Сортамент швеллер параллельный
Вернуться на страницу «Швеллер металлический»
Обозначения:
h — высота; b — ширина полки; s — толщина стенки; t — толщина полки;
R — радиус кривизны; r — радиус закругления полки;
z 0 — расстояние от оси Y — Y до наружной грани стенки;
I — момент инерции; W — момент сопротивления;
S — статистический момент; i — радиус инерции.
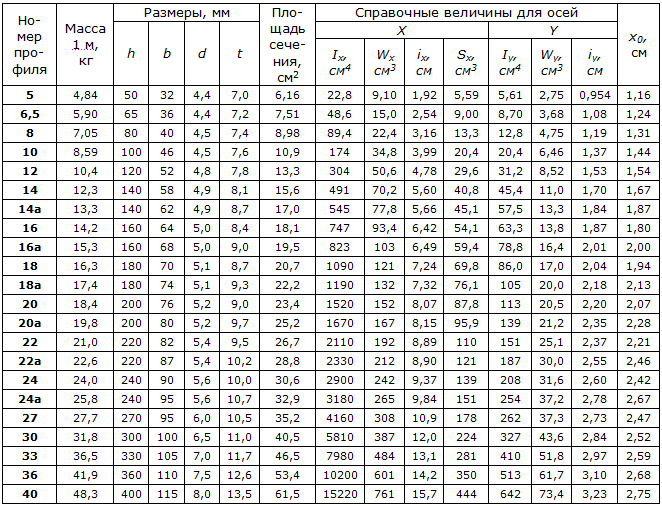
| Номер швеллера | h | b | s | t | R | r | Площадь поперечного сечения, см2 | Масса 1 м, кг | Справочные значения для осей | z о, см | ||||||
| не более | X — X | Y — Y | ||||||||||||||
| мм | Ix, см4 | Wx , см3 | ix, см | sx, см3 | Iy, см4 | Wy, см3 | iy, см | |||||||||
| 5П | 50 | 32 | 4,4 | 7,0 | 6,0 | 3,5 | 6,16 | 4,84 | 22,8 | 9,1 | 1,92 | 5,61 | 5,95 | 2,99 | 0,98 | 1,21 |
| 6,5 П | 65 | 36 | 4,4 | 7,2 | 6,0 | 3,5 | 7,51 | 5,90 | 48,8 | 15,0 | 2,55 | 9,02 | 9,35 | 4,06 | 1,12 | 1,29 |
| 8 П | 80 | 40 | 4,5 | 7,4 | 6,5 | 3,5 | 8,98 | 7,05 | 89,8 | 22,5 | 3,16 | 13,30 | 13,90 | 3,31 | 1,24 | 1,38 |
| 10 П | 100 | 46 | 4,5 | 7,6 | 7,0 | 4,0 | 10,90 | 8,59 | 175,0 | 34,9 | 3,99 | 20,50 | 22,60 | 7,37 | 1,44 | 1,53 |
| 12 П | 120 | 52 | 4,8 | 7,8 | 7,5 | 4,5 | 13,30 | 10,40 | 305,0 | 50,8 | 4,79 | 29,70 | 34,90 | 9,84 | 1,62 | 1,66 |
| 14 П | 140 | 58 | 4,9 | 8,1 | 8,0 | 4,5 | 15,60 | 12,30 | 493,0 | 70,4 | 5,61 | 40,90 | 51,50 | 12,90 | 1,81 | 182 |
| 16 П | 160 | 64 | 5,0 | 8,4 | 8,5 | 5,0 | 18,10 | 14,20 | 750,0 | 93,8 | 6,44 | 54,30 | 72,80 | 16,40 | 2,00 | 1,97 |
| 16аП | 160 | 68 | 5,0 | 9,0 | 8,5 | 5,0 | 19,50 | 15,30 | 827,0 | 103,0 | 6,51 | 59,50 | 90,50 | 19,60 | 2,15 | 2,19 |
| 18 П | 180 | 70 | 5,1 | 8,7 | 9,0 | 5,0 | 20,70 | 16,30 | 1090,0 | 121,0 | 7,26 | 70,00 | 100,00 | 20,60 | 2,20 | 2,14 |
| 18аП | 180 | 74 | 5,1 | 9,3 | 9,0 | 5,0 | 22,20 | 17,40 | 1200,0 | 133,0 | 7,34 | 76,30 | 123,00 | 24,30 | 2,35 | 2,36 |
| 20 П | 200 | 76 | 5,2 | 9,0 | 9,5 | 5,5 | 23,40 | 18,40 | 1530,0 | 153,0 | 8,08 | 88,00 | 134,00 | 25,20 | 2,39 | 2,30 |
| 22 П | 220 | 82 | 5,4 | 9,5 | 10,0 | 6,0 | 26,70 | 21,00 | 2120,0 | 193,0 | 8,90 | 111,00 | 178,00 | 31,00 | 2,58 | 2,47 |
| 24 П | 240 | 90 | 5,6 | 10,0 | 10,5 | 6,0 | 30,60 | 24,00 | 2910,0 | 243,0 | 9,75 | 139,00 | 248,00 | 39,50 | 2,85 | 2,72 |
| 27 П | 270 | 95 | 6,0 | 10,5 | 11,0 | 6,5 | 35,20 | 27,70 | 4180,0 | 310,0 | 10,90 | 178,00 | 314,00 | 46,70 | 2,99 | 2,78 |
| 30 П | 300 | 100 | 6,5 | 11,0 | 12,0 | 7,0 | 40,50 | 31,80 | 5830,0 | 389,0 | 12,00 | 224,00 | 393,00 | 54,80 | 3,12 | 2,83 |
| 33 П | 330 | 105 | 7,0 | 11,7 | 13,0 | 7,5 | 46,50 | 36,50 | 8010,8 | 486,0 | 13,10 | 281,00 | 491,00 | 64,60 | 3,25 | 2,90 |
| 36 П | 360 | 110 | 7,5 | 12,6 | 14,0 | 8,5 | 53,40 | 41,90 | 10850,0 | 603,0 | 14,30 | 350,00 | 611,00 | 76,30 | 3,38 | 2,99 |
| 40 П | 400 | 115 | 8,0 | 13,5 | 15,0 | 9,0 | 61,50 | 48,30 | 15260,0 | 763,0 | 15,80 | 445,00 | 760,00 | 89,90 | 3,51 | 3,05 |
СМОТРЕТЬ ПОЛНЫЙ ТЕКСТ ДОКУМЕНТА — ГОСТ 8240-97
Швеллеры с параллельными полками применяют в качестве балок и прогонов. Параллельные полки упрощают работу по изготовлению пластин, которые нужно приварить к швеллеру в качестве ребра жесткости или опорного ребра. Из за геометрической формы, швеллеры с параллельными полками немного проигрывают в несущей способности, но незначительно. Швеллеры с параллельными полками часто используют для изготовления различных вспомогательных конструкций. Например, для устройства водосборного желоба на кровле.
Параллельные полки упрощают работу по изготовлению пластин, которые нужно приварить к швеллеру в качестве ребра жесткости или опорного ребра. Из за геометрической формы, швеллеры с параллельными полками немного проигрывают в несущей способности, но незначительно. Швеллеры с параллельными полками часто используют для изготовления различных вспомогательных конструкций. Например, для устройства водосборного желоба на кровле.
Швеллеры с параллельными полками проще в обработке, особенно когда нужно сделать наклонный вырез или срезать полки для стыковки с другим швеллером.
Учитывая все эти достоинства швеллера с параллельными полками, он заслуженно получил самое широкое распространение при изготовлении металлических каркасов зданий и сооружений.
Также нужно отметить, что прокатный швеллер с параллельными полками является мощным несущим элементом, который может работать как балка, стойка, подкос или подвес. Применение таких швеллеров в ограждающих конструкциях фахверка не целесообразно, т.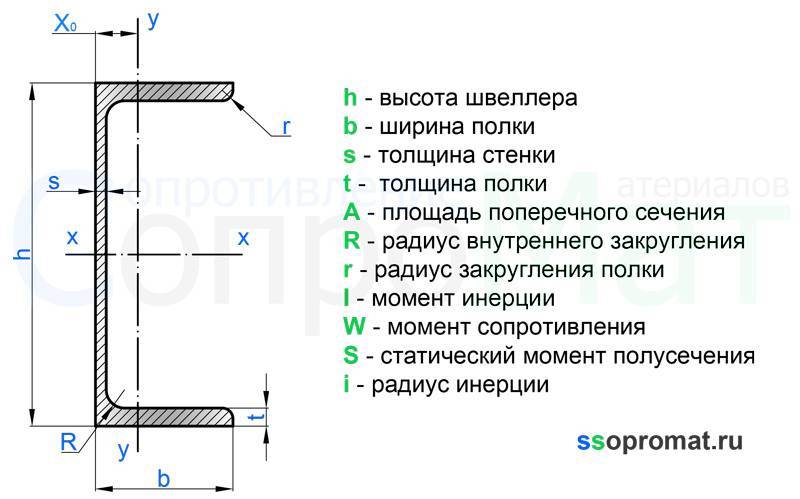 к. в ограждающих конструкциях лучше подойдут гнутые швеллера, которые имеют также имеют параллельные полки, но более тонкие стенки, а значит достигается большая экономия металла.
к. в ограждающих конструкциях лучше подойдут гнутые швеллера, которые имеют также имеют параллельные полки, но более тонкие стенки, а значит достигается большая экономия металла.
При использовании сортамента следует учитывать, что одни позиции популярны и их можно купить практически на любой базе металлопроката, а некоторые позиции редки и достать их трудно, особенно в регионах. Также следует учитывать разброс цен, т.к. иногда выгоднее закладывать более дешевые балки, что окупается даже не смотря на некоторый перерасход металла.
В таблице представлены цены на начало 2018 года.
| А ГРУПП, ООО | ТК СТАЛЬ-ИНТЕКС ТРЕЙД, ООО | ЕВРАЗ МЕТАЛЛ ИНПРОМ, ОАО | АРИЭЛЬ МЕТАЛЛ, ОАО | ОМЕГА МЕТАЛЛ, ГК | ДИПОС, ГК | МЕТАЛЛО-КОМПЛЕКТ-М, АО | ЕМГ-ГРУПП, ООО | БРОК-ИНВЕСТ-СЕРВИС И К, ТФД, ЗАО | МЕТАЛЛ-СЕРВИС, ОАО | МЕТАЛЛО-ТОРГ, АО | МЕТАГОР, ООО | АТОН-СТАЛЬ, ООО | СТАЛЬ-РЕЗЕРВ, ТПО, ООО | АМГ, ООО | |
| 5П | 49000 | 45 480 | 48 500 | 48 500 | 47 990 | 51 200 | 48 500 | 48 990 | 44 990 | ||||||
| 6,5П | 49 000 | 44 580 | 46 990 | 44 450 | 47 900 | 48 000 | 47 490 | 51 200 | 44 450 | 48 990 | 45 490 | ||||
| 8П | 50 000 | 49 500 | 53 500 | 55 000 | 53 990 | 53 600 | 48 000 | 55 990 | 54 990 | ||||||
| 10П | 53 900 | 48 580 | 50 400 | 50 990 | 50 200 | 53 750 | 51 800 | 49 090 | 51 500 | 51 490 | 53 600 | 53 750 | 52 990 | 48 790 | |
| 12П | 53 300 | 48 880 | 53 100 | 53 990 | 54 000 | 55 000 | 54 200 | 55 090 | 54 500 | 54 490 | 54 900 | 52 500 | 54 990 | 49 990 | |
| 14П | 54 000 | 48 580 | 53 100 | 56 990 | 48 500 | 55 000 | 57 800 | 54 090 | 55 500 | 55 990 | 55 900 | 51 500 | 55 490 | 49 900 | 52 990 |
| 16П | 56 500 | 55 100 | 56 990 | 51 000 | 55 800 | 55 500 | 57 590 | 55 500 | 57 490 | 55 900 | 55 500 | 55 900 | 54 990 | ||
| 18П | 57 000 | 57 800 | 59 990 | 51 000 | 54 900 | 52 990 | |||||||||
| 20П | 54 650 | 53 500 | 54 650 | 40 500 | 54 650 | 74 590 | 54 650 | 57 490 | 57 100 | 55 200 | 65 900 | 73 950 | |||
| 22П | 73 950 | 68 000 | 72 000 | 30 300 | 73 950 | 74 590 | 66 000 | 72 000 | 73 950 | 72 000 | 65 900 | 69 990 | |||
| 24П | 73 950 | 72 280 | 68 000 | 71 500 | 73 950 | 73 950 | 74 590 | 73 950 | 72 000 | 73 950 | 71 500 | 73 000 | 63 900 | 72 490 | |
| 27П | 73 950 | 68 000 | 73 950 | 73 950 | 73 950 | 72 000 | 73 000 | 72 900 | 72 490 | ||||||
| 30П | 68 000 | 71 500 | 73 950 | 73 950 | 73 950 | 72 000 | 73 950 | 72 000 | 73 000 | 73 900 | 73 950 | ||||
| 40П | 91 990 | 90 000 | 110 000 | 99 900 | 92 900 | 110 900 | 109 990 |
Сортамент швеллеров: таблица, размеры, виды, ГОСТ
Стальной прокат этого вида используется как силовой элемент металлоконструкций.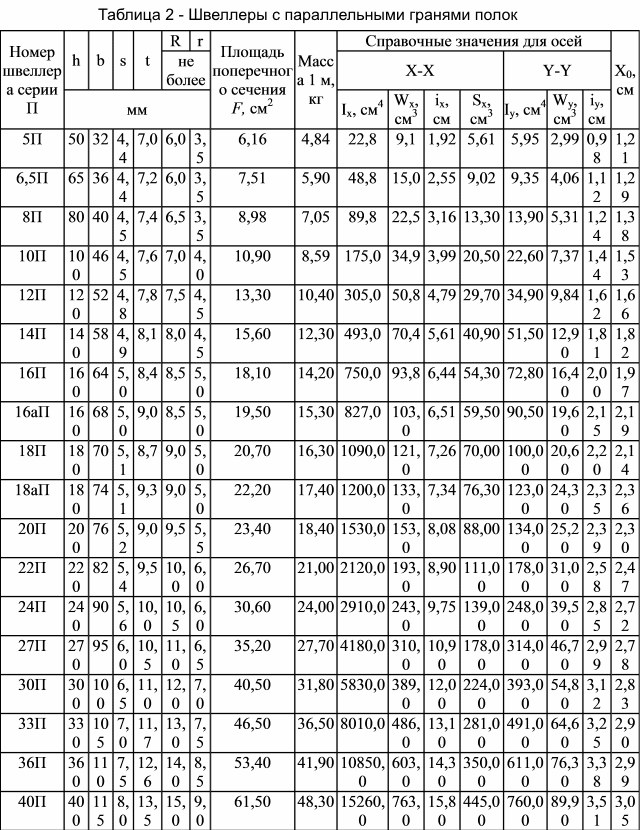 Характерная форма, напоминающая в поперечном сечении букву «П» определяет не только удобство применения, но и высокую стойкость к изгибающим и осевым нагрузкам. Производят швеллер по технологиям гибки и горячей прокатки из сталей различных марок, включая высоколегированные. Полки (боковые стенки) профиля могут быть как идеально перпендикулярными к широкой стороне, так и с наклоном с внутренней стороны.
Характерная форма, напоминающая в поперечном сечении букву «П» определяет не только удобство применения, но и высокую стойкость к изгибающим и осевым нагрузкам. Производят швеллер по технологиям гибки и горячей прокатки из сталей различных марок, включая высоколегированные. Полки (боковые стенки) профиля могут быть как идеально перпендикулярными к широкой стороне, так и с наклоном с внутренней стороны.
Швеллер с одинаковой длиной боковых стенок получил название равнополочного, со стенками разной длины — неравнополочного. В каталоге швеллера находятся категории:
- Горячекатаные;
- Специальные;
- Равнополочные;
- Наравнополочные.
Параметры материала регулируются специальными ГОСТами. Это:
- 8240-89 — широкого применения;
- 5267.1-90 — для вагоностроения.
- 19425-74 — для автомобильной промышленности.
Применяются и другие ГОСТы, регулирующие характеристики материала для более узких сфер использования, например, ГОСТ 21026-75 — швеллер, использующийся в конструкции вагонеток.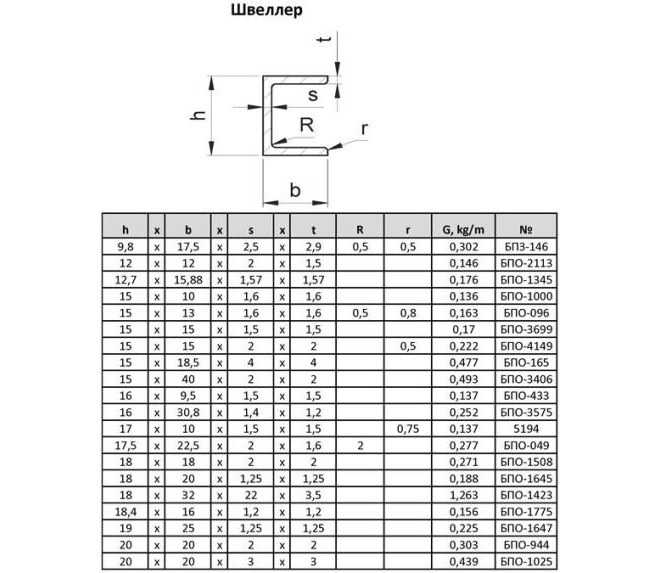
Швеллеры равнополочные
Наиболее массовая категория в ассортименте — равнополочные. По технологии производства подразделяется на швеллер горячекатаный и гнутый. Отличить их легко по внешнему виду — у гнутого углы закруглены, а толщина стенок равная по всему профилю.
Он более дешевый, чем произведенный горячей прокаткой.
Изготавливается из сталей хорошо свариваемых марок, что позволяет создавать конструкции сложной конфигурации и нестандартных форм. Характеристики регламентированы в ГОСТ 8278–83. Материалом изготовления служит рулонная сталь обыкновенных, конструкционных и углеродистых марок, которая прокатывается на трубных станах.
Размеры находятся в широком диапазоне — высота в пределах 50- 400, а ширина 32 — 115 мм.
Большое значение в сфере применения гнутых разновидностей материала имеет уровень прокатки. Для этой категории предусмотрены три класса:
- «А» — высокой точности;
- «Б» — повышенной;
- «В» — обычной.

