарный станок по металлу?
Мини-токарный станок по металлу по определению является миниатюрной версией полноразмерного промышленного станка и используется производителями моделей, ремесленниками, ювелирами и всеми, кому требуются мелкие точные детали.
Вы когда-нибудь были в ситуации, когда вы находитесь в середине проекта для вашего любимого хобби, а часть, которую вам нужно выполнить, недоступна? Что вы делаете? Вы посещаете ближайший механический цех и спрашиваете, могут ли они выточить для вас небольшую деталь? Сколько это будет стоить и как скоро они смогут это сделать? Если вы инвестируете в свой собственный мини-токарный станок по металлу, вы можете получить необходимую деталь в кратчайшие сроки. Основные преимущества мини-токарного станка заключаются в том, что вы контролируете точность и время изготовления необходимой вам детали. Больше не нужно полагаться на кого-то еще, надеясь, что они получат правильные спецификации.
Имея под рукой универсальный мини-токарный станок по металлу, вы можете превратить свое хобби в небольшой бизнес. В конце концов, если у вас есть потребность в прецизионных деталях, у других любителей, вероятно, такая же потребность.
Что можно сделать с токарным станком по металлу?
Проекты, которые вы можете сделать на токарном мини-станке, ограничены только двумя вещами. Ваше воображение и размер вашего мини-токарного станка. Например, вы можете сделать:
Кольца.
Изготовление кольца — отличный проект для начала. (Вы даже можете использовать орех и превратить его в красивое кольцо). Начать можно с вырезания диска из бруска материала. Затем, используя челюсти на токарном станке, рассверлите внутреннюю часть до нужного вам размера. Затем побрейте внешнюю сторону до конца, добавив, возможно, скос на обоих краях. Отполируйте его, и все готово.
Подсвечники.
Используя те же основные методы токарной обработки, шлифовки и высверливания сердцевины, вы можете изготовить набор подсвечников из различных материалов: латуни, алюминия, меди и т. д. Все, что вам нужно, это стержень исходного материала на диаметр вам нужен, и вы уже в пути.
Детские чашки.
Изготовление «Детской чашки» — интересный проект. Вместо того, чтобы высверливать материал, вы начинаете с диска и формируете его с помощью токарного станка и формовочных инструментов, пока не получите желаемый размер и «форму колокола», чтобы сделать чашку. Затем ручка припаивается к чашке, и все это полируется.
Какой мини-токарный станок по металлу лучше всего купить?
Чтобы ответить на этот вопрос, прежде всего, вы должны спросить себя: «Для чего я собираюсь это использовать?»
Мини-станки по металлу предназначены для резки различных материалов, таких как металл, дерево, стекло и пластик. Обычно режут сталь, латунь и алюминий, которые можно сверлить, резать или точить без особых усилий.
Перед покупкой мини-токарного станка по металлу следует учитывать три основные характеристики: дизайн, функциональность и двигатель. Дизайн должен быть простым, чтобы инструмент можно было легко использовать. Если конструкция незамысловата, то вам будет удобно ею пользоваться. Если конструкция сложная, вы можете долго мучиться, прежде чем получить от нее хоть какое-то практическое применение.
Последняя и самая важная характеристика — скорость двигателя. Скорость двигателя измеряется в оборотах в минуту (об/мин), что указывает на скорость вращения шпинделя. Лучше всего работает двигатель с регулируемой скоростью.
Итак, отвечаем на вопрос. Выберите мини-токарный станок по металлу с двигателем с регулируемой скоростью, который имеет простую конструкцию, обладает функциональностью, соответствующей вашим задачам, хорошо сделан и, что не менее важно, соответствует вашему бюджету.
Бюджет: Мини-токарный станок, Jectse
Средний диапазон: BestEquip 7″ x 14″ Токарный станок по металлу
High End: BestEquip 8×16-дюймовый мини-токарный станок по металлу
Лучший токарный станок по металлу $03
Дополнительный комплект:
Портативные рабочие столы
Ручные металлодетекторы
911metallurgist. com является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок. на Amazon.com. 9
Брошюра PDF деньги и отличное введение в точение металла. Компактный размер означает, что он идеально подходит для установки на столе в таких местах, как домашняя мастерская.
Продолжая нашу давнюю приверженность доступным токарным станкам для хобби, мы гордимся тем, что этот небольшой слесарный станок является частью нашего ассортимента. Благодаря ряду улучшений по сравнению с предыдущей моделью, мы теперь закупаем этот станок у того же поставщика, что и наши более крупные токарные станки, что дает реальное преимущество в качестве и предлагает функции, обычно присущие станкам профессионального уровня.
Новый улучшенный дизайн
Лучший мини-токарный станок Warco. Обновления включают:
Цельнометаллическая передняя бабка и резьбонарезные шестерни
Увеличенный 100-мм трехкулачковый патрон
Бесщеточный двигатель
Цельнометаллические маховики
Теперь также оснащены металлическим маховиком с ходовым винтом и откалиброванным циферблатом без дополнительных затрат. , чувствительная продольная подача.
Другие особенности, которые делают нашу машину особенной, остаются. К ним относятся закаленные и шлифованные станины, цифровой тахометр и жесткая задняя бабка вместе с кулачковым механизмом блокировки.
Характеристики мини-токарного станка Warco
Индуктивно закаленные и отшлифованные направляющие станины
Расстояние между центрами — 350 мм об/мин шпинделя
Вперед и назад
Задний редуктор для максимального крутящего момента
Нарезание метрической и британской резьбы
Мощный двигатель по отношению к размеру станка
Новинка! Стальные шестерни на передней бабке
Новинка! Стальные зубчатые колеса
Новинка! Стальные и алюминиевые маховики
Новинка! Металлический маховик ходового винта с калиброванной шкалой
Новинка! Бесщеточный двигатель
Поставляется с набором стандартных аксессуаров, включая
Новинка! 3-кулачковый самоцентрирующийся патрон 100 мм с внутренними и внешними кулачками
Новинка! Мертвая точка для задней бабки, 2MT
4-позиционный держатель инструмента
Устройство для нарезания резьбы
Лоток для стружки
Задний брызговик
Индикатор нити .
Все вышеперечисленное входит в комплект поставки каждой машины без дополнительной оплаты.
Покупка токарного станка для хобби
Новый супермини-токарный станок Warco доступен в метрическом или дюймовом исполнении. Обе версии теперь могут нарезать как метрическую, так и дюймовую резьбу с соответствующими сменными шестернями — никаких дополнительных затрат или комплекта для переоборудования не требуется. (Разница между метрическими и дюймовыми машинами заключается в ходовых винтах.)
Мы продаем точно такие же машины для уже более четырех десятилетий , так что с Warco вы в надежных руках. Именно Warco изобрела термин Mini Lathe, и потребовала значительных улучшений, наблюдаемых на сегодняшнем станке, таких как металлические шестерни повсюду, закаленные / шлифованные направляющие станины, всегда указывающие на патроны самого высокого качества, очень надежную электронику американского производства и большой ассортимент стандартное оборудование включено без дополнительной оплаты.
Как и все наши токарные станки для продажи , Warco Super Mini поставляется с 12-месячной гарантией для вашего спокойствия. Мы вкладываем значительные средства в запасные части, а это означает, что у нас есть широкий ассортимент запасных частей, если они вам понадобятся, а также широкий выбор токарных мини-инструментов . Все мыслимые запасные части, которые вам могут когда-либо понадобиться, доступны в нашем ассортименте прямо здесь, в Великобритании.
Каждое изделие полностью протестировано и проверено нами перед тем, как покинуть наши помещения, и поставляется с отчетом о проверке точности. Оголенные металлические поверхности защищены тонким слоем смазки, которая легко удаляется тряпкой. Никаких дополнительных сборов за доставку в континентальную Великобританию.
Сварочный выпрямитель Kjellberg GTH 522G широко применяется при полуавтоматической и автоматической сварке под слоем флюса.
подробнее
Под заказ
Для питания дуги при автоматической сварке используют постоянный ток, получаемый от выпрямителя GTH 802.
подробнее
Под заказ
Сварочный выпрямитель Kjellberg GTH 1002 предназначен для сварки под флюсом током до 1000 А.
подробнее
Под заказ
Сварочный выпрямитель Kjellberg GTH 1402 — мощный источник питания, предназначенный для автоматической и полуавтоматической сварки под слоем флюса.
подробнее
Под заказ
Сварочный трансформатор W 1005 VC широко используется как источник питания переменного тока для сварки под флюсом.
подробнее
Под заказ
Источник тока KH 600 newArc разработан немецким производителем Kjellberg как оборудование, предназначенное для сварки в защитных газах, а также для импульсной сварки.
Источник питания является важной и неотъемлемой частью сварочного автомата. В первую очередь он должен соответствовать таким требованиям, как: надежное возбуждение дуги, ПВ, устойчивое горение в заданном режиме сварки, точное регулирование силы сварочного тока. Источник должен соответствовать вольтамперной характеристике выбранного вида сварки. ВАХ – это зависимость напряжения на выходных зажимах источника от силы тока нагрузки.
Наша компания предлагает источники питания дуги, которые легко настраиваются на нужный режим сварки. Для получения нужных режимов сварки применяют различные регулирующие устройства, которые позволяют получать различные вольамперные характеристики с различными значениями и параметрами режимов сварки. Для источника питания очень важны его динамические свойства, т.к. они позволяют быстро реагировать на все изменения в дуге. Чем быстрее источник питания дуги восстанавливает напряжение — тем лучше его динамические свойства. При таком режиме можно обеспечить точный перенос наплавленного металла в сварочную ванну, что уменьшает разбрызгивание сварочного материала и улучшает качество формирования сварного шва. Все источники питания, предлагаемые нашей компании, отвечают современным требованиям и стандартам и характеризуются отличными параметрами, получаемыми при работе в установленном режиме.
Все наши источники питания обладают хорошими динамическими свойствами на всем диапазоне регулирования сварочного тока. Все требования соответствуют нормативным документам.
Все источники питания обладают достаточной мощностью и обеспечивают нормальный процесс сварки в любом диапазоне сварочных токов, не создают радиопомех выше уровня допустимых норм, имеют достаточное напряжение холостого хода для легкого зажигания и устойчивого горения дуги.
Каталог
Производители
Сварка под флюсом (SAW) | Сварка и сварщик
При сварке под флюсом сварочная дуга горит между изделием и торцом сварочной проволоки. По мере расплавления проволока автоматически подается в зону сварки. Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (полуавтоматическая сварка).
Под влиянием тепла дуги основной металл и флюс плавятся, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. Капли расплавляемого дугой металла сварочной проволоки переносятся через дуговой промежуток в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере перемещения дуги вперед металл сварочной ванны начинает охлаждаться, так как поступление тепла к нему уменьшается. Затем он затвердевает, образуя шов. Расплавляясь, флюс превращается в жидкий шлак, который покрывает поверхность металла и остается жидким еще некоторое время после того, как металл уже затвердел. Затем шлак затвердевает, образуя на поверхности шва шлаковую корку.
Одной из разновидностей этого способа сварки является сварка по флюсу. При этом используется значительно меньшая толщина слоя флюса, чем при сварке под флюсом. Дуга горит в условиях свободного доступа воздуха. Расплавляемый металл проволоки при переходе через дуговой промежуток не имеет шлаковой защиты. Металл сварочной ванны и шов покрыты тонким слоем шлака. При сварке по флюсу металл значительно хуже защищен от воздуха, чем в процессе сварки под флюсом. Кроме того, излучение дуги и интенсивное выделение дыма и паров оказывают вредное действие на обслуживающий персонал. Этот способ сварки используется для сварки алюминия и его сплавов.
Оборудование для сварки под флюсом: характеристики источника питания, тип тока
Промышленность выпускает два типа аппаратов для дуговой сварки под флюсом:
С постоянной скоростью подачи электродной проволоки, не зависимой от напряжения на дуге (основанные на принципе саморегулирования сварочной дуги) – для сварки проволокой до 3 мм
С автоматическим регулированием напряжения на дуге и зависимой от него скоростью подачи электродной проволоки (аппараты с авторегулированием) – для сварки проволокой диаметром более 3 мм.
В сварочных головках с постоянной скоростью подачи при изменении длины дугового промежутка восстановление режима происходит за счет временного изменения скорости плавления электрода вследствие саморегулирования дуги. При увеличении дугового промежутка (увеличение напряжения на дуге) уменьшается сила сварочного тока, что приводит к уменьшению скорости плавления электрода. Уменьшение длины дуги вызывает увеличение сварочного тока и скорости плавления. В этом случае используют источники питания с жёсткой вольтамперной характеристикой (см. статью Вольт-амперная характеристика дуги).
В сварочных головках с автоматическим регулятором напряжения на дуге нарушение длины дугового промежутка вызывает такое изменение скорости подачи электродной проволоки (воздействуя на электродвигатель постоянного тока), при котором восстанавливается заданное напряжение на дуге. При этом используют аппараты с падающей вольтамперной характеристикой.
Аппараты этих двух типов отличаются и настройкой на заданный режим основных параметров: сварочного тока и напряжения на дуге. На аппаратах с постоянной скоростью подачи заданное значение сварочного тока настраивают подбором соответствующего значения скорости подачи электродной проволоки. Напряжение на дуге настраивают изменяя напряжение холостого хода внешней характеристики источника питания.
На аппаратах с авторегулированием напряжение на дуге задается на пульте управления и автоматически поддерживается постоянным во время сварки. Заданное значение сварочного тока настраивают изменением крутизны внешней характеристики источника питания.
Настройка других параметров режима сварки (скорости сварки, вылета электрода, высоты слоя флюса и др.) аналогична для аппаратов обоих типов и определяется конструктивными особенностями конкретного аппарата.
Конструкция соединения для сварки под флюсом
Форму разделки кромок для механизированной сварки под флюсом выбирают в зависимости от толщины свариваемых изделий и в соответствии с:
ГОСТ 8713-79 «Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы»
ГОСТ 11533-75 «Автоматическая и полуавтоматическая сварка под флюсом. Соединения сварные под острыми и тупыми углами»
ГОСТ 16098-70 «Швы сварных соединений из двухслойной коррозионно-стойкой стали»
ГОСТ 15164-78 «Сварные соединения и швы. Электрошлаковая сварка. Основные типы и конструктивные элементы».
Область применения сварки под флюсом
Механизированная сварка под флюсом является одним из основных способов сварки плавлением. Если в первые годы освоения сварку под флюсом применяли только при изготовлении сварных конструкций из низкоуглеродистых сталей, то сейчас успешно сваривают низколегированные, легированные и высоколегированные стали различных классов, сплавы на никелевой основе. Освоена сварка под флюсом титана и его сплавов. Под флюсом сваривают медь и ее сплавы, а также алюминий и алюминиевые сплавы. Изделия, полученные сваркой под флюсом, надежно работают при высоких температурах и в условиях глубокого холода, в агрессивных средах, в вакууме и в условиях высоких давлений.
Наиболее выгодно использовать механизированную сварку под флюсом при производстве однотипных сварных конструкций, имеющих протяженные швы и удобных для удержания флюса. Экономически целесообразнее сваривать под флюсом металл толщиной от 1,5 — 2,0 до 60 мм. Нецелесообразно сваривать конструкции с короткими швами.
Технологии сварки под флюсом одной или несколькими проволоками
Существуют разновидности сварки под флюсом, когда в некоторых случаях целесообразно применение двухдуговой или многодуговой сварки. При этом дуги питаются от одного источника или от отдельного источника для каждой дуги. При сварке сдвоенным (расщепленным) электродом дуги, горящие в общую ванну, питаются от одного источника. Это несколько повышает производительность сварки за счет повышения количества расплавленного электродного металла.
Электроды по отношению к направлению сварки могут быть расположены последовательно или перпендикулярно. При последовательном расположении глубина проплавления шва несколько увеличивается, а при перпендикулярном уменьшается. Второй вариант расположения электродов позволяет выполнять сварку при повышенных зазорах между кромками. Изменяя расстояние между электродами, можно регулировать форму и размеры шва. Удобно применение этого способа при наплавочных работах. Однако недостатком способа является некоторая нестабильность горения дуги.
При двухдуговой сварке используют два электрода (при многодуговой несколько). Дуги могут гореть в общую или раздельные сварочные ванны (когда металл шва после первой дуги уже полностью закристаллизовался). При горении дуги в раздельные сварочные ванны оба электрода обычно перпендикулярны плоскости изделия. Изменяя расстояние между дугами, можно регулировать термический цикл сварки, что важно при сварке закаливающихся сталей. Эта схема позволяет вести сварку на высоких скоростях, в то время как применение повышенного тока при однодуговой сварке приводит к несплавлениям — подрезам по кромкам шва. При двухдуговой сварке вторая дуга, горящая в отдельную ванну, электродом, наклоненным углом вперед (угол ?=45-60°), частично переплавляет шов, образованный первой дугой, и образует уширенный валик без подрезов. Для питания дуг с целью уменьшения магнитного дутья лучше использовать разнородный ток (для одной дуги — переменный, для другой — постоянный).
Оборудование для дуговой сварки под флюсом
Процесс дуговой сварки под флюсом (SAW) аналогичен MIG, где дуга образуется между проволочным электродом с непрерывной подачей и заготовкой, а сварной шов образуется за счет плавления дугой заготовки и проволоки. Однако при SAW защитный газ не требуется, поскольку слой флюса образует газы и шлак для защиты сварочной ванны и горячего металла сварного шва от загрязнения. Флюс играет дополнительную роль в добавлении легирующих элементов в сварочную ванну.
Основное оборудование
Основные компоненты оборудования для SAW:
источник питания
Головка для пилы
работа с флюсом
средства защиты
Поскольку сварка под флюсом под флюсом представляет собой процесс сварки с большим током, оборудование разработано для обеспечения высокой скорости наплавки.
Источник питания
SAW может работать от источника постоянного или переменного тока. Постоянный ток подается от трансформатора-выпрямителя, а переменный подается от трансформатора. Ток для одного провода колеблется от 200 А (провод диаметром 1,6 мм) до 1000 А (провод диаметром 6,0 мм). На практике большая часть сварки выполняется на толстом листе, где обычно используется одна проволока (диаметром 4,0 мм) в более ограниченном диапазоне от 600 до 9 мм.00А, с двухпроводной системой, работающей от 800 до 1200А.
При работе на постоянном токе электрод обычно подключается к положительной клемме. Отрицательная полярность электрода (DCEN) может использоваться для увеличения скорости осаждения, но глубина проникновения уменьшается на 20–25%. По этой причине DCEN используется для наплавки, где важно разбавление основного металла. Источник питания постоянного тока имеет выходную характеристику «постоянного напряжения», которая создает саморегулирующуюся дугу. Для данного диаметра проволоки сварочный ток регулируется скоростью подачи проволоки, а длина дуги определяется настройкой напряжения.
Источники питания переменного тока обычно имеют выходную характеристику постоянного тока и поэтому не являются саморегулирующимися. Дуга с этим типом источника питания управляется путем измерения напряжения дуги и использования сигнала для управления скоростью подачи проволоки. На практике для заданного уровня сварочного тока длина дуги определяется скоростью выгорания проволоки, т. е. балансом между настройкой сварочного тока и скоростью подачи проволоки, который регулируется обратной связью.
Прямоугольные источники питания переменного тока прямоугольной формы имеют характеристику выходного тока постоянного напряжения. Преимуществами являются более легкое зажигание дуги и постоянная регулировка скорости подачи проволоки.
Сварочный пистолет
SAW можно выполнять как ручным, так и механизированным способом. Механизированная сварка, которая может использовать потенциал чрезвычайно высокой скорости наплавки, составляет большинство применений.
Ручная сварка
Для ручной сварки сварочная горелка аналогична горелке MIG с флюсом, который подается концентрически вокруг электрода, заменяя защитный газ. Флюс подается под давлением воздуха через рукоятку пистолета или из небольшого бункера, установленного на пистолете. Оборудование относительно портативное, и, поскольку оператор направляет пистолет вдоль соединения, требуются небольшие манипулятивные навыки. Однако, поскольку оператор имеет ограниченный контроль над процессом сварки (помимо регулировки скорости перемещения для поддержания профиля валика), его лучше всего использовать для коротких циклов и простых операций заполнения.
Механизированная сварка — одной проволокой
Поскольку сварка под флюсом часто используется для сварки крупных деталей, горелка, устройство подачи проволоки и устройство подачи флюса могут быть установлены на рельсе, тракторе или стреловом манипуляторе. Сварка одиночной проволокой в основном практикуется с использованием DCEP, хотя переменный ток обеспечивает более высокую скорость наплавки при том же сварочном токе. Переменный ток используется для преодоления проблем с дуновением дуги, вызванных остаточным магнетизмом в заготовке, осадке или сварочном аппарате.
Вылет проволоки, или удлинение электрода — расстояние, на которое проволока выступает от конца контактного наконечника, — важный контрольный параметр в SAW. Поскольку ток, протекающий между контактным наконечником и дугой, предварительно нагревает проволоку, скорость выгорания проволоки увеличивается с увеличением вылета проволоки. Например, скорость наплавки проволоки диаметром 4 мм при сварочном токе 700 А может быть увеличена примерно с 9кг/ч при нормальном вылете 32 мм, до 14 кг/ч при длине вылета 178 мм. На практике, из-за уменьшения проплавления и большего риска блуждания дуги, длинный вылет обычно используется только при наплавке и наплавке, где больше внимания уделяется скорости наплавки и контролю проплавления, чем точному позиционированию проволоки.
Для большинства применений вылет электрода устанавливается таким образом, чтобы контактная трубка слегка выступала над слоем флюса. Глубина потока обычно достаточна, чтобы покрыть дугу, свет которой виден через поток.
Recommended and maximum stickout lengths:
Wire diameter mm
Current range A
Wire stickout
Normal mm
Maximum mm
0.8
от 100 до 200
12
—
1,2
от 150 до 300
20
—
1,6
от 200 до 500
20
—
2,0
от 250 до 600
25
63
3,2
от 350 до 800
30
76
4,0
от 400 до 900
32
128
4,75
от 450 до 1000
35
165
Механизированная сварка — двухпроволочная
Соединения тандемной дуги
SAW может работать с более чем одним проводом. Хотя для высоких скоростей наплавки используется до пяти проволок, т.е. на трубопрокатных заводах наиболее распространенные многоканатные системы имеют две проволоки, расположенные тандемно. Ведущая проволока проложена на DCEP для обеспечения глубокого проникновения. Волочащаяся проволока работает на переменном токе, который распределяет сварочную ванну, что идеально подходит для заполнения шва. AC также сводит к минимуму: взаимодействие между дугами и риск несплавления дефектов и пористости из-за отклонения дуг (дуга дуги). Проволоки обычно располагаются на расстоянии 20 мм друг от друга, чтобы вторая проволока входила в заднюю часть сварочной ванны.
Угол горелки
При ручной сварке горелка работает под углом 45 градусов (назад) от вертикали. При механизированной сварке одной проволокой горелка располагается перпендикулярно заготовке. Однако при работе с двойной проволокой ведущая горелка перпендикулярна заготовке, а задняя горелка слегка наклонена вперед под углом от 60 до 80 градусов. Это уменьшает возмущение сварочной ванны и обеспечивает гладкий профиль сварного шва.
Обращение с флюсом
Флюс следует хранить в невскрытой упаковке в сухих условиях. Открытые упаковки следует хранить в хранилище с регулируемой влажностью. В то время как флюс из только что открытой упаковки готов к немедленному использованию, флюс, который был открыт и хранился в магазине, должен быть предварительно высушен в соответствии с инструкциями производителя. В небольших сварочных установках флюс обычно хранится в небольшом бункере над сварочной горелкой. Он подается автоматически (самотеком или механизированной подачей) перед дугой. В более крупных установках флюс хранится в больших бункерах и подается со сжатым воздухом. Неиспользованный флюс собирается с помощью вакуумного шланга и возвращается в бункер.
Примечание: Необходимо соблюдать осторожность при переработке неиспользованного флюса, особенно в отношении удаления частиц шлака и металлической пыли. Наличие шлака изменяет состав флюса, который вместе с проволокой определяет состав металла шва. Присутствие мелких частиц может вызвать засорение системы подачи.
Средства защиты
В отличие от других процессов дуговой сварки, дуговая сварка под флюсом — это чистый процесс, который производит минимальное количество дыма и брызг при сварке сталей. (При сварке специальных материалов могут образовываться некоторые вредные выбросы).
Защитное снаряжение, такое как головной щиток и кожаный фартук, не требуется. Обычное защитное снаряжение (очки, плотные перчатки и защитная обувь) требуется для вспомогательных операций, таких как удаление шлака путем измельчения или измельчения. При обращении с флюсом следует соблюдать особые меры предосторожности: при загрузке бункеров для хранения необходимо использовать противопылевой респиратор и перчатки.
Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Эта статья о вакансиях была первоначально опубликована в Connect 19 апреля. 96. Он был обновлен, поэтому веб-страница больше не отражает точно печатную версию.
Повышение производительности за счет дуговой сварки под флюсом
Рис. 1: Однодуговая сварка под флюсом (двойная проволока)
В простейшей форме дуговой сварки под флюсом (SAW) используется одна проволока и источник питания постоянного тока. В то время как провода многих размеров могут работать при силе тока от 300 до 1500 ампер, наиболее распространенные размеры имеют диаметр от 3/32 дюйма до 5/32 дюйма и работают при полярности постоянного тока (+) от 400 до 1000 ампер.
SAW не производит дыма, брызг или дуговых лучей. Хотя возможно, но нецелесообразно автоматизировать дуговую сварку металлическим электродом большого диаметра (диаметром от 1/16 до 7/64 дюйма) (GMAW) или дуговую сварку с флюсовой проволокой (FCAW) при силе тока в 500 до диапазона 700 SAW почти всегда лучше подходит из-за этих преимуществ. Кроме того, процесс ПАВ очень стабилен при этих и более высоких токах.
Диаметр проволоки
Выбор правильного диаметра проволоки для работы зависит от нескольких факторов. Во-первых, размер доступного источника сварочного тока ограничивает размер проволоки. В то время как большинство источников питания SAW рассчитаны на 1000 ампер постоянного или переменного/постоянного тока, иногда используется источник питания на 600 ампер. Диаметр 3/32 дюйма. проволока обычно рекомендуется для сварки при силе тока от 300 до 600 ампер, 1/8 дюйма. провод работает в диапазоне от 300 до 800 ампер, а 5/32 дюйма в диаметре провод проходит от 400 до 900 ампер.
Вы также должны учитывать требования к проникновению и заполнению. Чем меньше диаметр проволоки, тем больше плотность тока при данной силе тока и тем выше скорость осаждения при этой силе тока. Например, диаметр 3/32 дюйма. сварка проволокой при 600 ампер может дать 17 фунтов в час; 5/32 дюйма. провод при том же токе откладывает 15 фунтов/час. Провода меньшего диаметра также обеспечивают большее проникновение, чем провода большего диаметра при том же токе.
Доступно несколько опций для повышения производительности по сравнению с однопроводной электропилой постоянного тока. Каждый вариант имеет определенные преимущества и недостатки по сравнению с однопроволочной пилой.
Двойная проволока для большего наплавления
Двойная проволока под флюсом ( Рисунок 1 ) признана Американским обществом сварщиков (AWS) параллельной проволокой, в которой используются две проволоки относительно малого диаметра, но только один источник питания и, как правило, одна контактный наконечник. Он может увеличить скорость наплавки на 20-30 процентов по сравнению с однопроводной электропроводной сваркой на спирали постоянного тока без существенного увеличения тепловложения. Увеличение происходит за счет большего тока плотность достигается за счет пропускания аналогичного тока по проводу меньшего поперечного сечения.
Сварка двумя проволоками обеспечивает превосходное проплавление, поскольку плотность тока направлена вдоль каждой проволоки в осевом направлении. Проволоки могут быть выровнены в направлении движения для высоких скоростей движения или ориентированы перпендикулярно направлению движения для получения более широкого профиля борта.
При сварке двумя проволоками необходимо использовать усиленный контактный узел. Хороший контактный узел состоит из прочных контактных наконечников или одного контактного наконечника с прорезями для обоих проводов.
Остерегайтесь контактных узлов, в которых используются наконечники, предназначенные для ручной ручной сварки. Эти наконечники не выдержат сильного нагрева двух проводов, сходящихся в одну лужу при высоких рабочих циклах.
SAW с металлическим сердечником
SAW с металлическим сердечником предлагает те же преимущества, что и SAW с двойной проволокой. Высокая плотность тока достигается за счет токоведущей оболочки. Порошкообразный металлический сердечник увеличивает скорость осаждения. Однако проникновение шире и меньше по сравнению с двойной проволокой. Это может быть преимуществом при сварке соединений с монтажными зазорами. Зазоры в деталях распространены в стыковых и угловых сварных швах.
Рисунок 2: Тандемная сварка
Последние версии проволоки SAW с металлическим сердечником могут достигать ударных характеристик 20 футо-фунтов. при -40 градусов по Фаренгейту.
Металлопорошковая проволока легче интегрируется, чем двухпроволочная сварка под флюсом, потому что при использовании всего одной проволоки требования к оборудованию ничем не отличаются от требований для стандартной однопроволочной сварки.
Сварка под флюсом с металлическим сердечником обеспечивает хорошее смачивание при высоких скоростях перемещения и стойкость к прожогам деталей с зазорами лучше, чем сварка одиночной сплошной проволокой.
DC(-) Отрицательная полярность
Использование постоянного тока отрицательной полярности для SAW обеспечивает увеличение скорости осаждения на 20–30% по сравнению со стандартным постоянным током положительной полярности. Однако малая глубина проникновения с отрицательной полярностью может препятствовать плавлению или проникновению.
AC SAW
Сварка на переменном токе представляет собой нечто среднее между постоянным (+) и постоянным (-). Он обеспечивает повышенную скорость наплавки по сравнению со сваркой с положительной полярностью и большее проникновение по сравнению со сваркой с отрицательной полярностью. Кроме того, ключевым преимуществом сварки переменным током является устранение дугового разряда, который может возникнуть при сварке различных сталей. Дуговой удар часто встречается в приложениях постоянного тока с большой силой тока вблизи светильников, заземляющие зажимы и уголки.
Достижения в области сварки переменным током включают прямоугольную переменную волну и переменную форму волны. Выход переменного тока прямоугольной формы обеспечивает более стабильную дугу, чем обычная сварка переменным током с синусоидальной волной, потому что ток гораздо быстрее переключается с пикового положительного тока на пиковый отрицательный ток, при этом практически нет времени вблизи нулевого тока. Дальнейшие достижения привели к прямоугольной волне, которой можно манипулировать, чтобы сделать мощность более похожей на дуга постоянного тока (-) с малым проникновением или дуга постоянного тока (+) с более глубоким проникновением.
Тандемная сварка под флюсом
Следующий шаг к повышению производительности — тандемная сварка. При тандемной сварке используются два отдельных источника питания, два механизма подачи проволоки и две проволоки большого диаметра (обычно 5/32 дюйма). Оба провода подаются в одну и ту же расплавленную ванну, но каждый имеет отдельный контактный наконечник, отдельный источник питания и отдельное управление. Скорость наплавки как минимум в два раза выше, чем при использовании однопроволочной сварки под флюсом.
На рис. 2 показана типичная конфигурация тандемной сварки. Ведущая дуга чаще всего представляет собой постоянный ток (+), а ведомая дуга — переменный ток. Токопроводящая проволока постоянного тока (+) обеспечивает глубокое проплавление даже при высоких скоростях перемещения, в то время как вспомогательная проволока переменного тока заполняет сварной шов с более высокой скоростью наплавки.
Наиболее важным аспектом ведомой дуги переменного тока является то, что она не создает значительных помех ведущей дуге. (Нецелесообразно запускать две дуги постоянного тока в непосредственной близости друг от друга. Они отклоняют друг друга и вызывают крайне нестабильный процесс.)
Тандемная двойная = проволока
При тандемной сварке можно получить еще более высокую скорость наплавки. в сочетании с двойной проволокой, проволокой с металлическим сердечником или модифицированной волной переменного тока. Тандемная двойная сварочная головка показана в .Рисунок 3 .
Рис. 3: Дуговая сварка под флюсом в тандеме
Дуговая сварка в тандеме представляет собой просто комбинацию тандемной сварки и сварки двумя проволоками. Он может использовать комбинацию DC(+)/AC или AC/AC для большей скорости осаждения.
Тандем переменного тока с модифицированной формой волны
Тандемная сварка с модифицированной формой волны — это процесс, в котором используется инверторный источник питания для изменения остающейся прямоугольной волны переменного тока, так что ее время и амплитуда становятся несбалансированными. Дисбаланс смещен в сторону отрицательной полярности. Этот процесс обеспечивает скорость наплавки, близкую к DC(-), но ограничена меньшим проплавлением при сварке с отрицательной полярностью.
Тандемная сварка холодной проволокой
В относительно большую ванну для тандемной сварки можно подавать дополнительную электрически «холодную» проволоку. Эта холодная проволока увеличивает скорость процесса осаждения без добавления тепла. Холодная проволока на самом деле помогает уменьшить поступление тепла, потребляя энергию, когда она тает в ванне.
Выбор наилучшего процесса
Существует множество вопросов, которые следует учитывать при выборе наилучшего варианта процесса для вашего приложения. Одним из способов оценки изменений является сравнение типичных процедур сварки для каждого варианта при одном и том же подводе тепла.
На рис. 4 показано сравнение каждого варианта процесса, обсуждаемого в этой статье. Время сварки рассчитывалось для каждого процесса с использованием одной и той же геометрии соединения, длины шва и тепловложения. Используемое соединение представляло собой V-образную канавку глубиной ¾ дюйма с углом наклона 60 градусов; длина сварного шва представляла собой окружность 48-дюймового диаметра. цилиндр, подвод тепла 65 кДж/дюйм. Сварочные токи и напряжения соответствующие процессу были выбраны и, где это возможно, были равными.
С учетом этих параметров тандемная сварка двойной проволокой с добавлением холодной проволоки является наиболее производительным процессом. Кроме того, как и ожидалось, все тандемные процессы в этом испытании обеспечивают значительно более короткое время цикла. Это связано с тем, что расчет для тандемных процессов использует комбинированный сварочный ток 1400 ампер и обеспечивает скорость наплавки от 40 до 60 фунтов/час. диапазон. Сравните это с процесс с одним источником питания, использующий токи 700 ампер для каждого из 5/32-дюймовых. проволочные процессы и 900 ампер и 500 ампер для 3/32 дюйма. двойные и одинарные провода. Различия в производительности между тандемными вариантами были не такими большими, как для однопроволочных процессов.
Станок сверлильный на подвижном магнитном основании — MBSA 100
Технические характеристики:
Диапазон сверления
—
Корончатым сверлом, мм
12-100
Спиральным сверлом, мм
1-32
Зенкером, мм
10-100
Макс. глубина сверления, мм
110
Прижимная сила магнита, Н
25000
Скорость 1 (б/нагрузки), об/мин
110
Скорость 2 (б/нагрузки), об/мин
175
Скорость 3 (б/нагрузки), об/мин
245
Скорость 4 (б/нагрузки), об/мин
375
Поворот направо в секторе
60°
Смещение станка относительно магнита, мм
17
Мощность двигателя, Вт
1700
Масса, кг
27
Подача сверла, мм
200
Габариты с поднятым приводом, мм
730 х 220 х 380
Габариты с опущенным приводом, мм
510 х 220 х 380
Размеры магнита, мм
200 х 94 x 60
Шпиндель
Конус Морзе №3
Стандартный держатель
Weldon 19
Описание:
Вариант станка MBA 100 c подвижным магнитным основанием, позволяющим регулировать положение сверлильной головки при активированном магните.
Встроенная система подачи СОЖ.
Стандартная комплектация:
1 станок,
1 ящик,
1 страховочный ремень,
1 комплект ключей,
1 держатель сверл MK3 – Weldon 19 мм,
1 бачок для подачи СОЖ,
1 клин для конуса Морзе.
Станок сверлильный на электромагнитном основании — ME 7500
Станок сверлильный на электромагнитном основании — ME 5000/2 Хtreme
Станок сверлильный на электромагнитном основании с автоподачей сверла — ME 3000 Auto
Станок магнитный — ME 2800 Bora
Станок EVO 42 на магнитном основании
Станок сверлильный на магнитном основании — МВА 38
Станок сверлильный на электромагнитном основании с полуавтоматической подачей сверла — MBА 50 Авто
Станок сверлильный на магнитном основании — МВА 50
Станок сверлильный на магнитном основании — МВR 55
Магнитные сверлильные станки — MBA 100
Станок сверлильный на магнитном основании — MBR 100
Станок сверлильно-резьбонарезной на поворотном магнитном основании — MBSR 100
Станок рельсосверлильный — МРС 65
Магнитный сверлильный станок MBA-35
Здесь Вы можете отправить свою заявку на любое интересующее Вас оборудование или задать вопрос, не отходя от Вашего компьютера. Обязательные для заполнения поля отмечены звездочкой (*).
* Ваше Имя:
Пример: Сидоров Иван Петрович
*Текст сообщения:
Информация о заказе, либо любой интересующий вопрос пишется в произвольной форме. Сообщение будет обработано нашим менеджером.
Для каких работ используются магнитные сверлильные станки
Сверлильный станок на магнитном основании представляет собой мощное мобильное устройство, при помощи которого можно просверливать в металле различного рода отверстия. Такие станки стали широко применяться там, где неудобно применять стационарное оборудование, и где нужна мобильность и удобство в работе — для сверления, зенкования, развертывания, нарезания резьбы. Сверлильный станок на магнитном основании легко переносится и очень удобен для сверления металлических конструкций.
Главное отличие такого станка является метод его крепления, его можно установить на любой плоскости, которая взаимодействует с магнитной подошвой, при этом образуя прижимную силу. Магнитные станки надёжно фиксируются на металлической поверхности, при помощи мощного электромагнита. Такая конструктивная особенность позволяет надёжно закрепить такое оборудование на любой металлической поверхности, да и еще и под различным наклоном. Также существуют специальные адаптеры, которые предназначены для крепления магнитного станка на трубу.
Где использование стационарных станков невозможно или нецелесообразно. Например, когда детали слишком велики, чтобы их фиксировать в стационарном станке (Промышленность, судостроение, стационарное производство металлоконструкций).
В полевых условиях, где использование таких станков стало просто незаменимым благодаря их мобильности (строительство, мосты, автодороги).
Использование на больших высотах и в ограниченном пространстве, благодаря своему небольшому весу и компактным размерам (опоры ЛЭП, при строительстве высотных объектов)
Если требуется сверление в экстремальной или нештатной ситуации (например, при ремонте опорных конструкций, морских судов, железнодорожных путей, трубопроводов).
При ремонте крупногабаритной строительной техники.
Там, где важна высокая точность и производительность.
Наиболее частая и важная операция при монтаже и механической обработке металла является сверление отверстий. При появлении магнитных сверлильных станков стало возможным решать абсолютно любые задачи, где необходимо сверление. При этом очень сильно выросла эффективность таких работ, теперь попросту не нужно тратить массу времени и средств, чтобы выполнять те же задачи, что и раньше.
Сверлильные станки на магнитном основании уже доказали свою высокую эффективность во многих сферах и при любых объемах производства. Преимущество магнитных станков заключается в том, что благодаря своим небольшим размерам и мобильности они значительно превзошли громоздкие стационарные станки. Крайне проблематично переносить крупногабаритные детали к стационарному станку, в то время как при работе со станком на магнитном основании, это не составляет никакого труда.
Рабоче режущей частью магнитных станков являются корончатые сверла (фрезы) , благодаря своей конструкции с помощью их можно делать отверстия до 200 мм в диаметре и на глубину 200 мм за короткий промежуток времени. Через систему переходников можно работать и обычными спиральными сверлами. Особенно когда нужно изготовить отверстия до 12 мм в диаметре.
Электрические портативные магнитные дрели серии MAB
Серия MAB — это портативные магнитные дрели последнего поколения, отличающиеся высокой мощностью, прочной конструкцией и повышенной безопасностью.
Особенности для повышения производительности включают:
Встроенная прокладка кабеля внутри корпуса исключает возможность защемления, разрыва или отрыва кабеля
Oil bottle integrated within frame of drill to retain compact design
Special application features include:
Swivel Base Models
Auto-Feed Models
Поворотные основания позволяют изменять положение резака влево/вправо и вперед/назад после того, как магнит приклеится к поверхности.
МАБ 455 СБ MAB 485 SB MAB 525 SB MAB 825 KTS MAB 845 MAB 845 V
Auto-feed controls the pressure into and out резки для поддержания оптимальных оборотов и скорости подачи, что продлевает срок службы фрезы. Эта возможность идеальна для производственных приложений, где один пользователь может одновременно запускать несколько сверлений.
АвтоМАБ 350 AutoMAB 450 MAB 825 V MAB 845 V MAB 1300 V
MAB 155 – Ultra Compact Portable Magnetic Drill
Ideal for tight spaces с ограниченным зазором
Сверло диаметром до 1-1/2 дюйма
Сверхкомпактное сверло, высота 7-1/8 дюйма
Легкий вес — 24 фунта.
MAB 455 Портативная магнитная дрель
Высокая мощность с быстросменным патроном без ключа
Вырезание отверстий диаметром до 2-1/16 дюйма.
Спиральное сверло диаметром до 7/8 дюйма.
Высокоскоростной двухскоростной редуктор
Опциональное поворотное основание для поворота на 20˚ влево/вправо и 5/8″ вперед/назад
MAB 465 Переносная магнитная дрель
Реверсивный двигатель для спирального сверления
Вырезание отверстий вверх до 2″ диам.
Спиральное сверло диаметром до 5/8″.
Метчик диаметром до 5/8″.
Коробка передач двухступенчатая
AutoMAB 350
Автоматическая подача вперед и назад
Вырезка отверстий диаметром до 1-1/2 дюйма
Автоматическая подача автоматически контролирует давление сверления
Механизм автоматической подачи с автоматической остановкой и автоматическим реверсом AutoMAB 450
Автоматическая подача – вперед и назад
Резка отверстий диаметром до 2 дюймов
Двухскоростной редуктор: 250/450 об/мин
Спиральное сверление диаметром до 3/4 дюйма
MAB 485 Портативные магнитные дрели
Мощные, реверсивные, с быстросменным патроном без ключа
Высверливание отверстий диаметром до 2-1/16 дюйма
Спиральное сверло диаметром до 7/8 дюйма.
Метчик диаметром до 15/16″.
Высокоскоростной двухскоростной редуктор
Опциональное поворотное основание
MAB 525 Портативные магнитные дрели
Высокая мощность, идеально подходит для производства
900 2-1/2″ диам.
Спиральное сверло диаметром до 1 дюйма
Метчик до 15/16″
Высокоскоростной двухскоростной редуктор
Опциональное поворотное основание
MAB 825 и MAB 845 Переносные магнитные дрели
Идеальны для резки стали, производства заводов и многого другого
отверстия диаметром до 4-1/16 дюйма.
Спиральное сверло диаметром до 1-1/4″; Метчик до 1-1/8″
Автоматическая подача (дополнительно)
Поворотное основание (дополнительно)
Портативная магнитная дрель MAB 825 В и 845 В
Автоматическая подача — идеально подходит для производственных приложений
Вырезание отверстий диаметром до 4-1/16 дюйма
Спиральное сверло диаметром до 1-1/4 дюйма; Метчик до 1-1/8″
MAB 825 KTS Переносная магнитная фрезерная дрель
Лауреат премии REDDOT 2021
Регулируемое позиционирование по осям X и Y
Вырезка отверстий диаметром до 3-1/8″.
Диаметр фрезы до 5/8 дюйма
Метчик диаметром до 1-3/16 дюйма.
Идеально подходит для широкого спектра операций сверления, растачивания и прорезания пазов
Включает набор держателей цанговых патронов
MAB 1300 Портативная магнитная дрель
Отверстия диаметром до 6 дюймов*, нарезание резьбы диаметром до 1-5/8 дюйма.
Вырезание отверстий диаметром до 6 дюймов*
Спиральное сверло диаметром до 1-3/4 дюйма; Метчик до 1-5/8″
Глубина резания до 10″
Сила магнитного удержания 23 600 фунтов.
Дополнительная автоматическая подача
MAB 1300 V Портативная магнитная дрель с автоматической подачей
Отверстия диаметром до 6 дюймов, нарезание резьбы диаметром до 1-5/8 дюйма.
Вырезать отверстия диаметром до 6 дюймов*
Спиральное сверло диаметром до 1-3/4 дюйма; Метчик до 1-5/8 дюйма
Глубина резания до 10 дюймов
Сила магнитного удержания 23 600 фунтов.
Дополнительная автоматическая подача
1
2
next ›
last »
AIRBOR™ AB-4300 Portable Pneumatic Magnetic Drill
Model Comparision
AB-4300-2R
AB-4300-2
Ход сверла
с фрезами 10-1/4″
с патроном 7-1/2″
с фрезами 4-7/8″ 30
3
3 -3/4 «
Высота
Закрыто 13-1/2″
Open 22 «
Закрыто 13-1/2″ 22 «
. 2 дюйма
Вес
43 фунта.
20 кг
38 фунтов.
18 кг
Моторная мощность (пневматическая)
1,6 л. с.
AIR Потребление @ 90 PSI
9 9029
Air Потребление @ 90 PSI
9 9029
. Вместимость отверстий
2-1/16″ диам.
Длина хода с фрезами
4-7/8″
Длина хода со спиральным сверлом
1-3/4″
Скорость без нагрузки0026
400 об/мин
Размер основания магнита
8-3/4″ Ш x 3-1/2″ Д
Размеры
13-1/2″ В x 12-1/Д x 4-3/4″ Ш
Высота — в закрытом состоянии
13-1/2″
Высота — в открытом положении
17-1/2″
Пластина с магнитным усилием (17-1/2″)
1600 фунтов.
Отверстие оправки
Хвостовик Weldon 3/4 дюйма
Вес
38 фунтов (18 кг)
Automatic Lubrication
Included
Motor Power (Pneumatic)
1. 6HP
Air Consumption @ 90 PSI
64 CFM (1/2″ NPT Air Connection )
Диаметр отверстий
2-1/16″ диам.
Длина хода с фрезами
10-1/4″
Длина хода со спиральным сверлом
7-1/2″
Скорость без нагрузки
400 об/мин
Размер основания магнита
8-3/4″ Ш x 3-1/2″ Д
901/2″ В
Размеры 12-1/2″ Д x 4-3/4″ Ш
Высота — закрыто
13-1/2″
Высота — открыто
22″
4 Магнитная сила пластина)
1600 фунтов.
Отверстие оправки
Хвостовик Weldon 3/4 дюйма
Масса
43 фунта. (20 кг)
Автоматическая смазочная смазка
включена
с иминеновым адаптером (часть № IBC 18) и Extra Rack (Model No.
Способы изготовления пресса для яблок своими руками
Admin
Яблони периодически одаривают садоводов-любителей таким масштабным урожаем, что избыток фруктов некуда девать. Кроме варенья и компотов, остается еще один вариант переработки плодов – сок. Но многие не связываются с таким видом заготовок из-за высокой трудоемкости процесса. Обычные бытовые соковыжималки просто не справятся с большим объемом сырья, а покупать профессиональный аппарат на сезон не все готовы. Но есть отличный вариант – быстро и качественно отжимать сок из яблок на сделанном своими руками прессе.
Contents
1 Какие материалы потребуются
2 Типы конструкций: схемы и чертежи
3 Червячный механизм или гидравлический домкрат: что выбрать?
4 Изготовление пресса своими руками
4.1 Простейший рамочный пресс с червячным механизмом
4. 2 Корпусный гидравлический пресс для яблок
5 Подготовка сырья
5.1 Самая простая конструкция самодельной дробилки
6 Процесс отжима сока из яблок в домашних условиях
6.1 Похожие статьи
Какие материалы потребуются
Чтобы самостоятельно сделать стандартный пресс не требуется специальных навыков и чертежей. Отмерять, отпилить рейку, забить гвоздь или завинтить гайку при желании сможет каждый. Необязательно владеть сварочным аппаратом, любую конструкцию можно воспроизвести в деревянном исполнении с помощью обычных садовых инструментов.
Самодельный деревянный пресс для яблок
Для изготовления домашнего пресса из инструментов потребуются ножовка по дереву и металлу (или болгарка), сварочный аппарат, отвертки, плоскогубцы, молоток. Что касается материалов, то в ход идут в основном следующие:
металлический швеллер;
деревянные бруски, рейки, доски;
саморезы, болты и гайки;
бак или бочка, стальной лист из нержавеющей стали;
верстачный винт и гайка, вентиль, резьбовой стержень или домкрат – в зависимости от выбранной конструкции;
прочная ткань с хорошими дренажными свойствами для мешочков под яблоки: бязь, хлопок, джутовая мешковина, лен.
Деревянные элементы лучше выполнять из дуба, березы или бука, поскольку материалы из биологически активных пород деревьев (ель, сосна) могут изменить вкус сока.Из ДСП дренажные решетки не делать ни в коем случае: в продукт будет попадать мелкая пыль, пропитанная фенолформальдегидным клеем.
Типы конструкций: схемы и чертежи
Главное в прессе – прочная основа и рабочий механизм.
Принцип работы аппарата:
послойно через дренажные решетки укладывается подготовленное сырье для отжима (измельченные яблоки) в тканевых мешках;
при помощи механизма сверху опускается гнет и давит сок.
Хороший пресс выжимает 65-70% сока, оставляя почти сухой жмых. Сделать такой своими руками вполне реально.
Конструкции самодельного пресса различаются по принципу действия основного механизма:
Винтовой.
На основе домкрата: механический и гидравлический.
Комбинированный.
В основной массе конструкций давление оказывается сверху, но в комбинированном варианте сжатие идет по двум направлениям: при помощи винтового механизма сверху и гидравлического домкрата снизу.
Пресс для отжима сока состоит из следующих частей:
устойчивая станина;
четырехугольный или цилиндрический корпус, внутри которого складываются мешки с шинкованными яблоками;
деревянные решетки, которыми перекладываются мешки, чтобы не расползались;
поршень-гнет, непосредственно оказывающий давление на жмых;
подпятник для домкрата;
рабочий механизм: винт с рукояткой, механический или гидравлический домкрат;
чаша-поддон.
Основной корпус может быть:
одинарным перфорированным: сок через отверстия будет стекать по стенкам и через днище в поддон;
Винтовой пресс для яблок с одинарным перфорированным корпусом
двойным: на перфорированный металлический цилиндр одевается сплошной кожух немного больше диаметром;
в виде сплошного металлического корпуса с одним сливным отверстием снизу;
собранный из деревянных реек, соединенных обручами, − бочка. Стенки при этом выполняют функции дренажной решетки.
Винтовой пресс для яблок с корпусом из деревянных реек
Корпуса вообще может не быть – просто пирамида из деревянных рамок-решеток в подносе с устьем внизу, под которую подставляется емкость для сока.
Гидравлический рамочный пресс
Данная конструкция просто и быстро монтируется. Для нижней плиты можно взять кусок столешницы, например.
Червячный механизм или гидравлический домкрат: что выбрать?
Винтовой (червячный) механизм в прессе реализовывается в виде крупного винта (резьбовой оси) с гайкой или механического домкрата. Последний вариант гораздо проще – можно купить в магазине запчастей или достать из багажника автомобиля, не потребуется ничего искать, подгонять, вытачивать и сваривать.
Конструкции на основе гидравлического домкрата значительно производительнее (усилие от 1т), чем механические, и требуют минимум трудозатрат со стороны человека. Бутылочные гидравлические домкраты дают возможность отжимать сок быстро и в больших объемах. Они удобно вписываются в любую конструкцию.
Бутылочный гидравлический домкрат
Можно сконструировать пресс со съемным механизмом, тогда не придется специально покупать домкрат, а можно воспользоваться дежурным в багажнике. Ведь урожай яблок бывает хорошим не каждый год.
Изготовление пресса своими руками
Прессу нужна устойчивая прочная опора – станина. Самое простое – это собрать ее из деревянных брусков при помощи винтов. Для изготовления металлической станины потребуется сварочный аппарат и швеллер.
Размеры рамки зависят от диаметра рабочего корпуса или параметров дренажных решеток. Поэтому, если планируется корпусная конструкция, то подготовить емкость нужно заранее.
Простейший рамочный пресс с червячным механизмом
Сваривается устойчивая конструкция. По центру верхнего швеллера вырезается отверстие под гайку винта (можно использовать старый верстачный или заказать у токарей). Гайка вваривается в рамку.
Каркас рамочного пресса из швеллера
Затем собирается деревянная дренажная решетка, которая представляет собой два слоя реек, набитых перпендикулярно друг другу. Толщина реек – не меньше 20 мм. Также необходимо установить подставку из брусков. На верхнюю доску крепится фиксатор для давящей части винта – любая подходящая по форме металлическая деталь (можно посадить на эпоксидный клей).
Деревянная дренажная решетка пресса для яблок
Поднос делается из листа нержавеющей стали, в передней части выгибается носик-сток. Остается подставить кастрюлю или другую емкость. В итоге получается пресс.
Самодельный винтовой рамочный пресс
Корпусный гидравлический пресс для яблок
Станина для гидравлического пресса собирается по тому же принципу, как и для винтового. В качестве корпуса проще всего взять уже готовую металлическую или деревянную бочку. В самом низу вырезается отверстие и оборудуется сливным носиком.
Если деревянная бочка не совсем герметичная – даже хорошо. Сок будет сливаться сразу по нескольким направлениям, в итоге все равно окажется в поддоне. На такую конструкцию сверху лучше надеть пластиковый кожух побольше диаметром, чтобы не было брызг.
Деревянный корпус можно сделать самостоятельно:
Понадобится: несколько равных по размеру дощечек (можно паркетных), две полосы из нержавеющей стали и саморезы с антикоррозийным покрытием.
Доски сверху и снизу прикручиваются саморезами к полосам на расстоянии примерно 10 мм.
Полосы с досками сгибаются в виде круга, концы полос скрепляются болтами.
В качестве поддона может быть подходящая по диаметру пластиковая миска с вырезанным внизу сливом для сока.
Еще один важный элемент – упор для домкрата. Обычно делается из дерева: нужно сбить рейки и вырезать из получившегося полотна круг чуть меньше диаметра рабочего корпуса. Можно при помощи болгарки выпилить опору из листа нержавейки.
Упор для домкрата
Дренажные прокладки делаются также, как в описании для винтового пресса, но им придается круглая форма.
В итоге должна получиться конструкция примерно как на фото.
Корпусный гидравлический пресс для яблок
Подготовка сырья
Принцип отжима яблочного сока прост – чем мельче порублено сырье, тем больше продукта получится на выходе. Лучше всего использовать специальный измельчитель (дробилку), поскольку мелко порезать несколько ведер яблок вручную теоретически возможно, но фактически трудно реализуемо. Электромясорубка для больших объемов тоже не вариант: ревет, воет, греется, в итоге может и сгореть. Подходящую дробилку тоже можно сделать самостоятельно.
Самая простая конструкция самодельной дробилки
Из влагостойкой фанеры или листовой нержавеющей стали слегка на конус монтируется глубокий бункер. К нему для устойчивости снизу крепятся два бруска. В нижнюю часть емкости врезается деревянный валик (лучше из бука) с накрученными по спирали саморезами. В качестве барабана можно использовать обычную кухонную скалку. Ось вращения валика выходит наружу, в него вставляется дрель и начинается процесс.
Некоторые просто дробят яблоки в ведре при помощи строительного миксера.
Процесс отжима сока из яблок в домашних условиях
После того, как сырье подготовлено, оно раскладывается по матерчатым мешочкам или заворачивается в куски ткани по принципу конверта. Далее свертки укладываются в емкость, корзину или просто на дно конструкции послойно через дренажные решетки. Помещается примерно 3-4 пакета. Сверху опускается гнет, сок стекает в поддон. Когда процесс отжимания закончен, вынимается мезга, загружается следующая партия.
Оставшийся жмых после качественного давления обычно достается сухим и спрессованным в «таблетки» (фото 16).
Жмых яблок после пресса
Выжимки лучше утилизировать в компостную кучу. На таком материале очень хорошо размножаются черви, создавая ценное для огорода удобрение.
Полученный сок можно не только пить свежим, но и сделать заготовки на зиму:
пастеризованный закатанный сок;
яблочное вино нескольких видов;
яблочный сидр.
Яблоки – очень ценный для здоровья продукт. Закапывать и отдавать соседским хрюшкам излишки урожая крайне неосмотрительно и расточительно. Соорудив пару нехитрых приспособлений, можно быстро и просто переработать все фрукты. А зимой так приятно будет доставать из погреба или холодильника полезные и вкусные янтарные напитки!
Запись Способы изготовления пресса для яблок своими руками впервые появилась Про ферму.
Похожие статьи
Разное яблоки. permalink.
Пресс для яблок своими руками: самодельный для выжимания сока
Простой пресс для винограда своими руками
Винтовой пресс для винограда состоит из: основания – рамы, корзины, нажимного устройства(вал или домкрат), прессующего поршня. Возможны и другие варианты изготовления устройства. При выборе материала не обязательно точно следовать описанию и чертежи перса можно сделать свои.
Инструмент и материалы для пресса:
Сварочный аппарат;
Дрель;
Болгарка;
Бак – 50 литров;
Металлический швеллер 10-12 мм – 150 мм;
Металлический уголок 40-50 мм – 3200 мм;
Дубовые рейки 40х25х400 мм – 50 шт;
Ткань – 1 кв. м;
Домкрат – 1 шт;
Кран – 1 шт;
Леска 2 мм – 3 м.
Как сделать пресс для отжима сока
1.Рама. Основание один из самых важных элементов пресса, рама должна быть очень крепкой конструкцией, на неё ложится вся нагрузка при работе. Боковые части пресса сделаны из металлических уголков высотой 85 мм. Верхние и нижние части рамы необходимо сделать из швеллера длиной 70 см, можно дополнительно усилить конструкцию, наварив косынки между уголками и швеллером. Все части свариваются во всех местах соприкосновения. Если используется конструкция винтового пресса, то нужно к верхнему швеллеру приварить гайку для винта. Кроме металлической рамы, можно использовать деревянные доски, толщиной от 5 сантиметров. Доски скрепляются шпильками на 10-12 мм и закручиваются гайками. Деревянный пресс сделать проще, но конструкция не выдерживает сильных нагрузок, для небольшого урожая вполне пригодный вариант. Готовую раму необходимо зашкурить и окрасить специальной краской по металлу.
2.Бак для пресса. В данной конструкции используется варочный бак из нержавеющей стали объемом 50 литров. В нижней части емкости котла просверлено отверстие и установлен кран из нержавейки. Вместо бака можно использовать обычную кастрюлю подходящего размера. В емкость вставляется решетка из дубовых реек. Заготовки выпиливаются из дубовой доски (можно использовать паркетную доску), высота их равна высоте кастрюли. По краям в торцах реек просверлены отверстия на 2-3 мм через них пропущена леска или нержавеющая проволока. Соединив все дощечки получается своего рода корзина. Между рейками должен быть зазор 2-3 мм, через который будет сочиться сок фруктов. Можно обойтись вообще без кастрюли, соединив доски обручами из оцинкованной стали и установив корзину на поддон, в который будет стекать отжатая жидкость. В качестве поддона может быть использован пластиковый поддон от большого цветочного горшка или нержавеющая кухонная мойка. Существует конструкции где пресс для винограда делается рамочным, в нем отсутствует корзина, жмых укладывается в ткань между дренажными решетками в несколько слоев и давится.
3.Поршень. Поршень для пресса нужно сделать из оставшихся дубовых досок, сложив их крест на крест, с помощью циркуля начертить круг нужного размера и вырезать электрическим лобзиком. Рейки скрутить саморезами из нержавейки или связать медной, нержавеющей проволокой. Если в хозяйстве имеются бревно, то можно отпилить круг необходимого диаметра и высоты.
4.Силовой механизм. В качестве нажимного механизма в прессе для яблок используется домкрат или винт. В устройстве для отжима сока будет вполне достаточно гидравлического автомобильного домкрата грузоподъемностью 3 тонны. Для более уверенной работы можно использовать домкраты создающие усилие равное более 3 тонн. Винт для пресса найти сложнее, а домкрат имеется у каждого автолюбителя. Под домкрат нужно напилить дощечек для подкладывания во время отжима.
5.Ткань для фильтрации. Что бы отфильтровать, сок из фруктов яблок, нужна прочная ткань, способная пропускать влагу. Самый простой вариант взять капроновый мешок из под сахара. Так же для фильтрации подойдет капрон, лавсан, пропилен, полиэстер или использовать прочный ХБ материал, плотный лен, чтобы не порвать под давлением.
Итак, ручной пресс для фруктов готов, как отжать сок? Корзину вставить в бак, внутрь поместить материал для фильтрации. Мягкие фрукты, ягоды, цитрусовые давятся без предварительной обработки. Яблоки, морковь или другие твердые плоды необходимо измельчить на дробилке или использовать мезгу от соковыжималки, загрузить в корзину, накрыть крышкой.
Прессы для отжима сока своими руками
Изготовить пресс для сока своими руками вполне можно, главное – найти схемы работы и чертежи таких самоделок, что не составит особого труда. Многие из тех домашних мастеров, которые уже имеют опыт изготовления такого оборудования, с удовольствием делятся фото своих устройств и даже видео, показывающими процесс их изготовления и принцип работы во всех подробностях.
Самодельные прессы для отжима сока
Чаще всего своими руками стремятся изготовить прессы винтового типа. Между тем следует иметь в виду, что сделать для такого устройства мощный винт без привлечения квалифицированного токаря не получится. Можно изготовить самодельный пресс и без сторонних специалистов, если заменить винтовой механизм обычным домкратом (механическим или гидравлическим), который есть в арсенале каждого автолюбителя.
Чертеж пресса на основе автомобильного домкрата
Основным несущим элементом пресса для отжима сока, изготовленного своими руками, является рама
Ее прочности следует уделить особое внимание. Для изготовления такой рамы, в которую будет упираться домкрат и создавать требуемое давление, можно использовать квадратную металлическую трубу сечением 40х40 и толщиной стенки не менее 3 мм
Рассчитывая высоту рамы своего самодельного пресса, следует учитывать суммарную толщину дренажных решеток, подкладок и мешочков с сырьем, а также высоту домкрата. Ширину рамы можно выбрать произвольно – главное, чтобы в создаваемый проем помещался накопительный поддон для сбора отжатого сока.
Домкрат может просто ставится на поршень или жестко закрепляться на верхней перекладине
Создавая конструкцию пресса для яблок или для винограда своими руками, следует уделить особое внимание ее устойчивости. Для эффективного решения такой задачи к нижней части рамы можно приварить три отрезка квадратной трубы, которые будут выполнять функцию ножек и обеспечивать устойчивость агрегата
На верхнюю часть ножек укладывается подставка из досок или древесной плиты, на которой будет размещаться поддон.
Дренажные решетки, в комплекте с которыми будет работать ваш яблочный, виноградный или любой другой пресс, следует делать только из древесины твердых пород (дуба или бука). Толщина дощечек, из которых такие решетки будут изготавливаться, должна составлять не менее 20 мм.
Мешочки, в которые будет помещаться яблочная мезга или другое сырье для отжима сока, можно изготавливать из различных тканей (главное, чтобы такая ткань отличалась высокой прочностью и мешочки, которые из нее сшиты, не разорвало под воздействием высокого давления, создаваемого домкратом). В качестве таких тканей, в частности, можно использовать обычную мешковину, джутовые, хлопковые и льняные ткани, ситец и синтетические материалы.
В качестве каркаса, удерживающего деревянные рейки, вполне подойдет бак от старой стиральной машины
Изготовить пресс для яблок своими руками или отжимное устройство для переработки другого сырья можно по еще более сложной конструктивной схеме, которая предполагает одновременное использование и домкрата, и винтового механизма. Последний в таком прессе используется для фиксации фруктовой или ягодной массы, которая укладывается в перфорированный кожух, изготовленный из нержавеющей стали.
В качестве механизма, создающего требуемое давление, используется домкрат, который устанавливается в нижней части рамной конструкции пресса. Своей верхней лапкой домкрат упирается в нижнюю часть опорной площадки, которая имеет возможность перемещаться по боковым направляющим рамы пресса. Таким образом, при поднятии домкрата поднимается и опорная площадка, двигающаяся в сторону поршня, которым оснащена нижняя часть винта.
Винтовой пресс с домкратом
Таким образом, самостоятельно изготовить эффективный пресс для получения яблочного, виноградного и даже гранатового сока вполне возможно, причем для этого не требуется значительных денежных затрат, специальных знаний, навыков и умения обращаться со сложным оборудованием.
Необходимость изготовить пресс для яблок своими руками возникает в сезон обильного урожая фруктов. С помощью этого устройства можно изготавливать натуральный сок как для употребления в домашних условиях, так и на продажу. К тому же на основе яблочного сока изготавливают некоторые алкогольные напитки. При необходимости отжать небольшое количество фруктов часто используется самодельное устройство.
Читать также: Как разводить борную кислоту для опрыскивания помидор
Простой пресс для винограда своими руками
Винтовой пресс для переработки винограда включает:
основание, так называемую раму;
корзину;
нажимное устройство, так называемый домкрат или винт;
прессующий поршень.
Материалы и инструменты для изготовления пресса:
болгарка;
сварочный аппарат;
бак на 50 литров;
дрель;
кран;
металлический швеллер с размерами 10-12 мм – 150 мм;
домкрат;
металлический уголок, имеющий размер 40-50 мм – 3200 мм;
дубовые рейки 40х25х400 мм в количестве 50 штук;
отрезок ткани около одного метра;
леска 2 мм около 3 м.
Рассмотрим процесс изготовления пресса для яблок своими руками.
Основание является одним из важных элементов устройства, которое должно обладать прочностными свойствами и быть крепкой конструкцией, поскольку в процессе эксплуатации вся основная нагрузка ложится на раму:
Для боковых частей пресса применяем металлические уголки высотой 85 мм.
Верхнюю и нижнюю части основания изготавливаем из металлического швеллера, который имеет длину около 70 см.
Для прочности можно использовать дополнительное усиление конструкции, приварив между уголками и швеллером косынки, сварив при этом между собой все места стыка.
Бак для пресса:
Для данной конструкции применяем варочный бак, изготовленный из нержавеющей стали, объемом до 50 литров.
Просверливаем отверстие в нижней части емкости и устанавливаем нержавеющий кран.
В емкость котла вставляем решетку из дубовых реек.
Для заготовок используем дубовую или паркетную доску, высота которой соответствует высоте кастрюли.
В торцах реек по краям просверливаем отверстия с размером 2-3 мм, через которые протягиваем нержавеющую проволоку или леску.
Соединив между собой все дощечки получаем конструкцию, напоминающую корзину.
Конструкцию можно изготовить и без кастрюли:
Для этого досками из оцинкованной стали соединяем доски и устанавливаем корзинку на поддон, который служит для стекания отжатой жидкости.
Также в качестве поддона в прессе для сока своими руками можно использовать поддон из пластика для большого цветочного горшка или кухонную мойку, изготовленную из нержавеющей стали.
Есть вариант конструкции, в котором пресс для винограда изготавливается, как рамка, в котором отсутствует корзина. Между дренажными решетками в несколько слоев ткани выкладывается жмых от использованных фруктов и давится до образования сока.
При помощи циркуля вычерчиваем круг нужного диаметра и вырезаем электрическим лобзиком оставшиеся дубовые доски, сложенные крест накрест.
Скручиваем рейки нержавеющими саморезами или связываем между собой нержавеющей медной проволокой.
Силовой механизм
В прессе для переработки яблок в качестве нажимного механизма применяется винт или домкрат.
У каждого автолюбителя присутствует в хозяйстве домкрат, а вот винт для пресса найти не так то и легко. Необходимо напилить дощечки под домкрат, которые будут использоваться во время процедуры отжима сока.
Фильтрующая ткань
Чтобы провести фильтрование сока из фруктов яблок, необходимо воспользоваться прочной тканью, способной пропускать влагу. Самым простым вариантом является применение капронового мешка из-под сахара.
Важно! Для процесса фильтрации также можно воспользоваться такими прочными материалами, способными выдерживать большие нагрузки и не рваться под давлением:
лавсан;
капрон;
полиэстер;
пропилен;
плотный лен;
прочный хлопчатобумажный материал.
Применение самодельного пресса
Ручной пресс для переработки фруктов своими руками готов к эксплуатации, теперь рассмотрим, как происходит процесс выдавливания сока из подготовленных фруктов:
Корзину вставляем в бак, внутрь помещаем соответствующий материал для фильтрации.
Устанавливаем домкрат.
Подставляем приемную емкость.
Открываем кран.
Начинаем не спеша давить.
Если использовать одно ведро жмыха яблок от соковыжималки, то в результате получится около 3-4 литров чистого сока, в случае применения дробленной массы, получается немного больший выход готового продукта.
Из машинки активаторного типа
Центробежную соковыжималку также можно изготовить из стиральной машины активаторного типа. Активатор и вал снимаются со дна бака, устанавливается вал нужного диаметра. На резьбу вала гайками под углом 60 градусов устанавливаются три ножа. Отверстие слива закрывается. Сетка из нержавейки с ячейкой примерно 1,5 мм укладывается на стенку центрифуги с перекрытием 40-50 мм. На дно кладут комплектную резиновую крышку, заткнутую пробкой. Всё промывают питьевой содой. Реле таймера отключают или заклинивают его тумблер.
Яблоки по несколько штук опускают в бак на движущиеся ножи. Плоды 20-30 минут измельчаются. За раз в центрифугу перемещают не более 3-х литров полученного пюре, чтобы оно не вылилось. Через 2-3 минуты вынимается сетка с отходами.
Собранный аппарат готовит 10-12 литров сока с мякотью в час, работает с сочными плодами. Чтобы убрать осадок, сок отстаивают, а затем пропускают через марлю.
Как сделать основные детали прессов
Можно всё сделать самому. Заранее готовятся материалы и инструменты, читается этот материал, а потом делается за один раз. Так выйдет недолго по времени, а инструкция подскажет, где ждать сюрпризы.
Поддон
Если для изготовления пресса используются части барабана стиральной машинки, то для поддона берётся внешний кожух барабана:
Он обрезается на нужную высоту.
Снизу глушатся все отверстия.
Делается только одно отверстие для стока фруктового напитка. Это отверстие должно быть сбоку в нижней части.
В качестве поддона также используется хоть бочка, хоть пластиковый или металлический таз. В нём также делается отверстие для слива сока.
Фильтры
Этот элемент пресса для яблок изготавливается своими руками из деревянных плашек или барабана стиральной машинки. Если берётся дерево, то выбираются плотные сорта, которые не впитывают влагу, не имеют смол и сильного собственного запаха. В случае изготовления из металла, все части, в том числе болты и гайки, нужны из нержавейки.
В барабане стиральной машинки все лишние, большие отверстия глушатся с помощью резиновой прокладки, стянутой металлической пластинкой. Если потребуется, в барабане дополнительно пробиваются тонкие отверстия, диаметром 1 мм.
Из деревянных реек собрать такой узел несложно. Количество материала будет зависеть от потребности в объёме:
Необходимый объём бочонка для обработки урожая с собственного огорода получится из 20 деревянных плашек высотой от 40 до 50 см, шириной 50-60 мм, толщиной от 20 мм.
Потребуются 3 металлические ленты шириной 2-3 см и толщиной 1 мм для крепления дощечек. Из них получатся стягивающие обручи.
Для фиксации дощечек берутся 60 шурупов и 3 пары болт – гайка из нержавейки.
Из инструментов потребуются:
отвёртка или шуруповёрт;
наждачная бумага;
ножовка по металлу или дереву.
В результате получится негерметичный бочонок без дна. Рассмотрим по шагам:
Все деревянные планки ножовкой ровняются по высоте и обрабатываются наждачной бумагой, чтобы убрать заусенцы, шероховатости и отшлифовать.
Две металлические ленты кладутся параллельно между собой на расстоянии по 5 см от верха и низа получаемого узла и третья посередине.
Плашки раскладываются поперёк лент с зазором 10-12 мм между собой.
Шурупами дощечки крепятся к лентам.
Полученная конструкция сворачивается, а ленты скрепляются на концах болтами.
Будет лучше, если яблочную массу положить в мешки из сетчатой ткани. Либо берутся отрезы ткани, и плоды заворачиваются в них, как в конверт. Весь жмых останется в ткани, а в чистый сок стечёт в приготовленную посуду. Ткань выступает как дополнительный фильтр.
Дренажная решётка
В таком агрегате обязательны дренажные прокладки, они помогают распределить нагрузку пресса и лучше отжать сок. Обычно они изготавливаются из дерева:
Берётся либо достаточно широкая и толстая доска, либо из нескольких плашек, в 2-3 слоя с поперечной укладкой.
Плашки стягиваются шурупами или гвоздями. Соединение шурупами надёжнее.
В полученной прокладке сверлятся отверстия для стекания сока. Такая дренажная конструкция делается с учётом возможного большого давления на неё.
В резервуар укладываются тканевые мешки с резаными яблоками или яблочной массой, иногда яблоки кладут целыми. Если это резаные или целые яблоки, то рекомендуется укладывать один слой мешок с плодами, второй слой, дренажную решётку и так далее.
Если в мешке тёртая масса, то можно класть в один слой 2-3 мешка, в зависимости от того, как мелко натёрты плоды.
Измельчитель
В случае, если пресс мощный и яблоки небольшие и не сильно жёсткие, то можно их давить целиком. Если жёсткие и крупные и пресс средний по мощности, то надо нарезать плоды или перетереть.
Как вариант используется шнековый механизм для измельчения или делается сразу шнековый пресс.
Разновидности прессов
Ознакомьтесь также с этими статьями
Пресс для отжима сока бывает разных видов. Чтобы понять, какой вариант наилучшим образом подходит в том или ином случае, необходимо с ними ознакомиться.
Винтовой пресс
Винтовые прессы, они же механические, предназначены для отжима сока из всевозможных плодов. Принцип работы – сдавливание сырья посредством винта, для получения сока. Такой ручной пресс бывает двух видов.
Пресс с винтом, идущим от основания – это бюджетный вариант. Преимущество данной модели – эффективность. Но, во время работы винт соприкасается с соком, из-за чего, смазка попадает в сок и портится его вкус, качество. Если же винт не смазывать, он начинает часто скрипеть, клинить. Кроме того, в подобных, дешевых вариантах пресса, поддон для сока имеет низкое качество и уже через несколько лет начинает ржаветь или ломаться.
Рамный винтовой пресс – второй вариант, в котором винт расположен сверху. Во время работы он упирается в накладку на поршне пресса, поэтому исключается контакт с соком и смазка от винта в напиток не попадает. За раз получают много сока, но проблема в том, что такой ручной пресс требует много физических усилий. Наибольшую популярность имеют небольшие модели, объемом до 5 литров.
Важно! При работе с прессом нужно постепенно увеличивать давление, иначе в сок могут попадать твердые отходы от плодов.
Винтовые прессы пользуются немалым спросом из-за бюджетной цены, но их качество нельзя назвать лучшим. Они быстро ломаются, винт без смазки может скрипеть, но со своей задачей они справляются превосходно.
Фото Гидравлического пресса
Гидравлический пресс
Этот вид пресса применяется для отжима сока из яблок, моркови, смородины, винограда и других фруктов, овощей, ягод. Гидравлический пресс более практичный в использовании и также бывает двух видов.
Домкратный пресс
Такой аппарат привлекает внимание прямоугольной или квадратной рамой, с упором для штока домкрата. Домкрат располагается всегда по центру сверху или снизу конструкции
Пользоваться домкратом очень просто, такая работа по силам и мужчине и женщине, потому что сил расходуется значительно меньше. Главная проблема в том, что штока домкрата на всю высоту корзины обычно не хватает. И чтобы отжать весь сок, приходится во время работы подкладывать деревянные бруски.
Интересно! Чтобы не подкладывать бруски во время работы с гидравлическим домкратным прессом, можно купить двухступенчатый домкрат.
Пресс с гидроцилиндром может быть полуавтоматическим (электрическим) или ручным. Полуавтоматическая модель работает от электричества и запускается нажатием кнопки, но сырье всегда загружается вручную. Чаще всего применяется в промышленности. Такие аппараты подходят для отжима сока граната, груш, зелени, ананаса и т. д. В раме пресса имеется гидроцилиндр и насос, подающий масло к цилиндру. Объем корзин у моделей, представленных на рынке от 50 до 200 литров.
Гидравлические прессы стоят не дешево и если модели с домкратом часто приобретают для домашних нужд, то пресс с гидроцилиндром используют лишь на предприятиях по продаже свежеотжатых соков.
Фото Комбинированного пресса
Комбинированные прессы
Подходят для отжима сока из яблок, винограда и других ягод, овощей, фруктов. В таких моделях имеется и винт, и гидравлический домкрат. При первом отжиме используется винт, а при втором – домкрат. Такой аппарат намного упрощает отжим и ускоряет процесс, но и стоит не дешево.
Ленточный пресс для отжима сока
Это автоматические модели прессов, которые используются на больших производствах. Они монтируются на линиях по изготовлению сока и действуют в автоматическом режиме. Их эффективность высока, но в быту их использовать нельзя.
Гидропресс
Это полуавтоматический аппарат. В данной конструкции применяется давление воды в водопроводе. Когда фрукты засыпаны в корзину для сырья, она покрывается крышкой. Посередине корзины есть каучуковая мембрана, что под давлением воды увеличивается и отжимает сок.
Пресс подобного типа хорошо работает. Объемы корзин бывают от 20 до 200 литров, но, несмотря на это, такие механизмы намного дороже винтовых или гидравлических. Лишь в случае, если напиток производится для продажи, аппарат сможет окупить свою стоимость. Кроме цены нужно учитывать и то, что каучуковая мембрана иногда рвется и приходится ее заменять. А чтобы аппарат работал, необходим водопровод с давлением в 2-3 атмосферы.
Фото Ленточного пресса
Как сделать основные детали прессов
Изначально нужно подготовить металлическое основание, затем формировать верхнюю половину рамы, располагаемую горизонтальным образом. Для нее подбирают очень прочный материал с толстыми стенками, что позволит исключить деформацию составляющих при нагрузке. Исключить коррозию можно, обработав поверхность рамы краской. Затем на основание укладывают фанеру, сверху устанавливают бачок с поддоном. Фанеру покрывают лаком.
Поддон
Если пресс изготавливается самостоятельно, важно правильно изготовить поддон. Здесь иногда используют большой горшок, где возле бортика вырезают круглое отверстие и закрепляют трубочку
Посредством этой трубочки сок будет стекать из поддона в приемник. Работая с конструкцией, нужно соблюдать аккуратность. Поддон может поломаться, если зацепить трубку, поддон, или уронить что-либо на него нечаянно. По неаккуратности можно вырвать трубку. По этой причине поддон предпочтительнее выбирать из стали-нержавейки, а к отверстию приварить металлическую трубку.
Поддон можно сделать из большой тарелки или из подставки под цветочный горшок
Фильтры
Фильтрами служат мешочки, в которые складывают мезгу. Лоскуты ткани, которые нужны для изготовления мешочков с плодами, должны быть прочными. Для этого подходят: бязь, хлопок или мешковина. Некоторые используют льняное полотно. Плотность ткани не должна уменьшать ее фильтрационные качества, но и не должна быть ворсистой.
Для фильтрации сока стоит использовать прочную ткань с мелкой сеткой, например, лавсан или полиэстер.
Дренажная решетка
Решетку для дренажной функции в виде корзины можно смастерить из дубовых, березовых или буковых дощечек. Выбирают такие, толщина которых равна 20 мм и более. Для этого берут несколько одинаковых дощечек, две стальные полосы, саморезы, имеющие специальное покрытие. Дощечки прикручивают к полосам, загибают полосы по кругу, закрепляют болтами. Корзина готова. Расстояние между планками около 10 мм. Не стоит брать пластинки из ДСП, такой материал будет выделять в сок смолы, опилки и прочие вредные вещества.
Для пошива мешочков используют любую прочную ткань, которая не порвется при давлении сырья. Кроме того, ткань должна обладать фильтрующими свойствами.
Измельчитель
Эта деталь является обязательной частью прессов, поскольку их модели работают в комплексе с такой составляющей любой отжимающей конструкции. Наиболее простым среди подобных измельчающих механизмов считается барабан-терка из стали, который помещают в самодельный кожух с отверстием для загрузки мезги. При повороте ручки измельчитель приводят в движение, превращают плоды в мезгу.
Делают его из листа влагостойкой фанеры, листа антикоррозийной стали или деревянных дощечек. Полученный бункер монтируют на круговой вал. Ко дну бункера крепят два брусочка для устойчивости. Внизу полученной емкости врезают валик из деревянного материала, на которые накручены саморезы по спирали. Ось вращения элемента выводят наружу, вставляют дрель в него. Он будет играть роль измельчительного барабана. Для этого можно воспользоваться обычной скалкой, которая есть на каждой кухне.
Изготавливая модель приспособления для получения сока, следует обратить внимание на ее устойчивость. Чтобы справиться с этой проблемой внизу рамы приваривают три куска трубы с квадратным сечением
Они будут вместо ножек придавать агрегату устойчивость. В верхней части импровизированных ножек укладывают подставку, сделанную из досок или деревянной плиты, где размещают поддон.
Самостоятельно сделать пресс для качественного отжима для получения любого сока можно, не затрачивая на это больших денежных средств или специальных умений, навыков или знаний. Использования сложного оборудования тоже не требуется.
Силовой элемент конструкцииПоршень
Шнековый самодельный пресс
Шнековый пресс напоминает мясорубку. Работает он от электрического двигателя, который вращает шкив при помощи ременной передачи. В подающую камеру загружается сырье, шнек его измельчает и продавливает через сито. На выходе шнековый пресс дает сок с мякотью.
Для домашнего изготовления это самый сложный вариант. Чтобы его собрать, потребуются чертежи и схемы, а также:
Прочный корпус из нержавеющей стали,
Шнековый пресс, который ставится внутри корпуса,
Емкость для приёма сырья,
Емкость для готового сока,
Электрический двигатель, дающий от 1500 оборотов в минуту.
Конструкцию собирают на металлической раме. В качестве корпуса можно использовать корпус от обычной или электрической мясорубки. В него устанавливается шнековый пресс, который при помощи привода крепится к двигателю. На выходное отверстие монтируют сито с нужным диаметром ячейки. В качестве емкости для готового сока можно использовать банки, кастрюли или тазы.
