Термодиффузионное цинкование в Москве по низкой цене от компании Машкрепёж
Главная
Услуги по цинкованию
Термодиффузионное цинкование
Покрытие поверхностей металла по технологии термодиффузионного цинкования обеспечивает превосходную коррозионную стойкость крепежных изделий и металлопродукции нормальной и повышенной прочности из стали, чугуна и медных сплавов. Прочность сцепления с поверхностным слоем основного металла обеспечивается взаимной диффузией железа и цинка. Такой вид покрытия устойчив к скалыванию и отслаиванию при деформациях, ударам и механическим нагрузкам. При выполнении операций технологического процесса не происходит необратимого водородного охрупчивания металла. Крепёж и металлоизделия с покрытием по термодиффузионной технологии превосходят по устойчивости к агрессивному воздействию внешней среды изделия с гальваническим цинковым покрытием.
Основные характеристики
Слой покрытия состоит в основном из неоднородной железоцинковой фазы, с содержанием железа не более 10%. Покрытие имеет матово-серый цвет и должно быть равномерным, сплошным, гладким или шероховатым. Минимальная толщина термодиффузионного цинкового покрытия для классов покрытия 1-5 находится в пределах от 6 до 50 мкм. При покрытии крепежных деталей и изделий сложной конструкции однородный по толщине защитный слой точно повторяет их контуры по всей поверхности, включая резьбовые соединения, грани, радиусные скругления и уникальные формы. Для усиления коррозионной стойкости и для придания изделиям декоративного вида покрывающий слой подвергают дополнительной обработке, которая предотвращает появление налета на поверхностях при воздействии повышенной атмосферной влажности или соленой воды.
Для получения защитного слоя высокого качества, так же как и для горячего цинкования, следует учитывать следующие факторы:
структуру основного металла, наличие остаточных напряжений и характеристики прочности;
толщину и вид дополнительной обработки, заданные в документации, а также условия эксплуатации готового изделия;
внешний вид ответственных поверхностей и допустимые дефекты.
До начала выполнения операций по покрытию методом термодиффузионного цинкования поступившие изделия подвергают контролю на наличие следующих недопустимых факторов:
повреждений от коррозии, заусенцев, окалины, шлаков и флюса;
пыли, стружки, остатков смазки или эмульсии.
Технологический процесс нанесения термодиффузионного цинкового покрытия состоит из следующих этапов.
Подготовка поверхностей изделий с тщательной их очисткой
Нанесение покрытия
Изделия, помещенные в печь в герметически закрытом контейнере с цинкосодержащей смесью, подвергают термодиффузионной обработке при температуре от 290 до 390 градусов по Цельсию в течение 2-3 часов при вращении контейнера со скоростью от 0,03 до 0,1 оборотов за секунду.
Фосфатирование
Дополнительная обработка покрывающего слоя
Работа проводится в условиях, исключающих образование конденсата. Термодиффузионное цинковое покрытие не рекомендуется наносить на изделия, эксплуатируемые при температурах от 370 градусов по Цельсию и выше. Благодаря термодиффузионному цинкованию можно обрабатывать целый ряд метизов определенного вида. Обработка такого вида обладает рядом преимуществ.
После термодиффузионной обработки повышается стойкость изделий к различным коррозийным факторам, но в том случае, если все изделие покрыто равномерным слоем цинка. Помимо этого, цинкованное покрытие повторяет форму изделия в самых маленьких деталях.
Изделие обретает дополнительную прочности и твердости. Помимо всего, сам металл становится более защищённым к различному виду физическим воздействиям. Термодиффузионное цинкование обходится достаточно недорого, что позволяет обрабатывать метизы практически в любых количествах. Обработка такого вида практически не наносит вред окружающей среде.
Однако, среди всех достоинств можно выделить и недостатки термодиффузионного цинкования. Технология обработки деталей достаточно низкая, что накладывает свои ограничения на скорость обработки в общем. Помимо этого, не рекомендуется цинковать различные декоративные покрытия. Объясняется это тем, что после термодиффузионной обработки изделия принимают неприятный цвет. Также при процессе цинкования выделяется много испарений с содержанием цинковой пыли, которые вредны для здоровья человека. Термодиффузионное цинкование, несмотря на некоторые недостатки, является крайне востребованным и обретаем все большую популярность с каждым годом.
На большинстве крупных предприятий, чья деятельность связана с обработкой металлов, использует в своем производстве термодиффузионное цинкование. Такой способ является наиболее популярным благодаря низкой стоимости процедуры обработки и затрачиваемым ресурсам.
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
[Термодиффузионное цинкование] позволяет создать на металлической поверхности некоторый защитный слой, который значительно продлевает срок службы материала.
Особенность цинкового слоя заключается в том, что он обеспечивает как электрохимическую, так и механическую защиту металлической заготовке.
Данный метод достаточно востребован в промышленной сфере, а технология, по которой выполняется термодиффузионное цинкование, успешно испробована на поверхностях различных видов металлов.
Конечно, для того чтобы провести данный вид цинкования материала, потребуется определенное оборудование, для которого высокая температура является рабочей.
Следует отметить, что цинк имеет свойство вступать в химическую реакцию с большим количеством самых разных элементов и является достаточно активным металлом.
Если провести простейшие опыты из школьного курса химии, то можно наблюдать, как при взаимодействии цинка с водой или воздухом поверхность самого металла покроется тонкой пленкой.
Именно таким образом и получают защитное покрытие при помощи термодиффузионного цинкования на поверхностях самых разных видов металлов.
Данная технология используется только в промышленных сферах, так как требуется специальное оборудование и высокая рабочая температура, а также наличие активных смесей.
Содержание:
Особенности процесса
Плюсы и минусы
Область применения
Особенности процесса
Данный метод достаточно простой, однако требует наличия специального оборудования и определенной рабочей температуры.
Для начала выполняется максимально тщательная очистка той поверхности, которая будет цинковаться.
Если есть на поверхности следы от масла, то они легко удаляются при помощи дигрейзера.
Для того чтобы убрать с материала ржавчину и окалину, необходимо воспользоваться дробометной установкой.
Кроме этого, для удаления грязи с поверхности используют некоторые специфические методы обработки, такие, как пескоструйная или ультратразвуковая.
После того как поверхность станет чистой, ее отправляют на загрузку, и для этого помещают на специальную металлическую тележку.
Также изделие перед обработкой взвешивается. Это делается для того, чтобы правильно определить количество смеси, с помощью которой и будет проводиться данное цинкование.
Видео:
Метод позволяет регулировать количество наносимой смеси в зависимости от количества приготовленного раствора, а также формы и массы детали.
Толщина стандартного слоя для различных типов металлов составляет в среднем около пятидесяти микрон. Технология, несмотря на свою относительную простоту, требует определенных знаний и навыков от исполнителя работ.
Термодиффузионным цинкованием на крупных предприятиях стараются подвергать практически все металлические изделия и заготовки.
После того как заготовка будет очищена и взвешена, ее аккуратно помещают в муфельную печь, непосредственно в которой и происходит само термодиффузионное цинкование.
В некоторых отдельных случаях температура в печи может достигать четырехсот градусов выше нуля.
Сам температурный режим следует подбирать в зависимости от типа заготовки, марки стали и принятых на предприятии стандартов.
Технология предполагает среднее время обработки порядка ста двадцати минут.
На показатели времени нанесения термодиффузионного покрытия цинка влияет, главным образом, мощность используемого оборудования, а также состав используемой смеси.
Данный метод практически невозможно использовать в домашних условиях ввиду того, что требуется специальное оборудование достаточно крупных размеров.
Следует отметить, что в процессе термодиффузионного цинкования необходимо, чтобы контейнер, в который помещены заготовки, находился в непрерывном вращении.
Данный метод предполагает после цинкования обработку поверхности пассивацией.
Такая дополнительная обработка позволяет эффективно защитить металлическую поверхность от воздействия атмосферного воздуха.
Также проводится галтовка, при помощи которой с заготовки удаляются заусеницы.
На завершающем этапе деталь тщательно высушивают.
Плюсы и минусы
При помощи термодиффузионного цинкования можно проводить эффективную обработку целого ряда метизов. Данный метод имеет целый ряд самых разных преимуществ.
В первую очередь, изделия становятся более стойкими к коррозионным процессам, если выдержана требуемая толщина слоя. Кроме этого, покрытие полностью повторяет как контур, так и форму метизов.
За счет термодиффузионного цинкования заготовки приобретают более высокие показатели твердости. Кроме этого, металлы становятся более устойчивыми к абразивному типу разрушений.
Видео:
Технология эффективна для большей части самых разных метизов, притом, что затраты на проведение данного вида цинкования минимальны.
Конечно, необходимое оборудование требует определенных изначальных затрат, однако они достаточно быстро окупаются.
Также к достоинствам данного метода можно отнести высокую адгезию, а также практически полную безопасность в экологическом плане.
Несмотря на огромное количество достоинств термодиффузионного цинкования, данный метод имеет и некоторые недостатки.
Так, данный процесс характеризуется достаточно низкой производительностью по сравнению с другими технологиями цинкования металлов.
Кроме этого, термодиффузионному цинкованию нельзя подвергать различные виды декоративных покрытий.
Это связано с тем, что после проведения данной процедуры первоначальное покрытие приобретет неприятный мышиный цвет.
Следует отметить и то, что после термодиффузионного цинкования образуется большое количество аэрозолей с содержанием цинковой пыли, которая в свою очередь вредна для здоровья.
Несмотря на все недостатки, данная методика достаточно востребована и активно применяется на самых разных крупных предприятиях.
Область применения
Практически на всех крупных промышленных предприятиях, которые работают в сфере обработки металлов, цинкование достаточно востребованный способ защиты металлических изделий.
Он пользуется высоким спросом за счет минимального количества необходимого оборудования и своей относительной простоты.
На выходе изделие приобретает специальный защитный слой, который позволяет значительно продлить его срок службы.
Видео:
Особенно часто его используют для обработки самых разных крепежных систем, использующихся в сфере строительства.
Еще одно преимущество, которое сильно влияет на популярность данного вида защиты, это его дешевизна, а также максимально высокие эксплуатационные свойства, которые приобретает обработанное изделие.
Достаточно активно термодиффузионному цинкованию подвергают различную арматуру, трубы, а также самые разные детали для автомобилей.
Покрытие наносят на поверхность фитингов, а также на полые и резьбовые заготовки самого разного назначения.
Пленка хорошо ложится на детали, которые имеют сквозные и глухие отверстия, а также на самые разные элементы из мебельной фурнитуры.
Достаточно востребован данный вид защитного покрытия при изготовлении железнодорожных и контактных сетей, а также мостовых ограждений.
В настоящее время такая обработка считается наиболее экономически обоснованной и эффективной.
Термическое диффузионное цинкование по сравнению с горячим цинкованием погружением
Цинкование или цинкование — это процесс нанесения на металл защитного цинкового покрытия для предотвращения коррозии. Наиболее распространенным методом является горячее цинкование погружением, при котором детали погружаются в ванну с расплавленным горячим цинком.
Несмотря на то, что горячее цинкование погружением использовалось для защиты металла в течение многих поколений, процесс термодиффузионного цинкования ArmorGalv® стал превосходным продуктом благодаря новым технологиям и креативным химическим методам.
Итак, каковы основные различия между термодиффузией и горячим цинкованием?
Термодиффузионное цинкование
ArmorGalv® — это торговая марка процесса термодиффузионного цинкования компании. Эта технология основана на традиционном процессе шерардизации, который включает нагрев металлических компонентов во вращающемся барабане.
Технология термодиффузионного цинкования ArmorGalv® использует металлургический процесс диффузии паров для нанесения однородного расходуемого цинково-железного покрытия на черные и некоторые цветные материалы. Устойчивое к коррозии и истиранию покрытие помогает увеличить срок службы деталей в суровых условиях.
В отличие от других методов цинкования, термодиффузионное цинкование ArmorGalv® не оставляет неоцинкованных участков изделия. Это связано с тем, что формированию цинкового покрытия посредством диффузии не препятствует геометрия изделия.
При термодиффузионном цинковании время диффузии составляет около двух часов; глубина диффузии в подложку составляет 10 микрон, среднее содержание железа в покрытии составляет около 18 %, а средняя твердость покрытия составляет около 400 по Виккерсу. ArmorGalv® состоит только из слоев сплава; на поверхности нет чистого цинка.
Горячее цинкование погружением
Горячее цинкование погружением — это процесс защиты металла, в котором используется расплавленная партия цинка для покрытия железа и стали защитным слоем.
Процесс горячего погружения используется для защиты металлов от коррозии, но имеет ряд ограничений. Он включает в себя множество переменных, которые могут повлиять на внешний вид и характеристики готового продукта. Плюс метод погружения не подходит для определенных материалов и изделий сложной формы.
При горячем цинковании время диффузии составляет около двух минут; глубина диффузии в подложку составляет один микрон, среднее содержание железа в покрытии составляет около двух процентов, а средняя твердость слоев сплава покрытия составляет около 250 по Виккерсу. Когда изделие извлекается из расплавленной ванны горячего цинкования погружением, чистый цинк затвердевает поверх слоев сплава и обычно составляет половину толщины покрытия.
Почему стоит выбрать ArmorGalv вместо горячего цинкования?
Срок службы дольше
Термодиффузионное цинкование консервативно прослужит в два-три раза дольше, чем эквивалентная толщина покрытия при горячем цинковании погружением. Это связано с тем, что:
Он безвреден для окружающей среды
В процессе термодиффузионного цинкования не производится отходов, используется ограниченное количество воды, а покрытие не содержит хрома и не токсично. При горячем погружении образуются токсичные пары и стоки, которые могут загрязнять окружающую среду.
Обеспечивает более сильную защиту от коррозии.
Процесс проникает в поверхность и покрывает металл цинково-железным сплавом. Горячее цинкование покрывает только поверхность металла. Более надежная защита может удвоить или утроить жизненный цикл продукта.
Может использоваться на черных и некоторых цветных металлах.
ArmorGalv® был разработан для защиты почти всех типов металлов. Может покрывать сталь, чугун, нержавеющую сталь, детали из порошкового металла и алюминий. В отличие от горячего цинкования, ArmorGalv можно наносить на пружины и другие специальные металлы.
Подчеркнет недостатки
Процесс ArmorGalv® покрывает металл защитой от коррозии, но не скрывает дефекты или трещины. Если есть какие-либо существующие трещины, они будут видны сквозь покрытие. Это дает вам душевное спокойствие, зная, что ArmorGalv® покажет, когда ваши продукты небезопасны в использовании. Горячее погружение, скорее всего, скроет трещины под покрытием и может привести к более длительному повреждению ваших металлических изделий.
Снижает риск водородного охрупчивания
Во время процесса горячего цинкования водород может поглощаться сталью из соляной кислоты во время процесса травления после обработки.
ArmorGalv® не протравливает, а дробит продукты во время последующей обработки термодиффузионным цинкованием, что помогает снять напряжение и уменьшить водородное охрупчивание.
Рекомендуемое применение в промышленности
Строительство
ArmorGalv® обеспечивает однородное, ровное покрытие на изделиях сложной формы. Высокая ударопрочность и износостойкость позволяют изделиям, оцинкованным методом термодиффузии, эксплуатироваться дольше, несмотря на многократную сборку и разборку.
Горнодобывающая промышленность
Компоненты, оцинкованные методом термодиффузии, десятилетиями используются в горнодобывающей промышленности по всему миру благодаря надежному и многофункциональному цинково-железному сплаву. ArmorGalv® используется для покрытия анкерных крепей крепи в крепких породах, подземных шахтах.
Рельс
Нажимные пружины, защелки и рельсовые зажимы сохраняют свои свойства при термодиффузионном цинковании. Они устойчивы к ударам и износу, но при этом достаточно податливы, чтобы при движении не возникали трещины, что обеспечивает эластичность.
Транспорт
Подходящими областями применения являются компоненты для пружинных и демпфирующих систем, запечатывания контейнеров и крепежных проушин. Заклепки подвергаются термодиффузионному цинкованию, так как уникальные свойства цинково-железного сплава сохраняются после деформации.
Свяжитесь с ArmorGalv Australia сегодня, чтобы обсудить, как термодиффузионное цинкование может увеличить срок службы вашей продукции.
Хотите, чтобы это продолжалось? ArmorGalv® это!
Что такое ArmorGalv®? — Термодиффузионное цинкование
Что такое ArmorGalv®?
Термодиффузионное цинкование
ArmorGalv® — это торговое название технологии термодиффузионного цинкования, разработанной Distek Group в 1993 году. Это метод нанесения однородного расходуемого покрытия из сплава цинка и железа с использованием металлургической диффузии пара процесс.
ArmorGalv® можно наносить на многие типы поверхностей, включая порошковый металл, сталь, нержавеющую сталь, отливки и поковки.
Характеристики покрытия ArmorGalv®
Продукт ArmorGalv® может использоваться в различных отраслях промышленности.
Покрытие ArmorGalv® из сплава цинка и железа является жертвенным, обеспечивая гальваническую защиту стальных деталей.
Покрытие твердое, немагнитное, свариваемое и безыскровое.
Высокая устойчивость к коррозии и истиранию.
Стойкость к сколам, легко обжимается и сгибается.
Абсолютно без водородного охрупчивания.
Отличные антизадирные свойства и низкий коэффициент трения.
Системы на основе цинковых сплавов являются заменой высокотоксичного кадмия.
Обладает высокой термостойкостью с рабочей температурой до 650ºC.
Превосходная основа для краски, электронного покрытия и литья резины или пластика.
Полностью нетоксичен и не содержит тяжелых металлов — соответствует требованиям RoHS (Ограничения по использованию опасных веществ).
узнать больше о преимуществах armorgalv®
Чтобы начать использовать проверенный процесс термодиффузионного цинкования ArmorGalv Australia, свяжитесь с нами сегодня.
Свяжитесь с нами сегодня
Что такое ArmorGalv®?
Процесс использования ArmorGalv®
Использование проверенного процесса термодиффузионного цинкования является простым.
Предварительная обработка
Предварительная обработка часто не требуется, если изделия изготовлены из блестящего металла. Мы стремимся обеспечить высокое качество отделки, поэтому при необходимости мы рекомендуем обезжиривание или дробеструйную очистку (или и то, и другое) в нашем процессе, чтобы удалить любое загрязнение или окисление, которые могут повлиять на конечный результат. Наша команда проконсультирует, если это необходимо.
Диффузионный процесс
Продукты нагреваются партиями вместе с нашей волшебной смесью и порошком цинка в закрытых вращающихся барабанах. Процесс диффузии начинается при 320 градусах, когда порошок превращается в пары и образует несколько слоев сплава цинка и железа. Наши рабочие температуры варьируются от 350 до 450 градусов, что дает нам возможность обрабатывать высокопрочные стали и при более низких температурах.
Финишная обработка
Как только контейнер достаточно остынет для безопасного обращения, продукт выгружают для отделки. Последующая обработка требует тщательной промывки для удаления лишней пыли, а затем мы добавляем пассивацию без содержания хрома и прозрачный герметик, чтобы получить чистую и долговечную поверхность. В тех случаях, когда клиенты требуют добавления нашего эпоксидного верхнего слоя, нам необходимо заранее сообщить об этом, чтобы не использовать герметик.
Упаковка
У многих наших клиентов есть определенные требования к упаковке. Их готовая продукция упаковывается для отправки либо обратно в их бизнес, либо напрямую их клиентам. Мы работаем с вами, чтобы обеспечить идеальный результат.
Знаете ли вы?
ArmorGalv® также может пескоструйно оживлять изделия.
Термическое диффузионное цинкование поддерживается целым рядом технических стандартов. Эти стандарты включают:
ASTM A1059 — 2008
Термодиффузионные покрытия из цинкового сплава на стальных крепежных изделиях, скобяных изделиях и других изделиях.
ISO 17668:2016
Международный стандарт термоцинковых диффузионных покрытий на изделиях из черных металлов.
Медные комплектующие для монтажа трубопроводов не уступают аналогам из других материалов, а по долговечности и устойчивости к температурам – даже опережают. Однако надежность и функциональность коммуникаций из меди полностью зависит от качества выполнения узлов соединения.
Содержание
Где применяются медные трубы
Особенности соединительных элементов для медных труб
Виды фитингов
Особенности разных методов соединения
Сварное соединение медных труб
Капиллярное соединение или пайка
Использование резьбовых фитингов
Обжимные фитинги
Особенности применения пресс-фитингов
Где применяются медные трубы
Фитинги и трубы из высококачественной меди не уступают по техническим качествам комплектующим для трубопроводов из других популярных материалов. В отличие от сплавов на основе железа, медь совершенно не ржавеет. Кроме того, она не боится ультрафиолета, экстремально низких и высоких температур, тогда как для полимерных соединений одинаково губительны солнечный свет, мороз и сильный жар. Медные трубы мало весят, просты в транспортировке, хранении и монтаже.
Все эти положительные качества позволяют трубной продукции из меди сохранять популярность в качестве комплектующих для монтажа систем:
горячего и холодного водоснабжения,
кондиционирования воздуха,
газораспределения,
отопления.
Особенности соединительных элементов для медных труб
Так как комплектующие из меди применяют в сферах, где недопустимы даже малейшие утечки, к узлам медных трубопроводов предъявляются высокие требования. При соединении труб важно обеспечить не только максимальную надежность и герметичность, но и предотвратить химические процессы, которые негативно повлияют на состав рабочей среды и состояние трубопровода.
Для монтажа трубопровода можно использовать фасонные элементы из разных материалов:
Медные. Это наилучший вариант – трубы и фитинги на узловых участках будут одинаково реагировать на температурные колебания, что снизит вероятность разгерметизации узлов. Кроме того, все комплектующие из меди, в том числе и соединительная арматура, делаются тонкостенными, так как медь не подвержена коррозии и не нужно при изготовлении изделий закладывать запас толщины. Чем тоньше стенки, тем легче фитинг, поэтому медная арматура – одна из самых легких, а значит, оказывает на трубопровод минимальную нагрузку.
Стальные нержавеющие. Такие фитинги универсальны и подходят для соединения между собой медных изделий и для образования перехода между трубами из разных материалов. Однако из-за разницы в температурном расширении этих материалов может произойти разгерметизация узлов. Кроме того, нержавеющая сталь под воздействием горячей или химически агрессивной рабочей среды хоть и медленно, но разрушается.
Латунные. Арматура из латуни, как и из нержавейки, универсальна. Латунные фитинги для соединения медных труб предпочтительнее стальных, так как ближе по температурному расширению и сроку эксплуатации.
Обратите внимание! Для сопряжения труб из меди нельзя применять фитинги из черной стали, даже если она хромирована или оцинкована. С нелегированной сталью медь вступает в реакцию, в результате которой фасонный элемент может разрушиться.
Виды фитингов
Вся соединительная арматура разделяется на несколько видов по выполняемым функциям:
Прямые – для прямого соединения двух труб одного диаметра. Называют такие фитинги муфтами, корпус обычно имеет форму цилиндра.
Переходные – для прямого соединения двух труб разных диаметров. Переходники, или редукторы, имеют сложную форму: два коротких разноразмерных цилиндра соединены усеченным конусом.
Угловые, или поворотные, – для соединения одинаковых труб под углом. Такие фитинги называют отводами или уголками, угол изгиба корпуса – от 15 до 90 градусов.
Разветвительные – для объединения двух и более потоков или разделения одного потока на несколько. Корпуса тройников имеют три патрубка, диаметры которых могут различаться. Корпуса крестовин состоят из четырех или более патрубков, соединенных под прямым углом.
Герметизирующие – для перекрытия свободных патрубков. Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
сварной – с нагревом до температуры, близкой к температуре плавления,
капиллярный – пайка при невысокой температуре,
резьбовый – скручивание на резьбу,
обжимной – с применением компрессионных фитингов,
опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Обратите внимание! Сварной и капиллярный методы применимы только для соединения медных труб между собой или с медными фитингами. Резьбовые, обжимные и пресс-фитинги можно использовать не только медные, но и стальные или латунные.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
Обратите внимание! Медь легко остывает, поэтому нагрев и соединение следует проводить максимально быстро. Если свариваются толстостенные трубы, подключают вторую горелку, которой подогревают оплавленные срезы, не давая им остыть.
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
Вставляют трубу в раструб фитинга.
Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
Дают образованному узлу остыть.
После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
Обратите внимание! Название способа происходит от капиллярного эффекта – жидкость может преодолевать силу тяжести и двигаться вверх между двумя поверхностями при определенной дистанции между ними. Расплавленная медь является жидкостью и поэтому поднимается между стенками трубы и фитинга. Однако для этого метода необходимо, чтобы соединяемые элементы трубной сети имели раструбы, обеспечивающие необходимый зазор.
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Выполняется монтаж следующим образом:
Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
Завинчивают фитинг до упора при помощи гаечного ключа.
Обратите внимание! Резьбовые узлы склонны к разбалтыванию в ходе эксплуатации и требуют периодического подтягивания. Поэтому их можно устанавливать только на тех участках трубопровода, которые доступны для профилактики.
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
Поочередно выполняют эти же действия с обжимными кольцами.
Вставляют в трубу штуцер фитинга.
Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
Затягивают обжимную гайку ключом.
Обратите внимание! Приложение избыточного усилия при затягивании обжимной гайки может привести к деформации трубы или срыву резьбы фитинга.
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
Устанавливают штуцер в трубу.
Сдвигают поочередно кольца к корпусу фитинга.
Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Фитинги для медных труб: обжимные, под пайку, пресс-фитинги
Надежность и долговечность труб из меди нашли применение в обустройстве систем кондиционирования, отопления, водопровода, пожаротушения. Для сборки магистралей любой конфигурации используются соединительные элементы – фитинги.
Магазин «Поток холода» предлагает своим клиентам широкую линейку медных фитингов различного типа. Всегда по низким ценам в наличии муфты, переходники, отводы, углы, заглушки, тройники, переходники и петли.
Основные виды соединений фитингов для медных труб
Трубопроводы из меди обладают преимуществом перед аналогами из стали и полипропилена. Отсутствие коррозийных процессов, широкие температурные границы эксплуатации и выдерживание, благодаря пластичности меди, резких перепадов давлений убедили потребителей в правильности их выбора. Для создания разветвлений в трубопроводах необходимы соединительные элементы с такими же характеристиками применения.
Для монтажа медных труб используются следующие виды фитингов:
Обжимные. Иначе их называют «компрессионные».
Фитинги под капиллярную пайку.
Пресс – фитинги.
Выбор соединительного элемента определяется видом транспортируемого вещества по трубопроводам и техническими параметрами эксплуатации медных магистралей.
Фитинги для медных труб обжимные
Данный тип соединения – механический. Вспомогательное оборудование или температурная пайка не применяется. Это дает возможность произвести быстрый монтаж только с помощью разводных ключей.
Компрессионными фитингами соединяются медные трубы при невозможности применения пайки или пресс – инструментов в виду малого рабочего пространства или при наличии ограничения по нормам противопожарной безопасности.
Для соединения медных труб используются обжимные соединительные элементы только из цветных металлов. На практике чаще выбирают латунные изделия.
Конструктивно соединение обжимного фитинга с трубой включает:
Корпус с нанесенной на краях наружной метрической резьбой.
Гайка с внутренней метрической резьбой.
Полимерное уплотнительное кольцо.
Край трубы вставляется до упора в соединительный элемент и производится затяжка гайки разводным ключом. По мере навинчивания гайки, плотность прилегания кольца к трубе увеличивается и создается прочное соединение.
Фитинги для пайки медных труб
Метод капиллярной пайки труб и медных соединительных элементов считается самым надежным, так как в соединении отсутствует полимерный уплотнитель. Свинец или олово в качестве припоя надежно соединяют медные поверхности фитинга и трубы.
Пайка предпочтительна при транспортировке по трубам из меди агрессивных и опасных для человека газообразных или жидких веществ. Подобный вид соединения может выдерживать значительные перепады внутреннего давления в трубопроводах.
Отводы, переходники, петли и углы для пайки медных труб могут быть как однораструбными, так и двухраструбными.
Для осуществления капиллярной пайки необходимы следующие оборудование и материалы:
Газовая горелка.
Мелкая наждачка.
Флюс.
Припой.
Последовательность соединения с помощью высокотемпературной пайки:
Поверхности меди, которые подлежат соединению, зачищаются шкуркой
Очищенные участки меди обрабатываются флюсом.
Конец трубки вставляется в фитинг.
Весь выдавленный из соединения флюс удаляется.
Место контакта нагревается газовой горелкой.
К зазору между фитингом и медной трубой подносится припой.
Припой заполняет все внутреннее пространство между поверхностями соединительного элемента и трубки.
Данный вид соединения выбирается при монтаже систем кондиционирования. Штат «Потока холода» включает специалистов, которые могут профессионально выполнить соединение медных изделий с использованием капиллярной пайки.
Пресс-фитинги под медную трубу
Этот вид соединения использует такое свойство меди как пластичность. Для фиксации трубы в пресс – фитинге требуется только специальное электрическое оборудование.
В конструкцию соединительного элемента включены уплотнительные кольца из полимера. Следует помнить, что для создания трубопроводов для транспортировки газа цвет полимерного материла пресс – фитинга будет желтый, а для воды – черный.
После установки края медной трубки в фитинг, производится прессование этого соединения пресс – инструментом. По завершении процесса на поверхности соединительной части остаются шесть или восемь граней.
Фитинги для медных труб кондиционеров в «Потоке холода»
Магазин предлагает своим клиентам прошедшие испытание временем медные фитинги китайской компании Long Term. Изделия безупречно выполнят свою задачу по созданию трубопроводов любой сложной конструкции.
Покупатели приобретут в «ПХ» качественную продукцию из Китая по минимальным ценам. Оптовые цены помогут клиентам магазина дополнительно сэкономить денежные средства.
Магазин «Поток холода» занимает ведущее место на российском рынке продаж и монтажа систем кондиционирования.
Вы можете приобрести качественные медные фитинги , которые трудно найти, здесь, на PlumbersStock. Медная труба может служить как линией подачи горячей, так и холодной воды в вашей водопроводной системе . Арматура правая полностью изменит вашу установку.
Медные трубы бывают двух типов: жесткие и гибкие . Медные фитинги можно использовать с любым типом труб. Plumbersstock.com предлагает широкий выбор типов и размеров фитингов на ваш выбор.
Фитинги для медных труб 101
Для соединения фитингов с медными трубами требуется припой . Припой — это металлический сплав, который необходимо расплавить, чтобы соединить два металла. При правильном использовании припоя фитинг и труба соединяются, образуя непроницаемое для жидкости и газа соединение. При нанесении припоя на медную сантехнику важно тщательно очистить каждую деталь, иначе может быть нарушено уплотнение между двумя соединениями. Для работы требуется паяльная паста и паяльная горелка . Паста предотвращает окисление меди при воздействии тепла. Паяльная горелка активирует пасту, чтобы создать соединение между двумя трубами.
Типы медных фитингов
Существует множество типов фитингов для медных труб, поэтому вы можете выбрать то, что соответствует вашим потребностям:
Медные колена используются для изменения направления течения трубы. Колени предлагаются в размерах 45 или 9.0-градусный вариант в зависимости от ваших потребностей. Также доступны уличные колена . У них то же назначение, что и у обычного локтя. Разница между ними заключается в том, что уличный отвод должен быть подключен к медному фитингу напрямую, а не к трубе. Уличный отвод также предлагается с углом 45 или 90 градусов. Переходные колена имеют один диаметр на одном конце и другой диаметр на другом конце.
Крестовины предназначены для соединения четырех отрезков медных труб вместе для создания пересечения труб. Когда вам это нужно, нет никакой замены для этих медных фитингов.
Муфты используются для соединения двух медных труб. Муфты также доступны с редукторами. Переходная муфта используется для соединения двух отрезков трубы, отличающихся диаметром. Соединительные фитинги также можно использовать для соединения двух отрезков медной трубы. Соединительные фитинги обеспечивают быстрое отсоединение от медной трубы для легкого доступа.
Колпачки используются для закрытия конца трубы. Тройники используются для разделения медной трубы, чтобы содержимое могло перемещаться в двух разных направлениях.
Погружной насос для колодца с автоматикой является эффективным средством для подачи ресурса от автономного источника в систему водоснабжения загородного дома. Наличие регулируемой аппаратуры в комплекте перекачивающей станции позволяет поддерживать постоянное давление в трубопроводах.
Общий вид погружного насоса.
Как действует погружной насос
Погружные скважинные насосы предназначены для откачки жидкости из колодца глубиной 9-80 м. Устройства для снабжения питьевой водой оснащаются специальным оборудованием, которое помогает контролировать весь процесс в автоматическом режиме без участия потребителя.
Комплект гидроустановки включает в себя следующие элементы:
глубинный насос;
фильтрующий элемент;
страховочный трос;
напорный шланг;
кабель электропитания;
блоки автоматики.
Перекачивающий агрегат погружают в колодец и фиксируют на заданной высоте с помощью металлической скобы, расположенной в верхней части сруба. Напорный шланг подсоединяют к трубопроводам системы водоснабжения. Электрокабель подключают к щиту управления.
Запускают насос. Вода из источника через фильтр и резиновые клапаны поступает в рабочую камеру механизма, откуда при помощи вала с лопастями подается в отводную магистраль.
Основные виды насосов
Для обслуживания бытовых колодцев предназначено 2 вида погружных насосных агрегатов, это:
Вибрационные.
Центробежные.
Вибрационное перекачивающее устройство состоит из 3 основных узлов, это:
электродвигатель;
корпус механизма из алюминиевого сплава;
вибратор с поршнем.
Механизм электропривода включает в себя сердечник, шнур электропитания с разъемом для включения, две индукционные катушки.
Вибратор состоит из муфты, мембраны, амортизатора и штока с упором. На штоке с одной стороны крепится якорь, на другом конце — поршень.
Диафрагма с амортизатором центрируют шток и обеспечивают герметичность кожуха. Корпус имеет цилиндрическую форму, в верхней части которого находятся впускное отверстие с обратным клапаном и выпускной патрубок для вывода жидкости в напорный трубопровод.
При включении электропитания на обмотке одной из катушек создается магнитное поле, посредством которого шток с поршнем двигаются вверх, изгибая резиновую диафрагму. В рабочей камере механизма создается разряжение, и вода из колодца поступает в корпус насоса. На втором этапе магнитное поле исчезает на первой обмотке и появляется на второй. Шток опускается и с помощью мембраны выталкивает воду в магистраль.
Основным рабочим элементом центробежного насоса является вал с лопастями. При запуске механизма вращающиеся лопатки захватывают поступающую жидкость и с силой отбрасывают ее к стенкам статора. За счет разницы давлений, возникающих в центре и на периферии рабочей камеры, жидкость поднимается по стенкам корпуса в направлении выпускного патрубка, откуда поступает в подающую магистраль.
Виды погружных насосов.
Типы автоматических систем
Систему автоматики для погружного насоса выбирают с учетом функционального назначения оборудования. Если перекачивающее устройство планируется использовать для полива сада и огорода, то будет достаточно минимального комплекта:
поплавкового выключателя;
реле давления;
датчика сухого хода;
щита управления.
Поплавковый выключатель устанавливается рядом с корпусом агрегата и контролирует уровень жидкости в колодце. При понижении границы ресурса до критической отметки прибор автоматически отключает питание механизма.
Реле давления действует по тому же принципу, только в качестве объекта измерений выступает сила напора воды в системе.
Датчик сухого хода предназначен для контроля уровня жидкости в рабочей камере насоса. В случае ее отсутствия он автоматически отключает электродвигатель.
Для организации хорошего бесперебойного водоснабжения дома такого комплекта автоматики будет недостаточно. В этих условиях рекомендуется включать в цепочку механизмов накопительную емкость, а лучше всего приобрести насосную станцию с гидроаккумулятором.
Это стальной резервуар цилиндрической формы, внутри которого расположен резиновый элемент — диафрагма. Она делит внутреннее пространство на две камеры — воздушную и водяную. Устройство совместно с контролирующей аппаратурой поддерживает стабильное давление в подающей магистрали.
Как работает погружной насос с автоматикой
Принцип работы глубинного насоса следующий:
Перекачивающее устройство опускают в воду.
На щите управления включают электропитание.
Ресурс из источника начинает поступать в рабочую камеру механизма.
С помощью лопастей, расположенных на центральном валу, вначале жидкость подается в накопительную емкость.
После заполнения резервуара жидкость поступает в напорный трубопровод.
Вода из колодца будет питать систему до тех пор, пока сила напора в магистрали будет соответствовать заданным параметрам (1,5 атм).
При падении или повышении скорости движения жидкости более установленных отметок сработает реле давления, отключит питание насоса. Он остановится, и подача воды будет происходить из накопительной емкости или гидроаккумулятора.
В другом случае, если уровень ресурса в диафрагме станет недостаточным, то включится насос и продолжит накачивать воду.
Принцип работы погружного насоса.
Как выбрать насос
На выбор насоса влияют следующие факторы:
Планируемый суточный расход ресурса.
Дебит колодца — высота водного горизонта, умноженная на диаметр источника.
Глубина выработки.
Расстояние от зеркала воды до самой верхней точки потребления в доме.
Характеристика сети электроснабжения.
Размер трубопровода.
Наличие в составе жидкости механических примесей.
Полученные значения сверяем с параметрами выбранного насоса (по паспорту):
Производительность.
Сила напора (1,5-3,0 атм).
Потребляемая мощность.
Способы подключения к электропитанию.
Совместимость с дополнительным оборудованием (щит управления, блок автоматики и др).
Как поставить насос
Монтаж глубинного насоса:
Резиновый или пластиковый шланг (Ø 16-20 мм) надеваем на выпускной патрубок и фиксируем его металлическим хомутом.
Стальной трос подвески крепим в проушинах, расположенных в верхней части кожуха насоса.
Шланг, канат и кабель электропитания связываем вместе в одну линию. Захватки выполняем через 1,5 м с помощью липкой изоленты или мягкого шнура.
Опускаем насос в колодец. Верхний край троса крепим к металлической скобе на кромке сруба. Корпус механизма должен полностью находиться в воде. Расстояние от дна источника до нижней части кожуха должно быть не больше 0,35 м.
Свободный конец подающего шланга подсоединяем к штуцеру реле давления. Напорный трубопровод фиксируем с противоположной стороны прибора.
Перед запуском устройства проверяем герметичность соединений и сверяем уровень давления в воздушной камере гидроаккумулятора.
С помощью вилки и розетки с заземлением, установленной в щите управления, подключаем питание агрегата.
Установка погружного насоса.
Обзор лучших марок
Итальянская модель Pedrollo NKm 2/5. Сила напора — 90-100 м. Производительность — 4,7 м³/ч. Механизмы оснащаются датчиками уровня и автоматическими обратными клапанами. Корпус и основные элементы сделаны из нержавеющей стали. На выпускном патрубке расположен вентиль для регулировки объема жидкости.
Насосный агрегат Grundfos SB 3-45 AW. Глубина погружения — 10 м. оптимальная высота подъема — 45 м. Мощность — 3 м³/ч.
Водомет Джилекс 150/60 А. Максимальный напор — 60 м. Производительность — 4,5 м³/ч. Устройство предназначено для источников глубиной более 20 м.
Для работы на приусадебном участке хорошо подойдет итальянский перекачивающий механизм Lavor EDP-5000. Пропускная способность — 5 м³/ч. Он оборудуется системой сухого хода и поплавковым датчиком уровня.
Марка оборудования ZDS. Агрегаты отличаются безотказной работой даже в условиях повышенного содержания песка. Сила напора — 90-100 м. Производительность — 5,5 м³/ч.
какой лучше выбрать колодезный насос, погружной или глубинный для водоснабжения дома, центробежный насос в колодец, как выбрать водяной насос
Содержание:
Факторы, которые необходимо учитывать при выборе насоса для откачки воды из колодца Выбор между глубинным и поверхностным насосом Технические характеристики, которые следует учитывать при выборе насоса Необходимые расчеты для правильного подбора насосного оборудования Принцип действия насосов и основные различия по этому признаку Популярные производители насосного оборудования для колодцев Зарубежные марки Насосы от отечественных производителей Насосы «Малыш» Насосы для колодцев, представленные компанией «JEELEX» Видео
Приобретение насоса позволяет решить большое количество проблем, которые возникают в процессе обслуживания загородного дома. С помощью этого недорогого компактного оборудования можно обеспечить подачу воды в баню и на кухню, наполнить емкости для полива или чашу бассейна и искусственного водоема.
Можно с уверенностью сказать, что ручное исполнение таких мероприятий достаточно сложное, поэтому важно знать, какой погружной насос выбрать для колодца. Насос на отлично выполнит все работы подобного типа при соблюдении некоторых условий при покупке оборудования. В частности стоит обратить внимание на технические и гидрогеологические особенности наноса. Чтобы сделать правильный выбор и решить этот достаточно сложный вопрос, необходимо ознакомиться со всеми характеристиками и обстоятельствами, которые могут оказать влияние на выбор. Чтобы приобрести качественный товар, необходимо изучить большое количество информации, включая основные ориентиры выбора насосного оборудования, а также познакомиться со списком лидирующих производителей в рассматриваемой области.
Факторы, которые необходимо учитывать при выборе насоса для откачки воды из колодца
Приобретение колодезного насоса требует основательной подготовки.
Прежде всего, продавцу следует предоставить полную информацию об источнике водоснабжения. Только в этом случае он может определить, какой мотор для колодца больше всего подходит для определенной ситуации.
Правильный выбор насоса можно сделать при наличии следующей информации:
Расстояние между основными точками: ввод и дно колодца. В случае с дачным сборно-разборным водопроводом шланг для подачи воды заводят через оголовок, поэтому точкой отсчета следует считать его верхний край. Выбирая насос для постоянного водопровода, точкой отсчета считают ввод через стенку колодца. Требуемое расстояние измеряется с помощью простого измерительного приспособления в виде веревки с привязанным грузом.
Статический уровень воды. В частности речь идет о расстоянии от поверхности грунта до поверхности воды в источнике водоснабжения. Чтобы самостоятельно получить необходимую информацию, нужно взять веревку и вместо груза привязать тяжелую гайку за противоположные стороны. В этом случае при соприкосновении с водой отверстие гайки выдаст своеобразный хлопок.
Динамический уровень. Этот показатель определяется по аналогичной схеме, однако, перед измерением уровня необходимо откачать воду.
Высота источника водоснабжения. Измерение проводится путем сложения высоты колец, которые использовались при обустройстве колодца.
Схема участка и его размеры. Этот параметр позволит определить расстояние между двумя точками: водозабор и водоразбор. Схему можно нарисовать вручную, точно указав на ней все необходимые расстояния.
Разница между динамическим и статическим уровнем. Зная этот параметр, можно определить дебит источника водоснабжения.
Высоту водного столба можно определить по расстоянию от дна колодца до динамического уровня.
По степени загрязнения воды, то есть по наличию или отсутствию мелкой взвеси, можно определить, является вода питьевой или технической.
После получения полной и достоверной информации об источнике водоснабжения можно смело отправляться в магазин за насосом. Однако для полной уверенности рекомендуется получить дополнительные знания.
Выбор между глубинным и поверхностным насосом
Глубина источника водоснабжения определяет конструктивную специфику водяного насоса.
Поэтому, решая, какой лучше насос для колодца, погружной или поверхностный, следует узнать, что выделяют два типа механизмов для подачи воды:
Поверхностный насос подходит для установки в доме или около источника водоснабжения. С помощью такого устройства вода транспортируется с глубины до 10 метров. Это могут быть открытые источники или мелкие скважины. Рекомендовано для использования в теплое время года, чтобы осуществлять подачу воды в объекты временной эксплуатации.
Глубинный насос работает непосредственно в колодце или другой выработке, поэтому его еще называют погружным или скважинным. К такому насосу присоединяют крепежный трос и шланг для подачи воды. Подобные устройства могут транспортировать воду с глубины до 200 метров. Основное использование погружного насоса для колодцев для водоснабжения – автономные водоносные системы, работающие круглый год.
Поверхностные насосы имеют более простую конструкцию, чем скважинные устройства. Кроме того они характеризуются низкой производительностью и всасывающей возможностью. Все это объясняет низкую стоимость устройств.
Погружной насос в колодец для водоснабжения дома значительно дороже, так как его конструкция более сложная. Благодаря наличию многоступенчатых двигателей такие насосы транспортируют воду с большой глубины под значительным напором.
Среди агрегатов погружного типа есть варианты, отлично работающие на глубине около 20 метров. Чтобы избежать засоров и поломки прибора в этом случае, необходимо обеспечить между насосом и дном скважины водный столб высотой не меньше 1 метра. Такое же расстояние следует обеспечить между верхней частью насоса и минимальным уровнем воды в источнике водоснабжения.
Для тех, кто не знает, какой насос поставить в колодец, следует сказать, среди моделей погружного типа имеются насосы для скважин и колодцев. При этом при обустройстве колодца на дачном участке можно воспользоваться и скважинным и колодезным насосом, оба устройства откачивают воду из выработки без загрязнений. Однако следует учесть, что второй вариант более приспособлен к работе именно в колодцах. Для бесперебойной работы скважинного и колодезного насоса вода должна быть чистой, не содержать песчинок и глинистой взвеси.
Существуют некоторые ограничения в эксплуатации глубинной техники, их не рекомендуется устанавливать в старые колодцы. Однако можно решить подобную проблему, если выполнить укрепление стенок и дна колодца с помощью бетонного раствора, а также установить новый донный фильтр.
Насосы поверхностного типа могут работать в воде с присутствием некоторых загрязнений. Поэтому для транспортировки воды технического назначения из верхних водоносных слоев вполне можно использовать поверхностные агрегаты. Чаще всего верховодка имеет нестабильный запас воды, в этом случае можно приобрести насос с сигнальным поплавком. Такое приспособление позволяет прекратить подачу воды, если уровень подает ниже технического предела.
С помощью поверхностных насосов, оснащенных эжектором, можно обеспечить подачу воды с глубины до 30 метров. В этом случае можно опустить агрегат по принципу погружной системы, однако перекачивание воды будет выполнять поверхностное приспособление.
При выборе насоса для колодца следует учесть, что с увеличением глубинного показателя производительность насоса с эжектором падает, а количество потребленной электроэнергии существенно возрастает. Из этого следует, что для подачи воды с большой глубины лучше сделать выбор в пользу насосной станции, в состав которой входит накопительный бак и автоматическая система.
Технические характеристики, которые следует учитывать при выборе насоса
В комплекте с каждым колодезным насосом для водоснабжения имеется технический паспорт от производителя, где содержится достаточное количество информации, полезной для будущего владельца насоса.
При изучении подобного приложения следует обратить внимание на следующие характеристики:
Значение максимальной производительности, которая показывает, сколько литров воды насос поставляет за 1 минуту. Эта характеристика полностью зависит от мощности агрегата и пропускной способности трубы, по которой осуществляется транспортировка воды. Производительность следует сравнить с потребностью в воде.
Глубина всасывания показывает, на какой глубине может работать агрегат для закачивания и транспортировки воды. Эту характеристику сравнивают с глубиной источника водоснабжения и динамическим уровнем.
Максимальный напор показывает, какое максимальное расстояние может быть между точкой водозабора и самой верхней точкой водоразбора.
Что касается производительности насоса, то эту характеристику можно назвать самой важной. Она полностью должна соответствовать расходу воды при одновременном включении всех точек разбора воды или количеству воды, которое потребляется за один час.
Не рекомендуется приобретать насос, мощность которого превышает потребности. Постоянное переключение агрегата на «сухой ход» приведет к быстрому выходу из строя. В то же время, насос малой мощности не может обеспечить достаточный напор и требуемое количество воды.
Перед тем как выбрать погружной насос для колодца по производительности, необходимо принять во внимание еще один фактор – дебит источника водоснабжения. Дело в том, что некоторые источники водоснабжения не могут похвастаться стабильным количеством воды. По этой причине, определяя производительность требуемого насоса и периодичность его работы, в первую очередь смотрят на дебит колодца, а затем на расход воды.
Необходимые расчеты для правильного подбора насосного оборудования
Например, требуется решить вопрос, как выбрать насос для колодца, глубина которого составляет 25 метров, и рассчитать его параметры. Основная информация для этой цели содержит следующее: динамический уровень после откачки воды составил 15 метров, между домом и колодцем расстояние 30 метров, точки водоразбора имеются на первых двух этажах жилого строения, основное потребление воды приходится на душ, кухню и полив.
Расчет напора водяного насоса для колодца выполняется следующим образом: к величине динамического уровня 15 метров прибавляется расстояние от дома до колодца с учетом вертикальной подачи 3 метра. Также добавляется гравитационный показатель, который состоит из двух частей (1 метр — поставка воды на первый и 4 метра – на второй этаж) и расстояние 30 метров, которое необходимо для нормального функционирования насоса.
В результате получается результат:
15+3+5+30=53 метра.
Переводя полученное значение в атмосферы, получается, что для данной ситуации требуется насос мощностью не меньше 5,3 Атм. Также следует учесть потерю мощности в процессе износа, поэтому следует приобретать насос с небольшим запасом мощности.
При расчете расхода воды во внимание принимается количество точек водоразбора и их примерное потребление. В приведенном примере кран для полива потребляет 18 литров воды в минуту, через смеситель на кухне уходит до 10 литров воды, через душ – 12 литров в минуту.
В результате получается следующее:
18+10+12=40 литров.
К этому значению следует прибавить примерно 5 литров, которые расходуются унитазом и умывальником.
Следует учитывать, что расход воды должен быть примерно в 6 раз меньше дебита колодца. В противном случае насос будет работать на сухом ходу и быстро придет в негодность.
Полученное значение напора используют при выборе насоса, сопоставляют его производительность со значением дебита колодца и расходом воды. В системе без накопительного бака насос должен подавать воду, количество которой соответствует секундному расходу. Если в системе присутствует накопительный бак или гидроаккумулятор, то ориентиром должен служить часовой расход воды.
Принцип действия насосов и основные различия по этому признаку
Очень часто потребитель не может определить, какой насос лучше для колодца. Поэтому важно понимать, все виды водяных насосов работают по одной схеме. Они всасывают воду и выталкивают ее в водоприемную трубу, а оттуда вода подается в трубопровод. Всасывание жидкости происходит благодаря вакууму, который создается внутри насоса. При поступлении в вакуумный отсек каждой следующей порции воды, предыдущее количество выталкивается. Процесс продолжается до поступления воды в пропускной кран.
Существует несколько методов создания вакуумной среды в насосах, по этому признаку бытовые насосы можно разделить на следующие виды:
Погружной центробежный насос для колодца. В них лопасти центробежного колеса формируют центробежную силу, за счет которой работает насос. По такому принципу работают практически все поверхностные насосы. Следует отметить, что подобные агрегаты могут работать в воде с присутствием мелких песчинок, но при этом следует об имеющихся ограничениях по степени загрязнения.
В вихревых насосах вакуум создает вращающееся вихревое колесо. Этот элемент выполнен в виде диска с небольшими лопастями, которые размещены по всей окружности. Диск формирует вихревую полость внутри насоса, что позволяет создавать дополнительное ускорение частичкам воды, попавшим туда. В результате напор вихревого насоса в колодец для водоснабжения дома значительно больше, чем у центробежных агрегатов. Недостатком вихревых насосов является высокая чувствительность к загрязнениям.
В электромагнитных или вибрационных насосах втягивание воды происходит благодаря диафрагме, расположенной внутри агрегата. Диафрагма начинает работать за счет возвратно-поступательных движений электромагнитного поля. Чаще всего по такому принципу работают погружные насосы, которые могут работать в воде с присутствием легких загрязнений.
Чтобы извлекать и транспортировать воду с большим содержанием воздуха, используют самовсасывающие насосы. Эти агрегаты относятся к системам поверхностного типа, среди них есть модели с эжектором и без него. Самовсасывающее насосное оборудование представлено на рынке различными производителями, такие агрегаты могут перекачивать чистую воду и жидкость, содержащую определенное количество примесей.
Практически все типы насосного оборудования , включая центробежный насос для колодца, используются при обустройстве автономных водопроводных систем, для поставки воды питьевой и технической.
Популярные производители насосного оборудования для колодцев
Владельцы дачных участков, желающие обустроить источник водоснабжения в виде колодца, не могут определить, какой насос выбрать для колодца. В этом случае они должны выбрать для этой цели надежную насосную технику от проверенных компаний-производителей.
Зарубежные марки
Дачники и просто любители загородной жизни отдают предпочтение следующим маркам насосного оборудования от зарубежных производителей:
Испанское насосное оборудование «ESPA» характеризуется стабильностью и выносливостью в работе, максимально приспособлено в эксплуатации в сложных климатических условиях российских регионов. Первыми агрегатами испанской фирмы «ESPA GROUP» были насосы центробежного типа. В настоящее время можно увидеть погружной колодезный насос и поверхностные станции от этого производителя.
Итальянская фирма «PEDROLLO» занимается поставкой на российский рынок колодезных насосов глубинного типа и самовсасывающих поверхностных станций. Изделия этого производителя характеризуются сравнительно небольшой массой в сочетании с прочным корпусом и деталями. Производство осуществляется с использованием антикоррозионных материалов, которые соответствуют самым высоким экологическим требованиям.
Германская насосная техника «KARCHER» представлена на рынке погружными насосами для колодцев и станциями водоснабжения с автоматикой и гидробаком. Насосная техника этого производителя отличается сборкой высокой точности и долгим эксплуатационным периодом.
Специализация германской компании «GARDENA» — производство садового инвентаря и оборудования для сада и дачных участков. Здесь налажен выпуск садовых колодезных насосов для водоснабжения дома, которые могут забирать воду из неглубоких источников водоснабжения, а также скважинной насосной техники и автоматических напорных станций.
Компанию «GRUNDFOS» из Дании можно назвать самым крупным производителем насосного оборудования. Изделия этого производителя отличаются износостойкостью и высокой степенью коррозионной защиты. Благодаря этим качествам поверхностный и глубинный насос для колодца пользуется огромной популярностью.
Насосное оборудование итальянской компании «ZDS» относится к премиум-классу. Все агрегаты имеют уникальную систему защиты двигателя от перегрева, скачков напряжения и «сухого хода». Для всей продукции свойственна высокая производительность и возможность закачивать воду с легкими загрязнениями в виде мелких песчинок.
Стоит отметить, что практически все агрегаты, включая погружной насос для колодца для водоснабжения дома, от зарубежных производителей имеют достаточно высокую цену. Поэтому для забора воды с верхних водоносных слоев их использование будет нерациональным. Кроме того дорогим будет и ремонт такого оборудования, не исключены сложности с поставкой запасных частей для ремонта насосов.
Насосы от отечественных производителей
Для отечественного насосного оборудования свойственна приемлемая стоимость, быстрое решение проблем, возникающих на стадии ремонта и гарантия от производителя. Кроме того большинство отечественных компаний позволяет выполнить обмен некачественного товара на более подходящее оборудование.
Насосы «Малыш»
Трудолюбие и неприхотливость бытового насоса «Малыш» — это качества, благодаря которым агрегат приобрел популярность. Более полувека эти агрегаты поставляет на рынок ОАО «ГМС Ливгидромаш».
За это время появилось большое количество модификаций единственного представителя. Можно приобрести насос для колодца для водоснабжения дома с разным напором, глубиной забора и расположением патрубка для всасывающей трубы. Что касается последнего критерия, то патрубок может располагаться в верхней или в нижней части насоса. Первый вариант может использоваться для забора воды, в которой присутствуют частицы ила или другие взвешенные примеси. Второй вариант можно использовать для транспортировки безупречно чистой воды.
Универсальную машину рекомендуется использовать для всасывания и транспортировки воды из небольших колодцев, скважин и открытых водоемов. Что касается водопроводов, постоянно находящихся в эксплуатации, то такой тип оборудования лучше не использовать. Следует отметить, что при своей компактности агрегат занимает лидирующие позиции поп производительности среди аналогичных машин. Кроме того важно выделить высокую устойчивость к резкой смене напряжения, лояльность к недостаткам электрической сети и наличие защиты двигателя от «сухого хода».
Вибрационные колодезный насос «Малыш» имеет достаточно простую конструкцию и цену, доступную для большинства потребителей. Аналогичная машина «Ручеек» может похвастаться отличными техническими показателями и приемлемой стоимостью. Читайте также: «Как выбрать ручной насос для воды – виды, особенности, различия».
Насосы для колодцев, представленные компанией «JEELEX»
Среди производителей постсоветского пространства компания «Джилекс» одна из первых начала производство и поставку на рынок насосного оборудования. Она была основана в городе Климовск около 25 лет назад. С этого времени рынок постоянно наполняют насосы для бытового и промышленного использования, изготовленные на новейшем оборудовании, с применением инновационных технологий и собственных инженерных наработок.
Владельцы загородных участков с колодцем могут приобрести наиболее подходящую модель, благодаря широкому ассортименту насосной техники от компании «JEELEX». Кроме того каждый насос для колодца сопровождается подробной инструкцией по монтажу и эксплуатации. Также производитель очень часто публикует информацию, где содержатся советы и рекомендации по грамотному подбору оптимальной модели насосного оборудования, как для колодца, так и для других источников водоснабжения.
Поверхностную самовсасывающую установку «Джамбо», а также насосы автоматического типа от компании «JEELEX» предназначены для засасывания воды из небольших колодцев. Подобные агрегаты могут функционировать в автоматическом режиме и поставлять питьевую воду из различных выработок, открытых водоемов и магистральных сетей. Они самостоятельно включаются и отключаются, а также стабилизируют и поддерживают напор в системе водоснабжения.
При наличии на автоматической станции эжектора можно использовать оборудование для засасывания и транспортировки воды с незначительными загрязнениями.
Информацию об объеме максимального расхода воды и величине напора можно получить при изучении маркировки погружного насоса для колодца от компании Джилекс.
Присутствие в маркировке индекса «А» означает, что агрегат относится к группе насосов-автоматов, для работы которых необходимо контролировать уровень забранной воды.
Индекс «Ч» присутствует в маркировке на моделях с частотным преобразователем.
Индекс «ДОМ» означает, что агрегат относится к группе автоматических машин, способных поддерживать постоянное давление в водопроводной сети.
Представленные модели насосного оборудования, их подробные характеристики и важные критерии оценки позволяют подобрать оптимальный вариант насоса, который будет отвечать всем требованиям, включая потребности в воде и экологическое соответствие. Благодаря знакомству с основными производителями насосного оборудования в России и за рубежом можно выбрать агрегаты в соответствии с финансовым положением семьи.
Автоматические насосы для коммунальных служб с датчиками | Zoeller Дома
Добро пожаловать в Zoeller! Не стесняйтесь связаться с нашей новой функцией чата!
Х
Дом
Часовой в подвале
Что такое коммунальные насосы?
Коммунальные насосы, также называемые перекачивающими насосами, решают широкий спектр задач. Коммунальные насосы обычно используются для перекачки воды и могут откачивать воду из небольших бассейнов, водонагревателей, подвалов и других мест, подверженных затоплению. Компания Zoeller at Home предлагает широкий выбор высококачественных насосов для коммунальных служб, в том числе экологически безопасные и погружные перекачивающие насосы.
Эти маленькие и экономичные насосы отлично подходят для простой перекачки воды из одного места в другое. Подсоедините его к шлангу и очистите территорию до 1/8 дюйма воды!
Посмотрите, что говорят наши клиенты!
Рекомендуемые товары
Важность автоматического насосного агрегата с датчиком
Благодаря своей универсальности автоматические насосные агрегаты являются отличным водяным насосом, который можно всегда иметь под рукой. Независимо от того, нужен ли вам универсальный насос для повседневного использования или время от времени, вы можете использовать эти насосы для самых разных работ. Качественный коммунальный насос может:
Слив джакузи, аквариумов и резервуаров для воды
Удаление стоячей воды со двора или затопленного подвала
Опорожнить забитые раковины
Слив дождевой воды из оконных колодцев
В то время как универсальный насос исключительно универсален, наш погружной насос очень эффективен. Погружной коммунальный насос, также называемый электрическим погружным насосом, может быть полностью погружен в воду. Поскольку их двигатели тесно связаны с корпусом насоса и герметичны, вам не нужно заливать погружные коммунальные насосы перед использованием.
Коммунальные насосы энергоэффективны, потому что они используют давление воды и меньшую мощность, чтобы нагнетать воду в насос.
Характеристики и возможности насосов Zoeller at Home с автоматическим датчиком
Если вам нужно слить воду из подвала, джакузи, аквариума, резервуара для воды или другого места, у Zoeller at Home есть насос для коммунальных нужд. Высококачественные коммунальные насосы от Zoeller at Home идеально подходят для перекачки воды из одного места в другое. Они компактны, долговечны и экономичны. Просто подключите один из наших коммунальных насосов к шлангу и наблюдайте, как в вашей зоне затопления содержание воды уменьшается до 1/8 дюйма.
Мы предлагаем погружной насос мощностью 1/3 л.с. из термопласта с датчиками для перекачки воды из точки А в точку Б. В экологически чистом насосе для перекачки используется безмасляный двигатель, который работает с меньшим нагревом и служит дольше, чем другие насосы. Погружной коммунальный насос Zoeller at Home с автоматическим отключением экономит энергию, автоматически отключаясь, когда уровень воды падает до 1/8 дюйма, а встроенный таймер гарантирует, что насос продолжит работать, пока вода все еще присутствует.
Доверьтесь компании Zoeller дома, чтобы найти подходящий автоматический насос для коммунальных служб с датчиками
В Zoeller at Home мы используем лучшие материалы и тщательно тестируем, чтобы гарантировать безопасность и эффективность всех наших коммунальных насосов. Мы являемся производителем водяных насосов в США, предлагающим потребительские версии профессиональных продуктов, чтобы вы могли получить то, что вам нужно, когда вам это нужно.
Вы готовы начать? Свяжитесь с Zoeller at Home , чтобы поговорить с квалифицированным сантехником об установке коммунального насоса в вашем доме. Или воспользуйтесь нашим средством поиска розничных продавцов , чтобы найти ближайшего розничного продавца экологически чистых коммунальных насосов, дренажных насосов, насосов для сточных вод, скважинных насосов, ирригационных насосов и многого другого.
ГОСТ 8713-79. Сварка под флюсом. Соединения сварные
ГОСТ 8713-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ПОД ФЛЮСОМ
СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Flux welding. Welded joints. Maih types design elements and dimensions
Дата введения 1981-01-01
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ — автоматическая на весу;
АФф — автоматическая на флюсовой подушке;
АФм — автоматическая на флюсомедной подкладке;
АФо — автоматическая на остающейся подкладке;
АФп — автоматическая на медном ползуне;
АФш — автоматическая с предварительным наложением подварочного шва;
АФк — автоматическая с предварительной подваркой корня шва;
МФ — механизированная на весу;
МФо — механизированная на остающейся подкладке;
МФш — механизированная с предварительным наложением подварочного шва;
МФк — механизированная с предварительной подваркой корня шва.
3. Основные типы сварных соединений приведены в табл.1, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 1
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать указанным в табл.2-52, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 2
ГОСТ 8713-79-C1
Таблица 3
ГОСТ 8713-79-C47
Таблица 4
ГОСТ 8713-79-C4
Таблица 5
ГОСТ 8713-79-C4
Таблица 6
ГОСТ 8713-79-C4
Таблица 7
ГОСТ 8713-79-C5
Таблица 8
ГОСТ 8713-79-C7
Таблица 9
ГОСТ 8713-79-C7
Таблица 10
ГОСТ 8713-79-C29
Таблица 11
ГОСТ 8713-79-C30
Таблица 12
ГОСТ 8713-79-C9
Таблица 13
ГОСТ 8713-79-C10
Таблица 14
ГОСТ 8713-79-C11
Таблица 15
ГОСТ 8713-79-C12
Таблица 16
ГОСТ 8713-79-C31
Таблица 17
ГОСТ 8713-79-C32
Таблица 18
ГОСТ 8713-79-C15
Таблица 19
ГОСТ 8713-79-C18
Таблица 20
ГОСТ 8713-79-C18
Таблица 21
ГОСТ 8713-79-C19
Таблица 22
ГОСТ 8713-79-C20
Таблица 23
ГОСТ 8713-79-C21
Таблица 24
ГОСТ 8713-79-C21
Таблица 25
ГОСТ 8713-79-C21
Таблица 26
ГОСТ 8713-79-C33
Таблица 27
ГОСТ 8713-79-C34
Таблица 28
ГОСТ 8713-79-C35
Таблица 29
ГОСТ 8713-79-C23
Таблица 30
ГОСТ 8713-79-C30
Таблица 31
ГОСТ 8713-79-C31
Таблица 32
ГОСТ 8713-79-C25
Таблица 33
ГОСТ 8713-79-C25
Таблица 34
ГОСТ 8713-79-C38
Таблица 35
ГОСТ 8713-79-C39
Таблица 36
ГОСТ 8713-79-C40
Таблица 37
ГОСТ 8713-79-C40
Таблица 38
ГОСТ 8713-79-C41
Таблица 39
ГОСТ 8713-79-У1
Таблица 40
ГОСТ 8713-79-У5
Таблица 41
ГОСТ 8713-79-У7
Таблица 42
ГОСТ 8713-79-У3
Таблица 43
ГОСТ 8713-79-Т1
Таблица 44
ГОСТ 8713-79-Т3
Таблица 45
ГОСТ 8713-79-Т3
Таблица 46
ГОСТ 8713-79-Т7
Таблица 47
ГОСТ 8713-79-Т2
Таблица 48
ГОСТ 8713-79-Т8
Таблица 49
ГОСТ 8713-79-Т4
Таблица 50
ГОСТ 8713-79-Т5
Таблица 51
ГОСТ 8713-79-Н1
Таблица 52
ГОСТ 8713-79-Н2
5. При сварке кольцевых швов стыковых соединений допускается увеличение выпуклости g, g1 до 30 %.
6. Сварные соединения Т7, Т8, Т4 следует выполнять в положении «в лодочку» по ГОСТ 11969-79. Угловые швы без скоса кромок разрешается выполнять как в нижнем положении, так и в положении «в лодочку» по ГОСТ 11969-79.
7. Подварочный шов и подварку корня шва разрешается выполнять любым способом дуговой сварки.
8. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 53, должна производиться также, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице толщины свариваемых деталей свыше значений, указанных в табл. 53, на детали, имеющей большую толщину s1, должен быть сделан скос с одной или с двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
9. Размер и предельные отклонения катета углового шва К, К1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке детален толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
10. (Исключен, Изм. № 2).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 5), установленного при проектировании.
Примечание. Катетом Кп является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кп принимается любой из равных катетов, при несимметричном шве — меньший.
12. Минимальные значения катетов угловых швов приведены в рекомендуемом приложении 1.
13. При применении сварки под флюсом взамен ручной дуговой сварки катет углового шва расчетного соединения может быть уменьшен до значений, приведенных в рекомендуемом приложении 2.
14. Допускается смешение свариваемых кромок перед сваркой относительно друг друга не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
0,1 s мм, но не более 3 мм — для деталей толщиной более 10 мм.
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30% номинального значения.
16. При подготовке кромок с применением ручного инструмента, предельные отклонения утла скоса кромок могут быть увеличены до ±5°. При этом соответственно может быть изменена ширина шва, е, е1.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИЛОЖЕНИЕ 3
Рекомендуемое
острыми и тупыми углами 23518, автоматическая, смеси, классификация, дуговая в защитном газе, 11534 – Дуговая сварка на Svarka.
guru
Сварка под флюсом — один из первых видов сварочных технологий. Понятие о ней было введено Николаем Славяновым в XIX век. Он же ввел основные термины. Практическое воплощение его идей осуществил Д. Дульчевский в XX веке. Он применил автоматизированный сварочный комплекс для флюсовой сварки. Метод постоянно совершенствовался и сохранил популярность и в наши дни. Параметры соединений регламентируются ГОСТ 8713-79 «Сварка под флюсом соединения сварные». Связанным документом является «Сварка под острыми и тупыми углами» ГОСТ 23518-79.
Содержание
1 Тип соединения
2 Форма подготовки кромок
3 Характер сварного шва
4 Формы поперечного сечения
5 Толщина свариваемых деталей
6 Условные обозначения соединения
7 Предел текучести
8 Наименьшее значение катетов при разной толщине заготовок
9 Катет углового шва
10 Номинальный размер и отклонение катета
Тип соединения
Для сваривания заготовок используются автоматизированные и механизированные методы.
ГОСТ дает такое определение:
МФ – на весу;
МФШ – подварка;
МФО – оставляемая подкладная пластина.
ГОСТ описывает такие виды автоматической сварки, как:
АФО – подкладная пластина;
АФФ — с флюсовой подушкой;
АФК – подваривание корневой области;
АФП – перемещаемая подложка из меди;
АФМ – флюсо-медная подложка.
В документе ГОСТ 11534, регламентирующем флюсовую сварку под острыми и тупыми углами, дополнительно описываются следующие типы:
П – обычная полуавтоматом;
Пс – полуавтоматом на стальной подложке;
Ппш – полуавтоматическая с подвариванием шва;
Ас – автоматом на стальной подложке;
Апш – автоматом с подвариванием шва.
Работа выполняется неплавящимся электродом.
Сварка под острыми и тупыми углами, согласно ГОСТ 11534, требует использовать такие типы швов, как:
встык;
внахлест;
углом;
тавровые.
Среди стыковых швов выделяются такие подвиды, как:
односторонние и двухсторонние;
замковые со скосом;
криволинейный скос;
скошенные симметричные;
скошенные ломаные;
строганые;
скошенные ассиметричные;
отбортованные.
Пример основной таблицы для стыкового шва типа С47.
Среди угловых швов выделяют:
односторонние;
двухсторонние;
скос;
отбортовка.
Швы внахлест и тавровые в этой классификации бывают односторонними и двухсторонними.
Форма подготовки кромок
ГОСТ 8713-79, описывающий сварку в защитном газе и сварные соединения, требует высокой точности при разделке кромок заготовок. Требования по точности, предъявляемые к обычной ручной сварке ММА, либо аргонодуговой, заметно ниже. Автоматический сварочный аппарат настраивается под определенный режим сварки, включая силу тока, расстояние от заготовки до электрода и его траекторию.
В ходе исполнения заложенной программы автоматический аппарат не сможет учитывать неточности обработки либо установки заготовки, как это смог бы сделать квалифицированный и опытный сварщик.
Разделку кромок проводят на установках газовой, плазменной или лазерной резки. Используются также металлообрабатывающие станки (фрезерный, строгальный, долбежный). Реже при разделке применяются установки водяной резки.
Перед началом работ необходимо провести подготовку: очистить от механических загрязнений, шлака, ржавчины, масложировых пятен. Оставшиеся загрязнения, попав в зону действия дуги, приводят к образованию таких дефектов, как:
поры и каверны;
трещины;
непровар;
посторонние неметаллические включения.
Механическую зачистку проводят с помощью пескоструйной обработки либо ручными угловыми шлифмашинами. Используется также и химическое пассивирование для более качественного удаления окисной пленки. Кроме самих кромок, зачищается и околошовная область на 5-6 мм с каждой стороны от шва. Общее обезжиривание с помощью органических растворителей или неорганических активных веществ распространяется на ту же зону.
Заготовки требуется надежно закрепить на сборочном стенде с помощью струбцин или специальной оснастки. Используется также прихватывание в заранее определенных местах ручной электродной сваркой или в среде углекислого газа. Точечные прихватки делают из полос металла длиной 5-7 см. Их устанавливают не далее 40 см одну от другой, с краю они должны быть не далее 20 см от начала (конца) шва. Их обязательно следует очистить от брызг расплава и шлаков.
[stextbox id=’info’]Для входа и выхода электрода без прожога в начале и конце шва устанавливают вводные и выводные подкладки, разделанные тем же профилем, что и основной шов.[/stextbox]
Рабочие режимы выбирают исходя из металла заготовок, их толщины, вида разделки. К ним относятся:
рабочий ток и напряжение;
толщина и темп подачи сварочного материала;
скорость и наклон движения электрода.
Стыковые швы свариваются с разделкой или без таковой. Соединение может провариваться с одной либо обеих сторон, а также за несколько проходов.
Пример основной таблицы ГОСТ для типа соединения С18.
Если есть возможность довести зазор между заготовками до 1 мм, то работу в положении «в лодочку» проводят без подкладки. Если же зазор больше — подкладывают металлическую или асбестовую пластину, либо подсыпают подушку из флюса. Применяется также предварительное подваривание корня шва с изнанки.
Сварка в положении «лодочка» рекомендована для угловых и тавровых швов. Она дает возможность равномерно проплавить кромки и увеличить площадь сечения шва. Для этого заготовки крепят в специальной поворотной оснастке, называемой кантователь. Он может поворачиваться вместе с заготовкой вокруг продольной оси, параллельной линии шва. ГОСТ предусматривает сборку двутавра сварного таким же способом.
Сварочные схемы.
Сваривание тавровых и нахлесточных швов ведут с углом наклона электрода в 15-30о к линии шва. К минусам такого метода относят ограничение предельного значения катета в 16 миллиметров. Для получения больших значений приходится прибегать к многопроходному провариванию.
Характер сварного шва
Односторонняя сварка стыков используется для менее ответственных соединений. Применяют ее и в тех случаях, когда не удается получить доступ к изнанке. Большой размер сварочной ванны, ее относительный перегрев, большой объем расплава зачастую приводят к расплескиванию расплава и его вытеканию через зазор. Для предотвращения нежелательного эффекта используют подкладочные пластины из стали или меди, а также подсыпку флюса. Наиболее распространены следующие методы выполнения односторонних швов:
Флюсовая подушка. Под соединяемые кромки засыпают флюсовый порошок слоем 3-7 см. Прижим осуществляется за счет собственного веса или с помощью резинового баллона, наполненного сжатым воздухом. При небольших размерах соединения используется резиновый шланг. Слой флюсового порошка препятствует вытеканию расплавленной среды и предотвращает доступ воздуха к сварочной ванне.
Медная подкладочная пластина. Медь имеет высокий коэффициент теплопроводности. Это свойство используется для отвода избыточного тепла из рабочей зоны. Таким образом не происходит пережог материала заготовок. Кроме того, пластина предохраняет расплав от вытекания через зазор. Напротив шва в пластине делается продольная выемка, ее засыпают флюсовым порошком. Благодаря такой выемке на изнаночной стороне соединения формируется сварочный валик. Медная пластина имеет ширину от 4 до 6 см, и толщину от 0,5 до 3 см.
Медный ползун. Параллельно электроду с изнаночной стороны на шпильках движется массивный башмак с водяным охлаждением. Для снижения трения могут применяться ролики.
Стальная подкладная пластина. Если позволяет конструкция, с тыльной стороны подкладывают контактную полосу шириной 2-5 см и толщиной полсантиметра из того же сплава, что и заготовки. Ее устанавливают с минимальным зазором и прихватывают через каждые 40 см конденсаторной сваркой. Пластина проваривается вместе с заготовками, входя в состав шовного материала. Таким образом не только предотвращается вытекание расплава, но и повышается прочность шва.
Двустороння сварка стыков формирует более прочный и долговечный шов. Этот метод применяется в ходе сборки промышленных установок, станков, транспортных средств, строительных конструкций, ответственных и нагруженных изделий с высокой удельной прочностью. Проварка с двух сторон позволяет шву выдерживать как статические, так и динамические нагрузки наравне с основным материалом изделия.
При выполнении стыка в два прохода сначала заваривают шов с лицевой стороны, достигая глубины провара 60-70% от высоты. Перед этим заготовки тщательно подгоняют друг к другу, зазор не должен превышать 1 мм. Различные подкладочные средства при этом не применяют, сил поверхностного натяжения расплава достаточно, чтобы избежать вытекания. На следующем этапе проходят шов с изнаночной стороны, формируя его полный профиль.
Если по конструктивным или технологическим причинам обеспечить малый зазор не удается, используют те же методы для предотвращения протекания, что и при одностороннем способе:
подкладочная пластина из меди;
пластина из стали;
слой флюсового порошка;
подварка вручную.
[stextbox id=’info’]Угловые, тавровые и нахлесточные швы заваривают, располагая заготовки в лодочку. При проварке с обратной стороны кантователь с закрепленными в нем заготовками поворачивают на необходимый угол. [/stextbox]
Формы поперечного сечения
Швы подразделяются на
плоские, с нулевым возвышением;
выпуклые, с положительным возвышением;
вогнутые, с отрицательным возвышением.
Выпуклая форма сообщает шву дополнительную прочность, но приводит к повышенному расходу присадочного материала. При серийном производстве это может существенно повысить себестоимость.
Толщина свариваемых деталей
Это важный параметр, определяющий выбор той или иной технологии, способ и конкретную форму разделки кромок, число сторон шва и число проходов. Тонкие заготовки (до 1мм) сваривают, применяя прием разделки «отбортовка». Он позволяет избежать прожога, увеличить площадь соприкосновения заготовок и повысить прочность, долговечность и герметичность (при необходимости) соединения. Заготовки от 1 до 4 мм сваривают без разделки кромок.
Небольшая толщина позволяет добиться полного провара и высокого качества шва. Заготовки толще 4 мм подвергаются разделке кромок. Это необходимо для обеспечения доступа электрода к корню шва для достижения полного и качественного провара.
Для деталей толще 60 мм используют специальные профили разделок, разнородные криволинейные или ступенчатые, и проваривают шов за несколько проходов. Сварочные смеси ГОСТ регламентирует также в зависимости от толщины.
Условные обозначения соединения
В условное обозначение, согласно ЕСКД, входят такая информация:
буква: обозначение типа шва;
одна или две цифры: обозначение подтипа;
от одной до трех букв: обозначение типа сварки;
буква: обозначение сварочного положения;
Дополнительная информация указывается по необходимости.
Предел текучести
Исходя из предела текучести материалов заготовок разной толщины ГОСТ на флюсовые сварочные работы определяет наименьшее значение катетов углового шва.
Размеры катетов исходя из предела текучести материала.
Наибольшее значение не может составлять свыше 120% от толщины меньшей заготовки.
Наименьшее значение катетов при разной толщине заготовок
Стандарт устанавливает наименьшие значения в том случае, когда заготовки имеют разную толщину. Если разница меньше, то сваривание проводят как для деталей равной толщины.
Предельная разность толщин.
Если разница больше, то толстую деталь скашивают фаской до толщины тонкой. Возможно также выполнение шва с наклонной поверхностью, осуществляющей переход от заготовки к заготовке.
Катет углового шва
При осуществлении сварки под флюсом ГОСТ рекомендует придерживаться следующих значений катетов:
Размеры катетов исходя из положения.
Номинальный размер и отклонение катета
Максимальное отклонение значений катета исходя из номинальных описано в завершающем разделе документа.
Величины предельных отклонений.
ГОСТ 8713-79 / Ауремо
ГОСТ Р ИСО 2553-2017 ГОСТ Р ИСО 6947-2017 ГОСТ Р ИСО 13920-2017 ГОСТ Р 55554-2013 ГОСТ Р ИСО 6520-1-2012 ГОСТ Р ИСО 14174-2010 ГОСТ Р ИСО 14175-2010 ГОСТ Р ЕН 13479-2010 ГОСТ Р ЕН 12074-2010 ГОСТ Р ИСО 2560-2009 ГОСТ Р 53689-2009 ГОСТ Р ИСО 3581-2009 ГОСТ Р ИСО 3580-2009 ГОСТ 10543-98 ГОСТ 19249-73 ГОСТ 21449-75 ГОСТ 5264-80 ГОСТ 9467-75 ГОСТ 21448-75 ГОСТ 23178-78 ГОСТ 15164-78 ГОСТ 14806-80 ГОСТ 16038-80 ГОСТ 9087-81 ГОСТ 25445-82 ГОСТ 26271-84 ГОСТ 26101-84 ГОСТ 27580-88 ГОСТ 28915-91 ГОСТ 2246-70 ГОСТ 5.917-71 ГОСТ 5.1215-72 ГОСТ 10051-75 ГОСТ 11533-75 ГОСТ 10052-75 ГОСТ 11534-75 ГОСТ 7871-75 ГОСТ 23518-79 ГОСТ 14776-79 ГОСТ 15878-79 ГОСТ 16037-80 ГОСТ 23949-80 ГОСТ 26467-85 ГОСТ 16130-90 ГОСТ 30430-96 ГОСТ 30242-97 ГОСТ 30482-97 ГОСТ Р 52222-2004 ГОСТ 28555-90 ГОСТ 30756-2001 ГОСТ 14771-76 ГОСТ 9466-75 ГОСТ 8713-79
гост-8713-79.pdf (923,60 КиБ)
ГОСТ 8713-79
ГОСТ 8713-79
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ПОД ФЛЮСОМ. СВАРНЫЕ СОЕДИНЕНИЯ
Основные типы, элементы конструкции и размеры
Сварка под флюсом. Сварные соединения. Основные типы, конструктивные элементы и размеры
ИСС 25.160.40 ОКП 06 0200 0000
Дата введения 1981−01−01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. наук Украинской ССР
2. ИЗГОТОВЛЕНО Госстандартом СССР
3. УТВЕРЖДЕНО И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 26.12.79 N 5047
4. ВЗАМЕН ГОСТ 8713-70
5. СПРАВКА НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение ссылочного документа
Артикул
ГОСТ 11969-93
6
ГОСТ 16037-80
1
6. ИЗДАНИЕ (январь 2007 г.) с Изменениями № 1, 2, 3, утвержденными в августе 1986 г., январе 1989 г., июле 1990 г. (ИУС 11-86, 4-89, 10-90)
ИЗМЕНЕН, опубликован в ИСУ № 6, 2007 г.
Изменение, вносимое изготовителем в базу данных
1. Настоящий стандарт распространяется на соединения сталей и железоникелевых сплавов и на основе никеля, выполняемые дуговой сваркой под флюсом, и устанавливает основные типы, элементы конструкции и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
AF — автоматический на весу;
Aff — автоматический флюс на подушке;
АСМ — автомат на флутамидной футеровке;
АФО — автомат на остаток футеровки;
AFP — авто на медном ползунке;
АФС — автоматический с расширенной накладкой подарочного шва;
AFC — автоматический с продвинутым подварным швом корня;
МФ — механизированные на весу;
МФИ — механизированные для остальной части футеровки;
ИДФ — механизированные с расширенной накладкой подарочного шва;
МФК — механизированная с развитым подварным швом корня.
(Измененная редакция, ред. № 2).
3. Основные виды сварных соединений приведены в табл.1, участок подарочного предварительно наложенного шва условно зачернен.
Таблица 1
Форма поперечного сечения
Тип соединения
Сформировать подготовленные края
Характер сварного шва
подготовленные края
сварной шов
Метод сварки
Толщина кипятка подводимой детали, мм
Условное обозначение- Увеличение сварного соединения-
Стык
С фланцами
Один сторонний
АФ; МФ
1,5−3,0
C1
Скос
2,0−12,0
С47
Прил.
2,0−10,0
С4
АФМ
3,0−12,0
АФП
5,0−20,0
АФО; МФО
-12,0 2,0
C5
Два сторонних
АФ; МФ
2,0−20,0
С7
АФС; ИДФ
2,0−12,0
Прил.
2,0−32,0
C29
Фаска с последующей строжкой
16,0−32,0
C30
С фаской
Один сторонний
Прил.
8,0−20,0
С9
АФМ
АФО; МФО
8,0−30,0
С10
АФО
C11
Билат- Ронни
АФ
14,0−20,0
C12
Изогнутая кромка
Один сторонний
Прил.
16,0−50,0
C31
С ломаной кромкой
Прил.
S32
С двумя симметричными скосами на одной кромке
Билат- Ронни
АФ
20,0−30,0
С15
Скошенные края
Один сторонний
Прил.
8,0−24,0
S18
АФМ
12,0−30,0
АФО; МФО
8,0−30,0
С19
Один сторонний замок
АФО
С20
Билат- Ронни
АФ; МФ
14,0−30,0
С21
АФК; МФК
АФС; ИДФ
5,0−14,0
Прил.
14,0−30,0
C33
Изогнутая кромка со скошенной кромкой
Один сторонний
АФО
16,0−60,0
A34
Один сторонний замок
16,0−50,0
С35
Билат- Ронни
АФК
24,0−160,0
C23
С ломаной кромкой
Один сторонний
Прил.
20,0−60,0
С36
С ломаной фаской
Одна сторонняя блокировка
АФО
16,0−60,0
C37
С двумя симметричными скошенными кромками
Билат- Ронни
АФ; МФ
18,0−60,0
С25
АФК
24,0−60,0
С25
Прил.
18,0−60,0
С38
С двумя несимметричными скошенными кромками
АФС; ИДФ
16,0−60,0
C39
С двумя симметрично изогнутыми кромками
АФ
50,0−160,0
С26
С двумя несимметричными скошенными кромками
И ФСГ
24,0−130,0
С40
24,0−60,0
C41
Угловой
С отбортовкой с одной кромки
Один сторонний
АФ; МФ
1,5−3,0
U1
Скос
Билат- Ронни
АФС; ИДФ
4,0−14,0
V5
С фаской
Билат- Ронни
АФС; ИДФ
8,0−20,0
U7
С двумя асимметричными кромками
20,0−40,0
У3
Т —
Фаска
Один сторонний
АФ; МФ
3,0−40,0
T1
Билат- Ронни
Т3
АФС; ИДФ
3,0−20,0
T3
С фаской
АФС; ИДФ
8,0−30,0
T7
Изогнутая кромка
АФС
16,0−30,0
Т2
С двумя симметричными скосами на одной кромке
АФ; МФ
16,0−40,0
T8
С двумя асимметричными скосами на одной кромке
АФС; ИДФ
20,0−40,0
Т4
С двумя симметричными изогнутыми скосами на одной кромке
АФ
30,0−60,0
Т5
Круг
Фаска
Один сторонний
АФ; МФ
1,0−20,0
h2
Билат- Ронни
ч3
(Измененная редакция, ред. № 2, 3).
4. Конструктивные элементы сварных швов и их размеры должны соответствовать указанным в табл.2-52 Участок подарочного предварительно наложенного шва условно зачернен.
Таблица 2
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
подготовленные кромки свариваемых деталей
сварной шов
C1
АФ; МФ
1,5−3,0
-1,5
-3
________________ * Размер для справки.
Таблица 3
Размеры, мм
Обозначение сварного соединения
Конструктивные элементы
Метод сварки
не более
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С47
АФ; МФ
2
0
+0,3
8,5
1,5
±1,0
СВ. от 2 до 3
+0,5
10
СВ. от 3 до 4
+0,8
12
2,0
+1,0 -1,5
СВ. от 4 до 5
14
СВ. от 5 до 6
СВ. от 6 до 8
+1,0
16
СВ. от 8 до 10
19
СВ. с 10 до 12
21
Примечание. Метод сварки для MF <3 мм не рекомендуется.
Таблица 4
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
СПО- соб СВА- РКИ
не более
подготовленные края
сварной шов
А- мин.
Пред. выключенный.
А- мин.
Пред. выключенный.
А- мин.
Пред. выключенный.
С4
Прил.
2
0,0
+1,0
12
1,5
±1,0
1,0
±1,0
СВ. от 2 до 3
1,0
±1,0
СВ. от 3 до 4
16
2,0
