внешний диаметр / толщина стенки, мм / вес погонного метра, кг
труба бесшовная и сварная согласно американскому стандарту ANSI B36.10
Номинальный размер
Внешний диаметр, мм
НОМИНАЛЬНАЯ ТОЛЩИНА СТЕНОК ДЛЯ СВАРНОЙ И БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ согласно американскому стандарту ANSI B36.10 Все размеры в миллиметрах
DN
NPS
мм
Std
Extra Strong
XX Strong
Sched 10
Sched 20
Sched 30
Sched 40
Sched 60
Sched 80
Sched 100
Sched 120
Sched 140
Sched 150
6
1/8
10,3
1,73
2,41
1,73
2,41
8
1/4
13,7
2,24
3,02
2,24
3,02
10
3/8
17,1
2,31
3,20
2,31
3,20
15
1/2
21,3
2,77
3,73
7,47
2,77
3,73
4,78
20
3/4
26,7
2,87
3,91
7,82
2,87
3,91
5,56
25
1
33,4
3,38
4,55
9,09
3,38
4,55
6,35
32
1 1/4
42,2
3,56
4,85
9,70
3,56
4,85
6,35
40
1 1/2
48,3
3,68
5,08
10,15
3,68
5,08
7,14
50
2
60,3
3,91
5,54
11,07
3,91
5,54
8,74
65
2 1/2
73,0
5,16
7,01
14,02
5,16
7,01
9,53
80
3
88,9
5,49
7,62
15,24
5,49
7,62
11,13
90
3 1/2
101,6
5,74
8,08
5,74
8,08
100
4
114,3
6,02
8,56
17,12
6,02
8,56
11,13
13,49
125
5
141,3
6,55
9,53
19,05
6,55
9,53
12,70
15,88
150
6
168,3
7,11
10,97
21,95
7,11
10,97
14,27
18,26
200
8
219,1
8,18
12,70
22,23
6,35
7,04
8,18
10,31
12,70
15,09
18,26
20,62
23,01
250
10
273,1
9,27
12,70
25,40
6,35
7,80
9,27
XS
15,09
18,26
21,44
XXS
28,58
300
12
323,9
9,53
12,70
25,40
6,35
8,38
10,31
14,27
17,48
21,44
XXS
28,58
33,32
350
14
355,6
9,53
12,70
6,35
7,92
Std. W.T
11,13
15,09
19,05
23,83
27,79
31,75
35,71
400
16
406,4
9,53
12,70
6,35
7,92
Std.W.T,
XS
16,66
21,44
26,19
30,96
36,53
40,49
450
18
457
9,53
12,70
6,35
7,92
11,13
14,27
19,05
23,83
29,36
34,93
39,67
45,24
500
20
508
9,53
12,70
6,35
Std.W.T
XS
15,09
20,62
26,19
32,54
38,10
44,45
50,01
550
22
559
9,53
12,70
6,35
Std. W.T
XS
22,23
28,58
34,93
41,28
47,63
53,98
600
24
610
9,53
12,70
6,35
Std.W.T
14,27
17,48
24,61
30,96
38,89
46,02
52,37
59,54
650
26
660
9,53
12,70
7,92
XS
700
28
711
9,53
12,70
7,92
XS
15,88
750
30
762
9,53
12,70
7,92
XS
15,88
800
32
813
9,53
12,70
7,92
XS
15,88
17,48
850
34
864
9,53
12,70
7,92
XS
15,88
17,48
900
36
914
9,53
12,70
7,92
XS
15,88
19,05
1050
42
1067
9,53
12,70
Широкий ассортимент металлических труб по доступным ценам
org/BreadcrumbList»>
Главная
>
Продукция
>
Трубы металлические
Трубы б/у
Трубы водогазопроводные
Трубы профильные
Трубы электросварные водогазопроводные
Трубы металл весьма востребованный материал, который используется для решения самых разных задач: укрепления фундамента, прокладки трубопроводных коммуникаций, возведения свай и т. д. Какой тип труб выбрать для тех или иных работ? Где купить металлическую трубу по приемлемым ценам? И какие трубы лучше купить – трубы бу или новые? Все эти вопросы возникают у покупателей достаточно часто, поэтому мы хотели бы остановиться на них более подробно.
бу трубы оптом
Трубы, которые предлагаются сегодня на рынке, могут различаться по многим параметрам. Вот лишь некоторые из них.
По типу сечения: выделяют трубы круглые и профильные (овальные, квадратные и пр.). Первый вариант используется, как правило, для монтажа трубопроводных систем (купить круглые трубы водогазопроводные вы можете у нас). А купить трубы профильные, отличающиеся своей прочностью и легкостью в монтаже, следует для строительства несущих конструкций, мебельных каркасов, теплиц.
По конструкции: бесшовные и шовные (электросварные). Бесшовные трубы обладают огромной прочностью на разрыв и используются в авиа- и судостроении, энергетике, нефтяной, химической промышленности и т. д. А трубы второго типа более универсальны: вы можете купить трубы электросварные водогазопроводные (круглые), предназначенные для строительства лестниц и каркасов (квадратные), выполняющие армирующие функции и т. д.
По наличию антикоррозийного покрытия трубы могут быть обычными и оцинкованными.
По типу металла: нержавеющая сталь (материал, наиболее устойчивый к коррозии и воздействию агрессивных сред), цветная или черная сталь (менее устойчивый, но более доступный материал).
Трубы различают по массе, длине, диаметру сечения, толщине стенок и т. д.
Купить металлические трубы в Чебоксарах
Труба металлическая толстостенная относится к особой разновидности металлопроката, которая отличается особой прочностью. Этот вид изделий изготавливают из стали. Поэтому об их качестве и надежности беспокоиться не стоит. Даже труба металлическая толстостенная бу подходит для многократного использования в различных сферах деятельности. Где используют металлические толстостенные трубы?
Как правило, бесшовную толстостенную трубу применяют в качестве декоративных элементов. Из нее производят перила, мебель, навесы и даже медицинское оборудование. Очень часто эти изделия применяют в энергетической, пищевой, нефтегазовой промышленности, в машиностроении, судостроении и во многих других отраслях. В общем, эти изделия можно по праву назвать универсальными благодаря их уникальным свойствам, техническим характеристикам.
Делаем правильный выбор
Если вам необходимо приобрести это изделие отличного качества и по разумной цене, то вы нашли, что искали. У нас вы найдете большой ассортимент толстостенных труб, отличающихся друг от друга диаметром. Все изделия соответствуют ГОСТу и подходят для дальнейшего использования в той или иной сфере деятельности.
Широкий ассортимент труб по доступным ценам. (склад бу металла)
Наша компания предлагает вам купить металлические трубы в розницу также имеется Труба металлическая толстостенная бу. У нас вы найдете любые виды бывших в употреблении труб и сможете всегда купить трубы на складе (металл в наличии) – и по самым выгодным ценам. Ведь купить металлические трубы б/у (лежалые или восстановленные) обойдется вам в 2-4 раза дешевле, чем приобрести новые. При этом такие трубы имеют достаточно большой запас прочности и способны прослужить еще не один год.
Наши специалисты помогут вам определиться с выбором и купить оптимальные трубы на складе. Кроме того, мы предоставим вам целый ряд дополнительных услуг – резку и упаковку металла, его погрузку, а также доставку до места назначения.
Толстостенная стальная труба относится к диаметру трубы и отношению толщины стенки менее 20.
Толстостенная стальная труба представляет собой отношение диаметра трубы к толщине стенки менее чем 20 стальная труба. В основном используется в буровых трубах для нефтяной геологии, нефтехимических крекинговых трубах, котельных трубах, опорных трубах, а также в автомобилях, тракторах, авиационных высокоточных конструкционных трубах.
Дополнительная информация для Leading Big O.D. Поставщик стальных бесшовных труб в Азии
Самая большая разница между толстостенной стальной трубой и тонкостенной стальной трубой — это толщина стенки трубы, как правило, вытянутая технология тонкостенной стали и общее использование технологии горячекатаной толстостенной стальной трубы, если она используется чтобы различать единицы измерения, то, как правило, толщина стенки/диаметр, равный 0,02, является водоразделом толстостенной и тонкостенной стальной трубы, толщина стенки/диаметр менее 0,02, тонкостенная стальная труба, толстостенная стальная труба больше, чем в целей, тонкостенная стальная многоцелевая труба. В заготовке использованы многостенные стальные полые детали. Давление, а также важный канал для использования.
Толстостенная сталь, используемая в основном в гидротехническом, нефтехимическом, химическом, энергетическом, сельскохозяйственном орошении, городском строительстве. Для перевозки жидкостей: водоснабжение и водоотведение. Для транспортировки газа: газ, пар, сжиженный нефтяной газ. Для конструкционных целей: в качестве трубы для свай для мостов; доки, дороги, здания и другие конструкции из труб.
Ключом качества толстостенной стальной трубы должна быть однородность толщины, толщина стенки толстостенной стальной трубы не контролируется, что непосредственно влияет на качество и полезность стальной трубы, толстостенной стальной трубы, бесшовной стальной трубы большого диаметра для общего использования в Разнообразная обработка, обработка толстостенных деталей, толстостенная стальная труба с однородной стенкой будут напрямую влиять на качество деталей после обработки, стенка толстостенной стальной трубы не контролируется, общее качество стали не строго.
Сварка толстостенной стальной трубы, сначала очистите масло, краску, воду, ржавчину и т. Д., Затем стенку канавки, откройте большое количество толстых, тонких, чтобы открыть небольшое количество (угловая шлифовальная машина), затем то, что на Зазор продукта, диаметр стержня или проволоки обычно составляет 1-1,5 раза, если вы не будете осторожны, канавка была открыта, несколько слов могут быть уместны, чтобы оставаться маленьким. Прихватки сварки по крайней мере три часа, четыре часа в целом хорошая работа. Время сварки должно быть пополам, начиная с самой нижней точки, желательно более сантиметра или около того, поэтому хорошо от противоположного разъема. Если толщина стенки трубы, она должна быть многослойной, не менее двух слоев, первый слой всего круга, пока они не закончили сварку, можно сварить второй этаж.
Толстостенная труба LSAW большого диаметра
Труба LSAW широко применяется в нефте- и газопроводах, особенно требуется труба большого диаметра и толстостенная с высокой прочностью и большой протяженностью. Между тем, при строительстве конструкций, требующих жесткой прочности, водоподготовки, теплоэнергетики, строительства мостов и т. д.
Стандарт: ГБ/T3091-2001, ГБ/T 3092-1993, ГБ/T 9711. 1-1997, ГБ/T9711.2, ГБ/T9711.3t и т. д.
Размер: 630 мм * 18 мм Материал: X70 Экспорт в Америку
Толстостенная труба большого диаметра
Толстостенная бесшовная чугунная труба
Чугунная труба — это труба, изготовленная преимущественно из серого чугуна. Исторически она использовалась в качестве напорной трубы для передачи воды, газа и канализации, а также в качестве дренажной трубы.
Размер: наружный диаметр 219–680 мм, ширина: 40–90 мм
Материал: 10#, 20#, 35#, 45#, 16Mn, 27Simn и т.д.
Бесшовная чугунная труба
Бесшовная чугунная труба
Роликовая труба
Материал Q345B (Ф5440*28)
Материал Q235B (Ф4500*22)
Материал Q16MnR (Ф2500*60)
Размерный ряд:
Наружный диаметр: Ф1200-3800мм
Толщина стенки: 12–120 мм
Длина устройства (макс. ) 3,2 м.
Толстостенная труба
Толстостенная труба описывается как труба, размеры которой равны или превышают размер трубы сортамента 80 Американского общества инженеров-механиков (ASME).
Толстостенные трубопроводные трубы обычно определяются как трубы с толщиной стенки более 25 мм. Толстостенная труба предназначена для таких применений, как перенос большего объема и более высокое внутреннее давление внутри трубы. Иногда необходимо увеличить толщину стенки, чтобы выдержать внешнюю нагрузку трубы и решить проблемы, связанные с усталостью.
Трубы с толстыми и толстыми стенками используются для гидравлики, транспортировки пищевых продуктов, воды, воздуха, морского транспорта, очистки сточных вод и других промышленных применений.
Трубы толстостенные из нержавеющей стали | МИСУМИ
МИСУМИ Главная>
org/ListItem»> Материалы>
Металлические материалы>
Металлические трубы>
Трубы — толстостенные, нержавеющая сталь
Щелкните это изображение, чтобы увеличить его.
Наведите курсор на изображение для увеличения
Обезжиривание и очистка
MISUMI
MISUMI
Допуск по внешнему диаметру h8, шлифованная наружная поверхность
Рабочая температура жала паяльника относительно металла и припоя
Основная задача паяльника во время спаивания различных контактов заключается в расплавлении припоя и нанесении его на нужное место. Естественно, что для этого требуется температура паяльника, которая была бы выше, чем температура плавления расходных материалов. С учетом того, что для разных металлов и их сплавов она может сильно отличаться, то выпускают инструменты с различной мощностью, которые способны работать в разных параметрах. Ведь слишком высокие показатели оказываются такими же вредными для качественного соединения, как и низкие. Только в первом случае все приведет к расплавлению припоя до такого состояния, когда им уже невозможно будет работать, а во втором – он не сможет нормально расплавиться для соединения.
Все эти причины приводят к тому, что температура жала паяльника должна быть оптимальной. Для каждого случая подбираются свои варианты, которые должны помочь добиться лучших результатов. Для определения того, какая температура жала паяльника при пайке должна быть, учитывается расходный материал, толщина проводов, материл контактов и другие параметры.
Жало паяльника
Температура жала относительно используемого припоя
Рабочая температура паяльника для каждого процесса подбирается отдельно. Во время пайки однотипных контактов с использованием одного и того же припоя допускается применение одинаковых параметров инструмента. В иных случаях даже приходится менять паяльник, чтобы подстроиться под нужные характеристики. Для работы с определенными припоями температура паяльника для пайки всегда должна быть немного выше, чем температура плавления припоя. Разница должна быть небольшой, всего в 5-10 градусов. С современной техникой таких показателей легко добиться, если есть регулятор мощности и точный датчик разогрева.
Тип припоя
Температура жала паяльника, градусы Цельсия
Сплав Вуда
75
Сплав Розе
95
ПСРЗИ
146
ПОЗИ 30
175
ПСР
240
ПСР 1,5
285
ПСР 2
248
ПОС 50
250
ПОС 61
197
ПОС 10
305
ПОС 40
243
ПОС 61
195
О2
237
ПОССУ 95-5
245
Температура плавления различных металлов
Далеко не всегда приходится выполнять стандартную пайку с готовыми марками припоев. Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Если дело касается выпаивания контактов или разъединения определенных частей, то эта информация становится более важной, чем технические данные припоя. Температура нагрева паяльника должна достигать таких значений, чтобы можно было расплавить контакт. Это значит, что она должна быть равной величине, при которой происходит плавление, или же превышать его. С учетом ограничения мощности паяльников это далеко не всегда осуществимо. Некоторые виды металла невозможно расплавить паяльником. Стоит сравнивать технические характеристики инструмента с параметрами конкретного металла или сплава.
Металлы и сплавы
Температура плавления материала, градусы Цельсия
Алюминий
660,4
Вольфрам
3420
Германий
937
Дуралюмин
650
Железо
1539
Золото
1063
Иридий
2447
Калий
63,6
Константин
1260
Кремний
1415
Латунь
1000
Легкоплавкий сплав
60,5
Магний
650
Медь
1084,5
Натрий
97,8
Нейзильбер
1100
Никель
1455
Нихром
1400
Олово
231,9
Осмий
3054
Ртуть
38,9
Свинец
327,4
Серебро
961,9
Сталь
1400
Фехраль
1460
Цезий
28,4
Цинк
419,5
Чугун
1200
Способы получения нужной температуры
Температура жала паяльника 100 Ватт имеет определенные ограничения. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
Паяльник на 100 Ватт
Установка регулятора мощности помогает решить проблему с понижением температуры практически с любой моделью. Регулятор можно установить практически на любую модель. Он будет работать с относительными значениями в своем диапазоне. К примеру, если диапазон регулировки значений лежит в пределах от 0 до 100%, то температура жала паяльника 40 Ватт на половине оборота ручки регулятора будет соответствовать температуре нагрева паяльника на 20 Ватт. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
Покупка модели с регулируемым значением температуры. Автоматически встроенный регулятор, оптимизированный под конкретную модель и находящийся непосредственно в корпусе устройства становится отличным современным решением. Благодаря ему, температура паяльника для пайки микросхем будет регулироваться с точностью вплоть до 1 градуса Цельсия. Стоимость таких паяльников выше, чем у стандартных моделей, применять регулятор к другим инструментам не получится, но удобство играет свою роль и для профессионального применения они становятся лучшим выбором.
Не совсем удобным способом регулировки является разогрев жала с последующим остыванием. Для начала инструмент доходит до своего максимума, а затем нужно подождать пока он не остынет до нужного значения. Остывание происходит медленно, так что подобрать нужною величину вполне реальною главное использовать для этого измерительные приборы, которые покажут точные параметры.
Оборудование для измерения температуры
Температура нагрева жала паяльника определяется при помощи специальных измерителей, или как их еще называют, термометров для паяльника. В основу данных устройств входит термопара, которая показывает точное значение с погрешностью до нескольких градусов. На рынке встречается множество моделей, которые могут показывать температуру в градусах Цельсия или Фаренгейта. Практически все модели сейчас имеют цифровую шкалу для отображения данных. Термопара со временем портится и ее требуется заменять, но это позволяет работать с любыми типами паяльников.
Измеритель температуры жала паяльника
Помимо отдельных измерителей еще имеются встроенные варианты. Они идут сразу выпонтированные в паяльник, что очень удобно для работы с одним инструментом. Это заметно влияет на стоимость изделия, но здесь не возникает проблем с частой заменой термопары. Еще одним способом определения является использование мультиметра. Это очень рас пространная методика, так как у специалистов по пайке всегда имеются такие приборы. Точность определения значений зависит от конкретной модели.
Заключение
Для домашней пайки зачастую подбираются условные примерные значения разогрева жала. Этого вполне достаточно для тех случаев, когда нет большой ответственности соединений. Если речь идет о профессиональной пайке и о работе с микросхемами, то здесь уже нужно соблюдать точность. Если для популярных видов материалов значения известны и температуру жала паяльника для ПОС 61 можно посмотреть по соответствующей таблице, то для нестандартных решений нужно подбирать значения самостоятельно.
максимальная и оптимальная для пайки оловом,
Температура паяльника — параметр, который постоянно изменяется. Не существует таких температурных показателей, которые бы подходили для всех случаев. Они постоянно меняются в зависимости от используемого припоя и от того, с какими материалами приходится работать. Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Содержание
До скольких градусов может нагреваться паяльник
Какая температура должна быть
В зависимости от используемого припоя
Температура плавления различных металлов
Способы получения нужной температуры
Для чего необходимо знать температуры паяльника
Оборудование для измерения температуры
Паяльник — устройство, которым часто пользуются для ремонта электроники
До скольких градусов может нагреваться паяльник
Многих людей, которые совсем недавно начали заниматься пайкой, интересует, до какой температуры нагревается паяльник. У каждой паяльной станции существует свой оптимальный температурный диапазон. Если нагреть жало до таких показателей, спаивание поверхностей будет наиболее качественным и быстрым.
Важно! При работе с паяльниками нужно всегда помнить одну особенность, которая связана с тем, что жало устройства должно разогреваться настолько сильно, чтобы обрабатываемые металлы сразу же плавились.
Не стоит давать паяльнику перегреваться. Это приведет к тому, что припоем будет в разы сложнее пользоваться. Оптимальными считаются значения от 250 до 300 градусов.
Какая температура должна быть
Бывают случаи, когда оптимальные температурные показатели могут отличаться. Это зависит от нескольких факторов, с которыми можно ознакомиться ниже.
В зависимости от используемого припоя
Припой ПСР используется во время пайки многими мастерами
Показатели нагрева паяльника необходимо подбирать отдельно для каждого процесса. Например, во время спаивания одинаковых контактов с применением одного и того же припоя параметры инструмента остаются неизменными. Однако, если приходится пользоваться различными разновидностями припоя, придется заняться настройкой инструмента и отрегулировать режимы его работы.
Надо подстраиваться под нужные характеристики, чтобы было комфортно работать с используемыми материалами. Чтобы взаимодействовать с определенными типами припоев, необходимо устанавливать разогрев жала паяльника таким образом, чтобы оно нагревалось на 5-10 градусов больше температуры плавления.
В таблице можно найти информацию о том, насколько сильно надо нагревать жало для той или иной марки припоя.
Разновидность припоя
Нагрев (градусы Цельсия)
Сплав Вуда
80
Сплав Розе
90
ПСРЗИ
100
ПОЗИ 30
150
ПСР
240
ПСР 1,5
290
ПСР 2
250
Дополнительная информация! Необходимо обязательно руководствоваться информацией из таблицы. Это позволит проследить за тем, чтобы припой не смог сильно нагреться.
Температура плавления различных металлов
Олово — припой, пользующийся популярностью среди любителей пайки
Стоит отметить, что далеко не всегда удается пользоваться уже готовыми марками припоя. Довольно часто люди сталкиваются с ситуациями, когда приходится работать с нестандартными металлами. Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Однако прежде чем подключать устройство к розетке, необходимо точно узнать, как называется проволока для паяльника, которая используется в качестве припоя. Это поможет определить, насколько сильно придется разогревать инструмент для плавления используемого металла.
В таблице ниже можно ознакомиться с оптимальной температурой паяльника для пайки оловом и другими материалами.
Название металла
Плавление (градусы Цельсия)
Олово
232
Вольфрам
3400
Германий
930
Дуралюмин
650
Железо
1540
Золото
1065
Иридий
2400
Калий
65
Константин
1260
Кремний
1415
Латунь
1000
Легкоплавкий сплав
60
Дополнительная информация! Многих интересует, сколько греется паяльник до нужной температуры. На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
Способы получения нужной температуры
Регулятор мощности позволяет настраивать температуру
Очевидно, что при использовании устройств мощностью 100 Ватт температура жала будет иметь ограничения. Дело в том, что нельзя будет увеличить максимальное значение нагрева. При этом понизить ее тоже не удастся. Один из возможных способов снижения температурных параметров — использование устройств мощностью 30-40 Вт. Однако таким способом мало кто пользуется, так как не хочется покупать несколько моделей паяльников разной мощности.
Чтобы быстро получить нужную температуру, используя одно устройство, можно воспользоваться специальными регуляторами. Это очень удобные приспособления, с помощью которых можно ограничить мощность паяльных станций. В результате этого их паяльная труба будет в разы меньше греться.
Стоит отметить, что многие современные модели паяльных станций уже оснащены такими регуляторами. Однако если используется бюджетный паяльник без встроенного модуля для настройки мощности, его придется приобрести отдельно.
Для чего необходимо знать температуры паяльника
Многие паяльные станции оснащаются регуляторами мощности
Некоторые люди считают, что не обязательно знать, насколько сильно разогрето паяльное жало. Однако на самом деле каждый человек, который занимается пайкой, должен следить за этими показателями. Дело в том, что информация о нагреве жала упрощает использование паяльника. С ее помощью можно узнать, достаточно ли хорошо разогрет инструмент для работы с используемым припоем.
Также было бы неплохо проследить за тем, сколько нагревается паяльник до нужных температур. Это поможет понять, когда его следует отключить от розетки, чтобы он не перегревался.
Важно! При работе с разогретым паяльным жалом надо быть очень осторожным. Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Оборудование для измерения температуры
Использование датчиков — наиболее простой метод измерения температуры
Чаще всего для определения температурных показателей используются специальные лабораторные трансформаторы. Они есть практически у каждого мастера, всерьез занимающегося ремонтом электроники. Однако есть и более простые способы определения нагрева инструмента.
Например, можно просто измерить, насколько сильно разогрелось жало специальными датчиками. Таких термометров достаточно много и приобрести их можно практически в любом магазине электроники.
Выбирая датчик для отслеживания нагрева паяльной станции, необходимо обращать внимание на его характеристики. Диапазон измерений должен быть от 0 до 700 градусов по Цельсию. Этого будет достаточно для любого паяльника, используемого в домашних условиях.
Дополнительная информация! Вместе с датчиком можно приобрести еще специальный стабилизатор. При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
Люди, которые хотят заниматься пайкой, должны заранее разобраться с особенностями нагрева паяльников. Надо определить оптимальные температуры для разных типов припоя и разобраться со способами определения таких показателей.
Полное руководство по пайке электронных устройств
Что такое пайка?
Пайка – это соединение двух металлических поверхностей механическим и электрическим способом с использованием металла, называемого припоем. Припой закрепляет соединение, чтобы оно не ослабло из-за вибрации или других механических воздействий. Он также обеспечивает электрическую непрерывность, так что электронный сигнал может проходить через соединение без прерывания. Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Ручная пайка — это процесс пайки одного соединения (называемого «пайка») за раз, в отличие от более автоматизированных процессов пайки, таких как пайка волной припоя (для сквозных компонентов) или пайка оплавлением (для компонентов поверхностного монтажа).
Что нужно для пайки электроники?
При припаивании электронного разъема к точке контакта (часто называемой «площадкой») обычно требуется следующее:
Паяльник, способный достичь точки плавления припоя.
Проволочный припой с флюсовым сердечником или без него.
Флюс, если проволочный припой не включает флюсовую сердцевину или если требуется дополнительный флюс.
Что такое паяльник?
Паяльник — это ручной инструмент, используемый для пайки двух металлических поверхностей. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
Жало паяльника предназначено для передачи тепла от нагревательного элемента к изделию. Он имеет медную внутреннюю часть, которая действует как эффективный теплопроводник. Он также имеет железное покрытие для защиты мягкой, склонной к коррозии меди от флюса и припоя, а также хромоникелевое покрытие для предотвращения смачивания наконечника флюсом.
Кроме того, существуют опции, обеспечивающие лучший контроль температуры паяльника и теплового отклика (время, необходимое для повторного нагрева после пайки). К ним относятся паяльные жала, представляющие собой металлические пластины, упирающиеся в нагревательный элемент, и другие, интегрированные с нагревательным элементом в картридже.
В чем разница между паяльником и паяльной станцией?
На низком уровне, наиболее подходящем для любителей, паяльник может подключаться непосредственно к электрической розетке, что не обеспечивает контроля температуры паяльника. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Какой тип припоя следует использовать?
Несмотря на то, что существует большое разнообразие различных типов припоя, в большинстве случаев вам необходимо выбрать между свинцовым или бессвинцовым припоем, диаметром проволоки, флюсовой проволокой или сплошной проволокой и типом флюса.
Свинец или бессвинцовый – Припой обычно представляет собой комбинацию металлов, выбранных из соображений наилучшей надежности и проводимости. Свинец, часто в сочетании с оловом, с самого начала был основой электронной пайки. Свинец имеет относительно низкую температуру плавления, легко смачивается и течет, что делает процесс более быстрым, легким и надежным. Из-за опасений, связанных с окружающей средой и здоровьем, возникает необходимость перейти на бессвинцовый припой, который часто представляет собой комбинацию олова и серебра. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Диаметр припоя . Убедитесь, что вы не перепутали припой, предназначенный для водопровода, с припоем, предназначенным для электроники. Провод для сантехники будет намного толще, 2мм в диаметре и выше. Проволока для пайки электроники будет тоньше, от 1,5 мм до 1/2 мм или даже меньше. Сопоставьте диаметр с размером разъемов и контактов, которые вы припаиваете. Если диаметр проволочного припоя слишком мал, вы будете пропускать через себя слишком много припоя. Слишком большой и вам будет трудно маневрировать вокруг плотной печатной платы, что увеличивает вероятность термической нагрузки или даже пайки других компонентов, не связанных с ваш ремонт.
флюсовая проволока или сплошная проволока – Большинство проволочных припоев поставляются с флюсовой сердцевиной, поэтому флюс автоматически активируется и течет по зоне пайки, когда припой расплавляется. Работать с ним удобнее и эффективнее. Можно использовать сплошную проволоку с добавлением флюса кистью, дозатором для бутылок или дозатором для ручек. Если не требуется очень специфический флюс, который недоступен в виде проволочного припоя, обычно рекомендуется припой с флюсовым сердечником.
Тип флюса — Флюс без очистки является хорошим выбором для пайки, где очистки не требуется. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Какой припой использовать: свинец или бессвинцовый припой?
Если вы ремонтируете или собираете электронику для использования в США, проще всего работать со свинцовым припоем, и он образует самые надежные паяные соединения. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Что такое поток?
Подумайте о флюсе и подготовительном агенте для процесса пайки. При соединении двух металлических поверхностей припоем необходима хорошая металлургическая связь, чтобы паяное соединение не ослаблялось, а электрическая непрерывность не нарушалась из-за механических, температурных и других воздействий. Флюс удаляет любое окисление, которое может присутствовать, и слегка травит поверхность, чтобы способствовать смачиванию. «Смачивание» — это процесс стекания припоя по поверхностям контактов и жала паяльника, что очень важно в процессе пайки.
Какой тип флюса следует использовать?
Флюс, не требующий очистки, является хорошим выбором для пайки, когда необходимо избегать очистки. Легкий остаток можно оставить на плате или удалить с помощью средства для удаления флюса. Флюс, активированный канифолью (RA), обеспечивает превосходную пайку в самых разных областях применения. Лучше всего удалить остатки после пайки для эстетики и во избежание коррозии в дальнейшем. Канифольный флюс (R) или слегка активированный канифольный флюс (RMA), как правило, можно оставить на печатной плате после пайки, если эстетика не является проблемой. Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Вы также можете увидеть варианты «без галогенов» или «без галогенов». Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Нужно ли добавлять дополнительный флюс при пайке?
При пайке простого соединения, такого как 2 провода или вывод через отверстие, флюса в припое с флюсовым сердечником должно быть достаточно. Для более сложных методов пайки, таких как пайка методом перетаскивания нескольких выводов на компонент поверхностного монтажа, может потребоваться добавление дополнительного флюса. Поток активируется и потребляется, когда он первоначально вытекает из ядра. Если припой работает дальше, например, когда вы перетаскиваете несколько выводов, вы рискуете получить холодные соединения или перемычки без дополнительного флюса. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие продукты:
Techspray No-Clean Flux Pen
Бутылочки-дозаторы с иглой Плато
Как нанести дополнительный флюс?
Флюс можно наносить кислотной кистью или с помощью дозатора для игольчатых флаконов или дозатора для ручек. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Сопутствующие продукты:
Techspray No-Clean Flux Pen
Бутылочки-дозаторы с иглой Плато
Техническая кисть Techspray
Как паять?
Убедитесь, что припаиваемые поверхности чистые.
Включите паяльник и установите температуру выше точки плавления вашего припоя. 600–650 °F (316–343 °C) — хорошая начальная температура для припоя на основе свинца, а 650–700 °F (343–371 °C) — для бессвинцового припоя.
На несколько секунд прижмите наконечник к электроду и контактной точке/площадке. Идея состоит в том, чтобы довести оба до температуры пайки одновременно.
Прикоснитесь проводом припоя к выводу и контактной площадке/площадке несколько раз, пока припой не потечет вокруг вывода и контакта.
Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
При необходимости обрежьте провод ножницами. Не обрезайте места пайки, это может повредить соединение.
Если вы используете флюс, активированный канифолью, флюс на водной основе или если эстетика остатков флюса является проблемой, очистите область с помощью средства для удаления флюса.
Сопутствующие товары:
Паяльные жала Plato
Свинцовые ножницы Plato
Средство для удаления флюса Techspray G3
Techspray E-LINE Flux Remover
Насколько нагрет паяльник?
600°- 650°F (316°- 343°C) является хорошей начальной точкой для припоя на основе свинца и 650°- 700°F (343°- 371°C) для бессвинцового припоя. Вы хотите, чтобы жало было достаточно горячим, чтобы расплавить эффективность припоя, но избыточное тепло может повредить компоненты, поскольку тепло распространяется по выводам, и это сократит срок службы паяльного жала.
Как отличить хорошую пайку от плохой?
Осмотрите паяное соединение, чтобы убедиться в полном покрытии области контакта и вывода. На что обратить внимание:
Если это сквозной вывод, отверстие должно быть заполнено, а паяное соединение образует слегка пирамидальную форму.
Если это паяное соединение для поверхностного монтажа, припой должен полностью покрывать контактную площадку и окружать вывод.
Вывод не должен болтаться или шевелиться после пайки.
Припой не должен перетекать или накладываться на другие контактные площадки/площадки.
При использовании припоя на основе свинца место пайки должно быть блестящим. К сожалению, бессвинцовая поверхность имеет более матовую поверхность, поэтому блеск в этом случае не является хорошим показателем.
Как выбрать лучшее жало для ремонта печатной платы?
Цель состоит в том, чтобы форма и размер наконечника соответствовали контактной площадке. Это позволяет максимизировать площадь контактной поверхности, чтобы нагревать вывод и контактную поверхность как можно быстрее. Если вы выберете наконечник слишком большого размера, вам придется нагревать больший объем наконечника, что замедлит рекуперацию тепла — время, необходимое наконечнику для повторного нагрева после пайки соединения. Кроме того, существует риск взаимодействия с другими компонентами и контактными площадками. Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Убедитесь, что вы используете паяльник и жала, предназначенные для пайки электронных плат. Наконечники, предназначенные для других применений, таких как витражи, сантехника или тяжелые электромонтажные работы, обычно намного больше, чем то, что подходит для электроники.
Наконечники для пайки бывают разных форм, чтобы упростить различную геометрию печатных плат:
Заостренные или конические – Конец жала заходит либо в острие, либо закругляется на плоской поверхности. Размер определяется диаметром конца, поэтому он может варьироваться от 0,1 мм до 1 мм или больше. Эти наконечники обычно используются, когда требуется высокая точность, например, с очень тонкими безвыводными компонентами для поверхностного монтажа. Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
Лезвие или нож – Наконечник лезвия обычно используется для пайки волочением, когда припой наносится на несколько контактных площадок. Это обычное дело при пайке компонентов с технологией поверхностного монтажа (SMT). Размер измеряется по длине лезвия и может составлять 6,3 мм (1/4 дюйма) или больше.
Долото или отвертка – Долото позволяет нагревать большую площадь контакта, поэтому его можно использовать для пайки через отверстия. Длина может варьироваться, а также может быть согнута, например, с коническим наконечником. Размер в основном указывается как длина плоской области, но глубина или толщина кончика также могут варьироваться. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
Скос – Скошенный наконечник имеет плоский овальный конец, установленный под углом. Представьте себе металлический стержень, поперечное сечение которого находится под углом. Размер определяется диаметром «стержня» или вала, а иногда и углом скоса. Скос может варьироваться от 1 мм до 4 мм или даже больше.
Наконечники Flow – Наконечник Flow похож по конструкции на скошенный наконечник, но вместо плоской области он представляет собой небольшое углубление или чашечку. Это также называется «мини-волновой наконечник» и обычно используется для пайки сопротивлением, как описано выше.
Сопутствующие товары:
Паяльные жала Plato
Можно ли установить максимальную температуру нагрева для ускорения пайки?
В пайке, как и во всем остальном, важна скорость. Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Почему припой капает с жала?
Это признак того, что паяльное жало нуждается в очистке, поэтому оно «холодное» (хотя оно еще очень горячее, так что не трогайте!). Когда флюс и окисление накапливаются со временем, тепло не передается так эффективно, и припой не смачивается и не растекается по наконечнику должным образом. Припой будет плавиться, но просто стекает с наконечника. Это затрудняет перемещение, чтобы припаять области контактов так, как вам это может понадобиться.
Как почистить паяльник?
Паяльные станции обычно поставляются с губкой и/или латунной подушечкой «brillo». Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Когда паяльное жало почернело из-за пригорания флюса и больше не смачивается должным образом, настало время для чистящих инструментов в крайнем случае. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Полировальные бруски также доступны и используются для очистки наконечника от остатков флюса. Это следует использовать только в крайнем случае, потому что вы будете удалять железо вместе со сгоревшим флюсом. Как только на наконечнике появляются питтинги — настоящие дыры в железе — его пора заменить.
Сопутствующие товары:
Губки Plato
Очиститель латунных наконечников Plato
Лудильщик наконечника Plato
Что лучше использовать для очистки паяльных наконечников: латунную подушечку brillo или губку?
Как и все остальное, у каждого есть свои плюсы и минусы:
Очиститель латунных наконечников
Pro-Быстрый и простой в использовании, не требует пропитки водой и не вызывает термического шока. наконечник для пайки.
Con – Абразивен, несмотря на то, что латунь мягче железа на конце наконечника. Он имеет тенденцию царапать хромированное покрытие, что предотвращает смачивание наконечника припоем. Это может привести к проникновению коррозии под покрытие, что сократит срок службы наконечника.
Не забудьте использовать колющие движения, используя латунный очиститель наконечника. Протирание поверхности увеличивает вероятность разбрызгивания расплавленного припоя.
Целлюлозная губка
Pro – эффективный и быстрый способ очистки наконечника. Они поставляются с различными отверстиями или прорезями, чтобы сделать это еще быстрее и проще, а также чтобы избежать разбрызгивания расплавленного припоя.
Con — охлаждает наконечник, поэтому требует, чтобы наконечник снова нагревался. Это также может привести к термическому удару наконечника, особенно если губка чрезмерно насыщена. Это может сократить срок службы наконечника из-за образования микротрещин в железном покрытии.
Убедитесь, что вы используете целлюлозную губку, предназначенную для очистки паяльных наконечников. Целлюлоза – это натуральный материал, получаемый из древесной массы. Он не расплавится и не повредит жало паяльника, как синтетическая губка. Губка не должна быть мокрой, только слегка влажной. Тщательно отожмите его после насыщения деионизированной (DI) водой. Рекомендуется деионизированная вода, чтобы предотвратить накопление минералов на жало паяльника. После того, как паяльное жало было очищено, не забудьте повторно оловить его, расплавив небольшое количество припоя на конце жала. Это предотвращает коррозию рабочего конца наконечника, выполненного из железа, при воздействии воздуха в течение определенного периода времени. Сопутствующие товары:
Губки Платона
Очиститель латунных наконечников Plato
Нужно ли счищать весь припой с жала после окончания пайки?
Общепринятой практикой является протирание паяльного жала перед тем, как положить его обратно в держатель. Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Что можно сделать, чтобы увеличить срок службы паяльного жала?
После перехода со свинцовых припоев на бессвинцовые припои часто жалуются на короткий срок службы наконечника. Более высокая температура, необходимая для бессвинцовых припоев и флюсов, в сочетании с большей активностью приводит к более быстрому выгоранию наконечника. Часто кончики чернеют, припой капает и просто стекает с конца наконечника. Его также можно назвать «холодным наконечником», но будьте осторожны, не прикасайтесь к нему голыми пальцами!
Жала для пайки имеют медный сердечник, передающий тепло от нагревательного элемента к рабочему концу (наконечнику жала). Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Выключить огонь
Тщательно очистите наконечник
Лужение паяльного жала
Используйте специальные чистящие средства
Если вы покидаете паяльную станцию более чем на 5 минут, выключайте ее. Когда вы оставляете станцию включенной, жало остается при температуре пайки, что еще больше сокращает срок службы жала. Современное паяльное оборудование нагревается до температуры пайки за считанные секунды, поэтому экономия времени не стоит сокращения срока службы жала.
Сопутствующие товары:
Губки Plato
Очиститель латунных наконечников Plato
Лудильщик наконечника Plato
Когда следует выбрасывать старое жало?
Когда наконечник черный и высыхает (припой не прилипает к нему), что называется «холодным наконечником», его обычно можно очистить и использовать снова. Как только появятся питтинги и видимая коррозия, пришло время для нового наконечника. Внешняя сторона паяльного жала покрыта железом поверх теплопроводного медного центра. Это защищает мягкую, подверженную коррозии медь от агрессивных флюсов. Как только флюс пройдет через железное покрытие через ямки, наконечник будет быстро съеден.
Как избежать коррозии печатной платы после окончания пайки?
Остатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете лучшие методы очистки платы. В конце концов, компоненты были заменены, а излишки припоя удалены…
Тщательно очистите участок качественным средством для удаления флюса.
Наклоните доску, чтобы очиститель и остатки стекали.
При необходимости осторожно протрите печатную плату щеткой из конского волоса или безворсовой салфеткой, а затем промойте.
При использовании салфетки убедитесь, что на печатной плате не остаются волокна или ворсинки, которые впоследствии могут вызвать проблемы.
Это необязательный шаг для флюса без очистки, но все же хорошая идея для плат с высокой плотностью или высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если вы планируете после ремонта нанести защитное покрытие.
Сопутствующие продукты:
Techspray G3 Flux Remover
Средство для удаления флюса Techspray E-LINE
Кисти Techspray
Салфетки Techspray
10 советов по качественной пайке
Начните с чистой поверхности.
Подберите размер проволочного припоя к тому, что вы паяете.
Подберите паяльное жало к тому, что вы паяете.
Тщательно выбирайте припой и флюс.
Содержите наконечник в чистоте и лужите.
Выберите температуру пайки, достаточно высокую для эффективного плавления припоя, но не слишком высокую.
Удерживайте паяльное жало у вывода и точки контакта/площадки до тех пор, пока они не нагреются до нужной температуры.
Нанесите достаточное количество припоя, чтобы покрыть контактную площадку и окружить вывод.
При необходимости обрежьте выводы с помощью острых ножниц, но не подрезайте в местах пайки.
Удалите остатки флюса с места пайки качественным средством для удаления флюса.
Сопутствующие товары:
Паяльные жала Plato
Свинцовые ножницы Plato
Средство для удаления флюса Techspray G3
Techspray E-LINE Flux Remover
На этом наше Полное руководство по электронной пайке заканчивается. Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Определение идеальной температуры пайки приходит с практикой, но вы можете получить преимущество с помощью этих советов.
Как паять — это обязательный навык для каждого энтузиаста DIY. Для достижения наилучших результатов вы должны приобрести паяльную станцию, позволяющую контролировать температуру. Но какова правильная температура пайки?
Мы подробно рассмотрим, как правильная температура пайки поможет вам получить эти гладкие соединения.
Какую температуру пайки следует использовать?
Правда в том, что на этот вопрос нет универсального ответа. Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).
Итак, температура вашего паяльника должна быть выше на 68-86 градусов по Фаренгейту (от 20 до 30 градусов по Цельсию).
Как найти лучшую температуру пайки
Если вы все еще изучаете основы пайки, вам может потребоваться некоторое время, прежде чем вы сможете уверенно установить температуру пайки, прежде чем приступить к работе. Чтобы облегчить вашу работу, вот несколько вещей, на которые вы должны обратить внимание при пайке:
Припой типа : Вы можете разделить припои на два типа в зависимости от их состава — свинцовые и бессвинцовые. Припой на основе свинца представляет собой комбинацию свинца и олова и становится жидким при температуре 374 градуса по Фаренгейту (190 градусов по Цельсию). Из-за проблем со здоровьем и окружающей средой бессвинцовый припой стал популярной альтернативой.
Бессвинцовый припой имеет более высокую температуру плавления, около 544 градусов по Фаренгейту (или 230 градусов по Цельсию). Для достижения наилучших результатов вам следует ознакомиться с таблицей температур пайки Питера Виса.
Размер наконечника для утюга : Вы должны использовать наконечник для утюга, который подходит для данной работы. Большой железный наконечник будет иметь лучшую теплопередачу из-за большой контактной поверхности. Таким образом, вы можете установить более низкую температуру. Наконечник меньшего размера будет не таким эффективным, но даст вам большую точность при пайке.
Кроме того, если наконечник утюга грязный, вы столкнетесь с неэффективной передачей тепла. Когда это произойдет, припой может не расплавиться полностью, и в итоге вы получите «холодные соединения». В этом случае вам придется исправить свою ошибку, отпаяв. Итак, очищайте паяльные инструменты, когда закончите их использовать, чтобы облегчить себе жизнь.
стоимость лестниц из бетона – цены, доставка по СПб
Лестничные марши
Лестничные площадки
Бетонные ступени для лестниц
Шлифованные ступени
Монолитные бетонные лестницы от производителя
Разнообразные железобетонные лестницы производит компания «МОНОЛИТ-ЖБИ» на заводе, оснащенном современным оборудованием. Наши изделия пользуются повышенным спросом у строительных фирм. Приемлемая цена на бетонные лестницы с доставкой по Санкт-Петербургу – результат полного отсутствия посредников в процессе купли-продажи наших стройматериалов.
10 лет на рынке
Современное производство
Ассортимент 13 000 изделий
Оперативная доставка
Продукция по ГОСТу
Товаров на странице:
24364872Все
Сортировка:
По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)
Список Таблица
Фото
Наименование
Характеристики
Цена *
Сделать заказ
Под заказ
1ЛП22. 12‑4
Длина: 2200 мм
Ширина: 1300 мм
Высота: 320 мм
Масса: 1485 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП22.12‑4П
Длина: 2200 мм
Ширина: 1300 мм
Высота: 320 мм
Масса: 1270 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП22.15‑4
Длина: 2200 мм
Ширина: 1600 мм
Высота: 320 мм
Масса: 1815 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП22. 15‑4П
Длина: 2200 мм
Ширина: 1600 мм
Высота: 320 мм
Масса: 1550 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП22.18‑4
Длина: 2200 мм
Ширина: 1900 мм
Высота: 320 мм
Масса: 2145 кг
По запросу
В корзину Добавить в сравнение
Под заказ
Новинка
1ЛП22.18‑4П
Длина: 2200 мм
Ширина: 1900 мм
Высота: 320 мм
Масса: 1830 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП22. 21‑4
Длина: 2200 мм
Ширина: 2200 мм
Высота: 320 мм
Масса: 2365 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП22.21‑4П
Длина: 2200 мм
Ширина: 2200 мм
Высота: 320 мм
Масса: 2015 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.12‑4
Длина: 2380 мм
Ширина: 1300 мм
Высота: 320 мм
Масса: 1590 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24. 12‑4П
Длина: 2380 мм
Ширина: 1300 мм
Высота: 320 мм
Масса: 1360 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.12в‑4
Длина: 2380 мм
Ширина: 1300 мм
Высота: 320 мм
Масса: 1615 кг
По запросу
В корзину Добавить в сравнение
Хит
Под заказ
1ЛП24.12в‑4П
Длина: 2380 мм
Ширина: 1300 мм
Высота: 320 мм
Масса: 1380 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24. 15‑4
Длина: 2380 мм
Ширина: 1600 мм
Высота: 320 мм
Масса: 1950 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.15‑4П
Длина: 2380 мм
Ширина: 1600 мм
Высота: 320 мм
Масса: 1665 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.15в‑4
Длина: 2380 мм
Ширина: 1600 мм
Высота: 320 мм
Масса: 1970 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24. 15в‑4П
Длина: 2380 мм
Ширина: 1600 мм
Высота: 320 мм
Масса: 1685 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.18‑4
Длина: 2380 мм
Ширина: 1900 мм
Высота: 320 мм
Масса: 2300 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.18‑4П
Длина: 2380 мм
Ширина: 1900 мм
Высота: 320 мм
Масса: 1960 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24. 18в‑4
Длина: 2380 мм
Ширина: 1900 мм
Высота: 320 мм
Масса: 2320 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.18в‑4П
Длина: 2380 мм
Ширина: 1900 мм
Высота: 320 мм
Масса: 1980 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.21‑4
Длина: 2380 мм
Ширина: 2200 мм
Высота: 320 мм
Масса: 2530 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24. 21‑4П
Длина: 2380 мм
Ширина: 2200 мм
Высота: 320 мм
Масса: 2160 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.21в‑4
Длина: 2380 мм
Ширина: 2200 мм
Высота: 320 мм
Масса: 2555 кг
По запросу
В корзину Добавить в сравнение
Под заказ
1ЛП24.21в‑4П
Длина: 2380 мм
Ширина: 2200 мм
Высота: 320 мм
Масса: 2180 кг
По запросу
В корзину Добавить в сравнение
Страницы: 1 2 3 4 5 . .. 12 След.
*уточнение цены обязательно!
Ассортимент бетонных лестниц
ЖБИ выпускаемые нашим заводом, удовлетворяет запросы самых требовательных покупателей. В каталоге имеются все необходимые ЖБ конструкции для строительства промышленных и многоэтажных зданий:
Лестничные марши. Десятки разновидностей этих железобетонных изделий предназначены для монтажа в домах различной планировки и высоты.
Ступени для лестниц. Такие наборные элементы предназначены для установки по несущему основанию.
Лестничные площадки. Использование этих конструкций облегчает и значительно ускоряет строительство многоэтажных зданий.
Соответствие наших железобетонных лестниц требованиям ГОСТ – обязательное правило при производстве всех видов изделий из бетона. Паспорта качества предоставляются заказчикам вместе с отгружаемым товаром.
Преимущества наших готовых ЖБ лестниц
Заказчикам достаточно один раз купить бетонные лестницы у нас, чтобы полностью оценить преимущества сотрудничества с заводом-производителем:
Доступная стоимость. При оформлении оптового заказа мы отпускаем стройматериалы по льготным ценам, с существенными скидками.
Оперативная доставка. Транспортом нашего завода вся приобретенная продукция доставляется на строительный объект в указанные сроки.
Надежные гарантии от производителя. Наши обязательства распространяются на все и включают возможность замены и возврата денег.
Квалифицированные консультации по ассортименту. Наши сотрудники всегда помогают определиться с выбором и рассчитать точное количество нужных ЖБИ и конструкций.
Заказывайте сборные железобетонные лестницы в компании «МОНОЛИТ-ЖБИ» — у нас всегда в наличии готовые бетонные лестницы, а также марши, ступени и площадки из тяжелого бетона.
Часто задаваемые вопросы
Какую нагрузку выдерживают ваши лестницы?
Элементы лестниц выпускаются в соответствии с ГОСТом 9818-85 и ТУ завода-производителя. Расчетная нагрузка (округленно) в кПа указывается в маркировке элементов лестниц через дефис после размерных параметров. Например, маркировка ЛМ27.11.14-4Л относится к лестничному маршу длиной 2720 мм, шириной 1050 мм, высотой вертикальной проекции 1400 мм. Расчетная нагрузка (цифра 4 после дефиса) в данном случае равна 3,5 кПа. Подробнее характеристики конкретного товара можно узнать в ГОСТе или получить интересующую вас информацию у менеджера.
Как быстро будет доставка готового заказа? Возможен ли самовывоз?
Если товар имеется в наличии на складе, то он будет отгружен заказчику или доставлен к месту назначения на следующий день после оплаты, если товар на складе отсутствует – в течение 10 дней. С условиями доставки ознакомьтесь здесь. Самовывоз возможен, подробности уточните у менеджера.
Выполняете ли вы изготовление изделий по нестандартным форматам?
Изделия по индивидуальным заказам мы производим только крупными партиями. Штучное индивидуальное производство у нас не практикуется. Подробности уточните у менеджера.
Можно ли после оплаты заказа оставить товар на некоторое время на вашем складе и забрать его позже?
Вы можете оставить оплаченный товар на нашем складе только на краткий срок. Конкретный период и условия хранения обсудите с нашим менеджером.
Фото железобетонных лестниц
Полезная информация
Железобетонные изделия: обзор ГОСТов и СНиПов
Технология производства ЖБИ
Железобетонные лестничные марши
Бетонные ступени в строительстве
Бетонные лестницы – 135 лучших фото-идей дизайна лестницы на второй этаж в частном доме
Vivienda en Cabrera de Mar
User
Стильный дизайн: прямая бетонная лестница среднего размера в современном стиле с бетонными ступенями и металлическими перилами — последний тренд
BENJAMIN ROAD
South Coast Building Design
By employing timber in-steps to these concrete steps, the functional steps are transformed into a feature. Свежая идея для дизайна: маленькая угловая бетонная лестница в современном стиле с бетонными ступенями и стеклянными перилами — отличное фото интерьера
Treppenhaus
Sieckmann Walther Architekten
Kay Riechers Источник вдохновения для домашнего уюта: угловая бетонная лестница среднего размера в стиле модернизм с бетонными ступенями
Miami Beach Townhouse
Janet Patterson Interior Design (JPID)
Modern staircase with acrylic handrail, curated art pieces and pendant lights. На фото: большая п-образная бетонная лестница в современном стиле с деревянными ступенями и стеклянными перилами
Villa München — Vom maßgeschneiderten Konzept zum Wohntraum
VOIT SCHREINEREI + PLANUNG GmbH
Klare Linie in allen Räumen, wiederkehrende Materialien und sich wiederholende Details im gesamten Einrichtungskonzept. Eine Optik geschaffene wie aus einer Zeitschrift für Inneneinrichtung. Zwei Welten vereint – Der äußere Eindruck der Villa stand bewusst im Kontrast zum gewählten Innenraumkonzept. Eine Symbiose aus Holz Fassade und Beton und Stahl im Innenbereich rundete das Gesamtkonzept stimmig ab. Im Inneren überzeugt eine abgestimmte Kombination aus individuellen Einbaumöbeln und Designklassikern der heutigen Zeit. HERAUSFORDERUNGEN DES PROJEKTES Die Herausforderung bei diesem exklusiven Projekt lag im passgenauen Arbeiten, der Präzision in sämtlichen Ecken und der hohe Anspruch in allen Detailarbeiten. Da das Haus eine gewollt schräge Wand besitzt, mussten nahezu alle Einbauten, Möbel und Einrichtungslösungen individuell gefertigt und angepasst werden. Die Feinabstimmungen mit Architekten und Bauleitung begannen bereits lange vor Fertigungsbeginn. Sämtliche Fertigungsmaße und Detaillösungen wurden individuell nach Kundenwunsch erarbeitet und realisiert Fotograf: Jonathan Sage
Private House
Lightstyle
Ice Chandelier (murano glass) Источник вдохновения для домашнего уюта: изогнутая бетонная лестница в современном стиле с бетонными ступенями
Eingangsbereich
blocher partners
Стильный дизайн: бетонная лестница среднего размера в стиле модернизм с бетонными ступенями — последний тренд
Barn refurbishment
Architect Your Home
By removing the existing utility room and toilet that were previously located in the entrance area and the area of the floor above, the architect was able to discover the beautiful stone walls and create a dramatic double-height space. The full-height window gave views through to the open countryside beyond and the contemporary bridge connected both old and new and either end of the barn.
White Coated Small Handrails
J & J FENCE
J&J Fence — Los Angeles affordable and cost competitive railings for residential and commercial use. На фото: маленькая бетонная лестница в стиле модернизм с бетонными ступенями и металлическими перилами с
Una casa con historia en l’Empordà
Coblonal Interiorismo
Imagen del espectacular ingres y escalera del proyecto de interiorismo de Joan Llongueras en una histórica vivienda de l’Emporda. Decoración y diseño se adaptan a la perfección en un entorno rústico y acogedor.
Villa K
HNS Architekten, BDA
Sabine Walczuch Источник вдохновения для домашнего уюта: огромная изогнутая бетонная лестница в современном стиле с бетонными ступенями
Hoboken Duplex
CD Interiors
custom commisioned art from @Andrewtedescostudios reclaimed brick wall. photo @gerardgarcia Идея дизайна: большая п-образная бетонная лестница в стиле лофт с деревянными ступенями и перилами из тросов
25 Бетонные лестницы для небольших домов — RTF
Лестница является основным конструктивным и архитектурным элементом многоэтажного дома. Небольшие дома особенно нуждаются в лестницах, которые делают комнату легкой и воздушной, предлагая жилое пространство и отличные впечатления. Бетон — это грубый и тускло окрашенный твердый материал, которому требуется больше места, чем стали, стеклу или дереву, но возможности дизайна обширны.
Чтобы бетонные лестницы выглядели элегантно и привлекательно на небольшом пространстве, это ключ к красивому дому. Лестницу также можно использовать как место для хранения вещей, место для сидения, рабочий стол, центральную достопримечательность, перегородку или место для отдыха. Для этого бетонные лестницы выгодны, поскольку они могут легко выдерживать нагрузку и изгибать свою элегантность.
Чтобы сделать лестницу центром внимания и улучшить качество помещения, можно использовать цветной бетон. Цвет в сочетании с подходящим освещением задает настроение комнате.
Бетон и сталь создают прекрасное сочетание, поскольку они облегчают пространство и в то же время утяжеляют стену, создавая интригующий дизайн. Этот минималистичный дизайн, состоящий всего из двух материалов, создает визуально компактное и удобное пространство.
Бетонное основание принимает на себя нагрузку, а стальные ступени обеспечивают гладкую поверхность и упрощают очистку поверхности. Дизайн гладкий и визуально привлекательный.
Отсутствие подступенков позволяет свету проходить через щели, освещая место внизу и образуя узор. Консольные бетонные лестницы не имеют перил и создают эффект парения.
Величественный вид достигается за счет использования полированного бетона с деревом и акцентного освещения. Винтовая лестница занимает меньше места, но все равно выглядит просторно. Ощущение движения достигается за счет формы перил, освещения и ступеней.
Эти альтернативные лестницы обеспечивают вертикальную циркуляцию и создают место для сидения. Они более экономичны, так как на каждый шаг расходуется половина бетона, необходимого для обычного шага.
Винтовые лестницы занимают меньше всего места. Кривизна этой драконоподобной лестницы делает ее центром притяжения. Лестницы из сборного железобетона просты в обслуживании, экономичны и могут быть отлиты в любую форму без ущерба для их прочности.
Глянцевая поверхность полированного бетона больше напоминает скульптуру, чем лестницу. Этот стильный современный дизайн создает атмосферу 5-звездочного класса в небольшом пространстве.
Помимо использования лестницы для вертикального перемещения, ее также можно расширить, чтобы создать пространство для отдыха, где можно сидеть и наслаждаться книгами, потягивая кофе. Каждое пространство в маленьком доме должно быть использовано по максимуму, не перегружая комнату.
Лестничную площадку можно расширить и использовать как стол или витрину. Это действует как встроенная мебель, интегрированная с лестницей, сохраняя преемственность дизайна.
Полые бетонные коробки помогают переносить нагрузку и служат местом для хранения. Использование дерева и полых труб снижает расход бетона и позволяет свету проникать в комнату из окна.
Подвесные лестницы крепятся только к плитам перекрытия и не имеют перил. Помещенный во дворе, он выглядит как хрупкая парящая конструкция, путь, ведущий к небесам.
Иметь пышный частный сад в маленьком доме сложно. Но интеграция его вместе с лестницей экономит место и создает расслабляющее место. Растения на разной высоте вдоль лестницы — лучшее место для сада.
Кому не нравится водопад? Гидроизолированный котлован вдоль бетонной лестницы можно использовать для небольших водоемов, которые не только охлаждают атмосферу, но и создают место для отдыха.
Эта ультратонкая гибридная лестница состоит из бетонной плиты толщиной 5,5 см и стеклянных перил, поддерживающих Другой. Это создает светлую среду, а пространство под лестницей можно эффективно использовать.
Использование светодиодных ламп вдоль лестницы, под ступенями или на подступенках создает интересный узор, привлекающий наше внимание. Это может вызвать эффект подвесной или парящей лестницы.
Лестница темного цвета со стеклянными перилами на фоне светлых стен выглядит как драгоценный камень, переливающийся на свету. Великолепную лестницу можно спроектировать, используя два простых материала.
Сглаживание основания лестницы и создание поверхности без выступов позволяет нам использовать пространство под ней как удобную гостиную. Это важный аспект при проектировании небольших домов.
Тонкое основание и кривизна делают эту конструкцию похожей на перышко, которая противоположна поразительной жесткой структуре бетона. Винтовая лестница занимает очень мало места по сравнению с другими видами.
Чтобы сделать ступени более изысканными, в бетонную плиту можно встроить деревянные планки со светодиодной подсветкой. Стеклянные перила и стальные опоры делают его легким и парящим.
Опора лестницы расположена не по центру, а с одной стороны. Это плавающая лестница без несущей стены. Этот асимметричный дизайн создает захватывающее пространство под ним.
Здесь ребро лестницы находится в центре, создавая симметричный дизайн. Лестница служит перегородкой между столовой и гостиной. От комнаты под бетонной лестницей до качелей под лестницей — дизайн не имеет границ. Бетон предлагает прочность, необходимую для него, и создает захватывающий опыт. Если рассматривать лестничную клетку, то только для вертикального движения, если рассматривать как возможность дизайна, возможности безграничны.
Сколько стоят ступени из сборного или монолитного бетона?
Типичный диапазон:
900 долларов — 5000 долларов
Данные о затратах основаны на исследованиях HomeAdvisor.
Обновлено 9 июня 2022 г.
Рассмотрено Роберт Чуди, Эксперт по строительству и ремонту домов.
Автор HomeAdvisor.
Бетонные ступени в среднем стоят около 2000 долларов , а цены большинства проектов колеблются от до 5000 долларов . Сумма, которую вы заплатите, во многом определяется количеством ступеней и размером лестницы.
Заливка цемента стоит около 300 долларов за ступень шириной 2 фута и глубиной 11 дюймов , включая материалы и рабочую силу. Цена сборных железобетонных лестниц составляет около $100 за ступень , включая работу. При замене существующей лестницы рассчитывайте заплатить немного больше — от 400 до 700 долларов США 9.0010 для удаления перед запуском проекта.
Сборный железобетон примерно на примерно на 20 процентов дешевле, чем , по сравнению с монолитным бетоном, который необходимо предварительно смешать. Для предполагаемого проекта 2000 долларов США вы можете сэкономить от до 400 долларов США , используя сборный железобетон вместо заливки.
Качество цемента
Ступень из низкокачественного цемента стоит 200 долларов США, , в то время как ступень самого высокого качества стоит в среднем около 400 долларов .
Что отличает цемент от других, так это качество ингредиентов, которые в него добавляются. Высококачественный бетон часто содержит больше минералов, таких как летучая зола, которая увеличивает прочность на растяжение.
Прежде чем покупать готовый продукт, определите качество и его влияние на ваш бюджет. Если вы не знаете, как оценить качество, проконсультируйтесь с ближайшим к вам подрядчиком по бетону .
Размер лестницы
Вы можете рассчитывать на оплату от 70 до 150 долларов США за ступеньку стандартного размера . Количество необходимых ступеней повлияет на размер вашей лестницы и ваш бюджет. Стандартные блоки составляют около 2 футов шириной , но ваш проект может отличаться. Более широкие или изогнутые бетонные ступени могут увеличить ваш бюджет.
Полные и сплошные
Большинство сборных железобетонных изделий являются полыми и стоят от 70 до 100 долларов США за шаг . Твердый продукт более долговечен, но он также увеличивает цену примерно на 40 процентов , что в среднем составляет от 100 до 130 долларов за шаг . Сплошная лестница тяжелее и долговечнее, поэтому требует большего бюджета.
Покрытия и ступени
Ступени помогают выделить вашу бетонную лестницу и сделать ее более привлекательной. Вы можете найти сборные лестницы с существующими ступенями, что добавляет От 100 до 500 долларов для вашего проекта.
На наружных ступенях чаще всего используются ступени из натурального камня. Вы также можете заплатить за цементное покрытие примерно за от 200 до 400 долларов . Покрытие сделает ваши ступени более прочными и улучшит сопротивление скольжению.
Цены на доставку
Стоимость доставки сборных изделий ниже, чем цена на доставку предварительно смешанного цемента , которая стоит от 1400 до 5600 долларов. Поскольку транспортировка больших единиц сложна, вы должны рассмотреть доставку как дополнительную статью бюджета в около 200 долларов . Доставка более крупных сборных железобетонных изделий, таких как подвальные лестницы, может стоить до 300 долларов США .
Стоимость заливки бетонной лестницы
Стоимость заливки собственной бетонной лестницы варьируется от 1000 до 5000 долларов . Сборка устройства с нуля позволяет вам настраивать его и может повысить его долговечность. Взамен вы платите больше за материалы.
Затраты на установку бетонной лестницы
Ожидается, что вы заплатите от до 1500 долларов США для установки сборных цементных лестниц. Общая стоимость сборного железобетона от 800 до 3500 долларов выгодно отличается от стоимости изготовленной на заказ лестницы, которая варьируется от 9009 до 5000 долларов , включая материалы и работу.
Costs for Pouring a 2 Foot by 11 Inch Concrete Staircase
Component
Price
Cement
$200 – $600
Labor
$300 – $800
Additional Materials
$50 – $200
Delivery
$200 – $400
Extra Features
$150 – $1,200
Building Permit
$100 – 1000 долл. США
Всего
1000–5000 долл. США
Проконсультируйтесь с подрядчиком по бетонным работам при покупке ступеней
Почтовый индекс
Получить оценки сейчас
Стоимость замены бетонных ступеней
Стоимость замены существующей лестницы составляет от 1400 до 5700 долларов . Это включает в себя от 900 до 5000 долларов стоимость нового блока и от 400 до 700 долларов за удаление существующей лестницы. Вы также можете заменить отдельный шаг, а не всю единицу, стоимость которой варьируется от до 300–500 долларов, , включая трудозатраты.
Удаление существующих бетонных затрат между 400$ и 700$ . Это также добавляет от четырех до шести часов работы, что увеличивает цену.
Стоимость ремонта вашей лестницы варьируется от до 800 долларов США, долларов в зависимости от степени повреждения. Вы можете купить простую бетонную заплатку примерно за 20 долларов, но более комплексные и дорогие варианты включают профессиональную рабочую силу и свежий бетон. Новое покрытие может повысить долговечность и безопасность цемента по цене от 200 до 400 долларов США .
Ступени, герметик и перила
Добавление элементов к вашей лестнице , таких как ступени или перила, может сделать ее более безопасной и функциональной. Конечно, это повысит конечную стоимость сборных железобетонных ступеней.
Some of your options include:
Wood or metal railings : $300 to $600
Natural stone tread : $150 to $1,200
Epoxy coating or sealing: от 200 до 400 долларов
Наймите специалиста по заливке бетона
Почтовый индекс
Получить оценки сейчас
Изготовление бетонных ступеней своими руками или наем профессионала
Заливка цемента подходит не всем, но если вы знаете, что делаете, и готовы приложить усилия, вы потенциально можете сэкономить тысячи долларов, установив бетонные ступени самостоятельно. .
Тем не менее, вам придется самостоятельно заниматься земляными работами, строительством каркаса и усилением конструкции с помощью арматуры. Если вы хотите снизить затраты на рабочую силу, рассмотрите возможность выполнения небольших проектов, таких как заделка трещин и герметизация бетона, а затем наймите профессионала для более сложных частей проекта.
Если вам не хватает соответствующих инструментов или опыта, лучше нанять бетонщика . Они позаботятся о том, чтобы все было построено на века, не сдвинулось и не треснуло со временем. Профессионал также позаботится о том, чтобы основание могло поддерживать лестницу в обозримом будущем.
Проконсультируйтесь с профессионалом, чтобы отремонтировать треснувшую бетонную лестницу
Почтовый индекс
Получить оценки сейчас
Часто задаваемые вопросы
Сколько стоит построить другие наружные лестницы?
Вообще говоря, цены на наружные лестницы колеблются между $800 и $10,000 . Окончательная цена будет зависеть от материала, который вы выберете для проекта.
Staircase Material
Total Cost
Wood
$1,000 – $3,000
Brick
$1,100 – $2,500
Metal
$2,000 – $5,000
Натуральный камень
$1,000 – $10,000
Искусственный камень
$800 – $2,000
7
90
Стареющий цемент не всегда требует замены. Шлифовка и герметизация делают материал более прочным и способным противостоять любым элементам.
Бетон для восстановления покрытия стоит от 300 до 600 долларов США для большинства лестниц. стоимость герметизации бетона увеличивает этот бюджет на $100 до $300 , но помогает защитить ваши инвестиции с течением времени.
Как сэкономить деньги при установке бетонных лестниц?
Использование сборного железобетона может снизить цену. Вы также можете сэкономить деньги, если
объединит другие работы, такие как ремонт или установка железных дорог, с вашим проектом по установке бетонных ступеней.
Как всегда, желательно получить несколько ценовых предложений, чтобы убедиться, что вы выбрали наиболее конкурентоспособную цену. Затем поговорите со своим подрядчиком, чтобы обсудить варианты материалов, которые соответствуют вашему бюджету и стилю.
Как установить бетонные ступени?
Установку бетонных ступеней можно выполнить, выполнив следующие действия:
Спланируйте свой проект . Учитывайте необходимое количество ступенек, высоту подступенков и глубину ступеней.
Очистить территорию . Используйте лопату, чтобы копать ниже уровня земли основания вашей лестницы и в пределах границ ваших планов.
Укладка основания . Основание защитит ваш бетон от сдвигов и порчи. Утрамбуйте его, пока он не станет плотно утрамбованным, ровным и устойчивым.
Изготовление каркаса из арматуры . Этот шаг обеспечит дополнительное укрепление и поможет вашей лестнице прослужить дольше.
Смешайте бетон и залейте. Смешайте с водой вручную или с помощью бетономешалки и залейте бетон в форму с помощью лопаты, тачки или воронки.
Выравнивание бетона . Используйте прямую деревянную доску или доску без деформации и других неровностей, чтобы получить наилучший результат.
Пусть ваш бетон застынет . Следуйте инструкциям для ваших конкретных расходных материалов, но для полного затвердевания бетона обычно требуется 28 дней.
Как варить тонкий металл полуавтоматом. Полезная информация
Екатерина
Полуавтоматическая сварка металлов обычно происходит в защитной газовой среде. Благодаря этому получается прочный шов, не имеющий пор и устойчивый к коррозии. Такой метод подойдет для соединения деталей любой толщины, однако сварка тонкого металла полуавтоматом имеет ряд нюансов. Прежде чем приступить к работе, ознакомьтесь с полезной информацией.
Содержание статьи
Сварочный полуавтомат: конструкция и технология
Что и какими методами можно сваривать полуавтоматом
Плюсы и минусы сварки металла полуавтоматом
Подготовка прибора к сварке
Как варить тонкий металл полуавтоматической сваркой
Как варить толстый металл при помощи полуавтомата
Сварочный полуавтомат: конструкция и технология
Аппарат для полуавтоматической сварки состоит из следующих компонентов:
Технология сварки включает в себя использование защитных газов. Ацетилен, водород, пиролизный, коксовый, природные газы вытесняют собой те компоненты окружающей среды, которые могут значительно ухудшить качество соединения.
Перед началом работы выставляется сила тока, которая зависит от толщины свариваемых поверхностей, а также скорость подачи электрода и расхода защитного газа. Проверяется количество газа в баллоне, подлежащие соединению металлы очищаются от грязи, лака, краски и т.д. Затем, открутив вентиль подачи газа, можно зажигать дугу и начинать сваривание. Чтобы проволока поступила в зону сварки, достаточно нажать кнопку «пуск». В процессе расходный материал должен располагаться перпендикулярно к детали.
Что и какими методами можно сваривать полуавтоматом
сварка алюминия полуавтоматом
Наиболее часто полуавтоматическая сварка применяется для сваривания листового металла – нержавеющей стали, алюминия, цветных металлов. Сварке подлежат изделия и из чугуна. Зная, как правильно варить черные металлы, можно приступать и к сварке цветных.
Без использования полуавтомата при соединении тонких металлов трудно представить услуги СТО, сборку и ремонт бытовых приборов, установку всевозможных ограждений, емкостей для сбора и нагрева воды на даче и т.д. В промышленных условиях (например, в автомобильной промышленности) полуавтоматическую сварку используют тогда, когда необходимо получить высокое качество шва.
Варить полуавтоматом машину или заменять участки поврежденных деталей можно стыковым методом, однако он требует некоторого опыта сварки. Соединение по готовым отверстиям стоит произвести там, где ставится заранее выкроенная заплатка. Сварка внахлест, при которой происходит точечное соединение поверхностей, доступна даже для новичков.
Плюсы и минусы сварки металла полуавтоматом
Полуавтоматическая сварка имеет ряд преимуществ:
Подойдет для начинающих сварщиков.
Нет необходимости постоянно удалять шлак из области сварного шва.
Не требуется постоянно менять электроды.
Металл при работе не разбрызгивается.
К минусам можно отнести:
Невозможность использования аппарата в ветреных условиях: произойдет выдувание защитных газов из-под горелки.
Газовый баллон делает конструкцию аппарата несколько громоздкой.
Подготовка прибора к сварке
зарядка полуавтомата проволокой
Перед началом работ аппарат заправляется катушкой сварочной проволоки. С помощью механизма протяжки регулируется ее натяжение. Если посадочный диаметр катушки не соответствует, воспользуйтесь адаптером. Сняв сопло и наконечник, выведите проволоку из механизма примерно на 15 см, затем, установив детали на место, обрежьте лишнюю длину.
Установите и зафиксируйте баллон с защитным газом. Удостоверьтесь, что сеть снабжена предохранителями, режим сварки выбран правильный, тип газа соответствует типу металла, в запасе имеются контактные наконечники и подающие ролики для проволоки. Механизм готов к работе.
Как самому настроить сварочный полуавтомат, можно узнать здесь.
Как варить тонкий металл полуавтоматической сваркой
Зная, как правильно варить тонкие металлы, можно использовать сварку полуавтоматическим инвертором при ремонте автомобилей, изготовлении труб небольшого диаметра, емкостей для воды и т.д. Толщина свариваемого металла находится в пределах 0,2-4 миллиметров. Прежде всего, нужно выбрать правильную толщину электродов, поскольку электроды с толщиной более 4 мм будут гасить сварочную дугу. Чтобы она горела непрерывно, металл до 1 мм варят электродами 0,5 – 2 мм. При толщине деталей 1,5 – 2 мм электрод будет иметь диаметр 2 – 2,5 мм. Профессионалы рекомендуют варить полуавтоматом с электродами 2-3 мм.
сварочный шов, полученный при помощи полуавтомата
Произвести сварку металла толщиной 1 мм и тоньше – довольно сложная задача, так как есть большая вероятность сквозного прожога шва. Чтобы избежать дефектов, нужно соединить металл электросваркой при помощи прихваток. Расстояние между ними должно быть 1,5 – 2 см. Затем производятся короткие швы. После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
Как правильно варить металл, если вы новичок в сварке? Полуавтомат значительно упрощает работу, однако некоторые нюансы стоит все же учесть:
необходимо правильно подобрать режим сварки.
Соединение поверхностей происходит на пониженных токах (10-75 А).
Скорость подачи проволоки гораздо ниже, чем при сварке толстых металлов.
Движения горелкой должны быть равномерными, иначе не избежать наплыва сварочного валика или прожога детали.
При точечной сварке соединять начинают с центра заготовки, расположенной снизу. Это позволяет избежать заливания металлом отверстия.
Очистив поверхности от ржавчины, загрязнений, следов краски и обезжирив их, вы не только получите более прочный шов, но и избежите токсичных испарений. При очистке не стоит снимать большой слой металла.
Угол между горелкой и зоной сварки должен составлять 45 градусов.
Для получения полного провара сваривать рекомендуют с зазором.
Присадочная проволока должна иметь продолжительный период плавления.
Обязательно используйте защитную одежду.
Предварительно почитайте рекомендации опытных сварщиков о том, как сварить тонкий металл.
С охраной труда при сварке можно ознакомиться здесь.
точечный сварной шов полуавтоматом
Тонкий металл можно варить полуавтоматом в горизонтальном, вертикальном, потолочном, нижнем положениях. Последний способ пользуется большой популярностью. Многие начинающие сварщики задаются вопросом — как варить тонкий металл в вертикальном положении? Чтобы получить вертикальный шов, учитывают толщину свариваемого металла:
До 3 мм. Варить полуавтоматом стоит сверху вниз.
Более 3 мм. Сварка производится по направлению снизу вверх.
Как варить толстый металл при помощи полуавтомата
Предварительно осведомившись, какой толщины металл подлежит сварке, можно подготовить его к этому процессу по всем правилам. Сваривать толстый металл – детали с толщиной стенок более 4 мм – нужно, сняв фаску в предполагаемых местах соединения. Учтите, что можно это сделать с помощью газовой резки, но применяются также ручное и пневматическое зубила. Металлические листы с толщиной 5 – 15 мм оснащаются V-образными скосами, для деталей толщиной более 15 мм предполагается X-образный скос.
сваренный полуавтоматом толстый металл
Шов при соединении толстых поверхностей, особенно при тавровых соединениях, необходимо упрочнять при помощи еще двух, расположенных на верхней и нижней его кромках. Дугой необходимо не вести вдоль прямой линии, но совершать зигзагообразные или возвратно-поступательные движения. Металл шва должен заходить на поверхность изделия на ширину, равную толщине этой детали. Для получения надежного соединения чаще всего используют сварку каскадом или горкой.
При сварке толстого металла есть высокая вероятность, что повредится антикоррозийное покрытие детали. Поэтому после сварки деталь нужно обработать специальными составами. Если же она изготовлена из низколегированной стали, то не помешает предварительный подогрев. Термическая обработка размягчит изделие, подготовив его к дальнейшим работам.
Как варить толстый металл, сохранив первоначальные качества детали? Чтобы уменьшить деформацию или полностью предотвратить ее, изделия из толстого металла перед сваркой надежно фиксируются при помощи струбцин. Сделать это можно на верстаке, сборочном столе или плите из стали.
Похожие публикации
Как правильно варить полуавтоматом тонкий металл
Главная » Сварка
Просмотров 654 Опубликовано Обновлено
Содержание
1 Преимущества сварки полуавтомата
2 Выполнение работы своими руками
3 Виды сварных швов
4 Как сваривать тонкий металл
Изобретение полуавтоматической сварки (так называемой MIG) является своеобразной эволюцией в ручном электродуговом процессе сваривания (так называемого ММА). Даже с учетом доступности инверторов типа ММА для быта лучше применять сварочные аппараты типа MIG. Однако для того, чтобы по достоинству оценить все достоинства необходимо купить сварочный аппарат полуавтомат и научиться правильно им работать. Однако разобраться с принципами работы не так уж и сложно.
Содержание
Преимущества сварки полуавтомата
Выполнение работы своими руками
Виды сварных швов
Как сваривать тонкий металл
Преимущества сварки полуавтомата
1. Существует возможность сваривания деталей из тонколистового железа, имеющего толщину до 0,5 миллиметра.
2. Минимальная степень чувствительности к коррозии и иным типам загрязнения свариваемого металла.
3. Небольшая цена с сравнении с иными видами сварки.
4. При помощи сварочного полуавтомата возможно выполнять спайку оцинкованных элементов, не повреждая цинковую поверхность.
Выполнение работы своими руками
До того, как начать сваривание полуавтоматом, следует провести настройку аппарата:.
1. Выбрать оптимальный режим сварочного тока, исходя из толщин свариваемых деталей. Как правило в комплекте есть таблицы выбора этих значений. Следует отметить, что сваривание при низких токах происходит плохо.
2. Выполнить настройку скорости подачи проволоки. Регулировка осуществляется при помощи сменяемых шестеренок.
3. Осуществить проверку правильности выбора режима на пробных элементах и, если нужно, откорректировать. При правильных настройках вы будете работать устойчивой сварной дугой.
Виды сварных швов
Различные типы создания сварного шва будут отличаться главным образом настройкой аппарата. Швы отличаются типом соединения и расположению деталей при сваривании.
Положение швов в пространстве:
· Вертикальные;
· Горизонтальные;
· Нижние;
· Потолочные.
По типам соединения:
· В нахлест;
· В стык;
· Угловые;
· Тавровые.
Самый простой вариант сваривания – в стык и внахлест.
Как сваривать тонкий металл
В этом процессе нет сложных операций. Напротив, сварить тонколистовые детали даже проще, чем толстые.
Тонкие листы можно сварить 2 методами:
· Обычным – для любых типов соединений;
· Заклепочным – детали располагаются внахлест и свариваются через заблаговременно созданные отверстия в верхней заготовке.
Существуют некоторые правила подобного сваривания:
1. Силу тока и скорость движения проволоки необходимо уменьшить.
2. Не рекомендуется замедлять горелку в одной точке. Будут получаться наплывы или прожоги.
3. Заклепочный метод предполагает старт с центра детали, расположенной внизу. Если начинать с верхнего, то расплавленная масса будет заливать отверстие, что приведет к плохому провару.
Когда не нужно получать герметичные соединения, то не следует сваривать сплошными швами. Чтобы сварить тонкие детали можно варить точечно с промежутками от 1 до 5 сантиметров.
7 Преимущества полностью/полуавтоматической кухни для облачных кухонь
Меняющийся характер поведения потребителей и возросший спрос после пандемии вызвали преобразования в индустрии облачных кухонь. Никто не может игнорировать экспоненциальный рост: цифры показывают, что рост мирового рынка облачных кухонь достигнет 89,5 млрд долларов в 2026 году при среднегодовом темпе роста 11,4%.
В наше время роста у компаний, занимающихся концепцией облачных кухонь и стремящихся стать глобальными брендами, нет другого выбора, кроме как использовать автоматизацию кухни, чтобы соответствовать скорости отрасли. Нет альтернативы поддержанию строгой согласованности вкуса и контролю качества, при этом каждый заказ доставляется покупателю как можно быстрее.
2022 покупатель хочет, чтобы его еда была:
Аппетитной
Доступной
Много вариантов
и, самое главное, легкодоступной (доставка 10-20 минут!)
90 Традиционно это было бы возможно за счет увеличения накладных расходов, найма менеджеров среднего звена, увеличения операционных расходов и многого другого.
Но благодаря современным технологиям все это тоже можно делать, не разоряя банк и не нанимая целую армию персонала.
Автоматизация кухонь и как она меняет индустрию облачных кухонь
От простых миксеров до полноценных машин, способных готовить сотни рецептов одним щелчком мыши, индустрия автоматизации прошла огромный путь развития. Эти изменения и изобретения являются результатом усилий изобретателей, решающих ключевые задачи облачных кухонь.
Давайте рассмотрим преимущества для компаний, выбравших автоматизацию.
Преимущество №1: Беспрецедентная экономия времени
От пиццы до китайской кухни и индийских соусов — существуют автоматические машины, которые могут приготовить сложные рецепты за считанные минуты. Производители из разных уголков Индии предлагают модификации для этих машин.
Вы можете настроить рецепты на свой вкус и добавить варианты в машину, чтобы полностью автоматизировать процесс приготовления.
Преимущество № 2: Экономичное решение
Вы не только сможете сохранить постоянный вкус и быстро подать еду, но и сэкономите при этом много денег. Экономия достигается за счет:
Вы можете масштабировать производство без найма дополнительного персонала
Потери продуктов питания сокращаются, поскольку рецепты отслеживаются программным обеспечением
Масштабирование или сокращение производства без внесения значительных операционных изменений
Минимальные эксплуатационные расходы (одноразовые инвестиции в оборудование для облачной кухни)
Автоматизация упрощает для владельцев бизнеса масштабирование операций, не беспокоясь об удвоении или утроении затрат на заработную плату, аренду, техническое обслуживание и другие расходы.
Преимущество № 4: Постоянство вкуса
Последнее, что вы хотели бы иметь в своей облачной кухне, — непостоянный вкус в еде. Покупателям нравится постоянство вкуса, и автоматические машины помогут вам сохранить это без особых усилий.
Современные алгоритмы автоматизации кухонь, основанные на искусственном интеллекте и машинном обучении, позволяют кухням настраивать программное обеспечение в соответствии со своими рецептами. Практически каждый пакет с едой, выходящий из вашей кухни, будет на вкус таким же, как тот, который приготовил ваш шеф-повар.
Преимущество № 5: Более чистые кухни (Легко поддерживать гигиену)
Поддержание чистоты на кухнях — непростая задача для каждого владельца облачной кухни. Когда на вашей кухне работают десятки, а иногда и сотни поваров, становится сложно содержать кухню в чистоте, а в часы пик это еще больше усугубляется.
Наличие автоматизации потенциально может сократить этот беспорядок более чем на 90%, наряду со всеми другими преимуществами, о которых вы читаете.
Преимущество №6: больше возможностей и надежность
Хотите узнать самое интересное? Расширить свое меню без ущерба для вкуса или эффективности с помощью автоматизированных кухонь не составит труда. Добавление элемента в меню — это всего лишь передача алгоритму рецепта, а затем он обеспечивает одинаковый вкус для каждой партии, которую он производит.
Полагаться на свою автоматизированную кухню также проще, так как вам не придется сталкиваться с нехваткой персонала, которая очень распространена на кухнях и может возникнуть по многим причинам.
Преимущество №7: Безопасность
Миллионы людей во всем мире страдают от несчастных случаев на кухне. Кухонная автоматизация потенциально может сократить это число до нуля, поскольку в большинстве машин человек практически не участвует. В большинстве случаев вы просто добавляете сырье в машину, и все готово.
Будущее впереди
Karkhana. io — это цифровая производственная платформа, которая объединяет поставщиков и клиентов на управляемом рынке. Karkhana.io помогает компаниям разного размера решать задачи на своем уровне, от прототипирования до мелкосерийного и крупносерийного производства, чтобы получить то, что нужно их бизнесу для роста.
Многочисленные компании, такие как Mukunda Foods и React Labs, получили выгоду от автоматизированной кухни, связавшись с производителями, которые помогли им настроить свои автоматизированные машины с помощью Karkhana.io.
Хотите узнать больше? Испытайте мощь безбарьерного производства, зарегистрировавшись на нашей цифровой платформе.
Поделиться в социальных сетях:
Машина для штамповки тиснения Полуавтоматическая машина для маркировки листового металла толщиной 4 мм для жетонов
Полуавтоматическая машина для маркировки металла
Оборудование для маркировки и гравировки заводских табличек предназначено для тиснения букв, цифр и простых символов на листах из различных материалов, включая медь, алюминий, нержавеющую сталь и пластик, на определенную глубину 0,1~0,3 мм (0,004-0,012 дюйма) путем нажатия резиновый молоток, максимальный размер этикетки 7,87″*5,12″ (200*130 мм). Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество
Невероятно низкие цены
Быстрая и безопасная доставка
Бесплатный возврат в течение 30 дней
Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Большая рабочая пластина
Полированная металлическая столешница размером 7,8 x 5,3 дюйма (200 x 135 мм) более износостойкая и устойчивая к ржавчине.
Хорошо спроектированное кодовое колесо
Буквы на колесе алфавита, в основном включая следующие три категории
Удобный маховик
Эргономичный мобильный маховик удобно держать и им легко управлять. Он может точно контролировать и перемещать стол, регулировать соответствующее расстояние.
Точное измерение
Рядом с рабочей поверхностью специально расположена стандартная шкала, которая поможет вам точно измерить расстояние между символами и сделать эффект маркировки более аккуратным и красивым.
Регулируемый интервал между словами
Конструкция удлиненной рукоятки упрощает трудозатраты. Настроив его, вы можете эффективно настроить расстояние между символами, представляя более красивый и аккуратный эффект маркировки.
Различное применение
Гравировальный станок для металлических табличек подходит для всех типов табличек и различных металлических материалов, таких как алюминий, сталь, нержавеющая сталь, медь, латунь, золото, железо и т. д.
Технические характеристики
Корпус Plate: 0.16″ (4 mm)
Working Plate: 7.8″ x 5.3″ (200 x 135 mm)
Printing Speed: 2~4 characters per second
Supportive Characters: A B C D E F G H I J K L M N O P Q R S T UV W X Y Z 1 2 3 4 5 6 7 8 9. x / —
Вес брутто: 21 фунт (9,5 кг)
Размеры упаковки: 15 x 13 x 12 дюймов (37 x 33 x 30 см)
Комплект поставки 90 Инструменты, меньше плати
ВЕВОР – ведущий бренд, специализирующийся на оборудовании и инструментах. Вместе с тысячами мотивированных сотрудников компания ВЕВОР стремится предоставить нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня ВЕВОР занял более более 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough, специализирующееся на оборудовании и инструментах VOR2 90, Pay Less в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю для тиснения букв, цифр и простых символов на листах из различных материалов, включая медь, алюминий, нержавеющую сталь и пластик, на определенную глубину 0,1~0,3 мм (0,004-0,012 дюйма) путем нажатия резиновым молотком, максимальный размер этикетки 7,87″* 5,12 «(200*130 мм). Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Технические параметры
Табличка для выбора кода
Простота в эксплуатации
Хорошо продуманные детали
Рабочая пластина большой площади
Машина для маркировки заводских табличек имеет большую рабочую пластину размером 7,3″ (2 x 0,5 мм). x 135 мм), полированная металлическая столешница более износостойкая и устойчивая к ржавчине.
Хорошо спроектированное кодовое колесо
Буквы на колесе алфавита, в основном включая следующие три категории
Удобный маховик
Эргономичный мобильный маховик удобно держать и им легко управлять. Он может точно контролировать и перемещать стол, регулировать соответствующее расстояние.
Точное измерение
Рядом с рабочей поверхностью специально расположена стандартная шкала, которая поможет вам точно измерить расстояние между символами и сделать эффект маркировки более аккуратным и красивым.
Один погонный метр гнутого равнополочного швеллера из углеродистой полуспокойной стали с высотой стенки 160 (мм), шириной полки 40 (мм), толщиной проката 5 (мм) весит 8.71 (кг).
Стандартный вес швеллера 16:
Вес 1 (м) гнутого равнополочного швеллера 160х40х5 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
Из углеродистой кипящей и полуспокойной стали – 8.71 (кг).
Из углеродистой спокойной и низколегированной стали – 9.32 (кг).
Вес 1 (м) гнутого неравнополочного швеллера 160х50х30х4 (мм), габариты указаны в формате «высота стенки/ширина полки 1/ширина полки 2/толщина проката»:
Из углеродистой кипящей и полуспокойной стали – 7.07 (кг).
Из углеродистой спокойной и низколегированной стали – 6.96 (кг).
Вес 1 (м) горячекатаного стального равнополочного швеллера 160х64х5 (мм), габариты указаны в формате «высота стенки/ширина полки/толщина проката»:
С уклоном внутренних граней полок – 14. 2 (кг).
С параллельными гранями полок – 14.2 (кг).
Важно: при вычислении значений веса 1 (м) швеллера плотность стали принята равной 7850 (кг/м3), характеристики стальных гнутых и горячекатаных швеллеровопределяются стандартамиГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8240-89.
Масса швеллера номера 16
Чертеж Чертеж и параметры типовой модели
m (кг) Предел массы погонного метра швеллера в (кг)
s (cм2) Площадь поперечного сечения в (cм2)
Норматив Нормативный документ
Прямой
от 14.20 (кг) до 15.30 (кг)
от 18.10 (cм2) до 19.50 (cм2)
ГОСТ 8240-89
Гнутый
от 3.66 (кг) до 21.56 (кг)
от 4.65 (cм2) до 27.46 (cм2)
ГОСТ 8278-83
Неравнополочный
от 5. 38 (кг) до 10.67 (кг)
от 6.85 (cм2) до 13.59 (cм2)
ГОСТ 8281-80
Масса стальных прямых швеллеров 16, ГОСТ 8240-89
Номер Номер уголка который равен высоте полки в (см)
hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм)
m (кг) Предел массы погонного метра швеллера в (кг)
16П
160х64х5 (мм)
14.20 (кг)
16аП
160х68х5 (мм)
15.30 (кг)
Масса стальных гнутых швеллеров 16, ГОСТ 8278-83
Номер Номер уголка который равен высоте полки в (см)
hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм)
m (кг) Предел массы погонного метра швеллера в (кг)
16
160х40х2 (мм)
3. 66 (кг)
16
160х40х3 (мм)
5.38 (кг)
16
160х40х4 (мм)
8.71 (кг)
16
160х50х2.5 (мм)
4.92 (кг)
16
160х50х4 (мм)
7.70 (кг)
16
160х50х5 (мм)
9.49 (кг)
16
160х50х6 (мм)
11.20 (кг)
16
160х60х2.5 (мм)
5.31 (кг)
16
160х60х3 (мм)
6.32 (кг)
16
160х60х4 (мм)
8.32 (кг)
16
160х60х5 (мм)
10.28 (кг)
16
160х60х6 (мм)
12.14 (кг)
16
160х70х4 (мм)
8.95 (кг)
16
160х80х2. 5 (мм)
6.11 (кг)
16
160х80х3 (мм)
7.26 (кг)
16
160х80х4 (мм)
9.58 (кг)
16
160х80х5 (мм)
11.85 (кг)
16
160х80х6 (мм)
14.02 (кг)
16
160х100х3 (мм)
8.28 (кг)
16
160х100х6 (мм)
15.91 (кг)
16
160х120х5 (мм)
14.99 (кг)
16
160х200х6 (мм)
17.79 (кг)
16
160х160х6 (мм)
21.56 (кг)
Масса гнутых неравнополочных швеллеров 16, ГОСТ 8281-80
Номер Номер уголка который равен высоте полки в (см)
hxbxs (мм) Геометрические размеры высоты, ширины и толщины полки (мм)
m (кг) Предел массы погонного метра швеллера в (кг)
16
160х50х30х3 (мм)
5. 38 (кг)
16
160х50х30х4 (мм)
7.07 (кг)
16
160х80х50х5 (мм)
10.67 (кг)
сколько весит 1 метр, размеры, масса по ГОСТ 8240-97
Швеллер (ГОСТ 8240-97) – это специальное металлическое изделие, которое очень широко используется в строительстве для придания большей прочности и надежности, возводимым каркасам и сооружениям.
Швеллер
На фото можно рассмотреть внешний вид швеллера 16мм.
Сортамент швеллеров огромный и каждый профиль предназначен для специального использования и назначения.
Содержание:
Преимущества швеллера 16
Производство швеллера 16
Сортамент швеллера 16
Размеры швеллер 16
Технические характеристики швеллера 16мм
Вес швеллера 16
Особенности и преимущества швеллера 16
Преимущества швеллера 16
Швеллер 16 имеет большой спрос во многих отраслях промышленности, таких как:
Строительство. Швеллер повышает устойчивость и надежность различных сооружений и каркасов. Так же используется в качестве опор, сооружения металлической колонны, возведение ж/д мостов.
Машиностроение. Швеллер 16 может выдерживать огромные поперечные нагрузки, благодаря этому это дает возможность для использования в этой сфере.
Вагоностроение.
Тяжелая промышленность.
Благодаря тому, что швеллер 16 имеет большую прочность, и устойчивость необходимость данного профиля набирает популярность во многих сферах промышленности. Швеллер 16 можно использовать для сборки сооружений. Так как изделие имеет небольшую массу его можно использовать для постройки крыш различных зданий.
Производство швеллера 16
В настоящее время производством швеллеров занимаются многие предприятия согласно ГОСТ 8240-97. Но лучше необходимо лично проверить качество продукции и наличие сертификата соответствия. Так как можно попасть в весьма неприятную ситуацию. К примеру, при эксплуатации здания могут появиться большие дефекты или вовсе это привет к поломке конструкции.
В качестве материала используют сплавы с добавлением конструкционной углеродистой и низколегированной стали. Сплавы сильно различаются по химическому составу и для того, что бы их было легче отличить, были придуманы специальные маркировки. Так первая маркируется ст2пс, а вторая сталь ст3сп. В своем химическом составе они имеют большое количество разных металлов. Помимо этого может использоваться и черный металл.
Сортамент швеллера 16
Разновидность швеллера 16 произведенного по ГОСТ 8240-97 маркируются определенными обозначениями, по которым можно с легкостью метод изготовления. Так, например:
«П» швеллер 16 П производиться с параллельными гранями полок.
«У» грани расположены под углом к основанию.
«С» В ГОСТ нет определенных размеров такого швеллера. Это сделано специально, так как такой профиль изготавливается под заказ с нужными заказчику параметрами.
«Э» экономный. Производиться такой швеллер по ГОСТ стандартам, но при производстве добавляется меньше металла.
«Л» легкий швеллер. В производство идут лишь легкие металлы, к примеру, алюминий.
Любой швеллер изготавливается разными способами. Различают несколько методов изготовления:
Метод горячекатаного производства.
Способ холоднокатаного или гнутого швеллера.
Швеллер 16 мм может производиться двумя этими способами. Более детально изучить весь процесс каждого метода производства можно в ГОСТ 8240-97.
Размеры швеллер 16
Исходя из выше сказанного, можно сделать вывод, что все параметры и правила предусмотрены заранее. Необходимо это для того чтобы будущая конструкция соответствовала требуемой надежности и прочности. Но стоит помнить о том, что всегда можно заказать швеллер под себя. Клиент сможет самостоятельно назначить размеры швеллера. Такой профиль будет обозначен специальной маркировкой «С», то есть специальный.
Технические характеристики швеллера 16мм
Швеллер представляет собой металлическое изделие, которое имеет поперечное сечение в виде буквы «П». За счет такой формы изделие способно выдерживать большую нагрузку. В следствии это пользуется огромным спросом среди строителей.
Размеры швеллера 16:
Высота полок 160 мм.
Ширина 64 мм.
Толщина стенок 5.0 мм.
Толщина полок 8.4 мм.
Радиус внутреннего закругления 8.5 мм.
Вес швеллера 16
Независимо от того, что швеллеры изготавливаются из сплавов металла, изделие отличается небольшой массой на один погонный метр. Вес 1 метра швеллера 16 составляет 14.20 кг. Это значительно облегчает работу.
На фото изображен швеллер 16 изготовленный по ГОСТ.
Особенности и преимущества швеллера 16
Изделие придает высокую прочность возводимым сооружениям.
Швеллер 16 обладает устойчивостью к огромным нагрузкам, что позволяет построить здания в плохих погодных условиях.
Профили имеют небольшую массу.
Удобство при монтажных работах.
Швеллер 16 ГОСТ указывает на общепринятые инструкции по предложенной разновидности. Принятому документу должны следовать все предприятия, которые занимаются изготовлением швеллеров. Тогда если соблюдены все условия при производстве, то получаются только идеальные швеллеры, которые широко используются при строительных работах.
Калькулятор веса C-канала — расчет веса C-канала
ToolCrowd поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать большеРеклама
Главная » Строительные материалы » Калькулятор веса C-образного профиля – рассчитайте вес C-образного профиля
Наш удобный калькулятор веса C-образного профиля позволяет быстро и легко рассчитать вес на фут, метр или общий вес C-образного профиля. каналы из различных материалов.
Пожалуйста, обратитесь к руководству пользователя под калькулятором за любыми техническими указаниями. Мы также включили полезное руководство, если вы предпочитаете рассчитывать вес C-канала вручную, и удобные диаграммы веса для распространенных каналов UPN и ISMC.
C Калькулятор веса канала:
Материал канала:
Плотность:
кг/м 3
Количество:
Высота канала (L):
3
Ширина канала (L):
3
):
Толщина канала (T):
Общий вес = 0,00 фунта / 0,00 кг
Отказ от ответственности: Вес, показанный в приведенном выше калькуляторе, предназначен только для справки и не должен служить основой для каких-либо расчетов, где требуется точная или достоверная информация. Теоретический вес и плотность металла нередко значительно отличаются от фактического веса и плотности, например, из-за различий в производственных процессах и составе материалов. Поэтому, если требуются точные расчеты веса, вы должны получить актуальную и точную информацию от производителей.
Рекламные объявления
Как использовать калькулятор веса канала C
Первым шагом является выбор материала, используемого для канала(ов) C в вашем расчете, и вы можете выбрать его в раскрывающемся списке «Материал канала» в коробка (1).
Поле «Плотность» будет автоматически заполнено в зависимости от выбранного вами типа материала.
При необходимости вы можете обновить значение «Плотность», хотя мы основываем значение, используемое для каждого материала, на отраслевых рекомендациях.
Вы можете изменить количество C-каналов, которые вы включаете в свой расчет, обновив раскрывающийся список «Количество» в поле (1).
Вам нужно будет ввести различные размеры для расчета, включая «длину», «ширину», «высоту» и «толщину».
Вы можете выбрать соответствующие единицы для каждого измерения, используя раскрывающиеся списки «Единицы», включая миллиметры, сантиметры, метры, дюймы и футы.
!
Примечание: Если вы выберете в качестве единицы «дюйм», вам нужно будет использовать целые или десятичные числа вместо дробей. Например, 0,25 вместо 1 / 4 .
Мы включили удобную таблицу преобразования стандартных размеров материалов, которую вы можете использовать в калькуляторе веса канала. Нажмите кнопку ниже, чтобы просмотреть таблицу:
Используйте кнопку «Рассчитать», чтобы завершить расчет, или кнопку «Сброс», чтобы сбросить калькулятор веса канала, если вы хотите начать сначала.
Рекламные объявления
Как рассчитать вес канала C
Не хотите использовать удобный калькулятор выше? Вот как вручную рассчитать вес канала C:
Как рассчитать вес C-канала
Сначала вам нужно рассчитать объем C-канала, и вы можете сделать это с помощью следующего уравнения:
V = (Ш x Д x Т) + 2 x ((H – T) x L x T)
Приведенная выше формула веса C-канала состоит из следующих элементов:
V = Объем
W = Ширина C-канала
L = длина канала C
H = высота канала C
T = толщина С-образного профиля
Рассмотрим пример С-образного профиля из мягкой стали , который имеет длину 2000 мм , ширину 200 м , 0 высоту 100059 толщина 10мм .
В наших расчетах мы будем использовать плотность 7850 кг/м 3 для низкоуглеродистой стали, поэтому нам необходимо преобразовать приведенные выше размеры в метры. Длина становится 2,0 м, ширина 0,2 м, высота 0,1 м и, наконец, толщина для расчета будет 0,010 м.
Вот обзор того, как работает расчет объема C-канала в случае этого примера:
Объем = (0,2 x 2 x 0,01) + 2 x ((0,1 – 0,01) x 2 x 0,01) Том = 0,0076M 3
Плотность мягкой стали = 7850 кг/м 3
, если мы умножаем 0,0076 3
, если мы умножаем 0,0076 3
. цифра плотности, в итоге получаем вес 59,66 кг или 131,53 фунта .
Рекламные объявления
Таблица веса каналов UPN
Изготовленные в соответствии с EN 10365, каналы UPN имеют допуски, установленные в EN 10279:2000.
Доступны каналы UPN различных размеров, и они обычно изготавливаются из нержавеющей стали.
Вот сводка различных размеров и расчетных весов каналов UPN:
ISMC, или индийские стандартные каналы среднего веса, обычно производятся в соответствии со спецификацией ISI IS:2062-2006.
Обычно изготавливаются из низкоуглеродистой стали, доступны каналы ISMC различных размеров.
Вот сводка различных размеров и предполагаемых весов каналов ISMC:
Веса канала ISMC
ISMC Channel Tips
ISMC WARNAL TIP
ISMC TIVE
ISMC TIPE
ISMC WASMC WEANLAIN
.
Thickness
Material
Estimated Channel Weight Per Meter
ISMC 75
75 mm
40 mm
4.8 mm
Mild Steel
7.16 kg
ISMC 100
100 mm
50 mm
5.0 mm
Mild Steel
9.58 kg
ISMC 125
125 mm
65 mm
5.3 mm
Mild Steel
13.12 kg
ISMC 150
150 mm
75 mm
5.7 mm
Mild Steel
16. 84 kg
ISMC 200
200 mm
75 mm
6.2 mm
Mild Steel
22.33 kg
ISMC 250
250 mm
82 mm
9.0 mm
Mild Steel
34.25 kg
ISMC 300
300 mm
90 mm
7.8 mm
Mild Steel
36.36 kg
ISMC 400
400 mm
100 mm
8.8 mm
Mild Steel
50.12 kg
Другие полезные калькуляторы веса
Калькуляторы по секции Тип:
Равный / неравный угол
H-Beam
HEX
I-BEAM
GLAT
калькуляторы по материалу:
Сталь
Drywall
MDF
OSB
Автор: Jon Maxwell
Senior Writer, Toolcrowd
Jon Maxwel общие домашние проблемы, а также общие советы и практические статьи. Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt
Таблица веса стального швеллера MS
В следующей таблице указан теоретический вес стального швеллера MS в кг/м.
Если вашего размера стали нет в таблице ниже, вы можете использовать наш калькулятор веса стали для расчета онлайн.
Фрезер, или ручной фрезерный станок – универсальный инструмент, подходящий для различных видов обработки дерева. С его помощью можно сверлить отверстия, вырезать канавки, пазы и фаски, обрабатывать края и кромки деревянного изделия. Он очень удобен для установки замков в двери, при сборке полов и мебели, и других работ с этим материалом. Резьба по заранее подготовленному дереву при помощи фрезера может быть освоена своими руками быстро, если сразу выбрать для себя вид ручного станка.
Существует несколько типов в зависимости от выполняемых работ. Так, выделяют:
Вертикальный фрезер служит как для проделывания сквозных отверстий, так и для вырезания глухих пазов в породе
Окантовочный пригодится для обработки кромок дерева. Имеет небольшую мощность, большое преимущество состоит в малом весе
Комбинированный служит обеим вышеперечисленным целям, имеет две базы для них.
Разбираем техники резьбы по дереву фрезером своими руками
Популярное ныне искусство, резьба по дереву, может также выполняться с использованием этого инструмента. Существует множество фрез, то есть рабочих головок, для различных целей. Продвинутые мастера даже изготавливают фрезы или детали самостоятельно. Главная задача при работе с ручным фрезером – научиться правильно им работать. При освоении этого инструмента можно выполнить любой вид художественной резьбы.
Как научиться резать по дереву ручным фрезером: советы и идеи для начинающих
Для того, чтобы научиться резьбе по заранее подготовленному дереву при помощи фрезера своими руками, можно записаться на тематические курсы. Однако не у каждого найдется время и желание на то, чтобы посещать их. Для таких людей есть множество видео-уроков, при просмотре которых появится представление об этом мастерстве.
Даже раньше, чем смотреть видео, для начинающих важно внимательно прочесть инструкцию по применению своего электрического помощника. Там можно найти очень много дельных советов о том, как собрать инструмент, настроить глубину выреза, для чего нужна каждая фреза, прочитать о комплектности своей модели фрезера, а также узнать, какие насадки можно купить дополнительно для достижения именно своих целей. Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора.
После этого можно приступить к первым маленьким шагам развития мастерства резьбы фрезой по дереву. Эти тренировочные действия описаны ниже.
Сквозная или прорезная резьба по дереву.
Чтобы иметь общее представление о процессе обучения, достаточно сказать, что большинство мастеров начинает с вырезания простых узоров по шаблону. Для этого нужно взять кусок дерева и нанести на него эскиз. Большой выбор есть в интернете и в художественных книгах, кроме того, глядя на фото готовых работ с абстрактными орнаментами, несложно скопировать эти рисунки карандашом.
После того, как эскиз нанесен на бревно, следует настроить фрезер так, чтобы он делал сквозные прорези. Начинать работу с внешних частей, а когда форма будет готова, необходимо прорезать отверстия, придать узору ажурность. Если вырезаете наличники или другие элементы фасада дома, то нужно взять полотно из твердых сортов дерева. Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу.
Фигурная резьба по дереву ручным фрезером.
После освоения техники сквозной резьбы можно приступать к более сложным элементам. Например, отрегулировав глубину выреза, добавить на готовые наличники узор, используя V-образные или другие фрезы. Красиво смотрятся не просто плоские фигуры, а дополненные выемчатой резьбой или выполненной в других техниках. Фаски на ровных или округлых поверхностях больших диаметров будут смотреться очень кстати.
Различные виды фасок.
После тренировки в этих техниках можно приниматься за более сложные. С помощью настроенного фрезера не составит труда выполнить свое первое изделие в плоскорельефной технике. Такие рисунки смотрятся удивительно красиво на настенных панно, шкатулках, а кроме того, фотографии мебели с резными элементами заставляют приглядываться и рассматривать весь узор.
Оттачиваем мастерство владения фрезером и резьбы по дереву
Для достижения мастерства в абсолютно любом деле важна постоянная практика. Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.
Резьба по дереву фрезером – фото для вдохновения.
Видео-уроки и ролики по теме статьи
13 Простых проектов стола для фрезера
от Aleksey | Инструменты | Среда, 15 декабря 2021
Подпишитесь на Make-Self.net в Facebook или Telegram и читайте наши статьи первыми.
🇺🇦 Помощь армии, волонтерам и медикам.
Фрезерный станок — очень полезный инструмент в деревообработке. Его можно использовать для фигурной обработки дерева, сверления различных отверстий, вырезания пазов, обработки кромок и многого другого. Трудно представить без него какой-то сложный проект.
Фрезерный стол может стать самым важным инструментом, который может использовать плотник.
Большинство людей используют фрезеры в качестве портативного инструмента. Хотя это жизнеспособный вариант, фрезер, установленный на столе, более безопасен в использовании и может выполнять свои функции на совершенно другом уровне. Если вы хотите собрать собственный стол для фрезера самостоятельно, вы попали в нужное место. Мы собрали 13 лучших проектов столов, сделанных своими руками.
1. Компактный фрезерный стол
Пусть вас не вводит в заблуждение его небольшой размер. Этот портативный столик обладает множеством важных функций.
Читайте также: 10 Полезных советов новичку при работе с фанерой
2. Складной фрезерный стол
Эта конструкция размером с портфель превращается в полнофункциональный фрезерный станок за считанные минуты и так же быстро складывается для хранения.
Полноразмерный фрезерный стол может быть отличным решением — если у вас есть место. Но если вы используете фрезер только изредка или вам нужно мобильное решение, это может быть хорошим решением. Этот настольный инструмент обеспечивает всю точность и стабильность, которые вы ожидаете от полноразмерного фрезерного стола.
3. Простой стол для фрезера
Этот простой стол поможет вам быстро приступить к работе с деревом, но позже вы можете добавить несколько опций, чтобы расширить возможности!
Этот фрезерный стол обладает некоторыми впечатляющими функциями. Но что мне действительно нравится в нем, так это то, что на его создание требуется всего один лист фанеры размером 1,5 x 1,5 метра. Подробный проект можно посмотреть тут.
Читайте также: 15 Крутых проектов, которые можно сделать из одного листа фанеры
4. Откидной стол для фрезера
Я фанат этого стола. Он действительно уникален и отлично подходит для домов или мастерских, в которых нет много места для хранения.
Читайте также: 8 Секретов строительной рулетки, о которых стоит знать
Этот фрезерный стол можно прикрепить к верстаку, который раскладывается, когда вам надо поработать и также легко складывается. Подробный проект можно посмотреть тут.
5. Прижимное приспособление для фрезерного стола
Когда вы фрезеруете заготовки, прижимное приспособление обеспечивает регулируемое давление и позволяет легко выполнять обработку краев.
Читайте также: 10 Полезных насадок для дрели, о которых стоит знать каждому домовладельцу
Подробный проект можно посмотреть тут.
6. Вместительный фрезерный стол на колесиках
Если вы поклонник Аны Уайт, то вы знаете, что у нее есть все, что вы когда-либо хотели построить.
Неудивительно, что у нее есть отличный план, как помочь вам собрать отличный стол для фрезера. Он имеет достаточно места для хранения и рабочего пространства. Надеюсь, вам он понравится так же, как и нам.
7. Два простых стационарных стола
Если вы ищете действительно простой дизайн, тогда вот он. Для новичков в столярном деле это может быть отличная конструкция.
Читайте также: Как выбрать настольный сверлильный станок для домашней мастерской
Нет ящиков и других надстроек. Но это все еще очень красивый, чистый вид для фрезерного стола. Любой «новичок» с гордостью скажет, что он это построил. Подробный проект можно посмотреть тут.
8. Профессиональный фрезерный стол за половину цены
Этот стол включает в себя все лучшие функции, которые можно найти в фрезерных столах, купленных в магазине, за половину стоимости! У нас была возможность изучить и использовать большинство имеющихся на рынке фрезерных столов. На основе этого опыта мы разработали нашу собственную полнофункциональный и простой в сборке стол. Подробный проект можно посмотреть тут.
9. Настенный фрезерный стол
Настенный фрезерный стол очень функциональный и компактный. Подробный проект можно посмотреть тут.
10. Лифт для фрезера
Увеличьте производительность вашего стола с помощью этого необходимого обновления.
Читайте также: 15 Лучших проектов рабочих мест и верстаков
Этот полнофункциональный лифт обеспечивает все преимущества коммерческой версии без дополнительных затрат. Он работает практически с любым фрезером среднего размера, а его простая конструкция упрощает сборку. Основные материалы и стандартное оборудование — это все, что вам нужно для обновления стола всего за выходные.
11. Настенный шкаф для фрезера
Этот компактный шкаф для хранения выполняет двойную функцию как первоклассный стол для фрезера, а также вмещает все ваши аксессуары.
Этот шкаф с большим объемом для хранения и встроенным столом позволяет исключить два важных элемента из списка. И вот что интересно: он занимает очень мало места. Секрет компактности в том, что он раскладывается, когда вам это нужно, и убирается, когда вы закончили работу.
12. Стол для фрезера и органайзер
Если вы ищете конструкцию, которая обеспечит некоторую организацию вашему столярному безумию, то этот стол может вам в этом помочь. Когда вы строите, вокруг всегда куча мелких предметов. Несколько ящиков для хранения — отличный бонус. Подробный проект можно посмотреть тут.
13. Фрезировка мелких деталей
Несколько принадлежностей для фрезерного стола упрощают получение безопасных и точных результатов.
Проблема с небольшими заготовками в том, что в столешнице большие отверстия, а упоры могут спровоцировать застревание небольших деталей. Это может испортить проект и быть небезопасным. Это приспособление для фрезерного стола удерживает мелкие детали и позволяет проталкивать заготовку мимо фрезы, что обеспечивает точность и безопасность резки.
Подписывайтесь на нас в Pinterest, где вы найдете еще больше интересных статей.
Полезные короткие видео от Make-Self.net
Подписывайтесь на наш уютный Telegram канал
СВЕЖИЕ СТАТЬИ
Решено! Лучшая краска для использования на дереве
от Aleksey, Инструменты Советы Декор Мастерская, Понедельник, 24 октября 2022
100 Идей повторного использования строительных поддонов
от Aleksey, Поделки Декор Мастерская Мебель Сад и огород Дешево Аксессуары, Четверг, 20 октября 2022
12 Секретов шлифовки деревянных изделий
от Aleksey, Инструменты Советы Декор Мастерская, Четверг, 13 октября 2022
10 Альтернатив гипсокартона, которые заменят его постный вид
от Aleksey, Советы Декор Мастерская Интерьер, Понедельник, 10 октября 2022
9 Основных способов использования солнечной энергии в доме
от Aleksey, Инструменты Советы Декор Мастерская Сад и огород, Пятница, 30 сентября 2022
35 Крутых идей хранения дров в интерьере для камина и печи
от Aleksey, Советы Декор Мастерская Аксессуары Интерьер, Среда, 21 сентября 2022
14 Крутых идей мебели из бамбука и способы соединения стволов
от Aleksey, Декор Мастерская Мебель, Четверг, 15 сентября 2022
15 Лучших проектов верстаков для небольших мастерских
от Aleksey, Инструменты Декор Мастерская Мебель, Вторник, 06 сентября 2022
Как удалить ржавчину с инструментов и предотвратить ее появление
от Aleksey, Уборка Инструменты, Пятница, 02 сентября 2022
Окунитесь в 15 лучших ванн на открытом воздухе
от Aleksey, Декор Мастерская Сад и огород, Понедельник, 29 августа 2022
ПОПУЛЯРНЫЕ СТАТЬИ
33 Бесподобных домика для кошек, которые можно сделать своими руками
от Aleksey, Для питомцев Поделки Подарки Декор Мастерская Мебель, Пятница, 12 ноября 2021
50 Невероятных творений из дерева и эпоксидной смолы
от Aleksey, Поделки Декор Мастерская Мебель Дешево, Среда, 29 декабря 2021
Что можно сделать из остатков кожи. 30 Идей
от Aleksey, Поделки Декор Мастерская Мебель Дешево Аксессуары, Пятница, 07 июля 2017
30 Элементов, которые способны перевоплотить сад в райское место
от Aleksey, Декор Мастерская Сад и огород, Четверг, 28 марта 2019
25 Превосходных журнальных столиков, которые можно сделать самостоятельно
от Aleksey, Поделки Декор Мастерская Мебель, Суббота, 17 февраля 2018
30+ Способов с умом использовать остатки краски
от Aleksey, Декор Мастерская Аксессуары Интерьер, Четверг, 07 сентября 2017
10+ приусадебных офисов, которые вдохновляют на продуктивную работу
от Aleksey, Архитектура Декор Мастерская, Среда, 09 мая 2018
24 Бесподобных вариантов мебели из фанеры
от Aleksey, Поделки Декор Мастерская Мебель Дешево Аксессуары, Понедельник, 02 июля 2018
70 Простых способов соединения деревянных деталей
от Aleksey, Поделки Советы Декор Мастерская Мебель Дешево Аксессуары, Пятница, 06 апреля 2018
99 Удивительных способов обновить старый комод
от Aleksey, Поделки Винтаж Декор Мастерская Мебель Дешево До и После, Среда, 27 сентября 2017
12 Простых способов создания текстуры на дереве
от Aleksey, Поделки Декор Мастерская Мебель Дешево Аксессуары, Суббота, 23 сентября 2017
7 Примеров — как сделать бумажник из кожи
от Aleksey, Поделки Для Знакомых Подарки Для Любимых Для Мужчин Для Женщин Мастерская, Пятница, 05 января 2018
92 Полезные хитрости для домашних мастеров
от Aleksey, Советы Декор Интересно Мастерская, Пятница, 05 января 2018
480 Примеров мебели, которую вы сможете сделать самостоятельно
от Aleksey, Поделки Декор Мастерская Мебель Дешево, Пятница, 22 апреля 2022
40 Необычных изделий из дерева
от Aleksey, Поделки Декор Интересно Мастерская Мебель Освещение Аксессуары, Суббота, 22 июля 2017
40 Простых диванов, которые можно сделать самостоятельно
от Aleksey, Поделки Винтаж Декор Мастерская Мебель, Среда, 07 февраля 2018
40 Потрясающих фоторамок, которые можно сделать самостоятельно
от Aleksey, Для Детей Поделки Винтаж Для Знакомых Подарки Для Любимых Декор Для Мужчин Для Женщин Мастерская Аксессуары, Среда, 15 апреля 2020
20+ Игрушек для детей из картонных коробок
от Aleksey, Для Детей Поделки Из Бумаги Прочее Модели Подарки Декор Мастерская Мебель Дешево, Понедельник, 06 ноября 2017
45 Способов обновить шкаф с помощью обоев
от Aleksey, Поделки Винтаж Советы Декор Мастерская Мебель Дешево До и После Интерьер, Вторник, 06 июня 2017
Руководство по деревообработке для начинающих – Проекты «Сделай сам» – Ана Уайт
Вы хотите начать строить проекты, но не знаете, с чего начать? В этом руководстве я расскажу вам о необходимых инструментах и основных шагах, которые мы предпринимаем для создания практически любого проекта.
Какие основные инструменты мне нужны для начала работы?
Чтобы начать строить проекты, вам понадобятся инструменты на сумму от 150 до 200 долларов. Это основы.
18 В Комбинированный комплект дрели и циркулярной пилы (должно быть менее 100 долларов США) с аккумулятором и зарядным устройством
16 футов или длиннее рулетка
Скоростной угольник (7″ x 7″) может быть металлическим или пластиковым
Защитные очки и средства защиты органов слуха
Набор сверл , включая забивные и сверла
Зажимы для удержания доски во время резки
Вы можете построить практически любой проект, используя только эти инструменты с саморезами в качестве крепежа. Но по мере того, как вы создаете больше проектов, вы можете обнаружить, что хотите быстрее создавать проекты более высокого качества. Если это так, вам нужно инвестировать в несколько дополнительных инструментов.
Что делает пила и почему?
Есть три основные пилы, которыми я регулярно пользуюсь: электролобзик, циркулярная пила и торцовочная пила.
Лобзик — Лобзики представляют собой пилы с небольшим лезвием, которое движется вверх и вниз (аналогично движению ручной пилы) для распиливания дерева. Идеальное использование электролобзика — это выполнение криволинейных разрезов или небольших надрезов. Поскольку лезвие прикреплено только вверху, а нижняя часть лезвия свободна, рез в результате может быть скошенным или грубым, поэтому он не идеален для выполнения прямых разрезов. Электролобзики, как правило, просты в использовании. Хорошее лезвие, подходящее для вашего материала, и прижатие дерева помогут сделать резку еще проще.
Циркулярная пила — Циркулярные пилы наиболее универсальны для выполнения прямых распилов и являются самыми дешевыми. Вы можете использовать циркулярную пилу, чтобы делать все, от резки фанерных панелей до поперечной резки 2×4. Я рекомендую резать поверх куска пенопласта, чтобы ваша древесина полностью поддерживалась во время резки.
Торцовочная пила — Торцовочная пила представляет собой циркулярную пилу, встроенную в систему направляющих, помогающую вам быстро и легко делать точные прямые, угловые или косые пропилы. Зачем тебе это? Потому что это быстрее, быстрее, проще и точнее, чем циркулярная пила. Торцовочная пила меняет правила игры в изготовлении домашней мебели. Недостатком является то, что вы не можете резать древесину больше, чем дека торцовочной пилы (обычно около 12 дюймов), поэтому вам все равно понадобится эта циркулярная пила для резки фанерных панелей.
Как прикрепить древесину? Какой тип крепежа мне нужен?
В большинстве планов на этом сайте используются три основных метода строительства или их комбинация. Вот видео, показывающее эти три метода.
Вот три инструмента, необходимые для этих различных методов строительства.
Дрель — я использую 18-вольтовую дрель Ryobi (у нее общая батарея с гвоздезабивателем). Дрель используется для создания различных соединений, в основном с помощью простого винта. При креплении проекта с помощью шурупов я рекомендую саморезы со звездообразной насадкой. Вообще говоря, длина шурупа должна быть примерно в два раза больше толщины верхнего дерева минус около 1/4 дюйма, чтобы шуруп не проходил через вторую доску. Поэтому, если вы прикрепляете доску 1x к доске 1x, шуруп должен быть около 1-1/4 дюйма в длину. Конечно, если ваша вторая доска толще, вы можете использовать более длинный винт. Это всего лишь минимальная рекомендация.
Brad Nailer — Я использую Ryobi 18 калибра Air Strike Brad Nailer. Так почему же Брэд Нейлер? По трем причинам: 1. Штифтовые гвозди легче спрятать, потому что отверстие для гвоздя крошечное. 2. Штифтовые гвозди намного быстрее и проще для ненесущих соединений. 3. Штифтовые гвозди намного дешевле, чем шурупы или шурупы с карманными отверстиями. Зачем использовать дорогое крепление, если быстрое и дешевое крепление сделает эту работу? Я рекомендую гвоздезабивной пистолет 18 калибра, но не для структурных соединений — используйте его для таких вещей, как крепление спинки к книжной полке, создание рамы для картины, отделка консольного стола.
Kreg Jig — Я использую Kreg Jig серии 720. Kreg Jig — это инструмент, который работает с вашей дрелью и может помочь вам соединить доски вместе со скрытым отверстием для винта. Это делает структурные соединения более легкими и точными. Вы можете использовать его, чтобы соединить доски кромкой к кромке (например, столешницы). Если вы хотите создавать более качественные проекты, Kreg Jig просто необходим.
Плюсы и минусы различных методов строительства
Инструмент
ПРОФИ
МИНУСЫ
Брэд Гвозди
Гвозди
недороги, просты и быстры, требуют минимального зажима. Легко скрыть.
Не такой прочный, как винты, и со временем может вырваться. Более длинные ногти имеют тенденцию сбиваться. Может быть трудно удерживать некоторые суставы вместе при креплении. Не используйте для прикрепления 2х досок к чему-либо.
Винты
Быстрый и прочный, хорошо работает при соединении двух материалов. Лучше всего подходит для проектов на открытом воздухе или проектов мастерских.
Дорого, трудно скрыть. Может расколоть древесину или потребовать предварительного сверления. Может быть трудно удерживать соединение вместе во время прикрепления. Трудно прикрепить к торцевому волокну 1x доски без разделения.
Крег Джиг
Просто, точно и быстро. Скрытое резьбовое соединение, но с той же прочностью, что и винты. Не прикрепляется к торцевому волокну. Легко удерживать доски во время соединения. Можно прикрепить доски край к краю и в толстые ножки стола.
Шурупы с потайными отверстиями дороже гвоздей и требуют дополнительного предварительного сверления. Иногда не идеально подходит для соединения небольших кусков дерева или угловых разрезов.
Большинство наших планов содержат рекомендации о том, какой метод строительства использовать и где. Мы также стараемся предоставить альтернативы для различных наборов инструментов.
Вот несколько примеров того, как я обычно присоединяюсь к доскам:
Соединение
Предпочтительный метод
Создание каркаса или конструкции проекта (например, 1×12 досок полки до 1×12 сторон книжной полки)
Крег Джиг
Здание лицевой рамы (отделка, которая иногда используется в передней части проекта и может включать в себя опоры)
Крег Джиг
Face Frame Attaching (прикрепление лицевой рамки к проекту)
Брэд Гвоздарь
со штифтами 1-1/4 дюйма
Прикрепите фанеру 1/4 дюйма к задней части изделия
Гвоздезабивной пистолет с 3/4-дюймовыми гвоздями
Прикрепление отделки к проекту (лепнина или фартуки и т. д.)
Гвоздезабивной молоток со штифтами 1-1/4″
Крепление фартуков к ножкам стола
Крег Джиг
Изготовление столешницы
Крег Джиг
Использование 2×4 в проекте мастерской
Саморезы 2-1/2 дюйма
Быстрое привинчивание стеллажей в гараже
2″ или 2-1/2″ (в зависимости от толщины полки) Саморезы
Крепление планок к реечной полке или спинке
2-дюймовые саморезы
Я строю со смесью этих трех разных типов соединений, всегда учитывая стоимость крепежа, прочность, необходимую для соединения, способ скрыть крепеж относительно отделки и здравый смысл. По мере того, как вы строите, вы разовьете понимание того, когда вам следует использовать какой инструмент для создания.
Этого набора инструментов и знаний должно быть достаточно, чтобы построить практически любой проект, необходимый для вашего дома.
Что еще мне нужно?
Вам понадобится еще несколько ручных инструментов, которые помогут вам в процессе сборки —
Основные ручные инструменты помогут вам в процессе сборки
Рулетка — Вы будете использовать рулетку для разметки разрезов, а также для разметки сборки. Я предпочитаю меньшую рулетку (16 дюймов — это все, что вам нужно для строительных проектов), но вы можете инвестировать в более длинную рулетку, если это ваша единственная рулетка в вашем доме.
Скоростной квадрат — Скоростные квадраты очень удобны. Если вы режете лобзиком или циркулярной пилой, вы можете использовать скоростной угольник, чтобы провести им линию, перпендикулярную краю доски. Вы также можете прикрепить угольник к дереву и использовать его в качестве направляющей, проводя пилой вдоль него во время резки. При строительстве квадрат скорости можно использовать для крепления досок друг к другу.
Зажимы — Вам понадобятся как минимум два зажима для крепления досок к столешнице при резке и сборке. Убедитесь, что зажимы достаточно велики, чтобы их можно было закрепить на вашем проекте и рабочем столе — 6 дюймов кажется хорошим размером для стандартной верхней части рабочего стола.
Защитные очки и средства защиты органов слуха — Вы будете работать лучше, а строить будет намного веселее, если будете в безопасности. Носите средства защиты глаз и ушей и будьте в безопасности — электроинструменты могут быть опасны при неправильном использовании, и травма того не стоит.
Эксцентриковая шлифовальная машина — Финишный проект имеет огромное значение для окончательного вида вашего проекта. Я использую эксцентриковую шлифовальную машину для шлифования своих проектов.
Какой тип древесины использовать?
В магазине товаров для дома попросите доски из белого дерева, иногда называемые обыкновенной сосной. Я рекомендую начать с этого типа древесины, потому что он очень недорогой и легко режется, просверливается или прибивается гвоздями. По мере продвижения вы можете становиться более привередливыми к дереву, но сейчас речь идет о простых, недорогих и минимальных инструментах.
При выборе древесины может возникнуть небольшая путаница, потому что название размера древесины не соответствует фактическому размеру готовой строганной древесины. Всегда дважды проверяйте размеры пиломатериалов, но вот таблица ожидаемых размеров древесины, используемой на этом сайте:
Название платы
Фактический размер
1×2
3/4″ x 1-1/2″
1×3
3/4″ x 2-1/2″
1×4
3/4″ x 3-1/2″
1×6
3/4″ x 5-1/2″
1×8
3/4″ x 7-1/4″
1×10
3/4″ x 9-1/4″
1×12
3/4″ x 11-1/4″
2×2
1-1/2″ x 1-1/2″
2×4
1-1/2″ x 3-1/2″
2×6
1-1/2″ x 5-1/2″
2×8
1-1/2″ x 7-1/4″
2×10
1-1/2″ x 9-1/4″
2×12
1-1/2″ x 11-1/4″
Одна вещь, которую мы должны обсудить при использовании натурального дерева (особенно мягкой древесины), это усадка. Древесина дает усадку (особенно мягкая древесина), это натуральный материал. Это не пластик. Если вы покупаете древесину, высушенную в печи, и живете в сухом климате или проект находится в помещении, просто принесите древесину в комнату, в которой она будет находиться, и дайте ей акклиматизироваться в течение дня или двух. Тогда займись строительством. В таком проекте, как выступы за десять долларов, вам не придется так сильно беспокоиться об усадке древесины. По мере того, как вы беретесь за более крупные проекты, это становится все более важным фактором, и тогда вы начинаете думать об использовании фанеры, потому что она более стабильна.
Фанера и лист хорошего размера
Мы не рекомендуем использовать фанеру для первого проекта, потому что для ее использования требуется распиловка по ширине, но со временем вы захотите начать ее использовать. Почему? Как правило, это дешевле, чем доски 1x, вы можете получить более широкую ширину (например, 16 дюймов в ширину) и ведет себя лучше (без усадки, коробления, скручивания, коробления и т. д.).
Фанера и листовая продукция, как правило, соответствует своему названию. Фанера толщиной 3/4″ имеет толщину 3/4″.0003
Размер фанеры
Размеры
Весь лист
4 фута х 8 футов
Половина листа
4 х 4 фута
Четверть листа
2 фута x 4 фута
Фанера толщиной 3/4 дюйма может быть заменена одной доской (так как обе имеют толщину 3/4 дюйма). Вам нужно будет разорвать (разрезать вдоль волокон или вдоль) фанеру на полоски нужной ширины. Хотя вы, вероятно, не будете делать это, чтобы сделать доски меньшего размера, это очень удобно, когда вам нужна доска шире, чем 1×12 (например, полка глубиной 16 дюймов).
Создание верстака
Наличие специального верстака изменит все в строительстве. Это как готовить без кухни. Вам нужно место для строительства, для хранения ваших инструментов.
Вот мой совет по выбору простого и эффективного верстака, подходящего размера для большинства проектов. больше советов новичкам:
Всегда находите время, чтобы найти красивые прямые доски. Посмотрите на доску, как будто это стрела на луке, чтобы определить, прямая доска или нет.
При резке помните, что пильный диск удаляет материал из древесины (опилки). Это называется пильный диск пропил . Вам нужно подумать о том, как вы будете маркировать свои доски и с какой стороны от линии вы будете резать доски, чтобы получить точные разрезы.
При использовании гвоздезабивателя держите руки чистыми. Гвозди могут вылететь в сторону, особенно если попали в сучок.
Всегда обрезайте доску с заводского конца перед тем, как приступить к окончательной резке, так как нет гарантии, что заводской конец будет прямым.
Клей для дерева
необходим при использовании гвоздей или скоб. Но будьте осторожны, чтобы не просрочить это, так как древесина не будет так же окрашиваться, если на ней есть клей.
Зажимайте все, когда сомневаетесь. Если вы нервничаете по поводу резки, зажмите его. Если вы колеблетесь, когда прибиваете гвозди, зажмите его.
При резке закрепите только одну сторону доски и дайте другой стороне свободно плавать, чтобы избежать защемления пильного диска и раскачивания пилы.
Потратьте время, чтобы познакомиться с вашими инструментами, их назначением и функциями безопасности.
Никогда не режьте небольшой кусок, для которого требуется, чтобы ваша рука находилась слишком близко к полотну пилы. Вместо этого отрежьте маленький кусок от большего.
Проверьте свой проект на квадратность, найдя область вашего проекта, которая должна быть прямоугольником. Измерьте расстояние от противоположных диагоналей, чтобы получить два разных диагональных измерения. Если проект квадратный, диагонали совпадут. Если они не квадратные, соедините более длинные диагональные концы вместе и перепроверьте обе диагонали, пока они не станут квадратными.
Несколько замечаний по технике безопасности
Электроинструменты мощные. Если пильное полотно заедает, оно отбросит пилу назад. Если сверло заедает, крутящий момент сверла может привести к тому, что оно повернется на вас. Привязка настольной пилы может привести к тому, что доска оттолкнется с силой. Электроинструменты могут поранить вас не только лезвием или битой.
Закрепите все, чтобы избежать переменных при резке и сборке
Всегда держите руки подальше от пильных дисков и наконечников гвоздезабивателей
Извлекайте батареи или отключайте от сети при замене бит, пильных полотен или регулировочных инструментов
Подождите, пока пильный диск перестанет вращаться, чтобы снять пилу
Не работайте в отвлекающей среде
Используйте соответствующее защитное оборудование
Всегда читайте руководства к инструментам и знакомьтесь с вашим конкретным инструментом перед использованием
Никогда не используйте инструмент не по назначению
Руководствуйтесь здравым смыслом — если вы не чувствуете себя в безопасности, значит, так оно и есть. Не делай этого — это не стоит риска
Выбор первого проекта по деревообработке
Выберите недорогой проект, не требующий тонны инструментов, вырезов или шагов. Избегайте пока всего, что имеет фанеру, отверстия для карманов, ящики, двери; в основном что-нибудь большое или с движущимися частями.
У нас есть множество стартовых проектов, но я могу порекомендовать этот — The Ten Dollar Ledges — он универсальный и поможет вам начать с чего-то полезного.
Следующие проекты
После того, как вы закончите свой первый проект, попробуйте заняться еще несколькими меньшими проектами. Держите проекты маленькими, без углов, без дверей, без ящиков, все материалы 1x на этом этапе. У вас будет достаточно времени для работы над более крупными и сложными проектами, и вы сможете создавать потрясающие вещи, используя инструменты и навыки для начинающих. Вот несколько примеров:
На изображении выше: консоль Easy Rustic, вешалка для одежды на поддонах, стеллаж Easy Wall Plate Rack
После того, как вы овладеете базовыми навыками и почувствуете уверенность в использовании электроинструментов, пора переходить к нескольким более крупным проектам и паре дополнительных инструментов.
19 Быстрые, легкие и маленькие идеи
Хотите построить что-то новое? Посмотрите на эти привлекательные и полезные проекты, которые вы можете построить! Самое приятное то, что они не требуют полной мастерской и многолетнего опыта работы с деревом, а всего лишь несколько обычных инструментов и немного старомодного локтевого смазочного материала.
1 / 20
Изготовление деревянной разделочной доски и сервировочного подноса
Нарезайте, нарезайте кубиками и стильно подавайте на этой удобной красивой доске. Мы покажем вам простой способ сухой подгонки деталей, разметки дуги, а затем склеивания всего вместе. Мы использовали 4-футовый. стальная линейка, чтобы разметить дуги, но подойдет и линейка или любая тонкая доска.
Обязательно используйте водостойкий клей для дерева и не мойте доску в посудомоечной машине, иначе она может развалиться. И еще: держите доски как можно более ровными во время склеивания, чтобы свести к минимуму шлифовку в дальнейшем.
2 / 20
Семейный мастер на все руки
Организуйте порядок с помощью табурета-бустера для хранения обуви
Соберите этот удобный табурет за час и поставьте его в шкаф. Вы также можете использовать его как ступеньку, чтобы добраться до высокой полки. Чтобы сделать полки для хранения, все, что вам нужно, это лист размером 4 фута на 4 фута из 3/4 дюйма. фанера, столярный клей и несколько гвоздей 8d. Вырежьте детали из фанеры, как показано на рисунке. Нанесите столярный клей на стыки, затем прибейте их гвоздями 8d. Во-первых, гвозди через стороны в спину. Затем прибейте сверху к бокам и сзади. Наконец, отметьте расположение двух полок и прибейте к ним боковые стороны.
Нет свободного места на полу? Вместо этого соберите эти супер простые настенные органайзеры для обуви.
3 / 20
Бонус! Посмотрите это видео, чтобы узнать, как самостоятельно построить еще один сверхпростой объект по дереву:
4 / 20
Семейный мастер на все руки
Держите обувь подальше от пола с помощью этого органайзера для обуви
Храните обувь над полом на чистых полках из натурального дерева. Эта простая система хранения подходит для всего, от зимних ботинок до летних сандалий, без скопления грязи или потертостей на стене. Создайте один, чтобы поделиться или один для каждого члена семьи.
Для мокрых ботинок и ботинок мы рекомендуем этот красивый, простой в изготовлении лоток.
5 / 20
Семейный мастер на все руки
Собери деревянную скамейку за меньшие деньги
Срочно нужно дополнительное место? Эту простую скамейку, основанную на классическом дизайне автора и эколога Альдо Леопольда, можно построить за пару часов, даже если вы новичок в работе по дереву. Все, что нужно, это две платы и 18 шурупов по очень номинальной цене.
6 / 20
Семейный мастер на все руки
Собери эту портативную маленькую скамейку
Дайте вашей спине и коленям отдохнуть с этим портативным, простым в сборке сиденьем/табуретом-стремянкой/ящиком для инструментов/рабочей поверхностью. Сборка занимает всего пару часов, и вы найдете для нее десятки применений. Если вы ищете небольшую скамейку/табурет-стремянку, которая немного привлекательнее этой, вот одна из них, которую вы можете рассмотреть.
7 / 20
Семейный мастер на все руки
Сделать контейнеры для хранения журналов
Нужен хороший способ архивирования журналов и других важных документов? Соберите эти простые деревянные ящики для хранения, и все ваши любимые предметы всегда будут у вас под рукой, а не потеряны в огромной куче. Вы можете построить четыре контейнера из одного листа размером 2 фута на 4 фута толщиной 1/4 дюйма. фанера и два 6-футовых. длинные 1х4с. А распилить древесину легко лобзиком или ленточной пилой.
8 / 20
Семейный мастер на все руки
Создайте элегантную и простую вешалку для пальто и шляп
Разберитесь с беспорядком в прихожей с помощью простой вешалки для пальто и шляп, которую можно соорудить примерно за час из 6-футового 1×4 и крючков для одежды. Вырежьте доски, чтобы они соответствовали вашему пространству, покрасьте их, оснастите различными крючками в соответствии с вашими потребностями, а затем прикрутите их к стене.
В хозяйственных магазинах и интернет-магазинах вы найдете крючки самых разных стилей, цветов и цен. Для вдохновения взгляните на эти умные и необычные крючки для одежды.
9 / 20
Семейный мастер на все руки
Сборка полки для специй
Эта полка для специй будет держать ваши любимые 18 приправ наготове. Это быстро и весело сделать, и он помещается в стандартный кухонный шкаф. Вам потребуется:
Деревянные диски диаметром 11-1/2 дюйма и 7-1/4 дюйма
9 дюймов. ленивое оборудование Сьюзан
Четыре дюбеля 1-5/8 дюйма x 5/8 дюйма для ножек
Одна ручка-дюбель 5-1/4 дюйма x 5/8 дюйма
Сверло Форстнера 1-7/8 дюйма
A 5/8 дюйма. лопаточное сверло или сверло
Деревянный шар диаметром 1-1/2 дюйма или другая ручка.
С помощью карандаша и транспортира разделите больший диск на 30-градусные клинья, чтобы создать 12 центральных линий для углублений бутылок. Отцентрируйте и обведите меньший диск поверх большего диска. Затем с помощью сверлильного станка просверлите 3/8 дюйма. глубокие отверстия на 12 осевых линиях с 1-7/8-дюймовым. Бит Форстнера, разместив их между внешним краем диска и начерченным кругом. Затем разделите меньший диск на 60-градусные клинья и просверлите еще шесть 3/8-дюймовых. глубокие отверстия сверлом Форстнера.
Четыре сверла 5/8 дюйма. диаметр, 1/2 дюйма. глубокие отверстия на большом диске внутри начерченного круга. Затем используйте 5/8 дюйма. центры дюбелей, чтобы перенести расположение отверстий на нижнюю сторону малого диска. Просверлите четыре 1/2 дюйма. глубокие отверстия на нижней стороне маленького диска и 1/2 дюйма. глубокое отверстие в центре верхней части для ручки дюбеля. Приклейте дюбели, чтобы соединить диски, затем приклейте ручку. Мы просверлили деревянный шарик для рукоятки, но керамическая рукоятка с винтовым креплением также обеспечивает удобный и привлекательный захват. Примените отделку, чтобы соответствовать вашим шкафам, затем отцентрируйте и завинтите ленивый подшипник Susan под большим диском и играйте, вращая бутылку.
10 / 20
Семейный мастер на все руки
Экономия места для хранения в кладовой
Если ваши специи застряли в ящике, где видна только верхняя часть, эта изящная полка, которая аккуратно вставляется в ящик, решит проблему хранения в кладовой. А на изготовление уходит всего час. Сделайте это из обрезков 1/4 дюйма. и 1/2 дюйма. фанера. Или соорудить двухъярусную полку для специй.
11 / 20
Семейный мастер на все руки
Сборка полки из веток в деревенском стиле
Привнесите в дом частичку природы с помощью этой простой полки на опоре из веток. Найдите две раздвоенные ветки диаметром около одного дюйма, с одной относительно прямой стороной, которая будет прилегать к стене, затем повесьте полку на стену.
12 / 20
Блок для ножей Make a Easy
Этот красивый блок для ножей собирается быстро, легко и весело. широкий ящик для хранения точилки для ножей. Чтобы построить один, вам нужен только 3/4 дюйма. х 8 дюймов. х 4 фута. доска из твердой древесины и 6-дюймовый. х 6-1/2 дюйма. кусок 1/4 дюйма. фанера из твердых пород дерева в тон.
Начните с отрезания 10-дюймовой доски и отложите ее в сторону. Разорвите оставшиеся 38 дюймов. доски до 6 дюймов в ширину и вырежьте пять равномерно расположенных пропилов глубиной 5/8 дюйма вдоль одной стороны. Разрежьте доску с прорезями на четыре 9-дюймовых. кусочки и склейте их в блок, следя за тем, чтобы клей не попал в пропилы (вы можете очистить их ножом, пока клей не высох). Отпилите угол 15 градусов на одном конце и привинтите кусок фанеры под угловой конец блока.
Отрежьте 6-1/2 дюйма x 3 дюйма. крышку от оставшейся доски и нарежьте оставшуюся часть на 1/4 дюйма. толстые куски для сторон и торца коробки. Приклейте их вокруг фанерного пола. Вырежьте шпунт на трех сторонах крышки, чтобы он плотно прилегал к коробке, и просверлите 5/8 дюйма. отверстие для тяги пальца. Затем просто добавьте отделку, и у вас получится красивый и полезный подарок.
13 / 20
Семейный мастер на все руки
Сделай простую стремянку
Вот отличная идея для подарка, которая вызовет восторг. Соединения для этой простой табуретки аккуратно сделаны за считанные секунды с помощью фуганка, но не говорите об этом своим поклонникам. Вам также понадобится электропила, чтобы распилить доски, и электролобзик, чтобы вырезать полукруги в подступенках.
14 / 20
Семейный мастер на все руки
Build Behind-the-Door Полки
Пространство за дверью — это место для хранения, которое часто упускают из виду. Соберите набор неглубоких полок и прикрепите их к стене. Стоимость материалов для этого проекта невелика. Возможно, у вас даже есть достаточно обрезков.
Найдите шпильки. Просверлите отверстия с зазором и привинтите полки к шпилькам на 2-1/2 дюйма. шурупы по дереву. Поместите резиновый бампер на раму, чтобы защитить дверь. У вас нет под рукой электронного искателя шипов?
15 / 20
Создание гладильного центра
Чтобы ваши гладильные принадлежности всегда были под рукой, но не мешались под ногами, сделайте этот простой гладильный центр за пару часов для небольшой комнаты. Все, что вам нужно, это 10 футов. 1×8, 2-фут. кусок 1×6 для полок и пара крючков, чтобы повесить гладильную доску.
Вырежьте спинку, бока, полки и верх. Выровняйте стороны и отмерьте снизу 2 дюйма, 14-3/4 дюйма и 27-1/2 дюйма, чтобы отметить нижнюю часть полок. Перед сборкой устройства с помощью электролобзика вырежьте уши размером 1 дюйм x 1 дюйм в нижней части боковых сторон для декоративного эффекта.
Работая с одной стороны за раз, приклейте и прибейте гвоздями одну сторону к задней. Нанесите клей и забейте три 1-5/8 дюйма. гвозди в каждую полку, прикрепите другую сторону и прибейте эти полки на место, чтобы закрепить их. Зажимы помогают удерживать устройство вместе, пока вы забиваете гвозди. Отцентрируйте верхнюю часть, оставив двухдюймовый выступ с обеих сторон, приклейте и прибейте ее на место. Покрасьте устройство, а затем просверлите направляющие отверстия в верхней части каждой стороны устройства и ввинтите крючки, чтобы удерживать гладильную доску. Закрепите полку на гипсокартоне с помощью винтовых дюбелей.
16 / 20
Семейный мастер на все руки
Сделайте больше места для хранения в небольших помещениях с помощью этих двухъярусных полок в шкафу
Над полкой в большинстве шкафов много места. Несмотря на то, что до него немного трудно добраться, это отличное место для хранения редко используемых предметов. Используйте это потерянное пространство, добавив вторую полку над существующей. Купите достаточно материала для стеллажей в шкафу, чтобы он соответствовал длине существующей полки, а также достаточно для двух концевых опор и средних опор над каждым кронштейном. Стеллажи шириной 12 дюймов доступны в различных длинах и отделках в домашних центрах и на лесопилках.
Мы обрезаем опоры длиной 16 дюймов, но вторую полку вы можете разместить на любой высоте. Прикрутите концевые опоры к стенам с каждого конца. Используйте анкеры для гипсокартона, если вы не можете попасть в стойку. Затем отметьте положение средних опор на верхней и нижней полках угольником и просверлите 5/32 дюйма. сквозные отверстия в полках. Привод 1-5/8 дюйма. винты через полку в опоры. Вы можете применить ту же концепцию к гаражному хранилищу.
17 / 20
Сборка штабелированной башни для переработки отходов
Пять пластиковых контейнеров, шесть 2×2 и винтов, а также один час работы — все, что нужно, чтобы собрать эту компактную стойку для хранения отходов. Наша рама подходит для контейнеров с верхней частью размером 14-1/2 дюйма x 10 дюймов и высотой 15 дюймов. Наши контейнеры изготовлены компанией Rubbermaid. Этот проект действительно поможет удовлетворить ваши потребности в хранении в гараже.
Если вы используете контейнеры разного размера, отрегулируйте расстояние между стойками, чтобы 2×2 зацепились за край контейнера. Затем отрегулируйте расстояние между горизонтальными перекладинами для плотного прилегания, когда контейнер наклонен, как показано на рисунке.
Начните с обрезки 2х2 до длины, как показано на рисунке. Затем отметьте положение перекладин на стойках. Просверлите два 5/32-дюймовых. отверстия в стойках в каждом положении поперечины. Просверлите отверстия снаружи внутрь и слегка наклоните отверстия внутрь, чтобы винты не выламывались из боковых сторон перекладин.