Производительность такой машины — до 7 литров сока за 5 минут.
18 Простая в использовании пресса для сидра своими руками Планы по изготовлению собственного яблочного сидра
Был ясный осенний день, и мне было всего около 5 лет. Наш класс отправился на экскурсию в местный яблоневый сад. Нам было так весело смотреть на все яблоки.
Затем мы отправились в тур, где они делали свой собственный яблочный сидр. Так вкусно пахло. Моя мать прислала мне немного денег, поэтому я купил немного сидра, чтобы взять его домой.
Когда я вернулся домой, моя прабабушка ждала, пока я выйду из автобуса. Я показал ей сидр, и я помню, как мы вместе выпили по стаканчику.
По сей день каждый раз, когда я вижу яблочный сидр, я думаю о ней, потому что помню, как после этого мы много раз пили сидр вместе.
Так что я собираюсь поделиться с вами некоторыми планами, как вы можете построить свой собственный пресс для яблочного сидра и сделать свои собственные драгоценные воспоминания, такие же, как у меня сейчас, чтобы помнить мою прабабушку.
1. Пресс для яблочного сидра с кофемолкой
Приближается осень, и вы знаете, что вместе с ней наступает сезон яблок. Вам понадобится отличный пресс для сидра, чтобы приготовить вкусный домашний яблочный сидр.
Так почему бы не построить этот пресс. Также есть измельчитель, который немного облегчит вам жизнь.
Кроме того, он содержит подробные инструкции и полезные изображения. Если вам нужна простая сборка для функционального пресса для сидра, то вы можете рассмотреть возможность создания этого.
Попробуйте эти чертежи для своего пресса для сидра
2. Малый самодельный пресс для сидра
Любите ли вы каждую осень свежий яблочный сидр? Если да, то вам обязательно понадобится собственная пресса для сидра. Но зачем покупать, если можно построить самому?
Итак, если вы решили построить свой собственный пресс для сидра своими руками, вам стоит взглянуть на эти планы.
Мало того, что они детализированы и имеют много отличных изображений, но они также предназначены для небольшого пресса для сидра, поэтому он не будет громоздким и не будет мешать, когда он не используется.
Попробуйте эти схемы для своего пресса для сидра
3. Измельчитель яблок и пресс для сидра Whizbang
Этот пресс для сидра должен привлечь ваше внимание уже одним названием. Разве ты не любишь это слово — Whizbang? Это напоминает мне телешоу, которое смотрит мой младший ребенок.
Но в любом случае, эта пресса для сидра, похоже, офигенная. Он перемалывает ваши яблоки прямо во вкусный сидр. Также выглядит прочной конструкцией.
Однако эти планы платные. Вы должны на самом деле заказать их, но сайт предлагает фотографии того, как будет выглядеть пресс для сидра, если вы будете следовать инструкциям.
Попробуйте эти схемы для пресса для сидра
4. Пресс для сидра Матери-Земли
Мы здесь большие поклонники Новостей Матери-Земли. Это издание существует уже много-много лет и содержит много качественной информации.
Так почему этот пресс для сидра должен быть другим? Эта публикация предлагает качественные инструкции по сборке этого пресса для сидра, и все это бесплатно.
Это означает, что если вам нужен качественный пресс для сидра с ограниченным бюджетом, вам стоит ознакомиться с этими чертежами.
Попробуйте эти чертежи для своего пресса для сидра
5. Промышленный пресс для сидра
Этот пресс для сидра выглядит так, как будто он пришел к делу. Когда вы увидите, как это выглядит индустриально, вы никогда не поверите, что это домашнее.
Так и есть. На сайте есть список материалов и фотографии, подтверждающие это.
Но на этом они не останавливаются. Они даже дадут вам подробное руководство о том, как правильно его использовать, чтобы вы могли максимально использовать урожай яблок в этом году.
Попробуйте эти чертежи для своего пресса для сидра
6. Пресс для сидра с приводом от автомобиля
Этот пресс для сидра требует некоторого предвидения, прежде чем вы начнете строить. Я имею в виду, что нет учебника.
Итак, вам понадобятся некоторые столярные навыки, которые позволят вам смотреть на картинку и строить оттуда. Если у вас есть такие навыки, то вам понравится этот пресс для сидра.
Судя по подписи, этот пресс для сидра на самом деле приводится в действие автомобильным домкратом. Это довольно круто, если вы спросите меня.
Попробуйте эти чертежи для пресса для яблок
7. Гениальный пресс для яблок своими руками
Мне нравится этот урок по его прессу для яблок. Они дают вам все, что вам нужно, маленькими шагами. Все начинается с подробного списка материалов, который, кажется, сопровождается гиперссылками, которые должны привести вас на сайт, где вы действительно можете приобрести материалы.
Затем они показывают вам набросок своей конструкции пресса для сидра. Который затем проведет вас через весь процесс создания этого пресса.
Не говоря уже о том, что они дают вам качественные фотографии, которые помогут вам в сборке, а также для тех (таких, как я), которые больше учатся визуально.
Попробуйте эти схемы для пресса для сидра
8. Пресс для фруктов с одной кадкой
Это не план для пресса для яблок. На самом деле это ссылка на один из самых удивительных магазинов, если вы спросите меня, так что вы можете легко купить пресс для сидра.
Так почему я включил это?
Ну, потому что у некоторых людей нет времени строить пресс для сидра, а некоторые люди просто предпочитают покупать вещи. Мы никак не связаны с этим магазином, поэтому обязательно изучите его.
Но по моему собственному опыту, с ними было здорово иметь дело.
Попробуйте эти чертежи для своего пресса для яблок
9. Соберите свой собственный пресс для фруктов
Это старое учебное пособие по сборке пресса для фруктов. На самом деле это напоминает мне некоторые из книг моего деда по столярному делу, которые он читал все время.
В любом случае, планы очень подробные, а инструкции очень подробные.
Так что, если вам нужен простой в использовании учебник по сборке этого пресса для сидра, вам следует рассмотреть этот вариант.
Попробуйте эти чертежи для пресса для сидра
Пресс для сидра своими руками
Первая версия
Теперь, когда яблоки нарезаны на мелкие кусочки, их можно раздавить, чтобы выпустить сок.
Существует несколько вариантов печати. Плоды можно раздавить с помощью резьбы, сжимающей мякоть. Однако для извлечения значительного количества сока требуется довольно большое давление, поэтому вам нужны либо руки, как у Арни, либо очень длинная ручка. Другой метод (и тот, который выбрал я) использует гидравлический автомобильный домкрат для создания давления. Мой собственный пресс для сидра был улучшен даже больше, чем мой скреттер; теперь это третья версия. Я проведу вас через эволюцию дизайна. Первоначальные планы были доступны в Интернете, но после изготовления пресса для сидра в соответствии с этой конструкцией он сломался при втором использовании. Возможно, мой бутылочный домкрат был слишком мощным.
Я сделал деревянную раму из фанеры нескольких толщин. На этой раме я поместил деревянный поднос с отверстием на одном конце и трубой, ведущей к ведру.
(Щелкните фото, чтобы увеличить)
Кусочки яблока помещаются в нейлоновую сетку (некоторые старые сетчатые занавески были такими) и складываются стопкой на подносе. Каждая из этих упаковок называется «сыр». Затем поверх сыров кладут еще одну доску, а затем используют домкрат для бутылок, чтобы оказать давление.
Вторая версия
Как уже упоминалось, деревянная часть наверху треснула, когда я пытался использовать пресс на втором году своего сидроделия. Нам пришлось вернуться к прессованию яблок в небольшом фруктовом прессе, подобном этому:
.
Как вы понимаете, работы было много! Поэтому, когда мы добрались до Франции, я начал конструировать новую, улучшенную, усиленную модель, на этот раз из стали! Я сварил раму, аналогичную по форме предыдущей модели. (не обращайте внимания на поперечину посередине, она не использовалась):
У меня остался кусок кухонной столешницы после установки нашей новой кухонной раковины, поэтому я использовал его в качестве основы для поддона для сока. Используя радиальную пилу, я обрезал его до нужного размера, чтобы он поместился внутри металлической рамы, которую я сделал:
Я прикрепил несколько кусков фанеры, чтобы сформировать боковые стороны, и установил пластиковый кран для подачи сока.
В очередной раз для удерживания пульпы на месте во время прессования использовался сетчатый материал для штор. Я также сделал деревянную рамку, чтобы придать форму сыру:
После того, как несколько сыров были сложены друг на друга, сок начал течь сам по себе:
Затем поверх штабеля сыров был помещен еще один обрез кухонной столешницы и установлен автомобильный домкрат. Использование гидравлического домкрата , так что намного проще, чем накручивание резьбы! Мне пришлось использовать кусок дерева, так как я сделал раму слишком высокой. (Это оказалось к лучшему, потому что третья версия действительно требовала этой дополнительной высоты!)
Версия третья (точнее, версия вторая с дополнением…)
Еще одна проблема стала досадно очевидной, когда усилилось давление. Хотя домкрат обеспечивал достаточное давление, сыры начали соскальзывать вбок. И верхняя часть рамы начала прогибаться вверх. В этот момент нас посетил T&M , и ему удалось убедить меня не выбрасывать все это на помойку.
Вместо этого меня представили их другу.
Отказ от ответственности: Все нижеследующее является полностью гипотетическим и вымышленным, поэтому фотографии явно созданы компьютером; и, следовательно, также должны быть вымышленными.
Итак, этот гипотетический друг сконструировал «сырницу», гипотетически используя свой огромный металлообрабатывающий станок, чтобы гипотетически модифицировать цилиндрический объект, который ранее содержал легковоспламеняющийся газообразный материал, и который абсолютно не разрешается модифицировать! Обратите внимание, что я не рекомендую вам делать это самостоятельно и не несу никакой ответственности, если вы это сделаете. Как я объяснил выше, все это чисто гипотетически. Я просверлил множество отверстий в основании, чтобы выпустить сок, а позже покрасил этот гипотетический предмет слоем краски:
Верхняя часть оригинального предмета была срезана, обрезана и усилена путем приваривания к середине квадратных трубок. Эта модифицированная верхняя часть вышеупомянутого гипотетического сыродержателя переворачивается в процессе прессования и довольно плотно прилегает к стенкам стального цилиндра. * См. обновление ниже.
Пока у меня была кисть, я также покрасил стальной каркас. Вы заметите, что я также добавил некоторую распорку к верхней перекладине.
Итак, третья версия работает? О да… как шарм.
Сыры (все еще находящиеся в сетке), извлеченные из пресса, были практически сухими. Теперь, когда мякоть превратилась в яблочный сок, мы можем приступить к приготовлению яблочного сидра!
* Обновление, ноябрь 2015 г.
Во время использования я обнаружил, что у оригинальной «крышки» был изъян.
Двухвалковые вальцы для резины — Оборудование для полимеров, пластмасс и резины (вальцы, прессы, экструдеры, смесители, ножи и линии)
Описание
Валки изготовлены из стали высокой твердости,а поверхность покрытая хромом зеркально отполирована. В сочетании с простой регулировкой зазора между валками и надежными защитными устройствами вальцов позволяет просто и равномерно смешивать полимерные материалы.
Характеристики
Безопасность
рычаг аварийной остановки, остановка коленом
Габариты (Ш × Г × В), мм
1150×500×1220
Зазор между валками, мм
0,2-8, регулируется
Масса, кг
около 490
Модель
WL-75-С
Панель управления
светодиодный экран (LED), кнопки управления, числовой экран
Питание
3∮,AC380V,22A
Поверхность валков
хромированное покрытие HRC60
Потребляемая мощность, кВт
5,5
Размер валков, мм
150× 320
Скорость вращения, об/мин
постоянная/ регулируемая (опционально)
Способ нагрева
электрический
Способ охлаждения
водопроводная вода
Фрикция
1:1,4
Вальцы двухвалковые 1700ммх20мм Б/У — Биржа оборудования ProСтанки
Доска объявлений
Металлообработка
Обработка рулонного и листового металла
Вальцовочные станки
Вальцы с электроприводом
Объявление не актуально!
Вальцы двухвалковые 1700ммх20мм после капремонта в отличном состоянии. Проверка в работе , локация Пенза цена 200т.р. с демонтажем , погрузкой. Нет паспорта. Кап ремонт в 2022г. Продажа от ИП
Создано 16.04.2022 Изменено 16.04.2022
Станки по металлу
Металлообрабатывающие станки
Вальцы станок
Вальцовочный станок б у
Валковая листогибочная машина
Листогибочная валковая машина
Похожие объявления
Интересные статьи партнеров
3D-печатные инструменты для штамповки на листогибочном прессе
Sashimono — древняя японская техника изготовления деревянной мебели
Как быстро сделать рабочий стол из фанеры на фрезере с ЧПУ + DXF файлы
Запуск фрезерного станка с ЧПУ RJ 2030 ATC и лазерно-гравировального станка LM 9060 PRO в Казани
40 интересных фактов о металлах
Тест лазерного очистителя металла от ржавчины непрерывного типа LM-2000C/1500 Raycus на складе
12 методов изготовления изделий из пластика и примеры их использования [Часть 1]
Лучшие контроллеры ЧПУ для фрезерных, токарных и плазменных станков [Часть 1]
Так Ёшино — мастер по изготовлению мебели дзен в Японии
Вы недавно смотрели
Все просмотренные объявления →
Двухвалковый стан MW-10 | Dijatec Machinebouw BV
Силиконовая лаборатория для профессионалов
Dijatec Machinebouw производит две валковые мельницы для смешивания силиконов и полимеров. С этой машиной можно смешивать все HCR до 90° Shore A. Максимальная масса примерно 0,5 кг. для этой машины, в зависимости от твердости HCR. Эта машина разработана для использования на верстаке. Перед зазором между двумя смесительными валками расположена проволока, при нажатии на которую машина останавливается.
Все функциональные кнопки удерживаются для запуска.
В тех случаях, когда машиной управляет персонал, Dijatec Machinebouw может установить ограждение перед зазором между смесительными валками, которое полностью защищает вход. Заявка на патент на эту систему. Когда это ограждение является частью машины, необходим сжатый воздух для управления ограждением.
Сразу к
Технические характеристики
Стандартное оборудование
Высококачественное хромированное покрытие
Высококачественный хромированный слой на валках облегчает работу
Маленькая, но мощная
Эта небольшая машина обладает достаточной мощностью, чтобы закончить вашу работу
Загрузить информацию
Загрузить полные спецификации продукта в формате PDF
Перейти на страницу загрузки
Технические характеристики
Электрическое подключение: 230 В, 1 фаза и заземление Установленная мощность: 0,5 кВт 0 Вольт безопасности Стандартная рабочая высота: высота рабочего стола + 300 мм Ширина рулонов: 400 мм Диаметр рулонов: 100 мм Зазор минимум/максимум: 0 – 15 мм Скорость вращения: переменная от 1 до 11 об/мин Вес машины: 170 кг Размеры: Г x Ш x В: 555 x 685 x 530 мм
Цвет
Стандартная рама этой машины имеет порошковое покрытие RAL 5026 (темно-синий металлик). Покрытие машины порошковое покрытие RAL 9001. Машины могут быть поставлены в любом цвете по вашему желанию (за дополнительную плату).
Стандартное оборудование
Ножная педаль
Стопорный трос
Руководство по эксплуатации
Уникальная функция безопасности (система BRDS)(нажмите для получения дополнительной информации)
Система с двойным цепным приводом
Машина стоит на регулируемых ножках
Панель управления с сенсорным экраном
Доступно несколько языков (английский, голландский, французский, испанский, немецкий)
Цифровой фрезерный толщиномер
Светодиодное освещение за проемом ролика
Дополнительное оборудование
Может быть оснащен нашей системой безопасности полного покрытия. Для получения дополнительной информации об этой системе щелкните следующую ссылку.
110 В 50/60 Гц вместо 230 В 50/60 Гц
400 В, 50/60 Гц вместо 230 В, 50/60 Гц. 0003
Легкая ручная двухвалковая мельница
Посетите страницу
Двухвалковая мельница MW-20
Двухвалковая электрическая мельница модели MW-20. Используется для смешивания от 500 до 1300 г материала
Посетите страницу
Двухвалковая мельница MW-20 HV
Эргономичный дизайн благодаря электрической регулировке высоты
Посетите страницу
Двухвалковая мельница HW-30
смешивание до 6,5 кг материала
Посетите страницу
Двухвалковая мельница – конструкция и классификация
FYI-тестер
Инструкции по использованию
Содержание
1 Что такое двухвалковая мельница?
2 Что такое структура и классификация двухвалковой мельницы?
3 История двухвалковой мельницы и развитие
Что такое двухвалковая мельница?
Лабораторная двухвалковая мельница DW5110 — это машина для рафинирования резины открытого типа. Резиновая фабрика, используемая для производства пластиковой резины, смешанной резины или горячего рафинирования на машине с открытым резиновым роликом.
Основными рабочими органами являются два полых ролика или бурильные ролики, вращающиеся в противоположных направлениях. Устройство называется передним роликом со стороны оператора. Он может двигаться вперед и назад с помощью ручных или электрических движений, чтобы регулировать расстояние вращения и адаптироваться к рабочим требованиям. Задний ролик зафиксирован и не может двигаться вперед или назад. Размер двух роликов обычно одинаков, и они вращаются с разной скоростью. Зазор между двумя валками растягивается при вращении валика, а сырой клей или клеевой материал подвергается интенсивному сдвигу и достигает цели смешивания. Мельница также используется в переработке пластмасс и других отделах.
На заводе пластмассовых изделий люди также называли его двухвалковой мельницей. Смеситель представляет собой разновидность оборудования для смешивания пластмасс, которое применялось ранее при производстве пластмассовых изделий. На производственной линии каландровой машины функция мельницы перед каландровой машиной и после смесительной машины заключается в смешивании и пластификации сырья, равномерно перемешанного, чтобы обеспечить более однородное плавление материалов для каландрирования пластиковых изделий каландровой машины. .
При производстве кабельных материалов функции открытия и очистки напрямую объединяют порошкообразные материалы, смешанные в соответствии с формулой, в плавящиеся материалы, а затем прессуют в чешуйчатую ленту, так что гранулятор разрезает на гранулы. На линии по производству напольной кожи можно напрямую подавать кожаную смешанную пластифицированную равномерную грунтовку. Также можно перерабатывать отходы пластиковой пленки (листа) на заводе по переработке пластика обратно.
Что такое структура и классификация двухвалковой мельницы?
Очистка пластмасс, дробление, промывка и прессование сырой резины;
Удаление примесей при смешивании, прессовании и склеивании материалов;
Горячее рафинирование и поставка резиновой смеси;
Измельчение, смешивание и прессование регенерированной резины.
Двухвалковая мельница в основном состоит из ролика, подшипника, рамы, сальника, приводного устройства, устройства регулировки расстояния, системы смазки, устройства регулировки температуры и устройства аварийного торможения. Хотя размер мельницы другой, но ее основная структура аналогична. В процессе рафинирования каучука мельница в основном использует два вращающихся относительно друг друга ролика, которые сжимают и разрезают каучук. После многократного замешивания и химического воздействия, сопровождающего процесс замешивания, цепь больших молекул внутри каучука разрывается, и различные компоненты внутри каучука смешиваются равномерно, и, наконец, цель очистки каучука достигается.
Из пленки, исключенной в валковый зазор, наносится на один вал из-за разницы в поверхностной скорости и температуре двух валков и возвращается на два других вала, таким образом многократно завершая рафинирование каучука. В процессе пластификации молекулярные цепи каучука меняются с длинных на короткие. Эластичность идет от большой к малой; В процессе смешивания поверхность каждого компонента клея постоянно обновляется и перемешивается равномерно. При периодической работе смесителя после многократной подачи резинового материала через расстояние несколько раз и, наконец, отрежьте нижние куски.
Эффект выдавливания обусловлен резиновым материалом за счет постепенного уменьшения расстояния между роликами, с увеличением поперечного давления и выдавливания
Увеличение давления; Сдвигающее действие обусловлено соотношением скоростей переднего и заднего ролика, чем больше сила сдвига.
Технические характеристики смесительной машины с параметром «часть рабочего ролика x длина секции диаметра ролика», например, Φ 550 x 1500, единица измерения — мм.
Частью китайского стандарта является диаметр ролика перед числом китайских фонетических символов, указывающих на использование машины.
Технические характеристики машины должны включать: скорость валков, передаточное отношение, мощность, производительность смешивания, диапазон регулировки расстояния между валками, размер внешней установки и режим передачи и т. д.
Основные части мельницы включают: валки, валки подшипник, устройство регулировки расстояния, рама, предохранительный тормоз и резиновая пластина.
История двухвалковой мельницы и развитие
Двухвалковая мельница — самая ранняя, используемая в резиновой промышленности, простая структура самого основного резинового оборудования.
Уже в 1820 г. одновалковая машина для рафинирования резины с ручным приводом. Двухвалковая машина для смешивания резины использовалась для обработки резины в 1826 году. Она имеет более чем 180-летнюю историю. Китай начал проектировать и производить крупногабаритные сверлильные станки в 1955 году. За последние пятьдесят лет уровень проектирования и производства мельниц значительно улучшился. В последние годы постоянно появляются отечественные смесители нового типа. Эффективно способствовал развитию буровой машины. До сих пор отечественная мельница стала серией. И он завершил часть работы по проектированию спецификации и был экспортирован за границу.
В связи с непрерывным развитием резиновой промышленности мельница для разрыхления шаг за шагом совершенствуется и обновляется. В связи с применением и развитием такого оборудования, как экструдер. Смеситель и смеситель непрерывного действия, диапазон применения смесителя был значительно сокращен в автоматической производственной линии смешивания воды. Тем не менее, он по-прежнему широко используется на средних и малых фабриках. Особенно в производстве рециклированной резины и специальных видов резины в небольших партиях и резиновых материалов.
Персонаж за пределами страны думает, мельничная машина не заменяет, чтобы открыть машину. Мельничный станок просто делает клей, который близок к завершению, а для последующей обработки лучше использовать открытую машину, чтобы продолжить отделку.
В зарубежной серии больших изменений не произошло, структура налажена. Тенденция его развития включает 5 частей.
При ремонте пола стяжка — это необходимость. Этот вид стяжки, как и все легкие бетоны, можно приготовить с использованием песка, полученного из керамзита, являющегося мелкофракционным строительным материалом, частицы которого составляют до 5 мм.
Легкий керамзитобетон, как и керамзитную стяжку, можно изготовить в домашних условиях.
Особенно если производитель бетона и растворов для стяжки располагается далеко от места строительства. Приготовление экологически чистого и теплого керамзитобетона своими руками позволит получить необходимый строительный материал не только в нужном объеме, но и с требуемой структурой и правильным составом.
Керамзит — один из самых популярных материалов, применяемых для стяжки пола. Приготовить раствор керамзитобетона можно своими руками, используя рекомендуемые пропорции.
Пропорции для раствора керамзитобетона таковы: 1 часть цемента, 3 части песка и 8 частей керамзита. Бетон можно изготовить из таких видов керамзита, как песок, гравий и щебень, которые максимально адаптированы для производства бетонных блоков и покрытий.
Вернуться к оглавлению
Подготовка и транспортировка
Вернуться к оглавлению
Процесс изготовления раствора
Для изготовления качественного раствора с использованием керамзитобетона, нужно придерживаться рекомендуемых пропорций. При правильном разведении смеси, стяжка получится качественной и долговечной.
Инструменты и приспособления, которые понадобятся в процессе подготовки раствора керамзитобетона:
Пневмонагнетатель со смесительным бункером или бетономешалка объемом 200 л со строительным корытом (200 литров).
Гибкие шланги для транспортировки смеси или лопата с ведром для заливки пола.
Перечень необходимых материалов должен включать следующие компоненты:
Цемент (М400 или М500).
Песок карьерный мытый.
Керамзит (фракция 5-10).
Вода, от 200 до 300 литров на один куб, что определяется влажностью материалов.
Пластификатор — мыло хозяйственное или порошок стиральный.
Перед замешиванием керамзитобетонной смеси, смеси, гранулы керамзита необходимо смочить водой, чтобы улучшить свойства адгезии раствора.
Подготовительные работы к устройству керамзитобетона в опалубке сводятся к приготовлению раствора для заливки пола. Перед тем как начать замешивать керамзитобетонную смесь, гранулы керамзита смачивают водой для улучшения свойства адгезии раствора с добавлением песка с цементом.
Инструкция по приготовлению одного замеса керамзитобетона включает следующие шаги:
Включить бетономешалку или пневмонагнетатель.
Залить воду.
Добавить цемент.
Засыпать песок, соблюдая необходимые пропорции.
Тщательно перемешать смесь.
Всыпать в раствор керамзит, соблюдая правильность загрузки резервуара.
Получить гомогенную смесь керамзитобетона объемом 200 литров.
На весь процесс приготовления одного замеса керамзитобетона уйдет около 3-4 минут. В процессе выполнения работ тщательно следят за консистенцией состава. Качественный раствор может иметь вид пластилина либо сметаны густой консистенции. Если есть необходимость, требуется добавлять воду для снижения густоты. При получении более жидкой консистенции, чем это предусмотрено инструкцией, такие бетоны просто перемешиваются после непродолжительного отстаивания. Для получения более однородных бетонов применяется сухое смешивание, то есть берутся только сухие компоненты, а затем добавляется вода и производится домешивание.
Вернуться к оглавлению
Использование готового керамзитобетона
После того, как работа по укладке и выравниванию раствора керамзтоибетона выполнены, необходимо дать поверхности высохнуть в течение 1-2 дней.
Чтобы начать заливать бетон, после окончания приготовления смеси, подготавливают ведра с лопатами, либо гибкие шланги для транспортировки раствора. Готовую смесь керамзитобетона транспортируют с использованием шлангов, по которым раствор поступает под воздействием сжатого воздуха. Небольшие порции раствора подаются через резиновый рукав под давлением к месту, где укладываются слои керамзитобетона. При наличии гасителя рабочее давление разрежается и раствор насыпают небольшими порциями на пол внутри помещения.
После выполнения всех работ по укладке и выравниванию раствора керамзитобетона поверхность оставляют на день или два, затем по затвердевшей поверхности можно будет ходить, но чем большее время сохнет поверхность, тем надежнее и прочнее становится покрытие пола.
Керамзит не только улучшит качсество стяжки пола, но и также является отличным материалом для утепления полов в помещении.
Раствор, который поступил из гасителя, необходимо равномерно распределить по всему полу помещения до требуемой отметки. С помощью легкой утрамбовки заполняют керамзитобетоном каждую неровность, обеспечивая при этом наличие дополнительной теплоизоляции трубопроводов и отопления.
Поскольку керамзитобетонный раствор сохраняет необходимую вязкость недолго, его применяют в процессе заливки полов сразу после приготовления смеси. При этом предварительно монтируется герметичная опалубка для заливки.
Для изготовления керамзитоблоков с использованием специальных форм для заливки бетона их устанавливают на поддоны, а в процессе заливки используют лопаты либо ведра. К залитому бетону нельзя применять какие-либо механические воздействия, поэтому его оставляют до полного затвердевания на сутки или двое, а после снимают опалубку с блоков. Когда все работы по керамзитобетонной подготовке произведены, выполняют предварительные работы по приготовлению цементно-песчаной стяжки.
Вернуться к оглавлению
Рекомендации по выполнению стяжки
Для выравнивания керамзита необходимо использовать сухую смесь. Для этого необходимо добавлять в смесь воду до тех пор, пока раствор не станет тягучим и однородным.
Для качественной утрамбовки и выравнивания керамзита его используют сухим, а не влажным. В приготовленный раствор с керамзитом добавляется вода до тех пор, пока он не станет тягучим и однородным. Раствор М100 берется в отношении одна часть к трем-четырем частям керамзита. Замешивая, необходимо следить за его фракцией. Данная марка раствора предотвратит появление трещин в результате переизбытка цемента. Для предотвращения появления расколов в стяжке берут воду в не очень большом количестве. При этом размер расчетного пирога цементной стяжки должен составить больше 10-12 сантиметров.
Выполнение двухслойной стяжки необходимо в случае обнаружения на основании, где будет укладываться будущая стяжка, больших перепадов, если соблюдать горизонталь по всей площади на уровне десяти сантиметров и более. Чтобы качественно осуществить все работы по устройству стяжки пола с керамзитом и нормальным цементным раствором, необходимо следовать приведенной ниже инструкции, тщательно соблюдая все пропорции:
Смешать керамзит с раствором при помощи миксера или электродрели с миксерной насадкой.
Начиная подготовку второго слоя стяжки, сбивают все выступающие острые части на полу. Углубления сравниваются с общим основанием пола.
Уложить полиэтиленовую пленку для гидроизоляции. Можно пользоваться гидроизолом или жидкой мастикой.
Производить настил изолона, фиксируя его с помощью скотча по всему периметру. Можно поднять материал повыше, чем уровень стяжки.
Настелить, если есть необходимость, кладочные сетки.
После заполнения керамзитом и выравнивания подождать два или три часа, пока вся вода не впитается в керамзит, и начать установку маяков, представляющих собой металлические рейки или профили.
Залить основной слой финишным раствором выравнивающей цементно-песчаной стяжки, для прочности добавить пластификатор, препятствующий появлению трещин. Толщина слоя должна равняться около 40-50 сантиметров на смесь гипсовой штукатурки и плиточного клея.
Оставить готовую стяжку для высыхания на месяц.
Регулярно смачивать поверхность пола водой, чтобы не было образования трещин.
Таким образом можно сэкономить средства, снизив общую нагрузку на основания перекрытий пола. Данная технология при ее точном соблюдении позволяет не только сделать пол новым и качественным, но и получить более легкую стяжку, по сравнению с другими видами, обладающими высокой звуко- и теплоизоляцией.
состав и пропорции, своими руками
Керамзитобетон — аналог бетонного раствора, используемого для половой стяжки. Только в составе стройматериала вместо мелкой щебенки используются вспученные глиняные гранулы, в результате получается теплое половое основание. Соблюдая для керамзитобетона пропорции, установленные строительными нормами, его можно приготовить самостоятельно. Но керамзитобетон — это хрупкий строительный материал, поэтому его не используют для выравнивания поверхностей, которые будут впоследствии подвергаться постоянным нагрузкам.
Материал представляет собой композит с пористой структурой, применяемый в строительстве.
Содержание
1 Виды керамзитобетона и их характеристики
1.1 Какие марки бывают
1.2 Что строят из этого вида бетона
1.3 Блоки из керамзита
2 Состав
3 Пропорции смеси с керамзитом для различных целей
3.1 Для пола
3.2 Для стен
3.3 Для перекрытий
Виды керамзитобетона и их характеристики
Основные характеристики керамзитобетона определяют его марка и плотность. Эти показатели зависят от используемых компонентов в составе строительного материала и их фракций.
По плотности различают 3 категории стройматериалов:
беспесчаные;
поризованные;
плотные.
Плотный бетон содержит повышенное количество цементного состава.
Для производства беспесчаных бетонов применяется цемент, гравий и вода. Песок в раствор не добавляется.
Материал недорогой, применяется для обустройства малоэтажных зданий: стен, перекрытий и половых оснований.
Из поризованных смесей производят 3 типа строительных блоков, отличающихся друг от друга прочностными показателями:
теплоизоляционные блоки d(400-700) — применяются для утепления стен зданий;
теплоизоляционно-конструкционные изделия d(800-1400) — предназначены для утепления и возведения внутренних перегородок;
стеновые стройматериалы d(1400-2000) — используются для строительства инженерных конструкций.
В состав плотного керамзитобетона входит большое количество цемента, при этом его характеристики сочетают свойства поризованного и беспечанного бетона. Этот стройматериал дорогой, поэтому в строительстве используется редко.
Также керамобетон классифицируется по объемной массе.
По этому показателю строительный материал делится на 3 категории:
Вес керамзитобетонных блоков.
тяжелый — объемная масса 1200-1400 кг/куб. м, значение прочности — 25 МПа;
легкий — объемная масса 800-1000 кг/куб. м, в его состав входит легкий керамзитовый компонент;
особо легкий — объемная масса 600-1800 кг/куб. м, значение прочности — 7,5-40 МПа.
При самостоятельном изготовлении бетонного раствора в него можно добавлять, кроме керамзита, шлаковую пемзу или зольный гравий.
Какие марки бывают
Керамзитобетон по прочностным характеристикам может быть следующих марок:
М300 — материал отличается повышенными прочностными показателями, поэтому его используют при строительстве фундаментных оснований и несущих инженерных конструкций.
М200 — используется для отливки легких цокольных перекрытий и производства строительных блоков для возведения стен.
М150 — материал предназначен для отливки стеновых панелей, производства легких керамзитовых блоков.
М100 — состав часто используют для обустройства половых стяжек.
М(50,75) — стройматериал предназначен для обустройства перегородок в помещениях и теплоизоляции наружных стен.
Фракции керамзитобетона.
Что строят из этого вида бетона
Керамзитобетон — это универсальный материал, который широко применяется в строительной области. Его особенность —
возможность регулировать необходимую плотность готового стройматериала.
Применение керамзитобетона:
В малоэтажном строительстве. Из легкого керамзитобетонного раствора производят строительные блоки, панели, прочие материалы перекрытия. Часто этот стройматериал используют для возведения бань и как внутренний слой многоуровневых стеновых панелей.
Для обустройства стяжки половых оснований, внутренних перегородок. При заливке стяжки пола материал выполняет теплоизолирующую функцию. Чтобы половая стяжка быстрее затвердела и набрала необходимую прочность, рекомендуется делать раствор в следующей пропорции: 1 часть цемента, 3 части песка, 2 части камня, 1 часть воды.
Производство плит перекрытия. Строительный материал изготавливается по литьевой технологии. Преимущества готовых изделий: сохранение тепла внутри дома, небольшая масса, влагостойкость, продолжительный период эксплуатации. Единственный недостаток — стройматериал достаточно хрупкий.
Возведение фундаментов и несущих стен зданий. Для этих целей применяются высокопрочные керамзитобетоны, изготовленные из портландцемента. Монолитные плиты дополнительно армируют стальным каркасом, что увеличивает прочность материала.
Блоки из керамзита
Блоки из керамзитобетона в зависимости от их назначения изготавливают разных размеров. Изделия могут иметь различный внешний вид. Основными видами стройматериала являются полнотелые и пустотелые блоки.
Пустотелые изделия по форме полостей делятся на следующие подвиды:
цилиндрические;
прямоугольные;
щелевые;
мелкощелевые.
Полнотелые изделия, в отличие от пустотелых блоков, имеют высокую прочность, но низкие теплоизоляционные качества. Под заказ такие блоки производятся с отверстиями для металлических штырей.
Основным связывающим компонентом строительных блоков является цемент. При изготовлении материала своими руками необходимо помнить следующее: чем больше цемента добавить в раствор, тем ниже у изделия будут теплоизоляционные показатели. Для повышения водоотталкивающих качеств стройматериала часто используют гидрофобный цемент.
При необходимости выполнения термообработки керамзитобетонных блоков рекомендуется в смесь добавлять незначительную долю алитового цемента. В этом случае при нагревании будет быстрее осуществляться полимеризация изделий.
Состав
Сделать керамзитобетонную смесь самостоятельно несложно. Главное — выдержать пропорции составных компонентов раствора, которые зависят от предназначения материала.
Дополнительно в керамзитобетон могут подмешиваться опилки или зола.
Таблица пропорций бетона.
При изготовлении керамобетона сухие компоненты первоначально тщательно перемешиваются без воды, а уже после этого с жидкостью. Такую смесь можно изготовить самостоятельно. Для приготовления керамзитобетонной смеси рекомендуется использовать только чистую холодную воду, т.к. примеси ухудшают затвердевание бетона. При использовании загрязненной воды на поверхности готовых изделий будет проявляться белый налет, поэтому лучше брать питьевую жидкость.
Если нужно сделать строительные блоки, понадобятся специальные формы. В них заливается готовая смесь, уплотняется с помощью вибрационного устройства, при необходимости добавляется нужное количество раствора. После заливки изделия выдерживаются неделю на свежем воздухе.
Пропорции смеси с керамзитом для различных целей
Керамзитобетон используют не только для изготовления строительных блоков. Это универсальный материал, подходящий для разных целей: заливки половых оснований, возведения стен и обустройства перекрытий сооружений.
Для пола
Пропорции компонентов смеси для выполнения половой стяжки:
1 часть цемента М500 и выше;
2 части мелкофракционного гравия;
3 части керамзитового песка;
1 часть воды.
Сначала все компоненты перемешиваются насухо, затем с водой.
Для стен
Рецепт смеси для возведения монолитных стен сооружений:
1 часть цемента М400;
1,5 части песка;
1 часть мелкофракционного керамзита;
1 часть воды.
Такой раствор применяют в малоэтажном строительстве — до 3 этажей.
Для перекрытий
Соотношение компонентов смеси для обустройства армированных керамзитобетонных перекрытий:
1 часть цемента;
3-4 части песка;
4-5 частей керамзита;
1,5 части воды.
Чтобы бетон получился эластичным, в него нужно добавлять пластификатор. Способ применения материала указывается в инструкции от производителя.
Механические свойства легкого керамзитобетона (LECA)
Абдулраззак, О.А. и Хадхим, А.М. (2019). Изучение поведения облегченных глубоких балок с проемами. Международный журнал инженерных технологий и управленческих исследований, 6 (12), 89–100. https://doi.org/10.29121/ijetmr.v6.i12.2019.558 (перекрестная ссылка)
Агравал Ю., Гупта Т., Шарма Р., Панвар Н. Л. и Сиддик С. (2021). Комплексный обзор характеристик конструкционного легкого бетона для устойчивого строительства. Строительные материалы, 1 (1), 39–62. https://doi.org/10.3390/constrmater1010003 (перекрестная ссылка)
Ахмад, М. Р., Чен, Б. и Шах, С. Ф. А. (2019). Исследовать влияние керамзитобетона и микрокремнезема на свойства легкого бетона. Строительство и строительные материалы, 220, 253–266. https://doi.org/10.1016/j.conbuildmat.2019.05.171 (перекрестная ссылка)
Американский институт бетона [ACI] (2004 г.). Стандартная практика выбора пропорций для конструкционного легкого бетона (ACI 211.2-04). Фармингтон-Хиллз, Мичиган: Американский институт бетона.
Американский институт бетона [ACI] (2014a). Требования строительных норм и правил к конструкционному бетону и комментарии (ACI 318M-14). Фармингтон-Хиллз, Мичиган: Американский институт бетона.
Американский институт бетона [ACI] (2014b). Руководство по конструкционному легкому бетону (ACI 213R-14). Фармингтон-Хиллз, Мичиган: Американский институт бетона.
ASTM International [ASTM] (2005). Стандартная спецификация для микрокремнезема, используемого в вяжущих смесях (ASTM C1240-05). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2010). Стандартный метод испытаний статического модуля упругости и коэффициента Пуассона бетона при сжатии (ASTM C469/C469M-10). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2011). Стандартный метод испытаний на прочность на разрыв цилиндрических образцов бетона (ASTM C496/C496M-11). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2013a). Стандартные технические условия на бетонные заполнители (ASTM C33/C33M-13). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2013b). Стандартный метод испытаний на плотность, абсорбцию и пустоты в затвердевшем бетоне (ASTM C642-13). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2015a). Стандартный метод испытаний бетона на изгиб (с использованием простой балки с двухточечной нагрузкой) (ASTM C78/C78M-15A). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2015b). Стандартный метод испытаний на осадку гидроцементного бетона (ASTM C143/C143M-15). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2017). Стандартная спецификация для легких заполнителей для конструкционного бетона (ASTM C330/C330M-17A). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2019). Стандартные технические условия на химические добавки для бетона (ASTM C494/C494M-19). Западный Коншохокен, Пенсильвания: ASTM International.
ASTM International [ASTM] (2021). Стандартные технические условия на портландцемент (ASTM C150/C150M-21). Западный Коншохокен, Пенсильвания: ASTM International.
Британский институт стандартов [BSI] (1991). Тестирование бетона. Часть 116: Метод определения прочности на сжатие бетонных кубов (BS 1881-116). Лондон: Британский институт стандартов.
Дилли, М.Е., Атахан, Х.Н. и Шенгюль, К. (2015). Сравнение прочностных и упругих свойств обычных и легких конструкционных бетонов с керамзитобетонами. Строительство и строительные материалы, 101, 260–267. (перекрестная ссылка)
Эль-Сайед, В.С., Хенигал, А.М., Али, Э.Э. и Абдельсалам, Б.А. (2013). Характеристики балок из легкого бетона, усиленных стеклопластиком. Журнал инженерных исследований Порт-Саида, 17 (2), 105–117. (перекрестная ссылка)
Голландия, TC (2005). Кремнеземная пыль – руководство пользователя. Вашингтон, округ Колумбия: Федеральное управление автомобильных дорог, Ассоциация дыма кремнезема (SFA).
Махди, М. (2016). Конструкционный легкий бетон с использованием отвержденного LECA. Международный журнал инженерии и инновационных технологий, 5 (9), 25–31.
Патель, К.Р., Шах, С.Г., Десаи, К. (2019). Изучить влияние добавки легкого керамзитобетона на свойства свежего и затвердевшего бетона. Международный журнал технических инноваций в современной технике и науке, 5 (4), 126–131.
Соня, Т. и Субашини, Р. (2016). Экспериментальное исследование механических свойств легкого бетона с использованием Leca. Международный журнал науки и исследований, 5 (11), 1511–1514.
Применение керамзита при внутреннем твердении бетона
Амин Ахнух ◽
Кэрол Массарра
Прочность на сжатие
◽
Мостовая палуба
◽
Внутреннее отверждение
◽
Частичная замена
◽
Ранний возраст
◽
Легкий вес
◽
Процесс отверждения
◽
Крупные заполнители
◽
Затвердевание бетона
◽
Прочность бетона
Внутреннее отверждение используется для уменьшения усадки и преждевременного растрескивания залитого бетона. Процесс внутреннего отверждения зависит от обеспечения внутренней влаги твердеющего бетона с использованием предварительно смоченных легких заполнителей, таких как вспученный сланец и сланец. Основная цель данного исследования заключается в производстве легких бетонных смесей внутреннего твердения для использования в строительстве мостового полотна. Легкие смеси разрабатываются путем включения различного процентного содержания предварительно смоченного керамзита при частичной замене крупных заполнителей смеси. Керамзит обеспечивает внутри бетона достаточную влажность для учета испарения воды во время затвердевания бетона. Производимые бетонные смеси характеризуются легким весом, сопоставимой прочностью на сжатие, пониженной усадкой и ранним растрескиванием. Производимые облегченные смеси показали сравнимую прочность с минимальной усадкой, что положительно скажется на долговечности бетона.
Pengaruh Penambahan Sat Additive Addition HE Terhadap Kuat Tekan Beton
Ни Кетут Шри Астати Сукавати
Прочность на сжатие
◽
Бетонная смесь
◽
Частичная замена
◽
Связанные с работой
◽
Крупные заполнители
◽
Альтернативные ингредиенты
◽
Мелкие заполнители
◽
Испытание на прочность при сжатии
◽
Прочность бетона на сжатие
◽
Искусственный камень
Бетон в различных вариантах является основным требованием при строительстве здания. Бетонная смесь разнообразна в зависимости от заранее составленного плана. Цементная смесь обычно представляет собой смесь искусственного камня, цемента, воды и мелких и крупных заполнителей. Заполнители (мелкие заполнители и крупные заполнители) выполняют функцию наполнителей в бетонных смесях. (Субакти, А., 1994). Тем не менее, в строительстве часто добавляются добавки, но все же остается чувство неуверенности во время демонтажа формы и ссылки до того, как бетон достигнет достаточной прочности, чтобы выдерживать собственный вес и действующие на него несущие нагрузки. Для преодоления времени проведения работ, связанных с бетоном, необходимо найти альтернативное решение, например, путем поиска альтернативных ингредиентов бетонной смеси на основе рассмотрения без снижения качества бетона. По результатам предыдущих исследований установлено, что за счет частичной замены цемента золой-уносом повысилась прочность бетона на сжатие и предел прочности при растяжении (Budhi Saputro, A., 2008). Основываясь на приведенном выше описании, автор стремится изучить, как характеристики прочности бетона на сжатие возникают при добавлении добавки Additon H. E в бетонную смесь и есть ли какое-либо влияние добавки Additon H.E на увеличение характеристики прочности бетона на сжатие. По результатам исследования было установлено, что прочность бетона на сжатие с добавкой ОН была такой, что после проведения испытания бетонного куба на прочность на сжатие и анализа прочности бетона на сжатие 10 образцов, в каждом В эксперименте был изготовлен кубический образец с добавлением добавок. HE с дозой 80 cc, 120 cc и 200 cc может ускорить и увеличить прочность на сжатие характеристик бетона.
Влияние летучей золы на прочность на сжатие сырого бетона
С. А. Чандио ◽
Б. А. Мемон ◽
М. Оуд ◽
Ф. А. Чандио ◽
М. У. Мемон
Прочность на сжатие
◽
Летучая зола
◽
Переработанные агрегаты
◽
Отходы материалов
◽
Частичная замена
◽
Равная пропорция
◽
Стандартный размер
◽
Зеленый бетон
◽
Крупные заполнители
◽
Проблемы управления
Эта исследовательская работа направлена на изучение влияния летучей золы в качестве замены цемента в сыром бетоне, изготовленном с частичной заменой обычных крупных заполнителей крупными заполнителями из отходов сноса. Зеленый бетон, разработанный с использованием отходов, является активной областью исследований, поскольку помогает уменьшить проблемы с утилизацией отходов и защитить окружающую среду. Были приготовлены шесть бетонных смесей с соотношением 1:2:4, отходы от сноса использовались в равной пропорции с обычными заполнителями, тогда как летучая зола использовалась в диапазоне от 0% до 10% с шагом 2,5%. Используемое водоцементное отношение равнялось 0,5. Из этих смесей одна смесь была приготовлена со всеми обычными заполнителями и использовалась в качестве контроля, а одна смесь с 0% летучей золы содержала только обычные и переработанные заполнители. Определяли испытание на осадку всех смесей. Всего было изготовлено 18 цилиндров стандартного размера и выдержано в течение 28 дней. После отверждения оценивали прочность образцов на сжатие при постепенно возрастающей нагрузке до разрушения. Замечено, что 5% замена цемента летучей золой и 50% переработанными заполнителями дает лучшие результаты. При таком уровне дозировки двух отходов снижение прочности на сжатие составляет около 11%.
Исследование легкого фибробетона путем частичной замены крупного заполнителя пемзой
Мохаммед Сохель Ахмед
Прочность на сжатие
◽
Крупный заполнитель
◽
Частичная замена
◽
Мелкий заполнитель
◽
Легкий вес
◽
Структурные члены
◽
Обычный бетон
◽
Усадка Растрескивание
◽
Пемза
◽
Средняя прочность на сжатие
Аннотация: Поскольку спрос на применение элементов конструкций в бетонной промышленности постоянно увеличивается, одновременно во много раз требуется снизить плотность бетона, что позволяет уменьшить вес, что облегчает обращение с бетоном и его элементами. В этом исследовании была предпринята экспериментальная попытка приравнять обычный бетон к легкому весу путем частичной замены крупного заполнителя пемзовым заполнителем в составе смеси марки М30. Одновременно с этим в бетон были нанесены небольшие волокна полипропилена Recron3 в качестве армирующей среды, чтобы свести к минимуму растрескивание при усадке и улучшить свойства при растяжении. Крупный заполнитель был заменен пемзовым заполнителем в количестве 10, 20, 30, 40 и 50 процентов и волокнами соответственно в количестве 0,5, 1, 1,5, 2 и 2,5 процента. Эксперимент направлен на параметры прочности, чтобы определить наиболее благоприятный оптимальный процент по сравнению с обычным бетоном. Ключевые слова: OPC (обычный портландцемент)1, FA (мелкий заполнитель)2, CA (крупный заполнитель) 3, fck (характеристическая прочность на сжатие через 28 дней)4, Sp. Gr (удельный вес)5, WC (содержание воды)6, W/C (водоцементное отношение)7, S (стандартное отклонение)8, Fck (целевая средняя прочность на сжатие через 28 дней)9.
Прочность бетона на сжатие с отходами строительства и сноса и m-SAND с добавками
Прочность на сжатие
◽
Зеленое здание
◽
Экономически эффективным
◽
Отходы строительства и сноса
◽
Частичная замена
◽
Мелкий заполнитель
◽
Отходы сноса
◽
Быстрая урбанизация
◽
Искусственный песок
◽
Крупные заполнители
Отходы строительства и сноса (отходы C&D) образуются во всех городах мира из-за быстрой урбанизации. Утилизация отходов C & D в наши дни является дорогостоящим делом и вызывает экологические проблемы. Следовательно, делается попытка повторно использовать разрушенный бетон в качестве частичной замены природных крупных заполнителей. Также из-за запрета местных властей на добычу песка стоимость природного мелкого заполнителя очень высока и сама по себе становится дефицитным материалом. Следовательно, используется заполнитель из щебня, называемый искусственным песком (м песок), который полностью заменяет природный мелкий заполнитель. Эта концепция оказалась экономически эффективной, сводит к минимуму удаление отходов C & D и ведет к концепциям зеленого строительства. Испытание на сжатие бетонных кубов М40 размером 150 мм х 150 мм х 150 мм проводят в конце 7 дней и 28 дней. Состав смеси для бетона марки М40 составляется в соответствии с ГОСТ 10262-2019.с водоцементным отношением 0,45 с использованием обычного портландцемента марки 53. Суперпластификатор (LIQUIFIX) используется для улучшения удобоукладываемости. В качестве добавок добавляют нанокремнезем (НС) (1,5 % от массы цемента), порошок волластонита (WP) (10 % от массы цемента) и базальтовые волокна (БФ) (1 % от массы цемента). Отмечено, что прочность на сжатие образцов, отвержденных в течение 7 и 28 дней, с добавлением всех трех добавок на 25 % больше, чем у образцов без добавок. Следовательно, потеря прочности на сжатие, полученная при использовании разрушенного бетона в качестве заполнителя и песка в бетоне, восстанавливается при добавлении добавок.
Влияние внутреннего отверждения на характеристики самоуплотняющегося бетона при использовании устойчивых материалов
Нада Альджалави ◽
Амар Яхья Аль-Авади
Прочность на сжатие
◽
Легкий заполнитель
◽
Внутреннее отверждение
◽
Модуль разрыва
◽
Известняковый порошок
◽
Частичная замена
◽
Затвердевший бетон
◽
Самоуплотняющийся бетон
◽
Условия отверждения
◽
Испытание на прочность при сжатии
Данная работа посвящена исследованию влияния технологии внутреннего твердения на свойства самоуплотняющегося бетона. В этом исследовании самоуплотняющийся бетон производится с использованием порошка известняка в качестве частичной замены по весу цемента с процентным содержанием (5%), песок частично заменяется по объему насыщенным мелким легким заполнителем, который представляет собой термокаменный заполнитель в качестве материала внутреннего отверждения в трех проценты (5%, 10%, 15%) для самоуплотняющегося бетона и использование двух внешних условий отверждения: воды и воздуха. Экспериментальная работа была разделена на три части: в первой части проводились испытания свежего самоуплотняющегося бетона на удобоукладываемость. Вторая часть включала проведение испытаний на прочность при сжатии и испытание на модуль разрыва в возрасте (7, 28 и 9 лет).0) дней. Третья часть включала проведение теста на усадку в возрасте (7, 14, 21, 28) дней. Результаты показывают, что самоуплотняющийся бетон внутреннего отверждения обладает наилучшей удобоукладываемостью и лучшими свойствами затвердевшего бетона, в том числе (прочность на сжатие, модуль разрыва) самоуплотняющегося бетона наружного отверждения как с водой, так и с воздухом, по сравнению с эталонными бетонами. Кроме того, свойства затвердевания самоуплотняющегося бетона внутреннего отверждения с процентным содержанием (5%) с термокаменным заполнителем являются лучшими по сравнению с процентным содержанием (10% и 15%) в обоих условиях внешнего отверждения. В целом, результаты испытаний на усадку показали снижение усадки самоуплотняющегося бетона внутреннего отверждения по сравнению с эталонными бетонами, и это снижение увеличивается с увеличением содержания термокаменного заполнителя в самоуплотняющемся бетоне.
Экспериментальные исследования по частичной замене крупного заполнителя вторичным заполнителем и мелкого заполнителя гранитным порошком
Предел прочности
◽
Прочность на сжатие
◽
Переработанный агрегат
◽
Переработанные агрегаты
◽
Частичная замена
◽
Мелкий заполнитель
◽
Возрастная группа
◽
Разделенная прочность на растяжение
◽
Крупные заполнители
◽
Гранитный порошок
В настоящее время рост населения увеличивает спрос на бетон для строительных целей, а заполнители являются важными составляющими бетона. Повторное использование отходов сноса позволяет избежать проблемы утилизации отходов, а также помогает сократить разрыв между спросом и предложением свежих заполнителей. . Это исследование посвящено частичной замене природных крупных заполнителей (НКА) переработанными крупными заполнителями (ВКА) возрастной группы 30 лет и 35 лет в различных пропорциях, таких как 20%, 30%, 40%. Для этого принята марка бетона М20. Отверждение образцов проводили в течение 7 дней и 28 дней для достижения максимальной прочности. Частичная замена мелкого заполнителя гранитным порошком в количестве 5%, 10%, 15% была сделана для снижения процента отходов, а также для увеличения прочности. После отливки образцов RCA с заменой гранитного порошка было выполнено отверждение, и образцы были испытаны на прочность на сжатие и растяжение. Полученные результаты прочности бетонной смеси RCA на сжатие и растяжение сравнивались с обычным бетоном. В этом направлении были предприняты экспериментальные исследования прочности на сжатие и растяжение для использования RCA в качестве частичной замены в бетоне. Было замечено, что бетон с переработанными заполнителями возрастной группы 30 и 35 лет достиг максимальной прочности на сжатие 29.0,03 Н/мм2, 28,96 Н/мм2 и предел прочности при растяжении 11,91 Н/мм2, 10,34 Н/мм2 были получены при 40% замене RCA соответственно. Установлено, что прочность на сжатие и прочность на растяжение при разделении РЦК с медным шлаком увеличились на 8,20% и 2,90% по сравнению с РЦК.
Исследование характеристик скорлупы косточек пальмы и скорлупы барвинка в качестве грубых заполнителей в бетоне
О.Дж. Оладиран ◽
Д.Р. Симеон ◽
О.А. Олатунде
Предел прочности
◽
Прочность на сжатие
◽
Легкий бетон
◽
Пальмовое ядро
◽
Конкретная область
◽
Легкий вес
◽
Оболочка ядра пальмы
◽
Крупные заполнители
◽
Оболочки Palm Kernel
◽
Барвинок Shell
Чрезмерное использование материалов приводит к быстрому истощению запасов природного камня. Таким образом, в данном исследовании исследуются характеристики скорлупы косточек пальмы (PKS) и скорлупы барвинка (PS) в качестве альтернативы крупным заполнителям в бетоне. Сорок кубов и 40 цилиндров были изготовлены из ПКС и ПС в качестве материалов, заменяющих гранит. Была проведена серия испытаний для определения их характеристик. Результаты показали, что прочность на сжатие и растяжение снижается по мере увеличения содержания PKS и PS, что позволяет увеличить удельную площадь, что требует большего количества цементного теста для эффективного сцепления с оболочками. Результат также показал, что для всех возрастов отверждения бетон из скорлупы пальмового ядра (PKSC) имеет более низкую прочность на сжатие и прочность на растяжение, чем бетон из скорлупы барвинка (PSC). Прочность на сжатие и прочность на растяжение 28-дневного ПКСК со 100% заменой составили 4,33 Н/мм2 и 3,68 Н/мм2 соответственно; у PSC при 100% замещении было 5,89Н/мм2 и 4,95 Н/мм2 соответственно; и гранитобетона без замены составляли 25,11 Н/мм2 и 11,74 Н/мм2 соответственно. Сделан вывод, что как PKSC, так и PSC удовлетворяют требованиям по прочности на сжатие и прочности на растяжение, предъявляемым к легкому бетону, хотя PS имеет лучшую градацию и сцепление с цементом, чем PKS. Это означает, что PS лучше подходит для замены гранита в легком бетоне, чем PKS. Рекомендуется изменить соотношение смеси, чтобы получить более высокие значения прочности на сжатие; и ПКС, и ПС следует использовать для легких бетонов.
Частичная замена мелких заполнителей, крупных заполнителей, цемента в бетоне
Акшай Чандель ◽
Чандра Пал Гаутам
Прочность на сжатие
◽
Резиновая крошка
◽
Сравнение стоимости
◽
Частичная замена
◽
Нулевая энергия
◽
Крупные заполнители
◽
Здание с нулевым потреблением энергии
◽
Удовлетворительная производительность
◽
Мелкие заполнители
◽
Цена
Сегодня необходимость защиты окружающей среды является моральным долгом человека. В исследовании изучается пригодность использования резиновой крошки в качестве замены мелкого заполнителя, измельченной плитки из отходов в качестве крупного заполнителя и багассы в качестве замены цемента. По результатам исследования установлено, что прочность на сжатие образца показала удовлетворительные показатели. Этот эксперимент в основном касается производства бетона из отходов. Бетонные кубы проходят испытания на прочность на сжатие в рамках CTM. Сравнение стоимости с обычными бетонами показало, что бетон, изготовленный из этих отходов, предпочтительнее, потому что он сам по себе является более экономичным стеновым материалом и позволяет использовать экономичные методы строительства. Кроме того, использование бетона, изготовленного из этих отходов, позволяет зданию экономить энергию и стоимость, а также позволяет зданию сделать шаг вперед к зданию с нулевым потреблением энергии и экономичности.
Прочностные характеристики бетона из листьев и стеблей арахиса (GLSA)
О. В. Осени ◽
М. Т. Ауду
Прочность на сжатие
◽
Прочностные характеристики
◽
Прочностные характеристики
◽
Частичная замена
◽
Структурные элементы
◽
Цементное соотношение
◽
Водоцементное отношение
◽
Крупные заполнители
◽
Тест потока
◽
Пуццолановые свойства
Абстрактный Прочность бетона на сжатие является важным фактором при проектировании и строительстве бетонных конструкций. Прочность на сжатие напрямую влияет на то, в какой степени бетон может выдерживать нагрузку с течением времени. Эти изменения дополняются прогибами, трещинами и т. д. в конструктивных элементах бетона. В этом исследовании изучалось влияние золы листьев/стеблей арахиса (GLSA) на прочность бетона на сжатие при 0%, 5%, 10% и 15% замене цемента. Было оценено влияние водоцементного отношения на такие свойства, как прочность на сжатие, подвижность, текучесть и удобоукладываемость смесей золы листьев и стеблей арахиса (GLSA) с OPC, чтобы определить, приемлемы ли они для использования в бетонных конструкционных элементах. Обычная бетонная смесь со 100 % цементом (т. е. GLSA при 0 %) с маркой бетона С25, которая может достигать средней прочности 25 Н/мм2 за 28 дней, использовалась в качестве контроля при расчетном водоцементном отношении 0,65 и маркировке. (0,5-32) мм от мелких до крупных заполнителей были испытаны на: (1) прочность на сжатие и (2) испытание на осадку и текучесть. Результаты и наблюдения показали, что бетонные смеси из GLSA при соотношениях 5 – 15 % проявляют: пуццолановые свойства и GLSA могут использоваться в качестве частичной замены цемента при этих процентных соотношениях смеси по сравнению с контрольным бетоном; увеличение водоцементного отношения показало значительное снижение прочности на сжатие и увеличение удобоукладываемости. Поэтому важно, чтобы все бетонные смеси выделяли приемлемо рассчитанное водоцементное отношение для характеристик прочности на сжатие для использования в конструкциях, водоцементное отношение является важным фактором.
Сульфатостойкость геополимерного бетона, изготовленного с частичной заменой крупного заполнителя на переработанный крупный заполнитель
Прочность на сжатие
◽
сульфат магния
◽
Крупный заполнитель
◽
Сульфат натрия
◽
Частичная замена
◽
Полимерный бетон
◽
Сульфатная атака
◽
Переработанный крупный заполнитель
◽
Крупные заполнители
◽
Временной период
Основная цель этой статьи — изучить замену крупного заполнителя на RCA в бетоне марки М40 в различных пропорциях, таких как 0%, 10%, 20%, 30% и 40%, а также сопоставить результаты геополимерного бетона.
Как построить бассейн из бетона и сколько это стоит: технология и пошаговое руководство
Строительство бассейна на приусадебном участке — один из способов обустройства максимально комфортной зоны отдыха. Отливка чаши из бетона — практичный вариант создания гидротехнического плавательного сооружения. Рассмотрим его достоинства и минусы. Расскажем об особенностях формирования стоимости, проектирования и поэтапно покажем как построить бассейн из бетона своими руками во дворе на участке.
Бассейн из бетона — затратная гидротехническая конструкция. Для создания надежной и долговечной чаши потребуется предварительно разработать проектную документацию, а в процессе строительства придется арендовать спецтехнику. Машины облегчат приготовление бетонного раствора более высокго качества и ускорят рытье котлована, если решено построить загубленное плавательное сооружение.
На заметку! Нужно не забыть еще про техническое помещение для размещения оборудования вместе с частью трубопроводной системы.
Несмотря на большие затраты, бассейн из бетона отличается:
Продолжительным сроком службы, составляющий минимум 50 лет. Бетонный чаши долговечнее любых других аналогичных сооружений даже из ультрасовременных материалов.
Возможностью построить оригинальную конструкцию, выбрав на стадии проектирования любую форму и размер чаши, учитывая наличие свободной территории на участке и личные предпочтения.
Эстетичностью, так как бетонную чашу облицовывают долговечной мозаикой и плиткой различного цвета.
Функциональностью, потому что можно построить скиммерный или переливной бетонный бассейн с полноценной фильтрационной, циркуляционной, нагревательной и другой системой.
Комфортностью, ведь бетон способен приглушать шум и уменьшать передачу вибраций от работающего оборудования.
Воспользоваться преимуществами бассейна из бетона удастся, если он будет построен по грамотно разработанному проекту. Необходимо также правильно выбрать отделочные материалы и соблюсти все технологические тонкости во время монтажных работ.
Обычно стоимость строительства бетонного бассейна определяется на этапе разработки проектной документации и подсчитывается во время составления сметы. Однако при отливке чаши могут появиться идеи об улучшении конструкции. Поэтому не исключено, что произойдет увеличение затрат. В любом случае на формирование стоимости влияет ряд особенностей гидротехнического сооружения из бетона.
Выполняют строительство бассейнов объемом примерно 8 м3, но для расслабления 1 человека достаточно будет чаши вместимостью 2 м3. Однако для заплывов понадобится гидротехническое сооружение с емкостью 30 и более м3.
Рекомендованная глубина бассейна:
для плавания взрослых — 1,6 м;
для купания детей — 1 м;
для прыжков с вышки — минимум 2,5 м.
Стоимость напрямую зависит от конфигурации чаши. Чем сложнее форма, тем больше будут затраты на строительство.
Общие затраты на строительство бетонного бассейна зависят от цены 1 м2 отделочного материала. Часто для облицовки чаши используют:
Керамическую плитку украинского производства. Это бюджетный вариант, купить который можно примерно от 114 грн/шт. Альтернативный недорогой вариант — китайская стеклянная мозаика. Ее стоимость равна примерно 320 грн /м2.
Полипропиленовую пленку с узорами или без них по цене около 850 грн за рулон шириной 1,65 м. В этом случае длина материала составит примерно 25 м. Эта облицовка среднего ценового сегмента.
Итальянскую керамику, относящуюся к отделке премиум-класса. Минимальная цена такой плитки составляет примерно 720 грн/м2, а максимальная — может быть равна и 35000 грн/м2.
Стоимость отделочного материала зависит от страны производителя, известности бренда и даже способа изготовления. Ведь керамическая плитка может производиться в массовом количестве или ручным способом по индивидуальному заказу.
От типа бассейна зависит количество необходимого оборудования, а значит и затраты на строительство гидротехнического сооружения. Обычно на приусадебном участке конструкцию для плавания оснащают:
Фильтрационной системой отечественного или зарубежного производства. Украинское оборудование обойдется дешевле почти в 2 раза, чем импортные варианты очистки воды.
Электрическим водонагревателем, цена которого зависит от его мощности и может составлять от 7000 до 15000 грн.
Генератором хлора для обеззараживания и осветления воды. Стоимость такого устройства будет около 3650 грн.
При оснащении бассейна гидромассажем цена строительства сооружения увеличивается примерно на 75000 грн. Стоимость такого оборудования тоже зависит от страны производителя и бренда.
Затраты возрастают, если решено использовать робот пылесос для бассейна, специальную химию для очистки чаши от грязи. Расходы на строительство увеличиваются при покупке лестницы, поручней и других аксессуаров, повышающих комфорт использования плавательного сооружения.
На заметку! Часто выполняется монтаж искусственного водопада, на который может потребоваться 11000-185000 грн.
Расходы увеличиваются, если над бассейном строится навесная конструкция для защиты от солнца. Она же уменьшает вероятность попадания в воду листьев. Используемый материал для ее возведения определяет цену конструкции, которая будет стоить не меньше 6500 грн.
Бассейн часто оснащается внутренней подсветкой. Для этого обычно выполняется монтаж светодиодных влагозащищенных светотехнических приборов. Недорогие светильники можно купить за 720 грн.
Отливка чаши из бетона — универсальная технология. Она позволяет выполнить строительство полноценного плавательного гидротехнического сооружения, небольшого дачного бассейна и детского так называемого лягушатника.
Размер и форму конструкции выбирают с учетом:
свободного пространства;
рельефа;
дизайна ландшафта;
предпочтений владельца частной территории.
Часто возводят прямоугольный бассейн. Обычно размеры чаши составляют примерно 3*6, 4*8 или 5*10 м. Если решено построить бассейн нестандартной формы, создают сложную опалубку. На ее возведение потребуется больше сил, времени и средств. Сложную конфигурацию выбирают, когда на участке под бассейн ограничено пространство.
Обычно проектированием бетонных бассейнов занимается специализированная компания с лицензией и необходимыми знаниями в этой области. Ведь плавательные конструкции представляют собой гидротехнические сооружения. Поэтому они обязаны выдерживать статические нагрузки. Для этого выполняют расчеты монолитных бассейнов для определения слабых мест в бетонных чашах.
Важно! Прыжок в воду одного человека или группы людей становится причиной гидравлического удара. Если монолитные стены построены без предварительного расчета, они могут треснуть или даже полностью разрушиться из-за резкого повышения нагрузки.
Неспециалисту в этой области лучше заказать проект или купить типовой экземпляр с готовыми чертежами. Персонально разработанная документация включает различные разрезы чаши и отдельных узлов. Типовые экзамены позволяют узнать основные конструктивные решения, которых будет достаточно для самостоятельного строительства бытового бассейна из бетона.
Проектирование состоит из нескольких стадий. На первом этапе определяют:
тип чаши, включая форму, глубину, рельеф дна;
отделочный материал;
оборудование для фильтрации, нагрева, озонирования, хлорирования воды.
Во время проектирования разрабатывают рабочий проект. В него входит полный комплект чертежей, позволяющих построить бетонный бассейн с учетом типа почвы и глубины протекания подземных вод. Проектирование железобетонной чаши, разработка системы водоподготовки и электрической части выполняется с соблюдением требований, отраженных в государственных стандартах и строительных правилах.
Этот вариант чаще всего встречается на приусадебных участках. У полностью заглубленного бассейна на улице верхний край чаши располагается на одном уровне с землей. Это красивый вариант, но в воду без труда попадают листья и сухая трава.
Нагрузка с полностью заглубленной и заполненной конструкции приходится на почву. Один из вариантов такого сооружения — частично закопанный бассейн. Его возведение выполняется при меньшем объеме земляных работ, но при обязательном строительстве подпорных стенок. Ведь их верхняя часть возвышается над почвой.
Частично загубленное гидротехническое сооружение создается на участке со сложным рельефом. Это один из выходов, когда почва не позволяет полностью вкопать конструкцию.
Этот вариант предполагает выполнение минимального объема земляных работ. Перед началом основного строительства проводится подготовка территории, с которой удаляется растительность и лишние предметы.
В бассейне, расположенном на поверхности земли, быстрее нагревается вода. В него труднее попадают листья и другой мусор, так как внутреннее пространство чаши защищено стенками над землей.
На строительство этого варианта требуется меньше всего времени, потому что не нужно выдерживать отлитую чашу, чтобы бетон набрал необходимую прочность. Возведение бассейна из колодезных колец выполняется после подготовки стройплощадки и монтажа днища. Затем проводится укладка железобетонных конструкций, которые соединяются между собой клеевым составом. В завершение выполняют гидроизоляцию сооружения и финишную облицовку.
На заметку! Бассейн из бетонных колец всегда будет иметь одну и ту же форму.
На приусадебных участках выполняется строительство маленьких бассейнов и больших сооружений для полноценного плавания и даже занятия гимнастикой. Все зависит от наличия свободной территории на участке.
Во время определения размеров и формы бетонного бассейна учитывают назначение сооружения. Для занятия плаванием подходит прямоугольная вытянутая чаша. Когда бассейн будет использоваться только для купания, ориентиром служат исключительно финансовые возможности и предпочтения владельца приусадебного участка.
Один из основных параметров — глубина чаши. Чтобы удовлетворить потребности детей и взрослых, чаще выполняют строительство комбинированного бассейна. Конструкция отличается разной глубиной. Для этого выполняют монтаж наклонного дна под небольшим углом.
На этапе проектирования и во время строительства бассейна предусматривается размещение в бетонной конструкции закладных элементов. Они устанавливаются в заранее подготовленные полости в бетонной чаше. Закладные элементы позволяют выполнить чистовой монтаж:
скиммеров;
форсунок;
сливов;
переливных решеток;
регуляторов уровня воды;
пневмокнопок;
противотока;
подводных динамиков;
осветительных приборов.
Производители выпускают закладные из металла и пластика. Рекомендуется устанавливать элементы из нержавейки, устойчивые к резким изменениям температуры. Их во время монтажа необходимо заземлять при использовании исключительно медных проводов.
Технология строительства бассейна из бетона подразумевает устройство опалубки, в которую заливается раствор. Работы выполняют в определенной последовательности.
Для строительства бассейна выбирают территорию, которая размерами превышает габариты чаши. Свободное пространство позволит выполнить монтаж инженерных сетей и обустройство технического помещения.
Рекомендуется выбирать не затененное место, чтобы солнечные лучи могли беспрепятственно нагревать воду в бассейне. Чтобы она меньше загрязнялась, лучше выполнять строительство чаши вдали от больших деревьев. При таком расположении сухие ветки и листья будут реже попадать в гидротехническое сооружение.
Важно! На месте строительства не должна быть проложено никаких подземных коммуникаций.
Границы будущего котлована обозначают веревкой на колышках. Габариты ямы должны превосходить размеры чаши на 1 м. Рекомендуется выкапывать котлован, у которого стенки будут иметь уклон от 5° до 7°. Он позволит предотвратить осыпание грунта. Дно тоже создают с уклоном 30-40 мм на 1 м в сторону дренажа.
Котлован необходимо оборудовать дополнительным дренажом. Он создается путем укладки на дне слоя крупного гравия, который плотно утрамбовывают. Сверху засыпают песок. Толщина этого слоя должна составлять минимум 300 мм.
На заметку! Рекомендуется создать промежуточный слой из горизонтально уложенных свай, чтобы предотвратить неравномерное проседание песчаной подушки под весом бетонного бассейна.
В завершении засыпают щебень, размер которого должен составлять примерно 20*40 мм. Слой создают толщиной 100 мм. Сверху него укладывают внахлест рубероид в 2 слоя. Это будет внешняя гидроизоляция дна.
Работы выполняют при использовании металлического ребристого прутка диаметром от 10 до 14 мм. Из проката выкладывают сетку с размерами каждой ячейки 200*200 мм. Связывают прутки вязальной проволокой.
Укладку сетки выполняют в два слоя. Первый из них создают на высоте 50 мм над щебеночно-песчаной засыпкой. Такое же расстояние выдерживают до второго армирующего слоя. В результате после заливки получится железобетонная плита толщиной от 140 до 150 мм.
В месте строительства стен бассейна концы металлических прутков загибают вверх. В дальнейшем к ним подсоединяют вертикальную арматуру боковых бетонных ограждений чаши.
Деревянную конструкцию изготавливают из досок, фанеры или ДСП. Используемый материал может быть окрашен или имеет различные дефекты. Важно, чтобы он выдержал вес раствора.
Деревянную конструкцию нужно покрыть слоем лака, олифы или краски. Необходимо также укрепить опалубку. Для этого создают ребра жесткости из бруса 50*50 мм. Расстояние между ними должно быть 500 мм. Укрепляет опалубку также с помощью распорок. Их устанавливают с каждой ее стороны.
На заметку! Если конструкция предусматривает наличие стационарной бетонной лестницы, тогда для нее создают отдельную опалубку.
Щели в деревянной конструкции герметизируют или просто закрывают водонепроницаемым материалом. В опалубке стен также размещают арматурный каркас из металлических прутков, скрученных между собой вязальной проволокой.
Заливка чаши
Традиционное бетонирование подразумевает отдельную заливку сначала дна, а потом стен бассейна. В ходе реализации этого метода образуется холодный стык между двумя частями конструкции. Заливка в два приема выполняется при использовании саморасширяющегося шнура. Он увеличивается в объеме при контакте с водой. Шнур герметизирует стыки и укладывается в месте, где соединяется уже отвердевший бетон фундамента и новый раствор, который заливается в опалубку стенок бассейна.
Внимание! В среднем раствор затвердевает в течение 1 недели. На время его отверждения влияют погодные условия.
Непрерывная отливка позволяет построить монолитную чашу без зазоров между дном и стенками бассейна. Заливка в один прием выполняется при применении автобетоносмесителя, который доставит с завода заказанный раствор в необходимом объеме.
При непрерывной или раздельной отливке дополнительно рекомендуется использовать погружной вибратор или металлический прут. Инструмент опускается в раствор для удаления воздушных пузырьков из не отвердевшего бетона.
После полного отверждения бетона удаляют опалубку. Затем выполняют гидроизоляцию очищенной от грязи и пыли поверхности бетонной чаши. Для этого используют специальный жидкий раствор. Из него образуется эластичное покрытие. Его наносят при плюсовой температуре и минимум в 2 слоя. Между ними укладывают армирующую ткань.
Жидким составом тщательно покрывают всю внутреннюю поверхность чаши, уделяя особое внимание швам в конструкции. Эластичное гидроизоляционное покрытие сохнет примерно в течение 4 суток и при эксплуатации бассейна предотвращает появление трещин в бетоне.
Проверяется качество внутренней гидроизоляции путем заполнения чаши. Если через неделю уровень воды существенно не изменится с учетом ее естественного испарения, приступают к следующему этапу строительства бетонного бассейна.
Из раствора создаются стенки, дно и бортики бассейна. Для расчета необходимого объема бетона учитывают размеры отдельных элементов чаши. Например, если у бассейна внутренняя длина и ширина составляет соответственно 5 м и 2 м, а глубина с учетом борта ровна в самой высокой точке — 1,5 м, а в самой низкой — 1,8 м, тогда принимают:
толщину стен — 0,2 м;
ширину бортиков — 0,45 м;
толщину дна — 0,25 м;
высоту бортов — 0,3 м.
Обратите внимание! Дно бетонного бассейна может иметь уступ. В этом случае учитывается проекция его ширины на горизонтальную плоскость. В расчетах также используют расстояние до уступа.
Толщина стен и дна бассейна напрямую зависит от размеров чаши. Чем больше объем воды в гидротехническом сооружении, тем толще должна быть монолитная конструкция. Ведь с увеличением размеров бассейна растет сила, с которой вода давит на 1 м2 дна и стенок конструкции.
Зная размеры бассейна и его отдельных частей, вычисляют площадь зеркала воды, бортиков, дна и необходимый объем бетонного раствора. Рекомендуется для более быстрого расчета использовать онлайн калькулятор.
Облицовывают внутреннюю поверхность чаши плиткой или мозаикой с верхним антискользящим слоем. Отделочный материал монтируют на влагостойкий клей. Сначала облицовывают дно бассейна. Затем отделывают стенки, начиная с верхнего края бортиков, чтобы в видимой зоне были только целые плитки. Швы между ними заделывают затиркой.
Если применяется поливинилхлоридная пленка, тогда перед ее закреплением горячим воздухом укладывают на внутренней поверхности чаши подстилающий ковер. Он предотвратит скопление под отделочным материалом конденсата и образование микроорганизмов.
Используемый для заливки чаши бетон обязан обладать высокой прочностью, пластичностью и водонепроницаемостью. Рекомендуется его заказывать в необходимом количестве на заводе и доставлять на место строительства в автомиксере.
Для отливки чаши используют тяжелый бетон. Его оптимальные характеристики:
марка — минимум М350;
прочность — класс не ниже B15;
влагопроницаемость — от W6 до W10;
морозостойкость — минимум F200 для уличного бассейна.
Гидроизоляционные свойства бетонной чаши увеличивают путем введения специальных добавок. Они также повышают время использования смеси. Это может быть добавка SATURFIX.
Для самостоятельного приготовления 1 м3 раствора рекомендуется использовать компоненты, количество которых отражено в таблице:
Наименование компонента
Количество
Портландцемент М400-М600, т
0,6
Речной песок, т
1,5
Кремнеземная добавка, т
0,06
Полипропиленовая фибра, кг
0,8
Пластификатор, т
0,001
Вода в зависимости от общей массы бетонного раствора, %
30-50
Для освещения используются светильники с индексом IP54. Их корпуса могут быть изготовлены из бронзы, нержавеющей стали или пластмассы. В светильники обычно устанавливают галогенные или светодиодные лампы. Узнайте больше про освещение бассейна своими руками.
Навес над чашей уменьшает вероятность попадания в воду мелкого мусора. Закрытая конструкция также снижает энергозатраты, потому что создает эффект парника. Он позволит дольше эксплуатировать бассейн. Навес или закрытый павильон часто изготавливают из поликарбоната.
Для зимней консервации бетонного бассейна используют готовые решения — это специальные жалюзи и тенты. При самостоятельном изготовлении защиты сначала по периметру бассейна монтируют металлический каркас. Потом на нем закрепляют пропиленовую пленку.
Бассейн из бетона своими руками на улице – как построить чашу и выполнить отделку
Строительство бассейна на собственном придомовом участке – мероприятие достаточно сложное и дорогостоящее. Некоторые этапы строительства можно выполнить самостоятельно, но для монтажа эффективных систем циркуляции воды, подогрева, фильтрации, проведения отделочных работ понадобится помощь специалистов. Все мероприятия по сооружению искусственного водоема необходимо тщательно распланировать заранее: составить проект, рассчитать и завести необходимые материалы, подготовить инструменты, при необходимости – найти специалистов с проверенной репутацией.
Проектирование уличного бассейна из бетона – какие задачи решаются на этом этапе
Если вы решили своими руками построить бассейн из бетона, а не приобрести готовую чашу из композитных материалов, необходимо определить следующие моменты.
Расположение
Бассейны внутри здания обычно строят для круглогодичного использования, при высоких требованиях к качеству воды и микроклимата. Это сложное и дорогостоящее мероприятие, и частные застройщики обычно предпочитают открытые искусственные водоемы. Бассейн из бетона можно построить своими руками рядом с баней, жилым домом на разрешенном расстоянии от него. В любом случае необходимо предусмотреть удобное подведение наружных коммуникаций. Водоем необходимо расположить так, чтобы в него не попадали талые и дождевые воды с проезжей части с дороги и не падали листья с деревьев.
Размеры и форма чаши бассейна из бетона
Это основные показатели, влияющие на смету строительства. Круглые овальные и другие фигурные бассейны из бетона, не имеющие четких углов, лучше выдерживают нагрузки, но повышают сложность и бюджет строительства. Строительство таких чаш придется доверить специалистам. Простой вариант, который можно реализовать самостоятельно, – сооружение прямоугольной или квадратной чаши без перепадов дна. Ее несущая способность увеличивается за счет более толстых стенок и густого армирования. Идеальная форма конструкции – квадрат, который по жесткости стоит на втором месте после треугольника.
Выбор оснащения
Перечень оборудования, которое понадобиться для обеспечения циркулирования воды, ее слива, фильтрации, необходимо составить на стадии проектирования, поскольку монтировать его и подключать после бетонирования чаши – затруднительно или невозможно.
Отверстия для форсунок, необходимых для залива и слива воды, предусматривают на этапе бетонирования. Затем подключаются насос, фильтрующие устройства, нагревательные элементы. Дополнительно могут устанавливаться: светодиодная подсветка по контуру, гидромассаж, фонтан, водопад, автоматическое дозирование реагентов и другие аксессуары. На чертеже будущего бассейна должны быть отражены: размещение оборудования, его подсоединение к водоему и электрической сети.
Как построить бассейн из бетона на своем участке – основные этапы
Устройство искусственного водоема осуществляется в несколько этапов. Рассмотрим их порядок и технологию.
Подготовка котлована
Выбранное место расчищают, и с помощью колышков и веревок намечают контур будущего котлована. Этот участок должен быть с каждой стороны на 15-20 см шире и длиннее будущего водоема. Глубину определяют с учетом толщины подушки, бетонного дна и выступающих над уровнем грунта бортиков. Бетонные стенки должны иметь небольшой уклон в наружную сторону.
Далее:
выравнивают дно с образованием наклона в сторону слива, трамбуют его;
насыпают песчаный слой толщиной 15-20 см, трамбуют его;
насыпают гравийный (щебневый) слой толщиной 10 см, трамбуют с сохранением необходимого уклона;
в низшей точке дна укладывают сливную трубу и выводят ее за пределы будущей чаши.
Перед тем как залить бассейн бетоном, выполняют первичную гидроизоляцию чаши рубероидом, листы которого укладывают друг на друга с нахлестом не менее 10 см, соединяют их между собой строительным феном или с помощью промазки битумной мастикой. Листы рубероида необходимо завернуть на поверхность грунта.