+1,0 -1,5
1,5
+1,0 -1,5
СВ. от 4 до 5
1,5
СВ. от 5 до 6
21
СВ. от 6 до 7
2,0
±1,5
2,0
+От 1,0 до 2,0
СВ. от 7 до 10
26
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок. Значение должно быть от 4 мм до 0,5 .
Таблица 5
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
не более
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С4
АФМ
3
1,0
+0,5
14
1,5
+1,0
-1,5
4
Шестнадцать
СВ. от 4 до 5
1,5
±1,0
СВ. от 5 до 6
21
СВ. от 6 до 7
2,0
2,0
+От 1,0 до 2,0
СВ. от 7 до 10
26
СВ. с 10 до 12
4,0
28
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок. Значение должно быть от 4 мм до 0,5
.
Таблица 6
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
±4
не более
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
АФП
5−6
12
23
3
+2
1,5
±1,0
С4
7−10
14
26
4
+1,5 А 1,0
12−14
28
16−18
16
36
5
2,0
±1,5
20
38
6
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.
Таблица 7
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
не менее
не более
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С5
АФО; МФО
2
1,5
±1,0
15
12
1,5
±1,0
СВ. от 2 до 3
Семнадцать
СВ. от 3 до 4
2,0
2,0
+1,0
-1,5
СВ. от 4 до 5
20
СВ. от 5 до 6
3,0
±1,5
21
СВ. от 6 до 7
25
СВ. от 7 до 8
26
СВ. от 8 до 10
4,0
30
СВ. с 10 до 12
5,0
28
Примечание. Метод сварки МФИ > 6 мм не рекомендуется. Толщина футеровки должна быть не менее 0,25, но менее 1,5 мм.
Таблица 8
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
не более
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С7
АФ; МФ
2
0
+0,3
8,5
1,5
±1,0
СВ. от 2 до 3
+0,5
10
СВ. от 3 до 4
+0,8
12
2,0
+1,0
-1,5
СВ. от 4 до 5
+1,0
14
СВ. от 5 до 6
19
СВ. от 6 до 9
±1,5
СВ. с 9 по 14
23
3,0
+1,5 К 2.0
СВ. от 14 до 20 лет
28
±2,0
Примечание. Метод сварки для MF > 6 мм не рекомендуется.
Таблица 9
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
не более
±2
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С7
АФС; ИДФ
2
0,5
+0,5
8,5
8
1,5
±1,0
СВ. от 2 до 3
1,0
±1,0
10
СВ. от 3 до 4
12
2,0
+1,0
-1,5
СВ. от 4 до 5
14
10
СВ. от 5 до 7
1,5
+1,0 -1,5
16
12
СВ. с 7 по 12
2,0
+1,0 К 2.0
19
14
3,0
+1,0 К 2.0
Примечание. Метод сварки IDF для толщин от 3 мм до 6 мм не рекомендуется.
Табл.
Элементы конструкции
Метод сварки
не более
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С29
Прил.
2
0
+1
8,5
1,5
±1,0
СВ. от 2 до 3
1
±1
10
+1,0 -1,5
СВ. от 3 до 5
12
2,0
СВ. от 5 до 6
19
СВ. от 6 до 9
2
СВ. с 9 до 10
24
+1,0 К 2.0
СВ. от 10 до 14
2,5
СВ. от 14 до 16 лет
26
±2,0
СВ. с 16 по 22
4
+1 -2
34
СВ. с 22 по 26
5
+1 -2
40
3,0
+2,0 -2,5
СВ. с 26 по 30
6
+2 -1
42
+2,0 Ис 3,0
Доп.*
От. от 6 до 9
3
±1
22
2,5
±1,5
СВ. с 9 до 16 лет
4
26
СВ. с 16 до 24 лет
5
±1,5
34
СВ. от 24 до 32
6
40
3
±2
____________________ * Перед сваркой первого шва зазор на 1/3 толщины основного металла необходимо заполнить флюсом, а затем оставшиеся 2/3 зерен электродной проволоки , гранулы или другой гранулированный металл.
Таблица 11
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
±1
±2
не более
подготовленные кромки свариваемых деталей
сварной шов
C30
Афф
С 16 до 22 лет
8
9
18
СВ. с 22 по 26
13
14
24
СВ. от 26 до 32
18
18
28
Таблица 12
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С9
Афф; АСМ
С 8 до 9
18
±3
±1,0
СВ. с 9 до 10
20
±4
1,5
СВ. с 10 до 14 лет
22
2,0
+1,0 -1,5
СВ. от 14 до 20 лет
24
2,5
+1,0 К 2.0
Примечание. Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.
Таблица 13
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
не я- это
не я- это
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С10
АФО; МФО
8
2
±1,0
3
25
18
±3
1,5
±1,0
СВ. от 8 до 10
20
СВ. от 10 до 12
22
±4
2,0
+1,0
-1,5
СВ. с 12 до 14 лет
3
±1,5
4
СВ. от 14 до 16 лет
24
2,5
+1,0
До 2.0
СВ. от 16 до 18 лет
4
30
СВ. от 18 до 20 лет
6
СВ. от 20 до 24
5
26
+1,5 К 2. 0
СВ. с 24 до 30
40
Таблица 14
Элементы конструкции
Метод сварки
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С11
АФО
8
2
±1,0
18
±3
1,5
+1,0
СВ. от 8 до 10
20
СВ. с 10 до 12
22
±4
2,0
+1,0 -1,5
СВ. с 12 до 14 лет
3
±1,5
СВ. от 14 до 16 лет
24
2,5
+1,0
До 2. 0
СВ. от 16 до 20 лет
4
СВ. от 20 до 24
5
26
+1,5 К 2.0
СВ. с 24 до 30
30
Таблица 15
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С12
АФ
14
18
±3
2,0
+1,0 -1,5
СВ. от 14 до 16 лет
2,5
+От 1,0 до 2,0
СВ. от 16 до 20 лет
22
±4
Таблица 16
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С31
Прил.
16
19
±2
2,0
+1,0 К 2.0
СВ. от 16 до 20 лет
20
СВ. от 20 до 25
22
СВ. от 25 до 30
23
±3
СВ. от 30 до 35
25
СВ. от 35 до 40
26
±4
СВ. от 40 до 45
28
A от 1,5 до 2,0
SV. от 45 до 50
Таблица 17
Элементы конструкции
Метод сварки
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
С32
Прил.
16
19
±3
2,5
+1,0 К 2.0
СВ. от 16 до 20 лет
20
СВ. от 20 до 25
21
СВ. от 25 до 30
22
СВ. от 30 до 35
23
СВ. от 35 до 40
24
±4
СВ. от 40 до 45
25
A от 1,5 до 2,0
SV. от 45 до 50
26
Таблица 18
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
подготовленные кромки свариваемых деталей
сварной шов
Номин.
Пред. выключенный.
С15
АФ
С 20 до 24
22
±3
СВ. с 24 по 28
26
±4
СВ. от 28 до 30
30
Таблица 19
Размеры, мм
Обозначение сварного соединения
Элементы конструкции
Метод сварки
±1
подготовленные кромки свариваемых деталей
сварной шов
Но — мин.
Пред. выключенный.
Но — мин.
Пред. выключенный.
S18
Прил.
С 8 до 9
3
18
±3
1,5
±1,0
СВ. с 9 до 10
20
СВ. с 10 до 12
22
±4
2,0
+1,0 -1,5
СВ. с 12 до 14 лет
4
СВ. от 14 до 20 лет
24
2,5
+От 1,0 до 2,0
СВ. от 20 до 24
26
±5
Сорт проволоки
Проволока углеродистая холоднотянутая ГОСТ 17305
Для холодной штамповки при изготовлении различных видов крепежных изделий: винтов, болтов, заглушек, осей, саморезов, валов, штифтов.
Проволока стальная низкоуглеродистая общего назначения ГОСТ 3282-74
Предназначен для изготовления гвоздей, звеньев, ограждений
Проволока сварочная стальная ГОСТ 2246-70
Для сварки (наплавки), для изготовления электродов
Проволока стальная оцинкованная для воздушных линий ГОСТ 15892-70
Предназначен для проводов ВЛ.
Проволока стальная оцинкованная для бронирования электрических проводов и кабелей ГОСТ 1526-81
Для резервирования электрических проводов и кабелей.
изготовления проката, предназначенного для строительных стальных конструкций со сварными и другими соединениями
Химический состав в % материала С245
C
Si
Mn
Ni
S
P
Cr
N
Cu
до 0. 22
0.05 — 0.15
до 0.65
до 0.3
до 0.05
до 0.04
до 0.3
до 0.012
до 0.3
Механические свойства при Т=20oС материала С245 .
Сортамент
Размер
Напр.
sв
sT
d5
y
KCU
Термообр.
—
мм
—
МПа
МПа
%
%
кДж / м2
—
Лист
2 — 3.9
370
245
20
Лист
4 — 10
370
245
25
Технологические свойства материала С245 .
Свариваемость:
без ограничений.
Обозначения:
Механические свойства :
sв
— Предел кратковременной прочности , [МПа]
sT
— Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5
— Относительное удлинение при разрыве , [ % ]
y
— Относительное сужение , [ % ]
KCU
— Ударная вязкость , [ кДж / м2]
HB
— Твердость по Бринеллю , [МПа]
Свариваемость :
без ограничений
— сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая
— сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая
— для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг
По данным www.splav.kharkov.com
Сталь 3пс: свойства, характеристики, аналоги
Характеристика марки стали Ст3пс
Этот сплав, являясь углеродистой конструкционной сталью обыкновенного качества, выступает одним из основных материалов в машиностроении и строительной сфере. Основное назначение – производство горячекатаного проката (сортового, фасонного, толстолистового, тонколистового). Также применяется для труб, поковок, штамповок, лент, проволоки, метизов.
Химические свойства
Сталь содержит менее 0,25% углерода и соответственно является низкоуглеродистой. Аббревиатура «пс» относит этот железоуглеродистый сплав к полуспокойным сталям и указывает, что она раскислена в большей степени, чем кипящая, но менее, чем спокойная.
Химический состав стали Ст3пс в соответствии с ГОСТ 380/ ДСТУ 2651, %
С
Si
Mn
Cr
Ni
Cu
S
P
0,14…0,22
0,05…0,15
0,40…0,65
до 0,30
до 0,30
до 0,30
до 0,05
до 0,04
Приблизительный состав сплава
Физико-механические свойства
Механические и другие свойства определяют стандарты на конкретные виды стального проката. В зависимости от нормируемых показателей механических свойств прокат подразделяют на категории от 1 до 7.
Механические свойства сортового и фасонного проката из стали Ст3пс по ГОСТ 535/ ДСТУ 4484
Временное сопротивление σв, Н/мм2
Предел текучести σт, Н/мм2
Относительное удлинение δ5, %
для проката толщиной
≤ 10 мм
от 10 до 20 мм
от 20 до 40 мм
от 40 до 100 мм
до 100 мм
до 20 мм
от 20 до 40 мм
более 40 мм
370…480
≥ 245
≥ 245
≥ 235
≥ 225
≥ 205
26
25
23
Сталь Ст3пс отлично поддается сварочной обработке с использованием практически всех современных методов. Для нее не свойственна склонность к отпускной хрупкости и флокеночувствительность. Она хорошо поддается ковке и сопротивляется растрескиванию при изгибе. Отлично обрабатывается инструментом из твердых и быстрорежущих сплавов.
Применение
Сталь Ст3пс категории 2 и 3 используется для изготовления несущих и ненесущих металлоконструкций, деталей и элементов обшивки, рассчитанных на эксплуатацию только в интервале плюсовых температур. Сплав 4-й категории уже может применяться для производства сварных несущих конструкций, функционирующих при морозах до -20˚С. Металлоконструкции из Ст3пс5 уже могут эксплуатироваться при -40˚С.
Листовой прокат из этого сплава применяется для производства электросварных труб и других замкнутых профилей. Из поковок допускается изготовление деталей котлов и инженерно-технических коммуникаций, при условии, что толщина стенки изделия не менее 12 мм.
Справедливое предупреждение: это здоровенный пост, в котором подробно рассказывается о том, почему группам безопасности нужны возможности расшифровки, с разбивкой на конкретные, распространенные типы поведения атак, которые невозможно своевременно обнаружить без полной расшифровки. возможности.
Не хотите читать весь блог? Посмотрите это 4-минутное видео, чтобы узнать, почему расшифровка имеет решающее значение для SecOps (показанный нашими передовыми визуальными эффектами): иметь возможность обнаруживать зашифрованные атаки, анализируя телеметрию сетевых коммуникаций — кто с кем разговаривает, сколько и как часто. Хотя эти поставщики могут сделать вывод о подозрительном поведении, наблюдая за телеметрией зашифрованных сообщений, это, по сути, позволяет им только создавать сигнатуры (или «отпечатки пальцев») для обнаружения известных или очень похожих на известные вредоносные программы.
Например, некоторые поставщики будут использовать последовательность длин и времени пакетов (SPLT) в сочетании с информацией об используемых протоколах и наборах шифров, чтобы сделать вывод о том, что используется вредоносное ПО. Чтобы было ясно, это допустимый подход для обнаружения многих типов вредоносных программ, но эти методы просто не могут обнаружить многие другие виды поведения в цепочке атак.
В конечном счете, вы должны расшифровывать сетевые сообщения, чтобы уверенно обнаруживать и реагировать на многие распространенные угрозы. Настоящий анализ сетевого трафика для предприятия требует возможности расшифровки утвержденного трафика для анализа. По сути, какой смысл инвестировать в расширенные обнаружения, машинное обучение и поведенческий анализ, если они работают только с гораздо менее детализированным и, следовательно, неполноценным набором данных?
Давайте углубимся в наиболее распространенные способы атаки, которые не могут быть быстро обнаружены платформами анализа сетевого трафика, которые работают только с зашифрованным трафиком или не декодируют всю полезную нагрузку содержимого для диапазона протоколов приложений, используемых злоумышленниками:
Подозрительная аутентификация активность (если LDAP зашифрован, рекомендуется для предприятий)
Попытки скрытого доступа к базе данных и эксфильтрация
Связь управления и контроля
Атаки с использованием межсайтовых сценариев (XSS) — взлом Magecart, о котором в наши дни сообщают во всех новостях, использовал эти методы, и XSS в целом оказался наиболее распространенным методом атаки на веб-приложения.
Атаки с внедрением SQL
Подозрительная активность LDAP
Для организаций, использующих LDAP для доступа к удостоверениям и управления ими, включая множество компаний, использующих Active Directory (AD), рекомендуется шифровать трафик LDAP при его перемещении по сети. Внутри этого трафика есть такая информация, как имена пользователей, попытки входа в систему, уведомления о неудачных попытках входа и многое другое. Зашифровав этот трафик, злоумышленники не смогут использовать его против вас. Расшифровывая трафик, вы можете выявить подозрительное поведение, если злоумышленник использует грубую силу и другие методы.
Злоумышленники часто компрометируют действительные учетные данные AD и используют их для изучения вашей сети и попыток доступа к потенциально ценным данным. В этом процессе злоумышленники неизбежно оставляют некоторые сетевые артефакты. Например, когда злоумышленник использует скомпрометированные учетные данные AD, чтобы попытаться получить доступ к ограниченной базе данных или области хранения и потерпит неудачу, это создает сообщение «неудачный вход в систему». Это свидетельство, связанное с этим именем пользователя и другой контекстной информацией, передается по сети через LDAP. Если пользователь повторял неудачные попытки входа в систему с использованием конфиденциальных активов, таких как пользовательские базы данных или платежная информация, это может быть сигналом о том, что идет атака методом грубой силы.
Если этот LDAP-трафик зашифрован, многие платформы анализа сетевого трафика полностью пропустят сигнал. Если вы не видите странного поведения пользователей AD из-за того, что не проверяете расшифрованный трафик, вы упускаете четкие сигналы, которые можно было бы использовать для обнаружения атак и реагирования на них. Узнайте больше о типах шифрования LDAP, методах и последствиях для безопасности здесь.
Действия с базой данных
Многие организации шифруют соединения с базами данных из-за чувствительности информации, передаваемой по сети, включая требования по поддержке правил конфиденциальности. Без возможности расшифровки этих транзакций базы данных продукты анализа сетевого трафика могут только делать выводы о том, что субъект делает в сети, на основе ограниченных данных телеметрии о том, какие узлы общались друг с другом, а также о размере и времени передачи пакетов.
Расшифровывая эти подключения к базе данных и анализируя содержимое транзакции, продукт анализа сетевого трафика может анализировать информацию прикладного уровня, такую как операторы SQL, сообщения об ошибках и используемые методы. Эта видимость важна, потому что она показывает доказательства, которые злоумышленник в противном случае уничтожит. Например, если злоумышленник получает достаточные права доступа к базе данных, он может удалить таблицу аудита, чтобы стереть журналы, отслеживающие его действия.
Однако, несмотря на то, что системы на основе журналов будут ослеплены, записи обо всех действиях злоумышленника в базе данных будут по-прежнему перехватываться продуктом анализа сетевого трафика, который может как расшифровывать подключения к базе данных, так и анализировать содержимое прикладного уровня. Вы сможете увидеть не только команду DROP, которая удалила таблицу аудита, но и предыдущие операторы SQL, чтобы увидеть, какие данные они просматривали или изменяли.
Командование и управление
Авторы вредоносных программ все чаще используют шифрование, чтобы скрыть свои коммуникации управления и контроля (C&C), включая протоколы HTTPS, SMTPS и SSL/TLS.
Межсайтовый скриптинг (XSS)
Атака с межсайтовым скриптингом предполагает использование доступного поля ввода на веб-сайте или в приложении для вставки исполняемого кода, который можно использовать для кражи учетных данных для входа или обхода идентификации и контроля доступа. Вредоносный код, скорее всего, передается методом POST по зашифрованному протоколу HTTPS.
Если платформа анализа сетевого трафика наблюдает за этим трафиком, не расшифровывая его, она увидит только то, что между какими-либо задействованными устройствами произошла какая-то зашифрованная связь HTTPS.
Если бы платформа анализа сетевого трафика расшифровывала трафик, она могла бы увидеть метод POST. Это означает, что правильно настроенная система может заблаговременно обнаруживать содержащийся в ней вредоносный код, и, по крайней мере, аналитик безопасности, исследующий нарушение и ищущий основную причину, сможет вернуться к транзакции и увидеть, как злоумышленник злоупотребил приложением. Узнайте, как Reveal(x) обнаруживает эксплойт Apache Struts 2 (CVE-2018-11776), анализируя полезную нагрузку HTTP-транзакции.
В этом случае никакое машинное обучение или аналитика не заменят реальной видимости содержимого пакета. Этот уровень детализации для обнаружения, расследования и судебной экспертизы доступен только при проверке расшифрованных данных. Узнайте больше о XSS и превентивных стратегиях здесь.
Внедрение SQL
Атака путем внедрения SQL также является атакой с внедрением кода, но она действует против базы данных, а не веб-сайта. Базовый подход заключается в использовании законного поля ввода данных для проникновения вредоносных команд SQL в базу данных, обмана базы данных для обмена ограниченными данными, удаления важных данных или иного нарушения конфиденциальности, целостности или доступности содержимого базы данных.
Атака путем внедрения SQL-кода, скрытая в зашифрованном трафике, будет выглядеть точно так же, как законный трафик базы данных. Все потенциально компрометирующие атрибуты передачи SQL-инъекций будут скрыты, если пакеты зашифрованы.
Однако, если пакеты расшифрованы, инкриминирующий оператор SQL будет легко обнаружить. Вредоносный код и escape-символы, включенные в неправильные поля, будут торчать как больной палец.
В заключение
Не позволяйте поврежденным технологиям диктовать условия безопасности и ставить под угрозу их безопасность!
Несколько поставщиков средств анализа сетевого трафика, имена которых пока не называются, заявляют, что их технология машинного обучения может обеспечивать обнаружение, столь же надежное и без расшифровки трафика. Атака и крупные реальные атаки, описанные в этом посте, — это лишь небольшая часть причин, по которым эти поставщики ошибаются.
Почему не расшифровывают? У большинства просто нет вычислительных мощностей, чтобы справляться с рабочей нагрузкой расшифровки и справляться с трафиком. Им также может не хватать информации о содержимом приложений L7 или массива поддержки протоколов, которые сделали бы целесообразным расшифровку.
Для того чтобы обеспечить высокую надежность соединения, используя анкерный болт, важно не только правильно выбрать его по размерам и типу конструкции, но и знать, как правильно крепить такое изделие.
Существует большое разнообразие анкерных болтов, отличающихся своим устройством и принципом действия, поэтому важно знать, как крепить анкер того или иного типа
Анкерный болт классической конструкции обеспечивает надежное соединение не только за счет сил трения своей наружной поверхности со стенками посадочного отверстия, но также благодаря тому, что его распорная втулка увеличивается в диаметре при вкручивании в нее резьбового элемента. На надежность монтажа такого крепежного элемента оказывают влияние и прочностные характеристики материала строительной конструкции, что также следует учитывать.
Для всего рассматриваемого крепежа сверло для выполнения монтажного отверстия подбирается соответственно диаметру анкера, за исключением анкерных болтов ударного типа.
С гайкой
Конструктивными элементами анкерного болта данного типа являются:
резьбовая шпилька, один конец которой выполнен в форме конуса, а на второй накручена гайка;
накрученная на шпильку распорная втулка (ее нижний конец имеет продольные прорези на боковой поверхности, которые формируют своеобразные лепестки).
Анкер с гайкой подходит для сквозной установки в предварительно просверленное отверстие
Надежная фиксация такого крепежного элемента обеспечивается за счет того, что лепестки распорной втулки разжимаются, что происходит при воздействии на них конусного конца шпильки. Чтобы конусный конец такого болта начал входить во втулку и разжимать ее лепестки, как раз и используется гайка.
Монтажные параметры анкера с гайкой
Крепят анкерный болт с гайкой в фундаменте или любой другой строительной конструкции из бетона, выполняя следующие действия:
сверлят отверстие, диаметр которого должен соответствовать размеру поперечного сечения распорной втулки;
тщательно очищают посадочное отверстие;
аккуратно забивают анкерный болт с гайкой при помощи молотка;
После того как установка анкерного болта закончена, можно скрутить с верхней части шпильки гайку и заняться монтажом требуемого предмета.
Порядок установки анкерного болта с гайкой
Выбирая изделия подобного типа, следует иметь в виду, что свою эффективность они демонстрируют только в том случае, если их крепить в прочных и полнотелых материалах (бетон, кирпич, природный камень и др. ). Производители, чтобы обеспечить высокую надежность и коррозионную устойчивость таких изделий, изготавливают их из высококачественной стали с цинковым покрытием.
Усовершенствованной моделью анкерного болта данного типа является двухраспорный анкер, который за счет особенностей конструкции можно с успехом крепить не только в прочном бетоне, но и в пустотелых и пористых материалах. В таком болте имеется сразу две втулки, которые разжимаются в процессе закручивания резьбового элемента, создавая более надежное крепление в стене или фундаменте.
Клиновые
Анкер данного типа, распорная или клиновая втулка которого имеет укороченную длину, также представляет собой модификацию крепежного изделия с гайкой. Клиновым элементом, разжимающим такую втулку, является обратный конец резьбовой части болта, имеющий коническую форму.
Глубина сверления под этот анкер должна быть больше минимальной глубину анкеровки, указываемой в технических характеристиках
Большим преимуществом использования анкерных болтов клинового типа является то, что для их надежного крепления нет необходимости выдерживать точный диаметр посадочного отверстия, более того, его можно не очищать от строительной пыли. Такой болт крепят в посадочном отверстии, а его распорный элемент разжимается за счет закручивания гайки.
С шестигранной головкой
Резьбовая часть такого крепежного изделия – это классический болт, обратный конец которого также имеет коническую форму. Вкручиваясь в распорную муфту, такой болт разжимает ее своим коническим хвостовиком, обеспечивая надежное крепление изделия в стене или фундаменте.
Крепить такой анкер следует, вставив и аккуратно забив в предварительно подготовленное и очищенное отверстие. Затем надо надежно закрепить болт, закрутив его шестигранную головку.
Порядок установки анкерного болта с шестигранной головкой
Болты данного типа, вместо шестигранной головки у которых может быть крюк или кольцо, используются для выполнения монтажных работ по бетону, камню и другим строительным материалам с плотной внутренней структурой.
Ударные
Анкерные болты данного типа состоят из:
полого металлического стержня, на верхней части которого выполнена резьба под крепежную гайку, а нижняя представляет собой распорную муфту с продольными прорезями на боковой поверхности;
ударного элемента (гвоздя), который при забивании в полый стержень как раз и обеспечивает разжимание его нижней части;
гайки и шайбы, которые нужны только для того, чтобы крепить при помощи такого болта требуемый предмет.
Отверстие под ударный анкер выполняется сверлом чуть большего, чем сам анкер, диаметра
Таким образом, чтобы правильно и надежно крепить такой болт в стене или другой строительной конструкции, надо не только вставлять его в посадочное отверстие, но и забивать в него ударный элемент, который и разожмет лепестки распорной муфты.
С учетом того, что при монтаже такого болта возникают значительные ударные нагрузки, крепить его в пористых и непрочных материалах не рекомендуется.
Монтаж ударного анкерного болта
Четырехсегментные
В конструкции такого анкерного болта не предусмотрена клиновая часть, а разжимание распорной муфты, разделенной продольными прорезями на четыре сегмента, происходит при вкручивании болта, который перемещает четырехгранный элемент в ее внутренней полости. Четыре лепестка, которые сформированы прорезями на боковой поверхности распорной втулки, изначально сжаты и образуют конусный наконечник такого болта. При вкручивании болта, который перемещает внутри распорной втулки резьбовой четырехгранный элемент, сегменты расширяются, что позволяет надежно крепить анкер в посадочном отверстии.
Достаточно большое распирание ламелей этого анкера обеспечивает ответственное крепление в материалах различного типа
Лепестки такого изделия раскрываются достаточно широко и происходит это очень аккуратно. Именно поэтому крепить его можно в пористых и даже пустотелых материалах. В качестве резьбового элемента, который обычно не поставляется в комплекте с таким анкерным изделием, может использоваться болт с обычной шестигранной головкой или болт, верхнюю часть которого венчает кольцо или крюк.
Установка 4-сегментного анкера
Забивные
Забивной анкер – наиболее простое крепежное изделие анкерного типа, конструкция которого состоит из распорной втулки с внутренним отверстием конической формы. Для установки такого анкерного болта в требуемой точке строительной конструкции его необходимо забить в посадочное отверстие, а затем вкрутить в него резьбовой элемент, который и обеспечит разжимание лепестков втулки.
Материалом для изготовления такого крепежа, процесс правильной установки которого можно посмотреть на видео, может выступать оцинкованная сталь или латунь.
Крепление забивного анкера
youtube.com/embed/0vaSEPO7Vr4″/>
Винтовые
Конструкция винтового крепежа, пользоваться которым очень просто, отличается от всех остальных изделий анкерного типа. Прорези на распорной втулке такого анкера, обеспечивающие ее разжимание в процессе монтажа, выполнены в ее средней части и имеют ослабленную конструкцию. Нижняя часть такой втулки – это гайка, в которую вкручивается болт анкера, сжимая ее по длине и обеспечивая разжимание лепестков.
Винтовыми называют различные по конструкции анкера
Процесс монтажа винтового анкерного болта также можно посмотреть на видео. Такой анкер можно крепить в «слабом» материале: пористом бетоне, кирпиче и др.
Общие рекомендации
Выбирая анкерные изделия для того, чтобы крепить деревянный брус, различные предметы на строительных конструкциях и решать других задач, важно исходить из материала, в котором такой крепеж будет устанавливаться, веса фиксируемого предмета и целого ряда других факторов. Важно также выбрать точку установки такого анкера и соответствующим образом подготовить отверстие для его монтажа.
Анкерный крепеж отличается широкой универсальностью. Используя его, можно не только выполнять монтаж деревянного бруса на бетонных поверхностях, но также надежно крепить на последних предметы мебели и интерьера, обустраивать коммуникации и решать целый перечень других задач, связанных со строительством и ремонтом.
Как крепить анкерные болты в бетон
Главная » Статьи » Как крепить анкерные болты в бетон
Качественная установка анкеров в бетон
Еще совсем недавно для крепления к твердым поверхностям можно было использовать только шурупы или гвозди. Но теперь этот способ крепления практически ушел в прошлое, на смену ему приходят гораздо более приспособленные для этой цели анкеры.
Болт – самый мощный крепёжный элемент, на порядок выше, чем дюбеля с шурупами.
Чем можно эффективно и быстро закреплять в стене объекты? Только с помощью анкеров – их можно забивать или вворачивать в основание.
Это металлическая деталь, которая вводится в твердое основание, там распирается и удерживает объект, который закреплен с ее помощью.
Внутри имеется резьба, в которую надо вкручивать крепление. И при ремонте, и при строительстве анкерные болты – это надежный «якорь», который сложно заменить чем-либо. Установка с их применением проходит легко и быстро.
Такой вид крепежа с большим успехом применяется и для плотных материалов, таких, как сплошной кирпич или бетон, а также для более мягких – гипсокартона, например. Установить полку или подшить подвесной потолок, повесить шкаф или картину на стену из бетона – для всех этих манипуляций болты необходимы. Чаще других применяются механические. Они могут удерживаться как силой трения, так и за счет упора.
Набор инструментов
Порядок операций установки
Для подобной работы необходимы следующие инструменты:
дрель с набором сверл;
перфоратор с набором сверл;
рожковый ключ;
молоток.
Бетонные материалы по своей плотности намного превышают большинство строительных изделий. Чтобы сделать в них отверстие, понадобятся некоторые усилия. Сверла должны быть непременно с напылением из сплавов особой прочности. Для того чтобы сделать отверстие под болт с ровными краями, простая дрель не подойдет, лучше всего использовать перфоратор.
Чтобы правильно закрепить болт, отверстие в бетоне нужно сделать ровным, а его диаметр должен соответствовать внешнему диаметру болта. Анкер ни в коем случае не надо разбирать – его вставляют целиком “как есть”. Некоторые все же пытаются разобрать его на части, а затем вставить. Но сделать так можно только тогда, когда используется анкер с гайкой, да и в этом случае можно лишь скрутить гайку, не более. Когда болт вставлен в отверстие, его надо закручивать по часовой стрелке. Чтобы установка прошла удачно, подбирать крепеж надо в зависимости от веса прикрепляемой конструкции. Он должен быть оптимальным и по диаметру, и по длине.
Разновидности
По конструкции болты несколько различаются между собой.
Каждый вид рассчитан на определенную нагрузку,
Клиновой. При его установке в бетоне просверливают отверстие, куда будет забиваться анкер. Клиновой болт имеет важное отличие от других: это единственный вид таких крепежей без рубашки. Внутри втулки имеется клин, который при вкручивании расширяется. После того как клиновой крепежный элемент забит, надо затянуть гайку, которая за счет расширения втулки фиксирует стержень. Клиновой болт используют для крепления различных тяжеловесных конструкций, кабельных трасс, оград, несущих элементов.
Распорный. Этот тип в строительстве считается наиболее распространенным. Выпускается он длиной 2-12 см и диаметром 0,4-2 см. Распорный болт имеет втулку, которая проходит по всему стержню. Внутри нее находится резьба, на нее посажена клиновидная головка, которая в процессе закручивания распирает втулку. Таким образом крепеж фиксируется. Наиболее эффективным применение такого крепежного элемента будет для бетона и сплошного кирпича. Есть и такие модели анкеров, которые предназначены для использования в пустотелых материалах. Монтировать его следует в отверстие, которое предварительно высверливается в материале с соблюдением нужного диаметра и глубины.
Разжимной. Внутри этого элемента находится гильза с несколькими лепестками и раздвижная гайка. При закручивании она будет раздвигать лепестки в стороны. Установка такого элемента в бетон достаточно практична.
Забивной. Его втулка имеет внутренний клин и специальные вырезы, благодаря которым при ударах по болту втулка будет расширяться. Удары наносят по анкеру (клин при этом упирается в дно отверстия) или по клину с помощью дорна, который вставляют в само изделие. Использование молотка будет необходимым в любом случае, чтобы установить крепеж. Забивные болты бывают металлическими или полимерными – принцип действия будет тот же, что и у распорных. У нейлоновых имеется отличие в виде специального шурупа с резьбой в форме акульего зуба, благодаря чему у него при установке будет преимущество. Забивные крепежные элементы для бетонных поверхностей применяются достаточно часто – это представляется в большинстве случаев наилучшим вариантом.
Химический. Все предыдущие виды крепятся механическим способом, химические же приклеиваются к материалу. Брикет с клеем вставляют в проделанное инструментами отверстие, потом придавливают анкером. Болт надежно фиксируется клеем.
Несущая способность
Эксплуатационные характеристики креплений при стандартной глубине заделки в основание из тяжелого бетона В20 (С20/25).
У каждого вида болтов имеется своя несущая способность, которая характеризуется той нагрузкой, какую болт способен выдержать без разрушений и без нарушений целостности скрепления с материалом. В первую очередь несущая способность будет зависеть от материала, из которого крепеж изготовлен. Для этого используют в основном различные виды стали высокого качества – антикоррозийные, конструкционные, нержавеющие, а также цветные металлы. За исключением латуни, почти все цветные металлы имеют наименьшую прочность. Как правило, несущую способность указывают на упаковке или на нем самом.
Надежность соединения
Расчет на вырыв.
Проведение такой проверки производится непосредственно на месте работы. В зависимости от материала стены можно будет определить и надежность соединения. Если в качестве материала выступают кирпич или бетон, около 350 кг составит нагрузка на вырыв. Для крепления довольно тяжелых объектов такого показателя вполне достаточно. Когда материалом является ячеистый бетон, нагрузка его будет в пределах 230 кг. Следует иметь в виду, что установка крепежа должна осуществляться в соответствии с требованиями и рабочими свойствами материала. Для высотного монтажа, к примеру, этого не будет достаточно – здесь рекомендуется выбирать химические, у которых нагрузка на вырыв примерно 700 кг.
Установка доборов
Монтаж химического анкера.
Чтобы надежно устанавливать любой из типов анкеров, в бетоне надо просверлить достаточно глубокое отверстие, которое диаметром несколько превышает диаметр крепежного элемента. Отверстие после этого должно быть очищено от пыли, в него вставляется анкер, после чего его надо надежно зафиксировать. Химические надо вставлять при помощи пистолета. В отверстие выдавливается клеящая масса и вставляется крепежный элемент. Клей после проникновения в поры материала застывает и обеспечивает хорошее крепление. Полученное соединение настолько прочно, что его безбоязненно используют при монтаже габаритных и массивных объектов.
Page 2
Армирование
Виды
Изготовление
Инструменты
Монтаж
Расчёт
Ремонт
1pobetonu.ru
Как крепить анкерные болты в бетон?
Настоящий анкерный болт всегда устанавливается до начала бетонирования и устанавливается на основании чертежей, причем не только чертежей строительных, но и не плохо бы на оборудование посмотреть, хотя бы паспорт оборудования увидеть, а еще лучше схему монтажа оборудования. Потом берется чертеж, рулетка, нивелир, глядя в чертеж при помощи рулетки отмеряем точное расстояние от осей, при помощи нивелира проверяем положение анкера по высоте. И только несколько раз проверив правильность установки анкера, закрепляем его в конструкции. Если нет в чертеже никакого особенного способа закрепления, то анкера обычно приваривают к арматурному каркасу. Потом заматываем его сверху пленкой чтобы не дай Бог бетоном не заляпать резьбу, заливаем конструкцию, ждем как минимум неделю, пока бетон более-менее прочность не наберет, снимаем пленку,если позволяет прочность бетона, то устанавливаем оборудование или монтируем колонны, смотря для чего анкер. Это настоящий анкерный болт и делают его настоящие строители. На такие анкерные болты любое оборудование монтируется в течение 20 минут, встает как влитое, такие анкера выдерживают именно ту нагрузку, на которую рассчитаны. Остается только гайки закрутить и сдать оборудование по акту. Все остальные анкера не настоящие и делают их не настоящие строители и поэтому годятся они только для бытовых нужд потому как любой способ установки таких анкеров не обеспечивает надежную работу анкера и под ответственное оборудование такие анкерные болты не устанавливаются. Способов установки ненастоящих анкеров много: можно тот вариант, который fktif указал с картинками, можно раздолбить отверстие, установить анкерный болт, потом это отверстие забетонить, можно установить анкер в ранее оставленное для него отверстие и вместо бетона залить супер-пупер смолами или клеями, но все равно такой анкер будет работать только наполовину.
www.remotvet.ru
Качественная установка анкеров в бетон
Еще совсем недавно для крепления к твердым поверхностям можно было использовать только шурупы или гвозди. Но теперь этот способ крепления практически ушел в прошлое, на смену ему приходят гораздо более приспособленные для этой цели анкеры.
Болт – самый мощный крепёжный элемент, на порядок выше, чем дюбеля с шурупами.
Чем можно эффективно и быстро закреплять в стене объекты? Только с помощью анкеров – их можно забивать или вворачивать в основание.
Это металлическая деталь, которая вводится в твердое основание, там распирается и удерживает объект, который закреплен с ее помощью.
Внутри имеется резьба, в которую надо вкручивать крепление. И при ремонте, и при строительстве анкерные болты – это надежный «якорь», который сложно заменить чем-либо. Установка с их применением проходит легко и быстро.
Такой вид крепежа с большим успехом применяется и для плотных материалов, таких, как сплошной кирпич или бетон, а также для более мягких – гипсокартона, например. Установить полку или подшить подвесной потолок, повесить шкаф или картину на стену из бетона – для всех этих манипуляций болты необходимы. Чаще других применяются механические. Они могут удерживаться как силой трения, так и за счет упора.
Набор инструментов
Порядок операций установки
Для подобной работы необходимы следующие инструменты:
дрель с набором сверл;
перфоратор с набором сверл;
рожковый ключ;
молоток.
Бетонные материалы по своей плотности намного превышают большинство строительных изделий. Чтобы сделать в них отверстие, понадобятся некоторые усилия. Сверла должны быть непременно с напылением из сплавов особой прочности. Для того чтобы сделать отверстие под болт с ровными краями, простая дрель не подойдет, лучше всего использовать перфоратор.
Чтобы правильно закрепить болт, отверстие в бетоне нужно сделать ровным, а его диаметр должен соответствовать внешнему диаметру болта. Анкер ни в коем случае не надо разбирать – его вставляют целиком “как есть”. Некоторые все же пытаются разобрать его на части, а затем вставить. Но сделать так можно только тогда, когда используется анкер с гайкой, да и в этом случае можно лишь скрутить гайку, не более. Когда болт вставлен в отверстие, его надо закручивать по часовой стрелке. Чтобы установка прошла удачно, подбирать крепеж надо в зависимости от веса прикрепляемой конструкции. Он должен быть оптимальным и по диаметру, и по длине.
Разновидности
По конструкции болты несколько различаются между собой.
Каждый вид рассчитан на определенную нагрузку,
Клиновой. При его установке в бетоне просверливают отверстие, куда будет забиваться анкер. Клиновой болт имеет важное отличие от других: это единственный вид таких крепежей без рубашки. Внутри втулки имеется клин, который при вкручивании расширяется. После того как клиновой крепежный элемент забит, надо затянуть гайку, которая за счет расширения втулки фиксирует стержень. Клиновой болт используют для крепления различных тяжеловесных конструкций, кабельных трасс, оград, несущих элементов.
Распорный. Этот тип в строительстве считается наиболее распространенным. Выпускается он длиной 2-12 см и диаметром 0,4-2 см. Распорный болт имеет втулку, которая проходит по всему стержню. Внутри нее находится резьба, на нее посажена клиновидная головка, которая в процессе закручивания распирает втулку. Таким образом крепеж фиксируется. Наиболее эффективным применение такого крепежного элемента будет для бетона и сплошного кирпича. Есть и такие модели анкеров, которые предназначены для использования в пустотелых материалах. Монтировать его следует в отверстие, которое предварительно высверливается в материале с соблюдением нужного диаметра и глубины.
Разжимной. Внутри этого элемента находится гильза с несколькими лепестками и раздвижная гайка. При закручивании она будет раздвигать лепестки в стороны. Установка такого элемента в бетон достаточно практична.
Забивной. Его втулка имеет внутренний клин и специальные вырезы, благодаря которым при ударах по болту втулка будет расширяться. Удары наносят по анкеру (клин при этом упирается в дно отверстия) или по клину с помощью дорна, который вставляют в само изделие. Использование молотка будет необходимым в любом случае, чтобы установить крепеж. Забивные болты бывают металлическими или полимерными – принцип действия будет тот же, что и у распорных. У нейлоновых имеется отличие в виде специального шурупа с резьбой в форме акульего зуба, благодаря чему у него при установке будет преимущество. Забивные крепежные элементы для бетонных поверхностей применяются достаточно часто – это представляется в большинстве случаев наилучшим вариантом.
Химический. Все предыдущие виды крепятся механическим способом, химические же приклеиваются к материалу. Брикет с клеем вставляют в проделанное инструментами отверстие, потом придавливают анкером. Болт надежно фиксируется клеем.
Несущая способность
Эксплуатационные характеристики креплений при стандартной глубине заделки в основание из тяжелого бетона В20 (С20/25).
У каждого вида болтов имеется своя несущая способность, которая характеризуется той нагрузкой, какую болт способен выдержать без разрушений и без нарушений целостности скрепления с материалом. В первую очередь несущая способность будет зависеть от материала, из которого крепеж изготовлен. Для этого используют в основном различные виды стали высокого качества – антикоррозийные, конструкционные, нержавеющие, а также цветные металлы. За исключением латуни, почти все цветные металлы имеют наименьшую прочность. Как правило, несущую способность указывают на упаковке или на нем самом.
Надежность соединения
Расчет на вырыв.
Проведение такой проверки производится непосредственно на месте работы. В зависимости от материала стены можно будет определить и надежность соединения. Если в качестве материала выступают кирпич или бетон, около 350 кг составит нагрузка на вырыв. Для крепления довольно тяжелых объектов такого показателя вполне достаточно. Когда материалом является ячеистый бетон, нагрузка его будет в пределах 230 кг. Следует иметь в виду, что установка крепежа должна осуществляться в соответствии с требованиями и рабочими свойствами материала. Для высотного монтажа, к примеру, этого не будет достаточно – здесь рекомендуется выбирать химические, у которых нагрузка на вырыв примерно 700 кг.
Установка доборов
Монтаж химического анкера.
Чтобы надежно устанавливать любой из типов анкеров, в бетоне надо просверлить достаточно глубокое отверстие, которое диаметром несколько превышает диаметр крепежного элемента. Отверстие после этого должно быть очищено от пыли, в него вставляется анкер, после чего его надо надежно зафиксировать. Химические надо вставлять при помощи пистолета. В отверстие выдавливается клеящая масса и вставляется крепежный элемент. Клей после проникновения в поры материала застывает и обеспечивает хорошее крепление. Полученное соединение настолько прочно, что его безбоязненно используют при монтаже габаритных и массивных объектов.
o-cemente.info
Характеристика и установка анкерных болтов в стену, способы
Анкер – это крепежный элемент из металлического материала, вводится в бетонное основание и там задерживает предмет, который благодаря нему закрепляется. Такой вид крепежа стал в последнее время хорошо востребован. Установка анкерных болтов в стену действует как якорь. Благодаря этому они способны удержать невероятные нагрузки. Это дает возможность с их помощью крепить тяжеленные конструкции и отдельные объекты. Не так давно, чтобы что-то закрепить на каменную поверхность, были доступны гвозди и шурупы. Теперь все изменилось, и такой вид крепежа остался в прошлом. Более удобные для этого процесса и приспособленные анкеры с успехом их заменяют.
Чем можно надежно, с большим эффектом и очень быстро закрепить определенные предметы в стене? Анкеры выступают здесь отличным выходом, с ними можно забить или вворачивать в бетонное основание все, что вам угодно.
Характеристика
У анкера внутри есть резьба, именно в нее надо вкручивать крепеж. При строительстве дома, ремонте в квартире анкерные болты — самый лучший якорь, не поведут вас точно, и заменить их чем-то аналогичным невозможно. Установка, применяя эти болты, пройдет быстро и с легкостью.
Большое применение они нашли для плотных материалов. Например, бетон, кирпич. Также хороши они для работы с гипсокартоном. Практически везде возможно их использование — если надо повесить полку, шкаф, картину, обустроить подвесной потолок. Во всех этих трудоемких процессах потребуются анкеры. Больше всех используются механические анкеры, способные держаться за счет упора или силой трения.
Во время стройки или в бытовых нуждах требуется прикрепить различного рода объекты, конструкции для монтажа. Для этих целей есть разные крепёжные элементы. Для работы с бетоном или кирпичом нужны специальные анкеры, а когда используются заготовки из дерева, то саморезы для дерева. Анкеры помогут хорошо укрепить самые тяжеленные конструкции. Например, это может быть нагреватель воды, шведская стенка, детская качелька к потолку.
Сам по себе такой болт ничего особенного собой не представляет. Это довольно простое соединение из болта, гайки и корпуса. Предусмотрена подкладка из пластика, чтобы не проникала влага. Действуют болты по простому распорному принципу. Когда закручивается болт, то гайка, имеющаяся на конце, всовывается внутрь. Это способствует тому, что корпус увеличивается в размере из-за расширения и плотно забит в бетон.
Разновидности
На эти болты налагаются довольно жесткие требования, так как люди должны быть уверенны в надежности этого крепления из-за веса, который они на него возлагают. Поэтому, при выборе данных изделий отдавайте выбор тем, которые исполнены в соответствии с ГОСТом. На строительном рынке различают следующие виды анкерных болтов:
Болт цельный – головка с шестью гранями, гайка конус. Здесь гайка и есть распорка, которая расширяет трубу. Сам он спаянный с наконечником — имеет гайку с шайбочкой. Когда начинают закручивать болт, он сразу входит в трубу, тем самым расширяет ее.
Клин. Это стержень из металлического материала с большой шляпкой. Из нее выходит клин, входящий в стержень при ударе. Этим он увеличивает площадь той части, которая помещена в отверстие бетона.
С распорком, ударный. Когда забивают гвоздь, он увеличивается и накрепко схватывается с камнем.
Двухраспорный с гайкой. Этот крепеж используется для массивных предметов, для ответственных работ. Соответственно, это самый надежный крепежный элемент. Он становится шире в двух местах сразу. Эти распорки находятся на конце трубки и в месте стыка двух отрезков цилиндра. Исполнены элементы так, когда закручивается гайка, то ее части втягиваются друг в друга.
Забивной. В стеновое отверстие забивается крепеж. Уже во время этого он увеличивается в ширине и схватывается с камнем. Когда болт закручивается, то распирается еще дальше. Этот тип болта можно устанавливать быстрее всего.
Разжимной из четырех частей. Его части не зависят друг от друга, образуют цилиндрическую форму в сборке. Вверху части с кольцом, а с другого конца идет фиксация пружиной. Когда он закручивается, то у цилиндра начинается действие распорки с четырьмя гранями. Она разжимает эти отрезки, после чего прижимаются к стене по всей длине. Здесь используется не болт, а стержни с кольцом, либо крючком.
Из описаний понятно, что действуют первые два анкера одинаково. Отличие у них в подвижности элементов. Если у первого гайка конусом, то у второго — болт. Два первых типа крепежа являются типовыми вариантами. Уже на их основной базе представляется остальной модельный ряд этих болтов. Простыми и довольно удобными из них считаются анкеры с крючком и колечком. Так как, когда гайка закручивается, тогда болт сразу крепко фиксируется в отверстии стены.
Способ крепления
Нет ничего проще, как закрепить анкерный болт в стену. Всего лишь надо просверлить отверстие в бетонной стене. Его диаметр должен точно совпадать с болтом. Затем надо вставить сам болт и прикрепить. Анкер не стоит разбирать, он полностью вставляется в том же виде, в котором продается. Некоторые люди для чего-то разбирают их на части, а потом пытаются вставить. Разбирается анкер с гайкой, и то, только путем скручивания гайки и все. Когда анкер будет в стене, его надо закрутить по часовой стрелке. Воспользовавшись таким крепежом, можно сразу понять, насколько это быстро, удобно и надёжно.
Применяя их в помощь, можно повесить осветительные приборы, установить внутриквартирные двери, совершать работы по отделке. Исходя из того, что такое крепление рассчитано на весомые нагрузки, производство его идет из стали высокой прочности. Крепления такого типа достаточно легко сделать. Болт в стене качественно закрепляется. Это все благодаря склеиванию, упору, трению — залог надежного крепления. Действуют эти принципы как вместе, так и по отдельности, ни грамма не влияя на прочность. Закрепить анкерный болт своими руками сможет абсолютно каждый мужчина.
Правила установки
Действия во время установки анкерных болтов такие же, что с дюбелями. Делать это не трудно, хоть конструкция у них смотрится довольно сложной. Только есть некоторые особенности. Инструкция по прикреплению анкерных болтов следующая:
Потребуется бур необходимого диаметра, который надо вставить в перфоратор.
Просверлить ход, очистить его от мусора.
Забить болт, затянуть ключом до прочного фиксирования в основании.
Также существует небольшой ряд правил, которые необходимо запомнить и знать:
Устанавливать болт-анкер в пустотелый кирпич запрещено.
Для установки используют размер до восьми миллиметров.
Когда отверстие не получается очистить, то следует высверлить его дальше на двадцать сантиметров.
Из инструментов для этой работы потребуется дрель и перфоратор со сверлами, рожковый ключ, молоток.
Бетон намного прочнее большинства остальных материалов. Поэтому потребуются некоторые силы, чтобы сделать отверстие в нем. На сверлах должно быть напыление из прочных сплавов. Воспользоваться простой дрелью не получится, если нужны ровные края. В этом случае придется прибегать к перфоратору.
Монтаж болтов
Установленный болт в конструкции
Например, в конструкции фундамента существует несколько способов, как установить анкер. Основными из них являются:
В основном установка болтов в фундамент происходит до заливки бетона. Когда каркас из арматуры будет установлен, изогнутые анкеры крепят сваркой. Очень важно контролировать их вертикальное расположение, расстояние между ними и в фундаменте. Как только они будут закреплены, резьбу необходимо закрыть, например, полиэтиленом. Тогда бетон не попадет в резьбу.
Проще будет установить анкеры в залитый бетон. И там же контролировать все необходимые параметры.
Чтобы сделать анкер прямой, надо пробурить отверстие подходящего диаметра в фундаменте, избавиться от пыли и бетона. Туда вставить прямой анкер, пустоты заполнить клеем.
Конусный анкер устанавливается так же, как и прямой. После не забудьте затянуть на шпильке гайку.
Перед тем как остановиться на том или ином анкере, определитесь со способом крепежа. При этом обязательно помните о будущей нагрузке. В целях надежности и качества не стоит приобретать меньший диаметр крепежа. Выбирайте тех производителей, в ком уверены, которые делают производство изделий по стандартам ГОСТ.
На что обратить внимание
Методика работы по монтажу анкеров заключается в выполнении норм затягивания. Некоторые производители в своих каталогах прописывают рекомендации по затягиванию анкерных крепежей. При малом будет отсутствовать важная сила трения, при большом растет давление на основание. Из-за этого появляется вероятность разрушения.
Важно соблюдать установку химических анкеров. Шпилька из стали должна входить в отверстие шуруповертом. Это важно для тщательного смешивания всех элементов состава. Во время применения инъекций с составом, уже смешанный состав поступает в отверстие. При вставлении шпильки ее надо провинчивать. Если состав не выходит из отверстия, то надо извлечь шпильку, добавить состав еще. Химическое вещество должно затвердеть. На это уходит около 40 минут, в зависимости от температуры воздуха.
Напоследок хочется добавить, что установка анкерных болтов в стену должна проходить по строгим правилам, потому что они несут в себе большую ответственность за выдерживание тяжелого веса. Такие крепежные элементы появились не так давно, а уже пользуются огромной популярностью и востребованы на строительном рынке. Стоят они относительно недорого, а обладают уникальной универсальностью и высокой надежностью.
remvizor. ru
Смотрите также
Бетонные работы в строительстве
Бетон волгодонск
Процентное содержание арматуры в бетоне
Бетонные еврозаборы
Анкеровка арматуры в бетоне
Забор из бетона
Изготовление форм для литья из бетона
Схема септика из бетонных колец для загородного дома
Коэффициент вариации прочности бетона
Гидрофобная пропитка для камня бетона и кирпича
Ремонт бетонных лестниц
Как исправить ослабленные крепления в гипсокартоне | Главная Руководства
Автор Chris Deziel Обновлено 17 декабря 2018 г.
Гипсокартон — это прочная поверхность стены, но она не предназначена для удержания настенных креплений сама по себе. Когда вы вкручиваете шуруп прямо в гипсокартон, у вас обычно остается только порошкообразный гипс и отверстие, которое нужно залатать за ваши усилия. Если вы не можете найти настенные шпильки в нужных местах для крепления, вам необходимо установить анкеры, но некоторые анкеры могут ослабнуть. Другие прочнее, но дерево держится лучше анкеров.
Свободные конические анкеры
Пластиковые конические анкеры недороги и работают, расширяясь наружу к гипсокартону, когда вы вкручиваете в них шурупы. Однако, если вы приложите к одному из них даже умеренную внешнюю силу, он может легко вырваться прямо из стены. Легкий ремонт состоит в том, чтобы заменить его коническим анкером большего размера, но этот анкер, вероятно, также со временем вытащится. Более эффективное решение — заменить его пластиковым ввинчивающимся анкером, молибденовым болтом или рычажным болтом. Последние два типа анкеров прижимаются к задней части гипсокартона для дополнительной удерживающей силы.
Установка более прочного настенного анкера
Перед заменой ослабленных анкеров на более прочные рекомендуется оценить вес, который они должны выдержать. Болты с защелкой могут удерживать наибольший вес, за ними следуют молибденовые болты, но оба типа практически несъемны, и если вы просто устанавливаете вешалку для полотенец, пластиковый ввинчивающийся анкер легче устанавливать и снимать. Вы просто ввинчиваете его в отверстие, оставленное выпавшим анкером, используя отвертку Phillips. Возможно, вам придется расширить отверстие дрелью, чтобы установить втулку для болта молли или тумблера. Их крылья расширяются к задней части гипсокартона, когда вы закручиваете болт, удерживающий крепление.
Перемещение через стойку
Гипсокартон можно сломать, поэтому, если вы повесите тяжелую конструкцию на прочный анкер, есть вероятность, что анкер может треснуть в стене. Вы можете получить необходимую удерживающую силу, переместив крепление в место перед шпилькой, чтобы вы могли вкручивать шурупы в дерево. Затем вы можете залатать сломанный гипсокартон, вырезав треснутую часть ножом, установив новый гипсокартон и заклеив его лентой, обработав и текстурировав его в соответствии со стеной. Однако вам нужно другое решение, если вы не можете изменить положение крепления.
Усиление фанерой
Один из способов усилить крепление, которое сломало гипсокартон, состоит в том, чтобы вырезать сломанный гипсокартон, сделав прямоугольное отверстие, вставить кусок фанеры через отверстие и прикрутить его к задней части гипсокартона. Это дает вам деревянную поверхность, к которой вы можете прикрутить крепление, и распределяет вес светильника по большей части стены. Вы просто покрываете фанеру гипсокартоном, который затем приклеиваете и заканчиваете, прежде чем прикручивать крепление. Эта процедура дает вам возможность либо немного переместить крепление, либо оставить его на том же месте.
Список литературы
Этот старый дом: установка полотенец
Сегодняшний домов
Крис Дезиэль имеет степень бакалавра физики и степень магистра гуманитарных наук. Помимо неизменного интереса к популярной науке, Дезиэль активно занимается строительством и дизайном дома с 19 лет.75. Как ландшафтный строитель, он помог основать две садовые компании.
Как отремонтировать поврежденные настенные анкеры | Главная Справочники
Автор: Эми Родригес
Провисшая фоторамка на стене может указывать на поврежденный настенный анкер; анкер мог иметь неправильный размер во время первоначальной установки рамы. Настенные анкеры обеспечивают опору для гвоздей или шурупов в гипсокартоне, чтобы вы могли вешать тяжелые предметы, не повреждая структуру стены. Для ремонта поврежденных настенных анкеров необходимо установить новый настенный анкер, покрывая старый анкер ремонтным составом.
Поднимите рамку или предмет со стены и отложите в сторону. Отсоедините гвоздь или шуруп, выступающий из дюбеля, с помощью плоскогубцев или отвертки.
Обратите внимание на настенный анкер в стене. Большинство анкеров имеют форму воротника, выступающего наружу по всей поверхности стены. Захватите край воротника острогубцами.
Покачивайте и сгибайте манжету острогубцами, пока она не сломается. Большинство настенных анкеров изготовлены из металла или пластика; воротник должен относительно быстро поддаваться изгибающему движению. Когда вы закончите, на якоре не должно остаться воротника.
Вставьте гвоздь в отверстие настенного анкера. Аккуратно вставьте гвоздь в анкер. Анкер должен соскользнуть и упасть в полость стены.
Нанесите шпатлевку на открытые отверстия с помощью шпателя. Разгладьте состав вокруг отверстия, чтобы создать однородную поверхность со стеной. Дайте ему высохнуть.
Выберите область в нескольких дюймах от исправленной поверхности для нового анкера. Не устанавливайте новый анкер прямо рядом с залатанным участком; новый анкер не сможет обеспечить хорошее соединение с гипсокартоном.
Просверлите отверстие в стене с помощью электродрели. Диаметр отверстия должен быть немного меньше предполагаемого диаметра настенного анкера для хорошей посадки.
Вставьте стеновой анкер в просверленное отверстие. Аккуратно вбивайте анкер в стену молотком, пока буртик не окажется на одном уровне с поверхностью гипсокартона.
Вкрутите винт в анкер с помощью отвертки. Повесьте раму или настенный элемент на недавно установленную конфигурацию винтов и настенных анкеров.
Никелирование – процесс нанесения слоя никеля толщиной 0,8-55 мкм на поверхность металла или сплава. Покрытие имеет несколько функций:
защищает от негативного воздействия внешней среды, т.е. защищает от коррозии;
декорирует деталь, благодаря красивой, блестящей поверхности;
служит связующим слоем при хромировании.
В каких случаях используется никелирование
Благодаря прочности покрытия и его высоким защитным свойствам, никелирование нашло применение во многих сферах:
Строительство – для защиты металлоконструкций, эксплуатирующихся на открытом воздухе или в воде.
Машиностроение – для покрытия и восстановления деталей автомобилей и мототранспорта, в том числе изготовленных из алюминиевого сплава.
Медицина – при производстве медицинских и стоматологических инструментов.
Химическая промышленность – для защиты металлических изделий, подвергающихся воздействию реактивов.
Производство товаров народного потребления – для защиты и придания высоких эстетических свойств сантехнике, бытовым инструментам, а также предметам интерьера. В данной сфере практикуется никелирование неметаллических поверхностей: стеклянных, полимерных, керамических и т.д.
Виды никелирования
Нанесение никелевых покрытий возможно с использованием двух технологий:
Гальваническое покрытие никелем. Основано на процессе электролиза.
Химический метод. Нанесение слоя происходит под воздействием никелесодержащих химических веществ.
Оба метода имеют свои плюсы и минусы и оба отличаются простотой, делающей их доступными для использования в домашних условиях.
Принципы гальванического никелирования
Суть гальванического метода покрытия никелем заключается в осаждении его на поверхности металлической детали под воздействием электрического тока.
Достоинства электрохимического метода:
Простота. Технология, позволяет широко использовать гальваническое никелирование от коррозии как в промышленности, так и в домашних условиях, обеспечивая высокую производительность.
Экономичность. Для организации процесса не нужно дорогостоящее специализированное оборудование и сырье, что делает технологию высокорентабельной.
Качество. Гальванизация позволяет получить слой никеля, отличающийся высокой прочностью, обеспечивающей надежную защиту антикоррозийной поверхности от негативного внешнего воздействия.
Эстетические характеристики. В результате поверхность детали становится гладкой и блестящей, устойчивой к механическим повреждениям.
Никелированные бытовые изделия не только красивы, но и практичны. Для ухода за ними достаточно периодически протирать их мягкой тканью.
Недостатки электролитического метода
У технологии никелирования три существенных минуса:
Размеры обрабатываемых деталей ограничены габаритами гальванической ванны, поэтому невозможно покрыть никелем крупные объекты.
Стационарность. Для промышленного процесса необходимо громоздкое технологическое оборудование, требующее особых условий эксплуатации, что делает невозможной обработку стационарно закрепленных объектов не подлежащих транспортировке.
Тонкий защитный слой. При гальваническом никелировании максимальная толщина получаемого покрытия, равна сорока микронам, тогда как химический метод позволяет сформировать слой никеля любой толщины.
Этапы процесса электролитического никелирования
Независимо от масштабов технологического процесса, гальваническое никелирование делится на три этапа:
Подготовка поверхности – важнейший этап, от которого зависит качество защитного слоя. Ошибки на этой стадии могут привести к отслоению покрытия. Технологии очистки поверхности:
Шлифовка. Позволяет получить идеально ровную поверхность и улучшить сцепление слоев.
Обезжиривание. Обработка растворителями для очистки от жировых загрязнений, препятствующих адгезии. После обезжиривания деталь промывается в проточной воде и высушивается.
Омеднение. Не является обязательным этапом, но позволяет улучшить качество поверхности, выровнять ее и повысить адгезионные свойства. Производится гальваническим методом с использованием медных катодов и электролитического раствора, состоящего из медного купороса и серной кислоты.
Никелирование. Готовится водяной электролитический раствор из сульфатов никеля, магния, натрия, поваренной соли и борной кислоты. В сосуд опускают никелевые электроды. Заготовку подвешивают, чтобы она не касалась стенок и дна сосуда. На электроды подается напряжение до 6 вольт. Продолжительность процесса около 40 минут. Затем деталь извлекают из ванны, промывают и высушивают.
Химический метод никелирования
По сравнению с гальваническим, химический метод никелирования является более трудоемким и дорогим, поэтому не так распространен. Основные его преимущества – однородность и неограниченная толщина конечного покрытия.
Помимо высокой цены, недостатки у технологии такие же как у гальванического метода нанесения покрытий из никеля, связанные с ограничениями по размеру изделий.
Этапы процесса химического никелирования
При химическом никелировании детали также проходят несколько этапов:
Подготовительный. Заключается в очистке поверхности различными методами: механической чистке, шлифовке и полировании с применением специального оборудования. В заключении деталь обезжиривают, промывают и сушат. Этап требует ответственного подхода и тщательности, поскольку от него напрямую зависит итоговый результат.
Химическое никелирование. Заключается в погружении деталей в химический раствор на основе солей никеля, разогретый до 90ºC. Дополнительно в него добавляются и другие химические вещества, участвующие в реакции и стабилизирующие ее. Ванны для химического никелирования бывают двух видов:
Кислотные – на основе сульфата никеля. Получили наибольшее распространение, благодаря предсказуемости реакции и ее устойчивости. Процесс идет с большой скоростью, получаемое покрытие отличается высоким качеством и прочностью.
Щелочные – на основе хлорида никеля. Не так распространены, как химические, из-за неустойчивости процесса в щелочной среде, связанной с улетучиванием аммиака под воздействием высоких температур и низкой скорости реакции. Стабилизации процесса можно добиться добавлением солей лимонной кислоты и аммиака.
Компания «ПЗКИ» оказывает комплекс услуг по нанесению никелевых и иных покрытий, а также продает никелированные изделия собственного производства. Подробнее узнать об ассортименте и услугах можно позвонив по телефону, указанному на сайте.
Техническая консультация
Задайте вопрос нашим техническим специалистам, отправьте чертеж или сделайте заявку.
Задать вопрос
Заказать звонок
Никелирование и гальванический никель: что это
Содержание статьи:
Особенности процесса гальванического покрытия никелем
В каких случаях используется никелирование поверхностей
Виды никелирования
Гальванический метод нанесения
Химический метод нанесения
Электролиты для нанесения
Состав электролитов
Для чего применяется никелирование металла?
Особенности процесса гальванического покрытия никелем
Никелирование — процесс нанесения тонкого слоя металлического никеля на изделие для придания ему необходимых свойств. Гальваническое никелирование – один из основных процессов обработки поверхности любого гальванического производства. Область применения таких покрытий очень широка. Нанесение никеля, также как и меди, является одним из обязательных процедур при подготовке изделия под целевое финишное покрытие. Электролитов для нанесения никеля существует множество. Он разнятся по способам применения, режимам, качеству покрытия и составам. Если Вы решили заниматься гальваникой, без никелирования Вам не обойтись.
В каких случаях используется никелирование поверхностей:
для технических изделий,
промышленных материалов,
декоративных поверхностей
и защитных целей.
Сам по себе никель не часто является целевым покрытием. В качестве антикоррозионного покрытия он не является лучшим кандидатом, в этом случае больше подойдут цинк и хром, ввиду их химических свойств и способности «оттягивать» окисление железа, склонного к ржавчине, на себя. Как декоративное покрытие никелирование поверхностей используется чаще, но в ввиду его химической нестойкости, при необходимости наносить цвет «белого» металла, чаще выбирают покрытие палладием или родием.
Виды никелирования
На нашем предприятии используются гальванический никель и химический (иммерсионный) никель. Гальванический с использованием анодов, электродов, с приложением внешнего тока, иногда с необходимостью нагревания. Второй метод – химический, в этом случае не требует приложение внешнего тока (достаточно разности потенциалов, возникающих в растворе между ионами солей (+ восстановителя) и погруженной деталью. В случае нанесения химического никеля обязательно требуется дополнительный подогрев электролита.
Гальванический метод нанесения
В результате покрытия из раствора в ванне получается плотный ровный слой никеля, чистотой 999. Конечно, нужно принимать во внимание исходную поверхность (обработка исходного металла очень сильно влияет на качественные свойства никеля), здесь имеем ввиду идеальную обработку подложки. Никель наносится со скорость от 1 мкм/минуту, при этом расходуется анодный материал, а не соли из раствора.
Недостатки электролитического метода
— неравномерное нанесение металла на поверхности различных частей изделий; — плохая рассеивающая способность электролита не позволяет обрабатывать изделия сложной формы. Иными словами, у раствора плохая укрывистость; — сложно подобрать подходящую рецептуру и условия нанесения для нового материала.
Химический метод нанесения
В химическом никеле можно получать на поверхности блестящие, матовые или полуматовые осадки. При этот состав осадка может существенно отличаться. При работе с химическими электролитами, никель расходуется из объема раствора, требуется поддерживать постоянную высокую температуру от 80 до 95 градусов, а также следить за концентрацией реагентов, солей никеля, поддерживать рН раствора и уровень жидкости, так как при нарушении этих параметров процесс замедляется или останавливается. Ошибки в расчете количества восстановителя влекут разрушение раствора, бесконтрольное выпадение осадка на поверхность сосуда и в объем электролита. Химический метод позволяет наносить покрытие очень равномерно, плотным слоем на сложные детали. Хорошо защищает от коррозии, стабилен при использовании покрытий.
Минусы процесса химического никелирования:
требует постоянной корректировки и наблюдения;
нестабилен. Электролит работает на площади до 10 кв дм 1 литр;
требуется специальная посуда, постоянный нагрев и термурегулировка;
в составе покрытия много фосфора.
Как понятно из вышеизложенных рассуждений, для каждой отдельной задачи требуется свой раствор для покрытий. Важен исходный металл, обработка поверхности, обязательна очистка поверхностей от жира, масел, органических остатков предыдущих операция. Часто можно или требуется применить сразу два метода химического и гальванического никелирования. Совместное использование двух методик дает наилучшие результаты в сложных задачах гальваники.
Наименование
Показатели
Обозначение
Н. б — блестящее
Н — матовое
Nickel coating — анл. обозначение
Толщина
6-50мкм (возможна и большая толщина)
Микротвердость
3420-6900 МПа
Удельное электрическое сопротивление при 180C
7,23-10-8 Ом⋅м.
Допустимая рабочая температура
6500C
Коэффициент светоотражения
до 75%
Электролиты для нанесения
Мы используем несколько видов химического никелирования: щелочное и кислотное. Принцип работы у них одинаковый, качество покрытия, составы и режим работы значительно отличаются. Какой раствор для химического никелирования использовать, решается в зависимости от изделия.
Раствор кислого (подслойного) никелирования
Наиболее простой раствор для никелирования поверхностей. Электролит кислого никелирования применяется в качестве первого металлического покрытия после очистки и полировки изделия. Его можно считать «клеем» или основой, на которую потом положим все остальные металлы. Толщина покрытия из такого раствора не превышает 1 мкм, а скорость осаждения 1-2 мкм/мин. Длительность выдержки в ванне кислого никелирования не больше 1 минуты. Это связано с тем, что кислый никель дает хрупкие и темные осадки на больших толщинах. Но, тем не менее, положить тонкий слой кислого никеля необходимо. Некоторые компоненты его состава обеспечивает микроразрушения поверхности для качественной адгезии покрытия, вместе с тем, нанося тонкий слой свежего никеля, мы обеспечиваем хорошее качество адгезии для следующего покрытия медью или блестящим никелем. Электролит кислого никелирования очень стабилен во времени и стоек к загрязнениям.
Электролит блестящего никелирования
Электролит блестящего никелирования применяют для микровыравнивания поверхности изделия. По сравнению с блестящей медью, он дает менее зеркальные осадки. Скорость нарастания толщины и рабочая плотность тока также значительно ниже, но этот электролит необходим для финишной обработки изделий. Его обязательно используют для получения финишных осадков толщиной до 15 мкм. Или, при толщине покрытия 3-6 мкм как качественную подложку под гальваническое или иммерсионное золото. Очень хорошие результаты этот раствор демонстрирует в барабанных и колокольных ваннах.
Химическое никелирование применяется при обработке сложнопрофильных изделий. Работает без приложения внешнего тока. Равномерное наращивание ненапряженного никеля во всех точках поверхности изделия, обеспечивает твердое, полублестящее покрытие. Часто этот раствор применяют для защиты от коррозии путем наращивания никеля в толщину 6-30 мкм. Применение химического никелирования ограничивается исходным материалом детали. Химическое никелирование – раствор горячий, что не всегда позволяет использовать его для пластиков. Также, в процессе работы, химический никель может высаживать металл в объеме жидкости, а не только на деталь, т.е. может оказаться, что весь объем раствора – одноразовый.
Черный никель
Черный никель – самое черное покрытие из всех, которые можно получить гальваническим путем. Черный хром, черный родий, черный рутений – все эти покрытия темно-серого цвета. Действительно черное покрытие – только черный никель. Если рассматривать состав этого покрытия, это не вполне никелевый осадок, для получения темного покрытия, в раствор солей никеля вводятся дополнительные компоненты. Если хотите получить черный цвет – это Ваш вариант. Если один огромный минус у черного никеля: это покрытие совершенно не стойкое к истиранию. Настолько, что если несколько раз взять в руки изделия покрытое черным никелем, гальваническое покрытие можно стереть. Так что самый красивый черный цвет из всех гальванических покрытия нужно обязательно защитить лаком. Или поставить на полку и издалека любоваться совершенством черного никеля. Существует еще несколько видов гальванического никеля. Их используют не постоянно, а только по мере надобности. С основными задачами вполне справляется перечисленная линейка ванн для никелирования.
Никелирование финишное
Финишным называется слой металла, который является целевым или конечным. Финишное покрытие обладает хорошими отражающими свойствами, высокой твердостью, плотностью и хорошей адгезией. Скорость нанесения позволяет обеспечивать толщину конечного слоя до 100 мкм, это очень много для гальваники в целом и для такого твердого металла. В среднем на ответственные поверхности технических деталей наносят не более 20-30 микрометров, декоративные изделия покрывают толщиной до 10 микрометров. Для обеспечения максимальной твердости поверхности детали после гальваники никелем, изделия выдерживают в печи при температуре 200-400 градусов, нагревание вызывает перекристаллизацию осадка, уплотнение его структуры. На микроуровне спеченный осадок выглядит на поверхности как плотная чешуя, структура молекул практически не сохраняется. Необходимость спекания определяется из требований заказа. В общем случае спекание не делают.
Состав электролитов обычного никелирования
Химикаты
Электролит №1
Электролит №2
Электролит №3
Электролит №4
«Сернокислый никель г/л
140
—
280-350
420
Сернокислый натрий г/л
50
120
15-20
150
Сернокислый магний г/л
30
—
—
—
Хлористый натрий г/л
5
20
—
5
Борная кислота г/л
20
30
25-30
50
Хлористый никель г/л
—
—
—
30
Фтористый натрий г/л
—
—
3-5
—
Формалин 40% мл/л
—
1
5-3
1
«Борофтористоводородный никель г/л
—
300
—
—
Эмульгатор ОП-7 г/л
—
0
2-0
3
Для чего применяется никелирование металла?
Нанесение никеля на драгоценные покрытия
– это профиль компании ООО «6 микрон». Практически вся работа начинается с нанесения никеля на поверхность. Хочу объяснить это на примере: на оборонных предприятиях, где технику изготавливают от чертежа до ракеты, гальваника – один из самых дорогих участков производства, поэтому для удешевления процесса покрытия выбирают наиболее простой материал для производства контактных групп – медный сплав или медь. Физические свойства меди позволяют легко обрабатывать ее, кроме того любые покрытия хорошо держатся на медной поверхности. Очень хорошо показывает себя процесс нанесения золота на медь и ее сплавы. Чаще всего именно золотом покрывают ответственные узлы, пользуясь свойствами инертности, пластичности, проводимости. Было бы легко и удобно нанести золото прямо на медь, но кристаллическая решетка меди очень близка к золоту, происходит процесс диффузии тонкого золотого покрытия с поверхности детали в объем меди. Во избежание этого нежелательного процесса, медь перед золочением покрывают никелем-разделителем, таким образом удается получить свойства золота на детали на долгий срок, избежать диффузии и обеспечить хорошую адгезию золота к контактам. Никелирование дает тонкий, хорошо закрепленный слой свежего (это очень важно) металла на различных поверхностях, на него хорошо и быстро нарастают покрытия из золота, родия, палладия. Любой заказ, поступающий на обработку в обязательном порядке подвергается первичной обработке в растворе химического или электрохимического нанесения этого неприхотливого металла.
Декоративное никелирование
Тонкий блестящий слой никелирования обладает высокими отражающими свойствами, он стоек к механическим воздействиям, хорошо полируется, хорошо держится на поверхности изделий.
Для сувенирной продукции, наградных изделий, медалей и т.д это покрытие очень хорошо подходит по соотношению стоимости расходных материалов к качеству осадка. Он дешевый и красивый. Никелевое покрытие часто заменяет серебро в комплектах медалей, так как серебро темнеет со временем, а никель остается неизменным. Высокие отражающие свойства позволяют получить никелевое зеркало для различных технических задач. Хорошие результаты мы получали при обработке окладов, потиров и другой церковной атрибутики. Никель предпочтителен из-за его стойкости, а также отсутствия окисления. Толщина покрытия в декоративных целях обычно не превышает 5 мкм. Нужно отметить, что на вид изделия покрытые 1 микроном и 20 микронами никак не отличаются. Толщину покрытия всегда выбирают исходя из требований к стойкости: чем тверже нужен осадок, тем толще нужно наносить металл. Для целей красоты и парадности изделия не нужно наносить больше 5 микрон.
В компании ООО «6 микрон» мы всегда ориентируемся только на запрос заказчика, и наносим никель на толщину от 3 до 50 микрон. Наши клиенты сами выбирают сколько никеля будет достаточно в том или ином случае. Если возникают вопросы, специалисты-технологи нашей компании всегда готовы дать рекомендации по толщине финишного слоя для конкретных условий использования детали.
Из чего складывается стоимость никелирования
Стоимость обработки таким металлом не высока, обычно это около 1 рубля/кв см поверхности. Розничная цена всегда значительно выше оптовой. Для покрытия золотом или другими драгоценными материалами никель считается обязательным и не включен в стоимость, так как это неотъемлемое условие технического процесса. Цена на покрытие драгоценными металлами по умолчанию считается с учетом никелированием. Финишные никель может стоить дороже, чем технический. Он обычно включает предварительную механическую обработку изделия (шлифовку, полировку, травление). Цена на работу определяется индивидуально. Она складывается из стоимости расходных материалов, затраченного времени, необходимости первичной механической обработки и толщины финишного покрытия.
Если необходимо нанести этот простой металл на изделия любого назначения обращайтесь за консультацией и услугой в ООО «6 микрон». Наши специалисты подберут необходимые растворы для химического или гальванического нанесения, отработают технологию и выполнят работу в кратчайшие сроки. Если изделия уже были покрыты некачественно, либо нужно обновить металл, зачистить и отшлифовать поверхность — все это наша работа. Решение сложных вопросов никелирования – наш профиль. Обращайтесь за бесплатной первичной консультацией технолога, мы ответим на все вопросы.
Никелирование в Москве Никелирование в домашних условиях
Гордиенко Анастасия Вадимовна Автор материалов Должность: главный технолог ООО «6 микрон» Образование: высшее Опыт работы в гальванике: 13 лет
При оформлении заказа онлайн скидка 10 %!
Наш приоритет — индивидуальный подход к каждому заказу и качество выполняемых работ!
Отправить заявку или задать вопрос:
Ваше имя
Ваш e-mail
Ваш телефон *
Сообщение
Текст с картинки *
Смотрите также:
Никелирование в домашних условиях
10000
Содержание статьи: Никелирование в домашних условиях Проведение никелирования в домашних условиях 1. Электролитическое покрытие никелем в домашних условиях 2. Химическое никелирование в…
Гальваника – является важнейшим инструментом для радиоэлектронной, химической, металлургической, машиностроительной и ювелирной промышленности. В современном мире к гальванопокрытиям предъявляют все…
Tags: покрытие, никелирование
Покрытие: роль никеля
Покрытие: роль никеля | Институт никеля
Никелирование
обеспечивает уникальное сочетание коррозионной стойкости и износостойкости. Он может добавить яркости, блеска и привлекательности. Он также обеспечивает отличные адгезионные свойства для последующих слоев покрытия, поэтому никель часто используется в качестве «грунтовки» для других покрытий, таких как хром.
Гальваническое покрытие никелем
Гальваническое покрытие или обработка поверхности включает нанесение тонкого слоя металла или металлического сплава. Цель состоит в том, чтобы изменить технические или физические свойства поверхности покрываемых изделий, например, их электропроводность, или улучшить их долговечность, внешний вид и эксплуатационные характеристики.
Технология гальванического никелирования получила широкое развитие, особенно за последние 50 лет, что позволяет эффективно производить широкий спектр промышленных покрытий как декоративного, так и функционального назначения. Никель с гальваническим покрытием имеет коммерческое значение: ежегодно во всем мире откладывается более 150 000 тонн. Такое широкое использование отражает полезные свойства и универсальность никеля в качестве материала покрытия. Особенностью гальванопокрытий является то, что путем изменения состава электролита и условий эксплуатации свойства и внешний вид никеля могут быть адаптированы к конкретным потребностям.
Никель с гальваническим покрытием широко используется для повышения полезности, ценности и привлекательности промышленных товаров, таких как потребительские товары. Другие никелевые покрытия используются для улучшения физических свойств, таких как устойчивость к износу, нагреву или коррозии. Во многих важных областях применения никелевое покрытие выполняет двойную функцию: обеспечивает яркую, привлекательную отделку, а также придает улучшенную коррозионную стойкость или другие функциональные свойства.
Наиболее заметными недавними достижениями в области никелирования стали более широкое использование прочных никель-хромовых покрытий на пластиковых и алюминиевых компонентах. Яркие, атласные, перламутровые и черные покрытия часто используются для автомобильных, мотоциклетных и грузовых автомобилей, а также для смесителей и сантехники, дверной и кухонной фурнитуры, металлической мебели, бытовой техники и бытовой электроники.
Химическое никелирование
При химическом никелировании никелевое покрытие наносится на поверхность с помощью контролируемого химического процесса или «восстановления», который не основан на приложенном токе. Вот почему покрытия химическим никелем чрезвычайно однородны даже при нанесении на изделия сложной формы. Наибольшее применение для жестких дисков для компьютеров, в то время как другими примерами являются металлизация пластмасс для гальваники, автомобильные тормозные цилиндры, насосы, клапаны и другие изделия машиностроения. Химическое никелирование сочетает в себе устойчивость к износу и коррозии с превосходной адгезией ко всем металлам. Сюда входят такие металлы, как алюминий, который благодаря своему легкому весу приобретает все большее значение в автомобильной и аэрокосмической промышленности. Химическое никелевое покрытие является первым выбором для защиты критически важных материалов от коррозии в суровых условиях, таких как автомобильные топливные системы, турбонагнетатели, детали трансмиссии и тормозные системы. В самолетах химический никель используется для покрытия электрогидравлических сервоклапанов, лопаток компрессора, опор двигателя, шасси и других важных приложений.
Гальванопластика
Гальванопластика — важная промышленная технология, основанная на использовании сульфамата и хлорида никеля. Это процесс «аддитивного производства», который создает объект путем электроосаждения никеля на предварительно сформированный шаблон или форму, известную как оправка. Затем оправку удаляют, оставляя никелевое изделие, точно соответствующее форме и текстуре исходной подложки. Области применения включают защищенную печать банкнот, почтовых марок и официальных документов, штампы для компакт-дисков, DVD-дисков и голограмм, ротационные текстильные печатные сетки, никелевые пены для аккумуляторов, радиолокационные волноводы, а также многие другие области применения.
Никелирование, используемое в чеканке монет
Яркая и прочная «серебряная» чеканка часто представляет собой никелированную сталь, сигнализирующую гражданам о ценности. Кроме того, правительства ценят низкую стоимость и долгий срок службы монет с покрытием. Монетные дворы ценят то, как никелевые поверхности берут оттиск штампов для четкости и детализации, которые выдержат десятилетия интенсивного использования. Производители и операторы торговых автоматов полагаются на магнитную сигнатуру никеля, чтобы подтвердить подлинность монеты и разрешить только законные продажи. Когда срок службы монет подходит к концу, никель вместе со сталью возвращается на переработку и новый цикл использования.
Никелирование в автомобильной промышленности
Нанесение гальванических покрытий особенно важно для автомобильной промышленности, где быстро развиваются инновации в области покрытий и где никель незаменим для обеспечения безопасности и долговечности. Никелирование пластика и алюминия обеспечивает ценные преимущества эстетики и долговечности. Другие важные методы нанесения покрытия, а также электролитическое цинк-никелирование и химическое никелирование. Цинк-никелирование особенно эффективно для защиты от коррозии, например, от соляного тумана, и поэтому пользуется большим спросом для автомобильных болтов, крепежных деталей и компонентов. Применяется в гидравлических системах, валах различных деталей двигателя, в стояночных тормозах и автоматических коробках передач.
Никель необходим для покрытия пластмасс
Нанесение на пресс-формы из АБС (акрилонитрил-бутадиен-стирола) пластика обеспечивает долговечность для автомобилей, потребительских товаров, строительного оборудования, кранов, электронных изделий и многих других применений, где требуются яркие или атласные покрытия.
Высокоэффективное покрытие для автомобильной промышленности
Автомобильная промышленность предъявляет высокие требования к выбору соответствующих покрытий для обеспечения максимально возможной защиты от коррозии и износа. Цинк-никелирование используется в тех случаях, когда требуется самая высокая коррозионная и термостойкость при минимальной толщине покрытия. Вот почему это предпочтительный материал для высокоэффективных покрытий болтов, крепежных деталей и деталей тормозной системы в автомобильной промышленности. Обычно цинко-никелевое покрытие содержит от 12 до 15 % никеля. Цинк-никель также можно наносить на алюминиевые и магниевые подложки, значение которых в автомобильной промышленности растет.
Никелирование в аэрокосмической промышленности
Авиакосмическая промышленность предъявляет самые высокие технические требования к безопасности и надежности. Сектор работает в соответствии со строгими стандартами для всех материалов, покрытий и процедур технического обслуживания компонентов самолетов, все из которых подлежат тщательной оценке и тестированию перед использованием. Уникальные функциональные свойства покрытия на основе никеля делают его незаменимым в аэрокосмической отрасли благодаря отличной адгезии, защите от коррозии, твердости, износостойкости и эрозионной стойкости, а также однородной толщине слоя даже на сложных компонентах. Вот почему никелевые, цинко-никелевые и химические никелевые покрытия все чаще используются в аэрокосмической промышленности для обеспечения безопасности и производительности.
Техническое обслуживание самолетов на месте
Нанесение покрытия кистью — это специальная технология, позволяющая наносить гальваническое покрытие на детали машин на месте. Покрытие кистью можно наносить с помощью мобильных устройств, которые можно доставить на место установки самолета, вместо того, чтобы разбирать и транспортировать детали к месту промышленного нанесения покрытия. Это может обеспечить значительные преимущества в затратах на техническое обслуживание самолетов. Этот метод принят в качестве стандарта в аэрокосмической промышленности, особенно для обслуживания шасси.
Никелирование в электронике
Мир все больше зависит от электроники. Это особенно важно в приложениях, где важна надежность, а отказ может иметь серьезные последствия, например, в автомобилях, самолетах, поездах и энергетическом секторе. Никелирование широко используется в электронных компонентах, таких как разъемы, контакты, микропроцессоры и интегральные схемы, где оно помогает обеспечить функциональность и надежность. Поскольку к таким компонентам предъявляются высокие требования, никелирование играет решающую роль в электронной промышленности. Он обеспечивает коррозионную стойкость, обладает высокой способностью к пайке, создает барьерный слой, предотвращающий миграцию металлов, а также помогает предотвратить появление «усов», которые могут вызвать короткое замыкание.
Вернуться к началу
Спросите у экспертов
Мы ценим вашу конфиденциальность
Файлы cookie используются для того, чтобы мы могли анонимно анализировать использование нашего веб-сайта и количество посетителей с помощью службы Google Analytics. С политикой конфиденциальности Google Analytics можно ознакомиться здесь. Мы не храним и не отслеживаем какие-либо идентифицирующие пользователя данные о вашем посещении. Вы можете отозвать свое согласие на использование файлов cookie в любое время на странице нашей Политики конфиденциальности.
Я принимаю файлы cookie
я отказываюсь от куки
Химическое никелирование по сравнению с электролитическим никелированием
Никелирование может повысить долговечность, твердость, проводимость и термостойкость вашего продукта, а также защитить от коррозии и повысить его эстетическую привлекательность. Но прежде чем обращаться за услугами по гальваническому покрытию к отделочнику по металлу, вы должны сначала выбрать один из двух методов гальванического покрытия: электролитическое или химическое покрытие.
В следующем руководстве объясняются оба процесса, их различия и их явные преимущества.
Что такое электролитическое и химическое никелирование?
