Струбцина своими руками из металла – инструкция изготовления
Главная » Инструменты
Автор Мария На чтение 4 мин. Просмотров 75 Опубликовано
Струбциной называют инструмент, напоминающий ручные тиски, который используют для надежной фиксации или склейки двух элементов. Например, в столярном ремесле ее применяют, чтобы соединить две плоскости на время высыхания клеевого раствора. Однако не всегда этот инструмент есть под рукой, поэтому можно самостоятельно прибегнуть к изготовлению быстрозажимной конструкции. Чтобы правильно сделать струбцину своими руками из металла, нужно следовать пошаговым инструкциям с фото и видео мастер-классам.
Самодельная струбцина из металла
Содержание
Особенности конструкции
Технология изготовления
1 вариант
2 вариант
Особенности конструкции
Струбцина может быстро выйти из строя, поэтому так важно знать, как смастерить самодельный инструмент. Составными частями данной металлической конструкции являются рычажная часть, рама, губы зажима и подвижная деталь.
В чем преимущества зажимных инструментов:
[info]Струбцину можно сделать и из древесины, однако металлическая конструкция практичней и надежней. Ее изготовление не потребует особых знаний и навыков, понадобится лишь применение сварочного оборудования, ножовки и горелки. Весь процесс с пошаговой инструкцией показан на видео.[/info]
Модели зажимных инструментов делятся на следующие классы по работе механизмов и структурным особенностям:
Трубный. Используется для фиксации крупногабаритных предметов, длину трубы при этом можно менять. Отличается сложным принципом работы.
Угловой. Самый распространенный вид зажимных механизмов, используется для того, чтобы свести бруски из древесины строго под углом 90 градусов.
Ленточный. Чаще используется в столярном деле, составной частью является плавающий гибкий элемент, натяжение которого можно регулировать.
Пружинный. Такая струбцина скорее напоминает прищепку для фиксации, усилие создается за счет работы пружины внутри конструкции. С пружинным механизмом можно работать и одной рукой, используется при малых усилиях сжатия.
Автоматический. Этот тип можно отнести к быстрозажимным конструкциям, отличается простым и понятным принципом работы. Иногда встречаются модели со слабой фиксацией, однако чаще всего этот недостаток касается только недорогостоящих инструментов.
Торцевой. Эти модели имеют С-образную форму и три винта, чаще применяются для фиксации накладок на столешницы и другую мебель.
G-образной формы или быстрозажимный. Один из самых распространенных типов струбцин, часто является бюджетным вариантом тисков. В процессе работы предмет закрепляется на край столешницы или другой плоскости. Такой инструмент позволяет производить простую сводку элементов для склейки или фиксацию деталей для шлифовки или заточки.
F-образной формы или винтовой. Отличается большими возможностями регулировки за счет расположения направляющей шины, в работе с таким инструментом участвуют, как правило, обе руки. Есть возможность изменять ширину захвата, соединяя предметы различной толщины. Такой агрегат изображен на фото.
Технология изготовления
Струбцина, сделанная своими руками из металла, значительно надежней и практичней деревянной конструкции. Для изготовления самодельных агрегатов потребуется сварочное оборудование и слесарные агрегаты.
Инструменты для изготовления струбцины любого типа
1 вариант
Следуя инструкции, можно сделать самодельную струбцину из металлической арматуры.
Начнем:
Разрезаем арматуру на отдельные элементы, чтобы приступить к изготовлению челюсти для фиксации, как показано на фото с инструкцией.
Финишным этапом будет изготовление ручек и панелей на челюсти.
2 вариант
Чтобы сделать своими руками угловой инструмент для зажима, нам понадобятся следующие материалы: стальные обрезки от уголка 40*40, 50*50 и 30*50 по 200 мм, 2 F-образные струбцины и полоса 10*50 до 250 мм длиной.
Приступим:
С помощью строительного слесарного уголка размещаем все детали, как на фото.
Разворачиваем уголок лицевой стороной вниз, привариваем полосу к уголку.
Затем привариваем к основанию струбцину, чтобы крепление конструкции было более надежным.
Приобретать струбцины в строительных магазинах достаточно накладно. Всем хочется избавить себя от лишних затрат, если есть альтернативные варианты. Таких инструментов может понадобиться сразу несколько, особенно это актуально при сборке, изготовлении или ремонте предметов мебели. Самодельные струбцины заменят вам ручные тиски, так как есть возможность выбрать модель, тип и размер инструмента. Следуя инструкциям на фото и видео, можно быстро разобраться с механизмом изготовления и быстро сделать ручной зажим из подручных материалов.
Деревянная струбцина для фиксации и стяжки наборов
Деревянный зажим из деталей вешалки
Быстрая С образная струбцина для дерева
Струбцина из металла своими руками
Длинная стягивающая струбцина
Самодельная сварная струбцина из арматуры
Самодельная G-образная струбцина
Деревянная прокладка для опоры металлической струбцины
Зажим для наворачивания проволоки на оправку
Угловые струбцины своими руками
Зажим универсальный под любой угол
Угловая стальная струбцина для сборки
Струбцина быстрозажимная своими руками
Зажим для удержания и фиксации мелких деталей
Струбцина из прута арматуры и дерева
Ленточная универсальная струбцина
Кулачковые быстрые струбцины
Телескопический раскладной зажимной хомут
Крепежные универсальные зажимы
4-х ходовые полизажимы для деревянных панелей
Зажимная коробка для установки на верстаке
Самодельный зажим для журнального стола
Недорогой простейший зажим из колечка трубы ПВХ
Стойки для набора струбцин
Импровизированные зажимы
Заключение
Опытные мебельщики, столяры, слесарных дел мастера справедливо считают, что струбцина является не менее важным инструментом, чем удобный верстак, хорошо сбалансированный рубанок или набор острых, как бритва, стамесок из шведской стали. Приспособление можно купить, взять в аренду, но лучше всего сделать струбцину своими руками. В этом случае будет уверенность, что нехитрое устройство не подведет в самый ответственный момент.
Суть устройства струбцины
Конструктивно струбцина представляет собой простейшее устройство, позволяющее прижать деталь, заготовку, несколько составных частей в одно целое для установки крепежа – саморезов, болтов с гайками, заклепок, или пока сохнет клей.
К устройству струбцины, независимо от конструкции, материала и размеров приспособления, предъявляют два основных требования:
Рама струбцины не должна деформироваться под нагрузкой, жесткость каркаса приспособления должна быть достаточной, чтобы сохранить параллельными плоскости прижимных губок;
Конструкция прижимного винта должна обеспечивать регулируемое и плавное прижатие подвижной опоры струбцины на фиксируемой поверхности.
Существует достаточно большое количество всевозможных схем струбцин, и, хотя устройство любой струбцины примитивно по сути, никто не пытается сделать универсальную конструкцию, которой можно было бы пользоваться в любой ситуации. Устройство получается очень тяжелым, неудобным и сложным в работе.
Поэтому размеры и схему приспособления подбирают, исходя из габаритов соединяемых деталей и требуемого усилия прижатия. Условно струбцины делят на три большие группы:
Столярные и мебельные линейчатые струбцины, их стараются сделать из твердых сортов древесины и металла;
Монтажные струбцины большой жесткости;
Слесарные упорные струбцины.
Кроме классических струбцин-линеек, широко используют заказные струбцины нестандартных схем, большинство из них изготавливается под выполнение одной-двух операций повышенной сложности.
Например, сверление в массиве из нескольких досок на большую глубину, обрезка или склеивание бруса фигурным способом под прямым или нестандартным углом, сварка деталей сложной конфигурации. Вариантов более чем достаточно, лучший способ обеспечить самое высокое качество соединения – это все же сделать струбцину нужного размера и формы.
Деревянная универсальная струбцина своими руками
Проще всего сделать струбцину из деревянной планки и бруса. Дерево — достаточно демократичный материал, поэтому, если выполнить правильную разметку деталей и использовать надлежащие инструменты, то без особых усилий можно сделать зажим любого уровня сложности.
Для изготовления деревянной струбцины потребуются следующие инструменты и приспособления:
Настольный сверлильный станок мощностью 400-500 Вт под сверла от 1-15 мм. Вертикальный ход сверлильного патрона должен быть не менее 120 мм;
Электрический шлифовальный круг. Его можно сделать самостоятельно, для этого на электроточиле вместо абразивного камня устанавливают круг из фанеры, толщиной 10 мм и диаметром 350 мм, на котором с двух сторон наклеены полотна наждачной бумаги;
Ручная дисковая пила по дереву с диаметром диска не менее 150 мм. Можно использовать болгарку или ленточную пилу.
Все остальные операции можно сделать с помощью ручного инструмента. Разумеется, сверлить отверстия и нарезать пазы можно также и ручными дрелью и ножовкой, только достичь требуемого качества и точности изготовления с использованием ручных инструментов будет очень непросто.
Классическая F образная струбцина
Конструкция простейшей деревянной струбцины выглядит, как латинская буква F. Вертикальная и верхняя горизонтальная планка представляют собой одно целое – неподвижную направляющую, соединенную упором одной из губок. Центральная перемычка буквы F — это подвижная или ответная часть губок, которая приводится в движение ходовым винтом. Третья часть струбцины с приводным винтом изготавливается в съемном варианте. Зажим можно переставлять по длине направляющей планки, расстояние между губками сделать меньше или больше, насколько позволяет длина базовой рейки.
Общий вид струбцины приведен на фото.
Первоначально нужно сделать направляющую рейку. Для этих целей подойдет лиственница или еловая доска. Все остальные детали струбцины можно сделать из любой древесины, кроме мягких сортов, – тополя, липы, березы.
Важно! Для изготовления любых приспособлений и вспомогательной оснастки используют только бездефектную древесину. Если нет таковой, то лучше всего сделать струбцину из обычной фанеры толщиной 15-20 мм.
Базовую планку вырезают по длине будущего приспособления. На опорную неподвижную часть губок зажима приходится львиная доля нагрузки, поэтому лучше всего сделать направляющую из самой прочной древесины или применить небольшую хитрость.
По боковому торцу рейки вырезают полукруглый паз, в который укладывают стальной прут, диаметром 8-10 мм. С одной стороны конец загибается вокруг торца, на другом конце прут соединяют с неподвижной губкой гайкой, навернутой на предварительно нарезанную резьбу.
Неподвижную часть губок приклеивают к направляющей планке столярным клеем, после высыхания клея опорную поверхность тщательно подрезают по углу в 90о к направляющей планке. Эту деталь можно сделать клееной, или пропилить монтажный паз с помощью ручной циркулярной пилы.
Ответную или подвижную часть губок вырезают вместе с опорой под винт из одного бруска. Далее в обеих заготовках нужно сделать П-образные пропилы, позволяющие посадить детали на направляющую планку. После снятия заусенец заготовки устанавливают пакетом в сверлильный станок и сверлят отверстие под ходовой винт.
Если предполагается достаточно интенсивное использование струбцины, то в отверстие под винт необходимо запрессовать латунную трубку, сделать подшипник скольжения. В противном случае ходовой винт достаточно быстро разобьет отверстие на 2-5 мм, что сделает инструмент непригодным для работы.
Струбцина, собранная из дерева и стали
Деревянной струбциной удобно работать, если нужно сделать небольшой прижим, чтобы зафиксировать пакет из нескольких планок или склеить две детали. Если предполагается обработка бруса или доски столярным инструментом, рубанком или шлифмашиной, то струбцину для фиксации материала лучше всего сделать с металлической направляющей.
Процесс изготовления струбцины из дерева и стали выглядит следующим образом:
Первоначально необходимо подобрать стальную рейку, лучше всего шину толщиной не менее 5 мм и шириной 25-30 мм. По длине шины на сверлильном станке нужно сделать ряд пазов или отверстий для фиксации переставляемой части губок;
Зажим и ответную неподвижную часть губок вырезают из одного бруска дерева, лучше всего сделать из дуба или лиственницы. В обеих заготовках выполняют пропил монтажных пазов и крепление стальных накладок;
Далее в переставляемой опоре засверливают отверстия под установку ходового винта, сделать это нужно обязательно на станке или направляющем приспособлении;
Неподвижную часть губок устанавливают на стальной шине и фиксируют струбциной, чтобы сохранить угол в 90о, после чего необходимо сделать два отверстия и закрепить деталь заклепками или винтами;
Подвижную часть губок изготавливают из клена или ясеня, чтобы сделать точную центровку, заготовку стыкуют с переставляемой опорой и сверлят сверлом диаметром, равным размеру ходового винта.
Остается собрать струбцину, переставляемую часть засверливают под фиксирующий болт, устанавливают болт или шпильку и затягивают гайкой. По окончанию сборки нужно сделать два-три холостых прогона, чтобы осадить стенки и облегчить вращение винта.
Деревянная струбцина для фиксации и стяжки наборов
В 40% случаев работы в столярной или мебельной мастерской требуют использования длинных струбцин для стягивания целых наборов или пакетов из планок, формирования мебельных щитов, столешниц и дверного полотна. Процесс изготовления струбцин для нужд стяжки практически не отличается от обычного деревянного F-образного приспособления.
В отличие от других схем приспособлений, струбцина для стяжки изготавливается из массивного бруса, сечением 50х50 мм и длиной не менее 100 см. В направляющей планке из бруса сверлят на станке ряд отверстий для перестановки ответной части губок.
Кроме того, потребуются три блока из дуба или бука, для того чтобы сделать неподвижную опору с ходовым винтом и две части губок — переставляемую и подвижную.
На ответной переставляемой опоре прорезают установочный паз и сверлят отверстие, в которое запрессовывается гайка под крепежный болт. Расстояние между опорами можно сделать больше-меньше, если губку переставить на следующее отверстие и зафиксировать ее болтом.
Деревянный зажим из деталей вешалки
Небольшое приспособление, очень напоминающее стягивающий тип струбцин, можно запросто изготовить из обычных костюмных плечиков. Деревянная основа вешалки изготавливается из двух одинаковых половинок трапециевидной формы.
Первым делом, чтобы изготовить зажим из вешалки, необходимо сложить две половинки плечиков в один пакет и зажать в тисках сверлильного станка.
Не раскрывая станочных тисков, потребуется сделать четыре отверстия диаметром 8 мм. Получаются две заготовки, в каждой из которых есть пара сквозных отверстий. Остается сделать зажим, для этого необходимо отрезать две шпильки с резьбой М8, длиной по 25 см каждая. Шпильки можно вклеить в одну из половинок или сделать симметричный вариант, как на фото.
Из зажима можно сделать фиксирующее устройство для склейки досок, удержания труб или стягивания пакета из нескольких планок.
Быстрая С образная струбцина для дерева
Кроме классических вариантов столярных струбцин и зажимов, в работе с мебелью и деревоматериалами приходится использовать малоразмерные фиксаторы. Одним из таких приспособлений является С-образная струбцина, изготовленная из дерева, фото.
Прежде чем сделать зажим, необходимо подыскать подходящую заготовку из дерева. С-образные струбцины требуют очень прочной древесины, поэтому для изготовления используют акацию, вяз или степной дуб. П-образный корпус вырезается болгаркой. При общем размере корпуса 100х100 мм ширина боковин должна быть не менее 2,5 см.
В одной из боковин нужно сделать сквозное отверстие диаметром 12 мм, в которое запрессовываются две стальные гайки, М8 или М6. Проще всего навернуть гайки на резьбовой шток, смазать клеем и вставить в отверстие. Нужно сделать несколько несильных ударов киянкой, чтобы гайки с небольшим натягом вошли в сквозное отверстие. Остается сделать ручку, и С-образная струбцина готова.
Струбцина из металла своими руками
Большую часть слесарных и столярных струбцин изготавливают из металла, чаще всего стали или алюминиевых сплавов, причин для подобной избирательности всего две:
Высокая прочность металлических деталей;
Длительный срок службы даже при большой нагрузке.
Чтобы сделать струбцины из металла, потребуется сварочное оборудование, болгарка и обычная электродрель и электролобзик.
Длинная стягивающая струбцина
Наиболее логичным будет сделать струбцину, у которой направляющий брус или планка из дерева заменены квадратной профильной трубой. Метровую струбцину можно сделать из квадрата 20х20 мм, для двухметровой потребуется профиль 30х30 мм. Использование трубчатого квадратного профиля позволяет сделать конструкцию очень жесткой без «тянучек» и усадки, как это бывает у пиломатериалов.
Проще всего сделать длинную струбцину по классической схеме. Стационарная, подвижная и переставная части изготавливаются из толстой фанеры.
Каждая деталь состоит из двух половинок, которые вырезаются лобзиком и стягиваются болтами на длинной квадратной трубе. Ходовой винт можно сделать из двух частей резьбовой шпильки и обычного куска арматуры.
Самодельная сварная струбцина из арматуры
Вместо дерева можно использовать обычный арматурный пруток, сечением 8-10 мм. Чтобы сделать корпус струбцины из арматуры, потребуется вырезать две заготовки длиной 65 и 55 см. Прутки греют на паяльной лампе и загибают на стальной оправке под прямым углом согласно чертежу.
Согнутые заготовки сваривают в одну Г-образную конструкцию, обязательно соединяются сварочным швом носик и линейные участки арматуры.
Следующим этапом из отрезка в 20 см изготавливают стойку под ходовой винт, к которой приваривают гайку. Если усилие зажима на струбцине более 50 кг, то стойку можно сделать гнутой или укрепить дополнительным подкосом.
Самодельная G-образная струбцина
Конструкцию с G-образным корпусом еще называют винтовым прессом за огромное усилие, которое можно получить с помощью ходового винта. Сделать G-образную струбцину достаточно просто. Для этого необходимо нарезать болгаркой заготовки корпуса из толстого металла, не менее 7-8 мм толщиной.
Корпус сваривается буквой П. На верхней полке нужно сделать отверстие под гайку, далее навинтить ее на ходовой винт и установить на место сварки. На нижней полке укладывают небольшой кусочек металла — столик, который прижимают вывернутым винтом. Нужно только сделать несколько сварочных точек или швов, чтобы приварить столик и гайку, и струбцина готова.
Деревянная прокладка для опоры металлической струбцины
Важной деталью любой струбцины считается подкладка, устанавливаемая под опорные поверхности зажима. Делается это для достижения двух целей:
Не допустить повреждения зажимаемой струбциной детали, так как в металлических приспособлениях давление зажима может легко достигать нескольких сот килограммов;
Равномерно передать и распределить усилие от ходового винта на поверхность мебельного щита или фиксируемой детали.
Лучше всего сделать прокладку из обычной березовой фанеры или мягкой древесины с нешлифованной поверхностью.
Зажим для наворачивания проволоки на оправку
Очень непростой задачей считается надежная фиксация стальной проволоки на круглой заготовке, например, резиновой трубе или оголовке штуцера. Конструктивно такое приспособление состоит из двойного корпуса и намоточного штифта.
Проволоку оборачивают вокруг трубы и зацепляют на штифте с болтовой головкой. За 2-3 поворота ключом намотанная полуторная петля натягивается до нужного состояния. Остается сделать поворотом корпуса закрутку проволоки на шланге в несколько витков и обрезать ее концы.
Угловые струбцины своими руками
Использование специализированных струбцин на сегодня остается единственно возможным способом собирать любые прямоугольные или квадратные конструкции из дерева и металла с идеально выставленным прямым углом.
Например, система из готовых треугольников, которые охватывают плоскости стыкующихся сторон и прочно удерживают их в нужном положении, до момента установки крепежа или окончания сварочных работ.
Зажим универсальный под любой угол
Прямой угол, как правило, не представляет особой проблемы при работе со струбцинами, значительно сложнее сделать угол произвольной величины. Для решения подобных задач нужно сделать приспособление к струбцине, как на фото.
В основе дополнительного устройства используется обычный сосновый брусок с вырезанным по центру сектором прямого угла. Второй деталью является обычный прямоугольный треугольник, который можно сделать из еловой или сосновой рейки.
В вершине угла сектора высверливается сквозное отверстие, диаметром 5-6 мм. Именно отверстие позволяет треугольнику качаться и менять угол наклона струбцины на 3-7о.
Угловая стальная струбцина для сборки
Соединить две детали под прямым углом намного проще, если закрепить их в угловой струбцине. В простейшем случае приспособление представляет собой две направляющие из обрезанной профильной трубы или стального уголка.
Направляющие необходимо выставить с помощью угольника под углом в 90о и соединить дополнительными накладками из листового металла.
Для того чтобы заготовки при работе не выпадали из приспособления, на каждой из направляющих дополнительно устанавливают по две G-образных струбцины.
Струбцина быстрозажимная своими руками
Иногда в работе с деревом требуются струбцины, с помощью которых можно сделать фиксацию или прихват детали к рабочему столу или месту в течение буквально нескольких секунд.
Для того чтобы сделать быструю струбцину, потребуются деревянные доски или фанера толщиной 16-18 мм. Первоначально калька деталей переносится на дерево и вырезается с помощью электролобзика. В ведомых частях потребуется сделать пропилы под заход ответной детали.
По размеченным точкам осей нужно сделать отверстия диаметром 20 мм.
Из круглой заготовки вырезаются шарнирные оси, шлифуются и запрессовываются в отверстия. Получается конструкция струбцины, чем-то напоминающая ножницы. Для привода используется стандартный ходовой винт диаметром 6 мм.
Зажим для удержания и фиксации мелких деталей
Аналогичным способом можно сделать зажим для фиксации особо мелких деталей. Предварительно потребуется разметить и вырезать из ОСБ или фанеры две половинки устройства, похожего на пинцет или медицинский зажим.
Серповидные заготовки соединяются между собой с помощью деревянной оси, поэтому в каждой из деталей струбцины необходимо сделать отверстие соответствующего диаметра. Для корпуса зажима можно использовать ясень или ель, ось необходимо сделать из более твердого материала — дуба или бука.
Струбцина из прута арматуры и дерева
Используя арматурный прут, длиной 50-60 см и диаметром 8 мм, можно сделать очень прочную и одновременно легкую рамку универсального назначения.
В основе конструкции используется опорный деревянный блок из твердых сортов древесины. Размеры блока 150х50х30мм. Размеры могут изменяться в зависимости от толщины и радиуса изгиба арматурного прута. Крючок из куска арматуры можно согнуть тяжелым молотком на стальной трубе. Изгиб нужно сделать так, чтобы согнутая арматура была плоской.
Далее в блоке сверлится сквозное отверстие 7,5 мм, и забивается готовый арматурный крюк, по линии нужно сделать отверстие под ходовой винт и собрать струбцину.
Ленточная универсальная струбцина
Одна из наиболее интересных необычных конструкций струбцин использует в качестве силового элемента толстый ремень из полиэфирной ткани. Ленточная струбцина используется там, где необходимо равномерно стянуть несколько деталей.
Чтобы изготовить ленточную струбцину, необходимо сделать угловые элементы и устройство для натяжения полиэфирного ремня. Три уголка вырезают из обычной сосны по распечатанной кальке. Четвертый элемент – натяжное устройство изготавливается из двух блоков и натяжного винта.
Лента пропускается вокруг блока, если выкручивать винт ключом, расстояние между блоками увеличивается, и ремень устройства натягивается, прижимая все четыре блока к детали.
Кулачковые быстрые струбцины
Зачастую деталь или заготовку в струбцине необходимо зафиксировать быстро, причем сделать зажим без лишних движений. Например, при сушке или окрашивании партии панелей или рамок. Для этих целей лучше всего сделать специализированное приспособление с кулачковыми зажимами, фото.
Отличие данного приспособления заключается в том, что вместо традиционного ходового винта на вертикальных губках зажима устанавливают эксцентрики из фанеры.
Для этого на деревянных стойках предварительно необходимо сделать пропил по толщине эксцентрика.
Далее ставят эксцентрики, засверливают оси, выравнивают, для того чтобы можно было зажим поджимать пальцем, и собирают приспособление.
Телескопический раскладной зажимной хомут
В основе идеи телескопического приспособления для зажима используется набор труб, входящих друг в друга с минимальным зазором, как у раскладной удочки, и набора кольцевых хомутов с винтовым фиксатором.
От каждой трубы отрезают колечко, к которому приваривается брусочек металла с нарезанной резьбой. Завернутый винт или болт фиксирует трубу, расположенную внутри, что позволяет зажать всю конструкцию в одну раздвинутую штангу.
Крепежные универсальные зажимы
Кроме струбцин, для фиксации склеиваемых деталей сложной конфигурации широко применяются двухполочные универсальные зажимы, фото.
Идея зажима – струбцины позаимствована у переплетного пресса, размеры и количество фиксаторов выбираются в зависимости от размеров детали.
4-х ходовые полизажимы для деревянных панелей
Отсутствие надежной фиксации остается одной из проблем, с которой приходится сталкиваться при сборке и склейке щита из нескольких широких и плоских планок. Сделать сборку даже из пяти –шести проклеенных планок и стянуть материал обычными длинными струбцинами не получится, при малейшем увеличении усилия щит выгибает дугой.
Решением проблемы будет приспособление с четырьмя струбцинами, фото.
Панель фиксируется двумя парами зажимов. На концах каждой пары нужно сделать крестообразный зажим из гайки и металлических пластин. На ответном конце крепления устанавливают регулируемый по высоте шарнир. Ходовой винт каждой струбцины упирается в деревянную накладку. Достаточно сделать несколько оборотов винта, чтобы пара брусков прочно сжала склеиваемые детали.
Зажимная коробка для установки на верстаке
Если нет специального монтажного ложемента, детали сложной конфигурации не так просто закрепить на ровной поверхности верстака. В этом случае для обработки деревянной детали сложной пространственной конструкции лучше всего сделать зажимную коробку.
Сделать конструкцию довольно просто:
Из фанеры собирается коробчатый остов;
Вдоль длинных сторон коробки нашивают два бруса, лучше всего сделать из сосны, сечением 50х50 мм;
Набивается ряд монтажных поперечин из того же материала.
Коробка позволяет с помощью зажимов обеспечить удержание любой, самой сложной детали. Если для ее обработки планируется использовать мощные электроинструменты, для коробчатого основания нужно также сделать струбцину или зажим, фиксирующий приспособление на столе.
Самодельный зажим для журнального стола
Серьезной проблемой всех деревянных столов журнального типа была и остается невысокая поперечная жесткость рамы, даже без нагрузки столешница частенько имеет небольшой, но крайне неприятный люфт.
Устранить проблему можно установкой самодельного зажима или стягивающей пружины. Две планки или брусочка из дерева соединяют между собой длинной металлической скобой.
Приспособление можно сделать с винтовым зажимом или самоподжимным. В любом случае, бруски усилят и зафиксируют каркас с ножками, тем самым устранят имеющийся люфт.
Недорогой простейший зажим из колечка трубы ПВХ
Иногда приходится искать подручные средства, чтобы удерживать при переноске, но чаще при сверлении или обработке детали и предметы круглого сечения. Самый простой вариант зажима можно сделать из кольца полихлорвиниловой трубы.
Достаточно просверлить два сквозных отверстия, вставить пару отрезков арматуры и в одном месте разрезать стенку кольца. Приспособление рассчитано на определенный диаметр детали, поэтому для работы придется сделать целый набор зажимов.
Стойки для набора струбцин
Рабочие приспособления и струбцины в первую очередь должны храниться в специально отведенном месте. Вместо сваленного кучей инструмента, из которого сложно найти и выбрать необходимое устройство, лучше всего сделать несколько разрезных стоек или полок. В этом случае на то, чтобы быстро выбрать несколько наиболее подходящих по размеру и устройству струбцин, уйдет всего лишь пара минут, а не полдня, как ранее.
Импровизированные зажимы
Зачастую в столярной работе или при сборке деревянных конструкций не хватает времени на изготовление полноценных струбцин и зажимов. Тогда на помощь приходит смекалка и опыт.
Например, заготовку круглого сечения можно зафиксировать с помощью нескольких колец, набитых на рамку.
Арматурный прут или водопроводную трубу можно зажать с помощью импровизированной струбцины из нескольких брусков и скотча.
Обычный фиксирующий шнур багажника поможет стянуть подобно ленточному зажиму набор из десятка деревянных планок.
Из шприца-пистолета для герметика и скотча можно легко сделать настоящий зажим под доску.
Заключение
Многообразие существующих схем приспособлений и струбцин позволяет зажимать что угодно и в каких угодно условиях. Можно сделать целый комплекс из зажимов различной формы и размеров. Большинство мастеров даже при немалом опыте работы с древесиной предпочитают пользоваться зажимами. По их словам, это залог того, что работа будет выполнена в срок и, главное, качественно.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
Быстрые самодельные зажимы — маленькие и большие [с видео]
В этом посте я делюсь своей любимой конструкцией самодельных зажимов. Их можно сделать очень большими или очень маленькими в соответствии с вашими потребностями. Далее мы также включаем короткий видеофрагмент из нашей последней серии, где я подробно объясняю, как работают зажимы.
Я только что сидел и смотрел на дно пустого чайника. И я задумался. Не могу вспомнить, когда в последний раз что-то покупал. Я не имею в виду счет или что-то в этом роде, просто то, что я действительно хотел. Это могли быть излишки ботинок, я думаю, они стоили 20 фунтов.
Это не потому, что я не ценю ценность или я тайтовый. Если честно, то скорее наоборот. Я действительно могу оценить изделия ручной работы и их стоимость. И если есть что-то, что мне действительно нужно или нужно, я с удовольствием потрачу. Обычно я из тех, кто «купи хорошо, купи правильно и сделай это один раз».
Дело в том, что мне не нравится иметь много вещей. А может быть, этот «старичок» присаживается ко мне чуть раньше.
Так или иначе, я снова наполнил чайник, так что проблема решена.
Это все, что нужно сказать о том, что когда дело доходит до быстрого удовольствия от покупки чего-то нового, одна вещь, которая никогда даже не попадет в список, — это зажим. Они довольно дорогие и обычно их нужно много. Держу пари, я мог бы предоставить кому-нибудь полный стартовый набор хороших ручных инструментов по цене полного набора зажимов. И я гарантирую, что даже с зажимами следующая работа, которую вы начнете, не будет достаточно длинной. На самом деле, вы могли бы построить целый чертов верстак с дорогими деревянными тисками по цене набора зажимов. Но дело не в цене. Скорее они просто тупые.
И именно поэтому у меня самый дрянной набор зажимов, который вы, вероятно, найдете в любой профессиональной мастерской.
Я хотел показать вам один из многих моих способов обхода отсутствия хороших зажимов.
Это действительно отличная конструкция зажима, которую вы можете сделать сами, когда вам это нужно.
Я обнаружил, что они работают настолько хорошо, что мне никогда не хотелось и не нуждались в «правильных» зажимах.
Этот простой зажим представляет собой кусок палки с блоком, привинченным к каждому концу.
Следующее видео представляет собой короткий фрагмент, взятый из нашей сборки Nest of Tables. Здесь я расскажу немного больше о моих «самодельных» зажимах, а также о том, почему они были так полезны для склеивания этого маленького столика, который был деликатным и неудобным из-за того, как важно было держать все параллельно и прямоугольно:
Чтобы сделать зажимы, я оставляю пространство между блоками примерно на дюйм шире, чем то, что зажимается. И затем клин грубой резки действует, чтобы обеспечить зажимное усилие. Клин не обязательно должен быть точным, так как блок может вращаться на одном винте. В зависимости от того, что вы зажимаете, вы можете усилить клин рукой или сильно ударить его молотком, если вам нужно немного больше.
Вы можете сделать их более прочными или легкими по мере необходимости, и я обычно после этого держу латы, поэтому у меня всегда есть много зажимов под рукой. Палка с прорезью — самая полезная вещь в любой мастерской!
Вот этот сделан из целого профиля 4”x2”. Несколько из них можно легко использовать, чтобы приклеить верхнюю часть верстака. Конечно, при необходимости его стоит усилить шурупом большего диаметра.
Эти хомуты можно сделать даже красивыми.
Нанесите воском массу реек, чтобы предотвратить прилипание клея, и просверлите множество предварительно просверленных отверстий по всей их длине. Затем просто прикрутите блоки на место по мере необходимости. Заполните коробку несколькими дюжинами клиньев, и все готово.
Конечно, я знаю многих людей, которые построили очень хорошие рабочие зажимы, но для меня на этом этапе я бы предпочел просто купить их.
Ничто из этого не означает, что вам не нужно покупать зажимы. Мне нравится иметь несколько быстрых захватов ногами по верстаку. Но когда дело доходит до нехватки или правильного размера, то это быстрый выход из тюрьмы.
И после долгой работы наша сборка Nest of Tables завершена! В общей сложности более 8 часов полной серии предлагает множество советов и подсказок, поскольку мы решаем довольно уникальные задачи этой действительно точной сборки. Посмотреть трейлер сериала и узнать подробности можно ЗДЕСЬ.
3 лучших штатива для iPhone и других смартфонов 2022 года
Мы самостоятельно проверяем все, что рекомендуем. Когда вы покупаете по нашим ссылкам, мы можем получать комиссию. Узнать больше›
Электроника
Аксессуары
Фото: Арриана Васкес
Обновлено в октябре 2022 г. , штатив и крепление, сделанные специально для телефонов, могут облегчить вашу жизнь. Мы рекомендуем использовать комплект Joby GorillaPod 1K и крепление для штатива Square Jellyfish Metal Spring как лучший штатив и крепление для смартфона после тестирования десятков вариантов на тропах Тихоокеанского Северо-Запада, в городских лесах Миннесоты и на улицах Нью-Йорка. Сиэтл и Нью-Йорк.
Наш выбор
Комплект Joby GorillaPod 1K
Он достаточно легкий, чтобы брать его с собой куда угодно, но достаточно прочный для самого тяжелого смартфона и даже некоторых камер.
Если вы используете свой смартфон для фотосъемки при слабом освещении, покадровой съемки, селфи или замедленного видео — или если вам просто нравится класть телефон в труднодоступные места — GorillaPod и Square Jellyfish Комбинация устойчиво удерживает любой смартфон под любым углом, но эта пара все еще достаточно мала, чтобы бросить ее в сумку через плечо.
Комплект Joby’s GorillaPod 1K надежнее и гибче, чем что-либо другое за такую цену. Крепление с шаровой головкой двигается плавно, а длинные шарнирные ножки охватывают практически все, что угодно, например ветку дерева или уличный указатель. При 10,24 дюймах от крепления до подножки это примерно на 4 дюйма длиннее, чем у большинства безымянных, более дешевых вариантов; это дает ему больше возможностей для селфи и помогает ему огибать более толстые ветки и столбы. Кроме того, его предельного веса в 2,2 фунта достаточно для поддержки большинства компактных камер и даже некоторых беззеркальных установок.
В отличие от других моделей, которые мы рассматривали, крепление Square Jellyfish может надежно удерживать большой смартфон в портретной или альбомной ориентации даже без подставки. Крепление Square Jellyfish, размером с набор ключей, легко удерживает iPhone 11 Pro Max и достаточно устойчиво, чтобы стоять самостоятельно как в вертикальном, так и в горизонтальном положении даже без штатива. Просто убедитесь, что у вас есть версия с металлическим креплением — есть отчеты пользователей о резьбе, которая позволяет прикрепить крепление к любому стандартному винту штатива, который со временем изнашивается на более дешевом пластиковом. Мы решили соединить Square Jellyfish с комплектом GorillaPod 1K, потому что он более надежен, чем крепление, которое Joby сочетает с другими комплектами.
Advertisement
Также отличный вариант
Палка для селфи Yoozon
Телескопическая палка для селфи со штативом и Bluetooth-триггером, встроенным в ручку.
Если вам нужна и селфи-палка, и штатив, Yoozon Selfie Stick — это доступное устройство «два в одном», которое быстро трансформируется из телескопического удлинителя в настольный штатив. Он не может ухватиться за ветку дерева или уличный знак, как GorillaPod 1K, но у него есть триггер Bluetooth размером с жевательную резинку — подключите его к телефону и нажмите его кнопку, чтобы делать снимки издалека.
Все, что мы рекомендуем
Наш выбор
Комплект Joby GorillaPod 1K
Он достаточно легкий, чтобы брать его с собой куда угодно, но достаточно прочный для самого тяжелого смартфона и даже некоторых камер.
Также отличный вариант
Палка для селфи Yoozon
Телескопическая палка для селфи со штативом и Bluetooth-триггером, встроенным в ручку.
Исследование
Почему нам следует доверять
Кому следует использовать крепление для смартфона и штатив
Как мы выбирали и тестировали
Наш выбор лучшего штатива для смартфона: Joby GorillaPod 1K Kit
Лучшее крепление для смартфона: Square Jellyfish Metal Spring Tripod Mount
Отличное сочетание штатива и палки для селфи: Yoozon Selfie Stick
Другие хорошие штативы и крепления
Конкуренция
Почему вы должны доверять нам
Автор обновлений Арриана Васкес занимается фотографией как профессионал и как любитель более 10 лет. До прихода в Wirecutter она работала специалистом по камерам в нескольких магазинах фотоаппаратов в Нью-Йорке. Она также внесла свой вклад в руководства Wirecutter по камерам мгновенной печати, полноразмерным штативам и портативным сканерам документов.
Эрин Лоди — фотожурналист, писатель и профессиональный фотограф с большим опытом исследований, тестирования и написания статей о тенденциях, методах и инструментах фотографии, в том числе в качестве редактора мобильных изображений на DPReview, самом популярном сайте, посвященном камерам. в сети.
Редактор Сигне Брюстер (Signe Brewster) — энтузиаст фотографии, написавшая для Wirecutter руководства по фотосъемке с дронов и стабилизаторов, прежде чем приступить к редактированию некоторых наших руководств по компьютерам. Когда она не снимает видео с неба, она любит фотографировать викторианскую архитектуру Миннесоты.
Кому следует использовать крепление для смартфона и штатив
Любой, кто любит использовать функцию таймера в приложении камеры телефона, стабилизировать видео или снимать видео без помощи рук, может воспользоваться креплением для смартфона.
Большинство штативов предназначены для камер, и к ним невозможно надежно прикрепить смартфон. Крепление для смартфона, которое обычно имеет форму зажима, который крепится по бокам телефона, представляет собой адаптер, который меняет это.
Количество людей, которым будет полезен штатив для смартфона, меньше. Обычный штатив, о котором мы рассказываем в наших руководствах по штативам, подойдет для телефона в большинстве ситуаций. Тем не менее, штативы, которые мы рассматриваем в этом руководстве, созданы специально для использования в качестве палок для селфи или захвата таких конструкций, как указатели или деревья. Они также меньше, чем традиционные штативы, а это значит, что вы можете небрежно бросить их в рюкзак вместо того, чтобы таскать с собой гаджет размером с бейсбольную биту. Но они не такие длинные, как традиционные штативы, а это значит, что вы должны прикрепить их к другому высокому объекту, чтобы сделать снимок на уровне глаз; вам не повезло в чистом поле. В результате вы должны относиться к штативу для смартфона как к портативной альтернативе, но понимать, что традиционный штатив полезен в большем количестве сценариев.
Как мы выбирали и тестировали
Фото: Арриана Васкес
Мы потратили 30 часов на изучение более 80 систем стабилизации смартфона, прежде чем протестировать 22 комплекта ножек и 18 креплений для штатива, чтобы определить, что вам действительно нужно для хранения снимков и видео на смартфоне. устойчивый. Мы снимали водопады во время прогулки по северо-западу Тихого океана и делали снимки Спейс-Нидл в Сиэтле в ходе начального этапа тестирования. Во втором раунде тестирования в 2019 году мы отправились на фотопрогулку в лес Сент-Пол, штат Миннесота, и сняли видео без помощи рук в помещении. В 2022 году мы привезли их на уличные фестивали и концерты в Нью-Йорке, чтобы проверить стабильность и простоту использования.
Как и в случае штативов стандартного размера, мы рассматривали ножки и крепления отдельно (в данном случае рассматривались крепления для телефонов, а не шаровые головки, предназначенные для полноразмерных камер). Мы протестировали ножки, чтобы убедиться, что они достаточно крепкие, чтобы выдержать вес смартфона и крепления, а также проверили устойчивость их ножек на различных поверхностях.
Фото: Эрин Лоди
Мы проверили крепления, чтобы убедиться, что они могут надежно удерживать смартфоны размером с iPhone 11 Pro Max в корпусе и такие маленькие, как Samsung Galaxy S7 без чехла. Мы проверили, насколько легко мы можем вносить позиционные корректировки, уделяя особое внимание креплениям для смартфонов, которые сами по себе могли служить импровизированными подставками. Мы также рассмотрели несколько универсальных устройств с ножками и встроенным креплением. В конце концов, мы поняли, что нам нужно крепление, которое можно было бы легко поместить в карман, надежно закрепить смартфон на большинстве ножек штатива и работать отдельно, чтобы удерживать телефон в вертикальном положении в альбомной или портретной ориентации.
Портативность была основным фактором для обоих, потому что лучшие аксессуары для вашей самой портативной камеры также должны помещаться в карман или маленькую сумку.
Читателям также нравится
Наш выбор лучшего штатива для смартфона: Joby GorillaPod 1K Kit
Фото: Арриана Васкес и даже несколько камер.
Если вы снимаете множество таймлапсов, видео и фотографий при слабом освещении, мы рекомендуем инвестировать в гибкие ножки штатива Joby GorillaPod 1K Kit в паре с креплением, таким как наш выбор Square Jellyfish, для вашего смартфона. Вы можете найти множество копий этих ножек в Интернете (сама компания Joby предлагает варианты, в том числе мини-модели и модели на магнитах), но после сравнения их с настоящими мы думаем, что комплект Joby GorillaPod 1K со временем будет лучше держаться и будет более практичным в использовании. широкий спектр условий, потому что он более прочный и имеет больше полезных функций.
Фирменные гибкие шарнирные ножки GorillaPod 1K могут сгибаться практически в любом положении, и как только вы их разместите, они останутся на месте. В наших тестах более дешевые модели немного скользили при легком толчке. Вы даже можете обернуть ноги Joby вокруг столба или ветки, чтобы попасть в кадр с помощью таймера или пульта дистанционного управления. И поскольку они такие длинные (около 8 дюймов), они могут захватывать более широкий спектр шестов и веток по сравнению с меньшими штативами с ножками длиной менее 5 дюймов.
Самое главное, прочный GorillaPod 1K с грузоподъемностью 2,2 фунта без проблем удерживает более крупные смартфоны, такие как iPhone 11 Pro Max, в устойчивом положении, чего не смогли сделать ряд других протестированных стендов, таких как шаткий MonoShot. Он даже достаточно прочный, чтобы удерживать компактную или беззеркальную камеру.
Ноги Джоби и крепление «Квадратная медуза» сжимаются до размеров маленькой бутылки с водой и весят примерно столько же, сколько пупочный апельсин.
Комплект GorillaPod 1K включает не только основные функции, но и съемное крепление в виде шаровой головки. Вращающаяся шаровая головка позволяет вам вносить небольшие постепенные изменения положения камеры, не двигая ноги — функция, которая пригодилась, когда мы переключались между портретной и альбомной ориентацией. Резиновый материал на больших ножках обеспечивал лучшее сцепление на скользких поверхностях по сравнению с меньшими ножками на более дешевых протестированных нами ножках.
Благодаря шарообразной головке GorillaPod 1K стало проще, чем у конкурентов, регулировать положение смартфона. Видео: Arriana Vasquez
В паре ноги Joby и крепление Square Jellyfish сжимаются до размера маленькой бутылки с водой и весят примерно столько же, сколько пупок апельсина. Полученную комбинацию легко носить с собой в сумке или большом кармане пальто.
В качестве бонуса модель Joby достаточно мощная, чтобы служить особенно маленьким штативом для крупной фотокамеры, камеры с суперзумом или маленькой беззеркальной камеры, в то время как более дешевые модели с трудом справляются даже с большим планшетом.
Недостатки, но не недостатки
Многошарнирные ножки Joby GorillaPod 1K иногда немного громоздки, из-за чего вы чувствуете, что играете с игрушкой, а не используете штатив, но опять же, вы не можете оберните свой обычный штатив вокруг ветки дерева. GorillaPod 1K также больше, чем некоторые другие системы ног Joby, но мы думаем, что дополнительная стабильность стоит компромисса.
Как и у всех протестированных нами многошарнирных ножек штатива, у GorillaPod 1K есть свои ограничения. Сильные толчки или удары заставляют его скользить по скользким поверхностям, таким как столбы; не прикрепляйте его к ручкам вашего квадроцикла в надежде, что он останется в безопасности.
Лучшее крепление для штатива для смартфона: Крепление для штатива с металлической пружиной Square Jellyfish
Фото: Arriana Vasquez
Наш выбор
Хотите ли вы, чтобы отличное крепление сочеталось с нашим лучшим штативом для смартфона, или у вас уже есть штатив, который вам нужен Для использования со смартфоном мы рекомендуем крепление для штатива Square Jellyfish с металлической пружиной. Это подпружиненное универсальное винтовое крепление, размером и весом примерно с набор ключей, достаточно маленькое, чтобы его можно было поместить в карман, но достаточно прочное, чтобы надежно удерживать телефон. Это было самое надежное из протестированных нами креплений, в том числе от Joby.
Samsung Galaxy S21 или iPhone 11 Pro Max подойдет, но у вас возникнут проблемы с любым устройством с размером экрана 6,5 дюймов или больше.
Крепление Square Jellyfish плотно захватывает ваш телефон по бокам и может быть размещено на земле, если вы хотите сделать горизонтальный снимок ниже, чем позволяют ножки штатива. Фото: Эрин Лоди
При установке на штатив крепление позволяет легко поворачивать телефон на 360 градусов; в качестве альтернативы, если вам нужно сделать фото или видео без помощи рук, используйте отдельное крепление, чтобы ваш смартфон стоял вертикально в вертикальном или альбомном положении. Это работает даже в том случае, если вы используете увесистую насадку для объектива смартфона. Мы видели несколько других продуктов, которые выполняют аналогичную функцию, но из протестированных нами моделей крепление Square Jellyfish удерживает телефоны наиболее надежно, его проще всего прикрепить и позволяет быстро переключаться с альбомной на портретную ориентацию. Другие модели, которые мы рассматривали, такие как адаптер штатива для сотового телефона DaVoice, могут поддерживать телефон только под углом при использовании без ножек, а не перпендикулярно любой поверхности, на которой они находятся, что затрудняет их использование самостоятельно.
Крепление Square Jellyfish привинчивается к большинству штативов и удерживает телефоны с помощью подпружиненного зажима. Видео: Arriana Vasquez
Крепление Square Jellyfish рассчитано на телефоны шириной от 2,25 до 3,625 дюймов, диапазон, который охватывает большинство доступных в настоящее время телефонов, но не учитывает некоторые особенно большие планшеты. Samsung Galaxy S21 или iPhone 11 Pro Max подойдут, но у вас возникнут проблемы с экраном размером 6,5 дюймов или больше.
Он достаточно мал, чтобы поместиться в кармане, но достаточно прочен, чтобы надежно удерживать телефон.
Хотя отзывы на Amazon по большей части очень положительные, небольшое количество владельцев столкнулись с проблемами качества — в первую очередь, сорванной резьбой из-за чрезмерного затягивания — но, похоже, они возникли с базовой версией из черного пластика. Мы рекомендуем вам приобрести серебристую металлическую версию крепления.
Отличное сочетание штатива и селфи-палки: Yoozon Selfie Stick
Фото: Arriana Vasquez
Также отлично
Yoozon Selfie Stick
Телескопическая селфи-палка со штативом и Bluetooth-триггером, встроенным в ручку.
Палка для селфи Yoozon впечатлила нас своей способностью быстро трансформироваться из штатива высотой 2 фута в палку для селфи, с бонусом в виде триггерной кнопки Bluetooth, которая выдвигается из ручки и превращается в пульт дистанционного управления. Если вы предпочитаете делать селфи или фотографии на столе, а не прикреплять штатив к ветке дерева, селфи-палка может быть лучшим вариантом, чем GorillaPod 1K.
В сложенном виде селфи-палка Yoozon размером с банан — достаточно маленькая, чтобы ее можно было носить дома в сумочке или торчать из заднего кармана. Захватив и потянув за верхнюю часть, он удлиняется чуть более чем на 2 фута, что позволяет поместить группу людей в селфи-картинку. Три ножки выдвигаются из ручки, если вы решите поставить штатив на стол для съемки на уровне глаз.
Палка для селфи Yoozon в сложенном виде достаточно компактна, чтобы ее можно было положить в рюкзак или сумочку. Фото: Arriana Vasquez
Длина селфи-палки составляет около 2 футов. Фото: Arriana Vasquez
Палка для селфи Yoozon достаточно компактна в сложенном виде, чтобы ее можно было положить в рюкзак или сумочку. Фото: Arriana Vasquez
Крепление селфи-палки оказалось третьим по надежности среди всех протестированных нами креплений; только крепление Square Jellyfish и крепление для смартфона Vastar крепче удерживали смартфоны. Он без проблем вмещал большой iPhone XS Max. Нам также нравится, что вы можете делать фотографии, нажав кнопку Bluetooth на ручке. Если вы хотите делать фотографии с расстояния до 33 футов, вы можете сдвинуть кнопку, чтобы сделать ее пультом дистанционного управления.
Стоит отметить, что селфи-палка, как и почти все селфи-палки, немного раскачивается на ветру. Если вы планируете использовать его для стабилизации видео, вам больше повезет в дни без сильного ветра.
Другие хорошие штативы и крепления
Если вам нужна немного более портативная версия комплекта Joby GorillaPod 1K: Обратите внимание на Joby Podzilla. Он почти идентичен нашему медиатору по высоте и весу, но благодаря тонким гибким алюминиевым ножкам (вместо более громоздких шаровых шарниров на нашем медиаторе) Podzilla легче сгибается пополам, что упрощает его хранение в небольшой сумке (вместе с с небольшим креплением). Однако шаровая головка менее универсальна, чем наш медиатор — здесь только один вырез для вертикального позиционирования и ножки надежно закреплены, в отличие от нашего медиатора, который предлагает два способа достижения вертикального положения и позволяет вращать камеру на 365 градусов независимо от угла поворота. ноги. Мы также обнаружили, что, хотя шаровая головка очень очень в запертом состоянии, кнопочный запорный механизм требовал значительного усилия одной рукой, чтобы высвободить шаровую головку.
Для более простой установки смартфона, совместимого с MagSafe: Крепление Moment Tripod для MagSafe отличается молниеносной установкой, исключительной портативностью и надежной фиксацией. Крепление Moment, по сути, представляет собой сильный магнит, обернутый в текстурированный круг, прикрепленный к тонкой палочке с отверстием под винт для штатива внизу. Он не может стоять сам по себе, но в сочетании с нашим выбором для ножек штатива он надежно удерживает любой телефон, который мы на него кладем. Moment предлагает крепление с креплением для холодного башмака или без него. Чтобы протестировать это крепление, мы использовали iPhone 13 без чехла и iPhone 11 Pro Max с чехлом, совместимым с Magsafe, и в обоих случаях крепление Moment надежно удерживало кольцо MagSafe. Хотя вы экономите несколько секунд при установке и отключении телефона (поскольку вам не нужно возиться с натяжными рычагами нашего медиатора), он обычно в три раза дороже Square Jellyfish и работает только с iPhone 12, 13 и 14 телефонов напрямую. Мы протестировали его со сторонним чехлом на 11 Pro Max, и он работал нормально, но мы не можем говорить о других чехлах других производителей.
Тем не менее, мы планируем провести дальнейшее тестирование, чтобы выяснить, может ли ездовое животное Moment быть полезным для людей, испытывающих проблемы с ловкостью, или для тех, у кого ограничено использование рук. Мы обновим эту рекомендацию в зависимости от результатов этих тестов.
Конкуренты
Крепления
Карманный штатив больше похож на подставку для телефона, чем на штатив. С помощью нескольких быстрых сгибов, похожих на оригами, он может превратиться из размера и формы кредитной карты в подставку для телефона, при этом телефон находится внутри двух небольших С-образных вырезов. Нам очень понравилась эта подставка для телефона за ее чрезвычайную портативность, но нас беспокоит довольно большое количество негативных отзывов на Amazon. Мы планируем продолжить его тестирование, чтобы увидеть, насколько хорошо он будет работать с течением времени.
Benro MeVIDEO Sidekick Pocket — прочное крепление, которое можно адаптировать к различным потребностям. Повсюду имеются монтажные отверстия с резьбой ¼″-20 и ⅜″-16, а также встроенное крепление для холодного башмака, позволяющее установить дополнительный свет и/или микрофон; опорная плита совместима с Arca-Style и RC2 для быстросъемных штативных головок; и он складывается, чтобы быть почти таким же маленьким, как наш выбор. Тем не менее, мы не можем его рекомендовать, потому что кронштейны, удерживающие телефон, допускали большее скольжение по длине устройства, чем все протестированные нами крепления (в 2022 г. ), а натяжной винт, удерживающий телефон, требует чрезмерной затяжки или крепления все еще может двигаться с минимальным давлением.
Крепление Joby GripTight One Mount, ранее занявшее второе место, входит в стандартную комплектацию многих штативов Joby для смартфонов. Простая конструкция с пружинным фиксатором складывается до размера большого автомобильного ключа и удобна в использовании. Но мы обнаружили, что оно не держит телефоны так надежно, как крепление Square Jellyfish; мы должны были быть осторожны при установке телефона, иначе он мог бы вывернуться и упасть.
Крепление Vastar One связано с креплением Square Jellyfish для устойчивости и безопасности. Это также дешевле, так что это отличный вариант, если вы пытаетесь потратить как можно меньше. Однако он намного больше и громоздче, и его подключение к телефону занимает больше времени.
Мы обнаружили, что крепление RetiCam обладает нужными нам функциями, но оно намного больше, чем выбранная нами модель Square Jellyfish.
Последняя версия Glif намного лучше первой, но мы все еще не можем оправдать цену этого изящного крепления.
Штативы
Штатив Apexel Gorillas — отличная альтернатива мобильной установке Joby GorillaPod, но особенности, которые отличают его, также делают его невозможным выбором. Он разработан таким образом, что каждая ножка может отвинчиваться от основания телефона. Хотя сгибаемые ножки достаточно жесткие, чтобы не разгибаться сами по себе, они также иногда отвинчиваются от основания, когда вы их позиционируете. Кроме того, суставы, в которых ноги соединяются с основанием, имеют ограниченный диапазон, и нет возможности отрегулировать натяжение, поэтому вы не можете открыть его достаточно широко, чтобы положить его ровно или зафиксировать ноги на месте.
Joby HandyPod Mobile сочетает в себе короткий штатив с креплением Joby GripTight One. Его ножки складываются вместе, образуя гладкую ручку, которую удобнее использовать в качестве селфи-палки, чем шарнирные ножки GorillaPod, но отсутствие гибких ножек также означает, что он не может захватывать ветки деревьев или указатели. Мы решили отказаться от него, потому что крепление Square Jellyfish более безопасно, чем крепление GripTight One. Мы отказались от Manfrotto Pixi Mini по тем же причинам.
Джоби делает много штативов с гибкими ножками, но их крепления не так надежны и просты в использовании, как крепление Square Jellyfish. В результате мы считаем, что лучше купить GorillaPod 1K и соединить его с креплением Square Jellyfish. Joby GripTight GorillaPod Pro 2 большой и прочный, как и GorillaPod 1K, и имеет дополнительную функцию адаптера холодного башмака для аксессуаров, таких как микрофоны или фонари, но в нем отсутствует шаровое крепление. Joby GripTight One Magnetic Impulse, Joby GripTight Action Kit и Joby GorillaPod 325 имеют более короткие ножки, что означает, что они не такие прочные и не могут захватывать столько объектов.
Комплект для селфи ChargerCity MegaGrab2, который раньше был нашим бюджетным выбором, обеспечивает достаточную поддержку, легко складывается в небольшую сумку для переноски и стоит менее половины цены ножек Joby и крепления Square Jellyfish вместе взятых. Но он менее поддерживающий и не так хорошо сложен. Еще и скрипит ужасно при регулировке.
MonoShot (модель под торговой маркой, которую мы протестировали, хотя на Amazon доступно множество почти идентичных версий) выдвигается почти на 6 футов, но на такой высоте раскачивается при малейшем ветре — именно то, что вам не нужно для таймлапса .
Штативы для смартфонов Kenu’s Stance — это единственные из известных нам видов, в которых в качестве крепления используется либо порт Lightning вашего iPhone, либо порт Micro-USB или USB-C вашего телефона Android или Windows. Несмотря на интересный дизайн, модели Stance менее стабильны и работают в меньшем количестве позиций, чем наши основные модели.
Комбинация штатива и крепления UBeesize является бестселлером Amazon и даже дешевле, чем наш бюджетный выбор, но она намного тоньше.
Эту статью редактировали Фил Райан и Эрика Огг.
О ваших гидах
Арриана Васкес
Арриана Васкес пишет обновления для питания, домашнего офиса, камер и хобби в Wirecutter. Ее хобби включают чтение и фотографию. Ее фотографии получили несколько наград на различных онлайн-конкурсах, и она является продюсером и соведущей подкаста Old Books .
Эрин Лоди
Эрин Лоди — внештатный автор статей о камерах и аксессуарах для них в Wirecutter. Она начала свою карьеру в качестве фотожурналиста, работая в газетах (снимая фильм), и была редактором мобильных изображений в DPReview. Она также является профессиональным фотографом, который зарабатывает на жизнь, фотографируя все, от рок-звезд до горбатых китов.
Сигне Брюстер
Сигне Брюстер — редактор компьютерной команды Wirecutter. Она также пишет о виртуальной реальности. Ранее она писала о новых технологиях и науке для таких изданий, как Wirecutter, MIT Technology Review, Wired, Science и Symmetry Magazine. Свободное время она проводит за квилтингом и получает степень магистра в области писательского мастерства.
Дополнительная литература
Лучшее крепление для телефона на велосипеде
от Эми Робертс и Кристин Райан
Проехав с 27 велосипедными креплениями для смартфонов более 120 миль по гладким и неровным дорогам, мы бы доверили свои телефоны креплениям от Quad Lock.
Лист алюминиевый рифленый в наличии на складе в Новосибирске по низким ценам, звоните 8 (383) 249-87-48
Подбор по параметрам
251 Р
Лист алюминиевый рифленый 1200x3000x1.2 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 3.24 кг
251 Р
org/Offer»>
274,860 Р
Лист алюминиевый рифленый 1200x3000x1.5 мм, АМг2Н2, квинтет, вес 1 кв. м. 4.05 кг, цена за тонну
274,860 Р
org/Offer»>
288,973 Р
Лист алюминиевый рифленый 1200x3000x1.5 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 4.05 кг, цена за тонну
288,973 Р
org/Offer»>
252 Р
Лист алюминиевый рифленый 1200x3000x1.5 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 4.05 кг
252 Р
org/Offer»>
239,692 Р
Лист алюминиевый рифленый 1200x3000x3 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 8.10 кг, цена за тонну
239,692 Р
org/Offer»>
258 Р
Лист алюминиевый рифленый 1200x3000x3 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 8.10 кг
258 Р
org/Offer»>
247 Р
Лист алюминиевый рифленый 1500x3000x1.2 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 3.24 кг
247 Р
org/Offer»>
248 Р
Лист алюминиевый рифленый 1500x3000x1.5 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 4.05 кг
248 Р
org/Offer»>
258 Р
Лист алюминиевый рифленый 1500x3000x2 мм, АМг2Н2Р, квинтет, вес 1 кв. м. 5.40 кг
258 Р
org/Offer»>
251 Р
Лист алюминиевый рифленый 1500x3000x4 мм, АМг2Н2Р, ТУ 1-804-432-2006, квинтет, вес 1 кв. м. 10.80 кг
251 Р
org/Offer»>
665 Р
Лист алюминиевый рифленый 600x600x1.5 мм, АМг, квинтет, вес 1 кв. м. 4.05 кг, цена за лист
665 Р
org/Offer»>
1,677 Р
Лист алюминиевый рифленый 600x1200x1.5 мм, АМг2, квинтет, вес 1 кв. м. 4.05 кг, цена за лист
1,677 Р
org/Offer»>
3,991 Р
Лист алюминиевый рифленый 600x3000x4 мм, АМг2Н2, квинтет, вес 1 кв. м. 10.80 кг, цена за лист
3,991 Р
org/Offer»>
300,514 Р
Лист алюминиевый рифленый 1000x2000x1.2 мм, АМг3Н2, квинтет, вес 1 кв. м. 3.24 кг, цена за тонну
300,514 Р
org/Offer»>
300,514 Р
Лист алюминиевый рифленый 1000x2000x1.5 мм, АМг3Н2, квинтет, вес 1 кв. м. 4.05 кг, цена за тонну
300,514 Р
org/Offer»>
4,439 Р
Лист алюминиевый рифленый 1000x2000x1.5 мм, 1050 Н14, чечевица, вес 1 кв. м. 4.05 кг, цена за лист
4,439 Р
org/Offer»>
295,933 Р
Лист алюминиевый рифленый 1000x2000x1.5 мм, 1050 Н14, даймонд, вес 1 кв. м. 4.05 кг, цена за тонну
295,933 Р
org/Offer»>
5,117 Р
Лист алюминиевый рифленый 1000x2000x2 мм, 1050 Н14, чечевица, вес 1 кв. м. 5.40 кг, цена за лист
5,117 Р
org/Offer»>
3,400 Р
Лист алюминиевый рифленый 1000x2000x2 мм, А5, чечевица, вес 1 кв. м. 5.40 кг, цена за лист
3,400 Р
org/Offer»>
295,933 Р
Лист алюминиевый рифленый 1000x2000x2 мм, 1050 Н13, даймонд, вес 1 кв. м. 5.40 кг, цена за тонну
295,933 Р
Показать ещё 20 из 413
-10% на доставку
действует до 09. 11.2022
-15% на резку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-15% на резку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
-10% на доставку
действует до 09.11.2022
Где применяется рифленый алюминиевый лист?
Уникальные свойства алюминия уже давно высоко оценили в разных сферах производства. Рифленый лист алюминиевый относится к одному из самых востребованных изделий алюминиевого металлопроката. Он отличается прекрасными техническими и эстетическими характеристиками.
Сфера применения алюминиевых рифленых листов
Рифленые листы из алюминия обладают красивым внешним видом и исключительной легкостью. Поэтому данные изделия широко применяют в декоративных целях. Кроме того, алюминиевый лист отличается высокой устойчивостью к коррозии. Благодаря этому его можно использовать даже в помещениях с высоким уровнем влажности.
Матовая поверхность рифленого листа покрыта выпуклым рисунком. Способы рифления и рисунки на листах могут быть самыми разнообразными. Существует множество разновидностей такого оформления. Антискользящие свойства рифленого алюминия обусловили его применение в качестве напольного покрытия и облицовочного материала для лестниц.
Также алюминиевые листы используются в тех помещениях, где предъявляются высокие требования к пожарной безопасности. Изделие применяется в производстве холодильных установкок, тюнинге автомобилей, оформлении лифтов, облицовке палуб и трапов кораблей, а также в пищевом и химическом производстве.
Уникальные свойства алюминиевого рифленого листа
Пожаробезопасность, легкость и способность предотвращать скольжение сделали алюминиевый рифленый лист востребованным в сфере строительства производственных и жилых помещений, а также в самолетостроении.
Презентабельный внешний вид сделал лист алюминиевый с рифлением одним из самых популярных отделочных материалов нашего времени. Тонкие алюминиевые листы применяются в декоративных целях, а толстые листы используют там, где велика вероятность износа.
Благодаря уникальным антибактериальным свойствам и соответствию всем санитарным нормам лист из алюминия используют даже в фармацевтике и в медицине. Кроме того, из него делают торговое оборудование.
Может быть интересно
Свинцовая защита от радиации
Свинцовый лист применяется в качестве защитного материала как превосходная звукоизоляция и наиболее эффективная на данный момент антирадиационная защита. Также свинец может применяться при создании тяжелой многослойной брони. Вязкость материала задерживает как пули или осколки, двигающиеся со значительной…
Подробнее
Чем отличается бронзовая втулка от медной?
Бронзовые и медные втулки являются изделиями цветного металлопроката, широко востребованными в разных отраслях промышленности. Хотя эти изделия и имеют много общего, между ними выделяют и отличия.
Бронзовая втулка производится из сплава меди с алюминием, оловом, бериллием и другими элементами, кроме…
Подробнее
Алюминиевый пол как антискользящее покрытие
Рифленый алюминиевый лист изготавливается метолом холодного металлопроката и используется в качестве защитного противоскользящего покрытия. Благодаря интересному геометрическому рисунку рельефа и металлическому блеску, листы рифленого алюминия также используются в дизайне помещений, при оформлении в…
Подробнее
ПРИНАДЛЕЖНОСТИ ДЛЯ РЕМЕСЛА: Гофрированные алюминиевые металлические листы 3 размера
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Артикул на фото Размер: 6 штук — 3 3/4″ X 6″
Вариант выбран!
Этот вариант продан.
Загрузка
Товар на фото в Размер: 9 штук = 3″ X 4″
Вариант выбран!
Этот вариант продан.
Товар на фото в Размер: 12 шт.- 1 3/4 X 6 дюймов
Вариант выбран!
Этот вариант продан.
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
1463 продажи |
5 из 5 звезд
от €12,52
Загрузка
Включая НДС (где применимо), плюс стоимость доставки
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Внесен в список 1 ноября 2022 г.
133 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Corrugated Aluminum — Bilder und Stockfotos
6.908Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
Durchstöbern Sie 6.908
corrugated aluminum Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
satz flyegender bleche für das dach auf weißem grund. векторная иллюстрация — гофрированный алюминий, графика, клипарт, мультфильмы и символы
Satz fliegender Bleche für das Dach auf weißem Grund. …
der wellblech-graue metall-panorama-wandhintergrund. ржавый цинковый гранж текстуры и фон. — фото и фото из гофрированного алюминия
Der Wellblech-graue Metall-Panorama-Wandhintergrund. Rusty Zink…
altes großes roll-up-tor — гофрированный алюминий стоковые фотографии и изображения
Altes großes Roll-Up-Tor
bunt laсierte wellblechstruktur — рифленый алюминий стоковые фотографии и конструкции алюминиевые стоковые фотографии и изображения
Geschlossenes graues Metall Garagentür
außenwand der lagerhalle aus aluminiumwellblech und grüner wiese als Hintergrundbild. — рифленый алюминий фото и бильярд
Außenwand der Lagerhalle aus Aluminiumwellblech und grüner Wiese…
Außenwand des lagers aus aluminiumblech und асфальтиртер штрассе в Außenbereich als Hintergrundbild. — гофрированный алюминий сток-фотографии и изображения
Außenwand des Lagers aus Aluminiumblech und асфальтиертер Straße…
Textur einer Wand aus silbernen Wellblechen
vektor nahtloses muster aus weißem welligem schiefer. verzinktes eisenblech. farbige wellblech dachblech textur hintergrund. metalldach, metallabstellgleis, profilbleche zum bedecken oder fechten. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ
Vektor nahtloses Muster aus weißem welligem Schiefer. Verzinktes…
hellgrau gefärbte vektorhintergründe wie grunge-strukturiertes wellblech oder eisenblech mit horizontalen streifen oder rillen — corrugated aluminum stock-grafiken, -clipart, -cartoons und -symbole
Hellgrau gefärbte Vektorhintergründe wie Grunge-strukturiertes…
mehrfarbige grunge verzinkte stahl wandplatte textur. — гофрированные алюминиевые фото и изображения
die bierflasche wird mit einem metallverschluss verschlossen. лыжи. der glasbehälter mit dem getränk wird mit einem kronkorken verschlossen. векториллюстрация. behälter мит соды. gliederung auf isoliertem hintergrund. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ
Die Bierflasche Wird Mit Einem Metallverschluss verschlossen ….
Schlichte fabrikwand aus metallplatten — гофрированная алюминиевая сток -фотос и нецелосый, реналленал, реналленал, аолленал, аолленал, аолленал, аолленал, аолэндлен, аолленал. Das Bild шляпа ein Seitenverhältnis фон 16:9.
стержень из алюминиевого профиля оранжевого цвета. горизонтальная линия. — гофрированный алюминий фото и фото
Wand aus Streifen mit Aluminiumprofil оранжевый Farbe. Горизонтальный…
textur einer orangefarbenen wellblechfassade — corrugated aluminum stock-fotos und bilder
Textur einer orangefarbenen Wellblechfassade
aluminiumwellblech fassade eines lagerhauses als hintergrundtextur — corrugated aluminum stock-fotos und bilder
Aluminiumwellblech Fassade eines Lagerhauses als. ..
versandcontainer und wellblechtextur — corrugated aluminum stock -fotos und bilder
Versandcontainer und Wellblechtextur
rollendes aluminium-garagentor — гофрированный алюминий stock-fotos und bilder
Rollendes Aluminium-Garagentor
Hochauflösendes Foto eines rollenden Garagentors aus Metall mit Vignette.
altes rostiges metalltürtor einer гараж, türkisblau недостатка и в гнили-, оранжевый- и brauntönen oxidiert — verwitterter steampunk-hintergrund мит горизонтальный linien — гофрированный алюминий сток-фотографии и изображения
altes rostiges Metalltürtor einer Garage, türkisblau 90 недостатка03… oder latenwände oder zaunmuster oberflächenstruktur. nahaufnahme von innenmaterial für design-dekoration hintergrund. — рифленый алюминий фото и бильярд
Streifen Linien oder Lattenwände oder Zaunmuster Oberflächenstrukt
weißem blech für industriegebäude und bau. dachblech oder gewellte dächer der fabrikgebäude oder lager. — фото и фото из гофрированного алюминия
Weißem Blech für Industriegebäude und Bau. Dachblech oder…
Weißes Metallblech für den industriellen Hoch- und Tiefbau auf blauem Himmelshintergrund. Dachbleche oder Welldächer von Fabrikgebäuden oder Lagerhallen
blaues rolltor aus алюминий — гофрированный алюминий фото и фото
Blaues Rolltor aus Aluminium
Hochauflösendes Foto eines rollenden Garagentors aus Metall.
оранжевыйfarbene wellblechplatten, aluminiumzaun mit stacheldraht, der ein lagerhaus sichert. — гофрированные алюминиевые фото и изображения
Orangefarbene Wellblechplatten, Aluminiumzaun mit Stacheldraht,…
blauemetall gewellte палочка, текстура и сборка. — рифленый алюминий сток-фотографии и изображения
BlaueMetall Gewellte Wand, Textur und Muster.
Flexibles gewelltes aluminiumrohr von innen Gesehen, beständig gegen hohe Temperaturen, isoliert auf weißemhintergrund, selektiver focus.
Жаростойкие и жаропрочные сплавы обладают высокой жаропрочностью и жаростойкостью, что определяет их применение в качестве конструкционных материалов для изготовления изделий с повышенными требованиями к механической прочности и коррозионной стойкости при высоких температурах. На странице представлено описание данных сплавов: свойства, области применения, марки жаростойких и жаропрочных сплавов, виды продукции.
Основные сведения о жаростойких и жаропрочных сплавах
Жаропрочные сплавы и стали — материалы, работающие при высоких температурах в течение заданного периода времени в условиях сложно-напряженного состояния и обладающие достаточным сопротивлением к коррозии в газовых средах.
Жаростойкие сплавы и стали — материалы, работающие в ненагруженном или слабо-нагруженном состоянии при повышенных температурах (более 550 °C) и обладающие стойкостью к коррозии в газовых средах.
Активный интерес к подобным материалам стал проявляться в конце 30-х годов XX века, когда появилась необходимость в материалах способных работать при достаточно высоких температурах. Это связано с развитием реактивной авиации и газотурбинных двигателей.
Основой жаростойких и жаропрочных сплавов могут быть никель, кобальт, титан, железо, медь, алюминий. Наиболее широкое распространение получили никелевые сплавы. Они могут быть литейными, деформируемыми и порошковыми. Наиболее распространенными среди жаропрочных являются литейные сложнолегированные сплавы на никелевой основе, способные работать до температур 1050-1100 °C в течение сотен и тысяч часов при высоких статических и динамических нагрузках.
Классификация жаропрочных и жаростойких сплавов
Поскольку речь идет о жаростойких и жаропрочных сталях и сплавах, то стоит дать определение терминам жаропрочность, жаростойкость.
Термины и определения
Жаропрочность — способность сталей и сплавов выдерживать механические нагрузки при высоких температурах в течение определенного времени. При температурах до 600°С обычно применяют термин теплоустойчивость. Можно дать более строгое определение жаропрочности.
Под жаропрочностью также понимают напряжение, вызывающее заданную деформацию, не приводящую к разрушению, которое способен выдержать металлический материал в конструкции при определенной температуре за заданный отрезок времени. Если учитываются время и напряжение, то характеристика называется пределом длительной прочности; если время, напряжение и деформация — пределом ползучести.
Ползучесть — явление непрерывной деформации под действием постоянного напряжения. Длительная прочность — сопротивление материала разрушению при длительном воздействии температуры.
Жаростойкость характеризует сопротивление металлов и сплавов газовой коррозии при высоких температурах.
Классификация
Можно выделить несколько классификаций сплавов и сталей, которые работают при повышенных и высоких температурах.
Наиболее общей является следующая классификация жаростойких и жаропрочных сталей и сплавов:
Теплоустойчивые стали — работают в нагруженном состоянии при температурах до 600°С в течение длительного времени. Примером являются углеродистые, низколегированные и хромистые стали ферритного класса.
Жаропрочные стали и сплавы — работают в нагруженном состоянии при высоких температурах в течение определенного времени и обладают при этом достаточной жаростойкостью. Примерами являются стали аустенитного класса на хромоникелевой или хромоникельмарганцевой основах с различными легирующими элементами и сплавы на никелевой или кобальтовой основе.
Жаростойкие (окалиностойкие) стали и сплавы — работают в ненагруженном или слабонагруженном состоянии при температурах выше 550°С и обладают стойкостью против химического разрушения поверхности в газовых средах. В качестве примера можно привести хромокремнистые стали мартенситного класса, хромоникелевые аустенитные стали, хромистые и хромоалюминиевые стали ферритного класса, а также сплавы на основе хрома и никеля.
Также существует классификация по способу производства:
литейные;
деформируемые.
Свойства жаростойких и жаропрочных сплавов
Для жаропрочных сплавов и сталей основным полезным свойством с практической точки зрения является способность материала выдерживать механические нагрузки в условиях высоких температур. Существуют различные схемы нагружения жаропрочных материалов: статические растягивающие, изгибающие или скручивающие нагрузки, термические нагрузки вследствие изменений температуры, динамические переменные нагрузки различной частоты и амплитуды, динамическое воздействие скоростных газовых потоков на поверхность. При этом указанные материалы должны выдерживать соответствующий тип нагружения.
Основным практически полезными свойствами жаростойких сталей и сплавов является коррозионная стойкость материала в газовых средах при высоких температурах.
В то же время, с точки зрения производства готовых изделий важную роль играют технологические свойства. При создании деформируемых сплавов необходимо обеспечить достаточную технологическую пластичность при обработке давлением, в том числе при температурах 700-800 °С, а литые сплавы должны иметь удовлетворительные литейные свойства (жидкотекучесть, пористость).
Марки жаропрочных и жаростойких сплавов
Жаропрочные стали и сплавы на никелевой основе
В настоящее время сплавы на никелевой основе имеют наибольшее значение в качестве жаропрочных материалов, предназначенных для работы при температурах от 700 до 1100°С.
Сплав ХН77ТЮР (ЭИ437Б и ЭИ437БУВД)
Химический состав по ГОСТ 5632-72, ТУ 14-1-402-72, % (по массе):
сплав изготавливается в открытых дуговых или индукционных печах с применением вакуумного дугового переплава;
температура деформации — начало 1180 °С, конец не ниже 900 °С, охлаждение после деформации иа воздухе;
рекомендуемые режимы термической обработки: ХН77ТЮР (ЭИ437Б) — нагрев до 1080 °С, выдержка 8 ч, охлаждение на воздухе;
старение при 700 или 750 °С, выдержка 16 ч, охлаждение иа воздухе; ХН77ТЮР (ЭИ437БУ) — нагрев до 1080 °С, выдержка 8 ч, охлаждение на воздухе; старение при 750 или 775 °С, выдержка 16 ч, охлаждение на воздухе.
Сплав ХН70ВМТЮ (ЭИ617) Химический состав по ГОСТ 5632-72, % (по массе): 13-16 Cr; 2-4 Мо; 5-7 W; 0,1-0,5 V; 1,8-2,3 Ti; 1,7-2,3 Al; ; остальное никель.
Технологические данные:
сплав изготавливается в дуговых и индукционных электропечах и с применением вакуумного дугового переплава;
температура деформации — начало 1160, конец выше 1000 °С, охлаждение после деформации иа воздухе;
рекомендуемые режимы термической обработки: нагрев до 1190±10 °С, выдержка 2 ч, охлаждение на воздухе; нагрев до 1050 °С, выдержка 4 ч, охлаждение на воздухе; старение при 800 °С в течение 16 ч, охлаждение на воздухе;
нагрев до 1180 °С, выдержка 6 ч, охлаждение на воздухе; нагрев до 1000 °С, охлаждение с печью до 900 °С, выдержка 8 ч, охлаждение на воздухе; старение при 850 °С в течение 15 ч, охлаждение на воздухе.
Жаростойкие стали и сплавы на основе никеля и железа
Основными жаростойкими материалами, которые используют в газовых турбинах, печах и различного рода высокотемпературных установках с рабочей температурой до 1350 °С, являются сплавы на основе железа и никеля. Высокое сопротивление окислению сталей и сплавов связано в первую очередь с большим количеством хрома, входящего в состав сплавов. Например, максимальное содержание хрома (по массе) в количестве 26-29 % имеет сплав на основе никеля ХН70Ю.
Сплав ХН70Ю (ЭИ652)
Химический состав по ГОСТ 5632-72, % (по массе): 26-29 Cr; 2,8-3,5 Al;
Технологические данные:
сплав выплавляется в открытых дуговых или индукционных электропечах;
температура деформации — начало 1180, конец выше 900 °С, охлаждение после деформации на воздухе;
рекомендуемый режим термической обработки — нагрев до 1100-1200 °С, выдержка 10 мин, охлаждение на воздухе;
сварка сплава в тонких сечениях может производиться всеми видами сварки;
сплав обладает способностью к глубокой вытяжке, предельный коэффициент вытяжки K = D / (d + s) = 2,17, где D — диаметр заготовки; d — диаметр пуансона; s — толщина стенки в мм.
Сплав ХН78Т (ЭИ435) Химический состав по ГОСТ 5632-72, % (по массе): 19-22 Cr;
Технологические данные:
сплав выплавляется в открытых дуговых или индукционных электропечах;
температура деформации — начало 1160, конец не ниже 950 °С, охлаждение после деформации на воздухе;
рекомендуемый режим термической обработки — нагрев до 980-1020 °С, охлаждение на воздухе или в воде;
сварка сплава может производиться всеми видами сварки;
сплав обладает способностью к глубокой вытяжке при штамповке.
Сплав ХН60ВТ (ЭИ868) Химический состав по ГОСТ 5632-72, % (по массе): 23,5-26,5 Cr; 13-16 W;
Технологические данные:
сплав выплавляется в открытых дуговых или индукционных электропечах;
температура деформации — начало 1180, конец не ниже 1050 °С, охлаждение после деформации на воздухе;
рекомендуемый режим термической обработки — нагрев до 1150-1200 °С, выдержка листа 10 минут, прутков 2-2,5 часов, охлаждение на воздухе;
сварка сплава может производиться всеми видами сварки;
сплав обладает способностью к глубокой вытяжке, предельный коэффициент вытяжки составляет 2,06.
Сплавы ХН65МВ (ЭП567), ХН65МВУ (ЭП760) (хастеллой) Химический состав по ГОСТ 5632-72, % (по массе): 14,5-16,5 Cr; 15-17 Mo; 3-4,5 W;
Полуфабрикаты из указанных сплавов подвергаются термической обработке, которая заключается в закалке при температуре 1050-1090 °С и последующем охлаждении в воде.
Применяются для сварки конструкций, работающих при повышенных температурах в достаточно агрессивных средах (серная, уксусная кислота, хлориды и др.).
Высоколегированные стали
Сталь СВ-06Х15Н60М15 (ЭП367) Химический состав по ГОСТ 2246-70, % (по массе): 14-16 Cr; 14-16 Mo;
Указанная сталь не относится к категории жаропрочных или жаростойких, но используется для сварки конструкций из таких сплавов. Она применяется для сварки деталей из сплавов на никелевой основе, например, ХН78Т, ХН70ВМЮТ и подобных, а также для сварки разнородных металлов, например, хромистых сталей со сплавами на никелевой основе. Помимо сварки может осуществляться наплавка.
Достоинства / недостатки жаростойких и жаропрочных сплавов
Достоинства:
обладают высокой жаропрочностью;
имеют хорошие показатели жаростойкости.
Недостатки:
сплавы с содержанием хрома и особенно никеля имеет высокую стоимость;
имея в своем составе большое количество различных компонентов, достаточно трудоемки в производстве.
Области применения жаропрочных И жаростойких сплавов
Указанные материалы применяются при изготовлении деталей ракетно-космической техники, в газовых турбинах двигателей самолетов, кораблей, энергетических установок, в нефтехимическом оборудовании. К таким деталям можно отнести рабочие лопатки, турбинные диски, кольца и другие элементы газовых турбин, а также камеры сгорания, узлы деталей печей и прочих изделий, длительно работающих при повышенных температурах. Диапазон рабочих температур, как правило, составляет 500-1350 °С. Полуфабрикаты из некоторых сплавов используются в качестве присадочного материала при сварке.
Продукция из жаростойких и жаропрочных сплавов
Выпускаются различные полуфабрикаты из жаропрочных и жаростойких сталей и сплавов. Стоит отметить жаропрочные прутки и круги, проволоку и нить, жаропрочные листы и полосы, ленту, а также трубы. Перечисленные полуфабрикаты находят применение в областях промышленности, в которых предъявляются высокие требования к жаропрочности и жаростойкости изделий.
Жаропрочная сталь: классы, характеристики, методы производства
Жаропрочная сталь используется в режиме повышенных температур в течение долгого времени в сложно напряженном состоянии. Необходимо проводить различение между жаропрочными и жаростойкими сталями. Последние выделяются большой антикоррозионностью при температурных условиях, превышающих 550 гр. Цельсия в среде, содержащей агрессивные газы. Иными словами, жаростойкость – это качество, которое связано с устойчивостью к окислению. Жаропрочность – качество, которое позволяет выдерживать деформационные воздействия, когда материалы находятся в условиях повышенной температуры и нагрузок напряжения.
Содержание
1 Характеристики жаропрочных материалов
1.1 Технологический параметр ползучести
2 Варианты производства жаропрочных материалов
3 Классификация материалов жаропрочных и жаростойких
4 Разновидности жаропрочных и жаростойких материалов по структурным критериям
4.1 Аустенитный класс
4.1.1 Структура аустенитов
4.2 Аустенитно-ферритный класс
4.3 Перлитный класс
4.4 Мартенситный класс
4.5 Ферритный класс
4.6 Мартенситно-ферритный класс
4.7 Сплавы, имеющие никелевую основу, и железо никелевые
5 Тугоплавкие металлы
6 Применение
Характеристики жаропрочных материалов
Главный параметр жаропрочных металлов – возможность противостоять механическим напряжениям и нагружению при нагревании до высоких значений, не разрушаясь и не деформируясь.
Способы нагружения, которые испытывают металлы:
Нагрузки растягивания в статическом состоянии.
Нагрузки посредством изгибания и скручивания.
Температурные, предполагающие различные режимы нагрева.
Переменные нагрузки динамического характера.
Нагружения, оказываемые посредством направления потоков газов на металл.
Жаростойкие металлические материалы отличаются еще и повышенной антикоррозионностью и стойкостью к факторам окисления в условиях повышенных термических воздействий.
Технологический параметр ползучести
Наиболее значимая характеристика в технологических процедурах, где присутствуют жаропрочные стали, — это ползучесть. Эта характеристика свойственна любым твердым телам: кристаллическим и аморфным. Для металлических материалов она выражается в медленных и постепенных пластических деформационных процессах, происходящих под влиянием неизменяемой нагрузки. Чем меньше скорость деформирования и ниже скорость ползучести, тем более высоко можно оценить жаропрочность металла, если напряжение и температурный режим остаются постоянными и заданными.
Характеристики ползучести могут различаться по критерию временной длительности. Соответственно этому ползучесть бывает
Длительной. Характеристики этого вида ползучести определяются нагрузками на жаропрочную сталь для печи, которые продолжаются долгое время. Наибольшее напряжение за период времени, которое разрушает разогретый материал, определяет предел ползучести.
Кратковременной. Испытания для ее определения проводят в печи, которую нагревают до определенного уровня, и оказывают на металл растягивающую нагрузку в течение короткого времени.
Ползучесть описывается определенным графиком кривой, на котором прослеживаются различные стадии. Высокое сопротивление ползучести — один из факторов жаропрочности. Предел ползучести – это уровень напряжения, при котором за время, специально заданное, достигается определенная деформация. Эти расчеты принимаются во внимание в различных видах машиностроения: в авиационном моторостроении за такое время принимается величина 100-200 часов. Жаропрочностью отличаются сплавы, содержащие Cr и Ni (хромоникелевые), а также содержащие Cr, Ni, Mn (хромоникелевомарганцевые). Эта характеристика проявляется следующим образом: при нагревании они не демонстрируют качество ползучести.
Варианты производства жаропрочных материалов
Изготавливается жаропрочная сталь, проходя предварительную термическую обработку. Применяются процедуры легирования такими элементами, как Cr, добавления Mo, Ni, Ti и иных легирующих компонентов.
Молибден – Mo – увеличивает термические показатели рекристаллизации.
Титан – Ti – повышает прочность, она удерживается в течение большого временного периода, и эластичность.
Классификация материалов жаропрочных и жаростойких
Среди всех железосодержащих материалов, ориентированных в эксплуатации на повышенный температурный режим, выделяются 3 основных класса:
Вид материала
Уровень нагруженности
Термические условия
Теплоустойчивые
Состояние в условиях нагрузки
До 600 градусов Цельсия долгое время
Жаропрочные
Состояние нагруженное
Высокие показатели температуры
Жаростойкие (окалиностойкие)
Ненагруженное, слабонагруженное состояние
Температура более 550 гр. Цельсия
Сплавы различаются по технологическим характеристикам, и это предопределяет взаимодействие с различными вариантами производства. По этому критерию они бывают
Литейными. Идут на изготовление фасонных отливок.
Деформируемыми. Получаются в виде слитков, затем обрабатываются с помощью ковки, прокатываются, штампуются, используется волочение и другие способы.
Разновидности жаропрочных и жаростойких материалов по структурным критериям
Состояние внутренней структуры металлов определяет тип сталей и сплавов.
Выделяется ряд категорий жаропрочных стальных материалов, исходя из состояний внутренней структуры.
Аустенитный класс
Аустенитный класс формирует внутреннюю структуру благодаря большому процентному содержанию хрома и никеля. Получение стабильного аустенита, гранецентрированной кристаллической решетки железа, предполагает легирование стали никелем. Жаростойкость определяется хромовыми добавками.
Аустенитные сплавы — высоколегированные. Для целей легирования используются Nb (ниобий) и (Ti) титан для увеличения устойчивости к коррозии. Эта характеристика позволяет отнести их к группе стабилизированных. Коррозионностойкие жаропрочные стали с относятся к труднообрабатываемым металлам.
Когда температуры повышаются до значений, близких к 1000 градусам С. и длительно поддерживаются, аустенитная нержавеющая сталь сохраняет стойкость к образованию слоя окалины, сохраняя качество жаростойких материалов.
Часто встречаются на производстве сплавы аустенитного типа, принадлежащие к дисперсионно–твердеющему подклассу. Качественные характеристики могут улучшаться путем добавления различных элементов: карбидных, интерметаллических упрочнителей. Эти элементы обеспечивают деформационно-термическое упрочнение благодаря усилению аустенитной матрицы с помощью дисперсионного твердения.
Интерметаллиды получаются благодаря дополнительным добавкам хрома–Cr, никеля-Ni, и титана–Ti.
Структура аустенитов
Жаропрочные аустенитные различаются по типам структуры. Она может быть
Гомогенной. Материал с такой структурой не проходит термообработку для упрочнения, в нем мало углерода и большой процент легирующих компонентов. Это обусловливает хорошую стойкость к ползучести. Применяются в температурной среде ниже 500 градусов.
Гетерогенной. В таком материале, прошедшем термоупрочнение, получаются карбонитридные и интерметаллидные фазы. Это позволяет повысить температуру использования под нагрузками напряжения до 700 градусов..
Материалы с никелевыми и кобальтовыми присадками подвергаются эксплуатационным воздействиям при терморежиме до 900 градусов. Сохраняют стабильность структуры долгое время.
Нихромы, в которых никеля больше 55%, отличаются и жаропрочностью, и качествами жаростойкости.
Тугоплавкие металлы: вольфрам, ниобий, ванадий обеспечивают устойчивость металлов, когда термический режим приближается к 1500 гр. С.
Молибденовые сплавы с дополнительной защитой долгое время сохраняют рабочие свойства в терморежиме 1700 гр.
Из металлов этого подкласса производят турбинные конструкции, клапаны двигателей автотранспорта, арматурных конструкций
Гомогенные виды идут на изготовление трубопрокатной продукции, деталей печей, агрегатов, функционирующих под давлением.
Х12Н20Т3Р идет на производство турбинных дисков, кольцевых компонентов, крепежа, функционирующих в температурном режиме менее 700 гр.
4Х14Н14В2М участвует в производстве арматуры, крепежа и поковок для долгого срока эксплуатации при термическом режиме 650 градусов
Х25Н20С2 участвует в производстве печей для температурных нагрузок до 1100 градусов
Из Х25Н16Г7АР производят различные металлические полуфабрикаты: лист, проволока, готовые детали для функционального использования при 950 гр. при умеренных нагрузках.
Х18Н12Т идет на изготовление деталей и компонентов для работы при терморежиме до 600 гр. в агрессивных средах.
Аустенитно-ферритный класс
Материалы, содержащие смесь аустенитных и ферритных фаз, характеризуются особой жаропрочностью. По своим параметрам они превосходят даже высокохромистые железосодержащие материалы. Объяснение этого явления кроется в особо стабильной матричной структуре. Это предполагает возможность применения при терморежиме 1150 градусов.
Маркировка стали ферритного ряда: Х23Н13, Х20Н14С2 и 0Х20Н14С2
Х23Н13 идет на изготовление пирометрических трубок.
Х20Н14С2 и 0Х20Н14С2 идут в производство жаропрочных труб, печных конвейеров, емкостей для цементации.
Перлитный класс
Перлитные жаропрочные стальные материалы относятся к категории низколегированных. Стали содержащие в виде присадок хром и молибден ориентированы на работу при температуре 450-550 гр. С., содержащие, помимо Cr и Mo еще и ванадий, нацелены на рабочий режим при температуре 550-600 гр. С.
Легирование хромом влияет на жаростойкость материалов в сторону повышения этой характеристики, также усиливается сопротивляемость окислительным процессам. Добавки молибдена увеличивают прочностные характеристики при большом нагреве материалов.
Ванадий, объединяясь с углеродом, создает повышение прочностных характеристик стальных материалов карбидами с высокодисперсными качествами.
Технология нормализации металлов улучшает и оптимизирует механические свойства сплавов. Технология закаливания и следующего за ней температурного отпуска выполняет ту же функцию. Получается структурная матрица, в которой присутствует дисперсная феррито карбидная фактура.
К перлитным разновидностям принадлежат марки стали:
Из 20ХМЛ производят шестерни, втулки крестовины, цилиндры, другие узлы и детали для работы при 500 гр. С.
12Х1МФ — производство труб пароперегревателей, трубопроводов и коллекторов высокого давления.
15Х1М1Ф идет на производство установок высокого давления, функционирующих при режиме температур до 585 гр. С.
Мартенситный класс
Методом, который превращает один вид стального материала в другой, является закаливание, за которым следует отпуск. Итог процесса – перестроение кристаллической решетки и повышение твердости. Однако возрастает хрупкость.
Технология отжига проходит при температурах около 1200 градусов на протяжении нескольких часов. Затем материалу дают остыть, и это занимает также несколько часов. Такая процедура приводит к повышению гибкости металла, хотя приходится пожертвовать некоторым уровнем твердости. Если применяется метод двойной закалки, то она проходит в два этапа . Первый предполагает нормализацию твердого раствора материала с нагреванием до 1200 градусов. Второй этап предполагает тот же процесс, но с нагревом до 1000 градусов. Такая технология обеспечивает рост пластичности металла и увеличивает его жаропрочность.
Мартенситы характеризуют такие марки сплавов:
Х5, 3Х13Н7С2 , 40Х10С2М , 4Х9С2, 1Х8ВФ.
Х5 используется в трубном производстве, трубы выдерживают режим эксплуатации до 650 гр. С.
40Х10С2М идет на изготовление клапанов авиадвигателей, двигателей для дизельного автотранспорта, крепежа при температурах до 500 градусов.
3Х13Н7С2 и 4Х9С2 могут подвергаться нагреву порядка 900 гр. С. Это обуславливает их пригодность для производства двигательных клапанов.
1Х8ВФ рассчитана на температурный режим ниже 500 гр. С., но на длительную эксплуатацию под нагрузками. Эта марка подтвердила свою эффективность в изготовлении паровых турбин.
Ферритный класс
Материалы с ферритной структурой имеют в своем составе от 25 до 33 % хрома. Получаются с помощью методов отжига и термообработки, из-за этого в них возникает мелкозернистая структура. Когда происходит повышение температурных показателей до 850 градусов, увеличивается хрупкость.
Маркировки сталей ферритного ряда:
1Х12СЮ, Х17, 0Х17Т, Х18СЮ, Х25Т и Х28
Оправдано использование сталей этого ряда для изготовления разнообразных деталей для машиностроения.
0Х17Т зарекомендовал себя в производстве изделий для работы в окислительных средах, таких как трубы и теплообменники
Из Х18СЮ производятся трубы пиролизных установок, аппаратура.
Х25Т участвует в производстве сварных конструкций с эксплуатационной температурой до 1100 градусов, труб для перекачивания агрессивных сред, теплообменников.
Мартенситно-ферритный класс
Этот тип стали имеет в своем составе 10-14% хрома, легируется V, Mo, W.
Марки сплавов этого ряда:
Х6СЮ, 1Х13, 1Х11МФ, 1Х12В2МФ, 1Х12ВНМФ, 2Х12ВМБФР
Х6СЮ применяется в производстве компонентов котельных установок и трубопроводов.
1Х11МФ работает в виде лопаток турбин, из него производят поковки для эксплуатационных температур до 560 гр. С.
1Х12ВНМФ идет на производство лопаток и крепежа турбин, которые подвергаются длительным нагрузкам в температурных пределах до 580 градусов.
Сплавы, имеющие никелевую основу, и железо никелевые
Материалы, у которых в составе 55% никеля, легируются Cr. Присадки хрома добавляют до 25 %. Особенность таких материалов — появление в условиях повышения температуры оксидной пленки из Cr, а в материалах с добавками алюминия – пленки их этого металла. Легированные титаном сплавы приобретают свойство оставаться прочными и устойчивыми, когда температуры поднимаются до очень больших значений.
Сплав ХН77ТЮ используют для изготовления колец, лопаток, дисков, компонентов, которые должны выдерживать до 750 гр. С.
ХН35ВМТЮ участвует в производстве газовых конструкционных элементов коммуникаций.
Из ХН35ВТР изготавливают конструкции турбинных устройств.
Из ХН35ВТ и ХН35ВМТ производят роторы турбин, крепежные элементы, пружины для температур до 650 градусов
Тугоплавкие металлы
Это металлы, отличающиеся экстремально высокими температурными показателями плавления. Их характеризует также повышенная износостойкость. Использование их для легирования сталей и сплавов, увеличивает те же показатели материалов, к которым их добавляют.
Температуры плавления следующие:
Вольфрам
W
3410 градусов
Тантал
Ta
3000 градусов
Ниобий
Nb
2415 градусов
Ванадий
V
1900 градусов
Цирконий
Zr
1855 градусов
Рений
Re
3180 градусов
Молибден
Mo
2600 градусов
Гафний
Hf
2222 градусов
Применение
Стальные материалы жаропрочного класса широко применимы в различных областях экономики.
Это сферы энергетики, нефтехимии, химическом производстве, авиастроении и автомобилестроении, других направлениях машиностроительной отрасли.
Для технических целей все материалы делят на несколько видов:
Сплав жаропрочный.
Сталь жаропрочная низколегированная.
Сталь жаропрочная высоколегированная. Рабочие температуры
Сплавы жаропрочные релаксационностойкие с наиболее малой ползучестью и хорошими показателями упругости.
В нормативных документах ГОСТ, указывается примерное целевое назначение жаропрочных материалов в разных видах производственных процессов:
Роторных конструкций и валов.
Болтов и гаек.
Фланцев и поковок общего и специального назначения.
Высоконагруженные детали, штуцера.
Прутков и шпилек.
Крепежа и крепежных элементов.
Листовых деталей и сортовых заготовок.
Труб разного профиля и предназначения в условиях высокого давления и высоких температур.
Высокотемпературные нержавеющие стали Outokumpu были специально разработаны для температур до 1150°C. Эта долговечность была достигнута за счет добавления в сталь нескольких важных легирующих элементов, что обеспечивает превосходные характеристики в широком спектре высокотемпературных применений.
Жаропрочные аустенитные марки
Жаропрочные аустенитные стали обычно используются в ряде применений, где температура превышает 550°C.
Типичные области применения для высокотемпературных аустенитных марок:
оборудование и компоненты в черной металлургии, сталелитейной и других металлургических отраслях промышленности
машиностроение
установки по преобразованию энергии
цементная промышленность
Важным фактором при высоких температурах является то, что сопротивление ползучести обычно является основным определяющим фактором. Выбирая правильный материал, вы не только продлеваете срок службы вашего приложения, но также можете определить более тонкий материал для общей экономии средств. Это особенно касается наших жаропрочных аустенитных марок Outokumpu 153 MA™ и Outokumpu 253 MA®.
Жаропрочные ферритные марки
Основным легирующим элементом в ферритных марках является хром. Его положительное влияние на устойчивость к образованию накипи усиливают кремний и алюминий.
Ферритная сталь марок 4713 и 4724 лучше всего подходит для температур от 550°C до 850°C. Высоколегированные марки 4736, 4742, 4762 могут применяться при температурах до 1150°C, демонстрируя превосходную стойкость к воздействию серы и расплавленных металлов.
Из-за своей ферритной структуры ферритные стали демонстрируют меньшую прочность при температурах выше 600°C, но более устойчивы к тепловым ударам, чем жаропрочные аустенитные нержавеющие стали. При более высокой теплопроводности и более низком тепловом расширении, чем соответствующие значения для аустенитных сталей, равные тепловые удары приведут к более низким термическим напряжениям в ферритном материале. С этой точки зрения ферриты допускают большие допуски при проектировании и эксплуатации. Высокотемпературные ферритные марки в основном используются в высокотемпературных приложениях с сернистой атмосферой и/или при низких растягивающих нагрузках.
Типичные области применения ферритных высокотемпературных марок:
установки в химической, энергетической и металлообрабатывающей промышленности
технология печи
Пусть наш опыт работает на вас. Проверьте Поиск нержавеющей стали, чтобы просмотреть доступные марки, размеры и отделку поверхности по форме продукта.
Свойства продукта
Аустенитные жаропрочные стали в основном оптимизированы для устойчивости к окислению и высокотемпературной коррозии. Однако они также обладают хорошими механическими свойствами, отчасти благодаря своей аустенитной структуре, а отчасти благодаря используемым нами легирующим элементам.
Жаропрочные ферритные нержавеющие стали имеют в целом те же механические свойства, что и их аустенитные аналоги при комнатной температуре. Однако при воздействии высоких температур (> 600 °C) сопротивление ползучести может упасть всего до четверти значения, которое аустенитная жаропрочная сталь показала бы в той же среде.
Свариваемость
Сварка аустенитных жаропрочных марок
Высокотемпературные конструкции часто подвергаются термической усталости из-за колебаний температуры. По этой причине очень важно проектировать сварной шов без надрезов. Кроме того, важно, чтобы сварные швы обладали стойкостью к окислению и сопротивлением ползучести, совместимыми с основным материалом.
Возможна автогенная сварка тонкого материала, если может быть достигнут полный провар. Следует избегать угловых швов без полного провара из-за риска термической усталости. Оптимальная конструкция требует расположения сварных швов в зонах с низким напряжением изготавливаемого оборудования.
Аустенитные марки стали 4948, 4878 и 153 MA™
Свариваемость сталей марок 4948, 4878 и 153 MA™ аналогична стали Cr-Ni из-за ферритного отверждения металла шва. При сварке МАГ проволокой 21 10 Н может потребоваться источник питания с импульсным током для получения хорошей свариваемости.
Аустенитные марки 4833, 4828 и 253 MA®
Если необходимо использовать высокотемпературную сталь марки 253 MA® в самом высоком температурном диапазоне, следует использовать процессы TIG, плазмы или MAG. Для сварки MAG может потребоваться современное импульсное оборудование и использование специальных защитных газов, содержащих Ar, He и O2/CO2, для обеспечения хорошей стабильности дуги и улучшения текучести.
Аустенитные марки 4845 и 4841
Эти полностью аустенитные стали подвержены горячему растрескиванию, поэтому подводимая теплота не должна превышать 1,0 кДж/мм. По этой причине следует избегать ПАВ. Использование наполнителя и основного флюса/покрытия снизит риск образования горячих трещин. При сварке жаропрочных нержавеющих сталей с углеродистыми можно использовать присадки 23Cr 12Ni. Наполнитель на основе никеля может быть лучшей альтернативой, если существует высокий риск потери прочности в ЗТВ углеродистой стали. Причина в том, что если углерод из конструкционной стали может диффундировать в низкоуглеродистый металл сварного шва, ЗТВ в углеродистой стали потеряет прочность. Ремонтная сварка оголенного и поврежденного высокотемпературного оборудования легко выполняется с помощью MMA. Перед сваркой важно удалить все магнитные области вблизи сварного шва, так как они могут содержать охрупчивающие фазы. Подходящими методами являются механическая обработка или шлифовка.
Сварка ферритных высокотемпературных марок
Эта группа ферритных сталей в основном используется при высоких температурах в серосодержащей атмосфере и/или с низкой растягивающей нагрузкой. Они имеют ограниченную свариваемость, а ЗТВ будет иметь феррито-мартенситную микроструктуру. Основным легирующим элементом в жаропрочных ферритных нержавеющих сталях является хром. Его положительное влияние на устойчивость к образованию накипи усиливают кремний и алюминий. Два низколегированных сорта лучше всего подходят для температур от 550°C до 850°C. Высоколегированные сплавы используются при температурах до 1150°C и демонстрируют превосходную стойкость к восстановительным серосодержащим средам и расплавленным металлам, например Cu. Легирование алюминием также дает выделения, которые снижают чувствительность к росту зерна во время сварки. По этой причине стали могут быть изготовлены и сварены толщиной более 10 мм.
Ферритные марки 4713, 4724, 4742 и 4762
Для этих марок обычно требуются те же меры предосторожности, что и для углеродистых сталей. Для материалов толщиной более 3 мм необходим предварительный подогрев стыка до 200–300 °С, межпроходные температуры должны быть в том же диапазоне. Из-за роста зерна в ЗТВ необходимо свести к минимуму погонную энергию. Предпочтение отдается сварке в среде защитного газа. В качестве защитного газа следует использовать чистый аргон. Подходящий присадочный материал отрицательно влияет на пластичность, поэтому аустенитные сварочные материалы, напр. Обычно используются 18 8 Mn, 23 12 или 25 20. Если сварной шов будет подвергаться воздействию сернистой среды, потребуется наплавка с соответствующим ферритным наполнителем.
Стойкость материала к высокотемпературной коррозии во многих случаях зависит от его способности образовывать защитный оксидный слой. В восстановительной атмосфере, когда такой слой создать (или сохранить) невозможно, коррозионная стойкость материала будет определяться легирующим содержанием материала.
Производители жаропрочных сталей, жаропрочных сталей, марок жаропрочных сталей
Наша продукция
Стальные пластины
Пластины из нержавеющей стали
Плиты из углеродистой и мягкой стали
Пластины из легированной стали
Пластины из марганцевой стали
Котельные стальные плиты
Высокопрочные пластины
Коррозионностойкие пластины
Износостойкие стальные пластины
Пластины из жаропрочной стали
Жаропрочные стали
HIC Устойчивые стальные пластины
Высокопрочные низколегированные стальные пластины
IS 2062 — 2006 Сталь Низкая, Средняя, Высокопрочная
Стальные пластины
Пластины из алюминиевого сплава
9Листы из алюминиевого сплава 0011
5086 и 5083 Алюминиевый лист/пластина
Дуплексные стальные пластины
Супердуплексные стальные пластины
Стальные застежки
Хомуты для стальных труб
Если вам нужна жаропрочная стальная плита Сингапур , жаростойкая стальная плита Индонезия или плита сосуда под давлением Саудовская Аравия , у нас есть плавучий запас 800 тонн стальных плит и логистические навыки чтобы доставить то, что вы хотите, когда вам это нужно.
На нашем складе/складе по адресу Каламболи, Нави Мумбаи, Махараштра, ИНДИЯ Стальные пластины доступны в широком ассортименте специальных марок металлов, таких как марганцевая сталь , легированная сталь и нержавеющая сталь в различных спецификациях. Все запасы стальных листов соответствуют стандартам ASME, ASTM, EN и API . Стальные листы всегда доступны в избыточном количестве до 15 метров в длину, 4 метра в ширину и 300 миллиметров в толщину. Мы можем предложить решение практически любой проблемы с поиском стальных листов.
R-Pipe Overseas является единственным поставщиком жаростойкой стальной плиты, плиты Hardox 400, стальной плиты Abrex 400, износостойкой стали, плиты Sailhard Tiscral Las 07, плиты Ar 400, плиты с высоким содержанием марганца, плиты из марганца Hardfield, Welten 780E Plate в Индии, которая доставила стальные листы в Саудовскую Аравию за 3 дня, в Шри-Ланку за 2 дня, в Сингапур за 12 дней, в Кувейт за 5 дней, в Объединенные Арабские Эмираты за 3 дня, в Японию за 10 дней, в Катар. за 4 дня, в Индонезию за 7 дней и на Тайвань за 5 дней. Компания In Short R Pipe за рубежом доказала, что мы единственные, кто может поставлять стальной лист в страны Персидского залива и Азии в кратчайшие сроки, Итак, если вы хотите купить жаростойкую стальную плиту у надежного поставщика и специалиста по стальным плитам в Индии, ознакомьтесь с нашим бесплатным предложением с минимальным временем доставки в вашу страну, которое вы получите в течение часа.
Пластины из жаропрочной стали
Жаропрочная сталь относится к стали, способной противостоять окалинообразованию при температуре выше 500°C. Жаропрочные марки стали не подвержены механическим воздействиям благодаря своему оксидному слою, который создается на протяжении всего процесса проявки, когда сталь подвергается воздействию щадящих и сильных окислительных условий при повышенных температурах.
Эта сталь обладает адгезией, а ее интенсивные оксидные слои обеспечивают термостойкость материала. Он способен поддерживать технологические процессы при постоянном или неравномерном воздействии рабочих температур, в результате которых температура металла превышает 650°C. Жаростойкость стали зависит от содержания в ней хрома, кремния и алюминия.
Жаропрочные стали можно классифицировать на основе их микроструктуры следующим образом:
• Эти марки стали демонстрируют относительно низкую ударную вязкость при ударной нагрузке
• Завод. 1.4724 (H-12): термостойкость до 950 o C
• Завод. 1.4762 (H-14): термостойкость до 1200 o C
• Зн. 1.4724 (Н-12): промышленные печи, паровые котлы, ящики, трубы, подвески, рекуператоры и т. д.
• Завод. 1.4762 (Н-14): производство промышленных печей, деталей паровых котлов, защитных труб пирометра
Аустенитная жаропрочная сталь
№ 1.4828 Зн. 1.4841 Зн. 1,4845
• Аустенитные жаропрочные стали имеют гораздо более высокую повышенную температуру и сопротивление ползучести, чем ферритные стали
• Завод. 1.4828 (H-8): не подвержен межкристаллитной коррозии, обладает низкой коррозионной стойкостью к окисляющим и восстановительным газам, содержащим серу. Термостойкость до 1000 o С
• Завод. 1.4845 (H-9): термостойкость до 1050 o C
• Завод. 1.4841 (H-10): термостойкость до 1150 o C
• Завод. 1.4878: имеет хорошие механические свойства, термостойкость до 850 o C
• Зн. 1.4828: выхлопные системы и т. д.
• Завод. 1.4845: производство компонентов для химической и нефтяной промышленности, газопроводов, топливопроводов, топок, нагревательных элементов
• Завод. 1.4841: компоненты, подвергающиеся воздействию высокой механической прочности, промышленные печи, мусоросжигательные заводы, установки термической обработки, нефтехимическая промышленность и т. д.
• Завод. 1.4878: теплообменники, котлы на химических и нефтехимических предприятиях и т. д.
Жаропрочные стали
Благодаря более высокой стойкости к химическому и механическому разрушению при повышенных температурах, жаропрочные стали пользуются большим спросом на рынке. Благодаря своим характеристикам, таким как коррозионная стойкость, стойкость к окислению, водородная хрупкость и сопротивление ползучести, они идеально подходят для работы в условиях высоких температур.
Сталь классифицируется на основе ее микроструктуры, которая может быть ферритно-аустенитной (дуплексной), ферритной, аустенитной и мартенситной. Структура марки стали определяется ее химическим составом.
Жаропрочные стали
Классификация нержавеющей стали
Марки стали
Свойства
Области применения
Ферритная нержавеющая сталь
№ 1.4000 № 1.4016 № 1.4512 № 1.4113 и т.д.
• Ферритные марки представляют собой марки с простым хромом (содержание хрома: 11-17%).�
• Ферромагнитны.
• Сварка возможна только при определенных условиях.
• Легко поддаются ковке, холодной и горячей обработке. Они имеют хорошую обрабатываемость.»
• Ферритные нержавеющие стали нельзя использовать для любых восстановительных или органических кислот, таких как щавелевая, муравьиная и молочная, однако они используются в менее агрессивных условиях, для работы с азотной кислотой и многими органическими химикатами в умеренно агрессивных средах.
• Хорошая устойчивость к динамическим нагрузкам.
• Класс Wnr. 1.4000 и Wnr. 1.4113 обладают хорошей полируемостью и хорошей обрабатываемостью.
• Завод. 1.4016 обладает хорошей коррозионной стойкостью в стандартных условиях и при низкой концентрации хлоридов, т.е. домохозяйства и природная вода. Эта марка стали не устойчива к морской воде! Он устойчив к межкристаллитной коррозии. В общем, Wnr. 1.4016 плохо подходит для сварочных процессов. Материал имеет хорошую холодную формуемость. Для температур выше 400°C не рекомендуется.
• Мыловаренная промышленность
• Автомобильное приложение
• Столовые приборы
• Домашняя утварь
• Производство машин и инструментов, подвергающихся длительному воздействию воды и водяного пара
• Аустенитные стали являются наиболее широко используемым типом нержавеющей стали.
• Отлично поддаются обработке.
• Свариваемость зависит от химического состава марок стали, т. е. № 1.4301, №. 1.4541 и Wnr. 1.4571 отлично подходят для сварки. № 1.4305 не рекомендуется для сварки, однако эта марка стали обеспечивает наилучшую обрабатываемость.
• Хорошая пластичность при холодной и горячей штамповке.
• Аустенитная сталь обладает отличной коррозионной стойкостью.
• При определенных условиях эти марки стали не намагничиваются.
• Имеют низкую теплопроводность.
• Обычно они устойчивы к межкристаллитной коррозии.
• Завод. 1.4301 и Wnr. 1.4404 обладают хорошей полируемостью, однако Wnr. 1.4541 и Wnr. 1.4571 менее пригодны для полировки.
• Строительная промышленность (например, нержавеющая арматурная сталь)
• Бумажная и целлюлозная промышленность
• Завод. 1.4301: бытовое оборудование, емкости, трубопроводы, оборудование для молочной промышленности, бутылки
• Завод. 1.4571: химическая и текстильная промышленность, подходит для высококоррозионных сред
• Завод. 1.4541: приложение идентично Wnr. 1.4301, однако лучше подходит для применения при механических нагрузках.
• «Дуплекс» � имеет двойное значение. Дуплексные стали имеют смешанную микроструктуру аустенитной и ферритной нержавеющей стали. Феррит улучшает коррозионную стойкость. Аустенит обеспечивает ударную вязкость, пластичность и свариваемость.»
• По сравнению с аустенитной сталью дуплексные стали лучше растягиваются.
• Обладают отличной коррозионной стойкостью.
• В результате промышленного развития были разработаны несколько типов дуплексной нержавеющей стали:
• «нормальный дуплекс»,
• «бережливый дуплекс»,
• «супердуплекс»,
• «гипердуплекс».
• Глубоководные трубопроводы
• Конструкции, подверженные воздействию морской воды, напр.
Организация рабочего места сварщика: требования, описания
Довольно большое распространение получили сварочные работы. Они могут применяться как для соединения отдельных элементов, так и для устранения различных дефектов. Сам проводимый процесс несет с собой опасность сварщику и окружающим. Примером можно назвать применения инверторов, которые питаются от электричества. Нарушение техники безопасности и неправильное оборудование рабочего места может привести к поражению электрическим током.
Организация рабочего места сварщика
Содержание
Предназначение оснащения рабочего места сварщика
Организация рабочего места сварщика – процедура, которая предусматривает обеспечение наиболее благоприятных условий для выполнения сварки. За участок может отвечать один сварщик или целая бригада. Среди особенностей можно отметить следующие моменты:
Как правило, в качестве места сварщика выступает определенная площадь, находящаяся в сооружении или на месте строительства и ремонта.
При рассмотрении требований к рабочим местам уделяется больше всего внимание тому, что оно должно быть оснащено требуемыми инструментами и техникой.
Подготовка рабочего места также предусматривает уборку лишних вещей, которые могут снизить безопасность сварки.
Организация проводится с учетом того, какого размера и типа обрабатываемая конструкция. Особое внимание уделяется тому, чтобы сварщику или помощникам не пришлось фиксировать обрабатываемые изделия. Это запрещается принятой техникой безопасности.
Схематичное изображение кабины сварщика
В целом можно сказать, что только при правильной организации рабочего места в соответствии с техникой безопасности можно выполнить сварку качественно. При этом учитывается место сварки, условия окружающей среды и многие другие моменты.
Какие выделяют места осуществления сварочных работ
Техника безопасности и многие другие нормативные документы определяют классификацию рабочего места на несколько типов. Примером можно назвать нижеприведенную информацию:
Стационарные.
Нестационарные.
Первый тип чаще всего связан со специальными помещениями в мастерских, второй – передвижные, требующиеся для выезда на место аварии или проведения строительства. Кабина сварщика обустраивается только один раз в соответствии с техникой безопасности, после чего уделяется внимание только техническому состоянию ответственных механизмов и конструкций.
Стационарное рабочее место
Стационарное место сварщика встречается в различных производственных цехах. Они подходят для сваривания небольших изделий. Среди особенностей оснащения подобных помещений можно отметить следующие моменты:
При правильном оснащении помещений обеспечивается беспрепятственный доступ к заготовкам.
Поблизости не должны быть распложены взрывоопасные и легковоспламеняющиеся вещества.
При использовании инверторов, которые работают на горючем веществе, баллоны должны быть расположены вдали от открытого пламени.
Беспрепятственный доступ должен обеспечиваться расходным материалам, к примеру, электродам и проволоке. Это связано с тем, что во время сварки нужно быстро сменить некоторые элементы.
Стационарное место подготавливается с учетом того, какие именно элементы будут свариваться между собой. Техника безопасности предусматривает, чтобы рабочее место сварщика обеспечивало неподвижное состояние заготовок во время ее обработки.
Стационарное место сварочных работ
Подготовка проводится при следовании определенной инструкции, которая разрабатывается сотрудником организации.
Передвижной пост
Передвижное место может создаваться для газового и электронного инвертора. Стоит учитывать, что сварочная кабина требуется для его установки в случае повышенной влажности окружающей среды.
Меньше всего проблем возникает при применении газовой сварки. Это связано с тем, что электрическое оборудование должно надежно питаться.
Организация сварочного поста предусматривает использование кабеля наиболее подходящего сечения. Этот показатель следует учитывать по следующим причинам:
Слишком малое сечение приводит к тому, что кабель не выдерживает нагрузку и начинает перегреваться. В результате этого тепло оказывает воздействие на изоляцию, за счет чего она плавится. При сильном повреждении может возникнуть короткое замыкание.
Кабель большого сечения обходится дорого. При этом они менее практичны в применении, транспортировка и хранение создает много проблем.
Сварочные провода
Выбор кабеля проводится в соответствии с нормативной документации. Организация рабочего места сварщика проводится с учетом того, что кабеля не должны переплетаться, все контакты фиксируются. Кабель и другое электрическое оборудование не должны быть расположены вблизи горючих материалов и воды.
Оптимальные сечения сварочного провода представлены в следующей таблице Как ранее было отмечено, выбор проводов подбирается в зависимости от мощности используемого сварщиком оборудования. Оптимальный показатель выбирается в соответствии с таблицей.
Таблица сечений кабеля в зависимости от мощности
Использование табличных данных позволяет избежать довольно большого количества проблем. Качественный кабель имеет эффективную изоляцию, которая исключает вероятность короткого замыкания.
Как выбрать электродержатель
Правильно выбрать при организации рабочего места нужно и электродержатель. От его технического состояния зависит, насколько безопасно будет рабочее место и какова производительность труда. Сварочный пост может снабжаться несколькими видами держателей, все зависит от типа проводимых работ.
При выборе подобного устройства уделяется внимание следующим моментам:
Вес не должен быть более 0,5 килограмм. Слишком тяжелые варианты исполнения усложняют задачу сварщика. При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
Уделяется внимание тому, насколько удобен хват. Для того, чтобы рукоятка не соскальзывала, ее поверхность часто делают рифленой.
При эксплуатации конструкция не должна сильно нагреваться. В противном случае могут возникнуть проблемы при длительной сварке. Несмотря на то, что сварщик должен использовать специальные рукавицы, сильный нагрев приводит к существенному дискомфорту.
Поверхность должна быть изолирована, так как подобный элемент должен стать преградой электричеству в случае неполадки. При организации рабочего места уделяется внимание качеству и целостности изоляции.
Крепление электродов должно быть прочным, так как на момент контакта с поверхностью на них оказывается механическое воздействие.
Электродержатели
Рекомендуется приобретать оригинальные электродержатели, которые советует производитель для организации рабочего места. Перед каждой работай проверяется состояние конструкции.
Маска электросварщика как средство защиты
Техника безопасности по организации места для сварщиков, предусматривает использование специальных щитков и шлема. При их изготовлении должны учитываться нормы, установленные в ГОСТ 12.4035-78. Среди основных стандартов отметим следующие:
Конструкция не должна быть тяжелее 0,5 килограмм. В противном случае работы будет проводить сложно.
Для того чтобы защитить глаза устанавливаются светофильтры. Они делятся на 13 классов, выбор проводится в зависимости от мощности.
При выборе маски уделяется внимание тому, чтобы она удобно крепилась. Время от времени сварщику приходится ее открывать для визуального осмотра шва.
Маска сварщика
В продаже встречаются самые различные варианты исполнения защитных масок. Более дорогие варианты исполнения характеризуются большей эффективностью. При частом проведении сварочных работ рекомендуется приобретать качественное изделие, так как ультрафиолетовое и другое излучение может навредить здоровью.
Требования к вентиляции
Нужно уделять внимание и эффективности вентиляции при организации места, особенно в случае работы с газовым аппаратом. Ее предназначение заключается в удалении теплого воздуха и подвода холодного, который требуется для охлаждения инструментов и техники.
При работе может образовываться достаточно большое количество токсичных газов. При высокой их концентрации есть вероятность отравления. Если концентрация газов высока, то есть вероятность их детонации.
Как правило, искусственная вентиляция представлена воздуховодами, которые подводят и отводят воздух. Для повышения эффективности работы устанавливается вентилятор. Проблем с охлаждением оборудования и загазованностью практически не возникает в случае, когда работы проводятся на улице.
Требования к специальной одежде
Индивидуальным средством защиты можно считать специальную одежду. Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
Рукавицы.
Специальная обувь.
Куртка.
Рукавицы.
Брюки.
Спецодежда сварщика
В большинстве случаев при их изготовлении применяется брезент, в который добавляется асбест. За счет подобного состава поверхность становится намного устойчивой к попаданию расплавленного металла.
Преимущества сварочных штор
Большой популярностью пользуются специальные шторки. Они позволяют существенно упростить работу, разделить участок на несколько секторов. К особенностям подобной оснастки можно отнести следующие моменты:
При изготовлении применяется огнеупорная ткань.
Используемый материал также может выдержать несущественно механическое воздействие.
Разнообразие сварочных штор
Выделяют несколько вариантов исполнения подобной оснастки, каждая характеризуется своими особенностями.
Сплошная стандартная штора
Чаще всего устанавливаются сплошную штору. Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
Визуальная защита и преграда ультрафиолетовому излучению.
Защита окружения от брызг и расплавленного металла.
Снижается отрицательное воздействие воздушных боковых потоков.
Сплошная стандартная штора
При выборе наиболее подходящей шторы уделяется внимание ширине швов, толщине материала и некоторым другим моментам.
Полосовая сварочная штора
Защитная штора выбирается при учете различных параметров. Основными можно назвать:
Толщина и тип материала. Некоторые ткани характеризуются повышенной устойчивостью к воздействию температуры.
Качественные варианты исполнения прошиваются.
Тип несущей конструкции.
Полосовая сварочная штора
Установить подобную защиту можно быстро, после завершения процесса ее быстро собирают. Несущий элемент изготавливается из коррозионностойкого металла.
требования к оборудованию, столы, спецодежда, вентиляция
Под рабочим местом сварщика понимается закрепленный участок за конкретным специалистом или бригадой. Это определенная местность на площади территории, которая находится на промышленном производстве. Она должна быть оснащена всем необходимым инструментарием и техникой для сварочных работ, а также соответствовать требованиям техники безопасности. Организация рабочего места зависит от размера и разновидности свариваемой конструкции.
Содержание
1 Виды рабочих мест
2 Организация рабочего места сварщика ручной дуговой сварки
3 Требования к оборудованию
4 Столы сварщиков
5 Электродержатели ручной дуговой сварки
6 Спецодежда
7 Сварочные шторы
8 Вентиляция
9 Иные требования
Виды рабочих мест
Правильная организация рабочего места сварщика является залогом качественной сварки и высокой производительности. Различают стационарные и нестационарные рабочие места сварщиков. На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе.
Постоянные места предназначены для производства сварщика на промышленных предприятиях: в цехах, мастерских. Стационарное рабочее место может быть однопостовым (которое предполагает наличие рабочего места только для одного сварщика), которое питается от трансформатора, а также многопостовым, при котором в помещении предусмотрено несколько кабин, питающихся от единого источника тока.
Детали могут подаваться слесарями или другими рабочими, а сам сварщик преимущественно находится в кабине. Сварочный трансформатор в указанном случае должен располагаться в отдельной комнате.
Общий или индивидуальный щит должны предусматривать измерительные приборы, разные средства защиты, сигнальные лампы и рубильники, зажимы и пр. Для индивидуального места предусмотрен свой щит с измерительными приборами.
Временные мобильные рабочие места используют для выполнения работ на оборудовании и установках, которые не допускается переместить к посту. Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу.
При использовании трансформатора для передвижного нестационарного места он может располагаться внутри здания или снаружи.
При выполнении сварочных работ на открытом воздухе рабочее месте подлежит защите от атмосферы. Для указанных целей могут применять палатки, переносные тенты или навесы и пр.
Организация рабочего места сварщика ручной дуговой сварки
Планирование рабочего места сварщика должно обеспечивать ему беспрепятственный доступ к заготовкам и безопасные условия труда. Нужно, в частности, позаботиться об отсутствии легковоспламеняющихся и взрывоопасных веществ, а сварочные баллоны должны быть достаточно удалены от открытого пламени. Рабочее место сварщика организуется по ГОСТ 12. 3.003-86.
При комплектации рабочего места инструментом учитывается специфика работы. Но можно выделить определенный минимальный перечень инструментов, без которого сварщик не может полноценно работать. Стандартно рабочее место оснащено:
сварочным аппаратом;
металлической щеткой;
столом и стулом сварщика;
зубилом и молотком;
электродержателем;
винтовым зажимом;
сварочной маской.
При этом не следует излишне загромождать рабочее место ненужными вещами и оборудованием, которые могут помешать работе и представлять опасность.
Сварочные работы на постах выполняются только при работающей вентиляции. При работе следует применять передвижные воздухоотсосы.
При выполнении работ на мобильных местах они огораживаются огнестойкими ширмами, щитами, а также должны быть оснащены огнетушителями и средствами пожаротушения. Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
При необходимости рабочее место может быть оборудовано средствами малой механизации, что облегчает погрузочно-разгрузочные работы.
Требования к оборудованию
При организации сварочных работ важное значение придается правильному размещению оборудования. Агрегаты и установки, которые состоят из нескольких сварочных агрегатов, располагают в отдельном помещении, огороженном перегородками с высотой не менее 1,7 м.
Сварочные преобразователи в процессе работы могут создать шум, который оказывает негативное влияние на нервную систему, ведет к понижению внимания и работоспособности. Поэтому их рекомендовано изолировать и вывести за пределы производственного помещения.
Проходы между сварочными агрегатами и установками должны быть не менее 1,5 м, между сварочным агрегатом и стеной – от 0,5 м, между стационарным агрегатом, стеной и колонной – от 0,5 м.
Сварочный аппарат на стационарном месте должен быть установлен в защищенном от воздействия атмосферы помещении, которое хорошо проветривается. Оптимально, чтобы пол в таком помещении был бетонным, а стены не отражали сварочные блики, что представляет опасность для зрения. Дверной проем должен быть закрыт брезентовым занавесом, который подвешен на кольцах.
Использование сварочного оборудования на монтажной площадке может создать определенные сложности при его хранении. Лучше всего, если сварочный аппарат будет располагаться в закрытом помещении, а к рабочему месту будут подтягивать только кабели для сварки. Если это сделать невозможно, то оптимально установить сварочный аппарат на передвижную тележку, что упростит его транспортировку.
Заготовки должны быть предварительно подготовлены к выполнению сварочных работ.
Столы сварщиков
Сварочные кабины должны быть изолированы от посторонних. В них располагается сварочный стол и прочие рабочие принадлежности, поэтому они достаточно просторные. Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Сварочные столы используются для сварки и сборки деталей. Они располагаются внутри сварочной кабины на высоте 50-60 см, если пост предполагает проведение сварки в сидячем положении, или на высоте 90 см – если работы производят стоя.
Площадь стола составляет не менее квадратного метра. Требование к рабочему месту сварщика предполагает использование специальных болтов, к которым прикрепляются провода от сварочного аппарата. Для отсоса пыли от сварочной дуги не допускается располагать вытяжной зонт, так как иначе поток газов и пыли будет проходить через дыхательные пути сварщика.
На столе должны располагаться гнезда для электродов. Если в столе есть выдвижной ящик, то документы и инструменты должны храниться там. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Если стол оборудуется местным отсосом, то он может быть установлен как на столе, так и за пределами помещения. Встроенный в стол вентилятор создает шум, который снижает работоспособность. Оптимальной считается конструкция стола сварщика с нижнебоковым отсосом и установкой вентилятора за пределами помещения: тогда пыль и газ не попадают в зону дыхания сварщика.
В столах для сварщиков могут быть предусмотрены дополнительные удобства. Например, многие сварщики практикуют зачистку конца электрода путем его прикосновения к поверхности стола. В результате этого через определенный промежуток времени на столе образуются металлические наросты, которые мешают передвижению по столу изделий и ухудшающие его эстетические свойства. Для того чтобы этого не случилось, поверхность стола по краям кантуется медными пластинами. В результате поверхность стола не загрязняется электродами, так как к меди металл не пристает.
В столе может предусматриваться местное освещение. Для сварки мелких деталей, когда швы наносятся по периметру, целесообразно применение вращающегося стола, который регулируется по высоте винтами. Это позволяет поднимать и опускать детали в удобное положение. Сварщик при такой работе меньше устает и менее подвергается вредным выделением.
Для устранения неудобного положения нужно снабжать сварщика сиденьем, которое регулируется по высоте.
Электродержатели ручной дуговой сварки
Одним из основных инструментов, которые используются сварщиками, является электродержатель. От него зависит безопасность и производительность труда. Базовые требования к ним – легкость и удобность в обращении. Вес электродержателя не должен превышать 0,5 кг, чтобы руки сварщика не сильно уставали. При этом держатель не должен подвергаться нагреву при работе.
Среди всех разновидностей зажимов наиболее оптимальными являются пассатижные зажимы.
Выпускаются три типа электродержателей:
для тока до 125 А и сечения провода 25 мм;
для тока до 315 А и провода 50 мм;
для тока до 500 А и провода 70 мм.
Обязательно наличие изоляции и надежного крепления электродов. Держатель должен выдерживать 8 000 зажимов электродов. Конструкция позволяет производить замену электрода не более, чем за 4 с.
Примерная стоимость электрододержателей на Яндекс.маркет
Держатели для тока 500 А и выше снабжают щитками для защиты рук от тепла сварочной дуги и от брызг металла. Также применяются электрододержатели, которые снабжены устройствами для выключения тока при смене электрода. Это дополнительно обеспечивает большую безопасность работы.
Сварочный пост должен быть оснащен штативом (стойкой), который приварен к столу, для укладки электродержателя при перерывах в работе, чтобы избежать образования электродуги при прикосновении держателя с поверхностью стола. Поверхность штатива или стойки должна производиться из электроизоляционного материала.
Во время сварки к держателю прилипают брызги металла, это ведет к его утяжелению и перегреву. Для того чтобы это избежать, рекомендовано раз за смену смазывать его автолом.
Спецодежда
Даже при полном соблюдении техники безопасности к рабочему месту сварщика нельзя оградить от негативных факторов без использования спецодежды. В комплекте должны быть куртка, рукавицы, брюки, спецобувь и пр. Большинство спецодежды для сварщиков шьют из брезента с вкраплениями асбеста, который может обезопасить от расплавленного металла. Одежда должна закрывать все тело, чтобы не оставалось открытых мест.
Среди индивидуальных средств защиты важное значение принадлежит щиткам и шлемам. Они должны соответствовать ГОСТ 12.4.035-78. Маска не может быть тяжелее 0,5 кг.
Примерная стоимость шлема для сварки на Яндекс.маркет
При выборе маски обращают внимание на ее материал. В идеале это пластмасса, устойчивая к повышенным температурам и влажности. Такая маска не портится под воздействием брызг металла и исключает поражение работника электрическим током.
Если работы выполняются в тесных и закрытых помещениях, где невозможно использовать вытяжку, то нужно использовать специальные маски, предполагающие подачу воздуха.
В шлем вставляется светофильтр, который удерживается рамкой с размерами 120*60. Средства защиты включают 13 классов светофильтров с разной плотностью, которые используются для разных режимов мощности.
Запрещено использование цветных стекол, которые не предназначены для сварки, так как они не обеспечивают надежную защиту глазам от ультрафиолетовых лучей. Это грозит сварщику хроническим заболеванием глаз.
