Как сделать перосъемную машину из стиральной машины своими руками
Все, кто занимается разведением птиц в домашнем хозяйстве, не раз сталкивались с таким процессом, как обработка тушек. При этом тушка обдается кипятком и очищается от пера вручную. Это приемлемо для небольшого количества.
Но если вы занимаетесь реализацией большого объема продукции, то ручной труд – это долго, утомительно и малоэффективно. Не обязательно покупать специальную технику, можно своими руками изготовить перосъемную машину из стиральной машины.
Как работает самодельная перосъемная машина
Прежде чем познакомиться с типами машин для ощипа, рассмотрим принцип работы техники. Машина состоит из емкости, по бокам которой расположены резиновые билы. Они имеют ребристую поверхность, что позволяет захватывать и выдергивать перья, дно емкости при этом вращается. Как видите, перосъемная машина – несложное устройство.
Как использовать перощипальную технику:
В машину опускается ошпаренная тушка птицы.
Техника подключается к сети. Днище вращается – тушка начинает подскакивать и бьется об «резиновые пальцы». Перья слетают.
На выходе вы получите практически полностью ощипанную птицу, останутся лишь мелкие перья на лапках.
Для ощипывания какой птицы используется перощипалка:
гусей;
перепелов;
бройлеров;
уток;
индеек;
кур.
Виды птицещипалок
По используемому механизму конструкции разделяют:
Центрифуга. Емкость в основном круглой формы, имеет вертикальное отверстие, куда загружается птица. Билы на дне и боках емкости помогают ощипывать перья, когда вращается днище. В течение работы в резервуар подается вода для большей продуктивности ощипывания. Подходит для небольшой птицы: перепелок, куриц, уток.
Барабанный тип. «Щупальца» находятся на поверхности барабана, который вращается двигателем. Нужно поднести тушку к барабану и прижать. Так можно ощипывать большую птицу, а вот для маленьких это не очень удобно.
Электроинструмент с насадкой. Изготовление такой машины для ощипывания обойдется очень дешево. На инструмент надевается насадка с «щупальцами» и подносится в тушке. Пользоваться им не очень удобно – руки будут уставать. Поэтому для обработки большого количества птицы используйте предыдущие варианты.
За один час работы с птицещипалкой вы сможете обработать до 30 тушек.
Мы предлагаем изготовить самодельный ощипыватель пера из стиральной машины.
Инструкция: как сделать перосъемную машину из машины-автомат и полуавтомат
Перед тем, как самому сделать курощипалку, подготовьте чертеж. Он поможет вам учесть и просчитать все элементы конструкции, а также правильно собрать механизм.
Для изготовления можно брать стиральную машину-автомат или полуавтомат. Главное – чтобы стиралка была рабочей и с вертикальной загрузкой. Это может быть «Малютка», «Фея» или «Ока».
Понадобится приобрести резиновые билы. Это недорогие детали, и купить их можно на рынке или заказать в интернет-магазине. Стоит учитывать, что размер бил зависит от габаритов тушки: самые большие идут для гусей и индюков, самые маленькие – для перепелов.
Если вы переживаете, что тушка может повредиться во время ощипывания, то это не так. Резиновые щупальца обеспечивают максимальную сохранность птицы.
Какие инструменты вам понадобятся:
набор гаечных ключей;
торцевые ключи 8-30 мм;
разводной ключ малого размера;
дрель со ступенчатым сверлом;
болгарка;
пассатижи;
молоток;
тестер или мультиметр;
маркер.
Теперь подготовьте стиральную машинку. Она нуждается в минимальной переделке, поэтому особых затрат не предвидится.
Переделка стиральной машины в перосъемную
Все, что нужно сделать, – это достать мотор из корпуса. Поскольку в дне корпуса будут проделываться отверстия для бил, то стекающая вода при работе будет попадать на двигатель. Этого нельзя допускать.
Отсоедините днище и достаньте электромотор. Затем поступите так:
Снимите активатор с механизмом привода.
Достаньте всю электрическую часть.
После подготовки стиралки возьмите насадку для душа и наденьте на нее резиновый шланг.
Душ и шланг вам сейчас не понадобится, но следует подготовить их заранее.
Сборка персосъемной конструкции своими руками
Теперь нужно собрать все элементы в единое устройство. Поступите так:
Из стального уголка сварите опору для мотора.
Подключите электромотор к сети. Как это правильно сделать, мы рассказывали в предыдущих статьях.
Из металлического уголка соорудите раму для готового устройства. Корпус должен находиться на некоторой высоте от земли.
Чтобы конструкция работала, установите шкивы. Взять их можно из той же стиральной машины.
Маленький шкив наденьте на вал двигателя, а большой – на вал активатора.
Соедините шкивы ремнем. Это позволит мотору передавать обороты активатору, который будет вращать днище устройства.
Теперь убедитесь, что корпус и двигатель надежно установлены, поскольку при сильной вибрации они могут слететь.
Осталось установить резиновые билы. Действуйте последовательно:
Проделайте отверстия в баке, используя дрель со ступенчатым сверлом. В зависимости от размера бил, величина отверстий должна быть меньше на три или четыре миллиметра.
Чтобы отработанные вода и перья могли выходить, между основными отверстиями проделайте дыры побольше. После чего установите под бак поддон или широкую емкость для сбора стоков.
Чтобы облегчить установку бил, отверстия смазывают. Можно использовать машинное масло. После смазки проденьте резиновые билы в подготовленные отверстия.
Для защиты мотора от воды изготовьте для него пластиковый кожух из банки или коробки.
Сборка перосъемной машины завершена. Для того чтобы при работе поступала вода, установите ранее подготовленный шланг и насадку для душа на край емкости.
Испытательные работы
Время проверить самодельное устройство.
Почему рекомендуется использовать полив при ощипывании? Потому что в течение 2-х минут биения птицы о билы с потоком воды слетают все перья. В то время как при сухом варианте на птице остаются крупные перья и затрачивается больше времени.
Поскольку во время работы вытекает много воды и летят перья, проводите процедуру в специально отведенном месте.
Перощипальная машина своими руками из стиральной машины
Сколько фермеров-птицеводов не проклинали пору, когда приходится массово рубить птицу, а затем обрабатывать их тушки перед продажей. Хуже всего процесс очистки от перьев – ощипывание. Хорошо если нужно ощипать 30-40 тушек, собрались всей семьей, сделали неприятную работу и делу конец, но что делать, если нужно ощипать 300-400 тушек?
Такой ручной труд напомнит каторгу. Вот и подумаешь волей – неволей о том, чтобы сделать перосъемную машину своими руками из деталей стиральной машины, а ведь не самая плохая идея!
Как работает машинка для ощипывания?
Самодельная перосъемная машина работает точно также как и дорогостоящая фабричная техника, только выглядит, может чуть менее эстетично. Принцип ее работы заключается в следующем.
Вместительный резервуар внутри сплошь утыкан резиновыми билами – специальными упругими штырями с резьбой на конце.
Дно резервуара вращается с большой скоростью и в него тоже воткнуты билы.
Бросаем в резервуар заранее ошпаренную тушку цыпленка, утки, гуся или перепела, а затем включаем перосъемную машину.
Дно резервуара машины начинает быстро вращаться, а тушка внутри начинает скакать как бешеная.
Тушка во время этих скачек интенсивно бьется о резиновые билы, а перья слетают.
Через несколько минут таких скачек тушка освобождается от перьев почти полностью, остаются только мельчайшие перья на крыльях, хвосте и лапах, которые придется убирать вручную.
Облегчает ли работу фермеру такая перосъемная машина? Да не то слово. За 1 час работы такая машинка обрабатывает до 30 тушек бройлеров и никакого изнурительного ручного труда. Так что доставайте из карманов свои «золотые руки» и будем вместе работать над созданием самодельной перосъемной машины, которую мы сделаем из некоторых деталей стиральной машины.
Будьте внимательны! Некоторые думают, что птица портится от ударов о билы. На самом деле товарный вид тушек прошедших перосъемную машину сохраняется на 100%.
Готовим детали
Первое препятствие на пути к изготовлению перосъемной машины своими руками – билы. Где взять столь специфические резиновые детали или как их изготовить? Мы долго бились над этим вопросом, ничего подходящего не нашли и в итоге сошлись во мнении, что билы лучше заказать. Заказ получится не слишком дешевым, но можем вас успокоить – это самая большая трата при изготовлении перосъемной машины. Остальное можно достать почти бесплатно.
Правда, здесь нужно очень внимательно делать заказ, ведь билы для тушек разных размеров тоже разные. Самые большие билы для тушек индюков и гусей, чуть меньше билы для бройлеров. Дальше идут билы для птицы поменьше, и самые маленькие для перепелов.
Пока ждем резиновые детали можно заняться стиральной машиной. Для изготовления перосъемной машины мы возьмем морально устаревшую однобаковую стиральную машину Ока. Условие одно – стиралка должна быть полностью рабочей. Переделывать стиральную машину своими руками мы будем в минимуме. Единственное, что нужно сделать обязательно – перенести двигатель и управляющую электрику, находящуюся под стиральным баком за пределы корпуса, подробнее об этом мы поговорим позже. Делаем следующее.
Снимаем двигатель стиральной машины.
Демонтируем активатор и приводной механизм.
Вытаскиваем всю электрику и складываем аккуратно, чтоб потом можно было понять что откуда.
Детали стиральной машины подготовлены. Теперь нужной найти длинный резиновый шланг и одеть на него насадку для душа. Это приспособление пригодится нам потом, когда перосъемная машина начнет функционировать. Инструменты нам тоже кое-какие потребуются:
рожковые ключики разных размеров;
маленький разводной ключ;
трещетка с набором головок от 8 до 30 мм;
дрель;
болгарка;
ступенчатое сверло;
плоскогубцы;
молоток;
измерительный инструмент;
мультиметр;
маркер.
Ну вот, билы, наконец, дошли, приступим к сборке перосъемной машины своими руками. Постараемся описать весь процесс сборки, чтобы вам было легче сориентироваться при конструировании своей собственной техники.
Сборка машинки
В сети Интернет различные мастера предлагают сделать перосъемную машину из пластиковой бочки, утыкав ее билами и соорудив приводной механизм. В нашем случае все проще, поскольку стиральная машина Ока уже имеет привод, активатор, который заменит вращающееся дно, двигатель и какое-никакое управление. Но есть проблема.
В дне и активаторе стиральной машины мы пробьем довольно большое количество отверстий, в которые вставим резиновые билы. Более того, между билами мы просверлим отверстия для отвода воды и отброса перьев и пуха. Коль скоро двигатель и электрика находятся прямо под дном стирального бака, то вся вода и перья попадут прямо на них – этого нельзя допустить. Делаем следующее.
Из подходящей по размеру пластиковой коробки изготавливаем корпус для двигателя. Из металлического уголка делаем для него прочное основание.
Подключаем двигатель к управляющей электрике и испытываем его работу. Подробнее о том, как подключить двигатель от стиральной машины (мотор), вы можете прочитать в одноименной статье нашего сайта.
Сооружаем устойчивую основу для бака стиральной машины из металлических уголков. Дно бака должно находиться от земли на той же высоте, что и кончик вала двигателя.
Берем от автоматической стиральной машины два шкива и приводной ремень. Один шкив одеваем на вал двигателя, а второй на вал активатора, а затем соединяем их ремнем.
Ремень должен быть натянут хорошо, а коробка с двигателем и бак стиральной машины статично закреплены на земле.
Проверяем, как будет работать механизм. Наша задача добиться того, чтобы двигатель, посредством ременного привода, крутил активатор и при этом не слетал от вибрации. Заметьте, что вибрация бака, в котором будет вращаться тушка, будет заметно сильнее.
Теперь самый сложный этап изготовления перосъемной машинки своими руками – установка резиновых бил.
С помощью ступенчатого сверла проделываем отверстия, которые по диаметру на 3-4 мм меньше диаметра бил.
Между отверстиями для бил проделываем отверстия чуть больше для отвода воды и отброса перьев. Потом можно будет изготовить из жести плоский поддон и подставить его под бак перосъемной машинки, чтобы перья и вода собирались в него, но грязи все равно будет много.
Смазываем отверстия для бил машинным маслом, после чего начинаем вставлять билы в эти отверстия. Работа крайне неприятная, но результат стоит того.
Последний штрих. Приделываем шланг с насадкой для душа на край бака перосъемной машины так, чтобы насадка была устремлена внутрь бака.
Система полива: нужна или нет?
Ну вот, самодельная перосъемная машинка готова. Пришло время устроить генеральное испытание и ощипать в автоматическом режиме первую тушку, а заодно поговорить о том, нужна ли система полива перосъемной машины или все же лучше щипать на сухую. Давайте не будем рассуждать на ровном месте, а ощиплем двух бройлеров одинаковых размеров, одного мы будем поливать во время работы машины водой, а второй будет ощипываться на сухую.
Включаем двигатель перосъемной машины, активатор начинает вращаться вместе с билами. Бросаем туда предварительно ошпаренную тушку бройлера и включаем воду, которая устремляется тонкими струйками в бак машины, поливая бьющуюся тушку. Проходит буквально 2 минуты и тушка почти полностью очищается от перьев.
В процессе очистки тушки вода и перья летят во все стороны, так что эту процедуру лучше осуществлять где-то на улице.
Выключаем воду, двигатель, вытаскиваем очищенную от перьев тушку цыпленка. Берем вторую ошпаренную тушку и кидаем в бак. На этот раз воду включать не будем. Запускаем двигатель и ждем результат. Проходит 3,5 минуты, тушка бьется о билы, немало перьев слетело, но многие, даже крупные перья, остались на цыпленке. Вывод: полив явно помогает лучше очищать тушку от перьев, значит, без него не обойтись.
В заключение, отметим, сделать перосъемную машинку своими руками из бывшей в употреблении стиральной машины вполне можно, особенно если вам в руки попала такая подходящая стиралка как Ока. Удачи!
Сборка устройства для намотки пикапов менее чем за 50 долларов — CWKshop
В этой статье я хочу обсудить конструкцию устройства намотки звукоснимателя 1. 0, которую я построил. Этот намотчик пикапа очень дешев и прост в изготовлении. Быть дешевым — это здорово, но есть несколько ограничений. Во-первых, скорость, с которой эта намотка может наматывать звукосниматель, ограничена от 1000 до 1200 об/мин. Ограничение распространяется исключительно на способность счетчика вести счет на скоростях, превышающих это значение в минуту. В счетчике проекта указано, что его ограничение составляет 20 выстрелов в секунду или 1200 выстрелов в минуту. Некоторые намотчики звукоснимателей наматывают ближе к 2000 выстрелам в минуту. Теперь, начиная и используя этот намотчик в качестве введения в намотку датчика, 1200 об / мин, вероятно, больше, чем скорость, с которой новичок будет чувствовать себя комфортно. Когда начал мотать, не могу сказать, что достиг 800 об/мин. Итак, если вы просто хотите начать собирать звукосниматели и не беспокоитесь о скорости, то этот проект для вас.
Первый компонент, который я хочу обсудить, это двигатель. https://amzn. to/2MDXekZ Это 12-вольтовый двигатель с редуктором на 1000 об/мин. Спецификация скорости двигателей составляет 1000 об/мин без нагрузки. Я бы сказал, что под нагрузкой мотор может крутиться на 850-950 об/мин. Один недостаток этого мотора в то время, когда я с ним работал, заключается в том, что он довольно громкий. Намотка звукоснимателей должна работать без напряжения, и этот двигатель может разрушить это своим шумом. Теперь вы можете пойти на более хороший двигатель. Такой же, как я использовал в намотчике звукоснимателя 2.0. https://amzn.to/2zoNX7z Он очень тихий, но вам придется снизить скорость с 3420 об/мин до той, которая приемлема для более медленного счетчика.
Мотор 1.0
Мотор 2.0
Вторым компонентом, который я хочу обсудить, является регулятор скорости с широтно-импульсной модуляцией. Вы могли спросить себя: «Почему я не могу просто подключить потенциометр ограничения тока, чтобы уменьшить скорость двигателя?». Короткий ответ: можно, но результат вам не понравится. Работа регулятора скорости с широтно-импульсной модуляцией, если вы можете себе представить, похожа на переключатель, который включает и выключает много раз в секунду. Питание остается постоянным напряжением при включении. регулятор скорости использует паузу или время выключения для регулирования скорости двигателя. Эта конструкция помогает поддерживать полный потребляемый ток двигателя при снижении его скорости.
Как видно на диаграмме, разница во времени включения и выключения по сравнению с рабочим циклом. Рабочий цикл 25% использует более короткие циклы включения с более длинными циклами выключения, что замедляет двигатель. Рабочий цикл 75% использует более длительные циклы включения с более короткими циклами выключения. Это создает контроллер двигателя, который близок к спецификациям по номинальному крутящему моменту. Если бы вы использовали только потенциометр ограничения тока, вы бы уменьшили скорость двигателя, снизив ток, но вы, в свою очередь, уменьшили бы крутящий момент двигателя, заставив его заглохнуть при очень небольшой нагрузке. Вот почему ШИМ очень важен в конструкции намотки звукоснимателя.
https://amzn.to/2KZezT4
Счетчик — это дешевое устройство, в котором в качестве источника питания используется батарейка АА. Счетчик в основном представляет собой датчик на эффекте Холла, который размыкает и замыкает цепь, добавляя такт к счетчику каждый раз, когда магнит проходит перед датчиком. Это очень эффективный и простой способ подсчета оборотов намотчика звукоснимателя. Теперь это легко и эффективно, но, как указано выше, у него есть очень конкретное ограничение в том, насколько быстро он может фактически считать, не пропуская вращения. Счетчик указывает, что его ограничение составляет 20 импульсов в секунду или 1200 об/мин. Это единственная область для намотки звукоснимателя 2.0, с которой мне пришлось столкнуться, потому что я хотел иметь возможность считать от 2000 до 3000 об/мин. Чтобы выполнить эту задачу для Pickup Winder 2.0, я использовал прерыватель OPTO для подсчета до 3000 об/мин. В одном из тестов, которые я провел с переключателем, я использовал его для подсчета двигателя на 5500 об/мин. С задачей справился без проблем. Итак, с учетом сказанного, я понятия не имею об ограничениях счетчика переключателей OPTO. Если вы хотите посмотреть на этот дизайн, нажмите здесь. https://www.cwkshop.com/projects/pickup-winder-2-0/
https://amzn.to/2zsxjnq
Последним компонентом наматывающего устройства является переключатель. Это одно место, о котором у многих людей были вопросы, и я понимаю, почему. Легко почесать голову о том, как эта штука работает, но это очень просто, когда вы видите, как это работает. Все мы знаем, что для того, чтобы поменять местами двигатель постоянного тока, все, что вам нужно сделать, это поменять полярность или поменять местами положительный и отрицательный провода.
Этот переключатель делает это, меняя полярность. В верхнем положении он соединяет 2 нижние клеммы с 2 средними клеммами, меняя полярность. При перемещении переключателя в другом направлении питание подается непосредственно с входа на клеммы двигателя, меняя его нормальную полярность. Кроме того, необходимо учитывать, что ваш переключатель является двухполюсным переключателем на два направления (DPDT) в конфигурации (вкл. выкл. вкл.).
Единственным другим компонентом этой конструкции является блок питания, который представляет собой всего лишь 12-вольтовую настенную бородавку, которая, вероятно, валяется у вас дома. Одна вещь, которую следует учитывать, это установка предохранителя между источником питания и платой регулятора скорости. Для этого устройства намотки звукоснимателя достаточно предохранителя от одного до двух ампер.
Надеюсь, это поможет вам заявить о себе при сборке намоточной машины для начинающих. Это очень просто и очень дешево. Как всегда, если у вас есть какие-либо вопросы, я всегда здесь, чтобы помочь вам на этом пути. Пожалуйста, не стесняйтесь обращаться ко мне по электронной почте в любое время с вопросами. Спасибо за просмотр.
Как построить намотчик пикапа. Мы отправимся в путешествие по тому, как я построил свой намотчик пикапа. Я пройдусь по всем частям, где я их взял и сколько я за них заплатил. См. ссылку ниже для продуктов, похожих на то, что я купил. Спасибо за просмотр!
Как построить намотчик пикапа. Мы отправимся в путешествие по тому, как я построил свой намотчик пикапа. Я пройдусь по всем частям, где я их взял и сколько я за них заплатил. См. ссылку ниже для продуктов, похожих на то, что я купил. Спасибо за просмотр!
Мой канал
Воспроизвести видео
Как подключить намотчик звукоснимателя. В этом видео я рассказываю о процессе подключения двигателя, регулятора скорости, выключателя и источника питания для самодельной намотки. Я также расскажу о счетчике ударов и о том, как он работает от батареи. Надеюсь, вам понравится видео. Если у вас есть какие-либо вопросы, дайте мне знать, спасибо за просмотр.
Как построить намотчик пикапа. Мы отправимся в путешествие по тому, как я построил свой намотчик пикапа. Я пройдусь по всем частям, где я их взял и сколько я за них заплатил. См. ссылку ниже для продуктов, похожих на то, что я купил. Спасибо за просмотр!
Воспроизвести видео
Счетчик ударов
Двигатель 1000 об/мин, 12 В
Контроллер скорости двигателя
Двухполюсный переключатель
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Эти видеоролики и ссылки на продукты на этом веб-сайте содержат партнерские ссылки с программой Amazon Associates Program. Как партнер Amazon я зарабатываю на соответствующих покупках. При переходе по ссылке я получаю небольшую комиссию. Это помогает поддерживать канал и позволяет мне продолжать делать подобные видео. Спасибо за поддержку!
PDF-файлы
Намотчик звукоснимателя профессионального качества, который можно сделать дома
автор:
Рич Бремер
Многие люди считают искусство сборки гитары стоящим и приятным хобби. Задача может быть такой же простой, как покупка готовых деталей и сборка гитары, или такой сложной, как начало всего лишь с куска дерева. Даже опытные производители гитар обычно не уделяют достаточного внимания намотке собственных звукоснимателей, поскольку это может быть утомительной и трудоемкой задачей. Недорогой профессиональный намотчик для пикапа можно купить примерно за 450 долларов, что, безусловно, неэкономично для любителя. [Даг] — один из тех, кто хотел намотчик звукоснимателя, но не хотел выкладывать большие деньги. И что он сделал? Самостоятельно построить, конечно.
Если [Даг] собирался построить намотчик, он собирался сделать это правильно, со всеми функциями, чтобы сделать намотку звукоснимателя максимально быстрой и безболезненной. Намотчик должен был быть быстрым, считать витки и останавливаться после запрограммированного количества оборотов. Чтобы сделать эту машину безопасной и надежной, сохраняя при этом способность быстро вращаться, [Даг] решил взять за основу стандартный токарный станок по дереву, так как он крепкий и предназначен для вращения на высоких скоростях. Токарный станок оснащен планшайбой, на которую устанавливается датчик.
После того, как датчик установлен на лицевой панели, желаемое количество оборотов программируется в цифровом счетчике, который получает сигнал от оптического переключателя и диска кодирующего устройства, прикрепленного к шпинделю токарного станка. Скорость двигателя регулируется вручную с помощью потенциометра, регулируемого пользователем. Также имеется автономный тахометр, который дает пользователю обратную связь о скорости. Как только счетчик достигает предварительно запрограммированного предела, он отключает реле, которое отключает питание двигателя. Таким образом можно точно контролировать количество обмоток. Есть даже переключатель, который изменяет направление двигателя для хамбакеров с обратной обмоткой без необходимости снимать и переворачивать звукосниматель.
Этот намотчик для пикапа может развивать скорость до 3000 об/мин, обеспечивая быстрый ветер. Детали для этого проекта стоили всего 160 долларов, большая часть которых приходилась на токарный станок.
Предназначен для получения сока из винограда, ягод, фруктов и овощей. Простой и эффективный способ получить свежевыжатый сок в домашних условиях.
Данная модель состоит из винтового пресса, корпуса и тарелки. В работу приводится путем вращения винта вручную. Все части, которые контактируют с сырьем и соком, выполнены из пищевой нержавеющей стали, не поддающейся коррозии, а значит — мы получаем соки самого высокого качества ,которые подойдут не только для консервации, но и для виноделия. Каркас, на котором держится конструкция, выполнен из качественного надежного материала, что придает общей конструкции дополнительную прочность. В подставке корпуса проделаны отверстия, благодаря которым пресс можно надежно фиксировать.
Крепкий металлический каркас окрашенный порошковой краской, корзина цилиндрической формы из перфорированной нержавеющей стали толщиной 1,7мм, кожух предотвращает разбрызгивание жидкостей, все детали которые соприкасаются с продуктами отжима изготовлены из нержавеющей стали.
Комплектация:
каркас с рабочим винтом;
корзина;
защитный кожух;
поддон.
Важно: перед отжимом сока ягоды и фрукты нужно измельчить вручную или на измельчителе.
Соковыжималку-пресс возможно использовать для получения сока из различных плодово-ягодных культур, в частности, для получения сока из виноградного сырья для дальнейшего использования виноградного сока в производстве вина.
Пресс ЛАН-10 является универсальным. Такие агрегаты наиболее мощные, они качественно выдавливают сок, не оставляя кусочков, подходят для изготовления напитка из любых овощей, фруктов и ягод. Кроме того, пресс способен изготовить не только сок, но и мед из забруса, сыр твердых сортов и прессованное мясо.
Соковыжималка состоит из винтового пресса, корпуса и тарелки. Винт пресса на нижнем конце имеет шарнирно-закрепленный поршень, на верхнем конце – рукоятку для вращения винта. Корпус бункера изготовлен из перфорированной листовой нержавеющей (пищевой AISI 304) стали. Тарелка изготовлена из пищевой нержавеющей стали (AISI 304), в ней есть углубление и желоб для сбора и отвода сока.
Винтовой пресс удобно использовать как в домашних условиях (квартира), так и на даче, частном (деревенском ) доме, благодаря его компактности, эффективной и быстрой переработке сырья (виноградной мезги). Приступая к работе с винтовым прессом желательно измельчить крупные/твердые сорта плодово-ягодных культур. Для данной цели отлично подходит дробилки (также имеются в продаже), основной целью которых является дробление винограда, яблок, ягод и прочих культур на мелкие части, без выжимки сока.
Основные преимущества Винтового пресса Лан:
Использование пищевой стали AISI 304 при изготовлении пресса, что обеспечивает высокое качество получаемого сырья (из виноградного и другого соков)
Эффективность, по сравнению с электрическими соковыжималками, пресс позволяет выжать максимальное количество сока из сырья.
Экономия, на электроэнергии.
Простота конструкции, обеспечивающая долговечность работы пресса.
ЗДОРОВЬЕ! Вы сможете приготовить полезные, натуральные и вкусные соки, которых невозможно купить в магазине.
Производитель:
Лан
Бренд:
Лан
Название модели:
Лан 10
Страна изготовитель:
Украина
Тип применения:
Соковыжималка-пресс
Пока нет отзывов
Оставить отзыв
Все поля обязательны к заполнению
Перед публикацией отзывы проходят модерацию
ОТЗЫВЫ НАШИХ КЛИЕНТОВ
Производитель
Лан (4)
Бренд
Лан (4)
Название модели
Лан 10 (1)
Лан 15 (1)
Лан 20 (1)
Лан 25 (1)
Страна изготовитель
Украина (4)
Тип применения
Соковыжималка-пресс (4)
Соковыжималка винтовая в категории «Дом и сад»
Пресс винтовой ручной соковыжималка Вилен 10 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
3 421. 75 грн
2 361.01 грн
Купить
Прес для соку 15 літрів ЛАН гвинтовий, механічний Соковижималка для яблук, винограду, фруктів
Доставка по Украине
2 599 грн
Купить
Интернет-магазин «MIXTORG»
Прес гвинтовий ручний соковитискач Діоніс 20 л універсальний з дубу для фруктів та овочів для віджиму ягід
Доставка по Украине
5 908 грн
4 077 грн
Купить
Прес гвинтовий ручний соковитискач Діоніс 25 л універсальний з дубу для фруктів та овочів для віджиму ягід
Доставка по Украине
6 418 грн
4 428 грн
Купить
Прес гвинтовий ручний соковитискач Вілєн 20 л універсальний з дубу для фруктів та овочів для віджиму ягід
Доставка по Украине
5 857 грн
4 041 грн
Купить
Прес гвинтовий ручний соковитискач Вілєн 25 л універсальний з дубу для фруктів та овочів для віджиму ягід
Доставка по Украине
6 470 грн
4 464 грн
Купить
Эко-бутылка (750 мл) с винтовой крышкой и насадкой-соковыжималкой Tupperware (Оригинал)
Доставка по Украине
949 грн
549 грн
Купить
HEALTH SHOP
Эко-бутылка (750 мл) с винтовой крышкой «Витаминный заряд» с насадкой-соковыжималкой Tupperware (Оригинал)
Доставка по Украине
549 грн
Купить
Key For Me
Прес гвинтовий ручний соковитискач Вілєн 10 л універсальний розбірний для фруктів та овочів для віджиму ягід
Доставка по Украине
3 747 грн
2 585 грн
Купить
Прес гвинтовий ручний соковитискач Вілєн 15 л універсальний розбірний для фруктів та овочів для віджиму ягід
Доставка по Украине
4 086 грн
2 819 грн
Купить
Пресс для винограда Вилен 25л | Богатырь
Доставка по Украине
2 880 грн
Купить
Da4a. com.ua
Сетка для соковыжималки ручной винтовой под восстановление СССР
Доставка по Украине
376.88 грн
Купить
Интернет Магазин Лавка Старьевщика Вадима БУ запчастей и товаров СССР !!!
Винт (гайка) для соковыжималки Tefal SS-194374 Оригинал
Заканчивается
Доставка по Украине
780 грн
Купить
CityParts
Пресс винтовой ручной соковыжималка Дионис 10 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
3 469.58 грн
2 394.01 грн
Купить
Пресс винтовой ручной соковыжималка Вилен 25 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
5 133.35 грн
3 542.01 грн
Купить
Смотрите также
Эко-бутылка (750 мл) с винтовой крышкой с насадкой-соковыжимателя Tupperware (Оригинал)
Доставка по Украине
549 грн
Купить
ROZUMNI RECHI: Розумні речі всім до речі
Пресс винтовой ручной соковыжималка Вилен 20 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
4 265. 23 грн
2 943.01 грн
Купить
Пресс для сока «Лан» 10л из нержавейки
Доставка по Украине
2 170 грн
Купить
VAYARA
Пресс винтовой для сока «Лан» 15 литров из нержавейки винтовой
Доставка по Украине
2 290 — 2 600 грн
от 2 продавцов
2 290 грн
Купить
VAYARA
Пресс винтовой ручной соковыжималка Вилен 15 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
3 898.56 грн
2 690.01 грн
Купить
Пресс винтовой ручной соковыжималка Дионис 25 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
5 197.12 грн
3 586.01 грн
Купить
Пресс винтовой ручной соковыжималка Дионис 20 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
4 321.75 грн
2 982.01 грн
Купить
Пресс для яблок (для отжима сока). Объем 10 литров. Винтовой пресс.
На складе в г. Винница
Доставка по Украине
2 490 грн
Купить
Склад-магазин » Свояк «
Пресс для сока Вилен 10 литров
Доставка по Украине
1 980 — 2 120 грн
от 2 продавцов
1 980 грн
Купить
VAYARA
Пресс винтовой для сока «Лан» 20л из нержавейки
Доставка из г. Харьков
2 450 грн
Купить
VAYARA
Пресс винтовой ручной соковыжималка Дионис 15 л универсальный с нержавеющей стали для фруктов и овощей
Доставка по Украине
3 962.33 грн
2 734.01 грн
Купить
Пресс для сока Вилен 25 литров. (дубовый)
Доставка по Украине
3 050 — 3 480 грн
от 2 продавцов
3 050 грн
Купить
VAYARA
Ручная прессовая соковыжималка для апельсинов и других цитрусовых с контейнером для сока
На складе
Доставка по Украине
169 — 199 грн
от 7 продавцов
199 грн
193.03 грн
Купить
Интернет магазин ТОРГПРЕД
Ручная прессовая соковыжималка Supretto для цитрусовых с контейнером 59720001 ZK, КОД: 6486489
Доставка по Украине
199 грн
168.99 грн
Купить
Интернет-каталог скидок Zakazov
Машина для извлечения фруктового сока винтового типа для коммерческого производства сока
Перейти к содержимому
Шнековая соковыжималка
Соковыжималка подходит для отжима сока из фруктов и овощей. Соковыжималка может использоваться отдельно или с другими частями, соединенными вместе. Предлагаются экстракторы разной мощности.
Категория: Машина для производства сока
Описание
Отзывы (0)
Описание
Шнековый соковыжималка Введение
Шнековый соковыжималка Amisy подходит для извлечения сока из различных фруктов и овощей. Шнековый соковыжималка оснащена шнеком и перфорированным ситом. Давление экстракции можно регулировать в узле прижимной пластины. Таким образом, сок и отходы отделяются соковыжималкой и выгружаются соответственно. Благодаря эффективному эффекту соковыжималки, шнековые соковыжималки широко применяются для приготовления сока из многих видов фруктов и овощей, таких как яблоки, ананасы, апельсины, гранаты, морковь, шпинат, сельдерей, помидоры и так далее.
Спиральная соковыжималка Прожекторы
1. Эта соковыжималка выполняет две функции: измельчение и приготовление сока, что является экономичным и эффективным. 2. Изготовлен из высококачественной нержавеющей стали, что обеспечивает гигиеничность и простоту очистки вытяжки. 3. Оснащен фильтрующим экраном для защиты от примесей, чтобы обеспечить 100% свежесть и натуральность. 4. Шнековую соковыжималку также можно назвать соковыжималкой для граната, и она широко подходит для обработки многих видов овощей и фруктов. 5. Соковыжималка может использоваться отдельно или с другими частями, соединенными вместе.
Структура спиральной соковыжималки
Спиральная соковыжималка Принцип работы
Сырье подается в загрузочный бункер и по спирали толкается шнеком. При этом объем винтовой полости уменьшается, материалы прессуются за счет нагнетания спирали. При этом отжатые соки будут поступать в соковыжималку через сетчатый фильтр, а материальные шлаки будут выбрасываться через кольцевой промежуток, образованный между спиралью и конусной частью, регулирующей давление. Движение в осевом направлении может регулировать зазор интервала, чтобы регулировать скорость извлечения сока. Примечание: фрукты и овощи, обработанные нашей шнековой соковыжималкой, должны быть сначала очищены от кожуры и сердцевины.
Установка и обслуживание шнековой машины для производства сока
1. Машина должна быть установлена горизонтально и закреплена заземляющими винтами. 2. Сырье должно подаваться равномерно, а твердые посторонние материалы не должны попадать в загрузочный бункер, чтобы не повредить сетчатый фильтр. 3. Подшипники: регулярно заменяйте смазку, а нормальная рабочая температура подшипников составляет менее 75℃. 4. Техническое обслуживание: Сетку наполнителя следует очищать водой и щеткой после каждой смены. При обработке фруктов с большим количеством клетчатки сетку фильтра необходимо очищать дважды.
Параметры шнековой машины для производства сока (взять помидоры в качестве сырья)
Шнековый пресс-соковыжималка также называется шнековый пресс для обезвоживания, который является распространенным типом соковыжималки, используемой во многих областях. Эта коммерческая соковыжималка может быть разных типов, таких как одношнековый пресс, двухшнековый соковыжималка и специальный тип соковыжималки. Этот шнековый пресс может широко использоваться для приготовления фруктовых соков, барды и обезвоживания опилок, сточных вод и обезвоживания шлама и кухонных отходов.
Что такое соковыжималка с винтовым прессом?
Шнековая соковыжималка
Эта машина может использоваться для разделения твердой и жидкой фаз некоторых волокнистых или вязких материалов. Например, ферментированные остатки кожуры винограда, имбирь, шпинат, каучук, китайские лечебные травы, зимний мармелад и другие фрукты и овощи, содержащие определенную клетчатку, также могут быть использованы для непрерывного извлечения сока из плодов облепихи, за исключением ветвей или небольших ветвей. Сетка машины может быть адаптирована к размеру материала. Этот соковыжималка также может использоваться в отраслях по защите окружающей среды, таких как прессование и обезвоживание рыночных и кухонных отходов.
Как работает винтовой пресс для обезвоживания?
Когда соковыжималка работает, материал попадает в дробилку через входное отверстие машины. Затем сломанный стержень в порту подачи быстро ломает материал, вращаясь с высокой скоростью. Сломанный материал закручивается в пресс. Конвейерный винт пресса толкает материал, поступающий в бункер, к прижимному винту.
Шаг прижимного шнека уменьшен, а диаметр вала увеличен, а под действием стенки экрана и сопротивления конуса жидкость (или сок), содержащаяся в материале, быстро выдавливается. Экструдированная жидкость вытекает из отверстия сита снаружи пресса и концентрируется в воронке для сока.
Жмых после прессования выгружается за пределы машины через конец ситового цилиндра и конус. Задняя часть конуса машины снабжена пружиной. Усилие предварительного натяжения и положение пружины можно регулировать для изменения сопротивления на выходе и размера отверстия для шлака, тем самым регулируя сухость и влажность прессованных фруктовых шлаков. Коробка подачи, цилиндр сита и спираль машины изготовлены из высококачественной кислото- и щелочестойкой нержавеющей стали 304.
Классификация шнековых прессов для обезвоживания
В зависимости от внутренней конструкции шнековых прессов и их различных применений для приготовления сока и обезвоживания промышленные шнековые соковыжималки можно разделить на два типа: одношнековые пресс, двухшнековая соковыжималка и специальный тип шнековой соковыжималки.
Структурная схема шнековой соковыжималки
Одношнековый пресс-соковыжималка
Одношнековый пресс имеет внутри односпиральную конструкцию. Это прессующее устройство со спиралью и шпинделем, вращающимися в одном направлении. Он подходит для прессования материалов, содержащих меньше растительных волокон и относительно гладкую поверхность материала, таких как прессование овощей и фруктов, таких как виноград, ягоды, капуста, дыня, алоэ, а также прессование остатков масла.
от 1 кг на 1 м3 Дозировка зависит от вида сухой строительной смеси, технологии производства
Мелкоштучные изделия, сложнопрофильные изделия, малые архитектурные формы
6, 12
от 0,9 кг на 1 м3 Расход фиброволокна зависит от параметров изделия, размеров, типа вяжущего, технологии производства
Тротуарная плитка
6, 12
от 0,6 кг до 1,5 кг на 1м³ смеси в зависимости от прочностных характеристик готового изделия, технологии производства.
Жидкие обои, клеевые составы
3
от 0,5 кг на 1 м3 Дозировка зависит от технологии производства
Способ применения фиброволокна
Вариант 1: Фиброволокно засыпается в любой бетоно- или растворосмеситель (миксер) в сухую смесь перед добавлением воды .
Вариант 2: Фиброволокно добавляется в цементное молоко, затем все остальные компоненты бетонной смеси.
Рекомендации по применению фиброволокна
Объемное армирование бетона (пенобетона, цементно-песчаных смесей) с помощью полимерных волокон в последние годы все шире применяется в строительной индустрии. В отличие от армирующих сеток из стали, микроволокна равномерно распределяются в объеме смеси, улучшают вяжущие свойства, делают ее устойчивой к расслоению.
Применение фиброволокна приводит к тому, что бетон становится более прочным к растяжениям, снижается показатель его усадки, что повышает трещиностойкость. Вместе с тем возрастает устойчивость материала к воздействию среды: к чередующимся циклам замораживания и оттаивания, высыхания и увлажнения.
Эффективность армирования бетона с помощью полимерного микроволокна — величина переменная, которая определяется рядом параметров: длиной и диаметром волокон, модулем упругости полимера, а также количеством волокон в единице объема цементной смеси.
Наиболее важными факторами являются упругость и длина волокон: чем больше модуль упругости полимера соответствует аналогичному показателю цементной матрицы, и чем больше по длине используемые волокна, тем значительнее будет влияние дисперсионного армирования на характеристики трещиностойкости бетона. Следует отметить, что длина волокон не должна быть чрезмерно высокой — это привело бы к появлению технологических трудностей при попытке провести равномерное распределение микроволокон в объеме подготавливаемой смеси.
Для каждого вида бетонной смеси следует опытным путем устанавливать, какая длина волокна является оптимальной — при каком показателе будет достигаться наиболее равномерное распределение армирующей добавки по объему. К примеру, для пенобетонных смесей используется волокно длиной до 40 мм, в случае тяжелого подвижного бетона — длиной от 12 до 20 мм, а если смеси малоувлажненные, уплотняемые с помощью метода вибропрессования — не более 6-7 мм.
Испытания данных армирующих добавок для цементно-песчаных растворов (под устройство стяжек) и для пенобетона проводились в Ростовском государственном строительном университете, на кафедре строительных материалов. Ниже, в таблице, приводятся результаты исследований влияния количества полипропиленового волокна в смеси на прочностные характеристики, на растяжение при изгибе, на усадку состава при высыхании.
Таблица 1. Влияние содержания полипропиленового волокна на прочность материала при изгибе и усадку при высыхании пенобетона (длина волокон 20 мм)
Серия
Расход фибры на 1 м3 бетона, кг
Средняя плотность бетона, кг/м3
Прочность на растяжение при изгибе
Нормированная усадка ( в интервале влажности 5-35%)
Общая усадка (при полном высыхании)
МПа
%
мм/м
%
мм/м
%
Ф-1
0,00
528
0,23
100
3,55
100
8,1
100
Ф-2
0,98
538
0,41
178
3,07
86
7,2
89
Ф-3
1,95
530
0,54
235
3,32
93
7,1
88
Ф-4
2,92
532
0,60
261
3,67
103
6,8
84
Данные, приведенные в таблице 1, дают возможность сделать вывод: при изготовлении фибробетона марки D500 (самого популярного по плотности) наибольший технико-экономический эффект будет достигнут при дозировке фибры от 0,6 до 2 кг/м3. Показатель прочности на растяжение при изгибе при этом вырастает примерно в 2 раза, а нормированная усадка при высыхании снижается на 10-15%.
Таблица 2. Влияние полипропиленового волокна на усадку цементно-песчаной смеси при полном высыхании и на прочность при изгибе (длина волокон 12 мм)
Серия
Расход фибры на 1 м3 бетона, кг
Прочность при сжатии, МПа
Прочность на растяжение при изгибе
Общая усадка (при полном высыхании)
МПа
%
мм/м
%
Ф-1
0,00
29,2
1,63
100
1,32
100
Ф-2
0,95
26,0
2,27
139
0,93
70
Ф-3
1,43
27,1
2,56
157
0,81
61
Ф-4
1,90
28,7
2,80
172
0,54
41
Как следует из приведенных показателей, включение волокна в качестве армирующей добавки оказало существенное влияние на показатель прочности на растяжение при изгибе и усадку цементно-песчаного раствора при высыхании. В данном случае положительное влияние фибры сказывается при росте ее дозировки. В цементно-песчаных стяжках оптимальным показателем для снижения риска образования трещин при усадке является величина в пределах от 1 до 2 кг/м3.
Таким образом, применение полипропиленового волокна позволяет улучшить показатели трещиностойкости пенобетона и плотного песчаного бетона.
сколько добавлять раствора фибры для бетона на 1 м3
Бетон уже давно считается одним из самых распространённых строительный материалов, потому что он простой в заливке, достаточно прочный и, при этом, экономичный. Поэтому он применяется широко, в том числе, и в стяжке пола. Но существуют и недостатки бетона, которые могут сказаться на качестве покрытия.
Так, он может терять свои свойства из-за температуры, неправильной пропорции цемента и воды, а также от некоторых других факторов.
Поэтому строители стали добавлять в бетонный раствор армирующие компоненты, которые не дают бетону терять важные для любого строения свойства: прочность, способность к теплоизоляции, выносливость при любом температурном режиме.
Содержание
1 Универсальное армирующее средство
2 Преимущество
3 Различные виды
4 Для чего нужно определять расход?
5 Стандартный расход
Универсальное армирующее средство
Прежде всего необходимо знать, как делать стяжку в особых условиях, как делать сухую смесь, какой толщины должна быть, сколько сохнет? Одним из самых распространённых армирующих материалов является полипропиленовое фиброволокно.
На данный момент нет более эффективной «добавки» для бетона, которая бы обеспечила его устойчивость к химическим веществам, влаге, физическому воздействию.
Фиброволокно
Основным сырьём для изготовления такого уплотнителя является полипропилен, нити которого переплетаются, создавая своеобразную сеть. Для того, чтобы фибра лучше проникала в строительную смесь, на волокно наносят слой масла.
Так, она без проблем соединяется с цементом и водой, чтобы придать им необходимую прочность. Волокна обладают низкой электропроводимостью, что также немаловажно для нормального бетонного пола.
Более подробно о бетонной стяжке пола с добавлением фиброволокна смотрите на видео:
Преимущество
Почему же именно фиброволокно получило столь широкое распространение в качестве материала для армирования бетонной стяжки? Это материал имеет сразу несколько важных преимуществ, которые обеспечивают ему популярность среди строителей:
высокая прочность, выносливость к различным негативным воздействиям;
фиброволокно не увеличивает время застывания раствора, поэтому его применение никак не сказывается на сроках выполнения работ;
материал прекрасно выдерживает перепады температуры;
водонепроницаемость снижается благодаря фибре;
такое армирующее средство гарантированно останется цельным, потому что оно не может ни треснуть, ни расслоиться.
Преимущества
Материал действительно оптимален для работы с бетонной стяжой, поэтому его и используют столь широко. В отдельности стоит сказать, что стоимость фибры весьма экономична. Особенно, если обратить внимание на расход фиброволокна на 1 м2 стяжки.
Армирующее средство не только одно из самых эффективных и универсальных, но и максимально доступное. Его применение не создаст серьёзных расходов, что обязательно порадует заказчика строительства.
Фибра практически не имеет недостатков, если применять её правильно, однако, чтобы быть уверенным в том, что армирующее средство качественное, убедитесь в соответствии сертификации товара с международными стандартами.
Различные виды
Нельзя не отметить, что фибра бывает различной по диаметру волокон. Именно от этого показателя зависит прочность данного материала, а также расход армирующего вещества для бетона.
Влагостойкие стеновые панели для ванной обладают антисептическими свойствами, не подвержены образованию грибка или плесени, в сочетании с невысокой стоимостью можно получить качественную и долговечную облицовку. Влагостойкие стеновые панели для ванной комнаты – это экономично, быстро и просто.
Легкие в монтаже и долговечные, стеновые панели решают множество проблем своими особыми качествами. Здесь все о стеновых панелях для коридора.
Благодаря штукатурке можно идеально выровнять поверхность, в том числе кирпичную, гипсокартонную, деревянную и другие. Перейдя по ссылке узнаете, как следует наносить декоративную штукатурку.
Для той или иной ситуации применяется фиброволокно с определённым диаметром.
Фиброволокно диаметром 6 и 12 мм волокна часто используются в жилых помещениях.
Наиболее универсальным является фиброволокно диаметром 18 мм. Оно подходит как для промышленных построек, так и для жилых домов. Так же существует фиброволокно диаметром 45 мм волокна, но такая фибра используется только в промышленном и специальном строительстве.
Фиброволокно различных размеров
Оптимальное фиброволокно для стяжки пола, цена, расход которого будут давать максимальный эффект, является 12 мм волокно. Но такой вариант будет оптимален именно для жилых помещений, в промышленных обычно применяются более толстые волокна.
Для чего нужно определять расход?
При использовании фиброволокна крайне важно правильно определить, какое именно количество потребуется для той или иной ситуации.
Ведь фиброволокно для стяжки, расход на м2 которого слишком высок, станет не только неэкономичным, но и будет «мешать» цементу раствориться, придётся вливать много воды, что может негативно отразиться на качестве смеси. Так же необходимо правильно определить расход цпс , развести раствор в правильной пропорции.
В то же время, недостаток армирующего средства вызовет слабую прочность раствора, не даст бетону защиту от трещин и негативных воздействий, связанных с перепадом температур и влиянием химических веществ. Поэтому необходимо точно определить правильные пропорции.
Стандартный расход
Если вы решили использовать фиброволокно для стяжки пола, расход должен быть следующим:
для тёплых полов подойдёт пропорция из 0,8 кг фибры на 1 м3. Тогда подобный способ утепления будет нормально функционировать: бетон не потеряет способность к теплопередаче, а также будет достаточно прочным, чтобы выдержать даже серьёзные нагрузки;
если вы хотите сделать бетонную стяжку в жилом помещении, то вам понадобиться около 1-1,5 кг армирующего материала на 1 м3. Такая пропорция обеспечит нужную прочность, даст бетону проявить свои лучшие качества для жилого дома;
если же стяжка производится в помещении, которое предназначено для промышленного использования, то её потребуется больше, ведь в таких зданиях всегда большая нагрузка. Понадобится более 1,5 г армирующей добавки.
В качестве фиброволокна мы брали стандартный армирующий материал диаметром волокон 12 мм.
Если вы используете более толстое сырьё, то расход можно высчитать, составив пропорцию. Чем больше диаметр уплотнителя, тем меньше его потребуется. Но это вовсе не значит, что толстое фиброволокно поможет сэкономить, ведь и стоит оно на порядок дороже, чем более тонкие аналоги.
При производстве бетонной стяжки рекомендуется использование демпферной ленты. Во время работы будьте внимательны, чтобы правильно расходовать фиброволокно. Ведь это залог отличной прочности, хорошей устойчивости к перепаду температур и химическому воздействию.
С таким армирующим материалом у вас никогда не возникнет проблем, связанных с бетонной стяжкой в доме или на производстве!
От проектирования до поставки за 4 дня – Как сделать стол из стеклопластика
Фотографии предоставлены Джеффри Джирардом
Бетон, армированный стекловолокном (GFRC), позволяет изучить многие аспекты проектирования, которые невозможны при использовании более традиционных методов сборного железобетона. Хотя стеклопластик часто используется для изготовления столешниц, мы рассмотрим, как его можно использовать для создания основы из стеклопластика для стола для патио на открытом воздухе. Хотя основание стола является довольно простым предметом мебели, оно проиллюстрирует трехмерные характеристики материала и даст вам представление о том, как далеко вы можете зайти в дизайне, не отказываясь от прочности и долговечности.
Здесь я сосредоточусь на использовании стеклопластика, а не на смешанных конструкциях или на том, что такое стеклопластик. Я надеюсь, что этот проект вдохновит профессионалов расширяться и пробовать что-то новое, а тех, у кого нет опыта, — попробовать самому.