Для традиционного электролитического никелирования требуется катализатор и заряд постоянного тока (DC), чтобы запустить цепную химическую реакцию для покрытия объекта (подложки) тонким слоем никеля, однако при химическом никелировании ни катализатор, ни заряд не нужны. нужный. Вместо этого химические составы включают химический восстановитель (фосфор), который позволяет пользователю покрывать подложку без дальнейшей обработки.
Оба метода добавляют тонкий слой никеля на поверхность мишени, но химическое никелирование (ENP) обеспечивает дополнительную износостойкость и коррозионную стойкость, смазывающую способность и дополнительные рабочие характеристики по сравнению с электролитическим аналогом. Также известное как автокаталитическое покрытие, ENP можно использовать в проектах с жесткими спецификациями допуска, и его легко наносить равномерными слоями.
Электролитическое никелирование, с другой стороны, обычно толще вокруг углов и краев подложки и не может обеспечить такой же уровень точности. Во время электролитического покрытия плотность отложений контролируется продолжительностью погружения продукта в воду и количеством прикладываемых ампер на квадратный фут.
Процесс никелирования
Во-первых, материал подложки должен быть очищен и предварительно обработан, прежде чем он может быть покрыт никелем. Предварительная обработка зависит от типа подложки и предполагаемого использования продукта.
Затем изделие помещают в гальваническую ванну, состоящую из растворенного положительно заряженного никеля и фосфора. Подложка автоматически притягивает положительно заряженные ионы никеля на свою поверхность, завершая тонкий слой покрытия. Химическое никелирование не требует электричества и постоянной фильтрации для предотвращения прилипания мусора к поверхности.
Отрасли, в которых используется химическое никелирование
Химическое никелирование распространено в следующих отраслях:
Автомобильная
Коммерческий
Промышленный
Аэрокосмическая промышленность
Защита
Нефтехимия
Основное оборудование
Работа с бумагой и гофрокартоном
Защита инструмента (штамповка из ковкого чугуна под давлением)
Преимущества химического никелирования
Химическое никелирование имеет многочисленные преимущества по сравнению с традиционным электролитическим никелированием, в том числе:
Более однородная толщина покрытия: Химическое никелирование более точное, чем электролитическое, с допусками +/- 0,0001 дюйма. Его можно использовать для создания сложной геометрии и избежать распространенной проблемы, называемой «эффект собачьей кости», которая возникает, когда во время электролитического покрытия подается слишком много ампер на квадратный фут, что приводит к непостоянному осаждению.
Превосходная коррозионная стойкость: ENP обеспечивает лучшую коррозионную стойкость благодаря введению в раствор фосфора.
Улучшенное экранирование электромагнитных помех: Фосфор также обеспечивает магнитные свойства, которые позволяют отделочникам по металлу контролировать уровень электромагнитных помех, возникающих вокруг подложки. Эта функция оказалась жизненно важной для приложений, связанных с электроникой.
Дополнительная твердость и долговечность: отложения ENP можно обрабатывать нагреванием примерно до 90% той же твердости, что и хром. Покрытия ENP с низким содержанием фосфора имеют показатель до 63 по шкале Роквелла (Rc) в состоянии покрытия. Для сравнения, отложения блестящего никеля типа II, созданные с помощью электролитического покрытия, имеют твердость после покрытия 50+ Rc.
Повышенная смазывающая способность: Химическое никелирование также создает меньшее трение о другие материалы, что приводит к лучшей смазывающей способности и уменьшению образования рубцов на поверхности.
Повышенная пластичность: Поскольку ENP более пластичен, чем традиционное никелевое покрытие, вероятность его растрескивания, разрыва или разрушения под нагрузкой меньше. Однако чистое никелирование типа I обеспечивает сравнимую пластичность и может соответствовать или превосходить спецификации AMS2424, установленные SAE International.
Большая универсальность покрытия: Химическое никелирование можно наносить практически на все металлические подложки, при этом нет никаких ограничений на толщину слоя.
Утилизация: ENP также является отличным выбором для материалов, которые будут утилизированы позже.
Процесс электролитического покрытия
Так же, как и химическое никелирование, электролитическое покрытие также начинается с очистки и предварительной обработки подложки. Далее изделие помещают в ванну с токопроводящей основой и положительно заряженным никелем. После погружения объекта в раствор подается внешний электрический ток или выпрямитель. Электричество заряжает никелевые аноды, заставляя их высвобождать ионы, которые прикрепляются к поверхности подложки, тем самым завершая процесс покрытия.
Преимущества электролитического покрытия
В некоторых случаях лучше подходит электролитическое покрытие вместо химического никелирования. Вот несколько преимуществ электролитического покрытия:
Чистота материала: Электролитическое покрытие может быть изготовлено из 100% никеля, тогда как для химического никелирования требуется фосфор. Процесс гальванопокрытия также может выполняться с использованием других металлических материалов, включая, например, медь.
Повышенная масштабируемость: Электролитическое покрытие, как правило, дешевле, чем химическое никелирование, и может обеспечить более высокие объемы производства с более коротким циклом обработки, что делает процесс немного более производительным.
Повышенная проводимость: Более высокая концентрация никеля обеспечивает лучшую проводимость по сравнению с химическим никелированием.
Повышенная термостойкость: После обработки никелевые отложения могут выдерживать температуры до 1832°F.
Как выбрать подходящего партнера для производства химического и электролитического никелирования
При выборе нового партнера-производителя тщательно проверьте его, чтобы убедиться, что вы получаете ожидаемые услуги и качество. Мы рекомендуем задать потенциальному отделочнику следующие вопросы:
Какие подложки вы можете обрабатывать или покрывать металлом?
На какую инструментальную стратегию вы ориентируетесь?
Какие передовые методы использует ваша организация для продвижения адгезии?
Есть ли у вас наглядные примеры передового опыта в области химии и контроля ванн?
Способны ли вы выполнить требования по водородному охрупчиванию?
Поставляются ли химические вещества сертифицированным поставщиком химических продуктов?
Какие меры контроля после обработки применяются для обеспечения толщины, адгезии и соответствия спецификациям?
Обладая более чем 75-летним опытом, компания Pioneer Metal Finishing обладает подтвержденным опытом, позволяющим удовлетворить или превзойти ваши потребности в отделке металлов и гальваническом покрытии.
Таблица веса арматуры по диаметру: 6 мм, 8 мм, 10 мм, 12 мм, 14 мм, 16 мм, 18 мм, 20 мм, 22 мм, 25 мм, 28 мм, 32 мм, 36 мм, 40 мм.
Арматура сортамент вес метра погонного согласно ГОСТ.
➤ Вес арматуры таблица:
• Сталь для армирования железобетонных конструкций ГОСТ 5781-82;
• Арматура термически и термомеханически упрочненная для железобетонных конструкций ГОСТ 10884-94.
➤ Вес проволоки арматурной Вр-1 ГОСТ 6727-80.
➤ Катанка вес 1 метра таблица согласно ГОСТ 30136-95.
Вес 1 метра арматуры периодического профиля(арматура рифленая) таблица.
Арматура гладкая вес погонного метра таблица.
Теоретическая масса 1 погонного метра и количество метров в тонне проволоки арматурной Вр-1 и катанки стальной.
ᐅ ПЛОТНОСТЬ СТАЛИᐅ РАЗМЕРЫᐅ ГОСТыᐅ МАРКИ СТАЛИ
➽ Удельный вес арматуры таблица ПОИСК:
Наименование/Марка
Диаметр/мм
Арматура вес 1 метра/кг
Арматура количество метров в 1 тн
Арматура 6 мм А3 А500С
6
0. 23 кг/метр
4504.5 м/тонна
Арматура 8 мм А3 А500С
8
0.39 кг/метр
2531.65 м/тонна
Арматура 10 мм А3 А500С
10
0.62 кг/метр
1620.75 м/тонна
Арматура 12 мм А3 А500С
12
0.89 кг/метр
1126.13 м/тонна
Арматура 14 мм А3 А500С
14
1.21 кг/метр
826.45 м/тонна
Арматура 16 мм А3 А500С
16
1.58 кг/метр
632.91 м/тонна
Арматура 18 мм А3 А500С
18
1.99 кг/метр
500.00 м/тонна
Арматура 20 мм А3 А500С
20
2.47 кг/метр
404.86 м/тонна
Арматура 22 мм А3 А500С
22
2.98 кг/метр
335.57 м/тонна
Арматура 25 мм А3 А500С
25
3.85 кг/метр
259.74 м/тонна
Арматура 28 мм А3 А500С
28
4.83 кг/метр
207.04 м/тонна
Арматура 32 мм А3 А500С
32
6. 31 кг/метр
158.48 м/тонна
Арматура 36 мм А3 А500С
36
7.99 кг/метр
125.16 м/тонна
Арматура 40 мм А3 А500С
40
9.87 кг/метр
101.32 м/тонна
Арматура 6 мм А240, Ст3
6
0.23 кг/метр
4504.5 м/тонна
Арматура 8 мм А240, Ст3
8
0.39 кг/метр
2531.65 м/тонна
Арматура 10 мм А240, Ст3
10
0.62 кг/метр
1620.75 м/тонна
Арматура 12 мм А240, Ст3
12
0.89 кг/метр
1126.13 м/тонна
Арматура 14 мм А240, Ст3
14
1.21 кг/метр
826.45 м/тонна
Арматура 16 мм А240, Ст3
16
1.58 кг/метр
632.91 м/тонна
Арматура 18 мм А240, Ст3
18
1.99 кг/метр
500.00 м/тонна
Арматура 20 мм А240, Ст3
20
2.47 кг/метр
404.86 м/тонна
Арматура 22 мм А240, Ст3
22
2. 98 кг/метр
335.57 м/тонна
Арматура 25 мм А240, Ст3
25
3.85 кг/метр
259.74 м/тонна
Арматура 28 мм А240, Ст3
28
4.83 кг/метр
207.04 м/тонна
Арматура 32 мм А240, Ст3
32
6.31 кг/метр
158.48 м/тонна
Арматура 36 мм А240, Ст3
36
7.99 кг/метр
125.16 м/тонна
Арматура 40 мм А240, Ст3
40
9.87 кг/метр
101.32 м/тонна
Арматура 45 мм А240, Ст3
45
12.48 кг/метр
80.13 м/тонна
Арматура 50 мм А240, Ст3
50
15.41 кг/метр
64.89 м/тонна
Арматура 55 мм А240, Ст3
55
18.65 кг/метр
53.62 м/тонна
Арматура 60 мм А240, Ст3
60
22.19 кг/метр
45.07 м/тонна
Арматура 70 мм А240, Ст3
70
30.21 кг/метр
33.1 м/тонна
Арматура 80 мм А240, Ст3
80
39. 46 кг/метр
25.34 м/тонна
Проволока Вр-1 3 мм
3
0.052 кг/метр
19230.77 м/тонна
Проволока Вр-1 4 мм
4
0.092 кг/метр
10869.56 м/тонна
Проволока Вр-1 5 мм
5
0.144 кг/метр
6944.44 м/тонна
Катанка 5.5 мм
5.5
0.187 кг/метр
5361.856 м/тонна
Катанка 6 мм
6
0.222 кг/метр
4505.449 м/тонна
Катанка 6.5 мм
6.5
0.26 кг/метр
3838.962 м/тонна
Катанка 8 мм
8
0.395 кг/метр
2534.315 м/тонна
Катанка 8.5 мм
8.5
0.445 кг/метр
2244.929 м/тонна
Катанка 9 мм
9
0.499 кг/метр
2002.422 м/тонна
Катанка 9.5 мм
9.5
0.556 кг/метр
1797.187 м/тонна
Катанка 10 мм
10
0.617 кг/метр
1621. 962 м/тонна
Катанка 11 мм
11
0.746 кг/метр
1340.464 м/тонна
Катанка 12 мм
12
0.888 кг/метр
1126.362 м/тонна
Вес арматуры. Масса погонного метра арматуры ГОСТ 5781-82
Калькулятор
Производство › Сортамент проката ›
Вес арматуры, масса горячекатаной круглой стали
Арматура — это стержневой стальной элемент, который в комплексной работе с бетоном в железобетонных сооружениях воспринимает растягивающие напряжения (балки, плиты) и сжимающие усилия (колонны) и служит для усиления конструкций. Арматурой называют стержни гладкой и рифленой формы сечения, металлические пряди, проволочные изделия и канаты.
Основное применение арматурная сталь периодического профиля находит при строительстве фундаментов и стен зданий и сооружений из монолитного бетона. При производстве бетонных работ значительных затрат времени и средств требует устройство армокаркаса для армирования конструкции изготовленных из арматурных сеток. Для расчета веса нужно знать сколько кг в метре арматуры и количество погонных метров арматурной стали.
Вес метра арматуры представлен в таблице соотношения диаметра и массы 1 м. Зная вес арматурной стали по ГОСТ 5781-82 можно оценить коэффициент армирования конструкции (отношение массы арматуры к объему бетона) и определить сколько материала нужно на фундамент (на куб бетона), посчитать его цену.
Погонный метр арматуры — отдельные арматурные стержни гладкого и периодического профиля длиной 1 метр, вес которых зависит от диаметра арматурной стали ГОСТ 5781-82 (из ряда размеров диаметра периодической стали — 6, 8,10, 12, 14, 16, 18,20, 22, 25, 28, 32, 36, 40, 45, 50, 55, 60, 70, 80 мм — см. СОРТАМЕНТ АРМАТУРЫ).
Сколько весит арматурная сетка для стяжки, выполнения работ по штукатурке, для изготовления армокаркаса фундамента железобетонного (бетон + связанные прутья арматуры), какая масса армосетки для кирпичной кладки, зависит от размера карт (длина, ширина полотна), размера ячейки (квадрат мм х мм) и диаметра арматурной проволоки (мм). Строительные организации используют производимую в Украине арматуру, масса которой соответствует требованиям ГОСТ, поскольку отечественная арматурная сталь достаточно высокого качества, и соответствует всем ГОСТам и нормам на металлопрокат, имеет приемлемую цену.
Вес арматуры выбирается в зависимости от видов по ГОСТ, размеров диаметра (см. таблицу — «Удельный вес арматуры в погонном метре») и сферы применения периодического профиля.
Масса погонного метра арматуры зависит от формы поверхности периодического профиля: рифленого или гладкого снаружи. Выступы в виде ребер, рифления на поверхности стержневой арматурной стали периодического профиля или ребристой проволочной стали значительно улучшают сцепление с бетоном и его характеристики.
Сортамент арматуры в зависимости от технологии изготовления арматурной стали для железобетонных конструкций подразделяется на виды: горячекатаную стержневую (А1 — А240, А2 — А300, А3 — А400, А500, А600, А800, А1000), холоднотянутую проволочную сталь (Вр-1).
Масса 1 м арматуры горячекатонной не зависит от ее основных механических характеристик, которые подразделяют на шесть классов сортамента в зависимости от прочности металла и марки стали, с условным обозначением: A-I, А-II, A-III, A-IV, A-V, A-VI.
Клас арматурной стали
Диаметр профиля, мм
Марка стали арматуры
A-I (А240) гладкая
6-40
Ст3кп, Ст3пс, Ст3сп
A-II (А300) рифленая
10-40 40-80
Ст5сп, Ст5пс 18Г2С
Ас-II (Ас300) рифленая
10-32 (36-40)
10ГТ
A-III (A400) рифленая
6-40 6-22
35ГС, 25Г2С 32Г2Рпс
A-IV (A600) рифленая
10-32 (6-8) (36-40)
80С 20ХГ2Ц
A-V (А800) рифленая
(6-8) 10-32 (36-40)
23Х2Г2Т
А-VI (А1000) рифленая
10-22
22Х2Г2АЮ, 22Х2Г2Р,20Х2Г2СР
Гладкий профиль прута у первого класса арматуры, очень редко это может быть вторым классом, но все остальные виды имеют только рифлёную поверхность. Так же разные типы отличаются диаметром, весом, длиной в метрах и ценой за тонну.
К примеру, арматура строительная A3 служит для укрепления бетонных конструкций быстровозводимых зданий и широко используется строительными компаниями в Киеве. Гладкая арматура А1 применяется для создания арматурных стяжек, так как эту разновидность отличает повышенная эластичность прутьев. Фактический вес арматуры строительной складывается из массы арматурных каркасов элементов (фундамента, стен, бетонных перекрытий) монолитного здания, сварных сеток, которые затем заливаются бетонным раствором по опалубке.
Производство арматурной стали в Украине осуществляется с применением отработанных в советское время технологий в области обработки металла, и, как правило, на оборудовании доставшемся в наследство от СССР, и именно поэтому отечественные производители продают арматурную сталь по цене достаточно доступной при хорошем качестве и соответствии требованиям ГОСТа.
Арматура 8, 10, 12, 14, 16, 18, 20, 22, 25 наиболее ходовая по размеру диаметра периодического профиля, продаваемая украинскими производителями. Импортные аналоги имеют более высокую цену. Арматура в Украине перед продажей с металлобазы проходит поэтапный контроль качества при осуществлении производственного процесса, что гарантирует высокое качество, которое соответствует государственным стандартам ГОСТам.
Какой вес у арматуры по длине?
Вес арматурной стали, неоходимой для покупки расчитывают умножением суммарной длинны всех стержней в пачке на вес погонного метра арматуры (см. таблицу массы 1м и сколько метров в тонне арматуры). Перевод из метров в тонны выполняется путем умножения удельного веса арматуры (масса 1 метра) на количество погонных метров. Ниже представлена таблица сечений арматуры, удельный вес 1 погонного метра А1 (А240), А2 (А300), А3(А400), А4(А800), А5(А800), А6(А1000) , количество метров в тонне для перевода веса в суммарную длину всех стержней в пакете или бухте. Арматура в бухтах позволяет отрезать в размер хлысты любой, требуемой длины, что уменьшит количество отходов и избавит от необходимости сращивать по длине отдельные прутки стандартной длины (6 или 12 метров).
Таблица массы арматурной стали. Сколько вес 1м арматуры
D, мм
Вес 1 метра арматуры, кг
Метров в тонне
Отклонения веса в %
6
0,222
4504,5
+9,0 -7,0
8
0,395
2531,65
+9,0 -7,0
10
0,617
1620,75
+5,0 -6,0
12
0,888
1126,13
+5,0 -6,0
14
1,21
826,45
+5,0 -6,0
16
1,58
632,91
+3,0 -5,0
18
2
500
+3,0 -5,0
20
2,47
404,86
+3,0 -5,0
22
2,98
335,57
+3,0 -5,0
25
3,85
259,74
+3,0 -5,0
28
4,83
207,04
+3,0 -5,0
32
6,31
158,48
+3,0 -4,0
36
7,99
125,16
+3,0 -4,0
40
9,87
101,32
-+3,0 -4,0
45
12,48
80,13
+3,0 -4,0
50
15,41
64,89
+2,0 -4,0
55
18,65
53,62
+2,0 -4,0
60
22,19
45,07
+2,0 -4,0
70
30,21
33,1
+2,0 -4,0
80
39,46
25,34
+2,0 -4,0
Расчет веса арматуры, сетки сварной
Если нет под рукой расчетной таблицы арматуры, калькулятора металла онлайн, то общий вес арматурной сетки можно посчитать самому, определив общую длину проволоки из которой состоит сварная сетка размером 1м2 и умножив количество метров на удельный вес погонного метра проволоки. При отсутствии справочника, расчет веса погонного метра арматуры можно выполнить самостоятельно, на обычном калькуляторе. Объем металла в 1 метре стального цилиндра равен 1 м x (3,14 x D x D/4). В скобках геометрическая площадь круга диаметром D. Вес прутка получается умножением объема на удельный вес арматуры который равен 7850 кг/м3. Данным способом Вы можете посчитать сколько кг в метре арматуры, пересчитать тонны в метры, посчитать стоимость за метр арматуры по цене за тонну.
Например на калькуляторе, сделаем расчет веса 1 м арматуры диаметром 12 мм: Объем металла — 1 м x (3,14 x 0,012 м x 0,012 м/4) = 0,00011304 м3, Удельный вес — 0,00011304 м3 x 7850 кг/м3 = 0,887 кг. Примерно равен значению в таблице арматуры с теорвесом.
Если длина арматуры 12м, то в формулу подставляем требуемое значение длины проката стали и делаем расчет веса стержней. Для определения веса сетки надо умножить полученное значение массы 1 м2 сетки на число квадратных метров в сварном арматурном каркасе. Для автоматического расчета используйте Калькулятор веса арматуры, чтобы перевести из тонн в метры, из кг в тонны.
Еще один пример. Рассчитаем вес сетки 100х100х4 площадью 1 м2. Сварная сетка состоит из 18 сваренных арматурных стержней длиной 1м. Общая длина стержней составит 18х1=18 метров. Удельный вес арматурной проволоки 4мм — 0,092 кг/м. Тогда масса погоного метра сетки высотой 1м составит 18х0,092=1,66 кг/м2 +1% на массу сварочных материалов.
Два завода Trepanier Group производят арматурную сталь для строительных площадок, а ее установку выполняют наши металлурги.
Наша производственная мощность составляет 25 000 тонн в год.
По запросу предоставляем весь ассортимент арматурной стали (500R, 500W, 400R, 400W).
Тип W – требуется использование свариваемой стали.
Для конструкций, подвергающихся суровым условиям, и для продления срока их службы хорошим вариантом является оцинкованная сталь.
Компания также может предоставить вам гладкие брусья.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Обозначение
кг/м
фунт/м
фунт/дюйм
кг/пи
10М
0,785
1 729
0,527
0,239
15М
1 570
3 465
1056
0,479
20М
2 355
5 192
1 582
0,718
25М
3 925
8 651
2 637
1 196
30М
5 495
12 118
3 693
1 675
35М
7 850
17 310
5 276
2 393
45М
11 775
25 958
7 912
3 589
55М
19 625
43 267
13 188
5 982
ДЮЙМЫ (ВЕСА)
Обозначение
кг/м
фунт/м
фунт/дюйм
кг/пи
#3
0,560
1 234
0,376
0,171
#4
0,994
2 192
0,668
0,303
#5
1 552
3 422
1 043
0,473
#6
2 235
4 928
1 502
0,681
#7
3 042
6 706
2 044
0,927
#8
3 974
8 760
2 670
1 211
#9
5 060
11 155
3 400
1 542
#10
6 404
14 117
4 303
1 952
#11
7 907
17 431
5 313
2 410
#14
11 384
25 098
7 650
3 470
#18
20 239
44 619
13 600
6 169
АРМАТУРА СТЕКЛОСТЕКЛОМ
Для любого проекта, требующего магнитной и электрической нейтральности, подверженного воздействию солей против обледенения, стен, погруженных в соленую воду, или прибрежных сооружений, выберите армирование стекловолокном.
ПРОВОДНАЯ СЕТЬ
Проволочная сетка со сварными стежками используется в качестве армирования для ненесущих элементов, таких как плиты перекрытий на земле или на настиле. Проволочная сетка доступна в стандартных размерах и диаметрах.
Метрическая система
Тип
Имперский
Диаметр проволоки
102×102
МВт25.8XМВт25.8
4x4G4/4
5,74 мм
0,226 по
152×152
МВт18.7ХМВ18.7
6x6G6/6
4,88 мм
0,192 по
152×152
МВ11. 1ХМВ11.1
6x6G9/9
3,76 мм
0,148 по
ПРИНАДЛЕЖНОСТИ ДЛЯ УСТАНОВКИ
Для установки необходимы различные аксессуары, такие как проволока, стулья, пластиковые или бетонные опоры. Наш технический отдел позаботится о том, чтобы включить все монтажные принадлежности для ваших проектов.
МЕХАНИЧЕСКИЕ СОЕДИНЕНИЯ АРМАТУРЫ
Мы можем поставить и установить все типы механических соединений, представленных на рынке.
СТУДАРЬ
Поставляем и устанавливаем арматуру на сдвиг.
mesh — Проблема с автоматическими весами
Перед тем, как привязать меш к каркасу (родительский с автоматическими весами ), вам нужно применить Rotation меша. Ваш персонаж был смоделирован лежащим на полу, а затем повернут на 90°, чтобы поднять его. Когда вы привязываете его к арматуре, он возвращается в исходное положение на полу. Вам нужно применить вращение, чтобы сообщить Блендеру, что поза стоя является новой исходной позицией.
Выберите сетку в режиме Объект , затем используйте Ctrl + A > Применить Все преобразования . Это относится к Scale , Rotation и Location .
Чтобы все было красиво и чисто, вы можете сделать это и для арматуры. Затем воспитывайте их вместе.
Если некоторые незакрепленные части меша, такие как глаза и зубы, не следуют за арматурой, то автоматические веса работают неправильно. Это часто случается с незакрепленными деталями. Вам нужно назначить их кости головы вручную, как описано в этом вопросе здесь: Язык и зубы не следуют движению, когда я меняю позу, какие-либо предложения о том, как это исправить?
Обновление после проверки blend-файла
Есть несколько проблем.
Буровая установка (арматурный объект) не идеальна. Ваша модель имеет высоту 90 метров, но все кости крошечные и выровнены по вертикали. Я не знаю, как это легко исправить. Например, кости глаза перекрываются верхним и нижним веками. Это не очень удобно в использовании, и я не уверен, что автоматические веса хорошо работают с этими крошечными неправильно выровненными костями. Может быть, рассмотреть возможность использования Rigify для создания новой установки?
Есть два модификатора Armature . Удалите второй, чтобы исправить зубы и ресницы.
Кроме того, сетка не выровнена должным образом. Вам нужно переместить его немного влево ( ← ).
Для левого глаза (справа) группа вершин ведет себя странно. Даже если вы используете кнопку Удалить из всех групп , некоторые вершины правого рукава перемещаются. Я удалил группу, создал новую группу вершин с тем же именем и назначил группе все вершины глаза. Тогда это сработало.
В сетке много незакрепленных частей. Автоматические весы не очень хорошо работают с незакрепленными деталями. Если вы создадите сетку по отношению к арматуре ( с автоматическими весами ), вы заметите, что есть проблемы с ногами. А вокруг области живота/спины есть отверстие, когда персонаж сгибается. Это можно исправить с помощью дублированной фиктивной модели с измененной сеткой, которая используется для автоматических весов. Затем веса переносятся обратно в исходную модель. Этот метод описан здесь: тепловое взвешивание: не удалось найти решение для одной или нескольких костей или посмотреть это видео.
Если вы новичок в риггинге, возможно, вам будет проще начать с Rigify или модели, которая уже ригингится, например, Rain или Vincent. Винсент использует BlenRig. Если вы хотите попробовать бета-версию BlenRig 6 для своей модели персонажа, вы можете получить ее здесь.
Я сделал автоматические веса и переместил их, и зафиксировал глаза. Работает кроме ног. Это плохая установка с этими крошечными костями. Это точки на скриншоте. Это не кастомная форма, а крошечные палочки:
Меш не имеет особой геометрии для предплечий, и они не очень хорошо гнутся. У буровой установки нет ИК. Это еще один недостаток, когда вы хотите анимировать персонажа.
Правка шлифовальных кругов — Инструменты и методы выравнивания
Главная страница
Информация
Статьи
Правка шлифовальных кругов
Правка шлифовальных кругов – процесс удаления загрязнений между зернами абразива, восстановление остроты режущих кромок и геометрии диска. Во время работы инструмент изнашивается, что приводит к ухудшению его технических характеристик. Периодическая правка диска способствует повышению его эксплуатационных свойств и качества шлифовальных работ.
Методы правки абразивных кругов
Периодичность правки шлифовальных кругов определяется условиями и частотой шлифования материалов. Несмотря на кажущуюся простоту процесса, существует несколько способов восстановления первоначальной геометрии шлифкругов и остроты их режущих кромок. На выбор способа правки дисков влияет множество факторов – степень засаливания круга, уровень износа зерен, кривизна поверхности и т.д.
Правку кругов из абразивных материалов осуществляют брусками, дисками, роликами с алмазным или безалмазным напылением. По принципу взаимодействия диска с инструментами можно выделить несколько способов правки:
обтачивание;
обкатка;
шлифовка;
тангенциальное точение;
накатывание;
правка свободным абразивом.
При отсутствии технических условий правку шлифовальных кругов осуществляют с помощью доступных инструментов. Для очистки поверхности круга от опилок могут использоваться остатки других абразивных материалов с твердостью не ниже R и S. Чаще всего для удаления участков залипания используют абразивный брусок, с помощью которого диск очищается от загрязнений во время вращения.
Правка шлифовального круга обтачиванием
Шлифование круга методом обтачивания – это процесс разрушения верхнего слоя абразива и связки шлифкруга инструментами с высокой степенью твердости. Принцип обтачивания заключается в удалении засаленного слоя диска правящим инструментом во время вращения заготовки.
В качестве инструмента для правки абразивных кругов могут использоваться:
алмазы;
эльборовые пластины.
Зачищающие материалы устанавливаются в специальную оправу, в которой фиксируются при помощи механического зажима, чеканки или же напайки. Инструмент может иметь различную форму:
алмазные иглы – длинные стержни с крупным алмазом на вершине;
алмазные карандаши – металлические цилиндры с расширенной рабочей поверхностью, в которую устанавливаются несколько алмазов;
шарошки – остро- и тупозубые инструменты в форме звездочек.
При сильном износе шлифовального круга часто в качестве правящего инструмента используют шарошки. Следует учитывать, что для удаления зон засаливания, неровностей и затупившихся зерен применяют не одну, а сразу несколько шлифовальных звездочек. Перед правкой они помещаются на длинную ось, которая предварительно смазывается маслом.
Алгоритм правки шлифкруга методом обтачивания
Правку шлифовальных кругов реализуют в следующем порядке:
Правящий инструмент опирается на подручник;
Рабочая поверхность карандаша (шарошки, иглы) вводится в контакт с диском, который вращается;
При использовании иглы ее подают под углом к обтачиваемой поверхности в горизонтальной или вертикальной плоскости;
В процессе работы правящий инструмент медленно поворачивают вокруг своей оси для того, чтобы при шлифовке были задействованы все его режущие грани;
Во время правки абразивных кругов для обдирки скорость вращения заготовки увеличивают для получения достаточно грубой абразивной поверхности.
Правка обтачиванием позволяет выровнять геометрическую форму круга и удалить с его поверхности области засаливания. Чтобы оценить качество проделанной работы, достаточно приложить к диску линейку. Если она полностью прилегает к поверхности, значит, правка выполнена качественно. При наличии больших зазоров между кругом и линейкой желательно повторить обработку.
Осуществлять правки абразивных шлифовальных кругов можно с помощью брусков из кремния или карбида с зернистостью P125-50. Для обтачивания алмазных дисков рекомендуется брать бруски с такой же зернистостью, как и на заготовке. В случае перерасхода точильного бруска можно воспользоваться специальным абразивным кругом.
Правка абразивного круга обкатыванием
Скалывание затупившихся зерен и удаление опилок при обкатывании осуществляется инструментами круглой формы. Для выравнивания абразивных кругов используются прочные материалы:
стальные круги с закаленным покрытием;
ролики из твердых сплавов;
шарошки;
карбидокремниевые диски.
Шарошки для правки абразивных дисков применяются чаще всего, что связано с высоким качеством выполняемой работы и несущественным расходом материалов. Рабочая поверхность звездочек выполнена из износостойких сплавов. Во время контакта с вращающимся диском шарошки тоже начинают вращаться. Их зубья скользят по покрытию круга, за счет чего происходит удаление верхнего затертого слоя абразива и выравнивание профиля рабочего инструмента.
Правка обкатыванием может выполняться с помощью 5 и более шарошек, закрепленных на неподвижном основании. За счет этого обтачивание абразивных материалов можно осуществлять при помощи шлифмашинок. Единственным недостатком данного способа является недостаточная точность обработки и избыточное пылеобразование.
К преимуществам метода обкатывания кругов можно отнести отсутствие областей с заглаженной поверхностью. Если абразивный круг планируется использоваться для обдирочных работ, правка с помощью шарошек станет самым оптимальным вариантом.
Правка шлифованием
Как и предыдущем случае, правка шлифовальных кругов осуществляется с помощью вращающихся правящих инструментов. Но в данном случае инструмент вращается не от контакта с заготовкой, а от собственного привода. Для обработки дисков используются:
эльборовые диски;
твердосплавные диски из вольфрама и карбида;
карбидокремниевые диски;
алмазные круги или ролики.
В процессе шлифования ось вращения инструмента либо параллельна, либо перпендикулярна оси вращения шлифкруга. В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
Во время правки шлифовальный круг должен вращаться с небольшой скоростью – до 25 м в минуту, что в 60-65 раз меньше его рабочей скорости. При шлифовке обрабатываемый диск должен закрепляться стационарно. В противном случае на его поверхности будет множество неровностей.
В домашних условиях для правки кругов методом шлифования можно использовать УШМ с алмазным диском. С помощью данного способа легко выравниваются поверхности как алмазных, так и электрокорундовых кругов. Перед работой на УШМ необходимо закрепить металлическое приспособление для упора. В большинстве случаев его фиксируют с помощью болта на месте рукоятки.
Правка методом тангенциального точения
Данный метод предполагает срезание затупившихся абразивных зерен с помощью точильного бруска. Правка осуществляется на плоскошлифовальном станке во время его продольного перемещения по рабочей поверхности обрабатываемого диска. Тангенциальное точение выполняют в несколько этапов:
Точильный брусок закрепляется на плоскошлифовальном станке за шлифовальным кругом;
Во время подачи алмазного бруска поверхность заготовки соприкасается с его профилем;
В процессе тангенциального точения наружный слой абразива срезается, за счет чего происходит выравнивание геометрии круга.
Для повышения качества правки шлифовальных дисков обработку осуществляют на шлицешлифовальных станках. Турбинные лопатки оснащены елочным замком, благодаря чему стабилизируется и повышается качество обработки рабочей поверхности заготовки.
При тангенциальном точении в качестве обрабатываемых кругов используются эльборные и алмазные круги. Они могут иметь как керамическую, так и органическую связку. Для шлифования эльборных дисков применяются бруски из карбида кремния или алмазов, а для выравнивания алмазных кругов чаще используют бруски из электрокорунда или зеленого карбида.
Правка методом накатывания
Накатывание – процесс выравнивания поверхности круга за счет дробления абразивных гранул посредством накатного диска или ролика. Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
фасонный ролик;
металлический накатной круг.
Скорость вращения инструмента при обработке круга не превышает 1.5 м/с. В процессе шлифования вращению подвергается либо сам ролик, либо обрабатываемый круг. Взаимное вращение инструментов при увеличивающемся давлении в области их соприкосновения обеспечивает разрушение изношенного слоя абразива. Правку осуществляют до тех пор, пока диск не приобретет геометрическую форму, идентичную форме профиля детали.
Важные моменты:
Вращение ролика должно обеспечиваться работой электродвигателя;
Для эффективного дробления абразивных зерен на круге желательно использовать ролики из стали марки 40 с твердостью закалки до HRC 60-64;
Скорость вращения ролика должна находиться в пределах 1-1.5 м/с.
Диаметр ролика должен подбираться с учетом диаметра обрабатываемого круга. Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Правка свободным абразивом
В данном случае правку кругов производят при свободном вращении инструмента во время его соприкосновения с вращающейся заготовкой. Не исключена обработка дисков и при вращении инструмента для заточки под действием электропривода. Правка свободным абразивом реализуется так:
Через специальное отверстия в притире на область шлифования подается вязкая смесь из глины и абразивных частиц;
Во время вращения обрабатываемого круга в зазор между притиром и заготовкой попадает абразивная суспензия, которая впоследствии увлекается наружной поверхностью круга;
Ось инструмента располагают к оси обрабатываемого круга под углом до 6° по вертикали и 15°– по горизонтали во время внутреннего шлифования;
При вращении заготовки свободный абразив удаляет с поверхности круга затупившиеся зерна.
К недостаткам этого метода можно отнести недостаточную избирательность правки. Во время обработки шлифовальных кругов качество материала может ухудшиться в случае попадания на поверхность круга гранул абразива.
Заключение
Правка кругов – эффективный способ улучшения технических и эксплуатационных характеристик инструмента для зачистки и шлифования. В зависимости от степени износа дисков, правка осуществляется разными способами – накатывание, тангенциальное точение, обтачивание, шлифование и т.д. Выбор способа правки зависит от степени твердости обрабатываемого диска и дальнейших целей его применения.
Правка шлифовальных кругов — РИНКОМ
Правка шлифовальных кругов — РИНКОМ
Главная
Статьи
Правка шлифовальных кругов
Правка шлифовальных кругов
4 марта 2019
Гирин Кирилл
В этой
статье мы поговорим об алмазных
шлифовальных кругах
и способах их правки.
Содержание
Конструктивные особенности и сферы применения алмазных шлифовальных кругов
Органическая связка
Металлическая связка
Гальваническая связка
Иные характеристики алмазных шлифовальных
Для чего нужно править алмазные шлифовальные круги
Способы правки алмазных шлифовальных кругов
Метод обтачивания
Метод шлифования
Метод обкатки
Правка алмазных шлифовальных кругов шарошками: технология и особенности
Технология правки алмазных шлифовальных
Правила и особенности правки алмазных кругов
В заключение
Правка шлифовальных кругов
что такое алмазные шлифовальные круги;
для чего их применяют;
для чего нужно править шлифовальные круги;
какие для этого применяют способы;
как выправляют круги при помощи специальных шарошек.
Конструктивные особенности и сферы применения алмазных шлифовальных кругов
Шлифовальные круги — это расходный алмазный инструмент для ручных и автоматических шлифовальных машин.
Фотография №1: алмазные шлифовальные круги.
Расскажем о ключевых конструктивных особенностях инструментов. Начнем с того, что каждый круг состоит из корпуса и нанесенного на него алмазного слоя. Кроме алмазов в его состав входят связка с наполнителем или без него.
В маркировку алмазных кругов входят две цифры и одна буква. По этим символам определяют основные характеристики инструментов.
Изображение №1: маркировка алмазных шлифовальных кругов
Начнем с формы корпуса.
Изображение №2: формы корпусов алмазных кругов
Буква в маркировке обозначает форму сечения алмазного слоя.
Изображение №3: формы сечения алмазных слоев
По последней цифре в маркировке определяют, где именно на круге расположен алмазоносный слой.
Изображение №4: варианты расположения алмазоносных слоев на алмазных кругах
К числу самых важных характеристик алмазных кругов также относится тип связки. Она может быть органической, металлической и гальванической.
Органическая связка
Представляет собой смесь, состоящую из органической связки, алмазов и наполнителя.
Изображение №5: органическая связка
Органическая связка имеет невысокие твердость, термостойкость и теплопроводность. Использование такого инструмента характеризуется высокой производительностью и малым количеством времени, затрачиваемым на обработку заготовок.
Перечислим основные сферы применения алмазных кругов с органической связкой.
Шлифование, заточка и доводка деталей и изделий из твердых сплавов и сверхтвердых материалов.
Обработка высокоточных измерительных и медицинских инструментов.
Изготовление изделий из огнеупорных материалов.
Полировка и огранка драгоценных камней.
Металлическая связка
Ее состав выглядит так.
Изображение №6: металлическая связка
Металлическая связка отличается высокими твердостью, теплопроводностью и термостойкостью. Круги с такими алмазоносными слоями применяют для:
выполнения черновых операций, требующих снятия больших припусков;
профильного шлифования;
заточки твердосплавных деталей и изделий;
обработки заготовок из специальной керамики и иных труднообрабатываемых материалов.
Гальваническая связка
Ей с добавлением алмазов покрывают опорные металлические основы. У таких кругов зерна выступают далеко за поверхность связки. Это значительно облегчает отвод стружки.
Изображение №7: гальваническая связка
Алмазные круги с гальванической связкой отличаются высокой режущей способностью, хорошей теплопроводностью, низкой стоимостью и возможностью исполнения любой геометрии. Перечислим сферы применения инструментов данной категории.
Обработка деталей и изделий из кремния, германия и иных полупроводниковых материалов.
Шлифование и резка заготовок из ситала и различных видов технического стекла.
Фактурная обработка природного и искусственного камня.
Изготовление притиров и алмазных головок различных форм.
Производство ручного инструмента для доводки штампов из легированных сталей и твердых сплавов.
Иные характеристики алмазных шлифовальных кругов
Перечислим оставшиеся параметры.
Размер корпуса. Выбор инструмента зависит от габаритов заготовки и операции, которую необходимо выполнить.
Зернистость. Определяет чистоту поверхности после обработки. Чем меньше зернистость кругов, тем более гладкими получаются поверхности. Главный недостаток мелкой зернистости заключается в том, что при работе нередко происходят засаливания инструментов. Возможно также прижигание поверхности заготовки.
Концентрация алмазов. Этот параметр напрямую зависит от зернистости. Чем выше зернистость, тем больше алмазов находится в 1 мм3 абразивного слоя. Круги с высокой концентрацией используют для обработки малых площадей. Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Классы точности. Их 3 — Б, А и АА. Последние — лучшие по качеству. При помощи таких алмазных кругов выполняют высокоточные операции.
Классы неуравновешенности (1–4). Зависят от качества абразивной массы.
Для чего нужно править шлифовальные алмазные круги
Какими бы качественными ни были алмазные шлифовальные круги, в процессе эксплуатации они рано или поздно портятся и изнашиваются. Происходят:
сглаживание на каких-либо участках;
обломы;
истирание;
засаливание.
При эксплуатации мягких шлифовальных кругов проблем гораздо меньше. Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.
Способы правки алмазных кругов
Существуют три способа правки алмазных кругов. Расскажем о применяемых технологиях.
1. Метод обтачивания
Предполагает использование высокопрочных и твердых инструментов. Ими обтачивают круги с целью разрушения связки и последующей заточки алмазов.
Используют следующие приспособления для правки алмазных шлифовальных кругов.
Алмазные иглы.
Стержни с большими алмазными камнями на концах.
Эльборовые резцы.
Алмазные карандаши и пр.
Фотография №2: приспособления для правки алмазных шлифовальных кругов методом обтачивания
Технология предполагает простую обработку поверхностей вращающегося со скоростью до 35 м/с износившегося круга. Все происходит либо вручную, либо с применением специальных подручников.
2. Метод шлифования
Для этого подходят инструменты следующих категорий.
Алмазные ролики.
Шлифовальные круги (алмазные, эльборовые).
Диски из карбидно-вольфрамовых сплавов.
Правка алмазных кругов по технологии шлифования имеет следующие особенности.
Изношенному инструменту задают рабочую скорость вращения.
Скорость вращения приспособления для правки — небольшая. Показатель не превышает 25 м/мин.
Правка выполняется с применением специального оборудования.
Ось шлифовального аппарата может располагаться как перпендикулярно, так и параллельно к оси вращения алмазного круга.
Фотография №3: станок для правки алмазных шлифовальных кругов
3. Метод обкатки
Предполагает использование специальных круглых инструментов. К ним относятся:
карбидно-кремниевые круги;
стальные диски с зацементированными и закаленными поверхностями;
твердосплавные ролики;
шарошки-звездочки.
Инструменты последней категории получили максимально широкое распространение.
Принцип технологии заключается в том, что изношенные диски при контакте с приспособлением начинают плавно скользить по поверхности инструмента (обкатывать его). В результате:
алмазные зерна высвобождаются;
обнажается новый слой рабочей поверхности;
круг выравнивается.
Расскажем в деталях о применении шарошек для правки алмазных шлифовальных кругов.
Правка алмазных шлифовальных кругов шарошками: технология и особенности
Начнем с того, что чаще всего применяемые для правки алмазных кругов стандартные шарошки могут иметь тупые и острые зубья.
Фотография №4: острозубая (справа) и тупозубая (слева) шарошки
Приспособления первого типа применяют для правки алмазных шлифовальных кругов с зернами минимальных размеров. Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Обратите внимание! Для правки шлифовальных алмазных кругов используют не одну шарошку определенного типа, а наборы приспособлений. Их закрепляют в специальных державках.
Фотография №5: шарошки, закрепленные в державке
Технология правки алмазных шлифовальных кругов шарошками
Процесс правки алмазных шлифовальных кругов шарошками выглядит так.
Набор приспособлений собирают в единый блок.
Его закрепляют в державке.
Получившееся приспособление устанавливают на специальной оси, оснащенной рукояткой для оператора.
Инструмент вводится в контакт с вращающимся изношенным алмазным диском.
У этой технологии правки шлифовальных кругов есть свои преимущества и недостатки. Начнем с плюсов.
Правка проходит очень быстро.
Шарошки для правки алмазных кругов стоят дешево.
Обеспечивается высокая эффективность правки. Рабочие поверхности кругов не заглаживаются.
Технология проста в применении.
Главный недостаток метода — выделение большого количества пыли, но проблем легко решается при помощи промышленного пылесоса.
Правила и особенности правки алмазных шлифовальных кругов шарошками
Надевайте защитные очки и используйте маску от пыли.
Не используйте для правки не подходящие по размерам шарошки.
Обрабатывайте круги выше их центров. Это исключит излишнее углубление зубьев в абразивные поверхности.
Перемещайте державку с шарошками максимально плавно.
При правке старайтесь удерживать стабильное давление на алмазный круг.
При появлении искр увеличивайте нажим.
В заключение
Чтобы как можно реже приходилось восстанавливать характеристики абразивных поверхностей, не экономьте на качестве инструментов, используйте их строго по назначению, соблюдайте условия хранения и эксплуатации, заказывайте приспособления у заслуживающих доверие поставщиков.
Кстати, купить алмазные круги с доставкой в любой регион РФ вы можете на нашем сайте. Мы закупаем инструменты напрямую у производителей и тщательно контролируем качество изделий. У нас вы найдете очень низкие цены. Воспользуйтесь выгодным предложением!
Больше полезной информации
Полезные обзоры и статьи
Все статьи
15 июня 2022
Шлифование
13 апреля 2021
Как правильно подобрать сверло под метчик?
21 апреля 2020
Как выкрутить сломанный болт
23 августа 2019
Зернистость алмазных кругов и их иные параметры
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как размолоть: часть 4
25.01.2017
Это четвертая часть серии статей о шлифовке: Часть 1: Введение + Когда шлифовать. Часть 2: Технология шлифования&запятая; Шлифовальные машины&запятая; и шлифовальные круги. Часть 3: Химия и номенклатура шлифовального круга. Часть 4. Подготовка шлифовального круга к работе в холодном состоянии. Часть 5: Шлифовка полости. Часть 6: Ремонт поврежденной кромки без сжигания стали.
Когда вы впервые устанавливаете круг на шлифовальный станок, первое, что нужно сделать, это убедиться, что при постукивании круг издает приятный звенящий звук. Аккуратно постучите по колесу удобным куском стали; он должен звучать довольно ярко. Если в колесе есть дефект, вы не получите четкого тона. Теперь, чтобы быть справедливым, в целом современные колеса очень безопасны, и вы редко получаете неработающие. У меня точно никогда не было такого несчастья. Я использую только новые диски от известного производителя. Старое колесо с Ebay; колесо марки X; или колесо, которое поставляется без защитной упаковки, будет гораздо более подвержено поломке. Если вы не слышите четкого звука при нажатии на колесо, не используйте его.
Убедитесь, что диаметр колеса соответствует вашему шпинделю. Для этих колес 3X Norton поставляет пластиковую втулку, чтобы колесо подходило к шпинделям различных диаметров. Небольшой отстой все же есть, но не так много — в основном это не имеет значения. Когда вы зажимаете круг в шлифовальном станке (конечно, сначала отключите шлифовальный станок), круг оказывается зажатым между двумя фланцами. По обеим сторонам колеса картонные шайбы. В этом случае шайба приклеена к колесу и содержит клеймо. Эти шайбы очень важны. Зажим между картоном устраняет любые незначительные неровности фланцев или колеса и предотвращает растрескивание колеса при зажиме из-за незначительной неровности колеса.
Пара многоточечных алмазных шлифовальных кругов Когда вы впервые получаете новый круг или хотите получить наилучшие характеристики от уже имеющегося круга, правка круга имеет жизненно важное значение. Неизбежно колесо не будет идеально сидеть на шпинделе. Если он установлен немного не по центру, выровняйте колесо, чтобы оно было по центру. Этот шаг важен для плавного хода колеса. Я знаю, что некоторые продавцы продают комплекты для балансировки, но мне они никогда не нужны. Я также собираюсь установить остальные примерно перпендикулярно колесу и довольно близко к нему. Квадратный, потому что я хочу, чтобы комод приближался к колесу под прямым углом, и довольно близко, потому что я хочу, чтобы комод (или что-то еще) не попал в зазоры между движущимся колесом и отдыхом. Убедившись, что мой упор надежно закреплен и колесо может свободно вращаться рукой, я опускаю защитный кожух, надеваю защитные очки и включаю шлифовальный станок.
Всякий раз, когда я включаю кофемолку, я отхожу в сторону, поскольку она набирает скорость и работает несколько секунд. Причина в том, что на всякий случай, если в колесе есть изъян, или чип выбит, или что-то зацепит в щитках, я бы предпочел не оказаться на линии огня, если случится беда.
Что касается нового колеса, я хочу крепко прижать комод к остальным и толкнуть его вперед, чтобы оно коснулось колеса. Пока мой комод держится устойчиво относительно остальных, любые высокие или низкие места на колесе будут сняты. Не зажимайте его; вам нужно иметь возможность двигать его вперед, и давления вашей руки более чем достаточно. Через несколько секунд колесо будет двигаться по кругу и плавно. Вы можете заметить колебание слева направо при вращении колеса. Этому есть две возможные причины. Первая (и более распространенная причина) заключается в том, что фланцы не плоские. Baldor и многие другие производители не обрабатывают фланцы, а просто отливают их под давлением. Мы видели много шатающихся фланцев на протяжении многих лет, поэтому один из способов, который мы делаем на наших нестандартных шлифовальных станках, — это обработка фланцев. Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его. Это невозможно исправить.
После того, как колесо будет зачищено, вы можете уменьшить нагрузку на остальные.
Теперь мы хотим превратить наименьшую выпуклость или корону в колесо. С выпуклостью мы можем быть уверены, что каждый раз, когда прикасаемся инструментом к колесу, мы вступаем в контакт где-то в центре инструмента. Если ваш круг прямой, и ваш инструмент в основном прямой, поверхность круга всегда будет соприкасаться с инструментом с той или иной стороны — если только ваше лезвие не будет на 100% перпендикулярно колесу, что почти невозможно сделать от руки. С выпуклым кругом вам не нужно шлифовать углы вашего инструмента, пока вы не отшлифуете середину, что более безопасно. В середине инструмента тепло от шлифования может идти в обе стороны и обратно в корпус инструмента. В углу тепло не может уйти с одной стороны, что быстро приведет к перегреву и возгоранию угла. С выпуклым кругом у вас есть контролируемая точка контакта, и по мере того, как вы подаете инструмент в круг, вы получаете все больше и больше контакта — вы не шлифуете только эту точку на круге. Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость.
Мой процесс правки круга: включаю шлифовальный станок, жду, пока он наберет скорость, а затем прикасаюсь к шлифовальному станку кругом и перемещаю его по очень широкой дуге по кругу. При этом я все смотрю на глаза. Основной шаг — коснуться колеса в центре комодом, а затем повернуть его в любую сторону. Как видно на видео, процесс занимает около 10 секунд.
Когда заправка закончена, мы готовы к шлифовке. Я повторяю процесс правки почти каждый раз, когда шлифую, и всякий раз, когда мне кажется, что колесо нагревается слишком быстро. Конечно, колеса CBN никогда не нуждаются в правке, а имеющиеся у нас колеса имеют встроенную коронку.
В следующий раз мы установим остальную часть под прямым углом и обновим полость на инструменте.
Колесо, правильно отшлифованное до очень легкой выпуклости.
Присоединяйтесь к беседе
25.01.2017 Ян МакЛеннан
Чтение этого делает меня еще более счастливым, что я выбрал Tormek. Безопасный, чистый, простой в использовании и чрезвычайно универсальный. Стоит дополнительных денег и очень добр к моему
ценных режущих инструмента. Вытачивание зазубрин, изменение формы и т. д. занимает немного больше времени, но мне редко приходится это делать.
25.01.2017 Эрик Раш
Отличная серия статей Джо.
Большое спасибо.
25.01.2017 HKimsey
Хорошее резюме и много полезной информации! Благодарю вас!
15.02.2017 Риши Шарма
Спасибо за этот замечательный блог. Хорошее резюме использования шлифовальной машины.
Комментарии закрыты.
Последний
Следующий
Мнения, высказанные в этом блоге, принадлежат автору и гостям блога и никоим образом не отражают точку зрения Tools for Work Wood.
Новые записи …
OMG — Миниатюры Boxwood 16th Century Pt1 — и другие новости — 26/26/2017
.117. 03/2018
. /2017
Как пользоваться разметочным или врезным калибром (повторение) — 22. 03.2017
Как научиться резьбе в современную эпоху — онлайн-подход — 15.03.2017
Плоскости под углом и лучшие устья: почему? Какие доказательства? На что обращать внимание при покупке торцевых и плечевых плоскостей — 08.03.2017
Контекст! — 01.03.2017
Скосы и наблюдение о метках производителя — 22.02.2017
/2017
Как шлифовать: Часть 5 — Шлифование полости — 01.02.2017 25/2017
Как шлифовать Часть 3 — Химия и номенклатура шлифовальных кругов — 19/01/2017
Как шлифовать Часть 2 — Шлифовальные круги — Технология шлифования 11.01.2017
Как шлифовать. Часть 1. Когда шлифовать.
NAIL — 21.11.2016
ГРАМЕССИЯ ИСТОРИЯ
A Отсутствие связи — 30. 11.2016
Гостевой блогер: Крис Пей — Get A Grip — 23.11.2016
Новые для осени и других новостей — 9.11.2016
Старые входные вкладки …
.
гарантия | контакт
Ваше пошаговое руководство по правке шлифовального круга – Action SuperAbrasives
Шлифовальный круг – это великолепный инструмент, который служит многим целям, таким как удаление металла, сглаживание кромок и изменение конструкции изношенных материалов.
После того, как вы его купите, колесо будет работать как волшебство долгие годы и поможет вам во всех вышеперечисленных и многих других целях.
Затем наступает время, как и с любой посудой, когда само колесо изнашивается и требует ухода.
Если вы впервые чистите шлифовальный круг, важно знать, чего ожидать, чтобы обеспечить безопасность.
Вот как правильно заправить шлифовальный круг, чтобы вернуть ему идеальную форму!
Как правильно затачивать шлифовальный круг
Заправлять шлифовальный круг легко, как только вы освоите его; Будьте осторожны и следуйте этим инструкциям шаг за шагом!
Шаг 1: Осмотр
Если вы делаете это впервые, убедитесь, что у вас есть инструмент для правки и подставка для инструмента, чтобы ставить их во время правки колеса.
В первую очередь, прежде чем приступить к правке самого шлифовального круга, необходимо проверить целостность круга и инструмента для правки.
Обязательно проверьте наличие видимых трещин на колесе или инструменте.
Когда вы будете абсолютно уверены в отсутствии трещин, осмотрите подручник.
Убедитесь, что упор для инструмента находится на подходящем расстоянии от шлифовального круга: достаточно близко, чтобы инструмент задел круг, но и на достаточно безопасном расстоянии, где круг будет вращаться без отставания инструмента.
Помните, что вы всегда можете придвинуть остальную часть ближе, когда колесо изнашивается, но лучше быть сдержанным и быть немного дальше, чем слишком близко.
Однако убедитесь, что вы не находитесь слишком далеко от места, где вы рискуете получить травму или повредить инструменты.
Шаг 2: Правильная регулировка безопасности
Если ваша кофемолка поставляется с защитой от искр, как это часто бывает, используйте ее. Неважно, насколько вы опытны в работе с техникой, лучше перестраховаться.
Несмотря на то, что искры в основном летят вниз, когда круг и инструмент для правки шлифуются друг о друга, существует значительная вероятность того, что искры намотаются на круг и попадут вам в лицо (если у вас не установлен искрогаситель)
Убедитесь, что защитный кожух надежно закреплен и установлен очень близко к колесу.
Если ваша кофемолка не оснащена искрозащитным кожухом, обязательно наденьте полную защиту лица от неизбежных искр, которые будут летать вокруг вашего лица.
Сварочная маска идеальна, но если у вас ее нет или есть у друга, то, по крайней мере, наденьте защитные очки и что-нибудь, чтобы прикрыть от носа до шеи.
Также полезно накрыть все другие находящиеся поблизости механизмы , чтобы защитить их от искр и пыли, которые неизбежно будут летать вокруг вашего рабочего места.
Наконец, не надевайте какую-либо одежду на руки или рядом с ними во время вращения колеса. Это означает, что перчатки, длинные рукава, браслеты и т. д. НЕЛЬЗЯ носить, чтобы не попасться.
Пора одеваться
Теперь, когда вы устранили все непредвиденные происшествия с помощью проверки безопасности и регулировок, пришло время начать процесс одевания!
Включите колесо, стоя рядом с ним (НЕ перед ним), пока колесо набирает скорость.
Когда колесо наберет полную скорость, поместите ножку инструмента для правки на опору и прижмите ее к колесу, пока оно вращается. Перемещайте его из стороны в сторону по поверхности колеса, соскребая ненужный материал по ходу движения.
Подробная информация
Если вы впервые чистите колесо, вот более подробное объяснение того, как правильно направлять инструмент во время использования.
По сути, вы хотите устранить любые неровности или борозды, образовавшиеся на поверхности вашего шлифовального круга, а также изменить форму любых закругленных краев.
Для этого нужно включить колесо и подождать, пока оно наберет полную скорость вращения.
Как только он достигнет максимальной скорости, установите инструмент на подставку (до того, как коснетесь его колесом) и осторожно проведите инструментом по подставке, пока он не коснется колеса.
Для выполнения этой работы требуется лишь небольшое усилие, так что не переусердствуйте, надавливая слишком сильно на поверхность колеса.
Как только инструмент соприкоснется, поверните его слева направо (взад и вперед) в постоянном ритме, чтобы выровнять круг и заново заточить его углы.
Весь этот процесс происходит довольно быстро и должен быть выполнен менее чем за 4 минуты даже для новичков.
Регулировка упора для инструмента
После того, как колесо будет настроено по вашему вкусу, а углы станут совершенно новыми, нужно помнить только один последний шаг, прежде чем убрать все и уйти от станка.
После того, как колесо полностью выключено и при полной остановке, обязательно переместите остальные ближе к колесу.
Убедитесь, что между подставкой и колесом остается пространство не более 1/16 дюйма, чтобы ваши пальцы и другие инструменты не зацепились за колесо при следующем использовании.
Ищете положительные и негативные отзывы о РЕСАНТА САИ-190?
Из 11 источников мы собрали 108 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки РЕСАНТА САИ-190 выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о РЕСАНТА САИ-190, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по РЕСАНТА САИ-190
Отзывы про РЕСАНТА САИ-190
Информация об отзывах обновлена на 27.10.2022
Написать отзыв
Artem, 18. 06.2019
Достоинства: ц е н а , простота в работе.
Недостатки: нет
Комментарий: я не профессиональный сварщик взял данный аппарат для небольшой работы на даче(забор сварить,ворота в гараже подварить) все легко , просто, понятно. очень понравилось
Виталий, 13.06.2019
Достоинства: Варит отлично своих денег стоит.
Недостатки: После пяти минут работы отказал вентилятор охлаждения. По гарантии нашли массу причин что бы не принимать на ремот ( царапина на лакокрасочном покрытии , чуть подогнут угол корпуса . Хамское отношение персонала в ремонтном сервисе
Артур Махмутшин, 22.05.2019
Достоинства: Очень удобный в работе, легкий по сравнению с другими, брали для дачи, зашло на ура! Соотношение цена/качество, что понравилось работает при низком напряжении/перепадах.
Недостатки: Короткие провода
Комментарий: Лучший сварочный аппарат за свои деньги, для дачи, гаража и других целей подходит на ура.
Наталья, 13.05.2019
Достоинства: Цена
Недостатки: нет
Комментарий: Купила мужу на 23 февраля в подарок, очень доволен, сварил нам мангал, сварил себе стелажи в гараже длинные. Летом хочет забор сделать и навес сворить. Как подарок аппарат отличный, да и муж не нарадуется давно мечтал.
нина, 24.04.2019
Достоинства: Лёгкий и простой в обращении аппарат. ничего лишнего.
Недостатки: Короткие провода, в остальном нареканий нет.
Комментарий: Покупали для дома,пользоваться по случаю. приятно удивила акционная цена + подарок — сварочная маска.
:-), 20.04.2019
Достоинства: Настраиваться очень быстро. Маленький, легкий и достаточно мощный. Входное напряжение 140-260. Сервис в городе.
Недостатки: Коротковаты провода держателя и массы.
Комментарий: Приобрел аппарат меньше года назад для бытового использования, ворота подварить, полки, лестницы и т. п. Имел не большой опыт работы на трансформаторных и полуавтоматах, так воз здесь прям разница существенная идет легко, дуга не теряется, шев ложиться ровно. Варил преимущественно 2,3,4 все берет и даже на меньшей мощности. Особенно порадовало входное напряжение, порой нужно поварить на даче или у родственников, а там просадки по напряжению как само собой. В общем ни разу не пожалел о своей покупке.
Достоинства: Компактный аппарат, варит при низком напряжении и не липнет вообще! небольшая цена
Недостатки: Неожиданно потух, (мигают 2 светодиода и не запускается) на самом интересном месте(осталось приварить 3 петли на ворота, позвонил в сервис, без проблем объяснили растолковали, завтра повезу.
Комментарий: Неплохой инвертор за небольшие деньги, для дома и дачи самое то, особенно если у вас плохое напряжение, у соседа такой же аппарат используют на производстве, отзываются хорошо. видимо мне просто не повезло. Но ребята с сервиса поднимут бойца в строй!
nilshik, 20.02.2019
Достоинства: Легкий, удобный, это мой первый инвертор, брал его для работ по гаражу (ремонт ворот, навес и.т.д) и на даче (забор, веранда, навес и пр.), варил электродами монолит 2-ка и 3-ка, до этого опыт сварки был, в основном, теоретический. Сначала пришлось потренироваться на пластинках и обрезках, а затем уже приступить к делу. В целом все получилось, как задумывалось, пока ничего не развалилось, швы конечно не супер, надеюсь с практикой будут лучше. Что понравилось: легкий поджиг дуги, практически нет залипаний, хорошо варит при нестабильном и пониженном напряжении, легкий, удобная для новичков разметка на регуляторе тока в зависимости от диаметра электрода, можно долго варить без перерыва, адекватная цена (брал за 5729 в сентябре 2017).
Недостатки: коротковаты провода, хотя практически у всех моделей в данном сегменте такие, в целом пока не обнаружил серьезных проблем, надеюсь их не будет.
Комментарий: У профессионалов и опытных сварщиков возможно будет другое мнение про эту модель, но, мне она понравилась и вполне справляется с моими задачами. Пред покупкой прочитал много отзывов и остановился именно на этой модели исходя из соотношения цена/качество и остался доволен выбором.
Мишкарев Александр, 24.01.2019
Достоинства: Удобный и легкий в обращении сварочный инвертор.
Недостатки: нет
Комментарий: Пользуюсь данным аппаратом на даче больше года и очень доволен. Хороший помощник для разных сварочных задач.
тумайкин костя, 23.01.2019
Достоинства: Легкий, надежный и удобный
Недостатки: Очень быстро перетирается ручка
Комментарий: Варю больше года, забор, гараж, и мангал
fsbsergo, 18. 01.2019
Достоинства: Компактная, не тяжелая, варит прекрасно
Недостатки: Не обнаружено
Комментарий: Покупалась для домашних и садовых работ. Полностью оправдала надежды. Быстро поджигается и не липнет, как впрочем и заявлено в аннотации. Чувствуется качественная марка. Не новичок на рынке. У товарища тоже Ресанта, он мне и порекомендовал и я в свою очередь рекомендую.
Сергей, 17.01.2019
Достоинства: Варит нормально.
Недостатки: На третьем электроде зажглась лампочка перегрев. Э.
Комментарий: Купил инвертор САИ 190к. Для сварки использовал электроды ресанта тройку. На третьем электроде зажглась индикаторная лампочка перегрев. Подождал минут 10 вентилятор работает, индикатор не потух. Я выключил сварку и больше она не включилась. Отвез в сервисный центр Г Саранск. Внешний вид сварки идеален. Приняли по гарантии. Через неделю мне позвонили и сказали, что случай не гарантийный, В сварку попал посторонний предмет и сгорело два транзистора выходных. Стоимость транзисторов 400 руб штука и ремонт около 3000. Когда попросил чтобы отдали этот посторонний предмет, сказали что его нет. Это могла быть пыль. По этому советую Ресанту не покупать.
Малинин Сергей, 17.01.2019
Достоинства: Электродом варит отлично. Система охлаждения работает превосходно. А защита от перегрева даёт еще более долго использование и сохранение самого аппарата.
Недостатки: Недостатков нет.
Комментарий: Все шикарно, работает на все 100%. Нареканий нет. Ни разу не подвел. Электродами варю разными и всеми хорошо варится. Наконец-то научились делать что-то работоспособное! Советую всем!!!
Sergei, 19.12.2018
Достоинства: Отлично варит. Даже на слабом 3-х киловатном электричестве. Очень рекомендую для домашнего использования.
Черенков Алексей, 26.11.2018
Достоинства: Неприхотлив к внешним факторам: мороз, жара, влажность. Горячий старт и защита от перегрева. Цена)) Стабильная работа от 160-240 В.
Недостатки: Не хватает нормальной жесткой ручки.
Комментарий: Незаменим для гаража и дома. Сам варил кузов на ваз 2109, опыт сварных работ небольшой. Начитавшись литературы и насмотревшись видосов в инете начал тренироваться на тонком металле 0.5 мм, чтобы не нажечь дыр, после пары часов тренировки стало получаться. Менял пороги, арки, частично полы салона и багажника. В гараже очень плохая сеть, поэтому выбор пал на не дорогой инвертор, так-как трансформаторные полу автоматы очень требовательны к сети, а инверторные на порядок дороже. Эксплуатирую аппарат уже третий год, доволен как слон)))
Комментарий: Понравилась, варить мягко, до неё была фубаг (типа немецкая), Ресанта понравилась намного больше
Буланкин, 24. 10.2018
Достоинства: Легкий, можно повесить на плечо и варить.
Недостатки: Нет кейса, даже в других комплектациях, есть только у 220 модели, но он прямо как из яиц киндера сюрприза сделан.
Комментарий: С недавнего времени из-за цен работаю руссо-китайским инструментом. Был сварен забор на даче. Никаких проблем, есть анти стик и горячий старт, для новичка самое то.
Щербаков Михаил, 13.10.2018
Достоинства: Лёгкий и удобный
Комментарий: Ресанта хороший аппарат, даже когда падает общее напряжение он продолжает безотказно работать
Иван Капустинский, 10.10.2018
Достоинства: Хорошо сделан и цена приемлема, качество сварки хорошее.
Недостатки: Немного короткие провода, пришлось наростить
Комментарий: Поользуюсь САИ 190 уже 4 года. Понравились лакированные платы, аккуратная сборка, Хорошо то, что трансформатор к плате прикреплен винтами. Размер не большой и это удобно. Я доволен своей покупкой, тем более что цена хорошая.
Дойник Олег, 02.10.2018
Достоинства: Сварка электродом 4мм легко и не принужденно с запасом мощности. 5мм электродом не пробовал. Зажигается дуга легко, не залипает. Работает стабильно, шов получается ровный. Резать металл, не резал но уверен, что с этим аппарат справиться без напряга. Очень компактный.
Недостатки: Провода короткие.
Комментарий: Ножки для аппарата можно сделать помягче из резины например. Неплохо если бы было приспособление на корпусе чтобы можно было на пояс его вешать в вертикальном положении,размеры позволяют. Регулятор мощности можно сделать чтобы потуже вращался. Дизайн простятский, но главное что работает хорошо.
Дима Кудряшов, 01.10.2018
Достоинства: отличный аппарат
Недостатки: нет
Комментарий: Хороший аппарат за данные деньги. Сварили ковш для уборки снега на работе, работает отлично, толщина металла 2мм. а вот в деревне приходилось регулировать напряжение, так как там скачки напряжения и большинство жителей пользуются стабилизаторами напряжения.
Иванов Валерий, 27.09.2018
Достоинства: Хорошее качество за отличную цену, малогабаритный и легкий, легко справляется при низком напряжении в сети, достаточно мощный, возможность работы с разными электродами , устойчивая и мгновенная дуга
Комментарий: Пользуюсь этим отличным аппаратом для строительства дома, все устраивает , ровный и прочный шов , удобно варить , пользуюсь в основном тройкой и радуюсь проделанной работе, всем советую
Комментарий: брал с отцом, тот доволен. за свои деньги очень даже неплохой аппарат.
Пользователь удален, 14.09.2018
Достоинства: отличный сварочный шов ровный и качественный, зажим для электрода крепкий, провода хватает для удобных работ, (не короткий), маленький и легкий, малоэнергопотребляемый, ударопрочный (падал много раз), недорогой, варить можно с разными типа электродов.
Недостатки: нет
Комментарий: Варим разные металоконструкции я мой сын (сын школьник учиться), легко обучился на данном аппарате. можно свободно им варить и не тяжело. обычно варю 3-ой и 4-ой. и уони. смотря какие конструкции. залажу на высоту, легко закинув ремешок на плечо, не тяжелый. шов очень ровный на нем. прикупил также маску хамелеон ресанта, продавцы скидку сделали. не жалею что взял такой аппарат. сварил 7 дверей себе на дачу. 2 на сарайку. 1 гараж. калитка. ворота. на комнату для отдыха. не жалуюсь на аппарат. сделал из профильных труб навес, все швы идеальные. забор. конечно варить тоже надо уметь, но таким аппаратом вы научиться варить даже школьник. (пример сыну всего 11 лет). и тонкий и толстый метал. сейчас варю для бани котел с подогревом на костре (типа купели) металл толстый, сварка берет прочно и качественно. советую брать для мастеровых ну и для домашнего использования, вообщем подойдет всем и на массовое производство и на домашнее. не греется, вентилятор не шумит. охлаждает хорошо. и варю и режу метал им.
Григорий Климка, 12.09.2018
Достоинства: Очень удобный сварочный аппарат,сборка качественная,варит швы идеально
Недостатки: За год эксплуатации не обнаружил
Комментарий: Мне понравился этот сварочный аппарат,рекомендую всем!Покупал год назад для работ по дому но теперь использую и на работе!
Илья, 20. 08.2018
Достоинства: Распространён на рынке. Невысокая цена. Прост в использовании. Достаточно лёгок, но, в то же время, не создаёт впечатления «игрушки». Наличие ремня на плечо. Очень гибкие сварочные кабели.
Недостатки: Не выявлено
Комментарий: Покупался для собственного огорода. Так как я не имею опыта в самом сварочном деле, но, в своё время, работал ремонтником профессионального сварочного оборудования, решил взять аппарат, не являющийся редкостью в России, чтобы в последствии не испытывать проблем с постгарантийным ремонтом и обслуживанием. При адекватной цене, он создаёт впечатление добротно собранного прибора. Не слишком лёгкий, как соседи по прилавку, но и не тяжёл. Процесс сварки оправдал все ожидания. Первый же тренировочный шов вышел отличным. Начинал со стандартного круга задач — забор, мангал, а также курятник, и другие мелкие конструкции в домашнем хозяйстве. Даже на наших весьма средних электродах, отлично зажигается и ровно горит дуга. Из-за антистикинга электрод крайне редко прилипает к поверхности заготовок. Стабильная работа даже через переноску 50 метров (1,5 квадрата), и это в частном секторе. Но через неё не пробовал электроды больше 3мм. Также хочется отметить удачное расположение регулятора тока и выключателя — быстро находятся на ощупь, но трудно случайно задеть. Также понравились биметаллические сварочные кабели — медь на алюминии. У других производителей они все дубовые, некоторые даже стальные. Здесь же они как силиконовые, мягкие, как будто и нет в них токоведущих частей, только одна изоляция. Подлиннее бы, но это уже отрицательно сказалось бы на цене. За без малого год использования, не выявлено каких-либо недостатков. Разве что упомяну блестящий зажим массы, который бликует на солнце, из-за чего маска-хамелеон срабатывает. Хотя, это уже придирки — у всех недорогих аппаратов зажим хромируют, не только у Ресанты.
Угловая шлифмашина Stanley STGS9125D + 5 отрезных кругов
-540 ₽
Нет в наличии
Электроды PlasmaTec Арсенал МР-3, 3 мм
Смотреть
Нет в наличии
Угловая шлифмашина DeWalt DWE4151D4 + Набор дисков
Смотреть
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Где купить
Статьи и обзоры
4.7 средняя оценка
На основании 6 оценок
4 оценки
2 оценки
0 оценок
0 оценок
0 оценок
Для расчёта средней оценки используются общие оценки товара за всё время.
Оставьте свой отзыв о товаре: Инверторный сварочный аппарат Ресанта САИ-190К (MMA)
Роман Беликов
5 сентября
Хороший товар
не дорого и качественно
Вышло так что мой старый сварочный сгорел, ремонтировать смысла не было и я покупал три недели назад эту модель. Не дорогой аппарат, но как выяснилось мне его для работы хватает. Сварочных работ сейчас у меня много и пока что аппарат показывает себя с отличной стороны, мощность достаточная, выносливость в работе тоже, перегрева не было ещё, нормальная модель.
Вам помог этот отзыв?
Роман Д.
6 января
Отличный товар
Компактный, легкий, недорогой, прост в обращении.
Не очень хороший розжиг дуги
Это мой первый сварочник. До этого опыта в сварке не было вовсе, но разобрался на раз — два. Сварил уже забор на даче, калитку и ворота. Устраивает более чем. Единственное — так это плохой розжиг дуги, приходится долго "стучать" по свариваемой поверхности прежде чем дуга загорится. Но я допускаю это в силу своей неопытности или в не качественном электроде. В любом случае я доволен.
Вам помог этот отзыв?
Владислав Збруев
29 августа
Отличный товар
Мне нужен был обычные не дорогой сварочный аппарат и я купил этот вариант о чём не жалею. Сварочный своё дело отлично делает, мне его хватает для работы в гараже и цена ниже не придумаешь для этого качества.
Вам помог этот отзыв?
Владислав Збруев
29 августа
Отличный товар
Мне нужен был обычные не дорогой сварочный аппарат и я купил этот вариант о чём не жалею. Сварочный своё дело отлично делает, мне его хватает для работы в гараже и цена ниже не придумаешь для этого качества.
Вам помог этот отзыв?
Борис Иванов
20 апреля
Хороший товар
Отличный аппарат работает уже 6 лет без проблем.
Из недостатков, короткие провода и при напряжении сети ниже 190 вольт теряет дугу.
Соотношение цена качество нормальное.
Вам помог этот отзыв?
Александр Калинин
10 мая
Отличный товар
Размеры, вес, цена
Пока не обнаружил
Инвертор САИ 190К (компакт) РЕСАНТА купил по акции для дачи, варит и режет через удлинитель отлично! Отличие от саи 190 состоит в меньшем размере вентилятора и кулера! Остальное одинаково. Чуть меньше времени нужно работать,но для дачи самое то, варить по мелочи. Посмотрим сколько отработает с бережным отношением, маг БИГАМ спасибо ЗА СКИДКУ!
Для сварки деталей штучными электродами по принципу электрической дуги от постоянного тока используется инвертор «САИ Ресанта 190». Отзывы покупателей свидетельствуют о том, что агрегат не нуждается в регулярном техническом обслуживании, так как бытовая сварка соответствует предъявляемым требованиям и соответствует заявленным техническим параметрам.
Соединение деталей быстро, удобно и аккуратно с помощью качественного сварного шва, который уверенно формирует сварочный аппарат «Ресант САИ 190″. Аппарат имеет КПД более 90%, экономит электроэнергию.
Рекомендуется для высокопроизводительной сварки и резки деталей из черных и цветных металлов.
О производителе
Латвийский концерн «Ресанта» более 15 лет производит большое количество наименований электротехнических устройств, реализуемых в ближнем и дальнем зарубежье.Обученные специалисты организуют взаимосвязанную работу конструкторского бюро и производственных мощностей в городе Риге.Существует налаженная производственная цепочка благодаря стабильной работе службы маркетинга и логистики
Сварочный инвертор «Ресанта САИ 190», являющийся одним из успешных продуктов компании, пользуется популярностью у потребителей и партнеров. Доверие производителя зарабатывается благодаря высокому качеству устройств, которое проверяется службой мониторинга на каждом этапе технологического цикла. Большое значение придается использованию технических методов управления и контроля в работе цехов и участков.
Описание установки
Для использования аргонно-дуговой сварки необходимо подключить клапан горелки к аппарату «САИ Ресанта 19».0». Отзывы говорят, что для осуществления полуавтоматической сварки приобретают механизм подачи проволоки. Импульсный модулятор регулирует значения сварочного тока, поэтому даже начинающий сварщик делает качественный сварной шов.
Во время появление дуги в аппарате,перегрузка,сварка связана со слабыми сетями с нестабильными показателями.Благодаря небольшому весу аппарат можно переносить и перевозить в багажнике на любые расстояния.
Аппарат работает в режиме 70 и 30%.Значения указывают на то, что за семь минут работы следует трехминутный перерыв.Индикатор на передней стенке свидетельствует о перегреве, после загорания лампочки проверьте наличие короткого замыкания в цепи, если нет, устройство не будет использовать 5 или более минут для охлаждения. 0003
Сварочный инвертор охлаждается вентиляторами, образующими эффект туннеля, и мощными радиаторами значительной площади. Сварка осуществляется от двухфазной сети 220 В, при этом производительность по току колеблется от 150 до 243 В. Величина сварочного тока устанавливается от 10 до 190 А. сварка производится по современной технологии производства IGBT:
Инвертор продуктивно работает при пониженном напряжении в сети;
плавное изменение текущих показателей;
при касании электрода происходит мягкое зажигание электрической дуги;
Вес блока снижен за счет применения современных силовых транзисторов;
в конструкции есть функция горячего пуска, антипригара электрода и равномерного горения дуги;
Сварочная ванна имеет большую глубину;
При работе металл распыляется в минимальном количестве.
Технические индикаторы
Вся потребляемая аппаратом электрическая мощность идет на работу дуги и на плавление верхнего слоя металла:
необходимое напряжение в сети для работы 220 В с отклонением 10%;
максимальное значение рабочего тока 25 А;
значение напряжения дуги — 27 В;
принудительное воздушное охлаждение;
используются электроды 5 мм;
класс защиты корпуса — IP21;
размеры аппарата 15 х 30 х 37 см;
Вес блока 4,7 кг.
В комплект входят инвертор, электрододержатель с присоединенным кабелем 2 м, соединительная клемма с кабелем 1,5 м, молоток-щетка, защитный щиток.
Сварочный аппарат Инструкция по эксплуатации
К бытовой электросети для подключения инвертора особых требований нет. Зануление прибора происходит через соединительный кабель, поэтому при сварке «САИ 19» розетка питания должна быть заземлена.0 «Ресанта». Инструкция рекомендует для подключения ставить автоматы не менее 16А. шлифовальный станок Входящий в комплект агрегат, даже если он работает на холостом ходу, нельзя накрывать и другими препятствиями в работе системы охлаждения
Запрещается работать сваркой под дождем или в очень влажных помещениях согласно технике безопасности
Если инвертор занесен в теплое помещение с мороза, то включать его не ранее, чем через пару часов, необходимо для слива конденсата.
Подключение инвертора
Устройство подключается к сети с регулятором в выключенном состоянии. Рабочий и силовой кабели подключаются к розетке или машине. С помощью регулятора устанавливают минимальный ток для сварки, только после этого тумблер переводят в положение «включено». После работы выключите «ГАИ Ресанта 19».0″ в обратном порядке. Отзывы клиентов свидетельствуют о том, что для эффективной работы не допускается перекрещивание рабочих проводов и удлинителей. Кабели полностью разворачиваются от катушки во время работы для предотвращения возникновения магнитной индукции.
Рекомендации по работе
Не выключайте часто сварочный аппарат, даже если горит лампочка, просто подождите 10 и более минут до остывания.В режиме повторно-кратковременной работы через 7-8 минут сварка также не отключается, а ставится 3 минуты остальных ждут в режиме ожидания Аппаратура инверторного типа плохо реагирует даже на незначительные пусковые токи Выключить аппарат, если планируется перерыв более 40-60 минут
Периодическая очистка внутренних полостей от скопления пыли и грязи, особенно после длительного простоя или работы в запыленных условиях.
При удлинении кабеля следующие секции выбирают большего диаметра, что приводит к уменьшению падения напряжения. При увеличении длины от 10 м сечение провода принимают 2,5.
Стоимость сварочного аппарата
Цена на приобретение сварочного аппарата колеблется от 6800 руб. до 17 600 руб. Самая низкая стоимость у аппарата с индексом «К 65». Это простой агрегат для ручной дуговой сварки. Прибор с индексом «Проф» дороже всех моделей, имеет возможность работать даже при снижении напряжения до 100 Вт.
«ГАИ Ресанта 190». Отзывы
Что покупатели думают об этом устройстве?
Потребители положительно отзываются о работе сварочного аппарата «Ресанта САИ 190». Цена купленного в магазине агрегата быстро оправдывает себя при эффективной эксплуатации. Владельцы устройства считают важным при использовании устройства то, что перед началом работы и перед выключением необходимо установить минимальное значение тока. Регулярная очистка значительно продлит срок службы.
Пользователи сварочных аппаратов отмечают возможность работы оборудования с механизмом подачи проволоки для организации автоматической сварки на установке «Ресант САИ 190». Иногда кулеры портятся, и их приходится менять. Покупатели отмечают, что помимо сварки черных сталей, агрегат работает и с цветными металлами и справляется с работой достойно. Потребители считают важным постоянную заботу о рабочих частях аппарата.
В итоге можно сказать, что использование «Резидентов» эффективно для частных домов, дач и небольших промышленных объектов. Подключение не требует замены проводки, блок хорошо справляется с работой в сетях со слабыми показателями.
Инвертор относится к современным сварочным аппаратам без трансформатора, которые всегда создавали значительные габариты и вес. Устройство представляет собой блок питания с необходимыми параметрами на выходе, обеспечивающий нормальный процесс создания интегральных соединений. Сварочный инвертор «Ресанта САИ-190» стал популярным в России. Отзывы не всегда могут быть объективными, так как уровень пользователей существенно отличается. При правильном использовании машины она будет хорошо готовить даже при низком сетевом напряжении.
Преимущества
Сварочный аппарат имеет следующие преимущества:
Полупромышленная модель используется для кратковременного ремонта, но может быть использована для больших объемов сварки;
небольшой вес и габариты;
принудительное охлаждение надежно защищает от перегрева;
хорошая производительность;
Можно сваривать разные металлы;
энергоэффективность и расход электродов;
плавная регулировка.
недостатки
К недостаткам относятся:
короткий сварочный кабель;
электроника не любит низких температур, и вентилятор на морозе может замерзнуть и остановиться;
Преимуществ в цене по сравнению с аналогичными устройствами по характеристикам нет;
Небольшая длина сварочных кабелей (2,5 м), что создает неудобство при работе.
Бюджетные товары китайского производства отличаются нестабильностью характеристик. В том числе это относится к модели «Ресанта САИ-19».0.» Отзыв также зависит от функционала: чем он выше, тем дороже аппарат, а соотношение цена-качество устраивает не всех.
Особенности моделей «Ресанта»
Современные технологии изготовления делают аппарат более безопасным и более ремонтопригодны, а также позволяют производить качественную сварку.Аппарат также может работать с цветными металлами и чугуном.
Принцип работы новых аппаратов основан на преобразовании сетевого напряжения в импульсное.К ним относится и «Ресанта САИ-190″. Схема работы позволяет выпрямить переменный ток, а затем сделать его высокочастотным. После понижения напряжения до рабочего с помощью небольшого трансформатора.
Процесс сварки облегчается введением новой функции » и «антиполание». В первом случае зажигание дуги сопровождается кратковременным увеличением сварочного тока и снижением его до нормы, благодаря чему электрод не прилипает к детали. В случае короткого замыкания, ток резко снижается, а после отсоединения электрода система сразу восстанавливает параметры горения дуги, в результате чего она легко становится стабильной, а процесс сварки облегчается и позволяет новичкам быстро адаптироваться, нет необходимости корректировать параметры , потому что они всегда работают в процессе, не нужно держать плавную дугу, так как она автоматически поддерживается.0003
Модификация «Ресант САИ-190ПН» может работать при большом снижении напряжения сети. По остальным параметрам модели при одинаковом максимальном сварочном токе разница между ними невелика.
Технические характеристики
Аппарат «Ресант САИ-190» имеет следующие характеристики:
Сварочный ток 10…190 А.
Максимальный ток первичной обмотки 25 А.
диаметр электродов до 5 мм.
Входное напряжение 140…240 В.
Продолжительность работы — 70% при токе 190 А, например 7 мин. непрерывная сварка и перерыв 3 мин.
Напряжение без нагрузки — 80 В, обеспечивающее легкое зажигание дуги.
Напряжение дуги 27 В.
Аппарат оснащен электрическими датчиками, у которых срабатывает сигнализация перегрева и срабатывает защита. Причины могут быть разные, и лишний раз убедиться в отсутствии замыкания между сварочными тросами не помешает. Если ток составляет около 60% от максимального, защита от перегрева не сработает. При сварке металла электродом диаметром 3 мм ток 9Выбирается 0-110 А. При этом запас должен быть в 1,5-1,6 раза. Тогда аппарат подбирается на 160 А, а лучше – на 190 А. Энергопотребление зависит не от типа и мощности выбранной модели, а от установленного сварочного тока.
Какое устройство лучше выбрать
Выбор устройства зависит от объема дальнейших работ. Если они длинные, следует брать мощный профессиональный аппарат. Цена его высока, так как электрическая схема обеспечивает длительный режим в течение всего рабочего дня (8 часов). Бытовой сварочный аппарат малой мощности рассчитан на работу не более получаса, после чего необходим перерыв на 30-60 минут для снижения температуры.
Выбор аппарата также зависит от напряжения питающей сети. Если оно выше 210 В, для дома подойдет устройство с максимальным током 160 А. Для низкого напряжения сети применяют устройство с силой тока не менее 190 А.
Лучшими инверторами для сварки являются Fubag (Германия), Gysmi (Франция), Helvi и Selco (Италия), Power Man (Корея). В России широко используются модели китайского производства «Ресанта» и отечественные «Торус».
Устройство инвертора
Корпус выполнен в классическом стиле из листового металла с покрытием. Форма выполнена прямоугольной, а размеры составляют 350 х 140 х 250 мм. Плоское основание позволяет устанавливать на любые поверхности. Для вентиляции сбоку имеются щели, через которые воздух легко поступает на охлаждение трансформатора.
На передней панели расположены индикаторы сети, перегрева, произведена регулировка тока, размещены разъемы для крепления сварочных кабелей. Электронная схема снабжена принудительной вентиляцией, сетку которой видно снаружи. Внутри 2 вентилятора. Небольшой вес и компактные размеры позволяют легко переносить устройство с помощью плечевого ремня, прикрепленного к верхней части корпуса.
Благодаря металлической конструкции устройство не используется в условиях повышенной влажности.
Рекомендации по работе с инвертором
При нестабильном напряжении питания стабилизатор не помешает.
Не рекомендуется ставить устройство при работе на пол, чтобы вентилятор не улавливал пыль на детали.
Рядом с аппаратом не включайте болгарку, так как на электронную схему попала пыль и накипь.
В сырую погоду не выносить устройство на открытый воздух, а также не разрешается накрывать его от дождя.
Эксплуатация допускается только при хорошей изоляции сетевого и сварочного кабелей.
При переносе устройства с улицы в теплое помещение для работы выдерживается 3 часа перед включением.
Принцип сварки
Процесс заключается в создании электрической дуги, расплавлении электрода и кромок, благодаря чему образуется прочный шов. Его качество проверяется после каждого прерывания сварочного процесса. При этом молотом отбивают шлак, проверяют целостность и равномерность наплавленного слоя.
Подготовка устройства к работе
Инвертор «Ресанта САИ-190» прост в обращении и быстро осваивается.
Он должен быть заземлен через шнур питания. Сначала кабели подключаются к клеммам, а регулятор тока устанавливается в минимальное положение. Затем на устройство подается питание и устанавливается уровень рабочего тока. Если диаметр электрода 5 мм, это соответствует сварочному току 160 А, а для сечения 1,6 мм будет достаточно 50 А.
После остановки сварки аппарат выключается в обратном порядке. Последним шагом является установка регулятора тока на минимальный уровень. Кабели следует всегда отсоединять, если дальнейшие работы не предполагаются.
При нахождении в помещении необходимо принять меры к его вентиляции и удалить все горючие материалы. Перед работой готовят защитные средства: сварочную маску, комбинезон, головной убор и перчатки.
Неисправности «Ресант САИ-190»
По сравнению со старыми конструкциями трансформаторов современные инверторы выходят из строя чаще, что связано со значительной сложностью устройств и обилием электроники.
Несмотря на простоту процесса сварки, сила тока нуждается в правильной регулировке. Для этого необходимо учитывать скорость процесса и диаметр электрода. При увеличении диаметра на 1 мм ток должен увеличиться на 20-40 А.
Частыми причинами выхода из строя аппарата являются:
отсутствие дуги из-за обрыва кабеля, потери «массы», выгорание компонентов печатной платы, перегрев инвертора;
Устройство быстро нагревается из-за выхода из строя вентилятора или скопления пыли внутри;
Питание не включается из-за обрыва цепи, неисправности кабеля, выключателя или розетки.
Длина удлинителя влияет на процесс сварки. Если она больше 40 м, потери становятся значительными, и сварка часто невозможна. В этом случае используйте 4 мм 2 и больше. Также большое влияние оказывает подгорание контактов в питании, создавая большое сопротивление.
В электронной схеме трудно обнаружить поломку. Для этого требуется специальное оборудование, а «Ресант САИ-190″ ремонт должен производиться в специализированных мастерских. Но при визуальном осмотре можно выявить обгоревшие детали и неровности пайки.
Сварочный аппарат «Ресанта САИ-190»: отзывы
Модели сварочных аппаратов постоянно меняются, а не все выпускаемые партии продукции устраивают потребителей.На «Ресанта АИС-190» отзыв будет положительный, если прибор правильно подобран и правильно эксплуатируется.Для новичка с любой моделью будут проблемы,пока не освоится.
Особенно заметны преимущества при использовании аппарата «Ресант САИ-190» при нестабильном напряжении.
 Покрытие имеет матово-серый цвет и должно быть равномерным, сплошным, гладким или шероховатым. Минимальная толщина термодиффузионного цинкового покрытия для классов покрытия 1-5 находится в пределах от 6 до 50 мкм. При покрытии крепежных деталей и изделий сложной конструкции однородный по толщине защитный слой точно повторяет их контуры по всей поверхности, включая резьбовые соединения, грани, радиусные скругления и уникальные формы. Для усиления коррозионной стойкости и для придания изделиям декоративного вида покрывающий слой подвергают дополнительной обработке, которая предотвращает появление налета на поверхностях при воздействии повышенной атмосферной влажности или соленой воды.
Покрытие имеет матово-серый цвет и должно быть равномерным, сплошным, гладким или шероховатым. Минимальная толщина термодиффузионного цинкового покрытия для классов покрытия 1-5 находится в пределах от 6 до 50 мкм. При покрытии крепежных деталей и изделий сложной конструкции однородный по толщине защитный слой точно повторяет их контуры по всей поверхности, включая резьбовые соединения, грани, радиусные скругления и уникальные формы. Для усиления коррозионной стойкости и для придания изделиям декоративного вида покрывающий слой подвергают дополнительной обработке, которая предотвращает появление налета на поверхностях при воздействии повышенной атмосферной влажности или соленой воды.


