Где найти бронзу в быту для сдачи в пункт приема металла
Производство новых изделий из переработанного вторичного сырья – это очень актуальное направление в условиях сокращения природных запасов минералов и цветных металлов. Такой подход особенно активно используется в металлургии, где постоянно необходимы новые материалы для производственных целей. Для этого используются разные типы металлолома, включая бронзовые изделия различного типа.
Пункты приема активно скупают бронзу и другие цветные металлы. Этот процесс имеет немалое количество плюсов, среди которых экономия природных ресурсов (к слову, запасы меди, как основного компонента сплава бронзы, постепенно сокращаются и они невосполнимы), а также улучшение экологической ситуации за счет утилизации отходов. Дело в том, что процесс утилизации причиняет гораздо меньше вреда экологии, чем разработка новых месторождений и сама добыча.
Бронза относится к числу одного из наиболее дорогих цветных металлов, которые высоко ценятся в пунктах приема. Для многих предприятий и физических лиц, у которых скопилось определенное количество металлолома, сдача отходов – это возможность заработать, при этом избавив себя от потенциально опасного металла, который может со временем разлагаться, отравляя почву и грунтовые воды. Но не все новички знают, где можно найти бронзу для сдачи в пункт приема, поэтому мы решили рассказать об основных источниках этого ценного сплава.
Содержание
Бронза: что это такое и где используется?
Свойства бронзы с добавлениями разных металлов
Где можно найти бронзу в домашних условиях?
Как отличить бронзу?
Как формируется цена?
Бронза: что это такое и где используется?
Бронза – это сплав меди с другими цветными металлами (чаще всего – это олово). В состав сплава может добавляться алюминий, хром, никель или магний, что сказывается на эксплуатационных свойствах бронзовых изделий.
Бронза активно используется в горной и тяжелой промышленности. В частности, благодаря возможности переносить значительные механические нагрузки и воздействие агрессивных веществ, бронза используется для изготовления вкладышей подшипников, различных элементов, которые в процессе эксплуатации будут подвергаться длительному воздействию влаги.
Кроме того, бронзу используют при изготовлении инструментов. В случае механического воздействия, сплав не дает искр, поэтому такие инструменты используются при работе с легко воспламеняемыми и взрывоопасными веществами.
В быту бронзу применяют для изготовления различных декоративных вещей:
Посуда и столовые приборы (емкости для специй, блюда для фруктов, конфетницы). В некоторых домах можно встретить бронзовые подсвечники и пепельницы.
Мебельные комплектующие (различные дверные ручки, замки, петли и т.д.).
Сантехнические изделия (краны, различная фурнитура, держатели для полотенец). Некоторые дорогие душевые кабины и ванны могут комплектоваться бронзовыми элементами.
Различные вазы, статуэтки, кубки и другие предметы интерьера. Из бронзы изготавливаются решетки для камина, картинные рамы и другие изделия, которые добавляют аристократичности каждому дому.
В прежнее время бронза использовалась для чеканки монет, изготовления артиллерийских орудий и т.д. Но и сейчас бронзовые изделия можно свободно встретить у себя дома, поэтому не нужно торопиться выкидывать старые краны или другие отходы – вполне возможно, что вы сможете их сдать в пункт приема.
Свойства бронзы с добавлениями разных металлов
Для улучшения эксплуатационных качеств сплава, медь может сочетаться с различными цветными металлами. Сплав с цинком хорошо поддается обработке, при этом такой вариант значительно дешевле, чем добавление олова.
При добавлении фосфора, сплав становится более упругим и прочным, поэтому он активно используется в тяжелом машиностроении.
Алюминий делает бронзу устойчивой к воздействию коррозии, при этом внешне сплав становится похож на золото.
Для улучшения электропроводимости и упругости в сплав добавляется кремний. Соответственно, такой материал используется в различных работах, связанных с монтажом электроподстанций.
Бериллиевая бронза – это лидер по показателю твердости среди других сплавов. В закаленном состоянии обладает хорошей пластичностью, а в состаренном – повышенными механическими свойствами. Из этого сплава изготавливают инструменты и пружины.
Где можно найти бронзу в домашних условиях?
Бронза содержится в самых разных изделиях, поэтому металл можно вполне добыть в домашних условиях. В пунктах приема принимают:
Старую проволоку, пружины.
Различную мебельную фурнитуру, ненужный декор, старые статуэтки.
Запорные механизмы и старые трубы.
Подшипники, зубчатые колеса.
Фитинг, смесители и другие сантехнические изделия.
Детали вышедших из строя электронных устройств.
Как отличить бронзу?
У неопытного человека могут возникнуть сложности с тем, чтобы отличить бронзу от других цветных металлов. В частности, ее часто путают с латунью. Поэтому чтобы не стать жертвой обмана или напрасных ожиданий, рекомендуется заранее определить тип того лома, который у вас в наличии.
Вот несколько отличий бронзы от латуни:
У бронзы более красноватый оттенок, при этом она обладает более темным цветом.
Бронза оказывается более устойчива к различным воздействиям. В частности, если латунное изделие подвергать механическому воздействию, то на нем появятся царапины.
Латунь менее прочна, поэтому сфера ее использования не так широка, как у бронзы.
Как формируется цена?
Бронзовый лом – это востребованный материал, который используется для дальнейшей переработки. В первую очередь оценивается содержание сплава – больше всего стоит оловянная бронза, потому что олово само является дорогим цветным металлом.
На цену влияет и чистота металлолома (наличие загрязнений, следов масел, окислов и т.д.). Поэтому если вы хотите выручить больше денег за лом, его нужно предварительно подготовить. Нужно избавиться от неметаллических включений, убрать все загрязнения. Нужно провести хотя бы минимальную сортировку, отделив разные типы металлолома друг от друга.
При оптовых партиях металлолома цена за кг также увеличивается. В компании «ЭкоПромМет» для таких клиентов предусмотрена дополнительная услуга – мы бесплатно отправим машину на ваш объект для погрузки и дальнейшей транспортировки лома.
Мы надеемся, что наши советы по поводу того, где добыть бронзу, будут для вас полезны. Этот металл высоко ценится на рынке вторсырья, поэтому у вас есть хорошая возможность получить дополнительный доход. Со своей стороны мы гарантируем оплату сразу после взвешивания лома, при этом мы адекватно относимся к количеству примесей. При необходимости отправляем лом на дополнительный лабораторный анализ.
Как отличить бронзу от латуни в домашних условиях?
Существует целый ряд способов, которые подскажут, как отличить бронзу от латуни. В представленном материале хотелось бы рассмотреть наиболее простые и доступные решения для реализации указанной задачи. Давайте же выясним, как отличить бронзу от латуни в домашних условиях.
Что такое бронза?
Прежде чем разобраться, как отличить бронзу от латуни, выясним, что представляет собой каждый из сплавов. Начнем с бронзы. Итак, бронза является сплавом олова и меди, с примесями кремния, алюминия, бериллия и свинца. Именно качество используемого олова во многом определяет характер будущего сплава.
Существует особая разновидность бронзы, при изготовлении которой олово заменяют никелем либо цинком. Такой сплав известен как шпиатр. По сути, материал представляет собой дешевый вариант бронзы, который отличается не самым лучшим качеством.
Согласно вышеуказанным принципам изготовления, бронзу разделяют на оловянную и безоловянную. В начале прошлого века металлурги производили мышьяковистую бронзу. Однако по причине высокой токсичности материал так и не получил широкого распространения.
Что представляет собой латунь?
Латунь является практически тем же сплавом, что и бронза. Но вместо легирующего состава в виде олова здесь в сочетании с медью используют цинк. Иногда в сплав добавляют свинец, железо, никель, марганец, прочие элементы.
Получать латунь умели еще древние римляне. Именно они первыми научились соединять расплавленную медь с цинковой рудой. Чистый цинк в целях изготовления латуни стали применять лишь в конце 18-го века в Британии. Англичане нередко использовали сплав для создания поддельного золота, ведь латунь, как и благородный металл, обладает привлекательным солнечным блеском.
Сегодня материал широко используется для создания так называемого биметалла – сплава, где сталь сочетается с латунью. Такое решение способствует производству металла, который обладает устойчивостью к коррозии, а также истиранию. Вместе с тем изделия из биметалла имеют хорошую пластичность.
Определяющие различия между бронзой и латунью
Как отличить бронзу от латуни? Разница между представленными сплавами заключается в следующем:
Латунь получают путем соединения цинка с медью. В свою очередь, бронзу производят благодаря сплавлению меди с оловом.
Бронза может длительное время находиться в контакте с морской, соленой водой без разрушения структуры материала. Латуни для этого требуется дополнительная обработка в виде легирования.
Бронза обладает повышенной устойчивостью к механическому износу и является прочным материалом. По этой причине сплав широко применяют для создания всевозможных скульптур и памятников. Латунь не подходит для данных целей, хотя и используется в качестве элементов художественных изделий.
Как отличить медь от латуни и бронзы? Медь имеет красноватый оттенок. В то же время бронза обладает темно-коричневым цветом, а также крупнозернистой структурой. Латунь же имеет желтый оттенок и является мелкозернистым материалом.
Отличия бронзы от латуни согласно весу
Как отличить бронзу от латуни, исходя из веса материалов? Стоит заметить, что бронза является достаточно тяжелым сплавом. В равных объемах заготовок бронза будет явно тяжелее латуни. Поэтому отличить изделия из отдельных сплавов можно, взвесив их на ладонях.
Как отличить сплавы путем нагревания?
Нужно постараться, чтобы различить материалы методом термического воздействия. Однако результаты в данном случае будут более достоверными. Что нужно делать? Необходимо разогреть оба сплава при помощи газовой горелки до температуры более 600оС. При таком воздействии на поверхности изделия из латуни образуется налет пепельного оттенка, который является оксидом цинка. В то же время бронза останется в первоначальном виде.
После нагрева латунь станет более пластичной. Бронза не меняет своих физических свойств под воздействием высокой температуры. Если попытаться согнуть латунную заготовку, структура последней не повредится. Что касается бронзы, она обязательно сломается на месте перегиба.
Как отличить латунь от бронзы магнитом?
Как уже отмечалось выше, в составе бронзы присутствует олово и свинец. Эти материалы могут притягиваться магнитом. Единственное, что требуется для проведения опыта – нахождение довольно сильного магнита. При его использовании бронза будет слегка подлипать к поверхности. На латунь магнит не окажет никакого воздействия.
В заключение
Как видно, существует целый ряд способов, которые позволяют отличить бронзу от латуни в домашних условиях. В большинстве случаев между изделиями из указанных сплавов имеются ярко выраженные визуальные различия. Поэтому, чтобы справиться с задачей, иногда достаточно лишь внимательно рассмотреть оба материала.
Как проверить бронзу
••• Vladone/iStock/GettyImages
Обновлено 13 марта 2018 г.
Автор Fraser Sherman
Много веков назад бронза представляла собой новаторский сплав меди и олова, использовавшийся для изготовления оружия и предметов искусства. Сегодня может быть трудно отличить настоящую бронзу от подделки, если вы не осмотрите ее физически на предмет таких характеристик, как ее вес, магнетизм и патина. Если это подделка, вполне возможно, вы заметите небольшие отличия от оригинала.
Вес и звук
Некоторые скульпторы выбирают более дешевую альтернативу настоящей бронзе — смесь смолы и бронзового порошка, называемую холоднолитой или связанной бронзой. Он не такой прочный и прочный, как бронза, а также легче. Если поставить на весы бронзовую скульптуру высотой в фут, она будет весить от шести до десяти фунтов. Такая же фигурка из бронзовой смолы весит всего пару фунтов. Если ударить деревянным стержнем в углубление скульптуры, смола дает глухой стук вместо звонка.
Разоблачение мошенничества
Железо — еще одна дешевая альтернатива использованию бронзы при отливке фигурки. Он прочнее и жестче, чем смола, поэтому его легче выдать за бронзу. Один простой тест — приложить магнит к произведению искусства и посмотреть, прилипнет ли оно к нему. Железо сильно магнитится, и вы почувствуете притяжение магнита. Если приложить магнит к бронзе, она упадет. Также следите за пятнами коррозии, потому что бронза не ржавеет.
Используйте свои глаза
Если вы посмотрите на старую бронзу, вы должны увидеть патину; пленка, образующаяся на поверхности в результате реакции на воздух. Если он легко отслаивается или царапается, вероятно, это заменитель патины. Поцарапав патину, можно также увидеть поверхность металла под ней. Настоящая бронза имеет золотой блеск; холоднолитая бронза и железо не имеют такого вида. Вы также можете сравнить подозрительную фигуру с фигурками, которые, как вы знаете, сделаны из бронзы. В некоторых подделках используется напыление — цинк с бронзовым покрытием, — но оно не такое богатое и блестящее, как настоящая бронза.
Бронзовые клоны
Если вы покупаете определенный предмет из бронзы, простое подтверждение того, что он сделан из бронзы, не гарантирует, что это подлинный предмет искусства, который вы хотите. Некоторые мошенники дублируют классическую бронзу, а затем продают ее как оригинал. Даже в 19 веке формы часто переживали смерть художника, поэтому бронзолитейщики могли продолжать изготавливать фигуры, похожие на оригинал. Сравните интересующий вас рисунок с некоторыми авторитетными ссылками на искусство.
Связанные статьи
Список литературы
Реал или резо: имитация: более близкий взгляд на бронзовую скульптуру
Бронзовые произведения: FAQ
ШАТЕЛАЙНА. Оберлин-колледж, Фрейзер Шерман начал писать в 1981 году. С тех пор он исследовал и писал газетные и журнальные статьи о городском правительстве, судебных делах, бизнесе, недвижимости и финансах, использовании новых технологий и истории кино. Шерман более десяти лет проработал газетным репортером, а его журнальные статьи публиковались в журналах Newsweek, Air & Space, Backpacker и Boys’ Life. Шерман также является автором трех справочников по фильмам, и в настоящее время готовится к выпуску четвертый.
Как легко обнаружить поддельные бронзовые статуи
Последнее обновление: 6 октября 2022 г., 10:01
Бронза известна с древних времен. Человек манипулировал этим красновато-золотым металлом для различных целей. Иногда для изготовления посуды. Иногда как оружие для уничтожения врагов, а иногда для создания скульптур как вида искусства.
Несомненно, бронза сделана из элементов, которых много в природе. Но иногда люди выбирают неэтичный путь, продавая какие-то другие сплавы, т.е. латунь за бронзу, для более дешевого производственного процесса.
Очень жаль, что любителей искусства обманом заставляют покупать поддельные бронзовые статуи. А когда анализируют ситуацию, уже поздно. Они дали деньги и были унижены за свою наивность.
Дело не только в металлических скульптурах, история показывает, что были многочисленные случаи мошенничества, когда речь шла об искусстве. Это включает в себя настенные рисунки или картины, и даже сейчас людей обманом заставляют покупать поддельные современные произведения искусства.
Мошенники прибегают к коварным уловкам, чтобы соблазнить вас на покупку поддельных скульптур, иногда они берут верх над нами. Об этом действительно страшно думать, и часто это заставляет нас дважды подумать, прежде чем покупать наши самые желанные статуэтки и статуэтки.
Итак, как распознать поддельные бронзовые статуи? С хорошей стороны забора мы собрали несколько полезных приемов, которые могут пригодиться, когда вы покупаете бронзовые статуи. Запомните эти хитрости, и, надеюсь, вы возьмете с собой домой настоящую бронзовую скульптуру, не меньше.
Статуи Внешности
Говорят, что внешность обманчива. Но еще говорят, что специалистам достаточно только посмотреть, чтобы отличить подделку от настоящей. Удивительно, но внешний вид может сказать о многом, даже если была какая-то оснастка с бронзовой статуей.
Бронзовые скульптуры имеют «патину», глянцевый слой, который придает скульптуре блестящий вид, а также защищает металл от окисления. Почти каждая бронзовая статуя имеет слой патины, но иногда вам могут продать поддельные бронзовые статуи с патиной на поверхности.
Как проверить: Проверьте цвет металла, поцарапав патину, настоящая бронза имеет красновато-золотистый цвет. Но, поскольку доли элементов в сплаве различаются, цвета варьируются от желтоватого до ониксового. Но если цвет слишком черноватый или матовый, вас должно насторожить. Или, если он слишком блестящий, чтобы быть бронзовым, вы должны продолжать уходить.
Ковкость
Бронза никоим образом не является мягким металлом. Его нелегко сгибать или в него легко втыкаться. Вы также не можете взломать его без усилий.
Иногда фальшивые бронзовые статуи изготавливаются из форм, подобных смоле, а затем покрываются патиной. Таким образом, они выглядят хорошо для невинных покупателей.
А вот статуи из смолы легко разбить, они гнутся. Так что не удивляйтесь, если вам случится ткнуть пальцем или палкой в «плоть» статуи.
Как проверить: Поковыряйте и даже сожмите бронзовые статуи, чтобы почувствовать, есть ли гибкость или нет. Следует отметить, что мошенники используют железо, чтобы выдать себя за бронзу, потому что железо намного дешевле бронзы, и его довольно легко найти. Так что, если металл кажется слишком прочным, будьте осторожны!
Вы также можете попробовать вариант нагрева, чтобы проверить, бронзовый металл или нет. Зажгите спичку и поднесите спичку к скульптуре. Если материя отдает и начинает плавиться, можете быть уверены, что это не бронза. Бронза имеет более высокую температуру плавления, и для расплавления металла потребуется гораздо больше тепла, чем небольшой огонь.
Звук
Вы когда-нибудь замечали, как разные металлы издают разные звуки? У бронзы тоже есть своя вариация звука. Вы можете проверить, сделаны ли бронзовые статуи из бронзы или нет, выполнив простой тест.
Как проверить: Просто возьмите что-нибудь, чем можно ударить по металлическому предмету, ударьте по нему и внимательно прислушайтесь к звуку. Если металл действительно бронзовый, то вы должны услышать звонкий, тихий перезвон, который продлится несколько секунд после удара.
С другой стороны, если звук похож на глухой и глухой, вы можете быть уверены, что металл вовсе не металл. Поддельные бронзовые вещества, такие как смола, будут издавать глухой и тяжелый звук.
Вес
Мы можем многое сказать о вещах, угадывая их вес в повседневной жизни. Бронзовые статуи могут быть достаточно тяжелыми, особенно если они больших размеров.
Как проверить: Если вы покупаете небольшую скульптуру, попробуйте взвесить ее на руках. Ощупайте и оцените его вес. Если он кажется слишком легким, возможно, это связано с тем, что он сделан из смолы, а не из бронзы.
Однако, если статуя кажется слишком тяжелой, она может быть железной. Это трудно понять, но если вы заранее знаете, сколько весит кусок настоящей бронзы, вы можете провести тест совершенно идеально.
Сравнить
Если вы абсолютно уверены, что статуя сделана из бронзы, и хотите приобрести аналогичную. Затем возьмите кусок с собой, когда собираетесь купить бронзовую статую. Это очень поможет вам, потому что тогда вы сможете сравнить обе бронзовые статуи из первых рук.
Наблюдайте и сравнивайте все, включая цену. Это поможет вам не только приобрести нужный материал, но и получить его по лучшей цене.
Запомните эти маленькие хитрости и применяйте их как можно чаще, когда покупаете бронзовую статую.
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.
Потребность в сваривании алюминия, меди, титана, нержавеющих сталей давно стала возникать не только в производстве, но и в быту. Традиционное оборудование не всегда отлично справляется с такими задачами. Для различных ремонтных работ и изготовления конструкций из таких материалов применяется сварка аргоном, обучение которой на нашем сайте поможет в осуществлении ее собственными руками.
На самом деле сварочный процесс — не такая уж сложная процедура, и добиться хороших результатов можно даже при таком методе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Особенности аргонодуговой сварки
Главной и отличительной особенностью является использование неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет применения которого обусловлено высокое качество и надежность сварных соединений.
Применение технологии аргонодуговой сварки позволяет получать прочные, ровные и аккуратные швы. Как происходит аргоновая сварка, видео уроки демонстрируют наглядно и подробно, ведь необходимо учесть в процессе множество тонкостей.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
СВАРКА АРГОНОМ [видео уроки для начинающих, технология]
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Содержание:
Особенности сварки
Как происходит работа?
Особенности сварочных аппаратов и режимы сварки
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Видео:
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т. к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
контактор, отвечающий за подачу сварочного напряжения к горелке;
осциллятор;
регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
горелка;
баллон, оснащенный редуктором, в котором находится аргон;
электроды;
имеющий нужный размер трансформатор;
отвечающий за питание амперметр;
аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Советы и рекомендации по сварке TIG от Miller Welding
По Бобби Кимбро 08 сентября 2017 г.
Мы делаем все возможное, чтобы найти информацию, которую наши читатели хотят видеть, используя некоторые платформы социальных сетей и просто задав вопрос: «Хотите ли вы увидеть больше этого?» В обязательном порядке наши преданные читатели и фанаты Facebook отвечают на этот вопрос четким «да» или «нет». В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
В одном из наших недавних опросов на Facebook мы спросили, хотят ли наши читатели узнать больше об основах сварки. Ответ был исключительно положительным, поэтому мы рыскали по Интернету в поисках лучшего места для начала. К счастью для нас, у нас отличные отношения с Miller Welding, компанией, которая спонсирует производственную часть нашего цеха.
Видео Миллера показывает правильный угол наклона горелки для большинства видов сварки TIG.
Мы впервые встретились с Джоном Шварцем из Miller на торговой выставке много лет назад в Орландо, Флорида, когда он был менеджером по маркетингу систем MIG и TIG в компании. Затем он руководил маркетингом продуктовой линейки TIG и продолжал продвигаться по карьерной лестнице в компании, где сейчас является бизнес-менеджером отдела аренды. Джон предоставил нам много ценной информации на протяжении многих лет, и мы обнаружили, что работа с видео, которую он проделал еще в 2011/2013 годах, по-прежнему остается самой информативной из доступных видео.
Угол присадочного стержня в сварной шов также покрывается.
В этом видеоролике подробно рассматриваются три ключевых элемента, которые все сварщики должны практиковать и совершенствовать, чтобы решить 80–90 % проблем, возникающих во всех ситуациях:
Угол горелки
Уголок наполнителя
Понимание того, что горелка плавит основной материал, а основной материал плавит присадочный стержень.
Джон показывает, как запустить резак перпендикулярно основному материалу на расстоянии около 1/8 дюйма, а затем повернуть его на 15–20 градусов в сторону от направления движения. Для справки: 1/8 дюйма немного больше ширины пятицентовой монеты. Таким образом, вы можете порыться в мелочи в кармане и выяснить, на каком расстоянии должен быть фонарь, чтобы зажечь дугу.
Одним из ключевых моментов качественного сварного шва TIG является содержание вольфрамового стержня в чистоте, чтобы по возможности не приклеивать его к основному материалу или присадочному материалу. Это загрязняет удилище и затрудняет удержание прямой дуги.
Большинство видеороликов с советами и рекомендациями по сварке пропускают основы. В этом видеоролике Miller Welding представлены основы и основные советы по качественной сварке TIG.
В этом видеоролике показано, как подготовить вольфрамовый стержень, чтобы облегчить запуск и поддержание дуги путем шлифовки стержня по длине. Это удерживает зерно в направлении дуги и предотвращает отклонение дуги при перемещении резака.
Мы надеемся, что вы найдете это видео таким же информативным, как и мы. Джон будет гордиться тем, что мы до сих пор используем его в качестве учебного пособия.
Сварка аргонов — Bilder und Stockfotos
1,962 Bilder
Bilder
FOTOS
GRAFIKEN
VEKTOREN
VIDEOS
9006
DOKTORN
Videos
9006
DEKTORN
9006
DHTORNE
. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
schweißargon, ergebnisschweißen auf dem metall des vordergrunds — аргонная сварка, фото и материалы regenbogen color.with textfreiraum — аргонная сварка, фото и фото
Stahl Schweißen verbundene Rohr Platte durch Lichtbogen-Schweißver
metall starke schweißnaht — аргонная сварка, фото и фото
Metall starke Schweißnaht
Metal Strong Weld Detail Hintergrund
WIG-Schweißen von Polierten Edelstahlrohren-Аргоновый сварка Сток-Фотос Ундера Schweißlichtbogen Argon Arbeiter männlich repariert Metall ist…
schweißerschweißen edelstahltank in der industrie — аргонная сварка стоковые фотографии и изображения
Schweißerschweißen Edelstahltank in der Industrie
männlich in gesichtsmaske schweißnähte mit argon-arc-schweißen — argon welding stock-fotos und bilder
Männlich in Gesichtsmaske Schweißnähte mit Argon-Arc-Schweißen
Männlich in Gesichtsmaske, Schutzhandschuhe schweißt mit Argon-Lichtbogenschweißen. Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.
schweißer in gesichtsmaskenschweißnähten mit argonlichtbogen-edelstahlschweißen, industriearbeiter in der Fabrik schweißt stahlkonstruktion, schweißer schweißt вольфрам-инертный газ. — аргонная сварка фото и фото
Schweißer in Gesichtsmaskenschweißnähten mit Argonlichtbogen-Edels
argon-lichtbogenschweißer schweißt das teil am arbeitsplatz — argon welding stock-fotos und bilder
Argon-Lichtbogenschweißer schweißt das Teil am Arbeitsplatz
schweißer schweißen edelstahl großrohr — argon welding stock-fotos und bilder
Schweißer schweißen Edelstahl Großrohr
schweißen dienstleistungen flache linie symbole. gerollt, metallwaren, stahlbau, laserschneiden edelstahl, herstellung, drehen, werke, sicherheitsausrüstung, pulverbeschichtung. Industrie dünne zeichen für schweißer-dienstleistungen — аргонная сварка — графика, -клипарт, -мультфильмы и -символ
Schweißen Dienstleistungen flache Linie Symbole. Gerollt,…
Flache Liniensymbole für Schweißdienstleistungen. Walzmetallerzeugnisse, Stahlarbeiten, Laserschneiden von Edelstahl, Herstellung, Dreharbeiten, Sicherheitsausrüstung, Pulverbeschichtung. Branchendünnes Zeichen für Schweißerdienste.
Schweißer Industriearbeiter Schweißen mit Argonmachine — аргонная сварка, фото и фотографии
Парик-швайс из полиэфирной стали — фото и фотографии для аргонной сварки ein mann trägt schweißmaske und schutzhandschuhe. sicherheit am arbeitsplatz. schweißer arbeitet mit sicherheit. стальиндустрия. — фото и фото для аргонной сварки
Schweißer Schweißen Metall mit Argon Lichtbogenschweißmaschine…
weibliche tig schweißer — фото и фото для аргонной сварки
Weibliche TIG Schweißer
WIG-Schweißer-Schweißer-Weibstahl
industrieroboter sind bewegung schweißen teil für automobile in fabrik — argon welding stock-fotos und bilder
Industrieroboter sind Bewegung Schweißen Teil für Automobile in. ..
mechaniker oder schweißer fixiert eine autoauspuffanlage
Mechaniker oder Schweißer fixiert eine Autoauspuffanlage durch schweißen des auspuffrohres — аргонная сварка, фото и фото
rote acetylenflasche zum gasschneiden von metall auf einer baustelle — аргонная сварка, фото и фото
Rote Acetylenflasche zum Gasschneiden von Metall auf einer…
Регулятор для аргона и Kohlendioxidgas — аргонная сварка фото и изображения
Regler для аргона и Kohlendioxidgas
schweißen dienstleistungen Flache linie symbole. gerollt, metallwaren, stahlbau, laserschneiden edelstahl, herstellung, drehen, werke, sicherheitsausrüstung, pulverbeschichtung. Industrie dünne zeichen für schweißer-dienstleistungen — аргонная сварка — графика, -клипарт, -мультфильмы и -символ
Schweißen Dienstleistungen flache Line Symbole. Героллт,…
Flache Liniensymbole für Schweißdienstleistungen. Walzmetallerzeugnisse, Stahlarbeiten, Laserschneiden von Edelstahl, Herstellung, Dreharbeiten, Sicherheitsausrüstung, Pulverbeschichtung.
ᐉ Шнековый пресс для винограда ❱❱❱ Цена на шнековый пресс для отжима виноградного сока в Одессе
При изготовлении вина используется немало приспособлений, например, транспортеры и мезгонасосы доставляют сырье в нужное место, а дробилки обеспечивают измельчение ягод. Одним из самых важных устройств является пресс со шнеком. Он необходим для того, чтобы отжимать большое количество сока из виноградной мезги, при этом не повреждая косточки, которые, при раздавливании, могут придавать готовому напитку неприятный привкус. Давилка оснащается шнеками, эта деталь позволяет отделить все продукты отжима.
Что важно — пресс повсеместно используется на крупных производствах, но популярен и для применения в домашнем виноделии. На заводе он просто необходим, так как без его помощи будет невозможно отжать большое количество мезги — дробленых виноградных ягод, а значит, и изготавливать крупные партии вина. В случае с домашним виноделием, такое устройство, как шнековый или мембранный пресс хоть и не является чем-то обязательным, но может стать очень важной его частью, так как значительно облегчит приготовление этого напитка в домашних условиях. Конечно, мощность, цена и характеристики виноградной давилки для производства и частного виноделия будут отличаться, как и количество сусла, получаемого за раз.
Разновидности виноградных прессов
Кроме того, что конструкция и комплектующие разных устройств могут отличаться между собой, основное их отличие в принципе работы, именно от него многие отталкиваются при выборе той или иной модели. Виноградный шнековый пресс может быть двух видов:
Механический. Такой вид предполагает прикладывать определенные физические усилия для получения виноградного сусла. Механические прессы для отжима винограда подойдут для небольшого количества сырья. Несмотря на то, что они облегчают процесс, купив такую модель участвовать в прессовании придется. Производительность будет напрямую зависеть от приложенных усилий.
Электрический. Очень простой и удобный в эксплуатации вариант, помогает быстро получить качественный виноматериал, во время процесса не требует никаких действий со стороны владельца. Такой вариант может отличаться мощностью и возможностью перерабатывать определенное количество урожая за раз. У него есть немало достоинств, но главное из них — высокая производительность при отсутствии усилий.
Преимущества ВПО-20,30 компании Ракитов
Шнековый пресс для отжима винограда ВПО-20,30 хорошо подойдет для всех, кто привык заниматься домашним виноделием, но хочет расширить свои возможности и сделать вино намного более качественным.
Одно из главных преимуществ, ради которых стоит купить пресс именно у компании Ракитов — возможность выбрать комплектацию. Можно укомплектовать устройство стекателем, насосом и другими механизмами, а цена вас приятно удивит. Это позволит подобрать составляющие, максимально соответствующие всем запросам. У нас можно заказать различное оборудование, от мезгоприемников до насосного оборудования и полную комплектацию линии, включающую все приспособления для переработки и хранения виноматериалов. Доставка возможна по Одессе и другим городам, в том числе, и за рубеж.
Технические характеристики:
Производительность , т\ч
до 5
Регулирование давления в камере прессования
ручное
Мощность двигателя, кВт
2,2
Габариты ( Д.Ш.В), мм.
2200.1000.1500
Выход сусла, %
до 75
Шнековый виноградный пресс ВПО-20, 30
Шнековый виноградный пресс ВПО-20, 30
Шнековый виноградный пресс ВПО-20, 30
Шнековый виноградный пресс ВПО-20, 30
Форма обратной связи
SIA «DIAPASON»
ceturtdiena, 27. oktobris, 2022
SIA «DIAPASON»
Малпилская волость, Рижский район, LV-2152, Латвия
Пресс преднозначен для отжима соков из фруктов, ягод, овощей Производительность: до 500 — 600 кг/час Общие размеры мм: 1040 х 650 х h2027 Диаметр шнека: 125 мм Обороты в минуту: 20 Электрическое подключение: 220 Вт, 400 Вт Мощность электромотора: 0. 75 кВт Вес: 120 кг
Цена: на запрос
* * * * * * * * *
Шнековый пресс для отжима сока M170
Описание продукта:
Пресс преднозначен для отжима соков из фруктов, ягод, овощей Производительность: до 1000 — 1200 кг/час Общие размеры мм: 1102 х 700 х h2114 Диаметр шнека: 170 мм Обороты в минуту: 18 Электрическое подключение: 220 Вт, 400 Вт Мощность электромотора: 1.1 кВт Вес: 160 кг
Цена: на запрос
video
* * * * * * * * *
Copyright 2022, Izstrdtajs WebSoft. lv
Винтовой пресс | wein.plus Лексикон
Специальный виноградный пресс, см. Прессование.
Срок (также прессование) как для процесса прессования винограда, так и для необходимого для этого механического оборудования. Прессы использовались уже в ранней древности, о чем свидетельствуют находки нескольких тысячелетних артефактов во многих древних винодельческих регионах. Об этом, в частности, сообщает в своих произведениях римский писатель Катон Старший (234–149 до н. э.). Прессование – важный этап виноделия. Как правило, переработке подлежат только здоровые и физиологически спелые ягоды, что достигается селективным сбором винограда.
Удаление плодоножек Да или Нет
В зависимости от типа вина необходимо принять решение о том, следует ли проводить перед прессованием гребнеотделение (удаление плодоножек, изюм), т.е. следует ли удалять виноградную косточку. Во время прессования виноградное сусло отделяется от ягод механическим давлением. В зависимости от типа вина его отделяют от твердых компонентов, а затем подвергают дальнейшей обработке, особенно в производстве белых вин, где прессование обычно является первым этапом. В производстве красных вин это делается только после классического брожения сусла. Если гребни также спрессованы, они выделяют дубильные вещества или дубильные вещества и пигменты (красящие вещества), что может быть весьма желательно в случае винограда с сильным фруктовым вкусом и распространено в красном виноделии, например, с помощью техники углеродной мацерации.
Щадящая обработка
Переработка винограда должна производиться как можно бережнее, сводя к минимуму механическое воздействие, чтобы содержание нежелательных комков (мельчайших взвешенных веществ из кожицы ягод и мякоти плодов) и содержание танинов в сусле было минимальным. возможный. Каждый процесс перекачки увеличивает содержание грязи до 1%. По этой причине мы пытаемся использовать естественную гравитацию вместо насосных процессов для перемещения винограда и сусла. При использовании пневматических прессов нет опасности слишком большого количества танина в сусле. Затем, в зависимости от варианта, виноград (с гребешками или без них) измельчают или измельчают, таким образом разбивая ягоды и облегчая выделение сока.
Измельчение
Древняя форма дробления — это топтание винограда босыми ногами в контейнере. Это все еще распространено сегодня, особенно в южных странах, например. в производстве портвейна. Результат гребнеотделения и дробления называется брагой. В производстве красных вин брожение сусла теперь начинается без прессования; в производстве белого вина теперь происходит прессование. Чтобы ферментация протекала оптимально, сусло должно быть обработано соответствующим образом.
Системы прессования
Механическое устройство, необходимое для прессования, называется прессом или прессом для вина. По направлению движения различают…
Полный текст
Голоса наших участников
Крупнейший в мире лексикон винных терминов.
25 998 Ключевые слова
·
46 823 Синонимы
·
5 324 Переводы
·
31 333 Произношения
·
183 605 Перекрестные ссылки
сделано с ♥ нашим автором Норбертом Ф. Дж. Тишельмайером.
О лексиконе
На онлайн-мероприятия
05. 11.2022 — 06.11.2022
Германия
Винная осень Дюссельдорф 2022
Личная эпикурейская встреча
28.10.2022
Германия
Сеанс ботуального смешивания
Наконец-то в стакане снова что-то есть!
06.11.2022
Германия
Наслаждение вином Unterweg — Распродажа со склада
Освобождение места для нового винтажа
18. 11.2022
Шпрокхёфель, Германия
Презентация винодельни Plaimont
Вина Гаскони
29.10.2022
Германия
Фестиваль Red Wine Award Ahr 2022
Суббота, 29октябрь 2022 г.
06.11.2022
Верне, Германия
Винодел Флирт №2
Ярмарка дегустации вин
05. 09.2022 — 25.08.2023
Германия
Сертифицированный сомелье IHK, специализирующийся на гастрономии и торговле
вкл. Премия WSET® Level 3 в области вин — долгосрочная
23.09.2022 — 06.11.2022
Кобленц, Германия
Винный Эксперт Золотой (IHK)
вкл. Премия WSET® Level 3 в области вин — часть 2 квалификации
11.11.2022
Германия
Внутренняя ярмарка прямого импорта вин
Пятница, 11. 11.22
24.10.2022 — 29.10.2022
Кобленц, Германия
Премия WSET® Level 3 в области вин
Награда уровня 3 в области вин дает вам всесторонний обзор мирового производства вина и его экономического значения на мировых рынках.
Производство вина: выбор винного пресса
от Gravity Wine House
Прессование вина, как красного, так и белого, является важной опцией винодельни, которая в конечном итоге может повлиять на урожайность, а также на общее качество вина и профиль. Хотя прессование вина является важным процессом, выбор правильного типа оборудования для прессования не должен быть сложной задачей. Выбор процесса прессования может зависеть от предпочтений винодела и идеальных стандартов качества вина, но иногда производители ограничены бюджетом и объемом производства или наличием оборудования. Здесь мы обсудим некоторые различия между типами прессов и поможем составить руководство, чтобы сделать вывод, какой пресс в конечном итоге лучше всего подходит для вашего вина.
Во-первых, давайте взглянем на теорию прессования винограда и на то, почему некоторые факторы важно учитывать в дальнейшем. Виноград имеет три зоны разрыва клеток мякоти; указывает порядок, в котором сок выделяется из определенных частей винограда. Эти зоны определяются тем, какие области наиболее легко выделяют сок при увеличении давления или «давления» на виноград. Думайте об этих трех зонах как о доске для дартса с яблочком и двумя внешними кольцами. Самое внешнее кольцо называется периферийной зоной. Эта зона является наиболее трудной для выделения сока и требует наиболее сильного нажатия из-за прилегания к коже. Таким образом, большее количество сока, которое требуется извлечь из этой области, требует более жесткого прессования и неизбежно включает удаление некоторых компонентов кожи вместе с ним. Эти компоненты кожи содержат нежелательные твердые вещества и фенольные соединения, о которых мы поговорим позже.
Поперечный срез виноградной ягоды. На этой иллюстрации показаны различные зоны сока внутри ягоды, определяемые степенью экстрагируемости сока.
«Яблочко», или Центральная зона, является второй наиболее сложной зоной для удаления сока. В центральной зоне требуется немного меньшее давление для выделения сока, чем в периферийной зоне, и она обычно обеспечивает самую высокую кислотность. Среднее кольцо на этой воображаемой доске для дротиков называется промежуточной зоной. Сок легче всего извлекается из этой части винограда и дает умеренную кислотность и немного больше сахара, чем в других зонах. Большая часть сока из промежуточной зоны поступает в «свободный» сок, или сок, который выделяется за счет естественного дренажа и до начала прессования. Обычно это сок самого высокого качества из партии, который часто выдерживается отдельно от своих прессованных аналогов для вин премиум-класса. Хотя иногда эти отделенные прессованные фракции добавляют обратно в конечную смесь. Именно здесь качество прессованного вина действительно становится важным. Мы обсудим различные типы винных прессов и рассмотрим преимущества каждого из них.
Многочисленные четко определяемые прорези современного корзиночного пресса. Эти слоты обеспечивают постоянный поток вина, удерживая кожуру и косточки винограда.
Существуют две основные категории прессов: периодические и непрерывные. Пакетные прессы выполняются путем загрузки одной партии в пресс, а затем выполнения «циклов» прессования, состоящих из разных ступеней давления. К фруктам прикладывается все большее давление, прерываемое перерывами, чтобы пирог раскрошился и перераспределился. Это позволяет высвобождать новые пути сока до начала следующего этапа прессования. Непрерывное прессование состоит из (как вы уже догадались) непрерывного процесса, при котором виноград постепенно загружается в пресс, а сок и получаемые выжимки постоянно выбрасываются. Хотя важно отметить множество вариантов оборудования для прессования вина, здесь мы сосредоточимся на различных типах прессов периодического действия, которые наиболее подходят для наших процессов в Gravity Wine House.
Вертикальный корзиночный пресс
Использование вертикального корзиночного пресса восходит к древним римлянам. Вертикальные корзиночные прессы, впервые построенные с деревянными балками и шпилями, получили преимущества от технологических усовершенствований, которые внедрялись и перерабатывались на протяжении последних нескольких столетий.
Старинный корзиночный пресс, построенный из деревянных балок и шпилей. Фото любезно предоставлено http://lindsayandgenegurganus.blogspot.com
Современный дизайн обычно состоит из «корзины» клетки из шифера из нержавеющей стали. Корзина загружается фруктами, а затем сверху прикладывается давление плитой и либо шнеком, либо гидроцилиндрами. Когда пластина оказывает давление, виноград прижимается и уплотняется, а полученный сок вытекает через шиферные стенки и собирается. Хотя этот процесс обычно считался методом «старой школы», учитывая, что он начинался как самая простая конструкция пресса, корзиночный пресс снова появился в течение последних нескольких десятилетий, чтобы снова стать популярным методом прессования.
Современный вертикальный корзиночный пресс имеет несколько преимуществ, а также несколько недостатков. Современный дизайн, состоящий из нержавеющей стали (как и любой другой пресс или оборудование из нержавеющей стали), намного легче чистить и дезинфицировать, и поэтому его можно быстро использовать для различных целей. Циклы прессования могут управляться вручную или с помощью автоматической программы, что позволяет виноделам гибко регулировать или стандартизировать шаги давления.
Хотя по этому вопросу проводилось мало научных исследований, общее мнение о корзиночном прессе состоит в том, что он дает более полезный отжимной сок, чем другие прессы (в основном для красных), из-за низкого извлечения сухих веществ. Вертикальный корзиночный пресс имеет тенденцию к более мягкому прессованию, без переворачивания виноградного жмыха, поскольку он сжимается пластинами. Кожица и косточки винограда меньше повреждаются, поскольку при извлечении вместе с соком они имеют тенденцию придавать нежелательные органолептические характеристики. Фенолы семян (с низкой молекулярной массой), как правило, имеют более высокое соотношение горечи и терпкости, чем их аналоги из кожуры (фенолы с высокой молекулярной массой). Следовательно, чем сильнее происходит повреждение семян и чем больше экстрагируется фенолов из семян, тем более горьким становится вино, что в конечном итоге создает более резкое ощущение во рту.
