Набор щеток, 3 шт, металлические с пластмассовой ручкой, малые Matrix
Набор щеток, 3 шт, металлические с пластмассовой ручкой, малые Matrix
746047
Щетка для УШМ, 75 мм, М14, «чашка», витая проволока 0. 3 мм Сибртех
Щетка для УШМ, 75 мм, М14, «чашка», витая проволока 0.3 мм Сибртех
746283
Щетка для УШМ, 100 мм, «Чашка», крученая нержавеющая проволока 0.5 мм, М14 Denzel
Щетка для УШМ, 100 мм, «Чашка», крученая нержавеющая проволока 0.5 мм, М14 Denzel
Щетка для УШМ, 100 мм, М14, «чашка», двухрядная, крученая проволока 0.5 мм Matrix
Щетка для УШМ, 100 мм, М14, «чашка», двухрядная, крученая проволока 0.5 мм Matrix
Щетка для УШМ, 100 мм, М14, плоская, латунированная витая проволока Matrix
Щетка для УШМ, 100 мм, М14, плоская, латунированная витая проволока Matrix
Щетка чашечная 75 мм для дрели, полимер-абразив Yoko
50 лет Октября, 109б, Тюмень (склад)
6:00 — 20:00
В наличии 78 шт
Панфиловцев, 86, Тюмень
Круглосуточно
В наличии 7 шт
Жуковского, 84 ст1, Тюмень
7:00 — 0:00
В наличии 6 шт
Ставропольская, 120 к2, Тюмень
Круглосуточно
В наличии 5 шт
Пермякова, 2 ст1, Тюмень
7:00 — 21:00
В наличии 5 шт
Губернская, 42, мкр. Комарово
8:00 — 21:03
В наличии 5 шт
Бурлаки, 2а к1, п. Московский
8:00 — 21:03
В наличии 5 шт
Старый Тобольский тракт 4 км, 48, Тюмень
8:00 — 21:03
В наличии 5 шт
Мельникайте, 123 ст1, Тюмень
Круглосуточно
В наличии 4 шт
Дамбовская, 10 ст19, Тюмень
Круглосуточно
В наличии 4 шт
50 лет Октября, 109б, Тюмень
7:00 — 21:00
В наличии 4 шт
Домостроителей, 32, Тюмень
7:00 — 21:00
В наличии 4 шт
Республики, 252к, Тюмень
7:00 — 21:00
В наличии 4 шт
Садовая, 3а, д. Ожогина
Круглосуточно
В наличии 3 шт
Щербакова, 99а, Тюмень
Круглосуточно
В наличии 3 шт
Федюнинского, 79, Тюмень
7:00 — 21:00
В наличии 3 шт
Клары Цеткин, 2а, Тюмень
7:00 — 21:00
В наличии 3 шт
Московский тракт, 130, Тюмень
7:00 — 21:00
В наличии 3 шт
Федюнинского, 60, Тюмень
8:00 — 21:03
В наличии 3 шт
Федорова, 12 к4, Тюмень
8:00 — 21:03
В наличии 3 шт
Кремлевская, 112 к4, Тюмень
8:00 — 21:03
В наличии 3 шт
Орджоникидзе, 29, п. Боровский
8:00 — 21:03
В наличии 2 шт
50 лет Октября, 57в, Тюмень
8:00 — 21:03
В наличии 2 шт
Согласия, 4, д. Субботина
8:00 — 21:03
В наличии 2 шт
Республики, 204 к4, Тюмень
8:00 — 21:03
В наличии 2 шт
Профсоюзная, 63, Тюмень
8:00 — 21:03
В наличии 1 шт
Станционная, 24 к1/4, Тюмень
8:00 — 21:03
В наличии 1 шт
Виктора Тимофеева, 9, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Сергея Джанбровского, 4, д. Дударева
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Монтажников, 57, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Тимофея Чаркова, 81, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Широтная, 100 к5, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Константина Посьета, 16, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Салманова, 12, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
2-я Луговая, 22 к1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Строителей, 6б, с. Червишево
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Олимпийская , 31, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Газовиков, 73 к1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Заводоуковская, 12а, п. Березняки
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Авторемонтная, 49, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Минская, 11, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Тульская, 7, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
2-я Дачная, 80, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Ямская, 92, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Магистральная, 14, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Ватутина, 12/1, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
70 лет Победы, 15, с. Нижняя Тавда
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Московский тракт, 125б, с. Успенка
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Щербакова, 172, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Газовиков, 65, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Максима Горького, 31, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Полевая, 109, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Пермякова, 83 к2, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Широтная, 193, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Малыгина, 57, Тюмень
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Трактовая, 15, с.Ембаево
8:00 — 21:03
Привезем послезавтра при заказе сегодня
Первооткрывателей, 14, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Интернациональная, 199 к7, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Сеченова, 161в, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Михаила Сперанского, 17, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Мельникайте, 2 к2, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Самарцева, 3, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Холодильная, 120а, Тюмень
8:00 — 21:03
Привезем 30 октября при заказе сегодня
Пожарных и спасателей, 5 к1, Тюмень
8:00 — 21:03
Привезем 31 октября при заказе сегодня
Титова, 5, п. Богандинский
8:00 — 21:03
Привезем 31 октября при заказе сегодня
Интернациональная, 117, Тюмень
8:00 — 21:03
Привезем 31 октября при заказе сегодня
Моторостроителей, 5, Тюмень
8:00 — 21:03
Привезем 1 ноября при заказе сегодня
Скруббер с буровой щеткой
Мы небольшая американская компания, работающая в северной части штата Нью-Йорк. Познакомьтесь с людьми, благодаря которым щетки крутятся.
Хотите получить больше от своих кистей?
Посетите нашу страницу Советы и хитрости!
Новое для сверла? Выезд:
Избранные коллекции
Кисти и наборы кистей
Колодки и комплекты колодок
Комплекты 42O
Окончательные наборы
Комплекты 42O
Продано
Оригинальные желтые щетки 4 и 2 дюйма — средней жесткости — для чистки ванной и душа
Y-S-42O -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные белые щетки 4 и 2 дюйма — с мягкой щетиной — чистка дома и автомобиля
W-S-42O -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные зеленые щетки 4 и 2 дюйма — средней жесткости — для уборки кухни
Г-С-42О -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные красные щетки, 4 и 2 дюйма, с жесткой щетиной, для наружной уборки и уборки патио
Р-С-42О -КК-БД
$14,95
Купить на Амазоне
Продано
Оригинальные желтые щетки 4 и 2 дюйма с удлинителем 5 дюймов. — Средний — Ванная комната и душ
Y-S-42O- 5X-КК-ДБ
$16,99
Купить на Амазоне
Продано
Оригинальные синие щетки, 4 и 2 дюйма, со средней щетиной, для очистки судов и бассейнов
Б-С-42О -КК-БД
$14,95
Купить на Амазоне
Таблица цветов применения для очистки
— щетка для сверления
Различные цвета щеток или подушечек предназначены для различных рекомендуемых применений. Всегда проверяйте работу любой щетки или подушечки на небольшом участке очищаемой поверхности.
Таблица кистей Таблица форм подушечек
Таблица цветов кистей Вернуться к началу
Белые мягкие щетки Мягкая чистка ковров, обивки, кожи, стекла и других материалов (белые щетинки сравнимы с зубной щеткой).
Желтые/зеленые/синие щетки среднего размера Плитка и затирка, душевые кабины из стекловолокна, сайдинг, линолеум, чистка и очистка общего назначения. Наши самые популярные кисти — это желтая и зеленая кисти. Средние щетки взаимозаменяемы. Различные цвета позволяют разделить кисти, чтобы предотвратить перекрестное загрязнение.
Красные жесткие щетки Кирпич, камень, камин, отслаивающаяся краска и удаление ржавчины. Красные щетки предназначены для многих тяжелых работ по очистке грубых текстурированных поверхностей на открытом воздухе, включая бетонные и гаражные полы.
Черные ультражесткие щетки Удаление отслоившейся краски, удаление накипи в тяжелых условиях, очистка кирпича и строительного раствора. Эти щетки используются для интенсивной промышленной очистки и жесткой очистки.
Таблица цветов пэдов
Наверх
Белые салфетки Самая мягкая – наименее плотная Область применения включает полировку стекла, легкую чистку и очистку пластика.
Красные салфетки Medium – Средняя плотность для общей чистки. Самая популярная подушка. Среднее скрабирование. Области применения включают очистку стекловолокна, очистку/полировку окон и стекол. Хорошо очищает нержавеющую сталь и хром.
Синие салфетки Интенсивная – Агрессивная очистка – Может поцарапать некоторые поверхности. 3-я по плотности подушечка. Области применения включают очистку металлической посуды и оборудования, такого как кастрюли и сковороды.
Таблица форм кисти Наверх
2-дюймовые быстросменные щетки
Мелкая очистка. Идеально подходит для мелких деталей и труднодоступных мест. Быстросменный вал 1/4 дюйма подходит для всех дрелей.
4-дюймовые быстросменные щетки Очистка общего назначения. Идеально подходит для плоских поверхностей. Быстросменный вал 1/4 дюйма подходит для всех дрелей.
Быстросменные щетки 5 дюймов Крупномасштабная очистка. Идеально подходит для больших плоских поверхностей.
Для кладки стен из кирпича, стяжки полов, оштукатуривания помещений. Для внутренних и наружных работ
Подробнее
Характеристики
Производитель
NewMix
Сухие Смеси
Цемент и Цементные смеси
Описание
Цвет
Серый
Максимальная крупность заполнителя, мм
25}»>1,25
Влажность, не более,%
0,3
Насыпная плотность, кг/м3
1550+100
Количество воды затворения на 1 кг смеси, л
0,17-0,19
Жизнеспособность раствора в таре, не менее, мин
180
Подвижность, не менее, марка / см
Пк2 / 8-12
Сохраняемость первоночальной подвижности, более, мин
120
Расход смеси при слое 5 мм, кг/м2
8,75-9,0
Плотность раствора, кг/м3
2000∓100
Рекомендованный слой нанесения, мм
5-40
Прочность при сжатии, не менее, кг/см2, (МПа)
150 (15)
Прочность при изгибе, не менее, (МПа)
30 (3,0)
Температура применения, °С
5 … +30
Температура эксплуатации, °С
-50 … +70
Морозостойкость, не менее, цикл
50
Цементная универсальная смесь «Литокс-УСАДЬБА» 25кг/56, цена в Краснодаре от компании Литокс-Кубань
ОБЛАСТЬ ПРИМЕНЕНИЯ
Сухая смесь на основе портландцемента, заполнителей и полимерных добавок. Предназначена для каменной и кирпичной кладки, для оштукатуривания стен, потолков и других поверхностей, в том числе под покраску, шпатлевание и поклейку обоев. Также смесь используется для предварительного выравнивания полов и для ремонта старой стяжки. Наносится на бетонные, цементно-известковые, цементно-песчаные, кирпичные и другие подготовленные основания. Для внутренних и наружных работ. Работы производятся при температуре от + 5°С до + 30°С во всех климатических зонах.
ПОДГОТОВКА ПОВЕРХНОСТИ
Поверхность должна быть сухой, прочной и очищенной от пыли, грязи, жировых и масляных пятен, отслоений. Металлические элементы защитить от коррозии. После очистки поверхность обязательно обработать полимерными грунтовками в зависимости от типа основания.
ПРИГОТОВЛЕНИЕ РАСТВОРА
Для приготовления раствора необходимо сухую смесь засыпать в емкость с чистой водопроводной водой, из расчета 1 мешок смеси на 4,25 — 5,5 л воды, при непрерывном перемешивании электродрелью с миксерной насадкой до получения однородной, без комков, пластичной массы. Готовую смесь выдержать 5 минут для дозревания, затем перемешать повторно. Приготовленную смесь необходимо израсходовать в течение 1,5 часов. При приготовлении раствора необходимо соблюдать соотношение «сухая смесь-вода». Передозировка воды не допускается.
ВЫПОЛНЕНИЕ РАБОТ
Кладка стен: Кладку стен выполняют в соответствии со СНиП III-3-76 «Правилами производства и приемки работ» и СНиП 3.03.01-87 «Несущие и ограждающие конструкции».
Выравнивание стен: Раствор нанести на подготовленную поверхность вручную, кельмой или шпателем, после чего разровнять правилом и затереть. Затирку производить стальной или пластмассовой тёркой. Стыки различных оснований, углы проемов, закругленные участки и т.п., рекомендуется армировать стеклотканевой сеткой. При выравнивании поверхности за несколько рабочих проходов (слоёв), перед нанесением каждого последующего слоя, необходимо убедиться, что предыдущий слой полностью высох. Верхний слой нанесённой смеси выровнять и затереть. Выровненную поверхность можно шлифовать, окрашивать или оклеивать обоями только после полного высыхания штукатурного слоя.
Выравнивание пола: Смесь укладывают между предварительно установленными через каждые 1,5 — 2 м маяками стальным шпателем, гладилкой и разравнивают при помощи рейки-правила, либо полутёра. Правильность установки маяков проверяется правилом-уровнем или лазерным уровнем. При необходимости через 7-8 часов поверхность можно перетереть металлической или пластиковой теркой. В процессе твердения стяжки поверхность необходимо защищать от интенсивного высыхания, не допуская попадания прямых солнечных лучей, сквозняков. Ходить по полу можно уже через 24 часа. Облицовку поверхности плиткой рекомендуется производить не ранее чем через 3 суток. Паркет, ламинат и линолеум рекомендуется укладывать не ранее чем через 7 суток. Эксплуатация системы «Теплый пол» возможна не ранее чем через 28 суток после нанесения раствора.
Характеристики:
Ориентировочный расход воды на 1 (один) кг смеси, л
0,17 — 0,22
Ориентировочный расход смеси при толщине слоя 10 мм, кг на 1 м. кв.
18
Рекомендуемая толщина слоя, мм:
— швы в кладочном растворе
10 — 12
— при оштукатуривании стен
10 — 30
— при выравнивании пола
10 — 30
Адгезия к бетону через 28 суток, МПа, не менее
0,5
Прочность на сжатие через 28 суток, МПа, не менее
7,0
Жизнеспособность, час, не менее
1,5
Морозостойкость, не менее
F50
Как смешать цемент для приготовления раствора или бетона
В этом блоге мы сосредоточимся на двух типах смесей, в которых цемент используется для связывания других компонентов, чтобы получился прочный строительный материал.
Бетон – готовый строительный материал. Его можно использовать для возведения фундаментов стен и других каменных конструкций. Готовые бетонные мешки полезны для гораздо небольших проектов — все, что вам нужно сделать, это добавить воды.
Раствор изготавливается из цемента и песка — он не такой прочный, как бетон, но обычно используется в качестве клеевого материала — например, для приклеивания тротуарной плитки в проектах патио.
Как смешивать цемент для приготовления строительного раствора или бетонной смеси
Замешивание цемента — это отличный навык, которым можно овладеть своими руками, и его можно применять в самых разных строительных проектах на открытом воздухе вокруг вашего дома.
Имея подходящие инструменты, материалы, защитное оборудование и немного усилий, вы можете сделать свой собственный раствор или бетонную смесь, готовые к использованию для следующей работы.
Для большинства работ по дому вы можете замешивать цемент самостоятельно. Если вы ищете большую площадь или более сложный проект, возможно, стоит приобрести бетономешалка.
Но если вы хотите сделать что-то своими руками, смешивать цемент легко, и вы можете сделать это за несколько быстрых шагов:
Подготовьте оборудование и материалы
Смешайте песок, цемент и воду, чтобы сделать раствор и сделать бетон, добавьте заполнители в смесь.
Тщательно перемешайте до нужной консистенции
Смешайте материалы для приготовления раствора или цемента
Проведите очистку для предотвращения затвердевания
С помощью нашего полезного руководства мы расскажем вам, что вам нужно сделать, и научим вас, как сделать смесь из цементного раствора или бетон всего за пять простых шагов. Узнайте больше о том, что вам нужно и как начать работу с Marshalls.
Что вам понадобится
Прежде чем начать, вам необходимо приобрести все материалы, необходимые для изготовления цемента:
Цемент
Песок
Вода
Заполнители (при приготовлении бетонной смеси)
Не путайте растворную смесь с бетонной смесью, они не содержат заполнителей, необходимых для получения нужной толщины и прочности бетона.
Количество каждого материала зависит от объема работы и количества раствора или бетона, которое вы хотите смешать. Если вы не уверены, какие пропорции использовать для вашей смеси, ознакомьтесь с инструкциями, которые прилагаются к вашим различным материалам, чтобы узнать, что рекомендует производитель.
Когда у вас есть основные материалы, пришло время получить оборудование для обеспечения безопасности и расходные материалы.
Оборудование для смешивания цементного раствора или бетона
В процессе смешивания цемента пыль и мусор могут быть вредными, поэтому перед началом любого смешивания обязательно защитите себя следующим защитным оборудованием:
Маска или защита рта
Защитные очки или защита для глаз
Толстые защитные перчатки
Средства индивидуальной защиты на месте, соберите все свои инструменты в пределах легкой досягаемости от вашего проекта. Вам потребуется:
Тачка/пластиковая ванна или деревянная доска для смешивания
Лист брезента
Пластиковые ведра x3 для растворной смеси или x4 для бетона
Строительная лопата
Щетка с жесткой щетиной
Сначала постелите брезент, а затем положите сверху доску для смешивания или контейнер – смочите доску водой, чтобы удалить мусор и остатки воды.
Подготовка завершена, приступим.
Замешивание цементного раствора или бетона в 5 этапов
Шаг 1: Начните отмерять ингредиенты
В соответствии с рекомендациями производителя поместите цемент, песок (заполнители при приготовлении бетона) и воду в отдельные пластиковые ведра. . Для стандартной растворной смеси это обычно на основе соотношения (обычно около 3 или 4 частей строительного песка на 1 часть цемента), рекомендации различаются, но вы не хотите, чтобы смесь была слишком влажной или слишком сухой. Что касается соотношения для бетона, это зависит от того, какой прочности вы пытаетесь достичь, но в качестве общего руководства стандартная бетонная смесь будет состоять из 1 части цемента, 2 частей песка и 4 частей заполнителей. Для фундамента можно использовать смесь из 1 части цемента, 3 частей песка и 6 частей заполнителей.
Отмерьте примерно половину цемента, песка и заполнителей (только для бетонной смеси), которые вы собираетесь смешивать. Использование половины сейчас предотвратит высыхание смеси до того, как вы сможете использовать ее всю — вы можете смешать другую половину позже.
Высыпьте песок и заполнители (при приготовлении бетонной смеси) на доску для смешивания или в контейнер. Если вы используете доску, сделайте воронку в середине кучи. Отмерьте половину цемента, который вы используете, и вылейте его в середину кратера, чтобы получилась конусообразная форма.
Предупреждение . Это будет поднимать пыль, когда вы выливаете цемент, поэтому убедитесь, что ваша защитная маска или протектор для рта на месте.
Шаг 2: Начать смешивание
Пришло время начать смешивание. Используя лопату, смешайте ингредиенты вместе, перемещая лопату вокруг кучи цемента, песка и заполнителей (при приготовлении бетонной смеси).
Здесь нет определенного метода, просто переверните стопку три-четыре раза, чтобы все равномерно перемешать и получить однородный цвет по всей стопке.
Снова соберите свою кучу в конусообразную форму и создайте еще один кратер посередине. По размеру кратер должен быть примерно в половину диаметра самой насыпи.
Чтобы заполнить этот кратер, вы будете использовать воду. Опять же, нет точного количества, которое нужно добавить, просто налейте достаточно воды, чтобы слегка заполнить кратер — достаточно, чтобы образовалась гладкая паста, когда вы начнете ее смешивать.
Поместите края кратера в смесь и переверните его, чтобы равномерно распределить воду по всей смеси.
Когда вода начнет впитываться в ваши ингредиенты, вам нужно будет повторить этот процесс, будь то на деревянной доске для смешивания или в контейнере.
Продолжайте переворачивать смесь, пока она не станет влажной. Не беспокойтесь, если результат не кажется идеальным, дальше вы проверите согласованность.
Шаг 3: Проверьте смесь и отрегулируйте
Когда смесь станет достаточно влажной, используйте края лопаты, чтобы сделать отпечатки на поверхности смеси, чтобы проверить ее консистенцию, создавая гребни по мере продвижения.
Правильно подобранная смесь должна быть гладкой и однородной, а не сухой или рассыпчатой.
Если ваша смесь выглядит слишком жидкой и водянистой, или гребни очень быстро разрушаются, в ней слишком много воды. Попробуйте добавить больше сухих ингредиентов, чтобы сделать смесь более твердой.
Получение правильного результата — это метод проб и ошибок, так что не расстраивайтесь, если у вас не получится идеальное сочетание с первого раза.
Шаг 4. Приступайте к работе
Если вы удовлетворены своей смесью и имеете правильную консистенцию и текстуру, пора приступать к работе. Раствор обычно используется для возведения стен и укладки тротуарной плитки, поэтому смесь просто затирают или выгребают из контейнера.
Бетон можно залить или засыпать лопатой в нужном месте, а затем при необходимости залить стяжкой, чтобы получить гладкую ровную поверхность.
Шаг 5. Приготовьтесь к уборке
Как только вы закончите, приступайте к уборке. Этот шаг должен быть выполнен как можно быстрее, так как вы хотите, чтобы раствор или бетонная смесь не высохли на инструментах, которые вы использовали, и не повредили их.
Используйте моющую машину или шланг, чтобы удалить излишки раствора или бетонной смеси с доски для смешивания и инструментов, очищая их щеткой с жесткой щетиной.
Всегда ответственно относитесь к утилизации стоков после уборки.
Используете бетономешалку?
Бетономешалки можно взять напрокат для выполнения более крупных работ по дому. Несколько важных советов по эффективному смешиванию цемента:
Убедитесь, что бетономешалка устойчива и правильно установлена.
Непрерывно запускайте микшер после начала загрузки
Направьте барабан вверх под углом 45 градусов
Начните с половины необходимых материалов
Постепенно добавляйте воду, чтобы смесь не стала слишком жидкой
Не забудьте очистить барабан миксера смесью песка, заполнителей и воды и включить его на несколько минут.
Если приготовление цементного раствора или бетона своими руками пробудило у вас желание сделать что-нибудь своими руками и пробудило желание обновить открытые площадки дома, у Marshalls есть множество руководств, которые могут вас вдохновить.
У нас есть подборка подробных руководств, которые помогут вам проявить творческий подход к проектам строительства на открытом воздухе.
Начиная от бюджетных идей патио для вашего сада и заканчивая галереями изображений планирования сада, мы в Marshalls призываем вас выйти и преобразить свои открытые пространства.
Как застелить патио?
Хотя мы всегда рекомендуем обращаться к профессиональному установщику для укладки патио, у нас есть руководства по укладке патио на песке и укладке патио на бетоне, которые помогут вам начать преображение вашего сада.
Как замешать бетон за 5 шагов (Руководство мастера)
Фото: Shutterstock.com
Всем известно, как выглядит бетон и что он служит годами. Чего вы, возможно, не осознавали, так это того, что приготовление партии материала — это, по сути, дело «просто добавь воды». Даже если вы никогда раньше этого не делали, вы сможете замешать бетон менее чем за час. Конечно, работа с бетоном – это нечто большее, чем простое смешивание материала. Но возможность добиться успеха — это первый шаг к созданию чего-то, что выдержит испытание временем. Как только вы познакомитесь с этой техникой, множество проектов «сделай сам» в доме и вокруг него полностью попадут в ваши возможности. К ним относятся создание дорожки, прочной столешницы или стильного устойчивого к погодным условиям кашпо. Чтобы быть на пути к таким полезным улучшениям дома, следуйте простым шагам, чтобы научиться смешивать бетон, как профессионал.
Инструменты и материалы
Бетонная смесь
Тачка
Лейка
Лопата
Шаг 1
Бетонная смесь обычно поставляется в бумажном пакете указан в кубических футах. Знайте, что для небольших проектов «сделай сам» вам понадобится вся сумка. Для более крупных проектов (например, патио) вам понадобится все это и еще кое-что. Скорее всего, будет достаточно нескольких полных мешков, хотя, в зависимости от поставленной задачи, вы можете не смешивать весь необходимый бетон за один раз. Если вы не знаете, сколько бетона нужно купить, воспользуйтесь калькулятором количества, подобным этому от Quikrete. Нужен ли вам весь пакет или только его часть, поместите пакет в свою тачку, разрежьте его и, осторожно подняв пакет вверх, высыпьте из него столько содержимого, сколько требуется для работы. В ветреный день проделайте этот шаг в помещении, возможно, в гараже, чтобы не устроить беспорядок.
Реклама
Фото: Shutterstock.com
Шаг 2
Наполнив лейку при подготовке к проекту, налейте немного жидкости в центр уложенной бетонной смеси. Продолжайте вливать воду понемногу, пока не добавите количество, указанное в инструкции производителя. Будьте осторожны, чтобы не налить слишком много воды; вы всегда можете добавить больше, но вы не можете ничего убрать. И помните, что если вам нужна только часть бетонной смеси, например, половина или четверть, то вы должны соответствующим образом скорректировать «рецепт». Беспокоитесь о том, чтобы использовать слишком много или слишком мало? Развейте свою неуверенность, воспользовавшись кухонным мерным стаканом, чтобы наполнить лейку заранее тщательно отмеренным объемом воды.
Шаг 3
Смешайте бетон и воду, перемещая материал вперед-назад лопатой или садовой мотыгой. Цель здесь состоит в том, чтобы равномерно распределить воду по порошку. Если вы бережно использовали воду, вы можете обнаружить, что по мере того, как смесь загустевает, она становится сухой и рассыпчатой. В этом случае добавляйте больше воды, пока не получите относительно гладкую формуемую консистенцию без стоячих лужиц.
Этап 4
Проверьте свой бетон на осадку. Вот простой способ сделать это. Сначала отрежьте дно от пластикового или бумажного стаканчика. Затем придайте контейнеру форму конуса. Зачерпните достаточное количество бетона, чтобы заполнить конус, затем высыпьте его на плоскую поверхность. Если бетон рухнет примерно до половины высоты конуса, отлично — вы готовы к работе. Если бетон не теряет своей высоты, то есть если он вообще не оседает, вернитесь и добавьте еще немного воды. Если бетон разрушается значительно дальше половины высоты конуса, вы добавили слишком много воды и должны компенсировать это дополнительной смесью (или, в крайнем случае, можно использовать сухой песок).
Реклама
Шаг 5
Теперь ваша тачка должна быть заполнена пригодным для использования бетоном. Переместите его туда, где вы собираетесь работать. Тем временем оставьте все инструменты, которые касались бетона (например, лопату), в ведре с водой. Таким образом, бетон не затвердеет на инструменте, и у вас будет возможность впоследствии правильно его очистить.
Статьи от Impgold производителя оборудования, для покрытий
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др. ). Вместе с тем, обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3-5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же, во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ. Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной покрытия и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные безпористые покрытия, использующиеся в основном как подслой, для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
Блестящие защитно-декоративные хромовые покрытия имеют небольшую толщину, в пределах 0,2 — 0,7 мкм, наносятся обычно по подслою меди и никеля, и используются для повышения механической и коррозионной стойкости покрытия, для придания поверхности изделия улучшенных декоративных свойств. Молочные защитные хромовые покрытия осаждают на сталь, алюминий, титан и некоторые другие металлы и сплавы. Получаемые покрытия имеют большую толщину, порядка 10-100 мкм и используются для защиты рабочего инструмента, оптической аппаратуры, для покрытия валов полиграфических машин, турбинных лопаток и т.д.
Электролиты хромирования обладают самой низкой рассеивающей способностью из всех известных на сегодня электролитов. Осаждение хрома и нанесение хромового покрытия требует очень высокой токовой нагрузки в ванне, значительно более высокой, чем в других процессах гальваноосаждения. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
Для процесса блестящего декоративного хромирования в основном используют электролиты, содержащую высокую концентрацию хромового ангидрида. К преимуществам такихэлектролитов относится их более высокая электропроводность, а следовательно, возможность проводить осаждение хрома при пониженных плотностях тока, а также меньшая чувствительность к загрязнениям, по сравнению с разбавленными электролитами, используемыми для молочного хромирования. К недостаткам концентрированных электролитов можно отнести в первую очередь его «неэкологичность» (за счет более высокой концентрации ионов шестивалентного хрома, большее количество токсичных соединений хрома, которые выносятся в сточные воды, большие проблем с очисткой сточных вод и т.д.). Преимуществами разбавленных электролитов, используемых для матового хромирования являются прежде всего, меньшие затраты для очистки сточных вод, меньшие затраты для обезвреживания отработанных электролитов, а также более высокий выход по току. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Блестящие защитно-декоративные хромовые покрытия не рекомендуется осаждать непосредственно на медную, латунную или бронзовую основу, или подслой из этих металлов, или сплавов. Связано это с тем, что при эксплуатации в атмосферных условиях медь взаимодействует с атмосферными газами с образованием углекислой и других солей меди. Образующиеся соли, скапливаясь в порах, резко ухудшают внешний вид хромового покрытия. В случаях, когда хром необходимо осаждать непосредственно на детали из меди, латуни или бронзы, толщина хромового покрытия должна быть не менее 4-5 мкм. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Самыми распространенными электролитами хромирования являются электролиты, состоящие из окиси хрома и серной кислоты. Они бывают разбавленные, стандартные и концентрированные.
Номер ванны
CrO3, г/л
Катализатор или добавка, г/л
Температура, °С
Плотность тока, А/дм2
Выход по току, %
1
130-175
1,3 — 1,75 H2SO4
40-70
15-105
16-18
2
220-250
2,2 — 2,5 H2SO4
40-70
15-105
12-14
3
275-300
2,75 — 3,0 H2SO4
40-70
15-105
8-10
У разбавленных электролитов наилучшая рассеивающая способность, но электролит не очень устойчив по составу, а хромированные осадки склонны к шероховатости. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
В некоторых случаях в электролит добавляют катионы цинка. Такие электролиты используются для нанесения износостойких покрытий на деталях, работающих в условиях воздействия сред повышенной агрессивности. Для повышения рассеивающей способности электролита и улучшения физико-химических свойств хромовых покрытий, в электролит вводятся органические добавки. Недостатком органических веществ является их взаимодействие с хромовой кислотой, что приводит уже в начале процесса электролиза к накоплению излишнего количества трехвалентного хрома в электролите.
Во всех технических электролитах, содержащих хромовую кислоту, для обеспечения стабильности процесса хромирования, важно поддерживать правильное соотношение между концентрациями хромовой кислоты и каталитической добавкой. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Процесс осаждения хрома и свойства получаемого хромового покрытия во многом зависят от режима осаждения хрома, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных граница х режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 1.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50°С) и широком диапазоне плотностей тока. Осадки блестящего хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и имеют меньшую хрупкость.
Рис. 1. Зоны хромовых осадков.
Молочный хром получается при более высокой температуре электролита (выше 70°С) и более широком широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400.. 6000 Н/мм2), но обладают пластичностью и имеют повышенную коррозионную стойкость.
Сверхсульфатный электролит хромирования
Сверхсульфатный электролит хромирования рекомендуется для скоростного осаждения толстослойных, блестящих и износостойких хромовых покрытий (до 500 мкм).
Состав сверхсульфатного электролита хромирования, г/л:
Хромовый ангидрид (CrO3) 250-300 г/л
Серная кислота (H2SO4) 8-10 г/л
Хром трехвалентный (в пересчете на Сг203) 20-22.
Температура электролита должна быть не ниже 500С, а плотность тока во время процесса хромирования более 55 А/дм2. Из сверхсульфатного электролита в широком интервале температур и плотностей тока (до 300 А/дм2) осаждаются износостойкие, твердые хромовые покрытия.
Рекомендуемые режимы электролиза:
Сверхсульфатный электролит хромирования имеет крайне низкую рассеивающую способность. Поэтому он рекомендуется только для нанесения хромовых покрытий на цилиндрические детали: штоки, валы, цилиндры и т.д., при использовании специальной оснастки, обеспечивающей концентрическое (коаксиальное) расположение детали и анода. Рекомендуемый состав анодов: РЬ 7986%; Sb 4-6%; Sn 10-15%
Саморегулирующийся сульфатный электролит подобен стандартному электролиту хромирования, т.к. в его состав входит только один анион катализатор — сульфат. Различие заключается лишь в том, что сульфаты вводятся в электролит не в виде серной кислоты, а в виде трудно растворимой соли — сульфата стронция. Содержание сульфатов в электролите регулируется благодаря ограниченной растворимости этой соли. Состав саморегулирующегося сульфатного электролита хромирования, г/л:
Хромовый ангидрид (Сг03) 250;
Сернокислый стронций (SrS04) 6-8;
Двуокись кремния (SiO;) 10-15.
Режим работы электролита:
Блестящие твердые покрытия: Плотность тока 60-95 А/дм2. Температура 60-650С.
Молочные толстослойные покрытия: Плотность тока 20-50 А/дм2.Температура 78-800С.
В саморегулирующемся сульфатно-кремнефторидномэлектролите анионами-катализаторами являются ионы S042— и SiF62—. Основные преимущества данного электролита по сравнению с сульфатным электролитом, заключается в большей стабильности состава, несколько более высокой рассеивающей способности, более высоком выходе по току и более широкому интервалу допустимых температур, и плотностей тока, обеспечивающих получение блестящих осадков хрома. При использовании данного электролита легче решается проблема получения прочного сцепления хрома с блестящим никелевым покрытием, нержавеющей сталью. Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Главным недостатком саморегулирующихся кремнефторидных электролитов хромирования является их повышенная агрессивность по сравнению со стандартными электролитами, особенно по отношению к медным сплавам, стали и к свинцовым анодам. Скорость растворения металлов в саморегулирующемся электролите хромирования, а следовательно, и скорость накопления в нем ионов железа или меди выше, чем в сернокислом. При плохой рассеивающей способности электролита участки хромируемых деталей, на которых реализуется более низкая плотность тока, более медленно покрываются хромом и подвергаются, с одной стороны, травлению электролитом, а с другой — сильному наводораживанию.
Состав саморегулирующего сульфатно-кремнефторидного электролита, г/л:
хромовый ангидрид (CrO3) — 250—300:
сернокислый стронций (SrSO4)— 5,5 -6,5
кремнефтористый калий (K2SiF6) — 18- 20
Тетрахроматный электролит хромирования
Тетрахроматный электролит имеет довольно необычный для электролитов хромирования состав — наряду с хромовой и серной кислотами он содержит достаточно большое количество щелочи, которая частично нейтрализует кислоту. Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
К электролитам тетрахроматного типа относятся и электролиты, в которых вместо щелочи используют углекислый кальций. В некоторых случаях рекомендуется добавлять в электролит 0.5-10 г/л вольфраматов или солей магния, в присутствии которых осаждаются хромовые покрытия, обладающие лучшей полируемостью.
Состав тетрахроматного электролита хромирования, г/л:
Хромовый ангидрид (СrO3) -350-400
Едкий натр (NaOH) — 40-60
Серная кислота (H2SO4) — 2.5-2.7
Хром трехвалентный (на Cr2O3) — 10-15
Температура электролита -18-250С. Плотность тока -10-80 А/дм2
Тетрахроматный электролит используется исключительно для получения защитно-декоративных покрытий. Ввиду того, что электролиз ведется при комнатной температуре, осадки получаются серыми. Однако, благодаря низкой твердости и достаточно высокой пластичности, они могут быть отполированы до зеркального блеска, характерного для блестящих декоративных хромовых покрытий. Относительно высокая рассеивающая способность тетрахроматного электролита позволяет применять его для нанесения хромовых покрытий на пресс-формы, используемыех, например, для изготовления деталей из пластмасс.
Хромовые покрытия, полученные из тетрахроматного электролита, имеют значительно более низкую пористость по сравнению с хромом из сульфатных электролитов, но для получения износостойких покрытий тетрахроматные электролиты не используются. Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Электролиты черного хромирования
Черное хромирование применяется для покрытия оптических систем и деталей, которые должны иметь хорошую теплоотдачу в пространство. Толщина слоя черного хрома составляет 1,5-2,0 мкм. Покрытие черного хромирования обладает хорошей термостойкостью, и в отличии черного никеля или черных оксидных покрытий, являются износостойкими.
Состав электролита и режим осаждения
№1
№2
№3
№4
№5
№6
№7
№8
Хромовый ангидрид
250
200
250-400
250
150-400
250
250
200 400
Уксусная кислота
—
6. 5
5
—
_
3
.
Ванадат аммония
—
20
—
—
_
_
Оксалат железа
—
—
—
—
15-75
—
—
—
Карбамид
2.5
Фторид хрома
Борная кислота
—
—
—
—
15
_
Нитрат натрия
3-5
—
—
5
_
Гексафторалюминат натрия
0. 2
—
—
—
0.1
—
—
—
Плавиковая кислота
—
—
—
—
—
—
0.21
Кремнефторис товодородная кислота
—
—
—
1.25
—
—
—
Хромин
2-3
—
—
1.53
—
—
—
Температура,°С
18-25
10-30
10-30
18-25
18-25
15-25
60-70
18-40
Плотность тока, А/дм2
15-30
50-100
50-100
10-60
10-50
10-50
20-30
50-120
Продолжительность процесса черного хромирования составляет 4-6 минут.
Примеси в электролите хромирования.
Присутствие в электролитах хромирования посторонних примесей может приводить к ухудшению качества хромового покрытия. Причиной появления примесей часто является нарушение самой технологии хромирования. Следует подчеркнуть, что наименьшее накопление вредных примесей происходит в электролитах, используемых для блестящего декоративного хромирования. Это объясняется тем, что из-за недолгой продолжительности процесса блестящего хромирования, подвески с деталями постоянно выносят на своей поверхности электролит с примесями. А необходимость регулярно доливать или воду, или свежую порцию электролита, приводит к разбавлению раствора электролита и предотвращает накопление в нем примесей в опасных концентрациях.
Осаждение хрома на алюминий и его сплав
Хром осаждают на детали из алюминия или его сплавов в основном в тех случаях, когда необходимо повысить их износостойкость, термостойкость или улучшить антифрикционные свойства. Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
В промышленности применяются две их разновидности:
— Активация (удаление оксидной пленки с одновременным легким подтравливанием) поверхности алюминия и одновременное осаждение на его поверхности прочно сцепленного с основой тонкого слоя металла, служащего в качестве подслоя для последующего нанесения слоя покрытия;
— Анодноеоксидирование алюминия с целью формирования на нем оксидной пленки определенной структуры и толщины, которые обеспечивают надежное сцепление с ней последующего покрытия.
«Цинкатная»щелочная обработка заключается в обработке алюминиевых изделий в растворе цинката, содержащего раствор щелочи и оксида цинка. Процесс осуществляется, путем опускания алюминиевой детали на несколько секунд в раствор цинката при температуре 18-25°С. При этом имеющаяся оксидная пленка вытравливается с поверхности алюминия и, одновременно на ее месте формируется тонкий слой цинка. В принципе уже на этот слой можно наносить хромовое покрытие. Однако для улучшения сцепления рекомендуют первый слой цинка удалять, растворяя его в растворе азотной кислоте (300-500 г/л). Затем, после тщательной промывки, детали опять погружают в цинкатный раствор на 10-15 сек. Такой метод называется «двойной цинкатной обработкой» или «двойным цинкатом». Для получения более плотных, компактных с лучшими антикоррозионными свойствами пленок, рекомендуют добавлять в цинкатный раствор хлорид железа и сегнетову соль.
Технологический процесс хромирования — Сельхозтехника
Технологические операции при ремонте (восстановлении) деталей хромированием выполняют в следующей последовательности.
Механическая обработка. Поверхности деталей, подлежащие хромированию, шлифуют до выведения следов износа и получения необходимой геометрической формы.
Промывка деталей в органических растворителях и протирка ветошью. В качестве растворителей применяют бензин, керосин, трихлорэтан, бензол и др.
Монтаж деталей на подвеску. Необходимо следить, чтобы детали одинаково отстояли от поверхности анода. Ванну следует загружать однородными деталями, укрепленными на одинаковых подвесках. Подвески и контакты должны быть изготовлены из одинаковых материалов. Контактные крючки рекомендуется изготавливать из бронзы и меди. В качестве материала для подвесок, применяют сталь, сечения подвесок рассчитывают, исходя из плотности тока 0,7… 1,0 А/мм2. Ежедневно аноды очищают от окислов и налета электролита.
Обезжиривание. Рекомендуется применять электролитическое обезжиривание в растворе следующего состава: едкий натр (NaOH)—30… 50 г/л; кальцинированная сода (iNa2C03)—25…30 г/л и жидкое стекло (Na2Si03) — 10 … 20 г/л.
Температура электролита — 60… 70°, плотность тока — 5….15 А/дм2. Время выдержки на катоде — 2… 3 мин, а на аноде — 1…2 мин. После обезжиривания детали сначала промывают горячей водой (60… 80°), а затем холодной. Обезжиривание считается законченным, если после промывки вода равномерно смачивает поверхность. После обезжиривания производится изоляция1 поверхностей, не подлежащих хромированию. Для изоляции можно применять перхлорвиниловый лак, лак АК-20, целлулоид,, винипласт, плексиглас, хлорвиниловые трубки или хлорвиниловую» изоляционную ленту.
Декапирование — это процесс обработки деталей в хромовом* электролите, состоящем из 100 г хромового ангидрида (СгОз) и 2…3 г серной кислоты (H&SO4) на 1 л воды.
Декапирование (травление) стальных деталей проводят в течение 30… 90 с при плотности тока 25… 40 А/дм2. А для деталей из серого чугуна лучшие результаты, в смысле прочности сцепления, достигаются при плотности тока 20… 25 А/дм2 и продолжителыюсти декапирования 25… 30 сек. Температура электролита во всех случаях должна быть 55… 60 °С.
Процесс хромирования. После анодного декапирования детали загружают в ванну хромирования и прогревают их при выключенном токе в течение 5… 6 мин, а затем дают полный ток согласно режиму хромирования. При хромировании чугунных деталей вначале в течение 3… 5 мин дают «толчок тока» при плотности, в 2…2,5 раза превышающей выбранную по режиму. Колебания температуры электролита могут быть в пределах ±1 °С. Не допускаются перерывы тока в процессе электролиза, так как они вызывают отслаивание хромового покрытия. Продолжить процесс после перерыва тока можно, если хромируемую поверхность подвергнуть анодному травлению при плотности тока 25… 30 А/дм2 в течение 30… 40 с, а затем изменить направление тока. В этом случае осаждение хрома следует начинать при катодной плотности тока 20… 25 А/дм2 и постепенно увеличивать до нормальной.
Аноды для хромирования изготавливают из чистого свинца или сплава, состоящего из 92…93% свинца и 7… 8% сурьмы. Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Глубина погружения анодов и деталей (катодов) в ванну должна быть одинаковой, так как при различной глубине на краях хромируемых деталей образуются утолщения, искажающие форму. Скорость осаждения слоя хрома при плотности тока 40… 100 А/дм2 составляет 0,03… 0,06 мм/ч.
По окончании процесса хромирования детали выгружают из ванны и вместе с подвесками промывают в холодной воде (в сборнике электролита) 15… 20 с. Окончательно детали моют в холодной проточной воде.
Обработка после покрытия. Промытые и очищенные от изоляции детали иногда подвергают термической обработке при температуре 150—200°С в течение 2…3 ч, а затем механической.
Для шлифования применяют круги мягкие или средней твердости с размером зерна от 60 до 120. Шлифование ведут при интенсивном охлаждении жидкостью и при скорости круга 20…30.м/с и выше. Скорость вращения детали—12…20 м/мин.
Режимы электролиза. Процесс осаждения хрома и свойства хромовых покрытий зависят от режима, при котором осаждается хром на поверхности металла, т. е. от катодной плотности тока и температуры электролита. Наиболее ясное представление о примерных границах режимов электролиза, обеспечивающих получение серого, блестящего и молочного осадков хрома, дает диаграмма плотности тока и температуры (DK—t), изображенная на рисунке 19.
Серый осадок хрома появляется на катоде при низких температурах электролиза (35…50 °С) и широком диапазоне плотностей тока. Осадки блестящего* хрома обладают высокой твердостью (6000… 9000 Н/мм2), высокой износостойкостью и меньшей хрупкостью.
Рис. 19. Зоны хромовых осадков.
Молочный хром получается при более высоких температурах, электролита (выше 70 °С) и широком интервале плотностей тока. Молочные осадки отличаются пониженной твердостью (4400..-6000 Н/мм2), пластичностью и повышенной коррозионной стойкостью.
Пористое хромирование. Пористое хромирование применяется при ремонте деталей, работающих на трение в паре с различными металлами и сплавами при высоких удельных давлениях и окружных скоростях или при повышенных температурах. К таким деталям относятся гильзы цилиндров двигателей внутреннего сгорания, коленчатые валы и др.
Пористые хромовые покрытия можно получать механическим,, химическим и электрохимическим способами.
При механическом способе на поверхность детали до хромирования наносят углубления в виде пор или каналов. Такую подготовку обеспечивают накаткой специальным роликом, дробеструйной обработкой и другими способами. После хромирования воспроизводятся неровности, полученные при подготовке.
Химическим способом получают пористость путем травления поверхности в соляной кислоте.
Наибольшее распространение получил электрохимический способ получения пористого хрома. Этот способ заключается в анодной обработке хромированных деталей в электролите того же состава. В зависимости от режимов хромирования пористость хромовых покрытий бывает двух типов — канальчатая и точечная.. При ремонте гильз цилиндров, втулок, коленчатых валов и подобных им деталей применяется канальчатый тип пористости. Такук> пористость и наименьший износ в условиях трения можно получить при хромировании в электролите, состоящем из 250 г Сг03 и 2,5 г h3S04 на 1 л воды, при температуре электролита ¦60+1 °С и катодной плотности тока 55… 60 А/дм2. Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Точечная пористость образуется при хромировании в универсальном электролите при плотности тока 45… 55 А/дм2 и температуре 50… 55 °С. Анодную обработку проводят так же, как и при канальчатой пористости, т. е. при плотности тока 35… 45 А/дм2 в течение 8 мин.
Хромирование в саморегулирующемся электролите. В последнее время разработан новый хромовый электролит, называемый скоростным саморегулирующимся, его состав: хромовый’ ангидрид — 225… 300 г/л, кремнефтористый калий — 20 г/л и сернокислый стронций — 6 г/л.
В таком электролите выход по току при хромировании составляет 17… 22%. Саморегулирующимся он назван потому, что при электролизе в нем автоматически поддерживается необходимая концентрация анионов, вводимых в хромовый электролит. Это происходит в результате избыточного количества труднорастворимых солей кремнефтористого калия и сернокислого стронция, растворимость которых изменяется в зависимости от концентрации хромового ангидрида и температуры электролита.
Чтобы получить износостойкое покрытие в саморегулирующемся электролите, рекомендуют соблюдать следующие режимы хромирования: плотность тока 50… 100 А/дм2, температура электролита 45… 55°С. Молочные осадки можно получить при температуре электролита 55… 70 °С и плотности тока 20… 35 А/дм2. Микротвердость покрытий из саморегулирующегося электролита составляет 3000… 13 000 Н/мм2.
Недостаток такого электролита — сильное взаимодействие его со сталью и другими металлами, в результате чего происходит растравливание обрабатываемых поверхностей. Поэтому загружать детали в ванну необходимо только при включенном токе. Аноды для хромирования в саморегулирующемся электролите рекомендуется применять из сплава: 90% свинца и 10% гост олово. Чтобы приготовить саморегулирующийся электролит, в ванне хромирования растворяют нужное количество хромового ангидрида и доливают воду до рабочего уровня. Предварительно хромовый ангидрид подвергают анализу на содержание серной кислоты, которую удаляют из электролита путем добавления в него углекислого бария или стронция. На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
Корректируют электролит путем систематического добавления хромового ангидрида. Вместе с хромовым ангидридом вводят углекислый стронций. Кремнефторид калия и сернокислый стронций в количестве 1 г/л добавляют, когда поверхность отхромированных деталей приближается к 1 м2.
Контроль хромовых покрытий. В производственных условиях качество покрытий следует проверять внешним осмотром и замером размеров хромированных поверхностей. При внешнем осмотре необходимо обращать внимание на блеск, отслоение и плотность осадка, равномерность и отсутствие шелушения и другие видимые дефекты. Дефекты покрытий получаются в результате неисправностей в работе ванн хромирования, например отслаивание покрытия возникает в результате недостаточного обезжиривания и декапирования, а также при наличии перерывов тока в процессе хромирования. Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Оборудование. Схема расположения оборудования участка восстановления деталей хромированием приведена на рисунке 20.
Источники тока — выпрямители с напряжением 12 В ВАКГ-12/6-3000, ВАГГ-12/600М, ВАС-600/300 и другие, а также низковольтные генераторы АНД 500/250, 750/375, 1000/500, 1500/750. Ванны для гальванического участка изготавливают из листовой стали толщиной 4… 5 мм. Облицовка для ванн промывки и обезжиривания не требуется. Внутреннюю поверхность ванны хромирования облицовывают свинцом.
Рис. 20. Расположение оборудования на участке восстановления деталей хромированием: 1 — выпрямитель; 2 — электрощитг; 3 — ванна для электрохимического обезжиривания; 4 — ванна для горячей промывки; 5 — ванна для холодной промывки; 6 — ванна для декапирования; 7 — ванна для хромирования; 8 — ванна для улавливания электролита; 9 — шкаф сушильный; 10— стеллаж ремфонда; 11 — электротельфер; 12 — сборник-нейтрализатор; 13 — стол для монтажа и демонтажа.
Материалы. Ориентировочный расход материалов в граммах на 1 дм2 восстановленной поверхности для средней толщины покрытия 0,1 мм при хромировании в универсальном электролите приведен в таблице 13.
Себестоимость восстановления 1 дм2 поверхности хромированием в универсальном электролите при толщине покрытия 0,1 мм ориентировочно составляет 44,8 коп., 0,2 мм — 52,0 коп., 0,3 мм—-58,6 коп.
Электролитическое железо имеет светло-серый цвет, обладает достаточно высокой твердостью и износостойкостью. Химический состав электролитического железа зависит от состава исходных материалов, используемых при электролизе.
При обычном осаждении с применением стальных растворимых анодов содержание примесей в покрытиях находится в пределах: 0,035 …0,06% С; 0,03 …0,05% S; 0,05 …0,01% Р, 0,0009… 0,023% Si; до 0,01% Мп.
В электролитических осадках железа имеются также примеси таких металлов, как Mg, Со, Ni и другие, обусловленные содержанием этих металлов в анодах и электролитах. Кроме этого, электролитическое железо содержит значительное количество водорода, выделяющегося на катоде вместе с железом. Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Составы электролитов. На ремонтных предприятиях наибольшее распространение для железнения получили горячие хлористые электролиты, состоящие из двух компонентов: хлористого железа и соляной кислоты. В ремонтной практике чаще всего применяют четыре вида хлористых электролитов, отличающихся концентрацией железа.
Малоконцентрированный электролит содержит 200 …250 г/л хлористого железа (FeCl2-4h30). При температуре 60… 80 °С и плотности тока 30… 50 А/дм2 электролит обеспечивает получение плотных, гладких мелкозернистых осадков железа с твердостью 4500… 6500 Н/мм2, толщиной 1,0… 1,5 мм. Выход железа по току составляет 85… 95%. Скорость осаждения железа равна 0,4… 0,5 мм/ч на сторону. Электролит допускает колебание кислотности при электролизе от 0,8 до 1,5 г/л, которое незначительно отражается на механических свойствах покрытий. Недостатком этого электролита является постепенное увеличение концентрации железа в процессе электролиза в результате несоответствия между скоростью растворения анодов и скоростью осаждения железа на катоде, что вызывает затруднения при обслуживании ванны железнения.
Среднеконцентрированный электролит оптимальной концентрации содержит 300…350 г/л хлористого железа (FeCl2-4h30). Катодный выход железа из этого электролита при температуре 75 °С и плотности тока 40 А/дм2 составляет 96%. В этом электролите анодные и катодные выходы железа по току становятся примерно одинаковыми, концентрация железа остается почти неизменной и электролит длительное время по концентрации железа не требует корректировки. В настоящее время этот электролит нашел широкое применение на ремонтных предприятиях.
Среднеконцентрированный электролит содержит 400 …450 г/л хлористого железа. Электролит используется для восстановления деталей, имеющих достаточно высокие износы и сравнительно невысокую твердость. Электролит дает возможность получать гладкие плотные покрытия толщиной до 2 мм и твердостью 2500… 4500 Н/мм2. Электролит также находит применение для восстановления посадочных отверстий в корпусных, деталях.
Высококонцентрированный электролит содержит 600… 680 г/л хлористого железа. Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролиты более высокой концентрации рекомендуется применять в случаях, когда к восстанавливаемым деталям не предъявляются повышенные требования по твердости рабочих поверхностей.
За последнее время разработаны холодные электролиты, позволяющие применять более высокие плотности тока и обеспечивающие высокую производительность процесса.
Хлористые электролиты без добавок, приведенные в таблице* позволяют получать качественные износостойкие покрытия толщиной 0,6… 1,0 мм и обеспечивать восстановление широкой номенклатуры изношенных деталей до нормальной работоспособности и номинальных размеров. Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока.
Присутствие аскорбиновой кислоты в электролитах позволяет вести электролиз в широких пределах значений pH от 1,8 до 6,0, что значительно упрощает регулирование кислотности электролита. Электролит, состоящий из двухлористого железа и метил-сульфатного железа, по сравнению с хлористым менее агрессивен и более устойчив к окислению. Покрытия, полученные из этого электролита, имеют меньшее количество трещин, обладают более равномерной структурой.
Приготовление и корректирование электролита. Для приготовления хлористого электролита используют двухлористое железо (Fe€l2-4h30).
Соляная кислота (НС1) применяется в виде водного раствора разной концентрации с плотностью от 1,14 до 1,20. Приготовление электролита производится в следующем порядке. В ванну заливают проточную или дистиллированную воду комнатной температуры и добавляют соляную кислоту из расчета 0,5 г/л воды. В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.
Плотность кислоты, г/см3 1,14 1,15 1,16 1,17 1,18 1,19 1,20 Количество кислоты, г/л 20 19 18 17 16 15 14 Количество кислоты, см*/л……. 18 16,6 15,5 14,6 13,6 12,6 11,6
Приготовленный таким образом электролит следует проработать током при плотности 30 А/дм2 и соотношение поверхностей анодов и катодов Sa : SK = 2 : 1 в течение двух часов.
Удельный вес электролита (плотность) г/см8 1,12 1,15 1,17 1,20 1,23 1,26 1,29 1,32 1,35 Концентрация железа, г/л … 200 260 300 350 400 450 500 550 600. Контроль кислотности электролита можно осуществлять с помощью индикаторной бумаги «Рифан» с pH 0,3 …2,2 или потенциометров ЛПУ-01, ЛПМ-60.
17.6: Гальваника — Химия LibreTexts
Последнее обновление
Сохранить как PDF
Идентификатор страницы
49555
Эд Витц, Джон В. Мур, Джастин Шорб, Ксавьер Прат-Ресина, Тим Вендорф и Адам Хан
Цифровая библиотека химического образования (ChemEd DL)
Важным промышленным применением электролиза является нанесение покрытия из одного металла на другой. Типичным примером является бампер автомобиля. Он сделан из стали, а затем покрыт тонким слоем хрома, чтобы сделать его устойчивым к ржавчине и царапинам. Многие другие металлические предметы, такие как булавки, винты, ремешки для часов и дверные ручки, сделаны из одного металла, а поверхность покрыта другим металлом.
Ячейка для гальваники работает почти так же, как ячейка, используемая для очистки меди. Покрываемый объект используется в качестве катода, а электролит содержит некоторое ионное соединение металла, подлежащего покрытию. По мере прохождения тока это соединение восстанавливается до металла и осаждается на поверхности катода. Например, при хромировании электролитом обычно является раствор бихромата калия, K 9{-} \rightarrow \text{2Cr}(s) + \text{7 H}_2\text{O}(l) \nonumber \]
Другими металлами, на которые часто наносят гальваническое покрытие, являются серебро, никель, олово и цинк.
В случае серебра электролит должен содержать многоатомный ион Ag(CN) 2 – , а не Ag + . В противном случае твердое серебро будет осаждаться в виде зубчатых кристаллов вместо блестящего однородного слоя.
Эта страница под названием 17.6: Гальваническое покрытие распространяется под лицензией CC BY-NC-SA 4.0, авторами, ремиксами и/или кураторами являются Эд Витц, Джон В. Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф, и Адам Хан.
Наверх
Была ли эта статья полезной?
Тип изделия
Раздел или Страница
Автор
ХимПРАЙМ
Лицензия
CC BY-NC-SA
Версия лицензии
4,0
Показать страницу TOC
№ на стр.
Теги
гальваническое покрытие
Хромирование (гальваническое покрытие) — New Method Plating Company, Inc
(Щелкните инфографику, чтобы увеличить)
Декоративное хромирование — это многоэтапный процесс гальванического покрытия, при котором на деталь наносится хром для повышения эстетической привлекательности, предотвращения коррозии и повысить твердость и износостойкость поверхности. Детали помещают в большие резервуары, содержащие смесь кислот, органических химикатов, щелочей, металлов и воды. После погружения через раствор проходит электрический ток. Это вытягивает растворенные ионы металлов из раствора и осаждает их на покрываемую деталь.
Компания New Method Plating уже более 80 лет является ведущим поставщиком услуг в области декоративного хромирования. Наш семейный бизнес известен быстрыми сроками выполнения работ и высоким качеством, что делает нас идеальным партнером для удовлетворения ваших потребностей в гальванике. Мы стремимся к постоянному совершенствованию и высочайшим стандартам качества во всех сферах нашего бизнеса, получив множество престижных отраслевых сертификатов, в том числе:
ISO 9001:2015
AS9100
Nadcap AS7108
Запрос цен
Преимущества декоративного хромирования
Декоративное гальваническое хромирование ценится не только за его эстетические качества, но и за множество других полезных характеристик, которые помогают поддерживать эффективность и долговечность. Единственное предостережение заключается в том, что он должен применяться обученным и опытным профессионалом для обеспечения оптимальных результатов. К преимуществам хромирования относятся:
Прилипает к различным поверхностям, формам и размерам компонентов и оборудования
Идеально подходит для оборудования, подвергающегося воздействию едких элементов
Повышает коррозионную стойкость и увеличивает прочность
Повышает долговечность, производительность и устойчивость к износу
Отрасли и области применения
Хромирование обычно используется на различных деталях коммерческих и промышленных автомобилей которые подвержены воздействию погоды. Это помогает деталям противостоять износу и деградации из-за постоянного воздействия элементов. Хромирование также увеличивает долговечность, повышает производительность и обеспечивает длительный жизненный цикл продукта, что делает его идеальным для различных коммерческих и промышленных применений.
Еще одной отраслью, в которой выгодно использовать декоративное хромирование, является автомобилестроение. Поскольку эта отрасль ценит эстетику, коррозионную стойкость и долговечность, хромирование используется для различных компонентов автомобилей и мотоциклов, таких как выхлопные трубы, детали двигателя, диски и многое другое, для обеспечения оптимальной производительности.
Прочие области применения хромирования:
Кухонная утварь
Инструменты премиум-класса и краны
Бытовая техника
Освещение
Декоративные элементы
Типы хромового покрытия
Не все гальванические хромовые покрытия одинаковы. Промышленный хром отличается от более привычного декоративного хрома. Промышленное хромирование в первую очередь предназначено для обеспечения износостойкости и не является отделкой, которую мы предлагаем, в то время как декоративное хромирование предназначено в первую очередь для эстетических целей и представляет собой отделочную услугу, которую мы предлагаем и в которой мы преуспеваем.
* Отклонения по весу допустимы в замен отклонений толщины полки.
Величины и значения в осях
Величины профиля в оси x-x
Значение
Момент инерции (Ix):
23,10 cm4
Момент сопротивления (Wx):
5,05 cm3
Радиус инерции (ix):
1,94 cm
Величины профиля в оси x0-x0
Значение
Момент инерции (Ix0):
max 36,80 cm4
Радиус инерции (ix0):
max 2,44 cm3
Величины профиля в оси y0-y0
Значение
Момент инерции (Iy0):
min 9,52 cm4
Момент сопротивления (Wy0):
3,87 cm3
Радиус инерции (iy0):
min 1,25 cm
Уголок 63х63х5 — двадцать шестой по списку из восьмидесяти девяти в ГОСТ 8509. Второй профиль из трёх в размерном ряде №6,3.
Таблицы с параметрами «равнополочного», «горячекатаного» уголка созданы на основе стандарта качества ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные.
Уголок 63х63х6 — вес, размеры, характеристики » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Чертёж сечений равнополочного уголка 63х63х6
Уголок 63х63х6 — третий из трёх в номерном ряде №6,3.
Входит в тип стальных «равнополочных» уголков, производимых «горячекатаным» методом.
* Отклонения по весу допустимы в замен отклонений толщины полки.
Величины и значения в осях
Величины профиля в оси x-x
Значение
Момент инерции (Ix):
27,06 cm4
Момент сопротивления (Wx):
5,98 cm3
Радиус инерции (ix):
1,93 cm
Величины профиля в оси x0-x0
Значение
Момент инерции (Ix0):
max 42,91 cm4
Радиус инерции (ix0):
max 2,43 cm3
Величины профиля в оси y0-y0
Значение
Момент инерции (Iy0):
min 11,18 cm4
Момент сопротивления (Wy0):
4,44 cm3
Радиус инерции (iy0):
min 1,24 cm
Уголок 63х63х6 — двадцать седьмой по списку из восьмидесяти девяти в ГОСТ 8509. Третий профиль из трёх в размерном ряде №6,3.
Таблицы с параметрами «равнополочного», «горячекатаного» уголка созданы на основе стандарта качества ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные.
Письменный стол Allen Corner 63 дюйма | Жилые помещения
Добавьте годовой план Care Free на {{warrantyYears}} за {{warrantyCost}}
Что покрыто
Повторите попытку.
К сожалению, ваш почтовый индекс доставки не подходит для доставки мебели из-за большого расстояния от нашего распределительного центра. Вы по-прежнему можете забрать свой товар в одном из наших магазинов в Калифорнии, Аризоне, Неваде или Техасе.
К сожалению, ваш почтовый индекс доставки: {{zipCode}} не подходит для доставки или получения этого товара.
К сожалению, ваш почтовый индекс доставки: {{zipCode}} не подходит для доставки.
Пожалуйста, введите 5-значный почтовый индекс, куда будет доставлена ваша мебель.
Если вы планируете получить номер и забрать номер в одном из наших розничных магазинов, просто введите почтовый индекс для выставления счетов.
Примечание: изменение почтового индекса может повлиять на товары в вашей корзине. {{zipCodeErrorMessage}}
Ваш почтовый индекс: {{zipCode}}
16 долларов США в месяц с финансированием на 60 месяцев* Узнать, как
Добавьте 5-летний план Care Free для 112,50 долларов США
Что покрывается
Описание
Простота середины века — ключ к успеху нашего углового стола Allen. Прочный и элегантный корпус из массива акации с коническими ножками, уникальной пескоструйной обработкой и тремя тонкими выдвижными ящиками для удобного хранения канцелярских принадлежностей.
Информация о продукте
Размеры
62,2″Ш x 62,2″Г x 30,71″В
Вес
171,6 фунта
Стиль
Модерн середины века, Прибрежный, Модерн середины века
Цветовая гамма
Серый, натуральный
Материал
Дерево, Дерево
Просмотреть все
Еще как это
Также в этой коллекции
информация о продукте
Размеры
Размеры
62,2 дюйма (Ш) x 62,2 дюйма (Г) x 30,71 дюйма (В)
Размеры упаковки
Коробка 1: 38,19″ Ш x 38,19″ Г x 17,72″ В Коробка 2: 27,95″ Ш x 25,59″ Г x 12,2″ В
Тип ящика 1 Размеры (дюймы)
12,01″Ш x 14,03″Г x 1,07″В
Вес
171,6 фунта
Стайлинг
Стиль
Mid-Century Modern, Coastal, Mid-Century Modern
Цветовая гамма
Серый, натуральный
Форма
Угол
Материал
Дерево, Дерево
Декоративная фурнитура/финишная отделка
Состаренное серебро
Отделка ножек
Серый
Строительство
Порода дерева
Акация
Содержание материала
Массив акации
Строительство
Массив дерева
Количество ящиков
1
Информация о доставке
Можно ли снимать ножки
Правда
Время сборки
45 минут
Присоединяются ли ноги
Неверно
Какой тип сборки требуется
Прикрепите левый и правый модули к углу и прикрепите ножки
Дополнительные детали
Артикул
248786
Рекомендуемая грузоподъемность (фунты)
200
Инструкции по уходу
Протрите влажной тканью
Инструкции по сборке
Инструкции по сборке углового стола Allen
Сравнить Похожие Товары
Название:
Цена:
Отзывы:
Размеры:
Материал:
Дополните эти предметы аксессуарами
Набор из 3-х металлических ураганов 75 долларов
Быстрый просмотр
Набор для ухода за деревом 19 долларов
Быстрый просмотр
Металлические подставки для книг 65 долларов
Быстрый просмотр
Серая 15-дюймовая ваза из полистоуна Swan 75 долларов
Быстрый просмотр
Коричневая 8-дюймовая скульптура из полистоуна Sportman 99 долларов
Быстрый просмотр
Фотогалерея клиентов
Вопросы клиентов
Каков наилучший способ или продукт для протирания древесины?
Автор вопроса: GeeSVega
Инструкции по правильному уходу за Allen Corner 63quot; Стол протирать влажной тряпкой.
Ответил: LSProductTeam
Дата публикации: 09.10.2021
Какова глубина столешницы для The Allen Corner 63” письменный стол размером 63 Ш x 30 Высота.
Автор вопроса: Веера
Глубина Аллена Корнера 63quot; Рабочий стол составляет примерно 62,2 дюйма.
Ответил: LSProductTeam
Дата публикации: 12.07.2021
Это массивная деревянная конструкция? И если да, то какие?
Автор вопроса: shs1116
Аллен Корнер 63quot; Стол изготовлен из массива дерева акации.
Ответил: LSProductTeam
Дата публикации: 24.05.2021
Есть ли в ящиках выдвижная панель для клавиатуры? Есть ли место, чтобы спрятать провода или розетку на столе?
Автор вопроса: Дрю
Аллен Корнер 63quot; Ящики стола не имеют выдвижной передней части. Этот продукт не имеет системы управления кабелем.
Ответил: LSProductTeam
Дата публикации: 2021-04-29
Размеры поверхности стола?
Каковы размеры столешницы: 1) с левой стороны надстройки спереди назад 2) на средней части V спереди назад 3) правая сторона расширения спереди назад
Автор вопроса: Сера
Аллен Корнер 63quot; Рабочий стол имеет следующие размеры:
1) С левой стороны расширения спереди назад — 23,62 кв. 2) на средней части V спереди назад — 42,44quot; 3) Правая сторона удлинения спереди назад — 23,62 кв.
Ответил: LSProductTeam
Дата публикации: 22 февраля 2021 г.
Какая общая толщина столешницы? Любопытно для целей крепления монитора компьютера.
Автор вопроса: rylcrwn
Толщина Allen Corner 63quot; Стол 5quot;.
Ответил: LSProductTeam
Дата публикации: 31. 12.2020
Общие размеры в дюймах
Здравствуйте,
Мне нужно знать размеры в сумме от левой стороны стола до угла и от угла до правой стороны стола.
С уважением,
Шелли
Автор вопроса: Шелли
Пожалуйста, найдите размеры углового стола Allen ниже:
Левое крыло до угла: 62quot; Правое крыло до угла: 62,5 кв. Высота: 31quot; Высота ноги: 25quot;
Ответил: LSProductTeam
Дата публикации: 18.11.2020
Средний ящик для клавиатуры
Есть ли в середине ящик для клавиатуры с откидной передней панелью или это обычный ящик?
Автор вопроса: Дэвид
это ящик
Ответил: Коко
Дата публикации: 2020-09-19
Отзывы клиентов
Allen Corner 63-дюймовый письменный стол 4,8 из 5 по 68.
Рейтинг 5 из 5 по Кэролин Т из Много стола для небольшого пространства Просторный угловой письменный стол. Много места для работы, не занимая много места на полу. цвет работает с другими цветами, которые вы решите наложить вокруг него. После покупки я вернулся и заказал подходящую картотеку.
Дата публикации: 24.10.2022
Рейтинг 5 из 5 по МАРСДЛ из Аллен Корнер 63-дюймовый письменный стол Стол лучше, чем я мог когда-либо надеяться! Крайне доволен качеством.
Дата публикации: 14.06.2022
Рейтинг 5 из 5 по Ребекка Риддл из Любить это! Очень хорошо сделано. Заказ и на следующий день пришло. Я заплатил за установку, и оно того стоило.
Дата публикации: 25 мая 2022 г.
Рейтинг 5 из 5 по Аризона123 из Угловой стол Отличная сделка! Быстрая доставка. Очень учёба и хорошо собрана.
Дата публикации: 30.03.2022
Рейтинг 5 из 5 по Шеннон Марии из Отличный стол WFH! Мне нравится прочность этой детали. У него отличная конструкция и отличные детали по цене. Мне особенно нравится фурнитура и ящики с бархатной подкладкой.
Дата публикации: 01.02.2022
Рейтинг 5 из 5 по MindyW из Деревенский шик идеально подходит, люблю этот образ. ящики хорошо выдвигаются. плюс, мне очень нравится, как легко было собрать. и насколько надежно он был упакован. Очень доволен этой покупкой!
Дата публикации: 21.11.2021
Рейтинг 5 из 5 по Мими Х из Уникальная часть шоу Уникальный деревенский современный вид, прекрасно выглядящий предмет для любого места в вашем доме; это НЕ ваш типичный тяжелый громоздкий коричневый стол, это больше похоже на выставочный образец. Простая сборка (работа для 2-х человек)
Дата публикации: 27.10.2021
Рейтинг 5 из 5 по Питтс из Люблю это комбо Мне очень нравится это сочетание стола и книжной полки! Оба отличного качества и большого размера. Моя единственная жалоба будет размер ящика стола. Им не хватает высоты, поэтому с ними трудно использовать какую-либо организацию.
Дата публикации: 27.09.2021
* Были предприняты все усилия, чтобы гарантировать цены и доступность продуктов, содержащихся на этом веб-сайте, однако в случае расхождений информация в магазине будет иметь приоритет.
Резидент CA ПРЕДУПРЕЖДЕНИЕ: Учить больше
ПРЕДУПРЕЖДЕНИЕ: Этот продукт может подвергнуть вас воздействию химических веществ, включая ФОРМАЛЬДЕГИД, который, как известно в штате Калифорния, вызывает рак. Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov/furniture.
Что это значит?
Пока сайт находится в режиме обслуживания, некоторые функции будут недоступны. Сюда входит добавление товаров в корзину, просмотр истории заказов, размещение заказов, настройка товаров, проверка сроков доставки и статуса доставки.
Во время технического обслуживания вы можете просматривать наши продукты.
Спасибо за терпение!
Это техническое обслуживание планируется закончить примерно через 69926509 часов 55 минут
График не найден, возвращаются к максимальным значениям
Что это значит?
Когда сайт перейдет в режим обслуживания, некоторые функции будут недоступны. Сюда входит добавление товаров в корзину, просмотр истории заказов, размещение заказов, настройка товаров, проверка сроков доставки и статуса доставки.
Вы по-прежнему можете просматривать наши продукты во время технического обслуживания, а товары, которые вы поместите в свою корзину до начала технического обслуживания, останутся там после его окончания.
Это техническое обслуживание должно начаться примерно через 69926509 часов 55 минут и должно длиться всего несколько секунд
График не найден, возвращаются к максимальным значениям
БЕКАНТ Угловой стол-правый, белый, 63×431/4 »
Дерево — это материал, который чаще всего ассоциируется с мебелью ИКЕА, и на то есть веские причины. Он возобновляемый, пригодный для вторичной переработки, долговечный, прекрасно стареет и является важной частью нашего наследия скандинавского дизайна. , древесина является ключевым фактором изменения климата. В 2012 году мы поставили цель, чтобы к 2020 году наша древесина была получена из более устойчивых источников. Мы рады сообщить, что достигли этой цели, и сегодня более 98% древесины, используемой для производства товаров ИКЕА, либо сертифицированы FSC, либо переработаны.
Хорошие идеи процветают там, где необычное — обычное дело. Так что время от времени удивляйте свое тело движением, даже если вы очень сосредоточены на чем-то в течение длительного времени. Когда вы меняете положение, ваше кровообращение увеличивается. Это облегчает расслабление спины, шеи и плеч. Стол с регулируемой высотой позволяет легко менять рабочее положение. Это может творить чудеса с вашей креативностью и сосредоточенностью, и даже может стать хорошей заменой этой дополнительной чашке кофе.
Иногда нам нужно работать в одиночку — иногда мы хотим работать вместе. Или просто пообщаться. Когда мы сотрудничаем, мы можем делиться идеями, вдохновляться и создавать среду, в которой могут процветать как предприятия, так и люди. Чтобы удовлетворить наши меняющиеся потребности, нам нужна мебель, которая так же легко адаптируется, как и мы сами. Это позволяет создать рабочий день, в котором мы нуждаемся и хотим.
Хранение на колесиках легко убрать, если вы хотите превратить рабочее место во что-то еще. Может быть, сместить фокус с одной задачи на другую, освободить место для уборки или менее серьезных вещей? Канцелярские товары идеально подходят для хранения на колесиках. Их легко поставить на стол, на диван или в другое место, где вы предпочитаете работать.
Даже если все ваши встречи проходят онлайн или вне офиса, было бы неплохо иметь дополнительное место для коллег или членов семьи, которые хотят зайти. Когда вы одни, вы можете использовать его для расслабления после сеанса у экрана — возможно, выполняя какое-то другое задание на некоторое время. Если у вас мало места, есть ящики для хранения, которые можно использовать в качестве сидения.