 Объясняется это тем, что после термодиффузионной обработки изделия принимают неприятный цвет. Также при процессе цинкования выделяется много испарений с содержанием цинковой пыли, которые вредны для здоровья человека. Термодиффузионное цинкование, несмотря на некоторые недостатки, является крайне востребованным и обретаем все большую популярность с каждым годом.
Объясняется это тем, что после термодиффузионной обработки изделия принимают неприятный цвет. Также при процессе цинкования выделяется много испарений с содержанием цинковой пыли, которые вредны для здоровья человека. Термодиффузионное цинкование, несмотря на некоторые недостатки, является крайне востребованным и обретаем все большую популярность с каждым годом.







 Эта технология основана на традиционном процессе шерардизации, который включает нагрев металлических компонентов во вращающемся барабане.
Эта технология основана на традиционном процессе шерардизации, который включает нагрев металлических компонентов во вращающемся барабане.
 Это связано с тем, что:
Это связано с тем, что: Если есть какие-либо существующие трещины, они будут видны сквозь покрытие. Это дает вам душевное спокойствие, зная, что ArmorGalv® покажет, когда ваши продукты небезопасны в использовании. Горячее погружение, скорее всего, скроет трещины под покрытием и может привести к более длительному повреждению ваших металлических изделий.
Если есть какие-либо существующие трещины, они будут видны сквозь покрытие. Это дает вам душевное спокойствие, зная, что ArmorGalv® покажет, когда ваши продукты небезопасны в использовании. Горячее погружение, скорее всего, скроет трещины под покрытием и может привести к более длительному повреждению ваших металлических изделий.