Определение размеров стола Проект под названием Cube Table Base был разработан для клиентов с Каймановых островов. Столешница из полированного стеклопластика уже была изготовлена, и они хотели что-то, что дополняло бы ее. Были также соображения относительно размера и роста, поскольку клиенты были высокими и нуждались в небольшом дополнительном пространстве для ног.
Стол был разработан для часто используемого наружного патио. На Кайманах такие помещения на самом деле являются дополнительными помещениями, которые используются ежедневно, поэтому стол должен был выдерживать большой износ.
Клиенты хотели место для отдыха на восемь человек. Чтобы приспособиться к этому, верхняя часть была чуть больше 5 футов в поперечнике и 1,5 дюйма в толщину. Обычно GFRC, который очень прочен, используется для снижения веса. Куски, которые обычно были бы толстыми, можно сделать намного тоньше и, следовательно, весить намного меньше. Однако эта столешница была прочной и весила около 450 фунтов. Поскольку его нельзя было перемещать, а ураганы представляют собой постоянную угрозу на острове, вес был скорее положительным, чем отрицательным.
Мой выпускник Терри Уилсон, живущий на Каймановых островах, привез клиентам форму столешницы, чтобы они могли сами установить стеклянные закладные перед отливкой. Это одна из замечательных особенностей бетона: клиенты могут принимать участие в изготовлении. Было здорово найти клиентов, которые действительно любили бетон, любили его внешний вид и осознавали его возможности.
Первоначально клиенты надеялись использовать древесину ятоба в качестве основы, так как они с Ямайки и владеют там фабрикой ятоба. Однако сроки завершения проекта были ограничены, а материалов не было под рукой, поэтому вместо этого мы решили использовать стеклопластик.
День 1 – Проектирование и формовка У меня было ровно четыре дня с момента ввода в эксплуатацию до завершения этого проекта. В понедельник я разработал концепцию дизайна и набросал идею на бумаге, прежде чем ввести ее в программу проектирования.
Я выбрал конструкцию с открытой рамой, только из стеклопластика вместо дерева. Когда вы проектируете предмет мебели, вам нужно подумать о стандартных размерах и формах, потому что вы не хотите давать покупателю что-то, что отлично выглядит на бумаге, но непрактично в реальности. Я сформулировал основание таким образом, чтобы стол находился примерно в 30 дюймах от земли и имел место для ног внизу.
После того, как проект был завершен, потребовалось около трех часов, чтобы построить форму из строительной фанеры, предназначенной для заливки бетона. На Кайманах это обычный формовочный материал, поскольку доступный меламин очень низкого качества. Мне понравилось работать с формплином, так как он более водостойкий, чем меламин, не набухает и не расслаивается.
Малярная лента использовалась для закрытия винтов, чтобы облегчить разборку формы и замаскировать края, где две половины соединялись вместе (передний край на фото). Распыление стеклопластика довольно грязное дело, и оно проникает повсюду. Самое простое, что можно сделать, это приклеить скотчем любую часть, которую вы не хотите распылять, и снять ее, когда закончите.
Каждая из четырех сторон формы была идентична, и две из них были скреплены вместе, чтобы получились две L-образные половины. Было легче построить форму на боку, чем прямо вверх. Части зазора между пальцами, видимые в левом нижнем углу фотографии, были скошены под углом 10 градусов, чтобы придать ногам их форму.
Все края были зачеканены, что делает две вещи. Во-первых, он делает форму водонепроницаемой. Во-вторых, это придает готовому изделию красивые закругленные края, экономя много времени вместо того, чтобы дорабатывать их вручную.
Смесь GFRC была стандартной, без каких-либо специальных добавок или модификаций. Я использовал белый портландцемент и 2-процентный титановый белый пигмент для яркости, а также песок золотого цвета. Это сделало изделие действительно мягким, теплым белым.
День 2 – Отливка и отверждение Мы все взвесили и подготовили партии. Важно, чтобы все было готово к работе перед началом проекта, потому что у вас не будет много времени после смешивания ингредиентов, особенно в жаркую погоду.
Мы нанесли слой тумана с помощью пистолета-распылителя толщиной 1/16 дюйма. Некоторые области, особенно углы, было невозможно распылить, и нам пришлось наносить слой тумана вручную.
Поскольку Кайманы очень горячие, я решил сначала напылить, а затем собрать две половины вместо того, чтобы сначала напылить, а затем собрать четыре отдельные стороны. Работа должна быть выполнена очень быстро, и предварительная сборка значительно облегчает ее.
После нанесения туманного покрытия толщиной с яичную скорлупу форма была собрана как единое целое. Мы просто оторвали ленту и соединили две половинки. Там, где стыки сходились, слой тумана нужно было расчистить вручную, чтобы убедиться, что нет никаких зазоров или пустот (см. фото). Туманное покрытие было похоже на мягкое масло, все еще липкое, но недостаточно мягкое, чтобы пробиться через него.
В отличие от напыляемого туманного покрытия, защитное покрытие из стеклопластика с высоким содержанием волокон наносили вручную, раскатывая его до плотного уплотнения. Первый слой нужно было нанести до того, как высохнет туманный слой, поэтому нас больше заботила скорость, чем что-либо еще. Мы делали одно лицо за раз, вращая форму по мере продвижения.
Мы опасались, что подложка может выпасть при вертикальном повороте детали, но она прекрасно держалась. Слои были тонкими, толщиной около 1/4 дюйма, и следующий слой нужно было наносить до того, как он высохнет. Туманное покрытие было клеем, который прикреплял бэкера к форме.
Распространенной ошибкой при работе с GFRC является слишком много времени между нанесением туманного покрытия и подложки. Вот почему так важно заранее подготовить все материалы. Кроме того, если защитный слой не будет уплотнен в каждом уголке и щели, он оставит воздух между защитным слоем и туманным покрытием. Когда они высохнут, под очень тонким слоем бетона останется большая пустота, которая обнажится, как только вы начнете полировать. Слой тумана невероятно тонкий и может довольно легко сломаться, поэтому важно очень осторожно подойти к этому шагу.
Мы тщательно упаковали покровителя, но сделали это быстро. Слои должны быть тоньше длины волокон. Специализированные катки уплотнения, используемые с GFRC, имеют зубья, которые помогают уплотнять подложку и выравнивать волокна. Надлежащее уплотнение — это верный способ добиться прочности и гибкости стеклопластика.
Подложка накладывалась слоями до тех пор, пока формы не заполнялись, а верхняя часть подложки не совпадала с блоками форм. Поверхность подложки была гладкой.
Последний шаг заключался в том, чтобы завернуть форму в пластик и дать ей высохнуть в течение ночи. В составе GFRC есть полимер, который удерживает влагу и позволяет бетону затвердевать, но химическая реакция цемента и воды должна начаться, чтобы полимер мог сформировать эту внутреннюю затвердевающую мембрану. Поэтому важно накрыть изделие пластиком примерно на 24 часа.
В данном случае у нас не было времени оставить его на 24 часа, но в этом и не было необходимости. было 90 градусов снаружи, а материалы GFRC обладают высокой прочностью в сыром состоянии. Если очень холодно, скажем, 40 или 50 градусов по Фаренгейту, дайте ему дополнительный день, так как бетону нужно тепло для затвердевания.
День 3 – Зачистка и обработка День третий – зачистка формы и обработка. Форма выскочила сразу; проблем не было. Я был рад, что мы решили использовать форму, хотя она и была дороже.
На изделии был небольшой заусенец (излишки материала, выходящие за края формы), но снаружи почти все готово. Я отшлифовал его до зернистости 200, используя влажный алмазный диск, так как бетон был слишком мягким, чтобы полировать его до блеска.
Внутренняя часть стола не была обработана в той же степени, что и внешняя. В то время как снаружи не было открытых волокон, внутри они были. Это не имело значения, так как внутри было не очень видно. Для внутренней части я использовал пневматический алмазный полировальный круг с насадкой зернистостью 50, затем 100 и, наконец, 200.
Выполнена минимальная затирка швов, т.к. мелкие дырочки не критичны. Было несколько пустот в тех местах, где туман был нанесен вручную. Они были заполнены раствором.
Уплотнитель V-Seal 101 дважды наносили на основание, чтобы поддерживать его в чистоте, но это была единственная герметизирующая обработка.
Сложнее всего было обработать внутреннюю часть, так как большую часть времени приходилось стоять на четвереньках, но деталь было очень легко передвигать. Каждый раз, когда вы работаете с вращающимся алмазным инструментом и вам нужно обработать края, очень важно соблюдать осторожность. Если вы соскользнете, на краях останется зазубрина.
Последним шагом было добавление выравнивающих ножек к нижней части стола на вершинах углов. Это защитит ножки основания от сколов и позволит ему лучше сидеть на поверхности плитки патио. Я использовал дрель без перфоратора с обычным сверлом для каменщика, чтобы просверлить отверстие в нижней части опорной ножки и вставить несколько направляющих стула из нержавеющей стали. Я не использовал молоток, потому что он может взорвать бетон. Стеклопластик сверлится очень хорошо, и на каждое отверстие уходило всего около 1 минуты.
День 4 – Доставка Клиенты попросили своих сотрудников перенести товар на территорию. После выравнивания основания они нанесли каплю акрилового герметика вдоль верхнего края основания, чтобы скрепить верх и основание вместе. Окончательная установка заключалась в том, чтобы центрировать верхнюю часть на основании и стоять в стороне, чтобы насладиться реакцией клиентов.
Это был очень полезный проект! Я дал клиентам очень функциональную вещь из материала, который долгие годы будет выглядеть как новый. В отличие от дерева, основание из стеклопластика не нуждается в обслуживании. Владельцам не нужно беспокоиться о гнили, ржавчине или чем-то еще. Это цельная деталь, с которой не будет проблем. GFRC идеально подходит для открытых пространств. В конце концов, это то, для чего он был разработан.
Есть еще вопросы по вашему проекту?
Вопрос*
У вас есть фото проекта, которым вы хотели бы поделиться с нами?
Примечание. Некоторые вопросы будут опубликованы анонимно, а ответы на них будут опубликованы в конце этой статьи, чтобы поделиться ими с другими читателями.
Столы и острова — Premier Casting Solutions
Обладая более чем шестидесятилетним совместным опытом нашей команды, Premier Casting Solutions создала бесчисленное количество индивидуальных проектов GFRC.
Мы используем армированный стекловолокном бетон, или GFRC, потому что это очень прочный, универсальный и доступный материал. Ему можно придавать любую форму и форму, и он может имитировать практически любой другой материал. Давайте взглянем на одну из пользовательских таблиц, которые мы сделали с использованием GFRC.
В этом проекте мы использовали японскую эстетику ваби-саби — принятие красоты несовершенства — для создания этого уникального стола. По сути, мы взяли кусок старой восстановленной древесины с шероховатыми краями, из которой сам по себе, вероятно, не получится хороший стол. Затем мы залили GFRC с обеих сторон дерева, чтобы создать прочный прямоугольный стол, который теперь можно использовать в качестве функционального стола. Если вы хотите сделать индивидуальную деталь, подобную этой, из двух разных материалов, свяжитесь с нами сегодня.
В Premier Casting Solutions мы создали десятки пользовательских проектов GFRc, включая таблицы. Мы можем создавать уникальные изделия как для жилых, так и для коммерческих помещений. У нас есть опыт использования GFRC для изготовления каминов, наружной облицовки, мебели на заказ и многого другого. Узнайте больше о нас, преимуществах использования GFRC, а затем свяжитесь с нами сегодня, чтобы начать свой индивидуальный проект.
Просмотреть все проекты
Компания Premier Casting Solutions (PCS) имеет более чем шестидесятилетний опыт работы с GFRC в качестве материала.
Бетон, армированный стекловолокном, или GFRC, является отличным материалом, поскольку он универсален, долговечен и доступен по цене. Ему можно придать любую форму и он может имитировать любой материал за небольшую часть стоимости. Посмотрите один из наших любимых проектов, который мы завершили, — кухонный остров, сделанный на заказ.
Для этого индивидуального проекта мы использовали стеклопластик, чтобы создать кухонный остров в индустриальном стиле. Верх острова был окрашен в черный цвет, а нижняя часть острова — в белый. Нижняя часть также включает в себя встроенные полки, которые являются дополнительным преимуществом острова, сделанного на заказ. Если вы хотите, чтобы у вас дома был кухонный остров, спроектированный по индивидуальному заказу, как этот, свяжитесь с нами сегодня!
В Premier Casting Solutions мы создали массу различных индивидуальных проектов с использованием стеклопластика, включая кухонные острова. Мы можем создавать индивидуальные изделия как для жилых, так и для коммерческих помещений, а также разработали такие предметы, как камины, столешницы и даже наружную облицовку. Узнайте больше о нас в PCS, о преимуществах использования GFRC в качестве материала, а затем свяжитесь с нами сегодня, чтобы начать работу.
Свяжитесь с нами
Обладая более чем шестидесятилетним опытом, компания Premier Casting Solutions создала бесчисленное количество проектов по благоустройству дома с использованием стеклопластика в качестве материала.
Бетон, армированный стекловолокном, или сокращенно GFRC, — отличный материал для работы, поскольку он прочный, но легкий, универсальный и доступный. Его можно формовать и формировать практически во что угодно, и он также может имитировать другой материал. Давайте взглянем на один из наших прошлых индивидуальных проектов, который мы завершили, на этот красивый кухонный остров. №
Для этого индивидуального проекта мы создали кухонный остров, который идеально имитирует внешний вид мраморной столешницы. GFRC был сначала залит в эту красиво изогнутую и скошенную конструкцию столешницы, а затем окрашен и окрашен, чтобы имитировать внешний вид коричневого мрамора. Нижняя часть кухонного острова окрашена в ярко-белый цвет, чтобы соответствовать шкафам и ящикам на кухне. Если вы хотите, чтобы у вас дома был кухонный остров с индивидуальным дизайном, свяжитесь с нами сегодня.
В Premier Casting Solutions мы разработали и изготовили бесчисленное количество индивидуальных проектов с использованием стеклопластика, включая кухонные острова. Мы можем создать индивидуальные предметы для вашего жилого или коммерческого помещения, и спроектировали все, от каминов до столов и даже внешней облицовки. Узнайте больше о нас, преимуществах использования GFRC для вашего проекта по благоустройству дома, а затем свяжитесь с нами, чтобы начать свой индивидуальный проект.
Просмотреть все проекты
Компания Premier Casting Solutions (PCS) проектирует и производит уникальные бетонные изделия, которые вносят новшества и преображают наше окружение с использованием стеклопластика.
GFRC означает армированный стекловолокном бетон или GRC (стеклоармированный бетон), как его называют на международных рынках.
14 Механические свойства в зависимости от температуры отпуска
15 Механические свойств при повышенных температурах
16 Ударная вязкость KCU
17 Технологические свойства
18 Плотность ρ кг/см3 при температуре испытаний, °С
19 Коэффициент линейного расширения α*106, К-1
20 Коэффициент теплопроводности λ Вт/(м*К)
21 Удельная теплоемкость c, Дж/(кг*К)
22 Модуль нормальной упругости Е, ГПа
23 Модуль упругости при сдвиге на кручение G, ГПа
24 Узнать еще
Заменители
Сталь 20Х.
Иностранные аналоги
Германия DIN
15Cr3, 20Cr4, 20CrS4
США (AISI, ASTM)
5015, 5120, 5120H
Великобритания BS
207
Япония JIS
SCr420, SCr420H
Характеристики
Сталь 15Х является хромистой конструкционной легированной сталью и относится к сталям небольшой прокаливаемости (прокаливается в деталях диаметром 25-35 мм). [1]
Вид поставки
Cортовой прокат, в том числе фасонный: ГОСТ 4543-77, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 10702-78.
Поковки и кованые заготовки ГОСТ 1133-71, ГОСТ 8479-70.
Трубы ГОСТ 8733-74, ГОСТ 8734-75, ГОСТ 9567-75.
Применение
Сталь 15Х применятся для изготовления цементуемых деталей к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины, а также деталей работающих в условиях износа при трении:
втулки,
пальцы,
шестерни,
валики,
толкатели
Хромистая сталь марки 15Х применяется в нефтяной, нефтехимической и газовой промышленности преимущественно для изготовления цементуемых деталей, например, колоколов и метчиков ловильных и бурильных труб, различного рода шестерен, валиков, осей, поршневых вальцов, муфт, фланцев, тарелок клапанов грязевых насосов, звездочек цепных передач буровых установок, работающих при высоких нагрузках и большой скорости, зубчатых колес буровых установок и т. д. [1]
Расшифровка стали 15Х
Согласно ГОСТ 4543-2016 цифра 15 перед буквенным указывает среднюю массовую долю углерода (С) в стали в сотых долях процента, т.е. средняя массовая доля углерода в стали составляет 0,15%.
Буква Х в обозначении марки стали указывает, что в стали содержится хром (Cr). Отсутствие цифр за буквой Х озночает, что хрома в стали содержится до 1,5%.
Если в конце обозначения марки стали присутствует буква А, то это указывает, что сталь относится к категории высококачественной.
Температура критических точек, °С
Ас1
Ас3
Аr3
Аr1
766
838
799
702
Термообработка
Цементация стали 15Х производится при температуре 920-950 °С. с последующей закалкой с температуры 800-820 °С в масле и отпуском при 180-200 °С. Время выдержки при температуре цементации ориентировочно может быть определено из расчета 1 ч на 0,1 мм толщины цементованного слоя.
Цементованная и термически обработанная сталь марки 15Х имеет большую прочность сердцевины, чем сталь 15.
Химический состав, % (ГОСТ 4543-77)
С
Si
Mn
Cr
Ni
Cu
S
P
не более
0,12-0,18
0,17-0,37
0,4-0,7
0,7-1,0
0,30
0,30
0,035
0,035
Химический состав, % (ГОСТ 4543-2016)
Марка стали
Массовая доля элементов, %
С
Si
Mn
Cr
Ni
Mo
Al
Ti
V
B
15Х
0,12-0,18
0,17-0,37
0,40-0,70
0,70-1,00
—
—
—
—
—
—
ПРИМЕЧАНИЕ: Знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если иное не указано (см. ГОСТ 4543-2016).
Механические свойства проката
ГОСТ
Состояние поставки
σ0,2, МПа
σв, МПа
δ5, %
Ψ, %
KCU, Дж/см2
Твердость, не более
не менее
ГОСТ 4543-77
Пруток, закалка с 880 °С в воде или масле, закалка с 770-820 °С в воде или масле; отпуск при 180 °С, охл. на воздухе или в масле
490
690
12
45
64
—
ГОСТ 10702-78
Сталь калиброванная и калиброванная со специальной отделкой:
после отжига или отпуска
—
550
—
60
—
HB 179
после сфероидизирующего отжига
—
340-440
—
60
—
HB 179
нагартованная без термообработки
—
590
5
45
—
HB 207
Пруток. Цементация при 910 °С, закалка с 790 °С в воде, отпуск при 190 °С
370
610
15
45
59
HB 179, HRCэ 58-64
Механические свойства (ГОСТ 4543-2016)
Марка стали
38ХА
Режим термической обработки
Закалка
Температура, °С
1-й закалки или нормализации
880
2-й закалки
770-820
Среда охлаждения
Вода или масло
Отпуск
Температура, °С
180
Среда охлаждения
Воздух или масло
Механические свойства, не менее
Предел текучести, σт, МПа
490
Временное сопротивление, σв, МПа
690
Относительное
удлинение δ5, %
12
сужение Ψ, %
45
Ударная вязкость KCU, Дж/см2
69
Размер сечения заготовок для термической обработки (диаметр круга или сторона квадрата), мм
15
Механические свойства поковок (ГОСТ 8479-70)
Термообработка
Сечение, мм
КП
σ0,2, МПа
σв, МПа
δ5, %
Ψ, %
KCU, Дж/см2
Твердость HB, не более
не менее
Нормализация
До 100
195
195
390
26
55
59
111-156
100-300
195
195
390
23
50
54
111-156
Закалка+отпуск
До 100
345
345
590
18
45
59
174-217
Механические свойства в зависимости от температуры отпуска
tотп. °С
σ0,2, МПа
σв, МПа
δ5, %
Ψ, %
KCU, Дж/см2
200
550
780
7
46
39
300
560
750
4
55
49
400
560
720
6
59
78
500
540
680
9
61
98
600
530
630
10
61
127
Примечание: Закалка с 880 °С.
Механические свойств при повышенных температурах
tисп. °С
σв, МПа
δ10, %
Ψ, %
800
48
36
56
900
47
19
25
1000
32
29
52
1100
32
42
96
1150
19
52
98
Примечание: Образец диаметром 10 мм, длиной 100 мм, отожженный; скорость перемещения захватов машины 0,38-0,47 мм/мин.
Ударная вязкость KCU
Термообработка
KCU, Дж/см2, при температуре, °С
+20
-40
Закалка с 850 °С в масле; отпуск при 200 °С, 1 ч
98
61
Технологические свойства
Температура ковки, °С: начала 1260, конца 800. Заготовки сечением до 200 мм охлаждаются на воздухе, сечением 200-700 мм подвергаются низкотемпературному отжигу.
Свариваемость — сваривается без ограничений(Кроме химико-термических обработанных деталей). Способы сварки: РДС, КТС без ограничений.
Обрабатываемость резанием — Kv тв.спл = 0,9 и Kv б.ст = 1,0 при σв = 730 МПа.
15Х — Конструкционная качественная хромистая легированая сталь. Сваривается без ограничений, кроме химико-термически обработанных деталей. Способы сварки: РДС, КТС.
Нашла свое применение для для изготовления втулок, пальцев, шестерней, валиков, толкателей и других цементируемых деталей, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины; деталей, работающих в условиях износа при трении; бесшовных труб для изготовления деталей и конструкций в мотовелостроении.
Температура ковки: начала — 1260 °C, конца — 800 °C. Заготовки сечением до 200 мм охлаждаются на воздухе, 200-700 мм подвергаются низкотемпературному отжигу.
Расшифровка стали марки 15Х
Расшифровка стали 15Х: обозначение этих марок сталей начинается словом «Сталь». Следующие две цифры указывают на среднее содержание углерода в сотых долях процента, цифры 15 обозначают содержание его около 0,15 процента. Буквы после содержания углерода обозначают долю содержания элементов раскисления стали, в нашем случае Х — хром до 1%.
По ГОСТ 4543-71 регламентировано содержание в высококачественной стали: P≤0,025%; S≤0,025%; Сu≤0,30%; в особовысококачественной стали: P≤0,025%; S≤0,015%; Сu≤0,25%. В соответствии с заказом может быть установлено содержание Si=0,10-0,37%.
Температура критических точек 15Х
Критическая точка
Температура
Ac1
766
Ac3(Acm)
838
Ar3(Arcm)
799
Ar1
702
Механические свойства стали 15Х
Термообработка, состояние поставки
s0,2, МПа
sB, МПа
d5, %
y, %
KCU, Дж/м2
HB
HRCэ
Пруток. Закалка 880 °С, вода или масло, закалка 770-820 °С, вода или масло, отпуск 180 °С, воздух или масло
490
690
12
45
64
Сталь калиброванная и калиброванная со специальной отделкой после отжига или отпуска
550
60
179
Сталь калиброванная и калиброванная со специальной отделкой после сфероидизирующего отжига
340-440
60
179
Сталь калиброванная и калиброванная со специальной отделкой нагартованная без термообработки
Твердость стали 15Х, Пруток горячекатаный ГОСТ 10702-78
HB 10 -1 = 156 МПа
Зарубежные аналоги стали 15Х
США
5015, 5115, G50150, G51150, G51170, G61180
Германия
1.7015, 13Cr2, 15Cr3, 17Cr3
Япония
SCr415, SCr415H
Франция
12C3, 12C8, 15Cr2RR, 17Cr3, 18C3
Англия
17Cr3, 523M15
Евросоюз
15Cr2, 15Cr2KD, 17Cr3, 17CrS3
Бельгия
15Cr2
Испания
17Cr3
Китай
15Cr, 15CrA, ML15Cr
Болгария
15Ch
Польша
15H
Румыния
15Cr9q
Чехия
14120
Юж. Корея
SCr415, SCr415H
Сталь 15Х Москва и Московская область
Сталь имеет широкий спектр применения в машиностроении, производственной отрасли, строительстве, судостроении, авиастроении и многих других сферах промышленности. Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 15Х напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 15Х.
Выгодная цена на марку 15Х определяется минимальной наценкой и отсутствием посредников. Мы несем полную ответственность за поставленный материал и гарантируем качество поставки. Стоимость продукции определяется складскими и логистическими затратами, мы имеем возможность поставки стали напрямую с завода производителя, это дает возможность нашим клиентам вести стабильно свой бизнес.
Купить 15Х цена в г.
Электросталь
Цена на сталь 15Х определяется персонально с каждой организацией, взвешивается потребность и детали сделки, формы оплаты, складирования и логистики. Менеджеры компании Ресурс ведут открытый диалог сопровождая сделку от производства до поставки материала заказчику. Полный контроль дает полную картину заказчику на любом этапе производства и поставки.
Заказ и доставка
Логистика один из основных этапов поставки стали 15Х заказчику. Профессионализм наших менеджеров, работа с ведущими логистическими компаниями России и имея в своем распоряжении свой автопарк, Мы гарантированно в сроки поставляем продукцию в любую точку нашей Родины.
Конструкционная сталь
Инструментальная сталь
Как читать маркировку колес? » Oponeo.co.uk
Маркировка колеса, расположенная на внутренней стороне колеса, представляет собой серию цифр и букв, которые предоставляют закодированную информацию о колесе, такую как его диаметр, ширина или вылет. Однако вам нужно уметь их читать — и как только вы это сделаете, вы увидите, что для вас осталось много важной информации.
Последовательность цифр и букв помогает идентифицировать не только подходящие колеса автомобиля, но и другие атрибуты и особенности. Задумывались ли вы когда-нибудь, что означает загадочная буква «J» (та, что стоит после числа, обозначающего ширину обода в дюймах)?
Точно так же немногие водители знают, что означает «h3» в конце символа размера. Читайте дальше, чтобы узнать, какую структуру или параметры колеса они символизируют.
Объяснение маркировки колес
Чтобы лучше проиллюстрировать значение маркировки, давайте рассмотрим следующий пример: «7,5Jx16h3 ET35». В данном случае:
7,5 — это размер колеса, то есть его ширина 7,5 дюйма (1 дюйм = 25,4 мм)
16 — диаметр колеса, также выраженный в дюймах.
ET35 — вылет — расстояние от поверхности крепления ступицы до оси симметрии колеса, выраженное в миллиметрах.
Буквы J и h3 в буквенно-цифровой комбинации
Буква «J» означает профиль борта шины. Это маркировка, используемая для определения профиля колесной арки, которую вы никогда не должны игнорировать. Колесные хомуты и шины должны быть совместимы. Ниже перечислены различные типы кромок колес:
Ребра этих разных типов иногда могут отличаться друг от друга. Важно помнить, что некоторые типы автомобилей и колес могут относиться к более чем одному профилю.
Почему бортовые профили всегда имеют значение
Ключевым моментом является совместимость — взгляните на пример, иллюстрирующий поперечное сечение популярного колеса шириной 6 дюймов. В примере показана разница между профилями воротника «J» и «B».
Несмотря на то, что оба колеса предназначены для использования с легковым автомобилем, запрещается использовать автомобильные шины, предназначенные для «J», с колесами, использующими профиль «В». Вы должны убедиться, что ваши колесные хомуты и шины всегда совпадают.
Сечение профиля в деталях
«h3» — условное обозначение профиля сечения обода колеса. Обычно он находится в конце буквенно-цифровых символов, отштампованных на колесе. Для получения необходимой жесткости производители усиливают конструкцию колеса горбами.
Конструкции изготовления контура колеса
Что касается колесных бордюров, то существуют определенные варианты исполнения контура колес. В следующей таблице показаны все возможные формы внутренней части обода колеса легкового автомобиля. Требуется наклон краевой стенки на 5°.
Profiles no longer used in passenger cars
The following wheel profiles are no longer used in passenger cars:
Semi-drop
Flatbase
Divided
Drop-centre
15° drop centre
Хотя их все еще можно найти в грузовиках, фургонах и сельскохозяйственных транспортных средствах, они больше не используются ни в одном легковом автомобиле. Таким образом, вы вряд ли встретите их для своих автомобильных шин и дисков. В информационных целях мы по-прежнему представим вам их формы, чтобы вы могли получить общее представление об обсуждаемых профилях.
Судя по всему, код, выгравированный на колесах вашего автомобиля, не такой уж загадочный. Если вы знаете, что означают символы, вы можете легко узнать все, что вам нужно знать, чтобы установить идеальные шины. Если вы знаете размер и профиль колес вашего автомобиля, вы можете использовать наш веб-сайт, чтобы выбрать лучшие размеры шин. Выбрать идеальный комплект для вашего автомобиля и стиля вождения можно всего в несколько кликов.
Сталь 15X : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 15Х.
втулки, штифты, шестерни, ролики, толкатели и другие цементируемые детали, от которых требуется высокая твердость поверхности при низкой прочности сердцевины, детали, работающие в условиях фрикционного износа.
Химический состав стали 15Х
Химический элемент
%
Кремний (Si)
0,17−0,37
Марганец (Mn)
0,40−0,70
Медь (Cu), не более
0,30
Никель (Ni), не более
0,30
Сера (S), не более
0,035
Углерод (С)
0,12−0,18
Фосфор (P), не более
0,035
Хром (Cr)
0,70−1,00
Механические свойства стали 15Х
Механические свойства при повышенных температурах
испытание t, °С
σ B , МПа
δ 10 ,%
ψ, %
Образец диаметром 10 мм, длиной 100 мм, отожженный. Скорость движения захватов станка 0,38-0,47 мм/мин.
800
48
36
56
900
47
19
25
1000
32
29
52
1100
32
42
96
1150
19
52
98
Механические свойства проката
Термическая обработка, состояние поставки
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
ККУ, Дж/м 2
ХБ
HRC e
Пруток. Закалка 880°С, вода или масло, закалка 770-820°С, вода или масло, отпуск 180°С, воздух или масло
490
690
12
45
64
Сталь калиброванная и калиброванная со специальной отделкой после отжига или отпуска
550
60
179
Сталь калиброванная и калиброванная со специальной отделкой после сфероидизирующего отжига
340−440
60
179
Сталь калиброванная и калиброванная со специальной отделкой, упрочненная без термической обработки
590
пять
45
207
Бар. Цементация 910°С, закалка 790°С, вода, отпуск 190°С.
370
610
пятнадцать
45
59
179
58−64
Механические свойства поковок
Термообработка в состоянии поставки
Сечение, мм
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
ККУ, Дж/м 2
ХБ
Нормализация
КП 195
<100
195
390
26
55
59
111−156
КП 195
100−300
195
390
23
50
54
111−156
Закалка, отпуск
КП 345
<100
345
590
восемнадцать
45
59
174−217
Механические свойства в зависимости от температуры отпуска
t отпуска, °С
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
KCU, Дж/м 2
Закалка 880°С.
200
550
780
7
46
39
300
560
750
4
55
49
400
560
720
6
59
78
500
540
680
девять
61
98
600
530
630
десять
61
127
. -температурный отжиг.
Свариваемость
сваривается без ограничений (кроме химико-термически обработанных деталей). Способы сварки: РДС, КТС без ограничений.
Обрабатываемость резанием
при σ B = 730 МПа K υ тв.пл. = 1,0, К υ б.ст. = 0,9.
Склонность к высвобождению
не наклонная
Чувствительность стада
нечувствительный
Температура критических точек стали 15Х
Критическая точка
°С
Ас1
766
Ас3
838
Ar3
799
Ар1
702
Ударная вязкость стали 15Х
Ударная вязкость, KCU, Дж/см 2
Состояние поставки, термическая обработка
+20
-40
Образец после закалки при 850 С, масло, отпуск при 200 С, 1 ч.
кипящая, полуспокойная, спокойная. Основные отличия.
Ранее мы рассматривали структуру стали (система железо-углерод), деформацию и разрушение металлов, влияние на ее свойства различных примесей и т.д.
В данной публикации будем рассматривать виды стали по степени раскисления.
Итак, сталь это сплав Fe + C, ( С – не более 2%)+ другие элементы. Сталь подразделяют на углеродистую и легированную учитывая хим.состав, и исходя из применения на-конструкционные и инструментальные. Изготавливают и специальные стали со специфическими характеристиками для использования в агрессивных средах, к таким сталям относят жаро-, коррозионно-, кислото-стойкую стали.
Качество стали определяется по способу производства и количеству плохих примесей и подразделяются на рядовые, качественные, повышенного и высокого качества.
Существует типизация по характеру застывания в изложнице и геометрической форме слитка (форма изложницы). Выделяют спокойную, полуспокойную и кипящую.
Углеродистая сталь
Углеродистая сталь выплавляется без добавления каких-либо легирующих элементов и бывает обычной и качественной.
Стали обычного качества принято делить на следующие группы:
группа А — обеспечивается по механическим свойствам. Изделия из сталей этой группы применяются для последующей сварки, ковки и т.д. Причем, заявляемые мех. свойства могут изменяться. (Ст3, Ст5кп.).
группа Б – сталь обеспечивается по хим. составу. Применяется для изготовления деталей, при обработке которых, могут изменяться механические характеристики определяемые составом.
Сталь из группы Б подразделяется на 2 категории:
1я- установлено содержание С, Si, Mn; ограничено содержание: S, P, N, As,
группа В — обеспечивается по механическим характеристикам и содержанию химических элементов. Применяется при производстве свариваемых деталей.
Подразделяется на шесть категорий.
Обозначается группа В следующим образом: марка стали, степень раскисления, номер категории. Имеют одинаковый состав со сталью 2 категории группы Б.
Маркировка стали
Рассматривая, на примере, маркировку стали Ст5пс (конструкционная углеродистая сталь обычного качества).
Определяем, что:
эта сталь относится к группе А, (поскольку категория указывается перед буквами Ст (ВСт1, ВСт2), а не указывается только группа А).
цифра 5 — определяет условный номер марки исходя из хим. состава и мех.свойств.
пс- степень раскисления.
Если после цифры определяющей марку стали стоит буква Г- значит сталь содержит повешенное количество марганца.(Ст25Г2С)
Степени раскисления стали
Существует 3 степени раскисления стали.
Процесс раскисления позволяет восстановить окись железа и связать растворенный кислород, уменьшив, таким образом, его вредное влияние.
Кипящая сталь
Кипящая сталь является не полностью раскисленой. Во время разливки в изложницы она кипит из-за обильного выделения газа, поэтому она является наиболее загрязнена газами и неоднородной. Т.е механические свойства по слитку могут отличаться, поскольку распределение химических элементов по слитку не равномерно. В головной части слитка находится наибольшее количество углерода и различных плохих примесей (таких , как сера или фосфор), из-за чего требуется удаление части слитка ( 5% от общей массы).
Скопление серы в определенных участках может послужить причиной появления кристаллизационной трещины по шву. На этих участках сталь менее устойчива к старению и является наиболее хрупкой в минусовые температуры. Содержание кремния в кипящей стали не превышает 0,07%.
Итак, о кипящей стали можно сказать, что она довольно хрупкая, имеет плохие показатели свариваемости и наиболее подвержена коррозии. Поэтому, с целью повышения характеристик стали её раскисляют кремнием (0,12-0,3%), алюминием (до 0,1%) или марганцем, (возможно раскисление и прочими химическими элементами динамично вступающими в реакцию с кислородом). Кипящая сталь — довольно хрупкая, имеет плохие показатели свариваемости и наиболее подвержена коррозии.
Процесс раскисления позволяет восстановить окись железа и связать растворенный кислород, уменьшить его вредное влияние, поддерживая при этом долгое время высокую температуру стали, что способствует максимальному газо и шлакоудалению, а так же, получению микрозернистой структуры, благодаря образованию участков кристаллизации. За счет образование этих очагов происходит улучшение качества стали.
Ликвацией называется образование неоднородной химической структуры стали, возникающая в момент кристаллизации. Различаю две разновидности ликвации: внутрикристаллическую и дендритную. Впервые данное явление обнаружено русскими металлургами Н. В. Калакуцким и А. С. Лавровым в 1866 году.
Спокойная сталь
Полученная в результате раскисления сталь называется спокойной. Содержание кремния в спокойной стали не менее 0,12%, а наличие неметаллических включений и шлаков минимально.
Слитки спокойных сталей имеют плотную однородную структуру, а соответственно и улучшенные показатели по механическим свойствам. Спокойная сталь отлично подходит для сваривания, а также обладает лучшей сопротивляемостью к ударным нагрузкам. Является более однородной. Она подходит для возведении опорных металлоконструкции (благодаря ее стойкости к хрупкому разрушению), которые подвергаются сильным нагрузкам.
Спокойная сталь отлично подходит для сваривания, а также имеет лучшее сопротивление ударным нагрузкам и более однородна.
Полуспокойная сталь
Промежуточной по качественным показателям — является полуспокойная сталь.
Она является полураскисленной и кристаллизуется без кипения, выделяя при этом достаточное количество газа и имеет меньшее количество пузырьков, чем кипящая сталь. Поэтому, полуспокойная сталь имеет средние показатели качества (максимально приближенные к спокойной), и иногда заменяет спокойную.
Стоимость полуспокойной стали немного ниже спокойной, а выход качественного проката из таких слитков на 8 — 10% лучше.
Показатели качества полуспокойной стали ближе к спокойной.
Полуспокойная сталь затвердевает без кипения, но с выделением большого количества газа. В таком слитке содержание пузырей меньше, чем кипящей, но больше, чем в спокойной.
Поскольку производство кипящей стали обходится дешевле, чем спокойной и полуспокойной она достаточно широко используется для изготовления наименее ответственных изделий металлопроката, таких , как катанка, полоса, уголок, метизы.
Опубликовано: 11.03.2016
Поделиться:
Вернуться к списку новостей
Виды стали и их свойства
06.08.2020
Поделится
Сталь – это сплав железа (от 45%) и углерода (до 2,14%), который отличается от чугунов более низким содержанием углерода и других примесей. Материал достаточно эластичный и пластичный, потому широко используется в многих сферах. В машиностроении, строительстве и промышленности применяются стали разных видов. Она классифицируется по химическому составу, качеству и назначению. Наша компания предлагает разные виды стали и у нас на сайте можно выбрать подходящий материал для любой сферы деятельности.
Выбирая марки стали, важно обращать внимание на содержание углерода в стали и другие значения. Для каждой позиции из ассортимента необходимая информация указывается отдельно. Различные примеси могут как улучшать эксплуатационные свойства материала, так и сделать его недопустимым для использования в определенных областях.
Классификация стали по химическому составу
Углеродистая сталь – это сплав с высокой концентрацией железа (до 99%). К достоинствам материала относят твердость и высокую прочность, невысокую стоимость и долговечность. Отметить стоит легкость обработки материала, а также упругость и мягкость его внутреннего слоя. Недостатком стали данного типа можно назвать разве что низкую теплоустойчивость.
Легированная сталь бывает:
Низколегированной
Среднелегированной
Высоколегированной
Материал достаточно универсален и широко используется в самых разных областях человеческой деятельности. Свое название данная сталь получила, благодаря использованию в ее составе легирующих добавок. Они необходимы для получения специальных физических или механических характеристик.
Классификация стали по производству и примесям
Процентное соотношение элементов в каждом сплаве определяет свойства и структуру стали. Для промышленной стали могут использоваться примеси:
1 — Феррит
2 — Цементит
3 — Аустенит
4 — Перлит
5 — Сорбит и многие другие
Низкоуглеродистая сталь – это материал, отличающийся мягкостью и малым содержанием марганца в сплаве. Может содержать различные примеси, но без легируемых элементов. Сталь такого типа не имеет высоких показателей по прочности, но характеризуется своей пластичностью и вязкостью. Сталь часто классифицируют по структуре и степени окисления. Эти данные указываются в маркировке, также достаточно популярна услуга «раскисления материала», предполагающая процесс удаления кислорода из жидкого сплава.
Химическая и термическая обработка
Цементация – это поверхностное насыщение стали углеродом, процесс важен для достижения высокой твердости поверхности материала. Как результат, сталь становится более износоустойчивой и прочной. Чаще всего, такого типа обработка выполняется для деталей, работающих при повышенном трении.
Цианирование – это насыщение поверхности материала азотом и углеродом. Процесс бывает низкотемпературным и высокотемпературным, назначается для режущих инструментов и зубчатых колес. Часто используется для мелких деталей, таких как гайки или болты.
Азотирование – это обработка поверхности азотом в среде диссоциированного аммиака. Процедура позволяет добиться упрочнения верхних слоев сплавов, улучшения показателей износоустойчивости и получения антикоррозионной поверхности. Используется для зубчатых колес, мерительных инструментов, гильз насосов и моторов, валиков и шпинделей.
Алитирование – это химическая и термическая обработка готовых изделий алюминием. Процедура обеспечивает термодиффузию, результатом которой является появление пленки окиси алюминия. Она улучшает жаропрочность изделий, что позволяет использовать их при высоких температурах.
Необходима отвечающая высоким требованиям сталь?
Выбирайте материал с подходящими свойствами на нашем сайте и оставляйте заказ! В нашем ассортименте представлен материал самого разнообразного назначения!
Классификация стали по производству и примесям
Низколегированная сталь характерна тем, что содержит в себе легирующие элементы в небольшом количестве. Она прочная и легкая в обработке, хорошо проявляет устойчивость к коррозии. Такой материал производится в большом разнообразии видов и наименований.
Механическая прочность стали такого вида позволяет снижать вес стальных конструкций вплоть до 30%. Материал обеспечивает не только надежность и долговечность для каркасов, но и дает возможность сэкономить на материале для строительства. Широко используется в судостроении и строении мостов.
Конструкционная сталь, как и понятно по названию, используется обычно для строительных конструкций. Ее также применяют для самого разного рода стальных механизмов и деталей машиностроения. По химическому составу такой материал может быть легированным или углеродистым. Также данная сталь отличается по физическим и механическим свойствам.
Качество такого вида стали напрямую зависит от количества примесей серы (S) и фосфора (Р). Материал полезен в вагоностроении, при производстве и ремонте сельскохозяйственной техники, при строительстве крупных зданий. Чтобы добиться улучшения стального сплава, может быть также выполнено легирование материала (добавление никеля, хрома, меди, кремния и т.д.).
Строительная сталь может использоваться для ферм, котлов, газопроводов и нефтепроводов. Как правило, такая сталь выпускается сварной, свариваемость – это одна из ключевых характеристик материала данного типа. В ее состав могут добавляться отдельные элементы для улучшения физических свойств.
Основные свойства и характеристики такого материала зависят от элементов в составе, данный вид стали может производиться на заказ для нужд крупных строительных компаний. Поверхность материала часто обрабатывают, чтобы добиться высоких антикоррозийных свойств.
Инструментальная сталь – это группа сплавов, которые хорошо подходят для обработки резаньем или давлением. Такие материалы износоустойчивы и прочны, отличаются долговечностью. Они используются для измерительного и режущего инструмента, холодной и горячей деформации.
Материал достаточно хорошо востребован, благодаря отличным физическим свойствам и приемлемой стоимости. С ним комфортно работать, и он легко обрабатывается в целях подготовки к интенсивной эксплуатации. Подобрать инструментальную сталь с нужной маркировкой сегодня не проблема.
Категории стали и выводы
Номер категории указывается в конце марки стали и указывает на испытание механических свойств (ударная вязкость, растяжение). Сталь отличается и по технологии проката, от которой зависят ее физические и также химические характеристики. Сегодня выбрать сталь по назначению и составу сплава не будет проблемой для любого строительного проекта.
Выбирать сталь стоит, отталкиваясь от особенностей эксплуатации нужного изделия и его сферы использования. Наша компания предлагает широчайший ассортимент стали и возможность выбора по разным критериям. Вы можете заказать нержавеющий металлопрокат единоразово или подписать договор и его поставках на предприятие на регулярной основе.
Мы используем для стали только высококачественные компоненты и можем гарантировать соответствие продукта заявленным характеристикам. У нас не бывает дефицита в разного типа материалах и по заказам клиентам продукт предоставляется за кратчайшие сроки и без задержек.
Если вам нужна консультация по характеристикам, категориям или составу разных типов стали, смело обращайтесь к нам по указанным телефонам. На все вопросы вам дадут ответы высококвалифицированные специалисты. Мы дорожим доверием клиентов и всегда рады оказать помощь в выборе товара. О качестве стали всех видов мы получаем положительные отклики и уверены, что характеристики представленного материала не разочаруют и вас!
Сталь — такой мощный элемент, который бывает нескольких марок и имеет уникальный химический состав. Теперь, когда свойства стали и различные стальные сплавы настолько обширны, может быть шокирующим осознание того, что все виды, даже сталь, обработанная на станке с ЧПУ, состоят всего из двух компонентов: железа и углерода. Однако настоящая разница начинается, когда в дело вступают дополнительные углеродные и легирующие элементы. Видите ли, долговечность и прочность стали определяются теми дополнительными компонентами (такими как марганец и фосфор), которые вводятся при ее разработке, и это то, что определяет ее категорию для конкретных применений. Итак, если вам интересно, какой тип стали купить для ваших конкретных нужд, вы должны понимать химическую структуру физических свойств стали, которые подразделяются на четыре основных типа.
Четыре основных типа стали
1. Углеродистая сталь
Углеродистая сталь выглядит тусклой, матовой и, как известно, подвержена коррозии. В целом, есть три подтипа этого типа: низкоуглеродистая сталь, среднеуглеродистая и высокоуглеродистая, с низким содержанием углерода около 0,30%, средним 0,60% и высоким 1,5%. Само название на самом деле происходит от того факта, что они содержат очень небольшое количество других легирующих элементов. Они исключительно прочны, поэтому их часто используют для изготовления таких вещей, как ножи, провода высокого напряжения, автомобильные детали и другие подобные предметы.
Факт: Углеродистая сталь составляет около 90% всего производства стали.
Сталь C45/AISI 1045 представляет собой среднеуглеродистую сталь, подходящую для таких деталей, как шестерни, болты, оси и валы общего назначения, шпонки и шпильки. Немедленно назовите вашу деталь из углеродистой стали
2. Легированная сталь
Далее следует легированная сталь, которая представляет собой смесь нескольких различных металлов, таких как никель, медь и алюминий. Они, как правило, более дешевы, более устойчивы к коррозии и предпочтительны для некоторых деталей автомобилей, трубопроводов, корпусов кораблей и механических проектов. Для этого прочность зависит от концентрации элементов, которые в нем содержатся.
Легированная сталь AISI 4317/18NiCrMo5: высокая прочность и ударная вязкость сердцевины, подшипники для тяжелых условий эксплуатации, толкатели кулачков, собачки сцепления, кольца компрессора, валы вентиляторов, шестерни для тяжелых условий эксплуатации, валы насосов. Немедленно укажите вашу деталь из легированной стали
3. Инструментальная сталь
Инструментальная сталь славится своей твердостью, устойчивостью к нагреву и истиранию. Название происходит от того факта, что они очень часто используются для изготовления металлических инструментов, таких как молотки. Для них они состоят из таких вещей, как кобальт, молибден и вольфрам, и это основная причина, по которой инструментальная сталь обладает такими повышенными характеристиками долговечности и термостойкости.
4. Нержавеющая сталь
И последнее, но не менее важное: нержавеющие стали, вероятно, являются наиболее известным типом на рынке. Этот тип блестящий и обычно содержит от 10 до 20% хрома, который является их основным легирующим элементом. Эта комбинация позволяет стали быть устойчивой к коррозии и очень легко формовать различные формы. Из-за простоты обращения, гибкости и качества нержавеющую сталь можно найти в хирургическом оборудовании, домашнем применении, изделиях из серебра и даже в качестве внешней облицовки коммерческих / промышленных зданий.
Факт: Существует более 100 марок нержавеющей стали, что делает ее невероятно универсальным материалом, который можно индивидуализировать.
Нержавеющая сталь 316L: подходит для теплообменников, трубопроводов, материалов для наружного строительства в прибрежных зонах, часовых браслетов, корпусов и т. д. для современных часов, оборудования для использования в морской, химической, пищевой промышленности . Немедленно укажите номер детали из нержавеющей стали
Марки стали, на которые следует обратить внимание
Маркировка стали очень часто используется инженерами, учеными, архитекторами и даже государственными учреждениями, чтобы укрепить свою уверенность в стабильности и качестве материалов.
Система оценки ASTM: В этой системе каждому металлу присваивается буквенный префикс в зависимости от его категории. Например, буква «А» предназначена для материалов из стали и железа. Затем ему присваивается порядковый номер, отражающий особые свойства этого металла.
Система оценки SAE: В этой системе оценок для классификации используется четырехзначное число. Первые два указывают тип стали вместе с концентрацией легирующих элементов, а последние два отражают концентрацию углерода в этом конкретном металле.
Заключение
В 1967 году в мире было произведено всего 500 миллионов тонн стали. Однако в 2016 году это число превысило 1 600 миллионов. Кроме того, по данным Всемирной ассоциации производителей стали, 55% веса типичного автомобиля приходится на долю стали. В этой реальности трудно представить мир без стали. Имея более 3500 различных марок стали, возможности его использования кажутся безграничными. От производства, изготовления до обработки стали с ЧПУ, каждый тип имеет идеальное место и характеристики для удовлетворения практически любых потребностей.
В конце концов, различные свойства стали проистекают из использования различных стальных сплавов и делятся на четыре типа, которые мы видим сегодня. Итак, если вы думаете о покупке стали, найдите время, чтобы определить идеальные свойства стали, которые вам нужны, и правильный сорт для выполнения работы, которую вы хотите выполнить. Вы поблагодарите себя, если сделаете это сейчас, а не обнаружите, что выбрали не тот вариант позже.
Сталь в ее различных типах является жизненно важным компонентом экономики Соединенных Штатов. По состоянию на январь 2020 года внутреннее производство стали составило 1,928 000 тонн, что делает сталь одним из самых потребляемых продуктов отечественного производства. От зданий до медицинского оборудования и транспортных средств мир буквально работает на стальной продукции. Но не все стальные материалы сделаны одинаково.
Существует несколько типов стали и сплавов, каждый из которых обладает уникальными свойствами, что делает их подходящими для конкретных производственных целей. Некоторые стали прочные и тяжелые, в то время как другие стали пластичны и универсальны.
Часто наши клиенты обращаются к нам по поводу наилучшего типа стали для их применения. Мы составили это краткое руководство, чтобы помочь вам разобраться в языке стали. Конечно, у вас могут возникнуть вопросы по поводу приложения. Не стесняйтесь обращаться к нам с любыми уникальными потребностями в недвижимости, чтобы мы могли помочь вам найти подходящую сталь и производителя для ваших нужд.