Индексы указываются в маркировке конкретного артикула.
По форме профиля гнутый швеллер отличается, в каталоге выделены 4 основных типа:
- «П» — с параллельными гранями, один из наиболее распространенных;
- «У» — с уклоном граней;
- «Л» — облегченной серии;
- «С» — специальный.
Параметры каждого вида из любой серии сведены в соответствующие таблицы.
Характеристики легкой серии с параллельными гранями полок
Специальные виды швеллера
По данным, сведенным для каждой серии, определяются механические характеристики подходящего для конкретного проекта материала. В расчетах принимаются во внимание поперечная и продольная прочность, масса, свариваемость, коэффициент температурного расширения и другие параметры.
Сортамент равнополочных швеллеров очень широкий, что определяет их использование в самых различных отраслях.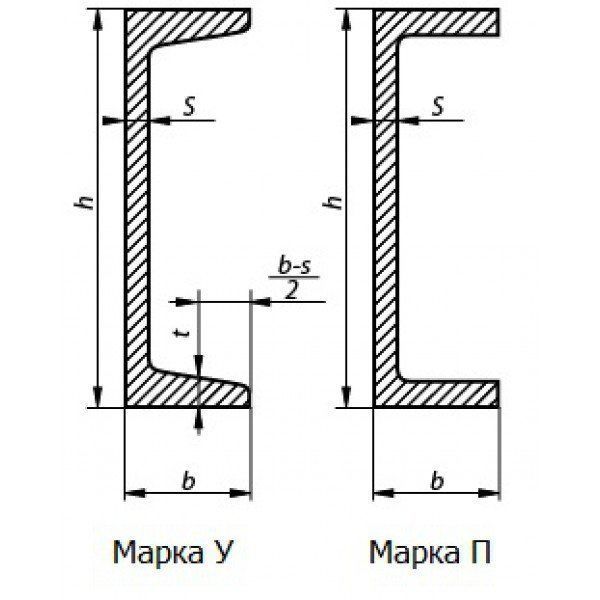
Преимущественно гнутые марки материала применяют в качестве вспомогательных усиливающих элементов — монтаж каркасов под отделочные материалы, для производства рам промышленной и транспортной техники, для мебели, элементов дорожной инфраструктуры и т.д. Хотя прочностные характеристики гнутого швеллера очень высокие, он уступает горячекатаному по некоторым параметрам.
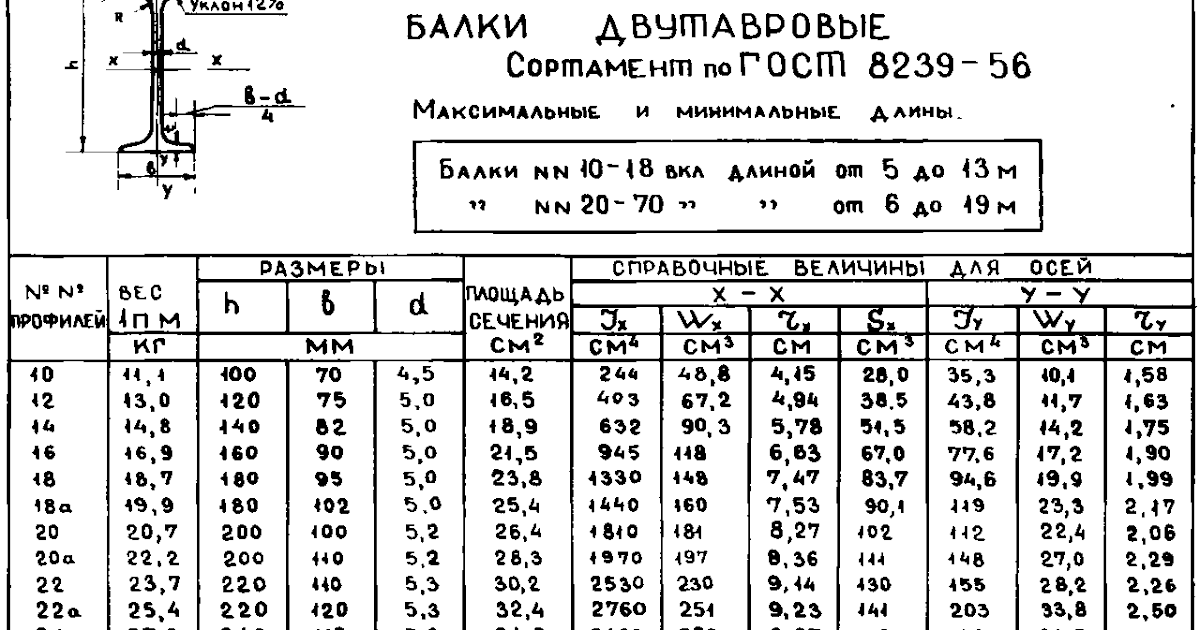
Прокатный швеллер
Производится по ГОСТ 8240-97. Подразделяется на два основных вида — с параллельными гранями и с уклоном. Визуально горячекатаный отличается от гнутого четко выраженными прямыми ребрами внешних граней. Углы по внешнему профилю строго соответствуют 900.
Сортамент стального горячекатаного швеллера также очень широкий. Производится он в таких артикулах:
- С уклоном граней с внутренней стороны (маркировка «У») — 5, 12, 14, 16, 18а, 20, 22, 30, 40 и других;
- С параллельными полками (маркировка «П», «Э» или «Л») — П: 5П, 10П, 12П, 16аП, 18П, 20П, 27П, 30П, 36П, 40П.
Цифры в маркировке показывают расстояние между боковыми гранями) в сантиметрах. Существует два класса точности — «А» и «В», соответственно, высокой и обычной. Полный сортамент прокатных швеллеров вы найдете в каталоге компании «Альянс-Сталь», работающей в Самаре и других городах Приволжского федерального округа. Доставка транспортом компании или самовывозом, форма оплаты — по договоренности. Актуальные цены указаны в прайс-листе. Параметры материала для определенного вида использования выбираются по соответствующим таблицам.
Характеристики швеллера наклонными гранями
Характеристики швеллера с параллельными гранями
Специфические параметры, используемые в таблицах:
- W — момент сопротивления;
- I — инерционный момент;
- i —инерционный радиус.
Также при проектировании используются таблицы для сведения размеров и масс материала, изготовленного про ГОСТ.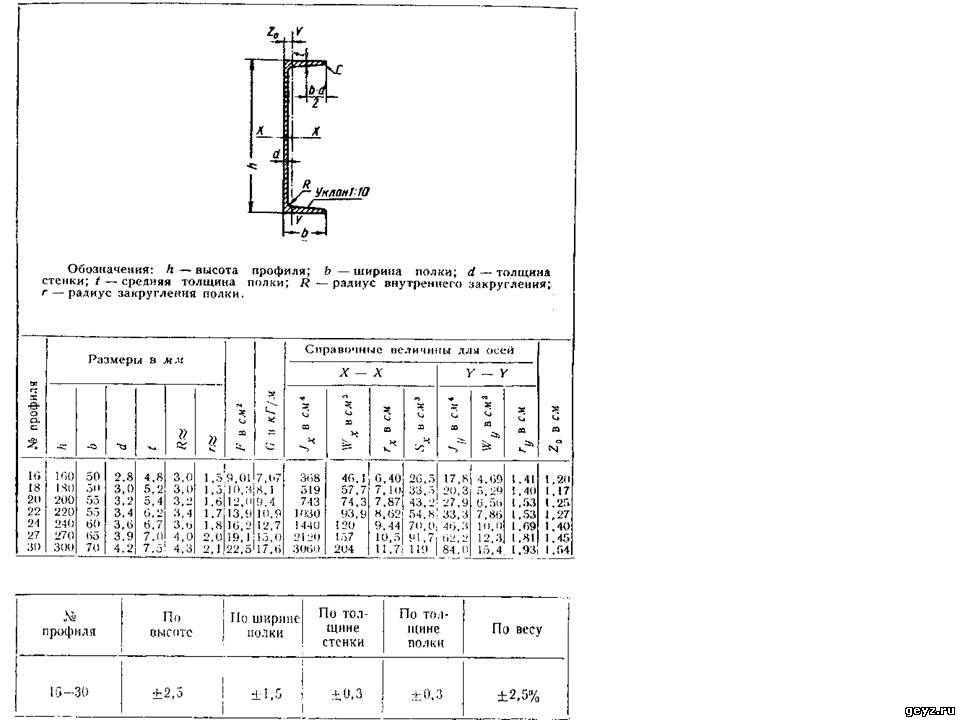 В расчетах принимается во внимание, что средняя плотность стали, из которой изготовлен швеллер, равна 7500 кг/м3.
В расчетах принимается во внимание, что средняя плотность стали, из которой изготовлен швеллер, равна 7500 кг/м3.
Горячекатаный швеллер используется в ответственных конструкциях, испытывающих значительные нагрузки при эксплуатации. Особенности материала позволяют устанавливать элементы в наклонном, горизонтальном и вертикальном положении с соединением сваркой, болтами или клепкой. Строгая форма профиля обеспечивает плотный контакт с ровными плоскостями оснований при укладке на бетон, кирпич или блоки из разных материалов.
Поделиться в соц. сетях:
Читайте также
19.02.2019
Сравнение стальной и композитной арматуры
20.03.2018
Перевозка металлопроката
15.02.2018
Сварка профильной трубы
ГОСТ 8240-97 / Ауремо
- Главная страница
- Изделия из чугуна и стали
- Стальные профили
 org/ListItem»>
org/ListItem»>Металлургия
ГОСТ 27772-2015
ГОСТ Р 52927-2015
ГОСТ Р 56354-2015
ГОСТ Р 56355-2015
ГОСТ 30245-2012
ГОСТ 32603-2012
ГОСТ 24045-2016
ГОСТ 8509-93
ГОСТ 8283-93
ГОСТ 8240-97
ГОСТ 5257-98
ГОСТ 30245-2003
ГОСТ 24045-94
ГОСТ 19772-93
ГОСТ 19771-93
ГОСТ 14635-93
ГОСТ 8319.4-75
ГОСТ 8319.13-75
ГОСТ 8320.6-83
ГОСТ 8320.2-83
ГОСТ 8320.3-83
ГОСТ 5267.8-90
ГОСТ 5267.1-90
ГОСТ 12492.4-90
ГОСТ 12492.1-90
ГОСТ 30565-98
ГОСТ 5422-73
ГОСТ 7511-73
ГОСТ 9234-74
ГОСТ 19425-74
ГОСТ 8319.8-75
ГОСТ 8319.5-75
ГОСТ 8319.0-75
ГОСТ 21026-75
ГОСТ 8319.6-75
ГОСТ 11474-76
ГОСТ 13229-78
ГОСТ 8281-80
ГОСТ 8278-83
ГОСТ 8320.10-83
ГОСТ 8282-83
ГОСТ 8320.9-83
ГОСТ 8320.13-83
ГОСТ 12492.15-90
ГОСТ 5267.6-90
ГОСТ 5267.0-90
ГОСТ 5267.11-90
ГОСТ 8319.12-75
ГОСТ 10551-75
ГОСТ 8319. 11-75
11-75
ГОСТ 25577-83
ГОСТ 8320.4-83
ГОСТ 8320.12-83
ГОСТ 8320.0-83
ГОСТ 5157-83
ГОСТ 8320.5-83
ГОСТ 26020-83
ГОСТ 8320.11-83
ГОСТ 4781-85
ГОСТ 5267.2-90
ГОСТ 12492.7-90
ГОСТ 5267.9-90
ГОСТ 12492.0-90
ГОСТ 12492.10-90
ГОСТ 12492.12-90
ГОСТ 5267.12-90
ГОСТ 8319.2-75
ГОСТ 8320.7-83
ГОСТ 8320.8-83
ГОСТ 18662-83
ГОСТ 8320.1-83
ГОСТ 8510-86
ГОСТ 8239-89
ГОСТ 17152-89
ГОСТ 12492.6-90
ГОСТ 5267.10-90
ГОСТ 12492.2-90
ГОСТ 5267.4-90
ГОСТ 5267.13-90
ГОСТ 12492.5-90
ГОСТ 12492.3-90
ГОСТ 12492.8-90
ГОСТ 5267.3-90
ГОСТ 12492.14-90
ГОСТ 12492.9-90
ГОСТ 5267.7-90
ГОСТ 12492.11-90
ГОСТ 12492.13-90
ГОСТ 5267.5-90
гост-8240-97.pdf
(361,57 КиБ)ГОСТ 8240-97
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 327, Украинский государственный научно-исследовательский институт металлов
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 11 от 23 апреля 1997 г.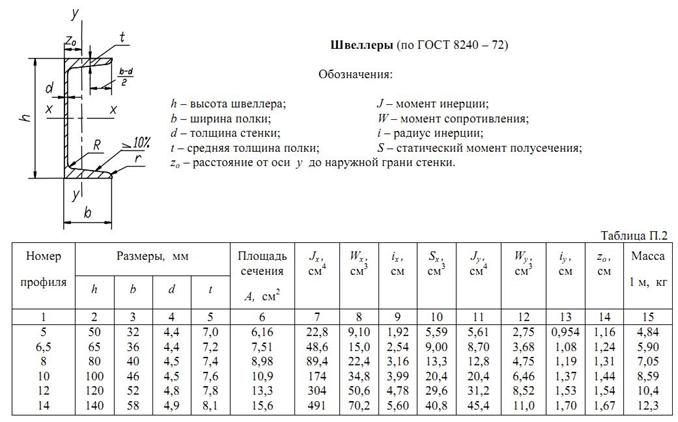 )
)
За принятие проголосовали:
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 5 апреля 2001 г. № 166-ст межгосударственный стандарт ГОСТ 8240-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с января 2001 г. 1, 2002.
4 ЗАМЕНА ГОСТ 8240-89
5 ИЗМЕНЕНИЕ
ИЗМЕНЕНИЯ, внесенные в ИСУ № 12, 2004 г., ИСУ № 10, 2009 г., ИСУ № 10, 2013 г.
Изменения внесены изготовителем1
ПРИЛОЖЕНИЕ Изменение № 1, принятое Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол № 33 от 06.06.2008). Государство-застройщик Украина. Приказом Росстандарта от 14.11.2011 N 541-ст введен на территории Российской Федерации с 01.09.2012
Изменение № 1 внесено изготовителем БД и опубликовано в ИСУ № 2, 2012
— расстояние от оси вверх до внешнего края стены;
— перекос полки;
— прогиб стены по высоте сечения профиля;
— площадь поперечного сечения;
— момент инерции;
— момент сопротивления;
— радиус инерции;
Название штата | Наименование национального органа | |||||||||||||||||||||||||||||||||||||||
Азербайджанская Республика | Азгосстандарт | |||||||||||||||||||||||||||||||||||||||
Республика Армения | Армгосстандарт | |||||||||||||||||||||||||||||||||||||||
Республика Беларусь | Госстандарт Республики Беларусь | |||||||||||||||||||||||||||||||||||||||
Грузия | Грузстандарт | |||||||||||||||||||||||||||||||||||||||
Республика Казахстан | Госстандарт Республики Казахстан | |||||||||||||||||||||||||||||||||||||||
Республика Молдова | ||||||||||||||||||||||||||||||||||||||||
не более | ||||||||||||||||||||||||||||||||||||||||
мм | , см | , см | 1,92 | 5,59 | 5,61 | 2,75 | 0,95 | 1. | ||||||||||||||||||||||||||||||||
6,5U | 65 | 46 | 4,5 | 7,6 | 7,0 | 3,0 | 10,90 | 8,59 | 174,0 | 34,8 | 7,32 | 76.10 | 105,00 | 20.00 | 2,18 | 2,13 | ||||||||||||||||||||||||
20U | 200 | 82 | 5,4 | 9,5 | 10,0 | 4,0 | 26,70 | 21.00 | 2110.0 | 192,0 | 90 | 5,6 | 10,0 | 10,5 | 4,0 | 30,60 | 24.00 | 2900,0 | 242,0 | 100 | 6,5 | 11,0 | 12,0 | 5,0 | 40,50 | 31,80 | 5810. | 387,0 | Площадь поперечного сечения, см | Масса 1 м, кг | Опорные значения для осей | , см | ||||||||
32 | 4,4 | 7,0 | 6,0 | 3,5 | 6.16 | 4,84 | 22,8 | 9.1 | 1,92 | 13.30 | 13,90 | 5,31 | 1,24 | 1,38 | ||||||||||||||||||||||||||
10P | 100 | 46 | 29,70 | 34,90 | 9,84 | 1,62 | 1,66 | |||||||||||||||||||||||||||||||||
14П | 140 | 58 | 5,6 | 10,0 | 10,5 | 6,0 | 30,60 | 24. | 2910,0 | 243,0 | 9.02 | 9,42 | 4.13 | 1 127 | 1,32 | |||||||||||||||||||||||||
8Е | 80 | 40 | ||||||||||||||||||||||||||||||||||||||
 16
16 0
0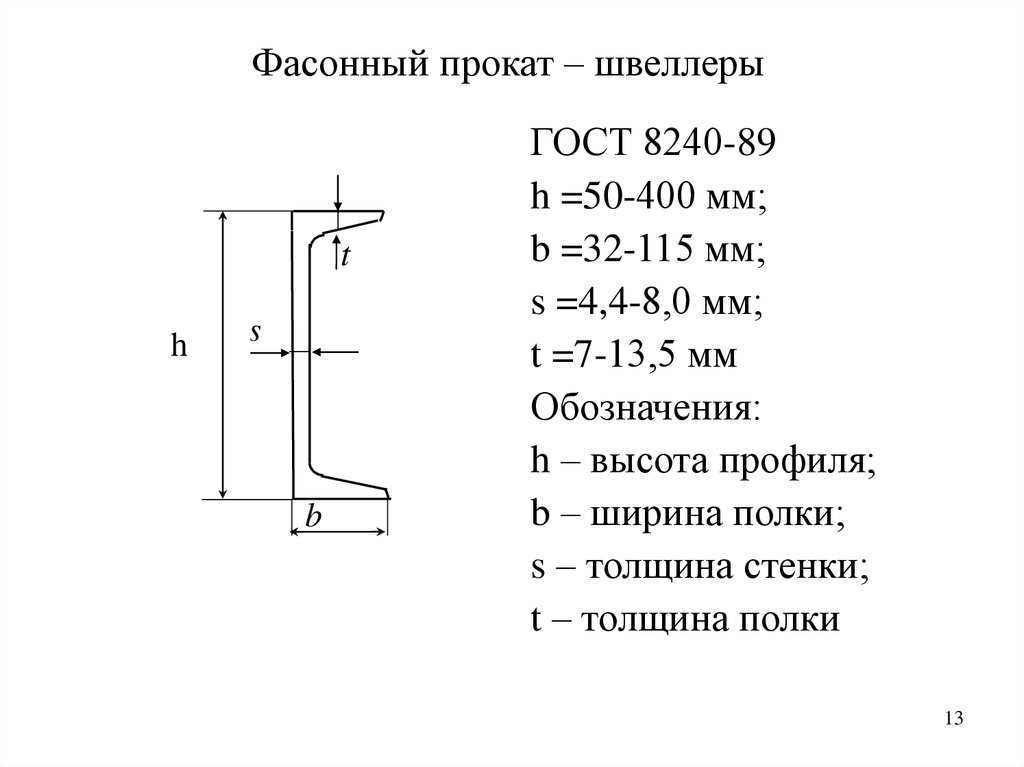 00
00Наш консультант сэкономит ваше время
+38 (096) 674-79-92
SKYPE: OLGAKOLOTILO
ASK
. 🙂
ЕвропаУкраинаРоссия, СНГ
Отписаться
лист
НП2,
подача Х20Н80,
20х35Н20С2 круг,
Лента бркмц3-1,
хн70ю лист
ГОСТ 2590-2006 / Ауремо
ГОСТ 10702-2016
ГОСТ 1050-2013
ГОСТ 19281-2014
ГОСТ Р 55374-2012
ГОСТ Р 53932-2010
ГОСТ 103-2006
ГОСТ 2879-2006
ГОСТ 2591-2006
ГОСТ 2590-2006
ГОСТ 5950-2000
ГОСТ 1051-73
ГОСТ 7417-75
ГОСТ 19442-74
ГОСТ 14082-78
ГОСТ 23705-79
ГОСТ 23270-89
ГОСТ 18907-73
ГОСТ 22411-77
ГОСТ 14119-85
ГОСТ 18968-73
ГОСТ 1414-75
ГОСТ 28393-89
ГОСТ 30136-95
ГОСТ 16523-97
ГОСТ 19265-73
ГОСТ Р 51285-99
ГОСТ Р 52132-2003
ГОСТ Р 52544-2006
гост-2590-2006.
pdf
(263,50 КиБ)ГОСТ 2590-2006
 pdf
pdf ГОСТ 2590-2006
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОКАТ СТАЛЬНОЙ ГОРЯЧЕКАТАНЫЙ КРУГЛЫЙ
Ассортимент
Прокат стальной круглый горячекатаный. Размеры
МКС 77.140.60
Дата введения 01.07.2009
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97* «Межгосударственная система стандартизации. Межгосударственные стандарты, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, продления и отмены»
________________
* Действ. ГОСТ 1.2-2009.
Данные по стандарту
1 РАЗРАБОТАН НИИ «УкрНИИМЕТ» Украинского государственного научно-технического центра «Энергосталь» , Межгосударственный технический комитет по стандартизации МТК 327 «Прутки, фасонные и профили»
2 ВНЕСЕН в Государственный комитет Украины по вопросам технического регулирования и потребительской политики
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 30 от 07. 12.2006 г.)
12.2006 г.)
Стандарт принят голосованием:
| Краткое наименование страны по МК (ISO 3166) 004−97 | Код страны МК (ISO 3166) 004−97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | АЗ | Азстандарт |
| Армения | утра | Интергенерация |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Казахстан | КЗ | Госстандарт Республики Казахстан |
| Кыргызстан | кг | Кыргызстандарт |
| Молдова | МД | Молдова-Стандарт |
| Российская Федерация | ЕН | Федеральное агентство по техническому регулированию и метрологии |
| Таджикистан | ТДж | Таджикстандарт |
| Республика Узбекистан | УЗ | Узстандарт |
| Украина | UA | Госпотребстандарт Украины |
4 настоящий стандарт соответствует региональному стандарту EN 10060:2003* «Прокат стальной горячекатаный круглый общего назначения.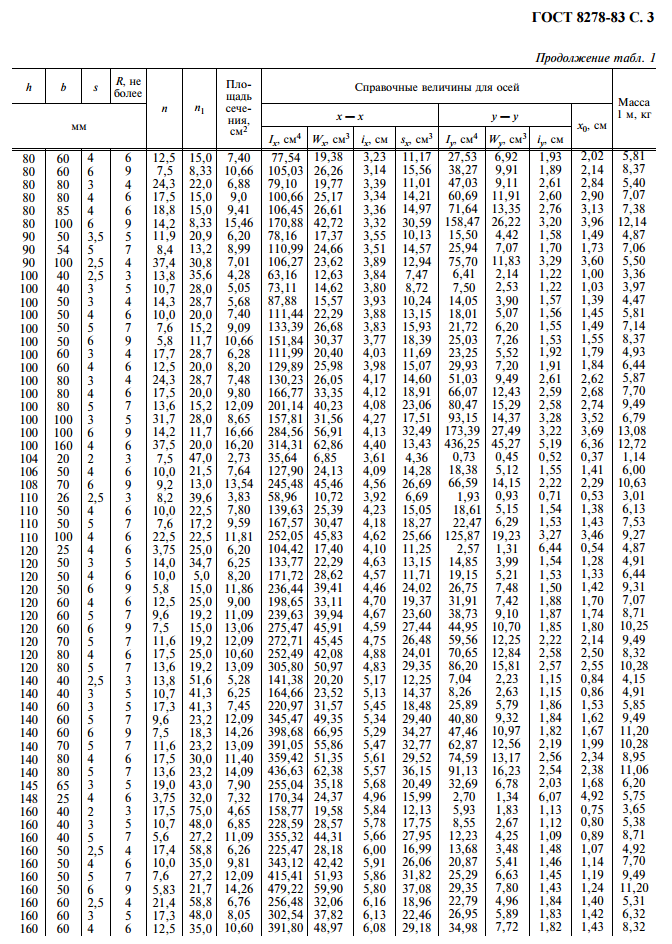 Размеры и допуски на форму и размеры» (EN 10060:2003 «Прокат стальной круглый горячекатаный общего назначения. Размеры и допуски на форму и размеры») в части требований к сортаменту.
Размеры и допуски на форму и размеры» (EN 10060:2003 «Прокат стальной круглый горячекатаный общего назначения. Размеры и допуски на форму и размеры») в части требований к сортаменту.
________________
* Доступ к международным и зарубежным документам, указанным здесь и далее, можно получить, перейдя по ссылке на сайт shop.cntd.ru. — Обратите внимание на базу данных производителя.
Степень соответствия — неэквивалентное (НЭС)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 29 июля 2008 г. N 147-й Ст межгосударственный стандарт ГОСТ 2590-2006 введен в действие в качестве национального стандарта Российской Федерации. РФ с 1 июля 2009 г.
6 ВЗАМЕН ГОСТ 2590-88
7 ПЕРЕИЗД. Октябрь 2012 г.
Информация о введении в действие (прекращении действия) настоящего стандарта опубликована в указателе «Национальные стандарты».
Информация о внесении изменений в настоящий стандарт публикуется в указателе «Национальные стандарты», а текст изменения — в информационном знаке «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
1 Область применения
Настоящий стандарт распространяется на трубы стальные горячедеформированные бесшовные холоднокатаные (далее – аренда) с диаметром от 5 до 270 мм включительно, который используется во всех отраслях промышленности.
Прокат диаметром от 270 до 330 мм включительно изготавливается по согласованию между изготовителем и потребителем (согласованные технические условия).
2.1 прокаты подразделяются на:
— точность проката:
особо высокая — АО1;
высокий — A1, A2, A3;
высокий — B1;
обыкновенный — В1, В2, В3, В4, В5;
— длина:
габаритная — МД;
мерка нестандартной длины — MD1;
мерный — компакт-диск;
размерная произвольной длины — КД1;
случайный — нет данных;
ограничено случайным образом — OD;
ограничено случайной длиной — EA1;
в рулонах — НМД;
— предельные отклонения по длине прокатной и многомерной групп мерной длины, ДБ и ВД;
— искривление по классам: I, II, III, IV.
______________
В поставке проката размерной произвольной длины (МД1) размерного проката произвольной длины (КД1) и ограниченного произвольной длины (ЕА1) допускается прокат произвольной длины не более 5% от массы партии.
Рисунок 1 номинальный диаметр круглого проката, предельное отклонение, площадь поперечного сечения и масса 1 м длины проката
2.2 номинальный диаметр круглого проката, предельное отклонение, площадь поперечного сечения и масса 1 м длины проката 1
Таблица 1
Диаметр номинальный, мм | Предельное отклонение, мм, прецизионная прокатка | Площадь поперечного сечения, см | Масса 1 м длины проката, кг | |||||
| А1 | В1 | В1 | АО1 | А2 | В2 | |||
| 5,0 | +0,1 -0,2 | +0,1 -0,5 | +0,3 -0,5 | — | ±0,15 | ±0,4 | 0,196 | 0,154 |
| 5,5 | 0,238 | 0,187 | ||||||
| 6,0 | 0,283 | 0,222 | ||||||
| 6,3 | 0,312 | 0,245 | ||||||
| 6,5 | 0,332 | 0,261 | ||||||
| 7,0 | 0,385 | 0,302 | ||||||
| 8,0 | 0,503 | 0,395 | ||||||
| 9,0 | 0,636 | 0,499 | ||||||
| 10,0 | +0,1 -0,3 | 0,785 | 0,617 | |||||
| 11,0 | ±0,12 | 0,950 | 0,746 | |||||
| 12,0 | 1 131 | 0,888 | ||||||
| 13,0 | ±0,20 | 1 327 | 1,042 | |||||
| 14,0 | 1 539 | 1,208 | ||||||
| 15,0 | 1 767 | 1 387 | ||||||
| 16,0 | ±0,5 | 2 011 | 1 578 | |||||
| 17,0 | 2 270 | 1 782 | ||||||
| 18,0 | ±0,15 | 2 545 | 1 998 | |||||
| 19,0 | 2 835 | 2 226 | ||||||
| 20,0 | +0,1 -0,4 | +0,2 -0,5 | +0,4 -0,5 | 3 142 | 2 466 | |||
| 21,0 | 3 464 | 2 719 | ||||||
| 22,0 | 3 801 | 2 984 | ||||||
| 23,0 | ±0,25 | 4 155 | 3 262 | |||||
| 24,0 | 4 524 | 3,551 | ||||||
| 25,0 | 4 909 | 3 853 | ||||||
| 26,0 | +0,2 -0,7 | +0,3 -0,7 | ±0,6 | 5 309 | 4,168 | |||
| 27,0 | 5 726 | 4 495 | ||||||
| 28,0 | 6 158 | 4 834 | ||||||
| 29,0 | +0,1 -0,5 | 6 605 | 5,185 | |||||
| 30,0 | 7 069 | 5 549 | ||||||
| 31,0 | +0,4 -0,7 | ±0,30 | 7 548 | 5,925 | ||||
| 32,0 | 8 043 | 6 313 | ||||||
| 33,0 | 8 553 | 6 714 | ||||||
| 34,0 | — | 9 079 | 7 127 | |||||
| 35,0 | 9 621 | 7 553 | ||||||
| 36,0 | ±0,8 | 10 179 | 7,990 | |||||
| 37,0 | 10 752 | 8 440 | ||||||
| 38,0 | 11 341 | 8 903 | ||||||
| 39,0 | 11 946 | 9,378 | ||||||
| 40,0 | 12 566 | 9 865 | ||||||
| 41,0 | ±0,40 | 13 203 | 10 364 | |||||
| 42,0 | 13 854 | 10 876 | ||||||
| 43,0 | 14 522 | 11 400 | ||||||
| 44,0 | 15 205 | 11 936 | ||||||
| 45,0 | 15 904 | Сделать 12 485 | ||||||
| 46,0 | 16 619 | 13 046 | ||||||
| 47,0 | 17 349 | 13 619 | ||||||
| 48,0 | 18 096 | 14 205 | ||||||
| 50,0 | +0,1 -0,7 | +0,2 А 1,0 | +0,4 А 1,0 | 19 635 | 15 413 | |||
| 52,0 | ±1,0 | 21 237 | 16 671 | |||||
| 53,0 | ±0,50 | 22 062 | 17 319 | |||||
| 54,0 | 22 902 | 17 978 | ||||||
| 55,0 | 23 758 | 18 650 | ||||||
| 56,0 | 24 630 | 19 335 | ||||||
| 58,0 | 26 421 | 20 740 | ||||||
| 60,0 | +0,1 -0,9 | +0,3 -1,1 | +0,5 -1,1 | 28 274 | 22 195 | |||
| 62,0 | 30 191 | 23 700 | ||||||
| 63,0 | 31 173 | 24 470 | ||||||
| 65,0 | 33 183 | 26 049 | ||||||
| 67,0 | 35 257 | 27 676 | ||||||
| 68,0 | 36 317 | 28 509 | ||||||
| 70,0 | 38 485 | 30 210 | ||||||
| 72,0 | 40 715 | 31 961 | ||||||
| 73,0 | 41 854 | 32 855 | ||||||
| 75,0 | 44 179 | 34 680 | ||||||
| 78,0 | — | 47 784 | 37 510 | |||||
| 80,0 | +0,3 -1,1 | +0,3 -1,3 | +0,5 -1,3 | 50 266 | 39 458 | |||
| 82,0 | ±1,3 | 52 810 | 41 456 | |||||
| 85,0 | 56 745 | 44 545 | ||||||
| 87,0 | 59 447 | 46 666 | ||||||
| 90,0 | 63 617 | 49 940 | ||||||
| 92,0 | 66 476 | 52 184 | ||||||
| 95,0 | 70 882 | 55 643 | ||||||
| 97,0 | 73 898 | 58 010 | ||||||
| 100,0 | — | +0,4 -1,7 | +0,6 -1,7 | 78 540 | 61 654 | |||
| 105,0 | ±1,5 | 86 590 | 67 973 | |||||
| 110,0 | 95 033 | 74 601 | ||||||
| 115,0 | 103 869 | 81 537 | ||||||
| 120,0 | +0,6 К 2. 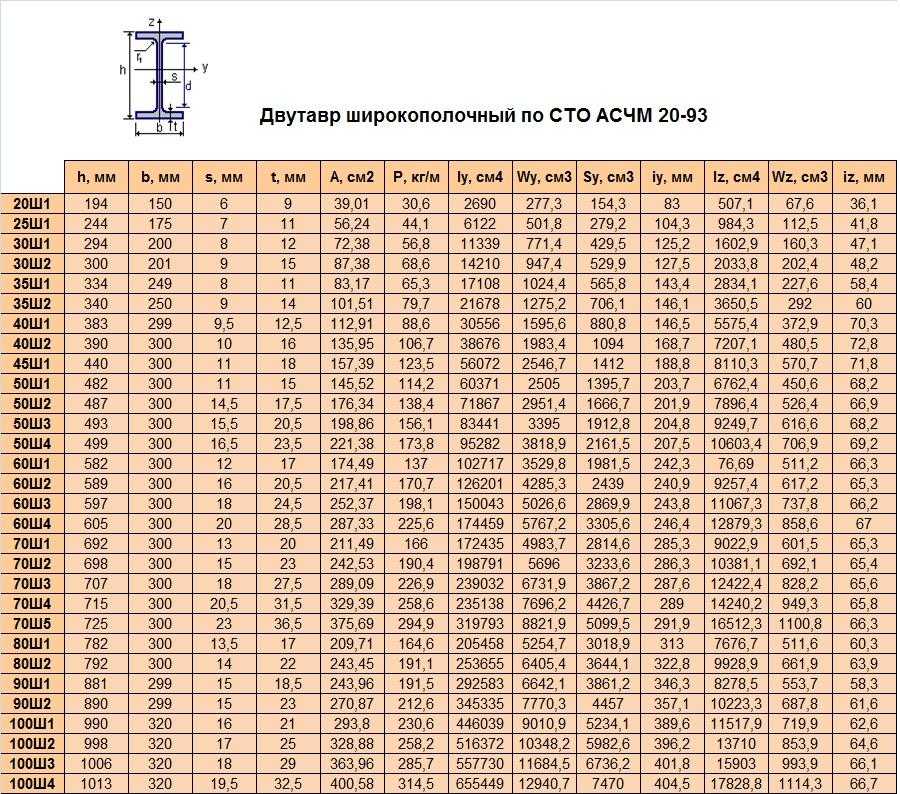 0 0 | +0,8 К 2.0 | 113 097 | 88 781 | ||||
| 125,0 | ±2,0 | 122 719 | 96 334 | |||||
| 130,0 | 132 732 | 104 195 | ||||||
| Из 135,0 | 143 139 | 112 364 | ||||||
| 140,0 | 153 938 | 120 841 | ||||||
| 145,0 | Сто шестьдесят пять тысяч сто тридцать | 129 627 | ||||||
| 150,0 | 176 715 | 138 721 | ||||||
| 155,0 | 188 692 | 148 123 | ||||||
| 160,0 | — | +0,9 -2,5 | 201 062 | 157 834 | ||||
| 165,0 | ±2,5 | 213 825 | 167 852 | |||||
| 170,0 | 226 980 | 178 179 | ||||||
| 175,0 | 240 528 | 188 815 | ||||||
| 180,0 | 254 469 | 199 758 | ||||||
| 185,0 | 268 803 | 211 010 | ||||||
| 190,0 | 283 529 | 222 570 | ||||||
| 195,0 | 298 648 | 234 438 | ||||||
| 200,0 | 314 159 | 246 615 | ||||||
| Из 210,0 | +1,2 3.  0 0 | ±3,0 | 346 361 | 271 893 | ||||
| 220,0 | 380 133 | 298 404 | ||||||
| 230,0 | ±4,0 | 415 476 | 326 148 | |||||
| 240,0 | 452 389 | 355 126 | ||||||
| 250,0 | 490 874 | 385 336 | ||||||
| 260,0 | +2,0 -4,0 | ±6,0 | 530 929 | 416 779 | ||||
| : 270,0 см | 572 555 | 449 456 | ||||||
По согласованию изготовителя с потребителем (согласованные технические условия). Примечания 1 Площадь поперечного сечения и масса 1 м длины проката рассчитывается исходя из номинальных размеров. При расчете массы 1 м длины проката плотность стали равна 7,85 г/см. Масса 1 м длины проката и площадь поперечного сечения проката являются ориентировочными величинами. 2 По соглашению изготовителя с потребителем (согласованные технические условия) прокат изготовляют промежуточных размеров с предельным отклонением в сторону меньших по диаметру. 3 Для проката диаметром до 9 мм включительно в рулонах, изготовленных на станах, не оборудованных чистовыми блоками, допускаются допуски по диаметру ±0,5 мм (В4). | ||||||||
2.2.1 Прокат с прецизионной прокаткой А2 и В2 (таблица 1) допускается изготавливать с плюсовым предельным отклонением, равным величине предельного отклонения по диаметру (А3 и В3).
2.3 По согласованию изготовителя с потребителем (согласованные технические условия) допускается изготовлять прокат диаметром более 270 мм до 300 мм включительно с предельным отклонением ±6,0 мм свыше 300 до 330 мм включительно с предельным отклонением ±7,0 мм.
2.4 По согласованию изготовителя с потребителем (согласованные технические условия) прокат выпускают с плюсом предельного отклонения по диаметру (В5), указанному в таблице 2.
Таблица 2
В миллиметрах
Номинальный диаметр | Предельное отклонение не более |
| От 5 до 9 вкл. | +0,5 |
| СВ. 9 «19 « | +0,6 |
| «19» 25 « | +0,8 |
| «25» 31 « | +0,9 |
| «31» 270 « | Сумма предельных отклонений для проката точности В1 — в соответствии с таблицей 1 |
2.5 Овальность проката не должна превышать 75% суммарного предельного отклонения по диаметру.
По требованию потребителя (согласованные технические условия) прокат овальный — не более 50 % суммарного предельного отклонения по диаметру и не более 60 % суммарного предельного отклонения по диаметру для проката из инструментальной легированной и быстрорежущей стали стали.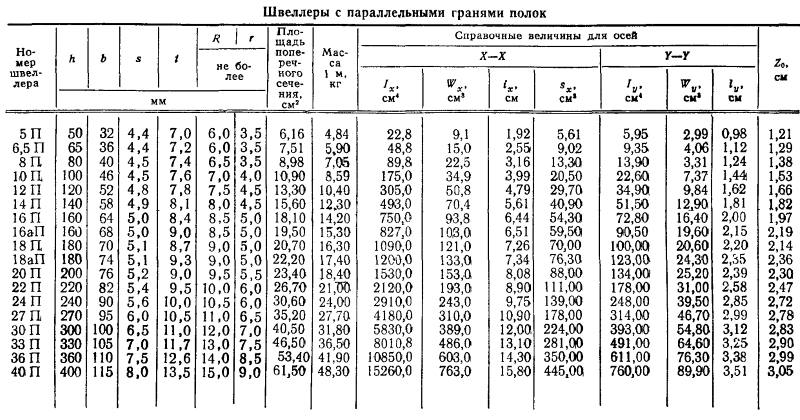
2.6 прокат диаметром до 9 мм включительно изготавливаемый в рулонах, свыше 9мм — в барах.
По согласованию изготовителя с потребителем (согласованные технические условия) прокат диаметром более 9 мм изготовляют в рулонах и менее 9 мм включительно — в прутках.
2.7 Длина изготовления велосипеда:
от 2 до 12 м включительно — из углеродистой и низколегированной стали технического качества;
от 2 до 6 м, в том числе из высококачественной углеродистой и легированной стали;
от 1 до 6 м включительно — из высоколегированной стали.
По согласованию изготовителя с потребителем (согласованные технические условия) прокат выпускают немерной длины в пределах от 3 до 13 м включительно, при этом 10 % от массы партии могут иметь меньшую длину, но не менее 75 % минимальной длины.
2.8 Предельные отклонения, допускаемые по длине прокатной и многомерной мерной длины, не должны превышать значений, указанных в таблице 3.
Таблица 3
| Длина прутка, м | Предельное отклонение, мм | Длина прутка, м | Предельное отклонение, мм |
| Групповая база данных | Группа ВД | ||
До 4 вкл. | +30 | От 3 до 13 вкл. | ±100 |
| СВ. с 4 по 6 вкл. | +50 | СВ. с 6 по 13 вкл. | ±50 |
| СВ. с 6 по 12 вкл. | +70 | до 6 | ±25 |
Для любой длины | Только с плюсовым предельным отклонением | ||
По согласованию изготовителя с потребителем (согласованные технические условия). Плюс допуски на длину, равные сумме предельных отклонений. | |||
2.9 Кривизна арендной платы не должна превышать значений, указанных в таблице 4.
Таблица 4
Номинальный диаметр проката, мм | Кривизна, % длины, больше классов | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
я | II | III | IV | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
До 25 вкл. Как согнуть лист оцинкованный ровно: Как гнуть листовой металл в домашних условияхГибка металлической и стальной сеткиСегодня металлическая сетка широко применяется в строительстве и ремонте. Она имеет ряд уникальных свойств и позволяет укрепить каркас конструкции или оградить его. Сетка представляет собой перекрещивающиеся металлические стержни, которые скреплены между собой с помощью проволоки или сварки.
Виды сеток
Гибка сетки сварной
Услуга гибки сетки
Характеристики
Дополнительная вкладка, для размещения информации об услугах, доставке или любого другого важного контента. Вы можете убрать её или вернуть обратно, изменив одну галочку в настройках компонента. Очень удобно. Резка листового металла своими руками, ровно, любые формыРезка листового металла своими руками. Как ровно отрезать лист металла подручными материалами. Вырезаем круг и другие фигуры. Листовой металл — распространенный строительный материал, который используется для изготовления заборов, водоотливов и козырьков. Часто в продаже можно найти уже готовые изделия из оцинкованной стали, такие как коньки или трубы для отвода дождевой воды с крыши. Но как быть, если изделие нестандартного размера и необходима резка листового металла своими руками? Инструменты для резки листов металлаИзначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы. Оборудование для резки профилированного и оцинкованного листа:
Как болгаркой резать лист металлаОдним из самых быстрых способов раскроить оцинкованный лист считается резка болгаркой. Среди недостатков такой обработки — рваные края, которые придется дополнительно зачищать и выравнивать. Болгарка не подойдет для резки профнастила, так как искры во время резки могут повредить полимерное покрытие. Обратите внимание, при использовании такого электроинструмента приобретите специальный диск, который не повредит защитного покрытия на листе оцинковки. После резки профнастила края нужно зачистить и покрыть специальной краской. Таким оборудованием можно воспользоваться, если вы строите сарай из профлиста или делаете козырек. В таком случае вам не придется приобретать специальный и дорогостоящий инструмент. Правила при работе с болгаркой:
Ножовка по металлуУ многих мастеров имеется ножовка по металлу. Это универсальный и самый дешевый инструмент. Его не стоит использовать при необходимости вырезать фигурные края, но для изготовления ровных пластин, ножовка подойдет. Самый большой недостаток такого инструмента – время на проведение работ. ЭлектролобзикЕсли необходимо вырезать круг в листе металла, стоит воспользоваться электролобзиком. Он работает довольно быстро, поэтому аккуратное отверстие вы получите за считанные минуты. Среди недостатков оборудования – шум и возможность появления обгорелого края при обработке профлистов. Тонкости работы электролобзиком:
Циркулярная пилаИногда для резки металла применяют циркулярную пилу. Если вы работаете с профнастилом, то оборудование нужно включать на низких оборотах. В противном случае можно повредить полимерное покрытие. Для работы вам понадобится напарник, который будет удерживать лист. Среди преимуществ этого инструмента можно выделить то, что работа выполняется без нагрева, соответственно защитное покрытие на профлисте вы не повредите. Чтобы наладить быструю работу циркулярной пилой, вам нужно подготовить лекало из фанеры. В этом листе вырезается паз не до конца. Это будет своеобразной заготовкой, позволяющей сохранить оцинкованное или полимерное покрытие на листе. Отличным инструментом для резки метала, является двухдисковая пила. Она, в отличие от болгарки, не оставляет рваного края и работает гораздо тише. К сожалению, не у каждого мастера имеется подобный инструмент. Чем и как изготовить отверстие в листе металла?Все зависит от размера отверстия. Если диаметр небольшой, подойдет дрель. Если необходимы отверстия большого размера, применяются специальные коронки на дрель. Обратите внимание, на материал из которого изготовлена конка. Для обработки профлиста стоит использовать насадки с твердосплавным покрытием. Обработка должна проводиться без повышения температуры. Для изготовления отверстия большого диаметра используется электролобзик. С этим инструментом не составит особого труда вырезать круг большого диаметра. Основы тяжелой гибкиРис. 1. Зерна листа идут параллельно направлению прокатки. В то время как толщина листового металла составляет от 0,005 до 0,249 дюйма, толщина алюминиевого и стального листа начинается с 0,250 дюйма и доходит до 13 дюймов или даже больше. Точно так же толстолистовая сталь различается по прочности от мягких сортов до некоторых очень высокопрочных материалов, таких как Hardox ® . Когда речь идет об очень толстом материале или материале с высокой прочностью на растяжение, традиционные правила определения минимальной Поскольку заготовка может быть очень толстой и прочной, вам необходимо понять переменные и научиться с ними работать. Во-первых, рассмотрите химический состав материала, состояние его поверхности и краев, а также его толщину и определите, идет ли изгиб вдоль или поперек направления волокон материала. Всякое формообразование, независимо от масштаба, включает некоторую пластическую деформацию. Расширение материала происходит на внешней поверхности изгиба, сжатие — на внутренней, и вам нужно знать, как бороться с обоими. Пределы пластичности материала будут определяющим фактором для минимального радиуса изгиба. Деформации, связанные с пластической деформацией при холодной штамповке, могут вызвать деформационное упрочнение материала. Это может изменить механические свойства материала в области изгиба, где происходит пластическая деформация. На этом этапе необходимо учитывать пластичность и сопротивление разрушению. Независимо от материала, его калибра или толщины, мягкие стали и мягкий алюминий гораздо более пластичны, чем высокопрочные материалы, и поэтому их можно сгибать до более острого радиуса. В листах технических данных поставщика материала обычно указывается степень, в которой пластина может быть сформирована без сбоев, а также рекомендуются минимальные радиусы изгиба в зависимости от типа и свойств материала. Как правило, сталь с низким содержанием углерода или мягкий алюминий необходимы для хорошей формуемости и малого внутреннего радиуса; но по мере увеличения уровня углерода в стали или твердости алюминия его Важность направления волокон При работе с листом обратите особое внимание на то, формируете ли вы с (продольным) или поперек (поперечным) направлением волокон (см. Рисунок 1 ). Направление волокон листа определяется процессом прокатки, который растягивает металлургическую структуру и включения материала. Для формовки с использованием волокон требуется меньшее усилие на изгиб, поскольку пластичный материал легко растягивается. Но это растяжение приводит к растеканию зерен, что проявляется в виде растрескивания по внешнему радиусу изгиба. Чтобы предотвратить или, по крайней мере, уменьшить это растрескивание при изгибе вдоль направления волокон, может потребоваться использование большего радиуса изгиба. При изгибе поперек направления волокон Локальное напряжение Локальное напряжение может повлиять на результаты формовки, и это ограничивает, насколько узким может быть внутренний радиус изгиба. Термические процессы, такие как пламенная и лазерная резка, упрочняют кромки и создают концентрации напряжений. Возможно, вам потребуется удалить выемки на поверхности и острые углы вдоль срезанных краев. При формировании толстого листа с малым радиусом изгиба может потребоваться предварительный нагрев материала от 200 до 300 градусов по Фаренгейту перед гибкой, особенно если вы пытаетесь согнуть листы толщиной 0,75 дюйма или больше. Для достижения наилучших результатов обязательно равномерно нагревайте материал. Рис. 2. В инструменте справа пространство матрицы уменьшено. Это позволяет пуансону глубоко проникать в пространство штампа и, чтобы компенсировать пружинение, использовать угол наклона штампа 78 или 73 градуса. Пружинящая отдача Все стали, алюминий и даже пластмассы проявляют упругую отдачу после снятия изгибающих усилий. Пружинящая отдача — это снятие упругой деформации, напрямую связанное с пределом текучести материала. По этой причине вам нужен больший угол изгиба для достижения требуемого угла, особенно для высокопрочных сталей и большинства алюминиевых сплавов. Определенная заготовка из листового металла может иметь, скажем, 2 градуса пружинения, поэтому вам нужен пуансон с минимальным прилежащим углом, который по крайней мере на 2 градуса меньше прилагаемого угла штампа, чтобы обеспечить необходимый угловой зазор. Но по мере увеличения радиуса будет происходить и упругая отдача, а величина упругой отдачи может быть значительной, если радиус велик по отношению к толщине листа или пластины. Правильная ширина и угол матрицы могут помочь компенсировать это чрезмерное пружинение. Это включает облегченные штампы (см. Рисунок 2 ), с включенными углами 78 или 73 градуса. Канальные матрицы имеют перпендикулярные углы, прямые вверх и вниз. Оба обеспечивают необходимое проникновение инструмента без взаимодействия между поверхностями штампа, пуансоном и материалом. Сталь горячей штамповки Горячая штамповка происходит, когда лист находится при температуре от 1600 до 1700 градусов по Фаренгейту. Это уменьшает или даже устраняет деформационное упрочнение, растрескивание по радиусу и искажение зернистой структуры. Может потребоваться повторная обработка пластины, чтобы вернуть ее в исходное состояние. Тем не менее, по сравнению с холодным формованием, горячее формование обеспечивает гораздо большую степень формуемости и меньшие требования к тоннажу, что делает его привлекательной альтернативой, когда важна грузоподъемность пресса. Листогибочный пресс может не формировать лист в холодном состоянии, но он может формовать его в горячем состоянии. Как и все остальное, горячее формование имеет свои ограничения. Высокая температура, необходимая для горячей штамповки, может вызвать окисление. Это также может вызвать обезуглероживание поверхности — изменение или потерю содержания углерода в стали. Большинство считает обезуглероживание дефектом, потому что потеря углерода делает сталь менее стабильной, что, в свою очередь, может вызвать множество проблем с изделиями, изготовленными из этой стали. Алюминий горячей штамповкиЕсли вы сгибаете что-то более твердое, чем алюминий 5054, вам нужно будет отжечь его путем нагрева вдоль линии сгиба. Если этого не сделать, такой твердый алюминий треснет и сломается во время формовки. Алюминий плавится при температуре от 865 до 1240 градусов по Фаренгейту, так что вы, очевидно, не можете нагреть его так сильно, как сталь. В некотором смысле алюминий нагревается, изгибается и рекристаллизуется так же, как сталь, а в других случаях он ведет себя совсем по-другому. При нагревании алюминий имеет тенденцию к большей упругости. Вы можете достичь желаемого угла и радиуса изгиба, но как только он остынет, он будет немного больше пружинить. При нагревании сталь сначала становится ковкой, а затем плавится. Когда алюминий нагревается, он сначала становится ковким, затем становится хрупким, а затем плавится. Еще одна трудность горячей штамповки алюминия заключается в том, что при нагревании металл не меняет цвет так, как сталь. Вы можете отжигать алюминий с помощью кислородно-ацетиленовой горелки с нейтральным пламенем. Проведите вперед и назад, пока не увидите золотой цвет. Вы также можете увидеть черную пленку или сажу, но вы можете легко стереть ее позже. В зависимости от толщины пластины может потребоваться всего несколько Рис. 3: Продольный изгиб или изгиб с волокнами материала увеличивает требуемый минимальный внутренний радиус изгиба. Минимальный внутренний радиус изгиба Для стали, алюминия и нержавеющей стали вы найдете различные отношения минимального радиуса изгиба к толщине, и вам нужно будет изучить эти значения в данных, предоставленных вашим поставщиком материала. По мере увеличения толщины увеличивается и минимальный радиус. Для стали 6061 толщиной 0,25 дюйма в состоянии «О» поставщик материала может указать отношение внутреннего радиуса к толщине пластины 1:1. В алюминии толщиной 0,375 дюйма минимальный радиус в 1,5 раза больше толщины; для толщины 0,5 дюйма это в 2 раза больше толщины. Минимальный радиус также увеличивается при использовании более твердого материала. Для 6061 толщиной 0,25 дюйма в состоянии «T4» поставщик материала может указать минимальный радиус, равный 3-кратной толщине; Пластина толщиной 0,375 дюйма может иметь минимальный радиус в 3,5 раза больше толщины; для пластины толщиной 0,5 дюйма она может быть в 4 раза больше толщины. Тенденция очевидна: чем тверже и толще пластина, тем больше минимальный радиус изгиба. Для алюминия 7050 толщиной 0,5 дюйма минимальный радиус изгиба может быть указан в 9,5 раз больше толщины материала. Опять же, минимальный внутренний радиус изгиба еще больше при изгибе по волокнам. В стали толщиной от 0,5 до 0,8 дюйма марки 350 и 400 могут иметь минимальный радиус изгиба в 2,5 раза больше толщины материала при поперечном изгибе, в то время как для продольного изгиба может потребоваться минимальный радиус изгиба в 3,75 раза больше толщины материала. И толщиной от 0,8 до 2 дюймов вам, вероятно, потребуется Простое эмпирическое правилоСуществует эмпирическое правило для определения минимального радиуса изгиба стали, и оно обычно работает и для алюминия: разделите 50 на процент снижения прочности материала при растяжении, как указано вашим поставщиком. Это значение зависит от класса. Если сталь имеет значение уменьшения растяжения 10 процентов, разделите 50 на это значение: 50/10 = 5. Обратите внимание, что это всего лишь практическое правило. Для определения истинного минимального радиуса изгиба стальной или алюминиевой пластины требуется небольшое исследование. Сюда должны входить данные от вашего поставщика материала о том, гнете ли вы по направлению или против направления, а также информацию, относящуюся к конкретному применению. Тем не менее, ответы есть и ждут, когда вы их найдете. Как согнуть алюминий Руководство для начинающих Алюминий очень прост в использовании. Мы часто используем его в строительстве, при изготовлении труб, в радиолюбительской практике. Бывает, что алюминиевый лист нужно согнуть по определенной форме, или под определенным углом. Чаще всего угол 9Требуется 0 градусов. Но при выполнении действий с металлами, независимо от того, алюминий это или другой металл, следует знать несколько вещей:
Обо всем этом мы и поговорим в нашей статье. Прочитав этот материал, вы будете знать, как правильно работать с алюминиевыми листами, как правильно их сгибать и формировать. Содержание Что такое алюминий? Алюминий является основным конструкционным металлом нашего времени. Обладает такими свойствами, как устойчивость к коррозии, легкость, функциональность, прочность, легкость плавления при низких температурах. Это 13-й элемент периодической таблицы Менделеева. Алюминий имеет серебристо-белый цвет и является наиболее распространенным металлом. Это практически самый легкий металл в природе. Он чрезвычайно практичен, легко поддается формовке и устойчив к коррозии, потому что его поверхность покрыта тонкой, но прочной оксидной пленкой. Используя алюминий, можно создавать сплавы практически со всеми металлами, он хорошо проводит электричество и не имеет магнитных свойств. Такой материал легко обрабатывается давлением и придает ему необходимую форму. Мы можем обрабатывать материал как в холодном, так и в нагретом состоянии. Алюминий нетоксичен, его можно прокатывать, штамповать, он не требует специальной покраски или покрытия дополнительными антикоррозийными материалами. Как согнуть алюминий: основные характеристики Авиационная и машиностроительная, электротехническая и многие другие отрасли уже не могут существовать без применения алюминия. Есть два наиболее эффективных и распространенных метода, которые можно использовать дома. Калибровочная гибка алюминиевого листа. С помощью этого метода можно легко изменить форму листовой пластины. Между заготовкой и пуансоном не будет воздушного зазора. Свободная или воздушная гибка алюминиевого листа. Чаще всего мастера используют именно эту технологию. В отличие от предыдущего метода, между металлическим листом и пуансоном будет воздух. Прежде чем приступить к работе и сгибанию алюминия под определенным углом или формой, необходимо решить, какой метод вы будете использовать. Преимущества и недостатки свободной гибки алюминия Современная промышленность редко производит чистый алюминий. Чаще всего это уже готовые изделия или сплавы алюминия и других металлов. Плюсы:
Минусы:
Следует отметить, что даже используя этот метод и учитывая все преимущества и недостатки, необходимо иметь определенные инструменты и навыки. Какие марки алюминия можно сгибать, а какие нельзя? Чтобы понять, какие марки алюминия можно гнуть, а какие нельзя, нужно знать, какие виды алюминия вообще производятся. Отожженный. Это самый мягкий сорт алюминия. Он хорошо поддается деформации. Из такого алюминия мы можем сделать любую форму. При работе с таким металлом не нужно прилагать больших усилий, ведь его лист может легко сломаться. Полустандартизированный алюминий. Этот вид выдерживает сгибание на 90 градусов, обладает более жесткими свойствами. Этот вид используется в качестве облицовочного материала, поскольку на нем сложно оставить вмятины и он практически не деформируется. Прочный алюминий. Изготавливая таким образом листы, они становятся прочнее, выдерживают большие нагрузки, хорошо гнутся на 90 градусов. Закаленный алюминий. Этот сорт алюминия является самым твердым. Работая с таким листом, вам придется приложить немало усилий, чтобы придать листу необходимую форму. Если лист предварительно не подогреть, он растрескается в месте сгиба. Алюминий гнутыйМарки ВД1 и 1105. Эти материалы имеют высокий показатель прочности. Их чаще всего используют, если нужно сделать изделие определенной формы. Эти материалы по-прежнему имеют низкий удаленный вес. Это один из самых дешевых сплавов, который не подвержен коррозии. Дюралюминий считается прочным материалом с высокой износостойкостью. Этот материал плохо гнется, но часто используется при штамповке некоторых деталей. Сплавы AMG. Эти материалы очень хорошо гнутся, к ним относятся алюминий, магний и марганец. Кислоты и щелочи не вредят такому материалу, поэтому его чаще всего используют в промышленности. Из него изготавливают специальные емкости, в которых хранят топливо, реагенты, химикаты и др. Сплавы АМЦ. Такие материалы очень гибкие. Их чаще всего используют для изготовления деталей сложной геометрической формы. Сплавы А5, АД популярны в пищевой промышленности. Способы гибки алюминия Мы часто используем алюминий дома. Гибка алюминиевого листа вручнуюЭто самый дешевый способ. Вы можете использовать его, если алюминиевый лист тонкий, или вы сгибаете тонкие стержни, алюминиевый профиль. Для этого вам понадобится физическая сила и ножницы по металлу. Сделайте отметки в необходимой мете. После этого возьмите ножницы и сделайте небольшие надрезы по меткам. Эти отметки будут использоваться для сгибания металлического листа. Если это алюминиевый профиль, то даже тиски не нужны. Вы просто сложите его по точкам разреза. Если это лист или стержень, зажмите его в тиски и закрепите. Возьмите другой край руками и согните его в нужном направлении и под нужным углом. Использование гибочного станкаГибочный станок представляет собой специальное оборудование. Его очень легко сделать дома. Такая сборка поможет согнуть алюминиевый лист и придать ему необходимую форму и конфигурацию. Для изготовления этого узла вам понадобится станина, оцинкованные ножи, балка для прессования и прессования, обжимная балка, балка для переворачивания листа. Это ручной станок, поэтому на таком станке можно формовать алюминиевые листы только тогда, когда толщина листа составляет всего 0,07 дюйма. Для основания станка профильный металлопрокат, швеллер, и используем металлическую балку. Изготавливаем прижимное устройство из стальных пластин. Используйте щипцы и плоскогубцы, чтобы собрать машину. Ручное сгибание Ручное складывание экономит деньги, но мы можем использовать этот метод для тонких листов. Мы используем ручные приспособления для гибки алюминиевых листов в домашних мастерских. Возьмите лист алюминия. Заранее поместите хозяйственное мыло в теплую воду и держите его там, пока оно не намокнет. Нанесите мыло на складку. Возьмите бензиновую или газовую горелку и нагрейте изгиб. Затем согните алюминиевый лист против угла. При складывании можно использовать две деревянные планки для обжатия листа. Вы также можете использовать небольшой молоток или гаечный ключ. Небольшими постукиваниями придайте листу необходимую форму. С помощью металлического уголка и киянкиЭтот способ самый простой. Применяется, если нет возможности купить дорогие материалы и оборудование. Возьмите пресс, поместите в него лист, который нужно согнуть, и выдвиньте его край наружу. С помощью молотка и резких, точных ударов вы сгибаете лист металла в нужную форму. Стоит обратить ваше внимание на то, что при использовании этого метода вы, скорее всего, не получите точного и ровного фолда. Использование автомобильного домкратаС помощью автомобильного домкрата можно качественно гнуть алюминиевые трубы и листовой металл. Устройство обладает высокой прочностью, поэтому можно зафиксировать лист металла домкратом и придать ему определенную форму, даже если лист толстый. Возьмите домкрат и поместите лист алюминия на телескопическую штангу, которая входит снизу. Поместите его на штифты и начните сгибать металл. Пруток изгибает металл до нужной формы. Делайте это аккуратно и соблюдайте все правила, чтобы лист не деформировался, а в месте сгиба вообще не треснул. В результате детали прослужат вам очень мало и быстро придут в негодность. Использование самодельного устройства для гибки алюминиевых пластин Гибочный станок можно изготовить самостоятельно. Для этого вам понадобятся две одинаковые детали ДСП. Размер деталей зависит от размера алюминиевого листа. Чем больше лист, тем больше деталей вам понадобится. Соедините эти детали с помощью прокладочных шайб. Гибка алюминиевого листа. Для этого возьмите кусок дерева и закрепите его на краю стола. Стол должен быть устойчивым и массивным. Хорошо, если мы прикрепим стол к полу и он не двигается. Вставьте начало листа по диагонали между шайбами. Положите одну руку на устройство, а другой потяните лист на себя, чтобы он немного прогнулся при приложении усилия. Переместите лист и продолжайте сгибать. Постепенно, в несколько проходов, можно более-менее ровно согнуть лист и придать ему необходимую форму, радиус. Такое приспособление также можно использовать для сгибания уголка. Однако в этом случае вам понадобится горелка. Проделываете все манипуляции, только перед тем, как приложить усилие и попытаться загнуть уголок, сгиб нужно прогреть грелкой. Делать все нужно медленно, аккуратно, и тогда вы добьетесь качественного результата. Если перед вами стоит задача согнуть алюминиевую трубу, то вам понадобится станок, который вы сделали по нашим советам, а также речной песок. Гибка алюминиевого листа специалистамиЕсли в домашних условиях вы не смогли правильно согнуть лист, он треснул на сгибах или появились сколы, советуем обратиться к специалисту. При выполнении таких работ специалисты используют все известные методы механической обработки металла. Используют современное оборудование, позволяющее добиться максимального соответствия чертежам и вашим требованиям. Специалисты соблюдают все требования и не нарушают технологию обработки металла. На каждом этапе работы осуществляется контроль и в случае порчи товара бесплатно заменят. Цвет медный: кому идут рыжие, золотистые, светлые и русые оттенки медикому идут рыжие, золотистые, светлые и русые оттенки медиЭтот оттенок настолько многогранен, что его легко принять за каштановый, рыжий и даже золотой. Поговорим о секретах привлекательности и вариациях медного цвета волос, а также о палитре доступных красок оттенка меди © pexels.com/Jorge Fakhouri Filho Содержание