 Последующая обработка требует тщательной промывки для удаления лишней пыли, а затем мы добавляем пассивацию без содержания хрома и прозрачный герметик, чтобы получить чистую и долговечную поверхность. В тех случаях, когда клиенты требуют добавления нашего эпоксидного верхнего слоя, нам необходимо заранее сообщить об этом, чтобы не использовать герметик.
Последующая обработка требует тщательной промывки для удаления лишней пыли, а затем мы добавляем пассивацию без содержания хрома и прозрачный герметик, чтобы получить чистую и долговечную поверхность. В тех случаях, когда клиенты требуют добавления нашего эпоксидного верхнего слоя, нам необходимо заранее сообщить об этом, чтобы не использовать герметик.
 Кроме того, все комплектующие из меди, в том числе и соединительная арматура, делаются тонкостенными, так как медь не подвержена коррозии и не нужно при изготовлении изделий закладывать запас толщины. Чем тоньше стенки, тем легче фитинг, поэтому медная арматура – одна из самых легких, а значит, оказывает на трубопровод минимальную нагрузку.
Кроме того, все комплектующие из меди, в том числе и соединительная арматура, делаются тонкостенными, так как медь не подвержена коррозии и не нужно при изготовлении изделий закладывать запас толщины. Чем тоньше стенки, тем легче фитинг, поэтому медная арматура – одна из самых легких, а значит, оказывает на трубопровод минимальную нагрузку. С нелегированной сталью медь вступает в реакцию, в результате которой фасонный элемент может разрушиться.
С нелегированной сталью медь вступает в реакцию, в результате которой фасонный элемент может разрушиться. Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку.
Эти фасонные элементы, называемые заглушками, представляют собой крышку или пробку. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.
Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.

 Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.


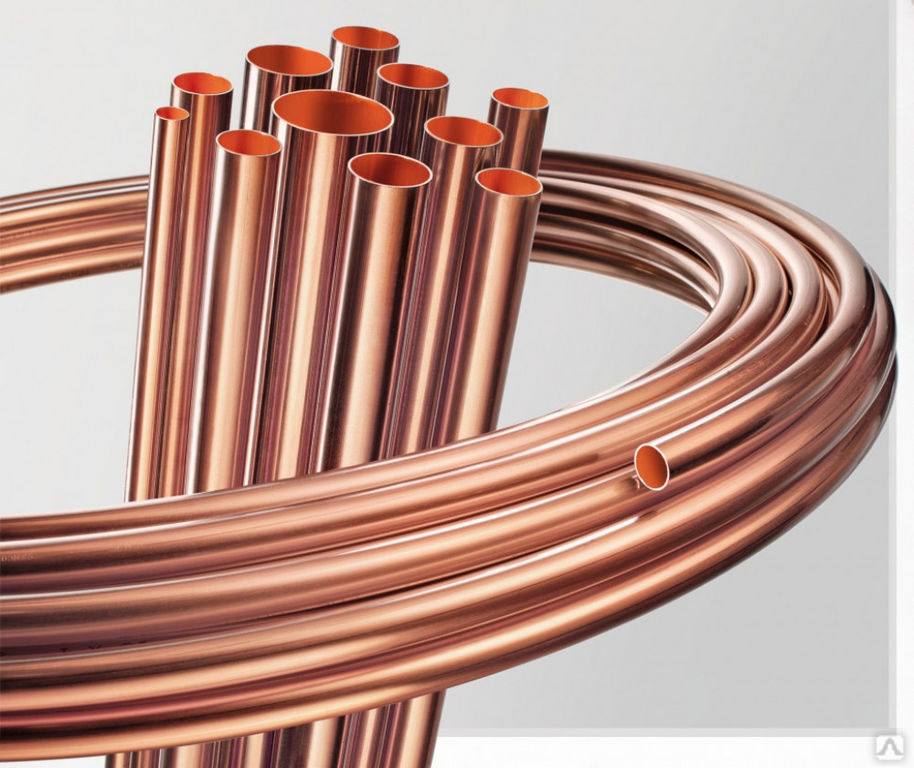 По мере навинчивания гайки, плотность прилегания кольца к трубе увеличивается и создается прочное соединение.
По мере навинчивания гайки, плотность прилегания кольца к трубе увеличивается и создается прочное соединение.

 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq486&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq486&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq486&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq486&sr=everywhere»>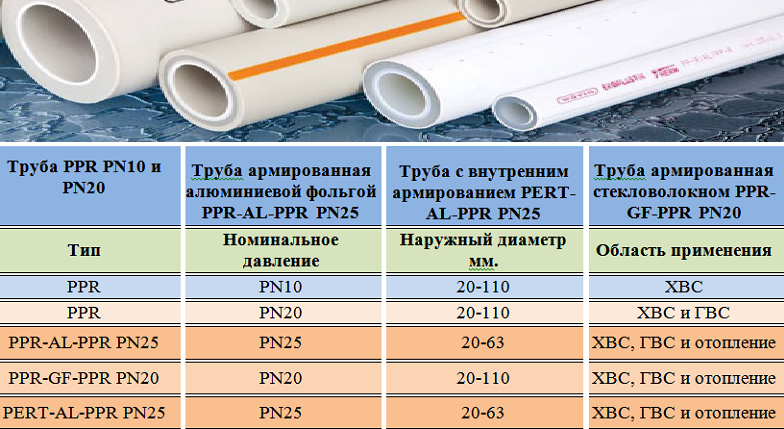 jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq486&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq486&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq486&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq486&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq486&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq486&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq486&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq486&sr=everywhere»> jsp?/category/mueller-company/_/N-zbrahh&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq486&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq486&sr=everywhere»>
jsp?/category/mueller-company/_/N-zbrahh&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq486&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq486&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq486&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq486&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq486&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq486&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq486&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»> При правильном использовании припоя фитинг и труба соединяются, образуя непроницаемое для жидкости и газа соединение. При нанесении припоя на медную сантехнику важно тщательно очистить каждую деталь, иначе может быть нарушено уплотнение между двумя соединениями. Для работы требуется паяльная паста и паяльная горелка . Паста предотвращает окисление меди при воздействии тепла. Паяльная горелка активирует пасту, чтобы создать соединение между двумя трубами.
При правильном использовании припоя фитинг и труба соединяются, образуя непроницаемое для жидкости и газа соединение. При нанесении припоя на медную сантехнику важно тщательно очистить каждую деталь, иначе может быть нарушено уплотнение между двумя соединениями. Для работы требуется паяльная паста и паяльная горелка . Паста предотвращает окисление меди при воздействии тепла. Паяльная горелка активирует пасту, чтобы создать соединение между двумя трубами. Уличный отвод также предлагается с углом 45 или 90 градусов. Переходные колена имеют один диаметр на одном конце и другой диаметр на другом конце.
Уличный отвод также предлагается с углом 45 или 90 градусов. Переходные колена имеют один диаметр на одном конце и другой диаметр на другом конце.
 Корпус имеет цилиндрическую форму, в верхней части которого находятся впускное отверстие с обратным клапаном и выпускной патрубок для вывода жидкости в напорный трубопровод.
Корпус имеет цилиндрическую форму, в верхней части которого находятся впускное отверстие с обратным клапаном и выпускной патрубок для вывода жидкости в напорный трубопровод.
 В этих условиях рекомендуется включать в цепочку механизмов накопительную емкость, а лучше всего приобрести насосную станцию с гидроаккумулятором.
В этих условиях рекомендуется включать в цепочку механизмов накопительную емкость, а лучше всего приобрести насосную станцию с гидроаккумулятором.


 Агрегаты отличаются безотказной работой даже в условиях повышенного содержания песка. Сила напора — 90-100 м. Производительность — 5,5 м³/ч.
Агрегаты отличаются безотказной работой даже в условиях повышенного содержания песка. Сила напора — 90-100 м. Производительность — 5,5 м³/ч. С помощью этого недорогого компактного оборудования можно обеспечить подачу воды в баню и на кухню, наполнить емкости для полива или чашу бассейна и искусственного водоема.
С помощью этого недорогого компактного оборудования можно обеспечить подачу воды в баню и на кухню, наполнить емкости для полива или чашу бассейна и искусственного водоема.
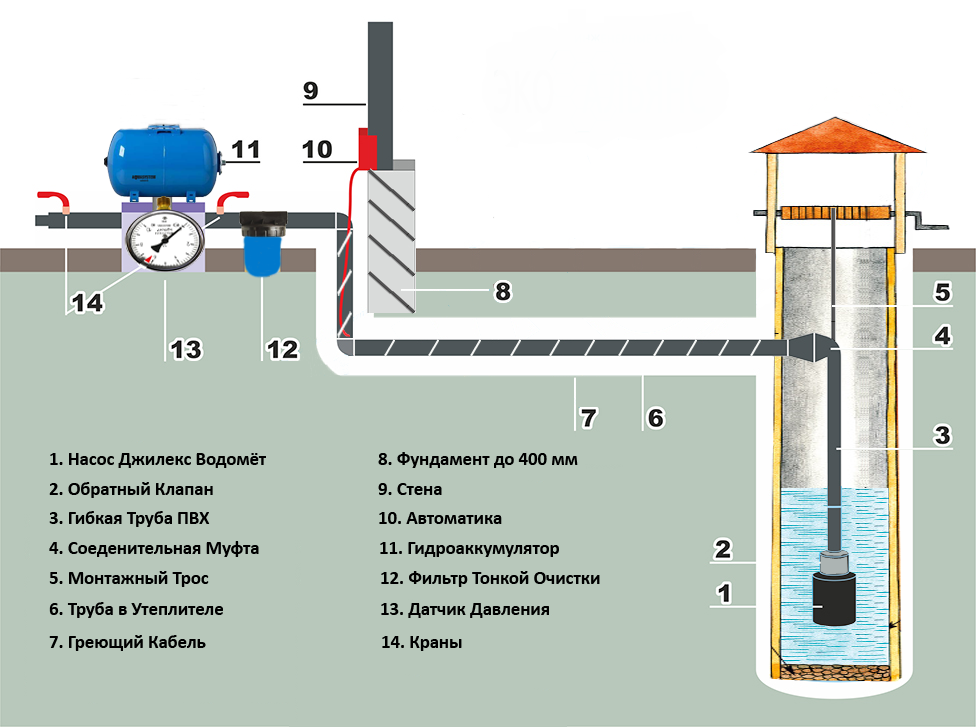
 В этом случае при соприкосновении с водой отверстие гайки выдаст своеобразный хлопок.
В этом случае при соприкосновении с водой отверстие гайки выдаст своеобразный хлопок. Однако для полной уверенности рекомендуется получить дополнительные знания.
Однако для полной уверенности рекомендуется получить дополнительные знания.
 Основное использование погружного насоса для колодцев для водоснабжения – автономные водоносные системы, работающие круглый год.
Основное использование погружного насоса для колодцев для водоснабжения – автономные водоносные системы, работающие круглый год.
 Чаще всего верховодка имеет нестабильный запас воды, в этом случае можно приобрести насос с сигнальным поплавком. Такое приспособление позволяет прекратить подачу воды, если уровень подает ниже технического предела.
Чаще всего верховодка имеет нестабильный запас воды, в этом случае можно приобрести насос с сигнальным поплавком. Такое приспособление позволяет прекратить подачу воды, если уровень подает ниже технического предела.




 Поэтому важно понимать, все виды водяных насосов работают по одной схеме. Они всасывают воду и выталкивают ее в водоприемную трубу, а оттуда вода подается в трубопровод. Всасывание жидкости происходит благодаря вакууму, который создается внутри насоса. При поступлении в вакуумный отсек каждой следующей порции воды, предыдущее количество выталкивается. Процесс продолжается до поступления воды в пропускной кран.
Поэтому важно понимать, все виды водяных насосов работают по одной схеме. Они всасывают воду и выталкивают ее в водоприемную трубу, а оттуда вода подается в трубопровод. Всасывание жидкости происходит благодаря вакууму, который создается внутри насоса. При поступлении в вакуумный отсек каждой следующей порции воды, предыдущее количество выталкивается. Процесс продолжается до поступления воды в пропускной кран.
 Этот элемент выполнен в виде диска с небольшими лопастями, которые размещены по всей окружности. Диск формирует вихревую полость внутри насоса, что позволяет создавать дополнительное ускорение частичкам воды, попавшим туда. В результате напор вихревого насоса в колодец для водоснабжения дома значительно больше, чем у центробежных агрегатов. Недостатком вихревых насосов является высокая чувствительность к загрязнениям.
Этот элемент выполнен в виде диска с небольшими лопастями, которые размещены по всей окружности. Диск формирует вихревую полость внутри насоса, что позволяет создавать дополнительное ускорение частичкам воды, попавшим туда. В результате напор вихревого насоса в колодец для водоснабжения дома значительно больше, чем у центробежных агрегатов. Недостатком вихревых насосов является высокая чувствительность к загрязнениям.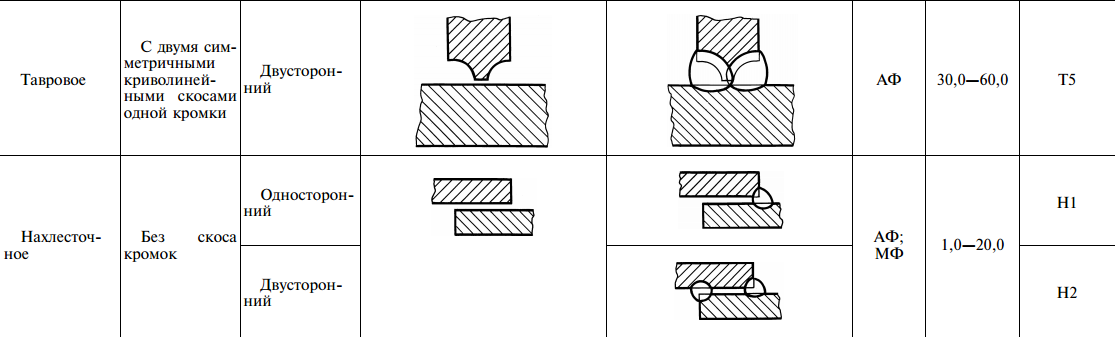 При сварке кольцевых швов стыковых соединений допускается увеличение выпуклости g, g1 до 30 %.
При сварке кольцевых швов стыковых соединений допускается увеличение выпуклости g, g1 до 30 %.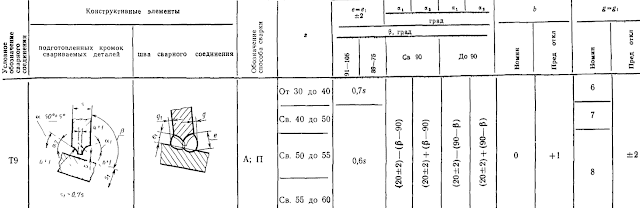 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.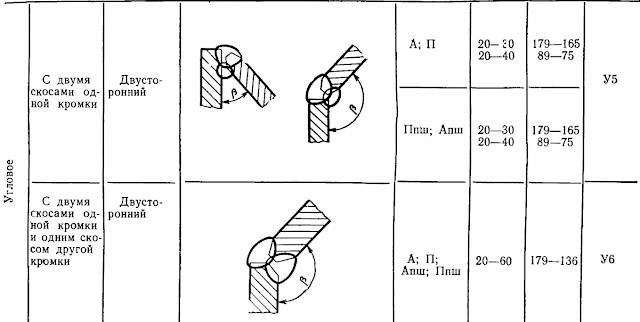
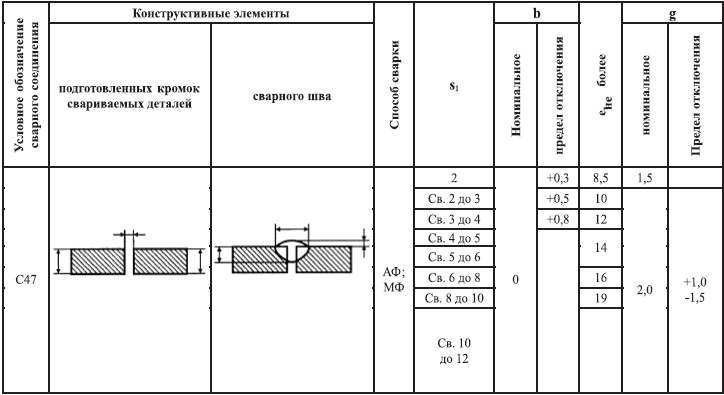 guru
guru