Ящики для хранения, разработанные для стоячей работы, удобны, если у вас нет необходимости или места для большого стола. Их можно использовать как столы для презентаций, а если вы добавите к ним ролики, вы сможете легко перемещать их и переставлять комнату за считанные секунды.
Нехватка места для хранения кажется универсальной проблемой — независимо от того, насколько вы дисциплинированы или чем зарабатываете на жизнь. Большие единицы хранения удобны, когда вы делите хранилище с кем-то еще. Их также можно использовать в качестве перегородок для создания отдельных рабочих пространств без стен и дверей.
Если вы выбираете закрытое хранение, оно всегда будет выглядеть красиво и аккуратно, что бы ни спрятано внутри шкафов. Со стеклянными дверцами вы получаете обзор того, что находится в шкафах, и можете защитить свои вещи от пыли. Они также дают возможность показать посетителям то, чем вы особенно гордитесь.
Если вам хочется работать сидя, выберите стул, который вам подходит, а не наоборот. Убедитесь, что он обеспечивает поддержку спины, регулируется и может поворачиваться, что позволяет выполнять это крайне важное движение. Вы хотите иметь возможность сидеть прямо и иметь монитор на уровне глаз, а руки и локти должны быть под углом 90 градусов, а ладони должны находиться прямо над клавиатурой. Если вам нужна дополнительная поддержка нижней части спины, выберите кресло с поясничной поддержкой.
Стул без подлокотников обеспечивает свободу движений, а стул с подлокотниками будет поддерживать верхнюю часть предплечий, тем самым уменьшая нагрузку на плечи и спину. Убедитесь, что подлокотники не мешают вам придвинуть стул ближе к столу.
Если вам нужен стул, который можно перекатывать и легко перемещать, убедитесь, что он оснащен безопасными роликами. Благодаря роликам безопасности кресло остается на месте, когда вы встаете с него.
Сделайте себе одолжение, время от времени меняйте положение вместо того, чтобы сидеть или стоять весь день. Опора для сидения/стоя не имеет поддержки спины или подлокотников. Это обеспечивает гибкое рабочее положение как за рабочими столами, так и за высокими столами. Вы получаете более открытую позу — это хорошо для кровообращения и основных мышц, а также для тела и ума.
Кабели. Они нам нужны, но мы не хотим их видеть. О них легко споткнуться, и может быть трудно понять, какой из них идет куда. Решение для управления кабелями поможет вам организовать и спрятать кабели. Это также делает вашу рабочую станцию менее загроможденной и значительно упрощает уборку. Есть несколько различных систем управления кабелями на выбор, посмотрите, какая из них подходит вам лучше всего.
Существует ряд технических средств, которые могут облегчить вашу работу. С помощью NFC (Near Field Communication) вы можете запирать свои вещи с помощью карточки-ключа вместо обычного ключа. Существуют также приложения, которые можно использовать для управления некоторыми столами. Приложения могут время от времени напоминать вам о необходимости двигаться, чтобы ваш рабочий день был более здоровым. Или автоматически установите свою любимую высоту, если вы делите стол с регулируемой высотой с кем-то еще.
Ваши уши должны чувствовать себя на работе так же комфортно, как спина, шея и плечи. То, что кто-то считает успокаивающим фоновым звуком, для кого-то может быть шумом. С плавно закрывающимися дверцами и ящиками вы можете уменьшить шумовое загрязнение. Вы также можете использовать ткани, подушки и коврики, чтобы приглушить звуки, смягчить эхо и сделать офис более уютным.
Помимо гибкой мебели, есть и другие вещи, которые вы можете сделать, чтобы на работе произошло волшебство. Украсьте растениями, улучшающими качество воздуха. Впускайте дневной свет, не вызывая бликов. Убедитесь, что есть доступ к горячим напиткам и холодной воде. Но прежде всего бросайте вызов истине, пробуйте новое и просите о помощи, если она вам нужна. Самое главное, чтобы вы чувствовали себя комфортно на работе.
Леса способствуют поддержанию баланса в атмосфере, очищают воздух, которым мы дышим, и являются частью круговорота воды. Они питают биоразнообразие дикой природы и обеспечивают жильем коренные общины, средства к существованию которых зависят от лесов. 90% видов растений и животных, живущих на планете, нуждаются в лесах для выживания. Они обеспечивают источники пищи, топлива, древесины и многих других экосистемных услуг, на которые мы полагаемся. Поставляя около 19 миллионов м3 круглого леса в год примерно из 50 стран, ИКЕА оказывает значительное влияние на мировые леса и лесную промышленность и несет огромную ответственность за то, чтобы положительно влиять на то, как добывается древесина. Ответственное использование древесины и управление лесным хозяйством обеспечивают удовлетворение потребностей людей, зависящих от лесов, устойчивую работу предприятий, защиту лесных экосистем и повышение биоразнообразия.
В ИКЕА мы работаем в соответствии со строгими отраслевыми стандартами, чтобы продвигать ответственное ведение лесного хозяйства. Мы не разрешаем использовать древесину в нашей цепочке поставок из лесных районов, которые являются незаконными или имеют высокую природоохранную ценность, или из лесных районов с социальными конфликтами. Прежде чем начать сотрудничество с ИКЕА, поставщики должны продемонстрировать, что они отвечают критическим требованиям ИКЕА в отношении поставок древесины. ИКЕА требует, чтобы все поставщики приобретали древесину из более устойчивых источников (сертифицированная FSC или переработанная древесина). Все поставщики регулярно проверяются, и поставщики, не соответствующие требованиям, должны принять немедленные меры по исправлению положения. Работая вместе с нашими поставщиками, мы с гордостью сообщаем, что достигли нашей цели по более устойчивым источникам, которую мы поставили перед собой к 2020 году. Сегодня более 98% древесины, используемой для производства товаров ИКЕА, либо сертифицированы FSC, либо переработаны.
По мере того, как давление на мировые леса и окружающие экосистемы увеличивается из-за неустойчивого сельского хозяйства, расширения инфраструктуры и незаконных рубок, пришло время принять еще более целостный подход к защите и поддержке этих важных ресурсов для будущих поколений. Программа IKEA Forest Positive на период до 2030 года направлена на улучшение лесопользования, повышение биоразнообразия, смягчение последствий изменения климата и поддержку прав и потребностей людей, которые зависят от лесов во всей цепочке поставок, а также на внедрение инноваций для еще более рационального использования древесины. Повестка дня сосредоточена на трех ключевых областях: • Сделать ответственное управление лесами нормой во всем мире.
Современные технологии не стоят на месте. Ещё относительно недавно не было такого понятия как холодная сварка. Однако и сейчас многие люди не в курсе о существовании такого материала. По сути, от классической сварки в этом веществе осталось только название. На самом деле холодная сварка – это не что иное, как клей. Правда он не обычный, он может скреплять практически любые материалы, причём не обязательно, чтобы они были строго однородные.
Такие широкие возможности применения заставляют многих людей задаться вопросом о максимально возможной температуре, которую может выдержать холодная сварка. Большое количество деталей, чаще всего металлических, при выполнении своей задачи сталкиваются с достаточно высокими температурами, соответственно, если температура будет превышать то значение, которое способно выдержать соединение, созданное с помощью холодной сварки, его прочность будет сохраняться очень короткий срок.
Соединения холодной сваркой, конечно же, не может сравниться по прочности с классической. Однако её вполне для ремонта сантехники, автомобилей, бытовых предметов и т.д. Отличительной особенностью этого вещества является то, что его можно использовать не только для создания прочных соединений, но и для заделывания отверстий. Эта возможность становится доступной, благодаря тому, что вещество имеет густую консистенцию, его можно использовать по принципу обычного пластилина. Большое влияние на прочность итогового соединения оказывает чистота склеиваемых поверхностей, срок сушки и правильное использование клея.
Классификация холодной сварки
На современном рынке строительных материалов имеется несколько видов клея холодная сварка. Помимо названия производителя, они могут различаться по агрегатному состоянию, по сроку полного высыхания и по спецификации (холодная сварка может быть универсальной или же для чего-то конкретного). Среди достаточно большого количества разновидностей стоит выделить несколько типов:
Жидкая консистенция – чаще всего холодная сварка такого типа реализуется в двух компонентах, которые начинают активироваться только при смешивании из расчёта один к одному (у большинства производителей, но могут быть исключения).
Густое вещество – это тип сварки внешне похож на обычный канцелярский пластилин, в том случае если в упаковке находятся несколько различных брусков, тогда непосредственно перед началом работ компоненты также необходимо смешивать.
Универсальный клей – он может поставляться как в жидком, так и в густом виде, а также может иметь в составе один или два компонента. Данный тип клея предназначен для проведения небольших ремонтных работ, он без проблем может прочно соединить ПВХ, дерево, металл, пластик, керамику и т.д.
Холодная сварка, в составе которой присутствует определённый металлический компонент. Соединения, созданные с применением подобного рода клея, обладают повышенной прочностью относительно вышеперечисленных разновидностей. Помимо этого, сварка может придавать соединению определённые свойства, которые зависят от наличия того или иного компонента в составе вещества.
Холодная сварка, которая создаётся специально для небольшого ремонта автомобилей. Этот подвид способен выдерживать гораздо большие температуры, чем любая разновидность из всех вышеперечисленных.
Сварка для создания прочных соединений под водой. С помощью этого вещества можно обеспечить прочность соединения, которое находится в постоянном контакте с водой. Стоит отметить, что оно абсолютно невосприимчиво к влаге и никак не влияет на чистоту воды.
Свойства, которыми может быть наделена холодная сварка
Наличие тех или иных свойств у соединения определяется дополнительными веществами, находящимися в составе клея. Холодная сварка, основное применение которой ориентирована на соединения металлических деталей, в своём составе чаще всего имеет:
Металлический компонент – он играет роль наполнителя, задачей которого является повышение прочности соединения и надёжности.
Эпоксидная смола – этот компонент обеспечивает пластичность вещества. Он является главным звеном между всеми остальными добавками.
Дополнительные вещества – разнообразные химически вещества, которые добавляют клею те или иные свойства.
Холодная сварка, которая оснащена составом из вышеперечисленных компонентов, чаще всего ориентировано на склеивание металлических деталей. Например, клей для линолеума, имеет абсолютно другой состав:
Различные пластификаторы.
Поливинилхлорид.
Тетрагидрофуран.
Такая смесь компонентов не пригодна для использования на металлических изделиях. Однако она без проблем справится со склеиванием линолеума. Дополнительные вещества создают ровные края у материала, это добивается его плавлением без применения каких-либо инструментов. Этот эффект достигается только с помощью применения клея холодная сварка.
Условия использования
Для того чтобы применять тот или иной тип холодной сварки, нужно знать несколько её свойств. Однако самым главным свойством, которое должно учитываться, это значение максимальной температуры, при котором соединения не будет терять своих свойств.
Соединение подвержено максимальному уровню опасности в первую пару часов после своего создания.
За это время, как правило, происходит только первичная сушка, поэтому и использовать отремонтированное вещество ещё нельзя. Изделие сможет вновь выполнять свои функции только по истечению двадцати четырёх часов. Как правило, максимальная возможная температура использования указывается на упаковке вещества.
Важно знать: максимальное значение температуры, которое способно выдержать соединение холодной сваркой универсального типа от одного производителя, может отличаться от вещества такого же типа от другого бренда.
Например, популярные марки сварок, такие как Poxipok, Абро, Hi-Gear способны выдержать температуру, равную примерно 250-270 градусов по Цельсию, а холодная сварка Алмаз без проблем может применяться при температурах выше одной тысячи градусов.
Рекомендации по применению
Вне зависимости от бреда и типа сварки, начальной процедурой, всегда является подготовка изделий к ремонту. Для этого требуется очистить обе склеиваемые поверхности от следов жира, разводов, масла и т. д. Металл также нужно очистить от следов коррозии. Только после выполнения данной манипуляции можно приступать к склеиванию. Если пропустить этот шаг, соединения будет непрочным и срок его службы будет очень мал.
После очистки поверхностей, нужно извлечь компоненты из упаковки. Если их несколько, в этом случае их необходимо смешать в соотношении один к одному. Холодная сварка твёрдого типа в этом шаге должна приобрести высокую пластичность. Стоит отметить, что все работы нужно проводить в резиновых перчатках, так как вещество при контакте с кожным покровом может вызывать сильные аллергические реакции. Если оно попало на кожу, первым делом нужно промыть данное место большим количеством проточной воды, после чего во избежание проблем со здоровьем, в кратчайшие сроки обратится к врачу, показав ему упаковке от клея.
После того как вещество примет пластичный вид, его необходимо сразу же использовать. Важно понимать, что время сохранения клеем густого состояния, ограничено. Его нужно наносить на поверхность слоем, толщина которого не должна превышать отметку в шесть миллиметров.
Если необходимо использовать слой большей толщины, процесс склеивания нужно выполнять в два этапа, причём второй слой можно наносить только после полного высыхания первого.
После выполнения склеивания и сушки изделие можно применять в обычном рабочем режиме, не боясь за качество и прочность соединения.
Какую температуру выдерживает холодная сварка для металла? Условия эксплуатации, недостатки, стойкость
Холодная сварка применяется во многих случаях при ремонте металлических и неметаллических изделий и деталей. Многие из ремонтируемых с помощью холодной сварки металлических деталей работают при повышенной температуре. Поэтому одной из важных характеристик любой марки является ее максимальная рабочая температура.
Содержание
1 Общие условия использования
2 Недостатки
3 Типы холодной сварки по температуре применения
4 Стойкость к действию температуры
Общие условия использования
Характеристики марок холодной сварки, приведенные в их документации, будут выполняться только в том случае, когда соблюдается технология нанесения холодной сварки и основные условия ее применения, которые обычно приведены в инструкции по использованию.
В частности, для соединения двух деталей необходимо:
зачистить поверхности соединяемых деталей;
обезжирить поверхности с помощью ацетона или другого растворителя;
отрезать от двухкомпонентного бруска необходимый для использования кусок;
размять сварку до получения пластичной массы;
нанести состав на поверхности и соединить их;
оставить соединение неподвижным до полного затвердения;
после полного отвердевания обработать шов наждачной бумагой и окрасить.
При применении холодной сварки надо учитывать, что подготовленная масса начинает быстро отвердевать, поэтому работу с составом необходимо производить очень быстро. Если требуется произвести ремонт в большом объеме, то сварку лучше готовить небольшими частями, так как, в противном случае, она затвердеет и не будет годна к работе.
Для улучшения свойств холодной сварки в ее состав вводят наполнитель. Тип такого наполнителя зависит от того материала, на сварку которого рассчитана данная марка. Например, для сварки стали в качестве наполнителя используется железный порошок, а для сварки алюминия – пудра из алюминия. Поэтому для качественного соединения деталей необходимо подбирать соответствующую марку.
Недостатки
К недостаткам холодной сварки необходимо отнести:
малая прочность на разрыв, что не позволяет использовать эту сварку в ответственных соединениях;
неэстетичный вид шва, что требует его последующей обработки;
невозможность применения в капитальных работах.
Типы холодной сварки по температуре применения
По температуре применения марки холодной сварки можно разделить на два типа – общего назначения и термостойкие.
При ремонте автомобиля часто требуется восстановить структуру металла. Это могут быть трещины, скол, износ из-за трения, раковины. Если восстанавливать металл с помощью обычной сварки, то это потребует демонтажа деталей, наличия сварочного аппарата, соответствующих условий, опыта сварщика. Во многих случаях задачи ремонта решаются с помощью холодной сварки.
Средства холодной сварки общего назначения хотя и являются более универсальными, но они не учитывают температурного режима работы деталей.
В автомобиле существует большое количество систем, работающих при повышенных температурах. Такие температуры присутствуют не только в глушителях и выхлопных коллекторах, но в двигателе, в масляной и охлаждающей системах, системе торможения, а также в некоторых электрических частях автомобиля.
Примерная стоимость холодной термостойкой сварки на Яндекс.маркет
Для рабочих температур свыше + 200 °С в автомобилях рекомендуется применять составы высокотемпературной холодной сварки.
Стойкость к действию температуры
В процессе применения холодной сварки для различных случаев ремонта требуется знание допустимой рабочей температуры этого средства.
Обычные марки сварки имеют максимальную температуру порядка +(260…275) °С. Для специальных случаев промышленность выпускает термостойкую сварку, допустимая температура которой достигает + 900°С и даже +1316 °С.
В таблице приведены максимальные температуры для некоторых видов и особенности их характеристик.
Марка
Температура, °С
Особенности
Permatex (США)
+146
Стойкая к агрессивной среде
ABRO (США)
+260
Универсальная
Hi-gear (США)
+260
Универсальная
Титан (Россия)
+160
Высокие характеристики
Момент (Россия)
+140
Стойкость к касательной нагрузке
Термо (Россия)
+900
Термостойкая
Алмаз (Россия)
+1316
Термостойкая
Для увеличения рабочей температуры в состав добавляются различные добавки.
Например, термостойкая сварка «Термо» в своем составе содержит металлосиликатную композицию с повышенной вязкостью. С помощью марки такого состава, армированного стекловолокном, можно устранять дефекты (трещины, сколы) на деталях из стали, чугуна, титана и других жаропрочных сплавов, а также на керамике и теплоизоляционных материалах. Такая сварка может быть использована для ремонта без демонтажа прогоревших глушителей и систем выпуска газа автомобиля. Кроме высокой термостойкости, сварка «Термо» может выдерживать вибрации и механические нагрузки.
6 часто задаваемых вопросов о сварке в холодную погоду
Несмотря на наши сверхчеловеческие подвиги в изготовлении, мы все здесь, в Wiley, смертные, и мы дрожим от холода, похожего на долгую зиму. Это заставило нас задуматься, мы знаем, что Крепость Одиночества Супермена находится где-то в Арктике: как он справляется с холодом?
А что, если ему нужно сделать какую-то работу снаружи? С его тепловым зрением, вероятно, он чертовски хороший сварщик, но повлияют ли низкие температуры на его работу? Вот что ему нужно знать.
Сварка на открытом воздухе
С нашим хорошо отапливаемым цехом не так много случаев, когда нам нужно сваривать на открытом воздухе, но это может случиться. Например, вполне возможно, что нас могут попросить изготовить структуру, слишком большую, чтобы пройти через наши двери.
Другим сварщикам не так повезло. Возьмите людей, которые работают на трубопроводах и на нефтяных месторождениях. Кажется, что они либо потеют в пустыне, либо мерзнут на лютом морозе. Кроме того, есть строители, которые могут работать на мосту или высоко на башне.
Сварка — это термический процесс: мы нагреваем два куска металла выше точки их плавления и позволяем им сплавиться. (Да, иногда мы также добавляем присадку.) Разумно предположить, что температура окружающей среды будет влиять на процесс сварки. На самом деле, это один из наиболее часто задаваемых вопросов о сварке на холоду. Вот наш ответ на этот и пять других часто задаваемых вопросов о сварке при низких температурах (не о низкотемпературной сварке — это нечто другое).
6 Вопросы по сварке в холодную погоду – ответы!
1. На что следует обратить внимание перед сваркой при низких температурах?
Есть две вещи, о которых следует подумать: ваша одежда и ваше снаряжение.
Одежда. Вам нужно держать чувство в пальцах, и вы не можете позволить себе отвлекаться, так что соберитесь. Это особенно важно, если вы будете работать в воздухе. Даже всего в нескольких футах от земли вы можете поймать гораздо больше ветра, и это просто вытянет тепло прямо из вас.
Оборудование. Все, что охлаждается водой, рискует замерзнуть, поэтому убедитесь, что оно надлежащим образом защищено. Вы также можете заметить, что электронные компоненты не выносят экстремально низких температур, поэтому, если вы выходите на улицу в отрицательную погоду, проверьте характеристики вашего оборудования. И, очевидно, аккумуляторы быстро умирают в холодную погоду.
2. Как низкие температуры влияют на свариваемые материалы?
Простой ответ: Большинство металлов становятся более хрупкими при низких температурах.
Более полезный ответ: Металлы имеют температуру перехода от пластичности к хрупкости или DBTT. Это температура (на самом деле это более узкий диапазон), при которой пластичность резко падает. Во многих сталях этот переход происходит при температуре около 32 ° F (0 ° C), и это одна из причин, по которой «Титаник» затонул так быстро: температура воды была ниже температуры перехода от пластичного к хрупкому, поэтому сталь корпуса была особенно хрупкой.
У нержавеющей стали с другим составом DBTT намного ниже. Типичные значения составляют около -328°F (-200°C), и немногие из нас когда-либо будут заниматься сваркой в таких условиях!
Вывод: если вам нужно сваривать при отрицательных температурах, проверьте спецификации материалов для DBTT.
3. Есть ли какие-либо особенности при сварке электродом?
Да. Проблема здесь действительно в влажности палочек. Перепады температуры могут привести к образованию конденсата, и это плохо. В общем, держите палочки в тепле и сухости до тех пор, пока они вам не понадобятся. При необходимости вы можете купить специальные сварочные палочки для низкотемпературных работ. У Lincoln Electric, например, есть линейка Kryo для низкотемпературной морской сварки.
4. Влияет ли температура на прочность сварного шва?
Да! Проблема здесь в холодном растрескивании (этот термин кажется особенно подходящим в данном контексте), вызванном слишком быстрым охлаждением. Скорость потери тепла пропорциональна разности температур, что говорит нам о том, что в холодных условиях сварное соединение будет остывать быстрее. Есть и другие факторы, такие как химический состав стали, количество водорода в сварном шве и влажность окружающей среды, но, вообще говоря, существует больший риск холодного растрескивания при сварке при низких температурах.
Не забывайте, что холод влияет как на разогрев, так и на охлаждение. Если свариваемые материалы очень холодные, вам потребуется больше тепла, чтобы сварить сварной шов. В тонком материале воздействие довольно мало, но вы можете увидеть разницу в больших, тяжелых сварных соединениях.
Наконец, мы слышали о людях, набрасывающих изолирующее одеяло на сварной шов, чтобы снизить скорость охлаждения. Есть над чем подумать.
5. Влияет ли предварительный нагрев?
Еще одно решительное да! Предварительный нагрев снижает напряжение и деформацию сварного шва, а также помогает защитить его от холодного растрескивания. Правила сварки обычно содержат рекомендации по предварительному нагреву, поэтому следуйте им.
Нужна простая визуальная помощь, чтобы определить, достаточно ли горячие материалы для сварки? Есть специальные мелки, которые плавятся при определенных температурах. Нанесите их на свои заготовки и следите за тем, чтобы мелок растаял, когда материал достаточно нагреется.
6. Есть ли какие-либо указания в нормах сварки о низких температурах при сварке?
Забавно, что вы должны спросить, да. Здесь не место вдаваться в подробности — для этого проверьте сами применимые коды — но мы можем предложить некоторые общие указания.
Для тех, кто работает на мостах, соответствующие нормы запрещают сварку при температуре окружающей среды ниже 0°F (-18°C). Они имеют минимальную температуру 32°F (0°C)
И, наконец, правила сварки ASME запрещают сварку при температуре ниже 50°F (10°C)
Мы не связывались со сварщиками здесь, в Wiley, но подозреваем, что они на стороне ASME, когда речь идет о минимальной температуре. Это не имеет никакого отношения к сварке, конечно, и все, что связано с их комфортом!
Следуйте указаниям
Сварка — это термический процесс, поэтому вполне естественно, что температура оказывает влияние. Самое главное следить за скоростью охлаждения, так как слишком быстрое охлаждение может снизить прочность сварного шва. И всегда соблюдайте все соответствующие правила сварки.
Что касается того, как наш Человек из Стали переносит холод, то мы никогда не видели его в пальто, так что, возможно, он этого не чувствует. Опять же, он носит трусы снаружи, так что это говорит о его гардеробе и чувстве одежды?
Когда слишком холодно для сварки? – Лаборатория сварщиков
Многим профессиональным сварщикам приходится работать каждый месяц в году – даже в холодное время года. Ваши клиенты полагаются на вас, чтобы выполнить работу, независимо от того, насколько холодно.
Но когда слишком холодно для сварки? Температура металла ниже точки замерзания может привести к тому, что сварной шов не проникнет в основной металл. Чтобы исправить это, вы можете либо перенести металл в более теплое место и довести его до комнатной температуры, либо предварительно нагреть металл с помощью горелки с розовым бутоном, чтобы довести металл до более высокой температуры.
Для новичков есть однозначный ответ. Сварка требует навыков, особенно для качественной работы. Чем больше у вас терпения и чем лучше ваша техника, тем легче вы справитесь со сваркой в сложных условиях.
Это означает, что вполне возможно, что в какой-то момент вам может быть слишком холодно для сварки конкретных проектов. Откуда ты знаешь, что это за точка? Есть много разных вещей, которые нужно учитывать.
Давайте посмотрим на некоторые из них.
Когда слишком холодно для сварки? Что самое холодное, что вы можете сварить MIG?
Этот ответ зависит от вашей техники сварки и вашей работы. Например, когда вы работаете на мосту, действуют правила, запрещающие сварку, если температура падает ниже 0 градусов по Фаренгейту.
Для прокладки трубопроводов и работы на сосудах под давлением нельзя работать, если температура падает ниже нуля, что составляет 32 градуса по Фаренгейту.
Сварочные нормы ASME еще бережнее относятся к сварщикам, не позволяя никому работать, если температура падает ниже 50 градусов по Фаренгейту.
Для небольших личных проектов или произведений искусства, которым не нужно выдерживать нагрузку, эти коды немного более мягкие, и все зависит от ваших личных предпочтений DITY. Только не забывайте о мерах предосторожности.
Можно ли сваривать в холодную погоду?
Крупные сварочные работы редко задерживаются из-за холодной погоды. Многие очень опытные и талантливые сварщики полны решимости преодолевать холодные условия и обеспечивать качество сварных швов. Это означает, что вы можете сваривать в холодную погоду. Просто потребуется гораздо больше навыков и настойчивости.
Многие виды сварки в холодную погоду были вызваны необходимостью. Была работа, которую нужно было выполнить очень быстро, и ни у кого больше не было навыков или желания ее выполнять, поэтому сварщикам нужно было просто взяться за дело, если они хотели сохранить свою работу.
Необходимость породила и творчество. Многие из этих сварщиков в холодную погоду придумали оригинальные способы защиты своих сварных швов.
Независимо от того, работали ли они на нефтяных вышках, в мастерских или на полях, они нашли несколько различных способов смягчить последствия сварки в холодную погоду.
Что происходит со сварным швом, если он слишком холодный?
Если ваш сварной шов слишком холодный, он не обеспечит надлежащего провара. Это приведет к нарушению сварного шва, возникновению трещин, поломке и неспособности выдержать стрессовые испытания.
В холодную погоду основной металл становится теплоотводом. В результате он будет высасывать тепло прямо из вашего сварного шва, как только вы перестанете его применять.
Это плохая ситуация, потому что, если сварной шов слишком быстро остынет после его наложения, он в конечном итоге растрескается.
Что можно сделать, чтобы нагреть металл, если он слишком холодный?
Если вы свариваете в холодном состоянии, вы можете предварительно нагреть основной металл.
Это жизненно важный этап сварки в холодную погоду, который обеспечит надлежащий провар, поэтому вам не придется беспокоиться о сбоях из-за недостаточного провара.
Ваш первый проход должен обеспечить полное проплавление, особенно если сварной шов будет подвергаться большим нагрузкам.
Предварительный нагрев
Во избежание проблем с проплавлением и растрескиванием необходимо убедиться, что основной металл не становится теплоотводом. Это означает, что вам нужно будет предварительно нагреть его, чтобы он не остыл слишком быстро после сварки.
Если вы свариваете металл толщиной более 3/8 дюйма, перед началом сварки необходимо убедиться, что он предварительно нагрет как минимум до 50 градусов по Фаренгейту с помощью пропановой или кислородно-ацетиленовой горелки.
Занесите внутрь
Если во время сварки вы заметите, что сварной шов снова начинает слишком быстро остывать, потому что он стал слишком холодным, вы можете занести его внутрь.
Это защитит его. Как только он нагреется, можно вернуться к сварке.
Советы по техническому обслуживанию при сварке в холодную погоду
Есть несколько вещей, которые вы можете сделать, чтобы повысить вероятность успеха при сварке в холодную погоду.
Давайте рассмотрим некоторые способы защиты сварных швов.
Готовьтесь
Во-первых, вам необходимо позаботиться о своей личной безопасности. Вам по-прежнему нужны все ваши обычные средства безопасности, такие как наушники и затемняющие шлемы.
Вам также нужно найти способ защитить себя от других стихий, а именно от холода, ветра, снега и любых других обстоятельств, ведущих к такой холодной погоде.
Имейте в виду, что вам нужно использовать специализированное снаряжение. В отличие от большинства гардеробов для холодной погоды, вы не можете просто собраться и выйти на улицу.
Сварка требует большой ловкости, и чем больше слоев вы добавляете для защиты от холода, тем меньше ловкости вы обычно видите… особенно с громоздкими стегаными пальто и рукавицами.
Используйте более тонкие материалы, например термобелье, под сварочным аппаратом, чтобы не замерзнуть.
Вы также должны убедиться, что материалы ваших пальто и теплых слоев являются огнестойкими.
Есть причина, по которой сварщики обычно работают с толстыми металлами и кожей, и это потому, что они знают, что всегда есть риск возгорания.
Это не изменится только потому, что погода похолодает. Это означает, что вам нужно стратегически защищать себя.
Защитите свой сварочный аппарат
Вы должны защищать свое оборудование так же, как и себя. Вы никогда не сможете создать прочный, прочный и надежный шов, если ваш сварочный аппарат сломается в холодную погоду. Вы должны принять меры по уходу за своим снаряжением и защитить его от холода.
Когда на улице становится холодно, вам нужно будет тратить немного больше времени на техническое обслуживание сварочного аппарата, чем в теплое время года. Это предотвратит поломку вашего сварочного аппарата во время работы или некачественные сварные швы.
Обязательно проверяйте уровень масла и регулярно его меняйте.
Вязкость масел имеет решающее значение для их правильной работы, а холодная погода сделает ваше масло более густым, увеличивая вязкость до такой степени, что оно не будет течь так, как должно. Вы должны убедиться, что у вас не возникнет этой проблемы, поэтому вам может понадобиться более легкий вес.
Вы также хотите накрыть машину. Вы можете подобрать сварочный козырек довольно недорого, и это защитит вашу машину от дождя и покажет попадание в ответственные внутренние части. Летом он защищает от УФ-излучения, которое может расплавить шланги и проводку.
Также необходимо убедиться, что антифриз работает. Регулярно проверяйте его и меняйте при необходимости.
Это чрезвычайно важно в холодную погоду, потому что предотвращает замерзание воды в охлаждающей жидкости и разрушение двигателя. Он также защищает металл от коррозии в холодную погоду.
WD-40 будет вашим другом. Тонкий слой внутри и снаружи вашего сварочного аппарата обеспечит бесперебойную работу. Зимой влажность воздуха меняется, и это может привести к тому, что ваш сварочный аппарат заржавеет или подвергнется коррозии, если вы не будете его обслуживать.
Вам также необходимо проверить шланги. Зимой они становятся более ломкими и начинают образовываться трещины.
Если у вас есть жесткие и ломкие шланги с трещинами, их необходимо заменить. Не ждите, пока они полностью выйдут из строя, иначе вы пожалеете об этом.
Наконец, позаботьтесь о топливе. Вам нужно будет обработать его некоторыми стабилизаторами в холодные месяцы.
Это особенно важно, если вы не планируете использовать сварочный аппарат в течение недели или более. Стабилизаторы предотвратят замерзание или чрезмерное загустевание топлива, когда машина не используется.
Убедитесь, что ваши стержни сухие и теплые
В холодную погоду лучше всего подходит сварка электродами, поскольку она портативна. Это также отлично подходит для толстых металлов в ситуациях, которые не идеальны. Этот процесс довольно прост, но слабым местом процесса являются сварочные стержни.
Вы должны уделять им особое внимание при сварке на холоде. Очень важно, чтобы сварочные стержни оставались сухими и теплыми для получения прочного сварного шва. Это означает, что вам нужно будет уделять им особое внимание.
Если ваш стержень намокнет, защитный слой отвалится или треснет, как только дуга нагреется во время сварки.
Водяной пар также загрязняет сварной шов, как только он подвергается воздействию тепла дуги. В результате получается загрязненный сварной шов без защиты сварочной ванны, что приведет к еще большим проблемам со сварным швом.
Хорошей новостью является то, что есть способы сохранить ваши удилища сухими и теплыми. Вы можете использовать стержневую печь, чтобы держать их теплыми и сухими, когда вам это нужно.
Доступно множество доступных переносных печей для сварки. Если они не подходят для вас, то убедитесь, что вы покупаете контейнеры для сухого хранения.
Часто задаваемые вопросы
Мы надеемся, что рассмотрели большую часть того, что вам нужно знать, когда речь идет о сварке в холодную погоду, но вот ответы на еще несколько вопросов, которые возникают, когда речь заходит об этой теме.
Что делать, если сварной шов трескается в холодную погоду?
Если ваш сварной шов трескается, возможно, вы не получаете надлежащего проплавления, а основной металл слишком холодный.
Вы можете начать сначала. А пока вам нужно сделать перерыв и разогреть основной металл.
Причина появления трещин в том, что ваш сварной шов слишком быстро остывает после наложения, поэтому вам нужно, чтобы основной металл был достаточно теплым, чтобы не остыть сразу после удаления сварочной дуги.
Насколько теплым должен быть основной металл для сварки без его нагрева?
Перед сваркой на холоду рекомендуется поддерживать температуру основного металла не менее 50 градусов по Фаренгейту.
Расчет бетона, арматуры для фундаментов в онлайн калькуляторе: ленточный, плита, свайный
Для этого нужно внести данные в соответствующие ячейки с учетом запаса толщины стен фундамента не меньше 5 см. Если межкомнатные перегородки не относятся к несущей конструкции, то под ними можно обустраивать легкую основу с особыми показателями. Рекомендуется проводить их расчет отдельно.
При выборе ленточного фундамента в каждое поле вводится значение длины, высоты и толщины несущих стен. На основе расчетов определяется площадь основания для приобретения необходимого количества гидроизоляции, объем бетона и число плит перекрытия. Этот тип представляет собой закрытую железобетонную полосу, принимающую и равномерно распределяющую нагрузку от несущих стен.
Для плитного фундамента заполняются только значения длины стен и общей высоты основы. Это обусловлено его небольшим заглублением, отсутствием необходимости выполнения серьезных земляных работ. Он может укладываться на глубине до 50 см на основе песчаной подушки с использованием гидроизоляции и утеплителя. Такой тип выбирается при постройке небольшого здания на пучинистых грунтах.
Чтобы не переплатить и выбрать соответствующий по параметрам материал, необходимо обратиться к специалистам. Они объяснят назначение различных марок в зависимости от типа возводимого здания:
При расчете фундамента дома лучше выбирать прочный материал, который не подвергаться деформации, не разрушится под воздействием влаги и веса всей конструкции.
Плитный фундамент — монолитное основание, которое дарит строению устойчивость и долговечность. Железобетонная плита, которую закладывают под всю площадь здания, служит надёжной опорой для жилого дома или хозяйственной постройки. Минимальный объём земляных работ, низкий коэффициент давления на грунт, а также простота обустройства — объективные преимущества монолитной плиты, ключевого элемента фундамента данной категории. Профессиональное армирование фундаментной плиты гарантирует основанию прочность и стойкость к солидным механическим нагрузкам. Грамотный расчёт плитного фундамента поможет быстро и безошибочно выполнить онлайн калькулятор фундамента монолитная плита.
Информация по назначению калькулятора
Онлайн калькулятор монолитного плитного фундамента (плиты) предназначен для расчетов размеров, опалубки, количества и диаметра арматуры и объема бетона, необходимого для обустройства данного типа фундамента домов и других построек. Перед выбором типа фундамента, обязательно проконсультируйтесь со специалистами, подходит ли данных тип для ваших условий.
Все расчеты выполняются в соответствии со СНиП 52-01-2003 «Бетонные и железобетонные конструкции», СНиП 3.03.01-87 и ГОСТ Р 52086-2003
Плитный фундамент (ушп) – монолитное железобетонное основание, закладываемое под всю площадь постройки. Имеет самый низкий показатель давления на грунт среди других типов. В основном применяется для легких построек, так как с увеличением нагрузки существенно возрастает стоимость данного типа фундамента. При малом заглублении, на достаточно пучинистых грунтах, возможно равномерное приподнимание и опускание плиты в зависимости от времени года.
Обязательно наличие хорошей гидроизоляции со всех сторон. Утепление может быть как подфундаментное, так и располагаться в стяжке пола, и чаще всего для этих целей применяется экструдированный пенополистирол.
Главным преимуществом плитных фундаментов является относительно низкая стоимость и простота возведения, так как в отличии от ленточного фундамента нет необходимости в проведении большого количества земляных работ. Обычно достаточно выкопать котлован 30-50 см. в глубину, на дне которого размещается песчаная подушка, а так же при необходимости геотекстиль, гидроизоляция и слой утеплителя.
Обязательно необходимо выяснить какими характеристиками обладает грунт под будущим фундаментом, так это это является основным решающим фактором при выборе его типа, размера и других важных характеристик.
При заполнении данных, обратите внимание на дополнительную информацию со знаком
Далее представлен полный список выполняемых расчетов с кратким описанием каждого пункта. Вы так же можете задать свой вопрос в комментариях под статьей.
Общие сведения по результатам расчетов
1. Периметр плиты — Длина всех сторон фундамента
2. Площадь подошвы плиты — Равняется площади необходимого утеплителя и гидроизоляции между плитой и почвой.
3. Площадь боковой поверхности — Равняется площади утеплителя всех боковых сторон.
4. Объем бетона — Объем бетона, необходимого для заливки всего фундамента с заданными параметрами. Так как объем заказанного бетона может незначительно отличаться от фактического, а так же вследствие уплотнения при заливке, заказывать необходимо с 10% запасом.
5. Вес бетона — Указан примерный вес бетона по средней плотности.
6. Нагрузка на почву от фундамента — Распределенная нагрузка на всю площадь опоры.
7. Минимальный диаметр стержней арматурной сетки — Минимальный диаметр по СНиП, с учетом относительного содержания арматуры от площади сечения плиты.
9. Размер ячейки сетки — Средний размер ячеек сетки арматурного каркаса.
10. Величина нахлеста арматуры — При креплении отрезков стержней внахлест.
11. Общая длина арматуры — Длина всей арматуры для вязки каркаса с учетом нахлеста.
12. Общий вес арматуры — Вес арматурного каркаса.
13. Толщина доски опалубки — Расчетная толщина досок опалубки в соответствии с ГОСТ Р 52086-2003, для заданных параметров фундамента и при заданном шаге опор.
14. Кол-во досок для опалубки — Количество материала для опалубки заданного размера.
Для расчета УШП необходимо вычесть объем закладываемого утеплителя из объема рассчитанного бетона.
Плитный фундамент: плюсы и минусы
Плитный фундамент — представляет собой монолитное бетонное армированное основание или нескольких независимых, но соединенных между собой железобетонных плит, располагающихся под коробкой здания.
Его главным преимуществом является самый низкий показатель удельного давления на грунт, то есть происходит равномерное распределение нагрузки на подстилающую поверхность, внезависимости от типа вышележащей конструкции. Таким образом, получается, что сооружения на монолитном фундаменте можно строить практически на всех видах почв, в том числе на сложных грунтах, сильнопучинистых и с высоким уровнем залегания подземных вод.
В силу своих качественных характеристик, плита применяется повсеместно при строительстве, как для легких построек из газо- пенобетона и дерева, так и при сооружении массивных многоэтажных конструкций из кирпича. Тем не менее использование этого типа основания не всегда оправдано, особенно если есть возможность создания более простых типов фундамента, например ленточного или свайного.
Суть проблемы заключается, в том что при увеличении массы дома, соответственно увеличивается толщина платформы, и следовательно непропорционально сильно возрастают затраты на материалы. В некоторых случаях, стоимость основания может превысить стоимость дома.
Поэтому перед тем, как выбрать определиться с типом фундамента для частного дома нужно провести подробную геолого-гидрологическую экспертизу подстилающего грунта, а для этого, желательно, воспользоваться помощью профильных организаций.
Подводя итог, необходимо отметить, что если вы все же настоятельно решились обзавестись плитным фундаментом, готовьтесь потратить значительную сумму денег. Однако взамен вы получите уверенность в будущем, при соблюдении остальных правил строительства и ухода, дом гарантировано простоит эксплуатационный срок.
Расчет фундамента, калькулятор кубов он-лайн от «Мосбетон».
Ниже приведены калькуляторы для расчета бетона на плиточный и ленточный фундаменты. Чтобы понимать примерное значение по объему бетона и приблизительно составить смету они вполне подходят. В пустых окошках вы указываете параметры вашего фундамента и получаете примерный расчет калькулятора в кубах. Необходимо понимать, что полученные значения — теоретические. Они не учитывают особенности вашего участка ,качество вашей опалубки, наличие подготовительных работ перед заливкой работ и многое другое. Он-лайн калькулятор бетона для фундамента — ваш необходимый помощник. Данные вводятся в метрах! Если высота ленты 80 см, вводим значение «0,8». Без единиц измерения!
Калькулятор ленточного фундамента
Калькулятор плитного фундамента
Фундамент представляет собой основу любого сооружения. Поэтому очень важен выбор правильного и подходящего фундамента, а также грамотный расчет бетона на фундамент, который позволит составить примерную смету строительства.
Следует отметить, что смету составлять требуется обязательно, чтобы не пришлось останавливать работы и терять время на приобретение недостающих материалов или же по причине исчерпания бюджета. Для того чтобы понять сколько средство потребуется затратить на основу сооружения можно использовать специальный калькулятор бетона для фундамента.
Ленточный фундамент, который может быть монолитным или сборным, представляет собой замкнутую полосу из железобетона, которая разделяет нагрузку сооружения на почву и проходит под несущими стенами конструкции. Такой фундамент предотвращает оседание здания, изменение его формы или деформацию стен. Ленточная основа является самым часто используемым видом фундамента при строительстве частных домов, подвалов и цокольных этажей.
Данный фундамент еще может быть мелкозагубленным или же глубокозагубленным, что зависит от характеристик почвы и предполагаемой нагрузки на него. При возведении любого фундамента важен правильный расчет, что позволит избежать досадных ошибок и лишней траты средств. Калькулятор кубов поможет определить объем требуемого для строительства бетона и заранее запастись всеми составляющими в нужном количестве. Расчет фундамента калькулятор пригодится для определения веса бетонной смеси и нагрузки на почву. Также можно просчитать и расход цементного раствора.
Обычно расчет бетона калькулятор производится по таким характеристикам, как длина, высота и ширина спроектированного фундамента. Для более точных подсчетов можно использовать и дополнительные параметры, например, указать марку используемого бетона и состав смеси. Специализированный калькулятор бетона на фундамент также позволит затем провести анализ, какое количество арматуры может понадобиться или же рассчитать опалубку.
Следует также учитывать, что при приготовлении смеси для строительства самостоятельно, расчет бетона ведется в зависимости от фракции песка и щебня, их плотность и используемых пропорций.
Калькулятор для ленточного фундамента состоит не только из таких характеристик, как ширина ленты, высота ленты и длина ленты, но и зависит от марки выбранного бетона и толщины ленты.
Калькулятор бетонного фундамента
для Maryland Concrete
Назад к калькуляторам
Бетон заказывается по объему в кубических метрах.
Длина
ноги
Ширина
дюймы
Глубина
дюймы
ПРИМЕЧАНИЕ. Этот калькулятор следует использовать ТОЛЬКО в качестве инструмента оценки. Chaney Enterprises не несет ответственности за какие-либо расхождения в материалах, основанных на расчетах, сделанных с помощью этого приложения.
Чтобы заказать бетон, позвоните по номеру 301-932-5000 и выберите опцию 1.
Советы по заказу бетона , потому что неудача может обернуться катастрофой. Хорошее эмпирическое правило состоит в том, чтобы взять ваш расчет и добавить от 4% до 10% к общей сумме, чтобы учесть потери, утечки, чрезмерные земляные работы, оседание, распространение форм, потерю вовлеченного воздуха или любые другие изменения в объеме. Бетон можно заказать с шагом в ½ ярда.
Осадка – Осадка является мерой консистенции бетона. 4-дюймовый осадок (мера расстояния, на которое упадет влажный бетонный конус) является типичным. Если вы хотите больше осадки, для бетона всегда безопаснее отрегулировать осадку на заводе. Регулировка осадки на рабочей площадке повредит бетон. Добавление всего 1 галлона воды на кубический ярд может снизить прочность на сжатие от 150 до 200 фунтов на квадратный дюйм, отходы цемента и увеличить усадку на 10%. Это особенно проблема для бетона, который может подвергаться воздействию условий замерзания и оттаивания.
Прочность . Прочность чаще всего измеряется расчетной прочностью на сжатие в фунтах на квадратный дюйм (psi) затвердевшего бетонного цилиндра. Любая плита, подвергающаяся воздействию условий замораживания-оттаивания, должна выдерживать давление не менее 4000 фунтов на квадратный дюйм.
Захваченный воздух – Захваченный воздух представляет собой маленькие пузырьки воздуха, предназначенные в первую очередь для повышения стойкости затвердевшего бетона к условиям замораживания-оттаивания. Любая наружная плита в нашем климате должна иметь воздухововлекающие элементы.
Прочие материалы – Вам нужен заполнитель (камень или гравий) для проекта? У вас есть необходимые инструменты для бетона? Наши профессиональные представители по обслуживанию клиентов и команда BuilderUp помогут вам убедиться, что вы готовы, просто позвоните по номеру 301-932-5000.
Промывка бетона — после заливки бетона вам нужно будет предоставить место для промывки грузовика. Это должна быть замкнутая зона, которая не позволит жидкости просачиваться в окружающие области. Тачку или другой контейнер зачастую проще всего доставить.
Качество – Бетон является скоропортящимся продуктом, и с ним следует обращаться соответствующим образом. Время, погодные условия, включая температуру бетона, а также температуру окружающей среды и скорость ветра могут влиять на бетон. Поговорите с нашим представителем о том, что вы заливаете и сколько времени, по вашему мнению, займет заливка. Как правило, бетон должен быть залит в течение 1 часа после замеса. Доступны химикаты для замедления или ускорения времени схватывания.
Количество – Измерения часто могут быть неверными из-за высоты поверхности земли, поэтому мы настоятельно рекомендуем заказать немного больше. Хорошее эмпирическое правило состоит в том, чтобы взять ваш расчет и добавить от 4% до 10% к общей сумме, чтобы учесть потери, утечки, чрезмерные земляные работы, оседание, распространение форм, потерю вовлеченного воздуха или любые другие изменения в объеме. Бетон можно заказать с шагом 1/4 ярда, но не менее 1 ярда.
Спад – Осадка является мерой консистенции бетона. 4-дюймовый спад (мера расстояния, на которое упадет влажный бетонный конус) является типичным. Если вы хотите большего спада, вы можете поговорить с техническим представителем, чтобы обсудить ваши конкретные потребности. Он может прописать дизайн микса специально для вашего проекта без ущерба для качества. Добавление всего 1 галлона воды на кубический ярд может снизить прочность на сжатие на 150–200 фунтов на квадратный дюйм и увеличить усадку на 10%. Это особенно проблема для бетона, который может подвергаться воздействию условий замерзания и оттаивания.
Прочность – Прочность чаще всего измеряется расчетной прочностью на сжатие в фунтах на квадратный дюйм (psi) затвердевшего бетонного цилиндра. Типичный товарный бетон имеет сильные стороны.
Захваченный воздух – Захваченный воздух представляет собой микроскопические пузырьки воздуха, используемые в первую очередь для повышения удобоукладываемости бетона при укладке и устойчивости затвердевшего бетона к условиям замораживания-оттаивания. Наружные плиты в нашем климате могут иметь или не иметь воздухововлечения в зависимости от их конкретного применения.
Профессиональный сверлильный станок для точных работ.Быстрое и качественное сверление отверстий в различных материалах (при установке соответствующих типов сверл). Электронный дисплей позволяет считывать информацию о текущей скорости и глубине сверления во время эксплуатации.Быстрозажимное устройство позволяет нажёжно фиксировать даже круглые заготовки, обеспечивая высокую точность выполняемых отверстий. Лазерный указатель точно указывает точку вхождения сверла в материал, обеспечивая быстрое получение точного результата. LED подсветка рабочей зоны. Двухступенчатый редуктор позволяет подобрать оптимальные режимы для обрабатываемого материала.
Применение
Для выполнения точных отверстий в различных материалах.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Мощность, Вт
800
Диаметр сверла, мм
1. 5-13
Ход шпинделя, мм
100
Число ступеней в редукторе
2
Плавная регулировка оборотов
да
Частота вращения шпинделя, об/мин
170-880/ 490-2600
Расстояние шпиндель — стойка, мм
125
Вертикальное перемещение сверлильной головы, мм
270
Размер основания, мм
330х300
Быстрозажимной патрон
да
Тип патрона
кулачковый
Горизонтальное перемещение шпинделя, мм
нет
Лазерный указатель
да
LED подсветка
да
Напряжение питания, В/Гц
~ 220-24/50
Габариты, см
33х34х65
Масса изделия, кг
9. 5
Масса в упаковке, кг
11
Комплектация
Станок сверлильный
1 шт
Основание
1 шт
Прижим заготовки
1 шт
Ключ патрона
1 шт
Защитное стекло
1 шт
Крепёжный набор
1 шт
Упор
1 шт
Рукоятка
1 шт
Руководство по эксплуатации
1 шт
Документация
Инструкция (скачать pdf, 4. 73 МБ)
Рекламная брошюра (скачать pdf, 4.47 МБ)
Инструкция для печати (скачать pdf, 4.8 МБ)
Настольный сверлильный станок в категории «Промышленное оборудование и станки»
Настольный сверлильный станок Белорус CC-16-5
На складе
Доставка по Украине
3 898 грн
Купить
«Hightools-Хайтулс» Интернет-магазин инструмента
Настольный сверлильный станок Минск МСС 1800-16
На складе
Доставка по Украине
3 370 грн
Купить
«Hightools-Хайтулс» Интернет-магазин инструмента
Настольный сверлильный станок Grand НСС-1750
На складе
Доставка по Украине
4 791 грн
Купить
«Hightools-Хайтулс» Интернет-магазин инструмента
Настольный станок сверлильный Euro Craft DP201 + тиски POLAND
На складе
Доставка по Украине
3 899 грн
Купить
Интернет-магазин kilowat. in.ua
Настольный сверлильный станок НСС-1750 | GRAND
Доставка по Украине
5 440 грн
4 900 грн
Купить
Da4a.com.ua
Настольный сверлильный станок Schwarzbau с тисками / 1400 Вт
Настольный сверлильный станок OPTIdrill B 17Pro basic
Доставка по Украине
12 549.6 — 13 944 грн
от 3 продавцов
13 944 грн
12 549. 60 грн
Купить
BanKa-ua
Настольный сверлильный станок OPTIdrill B 23Pro (220 B)
Доставка по Украине
18 998 грн
17 098.20 грн
Купить
BanKa-ua
Настольный сверлильный станок OPTIdrill B 23Pro (380 B)
Доставка по Украине
19 320 грн
17 388 грн
Купить
BanKa-ua
Настольный сверлильный станок по металлу OPTIdrill D 23Pro (400 В)
Доставка по Украине
26 864 грн
24 177.60 грн
Купить
BanKa-ua
Лучшие настольные сверлильные станки 2022 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: Том Скализи
Если для проекта «сделай сам» требуется выполнить прецизионное сверление, подойдет только лучший настольный сверлильный станок. Эти удобные инструменты отлично подходят для сверления прецизионных отверстий в древесине, металле и других материалах, а современные модели могут многое предложить.
Настольный сверлильный станок является идеальным дополнением к мастерской, делая неуклюжую, потенциально опасную работу более безопасной и точной. Вместо того, чтобы ненадежно держать заготовку в руке, пользователи могут закрепить ее на рабочем столе сверлильного станка. Домашние мастера также могут использовать их для шлифования и шлифования. Некоторые специально разработанные модели, известные как фрезы, могут даже создавать идеальные столярные изделия.
Для мастерских, где нет сверлильных станков, самое время проверить один из этих замечательных инструментов. И чтобы убедиться, что эти настольные сверлильные станки соответствуют требованиям, я провел практическое тестирование всех следующих моделей. Продолжайте читать, чтобы узнать, что мне понравилось, а что нет.
ЛУЧШИЙ ОБЩИЙ ОБЪЕМ: WEN 4214 12-дюймовый сверлильный станок с регулируемой частотой вращения
BEST MULTIUSE: Shop Fox 13-дюймовый настольный сверлильный станок/шпиндельный шлифовальный станок
BEST MORTISER: Powermatic 3/4 HP Настольный долбежный станок
ДЮЙМ: RYOBI 10-дюймовый сверлильный станок с выравниванием EXACTLINE
BEST 12-ДЮЙМОВЫЙ: BILT HARD 5 А 12-дюймовый сверлильный станок с регулируемой скоростью
ТАКЖЕ РАССМОТРИТЕ: Dremel Drill Press 925 Rotary Tool Stand
Рабочая станция
: Том Скализи
На что обратить внимание при выборе настольного сверлильного станка
Домашние мастера, которые только начинают владеть настольным сверлильным станком, могут не знать, на что обращать внимание при новой покупке или даже в том, как управлять сверлильным станком. Хотя сверлильные станки не обязательно являются нишевым инструментом, они менее распространены в домашних мастерских, чем раньше. Вот некоторые вещи, которые следует учитывать при поиске лучшего настольного сверлильного станка для магазина.
Размер сверла и ход сверла
Размер сверла и ход сверла являются двумя наиболее важными параметрами для сравнения настольных сверлильных станков.
Производители измеряют размер сверла по «расстоянию горловины» или расстоянию между сверлом и станиной, поддерживающей двигатель. Производители любят удваивать это расстояние, чтобы определить размер своих сверлильных станков. Например, сверлильный станок с длиной 6 дюймов от долота до стойки будет 12-дюймовым сверлильным станком.
Ход означает, насколько патрон может перемещаться вверх и вниз. Например, ход в 2 дюйма означает, что пользователь может опустить наконечник сверла на 2 дюйма. Чем больше ход, тем более толстый материал потенциально может просверлить сверлильный станок.
Переменная скорость
Сверлильные станки обычно имеют скорость от 200 до 3600 об/мин. Как правило, чем тверже материал, тем ниже требуемая скорость. Это снижает тепловыделение сверла, что помогает сохранить острую режущую кромку сверла. Некоторые материалы требуют более высоких скоростей, чем другие. Например, сверлить сосну с высокой скоростью можно, кусок дуба требует средней скорости, а различные металлы требуют низкой скорости.
Профессиональный совет: При сверлении металла рекомендуется держать поблизости канистру со смазкой или смазочно-охлаждающим маслом. Быстрое распыление на сверло помогает снизить температуру на кончике и сохранить острую режущую кромку.
Мощность в л.с.
Мощность в л.с. — число, которое полезно знать, но оно не так важно для настольных сверлильных станков в мастерских, как для напольных моделей в производственных условиях. Когда речь идет о настольном сверлильном станке, вариативность скорости гораздо важнее, чем мощность в лошадиных силах.
Стандартные настольные сверлильные станки мощностью от 1/3 до 3/4 л.с. Любой из них подойдет для большинства проектов на базе мастерской. Если сверлильный станок начинает вязнуть, пользователь слишком сильно давит на долото. Это вредно для биты, патрона и шпинделя, так что полегче.
Лазерный указатель и бортовой фонарь
Даже самые опытные операторы сверлильного станка время от времени могут пользоваться указаниями. Выбор сверлильного станка со встроенным освещением поможет им лучше видеть, если сверлильный станок находится в темных углах мастерской, что обеспечит более точное сверление.
Ищите модель с лазерным указателем, чтобы вывести игру на новый уровень. Эти направляющие часто представляют собой линии в форме перекрестия, которые точно совпадают с тем местом, где острие сверла касается заготовки. После регулировки будет легче определить каждую каплю сверлильного станка.
Средства безопасности
Несмотря на то, что сверлильные станки относятся к классическому инструменту, они получили несколько последних обновлений, которые сделали их более безопасными. Такие функции, как защита насадок, помогают держать руки подальше от вращающегося сверла и предотвращают попадание металлических и деревянных обрезков в лицо пользователю. Крупные кнопки включения/выключения помогают пользователям быстро отключить машину, если что-то пойдет не так.
Зажимные устройства не только удерживают заготовку на месте для повышения точности, но и предотвращают ее выпадение и травмирование пользователя сверлильного станка. Однако большинство этих устройств являются аксессуарами, которые пользователи должны покупать отдельно.
Принадлежности и принадлежности
Для настольных сверлильных станков имеется множество удобных приспособлений и принадлежностей. От шлифовальных наборов до долбежных долот — правильный комплект принадлежностей может превратить стандартный заурядный сверлильный станок в высокофункциональную производственную машину. Многие из этих принадлежностей просто затягиваются в патроне.
Другие полезные принадлежности включают в себя зажимы и приспособления, которые крепятся болтами к столу сверлильного станка, чтобы удерживать заготовки под определенным углом для безопасного и точного сверления.
Фото: Том Скализи
Наш выбор
Настольные сверлильные станки довольно стандартны, хотя есть некоторые различия между брендами, размерами и функциями. Принимая во внимание все приведенные выше советы, я тщательно отобрал лучшие настольные сверлильные станки для следующего списка. Я даже провел практическое тестирование следующих моделей, чтобы убедиться, что они высочайшего качества.
Фото: amazon.com
Проверить последнюю цену
WEN производит несколько мощных электроинструментов, и сверлильный станок с регулируемой скоростью 4214 не является исключением. Этот 12-дюймовый сверлильный станок оснащен цифровым дисплеем, поэтому пользователи всегда знают точную скорость сверла, которая регулируется в диапазоне от 580 до 3200 об/мин с очень малым шагом. Он имеет ход 3⅛ дюйма, а также регулируемый ограничитель глубины для воспроизводимых результатов. Мотор мощностью 2/3 л.с. имеет достаточную мощность для любого проекта в магазине, а рабочий стол регулируется до 45 градусов влево и вправо. Стол также оснащен кривошипной рукояткой для подъема и опускания.
Этот WEN оснащен лазерным указателем и встроенным рабочим фонарем, но ему не хватает защитного ограждения. Опытные бурильщики это оценят, но новичков это может отпугнуть.
Мне очень понравилось работать с 12-дюймовым сверлильным станком WEN во время практических испытаний. Двигатель был тихим, большой ход был плюсом, а цифровая индикация скорости на передней части сверлильного станка помогала отслеживать скорость. Тем не менее, единственной областью, в которой WEN можно было бы доработать, является регулировка скорости: рычаг был невероятно тугим, и им было трудно манипулировать даже при работающей дрели. Но рабочий стол, его рукоятка и ролик, безусловно, компенсировали это.
Product Specs
Size: 12 inches
Speed: 580 and 3,200 rpm
Laser/light: Both
Pros
Lots of travel, allowing for drilling через два 2×4 при необходимости
Цифровая индикация скорости была полезна
Высококачественный рабочий стол
Минусы
Рычаг регулировки скорости очень тугой
Получите сверлильный станок WEN 4214 на Amazon.
Фото: amazon.com
Проверить последнюю цену
Сверлильный станок 4208 от WEN сочетает в себе множество функций при небольшой цене. Этот сверлильный станок имеет пять предустановленных скоростей: 740; 1100; 1530; 2100; и 3140 об/мин. Его 8-дюймовое горло достаточно для большинства проектов. Его ход составляет 2 дюйма, а рабочий стол наклоняется до 45 градусов влево или вправо. Двигатель мощностью 1/3 л.с. может показаться легким по промышленным стандартам, но любители, скорее всего, обнаружат, что он отлично подходит для их нужд.
Модель 4208 имеет два ограничения: патрон ½ дюйма и его ход 2 дюйма. Таким образом, он лучше всего подходит для легкого использования.
Эта модель от WEN была одной из самых простых в сборке. Мне также понравилось, что он легкий и компактный, что позволяет легко поднимать и перемещать его. И хотя у него нет рукоятки для подъема и опускания рабочего стола, доступная цена может купить некоторое прощение.
Характеристики продукта
Размер: 8 дюймов
Скорость: 740 до 3140 об/мин
Лазер/свет: Нет
Pros
очень легкий для настройки
Lightable
Lightable
Lightable и Cumpops
Lightable
Lightable
Lightable
Lightable
и Compactsalef
66666666666666666666666666666666613.
Минусы
Рабочий стол не имеет кривошипной системы
Получите сверлильный станок WEN 4208 в The Home Depot.
Фото: amazon.com
Проверить последнюю цену
Инструменты JET одинаково удобны как в производственных условиях, так и в мастерской, включая этот мощный настольный сверлильный станок. J-2530 от JET имеет горловину 15 дюймов и двигатель мощностью 3/4 л.с. для сверления некоторых серьезных материалов. Рабочий стол наклоняется на 45 градусов влево и вправо и поворачивается на 360 градусов, когда пользователю это нужно. Двигатель имеет 16 скоростей, регулируемых от 200 об/мин до 3630 об/мин. Он имеет ход 3⅜ дюйма, дополняющий его широкое горло. Он также оснащен большим переключателем включения / выключения и защитой от бит.
Во время теста я обнаружил, что JET работает невероятно плавно и тихо по сравнению с другими моделями. Мне также понравилось, что он предлагает множество комбинаций шкивов для регулировки скорости (что поначалу немного сбивало с толку). Кроме того, сверхмощный двигатель, похоже, вообще не вязнет, независимо от того, что я на него накидывал. Единственная реальная проблема с этой моделью заключается в том, что она дорогая и очень тяжелая (более 150 фунтов).
Характеристики продукта
Размер: 15 дюймов
Скорость: с 200 до 3630 об/мин
Лазер/свет: Нет
ПРОФИ
Широкий диапазон скоростей
Минусы
Это дорого
Он весит более 150 фунтов
Получите сверлильный станок JET J-2530 на Amazon.
Фото: amazon.com
Проверить последнюю цену
Магазин Fox знает, что большинству любителей нужно, чтобы их мастерские были как можно более универсальными. Их 13-дюймовый настольный сверлильный станок/шпиндельный шлифовальный станок предназначен как для сверления, так и для шлифования, поэтому этот сверлильный станок мощностью 3/4 л. с. вращает шпиндель со скоростью от 250 до 3050 об/мин. 13¼-дюймовый поворот позволяет легко манипулировать большими заготовками без проблем, особенно при шлифовании. Стол наклоняется в любую сторону на угол до 90 градусов, что упрощает сверление торцов при деревообработке. Он включает барабанную установку с 1-, 1½- и 2-дюймовыми барабанами и наждачной бумагой. При использовании в режиме шлифования барабан колеблется вверх и вниз. Нетрадиционный круглый рабочий стол имеет круглый вырез для шлифовального барабана — идеально подходит для тонких, детальных шлифовальных работ.
Во время теста мне очень понравился сверлильный станок Shop Fox. Во-первых, широкий диапазон скоростей и высококачественный рабочий стол сделали сверление легким и точным. Кроме того, мне понравилась шпиндельная шлифовальная насадка, так как она легко крепится и отлично справляется с гладкой шлифовкой. Моя самая большая жалоба заключается в том, что кнопка питания находится слева от машины, а не спереди, как у большинства других моделей, что может быть проблемой безопасности.
Приобретите сверлильный станок/шпиндельный шлифовальный станок Fox на Amazon или в The Home Depot.
Фото: amazon.com
Проверить последнюю цену
Для тех, кто строит свои мастерские по изготовлению мебели и шкафов, ничто не заменит хороший настольный фрезерный станок. Хотя это не совсем сверлильный станок, домашние мастера могут снять долбежное долото и использовать его для некоторых из тех же функций (хотя и с более длинным сверлом). Это делает его достаточно универсальным, чтобы предложить решение для сверления в крайнем случае, с возможностью вырезать идеальные пазы в прочном материале. Двигатель мощностью 3/4 л.с. имеет достаточную мощность для твердых пород дерева, таких как грецкий орех и акация, но работает только на одной скорости (1725 об/мин).
Первое, на что я обратил внимание во время теста, — это усовершенствованная система прижима Powermatic, которая может скользить вперед и назад, чтобы зафиксировать заготовку на месте. Кроме того, у него была большая мощность, не позволявшая сверлу увязнуть во время сверления по мокрой древесине. Точный ограничитель глубины является плюсом, а также тот факт, что он может обрабатывать долота разных размеров. Моя единственная жалоба заключается в том, что это не совсем сверлильный станок, поэтому для него потребуются более длинные сверла, но он более чем способен удовлетворить большинство потребностей в сверлении.
Спецификации продуктов
Размер: Mortiser
Скорость: 1,725 об/мин
LASER/Light: NO
9 LASER/LOUGE: NO
9 LASER/LOGE: NO
9 .
Точный ограничитель глубины
Минусы
Требуются более длинные сверла, которых у некоторых мастеров может не быть.
Фото: homedepot.com
Проверить последнюю цену
Домашним мастерам, которые ищут 10-дюймовый сверлильный станок, на который они могут положиться, но который также можно поднимать и поднимать со стола, стоит обратить внимание на эту модель от Ryobi. Этот сверлильный станок имеет регулируемую скорость от 620 до 3100 об/мин, а ½-дюймовый патрон имеет ход 2⅛ дюйма, что позволяет этой относительно компактной модели выполнять более крупные работы по сверлению.
Мне очень понравилась эта модель от Ryobi. Лазер был ярким, и его было легко увидеть даже при включенном бортовом освещении. Мне также очень понравилось, что рабочий стол этой модели имеет кривошипно-шатунную систему, которой нет на многих небольших сверлильных станках. В то время как моя конкретная модель немного болталась, компактная и легкая конструкция позволяла легко надевать и снимать скамейку.
Product Specs
Size: 10 inches
Speed: 640 to 3,100 rpm
Laser/light: Both
Pros
Lightweight and compact
Worktable features рукоятка
Встроенный лазер и свет
Минусы
Вентилятор двигателя стучит
Получите сверлильный станок RYOBI в The Home Depot.
Фото: amazon.com
Проверить последнюю цену
Для сверлильного станка, который приходится на середину дороги, 12-дюймовый настольный сверлильный станок обычно подходит как нельзя лучше, и эта модель от Bilt Hard подходит. Эта 12-дюймовая модель оснащена сверлом диаметром ⅝ дюйма и ходом 3⅛ дюйма. Скорость также регулируется в диапазоне от 580 до 3200 об/мин.
Эта модель поставляется с двумя наборами Т-образных направляющих, ручек, болтов и измерительной ленты, чтобы пользователи могли спроектировать и построить собственное ограждение для установки на рабочем столе.
Bilt Hard оказался темной лошадкой для этого теста, но на самом деле он меня впечатлил. Во-первых, регулировка скорости была очень простой, так как я мог переключаться между низкой скоростью для сверления металла и высокой скоростью для дерева простым нажатием на рычаг. Кроме того, я обнаружил, что это одна из самых тихих моделей в тесте, а лазер и свет работали очень хорошо. И хотя сам забор я не собирал, комплект Т-образной направляющей и фурнитуры оказался качественным для такой доступной модели. У меня есть одна жалоба: патрон не держится в держателе патрона — через неделю он пропадет.
Product Specs
Size: 12 inches
Speed: 580 to 3,200 rpm
Laser/light: Yes
Pros
Affordable price
Hardware and track были хорошего качества
Простая регулировка скорости
Тише большинства других моделей
Минусы
Патрон не держится в держателе
Получите сверлильный станок BILT HARD на Amazon.
Фото: amazon.com
Проверить последнюю цену
Для любителей и людей, которые работают буквально над небольшими проектами, рабочая станция Dremel’s Drill Press Rotary Tool Workstation может превратить их стандартный роторный инструмент в мини-сверлильный станок. Эта рабочая станция предлагает 2 дюйма хода и оснащена телескопической штангой для крепления встроенной биты, держателя инструмента и других приспособлений. Вращающийся инструмент просто крепится к рабочей станции с помощью пластиковой гайки.
Эта модель совместима с моделями Dremel: 100, 200, 275, 285, 300, 395, 398, 400, 800, 3000, 4000, 4200, 8100, 8200 и 8220.
Когда я тестировал эту рабочую станцию, я быстро понял, что это не для всех. Во-первых, мощность и возможности сверления ложатся на прикрепленный Dremel, поэтому скорость и контроль будут варьироваться от случая к случаю. Но мне понравилось, что у этой модели был 2-дюймовый плавный ход, хотя ручка доходила до дна на 2×4, который я сверлил (толщина которого составляла всего 1½ дюйма). Когда я попытался просверлить сталь, Dremel сразу застрял, что, вероятно, будет характерно для большинства моделей. Кроме того, я счел важным сильно затянуть ручки позиционирования, чтобы добиться точного сверления.
PROS
Совместимые модели. Прикрепление к прикреплению
Работы с широким диапазоном моделей
Понижающее движение
Cons
. Серьезное затяжение до достижения точного
. металл, независимо от прикрепленной модели
Получите сверлильный станок Dremel на Amazon или в The Home Depot.
Наш вердикт
Для домашних мастеров, которые ищут универсальный высококачественный сверлильный станок с цифровой индикацией, регулируемой скоростью и высококачественным рабочим столом, обратите внимание на 12-дюймовую дрель с регулируемой скоростью WEN 4214. Нажимать. Тем не менее, для тех, кто хочет сэкономить немного денег, 8-дюймовый 5-скоростной сверлильный станок WEN представляет собой компактную и легкую модель, которая может выполнять большинство работ по сверлению.
Как мы тестировали лучшие настольные сверлильные станки
Составление списка лучших настольных сверлильных станков потребовало большой работы, так как я хотел предложить только модели высшего качества с важными характеристиками. Итак, я взял несколько моделей от брендов, у которых были эти функции, а затем сравнил их друг с другом.
Первым испытанием была сборка, так как многие крупные электроинструменты сложно собрать. Все эти модели были довольно просты в сборке, а некоторые были немного проще. Затем я проверил каждый из них, просверливая сталь, регулируя скорость и просверливая влажную древесину. Затем я проверил все дополнительные функции, чтобы убедиться, что они работают.
Наконец, я рассмотрел вес, размер и цену пилы и присудил награды моделям, прошедшим испытания. Результатом стал этот список лучших настольных сверлильных станков.
Часто задаваемые вопросы
В. Для чего вы используете сверлильный станок?
Сверлильные станки наиболее полезны для сверления прецизионных отверстий в таких материалах, как дерево, металл и пластик. Эти отверстия могут быть для столярных изделий, кронштейнов и других нестандартных проектов.
В. Какое оптимальное значение HP для настольного сверлильного станка?
Идеальная номинальная мощность настольного сверлильного станка составляет от 1/2 до 3/4 лошадиных сил. Эти рейтинги гарантируют, что пресс достаточно мощный для выполнения работы, но при этом достаточно разумный с точки зрения веса и размера, чтобы разместить его на верстаке.
В. Можно ли использовать фрезы в настольном сверлильном станке?
Плохая идея. Хотя вы можете установить фрезу в сверлильный станок, это небезопасно. Сверлильные станки работают на гораздо более низких оборотах, поэтому сверло, скорее всего, захватит доску и выстрелит ею по столу, что может привести к травме.
Настольные сверлильные станки по металлу
