Вертикально-фрезерный обрабатывающий центр модели VMC620
Специальная цена
Связь с ведущим специалистом
+7 (495) 147-88-24
Посмотреть технические характеристики
- Описание
- Технические характеристики
- Комплектация и опции
Вертикально-фрезерный обрабатывающий центр с 5-ти осевой интерполяцией модели RAIS VMC620, производства ф. RAIS, Болгария, предназначен для обработки деталей сложных форм, из различных материалов от алюминия до нержавеющей стали, в условиях высоких скоростей резания и загрузки.
Применяется, в том числе, в отраслях промышленности:
- авиакосмическая промышленность;
- автомобильная промышленность;
- штамповочное и пресс-форменное производство;
- медицинская промышленность.
Оптимальная конструкция станка, а именно:
- две двери, для более удобной загрузки заготовки;
- панель управления с поворотом на 160 °;
- полная защита рабочей зоны;
- кнопка аварийного останова, для полной безопасности;
- Усиленный линейный направляющий держатель для структурной устойчивости и быстрого электропитания;
- минимальные тепловые деформации;
- отсутствие вибрации во время работы;
- высокая геометрическая точность чистовых поверхностей.

Линейные роликовые направляющие обеспечивают низкое трение и скольжение (эти преимущества особенно важны для высокоскоростной трехмерной резки и обработки). Улучшает качество поверхности заготовки – нет необходимости в дальнейшей полировке.
Мобильный стержень оси C способствует лучшей устойчивости.
Вращающийся стол на прочной основе обеспечивает отличную устойчивость к пластичности и вибрации.
Наклон основания и стандартное оснащение системы мойки высокого давления способствует эффективному удалению мелкой стружки и очистке рабочей зоны.
Конус шпинделя BT40 обеспечивает надежный захват, который предотвращает вибрацию инструмента и значительно улучшает точность обработки.
Время смены инструмента в инструментальном магазине на 32 позиции составляет – 2,8 секунд от стружки до стружки. При смене инструмента – автоматический обдув.
Использование серводвигателей переменного тока на всех осях, непосредственно соединенных с шариковинтовыми парами.
| № | Параметры | Ед. изм. | Значения |
|---|---|---|---|
| Основные параметры | |||
| 1. | Ход по осям X / Y / Z | мм | 620 / 520 / 460 |
| 2. | Направляющие | 3-х осевые направляющие линейного типа (роликовые) | |
| 3. | Расстояние от центра шпинделя до поверхности стола | мм | 150-610 |
| 4. | Диаметр стола | мм | 650 |
| 5. | Диапазон поворота оси B | град | -50° ~ +110 |
| 6. | Диапазон вращения оси C | град | 360° |
| 7. | Т-образные пазы | мм | 5 x 18 x 100 |
| 8. | Грузоподъемность стола (в горизонтальном положении) | кг | 300 |
| 9. | Грузоподъемность стола (в наклонном положении) | кг | 200 |
10. | Быстрые подачи по осям X / Y / Z | м/мин | 36/36/36 |
| 11. | Скорость подачи резания | м/мин | 1 ~ 15000 |
| Инструментальный магазин | |||
| 12. | Емкость инструментального магазина | шт | 32 |
| 13. | Максимальный диаметр инструмента (по свободных соседних ячейках) | мм | 75 |
| 14. | Максимальный диаметр инструмента (по свободных соседних ячейках) | мм | 125 |
| 15. | Максимальная длина инструмента | мм | 250 |
| 16. | кг | 6, 8 | |
| Шпиндель | |||
| 17. | Конус шпинделя | тип | BT40 |
| 18. | Диапазон скорости шпинделя | об/мин | 12 000 (опция – 15 000, 24 000) |
| 19. | Тип шпинделя | тип | Прямой (непосредственный) (опция – мотор шпиндель) |
20. | Мощность главного мотора | кВт | 11 (опционально) 12,5 |
| 21. | Габариты (Д х Ш х В) | мм | 2500 x 2700 x 3000 |
| 22. | Вес машины | кг | 8200 |
| 23. | Точность обрабатывающего центра (в зависимости от типаразмера) | по DIN | DIN8605-8607 |
| 24. | Система ЧПУ | Fanuc 0i (Fanuc 32i/ Siemens 828D/ Siemens 840D/ | |
- Полная кабинетная защита рабочей зоны
- Чугунная литая конструкция
- Телескопические направляющие по осям X / Y / Z
- Автоматический зажим инструмента
- Автоматическая система смазки
- Тележка для стружки
- Система охлаждения
- Инструментальный магазин на 32 позиции
- Скорость шпинделя 12 000 об/мин
- Масляное охлаждение шпинделя
- ЧПУ Fanuc / Siemens
- Шпиндель переменного тока и сервоприводы Fanuc / Siemens
- 4-я и 5-я оси Ø 650мм с интерполяцией 4 + 1
- Ручной пульт управления (MPG)
- Пистолет СОЖ для смыва стружки
- Светодиодное освещение рабочей зоны
- Упаковка – деревянный поддон, полиэтиленовая пленка
Система ЧПУ FANUC 31 с 5-ти осевой интерполяцией
Система ЧПУ SIEMENS 840
Шпиндель-мотор с конусом BT40, 15000 об/мин + масляное охлаждение шпинделя
Подача СОЖ через шпиндель:
20 атмосфер;
70 атмосфер.
Датчик контроля инструмента
Устройство автоматической смены инструмента на 40 позиций, BT40, цепного типа
Оптический датчик c щупом Renihaw OMP60
Инфракрасный измерительный датчик с щупом TS 440, Heidenhain
Программное обеспечение для управления датчиками
Держатель инструмента
Стрежкотранспортер
Главный мотор 15 кВт
Контроль инструмента – Micro Compact NT
Система воздушной фильтрации
Внимание! Технические характеристики и внешний вид товара могут быть изменены производителем без предварительного уведомления
Ваше имя
Телефон
Ваш вопрос
200
Защита от спама
Ваше имя
Телефон
Защита от спама
Ваше имя
Телефон
Защита от спама
Приобрести фрезерный станок с ЧПУ VM-1880S в Промойл
Вертикально — фрезерный обрабатывающий центр с ЧПУ VM-1880S предназначен для фрезерования различных изделий, от мелких до крупных габаритов. С его помощью можно проводить обработку наклонных или изогнутых поверхностей, выполнять операции фрезерования, сверления, растачивания и зенкерования. Станок возможно оснастить дополнительными опциями, поворотными, наколнно-поворотными столами, тем самым увеличить технологические возможности станка. Обрабатывающий центр востребован в машиностроении, станкостроении, автомобилестроении, нефтегазовой сфере, оптической аппаратуры, медицинского оборудования, а также в аэрокосмической промышленности и др.
С его помощью можно проводить обработку наклонных или изогнутых поверхностей, выполнять операции фрезерования, сверления, растачивания и зенкерования. Станок возможно оснастить дополнительными опциями, поворотными, наколнно-поворотными столами, тем самым увеличить технологические возможности станка. Обрабатывающий центр востребован в машиностроении, станкостроении, автомобилестроении, нефтегазовой сфере, оптической аппаратуры, медицинского оборудования, а также в аэрокосмической промышленности и др.
Преимущества и выгоды:
-
Цельнолитая станина из серого чугуна типа СЧ30 с утолщенными стенками и большая масса станка – 13000 кг – исключают вибрации во время работы, повышают жесткость и прочность обрабатывающего центра. Трапециевидная колонна снижает до минимума возникающие во время работы центра деформации и чувствительность к динамическим нагрузкам. -
Для перемещения рабочего стола 1800 х 800 мм используются направляющие качения (роликовый тип) с низким коэффициентом трения между подвижными частями. Они обеспечивают высокую плавность хода и точное позиционирования стола на высоких скоростях перемещения: точность позиционирования ±0,006 мм, повторяемость позиционирования ±0,003 мм на всей длине перемещений.
-
Перемещение рабочих органов выполняется с помощью шариковинтовой передачи с преднатягом производства PMI (Тайвань). Она отличается высокой жесткостью, плавностью и точностью хода, обеспечивает отличное качество обработки, исключает возникновение осевых и радиальных люфтов. -
Продуманная сбалансированная конструкция шпинделя высокой динамической и статической жесткости позволяет станку сохранять точность работы на протяжении всего срока службы. Привод осуществлен посредством ременной передачи, что обеспечивает плавность регулирования вращения, а так же высокую степень ремонтопригодности и простоту обслуживания. -
Надежный высокомоментный главный серводвигатель ( 15/18. 5 кВт) производства компании Fanuc гарантирует длительную стабильную работу шпинделя.
-
Высокоскоростной инструментальный магазин с манипулятором емкостью 24 позиции выполняет смену инструмента всего за 1,7 сек. -
Система ЧПУ Fanuc 0i-MF Plus 5 пакета с оптоволоконной передачей данных позволяет обеспечить высокую скорость обратной связи и высокую точность работы станка. Оснащена функцией диалогового программирования MANUAL GUIDE 0i для легкого написания УП прямо на станке.
 Они обеспечивают высокую плавность хода и точное позиционирования стола на высоких скоростях перемещения: точность позиционирования ±0,006 мм, повторяемость позиционирования ±0,003 мм на всей длине перемещений.
Они обеспечивают высокую плавность хода и точное позиционирования стола на высоких скоростях перемещения: точность позиционирования ±0,006 мм, повторяемость позиционирования ±0,003 мм на всей длине перемещений.
 5 кВт) производства компании Fanuc гарантирует длительную стабильную работу шпинделя.
5 кВт) производства компании Fanuc гарантирует длительную стабильную работу шпинделя.
Заинтересовал фрезерный обрабатывающий центр с ЧПУ VM1880S? Специалисты нашей компании ответят на вопросы, уточнят необходимые детали и подготовят для вас ТКП.
Технические характеристики
Характеристики стола
- Размер стола
1800 х 800 мм - Макс. нагрузка на стол
1750 кг - Т-образные пазы
5 х 18 (шт х мм)
 нагрузка на стол
нагрузка на столПеремещение
- Продольное перемещение стола — ось X
1700 мм - Поперечное перемещение стола — ось Y
850 мм - Вертикальное перемещение фрезерного суппорта — ось Z
700 мм - Расстояние от торца шпинделя до поверхности стола
140-840 мм - Расстояние от колонны до центра шпинделя
900 мм
Шпиндель
- Конус шпинделя
ВТ 50 - Максимальная частота шпинделя
8000 об/мин - Мощность привода шпинделя (пост / 30 мин)
15 / 18. 5 кВт - Тип привода шпинделя
ременный
 5 кВт
5 кВтИнструментальная система
- Макс. диаметр инструмента
Ø 110 - Макс. длина инструмента
350 мм - Макс. вес инструмента
15 кг - Емкость магазина инструментов
24 шт
 вес инструмента
вес инструментаПодачи
- Ускоренная подача по оси X
24 м/мин - Ускоренная подача по оси Y
24 м/мин - Ускоренная подача по оси Z
20 м/мин
Общие параметры
- Габариты станка
6650 х 3150 мм - Масса станка
15 000 кг
Производство
- Страна производства
Япония-Китай - Раздел
Фрезерные станки — вертикальные - Производитель
SOLEX
Отзывы о нашей компании
Оставьте отзыв
Поставьте оценку
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
1. Гарантийный срок на основные узлы составляет 36 месяцев или наработки не более 10000 (Десяти тысяч) часов, в зависимости от того, что наступит ранее. К основным узлам относятся:
Гарантийный срок на основные узлы составляет 36 месяцев или наработки не более 10000 (Десяти тысяч) часов, в зависимости от того, что наступит ранее. К основным узлам относятся:
— станина станка,
— шариковинтовые пары,
— линейные направляющие,
— подшипники шариковинтовых пар и шпинделя.
2. Гарантия на другие части/детали составляет 12 месяцев.
3. Гарантия не распространяется на следующие узлы станков:
— расходные материалы такие, как масла, картриджи фильтров, густые смазки и механические защитные устройства, лампы и предохранители;
— инструменты для обслуживания станков;
— устройства съемных носителей информации (жесткие диски, гибкие диски, флэш-карты и т.п.), а также их приводы;
— детали, поврежденные в результате злоупотребления, неправильного использования, нарушающего требования технической документации, ошибок оператора, несанкционированного ремонта или вмешательства клиента.
СЕРВИС И ПРЕДПРОДАЖНАЯ ПОДГОТОВКА
ПРЕДПРОДАЖНАЯ ПОДГОТОВКА (ППП) – Признак постоянного качества.
Политика компании «Промойл» в области обеспечения качества подразумевает обязательное проведение ПРЕДПРОДАЖНОЙ ПОДГОТОВКИ поставляемого оборудования.
ППП включает в себя следующий комплекс работ:
1. Проверка корректной работы всех управляющих устройств (гидравлических, пневматических, в т.ч. их герметичность).
2. Комплексная проверка корректности отработки станком всех его функций. Устранение возникающих ошибок.
3. Проверка геометрической точности оборудования. При необходимости с использованием таких систем как «Renishaw Ballbar QC10» и Лазерный интерферометр «Renishaw XL80».
4. Настройка системных параметров станка для удобной работы, основываясь на опыте эксплуатации аналогичного оборудования наших клиентов. Данная работа ведется непрерывно, с постоянно обновляющейся информацией за счет тесной работы с call-центром.
5. Установка и настройка дополнительных опций.
6. Проверка и настройка системы смазки исходя из соображений экономичности, но при этом обеспечивая долговечную работу узлов.
7. Устранение всех возможных повреждений при транспортировке от завода изготовителя (наиболее частые из них – повреждения ЛКП при погрузке/перегрузке/выгрузке, повреждение транспортировочных поддонов, механические повреждения кронштейнов крепления дополнительных маслостанций, стойки ЧПУ и пр.).
8. Проверка и Протяжка всех крепежных соединений, в том числе электрических соединений электрошкафа и стойки ЧПУ.
9. Идентификация маркировок на всех комплектующих оборудования, а также архивов параметров и цепочек электроавтоматики для оперативного устранение возможных неисправностей, заказ комплектующих и расходных материалов.
10. Проверка номиналов всех устройств токовой защиты (предохранители, автоматы, реле). Всех механических, электрических и программных блокировок и ограничителей.
Данные мероприятия позволяют сократить сроки пусконаладочных работ, минимизировать использование ресурсов при ПНР и гарантируют долговременную и корректную работу оборудования.
Документация
Вертикальная обработка
Что такое вертикальная обработка?
Вертикальная обработка, также известная как фрезерование, основана на использовании вращающихся фрез для удаления металла с заготовки. Вертикальная обработка выполняется на вертикальном обрабатывающем центре (VMC), в котором используется шпиндель с вертикальной ориентацией. При вертикально ориентированном шпинделе инструменты торчат из резцедержателя прямо вниз и часто режут верхнюю часть заготовки.
Несмотря на то, что наши вертикальные обрабатывающие центры различаются по размеру и мощности, мы проектируем каждый из них с учетом качества, надежности, простоты эксплуатации и безопасности. Кроме того, благодаря нашей философии производства «Производство по требованию» все наши вертикальные обрабатывающие центры используют новейшие, самые передовые технологии фрезерования для повышения производительности и развития вашего бизнеса.
- 3-, 4- и 5-осевые возможности для бесконечных возможностей обработки форм деталей
- Температурная стабильность благодаря встроенному охлаждению
- MX обеспечивают долговечность и надежность для долговременной точности
- Встроенное измерение местоположения детали и проверка элементов с помощью цикла резки
- Удобные элементы управления ЧПУ упрощают программирование и повышают производительность
- Устройство смены паллет, повышающее коэффициент использования шпинделя и сокращающее время цикла обработки деталей
Гибридные роликовые направляющие
Независимо от того, требует ли ваша область применения обработки мелких или крупных деталей в условиях мелкосерийного или крупносерийного производства, мы предлагаем широкий ассортимент вертикальных обрабатывающих центров, чтобы гарантировать, что у вас есть наилучшее решение для ваших нужд с самой низкой стоимостью владения в отрасли. .
Серия VC-Ez
Производительность производства Кентукки сочетает в себе качество и надежность Mazak с компактностью и доступной ценой. Удовлетворите все свои потребности в обработке с помощью вариантов шпинделей, мощностей ATC и решений для управления стружкой/охлаждающей жидкостью.
Удовлетворите все свои потребности в обработке с помощью вариантов шпинделей, мощностей ATC и решений для управления стружкой/охлаждающей жидкостью.
- Шпиндели: 12K, 15K
- Соединение шпинделя: CAT40
- ATC: инструменты на 30 и 50
- : 3-осевая вертикальная
Серия
VC-Ez 16VC-Ez 20VC-Ez 26
Серия VCN
Серия машин мирового класса, которые могут справиться с любыми задачами, от мелкосерийного производства до высокопроизводительного оборудования и всего, что между ними. Прочная конструкция С-образной рамы и подвижного стола превосходит все ожидания даже в самых требовательных приложениях, предлагая годы надежности.
- Шпиндели: 15K и 20K
- Соединения шпинделя: CAT40, CAT40/BIG PLUS, CAT50 и BT40
- ATC: инструменты на 30, 48 и 60
- : 3-осевая вертикальная, 5-осевая поворотная и 2 устройства смены паллет
Серия
Подробнее
Серия VTC
VTC (серия с вертикальной подвижной колонной) представляет собой вертикальный фрезерный станок с фиксированным столом, который предлагает как CAT40, так и CAT50, а также несколько размеров стола, что позволяет цехам обрабатывать большие заготовки с исключительной жесткостью и скоростью. Дополнительная перегородка стола (съемная) обеспечивает гибкость стандартной машины и машины с двумя устройствами смены поддонов в одном.
Дополнительная перегородка стола (съемная) обеспечивает гибкость стандартной машины и машины с двумя устройствами смены поддонов в одном.
- Шпиндели: 6K, 10K, 12K, 15K, 18K и 20K
- Соединения шпинделя: CAT40, CAT40/BIG PLUS, BT40 и CAT50
- ATC: 24, 40 и 48 инструментов
- : 3-осевой вертикальный, 4-осевой поворотный и дополнительная перегородка стола
Ассортимент серии
Подробнее
Вертикальные фотографии
Свяжитесь с местным представителем Mazak или посетите один из наших Технологические центры , чтобы определить, какой обрабатывающий центр Mazak лучше всего соответствует вашим потребностям в обработке деталей.
3-осевые вертикальные обрабатывающие центры | Makino
3-осевые вертикальные обрабатывающие центры | Макино
Перейти к основному содержанию
Горизонтальная обработка
Вертикальная обработка
ЭДМ
Шлифование
Центры обработки графита
Горизонтальная обработка, 4 оси
Горизонтальная обработка 5-осевой
Вертикальная обработка по 3 осям
Вертикальная обработка, 5 осей
Электроэрозионное сверление отверстий
Грузило EDM
Провод ЭДМ