Армирование, установка опалубки и заливка дна
На этапе армирования закладываются трубы для подачи воды и другие коммуникации. Далее:
Устанавливают опалубку для заливки фундамента бассейна. Это могут быть – доски, фанера, ДСП. Все материалы, используемые для опалубки, обрабатываются водоотталкивающими составами.
Укладывают армирующую сетку с ячейками 20х20 см, сваренную или связанную из арматурных стержней с периодическим профилем, диаметром 10-14 мм. Чем больше размеры и глубина бассейна, тем больше должен быть диаметр прутков. Первый слой сетки укладывается на подкладки, обеспечивающие ее дистанцию от рубероида – 5 см.
На первый слой сетки на подкладки высотой 5 см устанавливают вторую сетку.
На месте примыкания фундамента к стенкам будущей чаши арматурные прутки загибаются вверх. Позже к ней привязывается арматура стенок.
В качестве подкладок используются деревянные бруски, кирпичи, профессионалы применяют специальные подставки. Бетонная плита в нашем случае будет иметь толщину 14-15 см.
Для заливки готовится бетонная смесь самостоятельно в бетономешалке или приобретается на бетонном заводе. Из залитой смеси необходимо удалить лишний воздух, что делается вручную с помощью металлического прута или с использованием виброустановки.
Армирование, установка опалубки и заливка стенок бассейна бетоном
К бетонированию стенок можно приступать только после затвердевания фундамента бассейна. Точные сроки зависят от погодных условий и свойств бетонной смеси. Толщина стенок и количество слоев арматурной сетки определяют в зависимости от размеров чаши. Для бассейна из бетона размерами до 4х4 м и глубиной 1,5 достаточно толщины стенок 10-15 см и одного слоя арматурной сетки. Для водоема с большими габаритами необходимы стенки толщиной не менее 20 см и 2 слоя арматурной сетки.
Устанавливают опалубку, и, поскольку залитая бетонная смесь оказывает на нее большое давление, монтируют распорки. Между опалубкой и арматурной сеткой предусматривают расстояние в 3-5 см. Верхний край арматуры не должен доходить до верха опалубки на 3 см.
Бетон необходимо заливать во все стенки аккуратно и быстро. Для удаления лишнего воздуха из бетонной смеси используется специальный вибратор.
Мероприятия после технологического перерыва в 15-20 дней
Технология строительства на улице бассейна из бетона предусматривает технологический перерыв в 14-15 дней, после которого:
Аккуратно разбирают опалубку.
При необходимости засыпают зазор между стенками котлована и бетонной чашей.
Осматривают бетонную поверхность на предмет появления трещин. Если они появились, их расшивают и заполняют в несколько этапов эпоксидной смолой. Перед заливкой нового слоя необходимо дождаться застывания предыдущего.
Гидроизоляция
Для гидроизоляции бетонной чаши используются различные материалы, но чаще всего обмазочные – жидкую резину, жидкое стекло, цементно-полимерные составы. Обмазочные составы заполняют поры бетонной поверхности и предотвращают проникновение влаги вглубь бетонного элемента. Наиболее тщательно обрабатываются стыки между фундаментом и стенками, места ввода коммуникаций.
После окончания гидроизоляционных работ при устройстве бассейна из бетона необходим еще один технологический перерыв, длительность которого зависит от используемых материалов. После завершения перерыва чашу заливают водой, которую оставляют на 1-2 дня. Если уровень воды сохранился, значит, все гидроизоляционные мероприятия выполнены качественно.
Варианты отделки бассейна из бетона
Вид облицовки выбирают в зависимости от общего оформления территории, запланированного бюджета личных предпочтений застройщика. Популярные варианты:
Керамическая плитка. Она должна иметь шероховатую, нескользкую, но не пористую поверхность. Изделия с глянцевой или пористой поверхностью для этой цели не подходят. Принципиально важным является качество заполнения швов.
Эпоксидная краска или полиуретановый состав. Через 7-10 дней водоем будет готов к эксплуатации.
Цветная мембрана, выполняющая одновременно функции гидроизолятора и отделочного материала.
Какой бетон требуется для заливки бассейна
Для заливки чаши бассейна требуется тяжелый бетон марки от М300 (В22,5) и марки водонепроницаемости от W6, с пластификаторами и гидрофобными добавками. Оптимальный вариант – приобрести бетонную смесь на заводе-производителе, что обеспечит гарантию точной дозировки и качество застывшего бетонного камня.
Если вы решили приготовить бетон для заливки бассейна самостоятельно, то при использовании цемента М400 примерный состав смеси будет таким:
портландцемент М400 – 380 кг;
песок со средними размерами зерна – 630 кг;
щебень средней фракции – 1250 кг;
вода – 180 л.
Номенклатуру и количество гидрофобных добавок необходимо обсудить со специалистом.
В каких случаях строительство бассейна из бетона на даче или приусадебном участке будет ошибкой
Существует ряд условий, при которых сооружение открытого искусственного водоема невозможно или не рекомендуется:
морозные зимы со средней температурой ниже -20°C и минимальной – ниже -25°C;
нестабильные грунты без проведения мероприятий по их укреплению;
расстояние менее 2,5 м между водоемом и капитальным домом с фундаментом;
наличие на участке строительства деревьев с развитой корневой системой и пышной кроной.
Вопросы-ответы
Какие оптимальная глубина бассейна?
Наименьшая глубина чаши, рассчитанной на плаванье взрослых людей, в высшей точке с учетом высоты бортов– 1,5 м. Если планируется установка трамплина – 2,5 м.
Какой самый дешевый вариант заполнения бассейна водой и ее слива?
В простейшем и самом дешевом варианте воду в водоем можно набирать с помощью обычного шланга, а откачивать насосом.
В простейшем и самом дешевом варианте воду в водоем можно набирать с помощью обычного шланга, а откачивать насосом.
Для предотвращения опасности появления трещин в местах соединения старого бетона (фундамента) и позже залитой бетонной смеси (стенок) с помощью гидропрокладки – гидрофобного саморасширяющегося шнура.
Как построить бетонный бассейн? [PDF]
🕑 Время чтения: 1 минута
Бетон является наиболее часто используемым материалом при строительстве бассейнов. Бетонный бассейн рассчитан на полную нагрузку воды, а также способен выдерживать большие нагрузки давления.
Существенными нагрузками на бетонную конструкцию бассейна являются вес земли снаружи бассейна и вес воды, удерживаемой внутри бассейна. Создаваемая тяга меняется, когда вода в бассейне сливается для очистки. Это может или не может оказать влияние на бетон в зависимости от проектной эффективности.
В этой статье объясняется пошаговая процедура строительства бетонного бассейна с учетом основных требований к строительству плавательных бассейнов. Стандартные рекомендации варьируются от региона к региону, но в целом они следуют одному и тому же принципу и требованиям безопасности.
Состав:
Процедура строительства бетонного плавательного бассейна
Этап 1: Выбор места и проект
Этап 2: Выемка грунта
Шаг 3: Строительство основания бассейна
Шаг 4: Армирование стального каркаса
Шаг 5: Система насосов и фильтров для бассейна
Шаг 6: Бетонирование при строительстве бассейна
Шаг 7: Гидроизоляция бетонного бассейна
Этап 8: Строительство настила
Часто задаваемые вопросы
Процедура строительства бетонного бассейна
Как упоминалось ранее, проектирование боковых стенок бассейна осуществляется на основе правил региона. После того, как дизайн бассейна определен, начинается этап строительства. Строительство бетонного бассейна включает следующие этапы:
Этап 1: Выбор места и проекта
Проект бассейна является первым этапом строительства бассейна. Выберите проект, подходящий для данной земли, или выберите земельный участок для размещения уже запланированного дизайна. Дизайн бассейна в основном включает в себя форму, глубину, площадь бассейна, систему фильтрации и общий размер.
Место, выбранное для бассейна, должно быть идеальным для проведения регулярного технического обслуживания. Рекомендуется выбирать ровную местность, что может значительно снизить затраты на раскопки и засыпку. Земля вдали от деревьев помогает избежать лужи, заполненной листвой. Лучше всего располагать бассейн лицом к солнцу.
Этап 2: Раскопки земли
После того, как проект и место для строительства бассейна определены, следующая процедура заключается в раскопках участка для подготовки к строительству. Проводится в несколько этапов:
Отметьте периметр бассейна с помощью деревянных кольев. Чтобы точно определить площадь бассейна, вытяните ступени по периметру.
Используйте экскаватор-погрузчик (или любое землеройное оборудование) для удаления земли в пределах периметра. Всегда следите за тем, чтобы на огороженной территории и поблизости не было дренажа, линий электропередачи или водопровода.
Выкопайте участок, принимая во внимание пространство, которое занимает пол бассейна. Размеры резки почвы точно соблюдаются в соответствии с имеющимся планом проектирования. Это может помочь получить бассейн в соответствии с желаемыми размерами.
Земляные работы для строительства бассейна
Этап 3: Строительство основания бассейна
Строительство основания бассейна является одним из основных этапов, влияющих на срок службы бассейна. Выемку ведут так, чтобы нижняя грань стала плоской и однородной. Если на участке рыхлая почва, то ее необходимо засыпать и уплотнить твердым грунтом.
Уплотнение может выполняться естественным грунтом или гравием. Используйте заполнители размером от 12 до 40 мм для уплотнения и подготовки основания. После достаточной заливки уплотняющих материалов основание необходимо уплотнить по отношению к рельефу. Выполните уплотнение с помощью катка или аналогичного оборудования в зависимости от площади уплотнения.
После того, как основание бассейна будет правильно уплотнено, налейте на дно небольшой слой чистящего бетона. Толщина бетонного слоя обычно составляет 5 см.
Всегда устанавливайте дно бассейна с уклоном или уклоном для легкого слива воды в систему фильтрации. Выбранный уклон должен быть таким, чтобы он не нарушал равновесия пловцов. Максимальный уклон 1 к 40 рекомендуется для бассейна, который используется детьми и не умеющими плавать. Для эффективного опорожнения требуется оценка 1 из 80 (согласно британскому и европейскому кодексам).
Этап 4: Армирование стального каркаса
После того, как земляные работы в стенах бассейна и подготовка основания завершены, следующим шагом является обеспечение стальной арматурой стен и дна бассейна. Здесь применяется процедура торкретирования, при которой по всей внутренней поверхности бассейна устанавливается одинарная арматура из стального каркаса. При торкретировании или торкретировании бетонная конструкция строится как единое целое без зазора между стеной и полом.
Примечание: Бетон можно укладывать торкретированием или бетонной опалубкой. При строительстве с использованием опалубки стены и основание пола делаются как две части. Оставляют зазор для стока воды.
После установки стального армирования проложите необходимые водопроводные и дренажные линии и т. д. внутри клетки. Предусмотрены также лестницы по бокам.
Стальная арматура для бассейна — изображение предоставлено River Pool Sand Spas
Этап 5: Насос и система фильтрации для плавательного бассейна
Система фильтрации и насос вместе размещаются на большом резервуаре, сделанном из бетона, металла и т. д. Перед бетонированием предусматриваются отвесные линии для забора воды. из бассейна в фильтрующую систему и обратно в бассейн.
Фильтровальная система и насос также подключены к городскому водопроводу для подачи пресной воды в бассейн. Устройство необходимо для возмещения потерь воды из бассейна из-за выплескивания или испарения.
Этап 6: Бетонирование при строительстве бассейнов
Выполнить торкретирование или торкретирование стен и полов бетоном стандартной смеси. Используйте специальные инструменты, чтобы сформировать поверхность в соответствии с дизайном. После отделки бетона его необходимо отверждать два раза в день в течение 14 дней.
Бетонирование при строительстве плавательных бассейнов
Как правило, толщина бетонного основания и стен бассейна определяет долговечность. Чем больше толщина, тем меньше подверженность трещинам и трещинам. Как правило, толщина дна бассейна предусмотрена больше, чем стенок. В целях безопасности для стандартной оболочки бассейна требуется минимальная толщина 6 дюймов, за исключением гипса (согласно Американскому национальному институту стандартов (ANSI)).
Среди способов строительства (С использованием опалубки и торкретирования) наиболее оптимальным вариантом является строительство торкретированием. Этот метод создает монолитную структуру, которая лучше держит силу. При опалубочном методе стены и пол имеют зазор, который может разойтись. Увеличение толщины опалубки может помочь избежать этой проблемы.
Шаг 7: Гидроизоляция бетонного бассейна
Наиболее популярными способами гидроизоляции бетонного бассейна являются плитка, стекло, керамика, эпоксидно-цементная система или любая гидроизоляционная мембрана. Выбор способа гидроизоляции производится исходя из уровня грунтовых вод местности и условий влажности грунтов. Гидроизоляция стен и полов делается для обеспечения водонепроницаемости.
Этап 8: Строительство навеса
Настил — это место для прогулок, расположенное по краю бассейна. Он может быть выполнен из бетона, мрамора, плитки или камня. Всегда ждите два-три дня после возведения настила, чтобы наполнить бассейн.
Установка покрытия для бассейнов
Часто задаваемые вопросы
1. Как построить бетонную конструкцию бассейна?
Бетонная конструкция бассейна может быть изготовлена методом торкретирования, торкретирования или опалубки. В процессе торкретирования и торкретирования стены и основание бассейна образуют единое целое. Метод опалубки создает стену и основание бассейна как две единицы. Первый способ более популярен.
2. Как выбрать место для бассейна?
Место, выбранное для бассейна, должно быть идеальным для проведения регулярного технического обслуживания. Настоятельно рекомендуется выбирать ровную местность, что может значительно снизить затраты на земляные работы и процесс заполнения. Земля вдали от деревьев помогает избежать лужи, заполненной листвой. Лучше всего располагать бассейн лицом к солнцу. Подробнее: Основные требования к строительству бассейнов
3. Почему набрызг-бетон предпочтительнее опалубки?
Среди методов строительства (с использованием опалубки и торкретбетона) наиболее оптимальным вариантом является строительство торкретированием. Этот метод создает монолитную структуру, которая лучше держит силу. При опалубочном методе стены и пол имеют зазор, который может разойтись. Увеличение толщины опалубки может помочь избежать этой проблемы.
4. Какой уклон должен быть у бассейнов? 9№ 0008
Основание бассейна снабжено уклоном или уклоном для удобного слива воды в систему фильтрации. Выбранный уровень должен быть таким, чтобы он не влиял на равновесие пловцов. Максимальный уклон 1 к 40 рекомендуется для бассейна, который используется детьми и не умеющими плавать. Для эффективного опорожнения требуется оценка 1 из 80 (согласно британскому и европейскому кодексам).
5. Какой толщины должен быть бассейн?
В целях безопасности стандартная оболочка бассейна должна иметь минимальную толщину 6 дюймов без учета штукатурки. Толщина бетонного основания и стенок бассейна определяет долговечность. Чем больше толщина, тем меньше подверженность трещинам и трещинам. Как правило, толщина дна бассейна предусмотрена больше, чем стенок.
Подробнее:
Что такое торкрет?
Методы гидроизоляции в строительстве
Гидроизоляция бетона
Как построить бетонный бассейн — Дэйв Р. Хендерсон
Выкопать яму. Заполните нужное количество арматуры, сантехники и электрооборудования, чтобы заставить его работать. Распылить на бетон (торкретбетон). Закончите обработкой плитки и облицовки, (края бассейна) штукатуркой, и это в основном готово. Звучит просто, верно? Может быть, поэтому мы все слышали о плохих подрядчиках по строительству бассейнов. Эти ребята думали, что создание пулов — это просто, легко и с минимальным риском и максимальной прибылью.
Ну, я много лет работаю в сфере строительства бассейнов. Я встречал некоторых, которые мне нравились, и некоторые не очень. Но я узнал, что построить качественный бассейн не так просто. Да, там должна быть дыра. Но насколько большой? Глубокий? Длинный и широкий? Тогда как выкопать яму? А как вы вывозите грязь со двора и где вы ее берете? Что, если вы найдете гигантский валун там, где хотите разместить бассейн? Кроме того, вы не можете ломать газовые, электрические, водопроводные или септические линии, а также сносить заборы или части дома клиента, пока вы работаете. Как вы можете видеть, есть много вещей, о которых нужно подумать только в этой части строительства бетонного бассейна.
ДОМОВЛАДЕЛЕЦ-СТРОИТЕЛЬ: Если вы читаете это и думаете о том, чтобы стать Генеральным подрядчиком при строительстве собственного бассейна, вас называют «Домовладельцем-строителем». На протяжении многих лет я работал с несколькими людьми, которые использовали этот подход, и большинство из них сказали мне, что оно того стоило. Они сэкономили деньги и/или получили больше обновлений (например, водные объекты, гидромассажные форсунки) по сравнению с тем, что стоил бы базовый бассейн от строителя бассейнов. Однако большинство также сказали мне, что это было намного более напряженно, чем они ожидали. В этом сценарии вы будете нанимать субподрядчиков для строительства вашего бассейна. Хитрость заключается в том, чтобы найти хороших людей, которые будут хорошо к вам относиться. Не всегда легко…. Продолжаем…
ПЛАН: Но прежде чем вы начнете копать, вам нужно знать ответы на все вышеперечисленные вопросы, чтобы получить разрешение на строительство бассейна. Это означает, что вам нужен план. Тот, который определяет ваш бассейн вместе с возможными техническими деталями, которые исходят от квалифицированного инженера по бассейну. Они показывают, сколько и где должна быть структурная арматура, которая будет проверяться инспектором по строительству бассейна на разных этапах строительства (соответствуют ли объекты нормам?) Расположение бассейна должно соответствовать собственности. неудачи, (минимальные расстояния от границы собственности). Иногда для этого требуется получить копию «Плана участка» клиента (или вашего собственного) из округа или города, где находится недвижимость. Чтобы начать понимать это, хотя я видел, как люди использовали садовые шланги, просто уложенные на землю, чтобы установить «след» своего бассейна.
КАНАЛИЗАЦИЯ: Бассейну также потребуется водопровод, чтобы вода оставалась чистой и пригодной для использования. Трубы для забора воды (возврата) из бассейна и трубы для подачи ее обратно. И эти трубы должны быть спроектированы и расположены таким образом, чтобы можно было создать надлежащий поток и движение воды, чтобы химическая обработка поддерживать чистоту воды и санитарию. Это включает в себя прохождение воды через скиммеры и фильтры, а также любые водные объекты, которые могут быть включены. Выходная труба должна, например, иметь два входа для «всасывающих возвратов», которые находятся на расстоянии не менее 3 футов друг от друга, чтобы кто-то не мог попасть в ловушку и удерживаться на дне или стороне бассейна и не мог утонуть из-за вытягивания воды. бассейна из одной трубы и отсасывая их вниз (и да, из-за этой небезопасной конструкции было несколько случаев утопления). А зачем вам тогда скиммеры?, (скиммеры втягивают с поверхности воды плавающий мусор, листья и т.д.). И куда им идти? Поместите скиммер в неправильное место, которое не использует преимущества преобладающих ветров и бризов, и они не будут работать так же эффективно. По сути, сантехника должна соответствовать размеру и дизайну конкретного бассейна, который вы строите.
ДЫРА: Назад к дыре. Строители бассейнов обычно выкапывают бассейн с помощью экскаватора, экскаватора или бобкэта. И прежде чем кто-либо начнет копать, важно связаться со службой «ПОЗВОНИТЕ, ПРЕЖДЕ ЧЕМ КОПАТЬ», чтобы определить местонахождение всех без исключения линий электроснабжения, газа и воды. После того, как бассейн вырыт, а иногда и одновременно с раскопками, необходимо вырыть траншеи для водопровода. Поэтому необходимо также определить, где будет располагаться оборудование, чтобы примерно в это же время можно было позаботиться о траншее до этого места.
АРМАТУРА, АРМАТУРА! Все бетонные бассейны имеют стальную арматуру. Сталь увеличивает прочность на растяжение конструкционного бетона. То есть это помогает конструкции бассейна противостоять силам расширения и сжатия из-за внешнего веса и давления воды, а также внутренних сил грязи и почвы вокруг бассейна. Температура также влияет на структуру или «корпус» бассейна из-за циклов тепла и холода в погоде. Без арматуры бассейн треснет. Арматура устанавливается в шахматном порядке крест-накрест, при этом точное расположение и размеры стали определяются техническими деталями. И обычно сначала выполняется арматура, а затем вступает в действие сантехника. В дополнение к сантехнике необходимо установить все электричество, что обычно представляет собой только одно или два размещения светильников в бассейне. Но это также может быть несколько небольших огней по всему бассейну (в этом отношении я видел светодиодные фонари).
Торкрет-бетон Теперь наступает большой день, когда вы стреляете в бассейн. Это называется стрельбой, потому что бетонный материал обдувается мощным компрессором. Он бывает в основном в двух формах. 1 — Набрызг-бетон (влажный продукт, смешанный и произведенный на бетонном заводе, который доставляется на строительную площадку готовым к отправке бетоновозом и уже начинает процесс отверждения) и 2 — Торкрет-бетон (сухой продукт, смешанный на месте с помощью портативного бетонного завода. Оператор смешивает портландцемент, песок и заполнитель (мелкий гравий), который откачивается мощным компрессором в конец шланга, куда затем добавляется вода, когда она выходит из сопла) . Торкрет может работать хорошо, но его должен предоставить опытный оператор, способный поддерживать правильное соотношение цемента к песку и т. Д., В противном случае прочность торкрета может быть поставлена под угрозу. Также обычно гораздо больше «отскока» (лишнего непригодного для использования бетона) с торкретом. В случае торкрет-бетона материал почти всегда соответствует сырости цементного завода. Закажите раствор с давлением 2500 фунтов на квадратный дюйм, и вы почти всегда получите раствор с давлением 2500 фунтов на квадратный дюйм… Я работал с обоими и предпочитаю набрызг-бетон. Недостатком торкретбетона является то, что его нужно использовать, вырезать и укладывать до того, как он затвердеет («отойдет») с замедлителями, необходимыми в жаркие летние месяцы для замедления времени отверждения..
ВОДНЫЕ ОБЪЕКТЫ (то, чем я занимаюсь!) Теперь, когда базовый бассейн создан (а иногда и раньше), можно добавить любые водные объекты, которые не являются частью структуры бассейна. Арматура может быть залита эпоксидной смолой в стены бассейна, изогнута и профилирована, проложена по отвесу и т. д., а также торкретирована. После этого гидроизоляция, текстурные покрытия, покраска и финишная отделка.
ПЛИТКА И ПОКРЫТИЕ Плитка и покрытие говорят о том, как завершается периметр бассейна. Плитка обычно окружает бассейн на уровне воды и выше в случае «приподнятой связи» (где сторона бассейна поднимается, когда, например, к бассейну подключена приподнятая палуба или спа). Плитка используется, потому что это обожженный или глазурованный продукт, более устойчивый к проникновению химикатов и воды, что снижает проблему высолов или кальцификации (белого меления минеральных отложений из-за жесткой воды). Они могут быть разных цветов, стилей и размеров, а также из настоящего стекла. Для укладки плитки поверхность обычно должна быть ровной и идеально вертикальной. Для крепления плитки используется специально разработанная «мастика» для бассейнов, после чего швы (промежутки между плитками) заполняются мелкозернистой растворной смесью. Губкой очищают плитку после того, как затирка начнет затвердевать…
Ковер или часть периметра бассейна, которая находится над плиткой, называется «бортиком». Это может быть покрыто плоскими кусками камня, называемыми каменными плитами, сборным камнем или кирпичами, или залито бетоном. Так или иначе должен получиться плоский твердый конечный продукт. Все подходы абсолютно эффективны, если все сделано правильно.
ШТУКАТУРКА Когда плитка и облицовка закончены вместе со всеми водными элементами, бассейн готов к штукатурке. Это цементирующий продукт, который производится на строительной площадке с помощью грузовика для штукатурки, который после смешивания перекачивается через шланг и распыляется на поверхность бассейна. Существуют различные виды штукатурки, некоторые из них прочнее и долговечнее, чем другие. Обычная штукатурка является наименее дорогой, так как Pebble Tec, Gemstone и тому подобное представляют собой продукт, в котором крошечные камешки вставлены в «матрицу» гипса, что придает ей более прочную и долговечную отделку. Это также более дорогой подход…
ЧТО ТЕПЕРЬ? После того, как штукатурка была нанесена, необходимо закончить остальную часть бассейна. Это включает в себя террасы, беседки, покрытия для патио, насаждения для барбекю и тому подобное. Бассейн тоже нужно «запустить» под названием…сюрприз! «Стартап». Подключаются водяные шланги, и начинается процесс водно-химического режима, при котором добавляется оптимальный баланс хлора и других химических веществ. По истечении установленного времени бассейн готов к использованию!
МОКНУТЬ! Вот и все. Основы строительства бетонного бассейна. Чтобы продолжить свое исследование, просто загуглите различные аспекты, которые я упомянул, а также бассейны DIY, и вы обнаружите бесконечное количество информации, которая вооружит вас всем, что вам нужно знать, будь то домовладелец-строитель или гораздо более образованный клиент.
Измерения плоскостности и прямолинейности | Технологии Обработки Металлов
Для проверки плоскостности и прямолинейности применяются плиты и линейки. Поверочные плиты служат для поверки плоскостности шаброванных поверхностей по методу пятен на краску. Они применяются также в качестве вспомогательных приспособлений при различного рода контрольных работах. Стандартные плиты (ТУ по ОСТ 20149-39) изготовляются размерами от 100X200 до 1000X1500 мм, а по нормали МСС—до 3200X5000 мм. По точности изготовления Поверочные плиты разделяются на три класса: 0-й, 1-й и 2-й (выпускаются также плиты 3-го класса точности — разметочные, используемые только для разметочных работ).
Измерительные поверхности поверочных плит, предназначенных для работы по методу пятен на краску, должны быть отшабрены. Степень плоскостности измерительных поверхностей плит размером до 1000X1500 мм определяется количеством пятен краски на площади квадрата со стороной 25 мм. Для плит 0-го и 1-го классов точности количество пятен должно быть не менее 25, для плит 2-го класса — не менее 20, для плит 3-го класса — не менее 12 (плиты 3-го класса точности могут изготовляться строгаными).
Наряду с количеством пятен стандартом регламентированы следующие допустимые отклонения от плоскостности плит в линейной мере (для контрольных плит строганых, шлифованных, притертых):
Типы и размеры поверочных линеек, а также условия их применения приведены в таблице 7.
Таблица 7. Типы, виды поверочных линеек и преимущественный метод проверки ими изделий (ТУ ОСТ 20126-39)
Допустимые отклонения измерительных поверхностей лекальных линеек от прямолинейности составляют от 0,5 до 7 мк. а допустимые отклонения измерительных поверхностей проверочных линеек с широкой рабочей поверхностью от плоскостности составляют от 7 до 600 мк. в зависимости от класса точности и размера. Для линеек последнего типа с шаброванными поверхностями нормировано количество пятен краски в прямоугольнике, равновеликом квадрату со стороной 25 мм (таблица 8).
Таблица 8. Плоскостность поверочных линеек.
Проверочные линейки применяются для проверки плоских поверхностей изделий по методу линейных отклонений. Величины отклонений определяются с помощью щупов, плиток и т. п. Угловые линейки, применяемые для одновременной проверки плоскостности и угла между двумя пересекающимися поверхностями, изготовляются только шаброванными. Допустимые погрешности углов для линеек 1-го класса точности ±5′, для линеек 2-го класса точности ±10′.
Плоскостность малых доведенных поверхностей, например рабочих поверхностей плоскопараллельных концевых мер, проверяется техническим интерференционным методом. Если между плоской стеклянной пластиной и доведенной поверхностью другого тела создать тонкий воздушный клин (рисунок 38), то в поле зрения наблюдателя появятся, как следствие интерференции света, чередующиеся светлые и темные полосы, отчетливо видимые невооруженным глазом.
Рисунок 38
Ясно выраженные светлые и темные полосы наблюдаются в однородном (монохроматическом) свете; в белом свете наблюдаются цветные полосы. Расстоянию между соседними темными полосами соответствует увеличение высоты клина, равное половине длины световой волны.
Если бы поверхности 1 и 2 (рисунок 38) были идеально плоскими, интерференционные полосы были бы прямолинейны и параллельны ребру клина; при наличии на поверхностях 1 и 2 впадин и выступов интерференционные полосы будут искривлены. Для определения величины погрешности плоскостности измеряют на глаз
величину стрелы прогиба f полосы (рисунок 39), принимая за единицу измерения ширину b полосы, и полученный результат умножают на половину длины световой волны.
Рисунок 39
Если интерференционные полосы обращены выпуклостью к ребру клина, — проверяемая поверхность вогнута, если полосы обращены выпуклостью в обратную сторону — поверхность выпукла. Технический интерференционный метод применяют для определения погрешностей плоскостности, не превышающих 2 мк. Предельная погрешность метода обычно не превышает ±0,1 мк.
Прямолинейность поверхностей большой протяженности (например, станин станков) может быть проверена с помощью уровня, устанавливаемого последовательно в различных положениях по длине исследуемой поверхности.
По показаниям уровня легко построить кривую проверяемой поверхности. Для проверки прямолинейности направляющих больших станков используют также коллимационный метод. Прямолинейность вертикально расположенных поверхностей проверяют с помощью натянутой струны. Расстояние от струны до проверяемой поверхности в различных точках определяют с помощью микроскопа, снабженного окулярным микрометром.
Допуск плоскостности
На плоскостях деталей в ходе обработки образуются поверхности с характерными отклонениями. Чтобы указать допустимые погрешности плоскостности, не снижающие качество последующего использования этой детали, на чертеже наносится знак в виде ромба и цифровое значение.
Допуск плоскостности поверхности 0.1 мм.
Допуск плоскостности поверхности 0.1 мм на площади 100 × 100 мм.
Допуск плоскостности поверхностей относительно общей прилегающей 0.1 мм.
Допуск плоскостности
каждой поверхности 0. 01 мм.
Способов контроля величины отклонения плоскостности описываемых в научно-технической литературе существует достаточно много, но направление методов измерения можно разделить на два вида, это оптическое и не оптическое измерение.
Оптические способы измерения основаны на сравнении реального состояния профиля с визирной осью светового луча. Не оптические средства контроля, производят анализ поверхности элементами конструкции измерительного прибора.
Для установления величины плоскостности чаще всего задействуются приборы с механическим оптическим и гидростатическим методом преобразования снимаемых данных.
В механических приборах измерительный механизм построен на кинематическом принципе действия, преобразующем небольшие перемещения измеряемых значений, в увеличенные передвижения которые принимаются регистрирующими устройствами.
Гидростатические приборы используют методы измерения с использованием жидкости. Принцип измерения основан на сравнении плоскости, которая образовывается поверхностью жидкости, всегда располагающейся горизонтально, с проверяемой поверхностью.
Измерительные оптические приборы являются средствами измерения, в которых при выполнении измерений задействован ряд оптических элементов таких как: объективы, зеркала, призмы, окуляры и передвигающие их рычаги, кронштейны, направляющие и т.д.
Анализ поверхности, производимый оптическими средствами измерения, осуществляется за счёт потока лучей, несущих информацию об измеряемой детали, проходящих через ряд элементов оптико-механической или оптико-электронной конструкции.
Измерение отклонений от плоскостности производят с помощью специальных поверочных плит, принцип определения которыми заключается в том, что рабочую поверхность плиты принимают за исходную плоскость, по которой определяют отклонения реальной плоскости изделия.
Процесс измерения плитами в большинстве случаев связано с нанесением специальной краски, по которой выявляют неровности. На плиту наносят тонкий слой краски, после чего кладут на плоскость проверяемой детали. В результате перемещения плиты по поверхности детали определяют количество пятен, оставляемых после выдавливания краски во впадинах неоднородной поверхности.
Поверочные плиты, как правило, изготавливаются из серого чугуна, которые имеют свои достоинства и недостатки.
Помимо чугуна для изготовления поверочных плит используется ряд твердых каменных пород. Основным из преимуществ, каменных поверочных плит является износостойкость, и долгий срок службы по сравнению с чугунными плитами. В каменных плитах отсутствует внутреннее напряжение. Поверочные плиты из гранита меньше подвержены деформации из-за изменения температуры внешней среды, так как коэффициент теплового расширения у них меньше, чем у чугуна. Каменные поверочные плиты менее чувствительны к вибрациям.
Стандартные плиты выпускаются с размерами от 250 × 250 до 4000 × 1600 мм и используются как для измерения плоскости, так и для контрольно измерительных работ.
Плоскостность — поверхность и функция размера
В этом видео Брэндон обсуждает разницу между измерением плоскостности поверхности и плоскостностью функции размера (FOS).
Плоскостность поверхности
Плоскостность поверхности — тип плоскостности, с которым знакомо большинство людей. На чертеже обозначение плоскостности может указывать прямо на поверхность с помощью направляющей стрелки или выходить за пределы поверхности и в сторону от элемента размера. Как вы можете видеть на рисунке 1, требование плоскостности поверхности не соответствует размеру. Замечание о размещении символа плоскостности имеет решающее значение для определения того, относится ли требование плоскостности к поверхности или элементу размера (FOS).
Рисунок 1: Плоскостность поверхности на чертеже
Плоскостность поверхности просто определяет, насколько плоским должен быть элемент поверхности, и является условием чисто плоскостности. Зона допуска плоскостности — это трехмерная зона допуска, означающая, что при проверке плоскостности поверхности вы проверяете величину отклонений вверх и вниз по оси Y по всей плоскости. На рисунке 2 показана зона допуска плоскостности поверхности, обозначенная на рисунке 1.
Рисунок 2: Зона допуска плоскостности поверхности
На рисунке 2 измеряемая поверхность показана красным цветом. Он находится в допуске, если все точки на поверхности лежат в пределах поля допуска 0,05. Поперечное сечение, показанное на рисунке 2, показывает, что пока поверхность помещается между двумя параллельными плоскостями зоны допуска, требование плоскостности выполняется.
Плоскостность элемента размера
Плоскостность элемента размера (FOS) отображается с использованием того же символа плоскостности, который используется для плоскостности поверхности. (Существует только один символ плоскостности.) Плоскостность элемента размера обозначается на чертеже выноской плоскостности непосредственно на одной линии с элементом размера размера. Как видно на рисунке 3, требование плоскостности находится непосредственно под требованием размера.
Рисунок 3: Плоскостность элемента размера
Плоскостность элемента размера определяется путем получения сначала производной срединной плоскости элемента, а затем проверки того, что полученная срединная плоскость находится в пределах допустимой зоны допуска. Плоскостность производной срединной плоскости (Плоскостность DMP) применяется к вещам, которые, как мы знаем, будут иметь изгиб, например большой лист металла. Его можно использовать только для плоских элементов размера, таких как пластины, выступы и прорези.
Зона допуска плоскостности элемента размера также является трехмерной зоной допуска. Чтобы плоскостность элемента соответствовала допуску, его производная срединная плоскость должна находиться в пределах зоны допуска. На рисунке 4 показана зона допуска для элемента размера, показанного на рисунке 3. Две параллельные плоскости, показанные синим цветом, обозначают зону допуска, а полученная срединная плоскость показана красным цветом.
Рисунок 4: Зона допуска для элемента размера плоскостности
Два момента, на которые следует обратить внимание относительно плоскостности элемента размера (DMP плоскостности) по сравнению с плоскостностью поверхности:
Плоскостность, применительно к элементу размера, автоматически имеет приоритет над правилом №1 ГДиТ. (Правило № 1 по-прежнему действует для плоскостности поверхности.)
Плоскостность для элемента размера (плоскостность DMP) может применяться независимо от размера элемента (RFS) или при максимальном состоянии материала (MMC). Мы видим это чаще всего на MMC. Если он находится в MMC, мы можем использовать функциональный датчик для его проверки. (Модификатор MMC нельзя использовать для плоскостности поверхности, потому что MMC поверхности отсутствует.)
Сравнение измерений плоскостности
Плоскостность поверхности и плоскостность DMP можно измерить с помощью КИМ. Рисунок 5 иллюстрирует, как плоскостность поверхности и DMP плоскостности для наших приведенных выше примеров могут быть найдены с помощью КИМ.
Рис. 5: Плоскостность, измеренная КИМ
Плоскостность поверхности, измеренная КИМ, показана на левой стороне Рис. 5. Датчик КИМ измеряет и собирает точки на одной поверхности. Чтобы в нашем примере поверхность соответствовала допускам, все точки на поверхности должны лежать между двумя параллельными плоскостями, отстоящими друг от друга на 0,05.
Плоскостность элемента размера (плоскостность DMP), измеренная КИМ, показана справа на рис. 5. Преобразователь измеряет обе стороны детали, чтобы установить производные срединные точки каждого поперечного сечения. Точки рассчитываются и складываются вместе для получения производной срединной плоскости на основе внутренних расчетов программного обеспечения КИМ. Затем DMP сравнивается с зоной допуска двух параллельных плоскостей, которые в нашем примере расположены на расстоянии 0,05 друг от друга. Ни одна часть ПМП не может пересекать зону допуска; в противном случае деталь выйдет за пределы допуска.
Хотите узнать больше о GD&T?
Изучайте GD&T в своем собственном темпе и уверенно применяйте их в реальном мире.
Щелкните здесь для получения дополнительной информации
Плоскостность | Основы GD&T
Обозначение:
Относительно базы: Нет
Применимо MMC или LMC: Да — Новое в 2009 г. Это распространенный символ, указывающий, насколько плоской является поверхность, независимо от каких-либо других баз или элементов. Это полезно, если на чертеже необходимо определить элемент, который должен быть равномерно плоским, не стягивая другие размеры на чертеже. Допуск плоскостности относится к двум параллельным плоскостям (параллельным поверхности, на которой он вызывается), которые определяют зону, в которой должна лежать вся эталонная поверхность. Допуск плоскостности всегда меньше связанного с ним допуска размеров.
Зона допуска:
Два набора параллельных плоскостей, где должна лежать вся ссылочная поверхность.
Калибровка/Измерение:
Плоскостность можно измерить с помощью штангенциркуля, проходящего по поверхности детали, если только эталонный элемент удерживается параллельно. Вы пытаетесь убедиться, что ни одна точка на поверхности не выходит за пределы допустимой зоны. Современные КИМ лучше всего подходят для измерения детали, поскольку они могут создавать виртуальные плоскости, с которыми можно сравнить истинный профиль поверхности. Это трехмерное измерение, поэтому точки должны быть измерены по длине и ширине детали, чтобы убедиться, что вся поверхность находится в допуске. Плоскостность нельзя измерить, просто поместив деталь на гранитную плиту и проведя над ней штангенрейсмасом или микрометром. Вместо этого это будет измерение параллелизма, поскольку вы фиксируете нижнюю часть детали в качестве базы.
Отношение к другим символам:
Плоскостность — это трехмерная версия прямолинейности поверхности — Вместо зоны допуска между двумя линиями ; зона допуска существует между двумя плоскостями .
При использовании:
Если вы хотите ограничить степень волнистости или вариации поверхности без ужесточения допусков размеров указанной поверхности. Обычно плоскостность используется для придания поверхности равномерного износа или для надлежащего уплотнения сопрягаемой детали. Обычно используется на приспособлении, которое должно состыковываться заподлицо с другой деталью без колебаний, но где ориентация не важна.
Пример:
Если вы хотите, чтобы столешница была идеально ровной, и если бы у вас не было условного обозначения плоскостности, вам пришлось бы очень жестко ограничивать высоту стола, чтобы убедиться, что вся поверхность прямой. Благодаря плоскостности вы можете позволить столу быть плоским, не сильно ограничивая толщину столешницы. (При использовании GD&T вы бы отбраковывали столы хорошей толщины и с нормальными техническими характеристиками)
Плоскостность Пример 2 Таблица без GD&T
Таблица с символом плоскостности GD&T
Заключительные примечания:
Плоскостность — это не то же самое, что параллелизм. Параллелизм использует базу для управления поверхностью, а плоскостность — нет.
Портативный гидравлический съемник и пресс из домкрата + способ заставить домкрат работать в горизонтальном положении
Ситуаций, когда нужно сжать детали и материалы с большой силой в быту предостаточно. Вследствие этого пресс является неотъемлемым атрибутом любого хозяйства.
Конечно, можно приобрести оборудование для прессования заводского производства. Однако стоит оно недёшево, да и не всегда может устроить мастера своими параметрами и размерами. Поэтому всё больше людей задаются вопросом, как сделать пресс из домкрата.
Чертеж и концепция пресса из домкрата
Силовые элементы изготавливаются из стали толщиной не менее 15 мм или из стальных профилей. В качестве вертикальных подкосов можно использовать дюбель, уголок, профильную трубу или такой же швеллер. Предпочтительнее использовать стержень с резьбой, так как он позволяет быстро регулировать размер рабочей зоны.
Именно эту схему мы возьмем за основу для понимания конструкции.
Две резьбовые шпильки (4) внизу (5) и вверху ввинчиваются в основание (7) толщиной 20 мм, что позволяет регулировать высоту верхней площадки.
Штифты (4) изготовлены из стального колеса диаметром 30 мм. Верхняя резьба нарезается исходя из высоты подъема штанги домкрата с небольшим запасом.
Гидравлический домкрат (6) установлен на основании.
Популярно: Самодельный трубогиб как сделать в домашних условиях
Желательно там поправить. Кронштейн съемный, чтобы использовать подъемник по прямому назначению.
Нижняя площадка (3) перемещается вертикально на штифтах.
Если толщина металла недостаточна, отверстия можно укрепить гильзами для предотвращения опрокидывания.Верхняя подающая платформа (1) прикреплена к болтам с помощью усиленных гаек (2), которые используются для регулировки высоты рабочей зоны.
В результате создается такая структура власти:
Это отнюдь не аксиома, формула может быть любой, тем более. Чертежи будут разработаны в зависимости от наличия материала и типа используемого гидравлического домкрата.
Принцип работы следующий — на площадках устанавливаются плашки (гильзы, пуансоны) или другие приспособления, между которыми заготовка будет изменять свою форму. Подъем домкрата производится традиционным способом — между платформами действует сила, равная грузоподъемности домкрата.
В промышленном строительстве раздельный гидроцилиндр и гидравлический насос соединены друг с другом подводящей магистралью. Это удобно, поскольку делает конструкцию компактной, а использование системы ручной откачки под давлением более удобно.
Последовательность действий
Решив сделать гидравлический пресс своими руками, уделите особое внимание не только выбору домкрата, которым будет оснащено такое устройство, но и изготовлению крепкой несущей конструкции. Надо понимать, что на платформу пресса оказываются такие же усилия, как и на обрабатываемую заготовку, поэтому данный узел самодельного прессового устройства должен обладать очень высокой прочностью. Иначе он разрушится после непродолжительной эксплуатации.
Чтобы сделать своими руками платформу для гидравлического пресса, которая будет отличаться высокой прочностью и жесткостью, следует использовать толстостенные П-образные профили. Для этого также подойдет профилированный прокат квадратного или прямоугольного сечения. Для создания платформы гидравлического пресса понадобятся 4 отрезка П-образного профиля или профильной трубы, длины которых должны отвечать чертежу. Подготовленные для платформы пресса отрезки профильных труб или профилей сваривают друг с другом боковыми сторонами, причем сварные швы выполняются со всех сторон создаваемого соединения, что обеспечит изготавливаемой конструкции требуемую жесткость.
Перед сваркой детали размещаются на месте и фиксируются струбцинами
После того как платформа пресса будет полностью готова, можно приступать к созданию нижнего упора и вертикальных стоек устройства, для чего используется профильная труба. Подбирая заготовки для вертикальных стоек пресса, надо учитывать, что их длина должна равняться сумме высоты корпуса домкрата, наибольшей величины выхода его штока и толщины будущего съемного упора. Для нижнего упора подготавливается отрезок профильной трубы, равный по длине опорной платформе.
Скрепление заготовок болтами
Платформу пресса, его вертикальные стойки и нижний упор сваривают в единую рамную конструкцию, при этом важно следить за тем, чтобы между соединяемыми элементами строго выдерживался прямой угол. Чтобы сделать собранную конструкцию рамы пресса более жесткой и устойчивой к нагрузкам, следует ее усилить, используя металлические пластины, которые привариваются диагонально к боковым стойкам и платформе пресса.
Сборка верхней части рамы
Чтобы сделать пресс из домкрата работоспособным, его необходимо оснастить съемным упором, который, двигаясь по вертикали по специальным направляющим, будет оказывать давление на подвергаемую обработке деталь. Изготавливается такой конструктивный элемент пресса из нескольких металлопластин толщиной более 10 мм, которые собираются в блок и свариваются между собой с двух сторон. Длина пластин, из которых делают съемный упор пресса, должна быть немного меньше, чем расстояние между боковыми стойками устройства.
Поскольку упор самодельного пресса, оказывающий давление на обрабатываемую деталь, должен при необходимости его замены на элемент другого размера и формы быстро сниматься с устройства, в нем надо просверлить отверстия, при помощи которых он будет соединяться с основанием домкрата. Такие отверстия также нужны для того, чтобы установить направляющие пластины, которые исключат боковые перемещения съемного упора. Длина этих пластин, которые находятся по обеим сторонам от вертикальных стоек пресса, должна быть как минимум на 10 см больше, чем длина самого съемного упора.
Следующее, что необходимо сделать, изготавливая самодельный пресс, – это приварить отрезок трубы высотой 10–15 мм строго по центру нижней поверхности опорной платформы. Диаметр такой трубы, которая будет выполнять функцию фиксатора для штока домкрата, должен соответствовать размеру поперечного сечения такого штока.
Приваренный кусок трубы для штока домкрата
Пластина со штоком закрепляется на подвижной части пресса
Чтобы дать возможность домкрату самому возвращаться в исходное положение после того, как рабочий цикл с его применением будет завершен, используются две пружины, которые на равном удалении от центра опорной платформы любым способом закрепляются между ней и съемным упором. Таким образом, при задействовании домкрата и опускании съемного упора пресса пружины растягиваются, а при окончании рабочего цикла и стравливании давления из рабочей камеры подъемного механизма – сжимаются, возвращая съемный упор в исходное положение.
Закрепление возвратных пружин
Стопорный палец
После выполнения всех вышеописанных действий, чтобы сделать гидравлический пресс работоспособным, на него необходимо установить основной элемент – домкрат. Для осуществления такой процедуры надо оттянуть вниз съемный упор и в просвет между ним и опорной платформой установить домкрат так, чтобы конец его штока зафиксировался в приваренном к нижней части опорной платформы кольце из трубы. После этого остается только соединить основание домкрата со съемным упором посредством болтов, шайб и гаек, и свежеизготовленным гидравлическим прессом можно начинать пользоваться.
Установка домкрата
Остается зачистить ржавчину, загрунтовать и покрыть краской
Внешний вид готового самодельного пресса
Итак, самостоятельно изготовить гидравлический пресс в бытовых условиях вполне реально. При этом не потребуется больших трудозатрат и серьезных финансовых вложений.
Версия с гидронасосом
Сделать пресс подобной конструкции можно самостоятельно, используя буквально металлолом.
Этот материал был отправлен на свалку.
Тем не менее оказалось, что каркас или кровать довольно жесткие. Его сварили самодельным сварщиком. Никакого дополнительного оборудования, кроме токарного, ему не требовалось. Верхняя и нижняя площадки выполнены в виде лестничного каркаса и могут вертикально скользить по кровати.
Он сконструирован таким образом, что с его помощью можно обрабатывать элементы различных размеров.
На нижней площадке установлена площадка с квадратным отверстием в центре. Ход состоит из двух половин, поэтому размер отверстия можно регулировать для снятия подшипников или сайлентблоков.
Важнейший элемент конструкции — самодельный гидронасос. Он сделан из старого гидравлического домкрата. Для этого рабочий поршень распиливали через болт, разрезанный на две половины. Нижнюю часть оставили в корпусе домкрата и на нее приварили переходник маслопровода высокого давления.
Собрав корпус домкрата, получаем гидронасос усилием 10 тонн.
Верхняя часть рабочего цилиндра вместе со штоком устанавливается на платформе вверх дном и к ней приваривается аналогичный переходник для маслопровода. Обе части гидравлической системы соединены маслопроводом высокого давления, взятым со сломанного крана. Диапазон движения стика можно дополнительно регулировать винтом, находящимся в стике.
Строительство готово. Затраты практически нулевые (сварочный ток, несколько использованных шлифовальных кругов и баллончик с краской). Домкрат в комплект не входил — потому что был куплен очень давно и еще стоял в гараже.
Единственный недостаток конструкции — подъемник нельзя использовать как отдельный инструмент.
Если вам нужен сам подъемник для бутылок, необходимо предусмотреть возможность его легкой разборки. Конструкция выполнена по классической схеме — движение платформы сверху вниз.
Как пользоваться гидравлическим домкратом: особенности конструкции
Чаще всего изготавливается самодельный пресс из гидравлического домкрата. Это объясняется конструктивными особенностями изделия и принципом его работы, который основан на законах гидравлики.
Самодельный пресс чаще всего изготавливается из гидравлического домкрата бутылочного типа
В цилиндре домкрата располагается поршень. Над ним или в отдельном резервуаре находится рабочая жидкость в виде минерального масла. Гидродомкрат приводится в действие при помощи маленького насоса, который нагнетает масло через перепускной клапан над поршнем. Усилие минимизируется благодаря разнице диаметров плунжера и цилиндра инструмента. Рабочая жидкость, которая находится над поршнем, выталкивает его, что способствует подниманию груза, расположенного над ним.
Чтобы опустить инструмент, следует знать, как пользоваться гидравлическим домкратом. Для этого необходимо медленно стравить рабочее масло из-под поршня в резервуар или в верхнюю часть цилиндра. С этой целью используется перепускной клапан в виде круглой головки с плечами, который необходимо ослабить.
При работе устройства могут возникнуть определенные трудности, что происходит в результате недостаточного уровня масла в устройстве. Для устранения неполадок важно знать, как заправить домкрат гидравлический своими руками. Для этого необходимо открутить заливную пробку на корпусе инструмента и вставить в отверстие шланг для наполнения резервуара до нужного объема. По завершении процесса осуществляется прокачка домкрата.
Классическая конструкция
Для производства вам понадобятся:
Сам подъемник для бутылок;
Канал;
Стальной лист толщиной 4-5 мм;
Две стальные пружины.
Каркас сварен из прочного швеллера толщиной 5 мм. Углы усилены скобами и анкерами из стального листа аналогичной толщины.
Точки максимального давления следует усилить. Для этого пятки можно сварить из стального листа. Они устанавливаются на верхней платформе и на подвижном элементе.
Также рекомендуется установить на подвижный элемент ограничители, чтобы домкрат не выскользнул.
Подвижный элемент подвешен на пружинах. Направляющие флажки приварены к концам, предотвращая вертикальное перемещение платформы.
Строительство готово. Домкрат можно снять в любой момент и использовать отдельно от пресса. Имея комплект приспособлений (втулки, плашки,своими руками сначала выберите силовой агрегат. Для этого часто используется домкрат. Его максимальная грузоподъемность определяет степень давления на заготовку. Значение этого параметра зависит от типа выполняемой работы. Для домашнего использования можно выбрать модель домкрата грузоподъемностью от 7 до 20 тонн.
Пресс с гидроцилиндром и насосом
Альтернативный вариант — установка гидроцилиндра и нагнетательного насоса. Это обеспечит максимальный комфорт при выполнении работы. Но стоимость такой конструкции, сделанной своими руками, намного выше, чем у машины с домкратом.
Корпус станка часто изготавливают из стальных швеллеров и уголков. Толщина материала должна быть не менее 2 мм. Конструкция самодельного гидравлического пресса с домкратом или цилиндром состоит из следующих компонентов:
монтажный блок домкрата. Его подвижная штанга может размещаться как в верхней, так и в нижней части;
вспомогательный стол. На него будет установлена заготовка. При изготовлении своими руками рекомендуется предусмотреть возможность изменения высоты относительно домкрата;
Рамка. На нем установлен силовой агрегат и опорный стол. В нижней части для большей устойчивости расположены ножки с регулируемой высотой.
Не рекомендуется предоставлять подробные строительные чертежи, так как при его производстве могут использоваться разные компоненты. Однако с заводскими аналогами рекомендуется ознакомиться заранее, исходя из полученных данных, самостоятельно. с целью разработки оптимальной модели.
Фурнитура особой формы используется для различных видов работ. Они должны быть из прочной инструментальной стали, поэтому сделать их самостоятельно будет проблематично. Рекомендуется заказывать у профессионального токаря.
Простой чертеж гидравлического пресса
Дополнительные настройки
При использовании самодельного гидравлического пресса у пользователей часто возникает вопрос о том, как сделать так, чтобы шток домкрата перемещался на более короткое расстояние. Это позволит тратить меньше времени на обработку деталей при помощи самодельного пресса. Решить эту задачу можно несколькими способами.
На нижний неподвижный упор пресса монтируется прямоугольная или квадратная профильная труба (возможен как съемный вариант, так и фиксация при помощи сварного соединения).
На пресс устанавливается регулируемый по высоте нижний упор, который фиксируется на боковых стойках устройства болтами. Для установки такого упора на разных уровнях в боковых стойках пресса на необходимой высоте проделывают отверстия.
Уменьшить расстояние между упорами пресса можно и посредством сменных подкладок или наковален, устанавливаемых на поверхность нижнего упора оборудования.
Кулинарное применение пресса из домкрата
На первом этапе делается точный чертеж, который должен включать все элементы дизайна. Учитываются их эксплуатационные и технические характеристики — габаритные размеры, толщина стали, грузоподъемность.
Перед этим нужно выбрать оптимальный набор инструментов и расходных материалов. Для обработки и сварки металлоконструкций вам понадобится сварочный аппарат, мощная дрель, набор болтов и гаек. Заготовки для ручного гидравлического пресса можно формировать с помощью автогенератора или болгарки. Для того, чтобы закрепить агрегат, в его основании необходимо будет проделать отверстия.
Рекомендации по сборке станка:
Рамка. Рама состоит из 6 каналов. Соединение производится двумя способами: сваркой и механическим способом с помощью шурупов;
вспомогательный стол. Оптимальная конструкция — установка двух каналов с зазором между ними;
Устройство самодельного пресса для гаража: характеристика конструкции
Перед тем как сделать пресс гидравлический, следует определиться с типом установки. В зависимости от этого оборудование может быть настольным или напольным. Первый тип инструмента располагается на верстаке, а второй размещается на специальном пьедестале. Такие прессы отличаются габаритами, грузоподъемностью. Сделанный своими руками пресс настольный гидравлический обеспечивает усилие до 12 тонн, а для напольного устройства это значение достигает 25 тонн.
Настольная конструкция является более устойчивой, мобильной. Благодаря небольшим размерам она не занимает много свободного пространства. Такой пресс используется для обработки небольших заготовок.
Напольный гидравлический пресс характеризуется большими размерами и большим весом. Для его установки понадобится сооружение специальной платформы. Такой станок справится с обработкой крупных элементов из металла, разборкой и сборкой сложных узлов.
Пресс гидравлический для гаража изготовленный своими руками может иметь вертикальное или горизонтальное исполнение
Важно! Для расширения функциональных возможностей напольного гидравлического пресса его следует укомплектовать электродвигателем.
Можно сделать сложную конструкцию, которая будет эксплуатироваться для выполнения широкого спектра задач. Однако изготовление такого варианта займет много времени и потребует использования специализированных инструментов и техники. В качестве гаражного гидравлического пресса лучше сделать ручную модель, оснащенную гидравлическим насосом и приводом. Такая конструкция является двухскоростной, ее поршень характеризуется мобильностью.
Изготовленный своими руками пресс гидравлический для гаража может иметь горизонтальное или вертикальное исполнение. Первый тип устройства применяется для правки, рубки и гибки отдельных элементов из металла. Вертикальное оборудование предназначено для распрессовки и запрессовки деталей. Сделанный своими руками гидравлический пресс для макулатуры приобретает все большую популярность.
Назначение гидравлического пресса
После изготовления пресс рекомендуется загрунтовать и покрасить. Испытание следует начинать с деформации тонкостенных изделий, постепенно увеличивая нагрузку.
Если используются цилиндр и насос, необходимо тщательно выбирать их характеристики. В частности, это относится к максимальному значению давления, которое можно использовать. Не рекомендуется устанавливать самодельные актуаторы. То же самое относится к моделям, которые были повреждены, но затем восстановлены.
Поскольку использование домкрата для изготовления гидравлического пресса своими руками — лучший вариант — можно выбрать самую простую модель бутылочного типа.
Этот аппарат в основном используется для сжатия объектов высокой и средней плотности, изменения их формы или вытеснения жидкости, содержащейся в композиции.
Кроме того, оборудование можно использовать и для перемещения тяжелых предметов, но покупать гидравлический пресс не нужно, его можно сделать своими руками с помощью обычного домкрата.
Ручной работы прессование от домкрата никак не сказывается на его качестве и технической эффективности. Характеристики такие же, как и у оборудования, которое выпускается в производстве. Гидравлический пресс можно использовать в домашних условиях для многих целей. К ним относятся:
штамповка;
ковка;
изгибание;
экструзия профилей;
Нажатие на разные предметы.
Прессование также может использоваться для пакетирования различных изделий из дерева, металла и пластика.
Гидравлический пресс используется почти на каждом производственном предприятии, но он также используется дома. Преимущество этого типа устройства — закон гидростатики, который, в свою очередь, облегчает глажку изделий любой плотности.
Принцип работы заключается в том, что гидравлический пресс давит в одной конкретной точке и, таким образом, увеличивает эффективность в другом месте на предприятии.
В результате можно с минимальными усилиями выполнять различные действия от сгибания до сжатия предмета.
Таким образом, вы можете выполнять различные действия, от сгибания до нажатия на объект, с минимальными усилиями.
Вся конструкция состоит из небольшого количества деталей, но основные части представляют собой два поршневых цилиндра, различающихся диаметром. Внутри поршней находится простая вода или масло. Жидкость позволяет действовать закону гидростатики.
Это позволяет повысить КПД и объект будет иметь силу в несколько тонн. Конструкция гидравлического пресса предполагает работу в двух плоскостях, однако наиболее распространенным является устройство вертикального типа, реже — горизонтальное.
Какой домкрат выбрать
Для изготовления пресса из домкрата оптимально подходят устройства одноштокового бутылочного типа, которые отличают простая конструктивная схема и высокая надежность. Прессы, изготовленные на основе такого домкрата, имеют более высокую мощность, если сравнивать их с оборудованием, основным рабочим органом которого являются рычажные, кривошипные, винтовые или эксцентриковые механизмы.
Пресс с гидравлическим домкратом
Различные модели гидравлических домкратов способны создавать усилие, значение которого варьируется в диапазоне от двух до ста тонн, что и позволяет использовать их в качестве очень эффективного силового механизма.
Гидравлические домкраты наряду с высокой мощностью отличаются достаточно компактными габаритами, что позволяет использовать их для изготовления прессов, которые не займут много места в мастерской или гараже, но при этом будут отличаться высокой эффективностью.
Приспособление для подборки сена
Агрегат имеет вид деревянного короба, посаженного на рамную конструкцию из прочного бруса или стальных профилей. У короба отсутствует крыша, но присутствует калитка.
Для самостоятельного создания устройства для переработки сена потребуются следующие материалы:
обрезная доска;
стальные уголки;
металлические рейки для надёжности.
Первым делом, пиломатериалы обрабатываются. Затем их нужно соединить при помощи уголков и болтов и оббить металлическими рейками для надёжности.
Далее необходимо заняться калиткой. Её нужно установить на петли. Чтобы собрать подборочный пресс, потребуется:
основа для монтажа всех элементов;
крепёж к лобовине;
ходовая деталь для пресс-короба;
транспортный подборочный аппарат;
цилиндрическая камера с прессом и коробкой передач.
Фото пресса своими руками
Читайте здесь — Ремонт МТЗ своими руками: разборка, ремонт, восстановление, регулировка и сборка минских тракторов (105 фото)
Помогите сайту, сделайте репост
0
Необходимые чертежи
Что касается чертежей и размеров для изготовления пресса, то тут есть масса вариантов и возможностей. Сначала вам нужно определиться с тем, для машины какого размера будет использоваться домкрат с прессом.
Тут всё предельно просто, чем больше машина, тем соответственно будет больше пресс, а значит и мудрёнее чертежи.
Скажем сразу, собственноручно вы не сможете сделать подобные чертежи, ведь они требуют точных инженерных знаний, но выход всегда есть.
Посмотрите еще здесь!
Вы можете использовать множеством интернет ресурсов, где есть большое количество чертежей любых размеров. Но если вкратце, то примерные цифры в чертежах будут такими:
А-1800
В-1000
F-500
L-300
Kg-120
Практически во всех случаях домкрат будет устанавливаться в самом низу у его основания. В чертеже пресса также будут указаны размеры станины.
Собираем самодельный гидравлический пресс из домкрата на 10 тонн своими руками
Пресс используется не часто, но если в нем возникла нужда, то заменить его нечем. Когда мне понадобился гидравлический пресс, я изучил цены на рынке и пришел к выводу, что мне самому не сложно разработать чертежи и сделать мини пресс своими руками.
Практика показала, что это довольно легко – немного сварки, сверления, резки и шлифовки, и перед вами самодельный пресс из домкрата на 10 тонн.
После изучения материалов о прессах я выделил следующие моменты в дизайне и функциональности кустарных конструкций:
Лебедка, задуманная для понятия нижней рабочей перекладины, по факту практически никогда не используется.
При изготовлении пресса 10 т с неподвижным гидроцилиндром, без бокового смещения, все должно быть хорошо отцентровано.
Использование настольных прессов ограничено из-за небольших размеров, а большие по размеру напольные очень тяжелы и занимают много места.
Возвратные пружины на прессе упрощают работу с семикилограммовым домкратом.
Манометр, хоть и желателен, не является необходимостью.
Я решил сделать механический пресс средних размеров, что-то среднее между напольным и настольным агрегатом, также я хотел иметь возможность демонтажа домкрата, если он понадобится мне где-то еще.
Шаг 1: Меры безопасности
Так как стаканный домкрат будет привариваться, используйте одежду с длинным рукавом, сварочные перчатки и защитную маску для дуговой сварки. Также учтите, что при дуговой сварке можно получить УФ-ожоги не закрытых участков кожи.
Также необходимо обуть специальную защитную обувь (как минимум кожаные ботинки). Очень хорошо, если у вас есть возможность провести сварку на улице. Не забывайте, что при сварке оцинкованного металла выделяется очень много ядовитого дыма.
Защитная экипировка для шлифовальных работ и резки стали включает в себя: защиту для глаз и слуха. При работе УШМ вы скоро услышите звон в ушах, если будете работать без должной защиты, не говоря о снопе искр, который разлетится по помещению. Искры могут срикошетить от стен и попасть в зазор между защитными очками и лицом, это очень опасно. Рабочие перчатки защитят руки от случайного касания кордщетки, и снизят уровень вибрации от УШМ при резке металла. При сверлении отверстий коронкой 20 мм будет много искр, поэтому нужны защитные очки. Чтобы при сверлении коронкой металл не начал крутиться, его нужно зафиксировать с помощью тисков.
Шаг 2: Составные части и инструменты
Инструменты:
дуговой сварочный аппарат
сверлильный станок с биметаллической коронкой 20 мм, рекомендуемая скорость — 440 оборотов в минуту
УШМ с набором отрезных и шлифовальных дисков 115 мм
Составные части:
4 метровых швеллера с уклоном внутренних граней полок, 100х50 мм. Он дешевле и прочнее, чем профиль с прямыми бортиками.
2х1 м боковые стойки
4х560 мм поперечины (у меня был стальной профиль 2,24 м, и я просто разрезал его на 4 равные части).
1,2 м 30 мм равнополочный уголок для нижних опор
460 мм уголок для поперечной стяжки
2х350мм боковых скобы
8х20 мм болты для перекладин (я использовал болты М20 и гайки М20)
стаканный домкрат 10 т
1х200х100х20 мм верхняя скоба домкрата (сделана газовой резкой на заказ в специализированном отделе)
300х30 мм мягкая сталь для нижней скобы
2х200х100х20 стальных блока с V-образным вырезом (вырез можно сделать на заказ в специализированном отделе)
Шаг 3: Делаем основание
Исходя из того, что поперечные балки длиной 560 мм, длина поперечной стяжки должна быть 460 мм (расстояние между боковыми опорами). Расстояние между боковыми скобами в 350 мм показалось мне оптимальным. Потом я решил, что прежде чем приваривать поперечную стяжку, нужно просверлить 8 мм отверстия под болты. Сначала я отметил места на уголке (поперечная стяжка), где собирался просверлить отверстия, затем засверлился 2 мм сверлом. После я положил уголок сгибом вверх, чтобы обвести контур на боковой опоре.
Таким образом, я получил отлично отцентрованные отверстия, к которым подойдут только соответствующие отверстия на нижней опоре.
Шаг 4: Станина
Биметаллическая коронка легко режет 8мм-вую сталь, и остается острой после прорезания 32 отверстий. С обратной стороны остается иззубренный край, поэтому перед покраской пресса метал нужно будет зачистить.
При сборке станины может оказаться так, что отрезки швеллера из-за уклона внутренних граней плохо стыкуются между собой. Это исправит шлифовка поверхностей в местах соприкосновения.
Отметив места сверления отверстий на расстоянии 30 мм от края перекладин, я пришел к выводу, что расстояние между центрами 39 мм гораздо удобнее для сборки, чем 40 мм, которые я планировал (100 мм ширина минус 60 мм общий вычет толщины вставки).
Файл с основными расчетами.
Файлы
press frame.dxf
Шаг 5: Скобы для стаканного домкрата
Показать еще 3 изображения
Я приварил отрезок трубы к верхней скобе, чтобы зафиксировать головку выдвижного винта домкрата, затем приварил два согнутых куска арматуры, для крепления возвратных пружин. Временно в качестве пружин используются эластичные тросы. Нижняя скоба сделана из кусков ненужной стали, сваренных друг с другом и согнутых, чтобы удерживать основание домкрата. Пока я ищу подходящие пружины, эластичные тросы крепятся звеньями цепи.
Тросы маркированы предупреждением о недопустимости растяжения свыше 50% изначальной длины. Как можно чаще трос нужно проверять на повреждения, разлохмачивание оплетки. Не допускайте, чтобы лицо или части тела находились на пути растянутого троса, на случай возможного разрыва.
Шаг 6: Испытание
10мм-вую арматуру сгибает на отлично, до 90°. Для V-образного сгиба пришлось использовать дополнительно балансир и столбы от ограды.
Единственная модификация домкрата – замена штока на более длинный, для облегчения работы.
Я попробовал горячую штамповку, но имевшаяся у меня алюминиевая банка не выдержала испытания. Возможно, нужно взять или более толстый металл, или более тонкую проволоку (я пробовал с проволокой 1,23 мм).
Лучшая коллекция пошаговых руководств по рисованию рук
Содержание
Учебное пособие по рисованию рук
Пошаговое руководство по рисованию очень реалистичных рук
Учебное пособие по рисованию рук простым способом
Как рисовать расслабленные руки – Видеоурок
Классный видеоурок о том, как рисовать руки разными способами
Научитесь рисовать руки двумя способами – Видеоурок
Различные способы рисования реалистичных рук
Рисуем руку, держащую меч
Рисовать руки с эталоном
Учитесь рисовать детские руки и детские руки
Коллекция рисунков рук для справки
Рисовать руки может быть очень сложно, особенно если вы не очень хорошо рисуете и вам назначен проект, который предполагает их рисование. У тебя проблемы! Научиться рисовать реалистичные руки может быть непросто, потому что рисование мультяшных рук может быть легким для некоторых, но рисование рук, которые выглядят реалистично, требует большой практики, поэтому, если вы человек, который любит рисовать человеческие руки или мультяшные руки, но в затруднении К счастью, вы можете изучить их в этой коллекции уроков о том, как рисовать руки шаг за шагом. Мы надеемся, что вы найдете это очень полезным. Наслаждайтесь и продолжайте возвращаться за более интересными уроками!
Учебное пособие по рисованию рук
Узнайте, как рисовать руки, следуя этому простому учебному пособию.
Нажмите, чтобы просмотреть руководство
Рисуем очень реалистичные руки – пошаговое руководство
Руки очень выразительны и говорят больше, чем мы. Попробуйте выразить себя, нарисовав очень реалистичные руки с помощью этого пошагового руководства по рисованию рук.
Нажмите, чтобы просмотреть учебник
Учебник по рисованию рук простым способом
Пытаясь найти простой способ рисования рук, попробуйте этот урок.
Нажмите, чтобы просмотреть урок
Как рисовать расслабленные руки — видеоурок
Простой видеоурок, в котором показано, как рисовать расслабленные руки.
[youtube=http://youtu.be/rB7ab61Xu3Q]
Классный видеоурок о том, как рисовать руки разными способами
Хорошо объясненный видеоурок о том, как рисовать руки разными способами.
[youtube=http://youtu.be/CHZLop6fd3o]
Научитесь рисовать руки двумя способами — видеоурок
В этом уроке объясняются два разных способа рисования рук.
[youtube=http://youtu.be/lbViuspmeGc]
Различные способы рисования реалистичных рук
Рисовать реалистичные руки — мечта каждого художника, но новичку может быть сложно добавить все эти детали, попробуйте этот реалистичный видеоурок по рисованию от руки, и вы увидите, насколько это просто.
[youtube=http://youtu.be/bdryG7Ntoi0]
Нарисуй руку, держащую меч
Любишь рисовать фигурки, но не знаешь, как добавить оружие? Этот урок объяснит, как это сделать.
[youtube=http://youtu.be/2nGXrIre1OI]
Рисуем руки с референсом
Референсы играют жизненно важную роль в рисовании. Вот учебник по рисованию рук, который поможет вам рисовать руки с помощью ссылки.
Нажмите, чтобы просмотреть урок
Учитесь рисовать детские ручки и детские ручки
Рисовать детские руки и детские руки может быть очень сложно, так как они отличаются от рук взрослых. Этот учебник по рисованию рук поможет вам научиться рисовать детские руки очень простым способом.
Щелкните, чтобы просмотреть руководство
Коллекция ручных рисунков для справки
Щелкните, чтобы просмотреть
Знай свои права | Права протестующих
Знай свои права
Вернуться на главную страницу «Знай свои права»
Первая поправка защищает ваше право собираться и выражать свое мнение посредством протеста. Однако полиции и другим государственным чиновникам разрешено налагать определенные узкие ограничения на осуществление права на свободу слова. Убедитесь, что вы готовы, освежив свои права, прежде чем отправиться на улицу.
Español
Поделитесь этой проблемой:
Я организую акцию протеста
Ваши права
Ваши права наиболее сильны в так называемых «традиционных общественных форумах», таких как улицы, тротуары и парки. У вас также, вероятно, есть право высказываться о другой общественной собственности, например о площадях перед правительственными зданиями, если вы не блокируете доступ к правительственному зданию и не мешаете другим целям, для которых эта собственность была разработана.
Владельцы частной собственности могут устанавливать правила для высказываний на своей территории. Правительство не может ограничивать ваше выступление, если оно происходит на вашей собственной территории или с согласия владельца собственности.
Контрпротестующие также имеют право на свободу слова. Полиция должна одинаково относиться к протестующим и контрпротестующим. Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
Когда вы на законных основаниях находитесь в любом общественном месте, вы имеете право фотографировать все, что находится на виду, включая федеральные здания и полицию. На частной собственности владелец может устанавливать правила, связанные с фотографией или видео.
Нужно ли мне разрешение?
Вам не нужно разрешение на проведение марша по улицам или тротуарам, если участники марша не препятствуют движению автомобилей или пешеходов. Если у вас нет разрешения, сотрудники полиции могут попросить вас перейти на обочину улицы или тротуара, чтобы пропустить других или из соображений безопасности.
Для проведения некоторых видов мероприятий могут потребоваться разрешения. К ним относятся марш или парад, требующий блокировки движения или перекрытия улиц; большой розыгрыш, требующий использования звукоусиливающих устройств; или митинг определенного размера в большинстве парков или площадей.
Хотя некоторые процедуры получения разрешений требуют подачи заявления заблаговременно до запланированного мероприятия, полиция не может использовать эти процедуры для предотвращения акций протеста в ответ на экстренные новости.
Ограничения на маршрут марша или звуковое оборудование могут нарушать Первую поправку, если они не нужны для управления дорожным движением или общественной безопасности или если они существенно мешают эффективному общению с целевой аудиторией.
В разрешении не может быть отказано, потому что событие является спорным или будет выражать непопулярные взгляды.
Если правила выдачи разрешений, применимые к вашему протесту, требуют платы за разрешение, они должны разрешать освобождение для тех, кто не может оплатить сбор.
Что делать, если вы считаете, что ваши права были нарушены?
Получить контактную информацию свидетелей.
Сфотографируйте любые травмы.
Получив всю эту информацию, вы можете подать письменную жалобу в отдел внутренних дел агентства или в гражданскую комиссию по рассмотрению жалоб.
Распечатать:
этот раздел
|
все разделы
Поделитесь этим сценарием:
Я участвую в акции протеста
Ваши права
Ваши права наиболее сильны в так называемых «традиционных общественных форумах», таких как улицы, тротуары и парки. У вас также, вероятно, есть право высказываться о другой общественной собственности, например о площадях перед правительственными зданиями, если вы не блокируете доступ к правительственному зданию и не мешаете другим целям, для которых эта собственность была разработана.
Владельцы частной собственности могут устанавливать правила для высказываний на своей территории. Правительство не может ограничивать ваше выступление, если оно происходит на вашей собственной территории или с согласия владельца собственности.
Контрпротестующие также имеют право на свободу слова. Полиция должна одинаково относиться к протестующим и контрпротестующим. Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
Когда вы на законных основаниях находитесь в любом общественном месте, вы имеете право фотографировать все, что находится на виду, включая федеральные здания и полицию. На частной собственности владелец может устанавливать правила, связанные с фотографией или видео.
Вам не нужно разрешение на марш по улицам или тротуарам, если участники марша не препятствуют движению автомобилей или пешеходов. Если у вас нет разрешения, сотрудники полиции могут попросить вас перейти на обочину улицы или тротуара, чтобы пропустить других или из соображений безопасности.
Что делать, если вы считаете, что ваши права были нарушены?
Получить контактную информацию свидетелей.
Сфотографируйте любые травмы.
Получив всю эту информацию, вы можете подать письменную жалобу в отдел внутренних дел агентства или в гражданскую комиссию по рассмотрению жалоб.
Что произойдет, если полиция отдаст приказ о разгоне протеста?
Закрытие акции протеста приказом о разгоне должно быть последним средством правоохранительных органов. Полиция не может разгонять собрание, если нет явной и реальной опасности беспорядков, беспорядков, вмешательства в движение транспорта или другой непосредственной угрозы общественной безопасности.
Если офицеры отдают приказ о разгоне, они должны предоставить разумную возможность для его выполнения, включая достаточное время и свободный, беспрепятственный выход.
Лица должны получить четкое и подробное уведомление о приказе о разгоне, в том числе о том, сколько времени они должны разойтись, о последствиях отказа от разгона и о том, по какому маршруту отхода они могут следовать, прежде чем они могут быть арестованы или обвинены в каком-либо преступлении.
Распечатать:
этот раздел
|
все разделы
Поделитесь этим сценарием:
Я хочу сделать фото или видео на митинге
Ваши права
федеральные здания и полиция. (В частной собственности владелец может устанавливать правила в отношении фото- и видеосъемки.)
Полицейские не могут конфисковать или требовать просмотра ваших фотографий или видео без ордера, а также не могут удалять данные ни при каких обстоятельствах. Однако они могут приказать гражданам прекратить действия, которые действительно мешают законным действиям правоохранительных органов.
Если вы ведете видеозапись, имейте в виду, что существует важное юридическое различие между визуальной фотографической записью (полностью защищенной) и звуковой частью видеозаписи, которое некоторые штаты пытались регулировать законами штатов о прослушивании телефонных разговоров.
Что делать, если вас остановили или задержали за фотосъемку
Всегда сохраняйте спокойствие и никогда не оказывайте физического сопротивления полицейскому.
Полиция не может задержать вас без обоснованных подозрений в том, что вы совершили или собираетесь совершить преступление или находитесь в процессе его совершения.
Если вас остановили, спросите у офицера, можете ли вы уйти. Если ответ положительный, спокойно уходите.
Если вас задержали, спросите офицера, в совершении какого преступления вы подозреваетесь, и напомните офицеру, что фотографирование является вашим правом в соответствии с Первой поправкой и не является обоснованным подозрением в преступной деятельности.
Что делать, если вы считаете, что ваши права были нарушены?
Получить контактную информацию свидетелей.
Сфотографируйте любые травмы.
Получив всю эту информацию, вы можете подать письменную жалобу в отдел внутренних дел агентства или в гражданскую комиссию по рассмотрению жалоб.
Распечатать:
этот раздел
|
все разделы
Поделитесь этим сценарием:
Меня остановила полиция во время акции протеста
Ваши права
Сохраняйте спокойствие. Следите за тем, чтобы ваши руки были видны. Не спорьте, не сопротивляйтесь и не препятствуйте действиям полиции, даже если вы считаете, что они нарушают ваши права. Укажите, что вы не мешаете чьей-либо деятельности и что Первая поправка защищает ваши действия.
Спросите, можете ли вы уйти. Если офицер говорит «да», спокойно уходите.
Если вы арестованы, у вас есть право спросить, почему. В противном случае скажите, что хотите хранить молчание, и немедленно попросите адвоката. Ничего не говорите и ничего не подписывайте без адвоката.
Вы имеете право позвонить по местному телефону, и если вы звоните своему адвокату, полиция не имеет права вас слушать.
Вы никогда не обязаны давать согласие на обыск себя или своих вещей. Если вы даете явное согласие, это может повлиять на вас позже в суде.
Полиция может «прощупать» вашу одежду, если заподозрит, что у вас есть оружие, и обыскать вас после ареста.
Полицейские не могут конфисковать или требовать просмотра ваших фотографий или видео без ордера, а также не могут удалять данные ни при каких обстоятельствах.
 Сверло точно попадает в центр втулки и не отклоняется от оси.
Сверло точно попадает в центр втулки и не отклоняется от оси. Например, из бруска твердого дерева и полоски фанеры.
Например, из бруска твердого дерева и полоски фанеры.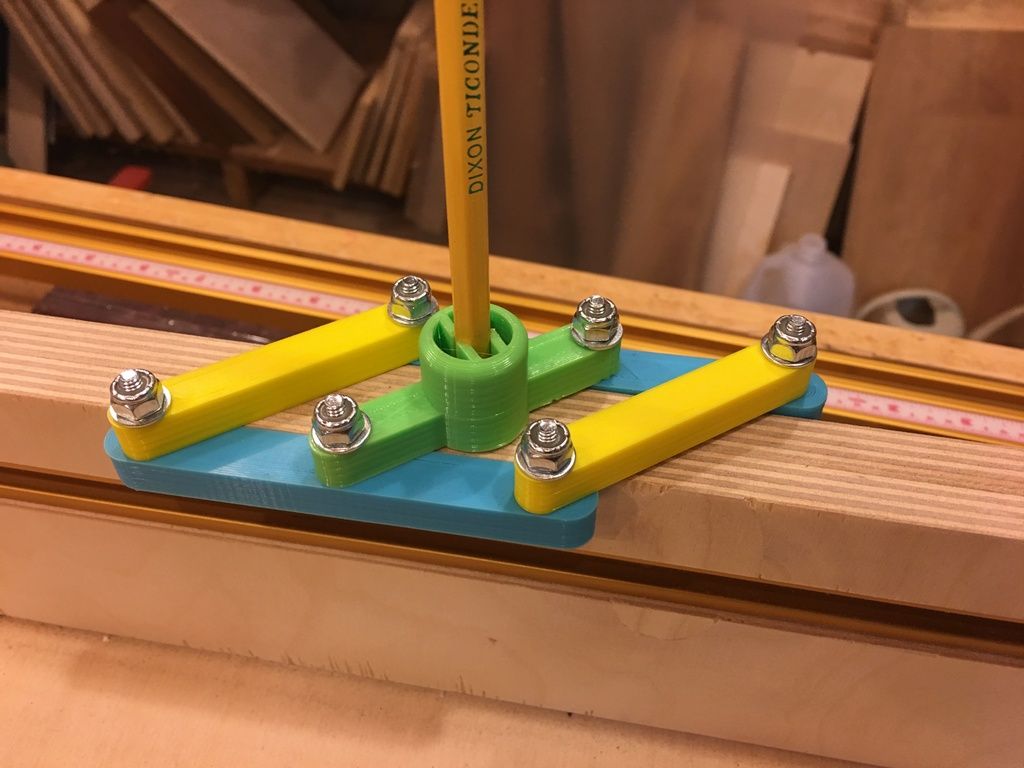 Тогда головка шурупа будет проваливаться. Кроме того, такой крепеж лучше делать с помощью особого сверла, с двойным диаметром.
Тогда головка шурупа будет проваливаться. Кроме того, такой крепеж лучше делать с помощью особого сверла, с двойным диаметром. Представляем два варианта прекрасно работающих самоделок:
Представляем два варианта прекрасно работающих самоделок:
 youtube.com/embed/7gpWQ5EuVT4?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/7gpWQ5EuVT4?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/> Конфирмат, как правило, выпускается по определенным стандартам. Поэтому диаметр сверления единый.
Конфирмат, как правило, выпускается по определенным стандартам. Поэтому диаметр сверления единый. Если сверлить лист ДСП, то простым сверлом сделать это практически невозможно, поскольку отверстие разбивается и не всегда получается сделать прямой угол. Поэтому для таких работ обязательно нужно иметь инструмент, который называется кондуктор.
Если сверлить лист ДСП, то простым сверлом сделать это практически невозможно, поскольку отверстие разбивается и не всегда получается сделать прямой угол. Поэтому для таких работ обязательно нужно иметь инструмент, который называется кондуктор.

