Прочная и качественная арматурная сетка нужна для сохранения пространственной формы фундамента при его заливке. Поэтому и варить ее нельзя – иначе, как объясняют специалисты, «нарушается кристалл железа». И не важно, строится ли большое здание или компактная баня, возможна только вязка арматуры для фундамента, причем качественная и правильным материалом.
А вот способов, как вязать арматуру, сегодня практикуется достаточно много. Но, в общем, все выглядит чаще всего так: сеть вяжется секциями вне траншеи, а потом эти секции просто подвязываются друг к другу. Можно вязать, конечно, и на дне траншеи, но для этого арматуру нужно заранее закрепить. Ведь главное, чтобы она не опускалась на дно траншеи – а для этого опытные строители используют специальные держатели (продаются на рынке).
Чем вязать? Вязальная проволока VS пластиковые хомуты
Что лучше для вязки арматуры: обычная проволока или модные пластиковые хомуты? Давайте разберемся вместе.
Стальная проволока: где раздобыть и как сделать самому
Вязальная проволока для фундамента делается из отожженной низкоуглеродистой стали. Она мягкая на изгиб, удобная в эксплуатации. По цвету бывает белая – оцинкованная – и черная, без какого-либо покрытия. К слову, что интересно, многие мастера считают красивую оцинкованную проволоку в использовании для фундамента самым настоящим излишеством – ведь в бетоне нет доступа кислороду, а потому никакой коррозии быть не может.
Совет мастера: если вдруг вы приобрели в магазине вязальную проволоку, а она плохо гнется, ее не обязательно сдавать назад – достаточно прогреть в костре в течение получаса и потом охладить на воздухе.
Какого диаметра брать проволоку? Опытные строители говорят, что наиболее удобный и прочный вариант – это 1,2-1,4 мм. На двойку уходит много сил, а единица слишком слаба.
А вот как можно разжиться вязальной проволокой для фундамента. Берем старую покрышку от грузовика и сжигаем ее. В этой покрышке есть металлокорд – его-то как раз и используют в новом качестве. Единственный момент: в покрышках от импортных грузовиков вместо металла может оказаться синтетика. Проверить это легко: прорезать ножом внутреннюю сторону, ту, что прилегает к ободу. Нож уперся в металл? Значит, проволока получится. Не уперся? Тогда покрышка в огне просто сгорит, и все.
Пластиковые хомуты: за и против
Большинство строителей посматривают на появившиеся недавно пластиковые хомуты с некоторой опаской – выдержат ли они потом в фундаменте нагрузку? Не разорвутся ли? Насколько они на самом деле надежны?
А так плюсы этого материала, конечно, радуют: простота и скорость обвязки, стоимость не намного дороже, чем у вязальной проволоки.
А самые популярные в этом плане на сегодняшний день – это пластиковые хомуты с сердечком из стальной проволоки. Они используются для крепления труб для кабелей на заборы, и при устройстве систем периметровой охраны. Они более дорогие, но зато особенно удобные в работе.
Еще один момент, о котором далеко не все знают: связанный пластиковыми хомутами фундамент зимой оставлять нельзя. От мороза они сразу становятся хрупкими и лопаются.
Как вязать? 4 самых популярных способа
Простой незатейливый крючок для вязки арматуры можно сделать из проволоки 3-4 мм диаметром – например, из электрода для электродуговой сварки. Вязать им быстро, конечно, не получится, но вполне сносно. Но поделимся вот такой хитростью: сделать к шуруповерту насадку из гвоздя – в форме крюка, как на вешалке для одежды, и им и обвязывать арматуру. Так все получится в два раза быстрее, и намного меньше будут уставать руки.
А суть технологии, как правильно вязать фундаментную арматуру, проста. Два ряда проволоки располагаем пенрпендикулярно. Далее используем самодельный станок, где арматура зажимается досками и вяжем ее вручную или пользуемся пистолетом для вязки арматуры, который можно приобрести в строительном суперамаркете. Главное – чтобы стержни не опускались на дно фундамент, а для этого либо подкладываем кирпич, либо втыкаем концы сетки прямо в почву. Далее уже – отличия в том, как и куда загибать саму проволоку. Выбирайте тот способ, с которым вязка арматуры для вас окажется удобнее!
Способ №1
Вот как вязать проволоку для фундамента руками:
Шаг 1. Берем проволоку в руки и складываем ее пополам.
Шаг 2. Изгибаем вокруг пальца примерно на одну треть от петли.
Шаг 3. Теперь накладываем на арматуру и вставляем в петлю крючок.
Шаг 4. Вертим крючок и захватываем им второй конец проволоки, тянем другой конец проволоки на себя.
Шаг 5. Достаем крючок и загибаем концы. Если длинные получились – обрезаем.
Сколько будет нужно делать оборотов, определится практическим путем. Если слишком мало – обвязка окажется слабой, если много – проволока станет рваться. Обычно – от трех до пяти оборотов.
Способ №2
Порядок работ:
Шаг 1. В этом варианте проволока тоже складывается пополам.
Шаг 2. Прижимаем ее пальцами к прутку, и загибаем концы на себя.
Шаг 3. Вставляем крючок, крутим, достаем и загибаем концы.
Здесь проволока держится уже намного лучше и надежнее.
Совет мастера: самая распространенная ошибка при вязке арматуры – это длинные скрутки. Чтобы такого не получалось, проволоку всего лишь нужно подгибать перед вращением крючка – так, чтобы он успевал сделать 3-4 оборота.
Способ №3
Порядок работ:
Шаг 1. Берем кусок проволоки, складываем вдвое.
Шаг 2. Заводим снизу.
Шаг 3. Захватываем крючком за петлю.
Шаг 4. Оставшийся «хвост» перегибаем через крючок.
Шаг 5. Образовавшуюся петлю и крутим.
Способ №4
А вот, по отзывам, самый удобный способ собственноручно вязать проволоку на арматуре:
Шаг 1. Вставляем крючок в петлю и захватываем им же другой конец – тот, что держим рукой.
Шаг 2. Одновременно загибаем проволоку вниз, через крючок.
Шаг 3. Тянем крючок на себя и крутим несколько раз. Вот и все!
В этом способе есть достаточно весомый плюс – левая рука остается свободной и ею можно придерживать арматуру, что очень удобно.
Вяжем арматуру специальными пистолетами
А они бывают самыми разными – электрическими и аккумуляторными, самого разного производителя. Первыми до такого чуда техники додумались японцы – благодаря их приспособлению проволока на одном узле закручивается в течение секунды и строго в определенной силе натяжения: не слабо, но и не так, чтобы ее рвало.
Вот только одна незадача: стоят такие пистолеты очень дорого. И здесь русские мастера выходят из положения, кто как может: кто-то покупает, а потом перепродает пистолет, кто-то отдает предпочтение дешевой китайской подделке (на один фундамент хватит), а кто-то ищет возможность взять такой пистолет в аренду – и такая возможность, на самом деле, есть.
Но не важно, какой вы выберете способ или инструмент – главное, чтобы арматура была связана на совесть. Тогда и фундамент под баней будет долгие годы радовать прочностью и отсутствием каких-либо трещин.
Автор: Владимир
Распечатать
Оцените статью:
(9 голосов, среднее: 4.7 из 5)
Поделитесь с друзьями!
Как вязать арматуру проволокой крючком. Как правильно вязать арматуру
Содержание
Как вязать арматуру проволокой крючком. Как правильно вязать арматуру
Как вязать арматуру шуруповертом. Участник форума «Дом и Дача» amarrak рассказывает о том, какими способами можно вязать арматуру для фундамента
Как вязать арматуру под бетон. Как правильно вязать арматуру для монолитной плиты – общие сведения
Крючок арматурщика. 1 Назначение и особенности процесса
1.1 Конструкция
Как вязать армопояс для фундамента. Устройство армопояса: этапы работы и их особенности
Как вязать арматуру проволокой крючком. Как правильно вязать арматуру
Вне зависимости от используемого приспособления, важно знать и применять правильные способы вязания. На схеме ниже предложены основные способы закрутки.
Вопрос о том, как вязать арматуру крючком, заключается в правильности захвата и равномерном, не чрезмерном натяжении проволоки. Обычно рекомендуют использовать отрезки проволоки длиной 250…300 мм. Вариант с петлями на концах требует большей длины, около 400 мм (примерно 100 из них уходят на создание петель). Чтобы быстро и эффективно вязать арматуру, схема применяется простая. Проволока складывается вдвое, обводится вокруг узла. Далее крючком (клещами) захватывается получившаяся петля, к ней подгибаются сдвоенные концы и выполняется скрутка.
При использовании проволоки с петлями работа проще: одинарный отрезок обводят вокруг соединения стержней, подцепляют крючком или клещами петли и делают скрутку.
Важно: применять клещи рекомендуется на неотожженной проволоке с диаметром более 2 мм, более тонкая и мягкая может сломаться.
Еще один интересный способ соединения, при котором не требуется использовать вязальный крючок: арматура скрепляется пружинящей скобой-скрепкой.
Такие монтажные скобы изготавливают из достаточно качественной стали, что и обеспечивает их пружинные свойства.
Чтобы вязать стеклопластиковую арматуру, используют пластиковые (с металлическим сердечником и без) хомуты и специальные крепежные элементы из полимером.
Укладка и вязка арматуры из композита допустима с применением мягкой алюминиевой проволоки. В этом случае применяются стандартные для стальной вязальной проволоки приемы. Некоторые из них показаны в гифке ниже.
Способы вязки арматуры
Важно: в конце закрутки края проволоки отгибаются внутрь каркаса так, чтобы даже при малом защитном слое бетона они не выглядывали из заливки и не провоцировали коррозию всей армирующей конструкции.
Как вязать арматуру шуруповертом. Участник форума «Дом и Дача» amarrak рассказывает о том, какими способами можно вязать арматуру для фундамента
Крючок для вязки арматуры Ручной крючок можно сделать из любой проволоки или сварочного электрода 3-4 мм толщины. Чтобы ручка была удобной на неё можно надеть кусок шланга. Ещё его можно сделать из мастерка, у которого отломалась лопатка. Его конец подгибается и затачивается. Подойдёт для этого и ручка от малярного валика. У купленного в магазине крючка для вязки – крючок свободно вращается в ручке. Ещё для вязки арматуры можно использовать шуруповёрт зажав в его патроне насадку в виде крючка который можно сделать самому из гвоздя, шестигранника 4 мм. или другого подобного материала. Закрепив насадку нужно опытным путём, на глаз определить скорость вращения шуруповёрта, чтобы он туго закручивал проволоку и при этом не рвал её. Проволока В качестве вязальной проволоки применяется низкоуглеродистая отожженная сталь, чтобы проволока была мягкая на изгиб. Проволока бывает разного цвета — черная без покрытия, оцинкованная или белая. Если проволока плохо гнётся её нужно подержать 30 мин в костре, а затем охладить на воздухе. Как правило для вязки арматуры диаметром 10-14 мм применяется проволока1,2-1,4 мм. Если взять тонкую проволоку, то её придётся складывать в два раза, потому что он слабовата, а более толстую трудно крутить. Иногда для ускорения работы необходимо померить длину окружности мотка проволоки. В некоторых случаях её можно сразу разрезать и получить много готовых отрезков. Как вязать Берётся арматура и кладётся друг на друга крестом. Затем проволока длиной 30-40 см. складывается пополам. Вариант первый – для вязки плиты или для горизонтального слоя арматуры. На расстоянии одной трети от петли проволока загибается вокруг пальца. Потом её подсовывают под арматуру, а в петлю нужно вставить крючок. Свободный кусок проволоки, огибая арматуру, натягивается и заводится на ложе крючка, который крутиться и захватывает при этом конец проволоки. При этом руки не отпускают проволоку до тех пор, пока крючок не захватит крепко проволоку, потом она отпускается. Количество оборотов определяется опытным путём. После закручивания проволоки крючок вынимается, а свободные концы проволоки можно обрезать. Второй вариант применяется для вертикального слоя арматуры, в этом способе арматура фиксируется, лучше, чем в первом варианте. В этом варианте проволока складывается пополам, но прутки обвязываются по-другому как на фото. Затем пальцами проволока плотно прижимается к прутку, а концы проволоки загибаются на себя, вставляется крючок в петлю и проволока закручивается. Крючок вынимается, концы проволоки загибаются. Вязка при помощи шуруповёрта Всё производится, так как рассказано выше, но при этом используется шуруповёрт. Поэтому нужно немного освоиться с инструментом и вязка арматуры будет лёгкой. Фиксаторы защитного слоя Во время вязки арматуры для плиты в качестве подставок под арматуру можно использовать нарезанные трубы ПВХ диаметром 40-50 мм. Их нарезают как колбасу на дольки, требуемой высоты. Паяльником в них можно сделать выемки для арматуры.
Как вязать арматуру под бетон. Как правильно вязать арматуру для монолитной плиты – общие сведения
Существует принципиальная разница между плитами бетонными и железобетонными, используемыми в строительной сфере. Последние способны воспринимать значительные нагрузки за счет усиления бетонного массива с помощью арматурной решетки.
Плитный фундамент – важный элемент здания, состоящий из следующих составных частей:
марочного бетона, изготовленного по стандартной рецептуре;
силовой решетки, для изготовления которой можно взять арматурные стержни.
Надежность и долговечность фундаментной основы определяется качеством изготовления плиты, верхней части которой приходится воспринимать вес строения, а нижней – компенсировать реакцию почвы.
Для монолитной плиты вязка арматуры гораздо проще, чем для ленточного фундамента
Расположенная внутри бетонного массива силовая решетка из стальной арматуры выполняет ряд серьезных задач:
обеспечивает запас прочности фундамента;
предотвращает разрушение плиты и образование трещин;
воспринимает сжимающие нагрузки и изгибающие моменты.
Цельная плита представляет собой плавающий фундамент, обеспечивающий целостность строения при подвижках грунта. Конструкция обеспечивает устойчивость зданий на проблемных почвах при условии правильной вязки элементов арматурной решетки и использовании качественного бетона.При выполнении вязальных работ следует руководствоваться требованиями государственного стандарта, а также строительных норм и правил, регламентирующих особенности вязки.
Остановимся более детально на требованиях, предъявляемых к арматурной решетке и нюансах вязки:
для изготовления решетки используют ребристые прутья, обеспечивающие повышенное сцепление элементов;
формируют два яруса силовых решеток, соединенных между собой вертикальными прутьями при толщине бетона 15 см и более;
выполняют однослойное армирование решеткой с ячейками квадратного сечения размером от 20х20 см до 40х40 см при толщине плиты менее 15 см;
используют для жесткого соединения элементов арматурного каркаса отожженную проволоку, предназначенную для вязания арматуры.
Отвечая на вопрос об особенностях правильной вязки арматурных элементов, предназначенных для усиления монолитного фундамента, специалисты рекомендуют использовать следующие методы вязки:
Вязка арматуры начинается с покупки металла, количество которого сначала необходимо вычислить с минимально возможным запасом
ручной, обеспечивающие надежную фиксацию при минимальных затратах. Для соединения прутков необходимо приложить значительные усилия при выполнении работ кусачками или с помощью вязального крючка ;
полуавтоматический, позволяющий выполнять увеличенный объем работ за счет применения специального реверсивного устройства. Вращение крючка происходит в результате возвратно-поступательного перемещения корпуса;
автоматический, предназначенный для ускоренной вязки арматуры на крупных промышленных объектах. Применение специального пистолета для вязания или шуруповерта с насадкой обеспечивает повышенную эффективность работ.
Выбор инструмента для вязания осуществляется индивидуально в зависимости от объема выполняемых работ:
для разовой сборки арматурной решетки подойдет вязальный крючок или реверсивное устройство;
при изготовлении арматурных каркасов в промышленных масштабах следует использовать автоматический пистолет.
При выполнении работ следует соблюдать ряд правил:
для обеспечения прочного соединения стержней правильно использовать вязальную проволоку с диаметром поперечного сечения 0,8-1,4 мм;
соединение отдельных стержней следует производить проволокой в участках их взаимного пересечения;
при закручивании проволоки следует прилагать усилие, обеспечивающее жесткую фиксацию арматурных стержней
Технология изготовление решеток способом связывания превосходит метод сварки арматуры, при котором возникает локальный перегрев и значительно снижается прочность.
Крючок арматурщика. 1 Назначение и особенности процесса
Для начала определим, что делает крючок для вязки арматуры, и какая задача перед ним стоит.
Как мы уже отметили выше, крючок применяется для вязания стержней между собой.
Вязать арматуру, значит связывать между собой отдельные элементы специальной вязальной проволокой . Проволока делается из закаленной стали, выдерживает огромные нагрузки на растяжение и имеет диаметр 1-2 мм.
Проволокой обвязывают узлы соединений, собирая каркас как в конструкторе. При вязке наша задача – сформировать из отдельных стержней рабочую конструкцию, и убедится в том, что она достаточно крепка чтобы выдержать давление, к примеру, нескольких тонн монолитного бетона.
После застывания каркас интегрируется в бетон, образуя всем известный нам железобетон. Но до того момента – это две разные конструкции .
Вязать арматуру – значит делать огромное количество однотипных действий, состоящих из обвязки стержней в нескольких десятках мест проволокой.
Вязка арматуры
К примеру, если вам нужно сделать каркас под колонну высотой 2 метра и с сечением 30×30 см, то для этого потребуется закупить порядка 10-15 стержней и собрать их вместе в каркас аналогичных размеров. Количество обвязанных проволокой узлов в таком случае стремится к нескольким сотням.
Очевидно, что такой труд своими руками без инструментов делать нельзя. Мало того что вы просто быстро устанете, так ведь проволока еще и довольно острая, что чревато мелким травматизмом.
Подобные задачи крючки и помогают нам осуществить. Они позволяют вязать проволоку под арматурные узлы быстро и качественно, ускоряя рабочий процесс, без преувеличения, в несколько раз. Производство и скорость вырастает, качество узлов возрастает, следовательно, повышается качество исполнения всей конструкции, что для несущих оснований крайне важно.
1.1 Конструкция
Из чего же крючок для вязки арматуры состоит? Конструкция у него, очень простая. Настолько простая, что сделать его можно даже своими руками, а производство моделей без дополнительного функционала поставлено на поток.
Это впрочем, не касается продвинутых образцов. Тот же автоматический крючок-пистолет – самый настоящий профессиональный инструмент, высокотехнологичный и дорогостоящий.
Рассмотрим простейший крючок, который при желании можно сделать своими руками. Состоит он из:
Ручки.
Стержня.
Ручка делается из пластика или дерева. Здесь она мало чем отличается от ручки какой-нибудь отвертки, разве что форма немного иная, так как приспособлен крючок для действий с другой вращательной амплитудой.
Ручной крючок для арматуры
Стержень имеет диаметр от 2 до 4 мм. Делают его из того же металла, что и отвертки. Основание стержня наклонено от центральной оси на 15-30 градусов. Его крайняя часть закручена крючком еще сильнее, ее наклон уже равняется примерно 60-70 градусам.
По сути это обычный крючок с удобной ручкой. Его краешком мы зацепляем проволоку, затем поворачиваем инструмент вокруг своей оси как отвертку . Чем больше поворотов, тем больше витков образуется.
Принцип действия, как видим, крайне прост. Единственная проблема – огромное количество однотипных действий. Неопытный человек поработав с крючком пару часов, обнаружит что у него начинают болеть запястья, а работы сделано не так уж и много. Проблему решает автоматический подход или применение продвинутых инструментов для вязания.
Как вязать армопояс для фундамента. Устройство армопояса: этапы работы и их особенности
Для того чтобы оценить сложность работ и разобраться, как же изготавливают армированный пояс, обратимся к технологии. Она состоит из нескольких этапов. И, таким образом, дана инструкция для пользователей. Читайте также: «Как крепить мауэрлат к армопоясу».
Каркас из арматуры – его сборка начинается с установки арматуры на верхнюю часть стены. Другими словами, нужно просверлить отверстия, а затем вбить в них отрезки арматуры. Такая процедура происходит в углах (пересечениях) стен и вдоль них. Чтобы задать габариты каркаса – рекомендуется создать квадрат из четырех штырей. Завершив эту работу, переходим к крепежу арматуры. Для этого нам понадобится мягкая вязальная проволока. С ее помощью, нижний ряд продольной арматуры крепится на высоте 4 сантиметров от края стены. После установки продольной арматуры, необходимо соединить два прута при помощи коротких перемычек. Шаг их установки – 250–300 миллиметров. Аналогичным способом проводится монтаж вертикально стоящих отрезков. На них будут устанавливаться верхние ряды арматуры. Крепление при этом не отличается от того, которое было при горизонтальном. Напомним, что длина отрезков связана с толщиной армопояса. Чаще всего толщина монолитного пояса составляет промежуток от 200 до 250 миллиметров. На основе толщины – определяется и длина вертикальной арматуры. Помните, что она должна быть немного короче. К вертикально стоящей арматуре происходит прикручивание длинных продольных прутов. После этого их нужно будет соединить. Для этого используются короткие отрезки арматуры. Этот процесс не отличается от хода работы для нижней части каркаса.
Переходим к опалубке. Сегодня можно встретить два распространенных способа ее обустройства: изготовление разборной конструкции из досок или возведение цельной опалубки. Рекомендуем отдать предпочтение разборной конструкции, ведь ее очень легко собрать. Например, вы можете использовать листовой материал или обыкновенные доски. Но при этом не нужно забывать контролировать уровень верхнего края опалубки – перепады не должны быть больше 1 сантиметра. Исходя из этого, идеальным вариантом станет несъемная или комбинированная опалубка. Она имеет две стороны: одну – несъемную, а вторую – исчезающую (после того, как застынет бетон). При утеплении фасада пенопластом, с лицевой стороны дома можно соорудить несъемную опалубку из полистирола. Через некоторое время она превратится в элемент утепляющего слоя. С внутренней стороны бетон обычно ограничивается доской или ОСП. Многие сталкиваются с трудностями при соединении двух частей опалубки для армопояса перекрытия. Тут необходимо проявить изобретательность, ведь в процессе заливки бетона, раствор может раздвинуть части в стороны. После установки деревянных распорок внутрь опалубки, можно начинать стягивание ее частей. При этом не забывайте продеть насквозь проволоку.
Заливка бетоном. В целом этот этап не вызывает сложностей. Затруднения могут возникнуть лишь с доставкой бетона на самый верх стены. – с этим вопросом вы и сами разберетесь. Устройство армопояса и заливка его бетоном связана с качеством раствора и со способами его приготовления. Стандартный бетон должен быть не ниже марки B15. При самостоятельном изготовлении раствора – ведро цемента + два ведра песка + два ведра щебня. Рекомендуется использовать густой бетон – так он не сильно давит на опалубку. Не следует забывать об одной особенности раствора. Она связана с тем, что бетон нужно как следует уплотнить. При отсутствии глубинного вибратора, рекомендуется использовать виброшлифовальную машинку. Мощности и частоты ее вибрации вполне справятся с уплотнением относительно небольшого количества бетона.
Что можно и чего нельзя делать при связывании арматуры – South Coast Steel Service, Inc.
На первый взгляд процесс связывания арматуры может показаться простым. Однако реальность такова, что это довольно длительный и сложный процесс. Хотя это не совсем ракетостроение, есть еще много вещей, которые необходимо учитывать при связывании арматуры. Сделав это неправильно, вы рискуете поставить под угрозу всю целостность конструкции. В этом кратком руководстве мы расскажем о том, что нужно и чего нельзя делать при вязке арматуры.
Чтобы добиться оптимальных результатов и избежать каких-либо проблем, рассмотрите возможность применения этих передовых методов при вязке арматуры и строительстве арматурных стержней.
The Dos
Сделайте домашнее задание
Сделайте домашнее задание о том, какие размеры, конфигурация и размещение арматуры потребуются, а также какой тип стульев лучше всего подходит для работы. Как у бетонных, так и у пластиковых стульев есть свои плюсы и минусы, и решение о том, какой из них использовать, будет зависеть от вашей ситуации и бюджета. Кроме того, вам придется подумать о том, как вы будете связывать арматуру. Проволока из отожженной стали дешевле и более универсальна, в то время как с прядильщиками для галстуков проще работать, но они могут стоить дороже.
Делитесь планами строительства с поставщиком
Все, начиная от размещения арматуры и заканчивая использованием стульев для поддержки арматуры, должно быть точным. Поэтому важно подробно поделиться своими планами строительства с поставщиками арматуры и арматуры. Это позволит им предоставить вам арматуру нужного размера и опору арматуры в нужном количестве.
Пометьте планировочные стержни
Размещение и удержание стержней в правильном положении имеет важное значение для достижения желаемой прочности готовой бетонной конструкции. Чтобы помочь в этом отношении, используйте панели макета в качестве ориентира. Обязательно пометьте их правильно, чтобы вы могли легко их отличить.
Обязательно используйте соответствующий тип стяжки
Для обычных строительных проектов, где сила бетона, воздействующая на арматуру во время ее укладки, будет минимальной, для связывания арматуры вместе будет достаточно простой стяжки с защелкой. Однако в других случаях, когда сила укладки бетона может привести к смещению арматурного стержня, необходимы более совершенные методы связи. Двумя наиболее распространенными способами предварительной стяжки арматуры являются рисунок 8 и седлообразный способ.
Для прочного соединения перпендикулярных стержней и снижения риска деформации используется рисунок 8. Между тем, для вязки арматуры к стенам или другим вертикальным конструкциям используется седельная стяжка. В реальных приложениях будет использоваться комбинация обоих методов связи с другими, в зависимости от характера и требований конструкции арматурного стержня.
Подготовьте арматуру
Стулья чрезвычайно важны для удержания арматуры в правильном положении во время строительства. Как только мат будет установлен, стулья будут удерживать арматуру на месте, поскольку бетон полностью покрывает ее.
Что нельзя делать
Не пренебрегайте конфигурацией арматурных стержней во время укладки бетона
При заливке бетоном арматурных стержней может произойти смещение, в результате чего арматурный стержень сместится. Чтобы исправить это, вы можете поддержать арматурный стержень с помощью инструмента с ручкой, такого как лопатный клин, чтобы обеспечить достаточный рычаг, чтобы позволить ему удерживать свое положение. В качестве альтернативы вы можете изменить направление потока бетона, чтобы сила прикладывалась в противоположном направлении.
Не забывайте надевать колпачки на все открытые арматурные стержни
Если вы не хотите рисковать серьезными травмами, всегда надевайте колпачки на открытые арматурные стержни. Обрезанные концы арматурных стержней чрезвычайно острые, и в прошлом некоторые строительные работы даже калечились или погибали из-за падения на выступающие дюбели арматурных стержней. В соответствии с требованиями Управления по охране труда и здоровья (OSHA) на все открытые обрезанные концы арматурных стержней следует надевать специальные колпачки для стержней, изготовленные из высокопрочного пластика.
Не размещайте арматурные стержни слишком далеко друг от друга
Опора из арматуры должна располагаться на правильном расстоянии между ними. Если они будут слишком далеко друг от друга, арматура будет изгибаться посередине из-за своего веса и, таким образом, вызовет у вас больше головной боли. Другая проблема поддержки арматуры , которая может возникнуть, заключается в том, что стулья из арматуры, особенно пластиковые, также могут сломаться из-за чрезмерного веса, приложенного к ним. На бетонных блоках также могут образовываться трещины, что снижает прочность возводимой конструкции.
Не используйте неправильный стул
Как упоминалось ранее, различные типы стульев имеют свои преимущества и недостатки. Если арматурная конструкция не слишком тяжелая, а торцевая конструкция не будет подвергаться чрезмерному насилию со стороны элементов, пластиковые стулья станут достойным и доступным вариантом. Между тем, бетонные блоки увеличивают прочность и долговечность всей конструкции, но было бы излишним использовать их в небольшом, не слишком требовательном строительном проекте.
Не пытайтесь дуговой сваркой арматуры
Для достижения надлежащей адгезии в процессе сварки поверхность арматурного стержня должна нагреваться до точки плавления, что трудно сделать для большинства типов арматуры. Сварке подлежат только определенные типы арматуры, на которой выбита буква «W». Даже в этом случае вы должны быть квалифицированным сварщиком и иметь запланированную процедуру их сварки.
Чтобы добиться оптимальных результатов и избежать каких-либо проблем, рассмотрите возможность применения лучших практик, когда речь идет об вязке арматуры и строительстве арматурных стержней. Если вы нашли информацию в этой статье полезной, поделитесь ею со своими коллегами и друзьями.
7 инновационных способов вязки арматуры без использования ручных инструментов — Construction Junkie
Шейн Хедмонд
Связывание арматуры — чрезвычайно монотонная и напряженная работа, но она является неотъемлемой частью большинства бетонных дорог, мостов и зданий. Как правило, родбастеры используют ручные инструменты для этой работы на строительной площадке, но мой недавний визит в World of Concrete в Лас-Вегасе заставил меня понять, сколько инноваций появилось в этой области за последние несколько лет.
Инструменты, доступные в настоящее время, варьируются от ручных инструментов с батарейным питанием до довольно массивных роботов, предназначенных для автономного выполнения работы. Ниже выделено 7 различных способов вязки арматуры без использования ручных инструментов.
Устройство для соединения арматуры Wacker Neuson DF 16
Устройство для соединения арматуры Wacker Neuson DF 16 доступно во всем мире уже не менее 10 лет. Он уникален в этом списке, потому что это единственный механический инструмент без привода. Он использует простую систему, позволяющую пользователям завязывать до 1000 узлов в час, требуя от пользователя только нажатия на инструмент на пересечении двух стержней. Он складывается для удобства транспортировки и выдвигается для вертикальной работы, устраняя необходимость в постоянном сгибании.
MAX США Портативные инструменты для вязки арматуры с батарейным питанием
MAX был одним из первых на рынке электроинструментов для вязки арматуры. арматура. Предложения MAX в настоящее время достигают максимума при пересечении арматурных стержней № 9 x № 10 с их RB611T. Вы можете ознакомиться с их моделью RB441T со стяжками до стержня № 7 x № 7 с проводом 19ga в видео ниже для получения дополнительной информации:
MAX USA Twintier RB401T-E Вертикальный инструмент для вязки арматуры
Новый инструмент MAX USA TwinTier RB401T-E для вязки арматуры связывает арматуру одним нажатием кнопки точно так же, как ручной RB441T также от MAX USA, но имеет выдвижную стойку, которая не не требуют от пользователя наклоняться. Используя стальную вязальную проволоку TW1061T калибра 19 и ту же аккумуляторную платформу, что и портативные устройства TwinTier, инструмент может связать арматуру менее чем за секунду. На одном заряде он может связать до 4000 галстуков на стержнях № 3 x № 3 до № 6 x № 6.
Для получения дополнительной информации ознакомьтесь с нашей предыдущей записью в блоге, нажав или нажав здесь.
Аккумуляторный бесщеточный инструмент для обвязки арматуры Makita XRT01TK 18 В
Подобно ручным инструментам для обвязки MAX USA, Makita XRT01TK работает от аккумуляторной системы на 18 В. Однако у компании по производству инструментов есть только одна модель, которая ограничена арматурой № 5 x № 5. Тем не менее, он может похвастаться способностью обвязывания до 5300 стяжек прутка № 3 x № 3 на одной зарядке. Для получения дополнительной информации об этом инструменте для связывания я передам вас моему приятелю Робу из Belts and Boxes в видео ниже:
Toggle Роботы для гибки и связывания арматуры
Компания Toggle, основанная в 2016 году Дэниелом Бланком и Яном Коэном, представляет собой «решение для робототехники и автоматизации для изготовления и сборки арматуры», как они сами описали на своем веб-сайте. Компания заявляет, что их решение удваивает производительность труда и увеличивает производство стальных каркасов в пять раз.
Робот Toggle может не только изготавливать и предварительно сгибать арматуру, но и предварительно связывать каркас в сборе для каркасов длиной не более 25 футов. Однако робот не посещает строительную площадку, поэтому все производство и сборка происходят в контролируемой погодой среде, а компоненты доставляются на строительную площадку. Стартап в настоящее время работает в Бруклине, штат Нью-Йорк, и может доставлять клетки на расстояние до 300 миль от своего объекта.
Для получения дополнительной информации ознакомьтесь с нашей предыдущей записью в блоге, нажав или нажав здесь.
TyBot Автономный робот для обвязки арматуры
TyBot использует серию камер и искусственный интеллект для определения пересечений арматуры, поэтому оператор или предварительное программирование не требуются. После того, как машина установлена на выглаживающих брусьях, она может производить до 1000 шпал в час. Типичное использование TyBot — это мостовые работы и производственные предприятия, поэтому ширина TyBot может увеличиваться до 9футов до 100 футов
Несмотря на то, что TyBot довольно здоровенный, его максимальный вес составляет 8100 фунтов, его можно перевозить на 40-футовом прицепе с эквивалентом Ford F250. Робот питается от генератора Cummings Onan QG 5500 EFI с расходом топлива от 0,35 галлона в час до 0,95 галлона в час, в зависимости от размера нагрузки.
Для получения дополнительной информации ознакомьтесь с нашей предыдущей записью в блоге, нажав или нажав здесь.
Дрон для вязки арматуры SkyTy
SkyMul продемонстрировала прототип своего автономного дрона для обвязки арматуры, получившего название SkyTy, на выставке World of Concrete в этом году. Хотя этот инструмент все еще находится в зачаточном состоянии, он, безусловно, кажется интересным решением для связывания арматуры. В компании мне сказали, что дроны могут решить проблему неровностей местности, которая может вызвать некоторые проблемы у наземной робототехники.
что это и для чего она нужна / Для отопления / Предназначение труб / Публикации / Санитарно-технические работы
Несмотря на появление большого количества труб из современных материалов, чугунные изделия по-прежнему занимают высокие позиции в рейтинге элементов для отопительных систем. Помимо гладкостенных чугунных труб, выпускаются изделия и с ребристыми стенками. Такая разновидность имеет множество преимуществ относительно простых цилиндрических труб, поэтому решает вопрос отопления даже на крупных промышленных объектах.
Экономайзерная труба — это специфическое изделие, применяемое в системах отопления
Содержание
1 Особенности чугунной ребристой экономайзерной трубы
2 Сфера применения трубы чугунной экономайзерной
3 Какие еще бывают разновидности чугунных труб?
Особенности чугунной ребристой экономайзерной трубы
Отопительная труба для промышленных экономайзеров может быть прямоугольной формы и с круглыми ребрами. Габариты изделий берутся стандартные: внутренний диаметр составляет 70 мм, а внешний – 175 мм. За счет различий между внешним и внутренним диаметрами достигается эффект невысокой температуры поверхности трубы при достаточно горячем теплоносителе.
Экономайзерные трубы выпускаются одинаковых длин: по 2 м и по 3 м. Чугунные ребристые трубы поступают в продажу, укомплектованные двумя пробками, имеющими отверстия и двумя глухими пробками. Пробки с отверстиями бывают левосторонними и правосторонними, причем левосторонние маркируются обозначением «Л».
Существуют определенные условия эксплуатации, при которых труба чугунная с ребристой поверхностью будет функционировать максимально качественно:
наиболее высокая температура, разрешенная для чугунных экономайзерных труб – 95 градусов. В экстренных случаях допускается кратковременный подъем температуры до 150 градусов;
постоянное рабочее давление – 0,6-1 МПа (10 атмосфер). Однако, чугунные ребристые трубы совместимы с паровыми котлами, давление которых максимум 2,4 МПа;
внешняя поверхность экономайзера покрывается специальной грунтовкой;
при монтаже ребристых труб учитывается обязательное расстояние от пола до срединной оси экономайзера, составляющее не менее 200 мм. От поверхности боковой стены расстояние до оси трубы берется в расчет от 130 мм;
если экономайзеры располагаются в два ряда, расстояние между осями радиаторов выдерживается в 250 мм. Ряды экономайзеров соединяются между собой специальной дугой.
Все экономайзерные трубы комплектуются заглушками — глухими и с отверстиями
Основными недостатками экономайзерных труб можно назвать достаточно тяжелый вес, затрудняющий транспортировку, и малую устойчивость к механическим повреждениям.
Важно! Смонтированные на объекте, ребристые трубы из чугуна должны подвергаться минимальному внешнему воздействию.
Сфера применения трубы чугунной экономайзерной
Наиболее широкое применение ребристые чугунные трубы получили в создании теплообменников для паровых котлов – экономайзеров (регистров). Но регистры из экономайзерных труб являются не лучшим вариантом с точки зрения гигиены, так как между ребрами конструкции происходит скопление большого количества пыли. Поэтому чаще всего такие конструкции можно встретить в промышленных и складских помещениях, в которых рабочий персонал находится ограниченное количество времени. Радиаторы из чугуна в жилых домах – это прототип промышленных экономайзеров.
Цилиндрические трубы не лучшим образом подходят в качестве радиаторов, так как они имеют недостаточный внутренний объем по отношению к площади поверхности.
Нагревательные стационарные котлы могут быть некипящими и кипящими. Также существуют разновидности с выводом печной трубы, используемые в жилых домах. Чугунная экономайзерная труба применяется только при устройстве некипящих стационарных котлов.
Полезный совет! Для оптимальной работы отопительных печей в жилых и промышленных помещениях часто применяется труба стартовая чугунная. Благодаря этой детали конструкции в отапливаемом пространстве быстрее настраивается оптимальная температура воздуха.
Из экономайзерных труб производят приборы для отопления помещений; эти устройства называются регистрами
Помимо части котельного оборудования, ребристые трубы могут использоваться как самостоятельный элемент отопительной системы. Ребристая труба из чугуна хорошо сохраняет температуру теплоносителя и служат в разы дольше, чем конструкции из стали, так как мало подвержена коррозии. Экономайзерная труба соединяется с другими отрезками с помощью торцевых фланцев.
Какие еще бывают разновидности чугунных труб?
Одна из обширных сфер применения чугунных труб, помимо отопительных систем, — организация водонапорных трубопроводов. Характеристики труб из чугуна позволяют использовать их в системах подачи воды (чаще – холодной) и канализациях. Чугунные трубы могут без проблем укладываться в землю, они спокойно переносят низкие температуры и давление грунта. Но из-за подверженности к коррозии укладывать их лучше в тоннели, чем непосредственно в землю.
В зависимости от требований трубопровода могут быть выбраны изделия разных типов.
Безнапорные трубы ЧК. Данный вид чугунных труб обладает наименьшей прочностью и устойчивостью к давлению. Безнапорные трубы достаточно тонкие и хрупкие. В их производстве применяется простой серый чугун с примесями пластинчатого графита. Такие чугунные трубы могут успешно эксплуатироваться только в самотечных канализациях со стабильно низкой нагрузкой. Тем не менее, у чугунных безнапорных труб есть и интересное преимущество: их можно использовать неоднократно. Естественно, это возможно только при хорошей сохранности.
Если необходимо осуществить соединение в системе безнапорной канализации с пластиковым трубопроводом, трубы ЧК подойдут лучше всего. Соединение делается при помощи резиновых манжет.
Напорные трубы ВЧШГ. В большинстве современных трубопроводов принято использовать трубу чугунную напорную. Эти изделия часто встречаются в продаже под аббревиатурой ВЧШГ, которая расшифровывается как «высокопрочный чугун с шаровидным графитом».
Трубы из чугуна бывают нескольких видов, от типа и размера зависит их применение и способ соединения
Трубы чугунные напорные нашли своё применение в устройстве самотечных канализаций, напорных канализаций (в том числе и в тех случаях, когда появляется необходимость подъема стоков на значительную высоту), водопроводов и теплотрасс.
Полезно знать! Иногда напорные трубы ВЧШГ применяются в качестве обсадной конструкции при бурении скважин на высокую глубину.
В промышленных отраслях трубы ВЧШГ также задействованы. При их помощи осуществляется прокладка магистральных систем транспортировки нефти и газа.
Напорные раструбные трубы ЧНР. Применяют трубу чугунную раструбную в основном в крупных сетях водоснабжения. Они выпускаются с разными диаметрами, чаще – от 100 мм. Особенность материала делает трубы ЧНР несколько менее прочными, чем ВЧШГ, поэтому их монтаж требует особых навыков. В домашних канализационных системах использование труб чугунных напорных раструбных ограничено, в основном из-за сложностей строительства водопроводов. Чтобы продлить срок службы труб ЧНР, их вскрывают лаково-битумными композициями.
Безраструбные трубы SML. Безраструбные чугунные трубы производятся методом литья сплава чугуна и розеточного графита. Относительно новая вариация чугунных труб для водопровода и канализации, особенностью которой стало специальное покрытие их эпоксидных веществ. Канализационные системы могут долго функционировать с применением безраструбных конструкций, если их монтаж был осуществлен правильно. В отличие от раструбных, такие трубы соединяются обычными хомутами. Ключевую роль в надежности соединения играет степень плотности надетого хомута.
Чугунные трубы SML могут выдерживать как высокие, так и низкие температуры. Единственное «противопоказание» к их применению– это напорные канализации.
Чугунные трубы и по сей день остаются широко используемым материалом для установки отопительных сетей, магистральных водопроводов и канализаций. Экономайзерные трубы – это обязательный элемент промышленных регистров, они, по сути, являются уже готовым радиатором. Так же качественно трубы из чугуна могут служить и в системах водопроводов и канализаций.
Чугунная ребристая труба — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Чугунные ребристые трубы отливают в настоящее время с круглыми ребрами. [1]
Установка радиатора под окном.| Установка радиатора в подоконной нише.
[2]
Чугунные ребристые трубы следует размещать так, чтобы горизонтальные приливы находились в вертикальной плоскости; такая установка облегчает очистку межреберного пространства от возможных загрязнений.
[3]
Чугунные ребристые трубы — наиболее распространены в промышленности из-за дешевизны и малой подверженности коррозии.
[4]
Чугунная ребристая ipyfia с круглыми ребрами диаметром 175 мм.
[5]
Круглые чугунные ребристые трубы выпускают длиной от 0 5 до 2 0 м; устанавливают их горизонтально з несколько ярусов и соединяют по змеевнковой форме ( см. рис. 4.5, о) на болтах с помощью чугунных калачей — фланцевых двойных отводов и контрфланцев.
[6]
Гладкие железные и чугунные ребристые трубы применяются обычно для О. Наиболее целесообразной является установка отопительных приборов вдоль наружных стен под окнами, причем чем ниже устанавливаются отопительные приборы, тем сравнительно лучше их отопительный эффект и равномернее распределяются температуры внутреннего воздуха отапливаемых помещений по вертикали. В фабрично-заводских корпусах, имеющих верхний свет, во избежание холодных токов от световых фонарей вниз, следует устанавливать отопительные приборы в виде гладких железных труб непосредственно под световыми фонарями. В СССР наиболее употребительными являются двухколонные радиаторы с промежутками между секциями в 30 и 50 мм и строительной длиной секций в 80и 100 мм, привысоте секций от 435 до 1185 мм. Однако эти модели радиаторов являются слишком тяжелыми, требующими примерно 40 иг чугуна на 1 ж2 поверхности нагрева радиаторов.
[7]
Применение чугунных ребристых труб требует обязательно чистого масла, так как ребристая поверхность создает условия для оседания шлама, а чистка внутренней поверхности затруднена. [8]
Применение чугунных ребристых труб требует обязательно чистого масла, так как ребристая поверхность труб создает благоприятные условия для оседания шлама и полимеров. Загрязнение труб осадками уменьшает коэффициент теплопередачи и создает сопротивление проходу масла через трубки.
[9]
Применение чугунных ребристых труб требует обязательно чистого масла, так как ребристая поверхность создает благоприятные условия для оседания шлама и полимеров. Загрязнение труб осадками уменьшает коэффициент теплопередачи и создает сопротивление проходу масла через трубы.
[10]
Радиаторы, чугунные ребристые трубы и регистры из гладких труб устанавливают, как правило, открыто, что улучшает их теплоотдачу. Ограждения таких приборов допустимы лишь из архитектурных соображений.
[11]
При установке чугунных ребристых труб расстояние от поверхности чистого пола до оси ребристой трубы принимается не менее 200 мм, а от поверхности штукатурки стены — 130 мм; при двухрядной установке ребристых труб расстояние между их осями принимается равным 250 мм. В жилых домах, общежитиях и бытовых помещениях производственных зданий радиатор может быть смещен от оси окна в сторону стояка, при этом крайняя его секция должна находиться не ближе чем на расстоянии 150 мм от боковой кромки оконного проема, у которой расположен стояк.
[12]
При установке чугунных ребристых труб расстояние от поверхности чистого пола до оси ребристой трубы принимается не менее 200 мм, а от поверхности штукатурки стены — 130 мм; при двухрядной установке ребристых труб расстояние между их осями принимается равным 250 мм. В жилых домах, общежитиях и бытовых помещениях производственных зданий радиатор может быть смещен от оси окна в сторону стояка, при этом крайняя его секция должна находиться не ближе чем на расстоянии 150 мм от боковой кромки оконного проема, у которой расположен стояк.
[13]
Кронштейны для крепления нагревательных приборов.| Устройства для крепления нагревательных приборов. [14]
Для установки чугунных ребристых труб на кирпичных стенах применяют кронштейны, имеющие радиус изгиба 44 мм и общую длину 259 мм. При установке ребристых труб на перегородках применяют кронштейны, изображенные на рис. XII.8, г. Их крепят дюбель-гвоздями или шурупами.
[15]
Страницы:
1
2
3
4
5
Труба
ULTRA FLO CMP от Contech Engineered Solutions
Более дешевая альтернатива ливневой канализационной трубе RCP
ULTRA FLO® , труба с гладкой внутренней поверхностью, является предпочтительным материалом для ливневой канализации и более дешевой альтернативой железобетонной трубе. Гладкая внутренняя часть улучшает гидравлическую мощность (коэффициент Мэннинга «n» = 0,012, что соответствует бетонной трубе), а внешние ребра коробки обеспечивают прочность конструкции.
ULTRA FLO может быть изготовлен с различными покрытиями, такими как алюминий, полимерное покрытие и алюминиевый материал, чтобы соответствовать широкому спектру требований к окружающей среде и сроку службы. Для проектов с ограниченным пространством над головой ULTRA FLO доступен в трубчатой арке.
Поскольку ULTRA FLO весит менее 10 % веса бетонной трубы, затраты на транспортировку и установку значительно сокращаются. Алюминиевый ULTRA FLO весит всего 1/35 веса бетонной трубы.
Более низкие трудозатраты также являются результатом быстрого и простого соединения. Соединения Contech Quick Stab® или соединительные ленты не требуют специальных навыков или инструментов. Двадцать футов стандартной длины означают меньше соединений и более быструю укладку.
Фитинги заводского изготовления сокращают время установки в полевых условиях, обеспечивая гидравлически эффективные соединения.
Особенности и преимущества трубы ULTRA FLO
ХАРАКТЕРИСТИКИ
ПРЕИМУЩЕСТВА
Гладкая внутренняя поверхность
«n» Мэннинга = 0,012, что соответствует бетонной трубе
Наружные ребра коробки
Эквивалент железобетонной трубы
Весит менее 10% железобетонной трубы.
Установка проще, установка быстрее
Длина больше, чем у железобетонной трубы
Меньше стыков, быстрее установка, меньше затрат
QUICK STAB и соединительные ленточные соединения
Не требуются специальные инструменты или навыки, более быстрая установка, сниженная стоимость
Покрытия для труб ULTRA FLO
Оцинкованная сталь. Труба изготовлена из стали, покрытой цинком для увеличения срока службы. Наиболее распространенное и наиболее экономичное металлическое покрытие для стальных гофрированных труб.
Алюминизированная сталь, тип 2 — Труба, изготовленная из стали, погруженной в технически чистый алюминий; обеспечивает 75 лет и более срока службы без технического обслуживания.
Алюминиевый сплав
– трубы, изготовленные из алюминия CORLIX®, обеспечивают предсказуемый срок службы более 75 лет; Идеально подходит для муниципальной ливневой канализации, подземных систем сбора ливневых вод или любого стандартного дренажного проекта, который должен выдерживать коррозионные среды.
Полимерное покрытие – Стальная труба с толстостенным полимерным покрытием; защищает от истирания и коррозии, обеспечивая срок службы более 100 лет.
Свойства труб ULTRA FLO
Диаметры 18–120 дюймов
Толщина стенок 16, 14, 12 и 10 калибров
3/4” x 3/4” x 7-1/2” непрерывный ребристый гофр
Стандартная длина 20–40 футов
Формы труб ULTRA FLO
Полный круглый – рекомендуется для большинства применений
Трубная арка – используется в условиях ограниченной высоты. Низкая, широкая арочная конструкция распределяет площадь потока по горизонтали, обеспечивая гидравлическую мощность без снижения уклона.
Аксессуары для труб ULTRA FLO
Конечные секции
Соединительные и бандажные системы
Фитинги
МОБИЛЬНАЯ ТРУБА®
Применение труб ULTRA FLO
Водопропускные трубы, каналы и ограждения канав
Ливневая канализация
Задержание ливневых вод
Замена дренажных конструкций и водопропускных труб
Техническая информация по этому изделию находится в центре раздела технических руководств.
Посмотреть техническую информацию
Описание
Техническая информация
Применение
Брошюры
Технические характеристики Стандартные детали
Тематические исследования
Изучите библиотеку тематических исследований
Проект Проектные листы
Ресурсные инструменты
Агентство/нормативное руководство
Наша команда готова предоставить вам экспертную консультацию и помощь в отношении местных нормативных требований, что приведет к более быстрому получению разрешений.
Разработка решения
Наши инженеры могут рассмотреть ваши требования, взвесить все варианты и порекомендовать оптимальное решение для интеграции с вашим проектом сайта.
Техническая экспертиза
Наши инженеры могут оказать помощь, предоставив инженерные расчеты для конкретного продукта, такие как гидравлика, плавучесть, реакции фундамента и размер блока.
Смета затрат
Мы можем быстро предоставить смету затрат инженера, чтобы помочь вам в процессе выбора решения .
Чертежи для конкретных объектов
Наши инженеры могут предоставить чертежи для конкретных объектов для предложений, совещаний по проекту и представлений, помогая вам более эффективно использовать свое время.
Помощь на месте
Подрядчики знают, что время — деньги, поэтому мы организуем встречи перед началом строительства, координацию доставки и поддержку при установке на месте, чтобы обеспечить своевременную и бесперебойную установку.
Алюминиевая труба
CORLIX от Contech Engineered Solutions
Описание
Техническая информация
Применение
Брошюры
Идеальная труба для щелочных почв и эрозионных сред
Алюминиевая водопропускная и дренажная труба CORLIX® обеспечивает предсказуемый срок службы более 75 лет. Это идеальная труба для муниципальных водопропускных труб, ливневой канализации, подземные системы ливневой канализации или любая стандартная канализация проект, который должен выдерживать щелочные почвы и эрозионные среды. В Помимо длительного расчетного срока службы, CORLIX является экономичной альтернативой к железобетонной трубе.
CORLIX весит всего 1/35 веса железобетона. Более легкий вес означает более легкую установку. Ширина траншеи (и глубина) уменьшены из-за меньшего наружного диаметра, что приводит к экономии времени и средств как для земляных работ, так и для обратной засыпки.
Отдельные трубы длиной до 40 футов обеспечивают более точное время размещения и на протяжении всего срока службы системы. Более длинные длины сэкономить время установки с меньшим количеством стыков.
Легкая и быстрая резка труб на рабочем месте осуществляется с помощью стандартных инструментов. Поскольку заклепочные соединения отсутствуют, CORLIX можно разрезать в любой точке. Порезы сварные швы не нуждаются в защитной обработке. Широкая доступность фитингов экономит время установки в полевых условиях. Изготовленные колена, люки и водосборные бассейны минимизируют гидравлические потери в соединительных сооружениях.
Алюминиевая труба CORLIX Особенности и преимущества
ХАРАКТЕРИСТИКИ
ПРЕИМУЩЕСТВА
Изготовлен из специального водопропускного материала, плакированного алюминием.
Срок службы более 75 лет
Стойкий к коррозии
Может использоваться в щелочных почвах, соленой воде и эрозионных средах.
Весит в 1/35 раза больше, чем железобетон.
Более простая и быстрая установка
Длина больше, чем у железобетонной трубы
Меньше соединений, более быстрая установка и более точное выравнивание труб
Наружный диаметр меньше, чем у железобетонной трубы.
Меньше земляных работ, более быстрая установка, снижение затрат
Свойства алюминиевых труб CORLIX
Толщина стенки 18, 16, 14, 12, 10 и 8 калибров
Диаметр трубы от 6 до 120 дюймов
Алюминиевые профили для труб CORLIX
Полнокруглые – рекомендуется для большинства применений
Трубчатая арка – низкая, широкая трубчатая арка распределяет площадь горизонтально, чтобы обеспечить достаточную пропускную способность без повышения уклона
Доступна перфорированная труба для систем дренажа или подпитки
Аксессуары для алюминиевых труб CORLIX
Конечные секции
Соединительные и бандажные системы
Фитинги
МОБИЛЬНАЯ ТРУБА®
Применение алюминиевых труб CORLIX
Водопропускные трубы, каналы и ограждения канав
Ливневая канализация
Задержание и инфильтрация ливневых вод
Техническая информация по этому изделию находится в центре раздела технических руководств.
Стол для фрезера своими руками: с чертежами и изготовлением
Ручной фрезер – уникальный инструмент, значительно облегчающий процесс изготовления изделий из дерева. Его используют не только для создания технологических соединений, но и во время декоративной обработки. Главное достоинство ручного фрезера – мобильность, возможность работать вне зависимости от наличия мастерской.
Стол для фрезера своими руками с чертежами и изготовление
Содержание статьи
Зачем нужен стол для фрезера
Каким требованиям должен отвечать стол
Материалы изготовления
Пошаговая инструкция изготовления деревянного стола
Изготовление столешницы
Сборка каркаса стола
Изготовление комбинированного стола
Видео — Стол для фрезера своими руками: изготовление
Зачем нужен стол для фрезера
Профессиональные мастера таким вопросом не задаются, у них есть отдельные фрезерные станки. Это может быть не только деревообрабатывающее оборудование промышленных серий, но и специальные станки для бытового использования. Как правило, комплексные механизмы, имеющие на одной станине циркулярку, фуганок, фрезер и сверлильный станок в различных комбинациях.
Деревообрабатывающий станок требует соответствующего опыта
Обыкновенным любителям покупать такое оборудование не нужно, им достаточно и обыкновенного ручного фрезера. Но возникают ситуации, когда многие задумываются над изготовлением стола для фрезера. Почему?
Не получается фрезеровать вручную, инструмент не движется по прямой линии, поверхность деталей волнистая. Приходится несколько раз проходить по одному месту, а это оказывает негативное влияние на конечное качество.
Необходимость фрезеровки длинных заготовок — только на столе можно выполнить эту операцию всего за один проход.
Есть потребность работать на фрезах со сложным профилем, ручной метод не обеспечивает требуемой чистоты поверхности.
Ручным фрезером работать не всегда удобно