9 изделий
Настольные сверлильные станки создают отверстия в более тонких металлических заготовках и крепятся к рабочей поверхности для экономии места. Они более компактны и имеют более короткий ход шпинделя, чем напольные сверлильные станки. Эти стационарные сверлильные станки вращают долота, удерживаемые в вертикально установленной буровой головке, и направляют их вниз, чтобы сделать отверстия в заготовках. Они поддерживают работу на столе под бурильной головкой и обеспечивают постоянное выравнивание для создания более точных отверстий, чем ручные дрели. В зависимости от типа используемых долот, эти заводские сверла могут развертывать, зенковать, зенковать, нарезать резьбу или выполнять другие операции по сверлению отверстий.
Настольные сверлильные станки создают отверстия в более тонких металлических заготовках и крепятся к рабочей поверхности для экономии места на полу. Они более компактны и имеют более короткий ход шпинделя, чем напольные сверлильные станки. Эти стационарные сверлильные станки вращают долота, удерживаемые в вертикально установленной буровой головке, и направляют их вниз, чтобы сделать отверстия в заготовках. Они поддерживают работу на столе под бурильной головкой и обеспечивают постоянное выравнивание для создания более точных отверстий, чем ручные дрели. В зависимости от типа используемых долот, эти заводские сверла могут развертывать, зенковать, зенковать, нарезать резьбу или выполнять другие операции по сверлению отверстий.
ремень
Фиксированная скорость
Прессы для бухни ручной работы с ручным приводом.
Загрузка…
Загрузка…
Загрузка…
Загрузка…
909595
Переменная0560
Benchtop Drill Presses with Manual Downfeed Belt Drive Variable Speed, sorted by Motor Voltage, ascending
Производство керамзитобетонных блоков своими руками и изготовление
Блоки керамзитобетона – это облегченный строительный материал, имеющий высокие показатели прочности, практичности и, главное, возможный к исполнению своими руками. Несмотря на малую массу, модули обладают повышенной плотностью, низкой теплопроводностью, разнообразием модельного ряда. Экологическая чистота материала – еще один плюс модулей, поэтому, если застройщик хочет взять возведение строения в свои руки с самого начала процесса, стоит наладить производство керамзитобетонных блоков у себя на участке. Тем более что изготовление керамзитобетонных блоков потребует небольших финансовых вложений, а себестоимость модуля окажется значительно ниже, чем покупать готовый продукт у производителя.
Оборудование для производства модулей
Подготовка и процесс производства модулей из керамзитобетона своими руками
Рассчитываем себестоимость
Оборудование для производства модулей
Чтобы делать керамзитобетонные блоки своими руками, необходимо приобрести, взять в аренду или сделать соответствующее оборудование
Чтобы делать керамзитобетонные блоки своими руками, необходимо приобрести, взять в аренду или сделать соответствующее оборудование, а также купить качественное сырье. И тут дешевиться не стоит – чем более высокого качества окажется исходный материал, тем более прочными и практичными получатся модули. Для облегчения процесса и наладки линии по производству керамзитобетонных блоков в нужном для застройщика количестве, потребуется следующее оборудование:
Вибростол;
Бетономешалка;
Формовочные металлические поддоны.
Если позволяют финансы, неплохо приобрести установку вибропрессовочного типа, она заменит два прибора: формы и вибростол. Также необходимо подобрать хорошее помещение с ровным полом и определить место для сушки модулей.
Важно! Вибростолы различаются по маркам и производительности: некоторые из них выпускают до 120 модулей в час, а некоторые до 70 единиц продукции. Для частного пользования вполне подойдут малоформатные станки мощностью до 0,6 кВт и производительностью до 20 блоков/час. Ценовая градация в пределах $ 30 – это идеальные по своим компактным размерам приборы, используемые для производства керамзитобетонных блоков своими руками в частном домостроении.
Изготовление станка для производства керамзитобетонных блоков собственными силами также возможно
Изготовление станка для производства керамзитобетонных блоков собственными силами также возможно. При небольшой сноровке и малых навыках, прибор получится ничуть не хуже, чем фабричный, однако цена его будет в 10 раз ниже. Предлагаем вариант самого простого оборудования для производства керамзитобетонных блоков типа «несушка» — это агрегат, оснащенный формовочным ящиком без дна, вибратором, располагающимся на боковой стенке и ручками для демонтажа матрицы.
Важно! Стандартные габариты одного блока составляют 390*190*188 мм, допустимый процент пустотности не более 30%, причем щели могут иметь как круглую, так и продолговатую форму – важно лишь то, чтобы пустотообразователь был выполнен в форме конуса, для облегчения снятия формовочной коробки с готового блока.
Для изготовления матрицы потребуется лист металла толщины 3-5 мм, из которого нужно вырезать заготовку с запасом в 5 см для процесса утрамбовки смеси. Формовка изготавливается в виде сквозного ящика без дна. Сварной шов должен остаться снаружи, иначе он испортит форму модуля.
Для устойчивости станка, по бокам прибора приваривают планки из профильных тонких труб, а по периметру оснастить конструкцию резиновой обивкой. Неплохо оснастить всю систему фартуком для того, чтобы раствор не просыпался. А вот вибратор выполняется из движка старой стиралки мощности 150 Вт (это можно сделать, сместив центры). На вал крепится металлическая планка с краевым отверстием – эксцентрик, параметры которой определить лучше пробным путем. Если остались вопросы, как выполнить станок для изготовления модулей, смотрите видео – ответы будут полными и подробными.
Подготовка и процесс производства модулей из керамзитобетона своими руками
Чтобы приготовить смесь и блоки, потребуется форма с гладкой поверхностью
Чтобы приготовить смесь и блоки, потребуется форма с гладкой поверхностью. Допускается исполнение заготовок как из металлического листа, так и из досок – в этом случае готовый модуль получится фактурным. Сам процесс включает 4 этапа:
Смешивание ингредиентов строго по рецептуре. В частности, песок составляет 3 части от всего объема смеси, вода – 0,8-1 часть, как и цемент, а вот керамзита брать уже 6 частей. Важно не только соблюсти рецептурную технологию производства керамзитобетонных блоков, но и правильно смешать компоненты: сначала в бетономешалку помещается вода, керамзит, потом цемент и песок. При использовании дополнительных компонентов, их также загружают в емкость бетономешалки.
После промесса наступает этап формовки. Применение вибростанка ускорит процесс: в формовку, куда предварительно уложена пластина, помещается смесь, включается движок для вибрации и убираются излишки состава.
Пластину с готовой формой поднять посредством рукояток, получится полноценный модуль, который отправляется на сушку.
Просушивание длится не менее 48 часов, при этом заготовки должны быть защищены от солнца, дождя. После высыхания с модулей снимаются пластины.
Это самый быстрый процесс, при котором изготовление керамзитобетонных блоков в домашних условиях не доставляет проблем. Однако если нужно сделать керамзитобетонные блоки своими руками более прочные и плотные, имеет смысл добавить процесс пропарки, тогда материал наберет повышенную крепость и время набора бетоном марочной прочности сократится до 28 суток.
Варианты составов смеси бывают разные, однако песок, вода, цемент и керамзит – основные компоненты. В качестве дополнения можно добавить омыленные древесные смолы, увеличивающие морозостойкие качества материала и лигиносульфонат технический, повышающий связанность смеси.
А теперь чуть подробнее о том, как сделать керамзитобетонные блоки самостоятельно:
Чтобы приготовить раствор, пропорции и ингредиенты такие:
Портландцемент М400 или шлакопортландцемент – 1 часть;
Керамзитовый гравий – 8 частей;
Чистый кварцевый песок – 2 части и 3 части для фактурного слоя;
Воды чистой – расчет 225 л на 1м3 смеси.
Совет! Чтобы придать пластичность, неплохо добавить ложку обычного стирального порошка или мыльного состава для мытья посуды.
Варианты составов смеси бывают разные, однако песок, вода, цемент и керамзит – основные компоненты
Все ингредиенты всыпаются в бетономешалку, причем тут следует сначала высыпать сухие компоненты, а только затем влить воду. Если соблюдены пропорции, то масса по консистенции будет похожа на пластилин.
Совет! Получаемый блок будет весить примерно 16-17 кг. При этом форма заготовки допускается как стандартных размеров, так и произвольных: 390*190*14, 190*190*140 и других.
Формовки устанавливаются на ровную поверхность, изнутри стенки заготовки обильно смазываются машинным маслом, а основание посыпается песком.
Заполнить формы смесью, утрамбовать на вибростоле или применить для этого деревянный брусок. Трамбование ведется до тех пор, пока не образуется цементное молочко. После этого выравнивается поверхность, и заготовки отправляются на сушку.
Важно! Опалубка снимается не ранее, чем через сутки! Важно уберегать заготовки от прямых лучей солнца, так как неравномерность просушки приводит к растрескиванию поверхности модулей.
Как видите, купить, сделать оборудование для производства блоков керамзитобетона дома и выполнить все процессы несложно. А вот изготовленные таким образом модули будут ничуть не хуже заводских.
Рассчитываем себестоимость
Все работы требуют предварительных подсчетов, иначе и не стоит начинать производство керамзитобетонных блоков
Все работы требуют предварительных подсчетов, иначе и не стоит начинать производство керамзитобетонных блоков дома своими руками. Чтобы подсчитать себестоимость, придется точно вызнать цену составляющих и понять, во сколько обойдется единица готового материала. В частности, рассматривая стандартный модуль 390*190*140 мм, получается объем раствора 14 литров. Вычитываем пустотообразователи, которых, как правило, не более 25-30% итог равен 11 литрам смеси. Теперь просчет компонентов:
На одну штуку уходит 0,005 куба песка, которым заполняется 5 л всего объема;
Керамзита примерно требуется столько же, как и песка;
Цемента потребуется 1,25 кг.
Осталось выяснить цену на ингредиенты, учесть воду, другие компоненты и просчитать себестоимость единицы модуля. По самым примерным расчетам она составит до $ 5. Как видите, цена невероятно мала. Однако, для полной картины не хватает подсчета затрат на оборудование, трудовые затраты и временные, которые любой застройщик обязан включать в подсчеты. Но и при таком полном раскладе, стоимость блочных модулей, из которых получатся отличные стены из керамзитобетонных блоков, выполненных своими руками, все равно ниже, чем от завода-производителя. Поэтому, если вы планируете ставить свой дом на участке, смотрите еще раз технологию изготовления материала, видео от профессионалов и начинайте планировать процесс запуска производства керамзитобетонных блоков у себя на участке – это выгодно, практично и доступно для каждого мастера.
Керамзитобетонные блоки своими руками — состав, пропорции и особенности изготовления, Строитель Инфо.
Изготовление керамзитобетонных блоков
Содержание
Многие сталкиваются с проблемой выбора материала для строительства небольших сооружений – малоэтажный дом, гараж, и сарай для хранения дачного инвентаря. Хорошим вариантом для строительства будут керамзитобетонные блоки, о технологии производства в «домашних» условиях мы сейчас и поговорим.
Делаем опалубку
Отлить керамзитобетонные блоки своими руками не сложно, начинается все, конечно, с конструирования опалубки. Исходя из задач (для чего, собственно, блоки отливаются), форма произвольная, но рекомендованный размер — 39х19х19 см.
Опалубка, для керамзитобетонных блоков, должна состоять из двух частей г-образной формы, соединяющихся с помощью крепежей (все зависит от творчества и материалов, имеющихся в наличии) таким образом, чтобы в собранном виде она представляла собой прямоугольник без дна, высотой 19 см.
Крепежи должны быть такими, чтобы была возможность их беспрепятственно снять, освободив тем самым наш готовый блок. Внутренние стенки необходимо обить жестью, либо же обильно смазать отработанным моторным маслом.
Для формирования пустот можно использовать куски разрезанной металлической трубы (иногда для этого используют старую пластиковую или поролоновую трубу, которую потом оставляют в качестве несъемной опалубки), также обработанной маслом.
К слову, пустотные блоки имеют немного меньшую теплопроводность, однако несущая способность такого элемента ниже, нежели цельного.
Рекомендуемый диаметр отверстий – 50-70мм. С недавних пор, в крупных строительных магазинах появились готовые пластиковые опалубки различных размеров и конфигураций, которые также хорошо подойдут для наших задач. Чтобы избавить себя от хлопот, связанных с конструированием формы, можете воспользоваться такого рода продукцией.
Керамзитобетонные блоки — изготовление своими руками
Опалубка готова, теперь поговорим о составе смеси. Нам понадобятся:
Цемент – одна часть. Рекомендуется брать марку М400 и выше, иначе несущая способность наших блоков получится, если не удручающей, то весьма и весьма посредственной, вызывающей опасения по поводу прочности нашего будущего строения.
Песок – три части. Его следует брать чистый, без примесей, потому как глина в песке негативно повлияют на качество блоков.
Керамзит – от шести до восьми частей (300-500 кг/м3). Отмерять его можете ведрами, исходя из того, что одно ведро будет содержать 5-6 кг керамзита.
Вода – одна часть. Чтобы сделать раствор более пластичным, можно добавить в нее чайную ложку стирального порошка.
В емкость, где будет готовиться наша смесь, аккуратно высыпаем все составляющие. Посередине образовавшейся горки делаем углубление, в которое наливаем воду. Тщательно перемешиваем все это при помощи лопаты, или же, если вы счастливый обладатель бетономешалки – используем этот агрегат.
По достижении однородности нашей смеси, начинаем закладывать ее в опалубку, помещенную на толстый лист фанеры или металла .
Следует отметить, что в промышленном производстве, для уплотнения смеси, используются вибростанки. В нашем случае такое оборудование недоступно, и, ввиду этого, в начале затвердевания смеси, придется придавливать всплывший керамзит лопатой, чтобы не допустить появления шероховатостей, препятствующих нормальной укладке блоков друг на друга.
По истечении одних суток, расцепляем наши Г-образные элементы формы, тем самым освобождая уже начавший схватываться блок. Чтобы избежать риска разрушения конструкции, начинать кладку из таких элементов следует не раньше чем через неделю, после выемки их из опалубки. Также, следует учитывать, что сто процентов прочности блок наберет лишь спустя 28 суток с момента его отливки.
Технические характеристики керамзитобетонных блоков
Говорить о каких-то конкретных характеристиках блока, который у вас получится, не совсем корректно, ведь на это будут влиять многие факторы – качество и марка цемента, чистота и размер фракции песка и керамзита, наличие или отсутствие пустот, а также однородность раствора. Если брать усредненные показатели, то они будут примерно следующими:
прочность – 50-150 кг/см2;
удельный вес – 0.7-1.5 т/м3;
теплопроводность – 0.15-0.45 Вт/мГрад;
морозостойкость – 40-60 циклов.
Как видите, теплопроводность этого материала достаточно низкая, что делает его отличным выбором для строения, нуждающегося в хорошей теплоизоляции (например, теплый гараж или садовый домик). Однако, малая прочность на сжатие не позволит возвести из керамзитобетонных блоков дом, превышающий в высоту несколько этажей. Пожалуй, это и является главным их минусом, ограничивающим возможности применения на строительной площадке.
Информация на заметку: Пенобетонные блоки — характеристики и размер, Оборудование для производства пеноблоков в домашних условиях
Блоки из керамзитобетона. Особенности материала // FORUMHOUSE
Смотрите это видео на YouTube
Как сделать глиняную гальку для гидропоники в домашних условиях [LECA, Hydroton]
Перейти к содержимому
Как сделать гальку из глины для гидропоникиjoshp2018-09-27T18:45:22+00:00
Вы когда-нибудь задумывались, как сделать глиняные камешки для гидропоники? Если это так, то вы не одиноки. Но возможно ли это без сложного оборудования? Проекты «сделай сам» — это весело и часто экономят ваши деньги, но не все такие эксперименты успешны и практичны. Сначала мы рассмотрим преимущества глиняной гальки в качестве среды для выращивания, а затем покажем вам, как сделать глиняную гальку для гидропоники в домашних условиях, если вы хотите попробовать это самостоятельно.
Одно из первых решений, которое вам придется принять перед посадкой нового урожая, — это выбор среды для выращивания (или субстрата). Как вы, возможно, читали на нашей странице гидропонной среды для выращивания , среда для выращивания может использоваться для проращивания семян (или черенков) перед пересадкой, и в основном она используется для закрепления корней гидропонных растений после пересадки в систему гидропоники. . Среда для выращивания не только поддерживает растение, но также обеспечивает насыщение кислородом и увлажнение корневой зоны. Глиняная галька, возможно, является лучшей средой для выращивания для гидропоники, потому что она соответствует всем критериям, которые вы хотите получить в эффективной среде для выращивания.
Что такое глиняная галька для гидропоники?
Легкий керамзитобетонный заполнитель (LECA) — часто называемый гидротоном или глиняной галькой — состоит из шариков глины, которые были перегреты (во вращающейся печи) от температуры от 1100 до более 2000°F. процесс вызывает хлопки, которые создают характерные поры гальки. Эти поры, в дополнение к промежуткам между галькой, делают Hydroton легкой и воздушной средой для выращивания, которая обеспечивает воду, воздух и дренаж. Они pH-нейтральны, не разлагаются и не добавляют никаких дополнительных питательных веществ или веществ в питательный раствор в резервуаре гидропонной системы. Глиняные камешки также можно использовать повторно, что облегчает первоначальную стоимость. Из-за своих полезных свойств глиняная галька очень популярна в обеих гидропониках. На самом деле, глиняная галька также является самой популярной средой для выращивания аквапоники.
Преимущества гидропонной глиняной гальки
В отличие от перлита и песка гидропонная глиняная галька имеет достаточно места между собой для надлежащей просачивания (потока питательных веществ через среду выращивания). Даже если мусор, водоросли или микробы цепляются за гальку, вероятность засорения минимальна.
Хотя глиняные камешки не могут конкурировать с перлитом по воздухоудерживающей способности (AHC), они обладают способностью удерживать пузырьки воздуха и, таким образом, предотвращать появление зон, свободных от кислорода.
Несмотря на то, что глина является широко распространенной экологически чистой средой, предприятия добывают ее для коммерческой продажи. Открытая добыча не является экологически чистой; тем не менее, вам не нужно чувствовать себя виноватым, если вы будете использовать свою глину как можно больше раз. Если вам когда-нибудь понадобится выбросить глиняные камешки, сначала раздавите их, чтобы они быстрее рассыпались.
Глиняные камешки многоразового использования. Просто смойте любой налет, особенно органический, и вы сможете использовать его много раз.
Поскольку Гидротон является рыхлым субстратом, с ним легко работать при пересадке или сборе растений.
Глиняные гальки относительно гладкие, но они обеспечивают достаточную биологическую площадь поверхности (BSA) для выращивания колоний микробов, которые обеспечивают чувствительность и стабильность питательных веществ в системе.
Поскольку глина инертна, она более устойчива к вредителям, чем органические среды. Опять же, смывайте органические отложения после каждого использования.
Керамзит Hydro Crunch
Купить сейчас
LECA Grow Media
Купить сейчас
Глиняная галька GROW!T
Купить сейчас
Емкость катионного обмена ( CEC ) — это измерение, используемое для оценки способности питательной среды привлекать, удерживать и обменивать определенные ионы из питательных веществ.
Поскольку галька Hydroton имеет высокое содержание CEC, на ней может образовываться белый налет из остатков соли, оставленных питательными растворами. Это может в конечном итоге убить ваши растения. Чтобы предотвратить это, регулярно удаляйте растения из горшков и промывайте перед повторной посадкой или промывайте систему. Всегда используйте воду со сбалансированным pH для полоскания и замачивания камней. При необходимости используйте продукты «Up pH» и «Down pH».
Недостатки гидропоники Глиняная галька
Водоудерживающая способность (WHC) не так хороша с глиняной галькой, как с некоторыми другими средами. Так как Гидротон имеет тенденцию быстро стекать и высыхать, вам может потребоваться более частый полив. Однако, если вы живете в прохладном климате, выращиваете засухоустойчивые культуры или имеете систему орошения, это не будет проблемой.
Поскольку галька Hydroton будет плавать до тех пор, пока не станет насыщенной, она может попасть в дренажные линии или фильтры и вызвать засор . Мелкие производители могут избежать этого, предварительно замочив их.
Некоторым людям не нравится беспорядок , который создает красная пыль от коммерческого Hydroton. Другие говорят, что тот, кто не хочет пачкаться, не должен быть фермером!
Hydroton может быть дорогим вариантом . Если вы живете в районе с местными источниками глины, я призываю вас заняться изготовлением гальки в домашних условиях. Многие люди делают шарики из глины. Это то же самое, что и Hydroton, за исключением того, что глина не нагревается. См. Получение и обработка местной глины. Кроме того, поддерживайте связь с группами производителей (такими как форум Backyard Aquaponics), чтобы обмениваться идеями и информацией обо всем, что связано с гидропоникой.
Предложение по изготовлению глиняной гальки для гидропоники
Глиняная галька, используемая в гидропонике, производится агрегатными компаниями. Они добывают глину из земли, измельчают ее огромными шлифовальными машинами, а затем, по сути, обжигают глину (для расширения) в массивных вращающихся печах при чрезвычайно высокой температуре от 1100 до 2000 градусов. Так что, если вы думали, что будет легко воспроизвести то, как крупные компании-производители щебня производят свою глиняную гальку, угадайте еще раз! Поройтесь в Интернете, и вы практически не найдете обучающих видеороликов о том, как сделать глиняную гальку для гидропоники. Почему? Просто проще купить расходные материалы в Интернете, чем инвестировать тысячи долларов и бесчисленные часы, пытаясь сделать свои собственные с помощью этого типа (потенциально опасного) оборудования. Однако, если вы хотите поэкспериментировать и попробовать, следующий способ может помочь вам в этом.
Примечание. Мы не знаем, пробовал ли кто-нибудь этот метод, поэтому действуйте на свой страх и риск. Если вы это сделаете, дайте нам знать, как это работает!
1. Изучите источники природной или коммерческой глины в вашем регионе. Гончары — ваши лучшие друзья в этом начинании. Коммерческий Hydroton состоит из специального заполнителя, но я предполагаю, что глина, используемая для изготовления гончарных изделий, тоже подойдет. Поставщики предоставят или продадут вам небольшой образец для тестирования, прежде чем вы возьмете на себя обязательство купить большее количество.
2. Если вы можете арендовать или одолжить вращающуюся печь, вы можете загружать глину в больших количествах. Отрегулируйте ролики (дробилки), чтобы сформировать гальку диаметром около одного дюйма.
3. Если вы не можете воспользоваться вращающейся печью:
Вручную сформируйте из глины гальку (диаметром около 1 дюйма). Вы можете раскатать глину в длинные полоски (или использовать экструдер), а затем разрезать ее на более мелкие кусочки, чтобы ускорить этот процесс. Ваши камешки не обязательно должны быть идеально сферическими.
Поместите камешки в гончарную печь или другой источник тепла, способный нагреваться до 2000°F.
4. Нагревайте камешки до тех пор, пока они не превратятся в пузыри и не лопнут. Время, необходимое для этого, зависит от многих факторов. Моя знакомая гончар всегда обжигает свою работу на ночь, затем дает ей остыть в течение 8-10 часов.
5. Замочите камешки. Затем погладьте себя по спине. Вы на шаг ближе к тому, чтобы выйти из сети.
Советы по использованию глиняной гальки для гидропоники
1. Промойте перед использованием, чтобы удалить пыль и мусор, которые могут засорить фильтры или капельницы.
2. Замочите на 6–24 часа перед использованием. Убедитесь, что 3-дюймовый радиус вокруг всех растений остается насыщенным.
3. Во время замачивания добавьте питательный раствор. Смешайте раствор с концентрацией от одной четверти до половины вашей обычной концентрации или используйте раствор с электропроводностью (EC) 0,4 или меньше.
4. После сбора урожая переработайте гальку, удалив старые корни и промыв водой со сбалансированным pH. Некоторые садоводы рекомендуют стерилизовать гальку отбеливателем, горячим паром, изопропиловым спиртом или перекисью водорода. Важно попытаться убедиться, что ваш Hydroton не переносит никаких примесей с одной культуры на другую.
Как прорастить семена в гидропонике Глиняная галька
Новички могут захотеть прорастить семена в другой среде, такой как минеральная вата или дробленый гидротон, чтобы уменьшить потребность в частом поливе. Чтобы использовать глиняные камешки:
1. Наполните сетчатые горшки диаметром от 1,5 до 2,5 дюймов предварительно замоченной галькой.
2. Поместите семена поверх гальки. Если указано типом растения, также покройте семена галькой.
3. Поместите эти горшки под купол влажности и используйте господа, чтобы держать растения увлажненными. Всплески тумана продолжительностью 4-10 секунд каждые 2-3 часа должны вызвать прорастание семян. Обязательно держите среду для выращивания, а также растения во влажном состоянии.
Как вырастить клоны (черенки) с помощью гидропонных глиняных камешков
1. Техника низкой трансплантации. Наполните сетчатый горшок предварительно замоченной галькой примерно на одну треть или наполовину. Посадите стебель с узлом примерно на 1 дюйм ниже вершины гальки. Узел должен быть близко ко дну горшка. Узел — это то место, где будет прорастать новое растение. Перенесите рассаду в вашу гидропонную систему.
2. Метод верхнего капельного полива. Поместите черенки непосредственно в глубоководную культуру (DWC) или систему приливов и отливов (залив и слив). Расположите капельницы достаточно близко к свежепосаженным черенкам, чтобы обеспечить достаточный приток воды и питательных веществ.
10 фунтов. Галька Hydro Clay
Купить сейчас
10 фунтов. Гидротон 10L
Купить его сейчас
Органический гидротон
Купить его сейчас
Альтернативы гидропонике глиняной гальки
Работатели, как правило, имеют свои любимые растущие средства и смешивать их в зависимости от индивидуальных условий. Альтернативы глиняной гальке включают кубики оазиса, кокосовое волокно (кокосовое волокно), торф, компостированную кору, гравий, песок, вулканическую породу, изоляцию из стекловолокна, опилки, пемзу, пенопласт, полиуретановые плиты для выращивания и рисовую шелуху (шелуху). В зависимости от вашего местоположения вы можете найти или сделать некоторые из этих носителей дома. Однако гораздо проще и зачастую эффективнее покупать среду, изготовленную специально для гидропонных систем.
Мы также рекомендуем изучить альтернативы:
Growstone является более экологически чистым материалом, чем глина, состоящая из переработанного стекла.
Минеральная вата
(также называемая каменной ватой) состоит из волокон, полученных из расплавленной породы. Grodan — популярный бренд. Он уже давно используется в качестве среды для выращивания и до сих пор считается отраслевым стандартом среди крупных производителей. Из-за дороговизны и сложности утилизации (не разлагается, не может быть использован повторно) мелкие производители склонны выбирать другие среды. Замочите его на ночь перед использованием.
Перлит — это форма обсидиана (вулканического стекла), обладающая превосходной воздухоудерживающей способностью из-за трещин, образующихся при остывании. Тем не менее, он имеет тенденцию смещаться или смываться при контакте с проточной водой. Его можно использовать с другими носителями, чтобы сохранить его на месте. Всегда надевайте пылезащитную маску при работе с перлитом и другими пыльными средами.
Вермикулит представляет собой терморасширенную форму слюды. Как и перлит, он легкий и имеет тенденцию смещаться в проточной воде. И перлит, и вермикулит обладают хорошими впитывающими свойствами, но перлит быстро высыхает, а вермикулит удерживает слишком много воды. Таким образом, эти два продукта хорошо сочетаются друг с другом.
Еще одна рекомендованная среда для выращивания: торфяной мох сфагнум. Сфагнум — одна из разновидностей мха, известная как торфяной мох. Его преимущества в качестве гидропонной среды для выращивания включают в себя: — Полностью натуральный и биоразлагаемый — Растет в виде хорошо впитывающих прядей, которые выходят за пределы сетчатых горшков для впитывания воды
Его основной недостаток заключается в том, что он со временем разлагается и может выделять мелкие частицы, которые могут засорить насосы и капельницы. Обычно его приобретают в прессованных блоках, которые необходимо замочить примерно за час до использования.
Дополнительные предложения см. на наших страницах для гидропоники и для аквапоники.
Спасибо, что прочитали нашу статью «Как сделать глиняную гальку для гидропоники». Не стесняйтесь просматривать другие статьи uPONICS для более полезных страниц о гидропонике и садоводстве с аквапоникой.
Избранная страница:
Лучшие светодиодные светильники для выращивания растений
В этой статье мы обсудим, что такое светодиодные лампы для выращивания растений, каковы их преимущества и как выбрать для вас лучшие светодиодные лампы для выращивания растений. Сегодня мы также рассмотрим лучшие лампы для выращивания растений на рынке..
Загрузите наше БЕСПЛАТНОЕ руководство!
Введите свое имя и адрес электронной почты ниже, и мы вышлем вам ссылку для загрузки нашего БЕСПЛАТНОГО 49-страничного руководства по системам гидропоники своими руками!
Имя
Адрес электронной почты:
Область ползунка переключения
Имя
Адрес электронной почты:
Как использовать Hydroton (гранулы керамзита) в саду
Камни для выращивания Hydroton или керамзитовые гранулы, также называемые лека-глиной, глиняные шарики, являются одной из самых полезных и универсальных сред для выращивания для любого традиционного и гидропонного производителя.
За последние десять лет они приобрели популярность благодаря своей пористой форме. Эти поры в каждом шарике позволяют легко поддерживать равномерное распределение питательных веществ, кислорода и воды вокруг корней различных растений.
Если вы ищете качественный продукт/торговую марку Hydroton на рынке, вот наш лучший выбор
GROW!T GMC10L CLAY PEBBLES, 10-ЛИТРОВЫЙ МЕШОК, 4–16 ММ
Быстрая навигация
Что такое Hydroton/гранулы из керамзита?
Гранулы из керамзита (Hydroton) изготавливаются путем нагревания глины до температуры более 2000 градусов по Фаренгейту. Процесс осуществляется во вращающейся печи. Когда шарики нагреваются, они наполняются пузырьками и формируются в маленькие кусочки размером с мрамор.
Хотя глину можно использовать для выращивания растений отдельно, ее также можно смешивать с почвой и другими средами для выращивания. Hydroton широко используется в гидропонике и аквапонике.
Преимущества Hydroton по сравнению с другими источниками
Существует множество причин, по которым вы можете склоняться к использованию расширенных глиняных гранул для выращивания в садоводстве.
Дренаж воды
Самым привлекательным кажется то, что он помогает отводить лишнюю воду, хотя они также сохраняют достаточно питательных веществ для постоянной доставки ее к корням.
Стерильный
Несмотря на то, что гранул керамзита хватает на долгое время, он не питает растение. Они не имеют питательной ценности и в первую очередь предназначены для использования в качестве сосудов для другой пищи, поставляемой вашему растению. По этой причине они помогают отпугивать насекомых и бактерии от растения во время роста.
pH-нейтральный
Это не повлияет на текущую почву, используемую в саду. Вы можете комбинировать его с любыми растительными растворами и основами, необходимыми для вашего сада, не беспокоясь о его воздействии. Эти гранулы являются недорогим способом сделать так, чтобы питание имело большое значение.
Легко собирать и пересаживать
Поскольку гидротон представляет собой гранулы, он не прилипает. Вы не столкнетесь с большими неприятностями, полностью вынув растения/саженцы из горшков для выращивания.
Недостатки Hydroton
Дороговизна для крупных производителей
Hydroton – очень простой в использовании материал для любителей и мелких производителей, но он нерентабелен для коммерческого производства или крупномасштабного выращивания.
Проблема дренажа
Самое заметное преимущество гидротоннажных пород имеет и свои недостатки. Поскольку он хорошо пропускает воду, этот материал может очень быстро высыхать. Не такая уж большая проблема, но просто имейте это в виду, если ваши растения не имеют постоянного потока воды и питательных веществ.
Пыль из глины
Если вы не очистите и полностью не промокнете эти гранулы, пыль из этого материала может всплыть. И есть вероятность, что он заблокирует дренажные линии вашей системы.
Гидротон и гидропоника
Без сомнения, гидротон является одной из самых популярных сред для выращивания, которую выбирают производители гидропоники и аквапоники. Поскольку он стерильный, легкий, его легко собирать и пересаживать, его можно использовать практически в любой гидропонной системе — с фитильной, глубоководной культурой, приливом и отливом и т. д.
Одно из предостережений при работе с гидротоном заключается в том, что, поскольку он не обладает большой водоудерживающей способностью, лучше иметь гидропонную систему, которая регулярно орошает/поливает. Об этом действительно стоит подумать, когда вы выращиваете водолюбивые растения, такие как салат, используя гидротон в качестве основной среды для выращивания.
Другой подход заключается в измельчении гранул для лучшего дренажа. Но это связано с тем, что среда может улететь и заблокировать систему в системе с большим количеством воды, такой как приливы и отливы.
Hydroton and Soil
При использовании гранул керамзита в садоводстве вам необходимо в первую очередь точно определить, что нужно вашим растениям для роста.
Если вы хотите, чтобы вода стекала вокруг корней и проветривала их, оставьте гранулы целыми. Вы можете использовать Hydroton отдельно или смешать их с почвой. От 30 до 70 (30% гидротонна и 70% почвы) отлично работает для улучшения водоудерживающей способности смеси.
Вы также можете попробовать добавить этот материал на дно контейнера для выращивания под слоем почвы, чтобы улучшить дренаж
Некоторым растениям необходимо удерживать воду, а не аэрировать почву и корни. В этом случае вы можете измельчить глину, смешав ее с почвой, чтобы растения оставались увлажненными дольше, пока вы ухаживаете за ней. Наряду с питательными веществами, которые сохраняет глина, вы также удаляете лишнюю влагу, чтобы предотвратить появление плесени и гниения.
Где купить Hydroton
Hydroton настолько популярен в саду, что его нетрудно найти в вашем районе
Вы можете приобрести его в большинстве садовых магазинов, магазинов гидропоники или в крупных магазинах для дома и сада, таких как Home Depot и Lowes. Или самый удобный способ — заказать онлайн у множества продавцов и дистрибьюторов.
Мой любимый продукт — 10-литровый пакет GROW!T GMC10L Clay Pebbles, 4–16 мм от Hydrofarm. Их цена довольно конкурентоспособна, а также получает много положительных отзывов от покупателей. Вы можете заказать различные объемы от 10-литрового мешка, 25-литрового мешка до 40-литрового мешка
Глиняная галька GROW!T GMC10L 10-литровый мешок, 4–16 мм
Основные характеристики Вес
9 : 3,68 фунта
Размеры: 10-литровый мешок (18,5 x 3 x 18,5 дюймов)
Круглые шарики 4–16 мм
100% натуральная предварительно промытая глина
Колодец дренажный. Обеспечивает достаточное количество кислорода
Подходит как для традиционного выращивания, так и для гидропоники/аквапоники
Проверить цены
Как правильно подготовить гранулы Hydroton/глины к использованию
Перед тем, как выложить гранулы керамзита в сад, необходимо промыть и замочить их, избавившись от любого мусора или пыли, которые находятся в поры. Вы можете использовать ведро воды, чтобы смочить гранулы, хотя вам, возможно, придется снова промыть.
Чтобы наполнить их питательными веществами, добавьте предпочитаемый раствор для выращивания, прежде чем поместить их в сад или горшок. Используйте только около 25% того, что вы обычно используете, так как он уже будет концентрированным, пока впитывается в гранулы.
Некоторые источники рекомендуют замачивать гранулы керамзита не менее шести часов, хотя замачивание до 24 часов даст наилучшие результаты. Вы должны заметить, насколько тяжелее становятся гранулы после замачивания.
В приведенном ниже видео показан пример правильной подготовки.
Советы по выращиванию с помощью Hydroton / Leca Clay
Так же, как и при посадке в почву, у Hydroton есть множество различных применений, которые вы можете попробовать. Выбранный вами процесс будет полностью зависеть от ваших растений и фазы роста.
Дробить Hydroton или нет?
Гранулы керамзита можно измельчить на более мелкие кусочки. Выбирая разбить исходный размер, вы создаете текстуру, которая удерживает больше воды, что идеально подходит для семян, которые вы хотите прорастить. Вы можете использовать любой одноразовый пакет для хранения гранул керамзита, используя молоток или молоток, чтобы разбить кусочки. Используйте меньшие кусочки так же, как вы использовали бы горшок для семян, пока они не прорастут свои первые листья. Тем не менее, следите за тем, чтобы кусочки оставались достаточно большими, чтобы оставаться в горшках.
Проращивание семян
Приведем пример, когда вы проращиваете семена с помощью мистера, автоматизированного по таймеру.
Сначала поместите замоченные гранулы в небольшие горшочки для начинающих, как вы обычно делаете, когда выращиваете рассаду в почве. Затем положите семена поверх гранул, покрыв их парой камешков для стабилизации. Когда все будет готово, питайте эти планы во влажном куполе.
При использовании тумана убедитесь, что помпа работает с таймером цикла, который длится не более десяти секунд за раз, повторяя процесс каждые два-три часа. Если у вас нет этого оборудования, вы можете выполнить запотевание вручную. Только не позволяйте воде высохнуть, прежде чем посадите рассаду.
Клонирование растений
Хотя камни для выращивания Hydroton легкие, они достаточно прочны, чтобы поддерживать положение растений, особенно при резке. Они также стерилизуются, что делает их отличным материалом для клонирования растений.
Клонирование Обрезку с использованием гидротона можно применять либо к методу низкой пересадки, либо к методу проращивания капельным поливом.
При использовании техники низкой пересадки семена сажают низко в небольшой горшок, обеспечивая достаточную влажность над растением. Для этого наполните кастрюлю примерно одну треть пути, а затем посадите семена примерно 1 – 1,5″ ниже верхнего слоя. Это не только увлажняет нижнюю часть черенка находящимся под ним питательным раствором, но и удерживает гранулы частично погруженными в воду. Увлажненная нижняя часть гранул поможет отвести влагу и питательные вещества к клону, находящемуся над водой.
Если вы используете метод капельного полива, вы фактически сажаете семена там, где они останутся на время своего роста, а не только на стадии прорастания. Это особенно полезно, если вы не хотите тратить время и деньги на дополнительные горшки или если вы новичок в садоводстве.
Установите капельную систему как можно ближе к новым черенкам, чтобы вырастить своего «клона». Это делается для того, чтобы гранулы керамзита были полностью пропитаны, обеспечивая достаточное количество влаги для клона.
Системы постельного белья и голландское ведро.
Hydroton также отлично подходит для систем с питательными средами и водостойких систем, таких как голландское ведро.
Эти типы систем обычно имеют сильный непрерывный поток воды. Это делает гидротон идеальной средой, так как его трудно смыть, и он хорошо отводит воду. Производители обычно используют только Hydroton в качестве основной среды для выращивания или смешивают с такими материалами, как перлит, вермикулит с Hydroton на дне смеси для улучшения дренажа смеси.
Чего нельзя делать с Hydroton
Не позволяйте этой гальке полностью высохнуть
Гидротону требуется много часов, чтобы полностью промокнуть. А когда он сухой, он может поглощать влагу из ваших растений, что угрожает жизни ваших растений.
Стерилизуйте при повторном использовании
Многие производители гидропоники повторно используют гидротон для выращивания рассады и клонирования. Они очень чувствительны к бактериям, грибкам и т. д. Вы должны обязательно замочить эти камешки, простерилизовать их перекисью или изотопным спиртом.
Не используйте только гидротон для замены почвы.
Если у вас нет регулярной системы полива, не выращивайте растения в горшках только с гидротоном. Гидротон не может удерживать воду так долго, как почва, и очень быстро высыхает, если ему не обеспечить постоянную воду.
Техническое обслуживание Hydroton
Чтобы убедиться, что глиняные гранулы продолжают питать и расти ваши растения, вам необходимо не торопиться, чтобы промыть их и предотвратить скачки значения CEC. CEC означает «емкость катионного обмена», и значение является просто показателем того, сколько держатся гранулы керамзита.
Поскольку гранулы очень пористые, они могут удерживать питательные вещества намного дольше, чем это эффективно, поэтому вам следует либо ограничить их использование небольшим периодом времени, либо вам нужно время, чтобы периодически их промывать. Хорошим признаком того, что его оставили слишком долго, является остаток соли, который образуется на верхнем слое.
С горшечными растениями вытащите растение из гранул керамзита и промойте гранулы сверху. Если горшков нет, просто промойте сад сверху, пока смываются отложения.
Вес уголка горячекатаного равнополочного. Размеры по ГОСТ 8509-93.
Калькулятор
Производство › Сортамент проката ›
Вес и размеры уголка равнополочного горячекатаного
Уголок, или угловой прокат — является катаным или тянутым профилем, один из базовых элементов металлических конструкций. Уголок представляет собой балку Г-образного сечения различных размеров из металла сортового проката, которое изготавливают на трубных станах из качественной конструкционной стали.
Прокатный уголок применяют практически во всех отраслях, особенно широко его используют в строительной индустрии в качестве жесткой арматуры для усиления бетона (в сочетании с другими профилями: швеллером и двутавром и т. п.) в монолитных конструкциях высотных каркасных зданий, в тяжелонагруженных и большепролетных перекрытиях и покрытиях. Для расчета объема заказа нужно знать сколько кг в метре уголка и количество погонных метров угловой стали. Это сэкономит время на выполнение различных расчетов. Для начала необходимо разобраться с различными видами этого изделия.
Наименьшими размерами и весом обладает уголок металлический 25х25х3. Он поставляется длиной шесть метров и применяется, в основном, для изготовления металлических решеток на окна небольших размеров.
Из уголка 40х40 очень часто производят изготовление метаталлических заборов, поэтому он пользуется хорошим спросом в Украине.
Уголок 50х50 имеет большую ширину полки и больший вес по длине. Масса одного погонного метра при толщине полки 5 мм составляет 3,77 кг на погонный метр.
Стальной уголок 75х75х7 используется при изготовлении ворот и дверей. Вес метра погонного составляет 7,96 кг/м. Он может иметь размеры полки 5, 6, 7, 8, 9 мм по толщине и в выступать качестве опорного элемента.
Уголок 100х100 широко используется в строительстве зданий как угол для обрамления стыков различного рода стен.
Для того, чтобы узнать сколько весит уголок (сколько кг в метре) воспользуйтесь таблицей равнобоких уголков по ГОСТ. Иногда нужно узнать, размеры уголка по ГОСТ, все эти сведения можно найти в таблице. Там есть все размеры в соответствии с ГОСТом. Вы можете также воспользоваться онлайн-калькулятор веса уголка металлического. Металлокалькулятор автоматически посчитает вес уголка по вашему метражу. Когда нет Интернета, необходимо использовать обычный калькулятор и справочник металлопрката, это позволит все расчеты выполнить самостоятельно. Надеемся использование сервиса окажется максимально удобным и полезным для вас.
Таблица уголков — Масса уголка равнополочного стального
Марка
t, мм
Вес 1 м, кг
Метров в 1 тонне
Отклонения веса, %
20х20х3
3
0,89
1123,6
± 1,50
20х20х4
4
1,15
869,57
± 1,50
25х25х3
3
1,12
892,86
± 1,50
25х25х4
4
1,46
684,93
± 1,50
28х28х3
3
1,27
787,4
± 1,50
32х32х3
3
1,46
684,93
± 1,50
32х32х4
4
1,91
523,56
± 1,50
35х35х3
3
1,6
625
± 1,50
35х35х4
4
2,1
476,19
± 1,50
40х40х3
3
1,85
540,54
± 1,50
40х40х4
4
2,42
413,22
± 1,50
40х40х5
5
2,98
335,57
± 1,50
45х45х3
3
2,08
480,77
± 1,50
45х45х4
4
2,73
366,3
± 1,50
45х45х5
5
3,37
296,74
± 2,00
50х50х3
3
2,32
431,03
± 2,00
50х50х4
4
3,05
327,87
± 2,00
50х50х5
5
3,77
265,25
± 2,00
56х56х4
4
3,44
290,7
± 2,00
56х56х5
5
4,25
235,29
± 2,00
63х63х4
4
3,91
255,75
± 2,00
63х63х5
5
4,81
207,9
± 2,00
63х63х6
6
5,72
174,83
± 2,00
70х70х5
5
5,83
185,87
± 2,00
70х70х6
6
6,39
156,49
± 2,00
70х70х7
7
7,39
135,32
± 2,00
70х70х8
8
8,37
119,47
± 2,00
75х75х5
5
5,8
172,41
± 2,00
75х75х6
6
6,89
145,14
± 2,00
75х75х7
7
7,96
125,63
± 2,00
75х75х8
8
9,02
110,86
± 2,00
75х75х9
9
10,07
99,3
± 2,00
80х80х6
6
7,36
135,87
± 2,00
80х80х7
7
8,51
117,51
± 2,00
80х80х8
8
9,65
103,63
± 2,00
90х90х6
6
8,33
120,05
± 2,00
90х90х7
7
9,64
103,73
± 2,00
90х90х8
8
10,93
91,49
± 2,50
90х90х9
9
12,2
81,97
± 2,50
100х100х6. 5
6,5
10,06
99,4
± 2,50
100х100х7
7
10,76
92,68
± 2,50
100х100х8
8
12,25
81,63
± 2,50
100х100х10
10
15,1
66,23
± 2,50
100х100х12
12
17,9
55,87
± 2,50
100х100х14
14
20,63
48,47
± 2,50
100х100х16
16
23,3
42,92
± 2,50
110х110х8
8
13,5
74,07
± 2,50
125х125х8
8
15,46
64,68
± 2,50
125х125х9
9
17,3
57,8
± 2,50
125х125х10
10
19,1
52,36
± 2,50
125х125х12
12
22,68
44,09
± 2,50
125х125х14
14
26,2
38,17
± 2,50
125х125х16
16
29,65
33,73
± 3,00
140х140х9
9
19,41
51,52
± 3,00
140х140х10
10
21,45
46,62
± 3,00
140х140х12
12
25,5
39,22
± 3,00
160х160х10
10
24,67
40,54
± 3,00
160х160х11
11
27,02
37,01
± 3,00
160х160х12
12
28,35
35,27
± 3,00
160х160х14
14
22,97
29,44
± 3,00
160х160х16
16
38,52
25,96
± 3,00
160х160х18
18
43,01
23,25
± 3,00
160х160х20
20
47,44
21,08
± 3,00
180х180х11
11
30,1
32,79
± 3,00
180х180х12
12
33,1
30,21
± 3,00
200х200х12
12
37
27,03
± 3,00
В таблицах приведен вес 1 метра уголка согласно ГОСТ (теоретический вес) и сколько уголка в тонне, в реальности, как показывает практика, вес метра погонного у разных заводов- производителей имеет отклонения в большую или меньшую сторону. Все это необходимо учитывать при расчете массы уголка при заказе. В таблице приведены предельно допустимые отклонения фактического веса от теоретического веса погонного уголка по ГОСТу.
Для автоматического расчета массы стальных уголков используйте «Калькулятор веса уголка» в разделе сайта «Сортамент металлопроката». Калькулятор массы уголка считает вес для разных марок сталей, что важно, если Вам нужно посчитать уголок из металла нержавеющего или оцинкованного. Металлический калькулятор уголок рассчитывает вес угловой стали по специальной формуле, которая считает длину развертки (по размерам полок и длине заготовок), и считает общую длину заготовок (по суммарному весу пакета уголков и размерам сечения).
* Отклонения по весу допустимы в замен отклонений толщины полки.
Величины и значения в осях
Величины профиля в оси x-x
Значение
Момент инерции (Ix):
11,20 cm4
Момент сопротивления (Wx):
3,13 cm3
Радиус инерции (ix):
1,53 cm
Величины профиля в оси x0-x0
Значение
Момент инерции (Ix0):
max 17,77 cm4
Радиус инерции (ix0):
max 1,92 cm3
Величины профиля в оси y0-y0
Значение
Момент инерции (Iy0):
min 4,63 cm4
Момент сопротивления (Wy0):
2,30 cm3
Радиус инерции (iy0):
min 0,98 cm
Уголок 50х50х5 — двадцать первый по списку из восьмидесяти девяти в ГОСТ 8509. Третий профиль из четырех в размерном ряде №5. Номерным рядом №5 в государственном стандарте начинаются 4-ёх типоразмерный ряд уголков.
Таблицы с параметрами «равнополочного», «горячекатаного» уголка созданы на основе стандарта качества ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные.
Китайский производитель кровельных листов, PPGI&PPGL, поставщик оцинкованной стали
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Рекомендация продавца
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Спотовые товары
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
Вид бизнеса:
Производитель/Фабрика, Торговая Компания, Группа Корпораций
Деловой диапазон:
Строительное и отделочное оборудование, производственное и обрабатывающее оборудование
Основные продукты:
Кровельный лист , ППГИ и ППГЛ , Оцинкованная сталь , Нержавеющая сталь , Стальная труба , Горячекатаный и холодный. ..
Площадь завода:
>2000 квадратных метров
SHANDONG LUBAO METAL GROUP Co., Ltd. Мы являемся производителем и экспортером, объединяющим производство, переработку и продажу стали.
Близко к северным прибрежным городам, удобный транспорт, недалеко от портов Циндао, Тяньцзинь и Шанхай, у нас есть долгосрочные и надежные отношения сотрудничества со многими судоходными компаниями, и у нас есть большие ценовые преимущества EXW, FOB, CIF.
Основная продукция: Углеродистая сталь, нержавеющая сталь, оцинкованная серия, серия PPGI/PPGL, алюминиевая серия, стальная труба, профиль …
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Миссис Диана
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
калькулятор веса — Портал гражданского строительства
Стандартные коэффициенты преобразования дюйма = 25,4 миллиметра футов = 0,3048 метра Ярд = 0,9144 Метр миль = 1,6093 Kilometer атр = 0,4047 HECTARE -фунт = 0,4536. 9 – 32 = ГРАДУС ЦЕЛЬСИЯ МИЛЛИМЕТРОВ = 0,0394 ДЮЙМА МЕТРОВ = 3,2808ФУТОВ МЕТРОВ = 1,0936Ярдов
1) МЯГКАЯ СТАЛЬ (MS) ЛИСТ ВЕС (КГС) = ДЛИНА (ММ) X ШИРИНА (ММ) X 0. 00000785 X ТОЛЩИНА Мм x 0,00000785 x 1 = 24,53 кг/ лист
Стальные каналы
квадрат Вес (KGS) = Width X Whidth x 0,00000785 x Длина. Пример: Квадрат размером 25 мм и длиной 1 метр, тогда вес должен быть. 25x25X 0,00000785 X 1000 мм = 4,90 кг/метр
MS КРУГЛЫЙ ВЕС (КГС) = 3,14 X 0,00000785 X ((диаметр / 2) X (диаметр / 2)) X ДЛИНА. Пример: Круг диаметром 20 мм и длиной 1 метр, тогда вес должен быть. 3,14 X 0,00000785 X ((20/2) X (20/2)) X 1000 мм = 2,46 кг/метр METER SS / MS Труба OD (мм) – W.Tтолщина (мм) X W.Толщина (мм) X 0,0248 = Вес на метр Внешний диаметр (мм) – Ширина (мм) X Ширина (мм) X 0,00756 = Вес на фут
SS / MS CIRCLE Диаметр (мм) X Диаметр (мм) X ТОЛЩИНА (мм) 0,0000063 = кг на штуку
лист из нержавеющей стали длина (м) х ширина (м) х толщина (мм) х 8 = вес на штуку длина (футы) х ширина (футы) х толщина (дюймы) х 3/4 = Вес за штуку
Вращающаяся плавильная печь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Вращающиеся плавильные печи широко распространены. Впервые они были установлены на Луганском и Лысьвен-ском заводах. Вращающиеся плавильные печи отличаются рядом преимуществ по сравнению с ванными: более высокой производительностью, низким расходом топлива; в них происходит непрерывное интенсивное перемешивание сплавляемой эмали. Вращающиеся плавильные печи работают только на жидком или газообразном топливе, что способствует получелию более однородного состава эмали. Процесс плавки в этих печах протекает значительно быстрее, чем в ванных, так как при вращении печи увеличивается поверхность шихты, непосредственно соприкасающейся с пламенем. Однако во вращающихся печах может происходить перегрев эмали, что приводит к снижению ее заглушенное и большим потерям фтора, борного ангидрида, окислов калия и натрия.
[1]
Вращающаяся плавильная печь без опрокидывающего механизма состоит из барабана, изготовленного из котельного железа и футерованного внутри огнеупорным фасонным кирпичом или огнеупорной массой. Ьарабан имеет съемные торцовые металлические крышки с отверстиями, которые также футеруются. Отфутерованные крышки присоединяют болтами к корпусу барабана, установленного на две пары роликов, одна из которых приводится во вращение с помощью приводного механизма — электромотора через червячный редуктор. Для загрузки шихты и выгрузки из печи расплава на цилиндрической части имеется отверстие диаметром 150 мм. Печь вращается со скоростью 0 5 — 1 об / мин.
[2]
Вращающаяся эмалеплавильная печь с опрокидывающим механизмом.
[3]
Вращающиеся плавильные печи с опрокидывающим механизмом ( рис. 100) более совершенны, чем предыдущие. В настоящее время они установлены на некоторых заводах. Эти печи изготовляются Славянским машиностроительным заводом.
[4]
Вращающаяся эмалеплавильная печь с опрокидывающим механизмом.
[5]
Вращающаяся плавильная печь с опрокидывающим механизмом имеет конические насадки с торцовых сторон. Барабан печи получает вращательное движение вокруг своей оси и может наклоняться в сторону горловины. Загрузка и выгрузка печи производится через выходное отверстие для топочных газов. При загрузке печь поворачивают на 30 — 35 горловиной вверх, с площадки в горловину печи вставляют воронку и из бадьи загружают шихту. Топочное отверстие перед загрузкой шихты закрывают шибером, чтобы избежать потерь шихты.
[6]
На рис. 99 изображены вращающиеся плавильные печи, расположенные вдоль стены. Бак с жидким топливом / установлен над рекуператором 2, благодаря этому топливо несколько подогревается. Продукты горения нагревают шихту в печи 4, после этого по трубе 5 направляются в рекуператор и затем выбрасываются в атмосферу.
[7]
Часто применяют для футеровки вращающихся плавильных печей высушенный на воздухе огнеупорный кирпич, изготовленный из 74 % песка, содержащего 9& — 97 % SiO2 и 26 % огнеупорной глины. После окончания футеровки печь подвергают сушке в продолжение полутора-двух дней, а затем разогревают в течение 24 часов и пускают в работу. Разъедание футеровки обычно происходит более или менее одинаково по всем направлениям. Как показали исследования, оно не оказывает большого влияния на химический состав выплавляемых эмалей, и на практике можно с этим не считаться; Нельзя допускать большого содержания железа и его соединений в футеровочном материале, так как они могут сообщить белым эмалям желтоватый или зеленоватый оттенок, который не всегда допустим.
[8]
Данные табл. 112 подтверждают преимущества вращающихся плавильных печей перед ванными.
[9]
Электрическая печь фирмы St. Joseph Co.
[10]
Известны также способы обжига во вращающихся и плавильных печах, в которых происходит восстановление предварительно агломерированной руды.
[11]
Выплавку стекла в небольших количествах, например для производства стеклянной посуды, часто осуществляют в полностью закрытых вращающихся плавильных печах, отапливаемых СНГ. Смесь газа с воздухом подается под большим давлением через сопло, за счет чего достигаются высокая теплоотдача от пламени и быстрый нагрев стекломассы до температуры около 1600 С. Окислительная среда обеспечивается за счет подсасываемого в печь воздуха, что очень важно в этом виде производства, особенно при получении хрусталя.
[12]
Вращающиеся плавильные печи широко распространены. Впервые они были установлены на Луганском и Лысьвен-ском заводах. Вращающиеся плавильные печи отличаются рядом преимуществ по сравнению с ванными: более высокой производительностью, низким расходом топлива; в них происходит непрерывное интенсивное перемешивание сплавляемой эмали. Вращающиеся плавильные печи работают только на жидком или газообразном топливе, что способствует получелию более однородного состава эмали. Процесс плавки в этих печах протекает значительно быстрее, чем в ванных, так как при вращении печи увеличивается поверхность шихты, непосредственно соприкасающейся с пламенем. Однако во вращающихся печах может происходить перегрев эмали, что приводит к снижению ее заглушенное и большим потерям фтора, борного ангидрида, окислов калия и натрия.
[13]
Вращающиеся плавильные печи широко распространены. Впервые они были установлены на Луганском и Лысьвен-ском заводах. Вращающиеся плавильные печи отличаются рядом преимуществ по сравнению с ванными: более высокой производительностью, низким расходом топлива; в них происходит непрерывное интенсивное перемешивание сплавляемой эмали. Вращающиеся плавильные печи работают только на жидком или газообразном топливе, что способствует получелию более однородного состава эмали. Процесс плавки в этих печах протекает значительно быстрее, чем в ванных, так как при вращении печи увеличивается поверхность шихты, непосредственно соприкасающейся с пламенем. Однако во вращающихся печах может происходить перегрев эмали, что приводит к снижению ее заглушенное и большим потерям фтора, борного ангидрида, окислов калия и натрия. [14]
Страницы:
1
Вращающаяся плавильная печь для переработки отходов цветных металлов
Изобретение может быть использовано для переработки отходов цветных металлов и, в частности, для переработки вторичного алюминиевого сырья в виде алюминиевого шлака, алюминиевой стружки и лома. Сущность изобретения: во вращающейся печи, содержащей цилиндрический корпус, горелочное устройство, летки для слива расплава металла и шлака, расположенные на цилиндрической части корпуса, загрузочное отверстие, летки для слива расплава металла и шлака расположены на одной оси, при этом летка для слива расплава металла выполнена в виде конической втулки с центральным отверстием, свободно закрепленной в отверстии летки для слива шлака, выполненном в корпусе печи, загрузочное отверстие расположено в торце печи и имеет шарнирно закрепленную крышку, в центре которой выполнено отверстие с фланцем для установки горелочного устройства. Изобретение обеспечивает снижение капитальных и эксплуатационных затрат. 4 ил.
Изобретение относится к области цветной металлургии и, в частности, к устройству вращающихся металлургических плавильных печей для переработки отходов алюминиевого производства, таких как алюминиевый шлак, алюминиевая стружка, алюминиевый лом и пр.
Известно устройство вращающейся металлургической плавильной печи (RU 2009423 C1, 15.03.94 г., F 27 B 7/14, Воробьев В.В.), содержащей цилиндрический корпус, загрузочное отверстие, горелку, летку для выпуска расплава металла и летку для слива шлака.
Недостатками известной вращающейся печи являются: сложность загрузки, которая вызвана необходимостью использования специального разливочного крана, и сложность осуществления процесса розлива металла из печи на разливочную машину, который требует наличия промежуточного разливочного ковша.
Все эти недостатки приводят к увеличению капитальных и эксплуатационных затрат.
Известно также устройство вращающейся металлургической плавильной печи для переработки отходов цветных металлов (RU 2058623 C от 10. 03.96 г., F 27 B 7/00, Фролов В.И.), содержащей цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака.
Указанная вращающаяся плавильная печь также наделена целым рядом недостатков, в частности, расположение летки для выпуска расплава металла и летки для слива шлака с торца печи усложняют процесс подачи металла на разливочную машину, так как при этом необходимо наличие промежуточного разливочного ковша, а расположение загрузочного отверстия на цилиндрической части печи усложняет ее конструкцию, т.к. при этом необходимо предусмотреть специальное уплотнительное устройство в крышке загрузочного отверстия, с учетом того, что печь вращается.
Все эти недостатки в конечном итоге приводят к увеличению капитальных и эксплуатационных затрат.
Наиболее близким аналогом по отношению к заявляемой плавильной печи является вращающаяся плавильная печь (патент Великобритании 1115404, F 27 B 7/00 от 29 мая 1968 г. ), состоящая из цилиндрического корпуса, горелочного устройства, загрузочного отверстия и леток для слива расплава металла и шлака, причем обе летки расположены на цилиндрическом корпусе печи.
Принятая в качестве ближайшего аналога печь по сравнению с заявленной требует специальных уплотнительных устройств для каждой летки, чтобы не допустить протечку расплава во время вращения печи, что усложняет конструкцию печи и также приводит к увеличению капитальных и эксплуатационных затрат.
В основу изобретения поставлена задача упрощения процесса слива металла из печи и его подачи на разливочную машину, а также упрощения процесса загрузки печи.
Поставленная задача решается тем, что во вращающейся плавильной печи, содержащей цилиндрический корпус, горелочное устройство, загрузочное отверстие и расположенные на цилиндрической части корпуса печи летки для слива расплава металла и шлака, последние установлены на одной оси, при этом летка для слива расплава металла выполнена в виде конической втулки с центральным отверстием, свободно закрепленной в отверстии летки для слива шлака, выполненной в корпусе печи, загрузочное отверстие расположено в торце печи и имеет шарнирно закрепленную крышку, в центре которой выполнено отверстие с фланцем для установки горелочного устройства.
Расположение леток для слива расплава металла и шлака на цилиндрической части корпуса печи и на одной оси позволяет за счет вращения печи осуществлять подачу металла непосредственно на разливочную машину с помощью желоба, минуя необходимость в разливочном ковше, который присутствует во всех известных схемах розлива металла на чушки.
Расположение горелочного устройства на шарнирно закрепленной крышке загрузочного отверстия с торца печи позволяет наиболее оптимально расположить факел горелки по отношению к загруженному в печь сырью и тем самым увеличить скорость его плавления. Кроме того, расположение загрузочного отверстия с торца печи позволяет осуществлять загрузку печи загрузочным устройством без необходимости использования разливочного крана.
Изобретение поясняется чертежами, где на фиг. 1 показана вращающаяся плавильная печь, вид спереди; на фиг. 2 — то же, вид сбоку; на фиг. 3 — то же, вид сверху; на фиг. 4 — узел леток для расплава металла и шлака.
Вращающаяся плавильная печь состоит из: цилиндрического корпуса с опорными кольцами 1, фланца 2 в крышке загрузочного отверстия для установки горелочного устройства, втулки 3 для подсоединения газохода, фланца 4, выполняющего роль шлаковой летки, вкладыша запорного 5 и вкладыша выпускного 6 с отверстием для слива расплава металла, ролико-опорной конструкции 7, привода 8, горелочного устройства 9, крышки загрузочного отверстия 10, поворотного кронштейна 11, фиксирующей стойки 12, футеровки печи 13.
Работа печи осуществляется следующим образом: загрузку отходов алюминиевого производства в печь осуществляют с помощью вибролотка в расположенное с торца печи загрузочное отверстие, которое снабжено шарнирно-закрепленной крышкой. В крышке установлено горелочное устройство. Во время плавления крышка закрыта. Образующиеся во время плавки газы отводятся через отверстие с другого торца печи в газоход. Для лучшего перемешивания расплава печь вращается. Во время плавки отверстие в летке для слива расплава закрывается запорным вкладышем с прижимным устройством. При выпуске металла запорный вкладыш заменяется выпускной втулкой с отверстием. Металл из печи подается на разливочную машину с помощью поворотного желоба.
Слив шлака осуществляется в шлаковницы через отверстие в шлаковой летке при снятом вкладыше и выпускной втулке.
Предлагаемая вращающаяся плавильная печь может быть использована для переработки отходов цветных металлов со значительно сниженными капитальными и эксплуатационными затратами по сравнению с аналогичными известными устройствами.
Формула изобретения
Вращающаяся плавильная печь для переработки отходов цветных металлов, содержащая цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака, расположенные на цилиндрической части корпуса печи, отличающаяся тем, что летки для слива расплава металла и шлака расположены на одной оси, при этом летка для слива расплава выполнена в виде конической втулки с центральным отверстием, свободно закрепленной в отверстии летки для слива шлака, выполненном в корпусе печи, загрузочное отверстие расположено в торце печи и имеет шарнирно закрепленную крышку, в центре которой выполнено отверстие с фланцем для установки горелочного устройства.
РИСУНКИ
Рисунок 1, Рисунок 2, Рисунок 3, Рисунок 4
ДРОСС ИНЖИНИРИНГ
Plomb (переработка батарей)
ОПАСНО АККУМУЛЯТОРЫ AVEC LES ЛИТИЕВЫЕ
Cliquez ici pour visionner une vidéo d’information sur les d’information que resente la battery liion dans notre domaine du recyclage, Nous vous recommandons de bien en prendre connaissance et d’en informer les opérateurs
SURTOUT NE JAMAIS fundre de l’aluminium dans un four ayant fundu du plomb
1 миллиард транспортных средств в мире, использующих аккумуляторы на пломб.
«Удостоверение о высоком уровне вторичной переработки и повторного использования по отношению к другим основным продуктам и батареям, основное применение пломбы, наличие высшего уровня вторичной переработки на 95 % »,
Les réglementations environnementales toujours plus nombreuses et la fluctuation du cours du plomb vierge dans le monde ont creé le besoin de nouvelles technology pour récupérer le metal et gérer les déchets de traitement. Pour répondre à cette hardé, Dross Engineering a développé des équipements de recupération du plomb innovant
Переработка батарей Ligne de broyage с обессериванием Four Rotatif basculant, Four d’affinage, меланжер, помпа, filtre dépoussiéreur
2022 Грязь в настоящее время четыре для Récupération du plomb dans les crasses
Четыре вращающихся электродвигателя вместимостью 150 дм3 для перекачки грубой воды и рекуперации воды. Le système est conçu pour les producteurs de crasses comme les factoryants de battery, d’anodes, de bandes et les raffineurs de métaux secondaires.
Ce four innovant (breveté) possède un dispositif thermomécanique qui permet de séparer le plomb libre des oxydes. Высокоэффективная промышленная система.
Le plomb récupéré является приемлемым для повторного использования
Система восстановления пломбы для аккумуляторов:
• Уменьшение объема пломб-вьерж-ашете на рынке • Diminuer leur empreinte carbone • Избавьтесь от остатков эссенций • Увеличитель стоимости écumes de plomb
2021 : новинки : Автоматическая подготовка и зарядка четверок.
Четыре опорно-поворотных устройства: Avec le nouveau modele vous pourrez couler le metal par gravité directement en cuve ou en grasse lingotière. Rendement métallique amélioré et scorie avec un mini de plomb.
Утилизация аккумуляторов, вышедших из строя Окалина инженерно-разработанная экономическая система, которая перерабатывает 20 тонн аккумуляторов с 4 человеками на почте 8. L’unité comprend un perforateur scie pour récupérer l’acide et couper la tête de la batterie. La Batterie est vidée, la tête et le bac sont jetés dans un broyeur hydro séparateur A la sortie d’un côté du полипропиленовый бройе de l’autre les Bornes en plomb. Грили и ле-борнес с фондю в четыре ротации basculant. Le metal est coulé en gros lingots от 1000 до 2000 кг. Le systeme produit du plomb d’œuvre. Полное объединение с депозитером Ансамбль, отвечающий за потребности в окружающей среде, предлагает первоначальную премию за возврат инвестиций в течение 12 месяцев. En 2021 Dross a livré sa 23ème Ligne de broyage. Notre gamme qui, nous le rappelons, от 2,5 т/ч до 25 т/ч.
En 2019 la gamme des dépoussiéreurs spécialement conçus pour le recyclage du plomb construits par Dross s’est augmentée d’une unité car maintenant nous pouvons livrer des 80.000Nm3. Toutes ses nouveautés sont les fruit de 49ans de services et à l’écoute de la professional du recyclage des métaux non ferreux.
En savoir plus
Печь для извлечения и переработки алюминиевой окалины | Газ | Вращающаяся печь
Печь для извлечения и переработки алюминиевой окалины
Серия GDR-B (5 печей в 1)
Ротационная наклонная печь для рекуперации алюминиевого шлака серии GDR-B, также известная как печь для рециркуляции шлака, действительно универсальна и фактически представляет собой пять печей в одной. Его можно использовать не только для извлечения качественного алюминия из окалины, но также для плавки новых алюминиевых слитков и отходов, переработки и плавки смешанного лома, загрязненной крошки, использованных алюминиевых банок для напитков (UBC) и алюминиевой фольги. Эта печь может все. Окалина обычно составляет 5% всего процесса плавки, поэтому восстановление алюминия может означать значительную экономию. Эта печь также может быть сконструирована для работы с другими цветными металлами, такими как медь, латунь и бронза. Серия GDR-B отличается низким энергопотреблением и оснащена гидравлической системой наклона, которая снижает утомляемость оператора при ручной разгрузке, а также оснащена портативным пультом дистанционного управления для обеспечения безопасности оператора и точности разливки. Серия GDR-B управляется ПЛК и цветным сенсорным экраном ЧМИ, что оптимизирует производительность, работу и эффективность. Эта печь удобна в использовании и проста в обслуживании. В качестве опции доступны мусоропровод и виброзарядное устройство.
Запросить предложение
Высокая тепловая эффективность
ПО ДИЗАЙНУ
Мы добавляем несколько слоев изоляции.
Результатом является превосходная эффективность, что означает печь, которая не только сжигает меньше газа, но и практически не опасна для прикосновения.
ТОЛЩЕ
ИЗОЛЯЦИЯ
Мы добавляем в наши печи намного больше изоляции, чем большинство производителей.
Результатом является еще большая эффективность и прочная, прочная конструкция, которую трудно превзойти.
Простота в эксплуатации
ИНТЕРФЕЙС
Больше контроля — больше эффективности.
Печи для рециркуляции шлака серии GDR-B оснащены современным программируемым логическим контроллером с большими цветными экранами ЧМИ с легко читаемой графикой — и все это без дополнительной оплаты. Просматривайте в режиме реального времени все функции печи и меняйте любые настройки на лету. Теперь это контроль.
Запросить предложение
ВЫСОКОЕ КАЧЕСТВО
ГИДРАВЛИЧЕСКИЙ УСИЛИТЕЛЬ
Надежный и мощный.
Наша гидравлическая система наклона легко выдерживает вес полной печи и плавно наклоняется без рывков или внезапных изменений скорости, которые могут дестабилизировать заливку.
ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ
ПУЛЬТ ОПЕРАТОРА
Повышенная безопасность и удобство.
С нашим пультом дистанционного управления оператором с 8-футовым кабелем оператор может стоять настолько близко или далеко, насколько это необходимо для обеспечения максимальной безопасности.
ПРИВОД ВЕНТИЛЯТОРА С ЧРП
ДВИГАТЕЛИ
Повышение эффективности и снижение эксплуатационных расходов.
Много воздуха без контроля тратит впустую значительное количество энергии. Мы используем приводы VFD в сочетании с двигателями Premium Inverter Duty, чтобы обеспечить вам более высокую скорость вращения только тогда, когда это необходимо. Все это приводит к повышению эффективности, снижению эксплуатационных расходов, более тихой работе, плавному пуску и увеличению срока службы двигателя. Преимущество очевидно. Это лишь один из многих способов, которые мы используем для повышения эффективности печи и снижения долгосрочных эксплуатационных расходов.
ВЫБЕРИТЕ ВАШУ
СИСТЕМУ УПРАВЛЕНИЯ
Мы предлагаем вам варианты ПЛК и ЧМИ.
Выберите систему управления, которая лучше всего подходит для вас и удобна для вашей ремонтной бригады.
Запросить предложение
ВЫСОКОЕ КАЧЕСТВО
КОМПОНЕНТЫ
Мы используем компоненты известных брендов, которые вы знаете и уже используете.
Мы используем только компоненты самого высокого качества, которые являются открытым исходным кодом и легко доступны в вашем регионе или в нашем интернет-магазине запчастей.
ВИБРАТОР
ЗАРЯДНОЕ УСТРОЙСТВО
Ускоряет и упрощает загрузку печи.
Наш дополнительный вибрационный загрузчик оптимизирует весь процесс загрузки печи. Он может работать с окалиной, а также практически с любым другим материалом любой формы (показан в двух секциях для транспортировки).
Запрос Цитировать
ОНЛАЙН
МАГАЗИН ЗАПЧАСТЕЙ
Запасные части доступны 24/4.
В нашем интернет-магазине можно быстро и легко получить практически любую запчасть, которая вам нужна. Большинство запчастей отправляются в тот же день.
Запрос Цитировать
ВЫСОКАЯ ДОХОДНОСТЬ
ИНВЕСТИЦИИ
Мы даем вам больше печи за ваши деньги.
Чтобы быть конкурентоспособными, сегодняшняя экономика требует, чтобы производители осуществляли свою деятельность более эффективно и экономично, чем когда-либо прежде. Мы предлагаем самый высокий ROI (окупаемость инвестиций) в отрасли. Dynamo предлагает вам высококачественные продукты по разумным ценам и с большим количеством функций, чем у любой другой компании. Проще говоря, мы даем вам максимальную отдачу от ваших денег!
Запросить цену
УДАЛЕННЫЙ
СЕРВИС
Мы можем удаленно устранить неполадки в вашей печи с нашего объекта.
Наша печь для рециркуляции окалины серии GDR-B оснащена блоком удаленного подключения, который позволяет нашим техническим специалистам удаленно проверять производительность печи, вносить необходимые изменения в программу или HMI или устранять неполадки непосредственно из нашего сервисного центра. От клиента требуется только подключить устройство к Интернету через кабель Ethernet. Мы занимаемся остальным.
INDUSTRY 4.0
УДАЛЕННЫЙ МОНИТОРИНГ
Удаленный мониторинг производительности печи с любого устройства.
В качестве опции все наши печи могут быть оснащены блоками удаленного мониторинга производительности Industry 4.0, которые оснащены настраиваемой приборной панелью. Вы можете не только контролировать работу печи, но и получать уведомления до того, как возникнет проблема. Включены напоминания о техническом обслуживании в зависимости от состояния и статистика производительности смены. Сведите к минимуму воздействие аварийных ситуаций и максимально увеличьте время безотказной работы печи и ее производительность.
 0 х 22.2 мм Gross
0 х 22.2 мм Gross 2 мм, плоская, латунированная витая проволока Matrix
2 мм, плоская, латунированная витая проволока Matrix 3 мм Сибртех
3 мм Сибртех Комарово
Комарово Боровский
Боровский Червишево
Червишево Нижняя Тавда
Нижняя Тавда Богандинский
Богандинский — Средний — Ванная комната и душ
— Средний — Ванная комната и душ — Средний — Ванная комната и душ
— Средний — Ванная комната и душ