Кому подойдет медный цвет волос: примеры с фотоВыбирая этот оттенок, важно учитывать тон кожи и особенности типа внешности. Свой медный цвет волос могут найти как смуглые, так и светлокожие люди. Светлым от природы девушкам с фарфоровой кожей подойдут приглушенные оттенки меди, в частности русый с золотым отливом. © pexels.com/Jorge Fakhouri Filho © irina_demenko__ | социальные сети Тем же, у кого кожа с оливковым или бронзовым подтоном, рекомендуется выбирать рыжие цвета, а смуглую кожу хорошо подчеркнут коричневые оттенки меди. © pexels.com/ Efigie lima Marcos © natalia_hristuk | социальные сети
Полюбуемся на фотопримерах, какие оттенки будут наиболее выигрышными в зависимости от цвета глаз. Для карих глазПрактически любое медное окрашивание отлично сочетается с карими глазами. Выделить глаза на контрасте помогут светлые тона, такие как медно-русый или золотистый. Каштановые или шоколадные цвета сделают взгляд более глубоким, магнетическим. © help_hair_msk | социальные сети © lorealpro | социальные сети Для голубых глазДевушкам с голубыми глазами лучше избегать слишком ярких вариантов, чтобы их прекрасную голубизну не поглотил огненный фон. © unsplash.com/@megwagener © lolo_how_b | социальные сети Для зеленых глазЗеленые глаза и медные волосы — эталонное сочетание. Оттенки гармонично дополняют друг друга. Выглядеть яркой и эффектной с такой поддержкой не составит труда. © unsplash.com/@eugabrielsilverio © beyondtheponytail | социальные сети Для серых глазЯнтарные нотки в медном окрашивании создадут для серых глаз удачный фон и красочные акценты. © unsplash.com/@galexieels02 © only.naturalredheads | социальные сети Вернуться к оглавлению Популярные оттенки медного цвета волосМодные тренды 2021 года все так же базируются на естественности и природной палитре, поэтому предпочтительнее максимально натуральные оттенки. Медно-рыжийНасыщенные медно-рыжие волосы — вариант для тех, кто любит экспрессивные образы. © pexels.com/Dg fotografo © style.karyq | социальные сети Темно-медныйВолосы с легким бордовым отливом удачно обрамляют лица с бледной кожей и темными глазами. © unsplash.com/@joelvalve © galyunya_084791 | социальные сети Медный блондНе рыжий и не русый, медный блонд — это сложный цвет, больше похожий на спелый пшеничный. Получить его непросто, но усилия того стоят. Особенно красиво он переливается на локонах, уложенных волнами, или на волосах, вьющихся от природы. © pexels.com © amik. Медно-русыйВ отличие от обычного русого, медь добавляет волосам золотого сияния. Медно-русый цвет подойдет тем, кто не хочет слишком выраженного рыжего отблеска. © unsplash.com/@mathildelangevin © filipposska | социальные сети © lenaluciez | социальные сети Медно-каштановыйКрасные и золотые пигменты на темных волосах образуют медно-каштановый оттенок, позволяющий создать спокойный и аристократичный образ. © www.pexels.com/Marcela Oliveira © egoistttok | социальные сети © lorealpro | социальные сети Медно-красныйНа красный оттенок решится не каждая, ведь это самый жгучий и заведомо привлекающий внимание цвет в медной палитре. © unsplash.com/@domenika © hair_yula586 | социальные сети Золотисто-медныйПряди золотисто-медного оттенка вызывают ассоциации с закатным солнцем. Они великолепно подчеркнут красоту смуглой кожи. © unsplash.com/@fambofilms © svetlana__parikmaxer | социальные сети Светло-медныйЧуть темнее, чем медный блонд, выглядит светло-медный цвет, в котором считываются русые нотки. Он выгодно оттеняет кожу, создавая иллюзию едва уловимого свечения и легкого загара. © unsplash.com/@allisonheine © tytvolosy | социальные сети © lorealpro | социальные сети Как видите, разнообразие вариантов позволяет найти подходящее решение для каждого цветотипа. Если вы еще не определили свой цветотип, в этом вам поможет наш тест. Пройти тест Вернуться к оглавлению Окрашивание волос в медный цветПланируя делать окрашивание, нужно максимально четко представить конечный результат и понять, возможно ли его получить самостоятельно в домашних условиях.
© beauty_manufactura | социальные сети © kostyakarlov | социальные сети Вернуться к оглавлению Палитра медных красок для волосЕсли вы готовы перейти к практике медного окрашивания, то самое время рассказать о наиболее интересных с нашей точки зрения красках для домашнего использования. Стойкая крем-краска Excellence от L’Oréal ParisМедная гамма оттенков довольно широко представлена в серии красок Excellence от L’Oréal Paris. Крем-краска обеспечивает тройной уход: защищает, ухаживает и питает. Таким образом, результатом бьюти-процедуры будут ухоженные волосы в новом красивом оттенке. Помимо самой крем-краски, обогащенной про-кератином, в наборе есть деликатный шампунь для мягкого очищения, а также питательная маска с керамидом для ухода за волосами. Сияние волосам придаст оттенок № 7.43 «Медный русый». Оттенки № 6.41 «Элегантный медный» и № 4.54 «Богатый медный» подарят локонам одновременно натуральный и насыщенный цвет. «Золотистый темно-русый» № 6.32 заиграет на прядях солнечными бликами. Для окрашивания в светло-медный попробуйте оттенок № 7.3 «Золотой русый». Пшеничные нотки медного блонда поможет получить оттенок № 8.13 «Светло-русый бежевый». Стойкая краска Préférence от L’Oréal ParisПрекрасные темные вариации медных цветов с пепельными нотками и перламутровым сиянием найдутся в линейке Préférence. Интенсивный, глубокий медный цвет волосам подарят оттенки № 74 «Манго» и № 7.43 «Шангрила». Красящий состав, разработанный в лабораториях L’Oréal Paris, обеспечивает многогранность цвета и защищает волосы от тусклости. Краски рассчитаны на эффективное закрашивание седины. Краска для волос без аммиака Prodigy от L’Oréal ParisПламенные и шоколадные тона найдутся в ряде медных красок Prodigy. Инновационность краски заключается в том, что содержащиеся в ней микромасла, проникая в структуру волоса, служат проводниками для стойкого красителя. Таким образом, глубина и чистота цвета достигаются без использования аммиака, а масла ухаживают за волосами. Красивое медное окрашивание получится с оттенками № 5.35 «Шоколад» и № 7.40 «Огненный агат». Крем-краска Casting Crème Gloss от L’Oréal ParisВозможен ли процесс колорирования без вреда для волос? С крем-краской без аммиака Casting Crème Gloss от L’Oréal Paris — легко. Медно-каштановые пряди с красноватым подтоном вы можете получить с краской № 635 «Шоколадное пралине» и № 680 «Шоколадный мокко». Garnier Color NaturalsПеречисляя краски, которые еще и ухаживают за волосами, нельзя обойти стороной Garnier Color Naturals. Комплекс трех масел (авокадо, карите, оливы) усиленно питает волосы, а бальзам защищает их от негативного воздействия внешних факторов. Самые пламенные идеи воплотятся в жизнь с оттенками 7.4 «Золотистый медный» и 7.40 «Пленительный медный», а благородный красный цвет подарит № 5.62 «Царский гранат». Деликатная краска Garnier OliaМасла в составе благоприятно влияют не только на волосы, но и на кожу головы. Доля цветочных масел в крем-краске Garnier Olia составляет 60%, что делает процедуру окрашивания максимально бережной без потери интенсивности цвета. Вернуться к оглавлению Уход за волосами после окрашивания в медный цветОкрашенные волосы нуждаются в более интенсивном уходе, чем натуральные, поэтому важно выбирать средства, которые способны выполнять сразу несколько функций:
© lorealpro | социальные сети Оттеночные средстваКраски медной палитры считаются достаточно стойкими, так как содержащиеся в них рыжие и красные пигменты хорошо закрепляются на волосах. Но со временем оттенки все же неизбежно блекнут, и может появиться нежелательная желтизна. Частого окрашивания лучше избегать, чтобы лишний раз не травмировать волосы. Вариант попроще — оттеночные средства. Затонировать отросшие корни на медных волосах поможет (если, конечно, цвет подходит) спрей Magic Retouch в оттенке «Красное дерево» от L’Oréal Paris. А провести эксперимент с медным цветом и оценить эффект можно с помощью красящего желе Colorisrta Hair Makeup от L’Oréal Paris, предлагается ровно такой оттенок — «Медные волосы». Оптимальный эффект будет на темных волосах. Но любая может примерить его онлайн и определиться. В принципе, желе — это эксперимент на один день, до первого смывания, но чем светлее волосы, тем дольше может держаться этот оттенок. Средства для ухода за окрашенными волосамиШампунь и бальзам Garnier Botanic Therapy с аргановым маслом и клюквой сохраняют яркость и сияние медного цвета волос. Укротит непослушные пористые волосы экспресс-кондиционер «Эксперт Цвета» от L’Oréal Paris Elseve. Несмываемая сыворотка сделает локоны гладкими и блестящими, а также облегчит их расчесывание. Масло для гладкости и сияния «Аргановое масло и экстракт камелии», Garnier Botanic Therapy, помимо обещанных гладкости, мягкости и сияния волос, также обеспечивает термозащиту. А о питательных свойствах арганового масла и говорить не приходится. Приятный легкий аромат как бонус — для хорошего настроения. Вернуться к оглавлению Медный цвет волос: выбираем оттенок, краску, подбираем гардероб
lookcolor.ru » Цвет волос » Медный цвет волос: выбираем оттенок, краску, подбираем гардероб
Медный цвет волос чаще используется в оттенках, таких как медно-русый, золотисто-медный, темно-медный и т. д. Вы узнаете как подобрать краску к внешности, сменить гардероб под новый образ. Медный цвет волос относится к рыжим оттенкам и заключает в себе целую группу подтонов. Однако основной тон, название, которого произошло от металла, имеет приглушенный красно-розовый с золотистым отливом колорит, который очень редко встречается в натуральном виде. Чудесный цвет поразил сознание человечества и теперь краска для волос с пометкой медный есть в любом специализированном магазине. И это не спроста! Только этот рыжий могут себе позволить представители любых цветипов, а особенно «летнего». Его можно определить, как самый холодный в осенней палитре, но при этом он не теряет своей насыщенности, хотя есть и весьма яркие варианты. Содержание
Медный цвет волос фотоМедный цвет волос – это изысканность, не тривиальность. Оттенки медного цвета волосОсновной подтон медного – красный. Он проявляется в той или иной комбинации с желтым или коричневым. Его основная гамма лежит в среднем диапазоне, а если это перевести на тональный специализированный градиент, то самое светлое его проявление будет в 8-м тоне, а самое темное – в 5-том. Их можно так же разделить на приглушенные медные оттенки с русой основой, золотистые – тона, где желтый немного превосходит красный, красные – где основной компонент выходит на первое место и коричневые — с выраженным розово-красным отливом. P. S. Цифры на картинки означают тон. Светлый медный – для блондинок, которые хотят благородные рыжие волосы, но при этом не изменить светлоте своего образа. Легкий, мягкий и при этом сочный медный выходит за рамки обычных русых гамм. Прекрасный выбор для смены имиджа. Медно-русый – сдержанный, изысканный, сложный медный, умеренно светлый. Это наилучший вариант для холодной, неконтрастной внешности. Для более теплых представителей – тон насыщается золотым отливом. Золотисто-медный – теплый, сочный, великолепный медный, созданный для представителей цветотипа «весна». Нежный, яркий, умеренно светлый, полный блеска. Он поражает воображение. Медно-рыжий – очень насыщенный, золотистый рыжий со значительной долей красного – для яркой внешности. Этим цветом могут пользоваться представители только колоритной внешности – цветотипа «осень». Медный – классический вид данного цвета: красно-золотисто-розовый с металлическим блеском. Темный медный (медно-красный) – глубокий красный с золотистым подтоном и металлическим блеском. Если взять классический яркий медный и затемнить его, то получится этот оттенок. Он подойдет для контрастного цветотипа «Зима» и, как производный рыжего – «осени». Медно-коричневый – средне-темный с металлическим золотисто-розовым подтоном, который создает сочный образ брюнетки. Умеренно яркий, сложный, насыщенный, он сможет преобразить любую внешность, внести в нее колорита, шарма, контраста. Медно-каштановый – яркий, холодный, темный, с выраженным красным отливом. Его можно приписать «жгучей брюнетке», он, как и все оттенки рыжего, – сочный, впечатляющий. Светло-медный цвет волос (фото)Светло-медны цвет волос относится к выраженному блонду, но в отличие от среднего пепельного и золотистого отлива имеет теплую медную (приглушенно розовую) основу. Светло-медный цвет волос краскаДля того, чтобы светлая медная краска легла на волосы без сюрпризов, вам необходимо добиться осветления не ниже 8 тона. Волосы поле этого требуют тщательный уход. Гардероб для светло-медных блондинокКак всем девушкам известно: даже незначительная смена оттенка прически обычно требуют обновления цветовой гаммы гардероба. Ниже для вас собрана выгодная подборка для данного колорита. Медно-русый цвет волос (фото)Медно-русый цвет волос так же относится к светлой палитре. Он имеет более сдержанный колорит по сравнению со светлым медным, так как часть примеси красного заменяется коричневым. Такой русый имеет едва розовый подтон, который придает изюминку в скромный образ, особенно если при этом присутствует металлический блеск. Медно-русый цвет волос краска Оттенок лежит в пределах 7-8 тона, хорошо перебивает вульгарную желтизну после осветления. Выглядит благородно, естественно, несмотря на то, что неходовой пигмент в природе. В этой гамме есть своя палитра: тона могут быть более приглушенными (из-за примеси коричневого), с красноватым или золотистым отливом. Такие тонкости едва уловимы глазом, однако весьма критичны в выявлении нюансов внешности: когда такой оттенок на себя хочет примерить девушка с более теплой или более холодной внешностью. Медно-русый считается в гардеробеПримеряя на себя медно-русый цвет вам придется пересмотреть свой гардероб в сторону таких оттенков, как розово-персиковый, кармин, оранжево-коралловый, солнечный, коричнево-зеленый, изумрудный, аквамарин, черничный, ежевичный, кофейные зерна. Золотисто-медный цвет волос (фото)Золотисто-медный цвет волос – благородный, насыщенный, сладкий тон, находящийся в средне-светлой гамме. Вы не брюнетка, не блондинка, но само солнце воплоти. Это очень жизнерадостный тон, который подойдет только теплой внешности, будь то «весна» или «осень». Для остальных, он весьма негативно подчеркнет холодный цвет кожи. Золотисто-медный цвет волос краскаПеред тем, как красится нужно оценить возможности своей внешности. Обычно с этим могут помочь парикмахеры. Подбор одежды для золотисто-медных дамКак для контрастного, чистого цветотипа золотисто-медный требует оттенки, не замутненные посторонними примесями. К ним будут относится королевский розовый, темно-красный, апельсиновый, кукурузный, цвет хвои, изумрудный, нежно-голубой, берлинская лазурь, виноградный, каштановый. Медно-рыжий цвет волос (фото)Медно-рыжий цвет волос отличается насыщенностью, хотя при этом остается в благородной гамме. И в отличие от многих здесь представленных красок – он может быть естественными. Но что бы так выглядел, должен быть оттенок кожи, соответствующий цветотипу «осень». Это оранжевый или красноватый отлив, а также приветствуются естественные или нарисованные веснушки. Медно-рыжий цвет волос краскаЕго оттенки имеют небольшой разброс в светлоте, в красном и желтом подтонах. Одежда для медных рыжихЯркий медный оттенок потребует насыщенные, колоритные образы в теплой гамме. Рассмотрите, как сочетается основной тон с кораллво-розовым, красной землей, тыквенным, янтарным, авокадо, серо-зеленым, серо-голубым, грозовым, баклажановым, горьким шоколадом. Классический медный цвет волос (фото) И все-таки, медный цвет волос импонирует металлу меди, имеющий характерный розово-золотистый, металлический тон. Именно этот оттенок является родительским всей линейке оттенков волос, о которой мы ведем речь. Не подтоном, не отливом, а полноценным цветом он является лидером в рыжей гамме по своим эстетическим характеристикам. Холодный, умеренно яркий, легко меняющийся с примесью других оттенков, он все же является достоинством «осеннего» цветотипа. Медный цвет волос краскаМедная краска волос – насыщенный тон, который нельзя отнести ни к светлому, ни к темному цвету. Однако, она хорошо укладывается в понятие : шатенка. Ее тон находится между 6-ым и 7-мым, все что ниже 6 (естественные волосы) – нужно осветлять. Цвет так же требует хорошего ухода для сохранения яркости и здорового вида. Гардероб для медноволосых женщинМедные локоны предпочитают гардероб из умеренно ярких оттенков. Например, перламутрового, рубинового, кораллово-оранжевого, песочного, болотного, малахитового, аквамарина, темного сине-зеленого, цвет чароита, темно-каштанового. Темно-медный или медно-красный цвет волос (фото)Если взять основной яркий тон медного и сделать его более темнее, то мы получим этот насыщенный красный, который подстать принцессе Ариэль. Но данное проявление медно-красного не единственное. Существуют варианты более темные с баклажановой основой, что дает возможность примерить эту восхитительную краску и менее контрастным цветотипам. темный медный или медно-красный цвет волос краскаПодбирая темный медный дайте себе отчет – достаточно ли яркая ваша внешность для столь заметного окраса? Если у вас летний цветотип, то в любом проявлении он будет для вас слишком насыщенным. Окраска таким ярким колоритом будет требовать постоянного освежения тона, чтобы сохранить интенсивность и блеск образа. Вы всегда сможете внести новизну добавив более темный цвет для корней. Темно-медный или медно-красный в сочетании с гардеробомБроский тон потребует от вас теплой, чистой гаммы. Например, для вас откроются такие цвета, как розово-персиковый, фалунский красный, красно-оранжевый, шафрановый, фисташковый, ментоловый, бирюзовый, сапфировый цвет, сливовый, темно-коричневый. Медно-коричневый цвет волос (фото)Это такой коричневый тон, на котором засвет на прядях выдает определенный медный отлив. Он может быть как искусственным – колорированые отдельных прядей по принципу бейби-линк, или естественным, когда тон построен на основе затемнения медного с добавлением значительного количества коричневого. В целом получается насыщенный темный образ (5 -6 тон) с изысканным медным акцентом. Этот вариант доступен, как для «осени», так и для «лета». Медно-коричневый цвет волос краскаВ большинстве случает этот тон не потребует предварительного осветления, поэтому не придется переживать за здоровье ваших волос. Его легко можно перекрасить в любые подтоны коричневого, либо внести в него контраста, света с помощью сложного окрашивания. Коричневый с медным отливом сочетается с одеждойПримеряя на себя новый оттенок медного, вам придется помочь раскрыться новым ноткам вашей внешности. Медно-каштановый цвет волос (фото)Медно-каштановый цвет волос имеет насыщенную красно-баклажановую основу, а медный выражен в его отсветах и переливах. За счет усиленной глубины оттенка такой окрас выглядит темнее предыдущего, а, следовательно, смотрится контрастнее со светлой кожей. Цвет предпочтителен для яркой, холодной внешности, так ой как у «зимнего» или «контрастно-летнего» цветотипа. Медно-каштановый цвет волос краскаРазличные оттенки морозно-каштанового – гордость жгучей брюнетки. На этот оттенок можно поменять родной черный и эффект будет потрясающий: вы сможете не только свой стиль насытить цветом, но и усложнить его дополнительным осветлением или колорированием. Цветной гардероб медно-каштановой брюнеткиДля поддержания высокого контраста сочетайте в своем гардеробе темное и светлое, подбирайте четкие, ясные оттенки, например, клубничный, кораллово-красный, мандариновый, песочный, зеленый горошек, полынь, серо-голубой, черное море, темно-серо-фиолетовый, темно-каштановый. ПОЛЕЗНЫЕ СТАТЬИ НА ЭТУ ТЕМУ (нажать на картинку)
46.643 Медный цвет Стоковые фото, картинки и изображенияЗолото, бронза, серебро и черный фон градации текстуры. векторные металлические градиенты. элегантная, блестящая и яркая коллекция градиентов для хромированной кнопки, рамки, ленты, границы, дизайна этикетки. ПРЕМИУМ Различные металлические сферы, золото, медь, сталь, железо, бронза. 3D рендеринг. вокруг никого.PREMIUM Крупный план проводки. различные провода крепятся хомутом. Набор металлических хромированных круглых значков. векторное металлическое розовое золото, бронза, серебро, сталь, голографическая радуга, золотые пуговицы. фольга блестящие цветные элементы дизайна для фона, веб, приложений.PREMIUM Вид сверху на карьер медного рудника в чилиPREMIUM Золотая, бронзовая, золотая, металлическая, медная металлическая фольга шаблон градиента текстурыPREMIUM Abstract 3d визуализация, дизайн фона с медными изогнутыми линиями, современная иллюстрацияPREMIUM Набор конических градиентов. вектор радиальный глянцевый фон. текстура фольга, металл.ПРЕМИУМ Набор текстурных фонов из золота, серебра, бронзы и розы. коллекция блестящих и металлических градиентов для хромированной рамки, рамки. PREMIUM Абстрактная иллюстрация медного цвета. PREMIUM Элегантный металлический градиент. Три цветных провода электрического кабеля на белом. электрические технологии и промышленная концепцияPREMIUM Медный цвет волны бизнес фонPREMIUM Абстрактный красочный векторный фон, цвет потока жидкой волны для дизайна брошюры, веб-сайта, флаера. поток жидкости. акриловая краскаPREMIUM Волнистые медные линии на черном в движении.PREMIUM Куча лома медной катанкиPREMIUM Электромонтажный материал, провода и кабели для электропроводки, высокие цены на стройматериалы, cyky-3×2,5PREMIUM Набор конических градиентов . вектор радиальный глянцевый фон. текстура фольга, металл.ПРЕМИУМ Роскошный золотой фон. волнистый золотой пейзаж концепция золотого векторного фона с градиентными линиями на темном фоне. ПРЕМИУМ Драгоценный золотой шар с тенью, изолированной на прозрачном фоне. Коллекция векторов градиента металла из розового золота. ПРЕМИУМ Электромонтажные материалы, провода и кабели для электропроводки , высокие цены на стройматериалы, cyky-3×2,5PREMIUM Природа бесшовный узор. нарисованный вручную абстрактный тропический летний фон: веерные пальмовые листья в силуэте, штриховая графика с эффектом глянцевого градиента векторная художественная иллюстрация в пастельных золотых розах розового цветаПРЕМИУМ Набор градиентов из золотистого металла. золотой хром градации. серебряная и бронзовая титановая платиновая блестящая коллекция. векторная иллюстрацияПРЕМИУМ Художественные изогнутые линии в стильном цвете розового золота для абстрактного фона. текстура стены с латунью и морской патиной. сине-серебристая поверхность с прожилками ржавчины. ржавая коррозия. коричневая, серая, синяя и оранжевая ржавчина на эмали.ПРЕМИУМ Электромонтажный материал, провода и кабели для электропроводки, высокие цены на стройматериалы, cyky-3×2,5PREMIUM Карьер медный PREMIUM Электромонтажный материал, провода и кабели для электропроводки, высокие цены на стройматериалы, cyky-3×1,5PREMIUM Инструменты бармена и ингредиенты для коктейлей на цветном фонеPREMIUM Набор градаций текстуры золотой, серебряной, бронзовой и золотой фольги. Листовой металл, окрашенный в медный цвет. background or texturaPREMIUM Красивая абстрактная медная катушка на синем фоне. 3d rendering.PREMIUM Набор абстрактных фонов ролика, изолированных на белом фоне. vector illustration.PREMIUM Абстрактные элегантные золотые металлические изогнутые формы, перекрывающиеся на серебряном фоне роскошного стиля. векторная иллюстрацияPREMIUM Большая медная бабочка-насекомое Lycaena dispar, сидящая на цветке сбоку. фон животныхPREMIUM Цветные электрические кабели в компьютерных системахPREMIUM Электрический кабель, провод с зелеными, желтыми, коричневыми и синими проводами меньшего размера, электромонтажный материал для электриков, промышленная концепцияPREMIUM Набор градаций текстуры золотой, серебряной, бронзовой и золотой фольги. векторная блестящая голограмма и коллекция металлических градиентов для рамки, рамки, ленты, дизайна этикетки. Абстрактный медный цвет волны бизнес фон дизайн шаблонаPREMIUM Абстрактное искусство фон коричневого и бронзового цветов. акварельная живопись на холсте с медными мазками и брызгами. акриловые картины на бумаге с пятнистым рисунком. текстура фон.PREMIUM Медь или розовое золото премиум градиент образцы палитры setPREMIUM Абстрактный красочный векторный фон, цвет потока жидкой волны для дизайна брошюры, веб-сайта, флаера. поток жидкости. акриловая краскаPREMIUM Золото, серебро, бронза квадратные градиенты.PREMIUM Розовое золото текстура фонPREMIUM Крупный план медных катодовPREMIUM Медный завод. крупный план, деталь из меди высокого качества фотоPREMIUM Электромонтажный материал, провода и кабели для электропроводки, высокие цены на стройматериалы, cyky-3×1,5PREMIUM Вектор золотой мазок. абстрактная золотая блестящая текстурированная художественная иллюстрация. ПРЕМИУМ Электрический кабель, провод с зеленым, желтым, коричневым и синим меньшими проводами, электромонтажный материал для электриков, отраслевая концепция. Сетевой компьютерный кабель группы электрических шнуровPREMIUM Абстрактный фрактальный фонPREMIUM Снимок головы никобарского голубя с серыми металлическими перьями на лице и шеи с яркой бронзой на телеPREMIUM Коллекция серебра, хрома, золота, розового золота и бронзовый металлический градиент. векторная иллюстрация.PREMIUM Текстура золотой и серебряной фольги реалистичный набор изолированных векторная иллюстрацияPREMIUM Роскошная коллекция золотых и серебряных градиентов векторная иллюстрацияPREMIUM Набор металлических градиентов, золота, серебра и бронзыPREMIUM Разноцветные электрические кабели в защитной гофрированной трубе, изолированной на белом фоне. изолированные на ярко-оранжевом фоне. малая глубина резкостиPREMIUM Большая векторная коллекция красочных градиентов. vector.PREMIUM Золотая роза мазок кистью, блестящий фон. сверкающее текстурированное розовое золото. рисованной гранж краска. Японская медная бабочка, lycaena phlaeas daimio, питающаяся фиолетовым цветком амаранта на обочине дороги в Йокогаме, Япония. PREMIUM Коричневый фон. PREMIUM Редкая медная бабочка, самка оранжевой бабочки, сидящая на бело-желтом цветке. размытый зеленый фон. солнечный летний день на лугу. ПРЕМИУМ Снимок головы никобарского голубя с серыми металлическими перьями на лице и шее с яркой бронзой на теле. ПРЕМИУМ Набор векторов градации текстуры бронзовой фольги.0003 3D-рендеринг абстрактного ярко-оранжевого и белого волнистого фона. PREMIUM Большой набор металлических градиентов. золотой, бронзовый, серебряный и черный фон градации текстуры. векторные металлические градиенты. элегантная, блестящая и яркая коллекция градиентов для дизайна. PREMIUM Роскошный золотой фон. волнистый золотой пейзаж концепция золотого векторного фона с градиентными линиями на темном фоне. ПРЕМИУМ Металлический хромированный градиентный набор цветов. Медные и бирюзовые сегменты и прямые лопасти абстрактного двигателя вращаются на черном фоне. абстрактный фрактальный фон. 3d рендеринг. 3d illustration.PREMIUM Цилиндрический индуктор с черным ферромагнитным сердечником, обернутым красным проводом на детали печатной платы. крупный план небольших синих углеродных резисторов с электронным цветовым кодом, припаянным к обмотке катушки с размытым фоном. PREMIUM Набор шаблонов градиентов текстуры металлической фольги из бронзы, серебра, золота, хрома. коллекция металлических градиентных иллюстраций для фона, обложки, рамки, баннера. векторный дизайн шаблонаPREMIUM Электромонтажный материал, провода и кабели для электропроводки, высокие цены на стройматериалы, cyky-3×1,5PREMIUM Лом старой проволочной и листовой меди из перерабатывающей компании в целях обоев и фона. Медная проволока на белом фонеPREMIUM Набор из серебряной, бронзовой и золотой фольги текстуры градации фона. вектор.PREMIUM Медная бабочка на цветке, крупный план макроPREMIUM Набор векторов золотого градиента. блестящие, элегантные золотые, бронзовые, медные градации цветов. ПРЕМИУМ Векторный набор разноцветных металлических градиентов. ПРЕМИУМ Лом старой проволочной и листовой меди из перерабатывающей компании для обоев и фона. фото высокого качестваPREMIUM Набор текстур золотой розы, бронзы, серебра и золотой фольги. vectorPREMIUM Набор шаблонов градиентов текстуры бронзовой фольги. коллекция бежевой градиентной иллюстрации градации для фона, обложки, рамки, ленты, баннера, монеты, этикетки, плаката с флаером. векторный дизайн шаблонаPREMIUM Абстрактный воздушный фон красной шахтной воды из добычи меди дрономPREMIUM Электронные индукторы с воздушным сердечником на бежевой печатной плате. Золотой флюид арт. абстрактные жидкие обои. ПРЕМИУМ Золотой мазок розы в форме круга. розовая блестящая рамка круга. Текстура медной металлической краски на черном фоне. ПРЕМИУМ Катушка медной проволоки для сварочных инструментов и других промышленных примененийPREMIUM Фон из бронзы. медный фон текстураPREMIUM Цвета в мраморе абстрактная фоновая текстура. графический узор с синими, белыми, песочными цветами для использования в качестве фона напольная керамическая плитка для интерьера, ткани и дизайнаPREMIUM Цвета в мраморе абстрактная фоновая текстура. графический узор с синими, белыми, песочными цветами для использования в качестве фона, напольная керамическая плитка, интерьер, ткань и дизайн. ПРЕМИУМ Геометрический векторный рисунок с желто-белым градиентом. золотой орнамент для обоев и фона. Черепичная крыша, керамический оранжевый фон, бесшовный узор, глиняная плитка, векторная иллюстрация. фото высокого качестваPREMIUM Японская медная бабочка, lycaena phlaeas daimio, отдыхает на большой белой ромашке недалеко от йокогамы, япония.PREMIUM Фрагмент старой проволочной и листовой меди из перерабатывающей компании для изготовления обоев и фона. фото высокого качестваPREMIUM Медная бабочка на цветке, крупный план макроPREMIUM Электрические провода на желтом фоне, крупный планPREMIUM Медная цветовая палитра — Etsy.deEtsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить что пользовательские данные остаются в безопасности. Пожалуйста, обновите до последней версии. Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript. Найдите что-нибудь памятное, | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 Станки также позволяют производить нарезку сетки. Станок управляется с помощью специальной системы и позволяет производить точную и быструю деформацию стальной сетки при минимальных затратах энергии.
Станки также позволяют производить нарезку сетки. Станок управляется с помощью специальной системы и позволяет производить точную и быструю деформацию стальной сетки при минимальных затратах энергии.
 Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ. Но для несложных работ, которые не требуют высокой точности и аккуратности, болгарка вполне подойдет.
Но для несложных работ, которые не требуют высокой точности и аккуратности, болгарка вполне подойдет. Его нужно очень много.
Его нужно очень много. Лучше всего использовать круг по алюминию.
Лучше всего использовать круг по алюминию. Во время работы применяйте пилу с мелкими зубьями
Во время работы применяйте пилу с мелкими зубьями
 Вот почему при гибке толстых или высокопрочных металлов необходимо соблюдать минимальный внутренний радиус изгиба. Это сведет к минимуму последствия деформационного упрочнения и растрескивания на изгибе.
Вот почему при гибке толстых или высокопрочных металлов необходимо соблюдать минимальный внутренний радиус изгиба. Это сведет к минимуму последствия деформационного упрочнения и растрескивания на изгибе. Зерна движутся параллельно направлению прокатки.
Зерна движутся параллельно направлению прокатки. Обработка скошенных краев и поверхностей может помочь уменьшить или удалить микротрещины в критических областях.
Обработка скошенных краев и поверхностей может помочь уменьшить или удалить микротрещины в критических областях.
 Высокая температура вызывает рекристаллизацию пластины, фактически изменяя ее молекулярную структуру.
Высокая температура вызывает рекристаллизацию пластины, фактически изменяя ее молекулярную структуру. Вы можете
Вы можете Когда вы нагреваете алюминий слишком близко к точке плавления, а затем пытаетесь его согнуть, заготовка может треснуть или сломаться.
Когда вы нагреваете алюминий слишком близко к точке плавления, а затем пытаетесь его согнуть, заготовка может треснуть или сломаться. Однако при исследовании этих значений имейте в виду, что поперечный изгиб (поперек волокон) или продольный (с волокнами) повлияет на требуемый минимальный радиус изгиба. Продольный изгиб
Однако при исследовании этих значений имейте в виду, что поперечный изгиб (поперек волокон) или продольный (с волокнами) повлияет на требуемый минимальный радиус изгиба. Продольный изгиб
 Затем вычтите 1 из этого ответа: 5 – 1 = 4. Теперь умножьте этот ответ на толщину листа. Если материал имеет толщину 0,5 дюйма: 4 × 0,5 = 2. Таким образом, в этом случае минимальный внутренний радиус изгиба в 2 раза больше толщины материала.
Затем вычтите 1 из этого ответа: 5 – 1 = 4. Теперь умножьте этот ответ на толщину листа. Если материал имеет толщину 0,5 дюйма: 4 × 0,5 = 2. Таким образом, в этом случае минимальный внутренний радиус изгиба в 2 раза больше толщины материала. Этот металл стал таким популярным по нескольким причинам. Во-первых, металл очень пластичен, его легко согнуть и придать нужную форму. Во-вторых, алюминий имеет низкую температуру плавления.
Этот металл стал таким популярным по нескольким причинам. Во-первых, металл очень пластичен, его легко согнуть и придать нужную форму. Во-вторых, алюминий имеет низкую температуру плавления. Вы можете найти алюминий практически во всех предметах, которые нас окружают. Мы находим его в автомобилях, на которых ездим, в домах, в которых живем, в мобильных телефонах, поездах и самолетах.
Вы можете найти алюминий практически во всех предметах, которые нас окружают. Мы находим его в автомобилях, на которых ездим, в домах, в которых живем, в мобильных телефонах, поездах и самолетах. Мы также используем его в строительных и ремонтных работах. Для правильного сгибания листа необходимо знать, каким способом можно качественно согнуть лист, чтобы не испортить его.
Мы также используем его в строительных и ремонтных работах. Для правильного сгибания листа необходимо знать, каким способом можно качественно согнуть лист, чтобы не испортить его.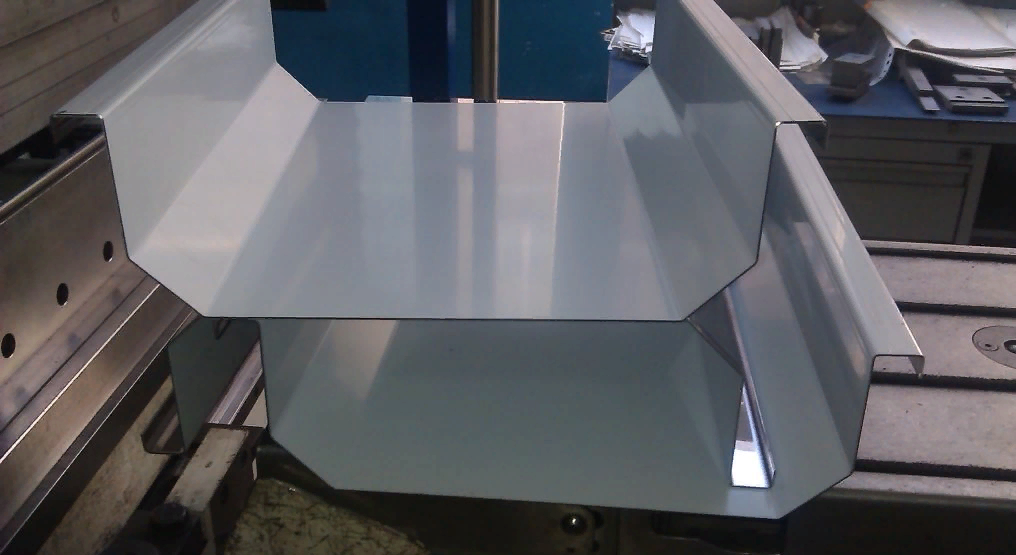 Если вы купили чистый лист, и вам нужно придать ему определенную форму, то специалисты, работающие с алюминием, советуют использовать метод свободного изгиба.
Если вы купили чистый лист, и вам нужно придать ему определенную форму, то специалисты, работающие с алюминием, советуют использовать метод свободного изгиба. Существует четыре основных типа алюминия, которые имеют разные физические свойства. Соответственно, степень деформации этих материалов будет разной.
Существует четыре основных типа алюминия, которые имеют разные физические свойства. Соответственно, степень деформации этих материалов будет разной.
 При строительстве дома разные постройки. Мы используем алюминиевый лист и сгибаем его, чтобы придать ему определенную форму. Например, строительство каркасов, водосточных желобов, козырьков и многое другое. Существует несколько распространенных способов согнуть лист алюминия в домашних условиях и сделать из него нужное изделие.
При строительстве дома разные постройки. Мы используем алюминиевый лист и сгибаем его, чтобы придать ему определенную форму. Например, строительство каркасов, водосточных желобов, козырьков и многое другое. Существует несколько распространенных способов согнуть лист алюминия в домашних условиях и сделать из него нужное изделие. Выньте товар и проверьте, соответствует ли он вашим требованиям или нет.
Выньте товар и проверьте, соответствует ли он вашим требованиям или нет. Некоторые конструкции мы можем согнуть с помощью кузнечного станка, с помощью штампа и подручных средств.
Некоторые конструкции мы можем согнуть с помощью кузнечного станка, с помощью штампа и подручных средств.
 Шайба менее 1 дюйма толщиной и 3-5 в диаметре.
Шайба менее 1 дюйма толщиной и 3-5 в диаметре. Песок должен быть сухим. Если у вас влажный песок, положите его в форму для запекания и поставьте в духовку на 30 минут. После прокаливания он подойдет вам идеально. Заполните трубу песком, затем плотно закройте с обеих сторон. Если вы все сделали правильно, то изгиб будет эффективным, труба не сморщится. Вы можете согнуть трубу еще быстрее, если предварительно нагреете ее грелкой. В этом случае даже тиски не понадобятся. Вы сможете согнуть трубу вручную.
Песок должен быть сухим. Если у вас влажный песок, положите его в форму для запекания и поставьте в духовку на 30 минут. После прокаливания он подойдет вам идеально. Заполните трубу песком, затем плотно закройте с обеих сторон. Если вы все сделали правильно, то изгиб будет эффективным, труба не сморщится. Вы можете согнуть трубу еще быстрее, если предварительно нагреете ее грелкой. В этом случае даже тиски не понадобятся. Вы сможете согнуть трубу вручную.
 Оптимальным будет деликатный акцент на пряди с мягким медовым отливом.
Оптимальным будет деликатный акцент на пряди с мягким медовым отливом.
 amatuni | социальные сети
amatuni | социальные сети Но смелые не боятся риска и получают эффектный результат и внимание как заслуженное вознаграждение.
Но смелые не боятся риска и получают эффектный результат и внимание как заслуженное вознаграждение. «Лето» и «зима» предполагают выбор более темной гаммы (медно-красный, темно-медный, медно-рыжий), а «весне» и «осени» рекомендованы светлые оттенки: медный блонд или золотистая и русая медь.
«Лето» и «зима» предполагают выбор более темной гаммы (медно-красный, темно-медный, медно-рыжий), а «весне» и «осени» рекомендованы светлые оттенки: медный блонд или золотистая и русая медь.