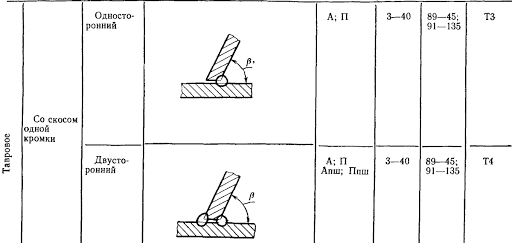 Общее обезжиривание с помощью органических растворителей или неорганических активных веществ распространяется на ту же зону.
Общее обезжиривание с помощью органических растворителей или неорганических активных веществ распространяется на ту же зону.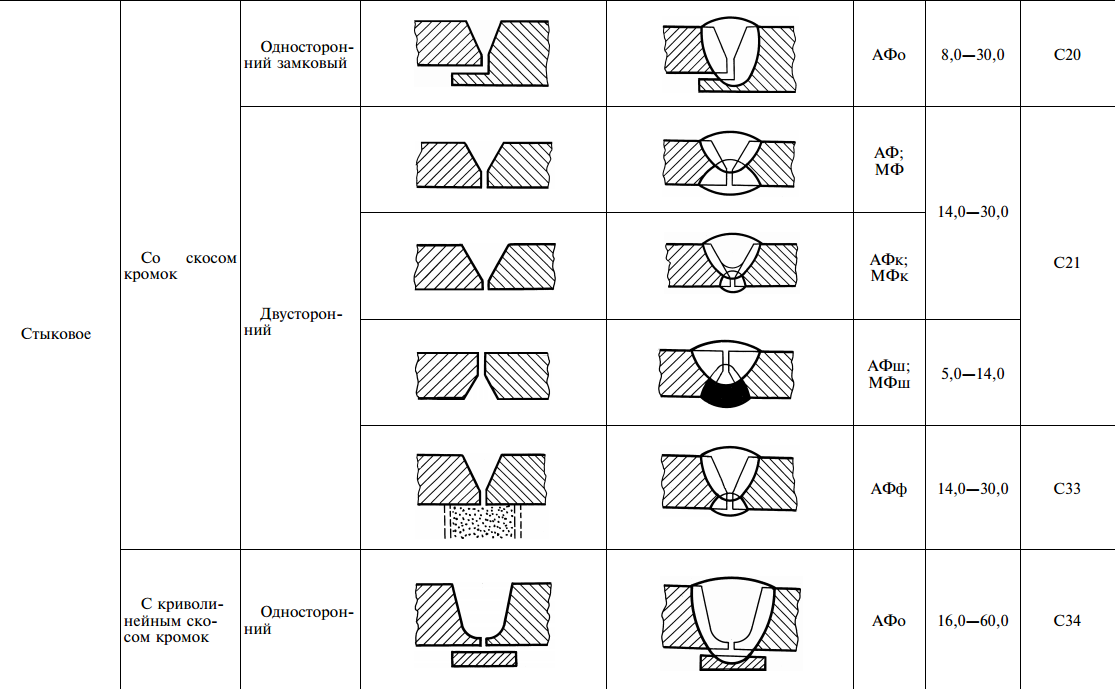
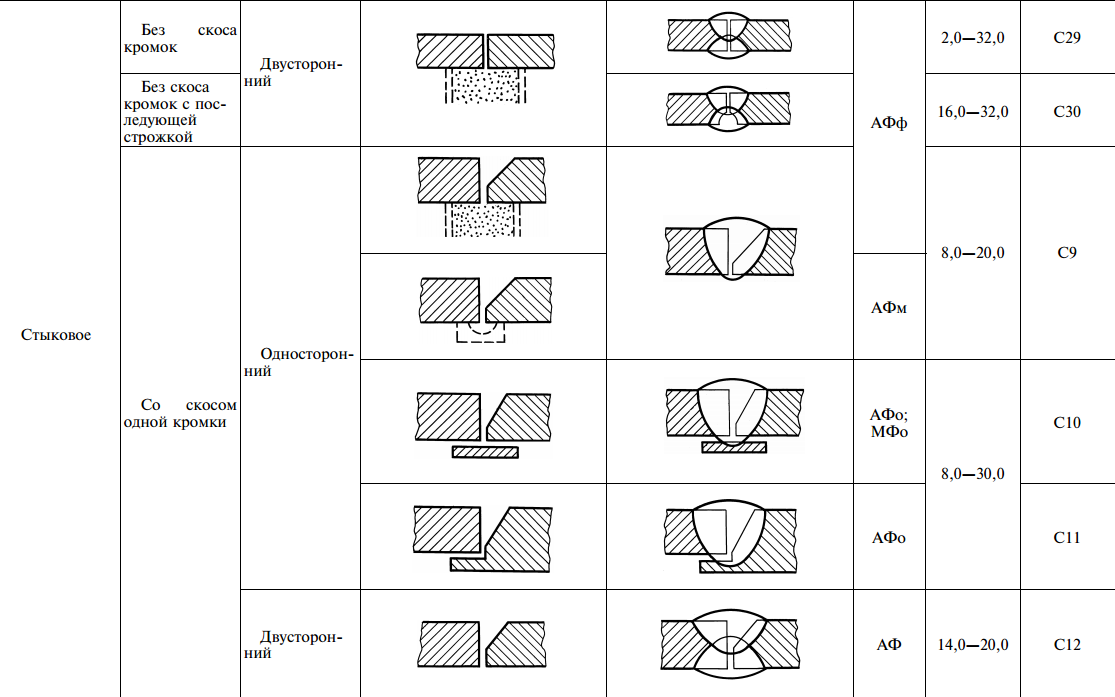
 Прижим осуществляется за счет собственного веса или с помощью резинового баллона, наполненного сжатым воздухом. При небольших размерах соединения используется резиновый шланг. Слой флюсового порошка препятствует вытеканию расплавленной среды и предотвращает доступ воздуха к сварочной ванне.
Прижим осуществляется за счет собственного веса или с помощью резинового баллона, наполненного сжатым воздухом. При небольших размерах соединения используется резиновый шланг. Слой флюсового порошка препятствует вытеканию расплавленной среды и предотвращает доступ воздуха к сварочной ванне.
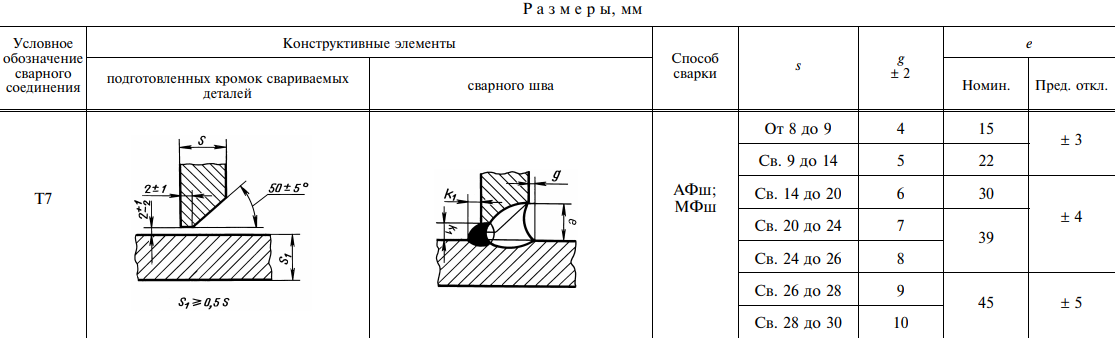 [/stextbox]
[/stextbox] Это необходимо для обеспечения доступа электрода к корню шва для достижения полного и качественного провара.
Это необходимо для обеспечения доступа электрода к корню шва для достижения полного и качественного провара.
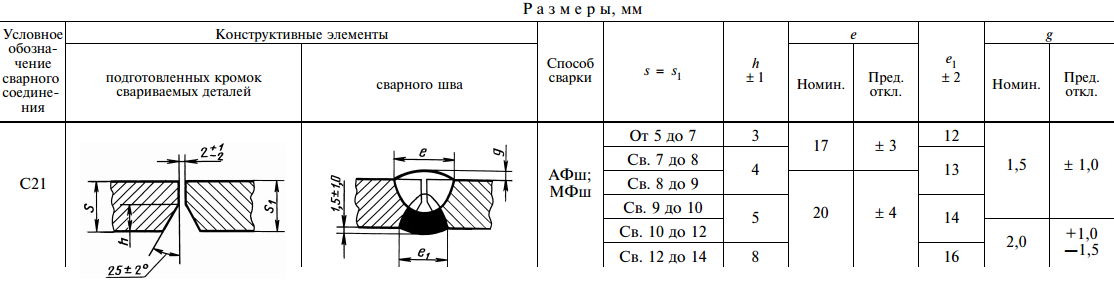
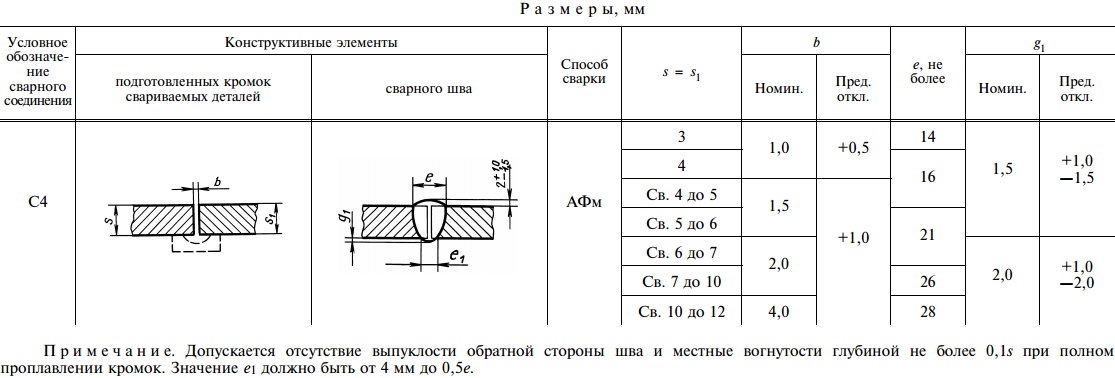 СВАРНЫЕ СОЕДИНЕНИЯ
СВАРНЫЕ СОЕДИНЕНИЯ
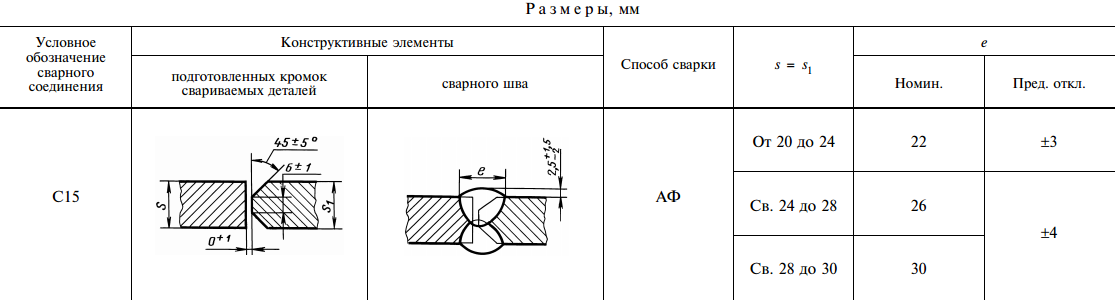
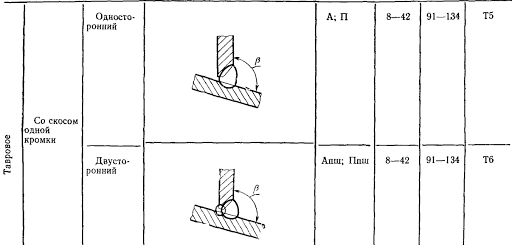
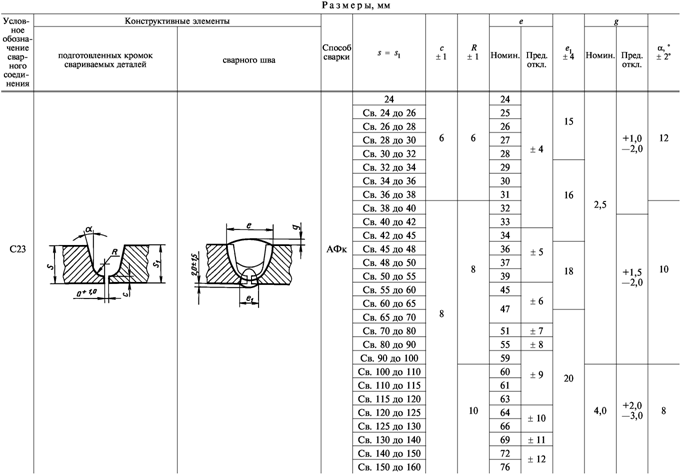
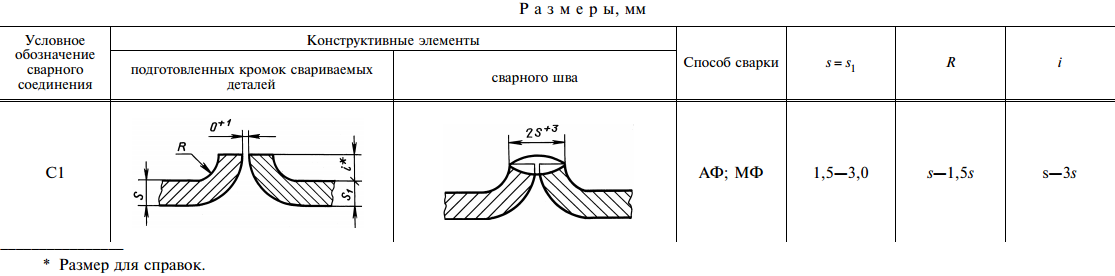
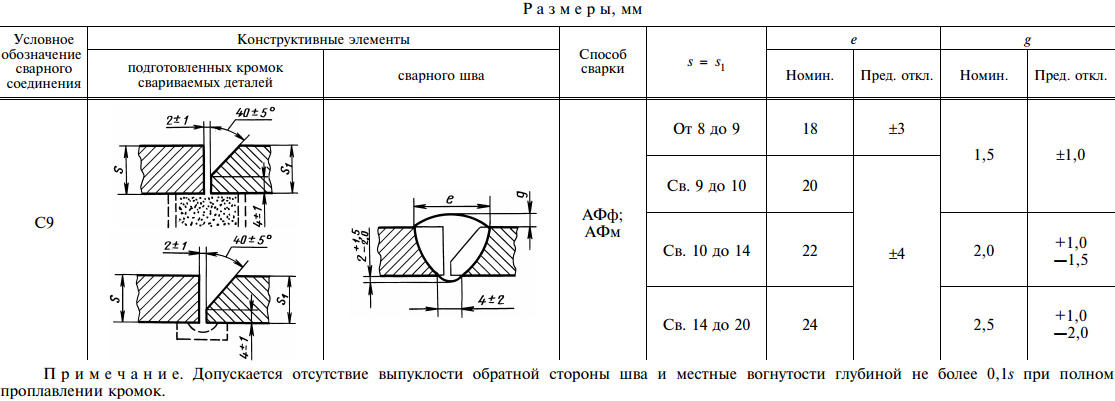 № 2, 3).
№ 2, 3).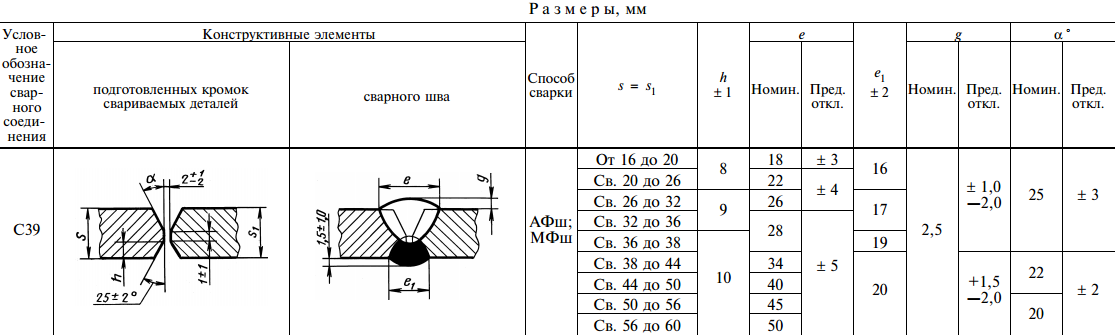
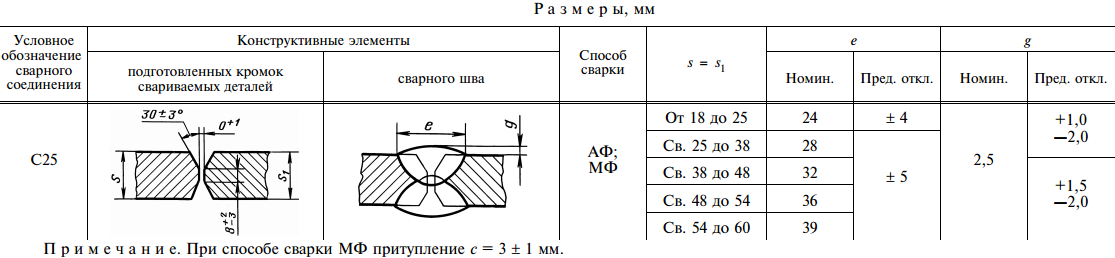
 Значение должно быть от 4 мм до 0,5 .
Значение должно быть от 4 мм до 0,5 .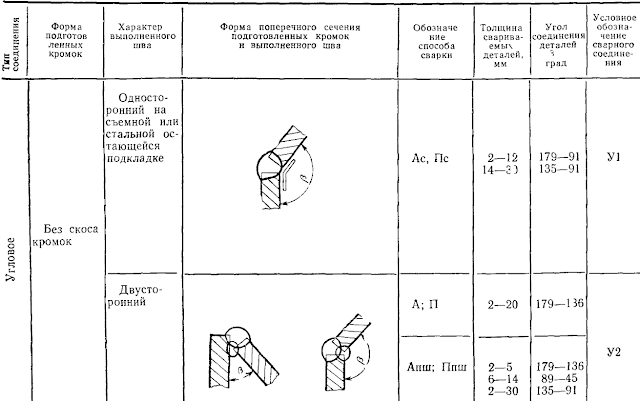 от 7 до 10
от 7 до 10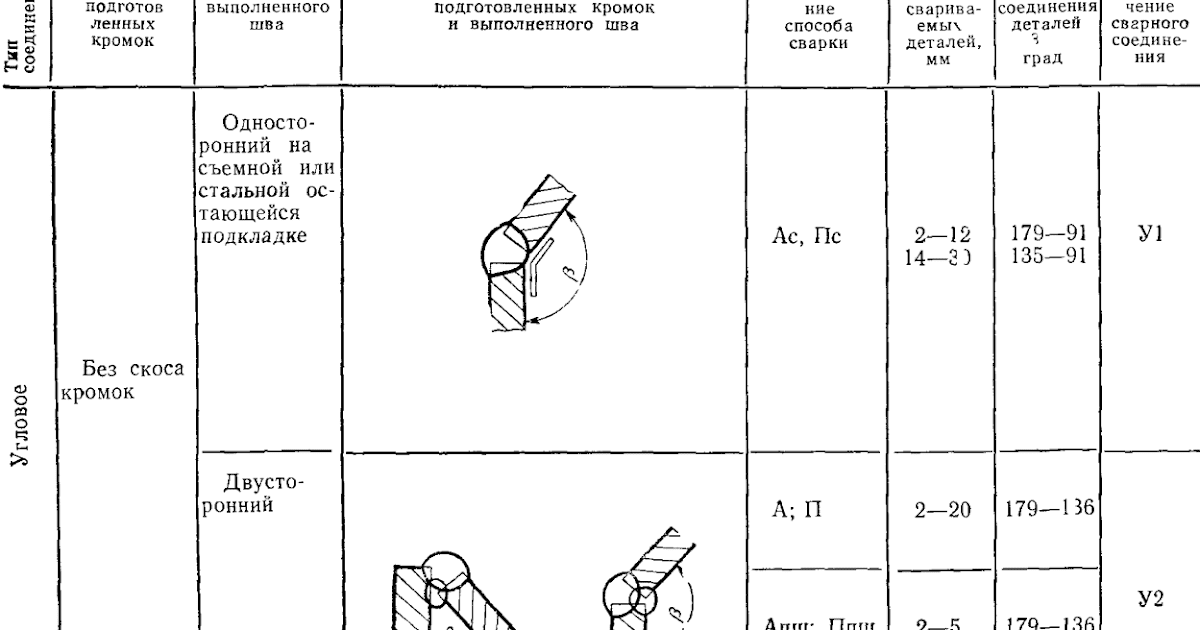 Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.
Допускается отсутствие выпуклости тыльной стороны шва и местная вогнутость глубиной не более 0,1 с полным проваром кромок.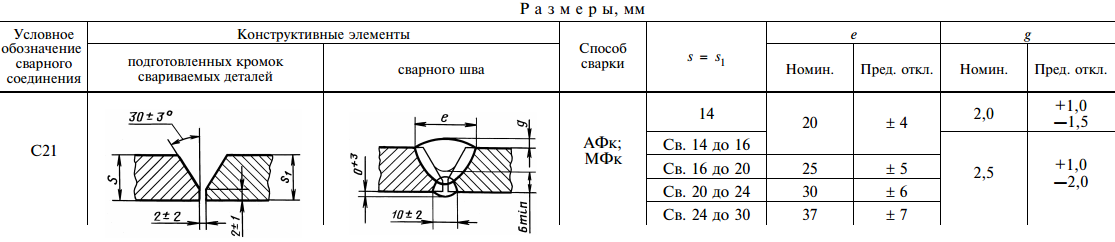 от 4 до 5
от 4 до 5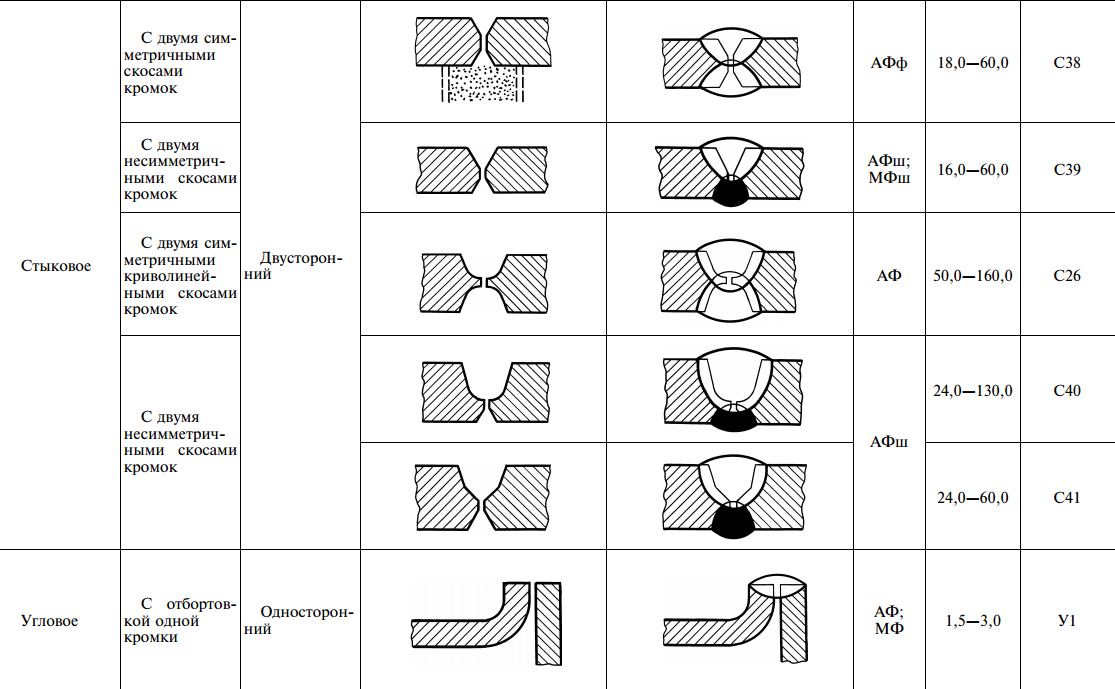
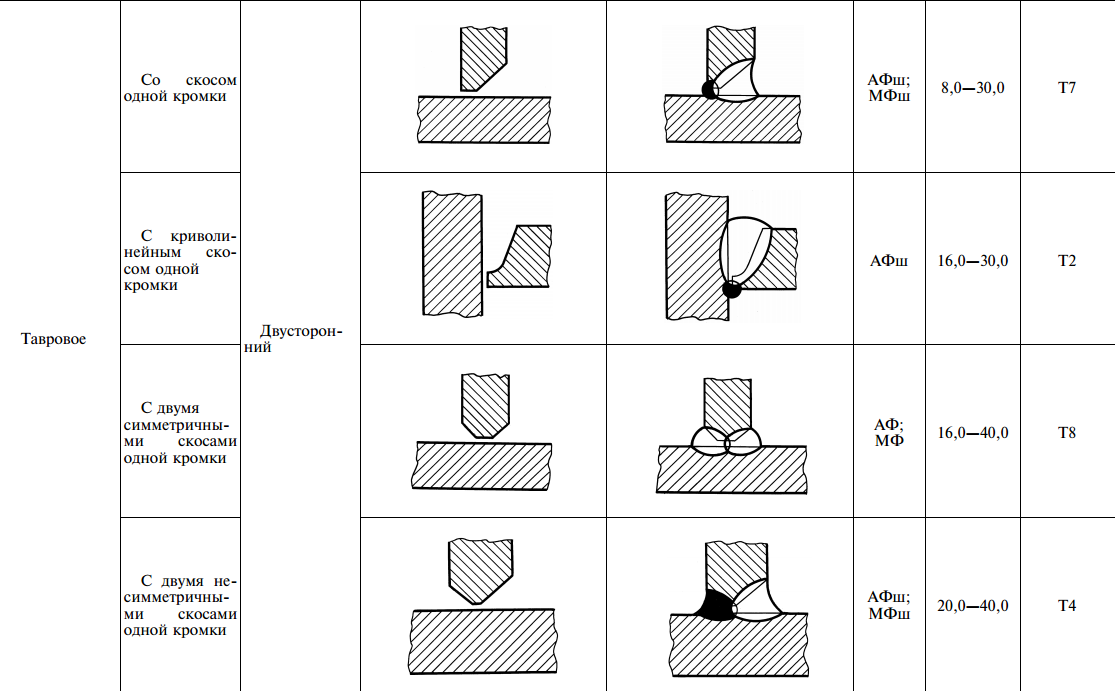
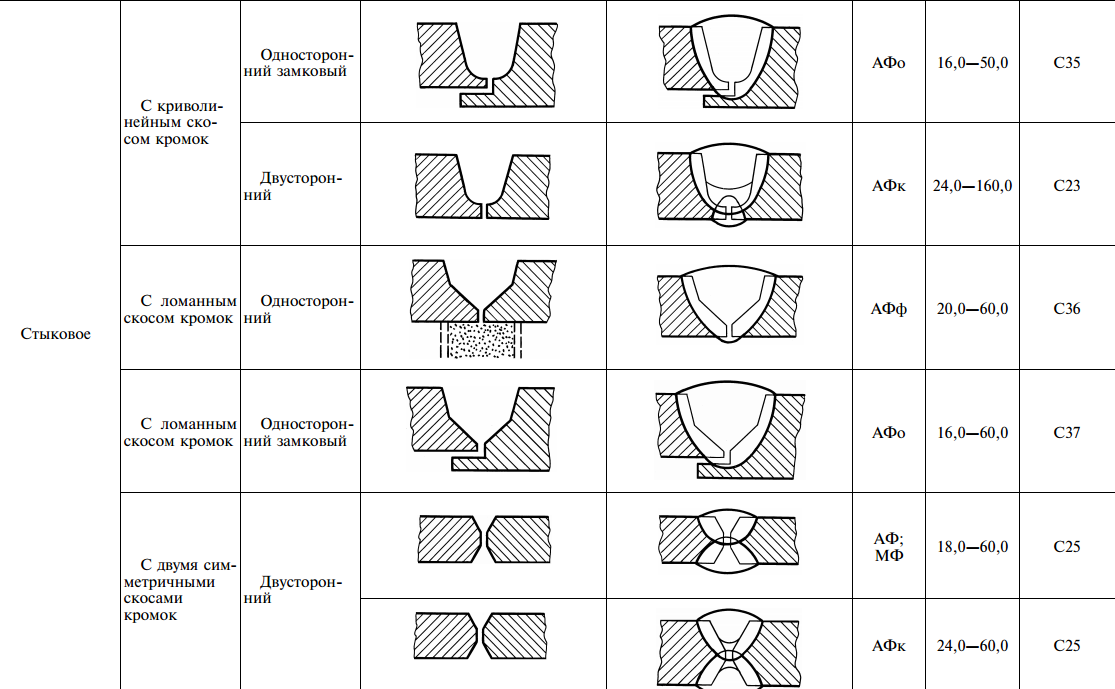
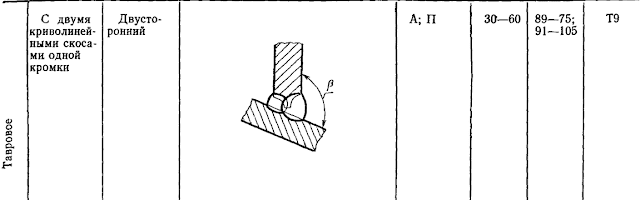 от 14 до 16 лет
от 14 до 16 лет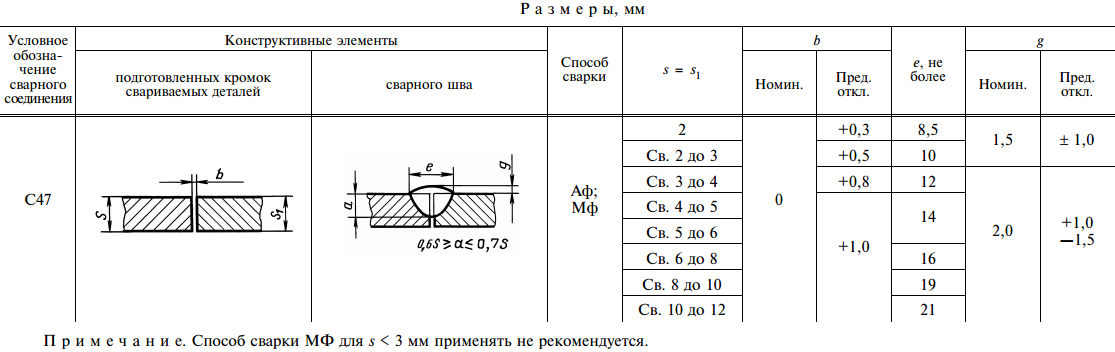

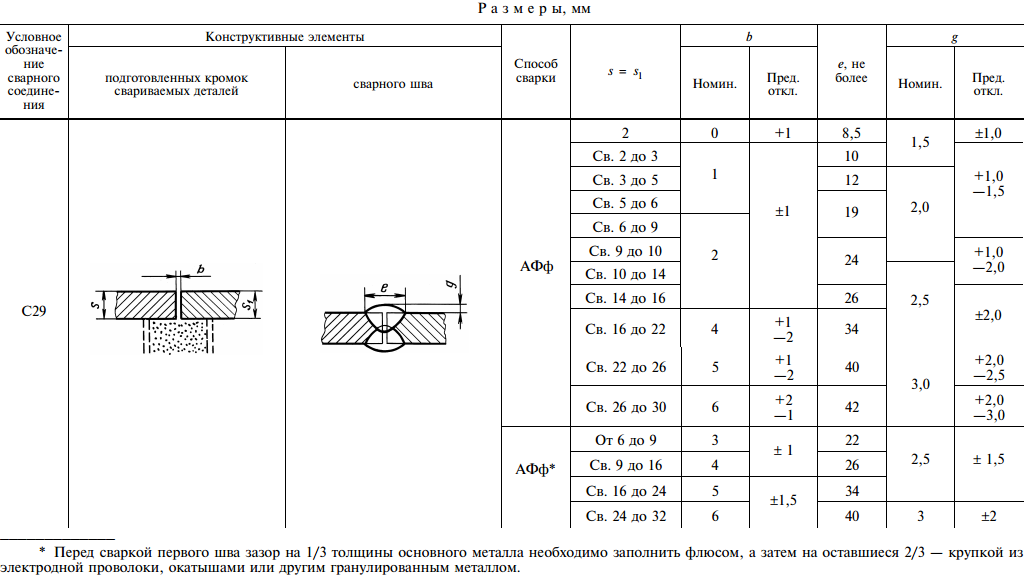 0
0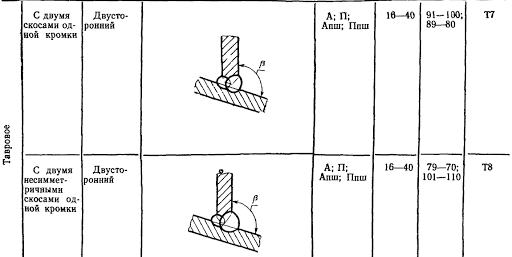 0
0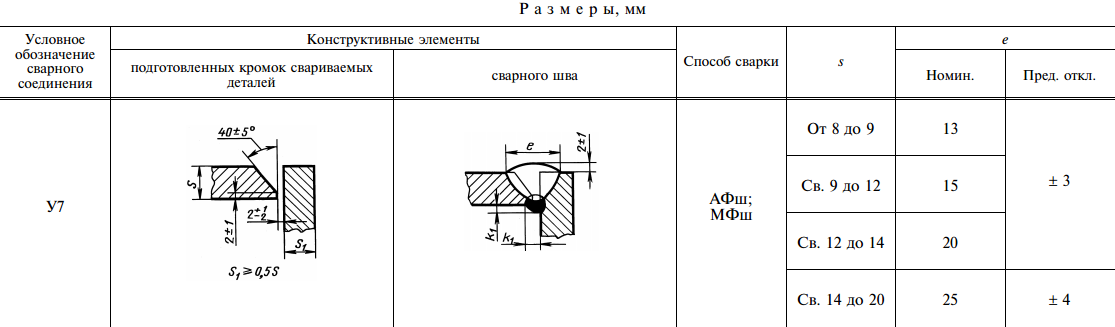 от 16 до 20 лет
от 16 до 20 лет от 35 до 40
от 35 до 40 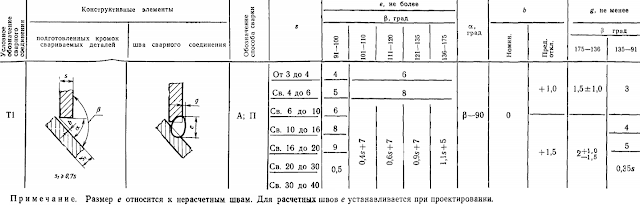 от 35 до 40
от 35 до 40 
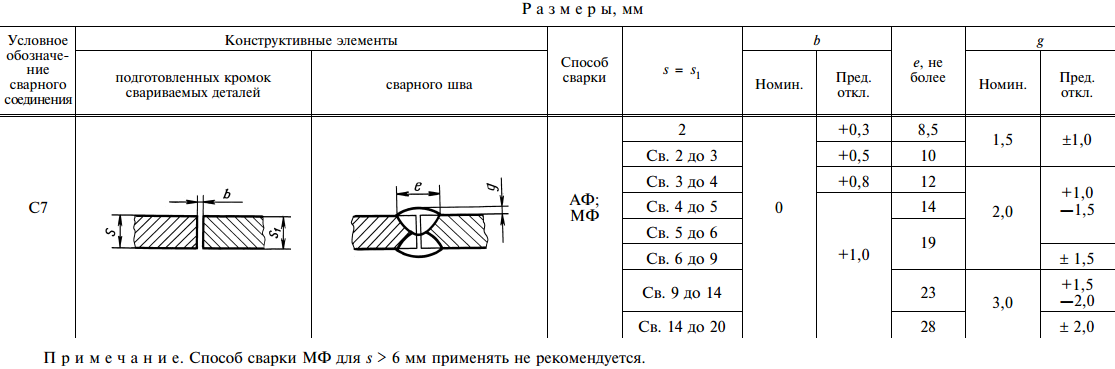
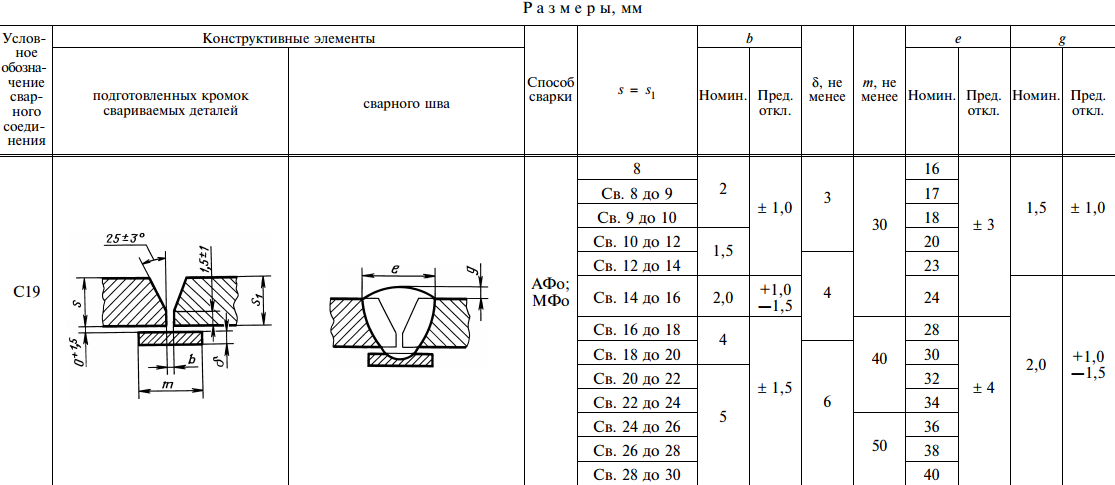
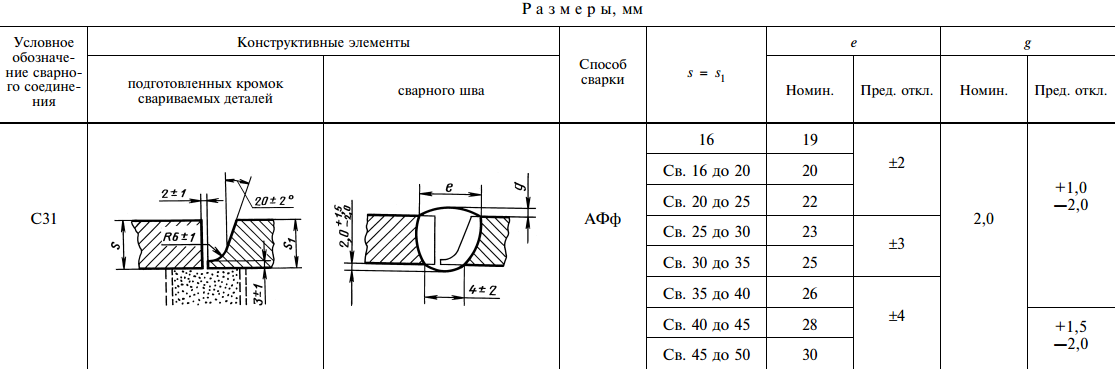 Изготовлен из периодического профиля марки ВР-1.
Изготовлен из периодического профиля марки ВР-1.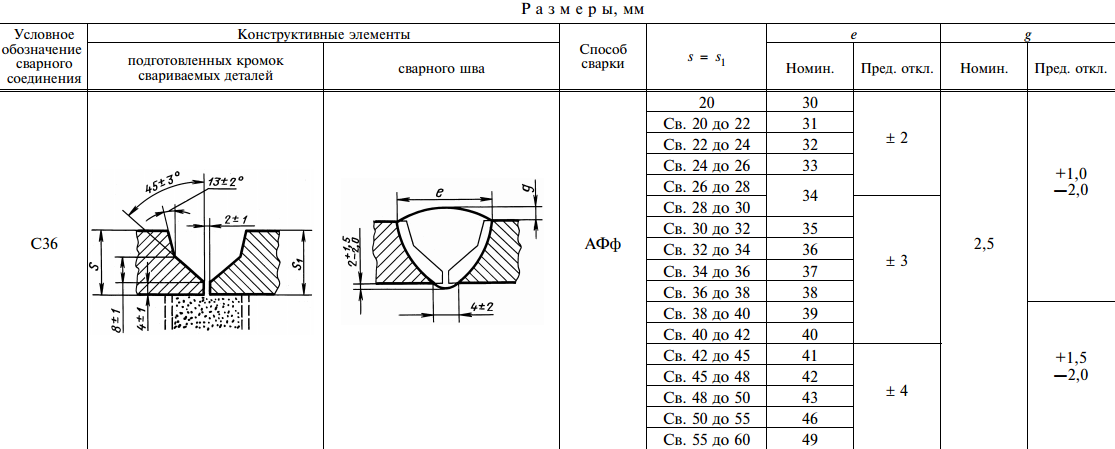
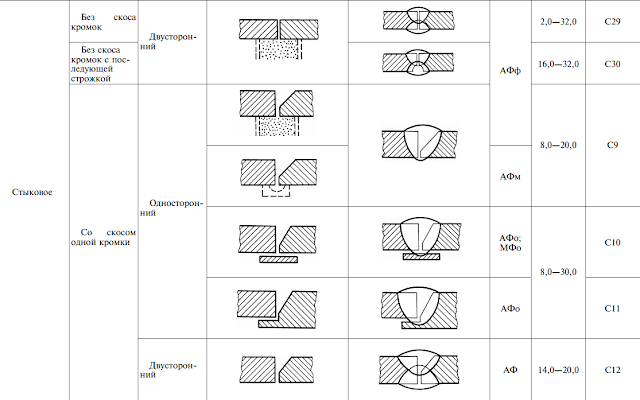
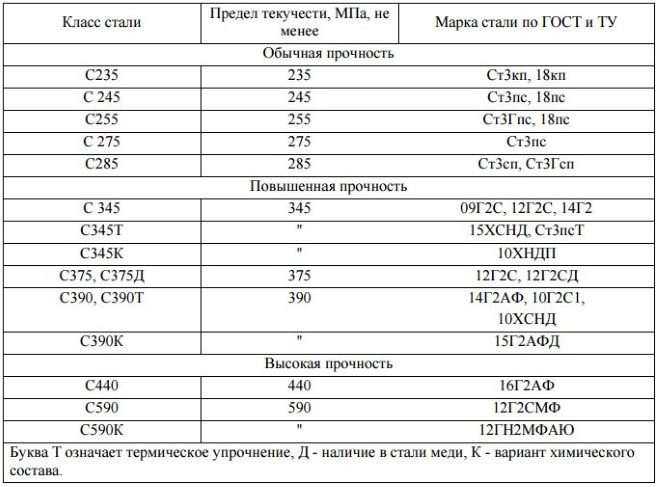

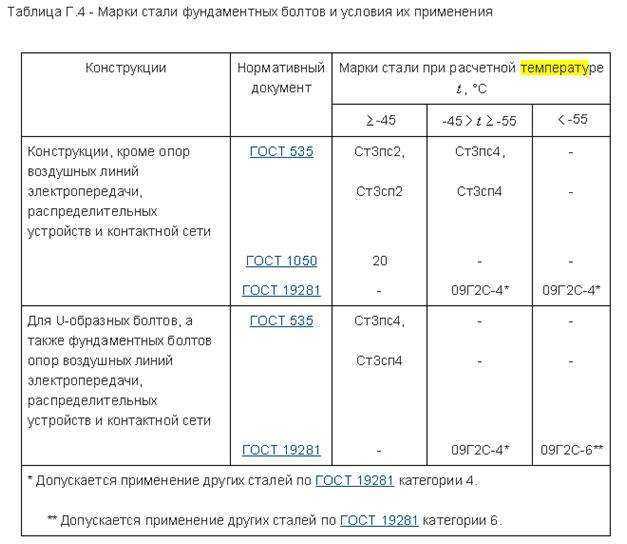 и последующей термообработке
и последующей термообработке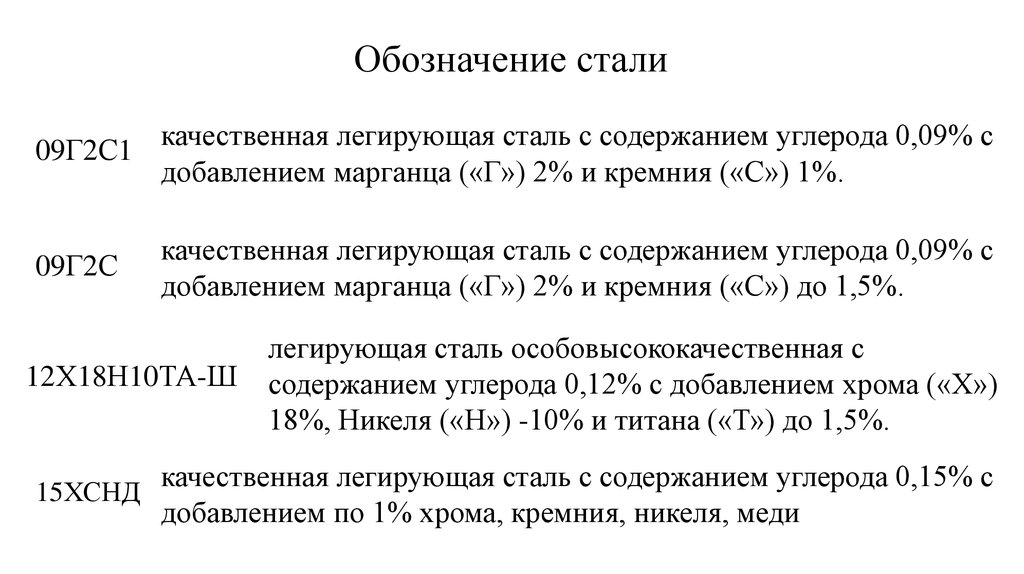
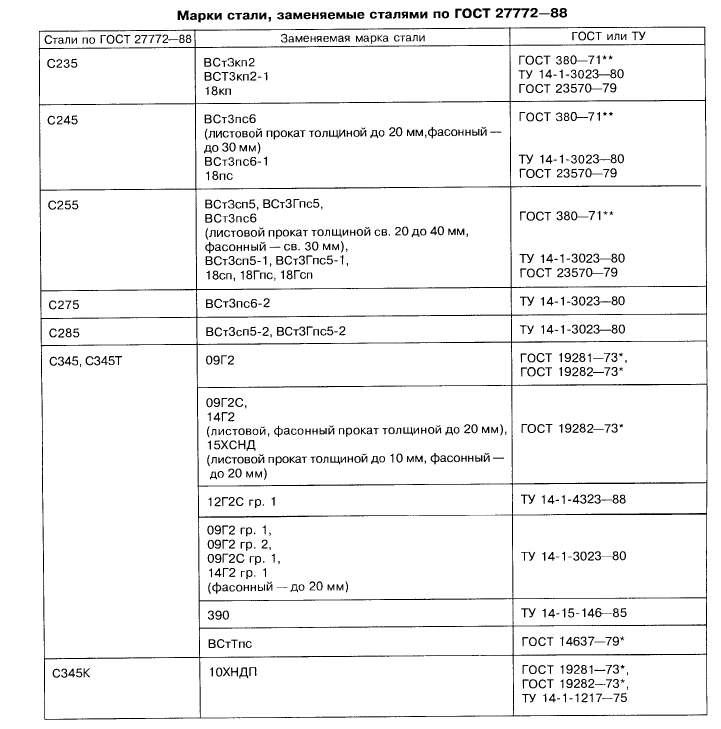
 Для нее не свойственна склонность к отпускной хрупкости и флокеночувствительность. Она хорошо поддается ковке и сопротивляется растрескиванию при изгибе. Отлично обрабатывается инструментом из твердых и быстрорежущих сплавов.
Для нее не свойственна склонность к отпускной хрупкости и флокеночувствительность. Она хорошо поддается ковке и сопротивляется растрескиванию при изгибе. Отлично обрабатывается инструментом из твердых и быстрорежущих сплавов. D, A57036, A573Gr.58, A611Gr.C, GradeC, K01804, K02301, K02601
D, A57036, A573Gr.58, A611Gr.C, GradeC, K01804, K02301, K02601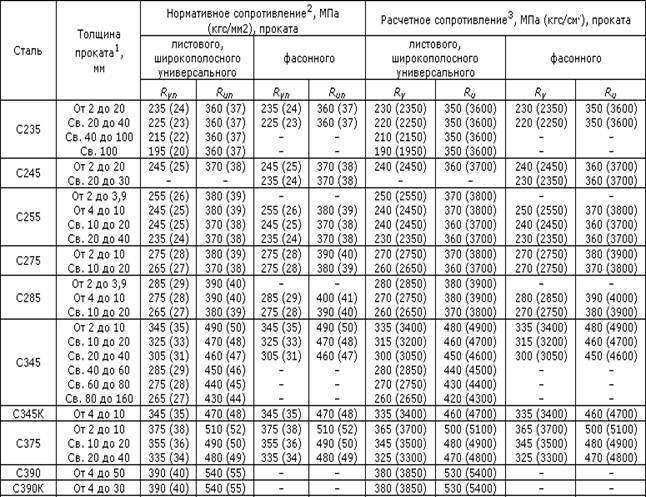

 Это свидетельство, связанное с этим именем пользователя и другой контекстной информацией, передается по сети через LDAP. Если пользователь повторял неудачные попытки входа в систему с использованием конфиденциальных активов, таких как пользовательские базы данных или платежная информация, это может быть сигналом о том, что идет атака методом грубой силы.
Это свидетельство, связанное с этим именем пользователя и другой контекстной информацией, передается по сети через LDAP. Если пользователь повторял неудачные попытки входа в систему с использованием конфиденциальных активов, таких как пользовательские базы данных или платежная информация, это может быть сигналом о том, что идет атака методом грубой силы.