Современные маски сконструированы по типу «хамелеона». Они позволяют автоматически отрегулировать затемнение стекол в зависимости от яркости дуги.
В числе требований к материалу костюма можно выделить следующие:
Материал костюма сварщика – жаростойкий (это, например, замша или брезент).
Карманы – только внутренние.
Куртка не должна заправляться.
Ботинки производятся из негорючего материала, они должны быть достаточно высокими и не должны содержать гвозди.
Головной убор должен надежно защищать шею.
Краги или рукавицы производятся из негорючего материала, она должны быть достаточно длинные и исключать попадания материала внутрь при потолочной сварке.
Сварочные шторы
Аттестация рабочего места сварщика требует от него наличия перекрытия, особенно для многопостовых участков. Эти перекрытия именуются сварочными шторами. Они производятся из огнеупорной ткани, которая совпадает с той, из которой делают спецодежду.
Шторы полностью изолируют рабочее место сварщика от посторонних людей, чтобы исключить негативное влияние сварочной дуги и прочих негативных факторов.
Сварочные шторы обладают следующим функционалом:
Они защищают от ультрафиолета.
Минимизируют риски возникновения пожара, так как обеспечивают защиту от искр и брызг.
Предотвращают отрицательное воздействие воздушных потоков на сварочную зону.
Повышают эффективность вытяжного оборудования.
Примерная стоимость сварочных штор на Яндекс.маркет
Они достаточно экономичны и просты в установке. Шторы бывают сплошные и полосовые. Сплошные шторы выполнены из единого полотна. Они производятся из ПВХ, прошиты со всех сторон и имеют армированные отверстия для подвесных колец с расстоянием 20 см. Полосовая сварочная штора представляет отдельную полоску с шириной 50 см. В сборе ширина шторы составляет 140 см.
Вентиляция
При использовании в процессе сварки газа необходимо обеспечить хорошую вентиляцию помещения.
Вентиляция нужна по нескольким причинам:
Для снижения концентрации токсичных веществ, которые могут выделяться из свариваемых металлов. При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения.
Для того чтобы убрать загазованность из помещения, которая может привести к детонации.
Для обеспечения охлаждения рабочих инструментов и техники, которая сильно перегревается при эксплуатации.
Вентиляция бывает естественной, которая осуществляется с помощью притока воздуха с улицы, а также искусственной. Для искусственной вентиляции используются специальные вытяжки, вентиляторы и прочие средства для циркуляции воздуха.
Вытяжная вентиляция обустроена так, чтобы максимально удалить вредные газы из помещения, приточная – для компенсации организованной вытяжки через разбавление веществ до допустимых для здоровья рабочих концентраций.
Наиболее оптимальным вариантом рабочего стола сварщика выступают такие, которые обустроены вытяжкой пыли с направлением ее вниз или в сторону. Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
Иные требования
Также не стоит забывать о следующих дополнительных инструментах, которые облегчают работу сварщика. Это:
винтовые зажимы для плотного контакта с изделием;
проволочные щетки (ручные и с электроприводом) – для удаления шлака и ржавчины;
узкая и широкая стальная щетка для очистки кромки и швов;
зубила, клейма и молотки – для врубки мест с дефектами, устранения брызг, установки клейма и пр.;
молоток с заостренным концом для отбивания шлака;
набор шаблонов для промера величины швов;
брезентовые сумки или стаканы – для хранения электродов.
Сварщику должны быть легко доступны расходные материалы: электроды, проволока, флюс и пр., чтобы у него была возможность их легкой смены в процессе работы. Необходимо соблюдать инструкцию по охране труда в индивидуальном и общем плане.
Если сварщик работает с неплавящимся электродом, то он должен иметь набор заточенных вольфрамовых электродов, пассатижи, гаечные ключи, кусачки, пассатижи и пр. Инструмент следует хранить в специальном ящике или сумке.
Таким образом, от того, насколько грамотно было организовано рабочее место сварщика, использующего метод ручной дуговой сварки, зависит в целом эффективность и безопасность работ. Под рабочим местом понимается участок, закрепленный за сварщиком, который оснащен оборудованием, инструментами и приспособлениями для проведения сварки. Правильно организованное место снижает травматизм и несчастные случаи на производстве.
Где работают сварщики?
Сварка — это ответственная работа, полная сложных деталей и процедур. Это требует использования различных видов техники, как больших, так и малых. Мы искали в Интернете, чтобы найти лучший ответ на вопрос, который задают многие: где работают сварщики?
Так где же работают сварщики? Что ж, то, что мы нашли, снесет вам крышу! Оказывается, как сварщик, ваш опыт требуется во многих процветающих отраслях. Сварка используется в производстве, ремонте и техническом обслуживании. Это жизненно важно и полезно для многих отраслей, включая:
Options
Industry
1
Construction
2
Manufacturing
3
Agriculture
4
Mining
5
Автомобильная
6
Военная
7
Авиакосмическая
4
8
0011 Shipbuilding
9
Airplanes
10
Bridges
11
Railways
12
Steel mills
13
Underwater engineering
14
Изделия из листового металла
Содержание
Что такое сварка?
Сварка — сложный химический процесс. Он использует приложенное тепло, сфокусированное на определенных участках металлической поверхности, чтобы сплавить 2 куска металла. По мере охлаждения металлов между ними образуется постоянная связь.
Сварка впервые появилась на Ближнем Востоке и в Европе еще в Бронзовом и Железном веках (1200-1000 лет до н.э.). Зарегистрировано, что самый первый кусок сварного металла появился в бронзовом веке (3000–1200 гг. До н.э.).
Существует множество сварочных инструментов и методов. Выбор сварщика зависит от типа металла, оборудования и рабочей среды.
Чем занимаются сварщики?
Основная работа сварщика заключается в соединении или резке металлических деталей. Они также полируют, сглаживают металлические поверхности, заполняют отверстия или фиксируют швы в металлических деталях. Это может быть напряженная работа, но сварка необходима почти в каждой отрасли.
Их рабочие характеристики зависят от того, в какой компании они работают, а также от используемых материалов и оборудования.
Сварщики могут работать в различных отраслях, местах и организациях. Как сварщика, вас также могут попросить управлять вилочными погрузчиками или домкратами для перемещения материалов из одного места в другое.
Статья по теме: Сколько времени нужно, чтобы научиться сварке?
Посмотрите это видео : Один день из жизни сварщика
Типы сварщиков
В целом сварщики делятся на 2 группы: квалифицированные и неквалифицированные. Эта классификация зависит от вида подготовки, которую они имеют, а также от вида сварки, которую они выполняют.
Навыки
Квалифицированные сварщики в основном работают с техническими руководствами, письменными спецификациями и чертежами. Их обучение включает в себя знакомство со свойствами сварки различных металлов. Квалифицированные сварщики также используют крупногабаритное оборудование, сварочные аппараты и роботы с дистанционным управлением.
После дополнительной подготовки они могут сами программировать компьютеры и роботов.
Неквалифицированные
Неквалифицированные сварщики – это сварщики с минимальной подготовкой и опытом работы. В основном они работают на сборочных линиях, где работа повторяется. Это также тот вид работ, который не требует высокого уровня сварочного опыта.
Должностные инструкции сварщиков
Работодатели ожидают, что их сварщики понимают определенные отраслевые протоколы. Сварщики также должны хорошо разбираться в различных свойствах различных материалов.
Основные должностные обязанности сварщика:
Хорошее знание металлургии и химии
Умение читать и выполнять технические чертежи и чертежи
Внимательно осматривать материалы перед сваркой
Рассчитывать размеры металлической поверхности, которую они повторная сварка
Внимательно следить за металлом во время процесса сварки
Поддерживать свое сварочное оборудование и рабочую зону
Уметь контролировать количество используемого пламени
Следить за тем, чтобы металл не перегревался
Уметь работать в различных условиях и пространствах
Средняя заработная плата
Сварщики работают в одной компании и работают полный рабочий день. Иногда сварщики могут работать по контракту или, возможно, найти работу на неполный рабочий день.
Эти факторы влияют на заработную плату сварщиков. Другими факторами, которые следует учитывать, являются образование сварщика и опыт работы. В среднем большинство сварщиков зарабатывают от 8 до 45 долларов в час, или около 44 000 долларов в год.
Узнайте больше о самых высокооплачиваемых вакансиях сварщиков – Здесь вы можете найти статью с нашего сайта: Хорошо ли зарабатывают сварщики? | Самые высокооплачиваемые сварочные работы
Как стать сварщиком?
Успешным сварщикам нужна комбинация вещей, которая поможет им отточить свои навыки и повысить свой опыт работы. Образование стоит на первом месте в этом списке.
Образование
Ученичество и стажировка
Некоторые предпочитают изучать методы сварки, пройдя программу ученичества или стажировку у профессионального сварщика. Во время своего пребывания в качестве ученика они могут получать или не получать оплату за свою работу. Однако они получают ценный практический опыт работы. Эта учебная программа может длиться от 1 до 3 лет.
Программа получения сертификата сварщика
Чтобы иметь возможность участвовать в программе сертификации сварщика, вам необходимо иметь аттестат об окончании средней школы или GED (диплом об общем образовании). Программа сертификации сварщика может длиться до 18 месяцев.
Вот список некоторых из наиболее известных сертификатов сварщиков. Вы можете найти программы сертификации в местных колледжах, профессионально-технических училищах или частных программах.
Сертифицированный сварщик (CW)
Единственным требованием является диплом средней школы или сертификат GED. Его можно получить в Американском обществе сварщиков.
Сертифицированный инспектор по сварке (CWI)
Для получения этого сертификата требуется образование в области сварки, действующая проверка зрения и соответствующий опыт работы.
Старший сертифицированный инспектор по сварке (SCWI)
Перед получением этого сертификата вы должны иметь сертификат инспектора по сварке (CWI) не менее 6 лет. Вы также должны иметь как минимум 15-летний опыт работы и занимать руководящую или управленческую должность.
Сертифицированный преподаватель сварки (CWE)
Этот сертификат имеет те же требования, что и сертификат инспектора по сварке (CWI). Если у вас есть CWI, вы можете заполнить заявку и автоматически претендовать на CWE. Вам также может понадобиться письменная рекомендация, которая говорит о ваших преподавательских способностях.
Сертифицированный торговый представитель по сварке (CWSR)
Для получения этого сертификата требуется не менее 5 лет опыта работы в сфере продаж сварки. Другой вариант — наличие сертификата об обучении и двухлетнего опыта работы.
Сертифицированный младший инспектор по сварке (CAWI)
Для получения этого сертификата необходимо пройти проверку зрения. Вы также должны иметь базовое сварочное образование, а также минимальный опыт работы.
Чтобы получить этот сертификат, вам необходимо иметь сертификат GED, проверку зрения и 4 часа обучения рентгенографии. Или вы можете работать в течение 1 года в качестве рентгенографического переводчика.
Для получения этого сертификата требуется диплом GED или военное образование и минимум 6 месяцев работы сварщиком с ручной или полуавтоматической дуговой сваркой. Вам также потребуется действующий сертификат CWI.
Certified Welding Supervisor (CWS)
Этот сертификат имеет те же требования, что и CWI, а также наличие действующего сертификата сварщика (CW).
Сертифицированный инженер по сварке (CWE)
Чтобы получить квалификацию инженера, вам необходим действующий сертификат сварщика (CW). Вы также должны сдать экзамен из 4 частей. Этот экзамен фокусируется на стандартах и правилах сварки. Он также включает в себя изготовление металлов и методы сварки.
Эти программы научат вас основным методам и технологиям сварки, которые необходимы для получения сертификата для работы сварщиком. Вот некоторые из этих методов:
Сварка
Литье
Пайка
Бронзирование
Пайка
Дуговая сварка (с использованием газового металла, экранированного металла или газового вольфрама)
Это также отличный вариант для тех, кто хочет стать сварщиком. Эта программа степени длится 2 года. Она обеспечивает более высокие навыки обучения, знания и опыт, чем программа сертификации сварщиков.
Сварщики используют эту программу для получения степени, чтобы узнать о различных специальностях, таких как военная сварка, трубопроводы и сварка атомной энергии.
Навыки
Сварщики могут работать в компаниях или на заводах. Их также можно отправить за пределы площадки для выполнения своей работы, например, на мосты, под землю, на крыши зданий и даже под воду.
Вот почему сварщики должны обладать определенной квалификацией и навыками, чтобы эффективно выполнять свою работу, не подвергая опасности себя и других.
Вот некоторые из этих навыков:
Знать все 30 методов сварки, парой из которых являются MIG и TIG
Уметь обращать внимание на детали
Обладать отличной координацией движений и ловкостью рук
Может работать самостоятельно, а также в команде
иметь хорошие коммуникативные навыки
иметь отличное зрение
быть в хорошей физической форме
иметь хорошую пространственную ориентацию
чувствовать себя комфортно, работая на высоте
Умение читать чертежи, технические спецификации и руководства
Умение решать проблемы
Способность смотреть на задачи изобретательно, внимательно и обдуманно
Рабочая среда
Работа сварщика может быть умственной и физически изнуряет. Они могут работать до 40 часов в неделю, часто сверхурочные. В среднем у них может быть 2 или 3 смены по 8-12 часов в день.
Статья по теме: Преимущества работы сварщиком >>Зарплата, рабочее время | Баланс рабочей жизни
Носят ли сварщики защитное снаряжение?
Но правильное оборудование и единые требования могут снизить риск любых потенциальных опасностей. Вот несколько примеров защитного снаряжения, которое носят сварщики.
Защитная одежда
Защитная глазное снаряжение
Пожарные рабочие ботинки
Защитный шлем или капюшон
Protective Gloves
Respirators
7
9000 2
. Оборудование – СИЗ
Какие инструменты используют сварщики?
Сварщики используют инструменты, выделяющие огромное количество тепла. Они должны уметь работать с ручным и полуавтоматическим сварочным оборудованием и электроинструментом. Существуют также сварочные инструменты, которыми можно дистанционно управлять с помощью компьютеров.
Заключение
Сварка существует с 3000 г. до н.э., и за эти годы были изобретены и усовершенствованы новые инструменты и методы. Сейчас сварка проникла во все отрасли и профессии.
Согласно исследованиям, ожидается, что в течение следующих 20 лет спрос на сварку будет расти с постоянной скоростью 6%. Это направление работы пользуется постоянным спросом, потому что каждой стране нужны сварщики для строительства и ремонта своей инфраструктуры.
Так какой же лучший ответ на вопрос «Где работают сварщики?» Это везде!
Рекомендуемая литература
Как стать сварщиком в Техасе и сколько времени это займет?
Проверяются ли сварщики на наркотики? | Все факты, которые вам нужно знать
Хорошо ли зарабатывают сварщики? | Самые высокооплачиваемые сварочные работы
Лучшие и худшие города для сварочных работ в 2022 году
Последнее обновление
В Соединенных Штатах в настоящее время работает около 400 000 сварщиков. Это примерно одна сварочная работа на каждую тысячу рабочих мест, существующих по всей стране. В среднем эти сварщики зарабатывают 44 360 долларов в год. Это не самая впечатляющая зарплата, но это всего лишь средний показатель по стране. Сварщики в некоторых городах ежегодно приносят домой на 20 000 долларов больше, в то время как сварщики в других городах зарабатывают даже меньше, чем в среднем по стране. Это карьера, где возможности сильно различаются в зависимости от местоположения. Итак, где лучше всего жить сварщику? И какие города следует вообще избегать? Давайте взглянем на пять лучших и худших городов для сварочных работ.
Лучшие города для сварщиков
1. Лейк-Чарльз, штат Луизиана
Изображение предоставлено: Питером О’Кэрроллом, goodfreephotos
Луизиана — прекрасное место для работы сварщиком по нескольким причинам. В штате работает более 13 000 сварщиков, поэтому недостатка в рабочих местах нет. Но что еще лучше, они зарабатывают намного больше, чем средний сварщик в Америке. Средняя годовая заработная плата сварщика в Луизиане составляет 52 810 долларов. По сравнению со средним показателем для сварщиков по стране, сварщик в этом штате зарабатывает на 8 450 долларов больше в год. Это уже впечатляет, но успех, похоже, сконцентрирован именно вокруг города Лейк-Чарльз.
Лейк-Чарльз, штат Луизиана, небольшой город. На самом деле, с населением чуть более 77 000 человек, они довольно маленькие. Но на каждую тысячу рабочих мест в городе приходится более десяти сварщиков, так что здесь работают около 1200 сварщиков. При средней годовой заработной плате в 65 410 долларов они сдувают остальную часть страны. Жизнь сварщика в Лейк-Чарльзе означает, что вы зарабатываете в среднем на 21 050 долларов в год больше, чем остальные сварщики в Соединенных Штатах. Учитывая высокий уровень занятости на душу населения и то, насколько больше сварщиков зарабатывают в этом городе, Лейк-Чарльз, штат Луизиана, несомненно, является отличным городом для карьеры сварщика.
2.
Батон-Руж, Луизиана
Изображение предоставлено: glynn424, pixabay
Если Лейк-Чарльз не кажется достаточным городом, чтобы удовлетворить ваши потребности и интересы, тогда Батон-Руж, всего в двух часах езды. на межштатной автомагистрали 10, возможно, вам больше понравится. Это все еще в Луизиане, штате, где зарплата сварщиков намного выше средней и много сварочных работ. Но Батон-Руж гораздо более населен, чем Лейк-Чарльз, с более чем 225 000 жителей. Из них более 3100 работают сварщиками, что соответствует почти 8 сварочным работам на тысячу рабочих мест в городе.
В Батон-Руж сварщики зарабатывают в среднем 30,77 долларов в час. По сравнению со средней по стране почасовой оплатой всего в 21,33 доллара, сварщики в Батон-Руж живут на широкую ногу. Это на 9,44 доллара в час больше, приличная сдача за 60 минут. Экстраполируя на год, вы зарабатываете на 19 640 долларов в год больше, чем средний работник в той же отрасли. Кто не хочет заработать дополнительные 20 тысяч за ту же работу? Средняя зарплата сварщика составляет 64 000 долларов США, а в Батон-Руж требуется заполнить более 3100 вакансий. Это горячая точка для сварщиков.
3. Анкоридж, Аляска
Изображение предоставлено: tpsdave, pixabay
Вы можете быть удивлены, узнав, что в Анкоридже, Аляска, больше населения, чем в Батон-Руж, Луизиана. Анкоридж с населением чуть менее 300 000 человек на самом деле является процветающим мегаполисом. В течение части года они получают более 17 часов солнечного света каждый день, при этом солнце встает ярко и рано в 5:30 утра и не садится примерно до 22:30. Если идея долгих летних дней и высоких температур ниже 60 градусов в середине августа кажется вам привлекательной, то Анкоридж — одно из лучших мест, куда вы могли бы переехать в качестве сварщика.
Конечно, лучшая причина для того, чтобы сварщик перебрался сюда, не связана с погодой. Для сварщиков Анкоридж является самым высокооплачиваемым городом в стране. При средней годовой заработной плате в 71 570 долларов вы будете вдвое больше, чем некоторые другие сварщики в континентальных городах США. При зарплате на 27 210 долларов больше, чем в среднем по стране, в стране негде лучше зарабатывать сварщиком. Но причина, по которой этот город не занимает первое место в этом списке, заключается в том, что здесь не так много рабочих мест. При том, что на каждую тысячу рабочих мест в городе приходится чуть менее одного сварщика, в этом районе работает всего 160 сварщиков. Это означает жесткую конкуренцию, но при такой высокой заработной плате имеет смысл только то, что рабочие будут конкурировать за эти должности.
4. Хьюстон, Техас
Изображение предоставлено: 11912373, pixabay
Техас иногда называют сварочной столицей Соединенных Штатов. И не потому, что в Техасе сварщикам платят намного больше. Но это из-за того, сколько рабочих мест в этом большом штате. В настоящее время в Техасе работает более 50 000 сварщиков, больше, чем в любом другом штате страны. Имея более четырех сварочных работ из каждых 1000 рабочих мест в штате, довольно легко найти оплачиваемую работу сварщиком в Техасе. Но в Техасе Хьюстон является рассадником карьеры сварщиков.
Хьюстон — крупный город с населением более 2,3 миллиона человек. Это очень много людей, которых нужно сохранить, и шесть из каждой тысячи вакансий, доступных в этом городе, принадлежат сварщику. Это составляет более 18 000 сварочных работ в этом городе площадью 669 квадратных миль. Это означает, что у большинства сварщиков не должно возникнуть проблем с поиском работы здесь, а с годовой зарплатой, которая на 5740 долларов выше средней по стране, вы получите хорошую компенсацию за потраченные часы.
5. Бомонт, Техас
Изображение предоставлено: tpsdave, pixabay
Район Бомонт-Порт-Артур в Техасе гораздо менее населен, чем Хьюстон, и здесь не так много сварщиков. Но с общей численностью населения всего 410 000 жителей и 1 900 работающих сварщиков, это район с одним из самых высоких показателей занятости сварщиков на душу населения в стране. Всего около 12 рабочих мест из каждой тысячи рабочих мест связаны со сваркой. Это довольно впечатляющие цифры. Вы можете быть уверены, что если вы переедете в эту область и у вас есть навыки сварки, которые нужны работодателям, у вас не должно возникнуть проблем с поиском карьеры. Более того, средняя годовая зарплата сварщиков в этой области составляет 56 680 долларов, что на 12 320 долларов больше, чем в среднем по стране. Вы не только легко найдете здесь работу сварщика, но и будете зарабатывать больше, чем большинство ваших сверстников в остальной части страны.
Худшие
городов для сварочных работ
1. Лос-Анджелес, Калифорния
Изображение предоставлено: tpsdave, pixabay
Лос-Анджелес, Калифорния, так называемый Город Ангелов. Что ж, вы не почувствуете, что какие-то ангелы присматривают за вами, если попытаетесь сделать здесь карьеру сварщика. При средней почасовой зарплате всего в 17,31 доллара сварщики в этом городе работают не очень хорошо. Это на 4,02 доллара в час меньше, чем зарабатывает средний сварщик в остальной части страны. По сравнению со сварщиками в таком высокооплачиваемом городе, как Анкоридж, вы будете зарабатывать в среднем на 17,10 долларов в час меньше. Это означает, что вы будете получать примерно половину оплаты за ту же работу, если живете в Лос-Анджелесе, а не в Анкоридже.
2. Сан-Франциско, Калифорния
Изображение предоставлено: zahidlilani, pixabay
Для сварщиков в Сан-Франциско дела обстоят ненамного лучше, чем в Лос-Анджелесе. Это всего в шести часах езды, так что это не очень удивительно. Сварщики в Сан-Франциско зарабатывают в среднем 20,98 долларов в час. Звучит не так уж плохо, так как это всего на 0,35 доллара ниже, чем в среднем по стране в этой профессии. Но если вы скорректируете эту ставку с учетом невероятно высокой стоимости жизни в Сан-Франциско, эта зарплата составит около 12,79 доллара.нигде в стране. С таким высоким индексом стоимости жизни вам будет сложно сделать карьеру, которая позволила бы вам чувствовать себя комфортно в других городах.
3. Вашингтон, округ Колумбия
Изображение предоставлено: skeeze, pixabay
Вашингтон, округ Колумбия, является столицей страны, и это еще одно очень дорогое место для жизни. С очень высоким индексом стоимости жизни деньги здесь просто не уходят так далеко, как в других городах страны. В среднем сварщики зарабатывают 19,91 доллара в час, что всего на 1,42 доллара ниже среднего показателя по стране. Это все еще не очень хорошо, но с поправкой на высокую стоимость жизни все выглядит еще хуже. Скорректированная заработная плата сварщика в Вашингтоне, округ Колумбия, составляет всего 14,21 доллара в час. Учитывая, что работа займет такое же количество времени и усилий, это делает округ Колумбия ужасным местом для поиска работы сварщиком.
4. Нью-Йорк, Нью-Йорк
Изображение предоставлено: MonicaVolpin, pixabay
Большое яблоко. В столичных центрах мира всегда ведется большое строительство, и Нью-Йорк, Нью-Йорк такой же мегаполис, как и везде. Но это еще один город с запредельным индексом стоимости жизни, что означает, что ваши деньги здесь не уходят так далеко, как в других местах. Сварщики, кажется, не так уж плохо работают на поверхности. При средней ставке 23,03 доллара в час они работают немного лучше, чем в среднем по отрасли. Но с поправкой на индекс стоимости жизни эта плата не доставит вас так далеко, как хотелось бы в других городах. Фактически, в остальной части страны это эквивалентно всего 14,48 доллара в час.
См. также: Как рассчитать стоимость сварочных работ
5. Чикаго, Иллинойс
Изображение предоставлено: BriBra, pixabay
Чикаго с населением почти 10 миллионов человек является шумным мегаполисом, но четыре года подряд он сокращается. Каждый год из города уезжают тысячи людей, поэтому там не так много строительства, поэтому сварщикам не так много рабочих мест. При средней ставке всего 17,18 долларов в час у квалифицированных сварщиков, безусловно, нет большого соблазна переехать сюда. Это уже на 4,15 доллара ниже, чем в среднем по стране, но Чикаго — еще один город с высокой стоимостью жизни. С поправкой на этот фактор зарплата сварщика в Чикаго составляет около 14,70 доллара в других городах с более приемлемой стоимостью жизни.
Заключение
Многие факторы могут повлиять на то, чтобы сделать город лучше или хуже для любой профессии.
В связи с возникшей нестабильностью, информация на сайте не являются обязательной офертой.
Стоимость и наличие будет уточняться на момент оформления заказа.
Надеемся на понимание и дальнейшее сотрудничество.
Аттачмены
Разборные модели и аксессуары
Контроль окклюзии
Материалы зуботехнические
Материалы стоматологические
Инструмент зуботехнический
Инструмент стоматологический
Инструмент абразивный
Оборудование зуботехническое
Литейные установки
Печи муфельные
Печи для обжига керамики
Термоинжекционные машины
Фотополимеризаторы
Микромоторы зуботехнические
Пескоструйные аппараты
Пароструйные аппараты
Пиндекс машины
Полимеризаторы
Триммеры
Вакуумные смесители
Вакуумформеры
Вибростолы
Пайка и сварка
Воскотопки
Электрошпатели
Горелки
Мебель
Прессы зуботехнические
Пневмоинструмент
Пылесосы
Фрезеры
Шлифмоторы
Вакуумые насосы
Весы
Оптика
Кюветы зуботехнические
Кюветы для дублирования
Трегеры
Опоки
Тигли
3D Печать
Оборудование стоматологическое
Запасные части
Ортодонтия
Гигиена полости рта
Средства индивидуальной защиты
Литература
Учебные модели
jpg»>
Главная \ Магазин \ Оборудование зуботехническое \ Пайка и сварка \ Аппарат контактной точечной сварки АКС
Предыдущий Следующий
Артикул: С5002
Описание
Характеристики
Аппарат контактной точечной сварки АКС
Применяется при сварке мостов, правке балансирующих каркасов, прихвате частей изделий перед пайкой, сварке практически любых металлов и сплавов , в том числе сварке разнородных металлов между собой.
Звуковая индексация процесса сварки
Толщина пакета свариваемых металлов — до 1 мм
Время непрерывнрй работы при частоте 4 сварки/мин. — 8 часов
Напряжение питания — 220В / 50 Гц
Принцип работы:
При касании кончиками электродов места сварки происходит замыкание электрической цепи (очень важно что бы между свариваемыми элементами был хороший контак) и образование электрической дуги, которая расплавляет металл в точке сварки. При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая.
Комплектность:
Педаль пусковая
Педаль управления стационарными электродами
Выносные электроды
Стационарные электроды
Аппарат контактной точечной сварки АКС
Применяется при сварке мостов, правке балансирующих каркасов, прихвате частей изделий перед пайкой, сварке практически любых металлов и сплавов , в том числе сварке разнородных металлов между собой.
1. Назначение
1.1 Аппарат применяется для временного соединения элементов изделия перед пайкой или другими дополнительными операциями. Предназначен для работы с изделиями из металлов и их сплавов.
2. Технические данные
2. 1 Габаритные размеры аппарата:
АКС-2
АКС-2М
длина (не более)
280 мм
270 мм
ширина (не более)
280 мм
230 мм
высота (не более)
210 мм
160 мм
масса
14,5 кг
12,5 кг
2. 2 Звуковая и световая индикация процесса сварки
++
2.3 Плавная регулировка мощности и длительности сварочного импульса
++
2.4 Напряжение питания
220В,50Гц
2.5 Мощность, потребляемая от сети в режиме сварки, (не более)
3 кВт
2.6 Сопротивление изоляции электрических цепей относительно металлических частей корпуса, при напряжении 500 В, (не менее)
10 мОм
2.7 Общая толщина пакета свариваемых материалов, мм,(не более)
2
2.8 Время непрерывной работы при частоте 4 сварки/мин; часов
8
2.9 Режим работы аппарата
повторно-кратковременный
3. Комплектность
В комплект поставки входят:
№п/п
АКС-2
АКС-2М
1
Аппарат
1
1
2
Педаль пусковая
1
1
3
Педаль управления стационарными электродами
1
—
4
Выносные электроды
2
2
5
Стационарные электроды
2
—
6
Паспорт 5. 002-00-00 ПС
1
1
7
Упаковка
1
1
4. Устройство и принцип работы
Работа аппарата основана на нагреве свариваемых частей находящихся в контакте при прохождении через них электрического тока. Сварка осуществляется выносными элетродами и электродами стационарного блока (АКС-2) или только выносными электродами (АКС 2М). Плавная регулировка мощности и длительности сварочного импульса осуществляется регуляторами 3 и 4соответственно. Тумблер «имп/имп +» удлиняет время импульса в три раза.
5. Подготовка к работе
5.1 Перед вскрытием упаковки проверьте ее сохранность. 5.2 После вскрытия упаковки проверьте отсутствие механических повреждений аппарата,комплектность. 5.3 После транспортировки в холодное время, аппарат следует выдержать в помещении в течение 8 часа, для удаления конденсата. 5.4 Проверьте наличие и надежность электрического заземления, состояние сетевого кабеля, исправность органов управления.
Внимание! Подключение к электросети через автомат защиты 16-25 А
5.5 При работе с выносными электродами подключите аппарат к сети 220В, 50Гц. 5.6 Установите регуляторами 3 и 4 требуемое значение параметров сварки. 5.7 Зажмите предварительно обезжиренные детали выностными электродами 2. 5.8 Нажмите на пусковую педаль 6, произведите сварку. 5.9 При работе со стационарным блоком снимите электроды 2, вставьте держатели электродов 2 в контактные гнезда 10. 5.10 Открутите гайку 9 на 1/2 оборота. 5.11 Вставьте электроды в в электрододержатели так, чтобы они сомкнулись, закрепите их. 5. 12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг). 5.13 Подключите аппарат к сети 220В, 50Гц. 5.14 Установите регуляторами 3 и 4 требуемое значение параметров сварки. 5.15 Зажмите предварительно обезжиренные детали выностными электродами 11. 5.16 Нажмите на пусковую педаль 6, произведите сварку.
6. Указание мер безопасности
6.1 Аппарат относится к устройствам представляющим опасность возможного поражения током. 6.2 Место, в котором устанавливается аппарат, должно соответствовать помещению с нормальными климатическими условиями. 6.3 При замене предохранителей и устранения неисправностей аппарат должен быть обесточен. 6.4 Аппарат перед началом эксплуатации должен быть надежно соединен с контуром заземления. 6.5 Не оставляйте включенный аппарат без присмотра. 6.6 Используйте аппарат только по назначению.
7. Техническое обслуживание
7. 1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления. 7.2 Своевременная замена отказавших предохранителей, электродов. 7.3 Своевременная очистка аппарата от пыли. 7.4 Плановый контроль технического состояния аппарата осуществляется не реже 1 раза в год.
При выполнении планового контроля необходимо:
проверить работоспособность аппарата на соответствие его техническим характеристикам;
проверить надежность электрического сопротивления изоляции;
проверить отсутствие механических повреждений корпуса, электродов.
8. Транспортировка и хранение
8.1 Аппарат в упаковке предприятия-изготовителя должен храниться в сухом закрытом помещении при температуре от -50 до +40ºС, относительной влажности до 98%, при 25ºС. 8.2 Транспортировка упакованного аппарата производится при температуре от -50ºС до +40ºС 8. 3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке.
Политика конфиденциальности Разработка сайта в Москве megagroup.ru
Аппарат точечной сварки в быту и на производстве
Аппарат точечной сварки — как выбрать подходящий
Точечная сварка уже стала настолько обыденным способом выполнения неразъемных соединений различных металлов, что встретить аппаратуру, на которой она осуществляется, можно не только в заводских условиях. Аппарат точечной сварки стал неотъемлемым атрибутом небольших мастерских, имеется он также у многих домашних умельцев, привыкших выполнять любую работу своими руками.
При выборе такого устройства необходимо оценить сферу его применения, ведь в некоторых случаях нет необходимости приобретать дорогостоящее оборудование, иногда с поставленными задачами способен справиться даже самодельный сварочный агрегат такого типа.
Но бывает и противоположная ситуация, когда установленный агрегат не может эффективно выполнять технологический процесс, чаще всего это связано с недооценкой мощности и возможности сварки металла значительной толщины. Поэтому при покупке аппарата вы должны четко знать его назначение.
Классификация аппаратуры для точечной сварки
Существует несколько показателей, которые отличают один сварочный аппарат точечной сварки от другого, именно они и определяют сферу его применения. Основными моментами, на которые стоит обращать внимание при выборе, являются следующие характеристики.
Способ установки
По способу размещения аппарата их можно разделить на три группы:
Стационарные машины для точечной сварки в основном используются на производстве
Подвесные устройства нашли применение в поточных линиях, также они являются неотъемлемым атрибутом авторемонтных мастерских
Переносной аппарат контактной точечной сварки считается оптимальным выбором для личного применения.
Электропитание аппарата
В зависимости от типа источника электроснабжения принципиальная схема аппарата может существенно отличаться. Наиболее распространены следующие виды агрегатов для точечной сварки:
Аппарат, работающий от сети однофазного переменного тока
Трехфазные установки
Инверторная точечная сварка
Конденсаторный аппарат точечной сварки
Для бытового применения более подходят именно инверторные и конденсаторные установки, их электрическая схема позволяет снизить воздействие на питающую электрическую сеть, что немаловажно в домашних условиях.
Способ управления процессом
Простейший аппарат управляется вручную. Вам придется самостоятельно выбрать режим работы, установить необходимый сварочный ток и контролировать продолжительность цикла сварки.
Современный станок для сварки оснащается автоматической системой управления, которая позволяет значительно упростить выполнение работ и повысить производительность устройства. Применение подобного аппарата в заводских условиях уже давно стало необходимостью, это помогает снизить себестоимость продукции и уменьшить процент брака при выполнении сварочных работ.
Тип привода механизма давления
Для точечной сварки одним из основных факторов, влияющих на качество соединения деталей, является создание необходимого усилия сжатия заготовок. Существует несколько вариантов конструкции привода, которые существенно отличаются своими возможностями.
Ручной привод применяется в наиболее простых устройствах. Его использование значительно снижает стоимость аппарата, а создаваемых им усилий вполне хватит для выполнения бытовых сварочных работ, при которых повышенные требования к качеству соединения обычно не предъявляются.
Аппарат с механическим приводом механизма наиболее популярен. Данный принцип применен во многих конструкциях сварочных машин для контактной сварки.
Пневматический привод позволяет создавать значительное давление на свариваемые детали. Данная схема применяется многими ведущими производителями оборудования для сварочных работ. Своими характеристиками пневматика во многом превосходит другие типы механизмов сжатия, она позволяет регулировать давление в широком диапазоне.
Гидравлический привод встречается реже, но тоже применяется на многом оборудовании. Принцип действия и характеристики сходны с пневматикой, только в качестве движущей силы применяется не воздух, а жидкость. Аппарат для сварки с таким видом привода отличается надежностью.
Стационарные машины
Стационарный аппарат точечной сварки применяется болей частью на производствах, где требуется высокая интенсивность выполнения работ. От его мощности зависит величина сварочного тока (может достигать сотен кА), которая определяет возможную толщину свариваемых деталей.
Может иметь различную электрическую схему и работать от различных источников питания. Современные модели оснащены микропроцессорными системами управления, значительно повышающими точность и качество выполнения работ.
Подобный аппарат в основном комплектуется механическим или пневматическим приводом системы сжатия. Величина создаваемых усилий может регулироваться в значительных пределах, что дает возможность выполнения точечной сварки при любой толщине заготовок. В основном такие станки предназначены для двух сторонней сварки, но существуют и другие модификации.
В связи с высокими электрическими нагрузками подобная аппаратура оснащается водяными системами охлаждения, которые способны обеспечить значительную длительность непрерывной работы оборудования.
Подвесные устройства для контактной сварки
Данный аппарат для точечной сварки незаменим в поточных конвейерных линиях. Благодаря тому, что он обеспечивает значительную мобильность исполнителю, с успехом применяется при выполнении разнообразных ремонтных работ, в том числе и ремонте автомобилей. Может использоваться для крестообразной сварки металлической арматуры.
Подвесной аппарат состоит из сварочного трансформатора, блока управления режимами сварки и выносных рабочих инструментов (клещи). В зависимости от вида выполняемых работ существует возможность замены исполнительного механизма. Наиболее современные модели клещей оснащены пневматической или гидропневматической системой привода, что значительно снижает нагрузку на оператора сварщика.
В зависимости от проектной мощности может создавать сварочный ток до нескольких десятков кА, это позволяет осуществлять сварку металла различной толщины. Данный аппарат обеспечивает высокую скорость и эффективность выполнения работ.
Переносные устройства
Данный сегмент аппаратуры для точечной сварки обширен. Своими характеристиками они не уступают более мощной технике. К тому же более низкая стоимость позволяет приобрести такой аппарат для индивидуального пользования. Наиболее популярны два вида такой техники:
Ручные клещи для точечной сварки. Представляют собой устройство небольшого веса (8-15 кг), позволяющие сваривать листовой металл и другие заготовки толщиной до 5 мм. Работает такой аппарат от однофазной бытовой сети, в качестве системы управления выступает микропроцессор, который способен автоматически регулировать сварочные режимы в широком диапазоне. Существует возможность и ручной регулировки, кроме того, можно выбрать импульсный режим выполнения работы.
Особенностью такого аппарата для точечной сварки является ручной привод механизма сдавливания деталей. Он способен создавать давление до 150 килограмм. Комфортные и безопасные условия для исполнителя обеспечивают диэлектрические ручки из термостойкого материала. Своими универсальными качествами и простотой выполнения сварки подобное устройство выгодно отличается от другой техники для подобных целей.
Другой класс передвижной техники для контактной сварки составляют инверторные аппараты. Популярность такое оборудование получила благодаря небольшим габаритам, своими размерами аппарат выгодно отличается от конкурентов, а также сравнительно малому весу.
Конструкция аппарата предполагает применение тиристорного генератора сварочного тока, микропроцессорной системы управления, позволяющей регулировать мощность и продолжительность импульса. Оборудование данного класса не оказывает влияния на питающую сеть, для подключения аппарата вполне хватает бытового электропитания.
Выбирайте такой сварочный агрегат, который своими характеристиками соответствует условиям эксплуатации.
Похожие статьи
Машина контактной точечной сварки — сфера применения, особенности конструкции
Сварочный аппарат точечной сварки: каковы его особенности?
Особенности точечной сварки и изготовление аппарата своими руками
Сварочный инверторный аппарат Ресанта: что полезно знать?
Прибор для определения точки плавления — StudiousGuy
Прибор для определения точки плавления — это лабораторное устройство, которое используется для определения температуры плавления элемента с большой точностью и достоверностью. Температура, при которой вещество переходит из твердого состояния в жидкое, называется температурой его плавления. Плавление вещества обычно достигается путем его нагревания. Это один из важнейших и основных параметров, позволяющих узнать о природе вещества, определить его чистоту и охарактеризовать органические и неорганические соединения. Чистые элементы обычно имеют высокую температуру плавления, в то время как нечистые и загрязненные элементы имеют низкую температуру плавления, и для их полного расплавления требуется сравнительно больше времени. Более высокая температура плавления вещества означает, что существуют межмолекулярные силы большой величины. Большинство приборов для определения точки плавления способны отображать как начальную, так и конечную температуру плавления элемента. Также некоторые из них оснащены механизмом, который может записывать и отображать кривую температуры плавления и определять среднее значение температуры плавления.
Индекс статьи (щелкните, чтобы перейти)
Принцип работы прибора для определения точки плавления
Прибор для определения точки плавления обычно работает по принципу отражения и пропускания света, падающего на образец и проходящего через него. Изменение светопропускания хорошо заметно; поэтому работа прибора для определения точки плавления не слишком сложна. Процесс плавления вещества можно разделить на пять стадий: увлажнение, спекание, коллапс, мениск и осветление. Точка увлажнения является начальной стадией плавления элемента. На стадии коллапса вещество в основном твердое и содержит небольшое количество расплавленного материала. В точке мениска большая часть образца расплавляется, но все же содержит некоторое количество твердых частиц. Вещество считается полностью расплавленным, когда оно достигает прозрачной точки или прозрачной стадии. Интенсивность света, проходящего через образец, меняется на всех стадиях процесса плавления вещества и ее легко заметить. Процент интенсивности света, проходящего через капиллярные трубки, содержащие образец, регистрируется и сравнивается для определения разницы в оптических свойствах, что позволяет пользователю оценить температуру плавления вещества образца.
Работа прибора для определения точки плавления
Стандартным методом, используемым приборами для определения точки плавления для определения температуры плавления объекта, является капиллярный метод. Для определения температуры плавления образца с помощью прибора для определения точки плавления образец помещают в несколько капиллярных трубок. Капиллярные трубки затем помещают в нагревательный блок. Образец анализируется индивидуально, и получается среднее значение измерений для определения точной точки плавления вещества. Первым этапом этой методики является подготовка образца. Вещество помещают в вакуум-эксикатор на сутки, чтобы убедиться, что образец не содержит влаги и хорошо высушен. Затем высушенный образец измельчают в мелкий порошок. Это делается потому, что крупные и неоднородные зерна образца получат неравномерное количество тепла, и прибор не сможет обеспечить точные измерения. Плотный слой примерно 2-4 мм в высоту тщательно измельченного образца затем помещают в три или более тонких стеклянных капиллярных трубки. Порошкообразный образец, помещенный в капиллярные трубки, должен быть плотно упакован. Это можно сделать, осторожно постукивая трубкой по твердой поверхности. Капиллярные трубки затем помещают в нагревательный блок аппарата для определения температуры плавления, который обеспечивает необходимую температуру для плавления образца. Температура нагревательного блока может варьироваться в зависимости от плотности образца. Температура, при которой образец подвергается пяти стадиям плавления, наблюдают и регистрируют. Во время процесса некоторые образцы не разжижаются, а вместо этого подвергаются сублимации и сразу переходят в газообразную форму. Это должно быть записано вручную. Внутренний механизм прибора фиксирует температуру начала разжижения образца и температуру полного расплавления вещества. Этот температурный интервал называют интервалом плавления вещества.
Использование прибора для определения точки плавления
1. Прибор для определения точки плавления обычно используется в области исследований и разработок для изучения структуры и характеристик определенных твердых веществ.
2. Прибор для измерения температуры плавления говорит о чистоте вещества, поэтому он активно используется отделами контроля качества различных отраслей промышленности.
3. Используется фармацевтической и медицинской промышленностью для тестирования лекарств.
4. Парфюмерная промышленность использует аппараты для определения точки плавления для производства духов с различными ароматами.
Меры безопасности при использовании прибора для определения точки плавления
1. Прибор следует эксплуатировать только в указанном ограниченном диапазоне температур.
2. Не перемещайте и не переносите машину, когда она используется и подключена к источнику питания.
3. Используйте защитные приспособления и инструменты, такие как защитные перчатки, защитные очки, щипцы для тиглей и т. д., для работы с горячими образцами.
4. Держите устройство и образец вдали от легковоспламеняющихся и горючих предметов во избежание пожара и несчастных случаев.
Преимущества прибора для определения точки плавления
1. Прибор для определения точки плавления дает быстрые и точные результаты.
2. Компактный и портативный.
3. Точность и прецизионность прибора для измерения температуры плавления значительно выше, чем у традиционных методов расчета температуры плавления вещества.
4. Подходит для расчета температуры плавления как чистых, так и загрязненных веществ.
Недостатки прибора для определения точки плавления
1. Прибор для определения точки плавления можно использовать только для определения точки плавления твердых веществ.
2. Устройство специально разработано для наблюдения за превращением веществ образца из твердой формы в жидкую. Если вещество пробы подвергается сублимации или осаждению, это необходимо отметить вручную.
Аппарат для определения температуры плавления | Точки плавления
Химические лабораторные протоколы / Лабораторные методы
Оборудование для измерения температуры плавления твердого тела различается по сложности от простой масляной бани, нагреваемой микрогорелкой, до микроскопа с подогревом столика, как показано на рис. 12.1. Основные компоненты аппараты для измерения температуры плавления:
Держатель образца: обычно стеклянная капиллярная трубка, запаянная с одного конца в корпус систем с масляной ванной и блоком с подогревом или пара микроскопов скользит по пластине с электрическим подогревом в блоке Кофлера.
Устройство регистрации температуры, расположенное как можно ближе к образцу. Обычно это термометр, но может быть и датчик термопары с цифровое считывание.
Источник тепла с точной регулировкой для постепенного повышения температуры. Эти источники различаются в зависимости от сложности оборудования.
В студенческой лаборатории вы, скорее всего, будете использовать только более простые такие системы, как масляная ванна или аппарат с подогревом блока.
Рис. 12.1 Аппарат для определения температуры плавления: (а) масляная ванна; (б) нагреваемый блок – показания термометра; (в) блок с подогревом — цифровая индикация; (d) Микроскоп Кофлера с подогревом столика.
Капиллярные трубки Капиллярные трубки для измерения температуры плавления доступны в продаже и поставляются открытыми с обоих концов или закрытыми с одного конца или закрытыми с обоих концов. Чтобы закрыть один конец открытой капиллярной трубки, просто прикоснитесь к концу капиллярную трубку на внешний «слой» горячего пламени микрогорелки (см. рис. 12.2). Конец трубки разрушится и запечатает трубку. Убедиться что трубка запаяна, т.е. нет тонкой линии в запаянном конце, и что на конце трубки нет большого шарика стекла, иначе она может не вставить в отверстие в нагревательном блоке прибора для определения точки плавления. Точно так же, если вы протолкнете трубку слишком далеко в пламя, трубка согнется и поэтому не влезает в нагревательный блок.
Рис. 12.2 Герметизация капиллярной трубки для измерения температуры плавления.
Чтобы ввести состав в капиллярную трубку, поместите немного сухого соединения в небольшой кучке на часовом стекле и нажмите на открытый конец трубки в кучу, запирая пробку химиката в отверстии. Химическое вещество можно переместить в запаянный конец, перевернув пробирку и постучав ею по столу. или вибрацией, трением о резьбу винта зажима, или опуская его по длинной стеклянной трубке на лабораторный стол. Помню тебя нужно только 2-3 мм образца в нижней части капиллярной трубки.
Прибор для измерения температуры плавления в масляной ванне Показаны составные части типичного прибора для измерения температуры плавления в масляной ванне. на рис. 12.3.
Убедитесь, что минеральное масло чистое и не содержит воды, а также что колба заполнена только на две трети, чтобы обеспечить расширение. Зажмите масло ванну к опорной стойке.
Убедитесь, что ваш термометр находится в соответствующем диапазоне, ртутный резьба цела, а стекло, в частности колба, не треснуто.
Присоедините капилляр к термометру с помощью резинового кольца, убедившись, что что соединение находится рядом с колбой термометра и не забудьте держите термометр рядом с колбой, прикрепляя капиллярную трубку.
Вдавите термометр в «зубчатую» пробку, убедившись, что вы можете увидеть шкалу термометра и примерить термометр, образец и пробку в масляную баню, убедившись, что груша термометра и образец в центре масляной ванны и чтобы резинка не находилась в масле, и не будет покрыто маслом, когда масло расширяется при нагревании.
Если требуется регулировка, осторожно сдвиньте пробку вверх или вниз по термометру.
Вы можете прикрепить капилляр для определения точки плавления к обеим сторонам термометра. колбы для одновременного определения двух отдельных точек плавления.
Рис. 12.3 Компоненты прибора для определения точки плавления в масляной ванне.
Электрический нагревательный блок Нагревательный блок обычно имеет три отверстия, что позволяет одновременно измерения температуры плавления.
Вакуумная фильтрация является наиболее часто встречающимся процессом пробоподготовки в химии, микробиологии, при контроле сточных вод, а также в других аналитических приложениях. Новая серия мембранных безмасляных насосов ME 1 и ME 1C, идеально подойдет для задач одно- и многоместной фильтрации и аспирации. Данные насосы сконструированы на основе хорошо зарекомендовавших себя насосов серии MD 1 и MD 1C с чрезвычайно долгим рабочим ресурсом мембран. Удобное расположение кнопки включения/выключения на верхней панели насоса предоставляет дополнительное удобство при эксплуатации. Благодаря компактному дизайну данные насосы практически не занимают места на лабораторном столе. Mембраны и клапана выполнены из ПТФЭ, что обеспечивает беспрецедентную химическую стойкость и механическую прочность. Опционально насосы ME 1 и ME 1C могут быть дополнены вентилем плавной ручной регулировки со стрелочными вакуумметрами (для установки необходимой скорости откачки).
Отличительные особенности
удобная эксплуатация благодаря расположению кнопки вкл./выкл. на верхней панели насоса
по-настоящему бесшумная работа
Не занимает много места
чрезвычайно большой рабочий ресурс мембран
химическая устойчивость
Скачать
брошюра
German
English
Инструкция Вакуумный насос
German
English
French
Spanish
Chinese
Russian
Czech
Dutch
Указания по технике безопасности при работе с вакуумными устройствами
Multi-lingual
перейти в начало страницы
Технические данные
Конвертор величин
Технические данные
Изделие
ME 1C
Число цилиндров/ступеней
1 / 1
Макс. производительн. 50/60 Гц
m3/h
0.7 / 0.8
Макс. производительн. 50/60 Гц
cfm
0.4 / 0.5
Предельный вакуум (абс.)
mbar/torr
100 / 75
Диапазон окр. темп. (рабочий)
°C
10 — 40
Диапазон окр.темп. (хранения)
°C
-10 — 60
Макс. давление выход (абс.)
bar
1.1
Входное соединение
Адаптер DN 8-10 mm
Соединение на выходе
Адаптер DN 8-10 mm
Ном. мощность двигателя
kW
0.04
Скорость при 50/60 Гц
min-1
1500/1800
Степень защиты
IP 40
Габариты (ДxШxВ)
mm
247 x 121 x 145
Вес
kg
5.4
Уровень шума при 50 Гц, тип.
dBA
49
сертификация NRTL
Канада и США
Соответствует стандартам ATEX (только для 230 В)
II 3/- G Ex h IIC T3 Gc X Internal Atm. only
Комплектация
Насос в собранном виде, готовый к использованию, с инструкцией по эксплуатации.
Вспомогательное оборудование
Шланг вакуумный каучуковый DN 8 мм (20686001) Клапан плавной регулировки для ME/MZ 1C (20696843) Глушитель DN 8 — 10 мм (20636588)
ME 1C — График: «Скорость откачивания при 50 Гц»
ME 1C — График: «Вакуумирование 10 л емкости» при 50 Гц
ME 1C — График: «Скорость откачивания при 60 Гц»
ME 1C — График: «Вакуумирование 10 л емкости» при 60 Гц
ME 1C — Габариты
Технические данные могут быть изменены без дополнительного уведомления
Мембранные насосы химической конструкции представляют собой отличное решение для продолжительной безмасляной откачки коррозионных газов и паров. Двухступенчатая конструкция обеспечивает выгодное сочетание высокой производительности и хорошего предельного вакуума. Все части насоса, контактирующие с откачиваемой средой, изготовлены из химически стойких фторопластов. Хорошо зарекомендовавшие себя многослойные мембраны из ПТФЭ обеспечивают высокую надежность и долгий срок эксплуатации насоса. Благодаря наличию газобалластного клапана MZ 2C NT оптимально подходит для откачивания легко конденсирующихся паров. MZ 2C NT является самым популярным из всех насосов VACUUBRAND и представляет собой основу большого семейства насосных систем и станций. Насосы серии NT отличаются повышенной производительностью и высокой устойчивостью к конденсату.
Отличительные особенности
превосходная хим. стойкость и устойчивость к конденсату
высокая производительность даже при вакууме близком к предельному
хороший вакуум даже при открытом клапане газ. балласта
низкий уровень вибраций
долгий срок службы мембран; привод не требует ТО
Скачать
брошюра
German
English
Инструкция Вакуумный насос
German
English
French
Chinese
Указания по технике безопасности при работе с вакуумными устройствами
Multi-lingual
перейти в начало страницы
Технические данные
Конвертор величин
Технические данные
Изделие
MZ 2C NT
Число цилиндров/ступеней
2 / 2
Макс. производительн. 50/60 Гц
m3/h
2.0 / 2.3
Макс. производительн. 50/60 Гц
cfm
1.2 / 1.4
Предельный вакуум (абс.)
mbar/torr
7 / 5
Пред. вакуум (абс.) с г. балластом
mbar/torr
12 / 9
Диапазон окр. темп. (рабочий)
°C
10 — 40
Диапазон окр.темп. (хранения)
°C
-10 — 60
Макс. давление выход (абс.)
bar
1.1
Входное соединение
Адаптер DN 8-10 mm
Соединение на выходе
Адаптер DN 8-10 mm
Ном. мощность двигателя
kW
0.18
Скорость при 50/60 Гц
min-1
1500/1800
Степень защиты
IP 40
Габариты (ДxШxВ)
mm
243 x 243 x 198
Вес
kg
11.1
Уровень шума при 50 Гц, тип.
dBA
45
сертификация NRTL
Канада и США
Соответствует стандартам ATEX (только для 230 В)
II 3/- G Ex h IIC T3 Gc X Internal Atm. only
Комплектация
Насос в собранном виде, с инструкцией
Вспомогательное оборудование
Шланг вакуумный каучуковый DN 8 мм (20686001)
MZ 2C NT — График: «Скорость откачивания при 50 Гц»
MZ 2C NT — График: «Вакуумирование 10 л емкости» при 50 Гц
MZ 2C NT — График: «Скорость откачивания при 60 Гц»
MZ 2C NT — График: «Вакуумирование 10 л емкости» при 60 Гц
MZ 2C NT — Габариты
Технические данные могут быть изменены без дополнительного уведомления
Мембранные насосы MPC для работы с химическими веществами используют ПТФЭ и другие фторированные пластмассы для смачиваемых частей, что позволяет перекачивать пары агрессивных растворителей и кислот. Если насос должен работать с парами агрессивных химикатов, то лучшим выбором будет версия X2 с превосходной химической стойкостью, уплотнениями более высокого класса и более толстыми покрытиями. Мембранная серия Welch хорошо известна своей бесшумной работой и выдающейся плавностью хода. Это результат постоянного совершенствования продукции и тесных отношений с нашими клиентами. Благодаря небольшому весу и компактной конструкции пользователи могут легко перемещать насосы в разные места для использования в различных областях.
В зависимости от конкретных требований компания Welch предлагает мембранные насосы с 1, 2, 4 и 8 головками. Они доступны в одноступенчатой или многоступенчатой конфигурации с регулируемой (ecoflex) или нерегулируемой скоростью откачки. Мембранные насосы Ecoflex оснащены современной системой контроля вакуума, которая позволяет изменять скорость откачки. Вакуум можно точно отрегулировать в соответствии с индивидуальными потребностями, в результате чего процесс протекает более эффективно и воспроизводимо. Дополнительное снижение давления позволяет проводить дистилляцию смесей почти автоматически и без фракционирования. Мембранные насосы Ecoflex гарантируют положительный экономический и экологический баланс, в результате чего эксплуатационные расходы могут быть снижены до 80%.
Области применения: Ротационное выпаривание, Вакуумная печь, Промышленное применение, Десикация, Дистилляция, Фильтрация, Сушка геля, Концентратор, Отбор проб газа, Сушка, Дегазация
Химические мембранные насосы Варианты с управлением VARIO®
Безмасляные химически стойкие мембранные насосы для перекачки агрессивных газов и паров.
Используя контроллер VACUU·SELECT, вы интуитивно управляете вакуумом и этапами процесса с помощью сенсорного дисплея. Насосы VARIO регулируют вакуум, регулируя скорость двигателя. Он предлагает максимальную точность, максимальную эффективность и особенно тихий.
Сепаратор на стороне всасывания (AK) собирает капли. Конденсатор выбросов на стороне давления (EK) обеспечивает почти 100% восстановление растворителя.
Bestseller
Ultimate vacuum / Pumping speed
PC 3001 VARIO select
2.0 mbar / 2.0 m 3 /h
PC 3004 VARIO select
1.5 mbar / 4,6 м 3 /ч
ПК 3012 NT VARIO select
1,5 мбар / 14,3 м 3 /ч
Химические мембранные насосы Варианты без вакуумного контроля
Безмасляные, химически стойкие мембранные насосы для перекачки агрессивных газов и паров.
Сепаратор на стороне всасывания (AK) собирает капли. Конденсатор выбросов на стороне давления (EK) обеспечивает почти 100% восстановление растворителя.
Бестселлер
Максимальный вакуум / Скорость откачки
MZ 2C NT +AK+EK
7 mbar / 2.0 m 3 /h
MD 4C NT +AK SYNCHRO+EK
1.5 mbar / 3.4 m 3 /h
MD 12C NT +AK +EK
2 MBAR / 12,0 M 3 / H
Химический диафрагм насосы Основные модели
Бесплатные масляные насосы. .
Bestseller
Ultimate vacuum / Pumping speed
ME 1C
100 mbar / 0.7 m 3 /h
MZ 2C NT
7 mbar / 2. 0 m 3 /h
MD 12C NT
2 мбар / 12,0 м 3 /ч
У вас есть вопросы или вам нужна консультация?
Применение
Фильтрация
Rotary evaporation
Drying chamber
Concentrator
Fore vacuum generation for turbomolecular pumps
Reactors & synthesis applications
Вакуумные сети VACUU·LAN
Воспользуйтесь нашим онлайн-инструментом, чтобы найти подходящий вакуумный насос для вашей области применения:
Руководство по выбору вакуумного насоса
Основные технические характеристики
Бескомпромиссная химическая стойкость
Химические мембранные насосы VACUUBRAND обладают бескомпромиссной химической стойкостью – даже в случае агрессивных химикатов. Все смачиваемые детали изготовлены из отборных фторопластов. Они характеризуются отличной химической стойкостью и низкой адгезией к материалам.
➝ Загрузить листовку о химической совместимости
Непревзойденная долговечность 9№ 0085
Мембранные химические насосы VACUUBRAND гарантируют непревзойденную многолетнюю надежность даже в тяжелых химических условиях. Для этого мы используем специальную технологию диафрагмы и тщательно подобранные материалы.
Компоненты, подвергающиеся наибольшей нагрузке, изготавливаются в ходе сложного многоэтапного производственного процесса. В этом процессе стабильный металлический сердечник покрывается химически стойким фторопластом.
В результате многолетних эксплуатационных испытаний мы определили типичный срок службы мембраны наших насосов в 15 000 часов работы. Благодаря простой в обслуживании конструкции диафрагмы и клапаны можно легко заменить. Таким образом, мембранные насосы VACUUBRAND работают в течение многих лет с высокой надежностью и требуют минимального обслуживания.
Осевая центровая линия — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Линии контура, осевые и центровые линии не должны использоваться в качестве размерных линий. Меньшие размеры должны располагаться ближе к контуру проекций, а большие размеры — дальше от него.
[16]
Штрихпунктирной тонкой линией проводят осевые и центровые линии, линии сечений, являющиеся осями симметрии для наложенных или вынесенных сечений.
[17]
Штрихпунктирной тонкой линией проводят осевые и центровые линии, линии сечений, являющиеся осями симметрии для наложенных или вынесенных сечений. Штрихпунктирная тонкая линия применяется для изображения частей изделий в крайних или промежуточных положениях, а также для изображения развертки, совмещенной с видом. На рис. 25 по-вазано применение штрихпунктирной тонкой линии для изображения крайнего положения маятника.
[18]
Штрихпунктирной тонкой линией проводят осевые и центровые линии, линии сечений, являющиеся осями симметрии для наложенных или вынесенных сечений. [19]
Насколько мм должны выступать осевые и центровые линии за пределы изображений, к которым они относятся.
[20]
Тонкой штрихпунктирной линией выполняют осевые и центровые линии ( оси симметрии), начальные и делительные окружности в зубчатых зацеплениях.
[21]
В месте нанесения размерного числа осевые, центровые линии и линии штриховки прерывают.
[22]
Штрих-пунктирными линиями проводят главным образом осевые и центровые линии.
[23]
Выполнение эскиза начинают с проведения осевых и центровых линий. Проводят их штрихпунктирными прямыми. После этого на осях строят деталь.
[24]
Штрих-пунктирные линии служат для проведения осевых и центровых линий и линий начальных окружностей зубчатых колес. Что же собой представляют осевые и центровые линии. Если какая-либо деталь имеет две равные, причем совершенно одинаковые по форме половины ( левую и правую ли верхнюю и нижнюю), то такие детали называются симметричными, а линия, которая делит такую деталь пополам, — осью симметрии. Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке.
[25]
Штрих-пунктирные линии служат для проведения осевых и центровых линий и линий начальных окружностей зуб-чаггых колес. Что же собой представляют осевые и центровые линии. Если какая-либо деталь имеет две равные, причем совершенно одинаковые по форме половины ( левую и правую ли верхнюю и нижнюю), то такие детали называются симметричными, а линия, которая делит такую деталь пополам, — осью симметрии. Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке. [26]
Вычерчивание шаблонов начинают с нанесения осевых и центровых линий, от которых затем откладывают все размеры. За исходную позицию для нанесения осевых и центровых линий принимают одну из кромок листа с учетом припуска ( 3 — 5 мм) на обработку кромки.
[27]
Шрифт зодчего.
[28]
Какие линии чертежа применяются для осевых и центровых линий невидимого контура. Каковы их начертание и толщина относительно толщины s сплошной основной линии.
[29]
Штрихпунктирная тонкая линия применяется для изображения осевых и центровых линий, линий сечения, являющихся осями симметрии для наложенных или вынесенных сечений. Длина штрихов должна быть одинаковая и выбирается примерно от 5 до 30 мм в зависимости от размера изображения.
[30]
Страницы:
1
2
3
4
12) Каково правило нанесения штриховки на всех разрезах и сечениях,относящихся к одной детали на одном чертеже?
Наклон штриховки для всех разрезов и сечений одной и той же детали выполнять в одну сторону.
13) как выбирают направления линий штриховки и расстояние между ними для смежных сечений двух,трех деталей?
Для смежных сечений двух деталей следует брать наклон линий штриховки для одного сечения вправо, для другого — влево (встречная штриховка).
14) как обозначают на чертеже металлы ,неметаллы, стекло?
Материал Обозначение 1. Металлы и твердые сплавы (Общее графическое обозначение материалов в сечениях независимо от вида материала должно соответствовать)
2. Неметаллические материалы, в том числе волокнистые монолитные и плитные (прессованные), за исключением указанных ниже
3. Древесина
1. Стекло и другие светопрозрачные материалы
15) на сколько мм должны выходить выносные линии за концы стрелок размерной линии?
Выносные линии должны выходить за концы размерных стрелок на 1…5 мм
16) чему равно минимальное расстояние между размерными линиями и линиями контура ,между параллельными размерными линиями?
Минимальное расстояние между параллельными размерными линиями должно быть 7мм, а между размерной и линией контура 10мм.
17) какие знаки применяют при нанесении размеров сфер,уклонов,конусности и квадратов?
Высота знака «» должна быть равна высоте размерных чисел на чертеже. Перед размерным числом, характеризующим конусность, наносят знак «», острый угол которого должен быть направлен в сторону вершины конуса.
Знак конуса и конусность в виде соотношения следует наносить над осевой линией или на полке линии-выноски.
Уклон поверхности следует указывать непосредственно у изображения поверхности уклона или на полке линии-выноски в виде соотношения , в процентах или в промиллях . Перед размерным числом, определяющим уклон, наносят знак «>», острый угол которого должен быть направлен в сторону уклона.
Перед размерным числом диаметра (радиуса) сферы так же наносят знак (R).
18) В каких случаях штрихпунктирные линии ,применяемые в качестве центровых ,следует заменить сплошными тонкими линиями?
Штрихпунктирные линии, применяемые в качестве центровых, следует заменять сплошными тонкими линиями, если диаметры окружности или размеры других геометрических фигур в изображении менее 12 мм.
19) (вопрос 8)
20) как наносят размеры одинаковых отверстий?( 4 отверстий диаметром 5 мм)
Если деталь имеет несколько одинаковых отверстий или других элементов (кроме скруглений), то наносится размер одного из них, а количество отверстий или других элементов указывают перед размерным числом, например 4 отв.
21) на каком расстоянии от контура детали проводят первую размерную линию?
на расстоянии 10 мм от контура детали проводят параллельно ему размерную линию. Размерная линия ограничивается с двух сторон стрелками. Какой должна быть стрелка, показано. Выносная линия выходит за размерную на 2 —5 мм. Выносные и размерные линии — сплошные тонкие. Над размерной линией, ближе к ее середине, наносят размерное число.
22) на какое расстояние за контур детали выходят осевые и центровые линии?
Осевые и центровые линии следует выводить за контур изображения предмета на величину 3–5 мм.
23)какие вы знаете главные линии на поверхности сферы?
Главные линии сферы: Главный фронтальный меридиан; Экватор; Главный профильный меридиан.
24)Какие вы знаете проецирующие поверхности?
25) назовите известные вам поверхности вращения?
Сфера (получается вращением окружности вокруг оси, лежащей в той же плоскости и проходящей через её центр).
Тор (получается вращением окружности вокруг не пересекающей её оси, лежащей в той же плоскости).
Эллипсоид вращения ― эллипсоид, длины двух полуосей которого совпадают. Может быть получен вращением эллипса вокруг одной из его осей.
Параболоид вращения ― эллиптический параболоид, полученный вращением параболы вокруг своей оси.
Конус получается вращением прямой вокруг другой прямой, пересекающей первую.
Круговая цилиндрическая поверхность
Катеноид
Осевые линии на инженерных чертежах и их правильное использование
Мы хотели бы пролить свет на интересную дискуссию, вытекающую из вопроса, заданного в нашем курсе «Чтение печатного текста и допуски». Студент поделился своим мнением о правильном использовании осевых линий в инженерных чертежах, которое было немного консервативным, поскольку им не хватало ключевого применения этой важной функции чертежа.
Поскольку вопросы об осевых линиях очень распространены, а новые учащиеся часто не понимают всей их полезности, мы подумали, что лучше всего поделиться информативным видео в нашем блоге. Прежде чем перейти к видео, лучше просмотреть тему.
Что такое осевые линии?
Осевые линии являются одним из наиболее часто используемых инструментов в инженерном чертеже. Их основная цель — показать на чертеже круглые/цилиндрические элементы, которые в изобилии встречаются в механических деталях. Типичными примерами таких элементов являются отверстия под болты, штифты, диски и т. д.
На рис. 1 показано, как выглядит осевая линия, характеризующаяся чередующимися линиями длинная-короткая-длинная.
Рисунок 1
Эти простые линии играют очень важную роль в точной интерпретации инженерных чертежей. Мы выделим их основные функции одну за другой ниже.
Осевые линии обозначают круговой элемент на чертеже. В 2D большинство круговых элементов выглядят точно так же, как элементы с некруглой геометрией. Единственный способ отличить их друг от друга — добавить осевую линию, которая представляет их центральную ось и подтверждает их геометрию. Вид поперечного сечения, показанный на рисунке 2, может помочь прояснить это; без осевых линий «отверстия» в этой части будут считаться прямоугольными, а не круглыми.
Осевые линии используются в качестве ссылки для размерных круговых элементов. Всякий раз, когда вы хотите задать размер круглого элемента, лучше всего использовать его среднюю точку в качестве ссылки. На рисунке 2, если кто-то хочет показать расстояние между отверстиями или отверстиями и боковыми краями, можно использовать для этого осевые линии, а не стенки отверстий.
Осевые линии также указывают на соосность объектов, имеющих одну и ту же центральную ось. Это может показаться ненужным приложением, но оно имеет огромное значение с точки зрения GD&T. Если два объекта должны быть соосными, общая осевая линия обеспечивает это отношение. Например, на рис. 2 все три осевые линии соединяют два разных отверстия друг с другом. Если бы конструктор не собирался делать их соосными, он бы использовал две центральные линии для каждого набора отверстий.
Рисунок 2
Последний пункт, касающийся соосности, как раз то, что вышеупомянутый учащийся не учел. Он утверждал, что осевые линии служат только для определения размеров и что их не следует добавлять на чертеж, если размеры не указаны. Мы уверены, что после просмотра этого видео вам станут понятны все три применения осевых линий, о которых мы говорили выше.
Вот текст видео:
Это небольшое напоминание, которое представляет собой очень простой вопрос об осевых линиях и правилах, лежащих в их основе. Джейми спросил: «Каковы правила или рекомендации по представлению меток осевых линий объектов на многовидовых 2D-чертежах? , особенно когда в других видах функция отображается как скрытая?»
Так что, возможно, здесь есть какие-то скрытые виды, а геометрия находится внутри детали, которую трудно центрировать. «Я придерживаюсь точки зрения, не требуется показывать метки осевых линий для альтернативного использования элементов, если они не служат цели измерения».
Да, вы правы насчет этой «размерной цели». Я хочу убедиться, что все понимают причину, по которой мы используем осевые линии, для начала. Они должны служить какой-то цели измерения, и они необязательны, если у вас их нет. Тем не менее, «цель определения размеров» может означать пример, подобный этому, когда мы пытаемся измерить, где проходит центральная линия относительно центральной линии отверстия, но эта центральная линия прямо здесь (и я хочу убедиться, что все это видят), также служит пространственной цели сам по себе. Это входит в правило того, чем на самом деле является осевая линия.
Осевая линия представляет собой не только центр элемента, но также представляет местоположение и ориентацию (в частности, в GD&T) или базовый нулевой размер между этой осью и этой осью. Вы можете сказать: «Подождите секунду, это одна и та же ось!» а я скажу: «Вообще-то нет…»
Когда вы инженер-конструктор, вы никогда не рассказываете механику, как они должны разбирать детали. Вы только перечисляете, какие требования должны быть. Итак, может быть, я приду и обработаю это отверстие, переверну деталь и просверлю это отверстие сейчас (или наоборот тоже). Или, может быть, я сначала делаю сквозное отверстие, а затем зенковку (вероятно, так они и делают). Мог быть какой-то сдвиг оси этих отверстий — могло быть какое-то движение приспособления.
С микроскопической точки зрения или по правде говоря, у них будут две разные, отдельные оси, поскольку они являются двумя отдельными функциями. Таким образом, нам нужно было бы иметь центральную линию, чтобы показать, что в идеальном мире основное измерение или цель их — быть точно такой же осью. Вот почему на многих рисунках у нас есть какая-то общая позиция (например, если не указано иное — вы можете видеть все UOS или если не указано иное .010 или что-то в этом роде). Это означает, что если вы обрабатывали это, нам нужен какой-то допуск на то, как далеко это отверстие может быть от этого отверстия. Ну, если я ничего не перечисляю, то они могут отличаться друг от друга на 0,010. Таким образом, это может быть смещено более чем на 0,005 в этом направлении, которое может быть сдвинуто более чем на 0,005 в этом направлении.
Возможно, это приемлемо, а может и нет. Таким образом, осевые линии также служат нам для этой цели — помимо того, что они просто говорят, что они являются размерами от отверстия до отверстия (расположение линейно, как это). Они также показывают, что соосно, это 0 основных размеров. Это то, что многие упускают из виду — у вас может не быть допуска положения здесь (если не указано иное, по всем осям) в пределах 0,001 друг от друга. Теперь это немного более расплывчато, потому что некоторые люди могут не знать, что это значит.
Позиция очень четко задокументирована в стандарте. Но вам все равно нужна осевая линия, если вы измеряете размеры, потому что, скажем, как далеко могут быть эти оси или как далеко может быть расточенное отверстие, если вы измеряете размер от оси этого отверстия. Таким образом, эмпирическое правило: да, они нужны для целей измерения, но они также нужны для целей измерения, если вдоль этой осевой линии расположено более одного элемента. Таким образом, если вдоль осевой линии расположено более одного объекта, вам необходимо показать их на чертеже.
Здесь вы можете видеть, что я сделал разрез для этой части здесь, здесь я использую разрезы. Вы можете видеть, что я дал здесь осевые линии, чтобы показать, что все они существуют в одном центре. Это нужно для того, чтобы добавить четкости нашему отпечатку. Вы должны иметь это, чтобы убедиться, что все знают и не дают вам часть, где эта ось отклоняется от этой оси, потому что вы никогда не указывали, насколько далеко они должны быть. Еще одна вещь, о которой следует помнить, это когда вы измеряете осевую линию. (Допустим, у нас было 10 ± 0,025 от отверстия к отверстию.) Имейте в виду, что это похоже на 2X там, потому что у нас есть одна ось здесь и одна ось там. У нас здесь одна ось в одной оси и здесь.
Вот почему датумы и GD&T добавляют ясности, потому что есть способы, которыми это может быть испорчено, если вы сделаете это таким образом. Но если у вас есть только координатное измерение, вы должны помнить, что есть две функции, которые мы измеряем — здесь на самом деле две оси, и их нужно удерживать внутри этого.
Кстати, вся эта информация, которую мы только что упомянули, содержится в нашем курсе «Чтение печатного текста и допуски». Обязательно зарегистрируйтесь — это новинка. Он охватывает эти основные правила инженерных чертежей, которые существуют еще до того, как GD&T будет напечатан. Мы ходим по осевым линиям в курсе «Чтение печати и допуски», и у нас есть целый урок только о разрезах, которые являются способами сделать это. Так что не забудьте проверить это, дайте нам знать, если у вас есть еще вопросы по осевым линиям, потому что это то, что возникает довольно часто.
Заинтересованы в получении дополнительных советов по инженерной печати и GD&T?
Подпишитесь на нашу рассылку, а также получите бесплатную настенную диаграмму GD&T
Присоединяйтесь к нашему списку рассылки
Правила создания и использования линий
Предыдущая Следующая
Следующие правила помогут нам создавать линии для эффективного общения. ВНИМАНИЕ! Из-за компьютерной автоматизации некоторые правила могут быть трудны для соблюдения.
Возможно, ваш браузер не поддерживает возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование скрытых линий.
Скрытые линии обозначают невидимые края и границы.
Создание скрытых линий
Правило 1: Длина штрихов скрытых линий может незначительно отличаться при изменении размера рисунка.
Правило 2: Скрытые строки всегда должны начинаться и заканчиваться дефисом. Исключением является случай, когда скрытая линия начинается или заканчивается параллельно видимой или скрытой линии.
Правило 3: Штрихи должны соединяться в углах.
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование осевых линий
Осевые линии представляют собой оси симметрии.
Они важны для интерпретации цилиндрических форм.
Они также используются для обозначения окружности центров и путей движения.
Возможно, ваш браузер не поддерживает возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Создание осевых линий
Правило 1: Осевые линии должны начинаться и заканчиваться длинными тире.
Правило 2: Осевые линии должны пересекаться, пересекая длинные или короткие штрихи.
Правило 3: Осевые линии должны выходить на небольшое расстояние за пределы объекта или элемента.
Правило 4: Осевые линии могут быть соединены в пределах одного вида, чтобы показать, что два или более объекта лежат в одной плоскости. ОСТОРОЖНОСТЬ! Осевые линии не должны проходить через пространство между видами
Ваш браузер может не поддерживать возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование фантомных линий.
Воображаемые линии используются для обозначения воображаемых объектов.
Альтернативное расположение движущихся частей.
Смежные позиции связанных частей.
Повторяющиеся детали.
Показать изменение направления поверхности, вызванное скруглениями и скруглениями.
Создание фиктивных линий
Правило 1: Фантомные линии должны начинаться и заканчиваться длинным тире.
Ваш браузер может не поддерживать возможность воспроизведения файлов mp3 с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Использование линий разрыва
Линии разрыва используются для отображения воображаемых разрывов в объекте.
Создание линий разрыва
Существует два типа линий разрыва. Если расстояние перемещения небольшое, используется ряд соединительных дуг. Если расстояние большое, используется тонкая прямая с изгибом.
Возможно, ваш браузер не поддерживает возможность воспроизведения mp3-файлов с веб-страницы.
Щелкните здесь, чтобы загрузить и прослушать аудиофайл на своем компьютере.
Приоритет строки
Если две строки встречаются в одном месте, строка, которая считается наименее важной, опускается.
Работа фрезером по дереву схожа с работой художника. Необработанный брус станет фигурными перилами. Вместо пластиковых фабричных подоконников можно сделать деревянные, с красиво отфрезерованным торцом.
А возможности реставрации старой мебели практически безграничны. Любой шкаф, тумбочка или табурет, выполненный из массива дерева – может обрести новую жизнь в руках мастера, владеющего приемами работы ручным фрезером по дереву.
Принципы работы с фрезером для начинающих
В этой части материала рассмотрим основные принципы работы с фрезером для новичков. Расскажем об ошибках и способах их избежать. Об особенностях и отличии этого инструмента от других.
Чем отличается фрезер от дрели
У фрезы больше площадь контакта режущей кромки с материалом, чем у сверла. Намного выше обороты вращения инструмента в сравнении с дрелью. Максимальные обороты фрезера составляют более 25000, а иногда даже более 30000.
Обороты
Большинство деревообрабатывающих электроприборов работают, используя вращение вала. Ручной фрезер не является исключением. Фреза закрепляется в шпинделе (патроне), который при помощи электродвигателя вращается с высокой скоростью.
Это позволяет достигать гладкости обрабатываемой поверхности, и предотвращает сколы. Неопытные мастера советуют приобретать инструмент с максимальным количеством оборотов, ошибочно полагая, что это улучшает качество работ. На самом деле, оптимальным выбором будет фрезер с регулируемыми оборотами вала.
Фрезер с регулировкой оборотов
Для каждого типа фрезы и тем более для разных сортов дерева требуется своя скорость вращения. При недостаточной скорости поверхность будет рыхлой, и потребует дополнительной обработки наждачной бумагой.
Если обороты слишком высокие – могут образоваться сколы, выщерблины, да и дерево в месте контакта с фрезой может обуглиться. Давать советы по выбору оптимальной скорости бессмысленно, необходимо опробовать разные варианты на ненужных заготовках.
К тому же, у каждого мастера свои секреты, которые приходят только с опытом. Одинаковый инструмент, скорость и материал, в разных руках дают различный результат.
ВАЖНО! Общее правило при выборе скорости одно – количество оборотов вала обратно пропорционально рабочему диаметру фрезы.
То есть, чем тоньше фреза – тем выше скорость. Фрезер многофункциональный инструмент, который выполняет много различных задач:
Обработку кромок.
Выборка пазов — глухих и под вставной шип и тд.
Фрезеровка различных профилей. Применяются специализированные фрезы для углового сращивания либо рамочная фреза.
Для обвязки фасадов и многое другое.
Фрезеры бывают нескольких видов универсальные (наиболее распространенный вариант) И специализированные, которые предназначены для выполнения одной операции, например:
присадочные;
ламельные.
Для чего нужен регулятор оборотов
Современные модели практически все оснащаются регулятором оборотов. Он нужен для изменения скорости вращения оснастки в зависимости от ее диаметра и площади контакта с материалом.
Чем больше диаметр фрезы, тем ниже обороты. На некоторых моделях есть табличка соответствия диаметра режущего инструмента выставляемым оборотам.
От чего зависит качество обработки
Качество зависит от скорости вращения и линейной скорости передвижения. Чем больше фреза, тем медленнее вы должны вести фрезер по заготовке. Соответственно чем фреза меньше, тем больше скорость перемещения инструмента.
Передвигать инструмент по поверхности заготовки нужно равномерно и в одно движение. Стоит остановиться и у вас тут же появится прижог, который сложно будет вывести шлифовкой.
Нерациональное увеличение скорости вращения приведет к излишней нагрузке на двигатель, что в свою очередь отразиться на качестве обрабатываемой поверхности.
Возможно появление сколов и задиров. Выбор правильной скорости придет с опытом работы.
Первые шаги, с чего начать?
Начнем знакомство с зажимной цанги. Самый распространенный цанговый зажим это 8-ми миллиметровый. На более мощных моделях ставят 12-ти миллиметровые и реже, в основном на импортных моделях дюймовые размеры, ¼ и ½. Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант.
Очень важно правильно зажать фрезу в цанговый патрон.
Важно правильно вставить фрезу в цанговый зажим
Она должна заходить как минимум полностью до ее конца можно немножко глубже, но никак не меньше. На высоких оборотах фрезу может вырвать и тогда она полетит как пуля.
Любая фреза имеет строго направленное движение вращения, всегда по часовой стрелке. Чтобы не ошибиться при обработке заготовки, отмечаем на ней направление движения инструмента, стрелочками.
Отмечаем направление обработки
Установили кромочную калевочную фрезу, хорошо зажали в цанге. Далее выставляем глубину фрезерования, на таких фрезах она выставляется сразу.
Любая фреза с подшипником работает без каких-либо параллельных упоров, то есть ее опорой является сам подшипник.
Обработка кромки начинается с установки платформы фрезера на заготовку так, чтобы фреза ее не касалась. Иначе при включении инструмента у вас будет сильный рывок. А это может привести к травме.
Включаем фрезер, плавно подводим к кромке до упора подшипника и так же плавно без рывков ведем вдоль кромки.
Делаем первую кромку
В обработке поверхности большую роль играет фрезеровка по направлению волокон, в прямослойной древесине волокна расположены строго вдоль.
Расположение волокон
Обратите внимание
Вне зависимости от направления движения – необходимо научиться плавно и без напряжения двигать фрезер при работе. Если прижимать его слишком сильно – движение будет неравномерным. Необходимо от начала и до конца прохода фрезера выдерживать равномерную скорость перемещения.
Когда мы снимаем, прямую кромку все фрезеруется без проблем, но стоит начать перемещать инструмент по заданной кривой, то до середины элемента обработка будет гладкой, поскольку фреза спускается по волокнам.
Паз по кривой линии
А начиная с середины, могут появиться задиры и сколы, так как фреза будет выходить по волокнам и как бы выдирать их наружу.
Опытные мастера делают обработку в два захода, с концов к середине, но новичкам так делать не рекомендуется. Сложно будет удержать фрезер в руках, поскольку фреза будет отталкиваться от заготовки.
Не переживайте, навык придет с опытом. Всегда стоит учитывать направление движения и расположение волокон.
Работа с пазовыми фрезами
Они могут быть фигурными, прямыми, для изготовления пазов, или в виде ласточкина хвоста. Этими фрезами нужно работать в паре с параллельным упором или ровной рейкой, из которой можно сделать надежный упор.
Пазовые фрезы
Фреза, заходя в материал, будет двигаться по пути наименьшего сопротивления. И как бы вы не старались, паз получится кривым, инструмент уведет в сторону.
Направление движение фрезера и направление усилия
Сделать паз ровным поможет параллельный упор либо длинная рейка, если упора не хватает.
Главное чтобы была опора, которая не даст сместиться при фрезеровании.
Работа с упором
Обратите внимание! Любое снятие материала должно проходить за один проход, и при этом снимается не более трех миллиметров.
При фрезеровании на выход из заготовки, следует применять подкладной брусок. Брус прижимается струбцинами к заготовке. На выходе фреза входит в брус, и паз получается без сколов.
Делаем паз на вылет с применением бруска
Один паз выполнен без бруска, другой с установкой бруса
Работа с копировальной фрезой
При работе с копировальной фрезой применяются шаблоны. Шаблоны изготавливаются из фанеры или любого другого материала. Вырезается точная копия требуемой детали и, обводя фрезером по шаблону, изготавливаются копии деталей в нужном количестве.
Копировальная фреза
Обратите внимание
Копировальная фреза обрабатывает большую площадь поверхности заготовки, поэтому нагрузка на нее выше.
Поэтому перед ее применением из заготовки по шаблону вырезают все лишнее, лобзиком или ленточной пилой, оставляя припуск 3-5 мм на обработку фрезером.
Надеюсь, эти примеры помогут вам начать пользоваться фрезером и получить свой первый опыт работы с высокоскоростным инструментом.
Безопасность
Острые кромки фрезы в сочетании с высокими оборотами вращения могут нанести серьезную травму. Поэтому, при работе с электроинструментом следует соблюдать предельную осторожность.
Внимательно изучите инструкцию по эксплуатации. Это сбережет ваше здоровье, и дорогостоящий материал, который вы обрабатываете.
Для каких работ предназначен фрезер
Для начала определим виды работ, которые можно выполнять фрезером.
Изготовление профильных изделий. При помощи специальных фрез можно самостоятельно изготовить массу изделий, которые до этого покупались в магазинах стройматериалов. Штапики, карнизы, облицовочные наличники для дверных коробок или оконных проемов, наконец – плинтуса. Купив необработанный брус или доску по низкой стоимости, вы можете за считанные минуты превратить заготовку в самостоятельное изделие, сэкономив массу средств.
Обработка краев изделий. Удобство и возможности фрезера при выполнении такого вида работ неоспоримы. Меняя краевые фрезы, вы можете изготовить просто ровный торец, край с закруглением, фигурный или наклонный профиль. Причем ваше изделие будет эксклюзивным на фоне стандартных фабричных заготовок.
Изготовление пазов любой формы. Это могут быть простые технологические выработки прямоугольной формы или декоративные полукруглые узоры.
Производство элементов для филенчатых дверей или имитация филенок на ровном деревянном массиве.
Изготовление технологических углублений при самостоятельной сборке мебели или установке дверей – окон. С помощью ручного фрезера, такое занятие, как врезка петель – превращается в удовольствие. Те, кому приходилось проделывать эту процедуру с помощью стамески и долота, оценят преимущество электроинструмента.
Изготовление соединений на шипах.
Сборка деревянных изделий таким способом относится к разряду высокопрочных. Поэтому умение нарезать шипы ручным фрезером высоко ценится среди столяров.
Примеры работ выполненные фрезером
В этой главе речь пойдет о наиболее популярных видах работ фрезером, без которых не сможет обойтись ни одна мебель.
Шиповое соединение «ласточкин хвост»
Шиповое соединение «ласточкин хвост»
В промышленных масштабах нарезка шипов производится на узкопрофильных станках, обладающих большой эффективностью, и не менее высокой стоимостью.
Поскольку в домашних условиях нет необходимости массово резать «ласточкин хвост», вполне можно обойтись ручным фрезером и специальным шаблоном.
специальный шаблон для шипового соединения
При помощи специальной конусной фрезы, нарезаются шипы с одинаковым шагом на обеих частях заготовки. Поскольку подобные изделия, как правило, изготавливаются из мягких сортов древесины, насадки не приходится часто затачивать, и они долго сохраняют геометрическую форму и размеры.
Поэтому соединение получается без люфтов и очень надежным. Такой тип сращивания углов часто применяется для изготовления ящиков для мебели, различных шкатулок и дверных коробок.
Существует еще «Т» образное соединение «ласточкин хвост».
Т-образное соединение ласточкин хвост
Для него также предусмотрены специальные фрезы, и нет никаких сложностей в изготовлении таких конструкций ручным фрезером. Применяется в основном для изготовления оконных рам с внутренними перемычками.
Выборка четверти
Четверть (фальц) представляет собой выемку по краю заготовки, имеющую прямолинейную форму и проходящую по всей длине. Фрезеровка такого типа предназначена для изготовления дверных коробок и оконных рам.
Относится к типовым способам обработки и обычно не представляет особого труда для начинающего столяра. Выполняется, как правило, без шаблона, в качестве направляющей используется кромка заготовки.
Единственное условие – кромка должна быть идеально ровной, в противном случае выбранная четверть повторит все изъяны на торце. Для этого край заготовки предварительно обрабатывается торцевой фрезой с использованием направляющей.
Для такой работы выпускаются специальные фальцевые фрезы, в комплекте к которым идут подшипники разного диаметра, каждый под свою глубину выборки четверти.
Выборка четверти на различную глубину
Если вы производите выборку четверти постоянного размера, имеет смысл приобрести ступенчатую фальцевую фрезу, которая позволяет в один проход выбрать четверть и обработать торец заготовки.
Фреза для фрезерного станка
ВАЖНО! Такой насадкой надо работать с применением шаблона (соответственно и копировального кольца) или, что значительно проще – используя направляющую для фрезера.
Врезка петель и замков
При самостоятельной установке дверей вы обязательно столкнетесь с проблемой врезки петель и замков. Издревле эта процедура выполнялась с помощью дрели, стамески и острого сапожного ножа.
Времени и сил уходило много, и всегда был риск испортить дверное полотно и нанести травму руки. С помощью ручного фрезера и торцевой фрезы можно самостоятельно выбрать углубление под замок и петли не хуже, чем в заводских условиях.
Для этого, помимо собственно фрезера, понадобится шаблон. На мебельных фабриках или столярных мастерских используются промышленные варианты, которые выдерживают изготовление сотен дверей, но и стоимость имеют соответствующую.
При разовом применении такой шаблон вряд ли окупится, дешевле обратиться к мастеру. И все-таки есть способ сэкономить средства и получить блестящий результат. Можно изготовить универсальный шаблон самостоятельно, при помощи того же фрезера.
Изготовление паза в двери
Делается он из обрезков МДФ плиты и фанеры толщиной 8-10 мм. Направляющие шаблона имеют продольные пазы для регулировки размера, это позволяет производить работы на разных дверных полотнах.
Технология работы проста – необходимо закрепить дверное полотно обрабатываемой поверхностью наверх, и закрепить шаблон при помощи струбцин.
Затем выставить размер в соответствии с контуром устанавливаемого замка или петель и произвести выборку материала. Разумеется, перед использованием следует откалибровать шаблон и нанести разметку, используя ненужную заготовку, а затем переходить к чистовому дверному полотну.
Работа фрезером для начинающих, фрезер обучение, обучение на фрезеровщика, работа с фрезером по дереву
Можно ли изготавливать столярные изделия профессионально, не имея своего столярного цеха и без доступа к фрезерным станкам? Да, это возможно. Наш курс по работе с фрезером позволит Вам приобрести профессиональные навыки работы с базовым столярным оборудованием.
Вы создадите по-настоящему сложные изделия.
В ЧЕМ УНИКАЛЬНОСТЬ КУРСА
Профессиональный
курс
Единственный полный, интенсивный столярный курс в Москве по работе с фрезером и другими станками
Применимо
дома!
Ручной компактный фрезер — инструмент огромных возможностей. Идеален для домашней мастерской, в отсутствие столярного цеха
3 предмета
за 40ч.!
Своим руками создадите декоративный шкафчик с фасадами, табурет, консольную полку.
Огромный
опыт
Мы ведём данный курс с 2015 года, обучение прошили несколько сотен учеников!
Профессиональный
курс
Единственный полный, интенсивный столярный курс в Москве по работе с фрезером и другими станками
Применимо
дома!
Ручной компактный фрезер — инструмент огромных возможностей. Идеален для домашней мастерской, в отсутствие столярного цеха
3 предмета
за 40ч. !
Своим руками создадите декоративный шкафчик с фасадами, табурет, консольную полку.
Огромный
опыт
Мы ведём данный курс с 2015 года, обучение прошили несколько сотен учеников!
ГРАФИК И ЦЕНЫ
График
Кол-во часов
Стоимость
Москва (м. Преображенская пл.)
интенсив
(четыре выходных дня)
54 ак. часа
28000 р
свободный график
(1,5 месяца)
32000 р
Записаться на курс
ЧТО ВАС ЖДЕТ НА КУРСЕ
Ручной фрезер и фрезерный стол — уникальный инструмент, который станет вам помощником буквально во всем от врезки замков и петель до изготовления сложных столярных изделий с качественной и точной отделкой. Кроме того, на курсе Вам придется познакомиться с такими станками как рейсмус, распиловочный станок, ленточная пила.
Вот, что вы научитесь создавать на курсе:
Красивые мебельные фасады
Одинаковые изделия по заданному шаблону. Домашний фрезерный стол
Комбинированные карнизы и рамки
Красивые мебельные фасады
Одинаковые изделия по заданному шаблону. Домашний фрезерный стол
Комбинированные карнизы и рамки
Столярные соединения
Полочки с консолью(без резьбы)
Канелюры
Столярные соединения
Полочки с консолью(без резьбы)
Канелюры
Записаться на курс
КРАТКАЯ ПРОГРАММА КУРСА
Вводная часть
Общие положение и ТБ ● Что такое фрезерная машина ● Виды фрез ● Виды операций
Работа фрезером в руках
Концевая фреза ● Фреза с подшипником ● Обгоночная фреза
Работа на фрезерном столе
Фрезерный стол своими руками(теория) ● Приемы выполнения операций ● Работы с пазовой фрезой ● Изготовление круглых деталей
Работа с помощью кондуктора
Долбление гнезд ● Выборка углублений ● Методы декорирования
Продвинутая техника
Изготовление мебельных фасадов
Результат обучения — готовые столярные изделия
Обычно это: шкафчик с пилястрами, филенчатый фасад, классический табурет, консольная полочка) с применением максимального числа техник работы с ручным фрезером.
Подробная программа курса
ПРОДВИНУТЫЙ КУРС В ПРОЦЕССЕ
Записаться на курс
РАБОТЫ НАШИХ УЧЕНИКОВ
Записаться на курс
ОТЗЫВЫ УЧЕНИКОВ
Смотреть все отзывы с курса Фрезер на нашем канале YouTube
УСЛОВИЯ УЧАСТИЯ НА КУРСЕ
Выходные
Материал включен
Москва 4 дня по расписанию Сб и Вс с 9.30 до 19.30 2 уикенда = 40 часов
Будни
Материал включен
Возможность пропусков: да, по согласованию с преподавателем
Формат: личный график по будням = 54 ак.часа
Период обучения: до 1,5 месяцев со дня первого занятия. По истечению этого срока курс автоматически считается завершенным
Время обучения: В будни по свободному графику в период:
Москва вт,ср,чт с 12.00 до 20.30
Регистрируйтесь заранее! Зачастую мест нет за 2-3 недели до начала обучения на фрезеровщика.
Участник курса обязан:
Безусловно соблюдать технику безопасности (в курс включен подробный инструктаж по ТБ и подпись соответствующих документов)
Выполнять указания преподавателей
Бережно относиться к инструменту (сломал — принеси новый!)
Забрать свои изделия (материалы, вещи и проч. ) в день завершения курса
(в крайних случаях участник может забрать изготовленные изделия не позднее, чем через 7 дней после завершения курса по согласованию с Мастером, указав ФИО, телефон и дату курса). Далее изделия отправляются в утиль, либо участник оплачивает абонемент на коворкинг)
ВИДЕО ПО РУЧНОМУ ФРЕЗЕРУ
«Соединение шип паз с помощью фрезера и циркулярной пилы»
ДРУГИЕ КУРСЫ НАШЕЙ ШКОЛЫ
Курс по слэбам
и эпоксидной смоле
Как работать со слэбами, как работать с благородными породами дерева, как работать с эпоксидной смолой.
Ремонт и реставрация
Как «оживить» старую мебель, как исправить сколы, царапины, потертости.
Курс по слэбам
и эпоксидной смоле
Как работать со слэбами, как работать с благородными породами дерева, как работать с эпоксидной смолой.
Ремонт и реставрация
Как «оживить» старую мебель, как исправить сколы, царапины, потертости.
PantoRouter
Деревообрабатывающий станок PantoRouter делает традиционную столярную работу быстрой, точной, безопасной и увлекательной. Врезные и шиповые, коробчатые соединения и ласточкины хвосты — это только начало! Даже составные углы легко монтировать и резать. Ознакомьтесь с нашим разделом «Начало работы», где вы найдете практическое руководство и другие ресурсы. В нашем разделе PantoProjects есть множество замечательных проектов клиентов. Посмотрите на нашем сайте и, пожалуйста, отправьте нам сообщение, если мы можем ответить на какие-либо вопросы.
2-минутное вступительное видео
Как это работает
Деревообрабатывающий станок PantoRouter использует направляющий подшипник, чтобы следовать шаблону, который перемещает фрезу, чтобы вырезать шаблон по форме.
Учить больше
Точный — Повторяемый — Врезной и шиповидный — Простые и сложные угловые столярные изделия — Врезной и шиповидный врезной и нестандартной формы — Быстрые и точные соединения типа «ласточкин хвост» и коробчатые соединения — Возможности использования ограничены только вашим воображением!
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Врезные и шиповидные сотен разных размеров! Углы и составные углы быстро и легко. Коробчатые соединения, ласточкины хвосты или нестандартные формы выполняются быстро, точно и с повторяемостью на деревообрабатывающем станке PantoRouter™.
Деревообрабатывающий станок PantoRouter в действии и последние проекты
PantoRouter отлично справляется с врезными и шиповыми соединениями, коробчатыми соединениями и соединениями типа «ласточкин хвост», а с помощью наших высококачественных шаблонов вы можете выполнять сотни различных соединений.
Создание ласточкиного хвоста на PantoRouter быстро, легко и точно.
Вырежьте паз и два идеальных шипа для поручня стула или лицевой рамы за 4-¼ минуты. На рынке нет другого приспособления, которое могло бы делать это, а также легко и быстро делать идеальные муфты и ласточкины хвосты.
Это был идеальный проект для демонстрации скорости, точности и воспроизводимости столярного станка PantoRouter.
С помощью этого приспособления можно легко и быстро выполнить коробчатые соединения любого размера. Мы используем функцию, уникальную для PantoRouter, чтобы установить идеально подходящий индексный штифт, поэтому вам не нужно делать несколько пропилов на пиле.
Столярный станок PantoRouter теперь оснащен двигателем фрезерного станка 230 В, 50/60 Гц для использования за пределами Северной Америки. Этот новый маршрутизатор не поставляется с основанием, поскольку он предназначен для использования в креплениях маршрутизатора PantoRouter или в столе маршрутизатора. Он поставляется с двумя цангами типа ER-20A и двумя ключами.
Патенты: 10 639 754, 11 351641, 10 016 868 И другие иностранные и отечественные патенты, находящиеся на рассмотрении и на которые поданы заявки.
Проверьте больше проектов и посмотрите на борьбу с деревообрабатывающей машиной Pantorouter
На наших видео и учебных пособиях. Нет другого!
Интегрированный врезной и шиповой
Углы и составные углы быстро, легко, точно и воспроизводимо.
Самый безопасный способ использования деревообрабатывающего фрезера
PantoRouter™ для больших и малых заготовок — это самый быстрый и точный способ прорезать врезные и шиповые соединения, коробчатые соединения и ласточкины хвосты.
Более 150 размеров врезных и шиповидных
Вырежьте более 150 размеров врезных и шиповидных, используя наши запатентованные шаблоны. Настройка занимает около одной минуты для M&T любого размера с шагом ¼” от ¾” до 6” в ширину и ¼”, 5/16”, ⅜”, ½”, ¾” или 1” в толщину.
Углы и составные углы
Просто наклоните заготовку на столе и наклоните ее под нужным углом от 0° до 90°. Составные уголки для поручня стула устанавливаются и обрезаются за считанные минуты
Подпишитесь на информационный бюллетень PantoRouter
Мы НИКОГДА не разглашаем вашу контактную информацию и отправляем ее только тогда, когда у нас есть что-то новое и действительно интересное делиться. Мы стараемся включать проекты клиентов, быстрые советы и любые новые аксессуары, которые у нас есть. Конечно, вы всегда можете отменить одним щелчком мыши в любое время. Нажмите ниже, чтобы зарегистрироваться, и еще раз, мы обещаем уважать ваше время и конфиденциальность.
Новостная рассылка
Backwards Woodworking: The Climbing Cut
Фрезы по дереву — отличный инструмент, но многие столяры боятся их. Это происходит, когда техника инструмента не понятна, или инструмент используется без каких-либо знаний о том, как его использовать, и конечные результаты неудовлетворительны, но знание того, как их использовать, может улучшить ваши методы обработки дерева.
Смотрите на Youtube: https://youtu.be/ZMmv152lzco
Деревообработка включает в себя множество уникальных процессов из-за природы роста волокон древесины и того, что мы делаем при выполнении проектов по деревообработке, и один из этих редко известных или используемых методов весьма ценен, чтобы его знать
Известный как лазание резка и использование с фрезерными станками по дереву, этот метод представляет собой способ резки поперек волокон древесины путем приближения к резу с обратной стороны волокон и ослабления сверла в разрезе, что помогает уменьшить или даже исключить выкрашивание или выкрашивание древесины. что часто происходит, когда биты и лезвия используются в поперечно-волокнистой древесине.
Любой, кто работает с деревом, прекрасно знает, что древесина имеет структуру, и при резке по структуре древесины мы можем делать ровные и гладкие срезы без особого труда, но резка против волокон — это совсем другая история. Сделать хороший чистый срез лезвием или битой при резке против волокон и при этом получить хороший чистый срез без сколов или разрывов древесины, может быть довольно сложной задачей. Первое, что необходимо при резке против любых волокон, это то, что бита или лезвие должны быть очень острыми, как бритва, но даже это не решает проблемы во многих случаях.
Важно понимать, как работают фрезы, и для подъемных резов лучше всего использовать фрезы с подшипниками, потому что для достижения наилучших результатов вам понадобится поверхность, по которой будет двигаться подшипник, И чтобы помочь контролировать глубину фрезы, который всегда хочет быть очень маленьким неглубоким разрезом. Никогда не пытайтесь отрезать слишком много любой фрезой, неглубокие, многократные разрезы ВСЕГДА являются лучшими с точки зрения безопасности и лучшего качества реза.
Использование такого фрезера требует определенных знаний, потому что направление фрезы будет тянуть фрезу вдоль дерева, поэтому вам нужно крепко держать фрезу по дереву и заранее знать, что фреза хочу тянуть роутер за собой. Все фрезы вращаются по часовой стрелке. Многие маршрутизаторы имеют стрелку где-то на основании инструмента, чтобы быстро напомнить оператору, в каком направлении будет вращаться фреза. В нормальных условиях мы всегда хотим, чтобы режущая кромка фрезы входила в древесину, чтобы режущая фреза всегда входила в древесину.
Одной из техник, которые были разработаны много-много лет назад, является взбирающийся порез. Это означает, что вместо того, чтобы использовать фрезер по дереву для резки дерева в том месте, где сверло вводится в дерево, как мы обычно делаем при фрезеровании дерева, вместо этого мы используем его в обратном направлении. Под этим я подразумеваю, что мы начнем с противоположного конца и пропустим фрезер обратно через лес.
Я выбрал кусок дерева с очень хорошо видимой текстурой и вырезал в нем дугу, чтобы продемонстрировать, как текстура древесины может меняться. Помните, что вам не нужно резать и дуговать, как это делал я, если вы фрезеруете конические ножки, например, текстура древесины в конической ножке также может быть наклонной, что будет еще одним случаем, когда восходящий рез может работать лучше, чем стандартный рез и дает лучшие результаты с меньшим отрывом древесины.
На рисунке ниже показано, что происходит под маршрутизатором.
Обычно я использую фрезу Freud Roundover 3/16″ Roundover . Кажется, она подходит для большей части того, что я делаю. для списков фрез .
Как показано на рисунке ниже, фреза движется по часовой стрелке, поэтому нормальным способом использования фрезы будет толкание фрезы в направлении вращения лезвия. конец пропила и перемещение фрезера назад через древесину, известное как ползучий пропил, потому что фреза начинается с задней части дерева и проходит через древесину, что помогает уменьшить отрыв, который является причиной или грубые срезы, и их всегда трудно отшлифовать, а если срезы действительно плохие и рваные, их невозможно исправить, не сделав еще один надрез.
Небольшие надрезы и медленное движение являются ключом к этой технике, и именно так вы получите хорошие результаты. Причина, по которой этот процесс работает, заключается в том, что древесина сначала срезается с обратной стороны волокон, что означает, что там нет ничего, что могло бы «связать» срез, что вызывает сколы и разрывы при попытке фрезеровать поперек волокон или даже вести. зерно, такое как изогнутый кусок дерева, использованный для демонстрации.
Аналогичную технику можно использовать для обрезки шпона или другой очень тонкой древесины с обратным или волнистым рисунком. Резка сначала с обратной стороны древесины помогает гарантировать, что очень тонкая древесина не будет разорвана на части агрессивным резом фрезы, врезающейся в волокна и фактически расщепляющей их на части.
Прямоугольная резьба: гост,обозначение на чертежах,правила нарезки
Резьба прямоугольная относится к классу кинематических резьб и используется для передачи движения. Преимуществом прямоугольной нарезки является ее высокий коэффициент полезного действия. Недостатками данного вида нарезания является низкая прочность и сложная технология изготовления.
Содержание
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
Скачать ГОСТ 9150-2002
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее. ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Скачать ГОСТ 1491-80
Скачать ГОСТ 7798-70
Обозначение на чертеже
Изображение резьбового соединения на чертеже представляет собой процедуру буквенного обозначения типа нарезки изделия. На рисунке прямоугольный тип нарезки может изображаться 2 способами: посредством местного разреза, где обозначаются ее основные размерные характеристики, и с применением выносного элемента – дополнительного рисунка части изделия в увеличенном размере. Для прямоугольной резьбы не существует точных стандартов обозначения. Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.
Скачать ГОСТ 11371-78
Скачать ГОСТ 17474-80
Согласно ГОСТ № 2.311—68, при составлении резьбовых чертежей на производстве линия винта заменяется одной 2 сплошными линиями – основной и тонкой. В этом случае для изображения внутреннего и наружного диаметра действуют следующие правила:
При наружной резьбе внешний диаметр обозначается сплошными основными линиями, внутренний диаметр – сплошной тонкой. Расстояние между линиями должно составляет не менее 0,008 см. Оно может быть больше величины шага.
Сплошная тонкая линия проводится на величину длины нарезки без сбега. С ней пересекается граница фаски.
По внутреннему диаметру изображается дуга, длина которой составляет 0,75 от длины окружности. Она размыкается в любом месте. При этом фаска на чертеже не обозначается.
При внутренней нарезке внешний диаметр изображается сплошной тонкой линией, внутренний диаметр – сплошной основной. Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
Рядом с границей резьбы во время ее изготовления образуется глухое отверстие, именуемое гнездом. Оно выполнено в форме конуса. Его угол при вершине составляет 120°. При условии, что дно глухого отверстия находится рядом с концом резьбы, то допускается обозначение нарезки до конца отверстия.
Особым параметром резьбы с нестандартным квадратным профилем является профиль. При его обозначении необходимо проделывать местный разрез. На нем, в плоскости, параллельной оси резьбового соединения, изображается только те элементы нарезки, не закрытые стержнем.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму. Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
5 Трапецеидальная резьба
Трапецеидальная резьба относится к кинематическим резьбам и предназначена для передачи движения. ГОСТ 9484‑81 устанавливает профиль и размеры ее элементов. Профиль трапецеидальной резьбы ‑ равнобочная трапеция с углом 30° между ее боковыми сторонами (рисунок 6). Эта резьба применяется, главным образом, в деталях механизмов для преобразования вращательного движения в поступательное при значительных нагрузках. Например, в ходовых винтах станков, винтах суппортов, грузовых винтах прессов.
Рисунок 6 ‑ Резьба трапецеидальная по ГОСТ 9484-81
Основные размеры для однозаходной трапецеидальной резьбы устанавливает ГОСТ 24737‑81, а ГОСТ 24738‑81 ‑ диаметры и шаги.
Основные размеры для многозаходной резьбы устанавливает ГОСТ 24739‑81.
В условное обозначение этой резьбы по стандарту входят: буквы Тr, размер наружного диаметра и шаг резьбы, например: Тr 28×5.
Если резьба левая, то к ее обозначению добавляют буквы LH: Тr 28×5 LH.
В обозначении многозаходной трапецеидальной резьбы указываются наружный диаметр, ход резьбы и в скобках буква Р и числовое значение шага, например: Тr 20×8(Р4).
Примеры обозначения трапецеидальной резьбы на чертежах показаны на рисунке 3д.
6 Упорная резьба
Упорная резьба относится к кинематическим резьбам, применяется при больших односторонних усилиях, действующих в осевом направлении. ГОСТ 10177‑82 устанавливает форму профиля и основные размеры для однозаходной упорной резьбы.
Профиль резьбы (рисунок 7) представляет собой трапецию, одна сторона которой является рабочей стороной профиля, и ее положение определяется углом наклона 3° к прямой, перпендикулярной оси. Другая сторона трапеции (нерабочая сторона профиля) имеет угол наклона 30°.
Рисунок 7 – Резьба упорная по ГОСТ 10177-82
В условное обозначение упорной резьбы входят: буква S, номинальный диаметр и шаг, например: S 60×9.
Для левой резьбы после условного обозначения размера резьбы указывают буквы LH: S60×9LH. В условное обозначение многозаходной резьбы входят: буква S, номинальный диаметр, значение хода, а в скобках буква Р и значение шага, например, для двухзаходной резьбы с шагом 8 мм и значением хода 16 мм: S60×16(Р8). Примеры обозначения упорной резьбы на чертежах показаны на рисунке 3г.
В обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы через тире, например: S80×16(P8)LH-7h.
7 Прямоугольная резьба
Прямоугольная резьба с нестандартным профилем изображается, как представлено на рисунке 8, с нанесением всех размеров, необходимых для изготовления резьбы (форма профиля, наружный и внутренний диаметры, шаг).
Рисунок 8 – Резьба прямоугольная (нестандартная)
Дополнительные сведения ‑ число заходов, направление резьбы и т. д. ‑ наносят на полке линии-выноски в виде надписи с добавлением слова «Резьба» (рисунок 9).
Рисунок 9 – Обозначения и изображения прямоугольных резьб на чертежах деталей
8 Конструктивные элементы резьбы: сбег резьбы, фаски, проточки
Часто резьба нарезается на токарных или револьверных станках с помощью резца, заточенного в соответствии с профилем нарезаемой резьбы (рисунок 10а).
До нарезания резьбы обычно выполняются наружные (рисунок 10б) и внутренние (рисунок 10в) проточки для выхода инструмента.
Рисунок 10 – Выполнение проточек для выхода инструмента
Форму и размеры наружных и внутренних проточек в зависимости от шага резьбы устанавливает ГОСТ 10549‑80.
Размеры проточек наносятся на выносных элементах (рисунок 11). Диаметр наружной проточки dg выполняется несколько меньшим относительно внутреннего диаметра резьбы (см.
Кислотостойкая нержавейка: марки стали, характеристики и цена кислотостойкой нержавейки в Украине
Кислотостойкие нержавеющие стали – это высоколегированные сплавы, для которых характерна коррозионная устойчивость к агрессивной среде. Они не поддаются межкристаллической коррозии в течение конкретного, заявленного производителем, срока. Химическая устойчивость для сплава обеспечивается, благодаря содержанию в его составе хрома. Данный компонент образует на поверхности материала прочную оксидную плёнку.
Кислотостойкий нержавеющий лист
Перейти
Кислотостойкая нержавеющая труба
Перейти
Кислотостойкий нержавеющий круг
Перейти
Марки кислотостойкой нержавейки
Нержавейка кислотостойкая – это целая категория высоколегированной стали с устойчивостью к серной и фосфорной кислотам. Также данному материалу не страшны муравьиная и уксусная кислота, что позволяет расширить сферу его эксплуатации. В производстве сплавов применяются данные элементы:
Хром Его доля в составе – более 18%, он отвечает за стойкость к процессам окисления и является главным легирующим компонентом.
Никель Составляет 8-9% и улучшает однородность структуры сплава.
Титан и молибден Необходимы для придания материалу желаемых физико-химических характеристик, улучшают показатели прочности и вязкости.
Наиболее популярные марки кислостойкой нержавейки:
12Х18Н10Т
10Х17Н13М2Т
Основные характеристики и сфера применения
Рассмотрим свойства нержавеющей кислостойкой стали на примерах самых распространённых марок:
12Х18Н10Т Высокая устойчивость к коррозии и химически активным соединениям, материал прост в обработке и известен своей отличной механической прочностью. Содержит 18% хрома и 10% никеля. Высокая доля хрома обеспечивает возможность использования сплава в пищевой отрасли.
Сплав имеет достаточно высокие показатели плотности, а его твёрдость по Бринеллю равна 179 единицам. Предел текучести стали определяется типом проката и варьируется в диапазоне 196 – 235 МПа.
Отличные характеристики сплава позволяют широко использовать его в областях машиностроения и нефтепереработки. Материал замечательно подходит для криогенной техники и пищевого оборудования.
10Х17Н13М2Т Имеет улучшенную стойкость к температурным перепадам и внешним воздействиям. Оптимальные эксплуатационные свойства этого сплава делают его универсальным решением для разных отраслей применения.
В сплаве содержится 17% хрома и около 13% никеля, доля молибдена составляет приблизительно 2%. Поверхность данного материала имеет зеркальный блеск, что обеспечивает изделиям эстетичный вид. У сплава хорошие показатели твёрдости и плотности.
Материал широко используется в индустрии нефтедобычи и в областях химической промышленности. Благодаря очень высокой устойчивости к внешней среде и продолжительному сроку службы, сплав популярен в сферах машиностроения и сельского хозяйства.
Где заказать кислотостойкую нержавеющую сталь?
Компания «ВЕСТА» представлена на рынке металлопроката с 2003 года и за годы деятельности завоевала уверенные позиции на украинском рынке. Наша продукция представлена в широком ассортименте, и мы обеспечиваем строгий контроль качества каждого сплава.
Если вам необходима качественная кислотостойкая нержавейка, обратитесь к нам для формирования заказа по контактным телефонам. Мы обеспечиваем оперативную доставку и принимаем заявки на индивидуальные заказы.
Наши сотрудники всегда готовы помочь с выбором подходящего сплава и обеспечить персональным консультированием по его характеристикам. Если по представленной продукции вы имеете какие-либо вопросы, смело звоните нам для получения дополнительной информации в телефонном режиме.
Нержавейка кислотостойкая – это практичное и выгодное решение для создания изделий, которые будут использоваться в агрессивной среде!
Кислотостойкие и коррозионностойкие стали — ООО «Ориннокс»
курс цб рф
USD: 61. 6229
EUR: 61.1196
Никель:
Никель
BID
0.00
ASK
0.00
Главное преимущество нержавеющей стали – устойчивость к коррозии. Благодаря этому свойству сплавы используются в разных областях. Коррозионностойкие стали встречаются в производстве бытовых и столовых приборов, медицинского оборудования и инструментов, в автомобиле- и судостроении, строительстве и прочих отраслях. Впервые о стали заговорили в 1913 году, и до сих пор нержавеющий металлопрокат широко востребован.
Особенности состава
Коррозионностойкие, или нержавеющие, сплавы – это металлы, устойчивые к воздействию негативных факторов окружающей среды. В их основе железо, характеристики которого изменены при помощи углерода. Сплав дополнительно может быть обогащён ценными элементами, например, хромом, повышающим устойчивость к воздействию влаги. Всего 10,5% достаточно для улучшения рада характеристик:
упрощается процесс обработки методом холодной формовки;
повышается прочность;
увеличивается срок эксплуатации изделий, произведённых из коррозионностойких сталей;
образуются более надёжные стыки при соединении элементов методом сварки;
сохраняются свойства металла даже при интенсивной эксплуатации;
не теряется эстетическая привлекательность.
При помощи хрома, содержащегося в сплаве, не поверхности образуется оксидная плёнка. Именно она предотвращает межкристаллитную коррозию. Рассмотрим этот процесс подробнее.
Коррозия: как предотвратить разрушение металла
Железо подвержено воздействию окружающей среды. Влага и агрессивные среды способствуют удалению межкристаллической решётки. Поверхностное разрушение называют коррозией. Чтобы приостановить или вовсе избежать этого процесса, на внешнем слое образуется плёнка окислов. Однако её мало, поэтому межкристаллитная коррозия нержавеющих сталей происходит с большой интенсивностью.
Химическое воздействие среды можно приостановить при помощи добавок, повышающих устойчивость сплава. Введение специальных элементов в сталь мгновенно улучшает характеристики вещества. Такие сплавы меньше подвержены воздействию влаги в воздухе, агрессивных кислот, солей и щелочей.
Подробнее о разновидностях нержавейки
Известно свыше 250 марок нержавеющих сталей. Их главные отличия заключаются в наличии в кристаллической решётке элементов, определяющих основные характеристики. Помимо хрома, используют такие добавки, как Ni, Mo, Co, Ti, No и другие. Разница в характеристиках и сферах использования зависит не только от наименования добавки, но и от её процентного содержания. Помимо железа и вспомогательных элементов? в нержавеющих металлах присутствует углерод. Он обеспечивает готовому металлу повышенную твёрдость и прочность.
Рассмотрим более подробно основные разновидности. Все виды нержавейки условно можно разделить на несколько групп:
хромистые стали. Это сплавы, в составе которых содержание хрома более 20%. Металлы с ферритной структурой получили широкое распространение в тяжёлой промышленности. Они используются для изготовления отопительного и другого крупного оборудования. Сплавы с высоким содержанием хрома отличает высокая устойчивость к коррозии и способность к намагничиванию;
марки с аустенитной внутренней структурой. Это сплавы, в составе которых содержатся хром и никель. Их концентрация составляет не менее 33%. На эти металлы высокий спрос во всех отраслях. Их отличается коррозионная устойчивость, прочность и привлекательный вид;
металлы с мартенситной и ферритно-мартенситной структурой, или кислотостойкая сталь. Она имеет высокое содержание углерода, который повышает износоустойчивость сплава. Такой состав обеспечивает максимальную прочность и долговечность. Благодаря этому кислотостойкая сталь используется не только в отраслях народного хозяйства, она может контактировать с агрессивными средами, оборудование из этого материала эксплуатируют при высоких температурах;
нержавейка с комбинированным строением. Это металлы с аустенитно-ферритной или аустенитно-мартенситной структурой. Инновационная разработка, в которой сочетаются преимущества других разновидностей.
Кислотостойкая нержавеющая сталь и другие марки имеют отличный химический состав. Именно эта характеристика определяет технические и эксплуатационные свойства металлов. Они все благополучно используются в современной промышленности. Одним из основных поставщиков высококачественных сплавов является компания «Ориннокс». Она занимает лидирующие позиции среди металлотрейдеров РФ. На сайте можно заказать продукцию и узнать подробную информацию о металлах.
Запросить прайс-лист
Я ознакомился и принимаю условия политики конфиденциальноcти
Понимание коррозионно-стойких свойств нержавеющей стали
Будь то потребительский рынок или промышленное использование, одной из самых популярных причин выбора нержавеющей стали являются ее коррозионно-стойкие свойства.
Однако точные уровни стойкости и слабости изделия из нержавеющей стали, листа или прутка будут зависеть как от их металлургического состава, так и от того, как они были изготовлены.
В этом руководстве рассматриваются различные типы коррозии, которых следует опасаться при работе с нержавеющей сталью, а также другие вопросы, которые могут повлиять либо на внешний вид, либо на характеристики популярных марок нержавеющей стали.
Но прежде чем мы углубимся в детали, давайте сначала посмотрим, что делает нержавеющую сталь такой устойчивой…
Как нержавеющая сталь сопротивляется коррозии?
Хотя различные марки нержавеющей стали могут различаться по своему металлургическому составу и процессам легирования или производства, все они имеют одну общую черту — пассивирующий слой.
Этот слой оксида хрома образуется, когда поверхность металла подвергается воздействию кислорода.
Слой слишком тонкий для непосредственного наблюдения и в большинстве случаев остается прозрачным. Это позволяет просвечивать готовую текстуру изделия из нержавеющей стали и обеспечивает различные варианты внешнего вида от глянцевого до матового.
Непроницаемый для воды пассивирующий слой является самогенерирующимся и служит для защиты металла. Хотя он может обесцвечиваться при экстремальных температурах, он все еще работает.
Однако нержавеющая сталь не является непобедимой. Он по-прежнему подвержен коррозии в определенных ситуациях.
Нержавеющая сталь и химические соединения: что следует учитывать
Одним из наиболее распространенных сценариев коррозии нержавеющей стали является продолжительный контакт с жидкостями или химическими веществами.
Этот тип коррозии, известный как общая коррозия, обычно однороден по всей поверхности стали. К счастью, большинство нержавеющих сталей предсказуемо реагируют на ряд химических веществ.
Если вы планируете использовать нержавеющую сталь, рассмотрите возможность воздействия следующих факторов, чтобы оценить общий риск коррозии.
Кислоты
Нержавеющая сталь обычно устойчива к кислотной коррозии. Однако точные уровни сопротивления будут зависеть от используемой стали, концентрации и типа кислоты, а также от температуры окружающей среды.
Например:
Марки 316 и 317 обладают устойчивостью к фосфорной кислоте при большинстве концентраций и к серной кислоте при концентрации ниже 10 процентов.
Марка 904 обеспечивает устойчивость к высоким концентрациям серной кислоты.
Типы 304L и 430 обладают устойчивостью к азотной кислоте.
Соляная кислота является исключением из общей кислотостойкости нержавеющей стали, и ее следует избегать.
Основания
Нержавеющая сталь обеспечивает высокую устойчивость к слабым основаниям как при высоких концентрациях, так и при высоких температурах. Однако более прочные основания вызывают растрескивание или коррозию травления. Особую осторожность следует соблюдать при работе с растворами хлоридов, такими как гипохлорит натрия.
Органические вещества
Устойчивость к органическим веществам различается. В целом, стали 300-й серии лучше всего работают с этими решениями. Однако точные рекомендации варьируются в зависимости от факторов окружающей среды, таких как температура и доступность кислорода.
Если вы планируете использовать нержавеющую сталь для хранения органических веществ, консультация с профессионалом, например, с Unified Alloys, может помочь как выявить проблемы, так и определить варианты создания безопасного и долговечного решения из нержавеющей стали.
Специализированные виды коррозии и повреждений нержавеющей стали
Помимо общей коррозии, коррозия нержавеющей стали может принимать несколько специализированных форм.
К счастью, есть способы устранить большинство форм или полностью их избежать. Ниже приведены распространенные формы специализированной коррозии.
1. Истирание
Эта коррозия возникает, когда детали из нержавеющей стали прижимаются друг к другу. Коррозия обычно наблюдается с гайками, болтами и другими крепежными элементами, коррозия не видна до тех пор, пока детали не будут разделены или разобраны.
В процессе используются повторные проходы для медленной регулировки размеров стали. В большинстве случаев для достижения желаемой толщины требуется прокатка на нескольких станах с течением времени.
2. Гальваническая
Также известная как биметаллическая коррозия, эта коррозия возникает, когда нержавеющая сталь используется с другими металлами во влажной среде. Дождь, конденсат или другие источники влаги могут действовать как электролит в присутствии электрического тока, вызывая ускоренную коррозию одного металла.
Точные характеристики гальванической коррозии зависят от используемых металлов, температуры, площади контакта и других факторов. Для получения дополнительной информации по этой теме рекомендуется обратиться к PD 6484 Британского института стандартов.
3. Точечная коррозия
Эта коррозия обычно является результатом воздействия химических веществ в окружающей среде или плохой аэрации. Это также чаще встречается в сталях с нежелательными включениями или производственными дефектами. Например, сульфид марганца (II) часто инициирует питтинг.
Достаточное количество кислорода может помочь снизить скорость точечной коррозии или полностью остановить ее, в зависимости от причины. Стали с молибденом также обладают повышенной способностью противостоять точечной коррозии и замедлять ее развитие. Другие соображения включают pH, концентрацию хлоридов и температуру окружающей среды, в которой используется сталь.
4. Щелевая коррозия
Эта коррозия возникает, когда щель между нержавеющей сталью и другим материалом позволяет концентрировать хлориды или препятствует надлежащему уровню кислорода для регенерации оксидного слоя стали. Хотя щелевая коррозия обычно встречается вблизи или внутри зазора между двумя металлами, она также может возникать между металлическими и неметаллическими поверхностями.
Сварка, обеспечение надлежащего дренажа и использование надлежащих прокладок также могут помочь предотвратить щелевую коррозию, поскольку все это помогает уменьшить доступ к щелям или полностью их устранить.
5. Распад сварного шва
Эта коррозия, также известная как межкристаллитная коррозия, возникает в результате нагрева нержавеющей стали до определенного диапазона температур, часто между 550°C и 850°C. Это вызывает осаждение хрома из нержавеющей стали и снижает способность пассивирующего слоя к регенерации.
Использование низкоуглеродистых сталей, таких как 304L и 316L, при сварке может помочь уменьшить влияние разрушения сварного шва. Такие добавки, как титан или ниобий, могут дополнительно стабилизировать сталь и уменьшить осадки во время сварки. Во всех случаях рекомендуется использовать термообработку после сварки для минимизации коррозии.
Заключительные мысли
Чтобы нержавеющая сталь выглядела и работала великолепно, необходимо защищать слой хрома, который придает ей свойства нержавеющей стали.
Это также повышает безопасность, гарантируя, что ваши конструкции, контейнеры и оборудование из нержавеющей стали останутся структурно прочными как можно дольше.
Принимая во внимание среду, в которой используется ваша нержавеющая сталь, и подбирая марку для вашего предполагаемого применения, вы можете оптимизировать коррозионную стойкость и обеспечить долгосрочные результаты ваших инвестиций.
Хотя это руководство является хорошей отправной точкой для различных типов коррозии и мер по предотвращению, всегда рекомендуется проконсультироваться с профессионалом, чтобы обеспечить идеальное соответствие продукта и его безопасность.
Компания Unified Alloys обладает более чем 40-летним опытом работы в крупнейших отраслях промышленности Канады и Северной Америки. Есть вопрос о коррозии нержавеющей стали или применениях? Позвоните нам, и мы будем рады обсудить ваши потребности и найти идеальное решение.
Нержавеющая и кислотоупорная сталь — аустенит
Нержавеющая и кислотоупорная сталь — аустенит | Ниро Венден
Марка
1.4301 / 1.4307
Описание
Аустенитная нержавеющая хромоникелевая сталь. Обладает хорошей коррозионной стойкостью, особенно в естественных экологических средах и при отсутствии значительных концентраций хлора и солей и сварочных работ
Приложения
Слабозагрязненная вода и сточные воды, пищевые продукты и органические кислоты, обычно устойчивые к pH 4,5 в средах с низким содержанием хлоридов. Он также находит применение в химической, нефтяной и нефтехимической промышленности
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Метод охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1.4316
1150-750
воздух
1000-1080
≤ 2 мм воздуха, > 2 мм воды
X 5 CrNi 18-10
304
С30400
ЕН 10028-7
7,9
0,08
17,0-19,5
8,0-10,5
2
0,11
1
Р 0,045; S0,015
Марка
1.4404
Описание
Аустенитная нержавеющая сталь с хорошей кислотостойкостью
Приложения
В химическом аппаратостроении, очистных сооружениях, бумажной промышленности, в основном с высоким содержанием хлоридов
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Метод охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1.4430
1150-750
воздух
1020-1100
≤ 2 мм воздуха, > 2 мм воды
X 2 CrNiMo 17.12.2
316л
С 31603
ЕН 10028-7
8
0,03
16,5-18,5
2,0-2,5
10,0-14,0
2
1
Марка
1.4529
Описание
«Отличная общая коррозионная стойкость к окисляющим и восстановительным средам, хорошая стойкость к точечной и щелевой коррозии и повышенная стойкость к коррозионному растрескиванию под напряжением по сравнению с другими аустенитными нержавеющими сталями»
Приложения
Испарители, теплообменники, футеровка резервуаров в производстве фосфорной кислоты, трубопроводы для использования разбавленной серной и фосфорной кислоты, охладители для установок по производству серной кислоты, фильтрация забортной воды, системы трубопроводов насосов, трубы конденсаторов и системы трубопроводов на электростанциях, детали для дымовых газов системы десульфурации, цистерны для перевозки агрессивных химических продуктов
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Способ охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
СИ макс.
Разное
колодец
нет
2,4621 ед. 2.4831
1150-950
воздух
1100-1180
≤ 2 мм воздуха, > 2 мм воды
X 1 NiCrMoCuN 25 20
сплав 926
Н 08926
ЕН 10028-7
VdTÜV-WB 502
8.1
0,02
19,0-21,0
6,0-7,0
24,0-26,0
1
0,15-0,25
0,5
Cu 0,5-1,5
Марка
1. 4539
Описание
Превосходная стойкость к точечной коррозии, растрескиванию под напряжением и межкристаллитной коррозии
Приложения
Применение в технологии морской воды, на шельфе, в химической, бумажной, целлюлозной промышленности
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Способ охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1,4539 шт. 2,4653
1150-750
воздух
1080-1150
≤ 2 мм воздуха, > 2 мм воды
X 1 NiCrMoCuN 25 20
904Л
Н 08904
ЕН 10028-7
VdTÜV-WB 421
8
0,02
19,0-21,0
4,0-5,0
24,0-26,0
2
0,15
0,7
Cu 1,0-2,0; Р 0,03; С 0,01
Марка
1,4541 / 1,4878
Описание
«Аустенитная, коррозионностойкая сталь, хорошая стойкость к органическим кислотам, таким как молочная и уксусная кислоты, хорошая стойкость к сероводороду и межкристаллитной коррозии»
Приложения
Вода и слабозагрязненные стоки, пищевые и органические кислоты, в целом устойчивые до значения pH 4,5 к коррозионно-активным веществам с низким содержанием хлоридов, использование в химической промышленности, кино- и фотопромышленности, в строительстве, дымоходах пароперегревателей на паровых электростанциях
Сварка
Термическая обработка
Химический состав
Свариваемость
Специальные меры
Присадочные металлы
Горячее формование в °C
Метод охлаждения
Размягчение/закалка
Тип охлаждения
DIN
AISI
УНС
Стандарт
Паспорт материала
плотность
С макс.
Кр
Пн
Никель
Mn макс.
Ти
Н
SI макс.
Разное
колодец
нет
1,4551 шт. 1.4316
1150-750
воздух
1020-1100
≤ 2 мм воздуха, > 2 мм воды
X 6 CrNiTi 18 10
321
С 32100
ЕН 10028-7
7,9
0,08
17,0-19,0
9,0-12,0
2
5 х % С до 0,7
0,05
Cu 2,5-4,0; С 0,015; Р 0,045
Марка
1.4571
Описание
Приложения
Предпочтительный вариант для использования в химическом аппаратостроении, очистных сооружениях, бумажной промышленности, особенно в случае высокого содержания хлоридов
 Составными частями данной металлической конструкции являются рычажная часть, рама, губы зажима и подвижная деталь.
Составными частями данной металлической конструкции являются рычажная часть, рама, губы зажима и подвижная деталь.