 Например, цвет красного дерева в оттенке № 5.25 «Антигуа» или № 5.23 «Темно-розовое золото».
Например, цвет красного дерева в оттенке № 5.25 «Антигуа» или № 5.23 «Темно-розовое золото». Нанесенный на локоны состав разглаживает их и делает шелковистыми. Выбор оттенков в медной гамме достаточно широк: от темных вариантов (№ 525 «Шоколадный фондан», № 426 «Ледяная сангрия») до огненно-рыжих (№ 534 «Кленовый сироп», № 724 «Карамель»).
Нанесенный на локоны состав разглаживает их и делает шелковистыми. Выбор оттенков в медной гамме достаточно широк: от темных вариантов (№ 525 «Шоколадный фондан», № 426 «Ледяная сангрия») до огненно-рыжих (№ 534 «Кленовый сироп», № 724 «Карамель»). С «Искрящимся медным» оттенком под номером 7.40 результатом станут роскошные пламенеющие пряди.
С «Искрящимся медным» оттенком под номером 7.40 результатом станут роскошные пламенеющие пряди. Есть вариант обновления цвета при помощи высококонцентрированных продуктов из профессиональных линий, но за ними придется идти в салон, где мастер приготовит специальный микс и объяснит, как потом его использовать в домашних условиях.
Есть вариант обновления цвета при помощи высококонцентрированных продуктов из профессиональных линий, но за ними придется идти в салон, где мастер приготовит специальный микс и объяснит, как потом его использовать в домашних условиях. Насыщенный витаминами и антиоксидантами состав этих средств укрепляет и питает волосы.
Насыщенный витаминами и антиоксидантами состав этих средств укрепляет и питает волосы. 120 фото.
120 фото. Он не буйство стихии лисично-рыжего, апельсинового или желто-коричневого, но тонкая грация металлически холодного, аристократичного стиля. Оттенок прячется в оттенке, сменяя глубокую тень всполохом блеска на гребне волны прилежно уложенный волос. Медный можно затемнить в корнях или разместить на светлых прядях, увеличивая контраст прически – все это будет стильно и свежо.
Он не буйство стихии лисично-рыжего, апельсинового или желто-коричневого, но тонкая грация металлически холодного, аристократичного стиля. Оттенок прячется в оттенке, сменяя глубокую тень всполохом блеска на гребне волны прилежно уложенный волос. Медный можно затемнить в корнях или разместить на светлых прядях, увеличивая контраст прически – все это будет стильно и свежо.
 Очень темпераментный. Яркость оттенка можно регулировать: усиление золотистой основы или снижение примесью русого.
Очень темпераментный. Яркость оттенка можно регулировать: усиление золотистой основы или снижение примесью русого. Это серьезно разнится с нашим повседневным представлением образа блондинки, поэтому если девушка хочет удивительно перевоплотится, то это будут как раз тот оттенок, который изменит ее жизнь.
Это серьезно разнится с нашим повседневным представлением образа блондинки, поэтому если девушка хочет удивительно перевоплотится, то это будут как раз тот оттенок, который изменит ее жизнь.