 Предназначена для каменной и кирпичной кладки, для оштукатуривания стен, потолков и других поверхностей, в том числе под покраску, шпатлевание и поклейку обоев. Также смесь используется для предварительного выравнивания полов и для ремонта старой стяжки. Наносится на бетонные, цементно-известковые, цементно-песчаные, кирпичные и другие подготовленные основания. Для внутренних и наружных работ. Работы производятся при температуре от + 5°С до + 30°С во всех климатических зонах.
Предназначена для каменной и кирпичной кладки, для оштукатуривания стен, потолков и других поверхностей, в том числе под покраску, шпатлевание и поклейку обоев. Также смесь используется для предварительного выравнивания полов и для ремонта старой стяжки. Наносится на бетонные, цементно-известковые, цементно-песчаные, кирпичные и другие подготовленные основания. Для внутренних и наружных работ. Работы производятся при температуре от + 5°С до + 30°С во всех климатических зонах. Готовую смесь выдержать 5 минут для дозревания, затем перемешать повторно. Приготовленную смесь необходимо израсходовать в течение 1,5 часов. При приготовлении раствора необходимо соблюдать соотношение «сухая смесь-вода». Передозировка воды не допускается.
Готовую смесь выдержать 5 минут для дозревания, затем перемешать повторно. Приготовленную смесь необходимо израсходовать в течение 1,5 часов. При приготовлении раствора необходимо соблюдать соотношение «сухая смесь-вода». Передозировка воды не допускается. Верхний слой нанесённой смеси выровнять и затереть. Выровненную поверхность можно шлифовать, окрашивать или оклеивать обоями только после полного высыхания штукатурного слоя.
Верхний слой нанесённой смеси выровнять и затереть. Выровненную поверхность можно шлифовать, окрашивать или оклеивать обоями только после полного высыхания штукатурного слоя.