 В связи с простотой строения конструкции они часто применяются не только в сферах производства мебели. В частности, активно используют в сфере машиностроения для сверления отверстий в различных заготовках и т. п. Не стоит забывать и о мебельной индустрии, где такое приспособление используется для разнообразных нужд при сборке мебельной фурнитуры.
В связи с простотой строения конструкции они часто применяются не только в сферах производства мебели. В частности, активно используют в сфере машиностроения для сверления отверстий в различных заготовках и т. п. Не стоит забывать и о мебельной индустрии, где такое приспособление используется для разнообразных нужд при сборке мебельной фурнитуры.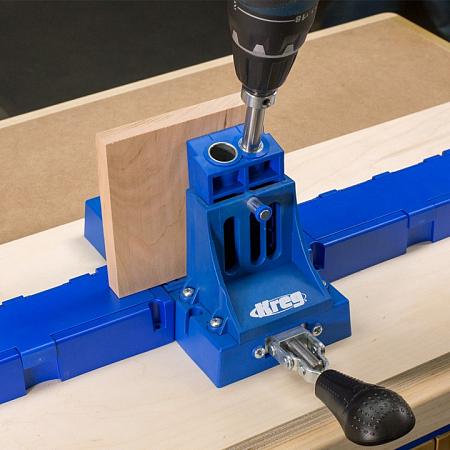 Все это требует точной установки без смещений. Именно в этом и поможет кондуктор.
Все это требует точной установки без смещений. Именно в этом и поможет кондуктор.
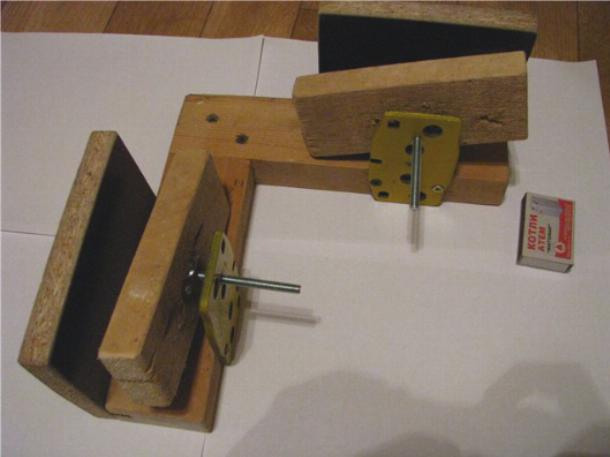