 Есть возможность изменять ширину захвата, соединяя предметы различной толщины. Такой агрегат изображен на фото.
Есть возможность изменять ширину захвата, соединяя предметы различной толщины. Такой агрегат изображен на фото.
 Приспособление можно купить, взять в аренду, но лучше всего сделать струбцину своими руками. В этом случае будет уверенность, что нехитрое устройство не подведет в самый ответственный момент.
Приспособление можно купить, взять в аренду, но лучше всего сделать струбцину своими руками. В этом случае будет уверенность, что нехитрое устройство не подведет в самый ответственный момент. Устройство получается очень тяжелым, неудобным и сложным в работе.
Устройство получается очень тяжелым, неудобным и сложным в работе. Дерево — достаточно демократичный материал, поэтому, если выполнить правильную разметку деталей и использовать надлежащие инструменты, то без особых усилий можно сделать зажим любого уровня сложности.
Дерево — достаточно демократичный материал, поэтому, если выполнить правильную разметку деталей и использовать надлежащие инструменты, то без особых усилий можно сделать зажим любого уровня сложности.
 Если нет таковой, то лучше всего сделать струбцину из обычной фанеры толщиной 15-20 мм.
Если нет таковой, то лучше всего сделать струбцину из обычной фанеры толщиной 15-20 мм. После снятия заусенец заготовки устанавливают пакетом в сверлильный станок и сверлят отверстие под ходовой винт.
После снятия заусенец заготовки устанавливают пакетом в сверлильный станок и сверлят отверстие под ходовой винт. По длине шины на сверлильном станке нужно сделать ряд пазов или отверстий для фиксации переставляемой части губок;
По длине шины на сверлильном станке нужно сделать ряд пазов или отверстий для фиксации переставляемой части губок; По окончанию сборки нужно сделать два-три холостых прогона, чтобы осадить стенки и облегчить вращение винта.
По окончанию сборки нужно сделать два-три холостых прогона, чтобы осадить стенки и облегчить вращение винта. Расстояние между опорами можно сделать больше-меньше, если губку переставить на следующее отверстие и зафиксировать ее болтом.
Расстояние между опорами можно сделать больше-меньше, если губку переставить на следующее отверстие и зафиксировать ее болтом.