 Если вы ищете большую площадь или более сложный проект, возможно, стоит приобрести бетономешалка.
Если вы ищете большую площадь или более сложный проект, возможно, стоит приобрести бетономешалка.

 Использование половины сейчас предотвратит высыхание смеси до того, как вы сможете использовать ее всю — вы можете смешать другую половину позже.
Использование половины сейчас предотвратит высыхание смеси до того, как вы сможете использовать ее всю — вы можете смешать другую половину позже.

 Этот шаг должен быть выполнен как можно быстрее, так как вы хотите, чтобы раствор или бетонная смесь не высохли на инструментах, которые вы использовали, и не повредили их.
Этот шаг должен быть выполнен как можно быстрее, так как вы хотите, чтобы раствор или бетонная смесь не высохли на инструментах, которые вы использовали, и не повредили их.
 Чего вы, возможно, не осознавали, так это того, что приготовление партии материала — это, по сути, дело «просто добавь воды». Даже если вы никогда раньше этого не делали, вы сможете замешать бетон менее чем за час. Конечно, работа с бетоном – это нечто большее, чем простое смешивание материала. Но возможность добиться успеха — это первый шаг к созданию чего-то, что выдержит испытание временем. Как только вы познакомитесь с этой техникой, множество проектов «сделай сам» в доме и вокруг него полностью попадут в ваши возможности. К ним относятся создание дорожки, прочной столешницы или стильного устойчивого к погодным условиям кашпо. Чтобы быть на пути к таким полезным улучшениям дома, следуйте простым шагам, чтобы научиться смешивать бетон, как профессионал.
Чего вы, возможно, не осознавали, так это того, что приготовление партии материала — это, по сути, дело «просто добавь воды». Даже если вы никогда раньше этого не делали, вы сможете замешать бетон менее чем за час. Конечно, работа с бетоном – это нечто большее, чем простое смешивание материала. Но возможность добиться успеха — это первый шаг к созданию чего-то, что выдержит испытание временем. Как только вы познакомитесь с этой техникой, множество проектов «сделай сам» в доме и вокруг него полностью попадут в ваши возможности. К ним относятся создание дорожки, прочной столешницы или стильного устойчивого к погодным условиям кашпо. Чтобы быть на пути к таким полезным улучшениям дома, следуйте простым шагам, чтобы научиться смешивать бетон, как профессионал. Знайте, что для небольших проектов «сделай сам» вам понадобится вся сумка. Для более крупных проектов (например, патио) вам понадобится все это и еще кое-что. Скорее всего, будет достаточно нескольких полных мешков, хотя, в зависимости от поставленной задачи, вы можете не смешивать весь необходимый бетон за один раз. Если вы не знаете, сколько бетона нужно купить, воспользуйтесь калькулятором количества, подобным этому от Quikrete. Нужен ли вам весь пакет или только его часть, поместите пакет в свою тачку, разрежьте его и, осторожно подняв пакет вверх, высыпьте из него столько содержимого, сколько требуется для работы. В ветреный день проделайте этот шаг в помещении, возможно, в гараже, чтобы не устроить беспорядок.
Знайте, что для небольших проектов «сделай сам» вам понадобится вся сумка. Для более крупных проектов (например, патио) вам понадобится все это и еще кое-что. Скорее всего, будет достаточно нескольких полных мешков, хотя, в зависимости от поставленной задачи, вы можете не смешивать весь необходимый бетон за один раз. Если вы не знаете, сколько бетона нужно купить, воспользуйтесь калькулятором количества, подобным этому от Quikrete. Нужен ли вам весь пакет или только его часть, поместите пакет в свою тачку, разрежьте его и, осторожно подняв пакет вверх, высыпьте из него столько содержимого, сколько требуется для работы. В ветреный день проделайте этот шаг в помещении, возможно, в гараже, чтобы не устроить беспорядок. Будьте осторожны, чтобы не налить слишком много воды; вы всегда можете добавить больше, но вы не можете ничего убрать. И помните, что если вам нужна только часть бетонной смеси, например, половина или четверть, то вы должны соответствующим образом скорректировать «рецепт». Беспокоитесь о том, чтобы использовать слишком много или слишком мало? Развейте свою неуверенность, воспользовавшись кухонным мерным стаканом, чтобы наполнить лейку заранее тщательно отмеренным объемом воды.
Будьте осторожны, чтобы не налить слишком много воды; вы всегда можете добавить больше, но вы не можете ничего убрать. И помните, что если вам нужна только часть бетонной смеси, например, половина или четверть, то вы должны соответствующим образом скорректировать «рецепт». Беспокоитесь о том, чтобы использовать слишком много или слишком мало? Развейте свою неуверенность, воспользовавшись кухонным мерным стаканом, чтобы наполнить лейку заранее тщательно отмеренным объемом воды. Вот простой способ сделать это. Сначала отрежьте дно от пластикового или бумажного стаканчика. Затем придайте контейнеру форму конуса. Зачерпните достаточное количество бетона, чтобы заполнить конус, затем высыпьте его на плоскую поверхность. Если бетон рухнет примерно до половины высоты конуса, отлично — вы готовы к работе. Если бетон не теряет своей высоты, то есть если он вообще не оседает, вернитесь и добавьте еще немного воды. Если бетон разрушается значительно дальше половины высоты конуса, вы добавили слишком много воды и должны компенсировать это дополнительной смесью (или, в крайнем случае, можно использовать сухой песок).
Вот простой способ сделать это. Сначала отрежьте дно от пластикового или бумажного стаканчика. Затем придайте контейнеру форму конуса. Зачерпните достаточное количество бетона, чтобы заполнить конус, затем высыпьте его на плоскую поверхность. Если бетон рухнет примерно до половины высоты конуса, отлично — вы готовы к работе. Если бетон не теряет своей высоты, то есть если он вообще не оседает, вернитесь и добавьте еще немного воды. Если бетон разрушается значительно дальше половины высоты конуса, вы добавили слишком много воды и должны компенсировать это дополнительной смесью (или, в крайнем случае, можно использовать сухой песок).
 По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий.
По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные. В данной статье мы коснемся только блестящих защитно-декоративных и молочных износостойких хромовых покрытий. Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения.
Это в свою очередь определяет выбор источника тока для хромирования или силового преобразователя, также значительно более мощного, чем для других процессов гальваноосаждения. Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии.
Помимо этого, в разбавленных электролитах процесс хромирования проводится при значительно более высокой силе тока (до 150 А/дм2), что позволяет повысить скорость осаждения и уменьшить продолжительность процесса хромирования. К недостаткам разбавленных электролитов относится их низкая электропроводность, для чего необходимо использовать более высоковольтные, чем обычно, источники тока, что соответственно ведет к большему расходу электроэнергии. Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами.
Трехслойное декоративное хромовое покрытие, в связке Cu-Ni-Cr (медь-никель-хром) обладает достаточно высокими защитными и антикоррозионными свойствами. Первый тонкий медный подслой обеспечивает прочность сцепления покрытия с основой. Второй, толстый слой меди, повышает коррозионную стойкость и защитную способность покрытия, и позволяет уменьшить толщину осадка дорогостоящего никеля, при этом сохранить необходимые коррозионные свойства всего покрытия. При этом важно, чтобы, помимо выравнивающих добавок в электролит меднения входили также эффективные блескообразующие добавки, позволяющие получать не только гладкие, но и блестящие осадки меди. На такой блестящий слой меди и осаждают блестящее никелевое покрытие из электролитов никелирования, также содержащих блескообразующие и выравнивающие добавки. Важная роль в защитно-декоративных свойствах покрытия Cu-Ni-Cr принадлежит последнему слою блестящего хрома. Так как в отличие от никеля, который со временем пассивируется и имеет желтоватый оттенок, блестящий хром не тускнеет и имеет красивый голубоватый оттенок, а само хромовое покрытие обладает более лучшими декоративными свойствами. Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном.
Помимо этого, в западных странах никель вообще запрещено использовать как конечное декоративное покрытие, если с ним возможен прямой контакт человека, так, как было обнаружено, что никель является сильным аллергеном. Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность.
Наиболее часто используется стандартный электролит хромирования, т.к. имеет более широкий диапазон плотностей тока, а колебания по составу не значительны. Концентрированный электролит хромирования имеет самую низкую рассеивающую способность, а осадки отличаются наименьшей твердостью, но имеют высокую декоративность. Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).
Величину отношения концентрации хромовой кислоты к полной концентрации каталитических кислотных радикалов, необходимо поддерживать в пределах от 50:1 до 200:1, но лучше всего подходить пропорция 100:1 (концентрации здесь выражены в граммах СrО3, Н2SO4).