 Узнайте, как Reveal(x) обнаруживает эксплойт Apache Struts 2 (CVE-2018-11776), анализируя полезную нагрузку HTTP-транзакции.
Узнайте, как Reveal(x) обнаруживает эксплойт Apache Struts 2 (CVE-2018-11776), анализируя полезную нагрузку HTTP-транзакции.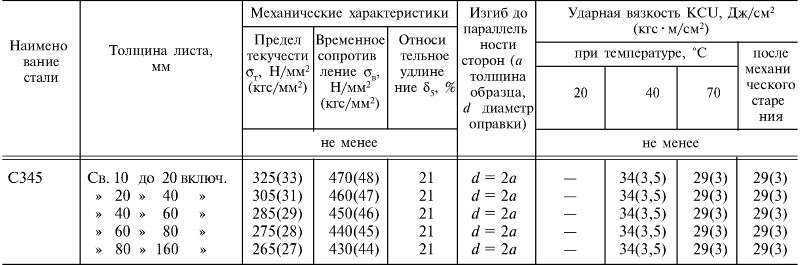 Все потенциально компрометирующие атрибуты передачи SQL-инъекций будут скрыты, если пакеты зашифрованы.
Все потенциально компрометирующие атрибуты передачи SQL-инъекций будут скрыты, если пакеты зашифрованы.
 Чтобы конусный конец такого болта начал входить во втулку и разжимать ее лепестки, как раз и используется гайка.
Чтобы конусный конец такого болта начал входить во втулку и разжимать ее лепестки, как раз и используется гайка. ). Производители, чтобы обеспечить высокую надежность и коррозионную устойчивость таких изделий, изготавливают их из высококачественной стали с цинковым покрытием.
). Производители, чтобы обеспечить высокую надежность и коррозионную устойчивость таких изделий, изготавливают их из высококачественной стали с цинковым покрытием.


 Именно поэтому крепить его можно в пористых и даже пустотелых материалах. В качестве резьбового элемента, который обычно не поставляется в комплекте с таким анкерным изделием, может использоваться болт с обычной шестигранной головкой или болт, верхнюю часть которого венчает кольцо или крюк.
Именно поэтому крепить его можно в пористых и даже пустотелых материалах. В качестве резьбового элемента, который обычно не поставляется в комплекте с таким анкерным изделием, может использоваться болт с обычной шестигранной головкой или болт, верхнюю часть которого венчает кольцо или крюк. youtube.com/embed/0vaSEPO7Vr4″/>
youtube.com/embed/0vaSEPO7Vr4″/>
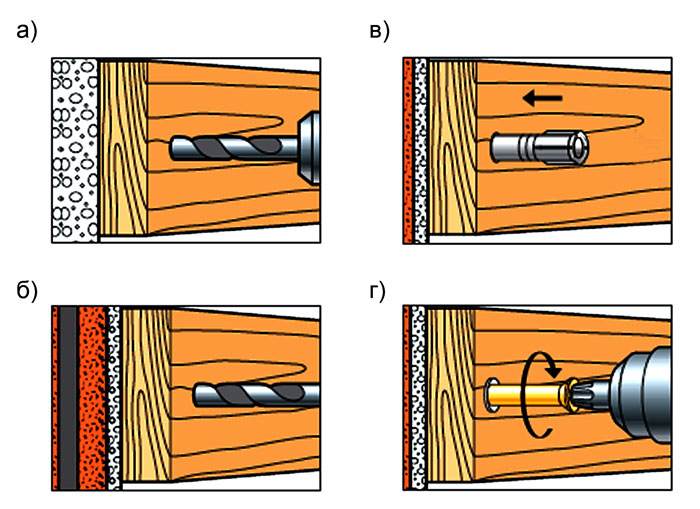 Важно также выбрать точку установки такого анкера и соответствующим образом подготовить отверстие для его монтажа.
Важно также выбрать точку установки такого анкера и соответствующим образом подготовить отверстие для его монтажа.
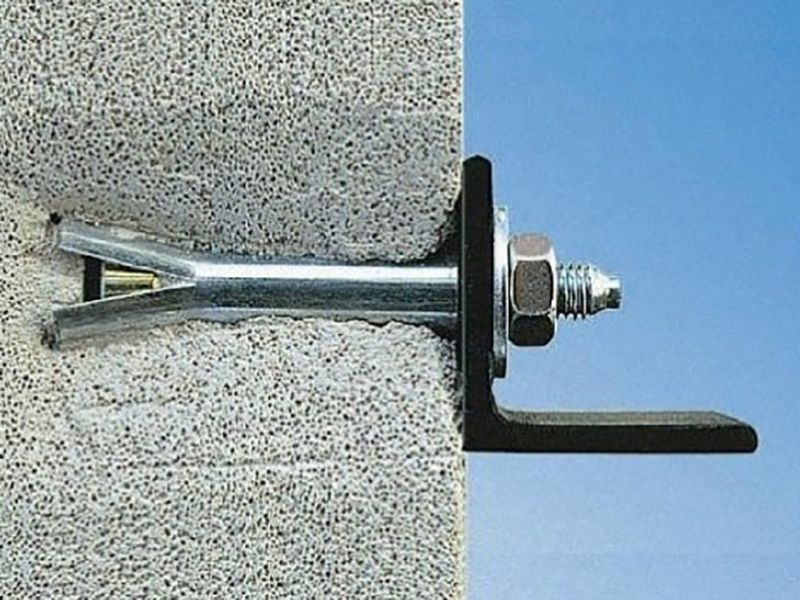

 Есть и такие модели анкеров, которые предназначены для использования в пустотелых материалах. Монтировать его следует в отверстие, которое предварительно высверливается в материале с соблюдением нужного диаметра и глубины.
Есть и такие модели анкеров, которые предназначены для использования в пустотелых материалах. Монтировать его следует в отверстие, которое предварительно высверливается в материале с соблюдением нужного диаметра и глубины.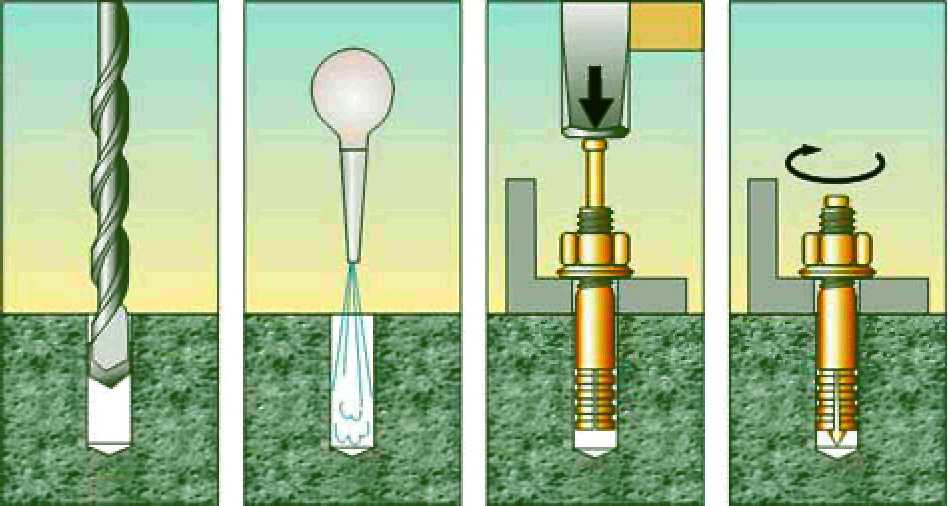 Забивные крепежные элементы для бетонных поверхностей применяются достаточно часто – это представляется в большинстве случаев наилучшим вариантом.
Забивные крепежные элементы для бетонных поверхностей применяются достаточно часто – это представляется в большинстве случаев наилучшим вариантом. Как правило, несущую способность указывают на упаковке или на нем самом.
Как правило, несущую способность указывают на упаковке или на нем самом. Отверстие после этого должно быть очищено от пыли, в него вставляется анкер, после чего его надо надежно зафиксировать. Химические надо вставлять при помощи пистолета. В отверстие выдавливается клеящая масса и вставляется крепежный элемент. Клей после проникновения в поры материала застывает и обеспечивает хорошее крепление. Полученное соединение настолько прочно, что его безбоязненно используют при монтаже габаритных и массивных объектов.
Отверстие после этого должно быть очищено от пыли, в него вставляется анкер, после чего его надо надежно зафиксировать. Химические надо вставлять при помощи пистолета. В отверстие выдавливается клеящая масса и вставляется крепежный элемент. Клей после проникновения в поры материала застывает и обеспечивает хорошее крепление. Полученное соединение настолько прочно, что его безбоязненно используют при монтаже габаритных и массивных объектов. И только несколько раз проверив правильность установки анкера, закрепляем его в конструкции. Если нет в чертеже никакого особенного способа закрепления, то анкера обычно приваривают к арматурному каркасу. Потом заматываем его сверху пленкой чтобы не дай Бог бетоном не заляпать резьбу, заливаем конструкцию, ждем как минимум неделю, пока бетон более-менее прочность не наберет, снимаем пленку,если позволяет прочность бетона, то устанавливаем оборудование или монтируем колонны, смотря для чего анкер. Это настоящий анкерный болт и делают его настоящие строители. На такие анкерные болты любое оборудование монтируется в течение 20 минут, встает как влитое, такие анкера выдерживают именно ту нагрузку, на которую рассчитаны. Остается только гайки закрутить и сдать оборудование по акту. Все остальные анкера не настоящие и делают их не настоящие строители и поэтому годятся они только для бытовых нужд потому как любой способ установки таких анкеров не обеспечивает надежную работу анкера и под ответственное оборудование такие анкерные болты не устанавливаются.
И только несколько раз проверив правильность установки анкера, закрепляем его в конструкции. Если нет в чертеже никакого особенного способа закрепления, то анкера обычно приваривают к арматурному каркасу. Потом заматываем его сверху пленкой чтобы не дай Бог бетоном не заляпать резьбу, заливаем конструкцию, ждем как минимум неделю, пока бетон более-менее прочность не наберет, снимаем пленку,если позволяет прочность бетона, то устанавливаем оборудование или монтируем колонны, смотря для чего анкер. Это настоящий анкерный болт и делают его настоящие строители. На такие анкерные болты любое оборудование монтируется в течение 20 минут, встает как влитое, такие анкера выдерживают именно ту нагрузку, на которую рассчитаны. Остается только гайки закрутить и сдать оборудование по акту. Все остальные анкера не настоящие и делают их не настоящие строители и поэтому годятся они только для бытовых нужд потому как любой способ установки таких анкеров не обеспечивает надежную работу анкера и под ответственное оборудование такие анкерные болты не устанавливаются. Способов установки ненастоящих анкеров много: можно тот вариант, который fktif указал с картинками, можно раздолбить отверстие, установить анкерный болт, потом это отверстие забетонить, можно установить анкер в ранее оставленное для него отверстие и вместо бетона залить супер-пупер смолами или клеями, но все равно такой анкер будет работать только наполовину.
Способов установки ненастоящих анкеров много: можно тот вариант, который fktif указал с картинками, можно раздолбить отверстие, установить анкерный болт, потом это отверстие забетонить, можно установить анкер в ранее оставленное для него отверстие и вместо бетона залить супер-пупер смолами или клеями, но все равно такой анкер будет работать только наполовину.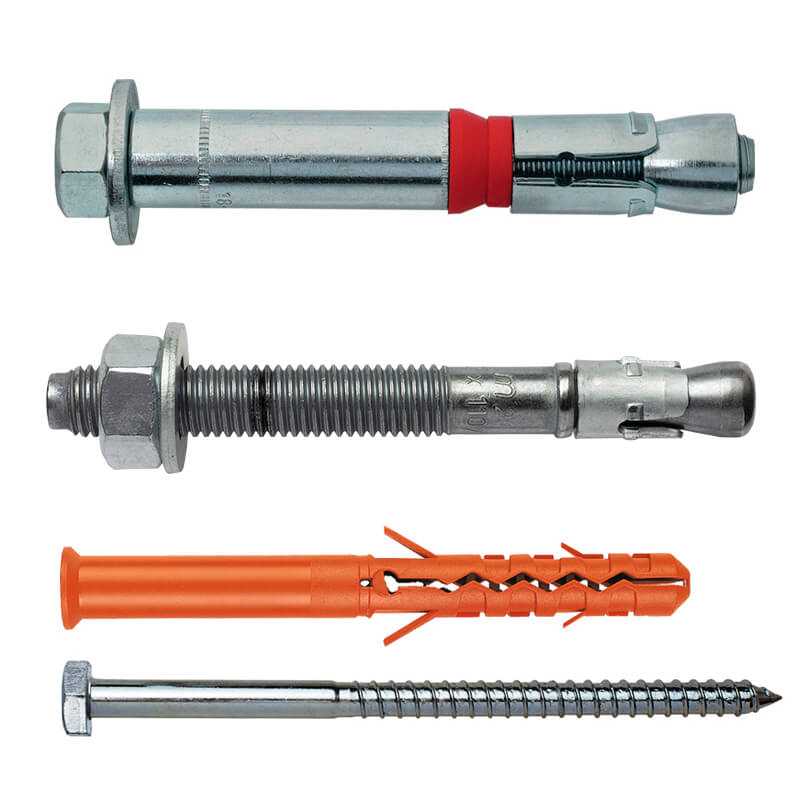
 Сверла должны быть непременно с напылением из сплавов особой прочности. Для того чтобы сделать отверстие под болт с ровными краями, простая дрель не подойдет, лучше всего использовать перфоратор.
Сверла должны быть непременно с напылением из сплавов особой прочности. Для того чтобы сделать отверстие под болт с ровными краями, простая дрель не подойдет, лучше всего использовать перфоратор. Клиновой болт имеет важное отличие от других: это единственный вид таких крепежей без рубашки. Внутри втулки имеется клин, который при вкручивании расширяется. После того как клиновой крепежный элемент забит, надо затянуть гайку, которая за счет расширения втулки фиксирует стержень. Клиновой болт используют для крепления различных тяжеловесных конструкций, кабельных трасс, оград, несущих элементов.
Клиновой болт имеет важное отличие от других: это единственный вид таких крепежей без рубашки. Внутри втулки имеется клин, который при вкручивании расширяется. После того как клиновой крепежный элемент забит, надо затянуть гайку, которая за счет расширения втулки фиксирует стержень. Клиновой болт используют для крепления различных тяжеловесных конструкций, кабельных трасс, оград, несущих элементов.
 Брикет с клеем вставляют в проделанное инструментами отверстие, потом придавливают анкером. Болт надежно фиксируется клеем.
Брикет с клеем вставляют в проделанное инструментами отверстие, потом придавливают анкером. Болт надежно фиксируется клеем. Химические надо вставлять при помощи пистолета. В отверстие выдавливается клеящая масса и вставляется крепежный элемент. Клей после проникновения в поры материала застывает и обеспечивает хорошее крепление. Полученное соединение настолько прочно, что его безбоязненно используют при монтаже габаритных и массивных объектов.
Химические надо вставлять при помощи пистолета. В отверстие выдавливается клеящая масса и вставляется крепежный элемент. Клей после проникновения в поры материала застывает и обеспечивает хорошее крепление. Полученное соединение настолько прочно, что его безбоязненно используют при монтаже габаритных и массивных объектов.
 Для этих целей есть разные крепёжные элементы. Для работы с бетоном или кирпичом нужны специальные анкеры, а когда используются заготовки из дерева, то саморезы для дерева. Анкеры помогут хорошо укрепить самые тяжеленные конструкции. Например, это может быть нагреватель воды, шведская стенка, детская качелька к потолку.
Для этих целей есть разные крепёжные элементы. Для работы с бетоном или кирпичом нужны специальные анкеры, а когда используются заготовки из дерева, то саморезы для дерева. Анкеры помогут хорошо укрепить самые тяжеленные конструкции. Например, это может быть нагреватель воды, шведская стенка, детская качелька к потолку. На строительном рынке различают следующие виды анкерных болтов:
На строительном рынке различают следующие виды анкерных болтов:
 Так как, когда гайка закручивается, тогда болт сразу крепко фиксируется в отверстии стены.
Так как, когда гайка закручивается, тогда болт сразу крепко фиксируется в отверстии стены. Болт в стене качественно закрепляется. Это все благодаря склеиванию, упору, трению — залог надежного крепления. Действуют эти принципы как вместе, так и по отдельности, ни грамма не влияя на прочность. Закрепить анкерный болт своими руками сможет абсолютно каждый мужчина.
Болт в стене качественно закрепляется. Это все благодаря склеиванию, упору, трению — залог надежного крепления. Действуют эти принципы как вместе, так и по отдельности, ни грамма не влияя на прочность. Закрепить анкерный болт своими руками сможет абсолютно каждый мужчина.
 И там же контролировать все необходимые параметры.
И там же контролировать все необходимые параметры. ru
ru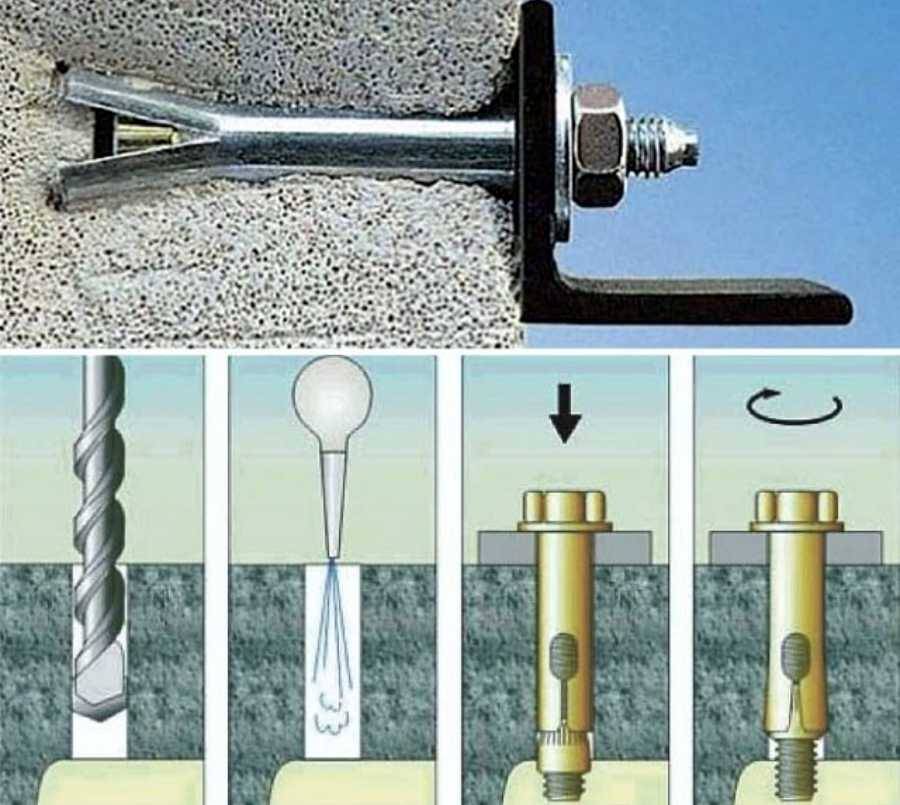 Другие прочнее, но дерево держится лучше анкеров.
Другие прочнее, но дерево держится лучше анкеров. Вы просто ввинчиваете его в отверстие, оставленное выпавшим анкером, используя отвертку Phillips. Возможно, вам придется расширить отверстие дрелью, чтобы установить втулку для болта молли или тумблера. Их крылья расширяются к задней части гипсокартона, когда вы закручиваете болт, удерживающий крепление.
Вы просто ввинчиваете его в отверстие, оставленное выпавшим анкером, используя отвертку Phillips. Возможно, вам придется расширить отверстие дрелью, чтобы установить втулку для болта молли или тумблера. Их крылья расширяются к задней части гипсокартона, когда вы закручиваете болт, удерживающий крепление. Это дает вам деревянную поверхность, к которой вы можете прикрутить крепление, и распределяет вес светильника по большей части стены. Вы просто покрываете фанеру гипсокартоном, который затем приклеиваете и заканчиваете, прежде чем прикручивать крепление. Эта процедура дает вам возможность либо немного переместить крепление, либо оставить его на том же месте.
Это дает вам деревянную поверхность, к которой вы можете прикрутить крепление, и распределяет вес светильника по большей части стены. Вы просто покрываете фанеру гипсокартоном, который затем приклеиваете и заканчиваете, прежде чем прикручивать крепление. Эта процедура дает вам возможность либо немного переместить крепление, либо оставить его на том же месте.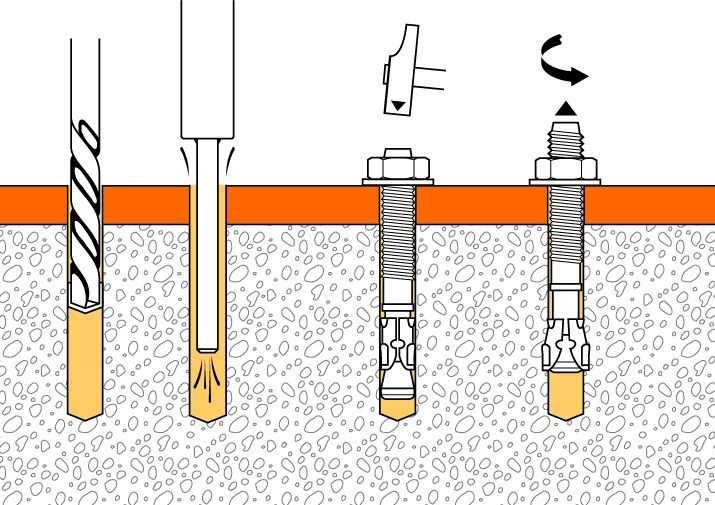 Настенные анкеры обеспечивают опору для гвоздей или шурупов в гипсокартоне, чтобы вы могли вешать тяжелые предметы, не повреждая структуру стены. Для ремонта поврежденных настенных анкеров необходимо установить новый настенный анкер, покрывая старый анкер ремонтным составом.
Настенные анкеры обеспечивают опору для гвоздей или шурупов в гипсокартоне, чтобы вы могли вешать тяжелые предметы, не повреждая структуру стены. Для ремонта поврежденных настенных анкеров необходимо установить новый настенный анкер, покрывая старый анкер ремонтным составом. Анкер должен соскользнуть и упасть в полость стены.
Анкер должен соскользнуть и упасть в полость стены.



 Основные его преимущества – однородность и неограниченная толщина конечного покрытия.
Основные его преимущества – однородность и неограниченная толщина конечного покрытия. Получили наибольшее распространение, благодаря предсказуемости реакции и ее устойчивости. Процесс идет с большой скоростью, получаемое покрытие отличается высоким качеством и прочностью.
Получили наибольшее распространение, благодаря предсказуемости реакции и ее устойчивости. Процесс идет с большой скоростью, получаемое покрытие отличается высоким качеством и прочностью.

 Иными словами, у раствора плохая укрывистость;
Иными словами, у раствора плохая укрывистость; Электролит работает на площади до 10 кв дм 1 литр;
Электролит работает на площади до 10 кв дм 1 литр;
 Но, тем не менее, положить тонкий слой кислого никеля необходимо. Некоторые компоненты его состава обеспечивает микроразрушения поверхности для качественной адгезии покрытия, вместе с тем, нанося тонкий слой свежего никеля, мы обеспечиваем хорошее качество адгезии для следующего покрытия медью или блестящим никелем. Электролит кислого никелирования очень стабилен во времени и стоек к загрязнениям.
Но, тем не менее, положить тонкий слой кислого никеля необходимо. Некоторые компоненты его состава обеспечивает микроразрушения поверхности для качественной адгезии покрытия, вместе с тем, нанося тонкий слой свежего никеля, мы обеспечиваем хорошее качество адгезии для следующего покрытия медью или блестящим никелем. Электролит кислого никелирования очень стабилен во времени и стоек к загрязнениям.
 Если рассматривать состав этого покрытия, это не вполне никелевый осадок, для получения темного покрытия, в раствор солей никеля вводятся дополнительные компоненты. Если хотите получить черный цвет – это Ваш вариант. Если один огромный минус у черного никеля: это покрытие совершенно не стойкое к истиранию. Настолько, что если несколько раз взять в руки изделия покрытое черным никелем, гальваническое покрытие можно стереть. Так что самый красивый черный цвет из всех гальванических покрытия нужно обязательно защитить лаком. Или поставить на полку и издалека любоваться совершенством черного никеля.
Если рассматривать состав этого покрытия, это не вполне никелевый осадок, для получения темного покрытия, в раствор солей никеля вводятся дополнительные компоненты. Если хотите получить черный цвет – это Ваш вариант. Если один огромный минус у черного никеля: это покрытие совершенно не стойкое к истиранию. Настолько, что если несколько раз взять в руки изделия покрытое черным никелем, гальваническое покрытие можно стереть. Так что самый красивый черный цвет из всех гальванических покрытия нужно обязательно защитить лаком. Или поставить на полку и издалека любоваться совершенством черного никеля. Скорость нанесения позволяет обеспечивать толщину конечного слоя до 100 мкм, это очень много для гальваники в целом и для такого твердого металла. В среднем на ответственные поверхности технических деталей наносят не более 20-30 микрометров, декоративные изделия покрывают толщиной до 10 микрометров. Для обеспечения максимальной твердости поверхности детали после гальваники никелем, изделия выдерживают в печи при температуре 200-400 градусов, нагревание вызывает перекристаллизацию осадка, уплотнение его структуры. На микроуровне спеченный осадок выглядит на поверхности как плотная чешуя, структура молекул практически не сохраняется. Необходимость спекания определяется из требований заказа. В общем случае спекание не делают.
Скорость нанесения позволяет обеспечивать толщину конечного слоя до 100 мкм, это очень много для гальваники в целом и для такого твердого металла. В среднем на ответственные поверхности технических деталей наносят не более 20-30 микрометров, декоративные изделия покрывают толщиной до 10 микрометров. Для обеспечения максимальной твердости поверхности детали после гальваники никелем, изделия выдерживают в печи при температуре 200-400 градусов, нагревание вызывает перекристаллизацию осадка, уплотнение его структуры. На микроуровне спеченный осадок выглядит на поверхности как плотная чешуя, структура молекул практически не сохраняется. Необходимость спекания определяется из требований заказа. В общем случае спекание не делают. Практически вся работа начинается с нанесения никеля на поверхность.
Практически вся работа начинается с нанесения никеля на поверхность.
 Хорошие результаты мы получали при обработке окладов, потиров и другой церковной атрибутики. Никель предпочтителен из-за его стойкости, а также отсутствия окисления.
Хорошие результаты мы получали при обработке окладов, потиров и другой церковной атрибутики. Никель предпочтителен из-за его стойкости, а также отсутствия окисления.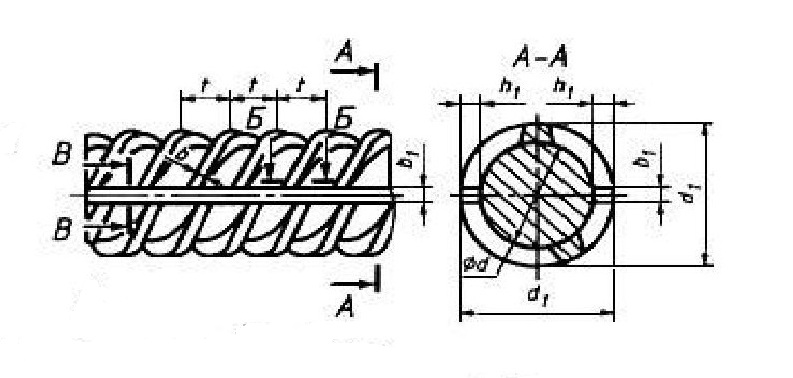 31 кг/метр
31 кг/метр 98 кг/метр
98 кг/метр 46 кг/метр
46 кг/метр 962 м/тонна
962 м/тонна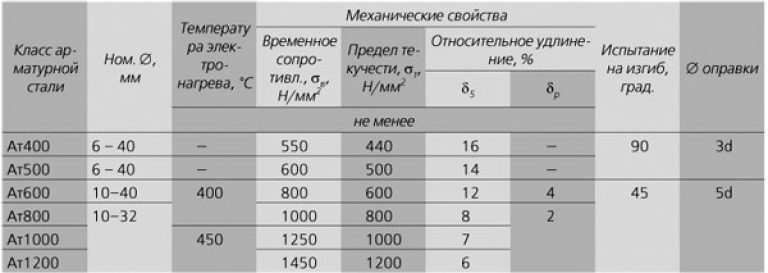
 СОРТАМЕНТ АРМАТУРЫ).
СОРТАМЕНТ АРМАТУРЫ).
 Так же разные типы отличаются диаметром, весом, длиной в метрах и ценой за тонну.
Так же разные типы отличаются диаметром, весом, длиной в метрах и ценой за тонну. Импортные аналоги имеют более высокую цену. Арматура в Украине перед продажей с металлобазы проходит поэтапный контроль качества при осуществлении производственного процесса, что гарантирует высокое качество, которое соответствует государственным стандартам ГОСТам.
Импортные аналоги имеют более высокую цену. Арматура в Украине перед продажей с металлобазы проходит поэтапный контроль качества при осуществлении производственного процесса, что гарантирует высокое качество, которое соответствует государственным стандартам ГОСТам.
 При отсутствии справочника, расчет веса погонного метра арматуры можно выполнить самостоятельно, на обычном калькуляторе. Объем металла в 1 метре стального цилиндра равен 1 м x (3,14 x D x D/4). В скобках геометрическая площадь круга диаметром D. Вес прутка получается умножением объема на удельный вес арматуры который равен 7850 кг/м3. Данным способом Вы можете посчитать сколько кг в метре арматуры, пересчитать тонны в метры, посчитать стоимость за метр арматуры по цене за тонну.
При отсутствии справочника, расчет веса погонного метра арматуры можно выполнить самостоятельно, на обычном калькуляторе. Объем металла в 1 метре стального цилиндра равен 1 м x (3,14 x D x D/4). В скобках геометрическая площадь круга диаметром D. Вес прутка получается умножением объема на удельный вес арматуры который равен 7850 кг/м3. Данным способом Вы можете посчитать сколько кг в метре арматуры, пересчитать тонны в метры, посчитать стоимость за метр арматуры по цене за тонну. Для автоматического расчета используйте Калькулятор веса арматуры, чтобы перевести из тонн в метры, из кг в тонны.
Для автоматического расчета используйте Калькулятор веса арматуры, чтобы перевести из тонн в метры, из кг в тонны. Вопросы и ответы
Вопросы и ответы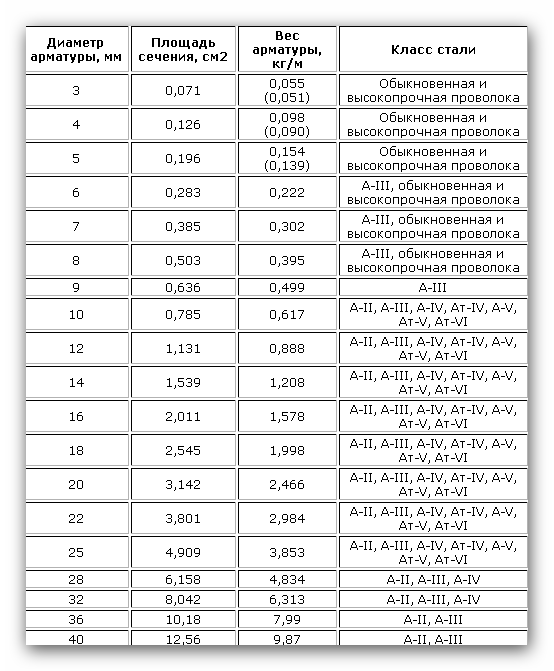
 1ХМВ11.1
1ХМВ11.1 Вам нужно применить вращение, чтобы сообщить Блендеру, что поза стоя является новой исходной позицией.
Вам нужно применить вращение, чтобы сообщить Блендеру, что поза стоя является новой исходной позицией. Я не знаю, как это легко исправить. Например, кости глаза перекрываются верхним и нижним веками. Это не очень удобно в использовании, и я не уверен, что автоматические веса хорошо работают с этими крошечными неправильно выровненными костями. Может быть, рассмотреть возможность использования Rigify для создания новой установки?
Я не знаю, как это легко исправить. Например, кости глаза перекрываются верхним и нижним веками. Это не очень удобно в использовании, и я не уверен, что автоматические веса хорошо работают с этими крошечными неправильно выровненными костями. Может быть, рассмотреть возможность использования Rigify для создания новой установки? А вокруг области живота/спины есть отверстие, когда персонаж сгибается. Это можно исправить с помощью дублированной фиктивной модели с измененной сеткой, которая используется для автоматических весов. Затем веса переносятся обратно в исходную модель. Этот метод описан здесь: тепловое взвешивание: не удалось найти решение для одной или нескольких костей или посмотреть это видео.
А вокруг области живота/спины есть отверстие, когда персонаж сгибается. Это можно исправить с помощью дублированной фиктивной модели с измененной сеткой, которая используется для автоматических весов. Затем веса переносятся обратно в исходную модель. Этот метод описан здесь: тепловое взвешивание: не удалось найти решение для одной или нескольких костей или посмотреть это видео.
 Принцип обтачивания заключается в удалении засаленного слоя диска правящим инструментом во время вращения заготовки.
Принцип обтачивания заключается в удалении засаленного слоя диска правящим инструментом во время вращения заготовки.


 В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными.
В первом случае оси вращения инструмента и диска одинаковы, но их направления могут быть противоположными. Тангенциальное точение выполняют в несколько этапов:
Тангенциальное точение выполняют в несколько этапов: Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются:
Этот способ может использоваться для правки только профильных дисков. В качестве инструмента для заточки применяются: Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.
Его ширина должна соответствовать длине профиля. Только в таком случае при накатывании шлифовальный круг приобретет правильную геометрическую форму.






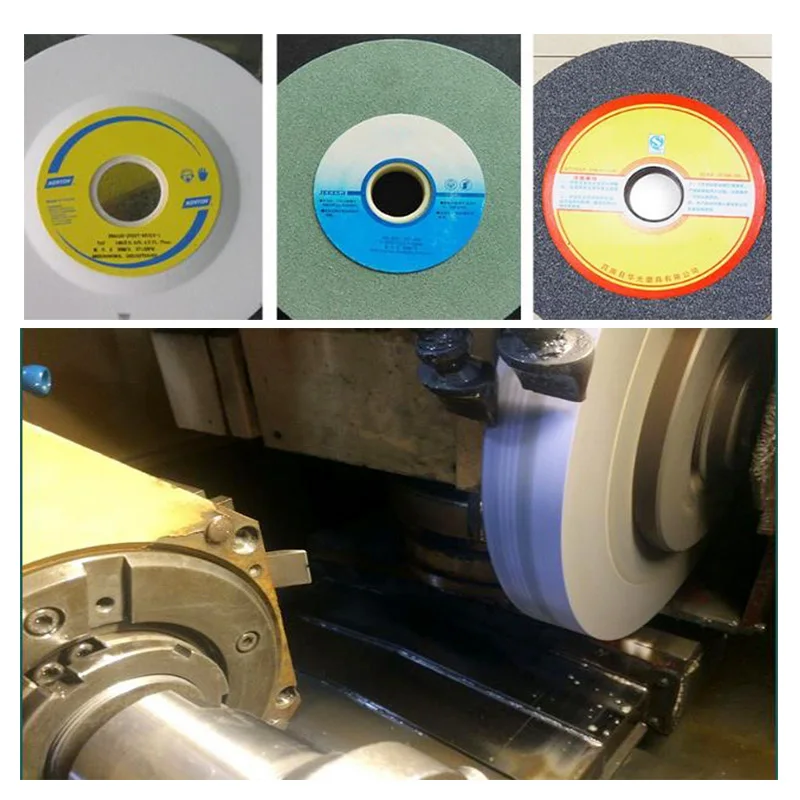 Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
Инструменты с низкой концентрацией предназначены для обработки больших поверхностей.
 Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.
Они обладают таким свойством, как самозатачивание. При выпадении зерен обнажаются новые слои. Твердые же инструменты таким свойством не обладают. Чтобы восстановить характеристики таких алмазных шлифовальных кругов и нужна правка. После нее инструменты получают новую жизнь. Восстанавливаются режущие свойства и геометрическая форма изделий.

 Показатель не превышает 25 м/мин.
Показатель не превышает 25 м/мин.

 Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!
Это связано с тем, что острозубая шарошка лишь испортит круг с зернами крупной и средней фракций. Для правки таких изделий подходят тупозубые приспособления. Как вы уже сами могли догадаться, тупозубыми шарошками править круги с зернами мелкой фракции нельзя!


 У нас вы найдете очень низкие цены. Воспользуйтесь выгодным предложением!
У нас вы найдете очень низкие цены. Воспользуйтесь выгодным предложением!

 Теперь, чтобы быть справедливым, в целом современные колеса очень безопасны, и вы редко получаете неработающие. У меня точно никогда не было такого несчастья. Я использую только новые диски от известного производителя. Старое колесо с Ebay; колесо марки X; или колесо, которое поставляется без защитной упаковки, будет гораздо более подвержено поломке. Если вы не слышите четкого звука при нажатии на колесо, не используйте его.
Теперь, чтобы быть справедливым, в целом современные колеса очень безопасны, и вы редко получаете неработающие. У меня точно никогда не было такого несчастья. Я использую только новые диски от известного производителя. Старое колесо с Ebay; колесо марки X; или колесо, которое поставляется без защитной упаковки, будет гораздо более подвержено поломке. Если вы не слышите четкого звука при нажатии на колесо, не используйте его.
 Причина в том, что на всякий случай, если в колесе есть изъян, или чип выбит, или что-то зацепит в щитках, я бы предпочел не оказаться на линии огня, если случится беда.
Причина в том, что на всякий случай, если в колесе есть изъян, или чип выбит, или что-то зацепит в щитках, я бы предпочел не оказаться на линии огня, если случится беда. Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его. Это невозможно исправить.
Литые фланцы могут привести к биению колеса. (Мы не продаем литые фланцы.) Небольшое колебание слева направо не имеет большого значения. Не беспокойтесь об этом. Ни при каких обстоятельствах не пытайтесь заправить боковые стороны колеса. Колеса не предназначены для этого. Они могли взорваться. В любом случае вы, вероятно, сделаете дело еще хуже. Если вы столкнулись с сильными вибрациями, большим биением, это может быть вызвано неровным, плохо сделанным колесом. В таком случае верните его. Это невозможно исправить. С выпуклым кругом вам не нужно шлифовать углы вашего инструмента, пока вы не отшлифуете середину, что более безопасно. В середине инструмента тепло от шлифования может идти в обе стороны и обратно в корпус инструмента. В углу тепло не может уйти с одной стороны, что быстро приведет к перегреву и возгоранию угла. С выпуклым кругом у вас есть контролируемая точка контакта, и по мере того, как вы подаете инструмент в круг, вы получаете все больше и больше контакта — вы не шлифуете только эту точку на круге. Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость.
С выпуклым кругом вам не нужно шлифовать углы вашего инструмента, пока вы не отшлифуете середину, что более безопасно. В середине инструмента тепло от шлифования может идти в обе стороны и обратно в корпус инструмента. В углу тепло не может уйти с одной стороны, что быстро приведет к перегреву и возгоранию угла. С выпуклым кругом у вас есть контролируемая точка контакта, и по мере того, как вы подаете инструмент в круг, вы получаете все больше и больше контакта — вы не шлифуете только эту точку на круге. Мы поговорим об этом в следующей главе, когда будем точить инструмент. А пока достаточно сказать, что нам нужно сделать на колесе наименьшую возможную выпуклость. Как видно на видео, процесс занимает около 10 секунд.
Как видно на видео, процесс занимает около 10 секунд.
 03.2017
03.2017 11.2016
11.2016
 Неважно, насколько вы опытны в работе с техникой, лучше перестраховаться.
Неважно, насколько вы опытны в работе с техникой, лучше перестраховаться. Это означает, что перчатки, длинные рукава, браслеты и т. д. НЕЛЬЗЯ носить, чтобы не попасться.
Это означает, что перчатки, длинные рукава, браслеты и т. д. НЕЛЬЗЯ носить, чтобы не попасться.


 п. Имел не большой опыт работы на трансформаторных и полуавтоматах, так воз здесь прям разница существенная идет легко, дуга не теряется, шев ложиться ровно. Варил преимущественно 2,3,4 все берет и даже на меньшей мощности. Особенно порадовало входное напряжение, порой нужно поварить на даче или у родственников, а там просадки по напряжению как само собой. В общем ни разу не пожалел о своей покупке.
п. Имел не большой опыт работы на трансформаторных и полуавтоматах, так воз здесь прям разница существенная идет легко, дуга не теряется, шев ложиться ровно. Варил преимущественно 2,3,4 все берет и даже на меньшей мощности. Особенно порадовало входное напряжение, порой нужно поварить на даче или у родственников, а там просадки по напряжению как само собой. В общем ни разу не пожалел о своей покупке.

 01.2019
01.2019
 Стоимость транзисторов 400 руб штука и ремонт около 3000. Когда попросил чтобы отдали этот посторонний предмет, сказали что его нет. Это могла быть пыль. По этому советую Ресанту не покупать.
Стоимость транзисторов 400 руб штука и ремонт около 3000. Когда попросил чтобы отдали этот посторонний предмет, сказали что его нет. Это могла быть пыль. По этому советую Ресанту не покупать. Горячий старт и защита от перегрева. Цена)) Стабильная работа от 160-240 В.
Горячий старт и защита от перегрева. Цена)) Стабильная работа от 160-240 В. 10.2018
10.2018

 Сварили ковш для уборки снега на работе, работает отлично, толщина металла 2мм. а вот в деревне приходилось регулировать напряжение, так как там скачки напряжения и большинство жителей пользуются стабилизаторами напряжения.
Сварили ковш для уборки снега на работе, работает отлично, толщина металла 2мм. а вот в деревне приходилось регулировать напряжение, так как там скачки напряжения и большинство жителей пользуются стабилизаторами напряжения. 09.2018
09.2018
 2 на сарайку. 1 гараж. калитка. ворота. на комнату для отдыха. не жалуюсь на аппарат. сделал из профильных труб навес, все швы идеальные. забор. конечно варить тоже надо уметь, но таким аппаратом вы научиться варить даже школьник. (пример сыну всего 11 лет). и тонкий и толстый метал. сейчас варю для бани котел с подогревом на костре (типа купели) металл толстый, сварка берет прочно и качественно. советую брать для мастеровых ну и для домашнего использования, вообщем подойдет всем и на массовое производство и на домашнее. не греется, вентилятор не шумит. охлаждает хорошо. и варю и режу метал им.
2 на сарайку. 1 гараж. калитка. ворота. на комнату для отдыха. не жалуюсь на аппарат. сделал из профильных труб навес, все швы идеальные. забор. конечно варить тоже надо уметь, но таким аппаратом вы научиться варить даже школьник. (пример сыну всего 11 лет). и тонкий и толстый метал. сейчас варю для бани котел с подогревом на костре (типа купели) металл толстый, сварка берет прочно и качественно. советую брать для мастеровых ну и для домашнего использования, вообщем подойдет всем и на массовое производство и на домашнее. не греется, вентилятор не шумит. охлаждает хорошо. и варю и режу метал им. 08.2018
08.2018
 Из-за антистикинга электрод крайне редко прилипает к поверхности заготовок. Стабильная работа даже через переноску 50 метров (1,5 квадрата), и это в частном секторе. Но через неё не пробовал электроды больше 3мм. Также хочется отметить удачное расположение регулятора тока и выключателя — быстро находятся на ощупь, но трудно случайно задеть. Также понравились биметаллические сварочные кабели — медь на алюминии. У других производителей они все дубовые, некоторые даже стальные. Здесь же они как силиконовые, мягкие, как будто и нет в них токоведущих частей, только одна изоляция. Подлиннее бы, но это уже отрицательно сказалось бы на цене. За без малого год использования, не выявлено каких-либо недостатков. Разве что упомяну блестящий зажим массы, который бликует на солнце, из-за чего маска-хамелеон срабатывает. Хотя, это уже придирки — у всех недорогих аппаратов зажим хромируют, не только у Ресанты.
Из-за антистикинга электрод крайне редко прилипает к поверхности заготовок. Стабильная работа даже через переноску 50 метров (1,5 квадрата), и это в частном секторе. Но через неё не пробовал электроды больше 3мм. Также хочется отметить удачное расположение регулятора тока и выключателя — быстро находятся на ощупь, но трудно случайно задеть. Также понравились биметаллические сварочные кабели — медь на алюминии. У других производителей они все дубовые, некоторые даже стальные. Здесь же они как силиконовые, мягкие, как будто и нет в них токоведущих частей, только одна изоляция. Подлиннее бы, но это уже отрицательно сказалось бы на цене. За без малого год использования, не выявлено каких-либо недостатков. Разве что упомяну блестящий зажим массы, который бликует на солнце, из-за чего маска-хамелеон срабатывает. Хотя, это уже придирки — у всех недорогих аппаратов зажим хромируют, не только у Ресанты. 08.2018
08.2018
 X131102296
X131102296
 Не дорогой аппарат, но как выяснилось мне его для работы хватает. Сварочных работ сейчас у меня много и пока что аппарат показывает себя с отличной стороны, мощность достаточная, выносливость в работе тоже, перегрева не было ещё, нормальная модель.
Не дорогой аппарат, но как выяснилось мне его для работы хватает. Сварочных работ сейчас у меня много и пока что аппарат показывает себя с отличной стороны, мощность достаточная, выносливость в работе тоже, перегрева не было ещё, нормальная модель. 0003
0003
 Рабочий и силовой кабели подключаются к розетке или машине. С помощью регулятора устанавливают минимальный ток для сварки, только после этого тумблер переводят в положение «включено». После работы выключите «ГАИ Ресанта 19».0″ в обратном порядке. Отзывы клиентов свидетельствуют о том, что для эффективной работы не допускается перекрещивание рабочих проводов и удлинителей. Кабели полностью разворачиваются от катушки во время работы для предотвращения возникновения магнитной индукции.
Рабочий и силовой кабели подключаются к розетке или машине. С помощью регулятора устанавливают минимальный ток для сварки, только после этого тумблер переводят в положение «включено». После работы выключите «ГАИ Ресанта 19».0″ в обратном порядке. Отзывы клиентов свидетельствуют о том, что для эффективной работы не допускается перекрещивание рабочих проводов и удлинителей. Кабели полностью разворачиваются от катушки во время работы для предотвращения возникновения магнитной индукции.

 Сварочный инвертор «Ресанта САИ-190» стал популярным в России. Отзывы не всегда могут быть объективными, так как уровень пользователей существенно отличается. При правильном использовании машины она будет хорошо готовить даже при низком сетевом напряжении.
Сварочный инвертор «Ресанта САИ-190» стал популярным в России. Отзывы не всегда могут быть объективными, так как уровень пользователей существенно отличается. При правильном использовании машины она будет хорошо готовить даже при низком сетевом напряжении.
 В случае короткого замыкания, ток резко снижается, а после отсоединения электрода система сразу восстанавливает параметры горения дуги, в результате чего она легко становится стабильной, а процесс сварки облегчается и позволяет новичкам быстро адаптироваться, нет необходимости корректировать параметры , потому что они всегда работают в процессе, не нужно держать плавную дугу, так как она автоматически поддерживается.0003
В случае короткого замыкания, ток резко снижается, а после отсоединения электрода система сразу восстанавливает параметры горения дуги, в результате чего она легко становится стабильной, а процесс сварки облегчается и позволяет новичкам быстро адаптироваться, нет необходимости корректировать параметры , потому что они всегда работают в процессе, не нужно держать плавную дугу, так как она автоматически поддерживается.0003
 Бытовой сварочный аппарат малой мощности рассчитан на работу не более получаса, после чего необходим перерыв на 30-60 минут для снижения температуры.
Бытовой сварочный аппарат малой мощности рассчитан на работу не более получаса, после чего необходим перерыв на 30-60 минут для снижения температуры. Электронная схема снабжена принудительной вентиляцией, сетку которой видно снаружи. Внутри 2 вентилятора. Небольшой вес и компактные размеры позволяют легко переносить устройство с помощью плечевого ремня, прикрепленного к верхней части корпуса.
Электронная схема снабжена принудительной вентиляцией, сетку которой видно снаружи. Внутри 2 вентилятора. Небольшой вес и компактные размеры позволяют легко переносить устройство с помощью плечевого ремня, прикрепленного к верхней части корпуса.