 Сделать G-образную струбцину достаточно просто. Для этого необходимо нарезать болгаркой заготовки корпуса из толстого металла, не менее 7-8 мм толщиной.
Сделать G-образную струбцину достаточно просто. Для этого необходимо нарезать болгаркой заготовки корпуса из толстого металла, не менее 7-8 мм толщиной.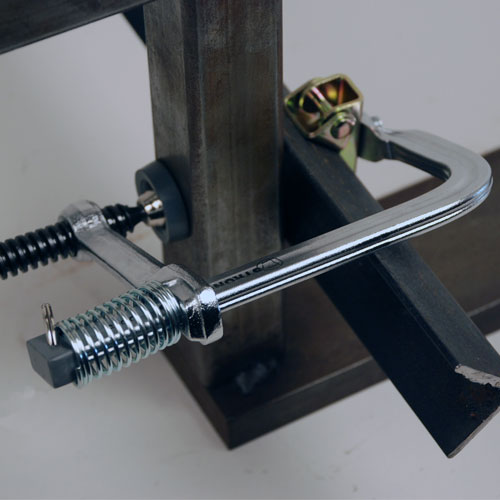


 Предварительно потребуется разметить и вырезать из ОСБ или фанеры две половинки устройства, похожего на пинцет или медицинский зажим.
Предварительно потребуется разметить и вырезать из ОСБ или фанеры две половинки устройства, похожего на пинцет или медицинский зажим.