Надо заметить, что не все технологические операции можно сделать на столе, есть такие, которые выполняются только ручным фрезером. К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
Каким требованиям должен отвечать стол
Профессиональный мастер не жалеет денег на приобретение самого современного и надежного оборудования — такие вложения не только окупаются, но и приносят значительную прибыль. Это его постоянная работа и основной доход, а чем выше производительность труда, меньше непродуктивные потери материалов и лучше качество, тем больше прибыли у мастера. Начинающим мастерам нет смысла покупать дорогие станки и оборудование, им вполне достаточно одной ручной фрезы. Соответственно, станок надо делать такой, чтобы фреза в любой момент быстро снималась и могла использоваться в обыкновенном режиме.
Конструкция станка должна быть максимально простой и одновременно надежной
Еще одно требование – стол должен быть максимально простым в изготовлении. Его можно сделать своими руками и с помощью того простейшего набора инструментов, который есть у непрофессионалов.
Чертеж простой столешницы под фрезер
В связи с такими требованиями, мы не будем рассматривать варианты сложных столов, их сделать могут лишь мастера столярного дела. Кроме того, большинство проектов требуют переделки ручного фрезера, после реконструкции инструмент уже нельзя использовать в ручном режиме, надо покупать второй экземпляр. Экономически невыгодно терять время и финансовые средства на изготовление стола для фрезера лишь для того, чтобы пользоваться несколько часов в году, а для обыкновенных более частых работ покупать еще один ручной фрезер.
Если потребность в ручном фрезере выше, нет смысла сооружать сложный станок
Материалы изготовления
От правильного выбора материалов изготовления стола зависит срок его эксплуатации и качество фрезеровки деталей. Какие материалы рекомендуется применять в этих целях?
Таблица. Виды столов по материалу изготовления
Вид стола для фрезера
Краткое описание физических и эксплуатационных характеристик
Фанерный
Используется чаще всего. По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика.
Металлический
Металлический стол эксплуатируется многие десятки лет, но для его изготовления надо иметь практический опыт выполнения сварочных работ. Еще одна проблема – некоторые детали нужно точить, дома токарного станка почти никто не имеет, приходится обращаться в специализированные компании.
Комбинированный
Настоятельно рекомендуется к использованию. Отдельные наиболее нагруженные элементы изготавливаются из металла, остальные могут быть деревянными. Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
Можно применять и клееные мебельные щиты из натуральных ламелей, они не изменяют своих размеров при колебаниях относительной влажности, но такой стол для фрезера обойдется очень дорого. Натуральные доски категорически запрещается применять из-за постоянного коробления в ту или иную сторону, что оказывает крайне негативное влияние на качество фрезерования.
Столешница из досок для изготовления фрезерного станка не подходит
Мы дадим пошаговую инструкцию изготовления двух простейших, но очень функциональных, столов для фрезера. Размеры даются лишь общие, конкретные зависят от типа ручного фрезера, а их в реализации огромное количество. Каждая модель отличается несколькими параметрами, которые необходимо принимать во внимание во время выполнения работ.
Пошаговая инструкция изготовления деревянного стола
Вам понадобится клееная фанера толщиной 18 мм, размер листа стандартный, можете покупать плиту примерно 1,5×1,5 м. Каркас стола изготавливается из деревянных брусков 30×40 мм. Фиксация конструкции осуществляется обыкновенными саморезами по дереву. Из инструментов надо подготовить электрический лобзик или переносную дисковую пилу, ручной фрезер, дрель или шуруповерт.
Стандартное устройство фрезерного стола
Изготовление столешницы
Шаг 1. От листа фанеры отрежьте заготовку для столешницы. Размер может быть произвольным, но не менее 80×80 см. На очень маленьких работать неудобно, заготовки постоянно падают, их приходится поддерживать с противоположной стороны. Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.
Обрезают лист по размеру столешницы
Практический совет. Настоятельно рекомендуем все работы электрическим лобзиком и переносной пилой делать только под линейку. Не стоит надеяться, что ровный срез получится без этого приспособления.
Шаг 2. Наметьте место расположения отверстия под фрезу. Это также произвольный параметр. Многое зависит от того, будете ли вы в дальнейшем приспосабливать упорную линейку для фрезера, предусматривается ли короб для сбора и удаления опилок, какие детали предполагается обрабатывать и т. д. Как показывает практика, отверстие рекомендуется располагать на удалении 1/3 ширины от продольной кромки.
Выполняют разметку отверстия под фрезу
Сделайте разметку и высверлите отверстие. Его диаметр должен всего на несколько миллиметров превышать диаметр самой большой фрезы, которая будет использоваться на этом станке. Слишком большое отверстие делать не надо по нескольким причинам:
чем больше щель между рабочими ножами фрезы и столешницей, тем выше вероятность, что в нее попадет материал. А это провоцирует возникновение опасных ситуаций: может заклинить фрезер или отлетевшие на большой скорости осколки травмируют мастера;
если придется фрезеровать тонкие детали, то в щелях концы сильно вибрируют – нет упора. Как следствие, необходимо отрезать неровные части, что увеличивает расход пиломатериалов.
Отверстие высверливается специальной коронкой соответствующего диаметра.
По разметке сверлят отверстие
Шаг 3. Поставьте фрезер в отверстие, убедитесь, что он правильно расположился. Очень аккуратно нарисуйте линию по периметру основания. Обращайте внимание, чтобы во время этого процесса инструмент не двигался, постоянно придерживайте его одной рукой.
Примеряют фрезер к отверстию и аккуратно обводят его карандашом
Шаг 4. Установите на фрезере глубину резания 5 мм и очень внимательно по нарисованному контуру вырежьте посадочное место. Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Посадочное место должно точно соответствовать контуру фрезера
Шаг 5. Такое же посадочное гнездо подготовьте еще на одном куске фанеры, только делать его теперь надо сквозным. Отрежьте деталь, ее размеры должны примерно на 15–20 см превышать диаметр основания фрезера.
Делают заготовку с вырезом такой же формы и размера
Шаг 6. Положите заготовку на столешницу, совместите отверстия и поставьте в них фрезер. Вам надо отметить расположение и размеры двух параллельных направляющих. На них устанавливается линейка фрезера, в нашем случае она снимается. Но направляющие трогать не надо, они увеличивают надежность фиксирования фрезера к столу, полностью исключают возможность поворачивания корпуса. Дело в том, что со временем посадочное гнездо может немного увеличиться в диаметре, корпус с двигателем начнет шататься. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.
Заготовки совмещают и вставляют фрезер
Шаг 7. Замерьте диаметр металлических штифтов, выставьте соответствующую глубину фрезы и проделайте под них канавки.
Вырезают канавки под штифты
Шаг 8. Соедините два элемента стола, поставьте на место фрезер. Тщательно проверьте положение, вручную прокрутите ротор, он не должен ничего задевать. Все в норме – прикрутите фанеру.
После подгонки элементов прикручивают заготовки саморезами
Важно. Саморезы обязательно вкручивайте в предварительно высверленные отверстия, в противном случае могут появиться трещины. Диаметр сверла для отверстия должен быть на несколько миллиметров меньше диаметра резьбовой части метизов.
Изготовление и врезка монтажной пластины
Саморезы вкручивайте по периметру подставки на расстоянии примерно 15 см, отдельно закрепите участки между металлическими штифтами. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Всю поверхность нужно тщательно зашкурить
Шаг 9. Небольшими полосками фанеры зафиксируйте фрезер в рабочем положении. Включите питание, проверьте работу инструмента. Он не должен шататься, при наличии нехарактерных шумов надо найти их причину и обязательно ее устранить.
Для фиксации фрезера используют две планки из фанеры
Все в норме – переходите к следующему этапу. Теперь надо для столешницы изготовить каркас стола.
Изготовление фиксаторов
Сборка каркаса стола
Шаг 1. К нижней части столешницы по периметру прибейте рейки 30×40 мм для придания прочности. Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
По периметру столешницы крепят деревянные бруски
Шаг 2. Соберите нижнюю опорную раму стола, она может иметь такие же размеры, как и верхняя.
Скручивают раму из брусков по размеру столешницы
Шаг 3. Прикрепите к ней ножки, высота примерно 1 м, но конкретные значения регулируйте под свой рост, в каком положении работать удобнее более всего, такой должна быть высота стола для фрезера. Обязательно поставьте угловые распорки, в противном случае конструкция со временем расшатается.
К раме крепят ножки, после чего усиливают каркас распорками
Шаг 4. Проверьте прочность конструкции, с большим усилием пробуйте ее наклонять, сгибать и т. д. При обнаружении шатаний устанавливайте дополнительные распорки и рычаги, количество зависит от фактической потребности. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
Устанавливают столешницу на место
Изготовление комбинированного стола
Для станка применяется старый кухонный столик, такие раньше стояли почти в каждой кухне. Конструкция, в отличие от вышеописанной, имеет металлические детали, они устанавливаются в наиболее нагруженных узлах.
Вдоль столешницы прикручивают листовую сталь толщиной 2 мм. Это место сильно изнашивается, металл значительно увеличивает срок эксплуатации. К ней винтами прикручивается фрезер, надежность фиксации намного увеличивается.
Посередине столешницы набивают широкую стальную полосу с вырезанным отверстием под фрезу
Крепят кронштейны опорной рейки из металлической полосы. Эти детали часто затягиваются, фанера не выдерживает значительных циклических нагрузок и прогибается, крепление ослабевает и приходится менять элементы. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Металлическими уголками повышают устойчивость стола, лифт для поднятия фрезы крепится к площадке из проката.
Рама усиливается стальными уголками, на них же монтируется лифт для перемещения фрезы
При желании на станок можно установить короб для сбора пыли и дополнительные линейки для регулировки зазора между фрезой в зависимости от ее диаметра.
Видео — Стол для фрезера своими руками: изготовление
Теперь вы знаете, как быстро сделать простейший стол для фрезера. Изготовлен он из фанеры – универсального материала. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
Пример изготовления фрезерного стола своими руками, особенности и ньюансы
Современный ассортимент обрабатывающего электроинструмента удовлетворит потребности любого мастера. При этом всегда можно превратить ручной инструмент в стационарный станок.
Самый востребованный инструмент мастера по дереву – безусловно, фрезер. Ручным фрезером можно проделать большинство работ, но когда обрабатываются заготовки большого размера – возникают технические сложности.
Покупка фрезерного станка для домашнего использования слишком затратное мероприятие, поэтому мастера стараются сделать стол для фрезера своими руками.
Самодельный стол позволяет манипулировать обрабатываемой заготовкой, в то время, когда сам фрезер жестко зафиксирован на столешнице. Электроинструмент крепится снизу, фреза выступает над уровнем стола.
Самодельный фрезерный стол своими руками из деревянных брусков
Как правильно сделать стол для ручного фрезера
Главное условие – массивная конструкция, которая будет надежной при вибрациях и выдержит вес заготовки любого размера.
ВАЖНО! Поскольку работа с фрезером представляет собой повышенную опасность, падение стола может привести к травмам. Для придания устойчивости конструкции, желательно оснастить ножки стола регуляторами высоты. Тогда можно устанавливать станок на неровную поверхность.
Столешница должна быть выполнена из гладкого износоустойчивого материала, например – покрытие для кухонных рабочих поверхностей. Ножки и раму стола можно выполнить из бруса толщиной не менее 40 мм, или из фанеры 10-12 мм. Пространство под столешницей должно обеспечивать легкий доступ к фрезеру для обслуживания и смены фрезы. Либо верхняя часть делается откидной, как рояльная крышка.
Поскольку самодельный фрезерный стол является ответственным оборудованием – перед началом работ необходимо нарисовать подробный чертеж.
Обеспечение безопасности:
Кнопка пуска фрезера делается выносной. Желательно закрыть ее крышкой, для предотвращения самопроизвольного включения. А вот кнопка экстренного обесточивания напротив, должна быть легкодоступной;
Фрезу желательно закрыть автоматическим откидным щитком, как на циркулярных пилах;
Вокруг стола не должно быть никаких предметов, выступающих частей интерьера, ступеней и проводов. Во время работы можно споткнуться и получить травму;
Электропроводка укладывается в гофру, и надежно крепится на внутренней поверхности стола;
ВАЖНО! Никаких провисающих проводов питания внутри конструкции быть не должно.
Замена фрез производится только на обесточенном электроприборе, с полным отсоединением от сети;
Желательно предусмотреть возможность удаления стружки из рабочей зоны.
Помимо засорения рабочего места, опилки могут попасть в вентиляцию фрезера (поскольку он находится под столом) или между столешницей и заготовкой. Это может привести к проскальзыванию обрабатываемой детали.
Как установить в стол пластину для фрезера
Самой ответственной частью конструкции, влияющей на качество работ – является пластина (или подошва) ручного фрезера. Поскольку при установке в стол, она больше не является опорным узлом, необходимо продумать надежное крепление и управляемое перемещение фрезы по вертикали.
Пластина для крепления фрезера
Крепление электроинструмента к пластине вместо стола позволяет легко демонтировать его для обслуживания или смены насадок.
Что необходимо предусмотреть при изготовлении пластины:
ВАЖНО! Все плоскости должны быть на одном уровне, ничего не должно выступать или утапливаться.
Пластина не должна провисать под тяжестью фрезера, это может произойти со временем;
Отверстие должно быть немногим больше диаметра фрезы. Если предполагается работа со сменными насадками – необходимо предусмотреть сменные вкладыши, укладываемые заподлицо с основной пластиной;
Все крепежные винты с потайными головками должны быть на уровне поверхности, утапливание может привести к зацепам обрабатываемой детали;
После сборки вместе с фрезером и крепежом, пластину необходимо отполировать.
Оптимальный вариант – сэндвичевая конструкция
Изготовить ее можно из прокатной стали или алюминия. Берем один лист толщиной 3-4 мм, и вырезаем из него обе пластины, на одной отверстие 90 мм, на другой соосно 100 мм с проушинами. Листы скрепляются между собой винтами. После окончательной сборки в пластинах сверлятся отверстия для крепления подошвы фрезера.
Из той же заготовки вырезаем вкладыши.
Образец вкладыша для крепления фрезера к столу
Крепить можно винтами впотай или неодимовыми магнитами (вариант подходит для стальных вкладышей). В центре вкладышей сверлим отверстия (строго по центру!) для различных диаметров фрез или копировальных втулок.
Копировальная втулка должна плотно входить в диаметр отверстия вкладыша
ВАЖНО! Если пластина получилась слишком толстой, придется использовать фрезы с длинной шейкой.
Затем в середине стола тем же ручным фрезером выбирается ниша для установки пластины. Если не удалось правильно выбрать глубину – можно использовать тонкие прокладки по всей плоскости пластины. Ими также можно регулировать со временем просевшую пластину.
Видео: как собрать простой самодельный фрезерный стол, за два дня
Следующий этап изготовления стола – лифт для фрезера
Если вы планируете делать лишь простое торцевание или сквозные пазы – фрезер можно закрепить жестко, и при необходимости регулировать высоту фрезы при помощи прокладок между плитой и башмаком. Для полноценной работы вам понадобится лифт.
Конструкций самодельных механизмов подъема фрезера под столом придумано множество. Остановимся на самых эффективных и надежных.
Винтовая конструкция (конструкция с маховиком)
Эскиз винтового механизма с размерами
На выверенном расстоянии от рабочей столешницы устанавливается опорная пластина (например, из толстой фанеры), в которой строго по центральной оси фрезера крепится опорная гайка. По этой гайке перемещается винтовая шпилька с жестко закрепленным маховиком. Маховик должен быть достаточно большого диаметра, а резьба по возможности с малым шагом.
Тогда можно добиться высокой точности калибровки выхода фрезы. Для того чтобы при вибрации настройка высоты не сбивалась – надо предусмотреть стопор маховика.
В качестве готового решения такого типа можно использовать заднюю бабку от списанного токарного станка, которую можно за небольшие деньги приобрести на ликвидированном заводе или в механическом цехе.
Использование автомобильного домкрата
Домкратом поджимаем фрезер к столу
Такой подъемный механизм гораздо более универсален и надежен. Приобрести домкрат необходимого размера можно на авторынке.
Опорный элемент получается компактным, изготовить его можно буквально из подручных материалов. Однако, необходимо помнить о надежности – выпавший из «гнезда» работающий фрезер может наделать немало бед.
Поэтому направляющие электроинструмента обязательно оснащаются стопорными приспособлениями.
Направляющие для упорных приспособлений
Так же, как и при использовании ручного фрезера – для самодельного станка потребуется дополнительное оборудование. Параллельный упор, направляющая шина, аналог циркуля и пр.
Приспособления для фрезера можно крепить струбцинами, или использовать специальный профиль с «Т» образным вырезом. Обычно при создании самодельных фрезерных столов своими руками применяется комплексный подход к изготовлению крепежа для дополнительного оборудования.
Чертеж самодельного фрезерного стола из фанеры и досок
Если вы имеете опыт работы с ручным фрезером – не составит большого труда самостоятельно разработать все необходимые приспособления, специализированные именно под ваши задачи.
Универсальный стол для фрезера и циркулярки
Поскольку стол не обязательно должен быть узкопрофильным – можно использовать его для смежных работ. Например – изготовить пластину под ручную циркулярную (дисковую) пилу.
Демонтируется фрезер, на его место ставится циркулярка, и вы получаете универсальный деревообрабатывающий станок. При этом вы экономите время, материалы и место в рабочей зоне.
Не забываем о том, что помимо стационарных распиловочного и фрезерного станка, вы по-прежнему можете пользоваться ручными фрезером и циркуляркой, просто демонтировав их со стола.
Преимущество такого решения в том, что при работе с дисковой пилой вы можете использовать основные приспособления для фрезера – направляющую и параллельный упор.
Подведем итог
Все вышеперечисленное осуществимо при наличии элементарных слесарных навыков и подходящего инструмента. Финансовые затраты вы регулируете самостоятельно.
ВАЖНО! При изготовлении фрезерного стола своими руками – необходимо трижды подумать о безопасном его использовании. Если вы допустите просчет – претензию предъявить будет некому.
Как сделать самодельный фрезерный стол
Одним из электроинструментов, который мы собираемся использовать в домашней деревообрабатывающей мастерской, является погружной фрезер. И как только мы осознаем все, что можно сделать с его помощью, мы по-прежнему обнаруживаем преимущества наличия фрезерного стола или небольшого фрезерного станка для деревообработки. А потом думаем: «как же так, что я раньше не открыл для себя этот электроинструмент» (нечего говорить, если у вас уже есть большой опыт работы столяром). На этой странице вы увидите как я делаю самодельный фрезерный стол , или, по крайней мере, вы увидите все проекты, которые я сделал для себя, от конструкции стола до бокового ограждения, а также мою систему подъема фрезы.
Возможно, он не такой точный, как фрезерный стол, который мы можем купить, но этот самодельный фрезерный стол дает мне довольно хорошие результаты. Но обратите внимание, что с этим самодельным деревообрабатывающим станком иногда мы не можем установить фрезу на нужную высоту, поэтому обязательно взгляните на удлинители патрона для фрезера CMT (теперь, после использования этих удлинителей в течение некоторого времени я я им не очень доволен) Кроме того, эти фрезерные станки производят много опилок, которые сделают деревообрабатывающий цех очень грязным, и, что еще хуже, пыль в воздухе может нанести вред нашему здоровью, поэтому не пренебрегайте вакуумной системой.
Деревянная рама для рабочего стола
Я думаю, что важно иметь возможность построить для мастерской деревянный стол, который можно использовать как верстак или …
Подъемник для фрезерного стола своими руками
Когда мы купили наш первый фрезерный станок, протестировали его и открыли для себя возможности, которые он нам дает, мы поняли, что это станок, который может …
Стол для фрезерования своими руками
Как плотник я думаю, что он будет слишком мал, но как деревообрабатывающий любитель Давно хотел фрезерный стол, который делал бы…
Самодельный фрезерный стол с домкратом в качестве системы подъема фрезерного станка
Тойн из Нидерландов присылает мне несколько фотографий своего фрезерного стола. Он использовал нынешнюю типичную систему зажима фрезерного станка вверх дном …
Система пылесборника для моего комбинированного станка DIY
Если вы время от времени используете в мастерской самодельные станки, вы, вероятно, даже не подумаете пылесос для мастерских к всасывающему патрубку . ..
Выбор удлинителя фрезерной цанги CMT 12 мм
Как я объяснял в предыдущем посте об удлинителях цанговых патронов CMT 8 мм, если самый большой хвостовик фрезы, который может принять ваш фрезер, составляет …
Многофункциональный рабочий стол MASTER CUT 2600
Два спонсируемых видео в этом посте: ) Этот пост НЕ спонсируется. Wolfcraft, немецкая компания, которая производит DIY и деревообрабатывающий инструмент, прислала мне Мастера …
На моем канале YouTube вы можете посмотреть, как сделать еще одну модель самодельного фрезерного стола, и я надеюсь скоро написать пост об этом самодельном деревообрабатывающем станке. . Как только я его напишу, он также появится на этой странице. А пока вставлю сюда видео.
Это более простой в изготовлении деревообрабатывающий станок, с гораздо более простой системой подъема фрезера и поворотным упором, который, как мне кажется, очень прост в изготовлении, но эффективен.
Кроме того, чтобы упростить задачу, я использую деревянную конструкцию круглого стола с раскладушками. Хотя у этого есть недостаток, заключающийся в том, что он имеет небольшой вес, поэтому необходимо приложить к нему некоторый вес, или я могу закрепить конструкцию стола фрезера, чтобы он не двигался при фрезеровании древесины.
Как сделать настольную пилу, чтобы удвоить высоту фрезерования
Пока я занимаюсь деревообработкой, я мечтаю фрезеровать дерево дома из ствола. Я не могу перестать думать, что, должно быть, здорово взять кусок необработанного дерева и превратить его в готовый конечный продукт. Идея самостоятельного выполнения каждого промежуточного шага годами очаровывала меня.
Но поскольку у меня только небольшая мастерская, эту мечту придется отложить на время… по крайней мере, я так думал.
С помощью этой настольной пилорамы теперь можно распиливать древесину в небольших масштабах. Этот станок для настольной пилы позволяет мне фрезеровать дерево дома даже в моей небольшой мастерской.
Итак, если вы тоже хотите заняться фрезерованием дерева дома, но у вас есть небольшая мастерская, как и у меня, то этот приспособление вам просто необходим.
Все, что вам нужно, это настольная пила и несколько часов, чтобы построить эту деревянную настольную пилораму.
В этом блоге я покажу вам, как я спроектировал и сделал свою настольную пилу, и как вы можете сделать свой собственный фрезерный стол. Чтобы помочь вам собрать свою собственную, вы можете бесплатно загрузить мои чертежи настольной пилорамы, чтобы самостоятельно собрать это удивительное приспособление.
Делаем опилки!
Содержание
Что нужно для изготовления настольной пилорамы
Посмотрите видео и узнайте, как сделать настольную пилораму
Как сделать настольную пилораму?
Шаг 1 | Подготовка
Шаг 2 | Основание настольной пилорамы
Шаг 3 | Изготовление ручек
Шаг 4 | Размещение зажимов на основании
Шаг 5 | Последний шаг перед тем, как вы сможете начать фрезеровать дерево
Как пользоваться настольной пилорамой?
Прочтите больше блогов, связанных с этим, здесь:
Бесплатно €0/мес
Стать участником
8,99 € – 10,5 $/мес
Я составил несколько удобных списков.
В дополнение к нескольким средствам индивидуальной защиты, которые я использую*, я также перечисляю материалы, а также (электро) инструменты, которые вам понадобятся для сборки этой настольной пилорамы.
* Ответственность за безопасность всегда лежит на вас!
Безопасность превыше всего! Защити себя!
Ear protection
Dusk mask for woodworkers
Safety glasses
Work gloves
safety boots
Blaklader work pant
Blaklader foam kneepads grey
Materials I used for this table saw mill
Фанера из березы 18 мм (0,70 дюйма)
МДФ 6 мм (0,23 дюйма)
Гайки M8
T-nut M8
Bolt M8 60 mm
Hexagon wood bolt M6 30 mm
Washer M8/20/0.2
Screws 2. 5×30 mm
Wood glue
Epoxy glue
Starbond CA glue superfast thin
Мгновенный ускоритель Starbond для клея CA
(электрический)Инструменты Я использовал для этой настольной пилорамы .
Гвоздезабивной пистолет Makita AF505N. Посмотрите мое видео распаковки, если хотите узнать больше об этом инструменте.
Штифтовые гвозди 25 мм
Воздушный компрессор
Сверлильный станок
Аккумуляторная дрель Hilti SF144-A
Универсальный измерительный инструмент Kreg KMA
Карандаш Pica для разметки всех деталей.
Прежде чем ознакомиться с пошаговой инструкцией по изготовлению настольной пилорамы, вы можете посмотреть это видео. В этом видео я покажу вам, как я сделал приспособление для фрезеровки дерева в домашних условиях.
После просмотра этого видео вы можете продолжить чтение этих пошаговых инструкций со всеми подробностями, необходимыми для сборки фрезерного стола своими руками.
Шаг 1 | Подготовка
Первое, что я сделал, чтобы сделать это приспособление для настольной пилы, это изготовление зажимов и стопорного блока этой настольной пилорамы.
Это детали, обеспечивающие скрепление всего приспособления.
Упорный блок был первой деталью, которую я сделал.
Этот стопорный блок состоит из двух деревянных планок, соединенных под прямым углом друг к другу. Чтобы сделать эту часть прочнее, я добавил сзади два маленьких треугольника.
Это соединение и все другие соединения в этом приспособлении для настольной пилорамы были выполнены с помощью столярного клея и гвоздей.
Штифтовые гвозди удерживают детали на месте, позволяя столярному клею высохнуть. Это позволяет мне продолжать работу над моими проектами, не дожидаясь высыхания столярного клея.
Совет:
Не используйте в своих проектах любой столярный клей!
Чтобы узнать, какие типы существуют и для каких целей подходит столярный клей, загляните в мой блог «Понимание столярного клея» + 8 отличных приемов, которые вам следует знать. Здесь вы узнаете все, что вам нужно знать о столярном клее.
В передней части этого блока я применил шурупы с расстоянием 2 см.
Наконечник этих винтов входит в древесину и удерживает ее на месте во время фрезерования.
Винты добавлены таким образом, что только несколько миллиметров кончика проходят через стопорный блок. Однако винты достаточно длинные, так что есть возможность вкрутить винты поглубже.
Я сделал это намеренно, потому что хочу, чтобы кончики винтов имели достаточное сцепление с бревном при фрезеровании дерева, но оставляли как можно меньше повреждений.
Если древесина неровная, я могу настроить каждый шуруп отдельно, чтобы обеспечить максимальное сцепление с древесиной.
Блок, стоящий напротив и, таким образом, вмешивающийся с другой стороны бревна, имеет такую же конструкцию, как стопорный блок. Единственная разница между этими двумя частями заключается в задней части блока.
В этом блоке спинка состоит из 4-х слоев ламинированной фанеры. Я сделал это так, потому что здесь встроена зажимная система.
Чтобы сделать эту зажимную систему, я просверлил отверстие в задней части ламинированного блока. В это отверстие, просверленное сверлом Форстнера 14 мм, могла поместиться головка болта М8, а также она могла вращаться.
На дно этого отверстия я положил шайбу. Эта шайба уменьшит трение и сделает работу приспособления более плавной. Поверх шайбы я поместил болт. Но перед тем, как поместить болт в отверстие, его смазали консистентной смазкой, чтобы еще больше убрать трение и облегчить использование приспособления для настольной пилы.
Для зажима болта в блоке он закрывался шайбой, которая натягивалась на блок маленькими винтами.
Возможно, вы видели в видео, что я сделал 2 прорези в шайбе, чтобы зафиксировать болт на месте. Именно туда я мог поместить винты, чтобы закрепить эту шайбу на месте и быть уверенным, что болт никогда не ослабнет.
Хорошо, теперь я закончил изготовление зажимных блоков, я мог приступить к изготовлению зажимной части этого приспособления для фрезерования по дереву. Блок перед приспособлением для настольной пилы, обеспечивающий затяжку зажима, также состоит из различных слоев фанеры.
На той же высоте болта, который только что был помещен в прижимной блок, в этом блоке было просверлено отверстие диаметром 10 мм.
Следующим шагом было вставить Т-образную гайку в это отверстие. Эта Т-образная гайка была помещена на той стороне зажимного блока, к которой можно было прикрепить болт.
В нижней части этого блока я проделал два отверстия, с помощью которых этот блок впоследствии можно будет разместить на основании.
Эти отверстия немного больше диаметра болтов. Таким образом, эти блоки можно легче перемещать вверх и вниз, если приспособление для фрезерования дерева необходимо отрегулировать во время использования.
Теперь, когда оба блока зажимной системы готовы, их можно соединить между собой, ввернув болт в Т-образную гайку.
После того, как болт прошел через блок, я надел на конец болта две гайки и затянул их друг против друга.
Эти гайки позволяют управлять приспособлением для настольной пилы и натягивать бревно. Позже в этом сообщении блога вы узнаете больше об этом.
Шаг 2 | Основание настольной пилорамы
Основание этого приспособления состоит из 3 длинных досок, которые в свою очередь образуют два паза. Эти прорези служат для регулировки приспособления и позволяют зажимным блокам скользить по приспособлению для фрезерования дерева.
Основание изготовлено путем прикрепления стопорного блока к трем доскам с помощью столярного клея и гвоздей. Я использовал узкий кусок дерева с другой стороны зажимного приспособления, чтобы прорези оставались параллельными.
Чтобы иметь возможность держать достаточное расстояние от забора, чтобы головка болтов могла свободно перемещаться вверх и вниз, я прикрепил полосы МДФ толщиной 6 мм в нижней части шаблона.
Шаг 3 | Изготовление ручек
Фрезерный шаблон можно отрегулировать в соответствии с размером бревна, которое вы хотите фрезеровать. Чтобы прочно зафиксировать скользящие зажимы на основании этого станка для фрезерной пилы, я использовал самодельные звездообразные ручки.
Обязательно посмотрите это видео, в котором я покажу вам, как сделать эти кнопки-звездочки своими руками. У меня также есть бесплатные планы для этого приспособления. Вы можете найти эти планы здесь.
Понравилась статья? Подпишитесь, чтобы узнать больше!
Не пропустите ни одного блога с бесплатными планами или советами и рекомендациями в будущем!
Подпишитесь на мою рассылку
Шаг 4 | Размещение зажимов на основании
Теперь, когда я сделал кнопки-звездочки, зажим можно было прикрепить к основанию этой настольной пилорамы. Болты и шайбы вставлены в пазы основания через дно. Вверху зажим надет на болты с двумя предусмотренными отверстиями и закреплен с помощью ручек.
Перед тем, как разместить эти кнопки, я всегда добавляю шайбу. Эта шайба обеспечивает хорошее распределение давления, а также защищает древесину от повреждений.
Поскольку я сделал прорези немного шире, чем толщина болта, зажим, который может скользить вверх и вниз, может двигаться немного вбок.
Чтобы удерживать зажим на месте, я прикрепил небольшие блоки к нижней части зажима через прорези.
Чтобы прикрепить эти маленькие блоки к зажимам, я использовал клей CA. Клей СА высыхает быстрее, чем клей для дерева, поэтому я мог сразу продолжить работу.
Обязательно примените эти блоки! Они не только гарантируют, что струбцина останется в правильном положении во время установки приспособления для настольной пилы, но и будут поддерживать приспособление во время зажима.
В дополнение к этим блокам я также применил деревянные болты. Вместе с шайбой они гарантируют, что хомуты не поднимутся во время зажима.
Шаг 5 | Последний шаг перед тем, как вы сможете начать фрезеровать дерево
Последняя часть, которую я сделал для этого приспособления для фрезерования настольной пилы, — это крюк, который подходит к моему забору.
Этот фрезерный шаблон можно перевернуть, чтобы удвоить высоту фрезерования. Крюк, который я сделал для этого приспособления для настольной пилы, был сконструирован таким образом, что независимо от того, в каком положении находится приспособление для настольной пилы, он всегда будет цепляться за мой забор.
Этот крючок делает работу более удобной, и вам не всегда нужно учитывать, все ли в правильном положении во время резки.
Эта деталь была прикреплена к задней части приспособления с помощью столярного клея и гвоздей. В качестве шаблона для изготовления этого крючка я использовал для этого свой забор, поэтому я был уверен, что установил все на нужной высоте.
Из-за толщины крючка перешел на штифтовые гвозди длиной 50 мм.
Если вы хотите начать фрезеровать дерево дома с помощью этого приспособления для настольной пилы, поместите кусок дерева, который вы хотите разрезать, между двумя зажимами.
Теперь сдвиньте зажимы ближе друг к другу, пока кончики винтов не коснутся дерева.
Затем закрепите регулируемый зажим, затянув ручки.
Теперь вы можете затянуть хомут, затянув болт так, чтобы хомут расширился, а винты можно было вдавить в древесину.
Переместите забор в то место, где вы хотите сделать надрез.
Потяните приспособление назад и поднимите лезвие для первого пропила.
Повторите резку в несколько приемов, каждый раз устанавливая пильный диск выше. Это гарантирует вашу безопасность, но вы также получаете более чистые пропилы, и это лучше для вашей настольной пилы.
С помощью этой настольной пилорамы вы можете распиливать древесину, толщина которой в два раза превышает высоту вашего пильного диска.
При фрезеровании дерева с помощью этого приспособления для настольной пилы сначала режьте одну сторону, пока не достигнете самого высокого положения пильного диска.
Затем вы можете перевернуть приспособление для настольной пилы и повторить все шаги.
Строительство мастерской может быть сложной задачей и требует множества проб и ошибок. Я знаю это, потому что тоже был там. Благодаря высочайшему опыту работы с небольшим магазином, которого я больше нигде не видел, я получил больше информации о строительстве мастерской. Так я мог более разумно тратить деньги и экономить большие деньги.
Я действительно рекомендую это всем моим друзьям-любителям и творцам!
ВЫ МОЖЕТЕ ПОТРАТИТЬ СВОЙ БЮДЖЕТ ТОЛЬКО ОДИН РАЗ
Перестаньте тратить свой бюджет на неправильные вещи! Позвольте этому фантастическому обучению помочь вам и начните экономить деньги уже сегодня. Я уже купил лично этот и я никогда не видел ничего лучше этого .
Розничная цена 129 долл. США
Ограниченная цена: 39 долларов США
Читайте другие блоги, связанные с этим, здесь:
Я надеюсь, что эта информация о том, как сделать настольную пилораму, была полезной, и что этот блог и видео вдохновят вас. Дайте мне знать в комментарии ниже .
Не стесняйтесь поделиться этим блогом на Facebook, Pinterest или в других социальных сетях . Вы можете сделать это с помощью кнопок внизу или вверху блога. Будем очень признательны.
С нетерпением жду встречи с вами в другом блоге или видео.
Привет, Кристоф, основатель Christofix.com Деревообработка | Сделай сам | Предметы интерьера
Декоративная штукатурка под бетон как нанести и сделать своими руками
Декоративная штукатурка под бетон — материал, который в последнее время пользуется огромной популярностью. Она связана с повышенными показателями износостойкости и эстетикой.
Особенности и виды материала
Составы, созданные на основе микроцемента или микробетона, поражают своими качествами. Легкий рельеф позволяет получить при декорировании имитацию различных фактур. Вкрапления песчаных частиц различных фракций и мелкой каменной крошки делают поверхность шершавой и позволяют создавать уникальные эффекты своими руками. Микроцементные составы помогут добиться:
единого бесшовного покрытия, соединяя потолок и стены;
эффектов состаренного или размытого бетона;
эффекта, имитирующего опалубку;
эффекта римской штукатурки;
имитации травертина;
имитации рваного покрытия.
Материал долгое время остается податливым и пластичным, что позволяет спокойно нанести художественный орнамент или добиться желаемого эффекта. Самый простой способ — применение специальных трафаретов для штукатурных составов.
Существует два вида декоративной штукатурки под бетон:
На основе микробетона. В составе мелкий цемент, полимерные добавки, кварцевый песок и красители. За счет кварца материал имеет повышенные показатели износостойкости. Готовые стены невозможно поцарапать.
На основе микроцемента. Смесь мелкого цемента и полимерных добавок с красителями. Готовая смесь не боится влаги, устойчива к воздействию микроорганизмов.
Преимущества и недостатки материала
Раствор, приготовленный по рекомендациям производителя, правильное нанесение декоративной штукатурки под бетон и фантазия — залог надежного и эффектного покрытия. К преимуществам материала можно отнести:
Возможность получения различных фактур из одного состава. Работая одним раствором, можно добиться эффектов гладкой, фактурной, узорчатой, шероховатой, рваной, разноцветной и других видов поверхности.
Высокие показатели шумоизоляции и водостойкости. Эти качества позволяют применять материал в помещениях различного назначения.
Низкую теплопроводность. Материал повышает энергоэффективность помещения примерно на 25%, что позволяет снизить затраты на отопление.
Сохранение эстетических качеств в течение всего периода эксплуатации.
Высокую пластичность. Нанесенный состав податлив к дополнительному декорированию.
Огромный выбор готовых составов.
Высокую скорость нанесения. Даже при условии нанесения материала своими руками и при отсутствии опыта, работа не отнимет больше пары дней.
Стойкость к сырости и температурным перепадам.
Возможность комбинации с другими вариантами отделки: окрашивание, лакирование.
У штукатурного состава, имитирующего бетон, не так много минусов:
длительный период высыхания;
высокая стоимость готовых смесей;
излишняя прочность (для того чтобы просверлить отверстие, необходимо применять прочные сверла и технологии алмазного бурения).
Как сделать смесь своими руками
Самостоятельное изготовление смеси не гарантирует вам успешного результата. Если в данной отрасли нет опыта, лучше довериться готовым смесям и рекомендациям производителя по их приготовлению.
Если предпочтение отдается приготовлению, то следует знать основные компоненты декоративной штукатурки под бетон своими руками:
Соотношение компонентов подбирается исключительно экспериментальным путем. Только следует помнить, что такая комбинация уступает по прочности готовым составам на основе микроцемента и микробетона.
Особенности работы с готовой смесью
Работать с готовой штукатурной смесью довольно просто. Раствор очень пластичный и очень медленно сохнет.
Чем наносится
Для нанесения декоративной штукатурки под бетон традиционно применяют:
Выбор инструмента для нанесения зависит от желаемого эффекта.
Подготовка поверхности к оштукатуриванию
От подготовительных мероприятий зависит внешний вид и прочность будущего покрытия. Чтобы получить надежное и эффектное покрытие, следует:
Подготовить основание. Проводится зачистка стены от пыли, грязи и масляных пятен. Небольшие трещины и неровности не требуют пристального внимания.
Нанести грунтовку. Грунтование повысит адгезию стены и штукатурного раствора.
Нанесение декоративной штукатурки. Слой не должен быть очень толстым, в процессе просыхания покрытие может растрескаться.
Отделка. Можно оставить стену без изменений, просто с шероховатой поверхностью. При желании, можно дополнительно использовать кисть, палочки, штампы и многое другое.
Нанести защиту. Воск или лак имитируют полированную поверхность и обеспечивают дополнительную защиту.
Технология нанесения
Существует несколько способов нанесения раствора. Самыми популярными можно назвать:
Набрызг. Нанесение жидкого состава при помощи бытового веника. После полного высыхания необходима дополнительная обработка для придания блеска.
«Гладкий бетон». Нанесение производится в несколько этапов при помощи стальной кельмы. Первый слой — мазки в разных направлениях, толщиной не более 0.5 см. Коррекция рисунка через 12 часов. Крупные неровности затираются наждачной бумагой, пыль удаляется кистью. Финишный слой должен быть тонким, раствор разводят водой и в процессе высыхания проглаживают поверхность влажной губкой и кельмой. Высохший состав нуждается в полировке и железнении.
«Сафари». Нанесение при помощи кельмы, для декорирования применяют штампы. Спустя сутки поверхность подвергается железнению. Затем наносят воск, подчеркивающий проявившийся узор.
Расход материала
Стандартный расход, как правило, не превышает 1.5-2 кг на квадратный метр.
Использование покрытия в стиле Лофт
Изначально имитация бетона применялась только в стилистике лофт. Сегодня актуально смешение стилей и смелые эксперименты, поэтому нанесение декоративной штукатурки под бетон актуально в любых современных стилистических решениях.
Последние отзывы
Ксения Туман
Ванная комната это просто головная боль! Но сейчас…
Дизайн ванной комнаты сов…
Оливия Морозова
Нашла много полезных советов, которые помогли в вы…
Влагостойкая декоративная…
Мария Калупкина
Делаю сейчас ремонт в однокомнатной квартире и ник…
Комбинированные обои в сп…
Анастасия Борисова
Спасибо, полезная статья. Теперь я точно знаю что …
Влагостойкая декоративная…
Рекомендуем посмотреть
Совмещенный санузел — стоит ли делать?
28 марта 2022
Встроенная мебель в интерьере: как подобрать
24 марта 2022
Кухня с открытыми полками: плюсы и минусы
22 марта 2022
Венецианская штукатурка — что это и как правильно сделать
21 марта 2022
Выключатели света — как украшение интерьера
1 марта 2022
Декоративная штукатурка под бетон для отделки стен подробная техника нанесения своими руками
Содержание
1 Особенности и виды материала
2 Преимущества и недостатки материала
3 Особенности применения
4 Чем наносится декоративная штукатурка-бетон
5 Подготовка поверхности к оштукатуриванию
6 Технология нанесения
7 Расход материала
8 Использование покрытия в стиле Лофт
9 Фотографии интерьеров
Материал, декоративная штукатурка под бетон, применяют в стилях: лофт, готический, гранж, минимализм, милитари, техно и т. д. Легкий и прочный материал успешно заменит собой настоящий бетон. Стены облицованные им не будут столь тяжелыми как сделанные из обычного материала.
Особенности и виды материала
Мало какой ремонт проходит без примененеия декоративной штукатурки – высокая универсальность в сочетании с современным видом этого материала расширяет область его использования.
Принято выделять две основные разновидности декоративного бетона:
Микробетон – цементная смесь, обогащенная кварцевой крошкой, а также разными полимерными добавками и красителями. Такой состав охарактеризован повышенной пластичностью, устойчив к действию повышенных температур, не впитывает запахов, однако при этом микробетон достаточно гигроскопичен.
Микроцемент. По своему составу — это цементно-полимерная смесь. Принципиальной разницей отсутствие кварцевой крошки. Он идеален для отделки поверхностей из металла, дерева пластика, также для нанесения на керамическую плитку.
Преимущества и недостатки материала
Штукатурка под бетон в интерьере имеет ряд своих особенностей – как преимуществ, так и недостатков.
Самыми значимыми «плюсами» этого материала являются следующие:
Простота работы. Чтобы нанести такую штукатурку, не нужно будет привлекать специалистов с профильными навыками – можно спокойно обойтись без посторонней помощи. Ознакомившись с основными рекомендациями по работе, не тяжело создать подходящий рельеф поверхности.
Работу можно будет выполнить быстро – сырье отличается пластичностью и высыхает в кратчайшие соки. Декоративная штукатурка под бетон своими руками укладывается быстрее многих других материалов, даже если в помещении имеет место повышенная влажность.
Термоустойчивость. Покрытие можно использовать в помещениях, где перепады температур – не редкость.
Влагоустойчивость (относится не ко всем материалам). Если в помещении отмечается стабильно повышенная влажность, то покрытие такого типа здесь будет не плохим решением. Почему так? Решающую роль играет ее гигроскопичность – пористая структура делает возможным поглощение излишков влаги.
Утверждение о влагоустойчивости справедливо только в отношении отдельно взятых видов смеси– во всех остальных случаях необходимо нанесение защитного покрытия.
Универсальность – материал подходит для разных стилей. Красивая текстура придаст эксклюзивность любой комнате – это может быть не только дом, но и офис.
Фактурное покрытие имеет не только неподражаемый вид, но еще обладает и значимыми техническими характеристиками – оно эффективно поглощает звук, поэтому часто украшает аудиостудии.
Не воспламеняется, устойчив к грибкам.
Не требует особого ухода. Отделка приходится по вкусу практичным людям, не терпящим больших изысков.
Но есть и недостатки таких составов как лофт бетон – о них нужно помнить:
Высокая цена. Декоративная штукатурка лофт (даже отечественного производства) смотрится дорого но и стоит также.
Если декоративная штукатурка под бетон укладывается своими руками, то при работе с материалом надобно помнить про важность соблюдения технологии нанесения.
Особенности применения
Чтобы добиться должного эффекта при использовании этого материала, следует знать его особенности. Декоративная штукатурка под бетон, укладываемая своими руками, имеет несколько значимых качеств:
Пористость покрытия обеспечивается за счет наличия в его составе всевозможных мелких частиц – песка, каменной крошки;
Рельефность обеспечивается путем послойного нанесения;
Важно очистить стены от старого покрытия еще до того, как вы станете наносить новое;
Работать только в перчатках и в респираторе.
Чаще всего применяется данное покрытие внутри помещений с с минималистичным дизайном. Для таких помещений характерен некоторый аскетизм, прямолинейность линий, можно даже сказать суровость при этом они не лишены уюта.
Специальные штукатурные составы с полимерным наполнителем можно использовать для отделки ванной а также кухни — они не боятся влаги.
Чем наносится декоративная штукатурка-бетон
Для нанесения требуется не большое количество инструмента, стоит лишь обратить внимание — берите качественный специализированный инструмент. Это поможет вам избежать ошибок и разочарования. Например, не качественный металл шпателя может «подарить» ржавые разводы которые проступят через все слои.
Для работы с этим материалом используется:
Кельма со скругленными краями – инструмент используется для послойного наложения покрытия;
Пластиковая кельма — для заглаживания поверхности;
Штамп с нужным узором – с его помощью наносится ассиметричный рельеф;
Губка – с ее помощью растушевывается поверхностный слой воска. Это необходимо для выделения узора;
Шпатель — для перемешивания раствора и удобства работы с основным инструментом;
Ведро для смеси и ее коллерования
Электро дрель с насадкой миксером
Для подготовки поверхности так же могут пригодиться:
Терки — для удаления старого покрытия
Долото, молоток
Шлиф машинка
Шпатели
Правило — для выравнивания стен
Армирующая сетка
Наждачная бумага для шлифования
Не забываем о средствах индивидуальной защиты:
Перчатки
Респиратор
Очки
Спецодежда
Укрывной материал
Подготовка поверхности к оштукатуриванию
До того, как вы начнете наносить покрытие на поверхность, необходимо будет провести подготовку стен.
Удаляете старое покрытие – неровности на поверхности станут причиной затруднений при нанесении. Тщательно смачиваете стены водой – это позволит не только увлажнить их, но и удалить строительную пыль.
Отремонтировать дефекты (трещины, сколы, ямки) если они были обнаружены.
Выровнять стены штукатурка под бетон не так требовательна к плоскости как например венецианка, но и слишком кривые стены будут портить окончательный внешний вид
Грунтовка стен – здесь это один из самых важных этапов. Перед тем как фактурная штукатурка, оформленная под бетон, будет наносится дождитесь полного высыхания грунтовки.
Обратите внимание грунтовка под микроцемент и микробетон разная. Следуйте рекомендациям производителя. Но в любом случае ее суть заключается в создании шероховатой поверхности с хорошей адгезией.
Технология нанесения
Когда будет завершена предварительна подготовка стены, можно приступать к выполнению основной части работ.
Классическая техника нанесения предполагает следующие этапы:
Готовите штукатурную смесь. Тут ничего сложного просто выполняйте все что пишут на таре со смесью.
Кельмой укладываете базовый слой, соблюдая при этом необходимую толщину примерно на размер зерна смеси. Дожидаетесь до тех пор, пока он высохнет, и только после этого накладываете второй слой.
Зашкурьте плоскость наждачкой на поролоне, размер зерна 120-240.
Второй слой оставить сырым – данная необходимость объясняется способность сырой поверхности лучше формировать фактуру.
Формирование фактуры. Проще всего выполнять дизайнерскую работу веником или щеткой. Щетка прикладывается к поверхности перпендикулярно, а потом отрывается от нее оставляя следы. Спустя 10 — 15 мин заглаживаем плоскость пластиковой кельмой. Также можно добавлять царапины на поверхности углом кельмы или другим инструментом.
Следующий этап — железнение и полировка. При необходимости используется специальная пропитка, защищающая покрытие от влаги. Завершительный этап – обработка поверхности воском и полировка шлифмашинкой с насадкой из шерсти.
Коррекция рельефа возможна только после того, как покрытие полностью высохнет. Для обеспечения нужного эффекта достаточно наждаком оштукатурить поверхность.
Окрашивание – по желанию. Проводится в зависимости от того, какой вы эффект хотите получить в итоге — стены под бетон в интерьере открывают возможности для реализации самых смелых фантазий.
Необычный дизайн «белого» бетона.
Если вы хотите чего-то большего, задействуйте различные трафареты, валики с рельефной насадкой, шпатели, штампы из полиуретана. Достаточно востребована технология «гладкого бетона». Первый слой, толщина которого составляет 0,5 мм, наносится разнонаправленно, мазками, с незначительными наплывами. Через полдня выполняется корректировка острой частью кельмы сформировавшегося рисунка. Повторно поверхность шлифуется. Для нанесения финишного слоя используется разведенный с водой состав. Процесс сушки сопровождается проглаживанием стены кельмы и смоченной губки.
Покрытие может быть использовано и для фасадов – материал как нельзя лучше украсит внешний вид жилого дома или коммерческого здания.
Стоит рассмотреть еще одну технологию — эффект «сафари»:
Нанесение и разглаживание первого слоя.
Спустя 10 минут посредством штампа с нужным узором выполняется асимметричный рельеф. Движения выполняются в разных направлениях, штамп протирается влажной губкой. Через 24 часа выполняется железнение и стирается пыль.
Наносится воск. Слой воска растушевывается при помощи губки – так можно выделить узор. После — проводится полировка с помощью шерстяной насадки. Можно использовать металлическую щетку.
Расход материала
Показатель потребности декоративной штукатурки под бетон при оформлении помещения в стиле лофт на 1 кв. метр при покрытии 1см (толщина слоя) рассчитывается следующим образом:
цементно-песчаная — 14-16 кг;
гипсовая — 9-11 кг.
Приведенный выше расчет приблизителен — расход декоративной штукатурки (арт бетона) зависит еще и от техники нанесения. Да и текстура имеет значение. h3 — Производители и их специфика
Чаще всего используют продукцию следующих торговых марок:
Prof Decor – предлагается обширная цветовая гамма, представлено большое количество самых разных видов.
San Marco– компания поставляет на рынок материалы, основа которых имеет полимерную природу.
Flex Beton System – их продукция дает возможность имитировать природные поверхности (дерево, камень).
«Асти Хай-Тек». Покупатели отмечают выгодное соотношение цены и качества. В России декоративная штукатурка «имитация бетона» именно этого производителя получила наибольшее распространение.
RustOnu Ironic – наиболее известным продуктом этой фирмы является– Animamundi. Покрытие позволяет создать эффект матового жемчуга. Если хотите что-то эксклюзивное, декоративная штукатурка Animamundi для внутренней отделки стен под бетон, подойдет как нельзя лучше.
Совет профессионала. Если уж вы придерживаетесь стиля лофт, то не стоит экономить на материалах – сложно своими руками из обычной шпаклевки сделать декоративную штукатурку под бетон
Использование покрытия в стиле Лофт
Декоративная штукатурка в стиле лофт является чуть ли не краеугольным камнем, ведь без использования этого материала не представляется возможным создать ту строгую и даже несколько брутальную атмосферу, которую предполагает этот стиль. Декоративная штукатурка, оформленная под бетон, в интерьере будет выглядеть восхитительно.
Гостиная, выдержанная в стиле лофт, приобретет несказанную привлекательность. Вот вам вариант дизайна – аутентичная стена станет отличным фоном для телевизора с большой диагональю или строгих классических картин. Такая поверхность прекрасно будет сочетаться с кухонным гарнитуром – достойная альтернатива обыденной плитки. Уместным дополнением будет столешница, имитирующая бетонную поверхность – она идеально станет сочетаться со стенами. Строгий интерьер не мешает разбавить элементами нежности — вазы с белыми цветами и стильная посуда подойдут как нельзя лучше.
Благодаря своей высокой резистентности к действию неблагоприятных факторов, декоративная штукатурка арт бетон как нельзя лучше подойдет в качестве материала, предназначенного для отделки ванной комнаты. Вы только представьте, как будет смотреться белая глянцевая поверхность! Декоративный бетон для стен может использоваться и в спальне. Мебель из натурального дерева будет прекрасно гармонировать с таким интерьером.
Фотографии интерьеров
Оштукатуривание бетонных поверхностей. Методы и процедура
🕑 Время чтения: 1 минута
Оштукатуривание бетонных поверхностей — это нанесение тощего раствора для улучшения внешнего вида поверхности. Для оштукатуривания бетонных поверхностей, таких как плотный бетон, легкий бетон и смешанные бетонные поверхности, используются различные методы.
Рис. 1: Оштукатуривание бетонной стены.
В данной статье изучаем общий порядок оштукатуривания бетона, оштукатуривания различных поверхностей и требования техники безопасности при выполнении штукатурных работ.
Содержание:
Процедура штукатурки на бетонной поверхности
1. Подготовка бетонной поверхности
2. Обработка суспензией
3. Смешивание пластыря
4. Применить пласт.
Толщина штукатурки
Оштукатуривание плотного бетона
Оштукатуривание легкого бетона и бетона без фракций
Оштукатуривание поверхностей из смешанного бетона
Особенности оштукатуривания бетона
Средства индивидуальной защиты при оштукатуривании
Оштукатуриваемый бетон должен быть очищен от отслаивающейся краски, отслаивающихся кусочков старой штукатурки и должен быть очищен от краски, масла и пыли, чтобы штукатурка могла должным образом сцепиться.
2. Обработка шламом
Текстура бетонной стены должна быть достаточно шероховатой, чтобы удерживать штукатурку. Для этого на бетонную поверхность наносится раствор. Шлам или щебень готовят путем смешивания 1 части цемента с 1 и 1/2 частями крупнозернистого песка с количеством воды, достаточным для получения жидкой консистенции.
3. Смешивание гипса
Подходящее количество мелкого заполнителя (песка), цемента и воды смешивается для получения требуемой консистенции гипса для желаемой работы. Приготовленный пластырь необходимо использовать в течение двух часов.
4. Нанесение штукатурки
Базовый слой штукатурки наносится на слой штриха стальным шпателем. Слой должен быть толщиной от 10 до 15 мм. Наносите его небольшими мазками, следя за тем, чтобы он был ровным и однородным.