Углеродистая сталь
Технически углеродистая сталь представляет собой металлический сплав, содержащий как железо, так и углерод. Но в обрабатывающей промышленности углеродистая сталь часто определяется несколькими способами. Оба нижеперечисленных материала представляют собой «углеродистую сталь» на рынке металлов.
Сталь, содержащая до 2% углерода
Сталь, которая не содержит каких-либо стандартных количеств элементов, которые классифицировали бы ее как «легированную сталь» (например, кобальт, никель, вольфрам, молибден, титан, цирконий, ванадий, хром и т. д.)
Вы также можете заметить, что термин «углеродистая сталь» применяется к сталям с содержанием меди менее 0,4% или сталям с определенным содержанием магния по отношению к меди, хотя эти определения оспариваются в разных отраслях. Для целей этого мы говорим о первых двух определениях.
Существует три классификации углеродистой стали — низкоуглеродистая, среднеуглеродистая и высокоуглеродистая
Низкоуглеродистая сталь
Низкоуглеродистая сталь (или « мягкая углеродистая сталь » или « обычная углеродистая сталь») относится к углеродистым сталям с содержанием углерода до 0,30%. Это, безусловно, самый распространенный тип стали на рынке металлов. Для этого есть несколько причин. Во-первых, низкоуглеродистая сталь относительно недорогая. Кроме того, поскольку содержание углерода ниже, чем в стали со средним и высоким содержанием углерода, низкоуглеродистая сталь легко формуется и идеально подходит для применений, где прочность на растяжение не является первостепенной задачей, например, для конструкционных балок.
Еще одним преимуществом низкоуглеродистой стали является то, что ее свойства можно относительно легко улучшить путем добавления дополнительных элементов, таких как магний. Низкоуглеродистая сталь также является идеальным выбором для науглероживания, которое улучшает поверхностную твердость, не влияя на пластичность или ударную вязкость.
Каковы некоторые общие области применения низкоуглеродистой стали?
Элементы конструкции
Машины
Трубы
Бытовая техника
Автомобильные компоненты
Хирургические инструменты
Медицинское оборудование
Провода
Болты
Штамповки
и т. д.
Основные свойства низкоуглеродистой стали:
Низкая стоимость
Низкая твердость
Мягкая прочность
Высокая обрабатываемость
Очень высокая прочность
Высокая пластичность
Высокая свариваемость
Среднеуглеродистая сталь
Среднеуглеродистая сталь относится к углеродистым сталям с содержанием углерода от 0,31% до 0,60% и содержанием магния от 0,31% до 1,60%. Одним из самых больших преимуществ среднеуглеродистой стали является ее прочность. Однако это сопряжено с некоторыми компромиссами. Среднеуглеродистая сталь имеет низкую пластичность и ударную вязкость, что затрудняет ее формование и сварку.
Каковы некоторые общие области применения среднеуглеродистой стали?
Детали машин
Напорные конструкции
Шатуны
Шестерни
Железнодорожные пути
Основные свойства среднеуглеродистой стали:
Низкая прокаливаемость
Средняя пластичность
Средняя прочность
Средняя прочность
Средняя свариваемость
Средняя обрабатываемость
Высокоуглеродистая сталь
Высокоуглеродистая сталь относится к углеродистой стали с содержанием углерода от 0,61% до 1,50% и содержанием магния от 0,31 до 0,90. Когда дело доходит до твердости и ударной вязкости, предпочтение отдается высокоуглеродистой стали. Однако это происходит на компромиссе. Очень трудно сваривать, резать или формовать высокоуглеродистую сталь.
Каковы наиболее распространенные области применения высокоуглеродистой стали?
Железные дороги
Бары
Пружинная сталь
Тарелки
и т.д.
Основные свойства высокоуглеродистой стали:
Низкая прокаливаемость
Низкая пластичность
Пониженная свариваемость
Низкая обрабатываемость
Высокая прочность
Высокая прочность
Нержавеющая сталь
В то время как углеродистая сталь обычно определяется содержанием углерода, нержавеющая сталь определяется содержанием хрома не менее 10,5%. Как и углеродистая сталь, нержавеющая сталь также содержит углерод и железо, но дополнительный хром — это ключ, который придает ей уникальные свойства. Одним из самых больших преимуществ нержавеющей стали является то, что она защищает сталь от окисления, которое со временем разрушает металлы. Нержавеющая сталь также идентифицируется по блеску, свойству, обеспечиваемому хромом. Вы часто увидите нержавеющую сталь, используемую в кухонной посуде, ножах и медицинском оборудовании.
Как и углеродистая сталь, существуют различные типы нержавеющей стали, каждая из которых имеет уникальную рыночную цену и свойства.
Аустенитные сплавы
Аустенитные сплавы из нержавеющей стали, безусловно, являются наиболее распространенными типами металлов из нержавеющей стали на рынке. Они устойчивы к окислению, имеют уникальный внешний вид и немагнитны (хотя при определенных обстоятельствах могут становиться магнитными).
Существует две распространенные марки аустенитных сплавов:
Марка 304
Класс 316
Марки аустенитных сплавов также включают 301, 302, 303, 309 и 321.
Ферритные сплавы
Ферритные сплавы из нержавеющей стали являются еще одним полураспространенным сплавом из нержавеющей стали. В отличие от аустенитных сплавов, они магнитны, что позволяет использовать их там, где необходим магнетизм. Как правило, это самые дешевые сплавы из нержавеющей стали из-за относительно низкого содержания никеля.
Существует две распространенные марки ферритных сплавов:
Класс 430
Класс 434
Мартенситные сплавы
Мартенситные сплавы из нержавеющей стали являются наименее распространенным сплавом из нержавеющей стали. Эти сплавы имеют невероятную твердость и ударную вязкость, но они плохо окисляются, что делает их подходящими только для приложений, требующих невероятной твердости.
Существует одна распространенная марка мартенситного сплава:
Марка 420
Легированные стали
Самый широкий и разнообразный ассортимент стальных сплавов — это «легированные стали». Они изготавливаются путем объединения углеродистой стали с различными легирующими элементами, что придает каждой стали уникальные свойства. Существует невероятно широкий спектр легированных сталей, но некоторые из наиболее распространенных включают в себя:
Хром
Кобальт
Молибден
Никель
Вольфрам
Ванадий
Благодаря невероятному разнообразию легированных сталей вы можете создавать стали практически со всеми возможными свойствами, используя легированные элементы. При этом некоторые из этих сталей относительно дороги.
Инструментальные стали
Последняя группа сталей – это инструментальные стали. Это стали, используемые для инструментальной деятельности, такой как сверление. Инструментальные стали, обычно состоящие из молибдена, ванадия, вольфрама и кобальта, являются жаростойкими, долговечными и прочными.
Существует 6 марок инструментальной стали:
Воздушная закалка
Водоотталкивающий
D-тип
Горячая обработка
Ударопрочные типы
Закалка в масле
Вам нужна сталь?
Staub Manufacturing предлагает услуги с использованием большинства сталей, перечисленных выше. Если вашей компании нужны наиболее подходящие стальные детали для производства высококачественной продукции, свяжитесь с нами. Мы являемся американскими производителями, сертифицированными по стандарту ISO 9001:2105, и готовы помочь вам в поставке высококачественных сборных стальных изделий.
Изготовление стола для лазерного станка — Модернизация
#1
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 00:09
Приобрел станочек лазерный б/у. У него имеется сплошной стол в виде алюминиевой плиты. На нее есть сотовый стол. Стол достаточно заюзан. Так, что когда на нем режешь фанеру, то на обратной стороне резки появляются артефакты из-за отражений лазера от слегка погнутых от времени сот. Хочу самостоятельно изготовить реечный стол для резки фанеры. Главный вопрос из чего делать рейки. В идеале найти вот такой профиль.
Но мне эта задачка что-то не дается.. может кто подскажет где такой можно купить? Или можно ли заменить профиль на обычный уголок? но у уголка угол 90 гр. и отражения будут, как мне кажется, отражаться на соседний уголок и обратно на материал, что не есть гуд. Можно конечно взять поставить ламели из вертикально стоящих алюминиевых реек высотой мм 15-20, но у них толщина 2мм и эти два миллиметра скорее всего будут работать как зеркало для лазера. И обязательно ли брать анодированный аллюминий?
Похожие темы: Отражение луча портит деталь Оборотная сторона реза закоптилась
Наверх
#2
OFFLINE
vv92
Отправлено 03 Февраль 2014 — 01:02
Попробуйте прикрутить саморезы со сверлом к листу композита, например. Тем более, что у Вас нет нормального отвода продуктов резания из-за стола ввиде алюминиевой плиты.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека. Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
Наверх
#3
OFFLINE
Menu/Exit
Отправлено 03 Февраль 2014 — 01:15
Генносе johnnykor, на сайте с которого картинка подобный стол 500х300 стоит 4000р. Ячеистый стол 1200х900 — 12000р. Купить новый не пробовали? Или посчитать стоимость изготовления нового, в единичном варианте не специалистом?
Размер вашего стола? Для понимания задачи. Ибо для разных размеров — разные технологические подходы.
Теория. Задача изготовления стола для поддержки материала. Материал не должен подгорать на местах контакта со столом. Подход первый. Ламели имеют как можно более маленькую толщину. Тогда они легко мнутся от давления. Тогда их должно быть много, и они должны находится часто. Получается сотовый стол. Подход второй. Толщина ламели может быть большой, а кончик (край) тонкий. То что приведено на картинке. Ламель можно сточить с двух сторон, можно сточить с одной стороны. Фактически сделать длинный нож. Эта операция прекрасно реализована, например, в процедуре заточки ножей для гильотинных резаков и ножей для бумагорезательных машин. Но точно также это можно реализовать и самому. Нарезаешь алюминиевые уголки, либо алюминиевые полоски, либо полоски из оцинковки необходимой ширины. Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала. Подход третий. Часто применяется для резки металла лазером или плазмой. Изготавливаешь ламели из того же материала, или из материала более легко режущегося, что и фанера: фанера, пластик. А что бы уменьшить зону контакта, делаешь ламель со стороны материала не ровную, а «ёлочкой». Форма елочки может сильно меняться от острой, до пологой. Надо понимать, что в данном случае — ламели расходный материал. Но вся прелесть в том, что изготавливаются они оборудованием, на котором используются.
Сообщение отредактировал Menu/Exit: 03 Февраль 2014 — 01:18
Наверх
#4
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 01:52
Генносе johnnykor, на сайте с которого картинка подобный стол 500х300 стоит 4000р. Ячеистый стол 1200х900 — 12000р. Купить новый не пробовали? Или посчитать стоимость изготовления нового, в единичном варианте не специалистом?
Размер вашего стола? Для понимания задачи. Ибо для разных размеров — разные технологические подходы.
Стол 1000х600. При том количестве свободного времени, которым я обладаю 🙂 сдается мне, что можно сделать стол дешевле 12000 🙂
На столе планирую резать фанеру в основном. Возможно пластики со временем.
Отдельное спасибо за ликбез. По поводе третьего подхода тоже думал, но кажется мне, что елочка у мене быстро будет подгорать и требовать частой замены, хотя она конечно копеешная. По поводу заточки ламелей тоже думал. И вот по поводу того чтобы гнутые сделать тоже есть мысли 🙂 для моего размера правда это не сильно актуально, т.к. 2мм при длинне 60см практически не гнутся, но все равно можно и изогнутые вставить.
Наверх
#5
OFFLINE
Menu/Exit
Отправлено 03 Февраль 2014 — 02:02
Поверьте, подгорание — настолько медленно происходит, что замена делается достаточно редко. Есть еще один вариант. В чем то более сложный, в чем то более простой. Берете ламели из алюминия. Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов. Тогда контакт материала с ламелью произойдет по грани между боковой и торцевой сторон.
Наверх
#6
OFFLINE
johnnykor
Отправлено 03 Февраль 2014 — 02:23
Такой вариант тоже рассматривал, но при таком варианте больше риск прогиба ламели и гнутые сделать уже не получится. Я на подручных инструментах могу заточить ламель под углом в 70 градусов. Наверно так и попробую.
Наверх
#7
OFFLINE
Stock
Отправлено 03 Февраль 2014 — 12:06
О! Пошел разговор о вкусе фейхоа! Вполне подойдет для стола тавр 20х25х1,5. Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. 1000х1500 стол из тавра, заклепок и уголков обошелся примерно в 100$. Делю я их с зазором(интервалом) в 10мм…
PS… Так что делайте «реально говно» и не морочьте себе голову умностями. Menu/Exit вываливает знает всего очень много но никогда не говорит как сделать проще. А на подручных инструментах заточки рискуете потерять ровную грань и с разной степенью вероятности поиметь траблы с волнистым столом. ..
Наверх
#8
OFFLINE
Madden_Apple
Отправлено 16 Февраль 2014 — 08:40
Stock
покажите фото.
то что у вас получилось
Наверх
#9
OFFLINE
Menu/Exit
Отправлено 16 Февраль 2014 — 12:23
Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях.
Любой сучок или неоднородность превратит заказ в рукоделие с ножичком и напильником. Придется либо резать второй раз либо вручную прорезать недорезы. Фанера достаточно неоднородный материал. Лучше всего фанера режется с избытком мощности и воздуха. И рез хороший и скорость хорошая и качество приемлемое.
Наверх
#10
OFFLINE
Stock
Отправлено 24 Февраль 2014 — 15:23
Практически любой сучек превратит заказ в рукоделие гарантировано при полной мощности даже на моей RECI W6… Такова реальность. Попадается иногда фанера весьма чистая во внутренних слоях а иногда попадается из одних сучков и черте чего… Соответственно в 3мм фанере слоев меньше и на сучки попасть можно с меньшими шансами. Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.
PS. Сейчас фоток не нахожу, но вроде ничего в объяснении нету непонятного… Попробую еще может вечером дома посмотреть.
Наверх
#11
OFFLINE
Dale
Отправлено 24 Февраль 2014 — 23:43
Поддерживаю. Труба Z6 — 95% мощности (не пинайте.. моя труба. чё хочу то и делаю фанерку 8мм качества 2/2 (внешние слои без сучков почти..) И то со сплошным рукоделием
Наверх
#12
OFFLINE
slavikma
Отправлено 24 Март 2014 — 12:49
Я у себя на станке сделал из обычного профиля для гипсокартона. Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Наверх
#13
OFFLINE
Diman
Отправлено 02 Март 2015 — 21:05
Из конструкционного профиля попробуйте собрать
Наверх
#14
OFFLINE
Madden_Apple
Отправлено 04 Март 2015 — 13:19
Еще можно из алюминиевого уголка, положим его углом в верх, 3м хлыст стоит не дорого, попилить его ножовкой и готово.
Наверх
#15
OFFLINE
AlisTeR
Отправлено 23 Март 2015 — 22:02
Купите моторк жестяной полосы, и сделайте вафельку при помощи лишь ножниц по металлу и поставьте сверху на алюминиевую плиту. .. И легко, и дешево.
Наверх
#16
OFFLINE
Andreistr
Отправлено 06 Апрель 2015 — 14:28
Я себе сделал из композита и обычных гвоздей, два куска композита по размеру рабочего стола, верхний слой отфрезерован «а-ля дуршлаг» с шагом в 10мм с изнанки обычные строительные гвозди, а чтобы гвозди не вылетали все шляпки закрыты прикрученным вторым куском композита. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Прикрепленные изображения
Сообщение отредактировал Andreistr: 06 Апрель 2015 — 14:29
Наверх
#17
OFFLINE
buro
Отправлено 12 Февраль 2016 — 03:29
Я себе сделал из композита и обычных гвоздей, два куска композита по размеру рабочего стола, верхний слой отфрезерован «а-ля дуршлаг» с шагом в 10мм с изнанки обычные строительные гвозди, а чтобы гвозди не вылетали все шляпки закрыты прикрученным вторым куском композита. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
А стол получился ровный? Прижим гвоздей однородный снизу?
Наверх
#18
OFFLINE
dimsnet47
Отправлено 28 Апрель 2016 — 11:06
а я вот такой сделал, из полотен ножовки по металу, взял широкие, по цене вообще халява… 5-10 руб штука, здесь их 70 штук поле 900 х 600, 3 шпильки на 6, 450 гаек…цена всего!!! от 500 до 1000 деревянных…
Прикрепленные изображения
Наверх
#19
OFFLINE
lkbyysq
Отправлено 28 Апрель 2016 — 13:04
а я вот такой сделал, из полотен ножовки по металу
Я так понимаю, что при резке полОтна нагреваются, изгибаются и лист материала смещается?
Наверх
#20
OFFLINE
dimsnet47
Отправлено 29 Апрель 2016 — 18:58
Я так понимаю, что при резке полОтна нагреваются, изгибаются и лист материала смещается?
на глаз вроде не заметил. .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
Сообщение отредактировал dimsnet47: 29 Апрель 2016 — 19:00
Наверх
Рабочие поверхности для лазерного станка
Для лазерной резки и гравировки на лазерном станке применяется специальное устройство – рабочий стол. В зависимости от формата станка он может иметь различный размер – от 200*300 мм и до 2000*3000 мм. В зависимости от поставленных задач столы бывают нескольких видов – векторный, сотовый, игольчатый, ламелевый. У каждого стола свои преимущества и недостатки. В процессе работы на лазерном станке, если есть возможность, то лучше использовать несколько столов, комбинируя их исходя из задач. Например для резки лучше использовать ламелевый стол, для гравировки – сотовый. Ниже мы подробно рассмотрим каждый рабочий стол по отдельности.
Векторный
Основная функция векторного стола является поддержка материала. Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
Так же существуют векторные столы выполнены в виде стальной или алюминиевой сплошной пластины с прорезями для отведения газов и с двумя измерительными линейками для точного позиционирования деталей. Данный тип стола обладает низкой универсальностью и применяется в основном для обработки материалов без выполнения сквозного реза, при котором не происходит повреждение поверхностей основания и нижней стороны детали. При прохождении лазерного луча по всей толщине детали в зоне контакта с векторным столом, происходит тепловое разрушение поверхностей из-за отражения лазера и недостаточного отвода тепла из зоны контакта. В результате чего, не удается достигнуть высокого качества обработки при разрезании деталей. При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа.
Сотовый (ячеистый)
Сотовый (ячеистый) рабочий стол нужен для размещения «мягких» плоских предметов и заготовок. Выполнен в виде сетки из металлической ленты в алюминиевой рамке. Применяется в качестве рабочей поверхности в лазерных граверах.
Так же существуют сотовые столы раскладные. Поставляются в нераскрытом виде (блоком). Это делает их более компактными и гарантирует, что стол будет доставлен покупателю без повреждений. Далее алюминиевый сотовый стол можно легко раскрыть в лист (растянуть). Так же в процессе работы стол можно сжимать изменяя его длину, если нам нужно получить меньший размер сот.
Недостаток этих столов – забивание сот мелкими элементами, возможно возгорание.
Игольчатый
Стол используется как дополнительное оборудование в качестве опорной (контактной) поверхности при сквозной резке листовых материалов. Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
Плюсы данного типа стола:
Возможность точного размещения материалов на столе при использовании позиционных упоров;
Позволяет обрабатывать тяжелые материалы;
Исключено подгорание нижней части материала отраженным лучем;
Хорошее проветривание стола, что исключает возгорание материала от выделения паров . Чистота материала и стола;
Минимальный шаг между «иголками» позволяет удерживать даже маленькие разрезаемые части деталей;
Игольчатый стол можно устанавливается на штатный стол (векторный или ламелевый) лазерной машины.
Ламелевый (сабельный, реечный)
Алюминиевые ламели являются приоритетным столом для лазерной резки и гравировки. Материал можно положить на меньшее количество ламелей, что будет уменьшать контакт материала с обратной стороны и минимизировать метки, которые будут отражаться от ламелей. Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
Сабельный стол применяется на станках для резки металла. В процессе работы стол разрушается, но его легко можно изготовить на этом же самом станке лазерной резки.
Сотовый стол 500х300
Сотовый стол 1200х900
Самодельный стол для лазерной резки — LensDigital
Если вы просто занимаетесь лазерной гравировкой, вам не нужно сильно беспокоиться о поддержке ваших объектов, однако, когда вы их режете, это совсем другая история. Лазерный луч прорезает материал и направляется к тому, что находится под ним. Если это просто металлический стол, он будет отражать забивание или плавление вашего объекта снизу. Это называется флешбек.
Поэтому большинство людей используют какую-либо опору, обеспечивающую минимальный контакт с рабочим объектом. Самый популярный из них – сотовый стол.
Однако проблема в том, что это дорого, это не то, что вы можете легко сделать самостоятельно, и у него все еще слишком много контакта с объектом. Из того, что я читал, они также изнашиваются со временем.
На мой взгляд, пин-стол — лучшее решение. На таком столе объект поддерживается рядами булавок. Помимо того, что он имеет больше преимуществ, чем сотовый стол, его также очень легко и недорого сделать! Я сделал свой всего за пару часов, и это стоило мне чуть меньше 60 долларов.
Обзор:
В этом проекте нет ничего сложного. Вам понадобится лист алюминия толщиной 1/4″ и размером с область резки. Я нашел на eBay кусок алюминия 6061 хорошего качества размером 12″x24″ (на самом деле больше, чем площадь резки моего лазерного станка, но все же подходит). Что касается штифтов, я использовал заклепки из хозяйственного магазина. Наконец, я прикрепил 2 алюминиевых уголка снизу, чтобы дать заклепкам небольшой зазор. Если вы используете более толстый алюминий и заклепки не торчат, вам даже не нужна эта дополнительная опора!
[fusion_builder_container сто_процент = «да» переполнение = «видимый»] [fusion_builder_row] [fusion_builder_column type = «1_1» background_position = «слева вверху» background_color = «» border_size = «» border_color = «» border_style =» сплошной» интервал = «да» background_image = »» background_repeat = «без повторов» padding = »» margin_top = «0px» margin_bottom = «0px» class = »» id = »» animation_type = »» animation_speed = «0,3″ animation_direction =”left” hide_on_mobile=”no” center_content=”no” min_height=”none”][fusion_alert type=”success” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”yes” animation_type =”0″ animation_direction=”down” animation_speed=”0. 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
[fusion_li_item icon=” ”]Металлическая линейка (24 дюйма или больше)[/fusion_li_item]
[fusion_li_item icon=””]Карандаш или маркер (можно рисовать на металле)[/fusion_li_item]
[fusion_li_item icon=»»]Зажимы[/fusion_li_item]
[fusion_li_item icon=»»] Зенковка или круглый напильник (опционально)[/fusion_li_item]
[fusion_li_item icon=»»] Металлический перфоратор и молоток (опционально) )[/fusion_li_item]
[/fusion_checklist]
[/fusion_builder_column][fusion_builder_column type=”1_1″ background_position=”left top” background_color=”” border_size=”” border_color=”” border_style=”solid” spacing=” yes” background_image=”” background_repeat=”no-repeat” padding=”” margin_top=”0px” margin_bottom=”0px” class=”” id=”” animation_type=”” animation_speed=”0. 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
[/fusion_builder_column][fusion_builder_column type=”1_1″ background_position=”слева вверху” background_color=”” border_size=”” border_color=”” border_style=”solid” spacing=”yes” background_image=”” background_repeat=”no- повторение” padding=”” margin_top=”0px” margin_bottom=”0px” class=”” id=”” animation_type=”” animation_speed=”0. 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
Сделать сетку
Я решил добавить булавки через каждые 2 дюйма (около 1 см). Это равномерно делит кусок металла 12×24 на сетку. Отметьте интервалы в 2 дюйма с каждой стороны, затем противоположную сторону и соедините линиями с помощью линейки и карандаша или маркера.
Повторяйте с другой стороны, пока не получите сетку.
Теперь с помощью пробойника и молотка сделайте небольшие углубления в местах пересечения балок. Это необязательно, но облегчит сверление.
Сделайте их святыми!
6060 алюминий легко сверлится, особенно на сверлильном станке. Пожалуйста, будьте осторожны и носите защитные очки, это не обязательно! Вокруг будет летать металлическая стружка.
Я использовал сверло 1/8″, так как оно совпадало с головками заклепок, которые я использовал. Если ваши отличаются, обязательно используйте правильный бит.
С помощью своего сверлильного станка я не смог добраться до среднего ряда, поэтому мне пришлось просверлить его вручную. Как я уже говорил, важно сверлить как можно более прямо. Для этого продаются специальные направляющие для сверл, но я решил сделать одну из стальной перфорированной трубы квадратного сечения, которая у меня завалялась. Используя сверлильный станок, я просто просверлил его насквозь. После этого я поместил его на алюминиевую пластину, выровнял отверстие (это место, где вам поможет перфорация), и зажал его. Затем я просверлил электродрелью приспособление в алюминий. Пришлось сбрасывать для каждой дырки.
Опорные ножки
Поскольку мои заклепки были длиннее 1/4″ алюминиевой пластины, они торчали снизу. Для этого я сделал опоры из дешевых алюминиевых уголков.
Сначала вам нужно отрезать алюминиевые уголки нужной длины. Я разрезал свой на 10-дюймовые куски с помощью ножовки. Торцовочная пила тоже подойдет.
С помощью сверла 3/16″ просверлите два отверстия в первом алюминиевом уголке примерно в 2 дюймах от краев. Удалите заусенцы с острых краев отверстия с помощью зенковки или круглого напильника. Используя эту деталь в качестве шаблона, наметьте отверстия на второй детали. Просверлите и зачистите вторую деталь.
Переверните алюминиевый лист и поместите первый алюминиевый угол так, чтобы он был на одном уровне с (коротким) краем. Отметьте отверстия. Сделайте то же самое с другим куском на другом краю. Остановитесь на минутку, осмотрите его, представьте, как он будет стоять на этих алюминиевых уголках в качестве ножек. Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Сборка
Отверстие 3/16″ очень плотно подходит для 10-24 крепежных винтов. Вставьте или завинтите (если затянуты) крепежные винты сверху алюминиевой пластины. Разверните его и вставьте алюминиевые уголки. У вас могут возникнуть небольшие проблемы, если отверстия не совпадут идеально. Если это так, немного увеличьте отверстия в алюминиевых уголках сверлом большего размера или круглым напильником, пока вы не сможете вставить их в крепежные винты. Плотно закрепите шестигранными гайками.
Переверните его и начните вставлять заклепки. Готово!
Заключительные мысли
Хотя мой стол для штифтов пока работает отлично, заклепки немного болтаются в своих отверстиях. Я видел, как некоторые люди используют эпоксидную смолу, чтобы зафиксировать их на месте, но я не уверен, насколько токсичным она может стать при попадании лазера. Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂
Обновление:
Я внес некоторые улучшения в первоначальный дизайн. Читайте об этом здесь.
Сотовая кровать Cloudray для лазерного гравера – Лазер Cloudray
Перейти к содержимому Уведомление
: вся поддержка клиентов и послепродажная техническая помощь адаптируются только к заказам непосредственно на www.cloudraylaser.com.
Уведомление: Вся поддержка клиентов и послепродажная техническая помощь адаптируются только к заказам непосредственно на www.cloudraylaser.com.
Серия CF: новая интегрированная карта управления Cloudray, сенсорный экран, подходит для начинающих в самостоятельном деле
Серия AR: глубокая гравировка 2,5D с электрической подъемной колонной, улучшенная гравировка
Серия MP: Mopa (анодированный алюминий, черная маркировка; цветная маркировка титана и нержавеющей стали)
Серия QS: импульсный лазер с модуляцией добротности ( большая энергия одиночного импульса для глубокой маркировки)
Пожалуйста, напишите нам ( info@cloudray. com ) напрямую, чтобы предложить нам свой рабочий материал и ожидаемое воздействие на эти материалы машиной с фотографиями или видео.
Да, они разные.
1. Различные типы и конфигурации машин:
Вся информация о продукте, политика продукта и дополнительные предложения, опубликованные на веб-сайте, адаптированы только для продуктов на сайте www.cloudraylaser.com. Для продуктов на других платформах см. информацию в соответствующих магазинах на других платформах.
2. Бессрочная техническая поддержка
Предлагает бесплатную пожизненную техническую поддержку только через удаленное подключение (по электронной почте или телефону) для клиентов www.cloudraylser.com.
И даже по истечении гарантийного срока , мы по-прежнему предлагаем техническую поддержку и предоставим смету на необходимые детали и ремонт по сниженной цене.
3. Специализированная поддержка клиентов и поддержка специалистов
Клиенты, заказавшие на сайте www. cloudraylaser.com, получат специальную поддержку клиентов, даже в случае сложной проблемы с вашей машиной, когда вы и наша служба технической поддержки не можете оценить проблему с помощью удаленного подключения, мы организуем разовую поддержку специалиста.
Мы не несем ответственности за заказы на сторонних торговых платформах (Amazon, eBay, AliExpress) или у офлайн-дилеров, поскольку у нас нет информации о вашем заказе в нашей системе. Для получения поддержки обратитесь непосредственно в соответствующий магазин или к продавцу.
1. Машина с конфигурацией по умолчанию: Склад в Китае: 7-10 рабочих дней Зарубежный склад: 3-5 рабочих дней 7-10 рабочих дней Доставка: 7-10 рабочих дней (Уведомление: таможенные проверки могут привести к задержке логистики на 2-3 дня)
Гарантия на машину 2 года. В общем случае, если она сломается, наш специалист выяснит, в чем проблема. может быть, согласно отзывам клиентов. Детали, за исключением расходных материалов, будут заменены бесплатно, если проблемы вызваны дефектами качества.
Полоса стальная г/к общего назначения(гост 103-2006) используются для производства гаек, для изготовления различных видов профилей, а также для производства резцов, накладок, перемычек и др.
Характеристики горячекатаного широкополосного проката шириной от 200 до 1050 мм и толщиной от 6 до 60 мм, прокатываемого на универсальных станах, определяется стандартом ГОСТ 103-2008, ГОСТ 535-2005.
Толщина и ширина широкополосного проката должны соответствовать нормам. По требованию потребителя допускается изготовление широкополосного проката шириной 160, 170, 180, 190, 350, 440, 550, 580 и 710 мм.
Прокат изготовляют длиной от 5 до 12 м, а по требованию потребителя от 2 до 18 м: — немерной длины; — мерной длины; — кратной мерной длины.
Вес горячекатаной стальной полосы высчитывается при плотности стали принятой равной 7,85 г/см3. Например, масса 1 метра полосы 40×4 составляет 1,26 кг.
Классификация широкополосного проката:
По точности прокатки:
повышенной точности — Б;
обычной точности — В.
По серповидности:
1 класс — серповидность не более 0,2% длины;
2 класс — серповидность не более 0,5% длины.
По характеристике длины:
мерной длины;
кратной длины;
немерной длины.
По покрытию:
оцинкованные;
неоцинкованные.
Применение стальных полос:
Полоса стальная горячекатаная — один из самых распространенных видов металлопроката. Полоса стальная широко применяется в различных отраслях — строительстве, ковке, при изготовлении мебели, при производстве машин и оборудования разной сложности, авиастроении, электроэнергетике. Основные виды продукции получаемой из полосы стальной :
Полоса для трубных заготовок
Полосы на рессоры
Полоса на режущие инструмент разного назначения (резцы, ножницы, ножи)
Полоса для изготовления гаек
Полоса на накладки
Полоса на перемычки
Стальная горячекатаная полоса обычно применяется как заготовка для производства уголков, швеллеров, режущих инструментов и других металлоконструкций. Также применяться как самостоятельный элемент в строительстве, архитектуре, дизайне. Оцинкованные полосы из стали могут применяются в качестве заземляющего устройства для трубопроводов, при создании громоотводов для зданий и сооружений. Для заземления чаще используют полосы 40×4 или 25×4 мм.
Стальная полоса используется для изготовления различных металлоконструкций, гнутых профилей, режущих инструментов и рессор. Полоска стальная считается универсальным видом сортового металлопроката. Современные методы строительства требуют крепких металлоконструкций, в том числе изготовленных из металлических полос (штрипсов).
Часто стальной штрипс применяется в архитектуре и строительстве в качестве декоративной отделки зданий. Достаточно будет прокрасить полоску краской по металлу или антикоррозийным покрытием и вы получите долговечный, универсальный и прочный материал для строительного производства.
Компания «СтальТрест” поставляет оптом и в розницу полосу стальную горячекатаную конструкционных марок сталей шириной от 11 до 200мм и толщиной от 4 до 60мм, по самым привлекательным ценам в г. Екатеринбурге. Мы реализуем полосу стальную горячекатаную самых крупных и надёжных металлургических комбинатов России. Вся продукция соответствует сертификатам качества. У нас всегда в наличии полоса которую вы можете отгрузить с нашего склада практически в любом количестве.
Оставьте заявку online на нашем сайте, отправьте на электронную почту [email protected] или позвоните нам по тел.: (343) 253-24-50.
Балка
Лист СТО
Уголок
Профнастил
Квадрат
Труба
Лист г/к, х/к
Арматура
Круг
Швеллер
Проволока
Рулон оцинкованный
Полоса
Сетка
Жесть
Шестигранник
Масса полосы 30 (мм) — Справочник массы
главная ⇒ строймат ⇒ прокат ⇒ полоса
Вес погонного метра стальной горячекатаной полосы шириной 30 (мм) в зависимости от толщины варьируется от 0. 94 (кг) до 5.18 (кг).
Компании, производящие стальную полосу на постсоветском пространстве, руководствуются нормативами ГОСТ 103-76.
Важно: приемка, маркировка, упаковка, транспортирование и хранение металлопродукции должны соответствовать нормам ГОСТ 7566-94.
Важно:
Общая масса стальной полосы шириной 30 (мм)
Чертеж Чертеж и параметры типовой модели
m (кг) Масса погонного метра полосы шириной 30 (мм) в (кг)
s (cм2) Площадь поперечного сечения в (cм2)
Норматив Нормативный документ
Полоса
от 0. 942 (кг) до 5.181 (кг)
от 1.2 (cм2) до 6.6 (cм2)
ГОСТ 103-76
Таблица массы полосы разной толщина, ГОСТ 103-76
Размер (мм) Размер полосы в формате ширина/толщина в (мм)
m (кг) Теоретическая масса погонного метра в (кг)
s (cм2) Площадь поперечного сечения в (cм2)
В тонне (м) Погонных метров в 1 тонне в (м)
30 x 4 (мм)
0.942 (кг)
1.2 (cм2)
1061.571 (м)
30 x 5 (мм)
1.178 (кг)
1.5 (cм2)
849.257 (м)
30 x 6 (мм)
1.413 (кг)
1.8 (cм2)
707.714 (м)
30 x 7 (мм)
1. 649 (кг)
2.1 (cм2)
606.612 (м)
30 x 8 (мм)
1.884 (кг)
2.4 (cм2)
530.786 (м)
30 x 9 (мм)
2.12 (кг)
2.7 (cм2)
471.809 (м)
30 x 10 (мм)
2.355 (кг)
3 (cм2)
424.628 (м)
30 x 11 (мм)
2.591 (кг)
3.3 (cм2)
386.026 (м)
30 x 12 (мм)
2.826 (кг)
3.6 (cм2)
353.857 (м)
30 x 14 (мм)
3.297 (кг)
4.2 (cм2)
303.306 (м)
30 x 16 (мм)
3.768 (кг)
4.8 (cм2)
265. 393 (м)
30 x 18 (мм)
4.239 (кг)
5.4 (cм2)
235.905 (м)
30 x 20 (мм)
4.71 (кг)
6 (cм2)
212.314 (м)
30 x 22 (мм)
5.181 (кг)
6.6 (cм2)
193.013 (м)
Калькулятор веса металла — калькулятор веса стали
Быстрая навигация:
Расчет веса металла
Типы металлических изделий, поддерживаемых в металлическом калькуляторе
Круглый металл
Прямоугольный или квадратный металлический стержень
Hexagonal Metall Metal. бар
Металлический лист
Металлическая трубка
Прямоугольный металлический профиль
L-образный профиль
U-образный профиль (U-образный, C-образный)
Двутавр (двутавр, двутавр или двутавр)
Тавр металлический
Расчет веса металла
Расчет веса любого вида металлопродукции: балки, профили различные типы, стержни, трубы, трубы, листы и т. д. аналогичны материалам любого другого типа. Нам нужно знать объем металла (куб.дюйм, куб.мм, куб.см и т.д.) и его плотность (обычно в г/см 3 , унций/дюйм 3 ). Умножение двух дает нам результирующий вес металла.
В приведенном выше калькуляторе веса металла мы предварительно ввели плотности многих широко используемых металлов, таких как углеродистая сталь, нержавеющая сталь, железо, медь, никель, алюминий, а также металлических сплавов, таких как бронза, алюминий и никелевые сплавы: Никель 200, Monel 400, Inconel 600, Inconel 625, Inconel 718, Inconel X-750, Incoloy 800. Выбор материала из списка автоматически заполнит его плотность в поле «плотность». Однако вы всегда можете ввести пользовательскую плотность, если она вам известна и калькулятор будет использовать ее вместо нее. Распространенная ошибка — перепутал «сталь» с «металлом» . Это не синонимы! На самом деле сталь технически является не металлом, а металлическим сплавом, поскольку изготавливается из смеси железа, углерода и других элементов в очень малых количествах.
Калькулятор имеет набор различных типов продуктов на выбор, и для каждого из них требуется ввести свой набор измерений, чтобы рассчитать его объем.
Типы металлопродукции, поддерживаемые в металлокалькуляторе
Наш калькулятор веса стали поддерживает различные типы продуктов, как описано ниже. Если вы хотите рассчитать более сложный продукт, вы можете либо разбить его на более простые компоненты, которые затем можно рассчитать по отдельности, либо использовать более сложное программное обеспечение.
Круглый металлический стержень
Круглый металлический стержень является одним из самых простых для расчета, так как уравнение веса требует знания только двух измерений: диаметра и длины стержня. Например, рассчитаем вес стального прутка длиной 1 метр и диаметром 20 мм.
Объем стального стержня представляет собой произведение площади поперечного сечения на длину: π x r 2 x l = 3,1416 x 10 2 x 1000 = 314 160 мм 3 = 314,16 см 3 (r = 1/2 x диаметр, l = 1 м = 1000 мм). При использовании углеродистой стали плотностью 7,95 г/см 3 нам потребуется произведение 7,95 и 314,16, что равно 2497,572 г или ~2,498 кг.
Прямоугольный или квадратный металлический стержень
Для расчета веса квадратного металлического стержня вам нужно знать только одну сторону его поперечного сечения и его длину, но вам все равно нужно будет ввести две стороны, так как наша Инструмент также поддерживает прямоугольные стержни, у которых вторая сторона может отличаться. Формула тогда состоит в том, чтобы умножить три вместе: ширина x высота x длина, а затем умножить на плотность, чтобы получить вес. Например, для алюминиевого прямоугольного бруска сечением 20 мм на 30 мм и длиной 2 метра нам необходимо рассчитать объем как 20 х 30 х 2000 = 1 200 000 кубических миллиметров или 1 200 кубических сантиметров. При плотности 2,72 мы получаем произведение 2,72 х 1200 = 3264 г или 3,264 кг.
Шестигранный металлический стержень
В качестве входных данных для калькулятора веса металла для шестиугольного стержня необходимы два измерения: длина и ширина, где ширина — это расстояние между любыми двумя его противоположными сторонами. На данный момент мы поддерживаем только правильные шестиугольники. Зная ширину, мы можем легко вычислить площадь поперечного сечения шестиугольника, а оттуда — общий объем и вес стержня.
Металлический лист
Металлический лист ничем не отличается от прямоугольного стержня, он в калькуляторе веса стали в основном для вашего удобства. Формула, используемая для расчета веса, точно такая же.
Металлическая труба
Расчет металлической трубы или трубы немного сложнее, чем круглого металлического стержня, поскольку нам нужно знать либо внутренний и внешний диаметры, либо один из диаметров и толщину трубы. . Мы решили указать внешний диаметр и толщину, так как их обычно проще всего измерить (и если у вас есть планы перед вами, в любом случае будет легко получить любые два числа).
Прямоугольный металлический профиль
Прямоугольные металлические профили очень часто используются в строительстве из-за их хорошей способности противостоять силам со всех направлений. В настоящее время мы поддерживаем только прямоугольные профили только с прямыми углами. Дополнительным размером по сравнению с прямоугольным стержнем является толщина профиля. Вес металла снова равен объему, умноженному на плотность металла.
L-образный профиль
L-образный (маленький L) профиль представляет собой две металлические планки, соединенные или отлитые вместе под углом 90 градусов. Это в основном основание и фланец только с одной стороны. Мы поддерживаем расчет веса металла для металлических уголков с равными или неравными плечами.
U-образный профиль (U-образный, C-образный)
U-образный профиль, также известный как U-образный профиль в Европе и C-образный профиль в США, показан ниже:
U-образный профиль имеет основание и два параллельных фланца: по одному с каждой стороны от него. Их также называют U-каналами, и многие из них стандартизированы. В нашем калькуляторе стали есть множество стандартных профилей — UPN и UPE ЕС, каналы C и BC США, так что вы можете просто выбрать их, и мы будем использовать их данные автоматически. В противном случае вы можете указать пользовательский профиль. Ниже вы видите иллюстрацию каналов UPN и UPE, которые по общей форме эквивалентны C-каналам и BC-каналам соответственно.
Стальные профили UPN широко используются во многих отраслях промышленности и машиностроения. C-каналы являются их американским стандартизированным эквивалентом.
Профили UPE имеют меньшую толщину, но несколько более широкие полки, чем профили UPN, и сопоставимые статические характеристики. Использование профилей UPE потенциально может привести к снижению веса до 30% практически без каких-либо потерь в статических условиях.
BC — это сокращение от «Швеллерная секция с параллельными полками». Его полки и стенки имеют одинаковую толщину по определению, и они часто используются в качестве недорогой альтернативы более тяжелым профилям для широкого спектра применений, поскольку значение удельного веса на метр относительно низкое.
Каналы IPE и BC значительно проще в сборке, так как нет необходимости в конических плоских шайбах для компенсации естественной конусности фланцев каналов C-Channel / UPN.
Двутавровый профиль (двутавровый профиль, двутавровая балка или двутавровая балка)
Двутавровый профиль, также известный как двутавровая балка, двутавровый профиль и двутавровая балка, представляет собой два U-образных профиля, спина к спине. Он имеет два фланца и перегородку между ними. Существует два типа формы поперечного сечения двутавровой балки. У W-образной формы полки имеют примерно одинаковую толщину от края до края, а у S-образной формы полки значительно тоньше у краев. Оба используются в качестве опорных балок для строительства, объектов и машиностроения, заводских цехов, складов и каркаса кузова грузовика. Наш онлайн-инструмент поддерживает двутавровые профили любых размеров.
Слишком много стандартов таких профилей, как IPE, IPN, HD, HE, HL, HP, S и так далее. Из-за огромного количества стандартов у нас нет автоматического заполнения для этих типов, вам нужно будет вводить числа в калькулятор самостоятельно, а расчеты для S-образных балок, вероятно, будут менее точными, чем для W-образных балок. те.
Т-образный металлический
Т-образный так и звучит: он похож на букву Т. Он может быть составным — если он сварной или болтовой, или теплым — когда он горячекатаный или экструдированные. Как и в случае с другими профилями и балками, горизонтальная часть поперечного сечения называется «полкой», а вертикальная часть — «стенкой». Наш калькулятор поддерживает расчеты веса металла для всех типов нестандартных тавровых балок.
Стальной мост
Ссылки
[1] Институт никеля. «Свойства некоторых металлов и сплавов» (1982 г.) [онлайн].
Калькулятор веса стали
Создано Kenneth Alambra
Отзыв от Dominik Czernia, PhD и Jack Bowater
Последнее обновление: 24 сентября 2022 г.
Содержание:
Что такое сталь?
Изделия из стали и использование стали
Зачем нам нужен вес стали?
Калькулятор веса стали — Как рассчитать вес стали
Пример расчета веса стали
Хотите узнать больше?
Этот калькулятор веса стали поможет вам определить вес стальных деталей любого размера, будь то стержни, прутки или пластины. Мы создали этот калькулятор для работы с различными типами стали, поэтому вы получите нужный вам вес стали.
В этом калькуляторе вы узнаете:
Какая сталь ;
Применение стали ; и
Как рассчитать вес стали , используя ее плотность и объем, как если бы вы собирались купить гравий или асфальт.
Если это звучит интересно, просто продолжайте читать!
Что такое сталь?
Сталь представляет собой металлический сплав с железом в качестве основного компонента и углеродом в качестве основного легирующего элемента. Если углерод составляет от 0,05 % до чуть более 2 % от общего веса стали, железо имеет прочнее и более пластичны . Чем больше углерода мы добавляем в железо, тем прочнее становится сталь (до 2,14% углерода). Добавление других легирующих элементов приводит к четырем основным типам стали: углеродистой стали, легированной стали, нержавеющей стали и инструментальной стали.
Углеродистая сталь — самый простой вид стали, так как в ней обычно есть только железо и углерод. В некоторых случаях углеродистая сталь все еще может иметь некоторые элементы, но только медь, марганец и кремний.
Добавление других легирующих элементов в углеродистую сталь приводит к нашему следующему типу стали, легированной стали . С другими легирующими элементами, такими как марганец (для дополнительной твердости поверхности), молибден (для прочности), никель (для коррозионной стойкости) и многие другие, мы можем получить более конкретный стальной сплав, который будет соответствовать нашим потребностям.
Одним из специфических стальных сплавов с уникальными характеристиками является нержавеющая сталь . Добавляя минимум 10% хрома, который обеспечивает защиту от ржавчины и окисления, мы производим нержавеющую сталь. Нержавеющая сталь прочная, твердая, устойчивая к коррозии и обычно очень блестящая.
Последний тип – инструментальная сталь . Инструментальные стали намного тверже и долговечнее из-за дополнительных процедур термообработки, которым они подвергаются в процессе производства. Из-за их экстремальных свойств мы можем использовать инструментальные стали для режущих инструментов, сверл и многих других применений, где сталь будет подвергаться износу.
Изделия из стали и использование стали
Мы видим изделия из стали почти повсюду, от нашей кухонной утвари до арматуры на стройке или круглых загонов для наших животных. Стальной материал можно формовать, обрабатывать или комбинировать с другими материалами для создания практически любого продукта, который мы можем себе представить. В строительстве сталь доступна в виде стержней, труб, проволоки, пластин и листов. Мы можем использовать стальные стержни в качестве штифтов для соединения шарнирных опор в стальных рамах и конструкциях, или мы можем нарезать стержни большого диаметра, чтобы сделать шестеренчатые «заготовки».
С другой стороны, мы можем использовать стержни и проволоку для армирования бетона или для декоративных конструкций. Наконец, мы можем использовать стальные пластины и листы для изготовления плит и изготовления резервуаров для воды, сводов и форм, и это лишь некоторые из них.
💡 Ознакомьтесь с нашим отдельным калькулятором веса стального листа, если вам нужно быстро определить вес стали в виде листов или плит.
Зачем нужен вес стали?
В строительной отрасли мы обычно оцениваем сталь на единицу веса , как и другие сырьевые материалы, такие как гравий, песок и бетон. Поскольку сталь доступна в различных типах, формах и размерах, ценообразование на сталь за единицу веса будет означать гораздо более стабильные цены на рынке. Этот способ ценообразования является причиной того, что важно знать вес стали в целом.
Помимо этого, определение общего веса стальных изделий, как правило, полезно, особенно во время транспортировки. Покупка оптом влияет на стоимость большинства материалов, поскольку мы можем сэкономить деньги, правильно организовав доставку и логистику, вместо того, чтобы доставлять небольшие партии в несколько поездок. Кроме того, с 9Сталь 0039 может стать очень тяжелой в больших объемах , расчет веса стали имеет важное значение при проектировании конструкций.
Калькулятор веса стали — Как рассчитать вес стали
Для определения веса стали нужно выполнить всего несколько шагов. Во-первых, нам нужно знать плотность стального сплава , который мы используем. В нашем калькуляторе веса стали вы найдете значения плотности для каждого из наиболее распространенных стальных сплавов, перечисленных в нашем калькуляторе Тип стали 9.0040 часть. Их также можно увидеть в таблице ниже:
Тип стали
Плотность (кг/м³)
Инструментальная сталь
7715
Кованое железо
7750
Углеродистая инструментальная сталь
7820
Холоднотянутая сталь
7830
Углеродистая сталь
7840
Высокопрочная сталь C1020
7850
Чистое железо
7860
Мягкая сталь
7870
Нержавеющая сталь
8030
После определения плотности стального сплава следующим шагом является получение общего объема нашего стального материала . Получение объема нашего стального материала зависит от его формы и размеров. Применяя необходимые формулы, мы можем получить объем стержней, стержней, пластин, труб и даже других сложных форм. Вы можете проверить наш калькулятор объема для различных формул объема для большинства форм, которые наш калькулятор веса стали не охватывает. После получения объема стального материала мы теперь готовы использовать формулу ниже
плотность стального сплава\текст{плотность}_\текст{стальной сплав}плотность стального сплава – это плотность стального сплава.
При использовании этой формулы обязательно умножайте значения на одни и те же единицы измерения. Полученная единица измерения объема должна соответствовать объемной части в единице плотности.
Если у вас есть несколько стальных деталей, вы можете ввести количество стальных деталей в наш калькулятор веса стали, чтобы получить общий вес стали. В качестве упражнения по нахождению веса стали давайте рассмотрим пример в следующем разделе этого текста.
Пример расчета веса стали
Для нашего примера рассмотрим расчет веса некоторых квадратных стержней, необходимых для комплекта балясин. Допустим, нам нужно разрезать 20 штук из длиной 1,2 м холоднотянутая сталь (7830 кг/м³) квадратные стержни со сторонами 17-мм , как показано на рисунке ниже:
Для расчета веса квадратных стержней сначала определим объем квадратного стержня, получив его площадь поперечного сечения и умножив ее на длину. Так как плотность холоднотянутой стали кг/м3 , то найдем объем в м3 :
На чертежах шероховатость поверхности обозначают по ГОСТ 2.309—73 для всех получаемых по данному чертежу поверхностей детали независимо от метода их образования.
Структура условного обозначения шероховатости поверхности приведена на рис. 1, а. В обозначении шероховатости поверхности, вид обработки которой не указывают, применяют знак, показанный на рис. 1, б, причем этот знак является предпочтительным.