Современная версия корзиночного пресса из нержавеющей стали — этот в Gravity Wine House. Корзиночные прессы отлично подходят для небольших партий и щадящего прессования красного винограда.
В то время как при мягком прессовании извлекается меньше твердых веществ, следовательно, мы также не можем выжать каждую каплю доступного сока. Урожайность, как правило, ниже при использовании корзиночного пресса, потому что, чтобы избежать получения этих резких и горьких танинов при более сильном прессовании, в целом выделяется меньше сока. Это может быть или не быть критическим фактором, учитывая целевое качество вина. Многие элитные винодельни не будут использовать эти жесткие прессованные фракции, и, таким образом, более низкий выход, но более качественный прессованный сок стоит так называемых «потерь». Еще одним ограничением корзиночного пресса является его производительность. Корзиночные прессы отлично подходят для небольших партий, но они слишком трудоемки и неэффективны для очень больших объемов. Там, где производительность пресса более важна для прессования белого вина, корзиночный пресс не так идеален. Кроме того, характер конструкции корзиночного пресса часто затрудняет прессование крупных ягод и целых гроздей, и он может лучше подходить для одного из других типов прессов.
Пневматический мембранный/баллонный пресс
Пневматический мембранный пресс (часто называемый баллонным прессом) является еще одним широко используемым сегодня прессом периодического действия. Представленный в 1950-х годах, его основной принцип конструкции заключается в том, что резиновая камера помещается внутри закрытого горизонтального барабана с дренажными каналами. Плод загружается в барабан, и по мере его вращения вокруг своей оси давление воздуха расширяет камеру.
Пресс для мочевого пузыря в Gravity Wine House. Пузырьковые прессы превосходно подходят для бережного прессования небольших или больших партий как белого, так и красного винограда.
В идеале это создает равномерно распределенный слой винограда вокруг барабана, который, когда камера расширяется, прижимает виноград к дренажным каналам. Затем сок извлекают и собирают, а также отделяют от твердых частиц и жмыха, которые остаются внутри барабана.
Закрытый «резервуарный» барабан этой конструкции пресса имеет преимущество дополнительной защиты от нежелательного окисления. Пневматические прессы обычно имеют более высокую заполняющую способность, чем корзиночные прессы, что делает их более подходящими для больших партий. Эта конструкция пресса также допускает прерывистое вращение пресса во время наполнения, что приводит к очень эффективному сливу вытекающего сока еще до начала прессования. В дополнение к более высокой заполняющей способности пневматические прессы, как правило, дают более высокую производительность, чем корзиночные прессы. Однако более высокие выходы могут также свидетельствовать о более жестком прессовании, большем количестве твердых веществ и, в конечном счете, о более жестких фракциях прессования. Если количество и эффективность желательны, а не качество, пневматические баллонные прессы — это то, что вам нужно.
Горизонтальный шнековый пресс
Несмотря на то, что он менее распространен, чем вертикальный корзиночный пресс и пневматический пресс, следует отметить, что другим жизнеспособным прессом является горизонтальный шнековый пресс. Этот тип пресса работает аналогично вертикальному корзиночному прессу, хотя он ориентирован горизонтально, а не вертикально. Закрытый горизонтальный барабан наполняется фруктами, а затем винт помогает оказывать давление на торт пластинами с обоих концов. Когда пластины оказывают давление на середину, жмых уплотняется и позволяет стекать соку через рифленый барабан. Преимущество горизонтального шнекового пресса по сравнению с вертикальным корзиночным прессом заключается в том, что он, как правило, может работать с большими объемами. Однако винтовые прессы часто уступают место пневматическим баллонным прессам. Хотя кажется, что они могут производить сок одинакового качества и выхода, ранее отмеченные преимущества пневматического пресса, как правило, перевешивают аналогичные характеристики винтового пресса.
Шнековый пресс непрерывного действия
Хотя периодическое прессование предпочтительнее для более качественных вин и прессованных фракций, иногда эффективность является наиболее важным фактором, особенно при работе с очень большими объемами. Преимущество прессов непрерывного действия заключается в постоянном производстве и производительности при минимальных трудозатратах. Винтовой пресс непрерывного действия состоит из шнека внутри полой трубы (так называемого винта Архимеда), который расположен в закрытом барабане. Фрукты можно бесконечно загружать в машину, поскольку она постоянно прижимает фрукты к стенке устройства для извлечения сока. Шнек перемещается по оставшимся твердым веществам, чтобы они отделялись и выталкивались из нужного прессового сока. Хотя эта конструктивная функция обеспечивает максимальную эффективность, прессование здесь требует большого количества переворачиваний и жесткого прессования, что приводит к значительному извлечению из кожуры и семян. Этот низкокачественный сок может увеличить объем вашего вина, но в некоторых традиционных регионах шнековый пресс непрерывного действия фактически запрещен для получения сока для более дорогих вин.
Капли шардоне, вытекающие из пресса. Высококачественный пресс должен иметь возможность медленного опорожнения и позволять контролировать каждый шаг давления во время программы прессования.
Правильный тип пресса для вашего вина зависит от нескольких факторов и приоритетов. Прессы непрерывного действия позволяют производить большие объемы обработки с минимальными трудозатратами и максимальной эффективностью, но они могут пожертвовать качеством.
Станки советские, российские, импортные — справочная информация
КПО советское, российское, импортное — справочная информация
ГОСТы станков и КПО
Каталог станков производства СССР, РОССИЯ и стран СНГ
Каталог КПО производства СССР, РОССИЯ и стран СНГ
Инструкции по охране труда при работе на станках
Доставка
Контакты
Главная /
FAQ/Вопросы-ответы
Как расшифровывается марка токарного станка 16К20
Как расшифровывается марка токарного станка 16К20
Ответ:
16К20 —
цифра 1 обозначает группу — токарные станки;
6 — относится к токарно-винторезному типу;
К — указывает на поколение в линейке станков завода-изготовителя;
20 — высота центров в сантиметрах.
Добавление других цифр и букв в названии (шифре) станка подразумевает модификацию оборудования, имеющую определенные отличия от базовой модели — повышенный класс точности (П), высокий класс точности (В), увеличенный диаметр обработки (25), оснащение механизированным суппортом (М), гидрокопировальным устройством (К), УЦИ — устройством цифровой индикации (Ф1) или ЧПУ — числовым программным управлением (Т1 или Ф3), наличие ГАП — выемки в станине (Г).
Маркировка модификаций токарного станка 16К20 и их особенности
16К25 — диаметр обработки над станиной до 500 мм (над суппортом — до 25 дм),
16К20ВФ1 — устройство цифровой индикации, высокий класс точности,
16К20Г — выемка в станине (ГАП) для обработки дисков и фланцев диаметром до 630 мм,
16К20К — гидрокопировальное устройство,
16К20М — механизированный суппорт,
16К20П — повышенный класс точности,
16К20ПФ1 — УЦИ, повышенный класс точности,
16К20ПФ101 — УЦИ, повышенный класс точности,
16К20РФ3 — патронный, ЧПУ, производство с 1977 года,
16К20Т1 — оснащение ЧПУ, начало выпуска — 1980 года,
16К20Ф1 — устройство цифровой индикации (УЦИ),
16К20Ф3С2 — ЧПУ (СС221-Т), производство с 1975 года,
16К20Ф3С5 — ЧПУ (Н22-1М), производство с 1975 года,
16К20Ф3С32 — ЧПУ (2Р22), в серии — с 1985 года.
ИНТЕРЕСНЫЕ СТАТЬИ И ПОЛЕЗНЫЕ КНИГИ
Кинематическая схема токарного станка 16К20
Токарные станки и работа на них Т. И. Тишенина, В. Б. Федоров
Токарные станки В.П. Батов
Мини токарные станки Универсал — сделано в СССР
Самодельные мини токарные станки по металлу
Виды работ, выполняемых на токарных станках
Отечественный токарный станок ГС526У – лучший выбор
Микромодели токарных и фрезерных станков
Как правильно выбрать токарный станок
Популярные модели
В наличии
Спецпредложение
Производители
16К20 — универсальный токарно-винторезный станок
16К20 — универсальный токарный станок
Токарно-винторезный станок 16К20 предназначен для выполнения широкого спектра токарных работ с деталями наиболее типичных размеров: обтачивания, расточки цилиндрических и конических поверхностей, сверления, зенкерования и т. п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки. Массово станок 16К20 производился на Московском станкостроительном заводе «Красный пролетарий» им.А.И.Ефремова с 1971 по 1988 год. Изначально он пришёл на смену уже устаревшему тогда агрегату 1К62. Первая экспериментальная партия была выпущена в 1971 году. В 1972 году токарно-винторезный станок был удостоен золотой медали на промышленной ярмарке в Лейпциге. А к концу 1973 года агрегат вышел в массовое производство.
За эти годы токарный станок 16К20 стал самым распространённым токарно-винторезным станком сначала в СССР, а позже на территории СНГ и сопредельных государств. Позже его заменили на новый универсальный агрегат МК056, который по праву стал его приемником.
Особенности станка 16К20 и принцип работы:
Жесткая станина, выполненная в коробчатой форме, стоит на основании монолитного типа, она снабжена шлифованными калеными направляющими;
Детали, подвергаемые токарной обработке, крепятся в патроне либо в центрах;
Стабильность фиксации резца в агрегате обеспечивается особой конструкцией его держателя;
Шпиндель установлен на подшипниках качения прецизионной группы;
Безопасность использования оборудования гарантируется комплексом блокировочных и ограждающих механизмов;
Простота установления показателя передвижения поперечных и резцовых салазок при эксплуатации обеспечена линейками (масштабными), которые оснащаются визирами;
На фартуке установки имеется качественное устройство отключения подачи суппорта.
В конструкции токарного станка 16К20 шпиндель устанавливается на специальные прецизионные подшипники качения, которые требуют регулировки в процессе эксплуатации. Благодаря такой конструкции обеспечивается требуемая жесткость, а так же высокая точность обработки заготовок. По ГОСТ 8-82 токарный станок 16к20 имеет класс точности Н, которая будет обеспечиваться даже в режиме ударных нагрузок. Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) с центрирующим коротким конусом 1:4 (7°7′30″).
Включение, отключение, реверс и торможение шпинделя при работе станка выполняются без остановки электродвигателя за счёт фрикционной муфты, которая управляется двумя сблокированными рукоятками, имеющими три положения:
Нейтральное положение — торможение шпинделя ленточным тормозом, отключение от входного вала;
Правое положение — реверс шпинделя, работа в обратном направлении;
Левое положение — шпиндель работает в прямом направлении;
При этом двигатель вращается в одном направлении не останавливаясь.
С помощью правой рукоятки на шпиндельной бабке станка механизм коробки скоростей позволяет получить 4 ряда чисел оборотов шпинделя: 1:32, 1:8, 1:2, 1,25:1. А в каждом диапазоне левой рукояткой можно выбрать одну из шести скоростей, благодаря чему шпиндель получает 4 х 6 = 24 скорости, две из которых — 500 и 630 об/мин. — повторяются.
Выходной вал коробки скоростей токарного станка соединен с коробкой подач с помощью сменных зубчатых колес, что позволяет перемещать суппорт в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьбы. А для того, чтобы без проблем нарезать точную резьбу конструкция имеет непосредственное соединение ходового винта с входным валом коробки подач.
Суппорт станка 16К20 имеет масштабные линейки с визирами, помогающими определить величину перемещения резцовых и поперечных салазок при работе. При этом удачная конструкция резцедержателя улучшает стабильность фиксации.
Фартук 16К20 имеет специальный механизм выключения подачи суппорта — падающий червяк. Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке.
Применение на производстве
На сегодняшний день токарно-винторезный станок 16К20 по своим характеристикам относится среднему классу. Диаметр заготовки над станиной — Ø 400 мм, РМЦ — 710, 1000, 1400, 2000 мм. Для обработки прутка в шпинделе предусмотрено сквозное отверстие Ø 52 мм (максимальный диаметр прутка Ø 50 мм). Применяется модель, как правило, в ремонтных и инструментальных производственных цехах, либо на единичном и мелкосерийном производстве, обычно при выполнении чистовых и полу-чистовых работ.
Виды выполняемых станком 16К20 работ и операций:
обтачивание
растачивание
сверление
зенкерование
развертывание
подрезка торцов
нарезание резьб
Основные преимущества универсального токарного станка 16К20 — это надежность, выносливость, отличная производительность, точность обработки, простота обслуживания. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Счетная машина Monroe Model K-16
Предыдущая
Следующая
>>
Применяются условия использования
Загрузки
Применяются условия использования
Загрузки
Применяются условия использования
Загрузки
Описание
Ручная полноклавиатурная модифицированная ступенчатая барабанная счетная машина без печати имеет металлический корпус, окрашенный в черный цвет, и стальную клавиатуру, окрашенную в зеленый цвет. Для ввода данных служат восемь столбцов клавиш одинаковой формы, окрашенных в черный и белый цвета. Внизу каждой колонки находится красная клавиша допуска. Металлические стержни между рядами клавиш являются десятичными маркерами. Три основных стебля находятся в столбце справа от цифровых клавиш. Один очищает всю клавиатуру. Две другие настроены на то, чтобы определить, очищается ли клавиатура после каждого вычисления (по крайней мере, одна из этих клавиш выглядит как замена). Металлический рычаг находится справа от клавиатуры, а металлическая ручка — слева. Рукоятка управления с правой стороны вращается по часовой стрелке для сложения и против часовой стрелки для вычитания.
Каретка за клавиатурой имеет ряд из 16 черных цифровых циферблатов для записи результатов и ряд из восьми белых цифровых циферблатов, которые служат регистром оборотов. Регистр оборотов, в котором нет переноса, имеет черные цифры для сложения и красные для вычитания. На двух тонких металлических стержнях между окошками этих регистров нанесены десятичные метки. Рукоятка переключения каретки находится в передней части машины. Ручка для подъема каретки находится справа от регистратора результатов, а рукоятка для обнуления циферблатов на каретке — с правой стороны. Есть четыре резиновые ножки. Звонок звонит, когда результат проходит через ноль (как при сверхделении).
Знак на передней части машины гласит: MONROE. Отметка на задней панели гласит: MONROE (/) Calculating Machine Company (/) Нью-Йорк, США. Серийный номер, записанный на нижнем краю левой стороны каретки, — 91928
.
Артикул:
JH McCarthy, The Business Machines and Equipment Digest , 1928, стр. 9–29–9–33.
Местоположение
В настоящее время не просматривается
Имя объекта
счетная машина
дата изготовления
1927
производитель
Счетная машина компании Монро
место изготовления
США: Нью-Джерси, Ориндж
Физическое описание
пластик (общий материал)
дерево (общий материал)
алюминий (общий материал)
сталь (общий материал)
Измерения
общий: 19,5 см х 46 см х 39 см; 7 11/16 дюйма x 18 1/8 дюйма x 15 11/32 дюйма
Идентификационный номер
1984. 0682.05
каталожный номер
1984.0682.05
номер производителя
91928
регистрационный номер
1984.0682
Кредитная линия
Дар Уолтона Дж. Бэнкса, Inc.
Тема
Математика
Посмотреть больше товаров в
Медицина и наука: Математика
Счетные машины
Наука и математика
Источник данных
Национальный музей американской истории
Номинировать этот объект для фотографирования.
Наша база данных коллекций находится в стадии разработки. Мы можем обновить эту запись на основе дальнейших исследований и обзоров. Узнайте больше о нашем подходе к публикации нашей коллекции в Интернете.
Если вы хотите узнать, как вы можете использовать содержимое этой страницы, ознакомьтесь с Условиями использования Смитсоновского института. Если вам нужно запросить изображение для публикации или другого использования, посетите страницу Права и репродукции.
Примечание. Отправка комментариев временно недоступна, пока мы работаем над улучшением сайта. Приносим извинения за прерывание. Если у вас есть вопрос, касающийся коллекций музея, сначала ознакомьтесь с часто задаваемыми вопросами о коллекциях. Если вам нужен личный ответ, воспользуйтесь нашей контактной страницей.
Заменяющий американский пулемет М60, южнокорейский К-16 обладает высокой точностью в ночное время или в условиях тумана
Иллюстрация южнокорейского солдата, стреляющего из пулемета. (Wikimedia Commons/Корпус морской пехоты США)
Поделиться:
ДЖАКАРТА — Южная Корея в среду начала поставку в армию нового пулемета калибра 7,62 мм в рамках проекта по замене существующего десятилетиями оборудования и укреплению боевых возможностей, сообщило агентство по закупкам вооружений.
Пулемет К-16 заменит произведенные в США орудия К-3 и М60 в качестве основного средства огневой мощи вооруженных сил. Это первая замена за три десятилетия, сообщило Управление программы оборонных закупок (DAPA) со ссылкой на Korea Times 15 декабря.
Дальность действия пулемета К-16 на 30 процентов больше, чем у К-3, а его разрушительная сила примерно вдвое больше, чем у К-3, по данным DAPA. К 2024 году военные планируют развернуть их во всех вооруженных силах.
Новый пулемет будет поставляться вместе с тепловизионным биноклем, который позволит войскам точно обнаруживать цели даже ночью или в условиях тумана, сообщили в правительстве.
Этот пулемет был разработан SNT Motiv Co., местной оборонной компанией, с тепловизионным биноклем, поставленным Eo System Co. в рамках проекта закупок, оцениваемого в 124,2 миллиарда вон или около 104,7 миллиона долларов США.
«Благодаря значительно увеличенной мощности, дальности и надежности первый 7,62-мм пулемет компании-II и тепловизионный бинокль повысят боевые возможности небольших подразделений», — говорится в пресс-релизе DAPA.
Модель пулемета К-16. (Источник: Администрация программы оборонных закупок)
Между тем, со ссылкой на Aju Business Daily, тепловизионный бинокль K16 сочетает в себе компактную тепловизионную камеру и прицельную сетку. Кроме того, пулемет К16 оснащен сменной рукояткой для облегчения смены ствола. Он предназначен для уменьшения пламени за счет применения открытого дефлектора пламени.
«Есть вопросы о пулемете К16 из разных стран, и мы будем расширять экспорт на основе этой успешной военной поставки», — говорится в заявлении неназванного представителя SNT Motiv, ссылающегося на растущий спрос на 7,62-мм пулемет для танков. бронетехники и вертолетов.
СМ. ТАКЖЕ:
На заметку, базовая модель К16 может использоваться для подавления массовых войск в ближнем бою. Между тем, спаренная модель K16E используется для поддержки ближнего боя механизированных подразделений. Спаренный пулемет установлен на спаренной установке в качестве дополнительного оружия в дополнение к основному орудию машины. Модель К16Д устанавливается на танки, бронемашины, вертолеты и корабли.
Версии на английском, китайском, японском, арабском, французском и испанском языках создаются системой автоматически. Таким образом, в переводе все еще могут быть неточности, пожалуйста, всегда указывайте индонезийский как наш основной язык. (система поддерживается DigitalSiber.id)
Хром — крайне востребованный металл в металлургии и не только
Хром — простое неорганическое вещество, элемент таблицы Менделеева, металл. Входит в то же семейство, что и железо, марганец, титан, никель.
Свойства
Тугоплавкий металл серебристо-голубого цвета, очень твердый, хотя и хрупкий. В нормальных условиях не реагирует с водой и кислородом из воздуха. Под действием окислителей покрывается оксидной пленкой, благодаря которой приобретает высокую химическую устойчивость. Не реагирует с растворами щелочей. Тонкоизмельченный хром самовоспаламеняется на воздухе.
Хром проявляет разную степень окисления при образовании соединений: +2, +3, +6. Наиболее устойчивы соединения хрома III. Еще одной интересной особенностью, которая отразилась в названии элемента (греческое «chroma» переводится как цвет), является яркая окраска соединений: от голубой и фиолетовой, до зеленой, изумрудной, желтой, оранжевой, густо-красной.
Хром играет большую роль в процессах обмена, биохимии клеток животных и человека. Он принимает участие в метаболизме углеводов, регулирует количество сахара в крови, усиливает действие инсулина, поэтому нормальное содержание хрома жизненно важно при ожирении, сердечно-сосудистых заболеваниях, диабете.
Чистый хром токсичен, особенно если вдыхать его пыль. Пыль соединений хрома VI (хромового ангидрида) канцерогенна, а пыль и растворы соединений хрома III вызывают раздражения кожи, поэтому при работе с ними надо использовать средства защиты.
Применение
— Три четверти всего полученного хрома идет на нужды металлургии. Хром входит в состав легированных, нержавеющих, особо износостойких, бронированных, оружейных, огнеупорных сталей. Стали с высоким, до 30%, содержанием хрома используются для изготовления корпусов подводных лодок, сейфов, оружейных стволов пушек, металлорежущих инструментов, медицинского и химического оборудования, космических двигателей, деталей плазмотронов. — Хромированные покрытия придают изделиям красивый внешний вид, устойчивость к коррозии, износостойкость, стойкость к механическим воздействиям. Толщина покрытия, в зависимости от назначения, может колебаться от 0,0002 (для декоративного покрытия) до 0,1 мм (для защиты деталей автомашин и велосипедов).
— Примерно десятая часть всего хрома идет на производство огнеупоров — хромитовых и магнезитохромитовых кирпичей, выдерживающих высокие температуры и резкие перепады температур в течение длительного срока службы. Такие кирпичи применяются при изготовлении металлургических печей, они служат вдвое дольше, чем печи из кварцевых огнеупоров.
— Хром применяется при получении сплавов с особыми свойствами. Сплав Cr + Ni используется при изготовлении нагревательных элементов. Сплав Cr + Ni + Mo + Co способен выдерживать длительные нагрузки при температурах свыше 700°С. Из сплава Cr + Mo + Co делают хирургические инструменты, т.к. он нейтрален к человеческим тканям.
— Хром — перспективный элемент для производства дешевых термоэлементов.
— Натрий двухромовокислый и калий двухромовокислый применяются в спичечном производстве; в виде растворов — в кожевенной и текстильной промышленности, в деревообрабатывающей индустрии для уничтожения древесных грибков.
— В лабораторной практике хромовой смесью очищают посуду. Обычно в ней используется дихромат калия, реже хромовый ангидрид (мы уже писали о хромовой смеси здесь).
— Соединения хрома — сырье для получения красителей, пигментов и протрав для текстильного, стекольного и керамического производств. Зеленая хромовая краска может выдерживать высокие температуры без вреда для себя, поэтому ее используют для подглазурной росписи (росписи до покрытия глазурью и окончательного обжига). Интересно, что краски на основе хромовых руд применяли для иконописи на Руси еще в средние века, до того, как хром и его руды были открыты официально.
— Хромовые квасцы и другие соединения хрома используются при дублении кожи и получении знаменитой хромовой кожи, блестящей и прочной.
— Окись хрома III используется на тракторных заводах в качестве присадки в топливо для быстрой подгонки деталей новых двигателей.
— Оксид хрома III задействован в процессе выращивания синтетических рубинов особенно насыщенного цвета. Синтетические рубины используются в лазерной технике.
— Оксид хрома VI, хромовый ангидрид — сильнейший окислитель: применяется также для хроматирования оцинкованных поверхностей, в пиротехнике, в химической промышленности.
— Хром применяется в производстве лекарств, биодобавок, средств для похудения, катализаторов, фотоматериалов, индикаторов для аналитической химии.
Полезные при работе с хромом и его пылью средства защиты а также различные соединения хрома, в том числе калий двухромовокислый «Ч» и хромовый ангидрид купить по хорошей цене можно у нас в интернет-магазине «ПраймКемикалсГрупп».
Хром (Cr, Chromium) — влияние на организм, польза и вред, описание
История хрома
Первое упоминание о хроме, как о самостоятельном элементе встречается в трудах М.В. Ломоносова 1763 года, после того, как металл открыли Березовском месторождении золотой руды. Автор называл его красной свинцовой рудой. Соединения хрома имеют разнообразные окраски, видимо, поэтому элементы присвоили название хром – от греческого χρῶμα – краска, цвет.
Общая характеристика хрома
Хром является элементом побочной подгруппы VI группы IV периода в периодической системе химических элементов Д.И. Менделеева, имеет атомный номер 24 и атомную массу 51,966. Принятое обозначение – Cr (от латинского Chromium).
Нахождение в природе
Хром распространён в земной коре, самые известные соединения – хромит и крокоит. Месторождения хрома находятся в ЮАР, Турции, Зимбабве, Армении, Индии и на Среднем Урале в России.
Физические и химические свойства
Хром является твёрдым металлом (часто его называют чёрным металлом), имеет бело-голубой цвет и одну из самых высоких твёрдостей.
Суточная потребность в хроме
Необходимая суточная дозировка в хроме для детей составляет от 11 до 35 мкг в зависимости от возраста, для женщин необходимо получать 50-70 мкг хрома в сутки, во время беременности потребность вырастает до 100-120 мкг. Взрослые здоровые мужчины должны получать 60-80 мкг хрома в день, при активных занятиях спортом или иных физических нагрузках суточная дозировка составляет 120-200 мкг.
Продукты питания богатые хромом
Основные поставщики хрома в организм человека – говяжья печень и пивные дрожжи, далее следуют картофель в мундире, помидоры, брокколи, редис и зелёный лук, говядина и куриное мясо, хлеб из муки грубого помола, зёрна пшеницы, чёрный перец, есть хром в кукурузном масле и морепродуктах, сыре, тунце, скумбрии и сельди, фруктах и ягодах, бобовых продуктах и некоторых крупах – перловке и манке.
Признаки нехватки хрома
Признаками недостатка хрома в организме человека являются:
бессонница и быстрая утомляемость,
головная боль и тревожность,
повышение уровня «плохого» холестерина,
дрожь и снижение чувствительности конечностей,
истощение и выпадение волос.
Признаки избытка хрома
Избыточное содержание хрома в организме характеризуется аллергическими реакциями и воспалительными процессами, возникают язвочки на слизистых, нервные расстройства и нарушения в деятельности печени и почек.
Полезные свойства хрома и его влияние на организм
Хром играет важную роль в жизнедеятельности человека, принимает участие в липидном и углеродном обменах, способствует выведению «плохого» холестерина и отвечает за переработку жировых отложений, тем самым поддерживая вес в норме. Способность хрома замещать йод играет важнейшую роль для щитовидной железы, также хром незаменим для профилактики остеопороза, укрепляя костную ткань. Хром стимулирует процессы регенерации тканей – сохраняет в генах наследственную информацию.
Применение хрома в жизни
Основное применение хром нашёл в металлургической промышленности, где его используют для повышения твёрдости и коррозийной стойкости сплавов, в процессе хромирования, также применяется в авиакосмической отрасли промышленности.
Автор: Виктория Н. (специально для Calorizator.ru) Копирование данной статьи целиком или частично запрещено.
вариантов использования хрома | Предложение, спрос, производство, ресурсы
Главная » Металлы » Использование хрома
Использование хрома, ресурсы, предложение, спрос и информация о производстве
Переиздано из информационного бюллетеня USGS за сентябрь 2010 г.
Хром в краске: Желтый школьный автобус, первоначально называвшийся желтым хромом из-за хромового пигмента, был принят для использования на школьных автобусах в Северной Америке в 1939 году, потому что черные буквы на желтых автобусах легко увидеть в полумраке раннего утра. Изображение с сайта commerce.gov.
РЕКЛАМА
Что такое хром?
Хром, стальной серый, блестящий, твердый металл, который хорошо полируется и имеет высокая температура плавления, представляет собой серебристо-белое, твердое и яркое металлическое покрытие на стали и другой материал. Обычно известный как хром, он является одним из самых важных и незаменимый промышленный металл из-за его твердости и устойчивости к коррозии. Но используется не только для производства нержавеющей стали и цветных сплавов; это также используется для создания пигментов и химикатов, используемых для обработки кожи.
Хромит, единственная хромовая руда, впервые обнаружена в США. где-то около 1808 года на ферме Исаака Тайсона-младшего, к северу от Балтимора, штат Мэриленд. Разрозненные залежи хромовых минералов в районе северо-востока Мэриленда и Юго-восточная Пенсильвания была источником почти всех продуктов хрома в мир между 1828 и 1850 годами. В настоящее время единственный отечественный коммерческий хром источник поставок — переработка, хотя в Соединенных Штатах есть небольшие хромитовые ресурсов, прежде всего в Орегоне. Комплекс Стиллуотер в Монтане также содержит хромит. ресурсы, связанные с ресурсами платины и никеля.
Арка Gateway Arch в Сент-Луисе, штат Миссури, покрытая кожухом из нержавеющей стали с добавлением хрома, имеет высоту 630 футов (192 м) и длину 630 футов (192 м) от опоры до опоры. Правообладатель иллюстрации iStockphoto / Crackerclips.
Как мы используем хром?
Хром имеет решающее значение в производстве нержавеющей стали. Большая часть нержавеющей стали содержит около 18 процентов хром; это то, что упрочняет и делает сталь более жесткой и повышает ее устойчивость к коррозии, особенно при высоких температурах. Поскольку нержавеющая сталь не ржавеет и легко стерилизуется, она входит в состав многих предметов, которые мы используем в повседневной жизни. Некоторые из самых узнаваемые из этих предметов включают кухонную технику, оборудование для пищевой промышленности, а также медицинские и стоматологические инструменты.
Многие украшения на автомобилях, такие как украшения, отделка и колпаки, хромированные. Хром в суперсплавах (сплавы с высокими эксплуатационными характеристиками) позволяет реактивным двигателям работать в высокотемпературных, высоконапряженных, химически окислительных средах. Окружающая среда. На дорогах США для создания желтых линий используются хромовые пигменты. которые обозначают полосы движения. Хромсодержащие пигменты нашли свое применение в различных косметических продуктов. Хромит используется в высокотемпературных приложениях, таких как взрыв печей и форм для обжига кирпича, так как сохраняет прочность при высокой температуре.
Хром также жизненно важен для хорошего здоровья. Недостаточное количество приводит к глюкозе непереносимость у человека. Субпродукты, грибы, зародыши пшеницы и брокколи — все это хорошо. пищевые источники хрома.
РЕКЛАМА
Хромит: Образец хромита, единственной хромовой руды, из района Трансвааля в Южной Африке. Образец составляет примерно 4 дюйма (10 сантиметров) в поперечнике.
Откуда взялся хром?
Хромит, оксид железа, магния, алюминия и хрома, является единственной рудой минерал хром. В природе залежи хромита обычно бывают двух основных типов: стратиформные (слоистые) и подиформные (стручковидные). Оба типа связаны с ультраосновными Магматические породы. Крупнейшие в мире месторождения стратиформных хромитов находятся на юге Африка, в так называемом комплексе Бушвельд. Это слоистая магматическая интрузия содержит более 11 миллиардов метрических тонн ресурсов хромита. Подиформные отложения обнаружены в слоистых магматических толщах, образовавшихся в океанической коре ниже морского дна. Теперь мы можем получить доступ к этим ресурсам там, где части дна океана были вытолкнуты. над материковыми породами тектоническими силами. В Соединенных Штатах подиформные отложения разбросаны по Тихоокеанскому побережью от полуострова Кенай на юге Аляски до юга Калифорнии и вдоль Аппалачей от северного Вермонта до Джорджии.
Знаете ли вы? В начале 19 века в Британии принцесса Шарлотта использовала для своей кареты охристую краску, сделанную из химикатов, полученных из хромита. Такой же цвет сегодня можно увидеть на автомобилях и такси в Соединенных Штатах. Правообладатель иллюстрации BLS.gov.
РЕКЛАМА
Хром: мировой спрос и предложение
Мировое производство (предложение) и потребление (спрос) хрома под влиянием мирового рынка, так как спрос на минеральное сырье, в том числе хрома, увеличилось. Хром торгуется в мире рынке в виде феррохрома, сплава железа с хромом.
Цена на феррохром достигла исторически высокого уровня в 2008 г., а затем снизился в 2009 г. из-за ослабления мировой экономика. В этот же период роль Китая как Потребитель хрома вырос благодаря расширению рынка нержавеющей стали. стальная промышленность.
Производство феррохрома является электроэнергоемким процесс. Большая часть электроэнергии, производимой в настоящее время, на основе угля, процесс производства углекислого газа, который рассматривается для регулирования из-за его влияния на климат. Эти факторы свидетельствуют о том, что стоимость электроэнергии производство феррохрома в будущем возрастет.
Знаете ли вы? Название хром происходит от греческого слова chroma, означающего цвет, что отражает тот факт, что многие из его соединений интенсивно окрашены.
Знаете ли вы? Следовые количества хрома можно обнаружить в драгоценных камнях, таких как рубины или изумруды. Правообладатель иллюстрации iStockphoto / SunChan.
Обеспечить будущие поставки хрома
Мировые запасы хрома, горнодобывающие мощности и мощности по производству феррохрома в значительной степени сконцентрированы в Восточном полушарии. Поскольку нет жизнеспособной замены хрому в производстве нержавеющей стали. стали, а поскольку ресурсы хрома в Соединенных Штатах невелики, возникла обеспокоенность по поводу внутренних поставок. во время каждой национальной военной чрезвычайной ситуации со времен Первой мировой войны. В знак признания уязвимости длительных поставок трассах во время военных действий, хром (в различных формах, в том числе хромитовая руда, ферросплавы хрома, и металлический хром) хранились в запасах национальной обороны еще до Второй мировой войны. С 1991, однако изменения в соображениях национальной безопасности привели к сокращению целей по накоплению запасов, и запасы продается. Предполагается, что при нынешних темпах эти запасы будут исчерпаны к 2015 г. В 2009 г. хром из лома нержавеющей стали составлял 61 процент видимого потребления хрома в США, превращение вторичного сырья в единственный коммерческий источник поставок хрома на внутреннем рынке.
Чтобы предсказать, где могут быть расположены будущие запасы хрома, ученые Геологической службы США изучают, как и где выявленные ресурсы хрома сосредоточены в земной коре, и использовать эти знания для оценить вероятность существования неразведанных ресурсов хрома. Исследования распространения подиформ месторождения хромита в ультраосновных породах в Калифорнии и Орегоне помогли усовершенствовать методы, используемые для оценить неразведанные ресурсы хрома. Эти виды исследований Геологической службы США обеспечивают беспристрастную научную информация лицам, принимающим решения, ответственным за управление федеральными землями, а также данные требуется для лучшей оценки доступности минеральных ресурсов в глобальном контексте.
Оценка минеральных ресурсов является динамической. Поскольку они обеспечивают моментальный снимок, отражающий наше лучшее понимание того, как и где находятся ресурсы, оценки должны быть обновлены периодически по мере разработки более качественных данных и концепций. Текущие исследования Геологической службы США включают обновление моделей месторождений полезных ископаемых и моделей минеральной среды для хрома и других важные нетопливные товары и совершенствование методов, используемых для оценки скрытых минерально-сырьевой потенциал. Результаты этого исследования предоставят новую информацию для снижения неопределенность в будущих оценках минеральных ресурсов.
Другие металлы
Найдите другие темы на Geology.com:
Горные породы: Галереи фотографий изверженных, осадочных и метаморфических пород с описаниями.
Минералы: Информация о рудных, самоцветных и породообразующих минералах.
Вулканы: Статьи о вулканах, вулканических опасностях и извержениях в прошлом и настоящем.
Драгоценные камни: Красочные изображения и статьи о бриллиантах и цветных камнях.
Общая геология: Статьи о гейзерах, маарах, дельтах, разломах, соляных куполах, воде и многом другом!
Алмазы: Узнайте о свойствах алмаза, его многочисленных применениях и открытиях алмазов.
5 вариантов использования хрома | Использование хрома в промышленности и повседневной жизни
5 способов использования хрома | Использование хрома в промышленности и повседневной жизни
2 комментария админ
Просмотры сообщений: 16,963
Хром представляет собой серебристо-белый металл с высокой температурой плавления . Благодаря своей твердости и устойчивости к коррозии он стал одним из важнейших и незаменимых промышленных металлов и широко используется в быту. В этой статье мы рассмотрим 5 основных использование хрома .
Использование хрома
1. Использование хрома в металлургической промышленности устойчивая сталь и различные материалы для электрических нагревательных элементов.
Когда нержавеющая сталь сталкивается с коррозионными веществами, на поверхности образуется тонкая и прочная пленка оксида хрома для защиты внутреннего металла от коррозии. Некоторые нержавеющие стали могут сохранять свои отличные характеристики даже при высокой температуре 800 ° C. Хромистая сталь является хорошим материалом для производства машин, танков и бронетехники.
2. Использование хрома в химической промышленности
Различные соли хрома, полученные из хромита, являются основным сырьем в химической промышленности. Соль хрома — одна из основных разновидностей неорганических солей. Он в основном используется в гальванике, дублении, печати и окрашивании, медицине, топливе, катализаторах, окислителях, спичках и ингибиторах коррозии металлов.
В то же время металлический хром стал одним из наиболее важных металлов для гальванического покрытия. Без физических свойств, обеспечиваемых хромовым слоем, срок службы большинства деталей будет значительно сокращен из-за износа, коррозии и других причин, и их придется часто заменять или ремонтировать. Поэтому хромирование все шире используется в промышленном производстве.
3. Использование хрома в огнеупорных материалах
Поскольку температура плавления хромита достигает от 1900 ℃ до 2050 ℃, он может сохранять объем неизменным при высокой температуре и не вступает в реакцию ни с каким шлаком. Поэтому его можно использовать в качестве огнеупорного материала для футеровки сталеплавильных печей и печей для плавки цветных металлов.
Использование хрома
Таким образом, с точки зрения огнеупорных материалов хромит используется для изготовления хромовых кирпичей, хромомагниевых кирпичей и других специальных огнеупорных материалов.
4. Использование хрома в области чугуна
Хромистый чугун относится к добавлению элемента хрома к элементу железа с целью изменения физической структуры и химических свойств железа, что делает область его применения более широкой.
Количество добавляемого элемента хрома различно, и образующийся хромистый чугун имеет разные химические свойства. По содержанию элемента хрома его можно разделить на чугун с низким содержанием хрома, чугун со средним содержанием хрома и чугун с высоким содержанием хрома.
5. Использование хрома в автомобильной промышленности
Автомобильные тормозные колодки относятся к фрикционному материалу, закрепленному на тормозном барабане или тормозном диске, вращающемся вместе с колесом. В автомобильной промышленности хром используется в производстве автомобильных тормозных колодок.
Заключение
Спасибо, что прочитали нашу статью, и мы надеемся, что она может быть вам полезна.
Государственные стандарты регламентируют вес только нескольких разновидностей строительных трефовых и круглых гвоздей, круглых тарных и формовочных. Этими разновидностями не ограничивается спектр метизов, к тому же гвозди могут изготавливаться из разных материалов.
В таблице гвозди ранжируются по соотношению диаметра (d) и длины (l). Размер шляпки при этом не учитывается. При этом метизы могут иметь плоскую или коническую шляпку, кровельные изделия обычно имеют увеличенную головку, а финишные гвозди – уменьшенную. Необходимо учитывать все эти тонкости при расчетах.
Строительный круглый гвоздь с плоской шляпкой
Строительный круглый гвоздь с конической шляпкой
Строительный трефовый гвоздь
Теоретическая масса по ГОСТу 4028-63
Размер гвоздей dхl, мм
Масса 1000 круглых гвоздей, кг.
0,8х8
0,032
0,8х12
0,051
1,0х16
0,100
1,2х16
0,147
1,2х20
0,183
1,2х25
0,219
1,4х25
0,302
1,4х32
0,385
1,4х40
0,482
1,6х25
0,397
1,6х40
0,633
1,6х50
0,791
1,8х32
0,640
1,8х40
0,787
1,8х50
0,967
1,8х60
1,160
2,0х40
0,949
2,0х50
1,190
2,5х50
1,870
2,5х60
2,230
3,0х70
3,770
3,0х80
4,330
3,5х90
6,600
4,0х100
9,500
4,0х120
11,500
5,0х120
17,800
5,0х150
21,900
6,0х150
32,400
6,0х200
43,100
8,0х250
96,200
Так как мы знаем массу 1000 гвоздей, то из этой цифры сможем получить и 1 кг. Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
Тарные гвозди
Эти метизы используют для поддонов, паллет, деревянных ящиков, мебели, прибивки листов ДСП и ДВП. Они имеют увеличенную шляпку для упрощения их монтажа. Ниже приведем таблицу теоретической массы гвоздей по ГОСТу 4034-63.
Теоретическая масса по ГОСТу 4034-63
Гвозди с плоской головкой
Гвозди с конической головкой
Размер dхl, мм
Масса 1000 шт. кг
Размер dхl, мм
Масса 1000 шт. кг
1,4х25
0,291
1,6х25
0,384
1,4х30
0,351
1,6х35
0,530
1,6х25
0,394
1,8х32
0,610
1,6х35
0,460
1,8х40
0,784
1,8х32
0,641
1,8х45
0,884
1,8х40
0,783
2,0х40
0,970
1,8х45
0,883
2,0х45
1,120
2,0х40
0,990
2,2х50
1,490
2,0х45
1,110
2,5х50
1,910
2,2х50
1,490
2,5х60
2,280
2,5х50
1,920
3,0х70
3,810
2,5х60
2,290
3,0х80
4,360
3,0х70
3,820
3,0х80
4,380
Гвозди формовочные круглые
Эти гвозди используются в металлургии для скрепления формовочных изделий, ониnотличаются высокой прочностью и наконечником без заострения.
Теоретическая масса по ГОСТу 4035-63
Размер dхl, мм
Масса 1000 шт. кг
1,2х50
0,442
1,4х60
0,722
1,4х70
0,843
1,6х80
1,290
1,6х100
1,590
1,8х120
2,370
1,8х150
3,170
Толевые гвозди
Толевые гвозди предназначены для закрепления кровельной рулонной изоляции. Их название происходит от старой разновидности гидроизоляционного материала — толь. Толь представляет собой картон пропитанное дегтем, в современном строительстве его заменили изделиями на основе битума (рубероид, еврорубероид).
Теоретическая масса по ГОСТ 4029-63
Размер dхl, мм
Масса 1000 шт. кг
2,0х20
0,482
2,0х25
0,605
2,5х32
1,220
2,5х40
1,520
3,0х40
2,230
Шиферные гвозди
Шиферные гвозди предназначены для закрепления асбоцементных листов на кровле, они имеют завальцованную шляпку и выполняются из оцинкованной стали.
Теоретическая масса по ГОСТ 9870-61
Размер dхl, мм
Масса 1000 шт. кг
4х90