Если штукатурка выполняется только в 1 слой, то толщина штукатурки должна быть не более 10-15 мм. Помните, что толщина верхнего слоя должна быть от 5 до 10 мм.
5. Отверждение гипса
После того, как гипс затвердеет, необходимо начать отверждение и продолжать до 7 дней. После высыхания оштукатуренных бетонных стен их можно покрасить или поклеить обои.
Толщина штукатурки
Толщина грунтовки используется в сочетании с Thistle Bond-it или другими связующими веществами. превышают 11 мм для стен и 8 мм для потолков. Толщина финишного покрытия наносимый поверх грунтовки, должен быть 2 мм.
В местах, где возможна большая толщина, необходимо наносить штукатурку поверх просечно-вытяжной решетки, механически закрепленной на бетоне.
Рис. 2: Оштукатуривание бетонной стены.
Штукатурка в плотном бетоне
Поскольку плотный бетон имеет низкую пористость и гладкость, штукатурка не прилипает к поверхности. Для решения этой проблемы в разделе 4 стандарта BS 5492: 1990 делается ссылка на использование связующей обработки на плотных бетонных основаниях из-за низкой пористости, слабого всасывания и отсутствия механического шпона на таких поверхностях. №
Механическая подготовка бетонной поверхности путем зачистки или дробеструйной обработки удалит любые загрязнения с бетонной поверхности и сделает гладкую поверхность шероховатой.
Такая обработка может помочь улучшить адгезию гипса, но не увеличит впитывающую способность поверхности, и сама по себе может быть недостаточной для предотвращения разрушения.
Бетон не следует штукатурить до тех пор, пока он не высохнет в течение достаточного времени после забивания опалубки. Оштукатуривание ни в коем случае нельзя начинать, если на поверхности бетона присутствует свободная вода.
Однако на большинстве новых строительных площадок нецелесообразно ждать, пока бетон станет воздушно-сухим, поскольку это может занять много месяцев или даже лет в случае очень толстых конструкций.
Вероятно, самый безопасный вариант оштукатуривания бетона – это нанесение штукатурки на просечно-вытяжной лист, вставленный в бетон и привинченный к нему. Недостатком является то, что метод может быть дорогим.
Оштукатуривание легкого бетона и бетона без отвердения
Полностью уплотненный бетон с легким заполнителем имеет другое значение теплового смещения, чем штукатурка, и при затвердевании может представлять собой пыльную поверхность с высоким всасыванием.
В этих условиях могут возникнуть трудности при оштукатуривании и бондинговой обработке, например, с помощью связующего вещества PVAC или Thistle GypPrime.
GypPrime предотвращает быстрое обезвоживание грунтовочной штукатурки, которое может произойти при сильном всасывании.
Нанесите Thistle GypPrime, разбавленный водой в зависимости от впитывающей способности основания, используя подходящий валик, кисть или распылитель. Он должен полностью впитаться и на поверхности не должно оставаться блестящей пленки.
Приступайте к нанесению штукатурки, когда она полностью высохнет. Бетон без фракций, с другой стороны, является идеальным материалом для штукатурки. Он имеет много больших пустот и предлагает эффективный ключ для штукатурки.
Штукатурка на смешанных бетонных поверхностях
Когда штукатурка должна быть продолжена на разных основаниях, просечно-вытяжной лист, закрепленный поперек стыка, сведет к минимуму растрескивание из-за различных движений.
Если речь идет о небольшой ширине одного материала, например, когда бетонная колонна разделяет кирпичные панели, ширину колонны лучше всего полностью перекрыть, закрепив просечно-вытяжной лист поверх строительной бумаги на примыкающей кирпичной кладке, чтобы изолировать штукатурку от дифференциального смещения.
В качестве альтернативы, если в штукатурке на стыке разнородных материалов могут образоваться трещины, прямой нож, разрезающий штукатурку вдоль линии стыка, предотвратит образование некрасивых неравномерных трещин.
На стыке можно крепить стык к спине вместо разреза ножом, как показано на рисунках ниже.
Рис. 3: Металлическая сетка на строительной бумаге, перекрывающая соединения. Рис. 4: Линия контролируемой трещины. Примеры обработки стыков твердых фонов и разнородных материалов
Что следует помнить при оштукатуривании бетона
По возможности избегайте оштукатуривания бетона.
По возможности используйте бетонные смеси, содержащие кремневый заполнитель, для оштукатуривания участков.
Используйте небольшое количество химического разделительного агента, а не масла для пресс-форм.
Убедитесь, что бетонная поверхность проверена на загрязнение и приняты соответствующие меры.
Удалите поверхностную пыль с плотных бетонных поверхностей и нанесите запатентованное связующее вещество, такое как Thistle Bond-it. Рассмотрите возможность использования GypPrime на впитывающих основаниях. 9№ 0016
Нанесите штукатурку с сильным нажимом и, когда она затвердеет, проверьте образование пустот по мере высыхания штукатурки и при первом обогреве здания.
Средства индивидуальной защиты для штукатурных работ
Проветрить рабочее место. Если пыль не удается контролировать, носите полумаску в соответствии с EN 149, класс FFP1.
Носите непроницаемые перчатки, защитный комбинезон и защитную обувь, чтобы избежать длительного или повторного контакта с влажным воздухом.
Нанесите на руки защитный крем, чтобы уменьшить эффект контакта с кожей.
Наденьте защитные очки в соответствии со стандартом BS EN 166, тип 2A5, если гипсовый порошок или брызги вероятны.
Ссылки
BS 8000-10: 1995 Качество изготовления на строительные площадки. Свод правил по штукатурке и штукатурке.
BS 5492: 1990 Свод правил для внутренней штукатурки.
Химические вещества (информация об опасности и упаковка для поставки) (CHIPS) Правила 1994
Как оштукатурить стену – Блоки NGM
Как оштукатурить стену
В какой-то момент домовладелец может столкнуться с задачей оштукатуривания бетонных стен, чтобы изменить внешний вид стены, сделать ее устойчивой к влаги, устранения неприглядного растрескивания или добавления текстуры. Оштукатурить стены кухни, ванной или гостиной из бетона несложно, а готовая стена сможет противостоять истиранию.
Следуйте этим инструкциям, чтобы оштукатурить стены из бетонных блоков
Шаг 1: Подготовьте стены из бетонных блоков —
Перед тем, как приступить к штукатурке бетонных стен, вам необходимо удалить облупившуюся краску и остатки старой штукатурки. Ваши стены должны быть очищены от краски, масла и пыли, чтобы штукатурка могла хорошо приклеиться.
Заделайте трещины и уничтожьте плесень на стенах. Используйте проволочную щетку, чтобы очистить пятна, оставленные плесенью или раствором.
Шаг 2: Нанесите слой тире –
Текстура бетонных стен должна быть достаточно шероховатой, чтобы штукатурка прилипла к ней. Чтобы достичь этого, вам нужно сделать тире, смешав одну часть цемента с 1 1/2 частями крупнозернистого песка и добавив достаточное количество воды, чтобы смесь имела жидкую консистенцию. Нанесите слой смеси на бетонную стену перед оштукатуриванием и дайте ей высохнуть в течение суток.
Для ровного покрытия нанесите слой тире почти жидкой консистенции.
Шаг 3: Смешайте гипс —
Смешайте гипс в соответствии с инструкциями производителя, предпочтительно в месте, защищенном от иссушающих ветров и прямых солнечных лучей. Возможно, вам потребуется добавить немного гипсового песка в универсальную штукатурку и смешать его с водой.
Убедитесь, что партия использована в течение примерно двух часов. Если не использовать ее в течение этого времени, гипсовая смесь затвердеет, и после затвердевания нельзя будет добавлять воду.
Этап 4: Нанесение штукатурки –
Нанесите базовый слой штукатурки поверх слоя приборной панели с помощью стального шпателя. Слой должен быть где-то от 10 до 15 мм толщиной. Наносите его небольшими мазками, следя за тем, чтобы он был ровным и однородным. Если вы хотите ровную стену, разгладьте штукатурку. Оставьте его грубым, если вы предпочитаете текстурированный вид.
Если вы хотите нанести один слой штукатурки, убедитесь, что он не толще 10-15 мм.
Размеры и статические параметры уголков стальных равнополочных — британские единицы.
Рекламные ссылки
Свойства стальных уголков равнополочных в имперских единицах указаны ниже.
Steel Angles — Equal Legs — Metric Units
Size (in x in)
Dimensions
Static Parameters
Depth — H — (IN)
Толщина — S — (в)
Зона секции (в 2 )
118 (в 2 )
1118 ( 2 )
1118 ( 2 )) ft)
Moment of Inertia — I x — (in 4 )
12 x 12
12
1 3/8
30. 9
105
410.0
12
1 1/4
28.3
96.4
377.5
12
1 1/8
25.6
87.2
344.1
12
1
22.9
77.8
310.4
10 x 10
10
1 3/8
25.6
87.1
232.1
10
1 1/4
23.5
79.9
215.1
10
1 1/8
21.2
72.3
196.2
10
1
19.0
64.7
177.3
10
7/8
16.7
56.9
157.6
10
3/4
14.4
49.1
137.2
8 x 8
8
1 1/8
16. 7
56.9
98.0
8
1
15.0
51.0
89.0
8
7/ 8
13.2
45.0
79.6
8
3/4
11.4
38.9
69.7
8
5/8
9.6
32.7
59.4
8
9/16
8.7
29.6
54.1
8
1/2
7.8
26.4
48.6
6 x 6
6
1
11.0
37.4
35.5
6
7/8
9.7
33.1
31.9
6
3/4
8.4
28.7
28.2
6
5/8
7. 1
24.2
24.2
6
9/16
6.4
21.9
22.1
6
1/2
5.8
19.6
19.9
6
7/16
5.1
17.2
17.7
6
3/8
4.4
14.9
15.4
6
5/16
3.7
12.4
13.0
5 x 5
5
7/8
8.0
27.2
17.8
5
3/4
6.9
23.6
15.7
5
5/8
5.9
20.0
13.6
5
1/2
4.8
16.2
11.3
5
7/16
4. 2
14.3
10.0
5
3/8
3.6
12.3
8.74
5
5/16
3.0
10.3
7.42
4 x 4
4
3/4
5.4
18.5
7.67
4
5/8
4.6
15.7
6.66
4
1/2
3.8
12.8
5.56
4
7/16
3.3
11.3
4.97
4
3/8
2.9
9.8
4.36
4
5. 2
1/2
3.3
11.1
3.64
3 1/2
7/16
2.9
9.8
3.26
3 1/2
3/8
2,5
8,5
2. 87
3 1/2
5/16
2.1
7.2
2.45
3 1/2
1/4
1.7
5.8
2.01
3 x 3
3
1/2
2.75
9.4
2.22
3
7/16
2.43
8.3
1.99
3
3/8
2.11
7.2
1.76
3
5/16
1.78
6.1
1.51
3
1/4
1.44
4.9
1.24
3
3/16
1.09
3.7
0.96
2 1/2 x 2 1/2
2 1/2
1/2
2.25
7.7
1.23
2 1/2
3/8
1. 73
5.9
0.98
2 1/2
5/16
1.46
5.0
0.85
2 1/2
1/4
1.19
4.1
0.70
2 1/2
3/16
0.90
3.1
0.55
2 x 2
2
3/8
1.36
4.7
0.48
2
5/16
1.15
3.9
0.42
2
1/4
0.94
3.2
0.35
2
3/16
0.72
2.4
0.27
2
1/8
0.48
1.7
0.19
1 in = 25.4 mm
1 cm 4 = 10 -8 m = 10 4 mm
1 in 4 = 4. 16×10 5 mm 4 = 41,6 см 4
1 см 3 = 10 -6 M 3 = 10 3 MM 3
9004. x 1/4 — указывает угол 2 дюйма глубокий и широкий — и 1/4 дюйма толщиной .
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширение SketchUp, которое можно использовать с потрясающими, интересными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Равнополочные стержни из нержавеющей стали: азиатские размеры
Равнополочные стержни из нержавеющей стали: азиатские размеры | MontanstahlРавнополочные уголки из нержавеющей стали: азиатские размеры | Монтансталь
Перейти к содержимому
Звоните +41 (0)91 641 68 00
Равнополочные уголки представляют собой широкую линейку стержневых строительных элементов. У них есть параллельные ноги, и их допуски определены ASTM A 484, исполнение с лазерным плавлением дополнительно соответствует стандарту на продукцию, определенному ASTM A1069.. MTC (сертификат испытания материала) 3. 1 в соответствии с EN 10204. Обычно уголки из нержавеющей стали используются в торговле и промышленности, а также в машиностроении и производстве оборудования. Использование профилей из нержавеющей стали характеризуется высокой гибкостью состава и быстрой и недорогой конструкцией (благодаря возможности предварительной сборки в производстве стали). Профили из нержавеющей стали производятся в основном из металлолома и могут быть повторно переработаны после утилизации, что позволяет сохранить новые ресурсы.
Следующие аустенитные марки преимущественно используются для конструкций из нержавеющей стали: 304, 304L, 316, 316L, они определены ASTM A276, ASTM A479 и ASME SA479. Другие марки стали доступны по запросу, ознакомьтесь с полным перечнем марок стали.
состав, свойства и характеристики, особенности маркировки
В современном мире при выборе металла уделяется довольно много внимания антикоррозионным свойствам. Это связано с тем, что повышенная влажность или прямой контакт с водой приведут к быстрому образованию коррозии, которая снижает прочность, срок службы материала, декоративные качества. Защитить поверхность можно различными специальными составами. Однако подобный метод придания антикоррозийных свойств требует обновления защитной поверхности. Выходом из сложившейся ситуации может стать черная нержавейка. Впервые подобный металл появился в 1913 году и активно используется на протяжении уже более чем 100 лет.
Свойства нержавеющей стали
Особенности маркировки
Распространенные марки
Свойства нержавеющей стали
Состав нержавеющей стали характеризуется большой концентрацией хрома. Все марки нержавеющей стали имеют в составе не менее 10,5% хрома, за счет чего и придаются антикоррозионные качества. Кроме этого, особый состав металла придает ему следующие качества:
Высокая прочность. Этот показатель зависит от концентрации углерода и других легирующих элементов. Сегодня проводится довольно большое количество различных химикотермических операций по улучшению прочности: закалка, отпуск и так далее.
Хорошую обрабатываемость давлением без предварительного нагрева. Если рассматривать тонкие листы металла, следует отметить, что они в последнее время применяются для холодной штамповки. Нагрев металла становится причиной перестроения кристаллической решетки, за счет чего эксплуатационные качества могут существенно ухудшиться.
Хорошая свариваемость. Во многих случаях соединение металла проводится путем сваривания. Хорошая свариваемость определяет то, что сварщик может создать качественный и надежный шов с наименьшими временными затратами.
Привлекательный внешний вид. За счет увеличения концентрации хрома материал становится более привлекательным.
Эксплуатация на протяжении длительного периода без изменений основных качеств. Именно коррозия становится причиной ухудшения различных качеств, так как она разъедает металл, изменяя его структуру.
Хром в большой концентрации становится причиной образования оксидной пленки, которая и защищает металл от коррозии.
Особенности маркировки
Зная то, по каким правилам проводится маркировка нержавеющих сталей в СНГ, можно быстро определить их состав и основные эксплуатационные качества. Алгоритм расшифровки марок достаточно прост:
Первое число в маркировке указывает на то, сколько в составе углерода. Этот элемент считается основным, так как определяет прочность стали и некоторые другие эксплуатационные качества. Во всех случаях указываемое значение исчисляется в сотых долях процента.
За счет легирования достигаются другие качества металла. Практически каждый легирующий элемент отображается в маркировке. Значения исчисляются в целых процентах, буква указывает на конкретный элемент. Примером можно назвать то, что буква «Х» используется для обозначения хрома, буква «Н» — никеля.
Широкий ассортимент нержавеющих сталей позволяет подобрать наиболее подходящий вариант исполнения к конкретным условиям эксплуатации. Некоторые марки сложны в производстве, для увеличения прочности нужно проводить термическую обработку, что становится причиной существенного повышения их стоимости. Стоит учитывать и тот момент, что изменение температуры эксплуатации или воздействие химических веществ может становиться причиной снижения антикоррозионных качеств.
Распространенные марки
Рассматривая марки нержавеющей стали и их характеристики, выделим несколько наиболее распространенных металлов:
10Х13Н17М3Т, 10Х13Н17М2Т — марки, характеризующиеся высокой коррозионной и термической устойчивостью. За счет сочетания подобных качеств эти металлы зачастую эксплуатируются в сложных условиях. Стоит учитывать, что этот способ маркировки применяется на территории стран СНГ, за рубежом они обозначаются иначе;
10Х23Н18 — жаропрочная сталь, которая имеет высокую концентрацию никеля и хрома. Эта марка редко подвергается термической обработке, так как это приводит к существенному повышению хрупкости;
06ХН28МДТ — уникальная по своим эксплуатационным качествам сталь. Она может использоваться в очень агрессивных средах;
08Х18Н10Т — металл, который обладает высокой свариваемостью даже без предварительного разогрева поверхностей. Коррозионная стойкость сохраняется даже при существенном увеличении температуры. Без термической обработки подобный металл обладает относительно невысокой прочностью. Для того чтобы повысить прочность, проводится закалка с определенным температурным режимом и охлаждение в различной среде.
Существует просто огромное количество разновидностей нержавеющей стали, так как, изменяя концентрацию основных элементов и проводя легирование, можно добиваться уникальных эксплуатационных качеств.
Нержавеющая сталь AISI 201: характеристики, применение — Сетка нержавеющая aisi 201
Тип материала
высоколегированная коррозионностойкая сталь аустенитного класса
НТД на материал
ASTM А 240
Марка
AISI 201 (S20100)
Основные свойства и применение
нержавеющая сталь стандарта США марки AISI 201 является более экономичным заменителем дорогостоящих никельсодержащих коррозионностойких сталей; из стали марки AISI 201 изготавливают предметы домашнего обихода, пищевое и торговое оборудование, оборудование кухонь, декоративные и функциональные изделия в интерьере и другие предметы подвергающиеся действию слабоагрессивных сред — атмосферных осадков, водных растворов солей органических кислот при комнатной температуре и т.п.; сталь AISI 201 немагнитна; сталь этого коасса с аналогичным химическим составом клсссифицируется ГОСТ 5632-72 как коррозионностойкая и рекомендована как заменитель сталей 12Х18Н9 и 08Х18Н10 при экспруатации в атмосферной среде; проволока марки AISI 201 пригодна для изготовления тканых сеток по ТУ 1276-003-38279335-2013, и тканых сеток из рифленой проволоки по ТУ 1276-002-38279335-2013, сварных нержавеющих сеток по ТУ 1276-001-38279335-2012 и др.
Температура эксплуатации
рекомендуемая рабочая температура не более 410°С по показателям корозионостойкости; не более 880°С по механическим показателям; температура плавления 1370°С
Зарубежный аналог
12Х17Г9АН4, X12CrMnNiN17-7-5, EN 1.4372
Плотность
7,8 г/см3
Коррозионная стойкость
сетки и проволока изготовленные из марки стали AISI 201 устойчивы к коррозии в атмосфере и бытовой среде; не рекомендуется использовать в очень агрессивных средах; наибольшая коррозионностойкость стали AISI 201 достигается после термической обработки и полировки
Примечание по коррозии
PREN (ЭСПК — эквивалент стойкости к питтинговой коррозии): 19
Нержавеющая сталь марки AISI 201 рекомендуется ГОСТ 5632-72 как заменитель более дорогих сталей (08Х18Н10 и 12Х18Н9) для использования в атмосферной умеренно агрессивной среде. Коррозиестойкий стальной сплав аустенитного класса изготавливается по стандарту США, в российской классификации этой стали наиболее соответствуют марки 12Х17Г9АН4 и 12Х15Г9НД.
Химический состав сплава AISI 201
Нержавеющая сталь AISI 201 – это сплав на основе железа, хрома, никеля. Сталь дополнительно легируется марганцем (до 7,5%), азотом, медью. Благодаря сбалансированному химическому составу сплав AISI 201 отличается пластичностью и одновременно прочностью при механическом воздействии. Это технологичный и простой в обработке материал. А благодаря всего 3,5–5,5% никеля, который содержит нержавеющая сталь AISI 201, цена этого сплава меньше, чем других марок нержавеющих сталей.
Нержавеющая сталь AISI 201 – характеристики металла:
коррозионная стойкость: сплав выдерживает длительное воздействие атмосферных осадков, растворов солей, эксплуатируется в умеренно агрессивной среде. Не рекомендуется использовать стальные изделия в высокоагрессивных химических средах;
свариваемость: при сварке деталей из стали AISI 201 применяется специальный газ, который препятствует доступу кислорода к сплаву. Чтобы повысить прочность сварных швов, дополнительно используются присадки с высоким содержанием никеля и хрома;
обработка: сталь AISI 201 – пластичный материал, легко штампуется, поддается изгибанию. Резка затруднена из-за прочности и твердости металла. После обработки стальные изделия шлифуются и полируются, благодаря чему материал приобретает максимальную коррозионную стойкость, а поверхность становится зеркальной;
рабочая температура: температура плавления – 1340°С, допустимый предел эксплуатации сплава по показателям коррозионной стойкости – 410°С, по механическим характеристикам – до 880°С;
долговечность: нержавеющая сталь AISI 201 рассчитана на годы использования без потери рабочих свойств при условии соблюдения правил эксплуатации.
Применение стального сплава AISI 201
Для изготовления лент, кругов, проволоки, труб и другой металлопрокатной продукции применяется нержавеющая сталь AISI 201, купить металл можно в виде листов-заготовок или готовых металлопрокатных изделий. Из стальной проволоки изготавливаются тканые, рифленые и сварные сетки.
Из стали делают детали для промышленного оборудования, транспорта, бытовых приборов. Материал гигиеничный и нетоксичный, не вступает в реакцию с химически активными веществами, поэтому применяется в пищевой промышленности.
Что изготавливают из стального сплава AISI 201:
профессиональные разделочные столы;
сосуды для воды – баки, фляги, термосы;
элементы бытовых приборов;
детали для стиральных и посудомоечных машин;
торговое оборудование, стеллажи и прилавки для продуктов;
вытяжки;
посуду, кухонную утварь;
декоративные элементы интерьера;
мебельную фурнитуру.
Сталь подходит для изготовления деталей приборов, которые постоянно контактируют с водой, химическими веществами, находятся под воздействием высоких температур. Однако для изготовления емкостей, предназначенных для хранения высокоагрессивных химических веществ, сталь марки AISI 201 не подходит.
Если нужна бюджетная и качественная металлическая стальная сетка – купить (нержавеющая сталь AISI 201 в основе) сертифицированные металлопрокатные изделия по конкурентным ценам можно в ТОРГОВОМ ДОМЕ СЕТОК.
Нержавеющая сталь серии 300: сравнение 304, 316 и 316L
Предыдущий пост
Репликация компонентов высокой чистоты для соответствия спецификациям OEM
Next Post
Командная работа, доверие и мужество: HPS отмечает 35… подождите, 36 лет в бизнесе
Твитнуть
Когда производители строят или расширяют системы технологических трубопроводов, они могут выбирать из множества материалов.
Нержавеющая сталь
— и особенно составы серии 300 — являются популярным выбором для самых разных применений в трубопроводах. Формулы нержавеющей стали 304, 316 и 316L используются чаще всего. Они отличаются правильным сочетанием прочности, свариваемости, коррозионной стойкости и экономичности.
Но какой из них является правильным выбором для вашего приложения? Как мы опишем ниже, системы трубопроводов работают лучше всего, когда материалы, из которых они сделаны, соответствуют процессам, которые они поддерживают.
Свойства нержавеющей стали 304, 316 и 316L
Формула нержавеющей стали
304, 316 и 316L является аустенитной, термин, классифицирующий кристаллическую структуру стали. Эта структура достигается за счет термообработки при очень высоких температурах с последующей закалкой — процессом быстрого охлаждения, фиксирующим структурные характеристики на месте. Аустенитные формулы прочнее мартенситных или ферритных сталей. Ферритные стали магнитны, имеют низкое содержание углерода и менее устойчивы к коррозии.
Нержавеющая сталь
304 является наиболее распространенной формулой нержавеющей стали в промышленности и быту. Со сплавами хрома и никеля 304 устойчив ко многим коррозионным атакам. Он также популярен в широком диапазоне применений, потому что не требуется послесварочный отжиг (процесс повторного нагрева и медленного охлаждения, который снимает напряжение в металлах после воздействия высокой температуры).
Нержавеющая сталь
316 похожа по химическому составу на 304, но также включает молибден. Это дополнение делает его намного более устойчивым к коррозии. Как и 304, формула 316 не требует послесварочного отжига.
Нержавеющая сталь
316L практически идентична 316. Отличие только в содержании углерода. Более низкое содержание углерода в стали 316L обеспечивает даже лучшую коррозионную стойкость, чем в стали 316. 316L не требует послесварочного отжига.
Руководство по выбору материалов для санитарных труб и трубок
Узнайте, как подбор материалов для процессов повышает производительность и безопасность ваших операций.
Выбор нержавеющей стали серии 300 для технологических трубопроводов
Некоторые производственные процессы предъявляют строгие требования к чистоте и чистоте, которые диктуют, какой тип трубопровода можно использовать.
Так обстоит дело в гигиенических фармацевтических процессах высокой чистоты или производстве полупроводников. В фармацевтике технологические трубопроводы необходимо тщательно очищать после изготовления каждой партии. В этом случае предпочтение отдается электрополированной нержавеющей стали 316L. Электрополировка позволяет получить гораздо более гладкую поверхность с меньшим риском захвата остатков материалов из предыдущих партий во время очистки.
Электрополированная сталь 316L также предпочтительнее при производстве полупроводников, но по другой причине. Полупроводниковые трубопроводы не очищаются. Скорее, эти системы остаются закрытыми в течение длительного периода времени, чтобы защитить чистоту производственного процесса. Гладкий, устойчивый к коррозии трубопровод из нержавеющей стали 316L обеспечивает чистоту газа, проходящего через него, и устраняет зоны захвата твердых частиц.
Стали
304 и 316 предназначены для применений, где коррозионная стойкость и чистота продукта по-прежнему важны, но к которым не предъявляются строгие требования, предъявляемые к фармацевтической, полупроводниковой или аэрокосмической промышленности. Косметика и производство продуктов питания и напитков являются примерами.
Несмотря на то, что нержавеющие стали серии 300 очень популярны, они не всегда подходят для всех технологических трубопроводов. Например, несмотря на то, что они устойчивы к коррозии, составы серии 300 плохо работают в присутствии хлоридов. В этих сценариях предпочтительны стали с гораздо более высокими концентрациями сплавов, таких как молибден, хром и никель.
Как системы высокой чистоты могут помочь
Если вы рассматриваете проект технологического трубопровода, вы знаете, что выбор материала является ключевой частью правильного старта.
Наша команда понимает пересечение процессов и материалов, и мы стремимся выполнять работу, которая сделает ваши процессы и системы более эффективными. Эта приверженность удерживает нас на переднем крае отрасли производства технологических трубопроводов и отвечает за наш успешный опыт обслуживания некоторых из крупнейших брендов в стране.
У вас есть дополнительные вопросы о технологических трубопроводных системах или формулах из нержавеющей стали? Свяжитесь с нами сейчас. Для более широкого обсуждения того, как выбор материала влияет на применение санитарных технологических трубопроводов, ознакомьтесь с нашим руководством по выбору материалов для санитарных труб и труб.
Свяжитесь с High Purity Systems
У вас есть вопрос о проблеме с трубопроводом? Хотите обсудить будущий проект? Давай поговорим.
Категории :
Изготовление
Новости
Сварка
Марки и свойства нержавеющей стали, архитектура из нержавеющей стали, конструкция плавательного бассейна из нержавеющей стали, водопровод из нержавеющей стали
Спецификации определяют несколько сотен марок нержавеющей стали, отличающихся друг от друга в основном химическим составом. Состав является фундаментальной характеристикой нержавеющей стали, поскольку он определяет коррозионную стойкость сплава, микроструктурный фазовый баланс, механические свойства и физические свойства. В таблице ниже перечислены наиболее важные марки нержавеющей стали и наиболее важные марки, содержащие молибден. Наиболее широко используются аустенитные марки 304 и 316 и ферритные марки 409.и 430.
Обычные ферритные, аустенитные и дуплексные нержавеющие стали
EN
AISI
UNS
Cr
Mo
Ni
N
PREN
Ferritic grades
1.4512
409
С40900
11,5
11,5
1.4016
430
S43000
16,5
16,5
1.4113
434
С43400
16,5
1
19,8
1.4526
436
С43600
17,5
1,25
21,6
1. 4521
444
С44400
17,7
2.1
24,6
С44600
27
3,7
2
39,2
Аустенитные марки
1.4301
304
С30400
18,1
8,3
18,1
1.4401
316
S31600
17,2
2.1
10,2
24,1
1.4438
317л
С31703
18,2
3.1
13,7
28,4
1.4439
317ЛМН
S31726
17,8
4.1
12,7
0,14
33,6
1,4539
904Л
N08904
20
4,3
25
34,2
(6%Мо)
20
6. 1
18-24
0,2
43,3
Дуплексные марки
1.4362
2304
С32304
23
0,3
4,8
0,1
25,6
1.4462
2205
С32205
22
3.1
5,7
0,17
35,0
1.4410
2507
С32750
25
4
7
0,27
42,5
Эквивалентное число стойкости к точечной коррозии (PREN) является мерой относительной стойкости нержавеющей стали к точечной коррозии в хлоридсодержащей среде. Более высокие значения PREN указывают на большую коррозионную стойкость. Формула для ПРЕН:
PREN = %Cr + 3,3*%Mo + 16*%N
Эта формула предполагает, что молибден в 3,3 раза более эффективен, чем хром, для повышения устойчивости к точечной коррозии, что верно в определенных пределах.
Настольно-сверлильный станок модели; нс 12а используется для единичного или индивидуального производства и предназначен для сверления глухих и сквозных отверстий диаметром до 12 мм.
Органы управления настольно-сверлильного станка нс 12а
Ручная подача шпинделя;
Перемещения шпинделя по колоне;
Фиксация шпинделя на колоне;
Рукоятка управлением электродвигателя
Устройство настольно-сверлильного станка нс 12а
Настольно-сверлильный станок включает в себя следующие основные узлы:
Шпиндельная бабка 8;
Колона 2;
Шпиндель 1;
Привод 4
В шпиндельной бабке установлены шпиндельный узел и механизм подъема, которые предназначен для осевого перемещения бабки по колоне. Колона, в свою очередь, крепиться к плите при помощи кронштейна. Поворот колоны на определенный угол осуществляется за счет освобождения болтов, а после поворота на заданный угол, последующем зажимом болтов.
Шпиндельный узел установлен в корпусе 8, а сам шпиндель монтирован в гильзе 4 и на двух подшипниках 3 и 7.Крутящий момент шпиндель получает от втулки 9 и шкива 10.
Ручная подача шпинделя осуществляется при помощи рукоятки, связанная с валиком-шестерней 6 и гильзой с рейкой 4.
Для снятия патрона с конуса шпинделя, используется гайка 2.
Настройка и наладка настольно-сверлильного станка нс 12а
Установка шкалы на глубину сверления выполняется следующим образом: поворотом штурвала 3 подвести режущий инструмент к поверхности детали и засверлить на глубину конусной части инструмента. Потом винтом 5 освободить хомут 4 на гильзе 6 и установить нулевую риску шкалы заподлицо с поверхностью выступа 2.Зафиксировать хомут на гильзе и нижнюю гайку 1 напротив цифры, соответствующей необходимой глубине сверления.
Для перемещение шпиндельной бабки по колоне необходимо освободить рукоятку 6 и одновременно поддерживать рукоятку 7 во избежание самовольного опускания бабки.
Поделитесь информацией с друзьями в социальных сетях
6 из 6. Оценок: 556.
Сверлильный станок Сверлилка СССР нс 12а Жальгирис Б/У
Доска объявлений
Металлообработка
Металлообработка, разное
Объявление не актуально!
Сверлильный станок Сверлилка СССР НС 12а Жальгирис
♦️ Сверлильный станок Сверлилка СССР НС-12а Жальгирис в отличном рабочем состоянии. Станок не использовался для сверловки металла, только дерево, износ минимальный. Один из лучших, точных и надежных. Идеальный сверлильныхй станок для производства, мастерской, слесарки, автосервиса как во времена СССР , так и сейчас. Сверлильный станок 380 в ✔️Оперативная отправка в регионы (в день оплаты заказа) транспортными компаниями : Сдэк, Деловые линии, Кит и др., Почтой, Авито доставкой по предварительному согласованию. ✔️В г. Кирове товар можно посмотреть и приобрести по адресу ул. Ананьинская 8а по предварительному звонку. ✔️ Прием на комиссию на очень интересных условиях любого строительного, производственного и нестандартного оборудования. ✔️Покупка, вывоз , оценка инструмента, токарной , слесарной , фрезерной оснастки, редукторов , любого измерительного инструмента, станков, оборудования ✔️Срочный выкуп, прокат, возможно выдача займа под залог ✔️Отправка ТК, почта России, СДЭК в регионы, пересылка за счет покупателя, предоплата, максимальный срок отгрузки до 5 дней, в наличии много другого инструмента, смотрите в профиле. ⬇️⬇️⬇️
Сверлилка СССР сверлильный станок бу сверлилка недорого купить сверлилка нс12 сверлильный станок для домашней мастерской сверлильный станок купить бу настольный сверлильный станок настольный сверлильный станок в кирове сверлильный станок 2а112 рабочая Сверлилка советских времен сверлильный станок нс12 купить сверлильный станок нс 12 а технические характеристики станок настольно-сверлильный нс-12 сверлилка на верстак сверлильный станок для верстака сверлильный станок нс12 нс 12а ремонт
Создано 20. 08.2021 Изменено 20.08.2021
Станки по металлу
Металлообрабатывающие станки
Похожие объявления
Станок сверлильный НС-12А
Состояние: Б/У Год выпуска: 1985 Производитель: Воткинский маштехникум (Россия)
Ижевск (Россия)
15 000
Сверлильный станок
Состояние: Б/У Год выпуска: 1985 Производитель: Россия
Кузнецы из Baltimore Knife and Sword выковали топор короля Годрика из игры Elden Ring
Поставка и запуск оптоволоконного лазерного станка XTC-1530H/2000 Raycus в Златоусте
Как выбрать смазочно-охлаждающую жидкость для токарного станка?
Ручной листогиб для гибки металла — своими руками
Советы по техническому обслуживанию лазерного CO2 станка от профессионала
Потрясающая по простоте и изящности идея для мебельных филенок
Запуск полировально-шлифовального станка PR1000-6 в Йошкар-Оле
Вы недавно смотрели
Все просмотренные объявления →
Сверлильный станок НС-12: Технические характеристики | vseznayko.
com.ua
Буровой станок НС-12, конструкция которого разработана инженерами Особого конструкторского бюро №3 в Одессе, выпускался в 1950-1970-х гг. несколько предприятий СССР, возле ремесленных и техникумов. Наряду с моделью НС-12 выпускался ряд ее модификаций (НС-12А, НС-12Б, НС-12М), устройство и комплектация которых незначительно отличались от базовой комплектации.
Внешний вид бура НС-12
Назначение станка модели НС-12
Сверлильный станок НС-12 относится к категории настольного оборудования. Этим все сказано, что он подходит для обработки мелких деталей. Соответствующие габариты и малая производительность станка позволяют использовать его в ремонтных мастерских промышленных предприятий и мелких мастерских, профильных классах техникумов и средних учебных заведений. Часто можно встретить такое приспособление в оснащении домашних мастерских.
Длительный срок службы, простота эксплуатации, обслуживания и ремонта станка НС-12 обеспечиваются простотой его конструкции. При сверлении глухих отверстий на таком станке их глубину можно регулировать плоской шкалой или специальным упором.
Технические параметры бура НС-12 различных модификаций
Применение в сверлильном станке многоступенчатой ременной передачи позволяет получить пять различных скоростей вращения шпиндельного узла. Что немаловажно, ремень переставляется на шкив другого диаметра просто и быстро благодаря специальному механизму натяжения ремней.
Технические возможности сверлильного станка модели НС-12 позволяют выполнять различные виды обработки заготовок из чугуна, стали, цветных металлов и нерудных материалов:
сверление и развертывание отверстий;
развертывание
;
зенкерование;
нарезание внутренней резьбы.
Габаритные размеры и посадочные места (нажмите для увеличения)
Элементы конструкции оборудования
В конструкцию бура НС-12 входят следующие элементы:
опорная плита;
колонка
;
конек, на котором монтируется шпиндельная группа оборудования;
электрооборудование.
Расположение составных частей станка
Колонна, которая устанавливается на опорную плиту, крепится на ней с помощью специального башмака. По периметру опорной плиты имеется специальный желоб для сбора охлаждающей жидкости. Жидкость сливается из желоба через нижнее отверстие, закрытое резьбовой пробкой. В том случае, если теплоноситель подается от централизованной сети, в сливное отверстие вкручивается ниппель, к которому подсоединяется резиновый шланг.
Внутренняя часть сплошной опорной плиты предназначена для размещения понижающего трансформатора и корпуса пакетного выключателя, отвечающего за освещение обрабатываемой зоны. На передней части варочной панели монтируется кнопочная станция, с помощью которой включается основной электродвигатель машины.
Рабочий стол и колонна станка НС-12
Вертикальное перемещение ствола на колонне осуществляется за счет рельсовой передачи, состоящей из рельса, закрепленного на колонне, и зубчатых колес, установленных в стволе . Управляйте этим движением с помощью рукоятки, жестко связанной с шестерней. Среди органов управления сверлильным станком имеется еще одна ручка, с помощью которой ствол фиксируется на необходимой высоте.
Шпиндельный узел смонтирован на стволе, также здесь находится пластина с закрепленным на ней электродвигателем и механизмом натяжения приводных ремней. Сам шпиндель установлен во втулке (пиноли) станка, которая может перемещаться в вертикальном направлении.
Шпиндельный узел станка
Управление движением втулки, сообщающей движение подачи шпинделя, осуществляется с помощью рукоятки, расположенной сбоку на стволе. Плавное и точное вращение шпинделя обеспечивается установкой его в суппорте с прецизионными радиальными шарикоподшипниками. Шкив бурового шпинделя, представляющий собой пятиступенчатую конструкцию, также установлен на двух опорах с радиальными подшипниками.
Схема устройства шпиндельного узла
Электродвигатель станка установлен на специальной плите и может перемещаться по ее направляющим. Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его нужно перевести на другой шкив, а также быстрое его натяжение, когда необходимо приступить к обработке.
Принцип работы кинематической схемы станка
Электродвигатель дрели вращает пятиступенчатый шкив, закрепленный на его валу, крутящий момент от которого с помощью клинового ремня передается на шкив шпиндельного узла. Вертикальное перемещение втулки и, соответственно, шпиндельного узла осуществляется за счет закрепленных на ней направляющих и шестерен, жестко соединенных с соответствующей рукояткой управления.
Кинематическая схема бура НС12
Ствол бура НС-12 перемещается в вертикальном направлении также за счет рельсовой передачи, действие которой было описано выше. В башмаке, закрепленном на пластине-основании, имеется специальный хомут, после ослабления которого можно поворачивать колонку вместе со стволом вокруг оси.
Чертеж шкивов станка НС-12 (нажмите для увеличения)
Для обеспечения безопасности оператора на ременную передачу бура монтируется литой или удлиненный сварной кожух.
В том числе электрическая схема устройства
Такая характеристика машины данной модели, как простота эксплуатации и ремонта, определяется в том числе и простотой электрической схемы. Элементами электрической схемы бура НС-12, отвечающими за управление оборудованием, являются кнопка «Пуск», при нажатии на которую запускается приводной двигатель, и кнопка «Стоп», с помощью которой происходит отключение электродвигателя. .
К характеристикам сеялки относится наличие местного освещения, которое включается при повороте ручки соответствующего пакетного выключателя. Работа системы местного освещения требует использования понижающего трансформатора, который монтируется в непосредственной близости от машины.
Схема электростанка НС-12А (слева) и станка НС-12Б (справа) (нажмите для увеличения)
Выполняя монтаж станка НС-12 после его приобретения или ремонта, обязательно позаботьтесь о заземление, что сделает эксплуатацию устройства безопасной и исключит риск поломки из-за короткого замыкания.
Местом установки дрели данной модели с учетом ее малых габаритов являются в основном столы или станки. В то же время они должны быть достаточно надежными, чтобы обеспечить высокую устойчивость машины в процессе выполнения технологических операций.
Советские школьные модели, напольные машины производства СССР и других типов, их масса
Преимущества и недостатки
Обзор советских моделей
Стоит ли покупать сейчас?
Несмотря на повсеместное вытеснение советских станков современными американскими, европейскими и восточноазиатскими моделями, на некоторых заводах до сих пор можно встретить такие серийные станки. Они исправно выполняют возложенные на них функции.
Достоинства и недостатки
Недостатками станков из СССР можно считать их массивность и повышенный вес, недоступность некоторых современных функций для производства отдельных видов и разновидностей изделий, несколько более сниженную скорость. В современных моделях есть то, чем не могли похвастаться машины предыдущих поколений – облегчение, экономия на материалах, из которых изготовлены детали. Это связано только с издержками, присущими современной рыночной экономике, основанной на получении сверхприбыли, помноженной на предпосылки быстрого выхода из строя вообще любой техники, каких бы то ни было устройств.
Этот момент требует уточнения. Итак, основой производства современных станков является переписывание, изменение существовавших в то время российских и международных ГОСТов, касающихся не только станкостроения, но и вообще любой отрасли машиностроения. Так, рама российского или китайского станка часто изготавливается из недокаленой стали. Этот факт скрывают и замалчивают производители, агитируя в красочной рекламе молодое поколение покупателей забыть и не вспоминать о тех стандартах и технологиях, которые ранее оправдали себя на практике у двух-трех поколений работников. Детали — например, шестерни редуктора, гидрососуды, ролики и ползунки — тоже изготавливаются из не совсем качественных материалов.
При производстве амортизирующих пружин всячески экономят на упругости, не добавляя в высокоуглеродистую сталь по ГОСТу достаточное количество углерода — чтобы пружина не «пружиняла» регулярно на протяжении многих лет, но дает усадку, провисает в длине и быстро заменяется новым такого же низкого качества. Нарочитая хрупкость узлов и деталей направлена в существующей реальности только на одно — чтобы техника быстрее ломалась. В идеале он бы не подлежал восстановлению и был бы выкинут, а взамен куплен новый.
В советских станках использовалась качественная закаленная (инструментальная) сталь, а также высокоуглеродистая и высоколегированная сталь, которую выплавляли по строгому и неукоснительному соблюдению ГОСТов. … Кстати, существовало понятие «спокойная» сталь десятки лет назад (процедура старения при переплаве была довольно длительной) — ее ржавчина была заметно ниже, чем у выпускаемой в 21 веке.
Многие ГОСТы времен СССР были разработаны после Второй мировой войны. За повышенный запас прочности и долговечности советские станки ценятся и по сей день как вполне работоспособный раритет, выполняющий свои функции. И более толковый мастер не нужен — лишь бы машина исправно функционировала и выполняла текущий фронт и объем работ.
Обзор советских моделей
Современный рынок старых станков той эпохи представлен десятками моделей, но некоторые из них заслуживают пристального внимания.
Сверлильный станок НС-12А имеет хорошую жесткость. Вес машины — в пределах 100 кг. Сверление — до 16 мм в диаметре. Помимо обычных расточных фрез, станок легко работает с корончатыми, перьевыми, коническими, ступенчатыми сверлами. А потребляемая мощность 600 Вт дает 1400 оборотов вала каждую минуту. Точность сверления — 20 микрометров. Даже старый станок, механика которого расшаталась за десятилетия, при должном обслуживании даст не более 60 мкм погрешности (биение сверла), и этим недостатком можно пренебречь.
Саморез диаметром 4 мм можно легко вкрутить в отверстие 3-3,2 мм в стали, а в отверстие 3,03-3,23 мм саморез еще крепко держится, а при испытании такой «дефект «не будет заметен, ваше саморезное соединение не оторвется при большой нагрузке. Станок пригоден в качестве школьного станка — на уроках труда молодые будущие инженеры-конструкторы и работники предприятий, благодаря этому станку, легко осваивают азы их будущая профессия
Станок легко справляется с мелким и постоянным изготовлением деталей и заготовок, где используются крепежные отверстия под болты и саморезы.
Модель 2М-112 одна из самых популярных. Его выпускали не только на заводах, но и в небольших мастерских, захватив массовый сегмент. Высокая надежность и относительно неплохая надежность сочетаются с весом 120 кг — нормальным для цехового производства. Модель высоко ценится гаражниками и домашними мастерами, востребована на вторичном рынке. Недостаток только один: не каждый современный рабочий приспособится к подъему и опусканию шпинделя.
Станок 2СС1М отлично справляется со сверлением отверстий в небольших заготовках из стали или чугуна. Цветные металлы и неметаллы сверлятся чрезвычайно быстро и эффективно. Пользуется спросом у гаражных и самодеятельных мастеров. Недостатком является двигатель пониженной мощности с выходной мощностью 180 Вт. Дело в том, что подобный мотор устанавливался на машины-активаторы, популярные в эпоху отсутствия на массовом рынке автоматических стиральных агрегатов. Квадратный шпиндельный механизм не обеспечивал повышенной точности, как, например, в модели НС-12А. Благодаря подвижному столику сверление заготовки ускорилось. Максимальная глубина сверления 7 см, у конкурентов можно было просверлить до конца все 10 см. Вес станка не более 50 кг, это оценили мастера, предпочитающие большую мобильность, например, при перемещении между цеховыми помещениями.
Один из самых маленьких (условно) агрегатов для сверления деталей.
ВСН — модель, напоминающая версию 2М-112. Винтовая колонна, полупустая рама для размещения электрических коммуникаций. Часть корпуса представляет собой линейку, по которой выставляется глубина сверления и зажим деталей необходимой толщины. Массивная и жесткая конструкция, простота эксплуатации и очистки, смазки трущихся деталей. Подходит под ремонтную мастерскую. В доработку устройства входит установка подсветки — в полости шпиндельной составляющей.
2A-106P не относится к напольным блокам. Уменьшенные габариты и вес 85 кг сочетаются с чугунным корпусом. Предназначен для сверл диаметром до 6 мм. Некоторые модификации этой модели имели цанговый патрон. Повышенная точность позволяет работать с мелкими деталями. Глубина погружения сверла — 70 мм.
Этот список неполный.
Другую модель, не вошедшую в данный рейтинг, вы можете найти, посетив сайты магазинов по продаже «б/у» станочного (и не только) оборудования.
Хромированный диск – это не только лишь дань моде. Все дело в том, что хромирование металла обеспечивает любому изделию большое количество преимуществ, что обусловлено его физико-химическими свойствами. Такие как:
Повышенная степень стойкости коррозии.
Хромированное литье фактически не нуждается в том, чтобы изделие подвергали покраске, даже если изделие долго эксплуатировали, причем в не очень хороших условиях, таких как наши дороги, те которые зимой обычно посыпают песком и солью.
Износоустойчивость.
В этом случае, хромированное покрытие в отличие от обыкновенной покраски износоустойчивость возрастает в несколько раз. И это факт, испытанный временем!
Достаточно устойчивы к воздействию высоких температур, из-за чего колесные диски могут сохранить безукоризненную геометрию, и необходимую прочность, даже в случае активной эксплуатации на достаточно высоких скоростях.
Следовательно, превосходства колесных дисков, у которых хромированное покрытие очевидны. Однако для того чтобы сберечь их, а также почувствовать все эти преимущества максимально долго, эксплуатировать их необходимо, правильно, с соблюдением обязательных правил:
Нельзя использовать литые диски, хромированные вместе с камерами. И это, не зависимо от марки и даже модели, потому что они предназначены только лишь для бескамерных покрышек.
Использовать можно только лишь те диски, чьи параметры соответствуют данной марке, модели, и конечно модификации определенной машины.
Нужно регулярно мыть хромированные диски! Большинство из тех, кто изготавливает «литье» не считает их гарантийными, в тех случаях, когда это хромированное покрытие, повреждается из-за воздействия на него, реагентов, теми которыми обрабатывают наши дороги зимой. В этом случае, смывая грязь, а также химию регулярно, вы сможете не допустить возникновение коррозии, и избежать незапланированных затрат.
Кроме того, химические средства, сделанные специально для мойки дисков, исключительно с хромированным покрытием тоже нужно тщательно выбирать. Потому что в этом случае, подходят только особые препараты.
Закончив мойку хромированных дисков в зимнее время, нужно тщательно протирать их насухо. Потому что если вы этого не сделаете, то в микротрещинах, может просто оставаться влага, которая на морозе кристаллизуется, затем расширяется, провоцируя новые трещины.
Нужно пользоваться только услугами специалистов. Это относится, в первую очередь к монтажу, и конечно ремонту, и что не маловажно к мойке дисков. Так в мастерских, у которых нет нужного оборудования, вам могут ваши недешевые литые диски, хромированные испортить, скажем, погнуть. А вот восстановить их геометрию, уже будет весьма трудно. История знает много таких невеселых примеров.
Периодически полируйте диски. Это даст возможность не только поддерживать их в отличном состоянии, но еще и своевременно заметить царапины и сколы, которые надо обработать бесцветным лаком, чтобы избежать возникновения коррозии, либо образования новых микроскопичных трещин.
Приобретайте только качественные диски известных марок, которые сертифицированы в нашей стране. В противном случае пострадает не столько внешний вид вашего любимого «железного коня», но еще и ваша безопасность.
04.11.2012
Нашли ошибку? Выделите текст мышью и нажмите Ctrl+Enter
Была ли эта информация полезной?
Да
Нет
Хромированные диски
Корзина
17.08.2013
Оглавление [Скрыть]
Хромированные диски пользуются особой популярностью среди автолюбителей по всему миру. Блестящий внешний вид этих колёс, в сочетании с уникальным дизайном, не оставят равнодушным ни одного владельца авто, и смогут приковать к себе внимание проходящих мимо людей.
Но не только сияющий вид утончённого дизайна является главным преимуществом этих колёс, а само хромированное покрытие выполняет особенную защитную функцию для поверхности диска.
Существует два метода нанесения хрома на поверхность колеса — это диффузионный и гальванический метод. Первый, считается более устаревшим и практически не чем не отличается от обычного окрашивания, а в технологии нанесения гальванического метода лежит химическая реакция, при помощи которой хром входит внутрь верхнего слоя металла и очень прочно закрепляется в нём.
От правильного ухода за хромированными колёсами зависит продолжительность срока службы автодисков, и сохранение на длительный период времени их непревзойдённого внешнего вида. Ведь просто купить хромированный диск это всего лишь половина дела.
Хромированные колёса чистятся с использованием только «мягких» моющих препаратов, в состав которых не должны входить активные составляющие как ацетон, аммиак, соли и т.д. Само нанесение моющего средства должно осуществляться только мягкими губками, а после этого нужно тщательно смывать пену чистой водой. Следом за обработкой моющим средством следует вытирание поверхности диска чистой тряпкой до полного высыхания. А для того чтобы блеск стал еще ярче, после чистки можно применить специальные полироли.
Ниже будут приведены очень полезные рекомендации по уходу за хромированными колёсами:
Очистку хромированных дисков лучше производить до полного высыхания грязи ни их поверхности;
После поездок по дождливой погоде, необходимо протирать диски сухой тряпкой сразу же, так как вытирание уже засохшей грязи может привести к появлению заметных царапин ;
Нежелательно мыть хромированные колёса сильной струёй воды, которая может повредить целостностьпокрытия кусками грязи, которые могут остаются;
Полностью исключается быстрое стирание и соскабливание засохших кусков грязи, это сильно быстро испортит внешний вид колеса. Грязь сначала лучше намочить и дать ей размякнуть, а только потом наносить моющее средство;
Во время выполнения чистки автодиска крайне не желательны торопливые действия и манипуляции, направленные на стирания и соскабливании грязи, т. к это в конечном итоге приведет к потере внешнего вида и порче изделия;
После того, как ваши колесные диски были тщательным образом обработаны моющим средством, на них может оставаться небольшой налет. Для его удаления идеально подойдет немного влажная губка, а так же большое количество чистой воды, под не очень сильным давлением;
После мытья диски всегда должны протираться насухо чистой тряпкой т.к засохшие капли могут стать причиной образования микротрещин в холодное время года, или же станут причиной неприглядных пятен во время летнего сезона ;
А также нельзя забывать иногда полностью снимать колесо для его полной и более тщательной очистки с внутренней стороны.
Легкосплавные диски Ion
<<< Предыдущая страница
141
Отделка:
Хром
Размеры:
17X9 | 18X9 | 20X9 | 20X10 | 20X12
WHEEL SPECS
141-7937C
141
141
17
9
106
6-135
6-139. 7
-12
C10141C
ХРОМ
2500
729419101626
4.53
141-7937C18
141
141
17
9
106
6-135
6-139.7
18
C10141C
CHROME
2500
729419101619
5.71
141-7952C
141
141
17
9
87
5-127
5-139.7
-12
C10141C
CHROME
2500
729419101596
4.53
141-7952C18
141
141
17
9
87
5-127
5-139.7
18
C10141C
CHROME
2500
729419101589
5.71
141-7956C
141
141
17
9
87
5-114. 3
5-127
-12
C10141C
CHROME
2500
729419101572
4.53
141-7956C18
141
141
17
9
87
5-114.3
5-127
18
C10141C
CHROME
2500
729419101565
5.71
141-7976C
141
141
17
9
130.8
8-165.1
8-170
-12
C10141C
CHROME
3640
729419101640
4.53
141-7976C18
141
141
17
9
130.8
8-165.1
8-170
18
C10141C
CHROME
3640
729419101633
5.71
141-7994C18
141
141
17
9
78. 1
6-120
6-139.7
18
C10141C
CHROME
2500
729419101602
5.71
141- 2937C
141
141
20
9
106
6-135
6-139.7
0
C10141C
CHROME
2500
729419101794
5
141-2937C18
141
141
20
9
106
6-135
6-139.7
18
C10141C
CHROME
2500
729419101800
5.71
141-2952C
141
141
20
9
87
5-127
5-139.7
0
C10141C
CHROME
2500
729419101749
5
141-2952C18
141
141
20
9
87
5-127
5-139. 7
18
C10141C
CHROME
2500
729419101756
5.71
141-2976C
141
141
20
9
130.8
8-165.1
8-170
0
C10141C
CHROME
3640
729419101817
5
141-2976C18
141
141
20
9
130.8
8-165.1
8-170
18
C10141C
CHROME
3640
729419101824
5.71
141-2978C
141
141
20
9
124.1
8-180
0
C10141C
CHROME
3640
729419101831
5
141-2994C18
141
141
20
9
78. 1
6- 120
6-139.7
18
C10141C
CHROME
2500
729419101787
5.71
141-2997C
141
141
20
9
110
5-150
5-139.7
0
C10141C
CHROME
2500
729419101763
5
141-2997C18
141
141
20
9
110
5-150
5-139.7
18
C10141C
CHROME
2500
729419101770
5.71
141-2137C
141
141
20
10
106
6-135
6-139.7
-19
C10141C
CHROME
2500
729419101978
4.75
141- 2152C
141
141
20
10
87
5-127
5-139. 7
-19
C10141C
CHROME
2500
729419101961
4.75
141-2176C
141
141
20
10
130.8
8-165.1
8-170
-19
C10141C
CHROME
3640
729419101985
4.75
141-2178C
141
141
20
10
124.1
8-180
-19
C10141C
CHROME
3640
729419101992
4.75
141-2237C
141
141
20
12
106
6-135
6-139.7
-44
C10141C
CHROME
2500
729419102043
4.77
141-2276C
141
141
20
12
130. 8
8-165.1
8-170
-44
C10141C
CHROME
3640
729419102050
4.77
141-2278C
141
141
20
12
124.1
8-180
— 44
C10141C
ХРОМ
3640
729419102067
4,77
Chrome Rims — изображение и фото
8.758 изображение
Фотографии
Фото
Графика
Вектор
Видео
Durchstöbern Sie 8.758
Диски Stock.fidtograder chrome Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
rad des roten sportwagens nahaufnahme in studiobeleuchtung — хромированные диски стоковые фотографии и изображения
Rad des roten Sportwagens Nahaufnahme in Studiobeleuchtung
individuelle rad und reifen — хромированные диски стоковые фотографии и изображения
Individuelle Rad und Reifen
chrom rim — chrome rims stock-fotos und bilder
Chrom Rim
transport foto — chrome rims stock-fotos und bilder
Transport Foto
Luxus Radwagen
schwarzer quadratischer tunnelrahmen mit rauer silberner gebürsteter metallkante auf schwarz geschweißtem eisenplattenhintergrund . векторные изображения квадратного профиля tech-rahmen. chromkantenrechteck industrieller logorahmen — хромированные диски сток-графика, -клипарт, -мультфильмы и -символ
Schwarzer quadratischer Tunnelrahmen mit rauer silberner gebürstet
moderne autofelgen — хромированные диски стоковые фото и фотографии
Moderne Autofelgen
Nahaufnahme moderner glänzender Leichtmetallfelgen in einem Automovit-Einzelhandelsgeschäft.
Legierung Autoregale, geräteständer bei autoreparatur-service — хромированные диски, фото и фотографии — хромированные диски стоковые фото и изображения
Hintergrund aus einem Makrofoto eines Stapels von Rasierklingen…
легкосплавный обод — хромированные диски стоковые фото и фотографии
легкосплавный обод
isolierte Leichtmetallfelge isoliert auf weiß
leere blaue knöpfe app und schnittstellerim computer icons , -clipart, -cartoons und -symbole
Смотри приложение blaue Knöpfe и значок компьютера Schnittstelle
auto-rad, pkw-reifen auf einer straße stehen. концепт-райфен. pkw-reifen mit einer scheibe auf der асфальтиртен штрассе штехт. 3D иллюстрации — хромированные диски стоковые фото и изображения
Auto-Rad, PKW-Reifen auf einer Straße stehen. Концепт-Райфен. PKW-
Autorad, Autoreifen, die auf einer Straße stehen. Концептрайфен. Autoreifen mit einer Scheibe, die auf der Asphaltstraße Steht, 3D-иллюстрация украшение — хромированные диски стоковые фото и изображения