 В этом случае для обработки деревянной детали сложной пространственной конструкции лучше всего сделать зажимную коробку.
В этом случае для обработки деревянной детали сложной пространственной конструкции лучше всего сделать зажимную коробку. Две планки или брусочка из дерева соединяют между собой длинной металлической скобой.
Две планки или брусочка из дерева соединяют между собой длинной металлической скобой. В этом случае на то, чтобы быстро выбрать несколько наиболее подходящих по размеру и устройству струбцин, уйдет всего лишь пара минут, а не полдня, как ранее.
В этом случае на то, чтобы быстро выбрать несколько наиболее подходящих по размеру и устройству струбцин, уйдет всего лишь пара минут, а не полдня, как ранее. Большинство мастеров даже при немалом опыте работы с древесиной предпочитают пользоваться зажимами. По их словам, это залог того, что работа будет выполнена в срок и, главное, качественно.
Большинство мастеров даже при немалом опыте работы с древесиной предпочитают пользоваться зажимами. По их словам, это залог того, что работа будет выполнена в срок и, главное, качественно. Не могу вспомнить, когда в последний раз что-то покупал. Я не имею в виду счет или что-то в этом роде, просто то, что я действительно хотел. Это могли быть излишки ботинок, я думаю, они стоили 20 фунтов.
Не могу вспомнить, когда в последний раз что-то покупал. Я не имею в виду счет или что-то в этом роде, просто то, что я действительно хотел. Это могли быть излишки ботинок, я думаю, они стоили 20 фунтов.
 youtube.com/embed/wzx3BhyRirU?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-GB&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»>
youtube.com/embed/wzx3BhyRirU?version=3&rel=1&showsearch=0&showinfo=1&iv_load_policy=1&fs=1&hl=en-GB&autohide=2&wmode=transparent» allowfullscreen=»true» sandbox=»allow-scripts allow-same-origin allow-popups allow-presentation»>  Несколько из них можно легко использовать, чтобы приклеить верхнюю часть верстака.
Несколько из них можно легко использовать, чтобы приклеить верхнюю часть верстака. 