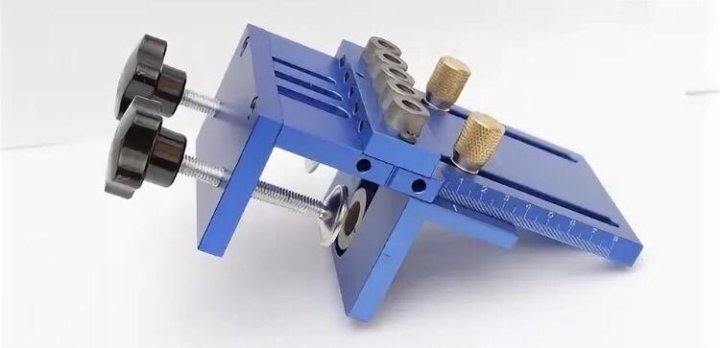 При необходимости выполнять ряд отверстий на определенном расстоянии друг от друга приходится делать разметку для каждого из них. В шаблоне для мебели имеются сквозные отверстия для вхождения сверла, места которых соответствуют чертежу изделия.
При необходимости выполнять ряд отверстий на определенном расстоянии друг от друга приходится делать разметку для каждого из них. В шаблоне для мебели имеются сквозные отверстия для вхождения сверла, места которых соответствуют чертежу изделия.