Rad-Legierung Räder Felge oder Mag Rad Hochleistungs Auto-Teil-Dek
big Wheel aus Aluminium Reflexion bohrhaken gestellen hinzu red semi truck — chrome rims stock-fotos und bilder
Big Wheel aus Aluminium Reflexion Bohrhaken Gestellen hinzu red…
historisches leichtmetallrad isoliert vor weißem hintergrund — chrome rims stock-fotos und bilder
Historisches Leichtmetallrad isoliert vor weißem Hintergrund
blue sport auto — chrome rims stock-fotos und bilder
Blue Sport Auto
das auto ist in chamäleonfarbe mit grünlich-gelber tönung недостаток — chrome rims stock-fotos und bilder
DAS Auto Ist в Chamäleonfarbe Mit Grünlich -Gelber Tönung . ..
Autofelgen в Schaufensteranzeige — Chrome Rims Stock -fotos und Bilder
Autofelgen Atlos -ntemol -nemoblige —
Altelerund Alterium Altemle alteler altemle altemle alte alte alte alte alte alte alte alte alte alte alte alte alte alte altier altier altier altier alte alte altier altier altier lembil nebil nembil — хромированные диски, стоковые фотографии и изображения
Automobilantriebe
Automobilantriebe, Aluminium, Legierung, горизонтальные von
innenraum einer fabrik für die herstellung von leichtmetallrädern — хромированные диски, стоковые фотографии и изображения
Innenraum einer Fabrik für die Herstellung von Leichtmetallrädern
niedriges poly-polygonmuster. schillernde glänzende hintergrund abstrakt mit kopiespace 3d render-illustration — chrome rims stock-fotos und bilder
alte aluminiumlegierung rad — chrome rims stock-fotos und bilder
Alte Aluminiumlegierung Rad
edelstahl treppe ins schwimmbad — chrome rims stock-fotos und bilder
Edelstahl Treppe ins Schwimmbad
nahaufnahme von oldtimer-подробности в музее. медиана Retro-fahrzeug und die schwarz polierten räder einer alten machine auf dem messegelände präsentiert. — хромированные диски фото и изображения
Nahaufnahme von Oldtimer-Детали в музее. Медиен. Retro-Fahrzeug
blaue metallic-tür eines oldtimers — chrome rims stock-fotos und bilder
Blaue Metallic-Tür eines Oldtimers
ständer mit leichtmetallfelgen im reifen shop — chrome rims stock-fotos und bilder
Ständer mit Leichtmetallfelgen im Reifen Shop
nahaufnahme von metallspeichen auf einem fahrradreifen — chrome rims stock-fotos und bilder
Nahaufnahme von Metallspeichen auf einem Fahrradreifen
polizeiauto der deutschen polizei — chrome rims stock-fotos und bilder
Polizeiauto der deutschen Polizei
sportwagenfelge — chrome rims stock-fotos und bilder
Sportwagenfelge
autoreifen mit einem tollen profile in der autowerkstatt. satz sommer-oder winterreifen vor weißem fond. — хромированные диски стоковые фото и изображения
Autoreifen mit einem tollen Profil in der Autowerkstatt. Satz…
колесо super car isoliert auf weißemhintergrund — chrome rims stock-photos und bilder Automotive-teile-transportkonzept — chrome rims stock-fotos und bilder
Set-Sammlung von modernem glänzendem Silber Metallic-Legierung…
regenbogen-hintergrundvorlage metallic chrome — chrome roms stock-fotos und bilder
Regenbogen-Hintergrundvorlage metallic chrom
black car doorhandle nahaufnahme — chrome rims stock-fotos und bilder
hintergrund metallic chrom bunte wand — хромированные диски стоковые фотографии и изображения
Hintergrund Metallic Chrom bunte Wand
Hintergrundvorlage metallic chromwelle — хромированные диски стоковые фотографии и изображения
Hintergrundvorlage Metallic Chromwelle
Hintergrundvorlage Muster metallische Chromwelle
abstrakte schwarze autotürscheibe nah dran — chrome rims stock-fotos und bilder
Abstrakte schwarze Autotürscheibe nah dran
nahaufnahme von felgen von einem sportwagen — chrome rims stock-fotos und bilder
Nahaufnahme von Felgen von Einem Sportwagen
Hintergrund Metallic Chrom Anthrazit Wand — хромированные диски стоковые фото и фотографии
Hintergrund Metallic Chrom Anthrazit Wand
Hintergrund-Vorlagenmuster
autorad auf schwarzem Hintergrund isoliert — хромированные диски стоковые фотографии и сборка und bilder
Обод колеса
vector autoräder mit leerer werbetafel — chrome rims stock-grafiken, -clipart, -cartoons und -symbole
Vector Autoräder mit leerer Werbetafel
оранжевый sport auto — chrome rims stock-fotos und bilder
Orange Sport Auto
dieses bild ist ein bild von wischte sich das auto mit einem blue mikrofasertuch mit den handen. auto-waschanlagen-konzept. — хромированные диски стоковые фото и изображения
Dieses Bild ist ein Bild von wischte sich das Auto mit einem…
sport auto-rad — хромированные диски стоковые фото и изображения
Sport Auto-Rad
Ein englisches Classic Sports Car Drahtrad с хромированной отделкой.
schönes leichtmetallrad nah. металлише reifenfelge унд scheibenbremse. Detaillierungsserien — хромированные диски стоковые фото и фотографии
Schönes Leichtmetallrad Nahaufnahme. Metallische Reifenfelge und Scheibenbremse. Detaillierungsreihen.
VW Käfer Cabrio — хромированные диски стоковые фото и фотографии
классический американский автомобиль 50-х годов — хромированные диски стоковые фотографии и изображения
Klassische 50’s American Car
«Klassisches amerikanisches Auto der 50er Jahre mit Motorhaubenornament, Kugel, Scheinwerfer und Rad»
glänzende silberne metalllegierung aluminium autofelge isoliert auf weißem hintergrund von der seitenansicht, 3d-rendering — chrome rims stock-fotos und bilder
легкосплавный колесный диск, isoliert auf weiss — chrome rims stock-fotos und bilder
легкосплавный колесный диск, isoliert auf weiss
Isolierte Radfelge auf weißem Hintergrund
ein makrofoto einer gezackten industrieklinge für bandschneider, isoliert auf weißem Hintergrund mit schnittpfad. — хромированные ободки, стоковые фотографии и изображения
Ein Makrofoto einer gezackten Industrieklinge für Bandschneider,…
rad 02 — хромированные ободки, стоковые фотографии и изображения
Rad 02
Cooles makrofoto von einzelnen papierstreifen mit zerristhwarmitschenen kanten, isoliert -regenbogen-textur — хромированные диски стоковые фото и изображения
охлаждает Makrofoto von einzelnen Papierstreifen mit zerrissenen…
баннер для авторада в autowerkstatt. бизнес. — хромированные диски фото и изображение
Баннер для Autorad в Autowerkstatt. Бизнес.
колеса легкосплавные диски обод oder mag. hochleistungs-rad-auto-auto-auto-teile-dekoration.
Компания ООО «КУПРУМ» реализует цветной металлопрокат вМоскве по низким ценам! Доставка продукции осуществляется с собственного склада в любой российский регион. Заказ от 1 кг цветного проката!
ООО «КУПРУМ»
– поставщик цветного металлопроката, которому доверяют сотни постоянных клиентов!
Почему приобретать цветной металлопрокат у нас удобнее и выгоднее?
Максимальный выбор цветного металлопроката высочайшего качества
Мы сделали все возможное для того, чтобы сделать процесс сотрудничества с нами наиболее комфортным для тех, кто хочет купить цветной металлопрокат:
Оптимальные цены.
Продажа от 1 кг.
Осуществляем резку.
Обширная складская номенклатура.
Отгрузка и доставка металлопроката по всей России.
Комплектация сложных заказов.
Профессиональное консультирование.
Скидки для постоянных клиентов и крупных оптовиков.
Мы стремимся к долговременному и взаимовыгодному сотрудничеству, надеемся, что обратившись к нам однажды, вы станете нашим постоянным клиентом.
В наш сортамент входит свыше 2000 наименований изделий из меди, бронзы, латуни, алюминия и других цветных металлов:
труба;
круг;
пруток;
лист, рифлёный лист;
проволока;
лента.
Постоянное наличие готовой продукции на складе позволяет нам в любое время обеспечивать клиентов цветным металлопрокатом, начиная от 1 кг, заканчивая крупными оптовыми партиями. Реализуемый сортамент соответствует действующим стандартам ГОСТ 13622-91, ГОСТ 13617-97, ГОСТ 13620-90, ГОСТ Р 50066-92.
Резка цветного металлопроката
Для вашего удобства мы осуществляем резку готовых изделий на специальном оборудование, обеспечивающем высокую точность отреза и минимальный расход материала. Для постоянных клиентов и крупных оптовиков резка осуществляется бесплатно.
Информация для региональных покупателей:
Многолетнее сотрудничество с ведущими транспортными грузоперевозчиками дает нам возможность выполнять доставку металлопроката в любых объемах и в сжатые сроки. Благодаря широкой сети региональных терминалов, обеспечивается своевременная отгрузка приобретенного товара в Санкт-Петербурге, Барнауле, Иркутске, Мурманске, Краснодаре, Казани, Новосибирске, Самаре, Челябинске и других крупных городах России. Так же по запросу мы готовы выслать вам образцы продукции.
Оформите онлайн-заявку или позвоните по телефону, если вам необходимо купить цветной металлопрокат на выгодных условиях.
Мы понимаем ценность времени, поэтому предоставляем удобный и оперативный сервис, а также гарантируем качество!
Медь (Cu, Cuprum) — влияние на организм, польза и вред, описание
История меди
Медь называют одним из первых металлов, которые человек освоил в древности и пользуется им до сегодняшнего дня. Добыча меди была доступной, потому что руду необходимо было плавить при сравнительно невысокой температуре. Первой рудой, из которой стали добывать медь, была малахитовая руда (calorizator). Каменный век в истории человечества сменился именно медным, когда предметы быта, орудия труда и оружие из меди получили самое широкое распространение.
Общая характеристика меди
Медь является элементом XI группы IV периода периодической системы химических элементов Д.И. Менделеева, имеет атомный номер 29 и атомную массу 63,546. Принятое обозначение – Cu (от латинского Cuprum).
Нахождение в природе
Медь достаточно широко представлена в земной коре, в осадочных породах, в водах морских и пресных водоёмах, в сланцах. Распространена как в виде соединений, так и в самостоятельном варианте.
Физические и химические свойства
Медь является пластичным, так называемым переходным металлом, имеет золотисто-розовый цвет. При контакте с воздухом на поверхности меди образуется оксидная плёнка, придающая металлу желтовато-красный оттенок. Известны основные сплавы меди – с цинком (латунь), с оловом (бронза), с никелем (мельхиор).
Суточная потребность в меди
Потребность в меди у взрослого человека составляет 2 мг в день (около 0,035 мг/ 1 кг веса).
Продукты питания богатые медью
Медь – один из самых важных микроэлементов для организма, поэтому продукты питания, богатые медью, должны быть в рационе каждого. Это:
орехи, злаки, бобовые
рыба, морепродукты
крупы (особенно рис и гречка), макаронные изделия, ржаной хлеб
говяжья печень, сырой яичный желток
кисломолочные продукты
овощи, фрукты, ягоды и зелень
питьевая вода.
Признаки нехватки меди
Признаками недостаточного количества меди в организме служат: анемия и ухудшение дыхания, потеря аппетита, расстройства желудка, нервозность, депрессивные состояния, быстрая утомляемость, нарушения пигментации кожи и волос, ломкость и выпадение волос, сыпи на кожных покровах, частые инфекции. Возможны внутренние кровотечения.
Признаки избытка меди
Переизбыток меди характеризуется бессонницей, нарушениями мозговой активности, эпилепсией, проблемами с менструальным циклом.
Взаимодействия с другими
Предполагается, что медь и цинк конкурируют друг с другом в процессе усваивания в пищеварительном тракте, поэтому избыток одного из этих элементов в пище может вызвать недостаток другого элемента.
Применение меди в жизни
Медь имеет огромное значение в народном хозяйстве, её основное применение – электротехника, но металл широко используется для чеканки монет, часто – в произведениях искусства. Медь также используется в медицине, архитектуре и строительстве.
Полезные свойства меди и его влияние на организм
Требуется для превращения железа организма в гемоглобин. Делает возможным использование аминокислоты тирозин, позволяя ей проявлять свое действие как фактору пигментации волос и кожи. После усваивания меди кишечником она транспортируется к печени с помощью альбумина. Медь также участвует в процессах роста и размножения. Принимает участие в образовании коллагена и эластина и синтезе эндорфинов – гормонов «счастья».
Автор: Виктория Н. (специально для Calorizator.ru) Копирование данной статьи целиком или частично запрещено.
Купрум | ДОМ
Ваш браузер не поддерживает тег видео HTML5.
1948
Начало работы
Начало работы в Монтеррее со 170-тонным прессом, который производил медные профили, уступив место названию Cuprum. Вскоре после этого компания сосредоточила свои усилия на производстве алюминиевых профилей.
1962
Начало производства алюминиевых лестниц.
Начало производства алюминиевых лестниц.
1984
Экспорт лестниц.
Начинается экспорт лестниц в США.
1986
Начало производства лестниц из стеклопластика.
Начало производства лестниц из стеклопластика.
1989
Приобретение Cuprum группой IMSA, что привело к разделению IMSALUM.
Приобретение Cuprum компанией Grupo IMSA, в результате чего образовалось подразделение IMSALUM.
1994
Начало производства окон.
Начало производства окон.
1995
Приобретение 9 магазинов Alutodo.
Приобретение 9 магазинов Alutodo (алюминий, стекло и аксессуары).
1998
Приобретение Alcomex
Приобретение Alcomex, производителя и продавца промышленных профилей.
1998
Альянс с Emerson Inc. заключен.
Louisville Ladder Group, LLC создана в США после заключения союза с Emerson Inc.
2004
Приобретение Louisville Ladder Group, LLC.
Приобретение 100% акций Louisville Ladder Group, LLC.
2005
Verzatec отделяется от Grupo IMSA
Verzatec отделяется от Grupo IMSA
2008
Приобретение Metales Diaz
Приобретение Metales Diaz, сети из 9 магазинов, продающих листы и профили конечным пользователям.
2010
Cuprum отделяется от Verzatec
Cuprum отделяется от Verzatec
2011
Приобретение компании «Алкон».
Приобретена сеть из 10 магазинов Continental Aluminium (Alcon).
2011
Приобретение Grupo Metro Aluminio.
Приобретение Grupo Metro Aluminio (6 магазинов).
2011
Слияние с Aluminio Conesa, предоставленное vi Elementia
Слияние с Aluminio Conesa, предоставленное vi Elementia, добавление 2 заводов и 1 розничного магазина к Группе.
Mercantil Gómez Lozano, приобретена сеть из 8 магазинов.
2012
Приобретена компания Distribuidora de Aluminio Industrial.
Distribuidora de Aluminio Industrial, приобретена компания с 3 сервисными центрами.
2012
Приобретение Aluminio y Accesorios de Monterrey.
Приобретение Aluminio y Accesorios de Monterrey (3 магазина).
2012
Регистрация Aluminios Galgo.
Создана сеть из 9 магазинов Aluminios Galgo.
2013
Приобретение Century Industries.
Активы Century Industries в США приобретены через Louisville Ladder Inc.
2014
Приобретены Lite Ladder и Featherlite.
Lite Ladder и Featherlite приобретены в Канаде.
2015
Приобретение Grupo CAP.
Приобретена Grupo CAP (7 магазинов).
Об алюминии
Одной из стратегических целей Grupo Cuprum является устойчивое поведение посредством социальной ответственности. Из-за этого наша Стратегия устойчивого развития состоит из трех столпов, которые представляют собой одновременное развитие экологической, социальной и экономической ценности нашего бизнес-плана.
Rusal America и Cuprum объявляют об альянсе «Зеленый алюминий»
Новый альянс «ЗЕЛЕНЫЙ АЛЮМИНИЙ» является первым в своем роде на североамериканском рынке экструзии; подтверждая тот факт, что устойчивость является наиболее важным фактором в алюминиевой промышленности.
подробнее
Автомобильные компании Эдомекса разрабатывают респираторы для пациентов с коронавирусом
Автомобильный кластер вместе с различными компаниями участвует в гуманитарной деятельности по поддержке следственных учреждений… среди них Cuprum.
подробнее
Cuprum поставляет алюминий для автомобильной промышленности
Grupo Cuprum стала поставщиком Tier2 и продолжит способствовать снижению веса автомобилей …
подробнее
Устойчивое развитие
Экологический след
Мы стремимся обеспечить соответствие нашей деятельности экологическим нормативным требованиям, которые гарантируют повышение эффективности производства, экологических показателей и конкурентоспособности.
Устойчивое развитие
Социальная ответственность
Мы способствуем благополучию наших работников и их семей, придерживаясь нашей стратегической цели привлечения, развития и удержания человеческих ресурсов, необходимых для обеспечения роста и непрерывности бизнеса.
Устойчивое развитие
Создание ценности
Мы стремимся развивать прибыльный и эффективный бизнес ответственным образом, путем создания ценности и обмена передовым опытом в нашей цепочке поставок.
Купрум 479, вдохновленный тысячелетними традициями Медь – один из древнейших металлов человека. Принятый цивилизациями с незапамятных времен, от Древнего Египта до Римской империи и до сих пор. Медь в разных культурах имеет репутацию положительного воздействия на организмы и успокаивает различные виды болей. Вдохновленные его использованием на протяжении столетий истории, алхимики уловили его суть.
В то время как латунь веками служила часовому делу, Cuprum 479это новый сплав, в основном состоящий из меди и золота, который вполне может стать его современным преемником. Совершенно стабильный, более прочный, сохраняя при этом все первоначальные свойства меди.
Таким образом, алхимики стоят у истоков рождения вечной меди, нового сплава, который в основном используется в часовом деле. Идеально подходит для всех часовых работ, от создания деталей в производство до их идеальной ручной обработки часовщиками Alchemists.
Купрум 479, инновационный сплав
Рецепт этого необычного сплава является секретом алхимиков, он не требует какой-либо обработки поверхности, а его уникальная стабильность позволяет исключить его из всех процессов цинкования. Его чистота естественным образом передается часам и их механизмам.
Таким образом, он относится к классу винтажных калибров из нейзильбера и стали и идеально подходит для часовщиков, которые всегда работают с чистыми материалами. Кроме того, купрум 479могут быть обработаны с минимальными допусками перед полировкой и окончательной отделкой вручную. Процесс, следующий наиболее требовательным методам традиционного часового искусства.
Вы собираетесь купить свой первый сварочный аппарат с встроенным механизмом подачи проволоки и не хотите выбросить деньги на ветер. Вам нравится работать по дереву и теперь хотели бы попробовать работать со сталью. Вы склоняетесь к сварочным аппаратам для сетей 115 вольт, но также задумываетесь о моделях 230В для работ с материалами большей толщины (от 6 мм или ¼»). Казалось бы, все важные решения уже приняты, но тут возникает еще один вопрос — каким процессом пользоваться? Сваркой в защитных газах (MIG) или порошковой проволокой (FCAW)? У большинства начинающих сварщиков этот выбор вызывает большие сложности. Ответ на него зависит от трех факторов. Первое — это какие материалы Вам приходится сваривать. Второе — где и в каких условиях. Третье — будет ли после сварки обрабатываться поверхность металла. В этой статье мы поможем разобраться в различиях между этими двумя процессами, расскажем об их преимуществах и недостатках и дадим несколько советов. Мы надеемся, что эта информация поможет Вам сделать окончательный выбор. Приведенные здесь рекомендации распространяются даже на абсолютных новичков в сварке. Искусством сварки может овладеть 95% желающих. Однако как и в любом другом ремесле, на то, чтобы стать настоящим мастером, понадобится время. Немногие сварщики могут создавать безупречные соединения. Для этого нужны идеальная зрительно-моторная координация и верная рука. Научить правильной технике сварки и настройке оборудования могут только часы практики. Поэтому, имея базовый набор навыков, свободное время и достаточно терпения, Вы обязательно сможете создавать надежные соединения.
Термины
Сварка в защитных газах MIG/MAG-сварка, которую также называют сваркой в защитных/инертных газах (GMAW), предполагает использование проволоки сплошного сечения и защитного газа из внешнего источника (обычно газового баллона). Сварочная проволока обычно изготавливается из низкоуглеродистой стали и имеет тонкое медное покрытие, которое защищает ее от ржавчины, улучшает электропроводимость, увеличивает срок службы контактного наконечника и в целом повышает стабильность дуги. Сварочный аппарат должен быть переведен в режим постоянного тока обратной полярности (DC+). Защитный газ, обычно двуокись углерода или ее смеси с аргоном, защищает расплавленный металл от воздействия окружающего воздуха. Он подается из газового баллона, проходит через газовые кабели и поступает к сварочной ванне через сопло горелки. Расплавленный металл легко вступает в реакцию с кислородом, азотом и водородом из окружающего воздуха. Поэтому на протяжении сварки и в течение некоторого времени после ее завершения к сварочной ванне подается защитный инертный газ. Однако даже легкий порыв ветра может отнести это облако защитного газа в сторону, поэтому такой тип сварки редко используется под открытым небом.
Правильно выполненная MIG-сварка обеспечивает высокие сварочно-технологические характеристики и хороший внешний вида шва и поэтому является предпочтительным выбором многих сварщиков. Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков.
MIG-сварка алюминия Для сварки алюминия недостаточно просто сменить проволоку. Сначала полностью освойтесь со сваркой стали. Так как алюминий — это очень мягкий металл, для подачи алюминиевой проволоки нужны особые подающие ролики с U-образной выемкой без насечки, иначе проволока окажется повреждена.
Крайне важно обеспечить чистоту проволоки и основного металла. Протрите материал пропитанной ацетоном чистой тканью. Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться.
Самозащитная порошковая проволока Сварка порошковой проволокой (FCAW) предполагает использование полой проволоки с особым составом внутри, который при сгорании образует защитные газы и флюс для защиты сварочной ванны без необходимости в подаче газа из внешнего источника. В этом случае качество соединения достигается совершенно другим способом. Здесь газовую защиту обеспечивает сама проволока. При этом она очень надежна и сохраняется даже при сильном ветре. Дуга отличается высоким форсированием и, как следствие, достаточно интенсивным разбрызгиванием. После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.
Общие советы
MIG В большинстве случае компактные аппараты MIG с питанием 115В и встроенным механизмом подачи проволоки рекомендуются для сварки чистой новой стали толщиной от 0,6 до 2,8 мм. Проволока наименьшего диаметра 0,6 мм (0,025″) предназначена для сварки самых тонких материалов (0,6 мм). Проволока 0,8 мм (0,030″) обеспечит несколько большую производительность наплавки. Если Вы планируете вести MIG-сварку материалов от 3 до 6 мм (1/8″ – ¼»), Вам понадобится более мощный аппарат для сетей 230В. Высокий сварочный ток таких аппаратов больше подходит для однопроходной сварки, и вам не придется тратить время на второй и третий проход. Аппараты 230В также пригодны для сварки проволокой 0,9 мм (0,035″). Для MIG-сварки материалов толщиной больше 6 мм (¼») понадобится еще более мощный промышленный аппарат. Если вы чаще работаете с материалами толщиной менее 3 мм, то в целях экономии лучше купить MIG-аппарат мощностью 115В.
Порошковая проволока Порошковая проволока рекомендуется только для материалов толщиной от 0,9 мм, что чуть больше, чем минимально допустимо для процесса MIG. В целом, этот процесс лучше подходит для однопроходной сварки материалов большей толщины, особенно если Вам нужно работать под открытым небом, как в примере с ремонтом трактора в поле. Сварочный аппарат 115В с проволокой Innershield NR-211-MP 0,8 мм (.035″) позволит сваривать материалы до 6 мм (¼»). Обратите внимание, что это в два раза больше, чем возможно для MIG-сварки на 115В (2,8 мм). С аппаратом 230В и подходящей порошковой проволокой, например, Innershield NR-211MP 1,1 мм (0.045″) Вы сможете работать с материалами до 12,7 мм (1/2″). Обратите внимание, что для сварки проволокой Innershield® NR-211-MP аппарат нужно настроить на постоянный ток прямой полярности (DC–).
Преимущества и недостатки Оба процесса имеют свои преимущества и недостатки. Перечислим самые значимые:
MIG Преимущества:
Лучше всего подходит для случаев, когда важен внешний вид соединения, потому что MIG отличается низким уровнем разбрызгивания. Имеет мягкую дугу и не склонна к прожиганию тонкого материала. Характерное для процесса MIG низкое разбрызгивание также означает отсутствие необходимости в удалении шлака и траты времени на очистку рабочей поверхности. MIG — это самый простой в освоении процесс сварки, «прощающий» небольшие колебания длины дуги или скорости сварки. Также для этого процесса не столь критичны ошибки в настройках аппарата. При достаточной квалификации и использовании специализированных горелок, защитного газа, лайнеров, роликов и сварочной проволоки, MIG-сварка пригодна для сварки многих материалов, в том числе тонкопрофильных изделий, нержавеющей стали, никелевых и алюминиевых сплавов.
Недостатки:
Из-за необходимости в газовом баллоне с защитным газом MIG-сварка плохо подходит для тех случаев, где важны мобильность и удобство эксплуатации. Кроме того, для сварки MIG понадобится целый комплект дополнительного газового оборудования: шланг, редуктор, клапан в механизме подачи и индикатор расхода газа. Для того, чтобы приступить к работе, сварщику сначала нужно счистить с поверхности краску, ржавчину и иные загрязнения. MIG отличается мягкой дугой, которая плохо подходит для сварки толстопрофильных материалов (с компактным аппаратом 115В Вы сможете сваривать материалы не более 3,6 мм, с аппаратом 220В — до 6 мм или ¼»). По мере увеличения толщины материала возрастает риск образования наплывов, так как эти компактные аппараты не способны обеспечить необходимое для полного проплавления тепловложение.
Порошковая проволока Преимущества:
Самозащитная сварочная проволока хорошо подходит для работ под открытым небом, так как флюс в проволоке обеспечивает надежную газовую защиту даже в ветреную погоду. Она не требует газовой защиты из внешнего источника, поэтому для процесса FCAW не нужно закупать дополнительное газовое оборудование, а настройка оборудования проходит значительно проще и быстрее. Порошковая проволока лучше подходит для сварки толстопрофильных материалов, так как она менее склонна к образованию наплывов.
Недостатки:
Порошковая проволока не рекомендуется для тонких материалов (менее 0,9 мм). Сварка порошковой проволокой требует точной настройки аппарата. Даже небольшой поворот регулятора приведет к значительному изменению поведения дуги. Кроме того, при этом важно следить за правильным положением и наклоном горелки. Для этого процесса характерны разбрызгивание и шлакообразование, из-за чего перед последующей окраской или обработкой может потребоваться очистка поверхности.
Следует отметить, что некоторые аппараты пригодны для MIG и FCAW-сварки, хотя для каждого из этих процессов может понадобиться отдельный комплект дополнительного оборудования. Для перехода с одного процесса на другой обычно приходится сменить приводные ролики механизма подачи, защитный газ, проволокопроводы, контактный наконечник и настройки аппарата.
Выбор проволоки
Еще один источник головной боли для начинающего сварщика — это выбор сварочной проволоки. Необходимый диаметр проволоки напрямую связан с толщиной свариваемых материалов. Проволока малого диаметра предназначена для сварки тонкопрофильных материалов.
Для этого рекомендуются модели аппаратов для сетей 110 вольт и MIG-проволока 0,6 мм (0.025″), например, SuperArc® L-56. Диаметр 0,8 мм (0.030″) ускорит сварку материалов большей толщины. В случае процесса FCAW для аппаратов 110В рекомендуется проволока минимального диаметра 0,9 мм (0.035″), например, Innershield NR-211-MP.
MIG-аппараты для сетей 230В позволяют работать с материалами большей толщины и повысить производительность наплавки за счет большего диаметра проволоки — до 0,8 мм (0.030″) или даже 0,9 мм (0.035″). Для FCAW-сварки с питанием 230В часто используется проволока Innershield NR-211-MP 1,1 мм (0.045″), которая позволяет работать с пластинами до 13 мм (½»).
Вы должны понимать, что аппараты для бытовой сварки хорошо подходят для своего предполагаемого применения, но они не могут делать всё. Такие компактные модели малопригодны для промышленного производства, наплавки и многих специализированных задач. Убедитесь, что Ваш аппарат сможет обеспечить достаточный сварочный ток и скорость подачи для соответствующей марки проволоки и будет совместим с ней по диаметру.
Общие советы
Очень важно иметь хороший, надежный электрический контакт. Для того, чтобы сварочный ток мог без помех проходить по рабочему изделию, в месте подключения рабочего зажима нужно тщательно зачистить и отшлифовать поверхность металла и использовать надежные зажимы. Краска и ржавчина представляют собой электроизолирующие материалы. Удалите их. Игнорирование загрязнений — это очень распространенная ошибка.
Сварочный аппарат должен быть правильно подключен к сети питания с отдельным аварийным выключателем согласно руководству по эксплуатации. Это не новогодняя гирлянда. Помните, что Вы плавите сталь при температуре 2800°C. Не стоит этого делать с некачественной проводкой.
Хорошая подгонка соединения значительно упростит сварку. Сварные соединения бывают нахлесточными, угловыми и стыковыми. По возможности избегайте зазоров из-за потенциальных проблем с прожиганием. Это особенно важно в случае тонколистового металла.
Для бесперебойной подачи проволоки кабель горелки должен быть как можно более прямым. Избегайте сильных изгибов.
Регулярно проводите осмотр контактного наконечника на отсутствие деформаций и плотный контакт с диффузором.
Чтобы упростить поджиг дуги, обрежьте кончик проволоки под острым углом.
Следите за вылетом проволоки и соблюдайте другие требования сварочной процедуры.
Убедитесь, что ролики подающего механизма обеспечивают бесперебойную подачу и подходящее натяжение проволоки.
Расслабьте руку и постарайтесь как можно ровнее держать горелку.
Соблюдайте все перечисленные в руководстве по эксплуатации требования по технике безопасности. Уделите особенно большое внимание положениям об опасности тока, ожогах кожи и глаз от излучения дуги, пожарах и взрывах и о вытяжке дыма. Более подробную информацию можно найти в документе ANSI Z 49.1.
что это такое? Для новичков
Время чтения: 7 минут
Многие домашние сварщики, в арсенале которых имеется простенький инвертор, слышали о замечательном сварочном аппарате. Он многофункциональный, варит не обычным электродом, а проволокой и газом, с помощью такого сварочника можно выполнить все сварочные работы: от мелкого ремонта калитки до сварки кузова авто. Но как называется сварочный агрегат, который варит проволокой и газом? Проволочный? Может быть, проволочно-газовый?
Ни то и ни другое. Термин «проволочный сварочный аппарат» возник в среде сварщиков, которые просто не знают, как он на самом деле называется. В этой статье мы подробно расскажем, что же такое проволочный аппарат, каково его истинное название и многое другое.
Плюсы и минусы полуавтомата (проволочного аппарата)
Выбор полуавтомата (проволочного аппарата)
Вместо заключения
Общая информация
Аппарат с проволокой, именуемый проволочным аппаратом — это всего на всего полуавтомат. Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
Но почему полуавтомат? Ведь аппарат использует для сварки проволоку, и народное название «проволочный аппарат» куда лучше описывает его суть. Все дело в конструктивных особенностях полуавтомата. Внутри него находится специальный механизм подачи сварочной проволоки, в который заправляется присадочный материал. Механизм в полуавтоматическом режиме подает проволоку в зону сварки. Мастеру не нужно держать проволоку в руках, процесс существенно упрощается. Отсюда и название «полуавтомат».
Читайте также: Рейтинг полуавтоматов для дома и мастерской
Отметим, что полуавтомат можно использовать и без подающего механизма, просто подавая проволоку вручную. Но даже в таком случае аппарат будет называться полуавтоматом, поскольку мало кто не использует подающий механизм. Это просто неудобно.
Полуавтомат — это очень многофункциональный сварочный аппарат. Ему под силу сварка с применением проволоки под слоем флюса или в среде защитного газа, сварка с использованием специальной самозащитной проволоки (порошковой проволоки), а также классическая ручная дуговая сварка.
Большинство полуавтоматов способны выполнять только один из перечисленных видов сварки. Но есть модели, которые умеют все. Они наиболее универсальны и способны выполнить сварку любой сложности.
Сварка проволокой в среде защитного газа — самая распространенная. При этом методе сварки проволока является электродом и заодно плавится, смешиваясь с основным металлом. А газ защищает сварочную ванну от окисления. Сварка под флюсом зачастую применяется в промышленности. А вот сварка самозащитной проволокой достойна отдельного внимания.
При этом методе сварки вам не нужно использовать газ или флюс. Достаточно заправить в полуавтомат специальную порошковую проволоку и приступать к сварке. Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Казалось бы, идеальная технология сварки. Но проблема заключается в том, что получаемые при таком методе сварки швы далеки от идеала. Самозащитную проволоку можно использовать лишь в экстренных случаях, когда другие методы сварки невозможно выполнить.
Плюсы и минусы полуавтомата (проволочного аппарата)
У полуавтомата есть множество преимуществ, из-за которых он так популярен среди любителей и профессионалов. Мы перечислим основные.
Самый главный плюс полуавтомата — это достойное качество сварных соединений. Аппарат настолько прост в применении, что с работой справится даже новичок или любитель. Швы получаются качественными потому, что дуга легко поджигается, горит стабильно на протяжении всего процесса сварки и сам металл защищается газом или флюсом.
Также отметим, что сварка полуавтоматом достаточно производительна, не смотря на то, что она немного сложнее РДС сварки. В процессе вам не нужно постоянно менять электроды и отвлекаться. Достаточно поставить катушку с проволокой в подающий механизм и можно варить. Именно поэтому полуавтомат можно встретить не только на даче или в гараже, но и в частной мастерской или на СТО.
Следующий плюс — универсальность. С помощью полуавтомата можно варить все типы металлов, в том числе те, которые вызывают трудности при ручной дуговой сварке. Тот же алюминий или нержавеющая сталь. Их не так просто сварить из-за окисной пленки, образующейся на поверхности металла. Но полуавтомат справляется с этой проблемой. Также можно варить очень толстые и очень тонкие детали, не беспокоясь о непроварах или прожогах.
Отметим, что даже бюджетный полуавтомат зачастую снабжается большим количеством настроек, так что вы сможете подстроить каждый параметр под себя. Можно экспериментировать с подачей проволоки или формой пламени горелки. И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
Перейдем к минусам. Их немного, и на наш взгляд они не так существенны, но все же.
Первое, с чем вы столкнетесь — с необходимостью покупки множества комплектующих. Газовый баллон купи, проволоку купи, горелку купи, рукав для полуавтомата купи, редуктор на баллон купи… Сможете ли вы потратиться или вам проще купить электроды с покрытием и варить дальше своим инвертором или старым трансформатором? Задумайтесь.
Второе, на что вам нужно обратить внимание — это на трудности с перевозкой всего перечисленного выше комплекта. Сам полуавтомат может весить 15-20 кг, что не так уж много. А вот все комплектующие к нему + газовый баллон весят в разы больше. Проблема решается, если установить все на специальную тележку.
Выбор полуавтомата (проволочного аппарата)
Первое, на что вам нужно обратить свое внимание при выборе полуавтомата — это его предназначение. Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.
Но по техническим характеристикам проще всего определить класс полуавтомата. Если максимальная сила тока составляет до 200 Ампер, значит перед вами бытовой сварочный аппарат. Полупрофессиональные полуавтоматы могут быть до 300 Ампер, это золотая середина. А вот профессиональные сварочники варят от 300 Ампер и больше.
Для сварки на даче или в гараже вам будет достаточно бытового аппарата. Если вы регулярно варите кузова у автомобилей, то лучше присмотритесь к полупрофессиональным аппаратам. Профессиональные модели используются на производствах или в мастерских, где ежедневно выполняется сложная продолжительная сварка.
Отдельно обратим ваше внимание на стоимость аппарата. Покупка самого дешевого полуавтомата — это плохая затея. Он быстро выходит из строя, а его технические характеристики часто не соответствуют реальным показателям. Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.
Также следите, чтобы у приобретаемого вами аппарата была официальная гарантия. Лучше, если она будет напрямую от производителя, а не от магазина.
Вместо заключения
Что такое сварка MIG – подробное понимание
Сварка, по определению, представляет собой процесс соединения двух металлов путем нагревания металлических поверхностей до температуры их плавления.
Однако процесс сварки не так прост, как кажется.
Сварка представляет собой высокотехнологичный процесс с многочисленными типами и методами, которые может понять и применять на практике только квалифицированный персонал.
Существует множество видов сварки, а именно дуговая сварка, сварка трением, электронно-лучевая, лазерная сварка и сварка сопротивлением.
Среди этих типов сварки в среде инертного газа (МИГ), тип дуговой сварки, является наиболее распространенным.
Если вы новичок и хотите узнать все, что нужно знать о сварке MIG, этот подробный пост в блоге — ваш путь ко всей информации, которую вы ищете.
Что такое сварка MIG?
Metal Inert Gas (MIG) также известен как газовая дуговая сварка металлическим электродом (GMAW). Этот тип сварки в основном представляет собой процесс дуговой сварки, который соединяет два металла.
Это делается путем нагрева металлов с помощью дуги.
Эта дуга образуется между обрабатываемой поверхностью и постоянно подаваемым присадочным электродом.
Этот тип сварки использует защитный газ для защиты расплавленной ванны металла сварного шва от реакции с элементами, присутствующими в атмосфере.
Для сварки MIG требуется DCEP (положительный электрод постоянного тока), также известный как обратная полярность.
Как работает сварка MIG?
Прежде чем мы перейдем непосредственно к процессу сварки, вам необходимо ознакомиться с некоторыми важными терминами, которые помогут вам лучше понять процесс сварки MIG.
Ваш первый шаг на пути к сварке MIG – это понимание основ.
Характеристики сварного шва
Основной металл
Основной металл — это металл, который должен быть соединен сваркой.
Присадочный металл
Это металл, который добавляется в процессе соединения металлов.
Металл сварного шва
Металл сварного шва включает весь металл, который расплавляется и удерживается во время формирования сварного шва.
Зона термического влияния
Зона термического влияния (ЗТВ) — это та часть основного металла, которая подвергается металлургическому воздействию, но не плавится в результате нагрева в процессе сварки.
Линия сплавления
Линия сплавления – это граница между ЗТВ и металлом сварного шва. Это в основном нестандартный термин, который используется для сварного соединения.
Зона сварки
Зона сварки состоит из ЗТВ и металла шва.
Сварочный аппарат/пистолет MIG
Чтобы понять, как работает дуговая сварка металлическим газом или сварка MIG, вам необходимо понять, что такое сварочный пистолет MIG.
Сварочная горелка MIG состоит из множества компонентов, в том числе переключателя управления, кабеля питания, контактного наконечника, газового сопла, газового шланга, канала электрода и источника питания, а также потока защитного газа.
Контактный наконечник обычно изготавливается из меди и иногда подвергается химической обработке. Это уменьшает брызги, образующиеся в процессе сварки.
Контактный наконечник подключается к источнику питания с помощью силового кабеля, который отвечает за передачу электрической энергии на электрод. Контактный наконечник должен быть подходящего размера, так как он будет определять площадь контакта между электродом и основным металлом.
Электродная проволока направляется и защищается каналом электрода и вкладышем. Это помогает предотвратить коробление, а также обеспечивает бесперебойную подачу проволоки.
Газовое сопло отвечает за равномерное направление защитного газа в зону сварки. Если поток газа непостоянен, зона сварки не будет защищена должным образом.
Газовое сопло большего размера обеспечивает больший защитный эффект, что полезно при выполнении операций с большим током, образуя большую ванну расплавленного металла. Иногда вы также можете найти водяной шланг, подключенный к пистолету, который используется для охлаждения сварочного аппарата после операций с высокой температурой.
Устройство подачи проволоки обеспечивает подачу электроэнергии к заготовке и ее подачу по кабелепроводу и направляющему каналу, а также к контактному наконечнику.
Фактический процесс сварки MIG
Сварку MIG часто называют сваркой проволокой, поскольку в процессе используется проволочный электрод.
Проволочный электрод состоит из тонкой проволоки, которая непрерывно подается в сварочный аппарат с катушки с проволокой. Подача проволоки может быть порошковой или сплошной.
Порошковая проволока состоит из композитов, образованных из металлической оболочки с металлическим наполнителем или порошковым флюсом, тогда как сплошные проволоки представляют собой простые проволоки.
При нажатии на курок сварочного аппарата между концом этого проволочного электрода и заготовкой (обрабатываемым металлом) образуется дуга. Образующаяся дуга расплавляет заготовку и проволоку и образует сварочную ванну.
Проволока выполняет двойную функцию в процессе сварки MIG. Он служит источником тепла и присадочным металлом для соединения — отсюда и название сварка проволокой.
Провод непрерывно подается через контактную трубку из меди (контактный наконечник), которая проводит ток в провод.
Для защиты присадочного материала или заготовки от реакции с элементами окружающей среды при сварке MIG используется защитный газ.
Защитный газ подается через сопло, окружающее провод. Выбор защитного газа зависит от свариваемого материала и для чего он сваривается.
Сварка МИГ относится к полуавтоматическому процессу сварки, поскольку скорость подачи проволоки и длина дуги контролируются источником питания, а скорость перемещения и положение провода управляются вручную.
Напряжение и полярность
При сварке MIG проволока заряжена положительно и подключена к источнику постоянного напряжения.
Напряжение, используемое при сварке MIG, представляет собой постоянный ток (DC), который течет от отрицательной клеммы к положительной, подобно автомобильному аккумулятору.
Полярность также стандартная. Как упоминалось выше, используется положительный электрод D/C, что означает, что ручка сварочного аппарата MIG подключена к положительной стороне цепи.
Направление тока — от основного металла к рукоятке сварочного аппарата MIG.
Источник питания, который используется при сварке MIG, известен как источник постоянного напряжения. Сварочное напряжение регулируется и контролируется.
Режимы переноса металла
Существует четыре режима переноса металла, с помощью которых металл переносится с проволочного электрода в сварочную ванну.
Режим короткого замыкания
Шаровой режим
Режим распыления
Импульсный режим
Режим короткого замыкания
Режим короткого замыкания, также известный как режим погружения, характеризуется осаждением постоянно подаваемого электрода с металлическим сердечником или сплошной проволоки во время повторяющихся электрических коротких замыканий.
Это низкотемпературный метод переноса металла.
Перенос металла происходит только тогда, когда электрод находится в физическом контакте с лужей расплавленного металла или основным материалом.
Короткозамыкающий режим переноса металла может выполняться во всех положениях, в том числе вертикально-вниз, вертикально-вверх, горизонтально, горизонтально и над головой.
Он достаточно хорошо справляется с плохой подгонкой, подходит для сварки труб, представляет собой режим с низким подводом тепла, который уменьшает деформацию сварного шва, более прост в использовании и имеет эффективность электрода 93% или более.
Шаровидный режим
При шаровидном переносе металла постоянно подаваемый электрод из металлической проволоки или сплошной проволоки осаждается не только при коротких замыканиях, но и при комбинации коротких замыканий и больших капель под действием силы тяжести.
Крупные капли неправильной формы. Он включает в себя переход между коротким замыканием и глобулярным переносом, причем последний начинается в точке, где заканчивается короткое замыкание.
Этот метод не предполагает контакта электрода с основным материалом.
К многочисленным преимуществам шарового способа переноса металла относятся его способность выполнять сварные швы на исключительно высоких скоростях, использование недорогого углекислого газа в качестве защитного газа, недорогие электроды с металлическим сердечником или сплошные электроды и оборудование.
Режим распыления
Режим распыления представляет собой высокоэнергетический режим переноса металла, при котором непрерывно подаваемый порошковый или сплошной проволочный электрод осаждается при достаточно высоком уровне энергии.
Это приводит к постоянному потоку мелких капель расплавленного металла, в отличие от метода шаровидного переноса, при котором образуются капли неправильной формы.
Режим распыления имеет ряд преимуществ, таких как КПД электрода до 98 %, высокая скорость укладки, отличный внешний вид наплавленного валика, возможность использования широкого спектра присадочных металлов и диаметров электродов, легкая очистка после сварки , большая простота использования, отсутствие брызг при сварке и возможность адаптации к жестким автоматизированным, роботизированным и полуавтоматическим приложениям.
Импульсный режим
Этот метод представляет собой строго контролируемый вариант режима распыления. Сварочный ток варьируется между высоким и низким уровнями тока.
Перенос металла происходит в виде одной расплавленной капли при высоком уровне тока.
Импульсный режим переноса металла при сварке МИГ имеет наибольшее количество преимуществ по сравнению со всеми другими режимами переноса металла.
Практически не разбрызгивается, обладает высокой стойкостью, отсутствием дефектов плавления, образует наплавленный шов с превосходным внешним видом, привлекателен для оператора, имеет более низкий уровень деформации, вызванной нагреванием, имеет возможность сварки в нерабочем положении, поставляется с 9КПД электрода 8%, и он хорошо подходит для робототехники и автоматизации.
Защитные газы
Как упоминалось ранее в этом сообщении блога, при сварке MIG используются защитные газы для защиты расплавленной сварочной ванны от реакции с кислородом и другими элементами, присутствующими в атмосфере.
Однако это не единственная функция защитных газов.
Защитные газы оказывают значительное влияние на перенос металла и стабильность дуги.
Другие функции, которые он выполняет, включают:
Формирование плазмы дуги
Стабилизация корней дуги на поверхности материала
Обеспечение плавного переноса капель расплавленного металла с проволоки в сварочную ванну
Тип газа, который используется при сварке MIG, определяет глубину проникновения сварного шва в свариваемый металл, механические характеристики сварного шва и характеристики сварочной дуги.
Защитными газами, которые обычно используются при сварке MIG, являются аргон, углекислый газ, кислород и специальная смесь газов с гелием.
Защитные газы, используемые для сварки различных металлов, также различаются. Для сварки сталей обычно используются газы, содержащие 5-25% углекислого газа и смесь аргона и 2-5% кислорода.
Для цветных металлов обычно используют аргон и смесь гелия и аргона.
Какие металлы можно сваривать MIG?
Одна из основных причин, почему сварка MIG так распространена, заключается в том, что ее можно использовать для сварки любого металла (почти).
Хотя качество сварки при сварке МИГ не превосходит другие виды сварки, сварка МИГ является одним из самых быстрых и экономичных сварочных процессов.
Кроме того, сварные швы MIG великолепны, если не идеальны.
Металлы, которые чаще всего свариваются этим типом сварки, включают нержавеющую сталь, углеродистую сталь и алюминий, при этом углеродистая сталь является наиболее легким металлом для сварки MIG.
Применение сварки МИГ
Сварка МИГ является наиболее часто используемым типом сварки. Его применение разнообразно и довольно широко распространено.
Некоторые из наиболее важных областей применения сварки МИГ перечислены ниже:
Сварка МИГ чаще всего применяется в автомобильной промышленности. Независимо от размера автомобиля, для ремонта автомобилей используется сварка MIG. Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
Преимущества сварки МИГ
Использование сварки МИГ широко распространено по вполне понятным причинам – высококачественные сварные швы цветных и черных сплавов по относительно низкой цене.
Обладает многочисленными преимуществами:
Способен соединять многие типы материалов
Способен соединять материалы различной толщины
Компоненты оборудования просты и поэтому легко доступны на рынке по очень доступным ценам. цены
КПД электродов при сварке МИГ выше (92-98%) по сравнению с другими видами сварки
Сварка МИГ связана с более высоким фактором оператора и производительностью сварщика
Может быть легко адаптирована для жесткой автоматизации, высокоскоростной роботизированные и полуавтоматические применения
Сварка МИГ имеет возможность сварки во всех положениях
Внешний вид сварного шва, образованного при сварке МИГ, превосходный
Наплавленный водород при сварке МИГ ниже
Требуется меньшее тепловложение по сравнению с другими видами сварки
При сварке MIG сведены к минимуму шлак и брызги, что делает очистку сварного шва легкой и быстрой
Меньшее количество сварочного дыма при сварке МИГ, что делает ее более безопасной для сварщиков
Стоимость наплавленного металла/длины ниже, что делает сварку МИГ экономически эффективным сварочным процессом
Уровень квалификации, необходимый для сварки МИГ, ниже, чем для других видов сварки, что делает его подходящим для начинающих
Сварочная проволока при сварке МИГ работает непрерывно с меньшим временем простоя для замены электродов
Сварка МИГ отлично подходит для прихватки и точечной сварки
Ограничения сварки МИГ
Используемый тип сварки имеет определенные ограничения.
Метод переноса металла с коротким замыканием представляет собой режим с низким подводом тепла, который ограничивает использование этого метода более тонкими материалами
Режим переноса распылением представляет собой режим с высоким подводом тепла, который ограничивает использование этого типа сварки более толстыми материалами. режим ввода
Аргон обычно используется в качестве защитного газа в режиме распыления и импульсном режиме метапереноса, что значительно дороже чистого, 100% диоксида углерода
Сварщик должен находиться рядом с аппаратом MIG
Использование сварки МИГ ограничено сваркой внутри помещений, так как ветер является основным воздействующим фактором на открытом воздухе
Баллон с газом всегда необходим для сварки МИГ
Поскольку на поверхности контактных наконечников часто попадают брызги, они заедают
Для получения качественных сварных швов необходимо, чтобы все части сварочного аппарата MIG работали безупречно. Тем не менее, довольно сложно выяснить, что именно не так с аппаратом
Использование дуговой сварки металлическим газом (GMAW) является наиболее часто используемым типом сварки по ряду причин, в первую очередь из-за уровня квалификации. необходимое для этого вида сварки меньше, чем для сварки электродом.
Облегчает работу новичкам. Сварка MIG не только проста, но и очень эффективна, быстра и экономична, что способствует ее широкому использованию в ряде производственных отраслей.
Похожие вопросы
Для чего используется сварка MIG?
Сварка MIG подходит для небольших сварочных работ небольшого объема, которые выполняются в металлообрабатывающих мастерских и на заводах.
В чем разница между сваркой MIG и TIG?
Основное различие между двумя типами сварки заключается в том, что при сварке MIG используется присадочный материал, который проходит от проволоки через сварочную горелку. Эта проволока несет с собой электрический ток и является фактической частью процесса сварки.
В чем преимущество сварки MIG?
Основным преимуществом сварки MIG является формирование высококачественных сварных швов на гораздо более высокой скорости.
Что такое сварочный аппарат?
Последнее обновление: Гаррета Стронга
Аппарат для сварки проволокой, также известный как сварочный аппарат MIG или сварочный аппарат с флюсовой проволокой, представляет собой полуавтоматический процесс сварки.
Фактически, простой процесс сварки, который обеспечивает проволочный сварочный аппарат, делает его идеальным сварочным аппаратом для начинающих.
Сварочный аппарат для проволоки состоит из нескольких компонентов, о которых вам необходимо знать, прежде чем приступить к первому сварному шву.
В отличие от аппаратов для электродуговой сварки, использующих длинные «стержневые» электроды, аппараты для проволочной сварки используют либо сварочную проволоку MIG, либо проволоку с флюсовым сердечником.
Итак, аппарат для сварки проволокой немного сложнее в настройке и правильном запуске, чем аппарат для дуговой сварки, но как только вы его настроите, процесс сварки с помощью аппарата для сварки проволокой станет довольно простым.
Использование аппарата для сварки проволокой в качестве установки MIG порошковая проволока (безгазовая).
Совет, если вы совсем новичок в сварке и хотите научиться сварке MIG…
Выберите проволочный сварочный аппарат, к которому можно подключить газовый баллон, потому что вы можете использовать его в качестве установки MIG (металлический инертный газ) или использовать его в качестве сварочного аппарата с флюсовой проволокой.
Если вы решите использовать его в качестве сварочного аппарата MIG, вам понадобится баллон 75/25 (аргон/CO2) или чистый CO2, чтобы у вас был защитный газ в сварочной ванне.
Если вам интересно, что такое защитный газ при использовании проволочного сварочного аппарата, то он используется для защиты расплавленной сварочной ванны от атмосферных газов, которые ослабляют сварной шов, если сварочная ванна открыта.
Преимущество использования вашего аппарата для сварки проволокой в качестве установки MIG заключается в том, что получаемые сварные швы получаются намного лучше, чем при использовании проволоки с флюсовой сердцевиной. Сварной валик с помощью аппарата для сварки MIG получается гладким и очень красивым, если все сделано правильно, а шлак не откалывается.
В целом, начать работу со сварочным аппаратом для проволочной сварки с установкой MIG — это лучший способ для начинающих, поскольку вы можете легко увидеть сварочную ванну, в отличие от процесса с флюсовой сердцевиной.
Использование проволочного сварочного аппарата в качестве установки с флюсовым сердечником
Вы также можете отказаться от использования газового баллона со своим проволочным сварочным аппаратом, и если у вас нет возможности подключить газ к сварочному аппарату, у вас не будет выбор, кроме как использовать свой проволочный сварочный аппарат с проволокой с флюсовой сердцевиной.
Проволока с флюсовым сердечником представляет собой полую проволоку, заполненную веществом, называемым флюсом. Когда возникает дуга, флюс плавится и действует как защита от атмосферных газов, которые загрязняют сварные швы и вызывают пористость.
Таким образом, нет необходимости использовать защитный газ с флюсовой сердцевиной, как при сварке MIG. Важно отметить, что при сварке на установке MIG ваш сварочный аппарат использует сплошную проволоку, поскольку газ защищает сварочную ванну.
Проволока с флюсовым сердечником — это самый простой способ начать использовать проволочный сварочный аппарат, поскольку нет необходимости устанавливать газовый баллон. Вы можете сварить прямо из коробки!
[coursead]
Как работает сварочный аппарат?
Сварочный аппарат сначала устанавливает рулон проволоки в машину, а когда вы нажимаете на курок горелки MIG, происходит несколько вещей.
Начинается подача проволоки, начинает поступать газ и зажигается дуга.
Прежде чем приступить к работе со сварочным аппаратом, важно правильно определить несколько моментов. Первое, что вы должны сделать перед установкой троса, это посмотреть на приводные ролики внутри машины.
Приводные ролики как два куска хлеба, а проволока как индейка. Они оказывают давление на проволоку, поэтому, когда вы нажимаете на спусковой крючок MIG, проволока подается к пистолету.
Поскольку при использовании сварочного аппарата используется проволока разного размера, необходимо убедиться, что приводные ролики установлены правильно. На каждом приводном ролике есть небольшие дорожки, в которые подается проволока.
Если вы используете тонкую проволоку, а приводные ролики установлены на слишком больших направляющих, приводные ролики не будут иметь тяги, и сварочный аппарат будет подавать неравномерно.