 Затем волосам требуется значительный уход, так как тон смотрится хорошо, только на здоровых, блестящих локонах.
Затем волосам требуется значительный уход, так как тон смотрится хорошо, только на здоровых, блестящих локонах. Выберите свое предпочтение, но обсудите свой выбор с парикмахером: насколько вариант будет выгодно подчеркивать вашу внешность.
Выберите свое предпочтение, но обсудите свой выбор с парикмахером: насколько вариант будет выгодно подчеркивать вашу внешность.
 Но в любом случае, предпочтение отдается внешности со светлой кожей, с легким красным или оранжевым подтоном. Это может быть «лето-осень» или «весна-осень».
Но в любом случае, предпочтение отдается внешности со светлой кожей, с легким красным или оранжевым подтоном. Это может быть «лето-осень» или «весна-осень».
 Рассмотрите следующие цветовые гаммы, которые удачно смотрятся рядом с медно-коричневыми волосами: королевский розовый, темный красный, оранжево-коралловый, пшеничный, защитный, цвет полынь, нежно-голубой, черничный, темно-фиолетовый, горький шоколад.
Рассмотрите следующие цветовые гаммы, которые удачно смотрятся рядом с медно-коричневыми волосами: королевский розовый, темный красный, оранжево-коралловый, пшеничный, защитный, цвет полынь, нежно-голубой, черничный, темно-фиолетовый, горький шоколад.
 концепция — монтаж проводки. рядом несколько электрических кабелей. куча разных проводов. кабели различных типов на предприятии.ПРЕМИУМ
концепция — монтаж проводки. рядом несколько электрических кабелей. куча разных проводов. кабели различных типов на предприятии.ПРЕМИУМ блестящие градиенты розового золота, серебра и бронзы. золотой, розовый медный и хромированный металл. полированная хромированная металлическая платиновая сталь градиентная векторная коллекцияPREMIUM
блестящие градиенты розового золота, серебра и бронзы. золотой, розовый медный и хромированный металл. полированная хромированная металлическая платиновая сталь градиентная векторная коллекцияPREMIUM ПРЕМИУМ
ПРЕМИУМ векторная блестящая голограмма и коллекция металлических градиентов для рамки, рамки, ленты, дизайна этикетки. векторная иллюстрацияПРЕМИУМ
векторная блестящая голограмма и коллекция металлических градиентов для рамки, рамки, ленты, дизайна этикетки. векторная иллюстрацияПРЕМИУМ векторная иллюстрацияPREMIUM
векторная иллюстрацияPREMIUM ПРЕМИУМ
ПРЕМИУМ векторная иллюстрацияПРЕМИУМ
векторная иллюстрацияПРЕМИУМ палитра с металлическим розовым золотом, бронзой, серебром, элегантным жемчугом, темно-зеленым, золотым. векторная коллекция блестящих фонов для границы, рамки, этикетки, флаера, дизайна. ПРЕМИУМ
палитра с металлическим розовым золотом, бронзой, серебром, элегантным жемчугом, темно-зеленым, золотым. векторная коллекция блестящих фонов для границы, рамки, этикетки, флаера, дизайна. ПРЕМИУМ фото высокого качестваPREMIUM
фото высокого качестваPREMIUM крупный план цветных спиральных медных проволочных обмоток катушек внутри части ТВ-тюнера для приема радиочастотного сигнала. селективный фокус.ПРЕМИУМ
крупный план цветных спиральных медных проволочных обмоток катушек внутри части ТВ-тюнера для приема радиочастотного сигнала. селективный фокус.ПРЕМИУМ PREMIUM
PREMIUM
 » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком Основана на резьбе BSW (British Standard Whitworth) и совместима с резьбой BSP (British standard pipe thread).
Основана на резьбе BSW (British Standard Whitworth) и совместима с резьбой BSP (British standard pipe thread).
 Основана на резьбе BSW (British Standard Whitworth)и совместима с резьбой BSPT (British standard pipe tapered thread).
Основана на резьбе BSW (British Standard Whitworth)и совместима с резьбой BSPT (British standard pipe tapered thread).
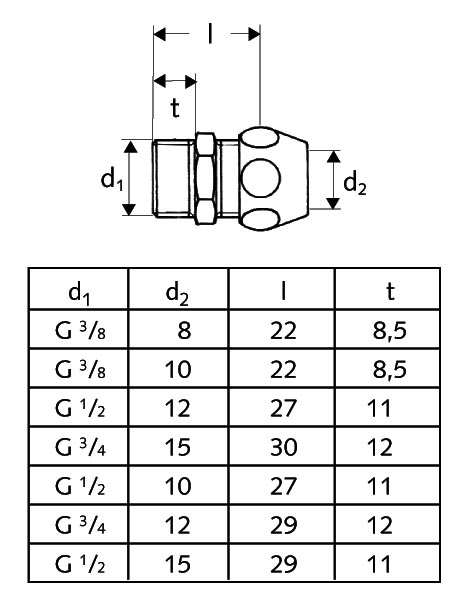 20.1. Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р. Резьба NPT соответствует ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
20.1. Угол профиля при вершине 60°, теоретическая высота профиля Н=0,866025Р. Резьба NPT соответствует ГОСТ 6111-52 — Резьба коническая дюймовая с углом профиля 60 градусов.
| Спецификации международных стандартов на резьбу | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Трубная параллельная резьба по британскому стандарту, с герметиком, (параллельная, цилиндрическая), наружная = G. Реклама:
| Реклама: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 825
825 323
323 391
391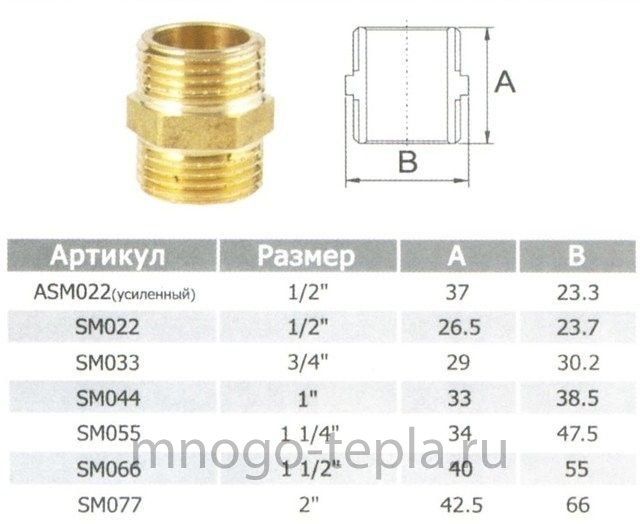 812
812ISO 228 — Трубная резьба, в которой не выполнены герметичные соединения на резьбе
Требования к форме резьбы, размерам, допускам и обозначениям крепления трубной резьбы, размерам резьбы.
Рекламные ссылки
Стандарт ISO 228 «Трубная резьба с негерметичными соединениями на резьбе» состоит из следующих частей:
- ISO 228-1:2000 Размеры, допуски и обозначения
- ISO 228-2 :1987 Проверка с помощью предельных калибров
| Размер G (дюймы) | Major (Outside) Diameter (mm) | Minor (Nut) Diameter (mm) | Core Hole Diameter (mm) | Thread Count (TPI) | Полога нить (мм) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| G 1/8 | 9,73 | 8,85 | 8,80 | 28 | 0,907 | ||||||||||||||
| 7020 28 | 0,907 | 7 | 28 | 0,907 | 7 | 28 | 0,907 | 7 | 28 | . | 11.80 | 19 | 1.337 | ||||||
| G 3/8 | 16.66 | 15.39 | 15.25 | 19 | 1.337 | ||||||||||||||
| G 1/2 | 20.95 | 19.17 | 19.00 | 14 | 1,814 | ||||||||||||||
| G 5/8 | 22,91 | 21.13 | 21,00 | 14 | 1,814 | ||||||||||||||
| G 3/4 | 26,44 | ||||||||||||||||||
| G 3/4 | 26,44 | ||||||||||||||||||
| G 3/4 | 26,44 | ||||||||||||||||||
| G 3/4 | 26,44 | 24.66 | 24.50 | 14 | 1.814 | ||||||||||||||
| G 7/8 | 30.20 | 28.42 | 28.25 | 14 | 1.814 | ||||||||||||||
| G 1 | 33.25 | 30.93 | 30.75 | 11 | 2.309 | ||||||||||||||
| G 1 1/8 | 37,90 | 35,58 | 35,30 | 11 | 2,309 | ||||||||||||||
| G 1 1/4 | 2,309 | G 1 1/4 | 2,309 | G 1 1/4 | 2,309 | G 1 1/4 | 2,309 | 41. 91 91 | 39.59 | 39.25 | 11 | 2.309 | |||||||
| G 1 3/8 | 44.32 | 42.00 | 41.70 | 11 | 2.309 | ||||||||||||||
| G 1 1/2 | 47,80 | 45,48 | 45.25 | 11 | 2,309 | ||||||||||||||
| G 1 3/4 | 53,74 | 51,43 | 51,10 | 2,309 | 51,10 | 2,309 | 51,10 | 2,309 | 51,10 | 9999 | 51,10 | 9999 | .0004 | ||||||
| G 2 | 59.61 | 57.29 | 57.00 | 11 | 2.309 | ||||||||||||||
| G 2 1/4 | 65.71 | 63.39 | 63.10 | 11 | 2.309 | ||||||||||||||
| G 2 1/2 | 75.18 | 72.86 | 72.60 | 11 | 2. 309 309 | ||||||||||||||
| G 2 3/4 | 81.53 | 79.21 | 78.90 | 11 | 2.309 | ||||||||||||||
| G 3 | 87.88 | 85.56 | 85.30 | 11 | 2.309 | ||||||||||||||
| G 3 1/4 | 93.98 | 91.66 | 91.50 | 11 | 2.309 | ||||||||||||||
| G 3 1/2 | 100.33 | 98.01 | 97,70 | 11 | 2,309 | ||||||||||||||
| G 3 3/4 | 106.68 | 104.30 | 104,00 | 106.68 | 104.30 | 104,00 | 106.68 | 104.30 | 104,00 | 106,68 | 104.30 | 10000 | 106.68 | 104.30 | 106.68 | 10.0007 | 11 | 2,309 | |
| G 4 | 113,03 | 110,71 | 110,40 | 11 | 2,309 |
2,309
. . TPI используется для американского крепежа.
. TPI используется для американского крепежа.
Пример — типовое обозначение резьбы согласно ISO 228
- ISO 228 G 3 1/4″
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — расширение SketchUp — 3D-моделирование в режиме онлайн! вашу модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, веселыми и бесплатными приложениями SketchUp Make и SketchUp Pro. Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!0015
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей.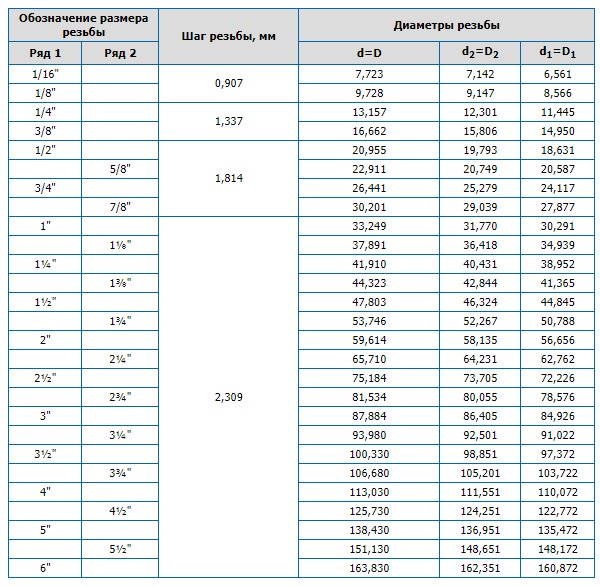 В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
 Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой.
Эта технология позволяет выпускать массовые изделия с высоким качеством паяных соединений. Платы, изготовленные с использованием этой технологии, обеспечивают более быстрый способ монтажа компонентов. SMT-технология обеспечивает прочные соединения, идеально подходящие для компонентов, находящихся под нагрузкой. Это позволяет оборудованию безотказно работать в тяжелых условиях.
Это позволяет оборудованию безотказно работать в тяжелых условиях.