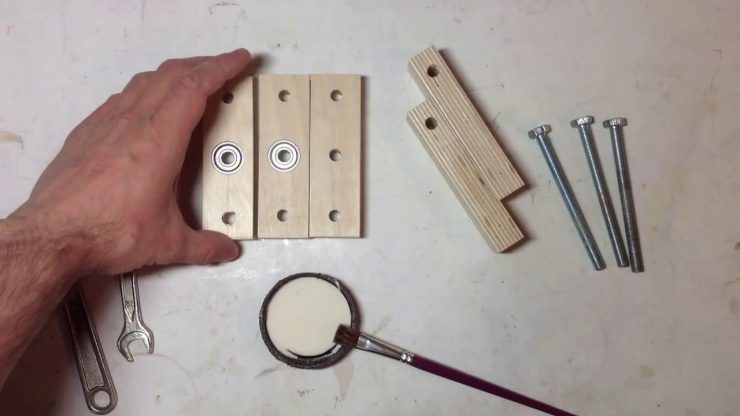

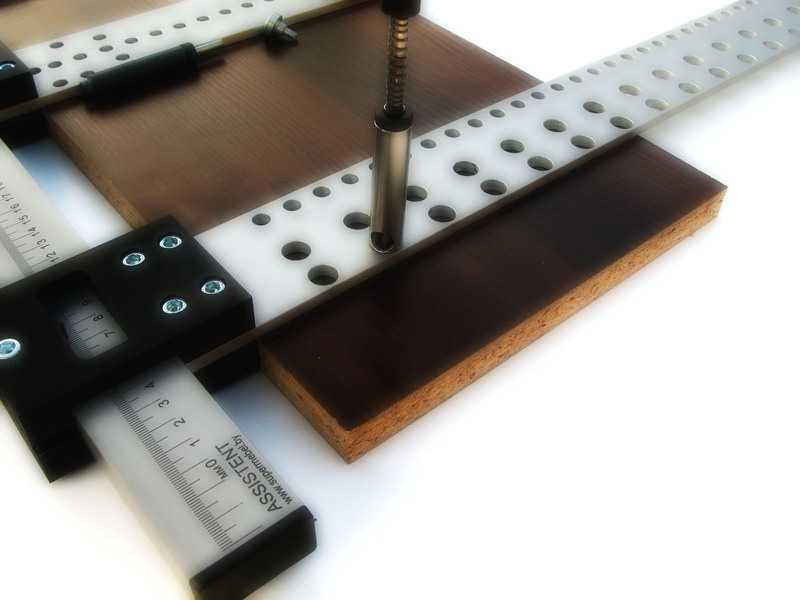
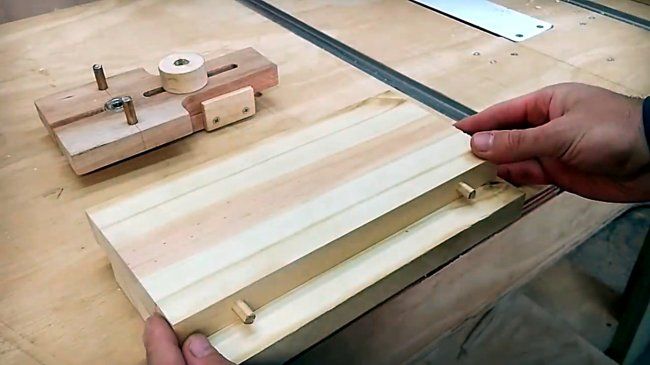


 категорически НЕ готовить изысканные блюда. Оказывается, у меня есть особый маленький талант делать вещи из картона — кто знал?!
категорически НЕ готовить изысканные блюда. Оказывается, у меня есть особый маленький талант делать вещи из картона — кто знал?!
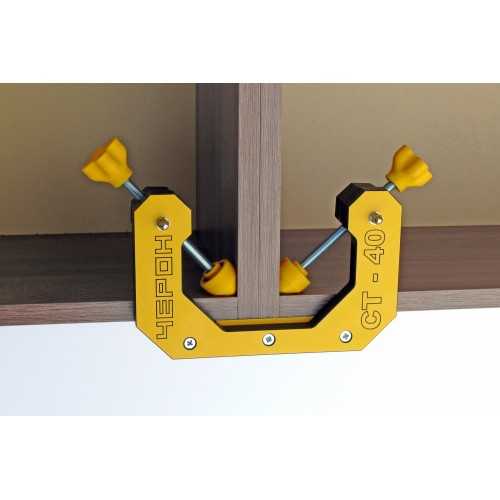 Затем я прорезал отверстие размером с дымовую трубу в верхней части передней черной части, чтобы опустить дымовую трубу, а затем снова заклеил изолентой изнутри и укрепил прозрачной упаковочной лентой снаружи.
Затем я прорезал отверстие размером с дымовую трубу в верхней части передней черной части, чтобы опустить дымовую трубу, а затем снова заклеил изолентой изнутри и укрепил прозрачной упаковочной лентой снаружи.


 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описание Назначение, область применения
Назначение, область применения Кировокан (сегодня г. Ванадзор).
Кировокан (сегодня г. Ванадзор). Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе 0217 и 0218) с уплотнительными кольцами (дет. 0219 и 0220) и прокладками (дет. 0222), предотвращающими утекания смазывающего масла из корпуса.
0217 и 0218) с уплотнительными кольцами (дет. 0219 и 0220) и прокладками (дет. 0222), предотвращающими утекания смазывающего масла из корпуса.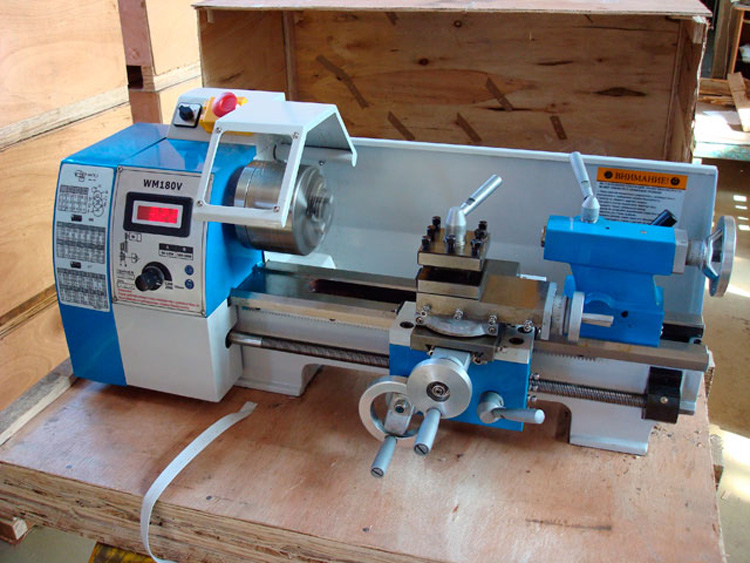 1.
1. 0315) в узкий прилив станины (место 1 на станине) и затем затянуть гайку (дет. 0354). Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров.
0315) в узкий прилив станины (место 1 на станине) и затем затянуть гайку (дет. 0354). Этим обеспечивается параллельность продольного и перпендикулярность поперечного перемещений относительно оси шпинделя. Планку (дет. 0315) можно переставлять, ослабив рукояткой (дет. 0343) крепление планки. Этим обеспечивается возможность обработки на станке разных диаметров. Пружина (дет. 4) под сухариком служит для выталкивания сухарика во время перестановки задней бабки.
Пружина (дет. 4) под сухариком служит для выталкивания сухарика во время перестановки задней бабки. Подачи
Подачи Руководство по эксплуатации, Кировакан, 1979
Руководство по эксплуатации, Кировакан, 1979 В одну минуту вы можете превращать металл в украшения, а в следующую вы делаете металлическую коробку, чтобы хранить эти украшения в безопасности.
В одну минуту вы можете превращать металл в украшения, а в следующую вы делаете металлическую коробку, чтобы хранить эти украшения в безопасности. Все поддельные отчеты были удалены, поэтому вы можете быть уверены, что доверяете всем нашим источникам.
Все поддельные отчеты были удалены, поэтому вы можете быть уверены, что доверяете всем нашим источникам. 7 lbs
7 lbs В одну минуту вы можете превращать металл в украшения, а в следующую вы делаете металлическую коробку, чтобы хранить эти украшения в безопасности.
В одну минуту вы можете превращать металл в украшения, а в следующую вы делаете металлическую коробку, чтобы хранить эти украшения в безопасности. Все поддельные отчеты были удалены, поэтому вы можете быть уверены, что доверяете всем нашим источникам.
Все поддельные отчеты были удалены, поэтому вы можете быть уверены, что доверяете всем нашим источникам. Вы можете управлять этим токарным станком либо вручную, либо использовать регулируемую скорость автоматической подачи, а также вперед и назад во всем диапазоне переменных скоростей.
Вы можете управлять этим токарным станком либо вручную, либо использовать регулируемую скорость автоматической подачи, а также вперед и назад во всем диапазоне переменных скоростей. Возможность превратить кусок 0,75 дюйма в 0,494 дюйма — это несомненный плюс.
Возможность превратить кусок 0,75 дюйма в 0,494 дюйма — это несомненный плюс.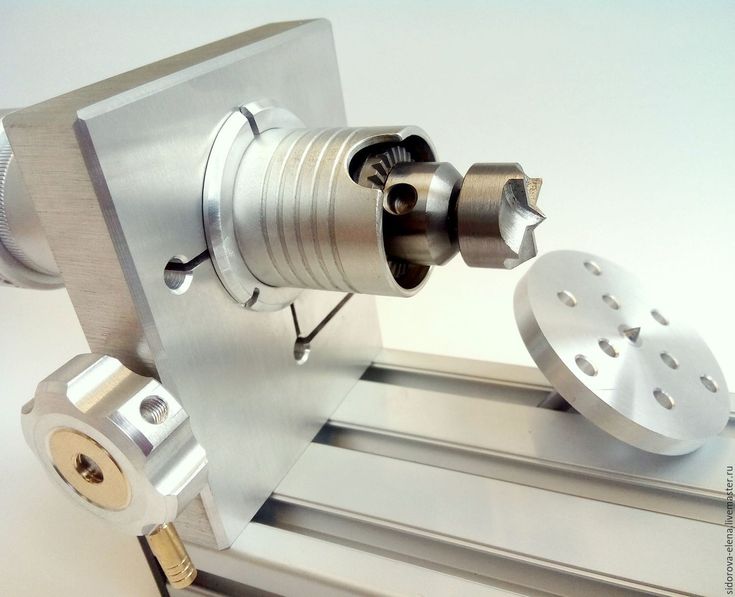 Вперед и назад на всех скоростях. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Твердость и точность направляющих V-образного скольжения достигаются путем закалки сырья, термической закалки и шлифования. В комплекте кнопка аварийной остановки.
Вперед и назад на всех скоростях. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Твердость и точность направляющих V-образного скольжения достигаются путем закалки сырья, термической закалки и шлифования. В комплекте кнопка аварийной остановки.

 с.
с.
 Комплект фрез
Комплект фрез Он изготовлен с высокой точностью, универсален и в целом является настоящим исполнителем. Несмотря на то, что это мини-токарный станок, он имеет большее расстояние от центра до центра и больший диапазон производительности, чем многие его конкуренты.
Он изготовлен с высокой точностью, универсален и в целом является настоящим исполнителем. Несмотря на то, что это мини-токарный станок, он имеет большее расстояние от центра до центра и больший диапазон производительности, чем многие его конкуренты.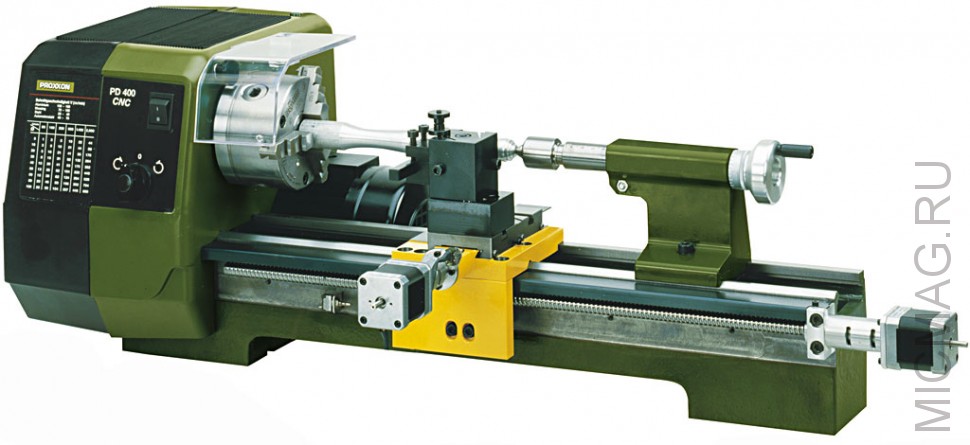 Существует также плавный пуск, переключатель переключения, позволяющий вращение по часовой стрелке или против часовой стрелки.
Существует также плавный пуск, переключатель переключения, позволяющий вращение по часовой стрелке или против часовой стрелки. Переменная скорость: 0-2250 об/мин. Светодиодный экран показывает четкую и точную скорость для точной работы. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Точность шпинделя: 0,0004–0,0012 дюйма (0,01–0,03 мм).
Переменная скорость: 0-2250 об/мин. Светодиодный экран показывает четкую и точную скорость для точной работы. Работайте либо вручную, либо с регулируемой скоростью автоматической подачи. Точность шпинделя: 0,0004–0,0012 дюйма (0,01–0,03 мм). Оснащен цельнометаллическими шестернями. Люнет работает как концевая опора, обеспечивая работу без вибрации. Защита от брызг в комплекте.
Оснащен цельнометаллическими шестернями. Люнет работает как концевая опора, обеспечивая работу без вибрации. Защита от брызг в комплекте.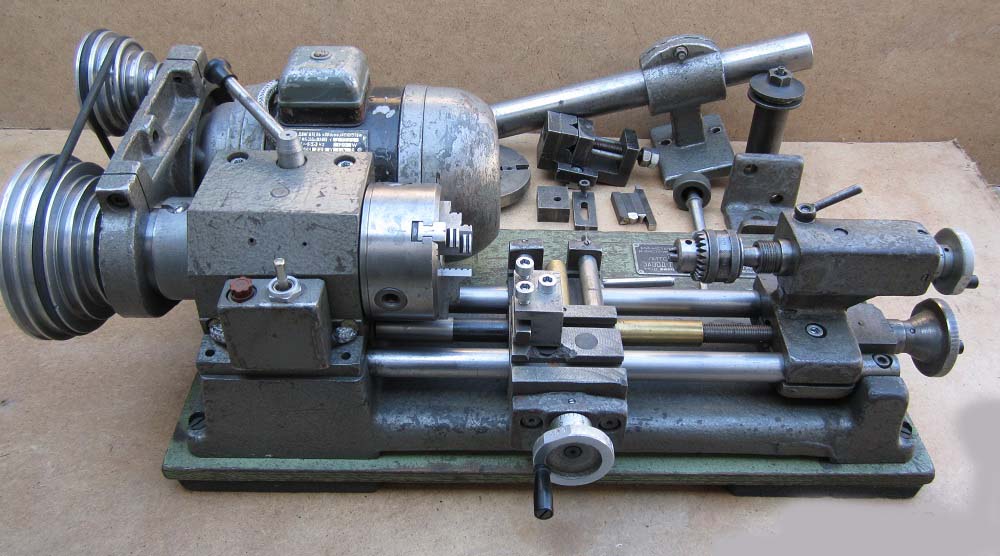
 0005 Используя центральный блок, диаметр рабочего пространства можно увеличить на 50 мм, расширяя возможности этого токарного станка.
0005 Используя центральный блок, диаметр рабочего пространства можно увеличить на 50 мм, расширяя возможности этого токарного станка.
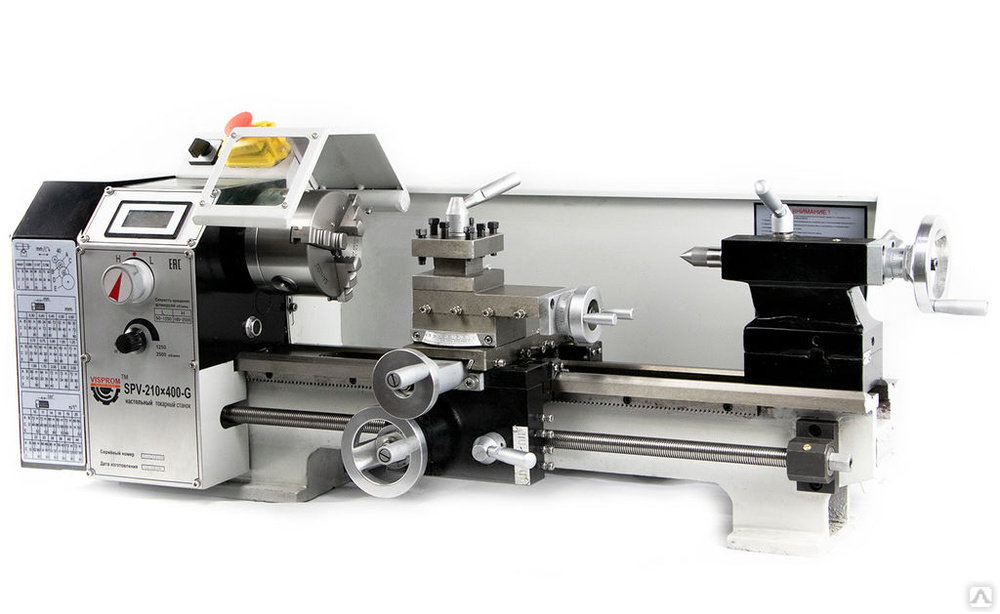

 д. Все, что вам нужно, это стержень исходного материала на диаметр вам нужен, и вы уже в пути.
д. Все, что вам нужно, это стержень исходного материала на диаметр вам нужен, и вы уже в пути. Дизайн должен быть простым, чтобы инструмент можно было легко использовать. Если конструкция незамысловата, то вам будет удобно ею пользоваться. Если конструкция сложная, вы можете долго мучиться, прежде чем получить от нее хоть какое-то практическое применение.
Дизайн должен быть простым, чтобы инструмент можно было легко использовать. Если конструкция незамысловата, то вам будет удобно ею пользоваться. Если конструкция сложная, вы можете долго мучиться, прежде чем получить от нее хоть какое-то практическое применение. com является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок. на Amazon.com. 9
com является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок. на Amazon.com. 9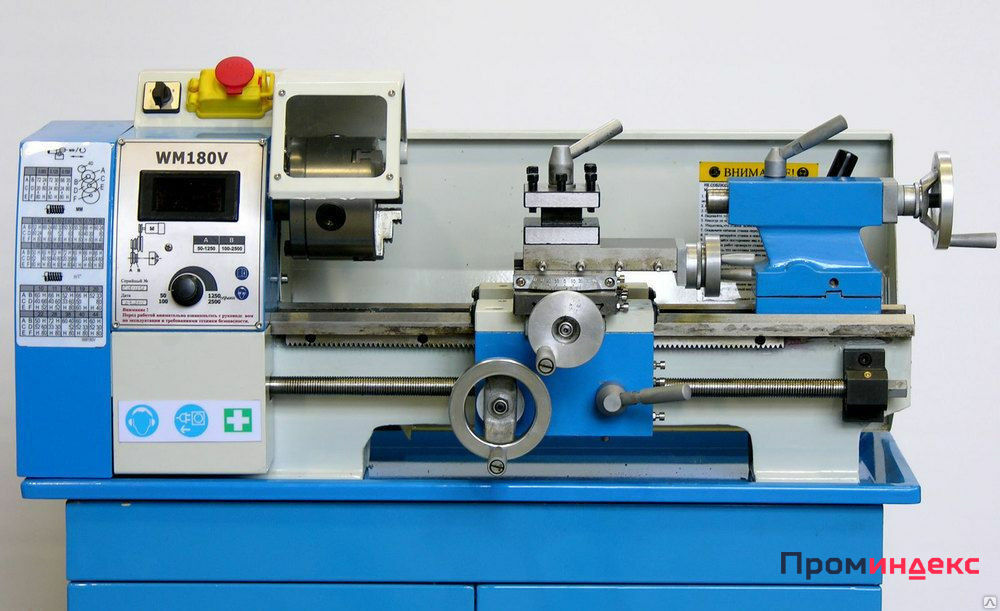 , чувствительная продольная подача.
, чувствительная продольная подача.

 107292072.
107292072.
 Источник должен соответствовать вольтамперной характеристике выбранного вида сварки. ВАХ – это зависимость напряжения на выходных зажимах источника от силы тока нагрузки.
Источник должен соответствовать вольтамперной характеристике выбранного вида сварки. ВАХ – это зависимость напряжения на выходных зажимах источника от силы тока нагрузки.

 Металл сварочной ванны и шов покрыты тонким слоем шлака. При сварке по флюсу металл значительно хуже защищен от воздуха, чем в процессе сварки под флюсом. Кроме того, излучение дуги и интенсивное выделение дыма и паров оказывают вредное действие на обслуживающий персонал. Этот способ сварки используется для сварки алюминия и его сплавов.
Металл сварочной ванны и шов покрыты тонким слоем шлака. При сварке по флюсу металл значительно хуже защищен от воздуха, чем в процессе сварки под флюсом. Кроме того, излучение дуги и интенсивное выделение дыма и паров оказывают вредное действие на обслуживающий персонал. Этот способ сварки используется для сварки алюминия и его сплавов. При увеличении дугового промежутка (увеличение напряжения на дуге) уменьшается сила сварочного тока, что приводит к уменьшению скорости плавления электрода. Уменьшение длины дуги вызывает увеличение сварочного тока и скорости плавления. В этом случае используют источники питания с жёсткой вольтамперной характеристикой (см. статью Вольт-амперная характеристика дуги).
При увеличении дугового промежутка (увеличение напряжения на дуге) уменьшается сила сварочного тока, что приводит к уменьшению скорости плавления электрода. Уменьшение длины дуги вызывает увеличение сварочного тока и скорости плавления. В этом случае используют источники питания с жёсткой вольтамперной характеристикой (см. статью Вольт-амперная характеристика дуги). Напряжение на дуге настраивают изменяя напряжение холостого хода внешней характеристики источника питания.
Напряжение на дуге настраивают изменяя напряжение холостого хода внешней характеристики источника питания. Электрошлаковая сварка. Основные типы и конструктивные элементы».
Электрошлаковая сварка. Основные типы и конструктивные элементы». Нецелесообразно сваривать конструкции с короткими швами.
Нецелесообразно сваривать конструкции с короткими швами. Однако недостатком способа является некоторая нестабильность горения дуги.
Однако недостатком способа является некоторая нестабильность горения дуги.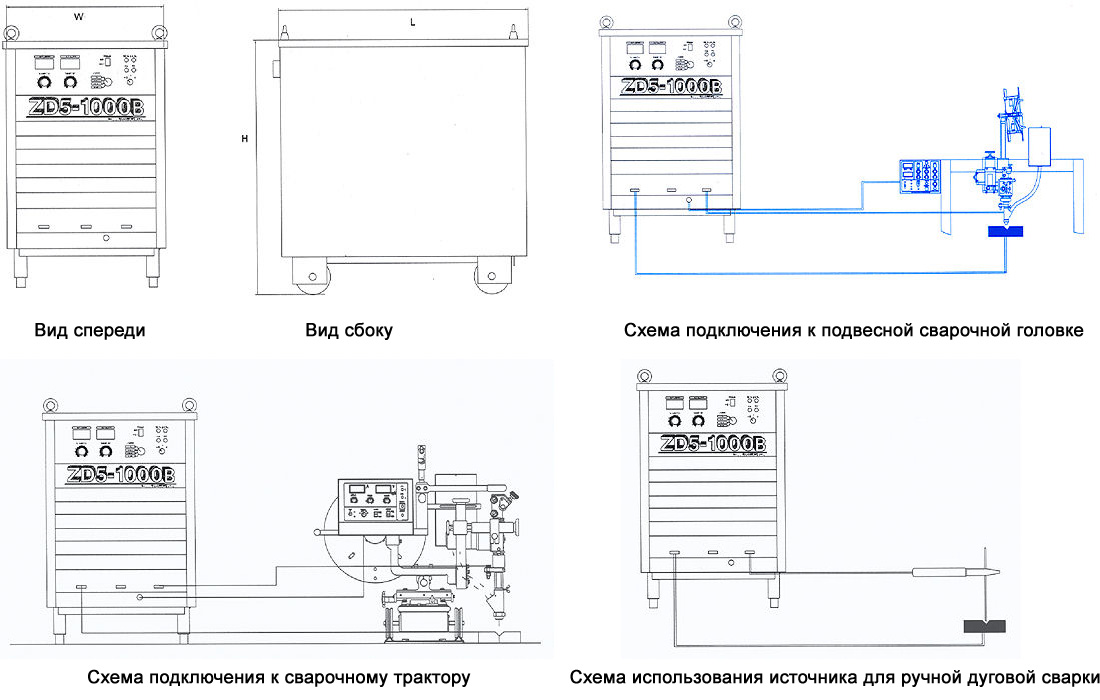
 Постоянный ток подается от трансформатора-выпрямителя, а переменный подается от трансформатора. Ток для одного провода колеблется от 200 А (провод диаметром 1,6 мм) до 1000 А (провод диаметром 6,0 мм). На практике большая часть сварки выполняется на толстом листе, где обычно используется одна проволока (диаметром 4,0 мм) в более ограниченном диапазоне от 600 до 9 мм.00А, с двухпроводной системой, работающей от 800 до 1200А.
Постоянный ток подается от трансформатора-выпрямителя, а переменный подается от трансформатора. Ток для одного провода колеблется от 200 А (провод диаметром 1,6 мм) до 1000 А (провод диаметром 6,0 мм). На практике большая часть сварки выполняется на толстом листе, где обычно используется одна проволока (диаметром 4,0 мм) в более ограниченном диапазоне от 600 до 9 мм.00А, с двухпроводной системой, работающей от 800 до 1200А.
 Флюс подается под давлением воздуха через рукоятку пистолета или из небольшого бункера, установленного на пистолете. Оборудование относительно портативное, и, поскольку оператор направляет пистолет вдоль соединения, требуются небольшие манипулятивные навыки. Однако, поскольку оператор имеет ограниченный контроль над процессом сварки (помимо регулировки скорости перемещения для поддержания профиля валика), его лучше всего использовать для коротких циклов и простых операций заполнения.
Флюс подается под давлением воздуха через рукоятку пистолета или из небольшого бункера, установленного на пистолете. Оборудование относительно портативное, и, поскольку оператор направляет пистолет вдоль соединения, требуются небольшие манипулятивные навыки. Однако, поскольку оператор имеет ограниченный контроль над процессом сварки (помимо регулировки скорости перемещения для поддержания профиля валика), его лучше всего использовать для коротких циклов и простых операций заполнения.