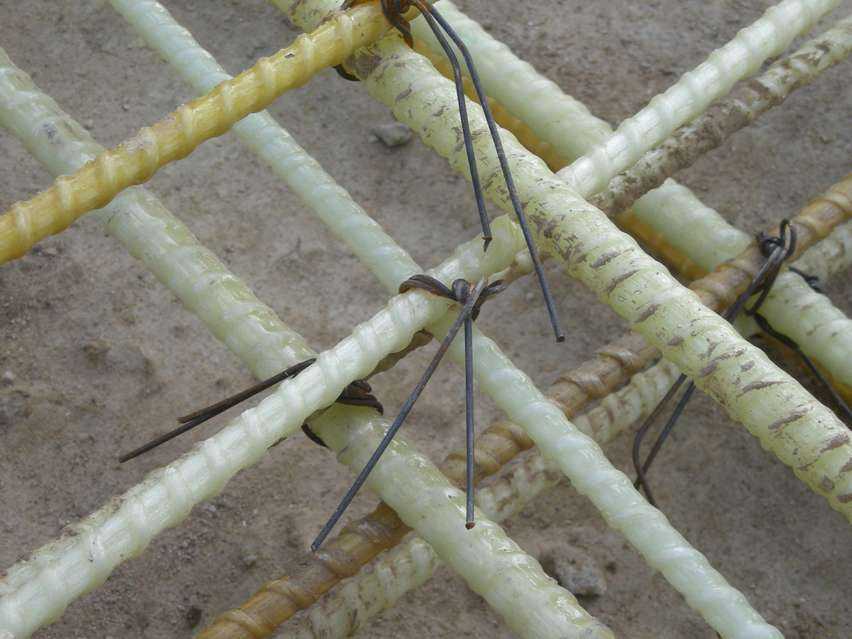 В этой покрышке есть металлокорд – его-то как раз и используют в новом качестве. Единственный момент: в покрышках от импортных грузовиков вместо металла может оказаться синтетика. Проверить это легко: прорезать ножом внутреннюю сторону, ту, что прилегает к ободу. Нож уперся в металл? Значит, проволока получится. Не уперся? Тогда покрышка в огне просто сгорит, и все.
В этой покрышке есть металлокорд – его-то как раз и используют в новом качестве. Единственный момент: в покрышках от импортных грузовиков вместо металла может оказаться синтетика. Проверить это легко: прорезать ножом внутреннюю сторону, ту, что прилегает к ободу. Нож уперся в металл? Значит, проволока получится. Не уперся? Тогда покрышка в огне просто сгорит, и все. Они используются для крепления труб для кабелей на заборы, и при устройстве систем периметровой охраны. Они более дорогие, но зато особенно удобные в работе.
Они используются для крепления труб для кабелей на заборы, и при устройстве систем периметровой охраны. Они более дорогие, но зато особенно удобные в работе. Главное – чтобы стержни не опускались на дно фундамент, а для этого либо подкладываем кирпич, либо втыкаем концы сетки прямо в почву. Далее уже – отличия в том, как и куда загибать саму проволоку. Выбирайте тот способ, с которым вязка арматуры для вас окажется удобнее!
Главное – чтобы стержни не опускались на дно фундамент, а для этого либо подкладываем кирпич, либо втыкаем концы сетки прямо в почву. Далее уже – отличия в том, как и куда загибать саму проволоку. Выбирайте тот способ, с которым вязка арматуры для вас окажется удобнее! В этом варианте проволока тоже складывается пополам.
В этом варианте проволока тоже складывается пополам. В этом варианте проволока тоже складывается пополам.
В этом варианте проволока тоже складывается пополам.

