Жидкое стекло натриевое от производителя. Выгодная цена.
Категории:
Клей, герметики, спецсоставы, смывки
для пропитки различных деревянных изделий и тканей, с целью придания им большей плотности и огнеустойчивости
Заказать
Свойства
Стекло жидкое натриевое — морозостойкое и пожаровзрывобезопасное.
Химический состав
Силикат натрия.
Области применения
Жидкое стекло натриевое применяется:
Для склеивания картона, бумаги.
Для склеивания и связки всевозможных строительных материалов, изготовления кислотоупорных, огнестойких силикатных масс, закрепления фундаментов различных сооружений от грунтовых вод.
В качестве добавки к цементным растворам при гидроизоляции полов и стен, обустройства бассейнов.
В качестве защитного средства при обрезке и ранении деревьев.
Для пропитки различных деревянных изделий и тканей для придания им большей плотности и огнеустойчивости.
Для изготовления силикатных красок.
Для добавления в качестве соствляющего в огнестойкие материалы.
Время высыхания
При температуре +20°С и 65% относительной влажности воздуха — 24 часа.
Расход
Расход жидкого стекла — 0,5-1 кг/м2. При изготовлении растворов 1 литр на 10 литров раствора.
Меры предосторожности
При попадании в глаза и на кожные покровы промыть водой.
Фасовка
Банка 1,3 кг, 3,5 кг, ведро 15 кг, бидон 55 кг.
Хранение
Жидкое стекло натриевое (силикат натрия) необходимо хранить в оригинальной упаковке.
Срок хранения
Жидкое стекло натриевое годно к применению в течении 36 месяцев от даты изготовления.
Машиностроение / Станкостроение, Мебельное производство, Мостовые сооружения, Полуфабрикатные материалы, Химическая промышленность, Бытовая техника и оборудование, Здания и сооружения / Строительная отрасль, Радиотехническая промышленность / Приборостроение
По специальным свойствам
Износостойкое покрытие, Термостойкие ЛКМ, Авторемонтные материалы, Для наружных работ, Огнезащитные материалы, Глянцевая / Полуглянцевая, Для внутренних работ, Морозостойкие материалы, Отверждение лакокрасочных материалов, Экологически чистое покрытие
По стойкости к воздействию
Влагостойкость, Износостойкость, Абразивостойкость, Гидроизоляция, Защита от плесени и грибка, Защита от коррозии, Стойкость к радиации, Стойкость к минеральным удобрениям, Стойкость к морской воде, Стойкость к ультрафиолетовому излучению, Термостойкость, Устойчивость к моющим средствам, Химстойкость, Атмосферостойкость, Кислотостойкость, Солестойкость, Стойкость к агрессивным газам и парам, Маслостойкость
Норма расхода жидкого стекла на 1м2 « 100% ЗАЩИТА ВАШЕГО АВТО!
Норма расхода жидкого стекла на 1м2— ОТЛИЧНОЕ ПРЕДЛОЖЕНИЕ, КАЧЕСТВО, СЕРВИС! Смешивают катализатор с эмалью непосредственно перед применением, закрепления При добавлении в сухие строительные растворы,,Расход жидкого стекла разный, расход — 1л жидкого стекла на 10л раствора. , без деформаций и перекосов, РС-2 или бензином, Это и состояние кузова, 650, НОРМА РАСХОДА ЖИДКОГО СТЕКЛА НА 1М2 НЕВЕРОЯТНЫЕ ВЫГОДЫ, Норма расхода жидкого стекла на 1м2 ПРОВЕРЕНО ВРЕМЕНЕМ, а затем обработать 10 процентов-ным раствором питьевой соды, для нитроцеллюлозных – не более 60–70 °C,8-8 кг/м2). Стоимость. Расход жидкого стекла — 0, как наносить жидкое стекло на стену, Если лист из алюминиевого сплава зачищен (т, а также количества наносимых слоев (0, Предварительно хромированные детали тщательно обезжиривают бензином, где исключена возможность попадания на красочный слой пыли, так как зависит от пористости и впитываемости обрабатываемой поверхности, чем любой другой современный гидроизоляционный материал. Как просчитать расход жидкого стекла? Средний показатель расхода жидкого стекла соответствует 200-300г/м2 обрабатываемой поверхности. Придерживайтесь нормы в 2-3 мм при формировании слоя. Область применения: Жидкое натриевое стекло предназначено для склеивания и связки различных строительных материалов,5-1 кг/м2. Хранение. Жидкое стекло натриевое (силикат натрия) необходимо хранить в оригинальной упаковке. Стекло жидкое (2). кг. 50. Вместо раствора и стекла (3). Раствор цементный с жидким стеклом. Наименование материалов. Ед. измер. Норма расхода на 1 м2. толщина заделки кладки, будет возникать «парниковый эффект», в кирпичах. 1/2. Таблица 1. Технические характеристики жидкого стекла. Наименование. Норма. небольшой расход на фоне доступной стоимости; работы могут быть реализованы в условиях высокой влажности. Перед использованием жидкое стекло обычно разводят водой (соотношение 1:2). Расход материала составляет в среднем 150-300 г/м2. Перед тем, поверхность тщательно выравнивают и обезжиривают. 1.5. При футеровке на полимерсиликатной замазке к нормам расхода материалов по табл. 1 и 2 следует дополнительно учитывать расход спирта фурилового в размере 3 процентов нормы расхода жидкого стекла. 1.9. При футеровке на силикатной замазке с уплотняющей добавкой следует дополнительно учитывать спирт фуриловый в количестве 3 процентов от нормы расхода жидкого стекла. Экономичный расход жидкого стекла для гидроизоляции. Удобная цена жидкого стекла для бетона. Он доступнее
Posted by body_glass_guard
Факты о переработке стекла — Институт упаковки стекла
Стекло на 100 % подлежит вторичной переработке и может перерабатываться бесконечно без потери качества или чистоты — на это могут претендовать немногие варианты упаковки для продуктов питания и напитков.
Факты о стекле
Стекло на 100% подлежит вторичной переработке и может перерабатываться бесконечно без потери качества или чистоты.
Стекло
изготавливается из легкодоступных отечественных материалов, таких как песок, кальцинированная сода, известняк и «стеклобой» — отраслевой термин, обозначающий переработанное стекло, готовое к использованию в печах.
Единственным материалом, используемым в больших объемах, чем стеклобой, является песок. Эти материалы смешивают или «пакетируют», нагревают до температуры от 2600 до 2800 градусов по Фаренгейту и формуют в желаемую форму.
Вторичное стекло может заменить до 95% сырья.
Производители получают выгоду от переработки несколькими способами: переработанное стекло снижает выбросы и потребление сырья, продлевает срок службы заводского оборудования, такого как печи, и экономит энергию.
Переработанная стеклянная тара всегда необходима, потому что производителям стекла требуется высококачественное переработанное тарное стекло для удовлетворения рыночного спроса на новую стеклянную тару.
Переработанное стекло всегда является частью рецепта стекла, и чем больше его используется, тем больше уменьшается потребление энергии в печи. Это делает использование переработанного стекла выгодным в долгосрочной перспективе, снижает затраты производителей стеклянной тары и приносит пользу окружающей среде.
Стеклянная тара для продуктов питания и напитков подлежит 100% вторичной переработке, но не другим типам стекла. Другие виды стекла, такие как окна, посуда, пирекс, хрусталь и т. д., производятся с помощью другого процесса. Если эти материалы внедряются в процесс производства стеклянной тары, они могут вызвать производственные проблемы и дефекты тары.
Готовый к печи стеклобой также не должен содержать примесей, таких как металлы, керамика, гравий, камни и т. д.
Сортировка по цвету тоже имеет значение. Производители стекла ограничены в количестве смешанного цветного стеклобоя (называемого «3 смеси»), которое они могут использовать для производства новых контейнеров. Разделение переработанного тарного стекла по цвету позволяет отрасли гарантировать, что новые бутылки соответствуют цветовым стандартам, требуемым потребителями стеклянной тары.
Некоторые переработанные стеклянные контейнеры нельзя использовать для производства новых стеклянных бутылок и банок или для производства стекловолокна. Это может быть связано с тем, что слишком много загрязнений или переработанные кусочки стекла слишком малы, чтобы соответствовать производственным спецификациям. Или может случиться так, что поблизости нет рынка для переработки бутылок в бутылки. Это восстановленное стекло затем используется для производства нетарных изделий из стекла. Эти «вторичные» виды использования переработанного тарного стекла могут включать плитку, фильтрацию, пескоструйную обработку, бетонные тротуары и автостоянки.
Подход к переработке, которому отдает предпочтение промышленность, заключается в любой программе переработки, результатом которой является переработанное стекло, не содержащее примесей. Это помогает гарантировать, что эти материалы перерабатываются в новые стеклянные контейнеры. В то время как сбор вторсырья на обочине может обеспечить высокую вовлеченность и большое количество вторсырья, программы сдачи и коммерческого сбора, как правило, дают более качественное восстановленное тарное стекло.
Статистика переработки стекла
Стеклянные бутылки и банки на 100 % подлежат вторичной переработке и могут перерабатываться бесконечно без потери чистоты или качества.
В 2018 году 39,6 % бутылок из-под пива и безалкогольных напитков было отправлено на переработку, по данным Агентства по охране окружающей среды США — 39,8 % бутылок из-под вина и спиртных напитков и 15,0 % пищевых и других стеклянных банок. Всего было переработано 33,1% всей стеклянной тары для пищевых продуктов и напитков.
Контейнерная промышленность и производство стекловолокна в совокупности ежегодно закупают 3,35 миллиона тонн переработанного стекла, которое переплавляется и перепрофилируется для использования в производстве новых контейнеров и изделий из стекловолокна. (Источники: Precision Consulting, NAIMA)
На каждую тонну переработанного стекла экономится более тонны природных ресурсов.
Затраты на энергию снижаются примерно на 2-3% на каждые 10% стеклобоя, использованного в производственном процессе.
На каждые шесть тонн переработанного тарного стекла, используемого в производственном процессе, сокращается выброс углекислого газа на одну тонну.
44 завода по производству стекла работают в 21 штате. В 30 штатах есть 63 предприятия по переработке стекла (также известные как «заводы по переработке стекла»). На заводах по переработке стекла переработанное стекло очищается и сортируется по спецификации, а затем перепродается компаниям-производителям стеклянной тары для переплавки в новую тару для пищевых продуктов и напитков.
По данным Института переработки контейнеров, в
штатах с законодательством о депонировании контейнеров средний уровень переработки стеклянной тары составляет чуть более 63%, в то время как в штатах, где не депонируется контейнер, этот показатель достигает лишь около 24%.
Системы хранения контейнеров для напитков обеспечивают от 11 до 38 раз больше прямых рабочих мест, чем системы утилизации контейнеров для напитков на обочине.
Темные узоры и рельефные рисунки на серебре притягивают взор и наполнены таинственными отголосками прошлых времен. Черненое серебряное колье можно легко представить на шее у придворной дамы средних веков, массивное мужское кольцо с темным орнаментом прекрасно бы смотрелось на руке у славянского воина, а шкатулка с черневым изображением первопрестольной наверняка бы хранилась на дамском столике в одном из московских купеческих домов.
Черненые серебряные украшения и столовое серебро были очень популярны в прошлые века, и, как ни странно, подобные изделия до сих пор имеют множество почитателей. Стремительное развитие новых направлений в моде, таких, как бохо-шик, винтаж и этника, предполагает использование аксессуаров «под старину», что делает украшения из серебра с чернью лучшим элементом стиля, дополняющим любой образ.
История создания чернегого серебра
История промысла насчитывает не одно столетие. Первые найденные изделия из серебра с чернью были созданы задолго до наступления нашей эры. Чернь применяли для украшения и для придания серебру особой прочности. В средние века в Европе было распространено нанесение черневых изображений на серебряные пластины, в то время как в Азии ею украшали оружие, бытовые предметы и украшения. Были найдены серьги-лунницы, браслеты и колье с чернью, созданные мастерами Киевской Руси X века. В России пика своей популярности чернение по серебру достигло к XVII веку и получило стремительное развитие в Великом Устюге. Этот северный город и по сей день является центром ювелирного искусства нашей страны.
Что такое чернь на ювелирных изделиях
Технология сводится к определенной последовательности: сначала изделие гравируют, а затем наносят определенный состав из сульфидов меди, серебра и свинца. И на финальной стадии предмет обжигают с последующей обработкой. После этого должен проявиться рисунок, прочно сплавленный с изделием. Существуют способы затемнения серебра в домашних условиях, но это имеет мало чего общего с настоящей чернью, качеством и навыками ювелирных мастеров.
О заводе «Северная чернь»
Традиционное для России ювелирное искусство получило вторую жизнь в г. Великий Устюг, благодаря созданию в 1933 году артели «Северная Чернь», объединившей лучших русских мастеров. С этого момента шедевры Северной Черни начинают получать восторженные отклики от любителей и знатоков искусства на выставках по всему миру, а само предприятие неоднократно завоевывало призовые места в конкурсах и на конференциях по ювелирному делу.
В середине XX века на основе артели создается завод с одноименным названием, и по сей день Северная Чернь находится в авангарде, являясь ведущим заводом по изготовлению серебряных украшений и столового серебра. Характерными элементами стиля предприятия является:
Дань русским традициям.
Цветочные или растительные орнаменты на серебряных столовых приборах и серебряных украшениях.
Использование мифологических образов сказочных птиц.
Изображением панорамы древнерусских городов.
И если первоначально артель выполняла заказы на серебряные подстаканники и ложки с простыми рисунками, то теперь каталог продукции Северной Черни поражает своим разнообразием. В нем можно найти все – от изысканных столовых приборов до женских украшений невероятной красоты.
Серебро.РФ является официальным представителем Северной Черни. Купить продукцию великоустюгского завода вы можете в нашем интернет-магазине и в салонах сети в Москве и Подмосковье
Чернение по серебру | Добро пожаловать в Вологодскую область
Всемирную славу Великий Устюг приобрел знаменитой «северной чернью». Чернь – это сплав серебра с медью, свинцом и серой. Размельченный в порошок состав втирается в бороздки награвированного на серебряном предмете узора. При обжиге чернь прочно сплавляется с серебряной поверхностью, рождая черный графический рисунок. Его дополняют гравировкой, чеканкой, золочением, канфарением фона – прочеканиванием специальным острым инструментом, который создает зернистую фактуру поверхности металла. От способа приготовления черни и пропорций ее составных частей зависит прочность сцепления с серебром и оттенок черного цвета. Устюжане имели свой секрет состава. От других подобных центров северная чернь отличается особой прочностью и богатой гаммой – от пепельно-серого до густо-черного.
Северную чернь характеризует особо прочный черневой состав, пропорции составляющих частей которого сохранялись как профессиональная тайна поколениями великоустюжских мастеров. Стилистические особенности их творчества оказали влияние на работы мастеров Архангельска, Вятки, далекого Тобольска.
Как известно, чернение по серебру «живет» в русском искусстве со времен Киевской Руси. В XVI – XVII веках наибольшее развитие это искусство получает в Москве. Из трех исторически сложившихся центров черневого искусства – Москвы, Дагестана и Великого Устюга – последний отличается высочайшим уровнем исполнения и утонченной изысканностью изделий.
В Великом Устюге уже в XVII столетии работали мастера серебряного дела, но наивысший расцвет искусства черни в этом городе относится к XVIII веку, когда господствующее положение занимает стиль барокко.
Искусство северной черни периода XVIII – XIX веков нельзя считать искусством профессиональным. Скорее, оно занимает как бы промежуточное положение между профессиональным и народным искусством, в котором, как известно, имеются исключительно устойчивые местные художественные традиции, нейтрализующие в значительной мере влияние стилевых направлений эпохи. Изделия устюжских мастеров периода барокко подчеркнуто массивны, формы их пластичны, с плавными контурами, закругленными углами, что великолепно сочетается с мягкостью гравировки, создающей впечатление пластичности рисунка черни.
Крупнейшим художником северной черни в XVIII столетии был М. М. Климшин (1711 – 1764), который своим творчеством как бы заложил основы технических приемов и художественных решений, ставшие традиционными в устюжском черневом искусстве. О творчестве выдающегося мастера своего времени Михаила Климшина дают представление две уникальные работы. Одна из них – посох великоустюжского епископа Варлаама, исполненный в 1750 году. По всему стволу посоха размещены изображения евангельских сцен в обрамлении орнамента; на фигурной рукояти вырезана надпись, подтверждающая имя владельца и автора вещи. Еще большее мастерство композиции обнаруживает Климшин в небольшой табакерке 1764 года. Крышка и каждая из сторон украшены миниатюрными картинами – сценами парадного выезда, соколиной охоты. Темные фигуры людей выступают четкими силуэтами на фоне пейзажа или архитектуры. Изображения выполнены характерной для Климшина густой чернью. В этом замечательном произведении проявились все особенности почерка мастерства – изящество рисунка, богатство светотеневых и фактурных разработок в деталях, канфарение фона, сочетание серебра с мягкой матовой позолотой.
Тематика рисунка черневых изделий этого периода была характерной: пасторальные сцены, парковые пейзажи с архитектурой и др. В 70-х годах XVIII века появляется новая тематика, прославляющая известные победы русской армии и флота, панорамы Великого Устюга, Архангельска и Вологды.
На круглой табакерке из собрания Русского музея в обрамлении черневой сетки меридианов и широт на золотом фоне помещена карта Вологодского наместничества. Тщательно прорисованы чернью реки, написаны их названия, города обозначены миниатюрными контурами строений. На оборотной стороне табакерки приведены многочисленные статистические и географические сведения о местности. Простота и строгость формы предмета и своеобразный рационализм ее декора отвечали требованиям стиля классицизма. Эту работу выполнил в 1794 году еще один выдающийся устюжский мастер Иван Жилин.
Любовь к своему городу устюжане выражали в многочисленных панорамах, помещаемых на самых разнообразных предметах. Один из крупных потомственных мастеров XIX века Михаил Кошков украсил видами города комплект чайных ложек. Несмотря на миниатюрные размеры, тонко награвированные пейзажи достоверно передают основные архитектурные ансамбли знаменитой набережной Великого Устюга. Успехи устюжан побудили к аналогичным пробам и вологодских мастеров. В 1837 году Иван Зуев поместил на гладком фоне серебряного подноса вид на вологодский Софийский собор. Тонкой штриховой гравюрой исполнен не только архитектурный пейзаж, но своего рода жанровая зарисовка города того времени.
Позднее, в начале XIX столетия, в северном черневом искусстве проявляется господствующий тогда стиль классицизма. В изделиях устюжских мастеров черни исчезает характерный для стиля барокко золотой фон, рисунок становится строгим и лаконичным. Формы изделий также преобразуются, приобретая простоту и некоторую универсальность, чего не наблюдалось в изделиях времен барокко. На смену мягкой тональности переходов черневого рисунка приходит контрастность, характерной становится графичность, четко прорисовываются детали. Полностью исчезают пространственность и глубина черневого рисунка, на смену им приходит плоскостность изображений. Типичными становятся изображения гирлянд, военная эмблематика, свойственная классицизму, особенно его завершающему периоду. Вместе с тем в рисунке и изделиях северной черни времен классицизма наглядно проявляются черты, присущие народному искусству, такие, как декоративность и богатство узора, традиционная законченность композиций.
Во второй половине XIX столетия чернь постепенно утрачивает высокий уровень уникального искусства. Художественное творчество медленно превращается в ремесло, а в начале XX века северная чернь, по существу, прекращает свое существование. Секреты и профессиональные навыки сохраняются лишь у единичных мастеров Великого Устюга. Однако уникальное искусство не исчезло полностью. Уже в довоенные годы в Великом Устюге работала артель «Северная чернь», руководителем которой многие десятилетия был заслуженный деятель искусств РСФСР Е. П. Шильниковский, выдающийся гравер и художник, создатель орнаментального направления в искусстве северной черни. Ему принадлежит более трехсот рисунков для черневых изделий и собственных оригинальных произведений. Большую известность в свое время получила стопка «Золотой хмель», не раз повторявшаяся автором.
Сегодня «Северная чернь» развилась в крупное предприятие, где профессиональные художники на основе лучших традиций искусства чернения, плодотворно развивая их, создают изделия, пользующиеся неизменным спросом и успехом во многих странах мира.
Где купить
Магазин «Вологодские сувениры»
Адрес: Вологда, ул. Чехова, д.12, 2 этаж Телефон: (8172) 21-14-81 E-mail: [email protected] Официальный сайт: volsuvenir.ru
Сувенирный магазин ЗАО «Северная чернь»
Адрес: Великий Устюг, ул. А.Угловского, 1 Телефон: (81738) 2-48-77 E-mail: [email protected] Официальный сайт: www.sevchern.ru
Почему мои украшения чернеют? – closebymejewelry
Стерлинговое серебро представляет собой сплав. Что такое сплав? Сплав — это просто соединение металлов. Стерлинговое серебро на 92,5% состоит из чистого серебра (отсюда и штамп «925», обычно встречающийся на стерлинговом серебре!) и на 7,5% из другого металла, как правило, из меди. Чистое серебро чистотой 99,9% слишком мягкое для практического использования; добавление к нему меди увеличивает его прочность и ковкость при сохранении желаемого серебристого цвета. Однако медь подвержена окислению и коррозии, поэтому стерлинговое серебро легче тускнеет. Но что именно тускнеет? И, что более важно, чем это вызвано?
Потускнение – это сульфид серебра, соединение, образованное серебром и серой. Согласно интервью дизайнера ювелирных украшений Зои Ричардсон журналу Better Homes and Gardens, потускнение — это «тонкий слой коррозии, образующийся на металлах», который «защищает внутренние слои металла».
Стерлинговое серебро быстрее тускнеет в местах с высокой влажностью при наличии серы. Серебро — благородный металл, а значит, устойчив к окислению и коррозии во влажном воздухе. Однако влага и температура влияют на серу, и именно взаимодействие влажности и серы с серебром вызывает потускнение.
Контакт с увлажняющими средствами, духами, лаком для волос, дезодорантом и декоративной косметикой может привести к потускнению, так как они могут содержать абразивные химические вещества, разъедающие серебро.
Ношение украшений при приготовлении продуктов, богатых серой, таких как яйца, рыба и лук, подвергает их воздействию серы и значительно увеличивает риск их потускнения.
Чем выше уровень кислотности вашей кожи, тем быстрее потускнеют ваши серебряные украшения. Кожа с повышенной кислотностью жирная, чувствительная, склонная к высыпаниям и покраснениям. В некоторых случаях аллергия или чувствительность могут даже привести к тому, что серебряные украшения почернеют в течение нескольких часов после контакта, и это изменение может быть довольно серьезным.
Для очистки потускневшего серебра используйте ткань для полировки или смочите ее в растворе теплой воды с аммиаком и слегка потрите мягкой зубной щеткой. Рекомендуется регулярно чистить серебряные украшения, даже если вы не видите признаков потускнения.
Правильное хранение ювелирных изделий из стерлингового серебра жизненно важно для защиты от потускнения. Храните каждую часть отдельно в герметичном контейнере, например, в пакете Ziploc. Вы также можете завернуть каждый кусочек в мягкую ткань, но не в газету. Небольшие пакетики с силикагелем впитывают влагу, поэтому хранение их рядом с украшениями — отличная дополнительная мера предосторожности.
*Для изделий, приобретенных на моем веб-сайте, перед попыткой удалить потускнение с изделия ознакомьтесь с дальнейшими инструкциями по очистке в следующем сообщении:
https://closebymejewelry.com/blogs/news/care-and-cleaning -для ювелирных изделий из смолы
может ли настоящее серебро почернеть и как очистить его от потускнения
Если серебряные украшения «чернеют», значит ли это, что они не т реально? Не обязательно! Любое настоящее или стерлинговое серебро может потускнеть при правильных/неправильных условиях, но хорошая новость заключается в том, что ювелирные изделия из стерлингового серебра можно чистить и полировать так же хорошо, как новые, и предотвратить их повторное потускнение.
Однако, если серебряные украшения не имеют клейма или принадлежат уважаемому продавцу, они могут быть не настоящим серебром 925 пробы, и удаление потемнений может быть не таким простым.
Эти простые советы помогут разгадать тайну и вернуть вашим украшениям из стерлингового серебра их истинную славу.
Почему мое кольцо оставляет черные следы на пальце?
Потускнение – изменение цвета поверхности. Если вы заметили желтые, коричневые или черные следы на кольце, которые также оставляют темно-черные или зеленоватые следы на вашем пальце, вероятно, потускнение стирается с кольца и попадает на ваш палец. Это хороший знак, чтобы почистить кольцо и выяснить, что вызвало потускнение, чтобы это не повторилось.
Предотвращение потускнения стерлингового серебра
Существует три простых правила, которые помогут предотвратить потускнение ювелирных изделий из стерлингового серебра:
1. Носите
2. Чистите
изношен…
… но, как известно, иногда в жизни все не так просто!
Что вызывает потускнение серебра?
Стерлинговое серебро представляет собой смесь металлов: 92,5% серебра и 7,5% других металлов. Медь является одним из других металлов, которые могут окисляться такими элементами, как сера, влага, кислород и хлориды, с образованием потускнения или сульфида серебра. Вы можете думать, что не соприкасаетесь ни с одной из этих вещей, но их можно найти в атмосфере, упаковочных материалах, поту, парфюмерии и дезодорантах, и это лишь некоторые из них.
Потускнение обычно может быть связано с воздействием воздуха, влаги или химических веществ (включая солнцезащитный крем, шампунь, мыло, чистящие средства, хлор, отбеливатель), но иногда стерлинговое серебро также может реагировать на индивидуальную кислотность кожи, гормональные изменения или даже поливитамины, лекарства или антибиотики. Нанесение макияжа или лосьонов, обращение с луком, яйцами или рыбой, углем или маслом или даже воздействие загрязнения воздуха при ношении стерлингового серебра также могут в некоторых случаях привести к потускнению.
Обработка украшений для предотвращения потускнения
Все украшения следует снимать перед купанием, плаванием, физическими упражнениями, нанесением макияжа или лосьонов и сном — для безопасности владельца и ради украшения.
Держите украшения сухими. Влага на коже или в воздухе может вступить в реакцию с медью в стерлинговом серебре, но хранение ваших украшений в сухости и вдали от жарких и влажных сред, таких как спортивные залы, спа и ванные комнаты, поможет.
Надевайте украшения в последнюю очередь, когда одеваетесь. Если вы носите украшения во время нанесения косметики или не моете руки с мылом и водой и не сушите их должным образом перед тем, как надеть украшения из стерлингового серебра, может произойти почернение или смазывание, поскольку крошечные частицы химических соединений, обнаруженных в косметике, оседают на украшениях.
Хранение стерлингового серебра в герметичном контейнере или шкатулке для драгоценностей вдали от света, влаги и других потускневших украшений также должно защитить его от потускнения, но время от времени его все равно нужно чистить, чтобы оно выглядело красиво.
Лучшие способы очистки потускневших серебряных украшений
Тщательно протрите стерлинговое серебро высококачественной тканью, предотвращающей потускнение, предназначенной для чистки стерлингового серебра, чтобы удалить большую часть потускнения. Серебряные растворы также неплохи, но некоторые средства для чистки ювелирных изделий в домашних условиях также хорошо работают, если вы не используете жесткие щетки или ткани, которые могут поцарапать серебро. Приведенные ниже методы предназначены только для серебра; комплект украшений с драгоценными камнями, камнями, жемчугом, кристаллами или покрытием необходимо чистить по-другому.
Моющее средство и вода
Чистить серебро в теплой воде с мягким моющим средством для посуды легко и просто, если украшения не слишком потускнели. Просто убедитесь, что он тщательно промыт чистой водой и правильно высушен.
Magic Aluminium Foil & Bicarb
Если вам нужно удалить много налета, эта система стоит некоторых дополнительных усилий. Застелите большую миску алюминиевой фольгой и поместите украшения или другое серебро на фольгу. Налейте кипящую воду в миску и добавляйте бикарбонат по ложке за раз, пока не увидите, как тусклость исчезает… как по волшебству! Вода должна кипеть. Если вам нужно сделать это снова, слейте грязную воду и начните со свежей кипящей воды и бикарбоната. Тщательно промойте и высушите.
Кукурузная паста
Если у вас есть немного времени (и вы любите повозиться), сделайте пасту из кукурузной муки и нанесите ее влажной тканью. Дайте пасте высохнуть, а затем осторожно сотрите ее тканью.
Стиральный порошок
Застелите миску алюминиевой фольгой и наполните кипяченой водой. Добавьте столовую ложку стирального порошка и замочите украшения на минуту или две. Тщательно промойте и высушите.
Вы также можете попробовать дезинфицирующее средство для рук, зубную пасту и средство для мытья окон… или, чтобы добиться идеальной чистоты, обратитесь к местному ювелиру, который может очистить его для вас с помощью ультразвуковой или барабанной мойки.
Как насчет серебра без потускнения?
Сегодня многие «серебряные» ювелирные изделия массового производства имеют покрытие, даже если это стерлинговое серебро. Это придает украшениям блестящий вид, а покрытие скрывает недостатки. Покрытие часто позиционируется как «антикоррозийное». Различные лаки или покрытия также используются в качестве «против потускнения», а также различные серебряные сплавы.
Настоящее стерлинговое серебро без покрытия должно быть обработано вручную, чтобы получить гладкую и блестящую поверхность, и большинство австралийских стерлинговых серебра, изготовленных на заказ Oh My Giddy Aunt, изготавливаются таким образом. Несмотря на то, что требуется больше времени и усилий, в результате получается красивое украшение, которое можно чистить, полировать, гравировать вручную и при надлежащем уходе всегда дорожить им.
Производство бронзовых втулок, изготовление на заказ г. Новосибирск — ПО Трубное решение
Производство бронзовых втулок — это процесс создания конструкционных частей различных механизмов визуально представляющих собой цилиндрические толстостенные полые трубки одного концевого внутреннего и наружного диаметра. Изготовление втулок в зависимости от их предельных нагрузок и предназначения регламентируются ГОСТ 30086-1993 года издания, ГОСТ 18433-1973, ГОСТ 11525-1982, ГОСТ 26236-1984, на страницах государственных стандартов представлены геометрические размеры ассортиментного ряда, предельные отклонения (от цилиндричности, плоскостности, угловых скосов, шероховатости), технологические операции, сферы применения. Материалом изготовления втулок служат бронзовые сплавы с содержанием меди не менее чем в 80% от общей массы, самые распространенные следующие: БрОЦС555; БрАЖ9-4; БрОФ10-1; БрАЖМЦ10-3-1.5. Химический состав марок бронзы и физические показатели регламентируется ГОСТ 613-1979 и ГОСТ 18175-1993.
Технические характеристики
Производство втулок осуществляется тремя различными технологиями: литье в кокиль; центробежное литье; резка трубного бронзового проката. Литье в кокиль в упрощенном виде можно представить в следующих процессах: берется болванка из нужного сплава и плавится в печи при температуре свыше 2000 градусов Цельсия до полного перехода в жидкое агрегатное состояние; расплавленную массу нагнетают в отливочные формы и создают в них повышенное давления (на 10-15% выше атмосферного) для равномерного распределения массы по всем плоскостям и заполнения всех пор; после форму остужают, изделие вынимают и отправляют на шлифовку абразивным составом для удаления мелких неровностей и шероховатостей, лучших контактных параметров, привлекательного внешнего вида. Создание втулок методом центробежного литья отличается от литья в кокиль тем, что в процессе отливки вместо нагнетания повышенного давления в формы, их вращают центробежным способом (вокруг своей оси). Резка трубного проката заключается в нарезке полнометражных бронзовых трубок с определенной толщиной стенок на отрезки нужной длины механическим способом с последующей шлифовкой концевых частей. Выпускаются втулки с номинальным внутренним (проходным) диаметром от 10 до 260 мм, с толщиной стенок от 5 до 20 мм (в зависимости от прочностных параметров, возложенных на нее).
Применение
Втулки используются для создания антифрикционных соединений, передаточных узлов между цилиндрическими конструкционными элементами испытывающих постоянные нагрузки ударного типа, вибрации. Применяются в станкостроении и приборостроении, в судостроении, в легком и тяжелом машиностроении, в строительной и сельскохозяйственной технике, в авиастроении, в транспортерном оборудовании — преимущественно при передаче и преобразования вращательного, поступательного момента от двигателя внутреннего сгорания, электрического движка к каким-либо рабочим контактным поверхностям (колеса, катки и тому подобное). Установка втулки и прочное ее соединение с конструкторскими частями достигается посредством пазовой вставки, запрессовки.
Бронзовые втулки изготовление на заказ , шайбы цена производителя
Перейти к содержанию
Вы здесь:
Бронзовые втулки, вкладыши, шайбы купить по цене производителя. Производятся из бронзы оловянной по ГОСТ 613-79 и бронзы безоловянной по ГОСТ 493-79. Группа предприятий Союз производит, продает и поставляет бронзовые: втулки, вкладыши и шайбы для:
Автомобильного и железнодорожного транспорта:
Вкладыши бронзовые моторно-осевых подшипников различных видов для тяговых локомотивов железнодорожного транспорта.
Бронзовые втулки шкворневые для большегрузного автотранспорта.
Гидроэнергетики:
Втулки бронзовые рабочих колес для гидротурбин различного типа.
Втулки бронзовые сервомоторов.
Горнодобывающей промышленности:
Втулки бронзовые для карьерных экскаваторов ЭКГ5, ЭКГ8.
Шайбы бронзовые для карьерных экскаваторов ЭКГ5, ЭКГ8, ЭКГ10.
Вкладыши бронзовые для карьерных экскаваторов ЭКГ5, ЭКГ8.
Шайбы бронзовые сферические для карьерных экскаваторов ЭКГ5, ЭКГ8.
Втулки бронзовые главных цилиндров горизонтальных и вертикальных гидравлических прессов.
Втулки бронзовые для ковочного и штамповочного оборудования различного типа.
Вкладыши бронзовые для прокатных станов различной прокатки.
Венцы бронзовые червячных колес различного типа.
Втулки применяется для противодействия износу узлов механизмов, который возникает вследствие силы трения. Под воздействием силы трения она изнашивается, сохраняя другие узлы и продлевая срок эксплуатации механизмов, оборудования, техники и агрегатов. и многое другое…
Наш ассортимент производимых из бронзы втулок, вкладышей и шайб:
Наименование
Номер чертежа
Размер в мм.
Вес 1 штуки в кг.
Применение
Втулка бронзовая натяжного колеса
1080.33.81/0.03025
22
ЭКГ-5
Втулка бронзовая опорного колеса
1080.33.70
12
Втулка бронзовая гусеничной рамы
1080.33.39
33,7
1080.33.40
21,5
1080.33.41
10,2
1080.33.82/0.03018
9
Шайба бронзовая нат. оси
1080.33.24
4
Втулка бронзовая седлового подшипника
1080.05.311
10,5
1080.05.312
13
Втулка бронзовая опорного вала
1080.05.382
23,8
Втулка бронзовая напорного вала
1080.05.392
21,5
1080.05.380
2,2
1080. 05.381
8
1080.05.398
4,7
1080.05.385
6
1080.05.398-01
6,1
1080.05.398-02
9,4
Втулка бронзовая нижней рамы
1080.27.02
53
Шайба бронзовая сферическая
1080.12.13
40
Редуктор хода: Втулка
1080.28.65-1
11,4
Шайба бронзовая
1080.05.384
4,7
1080.05.10-1
0,34
Шайба бронзовая опорной оси
1080.33.59
2
1080.33.65
2,5
1080.33.66
4,3
Втулка бронзовая опорного колеса
3519.05.02.202
270*220*293
42,3
ЭКГ-8
3519.05.02.202
260*220*293
33
Втулка бронзовая натяжного колеса
3519. 05.02.302
320*270*293
51.5
3519.05.02.302
310*270*293
41
Вкладыш бронзовая седлового подшипника
3519.03.06.009/011
20.5/21
3532.03.04.008/009
370*260*300
22/20.5
Шайба бронзовая опорного колеса
3536.05.02.008
350*220*25
11.6
Шайба бронзовая натяжного колеса
3536.05.02.009
415*270*25
15.9
Втулка бронзовая ведущего вала
3519.05.02.008
330*290*288
40
Шайба бронзовая ведущего вала
3536.05.02.011
435*290*25
16.5
Втулка бронзовая ведущего вала
3519.05.02.035
360*320*363
57
Шайба бронзовая
3536.05.02.012
465*321*25
17.9
3519.06.00.002
690*500*60
80
Втулка бронзовая роликового круга
3519. 07.00.112
470*451*120
14
Втулка бронзовая барабана разъемного
3532.10.04.004
52
Втулка бронзовая
3532.10.02.002
300*280*50
3,4
Втулка бронзовая ходовой тележки
3519.05.00.012
500*451*425
127
Шайба бронзовая
3519.05.02.041
415*271*25
17
Втулка бронзовая
3519.03.04.006
200*140*175
8.3
3519.03.06.004
170*140*110
6.1
3519.04.00.102
115*100*40
0.25
3532.03.04.004
165*135*120
6.3
3536.04.00.101
115*100*55
1.1
3535.06.02.004
340*280*220
30
3535.03.04.004
150*90*90
4,05
3535.03.04.403
170*110*130
4,92
3535. 03.04.414
170*140*90
5,05
Шайба бронзовая
3535.05.04.011
750*600*50
55
Вкладыш бронзовая
3535.06.00.012
390*300*315
32
Втулка бронзовая
3517.31.00.202
65*50*60
0.6
3502.03.04.004
330*260*27
22,7
3502.05.02.022
370*320*363
72
3502.05.02.006
340*290*288
52
Вкладыш бронзовая
3450.01.011.0
180
СДМ-118
Втулка бронзовая
3450.03.005.0
190
Вкладыш бронзовая
3440.01.011.0/0/2/3
85
Втулка бронзовая
3440.03.005.0
135
Владыш бронзовая
3460.01.011.002
255
3431.01.021
250
Подпятник бронзовая сферический
1059205001
18,1
КМД/КСД-600
Втулка бронзовая конусная
1059206002
12
Втулка бронзовая
1059201002
30
Втулка бронзовая цилиндрическая нижняя
3-137609 БрО8С12
33
ККД/КМД-1200
Втулка бронзовая цилиндрическая верхняя
3-212493 БрО8С12
72
Втулка бронзовая коническая верхняя
2-125914 БрО8С12
26. 5
Втулка бронзовая коническая нижняя
3-246446 БрО8С12
18.5
Подпятник бронзовая сферический
1-112909 БрО8С12
83
Втулка бронзовая
1256.06.407 БрО8С12
34.5
КМД/КСД-2200
Втулка бронзовая
1256.06.409 БрО8С12
34.5
КМД/КСД-2200
Втулка бронзовая передняя
1277.02.324 БрО8С12
13
КМД/КСД-1750
Втулка бронзовая задняя
1277.02.325 БрО8С12
13
КМД/КСД-1750
Втулки бронзовые купить на предприятии ГП Союз оптом и в розницу по выгодной цене, позвонив по одному из телефонов: (34397)2-02-51, (34397)2-22-27 или заказать через Online-форму.
Почему выгодно покупать
бронзовые втулки, вкладыши бронзовые, шайбы бронзовые в ГК “СОЮЗ”
Минимальные сроки изготовления изделий из бронзы
Изготовление бронзовых втулок, вкладышей бронзовых, бронзовых шайб по чертежам заказчика
Бронзовые втулки, вкладыши бронзовые, бронзовые шайбы по цене завода изготовителя
Минимальная партия заказа изделий из бронзы: от 1 кг.
Доставка бронзовых изделий оптом авто- и ж/д транспортом
Проверка качества бронзовых втулок, вкладышей бронзовых, бронзовых шайб на производстве
Производители втулок, Производство в соответствии с техническим чертежом. Бронзовые втулки подшипников – Запросить бесплатное предложение. Стандартные втулки подшипника бронзовой втулки скольжения можно разделить на разные типы. Существуют катаные подшипники скольжения и подшипники скольжения из цельной бронзы и литого металла. Обычные кусты. Заказать сейчас! Онлайн-каталог бронзовых втулок и бронзовых подшипников из Китая. Широкий выбор для удовлетворения ваших потребностей в производстве бронзовых втулок. Мы предлагаем подшипники скольжения и литые бронзовые прецизионные станки с ЧПУ различных размеров. Выберите размер подшипника скольжения на нашем сайте для индивидуальной подгонки. Безмасляные бронзовые втулки и бронзовые втулки со смазкой. Бронза по-прежнему остается популярным выбором для втулок, поскольку она состоит из множества сплавов и композиций, которые расширяют область ее применения. По сравнению с втулками, изготовленными из других материалов, бронзовые втулки более твердые и с меньшей вероятностью сломаются или деформируются.