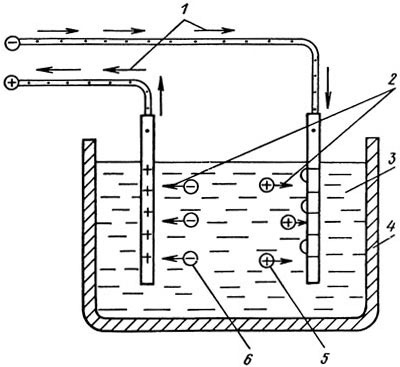
 Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.
Объясняется это тем, что фторсодержащие электролиты обладают значительно большей активирующей способностью, чем электролиты без фтора. Процесс хромирования в этих электролитах менее чувствителен к перерывам тока.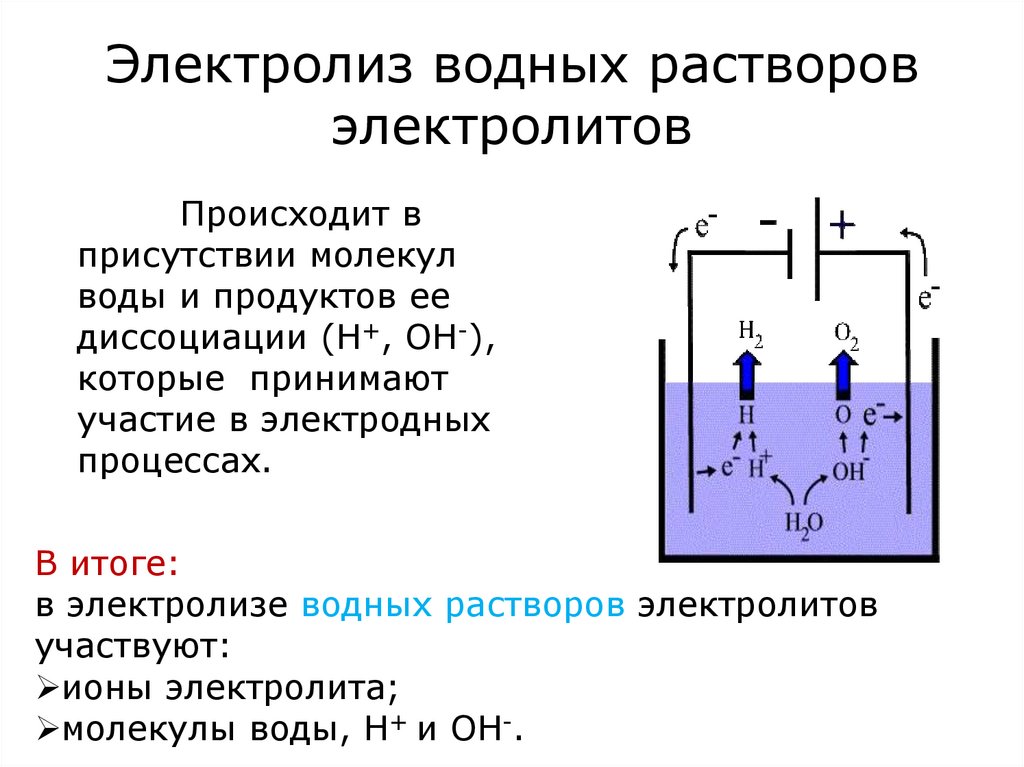 Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
Несмотря на это, при электроосаждении хрома из тетрахроматного электролита сохраняются все особенности процесса, характерные для остальных электролитов хромирования. К особенностям тетрахроматного электролита относится то, что он обладает более высокой, чем у всех остальных электролитов хромирования, рассеивающей способностью. Достоинством этого электролита хромирования является то, что хром из него осаждается при комнатной температуре (18-25оС) с высоким выходом по току. При повышении температуры тетрахромат распадается и электролит теряет свои специфические свойства. Поэтому в процессе работы очень важно постоянно контролировать и поддерживать низкую температуру, при необходимости охлаждая раствор электролита.
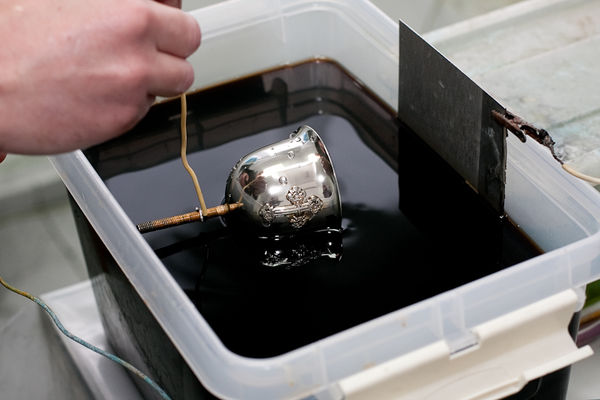 Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации.
Хромовые покрытия из тетрахроматного электролита толщиной 5-10 мкм можно применять для местной защиты поверхности стальных деталей, при газовой цементации или нитроцементации. 5
5 2
2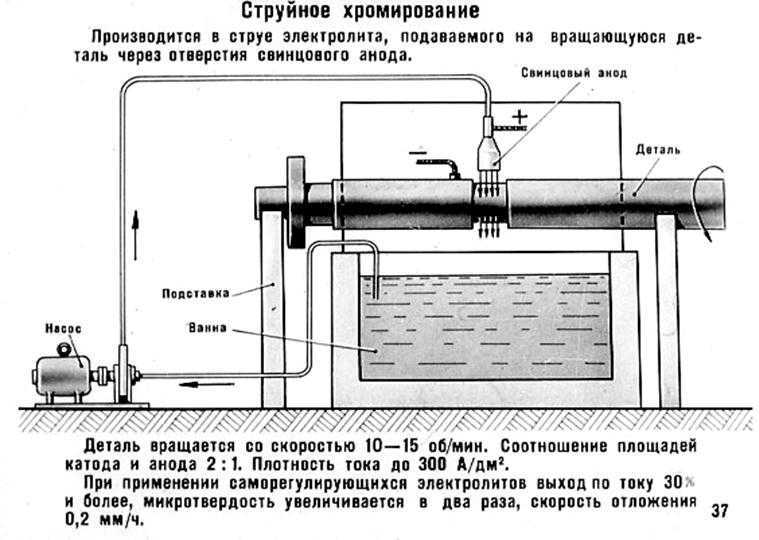
 Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.
Непосредственное хромирование алюминия и его сплавов невозможно, что объясняется наличием на поверхности алюминия инертной оксидной пленкой прочно сцепленной с основой. Эта пленка повышает антикоррозионные свойства алюминиевой поверхности, но одновременно препятствует получению необходимого сцепления с ней хромовых и любых других гальванических покрытий. Если удалить эту пленку и опустить алюминий в раствор соли, какого-либо металла, то из-за высокого электроотрицательного потенциала алюминия на его поверхности будут контактно выделяться содержащиеся в растворе более электроположительные металлы, например медь, никель, хром, олово, или кадмий и т.п. А как известно, контактное осаждение не позволяет получать удовлетворительное сцепление покрытия с основой. Поэтому, как и в случае с титаном, для электроосажления на алюминий применяются специальные технологии.