Получите точность и аккуратность для самых сложных работ с 3-осевой вертикальной обработкой Makino. Испытайте бесшумную резку; маневренность для высокоскоростного твердого фрезерования; и более высокая точность для сложной трехмерной геометрии с вертикальными обрабатывающими центрами Makino.
Испытайте бесшумную резку; маневренность для высокоскоростного твердого фрезерования; и более высокая точность для сложной трехмерной геометрии с вертикальными обрабатывающими центрами Makino.
Выйдите за рамки традиционных решений
Наши 3-осевые вертикальные обрабатывающие центры обеспечивают гибкость для производства штучных изделий, опытно-конструкторских работ или сложного крупносерийного массового производства. Разработанные с учетом производительности и точности, вертикальные обрабатывающие центры Makino соответствуют самым жестким допускам и стандартам надежности, в конечном счете, сокращая время производства, снижая затраты на деталь и обеспечивая более быстрое время обработки.
3-осевая вертикальная обработка Makino предлагает еще больше:
● Наш высокоскоростной шпиндель обеспечивает непревзойденную скорость, высокую подачу и высокую точность для самых сложных операций.
● Наша технология охлаждения сердцевины уменьшает тепловое расширение и гарантирует, что первый дубль будет таким же плотным, как и последний.
● Наше передовое управление перемещением и технология Super Geometric Intelligence 5 (SGI 5) позволяют сократить время цикла на 20–60 %, повышая точность и качество поверхности.
Надежность и простота обслуживания Makino означают, что ваш 3-осевой вертикальный обрабатывающий центр сохраняет точность и производительность в течение многих лет, добавляя ценность и рентабельность инвестиций намного больше, чем любой другой станок на рынке.
Тонкая серия
Slim3n
Новый компактный вертикальный обрабатывающий центр Makino Slim3n обеспечивает высокую производительность и чрезвычайно эффективную обработку при крупносерийном производстве деталей.
Метрическая система
Английский
Таблица:
600 мм х 400 мм
23,6 «x 15,7»
x:
500 мм
19,7 «
Y:
400 мм
15. 7″
7″
Z:
400 мм
15.7 » мм
15,7″
Ускоренный подвод:
50 000 мм/мин
1969 дюймов/мин
Максимальная заготовка:
975 x 500 x 580 мм
38,4″ x 19,7″ x 22,8″
Конус шпинделя:
HSK — A50
HSK — A50
Серия F
F5
Идеальный фрезерный станок для сложных операций.
Вертикальный обрабатывающий центр F5 спроектирован так, чтобы обеспечить жесткость и жесткость для резки без вибрации, маневренность, ожидаемую от твердого фрезерного станка, и точность для сопряжений с жесткими допусками, характерных для сложной трехмерной контурной геометрии…
Метрическая система
Английский
Таблица:
1000 x 500 мм
39,4 «x 19,7»
x:
900 мм
35,4 «
Y:
500 мм
19,7″
Z:
4502 4502 4502 4502 4502 4503 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502
19,7 »
17,7″
Ускоренный ход:
20 000 мм/мин
787 дюймов в минуту
Максимальное количество обрабатываемых деталей:
1000 x 500 x 450 мм
39,4″ x 19,7″ x 17,7″
Конус шпинделя:
HSK — A63
HSK — A63
F5 Pro 6
Идеальный фрезерный станок для сложных задач
Вертикальный обрабатывающий центр F5 Pro 6 спроектирован так, чтобы обеспечить жесткость и жесткость для резки без вибраций, маневренность, ожидаемую от твердого фрезерного станка, и точность для сопряжений с жесткими допусками, типичных для сложных трехмерных контуров. ..
..
Метрическая система
Английский
Таблица:
1000 x 500 мм
39,4 «x 19,7»
x:
900 мм
35,4 «
Y:
500 мм
19,7″
Z:
4502 4502 4502 4502 4502 4503 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502 4502
19,7 »
17,7″
Ускоренный ход:
20 000 мм/мин
787 дюймов в минуту
Максимальное количество обрабатываемых деталей:
1000 x 500 x 450 мм
39,4″ x 19,7″ x 17,7″
Конус шпинделя:
HSK — A63
HSK — A63
F8
Предназначен для обеспечения мощности, скорости, точности и универсальности при обработке крупных деталей.
Большой вертикальный обрабатывающий центр F8 обеспечивает мощность, скорость, точность и универсальность для обработки крупных деталей, а также крупных компонентов штампов и пресс-форм.
Метрическая система
Английский
Таблица:
1,550 x 800 мм
61 «x 31,5»
x:
1 300 мм
51,2 «
Y:
800 мм
31,5″
Z:
9000 MM
31,5 «
31,5″
9000 MM
31.5 »
25,6″
Ускоренный ход:
24 000 мм/мин
945 дюймов/мин
Максимальное количество обрабатываемых деталей:
1 550 x 800 x 550 мм
61″ x 31,5″ x 21,7″
Конус шпинделя:
CAT50 (HSK-A100 OPT)
CAT50 (HSK-A100 OPT)
F9
F9 предназначен для работы как с крупными производственными деталями, так и с крупными компонентами штампов и пресс-форм, обеспечивая жесткость и жесткость для безвибрационной тяжелой обработки, черновой и чистовой обработки на одном станке, маневренность для высокоскоростной / твердое измельчение и точность для смесей с жесткими допусками. ..
..
Метрическая система
Английский
Таблица:
1 850 x 800 мм
72,8 «x 31,5»
x:
1 600 мм
63 «
Y:
800 мм
31,5″
31.5 »
25,6″
Ускоренный ход:
24 000 мм/мин
945 дюймов/мин
Максимальное количество обрабатываемых деталей:
1 850 x 800 x 550 мм
72,8″ x 31,5″ x 21,7″
Конус шпинделя:
CAT50 (опция HSK-A100)
CAT50 (опция HSK-A100)
iQ-Series
iQ300
iQ300 — идеальный прецизионный микрофрезерный станок для производителей светодиодной оснастки, отделки оптических поверхностей и других операций обработки с высокими допусками. Станок обладает широким диапазоном возможностей: от субмикронной точности обработки и повторяемости до операций обработки в макромасштабе.
Станок обладает широким диапазоном возможностей: от субмикронной точности обработки и повторяемости до операций обработки в макромасштабе.
Метрическая система
Английский
Таблица:
600 x 400 мм
23,6 «x 15,7»
x:
400 мм
15,7 «
Y:
350 мм
13,78″
Z:
92929292002 200 мм.
7,87 дюйма
Ускоренный ход:
16 000 мм/мин (X и Y), 8 000 мм/мин (Z)
630 дюймов в минуту (X и Y), 315 дюймов в минуту (Z)
Максимум
Заготовка:
600 x 580 x 190 мм
23,6″ x 22,8″ x 7,48″
Конус шпинделя:
HSK E32
HSK E32
iQ500
iQ500 — идеальный прецизионный микрофрезерный станок для производителей светодиодной оснастки, отделки оптических поверхностей и других операций обработки с высокими допусками. Станок обладает широким диапазоном возможностей: от субмикронной точности обработки и повторяемости до обработки в макромасштабе…
Станок обладает широким диапазоном возможностей: от субмикронной точности обработки и повторяемости до обработки в макромасштабе…
Метрическая система
Английский
Таблица:
800 мм x 500 мм
31,5 «x 19,7»
x:
600 мм
23,6 «
Y:
500 мм
19.7″
Z:
19.7 «
Z:
19.7″
19.7 » мм
11,8″
Ускоренный ход:
16 000 мм/мин (X и Y) / 8 000 мм/мин (Z)
630 дюймов в минуту (X и Y) / 315 дюймов в минуту (Z)
Максимальный заготовка:
755 мм x 500 мм x 300 мм
29,7 «x 19,7» x 11,8 «
Впиндлей
L2 APC
Вертикальный обрабатывающий центр L2 предназначен для крупносерийного производства мелких деталей. Сочетая в себе жесткую конструкцию, компактные размеры и гибкую конструкцию шпинделя, L2 представляет собой высокостабильную и надежную платформу станка для круглосуточной обработки деталей без присмотра.
Сочетая в себе жесткую конструкцию, компактные размеры и гибкую конструкцию шпинделя, L2 представляет собой высокостабильную и надежную платформу станка для круглосуточной обработки деталей без присмотра.
Метрическая система
English
Table:
120 mm diameter
4.75″ diameter
X:
400 mm
15.7″
Y:
300 mm
11.8″
Z:
300 mm
11.8 »
Ускоренный ход:
48 м/мин
1890 дюймов/мин
Максимальный размер заготовки:
600 x 400 x 500 мм
39,4″ x 19,7″ x 17,7″
СТОЛ L2
Вертикальный обрабатывающий центр L2 предназначен для крупносерийного производства мелких деталей. Сочетая в себе жесткую конструкцию, компактные размеры и гибкую конструкцию шпинделя, L2 представляет собой высокостабильную и надежную платформу станка для круглосуточной обработки деталей без присмотра.
Метрическая система
Английский
Таблица:
600 x 400 мм
23,62 «x 15,74»
x:
400 мм
15,7 «
Y:
300 мм
11,8″
Z:
»
11,8 «
Rapid Traverse:
48 м/мин
1 890 IPM
Максимальный заготовка:
413 x 267 x 215 мм
16.23″ x 10,51 «x 8,46»
PS-Series
.
Makino PS105 (3-осевой вертикальный обрабатывающий центр)
Передовые технологии и повышенная производительность обеспечивают новый уровень производительности в условиях мелкосерийного производства. Благодаря идеальному сочетанию мощности, точности, скорости и надежности 3-осевые вертикальные обрабатывающие центры PS65 и PS105 задают новый стандарт производительности вертикальных обрабатывающих центров. ..
..
Метрическая система
Английский
Таблица:
1,300 x 510 мм
51,1 «x 20»
x:
1,050 мм
41,3 «
Y:
510 мм
20,0,0″
Z:
9000 4602 4602
9000 2
9000 2
9000 2
9000 2
9000 2
20,0,0 «
. 18,1″
Ускоренный ход:
Ось X — 48 000 мм/мин, оси Y и Z — 36 000 мм/мин
Ось X — 1890 дюймов/мин, оси Y и Z — 1417 дюймов/мин
Конус шпинделя 9003:
CAT40 (опция HSK-A63)
CAT40 (опция HSK-A63)
PS65
Передовые технологии и повышенная производительность обеспечивают новый уровень производительности в производственных условиях. Благодаря идеальному сочетанию мощности, точности, скорости и надежности, PS65 и PS105 задают новый стандарт производительности вертикальных обрабатывающих центров в аэрокосмической, медицинской,…
Благодаря идеальному сочетанию мощности, точности, скорости и надежности, PS65 и PS105 задают новый стандарт производительности вертикальных обрабатывающих центров в аэрокосмической, медицинской,…
Метрическая система
Английский
Стол:
920 x 510 мм
36,2 «x 20,0»
x:
660 мм
26,0 «
Y:
510 мм
20,0″
Z:
460 мм
18,1 «
460 мм
18,1″
460 мм
18,1 «
9000 2
18,1″
9000 2
18,1 «
9000 2
9000 2
18,1″
-ось — 48 000 мм/мин, оси Y и Z — 36 000 мм/мин
Ось X — 1890 дюймов/мин, оси Y и Z — 1417 дюймов/мин (опция HSK-A63)
Другое
S33 APC
В вертикальном обрабатывающем центре S33APC используется шпиндель с конусом 40 и скоростью вращения 13 000 об/мин, обладающий жесткостью и жесткостью, необходимыми для операций твердого резания, и скоростью, необходимой для обеспечения высокого качества поверхности при выполнении сложных операций с штампами и пресс-формами.
Метрическая система
Английский
Стол:
800 x 450 мм (600 x 450 мм)
(23,6″ x 15,7″) поддон
X:
650 мм
25,6 «
Y:
500 мм
19,7″
Z:
450 мм
17,7 «
rapd Travers:
40 000 мм/мин 9000 2
10002.
Максимальный заготовка:
(23,6 «x 15,7» x 16,5 «) поддон
(23,6″ x 15,7 «x 16,5») поддона
Веретк.
V22
Прецизионный обрабатывающий центр V22 устраняет вибрацию, отклонение вращения и термическую деформацию, обеспечивая точность, точность, надежность и превосходную стабильность.
Метрическая система
Английский
Таблица:
450 x 350 мм
17,7 «x 13,8»
x:
320 мм
12,6 «
Y:
280 мм
11,0″
Y:
280 мм
11,0 «
Y:
280 мм
11,0″
Y:
280 мм
0003
Z:
300 мм
11,8 «
Rapid Traverse:
20 000 мм/мин
787 дюйма
Максимум изготовленной почтой:
450 x 475 x 200 мм
17,7″ X 18. 7 «x 475 x 200 мм
7 «x 475 x 200 мм
17,7″ X 18.7 «. 7,9»
Конус шпинделя:
HSK-E32
HSK-E32
V56i
Вертикальный обрабатывающий центр V56i обеспечивает высокоскоростную обработку с превосходной точностью, эффективным удалением стружки и простотой в эксплуатации при изготовлении штампов/пресс-форм с длительным циклом обработки.
Метрическая система
English
Table:
1,050 x 550 mm
41.3″ x 21.6″
X:
900 mm
35.4″
Y:
550 mm
21.6″
Z:
450 mm
17,7″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальная заготовка:
1 050 x 720 x 450 мм
41,3″ x 28,3″ x 17,7″
Конус шпинделя:
HSK-A63 (опция HSK-F63)
HSK-A63 (опция HSK-F63)
V33i | Makino
Вертикальный обрабатывающий центр V33i обеспечивает высокоскоростную обработку с превосходной точностью, эффективным удалением стружки и простотой в эксплуатации. Интегрированная конструкция шпинделя и ротора приводного двигателя снижает вибрацию при работе на высоких скоростях — еще одна причина, по которой V33i — ваш идеальный жесткий диск…
Интегрированная конструкция шпинделя и ротора приводного двигателя снижает вибрацию при работе на высоких скоростях — еще одна причина, по которой V33i — ваш идеальный жесткий диск…
Метрическая система
Английский
Таблица:
750 x 450 мм
29,5 «x 17,7»
x:
650 мм
25,6 «
Y:
450 мм
17,7″
Z:
9000 3502 350 MM
17,7 «
Z:
9000 29000 350 MM
17,7″
Z:
9000 2502 350 MM
17,7 «
Z:
9000 250 MM
17,7,7″
Z:
9000 350 MM
17,7,7 «
450 мм
17,
13,8″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальный размер заготовки:
750 x 635 x 250 мм
29,5″ x 25″ x 9,8″
Конус шпинделя:
CAT40 (опция HSK63)
CAT40 (опция HSK63)
V77 (конус 40)
Вертикальный обрабатывающий центр V77 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 400 x 700 мм
55,1 «x 27,6»
x:
1 200 мм
47,2 «
Y:
700 мм
27,6″
Z:
27.6 «
27,6″
25,6 «
Rapid Traverse:
20 000 мм/мин
787 дюйма/мин
Максимальный заготовка:
1 400 x 700 x 550 мм
55.1 x 27,6″ x 21,7 «
Spindle:
9000 35. CAT40 (опция HSK-63)
CAT40 (опция HSK-63)
V77 (конус 50)
Вертикальный обрабатывающий центр V77 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Стол:
1400 x 700 мм
55,1″ x 27,6″
X:
1,200 mm
47.2″
Y:
700 mm
27.6″
Z:
650 mm
25.6″
Rapid Traverse:
20,000 mm/min
787 в/мин
Максимальный заготовка:
1 400 x 700 x 550 мм
55,1 «x 27,6» x 21,7 «
Веретеное конус:
Cat50 (HSK-A100)
Cat50 (HSK-A100 OPT)
V77L (конус 40)
Вертикальный обрабатывающий центр V77L был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 650 x 700 мм
64,9 «x 27,6»
x:
1 500 мм
59 «
Y:
700 мм
0002 27.6″
Z:
650 mm
25.6″
Rapid Traverse:
20,000 mm/min
787 in/min
Maximum Workpiece:
1,650 x 700 x 550 mm
55.1″ x 27,6″ x 21,7″
Конус шпинделя:
CAT40 (опция HSK-A63)
V77L (конус 50)
Вертикальный обрабатывающий центр V77L был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 650 x 700 мм
64,9 «x 27,6»
x:
1 500 мм
59 «
Y:
700 мм
27. 6″
6″
Z:
700 мм
27.6 «
27.6″
25,6″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальное количество обрабатываемых деталей:
1 650 x 700 x 550 мм
55,1″ x 27,6″ x 21,7″
Конус шпинделя:
CAT50 (опция HSK-A100)
V99 (конус 40)
Вертикальный обрабатывающий центр V99 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Table:
1,800 x 1,000 mm
70.87″ x 39.37″
X:
1,500 mm
59″
Y:
1,000 mm
39.37″
Z:
800 mm
31,49 «
Rapid Traverse:
20 000 мм/мин
787 дюйма/мин
Максимальный заготовка:
1800 x 1000 x 650 мм
70,87″ x 39,37 «x 25. 59″
59″
Spindle:
. CAT40 (опция HSK-A63)
V99 (конус 50)
Вертикальный обрабатывающий центр V99 был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Таблица:
1 800 x 1000 мм
70,87 «x 39,37»
x:
1 500 мм
59 «
Y:
1000 мм
0002 39.37″
Z:
800 mm
31.49″
Rapid Traverse:
20,000 mm/min
787 in/min
Maximum Workpiece:
1800 x 1000 x 650 mm
70.87″ x 39,37″ x 25,59″
Конус шпинделя:
CAT50 (опция HSK-A100)
V99L (конус 40) | Makino
Вертикальный обрабатывающий центр V99L был специально разработан, чтобы свести к минимуму термическую деформацию для повышения точности деталей и повысить качество отделки штампов/форм.
Метрическая система
Английский
Таблица:
2,300 x 1000 мм
90,55 «x 39,37»
x:
2000 мм
78,74 «
Y:
1000 мм
39,3,3,3,10003
9000 2
9000 2
1000 ММ
39,3,3,
31,49″
Ускоренный ход:
20 000 мм/мин
787 дюймов/мин
Максимальное количество обрабатываемой детали:
2 300 x 1 000 x 650
90,55″ x 39,37″ x 25,59″
Конус шпинделя:
CAT40 (опция HSK-A63)
V99L (конус 50)
Вертикальный обрабатывающий центр V99L был специально разработан для минимизации тепловых деформаций для повышения точности деталей и повышения качества отделки штампов/форм.
Метрическая система
Английский
Поддон:
2 300 x 1000 мм
Таблица:
90,55 «x 39,37»
x:
2000 мм
78,47 «
y:
1000 мм
39,377″
1000 2
39.377 «
39,377″
39,377 «
10003
39.
800 мм
31,49 «
Быстрая траверса:
20 000 мм/мин
787 дюйма/мин
Максимальный заготовка:
2300 x 1000 x 650
90,55″ x 39,37 «X :
CAT50 (опция HSK-A100)
Популярный контент
Makino.Артикул
Производство с защитой от пандемии
Влияние COVID было широко распространено и ощущалось во всех аспектах производства. Многим компаниям пришлось значительно сократить персонал либо из-за карантина, либо из-за снижения рабочего потока.
 Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения;
Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения;
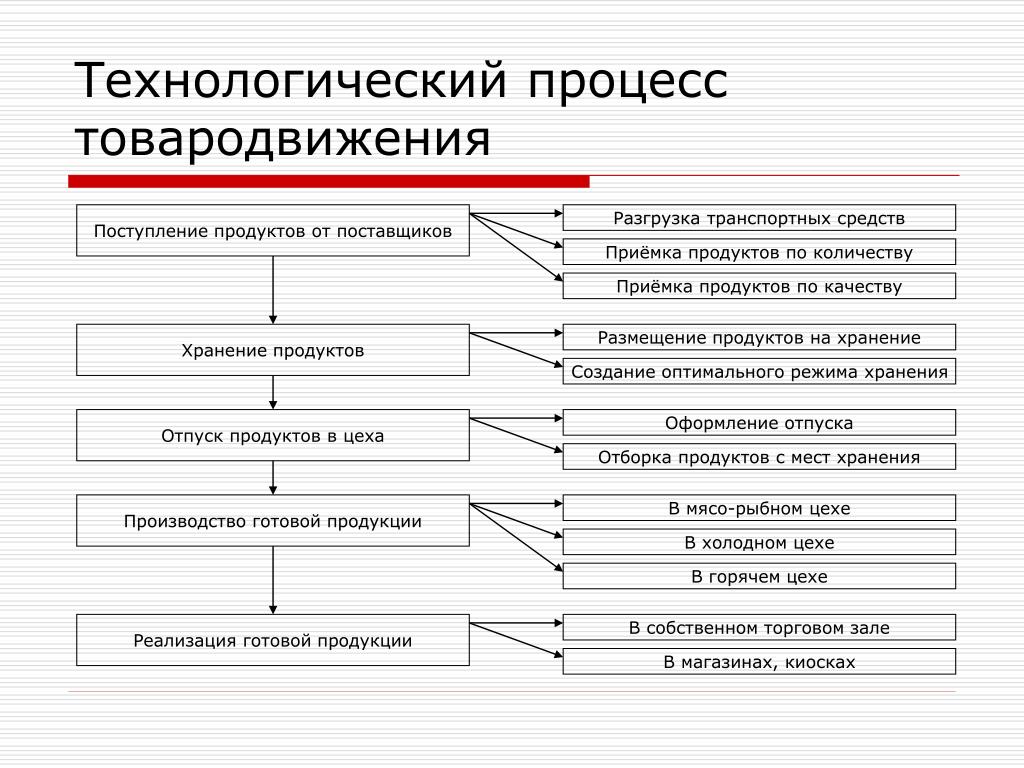
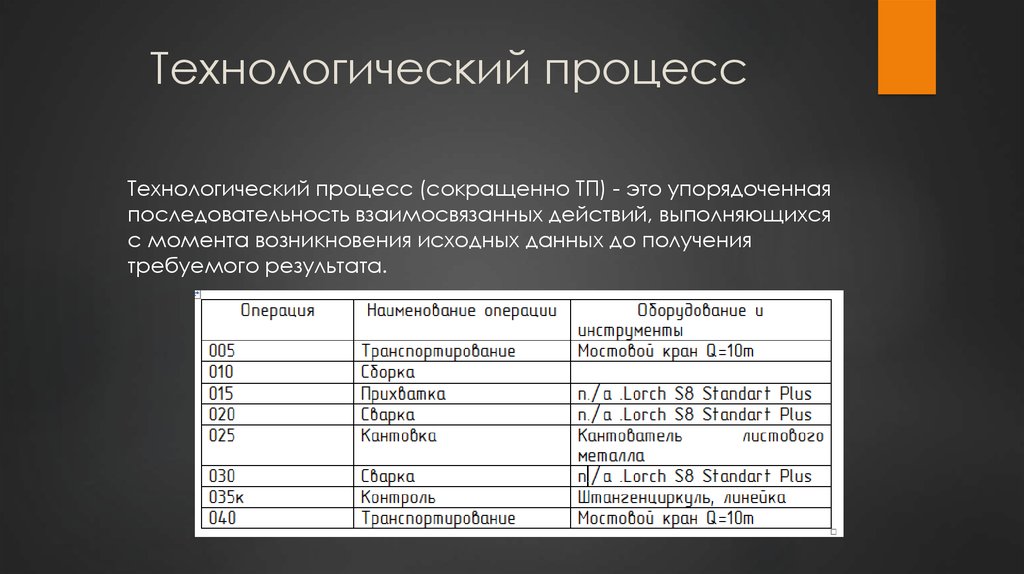
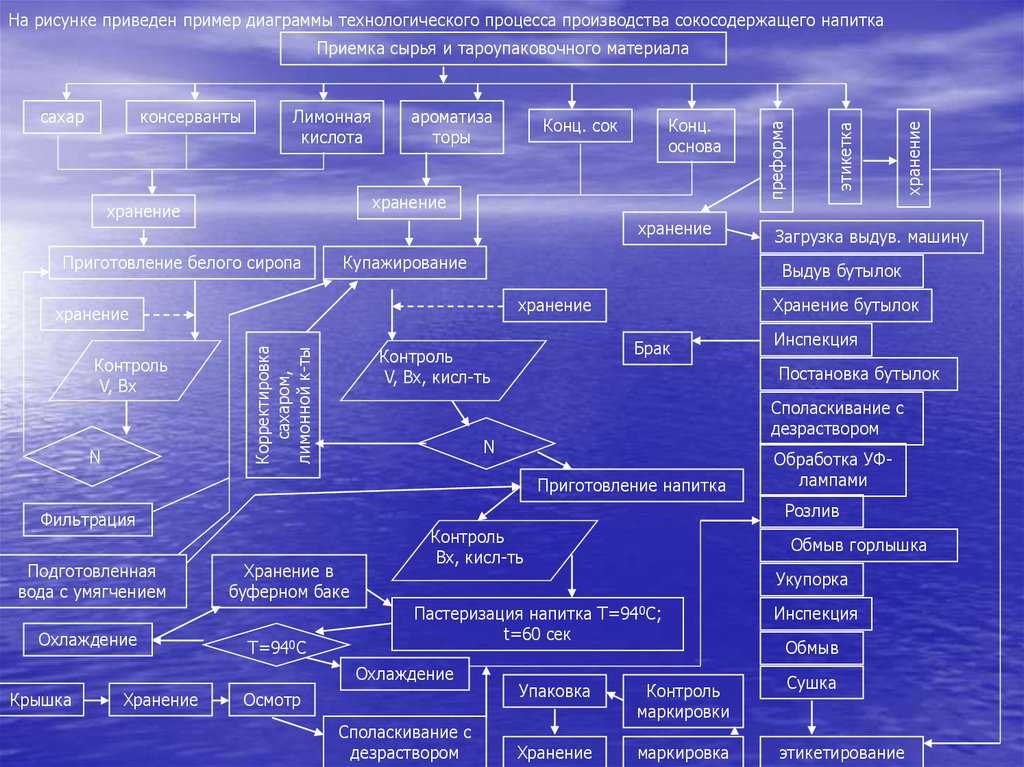
 А сама маршрутная карта представляет собой перечень операций, указанных в последовательности исполнения процесса;
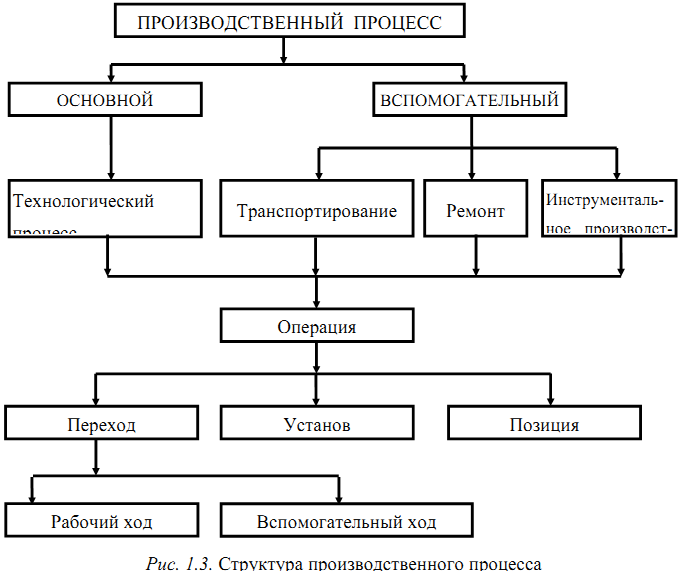
А сама маршрутная карта представляет собой перечень операций, указанных в последовательности исполнения процесса; Взаимосвязанные действия, начинающиеся с логистики материала, переходящие к обработке и завершающиеся доводкой, упаковкой или монтажом готового изделия. Подробное описание технологического процесса включает себя блоки — технологические операции. Для каждой операции характерны признаки общего процесса, а ее выполнение реализуется одним специалистом при помощи конкретного оборудования. В общую схему все объединено технологическими переходами — завершенными операциями.
Взаимосвязанные действия, начинающиеся с логистики материала, переходящие к обработке и завершающиеся доводкой, упаковкой или монтажом готового изделия. Подробное описание технологического процесса включает себя блоки — технологические операции. Для каждой операции характерны признаки общего процесса, а ее выполнение реализуется одним специалистом при помощи конкретного оборудования. В общую схему все объединено технологическими переходами — завершенными операциями.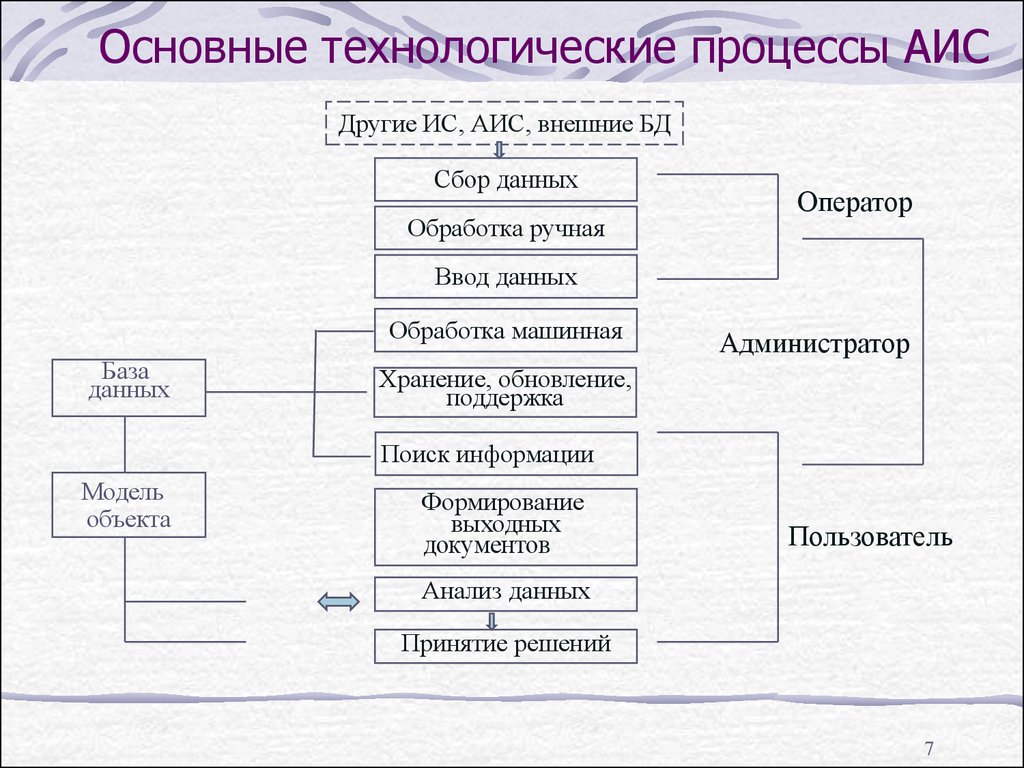
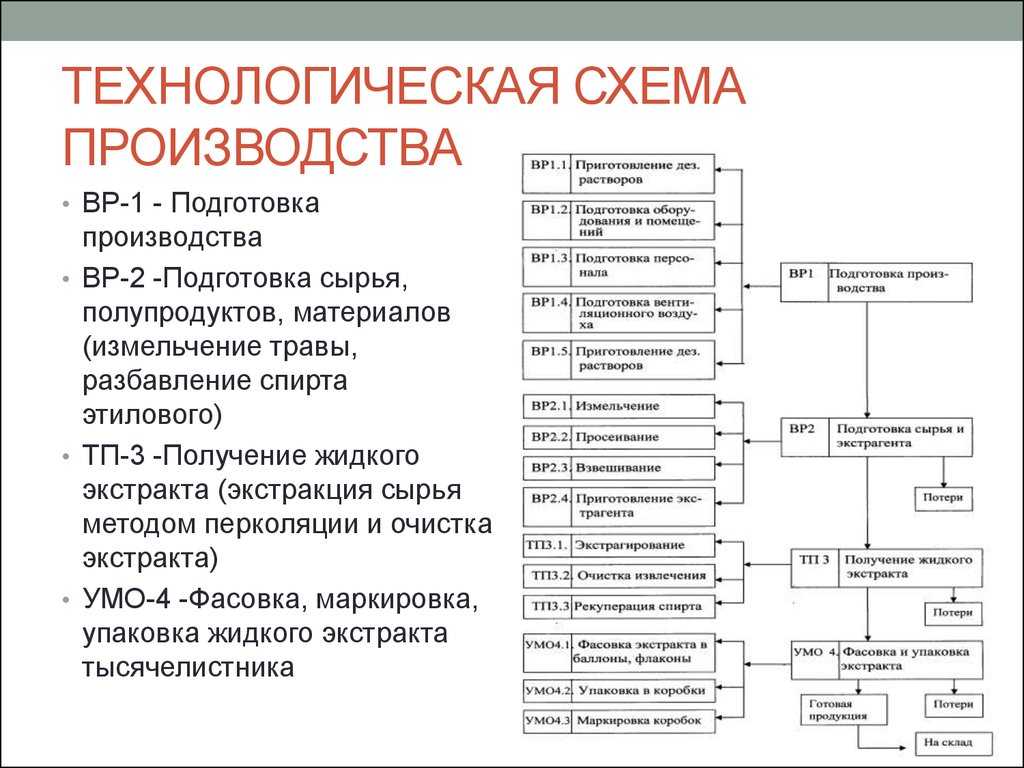
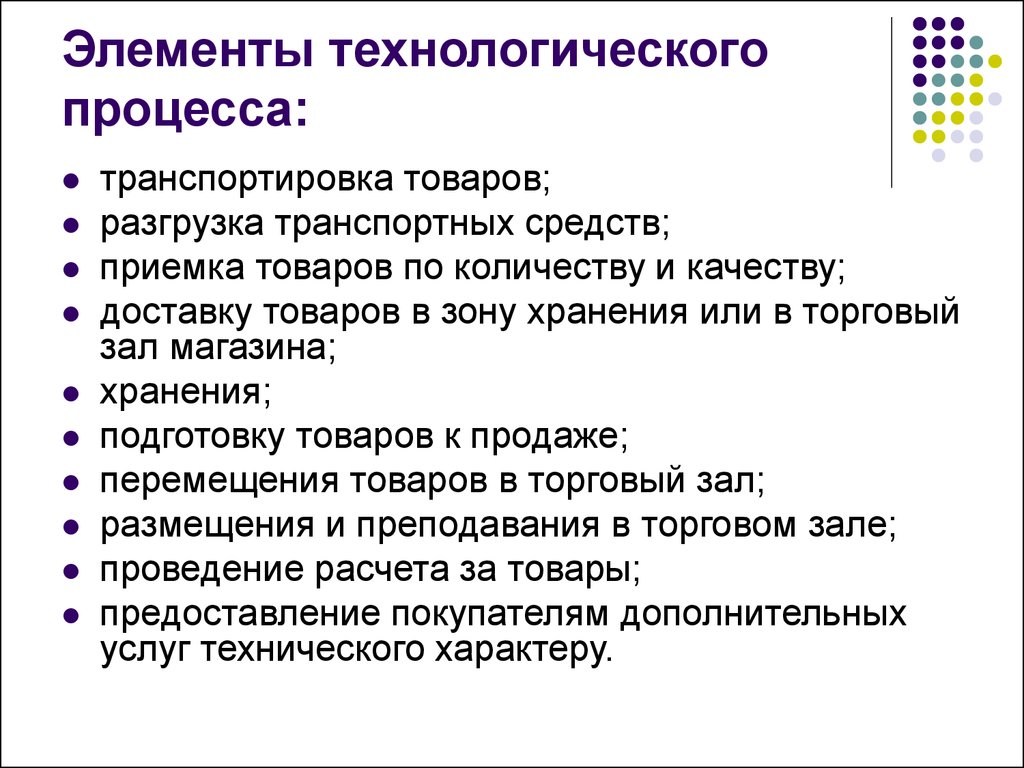 В том числе сюда включается контроль за состоянием оборудования, цехов, поставка инструментов и средств индивидуальной защиты для специалистов. Каждая операция вспомогательного этапа важна и является обязательной к выполнению.
В том числе сюда включается контроль за состоянием оборудования, цехов, поставка инструментов и средств индивидуальной защиты для специалистов. Каждая операция вспомогательного этапа важна и является обязательной к выполнению.
 Этапы технологического процесса делятся на:
Этапы технологического процесса делятся на: youtube.com/embed/XQn-2w81DOE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/XQn-2w81DOE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Указывается все, включая уровень переходов, параметров режимов. Оформляется в стандарте операционной карты.
Указывается все, включая уровень переходов, параметров режимов. Оформляется в стандарте операционной карты.