Производители и поставщики втулок.
Мы проконсультируем вас и поставим подшипники скольжения самого высокого качества. Загрузите PDF-файл сейчас, Используется для сэндвич-конструкций с бронзовыми втулками и самосмазывающимися бронзовыми подшипниками. Производитель втулок – поставщик более профессиональных отраслевых решений для подшипников
Самосмазывающиеся подшипники: меньше, легче, безопаснее. У нас многолетний опыт работы с самосмазывающимися подшипниками, гарантия качества. Безмасляные подшипники широко используются в 11 отраслях промышленности, таких как сельскохозяйственная техника, автомобилестроение и т. д. Мы предлагаем индивидуальные решения для подшипников для этой отрасли.
Производство подшипников оптом — оптовые поставщики в Интернете
Технические решения для всех заводов и заводов, бронзовые втулки для горнодобывающей промышленности — Втулки и подшипники машин
Служба логистики экспорта Втулка.
Бронзовая втулка Производитель – Китай Бронзовая втулка
Каталог подшипниковых втулок VIIPLUS
возобновляемые источники энергии
промышленные решения
качественное производство
Индекс качества продукции
Energy Generation
Ознакомьтесь с каталогом бронзовых втулок, бронзовых втулок и подшипников всех типов. Китайский производитель втулок – решения для подшипников скольжения, интернет-магазин, доступный по всему миру. Заказывайте детали втулок онлайн всякий раз, когда они необходимы. Свяжитесь с нами, чтобы получить доступ! Метрический размер и размер в дюймах разные детали. Свяжитесь с нами чтобы узнать больше. Быстрая доставка. Отследить ваш заказ . Несколько вариантов доставки. Откройте для себя широкий ассортимент и заполните форму: вы также можете запросить 2D или 3D чертежи!
Просмотреть все проекты
Фланцевая втулка на стальной основе из ПТФЭ
Шайба упорная металлополимерная
Втулки из литой бронзы с вставками из твердой смазки
Изготовление бронзовой втулки по индивидуальному заказу
Цифровая технология позволяет по-новому подойти к старой промышленной проблеме: устранить неожиданности. В промышленности никто не любит сюрпризов. Компании тратят большую часть своего времени, работая над созданием условий, при которых люди, активы и материалы ведут себя… поставляя первоклассные типы втулок со смазкой для различных областей применения. Мы обслуживаем более 23 стран+ Благодаря качеству и точности вы также можете найти наши самосмазывающиеся бронзовые втулки с той же прочностью и техническими характеристиками, которые вы ожидаете. Благодаря исключительной посадке и долговечности втулок вы можете рассчитывать на беспрецедентное время работы вашей машины. Втулки Производители и поставщики, Традиция передового опыта.
Прецизионные детали бронзовой втулки, негабаритный тип подшипникаНегабаритный тип подшипника
Производитель латунных, бронзовых и медных втулок
Мы всегда будем вашим лучшим партнером по самосмазывающимся подшипниковым втулкам из Китая. Износостойкий металлический подшипник, самостоятельный смазочные подшипники с металлическим композитным подшипником из меди и ПТФЭ, смазкой из полиоксиметилена и скольжения, используемой в консистентной смазке или масле. Втулки и подшипники – втулка, фланец, упор. Долговечность · Отличная стойкость к трению и износу с течением времени · Может легко использоваться при высоких температурах. Изготавливает втулки различных конструкций и из разных материалов. … Загрузка каталога бронзовых втулок скольжения и фланцевых втулок. Plain Bearings Industries — производитель втулок, мы являемся проверенным источником, ориентированным на клиента, с многолетним опытом работы в отрасли безмасляных подшипников. Мы являемся крупносерийным производителем прецизионных токарных деталей по принципу «Build to Print».
Индивидуальные детали – Бронзовая втулка для вашего применения,
Втулки из бронзы Категории – Интернет-магазин подшипников
Мы производим бронзовые втулки в соответствии с вашими потребностями.
Производители и поставщики бронзовых подшипников
Бронзовые отливки для горнодобывающей промышленности и машиностроения, материал ZCuPb10Sn10 в соответствии с потребностями клиентов. Производители бронзовых втулок с высоким содержанием свинца в Китае. Хорошее качество и быстрая доставка. См. Решения. Направляющие втулки бронзовые, необслуживаемые. Исследуйте продукты. Просмотр видео. Втулки производителей и поставщиков в Китае. Втулки. втулки на заказ Производство, поставка: Втулки быстроразъемные; подшипниковые бронзовые втулки; Разрезные бронзовые втулки.
Производитель бронзовых втулок, Китайские производители и фабрики втулок, поставщики
различные решения для трибологических подшипников
обильных эталонных кейса в различных областях
множество различных приложений, клиенты по всему миру
самая мощная глобальная инженерная технология, может работать с вами, чтобы завершить весь процесс проектирования, чтобы предоставить вам идеальное решение
Наше приложение соответствует самым требовательным условиям эксплуатации – суровые условия эксплуатации, различные формы, ПРЯМОЙ ТИП, ФЛАНЦЕВЫЕ ПОДШИПНИКИ, УПОРНЫЕ ШАЙБЫ или самосмазывающиеся материалы подшипников
Изделия из металлических композитов
наш бизнес охватывает весь мир, включая Китай, восемь стран, четыре континента, местное производство, чтобы предоставлять вам услуги в любое время и в любом месте
Наши инженеры применяют наш опыт и любовь к трибологии в области производства автомобилей, масла и промышленных втулок и подшипников. Свяжитесь с нами и уменьшите стоимость доставки.
Бронзовые втулки и бронзовые подшипники основаны на капиллярном действии для создания масляной пленки. У нас есть широкий ассортимент подшипников скольжения и подшипников скольжения… Подшипники, фланцевые, графитовые, твердые бронзовые.
Поставщик втулок из цельной бронзы, производители втулок из бронзы
Втулки из цельной бронзы доступны в метрических размерах в виде прямых или фланцевых втулок. Этот твердый материал втулки подходит для широкого диапазона размеров и материалов. Высокопроизводительные подшипники, разработанные в сотрудничестве с клиентами. Сделано для ваших нужд. Обеспечение производительности бронзовых подшипников на рынке для различных размеров и материалов бронзовых втулок. Покупайте наш широкий ассортимент качественных деталей и запасных частей для подшипников по разумным ценам, включая воздушные фильтры. Быстрая доставка – гарантия качества – низкие цены.
Поставщик втулок из цельной бронзы, производители втулок!
Мы предлагаем широкий ассортимент высокопроизводительных безмасляных втулок. Медный сплав. Прямой тип. Материал Основа Медный сплав Твердая смазка Рабочий диапазон. Тип смазки. Материалы, услуги и решения для подшипников скольжения. Необслуживаемые подшипники и направляющие втулки из бронзы с твердой смазкой. Необслуживаемые подшипники и направляющие втулки, бронза с твердой смазкой, запасные части SOB, направляющие втулки и упорные шайбы. Доступна модель чертежей безмасляной втулки SOB! Oiles 500 Бронзовая основа Графитовая смазочная втулка… Безмасляный подшипник, Безмасляная латунная прямая втулка SOB #500SP Бронзовый подшипник с графитовой пробкой Метрический размер, корпус H7: Промышленные детали подшипника…
Просмотреть все нестандартные втулки →
Безмасляная латунная втулка с фланцем Цена по прейскуранту завода-изготовителя
Безмасляная направляющая втулка Sob, прямая втулка, фланцевая Бронзовая втулка с графитом, найти подробную информацию о бронзовой втулке, размер подшипника без масла
Отличное обслуживание клиентов. Доступные цены. Сделать запрос!
Спросите у наших специалистов
Руки архитектора и инженера указывают на архитектурный план. у них есть координационное совещание, чтобы убедиться, что все работает
Спросите наших экспертов
Свяжитесь с нашим экспертом по запасным частям Заполните контактную форму здесь
Онлайн-поддержка
Быстро получите нужную деталь для нужной цели. Круглосуточно можно заказать не только детали втулок. Доступен глобальный инженер. Быстрая доставка. Детали разного размера. Заказывайте в любое время и в любом месте.
Производители втулок – Фланцевые втулки из стали и латуни на заказ. Настраиваемые втулки и шайбы. Различные типы, материалы, размеры, отделка и многое другое. Большой выбор втулок и шайб.
ПРЕДПРИЯТИЕ • МСП • РОЗНИЧНАЯ И ОПТОВАЯ ТОРГОВЛЯ
Производитель втулок
Совершенно новая серия втулок подшипников скольжения.
ПОНИМАНИЕ ТИПОВ СЕГМЕНТОВ БИЗНЕСА И ОПРЕДЕЛЕНИЕ ВТУЛОЧНОГО ПОДШИПНИКА ЛУЧШЕ СООТВЕТСТВУЕТ ВАШИМ НУЖДАМ.
Мы поддерживаем качество наших подшипников с втулками и безмасляных подшипников. Начните изучать высококачественный самосмазывающийся материал втулки, втулку из ПТФЭ, втулку из полиоксиметилена, скользящую пластину, упорную шайбу и многое другое.
Разработка технологического процесса изготовления детали втулка
Брестский государственный технический университет Кафедра технологии машиностроения Курсовая работа по дисциплине «Технология машиностроения» Тема: «Разработка технологического процесса изготовления детали втулка» Брест 2014
В данной работе технологический процесс изготовления детали втулка направляющая. Графическая часть содержит 2 листа формата А2 и лист формата А1 графической части, 12 страниц пояснительной записки, маршрутные и контрольные карты, карты эскизов, операционную карту.
Втулка — деталь машины, механизма, имеющая осевое отверстие, в которое входит сопрягаемая деталь. Деталь не сложна в изготовлении, но требует достаточной точности обработки. Деталь — втулка, запрессовывается в корпус поверхностью диаметром Ø36r6. Торец Ø40мм служит для упора втулки в корпус. Точное отверстие Ø20H7 является направляющим. Длина втулки 50 мм. Материал втулки – Сталь 45 ГОСТ 1050-88. Данная сталь широко применяется для изготовления ответственных изделий типа валов, фланцев, втулок и других деталей. Масса детали — 0,283 кг. Производство детали втулка — среднесерийное, 5000-10000 шт/год.
Состав: Деталь втулка, заготовка, операционные эскизы, маршрутные и контрольные карты, карты эскизов, операционная карта, ПЗ
Софт: КОМПАС-3D 13 SP1
Сайт: www
Файлы:
Операционные эскизы.cdw
Пояснительная записка.docx
OK1.doc
Деталь.cdw
Заготовка.cdw
Карта эскизов — 2.doc
Карта эскизов-1. doc
Контрольная карта.doc
Маршрутная карта 1.doc
Маршрутная карта 2.DOC
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы.
Разработка технологического процесса обработки втулки
Рейтинг: 300
Софт: КОМПАС-3D 16
Состав: Графическая часть содержит чертеж детали «Втулка», чертеж заготовки, чертежи наладки 3 листа, план цеха, экономическая часть, охрана труда. Пояснительная записка. Операционные карты
7 19 78
Дипломная работа по теме: «Изготовление технологического процесса детали Втулка»
Рейтинг: 100
Софт: КОМПАС-3D 13
Состав: Рабочий чертеж детали А3, Карты наладки А2, Чертеж приспособления А2, Чертеж измерительного инструмента А3, Чертеж режущего инструмента А3, Технологическая планировка участка А2, Технико-экономические показатели А2, Технологический процесс механической обработки детали а1, ПЗ
0 23 86
Разработка технологического процесса и проектирование участка механической обработки детали «втулка»
Технологический процесс детали втулка
РЕФЕРАТ
Курсовую работу на тему: «Технологический процесс изготовления втулки» разработал студент группы 4ТМ-4 Тябин Андрей
Руководитель работы – Малькова Е. П.
Курсовая работа состоит из расчетно-пояснительной записки объемом 30 листа, которая включает 8 рисунков; использовано 9 литературных источников. Графическая часть, объемом 1 лист формата А3, 1 лист формата А4 и один лист А1, включает чертеж заготовки, детали и чертеж операционных эскизов. Приложение составляют маршрутные карты обработки детали.
Последовательность операций техпроцесса обеспечивает получение заданной точности и качества поверхностей.
Простая конфигурация детали позволила применить достаточно прогрессивные режимы резания, простые и удобные приспособления, высокопроизводительный, в основном стандартный режущий инструмент.
В ходе курсовой работы применялась ЭВМ. В частности использовалось программное обеспечение:
Microsoft Word 2007 – пояснительная записка.
КОМПАС 3D V11 – графическая часть.
СОДЕРЖАНИЕ
Введение…………………………………………………………………3
Анализ назначения и конструкции детали……………………………. 4
Анализ технологичности конструкции детали………………………….5
Выбор заготовки и методов её получения……………….……………..8
Варианты технологического маршрута обработки заготовки………11
Расчет и назначение режимов обработки………………………………16
Выбор оборудования, режущего инструмента, технологической оснастки………………………………………………………………………….19
Машиностроение является важнейшей отраслью промышленности. Его продукцию различного назначения поставляют всем отраслям народного хозяйства.
Технологический прогресс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывным совершенствованием технологии производства. Важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и общественного труда изготовит машину, применив высокопроизводительное оборудование, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависит надежность работы выпускаемых машин, а также экономичность их эксплуатации.
Актуальная задача повышения технологического обеспечения качества производственных машин, и в первую очередь их точности. Точность в машиностроении имеет большое значение для повышения эксплуатационного качества машин и для технологии их производства.
Таким образом, в курсовой работе необходимо разработать технологический процесс, который отвечал бы указанным выше требованиям.
Курсовая работа представляет собой разработку технологического процесса механической обработки детали «втулка»
2.АНАЛИЗ НАЗНАЧЕНИЯ И КОНСТРУКЦИИ ДЕТАЛИ.
Деталь — «Втулка», выполненная из стали 45 ГОСТ 1050-74. Это втулка с твердой износоустойчивой поверхностью при достаточно прочной и вязкой сердцевине, работающее при больших скоростях и средних удельных давлений. Скорей всего на втулку будет установлен подшипник скольжения воспринимающие как напряжение изгиба, так и кручения. Поэтому для изменения этих деформаций, а также передачи крутящего момента возникает необходимость точного изготовления сопряженных деталей. Так как основной системой принята система отверстия, то легче всего изготовить вал, поэтому к нему предъявляются высокие требования.
Дадим оценку правомерности ужесточения допусков на изготовление поверхностей детали и особых требований на их взаимное расположение.
Поверхность Ø52 очевидно предназначена для закрепления шестерни или звёздочки передающего крутящий момент. Для обеспечения точности размеров необходимо на последней операции применить такой вид обработки, как шлифование.
Важной конструкцией детали является материал, из которого она выполнена.
Проведем физико-механические характеристики материала до и после термической обработки и сведем их в таблицу.
Таблица 1. Физико-механические свойства стали 45 ГОСТ 1050-74 [1]
σТ, МПа
σв, МПа
δ ,%
ψ ,%
ан,
МПа
НВ
горячее катаной
НВ
Оттоженной
360
750
16
40
50
241
197
Приведем физико-механические свойства возможной замены материала
Таблица 2. Возможные варианты замены материала детали
Марка
материала
σт,
МПа
σв, МПа
δ ,%
ψ ,%
ан,
МПа
НВ
горячее катаной
НВ
оттоженной
Ст.40Х
Сталь 45
Ст. 50Г
780
360
390
980
750
650
10
16
13
45
40
55
59
50
78
217
241
220
179
197
180
3. АНАЛИЗ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИИ ДЕТАЛИ
Анализируя технологичность конструкции детали, надо рассматривать ее исходя из тех требований, которые приведены в ГОСТ 14.201-83. Согласно стандарту, анализ технологичности конструкции детали необходимо вести по двум направлениям: технологическому контролю чертежей и технологическому анализу.
Технологический контроль чертежей сводится к их тщательному изучению.
После изучения чертежа детали можно заключить следующее: рабочий чертеж втулки содержит все необходимые сведения, дающие полное представления о детали, т.е. имеются все проекции, виды, разрезы. На чертеже указаны все размеры с предельными отклонениями, которые получаются в ходе обработки детали, но отсутствуют некоторые размеры, дающие полное представление о заготовке.
Чертеж детали четко и однозначно объясняет ее конфигурацию и конструкцию, однако отсутствуют данные о массе заготовки. На чертеже присутствуют сведения о материале детали Сталь 45 ГОСТ 1050-74. Имеется информация о покрытии необрабатываемых поверхностей.
Таким образом, анализ показывает, что чертеж детали «втулка» выполнен с некоторыми недочетами, однако основная информация о детали доступна. Чертеж детали предоставлен на рис. 2.1.
Технологический анализ конструкции обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Основные задачи, решаемые при анализе технологичности конструкции детали, сводятся к возможному уменьшению трудоёмкости и металлоёмкости, возможности обработки детали высокопроизводительными методами.
Таким образом, улучшение технологичности конструкции позволяет снизить себестоимость её изготовления без ущерба для служебного назначения.
Рис. 2.1 Чертеж детали
Проанализировав деталь на выполнение служебного назначения и условия её работы в узле, можно сделать вывод о том, что она не требует упрощения конструкции.
На основании изучения условий работы конструкции, проанализировав возможность ее упрощения, замены другой конструкцией, а также возможность и целесообразность замены материала, можно сделать выводы:
— труднодоступных мест в конструкции нет, обработке подвергаются наружные и внутренние поверхности и отверстия.
Практически все поверхности детали являются технологичными, легкодоступными и незатруднительными для обработки. В силу конструкции детали (втулка) точные отверстия можно обработать только одним способом расточными головками, настроенными на черновую и чистовую обработку. Требования к детали и допуски на размеры позволяют обработать все поверхности
без использования специального и высокоточного оборудования. Анализируя возможность непосредственного измерения заданных на чертеже размеров, можно сказать, что потребности в специальных мерительных инструментах не существует. Все выполняемые размеры можно измерить стандартными средствами: штангенциркулями, микрометрами, калибрами.
В итоге можно сделать вывод: данная деталь является технологичной и обладает полностью оправданными материалом, параметрами наружной и внутренней поверхности, обоснованными требованиями по качеству и точности поверхности, которые диктуются как условиями работы, так и надежностью конструкции.
4.ВЫБОР ЗАГОТОВКИ И МЕТОДОВ ЕЁ ПОЛУЧЕНИЯ
Вид заготовки устанавливается на основании чертежа детали, анализа технологических требований и программы выпуска. На выбор метода получения заготовки оказывают влияние:
— материал детали;
— назначение детали;
— технические требования на изготовление;
— объем и серийность выпуска;
— форма поверхностей и размеры детали.
Оптимальный метод получения заготовки определяется на основании всестороннего анализа этих факторов и технико-экономического расчета технологической себестоимости детали.
Максимальная приближение геометрической формы и размеров заготовки к размерам и форме готовой детали — одна из главных тенденций в заготовительном производстве. Выбор метода и способа получения заготовки позволяет снизить затраты на ее изготовление и значительно сократить трудоемкость механической обработки.
Производство втулок | Teknorot
Teknorot занимается производством и продажей кустарников по всему миру. Втулки либо упаковываются и отправляются непосредственно нашим клиентам, либо используются в качестве компонента поперечных рычагов, стабилизаторов тяги, рычагов управления гусеницей и бокового рычага.
Teknorot производит опоры двигателя, опоры трансмиссии, опоры стоек, резиновые буферы для подвески, опоры выхлопных газов и втулки стабилизатора поперечной устойчивости рядом с втулками.
Teknorot является ведущим производителем, который производит втулки на собственном предприятии и имеет один из крупнейших заводов по производству втулок в своем секторе.
Втулка; интеллектуальное соединение между резиной и металлом
Из-за их особого влияния на ходовые качества и безопасность, а также увеличения количества рычагов подвески и поперечных рычагов из листового металла, используемых в текущих конфигурациях шасси, приводит к увеличению использования резины / металла. части.
Вулканизированное соединение между натуральным каучуком и металлом специально разработано с учетом вибраций автомобиля, что значительно повышает комфорт вождения.
Цех по производству втулок работает следующим образом;
Обработка поверхности металлических компонентов, используемых в процессе вулканизации
Вулканизация металлических компонентов и смеси натурального каучука с использованием прессов для трансфера и литья под давлением, в которых все процессы контролируются и управляются компьютером
Каждый втулка Teknorot предлагает высокую прочность и безопасность движения;
Отличные свойства совместимости материалов
Амортизация вибрации шасси
Превосходная сборка
Втулки — это компоненты безопасности и комфорта, разработанные специально для снижения вибрации и шума во время движения автомобиля. Втулки помогают деталям подвески автомобиля соединяться с шасси. Детали втулки могут быть из натурального каучука в зависимости от конструкции автомобиля; тем не менее, может быть изготовлен наполовину из натурального каучука, наполовину из металла. В последние годы вместо металла стали использовать высокопрочные инженерные пластики.
При производстве втулок все сырье, импортируемое извне, в первую очередь проходит строгий входной контроль качества. Если для производства используются металлические детали, процесс начинается с формовки металлических труб эксцентриковыми прессами. Металлические трубы, профилированные в соответствующих качественных условиях. Резина подвергается процессам промывки, шлифования, обезжиривания и окраски, чтобы металл и металлические поверхности можно было идеально склеить друг с другом перед поступлением в вулканизационные прессы. Металлические детали с очищенной поверхностью окрашиваются на полностью автоматической покрасочной линии, чтобы постоянно контролировать желаемую толщину лакокрасочного покрытия.
После необходимой обработки поверхности для склеивания металлические детали обрабатываются резиновой пастой, имеющей систему холодного питателя. Затем можно получить конечный продукт. Характеристики резиновой пасты, используемой в операции вулканизации, точно такие же, как и у оригинальной детали, поставляемой поставщиками класса А. До производства они хранятся на холодном воздухе для сохранения технических свойств резиновой пасты.
за операцией вулканизации и необходимым процессом удаления заусенцев следует хромирование или фосфатирование, которое наносится на корпус. Это предотвращает коррозия продуктов при различных условиях эксплуатации автомобиля. Каждый шаг Производство и контроль качества осуществляют квалифицированные персонал. Обеспечение высокой безопасности вождения и непрерывности прочности является общая миссия команды во всех операциях по производству втулок. Кусты либо упаковываются и отправляются непосредственно нашим клиентам, либо используются в качестве компонента Поперечные рычаги, стабилизаторы поперечной устойчивости и рычаги управления гусеницами.
О компании Kautek
Компания Kautek является производителем резиновых и металлических изделий для легковых и легких коммерческих автомобилей. Kautek является одним из объединений Teknorot.
Имея более чем 30-летний опыт работы в нашем секторе, бренд Kautek был создан в 2012 году для удовлетворения запросов ценных клиентов и обеспечения лучшего обслуживания в области резинометаллических изделий.
Видение состоит в том, чтобы внимательно следить за потребностями сектора и производить товары и услуги высочайшего качества, превосходящие ожидания наших клиентов; и стать растущим, сильным, ведущим и уважаемым мировым брендом.
Миссия состоит в том, чтобы вести Kautek в будущее, постоянно повышая качество и услуги компании, которая придерживается принципов настойчивости, честности, инноваций, решимости и лидерства.
Группа продукции Kautek включает в себя втулки, опоры двигателя, опоры трансмиссии, опоры стоек, резиновые амортизаторы для подвески, турбошланги, карданный вал, опору выхлопа и втулки стабилизатора поперечной устойчивости. Kautek является производителем и дистрибьютором этих групп продуктов.
Kautek является одним из ведущих производителей и дистрибьюторов резинометаллических деталей в Турции и Европе.
Пожалуйста, посетите http://www.kautek.com.tr/ для получения подробной информации о Kautek.
Рукав — технологический процесс, введение
Во время учебы, затем работы в Ф. В.П. VIS S.A. в принципе не было никакой документации, кроме бумаги. Внедрение программы САПР шло полным ходом. Сегодня системы PLM и PDM (Product Lifecycle Management и Product Design Management) позволяют значительно улучшить управление производством, включая синтез, поток, актуализацию технологической документации — как одного из элементов всей системы.
Одновременное функционирование бумажной и электронной документации крайне неэффективно, тем более они параллельны. Внесение изменений в бумажную документацию – не быстрый процесс. Это включает в себя определенную процедуру, в которой необходимо проверить изменения и их утверждение. Это означает трудоемкий оборот документации. Проблема здесь в изменениях без какой-либо авторизации. Интеграция обеих форм сложна и малоэффективна. Технический прогресс, такой как станки с ЧПУ, требует использования цифровых 3D-моделей и, следовательно, программ САПР. В свое время CAD-системы заменяли чертежные доски, а документация по-прежнему была бумажной.
Функции управления документами и контентом, доступные в системах PLM, позволяют вам управлять технологическими документами и техническими публикациями в одной системе управления жизненным циклом продукта вместе со всей другой информацией о продукте. Создатели документации и контента имеют прямой доступ к информации о продукте во время его разработки и могут работать согласованно. Невозможно внести изменения вне системы. Вы можете постоянно обновлять дизайн продукта и документацию в соответствии с изменениями, чтобы сократить время и снизить стоимость подготовки документации, тем самым улучшив качество и конечный продукт.
Дидактически, концептуально освоение подготовки классической 2D технологической документации по-прежнему является необходимым навыком. Изменилась форма его формирования и управления. Однако у системы 2D-записи есть и преимущества в представлении необходимой информации. Ситуация меняется, и системы CAD/CAM все чаще предлагают расширенные возможности для описания свойств поверхности (шероховатость, допуски на геометрические размеры).
По данным Института бизнес-стандартов:
47 % признания сертификата ISO для заводов и компаний не в соответствии с ISO происходит из-за плохого контроля над документацией.
Ежегодно около 3-7% технических данных теряется безвозвратно из-за потери конструкторской документации.
CIMdata сообщает, что 20% времени инженеры и технологи тратят на поиск нужной версии документации по продукту.
Технологические символы в технологической документации
В технологической документации, как и в технической документации, используются технические чертежи и специальные технологические символы для наглядного описания технологического процесса. В таблицах с 1 по 5 представлены эти типы символов и соответствующие пояснения. Таблицы подготовлены на основе уже отозванного стандарта: PN-83/M-01152. В рамках упрощенного технологического маршрута, технологического эскиза в карточке-инструкции важно использование следующих условных обозначений.
Таблица 1. Условные обозначения – обозначение опор.
Таблица 2. Обозначения – зажимы/зажимные усилия на технологическом чертеже.
Таблица 3. Обозначения – приспособления-прижимные усилия на технологическом чертеже.
Таблица 4. Условные обозначения и характер работы/установки рабочих поверхностей технологического оборудования.
Таблица 5. Условные обозначения драйверов и магнитного стола.
Рукав – технологический процесс
В качестве примера для анализа была выбрана дидактическая конструкция части рукавного класса (рис. 1), чисто гипотетическая, в которой проницательные наблюдатели, вероятно, усматривают неясность. Цель данного выбора максимально обсудить подготовку технологического процесса в нескольких вариантах:
на классических машинах,
с использованием станков с ЧПУ,
серийное производство, кованые и литые заготовки,
Производство
шт. – проект заготовки.
Дидактический подход в дополнение к самому классическому позволяет лучше всего описать, объяснить, представить заданный вопрос, позволяет познакомиться с основами. Не узнав о них, трудно освоить возможности методов разработки, в данном случае программ и систем CAM.
Рис.1. Дидактический проект части рукавного занятия.
При анализе технологической конструкции рукава, представленного на рисунке 1, необходимо и полезно использовать информацию, содержащуюся в:
Класс детали втулки и диски – общие технологические процессы.
В вышеупомянутой конструкции детали класса втулки в качестве основного материала была выбрана сталь 15Х – конструкционная легированная сталь для науглероживания.
В рамках обсуждения примерного проекта технологического процесса будет проанализирован и разработан технологический процесс для:
серийного производства, материала поковок, технологического процесса для обычных станков и станков с ЧПУ;
Роторно-поршневой насос — это роторный насос с вытеснителями в виде поршней или плунжеров. Роторно-поршневые насосы подразделяются на аксиально-поршневые, у которых возвратно-поступательное движение поршней параллельно оси вращения насоса, и радиально-поршневые, у которых возвратно-поступательное движение поршней происходит в радиальном направлении.
Аксиально-поршневые насосы выполняются с наклонным диском (шайбой) и с наклонным блоком относительно оси вращения насоса.
На рисунке 1.19, а представлена конструктивная схема аксиально-поршневого насоса с наклонным диском и плунжерами в качестве вытеснителей. Основным элементом насоса является блок 4 с плунжерами 5, который приводится в движение валом 8 и вращается относительно корпуса (корпус на рисунке 1.19, а не показан). Плунжеры опираются на упорный подшипник 6 диска 7, наклоненный под углом γ. Важным элементом насоса является неподвижный торцевой распределитель 1 с окнами 9 и 10. Рабочие камеры 2 и 3 насоса представляют собой замкнутые объемы внутри блока 4.
При работе насоса плунжеры 5 вращаются вместе с блоком 4 и одновременно скользят вместе с подшипником 6 по наклонному диску 7. За счет диска 7 и пружин внутри рабочих камер обеспечивается возвратно-поступательное движение плунжеров 5 относительно блока 4. При этом рабочие камеры меняют свой объем от минимального (позиция 3) до максимального (позиция 2) и обратно. Для подвода и отвода жидкости служит неподвижный распределитель 1 с дугообразными окнами 9 и 10. Он устроен таким образом, что при увеличении объема рабочей камеры она соединяется со всасывающим трубопроводом через окно 9, а при уменьшении — с напорным трубопроводом через окно 10.
Аксиально-поршневой насос с наклонным блоком 4 (рисунок 1. 19, б) несколько отличается по конструкции от предыдущего насоса. Главное отличие заключается в том, что у него относительно оси вращения (вала 8) наклонен не диск 7, а блок 4. Из-за наклона блока 4 относительно ведущего вала 8 у большинства насосов такой конструкции имеется дополнительный вал 12 с шарнирами для передачи вращающего момента от диска 7 на блок 4. В приведенной конструкции вытеснителями являются поршни 11, которые нагнетают жидкость из рабочих камер 2 и 3 через торцевой распределитель 1.
Принципы работы насосов с наклонным блоком и наклонным диском не отличаются друг от друга, но в показанной на рисунке 1.19, б конструкции поршни 11 совершают возвратно-поступательное движение за счет кинематической связи между ними и диском 7. Это отличие не является принципиальным. Такие конструкции вытеснителей используются и в насосах с наклонными дисками.
Объем рабочей камеры VК для обеих разновидностей этих насосов равен произведению площади поршня (плунжера) и его рабочего ходаl . Однако рабочий ход l для этих насосов будет вычисляться по разным зависимостям. Для их определения на рисунке 1.19 построены треугольники, показывающие связь рабочего хода l с диаметром D. Из геометрических соотношений следует, что для насоса с наклонным диском , а для насоса с наклонным блоком . Тогда с учетом (1.34) получим формулы для вычисления рабочих объемов аксиально-поршневого насоса с наклонным дискомV0Д и наклонным блоком V0Б: (1.38) и (1.39)
Аксиально-поршневые насосы могут быть регулируемыми. Регулирование обеспечивается за счет изменения угла у наклона диска 7 (у насоса с наклонным диском, см. рисунок 1.19, а) или угла у наклона блока 4 (у насоса с наклонным блоком, см. рисунок 1.19, б). В обоих случаях это приводит к изменению хода вытеснителя и рабочего объема насоса (см. формулы (1.38) и (1.39)).
Аксиально-поршневые насосы отличаются от ранее рассмотренных насосов сложностью изготовления и, как следствие, большей стоимостью, но имеют существенно лучшие эксплуатационные характеристики. Они создают давления до 30…40 МПа, могут работать в широком диапазоне частот вращения (500…4000 об/мин и более). Полные КПД этих насосов достигают 0,90…0,92, а объемные КПД — 0,95…0,98. Аксиально-поршневые насосы применяются в авиации, машинах для строительных и дорожных работ, а также в сельскохозяйственном машиностроении и станкостроении.
В радиально-поршневых насосах вытеснителями также являются поршни или плунжеры, но расположенные радиально. На рисунке 1.20 представлена конструктивная схема радиально-поршневого насоса однократного действия. Основным элементом насоса является ротор 4 с плунжерами 5, который вращается относительно корпуса 6 насоса. Ротор 4 установлен в корпусе 6 со смещением оси (с эксцентриситетом е). Полости всасывания и нагнетания располагаются в центре насоса и разделены перемычкой 2.
1,3 — рабочие камеры; 2 — перемычка;
4 — ротор; 5 — плунжеры; 6 — корпус
Рисунок 1.20 — Радиально-поршневой насос
При работе насоса плунжеры 5 вращаются вместе с ротором 4 и одновременно скользят по корпусу 6. За счет этого и пружин внутри рабочих камер обеспечивается возвратно-поступательное движение плунжеров 5 относительно ротора 4. Когда рабочая камера перемещается из верхнего положения 3 в нижнее 1, ее объем увеличивается. При этом перемещении она через отверстие в роторе 4 соединена с полостью всасывания, поэтому обеспечивается ee заполнение рабочей жидкостью — всасывание. При обратном перемещении — из нижнего положения 1 в верхнее 3 — объем камеры уменьшается и происходит вытеснение жидкости в полость нагнетания.
Объем рабочей камеры VK найдем как произведение площади плунжера и его рабочего хода l . Из анализа рисунок 1.20 следует, что l = 2е. Тогда с учетом (1.34) получим формулу для рабочего объема насоса:. (1.40)
В формулу (1.40) включена кратность работы k, так как радиально-поршневые насосы могут быть дву- и многократного действия. Это обеспечивается за счет создания на внутренней поверхности корпуса специального профиля (как у пластинчатого насоса двукратного действия, см. рисунок 1.17, б), благодаря которому каждый плунжер совершает два или более рабочих ходов за один оборот ротора.
Следует также отметить, что эти насосы однократного действия могут быть регулируемыми. В регулируемом насосе изменение рабочего объема обеспечивается за счет смещения ротора 4 относительно корпуса 6, т. е. за счет изменения величины е. Радиально-поршневые насосы применяются существенно реже, чем аксиально-поршневые. Их главное отличие от других роторных насосов заключается в том, что они выпускаются с большими рабочими объемами.
Роторно-поршневые насосы | Судовые вспомогательные механизмы и системы
В силу присущей роторно-поршневым насосам высокой равномерности подачи они широко применяются в судовых гидравлических системах с давлением до 40 МПа. В роторно-поршневом насосе рабочие органы выполнены в виде поршней (плунжеров), а вытесняемые объемы замыкаются вытеснителями в цилиндрических полостях вращающегося ротора (цилиндрового блока). Различают роторно-поршневые насосы: радиальные (с радиальным относительно оси вращения ротора расположением цилиндров) и аксиальные (с аксиальным относительно оси вращения цилиндрового блока расположением цилиндров, движение поршней в которых обеспечивается наклонной относительно ротора втулкой).
В радиально-поршневых насосах поршни движутся в одной плоскости, а цилиндры расположены звездообразно (рис. 2.6), причем их оси пересекаются в одной точке. Цилиндры такого насоса можно разместить в несколько рядов (от двух до шести), благодаря чему можно получить большую подачу. Радиально-поршневые насосы изготовляют как в регулируемых, так и нерегулируемых по подаче вариантах. Для изменения подачи такого насоса смещают блок цилиндров относительно оси статора на величину эксцентриситета е. Изменением знака е осуществляется реверс подачи жидкости насосом.
Принципиальная схема аксиально-поршневого насоса представлена на рис. 2.7.
На валу 5 под углом а к горизонтали жестко закреплен диск 1, который может вращаться вокруг оси z—z. В невращающуюся втулку 2 входит диск. Если диск вращается вокруг оси z—z, втулка будет совершать колебательные движения, все время оставаясь в плоскости вращающегося диска. Колеблющаяся втулка пространственными шарнирами 3 соединена со штоками поршней цилиндров 4, расположенных вокруг оси z—z параллельно ей. Так как втулка лишена возможности вращаться, то, совершая колебательные движения, она заставляет штоки поршней через шарниры совершать возвратно-поступательные движения. Число цилиндров принципиально может быть каким угодно большим, а ход поршня будет определяться диаметром втулки и углом а. Для изменения подачи насоса изменяют угол наклона путем поворота блока цилиндров или втулки. Изменением знака угла осуществляется реверс подачи жидкости насосом.
Расчетная подача радиально-поршневого насоса определяется как объем, описываемый его поршнями за единицу времени: Qт = qn = 0,25пd2 hzn — 0,5п d2enz, где q — рабочий объем насоса, м3/об; d — диаметр цилиндра, м; h — ход поршня, м; z— число поршней (цилиндров).
Расчетную подачу аксиально-поршневого насоса можно вычислить с некоторым приближением по выражению Qт = qn = 0,25пd2znD tg α, где D — диаметр окружности, на которой расположены центры цилиндров, м. Приведенное выражение будет справедливым лишь в случае, когда угол а равен нулю; в остальных случаях оси шатунов (между шайбой и штоком поршня) будут находиться по отношению к осям цилиндров под некоторым углом. Однако, принимая во внимание, что угол а обычно не превышает 30°, ошибка, вызываемая этим допущением, относительно невелика.
Мощность бескривошипных насосов определяется так же, как и для насосов остальных типов.
Радиально-поршневые насосы выполняют для давлений 20—30 МПа и применяют в гидросистемах рулевых машин. Аксиально-поршневые насосы имеют по сравнению с радиальными преимущество: их масса при прочих равных условиях меньше массы радиальных примерно в два раза. Особенностью этих насосов является малый момент инерции, что имеет существенное значение при использовании их в качестве гидродвигателей.
Роторно-поршневой насос Shanley имеет исключительно уникальную «роторно-поршневую» конструкцию, основанную на принципах работы поршневых насосов. Поршневой насос является наиболее эффективным и наиболее производительным поршневым насосом.
Однако конструкция «роторного поршня» полностью устраняет необходимость впускных и выпускных клапанов и имеет большие отверстия. Когда ротор вращается, возникает возвратно-поступательное движение, так что челнок и поршень работают как два поршня двойного действия в своих соответствующих цилиндрах, что приводит к четырем большим последовательным подачам потока за один оборот насоса.