 Температура электролита во всех случаях должна быть 55… 60 °С.
Температура электролита во всех случаях должна быть 55… 60 °С. Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.
Аноды из чистого свинца в большей степени покрываются нерастворимой и непроводящей пленкой хромовокислого свинца, чем аноды из сплава свинца и сурьмы. В большинстве случаев аноды изготавливают плоскими и цилиндрическими. При хромировании деталей сложной конфигурации очертания анода определяются формой катода. Расстояние между анодами и деталями рекомендуется делать 30… 35 мм, но не более 50 мм. Расстояние деталей от днища ванны должно составлять не менее 100… 150 мм, а от верхнего уровня электролита — не менее 50… 80 мм. Уровень электролита должен быть ниже верхних кромок ванны на 100…150 мм. При завешивании деталей в ванну необходимо, чтобы все участки анодов были одинаково удалены от противоположных участков катода. При этом толщина слоя хрома откладывается равномерно по всей поверхности детали.


 Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
Травление ведут при плотности анодного тока 35 …45 А/дм2 в течение 8 мин в том же электролите.
 На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации.
На 1 г серной кислоты вводят 2,2… 2,3 г углекислого бария или 1,53 г углекислого стронция. После осаждения серной кислоты в электролит вводят нужное количество сернокислого стронция и кремнефтористого калия и нагревают до температуры 50…60°С. Нагревание длится 15… 16ч при периодическом перемешивании через каждые 2… 3 ч. После этого электролит готов к эксплуатации. Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
Шелушение осадков появляется при недостаточном контакте детали с подвеской или при повышенной плотности тока. Неравномерное покрытие может быть при образовании пленки хроматов свинца на анодах, недостатке серной кислоты, избытке трехвалентного хрома. Во избежание перечисленных выше дефектов, необходимо откорректировать электролит и устранить другие неполадки в работе ванн хромирования.
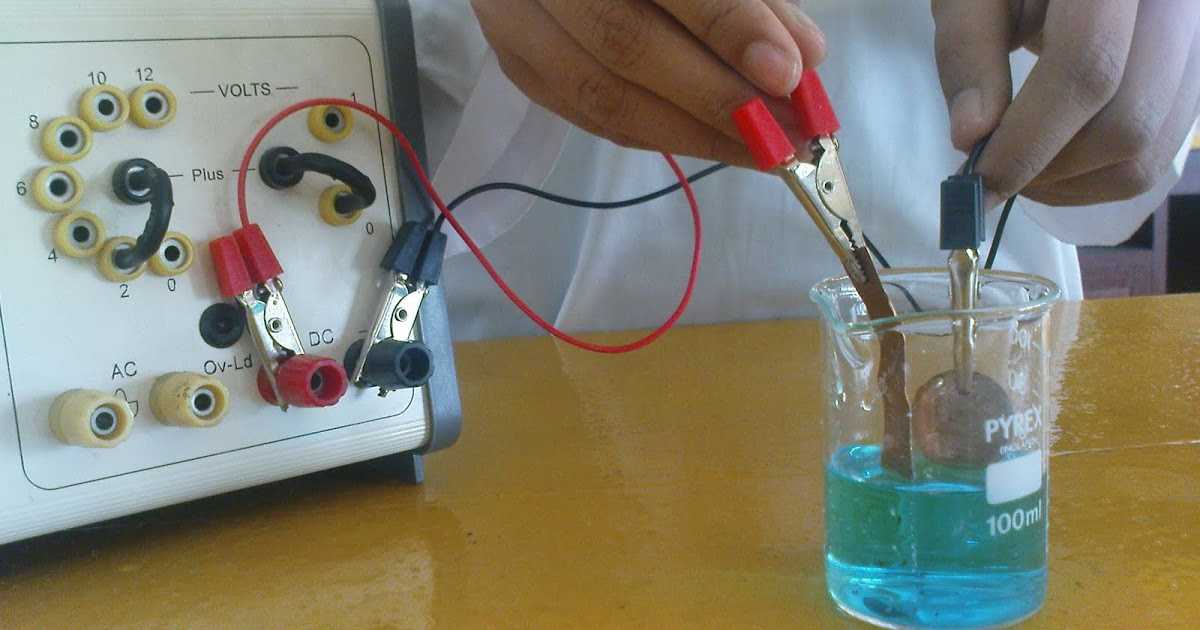 Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
Атомный вес железа 55,85 г. Электрохимический эквивалент 1,042 г/А-ч.
 Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм..
Электролит при температуре 95… 105°С и плотности тока 5…20 А/дм2 позволяет получать мягкие (120… 200 кг/мм2), вязкие покрытия толщиной 3… 5 мм.. Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока.
Электролит, в состав которого» входят двухлористое железо и йодистый калий, обеспечивает по-пучение качественных осадков, железа’ при условии применения асимметричного переменного тока. В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.
В подкисленную воду засыпают двухлористое железо, выдерживая требуемую концентрацию, и перемешивают до полного растворения. После растворения двухлористого железа электролит должен отстояться в течение 1 … 2 ч, пока не примет светло-зеленый цвет. Затем электролит проверяют на кислотность. Нормальная кислотность должна быть pH 0,8… 1,2. При необходимости добавляют недостающее количество кислоты в соответствии с ее плотностью, приведенной ниже.

 Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф, и Адам Хан.
Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф, и Адам Хан. Детали помещают в большие резервуары, содержащие смесь кислот, органических химикатов, щелочей, металлов и воды. После погружения через раствор проходит электрический ток. Это вытягивает растворенные ионы металлов из раствора и осаждает их на покрываемую деталь.
Детали помещают в большие резервуары, содержащие смесь кислот, органических химикатов, щелочей, металлов и воды. После погружения через раствор проходит электрический ток. Это вытягивает растворенные ионы металлов из раствора и осаждает их на покрываемую деталь. Единственное предостережение заключается в том, что он должен применяться обученным и опытным профессионалом для обеспечения оптимальных результатов. К преимуществам хромирования относятся:
Единственное предостережение заключается в том, что он должен применяться обученным и опытным профессионалом для обеспечения оптимальных результатов. К преимуществам хромирования относятся:

 Второй профиль из трёх в размерном ряде №6,3.
Второй профиль из трёх в размерном ряде №6,3.


 Третий профиль из трёх в размерном ряде №6,3.
Третий профиль из трёх в размерном ряде №6,3.


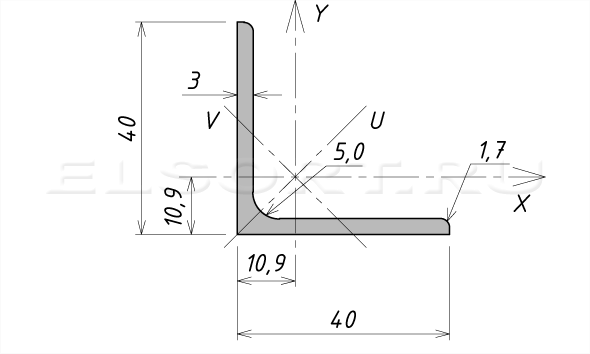

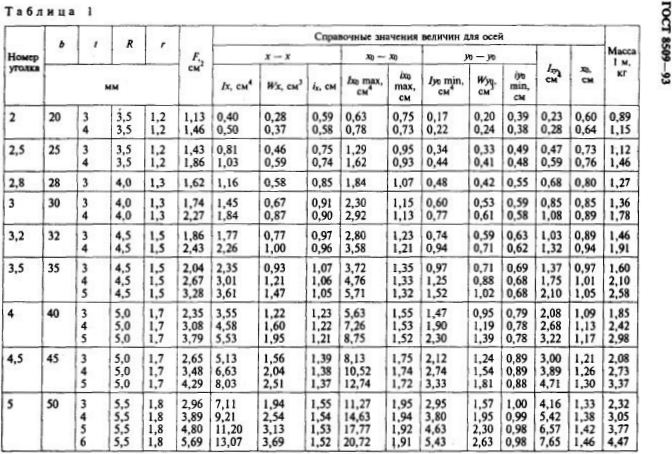 Этот продукт не имеет системы управления кабелем.
Этот продукт не имеет системы управления кабелем. 12.2020
12.2020 Много места для работы, не занимая много места на полу. цвет работает с другими цветами, которые вы решите наложить вокруг него. После покупки я вернулся и заказал подходящую картотеку.
Много места для работы, не занимая много места на полу. цвет работает с другими цветами, которые вы решите наложить вокруг него. После покупки я вернулся и заказал подходящую картотеку.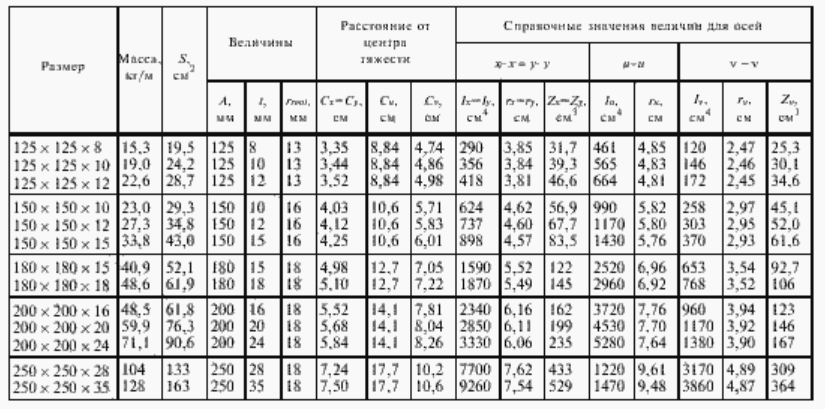 Очень учёба и хорошо собрана.
Очень учёба и хорошо собрана.
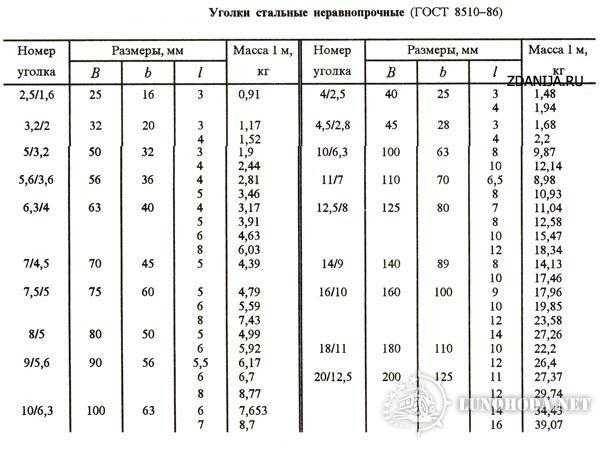 Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov/furniture.
Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov/furniture.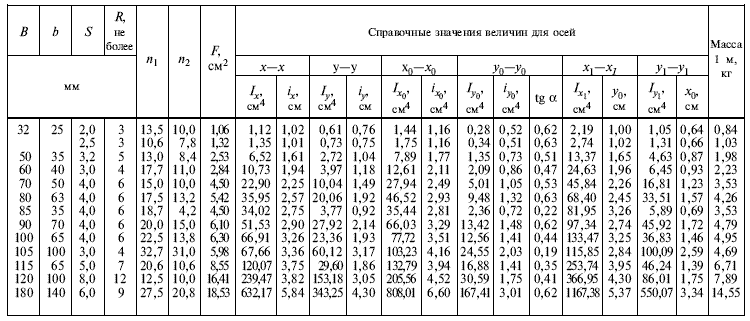

 Может быть, сместить фокус с одной задачи на другую, освободить место для уборки или менее серьезных вещей? Канцелярские товары идеально подходят для хранения на колесиках. Их легко поставить на стол, на диван или в другое место, где вы предпочитаете работать.
Может быть, сместить фокус с одной задачи на другую, освободить место для уборки или менее серьезных вещей? Канцелярские товары идеально подходят для хранения на колесиках. Их легко поставить на стол, на диван или в другое место, где вы предпочитаете работать. Большие единицы хранения удобны, когда вы делите хранилище с кем-то еще. Их также можно использовать в качестве перегородок для создания отдельных рабочих пространств без стен и дверей.
Большие единицы хранения удобны, когда вы делите хранилище с кем-то еще. Их также можно использовать в качестве перегородок для создания отдельных рабочих пространств без стен и дверей.
 Это также делает вашу рабочую станцию менее загроможденной и значительно упрощает уборку. Есть несколько различных систем управления кабелями на выбор, посмотрите, какая из них подходит вам лучше всего.
Это также делает вашу рабочую станцию менее загроможденной и значительно упрощает уборку. Есть несколько различных систем управления кабелями на выбор, посмотрите, какая из них подходит вам лучше всего.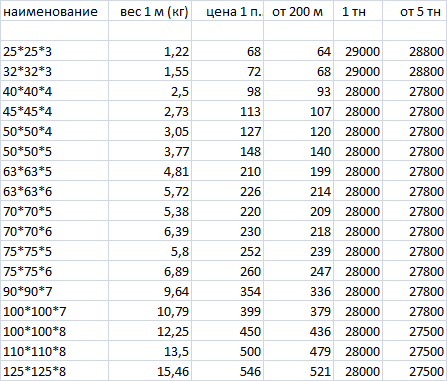
 Ответственное использование древесины и управление лесным хозяйством обеспечивают удовлетворение потребностей людей, зависящих от лесов, устойчивую работу предприятий, защиту лесных экосистем и повышение биоразнообразия.
Ответственное использование древесины и управление лесным хозяйством обеспечивают удовлетворение потребностей людей, зависящих от лесов, устойчивую работу предприятий, защиту лесных экосистем и повышение биоразнообразия. Работая вместе с нашими поставщиками, мы с гордостью сообщаем, что достигли нашей цели по более устойчивым источникам, которую мы поставили перед собой к 2020 году. Сегодня более 98% древесины, используемой для производства товаров ИКЕА, либо сертифицированы FSC, либо переработаны.
Работая вместе с нашими поставщиками, мы с гордостью сообщаем, что достигли нашей цели по более устойчивым источникам, которую мы поставили перед собой к 2020 году. Сегодня более 98% древесины, используемой для производства товаров ИКЕА, либо сертифицированы FSC, либо переработаны.
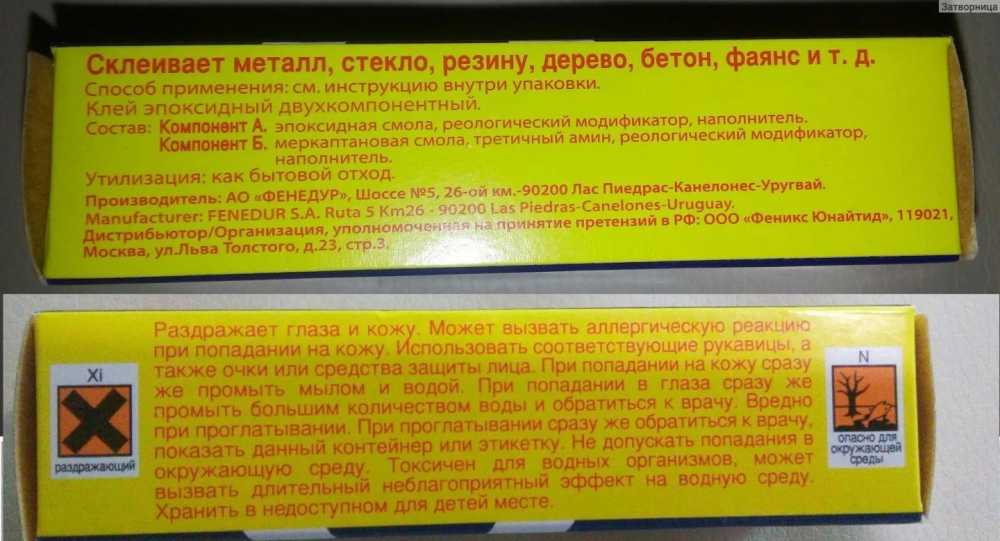
 Этот подвид способен выдерживать гораздо большие температуры, чем любая разновидность из всех вышеперечисленных.
Этот подвид способен выдерживать гораздо большие температуры, чем любая разновидность из всех вышеперечисленных.