 Это софт, управляющий процессом жизненного цикла изделия. Автоматизированные системы позволяют быстрее вносить правки в техпроцесс для улучшения технико-экономических показателей.
Это софт, управляющий процессом жизненного цикла изделия. Автоматизированные системы позволяют быстрее вносить правки в техпроцесс для улучшения технико-экономических показателей.
 Производство также включает подготовку и продвижение коммерчески доступных продуктов из нерасфасованных соединений для перепродажи фармацевтами, практикующими врачами или другими лицами.
Производство также включает подготовку и продвижение коммерчески доступных продуктов из нерасфасованных соединений для перепродажи фармацевтами, практикующими врачами или другими лицами. Любые и все химические процессы, производство и контроль (CMC), основные файлы лекарств (DMF) или аналогичные материалы, предоставленные регулирующим органам, и содержащаяся в них информация считаются Производственными технологиями.
Любые и все химические процессы, производство и контроль (CMC), основные файлы лекарств (DMF) или аналогичные материалы, предоставленные регулирующим органам, и содержащаяся в них информация считаются Производственными технологиями.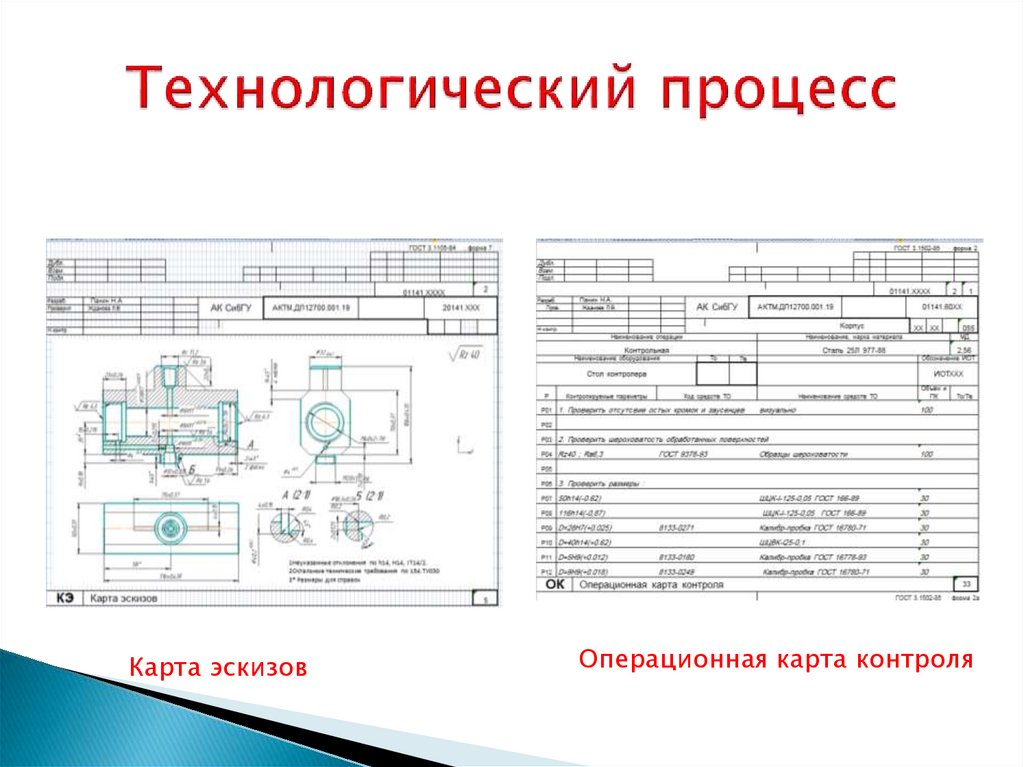
 имеющиеся, и другие основные документы, необходимые для производства, контроля и выпуска Продукции в соответствии с таким Продавцом или любым из его Аффилированных лиц или от его имени до Даты вступления в силу. Технология Продукта включает в себя, помимо прочего, права, которыми владеет или в какой-то степени контролирует такой Продавец в соответствии с любым патентом, выданным на Территории или подлежащим рассмотрению на Территории на Дату закрытия, а также любые права в соответствии с любым патентом или патентной заявкой за пределами Территории. исключительно в той мере, в какой это необходимо для производства Продуктов за пределами Территории для ввоза и продажи на Территории. Для целей данного определения компания Allergan и ее Аффилированные лица не считаются Аффилированными лицами Продавца.
имеющиеся, и другие основные документы, необходимые для производства, контроля и выпуска Продукции в соответствии с таким Продавцом или любым из его Аффилированных лиц или от его имени до Даты вступления в силу. Технология Продукта включает в себя, помимо прочего, права, которыми владеет или в какой-то степени контролирует такой Продавец в соответствии с любым патентом, выданным на Территории или подлежащим рассмотрению на Территории на Дату закрытия, а также любые права в соответствии с любым патентом или патентной заявкой за пределами Территории. исключительно в той мере, в какой это необходимо для производства Продуктов за пределами Территории для ввоза и продажи на Территории. Для целей данного определения компания Allergan и ее Аффилированные лица не считаются Аффилированными лицами Продавца.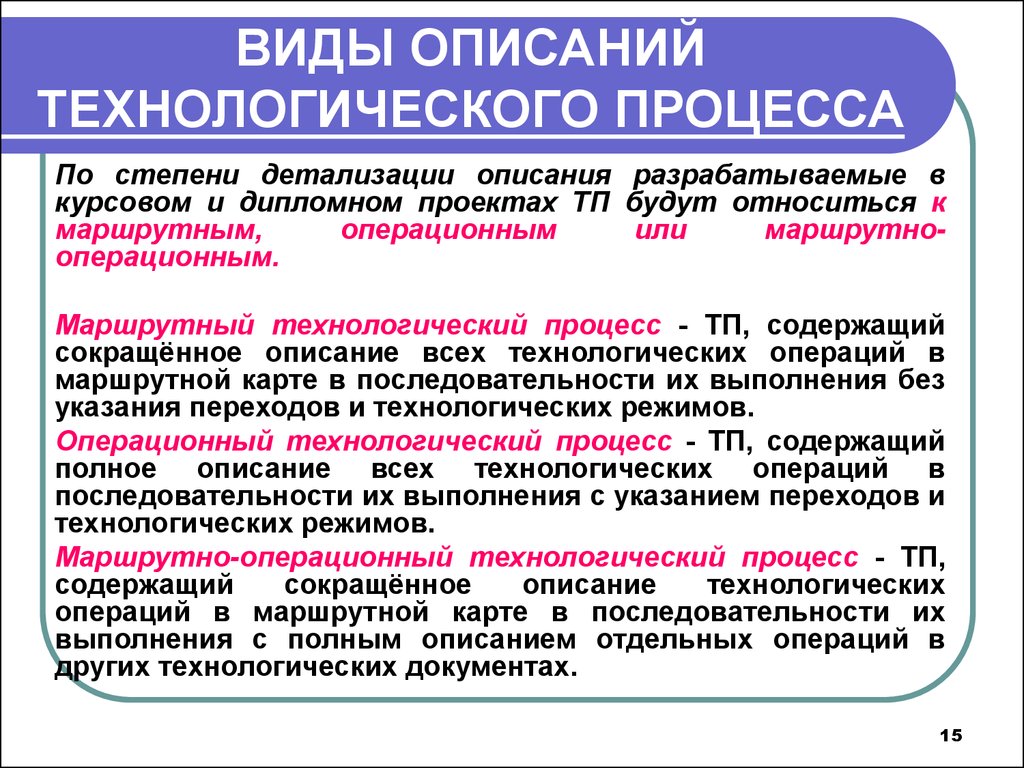