 1 Назначение и особенности процесса
1 Назначение и особенности процесса

 Проволока бывает разного цвета — черная без покрытия, оцинкованная или белая. Если проволока плохо гнётся её нужно подержать 30 мин в костре, а затем охладить на воздухе.
Проволока бывает разного цвета — черная без покрытия, оцинкованная или белая. Если проволока плохо гнётся её нужно подержать 30 мин в костре, а затем охладить на воздухе. При этом руки не отпускают проволоку до тех пор, пока крючок не захватит крепко проволоку, потом она отпускается. Количество оборотов определяется опытным путём. После закручивания проволоки крючок вынимается, а свободные концы проволоки можно обрезать.
При этом руки не отпускают проволоку до тех пор, пока крючок не захватит крепко проволоку, потом она отпускается. Количество оборотов определяется опытным путём. После закручивания проволоки крючок вынимается, а свободные концы проволоки можно обрезать. Их нарезают как колбасу на дольки, требуемой высоты. Паяльником в них можно сделать выемки для арматуры.
Их нарезают как колбасу на дольки, требуемой высоты. Паяльником в них можно сделать выемки для арматуры.
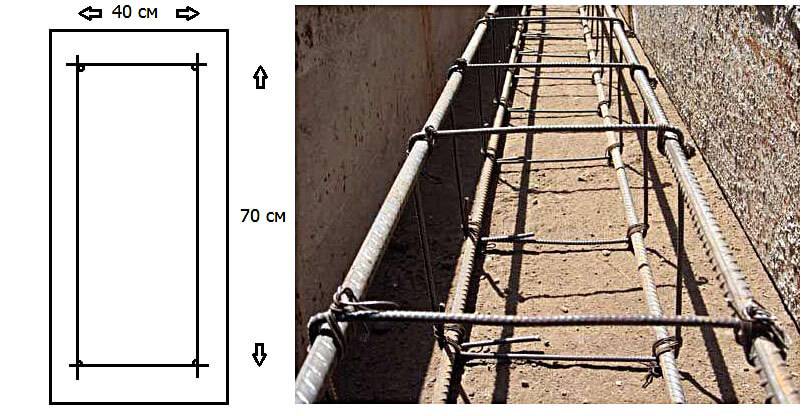
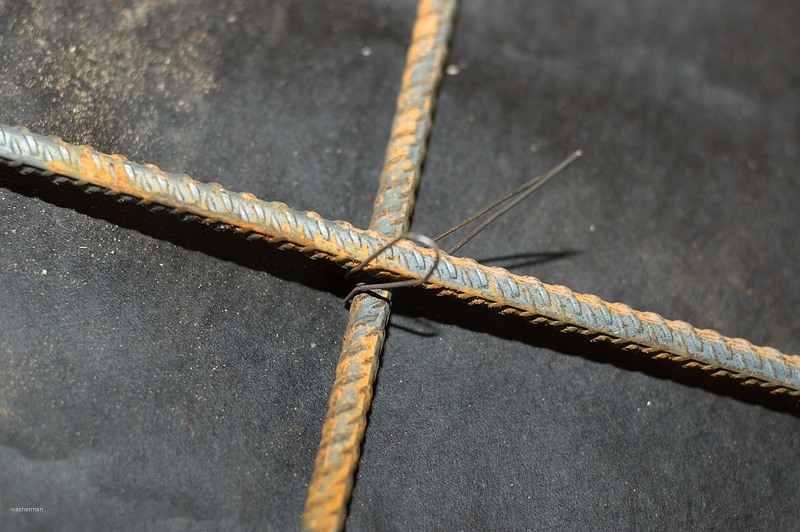