В обозначении шероховатости поверхности, образуемой путем удаления слоя материала, например точением, шлифованием, хонингованием, фрезерованием, сверлением и т.п., применяют знак, показанный на рис. 1, в. В обозначении шероховатости поверхности, образуемой без снятия слоя материала, например литьем, ковкой, штамповкой, или поверхности, сохраняемой в состоянии поставки, применяют знак, показанный на рис. 1, г.
Значения параметров шероховатости указывают под знаком буквенным обозначением и числовым значением (рис. 2, а).
При указании нескольких параметров вверху ставят обозначение высоты профиля, ниже — шага и еще ниже — относительной опорной длины профиля (рис. 2, б). Вид обработки указывают над полкой знака шероховатости (рис. 2, в).
Рисунок 1 — Структура обозначения шероховатости поверхности на чертежах
Рисунок 2 — Обозначение шероховатости поверхности
В некоторых случаях устанавливаются требования к направлению неровностей и виду обработки (если он является единственным или предпочтительным для обеспечения требуемого качества поверхности).
Эти параметры обозначаются в соответствующем поле условного обозначения (см. рис. 1, а): вид обработки — надписью, направление неровностей — условным знаком.
Условные обозначения направления неровностей указывают на чертежах, используя один из знаков, приведенных в табл. 1.
Таблица 1 – Обозначение направления неровностей
Направление неровностей
Схема расположения
Условное обозначение
Параллельное
Перпендикулярное
Перекрещивающееся
Произвольное
Кругообразное
Радиальное
Допускается при недостатке места располагать обозначение шероховатости на размерных линиях или на их продолжениях, на рамке допуска формы, а также разрывать выносную линию.
Преобладающее значение шероховатости поверхности указывают в правом верхнем углу, а если есть поверхности с другой обозначенной на них шероховатостью, то ставят еще знак шероховатости в скобках. Знак перед скобкой должен быть в 1,5 раза больше знака на детали, а в скобках — одинакового размера со знаками на детали (рис. 3, а —в).
Рисунок 3 — Примеры обозначения шероховатости поверхности
Если шероховатости одной и той же поверхности детали на разных участках различны, то эти участки разделяют сплошной тонкой линией (рис. 3, г). Шероховатость поверхностей зубьев колес, эвольвентных шлицев указывают на делительной окружности, если на чертежах не приводится их профиль.
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах
ГОСТы, СНиПы
Карта сайта TehTab. ru
Поиск по сайту TehTab.ru
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Технологические понятия и чертежи/ / Символы и обозначения оборудования на чертежах и схемах. / / Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах.
Базовая длина — длина базовой линии l, длина линиии, используемой для выделения неровностей.
Средняя линия — средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости:
Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля — не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
Условное обозначение параметра шероховатости
Наименование параметра шероховатости
Определение параметра шероховатости +См. рисунок выше
Ra
Среднее арифметическое отклонение профиля
Среднее арифметическое абсолютных значений (значений по модулю) отклонений профиля в пределах базовой длины. Интегральная величина.
Rz
Высота неровностей профиля по 10 точкам
Сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максимумов профиля в пределах базовой длины.
Rmax
Наибольшая высота поверхностей профиля
Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины.
Sm
Средний шаг неровностей профиля
Среднее арифметическое значение шага неровностей профиля в пределах базовой длины.
S
Средний шаг неровностей профиля по вершинам
Среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины.
tp
Относительная опорная длина профиля
Отношение опорной длины профиля к базовой длине, где «p» — значение уровня сечения профиля.
Если Вам встретился класс шероховатости, то используйте таблицу ниже:
Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).
Класс шероховатости
Базовая длина l, мм
Ra предпочт., мкм
Ra допустимые, мкм
Rz, мкм
1
8,0
50
80; 63; 40
320; 250; 200; 160
2
8,0
25
40; 32; 20
160; 125; 100; 80
3
8,0
12,5
20;16,0;10,0
80; 63; 50; 40
4
2,5
6,3
10,0;8,0;5,0
40; 32; 25; 20
5
2,5
3,2
5,0; 4,0; 2,5
20; 16; 12,5; 10,0
6
0,8
1,6
2,5; 2,0; 1,25
10,0; 8,0; 6,3
7
0,8
0,80
1,25; 1,00; 0,63
6,3; 5,0, 4,0; 3,2
8
0,8
0,40
0,63; 0,50; 0,32
3,2; 2,5; 2,0; 1,60
9
0,25
0,20
0,32; 0,25; 0,160
1,60; 1,25; 1,00; 0,80
10
0,25
0,10
0,160; 0,125; 0,080
0,80; 0,63; 0,50; 0,40
11
0,25
0,050
0,080; 0,063; 0,040
0,40; 0,32; 0,25; 0,20
12
0,25
0,025
0,040; 0,032; 0,020
0,20; 0,16; 0,125; 0,100
13
0,08
0,012
0,020; 0,016; 0,010
0,100; 0,080; 0,063; 0,050
14
0,08
0,012
0,010; 0,008
0,050; 0,040; 0,032
Обозначение шероховатости на чертежах. Структура обозначения:
Значения параметров шероховатости указывают на чертежах нижеследующим образом:
— Ra указывается без символа, а другие параметры с символом.
— При указании диапазона параметров записывают пределы в 2 сроки:
1,25
1,00
Rz 0,080
0,063
t60 50
80
— Номинальное значение параметра записывается с предельным отклонением
— При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp).
— Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице «Значения параметров Ra и Rz для указанных классов шероховатости» выше, то базовую длину в обозначении шероховатости не указывают.
В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
Рис.1 — вид обработки поверхности не устанавливается
Рис.2 — обработка поверхности со снятием слоя материала (токарная, фрезерование….)
Рис.3 — обработка поверхности без снятия слоя материала (ковка, литье….)
Вид обработки поверхности указывется только в том случае, если другим видом обработки указанное качество поверхности не получить.
H=(1,5-3)h, h — примерно равна высоте размерных цифр
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).
Рисунок. Условные обозначения направлений неровностей на значке шероховатости.
Дополнительная информация от TehTab.ru:
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями.
Как обеспечить точную обработку металлических деталей
11 марта 2016 г.
Как выбрать электрополировку
Электрополировка используется для улучшения качества поверхности и коррозионной стойкости, что позволяет деталям работать лучше и дольше. Несмотря на то, что не существует единого стандарта для определения электрополировки, есть некоторые передовые методы, которые инженеры и производители могут использовать, чтобы гарантировать, что окончательная отделка их деталей соответствует их конкретным требованиям.
Большинство компаний не предоставляют подробных спецификаций на своих чертежах. Это может обеспечить оптимальную производительность и длительный срок службы. Такие отрасли, как аэрокосмическая и медицинская, имеют тенденцию предоставлять более подробную информацию об обработке из-за критического характера их компонентов.
При выборе электрополировки необходимо учитывать четыре основные области:
1.
Количество удаляемого материала и требуемая чистота поверхности
Перед отправкой детали на электрополировку инженеры должны иметь представление о том, какая часть поверхности материал может быть удален без ущерба для предполагаемой функции детали. Это будет варьироваться в зависимости от применения самой детали. В некоторых случаях объем, который можно удалить, очень минимален и должен оставаться в установленных пределах размера.
Кроме того, указание желаемой отделки определяет, сколько металла необходимо удалить для получения этой отделки. Например, улучшение микрочистовой обработки требует удаления материала с детали как минимум на 0,0005 дюйма. Микроудаление заусенцев может потребовать большего удаления. При указании процесса электрополировки на чертеже необходимо указать как желаемое количество удаляемого поверхностного материала, так и идеальную чистоту поверхности.
2. Место крепления и критические зоны
Определение критических областей детали помогает определить, как правильно закрепить детали. В процессе электрополировки детали закрепляются на специальных стойках и погружаются в электролитическую ванну. Расположение контакта можно отрегулировать, чтобы свести к минимуму следы от крепления и предотвратить изменение каких-либо критических областей в процессе электрополировки.
Обозначение критических областей, будь то с эстетической или функциональной точки зрения, может обеспечить оптимальные результаты процесса электрополировки. Некоторые детали, особенно когда речь идет о деталях, которые должны сохранять острые края, требуют особой осторожности, когда речь идет о расположении крепления, поскольку неправильный контакт может изменить функциональность детали при ее конечном использовании.
Если вас беспокоит эстетический вид, инженеры могут определить критические области, чтобы метки крепления не были видны конечному пользователю. Это особенно важно для деталей, используемых в медицине и пищевой промышленности. Чтобы убедиться, что расположение крепления является приемлемым, Able настоятельно рекомендует отправлять образцы для обработки и окончательного утверждения перед отправкой производственных деталей.
3. Установленная компания или отраслевые спецификации
Компании, у которых уже есть технологические спецификации для электрополировки, будут либо использовать отраслевые спецификации. или спецификация компании. При запросе предложения от Able важно предоставить эти стандарты, чтобы гарантировать, что мы можем соответствовать спецификации. И обеспечить требуемую отделку. Для компаний, у которых нет спецификации, связанной с их деталью, Able порекомендует отраслевую спецификацию или предоставит более подробную спецификацию. это специфическая часть. Наиболее часто используемая спецификация электрополировки. ASTM B912. Как и в большинстве спецификаций, это не относится к конкретной детали и предназначено для использования в качестве руководства по обработке детали. Он также включает в себя различные методы тестирования для проверки того, что ваша деталь соответствует требованиям пассивации.
4. Требования к упаковке
Упаковка играет решающую роль в производственном процессе. Поскольку электрополировка часто является последним этапом производства, крайне важно, чтобы детали были правильно упакованы, чтобы сохранить отделку и предотвратить повреждение. Детали, неправильно упакованные для отправки, могут оказаться браком, что может стать довольно дорогостоящим и привести к опозданию клиента с заказом.
Компания Able Electropolishing может порекомендовать различные типы упаковки для защиты деталей. Мы предлагаем все, от упаковки навалом до индивидуальной упаковки в продуваемом азотом, запечатанном пакете, выполненном на чистом стенде. Многие компании не посылают много работы на второстепенные операции и не уделяют много внимания упаковке. Поскольку у нас есть большой опыт упаковки деталей всех форм и размеров, мы предоставляем рекомендации по упаковке при предоставлении наших предложений. Указав требования к окончательной упаковке электрополированных деталей на чертежах, производители могут гарантировать, что их детали будут доставлены неповрежденными и оправдают ожидания клиентов.
Узнайте больше о наших услугах по электрополировке
Основы отделки поверхности
Отделка поверхности может сбить с толку, особенно когда речь идет о единицах измерения или разнице между Ra и Rz. В этой статье мы предоставим общий обзор и ответим на некоторые из наиболее часто задаваемых вопросов…
Что такое отделка поверхности?
Отделка поверхности — это термин, используемый для описания текстуры поверхности, и иногда он используется взаимозаменяемо с термином «текстура поверхности». Требования к чистоте поверхности часто встречаются на технических чертежах механических деталей, особенно там, где детали плотно прилегают друг к другу, движутся друг относительно друга или образуют уплотнение. Американское общество инженеров-механиков (ASME) опубликовало стандарт символов текстуры поверхности Y14.36M, который иллюстрирует правильную спецификацию и использование символов текстуры поверхности на технических чертежах. ASME также публикует стандарт текстуры поверхности B41. 6, который содержит определения и методы измерения чистоты поверхности.
Отделка поверхности состоит из трех отдельных элементов – шероховатости, шероховатости и волнистости (см. рис. 1 ниже). Однако в механических мастерских нередко термин «обработка поверхности» используется для описания только шероховатости поверхности. Шероховатость является наиболее часто определяемым аспектом отделки поверхности, однако, прежде чем мы углубимся в детали Шероховатость поверхности, давайте обсудим эти три элемента, из которых состоит отделка поверхности.
Рисунок 1 – Укладка, волнистость и шероховатость
Укладка
Lay — это термин, используемый для описания доминирующего узора на поверхности и ориентации этого узора. Укладка обычно создается в процессе производства и может быть параллельной, перпендикулярной, круговой, заштрихованной, радиальной, разнонаправленной или изотропной (ненаправленной). Мы обсудим символы и интерпретацию лей в разделе «Символы» ниже.
Волнистость
Волнистость – это термин, используемый для наиболее широко разбросанных вариантов отделки поверхности. Эти периодические дефекты поверхности больше, чем длина выборки шероховатости, но малы, коротки и достаточно регулярны, чтобы их не считали дефектами плоскостности. Общие причины волнистости поверхности включают коробление от нагревания и охлаждения, а также дефекты обработки из-за вибрации или отклонения.
Волнистость измеряется на оценочной длине, и создается профиль волнистости для этой длины. Профиль волнистости не включает никаких неровностей поверхности из-за шероховатости, плоскостности или изменений формы. Шаг волнистости ( Wsm ) представляет собой расстояние между пиками волн, а высота волны определяется параметрами средней волнистости ( Wa ) или общей волнистости ( Wt ). Требования к волнистости менее распространены, чем требования к шероховатости, но они могут быть важны для определенных деталей, таких как кольца подшипников или уплотнительные поверхности.
Шероховатость поверхности
Шероховатость поверхности, часто сокращенная до шероховатости, относится к небольшим неровностям геометрии поверхности. Шероховатость является наиболее часто определяемым, измеряемым и рассчитываемым аспектом шероховатости поверхности, и многие люди используют термин «чистота поверхности» только для описания шероховатости.
Измерение шероховатости
Шероховатость поверхности обычно измеряется перпендикулярно направлению укладки с помощью прибора, известного как профилометр (показан на рис. 2 ниже). Профилометр создает график, показывающий изменения высоты поверхности при изменении положения. Этот график известен как измеренный профиль поверхности, пример которого показан ниже. Измеренный профиль покажет не только шероховатость, но и любые дефекты волнистости и плоскостности, которые могут присутствовать. Чтобы исследовать только шероховатость, необходимо удалить из профиля дефекты волнистости и плоскостности.
Без сглаживания профиля средняя линия (показанная на рис. 2 ниже) будет отображать изменение высоты поверхности из-за дефектов волнистости и плоскостности. Поскольку нас не интересует изменение из-за этих элементов, нам нужно измерить профиль с выпрямленной средней линией. Для этого сначала усредняем высоту поверхности по интервалам меньше шага волнистости, но больше шага шероховатости, чтобы сгладить большую волнистость. Эта новая, более прямая линия известна как профиль шероховатости поверхности (рис. 3).
Рисунок 2 – Линия 1: Измеренный профиль и средняя линия – включает вариации волны и плоскостности Линия 2: Профиль шероховатости и средняя линия, отфильтрованные вариации волны и плоскостности
Параметры шероховатости и расчеты
На технических чертежах шероховатость упрощена до числовое значение, представляющее характеристики профиля шероховатости. Наиболее часто указываемыми параметрами шероховатости являются Ra и Rz . Ra или средняя шероховатость обычно используется в Соединенных Штатах, в то время как Rz , или средняя глубина шероховатости, широко используется во всем мире. Ra определяется как среднее отклонение профиля шероховатости от средней линии. Говоря математическим языком, это интеграл абсолютного значения профиля шероховатости, деленный на длину профиля. Из-за этого усреднения значение Ra ниже фактической высоты вариаций шероховатости.
Уравнение 1 – Уравнение средней шероховатости, где Z(x) – профиль шероховатости длиной L. Рисунок 3 – Средняя шероховатость ( Ra )
Для расчета Rz профиль шероховатости делится на пять равных отрезков. Разница высот между самой высокой и самой низкой точкой в каждой из пяти секций известна как общая шероховатость или Rt для этой секции. Rz является средним из пяти значений Rt . Рассчитанное значение Rz приблизительно равно высоте самых серьезных изменений шероховатости.
Рисунок 4 – Общая шероховатость ( Rt ) для каждого сегмента, а Mean Roughness Depth ( Rz )
Поскольку Ra представляет средние значения, а Rz основан на максимальных значениях, Rz почти всегда больше, чем Ra . Разница между двумя параметрами будет зависеть от однородности профиля шероховатости. Если одно значение известно, можно оценить максимум для другого, но это приближение не следует использовать для критических приложений. Как правило, если только Rz известен, Ra можно аппроксимировать делением на коэффициент 7,2. Если Ra известен, значение Rz для той же поверхности может быть в 20 раз выше, и его немного сложнее приблизить.
Единицы измерения шероховатости
В США для измерения шероховатости используются микродюймы. Эта единица представляет собой одну миллионную часть дюйма и обычно записывается как µ в . Соответствующая международная единица (СИ) — микрометры или микроны для краткости. Эта единица представляет собой одну миллионную часть метра и записывается как 9.0045 мкм или мкм . Так же, как один метр равен 39,37 дюйма в длину, один микрометр равен 39,37 микродюйма.
Обозначения
Обозначение базовой обработки поверхности представляет собой галочку с точкой, лежащей на поверхности, которую необходимо указать. Варианты этого символа предоставляют дополнительные инструкции, как описано в таблице ниже.
Рисунок 5 – Обозначения шероховатости поверхности – Основные сведения
Цифры рядом с основным обозначением шероховатости поверхности используются для обозначения различных параметров шероховатости поверхности. Расположение числа по отношению к символу определяет, какой именно параметр указывается. Буквы на рисунке ниже показывают правильное расположение каждого параметра в соответствии со стандартом ASME Y14.36M.
Рисунок 6 – Обозначение шероховатости поверхности – Детали
Где a представляет среднее значение шероховатости ( Ra ), а b представляет метод производства, покрытие, примечание или другую дополнительную информацию. Буква c указывает длину выборки шероховатости в миллиметрах или дюймах, а d указывает направление укладки поверхности. Значение e указывает минимальное требование удаления материала в миллиметрах. Наконец, если указан альтернативный параметр шероховатости поверхности, символ и значение параметра указываются в ячейке 9. 0045 f (т.е. Rz 0,4).
Семь возможных направлений укладки указаны в таблице ниже.
Рис. 7. Символы Lay
. В приведенном ниже примере указано, что Ra не превышает 32 µдюйма при длине оценки 0,125 дюйма. Rz не должен превышать 160 микродюймов на оценочной длине 0,75 дюйма. Направление укладки параллельно плоскости обзора чертежа, где появляется обозначение.
Рисунок 8 – Пример спецификации отделки поверхности
Практические соображения
Качество поверхности сильно зависит от процесса изготовления детали, и очень гладкая поверхность обычно требует дополнительной обработки, такой как шлифовка или полировка. Поскольку дополнительная обработка повлечет за собой дополнительные расходы, важно, чтобы инженер или проектировщик не предъявлял излишне низких требований к шероховатости. По возможности характеристики шероховатости должны находиться в пределах ограничений основного производственного процесса.
В рамках диапазона возможностей оборудования некоторые производственные процессы позволяют в некоторой степени контролировать отделку поверхности. Например, при фрезеровании или токарной обработке небольшая глубина резания и низкая скорость подачи обычно обеспечивают более гладкую поверхность, а более глубокая резка и более высокая скорость обеспечивают более грубую обработку. Износ режущего инструмента также может повлиять на чистоту поверхности. На приведенной ниже диаграмме показан диапазон значений шероховатости поверхности, обычно получаемых в результате различных производственных процессов.
Рисунок 9– Средняя шероховатость ( Ra ), полученная в результате обычных производственных процессов Изображение предоставлено Emok – Википедия технические рисунки.
Ra — средняя шероховатость, и он недооценивает колебания высоты поверхности.
Rz — средняя глубина шероховатости, и она приблизительно соответствует величине наиболее значительных изменений высоты поверхности.
Ra < Rz в большинстве случаев. Общее преобразование: 7,2 x Ra = Rz (только приблизительная оценка)
Важно знать, указывается ли шероховатость в единицах СИ (микрометры) или в британских единицах (микродюймы).
Гриндер ленточный чертежи. Полный комплект с размерами.
В данной статье мы представляем Вам полный комплект чертежей со всеми габаритными размерами нашего ленточного гриндера для сборки своими руками. Данный ленточно-шлифовальный станок предназначен для работы под шлифовальную ленту длиной 915мм и шириной 50мм. Данная модель гриндера предназначена для небольшой мастерской или для полупрофессионального использования Ленточно-шлифовальный станок монтируется на двигатели АИР 71B2 мощностью 0.75кВт/1.1кВт, а так же на двигатели АИР 63B2 мощностью 0.35кВт/0.55кВт в исполнении с фланцем.
Состав комлекта ленточного гриндера Хозяин для сборки своими руками
Ведомость основного комплекта рабочих чертежей ленточного гриндера MG-915 ХОЗЯИН для самостоятельной сборки.
Основные элементы ленточного гриндера (выдвижной ригель, основная рама и поворотный механизм) вырезаны из металла толщиной 10 мм. Материал рамы и основных элементов гриндера советуем собирать из металла толщиной 10-12мм, для облегчения конструкции подойдет и алюминий аналогичной толщины. Изготовления деталей рамы гриндера мы рекомендуем использовать лазерную или гидроабразивную резку, так же подойдет плазморез или фрезерные станок.
Чертеж рамы ленточного гриндера Хозяин
При отсутствии доступа к данному оборудованию и определенном опыте и упорстве, используя основные размеры на чертежах гриндера, можно собрать станок своими руками при помощи болгарки для резки металла и дрели для сверления отверстий. Самый простой способ перенести чертежи гриндера на заготовки — распечатать в формате 1:1 и приклеить.
Чертеж ригеля и рамы ленточного гриндера Хозяин
Материал механизма натяжителя ленты для гриндера изготовлен из стали толщиной 8 мм. Для сборки своими руками натяжителя гриндера потребуются метчики М6х1, отверстия диаметром 5.2 мм, на чертеже под резьбу 6х1. Трущиеся элементы ленточно-шлифовального станка рекомендуем смазать любой доступной технической смазкой. Для дальнейшей стабильной работы натяжителя ленты для гриндера рекомендуется проводить смазку регулярно.
Чертеж натяжителя ленточного гриндера для сборки своими руками
Чертеж механизм натяжителя ленточного гриндера для сборки своими руками
Опорный столик и упорная площадка ленточного гриндера Хозяин изготавливаются из стали толщиной 6 мм с использование сварки и последующей шлифовкой швов. Так же Вам потребуется метчик М8х1.2, отверстия под эту резьбу обозначены диаметром 6.8 мм. В качестве упорного элемента гриндера, мы рекомендуем использовать керамогранитную плитку, она зарекомендовала себя лучше, чем высоколегированные стали или чугун, т.к. плотность и долговечность у неё выше.
Чертеж столика ленточного гриндера Хозяин
Чертеж опорный столик и упорная плита гриндера для сборки своими руками
Токарные работы лучше всего доверить опытному токарю, т.к. ролики и шкив ленточного гриндера являются деталями высокой точности, сложны в изготовлении и требуют использования токарного оборудования и различного вида резцов, а также ленточной пилы для нарезки заготовок. Это основной элемент стабильной работы, ровного хода ленты гриндера и безопасности работы Вашего станка. Все размеры и допуски роликов для гриндера указаны на нижеследующих чертежах.
Токарный комплект для сборки гриндера своими руками можно заказать у нас: Токарный комплект для сборки гриндера
Чертеж шкива ленточного гриндера для сборки своими руками
Чертеж шкива ленточного гриндера для сборки своими руками
Чертеж прямого ролика ленточного гриндера Хозяин
Чертеж ролик прямой для ленточного гриндера для сборки своими руками
Чертеж ролика-бочки ленточного гриндера Хозяин
Чертеж Ролик-бочка для ленточного гриндера для сборки своими руками
Чертеж оси ролика ленточного гриндера Хозяин
Чертеж ось ролика ленточного гриндера для сборки своими руками
Чертеж втулки натяжителя ленточного гриндера для сборки своими руками
Чертеж втулка натяжителя ленточного гриндера для сборки своими руками
Для сборки роликов гриндера Вам потребуются подшипники 6000RS 6шт. , в случае неточной токарной обработки их рекомендую вклеивать на резьбовой герметик, это позволит им прослужить дольше и избежать неприятных ситуаций с развалившимися роликами. Мы на своих станках используем ЧПУ токарные работы, которые позволяют изготовить детали с точностью до .01 миллиметра.
Для лучшего понимания, сборки ленточного гриндера своими руками, ниже прикладываем сборочный чертежи и виды собранного гриндера.
Сборочные чертежи ленточного гриндера Хозяин
Сборочный чертеж ленточного гриндера для сборки своими руками (Вид 1)
Сборочный чертеж ленточного гриндера для сборки своими руками (вид 3)
Сборочный чертеж ленточного гриндера для сборки своими руками(вид 2)
Весь используемый крепеж для сборки ленточного гриндера своими руками, выкладываем в файле спецификация.
Спецификация крепежа к чертежу ленточного гриндера для сборки своими руками
Спецификация метизов к чертежам для ленточного гриндера для сборки своими руками
Спасибо, что дочитали данный материал, ссылку на чертежи ленточного гриндера «Хозяин» векторном формате для печати в хорошем качестве выкладываем отдельным файлом
Чертежи ленточного гриндера для сборки своими руками в формате dwg с размерами
Предложение, вопросы и пожелания присылайте нам на почту, будем рады обсудить или помочь с возникшими вопросами.
Как правильно сделать ленточный шлифовальный гриндер своими руками и каковы сферы его применения
Очень часто в промышленных целях используется шлифовальное оборудование ленточного типа для разных целей. Гриндер ленточный — это такой тип станка, который нужен для сухого шлифования разных изделий, которые могут быть сделаны на основе металла, натуральных и искусственных камней или другого материала.
Сферы применения
Особенности конструкции
Самостоятельная работа по сборке
Алгоритм изготовления
Как выбрать привод
Благодаря применению чертежей, а также использованию ряда рекомендаций, вы сможете собрать ленточный гриндер своими руками.
Сферы применения
Шлифовальный гриндер — это оборудование, которое сделать самостоятельно весьма выгодно, поскольку с его помощью можно выполнять ряд технологических операций, которые связаны со шлифовкой деталей. Как уже говорилось, детали могут быть изготовлены на основе следующих материалов:
дерево;
металл;
пластик.
Выполненная в промышленных условиях деталь зачастую стоит недешево. Также помните о том, что оборудование нуждается в регулярном обслуживании, при необходимости сделать ремонт ленточно-шлифовального станка можно тоже своими руками, для этого не нужны специальные инструменты или другие приспособления.
Ленточный гриндер можно применять для следующих технологических целей:
снять облой;
убрать заусенцы;
убрать с поверхности незначительные дефекты;
почистить коррозионный слой;
удалить последствия плазменной, лазерной или другой резки;
убрать дефекты, которые были допущены во время сварочного процесса.
Особенности конструкции
Такой материал, как древесина, часто применяется для изготовления всевозможных деталей и разных изделий. Обработка заготовок на основе дерева осуществляется с помощью разного оборудования. В частности, для тщательной и высокоточной обработки нужны шлифовально-ленточные станки, рабочим органом которых является абразивная лента.
Элементами конструкции такого агрегата являются:
абразивная лента — ее можно размещать горизонтально или вертикально, ленту устанавливают на станине и ставят между вращающимися барабанами;
барабан (ведущий и ведомый) — ведущий барабан двигается благодаря электродвигателю, который передает посредством ременной передачи вращательный момент. Скорость движения ведущего элемента и, соответственно, скорость движения ленты можно регулировать посредством специально установленных режимов обработки тех или иных поверхностей;
стол для оборудования (металлический или деревянный) — если он сделан из дерева, то на нем можно затачивать сложные заготовки;
электродвигатель — он должен обладать мощностью порядка 2,8 кВт. Также он обязан обеспечивать скорость ленты в 20 метров в секунду;
специальная монтажная вытяжка — ее нужно поставить с той целью, чтобы при технологическом процессе вы могли удалить пыль, которая появилась во время работы.
Длина станка, а также его рабочего инструмента, непосредственно зависит от длины обрабатываемых изделий. Если заготовка имеет длину меньше, чем рабочая поверхность, с ней будет проще работать.
Самостоятельная работа по сборке
Приобрести заводской ленточно-шлифовальный гриндер может далеко не каждый, поскольку профессиональное оборудование стоит весьма недешево. Не забывайте и о том, что промышленное ленточно-шлифовальное оборудование очень габаритное и может из-за этого попросту не поместиться в вашей мастерской, а также оно будет сложным в плане транспортировки.
Конструктивные особенности оборудования таковы, что его можно будет собрать своими руками. Очень важен в этой работе подготовительный этап. И для того чтобы самому сделать гриндер, для начала нужно будет подготовить следующее:
сделайте набросок чертежа, в котором будут отображены все особенности будущего станка. Благодаря заранее подготовленному чертежу вы поймете, какие инструменты и материалы вам потребуются;
подготовьте весь нужный инструмент. Это электрический лобзик, дрель и болгарка. Учтите и тот факт, что ряд чертежей предусматривает использование металлических элементов для крепления конструкции, гашения вибрации и для других целей. При выборе инструментов обязательно учтите тот факт, что вы будете работать с металлическими изделиями;
некоторые детали нельзя сделать своими руками, поскольку потребуется токарный станок. Возможно, потребуются услуги профессионального токаря.
Во время подготовки чертежа обязательно учтите, что наиболее распространены те варианты сборки ленточно-шлифовального оборудования, благодаря которому шлифовка возможна как в горизонтальном, так и вертикальном положении. Такой самодельный станок имеет максимальную функциональность, поскольку с их помощью вы сможете обрабатывать детали под разным углом. В основе самодельных конструкций в основном лежит схема промышленных моделей, затем вы меняете их в зависимости от ваших нужд.
Алгоритм изготовления
Для изготовления силовых деталей нужно применять металл толщиной от 10 мм и выше. Для облегчения работы можете сделать разметку на поверхности в зависимости от чертежа. Разметка наносится с помощью маркеров, причем точность изготовления в этом отношения не слишком важна. Резание можно проводить посредством плазменной резки, но для домашнего использования такое оборудование не совсем подойдет.
Для создания основания лучше всего брать металл толщиной от 12 мм. Элементы желательно соединять винтом и гайкой, но потребуется сделать немало разных отверстий в металле. Помимо этого, сборку можно проводить методом электросварки.
Однако работа может иметь и свои сложности. Их могут создать те элементы конструкции, которые способствуют вращению поворотного механизма, а это обеспечивает обработку деталей сразу в нескольких плоскостях. Обычно пазы для поворота выполняет профессиональный фрезеровщик, однако их можно сделать и самостоятельно с применением такого оборудования, как:
бормашинка;
дрель;
напильник.
Отдельно следует остановиться на особенностях изготовления роликов. В этом случае нужно учитывать следующие нюансы:
если вы решили изготовить своими руками мини-версию шлифовально-ленточного станка, то нужно брать дюралюминиевые или титановые ролики. Если ролики на основе таких материалов отсутствуют, возьмите старые болванки;
ролики должны иметь точную геометрическую форму, поэтому здесь лучше обратиться к опытному профессиональному токарю;
тот ролик, который вы будете фиксировать на валу применяемого электрического двигателя, должен быть стальным. Это важно, поскольку его размер довольно велик. Титановую заготовку отыскать не так просто, а вот остальные материалы могут не выдержать нагрузку.
Всего роликов пригодится четыре штуки:
приводной на 150 мм;
натяжной на 100 мм;
маленькие для направления ленты по 70 мм (2 штуки).
Когда вы будете собирать вашу конструкцию, то обязательно учтите то, что размещать ролики нужно строго по одной линии. В противном же случае ваша лента может все время соскакивать. Ширина применяемых болванок зависит непосредственно от ширины ленты. А запас по данному показателю должен составлять не меньше 20 процентов от общей ширины. В отдельных случаях цилиндр должен иметь форму бочки, с этой целью с каждого края сделайте незначительный скос. Цилиндрическая поверхность должна быть гладкой, это не позволит ленте соскальзывать благодаря сильному натяжению.
Обязательно следует правильно выбирать подшипники, ведь они тоже немаловажная часть конструкции. Они обязаны быть закрытого типа, поскольку процесс применения ленточно-шлифовального гриндера предусматривает, что будет образовываться много пыли. Если она попадет во внутреннюю полость подшипника, то увеличится трение, а это сильно сократит срок эксплуатации оборудования. Еще они должны иметь как минимум шестой класс, поскольку на ось и подшипники будет передаваться большая нагрузка.
Как выбрать привод
Когда вы планируете изготавливать самостоятельно ленточно-шлифовальный станок, то нужно заранее правильно подобрать к нему привод. Обычно мощность электрического двигателя составляет как минимум 1,2 кВт даже с условием незначительной нагрузки.
Для оборудования, используемого в бытовых целях, достаточно моделей, работающих от простой сети в 220 В. Также учтите и тот факт, что электрический двигатель для увеличения показателей точности обработки должен иметь много оборотов. Некоторые модели оснащены лопастями для обдува корпуса, что помогает снизить температуру. Такая технология проста, но очень полезна.
Итак, мы рассмотрели, как можно в домашних условиях самостоятельно сделать ленточно-шлифовальный станок. Если подготовите чертежи, а также будете четко следовать инструкциям, то сможете обеспечить себя качественным оборудованием для шлифовки деревянных изделий и для заточки любых режущих инструментов.
Иллюстрированное руководство по самодельным ленточно-шлифовальным станкам 2×72
Вы занимаетесь своими руками? Вам удобно изготавливать простые механизмы? Если это так, вам НУЖНА приличная ленточная шлифовальная машина, желательно с размером ленты 2″x72″. Вы найдете для него тысячу и одно применение, как только соберете один, а собрать его очень легко. На этой странице собраны ресурсы и идеи, которые вам понадобятся для планирования собственного проекта ленточной шлифовальной машины.
Ленточные шлифовальные станки отлично подходят для шлифовки плавных форм, удаления заусенцев и общего улучшения внешнего вида деталей. Что касается последнего, вы также хотите убедиться, что чистота поверхности других ваших процессов обработки является максимально возможной. Ознакомьтесь с нашим руководством «Советы по обработке поверхности фрезерного станка», чтобы получить некоторые идеи.
Кофемолка Bill Pace была изготовлена несколькими на платах HSM.
Очень хорошо показывает механизм слежения наверху…
Платформа, вдохновленная Лейном, добавленная к кофемолке Билла Пейса…
Подробнее о механизме слежения Джорджа Барнса… тот же дизайн…
Бадер III Эндрю Макларкина установлен на боку, чтобы ему было легче выполнять тонкую работу. Обратите внимание на очень маленькие колеса и оборачивайте упор для инструментов, чтобы он мог попасть в труднодоступные места.
Dozier делает одни из лучших кофемолок. В этой серии представлены различные доступные конфигурации аксессуаров:
Вот кофемолка. Обратите внимание на пневматический натяжитель.
3 конфигурации, слева направо: базовый круг, шлифовальный станок с провисающей лентой и установка для шлифования валиком…
Beaumont Metalworks предлагает отличную шлифовальную машину KMG:0003
Было бы неплохо повернуть этот шлифовальный станок горизонтально, как показано Маклуркином в верхней части этой страницы, а затем использовать это приспособление с подходящей подставкой. С ним действительно можно попасть в затруднительное положение!
Стойка для инструментов — это умный аксессуар, позволяющий быстро и легко изменить конфигурацию.
На фотографии слева показана кофемолка с насадкой для плиты и подставкой. Обратите внимание на прочную конструкцию с ЧПУ. Минимум сварочных работ. На крайнем правом изображении провисание ремня.
Или как насчет поворотного стола?
Похоже, он может заменить несколько других аксессуаров. Собственно «валик» представляет собой вращающийся ремень, натянутый роликами.
Вот переменная скорость JL Grinder:
. Связок для почвы с почвальником Bader III. трехколесный
Emerald Isle’s KMG Copy…
Отличный комплект от Simplatic. Выглядит как хорошая работа по плазменной резке…
Планы Фогга в формате PDF для клона KMG…
Талантливый француз строит красивую точилку для ножей. Планы на английском.
Приложение Dream KMG:
Взгляните на приложение Dream KMG, довольно крутое!
Насадка-шлифовальная машина Wilmont’s Cool 3
Остальное немного напоминает KamG, показанный выше. Wilmont — это хорошая вариация на KMG, и на сайте есть планы модели домашнего магазина, которую вы можете построить.
Он имеет 5 взаимозаменяемых контактных колес, которые можно индексировать в нужное положение — эти 3 плюс 2 других угла треугольника имеют колеса большего размера…
Они также производят полое шлифовальное приспособление, которое довольно аккуратно…
Ресурсы для изготовления ножей: Micarta
Ручная обработка быстрее, чем ЧПУ для простых деталей?
Как сделать ленточный шлифовальный станок своими руками (инструкции для размеров 2 x 72 дюйма)
Краткий обзор
магазин. Вы можете создать ленточно-шлифовальную машину, используя трубы квадратного сечения различной длины и размера, уголки, стальные пластины, болты, стопорные гайки, две ручки с регулируемым положением, плоский инструмент, направляющие колеса, направляющие колеса, ведущие колеса, газовую пружину, ручка и мотор.
Важно: Создание собственного ленточно-шлифовального станка — это то, что вы делаете на свой страх и риск. Red Label Abrasives не несет ответственности за любые неудачные попытки или травмы, полученные во время процесса или при использовании вашей самодельной шлифовальной машины.
Если вы ищете ленточно-шлифовальный станок и обладаете хорошими навыками в мастерской, вы можете собрать его самостоятельно, используя инструменты и детали, которые можно найти в большинстве магазинов. В этом блоге команда Red Label Abrasives делится советами по изготовлению ленточной шлифовальной машины размером 2 x 72 дюйма, которая может работать так же хорошо, как заводская машина. Если вы изготовите шлифовальный станок, мы можем поставить шлифовальные ленты! Red Label производит самые доступные шлифовальные ленты промышленного класса, которые вы найдете в Интернете.
Изготовление болтов Ленточная шлифовальная машина 2 X 72 дюйма
Эта ленточная шлифовальная машина похожа на сварную, но она скреплена болтами, а не сварена. Одним из самых больших преимуществ этой конструкции является то, что если вы сделаете ошибку при сборке или одна из частей сломается позже, вы можете открутить поврежденную часть и заменить ее.
Для начала соберите следующие материалы:
2 квадратные трубки 2 дюйма следующей длины:
1 длинная трубка 5 дюймов
2 длинные трубы 10”
1 длинная трубка 11 дюймов
Квадратная трубка 1,5 x 1,5 дюйма следующей длины:
1 длинная трубка 7 дюймов
1 х 17-дюймовая длинная трубка
1 длинная трубка 12 дюймов
2 отрезка квадратной трубы 2” x 6,5” x 0,25”
2 отрезка трубы квадратного сечения 4″ x 4″ x 0,125″
Один кусок трубы квадратного сечения 2 x 2 x 0,25 дюйма
Один кусок стальной пластины 1,5” x 1,1” x 0,375” для одной секции шарнира
Один кусок стальной пластины размером 2” x 2” x 0,375” для другой части шарнира
Вам понадобятся следующие детали :
Болты
Стопорные гайки
Две регулируемые рукоятки
Плоский инструмент
Направляющие колеса, направляющие колеса и ведущие колеса
Газовая пружина
Ручка
Двигатель (тип двигателя зависит от ваших потребностей)
Шаг 2: Изготовление и установка передней пластины
Обрежьте все четыре 2-дюймовых квадратных трубки до необходимой длины и отшлифуйте сварной шов на двух 10-дюймовых трубках, чтобы облегчить вставку 1,5-дюймовых трубок. . Затем с помощью сверлильного станка просверлите отверстия на двух боковых пластинах. Просверлите два отверстия ⅜” на одной пластине и два резьбовых отверстия ¼” и одно резьбовое отверстие ⅜” на другой пластине. Отверстие диаметром ⅜ дюйма будет использоваться для удержания передней ноги на месте.
После сборки просверлите отверстие в передней ножке и скрепите все болтами. Затем вы будете использовать отверстия на пластинах в качестве направляющих для сверления отверстий на трубах под ними. Затем вы нажимаете на отверстия и добавляете болты и ручки.
Шаг 3: Изготовление и установка задней пластины
Отрежьте верхнюю часть 11-дюймовой трубы, чтобы в нее можно было поместить верхний рычаг. Затем создайте две пластины размером 4 x 4 дюйма, которые скрепят задний конец. Просверлите верхнее отверстие в вертикальной 11-дюймовой трубе, вставьте болт и отметьте место второго отверстия с помощью пластины. Повторите для следующих двух отверстий через другие трубы, а затем скрепите все болтами.
Шаг 3. Изготовление шарнира направляющего колеса
Чтобы отрегулировать ход ремня, для крепления колеса требуется шарнир. Вы можете купить один или сделать свой собственный. Убедитесь, что вы выбрали или сделали достаточно большой, чтобы прикрепить его к плечу с одного конца и удерживать болт копирующего колеса с другого.
Шаг 4: Изготовление верхней части руки
Возьмите 7-дюймовый кусок 1,5-дюймовой трубки и вставьте его в заднюю часть 11-дюймовой трубки, где был прорезан паз. Полностью собранный рычаг поднимается газовой пружиной и обеспечивает натяжение ремня.
Просверлите отверстия для петли и ручки рядом. Вы можете либо купить ручку, либо сделать ее из небольшого (около 4 дюймов) куска дерева. Если вы выберете последний вариант, просверлите в нем отверстие, чтобы можно было пропустить через него болт ¼ дюйма и прикрепить его к трубе.
Шаг 5: Создание ножек
Сборке потребуются ножки, если вы хотите установить ее на поверхность. Вы можете сделать некоторые, используя 2-дюймовый уголок с отверстиями, чтобы можно было установить его на ленточно-шлифовальный станок и прикрутить машину к столу.
Шаг 6: Сборка подручника
Возьмите кусок плоской заготовки хорошего размера, просверлите и нарежьте два отверстия и используйте их в качестве направляющих для сверления отверстий в 17-дюймовой трубе (которую вы будете вставлять в нижнюю часть две 10-дюймовые трубки.) Затем проденьте два болта через дно и отшлифуйте их, чтобы они не торчали из пластины.
Шаг 7. Сборка рычага инструмента с плоским валиком
Используйте расположение отверстий на плоском валике, чтобы определить, где вы должны просверлить отверстия для рычага. Размер рычага может варьироваться в зависимости от размера контактного колеса.
Шаг 8: Прикрепите газовую пружину натяжения ремня
Определите, где вам нужно расположить газовую пружину, прежде чем просверливать и нарезать отверстия для винтов, которые будут фиксировать ее на месте.
Шаг 9. Поиск и устранение неисправностей
После сборки машины необходимо убедиться, что колеса и двигатель выровнены правильно. Возможно, вам придется немного выдвинуть колесо слежения, чтобы убедиться, что оно движется правильно. Если вы заметите какой-либо зазор между рычагами инструмента и отверстиями 10-дюймовых трубок, в которые они входят, разрежьте несколько тонких нейлоновых листов на полоски, чтобы рычаги не шевелились.
Качественные шлифовальные ленты для вашего нового шлифовального станка
Самостоятельное изготовление ленточно-шлифовального станка может быть увлекательным занятием. Чтобы получить максимальную отдачу от вашего нового станка, вам понадобятся шлифовальные ленты, которые режут, сглаживают и/или полируют ваши заготовки до совершенства. Являясь лидером в производстве абразивных материалов, Red Label Abrasives продает одни из самых долговечных и эффективных шлифовальных лент на рынке.
Red Label Abrasives производит шлифовальные ленты различных размеров с покрытиями от стандартного оксида алюминия до нашей премиум-керамики EdgeCore.
Цель урока: повторение и закрепление знаний по теме «Фазовые переходы».
ДЗ: посмотреть видеоролик + выполнить задание по вариантам.
План работы над темой урока
1.Изучить внимательно информацию в видеоролике, сделать необходимые для себя записи. Ссылка: bhttps://www.youtube.com/emed/nw7-3W2vpX8
2.Записать формулы для расчётов:
Q = ±λm, Q = ±rm, Q = qm, Q = cm(tк – tн)
Правила для запоминания формул: Q Q Q
1) 2) 3)
λ m r m q m
Q1 + Q2 + … + Qn = 0.
3.Разобрать примеры задач.
№1
Какое количество теплоты необходимо требуется для плавления алюминия массой 25 кг, взятого при температуре плавления? Удельная теплота плавления алюминия равна 390000 Дж/кг.
Дано: m = 25 кг Решение:
λ = 660 Дж/кг Из правила 1 находим: Q = λm = 9750000 Дж = 9,75 МДж.
Найти: Q. Ответ: 9,75 МДж.
№2
Рассчитайте количество теплоты, которое потребуется для нагревания и плавления меди массой 28 кг, начальная температура которой 25 0С. Удельная теплота плавления меди равна 210000 Дж/кг, удельная теплоёмкость меди равна 400 Дж/(кг0С). Температура плавления меди равна 1085 0С.
Какое количество теплоты выделится при конденсации паров эфира массой 20 г, взятого при температуре 35 0С, и его дальнейшем охлаждении до температуры 10 0С? Температура конденсации паров эфира равна 35 0С, удельная теплота парообразования эфира 400000 Дж/кг, удельная теплоёмкость эфира равна 2350 Дж/(кг0С).
Дано: tн = 35 0C Решение:
tк = 10 0С Из правила 2 находим: Q1 = – rm = – 8000 Дж.
m = 20 г = 0,02 кг Жидкий эфир охлаждают: Q2 = cm(tк – tн) = – 1175 Дж.
r = 400000 Дж/кг Тогда, Q = Q1 + Q2 = – 9175 Дж.
с = 2350 Дж/(кг0С)
Найти: с. Ответ: – 9175 Дж.
№4
Алюминиевый чайник массой 1,2 кг содержит 2 л воды при 15 0С. При нагревании чайника с водой было израсходовано 50% теплоты, полученной при сгорании в примусе 50 г керосина, при этом вода в чайнике закипела, и часть её испарилась. Какое количество воды испарилось?
Дано: с2 = 4200 Дж/(кг0С) Решение:
tк = 100 0С Из правила 3 находим: Q3 = qm3 = 2300000 Дж.
tн = 15 0С На нагревание воды с чайником и испарения части воды
m1 = 1,2 кг израсходовано: Q = 0,5Q3 = 1150000 Дж.
m3 = 50 г = 0,05 кг Q2 = c2m2(tк – tн) + rm – нагревание воды в чайнике и
r = 2300000 Дж/кг испарение её части.
Q = 0,5Q3 Q2 = 1150000 – 93840 =1056160 (Дж).
q = 46000000 Дж/кг Тогда, m = (Q2 – c2m2(tк – tн))/r ≈ 150 г.
Найти: m. Ответ: ≈ 150 г.
4.Решить задания своего варианта. Как выбирать вариант? Вариант выбираем согласно номеру в списке. Например, Бодина Алина/Балуха Алексей, стоит первой в списке, значит её/его вариант 1. Присылаем на проверку по e-mail: [email protected]
Желаю успеха.
1.Балуха Алексей 1.Бодина Алина
2.Барданов Вадим 2.Воробкалова Юлиана
3.Богданова Анастасия 3.Гусева Елизавета
4.Возисова Елизавета 4.Дементьев Максим
5.Городничев Владислав 5.Иванова Диана
6.Григорьева Алёна 6.Квартальной Денис
7.Иллук Сергей 7.Крисюк Максим
8.Калашников Денис 8.Лебедев Александр
9.Конюшенкова Валерия 9.Межурецкий Павел
10.Кулагин Игорь 10.Михин Денис
11.Лошакова Татьяна 11.Морозов Владислав
12.Макарова Екатерина 12. Некрасова Анастасия
13.Меднис Алина 13.Орлова Виктория
14.Миронова Валерия 14.Патрикеев Егор
15.Мосол Анастасия 15.Пляшешник Сергей
16.Никитин Александр 16.Рогалёв Данил
17.Никифоров Кирилл 17.Романов Максим
18.Орлова Ульяна 18.Сидельникова Анна
19.Пучкова Ольга 19.Смирнова Марина
20.Розов Даниил 20.Соболев Роман
21.Соколов Алексей 21.Стогова Наталья
22.Соловьёв Владислав 22.Теслюк Андрей
23.Соловьёва Алина 23.Фёдорова Софья
24.Сугян Роберт 24.Челмодеева Евгения
25.Сугян Роланд 25. Чернов Кирилл
26.Тимошин Максим 26.Чернышов Валерий
27.Фролов Дмитрий 27.Шемота Александр
28.Харитова Татьяна 28.Школьникова Елена
Вариант 1
№1
В каком состоянии находится серебро и вольфрам при температуре 1000 0С? Почему?
№2
Оба термометра в психрометре показывают одинаковую температуру. Какова относительная влажность воздуха?
№3
Смесь, состоящую из 5 кг льда и 15 кг воды при общей температуре 0 0С, нужно нагреть до температуры 80 0С пропусканием водяного пара при температуре 100 0С. Определите необходимое количество пара.
Вариант 2
№1
Какая из жидкостей – вода, ртуть или эфир – кипит при самой низкой температуре?
№2
Является ли насыщенным пар над поверхностью минеральной воды в закрытой бутылке? Почему?
№3
Медную деталь, нагретую до температуры 720 0С, погрузили в 1,75 кг воды при температуре 18 0С. Вся вода при этом нагрелась до 100 0С, и 75 г её обратилось в пар. Определить массу детали. Потерями энергии пренебречь.
Вариант 3
№1
Можно ли в алюминиевом сосуде расплавить медь? Почему?
№2
Каким образом из ненасыщенного пара можно получить насыщенный?
№3
В алюминиевую кастрюлю массой 600 г налили 1,5 л воды с температурой 20 0С и поставили на электроплитку, КПД которой 75%. Через 35 минут вода закипела, и 20% её превратилось в пар. Какова мощность электроплитки? Плотность воды 1000 кг/м3.
Вариант 4
№1
Почему даже в жаркий день, выйдя из реки после купания, человек ощущает холод?
№2
Какова относительная влажность воздуха, если термометры психрометра показывают 16 0С и 13 0С соответственно?
№3
Сколько необходимо сжечь спирта, чтобы 2 кг льда, взятого при – 5 0С, расплавить и 1 кг воды превратить в пар. КПД спиртовки 40%.
Вариант 5
№1
Почему на Крайнем Севере для измерения температуры воздуха используют спиртовые термометры, а не ртутные?
№2
Относительная влажность воздуха в комнате при температуре 20 0С составляет 51%. Каково показание влажного термометра психрометра?
№3
До какой температуры нагреется 0,8 л воды, находящейся в медном калориметре массой 0,7 кг и имеющей температуру 12 0С, если ввести в калориметр 0,05 кг водяного пара при 100 0С? Плотность воды 1000 кг/м3.
Вариант 6
№1
Почему температура воды в открытом стакане всегда несколько ниже температуры воздуха в комнате?