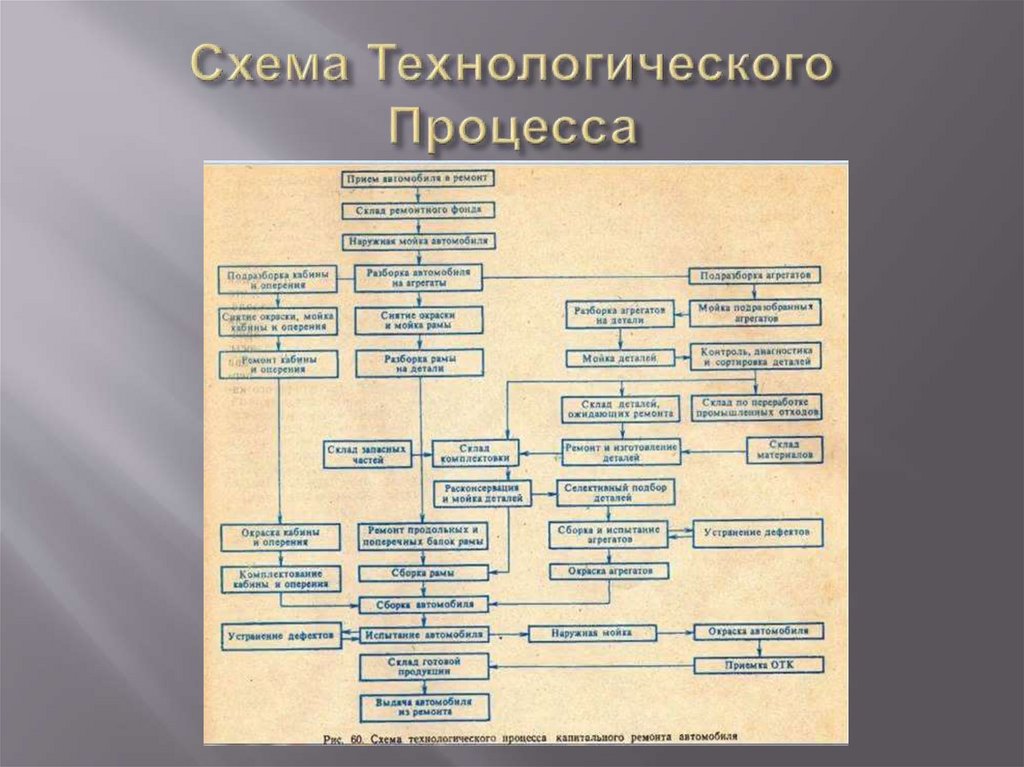
 Следует подчеркнуть, что для данного производства данной детали существует не только и не только один подходящий технологический процесс. Практически в каждом случае возможна разработка нескольких вариантов технологического процесса, включающих различные технологические маршруты. Многовариантность технологического процесса зависит от имеющихся производственных ресурсов (прежде всего технологических машин, инструментов, технологических возможностей), а также вопросов логистики, в том числе количества станков и расстановки технологических машин в производственных цехах, или видов транспорта субподрядчикам. ).
Следует подчеркнуть, что для данного производства данной детали существует не только и не только один подходящий технологический процесс. Практически в каждом случае возможна разработка нескольких вариантов технологического процесса, включающих различные технологические маршруты. Многовариантность технологического процесса зависит от имеющихся производственных ресурсов (прежде всего технологических машин, инструментов, технологических возможностей), а также вопросов логистики, в том числе количества станков и расстановки технологических машин в производственных цехах, или видов транспорта субподрядчикам. ). Термин «технологический процесс» широко используется при изучении технологий в университетах, а также в металлургической и машиностроительной промышленности. Именно в рамках этого термина функционирует полное описание технологического процесса. В дидактическом контексте используется термин «маршрут технологического процесса», которого в технологической документации фактически нет. Однако она играет важную роль в процессе обучения, будь то на технических факультетах вузов или средних профессиональных учебных заведениях, и представляет собой укороченную схему технологического процесса. Какие данные должны быть включены, является договорным вопросом. Минимальное содержание должно включать следующие данные:
Термин «технологический процесс» широко используется при изучении технологий в университетах, а также в металлургической и машиностроительной промышленности. Именно в рамках этого термина функционирует полное описание технологического процесса. В дидактическом контексте используется термин «маршрут технологического процесса», которого в технологической документации фактически нет. Однако она играет важную роль в процессе обучения, будь то на технических факультетах вузов или средних профессиональных учебных заведениях, и представляет собой укороченную схему технологического процесса. Какие данные должны быть включены, является договорным вопросом. Минимальное содержание должно включать следующие данные:
 Современное документирование технологических процессов может использовать бумажную документацию, но чаще для этого используется специальное программное обеспечение и ИТ-системы – в т.ч. САМ и ПЛМ. Трудно предположить, что присмотр за программами ЧПУ для станков с ЧПУ в бумажном варианте уместен. Следует подчеркнуть, что каждое производственное предприятие имеет свои закономерности и правила создания и ведения технологической документации. Точнее, в реальных промышленных условиях есть и такие производства, где технологическая документация не ведется или ведется недобросовестно. В таких ситуациях чаще всего все технологические знания, включая управление производством, являются прерогативой одного или нескольких человек. Таким образом, такие люди становятся стратегическим ресурсом, без которого невозможно ведение производственной деятельности.
Современное документирование технологических процессов может использовать бумажную документацию, но чаще для этого используется специальное программное обеспечение и ИТ-системы – в т.ч. САМ и ПЛМ. Трудно предположить, что присмотр за программами ЧПУ для станков с ЧПУ в бумажном варианте уместен. Следует подчеркнуть, что каждое производственное предприятие имеет свои закономерности и правила создания и ведения технологической документации. Точнее, в реальных промышленных условиях есть и такие производства, где технологическая документация не ведется или ведется недобросовестно. В таких ситуациях чаще всего все технологические знания, включая управление производством, являются прерогативой одного или нескольких человек. Таким образом, такие люди становятся стратегическим ресурсом, без которого невозможно ведение производственной деятельности. Благодаря этому стало намного проще вносить изменения в ходе процесса путем добавления новая технологическая операция. Новая технологическая операция между операциями, т.е. 20 и 30, взяли за номер 25.
Благодаря этому стало намного проще вносить изменения в ходе процесса путем добавления новая технологическая операция. Новая технологическая операция между операциями, т.е. 20 и 30, взяли за номер 25.