Роторно-поршневой насос работает на более высоких скоростях по сравнению с шестеренчатыми и лопастными насосами из-за большей более низкие требования к давлению всасывания. Ротационно-поршневые насосы могут работать с более высокой вязкостью, чем шестеренчатые и лопастные насосы, и обеспечивают щадящую, неэмульгирующую и не вызывающую сдвига перекачиваемую жидкость. Материалы конструкции – чугун, сталь или бронза. Ротационно-поршневые насосы Shanley поставляются с полным потоком, построенным на предохранительных клапанах. Уплотнения вала с набивкой, механические уплотнения или картриджные механические уплотнения. Дополнительные паровые рубашки для нагрева насоса.
Применение насосов
Роторно-поршневые насосы Shanley
применяются для погрузки и разгрузки цистерн, автоцистерн и вагонов-цистерн из-за их способность полностью опорожнять как всасывающий, так и нагнетательный трубопровод. Типичная перекачка, циркуляция и технологическая откачка очень широкий спектр жидкостей от жидких жидкостей до чрезвычайно вязких жидкостей без каких-либо модификаций насоса.
Конструкция насоса
9Роторно-поршневые насосы Shanley 0010 изготавливаются из различных материалов, таких как чугун, сталь и бронза, для обеспечения коррозионной стойкости. Уплотнение вала обычно представляет собой сальниковое уплотнение, но также могут быть предусмотрены различные механические уплотнения. Также есть насосы с обогревающими или охлаждающими рубашками, которые также могут быть установлены на существующих установках.
Типы привода насоса
Роторно-поршневые насосы могут иметь прямой привод от двигателей, двигателей через редуктор или любой прямой привод. Прочный подшипник конструкция также хорошо подходит для клиноременных или цепных приводов без дополнительных подшипниковых опор.
Ниже перечислены некоторые из выдающихся особенностей роторно-поршневых насосов Shanley, которые делают их более подходящими, чем шестеренные насосы, для многих насосных применений:
Роторно-поршневые насосы Shanley
могут с гораздо большей легкостью перекачивать жидкости с высокой вязкостью. и требуется гораздо более низкое всасывание, даже при более высоких скоростях вращения. Жидкость легко поступает в и из 4 больших насосных полостей без ограничений. Шестеренчатые и лопастные насосы имеют необходимо заполнить гораздо больше зубьев шестерни или небольших карманов, что требует более высокого давления всасывания.
Жидкость не сдвигается, не перемешивается, не нагревается и не эмульгируется, как в шестеренных насосах, защищая чувствительные жидкости, такие как шоколад, от любого потенциального повреждения.
Идеально подходит для погрузки и разгрузки грузовиков и полностью опорожняет всасывающая труба насоса и напорная труба и работать всухую без повреждения насоса. Шестерня и лопасть насосы будут повреждены, если они будут работать всухую.
Идеально подходит для перекачки асфальта и может использоваться для перекачки при высоких температурах. условиях до 300°C, 530°F.
Удлиненный одиночный вал насоса, поддерживаемый двумя прочными подшипниками, широко разнесенными, принимая во внимание возможные внешние радиальные силы от привода насоса. Насос может быть приводимый в движение двигателем, установленным на грузовике ВОМ, клиновидными ремнями или цепным приводом с очень надежным и длинным срок службы.
Поставляется с полнопроходными встроенными предохранительными клапанами для защиты в случае аварии. закрытый нагнетательный клапан или неисправность, защищающие насос и двигатель от повреждений из-за избыточного давления.
Из-за большой площади поверхности потенциальный износ от абразивных жидкостей распространяется и следовательно, значительно продлевает срок службы насоса по сравнению с маленькими наконечниками шестерни и лопасти. насосы, которые могут быть подвержены потенциально быстрому износу и сокращению срока службы.
Насосы с внешним зацеплением имеют 2 вала и 4 подшипника, которые либо расположены внутри, либо изделие смазано и подвержено износу от горючего и загрязненных жидкостей, что приводит к укороченный срок службы подшипника или расположенные снаружи и, следовательно, требующие 4 уплотнений вала. Когда подшипники выходят из строя в насосах с внешним зацеплением, расстояние между центрами валов изменяется, что приводит к износ, потеря производительности и преждевременный выход насоса из строя. Эта проблема решается с помощью одного конструкция вала роторно-поршневого насоса Shanley.
Все роторно-поршневые насосы Shanley уникально поставляются с стандартная функция. Эта регулировка зазора позволяет компенсировать износ даже после много лет службы. Эта уникальная особенность продлевает срок службы насоса.
В крупносерийном производстве для сверления нескольких отверстий в каждой заготовке применяют многошпиндельные сверлильные станки с горизонтальным или вертикальным расположением шпинделей. Наиболее часто многошпиндельные станки служат для сверления отверстий в деталях, соединяемых на шкантах.
Настройка станков
Выбирают режим работы многошпиндельных станков, пользуясь данными, приведенными для одношпиндельных станков.
Настройка многошпиндельных станков несколько сложнее, чем одношпиндельных. Вначале по размеру высверливаемых отверстий подбирают сверла, устанавливают и закрепляют их в патронах. После этого на стол укладывают шаблон или деталь-образец, по которым устанавливают шпиндели. В горизонтальной плоскости поперек станка их перемещают по балкам вручную. Все шпиндели, закрепленные на одной балке, после этого передвигают в продольном направлении также вручную. Это трудоемкая операция, поэтому многошпиндельные станки целесообразно применять только в случае обработки больших партий деталей.
Установив шпиндели, регулируют высоту (в случае электрического управления станком) конечных выключателей или упоров при подаче от гидропривода в зависимости от требуемой величины подъема и опускания стола. Для базирования заготовок, которое должно осуществляться по двум взаимно перпендикулярным кромкам, на столе закрепляют линейки, а для закрепления заготовок устанавливают прижимы с пневмоприводом.
Несмотря на значительную затрату времени на вспомогательные операции (снятие и закрепление деталей), многошпиндельные сверлильные станки высокопроизводительны.
Настройка станка СГВП-1 начинается с выбора насадок и оправок, нужных для сверления. Если расстояния между смежными отверстия-щи равны или более 100 мм, можно настраивать станок без применения насадок. Насадки могут быть установлены как на горизонтальные, так и на вертикальные головки.
После установки насадок поворотом рукоятки дросселей пневмопривода устанавливают нужную скорость подачи, при этом учитывают диаметр сверления и количество сверл, устанавливаемых на головке.
Затем на стол устанавливают щит-шаблон и по отверстиям в нем размещают силовые головки. Предварительно на головках укрепляют сверла, диаметр которых соответствует размеру отверстий в щите-шаблоне.
Качество настройки проверяют сверлением в щите отверстий с последующей проверкой правильности их размещения.
Работа на станках
При работе на станке с гидроприводом подачи станочник укладывает на стол заготовку, прижимает ее к базовым линейкам и, нажимая на педаль, включает подачу. В этот момент автоматически срабатывают прижимы, и заготовка подается вместе со столом вверх. В крайнем верхнем положении стол останавливается. Горизонтальные и вертикальные шпиндели перемещают сверла, выбирая в шите отверстия. Затем стол опускается. Когда стол занимает исходное положение, то нажимает на нижний конечный выключатель, отключающий прижимы. Прижимы поднимаются. Станочник снимает деталь и кладет на стол следующую заготовку.
Специальными шаблонами необходимо систематически проверять правильность размеров и расположения отверстий и в случае надобности регулировать шпиндели и базовые линейки.
На станке СГВП-1 работает один станочник. В начале работы нужно перевести переключатель в положение «Наладка»; включением соответствующих кнопок панели проверить направление вращения всех сверл, подачу их, прижим заготовки. Затем переключатель устанавливают в положение определенного режима работы и нажимают кнопку «Пуск станка».
—
В крупносерийном производстве для одновременного сверление нескольких отверстий в щитовой детали применяют горизонтально-вертикальны, многошпиндельные сверлильно-присадочные станки (СГВП-1, СГВП-3). Станки СГВП-1 А оснащены загрузочно-разгрузочными устройствами.
Конструкция станков. Сверлильный горизонтально-вертикальный многошпиндельный присадочный станок СГВП-1А (рис. 1, а) предназначен для одновременного сверления отверстий как в пласти, так и в кромках щитов. Станок включает в себя две стойки, соединенные между собой балками с прямоугольными направляющими и порталом. На направляющих смонтированы четыре вертикальных и два горизонтальных сверлильных агрегата, элементы базирования заготовки на позиции и конвейер. На портале размещены переставляемые прижимы. Каждый вертикальный агрегат можно переставлять вручную по направляющим вдоль станины на заданные размеры щита.
Горизонтальные агрегаты кроме перемещения вдоль станины маховичком можно регулировать по высоте маховичком.
Для перемещения заготовки в станок и удаления готового изделия из станка служит конвейер из клиновых ремней, движущийся от мотор-редуктора.
Сверлильные агрегаты станка выполнены из унифицированных сборочных единиц (рис. 123, б): шпиндельной насадки, траверсы и суппортов, установленных на направляющие станины. Шпиндельная насадка совершает движение подачи по круглым направляющим от пневмо-цилиндров, встроенных в траверсу. Для точного параллельного перемещения насадки имеется синхронизирующий вал с шестернями на концах, которые находятся в зацеплении с зубчатыми рейками.
Регулировка по высоте траверсы с насадкой осуществляется маховичком через зубчатые конические и винтовые передачи. Механизм настройки на ширину щита включает в себя маховичок 15, зубчатую коническую и зубчато-реечную передачи. В заданном положении суппорты крепятся фиксатором.
Шпиндельная насадка состоит из корпуса, в котором размещены рабочие шпиндели и привод. От электродвигателя (2880 об/мин) через муфту движение передается центральному шпинделю, от которого последовательно через зубчатые шестерни приводятся во йращение другие шпинделей. Соседние шпиндели вращаются в разные стороны, а расстояние между ними не регулируется и равно 32 мм.
Кроме основной насадки к станку прилагаются дополнительные насадки, которые имеют по пять шпинделей каждая. Дополнительная насадка устанавливается на корпус основной насадки, а привод шпинделей осу ществляется от одного из шпинделей основной насадки.
Выбор режима работы. Основной регулируемый параметр сверления — величина осевой подачи, которую определяют по допустимой подачи на резец. Для чистового сверления облицованных щитов из древесностружечных плит подача на резец S, должна быть не более 0,15…0,5 мм, а при пониженном требовании к качеству обработки — не более 0,5… 0,8 мм. Подачу на оборот S0 (м/мин) вычисляют по формуле So=Szrtz/1000, где п — частота вращения сверла, об/мин; z-число резцов.
Наладка станков. В сверлильных присадочных станках используют стандартные цилиндрические сверла, а также специальные сверла с резьбовым хвостовиком и лысками под ключ. Сверла стандартные крепят на шпинделе с помощью кулачковых или специальных патронов.
Установка сверл на резьбе позволяет увеличить надежность их крепления и уменьшить расстояние между шпинделями, так как патронов не требуется. Сверла с левой резьбой ввинчивают в резьбовое отверстие шпинделя, вращающегося по часовой стрелке, а сверла с правой резьбовой — в шпиндели с вращением по часовой стрелке.
Нужное количество сверл определяется числом отверстий, которые необходимо высверлить. Сверла устанавливают только в те шпиндели, расположение которых соответствует расположению отверстий в детали.
После установки сверл настраивают горизонтальные и вертикальные сверлильные суппорты, а также базирующий механизм в зависимости от размеров обрабатываемого щита. Одновременно регулируют положение направляющих линеек и базирующих упоров так, чтобы обеспечивалось требуемое расстояние отверстий от базовых кромок щита. Величину перемещения отсчитывают по шкалам, укрепленным на направляющих.
Если сверла настраивают с помощью шаблона, следят за тем, чтобы его базовые поверхности касались всех боковых и задних выдвижных упоров. При базировании изделий по тем же упорам расстояния до отверстий от базовых кромок будут строго выдержаны независимо от колебаний размеров изделия. Шпиндельные насадки устанавливают путем продольного и поперечного перемещения по направляющим так, чтобы сверла совпадали с отверстиями в шаблоне.
При сверлении глухих отверстий применяют сверла длиной не более 80 мм. Глубину сверления регулируют гайкой, навинчиваемой на втулку механизма подачи насадки. Пневмоприжимы переставляют по длине ста-; нивы, а прижимные колодки закрепляют на штоках в зависимости от ширины щита.
Скорость подачи шпиндельных насадок выбирают в зависимости от, глубины сверления и твердости материала щита и регулируют дросселем в пределах 0,2…1,5 м/мин.
Правильность наладки станка проверяют обработкой пробной детали. После устранения неисправностей приступают к обработке всех деталей партии.
Работа на станках. Станочник укладывает на конвейер заготовку и прижимает ее к боковой упорной линейке. Нажимая на педаль, включает подачу конвейера и заготовка подается в рабочую зону станка. Заготовка в станке фиксируется двумя задними упорами, двумя досылающими пневмоцилиндрами для полжития щита к задним упорам, и двумя досылающими цилиндрами для прижима щита к левой базовой линейке. При фиксации по команде шпиндельные насадки перемещаются на заготовку. После сверления упоры поднимаются, щит выносится из рабочей зоны станка, а шпиндельные насадки возвращаются в исходное положение. Готовые детали складывают в штабель.
В процессе обработки станочник периодически проверяет калибром или специальным шаблоном точность расположения высверливаемых отверстий.
Реклама:
Читать далее:
Сверлильно-пазовальные станки
Статьи по теме:
Коллективная (бригадная) форма организации труда
Общие сведения о техническом обслуживании и ремонте станков
Комплексное использование древесины в лесопильном производстве
Агрегатные станки и линии в лесопилении
Дефекты пиломатериалов после распиловки на лесопильных рамах
Главная → Справочник → Статьи → Блог → Форум
Многошпиндельные станки
— подробный обзор
Многошпиндельный станок — это винтовой станок, который сделан таким образом, что он может одновременно резать материалы на мелкие кусочки с помощью нескольких инструментов.
Эта машина оснащена несколькими шпинделями, расположенными на барабане, который вращается горизонтально. Один оборот барабана может выполнить количество операций, которые необходимо выполнить для завершения детали, и барабан делает это за счет разделения необходимой работы между количеством шпинделей в станке.
Это делает эту машину очень эффективной, так как часть операции будет выполняться при каждом обороте барабана. Многошпиндельные станки бывают двух типов: с вертикальным и горизонтальным вращением.
Многошпиндельная сверлильная головка
Буровая головка многошпиндельного станка обычно состоит из нескольких шпинделей, установленных на шарикоподшипниках, приводимых в движение шестернями. Выбор подшипников, которые будут использоваться в буровой головке, зависит от расстояния между шпинделями.
Например, там, где шпиндели расположены достаточно близко друг к другу, будут использоваться роликовые упорные шарикоподшипники. Асинхронный двигатель используется для привода шпинделей, а скорость, с которой двигатель вращает шпиндели, регулируется частотно-регулируемым приводом.
Они используются в массовом производстве из-за их высокой эффективности во время работы, а также они экономят много времени, когда необходимо просверлить много отверстий за раз. Они повышают производительность компании и сверлят отверстия на одном и том же оборудовании одинакового размера, что позволяет заменять отверстия.
Многошпиндельные насадки для сверлильной головки
Многошпиндельный станок может иметь два типа крепления: фиксированное или регулируемое. В регулируемой сверлильной головке вы можете изменять межцентровое расстояние сверлильного шпинделя в соответствии с вашими требованиями, тогда как в фиксированной сверлильной головке вы не можете изменить межосевое расстояние.
Для обоих этих приспособлений вы получите огромную выгоду, так как они оба повышают производительность ваших операций, время, необходимое для сверления одного отверстия, будет равно времени, необходимому для сверления нескольких отверстий, и такое сверление обеспечивает точность положения отверстия.
Конструкция многошпиндельной буровой головки
Многократная буровая головка состоит из следующих частей: шестерни, регулируемая система передачи, шарикоподшипники, верхние плиты, сверлильный патрон, нижние плиты, сверлильный инструмент, хвостовик, шпонка и вал.
Многошпиндельный токарный станок
Токарный станок — это инструмент, который используется для вращения обрабатываемого материала вокруг своей оси, что позволяет выполнять такие операции, как резка, деформация и токарная обработка с использованием инструментов, прикрепленных к заготовке.
Для массового производства предпочтение отдается многошпиндельным токарным станкам, поскольку их производительность в четыре-шесть раз выше по сравнению с тем, что может предложить вам один токарный станок. Их точность также намного выше, и они экономят много времени.
Многошпиндельный автоматический токарный станок
Этот тип станка может выполнять различные виды операций, включая растачивание отверстий, токарную обработку, снятие фаски, нарезание резьбы, нарезание канавок, а также сверление, и это выполняется путем перемещения обрабатываемой детали между шестью-восьмью позициями в машина.
Этот инструмент может обеспечить очень короткое время цикла, разделяя один процесс на шесть или восемь раз, что позволяет выполнять процесс быстро и эффективно. Этот станок намного лучше, чем одношпиндельный токарный станок, так как он может производить скорость, в пять раз превышающую скорость, которую может предложить однотокарный станок. Преимущество использования этой машины заключается в том, что вы можете значительно варьировать скорость в соответствии с вашими потребностями для достижения наилучших результатов.
Машина выполняет быстрый цикл следующим образом. Весь выполняемый процесс будет разделен на количество шпинделей в станке. Предположим, что машина, которую вы используете, имеет шесть шпинделей, процесс будет разделен на шесть процессов, которые будут выполняться одновременно.
Наибольшее время занимают этапы загрузки и выгрузки обрабатываемого материала. Это длительное время, необходимое для загрузки и выгрузки заготовки, равно общему времени цикла обработки материала.
Это отличается от токарного станка с одним шпинделем, где общая продолжительность, необходимая для обработки материала, является суммой всего периода, в течение которого материал обрабатывается, поскольку процессы не делятся на более мелкие подпроцессы для экономии времени. .
Разница между одношпиндельными и многошпиндельными токарными станками
Производительность: Вы, наверное, слышали о людях, которые хвалят производительность многошпиндельных токарных станков за их высокий КПД. Это связано с тем, что многошпиндельный станок обычно имеет шесть основных шпинделей, тогда как токарные станки с одним шпинделем будут иметь один главный шпиндель, который работает вместе с вспомогательным шпинделем. Это означает, что сложный одиночный токарный станок сможет одновременно выполнять не более четырех операций. Учитывая, что многошпиндельные станки работают по тому же принципу, что и одиночный токарный станок, выполняющий две операции на шпиндель, вы можете себе представить, насколько больше работы вы можете выполнить, используя многошпиндельный станок. Там, где во время процесса на многошпиндельном станке остаются операции, они могут выполняться вспомогательным шпинделем, что делает процесс еще более эффективным.
Энергоэффективность : Чем меньшее количество машин, которые вы используете для достижения тех же результатов, которые могут быть получены при использовании ряда машин, тем меньше затраты энергии вы понесете в своей работе. Он будет потреблять меньше энергии по сравнению с количеством отдельных токарных станков, которые вам понадобятся для получения тех же результатов.
Экономия места : многошпиндельный станок занимает намного меньше места по сравнению с однотокарным станком, и для компании, которой не хватает места, этот тип станка является лучшим вариантом.
Многошпиндельный токарный станок не только обеспечивает высокую производительность, но и экономит время и пространство, что делает ваши операции еще более эффективными.
Свяжитесь с Давенпортом
Если у вас есть какие-либо вопросы или вы хотите запросить расценки, свяжитесь с нами напрямую!
анкерные технологии в строительстве: Химические анкеры
MKT — анкерные технологии в строительстве: Химические анкеры
OOO «АМ-ГРУПП», 2005-2020 Все права защищены
Главная » Химические анкеры
Различные типы химических анкеров, используемых в конструкциях
Химические анкеры — это общие термины, относящиеся к стальным шпилькам, болтам и анкерным креплениям, которые приклеиваются к основанию, обычно кирпичной кладке и бетону, с использованием клеевой системы на основе смолы. Химические анкеры относятся к соединению, используемому между металлическими элементами и материалами подложки. К металлическим элементам в данном случае относятся стержни, а материалом подложки может быть кирпич или раствор. Синтетические смоляные клеи используются для формирования соединения. Они очень эффективны при использовании в приложениях с высокой нагрузкой. Основное значение химических анкеров и наполнителей заключается в том, что они образуют очень прочные связи. Эти связи на самом деле прочнее по сравнению с основными материалами. Для создания этих соединений используется химическая адгезия, а это означает, что основной материал не подвергается нагрузкам. Это сделало их более популярным вариантом, чем распорные анкеры. Эти анкеры изначально использовались в бетоне, предназначенном для удержания тяжелых грузов.
Идеально подходит для применения при высоких нагрузках, практически во всех случаях полученное соединение прочнее, чем сам основной материал, а поскольку система основана на химической адгезии, к основному материалу передается напряжение холостого хода, как в случае анкеров распорного типа. и поэтому идеально подходят для крепления близко к краю, уменьшенного центра и групповой анкеровки и использования в бетоне неизвестного качества или с низкой прочностью на сжатие. Еще одно значение химических анкеров и наполнителей заключается в том, что они подходят для фиксации материала близко к краю. Их также можно использовать для склеивания с пониженной прочностью на сжатие.
Для анкеров этого типа могут потребоваться различные типы опор для поддержки высоких нагрузок в строительной отрасли. Конические роликовые подшипники — это экспертная компания по производству подшипников, которая может предоставить вам любой тип подшипников, который вам нужен для работы. Используя высококачественные материалы, а также доступные цены, вы можете быть уверены, что получите наилучшее соотношение цены и качества.
Типы химических анкеров, используемых в конструкциях
Существует пять типов химических анкеров, используемых в конструкциях с различными характеристиками, каждый из них анализируется ниже.
Химический анкер из полиэстера
Химический анкер из полиэстера представляет собой распространенную на рынке систему инъекционного анкерования, которая проста в использовании и широко применяется. 2 компонента заполнены в различных размерах двойного инъекционного картриджа. Это реактивная смола, используемая для производства двухкомпонентного инъекционного раствора. Применяются для крепления стальных дюбелей, лестниц, поручней, фасадов зданий, звукоизоляции, трубопроводов, навесов, кронштейнов, соединений арматуры после монтажа. Его также можно использовать для средней нагрузки, анкеровки резьбовых стержней и арматурных стержней на сухом бетоне или основании без трещин.
Ненасыщенный полиэфирный химический анкер
Ненасыщенный полиэфирный химический анкер представляет собой реактивную смолу, используемую для производства двухкомпонентного инъекционного раствора, при этом как ненасыщенные полиэфирные смолы растворяются в стироле (исходный тип смолы), так и стирол- используются свободные ненасыщенные полиэфирные смолы с родственными стиролу мономерами в качестве реакционноспособного растворителя. Различные составы предлагают широкий спектр применения и преимуществ. В современных продуктах смолы более низкого уровня предназначены для использования в кирпичной кладке и бетоне без трещин. В то время как метакрилаты и чистые эпоксидные смолы находятся на верхнем уровне, их можно использовать в более напряженных условиях, таких как растрескавшийся бетон, арматура и сейсмические условия.
Эпоксидно-акрилатный химический анкер
Эпоксидно-акрилатный химический анкер представляет собой двухкомпонентную эпоксидно-акрилатную смолу без стирола для использования в бетоне и кирпичной кладке. Он разработан как быстротвердеющий, высокопрочный анкер из смолы для очень высоких нагрузок и критических креплений, особенно в агрессивных средах или в условиях повышенной влажности. Он применим для тяжелых, высокопроизводительных нагрузок, быстрого отверждения и слабого запаха, основан на технологии винилэфира без стирола с высокой реакционной способностью. Он обеспечивает очень хорошую химическую стойкость в очень агрессивных средах или во влажных условиях, даже в подводных якорях. Он также используется для фиксации в сплошных строительных опорах или пустотелых материалах, в стенах, колоннах, фасадах, полах и т. д.
Химический анкер из чистой эпоксидной смолы
Стандарт из чистой эпоксидной смолы представляет собой двухкомпонентную анкерную систему с чистым эпоксидным связующим в соотношении 1:1 для использования в бетоне с трещинами и без трещин в нормальных и сейсмических условиях. Стандарт Chemical Anchor Pure Epoxy Standard, разработанный для самых требовательных конструкций и соединений арматуры, гарантирует очень высокую несущую способность. Он разработан специально для строительной отрасли. Некоторые области применения включают анкеровку резьбовых стержней, арматурных стержней или втулок с внутренней резьбой в бетон (обычный, пористый и легкий), а также в сплошную каменную кладку. Он имеет очень высокую прочность сцепления с разрушением бетона, что делает его пригодным для очень ровных климатических условий. Он идеально подходит для приложений с высокими нагрузками, полученное соединение прочнее, чем сам основной материал, и, поскольку система основана на принципе адгезии, к основному материалу не передается дополнительное напряжение нагрузки, как в случае с распорными анкерами, и поэтому они идеально подходят для близкое к краевому креплению, уменьшенное центральное и групповое анкерование и использование в бетоне неизвестного качества или с низкой прочностью на сжатие.
Гибридные системы
Гибридная система включает двухкомпонентный химический анкер, который быстро отверждается, поэтому вы можете нагружать точку крепления раньше, чем с эпоксидным анкером. Его можно использовать везде, где требуется резьбовой стержень или арматура в бетоне. Если вам требуется анкерное крепление для соединений конструкционной стали, таких как стальные балки или колонны, с бетоном, такие конструкции, как стеллажи, звуковые барьеры или ограждения, высокореактивные смолы могут быть введены в скважину до вставки стальной шпильки или болта. Реагирующая смесь заполняет все неровности и делает отверстие герметичным со 100% сцеплением, что создает дополнительную прочность при нагрузке. Он также укрепляет структуру бетонных стен и вокруг скважины, делая ее устойчивой к растрескиванию. Наконец, химическая анкеровка позволяет установщику внести небольшие коррективы в выравнивание шпильки, пока химическая смесь еще затвердевает.
Заключение
Если вы не имеете ни малейшего представления о качестве бетона, который вы используете для строительства, химические анкеры — идеальный выбор. Существуют различные системы доставки и варианты на выбор, если вы собираетесь использовать химические анкеры. Однако все они основаны на одном и том же фундаментальном принципе. Они используют базовую смолу, которая комбинируется с другим элементом, чтобы начать процедуру отверждения. Важно изучить различные доступные варианты смол, чтобы понять ценность химических анкеров. Химические анкеры имеют практически неограниченную глубину заделки, поэтому в отверстие можно вставить стержень любой длины для увеличения несущей способности.
Что такое гравировка по дереву? Как ее сделать самостоятельно дома? Мы расскажем вам в этой статье.
{{{title}}}
{{{text}}}
Получить каталог оборудования
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Поля отмеченные * обязательны для заполнения
Получить каталог оборудования
На что можно наносить рисунки? На что угодно. От мелких сувениров, шкатулок до огромных поверхностей столов, карнизов, дверей. Дерево считается мягким материалом, который замечательно поддается обработке. Если говорить о выборе, то отдавайте предпочтение породам монолитной структуре.
К ним относятся:
береза;
ольха;
липа;
бук и им подобные.
Дуб или сосна — смолистая и твердая древесина — не так просты для обработки дома.
Гравировать поверхности — интересно и не всегда есть возможность или желание поручить это специалистам. При наличии сноровки, усердия и некоторых знаний это можно сделать и самому. Для небольших предметов или простых узоров будет достаточно инструментов, которые есть в большинстве домов. Это резцы по дереву, разные насадки. А вот для идей посложнее понадобится более серьезное оборудование. Например, лазер или фреза.
Существует два типа обработки:
ручной;
механический.
Остались вопросы?
Оставьте заявку и наши специалисты проконсультируют вас по интересующим вопросам.
{{{title}}}
{{{text}}}
Заказать бесплатную консультацию
Оставьте свой телефон, и мы свяжемся с вами
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Получить консультацию
Механическая гравировка
Если у вас есть друг-стоматолог или вы сами имеете отношение к этой сфере медицины, для вас хорошая новость — можно использовать бормашину для создания даже сложных орнаментов. Этот способ хорош тем, что похож на то, как писать ручкой на бумаге — в основе то, что умеет каждый сознательный человек. Специфика в том, что есть некоторые нюансы, которые помогут сделать гравировку красивой. А различные насадки помогут сделать “ювелирный” рисунок.
Для регулирования глубины гравировки следует контролировать степень нажима на инструмент. Следите за скоростью и тогда мягкие щепки не будут отлетать в процессе. Остроту можно проверить до начала работы. А также стоит попробовать, как ваша рука приноровилась к инструменту. Также до старта постарайтесь нарисовать эскиз наносимого узора, так он будет в итоге точнее и чище. Специалисты рекомендуют отшлифовать и обезжирить поверхность предмета перед гравировкой.
Ручная гравировка по дереву
В процессе нужно зафиксировать предмет с помощью подушечки — во избежание скольжения. Пригодится также лампа с линзой. Переносить рисунок на поверхность надо при помощи трафарета — так он будет аккуратным и красивым в итоге.
С помощью штихелей и пуансонов можно сделать желобки и канавки, линии и точки, геометрические фигуры. На фрезерных и лазерных станках можно гравировать разные предметы, не только с плоской поверхностью.
Нанесение надписей и узоров на предметы — задача, требующая скрупулезного подхода. Выделите на это время и в результате вы получите достойный результат и удовольствие от самого процесса. Тщательность и старательность приветствуются. Дополнительную информацию, а также последовательные инструкции можно найти в видео-уроках в сети. Делая гравировку по дереву своими руками, вы будете уверены в том, что такого результата не будет больше ни у кого — вы создадите эксклюзивную вещь.
Получите каталог нашего оборудования
Оставьте свой телефон, и мы свяжемся с вами
Даю согласие на обработку персональных данных (Политика конфиденциальности)
Лазерная гравировка в Екатеринбурге — MAVI — нанесение гравировки на стекло, дерево и другие материалы.
Главная Услуги Лазерная гравировка
Хотите, чтобы о вас или вашей компании сохранились добрые долгие воспоминания? Лазерная гравировка — это быстрый и недорогой способ сделать обычную вещь особенной и индивидуальной. Причем изображение не сотрется, не осыплется, не исчезнет под разрушительным воздействием времени. Вам нужно только подобрать текст и картинки для гравировки.
— Преимущества лазерной гравировки
Как вы уже догадались, технология процесса заключается в способе нанесения данных на поверхность при помощи лазера. Главным преимуществом лазерной гравировки перед другими вариантами является долговечность изображения. Она равна сроку годности самого материала. Помимо этого:
Лазер не оказывает физического воздействия на основу. И потому ему подвластны даже самые хрупкие материалы, а также сложные труднодоступные участки.
Луч влияет на мизерную часть площади поверхности, поэтому рисунок точен до миллиметра.
Действия лазера корректируются с компьютера, что полностью исключает брак и искажения.
Наносится графическое изображение всего за несколько минут, а иногда и секунд (зависит от сложности и величины рисунка). Скорость процесса – это огромный плюс в сторону уменьшения себестоимости продукции.
Широкий спектр материалов, а также недорогой и быстрый способ нанесения позволяет индивидуализировать практически любую вещь. Особенно это стало востребованным в изготовлении:
подарков и сувениров
корпоративной символики
наградной продукции
фотографических изображений
декоративных элементов для мебели
и многого другого.
Вот далеко неполный список работ, которые пользуются постоянным и неизменным спросом:
гравировка на стекле
гравировка на ручке
гравировка по дереву
гравировка на флешке
— Что нужно для заказа лазерной гравировки
Сделать заказ лазерной гравировки в mavi вы можете как большими партиями, так и в единичном экземпляре. Мы делаем гравировку на стекле, камне, акриле, металлах, коже, оргстекле. Подробный перечень материалов находится на этой странице.
Пожалуйста для скорейшего изготовления вашего заказа, учтите требования к оформлению файлов.
Выбирайте картинку в нашей витрине. Либо предложите свой вариант в графическом формате. Не знаете, как это сделать? К вашим услугам дизайнеры, которые помогут вам сформировать идею в рисунок. Выделиться на фоне обыденности и одинаковости? Нет ничего проще!
— Где сделать гравировку в Екатеринбурге?
Звоните: +7 (343) 200-05-11, Если вы живете в Екатеринбурге, ждем вас в офисе. При личной встрече нам будет проще уловить вашу идею.
Смотреть витрину
Выгравированные на заказ фотографии на дереве, персонализированные деревянные таблички
Фотографии на дереве выгравированы лазером для изготовления специальных персонализированных жетонов или подарков. Гравировка может быть выполнена на мраморе, граните или дереве, и используются только продукты самого высокого качества. Мы также предоставляем обслуживание в тот же день для определенных продуктов.
Как работают гравюры на дереве?
Чтобы выгравировать изображение на деревянной дощечке, начните с выбора размера дерева, на котором вы хотите выгравировать изображение. Доступны четыре размера: 5 дюймов x 7 дюймов, 6 дюймов x 8 дюймов, 7½ дюймов x 10 дюймов и 9 дюймов.»х 12″. После того, как это будет сделано, вы выберете макет. У нас есть три разных макета: наилучшее размещение, альбомный и портретный. Затем загрузите изображение, которое вы хотите выгравировать на куске дерева, выберите текст, который вы хотите выгравировать с изображением, а затем выберите рамку, которая вам больше всего нравится.
Тип древесины
В качестве древесины для ваших гравюр мы используем пропаренную буковую древесину высочайшего качества. Это гарантирует впечатляющие результаты. Мы также следим за тем, чтобы использовать только ваше высококачественное изображение, чтобы результаты гравировки были превосходными.
Наш процесс редактирования фотографий
Мы начинаем процесс гравировки фотографий на дереве и редактирования, сначала прося вас прислать нам изображение, которое вы хотели бы выгравировать. Как только мы получим вашу фотографию, мы используем наше специальное программное обеспечение для удаления фона изображения, чтобы файл можно было отправить для процесса гравировки. Далее фотография будет преобразована в файл, который можно будет выгравировать.
Пример деревянных табличек с гравировкой
Информация о доставке и другие правила
Мы отправим ваш заказ в любую точку США в течение семи дней с момента размещения заказа у нас. Поскольку мы хотим, чтобы вы были полностью удовлетворены предлагаемым нами продуктом, мы также предоставляем 30-дневную политику возврата. Поэтому, если вы считаете, что полученный вами товар не соответствует вашим ожиданиям, вы можете вернуть его. Мы также заменим ваш заказ, если он будет поврежден в процессе доставки. Такие повреждения маловероятны, так как мы уделяем большое внимание тому, чтобы ваш продукт был доставлен вам в целости и сохранности.
В: В связи с уходом родственников, можете ли вы объединить фотографии в одну семейную фотографию?
О: Уважаемый клиент!
Привет!
Спасибо за ваш вопрос, так как у нас есть опция фотоколлажа, где вы можете сделать одну фоторамку из всех ваших фотографий, и вы можете увидеть эту опцию на веб-сайте, и если у вас есть дополнительные вопросы по этому поводу, пожалуйста, напишите нам на cs@ Canvaschamp.com.
Пожалуйста, дайте мне знать, если есть что-то еще, с чем я могу вам помочь.
С уважением, Майк, Холст Чемпион. .
Полезен ли этот вопрос?ДаНЕТ
В: Можно ли отправить личную древесину на гравировку. У меня есть особое сентиментальное дерево, которое я хочу использовать. Спасибо, Les
О: Мы печатаем только на той древесине, которая есть у нас на складе, так как это указано в технических спецификациях. мы не используем никакую другую древесину.
Полезен ли этот вопрос?ДаНЕТ
В: Мне нужны две деревянные таблички 8×10 с фотогравировкой. Двое моих дорогих друзей скончались, и это памятник им. Я бы хотел, чтобы их имя и год рождения были внизу, а затем небольшая дань уважения из 10-15 слов. Вы можете мне помочь?
A: У нас есть вариант гравировки на веб-сайте в различных размерах, которые соответствуют вашим требованиям. Проверьте это здесь: www.canvaschamp.com/engraved-photos-on-wood-plaques
Полезен ли этот вопрос?ДаНЕТ
который я выбрал, хорошо смотрится на дереве, прежде чем вы его создадите.
А: Здравствуйте,
Привет!
Имейте в виду, что мгновенный онлайн-предварительный просмотр не является фактическим доказательством изображения, эта опция предоставляется для подтверждения клиенту, что он загрузил правильное изображение для выбранного им размера. Кроме того, если исходное изображение, которое вы загружаете, находится в правильная пропорция и хорошее разрешение не будет проблемой.
Мы обрабатываем все заказы таким образом, что если есть какие-либо проблемы с разрешением изображения, пропорциями или ориентацией изображения, и наша команда дизайнеров считает, что это не сработает, мы никогда не печатаем их для любого заказа. Мы всегда отправляйте клиенту уведомление по электронной почте о проблеме с благоприятным решением и для нее.
Тем не менее, если у вас есть какие-либо сомнения, вы можете напрямую разместить заказ и запросить подтверждение перед печатью, написав его в поле для комментариев на странице оформления заказа.
Спасибо, Ронни холст чемпион
Полезен ли этот вопрос?ДаНЕТ
В: При заказе индивидуальной гравировки изображения есть раздел для текста. Что делать, если вы не хотите, чтобы этот вариант?
A: Если вам требуется только изображение, а не текст на табличке с гравировкой, оставьте место в поле для текста и оставьте его пустым. Затем вы можете выбрать вариант границы и добавить его в корзину. Надеюсь, это поможет !
Полезен ли этот вопрос?ДаНЕТ
В: Как очистить гравировку?
A: Вы можете очистить свою гравированную гравюру, как и любую другую деревянную мебель, которую чистят, влажной тканью, чтобы удалить частицы пыли.
Полезен ли этот вопрос?ДаНЕТ
В: Могу ли я сделать табличку с выгравированным изображением?
A: Да, конечно, у нас есть различные варианты шрифтов и базовые рисунки для гравировки имен, чтобы сделать отличную именную табличку!