№2
Каково показание влажного термометра психрометра, если относительная влажность в комнате 67%, а сухой термометр показывает 21 0С?
№3
На электроплитке мощностью 600 Вт за 35 минут нагрели 2 л воды от 20 0С до кипения, причём 200 г воды обратилось в пар. Определите КПД плитки. Плотность воды 1000 кг/м3.
Вариант 7
№1
Можно ли расплавленным металлом заморозить воду? Если да, то какой это может быть металл?
№2
Почему тонкое стекло покрывается слоем влаги, если на него подышать?
№3
Сколько требуется водяного пара при температуре 100 0С для нагревания бетонной плиты массой 200 кг от температуры 10 0С до температуры 40 0С? Удельная теплоёмкость бетона 880 Дж/(кг•0С).
Вариант 8
№1
Почему мокрое бельё на ветру сохнет быстрее?
№2
Какие вещества можно расплавить в кипящей воде? Приведите примеры.
№3
Какое количество теплоты необходимо, чтобы из льда массой 0,2 кг, взятого при –10 0С получить пар при 100 0С?
Вариант 9
№1
Можно ли в алюминиевом сосуде расплавить серебро? Почему?
№2
Какова абсолютная влажность воздуха, который в объёме 5 м3 содержит 30 г водяного пара?
№3
Какая установится окончательная температура, если лёд массой 500 г при температуре 0 0С погрузить в воду объёмом 4 л при температуре 30 0С? Плотность воды 1000 кг/м3.
Вариант 10
№1
Почему чай остывает, когда вы на него дуете?
№2
В каком агрегатном состоянии находятся при температуре 1000 0С вольфрам и свинец? Пояснить.
№3
Какое количество теплоты необходимо для обращения в пар 100 г льда, взятого при температуре –5 0С?
Вариант 11
№1
Какая из жидкостей – вода, ртуть или эфир – кипит при самой низкой температуре?
№2
Каким образом из ненасыщенного пара можно получить насыщенный?
№3
Сколько необходимо сжечь спирта, чтобы 2 кг льда, взятого при – 5 0С, расплавить и 1 кг воды превратить в пар. КПД спиртовки 40%.
Вариант 12
№1
В каком состоянии находится серебро и вольфрам при температуре 1000 0С? Почему?
№2
Является ли насыщенным пар над поверхностью минеральной воды в закрытой бутылке? Почему?
№3
В алюминиевую кастрюлю массой 600 г налили 1,5 л воды с температурой 20 0С и поставили на электроплитку, КПД которой 75%. Через 35 минут вода закипела, и 20% её превратилось в пар. Какова мощность электроплитки? Плотность воды 1000 кг/м3.
Вариант 13
№1
Можно ли в алюминиевом сосуде расплавить медь? Почему?
№2
Какова относительная влажность воздуха, если термометры психрометра показывают 16 0С и 13 0С соответственно?
№3
До какой температуры нагреется 0,8 л воды, находящейся в медном калориметре массой 0,7 кг и имеющей температуру 12 0С, если ввести в калориметр 0,05 кг водяного пара при 100 0С? Плотность воды 1000 кг/м3.
Вариант 14
№1
Почему даже в жаркий день, выйдя из реки после купания, человек ощущает холод?
№2
Относительная влажность воздуха в комнате при температуре 20 0С составляет 51%. Каково показание влажного термометра психрометра?
№3
На электроплитке мощностью 600 Вт за 35 минут нагрели 2 л воды от 20 0С до кипения, причём 200 г воды обратилось в пар. Определите КПД плитки. Плотность воды 1000 кг/м3.
Вариант 15
№1
Почему на Крайнем Севере для измерения температуры воздуха используют спиртовые термометры, а не ртутные?
№2
Каково показание влажного термометра психрометра, если относительная влажность в комнате 67%, а сухой термометр показывает 21 0С?
№3
Сколько требуется водяного пара при температуре 100 0С для нагревания бетонной плиты массой 200 кг от температуры 10 0С до температуры 40 0С? Удельная теплоёмкость бетона 880 Дж/(кг•0С).
Вариант 16
№1
Почему температура воды в открытом стакане всегда несколько ниже температуры воздуха в комнате?
№2
Почему тонкое стекло покрывается слоем влаги, если на него подышать?
№3
Какое количество теплоты необходимо, чтобы из льда массой 0,2 кг, взятого при –10 0С получить пар при 100 0С?
Вариант 17
№1
Можно ли расплавленным металлом заморозить воду? Если да, то какой это может быть металл?
№2
Какие вещества можно расплавить в кипящей воде? Приведите примеры.
№3
Какая установится окончательная температура, если лёд массой 500 г при температуре 0 0С погрузить в воду объёмом 4 л при температуре 30 0С? Плотность воды 1000 кг/м3.
Вариант 18
№1
Почему мокрое бельё на ветру сохнет быстрее?
№2
Какова абсолютная влажность воздуха, который в объёме 5 м3 содержит 30 г водяного пара?
№3
Какое количество теплоты необходимо для обращения в пар 100 г льда, взятого при температуре –5 0С?
Вариант 19
№1
Можно ли в алюминиевом сосуде расплавить серебро? Почему?
№2
В каком агрегатном состоянии находятся при температуре 1000 0С вольфрам и свинец? Пояснить.
№3
Смесь, состоящую из 5 кг льда и 15 кг воды при общей температуре 0 0С, нужно нагреть до температуры 80 0С пропусканием водяного пара при температуре 100 0С. Определите необходимое количество пара.
Вариант 20
№1
Почему чай остывает, когда вы на него дуете?
№2
Каково показание влажного термометра психрометра, если относительная влажность в комнате 67%, а сухой термометр показывает 21 0С?
№3
Медную деталь, нагретую до температуры 720 0С, погрузили в 1,75 кг воды при температуре 18 0С. Вся вода при этом нагрелась до 100 0С, и 75 г её обратилось в пар. Определить массу детали. Потерями энергии пренебречь.
Вариант 21
№1
В каком состоянии находится серебро и вольфрам при температуре 1000 0С? Почему?
№2
Каким образом из ненасыщенного пара можно получить насыщенный?
№3
До какой температуры нагреется 0,8 л воды, находящейся в медном калориметре массой 0,7 кг и имеющей температуру 12 0С, если ввести в калориметр 0,05 кг водяного пара при 100 0С? Плотность воды 1000 кг/м3.
Вариант 22
№1
Какая из жидкостей – вода, ртуть или эфир – кипит при самой низкой температуре?
№2
Какова относительная влажность воздуха, если термометры психрометра показывают 16 0С и 13 0С соответственно?
№3
На электроплитке мощностью 600 Вт за 35 минут нагрели 2 л воды от 20 0С до кипения, причём 200 г воды обратилось в пар. Определите КПД плитки. Плотность воды 1000 кг/м3.
Вариант 23
№1
Можно ли в алюминиевом сосуде расплавить медь? Почему?
№2
Относительная влажность воздуха в комнате при температуре 20 0С составляет 51%. Каково показание влажного термометра психрометра?
№3
Сколько требуется водяного пара при температуре 100 0С для нагревания бетонной плиты массой 200 кг от температуры 10 0С до температуры 40 0С? Удельная теплоёмкость бетона 880 Дж/(кг•0С).
Вариант 24
№1
Почему даже в жаркий день, выйдя из реки после купания, человек ощущает холод?
№2
Каково показание влажного термометра психрометра, если относительная влажность в комнате 67%, а сухой термометр показывает 21 0С?
№3
Какое количество теплоты необходимо, чтобы из льда массой 0,2 кг, взятого при –10 0С получить пар при 100 0С?
Вариант 25
№1
Почему на Крайнем Севере для измерения температуры воздуха используют спиртовые термометры, а не ртутные?
№2
Почему тонкое стекло покрывается слоем влаги, если на него подышать?
№3
Какая установится окончательная температура, если лёд массой 500 г при температуре 0 0С погрузить в воду объёмом 4 л при температуре 30 0С? Плотность воды 1000 кг/м3.
Вариант 26
№1
Почему температура воды в открытом стакане всегда несколько ниже температуры воздуха в комнате?
№2
Какие вещества можно расплавить в кипящей воде? Приведите примеры.
№3
Какое количество теплоты необходимо для обращения в пар 100 г льда, взятого при температуре –5 0С?
Вариант 27
№1
Можно ли расплавленным металлом заморозить воду? Если да, то какой это может быть металл?
№2
Какова абсолютная влажность воздуха, который в объёме 5 м3 содержит 30 г водяного пара?
№3
Смесь, состоящую из 5 кг льда и 15 кг воды при общей температуре 0 0С, нужно нагреть до температуры 80 0С пропусканием водяного пара при температуре 100 0С. Определите необходимое количество пара.
Вариант 28
№1
Почему мокрое бельё на ветру сохнет быстрее?
№2
В каком агрегатном состоянии находятся при температуре 1000 0С вольфрам и свинец? Пояснить.
№3
Медную деталь, нагретую до температуры 720 0С, погрузили в 1,75 кг воды при температуре 18 0С. Вся вода при этом нагрелась до 100 0С, и 75 г её обратилось в пар. Определить массу детали. Потерями энергии пренебречь.
Вариант 29
№1
Можно ли в алюминиевом сосуде расплавить серебро? Почему?
№2
Оба термометра в психрометре показывают одинаковую температуру. Какова относительная влажность воздуха?
№3
В алюминиевую кастрюлю массой 600 г налили 1,5 л воды с температурой 20 0С и поставили на электроплитку, КПД которой 75%. Через 35 минут вода закипела, и 20% её превратилось в пар. Какова мощность электроплитки? Плотность воды 1000 кг/м3.
Вариант 30
№1
Почему чай остывает, когда вы на него дуете?
№2
Является ли насыщенным пар над поверхностью минеральной воды в закрытой бутылке? Почему?
№3
Сколько необходимо сжечь спирта, чтобы 2 кг льда, взятого при – 5 0С, расплавить и 1 кг воды превратить в пар. КПД спиртовки 40%.
Указания:
1.Задачи №№1 и 2 по одному баллу каждая; задача №3 – 2 балла.
2.Можно использовать справочные таблицы.
Система оценок:
«5» (отлично) – 3-4 балла;
«4» (хорошо) – 2 балла;
«3» (удовлетворительно) – 1 балл;
«2» (неудовлетворительно) – менее 1 балла.
Сколько меди , имеющей температуру 1085 С , можно расплавить , передав ей количество теплоты 200 кДж огромное заранее !
Физика, 01. 12.2020 15:45, Emil304
Показать ответы
Другие вопросы по: Физика
Какие типы связи существуют в следующих веществах a)lil n2…
Опубликовано: 28.02.2019 21:50
Ответов: 3
Чтобы переправить туристов на другой берег реки, надо их рассадить в каждую лодку по 3 человека или по 5 человек. в этом случае свободных мест в лодках не будет. какое наименьшее к…
Опубликовано: 01.03.2019 02:20
Ответов: 2
Решить .. ! определите число молекул и число атомов каждого из элементов содержащихся в воде взятой количеством вещества 5 моль, 0.5 моль, массой 2 грамма….
Опубликовано: 01.03.2019 16:00
Ответов: 3
Длина прямоугольника 1 4/20 метров, а ширина на 3/20 метров меньше длины. найдите периметр прямоугольника…
Опубликовано: 03.03.2019 09:00
Ответов: 1
Составить цитатный план по кладовой солнца…
Опубликовано: 03.03.2019 22:10
Ответов: 3
Длина тюленя в 11 раз меньше, чем длина синего кита. синий кит на 30 м длиннее тюленя. чему равна длина каждого из этих животных?…
Опубликовано: 04.03.2019 06:20
Ответов: 2
Знаешь правильный ответ?
Сколько меди , имеющей температуру 1085 С , можно расплавить , передав ей количество теплоты 200 кДж…
Популярные вопросы
По картине к ф юона конец зимы по плану. план. 1. уголок зимы 2. белый снег. 3. лес 4. чудный вид….
Опубликовано: 27.02.2019 20:30
Ответов: 3
Фонетический разбор слова журчит к завтрашнему дну быстрей. ..
Опубликовано: 28.02.2019 04:50
Ответов: 2
Площа прямокутника 640м. квадратних а довжина сторони 40м. знайди площу квадрата. периметр якого доривнює периметру прямокутника….
Встроении каких организмов земноводных произошли усложнения по сравнению с рыбами? что это доказывает?…
Опубликовано: 03.03.2019 15:00
Ответов: 3
Чому папороті належать до вищих спорових рослин…
Опубликовано: 03.03.2019 17:10
Ответов: 2
Площадь прямоугольника равна 81 см2. найдите наименьший возможный периметр этого прямоугольника….
Опубликовано: 03.03.2019 18:20
Ответов: 2
Начертите все возможные виды соединения трех .вычислите общее сопротивление в каждом случае , если сопротивление одного 4 ом. p. s. прикрепите файл со схемой . : )…
Опубликовано: 04.03.2019 02:40
Ответов: 2
Разложите по 49008 и 67 813742 напишите побыстрее!…
Опубликовано: 04.03.2019 03:50
Ответов: 1
Найти ширину кафельной плитки прямоугольной формы, если ее площадь равна 40 см, а длина 8 см….
Опубликовано: 06.03.2019 16:40
Ответов: 3
Случайные вопросы
Популярные вопросы
Какова температура плавления меди? | Металлургия | Свойства металлов и неметаллов
Какова температура плавления меди?
1085 градусов Цельсия – это температура плавления меди. Если его температура поднимается выше 1085 градусов по Цельсию, он готовит и становится жидкостью. Его температура плавления не меняется при нагревании в печи или на огне.
Температура плавления меди – это температура, при которой металл переходит из твердого состояния в жидкое. При этой температуре молекулы металла находятся в постоянном движении, вибрируя и сталкиваясь друг с другом.
Энергии этих столкновений достаточно, чтобы преодолеть силы, удерживающие молекулы на месте, и они начинают свободно двигаться. Температура плавления меди 1084 градуса по Цельсию.
Можно ли плавить медь дома?
Да, вы можете плавить медь в домашних условиях в небольших количествах, но вам необходимо принять некоторые меры предосторожности, чтобы сделать это безопасно. Во-первых, вам понадобится печь, способная достигать высоких температур, необходимых для плавления меди.
Во-вторых, вам нужно убедиться, что помещение, где вы работаете, хорошо проветривается, так как пары расплавленной меди могут быть токсичными. Наконец, вам нужно будет использовать соответствующее защитное снаряжение, такое как перчатки и маска для лица, чтобы защитить себя от жары и паров.
Но делать это не рекомендуется, так как это вызовет опасные ситуации и может привести к пожару. Не пытайтесь расплавить медь из-за пожара или несчастного случая.
Во избежание несчастных случаев никогда не пытайтесь плавить какие-либо металлы на кухне без вентиляции или защиты.
Почему температура плавления меди такая высокая?
Высокая температура плавления меди обусловлена прочной металлической связью внутри металла. Атомы меди удерживаются вместе металлическими связями, которые намного прочнее ионных или ковалентных связей в других материалах.
Эта прочная связь придает меди высокую температуру плавления, а также высокую электрическую и теплопроводность.
Высокая твердость меди также влияет на ее температуру плавления. Медь так же тверда, как сталь, и потребуется значительное количество энергии, чтобы разрушить металлические связи, удерживающие ее вместе.
Температура плавления или кипения меди?
Температура кипения меди выше, чем ее температура плавления.
Температура кипения меди 2590 градусов Цельсия, что выше его температуры плавления в 1084 градуса Цельсия.
Это связано с тем, что медь имеет высокую удельную теплоемкость, что затрудняет ее охлаждение.
Таким образом, медь необходимо нагревать до тех пор, пока ее молекулы не начнут свободно двигаться при этой температуре, чтобы она достигла жидкого состояния.
Это один из самых плотных металлов в мире.
Медные кольца вредны для вас?
Медные кольца носить тебе не вредно. Это нетоксичный элемент. Медь является природным элементом.
Единственным недостатком медных колец на пальцах может быть аллергия. Медь содержит некоторое количество никеля в следовых количествах, а у некоторых людей никель может вызывать аллергические реакции.
Медь считается относительно безопасным металлом при использовании в ювелирных изделиях, хотя у некоторых людей может быть аллергия на него. Если у вас возникло какое-либо раздражение или другая неблагоприятная реакция после ношения медного кольца, лучше снять его и обратиться к врачу.
Некоторые люди считают, что медные кольца могут оказывать негативное воздействие на организм, например, вызывать боль в суставах или нарушать работу организма. Тем не менее, нет никаких научных доказательств в поддержку этих утверждений.
Что делает бура при плавке меди?
Бура останавливает окисление меди. Чем выше температура, тем лучше работает. Вы можете использовать буру для меди для различных целей, но если вы плавите медь как метод сохранения тепла, вы можете использовать ее в сочетании с другим методом нагрева вашего объекта.
Если вы пытаетесь снизить температуру плавления меди, чтобы предотвратить повреждение от контакта с водой или кислородом, то бура не сработает.
Стоит ли зачищать медный провод на металлолом?
Разбирать стоит, так как цена высока и это не очень дорогое вложение. Тем не менее, это не рекомендуется, потому что во время соскабливания вы также будете подвергать кожу воздействию частиц меди.
Также, если вы делаете это в маленькой комнате или с другими людьми, они будут вдыхать пыль.
Если рядом с вашим районом много торговцев медью и ломом, лучше продать их, а не грабить.
Не стоит зачищать медные провода на металлолом.
Можно ли плавить медь в пропановой горниле?
Вы можете плавить медь в кузнице пропана. Процесс относительно прост и требует лишь нескольких инструментов и материалов. Во-первых, вам понадобится пропановая кузница.
Их можно приобрести в Интернете или в большинстве хозяйственных магазинов. Вам также понадобится термостойкий контейнер для плавки меди. Хорошим вариантом для этого является тигель.
Чтобы расплавить медь, просто поместите слиток в горн и включите нагрев. Как только медь расплавится, вы можете залить ее в тигель. Дайте ему остыть, прежде чем обращаться с ним.
Однако при работе с металлом вы будете подвергаться воздействию высоких температур. Газ пропан также легко воспламеняется и может воспламеняться при высоких температурах, что делает его чрезвычайно опасным.
Можно ли плавить медь и алюминий вместе?
Вы можете плавить медь и алюминий одновременно. Температура плавления алюминия 660 градусов Цельсия, а температура плавления меди 1084 градуса Цельсия.
Два металла имеют разные температуры плавления, причем медь имеет более высокую температуру плавления, чем алюминий. Это означает, что если вы попытаетесь расплавить их вместе, сначала расплавится алюминий, а затем начнет плавиться медь.
Проблема в том, что алюминий при плавлении начнет окисляться, и это загрязнит медь.
Во избежание ожогов при работе с расплавленными металлами следует надевать перчатки. Вы также должны убедиться, что помещение, где вы работаете, хорошо проветривается, так как пары металлов могут быть вредными.
Однако делать это не рекомендуется, так как это может привести к опасным ситуациям и пожару.
Сколько стоит медь?
Стоимость меди около 3$. Стоимость меди определяется рыночной ценой на металл. Эта цена определяется множеством факторов, в том числе доступностью металла, глобальными экономическими условиями и себестоимостью производства.
Медь используется в самых разных областях, от электропроводки до сантехники, поэтому спрос на этот металл может сильно колебаться. В результате цена на медь также может колебаться, что делает ее волатильной инвестицией.
Медь мягкая или твердая?
Медь — мягкий металл, ковкий и пластичный. Он также является хорошим проводником тепла и электричества. Медь часто используется в электропроводке и сантехнике.
Медь – твердый мягкий металл. Это ковкий металл, и его можно формовать в горячем состоянии. Его также можно вытянуть в проволоку.
При воздействии элементов медь окисляется и образует на своей поверхности зеленый слой оксида меди. Этот слой мягкий и легко снимается, но не влияет на твердость основного материала.
Как удалить примеси из меди?
Для удаления примесей из меди контактируют с расплавом меди вещество, содержащее карбид кремния. Однако это изменит чистоту меди.
Примеси связываются с карбидом кремния и медью, оседая на дно. Примеси в меди можно восстановить и использовать повторно, но это приведет к несколько более низкой чистоте металла.
Можно ли расплавить медь в стальном тигле?
Медь можно плавить в стальном тигле. Этот тигель содержит сталь, карбид кремния и никель. Он разработан, чтобы выдерживать высокие температуры, предотвращая плавление сосуда и обеспечивая отсутствие загрязнений на меди.
Однако, хотя для плавки меди можно использовать стальные тигли, их следует использовать только при более низких температурах. Тигель вступит в реакцию с медью, если вы нагреете ее слишком сильно и повредите тигель.
Тигель используется для нагрева металлов и плавления их, когда они находятся в твердом состоянии, чтобы их можно было перелить в другой контейнер, когда они станут жидкими.
Сталь является хорошей альтернативой использованию керамики. Он не портится при таких же высоких температурах, как керамика, что позволяет плавить металлы, не беспокоясь о разрушении тигля.
Какой процент олова добавляют в медь для образования бронзы?
12-процентное олово добавляется к меди для образования бронзы. Сплав нагревают до точки плавления обоих материалов, а затем они смешиваются.
Тем не менее, бронза была открыта, когда выяснилось, что добавление большего количества олова облегчает форму металла и повышает его коррозионную стойкость.
Бронза в настоящее время используется в тех случаях, когда требуется твердость или коррозионная стойкость, например, в электрооборудовании или оборудовании.
При какой температуре кипит медь?
Медь кипит при 2560 градусов по Фаренгейту. Такая высокая температура кипения обусловлена прочной металлической связью в меди.
При нагревании меди электроны в металле возбуждаются и начинают больше двигаться. По мере повышения температуры электроны движутся все больше и больше, в конечном итоге разрывая металлические связи и заставляя медь кипеть.
Температура плавления металлов и сплавов | Ящик для инструментов
Что такое температура плавления?
Температура плавления вещества – это температура, при которой оно переходит из твердого состояния в жидкое при атмосферном давлении; при температуре плавления твердая и жидкая фазы находятся в равновесии. Температура плавления вещества зависит от давления и обычно указывается при стандартном давлении в справочных материалах. Точка плавления также называется точкой разжижения, солидусом или ликвидусом.
Температура плавления обычных материалов
Температура плавления стали: 1425-1540 °C / 2600-2800 °F Температура плавления золота: 1064 °C / 1947,5 °F. Температура плавления меди: 1084 °C / 1983 °F Температура плавления железа: 1538 °C / 2800 °F Температура плавления свинца: 327,5 °C / 621 °F. Температура плавления серебра: 961 °C / 1761 °F.
Загрузить справочный лист: PDFExcel
Температуры плавления металлов и чистых элементов
Атомный номер
Element
Melting Point (°C)
Melting Point (°F)
89
Actinium
1050 °C
1922 °F
13
Aluminum
660.32 ° C
1220.58 °F
95
Americium
1176 °C
2149 °F
51
Antimony
630.63 °C
1167.13 °F
18
Argon
-189.35 °C
-308.83 °F
33
Arsenic
817 °C
1503 °F
85
Astatine
302 °C
576 °F
56
Barium
727 °C
1341 °F
97
Berkelium
986 °C
1807 °F
4
Beryllium
1278 °C
2349 °F
83
Bismuth
271. 5 °C
520.7 °F
5
Boron
2076 °C
3769 °F
35
Bromine
-7.2°C
19°F
48
Cadmium
321.07°C
609.93°F
20
Calcium
842 °C
1548 °F
98
Californium
900°C
1652°F
6
Carbon (graphite)
>3527 °C
>6381 °F
58
Cerium
795°C
1463°F
55
Cesium
28.44°C
83.19°F
17
Chlorine
-101.5 °C
-150.7 °F
24
Chromium
1907 °C
3465 °F
27
Cobalt
1495 °C
2723 °F
29
Copper
1084. 62 °C
1984.32 °F
96
Curium
1340°C
2444°F
66
Dysprosium
1407°C
2565°F
99
Einsteinium
860°C
1580°F
68
Erbium
1529°C
2784°F
63
Europium
826°C
1519°F
100
Fermium
1527°C
2781°F
9
Fluorine
-219.62 °C
-363.32 °F
87
Francium
27°C (approx.)
80°F (прибл.)
64
Gadolinium
1312°C
2394°F
31
Gallium
29.7646 °C
85.5763 °F
32
Germanium
938.25°C
1720. 85°F
79
Gold
1064.18°C
1947.52°F
72
Hafnium
2233°C
4051°F
2
Helium (@ 2.5 MPa)
-272.20 °C
-457.96 °F
67
Holmium
1461°C
2662°F
1
Hydrogen
-259.14 °C
-434.45 °F
49
Indium
156.5985°C
313.8773°F
53
Iodine
113.7°C
236.66°F
77
Iridium
2466°C
4471°F
26
Iron
1538 °C
2800 °F
36
Krypton
-157.36°C
-251.25°F
57
Lanthanum
920°C
1688°F
82
Lead
327. 46°C
621.43°F
3
Lithium
180.54 °C
356.97 °F
71
Lutetium
1652°C
3006°F
12
Magnesium
650 °C
1202 °F
25
Manganese
1246 °C
2275 °F
101
Mendelevium
827°C
1521°F
80
Mercury
-38.83°C
-37.89°F
42
Molybdenum
2623°C
4753°F
60
Neodymium
1024°C
1875°F
10
Neon
-248.59 °C
-415.46 °F
93
Neptunium
637°C
1179°F
28
Nickel
1453 °C
2651 °F
41
Niobium
2477°C
4491°F
7
Nitrogen
-210. 00 °C
-346.00 °F
76
Osmium
3033°C
5491°F
8
Oxygen
-218.79 °C
-361.82 °F
46
Palladium
1554.9°C
2830.82°F
15
Phosphorus (white)
44.2 °С
111.6 °F
78
Platinum
1768.3°C
3214.9°F
94
Plutonium
639.4°C
1182.9°F
84
Polonium
254°C
489°F
19
Potassium
63.38 °C
146.08 °F
59
Praseodymium
935°C
1715°F
61
Promethium
1042°C
1908°F
91
Protactinium
1568°C
2854°F
88
Radium
700°C
1292°F
86
Radon
−71. 15 °C
−96 °F
75
Rhenium
3186°C
5767°F
45
Rhodium
1964°C
3567°F
37
Rubidium
39.31°C
102.76°F
44
Ruthenium
2334°C
4233°F
62
Samarium
1072°C
1962°F
21
Scandium
1541 °C
2806 °F
34
Selenium
221°C
430°F
14
Silicon
1414 °C
2577 °F
47
Silver
961.78°C
1763.2°F
11
Sodium
97.72 °C
207.9 °F
38
Strontium
777°C
1431°F
16
Sulfur
115. 21 °C
239.38 °F
73
Tantalum
3017°C
5463°F
43
Technetium
2157°C
3915°F
52
Tellurium
449.51°C
841.12°F
65
Terbium
1356°C
2473°F
81
Thallium
304°C
579°F
90
Thorium
1842°C
3348°F
69
Thulium
1545°C
2813°F
50
Tin
231.93°C
449.47°F
22
Titanium
1668 °C
3034 °F
74
Tungsten
3422°C
6192°F
92
Uranium
1132.3 °C
2070 °F
23
Vanadium
1910 °C
3470 °F
54
Xenon (@ 101. 325 kPa)
−111.7°C
−169.1°F
70
Ytterbium
824°C
1515°F
39
Yttrium
1526°C
2779°F
30
Zinc
419.53 °C
787.15 °F
40
Цирконий
1855°C
3371°F
Температура плавления сплавов
Name
Melting Point (°C)
Melting Point (°F)
Aluminum-Cadmium Alloy
1377 °C
2511 °F
Aluminum-Calcium Alloy
545 °C
1013 °F
Алюминиево-цериевый сплав
655 °C
1211 °F
Aluminum-Copper Alloy
548 °C
1018 °F
Aluminum-Germanium Alloy
427 °C
801 °F
Aluminum-Gold Alloy
569 °C
1056 °F
Aluminum-Indium Alloy
637 °C
1179 °F
Aluminum-Iron Alloy
1153 °C
2107 °F
Aluminum-Magnesium Alloy
600 ° С
1110 °F
Aluminum-Nickel Alloy
1385 °C
2525 °F
Aluminum-Platinum Alloy
1260 °C
2300 °F
Aluminum-Scandium Alloy
655 °C
1211 °F
Aluminum-Silicon Alloy
577 °C
1071 °F
Aluminum-Zinc Alloy
382 °C
720 °F
Amalgam
178-278 °C
352. 4-532.4 °F
Arsenic-Antimony Alloy
605 °C
1121 °F
Arsenic-Cobalt Alloy
916 °C
1681 °F
Arsenic-Copper Alloy
685 °C
1265 °F
Arsenic-Indium Alloy
942 °C
1728 °F
Arsenic-Iron Alloy
1103 °C
2017 °F
Arsenic-Manganese Alloy
870 °C
1598 °F
Arsenic-Nickel Alloy
967 °C
1770 °F
Arsenic-Tin Alloy
579 °C
1074 °F
Arsenic-Zinc Alloy
1015 °C
1859 °F
Babbitt Metal
433-466 °C
811.4-870.8 °F
Beryllium-Copper Alloy
865 — 955 °C
1587 — 1750 °F
Brass
930 °C
1710 °F
Brass, Admiralty
900 — 940 °C
1650 — 1720 °F
Brass, Red
990 — 1025 °C
1810 — 1880 °F
Brass, Yellow
905 — 932 °C
1660 — 1710 °F
Bronze, Aluminum
1027–1038 °C
1881–1900 °F
Bronze, Manganese
865 — 890 °C
1590 — 1630 °F
Copper-Nickel Alloy
1060-1240 °C
1940-2264 °F
Field’s Metal
62 °C
144 °F
Gold-Antimony Alloy
360 °C
680 °F
Gold-Bismuth Alloy
241 °C
466 °F
Gold -Сплав кадмия
500 °C
932 °F
Gold-Cerium Alloy
520 °C
968 °F
Gold-Germanium Alloy
356 °C
673 °F
Gold -Lanthanum Alloy
561 °C
1042 °F
Gold-Lead Alloy
215 °C
419 °F
Gold-Magnesium Alloy
575 °C
1067 °F
Золото-марганцевый сплав
960 °C
1760 °F
Gold-Silicon Alloy
363 °C
685 °F
Gold-Sodium Alloy
876 °C
1609 °F
Gold-Tellurium Alloy
416 °C
781 °F
Gold-Thallium Alloy
131 °C
268 °F
Gold-Tin Alloy
278 °C
532 °F
Хастеллой С-276
1323-1371 °C
2415-2500 °F
Incoloy
1390 — 1425 °C
2540 — 2600 °F
Inconel
1390 — 1425 °C
2540 — 2600 °F
Invar
1427 °C
2600 °F
Iron, Cast
1204 °C
2200 °F
Iron, Cast (Gray)
1175 — 1290 ° C
2150 — 2360 °F
Iron, Ductile
1,150 — 1,200 °C
2,100 – 2,190 °F
Iron, Wrought
1482 °C
2700 °F
Iron-Antimony Alloy
748 °C
1378 °F
Iron-Gadolinium Alloy
850 °C
1562 °F
Iron-Molybdenum Alloy
1452 °C
2646 °F
Iron-Niobium Alloy
1370 °С
2498 °F
Iron-Silicon Alloy
1202 °C
2196 °F
Iron-Tin Alloy
1127 °C
2061 °F
Iron-Yttrium Alloy
900 °C
1652 °F
Iron-Zirconium Alloy
1327 °C
2421 °F
Kovar
1449 °C
2640 °F
Lead-Antimony Alloy
247 °C
477 °F
Lead-Platinum Alloy
290 °C
554 °F
Lead-Praseodymium Alloy
1042 °C
1908 °F
Lead -Tellurium Alloy
924 °C
1695 °F
Lead-Tin Alloy
187 °C
369 °F
Lead-Titanium Alloy
725 °C
1337 °F
Магний AZ31B
~650 °C
~1200 °F
Magnesium-Antimony Alloy
961 °C
1761. 8 °F
Magnesium-Nickel Alloy
507 °C
945 °F
Magnesium-Praseodymium Alloy
585 °C
1085 °F
Magnesium-Silicon Alloy
950 °C
1742 °F
Magnesium-Strontium Alloy
426 °C
799 °F
Magnesium-Zinc Alloy
342 °C
648 °F
Molybdenum-Nickel Alloy
1317 °C
2403 °F
Molybdenum-Niobium Alloy
2297 °C
4167 °F
Molybdenum-Osmium Alloy
2377 °C
4311 °F
Molybdenum-Rhenium Alloy
2507 °C
4545 °F
Molybdenum- Рутениевый сплав
1927 °C
3501 °F
Molybdenum-Silicon Alloy
2077 °C
3771 °F
Monel
1300 — 1350 °C
2370 — 2460 °F
Nickel-Antimony Alloy
1102 °C
2016 °F
Nickel-Tin Alloy
1130 °C
2066 °F
Nickel-Titanium Alloy
1117 °C
2043 ° Ф
Nickel-Tungsten Alloy
1500 °C
2732 °F
Nickel-Vanadium Alloy
1200 °C
2192 °F
Nickel-Zinc Alloy
875 °C
1607 °F
Nitinol
1300 °C
2370 °F
Pewter
240 °C
464 °F
Rose’s Metal
98 °C
208 °F
Silver-Aluminum Alloy
562 °C
1044 °F
Silver-Antimony Alloy
485 °C
905 °F
Silver-Arsenic Allo
540 °C
1004 °F
Silver-Calcium Alloy
547 °C
1017 °F
Silver-Cerium Alloy
525 °C
977 °F
Silver-Copper Alloy
777 ° С
1431 °F
Silver-Germanium Alloy
651 °C
1204 °F
Silver-Lanthanum Alloy
518 °C
964 °F
Silver-Lead Alloy
304 °C
579 °F
Silver-Lithium Alloy
145 °C
293 °F
Silver-Magnesium Alloy
472 °C
882 °F
Silver- Палладиевый сплав
651 °C
1204 °F
Silver-Silicon Alloy
837 °C
1539 °F
Silver-Strontium Alloy
436 °C
817 °F
Silver-Tellurium Alloy
350 °C
662 °F
Silver-Zirconium Alloy
827 °C
1521 °F
Steel, Carbon
1425 — 1540 °C
2600 — 2800 °F
Steel, Maraging
1413 °C
2575 °F
Steel, Stainless
1510 °C
2750 °F
Stellite
1180-1415 °C
2156 – 2579 ° F
Стерлинговое серебро
893 ° C
1640 ° F
Титан-алюмин-ванадий (TI-6AL-4V)
4
4
40194 160194 40194 40194 40194 40194 4
40194 40194 4
40194 160194 40194
.
Металл Вуда
70 °C
158 °F
Температура плавления химических веществ и веществ


 Так можно ощипывать большую птицу, а вот для маленьких это не очень удобно.
Так можно ощипывать большую птицу, а вот для маленьких это не очень удобно. Это может быть «Малютка», «Фея» или «Ока».
Это может быть «Малютка», «Фея» или «Ока». Поскольку в дне корпуса будут проделываться отверстия для бил, то стекающая вода при работе будет попадать на двигатель. Этого нельзя допускать.
Поскольку в дне корпуса будут проделываться отверстия для бил, то стекающая вода при работе будет попадать на двигатель. Этого нельзя допускать.

 Вот и подумаешь волей – неволей о том, чтобы сделать перосъемную машину своими руками из деталей стиральной машины, а ведь не самая плохая идея!
Вот и подумаешь волей – неволей о том, чтобы сделать перосъемную машину своими руками из деталей стиральной машины, а ведь не самая плохая идея!

 Теперь нужной найти длинный резиновый шланг и одеть на него насадку для душа. Это приспособление пригодится нам потом, когда перосъемная машина начнет функционировать. Инструменты нам тоже кое-какие потребуются:
Теперь нужной найти длинный резиновый шланг и одеть на него насадку для душа. Это приспособление пригодится нам потом, когда перосъемная машина начнет функционировать. Инструменты нам тоже кое-какие потребуются: Но есть проблема.
Но есть проблема. Один шкив одеваем на вал двигателя, а второй на вал активатора, а затем соединяем их ремнем.
Один шкив одеваем на вал двигателя, а второй на вал активатора, а затем соединяем их ремнем.
 Проходит буквально 2 минуты и тушка почти полностью очищается от перьев.
Проходит буквально 2 минуты и тушка почти полностью очищается от перьев. 0, которую я построил. Этот намотчик пикапа очень дешев и прост в изготовлении. Быть дешевым — это здорово, но есть несколько ограничений. Во-первых, скорость, с которой эта намотка может наматывать звукосниматель, ограничена от 1000 до 1200 об/мин. Ограничение распространяется исключительно на способность счетчика вести счет на скоростях, превышающих это значение в минуту. В счетчике проекта указано, что его ограничение составляет 20 выстрелов в секунду или 1200 выстрелов в минуту. Некоторые намотчики звукоснимателей наматывают ближе к 2000 выстрелам в минуту. Теперь, начиная и используя этот намотчик в качестве введения в намотку датчика, 1200 об / мин, вероятно, больше, чем скорость, с которой новичок будет чувствовать себя комфортно. Когда начал мотать, не могу сказать, что достиг 800 об/мин. Итак, если вы просто хотите начать собирать звукосниматели и не беспокоитесь о скорости, то этот проект для вас.
0, которую я построил. Этот намотчик пикапа очень дешев и прост в изготовлении. Быть дешевым — это здорово, но есть несколько ограничений. Во-первых, скорость, с которой эта намотка может наматывать звукосниматель, ограничена от 1000 до 1200 об/мин. Ограничение распространяется исключительно на способность счетчика вести счет на скоростях, превышающих это значение в минуту. В счетчике проекта указано, что его ограничение составляет 20 выстрелов в секунду или 1200 выстрелов в минуту. Некоторые намотчики звукоснимателей наматывают ближе к 2000 выстрелам в минуту. Теперь, начиная и используя этот намотчик в качестве введения в намотку датчика, 1200 об / мин, вероятно, больше, чем скорость, с которой новичок будет чувствовать себя комфортно. Когда начал мотать, не могу сказать, что достиг 800 об/мин. Итак, если вы просто хотите начать собирать звукосниматели и не беспокоитесь о скорости, то этот проект для вас. to/2MDXekZ Это 12-вольтовый двигатель с редуктором на 1000 об/мин. Спецификация скорости двигателей составляет 1000 об/мин без нагрузки. Я бы сказал, что под нагрузкой мотор может крутиться на 850-950 об/мин. Один недостаток этого мотора в то время, когда я с ним работал, заключается в том, что он довольно громкий. Намотка звукоснимателей должна работать без напряжения, и этот двигатель может разрушить это своим шумом. Теперь вы можете пойти на более хороший двигатель. Такой же, как я использовал в намотчике звукоснимателя 2.0. https://amzn.to/2zoNX7z Он очень тихий, но вам придется снизить скорость с 3420 об/мин до той, которая приемлема для более медленного счетчика.
to/2MDXekZ Это 12-вольтовый двигатель с редуктором на 1000 об/мин. Спецификация скорости двигателей составляет 1000 об/мин без нагрузки. Я бы сказал, что под нагрузкой мотор может крутиться на 850-950 об/мин. Один недостаток этого мотора в то время, когда я с ним работал, заключается в том, что он довольно громкий. Намотка звукоснимателей должна работать без напряжения, и этот двигатель может разрушить это своим шумом. Теперь вы можете пойти на более хороший двигатель. Такой же, как я использовал в намотчике звукоснимателя 2.0. https://amzn.to/2zoNX7z Он очень тихий, но вам придется снизить скорость с 3420 об/мин до той, которая приемлема для более медленного счетчика. Работа регулятора скорости с широтно-импульсной модуляцией, если вы можете себе представить, похожа на переключатель, который включает и выключает много раз в секунду. Питание остается постоянным напряжением при включении. регулятор скорости использует паузу или время выключения для регулирования скорости двигателя. Эта конструкция помогает поддерживать полный потребляемый ток двигателя при снижении его скорости.
Работа регулятора скорости с широтно-импульсной модуляцией, если вы можете себе представить, похожа на переключатель, который включает и выключает много раз в секунду. Питание остается постоянным напряжением при включении. регулятор скорости использует паузу или время выключения для регулирования скорости двигателя. Эта конструкция помогает поддерживать полный потребляемый ток двигателя при снижении его скорости. Вот почему ШИМ очень важен в конструкции намотки звукоснимателя.
Вот почему ШИМ очень важен в конструкции намотки звукоснимателя. В одном из тестов, которые я провел с переключателем, я использовал его для подсчета двигателя на 5500 об/мин. С задачей справился без проблем. Итак, с учетом сказанного, я понятия не имею об ограничениях счетчика переключателей OPTO. Если вы хотите посмотреть на этот дизайн, нажмите здесь. https://www.cwkshop.com/projects/pickup-winder-2-0/
В одном из тестов, которые я провел с переключателем, я использовал его для подсчета двигателя на 5500 об/мин. С задачей справился без проблем. Итак, с учетом сказанного, я понятия не имею об ограничениях счетчика переключателей OPTO. Если вы хотите посмотреть на этот дизайн, нажмите здесь. https://www.cwkshop.com/projects/pickup-winder-2-0/  Кроме того, необходимо учитывать, что ваш переключатель является двухполюсным переключателем на два направления (DPDT) в конфигурации (вкл. выкл. вкл.).
Кроме того, необходимо учитывать, что ваш переключатель является двухполюсным переключателем на два направления (DPDT) в конфигурации (вкл. выкл. вкл.). Мы отправимся в путешествие по тому, как я построил свой намотчик пикапа. Я пройдусь по всем частям, где я их взял и сколько я за них заплатил. См. ссылку ниже для продуктов, похожих на то, что я купил. Спасибо за просмотр!
Мы отправимся в путешествие по тому, как я построил свой намотчик пикапа. Я пройдусь по всем частям, где я их взял и сколько я за них заплатил. См. ссылку ниже для продуктов, похожих на то, что я купил. Спасибо за просмотр! Я пройдусь по всем частям, где я их взял и сколько я за них заплатил. См. ссылку ниже для продуктов, похожих на то, что я купил. Спасибо за просмотр!
Я пройдусь по всем частям, где я их взял и сколько я за них заплатил. См. ссылку ниже для продуктов, похожих на то, что я купил. Спасибо за просмотр! Задача может быть такой же простой, как покупка готовых деталей и сборка гитары, или такой сложной, как начало всего лишь с куска дерева. Даже опытные производители гитар обычно не уделяют достаточного внимания намотке собственных звукоснимателей, поскольку это может быть утомительной и трудоемкой задачей. Недорогой профессиональный намотчик для пикапа можно купить примерно за 450 долларов, что, безусловно, неэкономично для любителя. [Даг] — один из тех, кто хотел намотчик звукоснимателя, но не хотел выкладывать большие деньги. И что он сделал? Самостоятельно построить, конечно.
Задача может быть такой же простой, как покупка готовых деталей и сборка гитары, или такой сложной, как начало всего лишь с куска дерева. Даже опытные производители гитар обычно не уделяют достаточного внимания намотке собственных звукоснимателей, поскольку это может быть утомительной и трудоемкой задачей. Недорогой профессиональный намотчик для пикапа можно купить примерно за 450 долларов, что, безусловно, неэкономично для любителя. [Даг] — один из тех, кто хотел намотчик звукоснимателя, но не хотел выкладывать большие деньги. И что он сделал? Самостоятельно построить, конечно. Токарный станок оснащен планшайбой, на которую устанавливается датчик.
Токарный станок оснащен планшайбой, на которую устанавливается датчик.
 Кроме того, пресс способен изготовить не только сок, но и мед из забруса, сыр твердых сортов и прессованное мясо.
Кроме того, пресс способен изготовить не только сок, но и мед из забруса, сыр твердых сортов и прессованное мясо.
 75 грн
75 грн com.ua
com.ua 23 грн
23 грн Харьков
Харьков Соковыжималка может использоваться отдельно или с другими частями, соединенными вместе. Предлагаются экстракторы разной мощности.
Соковыжималка может использоваться отдельно или с другими частями, соединенными вместе. Предлагаются экстракторы разной мощности. Эта соковыжималка выполняет две функции: измельчение и приготовление сока, что является экономичным и эффективным.
Эта соковыжималка выполняет две функции: измельчение и приготовление сока, что является экономичным и эффективным.  Движение в осевом направлении может регулировать зазор интервала, чтобы регулировать скорость извлечения сока.
Движение в осевом направлении может регулировать зазор интервала, чтобы регулировать скорость извлечения сока.  5
5 org/ListItem»>
org/ListItem»> Эта коммерческая соковыжималка может быть разных типов, таких как одношнековый пресс, двухшнековый соковыжималка и специальный тип соковыжималки. Этот шнековый пресс может широко использоваться для приготовления фруктовых соков, барды и обезвоживания опилок, сточных вод и обезвоживания шлама и кухонных отходов.
Эта коммерческая соковыжималка может быть разных типов, таких как одношнековый пресс, двухшнековый соковыжималка и специальный тип соковыжималки. Этот шнековый пресс может широко использоваться для приготовления фруктовых соков, барды и обезвоживания опилок, сточных вод и обезвоживания шлама и кухонных отходов.
 Коробка подачи, цилиндр сита и спираль машины изготовлены из высококачественной кислото- и щелочестойкой нержавеющей стали 304.
Коробка подачи, цилиндр сита и спираль машины изготовлены из высококачественной кислото- и щелочестойкой нержавеющей стали 304.

 К примеру, для пенобетонных смесей используется волокно длиной до 40 мм, в случае тяжелого подвижного бетона — длиной от 12 до 20 мм, а если смеси малоувлажненные, уплотняемые с помощью метода вибропрессования — не более 6-7 мм.
К примеру, для пенобетонных смесей используется волокно длиной до 40 мм, в случае тяжелого подвижного бетона — длиной от 12 до 20 мм, а если смеси малоувлажненные, уплотняемые с помощью метода вибропрессования — не более 6-7 мм. Показатель прочности на растяжение при изгибе при этом вырастает примерно в 2 раза, а нормированная усадка при высыхании снижается на 10-15%.
Показатель прочности на растяжение при изгибе при этом вырастает примерно в 2 раза, а нормированная усадка при высыхании снижается на 10-15%. В данном случае положительное влияние фибры сказывается при росте ее дозировки. В цементно-песчаных стяжках оптимальным показателем для снижения риска образования трещин при усадке является величина в пределах от 1 до 2 кг/м3.
В данном случае положительное влияние фибры сказывается при росте ее дозировки. В цементно-песчаных стяжках оптимальным показателем для снижения риска образования трещин при усадке является величина в пределах от 1 до 2 кг/м3.
 Волокна обладают низкой электропроводимостью, что также немаловажно для нормального бетонного пола.
Волокна обладают низкой электропроводимостью, что также немаловажно для нормального бетонного пола.
 Именно от этого показателя зависит прочность данного материала, а также расход армирующего вещества для бетона.
Именно от этого показателя зависит прочность данного материала, а также расход армирующего вещества для бетона. youtube.com/embed/aDju26kglqw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/aDju26kglqw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 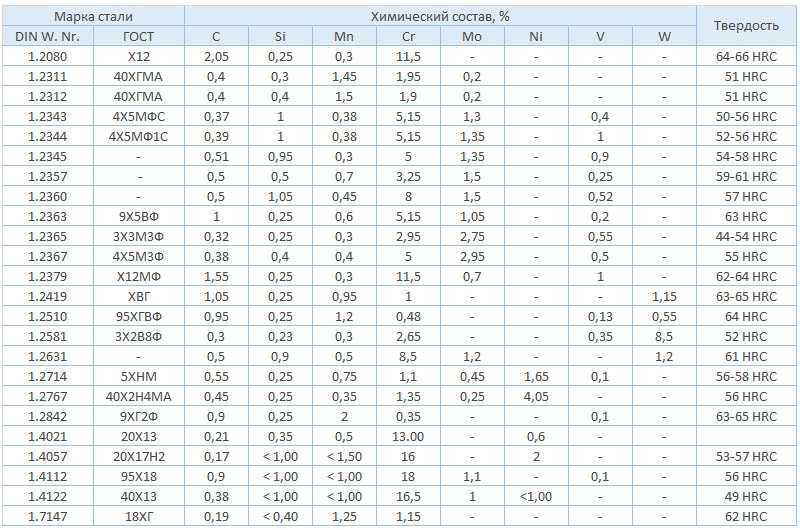 д. [1]
д. [1] с последующей закалкой с температуры 800-820 °С в масле и отпуском при 180-200 °С. Время выдержки при температуре цементации ориентировочно может быть определено из расчета 1 ч на 0,1 мм толщины цементованного слоя.
с последующей закалкой с температуры 800-820 °С в масле и отпуском при 180-200 °С. Время выдержки при температуре цементации ориентировочно может быть определено из расчета 1 ч на 0,1 мм толщины цементованного слоя. ГОСТ 4543-2016).
ГОСТ 4543-2016). Цементация при 910 °С, закалка с 790 °С в воде, отпуск при 190 °С
Цементация при 910 °С, закалка с 790 °С в воде, отпуск при 190 °С °С
°С
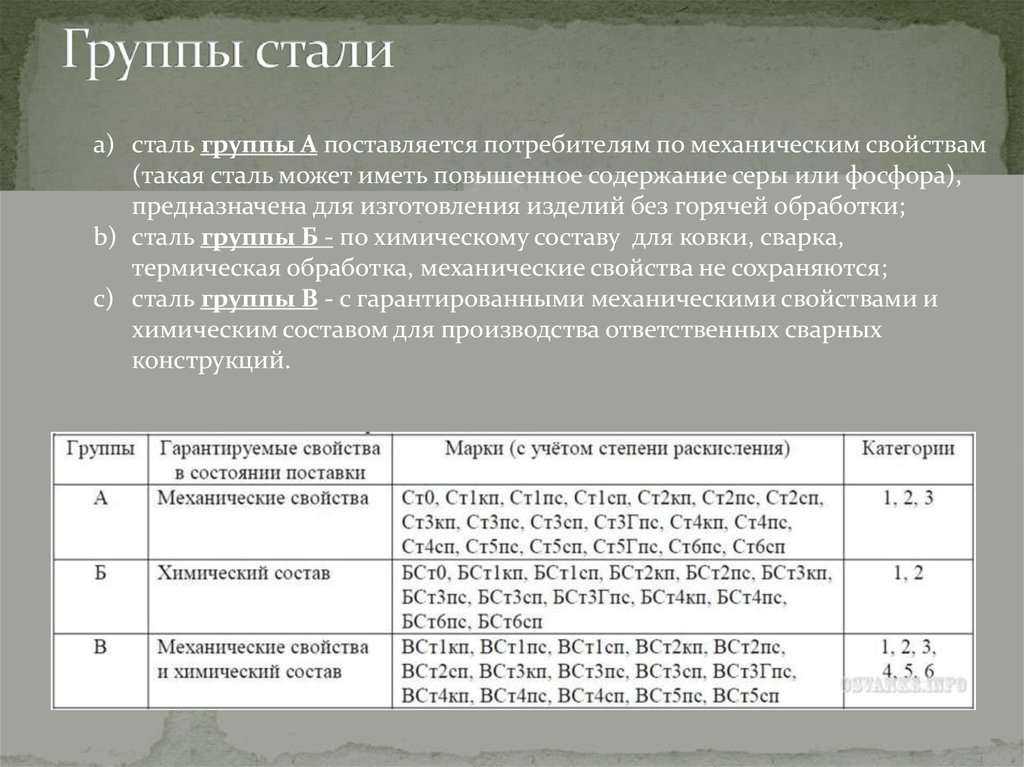
 Буквы после содержания углерода обозначают долю содержания элементов раскисления стали, в нашем случае Х — хром до 1%.