 Потом обвариваем.
Потом обвариваем. Затем выполняется стандартная процедура — зачистка сварных швов и самого металла, и покраска.
Затем выполняется стандартная процедура — зачистка сварных швов и самого металла, и покраска.
 Если токарного станка нет, можно сделать иначе.
Если токарного станка нет, можно сделать иначе.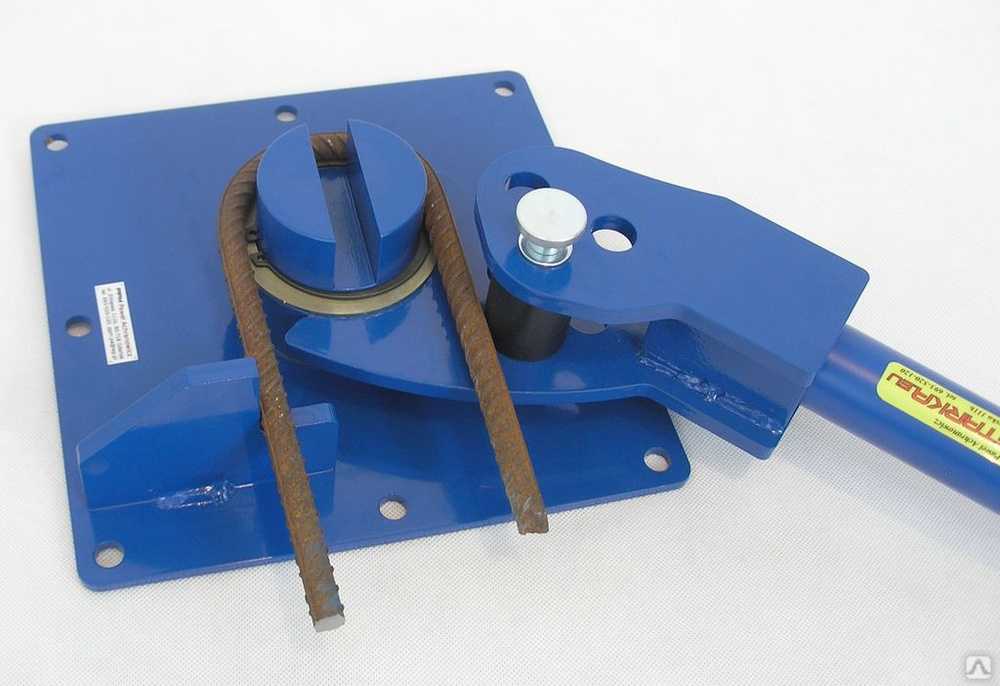 Сначала он приварил к основанию кусочки полосы металла с отверстиями (для крепления к рабочему столу), затем — по краям оси приварил кусочки квадратного прутка, которые упираются в крепления.
Сначала он приварил к основанию кусочки полосы металла с отверстиями (для крепления к рабочему столу), затем — по краям оси приварил кусочки квадратного прутка, которые упираются в крепления.


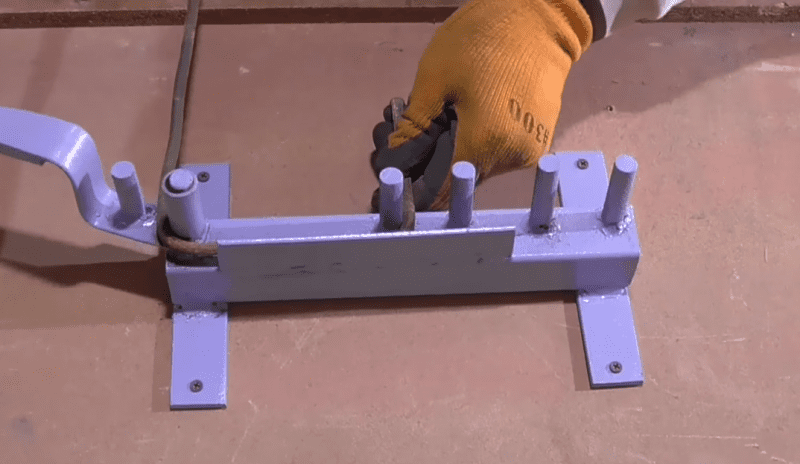 Вкручиваем в нее болт, который в данном случае выполняет функцию ограничителя хода подвижной части.
Вкручиваем в нее болт, который в данном случае выполняет функцию ограничителя хода подвижной части.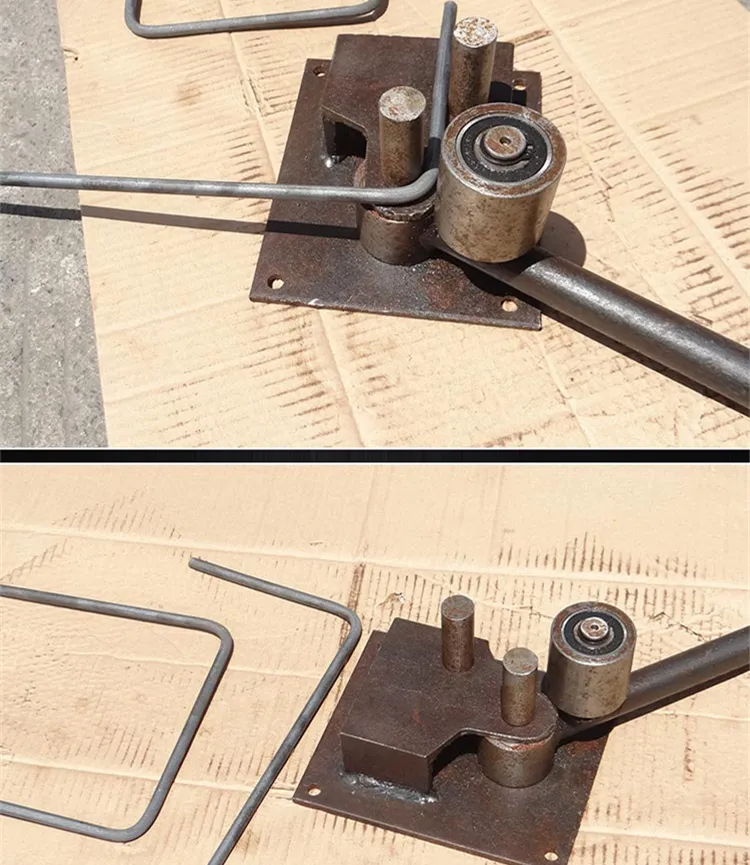


 Ярким примером этому может служить армирование углов ленточного фундамента, где арматура гнется в нескольких местах, после чего укладывается на углы фундамента для его усиления.
Ярким примером этому может служить армирование углов ленточного фундамента, где арматура гнется в нескольких местах, после чего укладывается на углы фундамента для его усиления.