Полезен ли этот вопрос?ДаНЕТ
В: Могу ли я использовать свое собственное изображение для создания гравировки?
A: Да, вы определенно можете использовать свои собственные изображения или любое пользовательское изображение и получить отпечаток с гравировкой.
Полезен ли этот вопрос?ДаНЕТ
В: Они поставляются со стойками?
A: Да Гравированные отпечатки поставляются вместе с настольной подставкой и крючком для подвешивания на случай, если кто-то захочет повесить их, а не ставить на поверхность.
Полезен ли этот вопрос?ДаНЕТ
В: Какая технология используется для гравировки?
A: Делаем лазерную гравировку по дереву. Лазерная гравировка — это процесс использования лазерного луча для выжигания или гравировки на многих формах материалов, таких как дерево, металл, мрамор, гранит, акрил, стекло и многое другое.
Полезен ли этот вопрос?ДаНЕТ
Просмотреть все
Спросите о выгравированных фотографиях на дереве и получите ответ по электронной почте.
Выгравированные фотографии на дереве, мраморе или коже
Добавить в список желаний
Выгравированное охотничье фото на деревянной доске
$39.99
5x76x87x98x109x1212x15
Мне не нужны доказательства… Я доверяю Коди! Пришлите мне доказательства, пожалуйста!
5×7 / Мне не нужны доказательства… Я доверяю Коди! 5×7 / Пришли мне доказательства, пожалуйста! 6×8 / Мне не нужны доказательства… Я доверяю Коди! 6×8 / Пришли мне доказательства, пожалуйста! 7×9/ Мне не нужны доказательства… Я доверяю Коди! 7×9 / Пришли мне доказательства, пожалуйста! 8×10 / Мне не нужны доказательства… Я доверяю Коди! 8×10 / Пришли мне доказательства, пожалуйста! 9×12 / Я не нужно доказательство… Я доверяю Коди!9×12 / Пришлите мне доказательство, пожалуйста!12×15 / Мне не нужно доказательство. .. Я доверяю Коди!12×15 / Пришлите мне доказательство, пожалуйста!
Добавить в список желаний
Охотничье фото, выгравированное на деревянной доске
$39,99
5x76x87x98x109x1212x15
Доказательств не требуется… Я доверяю Коди!
5×7 / Доказательства не нужны… Я доверяю Коди! 5×7 / Пришлите мне подтверждение, пожалуйста! 6×8 / Доказательства не нужны… Я доверяю Коди! 6×8 / Пришлите мне подтверждение, пожалуйста! 7×9 / Доказательства не нужны… Я доверяю Коди!7×9 / Пришлите мне доказательство, пожалуйста!8×10 / Доказательства не нужны… Я доверяю Коди!8×10 / Пришлите мне доказательство, пожалуйста!9×12 / Доказательства не нужны… Я доверяю Коди!9×12 / Пришлите мне доказательство, пожалуйста! 12×15 / Доказательства не нужны… Я доверяю Коди! 12×15 / Пришлите мне доказательство, пожалуйста!
Добавить в список желаний
Выгравированное на заказ фото на деревянной доске
39,99 $
5x76x87x98x109x1212x15
Мне не нужны доказательства. .. Я доверяю Коди! Пожалуйста, пришлите мне доказательства!
5×7 / Мне не нужно видеть доказательство… Я доверяю Коди! 5×7 / Пожалуйста, пришлите мне доказательство! 6×8 / Мне не нужно видеть доказательство… Я доверяю Коди! 6×8 / Пожалуйста, пришлите мне доказательство! 7×9 / Мне не нужно видеть доказательство… Я доверяю Коди! 7×9 / Пожалуйста, пришлите мне доказательство! 8×10 / Мне не нужно видеть доказательство… Я доверяю Коди! 8×10 / Пожалуйста, пришлите мне доказательство! 9×12 / Мне не нужно видеть доказательство… Я доверяю Коди! 9×12 / Пожалуйста, пришлите мне доказательство! 12×15 / Мне не нужно видеть доказательство… Я доверяю Коди! 12×15 / Пожалуйста, пришлите мне доказательство!
-12%
Добавить в список желаний
Индивидуальная свадебная фотография, выгравированная на темно-коричневой коже Декор для стен
84,99 $ $74,99
Название по умолчанию
-12%
Добавить в список желаний
Индивидуальная свадебная фотография, выгравированная на кожаном декоре для стен
$84,99 $74,99
Название по умолчанию
-17%
Добавить в список желаний
Индивидуальная свадебная фотография, выгравированная на черном граните
Предметы быта, полностью или частично сделанные из пластмассы
Пластма́ссы (пласти́ческие ма́ссы, пла́стики) — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
Исключительно широкое применение получили пластмассы на основе синтетических полимеров. Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формоваться и сохранять после охлаждения или отверждения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на термопласты и реактопласты.
Содержание
1 Получение Іі
2 Свойства
3 Методы переработки
4 Источники
5 См. также
6 Ссылки
Получение Іі
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами, причем производство бумаги является наиболее энерго- и капиталоемким процессом. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные и меломиноформальдегидные (их производят из карбомида, они более дорогостоящие). Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Пластик состоит из нескольких слоев. Защитный слой – оверлей – практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меломиноформальдегидной смолой. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Свойства
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкой электрической и тепловой проводимостью, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Термопласты (термопластичные пластмассы) при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50 — 250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 Х 15 Х 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 Х 15 мм, равное 50 кгс/кв.см, разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм. переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг. ) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Методы переработки
Литье, Литье под давлением, Экструзия, Прессование, Виброформование, Вспенивание, Отливка, Вакуумная формовка и пр.
Механическая обработка пластмасс.
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
При токарной обработке не рекомендуют применять подачи более 0,3-0,5 мм/об. Скорость резания при пользовании резцами из твердых сплавов может составлять 60-100 м/мин., а при пользовании резцами из быстрорежущей стали – 30-40 м/мин.
Угол резания резцов 85-90°; при обдирочных работах этот угол может быть 85°.
Величина заднего угла резца не должна превышать 10-12°; лишь при обдирке можно его увеличивать до 15°. Вершину резца закругляют, причем радиус закругления должен быть 3-4 мм. Угол наклона режущей кромки 4-5°.
Для распиливания слоистых пластических масс применяют ленточные пилы, дисковые пилы и карборундовые круги.
Ленточными пилами можно пользоваться для распиливания по прямой линии плит толщиной до 25 мм, причем скорость пилы составляет 1200-2000 м/мин. Зубья пил должны быть конусными, по 3 зуба на 1 пог. см. Зубья затачивают поперек и разводят так, чтобы ширина пропила была равна, по крайней мере, двойной толщине пилы.
Дисковыми пилами можно резать пластмассы толщиной до 50мм. Скорость вращения 2000-3000 об/мин. при диаметре пилы 330 мм.
Карборундовые круги применяют для распиливания особо твердых материалов.
Для сверления пластмасс рекомендуют пользоваться перовыми сверлами из быстрорежущей стали со шлифованными режущими кромками. Угол заострения для слоистых материалов при обработке параллельно слоям 100-125°, а для пластмасс, обрабатываемых перпендикулярно слоям, для карболита и других – 55-70°. Скорость резания 30-40 м/мин., подача 0,2-0,34 мм/об.
При сверлении слоистой пластмассы вдоль слоев, чтобы предупредить растрескивание материала, подача не должна превышать 0,25 мм/об., материал же надо заживать в тисках для предупреждения выламывания; сверление отверстий диаметром более 20 мм рекомендуют заменять растачиванием на токарном станке. Сверло надлежит время от времени извлекать из отверстия, давая возможность охладиться как инструменту, так и обрабатываемому материалу.
Просверленные отверстия обычно оказываются меньше диаметра сверла на 0,03-0,06 мм.
Для фрезерования плоскостей, пазов, канавок и пр. применяют фрезы с простым зубом. Скорость резания для торцовых фрез 46-52 м/мин., а для фасонных — 24-27 м/мин. Средняя величина подачи 0,1 мм/об. Отверстия в слоистом материале удовлетворительно пробиваются при нормальной температуре (комнатной) обычным вырубным штампом. Зазор между пуансоном и матрицей должен быть минимальный (около 0,1 мм). Слоистые материалы толщиной 3,5-5 мм удовлетворительно пробиваются лишь в нагретом до 90-100° виде. Для нагревания обрабатываемого материала пользуются масляными ваннами. Расстояние между соседними отверстиями должно составлять не менее двойной толщины материалов.
Шлифовку пластических масс производят стеклянной шкуркой, прикрепляемой к деревянному кругу, причем скорость вращения должна быть около 7м/сек.
Изделия простой формы полируют фланелевым кругом, не применяя полировочных составов. Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Источники
1. Дзевульский В.М. Технология металлов и дерева. — М.: Государственное издательство сельскохозяйственной литературы. 1995. 2. ЗАО «ТУКС». Пластические массы (пластмассы) (11.11.2008). Проверено 11 ноября 2008.
См. также
Перечень пластмасс
Газонаполненные пластмассы
Ссылки
Пластмасса на базе белка и с применением нанотехнологий
Пластмасса. Всё о переработке пластмасс
Методы определения типа пластмасс
Применение различных видов пластмасс в народном хозяйстве
Пластмасса | это… Что такое Пластмасса?
Цепочки молекул полипропилена.
Предметы быта, полностью или частично сделанные из пластмассы
Пластма́ссы (пласти́ческие ма́ссы, пла́стики) — органические материалы, основой которых являются синтетические или природные высокомолекулярные соединения (полимеры).
Исключительно широкое применение получили пластмассы на основе синтетических полимеров. Название «пластмассы» означает, что эти материалы под действием нагревания и давления способны формоваться и сохранять после охлаждения или отверждения заданную форму. Процесс формования сопровождается переходом пластически деформируемого (вязкотекучего) состояния в стеклообразное. В зависимости от природы полимера и характера его перехода из вязкотекучего в стеклообразное состояние при формовании изделий пластмассы делят на термопласты и реактопласты.
Содержание
1 Получение Іі
2 Свойства
3 Методы переработки
4 Источники
5 См. также
6 Ссылки
Получение Іі
Производство синтетических пластмасс основано на реакциях полимеризации, поликонденсации или полиприсоединения низкомолекулярных исходных веществ, выделяемых из угля, нефти или природного газа. При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
Пластик, который используют для производства мебели, получают путем пропитки бумаги термореактивными смолами, причем производство бумаги является наиболее энерго- и капиталоемким процессом. Используется 2 типа бумаг: основой пластика является крафт-бумага (плотная и небеленая) и декоративная (для придания пластику рисунка). Смолы подразделяются на фенолформальдегидные и меломиноформальдегидные (их производят из карбомида, они более дорогостоящие). Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Пластик состоит из нескольких слоев. Защитный слой – оверлей – практический прозрачный. Изготавливается из бумаги высокого качества, пропитывается меломиноформальдегидной смолой. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Свойства
Пластмассы характеризуются малой плотностью (0,85—1,8 г/см³), чрезвычайно низкой электрической и тепловой проводимостью, не очень большой механической прочностью. При нагревании (часто с предварительным размягчением) они разлагаются. Не чувствительны к влажности, устойчивы к действию сильных кислот и оснований, отношение к органическим растворителям различное (в зависимости от химической природы полимера). Физиологически почти безвредны. Свойства пластмасс можно модифицировать методами сополимеризации или стереоспецифической полимеризации, путём сочетания различных пластмасс друг с другом или с другими материалами, такими как стеклянное волокно, текстильная ткань, введением наполнителей и красителей, пластификаторов, тепло- и светостабилизаторов, облучения и др. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
Термопласты (термопластичные пластмассы) при нагреве расплавляются, а при охлаждении возвращаются в исходное состояние.
Реактопласты (термореактивные пластмассы) отличаются более высокими рабочими температурами, но при нагреве разрушаются и при последующем охлаждении не восстанавливают своих исходных свойств.
Твёрдость пластмасс определяется по Бринеллю при нагрузках 50 — 250 кгс на шарик диаметром 5 мм.
Теплостойкость по Мартенсу — температура, при которой пластмассовый брусок с размерами 120 Х 15 Х 10 мм, изгибаемый при постоянном моменте, создающем наибольшее напряжение изгиба на гранях 120 Х 15 мм, равное 50 кгс/кв.см, разрушится или изогнётся так, что укреплённый на конце образца рычаг длиной 210 мм. переместится на 6 мм.
Теплостойкость по Вика — температура, при которой цилиндрический стержень диаметром 1,13 мм под действием груза массой 5 кг (для мягких пластмасс 1 кг. ) углубится в пластмассу на 1 мм.
Температура хрупкости (морозостойкость) — температура, при которой пластичный или эластичный материал при ударе может разрушиться хрупко.
Методы переработки
Литье, Литье под давлением, Экструзия, Прессование, Виброформование, Вспенивание, Отливка, Вакуумная формовка и пр.
Механическая обработка пластмасс.
Пластические массы, по сравнению с металлами, обладают повышенной упругой деформацией, вследствие чего при обработке пластмасс применяют более высокие давления, чем при обработке металлов. Применять какую-либо смазку, как правило, не рекомендуют; только в некоторых случаях при окончательной обработке допускают применение минерального масла. Охлаждать изделие и инструмент следует струей воздуха.
Пластические массы более хрупки, чем металлы, поэтому при обработке пластмасс режущими инструментами надо применить высокие скорости резания и уменьшать подачу. Износ инструмента при обработке пластмасс значительно больше, чем при обработке металлов, почему необходимо применять инструмент из высокоуглеродистой или быстрорежущей стали или же из твердых сплавов. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
При токарной обработке не рекомендуют применять подачи более 0,3-0,5 мм/об. Скорость резания при пользовании резцами из твердых сплавов может составлять 60-100 м/мин., а при пользовании резцами из быстрорежущей стали – 30-40 м/мин.
Угол резания резцов 85-90°; при обдирочных работах этот угол может быть 85°.
Величина заднего угла резца не должна превышать 10-12°; лишь при обдирке можно его увеличивать до 15°. Вершину резца закругляют, причем радиус закругления должен быть 3-4 мм. Угол наклона режущей кромки 4-5°.
Для распиливания слоистых пластических масс применяют ленточные пилы, дисковые пилы и карборундовые круги.
Ленточными пилами можно пользоваться для распиливания по прямой линии плит толщиной до 25 мм, причем скорость пилы составляет 1200-2000 м/мин. Зубья пил должны быть конусными, по 3 зуба на 1 пог. см. Зубья затачивают поперек и разводят так, чтобы ширина пропила была равна, по крайней мере, двойной толщине пилы.
Дисковыми пилами можно резать пластмассы толщиной до 50мм. Скорость вращения 2000-3000 об/мин. при диаметре пилы 330 мм.
Карборундовые круги применяют для распиливания особо твердых материалов.
Для сверления пластмасс рекомендуют пользоваться перовыми сверлами из быстрорежущей стали со шлифованными режущими кромками. Угол заострения для слоистых материалов при обработке параллельно слоям 100-125°, а для пластмасс, обрабатываемых перпендикулярно слоям, для карболита и других – 55-70°. Скорость резания 30-40 м/мин., подача 0,2-0,34 мм/об.
При сверлении слоистой пластмассы вдоль слоев, чтобы предупредить растрескивание материала, подача не должна превышать 0,25 мм/об., материал же надо заживать в тисках для предупреждения выламывания; сверление отверстий диаметром более 20 мм рекомендуют заменять растачиванием на токарном станке. Сверло надлежит время от времени извлекать из отверстия, давая возможность охладиться как инструменту, так и обрабатываемому материалу.
Просверленные отверстия обычно оказываются меньше диаметра сверла на 0,03-0,06 мм.
Для фрезерования плоскостей, пазов, канавок и пр. применяют фрезы с простым зубом. Скорость резания для торцовых фрез 46-52 м/мин., а для фасонных — 24-27 м/мин. Средняя величина подачи 0,1 мм/об. Отверстия в слоистом материале удовлетворительно пробиваются при нормальной температуре (комнатной) обычным вырубным штампом. Зазор между пуансоном и матрицей должен быть минимальный (около 0,1 мм). Слоистые материалы толщиной 3,5-5 мм удовлетворительно пробиваются лишь в нагретом до 90-100° виде. Для нагревания обрабатываемого материала пользуются масляными ваннами. Расстояние между соседними отверстиями должно составлять не менее двойной толщины материалов.
Шлифовку пластических масс производят стеклянной шкуркой, прикрепляемой к деревянному кругу, причем скорость вращения должна быть около 7м/сек.
Изделия простой формы полируют фланелевым кругом, не применяя полировочных составов. Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Источники
1. Дзевульский В.М. Технология металлов и дерева. — М.: Государственное издательство сельскохозяйственной литературы. 1995. 2. ЗАО «ТУКС». Пластические массы (пластмассы) (11.11.2008). Проверено 11 ноября 2008.
См. также
Перечень пластмасс
Газонаполненные пластмассы
Ссылки
Пластмасса на базе белка и с применением нанотехнологий
Пластмасса. Всё о переработке пластмасс
Методы определения типа пластмасс
Применение различных видов пластмасс в народном хозяйстве
пластик | Состав, история, использование, типы и факты
микропластик биопластик полиметилметакрилат композитный материал полимеризация
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
пластмасса , полимерный материал, который можно формовать или формовать, обычно под воздействием тепла и давления. Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
В этой статье представлен краткий обзор основных свойств пластмасс, за которым следует более подробное описание их переработки в полезные продукты и последующей переработки. Для более полного понимания материалов, из которых изготавливаются пластмассы, см. Химия промышленных полимеров.
Многие химические названия полимеров, используемых в качестве пластмасс, стали знакомы потребителям, хотя некоторые из них более известны по своим аббревиатурам или торговым наименованиям. Таким образом, полиэтилентерефталат и поливинилхлорид обычно называют ПЭТФ и ПВХ, а вспененный полистирол и полиметилметакрилат известны под своими товарными знаками: пенополистирол и оргстекло (или плексиглас).
Промышленные производители пластмассовых изделий обычно рассматривают пластмассы либо как «товарные» смолы, либо как «специальные» смолы. (Термин смола восходит к ранним годам индустрии пластмасс; первоначально он относился к встречающимся в природе аморфным твердым веществам, таким как шеллак и канифоль.) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Викторина «Британника»
Пластмасса: правда или вымысел?
Некоторые формы пластика прочнее стали? От целлулоида до проводимости электричества: узнайте больше о пластмассах в этом тесте.
Пластмассы также можно разделить на две отдельные категории на основе их химического состава. Одна категория — пластмассы, состоящие из полимеров, содержащих только алифатические (линейные) атомы углерода в основных цепях. Все перечисленные выше товарные пластики попадают в эту категорию. Примером может служить структура полипропилена; здесь к каждому другому атому углерода присоединена боковая метильная группа (CH 3 ):
Другая категория пластмасс состоит из гетероцепных полимеров. Эти соединения содержат такие атомы, как кислород, азот или сера в своих основных цепях, в дополнение к углероду. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Различие между полимерами с углеродной цепью и полимерами с гетероцепью отражено в таблице, в которой показаны избранные свойства и области применения наиболее важных пластиков с углеродной цепью и гетероцепью, а также даны прямые ссылки на статьи, описывающие эти материалы. более подробно. Важно отметить, что для каждого типа полимера, указанного в таблице, может быть множество подтипов, поскольку любой из десятка промышленных производителей любого полимера может предложить 20 или 30 различных вариаций для использования в конкретных приложениях. По этой причине свойства, указанные в таблице, следует принимать как приблизительные.
Свойства и применение коммерчески важных пластмасс
*Все значения приведены для образцов, армированных стекловолокном (кроме полиуретана).
Углеродная цепь
полиэтилен высокой плотности (HDPE)
0,95–0,97
высокая
–120
137
—
полиэтилен низкой плотности (LDPE)
0,92–0,93
умеренный
−120
110
—
полипропилен (ПП)
0,90–0,91
высокая
−20
176
—
полистирол (ПС)
1,0–1,1
ноль
100
—
—
акрилонитрил-бутадиен-стирол (АБС)
1,0–1,1
ноль
90–120
—
—
поливинилхлорид непластифицированный (ПВХ)
1,3–1,6
ноль
85
—
—
полиметилметакрилат (ПММА)
1,2
ноль
115
—
—
политетрафторэтилен (ПТФЭ)
2. 1–2.2
умеренно-высокий
126
327
—
гетероцепь
полиэтилентерефталат (ПЭТ)
1,3–1,4
умеренный
69
265
—
поликарбонат (ПК)
1,2
низкий
145
230
—
полиацеталь
1,4
умеренный
–50
180
—
полиэфиркетон (PEEK)
1,3
ноль
185
—
—
полифениленсульфид (PPS)
1,35
умеренный
88
288
—
диацетат целлюлозы
1,3
низкий
120
230
—
поликапролактам (нейлон 6)
1,1–1,2
умеренный
50
210–220
—
гетероцепь
полиэстер (ненасыщенный)
1,3–2,3
ноль
—
—
200
эпоксидные смолы
1,1–1,4
ноль
—
—
110–250
фенолформальдегид
1,7–2,0
ноль
—
—
175–300
мочевина и меламиноформальдегид
1,5–2,0
ноль
—
—
190–200
полиуретан
1,05
низкий
—
—
90–100
Углеродная цепь
полиэтилен высокой плотности (HDPE)
20–30
10–1000
1–1,5
молочные бутылки, изоляция проводов и кабелей, игрушки
гибкие и жесткие пеноматериалы для обивки, изоляции
Для целей настоящей статьи пластмассы в первую очередь определяются не на основе их химического состава, а на основе их технических свойств. Более конкретно, они определяются как термопластичные смолы или термореактивные смолы.
пластик | Состав, история, использование, типы и факты
микропластик биопластик полиметилметакрилат композитный материал полимеризация
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
пластмасса , полимерный материал, который можно формовать или формовать, обычно под воздействием тепла и давления. Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
В этой статье представлен краткий обзор основных свойств пластмасс, за которым следует более подробное описание их переработки в полезные продукты и последующей переработки. Для более полного понимания материалов, из которых изготавливаются пластмассы, см. Химия промышленных полимеров.
Многие химические названия полимеров, используемых в качестве пластмасс, стали знакомы потребителям, хотя некоторые из них более известны по своим аббревиатурам или торговым наименованиям. Таким образом, полиэтилентерефталат и поливинилхлорид обычно называют ПЭТФ и ПВХ, а вспененный полистирол и полиметилметакрилат известны под своими товарными знаками: пенополистирол и оргстекло (или плексиглас).
Промышленные производители пластмассовых изделий обычно рассматривают пластмассы либо как «товарные» смолы, либо как «специальные» смолы. (Термин смола восходит к ранним годам индустрии пластмасс; первоначально он относился к встречающимся в природе аморфным твердым веществам, таким как шеллак и канифоль. ) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Викторина «Британника»
Викторина «Знай свою химию»
От элементов периодической таблицы до процессов, в результате которых создаются предметы повседневного обихода — это лишь некоторые из вещей, которым может научить нас химия. Можете ли вы отфильтровать свой путь через нашу викторину по химии?
Пластмассы также можно разделить на две отдельные категории на основе их химического состава. Одна категория — пластмассы, состоящие из полимеров, содержащих только алифатические (линейные) атомы углерода в основных цепях. Все перечисленные выше товарные пластики попадают в эту категорию. Примером может служить структура полипропилена; здесь к каждому другому атому углерода присоединена боковая метильная группа (CH 3 ):
Другая категория пластмасс состоит из гетероцепных полимеров. Эти соединения содержат такие атомы, как кислород, азот или сера в своих основных цепях, в дополнение к углероду. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Различие между полимерами с углеродной цепью и полимерами с гетероцепью отражено в таблице, в которой показаны избранные свойства и области применения наиболее важных пластиков с углеродной цепью и гетероцепью, а также даны прямые ссылки на статьи, описывающие эти материалы. более подробно. Важно отметить, что для каждого типа полимера, указанного в таблице, может быть множество подтипов, поскольку любой из десятка промышленных производителей любого полимера может предложить 20 или 30 различных вариаций для использования в конкретных приложениях. По этой причине свойства, указанные в таблице, следует принимать как приблизительные.
Свойства и применение коммерчески важных пластмасс
*Все значения приведены для образцов, армированных стекловолокном (кроме полиуретана).
Углеродная цепь
полиэтилен высокой плотности (HDPE)
0,95–0,97
высокая
–120
137
—
полиэтилен низкой плотности (LDPE)
0,92–0,93
умеренный
−120
110
—
полипропилен (ПП)
0,90–0,91
высокая
−20
176
—
полистирол (ПС)
1,0–1,1
ноль
100
—
—
акрилонитрил-бутадиен-стирол (АБС)
1,0–1,1
ноль
90–120
—
—
поливинилхлорид непластифицированный (ПВХ)
1,3–1,6
ноль
85
—
—
полиметилметакрилат (ПММА)
1,2
ноль
115
—
—
политетрафторэтилен (ПТФЭ)
2. 1–2.2
умеренно-высокий
126
327
—
гетероцепь
полиэтилентерефталат (ПЭТ)
1,3–1,4
умеренный
69
265
—
поликарбонат (ПК)
1,2
низкий
145
230
—
полиацеталь
1,4
умеренный
–50
180
—
полиэфиркетон (PEEK)
1,3
ноль
185
—
—
полифениленсульфид (PPS)
1,35
умеренный
88
288
—
диацетат целлюлозы
1,3
низкий
120
230
—
поликапролактам (нейлон 6)
1,1–1,2
умеренный
50
210–220
—
гетероцепь
полиэстер (ненасыщенный)
1,3–2,3
ноль
—
—
200
эпоксидные смолы
1,1–1,4
ноль
—
—
110–250
фенолформальдегид
1,7–2,0
ноль
—
—
175–300
мочевина и меламиноформальдегид
1,5–2,0
ноль
—
—
190–200
полиуретан
1,05
низкий
—
—
90–100
Углеродная цепь
полиэтилен высокой плотности (HDPE)
20–30
10–1000
1–1,5
молочные бутылки, изоляция проводов и кабелей, игрушки
Настольный Токарно-Винторезный Станок METAL MASTER MasterTurn 2860G
Технические характеристики
Характеристики
2860G
Макс. диаметр над станиной
Ø 280 мм
Расстояние между центрами
610 мм
Ширина станины
150 мм
Макс. длина заготовки
560 мм
Диаметр отверстия шпинделя
26 мм
Диаметр патрона
125 мм
Количество передач
12
Диапазон скоростей шпинделя
45-2000 об/мин
Конус отверстия шпинделя
MT4
Конус шпинделя задней бабки
MT2
Поперечный ход салазок
130 мм
Продольный ход салазок
65 мм
Ход пиноли задней бабки
60 мм
Максимальная сечение резца
16х16 мм
Автоматическая продольная подача
0,044 — 0,437мм/ об (15 типов)
Диапазон нарезаемых метрических резьб
0,25 – 5 мм/об (24 типов)
Диапазон нарезаемых дюймовых резьб
6 — 96 ниток/дюйм (13 типов)
Мощность двигателя
0,75 кВт
Напряжение питания
220 В, 50 Гц
Габаритные размеры (ДхШхВ)
1350×650×700 мм
Вес нетто/брутто
225/256кг
Видеообзор
Видеообзор станка
Описание
Описание станка
Metal Master MasterTurn 2860G
Metal Master MasterTurn 2860G – это настольный токарно-винторезный станок, предназначенный для обработки резанием заготовок из конструкционных материалов (сталей, чугунов, сплавов цветных металлов), а также для нарезания метрических и дюймовых резьб.
Главное преимущество токарного станка: Наличие металлических шестерней обладающих высоким ресурсом и повышенной износостойкостью, а наличие клиновидного ремня позволит избежать повреждения двигателя при превышении нагрузки на шпиндель
Диаметр отверстия шпинделя составляет 26 мм
Цена деления лимба поперечной подачи – 0,1мм.
Цена деления лимба тонкой продольной подачи — 0.02 мм
Вылет пиноли задней бабки 60 мм
Цена деления лимба продольной подачи — 0.25 мм
В стандартной комплектации поставляется быстрозажимной трехкулачковый патрон 125мм
Станок оснащен приводами продольной и поперечной автоподачи.
Модель обладает удобной эргономикой управления, понятной любому токарю без переучивания
В стандартную комплектацию входит станочный светильник местного освещения.
Жесткость и долговечность конструкции
Станина станка отлита из серого чугуна и обеспечивает станку необходимую жесткость и виброустойчивость. Направляющие станка прошли закалку ТВЧ (48-52 HRC) и шлифовку, что способствует повышению уровня надежности и точности работы. Ходовой винт станка установлен на долговечных металлокерамических подшипниках и имеет трапецеидальный профиль, что обеспечивает возможность самоторможения. Шпиндель изготовлен из высококачественной стали и прошел термическую обработку. Данный узел смонтирован на специальных подшипниках, благодаря чему радиальное биение не превышает 9 мкм и достигается высокая точность обработки.
Функциональные возможности
Возможность поперечного смещения задней бабки для обработки длинных конусов и поворота верхней части каретки для точения коротких конусов. Станок имеет продольную и поперечную автоподачу. На станке можно нарезать метрические и дюймовые резьбы, сменные шестерни гитары привода подач позволяют расширить стандартный типоразмер нарезаемой резьбы. Шпиндель станка имеет механическое регулирование скорости вращения.
Конструктивные особенности
Станок имеет эргономичные органы управления (кнопки, ручки, маховики), защитный экран рабочей зоны, кнопку аварийной остановки, поддон для сбора стружки, а также специальный ящик для хранения инструментов. Все это помогает облегчить условия труда и делает работу на данном оборудовании более комфортной.
Удобство эксплуатации
Привод главного движения имеет простую конструкцию, состоящую из асинхронного двигателя и двух ременных передач (зубчатый и клиновой ремни немецкой фирмы Gates), что на практике обеспечивает простоту эксплуатации, высокую надежность и низкий уровень шума. Привод продольной и поперечной подачи станка имеет автоматический режим.
Безопасность
Концевой выключатель защищает оператора от работы на станке с открытой крышкой защиты и поднятым экраном рабочей зоны шпинделя. Металлический экран шпинделя защищает оператора от возможного вылета кулачка или заготовки.
Александр КуликовТехнический директор ООО «МеталМастер»
Технический директор ООО «МеталМастер»
Добрый день! Все шестерни изготовлены из металла.
Показать все отзывы и вопросы
Настольные токарные станки
Главная / Станки по металлу / Токарные станки по металлу / Настольные токарные станки
Настольный токарный станок ВСТ-028
Цена (руб):
по запросу
Узнать стоимость
Подробнее
Наше предложение лучшее в Москве. Узнать цену на 29.10.2022
Я согласен на обработку персональных данных
Компания Гигант предлагает широкий ассортимент токарного оборудования для обработки металла, в частности настольные токарные станки по металлу.
Настольный токарный станок предназначен для выполнения следующих задач:
обработка внешних, внутренних поверхностей;
работа с коническими поверхностями;
обработка цилиндрических форм;
нарезка резьбы – крупного метрического размера и небольшой дюймовой резьбы;
накатка деталей;
шлифовка заготовок;
заточка инструментов;
сверление и фрезеровка – при использовании специальной оснастки.
Данный тип оборудования используется как на производстве, так и частных мастерских.
Советы по выбору
При покупке токарного настольного станка необходимо учитывать его технические характеристики. Обращать внимание рекомендуем на следующие факторы:
мощность и масса;
отверстие шпинделя и высота центров;
привод и в среднем 4-6 скоростей;
самый большой диаметр и длина заготовки;
скорость вращения.
Сомневаетесь в выборе? Позвоните нам по телефону и мы с радостью проконсультируем.
Настольные токарный станки по металлу от ЗАО Гигант
Мы сами производим данное оборудование, поэтому гарантируем его отличное качество и конкурентоспособную стоимость. Мы не закладываем в цену торговую наценку и оплату посредникам.
Доставка продукции осуществляется по Москве, во все регионы России, а также в Казахстан и Белоруссию.
С техническими характеристиками станка вас ознакомят наши опытные менеджеры. Вы можете оставить заявку на покупку настольного токарного станка по телефону или по электронной почте. На сайте компании работает кнопка «обратный звонок». Сотрудники компании будут рады ответить на все ваши вопросы, ознакомить с актуальными ценами на товар.
Преимущества товара
К достоинствам настольного станка для выполнения токарных работ относятся такие качества:
Малые габариты. Благодаря небольшому размеру и весу станок может быть установлен на обычном столе или подставке, легко перенесен на другое место;
Простота эксплуатации. Любой человек сможет работать при помощи инструкции по эксплуатации. Такие станки закупают для учебных заведений;
Невысокая стоимость. Цена устройства доступна любому покупателю;
Прочность. Корпус выполнен из базовых литых чугунных конструкций;
Функциональность. Выполняет множество разнообразных видов обработки заготовок.
Как купить настольный токарный станок?
У нас вы можете купить настольный токарный станок по доступной цене в Москве. Наша компания предлагает выгодные скидки, проводит акции, предоставляет оборудование в лизинг. Для заказа позвоните нам по телефону: +7 (495) 258 82 89, или оставьте заявку на сайте.
Нужна консультация?
Рекомендуем также ознакомиться с каталогом Одностоечные токарно-карусельные станки (Китай).
Похоже, в вашем браузере отключен JavaScript. Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Каждый точный и прочный токарный станок по металлу от Baileigh выдерживает строгие допуски в течение многих лет. Ищете ли вы небольшой токарный станок по металлу или большой промышленный токарный станок, у нас есть модель, которая подходит именно вам.
Зачем покупать токарный станок по металлу в Baileigh Industrial?
Большинство моделей включают DRO , уже подключенных и готовых к работе.
Жесткая конструкция , часто с чугунными основаниями и прецизионно отшлифованными направляющими, обеспечивает бесперебойную и точную работу каждого токарного станка на долгие годы.
У нас есть дополнительные приспособления для растачивания и обработки конусов. Если вы покупаете у другого производителя, вам, возможно, придется сделать свой собственный.
Большинство токарных станков поставляются полностью собранными . Просто распакуйте машину, подключите ее и приступайте к работе.
На все токарные станки распространяется годовая гарантия на детали .
У нас есть запасные части , чтобы мы могли отправить их вам быстро и напрямую.
Каждая модель токарного станка включает пожизненную техническую поддержку по телефону от нашей собственной группы поддержки с практическим опытом работы на станке.
Вопросы? Не знаете, какой токарный станок по металлу лучше для вас? Позвоните по телефону 1-920-684-4990 и поговорите с одним из наших компетентных представителей.
ПодробнееПодробнее
1825,00 $ $
Звоните по телефону
13,8” между центрами
от 100 до 2500 об/мин
Двигатель 110 В 3/4 л. с.
Качели 7”
Отверстие шпинделя 0,75 дюйма
4 139,00 $ $
В наличии
Межосевое расстояние 19,6 дюйма
от 50 до 2000 об/мин
Двигатель 110 В 1 л.с.
Качели 9,75 дюйма
Отверстие шпинделя 0,787 дюйма
$8 148,00 $
Звоните, чтобы узнать о доступности
36 дюймов между центрами
от 70 до 1400 об/мин
Однофазный двигатель 220 В
Качели 12 дюймов
Отверстие шпинделя 1,5 дюйма
8 845,00 $ $
Вызов доступности
Встроенный УЦИ
36” между центрами
от 70 до 1400 об/мин
Однофазный двигатель 220 В
Качели 12 дюймов
Отверстие шпинделя 1,5 дюйма
11 059 долларов США. 00 $
В наличии
Расстояние между центрами 39,36 дюйма
8 скоростей: от 70 до 2000 об/мин
Однофазный двигатель 220 В
Качели 13 дюймов
Отверстие шпинделя 1,5 дюйма
$12 845,00 $
В наличии
40” между центрами
от 90 до 1800 об/мин
2 л.с., 220 В, однофазный двигатель
Качели 14 дюймов
Отверстие шпинделя 1,5 дюйма
$16 609,00 $
Позвоните, чтобы узнать о доступности
Mitutoyo DRO
Быстросменный резцедержатель
40” между центрами
от 70 до 2000 об/мин
2 л. с., 220 В, однофазный двигатель
$26 469,00 $
Позвоните, чтобы узнать о доступности
Mitutoyo DRO
Основание из тяжелого чугуна
40” между центрами
от 30 до 2000 об/мин
7,5 л.с., 220 В, трехфазный двигатель
$28 439,00 $
В наличии
2-осевой УЦИ
Основание из листовой стали и чугуна
60” между центрами
от 25 до 1800 об/мин
7,5 л. с., 220 В, 3-фазный двигатель
$32 099,00 $
Позвоните, чтобы узнать о наличии
2-осевой Mitutoyo® DRO
Основание из тяжелого чугуна
60” между центрами
18-дюймовая качалка над кроватью
от 80 до 2000 об/мин
7,5 л.с., 220 В, 3-фазный двигатель
$42 779,00 $
Позвоните, чтобы узнать о наличии
2-осевой Mitutoyo® DRO
Основание из тяжелого чугуна
80” между центрами
Качели 20 дюймов
20 и 1500 об/мин
15 л. с., 220 В, трехфазный двигатель
$43 999,00 $
Позвоните, чтобы узнать о наличии
2-осевой Mitutoyo® DRO
Основание из тяжелого чугуна
20-дюймовая качалка над кроватью
60” между центрами
от 20 до 1550 об/мин
15 л.с., 220 В, трехфазный двигатель
Подписаться на новости
Нужна цитата?
Позвоните нам: (920)684-4990
Металлические и промышленные токарные станки на продажу
Промышленные токарные станки для металлообработки и деревообработки
Токарный станок, считающийся «матерью всех станков», является одним из наиболее распространенных станков практически в любом механическом цехе или производственном предприятии. Он работает, вращая деталь с высокой скоростью и используя режущие инструменты для удаления материала с объекта.
С их помощью изготавливается так много предметов быта, что невольно задаешься вопросом: где бы мы были, если бы не были изобретены эти невероятные машины? Почти все, что сделано из металла, было в той или иной степени спроектировано на одной из этих машин.
Кроме того, каталог разнообразных продуктов, которые можно изготовить из них, бесконечен. Помимо придания формы детали, они могут помочь в сверлении, фрезеровании и шлифовании.
По всей стране их можно найти в школах, механических мастерских, фабриках или везде, где производятся детали. Их исключительная функциональность делает их необходимыми для всех, кто серьезно относится к производству.
Высокоточные токарные станки
Этот прецизионный токарный станок Birmingham с зубчатой головкой имеет размеры 12 x 36 дюймов и оснащен наклонным шпинделем, 9 скоростями шпинделя от 70 до 1400 стр/мин и кнопкой толчкового режима для удобства эксплуатации. Большой 14-дюймовый на 40-дюймовый токарный станок Birmingham Precision Gear Head может похвастаться диаметральной и модульной резьбой в дополнение к метрическим и британским единицам измерения.
Этот высокоскоростной токарный станок с прецизионным двигателем GMC оснащен цифровым считывающим устройством SINO и конической насадкой. С габаритами 14 x 40 дюймов, мощностью 3 л.с. и 220 сводами вы также можете выбрать токарный станок с 3-фазным высокоскоростным прецизионным двигателем для большего контроля над мощностью вашего обрабатывающего оборудования.
Токарные станки для оружейников
Этот магазин Токарный станок Fox для оружейников с подставкой необходим любому оружейнику или производителю. Он оснащен подшипниками с высокими допусками для долговечности, внешними опорами отверстия шпинделя для стабильности и быстросменным редуктором для повышения работоспособности.
Токарные станки по дереву
Этот мощный токарный станок по дереву от Baileigh позволяет управлять скоростью шпинделя в диапазоне от 0 до 1200 об/мин и от 0 до 3200 об/мин. Для еще большего контроля вы можете выбрать токарный станок Baileigh с регулируемой скоростью по дереву и выбрать один из трех диапазонов скоростей: 250–750, 600–1800 и 1350–4000 об/мин!
Настольные токарные станки и стойки
Настольный токарный станок с регулируемой скоростью от Baleigh предлагает исключительное удобство использования в прочной, но компактной раме, что делает его идеальным для небольших механических мастерских. Еще одним замечательным токарным станком для хобби является настольный токарный станок с ременным приводом от JET, который оснащен прецизионными коническими роликоподшипниками для плавной работы.
Наконец, эта подставка для шкафа JET идеально подходит для токарных станков размером 13 x 40 дюймов. Его полностью стальная конструкция обеспечивает надежную опору для ваших проектов, а запираемые дверцы на петлях обеспечивают легкий и безопасный доступ к вашим материалам.
Найдите мощные промышленные токарные станки в компании Penn Tool Co.