Буквы после содержания углерода обозначают долю содержания элементов раскисления стали, в нашем случае Х — хром до 1%. 12-0.18
12-0.18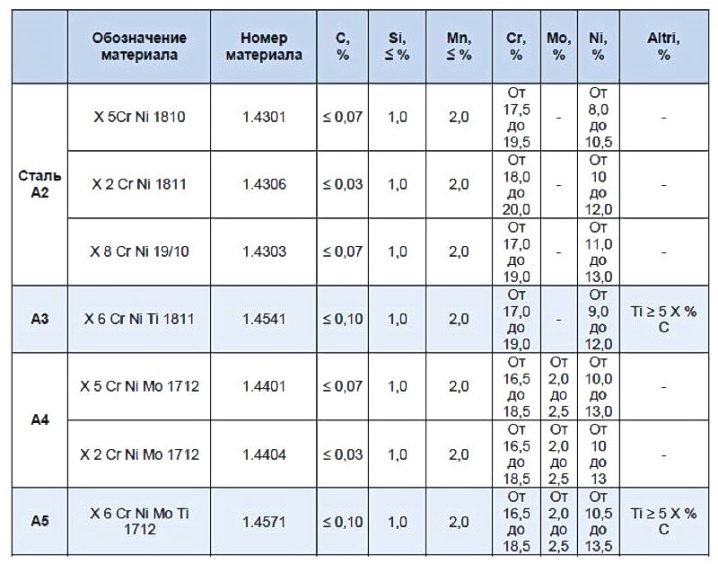 Закалка 880 °С, вода или масло, закалка 770-820 °С, вода или масло, отпуск 180 °С, воздух или масло
Закалка 880 °С, вода или масло, закалка 770-820 °С, вода или масло, отпуск 180 °С, воздух или масло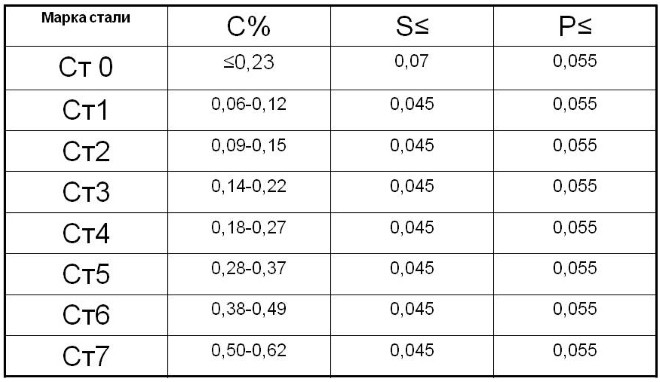

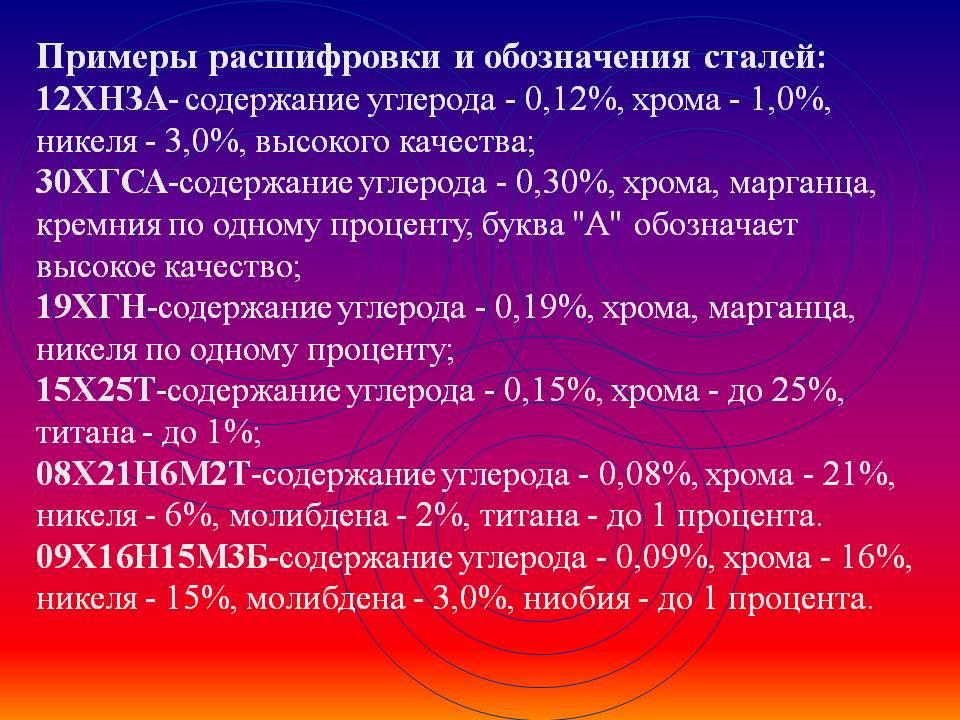 Корея
Корея Электросталь
Электросталь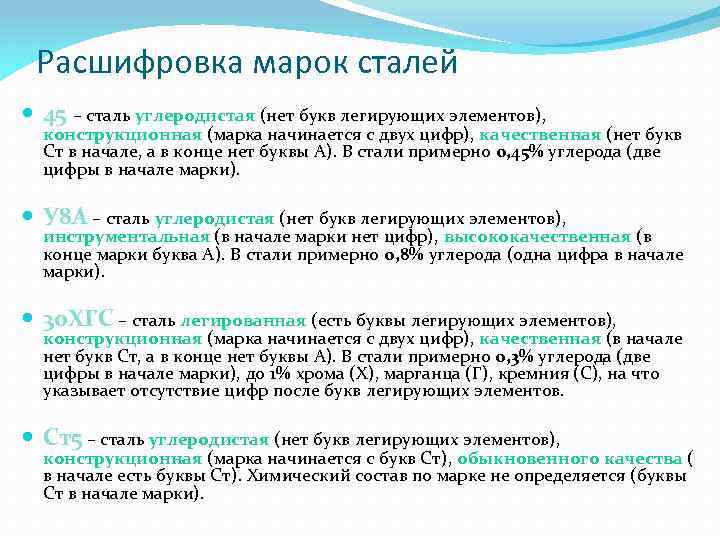 Однако вам нужно уметь их читать — и как только вы это сделаете, вы увидите, что для вас осталось много важной информации.
Однако вам нужно уметь их читать — и как только вы это сделаете, вы увидите, что для вас осталось много важной информации.
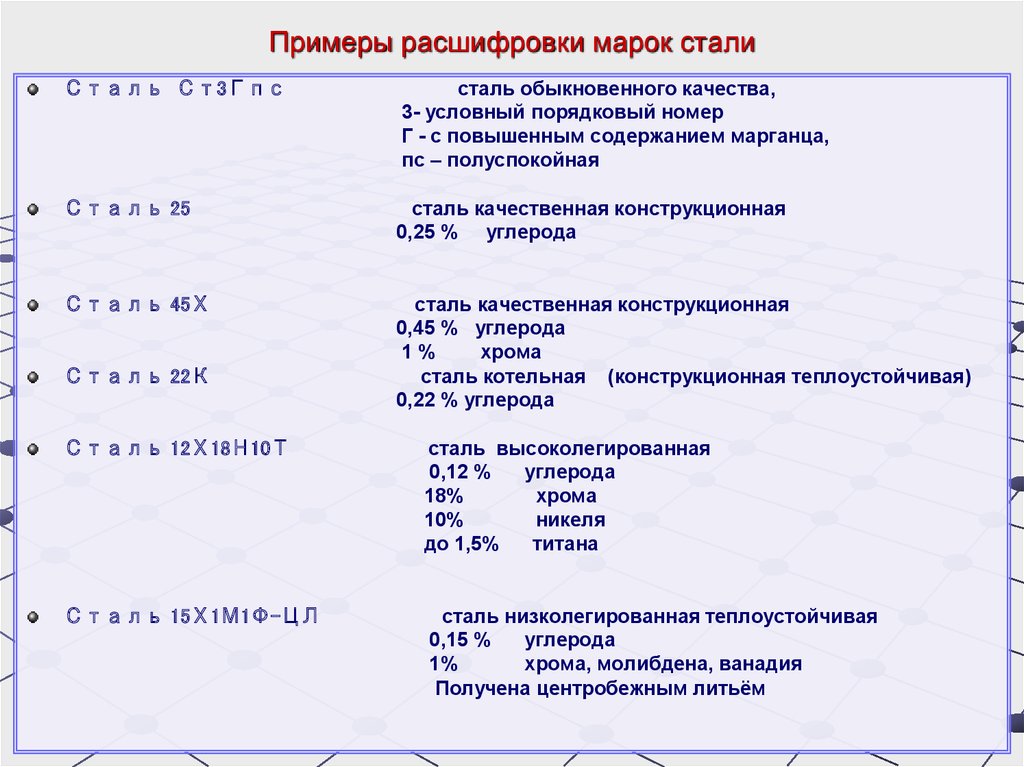 Вы должны убедиться, что ваши колесные хомуты и шины всегда совпадают.
Вы должны убедиться, что ваши колесные хомуты и шины всегда совпадают. Таким образом, вы вряд ли встретите их для своих автомобильных шин и дисков. В информационных целях мы по-прежнему представим вам их формы, чтобы вы могли получить общее представление об обсуждаемых профилях.
Таким образом, вы вряд ли встретите их для своих автомобильных шин и дисков. В информационных целях мы по-прежнему представим вам их формы, чтобы вы могли получить общее представление об обсуждаемых профилях.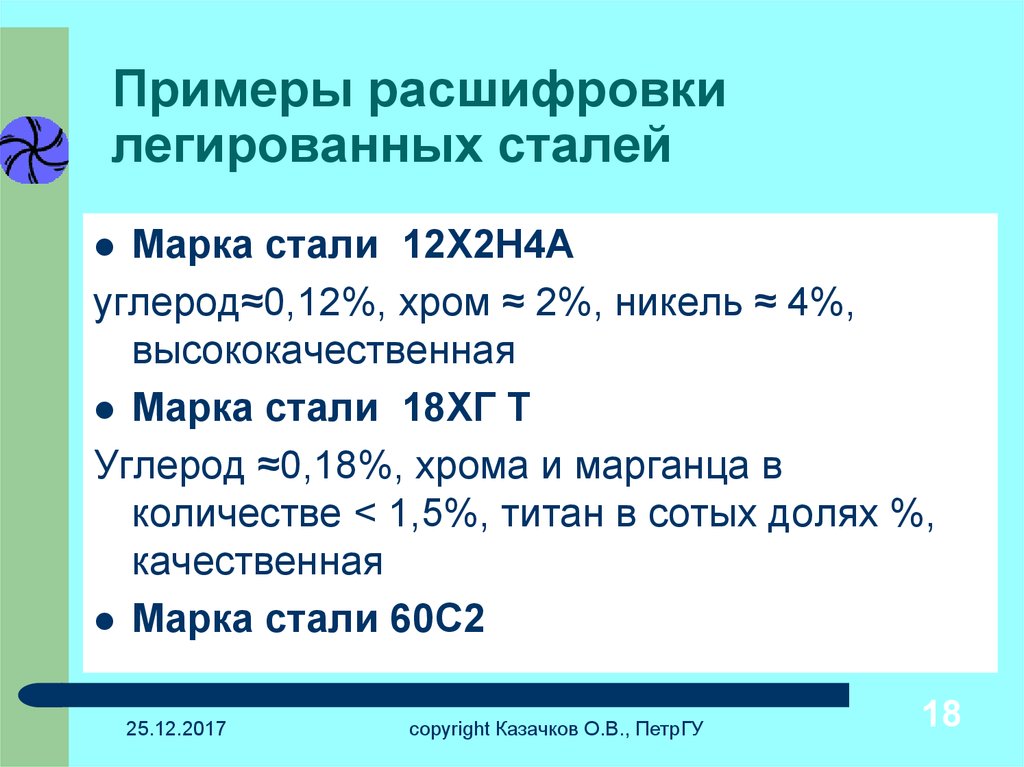 Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 15Х.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 15Х.
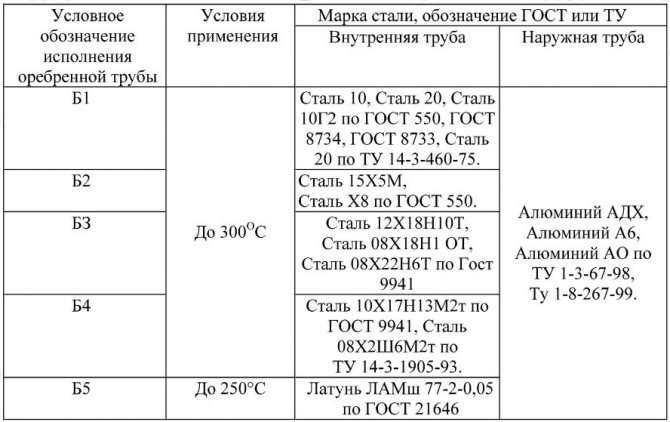 Закалка 880°С, вода или масло, закалка 770-820°С, вода или масло, отпуск 180°С, воздух или масло
Закалка 880°С, вода или масло, закалка 770-820°С, вода или масло, отпуск 180°С, воздух или масло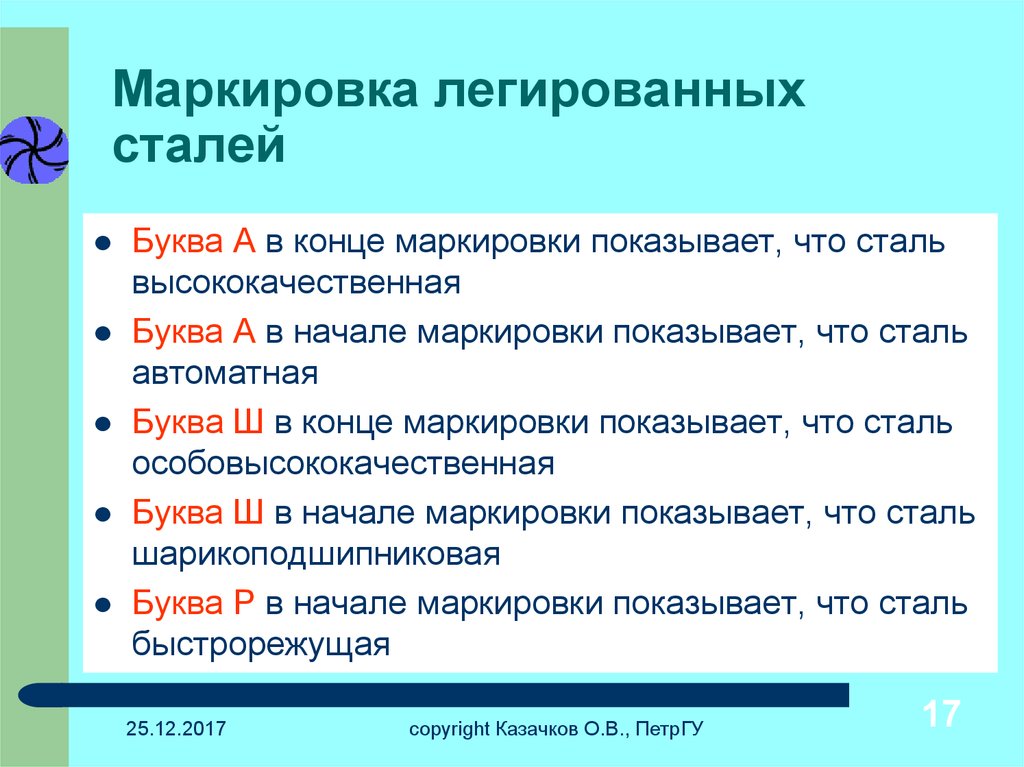
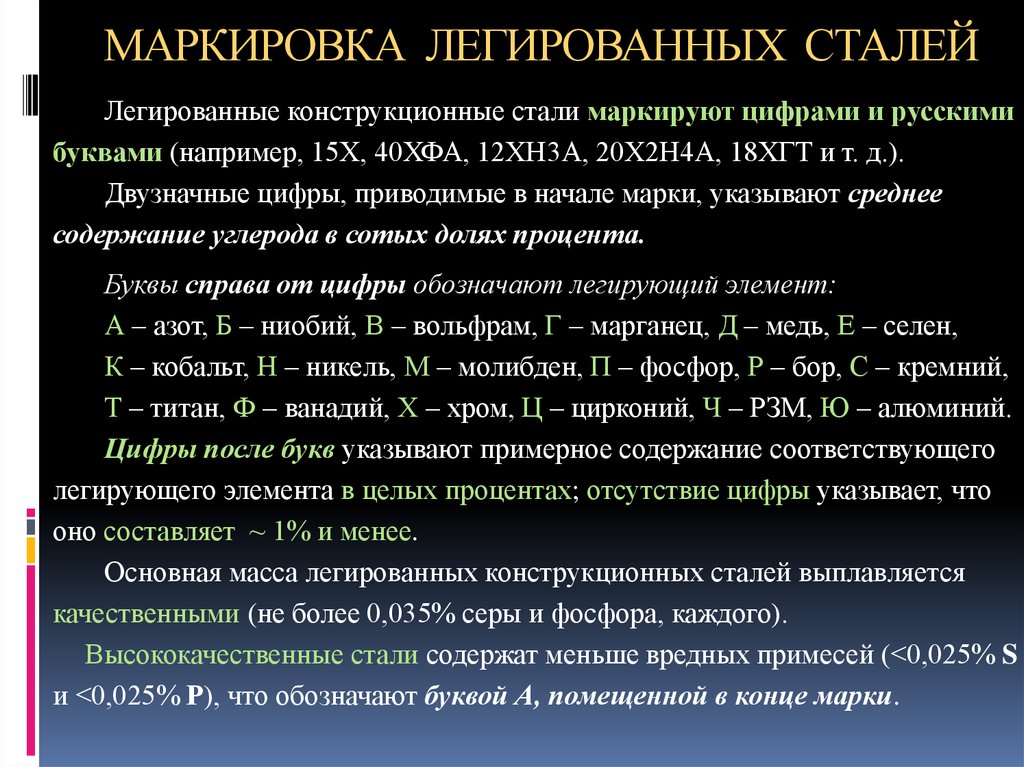
 Применяется при производстве свариваемых деталей.
Применяется при производстве свариваемых деталей.
 Кипящая сталь — довольно хрупкая, имеет плохие показатели свариваемости и наиболее подвержена коррозии.
Кипящая сталь — довольно хрупкая, имеет плохие показатели свариваемости и наиболее подвержена коррозии. 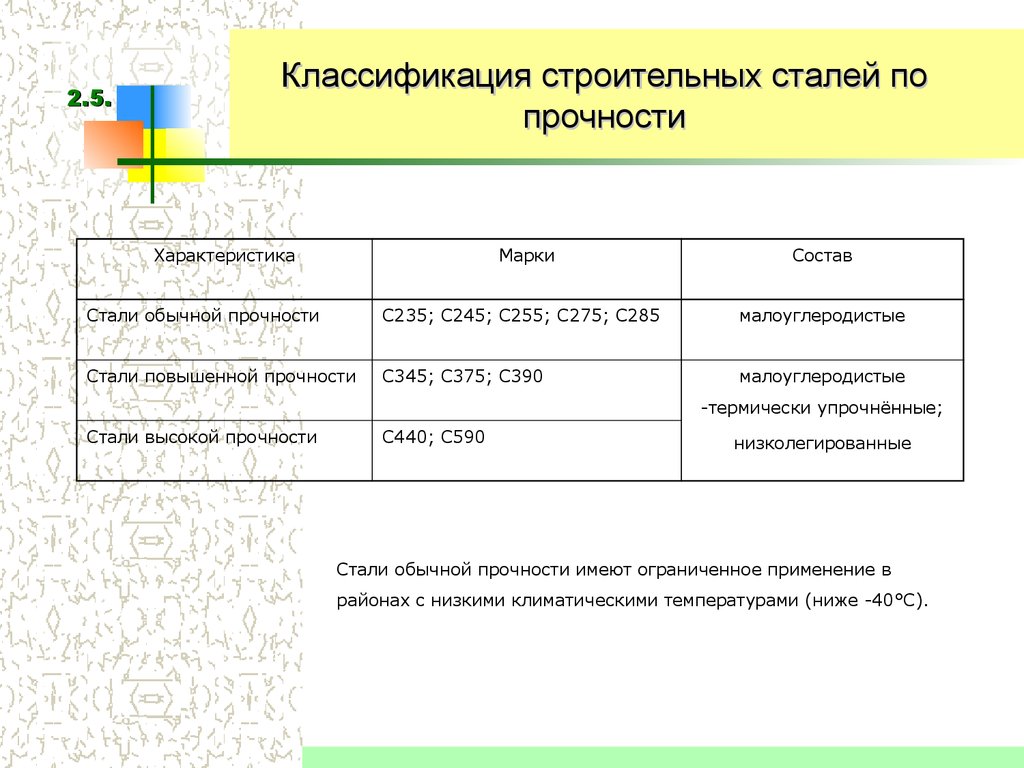
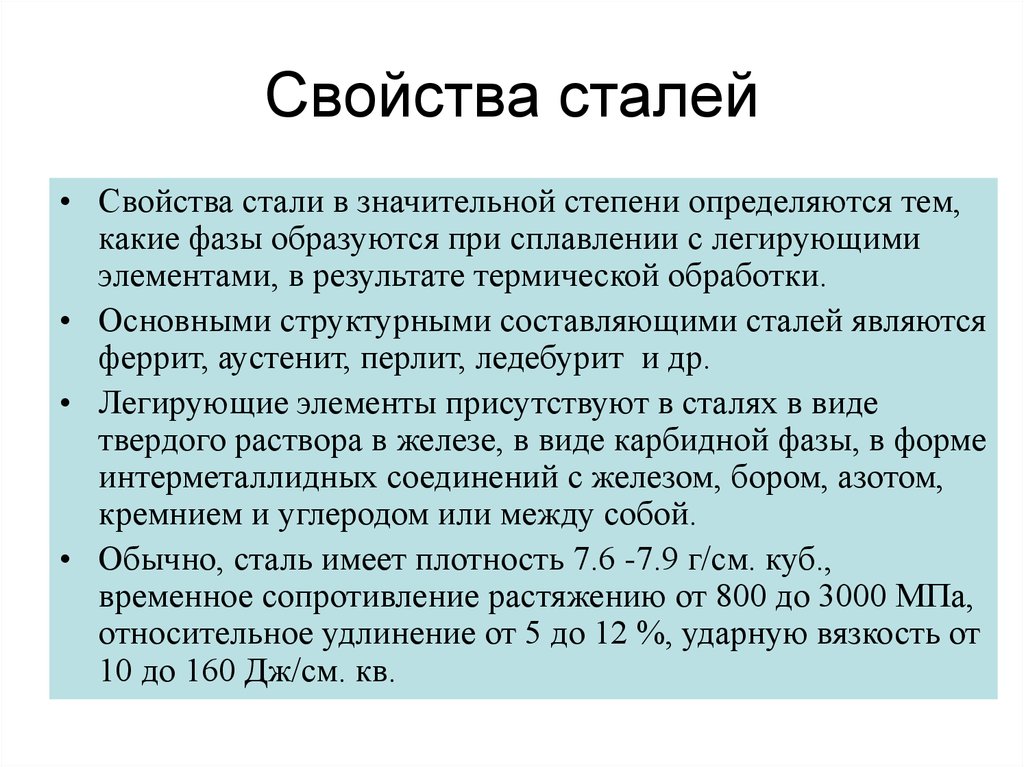
 Она классифицируется по химическому составу, качеству и назначению. Наша компания предлагает разные виды стали и у нас на сайте можно выбрать подходящий материал для любой сферы деятельности.
Она классифицируется по химическому составу, качеству и назначению. Наша компания предлагает разные виды стали и у нас на сайте можно выбрать подходящий материал для любой сферы деятельности. Свое название данная сталь получила, благодаря использованию в ее составе легирующих добавок. Они необходимы для получения специальных физических или механических характеристик.
Свое название данная сталь получила, благодаря использованию в ее составе легирующих добавок. Они необходимы для получения специальных физических или механических характеристик.
 Процедура обеспечивает термодиффузию, результатом которой является появление пленки окиси алюминия. Она улучшает жаропрочность изделий, что позволяет использовать их при высоких температурах.
Процедура обеспечивает термодиффузию, результатом которой является появление пленки окиси алюминия. Она улучшает жаропрочность изделий, что позволяет использовать их при высоких температурах.
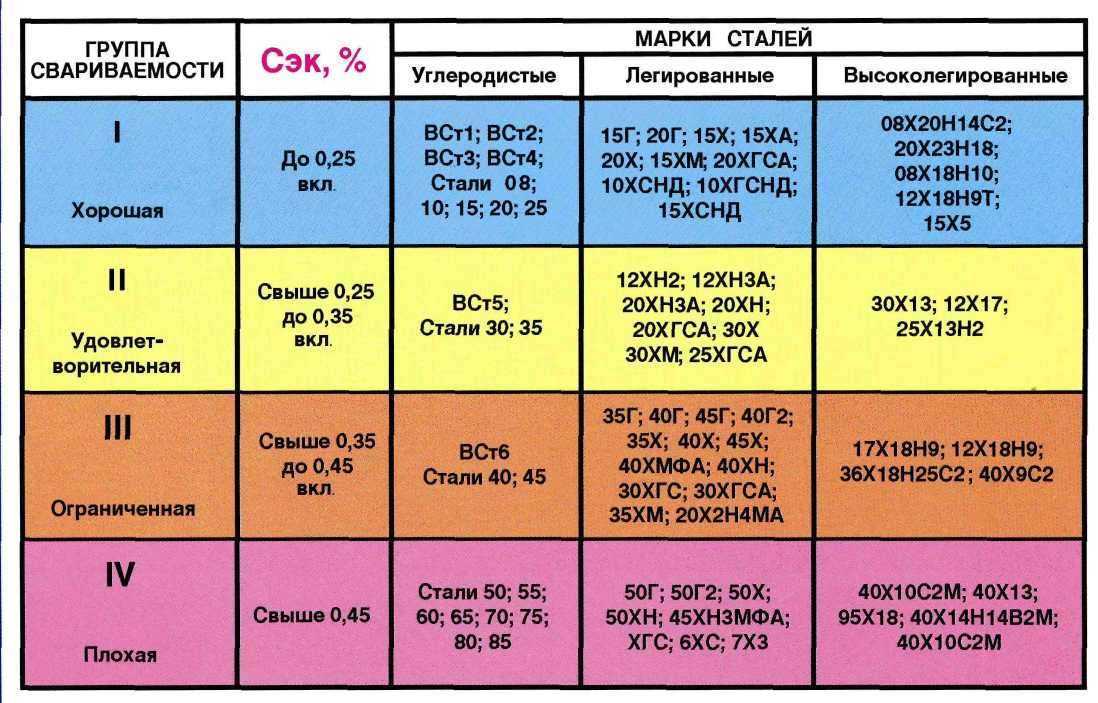
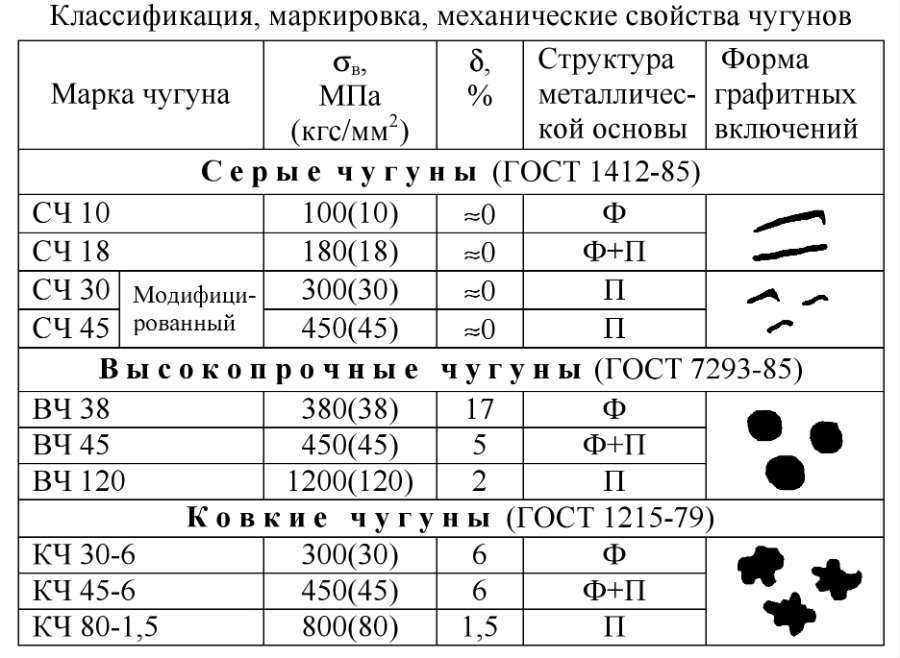 Сталь отличается и по технологии проката, от которой зависят ее физические и также химические характеристики. Сегодня выбрать сталь по назначению и составу сплава не будет проблемой для любого строительного проекта.
Сталь отличается и по технологии проката, от которой зависят ее физические и также химические характеристики. Сегодня выбрать сталь по назначению и составу сплава не будет проблемой для любого строительного проекта. Мы дорожим доверием клиентов и всегда рады оказать помощь в выборе товара. О качестве стали всех видов мы получаем положительные отклики и уверены, что характеристики представленного материала не разочаруют и вас!
Мы дорожим доверием клиентов и всегда рады оказать помощь в выборе товара. О качестве стали всех видов мы получаем положительные отклики и уверены, что характеристики представленного материала не разочаруют и вас!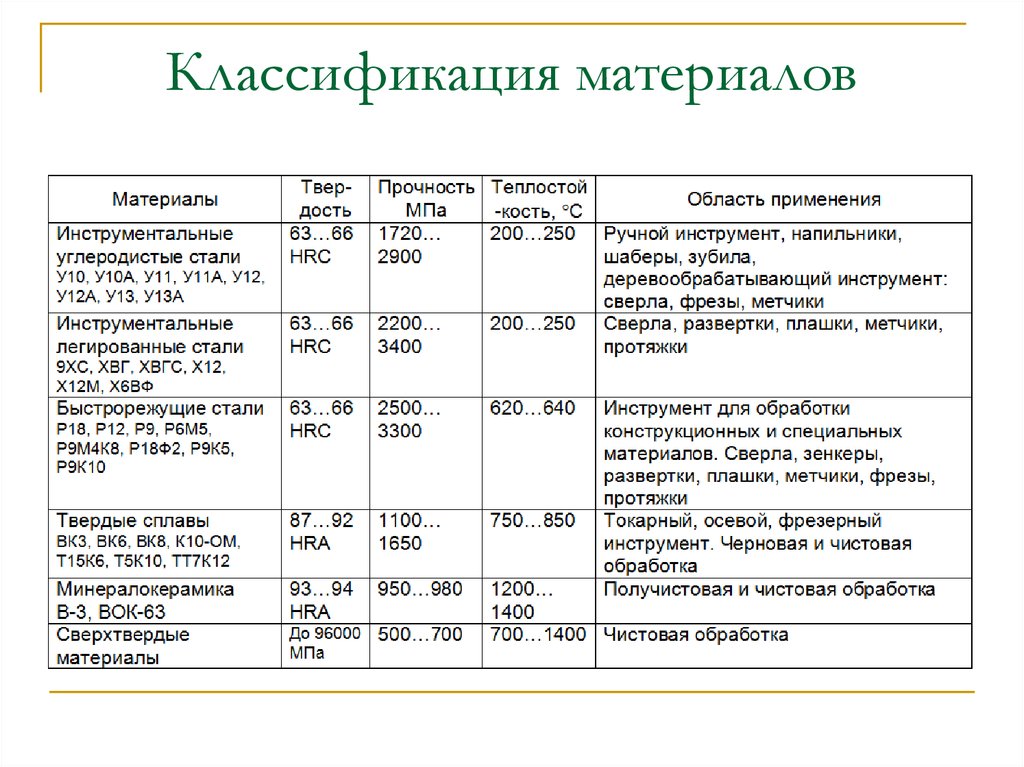 Итак, если вам интересно, какой тип стали купить для ваших конкретных нужд, вы должны понимать химическую структуру физических свойств стали, которые подразделяются на четыре основных типа.
Итак, если вам интересно, какой тип стали купить для ваших конкретных нужд, вы должны понимать химическую структуру физических свойств стали, которые подразделяются на четыре основных типа.
 Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
Сам или где то точишь край, так, что бы он был острый, по всей длине. Ножи надо чистить регулярно, что бы не было нагара. Толщину оцинковки подбираешь от величины стола. Чем больше стол — тем больше толщина, иначе может прогибаться. Ещё одна вещь: используй изогнутые ламели. Они лучше держат материал, не вибрируют. Вот это реально гoвно. А это правильно. Только они здесь согнуты, а Амада, например их изгибает. Они встают по 3 точкам и не вибрируют при установке или обработке материала.
 Возможно пластики со временем.
Возможно пластики со временем. Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов.
Край режете под 90 градусов, что проще всего. А сами ламели устанавливаете не вертикально, а, например под углом 45 или 60 градусов. Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания.
Отражение и последующий возврат луча вернут размер пятна почти к тому размеру что и приходит из трубы, Потерявший часть мощности при резке он уже не так страшен. Если будете резать с большим перебором мощности или недобором скорости то закономерно получите подгоревшую изнаночную сторону. Если-же подобрать мощность/скорость так чтоб прорезало но с предельным запасом, тогда и отражение никак не отразится на деталях. Кроме этого, фанера быстро укроет все ровным слоем дёгтя который в последствии будет подгорать сам и не будет давать отражение даже при неоптимальных режимах резания. ..
..
 Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.
Как и в 10мм фанере больше слоев и сучки могут попасться даже один над одним.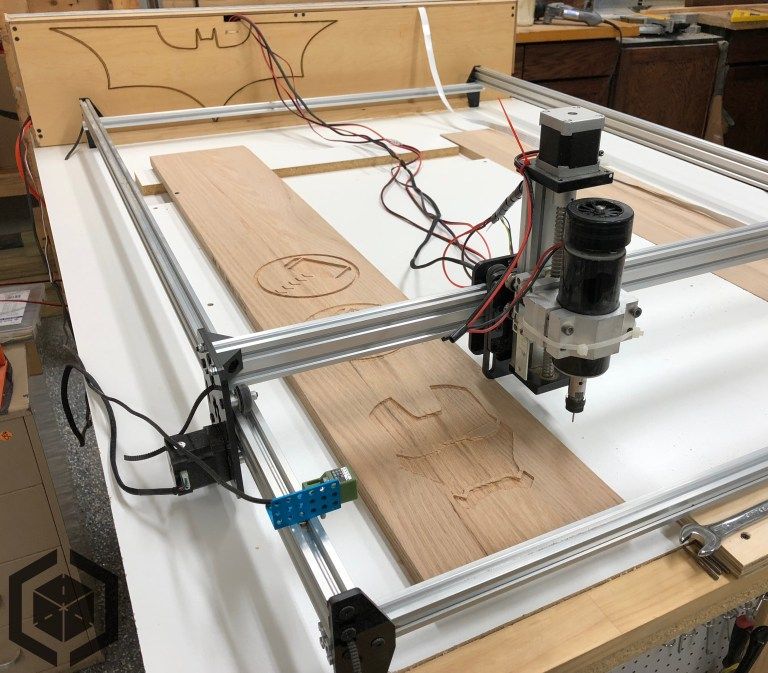 Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.
Вначале и елочки пробовал делать из фанеры и из реечного потолка делал. Но в конечном итоге сделал из профиля и уже как 8 месяцев во всю работает.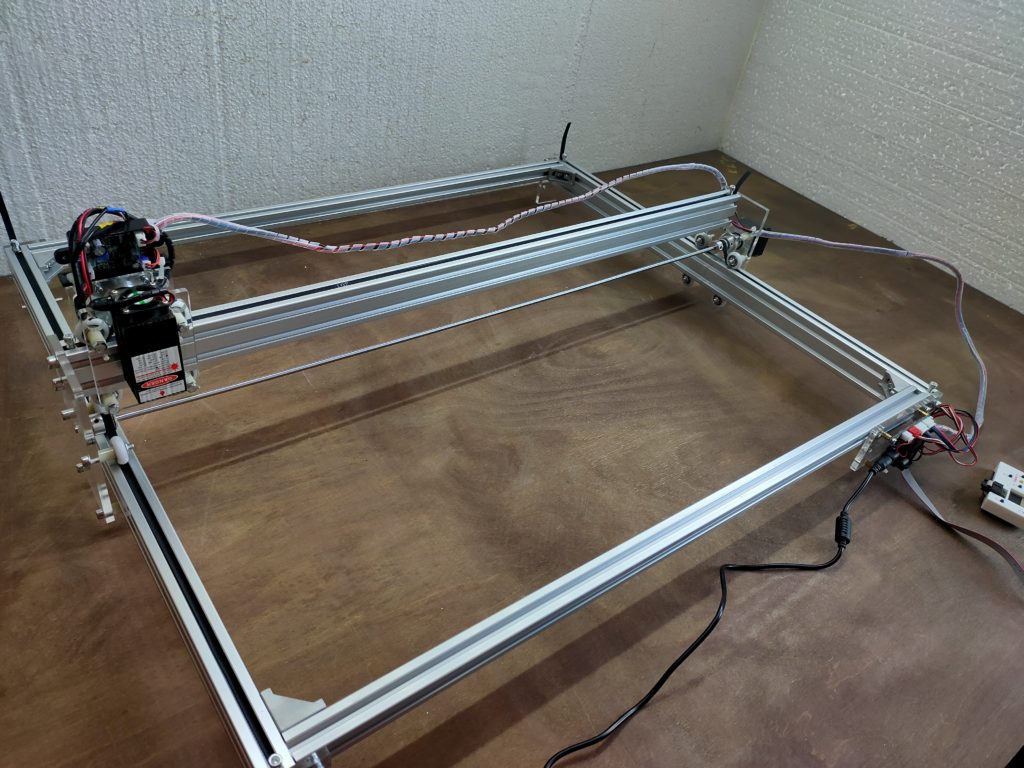 .. И легко, и дешево.
.. И легко, и дешево. Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =)
Стол быстро чистится, закоптились гвозди — поменять дело пяти минут =) 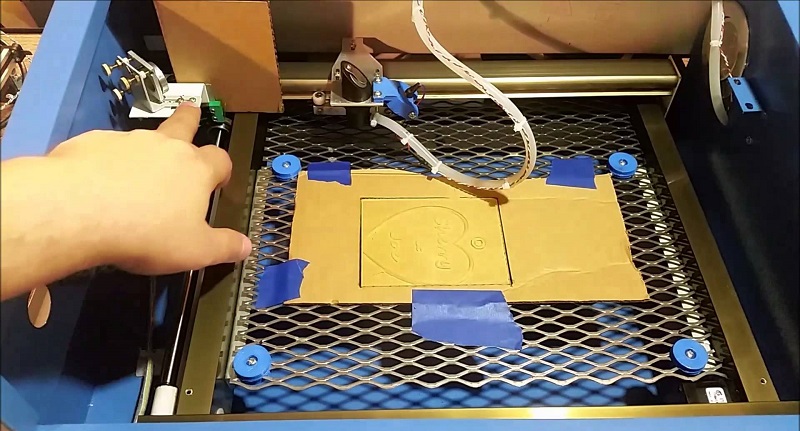 .чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку…
.чтобы что-то ушло…..да они вроде натянуты… навсяк случай натяну получше…делал на скорую руку… Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
Рулонный векторный стол выполнен в виде сетки и имеет лучшую вентиляцию. Для жесткости конструкции стол имеет поперечные ребра жесткости в видео стальных стержней. Его легко можно скатать в рулон. Газ может легко покинуть рабочую зону, тем самым обеспечивать более чистый рез, предотвращение возгорания и т.п.
 При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа.
При работе лазерно-гравировального оборудования в режиме резания более актуально использование конструкции рабочего стола сотового типа. Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
Состоит из основания и выступающих из него тонких заостренных металлических стержней (иголок).
 Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
Ламели в отличии от сотового стола оставляют метки с тыльной стороны материала намного меньше.
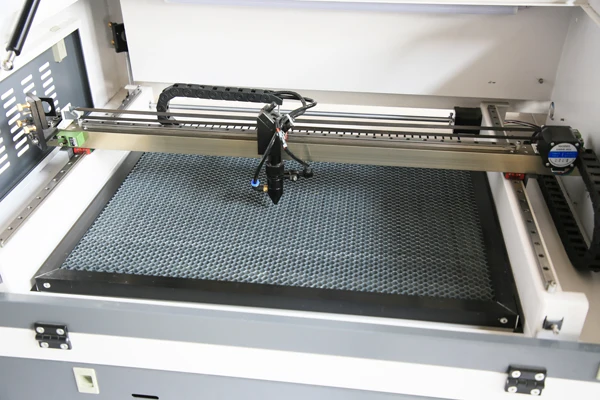
 Стрела 1/8″ 3 мм
Стрела 1/8″ 3 мм 1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert]
1″ class=”” id=””]Вы должны убедиться, что все заклепки имеют одинаковую высоту. Поскольку это может быть невозможно сделать без вскрытия коробки, проверьте, действует ли в магазине хорошая политика возврата. Мне повезло с заклепками марки Arrow от Lowes. Квадратная труба рекомендуется (для изготовления шаблона, чтобы можно было сверлить прямые отверстия без сверлильного станка), но не обязательна.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert]
3″ animation_direction=”left” hide_on_mobile =”нет” center_content=”нет” min_height=”нет”][fusion_alert type=”успех” Accent_color=”” background_color=”” border_size=”1px” icon=”” box_shadow=”нет” animation_type=”0″ animation_direction =”down” animation_speed=”0.1″ class=”” id=””]Настоятельно рекомендуется использовать сверлильный станок, потому что вам нужно убедиться, что вы просверлили абсолютно прямо. Существуют направляющие/приспособления для сверления, которые позволят вам сделать это, и на самом деле вам понадобится что-то подобное, даже если у вас есть сверлильный станок, потому что вы не сможете дотянуться достаточно далеко, чтобы просверлить средний ряд. Я объясню, как сделать такую приманку, если у вас ее нет.[/fusion_alert] 3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert]
3″ animation_direction=”left” hide_on_mobile=”no” center_content=”no” min_height= ”none”][fusion_alert type=”custom” acct_color=”#ffffff” background_color=”#dd3333″ border_size=”1px” icon=”fa-exclamation-triangle” box_shadow=”yes” animation_type=”bounce” animation_direction=” down” animation_speed=”0.1″ class=”” id=””]Предупреждение: работа с электрическими и даже ручными инструментами может быть опасна! Пожалуйста, соблюдайте все меры предосторожности, действуйте на свой страх и риск. Я не несу ответственности за несчастные случаи и не могу гарантировать вашу безопасность![/fusion_alert] Это необязательно, но облегчит сверление.
Это необязательно, но облегчит сверление. Пришлось сбрасывать для каждой дырки.
Пришлось сбрасывать для каждой дырки. Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев.
Пробейте отмеченные отверстия и просверлите их с помощью сверлильного станка и сверла 3/16″. Удаление заусенцев. Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂
Могут быть и другие способы их закрепления (например, кусочки ленты или припой), но я оставлю это на ваше воображение 🙂 com ) напрямую, чтобы предложить нам свой рабочий материал и ожидаемое воздействие на эти материалы машиной с фотографиями или видео.
com ) напрямую, чтобы предложить нам свой рабочий материал и ожидаемое воздействие на эти материалы машиной с фотографиями или видео.  cloudraylaser.com, получат специальную поддержку клиентов, даже в случае сложной проблемы с вашей машиной, когда вы и наша служба технической поддержки не можете оценить проблему с помощью удаленного подключения, мы организуем разовую поддержку специалиста.
cloudraylaser.com, получат специальную поддержку клиентов, даже в случае сложной проблемы с вашей машиной, когда вы и наша служба технической поддержки не можете оценить проблему с помощью удаленного подключения, мы организуем разовую поддержку специалиста.

 Также применяться как самостоятельный элемент в строительстве, архитектуре, дизайне. Оцинкованные полосы из стали могут применяются в качестве заземляющего устройства для трубопроводов, при создании громоотводов для зданий и сооружений. Для заземления чаще используют полосы 40×4 или 25×4 мм.
Также применяться как самостоятельный элемент в строительстве, архитектуре, дизайне. Оцинкованные полосы из стали могут применяются в качестве заземляющего устройства для трубопроводов, при создании громоотводов для зданий и сооружений. Для заземления чаще используют полосы 40×4 или 25×4 мм. Екатеринбурге. Мы реализуем полосу стальную горячекатаную самых крупных и надёжных металлургических комбинатов России. Вся продукция соответствует сертификатам качества. У нас всегда в наличии полоса которую вы можете отгрузить с нашего склада практически в любом количестве.
Екатеринбурге. Мы реализуем полосу стальную горячекатаную самых крупных и надёжных металлургических комбинатов России. Вся продукция соответствует сертификатам качества. У нас всегда в наличии полоса которую вы можете отгрузить с нашего склада практически в любом количестве.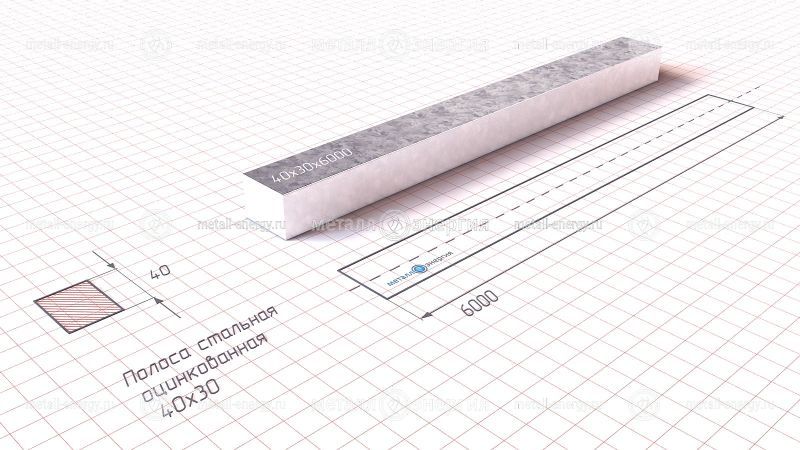 94 (кг) до 5.18 (кг).
94 (кг) до 5.18 (кг). 942 (кг) до 5.181 (кг)
942 (кг) до 5.181 (кг) 649 (кг)
649 (кг) 393 (м)
393 (м) д. аналогичны материалам любого другого типа. Нам нужно знать объем металла (куб.дюйм, куб.мм, куб.см и т.д.) и его плотность (обычно в г/см 3 , унций/дюйм 3 ). Умножение двух дает нам результирующий вес металла.
д. аналогичны материалам любого другого типа. Нам нужно знать объем металла (куб.дюйм, куб.мм, куб.см и т.д.) и его плотность (обычно в г/см 3 , унций/дюйм 3 ). Умножение двух дает нам результирующий вес металла.
 При использовании углеродистой стали плотностью 7,95 г/см 3 нам потребуется произведение 7,95 и 314,16, что равно 2497,572 г или ~2,498 кг.
При использовании углеродистой стали плотностью 7,95 г/см 3 нам потребуется произведение 7,95 и 314,16, что равно 2497,572 г или ~2,498 кг.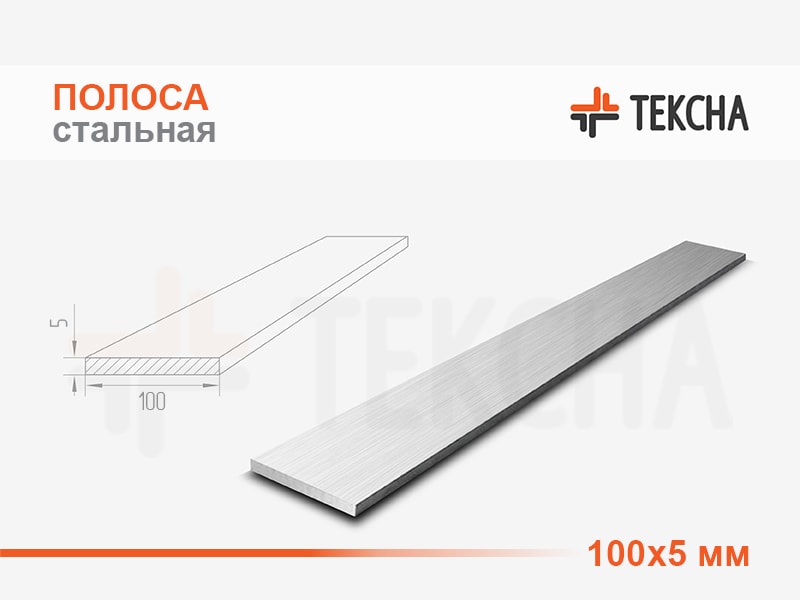 На данный момент мы поддерживаем только правильные шестиугольники. Зная ширину, мы можем легко вычислить площадь поперечного сечения шестиугольника, а оттуда — общий объем и вес стержня.