 Крепление Square Jellyfish, размером с набор ключей, легко удерживает iPhone 11 Pro Max и достаточно устойчиво, чтобы стоять самостоятельно как в вертикальном, так и в горизонтальном положении даже без штатива. Просто убедитесь, что у вас есть версия с металлическим креплением — есть отчеты пользователей о резьбе, которая позволяет прикрепить крепление к любому стандартному винту штатива, который со временем изнашивается на более дешевом пластиковом. Мы решили соединить Square Jellyfish с комплектом GorillaPod 1K, потому что он более надежен, чем крепление, которое Joby сочетает с другими комплектами.
Крепление Square Jellyfish, размером с набор ключей, легко удерживает iPhone 11 Pro Max и достаточно устойчиво, чтобы стоять самостоятельно как в вертикальном, так и в горизонтальном положении даже без штатива. Просто убедитесь, что у вас есть версия с металлическим креплением — есть отчеты пользователей о резьбе, которая позволяет прикрепить крепление к любому стандартному винту штатива, который со временем изнашивается на более дешевом пластиковом. Мы решили соединить Square Jellyfish с комплектом GorillaPod 1K, потому что он более надежен, чем крепление, которое Joby сочетает с другими комплектами. Он не может ухватиться за ветку дерева или уличный знак, как GorillaPod 1K, но у него есть триггер Bluetooth размером с жевательную резинку — подключите его к телефону и нажмите его кнопку, чтобы делать снимки издалека.
Он не может ухватиться за ветку дерева или уличный знак, как GorillaPod 1K, но у него есть триггер Bluetooth размером с жевательную резинку — подключите его к телефону и нажмите его кнопку, чтобы делать снимки издалека. До прихода в Wirecutter она работала специалистом по камерам в нескольких магазинах фотоаппаратов в Нью-Йорке. Она также внесла свой вклад в руководства Wirecutter по камерам мгновенной печати, полноразмерным штативам и портативным сканерам документов.
До прихода в Wirecutter она работала специалистом по камерам в нескольких магазинах фотоаппаратов в Нью-Йорке. Она также внесла свой вклад в руководства Wirecutter по камерам мгновенной печати, полноразмерным штативам и портативным сканерам документов.