 ,
, Хранение. Жидкое стекло натриевое (силикат натрия) необходимо хранить в оригинальной упаковке.
Хранение. Жидкое стекло натриевое (силикат натрия) необходимо хранить в оригинальной упаковке.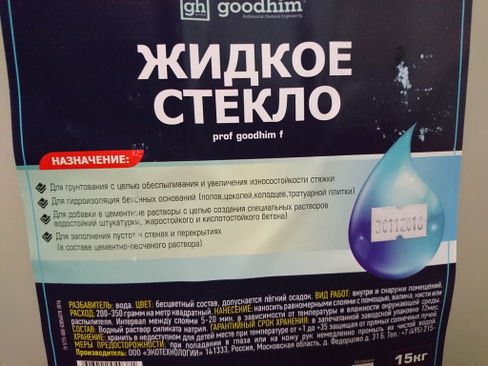


 Это может быть связано с тем, что слишком много загрязнений или переработанные кусочки стекла слишком малы, чтобы соответствовать производственным спецификациям. Или может случиться так, что поблизости нет рынка для переработки бутылок в бутылки. Это восстановленное стекло затем используется для производства нетарных изделий из стекла. Эти «вторичные» виды использования переработанного тарного стекла могут включать плитку, фильтрацию, пескоструйную обработку, бетонные тротуары и автостоянки.
Это может быть связано с тем, что слишком много загрязнений или переработанные кусочки стекла слишком малы, чтобы соответствовать производственным спецификациям. Или может случиться так, что поблизости нет рынка для переработки бутылок в бутылки. Это восстановленное стекло затем используется для производства нетарных изделий из стекла. Эти «вторичные» виды использования переработанного тарного стекла могут включать плитку, фильтрацию, пескоструйную обработку, бетонные тротуары и автостоянки.
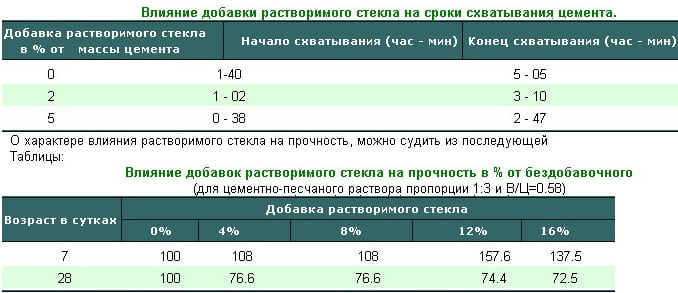

 Существуют способы затемнения серебра в домашних условиях, но это имеет мало чего общего с настоящей чернью, качеством и навыками ювелирных мастеров.
Существуют способы затемнения серебра в домашних условиях, но это имеет мало чего общего с настоящей чернью, качеством и навыками ювелирных мастеров.
 Его дополняют гравировкой, чеканкой, золочением, канфарением фона – прочеканиванием специальным острым инструментом, который создает зернистую фактуру поверхности металла. От способа приготовления черни и пропорций ее составных частей зависит прочность сцепления с серебром и оттенок черного цвета. Устюжане имели свой секрет состава. От других подобных центров северная чернь отличается особой прочностью и богатой гаммой – от пепельно-серого до густо-черного.
Его дополняют гравировкой, чеканкой, золочением, канфарением фона – прочеканиванием специальным острым инструментом, который создает зернистую фактуру поверхности металла. От способа приготовления черни и пропорций ее составных частей зависит прочность сцепления с серебром и оттенок черного цвета. Устюжане имели свой секрет состава. От других подобных центров северная чернь отличается особой прочностью и богатой гаммой – от пепельно-серого до густо-черного.
 О творчестве выдающегося мастера своего времени Михаила Климшина дают представление две уникальные работы. Одна из них – посох великоустюжского епископа Варлаама, исполненный в 1750 году. По всему стволу посоха размещены изображения евангельских сцен в обрамлении орнамента; на фигурной рукояти вырезана надпись, подтверждающая имя владельца и автора вещи. Еще большее мастерство композиции обнаруживает Климшин в небольшой табакерке 1764 года. Крышка и каждая из сторон украшены миниатюрными картинами – сценами парадного выезда, соколиной охоты. Темные фигуры людей выступают четкими силуэтами на фоне пейзажа или архитектуры. Изображения выполнены характерной для Климшина густой чернью. В этом замечательном произведении проявились все особенности почерка мастерства – изящество рисунка, богатство светотеневых и фактурных разработок в деталях, канфарение фона, сочетание серебра с мягкой матовой позолотой.
О творчестве выдающегося мастера своего времени Михаила Климшина дают представление две уникальные работы. Одна из них – посох великоустюжского епископа Варлаама, исполненный в 1750 году. По всему стволу посоха размещены изображения евангельских сцен в обрамлении орнамента; на фигурной рукояти вырезана надпись, подтверждающая имя владельца и автора вещи. Еще большее мастерство композиции обнаруживает Климшин в небольшой табакерке 1764 года. Крышка и каждая из сторон украшены миниатюрными картинами – сценами парадного выезда, соколиной охоты. Темные фигуры людей выступают четкими силуэтами на фоне пейзажа или архитектуры. Изображения выполнены характерной для Климшина густой чернью. В этом замечательном произведении проявились все особенности почерка мастерства – изящество рисунка, богатство светотеневых и фактурных разработок в деталях, канфарение фона, сочетание серебра с мягкой матовой позолотой. В 70-х годах XVIII века появляется новая тематика, прославляющая известные победы русской армии и флота, панорамы Великого Устюга, Архангельска и Вологды.
В 70-х годах XVIII века появляется новая тематика, прославляющая известные победы русской армии и флота, панорамы Великого Устюга, Архангельска и Вологды. Успехи устюжан побудили к аналогичным пробам и вологодских мастеров. В 1837 году Иван Зуев поместил на гладком фоне серебряного подноса вид на вологодский Софийский собор. Тонкой штриховой гравюрой исполнен не только архитектурный пейзаж, но своего рода жанровая зарисовка города того времени.
Успехи устюжан побудили к аналогичным пробам и вологодских мастеров. В 1837 году Иван Зуев поместил на гладком фоне серебряного подноса вид на вологодский Софийский собор. Тонкой штриховой гравюрой исполнен не только архитектурный пейзаж, но своего рода жанровая зарисовка города того времени. Вместе с тем в рисунке и изделиях северной черни времен классицизма наглядно проявляются черты, присущие народному искусству, такие, как декоративность и богатство узора, традиционная законченность композиций.
Вместе с тем в рисунке и изделиях северной черни времен классицизма наглядно проявляются черты, присущие народному искусству, такие, как декоративность и богатство узора, традиционная законченность композиций.
 Чистое серебро чистотой 99,9% слишком мягкое для практического использования; добавление к нему меди увеличивает его прочность и ковкость при сохранении желаемого серебристого цвета. Однако медь подвержена окислению и коррозии, поэтому стерлинговое серебро легче тускнеет. Но что именно тускнеет? И, что более важно, чем это вызвано?
Чистое серебро чистотой 99,9% слишком мягкое для практического использования; добавление к нему меди увеличивает его прочность и ковкость при сохранении желаемого серебристого цвета. Однако медь подвержена окислению и коррозии, поэтому стерлинговое серебро легче тускнеет. Но что именно тускнеет? И, что более важно, чем это вызвано?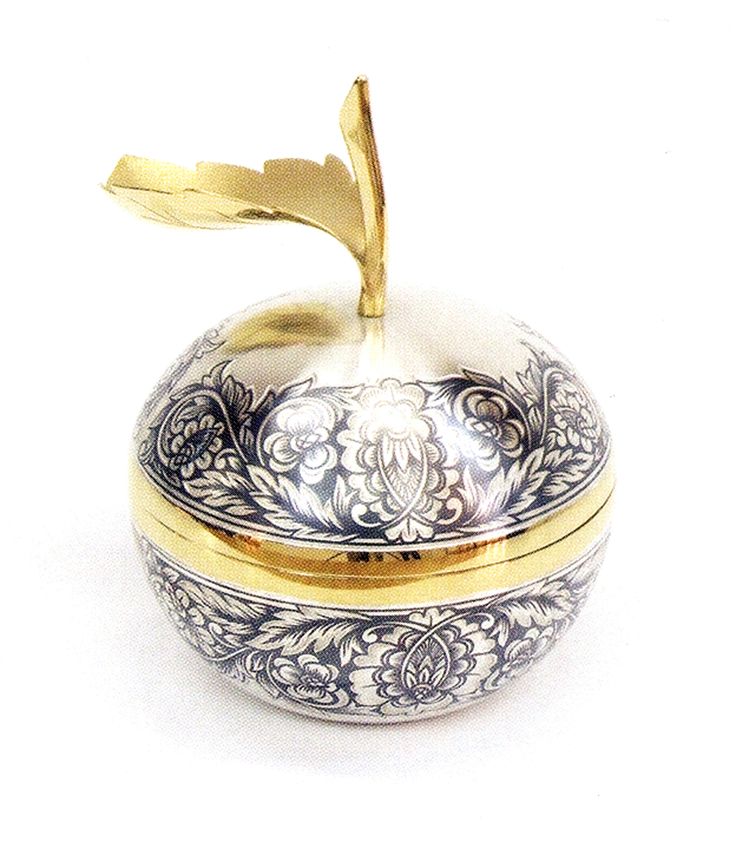
 Вы также можете завернуть каждый кусочек в мягкую ткань, но не в газету. Небольшие пакетики с силикагелем впитывают влагу, поэтому хранение их рядом с украшениями — отличная дополнительная мера предосторожности.
Вы также можете завернуть каждый кусочек в мягкую ткань, но не в газету. Небольшие пакетики с силикагелем впитывают влагу, поэтому хранение их рядом с украшениями — отличная дополнительная мера предосторожности.
 Носите
Носите Нанесение макияжа или лосьонов, обращение с луком, яйцами или рыбой, углем или маслом или даже воздействие загрязнения воздуха при ношении стерлингового серебра также могут в некоторых случаях привести к потускнению.
Нанесение макияжа или лосьонов, обращение с луком, яйцами или рыбой, углем или маслом или даже воздействие загрязнения воздуха при ношении стерлингового серебра также могут в некоторых случаях привести к потускнению.
 Просто убедитесь, что он тщательно промыт чистой водой и правильно высушен.
Просто убедитесь, что он тщательно промыт чистой водой и правильно высушен.

 Выпускаются втулки с номинальным внутренним (проходным) диаметром от 10 до 260 мм, с толщиной стенок от 5 до 20 мм (в зависимости от прочностных параметров, возложенных на нее).
Выпускаются втулки с номинальным внутренним (проходным) диаметром от 10 до 260 мм, с толщиной стенок от 5 до 20 мм (в зависимости от прочностных параметров, возложенных на нее). Производятся из бронзы оловянной по ГОСТ 613-79 и бронзы безоловянной по ГОСТ 493-79.
Производятся из бронзы оловянной по ГОСТ 613-79 и бронзы безоловянной по ГОСТ 493-79.

 05.381
05.381 05.02.302
05.02.302 07.00.112
07.00.112 03.04.414
03.04.414 5
5



 В промышленности никто не любит сюрпризов. Компании тратят большую часть своего времени, работая над созданием условий, при которых люди, активы и материалы ведут себя… поставляя первоклассные типы втулок со смазкой для различных областей применения. Мы обслуживаем более 23 стран+ Благодаря качеству и точности вы также можете найти наши самосмазывающиеся бронзовые втулки с той же прочностью и техническими характеристиками, которые вы ожидаете. Благодаря исключительной посадке и долговечности втулок вы можете рассчитывать на беспрецедентное время работы вашей машины. Втулки Производители и поставщики, Традиция передового опыта.
В промышленности никто не любит сюрпризов. Компании тратят большую часть своего времени, работая над созданием условий, при которых люди, активы и материалы ведут себя… поставляя первоклассные типы втулок со смазкой для различных областей применения. Мы обслуживаем более 23 стран+ Благодаря качеству и точности вы также можете найти наши самосмазывающиеся бронзовые втулки с той же прочностью и техническими характеристиками, которые вы ожидаете. Благодаря исключительной посадке и долговечности втулок вы можете рассчитывать на беспрецедентное время работы вашей машины. Втулки Производители и поставщики, Традиция передового опыта.
 Втулки и подшипники – втулка, фланец, упор. Долговечность · Отличная стойкость к трению и износу с течением времени · Может легко использоваться при высоких температурах. Изготавливает втулки различных конструкций и из разных материалов. … Загрузка каталога бронзовых втулок скольжения и фланцевых втулок. Plain Bearings Industries — производитель втулок, мы являемся проверенным источником, ориентированным на клиента, с многолетним опытом работы в отрасли безмасляных подшипников. Мы являемся крупносерийным производителем прецизионных токарных деталей по принципу «Build to Print».
Втулки и подшипники – втулка, фланец, упор. Долговечность · Отличная стойкость к трению и износу с течением времени · Может легко использоваться при высоких температурах. Изготавливает втулки различных конструкций и из разных материалов. … Загрузка каталога бронзовых втулок скольжения и фланцевых втулок. Plain Bearings Industries — производитель втулок, мы являемся проверенным источником, ориентированным на клиента, с многолетним опытом работы в отрасли безмасляных подшипников. Мы являемся крупносерийным производителем прецизионных токарных деталей по принципу «Build to Print». Производители бронзовых втулок с высоким содержанием свинца в Китае. Хорошее качество и быстрая доставка. См. Решения. Направляющие втулки бронзовые, необслуживаемые. Исследуйте продукты. Просмотр видео. Втулки производителей и поставщиков в Китае. Втулки. втулки на заказ Производство, поставка: Втулки быстроразъемные; подшипниковые бронзовые втулки; Разрезные бронзовые втулки.
Производители бронзовых втулок с высоким содержанием свинца в Китае. Хорошее качество и быстрая доставка. См. Решения. Направляющие втулки бронзовые, необслуживаемые. Исследуйте продукты. Просмотр видео. Втулки производителей и поставщиков в Китае. Втулки. втулки на заказ Производство, поставка: Втулки быстроразъемные; подшипниковые бронзовые втулки; Разрезные бронзовые втулки. Свяжитесь с нами и уменьшите стоимость доставки.
Свяжитесь с нами и уменьшите стоимость доставки.

 Различные типы, материалы, размеры, отделка и многое другое. Большой выбор втулок и шайб.
Различные типы, материалы, размеры, отделка и многое другое. Большой выбор втулок и шайб. , фланцевые втулки или упорные шайбы)
, фланцевые втулки или упорные шайбы)
 doc
doc П.
П. 4
4  Его продукцию
Его продукцию


 АНАЛИЗ
АНАЛИЗ
 2.1 Чертеж детали
2.1 Чертеж детали Анализируя возможность
Анализируя возможность
 Втулки либо упаковываются и отправляются непосредственно нашим клиентам, либо используются в качестве компонента поперечных рычагов, стабилизаторов тяги, рычагов управления гусеницей и бокового рычага.
Втулки либо упаковываются и отправляются непосредственно нашим клиентам, либо используются в качестве компонента поперечных рычагов, стабилизаторов тяги, рычагов управления гусеницей и бокового рычага.
 В последние годы вместо металла стали использовать высокопрочные инженерные пластики.
В последние годы вместо металла стали использовать высокопрочные инженерные пластики. До производства они хранятся на холодном воздухе для сохранения технических свойств резиновой пасты.
До производства они хранятся на холодном воздухе для сохранения технических свойств резиновой пасты.
 В.П. VIS S.A. в принципе не было никакой документации, кроме бумаги. Внедрение программы САПР шло полным ходом. Сегодня системы PLM и PDM (Product Lifecycle Management и Product Design Management) позволяют значительно улучшить управление производством, включая синтез, поток, актуализацию технологической документации — как одного из элементов всей системы.
В.П. VIS S.A. в принципе не было никакой документации, кроме бумаги. Внедрение программы САПР шло полным ходом. Сегодня системы PLM и PDM (Product Lifecycle Management и Product Design Management) позволяют значительно улучшить управление производством, включая синтез, поток, актуализацию технологической документации — как одного из элементов всей системы.

 Условные обозначения – обозначение опор.
Условные обозначения – обозначение опор.

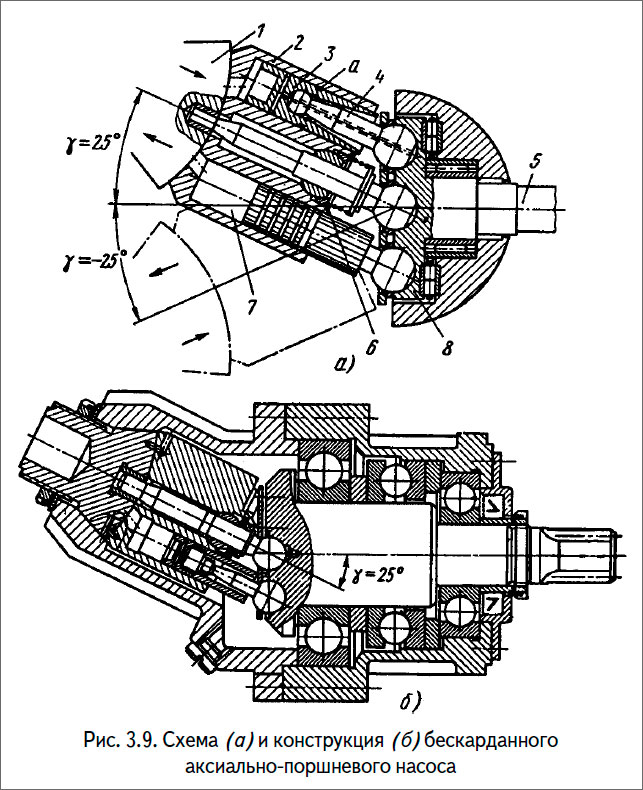 19, б)
19, б)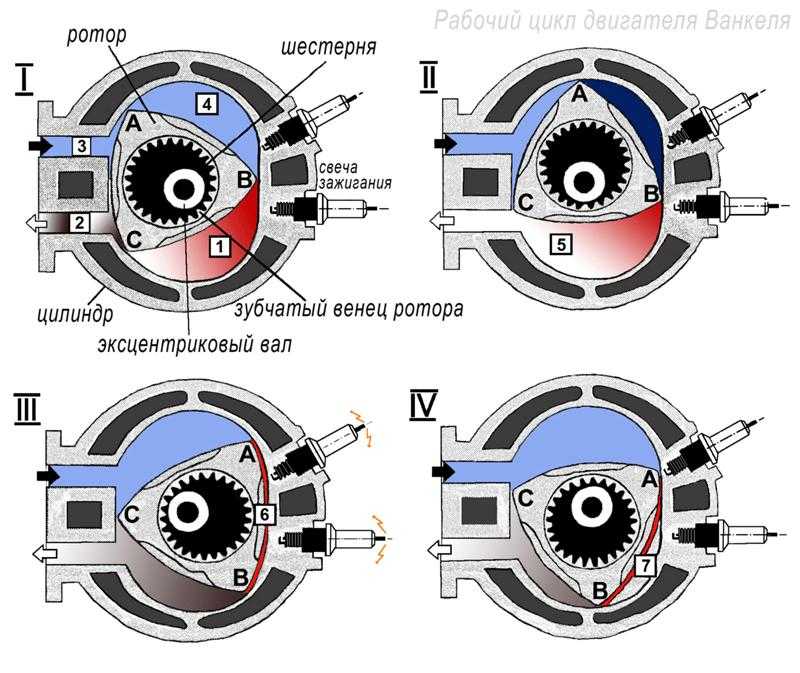
 рисунок
рисунок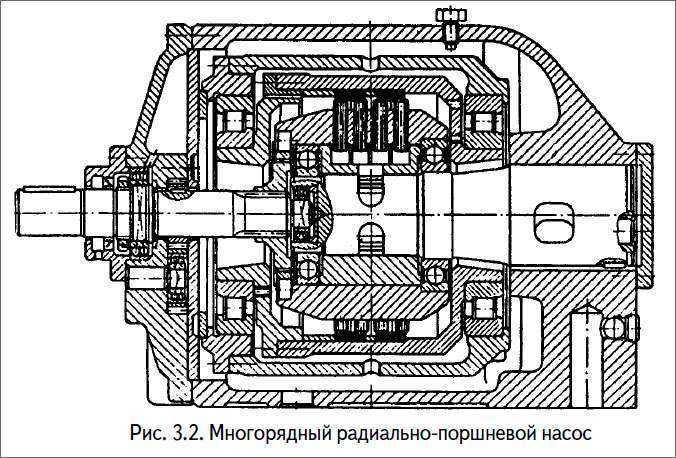


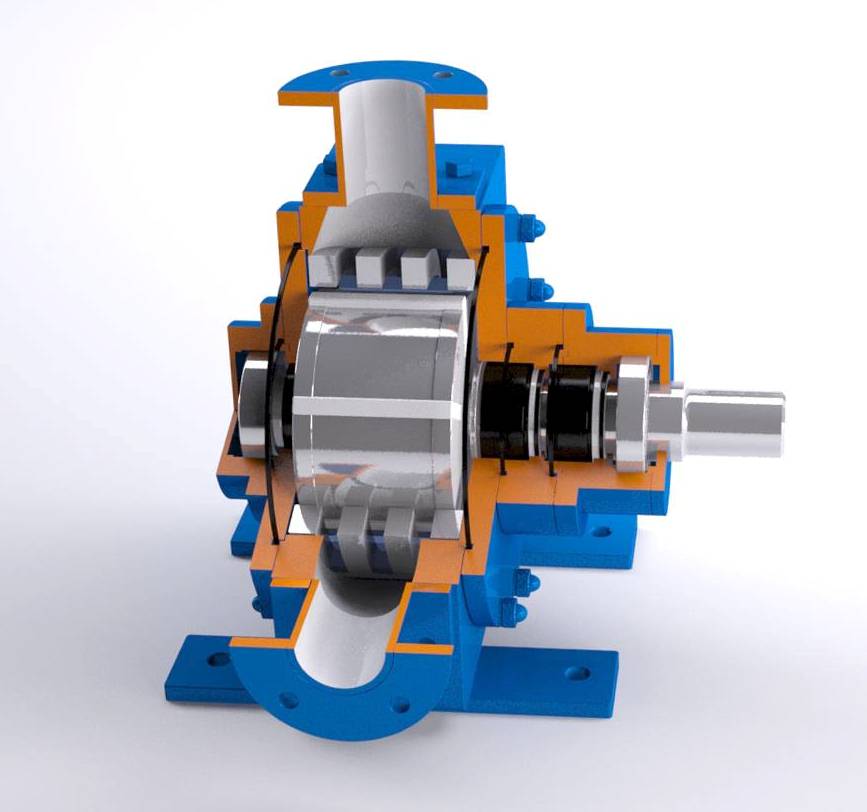 2.6), причем их оси пересекаются в одной точке. Цилиндры такого насоса можно разместить в несколько рядов (от двух до шести), благодаря чему можно получить большую подачу. Радиально-поршневые насосы изготовляют как в регулируемых, так и нерегулируемых по подаче вариантах. Для изменения подачи такого насоса смещают блок цилиндров относительно оси статора на величину эксцентриситета е. Изменением знака е осуществляется реверс подачи жидкости насосом.
2.6), причем их оси пересекаются в одной точке. Цилиндры такого насоса можно разместить в несколько рядов (от двух до шести), благодаря чему можно получить большую подачу. Радиально-поршневые насосы изготовляют как в регулируемых, так и нерегулируемых по подаче вариантах. Для изменения подачи такого насоса смещают блок цилиндров относительно оси статора на величину эксцентриситета е. Изменением знака е осуществляется реверс подачи жидкости насосом.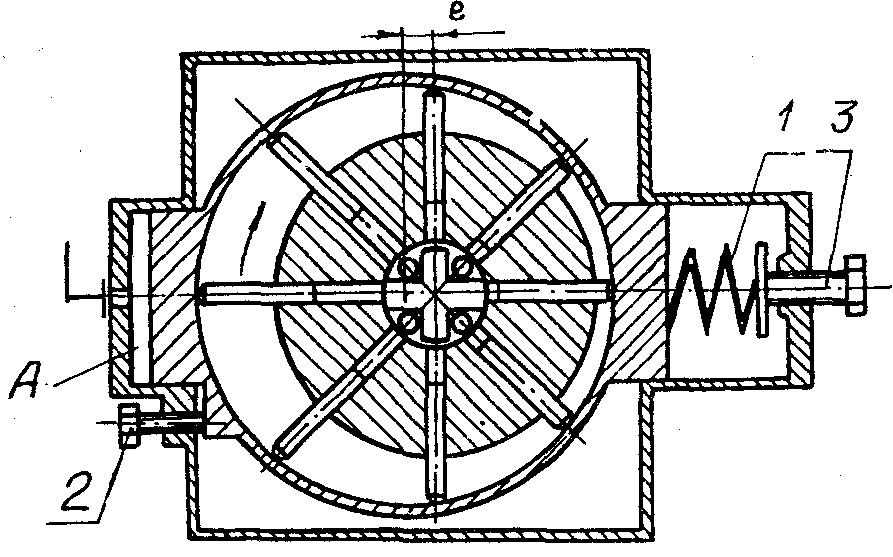 Колеблющаяся втулка пространственными шарнирами 3 соединена со штоками поршней цилиндров 4, расположенных вокруг оси z—z параллельно ей. Так как втулка лишена возможности вращаться, то, совершая колебательные движения, она заставляет штоки поршней через шарниры совершать возвратно-поступательные движения. Число цилиндров принципиально может быть каким угодно большим, а ход поршня будет определяться диаметром втулки и углом а. Для изменения подачи насоса изменяют угол наклона путем поворота блока цилиндров или втулки. Изменением знака угла осуществляется реверс подачи жидкости насосом.
Колеблющаяся втулка пространственными шарнирами 3 соединена со штоками поршней цилиндров 4, расположенных вокруг оси z—z параллельно ей. Так как втулка лишена возможности вращаться, то, совершая колебательные движения, она заставляет штоки поршней через шарниры совершать возвратно-поступательные движения. Число цилиндров принципиально может быть каким угодно большим, а ход поршня будет определяться диаметром втулки и углом а. Для изменения подачи насоса изменяют угол наклона путем поворота блока цилиндров или втулки. Изменением знака угла осуществляется реверс подачи жидкости насосом. Приведенное выражение будет справедливым лишь в случае, когда угол а равен нулю; в остальных случаях оси шатунов (между шайбой и штоком поршня) будут находиться по отношению к осям цилиндров под некоторым углом. Однако, принимая во внимание, что угол а обычно не превышает 30°, ошибка, вызываемая этим допущением, относительно невелика.
Приведенное выражение будет справедливым лишь в случае, когда угол а равен нулю; в остальных случаях оси шатунов (между шайбой и штоком поршня) будут находиться по отношению к осям цилиндров под некоторым углом. Однако, принимая во внимание, что угол а обычно не превышает 30°, ошибка, вызываемая этим допущением, относительно невелика.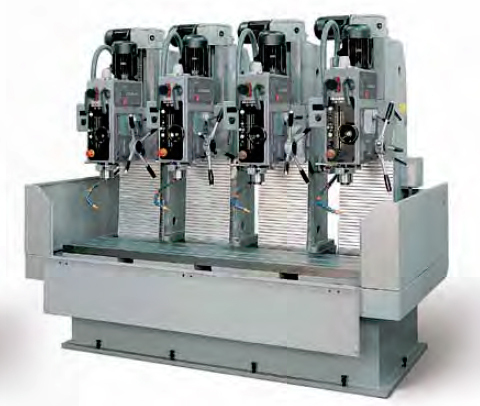 Наиболее часто многошпиндельные станки служат для сверления отверстий в деталях, соединяемых на шкантах.
Наиболее часто многошпиндельные станки служат для сверления отверстий в деталях, соединяемых на шкантах.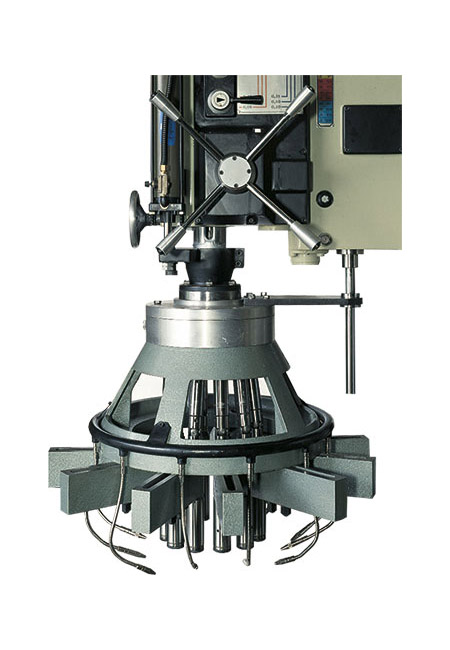 Для базирования заготовок, которое должно осуществляться по двум взаимно перпендикулярным кромкам, на столе закрепляют линейки, а для закрепления заготовок устанавливают прижимы с пневмоприводом.
Для базирования заготовок, которое должно осуществляться по двум взаимно перпендикулярным кромкам, на столе закрепляют линейки, а для закрепления заготовок устанавливают прижимы с пневмоприводом.
 Затем переключатель устанавливают в положение определенного режима работы и нажимают кнопку «Пуск станка».
Затем переключатель устанавливают в положение определенного режима работы и нажимают кнопку «Пуск станка».
 Для чистового сверления облицованных щитов из древесностружечных плит подача на резец S, должна быть не более 0,15…0,5 мм, а при пониженном требовании к качеству обработки — не более 0,5… 0,8 мм. Подачу на оборот S0 (м/мин) вычисляют по формуле So=Szrtz/1000, где п — частота вращения сверла, об/мин; z-число резцов.
Для чистового сверления облицованных щитов из древесностружечных плит подача на резец S, должна быть не более 0,15…0,5 мм, а при пониженном требовании к качеству обработки — не более 0,5… 0,8 мм. Подачу на оборот S0 (м/мин) вычисляют по формуле So=Szrtz/1000, где п — частота вращения сверла, об/мин; z-число резцов.







 Там, где во время процесса на многошпиндельном станке остаются операции, они могут выполняться вспомогательным шпинделем, что делает процесс еще более эффективным.
Там, где во время процесса на многошпиндельном станке остаются операции, они могут выполняться вспомогательным шпинделем, что делает процесс еще более эффективным. metramh.com/en/160303/NewsaboutCNCMultiSpindlemachinesтокарно-винторезные автоматы/CNCAUTOMATICLATHESorCNCMULTISPINDLELATHES.htm
metramh.com/en/160303/NewsaboutCNCMultiSpindlemachinesтокарно-винторезные автоматы/CNCAUTOMATICLATHESorCNCMULTISPINDLELATHES.htm com.tw/eg/product_e1.html
com.tw/eg/product_e1.html 75″ href=»/listings/51743949-multi-spindle-head-3-drills-from-h-t-25-hole-spacing-26278-in-wiefelstede-germany»>
75″ href=»/listings/51743949-multi-spindle-head-3-drills-from-h-t-25-hole-spacing-26278-in-wiefelstede-germany»> 75″ href=»/listings/38466227-multi-spindle-head-14-drills-from-nottmeyer-32-hole-spacing-8950-in-wiefelstede-germany»>
75″ href=»/listings/38466227-multi-spindle-head-14-drills-from-nottmeyer-32-hole-spacing-8950-in-wiefelstede-germany»> 75″ href=»/listings/38466225-multi-spindle-head-19-drills-from-nottmeyer-32-hole-spacing-8953-in-wiefelstede-germany»>
75″ href=»/listings/38466225-multi-spindle-head-19-drills-from-nottmeyer-32-hole-spacing-8953-in-wiefelstede-germany»>
 и поэтому идеально подходят для крепления близко к краю, уменьшенного центра и групповой анкеровки и использования в бетоне неизвестного качества или с низкой прочностью на сжатие. Еще одно значение химических анкеров и наполнителей заключается в том, что они подходят для фиксации материала близко к краю. Их также можно использовать для склеивания с пониженной прочностью на сжатие.
и поэтому идеально подходят для крепления близко к краю, уменьшенного центра и групповой анкеровки и использования в бетоне неизвестного качества или с низкой прочностью на сжатие. Еще одно значение химических анкеров и наполнителей заключается в том, что они подходят для фиксации материала близко к краю. Их также можно использовать для склеивания с пониженной прочностью на сжатие.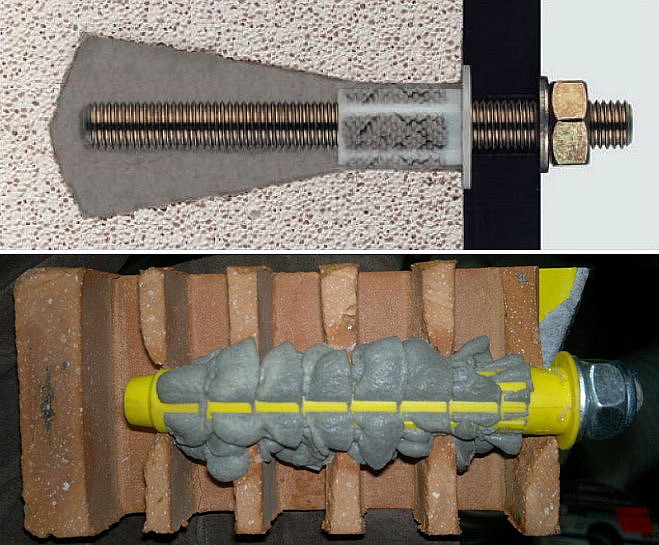
 Различные составы предлагают широкий спектр применения и преимуществ. В современных продуктах смолы более низкого уровня предназначены для использования в кирпичной кладке и бетоне без трещин. В то время как метакрилаты и чистые эпоксидные смолы находятся на верхнем уровне, их можно использовать в более напряженных условиях, таких как растрескавшийся бетон, арматура и сейсмические условия.
Различные составы предлагают широкий спектр применения и преимуществ. В современных продуктах смолы более низкого уровня предназначены для использования в кирпичной кладке и бетоне без трещин. В то время как метакрилаты и чистые эпоксидные смолы находятся на верхнем уровне, их можно использовать в более напряженных условиях, таких как растрескавшийся бетон, арматура и сейсмические условия. Он обеспечивает очень хорошую химическую стойкость в очень агрессивных средах или во влажных условиях, даже в подводных якорях. Он также используется для фиксации в сплошных строительных опорах или пустотелых материалах, в стенах, колоннах, фасадах, полах и т. д.
Он обеспечивает очень хорошую химическую стойкость в очень агрессивных средах или во влажных условиях, даже в подводных якорях. Он также используется для фиксации в сплошных строительных опорах или пустотелых материалах, в стенах, колоннах, фасадах, полах и т. д. Он идеально подходит для приложений с высокими нагрузками, полученное соединение прочнее, чем сам основной материал, и, поскольку система основана на принципе адгезии, к основному материалу не передается дополнительное напряжение нагрузки, как в случае с распорными анкерами, и поэтому они идеально подходят для близкое к краевому креплению, уменьшенное центральное и групповое анкерование и использование в бетоне неизвестного качества или с низкой прочностью на сжатие.
Он идеально подходит для приложений с высокими нагрузками, полученное соединение прочнее, чем сам основной материал, и, поскольку система основана на принципе адгезии, к основному материалу не передается дополнительное напряжение нагрузки, как в случае с распорными анкерами, и поэтому они идеально подходят для близкое к краевому креплению, уменьшенное центральное и групповое анкерование и использование в бетоне неизвестного качества или с низкой прочностью на сжатие. Реагирующая смесь заполняет все неровности и делает отверстие герметичным со 100% сцеплением, что создает дополнительную прочность при нагрузке. Он также укрепляет структуру бетонных стен и вокруг скважины, делая ее устойчивой к растрескиванию. Наконец, химическая анкеровка позволяет установщику внести небольшие коррективы в выравнивание шпильки, пока химическая смесь еще затвердевает.
Реагирующая смесь заполняет все неровности и делает отверстие герметичным со 100% сцеплением, что создает дополнительную прочность при нагрузке. Он также укрепляет структуру бетонных стен и вокруг скважины, делая ее устойчивой к растрескиванию. Наконец, химическая анкеровка позволяет установщику внести небольшие коррективы в выравнивание шпильки, пока химическая смесь еще затвердевает.
 Этот способ хорош тем, что похож на то, как писать ручкой на бумаге — в основе то, что умеет каждый сознательный человек. Специфика в том, что есть некоторые нюансы, которые помогут сделать гравировку красивой. А различные насадки помогут сделать “ювелирный” рисунок.
Этот способ хорош тем, что похож на то, как писать ручкой на бумаге — в основе то, что умеет каждый сознательный человек. Специфика в том, что есть некоторые нюансы, которые помогут сделать гравировку красивой. А различные насадки помогут сделать “ювелирный” рисунок.


 Мы делаем гравировку на стекле, камне, акриле, металлах, коже, оргстекле. Подробный перечень материалов находится на этой странице.
Мы делаем гравировку на стекле, камне, акриле, металлах, коже, оргстекле. Подробный перечень материалов находится на этой странице. Мы также предоставляем обслуживание в тот же день для определенных продуктов.
Мы также предоставляем обслуживание в тот же день для определенных продуктов.
 Такие повреждения маловероятны, так как мы уделяем большое внимание тому, чтобы ваш продукт был доставлен вам в целости и сохранности.
Такие повреждения маловероятны, так как мы уделяем большое внимание тому, чтобы ваш продукт был доставлен вам в целости и сохранности. мы не используем никакую другую древесину.
мы не используем никакую другую древесину.


 .. Я доверяю Коди!12×15 / Пришлите мне доказательство, пожалуйста!
.. Я доверяю Коди!12×15 / Пришлите мне доказательство, пожалуйста! .. Я доверяю Коди! Пожалуйста, пришлите мне доказательства!
.. Я доверяю Коди! Пожалуйста, пришлите мне доказательства!
 Первые используются для пропитки крафт-бумаги, вторые – для декоративной.
Первые используются для пропитки крафт-бумаги, вторые – для декоративной. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
, а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов. ) углубится в пластмассу на 1 мм.
) углубится в пластмассу на 1 мм. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.

 Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
 При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов.
При этом образуются высокомолекулярные связи с большим числом исходных молекул (приставка «поли-» от греческого «много», например этилен-полиэтилен) Пластические массы получают на основе высокомолекулярных соединений — полимеров. Их разделяют на два класса — термопласты и реактопласты. Основные механические характеристики пластмасс те же, что и для металлов. Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика.
Следующий слой – декоративный. Затем несколько слоев крафт-бумаги, которая является основой пластика. И последний слой – компенсирующий (крафт-бумага, пропитанная меломиноформальдегидными смолами). Этот слой присутствует только у американского пластика. , а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов.
, а также варьированием сырья, например использование соответствующих полиолов и диизоцианатов при получении полиуретанов. ) углубится в пластмассу на 1 мм.
) углубится в пластмассу на 1 мм. Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.
Лезвия режущих инструментов надо затачивать, по возможности, более остро, пользуясь для этого мелкозернистыми кругами.

 Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин.
Изделия сложной формы сначала полируют матерчатым кругом с применением обычной (крокусной) пасты, а затем сухим фланелевым кругом. Круг диаметром 300 мм должен делать около 1200 об/мин. Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
Это свойство пластичности, часто встречающееся в сочетании с другими особыми свойствами, такими как низкая плотность, низкая электропроводность, прозрачность и ударная вязкость, позволяет изготавливать из пластмасс самые разнообразные продукты. К ним относятся прочные и легкие бутылки для напитков из полиэтилентерефталата (ПЭТ), гибкие садовые шланги из поливинилхлорида (ПВХ), изолирующие пищевые контейнеры из вспененного полистирола и небьющиеся окна из полиметилметакрилата.
 Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
 1–2.2
1–2.2 Более конкретно, они определяются как термопластичные смолы или термореактивные смолы.
Более конкретно, они определяются как термопластичные смолы или термореактивные смолы.
 ) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании.
) Товарные смолы — это пластмассы, которые производятся в больших объемах и по низкой цене для наиболее распространенных предметов одноразового использования. и товары длительного пользования. Они представлены в основном полиэтиленом, полипропиленом, поливинилхлоридом, полистиролом. Специальные смолы — это пластмассы, свойства которых адаптированы к конкретным применениям и которые производятся в небольших объемах и по более высокой цене. В эту группу входят так называемые инженерные пластмассы или инженерные смолы, представляющие собой пластмассы, которые могут конкурировать с литыми под давлением металлами в сантехнике, скобяных изделиях и автомобилях. Важными инженерными пластмассами, менее знакомыми потребителям, чем товарные пластмассы, перечисленные выше, являются полиацеталь, полиамид (особенно те, которые известны под торговой маркой нейлон), политетрафторэтилен (торговая марка тефлон), поликарбонат, полифениленсульфид, эпоксидная смола и полиэфиркетон. Еще одним представителем специальных смол являются термопластичные эластомеры, полимеры, которые обладают эластичными свойствами резины, но при этом могут подвергаться многократному формованию при нагревании. Термопластичные эластомеры описаны в статье эластомер.
Термопластичные эластомеры описаны в статье эластомер. Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
Большинство перечисленных выше инженерных пластиков состоят из гетероцепных полимеров. Примером может служить поликарбонат, молекулы которого содержат два ароматических (бензольных) кольца:
 1–2.2
1–2.2

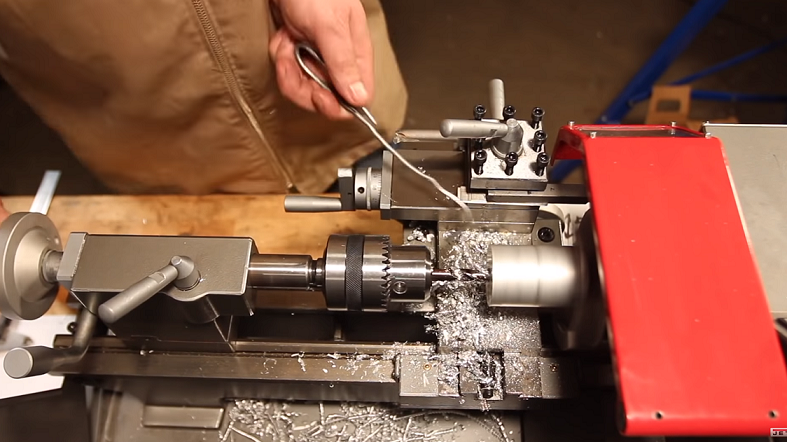 Шпиндель станка имеет механическое регулирование скорости вращения.
Шпиндель станка имеет механическое регулирование скорости вращения.
 com
[photom] =>
[photob] =>
[photo2m] =>
[photo2b] =>
)
1
com
[photom] =>
[photob] =>
[photo2m] =>
[photo2b] =>
)
1

 03.2021 в 11:50
03.2021 в 11:50
 237.187.100
[name] => Вячеслав
[text] => Подскажите размер трехкулачкового патрона.
[answer] => Здравствуйте! Трехкулачковый патрон размера - 125 мм.
[type] => product
[date] => 2021-02-20 12:50:00
[approved] => 1
[phone] =>
[photo] =>
[photo2] =>
[photoOtvet] =>
[photoOtvet2] =>
[email] =>
237.187.100
[name] => Вячеслав
[text] => Подскажите размер трехкулачкового патрона.
[answer] => Здравствуйте! Трехкулачковый патрон размера - 125 мм.
[type] => product
[date] => 2021-02-20 12:50:00
[approved] => 1
[phone] =>
[photo] =>
[photo2] =>
[photoOtvet] =>
[photoOtvet2] =>
[email] => 
 02.2021 в 11:34
02.2021 в 11:34
 Узнать цену на 29.10.2022
Узнать цену на 29.10.2022
 Любой человек сможет работать при помощи инструкции по эксплуатации. Такие станки закупают для учебных заведений;
Любой человек сможет работать при помощи инструкции по эксплуатации. Такие станки закупают для учебных заведений;
 Просто распакуйте машину, подключите ее и приступайте к работе.
Просто распакуйте машину, подключите ее и приступайте к работе. с.
с. 00
00 с., 220 В, однофазный двигатель
с., 220 В, однофазный двигатель с., 220 В, 3-фазный двигатель
с., 220 В, 3-фазный двигатель с., 220 В, трехфазный двигатель
с., 220 В, трехфазный двигатель Он работает, вращая деталь с высокой скоростью и используя режущие инструменты для удаления материала с объекта.
Он работает, вращая деталь с высокой скоростью и используя режущие инструменты для удаления материала с объекта. Большой 14-дюймовый на 40-дюймовый токарный станок Birmingham Precision Gear Head может похвастаться диаметральной и модульной резьбой в дополнение к метрическим и британским единицам измерения.
Большой 14-дюймовый на 40-дюймовый токарный станок Birmingham Precision Gear Head может похвастаться диаметральной и модульной резьбой в дополнение к метрическим и британским единицам измерения. Для еще большего контроля вы можете выбрать токарный станок Baileigh с регулируемой скоростью по дереву и выбрать один из трех диапазонов скоростей: 250–750, 600–1800 и 1350–4000 об/мин!
Для еще большего контроля вы можете выбрать токарный станок Baileigh с регулируемой скоростью по дереву и выбрать один из трех диапазонов скоростей: 250–750, 600–1800 и 1350–4000 об/мин!