 Это уменьшает возмущение сварочной ванны и обеспечивает гладкий профиль сварного шва.
Это уменьшает возмущение сварочной ванны и обеспечивает гладкий профиль сварного шва. Наличие шлака изменяет состав флюса, который вместе с проволокой определяет состав металла шва. Присутствие мелких частиц может вызвать засорение системы подачи.
Наличие шлака изменяет состав флюса, который вместе с проволокой определяет состав металла шва. Присутствие мелких частиц может вызвать засорение системы подачи. 96. Он был обновлен, поэтому веб-страница больше не отражает точно печатную версию.
96. Он был обновлен, поэтому веб-страница больше не отражает точно печатную версию.  Кроме того, процесс ПАВ очень стабилен при этих и более высоких токах.
Кроме того, процесс ПАВ очень стабилен при этих и более высоких токах. Провода меньшего диаметра также обеспечивают большее проникновение, чем
Провода меньшего диаметра также обеспечивают большее проникновение, чем
 Порошкообразный металлический сердечник увеличивает скорость осаждения. Однако проникновение шире и меньше по сравнению с двойной проволокой. Это может быть преимуществом при сварке соединений с монтажными зазорами. Зазоры в деталях распространены в стыковых и угловых сварных швах.
Порошкообразный металлический сердечник увеличивает скорость осаждения. Однако проникновение шире и меньше по сравнению с двойной проволокой. Это может быть преимуществом при сварке соединений с монтажными зазорами. Зазоры в деталях распространены в стыковых и угловых сварных швах. Однако малая глубина проникновения с отрицательной полярностью может препятствовать плавлению или проникновению.
Однако малая глубина проникновения с отрицательной полярностью может препятствовать плавлению или проникновению. Дальнейшие достижения привели к прямоугольной волне, которой можно манипулировать, чтобы сделать мощность более похожей на
Дальнейшие достижения привели к прямоугольной волне, которой можно манипулировать, чтобы сделать мощность более похожей на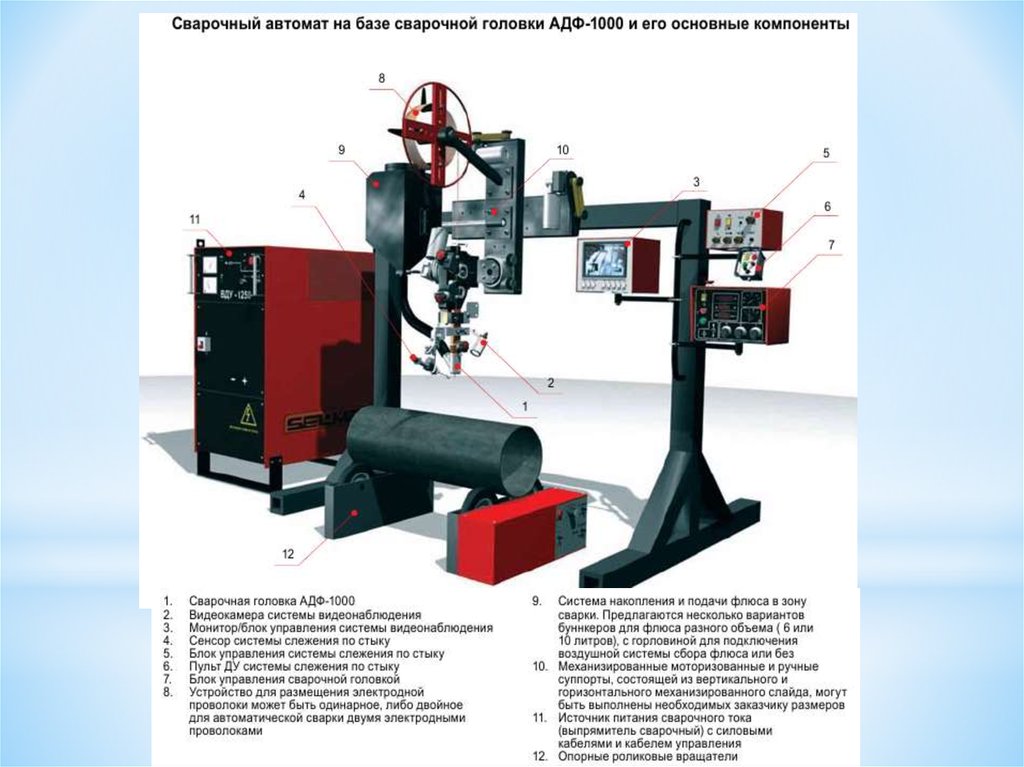
 Дисбаланс смещен в сторону отрицательной полярности. Этот процесс обеспечивает скорость наплавки, близкую к DC(-), но ограничена меньшим проплавлением при сварке с отрицательной полярностью.
Дисбаланс смещен в сторону отрицательной полярности. Этот процесс обеспечивает скорость наплавки, близкую к DC(-), но ограничена меньшим проплавлением при сварке с отрицательной полярностью. Используемое соединение представляло собой V-образную канавку глубиной ¾ дюйма с углом наклона 60 градусов; длина сварного шва представляла собой окружность 48-дюймового диаметра. цилиндр, подвод тепла 65 кДж/дюйм. Сварочные токи и напряжения
Используемое соединение представляло собой V-образную канавку глубиной ¾ дюйма с углом наклона 60 градусов; длина сварного шва представляла собой окружность 48-дюймового диаметра. цилиндр, подвод тепла 65 кДж/дюйм. Сварочные токи и напряжения
 Обязательные для заполнения поля отмечены звездочкой (*).
Обязательные для заполнения поля отмечены звездочкой (*).
 Такие станки стали широко применяться там, где неудобно применять стационарное оборудование, и где нужна мобильность и удобство в работе — для сверления, зенкования, развертывания, нарезания резьбы. Сверлильный станок на магнитном основании легко переносится и очень удобен для сверления металлических конструкций.
Такие станки стали широко применяться там, где неудобно применять стационарное оборудование, и где нужна мобильность и удобство в работе — для сверления, зенкования, развертывания, нарезания резьбы. Сверлильный станок на магнитном основании легко переносится и очень удобен для сверления металлических конструкций.

 При этом очень сильно выросла эффективность таких работ, теперь попросту не нужно тратить массу времени и средств, чтобы выполнять те же задачи, что и раньше.
При этом очень сильно выросла эффективность таких работ, теперь попросту не нужно тратить массу времени и средств, чтобы выполнять те же задачи, что и раньше.






 с.
с. 6HP
6HP


 Стенки при этом выполняют функции дренажной решетки.
Стенки при этом выполняют функции дренажной решетки. Они удобно вписываются в любую конструкцию.
Они удобно вписываются в любую конструкцию. Толщина реек – не меньше 20 мм. Также необходимо установить подставку из брусков. На верхнюю доску крепится фиксатор для давящей части винта – любая подходящая по форме металлическая деталь (можно посадить на эпоксидный клей).
Толщина реек – не меньше 20 мм. Также необходимо установить подставку из брусков. На верхнюю доску крепится фиксатор для давящей части винта – любая подходящая по форме металлическая деталь (можно посадить на эпоксидный клей).



 м;
м;

 Так же для фильтрации подойдет капрон, лавсан, пропилен, полиэстер или использовать прочный ХБ материал, плотный лен, чтобы не порвать под давлением.
Так же для фильтрации подойдет капрон, лавсан, пропилен, полиэстер или использовать прочный ХБ материал, плотный лен, чтобы не порвать под давлением. Между тем следует иметь в виду, что сделать для такого устройства мощный винт без привлечения квалифицированного токаря не получится. Можно изготовить самодельный пресс и без сторонних специалистов, если заменить винтовой механизм обычным домкратом (механическим или гидравлическим), который есть в арсенале каждого автолюбителя.
Между тем следует иметь в виду, что сделать для такого устройства мощный винт без привлечения квалифицированного токаря не получится. Можно изготовить самодельный пресс и без сторонних специалистов, если заменить винтовой механизм обычным домкратом (механическим или гидравлическим), который есть в арсенале каждого автолюбителя.
 В качестве таких тканей, в частности, можно использовать обычную мешковину, джутовые, хлопковые и льняные ткани, ситец и синтетические материалы.
В качестве таких тканей, в частности, можно использовать обычную мешковину, джутовые, хлопковые и льняные ткани, ситец и синтетические материалы.



 Самым простым вариантом является применение капронового мешка из-под сахара.
Самым простым вариантом является применение капронового мешка из-под сахара.
 Заранее готовятся материалы и инструменты, читается этот материал, а потом делается за один раз. Так выйдет недолго по времени, а инструкция подскажет, где ждать сюрпризы.
Заранее готовятся материалы и инструменты, читается этот материал, а потом делается за один раз. Так выйдет недолго по времени, а инструкция подскажет, где ждать сюрпризы.




 И чтобы отжать весь сок, приходится во время работы подкладывать деревянные бруски.
И чтобы отжать весь сок, приходится во время работы подкладывать деревянные бруски. В таких моделях имеется и винт, и гидравлический домкрат. При первом отжиме используется винт, а при втором – домкрат. Такой аппарат намного упрощает отжим и ускоряет процесс, но и стоит не дешево.
В таких моделях имеется и винт, и гидравлический домкрат. При первом отжиме используется винт, а при втором – домкрат. Такой аппарат намного упрощает отжим и ускоряет процесс, но и стоит не дешево. Кроме цены нужно учитывать и то, что каучуковая мембрана иногда рвется и приходится ее заменять. А чтобы аппарат работал, необходим водопровод с давлением в 2-3 атмосферы.
Кроме цены нужно учитывать и то, что каучуковая мембрана иногда рвется и приходится ее заменять. А чтобы аппарат работал, необходим водопровод с давлением в 2-3 атмосферы. Поддон может поломаться, если зацепить трубку, поддон, или уронить что-либо на него нечаянно. По неаккуратности можно вырвать трубку. По этой причине поддон предпочтительнее выбирать из стали-нержавейки, а к отверстию приварить металлическую трубку.
Поддон может поломаться, если зацепить трубку, поддон, или уронить что-либо на него нечаянно. По неаккуратности можно вырвать трубку. По этой причине поддон предпочтительнее выбирать из стали-нержавейки, а к отверстию приварить металлическую трубку. Дощечки прикручивают к полосам, загибают полосы по кругу, закрепляют болтами. Корзина готова. Расстояние между планками около 10 мм. Не стоит брать пластинки из ДСП, такой материал будет выделять в сок смолы, опилки и прочие вредные вещества.
Дощечки прикручивают к полосам, загибают полосы по кругу, закрепляют болтами. Корзина готова. Расстояние между планками около 10 мм. Не стоит брать пластинки из ДСП, такой материал будет выделять в сок смолы, опилки и прочие вредные вещества. Внизу полученной емкости врезают валик из деревянного материала, на которые накручены саморезы по спирали. Ось вращения элемента выводят наружу, вставляют дрель в него. Он будет играть роль измельчительного барабана. Для этого можно воспользоваться обычной скалкой, которая есть на каждой кухне.
Внизу полученной емкости врезают валик из деревянного материала, на которые накручены саморезы по спирали. Ось вращения элемента выводят наружу, вставляют дрель в него. Он будет играть роль измельчительного барабана. Для этого можно воспользоваться обычной скалкой, которая есть на каждой кухне. Работает он от электрического двигателя, который вращает шкив при помощи ременной передачи. В подающую камеру загружается сырье, шнек его измельчает и продавливает через сито. На выходе шнековый пресс дает сок с мякотью.
Работает он от электрического двигателя, который вращает шкив при помощи ременной передачи. В подающую камеру загружается сырье, шнек его измельчает и продавливает через сито. На выходе шнековый пресс дает сок с мякотью.

 Но зачем покупать, если можно построить самому?
Но зачем покупать, если можно построить самому?

 Который затем проведет вас через весь процесс создания этого пресса.
Который затем проведет вас через весь процесс создания этого пресса. На самом деле это напоминает мне некоторые из книг моего деда по столярному делу, которые он читал все время.
На самом деле это напоминает мне некоторые из книг моего деда по столярному делу, которые он читал все время. Я проведу вас через эволюцию дизайна. Первоначальные планы были доступны в Интернете, но после изготовления пресса для сидра в соответствии с этой конструкцией он сломался при втором использовании. Возможно, мой бутылочный домкрат был слишком мощным.
Я проведу вас через эволюцию дизайна. Первоначальные планы были доступны в Интернете, но после изготовления пресса для сидра в соответствии с этой конструкцией он сломался при втором использовании. Возможно, мой бутылочный домкрат был слишком мощным.
 Использование гидравлического домкрата , так что намного проще, чем накручивание резьбы! Мне пришлось использовать кусок дерева, так как я сделал раму слишком высокой. (Это оказалось к лучшему, потому что третья версия действительно требовала этой дополнительной высоты!)
Использование гидравлического домкрата , так что намного проще, чем накручивание резьбы! Мне пришлось использовать кусок дерева, так как я сделал раму слишком высокой. (Это оказалось к лучшему, потому что третья версия действительно требовала этой дополнительной высоты!) Как я объяснил выше, все это чисто гипотетически. Я просверлил множество отверстий в основании, чтобы выпустить сок, а позже покрасил этот гипотетический предмет слоем краски:
Как я объяснил выше, все это чисто гипотетически. Я просверлил множество отверстий в основании, чтобы выпустить сок, а позже покрасил этот гипотетический предмет слоем краски:
 С этой машиной можно смешивать все HCR до 90° Shore A. Максимальная масса примерно 0,5 кг. для этой машины, в зависимости от твердости HCR. Эта машина разработана для использования на верстаке. Перед зазором между двумя смесительными валками расположена проволока, при нажатии на которую машина останавливается.
С этой машиной можно смешивать все HCR до 90° Shore A. Максимальная масса примерно 0,5 кг. для этой машины, в зависимости от твердости HCR. Эта машина разработана для использования на верстаке. Перед зазором между двумя смесительными валками расположена проволока, при нажатии на которую машина останавливается.
 0003
0003 Резиновая фабрика, используемая для производства пластиковой резины, смешанной резины или горячего рафинирования на машине с открытым резиновым роликом.
Резиновая фабрика, используемая для производства пластиковой резины, смешанной резины или горячего рафинирования на машине с открытым резиновым роликом. На производственной линии каландровой машины функция мельницы перед каландровой машиной и после смесительной машины заключается в смешивании и пластификации сырья, равномерно перемешанного, чтобы обеспечить более однородное плавление материалов для каландрирования пластиковых изделий каландровой машины. .
На производственной линии каландровой машины функция мельницы перед каландровой машиной и после смесительной машины заключается в смешивании и пластификации сырья, равномерно перемешанного, чтобы обеспечить более однородное плавление материалов для каландрирования пластиковых изделий каландровой машины. .
 Эластичность идет от большой к малой; В процессе смешивания поверхность каждого компонента клея постоянно обновляется и перемешивается равномерно. При периодической работе смесителя после многократной подачи резинового материала через расстояние несколько раз и, наконец, отрежьте нижние куски.
Эластичность идет от большой к малой; В процессе смешивания поверхность каждого компонента клея постоянно обновляется и перемешивается равномерно. При периодической работе смесителя после многократной подачи резинового материала через расстояние несколько раз и, наконец, отрежьте нижние куски. д.
д.

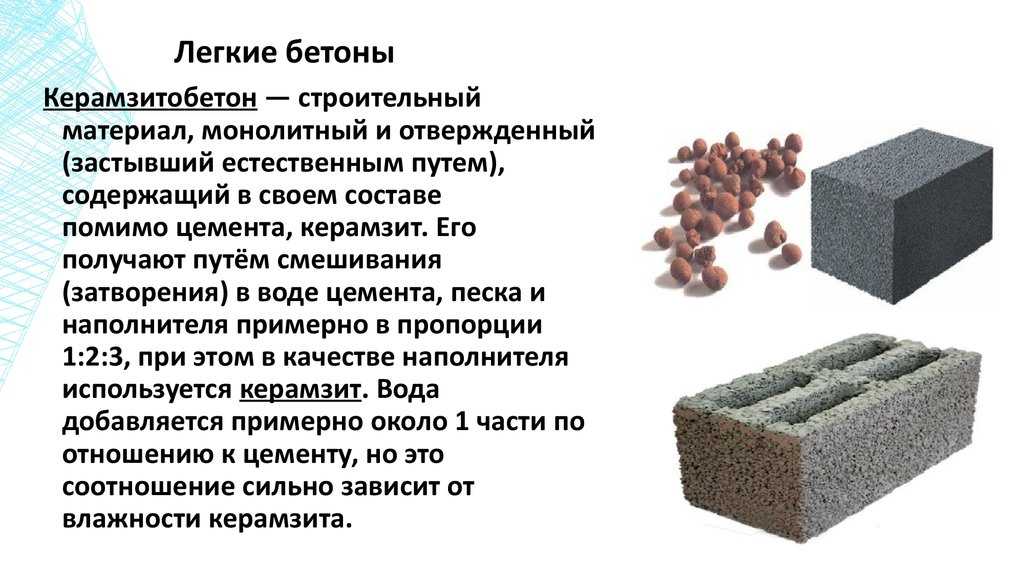


 С помощью легкой утрамбовки заполняют керамзитобетоном каждую неровность, обеспечивая при этом наличие дополнительной теплоизоляции трубопроводов и отопления.
С помощью легкой утрамбовки заполняют керамзитобетоном каждую неровность, обеспечивая при этом наличие дополнительной теплоизоляции трубопроводов и отопления. Для этого необходимо добавлять в смесь воду до тех пор, пока раствор не станет тягучим и однородным.
Для этого необходимо добавлять в смесь воду до тех пор, пока раствор не станет тягучим и однородным.

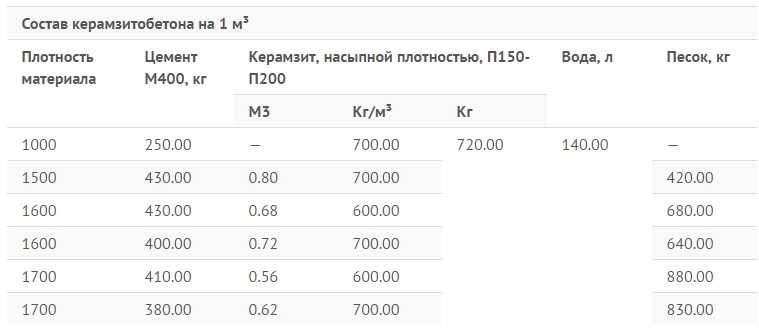

 м, значение прочности — 7,5-40 МПа.
м, значение прочности — 7,5-40 МПа. Его особенность —
Его особенность —

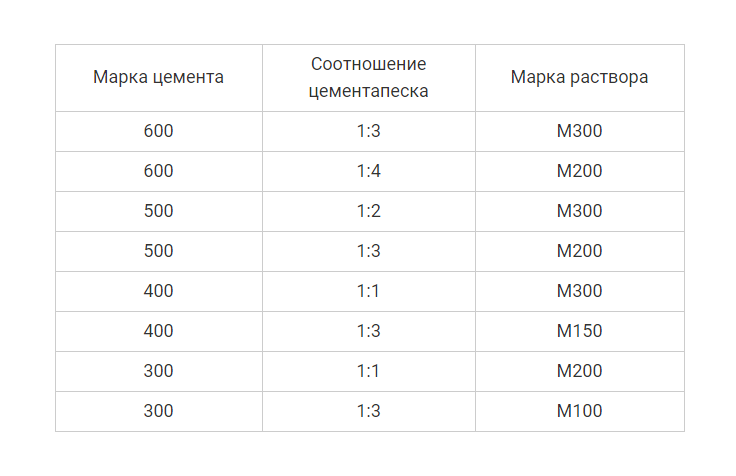


 и Шах, С. Ф. А. (2019). Исследовать влияние керамзитобетона и микрокремнезема на свойства легкого бетона. Строительство и строительные материалы, 220, 253–266. https://doi.org/10.1016/j.conbuildmat.2019.05.171
и Шах, С. Ф. А. (2019). Исследовать влияние керамзитобетона и микрокремнезема на свойства легкого бетона. Строительство и строительные материалы, 220, 253–266. https://doi.org/10.1016/j.conbuildmat.2019.05.171
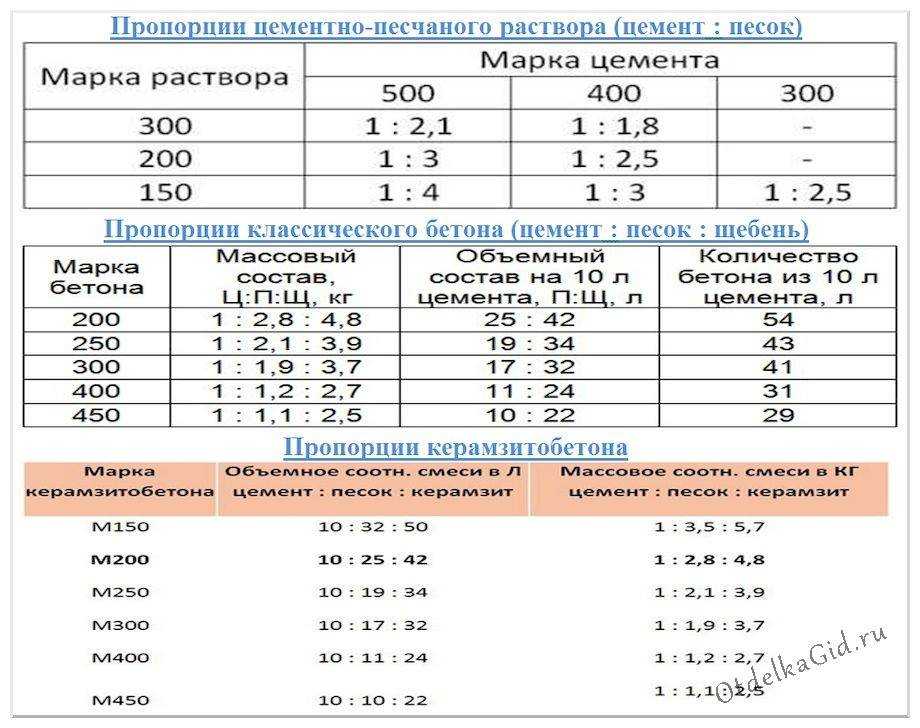
 Строительство и строительные материалы, 101, 260–267.
Строительство и строительные материалы, 101, 260–267. Международный журнал науки и исследований, 5 (11), 1511–1514.
Международный журнал науки и исследований, 5 (11), 1511–1514. Керамзит обеспечивает внутри бетона достаточную влажность для учета испарения воды во время затвердевания бетона. Производимые бетонные смеси характеризуются легким весом, сопоставимой прочностью на сжатие, пониженной усадкой и ранним растрескиванием. Производимые облегченные смеси показали сравнимую прочность с минимальной усадкой, что положительно скажется на долговечности бетона.
Керамзит обеспечивает внутри бетона достаточную влажность для учета испарения воды во время затвердевания бетона. Производимые бетонные смеси характеризуются легким весом, сопоставимой прочностью на сжатие, пониженной усадкой и ранним растрескиванием. Производимые облегченные смеси показали сравнимую прочность с минимальной усадкой, что положительно скажется на долговечности бетона. Цементная смесь обычно представляет собой смесь искусственного камня, цемента, воды и мелких и крупных заполнителей. Заполнители (мелкие заполнители и крупные заполнители) выполняют функцию наполнителей в бетонных смесях. (Субакти, А., 1994). Тем не менее, в строительстве часто добавляются добавки, но все же остается чувство неуверенности во время демонтажа формы и ссылки до того, как бетон достигнет достаточной прочности, чтобы выдерживать собственный вес и действующие на него несущие нагрузки. Для преодоления времени проведения работ, связанных с бетоном, необходимо найти альтернативное решение, например, путем поиска альтернативных ингредиентов бетонной смеси на основе рассмотрения без снижения качества бетона. По результатам предыдущих исследований установлено, что за счет частичной замены цемента золой-уносом повысилась прочность бетона на сжатие и предел прочности при растяжении (Budhi Saputro, A., 2008). Основываясь на приведенном выше описании, автор стремится изучить, как характеристики прочности бетона на сжатие возникают при добавлении добавки Additon H.
Цементная смесь обычно представляет собой смесь искусственного камня, цемента, воды и мелких и крупных заполнителей. Заполнители (мелкие заполнители и крупные заполнители) выполняют функцию наполнителей в бетонных смесях. (Субакти, А., 1994). Тем не менее, в строительстве часто добавляются добавки, но все же остается чувство неуверенности во время демонтажа формы и ссылки до того, как бетон достигнет достаточной прочности, чтобы выдерживать собственный вес и действующие на него несущие нагрузки. Для преодоления времени проведения работ, связанных с бетоном, необходимо найти альтернативное решение, например, путем поиска альтернативных ингредиентов бетонной смеси на основе рассмотрения без снижения качества бетона. По результатам предыдущих исследований установлено, что за счет частичной замены цемента золой-уносом повысилась прочность бетона на сжатие и предел прочности при растяжении (Budhi Saputro, A., 2008). Основываясь на приведенном выше описании, автор стремится изучить, как характеристики прочности бетона на сжатие возникают при добавлении добавки Additon H. E в бетонную смесь и есть ли какое-либо влияние добавки Additon H.E на увеличение характеристики прочности бетона на сжатие. По результатам исследования было установлено, что прочность бетона на сжатие с добавкой ОН была такой, что после проведения испытания бетонного куба на прочность на сжатие и анализа прочности бетона на сжатие 10 образцов, в каждом В эксперименте был изготовлен кубический образец с добавлением добавок. HE с дозой 80 cc, 120 cc и 200 cc может ускорить и увеличить прочность на сжатие характеристик бетона.
E в бетонную смесь и есть ли какое-либо влияние добавки Additon H.E на увеличение характеристики прочности бетона на сжатие. По результатам исследования было установлено, что прочность бетона на сжатие с добавкой ОН была такой, что после проведения испытания бетонного куба на прочность на сжатие и анализа прочности бетона на сжатие 10 образцов, в каждом В эксперименте был изготовлен кубический образец с добавлением добавок. HE с дозой 80 cc, 120 cc и 200 cc может ускорить и увеличить прочность на сжатие характеристик бетона. Зеленый бетон, разработанный с использованием отходов, является активной областью исследований, поскольку помогает уменьшить проблемы с утилизацией отходов и защитить окружающую среду. Были приготовлены шесть бетонных смесей с соотношением 1:2:4, отходы от сноса использовались в равной пропорции с обычными заполнителями, тогда как летучая зола использовалась в диапазоне от 0% до 10% с шагом 2,5%. Используемое водоцементное отношение равнялось 0,5. Из этих смесей одна смесь была приготовлена со всеми обычными заполнителями и использовалась в качестве контроля, а одна смесь с 0% летучей золы содержала только обычные и переработанные заполнители. Определяли испытание на осадку всех смесей. Всего было изготовлено 18 цилиндров стандартного размера и выдержано в течение 28 дней. После отверждения оценивали прочность образцов на сжатие при постепенно возрастающей нагрузке до разрушения. Замечено, что 5% замена цемента летучей золой и 50% переработанными заполнителями дает лучшие результаты.
Зеленый бетон, разработанный с использованием отходов, является активной областью исследований, поскольку помогает уменьшить проблемы с утилизацией отходов и защитить окружающую среду. Были приготовлены шесть бетонных смесей с соотношением 1:2:4, отходы от сноса использовались в равной пропорции с обычными заполнителями, тогда как летучая зола использовалась в диапазоне от 0% до 10% с шагом 2,5%. Используемое водоцементное отношение равнялось 0,5. Из этих смесей одна смесь была приготовлена со всеми обычными заполнителями и использовалась в качестве контроля, а одна смесь с 0% летучей золы содержала только обычные и переработанные заполнители. Определяли испытание на осадку всех смесей. Всего было изготовлено 18 цилиндров стандартного размера и выдержано в течение 28 дней. После отверждения оценивали прочность образцов на сжатие при постепенно возрастающей нагрузке до разрушения. Замечено, что 5% замена цемента летучей золой и 50% переработанными заполнителями дает лучшие результаты.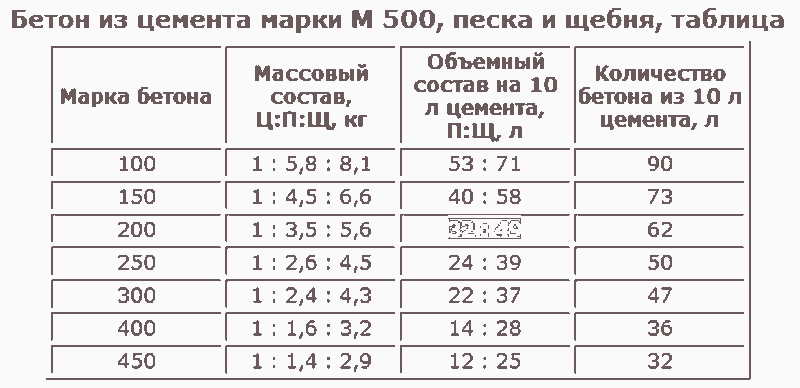 При таком уровне дозировки двух отходов снижение прочности на сжатие составляет около 11%.
При таком уровне дозировки двух отходов снижение прочности на сжатие составляет около 11%. Одновременно с этим в бетон были нанесены небольшие волокна полипропилена Recron3 в качестве армирующей среды, чтобы свести к минимуму растрескивание при усадке и улучшить свойства при растяжении. Крупный заполнитель был заменен пемзовым заполнителем в количестве 10, 20, 30, 40 и 50 процентов и волокнами соответственно в количестве 0,5, 1, 1,5, 2 и 2,5 процента. Эксперимент направлен на параметры прочности, чтобы определить наиболее благоприятный оптимальный процент по сравнению с обычным бетоном. Ключевые слова: OPC (обычный портландцемент)1, FA (мелкий заполнитель)2, CA (крупный заполнитель) 3, fck (характеристическая прочность на сжатие через 28 дней)4, Sp. Gr (удельный вес)5, WC (содержание воды)6, W/C (водоцементное отношение)7, S (стандартное отклонение)8, Fck (целевая средняя прочность на сжатие через 28 дней)9.
Одновременно с этим в бетон были нанесены небольшие волокна полипропилена Recron3 в качестве армирующей среды, чтобы свести к минимуму растрескивание при усадке и улучшить свойства при растяжении. Крупный заполнитель был заменен пемзовым заполнителем в количестве 10, 20, 30, 40 и 50 процентов и волокнами соответственно в количестве 0,5, 1, 1,5, 2 и 2,5 процента. Эксперимент направлен на параметры прочности, чтобы определить наиболее благоприятный оптимальный процент по сравнению с обычным бетоном. Ключевые слова: OPC (обычный портландцемент)1, FA (мелкий заполнитель)2, CA (крупный заполнитель) 3, fck (характеристическая прочность на сжатие через 28 дней)4, Sp. Gr (удельный вес)5, WC (содержание воды)6, W/C (водоцементное отношение)7, S (стандартное отклонение)8, Fck (целевая средняя прочность на сжатие через 28 дней)9.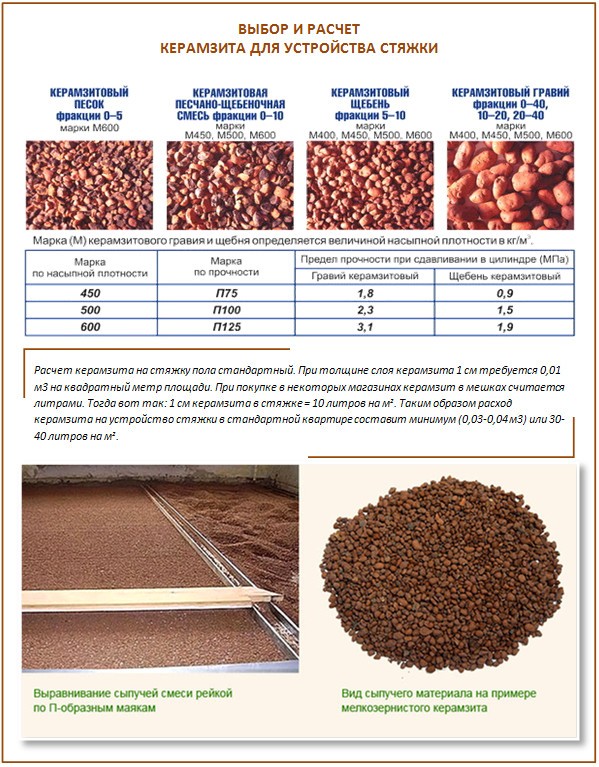 Утилизация отходов C & D в наши дни является дорогостоящим делом и вызывает экологические проблемы. Следовательно, делается попытка повторно использовать разрушенный бетон в качестве частичной замены природных крупных заполнителей. Также из-за запрета местных властей на добычу песка стоимость природного мелкого заполнителя очень высока и сама по себе становится дефицитным материалом. Следовательно, используется заполнитель из щебня, называемый искусственным песком (м песок), который полностью заменяет природный мелкий заполнитель. Эта концепция оказалась экономически эффективной, сводит к минимуму удаление отходов C & D и ведет к концепциям зеленого строительства. Испытание на сжатие бетонных кубов М40 размером 150 мм х 150 мм х 150 мм проводят в конце 7 дней и 28 дней. Состав смеси для бетона марки М40 составляется в соответствии с ГОСТ 10262-2019.с водоцементным отношением 0,45 с использованием обычного портландцемента марки 53. Суперпластификатор (LIQUIFIX) используется для улучшения удобоукладываемости.
Утилизация отходов C & D в наши дни является дорогостоящим делом и вызывает экологические проблемы. Следовательно, делается попытка повторно использовать разрушенный бетон в качестве частичной замены природных крупных заполнителей. Также из-за запрета местных властей на добычу песка стоимость природного мелкого заполнителя очень высока и сама по себе становится дефицитным материалом. Следовательно, используется заполнитель из щебня, называемый искусственным песком (м песок), который полностью заменяет природный мелкий заполнитель. Эта концепция оказалась экономически эффективной, сводит к минимуму удаление отходов C & D и ведет к концепциям зеленого строительства. Испытание на сжатие бетонных кубов М40 размером 150 мм х 150 мм х 150 мм проводят в конце 7 дней и 28 дней. Состав смеси для бетона марки М40 составляется в соответствии с ГОСТ 10262-2019.с водоцементным отношением 0,45 с использованием обычного портландцемента марки 53. Суперпластификатор (LIQUIFIX) используется для улучшения удобоукладываемости. В качестве добавок добавляют нанокремнезем (НС) (1,5 % от массы цемента), порошок волластонита (WP) (10 % от массы цемента) и базальтовые волокна (БФ) (1 % от массы цемента). Отмечено, что прочность на сжатие образцов, отвержденных в течение 7 и 28 дней, с добавлением всех трех добавок на 25 % больше, чем у образцов без добавок. Следовательно, потеря прочности на сжатие, полученная при использовании разрушенного бетона в качестве заполнителя и песка в бетоне, восстанавливается при добавлении добавок.
В качестве добавок добавляют нанокремнезем (НС) (1,5 % от массы цемента), порошок волластонита (WP) (10 % от массы цемента) и базальтовые волокна (БФ) (1 % от массы цемента). Отмечено, что прочность на сжатие образцов, отвержденных в течение 7 и 28 дней, с добавлением всех трех добавок на 25 % больше, чем у образцов без добавок. Следовательно, потеря прочности на сжатие, полученная при использовании разрушенного бетона в качестве заполнителя и песка в бетоне, восстанавливается при добавлении добавок. В этом исследовании самоуплотняющийся бетон производится с использованием порошка известняка в качестве частичной замены по весу цемента с процентным содержанием (5%), песок частично заменяется по объему насыщенным мелким легким заполнителем, который представляет собой термокаменный заполнитель в качестве материала внутреннего отверждения в трех проценты (5%, 10%, 15%) для самоуплотняющегося бетона и использование двух внешних условий отверждения: воды и воздуха. Экспериментальная работа была разделена на три части: в первой части проводились испытания свежего самоуплотняющегося бетона на удобоукладываемость. Вторая часть включала проведение испытаний на прочность при сжатии и испытание на модуль разрыва в возрасте (7, 28 и 9 лет).0) дней. Третья часть включала проведение теста на усадку в возрасте (7, 14, 21, 28) дней. Результаты показывают, что самоуплотняющийся бетон внутреннего отверждения обладает наилучшей удобоукладываемостью и лучшими свойствами затвердевшего бетона, в том числе (прочность на сжатие, модуль разрыва) самоуплотняющегося бетона наружного отверждения как с водой, так и с воздухом, по сравнению с эталонными бетонами.
В этом исследовании самоуплотняющийся бетон производится с использованием порошка известняка в качестве частичной замены по весу цемента с процентным содержанием (5%), песок частично заменяется по объему насыщенным мелким легким заполнителем, который представляет собой термокаменный заполнитель в качестве материала внутреннего отверждения в трех проценты (5%, 10%, 15%) для самоуплотняющегося бетона и использование двух внешних условий отверждения: воды и воздуха. Экспериментальная работа была разделена на три части: в первой части проводились испытания свежего самоуплотняющегося бетона на удобоукладываемость. Вторая часть включала проведение испытаний на прочность при сжатии и испытание на модуль разрыва в возрасте (7, 28 и 9 лет).0) дней. Третья часть включала проведение теста на усадку в возрасте (7, 14, 21, 28) дней. Результаты показывают, что самоуплотняющийся бетон внутреннего отверждения обладает наилучшей удобоукладываемостью и лучшими свойствами затвердевшего бетона, в том числе (прочность на сжатие, модуль разрыва) самоуплотняющегося бетона наружного отверждения как с водой, так и с воздухом, по сравнению с эталонными бетонами.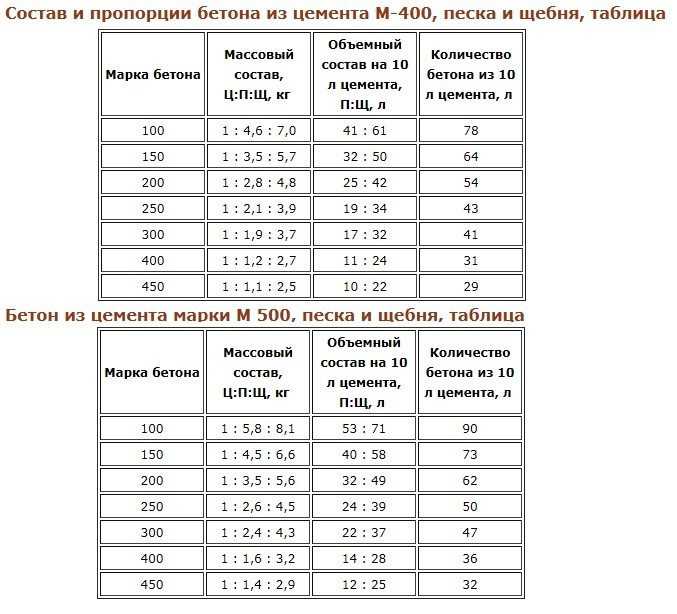 Кроме того, свойства затвердевания самоуплотняющегося бетона внутреннего отверждения с процентным содержанием (5%) с термокаменным заполнителем являются лучшими по сравнению с процентным содержанием (10% и 15%) в обоих условиях внешнего отверждения. В целом, результаты испытаний на усадку показали снижение усадки самоуплотняющегося бетона внутреннего отверждения по сравнению с эталонными бетонами, и это снижение увеличивается с увеличением содержания термокаменного заполнителя в самоуплотняющемся бетоне.
Кроме того, свойства затвердевания самоуплотняющегося бетона внутреннего отверждения с процентным содержанием (5%) с термокаменным заполнителем являются лучшими по сравнению с процентным содержанием (10% и 15%) в обоих условиях внешнего отверждения. В целом, результаты испытаний на усадку показали снижение усадки самоуплотняющегося бетона внутреннего отверждения по сравнению с эталонными бетонами, и это снижение увеличивается с увеличением содержания термокаменного заполнителя в самоуплотняющемся бетоне. Было замечено, что бетон с переработанными заполнителями возрастной группы 30 и 35 лет достиг максимальной прочности на сжатие 29.0,03 Н/мм2, 28,96 Н/мм2 и предел прочности при растяжении 11,91 Н/мм2, 10,34 Н/мм2 были получены при 40% замене RCA соответственно. Установлено, что прочность на сжатие и прочность на растяжение при разделении РЦК с медным шлаком увеличились на 8,20% и 2,90% по сравнению с РЦК.
Было замечено, что бетон с переработанными заполнителями возрастной группы 30 и 35 лет достиг максимальной прочности на сжатие 29.0,03 Н/мм2, 28,96 Н/мм2 и предел прочности при растяжении 11,91 Н/мм2, 10,34 Н/мм2 были получены при 40% замене RCA соответственно. Установлено, что прочность на сжатие и прочность на растяжение при разделении РЦК с медным шлаком увеличились на 8,20% и 2,90% по сравнению с РЦК. Таким образом, в данном исследовании исследуются характеристики скорлупы косточек пальмы (PKS) и скорлупы барвинка (PS) в качестве альтернативы крупным заполнителям в бетоне. Сорок кубов и 40 цилиндров были изготовлены из ПКС и ПС в качестве материалов, заменяющих гранит. Была проведена серия испытаний для определения их характеристик. Результаты показали, что прочность на сжатие и растяжение снижается по мере увеличения содержания PKS и PS, что позволяет увеличить удельную площадь, что требует большего количества цементного теста для эффективного сцепления с оболочками. Результат также показал, что для всех возрастов отверждения бетон из скорлупы пальмового ядра (PKSC) имеет более низкую прочность на сжатие и прочность на растяжение, чем бетон из скорлупы барвинка (PSC). Прочность на сжатие и прочность на растяжение 28-дневного ПКСК со 100% заменой составили 4,33 Н/мм2 и 3,68 Н/мм2 соответственно; у PSC при 100% замещении было 5,89Н/мм2 и 4,95 Н/мм2 соответственно; и гранитобетона без замены составляли 25,11 Н/мм2 и 11,74 Н/мм2 соответственно.
Таким образом, в данном исследовании исследуются характеристики скорлупы косточек пальмы (PKS) и скорлупы барвинка (PS) в качестве альтернативы крупным заполнителям в бетоне. Сорок кубов и 40 цилиндров были изготовлены из ПКС и ПС в качестве материалов, заменяющих гранит. Была проведена серия испытаний для определения их характеристик. Результаты показали, что прочность на сжатие и растяжение снижается по мере увеличения содержания PKS и PS, что позволяет увеличить удельную площадь, что требует большего количества цементного теста для эффективного сцепления с оболочками. Результат также показал, что для всех возрастов отверждения бетон из скорлупы пальмового ядра (PKSC) имеет более низкую прочность на сжатие и прочность на растяжение, чем бетон из скорлупы барвинка (PSC). Прочность на сжатие и прочность на растяжение 28-дневного ПКСК со 100% заменой составили 4,33 Н/мм2 и 3,68 Н/мм2 соответственно; у PSC при 100% замещении было 5,89Н/мм2 и 4,95 Н/мм2 соответственно; и гранитобетона без замены составляли 25,11 Н/мм2 и 11,74 Н/мм2 соответственно. В исследовании изучается пригодность использования резиновой крошки в качестве замены мелкого заполнителя, измельченной плитки из отходов в качестве крупного заполнителя и багассы в качестве замены цемента. По результатам исследования установлено, что прочность на сжатие образца показала удовлетворительные показатели. Этот эксперимент в основном касается производства бетона из отходов. Бетонные кубы проходят испытания на прочность на сжатие в рамках CTM. Сравнение стоимости с обычными бетонами показало, что бетон, изготовленный из этих отходов, предпочтительнее, потому что он сам по себе является более экономичным стеновым материалом и позволяет использовать экономичные методы строительства. Кроме того, использование бетона, изготовленного из этих отходов, позволяет зданию экономить энергию и стоимость, а также позволяет зданию сделать шаг вперед к зданию с нулевым потреблением энергии и экономичности.
В исследовании изучается пригодность использования резиновой крошки в качестве замены мелкого заполнителя, измельченной плитки из отходов в качестве крупного заполнителя и багассы в качестве замены цемента. По результатам исследования установлено, что прочность на сжатие образца показала удовлетворительные показатели. Этот эксперимент в основном касается производства бетона из отходов. Бетонные кубы проходят испытания на прочность на сжатие в рамках CTM. Сравнение стоимости с обычными бетонами показало, что бетон, изготовленный из этих отходов, предпочтительнее, потому что он сам по себе является более экономичным стеновым материалом и позволяет использовать экономичные методы строительства. Кроме того, использование бетона, изготовленного из этих отходов, позволяет зданию экономить энергию и стоимость, а также позволяет зданию сделать шаг вперед к зданию с нулевым потреблением энергии и экономичности. В. Осени
В. Осени Обычная бетонная смесь со 100 % цементом (т. е. GLSA при 0 %) с маркой бетона С25, которая может достигать средней прочности 25 Н/мм2 за 28 дней, использовалась в качестве контроля при расчетном водоцементном отношении 0,65 и маркировке. (0,5-32) мм от мелких до крупных заполнителей были испытаны на: (1) прочность на сжатие и (2) испытание на осадку и текучесть. Результаты и наблюдения показали, что бетонные смеси из GLSA при соотношениях 5 – 15 % проявляют: пуццолановые свойства и GLSA могут использоваться в качестве частичной замены цемента при этих процентных соотношениях смеси по сравнению с контрольным бетоном; увеличение водоцементного отношения показало значительное снижение прочности на сжатие и увеличение удобоукладываемости. Поэтому важно, чтобы все бетонные смеси выделяли приемлемо рассчитанное водоцементное отношение для характеристик прочности на сжатие для использования в конструкциях, водоцементное отношение является важным фактором.
Обычная бетонная смесь со 100 % цементом (т. е. GLSA при 0 %) с маркой бетона С25, которая может достигать средней прочности 25 Н/мм2 за 28 дней, использовалась в качестве контроля при расчетном водоцементном отношении 0,65 и маркировке. (0,5-32) мм от мелких до крупных заполнителей были испытаны на: (1) прочность на сжатие и (2) испытание на осадку и текучесть. Результаты и наблюдения показали, что бетонные смеси из GLSA при соотношениях 5 – 15 % проявляют: пуццолановые свойства и GLSA могут использоваться в качестве частичной замены цемента при этих процентных соотношениях смеси по сравнению с контрольным бетоном; увеличение водоцементного отношения показало значительное снижение прочности на сжатие и увеличение удобоукладываемости. Поэтому важно, чтобы все бетонные смеси выделяли приемлемо рассчитанное водоцементное отношение для характеристик прочности на сжатие для использования в конструкциях, водоцементное отношение является важным фактором.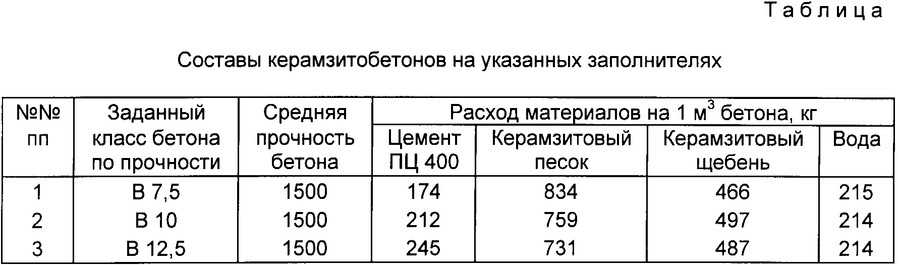
 Необходимо также правильно выбрать отделочные материалы и соблюсти все технологические тонкости во время монтажных работ.
Необходимо также правильно выбрать отделочные материалы и соблюсти все технологические тонкости во время монтажных работ. Чем сложнее форма, тем больше будут затраты на строительство.
Чем сложнее форма, тем больше будут затраты на строительство.