Вверните винты диаметром 2-1/2 дюйма через стойки в перекладины. Соберите переднюю и заднюю рамы. Затем соедините их с боковыми перемычками. Хотите еще больше места в гараже?
18 / 20
Семейный мастер на все руки
Изготовление шведского скребка для сапог
Вот традиционный шведский фермерский аксессуар для очистки подошв от грязи. Размеры не критичны, но убедитесь, что края планок достаточно острые — это то, что заставляет скребок для обуви работать. Отрежьте планки по длине, затем вырежьте треугольные отверстия по бокам пары 2х2. Радиально-консольная пила хорошо подходит для этого, но также подойдет настольная или ленточная пила. Обрежьте 2×2 по длине, предварительно просверлите отверстия и используйте оцинкованные винты, чтобы прикрепить планки снизу. Улучшите свою игру по чистке ботинок, собрав очиститель для ботинок с помощью щеток.
19 / 20
Держите вещи в порядке с помощью выдвижных держателей для книг
Книги и скоросшиватели, как правило, занимают много места в офисе и не всегда находятся в легкодоступном месте. Решите это, создав скользящую подставку для книг. Чтобы загнать книги на полки или другие носители, которые любят бродить, отрежьте 3/4 дюйма. толстые куски твердой древесины в 6-в. х 6 дюймов. квадраты. С помощью ленточной пилы или электролобзика вырежьте паз вдоль одного края (с волокном), который немного шире, чем толщина полки.
виды металла и формы исполнения, марки изделий и вычисление массы 1 м2
Из всех прокатных изделий металлургии проще всего определить вес стального листа: формула для нахождения объёма прямоугольного параллелепипеда, каковым является пластина, известна из курса начальной школы: длина, ширина, высота. Остаётся умножить полученное произведение на плотность металла, и будет получен расчётный вес. Но в некоторых случаях такая схема вычислений не срабатывает.
Зависимость веса от размеров
Материалы для листового металла
Разновидности стали плоского проката
Особенности стальных листов
Зависимость веса от размеров
При закупках листового металла приходится оперировать с массой отдельных пластин, если их приобретают по количеству или общим весом стальной поверхности, которую требуется построить. Такая необходимость связана не только с установлением цены, но и с наймом подъёмной техники при выполнении погрузоразгрузочных работ.Обычно вычисления делают калькулятором в последовательности:
устанавливают удельный вес материала листа — если это сталь, то плотность составляет 7,85 т/м3;
определяют объём единичной пластины и умножают на их количество, или общую площадь металла — на толщину;
конечный результат — расчётный вес стали получают по формуле Р = V *7,85 с размерностью в тоннах, если величины принимались в метрах.
Пример: сталь листовая, вес 1 м² пластины толщиной 10 мм составит 1*0,01*7,85 = 0,0785 т, или 78,5 кг. При изготовлении листового проката устанавливаются допуски на предельные отклонения габаритов от номинальных параметров. В результате получаются погрешности между расчётными значениями массы металла и фактическими, полученными в итоге взвешивания. Величина различий тем больше, чем шире поле допуска.
Другой фактор, влияющий на вес листовой стали — наличие покрытия на оцинкованном металлическом прокате или рифления и просечек на определённых марках изделий. В помощь покупателям изготовители и поставщики на своих сайтах помещают автоматический калькулятор, значительно упрощающий вычисления.
Если известен вес листа металла, несложно посчитать количество пластин в тонне или пачке с указанием массы.
Материалы для листового металла
Плоский прокат применяется во многих отраслях промышленности — как в несущих конструкциях, так и в декоративно-отделочных целях. Помимо стали, в качестве сырья для его производства используют:
алюминий;
медь;
цинк;
сплавы.
Часто металлические листы применяют в качестве кровли, скрепляя пластины между собой фальцами вручную или посредством инструментов. Все перечисленные материалы пригодны для этой цели. Кроме цинка, который в чистом виде не используют: его напыляют на сталь, или сплавливают с медью и титаном — получают так называемый титаноцинк. ‘
Естественно, что вес изделий каждого металла будет значительно отличаться, потому как плотность алюминия 2,72, меди 8,3―8,9, цинка — 7,13, титана 4,51 т/м3.
Разновидности стали плоского проката
Благодаря отличным конструкционным свойствам, плоский прокат сплавов железа получил повсеместное распространение. Существует несколько параметров, по которым разделяют листовую сталь:
толщина — тонкие пластины 0,35―3,99 мм и толстые свыше четырёх до 160 мм;
технология — холодно- и горячекатаные с маркировками ХК, ГК, оцинкованные, нержавеющие и просечно-вытяжные листы;
назначение — электротехническая, судостроительная, броневая, котельная, жаропрочная и другие виды стали;
профиль бывает прямым, штампованным или гофрированным, в том числе под кровельную черепицу.
Применяется плоский прокат преимущественно в машиностроении и возведении сооружений. Требования к листовому металлу определяются условиями, в которых он будет употребляться.
Особенности стальных листов
На практике чаще всего пользуются классификацией по признаку технологии изготовления. Краткая характеристика плоского проката стали:
Оцинкованный тип изготавливают из одноимённых металлов. Феррооснову покрывают элементом Zn полностью или с одной стороны. Выпускают несколько видов: профнастил, гладкий лист и гофрированный.
Холоднокатаный сорт — это пластины и полосы из сталей Ст10―Ст45 толщиной от нескольких микрон до 3 мм. Поставляется от изготовителя в рулонах и листах с обрезанным краем.
Горячекатанный толстолистовой прокат изготавливают из марок Ст0―Ст5. Выпускают и тонкие пластины размером 0,5―3,9 мм.
Просечно-вытяжной (ПВЛ) сорт получают способом одновременных операций: на лист наносят надрезы и удлиняют его — образуются ячейки. За счёт такой технологии вес плоского проката уменьшается на 70% против цельного изделия.
Рифлёный тип обеспечивает гладкому листу свойство противоскольжения. Изготавливается из обычной углеродистой стали Ст0―Ст3, часто выпускают декоративные изделия из нержавейки. Ромбические или чечевичные выступы составляют 0,1―0,3 толщины листа и наносятся в виде рисунка. Размеры рифлений 30х70 с промежутками между ними до 20―30 мм.
Выступы увеличивают вес листового металла. Таблица массы гладкого проката и двух типов рифлёного приведена ниже. Значения указаны через дробь для пластин: без выступа, с рифлениями чечевица, ромб:
Сталь листовая
Вес 1 м², выраженный в килограммах
Толщина металла в миллиметрах — 3
23,55/24,15/―
4
31,4/32,2/33,5
5
39,25/40,5/41,8
6
47,1/48,5/50,1
8
62,8/64,9/66,8
10
78,5/―/―
В таблице приведена расчётная масса из условий: плотность стали 7,85 т/м3, размеры и расстояния между выступами усреднены. Высота рифления — 0,2 от толщины гладкого листа.
Размеры и вес рифленого листа (ромб, чечевица): толщина, длина, ГОСТ
Рифленый лист – металлопродукция, применяемая при проведении внутренних и наружных строительных работ. Представляет собой стальной лист с объемным рисунком с одной стороны. Характеристики исходного проката определяются ГОСТом 19903-2015. Размеры и другие свойства рифленых листов с рисунками «ромб» и «чечевица» регламентируются ГОСТом 8568-77. Стальной прокат с чечевичным и ромбическим рифлением обладает антискользящей поверхностью, которая важна для обеспечения безопасности персонала на промышленных и сельскохозяйственных предприятиях, в складских помещениях, пассажиров в транспорте.
Виды рельефных листов
Такие металлоизделия получают методом горячего деформирования на станах валками, которые с одной стороны изготавливают гладкую, а с другой стороны – рифленую поверхность. В массовом варианте для этой продукции используются углеродистые стали Ст0, Ст1, Ст2, Ст3 различных степеней раскисления. Прокат для применения в условиях, в которых важны декоративные, гигиенические качества, коррозионная стойкость, изготавливается из нержавеющих сталей AISI 321, AISI 201, AISI 316, AISI 430.
Помимо материала, используемого при производстве, эти листы различаются по:
типу рифлей и варианту их размещения;
толщине заготовки, используемой для изготовления рифленых полотен;
количеству выступов на 1 м2.
Продукция соответствует следующим требованиям:
высота рифлей – 10-30% от толщины исходного листового или рулонного проката, в металлоизделиях толщиной 5 мм и более высота рифли должна быть не менее 1 мм;
размеры диагоналей ромбов – в диапазоне 25-30х60-70 мм;
дистанция между чечевицами – 20, 25, 30 мм.
Размеры листа рифленого металла:
длина – 1,4-8,0 м с шагом 50 мм;
ширина готового рифленого листа – 0,6-2,0 м, шаг – 50 мм.
Таблица веса 1 м2 стального рифленого листа с чечевичным рифлением или рисунком «ромб»
Рифление «ромб»
Рифление «чечевица»
Толщина исходного листового проката, мм
Ширина основания рифлей, мм
Масса 1 м2, кг
Толщина исходного листового проката, мм
Ширина основания рифлей, мм
Масса 1 м2, кг
2,5
5
21,0
2,5
3,6
20,1
3,0
5
25,1
3,0
4,0
24,2
4,0
5
33,5
4,0
4,0
32,2
5,0
5
41,8
5,0
5,0
40,5
6,0
5
50,0
6,0
5,0
48,5
8,0
5
66,0
8,0
6,0
64,9
10,0
5
83,0
10,0
6,0
80,9
12,0
5
99,3
12,0
6,0
96,8
Виды рисунков рифлений
Производители предлагают следующие типы рисунков:
«Даймонд». Это самый простой рисунок, состоящий из рифлей, которые располагаются перпендикулярно друг другу.
«Дуэт». Этот рисунок отличается от предыдущего сдвоенным размещением рифлей.
«Квартет» и «Квинтет». Это сложные рисунки, отличающиеся декоративно привлекательным видом.
Области применения рифленого листа
Этот металлопрокат применяется в строительстве, промышленности и быту:
Для наружной и внутренней отделки вертикальных ограждающих конструкций – стен, перегородок.
На промышленных предприятиях, складских площадях, а также в других местах с повышенной травмоопасностью для устройства переходов, пандусов, смотровых площадок, изготовления ступеней. Такая металлопродукция востребована на таких ответственных объектах, как нефтяные платформы и электростанции.
В автомобилестроении – для изготовления нескользящих покрытий.
В дорожном строительстве – для устройства мостиков и переходов.
Металлоизделия из нержавеющих сталей используются для решения дизайнерских задач в строительстве и архитектуре.
Калькулятор веса металла — TopOnlineTool.com
Калькулятор веса металла — это простой калькулятор, который вычисляет вес различных металлов. Этот калькулятор полезен для многих дизайнерских предприятий, связанных с металлургической промышленностью.
Калькулятор веса металла Рабочий
Выберите тип металла.
Выберите форму металла. (Например, плоский стержень, листовая пластина, кольцо, круглый стержень, квадрат, шестигранник, круглая трубка, квадратная трубка и т. д.)
Введите количество штук.
Введите размеры. (диаметр и длина)
Нажмите кнопку «Рассчитать».
Формула для расчета веса металла варьируется в зависимости от формы металла, размеров куска металла и количества кусков.
После нажатия на кнопку «Рассчитать» сразу же рассчитывается вес металла.
Калькулятор веса металла
Это очень удобный калькулятор, который можно настроить в соответствии с типом металла, формой металла и количеством деталей. Вы можете выбирать из различных типов металлов, таких как углеродистая сталь, алюминий, цинк, медь, латунь, вольфрам и т. д.
Сталь – это металл, представляющий собой аллотропную форму железа с некоторыми легирующими элементами, особенно с углеродом и другими материалами. Железо извлекается из железной руды с помощью различных методов, а сталь получается после добавления некоторого сплава, такого как углерод, в извлеченное железо, что обеспечивает ему высокую прочность на растяжение. Сталь используется во многих отраслях промышленности и имеет множество применений благодаря своей низкой стоимости и более высоким прочностным характеристикам.
Железо и железная руда Железо обычно находится глубоко внутри земной коры, но оно не является чистым. В нем много примесей. Он находится в форме руды, такой как оксид железа, также называемой гематитовой рудой, магнетитовой рудой и т. Д. Железо — это металл, который извлекается путем плавления железной руды с помощью угля в доменной печи. Затем расплавленное железо заливают в изделия из железа. Чистое железо очень мягкое и пластичное по своей природе из-за менее компактной кристаллической структуры железа. Но его можно сделать хрупким, добавив в него некоторые легирующие материалы.
Производство стали Сталь – это аллотропная форма железа. Из-за добавления углерода железо становится прочным и изготавливается сталь. Сталь производится путем нагрева железной руды в доменной печи при очень высокой температуре. Этот процесс называется процессом плавления. В этом процессе железная руда превращается в расплавленное состояние, но все еще содержит примеси. Таким образом, для удаления этих примесей при плавке добавляют известняк. Известняк превращает нежелательные примеси в отработанный шлак, который можно легко удалить, и мы можем получить расплавленное железо. При плавке оксид железа содержит большое количество кислорода. Углерод добавляется для восстановления оксида железа и выпускает углекислый газ в атмосферу. Благодаря этому железо превращается в сплав железа с углеродом, который называется сталью. В зависимости от содержания углерода сталь подразделяют на различные типы –
Существует четыре основных типа стали а) Углеродистая сталь б) Легированная сталь в) Нержавеющая сталь г) Инструментальная сталь
Эти четыре типа стали различаются во многих аспектах, таких как их физические свойства, химический состав, коррозионная стойкость, экологические свойства и т. д. В зависимости от области применения, необходимо выбрать подходящий материал для стали.
Существует множество марок стали, которые классифицируются в соответствии с их свойствами. Существует два основных типа систем нумерации, используемых для дифференциации марок: первая — это Американский институт чугуна и стали (AISI), а вторая — Общество автомобильных инженеров (SAE). В обоих стандартах есть четыре числа, обозначающие тип стали. 1-я буква указывает на обозначение углеродистой стали и всегда обозначается (1), например, 1XXX, AISI 1020. В случае легированной стали первая буква будет обозначать от 2 до 9.в зависимости от того, какой материал сплава был использован, например – 2XXX для никеля, 3XXX для никель-хромовой стали, 5XXX для хромистой стали и т. д. 2-я цифра нумерации марок указывает процентное содержание этого сплава в стали, например – 1 к 1 %, 2 на 2%. 3-я и 4-я цифры нумерации обозначают концентрацию углерода в стали в процентах. Например, 20 означает 0,20% содержания углерода, а 40 означает 0,40% углерода.
Эти стандарты используются для простого описания точного материала и его химического и физического состава. Например: 1) AISI1020 — это обычная низкоуглеродистая сталь, также известная как мягкая сталь, с содержанием углерода 0,20%. 2) AISI4340 — это молибденовая сталь, содержащая около 3% молибдена и 0,40% углерода.
В зависимости от содержания углерода в стали они подразделяются на три типа –
Низкоуглеродистая сталь – ее также называют мягкой сталью с содержанием углерода от 0,1% до 0,3% веса с другими легирующими материалами, такими как марганец 0,4 %. Некоторые примеры низкоуглеродистой стали: AISI1018, AISI1020 и т. д.
.
Среднеуглеродистая сталь – содержание углерода 0,2-0,4% по массе. Они имеют лучшую прочность на растяжение по сравнению с низкоуглеродистой сталью. Некоторые примеры среднеуглеродистой стали: AISI1045, AISI1137, AISI1144 и т. д.
Высокоуглеродистая сталь – подвергается термообработке, отжигу и имеет высокое содержание углерода около 0,5% – 0,8% по массе. Некоторые примеры высокоуглеродистой стали: AISI1060, AISI1070, AISI1080 и т. д.
.
В зависимости от содержания углерода в стали существуют разные марки стали с разными свойствами. Чем больше содержание углерода, тем больше прочность на растяжение. Некоторые высокопрочные стали подвергаются различным процессам, таким как отжиг, закалка, отпуск, закалка и т. д. Это делает сталь достаточно прочной для использования в тяжелых условиях, таких как инфраструктура, здания, корабли, тяжелое оборудование и т. д.
Из приведенного выше контекста мы поняли сталь и процесс ее производства с ее свойствами стали. Теперь мы узнаем о весе различных материалов из стали, включая мягкую сталь, конструкционную сталь, высокопрочную сталь и т. д., которые чаще всего используются в промышленности. Для любой машиностроительной отрасли общий вес машины является важным фактором, с точки зрения которого инженер смотрит на нее. Чтобы выбрать подходящий материал с правильным весом, нам нужно понять, как вес зависит от разных материалов разной формы.
Вес металла в зависимости от формы объекта
Основная формула для расчета веса:
Плотность (кг/м 3 ) = масса (кг) / объем (м 3 ) Масса = плотность x объем М = р х В Для определенного материала плотность всегда одинакова, но объем может меняться в зависимости от формы объекта.
Наиболее часто используемым материалом в промышленных целях является мягкая сталь. Этот материал используется для легких инженерных целей. Таким образом, мы поймем вес материала из мягкой стали для следующих типов профилей, которые используются в промышленности и легко доступны на рынке.
Треугольный стержень
Для расчета площади треугольного стержня необходимо знать длины всех трех сторон ребра Пусть a,b,c — длины сторон треугольника.
Площадь определяется как A= √(s(s-a)(s-b)(s-c)) Где s = (a+b+c)/2 Рассмотрим треугольный стержень длиной 1 м с длиной сторон a = 40 мм, b = 20 мм, c = 30 мм
Итак, s = (40+20+30)/2 = 45 мм Площадь поперечного сечения треугольного стержня становится, A = √(45(45-40)(45-20)(45-30)) = 290,47 мм 2 = 0,0002905 м 2 Следовательно, объем треугольного бруска = площадь x длина = 0,0002905 x 1 = 0,0002905 м 3
Следовательно, масса треугольного бруска = плотность x объем = 7900 x 0,0002905 = 2,295 кг. Используя эту формулу, мы можем вычислить массу треугольного бруска разных размеров.
Треугольная труба
Для расчета площади треугольной трубы необходимо знать длины всех трех сторон как внешнего края, так и внутреннего края. Пусть a,b,c — длины сторон треугольника с внешним краем, а d, e, f — длины сторон треугольника с внутренним ребром . Площадь определяется как A = √(s(s-a)(s-b)(s-c)) Где, s = (a+b+c)/2
Рассмотрим треугольную трубу длиной 1 м с длиной боковой кромки a = 40 мм, b = 20 мм, c = 30 мм
Итак, s = (40+20+30 )/2 = 45 мм A 1 = √(45(45-40) (45-20) (45-30)) = 290,47 мм 2 = 0,0002905 м 2 Пусть стороны внутреннего края d = 35 , e = 15 , f = 25 A 2 = √(37,5(37,5-35) (37,5-15) (37,5-25)) = 162,38 мм 2 = 0,0001624 м 2 Площадь поперечного сечения треугольной трубы становится,
A = A 1 — A 2 = 0,0002905 — 0,0001624 = 0,000128 M 2
Отсутствие объема треуурина = область x = 0,000128 x 1000128 Muce Suce Triangular Tipe = область x. 3 Следовательно, масса треугольной трубы = плотность х объем = 7900 х 0,000128 = 1,0112 кг. Используя эту формулу, мы можем рассчитать массу треугольной трубы разных размеров.
L-образная балка равной длины
Здесь нам нужно знать размеры внешнего и внутреннего края. Объем L-образного сечения = площадь поперечного сечения × длина V = A x L = (( X 1 × Y 1 ) – (x 2 × y 2 )) × L Где X 1 — ширина внешнего края, Y 1 — высота внешнего края, x 2 — ширина внутреннего края, y 2 — высота внутреннего края. Рассмотрим L-образный участок длиной 1 м с шириной внешнего края 30 мм = 0,030 м, высотой внешнего края = 30 мм = 0,030 м и шириной внутреннего края 25 мм = 0,025 м, высотой внутреннего края = 25 мм = 0,025 м. Итак, Объем сечения L = [(0,030×0,030) – (0,025×0,025)]×1 = 0,000275 м 3 Следовательно, масса L-образного сечения = плотность × объем = 7900 × 0,000275 = 2,1725 кг Используя эту формулу, мы можем вычислить массу равной длины L – сечения балки разных размеров.
Шестигранная труба
Здесь для расчета будет применяться та же формула. Объем = площадь поперечного сечения × длина Рассчитать площадь поперечного сечения шестигранной трубы. сначала нам нужно знать длину стороны как внутреннего, так и внешнего края шестиугольной трубы.
Где S = длина стороны внешнего края шестиугольной трубы. s = длина стороны внутренней кромки шестигранной трубы. Рассмотрим шестигранную трубу длиной 1 м с длиной стороны по внешнему краю S = 10 мм = 0,010 м и длиной стороны по внутреннему краю s = 8 мм = 0,008 м Площадь поперечного сечения = (3√(3)) / 2 × (S 2 – s 2 ) Итак, объем шестигранного стержня = (3√(3))/2 × (0,010 2 – 0,008 2 ) × 1 = 0,0000935 м 3 Следовательно, масса шестигранного стержня = плотность × объем = 7900 × 0,0000935 = 0,7389 кг. Используя эту формулу, мы можем рассчитать массу шестигранной трубы разных размеров.
Это были примеры того, как рассчитать вес металла разного размера и формы. Это очень распространенные металлические предметы, которые доступны на рынке разных размеров и из разных сортов металла. Они очень полезны в промышленных применениях, где вес тела имеет большое значение. Мы также можем рассчитать массу этих форм из разных материалов и разных марок. Есть много форм, доступных на рынке, включая эти формы. Это очень сложные формы, поэтому мы объяснили только несколько основных и стандартных форм, которые доступны на рынке и которые вы можете легко купить, а также те, которые наиболее широко используются в промышленных приложениях, таких как автомобильная, гражданская, механическая и т. д., как у нас есть. поняли все основные формы объектов, теперь мы можем сравнивать многие материалы по типу формы, и мы можем решить, какую марку материала мы должны использовать для нашего приложения. Тем не менее, мы сравнили несколько материалов с разными свойствами и выбрали лучший материал.
ВЫБОР МАТЕРИАЛА СООТВЕТСТВУЮЩЕГО СОРТА
Выбор надлежащего материала является главным фактором снижения веса любой машины или конструкции из металла. Поскольку существуют разные материалы с разными сортами и разными свойствами, немного сложно понять, какой материал подходит для конкретного применения. Давайте разберемся, как сравнить два похожих материала разных марок.
Возьмем в качестве примера две марки стали – AISI1020 и AISI5130
Прежде чем сравнивать, мы должны знать об этих материалах. Здесь AISI1020 представляет собой низкоуглеродистую сталь, также называемую мягкой сталью, с содержанием углерода 0,20%. AISI5130 представляет собой легированную хромом сталь, содержащую 1% хрома и примерно 0,30% углерода, и ее также можно назвать среднеуглеродистой сталью. Поскольку сталь из сплава хрома имеет большее содержание углерода, она имеет большую прочность по сравнению с мягкой сталью, потому что, если содержание углерода в стали больше, она будет прочнее и будет иметь лучшую прочность по сравнению со сталью с низким содержанием углерода.
Теперь давайте проверим вес обоих материалов, чтобы выбрать подходящий материал.
Рассмотрим прямоугольный стержень длиной 1 м, шириной 50 мм = 0,050 м и высотой 20 мм = 0,020 м.
Мы проверим вес обоих материалов из стали. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность хромистой стали AISI5130 составляет 7800 кг/м 3 .
1) Масса прямоугольного стержня AISI1020 Масса прямоугольного стержня = плотность AISI1020 x объем прямоугольного стержня Здесь Объем прямоугольного стержня = V = L x B x H = 1 x 0,050 x 0,020 = 0,001 м 3 Следовательно, масса прямоугольного бруска = 7900 х 0,001 = 7,9 кг Масса прямоугольного прутка из стали AISI1020 составляет 7,9 кг
2) Масса прямоугольного прутка из AISI5130 Масса прямоугольного стержня = плотность AISI5130 x объем прямоугольного стержня Здесь Объем прямоугольного стержня = V = L x B x H = 1 x 0,050 x 0,020 = 0,001 м 3 Следовательно, масса прямоугольного бруска = 7800 х 0,001 = 7,8 кг Масса прямоугольного стержня, изготовленного из стали AISI5130 , составляет 7,8 кг. Кроме того, легированная хромом сталь обладает большей прочностью, чем мягкая сталь. Следовательно, легированная хромом сталь AISI5130 является лучшим материалом из-за ее малого веса и большей прочности.
Давайте возьмем еще один пример, чтобы понять
Возьмем два разных материала, скажем, мягкую сталь AISI1020 и алюминий марки 6063, и сравним вес двух разных материалов разных марок.
Прежде чем сравнивать, мы должны знать об этих материалах. Здесь AISI1020 представляет собой низкоуглеродистую сталь, также называемую мягкой сталью, с содержанием углерода 0,20%. алюминий 6063 представляет собой алюминиевый сплав с магнием и кремнием в качестве легирующего материала. Благодаря своей природе сплава он обладает большей прочностью и коррозионной стойкостью. Теперь давайте проверим вес обоих материалов, чтобы выбрать подходящий материал.
Рассмотрим плоскую пластину длиной 1 м, шириной 500 мм = 0,500 м и толщиной 2 мм = 0,002 м.
Мы проверим вес стали и алюминия. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность стали из алюминиевого сплава 6063 составляет 2700 кг/м 3 .
1) Масса плоской пластины AISI1020 Масса плоской плиты = плотность AISI1020 x объем плоской плиты Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Следовательно, масса плоской пластины = 7900 x 0,001 = 7,9 кг Масса плоской пластины из AISI1020 составляет 7,9 кг
2) Масса плоской пластины из алюминиевого сплава 6063 Масса плоской пластины = плотность алюминия 6063 x объем плоской пластины Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Отсюда масса плоской пластины = 2700 х 0,001 = 2,7 кг Масса плоской пластины из алюминиевого сплава 6063 составляет 2,7 кг
Таким образом, из приведенных выше расчетов видно, что алюминиевый сплав 6063 имеет меньший вес, чем мягкая сталь AISI1020. Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Но его можно использовать только там, где вес является единственным основным фактором. Если важнее прочность, то мягкая сталь может дать большую прочность по сравнению с алюминиевым сплавом 6063.
Теперь давайте сравним два разных сорта алюминия 9.0008
Давайте возьмем два разных материала, скажем, алюминий 2011 и алюминий марки 6063, и сравним вес двух разных материалов разных марок.
Прежде чем сравнивать, мы должны знать об этих материалах. Здесь алюминий 2011 представляет собой алюминиевый сплав с медью в качестве легирующего материала, а алюминий 6063 представляет собой алюминиевый сплав с магнием и кремнием в качестве легирующего материала. Благодаря своей природе сплава оба имеют лучшую прочность и коррозионную стойкость. Теперь давайте проверим вес обоих материалов, чтобы выбрать подходящий материал.
Рассмотрим плоскую пластину длиной 1 м, шириной 500 мм = 0,500 м и толщиной 2 мм = 0,002 м.
Мы проверим вес обоих сортов алюминия. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность алюминиевого сплава 2011 составляет 2830 кг/м 3 , тогда как плотность алюминиевого сплава стали 6063 составляет 2700 кг/м 3 .
1) Масса из алюминиевого сплава 2011 Плоская пластина Масса плоской пластины = плотность алюминиевого сплава 2011 x объем плоской пластины Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Следовательно, масса плоской пластины = 2830 x 0,001 = 2,830 кг Масса плоской пластины из алюминиево-медного сплава 2011 г. составляет 2,830 кг
2) Масса плоской пластины из алюминиевого сплава 6063 Масса плоской пластины = плотность алюминия 6063 x объем плоской пластины Здесь Объем плоской пластины = V = L x B x t = 1 x 0,500 x 0,002 = 0,001 м 3 Следовательно, масса плоской пластины = 2700 х 0,001 = 2,7 кг. Масса плоской пластины из алюминиевого сплава 6063 – 2,7 кг.
Таким образом, из приведенных выше расчетов видно, что алюминиевый сплав 6063 имеет меньший вес, чем алюминиевый сплав 2011. Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Кроме того, если больше важна прочность, то она может дать большую прочность по сравнению с алюминиевым сплавом 2011 года.0033 Стандарты написаны в классах SAE или AISI.
СТАЛЬ
По этим классам SAE и AISI мы можем узнать тип металла и его химический состав.
УГЛЕРОДИСТАЯ СТАЛЬ
Углеродистая сталь — это тип стали, в которой основным легирующим элементом является углерод. Прочность углеродистой стали зависит от процентного содержания в ней углерода. В каждом материале она варьируется от 0,2 % до 2,2 %. Чем больше содержание углерода, тем больше будет прочность стали. Существует много видов углеродистой стали. В зависимости от легирующего элемента углеродистая сталь подразделяется на следующие типы:
1XXX пронумерованные стали относятся к углеродистой стали. Например – 1010, 1015, 1018, 1020, 1035, 1045 и т. д.
2XXX пронумерованная сталь представляет собой никелевую сталь
.
Сталь с номером 3ХХХ представляет собой хромоникелевую сталь
. Сталь
4XXX – это молибденовая сталь. Например – 4130, 4340 и т. д.
Сталь с номером 5XXX — это хромистая сталь
. Сталь с номером
6XXX – это хромованадиевая сталь 9.0008
Сталь с номером 7XXX представляет собой вольфрамовую сталь
.
Сталь с номером 8XXX представляет собой никель-хромомолибденовую сталь
.
Сталь с номером 9XXX представляет собой кремний-марганцевую сталь
.
Первая цифра указывает тип легирующего материала, использованного в стали.
НЕРЖАВЕЮЩАЯ СТАЛЬ
Нержавеющая сталь содержит больше хрома, который образует тонкий слой на стали для предотвращения коррозии и образования пятен. Нержавеющая сталь имеет более низкую теплопроводность, тогда как углеродистая сталь имеет более высокое содержание углерода, что придает стали низкую температуру плавления и долговечность, а также лучшее распределение тепла.
В зависимости от легирующего элемента нержавеющая сталь подразделяется на следующие типы –
СЕРИЯ 100 также называется аустенитной нержавеющей сталью общего назначения
СЕРИИ 200 также называют аустенитными хромоникелевомарганцевыми сплавами
СЕРИЯ 300 также называется аустенитными хромоникелевыми сплавами
СЕРИЯ 400 также называется ферритными и мартенситными сплавами хрома
СЕРИЯ 500 также называются жаропрочными хромовыми сплавами
СЕРИЯ 600 также называется запатентованными сплавами
.
СЕРИЯ 900 также называется аустенитными хромомолибденовыми сплавами
Числовой ряд указывает на тип легирующего материала, использованного в стали.
АЛЮМИНИЙ
Алюминий является наиболее распространенным материалом, который используется в промышленности. Алюминий обычно сплавляют с медью, цинком, магнием, кремнием, марганцем и литием. В некоторых алюминиевых сплавах есть небольшие добавки хрома, титана, свинца и никеля.
АЛЮМИНИЕВЫЕ СПЛАВЫ
1. Алюминий с номером 1XXX также называется простой нелегированный алюминий (чистый алюминий) 2. Алюминий с номером 2XXX также называется медно-алюминиевым сплавом . 3. Алюминий с номером 3XXX также называют марганцево-алюминиевым сплавом . 4. Алюминий с номером 4XXX также называется кремний-алюминиевым сплавом . 5. Алюминий с номером 5XXX также называется магниево-алюминиевым сплавом . 6. Алюминий с номером 6XXX также называют алюминиевым сплавом магний + кремний 9.0033 7. Алюминий с номером 7XXX также называется цинково-алюминиевым сплавом . 8. Алюминий с номером 8XXX также называют литий-алюминиевым сплавом
Алюминий имеет плотность примерно в три раза меньше плотности стали или меди, что делает его одним из самых легких из всех доступных металлов. Высокое соотношение прочности и веса делает его важным конструкционным материалом и может выдерживать повышенные нагрузки. Это также помогает в экономии топлива для транспортных отраслей.
Алюминий не обладает большой прочностью на растяжение, но после добавления некоторых легирующих материалов, таких как марганец, магний, кремний, медь и т. д., его прочность увеличивается, и впоследствии он может выдерживать большие нагрузки с алюминиевым сплавом.
Расчет веса квадратного стержня и формула веса квадратного стержня
Формула веса квадратного стального стержня и калькулятор веса
Вес квадратного стержня — Вес квадратного стержня на метр, Вес квадратного стержня, Калькулятор веса квадратного стержня и Формула веса квадратного стержня
Вес квадратного стержня легко вычисляется. Просто умножьте соответствующую плотность сплава на длину и толщину требуемой детали, умноженные на два (см. рабочий пример ниже).
Metric
density (g/cm³)
x
T²
x
L / 1000
weight
Example:
7. 85 g/cm³
x
10 mm²
x
1 m / 1000
=
0.785 kg
Imperial
density (lbs/in³)
x
T²
x
L
weight
Example:
0.284 lbs/in³
x
4 in²
x
12 in
=
54.53 lbs
For imperial weight расчеты некоторые измерения (доли) должны быть преобразованы в десятичные дюймы.
Для точного расчета также важно учитывать допуски на прокатку/волочение по диаметру, определяемые производственной спецификацией. Пожалуйста, свяжитесь с нами для получения подробной информации.
Плотность стали
Признанная плотность мягкой стали составляет 7,85 г/см3 (0,284 фунта/дюйм3). В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (от 0,280 до 0,291 фунта/дюйм3).
В следующей таблице представлены образцы некоторых распространенных размеров. Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе. Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе.
Thickness
Weight
mm
in
kg/m
lbs/ft
5
0.20
1/4
0.21
10
0.79
1/2
0.85
15
1.77
5/8
1.33
3/4
1. 92
20
3.14
1
3.41
30
7.07
1 1/4
5.33
1 1/2
7.67
40
12.56
1 3/4
10.44
50
19.63
2
13.63
2 1/2
21.30
65
33.17
2 3/4
25.77
70
38.47
3 1/2
41. 75
90
63.59
100
78.50
4
54.53
120
113.04
4 3/4
76.89
140
5 1/2
153.86
103.09
150
6
176,63
122,69
ПРУТКИ КВАДРАТНЫЕ И КРУГЛЫЕ
кг/см на метр 0,7843 | (cft) кубический фут стали = 490 фунтов
Diameter or Width (mm)
Weight per meter
Sectional Area
Perimeter
Square ( kg)
Round (kg)
Square (cm²)
Round (cm²)
Square (cm)
Round (cm)
5. 0
0.20
0.15
0.25
0.20
2.0
1.57
5.5
0.24
0.19
0.30
0.24
2.2
1.78
6.0
0.28
0.22
0.36
0.28
2.4
1.88
7.0
0.38
0.30
0.49
0.38
2.8
2.20
8.0
0.50
0. 39
0.64
0.50
3.2
2.51
9.0
0.64
0.50
0.81
0.64
3.6
2.83
10
0.73
0.63
1.00
0.79
4.0
3.14
11
0.95
0.75
1.21
0.95
4.4
3.46
12
1.13
0. 89
1.44
1.13
4.8
3.77
14
1.54
1.21
1.96
1.54
5.6
4.40
16
2.01
1.58
2.56
2.01
6.4
5.03
18
2.54
2.00
3.24
2.54
7.2
5.65
20
3.14
2. 47
4.00
3.14
8.0
6.28
22
3.80
2.98
4.84
3.80
8.8
6.91
25
4.91
3.85
6.25
4.91
10.0
7.85
28
6.15
4.83
7.84
6.16
11.2
8.80
32
8. 04
6.31
10.24
8.04
12.8
10.05
36
10.17
7.99
12.96
10.18
14.4
11.31
40
12.56
9.86
16.00
12.57
16.0
12.57
45
15.90
12.49
20.25
15.90
18.0
14.14
50
19. 62
15.41
25.00
19.64
20.0
15.71
56
24.62
19.34
31.36
24.63
22.4
17,59
63
31,16
24,47
36,69
31,17
25,2 9043
25,2 9043
25,2 9043
25,2 9043
9043
9094
25.29043
25.29043
25,69
31,0443
39. 57
31.08
50.41
39.59
28.4
22.31
80
50.24
39.46
64.00
50.27
32.0
25.13
Density based on 7.85 г/см3 (0,284 фунта/дюйм3)
Калькулятор веса плоского стержня и расчет веса Цена.
Квадратный пруток из нержавеющей стали марок 410/ 416/ 420/ 422/ 430/ 431/ 440/ 446 в наличии || Квадратный стержень из нержавеющей стали Запасы и поставщики Индия, один из крупнейших экспортеров, производителей и поставщиков квадратных стержней в Индии. Цена стального стержня / 16-миллиметровый квадратный стержень Цена / Ss квадратный стержень Стандартные размеры / 10-миллиметровый квадратный стержень Цена
Квадратные стержни Спецификация:
Размер: 5 мм до 70 мм
Отделка: Ярко, лак и черный
Длина: 3–6 метров
Допуски: H21, H22, H23
888888.
Квадратные стержни из нержавеющей стали : ASTM A582, ASTM A564, ASTM A479, ASTM A276, ASTM A484 Квадратные стержни и квадратные стержни Дилеры и дистрибьюторы Мумбаи, Махараштра.
Ищете дистрибьютора и производителя качественной стали в Индии? Бизнес, который может поставлять высококачественную сталь, листовой прокат, стержни и стержни, крепежные детали, трубы и трубы в любую точку Индии? Тогда позвоните в Silver Steels сегодня по телефону + 91-22-2386 5626, мы поставляем всю Индию, Южную Африку, Индонезию, Филиппины, Канаду, Великобританию, ОАЭ, Малайзию, Дубай, Сингапур, Бразилию, Шри-Ланку, Саудовскую Аравию и Европу.
Ходовая часть тракторов ДТ-75М, ДТ-75, Т-74, выполненная по однотипной конструктивной схеме, имеет остов рамного типа и эластичную подвеску. Ряд узлов и деталей ходовой части этих тракторов унифицирован (гусеница, поддерживающие ролики, уплотнения и некоторые детали кареток подвески). Рамы этих тракторов клепаные (Т-74) и сварные (ДТ-75М, ДТ-75), обладают большой жесткостью и прочностью.
Рама трактора ДТ-75 состоит из двух продольных лонжеронов замкнутого прямоугольного сечения, соединенных впереди осью, в середине — двумя брусьями и и сзади — осью. Передняя ось прикреплена к лонжеронам бугелями. Задняя ось установлена в соединительных кронштейнах, прикрепленных к кронштейнам лонжеронов. Для крепления задних опор двигателя служат накладки. Передняя опора двигателя укрепляется кронштейнами на оси. К оси кронштейнами прикреплены буфер и груз, которые служат балластом, обеспечивающим более выгодное расположение центра тяжести трактора. К кронштейнам лонжеронов прикрепляется водяной радиатор двигателя; эти кронштейны используются для присоединения боковых секций навесных машин. Кроме того, для установки навесных машин впереди и сбоку трактора служат размещенные на лонжеронах кронштейны с площадками и осью. На оси размещены кронштейны опоры механизма управления трактора.
Узлы ходовой части трактора соединяются с лонжеронами рамы следующим образом. Для крепления кареток подвески служат полые цапфы, а во фланцах закрепляются кронштейны осей поддерживающих роликов. Кронштейны предназначены для упорных яблок болтов натяжения гусениц; в опорах устанавливаются коленчатые оси направляющих колес. Для крепления передней части корпуса силовой передачи к раме предусмотрена опора, а также специальные расточки в задних и соединительных кронштейнах. В передней части лонжеронов снизу приварены буксирные крюки.
Рама трактора ДТ-75М несколько длиннее рамы трактора ДТ-75, это вызвано установкой на нее двигателя АМ-41.
Гусеничный движитель имеет эластичную подвеску с четырьмя балансирными каретками и поддерживающими роликами, расположенными попарно с каждой стороны рамы.
Балансирная каретка подвески состоит из внешнего и внутреннего балансиров, соединенных шарнирно осью качания. Ось закреплена в балансире клином и качается во втулках, запрессованных в балансир. Верхние части балансиров снабжены чашками и распираются помещенными в них пружинами.
Каретка устанавливается на сменных цапфах и от спадания удерживается упорной шайбой и гайкой с распорным болтом; перемещение каретки ограничивается крышкой. Балансир имеет сменные втулки, которыми каретка установлена на цапфе рамы, смазываемые жидким маслом. Вытекание смазки со стороны рамы предупреждается уплотнением (каркасный и войлочный сальники) и с внешней стороны— прокладкой и крышкой.
В ступице каждого балансира на конических роликоподшипниках установлена ось с запрессованными на нее опорными катками.
Опорные катки закреплены на оси шпонкой и гайкой. Смазка катков жидкая. Уплотнение опорных катков торцевое, резино-металлическое, устроено следующим образом. На лыску ступицы катка насажено каленое шлифованное уплотняющее кольцо, имеющее возможность свободно перемещаться вдоль ступицы. Кольцо прижимается пружиной к неподвижному шлифованному кольцу, которое уплотнено резиновым кольцом. Для уплотнения нерабочей стороны кольца пружина заключена в уплотняющий чехол из маслостойкой резины; от грязи уплотнение защищено лабиринтом, образуемым колпаком.
При замене изношенного уплотнения необходимо соблюдать осторожность, чтобы не повредить резиновый чехол. Причиной подтекания масла через уплотнение может быть также износ уплотняющих колец и их коробление при нагреве.
Поддерживающие ролики тракторов ДТ-75М, ДТ-75 и Т-74 взаимозаменяемы. К фланцу рамы трактора прикреплен болтами кронштейн с запрессованной в него осью И. На оси в подшипниках установлен поддерживающий ролик (в последних конструкциях он обрезинен). Уплотнение внутреннего (со стороны рамы) подшипника торцевое и лабиринтное, одинаковое с уплотнением опорных катков. Внешний подшипник закрыт крышкой. Подшипники смазываются через отверстие в крышке, закрытое пробкой.
Направляющее колесо и натяжное устройство тракторов ДТ-75У1 и ДТ-75 кривошипного типа размещено на раме трактора. Направляющее колесо установлено в двух конических роликоподшипниках на цапфе коленчатой оси. Коленчатая ось находится во втулках опоры рамы и зафиксирована в продольном направлении упорной шайбой, прикрепленной к торцу оси болтами. Направляющее колесо удерживается на цапфе коленчатой оси внутренней обоймой наружного роликоподшипника, закрепленной упорной шайбой и двумя гайками с замковой шайбой. С внешней стороны наружный подшипник закрыт глухой крышкой; внутренний подшипник защищен резино-металлическим торцовым и лабиринтным уплотнениями. Конструкция сальниковых уплотнений и смазка подшипников такие же, как в опорных катках и поддерживающих роликах. Регулировка подшипников осуществляется гайкой, навернутой на цапфу оси. Коленчатая ось связана с упором натяжного устройства ушком. Ушко закреплено в коленчатой оси шпонкой и гайкой, а с упором связано пальцем. В отверстие упора вставлен натяжной болт, на котором размещены внутренняя и наружная пружины. Первоначальное натяжение амортизирующих пружин, от которого зависит упругий ход натяжного колеса, регулируют гайкой заднего упора. Сзади натяжной болт устанавливается в упорном яблоке, помещенном в упоре кронштейна рамы трактора, и фиксируется в нем регулировочной гайкой с контргайкой. Натяжение гусеницы регулируется гайкой.
Направляющее колесо и натяжное устройство трактора Т-74 выполнены по аналогичной схеме, но имеют ряд отличий: колесо состоит из ступицы и двух съемных ободов, пружина натяжного устройства в сжатом состоянии короче, благодаря чему ее амортизирующие свойства (упругий ход) меньше.
Гусеница литая, с открытыми шарнирами. Она состоит из стальных литых звеньев, соединенных между собой пальцами. С одной стороны пальца выштампована головка, а с противоположной (внутренней) стороны он удерживается шплинтом и шайбой. Звено гусеницы имеет семь проушин, из которых четыре расположены впереди (по движению трактора) и три — сзади. Отверстия под пальцы в проушинах не обработаны. Звено имеет гладкие внутренние поверхности, ограниченные ребордами. Внутренние поверхности звена служат беговыми дорожками опорных катков, а реборды — их направляющими, исключающими соскакивание гусеницы. Шпоры на звеньях улучшают сцепление гусеницы с почвой. Прорезь (цевка) в середине звена служит для вхождения зуба ведущего колеса в зацепление со звеном. Звенья гусеницы отливаются из аустенитной высокомарганцовистой стали, обладающей хорошей сопротивляемостью истиранию, подвергаются закалке. Пальцы изготавливаются из калящихся сталей, поверхность закаливается токами высокой частоты.
Технология выполнения ТО и ремонта ходового устройства трактора ДТ- 75
Похожие презентации:
Грузоподъемные машины. (Лекция 4.1.2)
Зубчатые передачи
Гидравлический домкрат в быту
Детали машин и основы конструирования
Газораспределительный механизм
Свайные фундаменты. Классификация. (Лекция 6)
Ременные передачи
Редукторы
Техническая механика. Червячные передачи
Фрезерные станки. (Тема 6)
1. Дипломная работа «Технология выполнения ТО и ремонта ходового устройства трактора ДТ- 75
ДИПЛОМНАЯ РАБОТА «ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ ТО И РЕМОНТА ХОДОВОГО УСТРОЙСТВА ТРАКТОРА ДТ- 75 Работу выполнил Кудрявцев Юрий Анатольевич, студент ГБПОУ СО «Серовский металлургический техникум» Гр. ДМ-33 Цель изучить всё что связано с ходовым устройством трактора ДТ-75, больше узнать о техническом обслуживании и ремонте ходового устройства трактора ДТ-75, чтобы в будущем при работе на предприятии мы могли более эффективно исполнять свою работу.
3. Назначение ходового устройства трактора ДТ-75
Ходовая часть служит для преобразования вращательного движения зубчатого ведущего колеса конечной передачи в поступательное движение трактора. Вместе с тем она является опорой для корпуса трактора и обеспечивает необходимое сцепление его с почвой. Вращательное движение гусениц при их сцеплении с поверхностью почвы преобразуется в поступательное движение трактора
Ходовая система состоит (см. рис 1.) из ведущих 7 и направляющих колес 3, поддерживающих роликов 5 с резиновыми бандажами, балансирных кареток подвески и гусеничных цепей 2.Семипроушинные унифицированные звенья гусениц, соединенные между собой стальными пальцами с головкой, имеют перекрытие беговых дорожек, вследствие чего опорные катки перекатываются по гусеничной цепи без ударов, что особенно важно при движении трактора на повышенных скоростях
6.
Техническое обслуживание ходового устройства трактора ДТ-75
Операции технического обслуживания: Контрольный осмотр проводят через каждые 4-6 мото/часов. Ежедневное техническое обслуживание проводят проводят через 8-10 мото/часов, и в течении смены. Техническое обслуживание №1 проводят через 125 мото/часов. Техническое обслуживание №2 проводят через 500 мото/часов. Техническое обслуживание №3 проводят через 1000 мото/часов.
7. Возможные неисправности
Неисправность Причина Способ устранения Трактор уводит в сторону при Отсутствует свободный ход рычагов Отрегулировать свободный ход рычагов прямолинейном движении управления управления Правая и левая гусеницы неодинаково Отрегулировать натяжение гусениц натянуты Поменять гусеницы местами Гусеницы имеют разный износ Промыть накладки лент керосином. Замаслились накладки лент тормозов Устранить попадание масла на накладки солнечной шестерни лент Износились накладки лент тормоза Заменить накладки лент. Добиться солнечной шестерни полного прилегания накладок лент к поверхности шкива Утечка масла из катков, роликов и колес Ослабло крепление корпуса уплотнения Подтянуть крепление корпуса Поврежден резиновый чехол уплотнения Изношены рабочие поверхности Заменить чехол уплотнительных колец Протереть кольца, а при большом износе их заменить
8. Техника безопасности. Охрана окружающей среды
работа неисправным ручным • При демонтаже агрегатов, нужно электроинструментом, и в зафиксировать машину в особенности в сырых помещениях или на открытом неподвижном состоянии, поставить воздухе, очень опасно, так как на опоры; возможно поражение током. • -Тяжёлые части снимают с машины Поэтому электроинструмент при помощи крана, и перемещают на ежесменно осматривают, обращают особое внимание на тележке. изоляцию проводов и наличие проводов заземления. При уходе с рабочего места и окончании работ электроинструмент отключают от сети; К работе допускается только человек прошедший специальное обучение и получивший удостоверение, не моложе 18 лет! Рабочий должен быть одет в спец. костюме, перчатках, головном уборе. Одежда должна быть хорошо застёгнута (чтобы избежать попадания в движущиеся части машины) потомучто это может привести к серьёзным травмам или к несчастному случаю.
9. Прохождение практики
10. Заключение
Исследуя данную тему, я наиболее глубже изучил назначение, работу и управление данных машин. Изучил технологию проведения Т.О. и ремонта узлов и агрегатов, а также правила техники безопасности и охраны окружающей среды при эксплуатации. Приобрёл навыки, которые понадобятся мне в будущем при работе, чтобы следить за состоянием машины, не допускать серьёзных неисправностей, увеличить себестоимость машин. Это интересная профессия по которой в дальнейшем я пойду работать.
English Русский Правила
1989 Suzuki DT75 противодавление болото вниз
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
1 — 20 из 25 сообщений
Tuff_cowboy
·
Зарегистрировано
грузило
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
грузило
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
грузило
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
Громовая Жаба
·
Зарегистрировано
БКФИШОН1
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
грузило
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
грузило
·
Зарегистрировано
ДругойСлепойБелка
·
Зарегистрировано
грузило
·
Зарегистрировано
ДругойСлепойБелка
·
Зарегистрировано
грузило
·
Зарегистрировано
Tuff_cowboy
·
Зарегистрировано
1 — 20 из 25 Сообщений
Это старая тема, возможно, вы не получили ответа и, возможно, старая тема возрождается. Пожалуйста, рассмотрите возможность создания новой темы.
Недавно мне пришло в голову, что я являюсь участником форума уже около года и особо ничего не внесла. Мои потоки идут так же медленно, как моя модель в эти дни!
Итак, я задокументировал и завершил этот небольшой набор трактора из смолы от Red Iron Models.
Джейсон без названия, на Flickr
Комплект предлагает вариант конфигурации сельскохозяйственного трактора или бульдозера. Кажется, что в качестве сельскохозяйственных машин используется гораздо больше, так что я решил построить.
Из коробки много смолы и много толстых навесных блоков, из которых их можно вытащить.
DT75 начало от Джейсона, на Flickr
Для грубой обработки тяжелых материалов я использую дремель с алмазным кругом. Он быстро справляется с тяжелыми задачами, но я не осмеливаюсь делать это в помещении… это ГРЯЗНОЕ дело. И если вы знаете смолу, пыль токсична *кашель…кашель*
DT75 start Jason, на Flickr
После тщательной обработки с помощью Dremel, пил и напильников рама была собрана.
DT75 запускается Джейсоном, на Flickr
Tracks. Где-то между Россией и Нью-Джерси испарился один участок пути. К счастью, Red Iron быстро и вежливо ответила новой заменой раздела. Это было дополнительно хорошо, так как дало мне образец детали, чтобы проверить, как я собираюсь снять их с толстого блока. Это тот случай, когда я думаю, что отдельные ссылки могли бы быть более желанным решением. Финальный трек получился очень деликатным…
DT75 запускается Джейсоном, на Flickr
Следы DT-75 от Jason, на Flickr
Профиль в некоторых местах почти исчез в блоке.
Следы DT-75 от Jason, на Flickr
Итак, я использовал тонкий карандаш, чтобы обвести края… там, где они были на самом деле.
Треки DT-75 от Jason, на Flickr
Некоторые места были менее четкими
Гусеницы DT-75 Джейсона, на Flickr
Итак, сначала блок был отпилен задней пилой (приведенный здесь образец был моим неудачным образцом… рад, что у меня был запасной!) Гусеницы DT-75 от Jason, на Flickr
Бритвенная пила для обрезки «квадратных» сторон
Без названия Джейсона, на Flickr
Кусачки для сторон под углом Без названия Джейсона, на Flickr
И после некоторой работы с файлами… у нас есть несколько очень тонких треков.
Гусеницы DT-75 от Jason, на Flickr
Я добавил небольшие кусочки полистиролового стержня на обрезанные концы, чтобы имитировать соединительные штифты (здесь плохо видно)
Джейсон без названия, на Flickr
Без названия Джейсона, на Flickr
При увеличении видно, что детали были напечатаны на 3D-принтере. Я бы хотел, чтобы они лучше чистили мастеров, прежде чем отливать их в смолу. Я пытался очистить это как мог…
DT75 под увеличением Джейсона, на Flickr
Основные кишки после извлечения из смоляных блоков: Без названия Джейсона, на Flickr
Железный Майк
Мастер по оружию и резидент Скряга
#2
Очень хорошая работа, рад, что вы поделились ею здесь.
лупанцер
Мастер по оружию
#3
Отличная работа… ….поздравления
Луис
Капитан Кук
Участник
#4
Часть вторая:
Двигатель проходит обработку… извлечение и сборка. Блок на этом был огромен!
Работа двигателя 12-7-16 Джейсона, на Flickr
Работа двигателя 12-7-16 от Jason, на Flickr
Затем сухая посадка в раму, с капотом
Работа двигателя 12-7-16 Джейсона, на Flickr
Работа двигателя 12-7-16 Джейсона, на Flickr
Связь также является деликатным делом. Здесь собрано и установлено всухую Отчет Джейсона о проделанной работе за 12-5-16 на Flickr
Кабина состоит из нескольких частей. Здесь нужно отделать много больших окон….
Без названия Джейсона, на Flickr
Горячий нож быстро уладил деликатную ситуацию..
Без названия Джейсон, на Flickr
Дверь не подходила к кабине. Немного большой. Так что кабина была обрезана, чтобы соответствовать двери. (На двери было слишком много деталей, чтобы их можно было обрезать). Поэтому я использовал волшебный маркер, такой как Dye-Chem, чтобы разметить область разреза.
Джейсон без названия, на Flickr
После тщательного шницеля дверь прекрасно встала на место. Небольшое препятствие.
Без названия Джейсона, на Flickr
В то же время я вырезал топливный бак из невыпадающего блока…
Без названия Джейсона, на Flickr
Сиденье получает немного P.E. для подвески
Сиденье Джейсона, на Flickr
На приборной панели есть поручень, а датчики высверлены. ..
Без названия Джейсона, на Flickr
Ручки рулевых рычагов просверлены в полиэтилене. стержни, чтобы обеспечить хорошее расположение .. Без названия Джейсона, на Flickr
Стержни переключения передач и рычаги управления были сформированы и просверлены в крошечные смоляные ручки, поставляемые в комплекте..
Без названия Джейсона, на Flickr
В секции крыши отсутствовала секция водосточного желоба, которая была восстановлена из стирола Untitled by Jason, на Flickr
Сторона сиденья, прикрепленная к блоку, не имела деталей, поэтому кронштейны были воспроизведены в стироле и добавлены…
Без названия Джейсона, на Flickr
Такси тоже было заперто в блоке… Без названия Джейсон, на Flickr
Довольно скудный интерьер украшен. Добавлена оконная ручка и стеновая панель…
Без названия Джейсона, на Flickr
Позиция водителя прекрасно сочетается
Сухая подгонка салона DT75 от Джейсона, на Flickr
На месте выглядит неплохо. Лента для хоккейной клюшки представляет собой напольный коврик.
Сухая подгонка салона DT75 от Джейсона на Flickr
Внутренняя сухая посадка DT75 от Jason, на Flickr
Сухая подгонка интерьера DT75 от Jason, на Flickr
Здесь также видна дополнительная ручка внутри двери..
Внутренняя сухая подгонка DT75 от Джейсона, на Flickr
Железный Майк
Мастер по оружию и резидент Скряга
#5
Множество интересных деталей.
Капитан Кук
Участник
#6
Часть 3
Тележки просверливаются и закрепляются стержнем из стирола
Катки тележки 1:35 Dt-75 от Jason, на Flickr
Катки тележки Масштаб 1:35 Dt-75 от Jason, на Flickr
Установлен для покрасочного цеха
Без названия Джейсона, на Flickr
Без названия Джейсона, на Flickr
Тире подвергается первой грубой обработке. Краска была смешана, чтобы соответствовать фотографиям, которые у меня были. Кажется, что цветовая гамма широкая, так что у меня был запас хода
Без названия Джейсона, на Flickr
Джейсон без названия, на Flickr
Сначала наносится базовый слой от ржавчины и гадостей
Без названия Джейсона, на Flickr
Без названия Джейсона, на Flickr
Без названия Джейсона, на Flickr
Без названия Джейсона, на Flickr
Затем слой матового лака. Это важный барьер. Затем лак для волос и верхнее покрытие, после чего сразу же следует «субтрактивный» подход с использованием разбавленного виндекса (как первоначально было освоено и продемонстрировано Джоном Толчером и проиллюстрировано в книгах и в Интернете)
Капюшон. Прогресс рисования, шаг 2, Джейсон, на Flickr
Капюшон. Прогресс рисования, шаг 2, Джейсон, на Flickr
Отчет о проделанной работе 3.20 Джейсона, на Flickr
Отчет о проделанной работе 3.20 Джейсона, на Flickr
Отчет о проделанной работе 3.20 Джейсона, на Flickr
Отчет о проделанной работе 3.20 Джейсона, на Flickr
Отчет о проделанной работе 3.20 Джейсона, на Flickr
Ходовая часть запылена смывками и пигментами
Ходовая часть Джейсона, на Flickr
Капитан Кук
Участник
#7
Часть 4
Сиденье должно быть немного изношено. Я попробовал технику нанесения папиросной бумаги с помощью клея PA. Результат здесь. Вблизи не очень, но в жизни выглядит нормально
Без названия Джейсон, на Flickr
Немного крупного мусора, чтобы разбрасывать в кабине
Без названия Джейсона, на Flickr Отчет о проделанной работе 3.20 Джейсона, на Flickr
Ведущие звездочки проходят стандартную обработку краской, смывкой и некоторым количеством пигмента, нанесенным на изношенные края
Отчет о проделанной работе 3.20 Джейсона, на Flickr
Ходовая часть Джейсона, на Flickr
Сухая установка и мелкие детали, добавленные к двигателю, включая провода и шланги
3–26 Воскресенье, утро. Прогресс Джейсона, на Flickr
Без названия Джейсона, на Flickr
Без названия, автор Джейсон, на Flickr
УДАЛЕНО! Установлены окна и немного переработан салон. ..
Отчет Джейсона за июнь, на Flickr
Отчет Джейсона за июнь, на Flickr
Отчет Джейсона за июнь, на Flickr
Треки для тестовой подгонки:
Отчет Джейсона за июнь, на Flickr
Капитан Кук
Участник
#8
Finale
У Red Iron Models есть фотогалерея, в которой они делятся реальными примерами. Так у них был такой ДТ-75, который выглядел так, будто его использовали в лесозаготовительном поселке. Он выглядел избитым, но в нем были некоторые интересные элементы, которым я пытался подражать. Трос, висящий на задней навеске, был одним элементом. Дверь без окна и ручки, краска стерлась до блестящей серебристой стали. Это была забавная сборка предмета, редко известного в Нью-Джерси!
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном, на Flickr
Закончил DT75 Джейсоном на Flickr
.
Капитан Кук
Участник
#9
Железный Майк сказал:
Много крутых деталей.
Нажмите, чтобы развернуть…
Спасибо! Да, комплект пришел в хорошем состоянии. Я стараюсь добавлять небольшие дополнения, где могу. С двигателем было сложнее всего. Там не так много ссылок, чтобы продолжить. Я не говорю по-русски, поэтому навигация по страницам фоторесурсов — это проблема! (Я уверен, что теперь я в каком-то списке наблюдения за жевательной резинкой!!)
фантом II
Мастер по оружию
#10
Ух ты , это убойный автомобиль и хорошо проработанный объект
Не уверен , что ты составил список . Мой опыт (очень ограниченный) с русскими субъектами показывает, что моделисты, кажется, слишком заняты спорами о том, что могло быть, чтобы заметить зевак
Удачи, Кристиан B)
Железный Майк
Мастер по оружию и резидент Скряга
#11
Финиш очень правдоподобный и качественно выполнен, мне очень нравится!
Как заварить алюминий электродом? — Народ, подскажи !!!
#1
ВНЕ САЙТА
abasov
Отправлено 01 September 2015 — 20:35
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя — что нужно для этого?
Наверх
↓
↑
#2
ВНЕ САЙТА
walke
Отправлено 01 September 2015 — 20:45
Сам не варил, но помоему надо есть электроды по алюминию, подъедь в магазинчик типа Дом сварки, они все расскажут что надо.
Наверх
↓
↑
#3
ВНЕ САЙТА
Danila
Отправлено 01 September 2015 — 20:59
Электроды такие на базаре не купишь, там только одно гауно, а спец электроды можно купить только в специализированной фирме вот тут например у них должны быть http://elektrody. com…CFYHNcgodPEgPrw
Наверх
↓
↑
#4
ВНЕ САЙТА
Artsmith
Отправлено 01 September 2015 — 21:10
І
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя — что нужно для этого?
И что електрод типа как стальной, с обмазкой зажимал в держак и сваривал?
Сообщение отредактировал Artsmith: 01 September 2015 — 21:11
Наверх
↓
↑
#5
ВНЕ САЙТА
Danila
Отправлено 01 September 2015 — 21:20
Именно сварить спецэлектродом и притом качественно, ток при этом 70-80А, металл надо нагреть до 150-200 градусов, потом перед началом зачистить от оксидной пленки, а потом уже можно варить без зачистки, так как в обмазке присутствует щелочь, которая удаляет оксидированную пленку. И учтите что электроды очень быстро сгорают и держать его надо под прямым углом с малой дугой иначе будет расплыв металла.
Сообщение отредактировал Danila: 01 September 2015 — 21:23
борода это нравится
Наверх
↓
↑
#6
ВНЕ САЙТА
abasov
Отправлено 01 September 2015 — 21:58
Данила, огромное спасибо за полезные сведения, завтра же к ним заеду. Я так понял что вы сами тоже варили так по алюминю, насколько прочно потом держится сваренные детали?
Наверх
↓
↑
#7
ВНЕ САЙТА
mara
Отправлено 01 September 2015 — 22:40
Не знал не знал, так вродь и на ничего сложного, деб взять штук пять электродов на попопробовать потренироваться. .
Наверх
↓
↑
#8
ВНЕ САЙТА
победа
Отправлено 02 September 2015 — 01:59
Народ подскажите как заварить алюминевую деталь электродом, говорят что варят электродом и даже я сам лично видел это, стоял смотрел как сварщик варил поддон из алюминя — что нужно для этого?
Подробнее о детали,что от чего и фото.Очень важно какой сплав,толщина-от этого зависит полноценность советов.
Без опыта и учителя умеющего варить электродами будет сложно,5-10 не хватит «набить руку».
Сообщение отредактировал победа: 02 September 2015 — 01:59
Наверх
↓
↑
#9
ВНЕ САЙТА
Олежа
Отправлено 02 September 2015 — 08:59
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.
Наверх
↓
↑
#10
ВНЕ САЙТА
Rom
Отправлено 02 September 2015 — 09:26
Danila, спасибо за полезную информацию
Наверх
↓
↑
#11
ВНЕ САЙТА
Трой
Отправлено 02 September 2015 — 09:28
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.
Электрод прогревает локально, может в этом дело.
Наверх
↓
↑
#12
ВНЕ САЙТА
rut
Отправлено 02 September 2015 — 09:53
Электрод прогревает локально, может в этом дело.
Да, именно в этом и дело. У алюминия очень высокая теплопроводность, и без прогрева большая часть тепла будет расходиться по детали, уходя от места сварки.
Наверх
↓
↑
#13
ВНЕ САЙТА
Eduardo
Отправлено 02 September 2015 — 09:57
Надо же, я и не знал, что такие чудесные электроды бывают. Считал, что алюминий можно только в аргоне варить нормально. Но посмотрев ролик понял, что не стоит обольщаться — там говорится о щелочи и солях используемых в обмазке электрода в качестве флюса, для снятия оксидной пленки и защиты от окисления. А остатки этого самого флюса надо обязательно удалять (иначе алюминий будет быстро корродировать). Т.е. такими электродами невозможно варить закрытые емкости (баки-канистры)и ответственные узлы
Наверх
↓
↑
#14
ВНЕ САЙТА
OCTAN
Отправлено 02 September 2015 — 10:02
Eduardo это нравится
Наверх
↓
↑
#15
ВНЕ САЙТА
mara
Отправлено 02 September 2015 — 10:48
Судя по первому видео ничего сложного нету, ну потренироваться только дугу держать тяжело будет т. к. горят они быстро.
Наверх
↓
↑
#16
ВНЕ САЙТА
Artsmith
Отправлено 02 September 2015 — 12:14
Ну теперь все начнут латать «титановые» диски 🙂
А если серьезно, то есть большая вероятность что вместо трещины, в поддоне, после самостоятельного ремонта таким способом, появится нехилое отверстие.
Сообщение отредактировал Artsmith: 02 September 2015 — 12:15
Наверх
↓
↑
#17
ВНЕ САЙТА
Danila
Отправлено 02 September 2015 — 22:28
Прикольно, а я и не подозревал о такой возможности, не понял а греть деталь перед сваркой зачем, электрод же ее итак нагреет за секунду.
Алюминий очень гигроскопичен, именно поэтому место сварки надо хорошо прогреть, чтобы выпарить из него воду. При нагреве 180-200 градусов Вы сразу заметите на поверхности потнички из влаги. Ну и важно держать короткую дугу. Это основные правила
борода это нравится
Наверх
↓
↑
#18
ВНЕ САЙТА
adelt
Отправлено 03 September 2015 — 09:16
Спасибо за информацию, сегодня хочу приобрести такие электроды и есть что попробовать поварить, не знаю получится, но начать надо и так научусь однозначно. Дело очень интересное и полезное, например ручку заварю на сковородке, как раз для тренировки. Спасибо!
Наверх
↓
↑
#19
ВНЕ САЙТА
Толстяк
Отправлено 03 September 2015 — 14:04
Электроды просушить в духовке 200 град пол часа. Грязными руками электроды не трогать, свариваемые детали сначала хорошо обезжирить ацетоном, зачищать чистым диском. Варить переменным током, ток по ощущениям для тройки электрода 120А. Варил диск, все нормально, лестницу тонкостенную варил.
Наверх
↓
↑
#20
ВНЕ САЙТА
bruno
Отправлено 03 September 2015 — 14:20
Варится постоянным током.
Наверх
↓
↑
Сварка дюрали
Главная » Статьи » Сварка дюрали
Сварка дюралюминия
Существует множество сплавов алюминия, которые применяются в промышленности, но одним и самых знаменитых является дюралюминий, который получил свое название от компании Дюраль, ведь именно она и начала его производить. Сварка дюралюминия является сложным процессом, так как в составе данного сплава алюминий составляет 93,5%. Также в нем имеется 4,5% меди, 1,5% магния и 0,5% марганца. Таким образом, большинство свойств сплав получает именно от алюминия. В промышленности такой сплав используется достаточно, поэтому, мастерам по сварки приходится с ним постоянно работать. Существует несколько марок данного сплава, отличающихся по составу. Главным преимуществом такого вещества является относительно высокая прочность при низком весе, что позволяет делать из него металлоконструкции, различные механизмы и прочие вещи. Все это требует соединения, наиболее рациональным из видов которого является сварка. Многие характеристики сплава определяются термообработкой и соотношением металлов в составе, так как порой могут возникать некоторые отличия. Сварка дюралюминия требует от сварщика особого опыта, так как обладает рядом нюансов, с которыми приходится сталкиваться. Это касается как техники сваривания, так и технологии проведения работ.
Сварка дюралюминия аргоном
Свойства и свариваемость дюралюминия
Как и при сварке алюминия, данный металл не всегда хорошо соединяется, что обусловлено его свойствами. Предел текучести этого металла составляет около 250 МПа. Плотность данного сплава составляет значение в пределах 2,5-2,8 тонн/ метр кубический. Плавится он при той же температуре, что и алюминий, поэтому, во время сварки возникает проблема с быстрым расплавлением электродов, повышением текучести и прочими вещами. В отличие от своего основного металл, дюралюминий не такой мягкий и гибкий. При этом если его подвергнуть отжигу при температуре в 500 градусов Цельсия, то он приобретает такие же свойства, как и обыкновенный алюминий. Чтоб сделать его более жестким и твердым, то следует поддать его металлургическому старению. Грамотная термообработка упрочняет металл, так что эти свойства можно увеличить и при помощи закалки.
Сварка дюралюминия полуавтоматом
Сварка дюралюминия осложняется тем фактором, что без использования специальных средств результат может оказаться крайне низкого качества. Если не придерживаться технологии, то возникает большая вероятность появления трещин, а также сложностей в формировании нового шва. Металл быстро растекается, так как его вязкость в расплавленном состоянии оказывается очень низкой. Дюралюминий обладает высокой статической прочностью, которая достигает до 500 МПа при температуре до 170 градусов. Металл обладает низкой коррозионной стойкостью, так что при сваривании нередко именно на шве проявляются первые следы поражения ржавчиной, так как температурное воздействие обеспечивает выгорание легирующих элементов и ухудшение сопротивлению коррозии. Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
Преимущества
При качественном сваривании получается очень прочный металл, который может выдерживать большие нагрузки и обладает низким весом;
Можно подобрать несколько способов проделать данный процесс, какой будет удобнее с экономической и практической стороны;
Существуют и хорошо распространены электроды, которые подходят для взаимодействия с данным сплавом;
Для всех проблем находятся свои способы решения, которые помогают повысить качество соединения.
Недостатки
После сварки падает и без того невысокая коррозионная стойкость;
Сварка дюрали оказывается трудоемким процессом, который под силу осуществить только опытным сварщикам;
Формирование валика шва становится затруднительным из-за повышенной жидкотекучести;
Исходя из разнообразия разновидностей марок сплавов, порой могут возникнуть сложности с подбором электродов;
Сварка дюралюминия в домашних условиях становится очень затруднительным процессом;
Здесь обязательно применение флюса для облегчения проведения процесса;
Для высокого качества соединения приходится применять дорогостоящие виды сварки, такие как сварка дюралюминия аргоном.
Подготовка дюрали к сварке
Перед проведением процесса требуется подготовить заготовки. В первую очередь идет механическая зачистка, которая позволяет убрать налет, жир, масла и различные вредные пленки с поверхности. Здесь подойдет наждачная бумага, щетка по металлу или другой подобный инструмент. Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.
Сварка дюралюминия в домашних условиях
Здесь же может потребоваться обработка кромок, на которых будет пролегать шов. Это связано с толщиной металла, так как дюраль обладает относительно низкой глубиной проварки. Если толщина заготовки составляет более 4 мм, то нужно скосить края под углом в 35 градусов. Это поможет глубже проникнуть в металл, что способствует лучшему соединению.
Инструкция
Провести все необходимые подготовительные операции с металлом;
Когда идет сварка дюралюминия полуавтоматом, нужно выставить на оборудовании необходимые настройки;
Распределить по будущему месту шва флюс, который улучшит качества свариваемости и поможет избежать ненужных проблем;
Металл можно подогреть постепенно, чтобы избежать температурных деформаций и напряжения;
Можно приступать к процессу сваривания, если проводится сварка дюралюминия электродом, то нужно зажечь дугу и начать формировать шов;
После окончания нужно дать остыть металлу, постепенно подогревая его горелкой;
Очистить шов и шлака и проверить его на отсутствие трещин.
«Важно!
При сварке электродами нужно действовать быстрее, чем со сталью, так как скорость плавления присадочного материала тут значительно выше.»
Техника безопасности
Во время работы нужно помнить о собственной защите, так что такие средства как комплект огнеупорной одежды, защищающий от искр и брызг металла, а также сварочная маска, должны быть обязательно. При работе с газом следует ставить баллоны как можно дальше от источника огня, так как они должны находиться на расстоянии от 5 метров и далее. Перед использованием техники следует убедиться в исправности оборудования и надежности соединения проводов и контактов, так как именно в них чаще всего случаются проблемы.
svarkaipayka.ru
Методы сварки силумина и дюралюминия
Алюминий и его сплавы, в силу особенностей характеристик и свойств материала, обрабатываются специальными методами. Сварка силумина или дюралюминия потребует от мастера не только особых знаний, но и специализированного оборудования. Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
Особенности сварки алюминиевых сплавов
Силумин содержит в своем составе до 22% кремния, он намного прочнее алюминия, обладает повышенной износоустойчивостью, но уступает по крепости дюрали — сплаву алюминия с медью, марганцем и магнием. Однако силумин устойчивее к коррозии, поэтому широко применяется в кораблестроении.
Алюминий имеет высокую теплопроводность, поэтому сваривать его обычными электродами для черных металлов затруднительно. Шлак не успевает удаляться из раскаленного металла и шов получается некачественным.
Трудности сварки алюминия:
перед сваркой детали из алюминиевого сплава прогревают до 300-400°C;
электроды перед сваркой прокаливаются при температуре 100-200°C;
тугоплавкий оксид с температурой плавления 2050°С, образовывающийся на поверхностях, затрудняет работу;
высокая рабочая температура снижает прочность соединения;
высокий коэффициент линейного расширения приводит к деформациям.
Применение различных технологий, дополнительных химических средств, инертных газов позволяет практически полностью избавиться от перечисленных недостатков и получать качественные соединения.
Устранение трудностей соединения
Наличие оксидной пленки на поверхности металла существенно снижает качество шва. Она не только имеет более высокую температуру плавления, но и плотность. Пленка затрудняет образование стабильной дуги. Кроме того, дефрагментированные частички оксида остаются внутри шва, снижая его жесткость.
Чтобы этого не происходило, свариваемые поверхности предварительно очищают травлением или механической очисткой при помощи металлической щетки.Очищенные детали хранятся не более трех часов.
Эффективным методом удаления пленки является катодное распыление, когда металл бомбардируется ионами, очищая поверхность. Метод применяется в промышленности.
Также применяют флюсы, растворяющие пленку и переводящие ее в летучие соединения.
Для сварки сплавов, не содержащих магний, как силумин, применяется флюс АН-А1. Для дюралюминия применяется флюс АН-А4.
Кроме того, перед свариванием поверхности очищают от загрязнений растворителями РС-1, РС-2.
Разновидности сварки алюминиевых сплавов
В промышленности, мастерских и быту используется три основных метода сварки сплавов алюминия:
полуавтоматом с подачей проволоки в среде защитных инертных газов — DC MIG;
электродами из вольфрама в среде защитных инертных газов AC TIG;
покрытыми электродами без применения инертных газов — MMA;
газовой горелкой с покрытыми электродами без аргона.
Каждый метод соединения металлов имеет свои преимущества и недостатки и предназначен для различных задач.
Сварочные полуавтоматы
Полуавтоматы для сваривания алюминия работают в импульсном режиме. Высоковольтный импульс напряжения разрушает оксидную пленку. Между импульсами происходит разогрев металла, капля затекает в сварочную ванну и образовывает качественный шов.
Принципиально полуавтомат для алюминия не отличается от устройств для сварки черных металлов, которыми некоторые умельцы варят силумин и дюраль. Но следует учитывать технологические особенности:
алюминий и его сплавы не сваривают постоянным током с минусовой полярностью на электроде, только с плюсовой;
необходимо использовать механизм подачи проволоки с 4 роликами и тефлоновым вкладышем, иначе проволока будет путаться;
скорость подачи проволоки должна быть в 2-4 раза выше, чем в аппаратах для сварки стали.
Полуавтоматы для сварки сплавов алюминия намного дороже аппаратов для черных металлов, поэтому иногда дешевле модернизировать обычный сварочник для универсального использования.
Метод быстрый, но уступает по качеству шва дуговой сварке.
Сварка вольфрамовыми электродами
Дуговой метод сварки вольфрамовыми электродами подразумевает использование аргоновой среды. Такой метод обеспечивает наиболее качественное и аккуратное создание шва.
Чтобы не образовывалась оксидная пленка, процесс происходит в защитной среде инертного газа — аргон. Возможно использование и других газов, как ксенон, криптон, азот, но они дороже и их использование может быть оправдано только специальными условиями.
Сварка дюралюминия вольфрамовым электродом с использованием трехфазной дуги повышает эффективность работы в 3-5 раз и позволяет сваривать детали толщиной 3 см в один проход. При обычном подключении за один проход можно сварить поверхности толщиной до 0,3 см.
Сварка покрытыми электродами без защитных газов
Такой метод сварки позволяет производить работы там, где использование газов не рекомендуется или запрещено:
труднодоступные места;
на улице;
внутри резервуаров.
Электрод с внутренним стержнем, близким по составу к свариваемым металлам, покрывается хлористыми и фтористыми солями натрия и калия, криолитом. В процессе, при испарении, внешний слой электрода создает защитную среду.
Сварка покрытыми электродами не требует громоздкого оборудования, газовых баллонов и достаточно дешева.
Бытовой метод сварки без аргона
Метод чаще называют пайкой, потому что в процессе не используется электричество, но соединение деталей из алюминия и его сплавов получаются достаточно крепкими. Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000.
Процесс соединения деталей или заделки трещин прост. Разогреваете деталь до температуры, пока стержень с припоем не начнет плавиться, заливайте припоем щели, соединяйте поверхности. Но не нужно забывать предварительно очистить детали от оксидной пленки.
Если вы профессионал в процессах сварки алюминия и вам есть что дополнить или поспорить, то присоединяйтесь к дискуссии в блоке комментариев.
wikimetall.ru
Как сварить дюралюминий
Алюминий – металл, который отличается высокими качественными характеристиками и активно используется в промышленности. Самым распространенным сплавом из алюминия считается дюралюминий, получивший свое название благодаря компании «Дюраль», которая первым начала производить подобное соединение. Сварка дюралюминия – достаточно трудоемкий процесс, требующий сосредоточенности и внимательности. Сложность сварочных работ обусловлена эксплуатационными характеристиками алюминия , ведь в сплаве дюралюминия, количество алюминия составляет 93,5%. Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.
Такой сплав достаточно часто применяется в промышленности, в связи с этим сварщикам постоянно приходится работать с таким составом. Сварка дюрали должна производиться человеком с опытом, поскольку технология непростая и в процессе сваривания приходится сталкиваться с рядом нюансов. Поэтому новичку навряд ли удастся самостоятельно сварить дюраль.
Обратите внимание! Дюралюминий – весит немного, при этом является очень прочным и надежным сплавом.
Особенности дюралюминия
Сварка дюралюминия в домашних условиях, как и сварка алюминия сопровождается сложностями, поскольку данные сплавы плохо соединяются. Это обусловлено техническими характеристиками металла.
Основные параметры следующие:
Максимальная текучесть – 250 МПа,
Плотность – 2,5 – 2,8 тонн/м³,
Температура плавления примерно 650°C (идентична температуре плавления алюминия), в связи с этим в процессе сварки электроды быстро плавятся и сплав может течь.
Сварка дюралюминия предполагает использование специальных средств (например флюс или аргон), чтобы повысить качество соединения. Если не соблюдать все правила выполнения технологии сварочного процесса, то могут появиться трещины и шов может получиться неровным. Металл не устойчив к коррозии, поэтому в процессе сварки на самом шве уже можно наблюдать следы ржавчины, поскольку под воздействием высоких температурных режимов, легирующие детали выгорают и таким образом сплав практически не защищен от воздействия кислорода.
Обратите внимание! Сварка дюралюминия в домашних условиях должна осуществляться в соответствии с требованиями ГОСТ 14806-80.
Достоинства
Если точно соблюдать всю технологию работы, то в итоге шов получится ровным и качественным, а металл сможет выдерживать большие нагрузки, при этом весить совсем немного.
Для осуществления сварки дюралюминия существует несколько способов (аргоновая сварка, сварка полуавтоматом), вы можете подобрать наиболее оптимальный вариант, учитывая все факторы и условия выполнения работы.
Найти электроды несложно, поскольку многие хорошо взаимодействуют с таким сплавом. Например: ОЗА-1, ОК96.20, ОЗА-2, ОЗАНА-1, ОЗАНА-2,
Любую проблему, возникающую в процессе сварки можно решить, но лучше доверить работу опытному специалисту.
Недостатки
Как уже отмечалось, дюралюминия характеризуется низкой устойчивостью к коррозии, а после сварки его технические характеристики становятся еще ниже.
Процесс сложный, требующий внимательности и точности, т.к. любая, даже малейшая ошибка может существенно повлиять на качество соединения.
Сформировать валик шва непросто, поскольку металл очень текучий.
Для того, чтобы процесс работы сделать проще и чтобы сварка заняла меньшее количество времени, надо использовать флюс. Он наносится на поверхность свариваемой детали.
На заметку! Флюс – вещество, которое защищает участок, подвергаемый сварке, от агрессивного воздействия окружающей среды и повышает качество соединения.
Для того, чтобы получить максимально прочное и надежное соединение, придется прибегнуть к дорогостоящим видам сварки, например, сварка дюралюминия аргоном.
Подготовительные работы перед сварочным процессом
Прежде чем приступить к работе, нужно подготовить заготовки. Первое, что нужно сделать, это зачистить поверхность металла от жира, масел и различных загрязнений. Для зачистки можно использовать наждачку или металлическую щетку. После того, как справитесь с механической зачисткой, для закрепления эффекта, очистите поверхность с помощью растворителя или ацетона. Таким образом вы избавитесь от всех остатков.
На следующем этапе нужно обработать все кромки, на которых будет создаваться шов. В случае, когда толщина краев заготовки превышает показатель в 4 мм, то необходимо скосить края под углом 35 градусов.
Требования, выдвигаемые к сварке:
Подготовка металла,
На предполагаемое место для шва надо нанести флюс и равномерно покрыть этот участок, это вещество способствует улучшению свариваемости,
Металл надо подогревать медленно и постепенно, чтобы под воздействием высокой температуры он не деформировался,
После того, как процесс завершен, необходимо постепенно подогревать шов, до тех пор пока металл полностью не остынет,
На заключительном этапе надо очистить полученное соединение и осуществить проверку шва и шлака на наличие возможных трещин.
Обратите внимание! Сварка электродами требует высокой скорости выполнения работы, т.к. дюралюминий очень быстро плавится.
Не стоит забывать и о технике безопасности. При работе с дюралюминием, как и с любым другим металлом необходимо строго соблюдать все правила и обезопасить себя. Поэтому осуществлять сварку надо в специальном защитном костюме, в маске и в перчатках. Прежде чем использовать ту или иную технику, перед началом работы, обязательно проверьте исправна ли она и надежны ли все контакты и соединения, т.к. обычно сложности и недочеты случаются с ними.
Если соблюдать технологию выполнения сварочных работ и не пренебрегать правилами и требованиями, выдвигаемыми к данному процессу, то в конечном итоге можно получить прочное и надежное соединение.
svarkaed.ru
Какой сварочный аппарат для сварки алюминия и дюралюминия выбрать новичку
Процесс сварки алюминия и дюралюминия имеет несколько особенностей, которые нужно учитывать как при работе, так и при подборе оборудования для нее. Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Что же касается инструмента, то сварочный аппарат для сварки алюминия должен обязательно быть инверторным. Также аппарат «тиг сварка алюминия» должен обладать удобными для перевозки в автомобиле габаритами и иметь ручки для переноса. Желательно, чтобы к аппарату шел осциллятор для сварки алюминия.
В целом же, любому инверторному полуавтомату под силу выполнение такой работы как алюминиевая и дюралюминиевая сварка. Поэтому, для новичка дальнейший выбор оборудования должен основываться на нижеописанных особенностях сварки алюминия.
Особенности сварки алюминия
В виде защитного газа при работе по сварке алюминия необходимо использовать аргон или для толстых материалов его смесь с гелием. Также понадобится алюминиевая проволока для сварки со сплошным сечением. Особое внимание следует обратить на горелку аппарата – ее шланг должен быть прямым и длиной до 3-х метров, т. к. алюминий очень мягок.
Для уменьшения трения сварочной проволоки, следует заменить канал в горелке на тефлоновый, специально предназначенный для сварочных работ полуавтоматом по алюминию.
Если имеющейся длины шланга недостаточно, а приближение инвертора невозможно, наряду с полуавтоматом можно использовать оснащенный более длинным кабелем подающий механизм. Это приспособление позволит использовать лишь саму горелку, удалившись на нужное расстояние от самого сварочного аппарата. И не стоит беспокоиться о вероятности возникновения залома — она очень мала.
Тиг сварка алюминия предполагает использование специальных контактных наконечников, предназначенных именно для этих целей. Их отверстие намного больше, нежели у наконечников, предназначенных для других металлов. Это объясняется способностью алюминия расширяться при нагреве больше, чем другие материалы.
Осторожно, сложности
О том, как происходит сварка алюминия, видео можно увидеть ниже. Мы же акцентируем ваше внимание на основных сложностях, возникающих при сварке алюминия. Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки. Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка.
Алюминиевая и дюралюминиевая сварка происходят с вероятностью прожога свариваемой детали, поскольку алюминий обладает большой теплопроводностью. Поэтому, его следует хорошо прогревать перед началом сварочных работ.
А также:
Зачистка алюминиевой детали – это обязательное условие для проведения такой процедуры, как сварка алюминия, видео с инструкциями по сварке, которое вы найдете в нашей статье, начинается именно с этой процедуры. Это позволит в какой-то степени разбить возникшую пленку и затем ускорит работу. Но! Начинать саму сварку нужно не позже суток со времени зачистки.
Очень важно чтобы в процессе сварочный аппарат для сварки алюминия сохранял постоянную длину дуги. Ее длина для работы с алюминием должна лежать в диапазоне 12-15 мм, иначе могут возникнуть проблемы. При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
Поскольку алюминий обладает большой теплопроводностью, то он подвержен быстрому остыванию, и, в результате – затвердеванию. Поэтому, могут возникнуть определенные сложности по заварке кратера в завершении сварочного шва. Поэтому, начинающим сварщикам для работы с алюминием будет необходим сварочный аппарат с функцией, дающей для разогрева детали больший ток в начале работы, и низкий ток – в конце для заварки кратера. Не лишним при этом будет осциллятор для сварки алюминия.
Вообще, для такого умения как сварка алюминия, впрочем, как и для любого другого, необходима практика. С ней придет не только полное понимание самого процесса, но и понимание того, что в имеющемся богатом ассортименте современных сварочных аппаратов необходимо разобраться для качественного выполнения работы.
Поупражнявшись некоторое время на доступных материалах, вы обязательно сможете овладеть техникой сварки алюминия и составить для себя понимание вопроса аппаратуры.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
swarka-rezka.ru
Смотрите также
Аппарат сварочный ресанта саи 220
Лечение глаз после сварки
Варится ли сваркой чугун
Сварка чугуна электродом в домашних условиях инвертором
Горелка для аргонодуговой сварки
Сварка трубок кондиционера
Сварочного участка чертеж
Сварка полиэтиленовых труб большого диаметра
Сварочные швы
Сварочный пост виды сварочных постов
Кдзс комплект деталей для защиты места сварки 60 мм
дюралюминий? [Архив] — Форумы PPRuNe
Форумы PPRuNe > Форумы наземных и других операций > Вопросы > Duralumin ?
PDA
Просмотр полной версии : Дюралюминий ?
LGL737
18 мая 2001, 12:41
Эй!!!
кто-нибудь может подтвердить или ответить на этот вопрос
Дюралюминий
1) Основание из алюминия/меди 2) Основание из алюминия/магния 3) Трудно сваривается 4) Легко сваривается 5) Хорошая теплопроводность 6) плохая стойкость к воздушной коррозии
Я бы сказал, что ответ должен быть 1, 2, 3, а затем, возможно, 5, но в этом я не уверен. Может ли кто-нибудь ответить на это, и я прав насчет 1,2,3 ?? Спасибо за ответ.
Дюралюминий прочный, твердый, легкий сплав алюминия, широко применяемый в авиастроении, открытый и запатентованный в 1910 Альфреда Вильма, немецкого металлурга; Первоначально он производился только в Дрене в Германии. Первоначальный состав был изменен для конкретных применений; он может содержать от 3 до 4 процентов меди, от 1/2 до 1 процента марганца, от 1/2 до 1 1/2 процента магния и, в некоторых составах, немного кремния. После термической обработки и старения эти сплавы по прочности и твердости сравнимы с мягкой сталью.
Сплавы дюралюминиевые относительно мягкие, пластичные, в нормальном состоянии работоспособны; они могут быть прокатаны, выкованы, экструдированы или вытянуты в различные формы и изделия. Их легкий вес и, как следствие, высокая прочность на единицу веса по сравнению со сталью подходят для авиастроения. Поскольку дюралюминий теряет прочность при сварке, в самолетостроении используется специальная форма ламинированного листа, называемая альпладом; он имеет тонкие поверхностные слои из чистого алюминия или коррозионно-стойкого алюминиевого сплава, покрывающие прочный дюралюминиевый сердечник.
Troley
туманный гудок
18 мая 2001, 17:23
Я узнаю этот вопрос — это вопрос по планерам JAR ATPL.
Ответ 1,3,5.
LGL737
18 мая 2001, 18:05
Большое спасибо!!!
rgds LGL
critcaact
18 мая 2001, 20:26
Я думал, что ответ был — материал, используемый Boeing, а не Airbus.
LGL737
19 мая 2001, 12:26
Вчера разговаривал с парнем, который много лет работал с металлами, и он сказал, что алюминий/медь очень легко сваривается, а алюминий/магний очень трудно сваривается. Таким образом, это сделало бы ответ 1, 4, 5, не так ли??
Foghorn, ваш ответ получен от кого-то, кто знает это на 100%??
rgds LGL
Инженер Чингис
19 мая 2001, 13:11
Дюралюминий практически невозможно найти сейчас вне музея.
В 1970-х годах он был окончательно заменен сплавами серии 2000, разработанными для Concorde, а в 1980-х годах ученые построили на базе Concorde сплавы и разработали сплавы серии 6000. Наиболее распространенным сейчас является 6061, который в значительной степени заменил менее доступный 6082 для трубной ложи, хотя панели по-прежнему в основном 2024.
Что в основном означает, что этот вопрос (который, откровенно говоря, не имеет отношения к пилоту) был в ATPL. экзамены слишком долго!
Чингис
Сертифицированный инженер и частный пилот.
туманный горн
19 мая 2001, 17:09
737 — так мне сказали в школе. Не знаю больше этого.
Как указывает Чингисхан, JAA получает еще одну оценку за актуальность экзаменационного вопроса…
rock_the_tower
19 мая 2001 г., 18:22 содержат магний:
серия 5XXX:
При добавлении магния к алюминию сплав обладает отличной свариваемостью с минимальной потерей прочности и практически не подвержен горячему растрескиванию. Фактически, серия 5XXX обладает самой высокой прочностью среди нетермообрабатываемых алюминиевых сплавов. Он используется для резервуаров для хранения химикатов и сосудов под давлением при повышенных температурах, а также в конструкциях, железнодорожных вагонах, самосвалах и мостах из-за его коррозионной стойкости. При сварке с присадками серии 4ХХХ теряет пластичность за счет образования Mg2Si.
Серия 6XXX:
Содержит кремний и магний для средней прочности и возможной термообработки. Он в основном используется в автомобильной, электрической, трубной, перильной, конструкционной и экструзионной промышленности. Серия 6XXX несколько склонна к горячему растрескиванию, но эту проблему можно решить правильным выбором шва и присадочного металла. Эта серия может быть сварена с серией 5XXX или 4XXX без образования трещин – необходимо достаточное разбавление основных сплавов выбранным присадочным сплавом. Электрод 4043 является наиболее распространенным для использования с этой серией.
Cheers
rtt
Sensible
19 мая 2001, 18:47
Это от не ученого (меня). сплав. Он в основном демонстрирует свойства алюминия, хотя он тверже алюминия из-за термической обработки при производстве. Если его сильно нагреть, он теряет свою твердость, наведенную во время производства — так что для меня и других парней на улице это твердый алюминий, но если вы возитесь со сваркой, он становится почти таким же, как алюминий.
Сварка алюминиевых сплавов
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
Сварка алюминиевых сплавов относится к процессу сварки материалов из алюминиевых сплавов. Алюминиевый сплав имеет высокую прочность и малый вес. Основными сварочными процессами являются ручная сварка TIG (сварка в среде неплавящегося инертного газа), автоматическая сварка TIG и сварка MIG (сварка в среде плавящегося полярного инертного газа), основной материал, сварочная проволока, защитный газ и сварочное оборудование.
Обработка алюминиевых ограждений 1
Обработка алюминиевых ограждений 2
Краткая инструкция
Алюминий и алюминиевые сплавы занимают центральное место среди различных материалов, используемых в современном машиностроении. Его годовой объем производства в мире уступает только стали, а по цветным металлам занимает первое место. [1] Если алюминиевый сплав впервые появился в авиационной промышленности, то в последние десятилетия, помимо авиационной промышленности, алюминий и алюминий широко использовались в аэрокосмической, автомобильной, кораблевой, мостовой, машиностроительной, электротехнической, химической промышленности и криогенные устройства. Сплав для изготовления различных деталей, топливных баков, коррозионностойких емкостей и проводов. В настоящее время наиболее широко используемой сварочной конструкцией из алюминиевого сплава является нержавеющий алюминиевый сплав, а именно алюминиево-магниевый сплав и алюминиево-марганцевый сплав.
Готовое сварное ограждение из алюминия
Сварка алюминиевого сплава относится к процессу сварки материалов из алюминиевого сплава. Алюминиевый сплав имеет высокую прочность и малый вес. Основным процессом сварки является ручная сварка MIG (сварка в среде плавящегося инертного газа) и автоматическая сварка MIG, основной материал, сварочная проволока, защитный газ и сварочное оборудование.
Основной химический состав основного металла и сварочной проволоки:
Марка или спецификация
Base material
6005A T6.6082 T6.5083 h211
Welding wire
5087/AlMg4.5MnZr
Welding wire specifications
φ1.2mm φ1.6mm
Protective gas
AR 100%AR+HE 70%/30%
Welder
Punair TIG 315P AC/DC
Aluminum Welding Welding.0002 Метод сварки GTAW в основном используется для алюминиевых сплавов и является лучшим методом сварки. Однако оборудование для аргонно-вольфрамовой дуговой сварки более сложное и не подходит для работы на открытом воздухе.
2. Сварка сопротивлением
Этот метод сварки можно использовать для сварки тонких пластин из алюминиевого сплава толщиной менее 5 мм. Однако оборудование, используемое при сварке, более сложное, сварочный ток большой, а производительность высокая, что особенно подходит для массового производства деталей и узлов.
3. Импульсная сварка ВИГ
Импульсная сварка ВИГ может улучшить стабильность процесса сварки. Параметры можно регулировать для управления мощностью дуги и формой сварного шва. Сварка имеет малую деформацию и небольшую зону термического влияния. Он особенно подходит для сварки тонких листов, сварки во всех положениях и других случаях, а также кованого алюминия, дюралюминия, сверхтвердого алюминия и т. д., которые очень чувствительны к теплу.
4. Сварка трением с перемешиванием
Сварка трением с перемешиванием в первую очередь и в основном используется в области конструкций из легких металлов, таких как алюминиевые сплавы и магниевые сплавы. Самая большая особенность этого метода заключается в том, что температура сварки ниже температуры плавления материала, что позволяет избежать трещин и пор, вызванных сваркой плавлением. дефект.
Окружающая среда сварки
Требования к среде хранения и вспомогательным материалам, используемым в сварочном производстве алюминиевых сплавов
(1) Требования к температуре и влажности при производстве и хранении
Среда производства и хранения алюминиевого сплава должна быть пыленепроницаемой, водонепроницаемой и сухой. Температуру окружающей среды обычно контролируют выше 5 ℃, а влажность контролируют ниже 70%. Старайтесь следить за тем, чтобы влажность сварочной среды не была слишком высокой. Слишком высокая влажность значительно повысит вероятность образования пор в сварном шве, что скажется на качестве сварки. Сильный поток воздуха приведет к недостаточной газовой защите, что приведет к образованию пор сварки. Ветрозащитный экран может быть установлен, чтобы избежать влияния внутреннего ветра.
(2) Требования к использованию сварочной проволоки и газового шланга
Следует обратить внимание на использование сварочных материалов: алюминиевую сварочную проволоку следует хранить отдельно от стальных сварочных материалов, а срок службы не должен превышать 1а. После сварки выньте сварочную проволоку из сварочного аппарата для герметизации, чтобы предотвратить загрязнение. Шланги подачи воздуха из разных материалов имеют различную устойчивость к проникновению влаги, особенно при высоком давлении подачи воздуха эффект шланга подачи воздуха более очевиден. В качестве шланга подачи воздуха лучше всего использовать тефлоновый шланг (тефлон).
Выбор оснастки
Для сварки алюминиевых сплавов лучше использовать оснастку с точечным контактом, чтобы уменьшить площадь контакта между оснасткой и заготовкой. Если инструмент находится в поверхностном контакте с заготовкой, он быстро отводит тепло от заготовки и ускоряет затвердевание расплавленной ванны, что не способствует устранению пор сварки. Давление гидравлической системы инструмента лучше всего контролировать на уровне 9~9,5 МПа.
Слишком слабое давление не может обеспечить защиту от деформации, но слишком сильное усилит жесткость конструкции из алюминиевого сплава. Из-за большого коэффициента линейного расширения алюминиевого сплава и плохой пластичности при высоких температурах во время сварки могут возникнуть большие термические напряжения, которые могут вызвать трещины в структуре алюминиевого сплава.
Выбор сварочной проволоки
Для основных металлов 6005A, 6082, 5083 выбрана марка сварочной проволоки 5087/AlMg4.5MnZr, сварочная проволока 5087 не только обладает хорошей трещиностойкостью, отличной устойчивостью к пористости и прочностными характеристиками. Для выбора характеристик сварочной проволоки предпочтение отдается сварочной проволоке большого диаметра. Одно и то же количество сварочной проволоки равно весу сварочной проволоки. Площадь поверхности сварочной проволоки большого сечения и сварочной проволоки меньшего сечения намного меньше. Следовательно, загрязнение поверхности сварочной проволоки большого размера и сварочной проволоки меньшего размера меньше, то есть площадь окисления меньше, а качество сварки легче соответствует требованиям. . Кроме того, процесс подачи сварочной проволоки большого диаметра проще в эксплуатации. Как правило, сварочная проволока диаметром 1,2 мм используется для основных материалов толщиной менее 8 мм, а сварочная проволока диаметром 1,6 мм используется для основных материалов толщиной 8 мм и выше. В сварочном автомате используется сварочная проволока диаметром 1,6 мм.
Выбор защитного газа
Ar100% характеризуется стабильной дугой и удобным зажиганием дуги. Как правило, Ar100% используется для сварки основных материалов с толщиной листа менее 8 мм. Для основного металла толщиной 8 мм и выше и сварных швов с высокими требованиями к пористости для сварки используется Ar70%+He30%. Характеристики газообразного гелия: теплопроводность в 9 раз выше, чем у аргона, более высокая скорость сварки, меньшая пористость и повышенное проникновение. При сварке толстых листов глубина проплавления Ar100% и Ar70% + He30%. Скорость потока газа не настолько велика, насколько это возможно. Чрезмерный поток вызовет турбулентность, что приведет к недостаточной защите расплавленной ванны. Воздух вступает в реакцию с наплавленным металлом, что меняет структуру сварного шва, снижает производительность и увеличивает склонность к образованию пор сварки.
Подготовка перед сваркой
Обработка канавки
Для стыковых сварных швов с толщиной листа менее 3 мм нет необходимости делать фаску, а требуется только угол -0,5~1 мм на обратной стороне сварного шва, что выгодно для газовыделения и позволяет избежать обратных канавок. То, скошена ли задняя сторона или нет, влияет на сварной шов. Угол скоса толстого листа из алюминиевого сплава больше, чем у стального листа. Односторонние фаски обычно используют фаски 55°, а двусторонние фаски используют фаски 35° с каждой стороны. Таким образом можно улучшить доступность сварки и уменьшить вероятность возникновения непроплавленных дефектов.
Для соединений HV или HY в тавровых соединениях толстых листов необходимо заполнить канавку и добавить угловой шов, чтобы общий размер сварного шва S был не меньше толщины листа T. Требования к сварке тавровых соединений толстых листов.
Очистка перед сваркой
Сварка алюминиевого сплава требует чистейшей подготовительной работы, иначе снизится его коррозионная стойкость и легко образуется пористость. Сварку алюминиевого сплава следует тщательно отличать от сварки стали. Инструменты, которые использовались для сварки стали, категорически запрещены для сварки алюминиевых сплавов. Очистите оксидную пленку и другие загрязнения в зоне сварки и используйте щетку из нержавеющей стали или ацетон, чтобы максимально очистить. Шлифовку шлифовальным кругом использовать нельзя, потому что шлифовка шлифовальным кругом только расплавит оксидную пленку на поверхности свариваемого материала, но фактически не удалит. Более того, если используется жесткий шлифовальный круг, содержащиеся в нем примеси попадут в сварной шов и вызовут термические трещины. Кроме того, поскольку пленка Al2O3 будет регенерироваться и накапливаться за очень короткое время, чтобы оксидная пленка как можно меньше влияла на сварной шов, сварку следует выполнять сразу после очистки.
Контроль температуры предварительного подогрева и межслойной температуры
При сварке толстых листов с толщиной стального листа более 8 мм перед сваркой необходимо проводить предварительный подогрев. Температура предварительного нагрева регулируется в пределах от 80 ℃ до 120 ℃, а межслойная температура регулируется в пределах от 60 ℃ до 100 ℃. Температура предварительного нагрева слишком высока, в дополнение к суровым условиям работы это также может повлиять на свойства сплава алюминиевого сплава, такие как размягчение соединения и плохой внешний вид сварных швов. Слишком высокая межслойная температура увеличивает вероятность образования тепловых трещин при сварке алюминия.
Разумный выбор стандартных параметров
Физические и химические свойства алюминиевого сплава и стали сильно различаются, и параметры сварки алюминиевого сплава должны быть проверены и определены в соответствии со сварочными характеристиками алюминиевого сплава.
(1) Большой сварочный ток
Теплопроводность самого алюминиевого сплава велика (примерно в 4 раза больше, чем у стали) и быстрый отвод тепла. Поэтому при одной и той же скорости сварки погонная энергия при сварке алюминиевого сплава в 2-4 раза больше, чем при сварке стали. Если подвода тепла недостаточно, легко может возникнуть проблема недостаточного проплавления или даже непровара, особенно в начале сварного шва.
(2) Скорость подачи проволоки должна быть соответствующим образом увеличена.
Скорость подачи проволоки тесно связана с параметрами спецификации, такими как ток и напряжение, и соответствует друг другу. При увеличении сварочного тока скорость подачи проволоки также должна увеличиваться соответственно.
(3) Выбор скорости сварки
Для сварки тонких листов во избежание перегрева сварных швов обычно используются меньшие сварочные токи и более высокие скорости сварки; для сварки толстых листов, чтобы полностью сварить сварные швы и полностью удалить сварочный газ, используйте больший сварочный электрический ток и более низкую скорость сварки.
(4) Выбор угла наклона сварочной горелки
В направлении сварки угол наклона сварочной горелки обычно регулируется примерно на 90°, слишком большой или слишком маленький приведет к дефектам сварки. Угол горелки слишком большой, что приводит к недостаточной газовой защите и отверстиям для воздуха; слишком маленький угол может также привести к тому, что жидкий алюминий достигнет передней части дуги, так что дуга не сможет непосредственно воздействовать на сварной шов и вызвать несплавление.
Очистка после сварки
1. Тщательно промойте сварные швы горячей водой жесткой щеткой.
2. Погрузить сварной шов в водный раствор хромового ангидрида или раствор бихромата калия с температурой 60-80℃ и массовой долей 2%-3% примерно на 5-10 минут и тщательно почистить жесткой щеткой. Или поместить сварку в раствор азотной кислоты массовой долей 10% при 15-20℃ на 10-20мин.
3. Очистите и промойте сварные детали в горячей воде.
4. Просушите сварку горячим воздухом или высушите в сушильном шкафу при 100℃.
Меры безопасности
1. Использовать механические или химические методы для удаления окислов на канавке и окружающих частях заготовки и поверхности сварочной проволоки перед сваркой;
2. Используйте сертифицированный защитный газ для защиты во время сварки;
3. При газовой сварке используется флюс, а оксидная пленка на поверхности расплавленной ванны постоянно захватывается сварочной проволокой в процессе сварки.
Область применения
1. Муфтовое соединение медных и алюминиевых труб в холодильной промышленности, разнородная сварка медных и оцинкованных труб центрального кондиционирования, труб из нержавеющей стали и алюминиевых труб.
2. Сварка медно-алюминиевых наконечников, медно-алюминиевых выводов и медно-алюминиевых токопроводящих шин в подстанционной промышленности.
3. Сварка труб радиаторов, двигателей и сборных шин в электронной и электротехнической промышленности.
4. Он также используется в производстве и сроке срока службы Taps, соединителей со связками, соответствующими гайками и т. Д.
mm Конвертер калибра проводов, катетеров и спиц, Диаметр
mm — Диаметр в миллиметрах. Конвертер величин. / Конвертер калибра проводов, катетеров и спиц, Диаметр
EN ES PT RU FR
Ой… Javascript не найден.
Увы, в вашем браузере отключен или не поддерживается JavaScript.
К сожалению, без JavaScript этот сайт работать не сможет. Проверьте настройки браузера, может быть JavaScript выключен случайно?
mm — Диаметр в миллиметрах. Конвертер и таблица перевода величины.
Этот конвертер позволяет найти ближайший калибр для заданного диаметра провода или площади сечения. Если точно совпадающего калибра нет, показывается самый близкий, а также отличие его прощади сечения в процентах. Попробуйте, чтобы увидеть как это работает!
Всё очень просто:
Нужна помощь?
x
Этот конвертер величин очень простой. Правда.
1
Это — страница перевода единицы «Диаметр в миллиметрах (Диаметр)». Чтобы выбрать другую единицу, просто найдите её на странице и кликните по ней. Вы также можете перейти на универсальную страницу перевода величин
2
Введите значение единицы (Диаметр в миллиметрах). Щёлкните по кнопке «Посчитать». Введённое значение мгновенно пересчитывается во все совместимые единицы, представленные на странице.
3
Остаётся только найти на странице нужную единицу и посмотреть результат перевода напротив неё.
Введите значение единицы
Нажмите «Посчитать»
Получите результат
?Настройки конвертера:
x
Объяснение настроек конвертера
Кстати, пользоваться настройками не обязательно. Вам вполне могут подойти настройки по умолчанию.
Количество значащих цифр
Для бытовых целей обычно не нужна высокая точность, удобнее получить округлённый результат. В таких случаях выберите 3 или 4 значащих цифры. Максимальная точность — 9 значащих цифр. Точность можно изменить в любой момент.
Разделитель групп разрядов
Выберите, в каком виде вам будет удобно получить результат:
1234567.89
нет
1 234 567.89
пробел
1,234,567.89
запятая
1.234.567,89
точка
Значащих цифр: 1 23456789
Разделитель разрядов: нет пробел запятая точка
Укажите значение (Диаметр в миллиметрах, mm):
» открыть »
» свернуть »
Диаметр
Диаметр в миллиметрах → Диаметр в дюймах (in)
Диаметр в миллиметрах → Диаметр в милах (тысячных дюйма)
Диаметр в миллиметрах → Диаметр в микрометрах (μm)
Единицы:
Диаметр в дюймах (in) / Диаметр в милах (тысячных дюйма) / / Диаметр в микрометрах (μm)
» открыть »
» свернуть »
Площадь сечения
Диаметр в миллиметрах → Площадь в квадратных дюймах (in²)
Диаметр в миллиметрах → Площадь в квадратных милах
Диаметр в миллиметрах → Площадь в круговых милах
Диаметр в миллиметрах → Площадь в тысячах круговых милов (Kcmil)
Диаметр в миллиметрах → Площадь в квадратных миллиметрах (mm²)
Диаметр в миллиметрах → Площадь в квадратных микрометрах (μm²)
Единицы:
Площадь в квадратных дюймах (in²) / Площадь в квадратных милах / Площадь в круговых милах / Площадь в тысячах круговых милов (Kcmil) / Площадь в квадратных миллиметрах (mm²) / Площадь в квадратных микрометрах (μm²)
» открыть »
» свернуть »
Калибр проводов
American Wire Gauge — это стандарт, использующийся в США с 1857г для проводов из меди, золота, серебра и т. п. Он также изветен как Brown & Sharpe wire gauge. Чем больше калибр, тем меньше диаметр провода. Провода, толще, чем для калибра 0, обозначаются 00 (или 2/0), 000 (или 3/0), и т.д.
Washburn & Moen Steel Wire Gauge используется в США для стали. Другие названия этого стандарта — US Steel Wire или Roebling Gauge.
British Standard Wire Gauge широко применялся до перехода на метрическую систему, но сейчас используется редко. Его также называют Imperial Wire Gauge или British Standard Gauge. SVG задаёт диапазон калибров от 7/0 до 50.
Birmingham Wire Gauge — устаревший стандарт. Его калибры заданы произвольно, без геометрической или арифметической прогрессии. B.W.G задаёт калибры от 5/0 до 36.
IEC 60228 — это международный стандарт, который среди прочего задаёт набор типовых сечений проводов, выраженные в квадртаных миллиметрах.ГОСТ 22483-2012 — это модицицированная версия IEC 60228, использующаяся в России, Беларуси, Кыргыстане и Узбекистане. В нём, по сравнению с международным стандартом, добавлено несколько более тонких типовых проводов.
Если для заданного сечения или диаметра точно соотвествующего калибра нет, показывается самый близкий, а также отличие его прощади сечения в процентах.
Диаметр в миллиметрах → Американский калибр проводов — American Wire Gauge, AWG
Диаметр в миллиметрах → Калибр стальных проводов Вошбурна и Моена — Washburn & Moen Steel Wire Gauge, W&M
Диаметр в миллиметрах → Британский стандартный калибр проводов — British Standard Wire Gauge, SWG
Диаметр в миллиметрах → Калибр железных проводов Бирмингема — Birmingham or Stubs’ Iron Wire Gauge, B.W.G.
Диаметр в миллиметрах → Площадь сечения типового провода IEC 60228:2004 (мм²)
Диаметр в миллиметрах → Площадь сечения типового провода ГОСТ 22483-2012 (мм²)
Единицы:
Американский калибр проводов — American Wire Gauge, AWG / Калибр стальных проводов Вошбурна и Моена — Washburn & Moen Steel Wire Gauge, W&M / Британский стандартный калибр проводов — British Standard Wire Gauge, SWG / Калибр железных проводов Бирмингема — Birmingham or Stubs’ Iron Wire Gauge, B. W.G. / Калибр стальных проводов Стабса — Stubs’ Steel Wire Gauge / Площадь сечения типового провода IEC 60228:2004 (мм²) / Площадь сечения типового провода ГОСТ 22483-2012 (мм²)
» открыть »
» свернуть »
Калибр музыкальных струн
В отличие от калибра проводов, для струн чем калибр больше, тем струна толще.
Если для заданного сечения или диаметра точно соотвествующего калибра нет, показывается самый близкий, а также отличие его прощади сечения в процентах.
Диаметр в миллиметрах → Калибр музыкальных струн от American Steel and Wire (ASW)
Диаметр в миллиметрах → Английский калибр музыкальных струн
Единицы:
Калибр музыкальных струн от American Steel and Wire (ASW) / Английский калибр музыкальных струн
» открыть »
» свернуть »
Калибр медицинских игл и катетеров
Эти шкалы используются для медицинских игл и катететеров, не для швейных игл
Калибр медицинских игл (Needle Wire Gauge) основан на бирмингемском калибре проводов (Birmingham Wire Gauge) и использует ту же логику: чем больше калибр, тем тоньше игла.Французская шкала диаметров катетеров, которую также называют шкалой Шарьера была придумана парижским производителем хирургических инструментов Жозефом-Фредериком-Бенуа Шарьером в XIX веке. В шкале Шарьера калибр равен диаметру иглы в миллиметрах, умноженному на три. Таким образом, в его шкале чем больше калибр, тем толще игла.
Обратите внимание, что калибр во всех шкалах определяет внешний диаметр иглы, а не диаметр внутреннего её канала.
Диаметр в миллиметрах → Калибр медицинских игл (США)
Диаметр в миллиметрах → Французская шкала (Шкала Шарьера)
Единицы:
Калибр медицинских игл (США) / Французская шкала (Шкала Шарьера)
» открыть »
» свернуть »
Калибр вязальных спиц и крючков
В Великобритании вязальные спицы маркируются по шкале британского стандартного калибра проводов. В США вязальные спицы, которые поизводитилсь до середины XX века, маркировались по шкале американского калибра проводов. В обеих этих шкалах чем больше номер калибра, тем тоньше спица. Сейчас вязальные спицы в США используют систему размеров, в которой чем больше номер, тем спица толще.
Вязальные крючки в США могут обозначаться теми же размерами, что и спицы, либо буквами от B до S. Единого стандарта среди производителей нет, поэтому всегда рекомендуется проверять диаметр спицы в миллиметрах.
В европейских странах размеры спиц и крючков указываются в виде диаметра в миллиметрах
Диаметр в миллиметрах → Калибр (размер) спицы США
Диаметр в миллиметрах → Старый калибр спицы США (AWG)
Диаметр в миллиметрах → Калибр спицы Великобритании (SWG)
Диаметр в миллиметрах → Буквенный калибр вязального крючка США
Диаметр в миллиметрах → Диаметр спицы (Европа) (мм)
Единицы:
Калибр (размер) спицы США / Старый калибр спицы США (AWG) / Калибр спицы Великобритании (SWG) / Буквенный калибр вязального крючка США / Диаметр спицы (Европа) (мм)
Не можете найти нужную единицу?
Попробуйте поискать:
Другие варианты:
Посмотрите алфавитный список всех единиц
Задайте вопрос на нашей странице в facebook
< Вернитесь к списку всех конвертеров
Надеемся, Вы смогли перевести все ваши величины, и Вам у нас на Convert-me. Com понравилось. Приходите снова!
! Значение единицы приблизительное. Либо точного значения нет, либо оно неизвестно.
? Пожалуйста, введите число.
(?) Простите, неизвестное вещество. Пожалуйста, выберите что-то из списка.
***
Нужно выбрать вещество. От этого зависит результат.
Совет: Не можете найти нужную единицу? Попробуйте поиск по сайту. Поле для поиска в верхней части страницы.
Нашли ошибку? Хотите предложить дополнительные величины? Свяжитесь с нами в Facebook.
Действительно ли наш сайт существует с 1996 года? Да, это так. Первая версия онлайнового конвертера была сделана ещё в 1995, но тогда ещё не было языка JavaScript, поэтому все вычисления делались на сервере — это было медленно. А в 1996г была запущена первая версия сайта с мгновенными вычислениями.
Для экономии места блоки единиц могут отображаться в свёрнутом виде. Кликните по заголовку любого блока, чтобы свернуть или развернуть его.
Слишком много единиц на странице? Сложно ориентироваться? Можно свернуть блок единиц — просто кликните по его заголовку. Второй клик развернёт блок обратно.
Наша цель — сделать перевод величин как можно более простой задачей. Есть идеи, как сделать наш сайт ещё удобнее? Поделитесь!
А вы знали? Стандарт калибра проводов (Standard Wire Gauge) был установлен в Великобритании в 1883г. Исторически, номер калибра (гаудж) означал количество операций проволакивания — протягивания провода через уменьшающиеся отверстия, чтобы он становился тоньше. Так получали провод заданной толщины. Именно поэтому, чем больше номер калибра провода, тем тоньше сам провод. До введения единого стандарта каждый производитель использовал свою систему обозначений калибра выпускаемых проводов.
? Некорректный калибр Stubs’ Steel Wire Gauge. Должен быть от 1 до 80.
? Пожалуйста введите площадь сечения провода.
? Некорректный калибр W&M. Должен быть между 7/0 и 50.
? Некорректный калибр струн ASW. Должен быть между 6/0 и 45.
? Некорректный калибр Шарьера. Должен быть от 1 и выше.
? Буквенный размер крючка может быть B, C, D, E, F, G, H, I, K, L, M, N, P, Q и S.
? Некорректный калибр B.W.G. Должен быть между 5/0 и 36.
? Некорректный номер вязальной спицы (США, старая система).
? Некорректный калибр спицы (Великобритания. Должен быть между 7/0 и 50.
? Некорректный калибр иглы. Должен быть между 6 и 34.
? Некорректный калибр струн English Music Wire. Должен быть между 2 и 30.
? Диаметр и площадь сечения должны быть больше нуля
? Некорректный номер спицы (США, новая система). Размеры от 6/0 до 11, 13, 15, 17, 19, 35 и 50.
? Некорректный калибр SWG. Должен быть между 7/0 и 50.
? Некорректный калибр AWG.
Минуточку, загружаем коэффициенты…
mm Конвертер размеров колец, Внутренний диаметр и длина внутренней окружности кольца
mm — Диаметр в миллиметрах. Конвертер величин. / Конвертер размеров колец, Внутренний диаметр и длина внутренней окружности кольца
EN ES PT RU FR
Ой… Javascript не найден.
Увы, в вашем браузере отключен или не поддерживается JavaScript.
К сожалению, без JavaScript этот сайт работать не сможет. Проверьте настройки браузера, может быть JavaScript выключен случайно?
mm — Диаметр в миллиметрах. Конвертер и таблица перевода величины.
Этот конвертер размеров колец позволит легко узнать размер ювелирного украшения для разных стран мира. Как вы, возможно, предполагаете, в разных странах принято использовать разные шкалы для указания размеров колец. Но теперь это не проблема.
Размер кольца может быть указан в виде длины диаметра или длины внутренней окружности кольца в миллиметрах или дюймах. Кроме того, используются различные шкалы номеров размеров, которые обозначаются числами или буквами.
В сети можно найти сотни, если не тысячи сайтов с таблицами перевода размеров колец. К сожалению, многие таблицы неточны, они часто противоречат друг другу. Мы не стали копировать что-то из сети, а подробно изучили вопрос, нашли официальные стандарты разных стран и применили их в нашем конвертере. Все вычисления на этой странице используют официальные формулы и дают точный, а не приблизительный результат.
Для большинства систем мы округляем размер до ¼ размерного шага. Если округлённое значение отличается от точного больше, чем на 1%, конвертер покажет фактический процент отклонения диаметра кольца. Это может звучать сложно, но на самом деле всё очень просто. Попробуйте – введите значение какого-нибудь размера в поле ввода ниже, нажмите «Посчитать», и для введённого значения будут мгновенно посчитаны все эквивалентные размеры.
Всё очень просто:
Нужна помощь?
x
Этот конвертер величин очень простой. Правда.
1
Это — страница перевода единицы «Диаметр в миллиметрах (Внутренний диаметр и длина внутренней окружности кольца)». Чтобы выбрать другую единицу, просто найдите её на странице и кликните по ней. Вы также можете перейти на универсальную страницу перевода величин
2
Введите значение единицы (Диаметр в миллиметрах). Щёлкните по кнопке «Посчитать». Введённое значение мгновенно пересчитывается во все совместимые единицы, представленные на странице.
3
Остаётся только найти на странице нужную единицу и посмотреть результат перевода напротив неё.
Введите значение единицы
Нажмите «Посчитать»
Получите результат
?Настройки конвертера:
x
Объяснение настроек конвертера
Кстати, пользоваться настройками не обязательно. Вам вполне могут подойти настройки по умолчанию.
Количество значащих цифр
Для бытовых целей обычно не нужна высокая точность, удобнее получить округлённый результат. В таких случаях выберите 3 или 4 значащих цифры. Максимальная точность — 9 значащих цифр. Точность можно изменить в любой момент.
Разделитель групп разрядов
Выберите, в каком виде вам будет удобно получить результат:
1234567.89
нет
1 234 567.89
пробел
1,234,567.89
запятая
1.234.567,89
точка
Значащих цифр: 1 23456789
Разделитель разрядов: нет пробел запятая точка
Укажите значение (Диаметр в миллиметрах, mm):
» открыть »
» свернуть »
Внутренний диаметр и длина внутренней окружности кольца
Диаметр и длина окружности в миллиметрах или дюймах — это интернациональные параметры, не зависящие от использующихся в той или иной стране шкал размеров. Если есть возможность выбора изделия по длине окружности или диаметру, мы рекомендуем именно этот способ как наиболее надёжный.
Диаметр в миллиметрах → Диаметр в дюймах (in)
Диаметр в миллиметрах → Длина окружности в дюймах (in)
Диаметр в миллиметрах → Длина окружности в миллиметрах (mm)
Единицы:
Диаметр в дюймах (in) / / Длина окружности в дюймах (in) / Длина окружности в миллиметрах (mm)
» открыть »
» свернуть »
Размеры колец в США, Канаде и Мексике
Размеры колец в Северной Америке начинаются с нуля, каждый шаг может иметь половины и четверти. Полный шаг размера добавляет примерно ⅒ дюйма к длине окружности. Для указания размеров меньше, чем 0, используются значения 00, 000 и т.д.
Дробные размеры можно ввести так: 5 1/2 или 10 1/4.
Диаметр в миллиметрах → Размер кольца в Серверной Америке
Единицы:
Размер кольца в Серверной Америке
» открыть »
» свернуть »
Размеры колец в Великобритании, Ирландии, Австралии, Новой Зеландии и Южной Африке (Wheat Sheaf)
Wheat Sheaf (сноп пшеницы) — это неофициальное название специального конусообразного инструмента, используемого в странах Британской Империи для определения размера колец. Официально шкала размеров определена британским стандартом 1283:1945, который в 1987 году был заменён британским стандартом 6820:1987. Размеры колец в wheatsheaf обозначаются буквами от A до Z, далее, для ещё больших размеров, Z+1, Z+2 и т.д. Могут использоваться половины и четверти размеров.
Первоначально каждый полный шаг размера добавлял 1/64 дюйма к диаметру кольца. Новый стандарт 1987г был переопределён в метрических единицах, и теперь каждый полный шаг размера добавляет 1,25мм к длине внутренней окружности. Несмотря на изменившееся определение, размеры для нового и прежнего стандарта практически не отличаются.
Наименьший возможный размер кольца A соответствует длине внутренней окружности в 37,5мм. Для размеров меньше этого наш конвертер всё равно покажет A, а также разницу в процентах, например: A [-10%].
Дробные размеры можно ввести так: C 1/2 или Z+3 1/4.
Диаметр в миллиметрах → Wheat Sheaf (Великобритания, Ирландия, Австралия, Южная Африка)
Единицы:
Wheat Sheaf (Великобритания, Ирландия, Австралия, Южная Африка)
» открыть »
» свернуть »
Европейский стандарт размеров колец (ISO 8653:2016)
ISO 8653:2016, или просто ISO — это официальный европейский стандарт для размеров колец, который сегодня применяется в большинстве стран Европы, включая Францию, Германию, Австрию, Бельгию, Финляндию, Швецию.
Согласно стандарту ISO, размер кольца равен длине его внутренней окружности в миллиметрах.
Диаметр в миллиметрах → Европейский размер кольца (ISO)
Единицы:
Европейский размер кольца (ISO)
» открыть »
» свернуть »
Размеры колец в Италии, Испании, Швейцарии, Нидерландах, Бразилии, Индии
Некоторые европейские, южноамериканские страны, а также Индия, используют другую систему размеров колец. В этой системе размер кольца равен длине его окружности в миллиметрах, уменьшенной на 40.
Минимальный размер 0 в этой шкале соответствует длине внутренней окружности в 40 миллиметров. Для колец ещё меньше наш конвертер покажет размер 0, а также разницу в процентах, например 0 [-10%].
Диаметр в миллиметрах → Размер кольца в Италии, Испании, Швейцарии, Нидерландах, Бразилии, Индии
Единицы:
Размер кольца в Италии, Испании, Швейцарии, Нидерландах, Бразилии, Индии
» открыть »
» свернуть »
Старые бразильские размеры колец
В дополнение к европейскому стандарту ISO и альтернативной европейской системе в Бразилии широко используется старая система размеров.
Минимальный размер кольца 1 в этой истеме имеет внутренний диаметр 11.8 миллиметров. С каждым следующим размером диаметр увеличивается на 0.35мм.
Диаметр в миллиметрах → Размер кольца в Бразилии по старой системе
Единицы:
Размер кольца в Бразилии по старой системе
» открыть »
» свернуть »
Размеры колец в России, Украине, Беларуси и других странах бывшего СССР
В этих странах ещё с периода СССР в качестве размера кольца указывается его диаметр в миллиметрах. Шкала размеров определена в отраслевом стандарте ОСТ 117-3-002-95 1988г.
Некоторые источники утверждают, что такие же размеры иногда используются для колец в Германии и Австрии, наряду со стандартом ISO.
Диаметр в миллиметрах → Размер кольца в России, Украине, Беларуси и СНГ
Единицы:
Размер кольца в России, Украине, Беларуси и СНГ
» открыть »
» свернуть »
Размеры колец в Японии, Китае, Гонконге, Тайване, Сингапуре
Многие страны Азии используют систему размеров, основанную на внутреннем диаметре кольца. В этой системе размеру 1 соотвествует диаметр 13 миллиметров, а далее каждый шаг размера добавляет ⅓ миллиметра. Для размеров с меньшим диаметров наш конвертер всё равно покажет 1, а также разницу в процентах, например: 1 [-10%].
Диаметр в миллиметрах → Размер кольца в странах Азии
Единицы:
Размер кольца в странах Азии
Не можете найти нужную единицу?
Попробуйте поискать:
Другие варианты:
Посмотрите алфавитный список всех единиц
Задайте вопрос на нашей странице в facebook
< Вернитесь к списку всех конвертеров
Надеемся, Вы смогли перевести все ваши величины, и Вам у нас на Convert-me.Com понравилось. Приходите снова!
! Значение единицы приблизительное. Либо точного значения нет, либо оно неизвестно.
? Пожалуйста, введите число.
(?) Простите, неизвестное вещество. Пожалуйста, выберите что-то из списка.
***
Нужно выбрать вещество. От этого зависит результат.
Совет: Не можете найти нужную единицу? Попробуйте поиск по сайту. Поле для поиска в верхней части страницы.
Нашли ошибку? Хотите предложить дополнительные величины? Свяжитесь с нами в Facebook.
Действительно ли наш сайт существует с 1996 года? Да, это так. Первая версия онлайнового конвертера была сделана ещё в 1995, но тогда ещё не было языка JavaScript, поэтому все вычисления делались на сервере — это было медленно. А в 1996г была запущена первая версия сайта с мгновенными вычислениями.
Для экономии места блоки единиц могут отображаться в свёрнутом виде. Кликните по заголовку любого блока, чтобы свернуть или развернуть его.
Слишком много единиц на странице? Сложно ориентироваться? Можно свернуть блок единиц — просто кликните по его заголовку. Второй клик развернёт блок обратно.
Наша цель — сделать перевод величин как можно более простой задачей. Есть идеи, как сделать наш сайт ещё удобнее? Поделитесь!
? Некорректный размер кольца США
? Некорректный размер кольца
? Диаметр или длина внутренней окружности должна быть больше нуля
? Некорректный размер кольца Wheat Sheaf
Минуточку, загружаем коэффициенты…
мм Конвертер калибров проволоки и спиц, Диаметр проволоки
мм — Диаметр в миллиметрах. Таблица преобразования / Конвертер калибров проволоки и игл, Диаметр проволоки
RU ЕС ПТ RU FR
К сожалению… JavaScript отсутствует
К сожалению, ваш браузер не поддерживает JavaScript что необходимо для работы преобразователя.
Убедитесь, что JavaScript не отключен в настройки вашего браузера. В противном случае этот сайт не будет работать для тебя.
мм — диаметр в миллиметрах. Таблица преобразования
Эта страница преобразования позволяет найти калибр провода, ближайший к нужному диаметру или площади сечения. Если ближайший из них не является точным совпадением, разница в площади отображается в процентах. Попробуйте увидеть его в действии!
Простое преобразование:
Нужна помощь?
x
Этот конвертер очень прост. Действительно.
1
Это — страница перевода единицы «Диаметр в миллиметрах (Диаметр проволоки)». Чтобы переключить блок, просто найдите нужный на странице. и щелкните по нему. Вы также можете перейти на универсальную страницу конвертации.
2
Введите значение единицы (Диаметр в миллиметрах), которое вы хотите пересчитать. Затем нажмите кнопку Convert Me . Ваше значение мгновенно преобразуется во все другие единицы измерения на странице.
3
Теперь найдите нужную единицу измерения и получите результат конвертации. рядом с ним. Это твой ответ.
Введите значение вашей единицы измерения.
Нажмите кнопку «Конвертировать меня».
Получите мгновенные результаты.
? Настройки преобразования:
x
Объяснение настроек преобразования
Прежде всего, вам не нужно изменять какие-либо настройки, чтобы использовать преобразователь. Это абсолютно необязательно.
Количество значащих цифр
Вам нужны округленные цифры или научно точные? Для повседневных преобразований мы рекомендуем выбирать 3 или 4 значащие цифры. Если вам нужна максимальная точность, установите число на 9
Разделитель групп цифр
Выберите, как вы хотите, чтобы ваши группы цифр separated in long numbers:
1234567.89
none
1 234 567.89
space
1,234,567. 89
comma
1.234.567,89
point
Значимые фигуры: 1 23456789
Разделитель групп цифр: нет пробел запятая точка
Ваше значение (Диаметр в миллиметрах, мм):
» показать »
» скрыть »
Диаметр проволоки
Диаметр в миллиметрах → Диаметр в дюймах (в)
Диаметр в миллиметрах → Диаметр в милах
Диаметр в миллиметрах в Диаметр в микрометрах (мкм)
Единицы:
Диаметр в дюймах (в) / Диаметр в милах / / Диаметр в микрометрах (мкм)
» показать »
» скрыть »
Площадь сечения провода
Диаметр в миллиметрах → Площадь сечения в квадратных дюймах (дюйм²)
Диаметр в миллиметрах → Площадь сечения в квадратных милах
Диаметр в миллиметрах → Площадь сечения в круговых милах
Диаметр в миллиметрах → Площадь сечения в тысячах круговых мил (Ксмил)
Диаметр в миллиметрах → Площадь сечения в квадратных миллиметрах (мм²)
Диаметр в миллиметрах → Площадь сечения в квадратных микрометрах (мкм²)
Единицы:
Площадь сечения в квадратных дюймах (дюйм²) / Площадь сечения в квадратных милах / Площадь сечения в круговых милах / Площадь сечения в тысячах круговых мил (Ксмил) / Площадь сечения в квадратных миллиметрах (мм²) / Площадь сечения в квадратных микрометрах (мкм²)
» показать »
» скрыть »
Калибр проволоки
Американский калибр проволоки — это стандарт, используемый в Соединенных Штатах с 1857 года для меди, алюминия, золота, серебра и т. Д. Он также известен как калибр проволоки Brown & Sharpe . Чем больше номер калибра, тем меньше диаметр проволоки. Проволока толще нулевого калибра обозначается как 00 (или 2/0 ), 000 (или 3/0 ) и т. д.
Washburn & Moen Steel Wire Gauge используется в США. для стали. Он также известен как US Steel Wire 9.0022 или Датчик Роблинга .
Британский стандартный калибр проволоки больше не популярен, но все еще используется для измерения гитарных струн. Он также известен как Imperial Wire Gauge или British Standard Gauge . SVG определяет только датчики от 7/0 до 50 .
Birmingham Wire Gauge устарел. Его размеры не являются геометрически или арифметически прогрессивными и, следовательно, не имеют определенного отношения друг к другу. BWG определяет калибры от 5/0 до 36 .
IEC 60228 — это международный стандарт, который, среди прочего, определяет набор стандартных проводов. Сечения проводов в настоящем стандарте обозначаются площадью их поперечного сечения, выраженной в мм². ГОСТ 22483-2012 является несколько измененной версией МЭК 60228 , которая используется в России, Беларуси, Кыргызстане и Узбекистане. Он добавляет несколько меньших размеров проводов к международному стандарту.
Если площадь сечения или диаметр провода не соответствует калибру, используется ближайший калибр, а разница площади отображается в процентах.
Диаметр в миллиметрах по американскому калибру проволоки, AWG
Диаметр в миллиметрах по калибру стальной проволоки Washburn & Moen, W&M
Диаметр в миллиметрах по Британскому стандартному калибру проводов, SWG
Диаметр в миллиметрах по Бирмингему или по шкале железной проволоки Стабса, B.W.G.
Диаметр в миллиметрах для стальной проволоки Stubs’ Gauge
Диаметр в миллиметрах в соответствии со стандартом IEC 60228:2004. Поперечное сечение провода (мм²)
Диаметр в миллиметрах по ГОСТ 22483-2012 Стандартное сечение провода (мм²)
В отличие от обычной проволоки, струны большего сечения предназначены для более толстых струн.
Если площадь сечения или диаметр провода не соответствует калибру, используется ближайший калибр, а разница площади отображается в процентах.
Диаметр в миллиметрах соответствует American Steel and Wire (ASW) Music Wire Gauge
Диаметр в миллиметрах → Английский калибр музыкальных струн
Единицы:
American Steel and Wire (ASW) Music Wire Gauge / English Датчик музыкальной проволоки
» показать »
» скрыть »
Медицинские иглы и катетерные датчики
Эти датчики предназначены для игл для подкожных инъекций или шприцев, а не для швейных игл.
Калибр иглы является производным от Бирмингемского калибра проволоки и имеет ту же логику: чем больше номер калибра, тем меньше игла. Шкала французского катетера , также известный как French Gauge , был разработан парижским производителем хирургических инструментов Joseph-Frédéric-Benoît Charrière в 19 веке. В шкале Шарьера номер калибра, разделенный на 3, дает диаметр иглы в мм. Это означает, что чем больше номер калибра, тем толще игла.
Обратите внимание, что все шкалы игл определяют внешний диаметр иглы, а не внутренний дренажный канал.
Диаметр в миллиметрах до калибра шприцевой иглы
Диаметр в миллиметрах по французской катетерной шкале (FG или Ch)
Единицы:
Датчик иглы шприца / Французская катетерная шкала (FG или Ch)
» показать »
» скрыть »
Размеры спиц и крючков для вязания
В Великобритании вязальные спицы маркированы номерами стандартного калибра проволоки. Старые американские иглы, произведенные до 1950-х годов, были маркированы номерами American Wire Gauge. Как в Великобритании, так и в старых американских номерах игл используются более высокие номера для более тонких игл. Современная система размеров игл США использует противоположный подход, когда более тонкие иглы имеют меньшие номера.
Размеры крючков для вязания в США обозначены буквами от B до S. Стандарт не одинаков у всех производителей, поэтому всегда рекомендуется проверять диаметр крючка в мм.
Совет Америки по рукоделию заявляет, что производители крючков и игл согласились использовать метрические размеры (мм) на всех упаковках вместе с номерами США, чтобы минимизировать путаницу.
Диаметр в миллиметрах соответствует размеру иглы США
Диаметр в миллиметрах → Старый размер иглы США (AWG)
Диаметр в миллиметрах → Размер иглы Великобритании (SWG)
Диаметр в миллиметрах соответствует размеру крючка США
Диаметр в миллиметрах → Метрический размер спицы (мм)
Единицы:
Размер иглы США / Старый размер иглы США (AWG) / Размер иглы для Великобритании (SWG) / Американский размер крючка для вязания крючком / Метрический размер иглы (мм)
Не нашли нужный блок?
Попробуйте найти:
Другие варианты:
Проверьте список всех поддерживаемых единиц
Задайте свой вопрос на нашей странице facebook
< Вернуться в меню всех конвертеров
Надеюсь, вы сделали все ваши преобразования и наслаждался Convert-me. Com. Приезжайте к нам вскоре!
! Преобразование является приблизительным. Либо единица измерения не имеет точного значения, , либо точное значение неизвестно.
? Это число? Извините, не могу разобрать.
(?) Извините, мы не знаем этого вещества. Пожалуйста, выберите один из списка.
***
Пожалуйста, выберите вещество. Влияет на результаты преобразования.
Подсказка: Не можете понять, где искать ваше устройство? Попробуйте найти название устройства. Поле поиска находится вверху страницы.
Нашли ошибку? Хотите предложить больше конверсий? Свяжитесь с нами на Facebook.
Нравится convert-me.com и хотите помочь? Мы ценим это! Давай, расскажи о нас своим друзьям. Используйте кнопки вверху, чтобы поделиться.
Действительно ли convert-me.com существует с 19 лет?96? На самом деле он еще старше. Мы запустили первую версию нашего онлайн-конвертера единиц измерения в 1995 году. В нем не было JavaScript, и все преобразования приходилось выполнять на сервере. Служба была медленной. Год спустя технология позволила нам создать сервис мгновенной конвертации единиц измерения, который стал прототипом того, что вы видите сейчас.
Для экономии места на странице некоторые блоки могут отображаться свернутыми. Коснитесь заголовка любого блока, чтобы развернуть/свернуть его.
Страница выглядит слишком переполненной с таким количеством единиц? Ненужные блоки можно скрыть, нажав на заголовок блока. Попытайся. Повторный щелчок развернет блок.
Наша цель — максимально упростить преобразование единиц измерения. Есть идеи, как сделать его лучше? Дайте нам знать
Знаете ли вы? Стандартные калибры проводов были официально утверждены в Великобритании в 1883 году. Новый стандарт был основан на Бирмингемском калибре проводов. Исторически калибр обозначал количество операций волочения (пропускание проволоки через волочильную пластину для уменьшения толщины), которые требовались для производства проволоки желаемой толщины. До того, как была введена стандартная система, производители проволоки использовали свои собственные стандарты.
? Диаметр провода или площадь сечения должны быть больше нуля
? Недействительный датчик W&M. Датчики от 7/0 до 50.
? Недопустимый калибр стальной проволоки Stubs. Датчики от 1 до 80.
? Недействительный музыкальный датчик ASW. Датчики от 6/0 до 45.
? Недействительный французский датчик. Датчики от 1 и выше.
? Недействительный калибр музыкальных струн на английском языке. Датчики от 2 до 30.
? Размеры крючка для вязания могут быть B, C, D, E, F, G, H, I, K, L, M, N, P, Q или S.
? Недействительный измеритель иглы. Калибр от 6 до 34.
? Недействительный старый номер иглы США.
? Недействительный код B.W.G. количество. Датчики от 5/0 до 36.
? Недействительный номер иглы в США. Размеры от 6/0 до 11, 13, 15, 17, 19, 35 или 50.
? Недействительный номер SWG. Датчики от 7/0 до 50.
? Пожалуйста, введите площадь поперечного сечения провода и необязательную разницу в процентах.
? Недействительный номер иглы для Великобритании. Размеры от 7/0 до 50.
? Недействительный номер AWG.
Подождите, пока загружаются коэффициенты преобразования…
Преобразовать диаметр в миллиметры (мм) к диаметру в дюймах (in), Внутренний диаметр и длина окружности кольца
конвертировать диаметр в миллиметры (мм) к диаметру в дюймах (в), Внутренний диаметр и окружность кольца
RU ЕС ПТ RU FR
К сожалению… JavaScript отсутствует
К сожалению, ваш браузер не поддерживает JavaScript что необходимо для работы преобразователя.
Убедитесь, что JavaScript не отключен в настройки вашего браузера. В противном случае этот сайт не будет работать для тебя.
Перевести диаметр в миллиметры (мм) к диаметру в дюймах (в), Внутренний диаметр и окружность кольца
Страница преобразования размера кольца помогает преобразовать размеры ювелирных колец, используемые во всем мире. Как и следовало ожидать, люди используют разные шкалы для обозначения размеров колец в разных частях мира. Это не проблема, наш конвертер позволяет мгновенно преобразовать размер кольца из любой шкалы во все остальные.
Размеры колец можно измерить по внутреннему диаметру кольца или по длине внутренней окружности кольца.
В отличие от многих других таблиц преобразования колец, которые вы можете найти в Интернете, мы используем формулы для расчета точных преобразований на основе официальных стандартов, а не даем приблизительное соответствие. Мы хотим убедиться, что вы получите самый надежный результат конверсии.
Для большинства систем размеры округляются до четверти шага размера. Если это округление увеличивает разницу более чем на 1%, мы показываем фактическую разницу в процентах от диаметра кольца. Это может показаться громоздким, но это легко. Просто попробуйте — введите любой размер кольца и конвертируйте его во все другие размеры.
? Настройки преобразования:
x
Объяснение настроек преобразования
Прежде всего, вам не нужно изменять какие-либо настройки, чтобы использовать преобразователь. Это абсолютно необязательно.
Количество значащих цифр
Вам нужны округленные цифры или научно точные? Для повседневных преобразований мы рекомендуем выбирать 3 или 4 значащие цифры. Если вам нужна максимальная точность, установите число 9
Разделитель групп цифр
Выберите, как вы хотите, чтобы ваши группы цифр separated in long numbers:
1234567.89
none
1 234 567.89
space
1,234,567.89
comma
1.234.567,89
point
Значимые фигуры: 1 23456789
Разделитель групп цифр: нет пробел запятая точка
Диаметр в миллиметрах (мм)
Внутренний диаметр и окружность кольца
Диаметр в дюймах (дюймах)
Внутренний диаметр и окружность кольца
На этой странице представлена онлайн-конверсия из Диаметр в миллиметрах к Диаметр в дюймах . Эти единицы относятся к
та же система измерения: Внутренний диаметр и окружность кольца .
Если вам нужно перевести Диаметр в миллиметрах в другую совместимую единицу измерения, выберите нужную на странице ниже. Вы также можете переключиться на конвертер для Диаметр в дюймах к Диаметр в миллиметрах.
Другие единицы, указанные выше значения равны
» показать »
» скрыть »
Внутренний диаметр и длина окружности кольца
Эти измерения представляют размер кольца независимо от национальной шкалы. Ссылаясь на диаметр или окружность кольца в дюймах или миллиметрах, это самый надежный способ проверить размер.
Диаметр в миллиметрах → Диаметр в дюймах (в)
Диаметр в миллиметрах → Диаметр в миллиметрах (мм)
Диаметр в миллиметрах → Окружность в дюймах (в)
Диаметр в миллиметрах → Длина окружности в миллиметрах (мм)
Единицы:
Диаметр в дюймах (в) / Диаметр в миллиметрах (мм) / Окружность в дюймах (в) / Окружность в миллиметрах (мм)
» показать »
» скрыть »
Размеры колец в США, Канаде и Мексике
Размеры колец в этой шкале численные, начиная с нуля с четвертью и половинными размерами. Увеличение на полный размер увеличивает внутреннюю окружность кольца примерно на ⅒ дюйма. Размеры меньше 0 имеют маркировку 00 , 000 и т. д.
Введите частичные размеры следующим образом: 5 1/2 или 10 1/4 .
Диаметр в миллиметрах → Североамериканский размер кольца
Единицы:
Североамериканский размер кольца
» показать »
» скрыть »
Размеры колец в Великобритании, Ирландии, Австралии, Новой Зеландии и Южной Африке (сноп пшеницы)
сноп пшеницы — общеизвестный калибр для измерения размеров колец в Великобритании. Официальное название — British Standard 1283:1945 , позже в 1987 году замененное на British Standard 6820:1987 . В размерах снопов пшеницы используются буквы от A до Z , затем Z+1 , Z+2 и т. д. с половинными и четвертными размерами. В старом стандарте увеличение полного размера использовалось для добавления 1/64 дюйма к диаметру кольца. Новый стандарт 1987 г. изменил определение размеров, чтобы они основывались на метрических единицах, теперь увеличение полного размера добавляет 1,25 мм внутренней окружности. Хорошая новость заключается в том, что старые и новые стандарты на практике практически не отличаются.
Наименьший возможный размер кольца A соответствует внутренней окружности кольца 37,5 мм. Для еще меньших длин окружности мы по-прежнему отображаем размер A с разницей в процентах, например. А [-10%] .
Введите частичные размеры следующим образом: C 1/2 или Z+3 1/4 .
Диаметр в миллиметрах → Пшеничный сноп (Великобритания, Ирландия, Австралия, Южная Африка)
Единицы:
Пшеничный сноп (Великобритания, Ирландия, Австралия, Южная Африка)
» показать »
» скрыть »
Европейские стандартные размеры (ISO 8653:2016, большинство европейских стран)
Это официальная система измерения колец, установленная в качестве европейского стандарта. Он используется во многих европейских странах, включая Францию, Германию, Австрию, Бельгию, Финляндию, Швецию.
Эта система определяет размер кольца равным его внутренней окружности в миллиметрах.
Диаметр в миллиметрах → европейский размер кольца (ISO)
Единицы:
Европейский размер кольца (ISO)
» показать »
» скрыть »
Размеры колец в Италии, Испании, Швейцарии, Нидерландах, Бразилии, Индии
В некоторых странах Европы и Южной Америки, а также в Индии используется другая система размеры. Они вычитают 40 из длины окружности кольца в миллиметрах, чтобы получить размер кольца.
Минимальный размер кольца 0 в этой шкале соответствует длине окружности 40 миллиметров. Для еще меньших длин окружности мы по-прежнему отображаем размер 9.0021 0 с разницей в процентах, т.е. 0 [-10%] .
Диаметр в миллиметрах → Размер кольца в Италии, Испании, Швейцарии, Нидерландах, Бразилии, Индии
Единицы:
Размер колец в Италии, Испании, Швейцарии, Нидерландах, Бразилии, Индии
» показать »
» скрыть »
Старые бразильские размеры колец
широко используется в Бразилии.
Минимальный размер кольца 1 в этой шкале имеет внутренний диаметр 11,8 мм. Каждый размер увеличивает диаметр на 0,35 миллиметра.
Диаметр в миллиметрах → Старые бразильские кольца
Единицы:
Старый бразильский размер кольца
» показать »
» скрыть »
Размеры колец в России, Украине, Беларуси и других странах бывшего СССР
В этих странах в качестве размера кольца используется внутренний диаметр кольца в миллиметрах. В России официально определяется Русский стандарт 117-3-002-95 от 1988 г.
Некоторые источники говорят, что эти размеры могут также иногда использоваться в Германии и Австрии.
Диаметр в миллиметрах → Размер кольца в России, Украине, Беларуси
Единицы:
Размер колец в России, Украине, Беларуси
» показать »
» скрыть »
Размеры колец в Японии, Китае, Корее, Гонконге, Тайване, Сингапуре
Во многих странах Азии используется система размеров, основанная на диаметре кольца начиная с размера 1 на 13 мм и увеличивается на ⅓ мм с каждым размером. Для колец меньшего диаметра мы по-прежнему отображаем размер кольца 1 с разницей в процентах, т.е. 1 [-10%] .
Диаметр в миллиметрах → азиатский размер кольца
Единицы:
Азиатский размер кольца
Не нашли свою единицу измерения?
Попробуйте поискать:
Другие варианты:
Проверьте список всех поддерживаемых устройств
Задайте свой вопрос на нашей странице в facebook
< Вернуться в меню всех конвертеров
Надеюсь, вы сделали все ваши конвертации и наслаждался Convert-me.Com. Приезжайте к нам вскоре!
! Преобразование является приблизительным. Либо единица измерения не имеет точного значения, , либо точное значение неизвестно.
? Это число? Извините, не могу разобрать.
(?) Извините, мы не знаем этого вещества. Пожалуйста, выберите один из списка.
***
Пожалуйста, выберите вещество. Влияет на результаты конвертации.
Подсказка: Не можете понять, где искать ваше устройство? Попробуйте найти название устройства. Поле поиска находится вверху страницы.
Нашли ошибку? Хотите предложить больше конверсий? Свяжитесь с нами на Facebook.
Нравится convert-me.com и хотите помочь? Мы ценим это! Давай, расскажи о нас своим друзьям. Используйте кнопки вверху, чтобы поделиться.
Действительно ли convert-me.com существует с 1996 года? На самом деле он еще старше. В 19 году мы запустили первую версию нашего онлайн-конвертера единиц измерения.95. Там не было JavaScript и все конвертации приходилось делать на сервере. Служба была медленной. Год спустя технология позволила нам создать сервис мгновенной конвертации единиц измерения, который стал прототипом того, что вы видите сейчас.
Для экономии места на странице некоторые блоки могут отображаться свернутыми. Коснитесь заголовка любого блока, чтобы развернуть/свернуть его.
 8.III, ST45.8.III
8.III, ST45.8.III 8.III, ST45.8.III
8.III, ST45.8.III W.T
W.T W.T
W.T org/BreadcrumbList»>
org/BreadcrumbList»> д. Какой тип труб выбрать для тех или иных работ? Где купить металлическую трубу по приемлемым ценам? И какие трубы лучше купить – трубы бу или новые? Все эти вопросы возникают у покупателей достаточно часто, поэтому мы хотели бы остановиться на них более подробно.
д. Какой тип труб выбрать для тех или иных работ? Где купить металлическую трубу по приемлемым ценам? И какие трубы лучше купить – трубы бу или новые? Все эти вопросы возникают у покупателей достаточно часто, поэтому мы хотели бы остановиться на них более подробно. д. А трубы второго типа более универсальны: вы можете купить трубы электросварные водогазопроводные (круглые), предназначенные для строительства лестниц и каркасов (квадратные), выполняющие армирующие функции и т. д.
д. А трубы второго типа более универсальны: вы можете купить трубы электросварные водогазопроводные (круглые), предназначенные для строительства лестниц и каркасов (квадратные), выполняющие армирующие функции и т. д. Из нее производят перила, мебель, навесы и даже медицинское оборудование. Очень часто эти изделия применяют в энергетической, пищевой, нефтегазовой промышленности, в машиностроении, судостроении и во многих других отраслях. В общем, эти изделия можно по праву назвать универсальными благодаря их уникальным свойствам, техническим характеристикам.
Из нее производят перила, мебель, навесы и даже медицинское оборудование. Очень часто эти изделия применяют в энергетической, пищевой, нефтегазовой промышленности, в машиностроении, судостроении и во многих других отраслях. В общем, эти изделия можно по праву назвать универсальными благодаря их уникальным свойствам, техническим характеристикам. Ведь купить металлические трубы б/у (лежалые или восстановленные) обойдется вам в 2-4 раза дешевле, чем приобрести новые. При этом такие трубы имеют достаточно большой запас прочности и способны прослужить еще не один год.
Ведь купить металлические трубы б/у (лежалые или восстановленные) обойдется вам в 2-4 раза дешевле, чем приобрести новые. При этом такие трубы имеют достаточно большой запас прочности и способны прослужить еще не один год.
 Для транспортировки газа: газ, пар, сжиженный нефтяной газ. Для конструкционных целей: в качестве трубы для свай для мостов; доки, дороги, здания и другие конструкции из труб.
Для транспортировки газа: газ, пар, сжиженный нефтяной газ. Для конструкционных целей: в качестве трубы для свай для мостов; доки, дороги, здания и другие конструкции из труб. Прихватки сварки по крайней мере три часа, четыре часа в целом хорошая работа. Время сварки должно быть пополам, начиная с самой нижней точки, желательно более сантиметра или около того, поэтому хорошо от противоположного разъема. Если толщина стенки трубы, она должна быть многослойной, не менее двух слоев, первый слой всего круга, пока они не закончили сварку, можно сварить второй этаж.
Прихватки сварки по крайней мере три часа, четыре часа в целом хорошая работа. Время сварки должно быть пополам, начиная с самой нижней точки, желательно более сантиметра или около того, поэтому хорошо от противоположного разъема. Если толщина стенки трубы, она должна быть многослойной, не менее двух слоев, первый слой всего круга, пока они не закончили сварку, можно сварить второй этаж. 1-1997, ГБ/T9711.2, ГБ/T9711.3t и т. д.
1-1997, ГБ/T9711.2, ГБ/T9711.3t и т. д. ) 3,2 м.
) 3,2 м. org/ListItem»> Материалы>
org/ListItem»> Материалы> 2
2 5
5 033
033 ..
..

 Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа.
Иногда приходится работать с нестандартными для этого процесса металлами. Это не всегда дает гарантированно качественный результат, но порой именно пайка становится лучшим решением для соединения деталей. Здесь нужно знать, какая температура жала паяльника нужна для работы, а также и при какой происходит плавление металлов, с которыми ведется работа. С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений.
С одной стороны, нельзя превысить максимальное значение при полном разогреве, а с другой – ее нельзя понизить так, чтобы она поддерживалась на одном и том же уровне. Если для пайки требуются более низкие значения данного параметра, то следует попробовать заменить инструмент. Температура жала паяльника 60 Ватт будет ниже, чем аналога на 100 Вт, поэтому данная методика хорошо подходит для подбора нужной температуры. Долгое время именно она была основной, так как современные модели с регулируемыми параметрами появились относительно недавно. Недостаток методики заключается в том, что требуется покупать несколько видов паяльников. Также это не дает точного регулирования, хотя для большинства случаев хватает и примерных значений. При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.
При 25% это значение будет равняться 10 Ватт и так далее. Регулятор может иметь ограничение по снижению, к примеру, до 50%. Ниже он не сможет опуститься.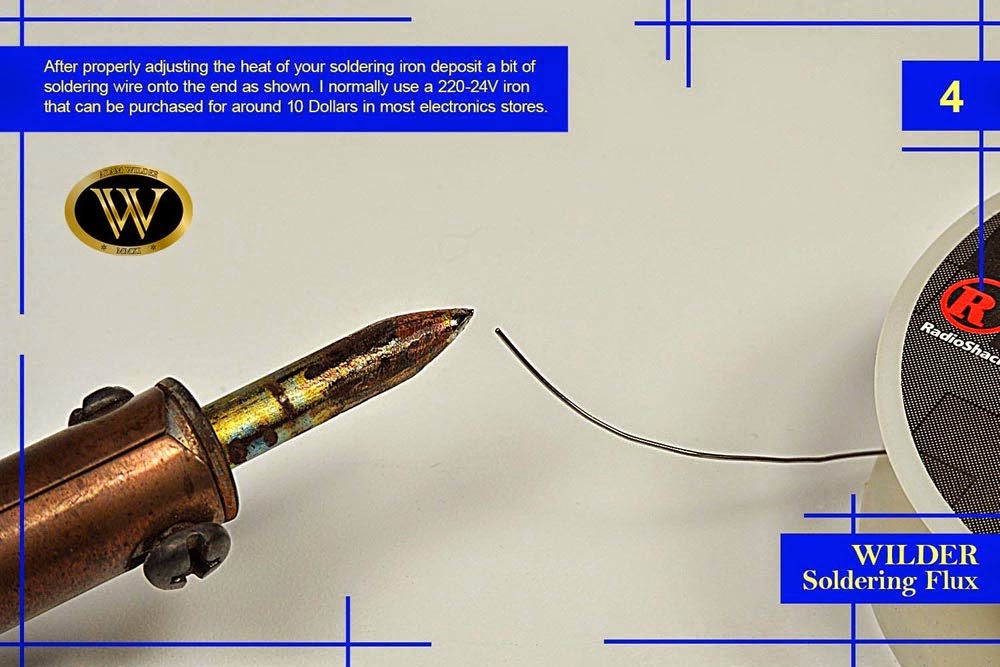
 Точность определения значений зависит от конкретной модели.
Точность определения значений зависит от конкретной модели.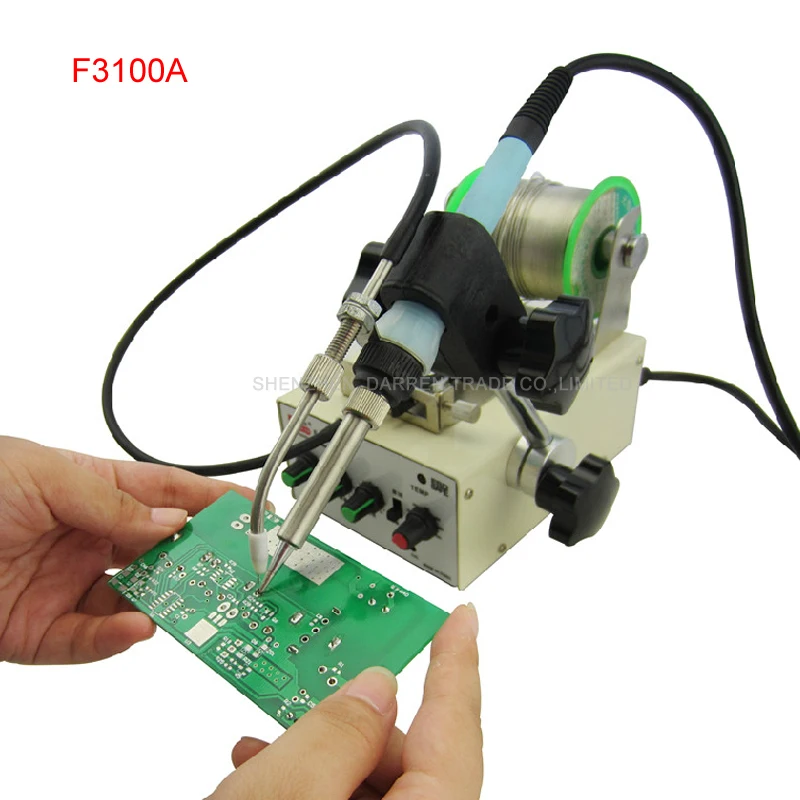 Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.
Каждый человек, который всерьез решил паять, должен ознакомиться с основными особенностями нагрева жала.

 Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала.
Сложность использования таких материалов заключается в том, что они все плавятся при разных показателях температуры. Поэтому приходится тщательнее следить за нагреванием жала. На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
На самом деле точное время нагрева определить довольно сложно. Все зависит от модели используемой паяльной станции и ее мощности. Например, старые модели нагреваются достаточно долго.
 Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться.
Нельзя его класть на дерево, а также пластиковые и полипропиленовые поверхности. Изделия из полипропилена могут расплавиться. При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.
При помощи этого приспособления удастся удерживать нужную температуру нагрева, чтобы она не изменялась.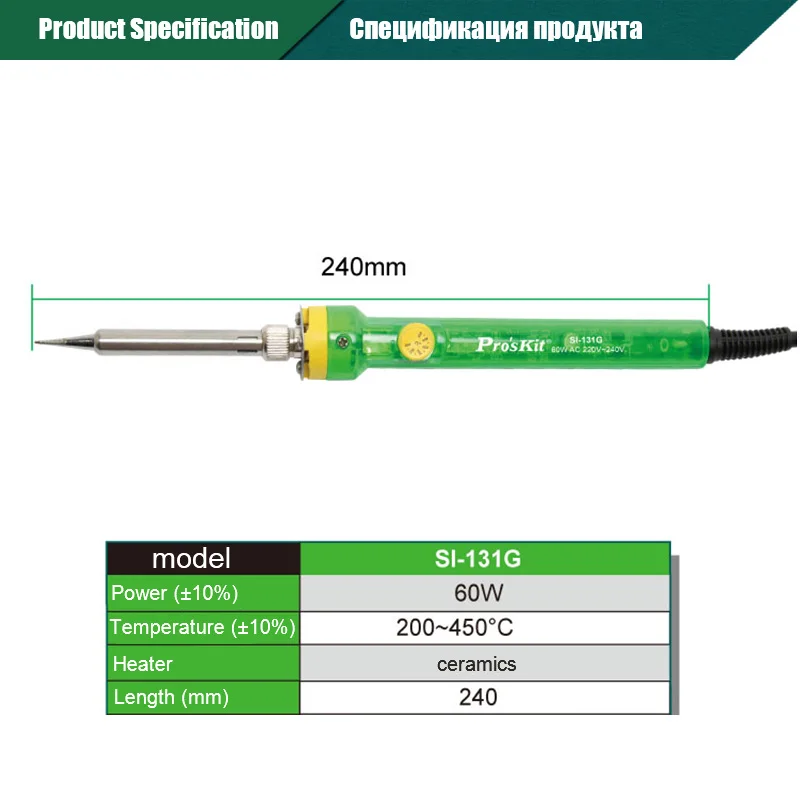 Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями.
Припой плавится с помощью паяльника. Флюс используется для очистки и подготовки поверхностей, что позволяет расплавленному припою течь (или «смачиваться») и соединяться с металлическими поверхностями. В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции.
В своей простейшей форме он состоит из металлического жала, нагревательного элемента, который доводит жало до температуры пайки, изолированной ручки, позволяющей безопасно держать паяльник, и вилки для розетки или паяльной станции. Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д.
Просто включить или выключить. В паяльной станции паяльник подключается к станции для лучшего контроля температуры и других функций, таких как память заданной температуры, блокировка и т. д. Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений.
Бессвинцовые припои имеют более высокую температуру плавления и, как правило, требуют более активных или более концентрированных флюсов (с более высоким содержанием твердых веществ) для достижения тех же характеристик пайки, что и припои со свинцом. Для типичной ручной пайки, если все сделано правильно, надежность между свинцовыми и бессвинцовыми припоями должна быть примерно одинаковой. Для высокотехнологичной электроники, используемой в экстремальных условиях (например, в аэрокосмической электронике), существуют проблемы с тенденцией блестящего олова в бессвинцовом припое к кристаллизации и образованию оловянных усов — тонких проволок из олова, которые могут расти из паяных соединений. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
 Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью.
Водорастворимый флюс (OA) — это очень активный флюс, разработанный для легкого удаления деионизированной водой, как в периодической, так и в поточной системе. Его также можно удалить изопропиловым спиртом (IPA). Очень важно удалить остатки водорастворимого флюса, поскольку они обладают высокой коррозионной активностью. Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
Меньший нагрев также создает меньшую тепловую нагрузку на остальную часть печатной платы. Если конечный продукт отправляется за пределы США, особенно в Европу, вам следует подумать о бессвинцовом припое. Исключение может быть для высоконадежной электроники, например, используемой в аэрокосмической отрасли. В этом случае сверьтесь со спецификациями и требованиями конечного пользователя электроники. Может по-прежнему требоваться бессвинцовый припой, но могут быть исключения, разрешающие использование свинцового припоя.
 Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены.
Эти классификации предназначены для компаний, которые реализуют экологические инициативы или должны соблюдать ограничения на использование галогенов из-за нормативных или клиентских ограничений. Галогены включают элементы хлора, фтора, йода, брома и астата. Это может быть связано с компромиссами, такими как очищаемость, поэтому, если вам не требуется исключать галогены из вашего процесса, проще использовать стандартные флюсы, содержащие галогены. Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.
Хотя кажется, что большее количество флюса должно быть лучше, будьте осторожны, чтобы не переборщить с флюсом. Избыток флюса необходимо удалить, особенно если он не полностью активируется при нагреве до полной температуры пайки.


 Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.
Если вы выберете слишком маленькую насадку, у вас не будет достаточной площади поверхности насадки, соприкасающейся с проводом, или контактной площадки для эффективной передачи тепла. Это займет больше времени, что замедлит работу и может увеличить тепловую нагрузку на компонент.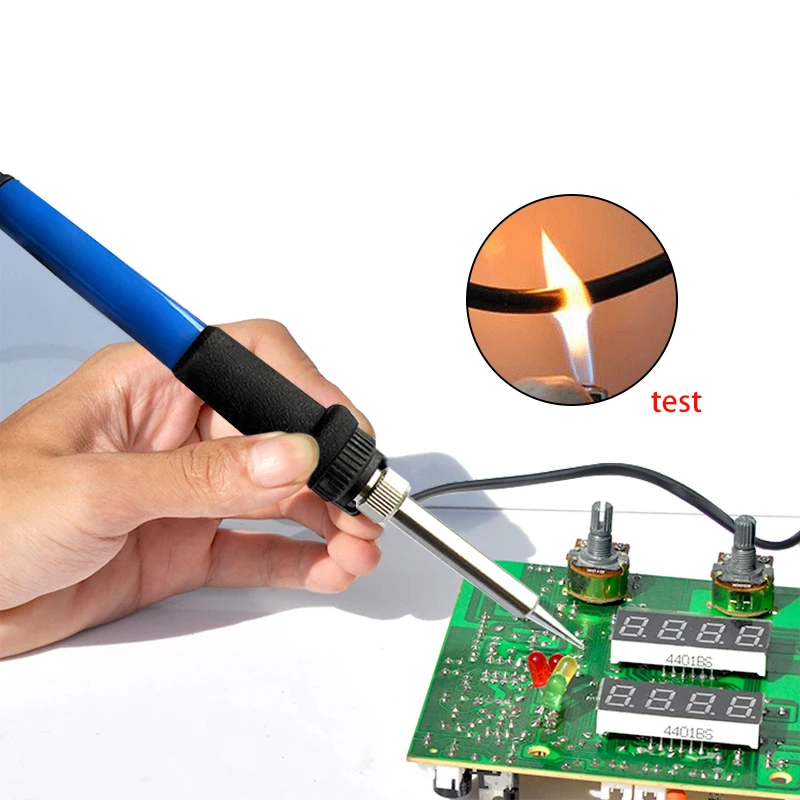 Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам.
Они могут быть длинными для большей досягаемости в плотной конструкции платы или иметь более короткий микронаконечник, чтобы уменьшить количество металла наконечника, который необходимо нагреть. Это может улучшить рекуперацию тепла. Концы наконечников также могут быть согнуты, чтобы не мешать другим компонентам или контактным площадкам. Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм.
Они могут быть настолько маленькими, что выглядят почти как точка, например, менее 1 мм и шириной 5 или 6 мм. Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем.
Операторы повышают температуру пайки, чтобы ускорить отвод тепла. Это позволяет им быстрее переходить от одного паяного соединения к другому. Загвоздка – чем выше температура, тем короче срок службы наконечника. Конечно, паяльные станции могут нагреваться до 900°F, но 750°F — это максимальное значение для бессвинцового провода. Дополнительное тепло также может излишне нагружать компоненты, увеличивая вероятность выхода из строя печатной платы в дальнейшем. Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника.
Цель состоит в том, чтобы удалить излишки флюса и припоя с наконечника. Если слишком много флюса накапливается и пригорает на жало паяльника, оно в конечном итоге высыхает и становится непригодным для использования (но не обязательно безвозвратным). Если инструменты для чистки наконечников не используются должным образом, они могут принести больше вреда, чем пользы. Выбирая губку, убедитесь, что она изготовлена из натуральной целлюлозы (например, сменные губки Plato). Синтетические губки расплавятся на жало паяльника и могут сократить срок службы наконечника. Используйте чистую деионизированную воду. Водопроводная вода может содержать минералы, которые могут скапливаться на наконечнике. Когда вы пропитаете губку, отожмите ее, чтобы с нее не капала вода. Слишком много воды может увеличить тепловую нагрузку на наконечник и замедлить восстановление наконечника. Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике.
Лудильщик наконечника (Plato #TT-95) представляет собой комбинацию бессвинцового припоя и очистителя. Пока паяльник прогрет до полной температуры, обваляйте его в оловянном жале. Когда вы скатываете его, он должен изменить цвет с черного на блестящий серебристый, так как запеченный флюс счищается. Затем сотрите излишки олова с паяльного жала и повторно залудите с помощью проволочного припоя. Не позволяйте названию одурачить вас — «кончик олова» не предназначен для того, чтобы оставлять его на кончике. наконечник для пайки.
наконечник для пайки.
 Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала.
Это обнажает необработанное железо на рабочем конце наконечника, которое ржавеет на открытом воздухе. Добавьте любой остаточный флюс в смесь, и у вас будет преждевременно изъеденный паяльный наконечник. Перед перерывом или остановкой на день сотрите остатки флюса и припоя и повторно лужите, нанеся свежий припой на конец жала. Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников:
Поскольку медь очень мягкая, легко подвергается коррозии и изнашивается, для покрытия меди используются другие металлы, включая внешний слой железа. Хотя железо очень твердое, в конце концов оно все равно подвергается коррозии. Кроме того, он может быть покрыт флюсом и другими загрязнениями, что может привести к обезвоживанию. Коррозия и высыхание замедляют пайку и, в конечном итоге, потребуют утилизации наконечника. Хотя все наконечники отправятся в мусорное ведро, оператор может предпринять несколько шагов, чтобы увеличить срок службы наконечников: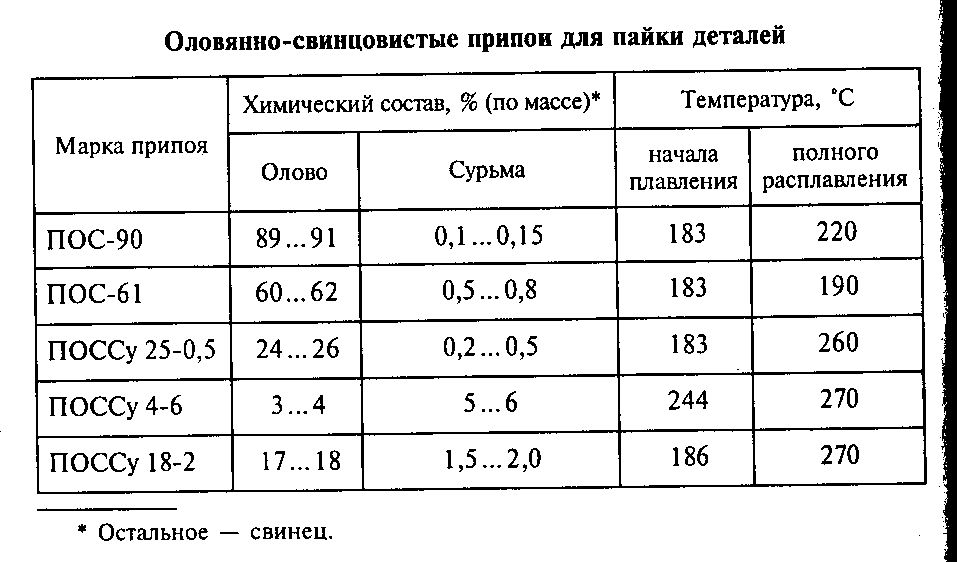
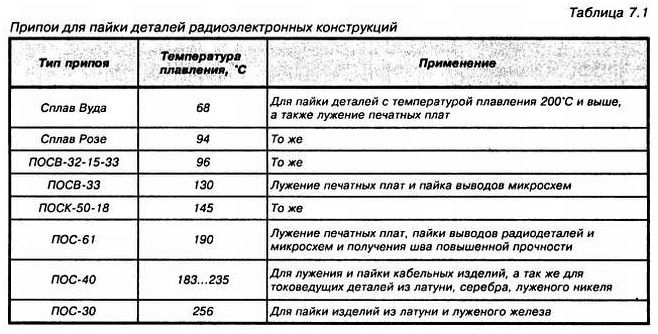
 Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь.
Остались вопросы о том, какие продукты для пайки лучше всего подходят для ваших приложений? Свяжитесь с нами по телефону 678-819-1408 или отправьте нам сообщение здесь. Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).
Температура плавления легированного припоя, который является наиболее распространенным типом припоя, составляет от 360 до 370 градусов по Фаренгейту (или от 180 до 190 градусов по Цельсию, если вы привыкли использовать метрическую систему).

 15‑4П
15‑4П 21‑4
21‑4 12‑4П
12‑4П 15‑4
15‑4 15в‑4П
15в‑4П 18в‑4
18в‑4 21‑4П
21‑4П ..
.. При оформлении оптового заказа мы отпускаем стройматериалы по льготным ценам, с существенными скидками.
При оформлении оптового заказа мы отпускаем стройматериалы по льготным ценам, с существенными скидками. Например, маркировка ЛМ27.11.14-4Л относится к лестничному маршу длиной 2720 мм, шириной 1050 мм, высотой вертикальной проекции 1400 мм. Расчетная нагрузка (цифра 4 после дефиса) в данном случае равна 3,5 кПа. Подробнее характеристики конкретного товара можно узнать в ГОСТе или получить интересующую вас информацию у менеджера.
Например, маркировка ЛМ27.11.14-4Л относится к лестничному маршу длиной 2720 мм, шириной 1050 мм, высотой вертикальной проекции 1400 мм. Расчетная нагрузка (цифра 4 после дефиса) в данном случае равна 3,5 кПа. Подробнее характеристики конкретного товара можно узнать в ГОСТе или получить интересующую вас информацию у менеджера.



 The full-height window gave views through to the open countryside beyond and the contemporary bridge connected both old and new and either end of the barn.
The full-height window gave views through to the open countryside beyond and the contemporary bridge connected both old and new and either end of the barn. photo @gerardgarcia
photo @gerardgarcia Светопрозрачный бетон
Светопрозрачный бетон  Дизайн гладкий и визуально привлекательный.
Дизайн гладкий и визуально привлекательный. Сборные
Сборные  Удлиненная площадка
Удлиненная площадка 
 Это может вызвать эффект подвесной или парящей лестницы.
Это может вызвать эффект подвесной или парящей лестницы. Винтовая лестница занимает очень мало места по сравнению с другими видами.
Винтовая лестница занимает очень мало места по сравнению с другими видами.
 Цена сборных железобетонных лестниц составляет около $100 за ступень , включая работу. При замене существующей лестницы рассчитывайте заплатить немного больше — от 400 до 700 долларов США 9.0010 для удаления перед запуском проекта.
Цена сборных железобетонных лестниц составляет около $100 за ступень , включая работу. При замене существующей лестницы рассчитывайте заплатить немного больше — от 400 до 700 долларов США 9.0010 для удаления перед запуском проекта. Для предполагаемого проекта 2000 долларов США вы можете сэкономить от до 400 долларов США , используя сборный железобетон вместо заливки.
Для предполагаемого проекта 2000 долларов США вы можете сэкономить от до 400 долларов США , используя сборный железобетон вместо заливки. Стандартные блоки составляют около 2 футов шириной , но ваш проект может отличаться. Более широкие или изогнутые бетонные ступени могут увеличить ваш бюджет.
Стандартные блоки составляют около 2 футов шириной , но ваш проект может отличаться. Более широкие или изогнутые бетонные ступени могут увеличить ваш бюджет.

 Это включает в себя от 900 до 5000 долларов стоимость нового блока и от 400 до 700 долларов за удаление существующей лестницы. Вы также можете заменить отдельный шаг, а не всю единицу, стоимость которой варьируется от до 300–500 долларов, , включая трудозатраты.
Это включает в себя от 900 до 5000 долларов стоимость нового блока и от 400 до 700 долларов за удаление существующей лестницы. Вы также можете заменить отдельный шаг, а не всю единицу, стоимость которой варьируется от до 300–500 долларов, , включая трудозатраты. Конечно, это повысит конечную стоимость сборных железобетонных ступеней.
Конечно, это повысит конечную стоимость сборных железобетонных ступеней.
 Шлифовка и герметизация делают материал более прочным и способным противостоять любым элементам.
Шлифовка и герметизация делают материал более прочным и способным противостоять любым элементам. Учитывайте необходимое количество ступенек, высоту подступенков и глубину ступеней.
Учитывайте необходимое количество ступенек, высоту подступенков и глубину ступеней.



 После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов.
После каждого из них нужно выдерживать небольшую паузу, чтобы металл успел остыть. Длинное сварочное соединение можно получить, поочередно сваривая металлические поверхности. Кроме того, для охлаждения деталей используется медный или латунный лист, расположенный непосредственно за ними, а также обычный увлажненный текстиль, которым протирают поверхность между швов. При очистке не стоит снимать большой слой металла.
При очистке не стоит снимать большой слой металла.


 Швы отличаются типом соединения и расположению деталей при сваривании.
Швы отличаются типом соединения и расположению деталей при сваривании.
 Нет альтернативы поддержанию строгой согласованности вкуса и контролю качества, при этом каждый заказ доставляется покупателю как можно быстрее.
Нет альтернативы поддержанию строгой согласованности вкуса и контролю качества, при этом каждый заказ доставляется покупателю как можно быстрее.


 io — это цифровая производственная платформа, которая объединяет поставщиков и клиентов на управляемом рынке. Karkhana.io помогает компаниям разного размера решать задачи на своем уровне, от прототипирования до мелкосерийного и крупносерийного производства, чтобы получить то, что нужно их бизнесу для роста.
io — это цифровая производственная платформа, которая объединяет поставщиков и клиентов на управляемом рынке. Karkhana.io помогает компаниям разного размера решать задачи на своем уровне, от прототипирования до мелкосерийного и крупносерийного производства, чтобы получить то, что нужно их бизнесу для роста. Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка). Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
 Вместе с тысячами мотивированных сотрудников компания ВЕВОР стремится предоставить нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня ВЕВОР занял более более 200 стран с более чем 10 миллионами членов по всему миру.
Вместе с тысячами мотивированных сотрудников компания ВЕВОР стремится предоставить нашим клиентам прочное оборудование и инструменты по невероятно низким ценам.Сегодня ВЕВОР занял более более 200 стран с более чем 10 миллионами членов по всему миру. Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
Его корректирующий агент регулирует положение тиснителя, межсловный интервал и межстрочный интервал. Высоту символов можно отрегулировать, заменив различные пластины корпуса (4 мм/0,16 дюйма для этого списка).
 38 (кг) до 10.67 (кг)
38 (кг) до 10.67 (кг) 66 (кг)
66 (кг)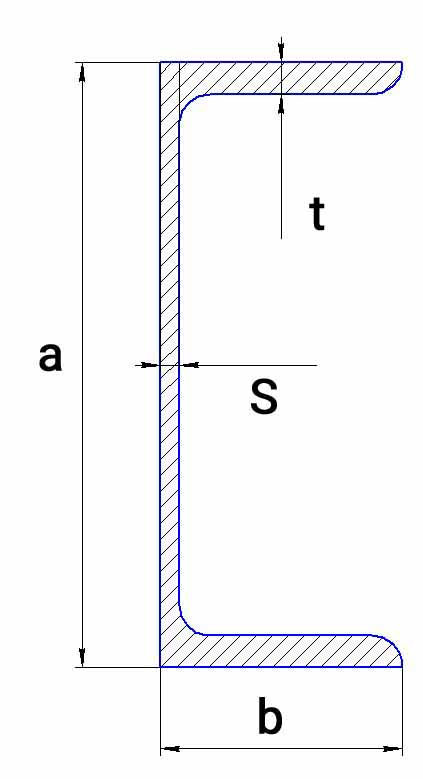 5 (мм)
5 (мм) 38 (кг)
38 (кг)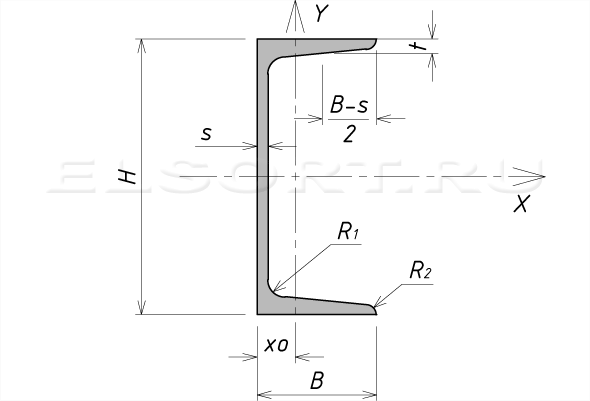

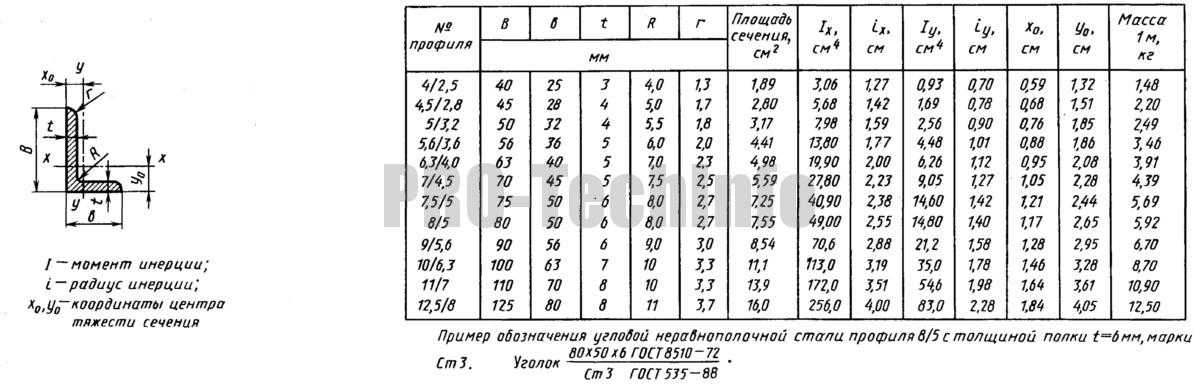
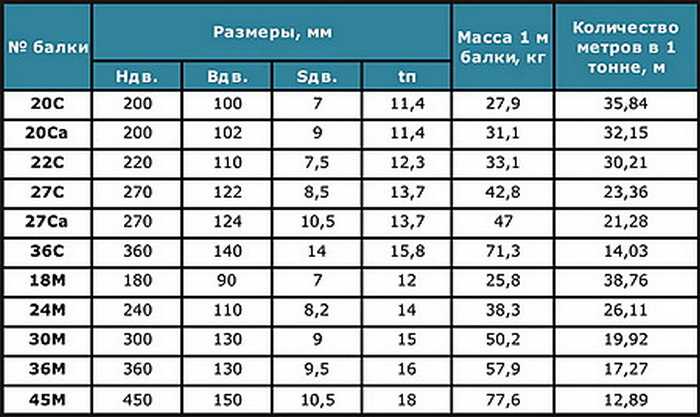 За счет такой формы изделие способно выдерживать большую нагрузку. В следствии это пользуется огромным спросом среди строителей.
За счет такой формы изделие способно выдерживать большую нагрузку. В следствии это пользуется огромным спросом среди строителей. Принятому документу должны следовать все предприятия, которые занимаются изготовлением швеллеров. Тогда если соблюдены все условия при производстве, то получаются только идеальные швеллеры, которые широко используются при строительных работах.
Принятому документу должны следовать все предприятия, которые занимаются изготовлением швеллеров. Тогда если соблюдены все условия при производстве, то получаются только идеальные швеллеры, которые широко используются при строительных работах.
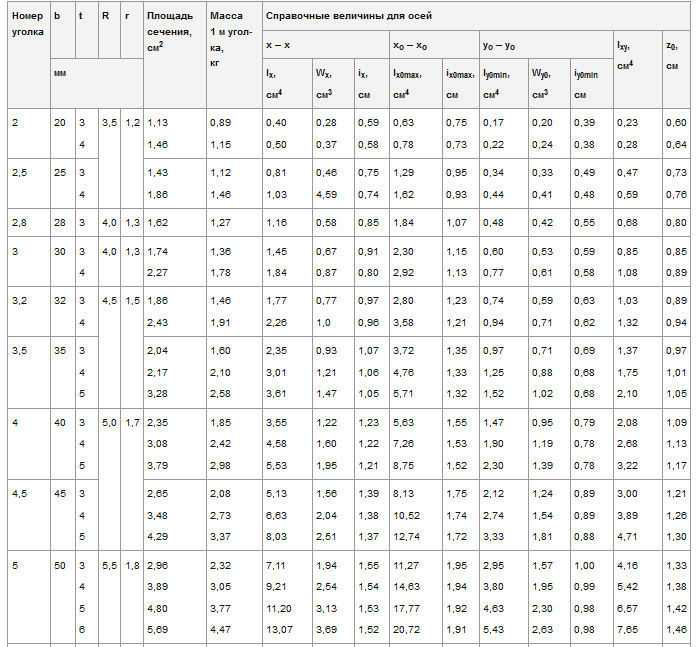
 Нажмите кнопку ниже, чтобы просмотреть таблицу:
Нажмите кнопку ниже, чтобы просмотреть таблицу:
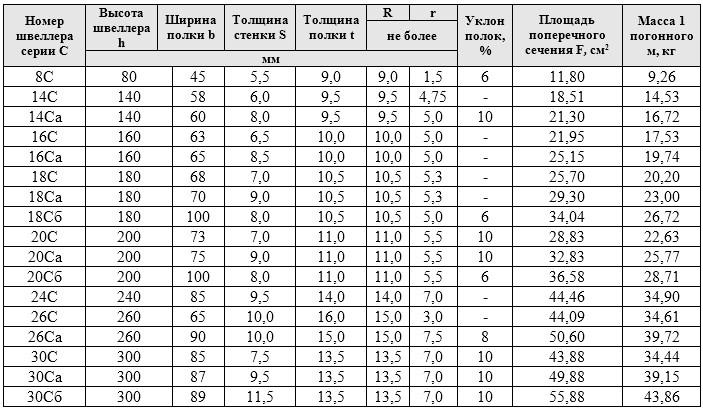
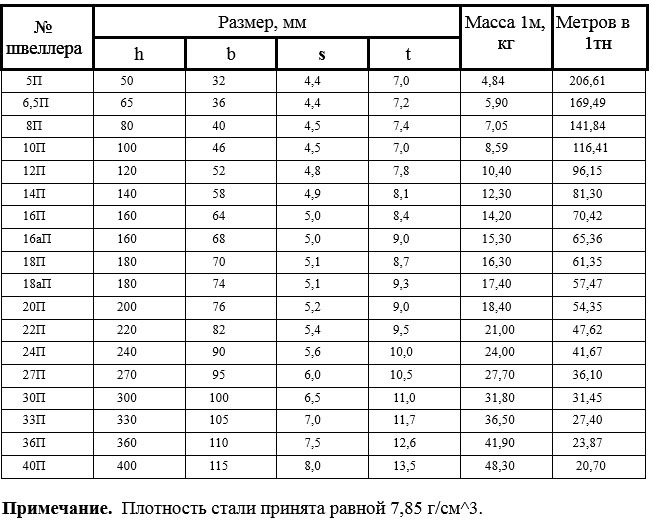 38 kg
38 kg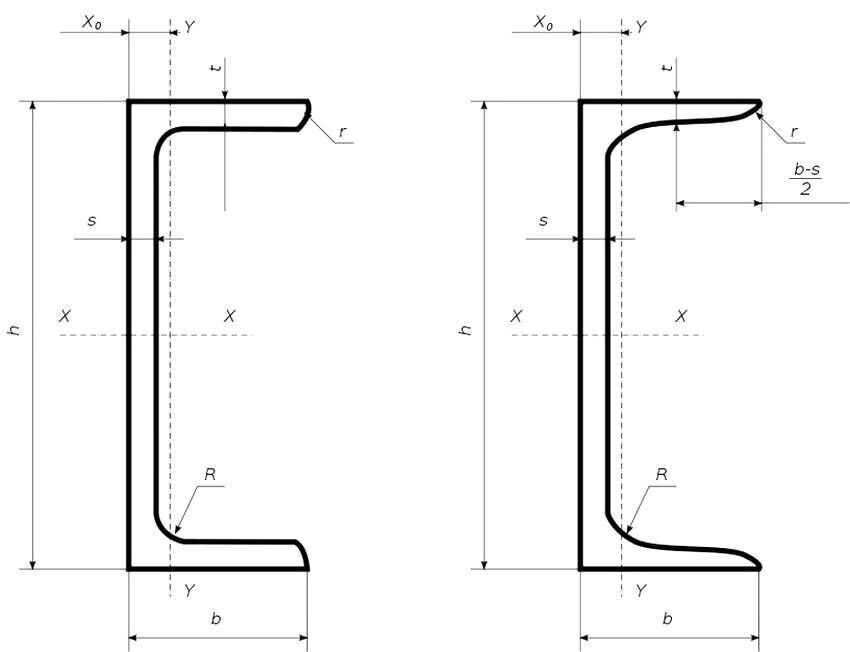 91 kg
91 kg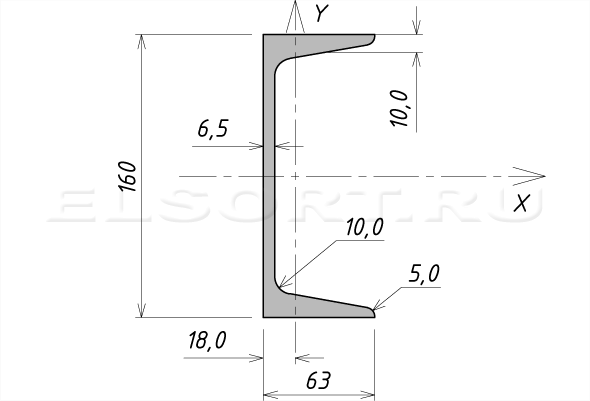 5 mm
5 mm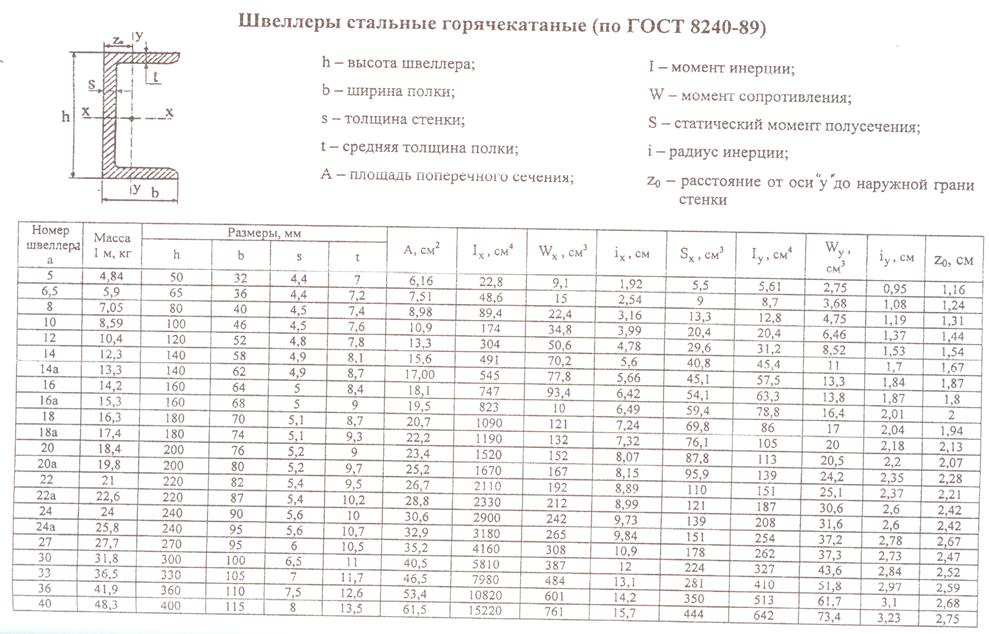 66 kg
66 kg 5 mm
5 mm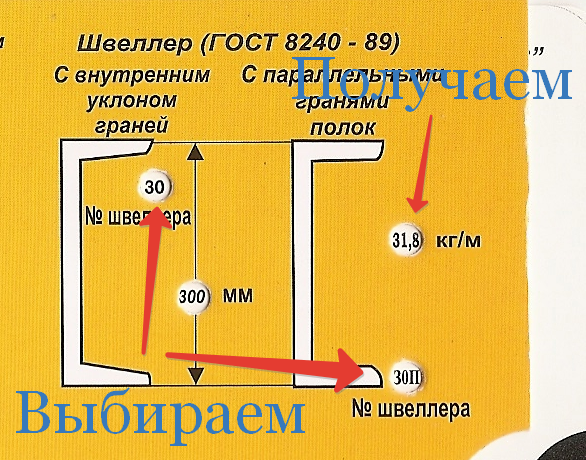 06 kg
06 kg
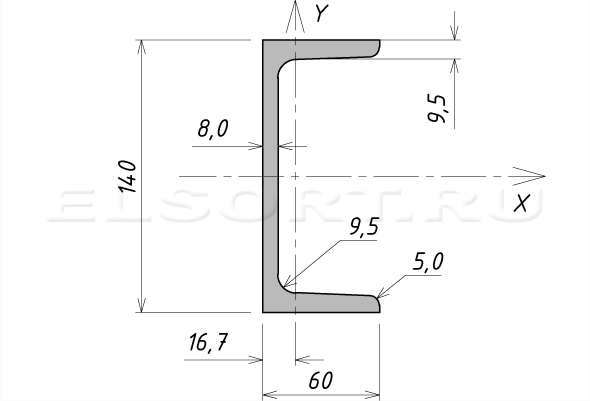 84 kg
84 kg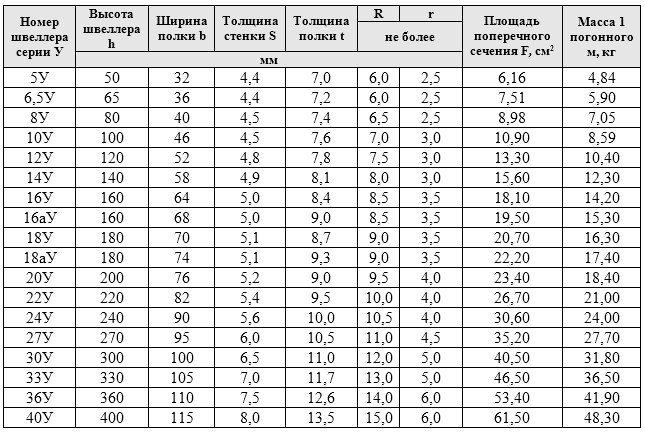 Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt
Его работы публиковались в национальных изданиях для широкой аудитории, включая потребителей, домовладельцев и отраслевых экспертов. Джон имеет степень бакалавра в области геодезии зданий и степень магистра в области гражданского строительства, специализирующейся на долговечности бетона и стали. Когда он не пишет для ToolCrowd, Джон любит заниматься своими руками дома, а также заниматься деревообработкой в своей домашней мастерской, кататься на сноуборде и разрабатывать веб-сайты. Связаться с Jonarrow_right_alt 5
5 5
5 83
83
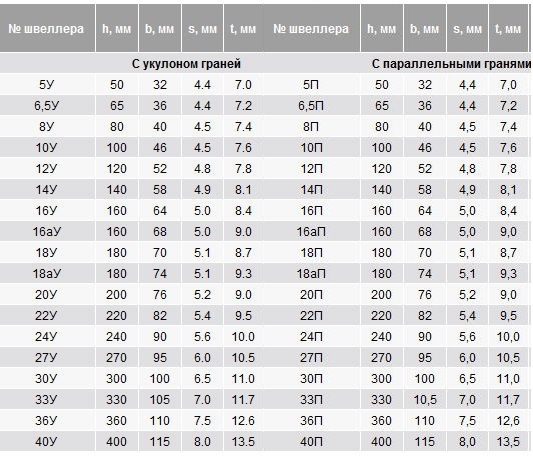
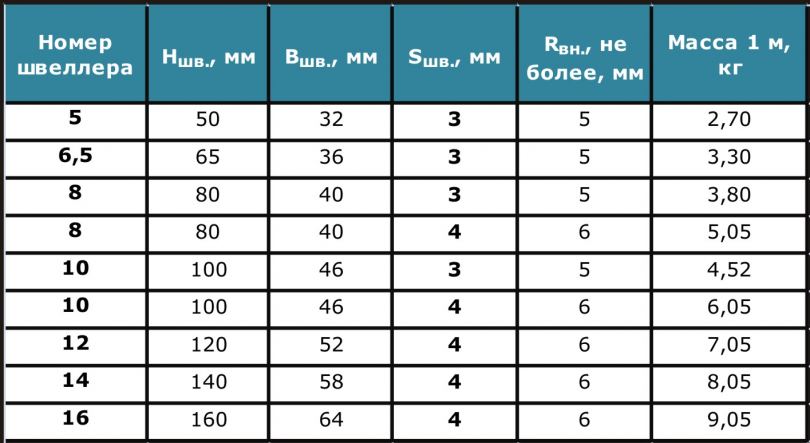
 Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора.
Не забудьте посмотреть раздел техники безопасности и технических характеристик прибора. Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу.
Хорошо подойдут хвойные породы, а также дуб. Для более мелких, интерьерных изделий лучше взять более мягкую липу или березу. Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее.
Даже если с первого раза изделия получатся немного топорными или вовсе ничего не выйдет, не стоит опускать руки. Ведь с каждым разом вырез будет получаться ровнее, отделка тоньше, а изделия красивее. Трудно представить без него какой-то сложный проект.
Трудно представить без него какой-то сложный проект.

 Надеюсь, вам он понравится так же, как и нам.
Надеюсь, вам он понравится так же, как и нам.
 И вот что интересно: он занимает очень мало места. Секрет компактности в том, что он раскладывается, когда вам это нужно, и убирается, когда вы закончили работу.
И вот что интересно: он занимает очень мало места. Секрет компактности в том, что он раскладывается, когда вам это нужно, и убирается, когда вы закончили работу. 
 30 Идей
30 Идей

 Я рекомендую резать поверх куска пенопласта, чтобы ваша древесина полностью поддерживалась во время резки.
Я рекомендую резать поверх куска пенопласта, чтобы ваша древесина полностью поддерживалась во время резки. youtube.com/embed/7rrz8rjq_uc?autoplay=1&start=0&rel=0″>
youtube.com/embed/7rrz8rjq_uc?autoplay=1&start=0&rel=0″>  Штифтовые гвозди легче спрятать, потому что отверстие для гвоздя крошечное. 2. Штифтовые гвозди намного быстрее и проще для ненесущих соединений. 3. Штифтовые гвозди намного дешевле, чем шурупы или шурупы с карманными отверстиями. Зачем использовать дорогое крепление, если быстрое и дешевое крепление сделает эту работу? Я рекомендую гвоздезабивной пистолет 18 калибра, но не для структурных соединений — используйте его для таких вещей, как крепление спинки к книжной полке, создание рамы для картины, отделка консольного стола.
Штифтовые гвозди легче спрятать, потому что отверстие для гвоздя крошечное. 2. Штифтовые гвозди намного быстрее и проще для ненесущих соединений. 3. Штифтовые гвозди намного дешевле, чем шурупы или шурупы с карманными отверстиями. Зачем использовать дорогое крепление, если быстрое и дешевое крепление сделает эту работу? Я рекомендую гвоздезабивной пистолет 18 калибра, но не для структурных соединений — используйте его для таких вещей, как крепление спинки к книжной полке, создание рамы для картины, отделка консольного стола. Легко скрыть.
Легко скрыть.
 д.)
д.)
 При строительстве квадрат скорости можно использовать для крепления досок друг к другу.
При строительстве квадрат скорости можно использовать для крепления досок друг к другу. Я рекомендую начать с этого типа древесины, потому что он очень недорогой и легко режется, просверливается или прибивается гвоздями. По мере продвижения вы можете становиться более привередливыми к дереву, но сейчас речь идет о простых, недорогих и минимальных инструментах.
Я рекомендую начать с этого типа древесины, потому что он очень недорогой и легко режется, просверливается или прибивается гвоздями. По мере продвижения вы можете становиться более привередливыми к дереву, но сейчас речь идет о простых, недорогих и минимальных инструментах. Древесина дает усадку (особенно мягкая древесина), это натуральный материал. Это не пластик. Если вы покупаете древесину, высушенную в печи, и живете в сухом климате или проект находится в помещении, просто принесите древесину в комнату, в которой она будет находиться, и дайте ей акклиматизироваться в течение дня или двух. Тогда займись строительством. В таком проекте, как выступы за десять долларов, вам не придется так сильно беспокоиться об усадке древесины. По мере того, как вы беретесь за более крупные проекты, это становится все более важным фактором, и тогда вы начинаете думать об использовании фанеры, потому что она более стабильна.
Древесина дает усадку (особенно мягкая древесина), это натуральный материал. Это не пластик. Если вы покупаете древесину, высушенную в печи, и живете в сухом климате или проект находится в помещении, просто принесите древесину в комнату, в которой она будет находиться, и дайте ей акклиматизироваться в течение дня или двух. Тогда займись строительством. В таком проекте, как выступы за десять долларов, вам не придется так сильно беспокоиться об усадке древесины. По мере того, как вы беретесь за более крупные проекты, это становится все более важным фактором, и тогда вы начинаете думать об использовании фанеры, потому что она более стабильна. д.).
д.). Вам нужно место для строительства, для хранения ваших инструментов.
Вам нужно место для строительства, для хранения ваших инструментов. Но будьте осторожны, чтобы не просрочить это, так как древесина не будет так же окрашиваться, если на ней есть клей.
Но будьте осторожны, чтобы не просрочить это, так как древесина не будет так же окрашиваться, если на ней есть клей. Если проект квадратный, диагонали совпадут. Если они не квадратные, соедините более длинные диагональные концы вместе и перепроверьте обе диагонали, пока они не станут квадратными.
Если проект квадратный, диагонали совпадут. Если они не квадратные, соедините более длинные диагональные концы вместе и перепроверьте обе диагонали, пока они не станут квадратными. Не делай этого — это не стоит риска
Не делай этого — это не стоит риска

 Эта простая система хранения подходит для всего, от зимних ботинок до летних сандалий, без скопления грязи или потертостей на стене. Создайте один, чтобы поделиться или один для каждого члена семьи.
Эта простая система хранения подходит для всего, от зимних ботинок до летних сандалий, без скопления грязи или потертостей на стене. Создайте один, чтобы поделиться или один для каждого члена семьи. Сборка занимает всего пару часов, и вы найдете для нее десятки применений. Если вы ищете небольшую скамейку/табурет-стремянку, которая немного привлекательнее этой, вот одна из них, которую вы можете рассмотреть.
Сборка занимает всего пару часов, и вы найдете для нее десятки применений. Если вы ищете небольшую скамейку/табурет-стремянку, которая немного привлекательнее этой, вот одна из них, которую вы можете рассмотреть. Вырежьте доски, чтобы они соответствовали вашему пространству, покрасьте их, оснастите различными крючками в соответствии с вашими потребностями, а затем прикрутите их к стене.
Вырежьте доски, чтобы они соответствовали вашему пространству, покрасьте их, оснастите различными крючками в соответствии с вашими потребностями, а затем прикрутите их к стене.
 Примените отделку, чтобы соответствовать вашим шкафам, затем отцентрируйте и завинтите ленивый подшипник Susan под большим диском и играйте, вращая бутылку.
Примените отделку, чтобы соответствовать вашим шкафам, затем отцентрируйте и завинтите ленивый подшипник Susan под большим диском и играйте, вращая бутылку. широкий ящик для хранения точилки для ножей. Чтобы построить один, вам нужен только 3/4 дюйма. х 8 дюймов. х 4 фута. доска из твердой древесины и 6-дюймовый. х 6-1/2 дюйма. кусок 1/4 дюйма. фанера из твердых пород дерева в тон.
широкий ящик для хранения точилки для ножей. Чтобы построить один, вам нужен только 3/4 дюйма. х 8 дюймов. х 4 фута. доска из твердой древесины и 6-дюймовый. х 6-1/2 дюйма. кусок 1/4 дюйма. фанера из твердых пород дерева в тон. отверстие для тяги пальца. Затем просто добавьте отделку, и у вас получится красивый и полезный подарок.
отверстие для тяги пальца. Затем просто добавьте отделку, и у вас получится красивый и полезный подарок. шурупы по дереву. Поместите резиновый бампер на раму, чтобы защитить дверь. У вас нет под рукой электронного искателя шипов?
шурупы по дереву. Поместите резиновый бампер на раму, чтобы защитить дверь. У вас нет под рукой электронного искателя шипов? Зажимы помогают удерживать устройство вместе, пока вы забиваете гвозди. Отцентрируйте верхнюю часть, оставив двухдюймовый выступ с обеих сторон, приклейте и прибейте ее на место. Покрасьте устройство, а затем просверлите направляющие отверстия в верхней части каждой стороны устройства и ввинтите крючки, чтобы удерживать гладильную доску. Закрепите полку на гипсокартоне с помощью винтовых дюбелей.
Зажимы помогают удерживать устройство вместе, пока вы забиваете гвозди. Отцентрируйте верхнюю часть, оставив двухдюймовый выступ с обеих сторон, приклейте и прибейте ее на место. Покрасьте устройство, а затем просверлите направляющие отверстия в верхней части каждой стороны устройства и ввинтите крючки, чтобы удерживать гладильную доску. Закрепите полку на гипсокартоне с помощью винтовых дюбелей. Стеллажи шириной 12 дюймов доступны в различных длинах и отделках в домашних центрах и на лесопилках.
Стеллажи шириной 12 дюймов доступны в различных длинах и отделках в домашних центрах и на лесопилках.
 Размеры не критичны, но убедитесь, что края планок достаточно острые — это то, что заставляет скребок для обуви работать. Отрежьте планки по длине, затем вырежьте треугольные отверстия по бокам пары 2х2. Радиально-консольная пила хорошо подходит для этого, но также подойдет настольная или ленточная пила. Обрежьте 2×2 по длине, предварительно просверлите отверстия и используйте оцинкованные винты, чтобы прикрепить планки снизу. Улучшите свою игру по чистке ботинок, собрав очиститель для ботинок с помощью щеток.
Размеры не критичны, но убедитесь, что края планок достаточно острые — это то, что заставляет скребок для обуви работать. Отрежьте планки по длине, затем вырежьте треугольные отверстия по бокам пары 2х2. Радиально-консольная пила хорошо подходит для этого, но также подойдет настольная или ленточная пила. Обрежьте 2×2 по длине, предварительно просверлите отверстия и используйте оцинкованные винты, чтобы прикрепить планки снизу. Улучшите свою игру по чистке ботинок, собрав очиститель для ботинок с помощью щеток.
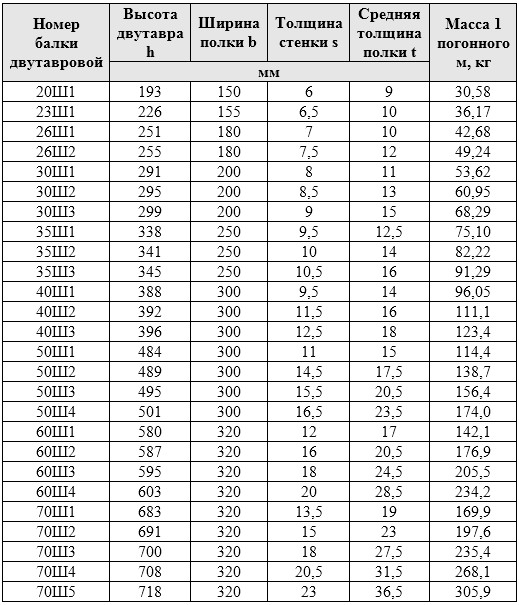 В помощь покупателям изготовители и поставщики на своих сайтах помещают автоматический калькулятор, значительно упрощающий вычисления.
В помощь покупателям изготовители и поставщики на своих сайтах помещают автоматический калькулятор, значительно упрощающий вычисления.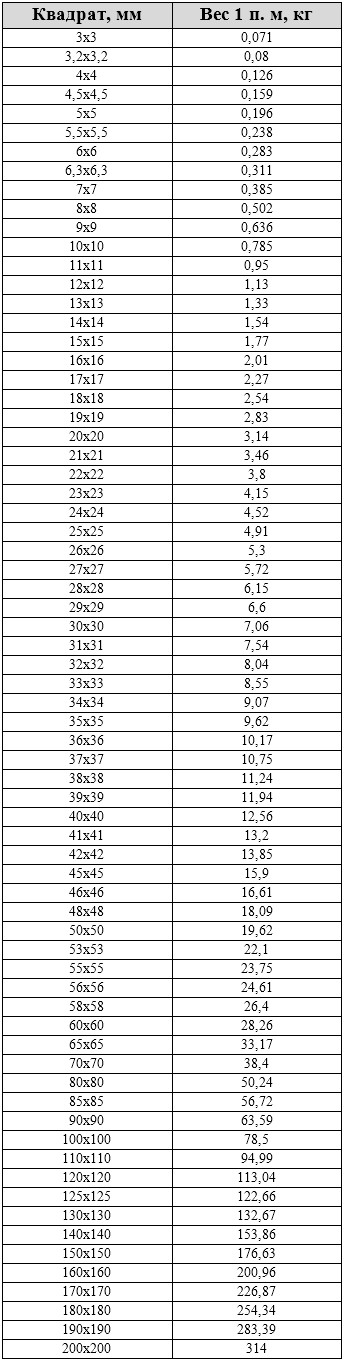 ‘
‘ Требования к листовому металлу определяются условиями, в которых он будет употребляться.
Требования к листовому металлу определяются условиями, в которых он будет употребляться.
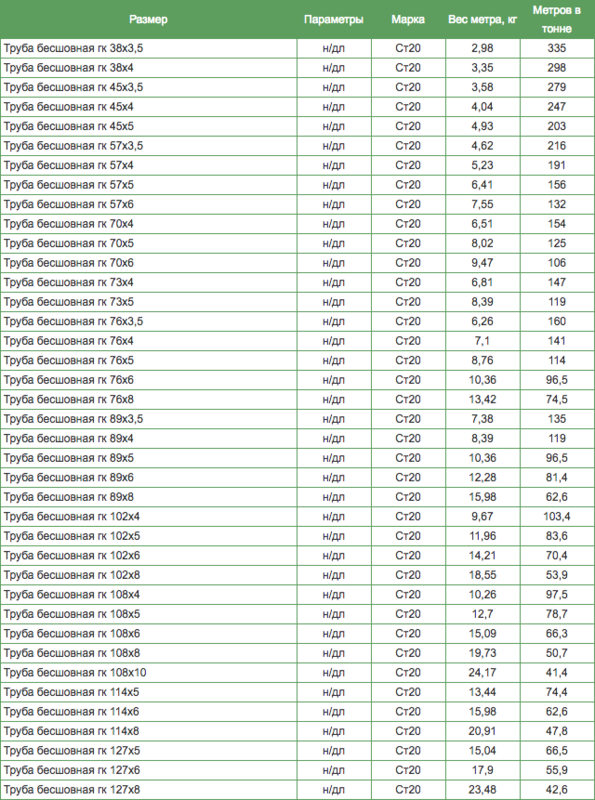 Высота рифления — 0,2 от толщины гладкого листа.
Высота рифления — 0,2 от толщины гладкого листа. В массовом варианте для этой продукции используются углеродистые стали Ст0, Ст1, Ст2, Ст3 различных степеней раскисления. Прокат для применения в условиях, в которых важны декоративные, гигиенические качества, коррозионная стойкость, изготавливается из нержавеющих сталей AISI 321, AISI 201, AISI 316, AISI 430.
В массовом варианте для этой продукции используются углеродистые стали Ст0, Ст1, Ст2, Ст3 различных степеней раскисления. Прокат для применения в условиях, в которых важны декоративные, гигиенические качества, коррозионная стойкость, изготавливается из нержавеющих сталей AISI 321, AISI 201, AISI 316, AISI 430.
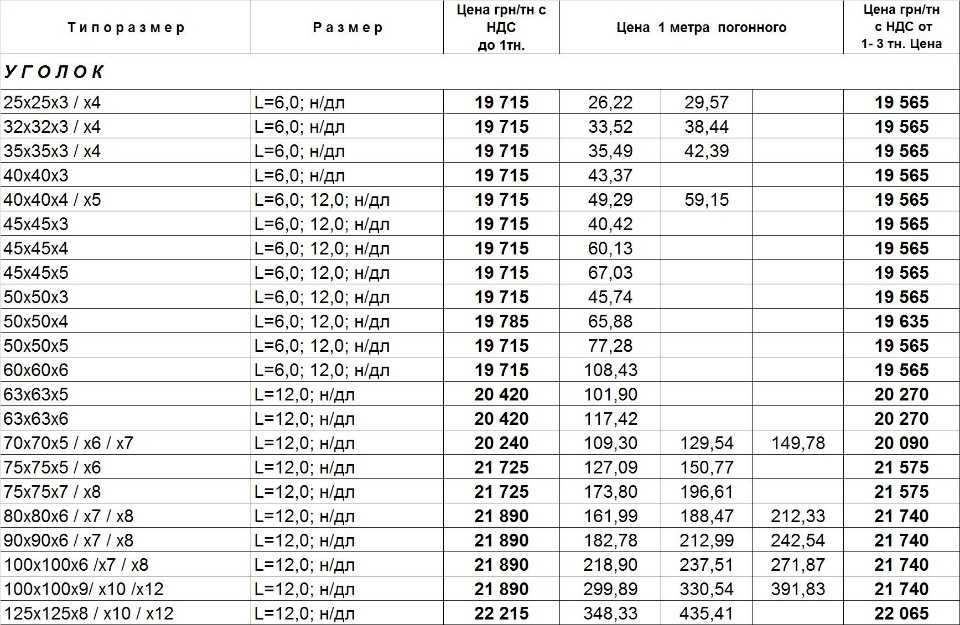
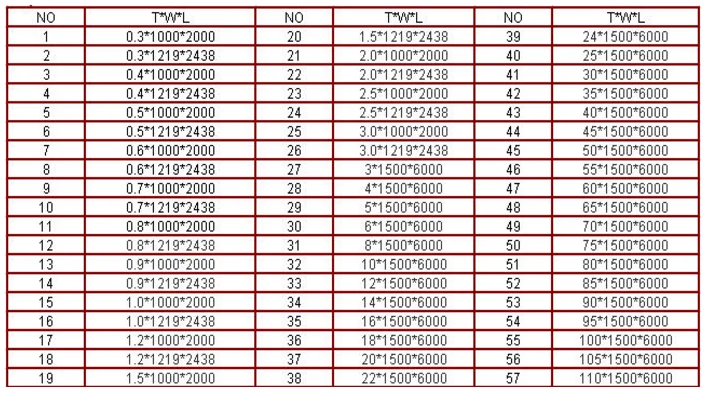
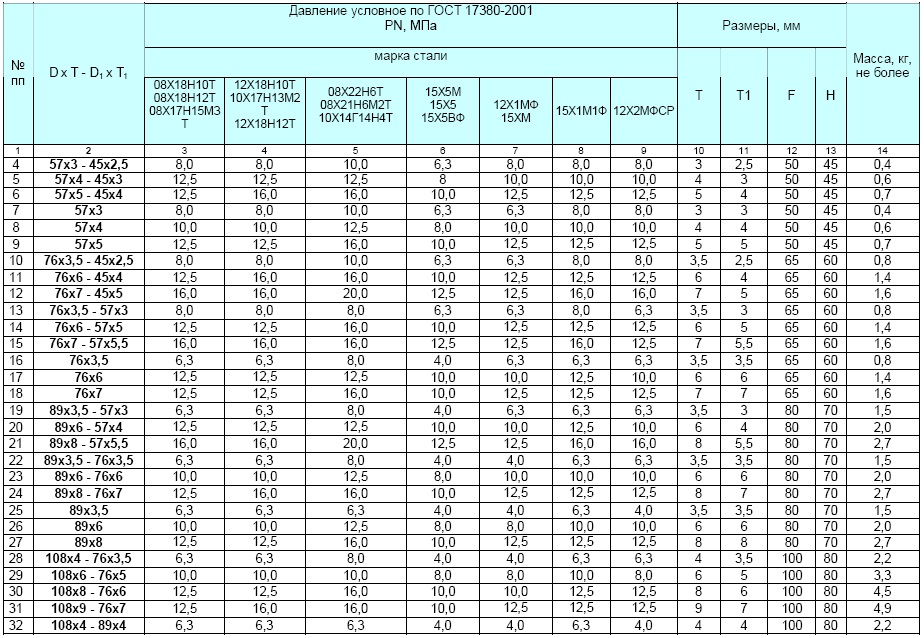 Он находится в форме руды, такой как оксид железа, также называемой гематитовой рудой, магнетитовой рудой и т. Д. Железо — это металл, который извлекается путем плавления железной руды с помощью угля в доменной печи. Затем расплавленное железо заливают в изделия из железа. Чистое железо очень мягкое и пластичное по своей природе из-за менее компактной кристаллической структуры железа. Но его можно сделать хрупким, добавив в него некоторые легирующие материалы.
Он находится в форме руды, такой как оксид железа, также называемой гематитовой рудой, магнетитовой рудой и т. Д. Железо — это металл, который извлекается путем плавления железной руды с помощью угля в доменной печи. Затем расплавленное железо заливают в изделия из железа. Чистое железо очень мягкое и пластичное по своей природе из-за менее компактной кристаллической структуры железа. Но его можно сделать хрупким, добавив в него некоторые легирующие материалы. При плавке оксид железа содержит большое количество кислорода. Углерод добавляется для восстановления оксида железа и выпускает углекислый газ в атмосферу. Благодаря этому железо превращается в сплав железа с углеродом, который называется сталью. В зависимости от содержания углерода сталь подразделяют на различные типы –
При плавке оксид железа содержит большое количество кислорода. Углерод добавляется для восстановления оксида железа и выпускает углекислый газ в атмосферу. Благодаря этому железо превращается в сплав железа с углеродом, который называется сталью. В зависимости от содержания углерода сталь подразделяют на различные типы – В обоих стандартах есть четыре числа, обозначающие тип стали. 1-я буква указывает на обозначение углеродистой стали и всегда обозначается (1), например, 1XXX, AISI 1020. В случае легированной стали первая буква будет обозначать от 2 до 9.в зависимости от того, какой материал сплава был использован, например – 2XXX для никеля, 3XXX для никель-хромовой стали, 5XXX для хромистой стали и т. д. 2-я цифра нумерации марок указывает процентное содержание этого сплава в стали, например – 1 к 1 %, 2 на 2%. 3-я и 4-я цифры нумерации обозначают концентрацию углерода в стали в процентах. Например, 20 означает 0,20% содержания углерода, а 40 означает 0,40% углерода.
В обоих стандартах есть четыре числа, обозначающие тип стали. 1-я буква указывает на обозначение углеродистой стали и всегда обозначается (1), например, 1XXX, AISI 1020. В случае легированной стали первая буква будет обозначать от 2 до 9.в зависимости от того, какой материал сплава был использован, например – 2XXX для никеля, 3XXX для никель-хромовой стали, 5XXX для хромистой стали и т. д. 2-я цифра нумерации марок указывает процентное содержание этого сплава в стали, например – 1 к 1 %, 2 на 2%. 3-я и 4-я цифры нумерации обозначают концентрацию углерода в стали в процентах. Например, 20 означает 0,20% содержания углерода, а 40 означает 0,40% углерода. Некоторые примеры низкоуглеродистой стали: AISI1018, AISI1020 и т. д.
Некоторые примеры низкоуглеродистой стали: AISI1018, AISI1020 и т. д.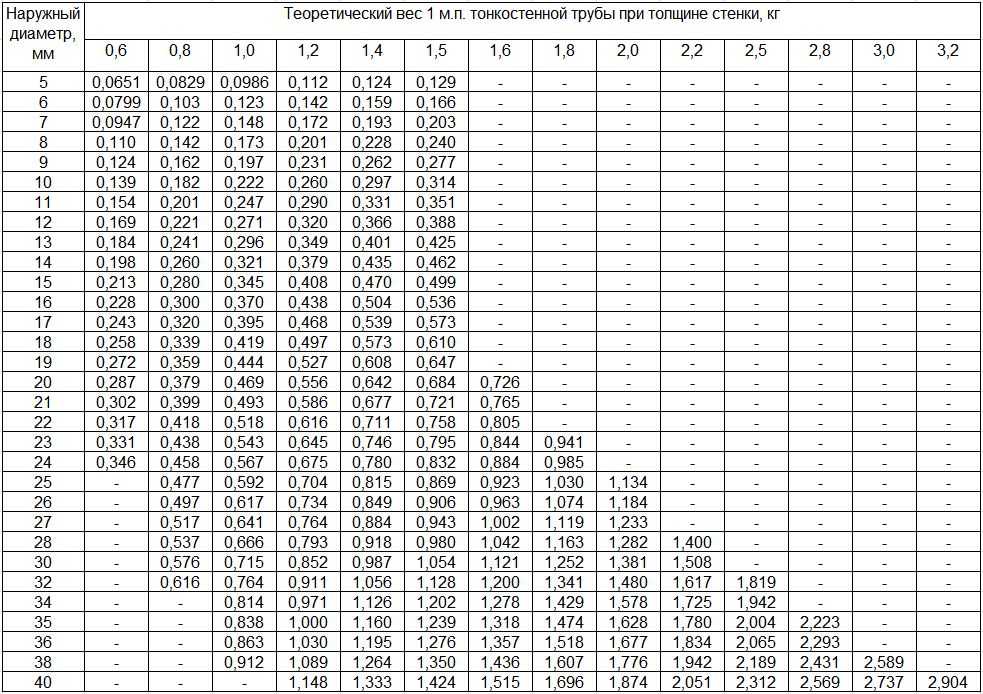 д.
д. Таким образом, мы поймем вес материала из мягкой стали для следующих типов профилей, которые используются в промышленности и легко доступны на рынке.
Таким образом, мы поймем вес материала из мягкой стали для следующих типов профилей, которые используются в промышленности и легко доступны на рынке.
 3
3 


 Кроме того, легированная хромом сталь обладает большей прочностью, чем мягкая сталь. Следовательно, легированная хромом сталь AISI5130 является лучшим материалом из-за ее малого веса и большей прочности.
Кроме того, легированная хромом сталь обладает большей прочностью, чем мягкая сталь. Следовательно, легированная хромом сталь AISI5130 является лучшим материалом из-за ее малого веса и большей прочности. Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность стали из алюминиевого сплава 6063 составляет 2700 кг/м 3 .
Но чтобы вычислить массу, мы должны знать плотность обоих материалов. Плотность мягкой стали AISI1020 составляет 7900 кг/м 3 , тогда как плотность стали из алюминиевого сплава 6063 составляет 2700 кг/м 3 . Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Но его можно использовать только там, где вес является единственным основным фактором. Если важнее прочность, то мягкая сталь может дать большую прочность по сравнению с алюминиевым сплавом 6063.
Следовательно, алюминиевый сплав 6063 является лучшим материалом из-за его малого веса. Но его можно использовать только там, где вес является единственным основным фактором. Если важнее прочность, то мягкая сталь может дать большую прочность по сравнению с алюминиевым сплавом 6063.
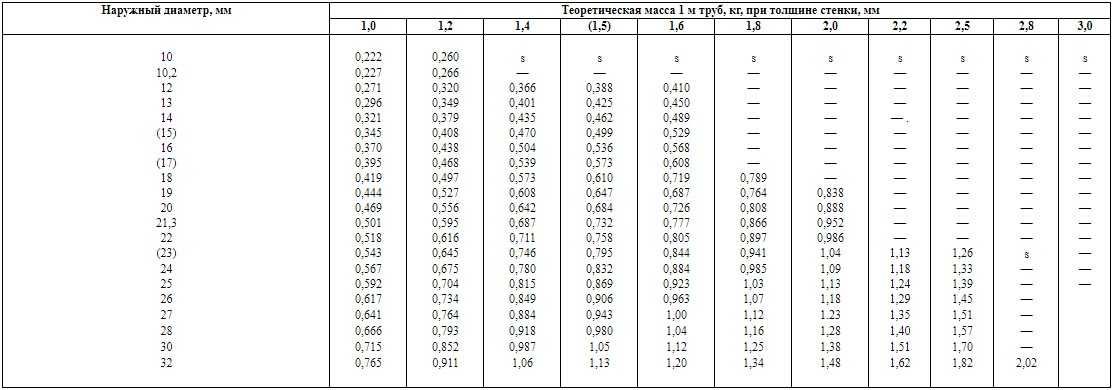
 Например – 1010, 1015, 1018, 1020, 1035, 1045 и т. д.
Например – 1010, 1015, 1018, 1020, 1035, 1045 и т. д.
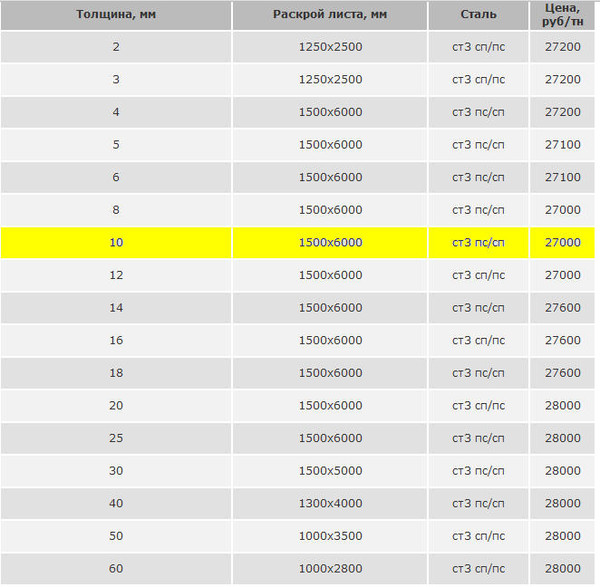
 Это также помогает в экономии топлива для транспортных отраслей.
Это также помогает в экономии топлива для транспортных отраслей.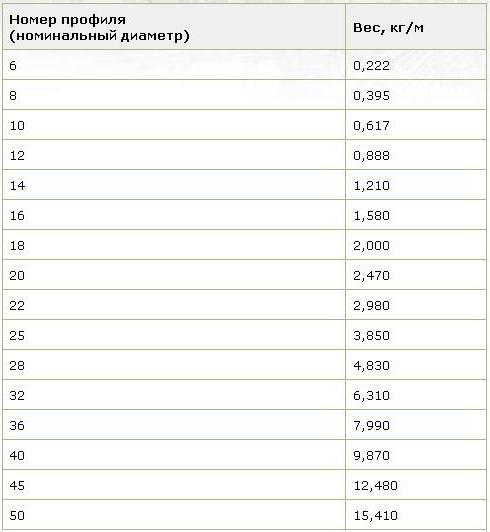 85 g/cm³
85 g/cm³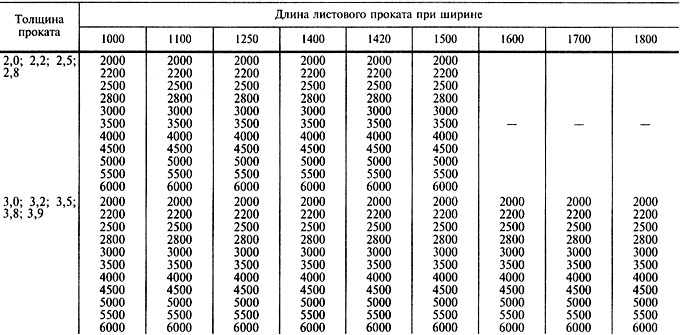
 92
92 75
75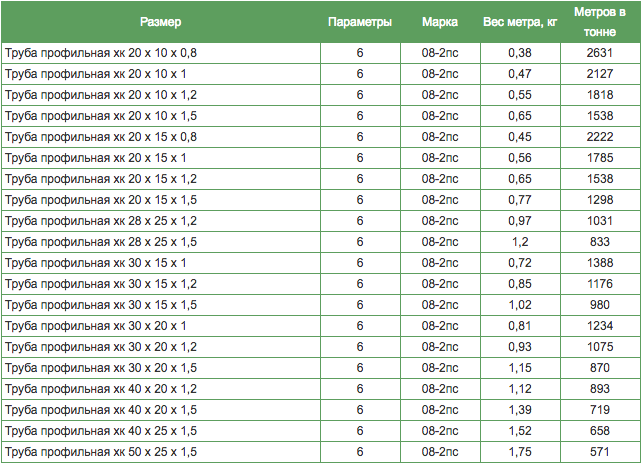 0
0 39
39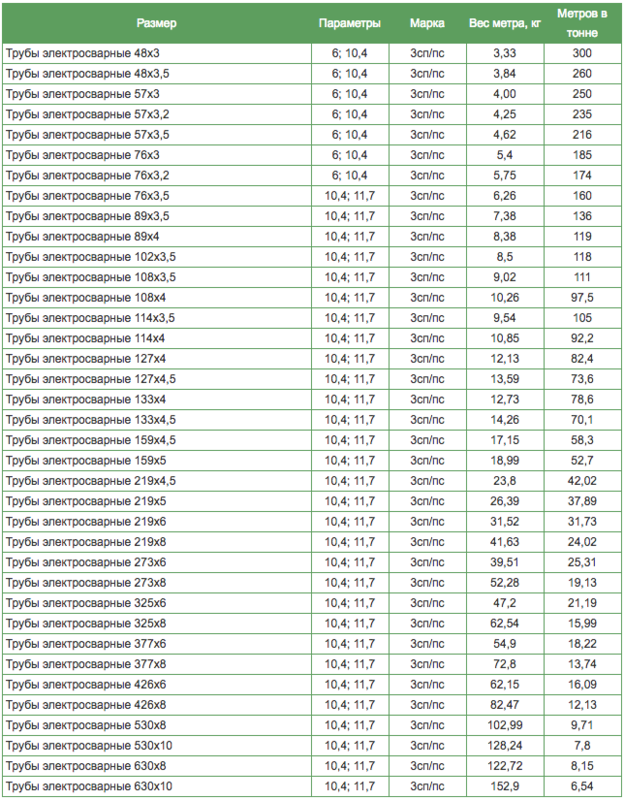 89
89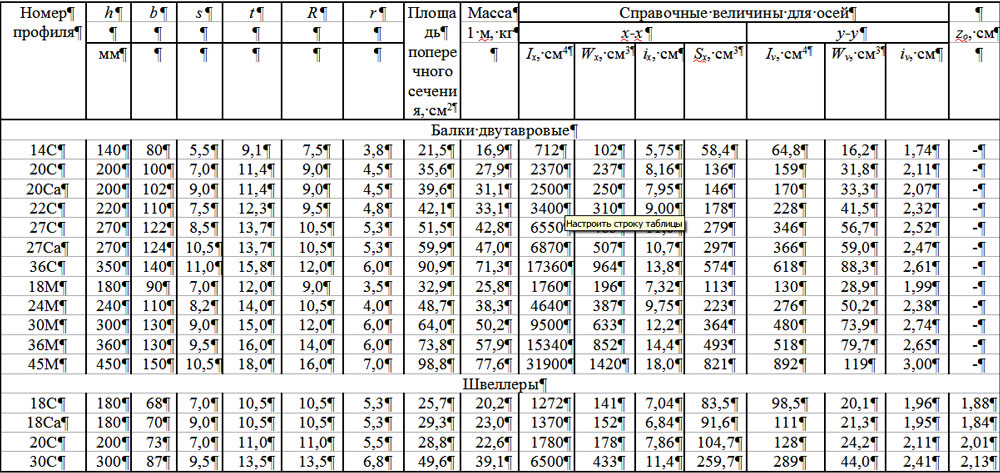 47
47 04
04 62
62 57
57
 Для крепления передней части корпуса силовой передачи к раме предусмотрена опора, а также специальные расточки в задних и соединительных кронштейнах. В передней части лонжеронов снизу приварены буксирные крюки.
Для крепления передней части корпуса силовой передачи к раме предусмотрена опора, а также специальные расточки в задних и соединительных кронштейнах. В передней части лонжеронов снизу приварены буксирные крюки. 2. Балансирная каретка подвески тракторов Д-75 и ДТ-75М:
2. Балансирная каретка подвески тракторов Д-75 и ДТ-75М: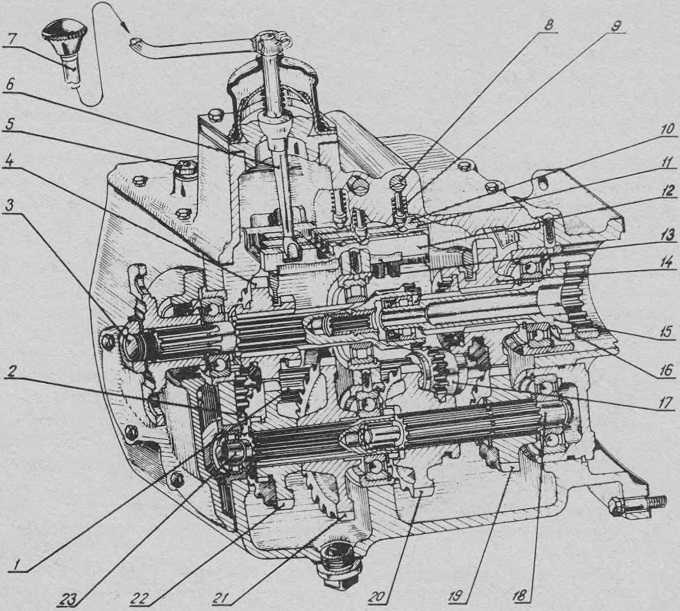


 Первоначальное натяжение амортизирующих пружин, от которого зависит упругий ход натяжного колеса, регулируют гайкой заднего упора. Сзади натяжной болт устанавливается в упорном яблоке, помещенном в упоре кронштейна рамы трактора, и фиксируется в нем регулировочной гайкой с контргайкой. Натяжение гусеницы регулируется гайкой.
Первоначальное натяжение амортизирующих пружин, от которого зависит упругий ход натяжного колеса, регулируют гайкой заднего упора. Сзади натяжной болт устанавливается в упорном яблоке, помещенном в упоре кронштейна рамы трактора, и фиксируется в нем регулировочной гайкой с контргайкой. Натяжение гусеницы регулируется гайкой.
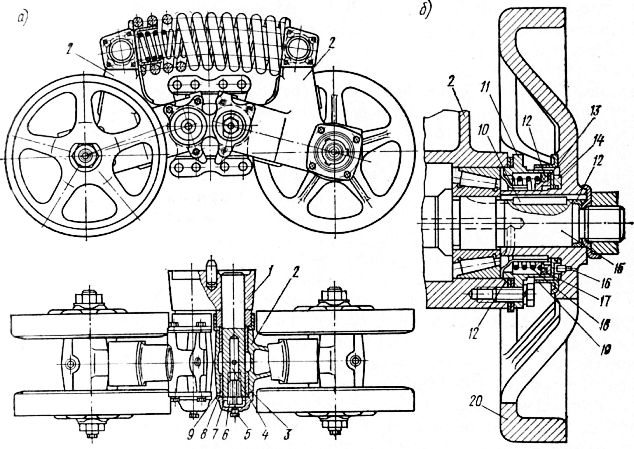 (Лекция 4.1.2)
(Лекция 4.1.2) Вместе с тем она
Вместе с тем она Техническое обслуживание ходового устройства трактора ДТ-75
Техническое обслуживание ходового устройства трактора ДТ-75 Добиться
Добиться костюме, перчатках, головном уборе. Одежда должна
костюме, перчатках, головном уборе. Одежда должна
 Пожалуйста, рассмотрите возможность создания новой темы.
Пожалуйста, рассмотрите возможность создания новой темы. Кажется, что в качестве сельскохозяйственных машин используется гораздо больше, так что я решил построить.
Кажется, что в качестве сельскохозяйственных машин используется гораздо больше, так что я решил построить.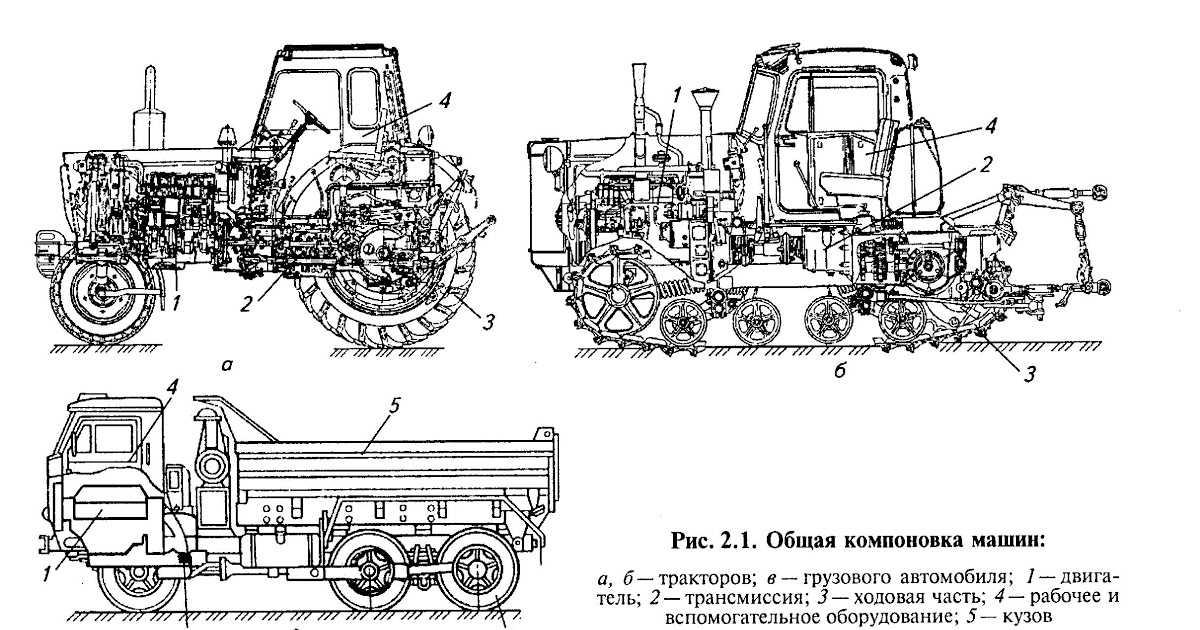 Финальный трек получился очень деликатным…
Финальный трек получился очень деликатным… И учтите что электроды очень быстро сгорают и держать его надо под прямым углом с малой дугой иначе будет расплыв металла.
И учтите что электроды очень быстро сгорают и держать его надо под прямым углом с малой дугой иначе будет расплыв металла. .
.

 Считал, что алюминий можно только в аргоне варить нормально. Но посмотрев ролик понял, что не стоит обольщаться — там говорится о щелочи и солях используемых в обмазке электрода в качестве флюса, для снятия оксидной пленки и защиты от окисления. А остатки этого самого флюса надо обязательно удалять (иначе алюминий будет быстро корродировать). Т.е. такими электродами невозможно варить закрытые емкости (баки-канистры)и ответственные узлы
Считал, что алюминий можно только в аргоне варить нормально. Но посмотрев ролик понял, что не стоит обольщаться — там говорится о щелочи и солях используемых в обмазке электрода в качестве флюса, для снятия оксидной пленки и защиты от окисления. А остатки этого самого флюса надо обязательно удалять (иначе алюминий будет быстро корродировать). Т.е. такими электродами невозможно варить закрытые емкости (баки-канистры)и ответственные узлы к. горят они быстро.
к. горят они быстро.
 Грязными руками электроды не трогать, свариваемые детали сначала хорошо обезжирить ацетоном, зачищать чистым диском. Варить переменным током, ток по ощущениям для тройки электрода 120А. Варил диск, все нормально, лестницу тонкостенную варил.
Грязными руками электроды не трогать, свариваемые детали сначала хорошо обезжирить ацетоном, зачищать чистым диском. Варить переменным током, ток по ощущениям для тройки электрода 120А. Варил диск, все нормально, лестницу тонкостенную варил. Сварка дюралюминия является сложным процессом, так как в составе данного сплава алюминий составляет 93,5%. Также в нем имеется 4,5% меди, 1,5% магния и 0,5% марганца. Таким образом, большинство свойств сплав получает именно от алюминия. В промышленности такой сплав используется достаточно, поэтому, мастерам по сварки приходится с ним постоянно работать. Существует несколько марок данного сплава, отличающихся по составу. Главным преимуществом такого вещества является относительно высокая прочность при низком весе, что позволяет делать из него металлоконструкции, различные механизмы и прочие вещи. Все это требует соединения, наиболее рациональным из видов которого является сварка. Многие характеристики сплава определяются термообработкой и соотношением металлов в составе, так как порой могут возникать некоторые отличия. Сварка дюралюминия требует от сварщика особого опыта, так как обладает рядом нюансов, с которыми приходится сталкиваться. Это касается как техники сваривания, так и технологии проведения работ.
Сварка дюралюминия является сложным процессом, так как в составе данного сплава алюминий составляет 93,5%. Также в нем имеется 4,5% меди, 1,5% магния и 0,5% марганца. Таким образом, большинство свойств сплав получает именно от алюминия. В промышленности такой сплав используется достаточно, поэтому, мастерам по сварки приходится с ним постоянно работать. Существует несколько марок данного сплава, отличающихся по составу. Главным преимуществом такого вещества является относительно высокая прочность при низком весе, что позволяет делать из него металлоконструкции, различные механизмы и прочие вещи. Все это требует соединения, наиболее рациональным из видов которого является сварка. Многие характеристики сплава определяются термообработкой и соотношением металлов в составе, так как порой могут возникать некоторые отличия. Сварка дюралюминия требует от сварщика особого опыта, так как обладает рядом нюансов, с которыми приходится сталкиваться. Это касается как техники сваривания, так и технологии проведения работ.
 Если не придерживаться технологии, то возникает большая вероятность появления трещин, а также сложностей в формировании нового шва. Металл быстро растекается, так как его вязкость в расплавленном состоянии оказывается очень низкой. Дюралюминий обладает высокой статической прочностью, которая достигает до 500 МПа при температуре до 170 градусов. Металл обладает низкой коррозионной стойкостью, так что при сваривании нередко именно на шве проявляются первые следы поражения ржавчиной, так как температурное воздействие обеспечивает выгорание легирующих элементов и ухудшение сопротивлению коррозии. Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
Если не придерживаться технологии, то возникает большая вероятность появления трещин, а также сложностей в формировании нового шва. Металл быстро растекается, так как его вязкость в расплавленном состоянии оказывается очень низкой. Дюралюминий обладает высокой статической прочностью, которая достигает до 500 МПа при температуре до 170 градусов. Металл обладает низкой коррозионной стойкостью, так что при сваривании нередко именно на шве проявляются первые следы поражения ржавчиной, так как температурное воздействие обеспечивает выгорание легирующих элементов и ухудшение сопротивлению коррозии. Это также заметно и при сварке нержавейки. Сварка дюралюминия должна происходить согласно ГОСТ 14806-80.
 Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.
Это первичный этап обработки, который помогает справиться с основными проблемами. Но для лучшего эффекта следует еще использовать растворитель, ацетон и прочие разновидности, которые снимут все остатки, которые не смогла снять механическая очистка.
 Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
Современные технологии позволяют качественно сваривать легкие металлы, поэтому они популярны в авиационной и кораблестроительной промышленности.
 Для дюралюминия применяется флюс АН-А4.
Для дюралюминия применяется флюс АН-А4. Но следует учитывать технологические особенности:
Но следует учитывать технологические особенности:
 Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000.
Необходимо иметь лишь портативную газовую горелку, желательно с большим объемом баллона и проволоку с припоем, например, HTC-2000. Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.
Также в состав сплава входит медь – 4,5%, магний – 1,5%, марганец – 0,5%.



 Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе.
Во-первых, алюминий представляет собой достаточно капризный материал, поэтому, выполняемая своими руками сварка алюминия требует достаточного опыта в этом вопросе. к. алюминий очень мягок.
к. алюминий очень мягок. Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки. Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка.
Первой проблемой, с которой сталкивается тиг сварка алюминия полуавтоматом, является образование оксидной пленки. Алюминий имеет температуру плавления намного меньшую, чем оксидный слой, поэтому, чтобы пробить пленку и расплавить алюминий, нужна импульсная сварка. При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
При меньшей длине дуги образуется прожог, при большей – произойдет несплавление. Точное значение этого параметра зависит от толщины и состава сплава материала.
 Может ли кто-нибудь ответить на это, и я прав насчет 1,2,3 ??
Может ли кто-нибудь ответить на это, и я прав насчет 1,2,3 ?? 

 Фактически, серия 5XXX обладает самой высокой прочностью среди нетермообрабатываемых алюминиевых сплавов. Он используется для резервуаров для хранения химикатов и сосудов под давлением при повышенных температурах, а также в конструкциях, железнодорожных вагонах, самосвалах и мостах из-за его коррозионной стойкости. При сварке с присадками серии 4ХХХ теряет пластичность за счет образования Mg2Si.
Фактически, серия 5XXX обладает самой высокой прочностью среди нетермообрабатываемых алюминиевых сплавов. Он используется для резервуаров для хранения химикатов и сосудов под давлением при повышенных температурах, а также в конструкциях, железнодорожных вагонах, самосвалах и мостах из-за его коррозионной стойкости. При сварке с присадками серии 4ХХХ теряет пластичность за счет образования Mg2Si.
 Его годовой объем производства в мире уступает только стали, а по цветным металлам занимает первое место. [1] Если алюминиевый сплав впервые появился в авиационной промышленности, то в последние десятилетия, помимо авиационной промышленности, алюминий и алюминий широко использовались в аэрокосмической, автомобильной, кораблевой, мостовой, машиностроительной, электротехнической, химической промышленности и криогенные устройства. Сплав для изготовления различных деталей, топливных баков, коррозионностойких емкостей и проводов. В настоящее время наиболее широко используемой сварочной конструкцией из алюминиевого сплава является нержавеющий алюминиевый сплав, а именно алюминиево-магниевый сплав и алюминиево-марганцевый сплав.
Его годовой объем производства в мире уступает только стали, а по цветным металлам занимает первое место. [1] Если алюминиевый сплав впервые появился в авиационной промышленности, то в последние десятилетия, помимо авиационной промышленности, алюминий и алюминий широко использовались в аэрокосмической, автомобильной, кораблевой, мостовой, машиностроительной, электротехнической, химической промышленности и криогенные устройства. Сплав для изготовления различных деталей, топливных баков, коррозионностойких емкостей и проводов. В настоящее время наиболее широко используемой сварочной конструкцией из алюминиевого сплава является нержавеющий алюминиевый сплав, а именно алюминиево-магниевый сплав и алюминиево-марганцевый сплав.
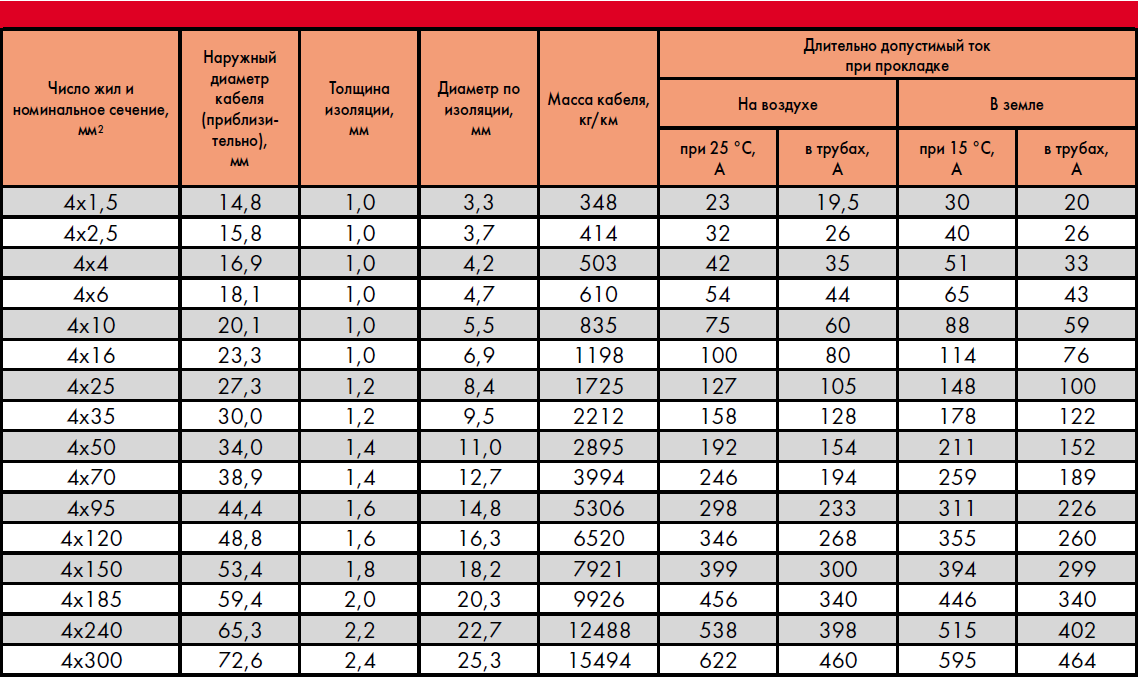 п. Он также изветен как Brown & Sharpe wire gauge. Чем больше калибр, тем меньше диаметр провода. Провода, толще, чем для калибра 0, обозначаются 00 (или 2/0), 000 (или 3/0), и т.д.
п. Он также изветен как Brown & Sharpe wire gauge. Чем больше калибр, тем меньше диаметр провода. Провода, толще, чем для калибра 0, обозначаются 00 (или 2/0), 000 (или 3/0), и т.д. ГОСТ 22483-2012 — это модицицированная версия IEC 60228, использующаяся в России, Беларуси, Кыргыстане и Узбекистане. В нём, по сравнению с международным стандартом, добавлено несколько более тонких типовых проводов.
ГОСТ 22483-2012 — это модицицированная версия IEC 60228, использующаяся в России, Беларуси, Кыргыстане и Узбекистане. В нём, по сравнению с международным стандартом, добавлено несколько более тонких типовых проводов.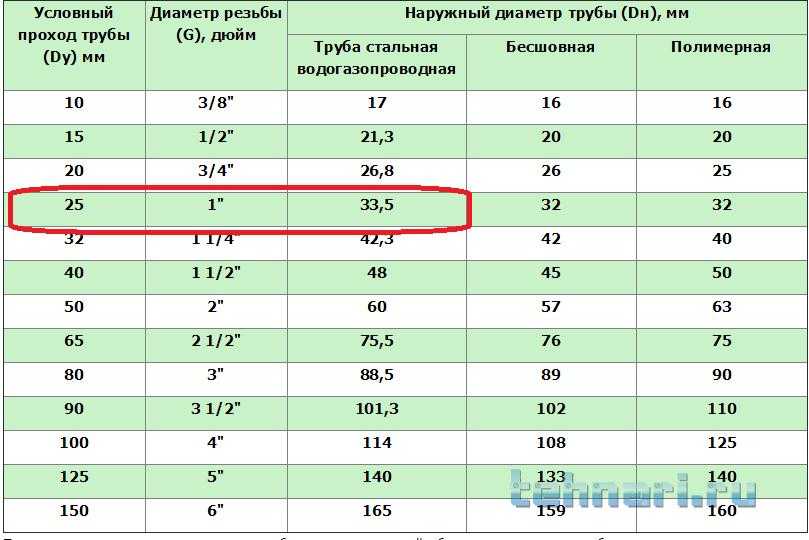 W.G.
W.G. Французская шкала диаметров катетеров, которую также называют шкалой Шарьера была придумана парижским производителем хирургических инструментов Жозефом-Фредериком-Бенуа Шарьером в XIX веке. В шкале Шарьера калибр равен диаметру иглы в миллиметрах, умноженному на три. Таким образом, в его шкале чем больше калибр, тем толще игла.
Французская шкала диаметров катетеров, которую также называют шкалой Шарьера была придумана парижским производителем хирургических инструментов Жозефом-Фредериком-Бенуа Шарьером в XIX веке. В шкале Шарьера калибр равен диаметру иглы в миллиметрах, умноженному на три. Таким образом, в его шкале чем больше калибр, тем толще игла. В обеих этих шкалах чем больше номер калибра, тем тоньше спица. Сейчас вязальные спицы в США используют систему размеров, в которой чем больше номер, тем спица толще.
В обеих этих шкалах чем больше номер калибра, тем тоньше спица. Сейчас вязальные спицы в США используют систему размеров, в которой чем больше номер, тем спица толще.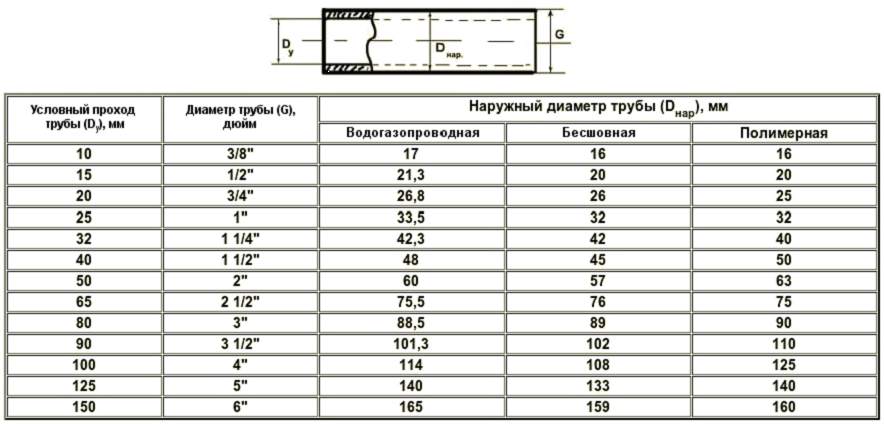 Com понравилось. Приходите снова!
Com понравилось. Приходите снова!
 Должен быть между 7/0 и 50.
Должен быть между 7/0 и 50. /
/ К сожалению, многие таблицы неточны, они часто противоречат друг другу. Мы не стали копировать что-то из сети, а подробно изучили вопрос, нашли официальные стандарты разных стран и применили их в нашем конвертере. Все вычисления на этой странице используют официальные формулы и дают точный, а не приблизительный результат.
К сожалению, многие таблицы неточны, они часто противоречат друг другу. Мы не стали копировать что-то из сети, а подробно изучили вопрос, нашли официальные стандарты разных стран и применили их в нашем конвертере. Все вычисления на этой странице используют официальные формулы и дают точный, а не приблизительный результат.
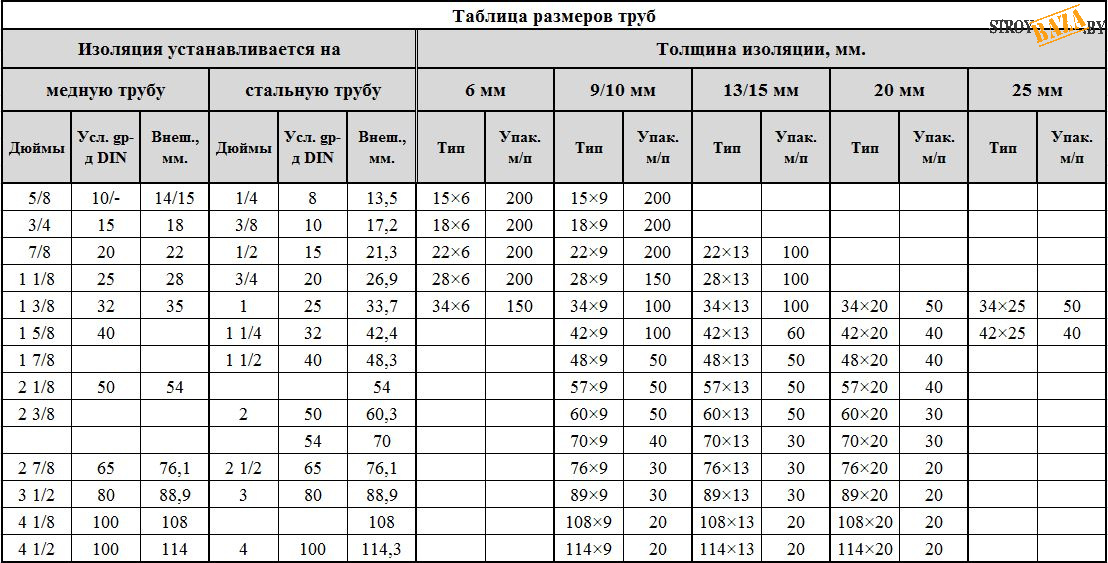
 Полный шаг размера добавляет примерно ⅒ дюйма к длине окружности. Для указания размеров меньше, чем 0, используются значения 00, 000 и т.д.
Полный шаг размера добавляет примерно ⅒ дюйма к длине окружности. Для указания размеров меньше, чем 0, используются значения 00, 000 и т.д.
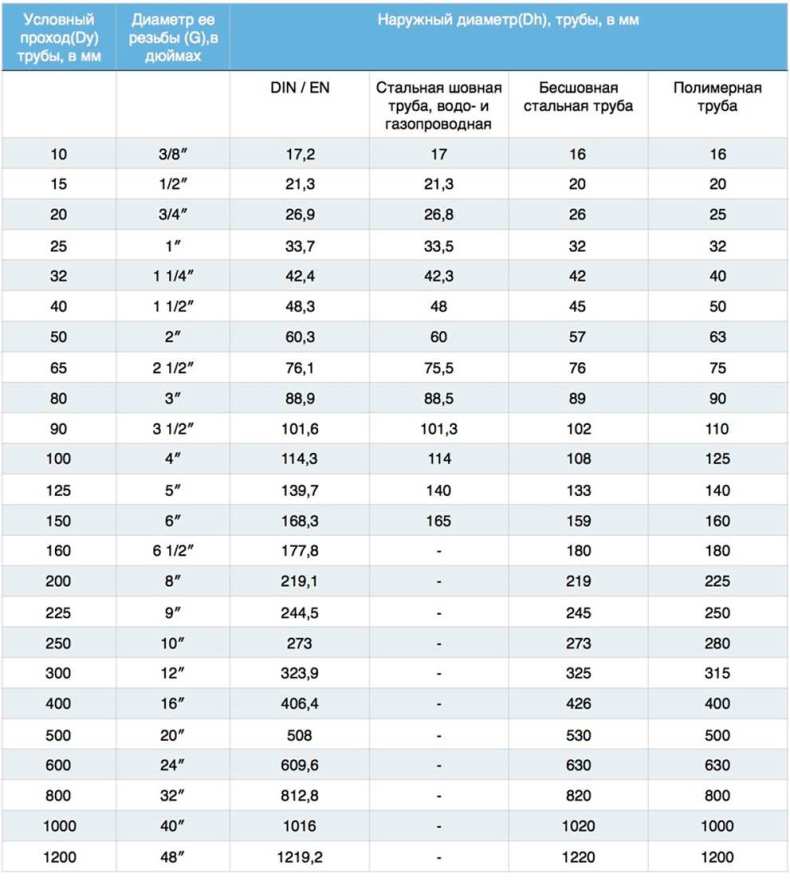
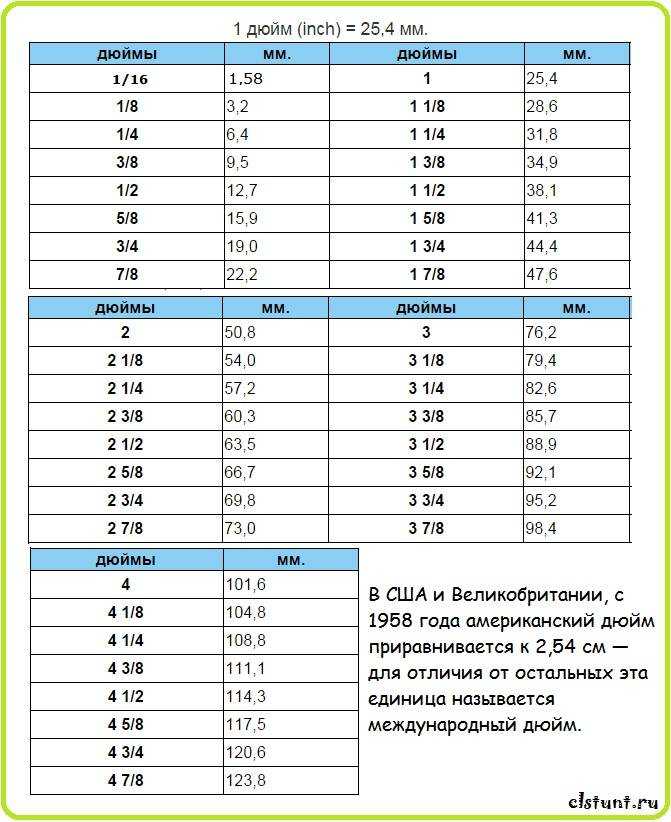
 В этой системе размеру 1 соотвествует диаметр 13 миллиметров, а далее каждый шаг размера добавляет ⅓ миллиметра. Для размеров с меньшим диаметров наш конвертер всё равно покажет 1, а также разницу в процентах, например: 1 [-10%].
В этой системе размеру 1 соотвествует диаметр 13 миллиметров, а далее каждый шаг размера добавляет ⅓ миллиметра. Для размеров с меньшим диаметров наш конвертер всё равно покажет 1, а также разницу в процентах, например: 1 [-10%].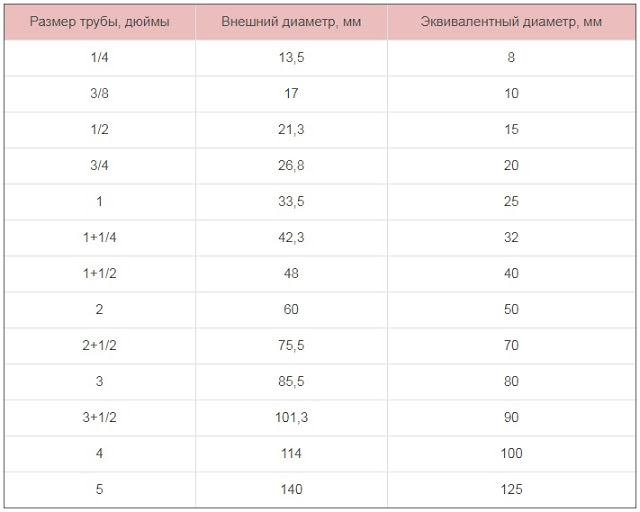 Пожалуйста, выберите что-то из списка.
Пожалуйста, выберите что-то из списка. Есть идеи, как сделать наш сайт ещё удобнее? Поделитесь!
Есть идеи, как сделать наш сайт ещё удобнее? Поделитесь! Если ближайший из них не является точным совпадением, разница в площади отображается в процентах. Попробуйте увидеть его в действии!
Если ближайший из них не является точным совпадением, разница в площади отображается в процентах. Попробуйте увидеть его в действии!
 89
89 Д. Он также известен как калибр проволоки Brown & Sharpe . Чем больше номер калибра, тем меньше диаметр проволоки. Проволока толще нулевого калибра обозначается как 00 (или 2/0 ), 000 (или 3/0 ) и т. д.
Д. Он также известен как калибр проволоки Brown & Sharpe . Чем больше номер калибра, тем меньше диаметр проволоки. Проволока толще нулевого калибра обозначается как 00 (или 2/0 ), 000 (или 3/0 ) и т. д. Сечения проводов в настоящем стандарте обозначаются площадью их поперечного сечения, выраженной в мм². ГОСТ 22483-2012 является несколько измененной версией МЭК 60228 , которая используется в России, Беларуси, Кыргызстане и Узбекистане. Он добавляет несколько меньших размеров проводов к международному стандарту.
Сечения проводов в настоящем стандарте обозначаются площадью их поперечного сечения, выраженной в мм². ГОСТ 22483-2012 является несколько измененной версией МЭК 60228 , которая используется в России, Беларуси, Кыргызстане и Узбекистане. Он добавляет несколько меньших размеров проводов к международному стандарту. Поперечное сечение провода
Поперечное сечение провода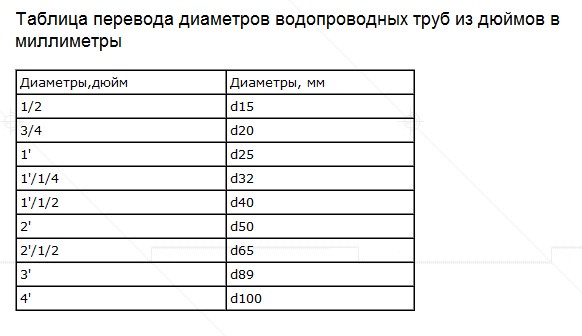
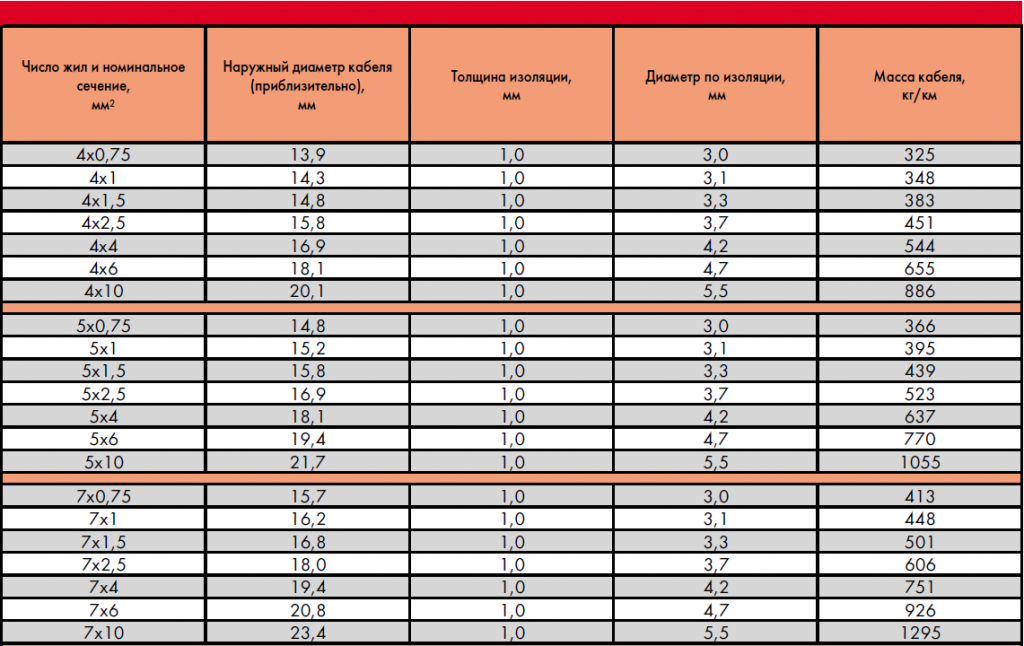 Старые американские иглы, произведенные до 1950-х годов, были маркированы номерами American Wire Gauge. Как в Великобритании, так и в старых американских номерах игл используются более высокие номера для более тонких игл. Современная система размеров игл США использует противоположный подход, когда более тонкие иглы имеют меньшие номера.
Старые американские иглы, произведенные до 1950-х годов, были маркированы номерами American Wire Gauge. Как в Великобритании, так и в старых американских номерах игл используются более высокие номера для более тонких игл. Современная система размеров игл США использует противоположный подход, когда более тонкие иглы имеют меньшие номера. Com. Приезжайте к нам
Com. Приезжайте к нам В нем не было JavaScript, и все преобразования приходилось выполнять на сервере. Служба была медленной. Год спустя технология позволила нам создать сервис мгновенной конвертации единиц измерения, который стал прототипом того, что вы видите сейчас.
В нем не было JavaScript, и все преобразования приходилось выполнять на сервере. Служба была медленной. Год спустя технология позволила нам создать сервис мгновенной конвертации единиц измерения, который стал прототипом того, что вы видите сейчас. До того, как была введена стандартная система, производители проволоки использовали свои собственные стандарты.
До того, как была введена стандартная система, производители проволоки использовали свои собственные стандарты.
 Это не проблема, наш конвертер позволяет мгновенно преобразовать размер кольца из любой шкалы во все остальные.
Это не проблема, наш конвертер позволяет мгновенно преобразовать размер кольца из любой шкалы во все остальные. Это абсолютно необязательно.
Это абсолютно необязательно.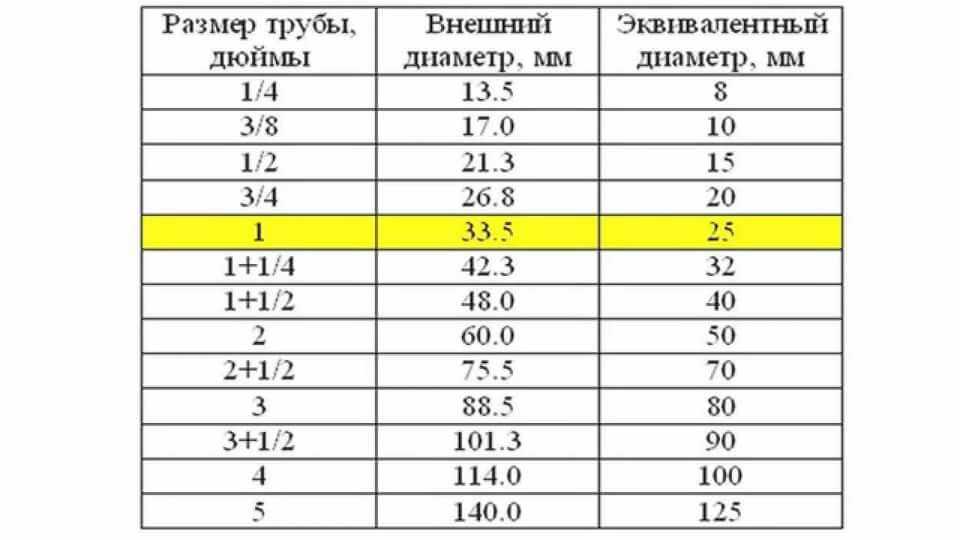 Эти единицы относятся к
Эти единицы относятся к Увеличение на полный размер увеличивает внутреннюю окружность кольца примерно на ⅒ дюйма. Размеры меньше 0 имеют маркировку 00 , 000 и т. д.
Увеличение на полный размер увеличивает внутреннюю окружность кольца примерно на ⅒ дюйма. Размеры меньше 0 имеют маркировку 00 , 000 и т. д. Новый стандарт 1987 г. изменил определение размеров, чтобы они основывались на метрических единицах, теперь увеличение полного размера добавляет 1,25 мм внутренней окружности. Хорошая новость заключается в том, что старые и новые стандарты на практике практически не отличаются.
Новый стандарт 1987 г. изменил определение размеров, чтобы они основывались на метрических единицах, теперь увеличение полного размера добавляет 1,25 мм внутренней окружности. Хорошая новость заключается в том, что старые и новые стандарты на практике практически не отличаются. Он используется во многих европейских странах, включая Францию, Германию, Австрию, Бельгию, Финляндию, Швецию.
Он используется во многих европейских странах, включая Францию, Германию, Австрию, Бельгию, Финляндию, Швецию.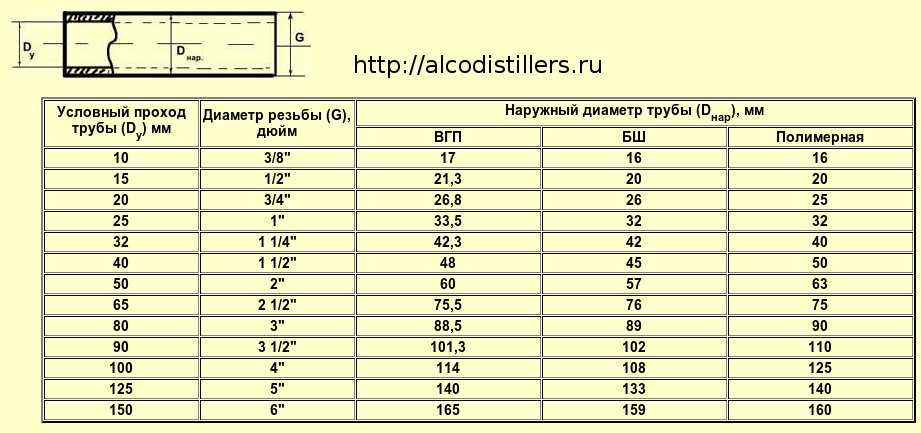
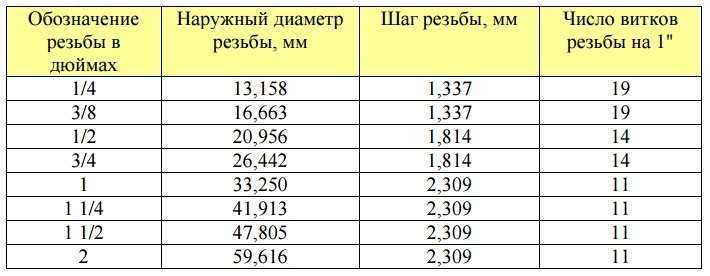 Для колец меньшего диаметра мы по-прежнему отображаем размер кольца 1 с разницей в процентах, т.е. 1 [-10%] .
Для колец меньшего диаметра мы по-прежнему отображаем размер кольца 1 с разницей в процентах, т.е. 1 [-10%] .