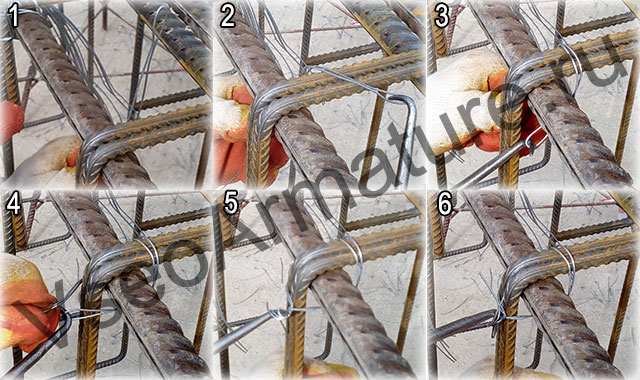
 Она состоит из нескольких этапов. И, таким образом, дана инструкция для пользователей. Читайте также: «Как крепить мауэрлат к армопоясу».
Она состоит из нескольких этапов. И, таким образом, дана инструкция для пользователей. Читайте также: «Как крепить мауэрлат к армопоясу». Напомним, что длина отрезков связана с толщиной армопояса. Чаще всего толщина монолитного пояса составляет промежуток от 200 до 250 миллиметров. На основе толщины – определяется и длина вертикальной арматуры. Помните, что она должна быть немного короче. К вертикально стоящей арматуре происходит прикручивание длинных продольных прутов. После этого их нужно будет соединить. Для этого используются короткие отрезки арматуры. Этот процесс не отличается от хода работы для нижней части каркаса.
Напомним, что длина отрезков связана с толщиной армопояса. Чаще всего толщина монолитного пояса составляет промежуток от 200 до 250 миллиметров. На основе толщины – определяется и длина вертикальной арматуры. Помните, что она должна быть немного короче. К вертикально стоящей арматуре происходит прикручивание длинных продольных прутов. После этого их нужно будет соединить. Для этого используются короткие отрезки арматуры. Этот процесс не отличается от хода работы для нижней части каркаса. Она имеет две стороны: одну – несъемную, а вторую – исчезающую (после того, как застынет бетон). При утеплении фасада пенопластом, с лицевой стороны дома можно соорудить несъемную опалубку из полистирола. Через некоторое время она превратится в элемент утепляющего слоя. С внутренней стороны бетон обычно ограничивается доской или ОСП. Многие сталкиваются с трудностями при соединении двух частей опалубки для армопояса перекрытия. Тут необходимо проявить изобретательность, ведь в процессе заливки бетона, раствор может раздвинуть части в стороны. После установки деревянных распорок внутрь опалубки, можно начинать стягивание ее частей. При этом не забывайте продеть насквозь проволоку.
Она имеет две стороны: одну – несъемную, а вторую – исчезающую (после того, как застынет бетон). При утеплении фасада пенопластом, с лицевой стороны дома можно соорудить несъемную опалубку из полистирола. Через некоторое время она превратится в элемент утепляющего слоя. С внутренней стороны бетон обычно ограничивается доской или ОСП. Многие сталкиваются с трудностями при соединении двух частей опалубки для армопояса перекрытия. Тут необходимо проявить изобретательность, ведь в процессе заливки бетона, раствор может раздвинуть части в стороны. После установки деревянных распорок внутрь опалубки, можно начинать стягивание ее частей. При этом не забывайте продеть насквозь проволоку. При самостоятельном изготовлении раствора – ведро цемента + два ведра песка + два ведра щебня. Рекомендуется использовать густой бетон – так он не сильно давит на опалубку. Не следует забывать об одной особенности раствора. Она связана с тем, что бетон нужно как следует уплотнить. При отсутствии глубинного вибратора, рекомендуется использовать виброшлифовальную машинку. Мощности и частоты ее вибрации вполне справятся с уплотнением относительно небольшого количества бетона.
При самостоятельном изготовлении раствора – ведро цемента + два ведра песка + два ведра щебня. Рекомендуется использовать густой бетон – так он не сильно давит на опалубку. Не следует забывать об одной особенности раствора. Она связана с тем, что бетон нужно как следует уплотнить. При отсутствии глубинного вибратора, рекомендуется использовать виброшлифовальную машинку. Мощности и частоты ее вибрации вполне справятся с уплотнением относительно небольшого количества бетона.
 Это позволит им предоставить вам арматуру нужного размера и опору арматуры в нужном количестве.
Это позволит им предоставить вам арматуру нужного размера и опору арматуры в нужном количестве. Между тем, для вязки арматуры к стенам или другим вертикальным конструкциям используется седельная стяжка. В реальных приложениях будет использоваться комбинация обоих методов связи с другими, в зависимости от характера и требований конструкции арматурного стержня.
Между тем, для вязки арматуры к стенам или другим вертикальным конструкциям используется седельная стяжка. В реальных приложениях будет использоваться комбинация обоих методов связи с другими, в зависимости от характера и требований конструкции арматурного стержня.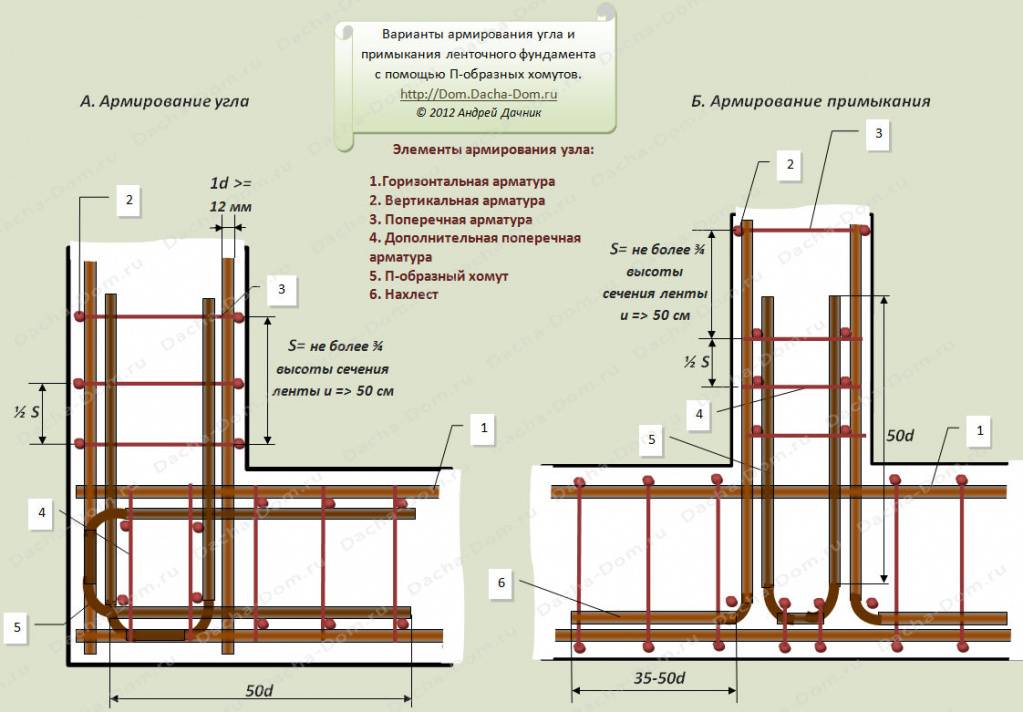

 Ниже выделено 7 различных способов вязки арматуры без использования ручных инструментов.
Ниже выделено 7 различных способов вязки арматуры без использования ручных инструментов. Используя стальную вязальную проволоку TW1061T калибра 19 и ту же аккумуляторную платформу, что и портативные устройства TwinTier, инструмент может связать арматуру менее чем за секунду. На одном заряде он может связать до 4000 галстуков на стержнях № 3 x № 3 до № 6 x № 6.
Используя стальную вязальную проволоку TW1061T калибра 19 и ту же аккумуляторную платформу, что и портативные устройства TwinTier, инструмент может связать арматуру менее чем за секунду. На одном заряде он может связать до 4000 галстуков на стержнях № 3 x № 3 до № 6 x № 6. Компания заявляет, что их решение удваивает производительность труда и увеличивает производство стальных каркасов в пять раз.
Компания заявляет, что их решение удваивает производительность труда и увеличивает производство стальных каркасов в пять раз. Типичное использование TyBot — это мостовые работы и производственные предприятия, поэтому ширина TyBot может увеличиваться до 9футов до 100 футов
Типичное использование TyBot — это мостовые работы и производственные предприятия, поэтому ширина TyBot может увеличиваться до 9футов до 100 футов
 От поверхности боковой стены расстояние до оси трубы берется в расчет от 130 мм;
От поверхности боковой стены расстояние до оси трубы берется в расчет от 130 мм; Поэтому чаще всего такие конструкции можно встретить в промышленных и складских помещениях, в которых рабочий персонал находится ограниченное количество времени. Радиаторы из чугуна в жилых домах – это прототип промышленных экономайзеров.
Поэтому чаще всего такие конструкции можно встретить в промышленных и складских помещениях, в которых рабочий персонал находится ограниченное количество времени. Радиаторы из чугуна в жилых домах – это прототип промышленных экономайзеров. Ребристая труба из чугуна хорошо сохраняет температуру теплоносителя и служат в разы дольше, чем конструкции из стали, так как мало подвержена коррозии. Экономайзерная труба соединяется с другими отрезками с помощью торцевых фланцев.
Ребристая труба из чугуна хорошо сохраняет температуру теплоносителя и служат в разы дольше, чем конструкции из стали, так как мало подвержена коррозии. Экономайзерная труба соединяется с другими отрезками с помощью торцевых фланцев. Такие чугунные трубы могут успешно эксплуатироваться только в самотечных канализациях со стабильно низкой нагрузкой. Тем не менее, у чугунных безнапорных труб есть и интересное преимущество: их можно использовать неоднократно. Естественно, это возможно только при хорошей сохранности.
Такие чугунные трубы могут успешно эксплуатироваться только в самотечных канализациях со стабильно низкой нагрузкой. Тем не менее, у чугунных безнапорных труб есть и интересное преимущество: их можно использовать неоднократно. Естественно, это возможно только при хорошей сохранности.
 Относительно новая вариация чугунных труб для водопровода и канализации, особенностью которой стало специальное покрытие их эпоксидных веществ. Канализационные системы могут долго функционировать с применением безраструбных конструкций, если их монтаж был осуществлен правильно. В отличие от раструбных, такие трубы соединяются обычными хомутами. Ключевую роль в надежности соединения играет степень плотности надетого хомута.
Относительно новая вариация чугунных труб для водопровода и канализации, особенностью которой стало специальное покрытие их эпоксидных веществ. Канализационные системы могут долго функционировать с применением безраструбных конструкций, если их монтаж был осуществлен правильно. В отличие от раструбных, такие трубы соединяются обычными хомутами. Ключевую роль в надежности соединения играет степень плотности надетого хомута.
 Наиболее целесообразной является установка отопительных приборов вдоль наружных стен под окнами, причем чем ниже устанавливаются отопительные приборы, тем сравнительно лучше их отопительный эффект и равномернее распределяются температуры внутреннего воздуха отапливаемых помещений по вертикали. В фабрично-заводских корпусах, имеющих верхний свет, во избежание холодных токов от световых фонарей вниз, следует устанавливать отопительные приборы в виде гладких железных труб непосредственно под световыми фонарями. В СССР наиболее употребительными являются двухколонные радиаторы с промежутками между секциями в 30 и 50 мм и строительной длиной секций в 80и 100 мм, привысоте секций от 435 до 1185 мм. Однако эти модели радиаторов являются слишком тяжелыми, требующими примерно 40 иг чугуна на 1 ж2 поверхности нагрева радиаторов.
Наиболее целесообразной является установка отопительных приборов вдоль наружных стен под окнами, причем чем ниже устанавливаются отопительные приборы, тем сравнительно лучше их отопительный эффект и равномернее распределяются температуры внутреннего воздуха отапливаемых помещений по вертикали. В фабрично-заводских корпусах, имеющих верхний свет, во избежание холодных токов от световых фонарей вниз, следует устанавливать отопительные приборы в виде гладких железных труб непосредственно под световыми фонарями. В СССР наиболее употребительными являются двухколонные радиаторы с промежутками между секциями в 30 и 50 мм и строительной длиной секций в 80и 100 мм, привысоте секций от 435 до 1185 мм. Однако эти модели радиаторов являются слишком тяжелыми, требующими примерно 40 иг чугуна на 1 ж2 поверхности нагрева радиаторов.

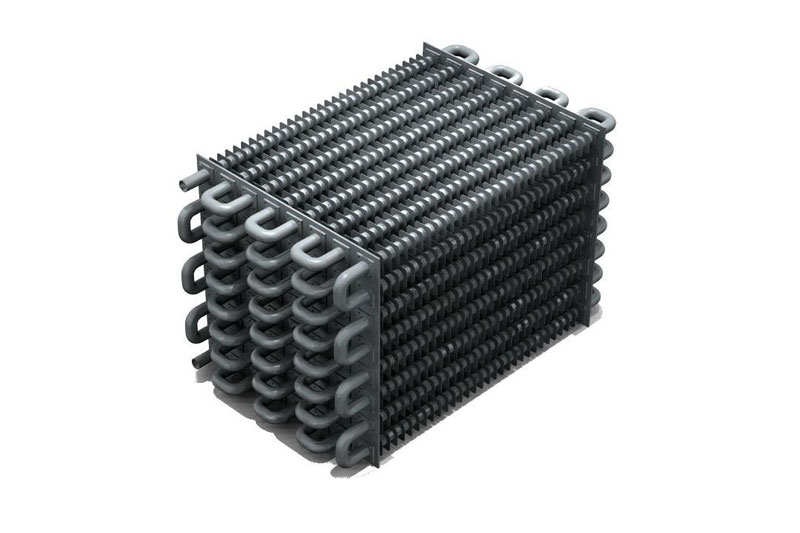 В жилых домах, общежитиях и бытовых помещениях производственных зданий радиатор может быть смещен от оси окна в сторону стояка, при этом крайняя его секция должна находиться не ближе чем на расстоянии 150 мм от боковой кромки оконного проема, у которой расположен стояк.
В жилых домах, общежитиях и бытовых помещениях производственных зданий радиатор может быть смещен от оси окна в сторону стояка, при этом крайняя его секция должна находиться не ближе чем на расстоянии 150 мм от боковой кромки оконного проема, у которой расположен стояк.

 Для проектов с ограниченным пространством над головой ULTRA FLO доступен в трубчатой арке.
Для проектов с ограниченным пространством над головой ULTRA FLO доступен в трубчатой арке.


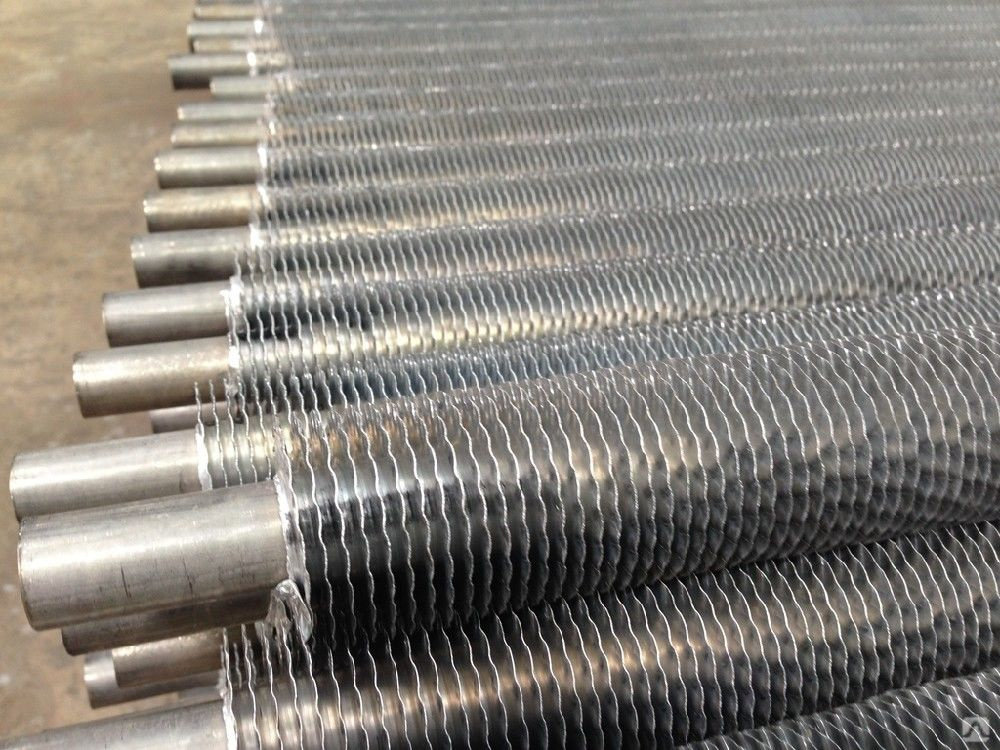
 Это идеальная труба для муниципальных водопропускных труб, ливневой канализации,
Это идеальная труба для муниципальных водопропускных труб, ливневой канализации, Порезы
Порезы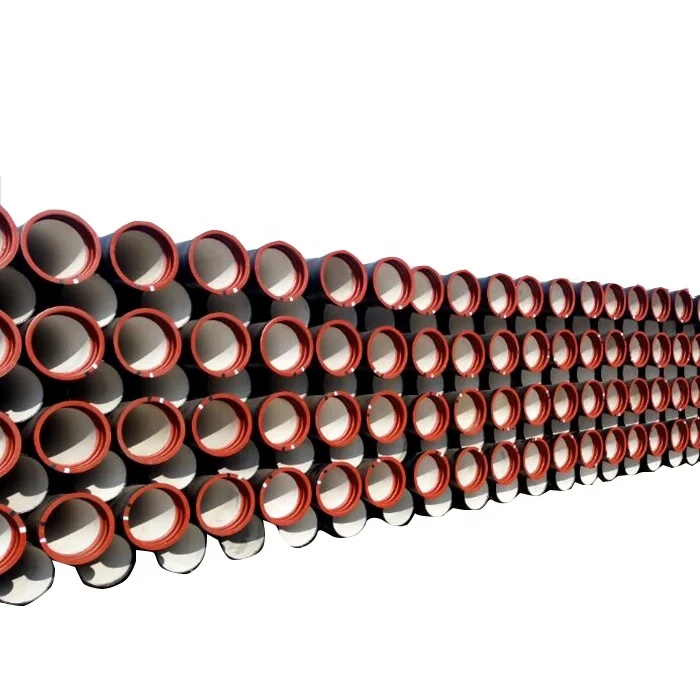

 К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
К примеру, на станке невозможно фрезеровать профили с закрытым контуром, расположенным по центру заготовок.
 По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика.
По стоимости и эксплуатационным показателям самый подходящий вариант, только надо покупать специальную фанеру, ее шпон клеится особо прочными двухкомпонентными полимерными клеящими составами. Такая фанера не рекомендуется к использованию во время изготовления мебели, количество выделений в воздух фенолов и формальдегидов превышает допустимые нормы. Но в мастерской материал можно применять без опасений. Зато по прочности этот вид фанеры уверенно занимает лидирующие позиции, а это самая важная характеристика.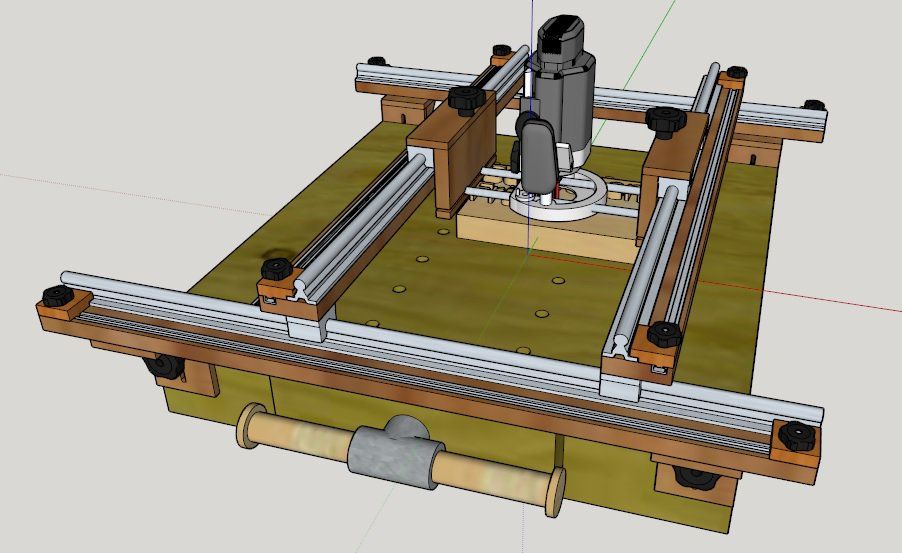 Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
Кстати, стол необязательно делать с нуля — после небольшой реконструкции отлично приспосабливаются обыкновенные сборно/ разборные небольшие кухонные столики. Такие были когда-то в каждой квартире и сегодня еще используются в подсобных помещениях.
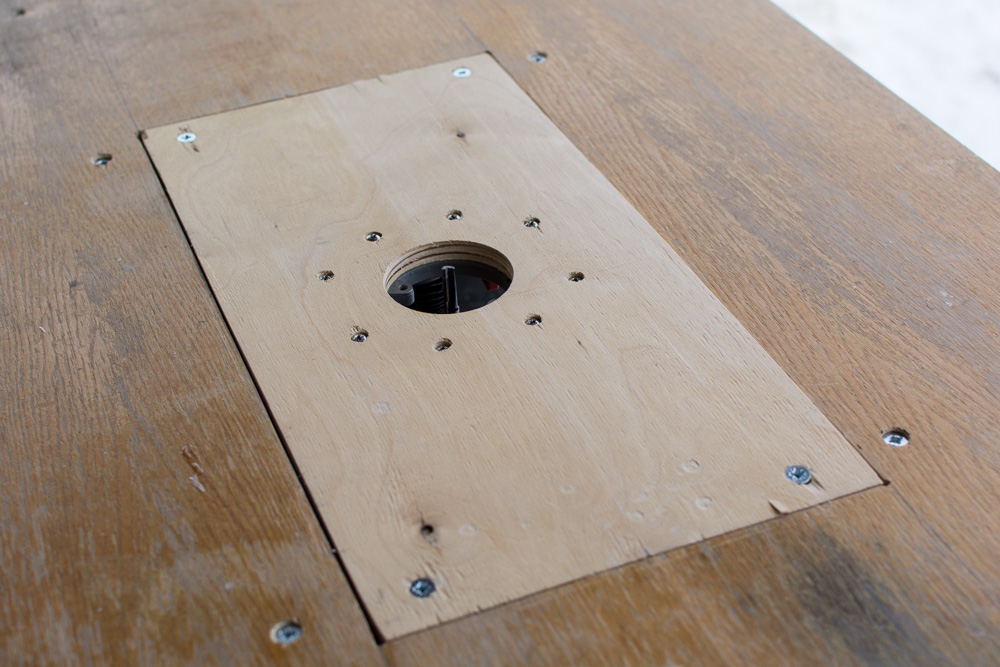 Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала.
Сделайте разметку на фанере, прикрепите ее струбцинами к рабочему столу, установите упорную линейку для пилы и аккуратно отрежьте излишки материала. Слишком большое отверстие делать не надо по нескольким причинам:
Слишком большое отверстие делать не надо по нескольким причинам: Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера.
Проверьте отверстие, вставьте в него фрезер. Он должен плотно входить и не шататься. При необходимости подгоняйте посадочное гнездо до нужных параметров. Все в норме – отлично, уберите шкуркой заусеницы и продолжайте работы по изготовлению стола для фрезера. Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки.
Длинные направляющие создают довольно большие рычаги, которые отлично держат поворачивающие нагрузки. Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями.
Опять отшлифуйте поверхности. Это надо делать не для улучшения внешнего вида, поскольку элементы располагаются под столом и незаметны. За счет шлифования выравниваются поверхности, удаляются мелкие сколы, соединяемые детали прилегают плотно, фиксация более надежная. А это очень важно для любого станка – во время работы появляется вибрация, слабые соединения быстро расшатываются со всеми негативными последствиями. Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения.
Заготовки отпилите под углом 45°, детали прикручивайте саморезами соответствующей длины. Не забывайте перед прикручиванием смазывать детали столярным клеем. Он выполняет две функции: приклеивает поверхности и идеально выравнивает плоскости среза, обеспечивая максимальную устойчивость соединения. На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать.
На внешний вид особого внимания обращать не надо, вы делаете не красивую мебель для гостиной, а прочный станок для мастерской. Разница по требованиям существенная. Каркас готов, установите на место столешницу и можно начинать работать. Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин.
Под кронштейнами к столешнице для увеличения прочности также прикручены небольшие куски металлических пластин. В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта.
В настоящее время ее часто используют для создания эксклюзивных вариантов мебели. Если у вас осталась клееная фанера, то попробуйте из нее сделать оригинальные мебельные изделия, а заодно испытать свой стол для фрезера. Что можно изготовить из фанеры можно прочитать на страницах нашего сайта. Электроинструмент крепится снизу, фреза выступает над уровнем стола.
Электроинструмент крепится снизу, фреза выступает над уровнем стола.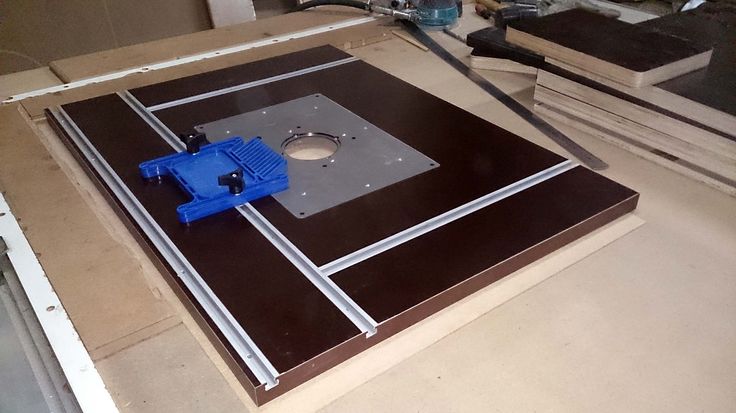
 Это может привести к проскальзыванию обрабатываемой детали.
Это может привести к проскальзыванию обрабатываемой детали.
 Ими также можно регулировать со временем просевшую пластину.
Ими также можно регулировать со временем просевшую пластину.

 При этом вы экономите время, материалы и место в рабочей зоне.
При этом вы экономите время, материалы и место в рабочей зоне. И как только мы осознаем все, что можно сделать с его помощью, мы по-прежнему обнаруживаем преимущества наличия фрезерного стола или небольшого фрезерного станка для деревообработки. А потом думаем: «как же так, что я раньше не открыл для себя этот электроинструмент» (нечего говорить, если у вас уже есть большой опыт работы столяром). На этой странице вы увидите как я делаю самодельный фрезерный стол , или, по крайней мере, вы увидите все проекты, которые я сделал для себя, от конструкции стола до бокового ограждения, а также мою систему подъема фрезы.
И как только мы осознаем все, что можно сделать с его помощью, мы по-прежнему обнаруживаем преимущества наличия фрезерного стола или небольшого фрезерного станка для деревообработки. А потом думаем: «как же так, что я раньше не открыл для себя этот электроинструмент» (нечего говорить, если у вас уже есть большой опыт работы столяром). На этой странице вы увидите как я делаю самодельный фрезерный стол , или, по крайней мере, вы увидите все проекты, которые я сделал для себя, от конструкции стола до бокового ограждения, а также мою систему подъема фрезы.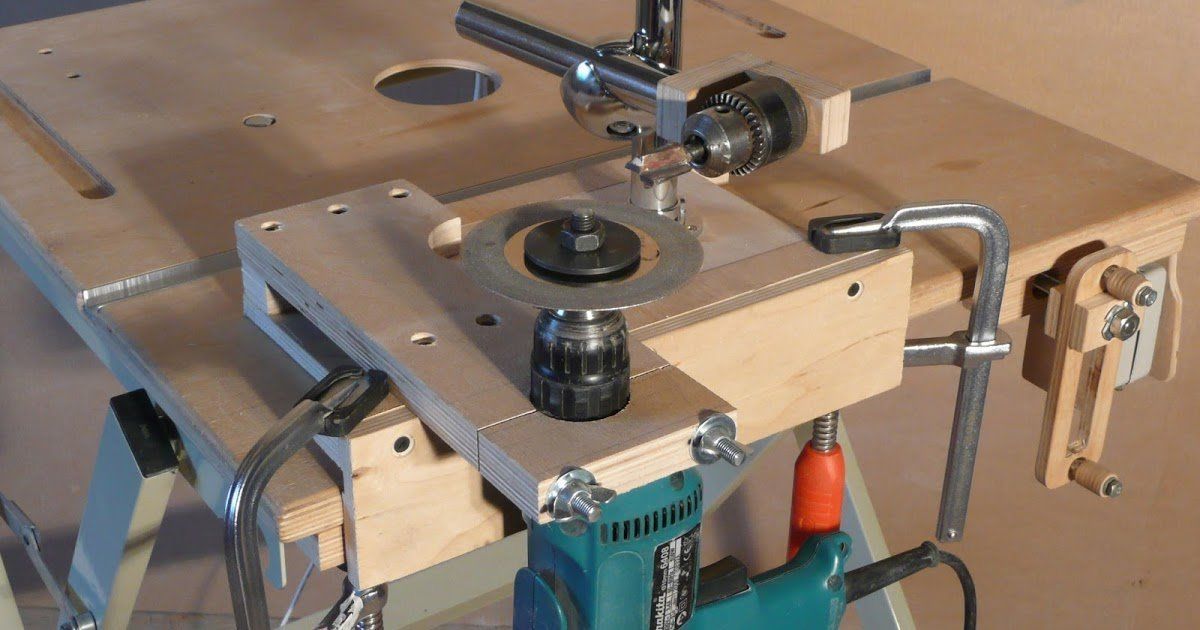
 ..
..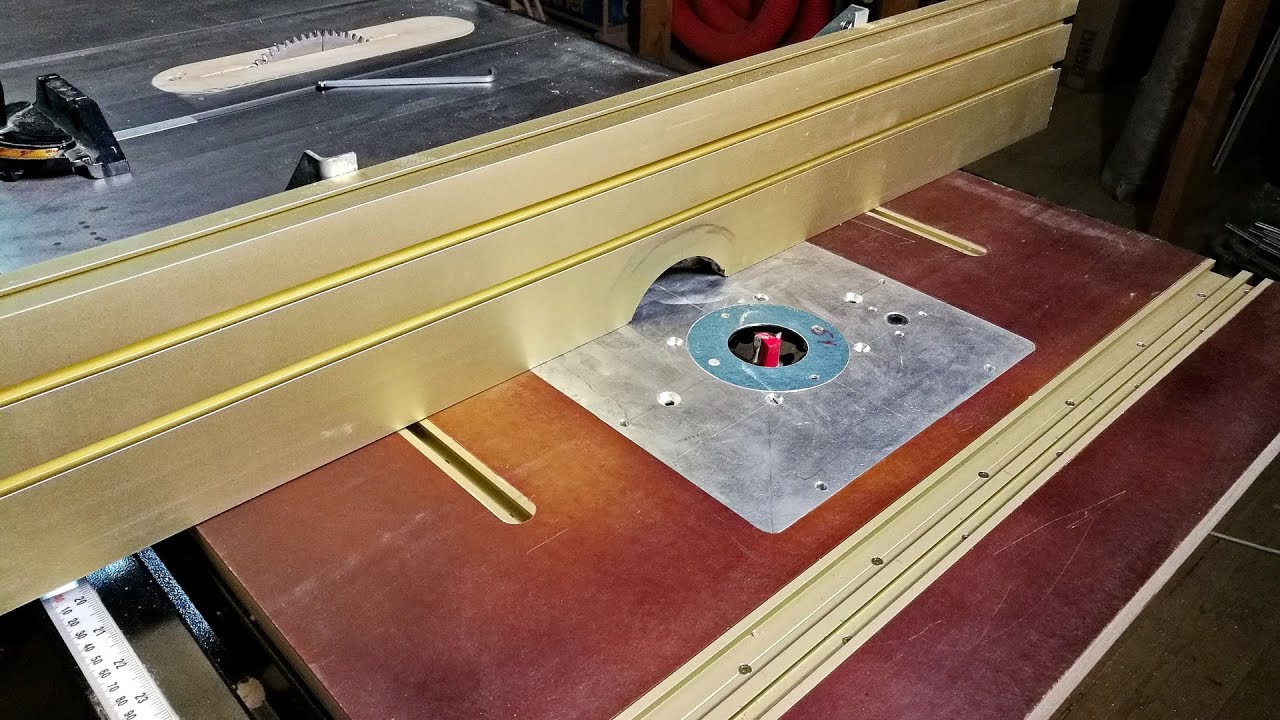 Хотя у этого есть недостаток, заключающийся в том, что он имеет небольшой вес, поэтому необходимо приложить к нему некоторый вес, или я могу закрепить конструкцию стола фрезера, чтобы он не двигался при фрезеровании древесины.
Хотя у этого есть недостаток, заключающийся в том, что он имеет небольшой вес, поэтому необходимо приложить к нему некоторый вес, или я могу закрепить конструкцию стола фрезера, чтобы он не двигался при фрезеровании древесины.

 5×30 mm
5×30 mm



 Таким образом, эти блоки можно легче перемещать вверх и вниз, если приспособление для фрезерования дерева необходимо отрегулировать во время использования.
Таким образом, эти блоки можно легче перемещать вверх и вниз, если приспособление для фрезерования дерева необходимо отрегулировать во время использования.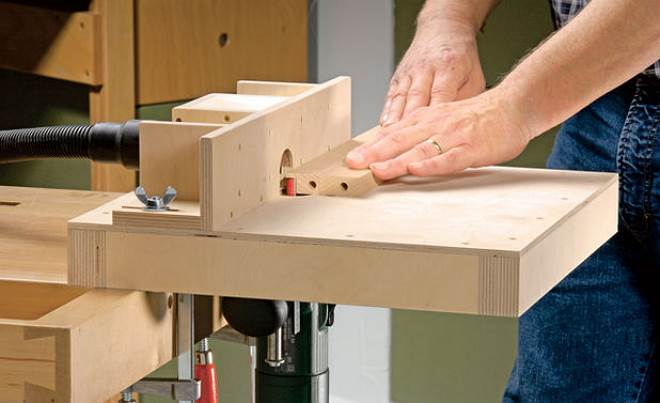

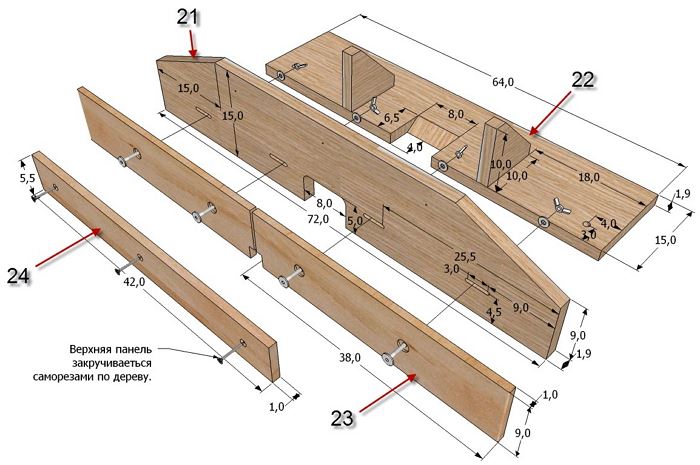


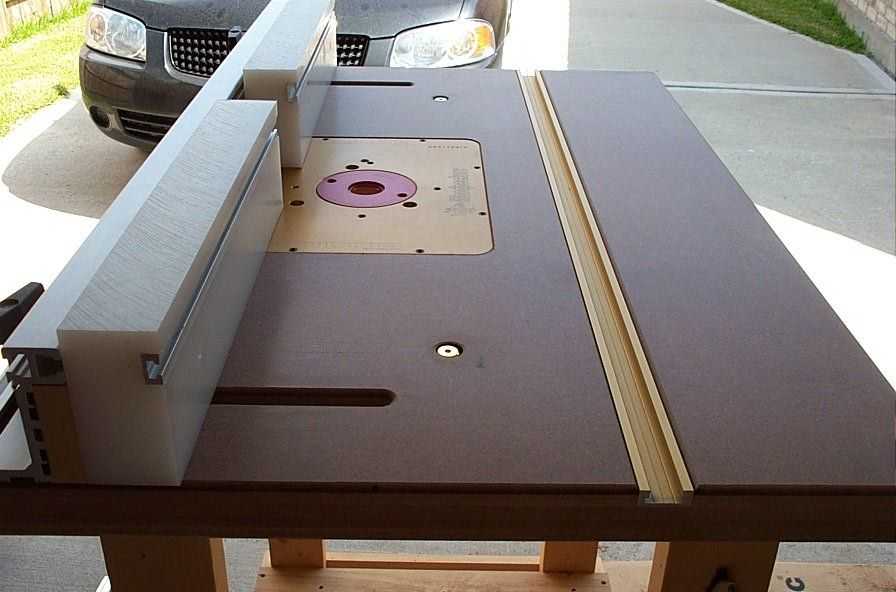

 К преимуществам материала можно отнести:
К преимуществам материала можно отнести:
 Даже при условии нанесения материала своими руками и при отсутствии опыта, работа не отнимет больше пары дней.
Даже при условии нанесения материала своими руками и при отсутствии опыта, работа не отнимет больше пары дней.

 Небольшие трещины и неровности не требуют пристального внимания.
Небольшие трещины и неровности не требуют пристального внимания.
 После полного высыхания необходима дополнительная обработка для придания блеска.
После полного высыхания необходима дополнительная обработка для придания блеска.
 Сегодня актуально смешение стилей и смелые эксперименты, поэтому нанесение декоративной штукатурки под бетон актуально в любых современных стилистических решениях.
Сегодня актуально смешение стилей и смелые эксперименты, поэтому нанесение декоративной штукатурки под бетон актуально в любых современных стилистических решениях.
 д. Легкий и прочный материал успешно заменит собой настоящий бетон. Стены облицованные им не будут столь тяжелыми как сделанные из обычного материала.
д. Легкий и прочный материал успешно заменит собой настоящий бетон. Стены облицованные им не будут столь тяжелыми как сделанные из обычного материала.