 Мы протестировали ножки, чтобы убедиться, что они достаточно крепкие, чтобы выдержать вес смартфона и крепления, а также проверили устойчивость их ножек на различных поверхностях.
Мы протестировали ножки, чтобы убедиться, что они достаточно крепкие, чтобы выдержать вес смартфона и крепления, а также проверили устойчивость их ножек на различных поверхностях.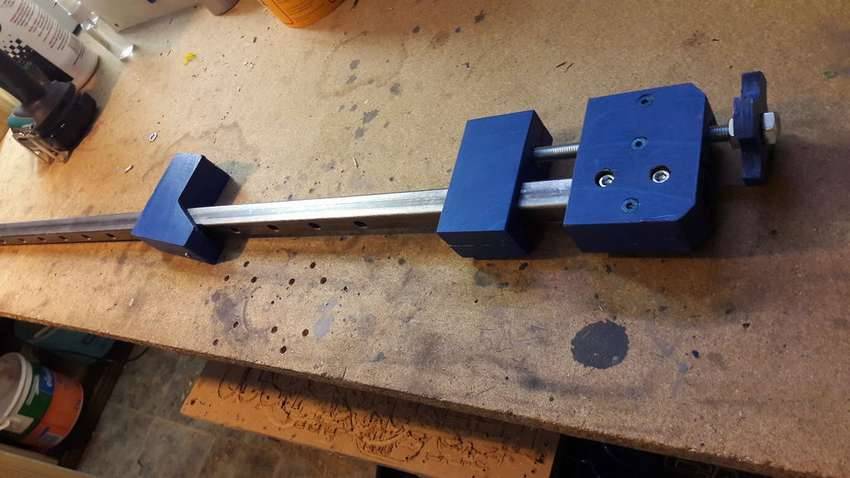
 В наших тестах более дешевые модели немного скользили при легком толчке. Вы даже можете обернуть ноги Joby вокруг столба или ветки, чтобы попасть в кадр с помощью таймера или пульта дистанционного управления. И поскольку они такие длинные (около 8 дюймов), они могут захватывать более широкий спектр шестов и веток по сравнению с меньшими штативами с ножками длиной менее 5 дюймов.
В наших тестах более дешевые модели немного скользили при легком толчке. Вы даже можете обернуть ноги Joby вокруг столба или ветки, чтобы попасть в кадр с помощью таймера или пульта дистанционного управления. И поскольку они такие длинные (около 8 дюймов), они могут захватывать более широкий спектр шестов и веток по сравнению с меньшими штативами с ножками длиной менее 5 дюймов. Вращающаяся шаровая головка позволяет вам вносить небольшие постепенные изменения положения камеры, не двигая ноги — функция, которая пригодилась, когда мы переключались между портретной и альбомной ориентацией. Резиновый материал на больших ножках обеспечивал лучшее сцепление на скользких поверхностях по сравнению с меньшими ножками на более дешевых протестированных нами ножках.
Вращающаяся шаровая головка позволяет вам вносить небольшие постепенные изменения положения камеры, не двигая ноги — функция, которая пригодилась, когда мы переключались между портретной и альбомной ориентацией. Резиновый материал на больших ножках обеспечивал лучшее сцепление на скользких поверхностях по сравнению с меньшими ножками на более дешевых протестированных нами ножках. org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>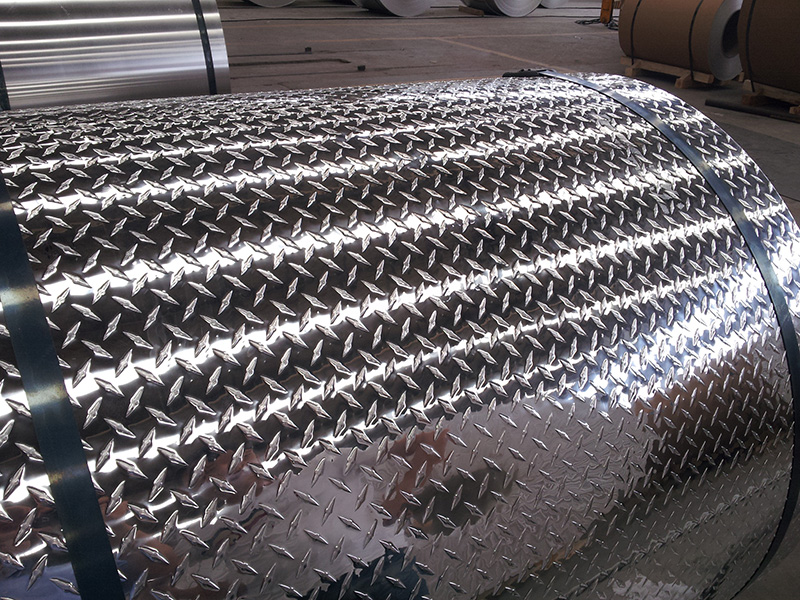 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>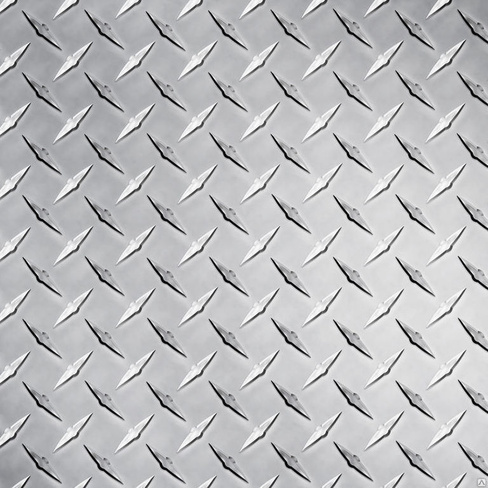 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022

 Также свинец может применяться при создании тяжелой многослойной брони. Вязкость материала задерживает как пули или осколки, двигающиеся со значительной…
Также свинец может применяться при создании тяжелой многослойной брони. Вязкость материала задерживает как пули или осколки, двигающиеся со значительной… Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.

 Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.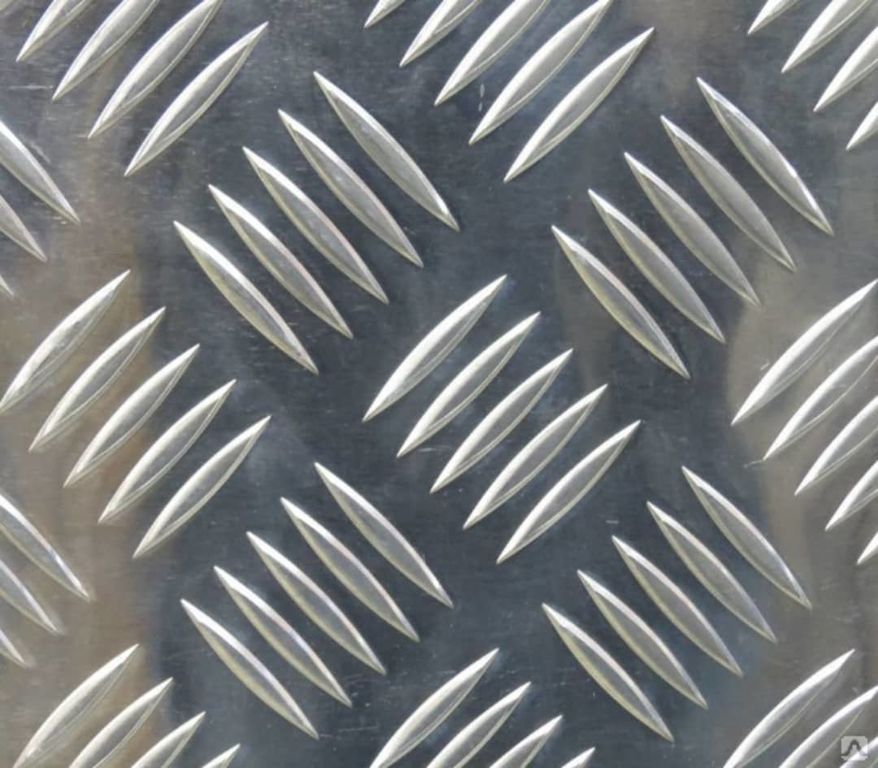 Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.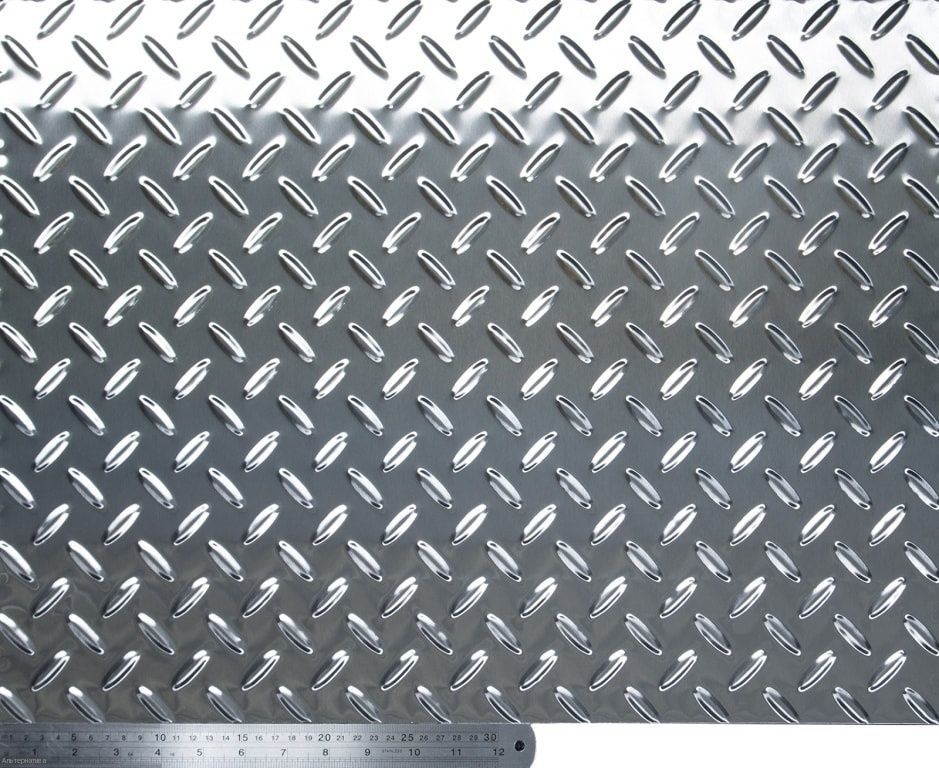 …
… verzinktes eisenblech. farbige wellblech dachblech textur hintergrund. metalldach, metallabstellgleis, profilbleche zum bedecken oder fechten. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ
verzinktes eisenblech. farbige wellblech dachblech textur hintergrund. metalldach, metallabstellgleis, profilbleche zum bedecken oder fechten. — гофрированный алюминий сток-график, -клипарт, -мультики и -символ — рифленый алюминий фото и бильярд
— рифленый алюминий фото и бильярд ..
.. Blechtextur….
Blechtextur…. собрать aus altem blech — рифленый алюминий фото и изображения
собрать aus altem blech — рифленый алюминий фото и изображения
 ..
.. — фото и фото из гофрированного алюминия
— фото и фото из гофрированного алюминия
 Можно дать более строгое определение жаропрочности.
Можно дать более строгое определение жаропрочности.



 Высокое сопротивление окислению сталей и сплавов связано в первую очередь с большим количеством хрома, входящего в состав сплавов. Например, максимальное содержание хрома (по массе) в количестве 26-29 % имеет сплав на основе никеля ХН70Ю.
Высокое сопротивление окислению сталей и сплавов связано в первую очередь с большим количеством хрома, входящего в состав сплавов. Например, максимальное содержание хрома (по массе) в количестве 26-29 % имеет сплав на основе никеля ХН70Ю.

 Помимо сварки может осуществляться наплавка.
Помимо сварки может осуществляться наплавка. Полуфабрикаты из некоторых сплавов используются в качестве присадочного материала при сварке.
Полуфабрикаты из некоторых сплавов используются в качестве присадочного материала при сварке.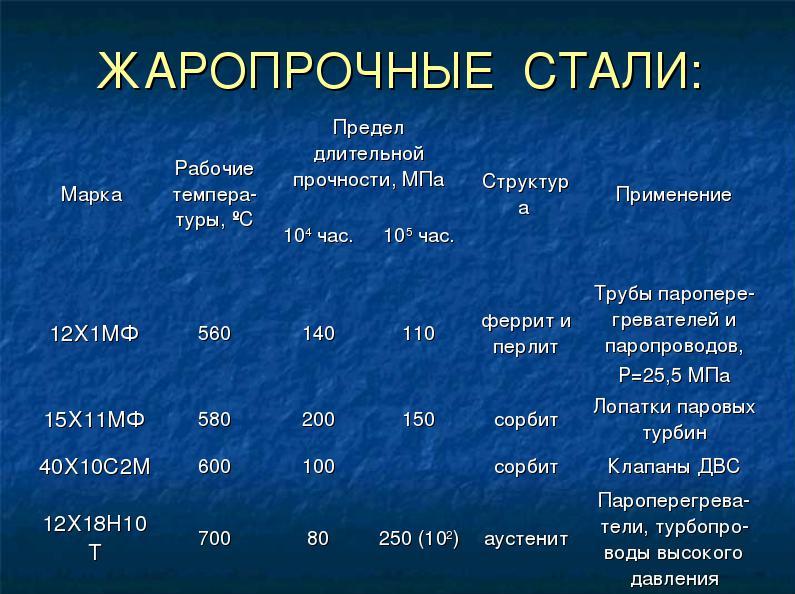 Иными словами, жаростойкость – это качество, которое связано с устойчивостью к окислению. Жаропрочность – качество, которое позволяет выдерживать деформационные воздействия, когда материалы находятся в условиях повышенной температуры и нагрузок напряжения.
Иными словами, жаростойкость – это качество, которое связано с устойчивостью к окислению. Жаропрочность – качество, которое позволяет выдерживать деформационные воздействия, когда материалы находятся в условиях повышенной температуры и нагрузок напряжения.


 Цельсия
Цельсия

 С.
С.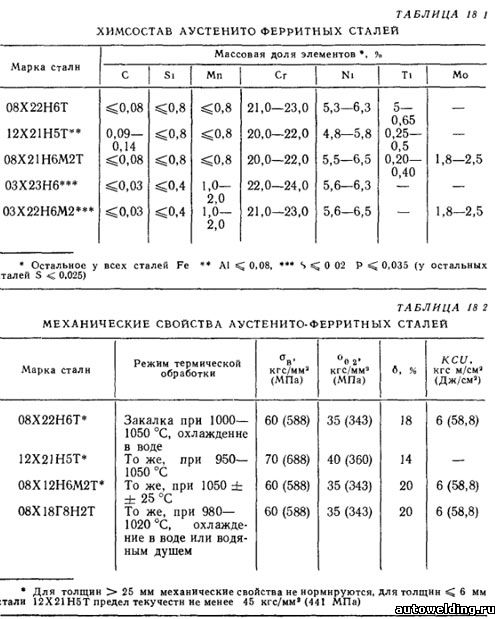 при умеренных нагрузках.
при умеренных нагрузках. Стали содержащие в виде присадок хром и молибден ориентированы на работу при температуре 450-550 гр. С., содержащие, помимо Cr и Mo еще и ванадий, нацелены на рабочий режим при температуре 550-600 гр. С.
Стали содержащие в виде присадок хром и молибден ориентированы на работу при температуре 450-550 гр. С., содержащие, помимо Cr и Mo еще и ванадий, нацелены на рабочий режим при температуре 550-600 гр. С. С.
С. Такая технология обеспечивает рост пластичности металла и увеличивает его жаропрочность.
Такая технология обеспечивает рост пластичности металла и увеличивает его жаропрочность. Получаются с помощью методов отжига и термообработки, из-за этого в них возникает мелкозернистая структура. Когда происходит повышение температурных показателей до 850 градусов, увеличивается хрупкость.
Получаются с помощью методов отжига и термообработки, из-за этого в них возникает мелкозернистая структура. Когда происходит повышение температурных показателей до 850 градусов, увеличивается хрупкость.




 Ремонтная сварка оголенного и поврежденного высокотемпературного оборудования легко выполняется с помощью MMA. Перед сваркой важно удалить все магнитные области вблизи сварного шва, так как они могут содержать охрупчивающие фазы. Подходящими методами являются механическая обработка или шлифовка.
Ремонтная сварка оголенного и поврежденного высокотемпературного оборудования легко выполняется с помощью MMA. Перед сваркой важно удалить все магнитные области вблизи сварного шва, так как они могут содержать охрупчивающие фазы. Подходящими методами являются механическая обработка или шлифовка. Легирование алюминием также дает выделения, которые снижают чувствительность к росту зерна во время сварки. По этой причине стали могут быть изготовлены и сварены толщиной более 10 мм.
Легирование алюминием также дает выделения, которые снижают чувствительность к росту зерна во время сварки. По этой причине стали могут быть изготовлены и сварены толщиной более 10 мм. В восстановительной атмосфере, когда такой слой создать (или сохранить) невозможно, коррозионная стойкость материала будет определяться легирующим содержанием материала.
В восстановительной атмосфере, когда такой слой создать (или сохранить) невозможно, коррозионная стойкость материала будет определяться легирующим содержанием материала.
 за 4 дня, в Индонезию за 7 дней и на Тайвань за 5 дней. Компания In Short R Pipe за рубежом доказала, что мы единственные, кто может поставлять стальной лист в страны Персидского залива и Азии в кратчайшие сроки, Итак, если вы хотите купить жаростойкую стальную плиту у надежного поставщика и специалиста по стальным плитам в Индии, ознакомьтесь с нашим бесплатным предложением с минимальным временем доставки в вашу страну, которое вы получите в течение часа.
за 4 дня, в Индонезию за 7 дней и на Тайвань за 5 дней. Компания In Short R Pipe за рубежом доказала, что мы единственные, кто может поставлять стальной лист в страны Персидского залива и Азии в кратчайшие сроки, Итак, если вы хотите купить жаростойкую стальную плиту у надежного поставщика и специалиста по стальным плитам в Индии, ознакомьтесь с нашим бесплатным предложением с минимальным временем доставки в вашу страну, которое вы получите в течение часа.  Он способен поддерживать технологические процессы при постоянном или неравномерном воздействии рабочих температур, в результате которых температура металла превышает 650°C. Жаростойкость стали зависит от содержания в ней хрома, кремния и алюминия.
Он способен поддерживать технологические процессы при постоянном или неравномерном воздействии рабочих температур, в результате которых температура металла превышает 650°C. Жаростойкость стали зависит от содержания в ней хрома, кремния и алюминия.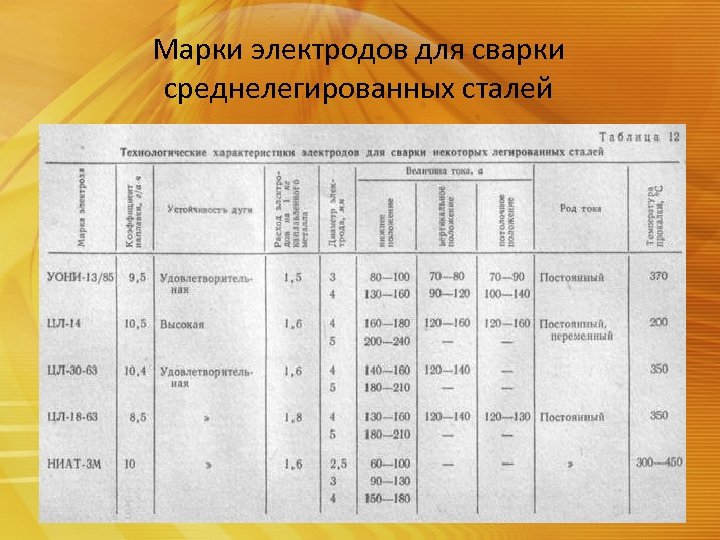 1.4724 (Н-12): промышленные печи, паровые котлы, ящики, трубы, подвески, рекуператоры и т. д.
1.4724 (Н-12): промышленные печи, паровые котлы, ящики, трубы, подвески, рекуператоры и т. д. 1.4828: выхлопные системы и т. д.
1.4828: выхлопные системы и т. д. Структура марки стали определяется ее химическим составом.
Структура марки стали определяется ее химическим составом.
 4006
4006  1.4006 подходит для сварки. Обычно требуется последующая термообработка. Если этого не сделать, коррозионная стойкость стали будет снижена.
1.4006 подходит для сварки. Обычно требуется последующая термообработка. Если этого не сделать, коррозионная стойкость стали будет снижена. е. № 1.4301, №. 1.4541 и Wnr. 1.4571 отлично подходят для сварки. № 1.4305 не рекомендуется для сварки, однако эта марка стали обеспечивает наилучшую обрабатываемость.
е. № 1.4301, №. 1.4541 и Wnr. 1.4571 отлично подходят для сварки. № 1.4305 не рекомендуется для сварки, однако эта марка стали обеспечивает наилучшую обрабатываемость. 1.4541: приложение идентично Wnr. 1.4301, однако лучше подходит для применения при механических нагрузках.
1.4541: приложение идентично Wnr. 1.4301, однако лучше подходит для применения при механических нагрузках.
 Примером можно назвать нижеприведенную информацию:
Примером можно назвать нижеприведенную информацию:
 Это связано с тем, что электрическое оборудование должно надежно питаться.
Это связано с тем, что электрическое оборудование должно надежно питаться.
 При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.
При длительной сварке будут уставать руки, что в конечном итоге снизит показатель производительности.

 Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит:
Она изготавливается с учетом особенностей обработки металла, а также возможном воздействии. К комплект входит: Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
Она представлена сплошным материалом, который крепится на специальных несущих элементах. Среди особенностей отметим:
 На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе.
На стационарных сварочных местах обычно проводятся сварные работы мелких деталей, которые легко размещаются на столе. Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу.
Мобильное сварочное место, или нестационарное обычно предполагает сварку изделий больших размеров, которые лежат неподвижно. Сварщику в данном случае приходится перемещаться по периметру. При подготовке мобильного места нужно создать такие условия, в которых бы ничего не мешало процессу. 3.003-86.
3.003-86. Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
Разновидность огнетушителей определяют в зависимости от площади воздействия, производительности и класса помещения и пр. Помимо огнетушителя, место передвижной станции оборудуется ящиком с песком, ведром и средствами пожаротушения.
 Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см.
Размер кабин составляет 2*2 или 2*3 метра, а высота – до 2 метров. Для улучшения вентиляции стены монтируются так, чтобы оставался зазор от пола в 20 см. Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.
Есть еще одно требование: под ногами сварщика должен быть резиновый коврик.




 При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения.
При проведении сварочных работ в воздух могут выделяться различные вредные примеси: окись углерода, азота и фтористые включения. Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
Эффективность отсоса вредных веществ из зоны вдыхания обеспечивается близким расположением вытяжных заборников к месту дуги.
 Это требует использования различных видов техники, как больших, так и малых. Мы искали в Интернете, чтобы найти лучший ответ на вопрос, который задают многие: где работают сварщики?
Это требует использования различных видов техники, как больших, так и малых. Мы искали в Интернете, чтобы найти лучший ответ на вопрос, который задают многие: где работают сварщики? Он использует приложенное тепло, сфокусированное на определенных участках металлической поверхности, чтобы сплавить 2 куска металла. По мере охлаждения металлов между ними образуется постоянная связь.
Он использует приложенное тепло, сфокусированное на определенных участках металлической поверхности, чтобы сплавить 2 куска металла. По мере охлаждения металлов между ними образуется постоянная связь.
 Их обучение включает в себя знакомство со свойствами сварки различных металлов. Квалифицированные сварщики также используют крупногабаритное оборудование, сварочные аппараты и роботы с дистанционным управлением.
Их обучение включает в себя знакомство со свойствами сварки различных металлов. Квалифицированные сварщики также используют крупногабаритное оборудование, сварочные аппараты и роботы с дистанционным управлением. Иногда сварщики могут работать по контракту или, возможно, найти работу на неполный рабочий день.
Иногда сварщики могут работать по контракту или, возможно, найти работу на неполный рабочий день. Во время своего пребывания в качестве ученика они могут получать или не получать оплату за свою работу. Однако они получают ценный практический опыт работы. Эта учебная программа может длиться от 1 до 3 лет.
Во время своего пребывания в качестве ученика они могут получать или не получать оплату за свою работу. Однако они получают ценный практический опыт работы. Эта учебная программа может длиться от 1 до 3 лет.
 Вы также должны иметь базовое сварочное образование, а также минимальный опыт работы.
Вы также должны иметь базовое сварочное образование, а также минимальный опыт работы. Этот экзамен фокусируется на стандартах и правилах сварки. Он также включает в себя изготовление металлов и методы сварки.
Этот экзамен фокусируется на стандартах и правилах сварки. Он также включает в себя изготовление металлов и методы сварки.
 В среднем у них может быть 2 или 3 смены по 8-12 часов в день.
В среднем у них может быть 2 или 3 смены по 8-12 часов в день.
 Это примерно одна сварочная работа на каждую тысячу рабочих мест, существующих по всей стране. В среднем эти сварщики зарабатывают 44 360 долларов в год. Это не самая впечатляющая зарплата, но это всего лишь средний показатель по стране. Сварщики в некоторых городах ежегодно приносят домой на 20 000 долларов больше, в то время как сварщики в других городах зарабатывают даже меньше, чем в среднем по стране. Это карьера, где возможности сильно различаются в зависимости от местоположения. Итак, где лучше всего жить сварщику? И какие города следует вообще избегать? Давайте взглянем на пять лучших и худших городов для сварочных работ.
Это примерно одна сварочная работа на каждую тысячу рабочих мест, существующих по всей стране. В среднем эти сварщики зарабатывают 44 360 долларов в год. Это не самая впечатляющая зарплата, но это всего лишь средний показатель по стране. Сварщики в некоторых городах ежегодно приносят домой на 20 000 долларов больше, в то время как сварщики в других городах зарабатывают даже меньше, чем в среднем по стране. Это карьера, где возможности сильно различаются в зависимости от местоположения. Итак, где лучше всего жить сварщику? И какие города следует вообще избегать? Давайте взглянем на пять лучших и худших городов для сварочных работ. Средняя годовая заработная плата сварщика в Луизиане составляет 52 810 долларов. По сравнению со средним показателем для сварщиков по стране, сварщик в этом штате зарабатывает на 8 450 долларов больше в год. Это уже впечатляет, но успех, похоже, сконцентрирован именно вокруг города Лейк-Чарльз.
Средняя годовая заработная плата сварщика в Луизиане составляет 52 810 долларов. По сравнению со средним показателем для сварщиков по стране, сварщик в этом штате зарабатывает на 8 450 долларов больше в год. Это уже впечатляет, но успех, похоже, сконцентрирован именно вокруг города Лейк-Чарльз. Батон-Руж, Луизиана
Батон-Руж, Луизиана Это горячая точка для сварщиков.
Это горячая точка для сварщиков. Но причина, по которой этот город не занимает первое место в этом списке, заключается в том, что здесь не так много рабочих мест. При том, что на каждую тысячу рабочих мест в городе приходится чуть менее одного сварщика, в этом районе работает всего 160 сварщиков. Это означает жесткую конкуренцию, но при такой высокой заработной плате имеет смысл только то, что рабочие будут конкурировать за эти должности.
Но причина, по которой этот город не занимает первое место в этом списке, заключается в том, что здесь не так много рабочих мест. При том, что на каждую тысячу рабочих мест в городе приходится чуть менее одного сварщика, в этом районе работает всего 160 сварщиков. Это означает жесткую конкуренцию, но при такой высокой заработной плате имеет смысл только то, что рабочие будут конкурировать за эти должности. Это очень много людей, которых нужно сохранить, и шесть из каждой тысячи вакансий, доступных в этом городе, принадлежат сварщику. Это составляет более 18 000 сварочных работ в этом городе площадью 669 квадратных миль. Это означает, что у большинства сварщиков не должно возникнуть проблем с поиском работы здесь, а с годовой зарплатой, которая на 5740 долларов выше средней по стране, вы получите хорошую компенсацию за потраченные часы.
Это очень много людей, которых нужно сохранить, и шесть из каждой тысячи вакансий, доступных в этом городе, принадлежат сварщику. Это составляет более 18 000 сварочных работ в этом городе площадью 669 квадратных миль. Это означает, что у большинства сварщиков не должно возникнуть проблем с поиском работы здесь, а с годовой зарплатой, которая на 5740 долларов выше средней по стране, вы получите хорошую компенсацию за потраченные часы. Более того, средняя годовая зарплата сварщиков в этой области составляет 56 680 долларов, что на 12 320 долларов больше, чем в среднем по стране. Вы не только легко найдете здесь работу сварщика, но и будете зарабатывать больше, чем большинство ваших сверстников в остальной части страны.
Более того, средняя годовая зарплата сварщиков в этой области составляет 56 680 долларов, что на 12 320 долларов больше, чем в среднем по стране. Вы не только легко найдете здесь работу сварщика, но и будете зарабатывать больше, чем большинство ваших сверстников в остальной части страны.
 В среднем сварщики зарабатывают 19,91 доллара в час, что всего на 1,42 доллара ниже среднего показателя по стране. Это все еще не очень хорошо, но с поправкой на высокую стоимость жизни все выглядит еще хуже. Скорректированная заработная плата сварщика в Вашингтоне, округ Колумбия, составляет всего 14,21 доллара в час. Учитывая, что работа займет такое же количество времени и усилий, это делает округ Колумбия ужасным местом для поиска работы сварщиком.
В среднем сварщики зарабатывают 19,91 доллара в час, что всего на 1,42 доллара ниже среднего показателя по стране. Это все еще не очень хорошо, но с поправкой на высокую стоимость жизни все выглядит еще хуже. Скорректированная заработная плата сварщика в Вашингтоне, округ Колумбия, составляет всего 14,21 доллара в час. Учитывая, что работа займет такое же количество времени и усилий, это делает округ Колумбия ужасным местом для поиска работы сварщиком. Фактически, в остальной части страны это эквивалентно всего 14,48 доллара в час.
Фактически, в остальной части страны это эквивалентно всего 14,48 доллара в час.
 r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM.
r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM. P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.
P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND. CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG.
CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG. ,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.
,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ. КореяЯн Лангнер ГмбХ
КореяЯн Лангнер ГмбХ jpg»>
jpg»> При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая.
При этом важно аккуратно касаться кончиком электрода изделия, не применяя излишних усилий. Возможность регулировки мощности и длительности импульса позволяет управлять размером точки и глубины сварки, идеально подбирая их для каждого конкретного случая. 1 Габаритные размеры аппарата:
1 Габаритные размеры аппарата:  2 Звуковая и световая индикация процесса сварки
2 Звуковая и световая индикация процесса сварки 002-00-00 ПС
002-00-00 ПС
 12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг).
12 Закрутите гайку 9 на 1/2 оборота, при этом будет обеспечено усилие между электродами 4 (4-5 кг). 1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления.
1 Ежедневный технический контроль наличия и надежности электрического заземления, состояния сетевого кабеля, исправности органов управления. 3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке.
3 Транспортировка аппарата производится всеми видами транспортных средств, кроме неотапливаемых отсеков самолета, в соответствии с действующими на данном виде транспорта правилами, утвержденными в установленном порядке. jpg»>
jpg»>
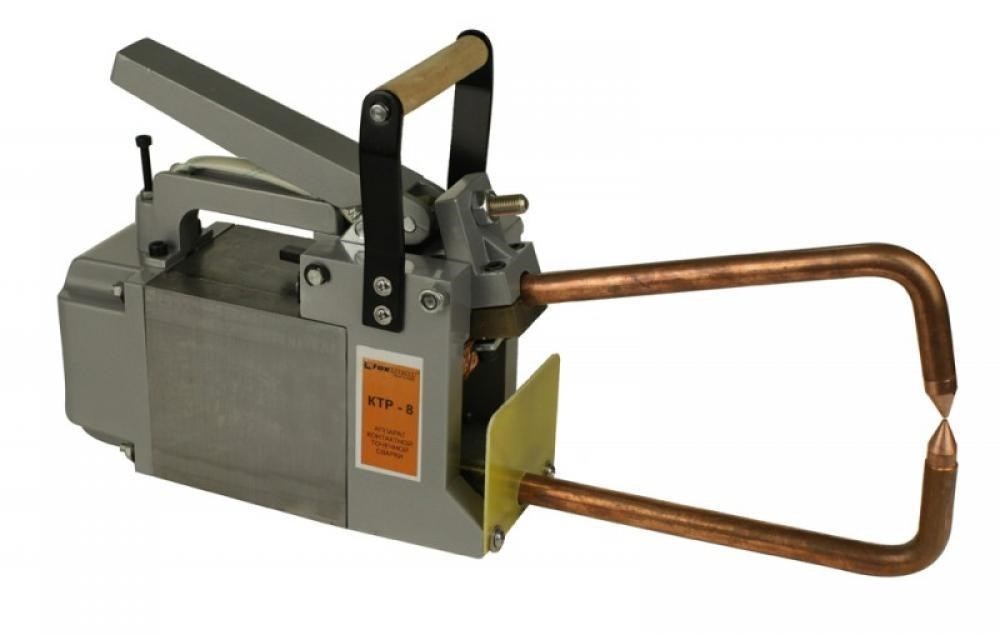
 Применение подобного аппарата в заводских условиях уже давно стало необходимостью, это помогает снизить себестоимость продукции и уменьшить процент брака при выполнении сварочных работ.
Применение подобного аппарата в заводских условиях уже давно стало необходимостью, это помогает снизить себестоимость продукции и уменьшить процент брака при выполнении сварочных работ. Данная схема применяется многими ведущими производителями оборудования для сварочных работ. Своими характеристиками пневматика во многом превосходит другие типы механизмов сжатия, она позволяет регулировать давление в широком диапазоне.
Данная схема применяется многими ведущими производителями оборудования для сварочных работ. Своими характеристиками пневматика во многом превосходит другие типы механизмов сжатия, она позволяет регулировать давление в широком диапазоне. Современные модели оснащены микропроцессорными системами управления, значительно повышающими точность и качество выполнения работ.
Современные модели оснащены микропроцессорными системами управления, значительно повышающими точность и качество выполнения работ. Может использоваться для крестообразной сварки металлической арматуры.
Может использоваться для крестообразной сварки металлической арматуры. Представляют собой устройство небольшого веса (8-15 кг), позволяющие сваривать листовой металл и другие заготовки толщиной до 5 мм. Работает такой аппарат от однофазной бытовой сети, в качестве системы управления выступает микропроцессор, который способен автоматически регулировать сварочные режимы в широком диапазоне. Существует возможность и ручной регулировки, кроме того, можно выбрать импульсный режим выполнения работы.
Представляют собой устройство небольшого веса (8-15 кг), позволяющие сваривать листовой металл и другие заготовки толщиной до 5 мм. Работает такой аппарат от однофазной бытовой сети, в качестве системы управления выступает микропроцессор, который способен автоматически регулировать сварочные режимы в широком диапазоне. Существует возможность и ручной регулировки, кроме того, можно выбрать импульсный режим выполнения работы.
 Температура, при которой вещество переходит из твердого состояния в жидкое, называется температурой его плавления. Плавление вещества обычно достигается путем его нагревания. Это один из важнейших и основных параметров, позволяющих узнать о природе вещества, определить его чистоту и охарактеризовать органические и неорганические соединения. Чистые элементы обычно имеют высокую температуру плавления, в то время как нечистые и загрязненные элементы имеют низкую температуру плавления, и для их полного расплавления требуется сравнительно больше времени. Более высокая температура плавления вещества означает, что существуют межмолекулярные силы большой величины. Большинство приборов для определения точки плавления способны отображать как начальную, так и конечную температуру плавления элемента. Также некоторые из них оснащены механизмом, который может записывать и отображать кривую температуры плавления и определять среднее значение температуры плавления.
Температура, при которой вещество переходит из твердого состояния в жидкое, называется температурой его плавления. Плавление вещества обычно достигается путем его нагревания. Это один из важнейших и основных параметров, позволяющих узнать о природе вещества, определить его чистоту и охарактеризовать органические и неорганические соединения. Чистые элементы обычно имеют высокую температуру плавления, в то время как нечистые и загрязненные элементы имеют низкую температуру плавления, и для их полного расплавления требуется сравнительно больше времени. Более высокая температура плавления вещества означает, что существуют межмолекулярные силы большой величины. Большинство приборов для определения точки плавления способны отображать как начальную, так и конечную температуру плавления элемента. Также некоторые из них оснащены механизмом, который может записывать и отображать кривую температуры плавления и определять среднее значение температуры плавления. Изменение светопропускания хорошо заметно; поэтому работа прибора для определения точки плавления не слишком сложна. Процесс плавления вещества можно разделить на пять стадий: увлажнение, спекание, коллапс, мениск и осветление. Точка увлажнения является начальной стадией плавления элемента. На стадии коллапса вещество в основном твердое и содержит небольшое количество расплавленного материала. В точке мениска большая часть образца расплавляется, но все же содержит некоторое количество твердых частиц. Вещество считается полностью расплавленным, когда оно достигает прозрачной точки или прозрачной стадии. Интенсивность света, проходящего через образец, меняется на всех стадиях процесса плавления вещества и ее легко заметить. Процент интенсивности света, проходящего через капиллярные трубки, содержащие образец, регистрируется и сравнивается для определения разницы в оптических свойствах, что позволяет пользователю оценить температуру плавления вещества образца.
Изменение светопропускания хорошо заметно; поэтому работа прибора для определения точки плавления не слишком сложна. Процесс плавления вещества можно разделить на пять стадий: увлажнение, спекание, коллапс, мениск и осветление. Точка увлажнения является начальной стадией плавления элемента. На стадии коллапса вещество в основном твердое и содержит небольшое количество расплавленного материала. В точке мениска большая часть образца расплавляется, но все же содержит некоторое количество твердых частиц. Вещество считается полностью расплавленным, когда оно достигает прозрачной точки или прозрачной стадии. Интенсивность света, проходящего через образец, меняется на всех стадиях процесса плавления вещества и ее легко заметить. Процент интенсивности света, проходящего через капиллярные трубки, содержащие образец, регистрируется и сравнивается для определения разницы в оптических свойствах, что позволяет пользователю оценить температуру плавления вещества образца. Для определения температуры плавления образца с помощью прибора для определения точки плавления образец помещают в несколько капиллярных трубок. Капиллярные трубки затем помещают в нагревательный блок. Образец анализируется индивидуально, и получается среднее значение измерений для определения точной точки плавления вещества. Первым этапом этой методики является подготовка образца. Вещество помещают в вакуум-эксикатор на сутки, чтобы убедиться, что образец не содержит влаги и хорошо высушен. Затем высушенный образец измельчают в мелкий порошок. Это делается потому, что крупные и неоднородные зерна образца получат неравномерное количество тепла, и прибор не сможет обеспечить точные измерения. Плотный слой примерно 2-4 мм в высоту тщательно измельченного образца затем помещают в три или более тонких стеклянных капиллярных трубки. Порошкообразный образец, помещенный в капиллярные трубки, должен быть плотно упакован. Это можно сделать, осторожно постукивая трубкой по твердой поверхности. Капиллярные трубки затем помещают в нагревательный блок аппарата для определения температуры плавления, который обеспечивает необходимую температуру для плавления образца.
Для определения температуры плавления образца с помощью прибора для определения точки плавления образец помещают в несколько капиллярных трубок. Капиллярные трубки затем помещают в нагревательный блок. Образец анализируется индивидуально, и получается среднее значение измерений для определения точной точки плавления вещества. Первым этапом этой методики является подготовка образца. Вещество помещают в вакуум-эксикатор на сутки, чтобы убедиться, что образец не содержит влаги и хорошо высушен. Затем высушенный образец измельчают в мелкий порошок. Это делается потому, что крупные и неоднородные зерна образца получат неравномерное количество тепла, и прибор не сможет обеспечить точные измерения. Плотный слой примерно 2-4 мм в высоту тщательно измельченного образца затем помещают в три или более тонких стеклянных капиллярных трубки. Порошкообразный образец, помещенный в капиллярные трубки, должен быть плотно упакован. Это можно сделать, осторожно постукивая трубкой по твердой поверхности. Капиллярные трубки затем помещают в нагревательный блок аппарата для определения температуры плавления, который обеспечивает необходимую температуру для плавления образца. Температура нагревательного блока может варьироваться в зависимости от плотности образца. Температура, при которой образец подвергается пяти стадиям плавления, наблюдают и регистрируют. Во время процесса некоторые образцы не разжижаются, а вместо этого подвергаются сублимации и сразу переходят в газообразную форму. Это должно быть записано вручную. Внутренний механизм прибора фиксирует температуру начала разжижения образца и температуру полного расплавления вещества. Этот температурный интервал называют интервалом плавления вещества.
Температура нагревательного блока может варьироваться в зависимости от плотности образца. Температура, при которой образец подвергается пяти стадиям плавления, наблюдают и регистрируют. Во время процесса некоторые образцы не разжижаются, а вместо этого подвергаются сублимации и сразу переходят в газообразную форму. Это должно быть записано вручную. Внутренний механизм прибора фиксирует температуру начала разжижения образца и температуру полного расплавления вещества. Этот температурный интервал называют интервалом плавления вещества.