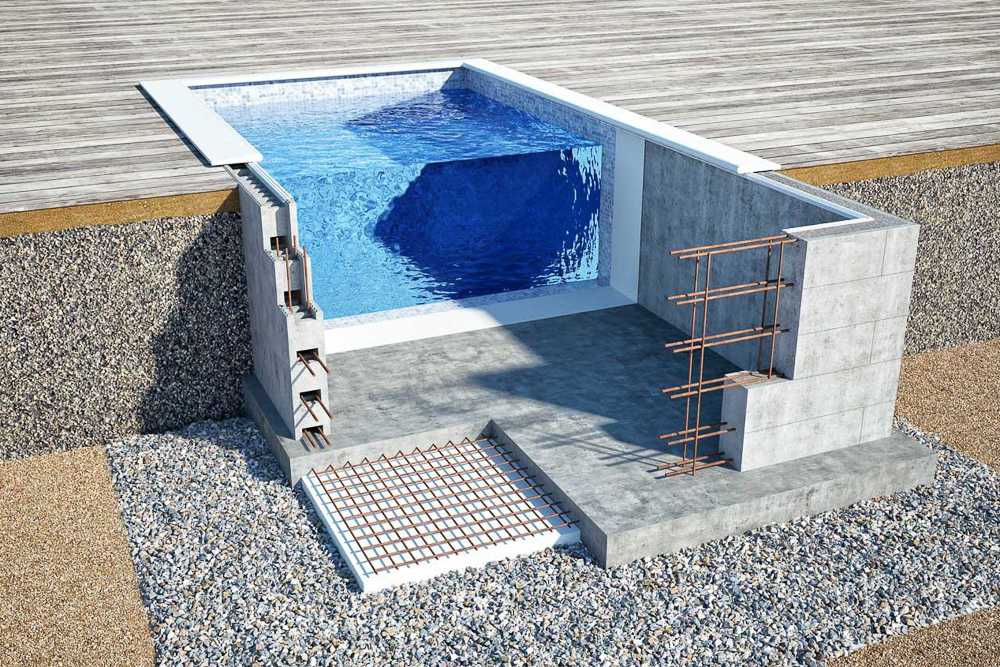
 Персонально разработанная документация включает различные разрезы чаши и отдельных узлов. Типовые экзамены позволяют узнать основные конструктивные решения, которых будет достаточно для самостоятельного строительства бытового бассейна из бетона.
Персонально разработанная документация включает различные разрезы чаши и отдельных узлов. Типовые экзамены позволяют узнать основные конструктивные решения, которых будет достаточно для самостоятельного строительства бытового бассейна из бетона. Это красивый вариант, но в воду без труда попадают листья и сухая трава.
Это красивый вариант, но в воду без труда попадают листья и сухая трава. Возведение бассейна из колодезных колец выполняется после подготовки стройплощадки и монтажа днища. Затем проводится укладка железобетонных конструкций, которые соединяются между собой клеевым составом. В завершение выполняют гидроизоляцию сооружения и финишную облицовку.
Возведение бассейна из колодезных колец выполняется после подготовки стройплощадки и монтажа днища. Затем проводится укладка железобетонных конструкций, которые соединяются между собой клеевым составом. В завершение выполняют гидроизоляцию сооружения и финишную облицовку.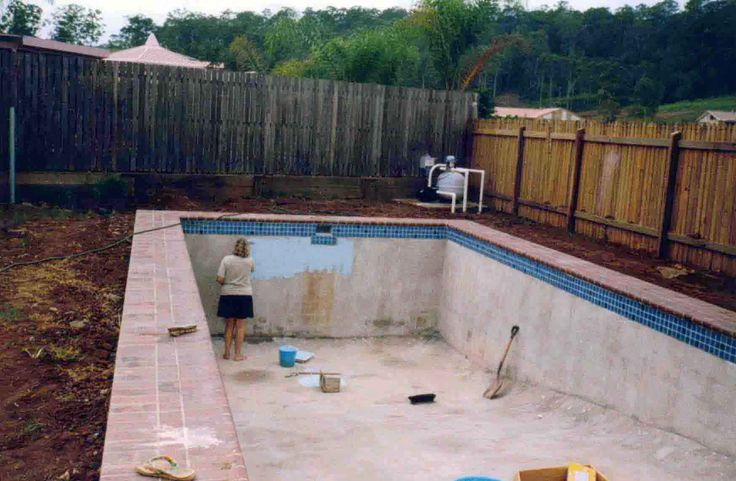 Конструкция отличается разной глубиной. Для этого выполняют монтаж наклонного дна под небольшим углом.
Конструкция отличается разной глубиной. Для этого выполняют монтаж наклонного дна под небольшим углом. Работы выполняют в определенной последовательности.
Работы выполняют в определенной последовательности.
 В результате после заливки получится железобетонная плита толщиной от 140 до 150 мм.
В результате после заливки получится железобетонная плита толщиной от 140 до 150 мм.
 Инструмент опускается в раствор для удаления воздушных пузырьков из не отвердевшего бетона.
Инструмент опускается в раствор для удаления воздушных пузырьков из не отвердевшего бетона. Например, если у бассейна внутренняя длина и ширина составляет соответственно 5 м и 2 м, а глубина с учетом борта ровна в самой высокой точке — 1,5 м, а в самой низкой — 1,8 м, тогда принимают:
Например, если у бассейна внутренняя длина и ширина составляет соответственно 5 м и 2 м, а глубина с учетом борта ровна в самой высокой точке — 1,5 м, а в самой низкой — 1,8 м, тогда принимают: Рекомендуется для более быстрого расчета использовать онлайн калькулятор.
Рекомендуется для более быстрого расчета использовать онлайн калькулятор.
 Их корпуса могут быть изготовлены из бронзы, нержавеющей стали или пластмассы. В светильники обычно устанавливают галогенные или светодиодные лампы. Узнайте больше про освещение бассейна своими руками.
Их корпуса могут быть изготовлены из бронзы, нержавеющей стали или пластмассы. В светильники обычно устанавливают галогенные или светодиодные лампы. Узнайте больше про освещение бассейна своими руками. Все мероприятия по сооружению искусственного водоема необходимо тщательно распланировать заранее: составить проект, рассчитать и завести необходимые материалы, подготовить инструменты, при необходимости – найти специалистов с проверенной репутацией.
Все мероприятия по сооружению искусственного водоема необходимо тщательно распланировать заранее: составить проект, рассчитать и завести необходимые материалы, подготовить инструменты, при необходимости – найти специалистов с проверенной репутацией.

 Затем подключаются насос, фильтрующие устройства, нагревательные элементы. Дополнительно могут устанавливаться: светодиодная подсветка по контуру, гидромассаж, фонтан, водопад, автоматическое дозирование реагентов и другие аксессуары. На чертеже будущего бассейна должны быть отражены: размещение оборудования, его подсоединение к водоему и электрической сети.
Затем подключаются насос, фильтрующие устройства, нагревательные элементы. Дополнительно могут устанавливаться: светодиодная подсветка по контуру, гидромассаж, фонтан, водопад, автоматическое дозирование реагентов и другие аксессуары. На чертеже будущего бассейна должны быть отражены: размещение оборудования, его подсоединение к водоему и электрической сети.


 Для бассейна из бетона размерами до 4х4 м и глубиной 1,5 достаточно толщины стенок 10-15 см и одного слоя арматурной сетки. Для водоема с большими габаритами необходимы стенки толщиной не менее 20 см и 2 слоя арматурной сетки.
Для бассейна из бетона размерами до 4х4 м и глубиной 1,5 достаточно толщины стенок 10-15 см и одного слоя арматурной сетки. Для водоема с большими габаритами необходимы стенки толщиной не менее 20 см и 2 слоя арматурной сетки.




 Бетонный бассейн рассчитан на полную нагрузку воды, а также способен выдерживать большие нагрузки давления.
Бетонный бассейн рассчитан на полную нагрузку воды, а также способен выдерживать большие нагрузки давления. После того, как дизайн бассейна определен, начинается этап строительства. Строительство бетонного бассейна включает следующие этапы:
После того, как дизайн бассейна определен, начинается этап строительства. Строительство бетонного бассейна включает следующие этапы:
 Здесь применяется процедура торкретирования, при которой по всей внутренней поверхности бассейна устанавливается одинарная арматура из стального каркаса. При торкретировании или торкретировании бетонная конструкция строится как единое целое без зазора между стеной и полом.
Здесь применяется процедура торкретирования, при которой по всей внутренней поверхности бассейна устанавливается одинарная арматура из стального каркаса. При торкретировании или торкретировании бетонная конструкция строится как единое целое без зазора между стеной и полом. из бассейна в фильтрующую систему и обратно в бассейн.
из бассейна в фильтрующую систему и обратно в бассейн.

 Почему набрызг-бетон предпочтительнее опалубки?
Почему набрызг-бетон предпочтительнее опалубки?  Толщина бетонного основания и стенок бассейна определяет долговечность. Чем больше толщина, тем меньше подверженность трещинам и трещинам. Как правило, толщина дна бассейна предусмотрена больше, чем стенок.
Толщина бетонного основания и стенок бассейна определяет долговечность. Чем больше толщина, тем меньше подверженность трещинам и трещинам. Как правило, толщина дна бассейна предусмотрена больше, чем стенок. Но я узнал, что построить качественный бассейн не так просто. Да, там должна быть дыра. Но насколько большой? Глубокий? Длинный и широкий? Тогда как выкопать яму? А как вы вывозите грязь со двора и где вы ее берете? Что, если вы найдете гигантский валун там, где хотите разместить бассейн? Кроме того, вы не можете ломать газовые, электрические, водопроводные или септические линии, а также сносить заборы или части дома клиента, пока вы работаете. Как вы можете видеть, есть много вещей, о которых нужно подумать только в этой части строительства бетонного бассейна.
Но я узнал, что построить качественный бассейн не так просто. Да, там должна быть дыра. Но насколько большой? Глубокий? Длинный и широкий? Тогда как выкопать яму? А как вы вывозите грязь со двора и где вы ее берете? Что, если вы найдете гигантский валун там, где хотите разместить бассейн? Кроме того, вы не можете ломать газовые, электрические, водопроводные или септические линии, а также сносить заборы или части дома клиента, пока вы работаете. Как вы можете видеть, есть много вещей, о которых нужно подумать только в этой части строительства бетонного бассейна. Однако большинство также сказали мне, что это было намного более напряженно, чем они ожидали. В этом сценарии вы будете нанимать субподрядчиков для строительства вашего бассейна. Хитрость заключается в том, чтобы найти хороших людей, которые будут хорошо к вам относиться. Не всегда легко…. Продолжаем…
Однако большинство также сказали мне, что это было намного более напряженно, чем они ожидали. В этом сценарии вы будете нанимать субподрядчиков для строительства вашего бассейна. Хитрость заключается в том, чтобы найти хороших людей, которые будут хорошо к вам относиться. Не всегда легко…. Продолжаем…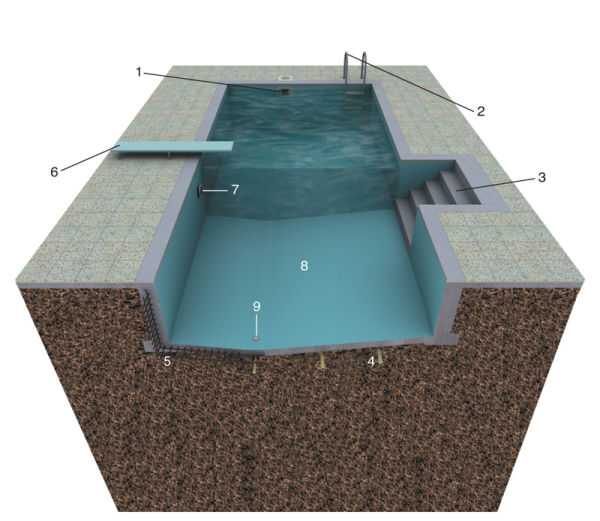 Чтобы начать понимать это, хотя я видел, как люди использовали садовые шланги, просто уложенные на землю, чтобы установить «след» своего бассейна.
Чтобы начать понимать это, хотя я видел, как люди использовали садовые шланги, просто уложенные на землю, чтобы установить «след» своего бассейна. А зачем вам тогда скиммеры?, (скиммеры втягивают с поверхности воды плавающий мусор, листья и т.д.). И куда им идти? Поместите скиммер в неправильное место, которое не использует преимущества преобладающих ветров и бризов, и они не будут работать так же эффективно. По сути, сантехника должна соответствовать размеру и дизайну конкретного бассейна, который вы строите.
А зачем вам тогда скиммеры?, (скиммеры втягивают с поверхности воды плавающий мусор, листья и т.д.). И куда им идти? Поместите скиммер в неправильное место, которое не использует преимущества преобладающих ветров и бризов, и они не будут работать так же эффективно. По сути, сантехника должна соответствовать размеру и дизайну конкретного бассейна, который вы строите. Сталь увеличивает прочность на растяжение конструкционного бетона. То есть это помогает конструкции бассейна противостоять силам расширения и сжатия из-за внешнего веса и давления воды, а также внутренних сил грязи и почвы вокруг бассейна. Температура также влияет на структуру или «корпус» бассейна из-за циклов тепла и холода в погоде. Без арматуры бассейн треснет. Арматура устанавливается в шахматном порядке крест-накрест, при этом точное расположение и размеры стали определяются техническими деталями. И обычно сначала выполняется арматура, а затем вступает в действие сантехника. В дополнение к сантехнике необходимо установить все электричество, что обычно представляет собой только одно или два размещения светильников в бассейне. Но это также может быть несколько небольших огней по всему бассейну (в этом отношении я видел светодиодные фонари).
Сталь увеличивает прочность на растяжение конструкционного бетона. То есть это помогает конструкции бассейна противостоять силам расширения и сжатия из-за внешнего веса и давления воды, а также внутренних сил грязи и почвы вокруг бассейна. Температура также влияет на структуру или «корпус» бассейна из-за циклов тепла и холода в погоде. Без арматуры бассейн треснет. Арматура устанавливается в шахматном порядке крест-накрест, при этом точное расположение и размеры стали определяются техническими деталями. И обычно сначала выполняется арматура, а затем вступает в действие сантехника. В дополнение к сантехнике необходимо установить все электричество, что обычно представляет собой только одно или два размещения светильников в бассейне. Но это также может быть несколько небольших огней по всему бассейну (в этом отношении я видел светодиодные фонари). Он бывает в основном в двух формах.
Он бывает в основном в двух формах.  Недостатком торкретбетона является то, что его нужно использовать, вырезать и укладывать до того, как он затвердеет («отойдет») с замедлителями, необходимыми в жаркие летние месяцы для замедления времени отверждения..
Недостатком торкретбетона является то, что его нужно использовать, вырезать и укладывать до того, как он затвердеет («отойдет») с замедлителями, необходимыми в жаркие летние месяцы для замедления времени отверждения.. Они могут быть разных цветов, стилей и размеров, а также из настоящего стекла. Для укладки плитки поверхность обычно должна быть ровной и идеально вертикальной. Для крепления плитки используется специально разработанная «мастика» для бассейнов, после чего швы (промежутки между плитками) заполняются мелкозернистой растворной смесью. Губкой очищают плитку после того, как затирка начнет затвердевать…
Они могут быть разных цветов, стилей и размеров, а также из настоящего стекла. Для укладки плитки поверхность обычно должна быть ровной и идеально вертикальной. Для крепления плитки используется специально разработанная «мастика» для бассейнов, после чего швы (промежутки между плитками) заполняются мелкозернистой растворной смесью. Губкой очищают плитку после того, как затирка начнет затвердевать… Существуют различные виды штукатурки, некоторые из них прочнее и долговечнее, чем другие. Обычная штукатурка является наименее дорогой, так как Pebble Tec, Gemstone и тому подобное представляют собой продукт, в котором крошечные камешки вставлены в «матрицу» гипса, что придает ей более прочную и долговечную отделку. Это также более дорогой подход…
Существуют различные виды штукатурки, некоторые из них прочнее и долговечнее, чем другие. Обычная штукатурка является наименее дорогой, так как Pebble Tec, Gemstone и тому подобное представляют собой продукт, в котором крошечные камешки вставлены в «матрицу» гипса, что придает ей более прочную и долговечную отделку. Это также более дорогой подход…
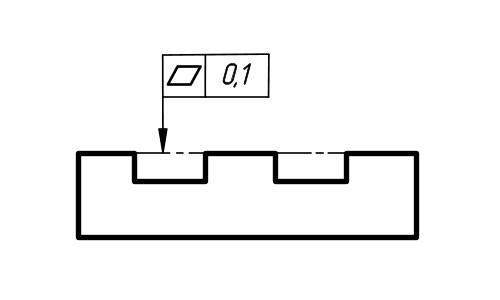 Величины отклонений определяются с помощью щупов, плиток и т. п. Угловые линейки, применяемые для одновременной проверки плоскостности и угла между двумя пересекающимися поверхностями, изготовляются только шаброванными. Допустимые погрешности углов для линеек 1-го класса точности ±5′, для линеек 2-го класса точности ±10′.
Величины отклонений определяются с помощью щупов, плиток и т. п. Угловые линейки, применяемые для одновременной проверки плоскостности и угла между двумя пересекающимися поверхностями, изготовляются только шаброванными. Допустимые погрешности углов для линеек 1-го класса точности ±5′, для линеек 2-го класса точности ±10′.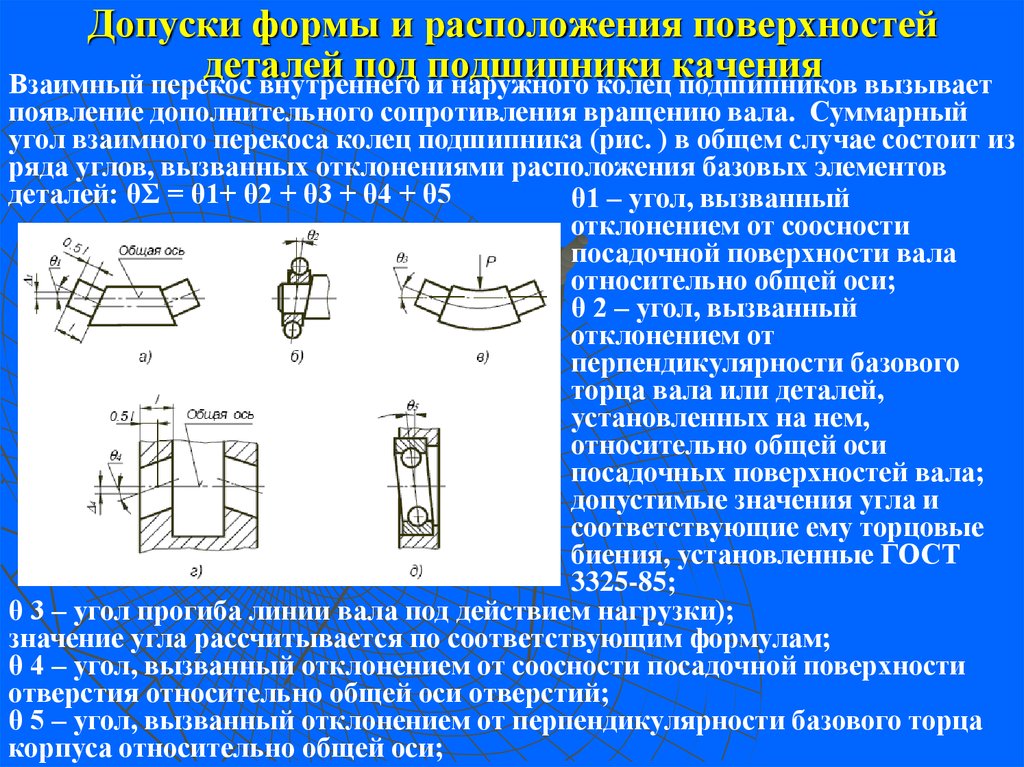

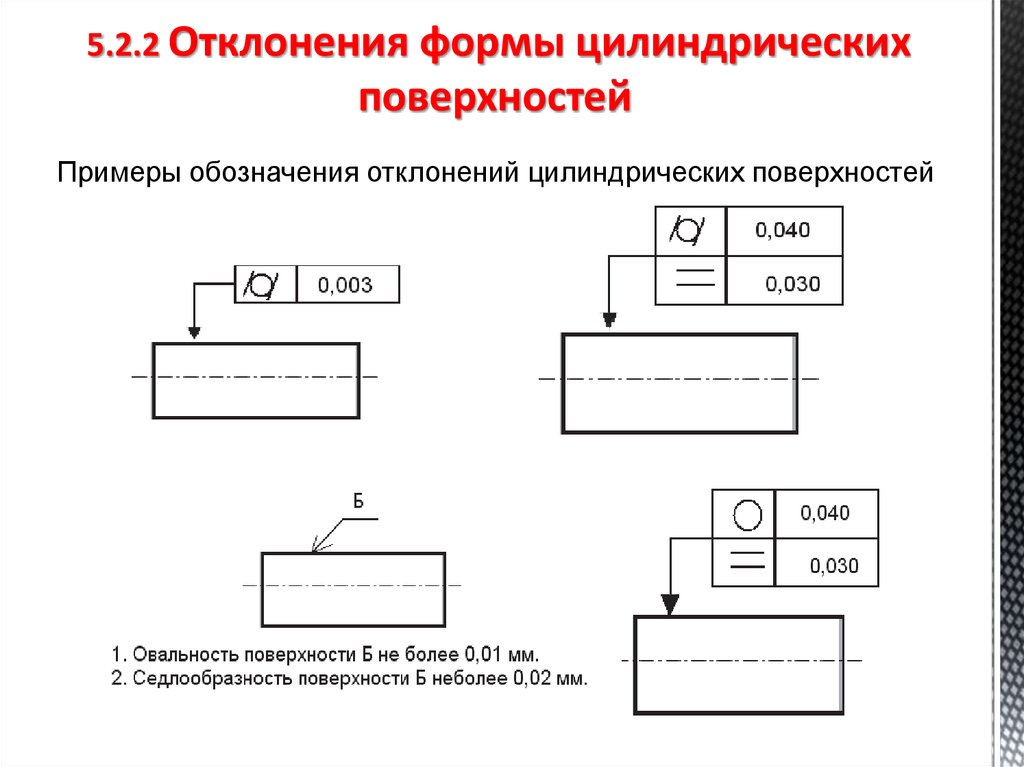 01 мм
01 мм
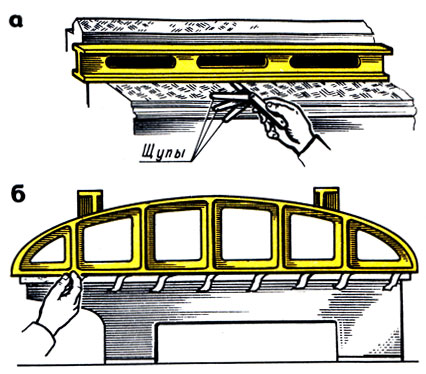
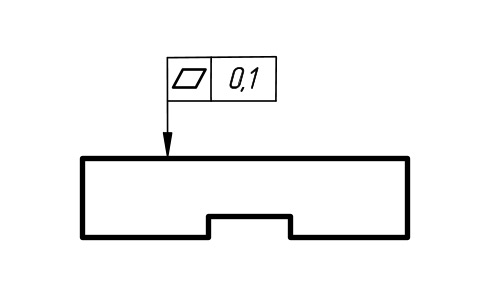
 Зона допуска плоскостности — это трехмерная зона допуска, означающая, что при проверке плоскостности поверхности вы проверяете величину отклонений вверх и вниз по оси Y по всей плоскости. На рисунке 2 показана зона допуска плоскостности поверхности, обозначенная на рисунке 1.
Зона допуска плоскостности — это трехмерная зона допуска, означающая, что при проверке плоскостности поверхности вы проверяете величину отклонений вверх и вниз по оси Y по всей плоскости. На рисунке 2 показана зона допуска плоскостности поверхности, обозначенная на рисунке 1. Как видно на рисунке 3, требование плоскостности находится непосредственно под требованием размера.
Как видно на рисунке 3, требование плоскостности находится непосредственно под требованием размера.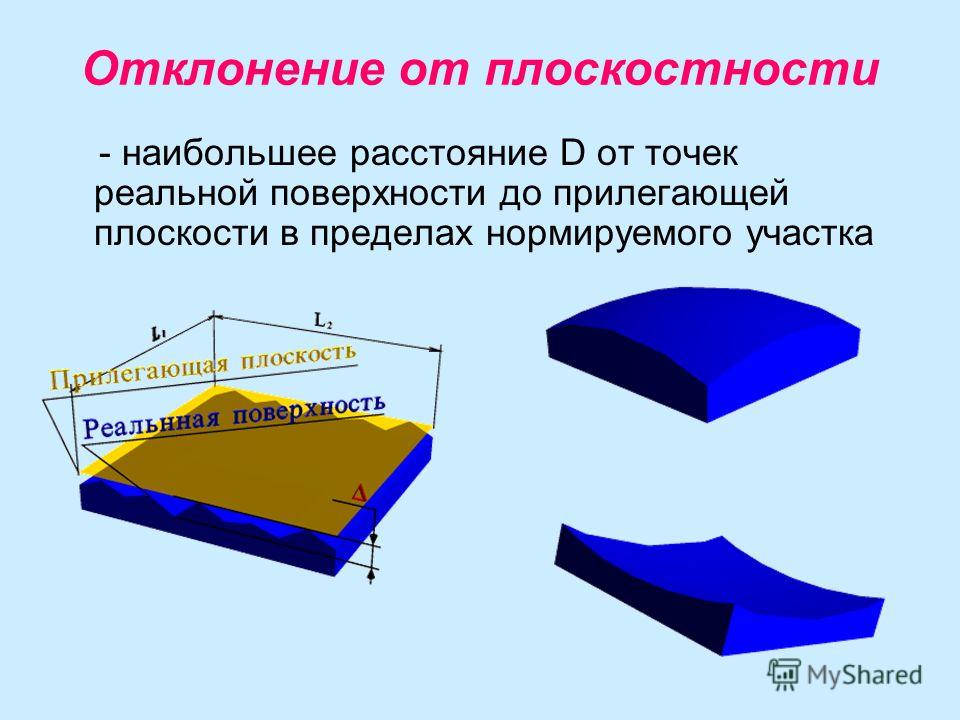

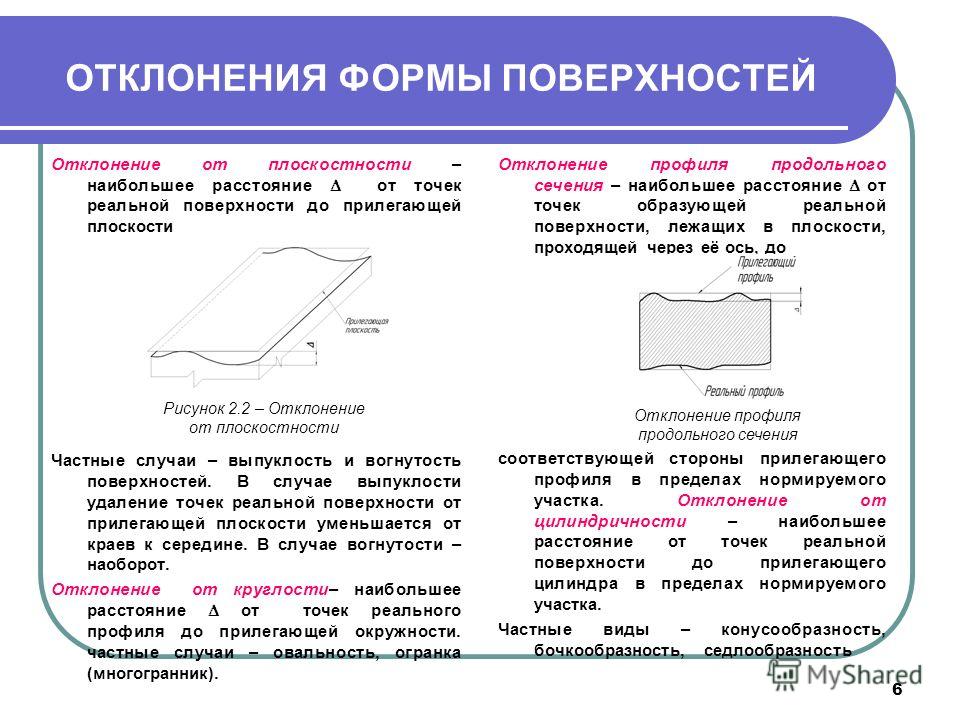
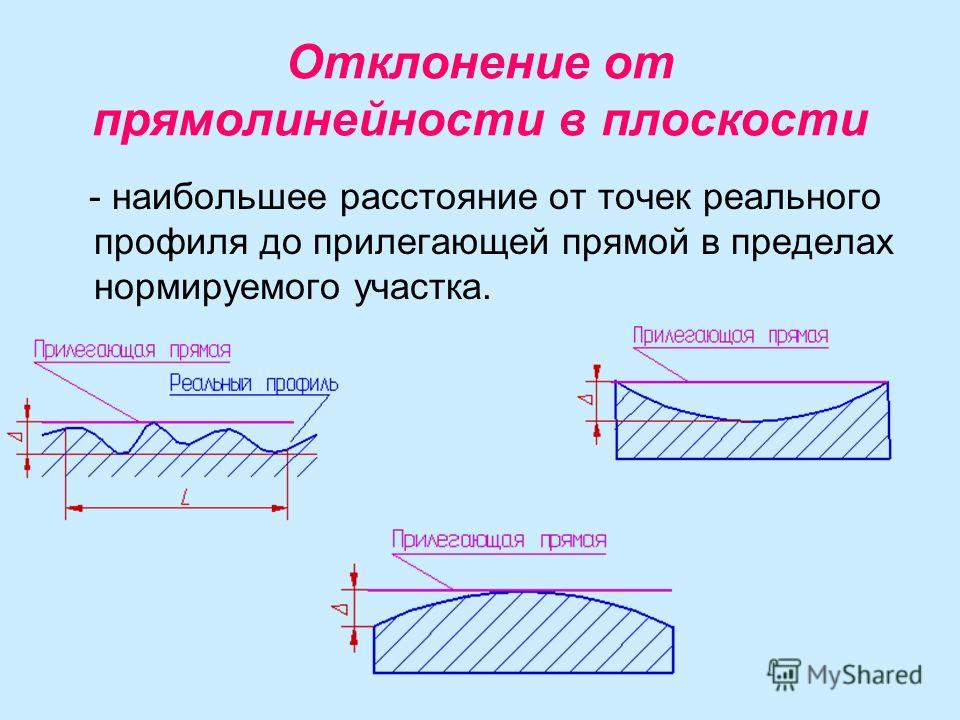 Вы пытаетесь убедиться, что ни одна точка на поверхности не выходит за пределы допустимой зоны. Современные КИМ лучше всего подходят для измерения детали, поскольку они могут создавать виртуальные плоскости, с которыми можно сравнить истинный профиль поверхности. Это трехмерное измерение, поэтому точки должны быть измерены по длине и ширине детали, чтобы убедиться, что вся поверхность находится в допуске. Плоскостность нельзя измерить, просто поместив деталь на гранитную плиту и проведя над ней штангенрейсмасом или микрометром. Вместо этого это будет измерение параллелизма, поскольку вы фиксируете нижнюю часть детали в качестве базы.
Вы пытаетесь убедиться, что ни одна точка на поверхности не выходит за пределы допустимой зоны. Современные КИМ лучше всего подходят для измерения детали, поскольку они могут создавать виртуальные плоскости, с которыми можно сравнить истинный профиль поверхности. Это трехмерное измерение, поэтому точки должны быть измерены по длине и ширине детали, чтобы убедиться, что вся поверхность находится в допуске. Плоскостность нельзя измерить, просто поместив деталь на гранитную плиту и проведя над ней штангенрейсмасом или микрометром. Вместо этого это будет измерение параллелизма, поскольку вы фиксируете нижнюю часть детали в качестве базы.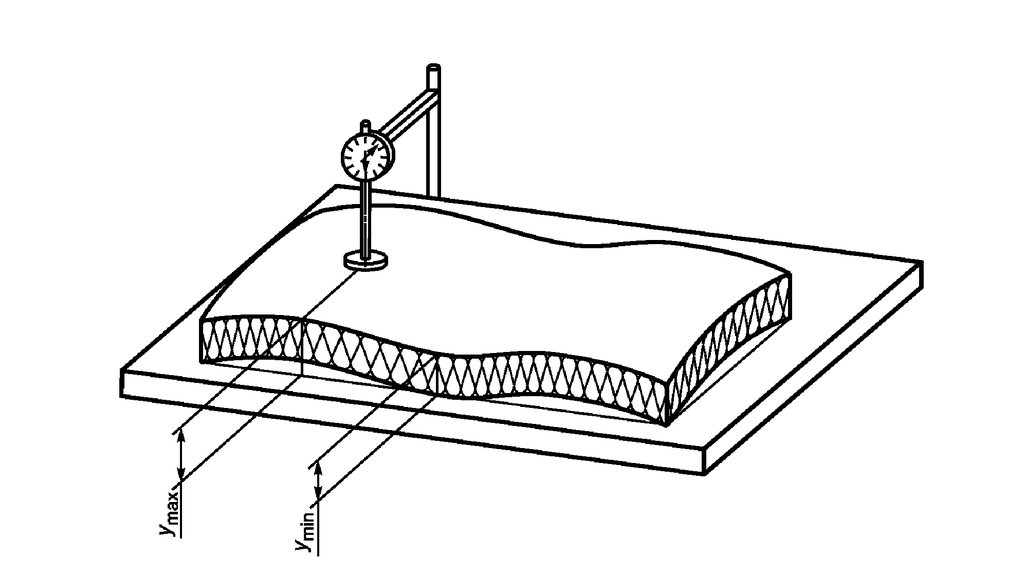 Обычно плоскостность используется для придания поверхности равномерного износа или для надлежащего уплотнения сопрягаемой детали. Обычно используется на приспособлении, которое должно состыковываться заподлицо с другой деталью без колебаний, но где ориентация не важна.
Обычно плоскостность используется для придания поверхности равномерного износа или для надлежащего уплотнения сопрягаемой детали. Обычно используется на приспособлении, которое должно состыковываться заподлицо с другой деталью без колебаний, но где ориентация не важна.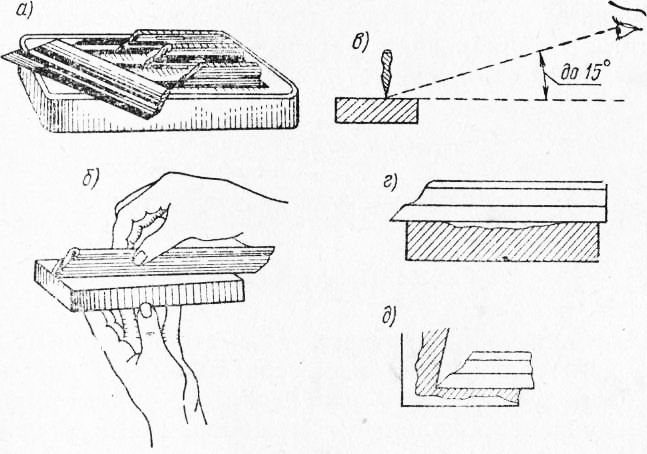


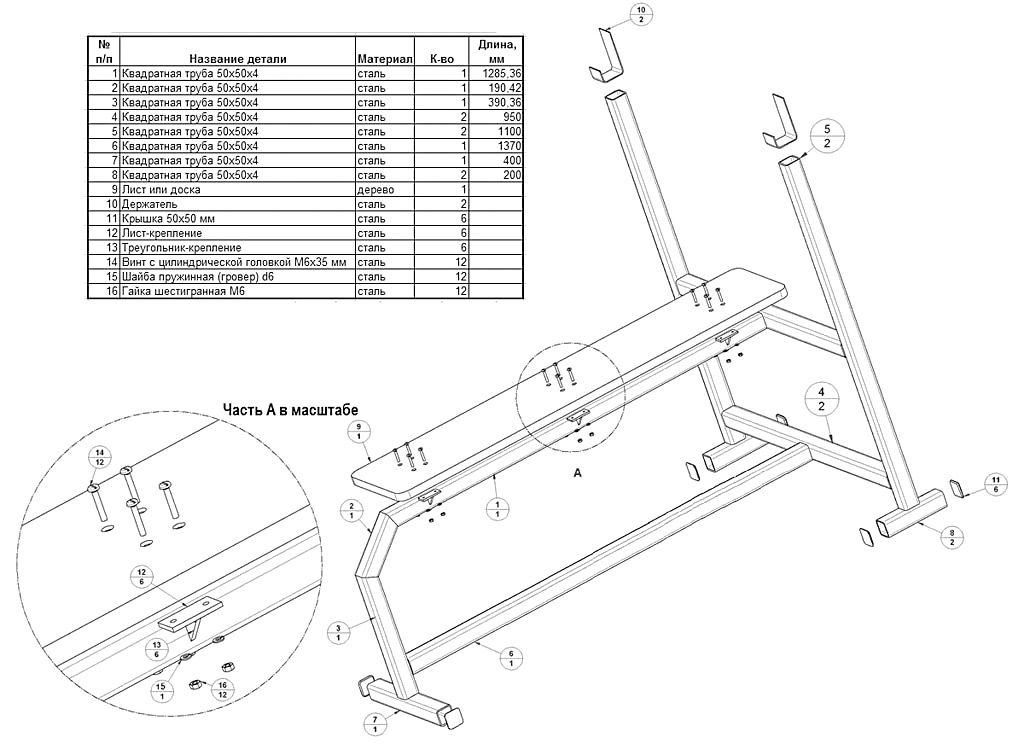 Для нижнего упора подготавливается отрезок профильной трубы, равный по длине опорной платформе.
Для нижнего упора подготавливается отрезок профильной трубы, равный по длине опорной платформе.
 Таким образом, при задействовании домкрата и опускании съемного упора пресса пружины растягиваются, а при окончании рабочего цикла и стравливании давления из рабочей камеры подъемного механизма – сжимаются, возвращая съемный упор в исходное положение.
Таким образом, при задействовании домкрата и опускании съемного упора пресса пружины растягиваются, а при окончании рабочего цикла и стравливании давления из рабочей камеры подъемного механизма – сжимаются, возвращая съемный упор в исходное положение.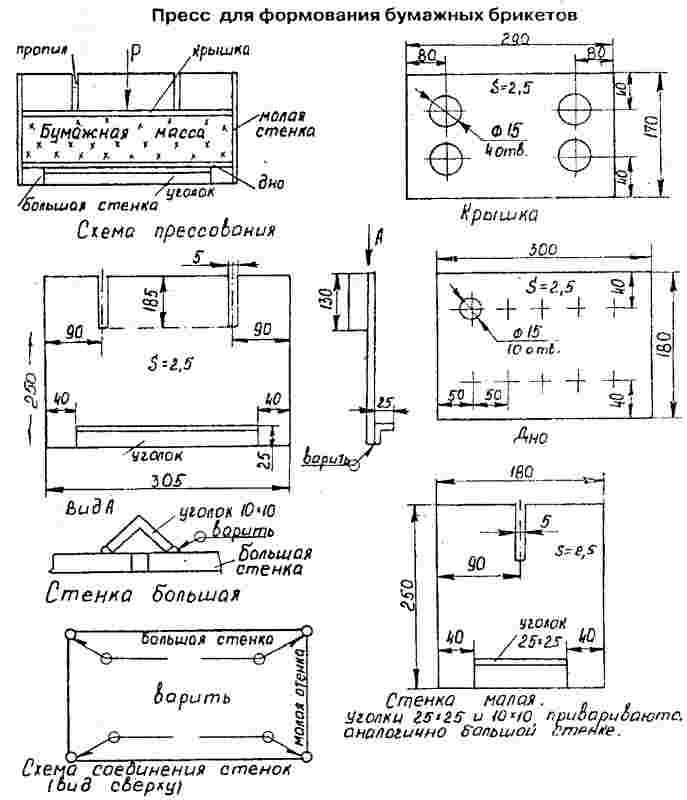 При этом не потребуется больших трудозатрат и серьезных финансовых вложений.
При этом не потребуется больших трудозатрат и серьезных финансовых вложений. Нижнюю часть оставили в корпусе домкрата и на нее приварили переходник маслопровода высокого давления.
Нижнюю часть оставили в корпусе домкрата и на нее приварили переходник маслопровода высокого давления.
 С этой целью используется перепускной клапан в виде круглой головки с плечами, который необходимо ослабить.
С этой целью используется перепускной клапан в виде круглой головки с плечами, который необходимо ослабить.
 Толщина материала должна быть не менее 2 мм. Конструкция самодельного гидравлического пресса с домкратом или цилиндром состоит из следующих компонентов:
Толщина материала должна быть не менее 2 мм. Конструкция самодельного гидравлического пресса с домкратом или цилиндром состоит из следующих компонентов: Рекомендуется заказывать у профессионального токаря.
Рекомендуется заказывать у профессионального токаря.
 В зависимости от этого оборудование может быть настольным или напольным. Первый тип инструмента располагается на верстаке, а второй размещается на специальном пьедестале. Такие прессы отличаются габаритами, грузоподъемностью. Сделанный своими руками пресс настольный гидравлический обеспечивает усилие до 12 тонн, а для напольного устройства это значение достигает 25 тонн.
В зависимости от этого оборудование может быть настольным или напольным. Первый тип инструмента располагается на верстаке, а второй размещается на специальном пьедестале. Такие прессы отличаются габаритами, грузоподъемностью. Сделанный своими руками пресс настольный гидравлический обеспечивает усилие до 12 тонн, а для напольного устройства это значение достигает 25 тонн.

 Гидравлический пресс можно использовать в домашних условиях для многих целей. К ним относятся:
Гидравлический пресс можно использовать в домашних условиях для многих целей. К ним относятся: Внутри поршней находится простая вода или масло. Жидкость позволяет действовать закону гидростатики.
Внутри поршней находится простая вода или масло. Жидкость позволяет действовать закону гидростатики.

 В чертеже пресса также будут указаны размеры станины.
В чертеже пресса также будут указаны размеры станины.
 Расстояние между боковыми скобами в 350 мм показалось мне оптимальным. Потом я решил, что прежде чем приваривать поперечную стяжку, нужно просверлить 8 мм отверстия под болты. Сначала я отметил места на уголке (поперечная стяжка), где собирался просверлить отверстия, затем засверлился 2 мм сверлом. После я положил уголок сгибом вверх, чтобы обвести контур на боковой опоре.
Расстояние между боковыми скобами в 350 мм показалось мне оптимальным. Потом я решил, что прежде чем приваривать поперечную стяжку, нужно просверлить 8 мм отверстия под болты. Сначала я отметил места на уголке (поперечная стяжка), где собирался просверлить отверстия, затем засверлился 2 мм сверлом. После я положил уголок сгибом вверх, чтобы обвести контур на боковой опоре.

 У тебя проблемы! Научиться рисовать реалистичные руки может быть непросто, потому что рисование мультяшных рук может быть легким для некоторых, но рисование рук, которые выглядят реалистично, требует большой практики, поэтому, если вы человек, который любит рисовать человеческие руки или мультяшные руки, но в затруднении К счастью, вы можете изучить их в этой коллекции уроков о том, как рисовать руки шаг за шагом. Мы надеемся, что вы найдете это очень полезным. Наслаждайтесь и продолжайте возвращаться за более интересными уроками!
У тебя проблемы! Научиться рисовать реалистичные руки может быть непросто, потому что рисование мультяшных рук может быть легким для некоторых, но рисование рук, которые выглядят реалистично, требует большой практики, поэтому, если вы человек, который любит рисовать человеческие руки или мультяшные руки, но в затруднении К счастью, вы можете изучить их в этой коллекции уроков о том, как рисовать руки шаг за шагом. Мы надеемся, что вы найдете это очень полезным. Наслаждайтесь и продолжайте возвращаться за более интересными уроками!
 Убедитесь, что вы готовы, освежив свои права, прежде чем отправиться на улицу.
Убедитесь, что вы готовы, освежив свои права, прежде чем отправиться на улицу.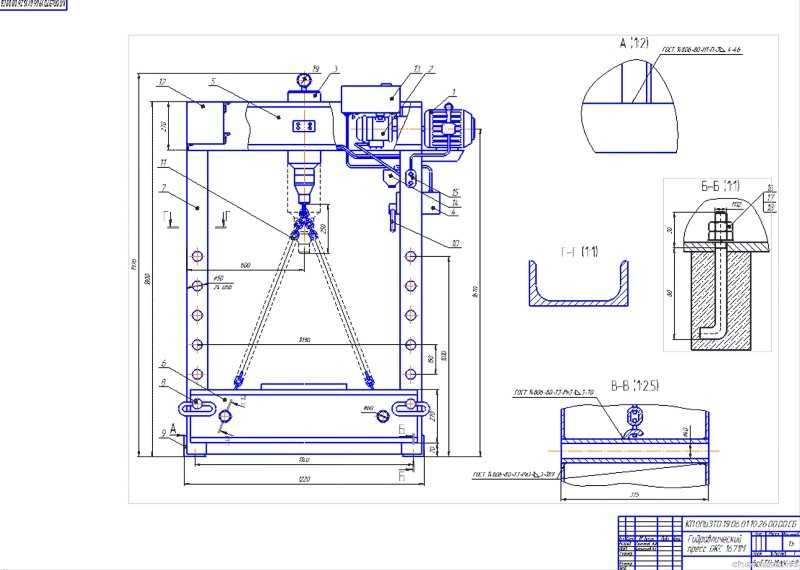 Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
 Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
Полиции разрешено разделять противоборствующие группы, но они должны находиться в пределах видимости и слышимости друг друга.
 (В частной собственности владелец может устанавливать правила в отношении фото- и видеосъемки.)
(В частной собственности владелец может устанавливать правила в отношении фото- и видеосъемки.)
 Следите за тем, чтобы ваши руки были видны. Не спорьте, не сопротивляйтесь и не препятствуйте действиям полиции, даже если вы считаете, что они нарушают ваши права. Укажите, что вы не мешаете чьей-либо деятельности и что Первая поправка защищает ваши действия.
Следите за тем, чтобы ваши руки были видны. Не спорьте, не сопротивляйтесь и не препятствуйте действиям полиции, даже если вы считаете, что они нарушают ваши права. Укажите, что вы не мешаете чьей-либо деятельности и что Первая поправка защищает ваши действия.