 Это поможет вам избежать ошибок и разочарования. Например, не качественный металл шпателя может «подарить» ржавые разводы которые проступят через все слои.
Это поможет вам избежать ошибок и разочарования. Например, не качественный металл шпателя может «подарить» ржавые разводы которые проступят через все слои.


 Через полдня выполняется корректировка острой частью кельмы сформировавшегося рисунка. Повторно поверхность шлифуется. Для нанесения финишного слоя используется разведенный с водой состав. Процесс сушки сопровождается проглаживанием стены кельмы и смоченной губки.
Через полдня выполняется корректировка острой частью кельмы сформировавшегося рисунка. Повторно поверхность шлифуется. Для нанесения финишного слоя используется разведенный с водой состав. Процесс сушки сопровождается проглаживанием стены кельмы и смоченной губки. метр при покрытии 1см (толщина слоя) рассчитывается следующим образом:
метр при покрытии 1см (толщина слоя) рассчитывается следующим образом: Покрытие позволяет создать эффект матового жемчуга. Если хотите что-то эксклюзивное, декоративная штукатурка Animamundi для внутренней отделки стен под бетон, подойдет как нельзя лучше.
Покрытие позволяет создать эффект матового жемчуга. Если хотите что-то эксклюзивное, декоративная штукатурка Animamundi для внутренней отделки стен под бетон, подойдет как нельзя лучше. Вот вам вариант дизайна – аутентичная стена станет отличным фоном для телевизора с большой диагональю или строгих классических картин. Такая поверхность прекрасно будет сочетаться с кухонным гарнитуром – достойная альтернатива обыденной плитки. Уместным дополнением будет столешница, имитирующая бетонную поверхность – она идеально станет сочетаться со стенами. Строгий интерьер не мешает разбавить элементами нежности — вазы с белыми цветами и стильная посуда подойдут как нельзя лучше.
Вот вам вариант дизайна – аутентичная стена станет отличным фоном для телевизора с большой диагональю или строгих классических картин. Такая поверхность прекрасно будет сочетаться с кухонным гарнитуром – достойная альтернатива обыденной плитки. Уместным дополнением будет столешница, имитирующая бетонную поверхность – она идеально станет сочетаться со стенами. Строгий интерьер не мешает разбавить элементами нежности — вазы с белыми цветами и стильная посуда подойдут как нельзя лучше.
 Подготовка бетонной поверхности
Подготовка бетонной поверхности Наносите его небольшими мазками, следя за тем, чтобы он был ровным и однородным.
Наносите его небольшими мазками, следя за тем, чтобы он был ровным и однородным. Для решения этой проблемы в разделе 4 стандарта BS 5492: 1990 делается ссылка на использование связующей обработки на плотных бетонных основаниях из-за низкой пористости, слабого всасывания и отсутствия механического шпона на таких поверхностях. №
Для решения этой проблемы в разделе 4 стандарта BS 5492: 1990 делается ссылка на использование связующей обработки на плотных бетонных основаниях из-за низкой пористости, слабого всасывания и отсутствия механического шпона на таких поверхностях. №



 Оштукатурить стены кухни, ванной или гостиной из бетона несложно, а готовая стена сможет противостоять истиранию.
Оштукатурить стены кухни, ванной или гостиной из бетона несложно, а готовая стена сможет противостоять истиранию.

 7
7 1
1 2
2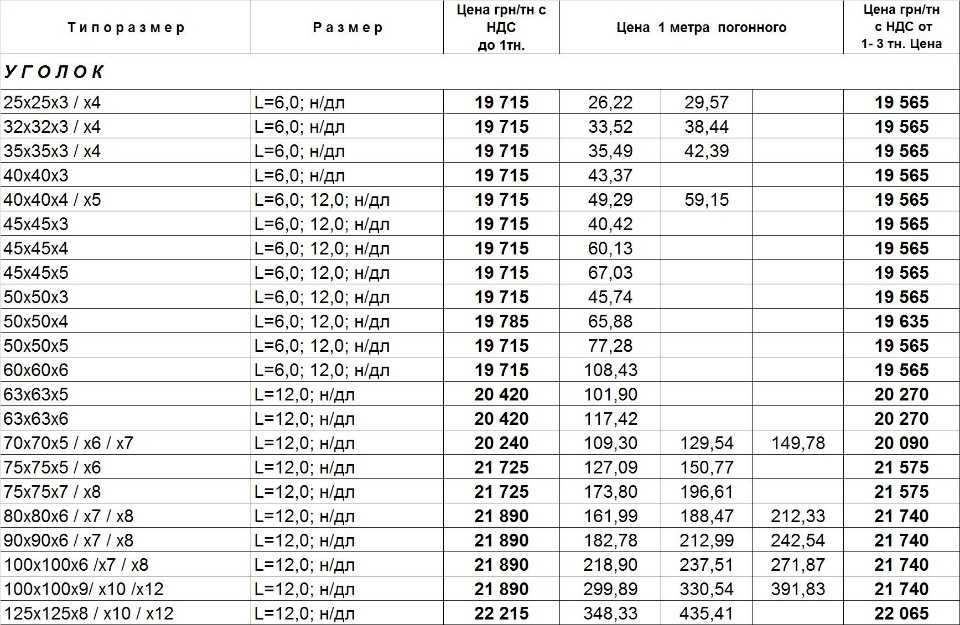 87
87 73
73 16×10 5 mm 4 = 41,6 см 4
16×10 5 mm 4 = 41,6 см 4 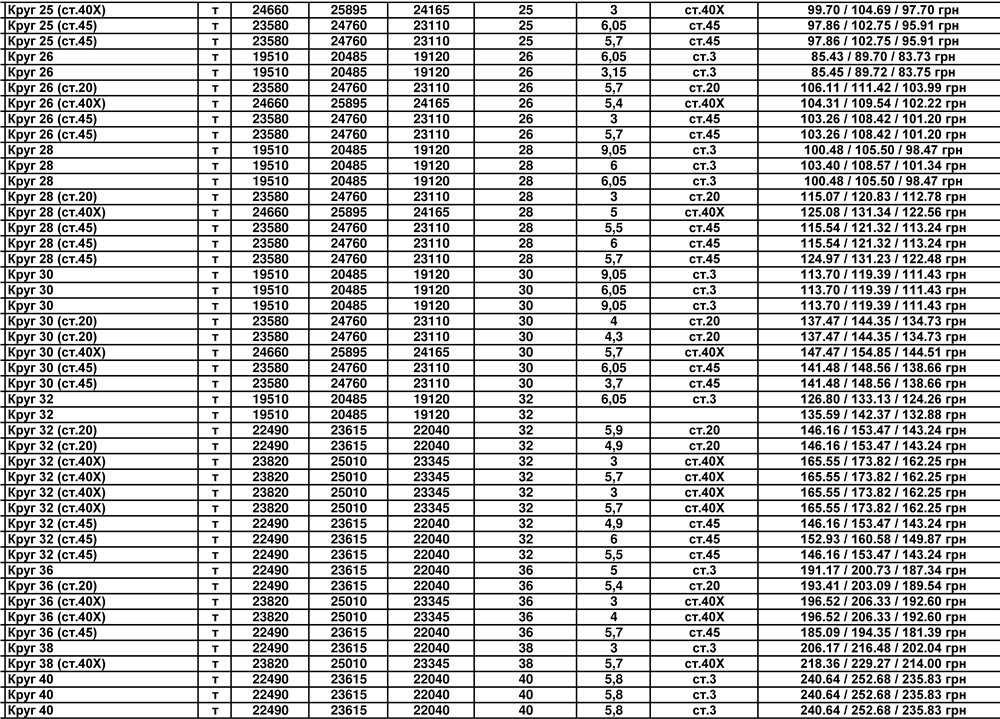 В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.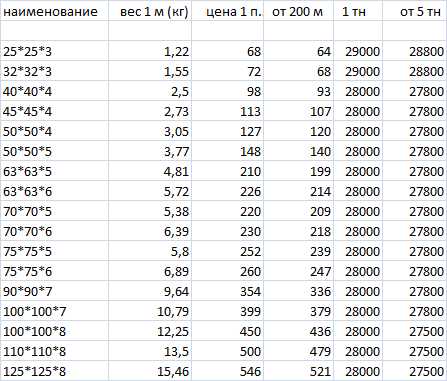
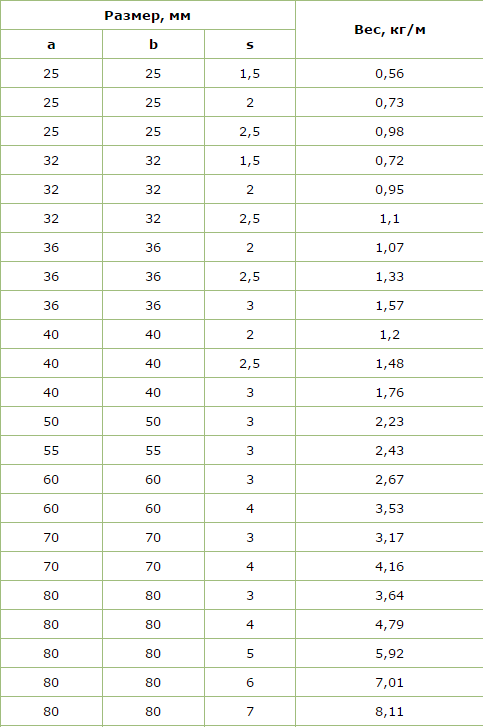 1 в соответствии с EN 10204.
1 в соответствии с EN 10204.  11
11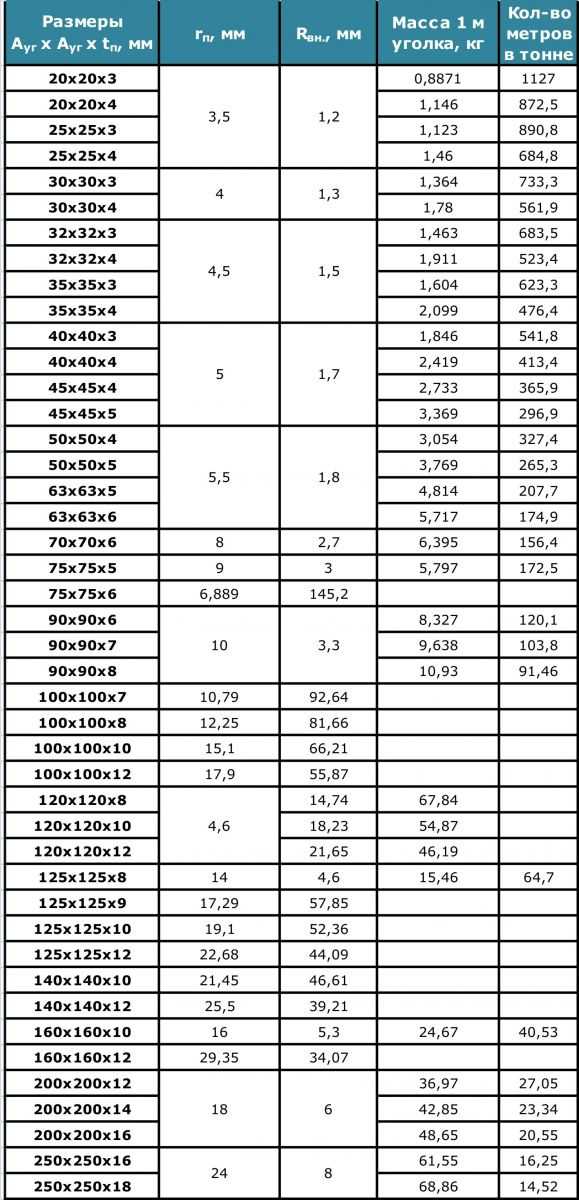
 Именно коррозия становится причиной ухудшения различных качеств, так как она разъедает металл, изменяя его структуру.
Именно коррозия становится причиной ухудшения различных качеств, так как она разъедает металл, изменяя его структуру.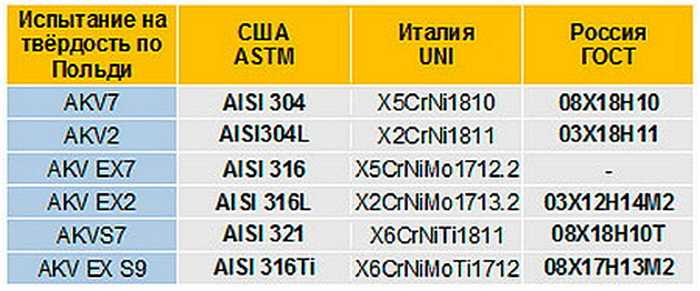 Примером можно назвать то, что буква «Х» используется для обозначения хрома, буква «Н» — никеля.
Примером можно назвать то, что буква «Х» используется для обозначения хрома, буква «Н» — никеля. Стоит учитывать, что этот способ маркировки применяется на территории стран СНГ, за рубежом они обозначаются иначе;
Стоит учитывать, что этот способ маркировки применяется на территории стран СНГ, за рубежом они обозначаются иначе;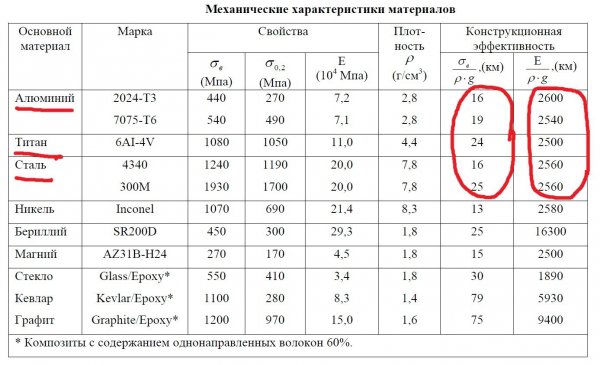
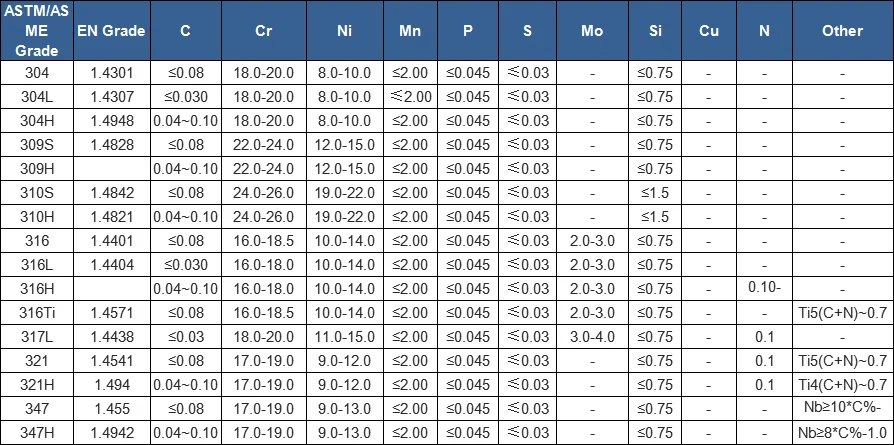
 Коррозиестойкий стальной сплав аустенитного класса изготавливается по стандарту США, в российской классификации этой стали наиболее соответствуют марки 12Х17Г9АН4 и 12Х15Г9НД.
Коррозиестойкий стальной сплав аустенитного класса изготавливается по стандарту США, в российской классификации этой стали наиболее соответствуют марки 12Х17Г9АН4 и 12Х15Г9НД. Чтобы повысить прочность сварных швов, дополнительно используются присадки с высоким содержанием никеля и хрома;
Чтобы повысить прочность сварных швов, дополнительно используются присадки с высоким содержанием никеля и хрома; Из стальной проволоки изготавливаются тканые, рифленые и сварные сетки.
Из стальной проволоки изготавливаются тканые, рифленые и сварные сетки.

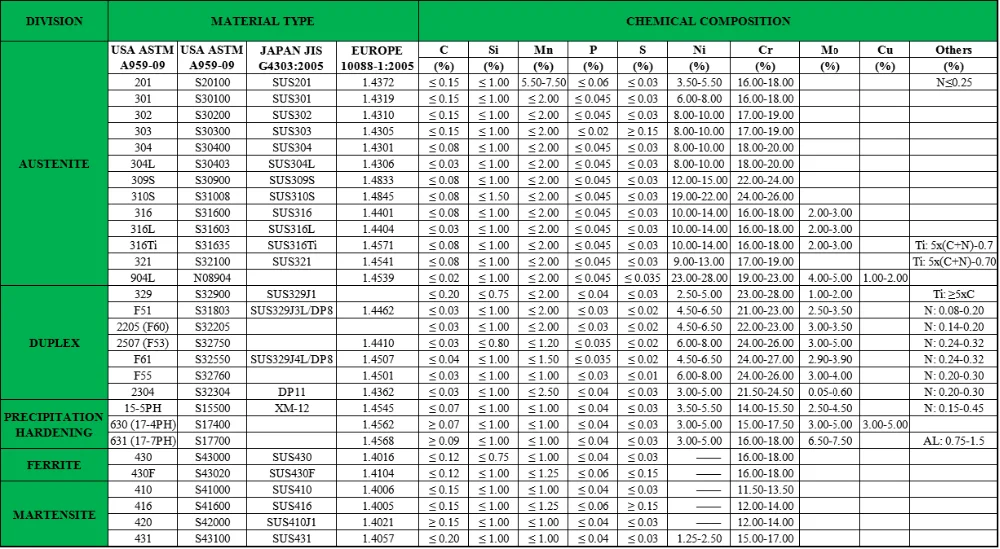 Это дополнение делает его намного более устойчивым к коррозии. Как и 304, формула 316 не требует послесварочного отжига.
Это дополнение делает его намного более устойчивым к коррозии. Как и 304, формула 316 не требует послесварочного отжига. В этом случае предпочтение отдается электрополированной нержавеющей стали 316L. Электрополировка позволяет получить гораздо более гладкую поверхность с меньшим риском захвата остатков материалов из предыдущих партий во время очистки.
В этом случае предпочтение отдается электрополированной нержавеющей стали 316L. Электрополировка позволяет получить гораздо более гладкую поверхность с меньшим риском захвата остатков материалов из предыдущих партий во время очистки.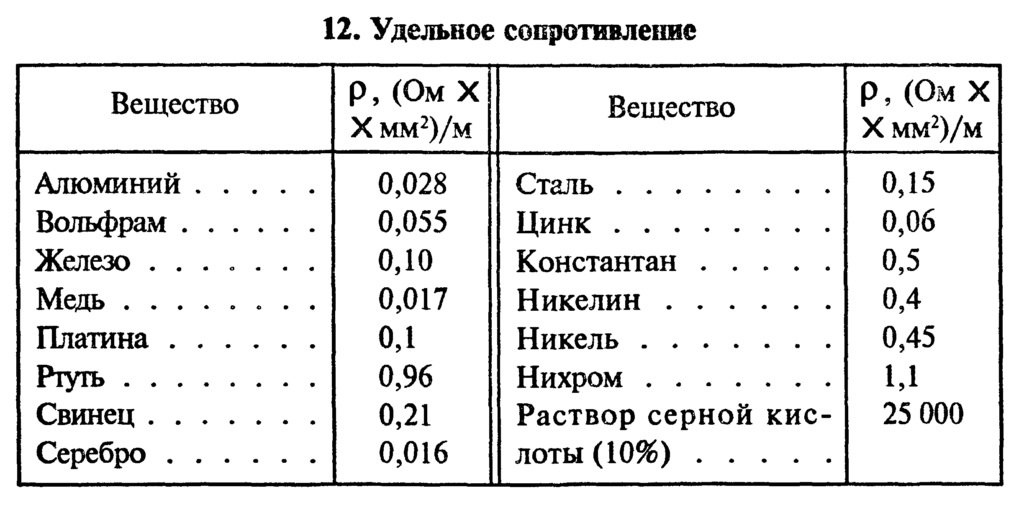
 Для более широкого обсуждения того, как выбор материала влияет на применение санитарных технологических трубопроводов, ознакомьтесь с нашим руководством по выбору материалов для санитарных труб и труб.
Для более широкого обсуждения того, как выбор материала влияет на применение санитарных технологических трубопроводов, ознакомьтесь с нашим руководством по выбору материалов для санитарных труб и труб.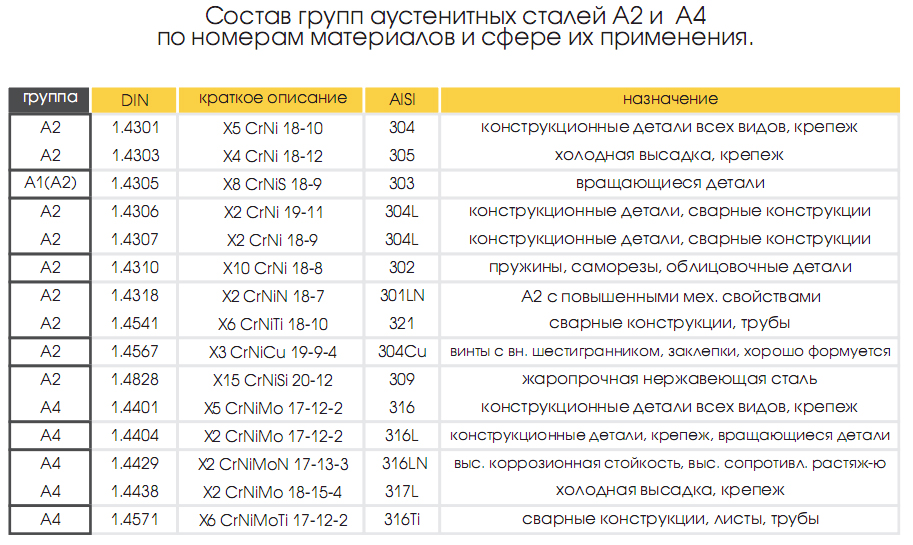 Наиболее широко используются аустенитные марки 304 и 316 и ферритные марки 409.и 430.
Наиболее широко используются аустенитные марки 304 и 316 и ферритные марки 409.и 430. 4521
4521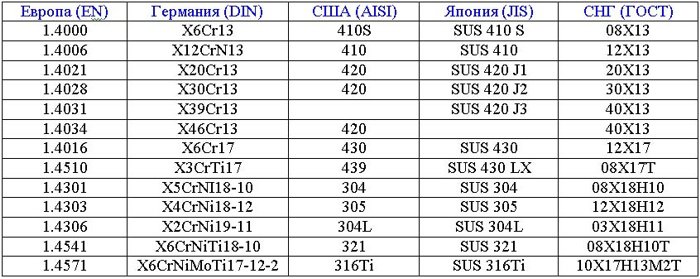 1
1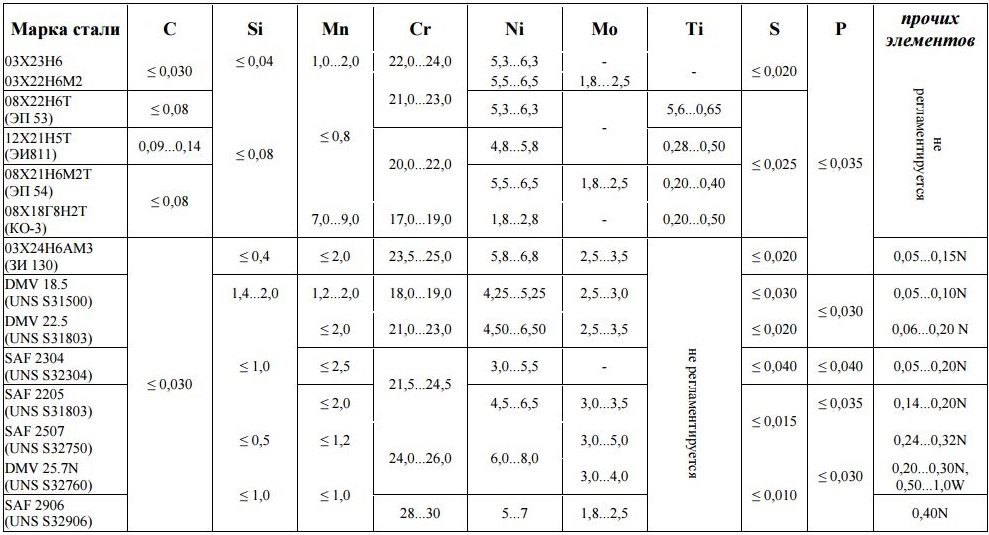



 08.2021 Изменено 20.08.2021
08.2021 Изменено 20.08.2021 станок квадрата,пресс,кузня небольшая,сверлильные станки маленькие и многое другое
станок квадрата,пресс,кузня небольшая,сверлильные станки маленькие и многое другое com.ua
com.ua При сверлении глухих отверстий на таком станке их глубину можно регулировать плоской шкалой или специальным упором.
При сверлении глухих отверстий на таком станке их глубину можно регулировать плоской шкалой или специальным упором.
 Управляйте этим движением с помощью рукоятки, жестко связанной с шестерней. Среди органов управления сверлильным станком имеется еще одна ручка, с помощью которой ствол фиксируется на необходимой высоте.
Управляйте этим движением с помощью рукоятки, жестко связанной с шестерней. Среди органов управления сверлильным станком имеется еще одна ручка, с помощью которой ствол фиксируется на необходимой высоте. Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его нужно перевести на другой шкив, а также быстрое его натяжение, когда необходимо приступить к обработке.
Такая конструкция обеспечивает быстрое ослабление приводного ремня в тот момент, когда его нужно перевести на другой шкив, а также быстрое его натяжение, когда необходимо приступить к обработке.

 В современных моделях есть то, чем не могли похвастаться машины предыдущих поколений – облегчение, экономия на материалах, из которых изготовлены детали. Это связано только с издержками, присущими современной рыночной экономике, основанной на получении сверхприбыли, помноженной на предпосылки быстрого выхода из строя вообще любой техники, каких бы то ни было устройств.
В современных моделях есть то, чем не могли похвастаться машины предыдущих поколений – облегчение, экономия на материалах, из которых изготовлены детали. Это связано только с издержками, присущими современной рыночной экономике, основанной на получении сверхприбыли, помноженной на предпосылки быстрого выхода из строя вообще любой техники, каких бы то ни было устройств.
 За повышенный запас прочности и долговечности советские станки ценятся и по сей день как вполне работоспособный раритет, выполняющий свои функции. И более толковый мастер не нужен — лишь бы машина исправно функционировала и выполняла текущий фронт и объем работ.
За повышенный запас прочности и долговечности советские станки ценятся и по сей день как вполне работоспособный раритет, выполняющий свои функции. И более толковый мастер не нужен — лишь бы машина исправно функционировала и выполняла текущий фронт и объем работ.
 Недостаток только один: не каждый современный рабочий приспособится к подъему и опусканию шпинделя.
Недостаток только один: не каждый современный рабочий приспособится к подъему и опусканию шпинделя.




 А для того чтобы блеск стал еще ярче, после чистки можно применить специальные полироли.
А для того чтобы блеск стал еще ярче, после чистки можно применить специальные полироли. к это в конечном итоге приведет к потере внешнего вида и порче изделия;
к это в конечном итоге приведет к потере внешнего вида и порче изделия; 7
7 3
3 1
1 7
7 1
1 7
7 8
8 векторные изображения квадратного профиля tech-rahmen. chromkantenrechteck industrieller logorahmen — хромированные диски сток-графика, -клипарт, -мультфильмы и -символ
векторные изображения квадратного профиля tech-rahmen. chromkantenrechteck industrieller logorahmen — хромированные диски сток-графика, -клипарт, -мультфильмы и -символ
 Добыча меди была доступной, потому что руду необходимо было плавить при сравнительно невысокой температуре. Первой рудой, из которой стали добывать медь, была малахитовая руда (calorizator). Каменный век в истории человечества сменился именно медным, когда предметы быта, орудия труда и оружие из меди получили самое широкое распространение.
Добыча меди была доступной, потому что руду необходимо было плавить при сравнительно невысокой температуре. Первой рудой, из которой стали добывать медь, была малахитовая руда (calorizator). Каменный век в истории человечества сменился именно медным, когда предметы быта, орудия труда и оружие из меди получили самое широкое распространение. Известны основные сплавы меди – с цинком (латунь), с оловом (бронза), с никелем (мельхиор).
Известны основные сплавы меди – с цинком (латунь), с оловом (бронза), с никелем (мельхиор). Возможны внутренние кровотечения.
Возможны внутренние кровотечения. Медь также участвует в процессах роста и размножения. Принимает участие в образовании коллагена и эластина и синтезе эндорфинов – гормонов «счастья».
Медь также участвует в процессах роста и размножения. Принимает участие в образовании коллагена и эластина и синтезе эндорфинов – гормонов «счастья».


 Совершенно стабильный, более прочный, сохраняя при этом все первоначальные свойства меди.
Совершенно стабильный, более прочный, сохраняя при этом все первоначальные свойства меди.
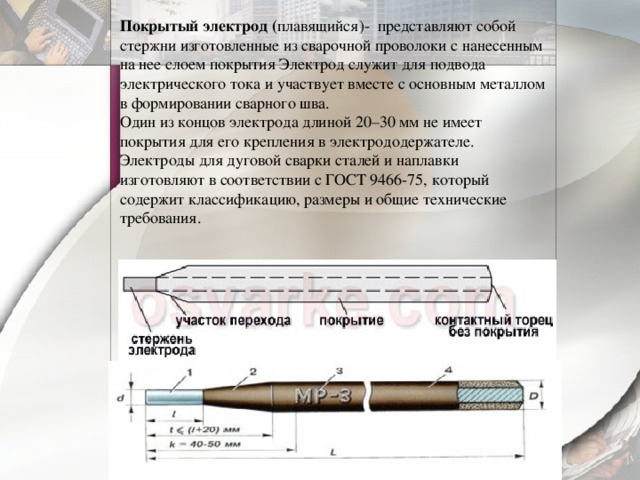 Сварочная проволока обычно изготавливается из низкоуглеродистой стали и имеет тонкое медное покрытие, которое защищает ее от ржавчины, улучшает электропроводимость, увеличивает срок службы контактного наконечника и в целом повышает стабильность дуги. Сварочный аппарат должен быть переведен в режим постоянного тока обратной полярности (DC+). Защитный газ, обычно двуокись углерода или ее смеси с аргоном, защищает расплавленный металл от воздействия окружающего воздуха. Он подается из газового баллона, проходит через газовые кабели и поступает к сварочной ванне через сопло горелки. Расплавленный металл легко вступает в реакцию с кислородом, азотом и водородом из окружающего воздуха. Поэтому на протяжении сварки и в течение некоторого времени после ее завершения к сварочной ванне подается защитный инертный газ. Однако даже легкий порыв ветра может отнести это облако защитного газа в сторону, поэтому такой тип сварки редко используется под открытым небом.
Сварочная проволока обычно изготавливается из низкоуглеродистой стали и имеет тонкое медное покрытие, которое защищает ее от ржавчины, улучшает электропроводимость, увеличивает срок службы контактного наконечника и в целом повышает стабильность дуги. Сварочный аппарат должен быть переведен в режим постоянного тока обратной полярности (DC+). Защитный газ, обычно двуокись углерода или ее смеси с аргоном, защищает расплавленный металл от воздействия окружающего воздуха. Он подается из газового баллона, проходит через газовые кабели и поступает к сварочной ванне через сопло горелки. Расплавленный металл легко вступает в реакцию с кислородом, азотом и водородом из окружающего воздуха. Поэтому на протяжении сварки и в течение некоторого времени после ее завершения к сварочной ванне подается защитный инертный газ. Однако даже легкий порыв ветра может отнести это облако защитного газа в сторону, поэтому такой тип сварки редко используется под открытым небом. Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков.
Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков. Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться.
Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться. После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.
После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную. Проволока 0,8 мм (0,030″) обеспечит несколько большую производительность наплавки. Если Вы планируете вести MIG-сварку материалов от 3 до 6 мм (1/8″ – ¼»), Вам понадобится более мощный аппарат для сетей 230В. Высокий сварочный ток таких аппаратов больше подходит для однопроходной сварки, и вам не придется тратить время на второй и третий проход. Аппараты 230В также пригодны для сварки проволокой 0,9 мм (0,035″). Для MIG-сварки материалов толщиной больше 6 мм (¼») понадобится еще более мощный промышленный аппарат. Если вы чаще работаете с материалами толщиной менее 3 мм, то в целях экономии лучше купить MIG-аппарат мощностью 115В.
Проволока 0,8 мм (0,030″) обеспечит несколько большую производительность наплавки. Если Вы планируете вести MIG-сварку материалов от 3 до 6 мм (1/8″ – ¼»), Вам понадобится более мощный аппарат для сетей 230В. Высокий сварочный ток таких аппаратов больше подходит для однопроходной сварки, и вам не придется тратить время на второй и третий проход. Аппараты 230В также пригодны для сварки проволокой 0,9 мм (0,035″). Для MIG-сварки материалов толщиной больше 6 мм (¼») понадобится еще более мощный промышленный аппарат. Если вы чаще работаете с материалами толщиной менее 3 мм, то в целях экономии лучше купить MIG-аппарат мощностью 115В. Сварочный аппарат 115В с проволокой Innershield NR-211-MP 0,8 мм (.035″) позволит сваривать материалы до 6 мм (¼»). Обратите внимание, что это в два раза больше, чем возможно для MIG-сварки на 115В (2,8 мм). С аппаратом 230В и подходящей порошковой проволокой, например, Innershield NR-211MP 1,1 мм (0.045″) Вы сможете работать с материалами до 12,7 мм (1/2″). Обратите внимание, что для сварки проволокой Innershield® NR-211-MP аппарат нужно настроить на постоянный ток прямой полярности (DC–).
Сварочный аппарат 115В с проволокой Innershield NR-211-MP 0,8 мм (.035″) позволит сваривать материалы до 6 мм (¼»). Обратите внимание, что это в два раза больше, чем возможно для MIG-сварки на 115В (2,8 мм). С аппаратом 230В и подходящей порошковой проволокой, например, Innershield NR-211MP 1,1 мм (0.045″) Вы сможете работать с материалами до 12,7 мм (1/2″). Обратите внимание, что для сварки проволокой Innershield® NR-211-MP аппарат нужно настроить на постоянный ток прямой полярности (DC–).
 По мере увеличения толщины материала возрастает риск образования наплывов, так как эти компактные аппараты не способны обеспечить необходимое для полного проплавления тепловложение.
По мере увеличения толщины материала возрастает риск образования наплывов, так как эти компактные аппараты не способны обеспечить необходимое для полного проплавления тепловложение. Даже небольшой поворот регулятора приведет к значительному изменению поведения дуги. Кроме того, при этом важно следить за правильным положением и наклоном горелки.
Даже небольшой поворот регулятора приведет к значительному изменению поведения дуги. Кроме того, при этом важно следить за правильным положением и наклоном горелки. Проволока малого диаметра предназначена для сварки тонкопрофильных материалов.
Проволока малого диаметра предназначена для сварки тонкопрофильных материалов. Убедитесь, что Ваш аппарат сможет обеспечить достаточный сварочный ток и скорость подачи для соответствующей марки проволоки и будет совместим с ней по диаметру.
Убедитесь, что Ваш аппарат сможет обеспечить достаточный сварочный ток и скорость подачи для соответствующей марки проволоки и будет совместим с ней по диаметру. Сварные соединения бывают нахлесточными, угловыми и стыковыми. По возможности избегайте зазоров из-за потенциальных проблем с прожиганием. Это особенно важно в случае тонколистового металла.
Сварные соединения бывают нахлесточными, угловыми и стыковыми. По возможности избегайте зазоров из-за потенциальных проблем с прожиганием. Это особенно важно в случае тонколистового металла. Более подробную информацию можно найти в документе ANSI Z 49.1.
Более подробную информацию можно найти в документе ANSI Z 49.1. Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
Именно так называется этот тип сварочного оборудования. Мы рекомендуем использовать термин «полуавтомат», чтобы вас могли понять другие сварщики или консультанты в магазине.
 Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
Порошковая проволока — это, по сути, полая металлическая трубка, внутри которой содержится флюс. В процессе сварки металлическая трубка плавится, флюс высвобождается. И начинает играть ту же роль, что и защитный газ.
 И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой.
И не смотря на множество регулировок, аппарат остается простым в применении и во многом интуитивно понятным. С ним справится любой. Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.
Или, проще говоря, класс. Класс может быть бытовым, полупрофессиональным или профессиональным. Чтобы понять, к какому классу относится аппарат, можно узнать его технические характеристики или посмотреть в инструкции.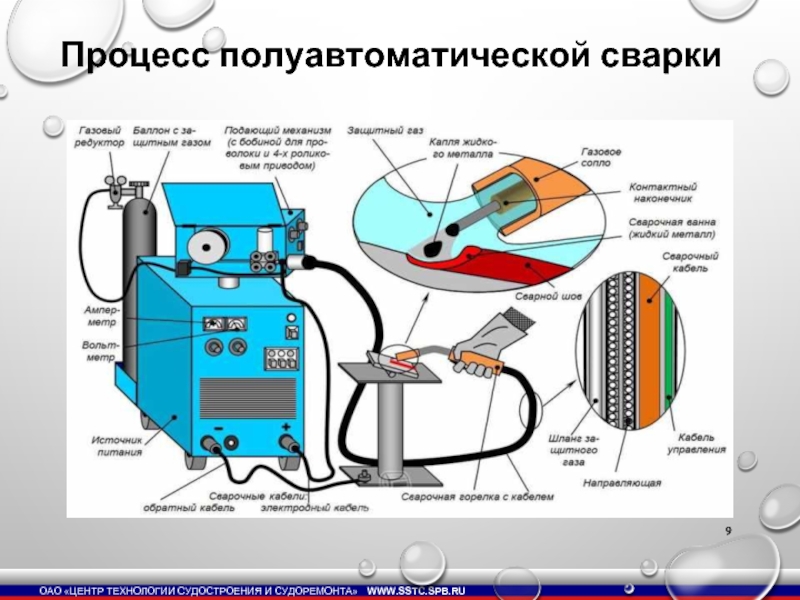 Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.
Лучше купить аппарат из средней ценовой категории. Если вам очень хочется купить качественный полуавтомат, но денег недостаточно, то можно поискать что-нибудь б/у на онлайн досках объявлений.

.jpg)








 Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
 Тем не менее, довольно сложно выяснить, что именно не так с аппаратом
Тем не менее, довольно сложно выяснить, что именно не так с аппаратом



 Вы можете сварить прямо из коробки!
Вы можете сварить прямо из коробки!