На данный момент мы поддерживаем только правильные шестиугольники. Зная ширину, мы можем легко вычислить площадь поперечного сечения шестиугольника, а оттуда — общий объем и вес стержня.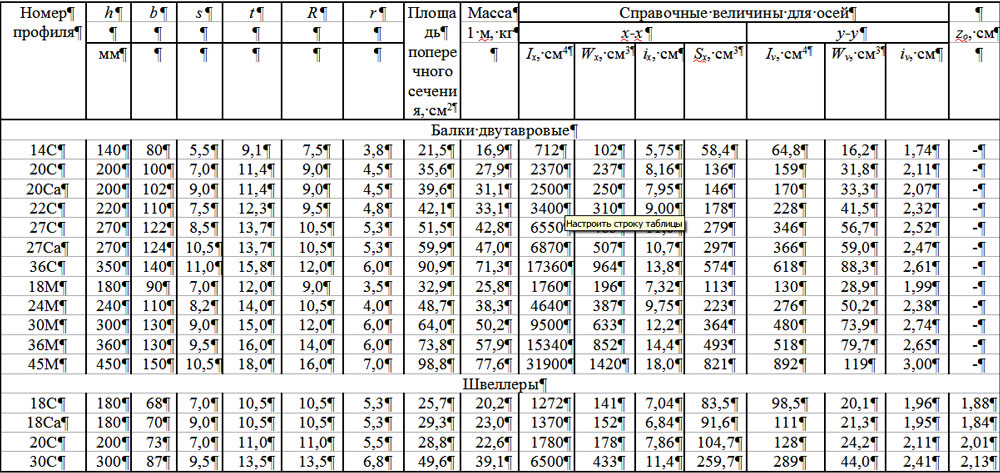 В настоящее время мы поддерживаем только прямоугольные профили только с прямыми углами. Дополнительным размером по сравнению с прямоугольным стержнем является толщина профиля. Вес металла снова равен объему, умноженному на плотность металла.
В настоящее время мы поддерживаем только прямоугольные профили только с прямыми углами. Дополнительным размером по сравнению с прямоугольным стержнем является толщина профиля. Вес металла снова равен объему, умноженному на плотность металла.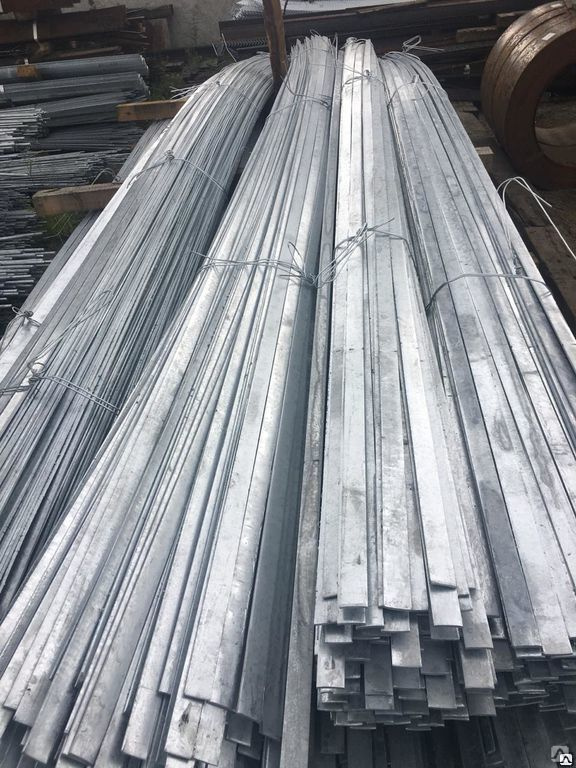 В противном случае вы можете указать пользовательский профиль. Ниже вы видите иллюстрацию каналов UPN и UPE, которые по общей форме эквивалентны C-каналам и BC-каналам соответственно.
В противном случае вы можете указать пользовательский профиль. Ниже вы видите иллюстрацию каналов UPN и UPE, которые по общей форме эквивалентны C-каналам и BC-каналам соответственно.
 те.
те. Мы создали этот калькулятор для работы с различными типами стали, поэтому вы получите нужный вам вес стали.
Мы создали этот калькулятор для работы с различными типами стали, поэтому вы получите нужный вам вес стали.

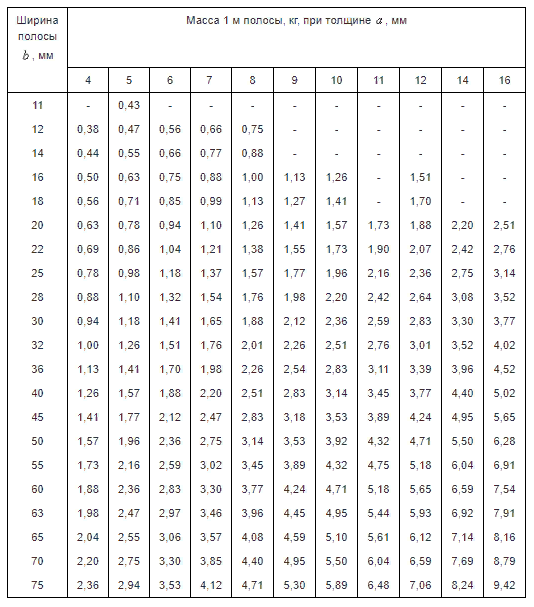
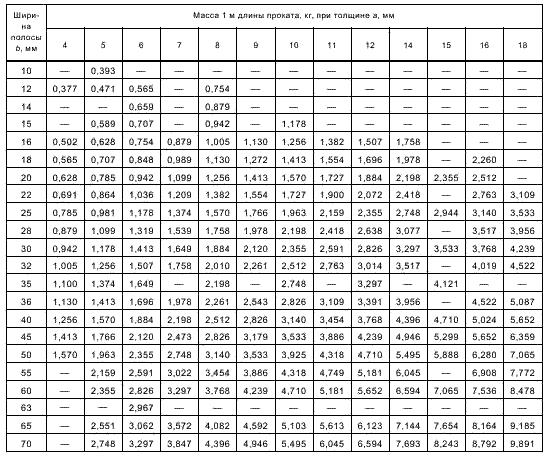 Кроме того, с 9Сталь 0039 может стать очень тяжелой в больших объемах , расчет веса стали имеет важное значение при проектировании конструкций.
Кроме того, с 9Сталь 0039 может стать очень тяжелой в больших объемах , расчет веса стали имеет важное значение при проектировании конструкций. Получение объема нашего стального материала зависит от его формы и размеров. Применяя необходимые формулы, мы можем получить объем стержней, стержней, пластин, труб и даже других сложных форм. Вы можете проверить наш калькулятор объема для различных формул объема для большинства форм, которые наш калькулятор веса стали не охватывает. После получения объема стального материала мы теперь готовы использовать формулу ниже
Получение объема нашего стального материала зависит от его формы и размеров. Применяя необходимые формулы, мы можем получить объем стержней, стержней, пластин, труб и даже других сложных форм. Вы можете проверить наш калькулятор объема для различных формул объема для большинства форм, которые наш калькулятор веса стали не охватывает. После получения объема стального материала мы теперь готовы использовать формулу ниже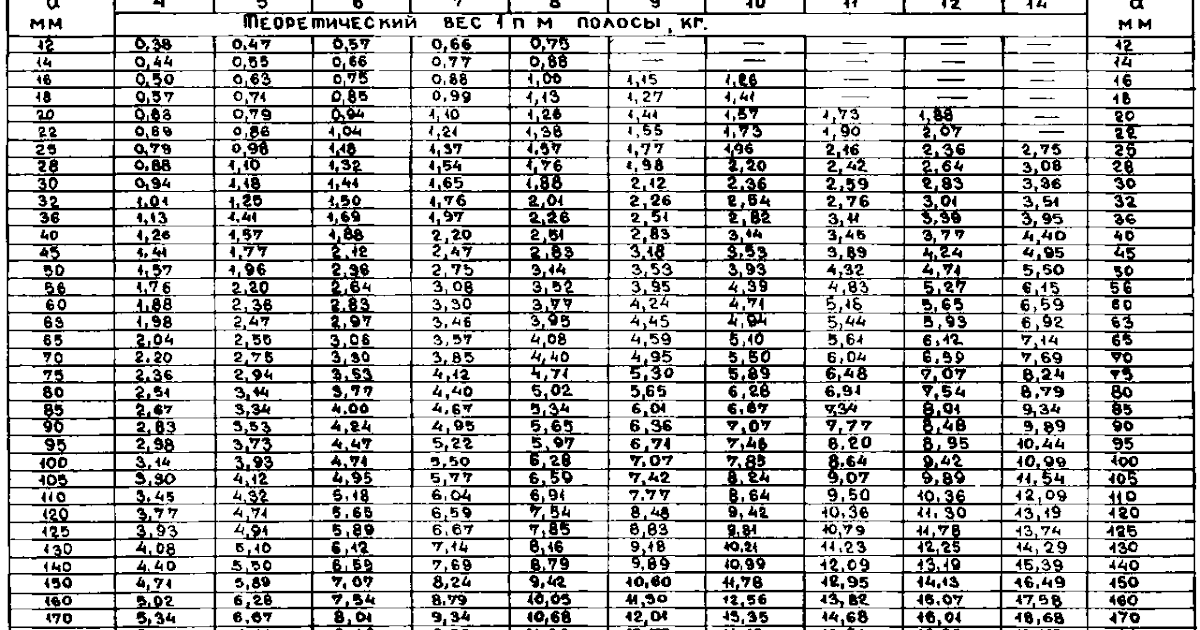
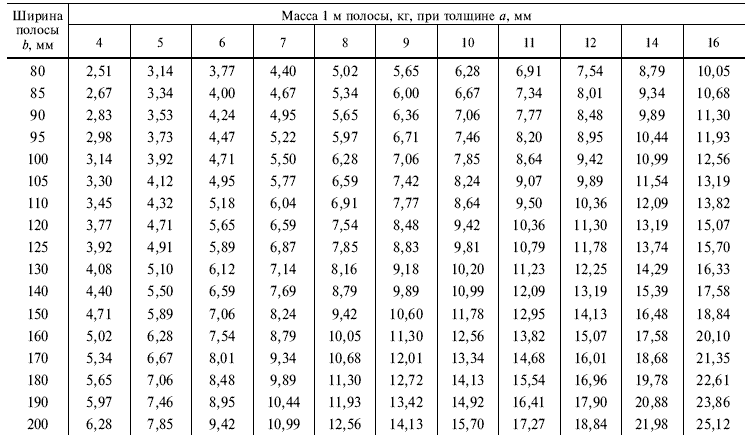
 рис. 1, а): вид обработки —
рис. 1, а): вид обработки —
 ru
ru Средняя линия профиля — не обязательно прямая, см. определение выше.
Средняя линия профиля — не обязательно прямая, см. определение выше.
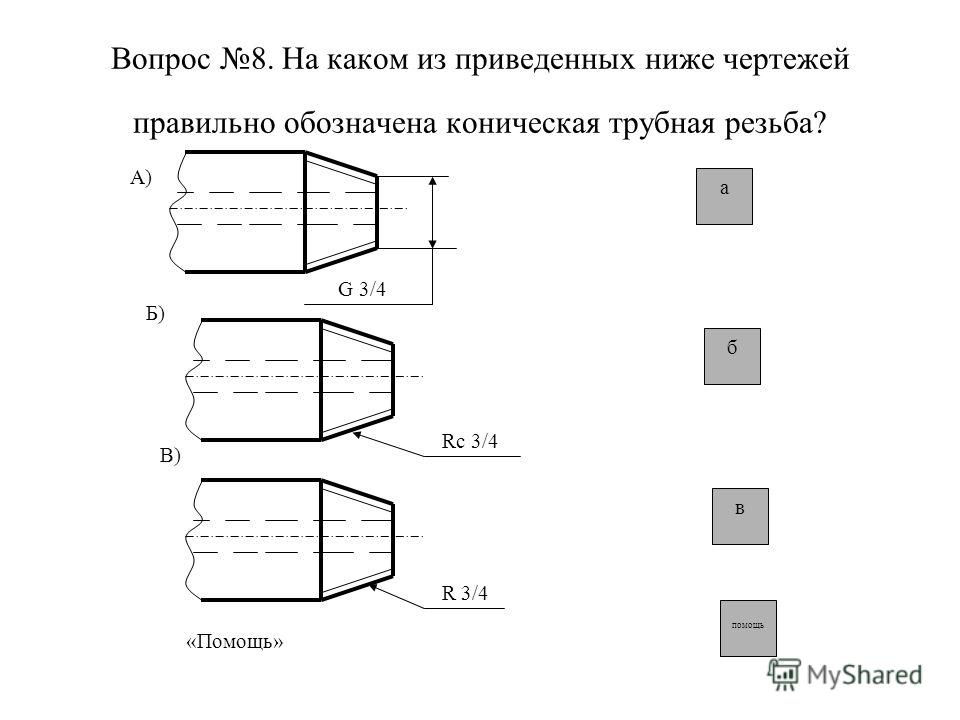 Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).
Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).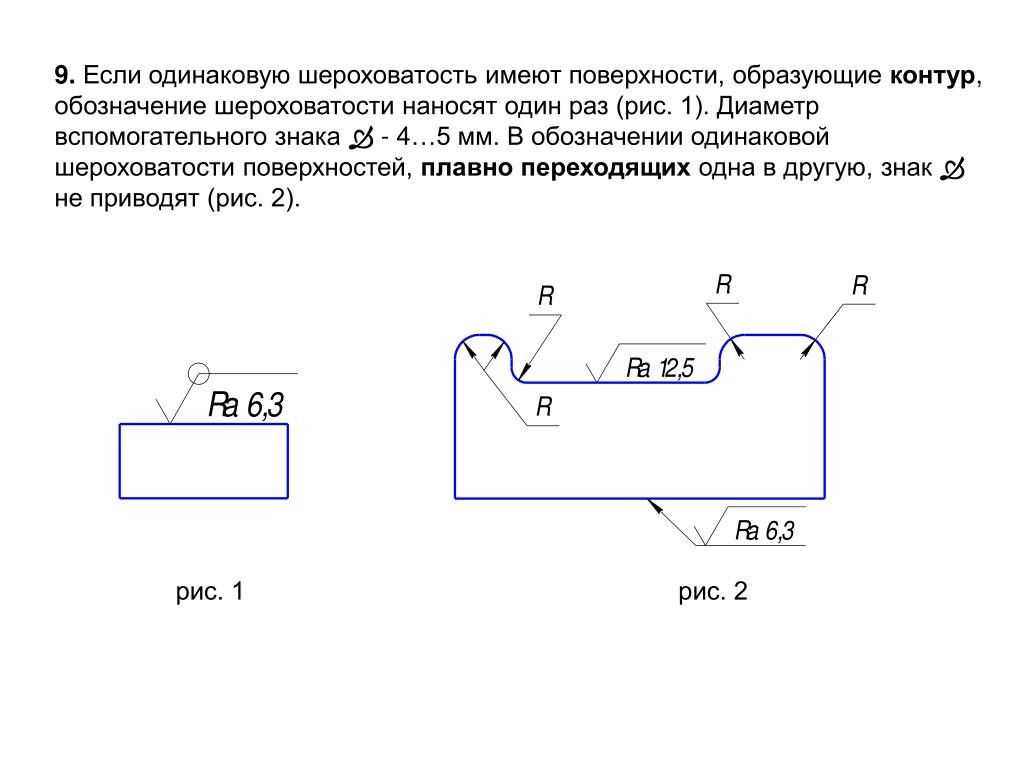 Структура обозначения:
Структура обозначения: 
 (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).
(Администрации проекта ДПВА такие значки не встречались никогда, но они существуют).
 Количество удаляемого материала и требуемая чистота поверхности
Количество удаляемого материала и требуемая чистота поверхности В процессе электрополировки детали закрепляются на специальных стойках и погружаются в электролитическую ванну. Расположение контакта можно отрегулировать, чтобы свести к минимуму следы от крепления и предотвратить изменение каких-либо критических областей в процессе электрополировки.
В процессе электрополировки детали закрепляются на специальных стойках и погружаются в электролитическую ванну. Расположение контакта можно отрегулировать, чтобы свести к минимуму следы от крепления и предотвратить изменение каких-либо критических областей в процессе электрополировки.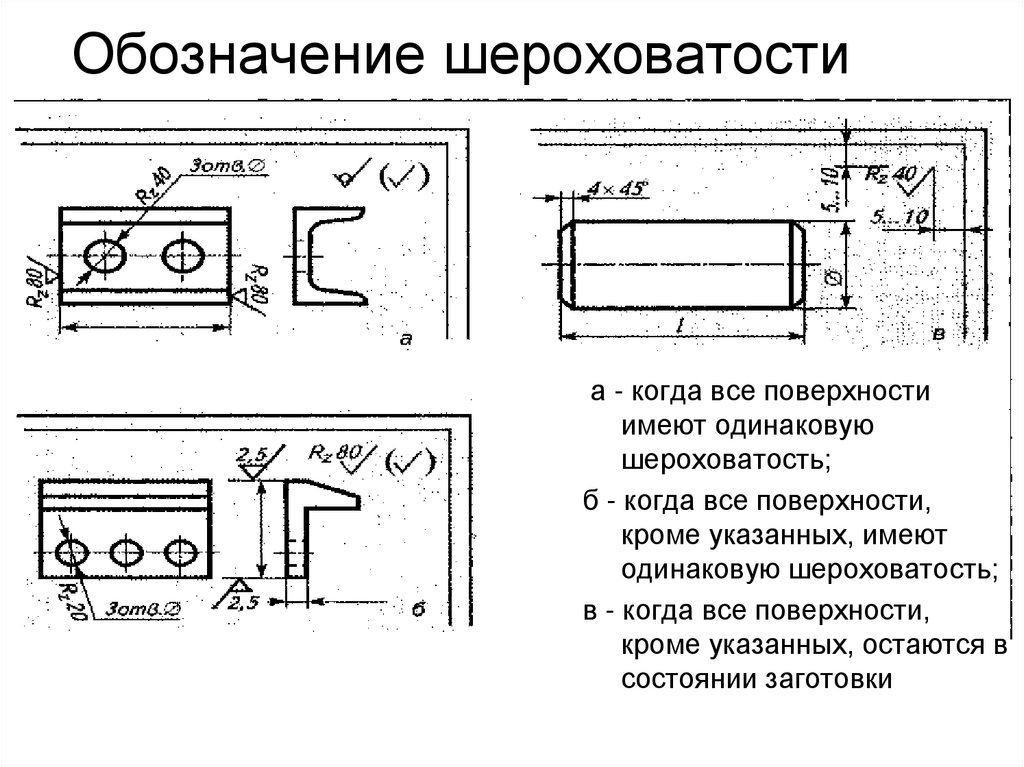
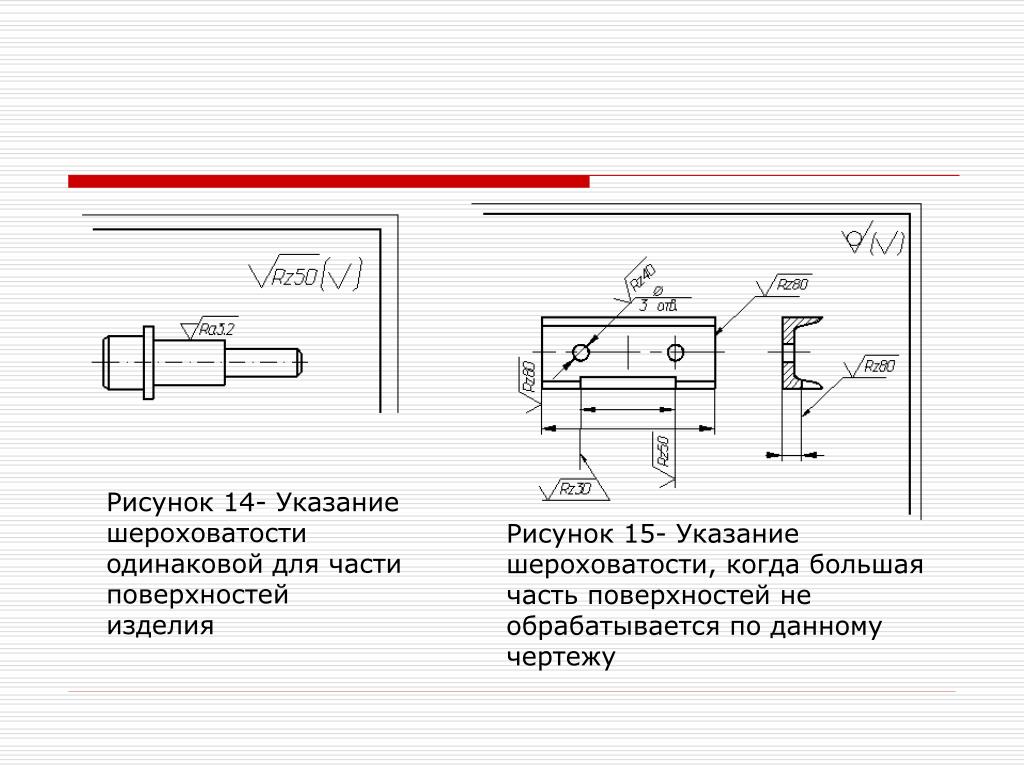 Поскольку электрополировка часто является последним этапом производства, крайне важно, чтобы детали были правильно упакованы, чтобы сохранить отделку и предотвратить повреждение. Детали, неправильно упакованные для отправки, могут оказаться браком, что может стать довольно дорогостоящим и привести к опозданию клиента с заказом.
Поскольку электрополировка часто является последним этапом производства, крайне важно, чтобы детали были правильно упакованы, чтобы сохранить отделку и предотвратить повреждение. Детали, неправильно упакованные для отправки, могут оказаться браком, что может стать довольно дорогостоящим и привести к опозданию клиента с заказом.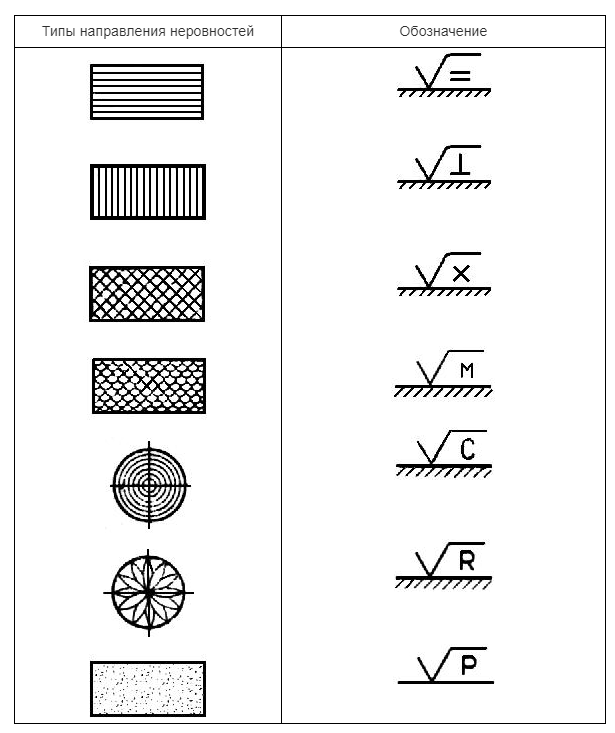
 6, который содержит определения и методы измерения чистоты поверхности.
6, который содержит определения и методы измерения чистоты поверхности. Эти периодические дефекты поверхности больше, чем длина выборки шероховатости, но малы, коротки и достаточно регулярны, чтобы их не считали дефектами плоскостности. Общие причины волнистости поверхности включают коробление от нагревания и охлаждения, а также дефекты обработки из-за вибрации или отклонения.
Эти периодические дефекты поверхности больше, чем длина выборки шероховатости, но малы, коротки и достаточно регулярны, чтобы их не считали дефектами плоскостности. Общие причины волнистости поверхности включают коробление от нагревания и охлаждения, а также дефекты обработки из-за вибрации или отклонения. Для этого сначала усредняем высоту поверхности по интервалам меньше шага волнистости, но больше шага шероховатости, чтобы сгладить большую волнистость. Эта новая, более прямая линия известна как профиль шероховатости поверхности (рис. 3).
Для этого сначала усредняем высоту поверхности по интервалам меньше шага волнистости, но больше шага шероховатости, чтобы сгладить большую волнистость. Эта новая, более прямая линия известна как профиль шероховатости поверхности (рис. 3). Из-за этого усреднения значение Ra ниже фактической высоты вариаций шероховатости.
Из-за этого усреднения значение Ra ниже фактической высоты вариаций шероховатости.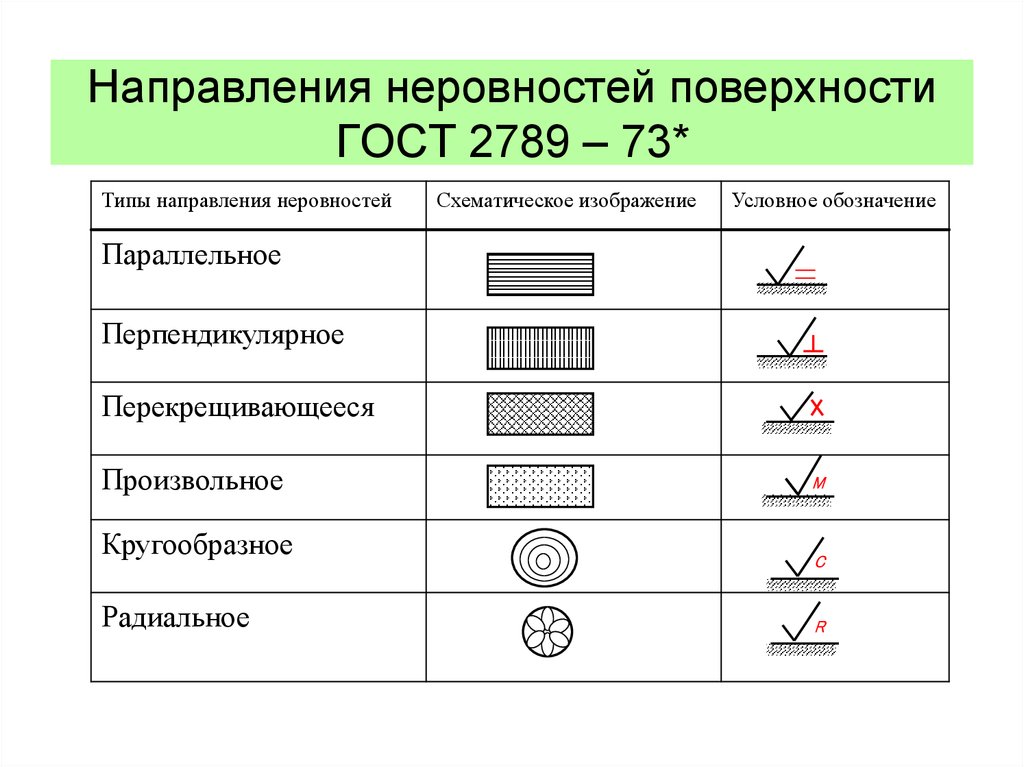 Если одно значение известно, можно оценить максимум для другого, но это приближение не следует использовать для критических приложений. Как правило, если только Rz известен, Ra можно аппроксимировать делением на коэффициент 7,2. Если Ra известен, значение Rz для той же поверхности может быть в 20 раз выше, и его немного сложнее приблизить.
Если одно значение известно, можно оценить максимум для другого, но это приближение не следует использовать для критических приложений. Как правило, если только Rz известен, Ra можно аппроксимировать делением на коэффициент 7,2. Если Ra известен, значение Rz для той же поверхности может быть в 20 раз выше, и его немного сложнее приблизить.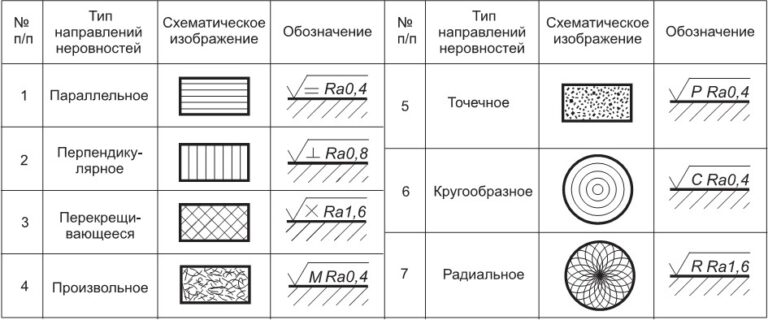 Варианты этого символа предоставляют дополнительные инструкции, как описано в таблице ниже.
Варианты этого символа предоставляют дополнительные инструкции, как описано в таблице ниже. 0045 f (т.е. Rz 0,4).
0045 f (т.е. Rz 0,4).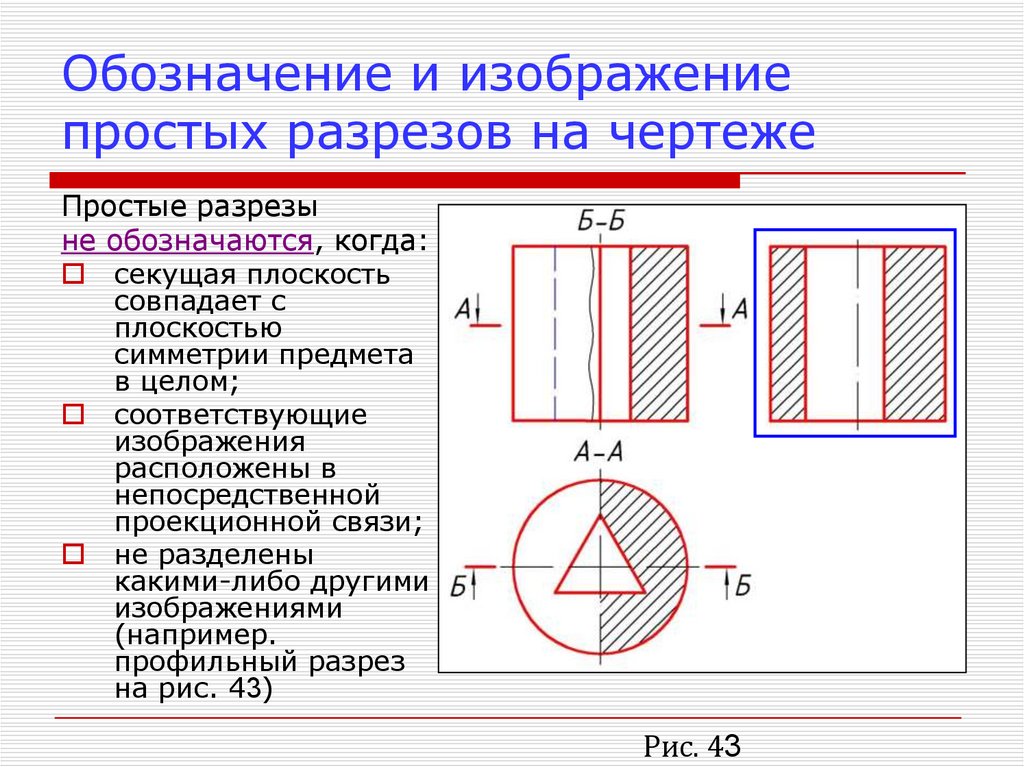 Например, при фрезеровании или токарной обработке небольшая глубина резания и низкая скорость подачи обычно обеспечивают более гладкую поверхность, а более глубокая резка и более высокая скорость обеспечивают более грубую обработку. Износ режущего инструмента также может повлиять на чистоту поверхности. На приведенной ниже диаграмме показан диапазон значений шероховатости поверхности, обычно получаемых в результате различных производственных процессов.
Например, при фрезеровании или токарной обработке небольшая глубина резания и низкая скорость подачи обычно обеспечивают более гладкую поверхность, а более глубокая резка и более высокая скорость обеспечивают более грубую обработку. Износ режущего инструмента также может повлиять на чистоту поверхности. На приведенной ниже диаграмме показан диапазон значений шероховатости поверхности, обычно получаемых в результате различных производственных процессов.
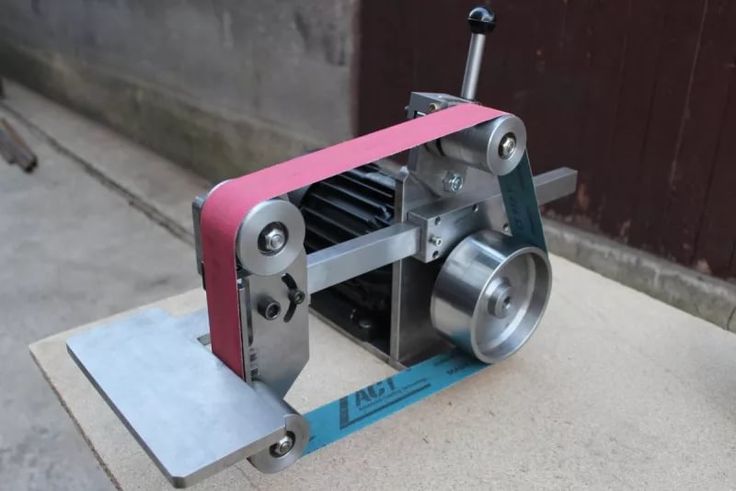 Изготовления деталей рамы гриндера мы рекомендуем использовать лазерную или гидроабразивную резку, так же подойдет плазморез или фрезерные станок.
Изготовления деталей рамы гриндера мы рекомендуем использовать лазерную или гидроабразивную резку, так же подойдет плазморез или фрезерные станок.
 Это основной элемент стабильной работы, ровного хода ленты гриндера и безопасности работы Вашего станка. Все размеры и допуски роликов для гриндера указаны на нижеследующих чертежах.
Это основной элемент стабильной работы, ровного хода ленты гриндера и безопасности работы Вашего станка. Все размеры и допуски роликов для гриндера указаны на нижеследующих чертежах.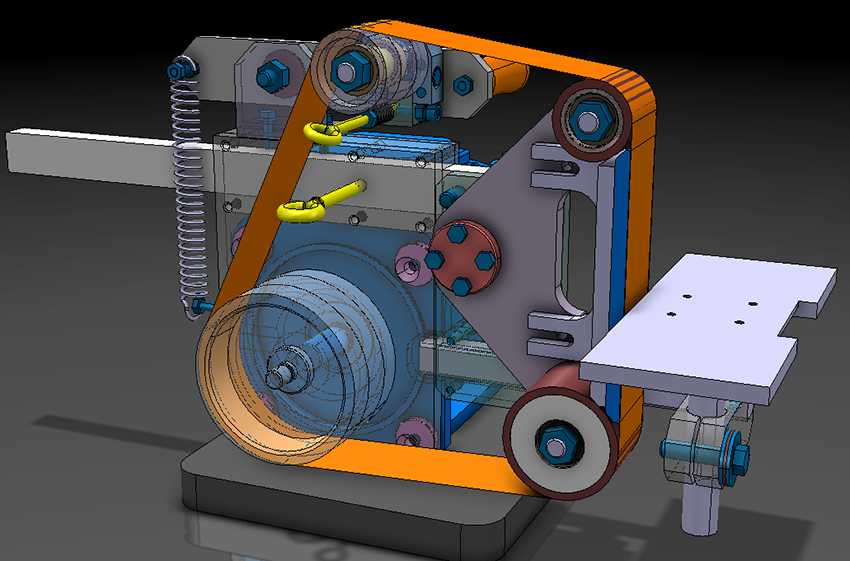 , в случае неточной токарной обработки их рекомендую вклеивать на резьбовой герметик, это позволит им прослужить дольше и избежать неприятных ситуаций с развалившимися роликами. Мы на своих станках используем ЧПУ токарные работы, которые позволяют изготовить детали с точностью до .01 миллиметра.
, в случае неточной токарной обработки их рекомендую вклеивать на резьбовой герметик, это позволит им прослужить дольше и избежать неприятных ситуаций с развалившимися роликами. Мы на своих станках используем ЧПУ токарные работы, которые позволяют изготовить детали с точностью до .01 миллиметра.
 Как уже говорилось, детали могут быть изготовлены на основе следующих материалов:
Как уже говорилось, детали могут быть изготовлены на основе следующих материалов: Обработка заготовок на основе дерева осуществляется с помощью разного оборудования. В частности, для тщательной и высокоточной обработки нужны шлифовально-ленточные станки, рабочим органом которых является абразивная лента.
Обработка заготовок на основе дерева осуществляется с помощью разного оборудования. В частности, для тщательной и высокоточной обработки нужны шлифовально-ленточные станки, рабочим органом которых является абразивная лента. Также он обязан обеспечивать скорость ленты в 20 метров в секунду;
Также он обязан обеспечивать скорость ленты в 20 метров в секунду; Очень важен в этой работе подготовительный этап. И для того чтобы самому сделать гриндер, для начала нужно будет подготовить следующее:
Очень важен в этой работе подготовительный этап. И для того чтобы самому сделать гриндер, для начала нужно будет подготовить следующее: Такой самодельный станок имеет максимальную функциональность, поскольку с их помощью вы сможете обрабатывать детали под разным углом. В основе самодельных конструкций в основном лежит схема промышленных моделей, затем вы меняете их в зависимости от ваших нужд.
Такой самодельный станок имеет максимальную функциональность, поскольку с их помощью вы сможете обрабатывать детали под разным углом. В основе самодельных конструкций в основном лежит схема промышленных моделей, затем вы меняете их в зависимости от ваших нужд.
 Это важно, поскольку его размер довольно велик. Титановую заготовку отыскать не так просто, а вот остальные материалы могут не выдержать нагрузку.
Это важно, поскольку его размер довольно велик. Титановую заготовку отыскать не так просто, а вот остальные материалы могут не выдержать нагрузку. Они обязаны быть закрытого типа, поскольку процесс применения ленточно-шлифовального гриндера предусматривает, что будет образовываться много пыли. Если она попадет во внутреннюю полость подшипника, то увеличится трение, а это сильно сократит срок эксплуатации оборудования. Еще они должны иметь как минимум шестой класс, поскольку на ось и подшипники будет передаваться большая нагрузка.
Они обязаны быть закрытого типа, поскольку процесс применения ленточно-шлифовального гриндера предусматривает, что будет образовываться много пыли. Если она попадет во внутреннюю полость подшипника, то увеличится трение, а это сильно сократит срок эксплуатации оборудования. Еще они должны иметь как минимум шестой класс, поскольку на ось и подшипники будет передаваться большая нагрузка. Такая технология проста, но очень полезна.
Такая технология проста, но очень полезна. Что касается последнего, вы также хотите убедиться, что чистота поверхности других ваших процессов обработки является максимально возможной. Ознакомьтесь с нашим руководством «Советы по обработке поверхности фрезерного станка», чтобы получить некоторые идеи.
Что касается последнего, вы также хотите убедиться, что чистота поверхности других ваших процессов обработки является максимально возможной. Ознакомьтесь с нашим руководством «Советы по обработке поверхности фрезерного станка», чтобы получить некоторые идеи.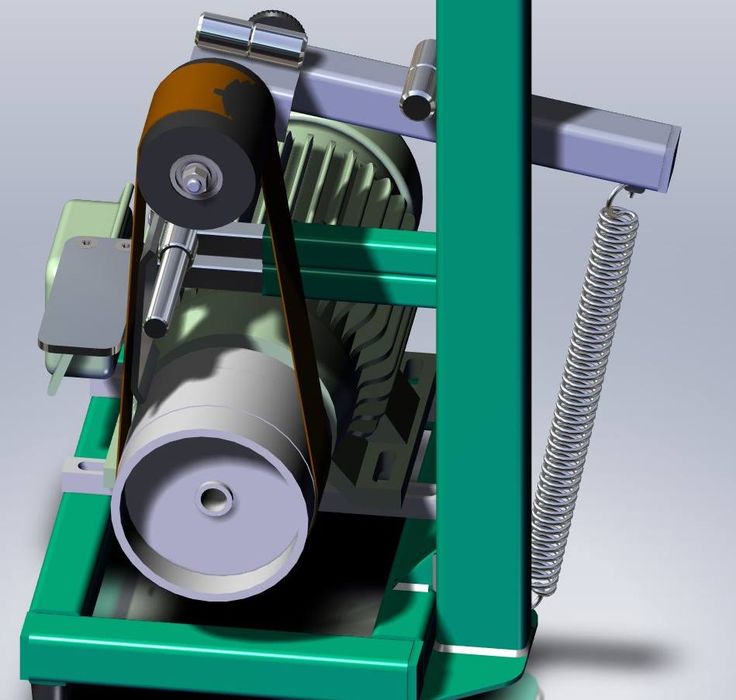
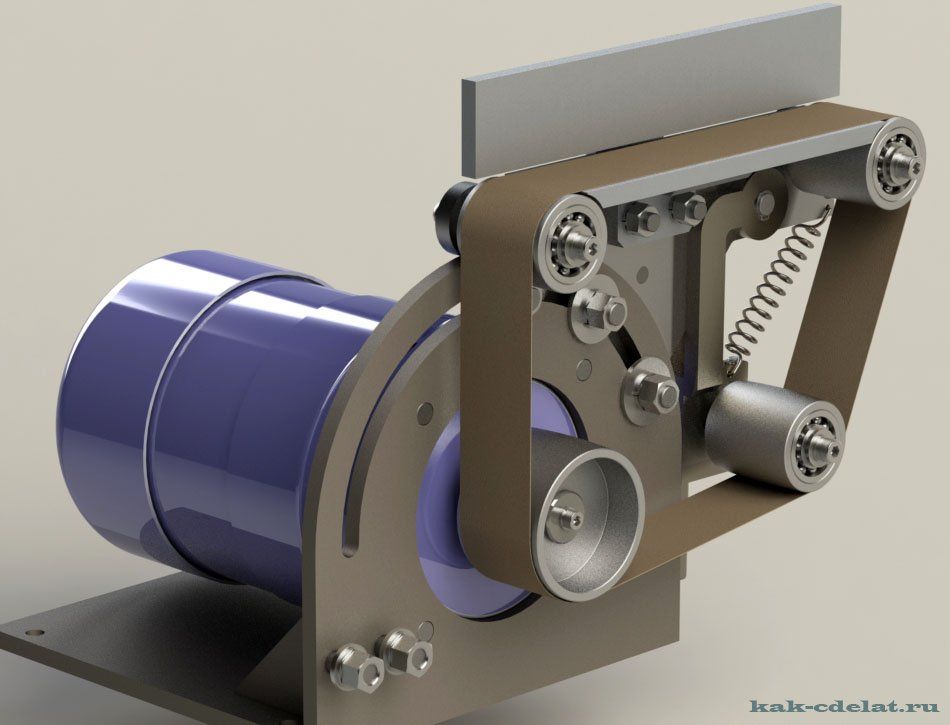
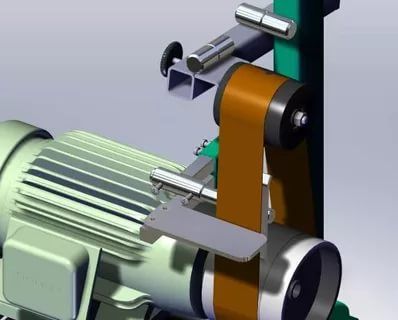

 Одним из самых больших преимуществ этой конструкции является то, что если вы сделаете ошибку при сборке или одна из частей сломается позже, вы можете открутить поврежденную часть и заменить ее.
Одним из самых больших преимуществ этой конструкции является то, что если вы сделаете ошибку при сборке или одна из частей сломается позже, вы можете открутить поврежденную часть и заменить ее.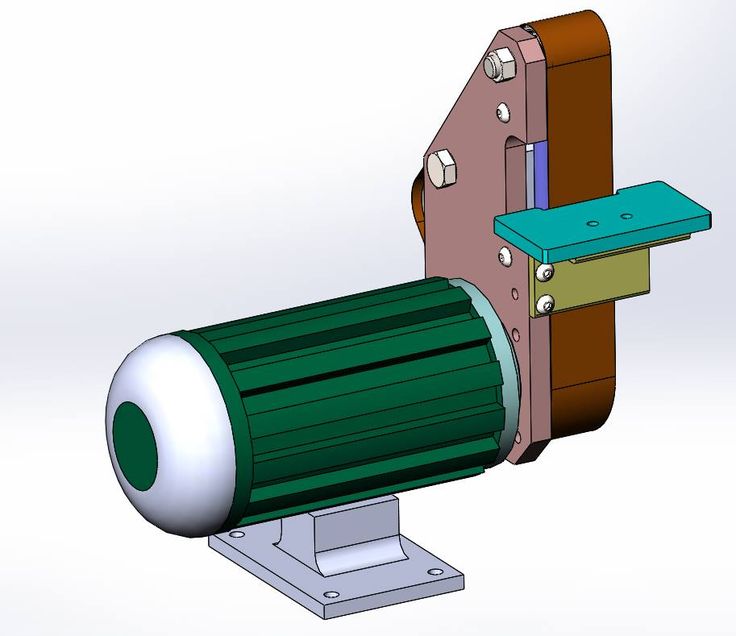 . Затем с помощью сверлильного станка просверлите отверстия на двух боковых пластинах. Просверлите два отверстия ⅜” на одной пластине и два резьбовых отверстия ¼” и одно резьбовое отверстие ⅜” на другой пластине. Отверстие диаметром ⅜ дюйма будет использоваться для удержания передней ноги на месте.
. Затем с помощью сверлильного станка просверлите отверстия на двух боковых пластинах. Просверлите два отверстия ⅜” на одной пластине и два резьбовых отверстия ¼” и одно резьбовое отверстие ⅜” на другой пластине. Отверстие диаметром ⅜ дюйма будет использоваться для удержания передней ноги на месте.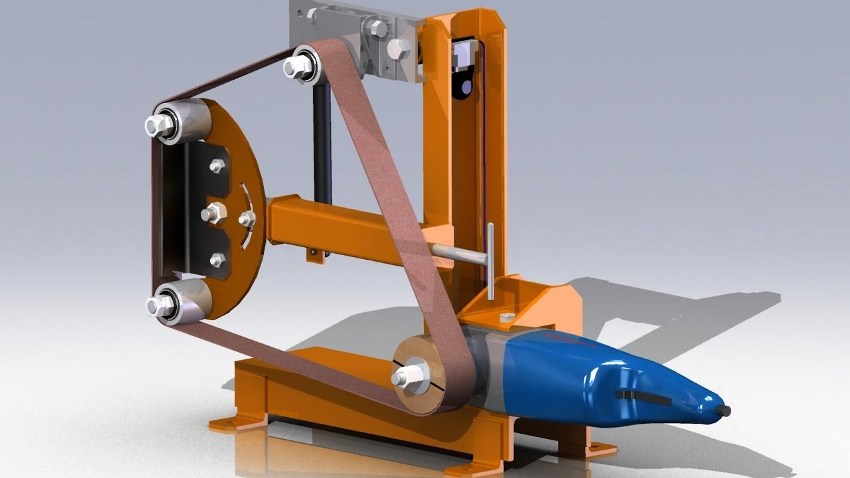
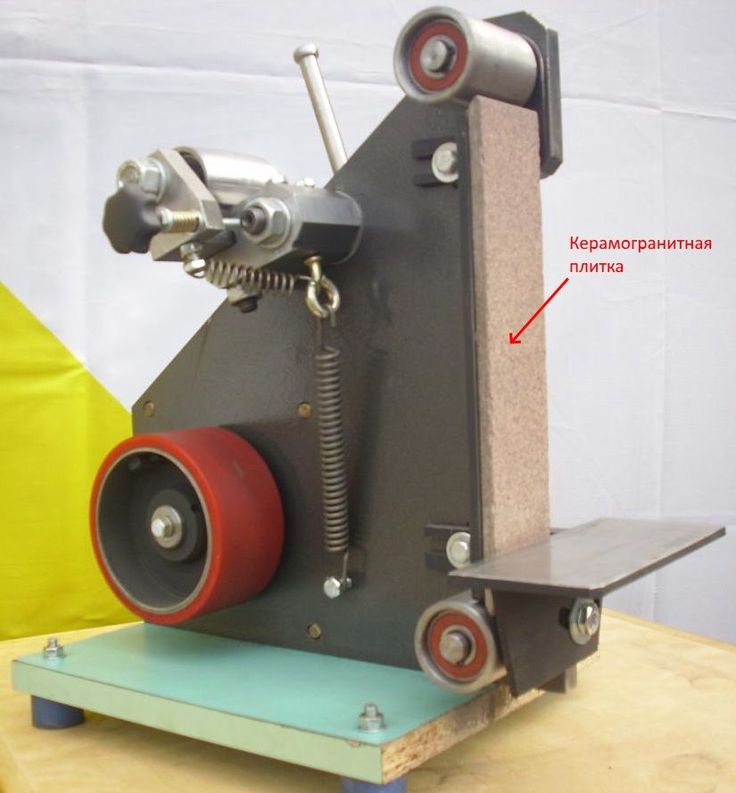 Вы можете сделать некоторые, используя 2-дюймовый уголок с отверстиями, чтобы можно было установить его на ленточно-шлифовальный станок и прикрутить машину к столу.
Вы можете сделать некоторые, используя 2-дюймовый уголок с отверстиями, чтобы можно было установить его на ленточно-шлифовальный станок и прикрутить машину к столу.

 Значит, Q1 = cm(tпл – tн) =11872000 Дж.
Значит, Q1 = cm(tпл – tн) =11872000 Дж.