 В некоторых случаях помимо аргона или гелия используются водород или азот.
В некоторых случаях помимо аргона или гелия используются водород или азот. В Европе используется обозначение MIG/MAG.
В Европе используется обозначение MIG/MAG. Сварочная ванна защищена от окисления газами, выделяющимися при плавлении гранулированного флюса. Флюс наносится на скос сварного шва перед сварочной ванной. Флюс имеет ту же функцию и состав, что и покрытия электродов при ручной дуговой сварке. Металл шва создается из дополнительного материала – мотка сварочной проволоки.
Сварочная ванна защищена от окисления газами, выделяющимися при плавлении гранулированного флюса. Флюс наносится на скос сварного шва перед сварочной ванной. Флюс имеет ту же функцию и состав, что и покрытия электродов при ручной дуговой сварке. Металл шва создается из дополнительного материала – мотка сварочной проволоки. Производитель этих устройств предлагает отечественному потребителю самые разные его виды от простых инверторов для дачи до двухблочных полуавтоматов и серьезных плазморезов.
Производитель этих устройств предлагает отечественному потребителю самые разные его виды от простых инверторов для дачи до двухблочных полуавтоматов и серьезных плазморезов.
 Дело в том, что они обычно имеют компактные размеры, а вес совсем небольшой.
Дело в том, что они обычно имеют компактные размеры, а вес совсем небольшой. Большинство автомобилей других марок нужно покупать отдельно. Истинная длина горелки всего 3 метра. Поэтому, если сварщику нужен пятиметр, его придется покупать отдельно.
Большинство автомобилей других марок нужно покупать отдельно. Истинная длина горелки всего 3 метра. Поэтому, если сварщику нужен пятиметр, его придется покупать отдельно.
 Функции форсирования дуги и антиприхвата очень помогают в работе особенно новичкам.
Функции форсирования дуги и антиприхвата очень помогают в работе особенно новичкам. Почему китайцы решили уйти от традиционной маркировки, неизвестно. Возможно, это тоже просто маркетинговый ход.
Почему китайцы решили уйти от традиционной маркировки, неизвестно. Возможно, это тоже просто маркетинговый ход. Так, например, большой популярностью среди мастеров пользуются аппараты «Сварог» АРК 125 и АРК 145, предназначенные для ручной дуговой сварки. Эти устройства начальной группы имеют силу тока 120-140 А, малые габариты и небольшой вес.
Так, например, большой популярностью среди мастеров пользуются аппараты «Сварог» АРК 125 и АРК 145, предназначенные для ручной дуговой сварки. Эти устройства начальной группы имеют силу тока 120-140 А, малые габариты и небольшой вес.
 50
50 обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты обороты
обороты ..
.. обороты
обороты Важным качеством является и универсальность подобного оборудования, которым оснащаются как небольшие ремонтные мастерские, так и производственные цеха крупных предприятий.
Важным качеством является и универсальность подобного оборудования, которым оснащаются как небольшие ремонтные мастерские, так и производственные цеха крупных предприятий. Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять.
Отличия каждой модели подобного оборудования, предназначенного для выполнения типовых работ по металлу, относятся к их мощности, а также к перечню технологических операций, которые они дают возможность осуществлять. Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами.
Наиболее популярные модели оборудования радиально-сверлильной группы (2К52, 2М55, 2А554, АС2532, 2Н55 и 2532Л) позволяют осуществлять сверление отверстий, ось которых располагается под различными углами. Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.
Детали, которые допускается обрабатывать на оборудовании данных моделей, могут иметь достаточно крупные габариты и неправильную геометрическую форму.

 Рабочие органы, с помощью которых осуществляется управление работой станка, находятся на его лицевой панели. Обработка деталей на станках данной категории осуществляется за счет вращения режущего инструмента.
Рабочие органы, с помощью которых осуществляется управление работой станка, находятся на его лицевой панели. Обработка деталей на станках данной категории осуществляется за счет вращения режущего инструмента. Большое значение имеет и стоимость станка, которая зависит как от его технического состояния, так и от функциональных возможностей.
Большое значение имеет и стоимость станка, которая зависит как от его технического состояния, так и от функциональных возможностей. Расстояние от центра шпинделя до торца колонны
Расстояние от центра шпинделя до торца колонны с.
с.



 Как специалист по бывшим в употреблении станкам, Surplex предлагает не только токарные станки, фрезерные станки, расточные станки и обрабатывающие центры, но и широкий спектр бывших в употреблении сверлильных станков, в том числе от KOLB, KNUTH и WMW!
Как специалист по бывшим в употреблении станкам, Surplex предлагает не только токарные станки, фрезерные станки, расточные станки и обрабатывающие центры, но и широкий спектр бывших в употреблении сверлильных станков, в том числе от KOLB, KNUTH и WMW! Сверло относительно легко перемещается вдоль вертикальной оси, что идеально подходит для сверления заготовок неправильной формы. Универсальное, относительно безопасное и точное сверло с радиальной ручкой используется для зенкования, сверления отверстий и иногда для шлифования мелких частиц кирпичной кладки. Хотя некоторые радиально-сверлильные станки устанавливаются для использования на полу, большинство из них устанавливаются на столы или скамейки. Сверло движется во время производства, а не заготовка. Это означает, что можно относительно быстро и легко обрабатывать несколько заготовок разных форм и размеров на одном радиальном сверлильном станке.
Сверло относительно легко перемещается вдоль вертикальной оси, что идеально подходит для сверления заготовок неправильной формы. Универсальное, относительно безопасное и точное сверло с радиальной ручкой используется для зенкования, сверления отверстий и иногда для шлифования мелких частиц кирпичной кладки. Хотя некоторые радиально-сверлильные станки устанавливаются для использования на полу, большинство из них устанавливаются на столы или скамейки. Сверло движется во время производства, а не заготовка. Это означает, что можно относительно быстро и легко обрабатывать несколько заготовок разных форм и размеров на одном радиальном сверлильном станке. Колонна удерживает радиальный рычаг на месте, а регулируемый рычаг используется для изменения высоты сверла по вертикали. Зажим руки удерживает руку и колонну на месте, а шпиндель удерживает на месте сверлильный патрон. Обычно имеется электронная кнопка включения/выключения, которая включает и выключает радиально-сверлильный станок.
Колонна удерживает радиальный рычаг на месте, а регулируемый рычаг используется для изменения высоты сверла по вертикали. Зажим руки удерживает руку и колонну на месте, а шпиндель удерживает на месте сверлильный патрон. Обычно имеется электронная кнопка включения/выключения, которая включает и выключает радиально-сверлильный станок. Радиально-сверлильный станок можно использовать как при металлообработке, так и при обработке пластика благодаря своей гибкости и надежности.
Радиально-сверлильный станок можно использовать как при металлообработке, так и при обработке пластика благодаря своей гибкости и надежности.


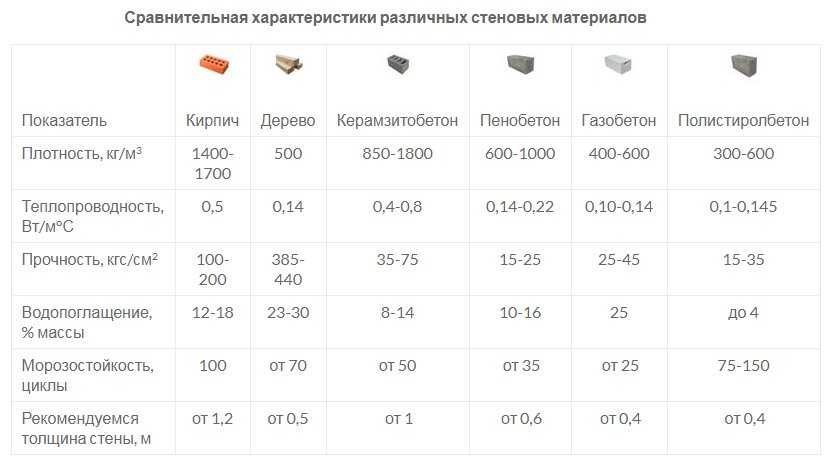 Этому способствуют современные технологии, используемые в процессе изготовления газобетона.
Этому способствуют современные технологии, используемые в процессе изготовления газобетона. Однако это совершенно не так. В составе шлакоблока присутствует шлак. Такие блоки бывают пустотелым или полнотелым. Их плотность превышает 750 кг на куб. метр. Способность удерживать тепло достаточно высокая, чтобы шлакоблок можно было назвать теплым материалом. К тому же он стоит недорого, даже если сравнивать его с пено- и газоблоками.
Однако это совершенно не так. В составе шлакоблока присутствует шлак. Такие блоки бывают пустотелым или полнотелым. Их плотность превышает 750 кг на куб. метр. Способность удерживать тепло достаточно высокая, чтобы шлакоблок можно было назвать теплым материалом. К тому же он стоит недорого, даже если сравнивать его с пено- и газоблоками.
 Необходимо учесть климатические условия региона, на территории которого вы станете строить, так как для более теплого района можно выбрать материал средней теплопроводности.
Необходимо учесть климатические условия региона, на территории которого вы станете строить, так как для более теплого района можно выбрать материал средней теплопроводности. 


 Из таблицы вы можете увидеть, что пеноблок является наиболее плотным материалом — это значит, что толщина стен из пеноблоков должна быть больше, либо потребуется дополнительное утепление.
Из таблицы вы можете увидеть, что пеноблок является наиболее плотным материалом — это значит, что толщина стен из пеноблоков должна быть больше, либо потребуется дополнительное утепление. 2015
2015 07.2021
07.2021 Особенности производства пеноблоков
Особенности производства пеноблоков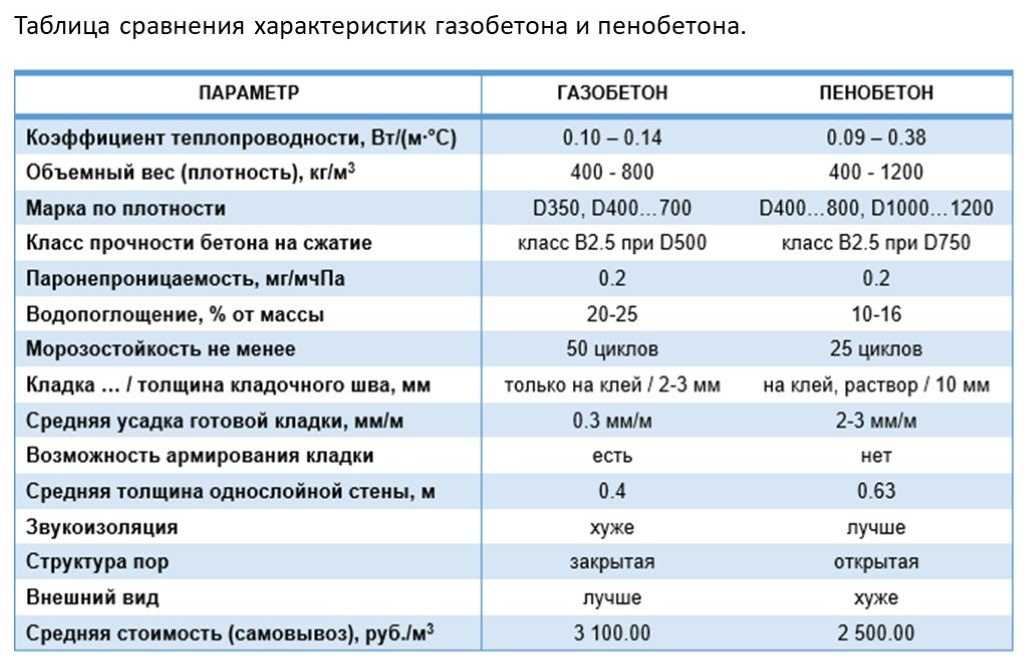 Влажную массу заливают в подготовленные ячейки формы заданного размера. Затвердевание занимает около 10 часов. Это самый экономичный способ, но точность не самая высокая. Сейчас все чаще используют более модернизированный вариант, когда блоки проходят автоматическую зачистку . В этом случае используется специальный станок с перегородками, куда заливается масса, а после ее затвердевания производится прессование готовых блоков, что позволяет получать изделия с лучшей геометрией;
Влажную массу заливают в подготовленные ячейки формы заданного размера. Затвердевание занимает около 10 часов. Это самый экономичный способ, но точность не самая высокая. Сейчас все чаще используют более модернизированный вариант, когда блоки проходят автоматическую зачистку . В этом случае используется специальный станок с перегородками, куда заливается масса, а после ее затвердевания производится прессование готовых блоков, что позволяет получать изделия с лучшей геометрией; Для изготовления пеноблока и газобетона используют смесь цемента, песка и воды, а также газодувки разные. Вместо специальной пены в газобетон добавляют известь и алюминиевую пыль, в результате взаимодействия которых выделяется водород, вспенивающий массу. Различается и внутреннее строение: в газобетоне поры сплошные. Кроме того, он должен проходить термическую обработку, поэтому и стоит дороже.
Для изготовления пеноблока и газобетона используют смесь цемента, песка и воды, а также газодувки разные. Вместо специальной пены в газобетон добавляют известь и алюминиевую пыль, в результате взаимодействия которых выделяется водород, вспенивающий массу. Различается и внутреннее строение: в газобетоне поры сплошные. Кроме того, он должен проходить термическую обработку, поэтому и стоит дороже. Крупные и легкие блоки позволяют легко и быстро построить дом. Обработка материала проста, поэтому можно придать ему любую форму;
Крупные и легкие блоки позволяют легко и быстро построить дом. Обработка материала проста, поэтому можно придать ему любую форму; Пеноблоки не гниют и не разлагаются;
Пеноблоки не гниют и не разлагаются; Покупать пеноблок лучше у проверенных производителей, которые предлагают качественную продукцию с максимально точными размерами;
Покупать пеноблок лучше у проверенных производителей, которые предлагают качественную продукцию с максимально точными размерами;
 Может использоваться для возведения несущих стен в малоэтажных домах; 9Блоки строительные марки 0031
Может использоваться для возведения несущих стен в малоэтажных домах; 9Блоки строительные марки 0031
 При внешнем осмотре пеноблока следует ориентироваться на такие признаков качественного материала:
При внешнем осмотре пеноблока следует ориентироваться на такие признаков качественного материала: 
 Тип полиуретана, используемый для ICF, имеет R-значение 5,9 на дюйм, что на 50% больше, чем у обычного пенополистирола.
Тип полиуретана, используемый для ICF, имеет R-значение 5,9 на дюйм, что на 50% больше, чем у обычного пенополистирола. Эта технология имеет проверенную репутацию, насчитывающую более 40 лет. Карл Холик запатентовал первый такой блок, Rastra, еще в 1972 году. Вариации производятся и продаются компаниями Apex, Tech Block, Perform Wall и Cempo.
Эта технология имеет проверенную репутацию, насчитывающую более 40 лет. Карл Холик запатентовал первый такой блок, Rastra, еще в 1972 году. Вариации производятся и продаются компаниями Apex, Tech Block, Perform Wall и Cempo.
 Этот краситель не меняет характеристик пены, это просто маркетинговый инструмент для дифференциации бренда.
Этот краситель не меняет характеристик пены, это просто маркетинговый инструмент для дифференциации бренда.
 Тем не менее, он более чем в два раза прочнее и обеспечивает примерно на 25% большую изоляцию при той же толщине (около R-5 на дюйм). Он также гораздо более постоянен по плотности и имеет более высокую прочность на сжатие, чем пенополистирол. Nudura, TF System, Lite-Form и ArmoPanel предлагают панели XPS в качестве опции.
Тем не менее, он более чем в два раза прочнее и обеспечивает примерно на 25% большую изоляцию при той же толщине (около R-5 на дюйм). Он также гораздо более постоянен по плотности и имеет более высокую прочность на сжатие, чем пенополистирол. Nudura, TF System, Lite-Form и ArmoPanel предлагают панели XPS в качестве опции. Комплекс Village Suites, один из крупнейших зарегистрированных проектов ICF и крупнейший платиновый проект LEED в Канаде, строится с помощью Logix Platinum.
Комплекс Village Suites, один из крупнейших зарегистрированных проектов ICF и крупнейший платиновый проект LEED в Канаде, строится с помощью Logix Platinum. Жесткий пенополистирол и пенополиуретан не содержат формальдегида и не вызывают проблем с дыханием или раздражения кожи, в отличие от некоторых изоляционных материалов на основе волокон. При тестировании качества воздуха в помещении вредных выбросов обнаружено не было.
Жесткий пенополистирол и пенополиуретан не содержат формальдегида и не вызывают проблем с дыханием или раздражения кожи, в отличие от некоторых изоляционных материалов на основе волокон. При тестировании качества воздуха в помещении вредных выбросов обнаружено не было.
 Повысительный насос для воды делает это достаточно быстро и эффективно, потребляя при этом минимальное количество энергии. Такая функция очень востребована на продовольственных производствах, где для приготовления одного продукта, необходимо смешивать несколько видов жидкости.
Повысительный насос для воды делает это достаточно быстро и эффективно, потребляя при этом минимальное количество энергии. Такая функция очень востребована на продовольственных производствах, где для приготовления одного продукта, необходимо смешивать несколько видов жидкости. Преимуществом качественных повысительных насосов является то, что они работают чрезвычайно тихо и не создают дискомфорта в быту. Именно поэтому установив такое оборудование в своей квартире вы сможете забыть о нем и просто наслаждаться работой.
Преимуществом качественных повысительных насосов является то, что они работают чрезвычайно тихо и не создают дискомфорта в быту. Именно поэтому установив такое оборудование в своей квартире вы сможете забыть о нем и просто наслаждаться работой.
 После того как давление в системе повышается до заданного уровня, датчик фиксирует эту информацию и подает сигнал на регулятор питания.
После того как давление в системе повышается до заданного уровня, датчик фиксирует эту информацию и подает сигнал на регулятор питания. Стоимость продукции немного выше, но и качество исполнения находится на самом высоком уровне, вы будете довольны тем, как долго и как эффективно работает насос.
Стоимость продукции немного выше, но и качество исполнения находится на самом высоком уровне, вы будете довольны тем, как долго и как эффективно работает насос.

 Жители верхних этажей в многоэтажных домах часто сталкиваются с низким уровнем давления в вечерние и утренние часы пик, когда все активно пользуются водой. С проблемой недостаточного давления отлично справляются насосы для воды в квартиру.
Жители верхних этажей в многоэтажных домах часто сталкиваются с низким уровнем давления в вечерние и утренние часы пик, когда все активно пользуются водой. С проблемой недостаточного давления отлично справляются насосы для воды в квартиру.
 Чтобы предотвратить перегрев, его необходимо периодически отключать.
Чтобы предотвратить перегрев, его необходимо периодически отключать.
 Для использования душевой кабины такого давления не достаточно.
Для использования душевой кабины такого давления не достаточно. Эти предприятия специализируются на производстве насосного оборудования.
Эти предприятия специализируются на производстве насосного оборудования.

 Enco Plumbing предлагает широкий спектр услуг для различных типов сантехнических насосов в Колони, штат Техас, и его окрестностях. Таким образом, вы можете быть уверены, что получите необходимую помощь, независимо от того, какую помпу вы используете в своей системе. Позвоните сегодня по телефону 214-222-4464, чтобы организовать обслуживание.
Enco Plumbing предлагает широкий спектр услуг для различных типов сантехнических насосов в Колони, штат Техас, и его окрестностях. Таким образом, вы можете быть уверены, что получите необходимую помощь, независимо от того, какую помпу вы используете в своей системе. Позвоните сегодня по телефону 214-222-4464, чтобы организовать обслуживание.

 Позвоните 214-222-4464 сегодня.
Позвоните 214-222-4464 сегодня. org/Offer»> Ремонт и установка канализационных эжекторных насосов Избавьтесь от сточных вод и обеспечьте безопасную и эффективную работу вашего дома с помощью ремонта канализационных эжекторных насосов.
org/Offer»> Ремонт и установка канализационных эжекторных насосов Избавьтесь от сточных вод и обеспечьте безопасную и эффективную работу вашего дома с помощью ремонта канализационных эжекторных насосов. 
 напор. Одним из основных преимуществ скоростных насосов является их способность работать в закрытой системе без создания чрезмерного повышения давления, как в случае поршневых насосов. Некоторые распространенные типы скоростных насосов:
напор. Одним из основных преимуществ скоростных насосов является их способность работать в закрытой системе без создания чрезмерного повышения давления, как в случае поршневых насосов. Некоторые распространенные типы скоростных насосов:

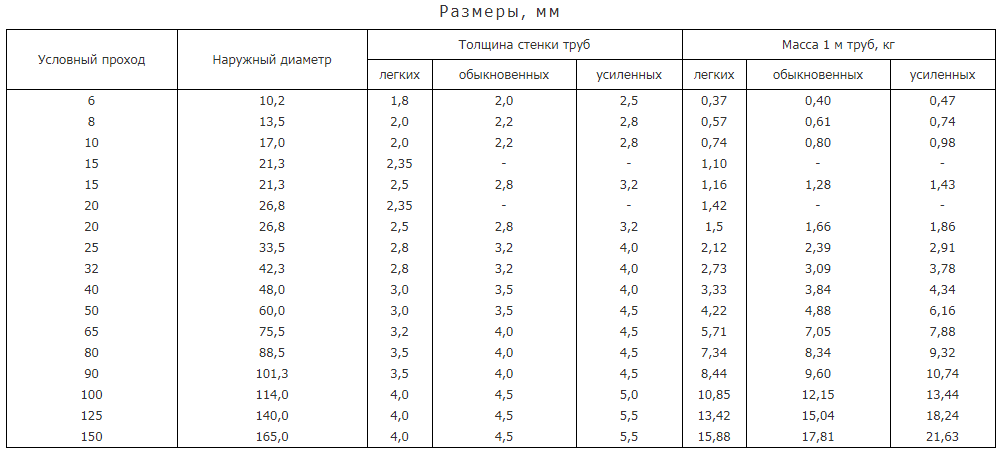 5
5
 ex Ду = DN 15-600. Размеры: внешний диаметр и толщина стенки в мм. Таблица. DN трубы (Ду)
ex Ду = DN 15-600. Размеры: внешний диаметр и толщина стенки в мм. Таблица. DN трубы (Ду) ч. нержавеющие). Диаметры труб и другие характеристики. Труба стальная. Труба нержавеющая. / / Сравнение используемых при прокладке коммуникаций обычного сортамента стальных труб РФ и евростандарта (EN, DIN). ex Ду = DN 15-600. Размеры: внешний диаметр и толщина стенки в мм. Таблица. DN трубы (Ду)
ч. нержавеющие). Диаметры труб и другие характеристики. Труба стальная. Труба нержавеющая. / / Сравнение используемых при прокладке коммуникаций обычного сортамента стальных труб РФ и евростандарта (EN, DIN). ex Ду = DN 15-600. Размеры: внешний диаметр и толщина стенки в мм. Таблица. DN трубы (Ду) Введите свой запрос:
Введите свой запрос:
 Хотя он связан с внешним диаметром, он существенно отличается. Например, размер трубы 1-1/2″ на самом деле имеет внешний диаметр 1,9 мм.″ НЕ 1,5″. В таблице ниже указаны перекрестные ссылки номинального размера ТРУБЫ с ее фактическим наружным диаметром.
Хотя он связан с внешним диаметром, он существенно отличается. Например, размер трубы 1-1/2″ на самом деле имеет внешний диаметр 1,9 мм.″ НЕ 1,5″. В таблице ниже указаны перекрестные ссылки номинального размера ТРУБЫ с ее фактическим наружным диаметром.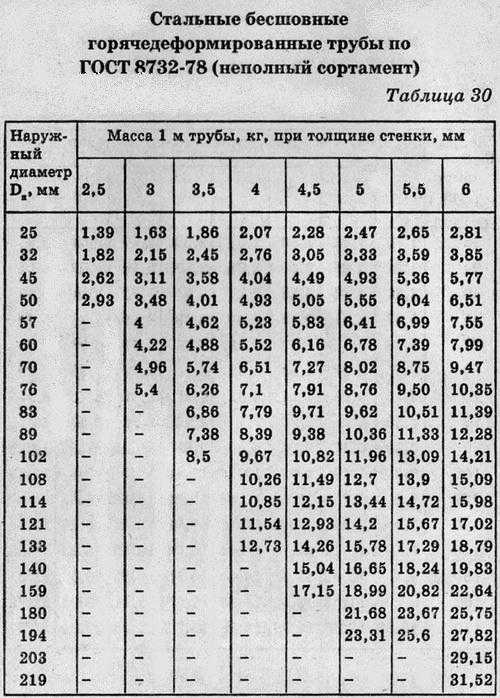 Вы можете видеть на диаграмме справа, что не все 12 Gauge допускают толщину от 0,101 до 0,111. Типичное значение, которое не является промежуточным, используется для расчета свойств сечения.
Вы можете видеть на диаграмме справа, что не все 12 Gauge допускают толщину от 0,101 до 0,111. Типичное значение, которое не является промежуточным, используется для расчета свойств сечения. Добавление буквы «S» после номера спецификации идентифицировало его как относящееся к нержавеющей стали.
Добавление буквы «S» после номера спецификации идентифицировало его как относящееся к нержавеющей стали.
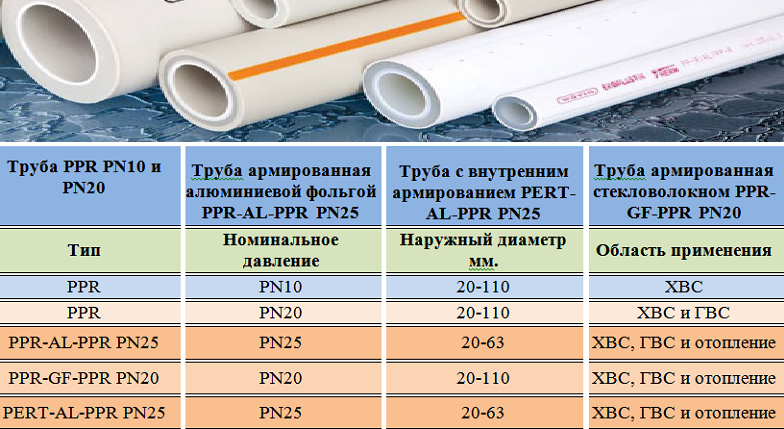 500
500 Пользователи начали называть эту трубу 2-дюймовой, 4-дюймовой, 6-дюймовой трубой и т. д. Сначала каждый размер трубы производился с одной толщиной, которая позже была названа стандартный (STD) или стандартный вес (STD.WT.) Внешний диаметр трубы был стандартизирован
Пользователи начали называть эту трубу 2-дюймовой, 4-дюймовой, 6-дюймовой трубой и т. д. Сначала каждый размер трубы производился с одной толщиной, которая позже была названа стандартный (STD) или стандартный вес (STD.WT.) Внешний диаметр трубы был стандартизирован Обозначение, известное как номинальный размер трубы, заменило размер железной трубы, а термин график ( SCH ) был изобретен для указания номинальной толщины стенки трубы. Добавив номера графика к стандартам IPS, сегодня мы знаем диапазон толщин стенок, а именно…
Обозначение, известное как номинальный размер трубы, заменило размер железной трубы, а термин график ( SCH ) был изобретен для указания номинальной толщины стенки трубы. Добавив номера графика к стандартам IPS, сегодня мы знаем диапазон толщин стенок, а именно… Внутренний диаметр будет зависеть от толщины стенки трубы, указанной номером спецификации.
Внутренний диаметр будет зависеть от толщины стенки трубы, указанной номером спецификации.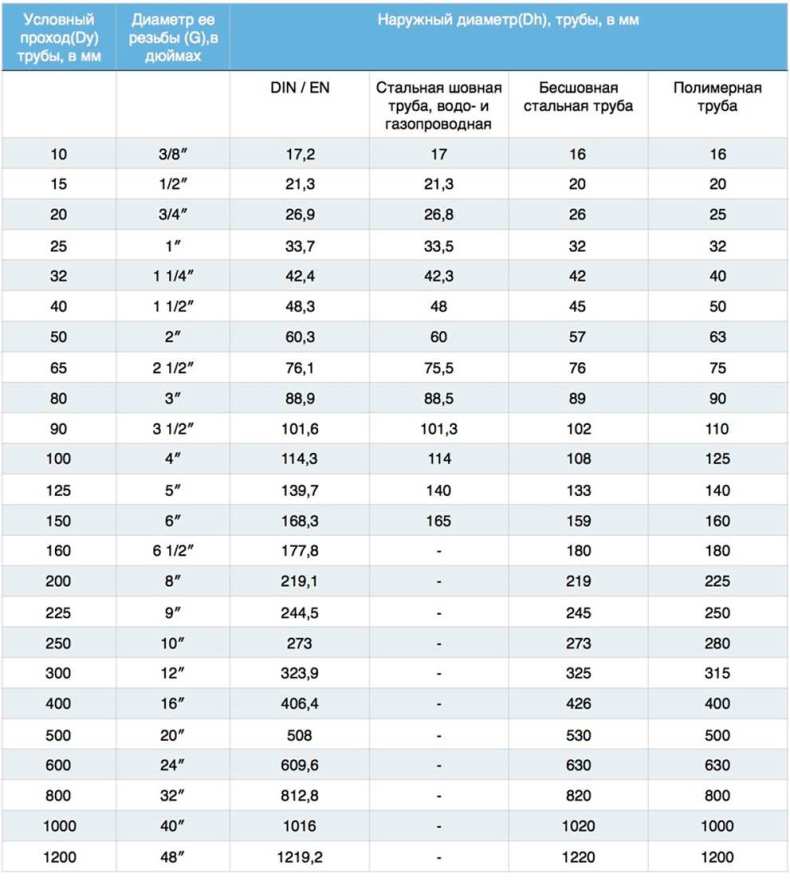 Например, DN 80 является эквивалентным обозначением NPS 3. Ниже приведена таблица с эквивалентами для размеров труб NPS и DN.
Например, DN 80 является эквивалентным обозначением NPS 3. Ниже приведена таблица с эквивалентами для размеров труб NPS и DN.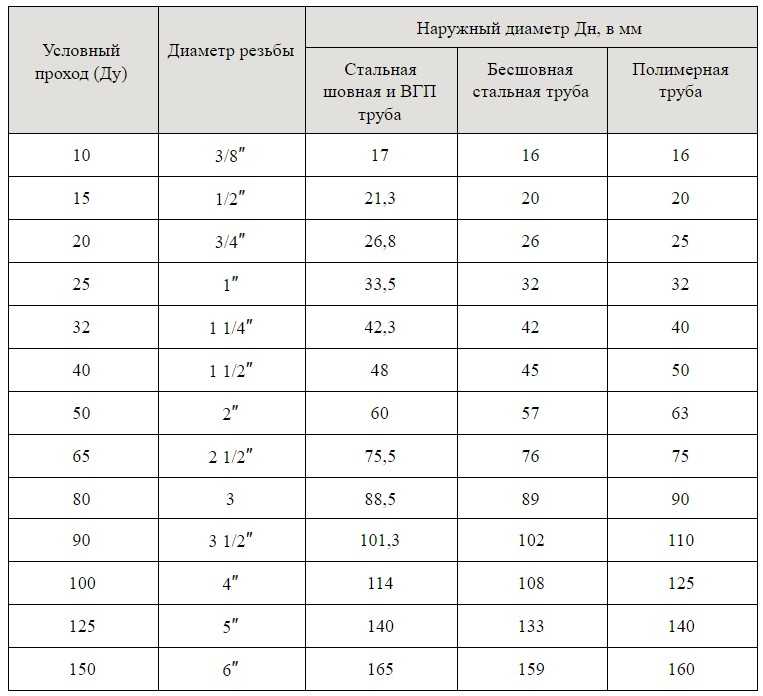 Д. = 14 дюймов (355,6 мм)
Д. = 14 дюймов (355,6 мм)  Трубы с суффиксом «S» имеют в этом диапазоне меньшую толщину стенки.
Трубы с суффиксом «S» имеют в этом диапазоне меньшую толщину стенки.


 Готовые вощины можно приобрести в магазинах или по заказу.
Готовые вощины можно приобрести в магазинах или по заказу. Это отчасти, правда. В данном случае потребуется несколько специфических вспомогательных вещиц:
Это отчасти, правда. В данном случае потребуется несколько специфических вспомогательных вещиц:
 Затем складывают в ящики и определяют туда, где она и будет лежать, пока не понадобится.
Затем складывают в ящики и определяют туда, где она и будет лежать, пока не понадобится. Совокупность сотов, на которых размещаются пчелы, а в их ячейках выводится расплод, сохраняется мед и перга, называют гнездом. Соты могут иметь различную величину и форму, но обязательно размещаются вертикально. Между ними остается пространство, которое называется улочка. Обычная ширина улочки 12 мм.
Совокупность сотов, на которых размещаются пчелы, а в их ячейках выводится расплод, сохраняется мед и перга, называют гнездом. Соты могут иметь различную величину и форму, но обязательно размещаются вертикально. Между ними остается пространство, которое называется улочка. Обычная ширина улочки 12 мм.
 При размещении сотов в ульях придерживаются природных особенностей строения гнезда. А именно: расстояние между средостениями двух соседних сотов равно 37 мм, в том числе около 25 мм толщина сотов, расстояние между стенками улья и боковой планкой рамок 7,5 мм, надрамочное пространство (под потолком) — 10 мм, подрамочное пространство (у дна) — 10-20 мм, расстояние между рамками корпусов рамок — 10 мм.
При размещении сотов в ульях придерживаются природных особенностей строения гнезда. А именно: расстояние между средостениями двух соседних сотов равно 37 мм, в том числе около 25 мм толщина сотов, расстояние между стенками улья и боковой планкой рамок 7,5 мм, надрамочное пространство (под потолком) — 10 мм, подрамочное пространство (у дна) — 10-20 мм, расстояние между рамками корпусов рамок — 10 мм.
 Из них используется для расплода, в зависимости от силы семьи, качества матки и других условий, 70-80% ячеек. Потребность семьи в сотах для расплода при разной яйценоскости матки составляет: при среднесуточной откладке 500 яиц — 15 000 ячеек, или 2-3 сота; при откладке 1000 яиц — 30 000 ячеек, или 5-6 сотов; при откладке 1500 яиц — 45 000 ячеек, или 7-8 сотов; при откладке 2000 яиц — 60 000 ячеек, или 10-11 сотов на стандартную рамку (сотов для многокорпусных ульев соответственно на 25% больше).
Из них используется для расплода, в зависимости от силы семьи, качества матки и других условий, 70-80% ячеек. Потребность семьи в сотах для расплода при разной яйценоскости матки составляет: при среднесуточной откладке 500 яиц — 15 000 ячеек, или 2-3 сота; при откладке 1000 яиц — 30 000 ячеек, или 5-6 сотов; при откладке 1500 яиц — 45 000 ячеек, или 7-8 сотов; при откладке 2000 яиц — 60 000 ячеек, или 10-11 сотов на стандартную рамку (сотов для многокорпусных ульев соответственно на 25% больше).
 Из-за этого изменяется толщина ячеек, их форма и объем, а также масса самих сотов. Так, свежий сот 435×300 мм весит около 140 г. После вывода 6-7 поколений его масса увеличивается до 280-300 г, а после 15-17 поколений — до 400-450 г. В среднем за год в соте, находящемся в середине гнезда, выводятся 5-6 поколений пчел. После вывода 15 поколений расплода пчелы не допускают значительного уменьшения объема ячеек, очищая их стенки и надстраивая их сверху (Г.А. Аветисян, 1983).
Из-за этого изменяется толщина ячеек, их форма и объем, а также масса самих сотов. Так, свежий сот 435×300 мм весит около 140 г. После вывода 6-7 поколений его масса увеличивается до 280-300 г, а после 15-17 поколений — до 400-450 г. В среднем за год в соте, находящемся в середине гнезда, выводятся 5-6 поколений пчел. После вывода 15 поколений расплода пчелы не допускают значительного уменьшения объема ячеек, очищая их стенки и надстраивая их сверху (Г.А. Аветисян, 1983).
 Такое ухудшение качества пчел сказывается на медосборе семьи: чтобы собрать одинаковое количество меда, потребуется в два раза больше пчел, родившихся в темно-коричневых сотах, и в пять раз больше пчел, родившихся в черных сотах, по сравнению с пчелами, родившимися в светлых сотах. Ко всему этому пчелам приходится затрачивать больше усилий на выращивание одной и той же массы пчел. Так, для того чтобы выкормить 1 кг пчел в светлых сотах, кормилицы расходуют 2,5 кг меда, в коричневых — 2,9, а в темных — 3,7 кг меда. Увеличение расхода меда в этом случае связано с тем, что приходится кормить большее количество более мелких пчел (в пересчете на 1 кг массы). Н.И. Кривцов, В.И. Лебедев, Г.М. Туников (1999) также приводят зависимость состояния сотов по мере использования их для вывода расплода (табл. 1).
Такое ухудшение качества пчел сказывается на медосборе семьи: чтобы собрать одинаковое количество меда, потребуется в два раза больше пчел, родившихся в темно-коричневых сотах, и в пять раз больше пчел, родившихся в черных сотах, по сравнению с пчелами, родившимися в светлых сотах. Ко всему этому пчелам приходится затрачивать больше усилий на выращивание одной и той же массы пчел. Так, для того чтобы выкормить 1 кг пчел в светлых сотах, кормилицы расходуют 2,5 кг меда, в коричневых — 2,9, а в темных — 3,7 кг меда. Увеличение расхода меда в этом случае связано с тем, что приходится кормить большее количество более мелких пчел (в пересчете на 1 кг массы). Н.И. Кривцов, В.И. Лебедев, Г.М. Туников (1999) также приводят зависимость состояния сотов по мере использования их для вывода расплода (табл. 1).
 Коэффициент теплопроводности падает на 76,7% (с 5,61 у светлых сотов до 1,31 у темных). Количество воска постепенно уменьшается и достигает 40-55 %. Размер ячейки оказывает значительное влияние на массу рождающихся пчел и их экстерьерные признаки. Пчелы, выведшиеся в ячейках старых сотов, имеют меньшую массу, чем пчелы, выведшиеся в тех же семьях, но в молодых сотах (табл. 2).
Коэффициент теплопроводности падает на 76,7% (с 5,61 у светлых сотов до 1,31 у темных). Количество воска постепенно уменьшается и достигает 40-55 %. Размер ячейки оказывает значительное влияние на массу рождающихся пчел и их экстерьерные признаки. Пчелы, выведшиеся в ячейках старых сотов, имеют меньшую массу, чем пчелы, выведшиеся в тех же семьях, но в молодых сотах (табл. 2).
 Оптимальным вариантом является замена половины гнездовых сотов ежегодно. Допустимо заменять ежегодно одну треть гнездовых сотов. Если каждый год будет меняться меньшее количество сотов, то в дальнейшем это уже начнет негативно сказываться на развитии и продуктивности семьи.
Оптимальным вариантом является замена половины гнездовых сотов ежегодно. Допустимо заменять ежегодно одну треть гнездовых сотов. Если каждый год будет меняться меньшее количество сотов, то в дальнейшем это уже начнет негативно сказываться на развитии и продуктивности семьи.
 Он отпечатывал ее с помощью двух гравированных досок (наподобие вафельницы). Первая вощина была очень грубой, в ней отсутствовали основания стенок будущих ячеек.
Он отпечатывал ее с помощью двух гравированных досок (наподобие вафельницы). Первая вощина была очень грубой, в ней отсутствовали основания стенок будущих ячеек.
 Плоские основания позволяли применить проволоку, а также сделать вощину более тонкой. Пчелы, конечно, могли перестроить основания, но они неохотно работали на вощине с плоскими донышками. Очень скоро вощина Ван Дейзена исчезла с рынка. Позднее Чарлз Олм из Висконсина создал машину для гравирования вальцов с угловатыми основаниями ячеек.
Плоские основания позволяли применить проволоку, а также сделать вощину более тонкой. Пчелы, конечно, могли перестроить основания, но они неохотно работали на вощине с плоскими донышками. Очень скоро вощина Ван Дейзена исчезла с рынка. Позднее Чарлз Олм из Висконсина создал машину для гравирования вальцов с угловатыми основаниями ячеек.
 Толщина листа зависела от числа погружений. Для тонкой вощины достаточно было одного погружения, а для гнездовой вощины требовалось 2-3 погружения. Недостаток способа заключался в том, что лист внизу оказывался толще доски. Для получения вощины более равномерной толщины приходилось перевертывать доску при погружении.
Толщина листа зависела от числа погружений. Для тонкой вощины достаточно было одного погружения, а для гнездовой вощины требовалось 2-3 погружения. Недостаток способа заключался в том, что лист внизу оказывался толще доски. Для получения вощины более равномерной толщины приходилось перевертывать доску при погружении.
 Кениг определил этот угол, оказавшийся равным 109°26″, и сообщил, что задача для его предшественников была неразрешимой, так как способ вычислений им не был известен. Ученый Маральди, измерив с наиболее доступной точностью углы построенных пчелами-воскоделами ромбов, определил, что больший угол равен 109°28″. Разница между двумя измерениями — всего лишь 2″ — представляет собой почти незаметный на глаз по своим размерам угол. И это было не отступлением пчел-строителей сотов от наиболее экономически выгодного размера, а ошибкой математика Кенига.
Кениг определил этот угол, оказавшийся равным 109°26″, и сообщил, что задача для его предшественников была неразрешимой, так как способ вычислений им не был известен. Ученый Маральди, измерив с наиболее доступной точностью углы построенных пчелами-воскоделами ромбов, определил, что больший угол равен 109°28″. Разница между двумя измерениями — всего лишь 2″ — представляет собой почти незаметный на глаз по своим размерам угол. И это было не отступлением пчел-строителей сотов от наиболее экономически выгодного размера, а ошибкой математика Кенига.

 С помощью современных лазерных приборов установили, что весной, летом и осенью угол, образуемый этими ромбами, изменяется от 93° до 117°. Соты брали из бортей и колод. Весной наименьший диаметр ячейки (5,24 мм) регистрировался при значениях от 93° до 97°, в остальных случаях диаметр ячеек колебался в пределах 5,3-5,6 мм. Летом и осенью составлял от 5,34 до 5,6 мм.
С помощью современных лазерных приборов установили, что весной, летом и осенью угол, образуемый этими ромбами, изменяется от 93° до 117°. Соты брали из бортей и колод. Весной наименьший диаметр ячейки (5,24 мм) регистрировался при значениях от 93° до 97°, в остальных случаях диаметр ячеек колебался в пределах 5,3-5,6 мм. Летом и осенью составлял от 5,34 до 5,6 мм.
 Кроме этого, особи, выращенные в сотах, отстроенных на вощине максимум-люкс, получают иммунитет от многих распространенных заболеваний, работоспособность их повышается, что сказывается на продуктивности пчелиных семей.
Кроме этого, особи, выращенные в сотах, отстроенных на вощине максимум-люкс, получают иммунитет от многих распространенных заболеваний, работоспособность их повышается, что сказывается на продуктивности пчелиных семей.
 В настоящее время у нас в стране выпускается вощина одинаковой средней толщины – 15-16 листов в килограмме на рамку 435×300 мм. Для получения более прочных качественных сотов необходимо перейти к выпуску и применению более толстой вощины (Р.Д. Риб, 2012).
В настоящее время у нас в стране выпускается вощина одинаковой средней толщины – 15-16 листов в килограмме на рамку 435×300 мм. Для получения более прочных качественных сотов необходимо перейти к выпуску и применению более толстой вощины (Р.Д. Риб, 2012).
 Эта работа позволила установить, что для России необходима искусственная вощина трех размеров: для Урала, Сибири и северных областей — 5,55-5,60 мм, для центральных областей и Дальнего Востока -5,45-5,50 мм и для южных областей — 5,37-5,45 мм. Однако подобной закономерности не было отмечено для трутневых ячеек, что позволяет рекомендовать производить трутневую вощину одного размера (6,90±0,05 мм).
Эта работа позволила установить, что для России необходима искусственная вощина трех размеров: для Урала, Сибири и северных областей — 5,55-5,60 мм, для центральных областей и Дальнего Востока -5,45-5,50 мм и для южных областей — 5,37-5,45 мм. Однако подобной закономерности не было отмечено для трутневых ячеек, что позволяет рекомендовать производить трутневую вощину одного размера (6,90±0,05 мм).
 Д. Бетс – 830.
Д. Бетс – 830.
 Результат измерений делят на 20. Измерение проводят в трех направлениях. Все ячейки должны иметь расстояние между параллельными сторонами 5,40×0,05 мм.
Результат измерений делят на 20. Измерение проводят в трех направлениях. Все ячейки должны иметь расстояние между параллельными сторонами 5,40×0,05 мм.
 К 1896 г. он, казалось, доказал верность своей теории, после чего один из фабрикантов искусственной вощины изготовил даже машину для выпуска вощины с увеличенными основаниями ячеек. По мнению Боду, крупные пчелы должны также вырабатывать больше тепла. Боду заметил, что длина хоботка возрастала соответственно увеличению размера ячейки.
К 1896 г. он, казалось, доказал верность своей теории, после чего один из фабрикантов искусственной вощины изготовил даже машину для выпуска вощины с увеличенными основаниями ячеек. По мнению Боду, крупные пчелы должны также вырабатывать больше тепла. Боду заметил, что длина хоботка возрастала соответственно увеличению размера ячейки.
 В 1930 г. сотрудники университета штата Айова д-р О.У. Парк и Рой А. Гроут убедительно показали, что при выведении крупной пчелы наряду с размерами ячеек важную роль играют факторы селекции.
В 1930 г. сотрудники университета штата Айова д-р О.У. Парк и Рой А. Гроут убедительно показали, что при выведении крупной пчелы наряду с размерами ячеек важную роль играют факторы селекции.
 В этом случае пчеловод только проигрывает. Наконец, ненормально крупные рабочие пчелы, как говорит Чешайр, не соответствуют размерам цветков, потому что большинство нектароносных цветков как раз подходит для опыления пчелами нормального размера. Следовательно, более крупные пчелы не могут равняться с пчелами нормального размера по продуктивности мёда.
В этом случае пчеловод только проигрывает. Наконец, ненормально крупные рабочие пчелы, как говорит Чешайр, не соответствуют размерам цветков, потому что большинство нектароносных цветков как раз подходит для опыления пчелами нормального размера. Следовательно, более крупные пчелы не могут равняться с пчелами нормального размера по продуктивности мёда.
 Ю.Н. Кирьянов, Т.М. Русакова. Технология производства и стандартизация продуктов пчеловодства.- М.: Колос. — 1998.
Ю.Н. Кирьянов, Т.М. Русакова. Технология производства и стандартизация продуктов пчеловодства.- М.: Колос. — 1998.


 8k
8k
 pa
pa