 Верх балки может быть сжат на одном участке ее длины и натянут на другом участке. Это потому, что непрерывная балка поддерживается более чем двумя точками.
Верх балки может быть сжат на одном участке ее длины и натянут на другом участке. Это потому, что непрерывная балка поддерживается более чем двумя точками. Поэтому для различных размеров стержней и различных типов крюков были установлены определенные минимальные диаметры изгиба.
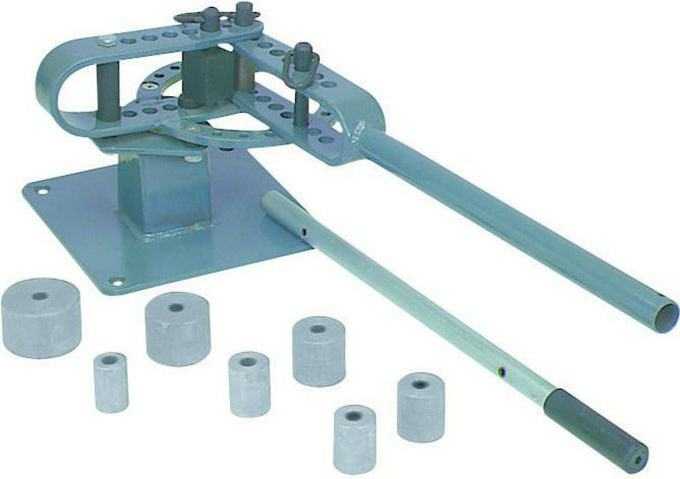
Поэтому для различных размеров стержней и различных типов крюков были установлены определенные минимальные диаметры изгиба. Трубка. (Для основного блока)
Трубка. (Для основного блока)
 Используется для изготовления хомутов и продольной арматуры. Вы можете сделать свой собственный барный станок дома, используя некоторые основные инструменты и старые металлические детали.
Используется для изготовления хомутов и продольной арматуры. Вы можете сделать свой собственный барный станок дома, используя некоторые основные инструменты и старые металлические детали. Большая часть арматуры изготавливается из стали и используется в качестве своего рода каркаса внутри бетона. При сгибании арматура укрепляет другие материалы, придавая им большую прочность и стабильность.
Большая часть арматуры изготавливается из стали и используется в качестве своего рода каркаса внутри бетона. При сгибании арматура укрепляет другие материалы, придавая им большую прочность и стабильность.
 При использовании в вертикальных колоннах его часто слегка изгибают, чтобы он приобрел S-образную форму. Это позволяет легче размещать его в одной непрерывной заливке бетона по его окружности.
При использовании в вертикальных колоннах его часто слегка изгибают, чтобы он приобрел S-образную форму. Это позволяет легче размещать его в одной непрерывной заливке бетона по его окружности.
 Вы будете использовать специализированную машину.
Вы будете использовать специализированную машину.

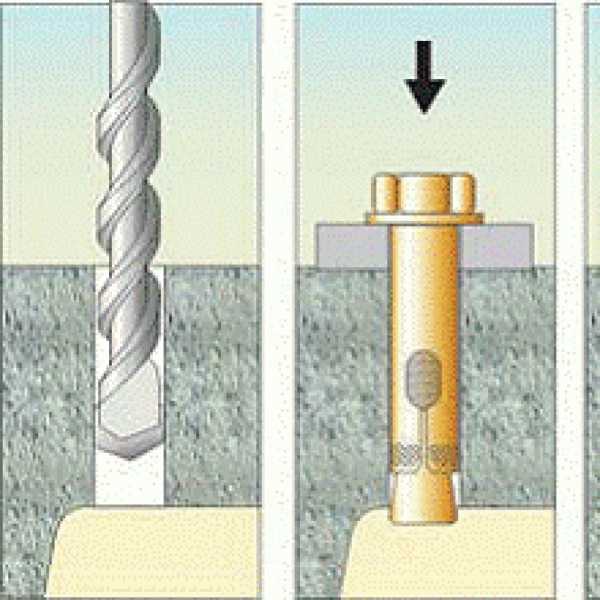
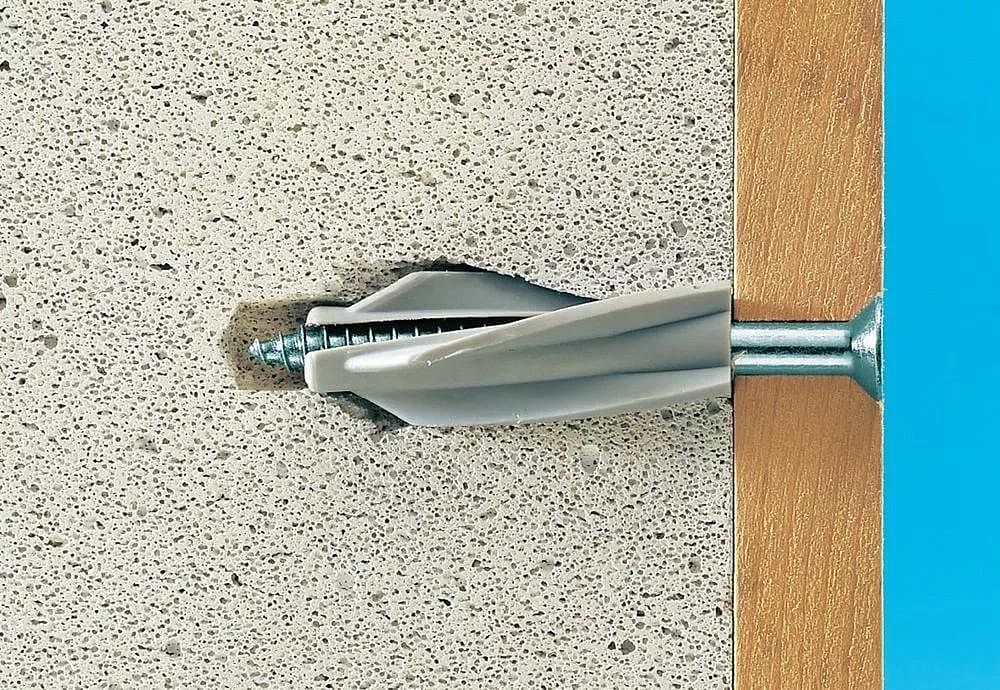

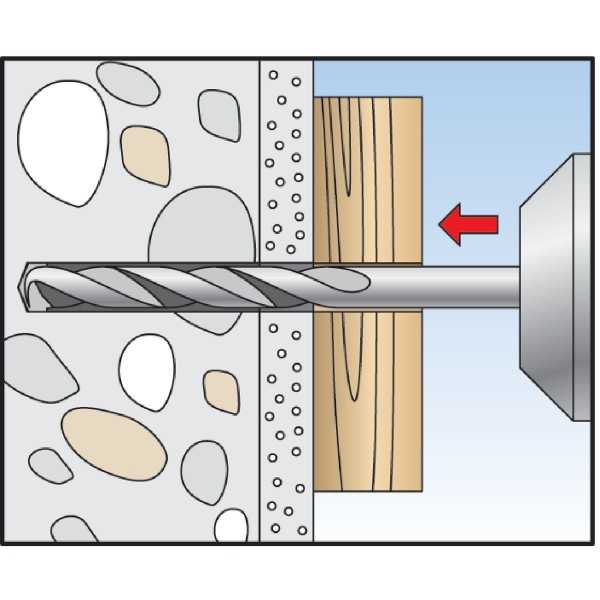
 Эффективны для тонких бетонных перегородок.
Эффективны для тонких бетонных перегородок. В этом случае возможны разрушения или трещины в бетоне, поломка крепежного элемента, его изгиб или вырыв, преждевременная коррозия.
В этом случае возможны разрушения или трещины в бетоне, поломка крепежного элемента, его изгиб или вырыв, преждевременная коррозия.

 Сильные удары наносить не рекомендуется. Можно повредить крепеж.
Сильные удары наносить не рекомендуется. Можно повредить крепеж.

 Это связано с тем, что обычные сверла слишком слабы, чтобы пробить бетонную стену.
Это связано с тем, что обычные сверла слишком слабы, чтобы пробить бетонную стену.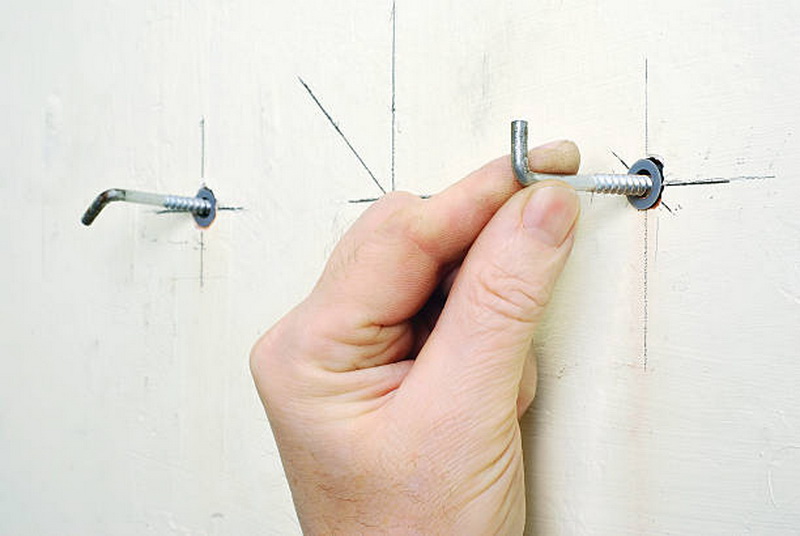



 От телевизоров, креплений для телевизоров, звуковых панелей и проводки я сосредоточен на предоставлении экспертных знаний во всем, что связано с аудиовизуальными средствами.
От телевизоров, креплений для телевизоров, звуковых панелей и проводки я сосредоточен на предоставлении экспертных знаний во всем, что связано с аудиовизуальными средствами. Большинство каминов больше не работают, это старые угольные или газовые камины. Следите за тем, чтобы не просверлить отверстия в дымоходе работающего камина. Если вы хотите спрятать провода, как мы это сделали на верхнем фото, мы используем пластиковый молдинг.
Большинство каминов больше не работают, это старые угольные или газовые камины. Следите за тем, чтобы не просверлить отверстия в дымоходе работающего камина. Если вы хотите спрятать провода, как мы это сделали на верхнем фото, мы используем пластиковый молдинг.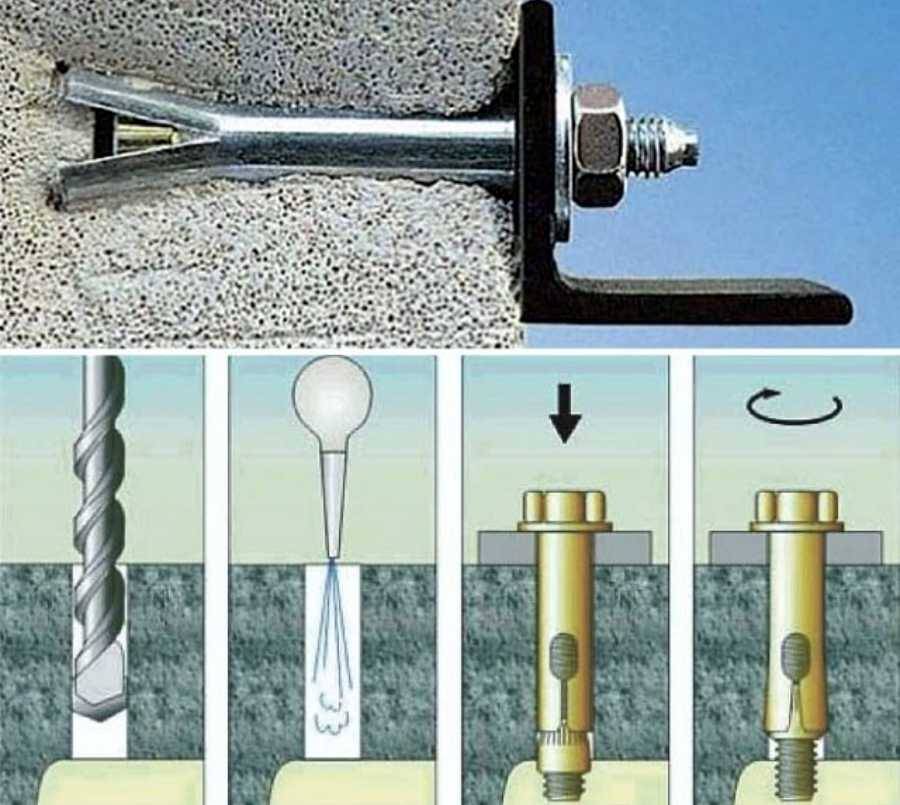
 Отметьте места, где вы собираетесь просверливать отверстия для установки анкерных гильз. (см. инструкции по установке, сколько болтов необходимо для вашего телевизора)
Отметьте места, где вы собираетесь просверливать отверстия для установки анкерных гильз. (см. инструкции по установке, сколько болтов необходимо для вашего телевизора)
 22. Разметочные
22. Разметочные