 Чтобы закрыть один конец открытой капиллярной трубки, просто прикоснитесь к концу
Чтобы закрыть один конец открытой капиллярной трубки, просто прикоснитесь к концу Химическое вещество можно переместить в запаянный конец, перевернув пробирку и постучав ею по столу.
Химическое вещество можно переместить в запаянный конец, перевернув пробирку и постучав ею по столу.

 производительн. 50/60 Гц
производительн. 50/60 Гц only
only 7
7 1
1 198 mmca. 243 mmca. 11.1 kg20732300
198 mmca. 243 mmca. 11.1 kg20732300 балласта
балласта темп. (рабочий)
темп. (рабочий)
 75
75 0
0 8
8 Это результат постоянного совершенствования продукции и тесных отношений с нашими клиентами. Благодаря небольшому весу и компактной конструкции пользователи могут легко перемещать насосы в разные места для использования в различных областях.
Это результат постоянного совершенствования продукции и тесных отношений с нашими клиентами. Благодаря небольшому весу и компактной конструкции пользователи могут легко перемещать насосы в разные места для использования в различных областях.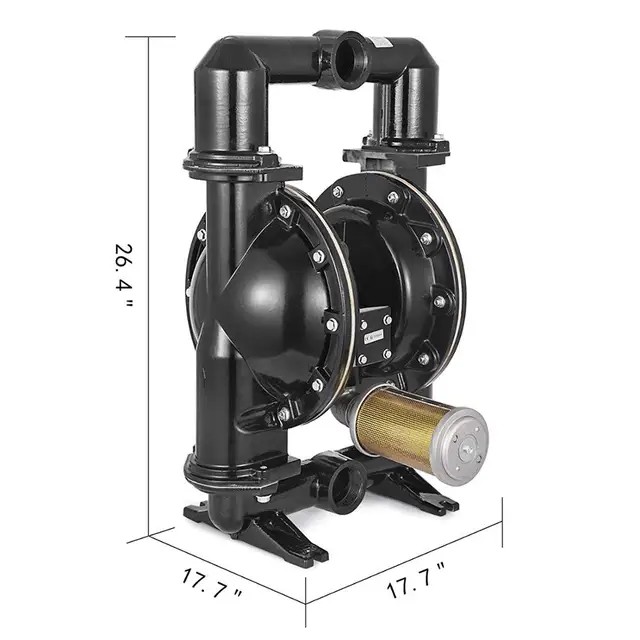


 0 m 3 /h
0 m 3 /h Все смачиваемые детали изготовлены из отборных фторопластов. Они характеризуются отличной химической стойкостью и низкой адгезией к материалам.
Все смачиваемые детали изготовлены из отборных фторопластов. Они характеризуются отличной химической стойкостью и низкой адгезией к материалам.
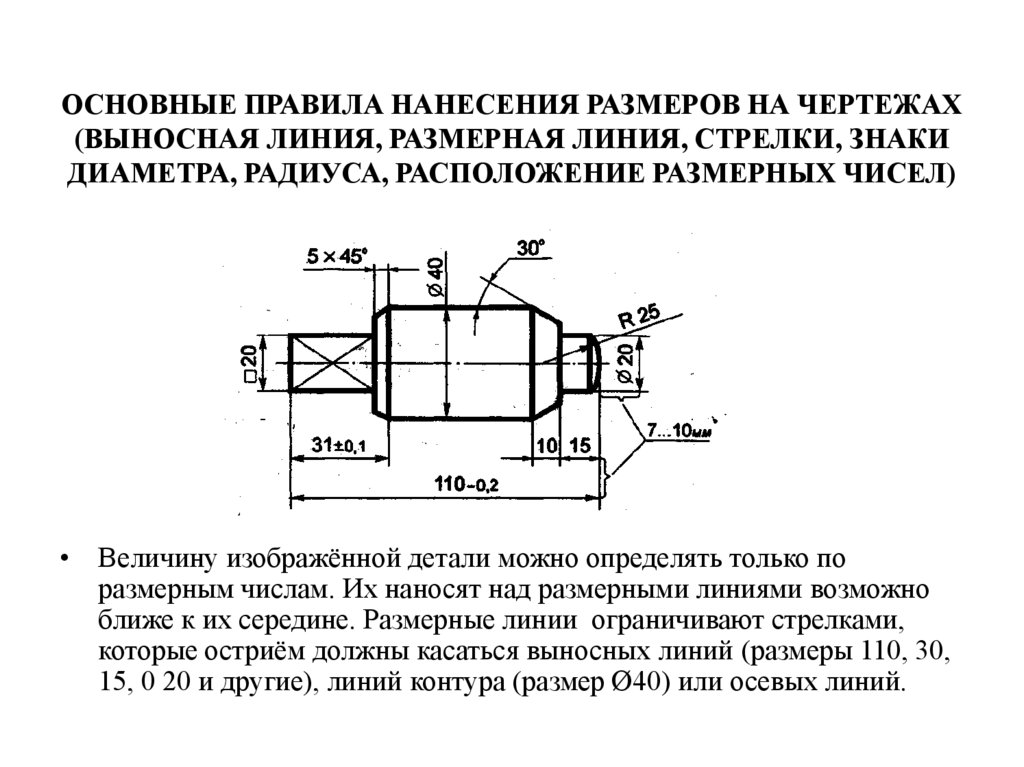 Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке.
Оси симметрии, проведенные в окружности, называются центровыми линиями. При обработке деталей ( особенно на расточных станках) положение таких линий имеет особенно важное значение, так как очень часто настройка детали ведется именно по этим линиям, нанесенным на поверхности детали при разметке.
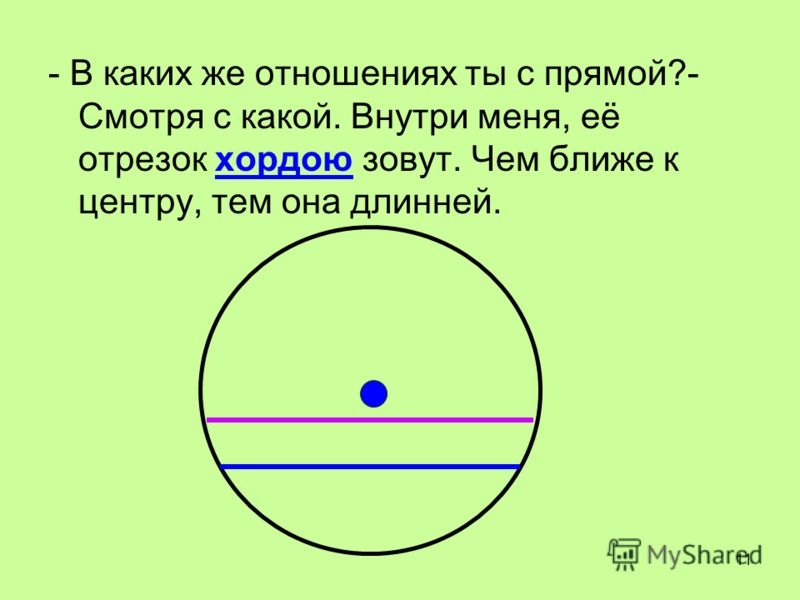
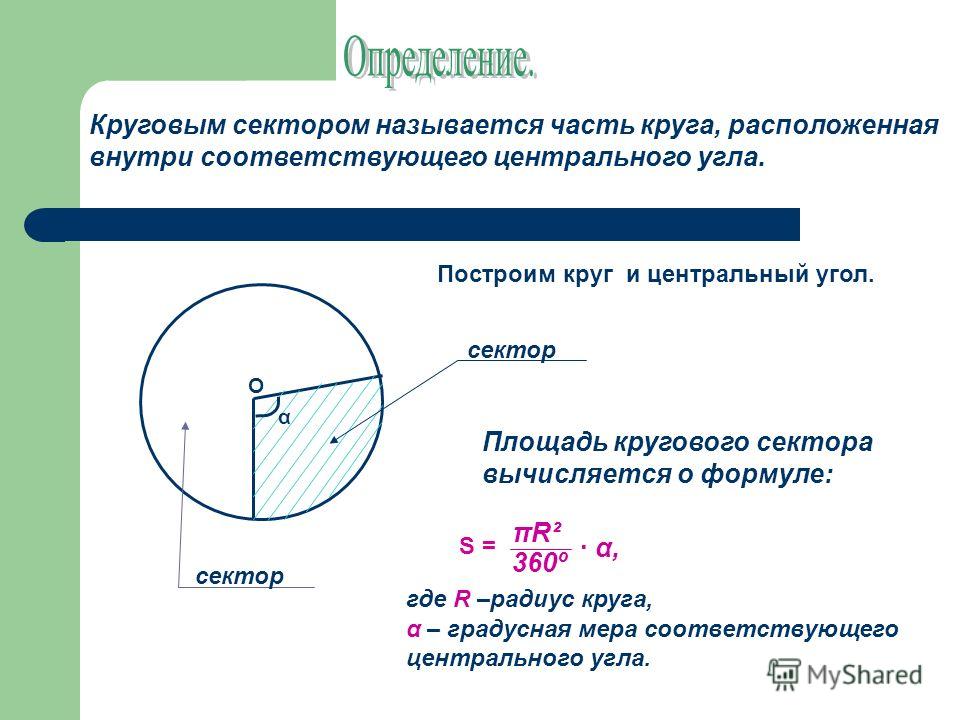



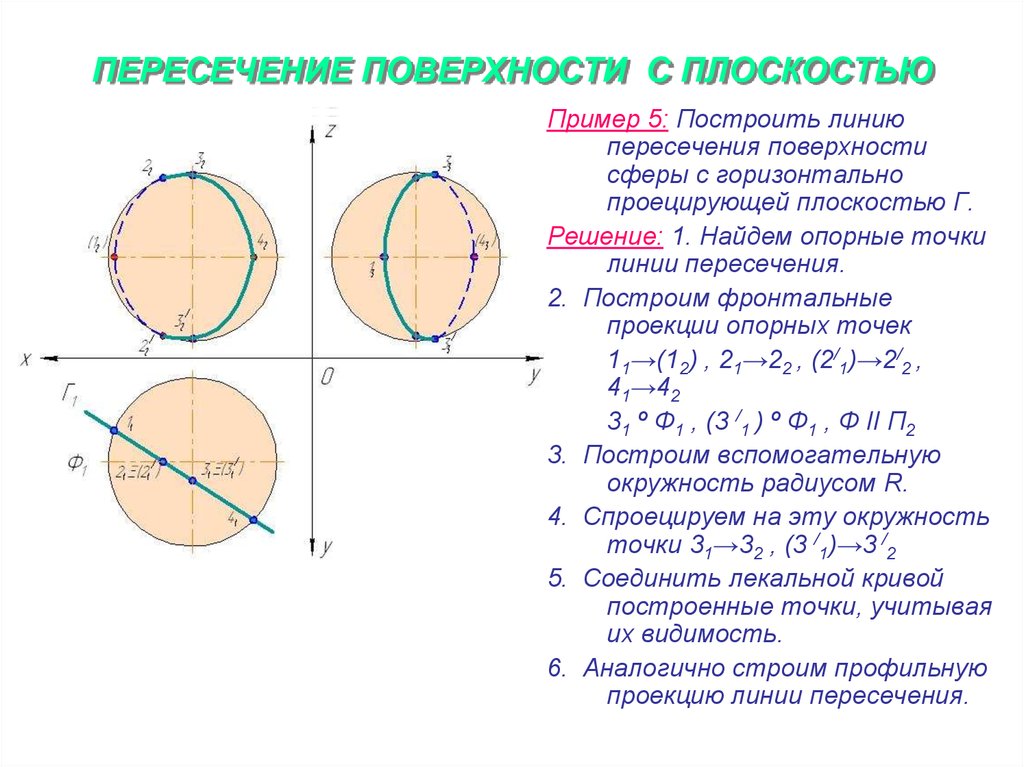 Студент поделился своим мнением о правильном использовании осевых линий в инженерных чертежах, которое было немного консервативным, поскольку им не хватало ключевого применения этой важной функции чертежа.
Студент поделился своим мнением о правильном использовании осевых линий в инженерных чертежах, которое было немного консервативным, поскольку им не хватало ключевого применения этой важной функции чертежа.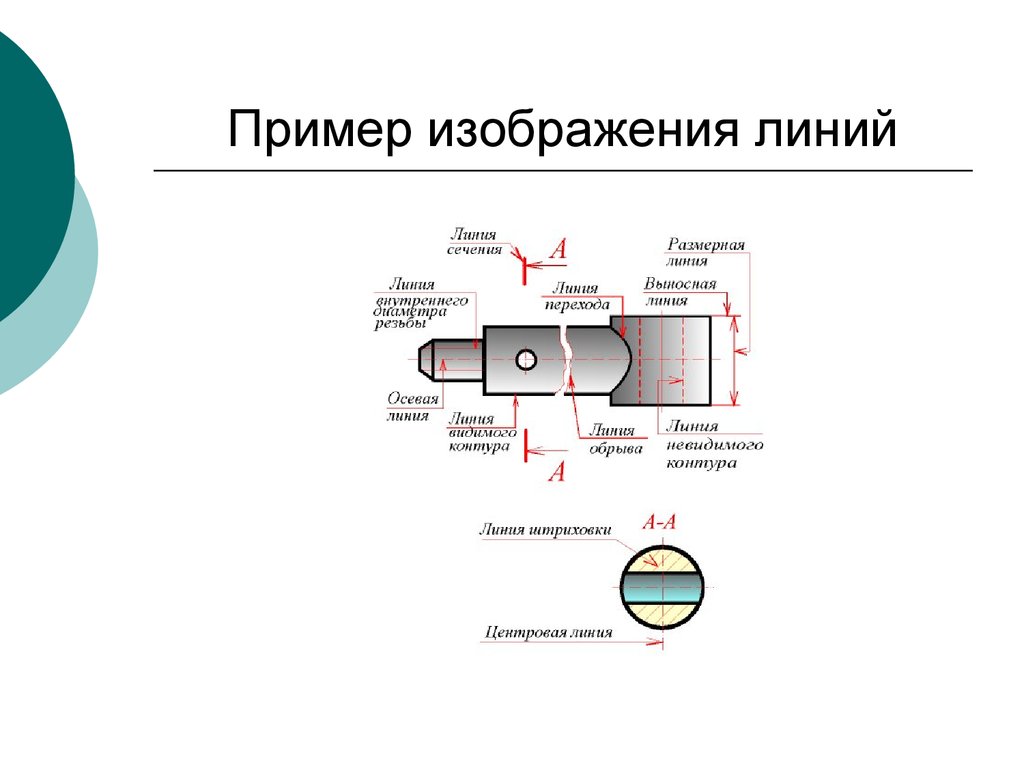 Типичными примерами таких элементов являются отверстия под болты, штифты, диски и т. д.
Типичными примерами таких элементов являются отверстия под болты, штифты, диски и т. д.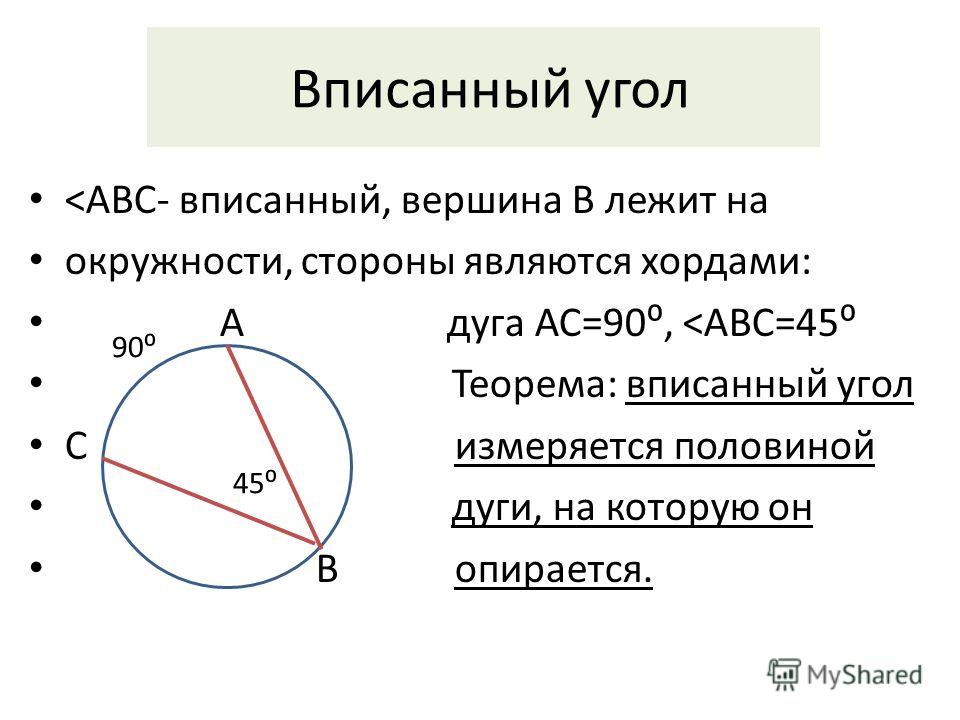 На рисунке 2, если кто-то хочет показать расстояние между отверстиями или отверстиями и боковыми краями, можно использовать для этого осевые линии, а не стенки отверстий.
На рисунке 2, если кто-то хочет показать расстояние между отверстиями или отверстиями и боковыми краями, можно использовать для этого осевые линии, а не стенки отверстий.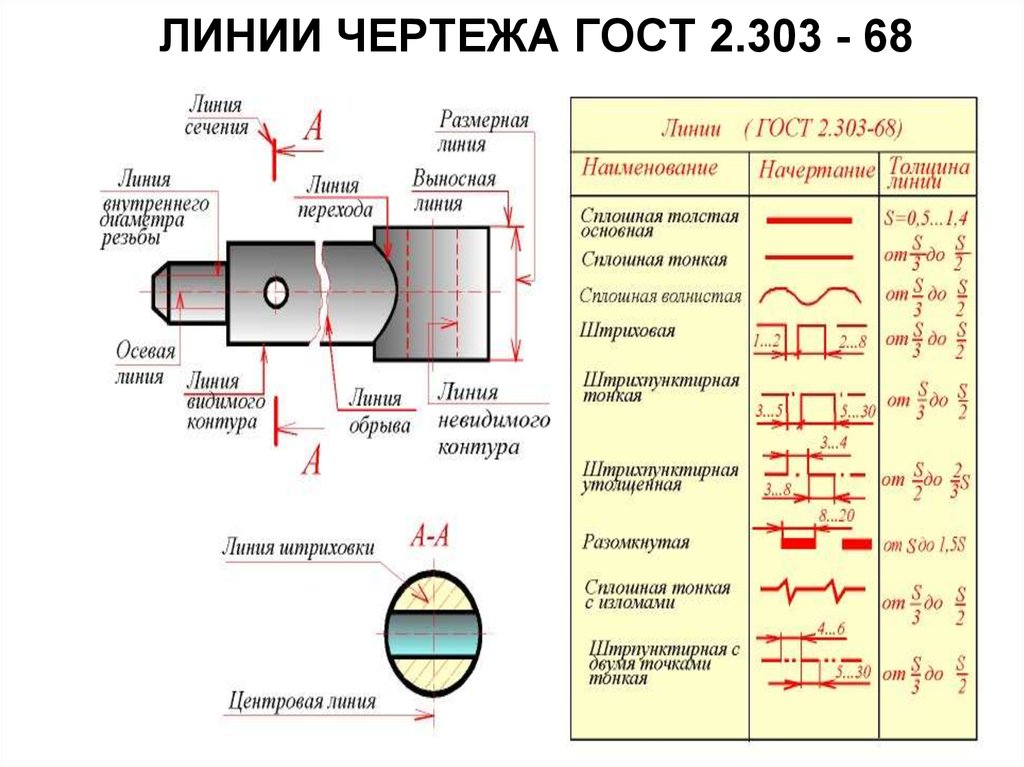
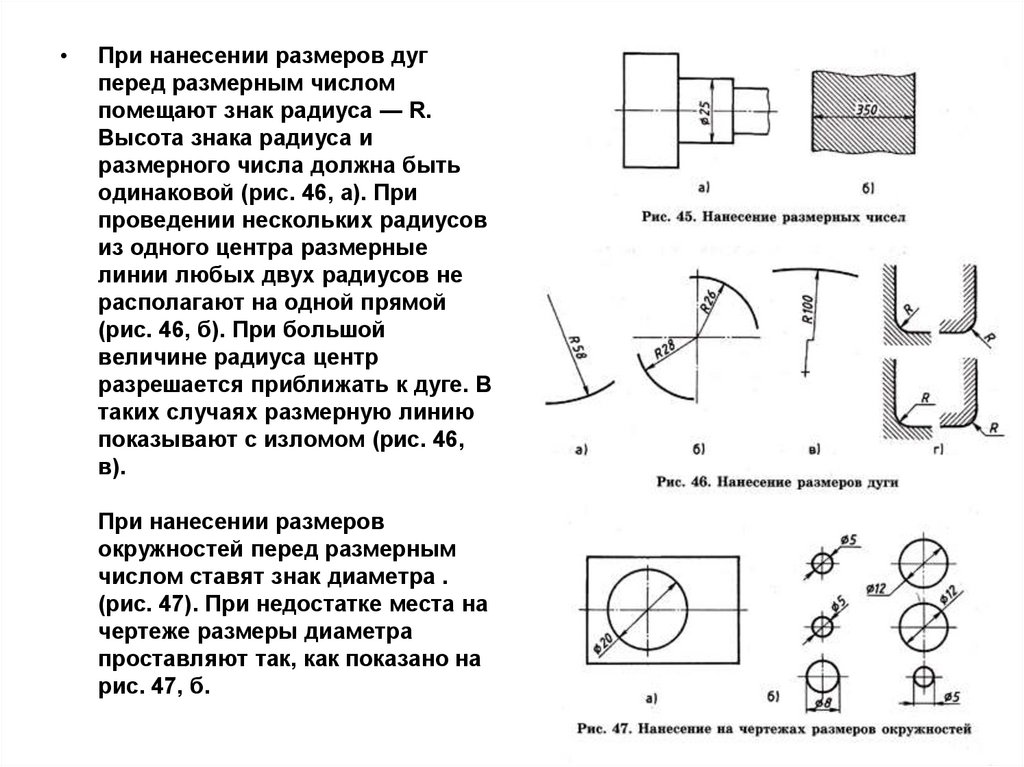 Это входит в правило того, чем на самом деле является осевая линия.
Это входит в правило того, чем на самом деле является осевая линия. Таким образом, нам нужно было бы иметь центральную линию, чтобы показать, что в идеальном мире основное измерение или цель их — быть точно такой же осью. Вот почему на многих рисунках у нас есть какая-то общая позиция (например, если не указано иное — вы можете видеть все UOS или если не указано иное
Таким образом, нам нужно было бы иметь центральную линию, чтобы показать, что в идеальном мире основное измерение или цель их — быть точно такой же осью. Вот почему на многих рисунках у нас есть какая-то общая позиция (например, если не указано иное — вы можете видеть все UOS или если не указано иное  Теперь это немного более расплывчато, потому что
Теперь это немного более расплывчато, потому что  Еще одна вещь, о которой следует помнить, это когда вы измеряете осевую линию. (Допустим, у нас было 10 ± 0,025 от отверстия к отверстию.) Имейте в виду, что это похоже на 2X там, потому что у нас есть одна ось здесь и одна ось там. У нас здесь одна ось в одной оси и здесь.
Еще одна вещь, о которой следует помнить, это когда вы измеряете осевую линию. (Допустим, у нас было 10 ± 0,025 от отверстия к отверстию.) Имейте в виду, что это похоже на 2X там, потому что у нас есть одна ось здесь и одна ось там. У нас здесь одна ось в одной оси и здесь. Так что не забудьте проверить это, дайте нам знать, если у вас есть еще вопросы по осевым линиям, потому что это то, что возникает довольно часто.
Так что не забудьте проверить это, дайте нам знать, если у вас есть еще вопросы по осевым линиям, потому что это то, что возникает довольно часто.
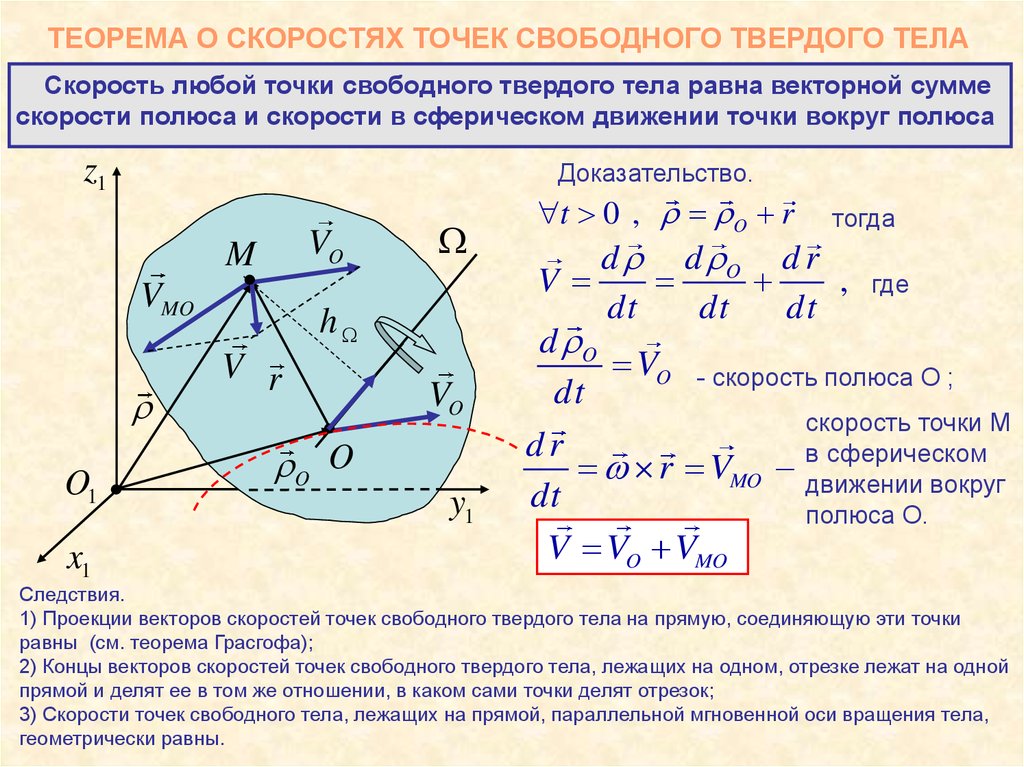
 Одинаковый инструмент, скорость и материал, в разных руках дают различный результат.
Одинаковый инструмент, скорость и материал, в разных руках дают различный результат.
 Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант.
Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант. А это может привести к травме.
А это может привести к травме.


 Меняя краевые фрезы, вы можете изготовить просто ровный торец, край с закруглением, фигурный или наклонный профиль. Причем ваше изделие будет эксклюзивным на фоне стандартных фабричных заготовок.
Меняя краевые фрезы, вы можете изготовить просто ровный торец, край с закруглением, фигурный или наклонный профиль. Причем ваше изделие будет эксклюзивным на фоне стандартных фабричных заготовок.
 Применяется в основном для изготовления оконных рам с внутренними перемычками.
Применяется в основном для изготовления оконных рам с внутренними перемычками.
 Можно изготовить универсальный шаблон самостоятельно, при помощи того же фрезера.
Можно изготовить универсальный шаблон самостоятельно, при помощи того же фрезера. Наш курс по работе с фрезером позволит Вам приобрести профессиональные навыки работы с базовым столярным оборудованием.
Наш курс по работе с фрезером позволит Вам приобрести профессиональные навыки работы с базовым столярным оборудованием. !
!

 ) в день завершения курса
) в день завершения курса Врезные и шиповые, коробчатые соединения и ласточкины хвосты — это только начало! Даже составные углы легко монтировать и резать. Ознакомьтесь с нашим разделом «Начало работы», где вы найдете практическое руководство и другие ресурсы. В нашем разделе PantoProjects есть множество замечательных проектов клиентов. Посмотрите на нашем сайте и, пожалуйста, отправьте нам сообщение, если мы можем ответить на какие-либо вопросы.
Врезные и шиповые, коробчатые соединения и ласточкины хвосты — это только начало! Даже составные углы легко монтировать и резать. Ознакомьтесь с нашим разделом «Начало работы», где вы найдете практическое руководство и другие ресурсы. В нашем разделе PantoProjects есть множество замечательных проектов клиентов. Посмотрите на нашем сайте и, пожалуйста, отправьте нам сообщение, если мы можем ответить на какие-либо вопросы. Коробчатые соединения, ласточкины хвосты или нестандартные формы выполняются быстро, точно и с повторяемостью на деревообрабатывающем станке PantoRouter™.
Коробчатые соединения, ласточкины хвосты или нестандартные формы выполняются быстро, точно и с повторяемостью на деревообрабатывающем станке PantoRouter™. Мы используем функцию, уникальную для PantoRouter, чтобы установить идеально подходящий индексный штифт, поэтому вам не нужно делать несколько пропилов на пиле.
Мы используем функцию, уникальную для PantoRouter, чтобы установить идеально подходящий индексный штифт, поэтому вам не нужно делать несколько пропилов на пиле.
 Конечно, вы всегда можете отменить одним щелчком мыши в любое время. Нажмите ниже, чтобы зарегистрироваться, и еще раз, мы обещаем уважать ваше время и конфиденциальность.
Конечно, вы всегда можете отменить одним щелчком мыши в любое время. Нажмите ниже, чтобы зарегистрироваться, и еще раз, мы обещаем уважать ваше время и конфиденциальность. что часто происходит, когда биты и лезвия используются в поперечно-волокнистой древесине.
что часто происходит, когда биты и лезвия используются в поперечно-волокнистой древесине. Никогда не пытайтесь отрезать слишком много любой фрезой, неглубокие, многократные разрезы ВСЕГДА являются лучшими с точки зрения безопасности и лучшего качества реза.
Никогда не пытайтесь отрезать слишком много любой фрезой, неглубокие, многократные разрезы ВСЕГДА являются лучшими с точки зрения безопасности и лучшего качества реза. Под этим я подразумеваю, что мы начнем с противоположного конца и пропустим фрезер обратно через лес.
Под этим я подразумеваю, что мы начнем с противоположного конца и пропустим фрезер обратно через лес. конец пропила и перемещение фрезера назад через древесину, известное как ползучий пропил, потому что фреза начинается с задней части дерева и проходит через древесину, что помогает уменьшить отрыв, который является причиной или грубые срезы, и их всегда трудно отшлифовать, а если срезы действительно плохие и рваные, их невозможно исправить, не сделав еще один надрез.
конец пропила и перемещение фрезера назад через древесину, известное как ползучий пропил, потому что фреза начинается с задней части дерева и проходит через древесину, что помогает уменьшить отрыв, который является причиной или грубые срезы, и их всегда трудно отшлифовать, а если срезы действительно плохие и рваные, их невозможно исправить, не сделав еще один надрез. 
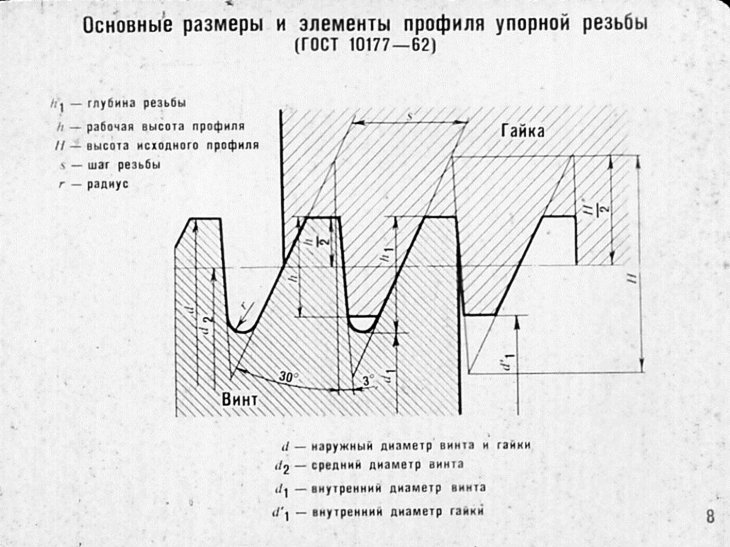 Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков. В ней зазоры устраняются при помощи стягивания разрезной гайки.
В ней зазоры устраняются при помощи стягивания разрезной гайки. Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
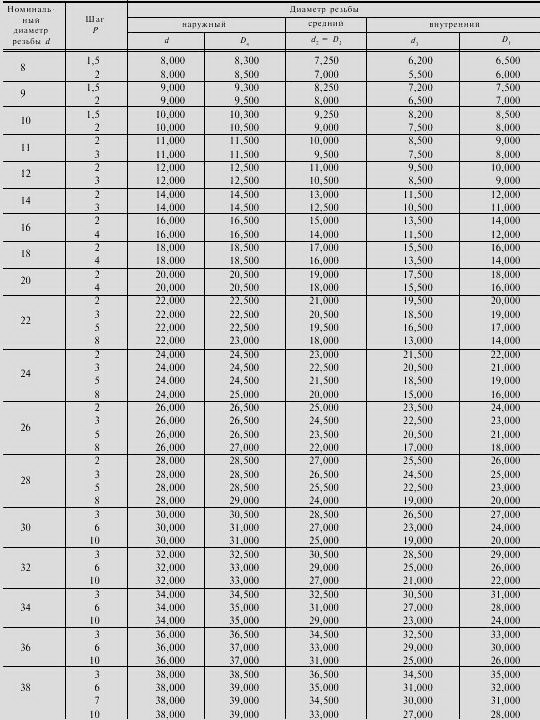 Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.
Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки. Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
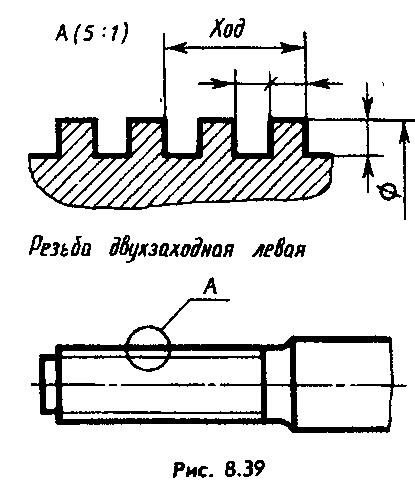
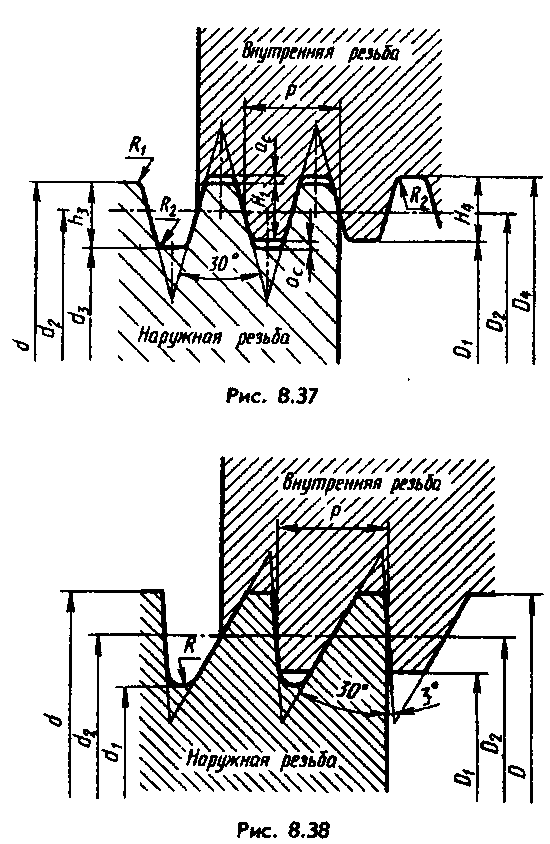
 д. ‑ наносят на полке
д. ‑ наносят на полке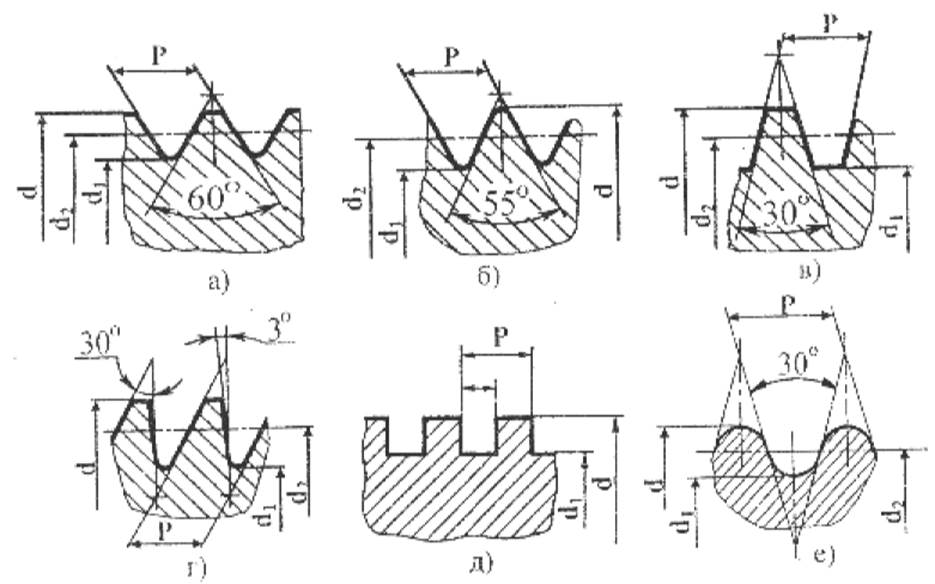


 6229
6229
 Их главные отличия заключаются в наличии в кристаллической решётке элементов, определяющих основные характеристики. Помимо хрома, используют такие добавки, как Ni, Mo, Co, Ti, No и другие. Разница в характеристиках и сферах использования зависит не только от наименования добавки, но и от её процентного содержания. Помимо железа и вспомогательных элементов? в нержавеющих металлах присутствует углерод. Он обеспечивает готовому металлу повышенную твёрдость и прочность.
Их главные отличия заключаются в наличии в кристаллической решётке элементов, определяющих основные характеристики. Помимо хрома, используют такие добавки, как Ni, Mo, Co, Ti, No и другие. Разница в характеристиках и сферах использования зависит не только от наименования добавки, но и от её процентного содержания. Помимо железа и вспомогательных элементов? в нержавеющих металлах присутствует углерод. Он обеспечивает готовому металлу повышенную твёрдость и прочность. Это сплавы, в составе которых содержатся хром и никель. Их концентрация составляет не менее 33%. На эти металлы высокий спрос во всех отраслях. Их отличается коррозионная устойчивость, прочность и привлекательный вид;
Это сплавы, в составе которых содержатся хром и никель. Их концентрация составляет не менее 33%. На эти металлы высокий спрос во всех отраслях. Их отличается коррозионная устойчивость, прочность и привлекательный вид;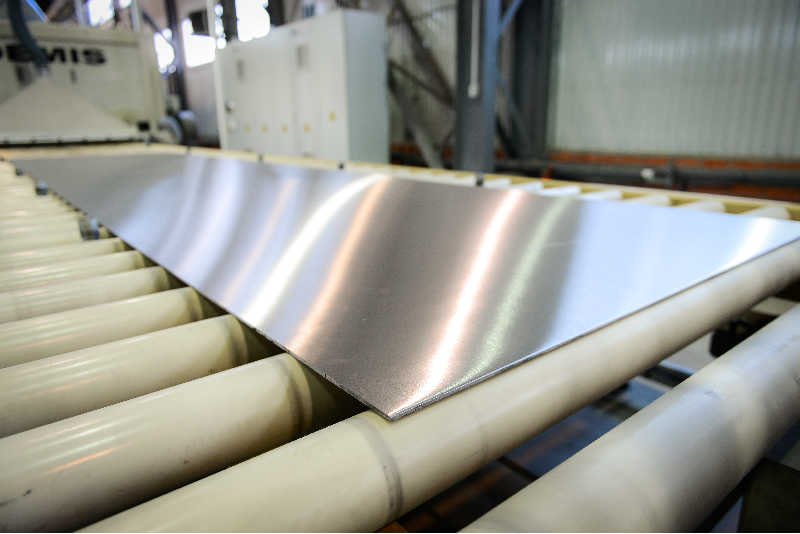 Они все благополучно используются в современной промышленности. Одним из основных поставщиков высококачественных сплавов является компания «Ориннокс». Она занимает лидирующие позиции среди металлотрейдеров РФ. На сайте можно заказать продукцию и узнать подробную информацию о металлах.
Они все благополучно используются в современной промышленности. Одним из основных поставщиков высококачественных сплавов является компания «Ориннокс». Она занимает лидирующие позиции среди металлотрейдеров РФ. На сайте можно заказать продукцию и узнать подробную информацию о металлах.
 Он по-прежнему подвержен коррозии в определенных ситуациях.
Он по-прежнему подвержен коррозии в определенных ситуациях.

 Дождь, конденсат или другие источники влаги могут действовать как электролит в присутствии электрического тока, вызывая ускоренную коррозию одного металла.
Дождь, конденсат или другие источники влаги могут действовать как электролит в присутствии электрического тока, вызывая ускоренную коррозию одного металла. Другие соображения включают pH, концентрацию хлоридов и температуру окружающей среды, в которой используется сталь.
Другие соображения включают pH, концентрацию хлоридов и температуру окружающей среды, в которой используется сталь.

 Он также находит применение в химической, нефтяной и нефтехимической промышленности
Он также находит применение в химической, нефтяной и нефтехимической промышленности


 4539
4539 