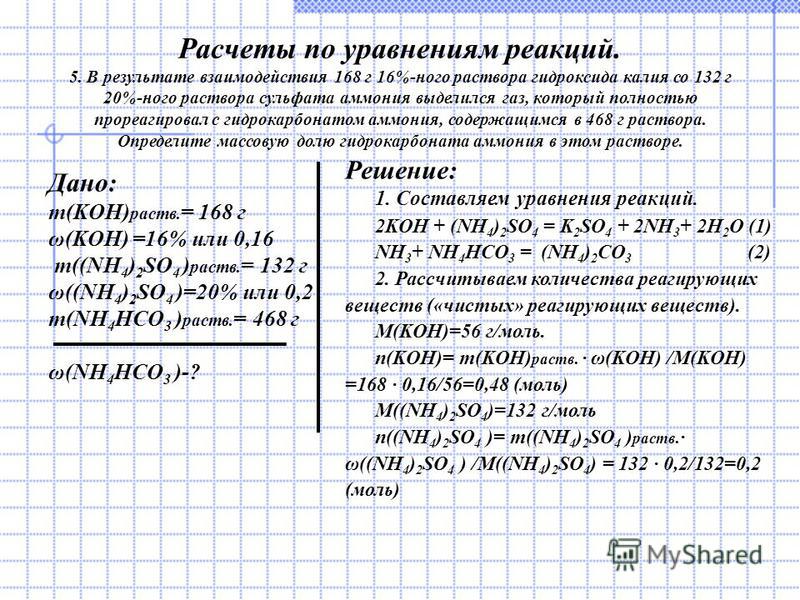 Присылаем на проверку по e-mail: [email protected]
Присылаем на проверку по e-mail: [email protected]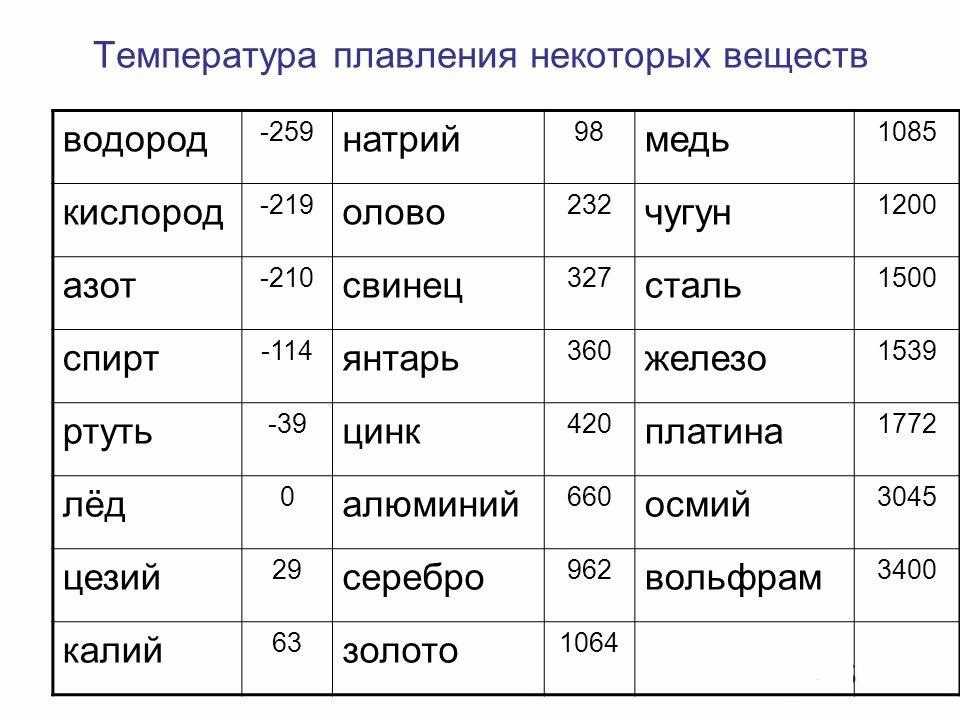 Некрасова Анастасия
Некрасова Анастасия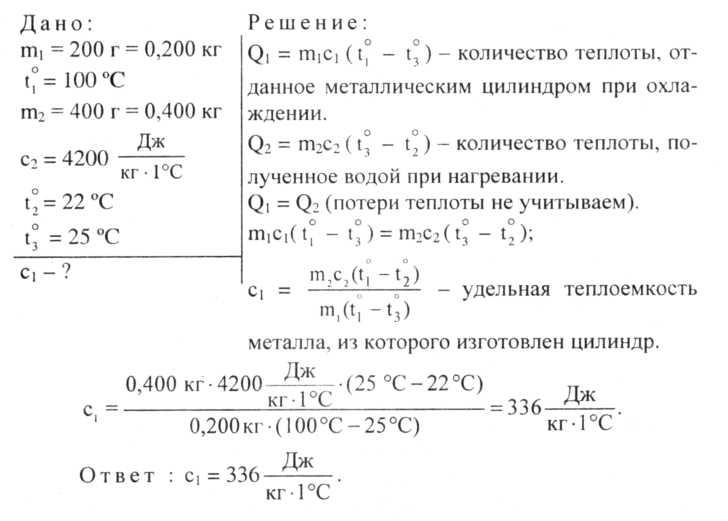 Чернов Кирилл
Чернов Кирилл Вся вода при этом нагрелась до 100 0С, и 75 г её обратилось в пар. Определить массу детали. Потерями энергии пренебречь.
Вся вода при этом нагрелась до 100 0С, и 75 г её обратилось в пар. Определить массу детали. Потерями энергии пренебречь. КПД спиртовки 40%.
КПД спиртовки 40%.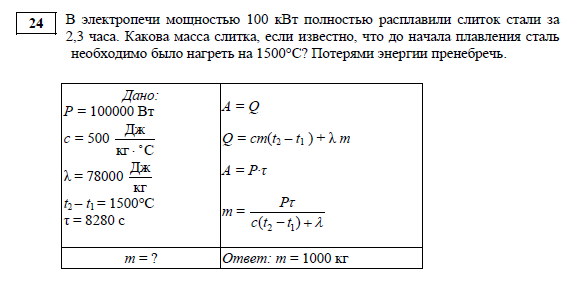 Определите КПД плитки. Плотность воды 1000 кг/м3.
Определите КПД плитки. Плотность воды 1000 кг/м3.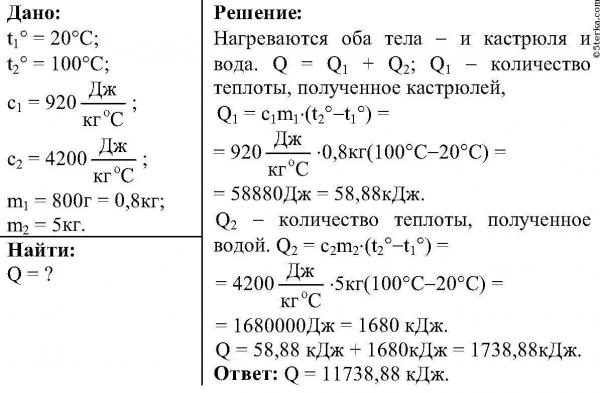
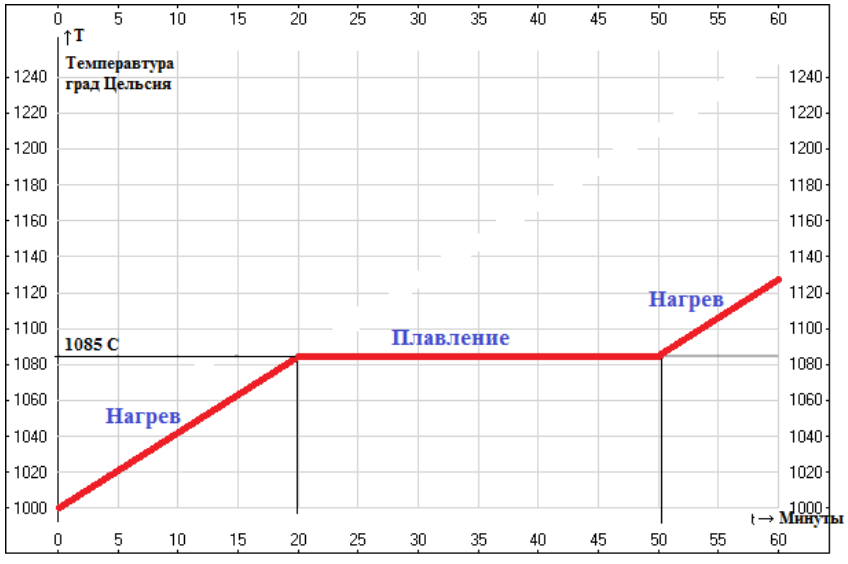 Через 35 минут вода закипела, и 20% её превратилось в пар. Какова мощность электроплитки? Плотность воды 1000 кг/м3.
Через 35 минут вода закипела, и 20% её превратилось в пар. Какова мощность электроплитки? Плотность воды 1000 кг/м3. Каково показание влажного термометра психрометра?
Каково показание влажного термометра психрометра?
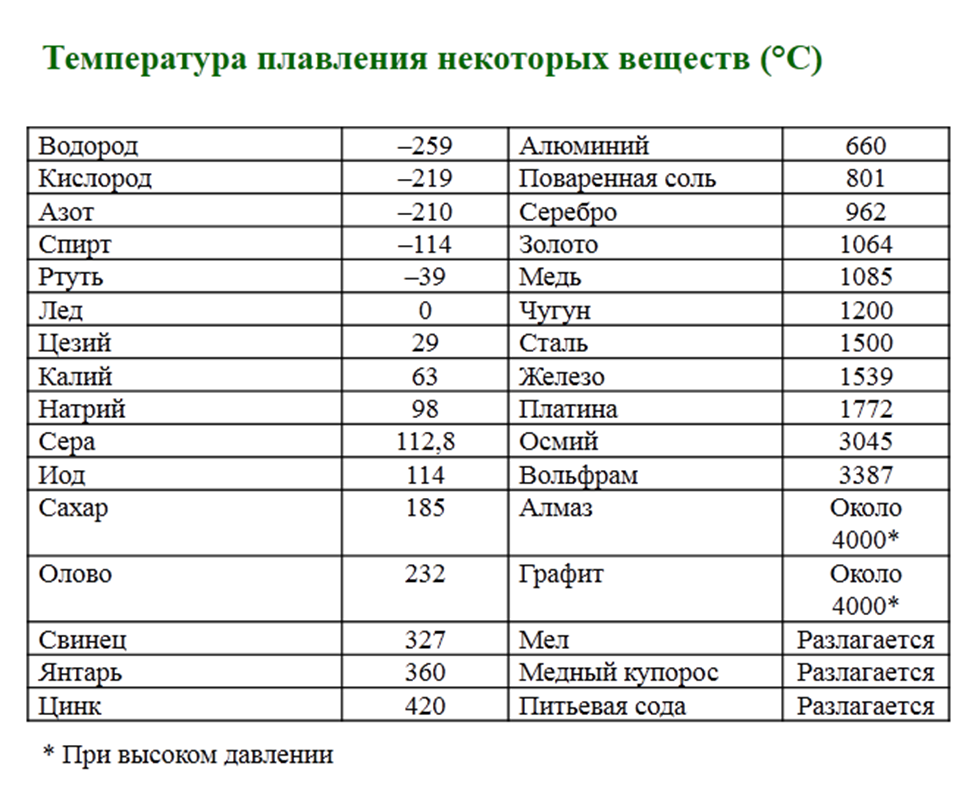 Определите необходимое количество пара.
Определите необходимое количество пара.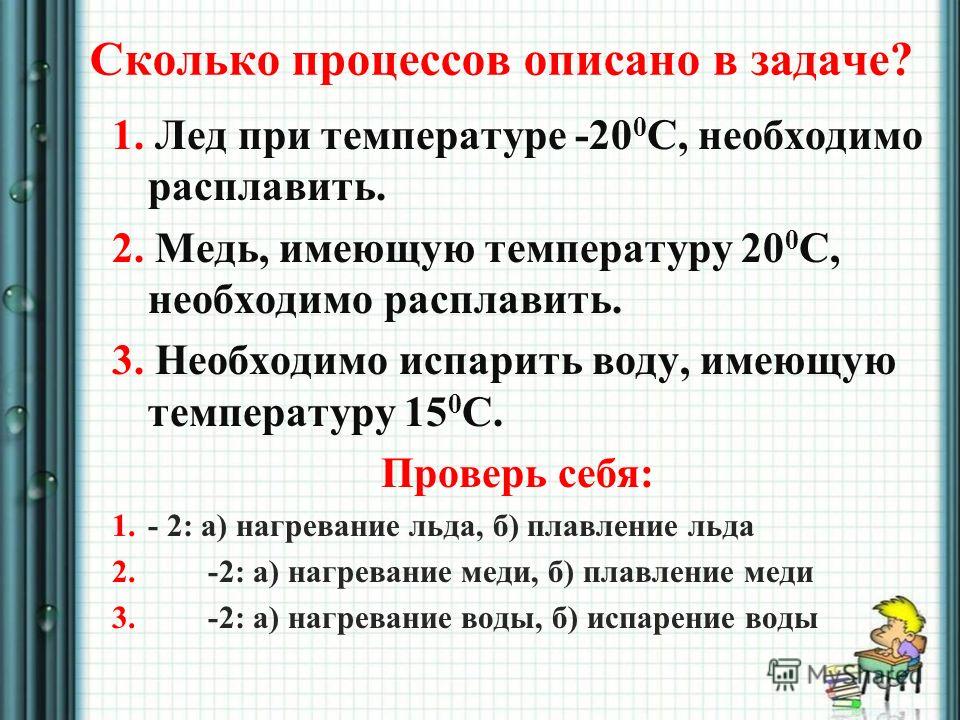


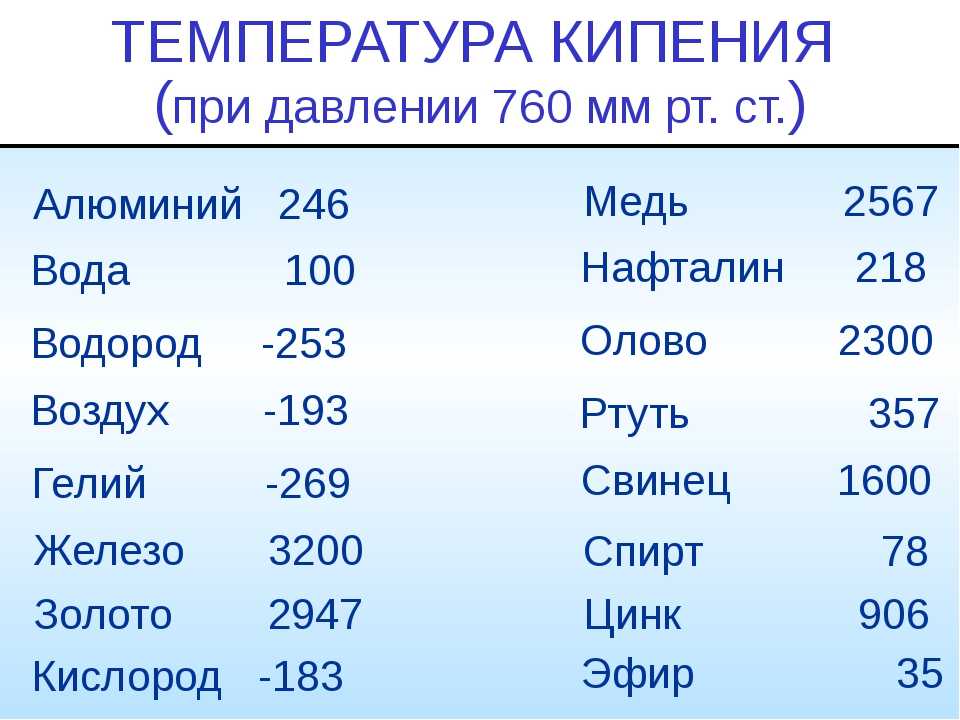
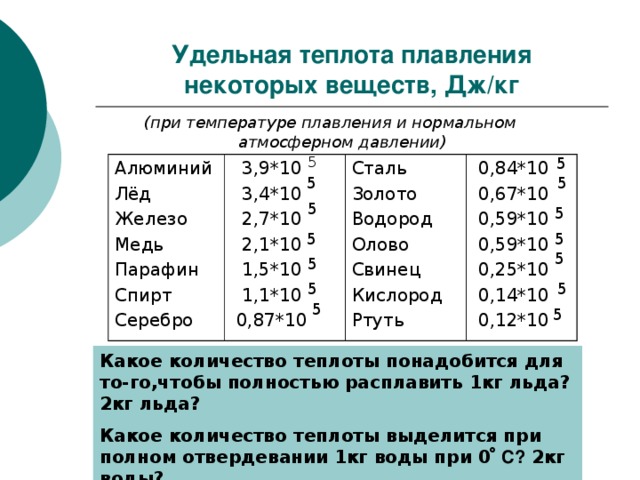 Через 35 минут вода закипела, и 20% её превратилось в пар. Какова мощность электроплитки? Плотность воды 1000 кг/м3.
Через 35 минут вода закипела, и 20% её превратилось в пар. Какова мощность электроплитки? Плотность воды 1000 кг/м3.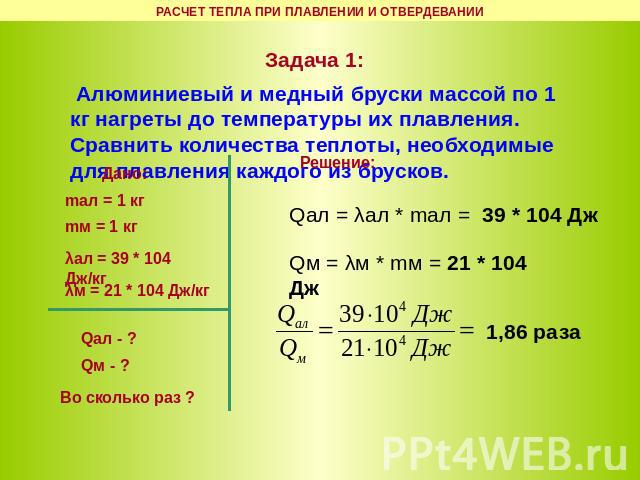 12.2020 15:45, Emil304
12.2020 15:45, Emil304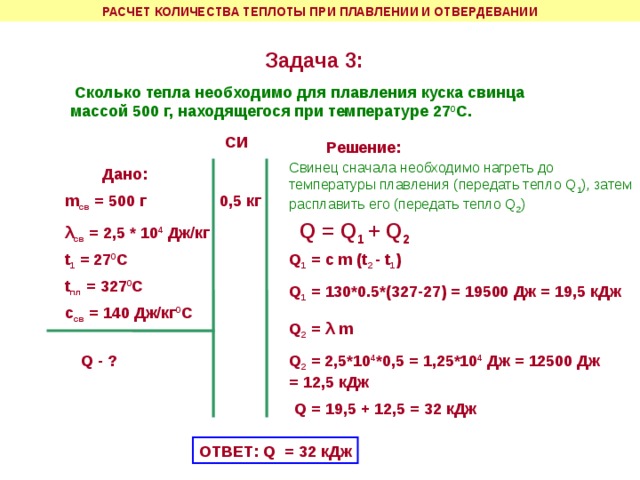 найдите периметр прямоугольника…
найдите периметр прямоугольника…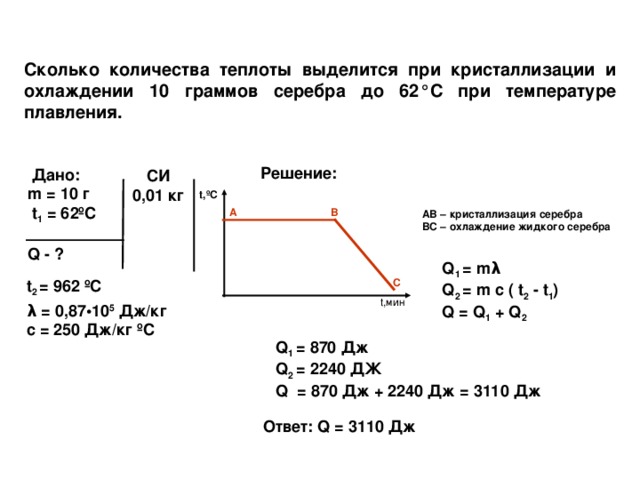 ..
.. найдите наименьший возможный периметр этого прямоугольника….
найдите наименьший возможный периметр этого прямоугольника….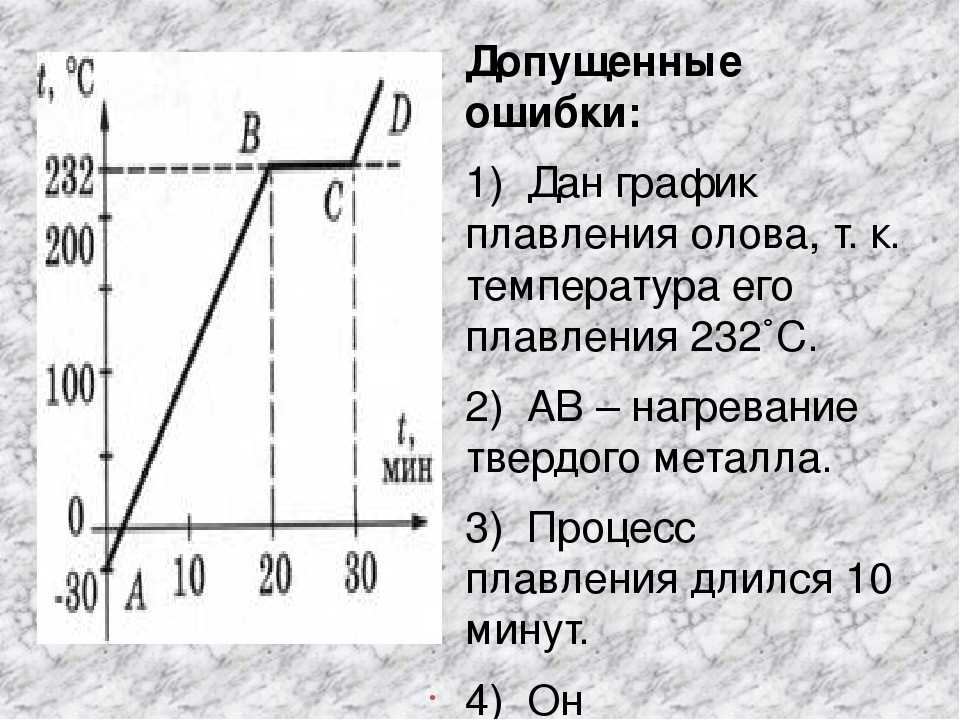 Если его температура поднимается выше 1085 градусов по Цельсию, он готовит и становится жидкостью. Его температура плавления не меняется при нагревании в печи или на огне.
Если его температура поднимается выше 1085 градусов по Цельсию, он готовит и становится жидкостью. Его температура плавления не меняется при нагревании в печи или на огне.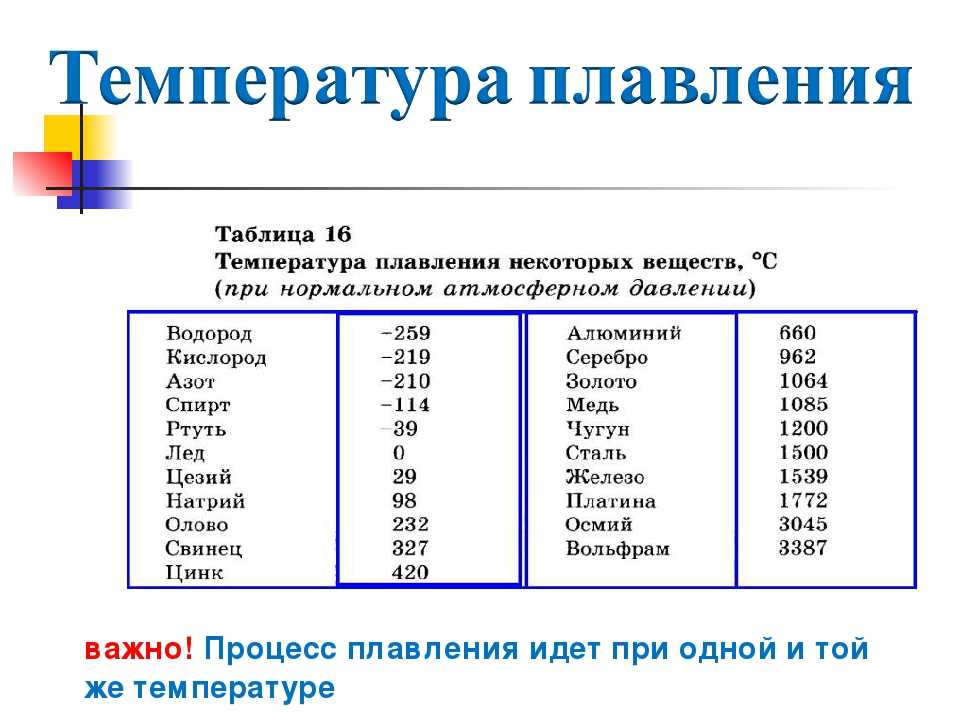 Наконец, вам нужно будет использовать соответствующее защитное снаряжение, такое как перчатки и маска для лица, чтобы защитить себя от жары и паров.
Наконец, вам нужно будет использовать соответствующее защитное снаряжение, такое как перчатки и маска для лица, чтобы защитить себя от жары и паров.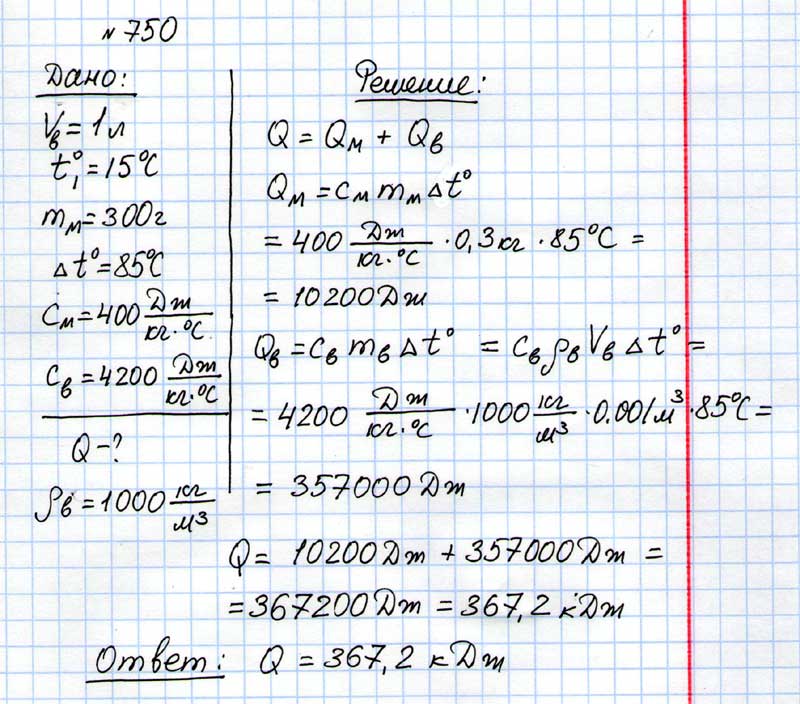
 Если у вас возникло какое-либо раздражение или другая неблагоприятная реакция после ношения медного кольца, лучше снять его и обратиться к врачу.
Если у вас возникло какое-либо раздражение или другая неблагоприятная реакция после ношения медного кольца, лучше снять его и обратиться к врачу.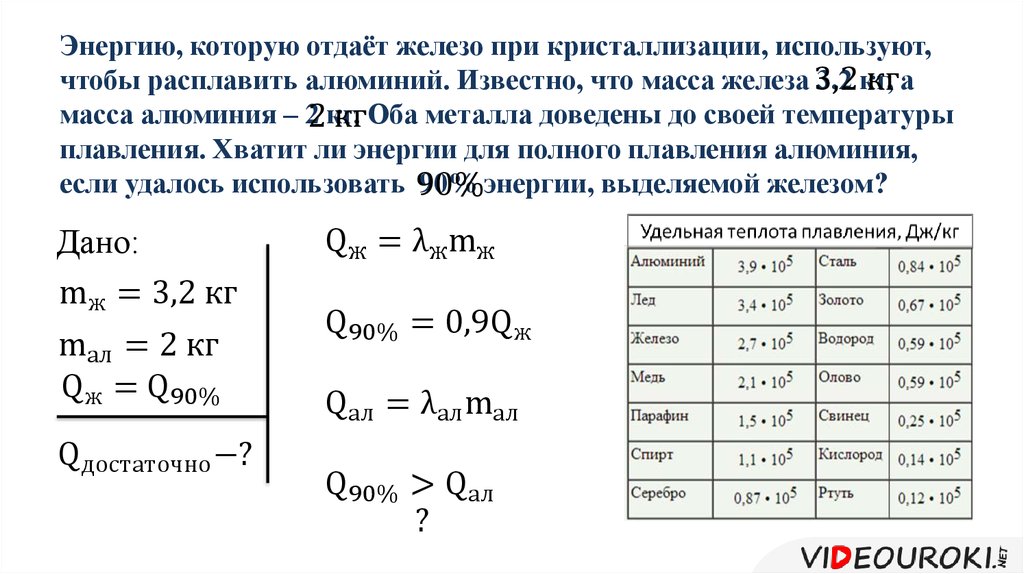 Тем не менее, это не рекомендуется, потому что во время соскабливания вы также будете подвергать кожу воздействию частиц меди.
Тем не менее, это не рекомендуется, потому что во время соскабливания вы также будете подвергать кожу воздействию частиц меди.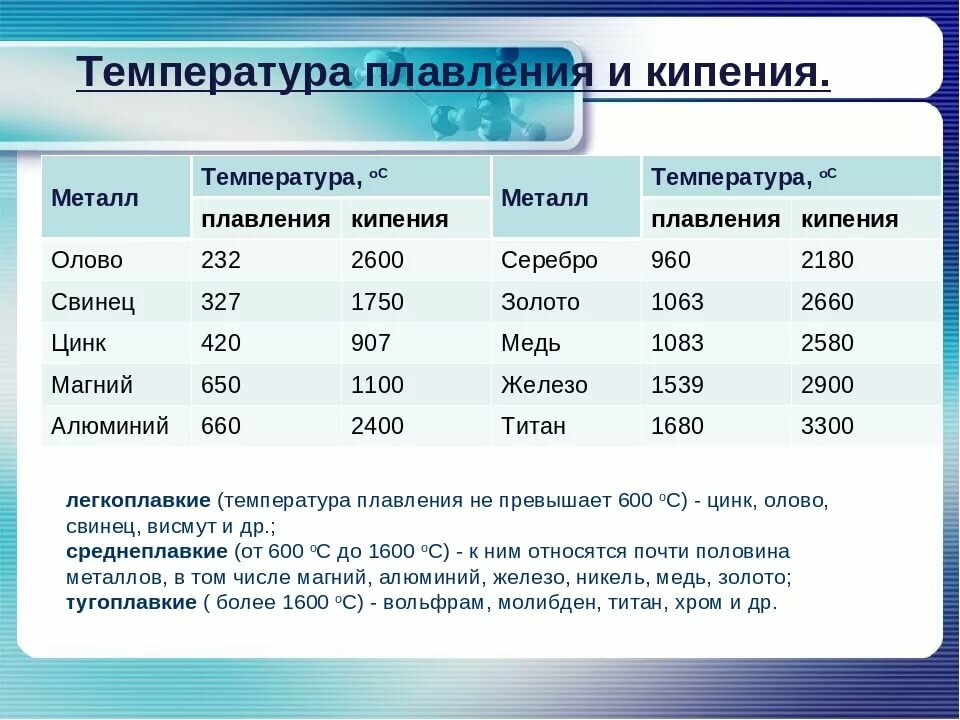

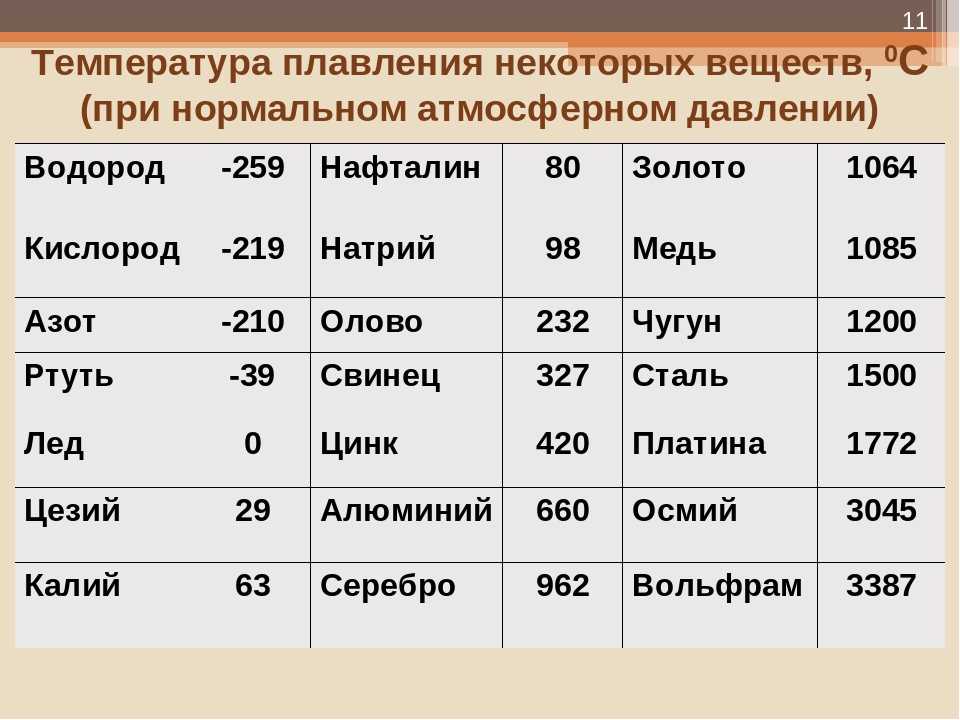 Этот слой мягкий и легко снимается, но не влияет на твердость основного материала.
Этот слой мягкий и легко снимается, но не влияет на твердость основного материала.
 По мере повышения температуры электроны движутся все больше и больше, в конечном итоге разрывая металлические связи и заставляя медь кипеть.
По мере повышения температуры электроны движутся все больше и больше, в конечном итоге разрывая металлические связи и заставляя медь кипеть.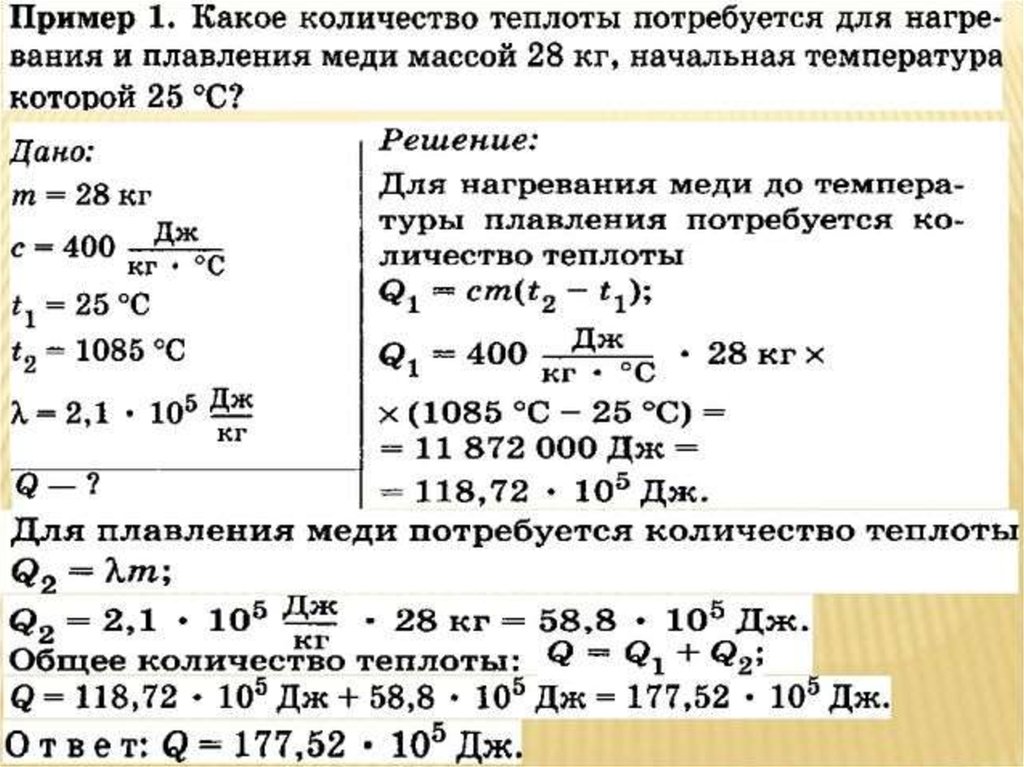
 5 °C
5 °C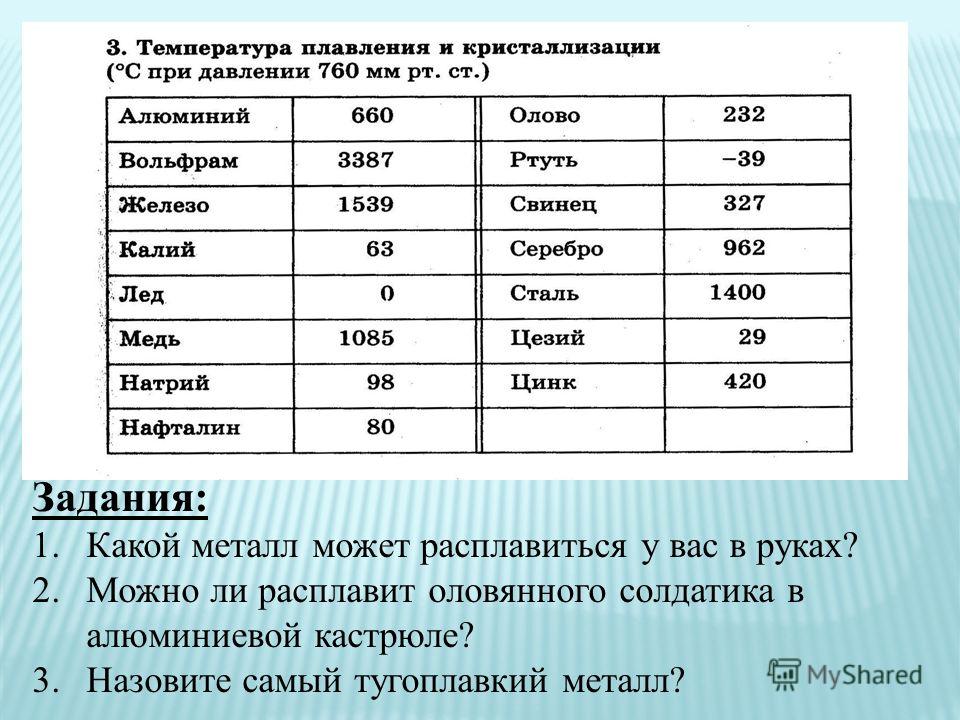 62 °C
62 °C 85°F
85°F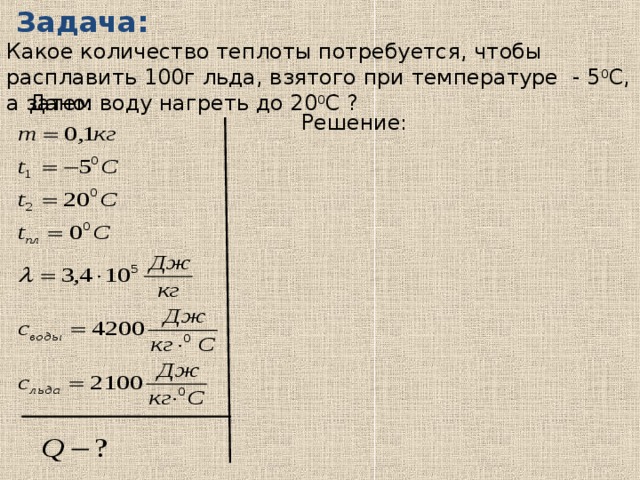 46°C
46°C 00 °C
00 °C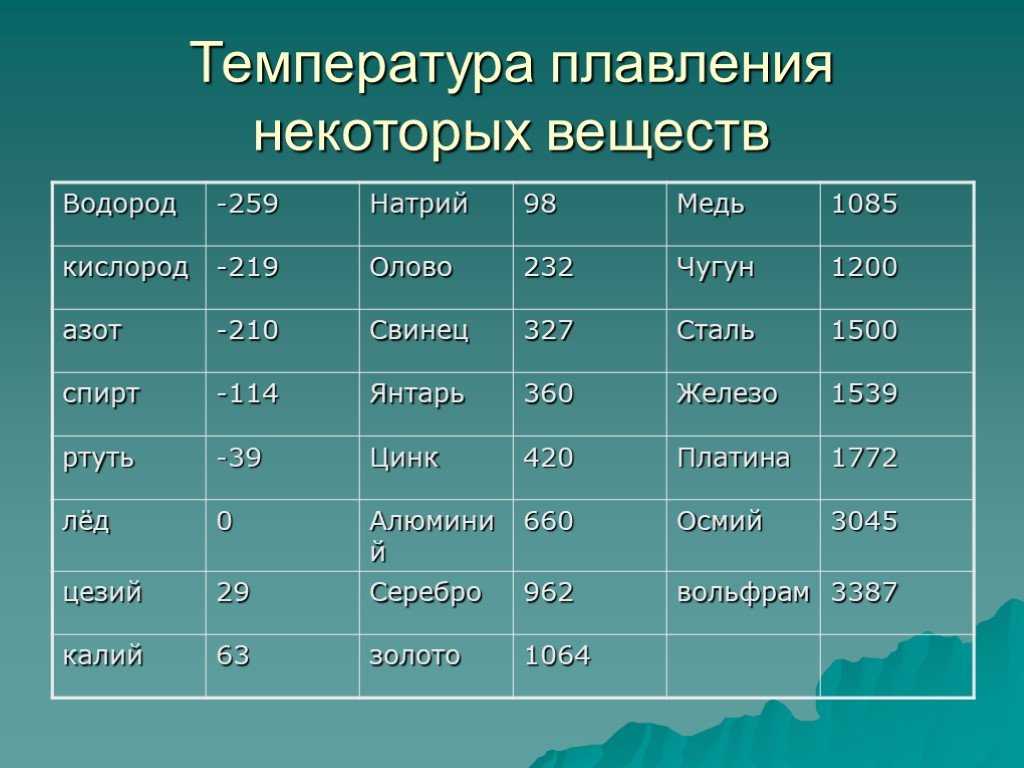 15 °C
15 °C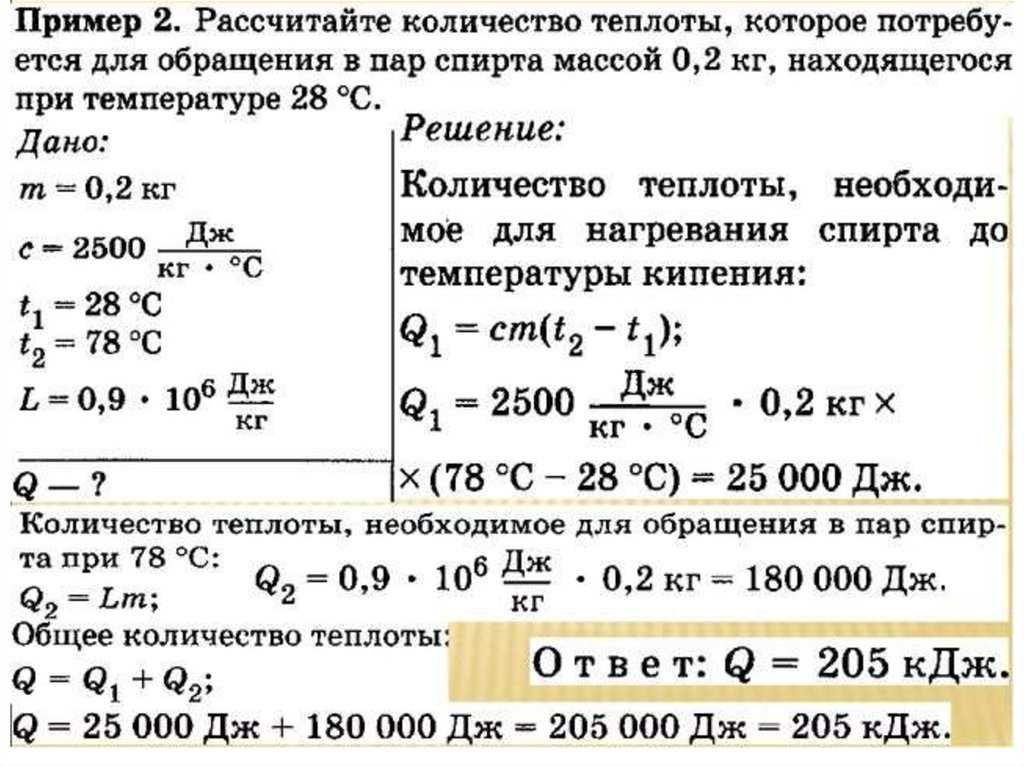 21 °C
21 °C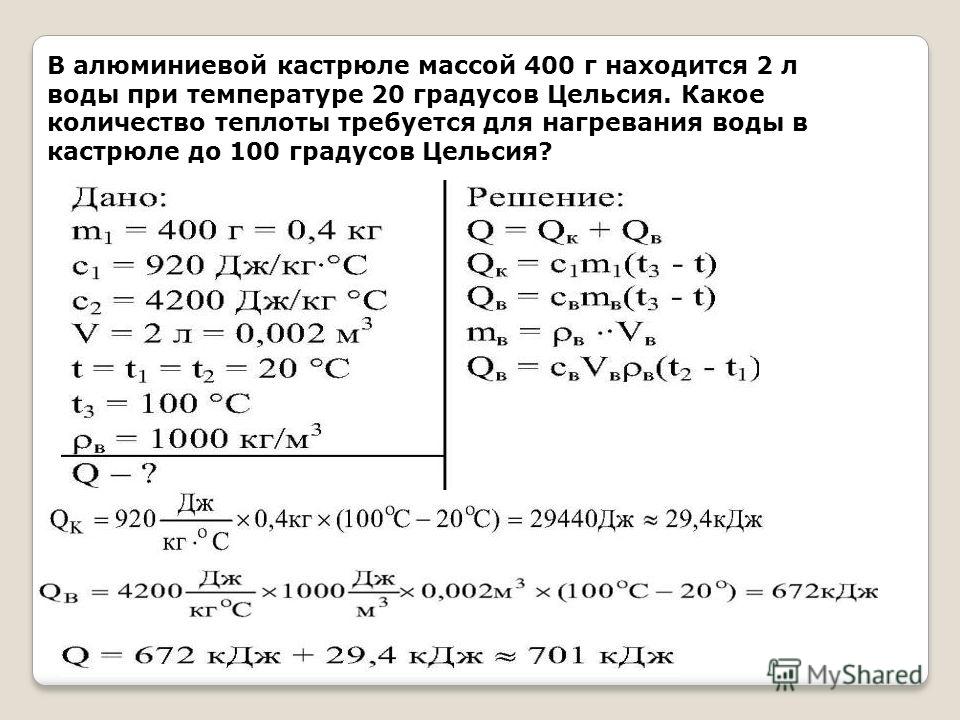 325 kPa)
325 kPa) 4-532.4 °F
4-532.4 °F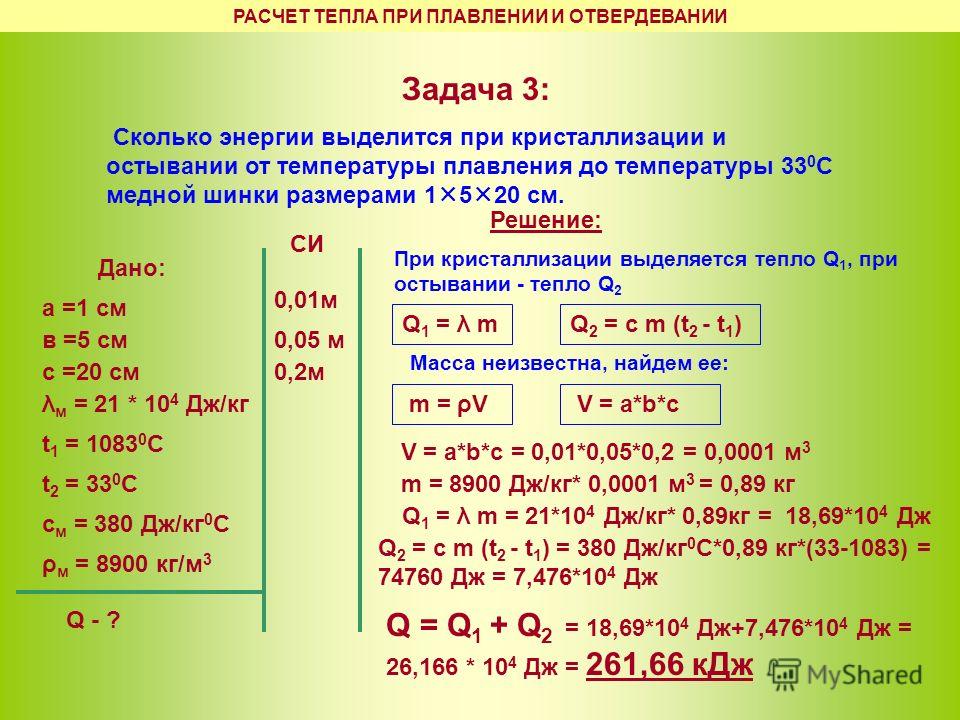 8 °F
8 °F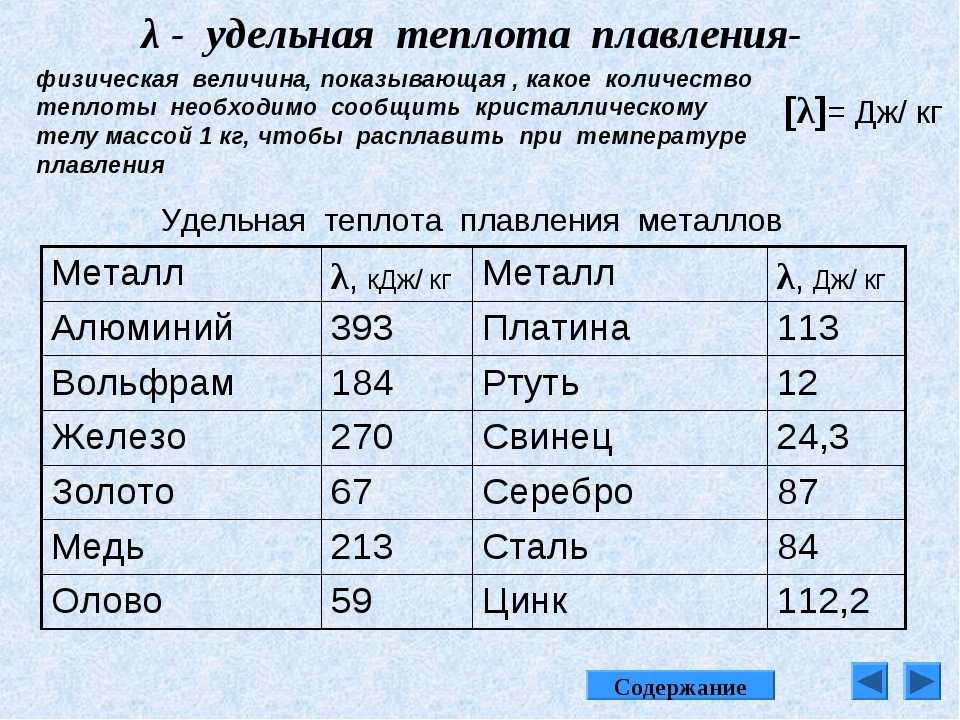
 72 °C
72 °C 8 °F
8 °F