 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 Применяются простые и пружинные циркули. Положение раствора ножек циркуля фиксируется при помощи специальных винтов 3.
Применяются простые и пружинные циркули. Положение раствора ножек циркуля фиксируется при помощи специальных винтов 3.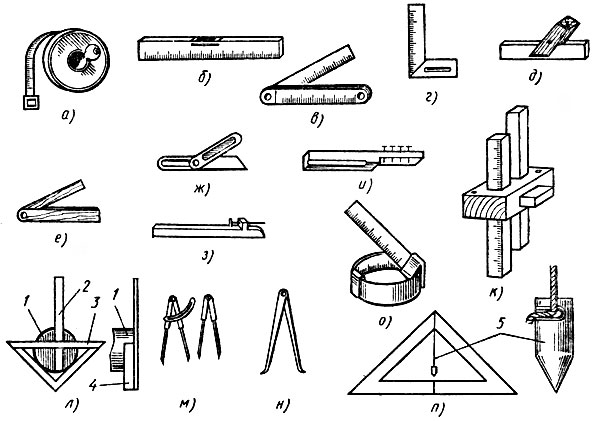 Различают кернеры обыкновенные, специальные, пружинные (механические), электрические и др.
Различают кернеры обыкновенные, специальные, пружинные (механические), электрические и др.
 Жир также можно удалять кисточкой, смоченной в бензине.
Жир также можно удалять кисточкой, смоченной в бензине. Раствор состоит из двух-трёх чайных ложек медного купороса на стакан воды. После покраски и просушки на поверхности заготовки выступает слой меди, по которому и наносятся разметочные линии.
Раствор состоит из двух-трёх чайных ложек медного купороса на стакан воды. После покраски и просушки на поверхности заготовки выступает слой меди, по которому и наносятся разметочные линии. Удары при кернении должны быть одинаковой силы.
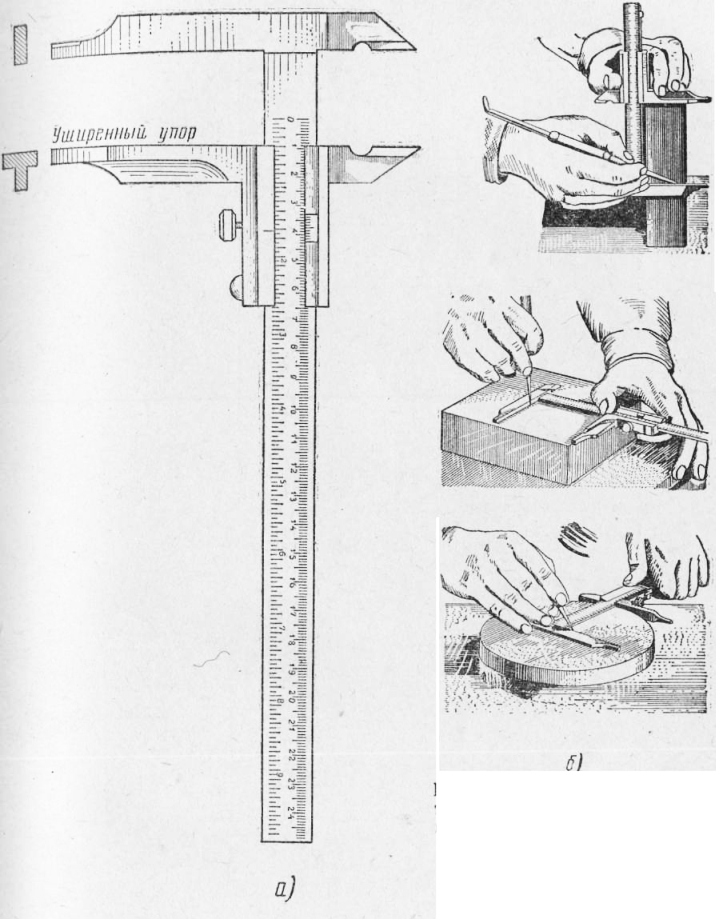
Удары при кернении должны быть одинаковой силы. 25. Отсчёт размера по масштабной линейке
25. Отсчёт размера по масштабной линейке
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.008 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.008 с.)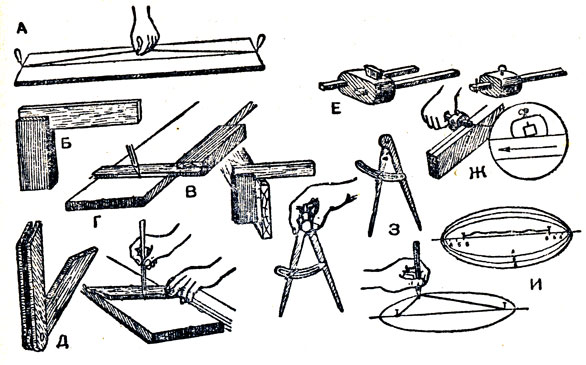 Маркируя ручки
Маркируя ручки Он доступен во многих цветах, его можно затачивать и оставлять четкие линии на ткани. Что еще вы можете спросить.
Он доступен во многих цветах, его можно затачивать и оставлять четкие линии на ткани. Что еще вы можете спросить.
 Теперь обведите линии узора крошечным колесиком. Линии будут прослеживаться на вашей ткани в виде маленьких точек цвета вашего углерода.
Теперь обведите линии узора крошечным колесиком. Линии будут прослеживаться на вашей ткани в виде маленьких точек цвета вашего углерода. Что вы делаете, так это отмечаете мелом на одной стороне или используете кальку и колесо, чтобы сделать отметки на одной стороне, а затем прошиваете линию вручную.
Что вы делаете, так это отмечаете мелом на одной стороне или используете кальку и колесо, чтобы сделать отметки на одной стороне, а затем прошиваете линию вручную.

 Возьмите несколько кусочков ткани и проверьте, какие из них лучше всего подходят для вашего швейного проекта. Все это недорогие варианты, так что вы можете иметь запас в швейном наборе для начинающих.
Возьмите несколько кусочков ткани и проверьте, какие из них лучше всего подходят для вашего швейного проекта. Все это недорогие варианты, так что вы можете иметь запас в швейном наборе для начинающих.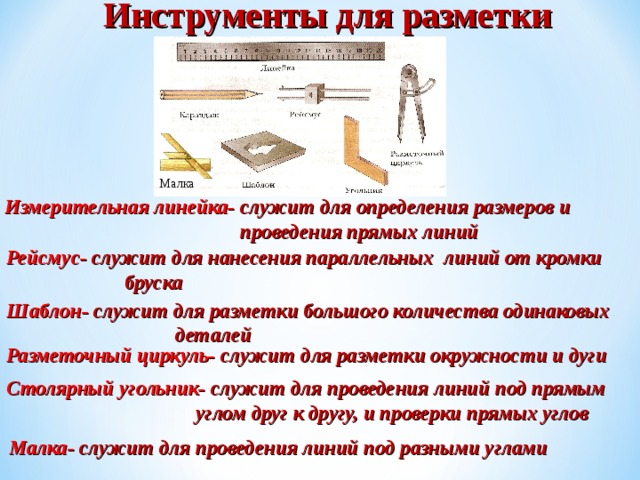

 Обычные ручки
Обычные ручки Многие начинающие шитье дети включают меловой карандаш.
Многие начинающие шитье дети включают меловой карандаш.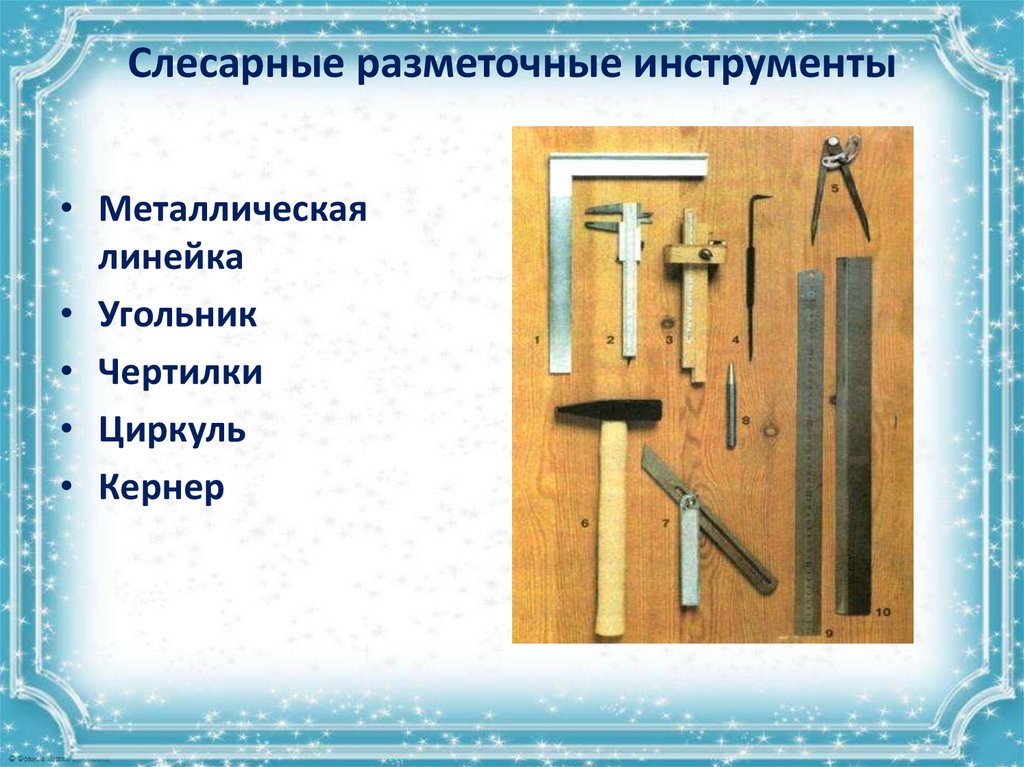 Кусочек белого мыла может легко оставить след на темной ткани и смоется при первой стирке.
Кусочек белого мыла может легко оставить след на темной ткани и смоется при первой стирке.
 Во втором случае применяется специальный вороток – держатель метчиков.
Во втором случае применяется специальный вороток – держатель метчиков.
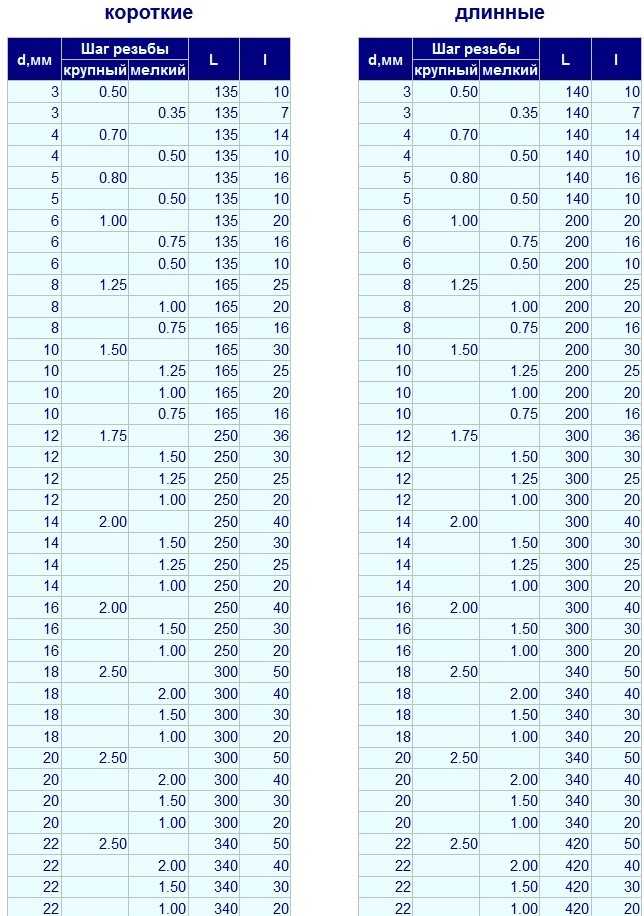
 Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
 youtube.com/embed/YXJ5b1e21qo?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/YXJ5b1e21qo?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»»> 


 , 16:59:26
, 16:59:26

 3713
3713 0265
0265 0620
0620

 Накатанные нити имеют повышенную стойкость к зачистке, потому что такие разрушения вынуждены происходить поперек, а не по ходу потока зерна.
Накатанные нити имеют повышенную стойкость к зачистке, потому что такие разрушения вынуждены происходить поперек, а не по ходу потока зерна. В 1760 году Джоб и Уильям Вятт продвинулись дальше в нарезании резьбы. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модслея началась в 1789 году в качестве кузнеца, который изготавливал механизмы для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных размеров, детали должны были проектироваться индивидуально, гайки и болты должны были подходить парами и не были взаимозаменяемыми. Генри Модсли был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его основным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
В 1760 году Джоб и Уильям Вятт продвинулись дальше в нарезании резьбы. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модслея началась в 1789 году в качестве кузнеца, который изготавливал механизмы для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных размеров, детали должны были проектироваться индивидуально, гайки и болты должны были подходить парами и не были взаимозаменяемыми. Генри Модсли был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его основным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
 ) был добавлен.
) был добавлен. Круглые корни теперь являются нормой в США, а резьба описывается как UNRC, UNRF означает «R» для круглого корня.
Круглые корни теперь являются нормой в США, а резьба описывается как UNRC, UNRF означает «R» для круглого корня.