 д. Металл также нужно очистить от следов коррозии. Только после выполнения данной манипуляции можно приступать к склеиванию. Если пропустить этот шаг, соединения будет непрочным и срок его службы будет очень мал.
д. Металл также нужно очистить от следов коррозии. Только после выполнения данной манипуляции можно приступать к склеиванию. Если пропустить этот шаг, соединения будет непрочным и срок его службы будет очень мал. Его нужно наносить на поверхность слоем, толщина которого не должна превышать отметку в шесть миллиметров.
Его нужно наносить на поверхность слоем, толщина которого не должна превышать отметку в шесть миллиметров.

 Это могут быть трещины, скол, износ из-за трения, раковины. Если восстанавливать металл с помощью обычной сварки, то это потребует демонтажа деталей, наличия сварочного аппарата, соответствующих условий, опыта сварщика. Во многих случаях задачи ремонта решаются с помощью холодной сварки.
Это могут быть трещины, скол, износ из-за трения, раковины. Если восстанавливать металл с помощью обычной сварки, то это потребует демонтажа деталей, наличия сварочного аппарата, соответствующих условий, опыта сварщика. Во многих случаях задачи ремонта решаются с помощью холодной сварки.



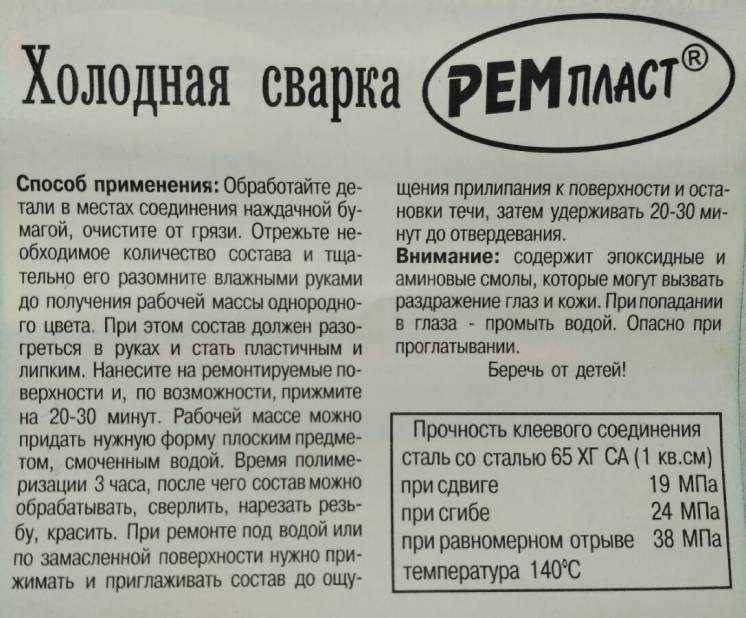
 При необходимости вы можете купить специальные сварочные палочки для низкотемпературных работ. У Lincoln Electric, например, есть линейка Kryo для низкотемпературной морской сварки.
При необходимости вы можете купить специальные сварочные палочки для низкотемпературных работ. У Lincoln Electric, например, есть линейка Kryo для низкотемпературной морской сварки.

 Ваши клиенты полагаются на вас, чтобы выполнить работу, независимо от того, насколько холодно.
Ваши клиенты полагаются на вас, чтобы выполнить работу, независимо от того, насколько холодно. Например, когда вы работаете на мосту, действуют правила, запрещающие сварку, если температура падает ниже 0 градусов по Фаренгейту.
Например, когда вы работаете на мосту, действуют правила, запрещающие сварку, если температура падает ниже 0 градусов по Фаренгейту.



 Это предотвратит поломку вашего сварочного аппарата во время работы или некачественные сварные швы.
Это предотвратит поломку вашего сварочного аппарата во время работы или некачественные сварные швы.
 Это также отлично подходит для толстых металлов в ситуациях, которые не идеальны. Этот процесс довольно прост, но слабым местом процесса являются сварочные стержни.
Это также отлично подходит для толстых металлов в ситуациях, которые не идеальны. Этот процесс довольно прост, но слабым местом процесса являются сварочные стержни. Если они не подходят для вас, то убедитесь, что вы покупаете контейнеры для сухого хранения.
Если они не подходят для вас, то убедитесь, что вы покупаете контейнеры для сухого хранения.
 Грамотный расчёт плитного фундамента поможет быстро и безошибочно выполнить онлайн калькулятор фундамента монолитная плита.
Грамотный расчёт плитного фундамента поможет быстро и безошибочно выполнить онлайн калькулятор фундамента монолитная плита. При малом заглублении, на достаточно пучинистых грунтах, возможно равномерное приподнимание и опускание плиты в зависимости от времени года.
При малом заглублении, на достаточно пучинистых грунтах, возможно равномерное приподнимание и опускание плиты в зависимости от времени года. Вы так же можете задать свой вопрос в комментариях под статьей.
Вы так же можете задать свой вопрос в комментариях под статьей.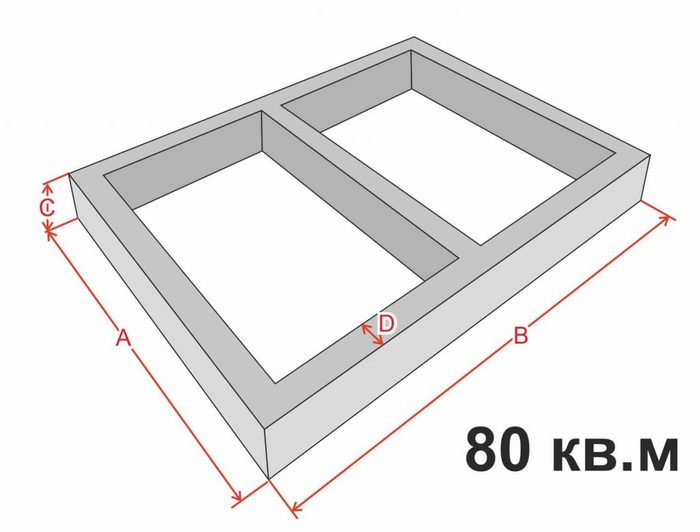

 В некоторых случаях, стоимость основания может превысить стоимость дома.
В некоторых случаях, стоимость основания может превысить стоимость дома.

 Для более точных подсчетов можно использовать и дополнительные параметры, например, указать марку используемого бетона и состав смеси. Специализированный калькулятор бетона на фундамент также позволит затем провести анализ, какое количество арматуры может понадобиться или же рассчитать опалубку.
Для более точных подсчетов можно использовать и дополнительные параметры, например, указать марку используемого бетона и состав смеси. Специализированный калькулятор бетона на фундамент также позволит затем провести анализ, какое количество арматуры может понадобиться или же рассчитать опалубку. Этот калькулятор следует использовать ТОЛЬКО в качестве инструмента оценки. Chaney Enterprises не несет ответственности за какие-либо расхождения в материалах, основанных на расчетах, сделанных с помощью этого приложения.
Этот калькулятор следует использовать ТОЛЬКО в качестве инструмента оценки. Chaney Enterprises не несет ответственности за какие-либо расхождения в материалах, основанных на расчетах, сделанных с помощью этого приложения. Добавление всего 1 галлона воды на кубический ярд может снизить прочность на сжатие от 150 до 200 фунтов на квадратный дюйм, отходы цемента и увеличить усадку на 10%. Это особенно проблема для бетона, который может подвергаться воздействию условий замерзания и оттаивания.
Добавление всего 1 галлона воды на кубический ярд может снизить прочность на сжатие от 150 до 200 фунтов на квадратный дюйм, отходы цемента и увеличить усадку на 10%. Это особенно проблема для бетона, который может подвергаться воздействию условий замерзания и оттаивания.
 Время, погодные условия, включая температуру бетона, а также температуру окружающей среды и скорость ветра могут влиять на бетон. Поговорите с нашим представителем о том, что вы заливаете и сколько времени, по вашему мнению, займет заливка. Как правило, бетон должен быть залит в течение 1 часа после замеса. Доступны химикаты для замедления или ускорения времени схватывания.
Время, погодные условия, включая температуру бетона, а также температуру окружающей среды и скорость ветра могут влиять на бетон. Поговорите с нашим представителем о том, что вы заливаете и сколько времени, по вашему мнению, займет заливка. Как правило, бетон должен быть залит в течение 1 часа после замеса. Доступны химикаты для замедления или ускорения времени схватывания. Если вы хотите большего спада, вы можете поговорить с техническим представителем, чтобы обсудить ваши конкретные потребности. Он может прописать дизайн микса специально для вашего проекта без ущерба для качества. Добавление всего 1 галлона воды на кубический ярд может снизить прочность на сжатие на 150–200 фунтов на квадратный дюйм и увеличить усадку на 10%. Это особенно проблема для бетона, который может подвергаться воздействию условий замерзания и оттаивания.
Если вы хотите большего спада, вы можете поговорить с техническим представителем, чтобы обсудить ваши конкретные потребности. Он может прописать дизайн микса специально для вашего проекта без ущерба для качества. Добавление всего 1 галлона воды на кубический ярд может снизить прочность на сжатие на 150–200 фунтов на квадратный дюйм и увеличить усадку на 10%. Это особенно проблема для бетона, который может подвергаться воздействию условий замерзания и оттаивания.
 5
5 73 МБ)
73 МБ) in.ua
in.ua Киев
Киев
 Винница
Винница 60 грн
60 грн Вместо того, чтобы ненадежно держать заготовку в руке, пользователи могут закрепить ее на рабочем столе сверлильного станка. Домашние мастера также могут использовать их для шлифования и шлифования. Некоторые специально разработанные модели, известные как фрезы, могут даже создавать идеальные столярные изделия.
Вместо того, чтобы ненадежно держать заготовку в руке, пользователи могут закрепить ее на рабочем столе сверлильного станка. Домашние мастера также могут использовать их для шлифования и шлифования. Некоторые специально разработанные модели, известные как фрезы, могут даже создавать идеальные столярные изделия. Хотя сверлильные станки не обязательно являются нишевым инструментом, они менее распространены в домашних мастерских, чем раньше. Вот некоторые вещи, которые следует учитывать при поиске лучшего настольного сверлильного станка для магазина.
Хотя сверлильные станки не обязательно являются нишевым инструментом, они менее распространены в домашних мастерских, чем раньше. Вот некоторые вещи, которые следует учитывать при поиске лучшего настольного сверлильного станка для магазина.

 Такие функции, как защита насадок, помогают держать руки подальше от вращающегося сверла и предотвращают попадание металлических и деревянных обрезков в лицо пользователю. Крупные кнопки включения/выключения помогают пользователям быстро отключить машину, если что-то пойдет не так.
Такие функции, как защита насадок, помогают держать руки подальше от вращающегося сверла и предотвращают попадание металлических и деревянных обрезков в лицо пользователю. Крупные кнопки включения/выключения помогают пользователям быстро отключить машину, если что-то пойдет не так.
 Стол также оснащен кривошипной рукояткой для подъема и опускания.
Стол также оснащен кривошипной рукояткой для подъема и опускания.

 Кроме того, сверхмощный двигатель, похоже, вообще не вязнет, независимо от того, что я на него накидывал. Единственная реальная проблема с этой моделью заключается в том, что она дорогая и очень тяжелая (более 150 фунтов).
Кроме того, сверхмощный двигатель, похоже, вообще не вязнет, независимо от того, что я на него накидывал. Единственная реальная проблема с этой моделью заключается в том, что она дорогая и очень тяжелая (более 150 фунтов). с. вращает шпиндель со скоростью от 250 до 3050 об/мин. 13¼-дюймовый поворот позволяет легко манипулировать большими заготовками без проблем, особенно при шлифовании. Стол наклоняется в любую сторону на угол до 90 градусов, что упрощает сверление торцов при деревообработке. Он включает барабанную установку с 1-, 1½- и 2-дюймовыми барабанами и наждачной бумагой. При использовании в режиме шлифования барабан колеблется вверх и вниз. Нетрадиционный круглый рабочий стол имеет круглый вырез для шлифовального барабана — идеально подходит для тонких, детальных шлифовальных работ.
с. вращает шпиндель со скоростью от 250 до 3050 об/мин. 13¼-дюймовый поворот позволяет легко манипулировать большими заготовками без проблем, особенно при шлифовании. Стол наклоняется в любую сторону на угол до 90 градусов, что упрощает сверление торцов при деревообработке. Он включает барабанную установку с 1-, 1½- и 2-дюймовыми барабанами и наждачной бумагой. При использовании в режиме шлифования барабан колеблется вверх и вниз. Нетрадиционный круглый рабочий стол имеет круглый вырез для шлифовального барабана — идеально подходит для тонких, детальных шлифовальных работ.
 Двигатель мощностью 3/4 л.с. имеет достаточную мощность для твердых пород дерева, таких как грецкий орех и акация, но работает только на одной скорости (1725 об/мин).
Двигатель мощностью 3/4 л.с. имеет достаточную мощность для твердых пород дерева, таких как грецкий орех и акация, но работает только на одной скорости (1725 об/мин).



 Когда я попытался просверлить сталь, Dremel сразу застрял, что, вероятно, будет характерно для большинства моделей. Кроме того, я счел важным сильно затянуть ручки позиционирования, чтобы добиться точного сверления.
Когда я попытался просверлить сталь, Dremel сразу застрял, что, вероятно, будет характерно для большинства моделей. Кроме того, я счел важным сильно затянуть ручки позиционирования, чтобы добиться точного сверления.
 Эти отверстия могут быть для столярных изделий, кронштейнов и других нестандартных проектов.
Эти отверстия могут быть для столярных изделий, кронштейнов и других нестандартных проектов. Они более компактны и имеют более короткий ход шпинделя, чем напольные сверлильные станки. Эти стационарные сверлильные станки вращают долота, удерживаемые в вертикально установленной буровой головке, и направляют их вниз, чтобы сделать отверстия в заготовках. Они поддерживают работу на столе под бурильной головкой и обеспечивают постоянное выравнивание для создания более точных отверстий, чем ручные дрели. В зависимости от типа используемых долот, эти заводские сверла могут развертывать, зенковать, зенковать, нарезать резьбу или выполнять другие операции по сверлению отверстий.
Они более компактны и имеют более короткий ход шпинделя, чем напольные сверлильные станки. Эти стационарные сверлильные станки вращают долота, удерживаемые в вертикально установленной буровой головке, и направляют их вниз, чтобы сделать отверстия в заготовках. Они поддерживают работу на столе под бурильной головкой и обеспечивают постоянное выравнивание для создания более точных отверстий, чем ручные дрели. В зависимости от типа используемых долот, эти заводские сверла могут развертывать, зенковать, зенковать, нарезать резьбу или выполнять другие операции по сверлению отверстий. Они поддерживают работу на столе под бурильной головкой и обеспечивают постоянное выравнивание для создания более точных отверстий, чем ручные дрели. В зависимости от типа используемых долот, эти заводские сверла могут развертывать, зенковать, зенковать, нарезать резьбу или выполнять другие операции по сверлению отверстий.
Они поддерживают работу на столе под бурильной головкой и обеспечивают постоянное выравнивание для создания более точных отверстий, чем ручные дрели. В зависимости от типа используемых долот, эти заводские сверла могут развертывать, зенковать, зенковать, нарезать резьбу или выполнять другие операции по сверлению отверстий.

 Формовка изготавливается в виде сквозного ящика без дна. Сварной шов должен остаться снаружи, иначе он испортит форму модуля.
Формовка изготавливается в виде сквозного ящика без дна. Сварной шов должен остаться снаружи, иначе он испортит форму модуля. Сам процесс включает 4 этапа:
Сам процесс включает 4 этапа: Однако если нужно сделать керамзитобетонные блоки своими руками более прочные и плотные, имеет смысл добавить процесс пропарки, тогда материал наберет повышенную крепость и время набора бетоном марочной прочности сократится до 28 суток.
Однако если нужно сделать керамзитобетонные блоки своими руками более прочные и плотные, имеет смысл добавить процесс пропарки, тогда материал наберет повышенную крепость и время набора бетоном марочной прочности сократится до 28 суток.



 Внутренние стенки необходимо обить жестью, либо же обильно смазать отработанным моторным маслом.
Внутренние стенки необходимо обить жестью, либо же обильно смазать отработанным моторным маслом.

 Однако, малая прочность на сжатие не позволит возвести из керамзитобетонных блоков дом, превышающий в высоту несколько этажей. Пожалуй, это и является главным их минусом, ограничивающим возможности применения на строительной площадке.
Однако, малая прочность на сжатие не позволит возвести из керамзитобетонных блоков дом, превышающий в высоту несколько этажей. Пожалуй, это и является главным их минусом, ограничивающим возможности применения на строительной площадке. Сначала мы рассмотрим преимущества глиняной гальки в качестве среды для выращивания, а затем покажем вам, как сделать глиняную гальку для гидропоники в домашних условиях, если вы хотите попробовать это самостоятельно.
Сначала мы рассмотрим преимущества глиняной гальки в качестве среды для выращивания, а затем покажем вам, как сделать глиняную гальку для гидропоники в домашних условиях, если вы хотите попробовать это самостоятельно.
 На самом деле, глиняная галька также является самой популярной средой для выращивания аквапоники.
На самом деле, глиняная галька также является самой популярной средой для выращивания аквапоники. Если вам когда-нибудь понадобится выбросить глиняные камешки, сначала раздавите их, чтобы они быстрее рассыпались.
Если вам когда-нибудь понадобится выбросить глиняные камешки, сначала раздавите их, чтобы они быстрее рассыпались.
 Мелкие производители могут избежать этого, предварительно замочив их.
Мелкие производители могут избежать этого, предварительно замочив их. Так что, если вы думали, что будет легко воспроизвести то, как крупные компании-производители щебня производят свою глиняную гальку, угадайте еще раз! Поройтесь в Интернете, и вы практически не найдете обучающих видеороликов о том, как сделать глиняную гальку для гидропоники. Почему? Просто проще купить расходные материалы в Интернете, чем инвестировать тысячи долларов и бесчисленные часы, пытаясь сделать свои собственные с помощью этого типа (потенциально опасного) оборудования. Однако, если вы хотите поэкспериментировать и попробовать, следующий способ может помочь вам в этом.
Так что, если вы думали, что будет легко воспроизвести то, как крупные компании-производители щебня производят свою глиняную гальку, угадайте еще раз! Поройтесь в Интернете, и вы практически не найдете обучающих видеороликов о том, как сделать глиняную гальку для гидропоники. Почему? Просто проще купить расходные материалы в Интернете, чем инвестировать тысячи долларов и бесчисленные часы, пытаясь сделать свои собственные с помощью этого типа (потенциально опасного) оборудования. Однако, если вы хотите поэкспериментировать и попробовать, следующий способ может помочь вам в этом. Поставщики предоставят или продадут вам небольшой образец для тестирования, прежде чем вы возьмете на себя обязательство купить большее количество.
Поставщики предоставят или продадут вам небольшой образец для тестирования, прежде чем вы возьмете на себя обязательство купить большее количество.

 Посадите стебель с узлом примерно на 1 дюйм ниже вершины гальки. Узел должен быть близко ко дну горшка. Узел — это то место, где будет прорастать новое растение. Перенесите рассаду в вашу гидропонную систему.
Посадите стебель с узлом примерно на 1 дюйм ниже вершины гальки. Узел должен быть близко ко дну горшка. Узел — это то место, где будет прорастать новое растение. Перенесите рассаду в вашу гидропонную систему. Тем не менее, он имеет тенденцию смещаться или смываться при контакте с проточной водой. Его можно использовать с другими носителями, чтобы сохранить его на месте. Всегда надевайте пылезащитную маску при работе с перлитом и другими пыльными средами.
Тем не менее, он имеет тенденцию смещаться или смываться при контакте с проточной водой. Его можно использовать с другими носителями, чтобы сохранить его на месте. Всегда надевайте пылезащитную маску при работе с перлитом и другими пыльными средами. Обычно его приобретают в прессованных блоках, которые необходимо замочить примерно за час до использования.
Обычно его приобретают в прессованных блоках, которые необходимо замочить примерно за час до использования.




 Или самый удобный способ — заказать онлайн у множества продавцов и дистрибьюторов.
Или самый удобный способ — заказать онлайн у множества продавцов и дистрибьюторов. Вы можете использовать ведро воды, чтобы смочить гранулы, хотя вам, возможно, придется снова промыть.
Вы можете использовать ведро воды, чтобы смочить гранулы, хотя вам, возможно, придется снова промыть. Выбранный вами процесс будет полностью зависеть от ваших растений и фазы роста.
Выбранный вами процесс будет полностью зависеть от ваших растений и фазы роста. Когда все будет готово, питайте эти планы во влажном куполе.
Когда все будет готово, питайте эти планы во влажном куполе. Это не только увлажняет нижнюю часть черенка находящимся под ним питательным раствором, но и удерживает гранулы частично погруженными в воду. Увлажненная нижняя часть гранул поможет отвести влагу и питательные вещества к клону, находящемуся над водой.
Это не только увлажняет нижнюю часть черенка находящимся под ним питательным раствором, но и удерживает гранулы частично погруженными в воду. Увлажненная нижняя часть гранул поможет отвести влагу и питательные вещества к клону, находящемуся над водой. Это делает гидротон идеальной средой, так как его трудно смыть, и он хорошо отводит воду. Производители обычно используют только Hydroton в качестве основной среды для выращивания или смешивают с такими материалами, как перлит, вермикулит с Hydroton на дне смеси для улучшения дренажа смеси.
Это делает гидротон идеальной средой, так как его трудно смыть, и он хорошо отводит воду. Производители обычно используют только Hydroton в качестве основной среды для выращивания или смешивают с такими материалами, как перлит, вермикулит с Hydroton на дне смеси для улучшения дренажа смеси. Гидротон не может удерживать воду так долго, как почва, и очень быстро высыхает, если ему не обеспечить постоянную воду.
Гидротон не может удерживать воду так долго, как почва, и очень быстро высыхает, если ему не обеспечить постоянную воду.
 Он поставляется длиной шесть метров и применяется, в основном, для изготовления металлических решеток на окна небольших размеров.
Он поставляется длиной шесть метров и применяется, в основном, для изготовления металлических решеток на окна небольших размеров.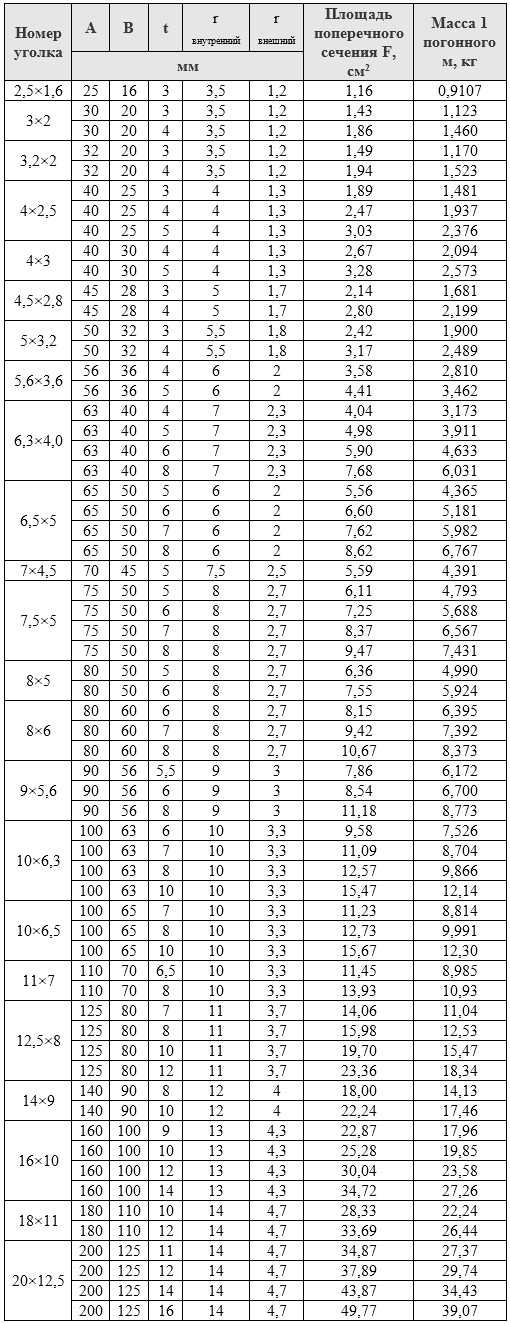 Вы можете также воспользоваться онлайн-калькулятор веса уголка металлического. Металлокалькулятор автоматически посчитает вес уголка по вашему метражу. Когда нет Интернета, необходимо использовать обычный калькулятор и справочник металлопрката, это позволит все расчеты выполнить самостоятельно. Надеемся использование сервиса окажется максимально удобным и полезным для вас.
Вы можете также воспользоваться онлайн-калькулятор веса уголка металлического. Металлокалькулятор автоматически посчитает вес уголка по вашему метражу. Когда нет Интернета, необходимо использовать обычный калькулятор и справочник металлопрката, это позволит все расчеты выполнить самостоятельно. Надеемся использование сервиса окажется максимально удобным и полезным для вас. 5
5
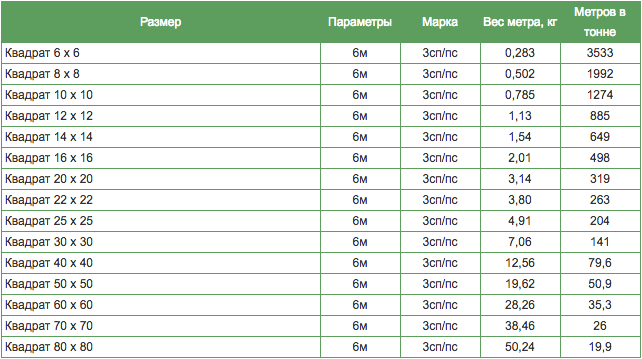 Вопросы и ответы
Вопросы и ответы
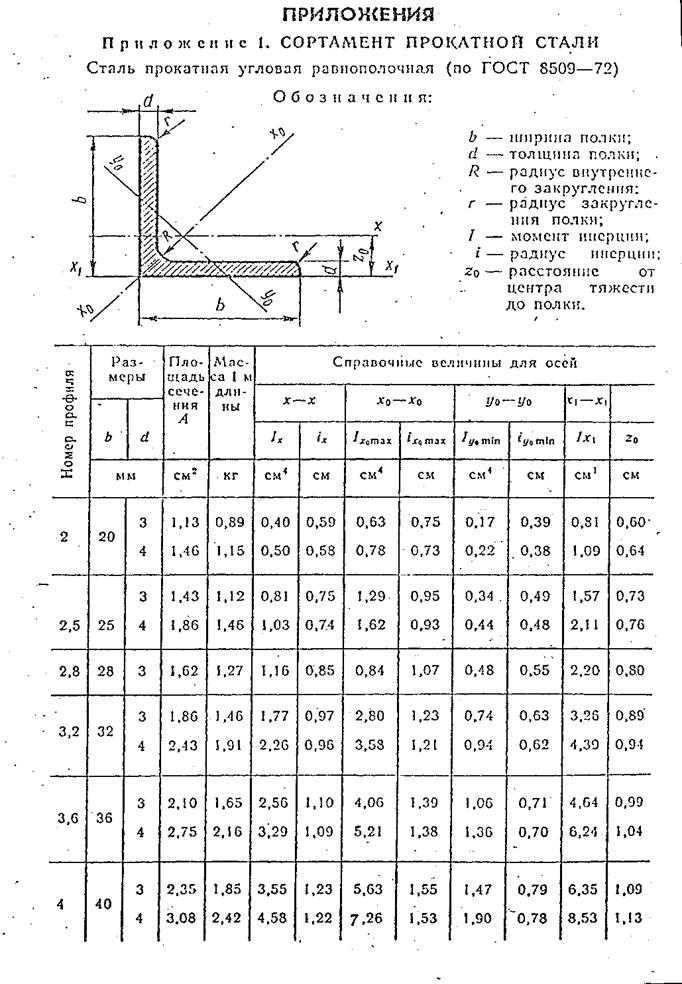
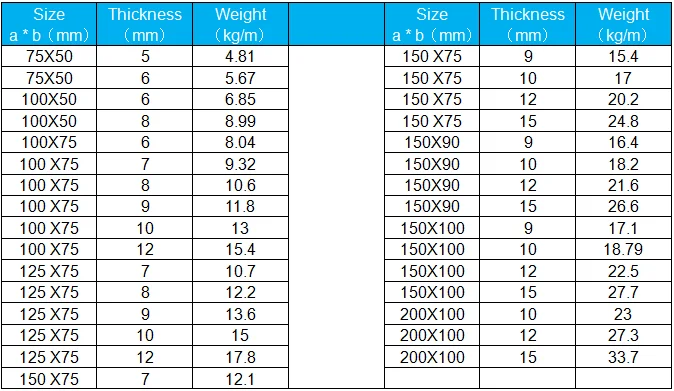 Третий профиль из четырех в размерном ряде №5. Номерным рядом №5 в государственном стандарте начинаются 4-ёх типоразмерный ряд уголков.
Третий профиль из четырех в размерном ряде №5. Номерным рядом №5 в государственном стандарте начинаются 4-ёх типоразмерный ряд уголков. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} ..
..
 00000785 X ТОЛЩИНА Мм x 0,00000785 x 1 = 24,53 кг/ лист
00000785 X ТОЛЩИНА Мм x 0,00000785 x 1 = 24,53 кг/ лист
 Барабан печи получает вращательное движение вокруг своей оси и может наклоняться в сторону горловины. Загрузка и выгрузка печи производится через выходное отверстие для топочных газов. При загрузке печь поворачивают на 30 — 35 горловиной вверх, с площадки в горловину печи вставляют воронку и из бадьи загружают шихту. Топочное отверстие перед загрузкой шихты закрывают шибером, чтобы избежать потерь шихты.
Барабан печи получает вращательное движение вокруг своей оси и может наклоняться в сторону горловины. Загрузка и выгрузка печи производится через выходное отверстие для топочных газов. При загрузке печь поворачивают на 30 — 35 горловиной вверх, с площадки в горловину печи вставляют воронку и из бадьи загружают шихту. Топочное отверстие перед загрузкой шихты закрывают шибером, чтобы избежать потерь шихты.
 Разъедание футеровки обычно происходит более или менее одинаково по всем направлениям. Как показали исследования, оно не оказывает большого влияния на химический состав выплавляемых эмалей, и на практике можно с этим не считаться; Нельзя допускать большого содержания железа и его соединений в футеровочном материале, так как они могут сообщить белым эмалям желтоватый или зеленоватый оттенок, который не всегда допустим.
Разъедание футеровки обычно происходит более или менее одинаково по всем направлениям. Как показали исследования, оно не оказывает большого влияния на химический состав выплавляемых эмалей, и на практике можно с этим не считаться; Нельзя допускать большого содержания железа и его соединений в футеровочном материале, так как они могут сообщить белым эмалям желтоватый или зеленоватый оттенок, который не всегда допустим.
 Смесь газа с воздухом подается под большим давлением через сопло, за счет чего достигаются высокая теплоотдача от пламени и быстрый нагрев стекломассы до температуры около 1600 С. Окислительная среда обеспечивается за счет подсасываемого в печь воздуха, что очень важно в этом виде производства, особенно при получении хрусталя.
Смесь газа с воздухом подается под большим давлением через сопло, за счет чего достигаются высокая теплоотдача от пламени и быстрый нагрев стекломассы до температуры около 1600 С. Окислительная среда обеспечивается за счет подсасываемого в печь воздуха, что очень важно в этом виде производства, особенно при получении хрусталя.
 Однако во вращающихся печах может происходить перегрев эмали, что приводит к снижению ее заглушенное и большим потерям фтора, борного ангидрида, окислов калия и натрия.
Однако во вращающихся печах может происходить перегрев эмали, что приводит к снижению ее заглушенное и большим потерям фтора, борного ангидрида, окислов калия и натрия.

 4 ил.
4 ил. 03.96 г., F 27 B 7/00, Фролов В.И.), содержащей цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака.
03.96 г., F 27 B 7/00, Фролов В.И.), содержащей цилиндрический корпус, горелочное устройство, загрузочное отверстие, летку для слива расплава металла и летку для слива шлака. ), состоящая из цилиндрического корпуса, горелочного устройства, загрузочного отверстия и леток для слива расплава металла и шлака, причем обе летки расположены на цилиндрическом корпусе печи.
), состоящая из цилиндрического корпуса, горелочного устройства, загрузочного отверстия и леток для слива расплава металла и шлака, причем обе летки расположены на цилиндрическом корпусе печи.
 3 — то же, вид сверху; на фиг. 4 — узел леток для расплава металла и шлака.
3 — то же, вид сверху; на фиг. 4 — узел леток для расплава металла и шлака. Для лучшего перемешивания расплава печь вращается. Во время плавки отверстие в летке для слива расплава закрывается запорным вкладышем с прижимным устройством. При выпуске металла запорный вкладыш заменяется выпускной втулкой с отверстием. Металл из печи подается на разливочную машину с помощью поворотного желоба.
Для лучшего перемешивания расплава печь вращается. Во время плавки отверстие в летке для слива расплава закрывается запорным вкладышем с прижимным устройством. При выпуске металла запорный вкладыш заменяется выпускной втулкой с отверстием. Металл из печи подается на разливочную машину с помощью поворотного желоба.
 Pour répondre à cette hardé, Dross Engineering a développé des équipements de recupération du plomb innovant
Pour répondre à cette hardé, Dross Engineering a développé des équipements de recupération du plomb innovant

 Эта печь может все. Окалина обычно составляет 5% всего процесса плавки, поэтому восстановление алюминия может означать значительную экономию. Эта печь также может быть сконструирована для работы с другими цветными металлами, такими как медь, латунь и бронза. Серия GDR-B отличается низким энергопотреблением и оснащена гидравлической системой наклона, которая снижает утомляемость оператора при ручной разгрузке, а также оснащена портативным пультом дистанционного управления для обеспечения безопасности оператора и точности разливки. Серия GDR-B управляется ПЛК и цветным сенсорным экраном ЧМИ, что оптимизирует производительность, работу и эффективность. Эта печь удобна в использовании и проста в обслуживании. В качестве опции доступны мусоропровод и виброзарядное устройство.
Эта печь может все. Окалина обычно составляет 5% всего процесса плавки, поэтому восстановление алюминия может означать значительную экономию. Эта печь также может быть сконструирована для работы с другими цветными металлами, такими как медь, латунь и бронза. Серия GDR-B отличается низким энергопотреблением и оснащена гидравлической системой наклона, которая снижает утомляемость оператора при ручной разгрузке, а также оснащена портативным пультом дистанционного управления для обеспечения безопасности оператора и точности разливки. Серия GDR-B управляется ПЛК и цветным сенсорным экраном ЧМИ, что оптимизирует производительность, работу и эффективность. Эта печь удобна в использовании и проста в обслуживании. В качестве опции доступны мусоропровод и виброзарядное устройство.