10,50
4х100
10,93
4х120
13,30
4,5х120
15,84
Винтовые гвозди
Этот вариант метизов используют для скрепления ответственных подвижных конструкций, к которым предъявляются особые требования по прочности. Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук.
Теоретическая масса 1000 шт., кг.
L/d
2,5
2,8 т
3,0
3,55
40
1,81
2,31
2,58
3,60
45
2,00
2,55
2,86
3,97
50
2,19
2,79
3,14
4,35
55
2,39
3,03
3,42
4,73
60
2,58
3,27
3,69
5,11
65
3,52
3,97
5,48
70
3,76
4,25
5,86
80
4,80
6,62
Теоретическая масса по ТУ 7811-7070
Размер dхl, мм
Масса 1000 шт. кг
40х2,5
1,81
45х2,5
2,00
Ершеные гвозди
Их также называют рифлеными, от винтовых они отличаются поперечным сечением резьбы. Они могут иметь плоскую и коническую головку, как и у строительных гвоздей. Ершеные гвозди подходят для конструкций с повышенными требованиями к прочности крепежей. После забивания их практически невозможно извлечь. На ершеные гвозди тоже нет ГОСТа, поэтому массу следует искать в ТУ.
Теоретическая масса по ТУ 7811-7120
d
2,8
3,0
3,1
3,4
D min
6,8
7,0
7,1
8,0
h min
1,0
1,0
1,1
1,2
L/d
2,8
3,0
3,1
3,4
32
1,61
35
1,99
40
2,26
55
3,33
60
3,63
65
3,93
4,71
70
4,23
75
4,52
5,41
80
4,82
85
5,11
6,12
90
5,42
6,48
Финишные гвозди
Финишные гвозди выполняются из материалов разного цвета (латунированный, бронзированный и др. ), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий.
Гвоздь строительный с плоской головкой ГОСТ 4028-63.
Гвоздь строительный с конической головкой ГОСТ 4028-63.
Гвозди толевые круглые ГОСТ 4029-63
Гвозди тарные круглые по ГОСТ 4034-63
Гвозди формовочные круглые по ГОСТ 4035-63
В зависимости от длины, диаметра гвоздя, они всегда пригодятся в промышленном и гражданском строительстве. Их изготавливают из горячекатаной стальной проволоки, которая поставляется в катушках. Также гвозди изготавливают из цветных металлов и сплавов. Процесс изготовления стальных гвоздей заключается в подаче проволоки на гвоздильный станок, затем выбирают необходимую длину гвоздя обрезая его и плотно фиксируют, после делают высадку головки гвоздя.
При покупке большого количества гвоздей, его поставки потребителю производятся в килограммах на вес. Расчет веса 1 или 1000 шт. гвоздей не сложен. Для этого существуют таблицы теоретического веса гвоздей. Из данной таблицы необходимо выбрать диаметр и длину, напротив будет стоять вес данного гвоздя в килограммах. Его вес напрямую зависит от материала из которого он изготовлен, диаметра и длины, а также формы головки гвоздя. Эти все параметры регламентируются и имеются общие стандарты изготовления гвоздей в виде ГОСТ. Ниже приведены ГОСТы с таблицами размеров и весов самых востребованных гвоздей.
Строительные гвозди ГОСТ 4028-63.
Таблица 1
Теоретический вес 1000 шт. строительных гвоздей ГОСТ 4028-63.
Размер гвоздей d×l, мм
Вес 1000 шт. гвоздей, кг
0,8×8
0,032
0,8×12
0,051
1,0×16
0,100
1,2×16
0,147
1,2×20
0,183
1,2×25
0,219
1,4×25
0,302
1,4×32
0,385
1,4×40
0,482
1,6×25
0,397
1,6×40
0,633
1,6×50
0,791
1,8×32
0,640
1,8×40
0,787
1,8×50
0,967
1,8×60
1,16
2,0×40
0,949
2,0×50
1,19
2,5×50
1,87
2,5×60
2,23
3,0×70
3,77
3,0×80
4,33
3,5×90
6,6
4,0×100
9,5
4,0×120
11,5
5,0×120
17,8
5,0×150
21,9
6,0×150
32,4
6,0×200
43,1
8,0×250
96,2
Вес гвоздей строительных. Вес 1 гвоздя.
Гвоздь строительный с плоской головкой ГОСТ 4028-63.
Рис.1. Гвоздь строительный с плоской головкой ГОСТ 4028-63.
.
Таблица 2
Размеры строительных гвоздей с плоской головкой ГОСТ 4028-63.
Диаметр стержня d, мм
Длина гвоздя l, мм
0,8
8
12
1,0
16
1,2
16
20
25
1,4
25
32
40
1,6
25
40
50
.
Гвоздь строительный с конической головкой ГОСТ 4028-63.
Рис.2. Гвоздь строительный с конической головкой ГОСТ 4028-63.
Рис.3. Гвоздь трефовый с конической головкой ГОСТ 4028-63.
Рис.4. Гвоздь трефовый с перемычками и конической головкой ГОСТ 4028-63.
.
Таблица 3
Размеры строительных гвоздей с конической головкой ГОСТ 4028-63.
Условный диаметр стержня d, мм
Длина гвоздя l, мм
Размер а, мм
Наименьший диаметр головки D, мм
1,8
32
—
3,5
40
50
60
2,0
40
1,75
4
50
2,5
50
2,2
5
60
3,0
70
2,65
6
80
3,5
90
3,1
7
4,0
100
3,55
7,5
120
5,0
120
4,45
9
150
6,0
150
5,3
11
200
8,0
250
7,13
14
Вес гвоздей строительных. Вес 1 гвоздя.
Гвозди толевые круглые ГОСТ 4029-63
Рис.5. Гвоздь толевый ГОСТ 4029-63.
.
Таблица 4
Размеры и масса гвоздей толевый ГОСТ 4029-63.
Размер гвоздей d×l, мм
Диаметр стержня, d, мм
Допуск на диаметр, мм
Длина гвоздя, L, мм
Допуск на длину гвоздя, мм
Наименьший диаметр головки, Dmin, мм
Вес 1000 шт. гвоздей, кг
2,0×20
2,0
±0,05
20
–3,0
5,00
0,482
2,0×25
2,0
±0,05
25
–3,0
5,00
0,605
2,5×32
2,5
±0,06
32
–3,0
6,25
1,22
2,5×40
2,5
±0,06
40
–3,0
6,25
1,52
3,0×40
3,0
±0,06
40
–3,0
7,50
2,23
.
Гвозди тарные круглые по ГОСТ 4034-63
Рис. 6. Гвоздь тарный ГОСТ 4034-63
.
Таблица 1. Размеры и масса гвоздей тарных ГОСТ 4034-63
Размер гвоздей d×l, мм
Диаметр стержня d, мм
Допуск на диаметр, мм
Длина гвоздя d, мм
Допуск на длину гвоздя, мм
Номинальный диаметр головки, D, мм
Пред. отклон., мм
Вес 1000 шт. гвоздей, кг
1,6×25
1,6
±0,05
25
–3
4
±0,02
0,394
1,6×35
1,6
±0,05
35
–3
4
±0,02
0,46
1,8×32
1,8
±0,05
32
–3
4,5
±0,02
0,641
1,8×40
1,8
±0,05
40
–3
4,5
±0,02
0,783
1,8×45
1,8
±0,05
45
–3
4,5
±0,02
0,883
2,0×40
2
±0,05
40
–3
5
±0,02
0,99
2,0×45
2
±0,05
45
–3
5
±0,02
1,11
2,2×50
2,2
±0,06
50
–3
5,5
±0,03
1,49
2,5×50
2,5
±0,06
50
–3
6
±0,03
1,92
2,5×60
2,5
±0,06
60
–4
6
±0,03
2,29
3,0×70
3
±0,06
70
–4
6,5
±0,03
3,82
3,0×80
3
±0,06
80
–4
6,5
±0,03
4,38
.
Гвозди формовочные круглые по ГОСТ 4035-63
Рис. 7. Гвоздь формовочный ГОСТ 4035-63
.
Таблица 1. Размеры и масса гвоздей формовочных ГОСТ 4035-63
Размер гвоздей d×l, мм
Диаметр стержня, d, мм
Допуск на диаметр, мм
Длина гвоздя, L, мм
Допуск на длину гвоздя, мм
Минимальный диаметр, головки, Dmin, мм
Вес 1000 шт. гвоздей, кг
1,2×50
1,2
±0,05
50
–4
2,0
0,442
1,4×60
1,4
±0,05
60
–4
2,5
0,722
1,4×70
1,4
±0,05
70
–4
2,5
0,843
1,6×80
1,6
±0,05
80
–4
2,8
1,29
1. 6х 100
1,6
±0,05
100
–6
2,8
1,59
1,8×120
1,8
±0,05
120
–6
3,2
2,37
1,8×150
1,8
±0,05
150
–7
3,2
3,17
Шуруп с полукруглой головкой ГОСТ 1144-80.
Шплинт гост 397-79 (DIN 94). Чертеж, размеры, вес.
Таблица пересчета гвоздей шт.-кг таблица таблицы различных размеров проволочных гвоздей
Когда мы знаем скорость одной модели машины для изготовления проволочных гвоздей, в зависимости от этой таблицы / диаграммы, мы можем рассчитать и получить производительность в час для гвоздей каждого размера.
Например, машина для изготовления гвоздей модели Z94-4C имеет скорость 260 шт./мин (Z94-4C может изготавливать гвозди 1-4 дюйма (также гвозди 2 дюйма, гвозди 3 дюйма), скорость модели фиксирована, при изготовлении различных размер гвоздей, скорость одинакова, то мы можем рассчитать его производительность за 8 часов следующим образом:
Для 2-дюймовых гвоздей: 260 (количество гвоздей в минуту) x 60 (минут) x8 (часов) / 414 (414 чисел, 2-дюймовые гвозди равны 1 кг) = 301 кг.
Для 4-дюймовых гвоздей: 260 (количество гвоздей в минуту) x 60 (минут) x 8 (часов) / 80 (80 шт. 4-дюймовых гвоздей составляют 1 кг) = 1560 кг.
Таким образом, с помощью машины модели Z94-4C мы можем получить 301 кг 2-дюймовых гвоздей или 1560 кг 4-дюймовых гвоздей за 8 часов.
Однако для Z94-3C производительность будет выше, поскольку скорость 3C (320 шт./мин) выше, чем 4C.
Выход 3C для 2-дюймовых и 3-дюймовых гвоздей будет:
Для 2-дюймовых гвоздей: 320 (количество гвоздей в минуту) x 60 (минут) x8 (часов) / 414 (414 чисел, 2-дюймовые гвозди равны 1 кг) = 370 кг.
Для 3-дюймовых гвоздей: 360 (количество гвоздей в минуту) x 60 (минут) x8 (часов) / 148 (148 чисел, 3-дюймовые гвозди равны 1 кг) = 1167 кг
В таблице ниже показано, сколько гвоздей каждого размера в 1 кг/кг.
Длина гвоздя (дюйм)
длина гвоздя (мм)
диаметр гвоздя
шт на кг
большой
обычный
легкий
большой
обычный
легкий
0,4
10
1. 1
1,0
0,9
12660
16130
22222
0,5
13
1,2
1.1
1,0
8330
10310
12460
0,6
16
1,4
1,2
1.1
4830
7040
8380
0,75
20
1,6
1,4
1,2
3090
4130
5630
1
25
1,8
1,6
1,4
1960 г.
3780
3300
1,2
30
2.0
1,8
1,6
1320
1666
2110
1,4
35
2.2
2.0
1,8
943
1157
1430
1,5
40
2,5
2. 2
2.0
641
837
1010
1,75
45
2,8
2,5
2.2
450
577
744
2
50
3.1
2,8
2,5
331
414
520
2,5
60
3.4
3.1
2,8
230
281
345
2,75
70
3,7
3.4
3.1
168
200
241
3
80
4.1
3,7
3.4
120
148
175
3,5
90
4,5
4.1
3,7
88
107
131
4
100
5,0
4,5
4. 1
64
80
96
4,5
110
5,5
5,0
4,5
47
59
72
5
130
6,0
5,5
5,0
35
41
50
5,5
150
6,5
6,0
5,5
25
30
36
6
175
6,5
6,0
22
26
7
200
6,5
20
ПРЕДЫДУЩАЯ:Таблица преобразования BWG в миллиметры СЛЕДУЮЩАЯ:Анализ прибыли бизнеса по изготовлению гвоздей
Бетонные гвозди Соединение и фиксация деревянных конструкций в строительстве
Совершенно невозможно представить ремонт без бетонных гвоздей в этой работе, а особенно когда речь идет о строительных работах. Бетонные гвозди — один из самых распространенных видов гвоздей, используемых как профессионалами, так и любителями. Бетонные гвозди широко используются для соединения деревянных элементов и конструкций, а также крепления к ним мягких материалов. Структура ногтя имеет круглое сечение и плоскую или коническую головку. Шероховатость перед заглушкой значительно повышает надежность соединения.
Все гвозди данного типа делятся на следующие виды: электрооцинкованные, горячеоцинкованные, а также кислотоупорные, нержавеющие и медные гвозди.
Если гвоздь нужно оставить внутри конструкции, лучше всего использовать гвозди из горячеоцинкованной стали. Черные гвозди, предназначенные для временного крепления, на них появляется ржавчина даже после контакта с воздухом. Для внутренней отделки можно использовать электрооцинкованные гвозди или черные гвозди. Кислотостойкий требуется для особо сложных мест. Медные гвозди имеют декоративную шляпку, используемую в отделке.
Черные гвозди для бетона с гладким стержнем
Черные гвозди для бетона с пазовыми стержнями
Два горячеоцинкованных и два черных бетонных гвоздя с большой плоской головкой
Винтовые гвозди позволяют быстро и аккуратно закончить работу
Характеристики:
Более твердый, с отличной фиксирующей силой.
Превосходная защита от изгиба, трещин и безопасности.
С различными специальными головками гвоздей (без шляпки, с круглой плоской или квадратной головкой) и типами стержней (гладкий стержень, кольцевой стержень, витой стержень, саржевой стержень).
Используется в строительстве и других отраслях промышленности.
Спецификация:
Материал: проволока из низкоуглеродистой стали, проволока из нержавеющей стали, медная или латунная проволока.
Отделка: полированная, электро- или горячее цинкование, кислотостойкая, черная, цветная, медная или латунная
Размер: диаметр от 1,2 мм до 8,0 мм, длина от 16 мм до 350 мм.
Общие схемы гвоздей и размеры, как показано ниже:
Общие схемы гвоздей для бетона
Бетонные гвозди
Диаметр гвоздя
Диаметр головки
Высота головы
Длина
1,2
2д
0. 6d
20; 25
1,4
2д
0.6d
25; 32; 40
1,6
2д
0.6d
25; 40
1,8
3,5д
0.6d
32; 40; 50; 60
2,0; (2.2)
4д
0.6d
40; 50 (45; 60)
2,5; (2,7; 2,8)
5д
0.6d
50; 60 (40; 55; 70)
3,0; (3.1)
6д
0.6d
70; 80 (40; 50; 55; 60)
3,5; (3.8)
7д
0.6d
90 (70; 80)
4,0; (4.2; 4.5)
7,5д
0.6d
100; 120 (90; 110)
5,0
9д
0. 6d
120; 150 (110)
6,0
11д
0.6d
150; 200
Бетонные гвозди
Диаметр гвоздя. × Длина (мм)
Вес кг/1000 шт.
Гвоздь диам. × Длина (мм)
Вес кг/1000 шт.
1,2 × 20
0,183
2,0 × 50
1,19
1,2 × 25
0,219
2,5 × 50
1,87
1,4 × 25
0,302
2,5 × 60
2,23
1,4 × 32
0,385
3,0 × 70
3,77
1,4 × 40
0,482
3,0 × 80
4,33
1,6 × 25
0,397
3,5 × 90
6,60
1,6 × 40
0,633
4,0 × 100
9,50
1,8 × 32
0,640
4,0 × 120
11,50
1,8 × 40
0,787
5,0 × 120
17,80
1,8 × 50
0,967
5,0 × 150
21,90
1,8 × 60
1,160
6,0 × 150
32,40
2,0 × 40
0,949
6,0 × 200
43. 10
Упаковка гвоздей для бетона:
20-25k за коробку или деревянный ящик навалом.
75 или 100 штук в коробке, затем в коробках.
400 грамм/коробка, 50 коробок/картонная коробка.
500 грамм/коробка 40 коробок/бумажная коробка.
1 кг/коробка, 25 коробок/коробка.
Несколько советов, которые могут вам помочь:
Если вы не хотите оставлять вмятины от молотка на поверхности детали, используйте зенковку. В чистой поверхности шляпки гвоздей должны быть утоплены и заполнены. Гвоздь толщиной 5 мм и более может расколоть доску. Поэтому при забивании толстых гвоздей нужно делать предварительное засверливание. Предварительное сверление необходимо делать и при забивании в твердую древесину, иначе гвоздь может погнуться. Гвоздь, забитый вдоль волокон, держит гораздо меньше, чем гвоздь, забитый поперек волокон. Гвозди, забитые под углом, делают соединения более прочными.
Гвозди оцинкованные по бетону
Гвозди оцинкованные по бетону предназначены для наружной установки деревянных элементов, так как они менее подвержены коррозии благодаря гальваноцинковому покрытию. Также может использоваться для внутренних и отделочных работ. Гвозди бетонные оцинкованные диаметром от 1,2мм до 6,1мм, длиной от 16мм до 200мм.
Оцинкованные гвозди по бетону с большими головками, хвостовиками с пазами и алмазными наконечниками
Оцинкованные гвозди по бетону (с гладким или саржевым стержнем) Диаметр (мм) × длина (мм)
1,2 × 16 мм
1,6 × 40 мм
2,5 × 60 мм
4,5 × 100 мм
1,2 × 20 мм
1,8 × 32 мм
3,0 × 70 мм
4,8 × 80 мм
1,2 × 25 мм
1,8 × 40 мм
3,0 × 80 мм
4,8 × 90 мм
1,4 × 25 мм
1,8 × 50 мм
3,4 × 50 мм
4,0 × 120 мм
1,4 × 32 мм
1,8 × 60 мм
3,5 × 90 мм
5,0 × 120 мм
1,6 × 25 мм
2,0 × 40 мм
3,8 × 65 мм
5,0 × 150 мм
1,6 × 30 мм
2,0 × 50 мм
4,0 × 100 мм
6,1 × 180 мм
1,6 × 32 мм
2,5 × 50 мм
4,2 × 75 мм
6,1 × 200 мм
Черные гвозди по бетону
Черные гвозди по бетону предназначены для крепления деревянных деталей, не подвергающихся воздействию влаги, таких как внутренние конструкции — полы. Их также можно использовать для приложений, где важен внешний вид, а не конечный продукт. Из-за отсутствия оцинковки такие гвозди легко подвержены коррозии. Диаметр гвоздей от 1,2мм до 8,8мм, длина от 16мм до 310мм, стандартные размеры 150мм, редко 200 и 300мм.
Набор черных гвоздей для строительства
Черные гвозди для бетона
Диаметр гвоздя
Длина гвоздя (мм)
Диаметр гвоздя
Длина гвоздя (мм)
1,2 мм
16, 20, 25
3,5 мм
90, 100
1,4 мм
25, 30, 32, 40
4,0 мм
100, 120
15 мм
30, 35, 40
4,2 мм
75, 100, 125
1,6 мм
25, 32, 40
5,0 мм
120, 150
1,8 мм
32, 40, 50
6,0 мм
150, 180, 200
2,0 мм
20, 25, 30, 40, 50
7,6 мм
250, 260,
2,5 мм
25, 30, 40, 50, 60
8,0 мм
250, 280, 300
3,0 мм
30, 40, 50, 70, 80, 90, 100
8,8 мм
300, 310
Гвозди для бетона из нержавеющей стали
Гвозди для бетона из нержавеющей стали с дополнительным сцеплением идеально подходят для соединения дуба и кедра в кровельных работах. Наша компания предлагает полный спектр гвоздей из нержавеющей стали с кольцевым кольцом, круглой головкой, потерянной головкой и гвоздями. У них всегда очень хороший запас.
Кольцевые гвозди из нержавеющей стали
Гвозди из нержавеющей стали с выпадающей шляпкой
Гвозди из нержавеющей стали для бетона
размер
Диаметр гвоздя D мм
Длина гвоздя L мм
Диаметр головки D мм
H высота головки мм
Вес кг/1000 шт.
1,6 × 20
1,60
20.00
3,20
0,96
0,32
1,6 × 25
1,60
25.00
3,20
0,96
0,40
1,8 × 32
1,80
32,00
3,60
1,08
0,64
1,8 × 40
1,80
40,00
3,60
1,08
0,79
1,8 × 50
1,80
50,00
3,60
1,08
0,97
2,0 × 40
2,00
40,00
4,00
1,20
0,95
2,0 × 50
2,00
50,00
4,00
1,20
1,19
2,5 × 50
2,50
50,00
5,00
1,50
1,87
2,5 × 60
2,50
60,00
5,00
1,50
2,23
3,0 × 70
3,00
70,00
6,00
1,80
3,77
3,0 × 80
3,00
80,00
6,00
1,80
4,33
3,5 × 90
3,50
90,00
7,00
2. 10
6,60
4,0 × 100
4,00
100,00
8,00
2,40
9,50
4,0 × 120
4,00
120,00
8,00
2,40
11,50
5,0 × 150
5,00
150,00
10.00
3,00
21,90
4,0 × 150
4,00
150,00
8,00
2,40
14,38
6,0 × 200
6,00
200,00
12.00
3,60
43.10
Пучок черных гвоздей для строительства
Медные гвозди
Медные гвозди менее подвержены коррозии, имеют симпатичные шляпки и довольно привлекательный вид.
Самым востребованным конструкционным материалом при частном строительстве остаётся металлический профиль. Его используют при возведении временных конструкций, для забора, для строительства перекрытий и простенков, для гипсокартона и для сайдинга, область применения металлопрофиля чрезвычайно широка, а сегодня мы рассмотрим особенности применения профиля квадратного сечения, цены и основные характеристики.
Содержание
Виды металлических профилей, цена
Область применения квадратного профиля
Преимущества и недостатки профильных квадратных труб
Материалы и технология производства квадратного профиля
Виды металлических профилей, цена
В зависимости от типа профиля и стали, из которого он изготовлен, а кроме того, от способа изготовления, цена может быть совершенно разной и на неё влияет не только размер квадрата. Ниже мы привели примерные цены по Москве на лето 2016 года для нескольких типоразмеров. Металлический профиль квадратного сечения может продаваться как на вес, так и по погонным метрам, от этого также зависит его цена.
Кроме профиля квадратного сечения широко применяются и круглые трубы, цельнокатаный профиль, а особо популярен лёгкий оцинкованный профиль сложной формы для гипсокартона, для сайдинга. Его производят из тонкой горячекатанной стали, а ассортимент спецпрофиля для гипсокартона чрезвычайно широк. Тем не менее вернёмся к квадратному металлическому профилю.
Область применения квадратного профиля
Квадратный профиль применяется в частном строительстве для сооружения опор, колонн, как арматура для бетонирования ж/б конструкций, башен и вышек. Кроме того, определённый типоразмер позволяет строить каркасный дом из квадратного профиля, а такое разнообразие в применении определяется удобством монтажа и фиксации к прокату других элементов конструкции, упрощает сварочные работы. В некоторых случаях квадратный профиль может стать альтернативой силовым балкам — швеллерам и двутаврам, уголку.
Кроме этого, профиль квадратного сечения как нигде востребован в сельском хозяйстве для сооружения теплиц и парников, тепличных комплексов, сооружений для домашних животных и для хранения кормов и удобрений. При обустройстве приусадебного участка также сложно обойтись без квадратного профиля, поскольку его используют не только для строительства заборов и ограждений, но и для лёгких беседок, навесов, ворот и металлических дверей.
Металлоёмкость любой конструкции сильно влияет на её конечную цену и вес, а вес в свою очередь, может повлиять на конструкцию фундамента, к примеру. Как раз квадратный металлопрофиль способен снизить металлоёмкость любой конструкции на 25%, при этом сохранив жёсткость, прочность и стойкость на изгиб и кручение, сравнимые с показателями цельного металлического бруса. Ещё один плюс металлопрофиля квадратной формы в том, что его жёсткость можно регулировать не только с помощью подбора ширины стороны квадрата, но и толщиной стены.
Ещё одна хорошая сторона такого профиля в том, что его проще складировать и транспортировать — он занимает меньше места по сравнению с круглыми трубами, занимает при хранении минимальный объем, что сказывается и на цене транспортировки. Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Материалы и технология производства квадратного профиля
Обычно профильный квадрат изготавливают одним из двух способов — сварным или бесшовным. Самый распространённый профиль получают при помощи стального шва. Технология производства, её схема, показана на рисунке, а процесс включает в себя несколько этапов:
Подготовка полуфабриката, металлоленты определённой толщины, которая будет формировать стенку профиля.
На формовочном станке формируют профиль круглой формы.
Токами высокой частоты проваривают полученный шов.
Проводят промежуточную проверку качества сварного шва, отбракованные изделия восстановлению не подлежат.
Формирование на специальном прокатном станке квадратного профиля.
Снятие внутренних напряжений температурными воздействиями.
Распиловка профиля на мерные куски необходимой длины.
Бесшовные трубы считаются более качественными, но и более дорогими. Они изготовлены на специальных станках путём волочения из цельнометаллической заготовки квадратного профиля.
В зависимости от качества металла, профиль может быть класса А или класса В. В первом случае у профиля нормированы только физические качества металла и линейные размеры профиля, во втором — ещё и химический состав металла. Профиль группы В используется обычно в химической промышленности, а также в пищевой промышленности и фармакологии.
Профильная труба: вес, размеры, виды
Трубы из профиля сами собой представлены изделием, в котором имеется плоскость с внутренней стороны с сечением, которое отличное от круглой формы. В таких строительных изделиях сечение может быть овальной формы, квадратной или же прямоугольной.
Естественно, как каждое изделие у профильных трубопроводов имеются свои размеры, которые различны по величине сечения, толще стенок, длины отрезка по которому перерезано изделие.
Содержание
Особые факторы производства профильных трубопроводов разнообразных размеров
Положительные стороны применения труб из профильных листов и заготовок
Разновидности профильной трубы
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основные физические и механические свойства профильных трубчатых продуктов производства
Особые факторы производства профильных трубопроводов разнообразных размеров
Трубы, выполненные из профиля, производят из такого изделия, которые имеют круглую форму сечения. Размер данного вида производственных конструкций можно определить по тому, какой нагрузке будет поддаваться готовое изделие.
Производится такая работа таким образом: готовое изделие с нужным размером применяют в виде заготовки, затем необходимая форма делается при помощи специализированной деформации, которая может быть горячего или холодного вида. Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
таблица весов профильных прямоугольных труб
Основные способы производства профильной заготовки для конечной конструкции квадратной формы:
При помощи специализированных готовых арматур, имеющих круглое сечение. При применении данного метода изделие из профиля сжимается со всех существующих сторон, таким образом, в конечном итоге, выходит квадратная форма профильного изделия. Размерные параметры таких труб меняются в зависимости от исходного диаметра.
Металлический лист режут на последующие заготовки, следом производятся сечения как для изготовления коробочки и затем с помощью спаивания швов эти разрезы «сшиваются» между собой на выходе получая готовое изделие.
профильная труба гост
Положительные стороны применения труб из профильных листов и заготовок
Трубы из профиля хорошо себя зарекомендовали за счёт своих многочисленных положительных качеств:
трубки из профиля даже при маленьких нагрузках практически не портится и не деформируется;
профильную трубу можно приобрести за невысокую стоимость, так как при её производстве не затрачивается больших средств на её изготовление;
данный вид трубы имеет маленький вес;
из профильных труб можно соорудить конструкцию любой сложности и процесс конструкции займёт минимальное количество времени и минимум затраты сил;
также следует отметить высокую прочность данного вида изделий, а также устойчивость к всевозможным внешним факторам.
Размерные параметры данного производственно изделия изготовленной из профиля при производстве колеблются в зависимости от того где и для чего данная труба будет применяться в дальнейшем. Следует отметить, что некоторые марки профильных трубопроводов имеют устойчивость даже к соленой воде и самым суровым переменам климата.
Разновидности профильной трубы
По форме такие изделия из профиля могут быть такими:
прямоугольной формы;
формы квадрата;
овальной формы;
овальная форма с плоскостью.
Каждый вид применяется в различной сфере и для различных видов работ. Например, последний вид трубчатых изделий имеет хорошую гибкость, за счёт данного фактора такие изделия очень часто применяют в отрасли мебельной промышленности, а также при помощи таких труб существует возможность выполнения разнообразных элементов декора для интерьера.
Трубы, имеющие квадратную или же прямоугольную форму, выполняются в таких размерах, чтобы их можно было выгодно использовать при постройке конструкций, которые будут находиться на ровной плоскости. Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Также профильная прямоугольная труба 60х40 может использоваться для производства мебели, поскольку, с одной стороны, она легкая, с другой стороны, способна придать мебели необходимую прочность. Для целей производства мебели трубу обрабатывают антикорозийным составом и покрывают порошковой краской.
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основными физическими показателями для труб являются прочность на изгибе, небольшой вес, сопротивление нагрузкам которым подается труба.
За счёт такой особенности труба из профиля имеет очень широкое применение в строительстве, при производстве мебели, а также в машиностроении.
В строительной отрасли трубы из профиля зачастую применяют для постройки несущих конструкций, опор для поддержания стен, а также данные трубы зачастую применяют для укладки кабелей.
Трубные изделия прямоугольной и квадратной формы в основном используют для постройки каркасов. Такие продукты производства имеют маленький вес, хорошую прочность, а также различные размерные параметры за счёт чего могут быть использованы практически везде. Именно такие трубы являются самыми продаваемыми на рынке для потребителя.
Для того чтобы между собой соединить элементы для получения финального результата нужно применить один из данных методов:
Использовать любой вид сварочного шва;
Применить винтовое соединение.
Основные физические и механические свойства профильных трубчатых продуктов производства
Такие изделия, как профильные ресиверы используют также в виде бруска из металла, который имеет четыре степени жесткости и маленький вес за счет, которого не меняются функциональные возможности данных изделий и тем самым труба может быть применена в любых видах строительных работ.
При перегибании такого бруска основная нагрузка падает на края заготовки, за счёт чего брус из металла не деформируется и не разрушается. За счёт этого такие трубы имеют очень высокий спрос.
За счёт небольшого веса по отношению массы самой профильной заготовки может производить довольно ощутимую экономию материалов для опоры, то есть появляется прямая возможность любым образом усложнить или усовершенствовать конструкцию. Зачастую данные производственные продукты из профиля изготавливаются из стальной заготовки, но если того требует конструкция они могут быть произведены и из другого материала.
При выборе профильного ресивера для любых конструкций изначально нужно хорошо ознакомиться с его качеством.
Определение основного веса, какого-либо размерного ряда профильных изделий есть возможность найти в специализированных таблицах. После этого проверив реальную массу изделия трубы из профиля можно выяснить, нормального ли качества, оказывается данная труба. Если же вес не будет достигнут и будет меньше положенного, то значит, что, при производстве производитель добавил меньшее количество нужного материала и таким образом, ухудшил качество готовой продукции.
Speedy Metals — стальная квадратная труба
А
Все
1/2″ SQ
5/8″ SQ
3/4″ SQ
1″ SQ
1-1/4″ SQ
3 Q
1-1900 4 1-1/2″ 3/4″ SQ
2″ SQ
2-1/2″ SQ
3″ SQ
3-1/2″ SQ
4″ SQ
8 4-1/2″ SQ9 4-1/2″ SQ9
5″ SQ
6″ SQ
8″ SQ
10″ SQ
12″ SQ
Страница: 1 2
Описание продукта
А
1/2″ SQ {A} x 0,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1/2″ SQ
5/8″ SQ {A} x 0,527″ ID { B} x Стенка 0,049″ {C} Квадратная стальная трубка
5/8″ SQ
5/8″ SQ {A} x 0,495″ ID {B} x 0,065″ Стенка {C} Квадратная стальная трубка
5/8″ SQ
3/4″ SQ {A} x 0,652″ ID {B} x 0,049″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ {A} x 0,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ { A} x 0,510″ внутренний диаметр {B} x 0,120″ стенка {C} Квадратная стальная труба
3/4″ SQ
1″ SQ {A} x 0,902″ ID {B} x 0,049″ стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,870″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,834″ Внутренний диаметр {B} x 0,083″ Стенка {C} Квадратная стальная трубка
1″ SQ
1″ SQ {A} x 0,760″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1″ SQ
1-1/4″ SQ {A} x 1,120″ ID {B} x Стенка 0,065 дюйма {C} Квадратная стальная трубка
1-1/4 дюйма SQ
1-1/4 дюйма SQ {A} x 1,084 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная трубка
1-1/4″ SQ
1-1/4″ SQ {A} x 1,010″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/4″ SQ {A} x 0,874″ ID {B} x 0,188″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/2″ SQ {A} x 1,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-1/2″ SQ {A } x 1,334 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная труба
1-1/2 дюйма SQ
1-1/2 дюйма SQ {A} x 1,260 дюйма ID {B} x 0,120 «Стена {C} Квадратная стальная трубка
1-1/2″ SQ
1-1/2″ SQ {A} x 1,124″ ID {B} x 0,188″ Стена {C} Квадратная стальная трубка
1 -1/2″ SQ
1-1/2″ SQ {A} x 1,000″ ID {B} x 0,250″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-3/4″ SQ {A} x 1,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A } x 1,584″ ВД {B} x 0,083″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A} x 1,510″ ID {B} x 0,120 «Стена {C} Квадратная стальная труба
1-3/4″ SQ
2″ SQ {A} x 1,870″ ID {B} x 0,065″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,834″ ID {B} x 0,083″ Стенка {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,760″ ID {B} x 0,120″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,624″ ID {B} x 0,188″ Стена {C} Квадратная стальная труба
2 дюйма SQ
2 дюйма SQ {A} x 1,500 дюйма ID {B} x 0,250 дюйма Стенка {C} Квадратная стальная труба
2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,334 дюйма {B} x стенка 0,083 дюйма {C} Квадратная стальная труба
2-1/2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,260 дюйма {B}
2-1/2″ SQ
2-1/2″ SQ {A} x 2,124″ ID {B} x 0,188″ стенка {C} квадратная стальная труба
2-1/2″ SQ
Page: 1 2
Square Hollow Structural Sections — HSS
Add Structural Sections to your Sketchup model with the Enginering ToolBox extension
Самым востребованным конструкционным материалом при частном строительстве остаётся металлический профиль. Его используют при возведении временных конструкций, для забора, для строительства перекрытий и простенков, для гипсокартона и для сайдинга, область применения металлопрофиля чрезвычайно широка, а сегодня мы рассмотрим особенности применения профиля квадратного сечения, цены и основные характеристики.
Содержание
Виды металлических профилей, цена
Область применения квадратного профиля
Преимущества и недостатки профильных квадратных труб
Материалы и технология производства квадратного профиля
Виды металлических профилей, цена
В зависимости от типа профиля и стали, из которого он изготовлен, а кроме того, от способа изготовления, цена может быть совершенно разной и на неё влияет не только размер квадрата. Ниже мы привели примерные цены по Москве на лето 2016 года для нескольких типоразмеров. Металлический профиль квадратного сечения может продаваться как на вес, так и по погонным метрам, от этого также зависит его цена.
Кроме профиля квадратного сечения широко применяются и круглые трубы, цельнокатаный профиль, а особо популярен лёгкий оцинкованный профиль сложной формы для гипсокартона, для сайдинга. Его производят из тонкой горячекатанной стали, а ассортимент спецпрофиля для гипсокартона чрезвычайно широк. Тем не менее вернёмся к квадратному металлическому профилю.
Область применения квадратного профиля
Квадратный профиль применяется в частном строительстве для сооружения опор, колонн, как арматура для бетонирования ж/б конструкций, башен и вышек. Кроме того, определённый типоразмер позволяет строить каркасный дом из квадратного профиля, а такое разнообразие в применении определяется удобством монтажа и фиксации к прокату других элементов конструкции, упрощает сварочные работы. В некоторых случаях квадратный профиль может стать альтернативой силовым балкам — швеллерам и двутаврам, уголку.
Кроме этого, профиль квадратного сечения как нигде востребован в сельском хозяйстве для сооружения теплиц и парников, тепличных комплексов, сооружений для домашних животных и для хранения кормов и удобрений. При обустройстве приусадебного участка также сложно обойтись без квадратного профиля, поскольку его используют не только для строительства заборов и ограждений, но и для лёгких беседок, навесов, ворот и металлических дверей.
Металлоёмкость любой конструкции сильно влияет на её конечную цену и вес, а вес в свою очередь, может повлиять на конструкцию фундамента, к примеру. Как раз квадратный металлопрофиль способен снизить металлоёмкость любой конструкции на 25%, при этом сохранив жёсткость, прочность и стойкость на изгиб и кручение, сравнимые с показателями цельного металлического бруса. Ещё один плюс металлопрофиля квадратной формы в том, что его жёсткость можно регулировать не только с помощью подбора ширины стороны квадрата, но и толщиной стены.
Ещё одна хорошая сторона такого профиля в том, что его проще складировать и транспортировать — он занимает меньше места по сравнению с круглыми трубами, занимает при хранении минимальный объем, что сказывается и на цене транспортировки. Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Материалы и технология производства квадратного профиля
Обычно профильный квадрат изготавливают одним из двух способов — сварным или бесшовным. Самый распространённый профиль получают при помощи стального шва. Технология производства, её схема, показана на рисунке, а процесс включает в себя несколько этапов:
Подготовка полуфабриката, металлоленты определённой толщины, которая будет формировать стенку профиля.
На формовочном станке формируют профиль круглой формы.
Токами высокой частоты проваривают полученный шов.
Проводят промежуточную проверку качества сварного шва, отбракованные изделия восстановлению не подлежат.
Формирование на специальном прокатном станке квадратного профиля.
Снятие внутренних напряжений температурными воздействиями.
Распиловка профиля на мерные куски необходимой длины.
Бесшовные трубы считаются более качественными, но и более дорогими. Они изготовлены на специальных станках путём волочения из цельнометаллической заготовки квадратного профиля.
В зависимости от качества металла, профиль может быть класса А или класса В. В первом случае у профиля нормированы только физические качества металла и линейные размеры профиля, во втором — ещё и химический состав металла. Профиль группы В используется обычно в химической промышленности, а также в пищевой промышленности и фармакологии.
Профильная труба: вес, размеры, виды
Трубы из профиля сами собой представлены изделием, в котором имеется плоскость с внутренней стороны с сечением, которое отличное от круглой формы. В таких строительных изделиях сечение может быть овальной формы, квадратной или же прямоугольной.
Естественно, как каждое изделие у профильных трубопроводов имеются свои размеры, которые различны по величине сечения, толще стенок, длины отрезка по которому перерезано изделие.
Содержание
Особые факторы производства профильных трубопроводов разнообразных размеров
Положительные стороны применения труб из профильных листов и заготовок
Разновидности профильной трубы
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основные физические и механические свойства профильных трубчатых продуктов производства
Особые факторы производства профильных трубопроводов разнообразных размеров
Трубы, выполненные из профиля, производят из такого изделия, которые имеют круглую форму сечения. Размер данного вида производственных конструкций можно определить по тому, какой нагрузке будет поддаваться готовое изделие.
Производится такая работа таким образом: готовое изделие с нужным размером применяют в виде заготовки, затем необходимая форма делается при помощи специализированной деформации, которая может быть горячего или холодного вида. Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
таблица весов профильных прямоугольных труб
Основные способы производства профильной заготовки для конечной конструкции квадратной формы:
При помощи специализированных готовых арматур, имеющих круглое сечение. При применении данного метода изделие из профиля сжимается со всех существующих сторон, таким образом, в конечном итоге, выходит квадратная форма профильного изделия. Размерные параметры таких труб меняются в зависимости от исходного диаметра.
Металлический лист режут на последующие заготовки, следом производятся сечения как для изготовления коробочки и затем с помощью спаивания швов эти разрезы «сшиваются» между собой на выходе получая готовое изделие.
профильная труба гост
Положительные стороны применения труб из профильных листов и заготовок
Трубы из профиля хорошо себя зарекомендовали за счёт своих многочисленных положительных качеств:
трубки из профиля даже при маленьких нагрузках практически не портится и не деформируется;
профильную трубу можно приобрести за невысокую стоимость, так как при её производстве не затрачивается больших средств на её изготовление;
данный вид трубы имеет маленький вес;
из профильных труб можно соорудить конструкцию любой сложности и процесс конструкции займёт минимальное количество времени и минимум затраты сил;
также следует отметить высокую прочность данного вида изделий, а также устойчивость к всевозможным внешним факторам.
Размерные параметры данного производственно изделия изготовленной из профиля при производстве колеблются в зависимости от того где и для чего данная труба будет применяться в дальнейшем. Следует отметить, что некоторые марки профильных трубопроводов имеют устойчивость даже к соленой воде и самым суровым переменам климата.
Разновидности профильной трубы
По форме такие изделия из профиля могут быть такими:
прямоугольной формы;
формы квадрата;
овальной формы;
овальная форма с плоскостью.
Каждый вид применяется в различной сфере и для различных видов работ. Например, последний вид трубчатых изделий имеет хорошую гибкость, за счёт данного фактора такие изделия очень часто применяют в отрасли мебельной промышленности, а также при помощи таких труб существует возможность выполнения разнообразных элементов декора для интерьера.
Трубы, имеющие квадратную или же прямоугольную форму, выполняются в таких размерах, чтобы их можно было выгодно использовать при постройке конструкций, которые будут находиться на ровной плоскости. Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Также профильная прямоугольная труба 60х40 может использоваться для производства мебели, поскольку, с одной стороны, она легкая, с другой стороны, способна придать мебели необходимую прочность. Для целей производства мебели трубу обрабатывают антикорозийным составом и покрывают порошковой краской.
Какие особые свойства имеет профильное трубчатое изделие, а также, какова сфера её применения?
Основными физическими показателями для труб являются прочность на изгибе, небольшой вес, сопротивление нагрузкам которым подается труба.
За счёт такой особенности труба из профиля имеет очень широкое применение в строительстве, при производстве мебели, а также в машиностроении.
В строительной отрасли трубы из профиля зачастую применяют для постройки несущих конструкций, опор для поддержания стен, а также данные трубы зачастую применяют для укладки кабелей.
Трубные изделия прямоугольной и квадратной формы в основном используют для постройки каркасов. Такие продукты производства имеют маленький вес, хорошую прочность, а также различные размерные параметры за счёт чего могут быть использованы практически везде. Именно такие трубы являются самыми продаваемыми на рынке для потребителя.
Для того чтобы между собой соединить элементы для получения финального результата нужно применить один из данных методов:
Использовать любой вид сварочного шва;
Применить винтовое соединение.
Основные физические и механические свойства профильных трубчатых продуктов производства
Такие изделия, как профильные ресиверы используют также в виде бруска из металла, который имеет четыре степени жесткости и маленький вес за счет, которого не меняются функциональные возможности данных изделий и тем самым труба может быть применена в любых видах строительных работ.
При перегибании такого бруска основная нагрузка падает на края заготовки, за счёт чего брус из металла не деформируется и не разрушается. За счёт этого такие трубы имеют очень высокий спрос.
За счёт небольшого веса по отношению массы самой профильной заготовки может производить довольно ощутимую экономию материалов для опоры, то есть появляется прямая возможность любым образом усложнить или усовершенствовать конструкцию. Зачастую данные производственные продукты из профиля изготавливаются из стальной заготовки, но если того требует конструкция они могут быть произведены и из другого материала.
При выборе профильного ресивера для любых конструкций изначально нужно хорошо ознакомиться с его качеством.
Определение основного веса, какого-либо размерного ряда профильных изделий есть возможность найти в специализированных таблицах. После этого проверив реальную массу изделия трубы из профиля можно выяснить, нормального ли качества, оказывается данная труба. Если же вес не будет достигнут и будет меньше положенного, то значит, что, при производстве производитель добавил меньшее количество нужного материала и таким образом, ухудшил качество готовой продукции.
Speedy Metals — стальная квадратная труба
А
Все
1/2″ SQ
5/8″ SQ
3/4″ SQ
1″ SQ
1-1/4″ SQ
3 Q
1-1900 4 1-1/2″ 3/4″ SQ
2″ SQ
2-1/2″ SQ
3″ SQ
3-1/2″ SQ
4″ SQ
8 4-1/2″ SQ9 4-1/2″ SQ9
5″ SQ
6″ SQ
8″ SQ
10″ SQ
12″ SQ
Страница: 1 2
Описание продукта
А
1/2″ SQ {A} x 0,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1/2″ SQ
5/8″ SQ {A} x 0,527″ ID { B} x Стенка 0,049″ {C} Квадратная стальная трубка
5/8″ SQ
5/8″ SQ {A} x 0,495″ ID {B} x 0,065″ Стенка {C} Квадратная стальная трубка
5/8″ SQ
3/4″ SQ {A} x 0,652″ ID {B} x 0,049″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ {A} x 0,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
3/4″ SQ
3/4″ SQ { A} x 0,510″ внутренний диаметр {B} x 0,120″ стенка {C} Квадратная стальная труба
3/4″ SQ
1″ SQ {A} x 0,902″ ID {B} x 0,049″ стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,870″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1″ SQ
1″ SQ {A} x 0,834″ Внутренний диаметр {B} x 0,083″ Стенка {C} Квадратная стальная трубка
1″ SQ
1″ SQ {A} x 0,760″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1″ SQ
1-1/4″ SQ {A} x 1,120″ ID {B} x Стенка 0,065 дюйма {C} Квадратная стальная трубка
1-1/4 дюйма SQ
1-1/4 дюйма SQ {A} x 1,084 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная трубка
1-1/4″ SQ
1-1/4″ SQ {A} x 1,010″ ID {B} x 0,120″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/4″ SQ {A} x 0,874″ ID {B} x 0,188″ Стенка {C} Квадратная стальная труба
1-1/4″ SQ
1-1/2″ SQ {A} x 1,370″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-1/2″ SQ {A } x 1,334 дюйма ID {B} x 0,083 дюйма Стенка {C} Квадратная стальная труба
1-1/2 дюйма SQ
1-1/2 дюйма SQ {A} x 1,260 дюйма ID {B} x 0,120 «Стена {C} Квадратная стальная трубка
1-1/2″ SQ
1-1/2″ SQ {A} x 1,124″ ID {B} x 0,188″ Стена {C} Квадратная стальная трубка
1 -1/2″ SQ
1-1/2″ SQ {A} x 1,000″ ID {B} x 0,250″ Стенка {C} Квадратная стальная труба
1-1/2″ SQ
1-3/4″ SQ {A} x 1,620″ ID {B} x 0,065″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A } x 1,584″ ВД {B} x 0,083″ Стенка {C} Квадратная стальная труба
1-3/4″ SQ
1-3/4″ SQ {A} x 1,510″ ID {B} x 0,120 «Стена {C} Квадратная стальная труба
1-3/4″ SQ
2″ SQ {A} x 1,870″ ID {B} x 0,065″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,834″ ID {B} x 0,083″ Стенка {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,760″ ID {B} x 0,120″ Стена {C} Квадратная стальная труба
2″ SQ
2″ SQ {A} x 1,624″ ID {B} x 0,188″ Стена {C} Квадратная стальная труба
2 дюйма SQ
2 дюйма SQ {A} x 1,500 дюйма ID {B} x 0,250 дюйма Стенка {C} Квадратная стальная труба
2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,334 дюйма {B} x стенка 0,083 дюйма {C} Квадратная стальная труба
2-1/2 дюйма SQ
2-1/2 дюйма SQ {A} x внутренний диаметр 2,260 дюйма {B}
2-1/2″ SQ
2-1/2″ SQ {A} x 2,124″ ID {B} x 0,188″ стенка {C} квадратная стальная труба
2-1/2″ SQ
Page: 1 2
Square Hollow Structural Sections — HSS
Add Structural Sections to your Sketchup model with the Enginering ToolBox extension
Что можно сделать из старой микроволновки — 10 идей
Микроволновая печь состоит из достаточно большого количества деталей, которые в отдельности могут послужить для каких-либо не связанных с разогревом пищи целей. Поэтому просто взять и выбросить микроволновку – по меньшей мере, нерационально. Что можно из неё сделать, будет описано ниже.
Ветрогенератор из мотора
Помимо того, чтобы потреблять электричество, есть возможность заставить мотор его вырабатывать, пусть и не в промышленных масштабах, но для освещения на диодных лампочках хватит. Для этой цели понадобится не только мотор из микроволновки. Как правило, основными составными частями ветряка являются генератор, контроллер заряда, аккумулятор и инвертор. Этот перечень необходим для использования с бытовыми приборами, питающимися от стабильного тока и боящихся его перепадов. Из всего перечисленного списка, скорее всего, аккумулятор придётся покупать отдельно. Всё остальное можно изготовить самостоятельно или извлечь из отслуживших своё приборов.
Удлинитель с таймером
Нередко в собираемых радиолюбителями схемах требуется включение какого-либо устройства на короткий, до десятков минут промежуток времени. Не надо ничего придумывать, готовый таймер неплохого качества имеется в микроволновой печи. Он довольно редко выходит из строя, и на старой микроволновке скорее всего исправен.
Хлебница
Пластиковый корпус вполне может послужить в качестве хлебницы. Причём на пластик отлично переводятся рисунки для декупажа, поэтому можно оригинально украсить такую хлебницу по своему вкусу. Ещё один плюс – герметичное закрытие, насекомые в такую ёмкость вряд ли проберутся.
Вентилятор
Вентилятор на микроволновке имеет три вывода, 220 вольт подаются на крайние контакты. Очень неплохой, хотя и с малыми оборотами. При работе издаёт мало шума, и вполне пригоден для применения по прямому назначению. Если воспользоваться вентилятором с таймером, можно использовать получившееся приспособление для автоматического отключения вентиляции по истечении определённого времени.
Аквариум
Если найти подходящего размера прямоугольный аквариум и оборудовать подсветку в корпусе от микроволновки, получится очень оригинальный вид, почти как в телевизоре.
Монитор
Чтобы из старой микроволновки получился монитор, понадобится проектор, изображение с которого будет воспроизводиться на её поверхности. Получится достаточно необычный и забавный эффект – клавиатура и мышь, а изображение на экране микроволновки. А корпус от компьютера спрятать в стол. Можно сбить друзей с толку, особенно если клавиатура и мышь беспроводные. Как вариант – вмонтировать в корпус ЖК-монитор небольших размеров.
Домик для питомца
Коты любят разнообразные ящики и коробки. Корпус от микроволновой печи – не исключение, кот с удовольствием его облюбует, особенно если в нём постелить что-нибудь мягкое.
Ящик для хранения
Ничего дорабатывать не надо — микроволновка и так представляет собой ящик. Можно, чтобы не смущал и не мешал, удалить шнур питания.
Зеркало
Если сделать поверхность передней панели зеркальной, то микроволновка становится по-настоящему многофункциональным устройством – и еду разогревает, и в качестве зеркала служит. Можно и завтракать, и оглядеть себя в зеркале перед уходом на работу.
Сварочный аппарат
Народные умельцы делают из находящегося в микроволновке трансформатора аппарат для точечной сварки. Вообще, не имея должных навыков обращения с электрооборудованием, подобные эксперименты лучше не ставить – можно сжечь проводку, а в худшем случае возможно поражение током.
Ещё идеи
Как уже выше говорилось, старая микроволновая печь – источник полезных деталей. Можно, если прибор ещё работает, подарить его нуждающимся людям, продать на запчасти. Некоторые переоборудуют корпус тэном либо конфоркой от электроплитки – получается духовка. В ещё рабочей печи можно сушить одежду. Выбросить старую технику есть возможность в любой момент, и торопиться с этим делом не стоит.
Что сделать из старой микроволновки? 3 оригинальных идеи, фото-инструкции
Рейтинг автора
Написано статей
Просмотров: 551
Опубликована: 19-10-2018
Изменена: 25-10-2018
Время на прочтение: 4 минут
У этой статьи: 0 комментариев(я)
Содержание
Маломощная духовка для подогрева пищи
Винтажная хлебница
Пустите в ход электродетали
Советы из сети
Сегодня проще купить новый бытовой прибор, чем отремонтировать старый. Но в случае с микроволновкой жалко выбрасывать симпатичный корпус, особенно с учетом того, что половина «начинки» остается целой. Предлагаем придумать, как использовать сломанную СВЧ-печку не по назначению — с пользой или для души.
Важно! Работая с электрическими приборами и их частями, соблюдайте технику безопасности и качественно изолируйте проводку.
Узнаем, что можно сделать из микроволновки своими руками.
Маломощная духовка для подогрева пищи
Действуйте строго по схеме:
Ненужные части удалите из корпуса. Для этого демонтируйте заднюю панель, заранее разрядив высоковольтный конденсатор с помощью хорошо изолированного высокоомного проводника. Скрутите трансформатор, магнетрон и электромотор поворотного столика. Все это пригодится в изготовлении других полезных изделий. Не забудьте снять стеклянный диск и его привод из камеры.
Отправляйтесь на рынок, в магазин электродеталей или найдите интернет-маркет соответствующего профиля. Вам надобится воздушный ТЭН до 1 кВт. Установите агрегат в нижней части прибора. ТЭН требует уверенной фиксации, поэтому перед установкой позаботьтесь о монтаже металлических направляющих. Нагреватель должен расположиться так, чтобы подключаемая часть была полностью выведена из камеры.
Подсоедините нагреватель к проводам, которые отходят от электрического фильтра СВЧ-печки.
Установите решетки или противень подходящего размера вовнутрь камеры, оставив 3–4 сантиметра до нагревателя.
При подключении изделия к сети 200V используйте качественные провода с высокотемпературным изолирующим слоем.
Так буквально за пару часов можно превратить сломанную технику во вполне функциональный прибор, с помощью которого вы легко подогреете продукты, приготовите горячие бутерброды или разморозите полуфабрикаты. Чтобы готовить в «духовке», необходимо включить в электроцепь термореле, а дверцу оснастить специальным закаленным стеклом, которое в свою очередь берется из старой духовки. В таком самодельном духовом шкафу вы уже сможете готовить любые блюда, включая мясо и выпечку, при температурах до 200 °C.
Винтажная хлебница
Не хотите возиться с электрическими деталями? Включите все свое творческое воображение и преобразите неприглядный корпус старой микроволновой печи (МВП) в оригинальную хлебницу под старину. Ваши манипуляции с инструментами ограничатся только демонтажем внутренних деталей. Нужно демонтировать не только детали, поворотный столик с мотором, но и шнур питания. Далее проводите такие работы (одну или все сразу):
Покрасьте корпус краской понравившегося цвета. О том, как и чем покрасить микроволновку, мы уже писали.
Украсьте наружные стенки наклейками или оформите их в технике «Декупаж», используя салфетки с винтажными узорами.
Добавьте в камеру светодиодную ленту — обычную, голубую, зеленую, красную или RGB, и активируйте ее в темное время суток. В этом случае сетевой шнур стоит оставить, а внутрь корпуса придется установить понижающий транзистор для питания подсветки.
В итоге, в зависимости от ваших стараний, у вас получится хлебница — просто необычная либо с функцией светильника.
Пустите в ход электродетали
Если вы сделали хлебницу или духовку, у вас осталась еще гора незадействованных комплектующих устройств. Работоспособные запчасти можно выставить на продажу на «Авито» или других торговых площадках. А остальным при желании дайте вторую жизнь.
Вентилятор. Примените его для самодельного морозильника или инкубатора. Красиво оформив вентилятор, можно установить его в помещении.
Из трансформатора домашние умельцы делают различные поделки, в том числе сварочные аппараты и зарядные устройства.
Электродвигатель поворотного столика. Он будет полезным в самодельном инкубаторе с целью автоматического переворачивания яиц. Чтобы настроить промежутки времени между процедурами, нужно встроить в электроцепь реле времени. Также вместе со стеклянным диском двигатель превращается в декоративную подставку или необычный осветительный прибор на приусадебном или дачном участке.
Конденсатор, управляющий модуль и прочие радиодетали — отличные «игрушки» для радиолюбителей, которые на свое усмотрение превращают их в замысловатые, порой ненужные, но очень интересные изделия.
Важно! Используя детали МВП, будьте осторожны: в них могут содержаться опасные составляющие.
Советы из сети
Былой тренд — отправляться за советами на форумы — изжил себя. Сейчас мало кто ностальгирует по этим милым беседам в уютных «онлайн-комнатушках», а советы черпаются из социальных сетей или на информационных сайтах. Прочитав пару-тройку таких бесед, мы нашли как банальные, так и креативные советы по переоборудованию МВП. Победителем стал совет — сделать из корпуса СВЧ домик для котов. Автор поста советует для начала соотнести прибор с размерами кота, после чего снять дверцу при необходимости.
Важно! Не закрывайте кота в микроволновке, пусть даже и не работающей. Мы за уважительное и добропорядочное отношение к животным.
Как видите, старая микроволновка не должна отправляться на свалку! Применив немного смекалки и собственных усилий, вы сделаете из нее все что угодно (в разумных пределах). Делитесь собственными оригинальными идеями и самоделками в комментариях к статье. Спасибо за внимание.
Плохо
10
Интересно
24
Супер
6
Как утилизировать микроволновую печь?
Никола Гемеш | 16. 03.2022 | Категория : Экономика замкнутого цикла | 9 минут чтения | 21 700 просмотров
Электронные отходы составляют всего 2% американского мусора, но они составляют 70% всех токсичных отходов, попадающих на наши свалки. Что еще хуже, в США перерабатывается только 15% электроники и бытовой техники.
Это означает, что почти 7 миллионов тонн металла, стекла и драгоценных материалов ежегодно выбрасываются и больше никогда не используются.
Это нужно срочно изменить!
Начнем с микроволновок — почти в каждом доме есть хотя бы одна, а новые модели мы покупаем каждые пять лет.
Пришло время начать искать эффективные решения по утилизации микроволновых печей.
Это то, что вам нужно знать.
Как утилизировать микроволновую печь?
Теперь мы рассмотрим шесть самых популярных способов утилизации микроволновой печи.
Найдите ближайшие центры по переработке электронных отходов
Это, безусловно, лучший и самый экологичный способ утилизации старой микроволновой печи.
Нигде в мире нет закона, запрещающего переработку микроволновых печей. Благодаря переработке вы не только помогаете сохранить все многоразовые детали, но и помогаете окружающей среде.
Могу ли я просто выбросить его в мусорную корзину, как бумагу, стекло или пластмассу?
Конечно НЕТ!
Микроволновая печь — это сложное устройство, которое содержит различные материалы, пригодные для повторного использования. В центрах по переработке электронных отходов работают обученные специалисты, которые безопасно разберут вашу микроволновую печь, отсортировав полезные детали.
Итак, куда можно сдать микроволновку?
Если у вас возникли проблемы с поиском склада или магазина по переработке микроволновых печей, загляните в наш удивительный GreenDirectory.
Очень просто использовать:
Как найти ближайший пункт утилизации электронных отходов с помощью GreenDirectory?
Выберите тип электронных отходов
Перейдите в GreenDirectory и введите «микроволны» в текстовое поле под кнопкой «ИСКАТЬ». Выберите предложенный вариант «микроволны».
Выберите свое местоположение
Введите свой почтовый индекс. Если вы не уверены в своем почтовом индексе, установите флажок «Использовать текущее местоположение». Наш инструмент автоматически захватит его.
выберите переработчик электронных отходов
После нажатия кнопки «ПОИСК» в радиусе 10 миль от вашего местоположения появится список переработчиков.
Центры утилизации обычно пытаются отремонтировать и продать или пожертвовать предметы, которые стоит отремонтировать. В других случаях они могут использовать вашу старую микроволновую печь на запчасти или подходящие материалы.
Если рядом с вами нет предприятий по переработке микроволновых печей, вы все равно можете сдать их на переработку.
Многие центры утилизации, в том числе GreenCitizen, принимают почту. Отправьте нам свою микроволновую печь, и мы переработаем ее за небольшую плату. Это отличный вариант, если вы не едете на машине или не можете добраться до ближайшего пункта выдачи.
Любой из этих сценариев намного лучше, чем отправка вашего устройства на свалку.
Хуже того, вы можете получить штраф за выброс микроволновки, но мы скоро до этого доберемся.
Обратитесь в центр по утилизации отходов или в местную компанию по вывозу мусора.
Самый простой способ избавиться от старой микроволновой печи — оставить ее в сборщиках мусора вместе с бытовым мусором. В конце концов, микроволновая печь не является опасным отходом, верно?
А теперь послушай!
Различные штаты и муниципалитеты по-разному обращаются с электронными отходами и мелкой бытовой техникой. Таким образом, есть хорошие шансы, что оставлять микроволновку на обочине незаконно там, где вы живете.
В Калифорнии, например, единственный законный способ избавиться от него — пройти через предприятие по переработке микроволновых печей или через программу возврата у розничных продавцов.
Но давайте остановимся на секунду.
Даже если нет закона, запрещающего выбрасывать микроволновку, это не значит, что это правильно.
Я имею в виду, разве на этой прекрасной планете уже недостаточно мусора?
Отнесите ее в местный центр сбора мусора или на свалку
Если вы все же решили поступить так, как Гомер Симпсон, и вернуть свою микроволновку «на Землю», вы также можете сдать ее самостоятельно.
Позвоните на местную свалку или в пункт вывоза мусора и узнайте, как законно утилизировать микроволновую печь. У них обычно есть специальные мусорные контейнеры или урны для электроники и мелкой бытовой техники. Таким образом, вы, вероятно, избежите платы за услугу самовывоза.
Тем не менее, я настоятельно не рекомендую отправлять микроволновку на свалку.
Опасные отходы или нет, ваша микроволновая печь будет разлагаться тысячу лет. И определенно есть лучший способ избавиться от него, не нанося вреда окружающей среде.
Если вы живете в районе залива Сан-Франциско, принесите свою микроволновую печь в пункт приема отходов GreenCitizen в Берлингейме.
Вы не только поможете окружающей среде и поддержите местный бизнес, но и поможете этой модели переработки электронных отходов распространиться на другие мегаполисы.
Спросите о программах сбора в магазине
Некоторые крупные магазины имеют свои собственные программы возврата и переработки электроники и бытовой техники.
Имейте в виду, что в каждом магазине действуют свои правила утилизации микроволновых печей, поэтому лучше позвонить и спросить о возможностях утилизации старых микроволновок. Staples, например, принимает только офисную электронику.
Хорошо, но перерабатывает ли Best Buy микроволновые печи?
Да, но только в качестве замены один к одному — купите один, и один утилизируют.
У Lowes and Sears также есть программа утилизации микроволновых печей, но вам все равно придется покупать новую.
Многие независимые магазины бытовой техники также имеют программы утилизации микроволновых печей, а некоторые из них могут даже предлагать скидки в магазине или другие стимулы для покупки нового продукта.
Ознакомьтесь с программами производителей по переработке микроволновых печей
Крупные производители бытовой техники, такие как Bosch, GE и LG, имеют программы утилизации для своих брендов.
Посетите веб-сайт производителя и введите свой почтовый индекс, и он покажет вам ближайший пункт выдачи. Для получения дополнительной информации вы можете проверить их программу утилизации электронных отходов.
Помимо вторичной переработки, LG также предлагает бесплатную утилизацию микроволновых печей с обратной почтой по всей территории США. Загрузите и распечатайте этикетку для возврата по почте с их веб-сайта и отправьте микроволновую печь обратно на завод.
Конечно, это хорошая новость для владельцев LG, но что насчет нас остальных?
Если у вашего производителя микроволновых печей нет программы обратной почты, вам не о чем беспокоиться.
Вы можете использовать электронную переработку GreenCitizen по почте, которая также принимает небольшие кухонные приборы, включая микроволновые печи. Этот бесконтактный метод утилизации микроволновых печей стал особенно популярен во время пандемии COVID-19.
Я сам не мог найти рядом с собой утилизатор для микроволновки, поэтому отправил его по почте.
Пожертвуйте свою старую микроволновую печь
Если ваша микроволновая печь все еще работает, не выбрасывайте ее. Подарите его студенту, отправляющемуся в колледж, или пожертвуйте местной школе, церкви или некоммерческой организации.
Комиссионные магазины, такие как Goodwill, отдают часть своих доходов на благотворительность и с радостью примут вашу работающую микроволновую печь. Вы также можете раздать его на Freecycle или разместить бесплатно на Craigslist.
Лично я предпочитаю местные группы бесплатных раздач в Facebook — там нет хлопот и бумажной волокиты.
Можно ли выбросить микроволновку в мусорку?
Это во многом зависит от того, где вы живете, поскольку в разных штатах и муниципалитетах действуют разные законы о том, что можно выбрасывать в мусорный бак.
Лучше всего проверить это на сайте вашего города. Или, что еще лучше, позвоните в мусорную компанию напрямую.
В вашем сообществе также могут быть дни массового сбора. Это когда можно оставлять громоздкие вещи на обочине вместе с остальным мусором, не получая при этом штрафа. Однако во многих местах микроволновые печи считаются электронными отходами и действуют специальные правила утилизации старых микроволновок.
Но еще раз повторюсь, если вы уже куда-то везете, не выбрасывайте на свалку и отнесите в центр утилизации микроволновки.
Хотя ваша микроволновая печь может не содержать опасных материалов, таких как свинец или ртуть, гораздо лучше для окружающей среды, если вы сдадите ее на запчасти и материалы.
Предоставлено Arizona Daily Sun
Безопасно ли разбирать микроволновую печь?
Нет, разбирать микроволновку точно небезопасно — по нескольким причинам.
Прежде всего, ваша микроволновая печь является высоковольтным прибором, и вы никогда не должны пытаться разобрать ее, когда она подключена к сети. конденсатор напряжения. Этот плохой мальчик может нанести смертельный разряд даже через несколько месяцев после того, как вы отключите духовку от сети.
Наконец, есть магнетрон, который производит микроволны, которые нагревают вашу еду. Это особый тип вакуумной трубки с мощными магнитами.
В них нет ничего опасного, но чтобы добраться до них, нужно снять большой керамический изолятор. Этот изолятор изготовлен из специальной керамики, называемой оксидом бериллия, который при вдыхании является канцерогенным.
Я бы не стал с этим связываться!
Безопасно ли ремонтировать сломанную микроволновую печь?
Предупреждение: пытайтесь починить сломанную микроволновую печь только в том случае, если вы являетесь квалифицированным электриком.
Микроволновая печь, возможно, произвела революцию в способах приготовления пищи, но она также является одним из самых сложных и опасных приборов для ремонта в домашних условиях.
Во-первых, микроволновые печи компактны и упакованы плотно. Из-за этого, если вам нужно отремонтировать микроволновую печь, вам, вероятно, придется полностью ее разобрать.
Больше всего вас должен беспокоить высоковольтный конденсатор. Он может удерживать мощный электрический заряд даже спустя месяцы после использования. Итак, что бы вы ни делали, вашим первым действием должна быть безопасная разрядка микроволнового конденсатора.
С другой стороны, вы можете нанять профессионала, который починит вашу микроволновую печь. Это особенно имеет смысл, если повреждение косметическое и не электрическое. Неисправную дверную петлю или сломанный узел вращения пластины относительно легко отремонтировать, и это не должно стоить дорого.
Но что, если духовке нужен новый магнетрон или панель управления?
В этом случае имеет смысл отправить его на переработку микроволновых печей, чем платить за ремонт. В конце концов, запасные части для многих более дешевых марок микроволновых печей часто стоят больше, чем вы заплатили бы за новую вещь.
Часто задаваемые вопросы
Пропускают ли старые микроволновые печи радиацию?
Да, старые микроволновые печи могут пропускать излучение, если их дверные уплотнители сломаются или будут повреждены каким-либо другим образом.
Сколько лет служит микроволновая печь?
В среднем микроволновая печь служит около 7 лет, прежде чем вы заметите какие-либо признаки износа или снижения производительности.
Где взять сломанную микроволновую печь?
Вы можете получить сломанную микроволновую печь в комиссионных магазинах или на таких сайтах, как Freecycle и Craigslist
Есть ли какие-либо запчасти для микроволновой печи, которые стоит продать?
Да, магнетрон, трансформатор и вращающийся стеклянный поддон определенно стоит продать, но не рассчитывайте разбогатеть.
Какие магазины принимают старые микроволновки?
Магазины, которые принимают старые микроволновые печи, включают Lowes, Sears и General Electric, но не забудьте спросить и в независимых магазинах бытовой техники.
Заключение
Утилизация микроволновой печи — это самый чистый, экологичный и эффективный способ утилизации старой или сломанной микроволновой печи. Переработка спасает вашу микроволновую печь от попадания на свалку, а также гарантирует, что некоторые ее компоненты будут использованы для нового продукта.
Но тогда вы можете спросить: «Где утилизировать микроволновку рядом со мной?» Это очень просто — используйте наш GreenDirectory, чтобы найти ближайшие центры переработки и пункты сбора.
Если вы все еще не знаете, как правильно утилизировать микроволновую печь, не стесняйтесь обращаться к нашим специалистам.
Мы предложим решение, которое лучше всего подходит для вас.
Никола Гемеш
Никола использует свой опыт в области электротехники, чтобы раскрыть сложные темы устойчивого развития для читателей GreenCitizen. Он твердо верит в охрану окружающей среды, которую он ежедневно практикует, перерабатывая и выращивая домашнюю еду. Он любит ходить в походы, заниматься водными видами спорта и коллекционировать карманные ножи.
Категория: Экономика замкнутого цикла, Зеленый блог, Зеленая жизнь, Домашняя среда Теги: как утилизировать микроволновую печь, утилизация микроволновой печи, переработка микроволновой печи
← Обзор генератора 1000 Вт Jackery Explorer (2022)
Масло для жарки Правильный путь →
Как утилизировать старую микроволновую печь: 6 простых способов
Избавиться от микроволновой печи сложнее, чем может показаться. Вашим первым побуждением может быть просто выбросить его в мусорное ведро. Однако в некоторых местах это может привести к штрафам.
Несмотря на то, что во многих штатах запрещено выбрасывать микроволновые печи, существует множество способов избавиться от них. К ним относятся центры утилизации, комиссионные магазины, обращение в коммунальные службы или даже организация вывоза мусора.
Безопасная утилизация старой микроволновой печи очень важна. Вот все варианты, как просто и законно выбросить микроволновку.
Можно ли выбросить микроволновку в мусорный бак?
Это зависит. В разных городах и округах действуют разные правила утилизации микроволновых печей. В некоторых городах вам разрешено выбрасывать микроволновые печи в мусорные баки, если у вас есть разрешение на использование мусорного бака. В других местах микроволновые печи считаются «электронными отходами» или «маленькими бытовыми приборами» и действуют особые правила.
У вашего местного правительства должен быть веб-сайт с информацией о том, как выбросить старую микроволновую печь. Если они не указывают микроволновые печи конкретно, вы, вероятно, можете выбросить свою микроволновку в мусорный контейнер. Тем не менее, пожертвование или переработка вашего старого устройства лучше для окружающей среды, и это законно во всем мире. Если вы не уверены, стоит ли его выбрасывать, вместо этого отдайте его на переработку или пожертвуйте.
Куда можно утилизировать микроволновую печь?
Если вы не можете воспользоваться мусорным контейнером, существует множество мест, куда можно сдать вашу старую микроволновую печь.
Комиссионные магазины: Если ваша старая микроволновка все еще работает, отдайте ее в дар! Кто-то другой может получить от него больше пользы, прежде чем он будет выведен из эксплуатации навсегда. Кроме того, большинство магазинов секонд-хенда жертвуют часть своих доходов на благотворительность, так что вы делаете добро дважды.
Местные свалки: Большинство свалок позволяют людям выбрасывать вещи прямо на свалку за небольшую плату. Если вы избавляетесь от старой микроволновки, но вам не разрешено использовать мусорный контейнер, возможно, лучше всего подойдет местная свалка. У них будет специальный контейнер для бытовой техники или электронных отходов, в зависимости от города.
Магазины электроники: Если у вас есть новая микроволновая печь, в ней будет какая-нибудь причудливая схема. Некоторые магазины электроники возьмут микроволны и переработают их для вас в обмен на металлы в цепях. Проверьте свои местные магазины, чтобы узнать, есть ли рядом с вами тот, который принимает микроволновые печи.
Дни массового вывоза мусора: В большинстве городов хотя бы раз в год проводятся дни массового вывоза мусора. В такие дни крупные предметы, такие как микроволновые печи, можно выносить вместе с обычным мусором. Если приближается день крупного мусора, это отличный способ избавиться от микроволновой печи.
Коммунальные предприятия: Если ваша старая микроволновая печь особенно энергонеэффективна, ваша коммунальная служба может забрать ее у вас. Многие энергетические компании бесплатно заберут старые неэффективные приборы, если вы замените их на что-то более новое.
Производитель: Если вы получили микроволновую печь от известной марки, вы можете отправить ее обратно им бесплатно. Некоторые производители бытовой техники даже оплачивают стоимость доставки, чтобы они могли должным образом утилизировать ваше устройство.
Можно ли утилизировать микроволновую печь?
Многие части микроволновой печи подлежат вторичной переработке. Проблема заключается в том, чтобы найти место, которое в первую очередь примет микроволновую печь.
В большинстве случаев вы не можете просто бросить микроволновую печь в мусорную корзину. Микроволновые печи являются сложными приборами и требуют специальной обработки для разделения всех компонентов. Это означает, что им нужно обращаться в специальные центры переработки.
Когда вы отправляете свою старую микроволновую печь обратно производителю или в компанию по утилизации электронных отходов, они обычно перерабатывают то, что могут. Если у вас возникли проблемы с поиском места, где можно утилизировать микроволновую печь, проверьте Earth9.11.ком. У них есть функция поиска, которая поможет вам найти центры утилизации рядом с вами, которые принимают все виды бытовой техники.
Какие магазины принимают старые микроволновки?
Во многих магазинах примут вашу старую микроволновую печь. Там может быть небольшая плата за обработку, или они могут взять ее бесплатно. Найти ближайший к вам магазин может быть так же просто, как найти ближайшего крупного продавца техники или бытовой техники в вашем районе. Магазины, которые принимают старые микроволновые печи, включают:
ApplianceSmart
Лоус
Офисный склад
Скобы
Дженерал Электрик
Независимые мастерские по ремонту бытовой техники
Они разбирают устройство, утилизируют то, что могут, и должным образом утилизируют остальное. Это снимает груз с ваших плеч.
Безопасно ли разбирать старую микроволновую печь?
Нет, просто разбирать микроволновку небезопасно.
Хотя микроволновые печи могут показаться обычным прибором, они потребляют много электроэнергии, большая часть которой удерживается в высоковольтном конденсаторе. Это может удерживать электричество до нескольких дней и нанести смертельный удар током, если его не разрядить должным образом.
Тогда можно с уверенностью сказать, что микроволновые печи не безопасно разбирать! Это не значит, что вы не можете этого сделать. Просто не забудьте отключить микроволновую печь и безопасно разрядить конденсатор. Пожалуйста, не пытайтесь делать это, если вы не уверены в том, что делаете.
Еще одна вещь, на которую стоит обратить внимание, это магнетрон. Магнетрон — это устройство, которое генерирует электромагнитные волны, необходимые для приготовления пищи. Когда он остается нетронутым, с ним безопасно обращаться. Однако, если его разобрать, магнетрон может выделить несколько веществ, которые опасно вдыхать. Оставьте магнетрон в целости для вашей же безопасности.
Все это говорит о том, что ничто не мешает правильно утилизировать микроволновую печь описанными выше способами.
Есть ли запчасти для микроволновых печей, которые стоит продать?
В зависимости от модели вашей микроволновой печи в ней могут быть детали, которые стоит продать. Стоимость лома вашей микроволновки, скорее всего, невелика. Однако отдельные детали могут иметь ценность для людей, которые хотят отремонтировать свои устройства.
Если вы сдаете в лом относительно дорогую микроволновую печь, многие детали будут иметь стоимость замены. К этим частям относятся:
Рабочие магнетроны
Вентиляторы
Конденсаторы
Клавиатуры
Лотки для поворотных столов
Магазин по ремонту бытовой техники, пожалуй, самое простое место для продажи этих деталей, потому что они регулярно ремонтируют микроволновые печи.
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
Оптимизируется расход присадочного материала.
Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.
Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.
Как работают флюсы
Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
Электрод вводится в зону сварки, происходит поджиг дуги.
Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
При этом металлом заполняются все стыки, независимо от состояния кромок.
Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
низкий расход,
возможность многократного использования,
высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой
АНК-35
Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А
АН-8
Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой.
АНК-46
Сварка низкоуглеродистых и низколегированных сталей
АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ
Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей
АНК-30, АНК-47
Сварка швов высокой хладостойкости
АН-22
Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей
АНК-45
Сварка высоколегированных сталей
АН-26С, АН-26П, АН-26СП
Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей
АНК-40, АНК-18, АНК-19
Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А;
АН-17М, АН-43 и АН-47
Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности
АНК-3
В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
на кромки соединяемых деталей;
напрямую в сварную ванну;
на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
Сварочный флюс: описание, назначение и классификация
В зоне сварки всегда присутствует высокая температура, которая способствует увеличению скорости окислительных реакций с образованием большого количества оксидов. Оксиды ухудшают качественные показатели шва настолько, что делают процесс сварки невозможным. Для недопущения попадания кислорода в сварочную ванну применяют несколько методов, одним из которых является сварка под слоем флюса.
1 / 1
Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.
Классификация флюсов для сварки
Для удобства подбора флюсов при различных технологиях сварки их классифицируют. Существуют различные системы классификации, но, в основном, общепринятыми считаются классификации по составу химических элементов, способу, которым они были изготовлены, их назначением и физическим свойствам.
По составу химических элементов, делят на:
Марганце-силикатные;
Кальций-силикатные;
Алюминатно-основные;
Флюоритно-основные;
Алюминатно-рутиловые;
Другие типы.
Отличаются флюсы и по активности взаимодействия с основным и присадочным металлами. Пассивные флюсы только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие флюсы — это категория флюсов, производимая путем плавления, которые легируют свариваемые материалы небольшим количеством кремния, марганца, и другими элементами. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства.
По физическому состоянию
По физическому состоянию флюсы классифицируются следующим образом:
порошкообразные;
стекловидные;
кристаллические.
Порошкообразные сварочный флюс представляет собой гранулы белого или светло-коричневого цвета. Встречаются гранулы круглой или овальной формы. При использовании такого флюса необходимо учитывать их малую плотность и насыпать более толстым слоем. Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Стекловидными назвали флюсы за прозрачность, что напоминает стеклянные шарики. Они бывают совершенно бесцветными или окрашенными в цвета от синего до черного. Имеют высокую плотность и качественно укрывают место сварки. Их объёмная масса 1,4 – 1,8 кг, дм3.
Несколько иначе выглядят кристаллические виды. Их окраска во многом повторяет цвета пемзовидного флюса, но зерна имеют кристаллическое строение.
По способу изготовления
По типу производства различают несколько видов флюсов:
Плавленные. Такие флюса изготавливают из минеральных руд путем плавления в пламенных или электропечах с последующим гранулированием, фракционированием и прокаливанием.
Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Керамические. Первые получают путем смешивания сухих компонентов. Далее подготовленную смесь минералов и ферросплавов замешивают на жидком стекле, сушат, прокаливают и фракционируют. Преимущества такого вида флюса: низкий расход, возможность повторного использования (в системах рециркуляции), высокое качество получаемого шва.
По назначению
Флюсы классифицируются в зависимости от того, какие металлы свариваются с их помощью:
низкоуглеродистые стали;
низколегированные стали;
высоколегированные стали;
цветные металлы и сплавы.
Также, они классифицируются по виду сварки: электродуговой, газовой, электрошлаковой, неплавящимися электродами. Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
иметь температуру плавления ниже, чем у свариваемых металлов;
хорошо растекаться и не выделять ядовитых веществ;
образовывать легкоотделимые шлаки;
быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Что делает флюс в сварке? Руководство для начинающих 2022
Последнее обновление
Если вы когда-либо возились со сварочным аппаратом MIG, вы знаете, что он может производить качественные и чистые сварные швы. Однако не вся сварка бывает такой чистой. Процессы Stick и FCAW производят много дыма и пыли. Но почему? При сварке электродом и порошковой проволокой используется флюс.
Итак, что делает флюс при сварке? Если можно получить хороший шов без флюса, зачем вообще его использовать? Не все процессы сварки подходят для каждого применения. Бывают случаи, когда MIG будет идеальным выбором из-за его простоты и чистоты. Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG.
Что такое Flux?
Словарь Merriam-Webster определяет поток как «непрерывный поток». Другое определение гласит, что это «вещество, используемое для ускорения синтеза» и «скорость переноса жидкости, частиц или энергии через заданную поверхность». Таким образом, речь идет о течении, а в данном случае о переносе присадочного металла через дугу в расплавленную сварочную ванну. Флюсы используются, чтобы помочь потоку.
Флюсы изготавливаются из комбинации органических и неорганических материалов, включая, помимо прочего, хлорид аммония, смоляные кислоты, хлорид цинка, соляную кислоту и буру. Но многие флюсы также содержат легированный металлический порошок, помогающий сварным швам приобретать определенные механические свойства, такие как твердость, предел прочности при растяжении и т. д.
Флюсы обычно покрывают стержневые электроды и находятся в сердцевине трубчатой порошковой проволоки. Для стержневых электродов стержень из присадочного металла погружается в расплавленный флюс, который затем затвердевает.
Как работает сварка под флюсом?
Поскольку флюс наносится на стержневой электрод или присадочную проволоку электрода FCAW, он наносится одновременно с присадочным металлом.
При зажигании дуги тепло начинает плавить основной металл и электрод. По мере наплавки присадочного металла флюс также попадает в сварочную ванну. Для процессов Stick и FCAW он обеспечивает гораздо большую стабильность дуги, чем сварка без флюса. Сварка без флюса, иногда даже с MIG, может быть с брызгами и грязной сваркой. Флюс помогает «потоку» расплавленного металла оставаться в том месте, где этого хочет сварщик.
Флюс, который в основном состоит из неметаллических материалов, не вплавляется должным образом в сварной шов. Вместо этого значительная его часть испаряется, создавая атмосферу, защищающую сварной шов. Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
Но это еще не все. Флюс попадает в сварочную ванну, да. Большая часть газа уходит, но не вся. Остаток не может оставаться в сварном шве. Это может привести к серьезным дефектам, один из которых называется «шлаковыми включениями». Шлак возникает в результате всплытия оставшегося флюса в сварочной ванне наверх. Это не случайно; это по дизайну. Шлак обеспечивает дополнительную защиту сварного шва, пока он еще находится в расплавленном состоянии. При правильной сварке флюс будет всплывать наверх, образуя шлак, который можно легко отколоть шлаковым молотком.
При каких видах сварки используется флюс?
Стержень (SMAW)
Стержневые электроды покрыты флюсом. Этот процесс называется дуговой сваркой с защитным металлом, поскольку флюс «защищает» сварной шов от атмосферных газов. Он используется в трансформаторе постоянного тока, в котором используется стержневой электрододержатель, обычно называемый жалом.
Изображение предоставлено: Prowelder87, Wikimedia Commons
Дуговая сварка порошковой проволокой (FCAW)
Этот процесс сварки под флюсом является разновидностью сварки проволокой MIG. Разница в том, что эта проволока содержит флюс, тогда как то, что мы обычно называем MIG, является сплошной проволокой. Сварка порошковой проволокой может быть полностью защищена флюсом (самозащита) или также может использоваться защитный газ для дополнительного покрытия (двойной экран), хотя проволоки разные.
Дуговая сварка под флюсом (SAW)
Автоматизированный процесс сварки под флюсом, в котором используется сплошная проволока, SAW обычно используется там, где имеются особо важные сварные швы, требующие рентгеновского или ультразвукового контроля. Разница между этим процессом и более распространенными методами Stick и FCAW заключается в том, что флюс не является частью электрода. Также дуга полностью «погружается» под легкоплавкий гранулированный флюс, который подается в зону сварки бункером на автомате. Этот флюс, хотя и легкоплавкий, также образует шлак.
Подробнее: Что такое дуговая сварка под флюсом и как она работает?
Часто задаваемые вопросы (FAQ)
Надежна ли сварка под флюсом?
Поскольку процессы сварки с использованием флюса используются для сварки более толстых материалов, они обязательно становятся прочнее. Stick и FCAW используются для сварки конструкционной стали и имеют гораздо большее проникновение, чем стандартная сварка MIG.
Легко ли сваривать порошковой проволокой?
Хотя ни один процесс сварки не является технически простым, он может быть одним из самых быстрых в освоении процессов, особенно по сравнению со сваркой труб методом TIG или дуговой сваркой.
Можно ли использовать сварку под флюсом в помещении?
Несмотря на то, что Stick и FCAW можно сваривать снаружи, вы, безусловно, можете использовать их внутри помещений. Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными.
Заключение
В конце концов, у всего этого дыма и пыли есть цель. Просто убедитесь, что вы не вдыхаете все это. Поместите вентилятор близко (не слишком близко, иначе вы сдуете газовый щит) к тому месту, где вы свариваете флюс. Наконец, всегда удаляйте весь шлак со сварных швов!
Можно ли использовать сварку под флюсом в помещении?
Заключение
Порошковая сварочная проволока для нержавеющей стали
34 изделия
Порошковая сварочная проволока для нержавеющей стали служит присадочным металлом для сварки нержавеющей стали и других совместимых металлов. Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной).
Порошковая сварочная проволока для нержавеющей стали служит присадочным металлом для сварки нержавеющей стали и других совместимых металлов. Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной).
E308 Порошковая сварочная проволока
E309 СВОДИСКИЙ СВОЙДКИЙ СВОЙДКИ
E316 Flux Coverding Wread
GAS-Shielded-All Plosd
E308LERT1-11-15
E308LERT1-11-15936
E308LE1014SRED
E308LERT11-15936
.
Gas-Shielded – All Position E308LT1-1/4, sorted by Wire Diameter, custom
Loading…
Loading…
Loading…
Loading…
Gas-Shielded – Flat & Horizontal Only
E308LT0-1/ 4
E308 СВОРКА СВОРКИ СВОРИ
Loading. ..
Loading…
Self-Shielded – Flat & Horizontal Only
E308LFC-O
E308 Flux-Cored Welding Wire Self-Shielded – Flat & Horizontal Only E308LFC-O, sorted by Wire Diameter, custom
Загрузка …
Загрузка …
GAS-щит-все положение
E309LT1-1/4
E309LT1-1/4
E309LT1-1/4
77777676769666966696766767666666666666666666. All Position E309LT1-1/4, sorted by Wire Diameter, custom
 Для многих предприятий и физических лиц, у которых скопилось определенное количество металлолома, сдача отходов – это возможность заработать, при этом избавив себя от потенциально опасного металла, который может со временем разлагаться, отравляя почву и грунтовые воды. Но не все новички знают, где можно найти бронзу для сдачи в пункт приема, поэтому мы решили рассказать об основных источниках этого ценного сплава.
Для многих предприятий и физических лиц, у которых скопилось определенное количество металлолома, сдача отходов – это возможность заработать, при этом избавив себя от потенциально опасного металла, который может со временем разлагаться, отравляя почву и грунтовые воды. Но не все новички знают, где можно найти бронзу для сдачи в пункт приема, поэтому мы решили рассказать об основных источниках этого ценного сплава. В частности, благодаря возможности переносить значительные механические нагрузки и воздействие агрессивных веществ, бронза используется для изготовления вкладышей подшипников, различных элементов, которые в процессе эксплуатации будут подвергаться длительному воздействию влаги.
В частности, благодаря возможности переносить значительные механические нагрузки и воздействие агрессивных веществ, бронза используется для изготовления вкладышей подшипников, различных элементов, которые в процессе эксплуатации будут подвергаться длительному воздействию влаги.

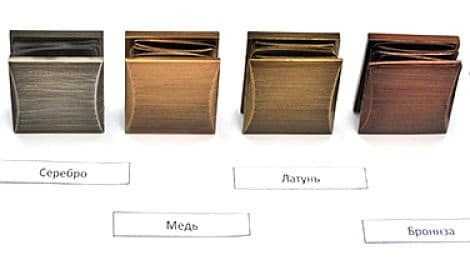
 В частности, ее часто путают с латунью. Поэтому чтобы не стать жертвой обмана или напрасных ожиданий, рекомендуется заранее определить тип того лома, который у вас в наличии.
В частности, ее часто путают с латунью. Поэтому чтобы не стать жертвой обмана или напрасных ожиданий, рекомендуется заранее определить тип того лома, который у вас в наличии. Нужно избавиться от неметаллических включений, убрать все загрязнения. Нужно провести хотя бы минимальную сортировку, отделив разные типы металлолома друг от друга.
Нужно избавиться от неметаллических включений, убрать все загрязнения. Нужно провести хотя бы минимальную сортировку, отделив разные типы металлолома друг от друга. Давайте же выясним, как отличить бронзу от латуни в домашних условиях.
Давайте же выясним, как отличить бронзу от латуни в домашних условиях. Но вместо легирующего состава в виде олова здесь в сочетании с медью используют цинк. Иногда в сплав добавляют свинец, железо, никель, марганец, прочие элементы.
Но вместо легирующего состава в виде олова здесь в сочетании с медью используют цинк. Иногда в сплав добавляют свинец, железо, никель, марганец, прочие элементы. В свою очередь, бронзу производят благодаря сплавлению меди с оловом.
В свою очередь, бронзу производят благодаря сплавлению меди с оловом. Поэтому отличить изделия из отдельных сплавов можно, взвесив их на ладонях.
Поэтому отличить изделия из отдельных сплавов можно, взвесив их на ладонях. Единственное, что требуется для проведения опыта – нахождение довольно сильного магнита. При его использовании бронза будет слегка подлипать к поверхности. На латунь магнит не окажет никакого воздействия.
Единственное, что требуется для проведения опыта – нахождение довольно сильного магнита. При его использовании бронза будет слегка подлипать к поверхности. На латунь магнит не окажет никакого воздействия.
 Сравните интересующий вас рисунок с некоторыми авторитетными ссылками на искусство.
Сравните интересующий вас рисунок с некоторыми авторитетными ссылками на искусство. Иногда для изготовления посуды. Иногда как оружие для уничтожения врагов, а иногда для создания скульптур как вида искусства.
Иногда для изготовления посуды. Иногда как оружие для уничтожения врагов, а иногда для создания скульптур как вида искусства.
 Но если цвет слишком черноватый или матовый, вас должно насторожить. Или, если он слишком блестящий, чтобы быть бронзовым, вы должны продолжать уходить.
Но если цвет слишком черноватый или матовый, вас должно насторожить. Или, если он слишком блестящий, чтобы быть бронзовым, вы должны продолжать уходить. Зажгите спичку и поднесите спичку к скульптуре. Если материя отдает и начинает плавиться, можете быть уверены, что это не бронза. Бронза имеет более высокую температуру плавления, и для расплавления металла потребуется гораздо больше тепла, чем небольшой огонь.
Зажгите спичку и поднесите спичку к скульптуре. Если материя отдает и начинает плавиться, можете быть уверены, что это не бронза. Бронза имеет более высокую температуру плавления, и для расплавления металла потребуется гораздо больше тепла, чем небольшой огонь. Бронзовые статуи могут быть достаточно тяжелыми, особенно если они больших размеров.
Бронзовые статуи могут быть достаточно тяжелыми, особенно если они больших размеров.

 Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.


 к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.






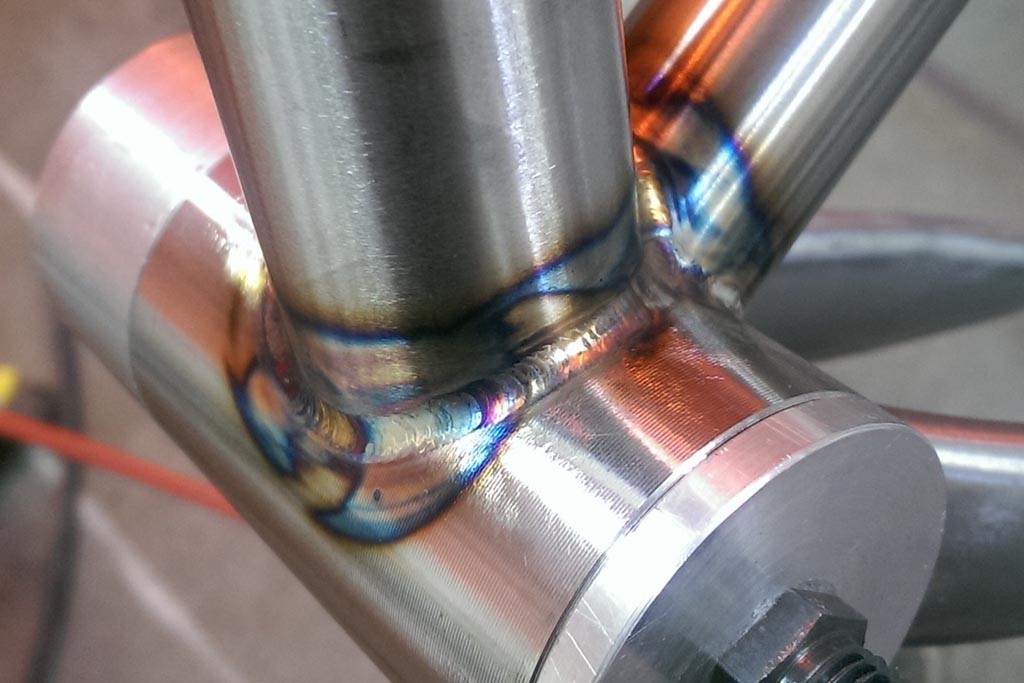

 В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
 Это загрязняет удилище и затрудняет удержание прямой дуги.
Это загрязняет удилище и затрудняет удержание прямой дуги. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.
Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.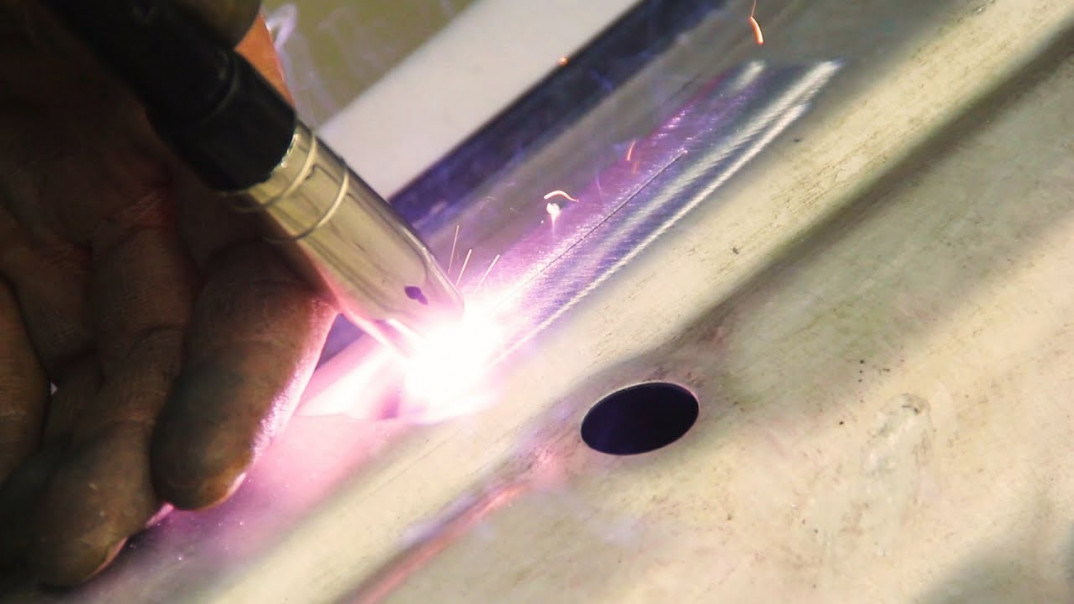 Gerollt,…
Gerollt,… ..
..
 Такой вариант может отличаться мощностью и возможностью перерабатывать определенное количество урожая за раз. У него есть немало достоинств, но главное из них — высокая производительность при отсутствии усилий.
Такой вариант может отличаться мощностью и возможностью перерабатывать определенное количество урожая за раз. У него есть немало достоинств, но главное из них — высокая производительность при отсутствии усилий.
 oktobris, 2022
oktobris, 2022 75 кВт
75 кВт lv
lv В зависимости от типа вина его отделяют от твердых компонентов, а затем подвергают дальнейшей обработке, особенно в производстве белых вин, где прессование обычно является первым этапом. В производстве красных вин это делается только после классического брожения сусла. Если гребни также спрессованы, они выделяют дубильные вещества или дубильные вещества и пигменты (красящие вещества), что может быть весьма желательно в случае винограда с сильным фруктовым вкусом и распространено в красном виноделии, например, с помощью техники углеродной мацерации.
В зависимости от типа вина его отделяют от твердых компонентов, а затем подвергают дальнейшей обработке, особенно в производстве белых вин, где прессование обычно является первым этапом. В производстве красных вин это делается только после классического брожения сусла. Если гребни также спрессованы, они выделяют дубильные вещества или дубильные вещества и пигменты (красящие вещества), что может быть весьма желательно в случае винограда с сильным фруктовым вкусом и распространено в красном виноделии, например, с помощью техники углеродной мацерации. При использовании пневматических прессов нет опасности слишком большого количества танина в сусле. Затем, в зависимости от варианта, виноград (с гребешками или без них) измельчают или измельчают, таким образом разбивая ягоды и облегчая выделение сока.
При использовании пневматических прессов нет опасности слишком большого количества танина в сусле. Затем, в зависимости от варианта, виноград (с гребешками или без них) измельчают или измельчают, таким образом разбивая ягоды и облегчая выделение сока.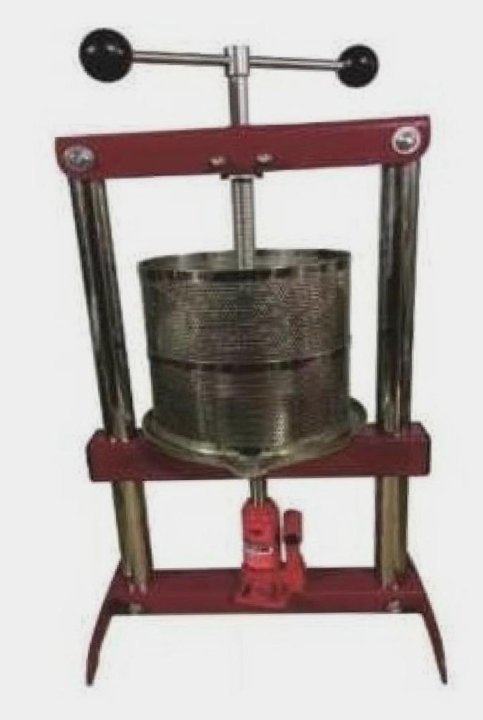
 11.2022 — 06.11.2022
11.2022 — 06.11.2022 11.2022
11.2022 09.2022 — 25.08.2023
09.2022 — 25.08.2023 11.22
11.22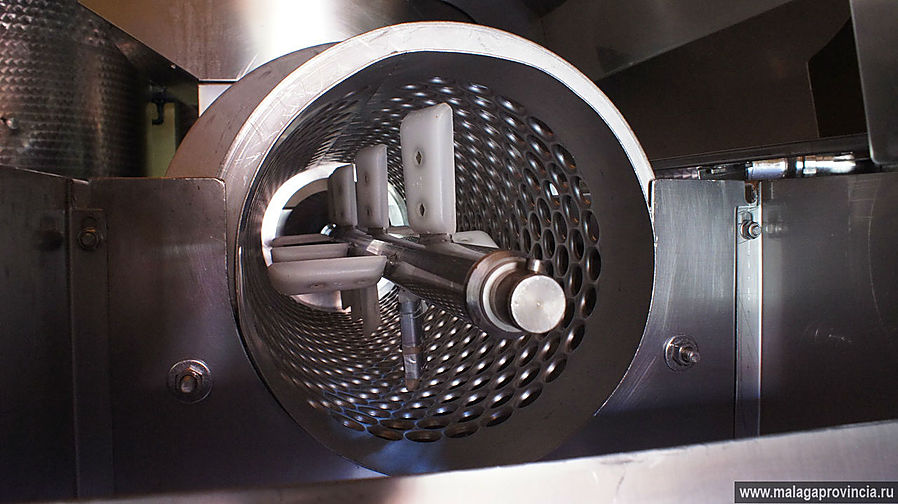 Хотя прессование вина является важным процессом, выбор правильного типа оборудования для прессования не должен быть сложной задачей. Выбор процесса прессования может зависеть от предпочтений винодела и идеальных стандартов качества вина, но иногда производители ограничены бюджетом и объемом производства или наличием оборудования. Здесь мы обсудим некоторые различия между типами прессов и поможем составить руководство, чтобы сделать вывод, какой пресс в конечном итоге лучше всего подходит для вашего вина.
Хотя прессование вина является важным процессом, выбор правильного типа оборудования для прессования не должен быть сложной задачей. Выбор процесса прессования может зависеть от предпочтений винодела и идеальных стандартов качества вина, но иногда производители ограничены бюджетом и объемом производства или наличием оборудования. Здесь мы обсудим некоторые различия между типами прессов и поможем составить руководство, чтобы сделать вывод, какой пресс в конечном итоге лучше всего подходит для вашего вина. Эта зона является наиболее трудной для выделения сока и требует наиболее сильного нажатия из-за прилегания к коже. Таким образом, большее количество сока, которое требуется извлечь из этой области, требует более жесткого прессования и неизбежно включает удаление некоторых компонентов кожи вместе с ним. Эти компоненты кожи содержат нежелательные твердые вещества и фенольные соединения, о которых мы поговорим позже.
Эта зона является наиболее трудной для выделения сока и требует наиболее сильного нажатия из-за прилегания к коже. Таким образом, большее количество сока, которое требуется извлечь из этой области, требует более жесткого прессования и неизбежно включает удаление некоторых компонентов кожи вместе с ним. Эти компоненты кожи содержат нежелательные твердые вещества и фенольные соединения, о которых мы поговорим позже. Большая часть сока из промежуточной зоны поступает в «свободный» сок, или сок, который выделяется за счет естественного дренажа и до начала прессования. Обычно это сок самого высокого качества из партии, который часто выдерживается отдельно от своих прессованных аналогов для вин премиум-класса. Хотя иногда эти отделенные прессованные фракции добавляют обратно в конечную смесь. Именно здесь качество прессованного вина действительно становится важным. Мы обсудим различные типы винных прессов и рассмотрим преимущества каждого из них.
Большая часть сока из промежуточной зоны поступает в «свободный» сок, или сок, который выделяется за счет естественного дренажа и до начала прессования. Обычно это сок самого высокого качества из партии, который часто выдерживается отдельно от своих прессованных аналогов для вин премиум-класса. Хотя иногда эти отделенные прессованные фракции добавляют обратно в конечную смесь. Именно здесь качество прессованного вина действительно становится важным. Мы обсудим различные типы винных прессов и рассмотрим преимущества каждого из них. Это позволяет высвобождать новые пути сока до начала следующего этапа прессования. Непрерывное прессование состоит из (как вы уже догадались) непрерывного процесса, при котором виноград постепенно загружается в пресс, а сок и получаемые выжимки постоянно выбрасываются. Хотя важно отметить множество вариантов оборудования для прессования вина, здесь мы сосредоточимся на различных типах прессов периодического действия, которые наиболее подходят для наших процессов в Gravity Wine House.
Это позволяет высвобождать новые пути сока до начала следующего этапа прессования. Непрерывное прессование состоит из (как вы уже догадались) непрерывного процесса, при котором виноград постепенно загружается в пресс, а сок и получаемые выжимки постоянно выбрасываются. Хотя важно отметить множество вариантов оборудования для прессования вина, здесь мы сосредоточимся на различных типах прессов периодического действия, которые наиболее подходят для наших процессов в Gravity Wine House. Корзина загружается фруктами, а затем сверху прикладывается давление плитой и либо шнеком, либо гидроцилиндрами. Когда пластина оказывает давление, виноград прижимается и уплотняется, а полученный сок вытекает через шиферные стенки и собирается. Хотя этот процесс обычно считался методом «старой школы», учитывая, что он начинался как самая простая конструкция пресса, корзиночный пресс снова появился в течение последних нескольких десятилетий, чтобы снова стать популярным методом прессования.
Корзина загружается фруктами, а затем сверху прикладывается давление плитой и либо шнеком, либо гидроцилиндрами. Когда пластина оказывает давление, виноград прижимается и уплотняется, а полученный сок вытекает через шиферные стенки и собирается. Хотя этот процесс обычно считался методом «старой школы», учитывая, что он начинался как самая простая конструкция пресса, корзиночный пресс снова появился в течение последних нескольких десятилетий, чтобы снова стать популярным методом прессования. Вертикальный корзиночный пресс имеет тенденцию к более мягкому прессованию, без переворачивания виноградного жмыха, поскольку он сжимается пластинами. Кожица и косточки винограда меньше повреждаются, поскольку при извлечении вместе с соком они имеют тенденцию придавать нежелательные органолептические характеристики. Фенолы семян (с низкой молекулярной массой), как правило, имеют более высокое соотношение горечи и терпкости, чем их аналоги из кожуры (фенолы с высокой молекулярной массой). Следовательно, чем сильнее происходит повреждение семян и чем больше экстрагируется фенолов из семян, тем более горьким становится вино, что в конечном итоге создает более резкое ощущение во рту.
Вертикальный корзиночный пресс имеет тенденцию к более мягкому прессованию, без переворачивания виноградного жмыха, поскольку он сжимается пластинами. Кожица и косточки винограда меньше повреждаются, поскольку при извлечении вместе с соком они имеют тенденцию придавать нежелательные органолептические характеристики. Фенолы семян (с низкой молекулярной массой), как правило, имеют более высокое соотношение горечи и терпкости, чем их аналоги из кожуры (фенолы с высокой молекулярной массой). Следовательно, чем сильнее происходит повреждение семян и чем больше экстрагируется фенолов из семян, тем более горьким становится вино, что в конечном итоге создает более резкое ощущение во рту. Урожайность, как правило, ниже при использовании корзиночного пресса, потому что, чтобы избежать получения этих резких и горьких танинов при более сильном прессовании, в целом выделяется меньше сока. Это может быть или не быть критическим фактором, учитывая целевое качество вина. Многие элитные винодельни не будут использовать эти жесткие прессованные фракции, и, таким образом, более низкий выход, но более качественный прессованный сок стоит так называемых «потерь». Еще одним ограничением корзиночного пресса является его производительность. Корзиночные прессы отлично подходят для небольших партий, но они слишком трудоемки и неэффективны для очень больших объемов. Там, где производительность пресса более важна для прессования белого вина, корзиночный пресс не так идеален. Кроме того, характер конструкции корзиночного пресса часто затрудняет прессование крупных ягод и целых гроздей, и он может лучше подходить для одного из других типов прессов.
Урожайность, как правило, ниже при использовании корзиночного пресса, потому что, чтобы избежать получения этих резких и горьких танинов при более сильном прессовании, в целом выделяется меньше сока. Это может быть или не быть критическим фактором, учитывая целевое качество вина. Многие элитные винодельни не будут использовать эти жесткие прессованные фракции, и, таким образом, более низкий выход, но более качественный прессованный сок стоит так называемых «потерь». Еще одним ограничением корзиночного пресса является его производительность. Корзиночные прессы отлично подходят для небольших партий, но они слишком трудоемки и неэффективны для очень больших объемов. Там, где производительность пресса более важна для прессования белого вина, корзиночный пресс не так идеален. Кроме того, характер конструкции корзиночного пресса часто затрудняет прессование крупных ягод и целых гроздей, и он может лучше подходить для одного из других типов прессов. Представленный в 1950-х годах, его основной принцип конструкции заключается в том, что резиновая камера помещается внутри закрытого горизонтального барабана с дренажными каналами. Плод загружается в барабан, и по мере его вращения вокруг своей оси давление воздуха расширяет камеру.
Представленный в 1950-х годах, его основной принцип конструкции заключается в том, что резиновая камера помещается внутри закрытого горизонтального барабана с дренажными каналами. Плод загружается в барабан, и по мере его вращения вокруг своей оси давление воздуха расширяет камеру. Эта конструкция пресса также допускает прерывистое вращение пресса во время наполнения, что приводит к очень эффективному сливу вытекающего сока еще до начала прессования. В дополнение к более высокой заполняющей способности пневматические прессы, как правило, дают более высокую производительность, чем корзиночные прессы. Однако более высокие выходы могут также свидетельствовать о более жестком прессовании, большем количестве твердых веществ и, в конечном счете, о более жестких фракциях прессования. Если количество и эффективность желательны, а не качество, пневматические баллонные прессы — это то, что вам нужно.
Эта конструкция пресса также допускает прерывистое вращение пресса во время наполнения, что приводит к очень эффективному сливу вытекающего сока еще до начала прессования. В дополнение к более высокой заполняющей способности пневматические прессы, как правило, дают более высокую производительность, чем корзиночные прессы. Однако более высокие выходы могут также свидетельствовать о более жестком прессовании, большем количестве твердых веществ и, в конечном счете, о более жестких фракциях прессования. Если количество и эффективность желательны, а не качество, пневматические баллонные прессы — это то, что вам нужно. Когда пластины оказывают давление на середину, жмых уплотняется и позволяет стекать соку через рифленый барабан. Преимущество горизонтального шнекового пресса по сравнению с вертикальным корзиночным прессом заключается в том, что он, как правило, может работать с большими объемами. Однако винтовые прессы часто уступают место пневматическим баллонным прессам. Хотя кажется, что они могут производить сок одинакового качества и выхода, ранее отмеченные преимущества пневматического пресса, как правило, перевешивают аналогичные характеристики винтового пресса.
Когда пластины оказывают давление на середину, жмых уплотняется и позволяет стекать соку через рифленый барабан. Преимущество горизонтального шнекового пресса по сравнению с вертикальным корзиночным прессом заключается в том, что он, как правило, может работать с большими объемами. Однако винтовые прессы часто уступают место пневматическим баллонным прессам. Хотя кажется, что они могут производить сок одинакового качества и выхода, ранее отмеченные преимущества пневматического пресса, как правило, перевешивают аналогичные характеристики винтового пресса. Фрукты можно бесконечно загружать в машину, поскольку она постоянно прижимает фрукты к стенке устройства для извлечения сока. Шнек перемещается по оставшимся твердым веществам, чтобы они отделялись и выталкивались из нужного прессового сока. Хотя эта конструктивная функция обеспечивает максимальную эффективность, прессование здесь требует большого количества переворачиваний и жесткого прессования, что приводит к значительному извлечению из кожуры и семян. Этот низкокачественный сок может увеличить объем вашего вина, но в некоторых традиционных регионах шнековый пресс непрерывного действия фактически запрещен для получения сока для более дорогих вин.
Фрукты можно бесконечно загружать в машину, поскольку она постоянно прижимает фрукты к стенке устройства для извлечения сока. Шнек перемещается по оставшимся твердым веществам, чтобы они отделялись и выталкивались из нужного прессового сока. Хотя эта конструктивная функция обеспечивает максимальную эффективность, прессование здесь требует большого количества переворачиваний и жесткого прессования, что приводит к значительному извлечению из кожуры и семян. Этот низкокачественный сок может увеличить объем вашего вина, но в некоторых традиционных регионах шнековый пресс непрерывного действия фактически запрещен для получения сока для более дорогих вин.

 п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки.
п. Так же может использоваться для нарезания следующего вида резьб: метрической, дюймовой, модульной, питчевой. Деталь для обработки устанавливается в патроне или специальных центрах. При этом применяются разные свёрла, зенкеры, резцы, плашки, метчики и развёртки.

 Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке.
Он обеспечивает высокую точность останова на жестком упоре. А специальные ограждающие и блокирующие устройства обеспечивают безопасность работы на станке. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Точность обработки будет обеспечена даже в режиме ударных нагрузок. Для ввода данных служат восемь столбцов клавиш одинаковой формы, окрашенных в черный и белый цвета. Внизу каждой колонки находится красная клавиша допуска. Металлические стержни между рядами клавиш являются десятичными маркерами. Три основных стебля находятся в столбце справа от цифровых клавиш. Один очищает всю клавиатуру. Две другие настроены на то, чтобы определить, очищается ли клавиатура после каждого вычисления (по крайней мере, одна из этих клавиш выглядит как замена). Металлический рычаг находится справа от клавиатуры, а металлическая ручка — слева. Рукоятка управления с правой стороны вращается по часовой стрелке для сложения и против часовой стрелки для вычитания.
Для ввода данных служат восемь столбцов клавиш одинаковой формы, окрашенных в черный и белый цвета. Внизу каждой колонки находится красная клавиша допуска. Металлические стержни между рядами клавиш являются десятичными маркерами. Три основных стебля находятся в столбце справа от цифровых клавиш. Один очищает всю клавиатуру. Две другие настроены на то, чтобы определить, очищается ли клавиатура после каждого вычисления (по крайней мере, одна из этих клавиш выглядит как замена). Металлический рычаг находится справа от клавиатуры, а металлическая ручка — слева. Рукоятка управления с правой стороны вращается по часовой стрелке для сложения и против часовой стрелки для вычитания. На двух тонких металлических стержнях между окошками этих регистров нанесены десятичные метки. Рукоятка переключения каретки находится в передней части машины. Ручка для подъема каретки находится справа от регистратора результатов, а рукоятка для обнуления циферблатов на каретке — с правой стороны. Есть четыре резиновые ножки. Звонок звонит, когда результат проходит через ноль (как при сверхделении).
На двух тонких металлических стержнях между окошками этих регистров нанесены десятичные метки. Рукоятка переключения каретки находится в передней части машины. Ручка для подъема каретки находится справа от регистратора результатов, а рукоятка для обнуления циферблатов на каретке — с правой стороны. Есть четыре резиновые ножки. Звонок звонит, когда результат проходит через ноль (как при сверхделении). 9–29–9–33.
9–29–9–33. 0682.05
0682.05
 (Wikimedia Commons/Корпус морской пехоты США)
(Wikimedia Commons/Корпус морской пехоты США)
 бронетехники и вертолетов.
бронетехники и вертолетов.
 Толщина покрытия, в зависимости от назначения, может колебаться от 0,0002 (для декоративного покрытия) до 0,1 мм (для защиты деталей автомашин и велосипедов).
Толщина покрытия, в зависимости от назначения, может колебаться от 0,0002 (для декоративного покрытия) до 0,1 мм (для защиты деталей автомашин и велосипедов).
 Синтетические рубины используются в лазерной технике.
Синтетические рубины используются в лазерной технике.
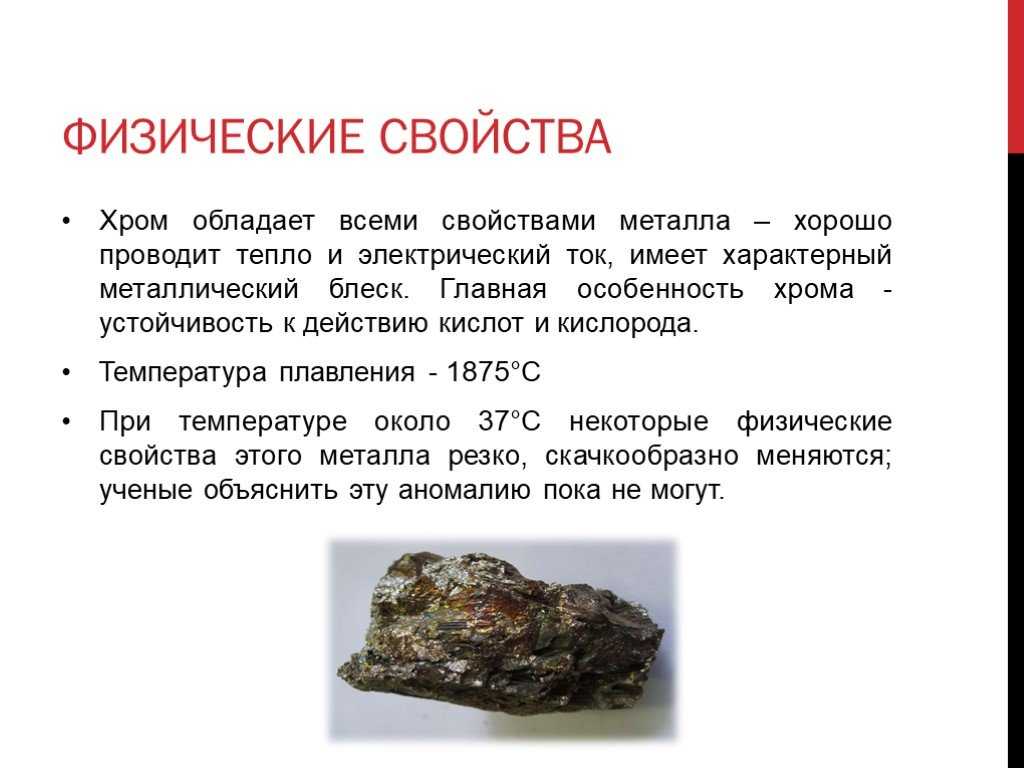
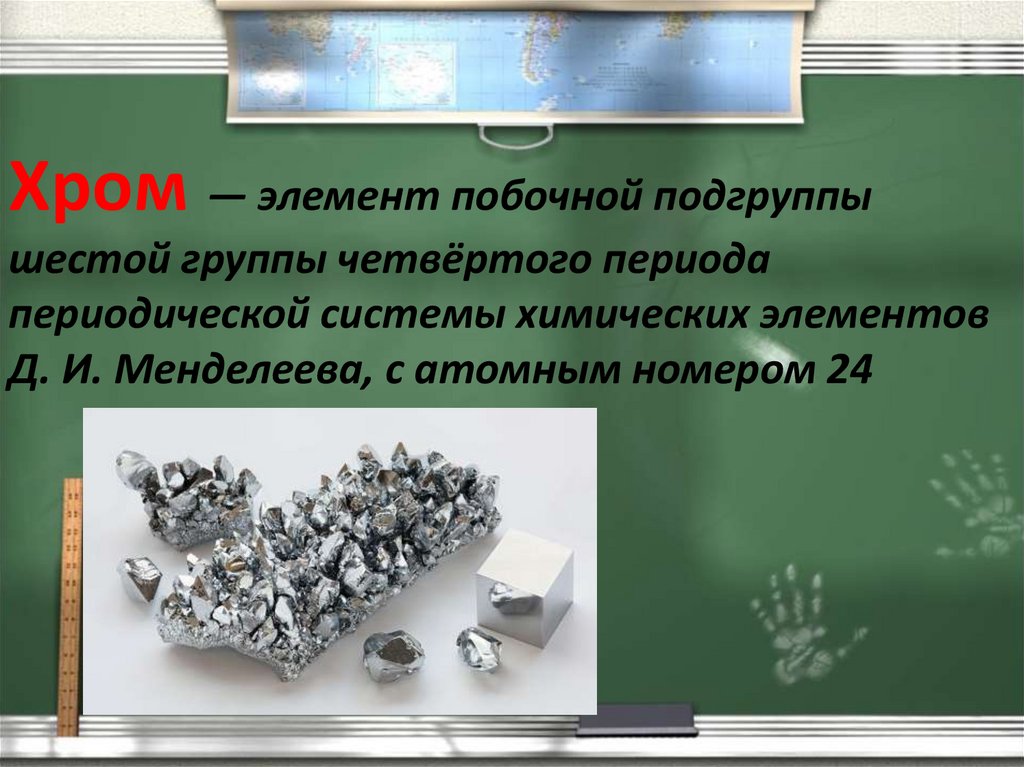

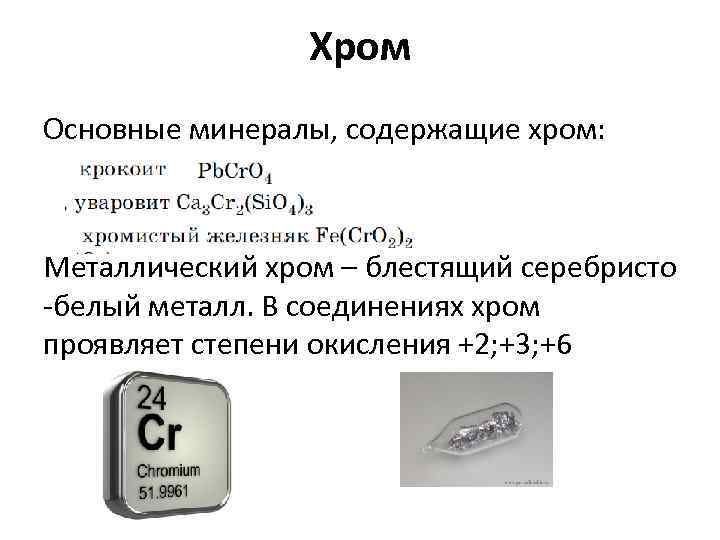

 Недостаточное количество приводит к глюкозе
Недостаточное количество приводит к глюкозе

 Правообладатель иллюстрации iStockphoto / SunChan.
Правообладатель иллюстрации iStockphoto / SunChan. В 2009 г.
В 2009 г. Поскольку они обеспечивают моментальный снимок, отражающий
Поскольку они обеспечивают моментальный снимок, отражающий
 Благодаря своей твердости и устойчивости к коррозии он стал одним из важнейших и незаменимых промышленных металлов и широко используется в быту. В этой статье мы рассмотрим 5 основных использование хрома .
Благодаря своей твердости и устойчивости к коррозии он стал одним из важнейших и незаменимых промышленных металлов и широко используется в быту. В этой статье мы рассмотрим 5 основных использование хрома .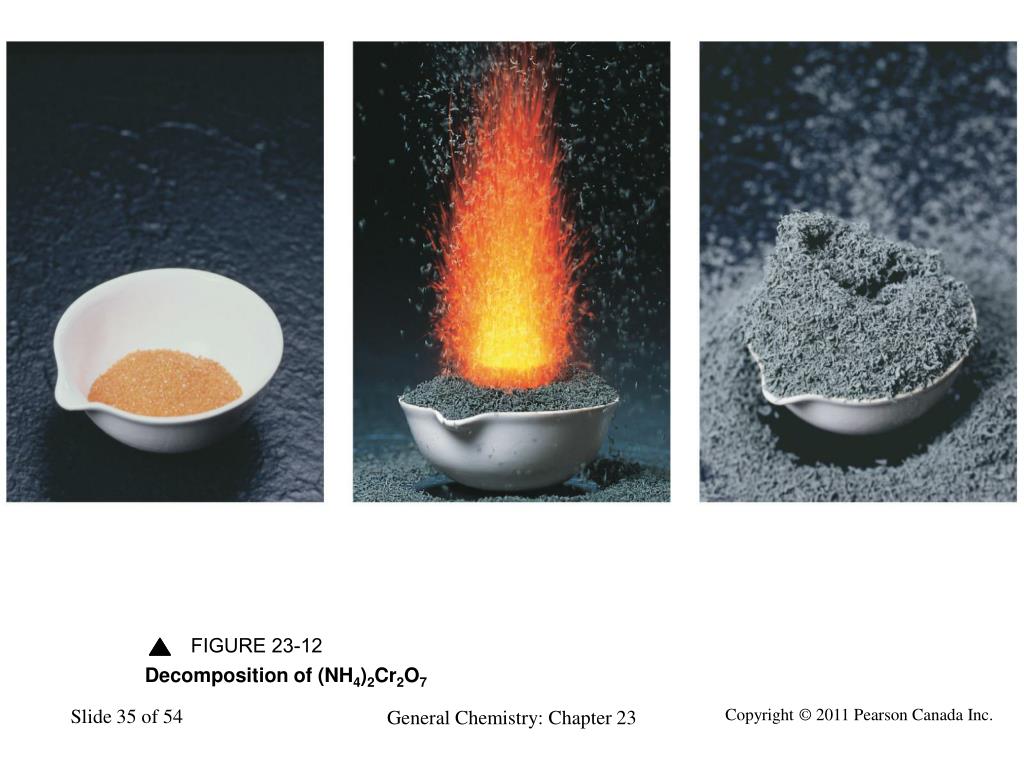 Он в основном используется в гальванике, дублении, печати и окрашивании, медицине, топливе, катализаторах, окислителях, спичках и ингибиторах коррозии металлов.
Он в основном используется в гальванике, дублении, печати и окрашивании, медицине, топливе, катализаторах, окислителях, спичках и ингибиторах коррозии металлов.
 Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
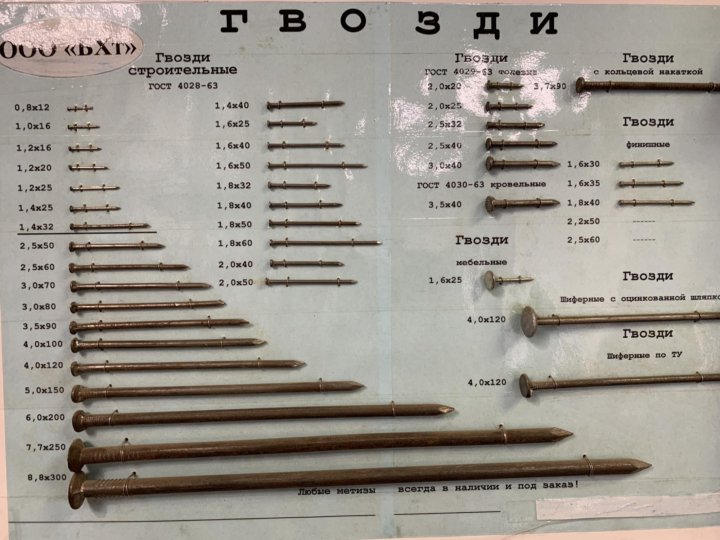 кг
кг Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук.
Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук. кг
кг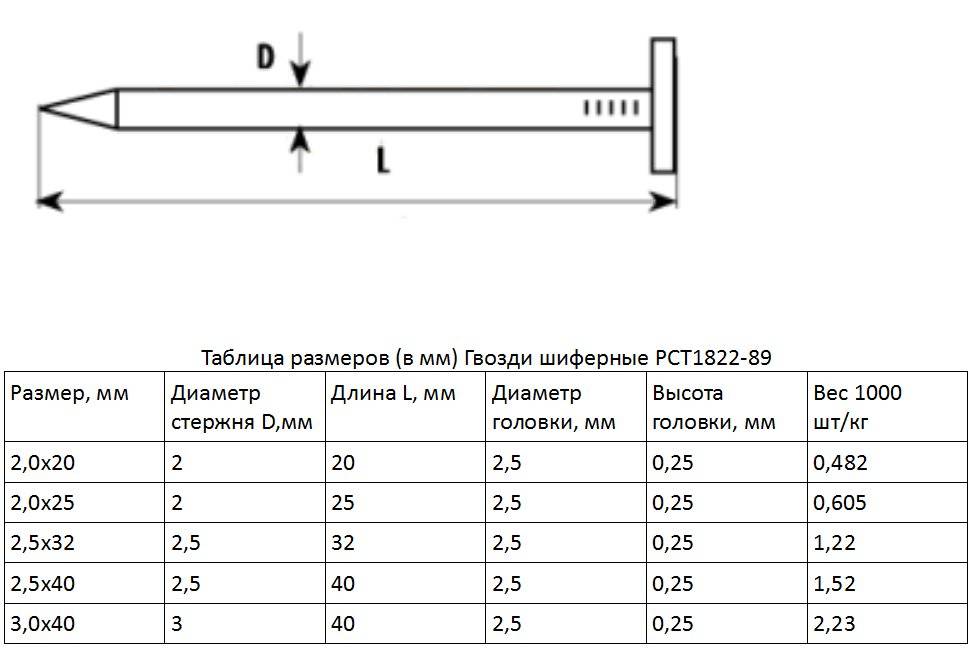 ), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий.
), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий. Также гвозди изготавливают из цветных металлов и сплавов. Процесс изготовления стальных гвоздей заключается в подаче проволоки на гвоздильный станок, затем выбирают необходимую длину гвоздя обрезая его и плотно фиксируют, после делают высадку головки гвоздя.
Также гвозди изготавливают из цветных металлов и сплавов. Процесс изготовления стальных гвоздей заключается в подаче проволоки на гвоздильный станок, затем выбирают необходимую длину гвоздя обрезая его и плотно фиксируют, после делают высадку головки гвоздя.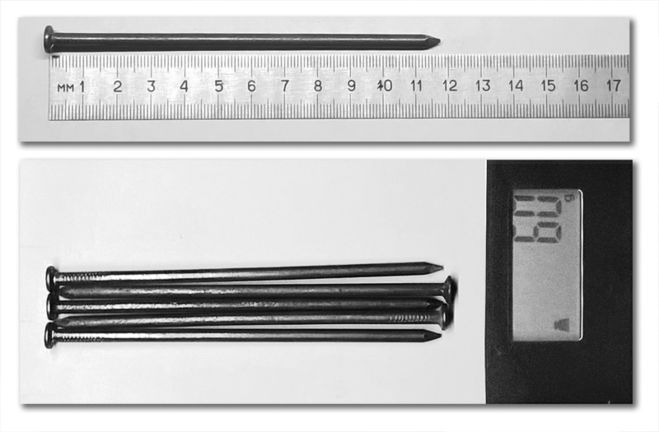 строительных гвоздей ГОСТ 4028-63.
строительных гвоздей ГОСТ 4028-63. Вес 1 гвоздя.
Вес 1 гвоздя.
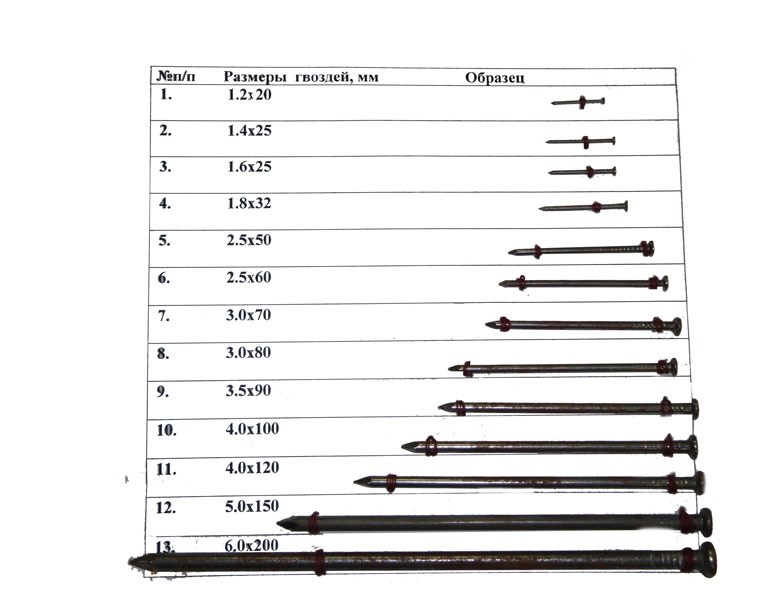 Вес 1 гвоздя.
Вес 1 гвоздя.

 6х 100
6х 100 Канат двойной свивки типа ТК, ЛК-Р.
Канат двойной свивки типа ТК, ЛК-Р.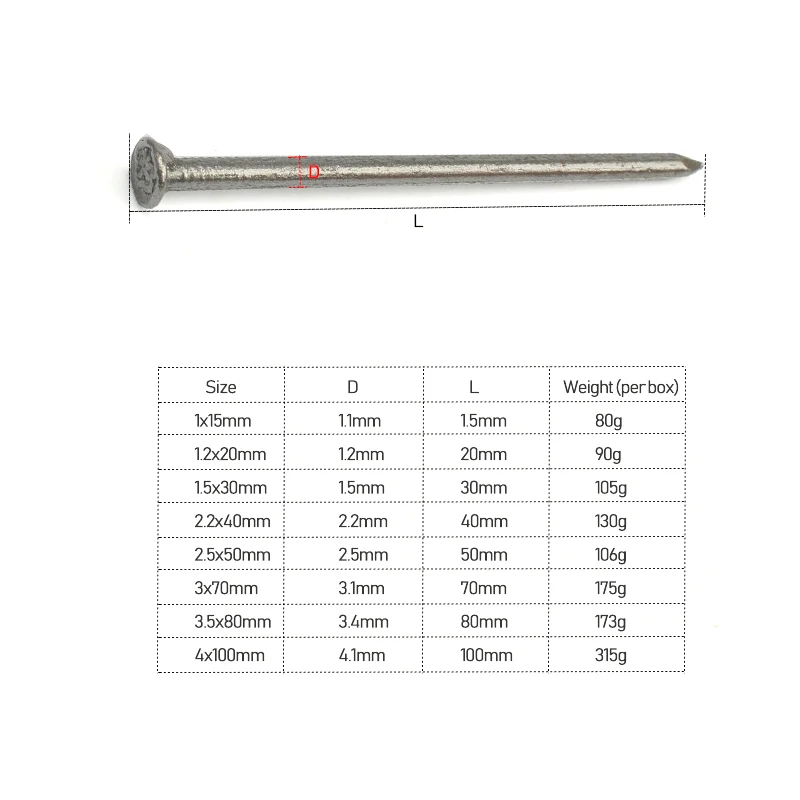
 1
1 2
2 1
1 Бетонные гвозди — один из самых распространенных видов гвоздей, используемых как профессионалами, так и любителями. Бетонные гвозди широко используются для соединения деревянных элементов и конструкций, а также крепления к ним мягких материалов. Структура ногтя имеет круглое сечение и плоскую или коническую головку. Шероховатость перед заглушкой значительно повышает надежность соединения.
Бетонные гвозди — один из самых распространенных видов гвоздей, используемых как профессионалами, так и любителями. Бетонные гвозди широко используются для соединения деревянных элементов и конструкций, а также крепления к ним мягких материалов. Структура ногтя имеет круглое сечение и плоскую или коническую головку. Шероховатость перед заглушкой значительно повышает надежность соединения.
 6d
6d 6d
6d 10
10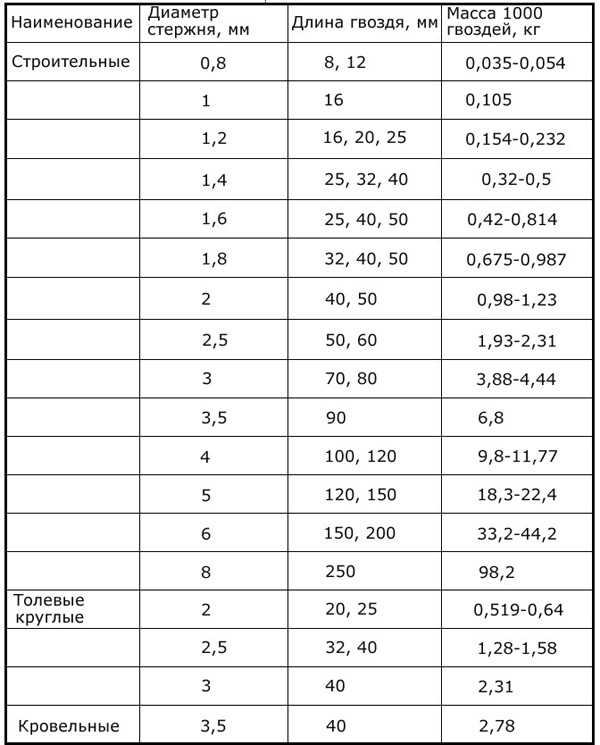
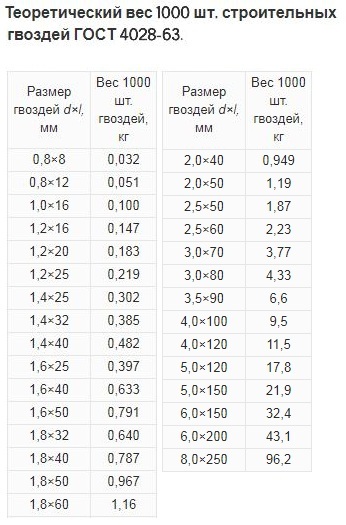 Их также можно использовать для приложений, где важен внешний вид, а не конечный продукт. Из-за отсутствия оцинковки такие гвозди легко подвержены коррозии.
Их также можно использовать для приложений, где важен внешний вид, а не конечный продукт. Из-за отсутствия оцинковки такие гвозди легко подвержены коррозии. 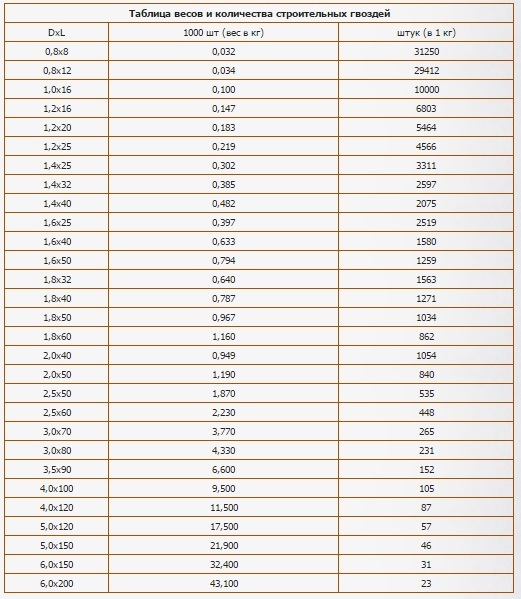 Наша компания предлагает полный спектр гвоздей из нержавеющей стали с кольцевым кольцом, круглой головкой, потерянной головкой и гвоздями. У них всегда очень хороший запас.
Наша компания предлагает полный спектр гвоздей из нержавеющей стали с кольцевым кольцом, круглой головкой, потерянной головкой и гвоздями. У них всегда очень хороший запас. 10
10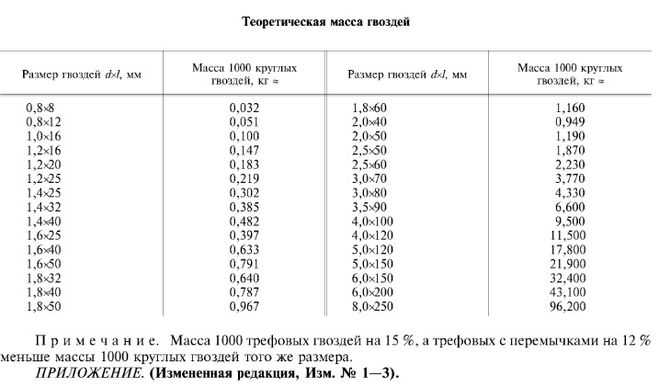
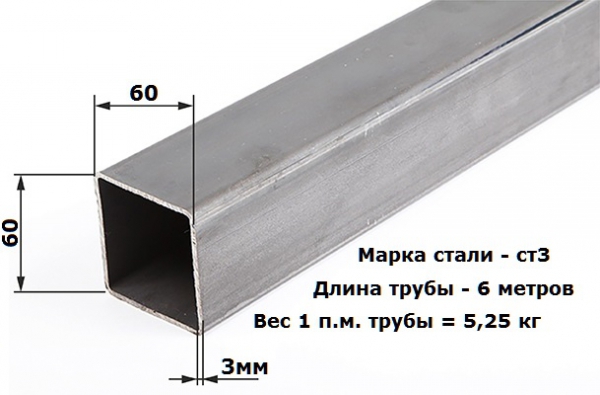
 Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
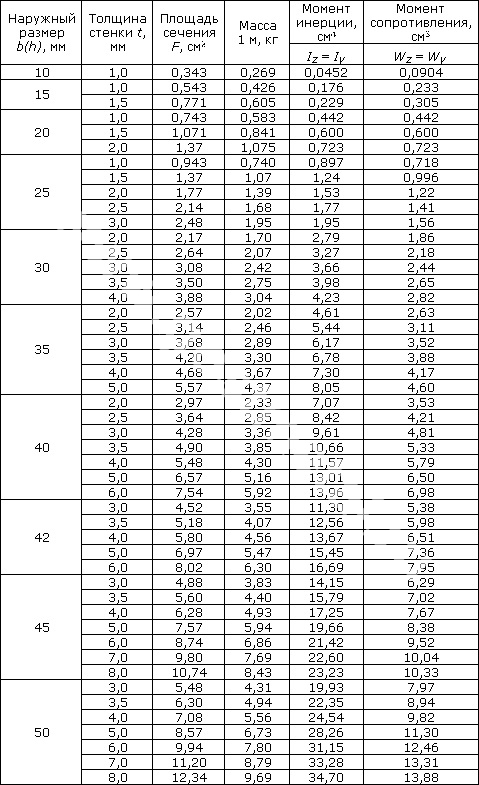
 Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.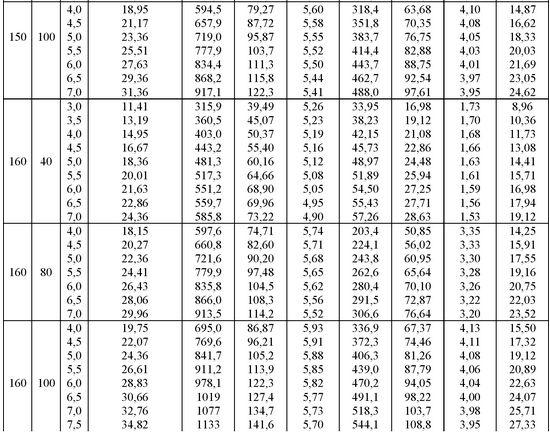
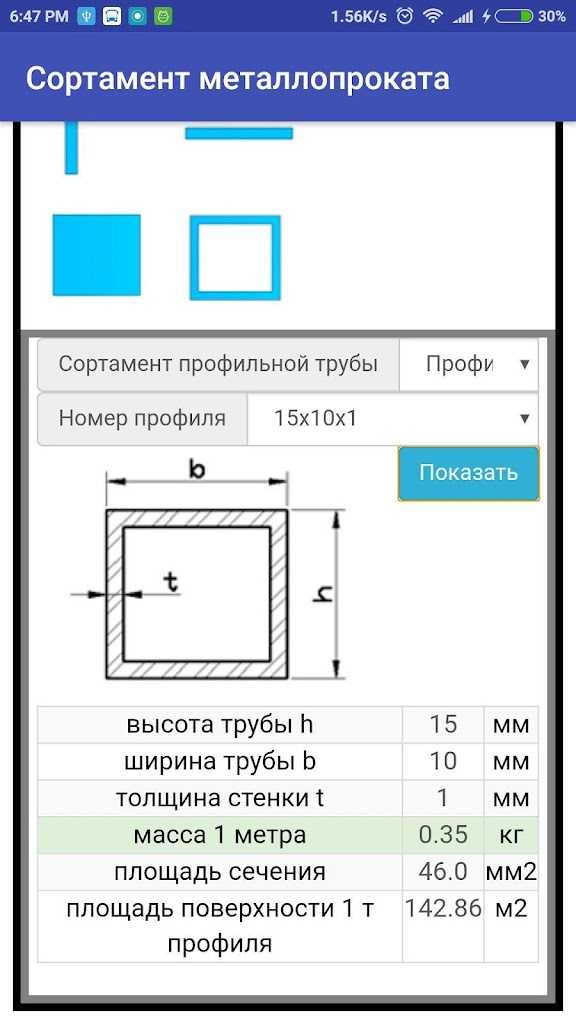 Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.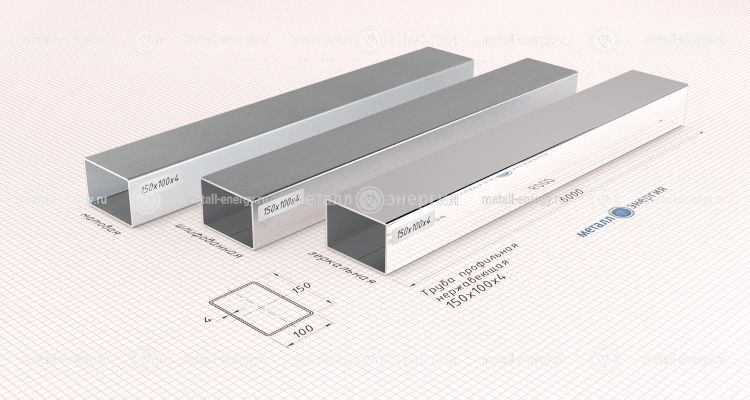
 За счёт этого такие трубы имеют очень высокий спрос.
За счёт этого такие трубы имеют очень высокий спрос.
 4 mm
4 mm  83
83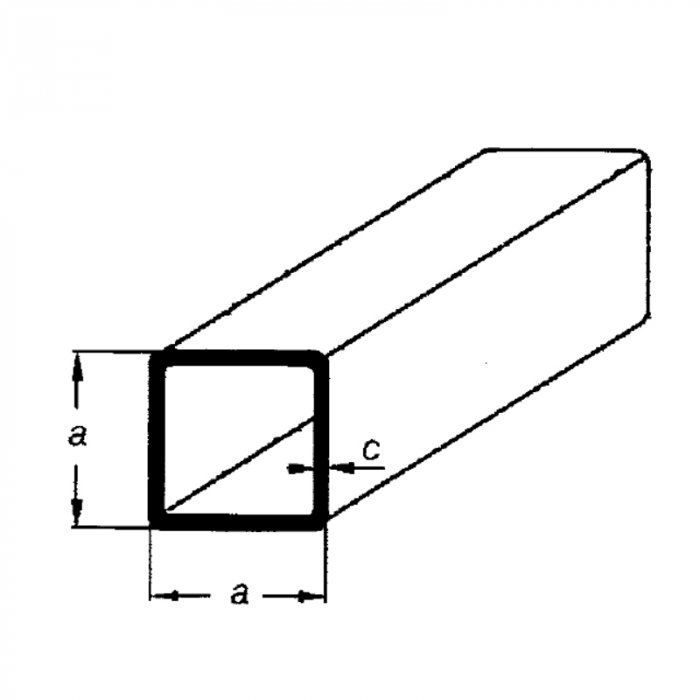 11
11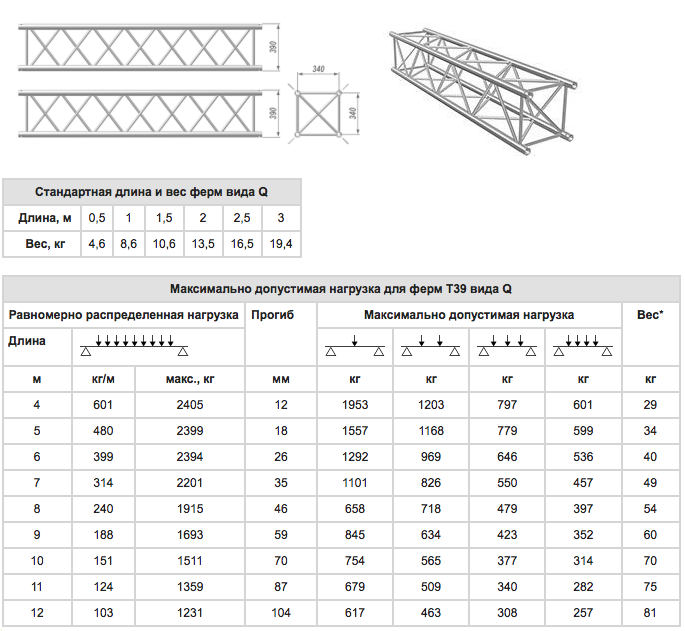 95
95 78
78 01
01 45
45 84
84 25
25 58
58 7
7 8
8 4
4 1
1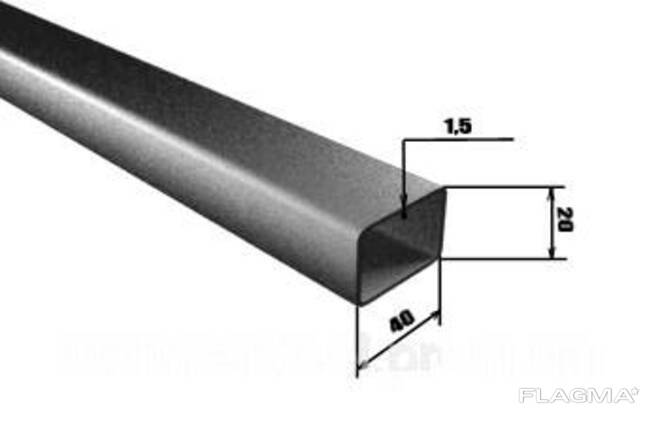 5
5 3
3 2.28
2.28 31
31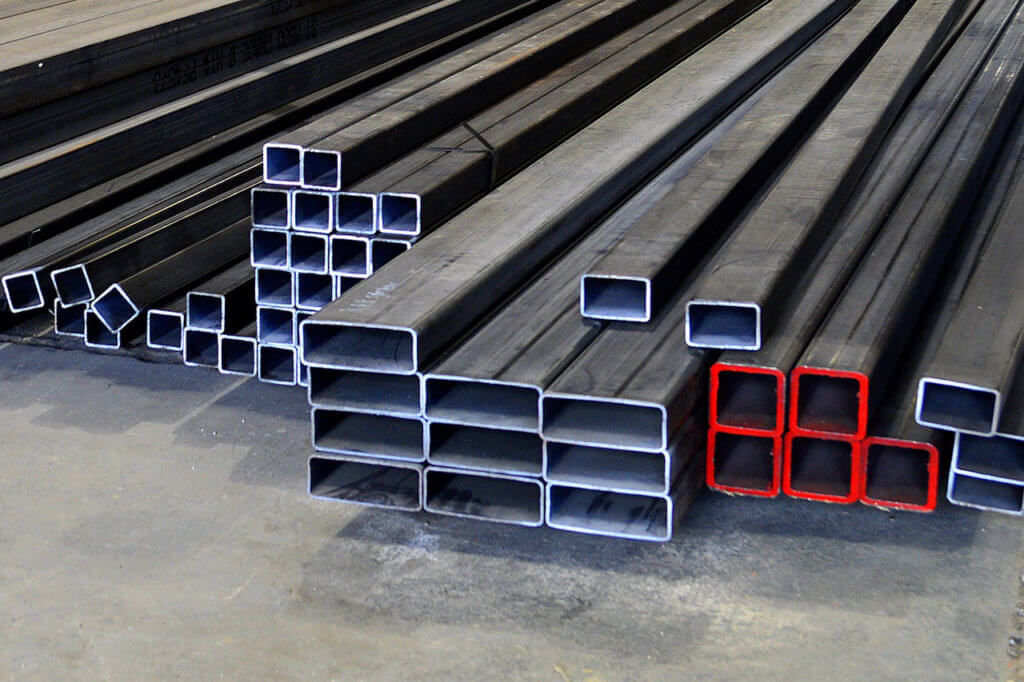 8
8 46
46 5
5 9
9 31
31 21
21 17
17 64
64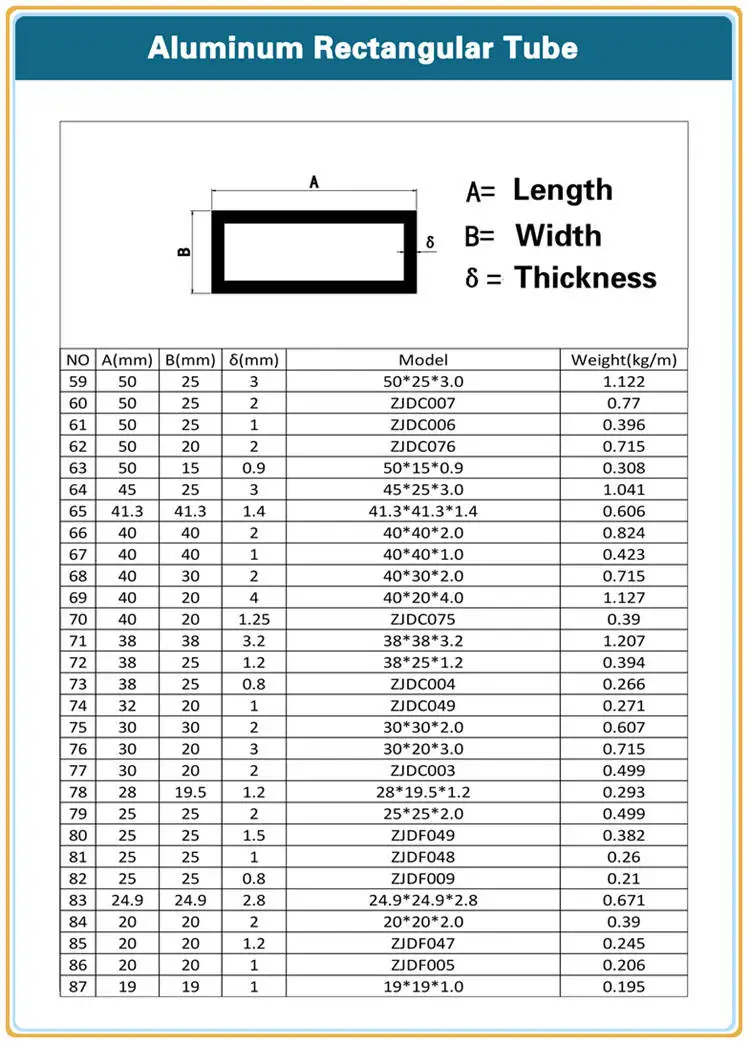 54
54 4
4 174
174

 Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
Также важно, что при антикоррозионной обработке или при декоративной окраске такие профиля проще и экономнее. А типичный недостаток профильной квадратной трубы — подверженность коррозии, поскольку изготовлена она обычно из чёрных недорогих металлов. Есть, конечно, и оцинкованные профиля, но и х цена может вырасти вдвое, а то и втрое в зависимости от толщины слоя антикоррозионной обработки.
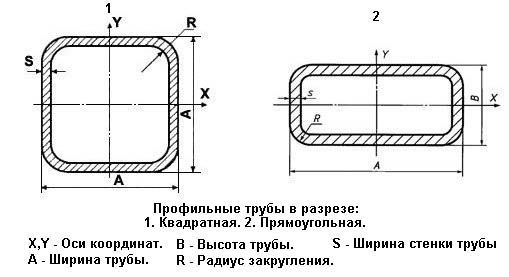
 Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
Для того чтобы крепко зафиксировать крепление следует применить сварочный шов и затем обработать готовую продукцию.
 Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
Зачастую именно такие виды изделий из профильных заготовок используют как строительную арматуру для специальных видов конструкций.
 За счёт этого такие трубы имеют очень высокий спрос.
За счёт этого такие трубы имеют очень высокий спрос.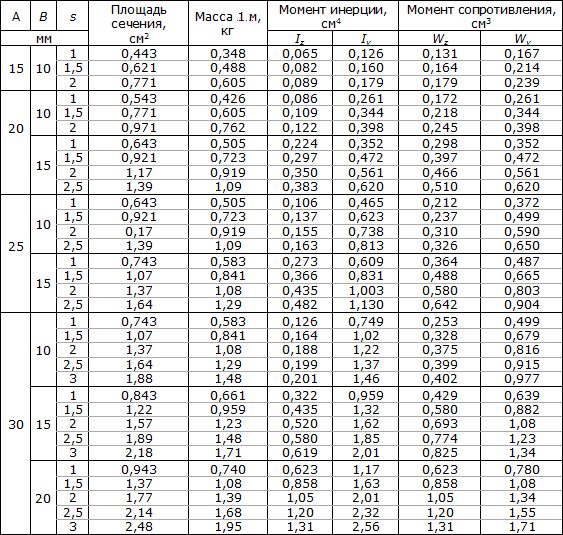
 4 mm
4 mm  83
83 11
11 95
95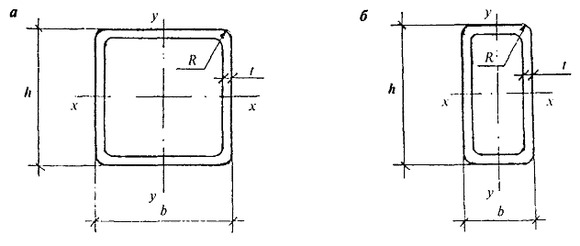 78
78 01
01 45
45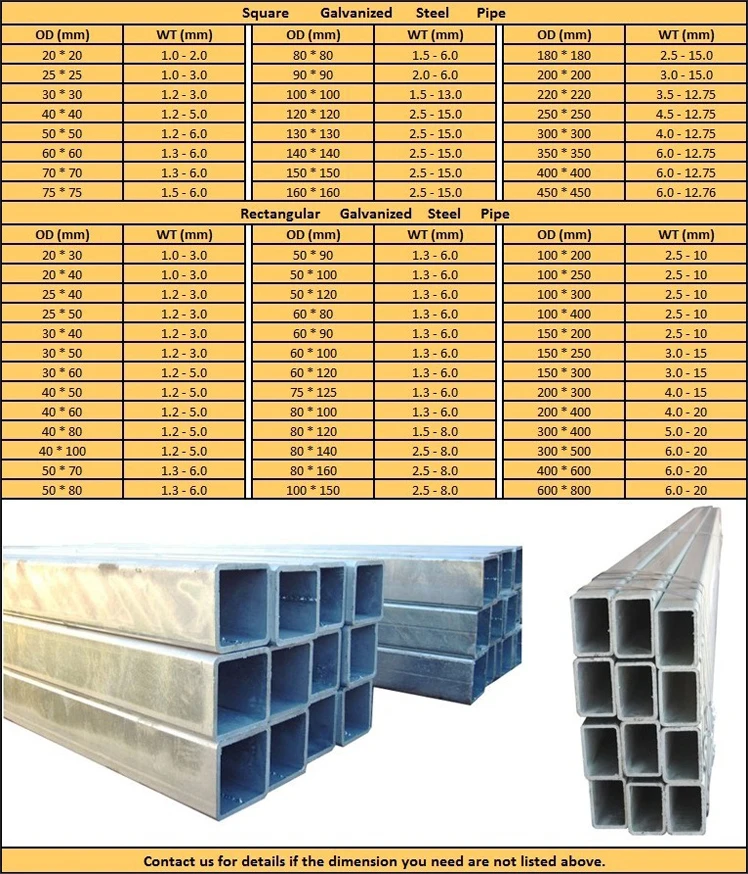 5
5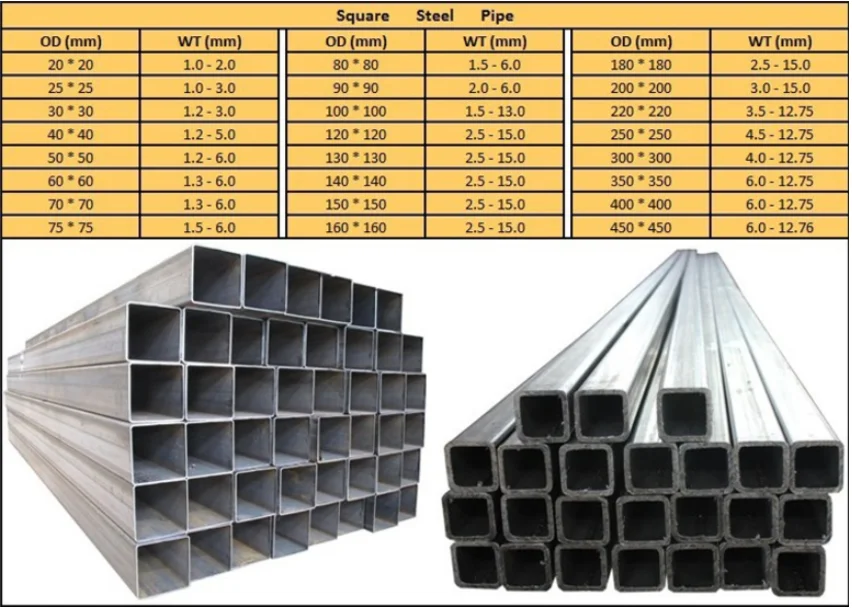 3
3 2.28
2.28 31
31 8
8 46
46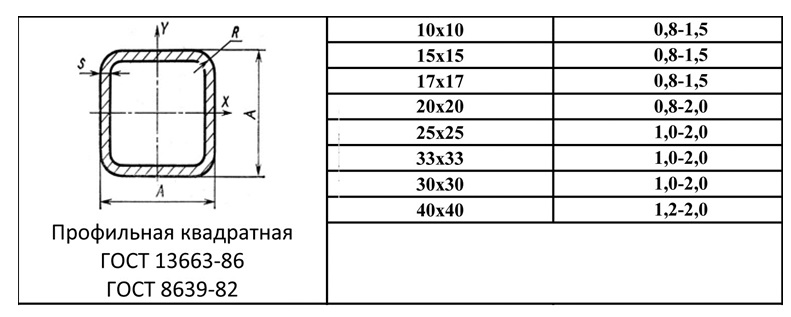 5
5 9
9 31
31 21
21 17
17 64
64 54
54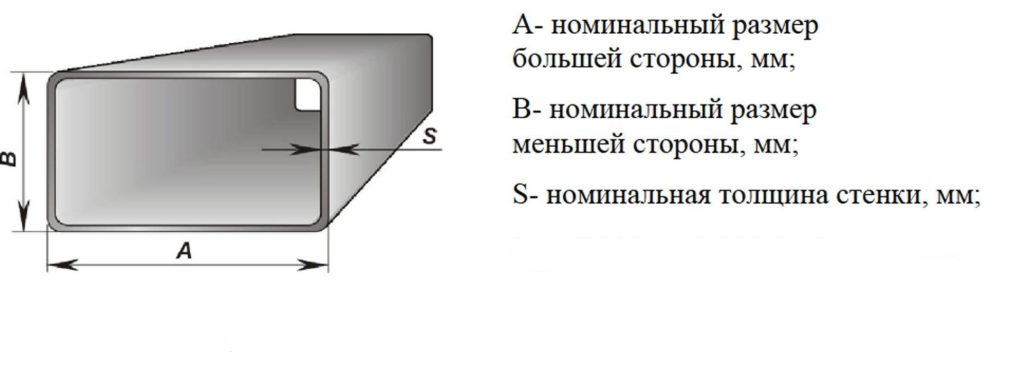 4
4 174
174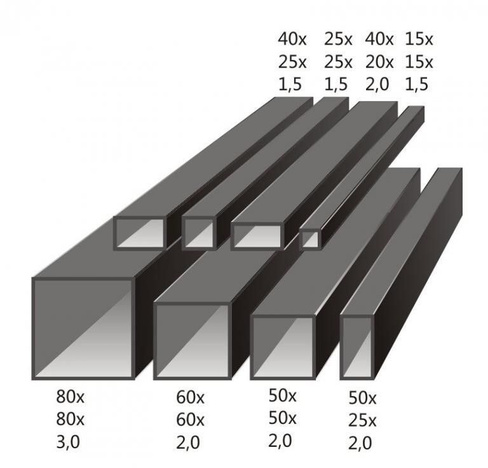



 Для этого демонтируйте заднюю панель, заранее разрядив высоковольтный конденсатор с помощью хорошо изолированного высокоомного проводника. Скрутите трансформатор, магнетрон и электромотор поворотного столика. Все это пригодится в изготовлении других полезных изделий. Не забудьте снять стеклянный диск и его привод из камеры.
Для этого демонтируйте заднюю панель, заранее разрядив высоковольтный конденсатор с помощью хорошо изолированного высокоомного проводника. Скрутите трансформатор, магнетрон и электромотор поворотного столика. Все это пригодится в изготовлении других полезных изделий. Не забудьте снять стеклянный диск и его привод из камеры.
 О том, как и чем покрасить микроволновку, мы уже писали.
О том, как и чем покрасить микроволновку, мы уже писали.
 Сейчас мало кто ностальгирует по этим милым беседам в уютных «онлайн-комнатушках», а советы черпаются из социальных сетей или на информационных сайтах. Прочитав пару-тройку таких бесед, мы нашли как банальные, так и креативные советы по переоборудованию МВП. Победителем стал совет — сделать из корпуса СВЧ домик для котов. Автор поста советует для начала соотнести прибор с размерами кота, после чего снять дверцу при необходимости.
Сейчас мало кто ностальгирует по этим милым беседам в уютных «онлайн-комнатушках», а советы черпаются из социальных сетей или на информационных сайтах. Прочитав пару-тройку таких бесед, мы нашли как банальные, так и креативные советы по переоборудованию МВП. Победителем стал совет — сделать из корпуса СВЧ домик для котов. Автор поста советует для начала соотнести прибор с размерами кота, после чего снять дверцу при необходимости. 03.2022 |
03.2022 |
 Выберите предложенный вариант «микроволны».
Выберите предложенный вариант «микроволны». Отправьте нам свою микроволновую печь, и мы переработаем ее за небольшую плату. Это отличный вариант, если вы не едете на машине или не можете добраться до ближайшего пункта выдачи.
Отправьте нам свою микроволновую печь, и мы переработаем ее за небольшую плату. Это отличный вариант, если вы не едете на машине или не можете добраться до ближайшего пункта выдачи.

 Staples, например, принимает только офисную электронику.
Staples, например, принимает только офисную электронику.
 Подарите его студенту, отправляющемуся в колледж, или пожертвуйте местной школе, церкви или некоммерческой организации.
Подарите его студенту, отправляющемуся в колледж, или пожертвуйте местной школе, церкви или некоммерческой организации. Однако во многих местах микроволновые печи считаются электронными отходами и действуют специальные правила утилизации старых микроволновок.
Однако во многих местах микроволновые печи считаются электронными отходами и действуют специальные правила утилизации старых микроволновок.


 Переработка спасает вашу микроволновую печь от попадания на свалку, а также гарантирует, что некоторые ее компоненты будут использованы для нового продукта.
Переработка спасает вашу микроволновую печь от попадания на свалку, а также гарантирует, что некоторые ее компоненты будут использованы для нового продукта. Вашим первым побуждением может быть просто выбросить его в мусорное ведро. Однако в некоторых местах это может привести к штрафам.
Вашим первым побуждением может быть просто выбросить его в мусорное ведро. Однако в некоторых местах это может привести к штрафам. Если они не указывают микроволновые печи конкретно, вы, вероятно, можете выбросить свою микроволновку в мусорный контейнер. Тем не менее, пожертвование или переработка вашего старого устройства лучше для окружающей среды, и это законно во всем мире. Если вы не уверены, стоит ли его выбрасывать, вместо этого отдайте его на переработку или пожертвуйте.
Если они не указывают микроволновые печи конкретно, вы, вероятно, можете выбросить свою микроволновку в мусорный контейнер. Тем не менее, пожертвование или переработка вашего старого устройства лучше для окружающей среды, и это законно во всем мире. Если вы не уверены, стоит ли его выбрасывать, вместо этого отдайте его на переработку или пожертвуйте. Если вы избавляетесь от старой микроволновки, но вам не разрешено использовать мусорный контейнер, возможно, лучше всего подойдет местная свалка. У них будет специальный контейнер для бытовой техники или электронных отходов, в зависимости от города.
Если вы избавляетесь от старой микроволновки, но вам не разрешено использовать мусорный контейнер, возможно, лучше всего подойдет местная свалка. У них будет специальный контейнер для бытовой техники или электронных отходов, в зависимости от города. Многие энергетические компании бесплатно заберут старые неэффективные приборы, если вы замените их на что-то более новое.
Многие энергетические компании бесплатно заберут старые неэффективные приборы, если вы замените их на что-то более новое. Если у вас возникли проблемы с поиском места, где можно утилизировать микроволновую печь, проверьте Earth9.11.ком. У них есть функция поиска, которая поможет вам найти центры утилизации рядом с вами, которые принимают все виды бытовой техники.
Если у вас возникли проблемы с поиском места, где можно утилизировать микроволновую печь, проверьте Earth9.11.ком. У них есть функция поиска, которая поможет вам найти центры утилизации рядом с вами, которые принимают все виды бытовой техники. Это снимает груз с ваших плеч.
Это снимает груз с ваших плеч. Однако, если его разобрать, магнетрон может выделить несколько веществ, которые опасно вдыхать. Оставьте магнетрон в целости для вашей же безопасности.
Однако, если его разобрать, магнетрон может выделить несколько веществ, которые опасно вдыхать. Оставьте магнетрон в целости для вашей же безопасности.



 Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
 Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
 Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится: д.) — например, такие марки, как МБ-2 или БМ-1;
д.) — например, такие марки, как МБ-2 или БМ-1; Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.

 Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера. Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
 Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
 Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG.
Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG. д.
д. Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
 Этот флюс, хотя и легкоплавкий, также образует шлак.
Этот флюс, хотя и легкоплавкий, также образует шлак. Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными.
Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными. Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной).
Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной). Gas-Shielded – All Position E308LT1-1/4, sorted by Wire Diameter, custom
Gas-Shielded – All Position E308LT1-1/4, sorted by Wire Diameter, custom ..
.. All Position E309LT1-1/4, sorted by Wire Diameter, custom
All Position E309LT1-1/4, sorted by Wire Diameter, custom