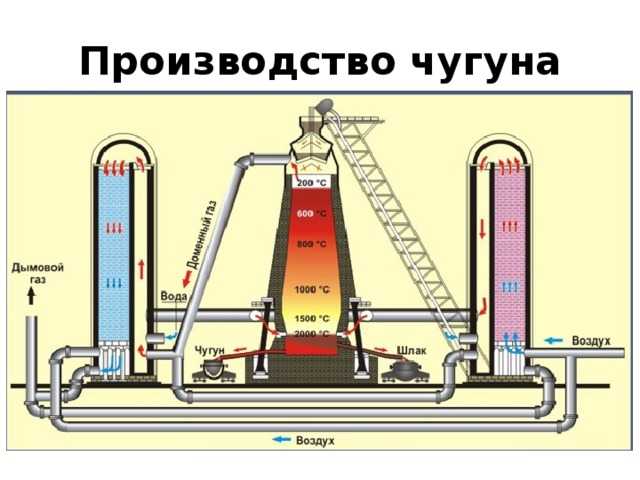
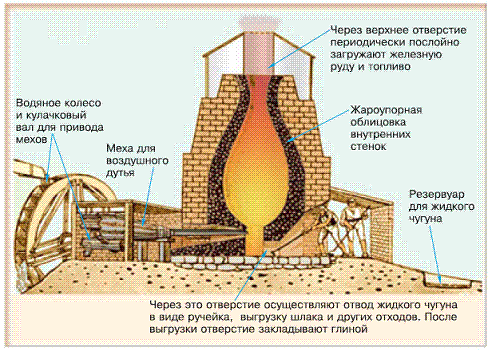
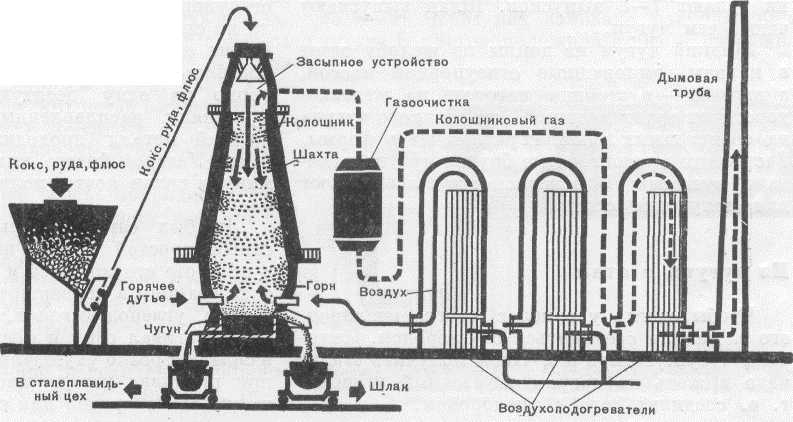
 малая плавильная печь; горн для переплавки чугуна для отливки из него вещей. Большая плавильная печь называется домна. Вагранковый, вагранный, ваграночный, относящийся до этой печи
малая плавильная печь; горн для переплавки чугуна для отливки из него вещей. Большая плавильная печь называется домна. Вагранковый, вагранный, ваграночный, относящийся до этой печи малая плавильная печь; горн для переплавки чугуна для отливки из него вещей. Большая плавильная печь называется домна. Вагранковый, вагранный, ваграночный, относящийся до этой печи.
малая плавильная печь; горн для переплавки чугуна для отливки из него вещей. Большая плавильная печь называется домна. Вагранковый, вагранный, ваграночный, относящийся до этой печи.
 Мы думаем, что наиболее вероятным ответом на эту подсказку будет СТАЛЬ . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.
Мы думаем, что наиболее вероятным ответом на эту подсказку будет СТАЛЬ . Ниже приведены все возможные ответы на эту подсказку, упорядоченные по рангу. Вы можете легко улучшить поиск, указав количество букв в ответе.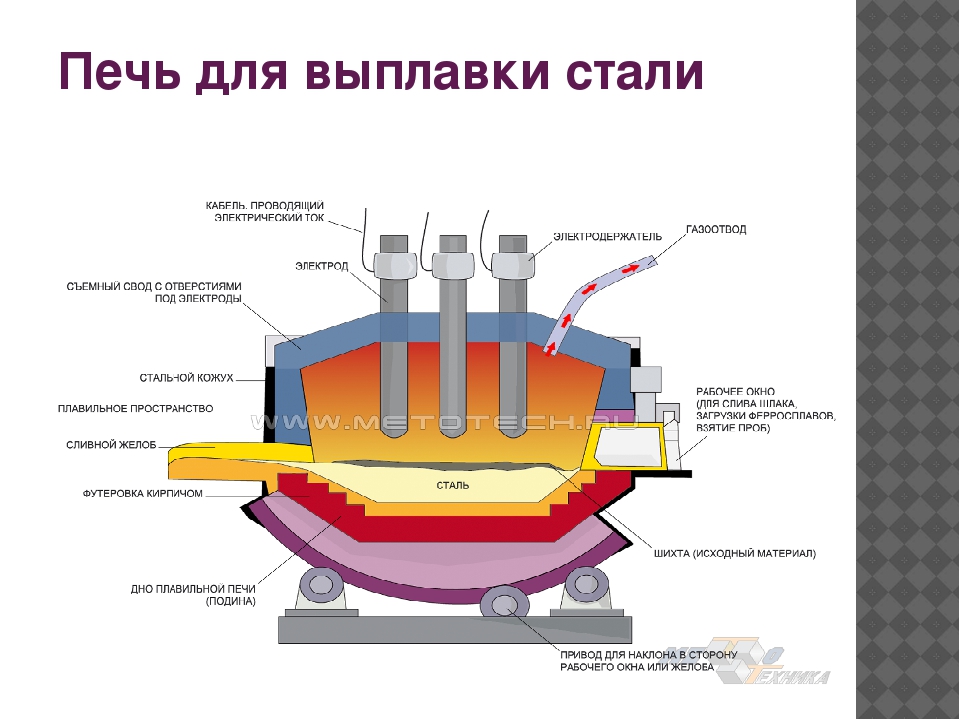
 Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
Если какие-то буквы уже известны, вы можете предоставить их в виде шаблона: «CA????».
 Лучшие решения определяются по популярности, рейтингу и частоте поиска. Наиболее вероятный ответ на подсказку СТАЛЬ .
Лучшие решения определяются по популярности, рейтингу и частоте поиска. Наиболее вероятный ответ на подсказку СТАЛЬ .

 Кроссворд, 2012 г.
Кроссворд, 2012 г.
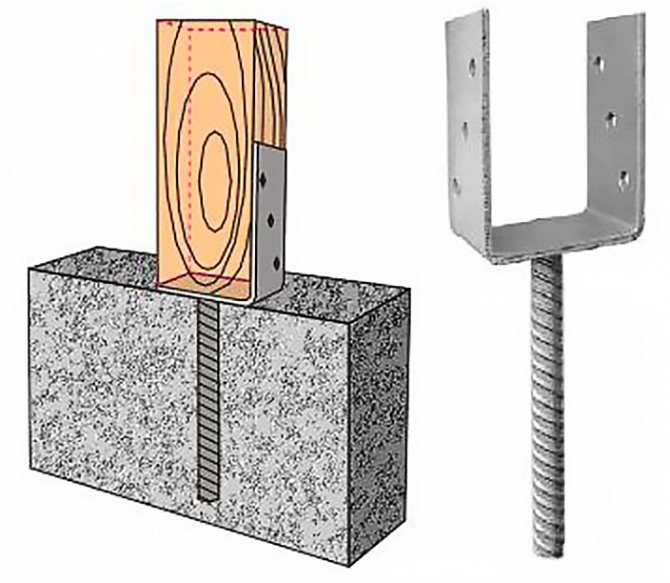
 Свайный фундамент сделать немного сложнее. Для этого потребуются сваи определённой длины. Их монтаж выполнять самостоятельно очень неудобно. Также необходимо правильно просчитать длину свай и их количество. Для увеличения времени эксплуатации крыльца лучше взять железобетонные сваи. С одной стороны они должны быть заострёнными. Такие сваи легче углублять в почву. Немного проще сделать столбчатый фундамент.
Свайный фундамент сделать немного сложнее. Для этого потребуются сваи определённой длины. Их монтаж выполнять самостоятельно очень неудобно. Также необходимо правильно просчитать длину свай и их количество. Для увеличения времени эксплуатации крыльца лучше взять железобетонные сваи. С одной стороны они должны быть заострёнными. Такие сваи легче углублять в почву. Немного проще сделать столбчатый фундамент. Если на участке грунты глинистые, которые поддаются вспучиванию, то такой тип фундамента необходимо сделать и для самого дома. Также его можно использовать для небольших лёгких домов. Сами столбы могут быть металлическими, деревянными или бетонными. В последнее время используют асбестовые трубы. Легче всего обустраивать столбчатый фундамент с бетонными столбами.
Если на участке грунты глинистые, которые поддаются вспучиванию, то такой тип фундамента необходимо сделать и для самого дома. Также его можно использовать для небольших лёгких домов. Сами столбы могут быть металлическими, деревянными или бетонными. В последнее время используют асбестовые трубы. Легче всего обустраивать столбчатый фундамент с бетонными столбами. Очень важным моментом является процесс соединения фундамента с домом. Если его не выполнить, то впоследствии в месте стыка крыльца и цоколя дома будет образовываться трещина. Рассмотрим несколько вариантов обустройства соединений своими руками:
Очень важным моментом является процесс соединения фундамента с домом. Если его не выполнить, то впоследствии в месте стыка крыльца и цоколя дома будет образовываться трещина. Рассмотрим несколько вариантов обустройства соединений своими руками: Образовавшаяся щель утепляется с помощью пены для монтажа.
Образовавшаяся щель утепляется с помощью пены для монтажа. Главное, чтобы она подходила размерами подготовленному углублению.
Главное, чтобы она подходила размерами подготовленному углублению. Какие инструменты лучше использовать?
Какие инструменты лучше использовать? Если крыльцо слишком высокое или широкое, то для него следует обустраивать более крепкий фундамент. Располагать основание для крыльца лучше всего впритык к дому, вреда не будет никакого, а надёжность конструкции вырастет в разы. В идеальном варианте фундамент под крыльцо следует залить вместе с несущей конструкцией для дома. Это позволит избежать образования трещин и перекосов.
Если крыльцо слишком высокое или широкое, то для него следует обустраивать более крепкий фундамент. Располагать основание для крыльца лучше всего впритык к дому, вреда не будет никакого, а надёжность конструкции вырастет в разы. В идеальном варианте фундамент под крыльцо следует залить вместе с несущей конструкцией для дома. Это позволит избежать образования трещин и перекосов. В таком случае возникает необходимость выполнить фундамент под крыльцо своими руками после возведения коробки здания, но каким он должен быть? Ниже мы постараемся ответить на этот вопрос и рассмотрим наиболее распространенные типы фундамента для этой конструкции.
В таком случае возникает необходимость выполнить фундамент под крыльцо своими руками после возведения коробки здания, но каким он должен быть? Ниже мы постараемся ответить на этот вопрос и рассмотрим наиболее распространенные типы фундамента для этой конструкции.

 Также желательно уплотнить и боковые стенки, чтобы не использовать опалубку.
Также желательно уплотнить и боковые стенки, чтобы не использовать опалубку.





 Фундамент крыльца должен иметь хорошую несущую способность, чтобы он выдерживал нагрузки и не проседал.
Фундамент крыльца должен иметь хорошую несущую способность, чтобы он выдерживал нагрузки и не проседал. Чтобы сформулировать предыдущее утверждение, фундаменты должны простираться как минимум на 12 дюймов ниже нетронутой почвы и линии промерзания (иначе раздражители подтолкнут фундаменты вверх), что мы уже рассмотрели в предыдущем разделе.
Чтобы сформулировать предыдущее утверждение, фундаменты должны простираться как минимум на 12 дюймов ниже нетронутой почвы и линии промерзания (иначе раздражители подтолкнут фундаменты вверх), что мы уже рассмотрели в предыдущем разделе.

 Потому что успех этой основы зависит от мастерства и материала мастера.
Потому что успех этой основы зависит от мастерства и материала мастера. Его использование подходит для очень устойчивых грунтов. Основание Pier Blocks Foundation не рекомендуется использовать в местах с дождем или рыхлой почвой.
Его использование подходит для очень устойчивых грунтов. Основание Pier Blocks Foundation не рекомендуется использовать в местах с дождем или рыхлой почвой. Остальные шаги указаны ниже:
Остальные шаги указаны ниже:

 Но его общие цены могут варьироваться в зависимости от материала и других факторов.
Но его общие цены могут варьироваться в зависимости от материала и других факторов. Они поддерживают его после постройки, а также создают влагонепроницаемый барьер, который помогает защитить вашу собственность от потенциального ущерба от влаги или проникновения грунтовых вод.
Они поддерживают его после постройки, а также создают влагонепроницаемый барьер, который помогает защитить вашу собственность от потенциального ущерба от влаги или проникновения грунтовых вод.
 Бетонную плиту часто укладывают на слой песка для дренажа или в качестве подушки. В домах, построенных на плите, нет ни подполья, ни места под полом.
Бетонную плиту часто укладывают на слой песка для дренажа или в качестве подушки. В домах, построенных на плите, нет ни подполья, ни места под полом.
 Они поддерживают конструкцию после ее постройки, а также создают влагонепроницаемый барьер, который помогает защитить вашу собственность от потенциального ущерба от проникновения влаги или грунтовых вод. Бетонный фундамент, используемый во время строительства, также добавляет дополнительный слой изоляции, помогая дольше сохранять тепло в доме.
Они поддерживают конструкцию после ее постройки, а также создают влагонепроницаемый барьер, который помогает защитить вашу собственность от потенциального ущерба от проникновения влаги или грунтовых вод. Бетонный фундамент, используемый во время строительства, также добавляет дополнительный слой изоляции, помогая дольше сохранять тепло в доме. В результате, если у вас есть опыт работы в сфере «сделай сам», вы обнаружите, что наши продукты обеспечивают быструю и простую сборку с длительными результатами.
В результате, если у вас есть опыт работы в сфере «сделай сам», вы обнаружите, что наши продукты обеспечивают быструю и простую сборку с длительными результатами. В результате, если у вас есть опыт работы в сфере «сделай сам», вы обнаружите, что наши продукты обеспечивают быструю и простую сборку с длительными результатами.
В результате, если у вас есть опыт работы в сфере «сделай сам», вы обнаружите, что наши продукты обеспечивают быструю и простую сборку с длительными результатами.




 Когда давление импорта и экспортный поток меняются, чтобы гарантировать, что его экспортное давление остается стабильным. Повышение показаний измерителя низкого давления может указывать на потенциальные опасности и подводные камни.
Когда давление импорта и экспортный поток меняются, чтобы гарантировать, что его экспортное давление остается стабильным. Повышение показаний измерителя низкого давления может указывать на потенциальные опасности и подводные камни.
 При остановке работы сначала ослабьте винт регулятора давления редуктора, затем закройте клапан кислородного баллона и медленно выпустите газ из редуктора давления. Таким образом можно защитить пружину и редукционный клапан от повреждений. После завершения работы снимите кислородный регулятор с баллона и сохраните его должным образом.
При остановке работы сначала ослабьте винт регулятора давления редуктора, затем закройте клапан кислородного баллона и медленно выпустите газ из редуктора давления. Таким образом можно защитить пружину и редукционный клапан от повреждений. После завершения работы снимите кислородный регулятор с баллона и сохраните его должным образом. Регулятор просто регулирует (свободный) поток из кислородного баллона. Консервирующее устройство — это устройство совершенно другого типа, которое подает «импульс» кислорода при вдохе пациента (по требованию).
Регулятор просто регулирует (свободный) поток из кислородного баллона. Консервирующее устройство — это устройство совершенно другого типа, которое подает «импульс» кислорода при вдохе пациента (по требованию). Подходит для клапана CGA870.
Подходит для клапана CGA870.
 №6
№6 21-2.73 мм/об
21-2.73 мм/об

 )
) Выходной конец шпинделя имеет фланец, на который устанавливается зажимной патрон. Мощность шпинделя определяет производительность станка.
Выходной конец шпинделя имеет фланец, на который устанавливается зажимной патрон. Мощность шпинделя определяет производительность станка. В верхней части расположен 4-х позиционный резцедержатель, который используется для закрепления резцов. На суппорте расположена резцовая каретка, которая используется при обработке конических поверхностей. Для этого она фиксируется под углом. Масштабные линейки с визирами нужны для удобства определения величины перемещения резцовых и поперечных салазок во время работы.
В верхней части расположен 4-х позиционный резцедержатель, который используется для закрепления резцов. На суппорте расположена резцовая каретка, которая используется при обработке конических поверхностей. Для этого она фиксируется под углом. Масштабные линейки с визирами нужны для удобства определения величины перемещения резцовых и поперечных салазок во время работы. Охлаждающая жидкость от насоса, расположенного в правой тумбе, через трубопровод поступает в зону резания. И после этого, через в нижние лотки стекает обратно в бак к электронасосу.
Охлаждающая жидкость от насоса, расположенного в правой тумбе, через трубопровод поступает в зону резания. И после этого, через в нижние лотки стекает обратно в бак к электронасосу.
 5″ href=»/listings/75067469-stanko-16k20-in-delhi-india»>
5″ href=»/listings/75067469-stanko-16k20-in-delhi-india»> 5″ href=»/listings/66980718-cds6250b-1500-screw-type-lathe-in-almaty-kazakhstan»>
5″ href=»/listings/66980718-cds6250b-1500-screw-type-lathe-in-almaty-kazakhstan»> 75″ href=»/listings/59430345-upper-support-of-lathe-16k20-in-panevezys-lithuania»>
75″ href=»/listings/59430345-upper-support-of-lathe-16k20-in-panevezys-lithuania»> com является официальным спонсором:
com является официальным спонсором: