Лазерная резка металла в Москве. По чертежам, станки с ЧПУ, высокая точность
Главная / Лазерная резка металла
НПО «Красный октябрь» оказывает услуги лазерной резки в Москве. Работаем с алюминием, латунью, титаном, нержавеющей, броневой и конструкционной
сталью. Максимальная толщина листового металла — от 5 до 16 мм, зависит от конкретного материала заготовок. Обеспечиваем высокую точность обработки — с погрешностью до ±0,05. Используем оптоволоконное раскроечное оборудование типа LaserCut Professional — гарантируем исключительную точность.
Особенности технологии
Резка осуществляется за счет местного разогрева поверхности сфокусированным лазерным лучом.
Под его воздействием металл нагревается до температуры плавления, в это же время на него подается кислород, способствующий горению материала, — за счет этого повышается скорость реза, проще обрабатывать лист большей толщины. При лазерной резке листового металла получается ровная, аккуратная кромка.
Поступающий кислород сдувает окислы и расплавленный металл из зоны обработки — процесс не прекращается до тех пор, пока материал не разрежут на всю глубину. За счет большой аккумуляции энергии и незначительной площади нагрева удается создать параллельные кромки без увеличения ширины реза (приблизительно 0,2 мм).
Скорость точной лазерной резки зависит от мощности генераторов излучения. Мы используем профессиональное оборудование высокого класса — LaserCut Professional M2 2кв, обеспечивающего высокую продуктивность. Один из важных элементов лазерного комплекса — рабочий стол, от величины которого зависит максимальный размер листа металла, который удастся разрезать, в нашем случае это 1500 х 3000 мм. Режущий элемент — лазерная головка, перемещение которой осуществляется с помощью высокоточных приводов, управляемых с помощью программы раскроя.
Специфика работы с разными типами материалов
Рабочую среду и настройки лазерного комплекса всегда устанавливаем с учетом металла, из которого выполнена заготовка. Материалы:
Углеродистая сталь. Для нее лучше всего подходит кислородная среда — торцевой рез получается точный и аккуратный.
Нержавеющая сталь. Предпочтительнее азотная среда — это обусловлено тем, что на обрабатываемых участках появляются шлаки и засоры.
Алюминий. Металл обладает повышенной способностью проводить тепло,
поэтому для его обработки необходимо мощное излучение лазера. Торец металла выходит пористым, на нижней кромке присутствуют едва различимый грат.
Медь. Хуже воспринимает луч лазера при этом обладает высокой теплопроводностью. Для обеспечения высокого качества реза устанавливаем низкую скорость.
Умело подбирая настройки лазерного комплекса, мы добиваемся безупречного качества контура — продукция не нуждается в дополнительной обработке.
Преимущества
При раскрое листового металла с применением технологии лазерного реза удается достичь максимально возможной экономии материала — толщина меньше 1,0 мм. Другие достоинства:
Обработка мелких деталей.
Отсутствие прямого контакта лазерных головок с обрабатываемой поверхностью — они долговечны.
Локальный нагрев металла в отличие от альтернативных методов резки металла.
Доступна обработка хрупких деталей.
Высокая скорость раскроя.
Принимаем заказы на резку металла в Москве по чертежам заказчика. Дешево выполним обработку единичных экземпляров. Доступная стоимость услуг сочетается с безупречным качеством обработки.
Прайс лист
Материал
Толщина
до 100 м.п
100 -1000 м.п
св.1000 м.п
св.3000 м.п
Металл черный
до 1
29,0р.
24,0р.
20,0р.
16,0р.
до 1,5
35,0р.
29,0р.
24,0р.
20,0р.
до 2
41,0р.
34,0р.
28,0р.
23,0р.
до 3
57,0р.
47,0р.
39,0р.
32,0р.
4
64,0р.
53,0р.
44,0р.
36,0р.
5
76,0р.
63,0р.
52,0р.
42,0р.
6
87,0р.
72,0р.
60,0р.
48,0р.
8
111,0р.
92,0р.
76,0р.
61,0р.
10
154,0р.
128,0р.
106,0р.
85,0р.
12
191,0р.
159,0р.
132,0р.
106,0р.
14
224,0р.
186,0р.
155,0р.
124,0р.
16 не сложные контуры
399,0р.
332,0р.
276,0р.
221,0р.
Нержавейка
до 1
46,0р.
38,0р.
31,0р.
25,0р.
1,5
58,0р.
48,0р.
40,0р.
32,0р.
2
82,0р.
68,0р.
56,0р.
45,0р.
3
105,0р.
87,0р.
72,0р.
58,0р.
4
166,0р.
138,0р.
115,0р.
92,0р.
5
200,0р.
166,0р.
138,0р.
111,0р.
6
316,0р.
263,0р.
218,5р.
175,0р.
8
849,0р.
707,0р.
589,0р.
472,0р.
10
1 058,0р.
881,0р.
734,0р.
588,0р.
Стали 09Г2С, 65Г, 30ХГСА,
У9, жаропрочные стали, броня
3
62,0р.
51,0р.
42,0р.
34,0р.
4
92,0р.
76,0р.
63,0р.
51,0р.
5
113,0р.
94,0р.
78,0р.
63,0р.
6
135,0р.
112,0р.
93,0р.
75,0р.
8
192,0р.
160,0р.
133,0р.
107,0р.
10
207,0р.
172,0р.
143,0р.
115,0р.
12
226,0р.
188,0р.
156,0р.
125,0р.
Медь
до 1
88
72
60
50
2
160
120
110
100
3
200
160
140
120
4
270
200
180
160
5
520
440
350
300
Алюминий и алюминиевые сплавы
до 1
44,0р.
36,0р.
30,0р.
24,0р.
2
80,0р.
66,0р.
55,0р.
44,0р.
3
101,0р.
84,0р.
70,0р.
56,0р.
4
135,0р.
112,0р.
93,0р.
75,0р.
5
266,0р.
221,0р.
184,0р.
148,0р.
6
344,0р.
286,0р.
238,0р.
191,0р.
8
393,0р.
327,0р.
272,0р.
218,0р.
10
442.0р
386,0р.
306,0р.
230,0р.
Повышающий коэффициент
1
Резка в азоте (х1,5)
2
Резка с выпариванием (х1,8)
3
Резка в режиме «Fine Cut» (х2)
Отличие лазерной резки от плазменной резки
Плазменная и лазерная резка – широко применяются на современных промышленных предприятиях. Резка материала на лазерном станке осуществляется за счет сфокусированного лазерного излучения. Плазменный станок отличается тем, что теплота, расплавляющая материал, возникает за счет генерации плазменной дуги.
В чем разница между плазменной и лазерной резкой металла, какие преимущества у той и другой технологии и какие станки стоит купить для оснащения своего предприятия? Полученная информация поможет более подробно познакомиться с технологиями обработки материала, их областью применения и подобрать подходящий вариант по цене и надежности.
Чем лазерная резка отличается от плазменной
Чтобы понять, чем отличается резка лазером от плазмы, необходимо более подробно познакомиться с каждой из технологий. Здесь необходимо обратить внимание на ряд параметров:
Производительность процесса.
Качество реза.
Себестоимость процесса резки и себестоимость эксплуатации.
Рассмотрим каждый из этих моментов более подробно.
Производительность процесса
Зависит в первую очередь от материала и его толщины. Лазерная резка может использоваться и для обработки нержавеющей и низкоуглеродистой стали, меди, латуни, алюминия, титана, акрила, пластика, стекла, дерева, кожи, текстиля. Плазморезы могут работать только с металлами, проводящими электричество.
По-разному показывает себя лазерная и плазменная резка и при работе с металлами различной толщины. При обработке тонкого листового материала (до 6 мм), особенно при высоких объемах работ и формировании сложных контуров, выигрывает лазер. Если толщина металла будет более 6 мм, то у лазерного станка скорость обработки будет сопоставима с плазмой, но качество лазерной резки будет выше. У лазерной обработки отсутствует конусность, которая присуща плазменной резке. А вот при работе с заготовками более 30 мм плазменные станки справляются лучше, но такие заготовки имеют высокую конусность и нуждаются в последующей обработке.
Качество реза
От качества реза зависит не только внешний вид готового изделия, но и сложность последующей обработки. И здесь лазерная резка металла существенно превосходит показатели плазменной резки. Заготовки, полученные с ее помощью, нуждаются в минимальной финишной обработке. Шероховатость поверхности составляет всего 1,25-2,5 мкм, а конусность кромки – 0-20. Детали, полученные на плазменном станке, необходимо будет дополнительно шлифовать (и поверхность, и кромку), снимать окалину. Соответственно шероховатость поверхности и конусность кромки в этом случае составляют 6,3-12,5 мкм и 0-100.
И здесь надо сделать выбор в пользу продуктивности процесса или качества реза, а также смотреть, с какими запчастями предстоит работать. В частности, основное требование при изготовлении приварного фланца – плоскость поверхности, а пережог кромки, шероховатость, конусность – это уже второстепенные показатели. А вот при производстве сложных деталей внимание уделяется именно качеству реза.
Основные отличия лазерной резки от плазменной приведены в таблице:
Параметр
Резка лазером
Плазменная резка
Минимально возможный диаметр отверстия
0,3-0,4 толщины материала
0,9-,1,4 толщины материала, но не менее 2-3 мм
Ширина реза
От 0,2 до 0,375 мм, остается стабильной
От 0,8 до 1,5 мм, но меняется ввиду нестабильности дуги
Точность реза
Тонкий, с отклонениями в диапазоне 0,05 мм
В пределах 0,1-0,5 мм
Вырезание внутренних углов
Возможно, с высокой точностью
Возможно, но только с радиусом
Температурное воздействие
Минимальная зона термического влияния
Большая зона термического влияния приводит к деформациям и короблениям
Себестоимость процесса резки и стоимость эксплуатации
Изначально отметим, что станки для лазерной резки обойдутся примерно в 4-6 раз дороже плазменных станков. Стоимость их эксплуатации зависит от ряда параметров:
Затрат электроэнергии и рабочих газов. При резке тонкого металла энергопотребление обоих видов станков примерно одинаковое. Чем больше толщина материала, тем больших затрат будет требовать лазер.
Сервисное обслуживание, затраты на ремонт. Лазерное оборудование редко выходит из строя, особенно при соблюдении эксплуатационных рекомендаций производителя. В плазменных станках требуется более частое обслуживание рабочей поверхности, т.к. удаляется большее количество материала, чем при лазерной резке.
Точно назвать себестоимость продукции и сроки окупаемости того или иного станка нельзя, ведь все зависит от особенностей производства, предстоящих задач.
Области применения лазерной резки и плазмы
Чтобы окончательно определиться, какой способ резки металлов лучше, лазер или плазма, следует познакомиться с преимуществами и недостатками каждой технологии.
Преимущества плазменной резки:
невысокая стоимость станка и обслуживания;
возможность разрезать металлы, толщиной до 150 мм.
У плазменной резки есть ряд недостатков: высокая конусность, необходимость дополнительной обработки краев и поверхности, невозможность получить острые углы, повышенный износ расходников, высокое термическое воздействие на заготовку, вызывающее ее деформации. Такими станками невозможно изготовить детали сложных форм, перечень материалов, возможных для работы, существенно ограничен и включает сталь, алюминий, медь (и их сплавы), чугун и несколько других металлов.
Преимущества лазерной резки:
обработка выполняется бесконтактным методом: не вызывает деформации поверхности;
возможность изготовления деталей любых форм и конфигураций, в том числе и очень сложных;
широкий функционал: может использоваться не только для резки, но и для маркировки, гравировки разных видов металлов и других материалов;
высокая скорость работ при сохранении точности, даже при работе с мелкими деталями;
экономный расход листового материала: обеспечивается очень плотной раскладкой на листе и очень тонкой линией реза;
минимальные требования к обслуживанию оборудования.
АО «ЛЛС» предлагает станки для лазерной обработки металла и других материалов в Москве, Санкт-Петербурге и с доставкой в другие регионы РФ, страны Таможенного Союза. Это оборудование, имеющее сертификаты соответствия и гарантии. Если потребуются дополнительные консультации и помощь в выборе, свяжитесь со специалистами компании.
Laser Cut Picture — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Laser Cut Wood — Bilder und Stockfotos
4. 133Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
Durchstöbern Sie 4.133
laser cut wood Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
laser schneiden — лазерная резка дерева стоковые фотографии и изображения
sperrholz-laserschneidemaschine aus nächster nähe. — лазерная резка деревянных фото и изображений
Sperrholz-Laserschneidemaschine aus nächster Nähe.
laserschneiden von holz — laser cut wood stock-fotos und bilder
Laserschneiden von Holz
industrielaser schneidet ein muster auf einem sperrholzblech — laser cut wood stock-fotos und bilder
Industrielaser schneidet ein Muster auf einem Sperrholzblech
Der industrielle Laser schneidet ein Muster auf eine Sperrholzplatte und bewegt sich langsam, aus der Nähe.
Lasergravur- und schneidmachine — лазерная резка деревянных фото и изображений
Lasergravur- und Schneidmachine
dekorative laserschnittplatten vorlage mit abstrakter textur. геометрические и цветочные лазерные гравюры или набор векторных иллюстраций. vorlage für abstrakte schneideplatten — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Dekorative Laserschnittplatten Vorlage mit abstrakter Textur….
Lasergravur auf holznahaufnahme. 3d-drucker-laserstrahl — лазерная резка деревянных фотографий и изображений
Lasergravur на Holznahaufnahme. 3D-Drucker-Laserstrahl
set dekorative kreis untersetzer für laserschneiden. Runde abstrakte geometrische untersetzer karte. лазерный дизайн. вектор-иллюстрация. — вырезанный лазером рисунок из дерева, -картинки, -мультфильмы и -символы
Набор декоративных украшений Kreis Untersetzer für Laserschneiden. Runde…
laser-gravur — лазерная резка дерева стоковые фотографии и изображения
Laser-Gravur
laserbrenner schneidet holzplatte — лазерная резка дерева стоковые фотографии и изображения
Laserbrenner schneidet Holzplatte
Laser-Maschin-Brenner schneidet eine Sperrholzplatte für florales dekoratives Element von Möbeln
teakholz stechdekoration — laser cut wood stock-fotos und bilder
Teakholz Stechdekoration
postkarte-laserschneiden — laser cut wood stock-fotos und bilder
Postkarte -Laserschneiden
Laser-schneidemaschine in Werkstatt — лазерная резка деревянных фото и изображений
Laser-Schneidemaschine в Werkstatt
Nahaufnahme des Laserstrahlschneidens komplexer Formen aus Holzteilen in der Werkswerkstatt
hausgemachte zigaretten в einer glänzenden eisenbox. — лазерная резка деревянных фотографий и изображений
Hausgemachte Zigaretten в einer glänzenden Eisenbox.
Laser Schneiden Maschine — лазерная резка деревянных фото и изображений
Laser Schneidet Stern Aus Sperrholz. лазер. шперхольц. производство. — лазерная резка деревянных фотографий и изображений
Laser schneidet Stern aus Sperrholz. Лазер. Шперхольц. Продукция.
sperrholzlaserschnitt aus nächster nähe — laser cut wood stock-fotos und bilder
Sperrholzlaserschnitt aus nächster Nähe
einen block vom holzklotzturm nehmen — laser cut wood stock-fotos und bilder
Einen Block vom Holzklotzturm nehmen
Nehmen Sie einen Block von Holzblöcken Turm, Riskieren Sie Management
laser-schneidbalken über sperrholzplatte — лазерная резка деревянных фото и изображений
Laser-Schneidbalken über Sperrholzplatte
Laserschneiden strahlt hohe Präzision auf eine Sperrholzplatte. Современная технология Holzschneidens. Lasergeschnittenes hölzernes 3D-Symbol des Valentinstags. Индустриэль Лазергравюр. ЧПУ-лазер. Майстеркурс, Мастерская
Laser Schneiden Maschine — лазерная резка деревянных фото и изображений
Laser Schneiden Maschine
männliche arbeiter schnitzen holz mit laser system b — лазерная резка деревянных стоковых фотографий и изображений — лазерная резка деревянных фотографий и изображений
In Position und betriebsbereit Laserschneidmaschine
Nahaufnahme der Laserschneidmachine, die von einem Studenten für die Aufgabe verwendet wird
векторная лазерная панель. абстрактный набор для декоративного оформления. vorlage für das design, layouts, hochzeitseinladungen, knirschte mit karten, umschläge, dekorative kunst objekte etc. symbole
Лазерная панель Vektor. Резюме для…
Векторная панель для лазерной резки. Abstrakte Mustervorlage для декоративной панели. Vorlage für Innenarchitektur, Layouts Hochzeitseinladungen, Streukarten, Umschläge, dekorative Kunstobjekte usw. Изображение для Gravur, Druck, Plotterschneiden, Laserschneiden Papier, Holz, Metall, Schablonenherstellung, Wand-Vinyl-Kunstdekor. Актиенвектор.
лазерный векторный список. schneiden von schablonen mit geometrischen linienornament — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Lasergeschnittene Vektormuster. Schneiden von Schablonen mit…
Laserschnittmuster Sammlung. Векторзац с абстрактным геометрическим орнаментом, Linien, Streifen, Gitter, Gitter. Декоративные украшения Schablone zum Laserschneiden von Holzplatten, Metall, Kunststoff, Papier. Seitenverhältnis 1:2
arbeiter schneidet holz auf einem holzhof — фото и изображения из дерева с лазерной резкой
Arbeiter schneidet Holz auf einem Holzhof
Латинско-американский Arbeiter, der auf einem Holzplatz mit einer Maschine Holz schneidet
islamische muster. halbmond mit laser geschnitzt enden hölzern auf braunem holzhintergrund. — лазерная резка дерева фото и фотографии
Исламское собрание. Halbmond mit Laser geschnitzt enden hölzern…
Lasergeschnittene musterkollektion. vektorsatz von paneelen mit geometrischem gitterornament — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Лазерная коллекция Musterkollektion. Vektorsatz von Paneelen mit…
satz von vertikalen rechteckigen paneelen, gitter, lesezeichen. — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Satz von vertikalen rechteckigen Paneelen, Gitter, Lesezeichen.
elektrische kreissäge in tischlerei — лазерная резка деревянных фотографий и изображений
Elektrische Kreissäge in Tischlerei
holzbuchstaben handgefertigt — лазерная резка деревянных стоковых фотографий и изображений
Holzbuchstaben handgefertigt
Lasergeschnittene platten с абстрактным геометрическим дизайном. cnc-schneidschablonen. wandkunst, inneneinrichtung, raumteilerbildschirme, papierkunst für kartenhintergrund. вектор-иллюстрация — лазерная резка дерева сток-графики, -клипарт, -мультфильмы и -символ
Lasergeschnittene Platten mit abstraktem geometrischem…
die schichten des mandalas sind von einem baum mit einem laser geschnitten. — лазерная резка деревянных фотографий и изображений
Die Schichten des Mandalas sind von einem Baum mit einem Laser…
hochzeitseinladung oder grußkarte с винтажным орнаментом. папьешаблоне шпитце умшлаг. hochzeit einladung umschlag mock-up für das laserschneiden. вектор-иллюстрация. — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Hochzeitseinladung oder Grußkarte mit Vintage Ornament….
lasergeschnittener kreis — лазерная резка деревянных изображений и изображений
Lasergeschnittener Kreis
Laserschnittkreis aufenhintergrund Diel.
Исламский лазерный набор. satz von dekorativen vektorplatten für laserschneiden. islamische vorlage für innere partition im arabesken stil. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Исламский лазерный сбор. Satz von dekorativen Vektorplatten für…
Laser geschnitten holz baum орнамент на holzintergrund. — лазерная резка деревянных фото и изображений
Лазерное изображение Holz Baum Ornament auf Holzhintergrund.
Holzbaumsymbol auf Holztextur mit Kopierraum.
co2 лазер, laserschneiden, cnc-fräsmaschinen, cnc-machine, 3d druck, 3d maschinensymbol — лазерная резка дерева, графика, -клипарт, -мультфильмы и -symbole
co2 Laser, Laserschneiden, CNC-Fräsmaschinen, CNC-Maschine, 3d …
in position und betriebsbereit laserschneidmachine — лазерная резка деревянных фото и изображений
In position und betriebsbereit Laserschneidmachine
co2 laserschneiden von holzprodukten. — лазерная резка деревянных фото и изображений
CO2 Laserschneiden von Holzprodukten.
Традиционные исламские карты для декора Рамадана — лазерная резка деревянных изображений, -клипарт, -мультфильмы и -символы и -символ
Набор декоративных лазерных гравировок
Набор декоративных лазерных гравюр Paneele mit Baumformen. Вектор-иллюстрация.
elektrische kreissäge in schreinerei im freien — лазерная резка деревянных фото и изображений
Elektrische Kreissäge in Schreinerei im Freien
Lasergeschnittene rahmenvorlage mit islamischem alhambramuster. kann für papier, metall, holzschneiden verwendet werden. bilderrahmen в арабском стиле. традиционный исламский орнамент. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Lasergeschnittene Rahmenvorlage mit islamischem Alhambramuster….
Laser geschnitten puppenhaus mit kleinen möbeln aus sperrholz Details nahaufnahme — лазерная резка древесины стоковые фотографии и изображения вырезанный из дерева рисунок, клипарт, мультфильмы и символы
Herzform mit Ausschnitt Papier wirbelt
schablone mit blättern. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Schablone mit Blättern.
Векторный силуэт элементов. Vorlage für Laserschneiden, Holzschnitzen, Scherenschneiden und Drucken.
лазерный журнал. Элегантная векторная панель с абстрактными геометрическими растровыми изображениями — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Лазерное изображение. Элегантная векторная панель с абстрактным…
набор лазерных плиток. vorlage für hochzeitseinladung oder grußkarte. Schrank-Laubsägebildschirm. металлдизайн, хольцшницерай, вектор. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
Lasergeschnittene Zierplatten-Set. Vorlage für…
Lasergeschnittenes dekoratives panel-set. quadratische innenbildschirmgestaltung mit geometrischem muster. einladungs-cover-vorlage ausschneiden. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символы
набор лазерных панелей. векторное изображение с геометрическими фигурами, линиями, линиями — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Лазерный рисунок Panel-Set. Vektorvorlage mit geometrischen…
Lasergeschnittenes Panel-Set. Vektorvorlage mit abstraktem geometrischem Muster, Linien, Streifen, Chevron. Декоративные украшения Schablone zum Laserschneiden von Holz, Metall, Kunststoff, Dekorelement. Seitenverhältnis 3:2, 1:2, 1:1
schablone mit spitze dekorativer kreis, цветочный орнамент, геометрический сбор. восточный силуэторнамент. крейсформигес орнамент. рунды гиттер. vektorvorlage für papier — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Schablone mit Spitze dekorativer Kreis, flowers Ornamenten,… aus recyceltem Karton
quadratische platte mit lochmuster — лазерная резка деревянных изображений, -клипартов, -мультфильмов и -символов
Quadratische Platte mit Lochmuster
Dekorplatte mit Spitzenmuster, quadratische Zierschablone zum Laserschneiden oder Holzschnitzen, ausgeschnittener Papierhintergrund für Hochzeitseinladungskarte
hochzeit einladung karte mit Lasergeschnittenen umschlag.
Добыча вольфрама: способы, переработка и применение
Светло-серый металл, обладающий очень высокой твёрдостью, тугоплавкостью и тяжестью – это вольфрам. Вдобавок к этому он имеет очень высокую химическую стойкость.
Содержание
Добыча вольфрамовых руд
В шахтах
В карьерах
Процессы получения вольфрама
Соединения вольфрама
Хранение и транспортировка
Продукция переработки
Осветительные приборы
Снаряды
Электроды
Нахождение в природе
Месторождения
В космосе
Мировые запасы
Страны, добывающие вольфрам
Добыча вольфрамовых руд
Содержание вольфрама в земной коре составляет чуть более одной десятитысячной доли процента, что делает его достаточно редким природным ископаемым. В чистом виде он не встречается, поэтому для его добычи используют такие минералы, как вольфрамиты и шеелит. Это вольфрамовые руды, имеющие в своём составе кроме основного металла целый ряд примесей.
В шахтах
Подземный способ добычи руд, содержащих вольфрам, заключается в последовательном обрушении горизонтальных слоёв шахты с дальнейшим накоплением материала в отработанных блоках (так называемое «магазинирование»). Затем собранная выработка грузится на транспорт и извлекается на поверхность.
В карьерах
В них добыча вольфрамовых руд выполняется открытым способом. Путём обваливания внешнего грунта с погружением его на транспортные системы и отправкой на переработку.
Процессы получения вольфрама
Так как ископаемые минералы содержат достаточное количество примесей, то для получения непосредственно самого вольфрама приходится применять трёхэтапную технологию:
Обогащение добытых руд с целью образования раствора или осадка нужной концентрации. В этот процесс входят гравитация, флотация, магнитная или электростатическая сепарация. Итогом становится получение 60% концентрата вольфрамового ангидрита WO3.
Химическое соединение высокой чистоты получают за счёт реакции восстановления под воздействием водорода или углерода. Для получения вольфрамового порошка этого бывает достаточно.
Но, чтобы изготовить компактные твёрдые слитки – штабики, более удобные для дальнейшей переработки, применяют прессование и спекание. Чтобы они хорошо поддавались ковке, их подвергают высокотемпературному воздействию.
Однако, и это ещё не всё. Для получения столь востребованных изделий, какими являются металлические прутки, вольфрам при температуре порядка 15000C обрабатывают на ротационно-ковочной машине.
Для выпуска проволоки из вышеупомянутых прутков их подвергают волочению, сначала нагрев до 10000 C, а затем постепенно остудив до 4000 C. После чего готовую проволоку отжигают, полируют и травят электролитическим способом.
Соединения вольфрама
Самыми распространёнными соединениями вольфрама являются его оксиды, хлориды, карбиды.
Оксид вольфрама, содержащий в своём составе два атома кислорода, является кристаллом тёмно-коричневого цвета. Трёх кислородный вольфрам представляет собой порошок лимонного цвета.
Вольфрам
Вольфрамовые карбиды – соединения вольфрама с углеродом – нашли очень широкое применение в ряде отраслей промышленности благодаря своей твёрдости. Это, прежде всего композитные материалы и твёрдые сплавы типа победита, а также смеси карбидов: вольфрама, тантала и титана.
Сплав вольфрама и рения используется в изготовлении термопар, позволяющих измерять температуру свыше 20000C. Правда, в химически неагрессивных средах.
В качестве высокотемпературной смазки употребляется сульфид вольфрама.
Некоторые соединения вольфрама используются в качестве пигментных красителей и катализаторов химических реакций. Вольфрамовая кислота применяется как адсорбент и катализатор при производстве бензина. Монокристаллы из вольфраматов управляют потоками ионизирующих излучений, столь востребованных в медицине и ядерной физике.
Хранение и транспортировка
Условия хранения и транспортировки порошкообразного вольфрама и продукции, содержащей его в своём составе (штабиков, пластин, прутков, проволоки, электродов) определятся требованиями соответствующих государственных стандартов и технических условий, находящих своё отражение в документации на изготавливаемые изделия.
Так как концентрат вольфрама не токсичен, взрывобезопасен и не представляет пожарной опасности, то его хранение и транспортировка не представляют значительной сложности. Проблему представляет лишь его возможность пылеобразования и необходимость защиты изделий от внешних механических воздействий и агрессивных сред.
Поэтому вольфрамовый порошок необходимо упаковывать в специализированные контейнеры или двойные мешки массой не более 50 кг, наружный слой которых должен быть изготовлен из синтетической ткани или полипропилена, внутренний – из бумаги или полиэтилена. Для длительного хранения мешки формируют в транспортные пакеты. Перевозку концентрата производят в открытом подвижном составе, а хранение выполняется в упакованном виде на территории закрытых складских помещений.
Вольфрамовые электроды для хранения и перевозки упаковывают в картонные коробки с пенопластовыми или плотными бумажными ложементами. Затем коробки укладывают в деревянные ящики, защищённые водонепроницаемой бумагой, с дальнейшим уплотнением ватой или бумагой. Электроды, в отличие от концентрата, необходимо перемещать в крытом транспорте.
Аналогичные меры защиты применяют и для сохранности и перемещения других изделий из этого металла.
Продукция переработки
Благодаря своим уникальным свойствам, – прежде всего твёрдости и тугоплавкости, вольфрам с самого момента своего открытия нашёл широкую сферу применения. В качестве тугоплавкого материала он широко используется в металлургии. Хотя и другие отрасли не могут обходиться без столь ценного материала.
Осветительные приборы
Благодаря малой электропроводности и низкой скорости испарения, в своё время вольфрамовые нити накаливания позволили совершить технический переворот во всей индустрии создания электрических осветительных приборов, а также начали использоваться при изготовлении электронно-вакуумных приборов.
Снаряды
Высокий уровень плотности этого материала, доходящий до 19,3 г/см3, наряду с прочностью, предоставил в распоряжение оружейников отличное средство разрушения брони. Сегодня вольфрам – один из основных химических элементов, входящих в состав тяжёлых сплавов сердечников бронебойных пуль и снарядов.
Лом вольфрама
Электроды
Неплавящиеся электроды из вольфрама используются как сварочный материал для процесса, выполняемого с использованием газов. Гелий или аргон защищают место соединения от атмосферного воздействия, а электрод в это время выдерживает значительную температуру и длительный срок эксплуатации. Это позволяет создавать оптимальные условия работы, избегая ненужных затрат.
Нахождение в природе
Месторождения
Геологическое строение земной коры таково, что наибольшие залежи вольфрамовых руд расположены в районах Альп, Гималаев, горных цепей региона Тихого океана. Это территории Казахстана (крупнейшее месторождение – Верхние Кайракты), Китая (наиболее продуктивное месторождение – Жианьши), Канады (месторождение Тангстен) и США (значительные запасы разведаны в месторождении Клаймакс).
Также имеются районы сосредоточения вольфрамитов и шеелитов на территории Боливии, Португалии, Великобритании, Турции, России, Узбекистана, Южной Кореи, Австралии.
В космосе
Прогресс не стоит на месте, а земные ресурсы распределены крайне неравномерно и достаточно ограничены. Освоение космического пространства, позволившее взять пробы с поверхностей ряда небесных тел близлежащих объектов Солнечной системы, дают все основания предполагать наличие огромного количества полезных ископаемых на астероидах, кометах и планетах.
Что открывает очень заманчивые перспективы их будущего освоения. Предполагается, что именно на астероидах содержится огромное количество минералов, причём очень высокой концентрации. В том числе и вольфрам. В связи с тем, что часть этих небесных тел вращаются в близости от Земли, перспективы их освоения становятся очень и очень заманчивыми.
Правительства целого ряда стран, международные космические сообщества и частные агентства активно формируют правовую базу, разрабатывают программы, отправляют миссии. Так Люксембург первым принял закон, разрешающий частную добычу полезных ископаемых в космосе. Активность в этом вопросе проявляют не только ведущие космические державы мира, но и Япония, Индия, Австралия, Израиль. Проводятся активные исследования поверхности Луны, Марса, Венеры.
Пока трудно ставить какую-либо оценку этим усилиям, так как на этом пути стоит множество организационных, технических и финансовых проблем. Хотя многие специалисты считают возможной добычу вольфрама в космосе в 21 веке.
Мировые запасы
Мировые подтверждённые запасы вольфрама составляют 2,6 млн. т. Выявленные ресурсы составляют 12,5 млн. т. Прогнозные ресурсы оцениваются в 9,5 млн. т. Свыше 60 стран мира обладают месторождениями данного металла:
Китай – 7,5 млн. т.
Казахстан – 3,1 млн. т.
Россия – 3 млн. т.
Канада – 1,7 млн. т.
США – 0,8 млн. т.
Австралия – 0,7 млн. т.
Боливия – 0,5 млн. т.
Надо отметить, что целый ряд стран мирового сообщества обладает месторождениями, непригодными для освоения, вследствие своей нерентабельности. В то время как пять ведущих имеют на своих территориях более 70% осваиваемых запасов.
Страны, добывающие вольфрам
Абсолютным лидером по добыче и экспорту вольфрама на мировом рынке является Китай. Доля этого государства составляет – 82,7% (70 тыс. т) по данным 2019 года. Значительно меньше производят:
Вьетнам – 4,8 тыс. т.
Монголия – 1,9 тыс. т.
Россия – 1,5 тыс. т.
Боливия – 1,2 тыс. т.
Очевидно, что европейские страны уступили этот сегмент рынка металлов своим азиатским конкурентам, так объём их добычи в 2019 году резко снизился. Австрия, Португалия и Испания совместно произвели в 2019 году 2,14 тыс. т., а Великобритания полностью прекратила добычу, удовлетворяя свои запросы импортом металла.
Автор: Юрий Флоринских Все статьи этого автора
Последние статьи автора: Крупнейшие производители молока и молочной продукции в мире Алмазы: свойства, способы добычи и применение
Как и где в Бурятии добывают вольфрам без вреда для экологии
Общество
1080
Поделиться
После развала Советского Союза промышленность всей страны подверглась критическим изменениям. Спад экономической привлекательности заводов и фабрик повлек за собой снижение уровня жизни населения, отсутствие массового производства, кризис.
фото: Санжи Шагжин
В советское время флагман производства — Джидинский вольфрамо-молибденовый комбинат — внес большой вклад в укрепление обороноспособности нашей страны. Вольфрам — стратегически значимый металл, используется при создании военной техники, благодаря его высокой прочности применяется в промышленности основой сплавов для бронетехники, бронебойных снарядов и других видов техники и вооружений.
Акционерное общество «Закаменск» с 1997 года начало деятельность по добыче золота. До 2006 года предприятие разведало и включило в отработку порядка 10 россыпных месторождений, им было добыто более 2 тонн драгоценного металла.
Новый этап развития предприятия начался с вовлечения и повторной переработки техногенных песков от Джидинского комбината и с разработки Инкурской вольфрамовой россыпи. С 2006 года предприятие полностью перепрофилировалось на добычу вольфрамового концентрата. В 2010 году после реорганизации и смены руководства инвестиции новых акционеров позволили получить первый вольфрамовый концентрат из техногенного сырья.
— На данный момент работают два объекта. Отрабатывается россыпное месторождение вольфрама — «Инкурское», а также техногенное месторождение «Барун-Нарын», — рассказал Сергей Спицын, главный геолог АО «Закаменск».
Работы на техногенном месторождении достаточно сложные. Необходимо заново переработать руду, которая уже была ранее переработана и складирована как отходы. Помимо добычи предприятие решает вопросы экологии. Так, в течение нескольких лет АО «Закаменск» вывозило огромные переработанные песчаные насыпи из центра города за его пределы. Теперь на этом месте высажено большое количество молодых деревьев и кустов.
— АО «Закаменск» — градообразующее предприятие, на котором трудятся порядка 260 человек. Компания выплачивает налоги в федеральный, региональный и местный бюджеты, поэтому для района это очень значимое предприятие, — рассказывает главный маркшейдер АО «Закаменск» Светлана Булатова.
В настоящее время АО «Закаменск» занимается добычей вольфрама на россыпном месторождении. Чтобы получить килограмм металла, необходимо переработать один кубометр породы. Добыча ведется экскаваторным способом. Всего на россыпях работают восемь самосвалов, которые доставляют погруженную в них массу на промприбор. За сутки перевозится порядка 3000 кубометров породы. Затем на специальном оборудовании — грохоте — она классифицируется. Благодаря сеткам с ячейками по 50 и 10 мм мелкая фракция вольфрамосодержащей массы уходит на обогащение. Именно на осадочных машинах масса приобретает качество вольфрамового промпродукта с содержанием трехокиси вольфрама 20 процентов.
Фото: АО «Закаменск».
В цехе доводки на концентрационных столах вольфрамовый концентрат доводят до 60 процентов — трехокиси вольфрама — и после сушки получается готовый продукт, который шихтуется в партии весом 4 тонны и продается покупателям.
— Для меня работать в АО «Закаменск» — огромный и бесценный опыт. Мне нравится эта работа. С опытом я понял, что от геологов зависит многое, что именно мы начинаем этот долгий путь — от поиска полезных ископаемых до получения продукции. И чем больше полезных ископаемых мы находим в недрах, тем больше появляется азарт, мотивация для дальнейшей плодотворной работы, — рассказывает Илья Дунянин, участковый геолог АО «Закаменск».
Закамна богата природными ресурсами. Запасов вольфрама здесь тоже более чем достаточно. На одном только карьере, работы которого временно приостановлены, его хватит еще на 100 лет.
В сложном производственном процессе участвуют сотрудники химической лаборатории.
— В пробирно-аналитической лаборатории мы проводим анализы содержания вольфрама, серы, фосфора, магнетита и других сопутствующих элементов. Используем различные методы при анализе вольфрама, а также используются экспресс-методы на новом оборудовании. Эти методы позволяют достаточно быстро провести анализ, — делится Юлия Шеховцова, начальник пробирно-аналитической лаборатории АО «Закаменск».
В настоящий момент идет подготовка документации для вовлечения в эксплуатацию месторождений вольфрама — «Холтосонское» и «Инкурское». Благодаря их разработке будет увеличено количество рабочих мест и налоговых отчислений, что окажет позитивное влияние на повышение уровня жизни местного населения и экономики региона в целом.
Подписаться
Авторы:
Юлия Туманова
21 окт
Креативные индустрии Сибири могут получить новый импульс развития благодаря культурным событиям
20 окт
Решить кадровую проблему поможет цифровизация
17 окт
Новые медиа: кто и как формирует современное инфополе
Что еще почитать
Разговор о важном: за что Бурятия отмечена тремя высшими наградами государства
248
Арнольд Тулохонов, академик РАН, почетный гражданин Бурятии и Улан-Удэ, лауреат премии Ленинского комсомола в области науки.
Улан-Удэ
Куклы из холодца: как бабушкины идеи вдохновили воспитателя детского сада
Фото
174
Елена Кокорина
Улан-Удэ
Зеленский фактически согласился разблокировать отношения с Россией
45197
Дмитрий Истров
Sky News: экипаж авианосца «Джордж Буш» заявил о готовности начать бой с Россией
31081
Артем Кошеленко
Назван возраст, с которого рядовой снимается с воинского учета
78075
Дмитрий Ерусалимский
Что почитать:Ещё материалы
В регионах
Мобилизация в Петербурге: хронология событий и рекомендации
Фото
48671
Санкт-Петербург
Лаврентий Белый
Ещё трое арестованы в Москве по делу о подрыве Крымского моста
24123
Крым
Фото пресс-службы Главы Республики Крым
«Чувствовала себя ничтожеством»: почему молодые педагоги не хотят работать в псковских школах
Фото
22427
Псков
Светлана Пикалёва
В Ярославле элитный комплекс остался без воды и отопления
9426
Ярославль
В коллекции крымской красавицы появилась еще одна корона
Фото
5441
Крым
Олеся Гончарова, фото из архива Анастасии Божковой.
Мобилизация в Ленобласти: хронология и рекомендации
3104
Ленинградская область
Регина Маринец
В регионах:Ещё материалы
Как добывают вольфрам — вольфрамовые кольца и компания
После долгих исследований и просмотров решение выбрать кольцо из карбида вольфрама для обручального кольца или для любого другого украшения было очень разумным выбором. В то время как ваши исследования для вашего кольца, возможно, привели вас к некоторым другим фактам о вольфраме. В то время как в США есть месторождения, и в других странах они тоже есть.
Это может вас удивить, но металл вольфрама, выходя из-под земли, не получился в виде красивого идеального круга, который вскоре станет вольфрамовым кольцом на вашем пальце. Как вы понимаете, большую часть вольфрама можно найти под землей. Шеелит и вольфрамит, как вы помните, названия минералов, в которых можно найти вольфрам, находятся под землей в длинных узких жилах. Чтобы добраться до этих вен, существует множество различных методов добычи, используемых для производства ювелирных изделий, которые вы можете найти в Интернете и в ювелирных магазинах по всей территории Соединенных Штатов.
Существует несколько способов добычи вольфрамовой руды открытым способом. Открытые методы добычи применяются, когда минералы вольфрама находятся на поверхности земли, не требуя выемки грунта. Районы, где ведется открытая добыча полезных ископаемых, обычно называют карьерами. Эти карьеры или большие карьеры расширяются до тех пор, пока не перестанут извлекаться полезные полезные ископаемые. Этот метод чаще используется в Австралии и Канаде для добычи минералов вольфрама. Однако большинство месторождений вольфрама находится под землей, что требует подземных методов добычи.
Используемый метод подземной добычи во многом зависит от шахты и, по сути, от того, какой путь окажется более рентабельным и безопасным. Один из методов добычи вольфрамовой руды заключается в том, что часто называют «вырубкой руды». По сути, горняки будут бурить прямо в месторождении вольфрамовой руды, чтобы вырезать большие куски руды. В то время как другие операции по добыче полезных ископаемых могут использовать то, что в горнодобывающем мире часто называют «камерно-столбовыми» методами добычи. Этот метод включает в себя вырезание помещений из вольфрамовой руды, оставляя при этом множество столбов для поддержки крыши. По мере того, как процесс продолжается в этом методе, развивается ряд комнат и столбов. По сути, из каждой области извлекается большая комната, полная минус несколько колонн.
Несмотря на большое количество руды, извлекаемой при использовании упомянутого или любого другого метода добычи, удивительно узнать, что большинство вольфрамовых минералов содержат менее 1,5% полезного вольфрама. Это найдено в триоксиде вольфрама. Чтобы извлечь полезные минералы из горной породы, дробильные машины разбивают руду на гораздо более мелкие куски. После этого эти куски отправляются на обогатительную фабрику. В конце концов, в зависимости от назначения руды, то, что получится, станет вашим новым украшением.
От земли до пальца, вольфрамовый процесс — очень сложный и трудоемкий процесс. Очень легко не думать о том, как кольцо попало к вам на палец, но как только вы это поймете, вы еще больше оцените свой выбор. Было проделано много тяжелой горной работы, чтобы найти материал, используемый для изготовления ваших и многих других прекрасных украшений из карбида вольфрама.
Украшения из вольфрама
До прихода в Tungsten Rings & Co. Зак Мейсон несколько лет работал в ювелирной отрасли. Мейсон выполнял работы по гравировке, изменению размера и ювелирной обработке нескольких типов драгоценных металлов, таких как золото, платина и даже альтернативные металлы, такие как палладий. До работы в ювелирной отрасли Мейсон работал штатным репортером в местной газете, где развивал и улучшал свои писательские навыки. В отрасли мало ювелиров с таким опытом. Подробнее
обработка вольфрама | Британника
Похожие темы:
обработка материалов вольфрам
См. все связанные материалы →
переработка вольфрама , подготовка руды для использования в различных продуктах.
Вольфрам имеет объемно-центрированную кубическую (ОЦК) кристаллическую решетку. Он имеет самую высокую температуру плавления среди всех металлов, 3410°C (6170°F), и обладает высокой электропроводностью. Благодаря этому уникальному сочетанию свойств он широко используется в качестве нити накала для ламп накаливания, электрических контактов и эмиттеров электронов для электронных устройств. Вольфрам также нашел широкое применение в качестве легирующего элемента для инструментальных сталей и износостойких сплавов. Карбиды вольфрама используются для режущих инструментов и наплавочных материалов благодаря их твердости и износостойкости. Металл хрупок при комнатной температуре, но пластичен и прочен при повышенных температурах. Его сплавы используются в соплах ракетных двигателей и других аэрокосмических устройствах.
История
Вольфрам в одной из своих минеральных форм получил свое название (означающее «тяжелый камень») шведским минералогом А. Ф. Кронштедтом в 1755 г. В 1781 г. другой швед, Карл Вильгельм Шееле, проанализировал минерал и определил известь и кислоту, которую он назвал вольфрамовой. кислота; позже минерал был назван шеелитом. В 1783 г. испанские химики Хуан Хосе и Фаусто Эльхуяр получили металлический вольфрам восстановлением его оксида углеродом; он был назван вольфрамом (отсюда его химический символ W) в честь минерала вольфрамита, из которого он был извлечен. В 1847 году Роберт Оксленд запатентовал в Великобритании свой процесс производства вольфрамата натрия, вольфрамовой кислоты и чистого металла, а в 1857 году он запатентовал свой процесс производства вольфрамовой стали. Но не раньше 1908, когда Уильям Дэвид Кулидж получил свой британский патент на производство гибкой вольфрамовой проволоки, началась индустрия нити. Вольфрамсодержащая быстрорежущая инструментальная сталь привлекла внимание общественности, когда компания Bethlehem Steel Company представила свою продукцию на Всемирной выставке 1900 года в Париже. В 1927 году лаборатория Круппа в Эссене, Германия, обнаружила, что при смешивании обычно хрупкого карбида вольфрама со сцементированным материалом может быть получен пригодный для использования продукт.
Основные минералы вольфрама по существу делятся на две категории. Первый – вольфрамит [(Fe, Mn)WO 4 ], который содержит вольфраматы железа и марганца во всех соотношениях от 20 до 80 процентов каждого. Второй — шеелит (CaWO 4 ), который флуоресцирует ярким голубоватым цветом в ультрафиолетовом свете.
Месторождения вольфрама встречаются в ассоциации с метаморфическими породами и гранитными магматическими породами. Важнейшие рудники находятся в горах Нань в провинциях Цзянси, Хунань и Гуандун Китая, на долю которых приходится около 50% мировых запасов. В России шахты расположены на Северном Кавказе и вокруг озера Байкал. Есть месторождения и в Казахстане. Около 90 процентов вольфрама Южной Кореи находится в Сангдонге. На Северо-Западных территориях Канады находится крупнейший вольфрамовый рудник в западном мире, а рудник в Чойлле, Бол., является крупнейшим производителем вольфрама в Южной Америке. Месторождения в США разбросаны вдоль Скалистых гор.
Добыча и обогащение
Месторождения гор Нан представляют собой в основном жилы с высоким содержанием вольфрамита, которые в большом количестве обнаруживаются на обнажениях во многих отдельных областях. Эти условия благоприятны для эксплуатации мелкомасштабными операциями. Открытые методы использовались в Австралии и Канаде, в то время как подземная добыча обычно необходима для других шахт в мире.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Вольфрамовые руды обогащаются путем дробления с последующим гравитационным обогащением. Флотационное разделение используется для шеелита, который был измельчен до мелкого размера для высвобождения вольфрама; это дополнительно дополняется выщелачиванием, обжигом и, при необходимости, магнитной сепарацией или сепарацией под высоким напряжением.
Добыча и очистка
Паравольфрамат аммония
Вольфрамовые руды часто встречаются вместе с сульфидами и арсенидами, которые можно удалить путем прокаливания на воздухе в течение двух-четырех часов при температуре 800°C (1450°F). Для получения паравольфрамата аммония (АПТ), промежуточного соединения в производстве чистого металла, руды могут быть разложены кислотным выщелачиванием или автоклавно-содовым процессом. В последнем процессе измельченная руда выдерживается в течение 1 1 / 2 до 4 часов в 10-18-процентном растворе карбоната натрия при температуре от 190° до 230° C (от 375° до 445° F) и давлении 14,1-24,6 кг/см2 ( 200–350 фунтов на квадратный дюйм). Перед удалением непрореагировавшей пустой породы фильтрованием доводят кислотность до pH 9–9,5, добавляют сульфаты алюминия и марганца при температуре 70–80 °C (160–175 °F) и перемешивают в течение часа. Это может устранить фосфор и мышьяк и снизить содержание кремнезема до уровня 0,03–0,06 процента. Молибден удаляют добавлением сульфида натрия при температуре 80–85 °С (175–185 °F) при рН 10, выдержке в течение часа, затем подкислении раствора до рН 2,5–3 и перемешивании в течение семи–девяти часов. для осаждения сульфида молибдена. Оставшийся раствор вольфрамата натрия можно дополнительно очистить жидкостным ионообменным процессом с использованием органического экстрагента, состоящего из 7 % аламина-336, 7 % деканола и 86 % керосина. При противотоке экстрагента через раствор ионы вольфрамата переходят из водной фазы в органическую. Затем вольфрам отделяют от экстрагента раствором аммиака, содержащим вольфрамат аммония. Полученный раствор АФТ направляют в испаритель для кристаллизации.
В процессе кислотного выщелачивания шеелитовый концентрат разлагается соляной кислотой в присутствии нитрата натрия в качестве окислителя. Эту загрузку перемешивают распылением пара и выдерживают при 70°C (160°F) в течение 12 часов. Полученную суспензию, содержащую вольфрам в виде твердой вольфрамовой кислоты, разбавляют и дают отстояться. Затем вольфрамовую кислоту растворяют в водном растворе аммиака при 60°С (140°F) в течение двух часов при перемешивании. Кальций из полученного раствора осаждается в виде оксалата кальция, а фосфор и мышьяк удаляются добавлением окиси магния, которая образует нерастворимые фосфаты и арсенаты аммония и магния. Железо, кремнезем и подобные примеси, образующие коллоидные гидроксиды, удаляют добавлением небольшого количества активированного угля и выдержкой в течение одного-двух часов. Раствор очищают через напорные фильтры и упаривают, получая кристаллы АПТ.
Вольфрамовый порошок
Когда АПТ разлагается на оксиды вольфрама, он окрашивается в разные цвета в зависимости от своего состава: триоксид желтый, диоксид коричневый, а промежуточный оксид пурпурно-синий. АПТ может разлагаться до желтого оксида при нагревании выше 250°C (480°F) в печи в потоке воздуха. Однако при промышленном производстве вольфрама АПТ обычно разлагают до промежуточного оксида во вращающейся печи в потоке водорода, который частично разлагает аммиак в кристаллах на азот и водород при сохранении восстановительной атмосферы. Вращающаяся печь разделена перегородками на три зоны, выдерживаемые соответственно на 850°, 875° и 9°.00 ° C (1550 °, 1600 ° и 1650 ° F). Печь наклоняют под небольшим углом и поворачивают, чтобы обеспечить непрерывный поток порошка через центральные отверстия перегородок.
Синий оксид затем восстанавливают водородом до порошка металлического вольфрама в стационарных печах при температуре от 550° до 850° C (от 1025° до 1550° F). В этом процессе оксид загружается в «лодочки» из инконеля, сплава на основе никеля, известного своей прочностью при высоких температурах. Они загружаются в трубы, обычно расположенные в два ряда, и трубы нагреваются в трех отдельных зонах по их длине.
APT также может быть восстановлен углеродом, хотя порошок обычно загрязнен карбидом вольфрама и некоторыми минеральными элементами, содержащимися в углероде. Когда APT и углерод смешиваются и реагируют при 650–850 ° C (1200–1550 ° F), продукт представляет собой синий оксид. При нагревании в диапазоне 900—1050°С (1650—1925°F) образуется коричневый оксид. Для полного восстановления до металла требуется температура выше 1050°С. Чистота металла составляет около 95 процентов.
Консолидация
Порошок вольфрама прессуется в бруски или заготовки с помощью механического или изостатического пресса перед спеканием. «Необожженная», или необожженная, плотность этих прессовок, полученных из частиц порошка размером от 1 до 10 микрометров, обычно составляет от 65 до 75 процентов от теоретической. После предварительного спекания при 1000–1200°С (1800–2200°F) вольфрамовые прутки малого диаметра спекают в атмосфере водорода с нагреванием методом прямого сопротивления, т. е. пропусканием электрического тока. через бар. Пружинное крепление к зажимам с водяным охлаждением, удерживающим каждый стержень, необходимо, чтобы один конец мог свободно двигаться, когда стержень сжимается во время спекания. Ток постепенно увеличивают, чтобы поднять температуру от комнатной до 2700–3100°С (4,900°–5600°F). После выдержки при конечной температуре от 30 до 60 минут плотность достигает 88,5-96 процентов от теоретической.
Процесс непрямого спекания используется для больших вольфрамовых заготовок. Нагревательные элементы печи изготовлены из молибденовых полос и поддерживаются молибденовыми или вольфрамовыми рамами и окружены молибденовыми тепловыми экранами. Медленный нагрев на ранней стадии спекания необходим для раскисления материала и выделения газов с контролируемой скоростью. При более высоких температурах — , т. е. от 800°C до конечной температуры спекания 2400°C (4350°F) — скорость нагрева также следует контролировать, так как слишком быстрое повышение температуры внутри заготовки вызовет термические напряжения и приведет к растрескивание материала. Для уплотнения требуется окончательное спекание в течение 10 часов.
Металл и его сплавы
Вольфрамовые нити, легированные примерно по 0,05% оксида алюминия, кремнезема и оксида калия, не дают провисания и используются в лампах накаливания. Добавление 1-2% тория или диоксида циркония увеличивает эмиссию электронов и жаропрочность вольфрамовой проволоки, что делает ее полезной для электронных устройств и электродов для дуговой сварки вольфрамом и инертным газом.
Вольфрам, пропитанный серебром и медью, обладает отличной стойкостью к дуге, высокой стойкостью к сварке, высокой проводимостью и допустимым током. Следовательно, он широко используется для электрических контактов, полупроводниковых опор и сопел ракет.
Вольфрам является важной добавкой к инструментальным сталям, суперсплавам и тугоплавким сплавам. Кобальт-хром-вольфрамовые сплавы, выпускаемые под торговой маркой стеллиты, применяются для наплавки износостойких клапанов, подшипников, карданных валов, режущего и высокотемпературного инструмента.
Химические соединения
Карбиды вольфрама делятся на две категории. Во-первых, это цементированные карбиды вольфрама, также называемые твердыми металлами, которые по существу представляют собой WC, получаемый путем спекания смеси углеродной сажи и восстановленного водородом порошка вольфрама при температуре 1500°C (2700°F). Они цементируются с использованием кобальтового или никелевого связующего с другими тугоплавкими карбидами или без них. В основном цементированные карбиды используются для режущих и сверлильных инструментов, формовочных и волочильных штампов и шипов шин.
Вторая группа, называемая плавленым или литым карбидом, состоит из W 2 C и эвтектической смеси WC и W 2 C. Более твердый, но более хрупкий, чем цементированный карбид, он используется в износостойких изделиях, таких как наковальни, направляющие втулки в машинах, зубья и челюсти для экскаваторов.
Другие соединения
Вольфрамовая бронза, состоящая из вольфраматов щелочных и щелочноземельных металлов, используется в качестве заменителя бронзы в декоративных красках. Вольфрамат натрия также используется для производства органических красителей и пигментов типа фосфорно-вольфрамовой кислоты, которые являются блестящими, светостойкими и нерастворимыми в воде и льняном масле. Вольфраматы кальция и магния используются в качестве люминофоров в люминесцентных и телевизионных лампах. Вольфрамат аммония и другие соединения используются в качестве катализаторов в нефтяной промышленности для гидроочистки, гидрокрекинга и полимеризации.
Производство меди | Металлургический портал MetalSpace.ru
В рудах медь находится в виде сернистых соединений (CuFeS2 – халько-пирит, Cu2S – халькозин, CuS – ковелин), оксидов (CuO, CuO) и гидрокарбонатов [CuCO3·Cu(OH)2,2CuCO3·Cu(OH)2]
Пустая порода руд состоит из пирита (FeS2), кварца (SiO2), различных соединений содержащих Al2O3, MgO, CaO, и оксидов железа.
В рудах иногда содержится значительные количества других металлов (цинк, золото, серебро и другие).
Известны два способа получения меди из руд:
гидрометаллургический;
пирометаллургический.
Гидрометаллургический не нашел своего широкого применения из-за невозможности извлекать попутно с медью драгоценные металлы.
Пирометаллургический способ пригоден для переработки всех руд и включает следующие операции:
подготовка руд к плавке;
плавка на штейн;
конвертирование штейна;
рафинирование меди.
Подготовка руд к плавке
Подготовка руд заключается в проведении обогащения и обжига. Обогащение медных руд проводят методом флотации. В результате получают медный концентрат, содержащий до 35% меди и до 50% серы. Концентраты обжигают обычно в печах кипящего слоя с целью снижения содержания серы до оптимальных значений. При обжиге происходит окисление серы при температуре 750 – 800 °С, часть серы удаляется с газами. В результате получают продукт, называемый огарком.
Плавку на штейн
Плавку на штейн ведут в отражательных или электрических печах при температуре 1250 – 1300 °С. В плавку поступают обожженные концентраты медных руд, в ходе нагревания которых протекают реакции восстановления оксида меди и высших оксидов железа
6CuO + FeS = 3Cu2O + FeO + SO2
FeS + 3Fe3O4 + 5SiO2 = 5(2FeO·SiO2) + SO2
В результате взаимодействия Cu2O с FeS образуется Cu2S по реакции:
Cu2O + FeS = Cu2S + FeO
Сульфиды меди и железа, сплавляясь между собой, образуют штейн, а расплавленные силикаты железа, растворяя другие оксиды, образуют шлак. Штейн содержит 15 – 55% Cu; 15 – 50% Fe; 20 – 30% S. Шлак состоит в основном из SiO2, FeO, CaO, Al2O3.
Штейн и шлак выпускают по мере их накопления через специальные отверстия.
Конвертирование штейна
Конвертирование штейна осуществляется в медеплавильных конвертерах (рисунок 44) путем продувки его воздухом для окисления сернистого железа, перевода железа в шлак и выделения черновой меди.
Конвертеры имеют длину 6 – 10 м и наружный диаметр 3 – 4 м. Заливку расплавленного штейна, слив продуктов плавки и удаление газов осуществляют через горловину, расположенную в средней части корпуса конвертера. Для продувки штейна подается сжатый воздух через фурмы, расположенные по образующей конвертера. В одной из торцевых стенок конвертера расположено отверстие, через которое проводится пневматическая загрузка кварцевого флюса, необходимого для удаления железа в шлак. Процесс продувки ведут в два периода. В первый период в конвертер заливают штейн и подают кварцевый флюс. В этом периоде протекают реакции окисления сульфидов
2FeS + 3O2 = 2Fe + 2SO2,
2Cu2S + 3O2 = 2Cu2O + 2SO2
Образующаяся закись железа взаимодействует с кварцевым флюсом и удаляется в шлак
2FeO + SiO2 = (FeO)2·SiO2
По мере накопления шлака его частично сливают и заливают в конвертер новую порцию исходного штейна, поддерживая определенный уровень штейна в конвертере. Во втором периоде закись меди взаимодействует с сульфидом меди, образуя металлическую медь
2Cu2O + Cu2S = 6Cu + SO2
Таким образом, в результате продувки получают черновую медь, содержащую 98,4 – 99,4% Cu. Полученную черновую медь разливают в плоские изложницы на ленточной разливочной машине.
Рафинирование меди.
Для получения меди необходимой чистоты черновую медь подвергают огневому и электролитическому рафинированию. При этом, помимо удаления примесей можно извлекать также благородные металлы.
При огневом рафинировании черновую медь загружают в пламенную печь и расплавляют в окислительной атмосфере. В этих условиях из меди удаляются в шлак те примеси, которые обладают большим сродством к кислороду, чем медь.
Для ускорения процесса рафинирования в ванну с расплавленной медью подают сжатый воздух. Большинство примесей в виде оксидов переходят в шлак (Fe2O3, Al2O3, SiO2), а некоторые примеси при рафинировании удаляются с газами. Благородные металлы при огневом рафинировании полностью остаются в меди. Кроме благородных металлов в меди в небольших количествах присутствуют примеси сурьмы, селена, теллура, мышьяка. После огневого рафинирования получают медь чистотой 99 – 99,5%. Для удаления этих примесей, а также для извлечения золота и серебра медь подвергают электролитическому рафинированию.
Электролиз ведут в специальных ваннах, футерованных внутри свинцом или другим защитным материалом. Аноды изготовляют из меди огневого рафинирования, а катоды – из тонких листов чистой меди. Электролитом служит раствор сернокислой меди. При пропускании постоянного тока анод растворяется и медь переходит в раствор. На катодах разряжаются ионы меди, осаждаясь на них прочным слоем чистой меди.
Находящиеся в меди примеси благородных металлов выпадают на дно ванны в виде остатка (шлама). После электролитического рафинирования получают медь чистотой 99,95 – 99,99%.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
Получение и химические реакции меди
Нахождение в природе.
Медь встречается главным образом в виде сульфидных соединений. Наиболее важные минералы — медный блеск Cu2S, медный колчедан (халькопирит) CuFeS2 и борнит Cu3FeS2 входят в состав так называемых полиметаллических сульфидных руд. Реже встречаются кислородсодержащие соединения: малахит (основной карбонат меди) СuСО3 • Сu(ОН)2, азурит 2СuСО3 • Сu(ОН)2 и куприт СuO2.
Физические свойства.
Медь — металл красного цвета, плавится при температуре 1083°С, кипит при 2877°С. Чистая медь довольно мягка, легко поддается прокатке и вытягиванию. Примеси увеличивают твердость меди. Медь отличается очень высокой электро- и теплопроводностью. Примеси мышьяка и сурьмы значительно уменьшают электропроводность меди. Медь образует различные сплавы (латуни, бронзы и др.).
Химические свойства.
Медь относится к числу малоактивных металлов. На холоду она очень слабо взаимодействует с кислородом воздуха, покрываясь пленкой оксида, которая препятствует дальнейшему окислению меди. При нагревании медь окисляется полностью:
2Cu + O2 = 2СuО
Сухой хлор на холоду не взаимодействует с медью, однако в присутствии влаги реакция проходит довольно энергично:
Сu + Сl2 = СuС12.
При нагревании медь довольно энергично взаимодействует с серой:
Си + S = CuS.
Медь может растворятся только в кислотах-окислителях. В концентрированной серной кислоте она растворяется только при нагреваний, a в азотной — и на холоду:
Процесс получения меди состоит из нескольких стадий. Сначала сульфидную руду обжигают. При этом часть меди превращается в оксид:
4CuFeS2 + 13O2 = 4CuO + 2Fe203 + 8SO2.
Затем проводят плавку на штейн и получают сульфид меди (I). При этом к огарку прибавляют кокс и песок для образования шлака:
2CuO + FeS + С + SiO2 = Cu2S + FeSi03 + СО или CuO + FeO + CuS + С + SiO2 = Cu2S + FeSiO3+ CO.
Далее штейн подвергают конвертерной плавке:
9Cu2 S + 3O2 = 2Cu2 O + 2SO2 , 2CuO2 + Cu2 S = 6Cu + SO2 .
Получаемая медь называется черновой. Очищают медь рафинированием. Электролитом служит раствор сульфата меди, анодом — медные болванки ,катодом — пластинка чистой меди. При пропускании электрического тока через электролит медь анода растворяется, а на катоде выделяется чистая медь.
Оксид меди
Обладает основными свойствами. Он может взаимодействовать с кислотами и кислотными оксидами:
CuO + H2SО4 = CuSО4 + Н2О, CuO + SО3 = CuSО4.
Оксид меди не растворим в воде. При нагревании оксида меди и присутствии восстановителя довольно легко происходит его восстановление:
CuO + Н2 = Сu + Н2O, СuО + СО = Сu + СO2.
Оксид меди получают окислением меди при нагревании или прокаливанием гидроксида меди:
2Сu + O2 = 2СuО, Cu(OH)2 = CuO + Н2O.
Оксид меди встречается в природе в продуктах выветривания некоторых медных руд. Он используется в производстве стекла и эмалей как зеленый и синий красители (медно-рубиновое стекло), как окислитель в органическом анализе и в медицине.
Гидроксид меди
Гидроксид меди Сu(ОН)2. Выпадает в виде осадка при действии на растворы солей меди (II) растворов щелочей (но не аммиака):
CuSO4 + 2NaOH = Cu(OH)2↓ + Na2SO4.
При действии аммиака на соли меди (II) сначала выпадает гидроксид меди, который очень легко растворяется в избытке аммиака с образованием аммиаката меди:
Аммиакат меди окрашен в интенсивный сине-фиолетовый цвет, Поэтому он позволяет обнаружить малые количества ионов меди (П) в растворе. Эта реакция применяется в аналитической химии. Гидроксид меди обладает очень слабо выраженными амфотерными свойствами. В кислотах он растворяется легко, в концентрированных растворах щелочей — с большим трудом. В первом случае образуются соли меди, во втором — гидроксокупраты:
Сu(ОH)2 + 2NaOH = Na2[Cu(OH)4].
Гидроксид меди может восстанавливаться до гемиоксида меди при нагревании С различными не очень сильными восстановителями: альдегидами, сахарами, гидразином, гидроксиламином и др.:
2Cu(OH)2 + R—СНО → Cu2O + R—COOH + 2H2O.
Гемиоксид, или оксид меди (I)
Гемиоксид, или оксид меди (I), Си20. Обладает только основными свойствами. Часть солей меди (I) хорошо растворима, но довольно неустойчива и легко окисляется кислородом воздуха. Устойчивыми соединениями меди (I) являются, как правило, либо нерастворимые соединения (Cu2S, Cu2O, Cu2I2), либо комплексные соединения (Cu(NH3)+2 и др.). Гемиоксид меди применяется для изготовления купроксных выпрямителей переменного тока.
При растворении гемиоксида меди в кислородсодержащих кислотах, например серной, образуются соли меди (II) и медь:
Cu2O + H2SO4 = CuSO4 + Сu + Н2O,
а при растворении в галогеноводородных кислотах — соли меди (I):
Cu20 + 2НС1 = 2СuС1 + Н2O.
Многие соли меди (II) хорошо растворимы в воде, но подвержены гидролизу, поэтому в растворе всегда должен быть небольшой избыток кислоты. Нерастворимыми солями меди (II) являются сульфид CuS, карбонат (основной карбонат) СuСO3• Сu(ОН)2 • 0,5Н2О, оксалат СuС2O4 и фосфат Сu3(РO4)2.
Под действием восстановителей соли меди (II) в кислом растворе могут восстанавливаться до солей меди (I):
2CuSO4 + 4KI = 2K2SO4 + Cu2I2 + I2
Аммиачные растворы солей меди (I) могут взаимодействовать с ацетиленом, образуя ацетиленид меди;
СН≡СН + 2CuCl = Cu2C2 + 2НС1.
Литература [3]
Добыча и переработка меди: переработка медных руд
Перейти к навигации
Просмотреть PDF Загрузить PowerPoint
Оксидные и сульфидные руды подвергаются различным процессам очистки до меди с чистотой 99,99%.
Переработка меди — это сложный процесс, который начинается с добычи руды (менее 1% меди) и заканчивается получением листов меди с чистотой 99,99%, называемых катодами , которые в конечном итоге будут превращены в изделия для повседневного использования. Наиболее распространенные типы руд, оксид меди и сульфид меди подвергаются двум различным процессам, гидрометаллургии и пирометаллургии, соответственно, из-за различного химического состава руды. Оксиды меди более распространены вблизи поверхности, но считаются бедной рудой с более низкой концентрацией меди. Хотя для этого требуется добывать и перерабатывать больше руды, этот процесс дешевле, поэтому оксиды все еще можно добывать с прибылью. С другой стороны, хотя сульфидные руды меди менее распространены, они содержат больше меди. Хотя затраты на обработку выше, в конечном итоге можно извлечь больше меди. Поскольку каждый рудник уникален по своему минеральному составу, концентрации и количеству, планировщики рудника должны определить наиболее экономичную и прибыльную переработку руды. Когда это экономически целесообразно, рудник может добывать оба типа медных минералов; когда это невозможно, шахты будут перерабатывать только оксиды меди или сульфиды меди.
Первые этапы переработки меди одинаковы для обеих руд: добыча и транспортировка. Добыча меди обычно осуществляется открытым способом , при котором ряд ступенчатых уступов выкапывается все глубже и глубже в землю с течением времени. Для извлечения руды используется буровое оборудование, чтобы просверлить отверстия в твердой породе, а взрывчатые вещества вставляются в отверстия для взрыва и разрушения породы. Полученные валуны готовы к транспортировке; специализированные самосвалы, конвейеры, поезда и вагоны-челноки могут использоваться для перевозки руды с места взрывных работ на место переработки. Размеры оборудования, необходимого для перевозки тонн и тонн руды, огромны. Затем большая часть руды проходит через первичную дробилку, которая обычно располагается очень близко к карьеру, а иногда и в нем. Эта первичная дробилка уменьшает размер руды от валунов до камней размером с мяч для гольфа.
A. Переработка оксидной руды
Оксидные руды обычно перерабатываются с использованием гидрометаллургии . В этом процессе используются водные растворы (на водной основе) для извлечения и очистки меди из руд оксида меди при обычных температурах, обычно в три этапа: кучное выщелачивание, экстракция растворителем и электролиз.
Кучное выщелачивание и извлечение растворителем из оксидной руды.
Кучное выщелачивание — это процесс использования перколяционных химических растворов для выщелачивания металлов. Кучное выщелачивание очень часто используется для руды с низким содержанием золота, которую в противном случае было бы нецелесообразно направлять на процесс измельчения. После добычи, транспортировки и дробления до размера гравия или мяча для гольфа дробленая руда складывается в кучу поверх непроницаемого слоя на небольшом уклоне. Выщелачивающий реагент (разбавленная серная кислота) разбрызгивается через разбрызгиватели на вершине отвала и просачивается вниз через отвал, где он растворяет медь из руды. Полученный «богатый» выщелачивающий раствор серной кислоты и медного купороса собирается в небольшой бассейн. Соединение меди теперь можно увидеть в концентрациях от 60 до 70%.
Вторым этапом является экстракция растворителем , при которой две несмешивающиеся (несмешивающиеся) жидкости перемешиваются и разделяются, в результате чего медь переходит из одной жидкости в другую. Насыщенный выщелачивающий раствор энергично смешивают с растворителем. Медь мигрирует из выщелачивающего раствора в растворитель. Затем две жидкости разделяют по растворимости, при этом медь остается в растворе в растворителе, а примеси остаются в выщелачивающем растворе. Затем оставшийся выщелачивающий раствор рециркулируют, добавляя дополнительную кислоту и отправляя ее обратно в спринклеры в процессе кучного выщелачивания.
Электролиз — это последний этап переработки оксидной руды в медные катоды.
Последний этап называется электролизом , разновидностью электролиза. Электрический ток проходит через инертный анод (положительный электрод) и через раствор меди из предыдущего этапа, который действует как электролит . Положительно заряженные ионы меди (называемые катионами) выходят из раствора и наносятся на катод (отрицательный электрод) в виде меди чистотой 99,99%.
B. Переработка сульфидной руды
Сульфидные руды обычно перерабатываются с использованием пирометаллургии , извлечения и очистки металлов с помощью процессов, включающих применение тепла. В этом процессе используется ряд физических стадий и высоких температур для извлечения и очистки меди из медных сульфидных руд в четыре основных этапа: 1) пенная флотация, 2) сгущение, 3) плавка и 4) электролиз.
После добычи, транспортировки и дробления до размера гравия или мяча для гольфа измельченная руда далее перерабатывается на мельнице с использованием вторичных дробилок и измельчается до гальки и, наконец, до мелкого песка. После измельчения медной руды в нее добавляют жидкость, превращающую ее в суспензию. Шлам представляет собой смесь ценных минералов медной руды и «бесполезной» породы, называемой пустой породой (произносится «банда»). Суспензия помещается в резервуар, и процесс называется пенная флотация используется для отделения медных минералов от пустой породы. Химические реагенты, называемые «сборщиками», добавляются в суспензию и связываются с частицами меди, делая их гидрофобными или водонепроницаемыми. Трубы используются для подачи воздуха на дно резервуара для создания пузырьков, которые поднимаются на поверхность, увлекая за собой водостойкие частицы сульфида меди. Затем пена богатых медью пузырьков в верхней части резервуара снимается для дальнейшей обработки. Пустая порода опускается на дно резервуара и удаляется или утилизируется как хвостохранилище .
Следующей стадией после пенной флотации является стадия сгущения . Пена выливается в большие резервуары, называемые сгустителями. Пузырьки лопаются, и твердые частицы пенного раствора оседают на дне резервуара. Затем твердые вещества фильтруют для удаления избыточной воды, которую можно повторно использовать при переработке дополнительных партий сульфидной руды. Конечный продукт стадии сгущения представляет собой комбинацию 30% меди и других металлов; этот медный концентрат затем направляется на плавильный завод.
Аноды на шахте Багдад в Аризоне. (Фото предоставлено: Фотоархив ADMMR, Геологическая служба Аризоны).
На плавильном заводе используются высокие температуры для дальнейшей очистки руды в серии стадий плавки . Медный концентрат сначала направляют в плавильную печь, где он нагревается до 2300 °F и превращается в расплавленную жидкость. Нагретую жидкость заливают в шлакоотстойную печь. На этом этапе получается комбинация штейна, смеси меди, серы и железа, и шлака, плотного стекловидного материала, состоящего из железа, кремнезема и других примесей. Медный штейн, созданный плавильной печью, содержит 58-60% меди. Затем расплавленный штейн направляется в другую печь, называемую конвертером, для сжигания оставшегося железа и серы; продукт упоминается как черновая медь, которая содержит 98% меди, и доставили в анодную плавку. Черновая медь желтая; когда кислород в меди выгорает в анодной плавке, она становится сине-зеленой. Полученный продукт, расплавленную анодную медь, заливают в формы, называемые колесами для литья анодов. Охлажденные пластины анода состоят из 99% чистой меди, теперь окрашены в медный цвет, имеют две отлитые сверху ручки, имеют толщину два дюйма, ширину три фута, высоту три с половиной фута и вес 750 фунтов.
Электролиз является завершающим процессом очистки сульфидной руды в медные катоды.
Затем пластины медных анодов очищают на заключительном этапе, называемом электролизом . Анодные плиты подвешиваются в большой емкости, наполненной раствором электролита, состоящим из сульфата меди и серной кислоты. Между анодами подвешивают тонкие листы чистой меди, которые называются катодами и весят около 15 фунтов каждый. Подается электрический ток, и положительно заряженные ионы меди (называемые катионами) покидают анод (положительный электрод) и перемещаются в растворе через раствор электролита для нанесения покрытия на катод (отрицательный электрод). Другие металлы и примеси также покидают анод и падают на дно резервуара или остаются в растворе электролита. Эти примеси собираются и могут быть очищены для извлечения других металлов, таких как серебро и золото. После 14 дней электролиза аноды постепенно исчезли, а медные катоды теперь весят 375 фунтов каждый и содержат 9Медь чистотой 9,99%. Катоды вынимают из бака и промывают водой, чтобы предотвратить дальнейшую реакцию. Готовые медные катоды затем можно превратить в провода, пластины, трубки и другие медные изделия.
C. Переработка меди
Помимо переработки медных руд, новый и старый медный лом или медные сплавы могут быть переплавлены, повторно очищены и переработаны в новые компоненты. По оценкам, такая переработка обеспечивает 50% меди, используемой в медной промышленности (Scott, 2011). В 2010 г. было переработано 770 000 метрических тонн меди на сумму около шести миллиардов долларов (Papp, 2010).
Инновации: Введение в медь: добыча и добыча
Применение меди в металлургии меди и медных сплавов
Вин Калькатт
Медный век | Бронзовый век | Средние века и позднее | Горное дело
Медные минералы и руды встречаются как в изверженных, так и в осадочных породах. Добыча медных руд осуществляется одним из двух способов.
Подземная добыча полезных ископаемых осуществляется путем проходки стволов до соответствующих уровней, а затем проходки горизонтальных туннелей, называемых штольнями, для достижения руды. Однако подземная добыча относительно дорога и обычно ограничивается богатыми рудами. Эль-Теньенте в Чили — крупнейший в мире подземный медный рудник.
Добыча открытым способом применяется, когда рудные тела обширны, имеют низкое содержание и находятся относительно близко к поверхности, где их можно добывать после удаления вскрышных пород. Чили также может похвастаться крупнейшим в мире (с точки зрения добычи) открытым медным рудником Escondida. Крупнейший медный рудник в Северной Америке (и крупнейший в мире рукотворный раскоп) — это рудник Бингем-Каньон недалеко от Солт-Лейк-Сити, штат Юта. Программа модернизации стоимостью 1,5 миллиарда долларов, завершенная в 1998 году, превратила Бингем-Каньон в производителя меди с самой низкой себестоимостью в Северной Америке, образец операционной эффективности и соблюдения экологических норм.
Медь содержится в земной коре и в океанах, хотя количество в последних считается незначительным и составляет не более восьми месяцев добычи при современных темпах. Считается, что верхние 10 километров земной коры содержат в среднем около 33 частей на миллион меди. Для коммерческой эксплуатации месторождения меди обычно должны содержать более 0,5% меди, а предпочтительно более 2%. Известные запасы руды более высокого качества в мире составляют почти 1 миллиард тонн меди. При нынешнем темпе добычи, который составляет около 13,9миллионов тонн (12,5 миллионов метрических тонн) в год, известные запасы меди могут быть истощены примерно через 65 лет. Однако успешная разведка новых месторождений полезных ископаемых, технологические достижения в горнодобывающей и добывающей металлургии (которые позволяют разрабатывать более бедные руды, тем самым увеличивая совокупность известных запасов) и использование меди (что позволяет более экономно использовать медь там, где использовались большие количества в прошлом) и продолжающаяся переработка металлолома, вероятно, на неопределенный срок предотвратят истощение запасов этого ценного металла.
Например, по оценкам, на глубине первой мили земной коры континентов диффузно распределено 3x 10 18 метрических тонн меди. Относительно концентрированная часть этой меди составляет лишь небольшую часть от общего количества, составляющую примерно 10 10 метрических тонны в месторождениях с содержанием 0,25% или более. При текущей мировой добыче полезных ископаемых это представляет собой запас меди на миллион лет, теоретически доступный в извлекаемой части земной коры.
В таблице 4 показаны некоторые из наиболее распространенных минералов меди. Некоторые из них уже давно имеют ценность сами по себе, например, малахит, ценившийся за его необычный и приятный внешний вид и тысячелетиями использовавшийся в украшениях и украшениях.
Таблица 4 . Медные минералы
Минерал
Состав
Вес. % Медь
Цвет
Блеск
Самородная медь
Cu
98+
Медно-красный
Металлик
Куприт
Медь 2 0
88,8
Красный
Адамантин
Халькоцит
Медь 2 0
79,9
Темно-серый
Металлик
Халькопирит (Золото дураков)
Fe x Cu y S
10 прибл.
Золото
Металлик
Ковеллит
CuS
66,4
Синий индиго
Борнит (Павлинья руда)
Cu 5 FeS 4
63,3
Золотисто-коричневый до медно-красного
Металлик
Малахит
CuCO 3 Cu(OH) 4
57,5
ярко-зеленый
от шелковистого до землистого
Азурит
2CuCO 3 Cu(OH) 2
55,3
Синий
Стекловидное тело в адамантин
Антлерит
Cu 3 SO 4 (ОН) 4
53,7
Зеленый
Хризоколла
CuSiO 3 2H 2 O
36,2
Голубовато-зеленый, небесно-голубой, бирюзовый
Стекловидный в землистый
Халькопирит
CuFeS 2
34,6
Золотисто-желтый
от металлического до непрозрачного
Пустая порода, или пустая порода , должна быть отделена от сульфидных минералов для выплавки металлической меди из руды. Безусловно, наибольшая часть меди извлекается из сульфидов меди, железа и иногда других металлов. Такие руды образуются из серосодержащих вулканических магм, разделившихся на сульфиды металлов и кремнистые расплавы. Медь почти полностью сконцентрировалась в сульфидной фракции, и если она отделяется от кремнистого расплава, она может отлагаться в жилах или трещинах вмещающей породы в результате гидротермальной или другой геологической деятельности. Во многих рудах (и в большинстве обнаруженных на западе США) минералы меди встречаются в виде дисперсии мелких частиц. Такие руды называются порфиры . Там, где минерализованные породы обнажаются или разрушаются, сульфидные минералы подвергаются химическим изменениям под действием воздуха, грунтовых вод и тепла, что приводит к образованию другой основной разновидности медных минералов — окисленных руд.
Нет недостатка в медных ресурсах. Фактически, медь является одним из самых распространенных металлических элементов в земной коре. Средняя расчетная концентрация составляет от 55 до 70 мг/кг, что ниже хрома (200 мг/кг) и цинка (132), но выше олова и свинца. Во многих частях мира находятся промышленно эксплуатируемые месторождения медных руд, часто связанные с процессами горообразования. Отложения встречаются во многих местах в западных кордильерах Америки, в основном в Соединенных Штатах и Чили, а также в районах североамериканских равнин, таких как Мичиган, Онтарио, Квебек и Манитоба, на участках, связанных с докембрийским щитом. Медь также встречается во многих других странах мира. Перу, Польша, Мексика, Заир, Замбия и Папуа-Новая Гвинея исторически были в числе ведущих производителей, и хотя производство в Африке резко сократилось в последние годы из-за политических трудностей, остаются большие неиспользованные ресурсы. Кроме того, известно, что огромные количества меди существуют в виде «глубоководных конкреций», разбросанных по дну океана, хотя высокие затраты на добычу до сих пор препятствуют их коммерческой эксплуатации. Чили и США являются, соответственно, двумя ведущими странами-производителями меди в мире, причем Чили обогнала США в начале 19 века.90-е.
Добыча Руды сначала механически дробят и измельчают, чтобы почти все частицы медных минералов были освобождены от пустой породы. Флотацию с нагнетанием воздуха и интенсивным перемешиванием проводят с пылевидной рудой, находящейся во взвешенном состоянии в воде, к которой добавлены поверхностно-активные вещества. В процессе получают концентраты , содержащие примерно 30% меди, которые последовательно подают в плавильный цех , печь, в которой удаляется большая часть железа и серы, затем в 9конвертер 0291 или конвертер печь , где удаляется большая часть остаточного железа и других примесей. (В зависимости от типа используемой плавильной и конвертерной печи может быть извлечено до 99+% серы. Она используется для производства серной кислоты, которая продается или используется для непосредственного выщелачивания меди из подходящих руд, тем самым обходя весь цикл плавки-конверсии. ) В результате получается нечистая (98+%) форма металла, известная как черновая медь (из-за ее внешнего вида). Затем блистер подвергается дальнейшей огневой очистке, чтобы отрегулировать содержание серы и кислорода, в результате чего получается металл, достаточно чистый для многих других применений, кроме электрических. Однако, поскольку очищенный огнем металл может содержать коммерчески выгодные концентрации драгоценных металлов (в основном серебра и золота), большая его часть отливается в толстые листы, известные как аноды, которые отправляются в большие электролизеры, где происходит окончательное рафинирование. Постоянный электрический ток, проходящий через ячейки, растворяет аноды и осаждает медь на катодах. Конечным продуктом процесса рафинирования является медь электролитического вязкого пека (ETP), обычно содержащая от 99,94 и 99,96% Cu. Катоды переплавляются в контролируемых условиях и отливаются в формы, пригодные для дальнейшей обработки.
Современные методы добычи обеспечивают экономичное выщелачивание и электрохимическое извлечение меди из бедных руд, а методы добычи постоянно совершенствуются и разрабатываются для достижения наиболее эффективного удаления меди из самых разных руд из источников по всему миру. Методы извлечения меди из окисленных руд сильно отличаются от тех, которые используются для сульфидных руд. Окисленные руды, состоящие из силикатов, карбонатов и сульфатов, обрабатывают несколькими методами, все из которых включают в себя ту или иную форму выщелачивания измельченной руды серной кислотой с получением нечистых растворов сульфата меди. Сегодня более 13% всей «новой» меди производится из фильтратов, которые обычно концентрируют с помощью экстракции растворителем (SX) и удаляют из них медь с помощью обычного электролиза (EW), так называемого процесса SXEW. Сульфидные руды не подвергаются эффективному воздействию серной кислоты, но они могут быть выщелочены при предварительном окислении при длительном воздействии атмосферы и при контакте с встречающимися в природе бактериями Thiobacillus Thiooxidans и Thiobacillus Ferrooxidans.
В ноябрьском номере журнала «Инновации» за 1997 год была опубликована простая инфографика о добыче и добыче меди.
Медный век
Додинастические египтяне очень хорошо знали медь. В иероглифическом письме символ, используемый для обозначения вечной жизни, анкх, также использовался для обозначения меди. Позднее греческие философы приняли этот символ, слегка изменив его, как . Связь между вечной долговечностью и рентабельностью в течение всего срока службы меди и ее сплавов, безусловно, не случайна!
Египтяне получали большую часть своей меди из Холмов Красного моря, но медь старше Древнего Египта на несколько тысячелетий, и теперь известно, что более старая цивилизация, основанная на Евфрате, также использовала новую медь и использовала хорошо развитые методы плавки. Самыми ранними известными артефактами, сделанными из плавленого металла, была медь, а раскопки в Чатал-Хуюке недалеко от Коньи в Южной Анатолии дали шлаки, полученные в результате плавки меди, датируемые 7000 годом до нашей эры. Другие цивилизации Ближнего и Среднего Востока, Индостана и Китая также использовали жизненно важный металл.
Греческий автор Гомер называл этот металл «халкосом»; поэтому медный век называют эпохой энеолита. В греческой мифологии богиня любви Афродита, как говорят, вышла из моря недалеко от Кипра, глядя на свое отражение в медном зеркале. Некоторые историки считают, что это показывает, что металлургия является древнейшей профессией. В римских писаниях медь упоминается как «aes Cyprium», поскольку в то время большая часть металла поступала с Кипра.
‘Oetzti’, 5000-летний мумифицированный человек, недавно обнаруженный высоко в Альпах на итальянско-австрийской границе, был найден со многими орудиями, включая превосходный медный топор с мышьяком. Похоже, что он, вероятно, сам был медником, поскольку в его волосах была высокая концентрация меди и мышьяка, которые, вероятно, не могли быть получены ни из какого другого источника.
Бронзовый век
До 3000 г. до н.э. было обнаружено, что добавление олова к меди дает бронзу, сплав, более твердый и прочный, чем медь. Некоторые из самых ранних известных изделий из бронзы происходят из раскопок в Шумере и имеют значительную древность. Сначала совместное плавление медных и оловянных руд могло быть либо случайным, либо результатом ранних экспериментов, направленных на выяснение того, какие виды горных пород можно плавить.
Значительное инженерное применение меди было найдено еще в 2750 г. до н.э., когда она использовалась в Абусире в Египте для водопровода. (Некоторые древние египетские медные водопроводные трубы сохранились до наших дней, что является замечательной демонстрацией долговечности металла.) Медь и бронза использовались для изготовления зеркал большинством средиземноморских цивилизаций периода бронзового века. Уничтожение Карфагена римлянами затмило события того времени в Северной Африке. Лишь совсем недавно появились свидетельства значительных инженерных навыков карфагенян, в том числе самое раннее известное использование зубчатых колес, отлитых из бронзы. Бронза использовалась во многих артефактах повседневной жизни римлян — столовых приборах, иглах, украшениях, сосудах, украшениях, монетах, ножах, бритвах, инструментах, музыкальных инструментах и военном оружии. Этот образец использования, как правило, повторялся везде, где вводилась плавка бронзы и меди, хотя обязательно в разных временных масштабах.
Средние века и позднее
Изобретение книгопечатания увеличило спрос на медь из-за легкости, с которой медные листы можно было гравировать для использования в качестве печатных форм для точного воспроизведения иллюстраций и карт. В Германии рисунки игральных карт гравировали на меди еще в 1430 году. Медные пластины долгое время считались лучшим средством для гравировки карт. Первые известные карты, отпечатанные с медных пластин, — это два итальянских издания, датированные 1472 г. географом Птолемеем.
Затем
Медная или бронзовая проволока стала очень важным продуктом, имеющим жизненно важное значение для ткацкой промышленности. Использование меди для обшивки корпусов деревянных лодок было первоначально разработано для предотвращения нападения червей тередо на древесину в субтропических водах, но впоследствии было обнаружено, что покрытые медью корпуса также устойчивы к морскому биологическому обрастанию. Это полезное свойство предотвращало сильное сопротивление, вызванное ростом водорослей, которое ограничивало скорость кораблей. (Сообщалось, что победа лорда Нельсона при Трафальгаре отчасти стала результатом скорости его облаченных в медь кораблей, которая позволила ему перехитрить своих противников.) В результате значительно увеличился спрос на медь.
Рисунок 7 . Сравнение размеров медных и алюминиевых кабелей.
Тем не менее, наибольшее распространение в использовании меди произошло в результате открытия Майклом Фарадеем электромагнитной индукции в 1831 году и того, как этот эффект можно было использовать для производства электричества. Тот же принцип был использован для разработки электродвигателей. Электрическая лампа была изобретена сэром Джозефом Суоном в 1860 году и доведена до коммерческого дизайна Томасом Эдисоном в 1879 году. машиностроение. Медь обладает самой высокой тепло- и электропроводностью на единицу объема среди всех известных веществ, за исключением серебра, которое лишь немного превосходит ее в этом отношении. Поскольку проводимость меди зависит от ее чистоты, широко используется медь в ее нелегированной форме. Сегодня около половины производимой в мире меди приходится на электроэнергию.
Горнодобывающая промышленность
Древнейшими способами извлечения породы из подземных шахт были кувалда и клин и не менее древняя техника поджига. В последнем случае огонь, устроенный против поверхности скалы, вызовет напряжения теплового расширения — скала либо раскрошится естественным образом, либо может быть разрушена закалкой водой. Через некоторое время после того, как исламский мир в 13 веке привез из Китая в Европу взрывчатые вещества, взрывчатые вещества были впервые использованы специально для добычи полезных ископаемых. Сегодня старые методы добычи были почти полностью заменены взрывными работами с использованием безопасных современных взрывчатых веществ и использованием мощного механического оборудования для резки, когда порода достаточно мягкая, чтобы заслуживать такую обработку.
Также в этом выпуске:
Введение в медь: применение
Знакомство с медью: типы меди
Введение в медь: добыча и добыча
Введение в медь: информационные бюллетени
Phelps Dodge Morenci перевела все производство меди на добычу для выщелачивания
Как гидрометаллургия и процесс SX/EW сделали медь «зеленым» металлом
Введение в медь: горячие ссылки и дополнительная литература
Яблони являются самыми популярными фруктовыми деревьями в нашей стране. Практически на каждом дачном или приусадебном участке имеется небольшой яблоневый сад или хотя бы несколько деревьев. Садоводам отлично известно, что вырастить и собрать урожай – это только половина дела, его необходимо еще и переработать. Чаще всего из яблок отжимают сок, который используют для консервации и виноделия.
Большой урожай невозможно быстро и эффективно переработать без специального оборудования. Справиться с ним поможет пресс для отжима сока из яблок. Существуют различные конструкции прессов: механические (винтовые), гидравлические, пневматические, электрогидравлические.
Яблоки – это достаточно твердые фрукты, для выжимания сока из них требуются значительные усилия. Важно разобраться, какую соковыжималку выбрать для большого количества яблок лучше выбрать, чтобы не прогадать с покупкой. Соковыжималка для яблок большой производительности необходима, если требуется переработать несколько сотен килограмм урожая. В случае использования пресса недостаточной производительности процесс переработки займет много времени.
Наша компания предлагает вашему вниманию пресс для отжима яблок Добрыня. Он отлично подходит для отжима большого количества сырья. Мы изготавливаем соковыжималку пресс для яблок из высококачественной нержавеющей стали, которая разрешена для использования в пищевой промышленности. Отзывы покупателей на нашем сайте https://zagotovshik.ru/ помогут вам убедиться в высоком качестве нашего оборудования.
Сила давления наших прессов для выдавливания составляет 3,5 кг/кв.см. Даже из таких твердых фруктов, как яблоки, жидкость отжимается почти полностью, потери минимальные. Соковыжималка прессовая для яблок за минуты способна отжать до 1 литра готового продукта. Готовый продукт полностью натуральный, не содержит никаких примесей, в нем сохраняются все витамины из исходного сырья.
Пресс для выжима способен служить неограниченное время. Его детали надежно защищены от появления ржавчины качественным порошковым покрытием. Пресс для яблочного сока мы поставляем в полной комплектации. Вам не потребуется докупать никаких деталей и аксессуаров, достаточно собрать пресс для выжимки, и он будет полностью готов к работе. Разборная конструкция удобна в использовании. Разобранную давилку для яблок легко мыть, удобно хранить и транспортировать. Для возвращения домкрата в начальное положение достаточно нажать на кнопку. Нет необходимости прилагать большие усилия, вы сможете на зиму через пресс быстро переработать большое количество фруктов. Также пресс подходит для переработки любых других фруктов и овощей.
Почему стоит выбрать гидравлический пресс для яблок
Домкратная система отжима имеет большое количество плюсов, во многих случаях предпочтительней, чем оборудование других типов.
Основные преимущества:
Автономная работа. Пресс для отжима сока гидравлический нет необходимости подключать к сети электроснабжения или к водопроводу. Он будет работать при любых условиях. Нет дополнительных расходов на оплату электроэнергии и водоснабжения. Заниматься изготовлением домашних заготовок или вина можно в любом месте.
Высокая эффективность. Домкратная система дает возможность отжать практически всю влагу, потери минимальные. Средний выход из 10 килограмм яблок составляет 6,2 литра.
Простая эксплуатация. Требуется подготовить фрукты (измельчить их в мезгу), переложить их в мешок, который установлен в корзине пресса, и можно приступать к отжиму. Пресс домкратный легко справляется с твердыми фруктами, вам не требуется прилагать больших физических усилий, чтобы переработать большой урожай.
Сохранение полезных веществ. В электрическом оборудовании продукты нагреваются. В результате нагрева происходит разрушение части витаминов, ухудшается вкус готового продукта. В прессе сырье и готовый продукт не нагреваются, отжимание выполняется холодным способом, поэтому не происходит разрушения витаминов, они сохраняются в полном объеме.
Как пользоваться прессом для отжима яблочного сока
При использовании нашего пресса не составит труда разобраться, как выдавить сок. Перед тем, как отжать сок из яблок прессом, необходимо измельчить фрукты. Мы рекомендуем использовать для этого измельчитель «Самурай» нашего производства. Далее намочите и отожмите фильтровальный мешок, вставьте его в перфорированную корзину и загрузите предварительно измельченное сырье. Затем требуется установить поршень, вставить и зафиксировать шток. После этого можно приступать к отжиманию прессом.
Чтобы разобраться во всех тонкостях процесса, посмотрите видео о прессе для отжима сока из яблок на нашем ютуб-канале. В нем наш эксперт подробно расскажет, как давить сок, продемонстрирует все возможности пресса Добрыня.
Как купить пресс для яблок
Чтобы купить пресс для отжима сока из яблок Добрыня в нашем интернет магазине, вам потребуется всего несколько минут. Выберите пресс для выжима сока объемом 18 литров в нашем каталоге, добавьте его в корзину и оформите заказ. Наш менеджер оперативно свяжется с вами для уточнения всех деталей заказа. Вы также можете купить пресс для отжима яблок в комплекте с измельчителем на максимально выгодных условиях. Вся информация имеется на нашем сайте. Если остались вопросы, позвоните нам или закажите обратный звонок, чтобы получить подробную консультацию по оборудованию для отжима яблочного сока. Сразу после подтверждения заказа мы оперативно соберем его и организуем доставку по указанному вам адресу. Мы отправляем гидравлические прессы для яблочного сока почтой и транспортными компаниями.
Метки:гидравлический пресс пресс для яблок пресс Добрыня яблочный пресс
Гидравлический пресс для винограда в категории «Дом и сад»
Пресс для винограда и фруктов 40 л гидравлический (Италия)
Доставка по Украине
48 500 грн
Купить
kormushka.ua Магазин господаря
Ручная механическая соковыжималка пресс Empire Mini для цитрусовых, граната, винограда MND
На складе в г. Винница
Доставка по Украине
561 грн
438 грн
Купить
MANDARIN SHOP
Пресс для винограда «Лан» 15л
На складе в г. Житомир
Доставка по Украине
2 550 грн
Купить
Da4a.com.ua
Ручная механическая соковыжималка пресс Empire Mini для цитрусовых, граната, винограда PRK
Пресс ручной гидравлический YQK-400==> для опрессовки кабельных наконечников от 10 до 400 мм²
На складе в г. Харьков
Доставка по Украине
3 111 грн
2 799.90 грн
Купить
⋐ N E O M A G ⋑
Комплект для пресса. Гидравлический набор.Гидравлический насос, цилиндр и манометр 20 тонн
На складе в г. Тернополь
Доставка по Украине
6 130 грн
Купить
avant-garde
Ручной гидравлический пресс для наконечников и гильз YQK-120 (10-120 мм²) СТАНДАРТ HCRT0120
Доставка по Украине
2 400.3 — 2 857 грн
от 30 продавцов
2 667 грн
Купить
Torin (BigRed) — гаражное оборудование №1
Пресс для винограда «Лан» 25л
Доставка из г. Житомир
3 200 грн
Купить
Da4a.com.ua
Инструмент опрессовочный ручной гидравлический YQK-70 / от 4 до 70 мм²
На складе в г. Черновцы
Доставка по Украине
1 684 грн
1 599.80 грн
Купить
«НЕПРА»
Цилиндр гидравлический для пресса с манометром 20 т Profline 97320
Доставка по Украине
4 499 грн
Купить
TOPLINE — Инструмент и оборудование
Пресс для винограда Дионис 10л
Доставка из г. Винница
2 000 грн
Купить
GazVodaKyiv
Ручной пресс для сока. Объем 25 литров. Для винограда, яблок и т.д.
На складе в г. Винница
Доставка по Украине
3 390 грн
Купить
Склад-магазин » Свояк «
Гидроцилиндр для пресса на 20 тонн, комплект для преса 20т, гідравлічний набір: циліндр, манометр, насос 20т
На складе в г. Новояворовск
Доставка по Украине
6 000 грн
Купить
Інтернет-магазин «DomTehno» ЗАВЖДИ НИЗЬКІ ЦІНИ
Ручной гидравлический пресс для наконечников и гильз YQK-120 (10-120 мм²) СТАНДАРТ HCRT0120
Доставка по Украине
2 667 грн
Купить
Інтернет-магазин Limonad. dp.ua
Гидравлический пресс-клещи для обжима проводов Ø16-300 ММ YATO (YT-22862)
Доставка из г. Киев
3 135 грн
2 821.50 грн
Купить
MarketPro
5 лучших прессов для яблочного сидра на 2022 год
Те из вас, кто не может дождаться возвращения жуткого сезона, согласятся, что осень может многое предложить. Не только Хэллоуин и День Благодарения, но и развлечения на свежем воздухе для всей семьи, когда дни уже не такие жаркие! Подумайте о сборе яблок, пончиках с яблочным сидром и, возможно, об одном из самых важных преимуществ яблоневого сада — самом яблочном сидре! Конечно, яблоки не превращаются в сидр волшебным образом; вам нужен лучший пресс для яблочного сидра!
Читайте дальше, чтобы узнать о моем выборе лучших прессов для яблочного сидра.
Пресс для яблочного сидра против Apple Grinder
Прежде чем мы перейдем к нашему списку лучших прессов для яблочного сидра, давайте проясним пару вещей. Если вы погуглите «пресс для яблочного сидра», вы увидите прессы и кофемолки без разбора — так в чем же разница? Измельчители яблочного сидра и прессы для яблочного сидра вступают в процесс производства яблочного сидра в разные моменты.
Кофемолки для яблочного сидра представляют собой небольшие устройства с рукояткой, которая вращает вращающийся цилиндр с зубьями, прикрепленный к месту сбора сока. Мельницы для яблочного сидра обычно изготавливаются из стали или чугуна, и их основная цель — измельчить яблоки в мякоть, прежде чем пресс вступит во владение и превратит мякоть в сидр, который вы знаете и любите.
Обычные мельницы для яблок запускаются вручную и идеально подходят для любителей, но если вы планируете вести бизнес, вам следует вместо этого рассмотреть электрическую мельницу для яблок!
Прессы для яблочного сидра приходят после того, как мельница для яблок сделала свою работу. Наиболее распространенным типом пресса для яблочного сидра является корзиночный пресс, изготовленный из дерева или стали с перекладиной и стальным винтом, который медленно оказывает все большее и большее давление на яблочную мякоть в корзине. Корзинка пронизана мелкими отверстиями, и сок вытекает из этих отверстий и собирается в какую-то емкость. И вуаля! У тебя есть свежий яблочный сидр.
Эта последовательность очень важна. Если бы вы попытались использовать пресс для яблочного сидра на целых яблоках, это было бы больше всего неприятно, и вы бы не собрали много сока!
Зачем нужен пресс для яблочного сидра
Существуют и другие способы приготовления яблочного сидра; например, вы, вероятно, могли бы понять это с помощью небольшой соковыжималки, но традиционные прессы для яблочного сидра остаются лучшим вариантом для приготовления свежего вкусного яблочного сидра. Как правило, это простые и простые машины, которые бывают разных форм и размеров, поэтому вам легко выбрать ту, которая лучше всего соответствует вашим потребностям. Когда дело доходит до владения яблонями, есть очень много вещей, в которые можно испечь яблоки, поэтому возможность превратить их в яблочный сидр — отличный способ использовать дополнительные яблоки!
Лучшие прессы для яблочного сидра
1. Лучший в целом:
SQUEEZE Master Fruit Wine Cider Press
Этот пресс для сидра для фруктового вина Squeeze Master является лучшим в целом благодаря хорошим отзывам, высококачественным компонентам и общему «человеческому дизайну». Вы можете сказать, что он был разработан с учетом трудолюбивого человека!
Pros
Высокий выход сока
Большая поверхность прессования
Подходит для всех видов фруктов
Винты-бабочки позволяют легко открывать и запирать
Качественный, ударопрочный деревянный контейнер
Фильтр-мешок в комплекте
Треугольное основание можно привинтить к земле для большей устойчивости
Оптимизировано для простоты использования
Минусы
Pricey
Найти на Amazon
2. Лучший гидравлический пресс для яблочного сидра:
Гидравлический пресс для фруктового вина EJWOX
Мне очень нравится этот водяной пресс для яблочного сидра! Его обзоры феноменальны, он экономит энергию и работает быстрее, чем ваши традиционные прессы для яблочного сидра. Его уникальный источник питания может быть получен из любого патрубка, хотя предпочтительнее, конечно, открытый. Единственным недостатком является то, что, поскольку он гидравлический, он довольно дорогой.
Pros
Гидравлическая природа спасает электроэнергию
Быстрое время нажатия
Высокая доходность сока
крепкие
Легкие для очистки
Многофункциональный
Cons
. это на Amazon
3. Лучший пресс для яблочного сидра до двух галлонов:
EJWOX Fruit Wine Press
Этот более традиционный пресс для яблочного сидра EJWOX — отличный вариант, если вы не хотите производить большое количество яблочного сидра. С вариантами на 1,6 или 0,08 галлона он попал в наш список лучших прессов для яблочного сидра из-за его доступной цены, отличных оценок и способности работать с различными видами продуктов, включая масла, масла, настойки и мед.
Pros
Stainless steel round inner plate
Heavy-duty steel base
Wear-resistant
Not too expensive
Inner bucket has air vents
Cons
Small capacity
Not great on really hard fruit
В некоторых обзорах сообщается, что ручка сломалась
Найдите на Amazon
4.
Лучший настольный пресс для яблочного сидра:
Настольный пресс SQUEEZE
Если вы ищете портативный, простой в использовании на кухне пресс для яблочного сидра для вас и вашей семьи, этот настольный пресс SQUEEZE — правильный выбор для вас. Он поставляется с удлинительной трубкой, и его можно закрепить прямо на столе или столешнице!
Pros
Устойчивое основание – не опрокинется!
Простота в использовании
Изготовлен из пищевой нержавеющей стали
Бесшумная работа
Минусы
Некоторые отзывы жалуются на некачественный зажим
Найдите его на Amazon
:
EJWOX Мощный поперечный пресс для фруктов и вина из нержавеющей стали
Это буквально сказано в названии — этот EJWOX — сверхмощный зверь, предназначенный для серьезного производства галлонов и галлонов яблочного сидра. Имея более 4 звезд на Amazon, вы можете выбрать либо 2,38 галлона, либо 3,69 галлона. -галлонную версию и сразу за работу!
Плюсы
Нескользящая рукоятка на Т-образном хвостовике
Нержавеющий шнековый стержень
Простота в использовании
Высокая производительность сока
Стоит дороже
Не самый простой
чистый
Дороже, чем прессы меньшего размера
По сообщениям, не подходит для отжима других видов фруктов
Найдите на Amazon
Как выбрать лучший пресс для яблочного сидра
Теперь, когда я перечислил лучшие, по моему мнению, прессы для яблочного сидра, пришло время принять взвешенное решение. Вот что вы должны учитывать при выборе лучшего пресса для яблочного сидра:
Сколько яблочного сидра вы планируете производить : Это, пожалуй, самый важный момент. У вас есть бизнес или вы хотите, чтобы яблочного сидра было достаточно, чтобы удовлетворить потребности вашей семьи в яблочном сидре? Если вы больше относитесь к последнему типу потребителей яблочного сидра, то сверхмощный пресс для яблочного сидра, вероятно, является пустой тратой места, оборудования и денег. Но если вы хотите продавать свой яблочный сидр как сезонный продукт из своего яблоневого сада, возможно, вам стоит потратить время на покупку пресса для яблочного сидра, который проще в использовании и обладает большей производительностью.
Размер бака для пресса для яблочного сидра. Этот момент связан с рассмотренным выше. Спросите себя: насколько большой должна быть ванна? Сколько яблок вы предсказываете, что будете выжимать сразу? Если ответ не так уж много или только время от времени, то это руководство, которому вы должны следовать при выборе прессов для яблочного сидра.
Будете ли вы отжимать другие фрукты. Одна из замечательных особенностей прессов для яблочного сидра заключается в том, что большинство из них работают не только с яблоками, они прессуют все, что вы туда положите! Это отличная новость для тех, у кого есть, например, виноградник. Поэтому, думая о размере пресса для яблочного сидра по отношению к количеству яблок, не забудьте добавить другие фрукты, которые вы также захотите отжать.
Каков ваш бюджет? Возможно, это не проблема, но тем не менее стоит упомянуть. Прессы для яблочного сидра сильно различаются по стоимости. Очевидно, что меньшие по размеру настольные или портативные прессы для яблочного сидра будут стоить вам меньше, чем более крупные и мощные прессы для яблочного сидра из нержавеющей стали. Кроме того, поговорка вы получаете то, что платите за , к сожалению, верна, когда вы покупаете лучший пресс для яблочного сидра. Соответствуйте вашим ожиданиям сумме денег, которую вы готовы потратить.
Пресс для яблочного сидра марки . Некоторые бренды яблочного сидра зарекомендовали себя благодаря своим высококачественным прессам для яблочного сидра. Обязательно обратите внимание на обзоры продуктов, чтобы узнать, что говорят люди, которые уже приобрели устройство до вас!
У вас уже есть мясорубка для яблок? Некоторые прессы для яблочного сидра (в том числе одни из лучших прессов для яблочного сидра!) поставляются с прикрепленной кофемолкой для яблок. Если он у вас уже есть, не покупайте прессы для яблочного сидра такого типа!
Как ухаживать за прессом для яблочного сидра
Последнее, что вам нужно, это пресс для яблочного сидра с коркой, забитый сухой яблочной мякотью из предыдущего сезона яблок. Несмотря на то, что это немного грязно, уход за лучшим прессом для яблочного сидра прост. Вы должны регулярно чистить пресс для яблочного сидра!
Большинство прессов для яблочного сидра обычно изготавливаются из нержавеющей стали, которая обычно не допускает пригорания, ее можно мыть и протирать. Не забудьте также следовать любым конкретным рекомендациям, изложенным в руководстве по эксплуатации.
Подведение итогов Лучшие прессы для яблочного сидра
Я надеюсь, что эта статья вдохновила вас пойти и выбрать лучший пресс для яблочного сидра для вашего бизнеса или семьи. В целом, мой лучший выбор остается прессом для сидра SQUEEZE Master Fruit Wine Cider Press из-за того, насколько он был разработан для простоты использования!
Хотите больше яблочного контента? Посетите нашу страницу о яблонях , чтобы узнать больше о посадке, выращивании, сборе яблок, приготовлении пищи и многом другом!
Гидравлический пресс для фруктов ГП-50с – для яблок, винограда, ягод, овощей, сока, вина, сидра
Производитель: Apple Press Ltd.
699,00 € / Цена за единицу
577,69 € / Цена за единицу. Несмотря на налоги
Доступность:
в складе
ставка:
5/59 (3 Обзор) 2
:
5/59 (3 Reviews) 9
5/59 (3 Reviews)
69
5/59 (3 Reviews)
5/59 (3 Reviews)
.
Платежи:
Стоимость доставки:
Почта Латвии — Доставка в США Priority (1-2 недели) — 416.72€
UPS Express — Доставка в США (2 рабочих дня) — 49021€
Express Post — Доставка в США (6 рабочих дней) — 479,88 €
FedEx Economy — Доставка в США (7 рабочих дней) — 555,91 €
DHL Express — Доставка в США (3 рабочих дня) — 3 3 3 629 € 629 €
Дополнительные способы доставки:
Описание
Отзывы (3)
Незаменимая вещь в яблоневом саду. Теперь вы будете мерить сок ведрами.
Емкость корзины: 50 литров
Высота корзины: 500 мм
Диаметр корзины: 355 мм
Вес: 40 кг
Размеры: 45x55x84 см
Гидравлический пресс для яблок подходит для большого сада. Также необходимо приобрести электрическую дробилку для фруктов ЭСЭ-018 или электрическую мельницу для яблок ЭСЭ-055. С помощью этого комплекта можно выжимать более 200 литров яблочного сока в час, если одновременно работают несколько человек, например. все члены семьи. Первый человек собирает и моет фрукты, второй давит яблоки, а третий просто выжимает сок. Этот фруктовый пресс также удобен для отжима сока из винограда и других ягод, которые в большом количестве растут в вашем саду. Виноградный пресс подходит для приготовления сидра, вина и других сокосодержащих напитков.
Домкрат, ткань для фильтрации и деревянные бруски прилагаются.
Каждый пресс для фруктов имеет гидравлический домкрат грузоподъемностью 5 т, кусок ткани для фильтрации и деревянные блоки для домкрата в комплекте. Блоки необходимы для размещения их под домкратом, потому что хода поршня домкрата не хватает на всю высоту корзины.
Корзина из нержавеющей стали.
Корзина и поршень изготовлены из нержавеющей стали, все закреплено винтами из нержавеющей стали. За один цикл прессования (загрузка яблочной массы, прессование, выгрузка бочки) можно отжать 25-35 литров яблочного сока.
Поддон из нержавеющей стали.
Поддон для сбора сока изготовлен из нержавеющей стали.
Практичная конструкция.
Порошковое покрытие рамы обеспечивает прочное и долговечное защитное покрытие. В верхней части рамы имеется специальная опора для центрирования домкрата. Кольца на поршне позволяют легко его снять. В нижней части основания пресса для сидра есть пластиковые ножки, облегчающие переноску и защищающие крышку рамы.
90.5.50S Arsele Arsele Arselece Arsele Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arselece Arseled Arselece Arseled Arselece 900S. Я был очень доволен и тем, и другим, и эффективностью работы Apple Press Ltd. GP50S надежен, хорошо сделан, и я уверен, что он прослужит долгие годы. Например, гидравлический пресс установлен на крышке из нержавеющей стали толщиной около 1 см и весом около 7 кг. Он прост и эффективен в использовании, и за последние недели я получил более 500 кг яблочного сока, из которого делаю сидр. Я считаю, что Apple Press Ltd очень полезна и эффективна, без проблем доставляя свою продукцию на расстояние более 1500 миль в сельский адрес в Великобритании.
Великобритания
Lucia (Romania)
2019-11-11 17:11:07
HYDRAULIC FRUIT / WINE PRESS GP – 50S
Качество продукции — Отличное Эффективность и производительность — отлично Удобство использования — Отлично Упаковка и сборка — отлично Время транспортировки и доставки — Отлично Соотношение цена/качество — Отлично
Недавно я купил гидравлический пресс для яблок GP-50S. Отличный гидравлический пресс, который я уже с удовольствием использовал для виноделия! Виноградное сусло получилось чистым, прозрачным, очень хорошо отфильтрованным, а ягоды были мягкими и очень хорошо отжатыми.
Легко собирается и разбирается! Гидравлический пресс для фруктов работает отлично! Товар, который я купил, соответствует вашему описанию и полностью оправдал мои ожидания!
Поздравляем команду SIA Apple Press с серьезностью и профессионализмом!
Печи для плавки алюминиевых сплавов » Все о металлургии
22.04.2015
В зависимости от масштаба и специфики производства плавку алюминиевых сплавов в литейных цехах ведут в тигельных и отражательных печах, работающих на электроэнергии, жидком и газообразном топливе. Особенно широко распространены электрические индукционные печи. Устройство некоторых печей показано на рис. 90 и 91, а технические характеристики их — в табл. 9 и 10. Тигли для плавки изготовляют из чугуна или графитошамота. Для предотвращения растворения рабочую поверхность чугунных тиглей окрашивают или футеруют (обмазывают) защитными материалами. В состав красок вводят мел, оксид цинка, огнеупорную глину, тальк, коллоидный графит и другие вещества. Чаще всего используют краску, состоящую из 50 ч (по массе) отмученного мела, 50 ч оксида цинка, 5 ч жидкого стекла, 100 ч воды. Краску наносят на подогретые (150-200 °С) поверхности. Такими же красками окрашивают и плавильный инструмент. Для обмазки используют смеси магнезита, асбеста и жидкого стекла. Их наносят на рабочую поверхность тиглей слоем толщиной 10—15 мм, высушивают и прокаливают при 750—800 °С. Кроме защиты от растворения, обмазки существенно (в 2—3 раза) увеличивают срок службы чугунных тиглей.
Футеровку индукционных печей промышленной частоты выполняют из высокоглиноземистых масс (канальные печи) или жаропрочного цемента (20—25 % магнезита; 15—20 % жидкого стекла, 1,5—2,0 % кремниефтористого натрия; 20—25 % шамотного песка; 30—35 % шамотного щебня), не взаимодействующих с алюминиевыми расплавами.
Для футеровки отражательных печей наиболее рациональный огнеупор — магнезит. Однако для этой цели до сих пор широко используют шамот, как наиболее доступный и дешевый материал. Для предотвращения интенсивного взаимодействия алюминиевых расплавов с шамотной футеровкой ее пропитывают флюсом, содержащим 23—25 % (по массе) Na3AlF6, 20—27 % B2O3, остальное NaCl. Этот флюс смешивают с жидкой глиной, обмазывают им футеровку печи и прокаливают ее при 900—950 °С. Можно также пропитывать футеровку расплавленной смесью NaCl—AlF3. В процессе работы печи хлористый натрий испаряется, а фтористый алюминий образуете кремнеземом оксифториды, несмачивающиеся алюминиевыми расплавами Предотвращению взаимодействия между металлом и шамотом способствует также окраска футеровки мелом или известью. В тех случаях, когда содержание примеси кремния в сплаве ограниченно, отражательные печи футеруют карбидом циркония или карбидом кремния.
Плавку деформируемых сплавов ведут в отражательных и индукционных печах большой емкости (7—30 т). Для ускорения плавления шихты, увеличения производительности, выравнивания температуры и химического состава в отражательных печах осуществляют циркуляцию расплава с помощью газодинамических насосов. В последние годы разработана конструкция шахтно-ванной печи непрерывного действия, обеспечивающая высокую производительность Принципиальные конструкции отражательных печей приведены на рис. 92, а технические характеристики их — в табл 11.
Для обеспечения максимальной производительности плавильных печей их устанавливают в паре с миксером (раздаточной печью). Это позволяет осуществлять перелив металла закрытой струей с помощью сифона, обеспечивая минимальное окисление расплава и загрязнение его взвешенными неметаллическими включениями. Сифонный перелив исключает применение ковшей и обеспечивает безопасность труда.
Состав и свойства алюминиевых сплавов
Центробежное литье
Литье под давлением
Литье в кокиль
Литье по выплавляемым моделям
Литье в оболочковые формы
Контроль качества и исправление дефектов отливок
Изготовление форм и стержней
Формовочные и стержневые материалы и смеси
Изготовление моделей
Тигель для плавки алюминия в Харькове в категории «Изделия из металла, пластика, резины»
в Харькове, в товарах / по продавцам
Оборудование и профессиональные средства для депиляции
Тигли
Промышленные печи для плавки
Печи
Промышленные печи для термообработки металлов и сплавов
Промышленные печи для обжига керамики и фарфора
Стоматологические инструменты и инвентарь
Релоадинг
Байдарки, рафты, каяки
Курсовые стабилизаторы
Воскоплав маленький
Воскоплав мини
Подогреватель для воска
Стабилизаторы для байдарки
Тигель графитовый для плавки металла Ф40*50
Доставка по Украине
300 грн
Купить
ООО «Графит-Мастер»
Тигельная печь для плавки алюминия и сплавов САТ-0,25
Под заказ
Доставка по Украине
Цену уточняйте
A-ELTERM
Баночный воскоплав для депиляции Аппарат нагреватель для плавки воска Pro Wax100 Провакс 100 Депиляция воском
Доставка по Украине
500 грн
430 грн
Купить
UNIT STORE — интернет-магазин для всей семьи
Воскоплав Pro-Wax 100 баночный. Аппарат для плавки воска при депиляции.
Доставка из г. Одесса
по 407 грн
от 2 продавцов
407 грн
Купить
Интернет-магазин «SV SHOP»
Воскоплав Pro-Wax 100 баночный. Аппарат для плавки воска при депиляции.
Доставка из г. Одесса
по 407 грн
от 2 продавцов
407 грн
Купить
Интернет-магазин «SV SHOP»
Воскоплав Pro-Wax 100 баночный. Аппарат для плавки воска при депиляции.
Доставка из г. Одесса
по 407 грн
от 2 продавцов
407 грн
Купить
Интернет-магазин «SV SHOP»
Тигель чугунный
Доставка по Украине
от 4 500 грн
Купить
ТОВ «SKS LTD»
Стабилизаторы курса для байдарки скеги киль-плавники байдарочные курсовые стабилизаторы для каяка АЛЮМИНИЙ
На складе в г. Днепр
Доставка по Украине
650 грн
Купить
😊 Два Весла 😊 dvavesla.com.ua
Тигель Lee для плавки свинца PRO 4 20LB 220V
Недоступен
5 500 грн
Смотреть
Fishing skill
Тигель для плавки свинца 6. 5 кг
Недоступен
4 000 грн
Смотреть
Форм ин
Тигли графитовые для плавки черных, цветных металлов и ювелирного производства
Недоступен
Цену уточняйте
Смотреть
Графит в Запорожье
Тигли для плавки золота, серебра, платины
Недоступен
Цену уточняйте
Смотреть
Графит в Запорожье
Тигли для плавки ферросплавов диаметром 830 мм
Недоступен
Цену уточняйте
Смотреть
Графит в Запорожье
Тигель для плавки свинца Lee PRO 4 20LB 220V
Недоступен
5 208 грн
Смотреть
Все для охоты
Камерная печь разогрева тигля для плавки стекла
Недоступен
Цену уточняйте
Смотреть
REALISTIC a.s.
Смотрите также
Воскоплав баночный
Нагреватель для воска
Воскоплавы для депиляции
Баночный воскоплав pro wax 100
Воскоплав
Воскоплав pro-wax 100
Проф оборудование для салонов красоты
Аппарат для депиляции воском
Набор для депиляции дома
Женские интимные товары
Тигель для плавки металлов форнакс
Недоступен
128 грн
Смотреть
«Стомат Плюс»
Индукционная плавильная печь для плавки алюминия
Недоступен
Цену уточняйте
Смотреть
ООО «Термолит»
Плавильная печь САТ для плавки алюминия
Недоступен
от 1 000 грн
Смотреть
ООО «ПП «ТЕРМОЛИТ ПЛЮС»
Печь плавильная сопротивления для плавки алюминия САТ-0,16
Недоступен
Цену уточняйте
Смотреть
ООО «ПП «ТЕРМОЛИТ ПЛЮС»
Продавцы
Смотрите также
Курсовые стабилизаторы
Стабилизаторы для байдарки
Подогреватель для воска
Воскоплав мини
Воскоплав маленький
Воскоплав провакс
Воскоплав провакс 100
Воскоплав баночный маленький
Воскоплав для ног
Воскоплав для пленочного воска
Воскоплав для зоны бикини
Тигель графитовый
Плавильные печи сайт
Плавильные печи производство
Тигель для плавки алюминия со скидкой
Тигель для плавки алюминия оптом
Популярные категории
Изделия из металла, пластика, резины
Металлоизделия промышленного назначения
Оборудование и товары для предоставления услуг
Все для салонов красоты
Оборудование и материалы для салонов красоты
Оборудование и профессиональные средства для депиляции
Промышленное оборудование и станки
Промышленное термическое оборудование
Промышленные печи для плавки
Строительство
Строительные материалы
Огнеупорные и кислотоупорные материалы
Материалы для ремонта
Печи и камины
Адаптация вашего тигля к вашему применению
Если вы плавите металл или держите ванну с расплавом, скорее всего, ваша операция уникальна. Ваша конкретная комбинация печей, сплавов, методов работы, металлургической обработки, устройств заливки и конечных продуктов вряд ли будет дублироваться на каком-либо другом предприятии. Поэтому выбор тигля, который обеспечит максимальную производительность для вашей операции, является индивидуальной и сложной задачей.
Эта статья предназначена для использования в качестве руководства по выбору оптимального тигля для вашей операции. Он объясняет взаимосвязь между операциями плавки/выдержки металла и специфическими характеристиками тигля. Он обеспечивает поддержку, но не заменяет необходимость тесного сотрудничества металлургических заводов и поставщиков тиглей в процессе выбора тиглей.
Современный тигель представляет собой очень гетерогенный композитный материал на основе графита, который зависит от состава материала и контроля структурного выравнивания графита для достижения требуемых характеристик. Тигли могут быть размером с чайную чашку или вмещать несколько тонн металла. Они могут быть закреплены на месте внутри конструкции печи или могут быть предназначены для извлечения из печи для заливки в конце каждой плавки. Тигли используются в печах, работающих на топливе, в электрических печах сопротивления, в индукционных печах или просто для перемещения расплавленного металла. Они бывают с носиками или без них, а также в самых разнообразных традиционных и специализированных формах.
Они также обладают множеством различных рабочих характеристик, поскольку каждое применение представляет собой сложный набор температурных, химических и физических параметров, которые определяют технические границы, в пределах которых должен работать тигель.
Так как же выбрать правильный тигель для вашей работы из широкого спектра доступных вам типов тиглей и материалов?
Лучше всего начать с подробной оценки ваших операций. Вам необходимо полностью задокументировать и, по возможности, дать количественную оценку всех аспектов процессов плавки, выдержки и обработки металлов. К ним относятся:
Мощность, размеры и тип вашей печи
Конкретный сплав или ряд сплавов, которые вы плавите
Температура плавления и/или выдержки, которую вы поддерживаете
Скорость изменения температуры тигля
Как заряжается тигель
Используемые флюсы или добавки
Процессы дегазации или очистки
Как удаляют шлак или шлак
Как опорожняют тигель.
Эти девять категорий отражают более общие факторы, которые необходимо учитывать при выборе тигля, соответствующего вашим конкретным требованиям. Вы также должны рассмотреть любые дополнительные процессы или требования, которые могут быть специфическими для вашей деятельности. Примером может быть ваша способность терпеть или ваша потребность избегать перекрестного загрязнения сплавами.
В то время как вы предоставляете подробную информацию о своих собственных операциях в процессе выбора тиглей, ваш поставщик тиглей должен предоставить высокий уровень знаний о материалах, характеристиках и производительности тиглей. Для получения наибольшего выбора ищите поставщика тиглей, который может предложить перекрывающиеся линейки тиглей, подходящих для каждого конкретного металла, но предлагающих различные рабочие характеристики. Затем, работая вместе, вы сможете точно подобрать конкретный тигель к вашим конкретным требованиям. Достижение этого соответствия является ключом к безопасности, производительности и максимальному сроку службы тигля.
Однако имейте в виду, что на практическом уровне может не существовать ни одного типа тигля, который предлагает наивысший уровень всех желаемых характеристик для вашего приложения. Характеристики производительности тигля часто предполагают компромиссы. Например, тигель с лучшей теплопроводностью может не обеспечивать наилучшую защиту от теплового удара. Поэтому вам следует расставить приоритеты в списке свойств тигля, наиболее важных для вашего применения, и обсудить эти приоритеты с вашим поставщиком тиглей.
Вместимость печи, размеры и тип
Вместимость, размеры и тип печи, которую вы используете, определяют большинство наблюдаемых деталей вашего тигля. Например, когда вы знаете, на какую емкость металла рассчитана ваша печь, вы будете знать, какую емкость должен обеспечить ваш тигель. Точно так же размеры места для тигля в вашей печи будут определять размеры и форму вашего тигля. Это также определит, должен ли ваш тигель иметь сливной носик. Но выбор тигля, соответствующего типу вашей печи, даст вам возможность учитывать множество других менее очевидных факторов.
Топливные печи
Топливные печи включают печи, работающие на газе, мазуте, пропане или коксе. Каждое из этих видов топлива непосредственно подвергает тигель воздействию источника нагрева, и каждое из них обеспечивает различный уровень тепла, обычно измеряемый в БТЕ. Любой выбранный тигель должен выдерживать максимальные БТЕ, которые печное топливо может подать на тигель. В газовых, масляных и пропановых печах тигель должен выдерживать воздействие пламени горелки на основание тигля, а тигель должен иметь конусообразную форму, чтобы пламя могло циркулировать вокруг тигля снизу вверх. Это обеспечивает равномерный нагрев тигля. Материал тигля также должен быть устойчив к окислительному повреждению пламенем и соответствовать скорости теплового изменения, которое будет испытывать тигель.
Хорошая теплопроводность и равномерный нагрев являются важными свойствами тигля при передаче тепла из внутренней части печи через тигель к металлошихте. Тигли с высоким содержанием графита в угольной связке обеспечивают высокую теплопроводность для быстрой плавки в газовых печах.
Электрические печи сопротивления
Электрические печи сопротивления обеспечивают равномерный всесторонний нагрев тигля и идеально подходят для точного контроля температуры при выдержке металлов. Но они медленнее, чем печи, работающие на топливе, при плавке. Следовательно, часто выбирают энергоэффективные тигли с высоким содержанием графита в углеродном связующем, чтобы обеспечить высокую теплопроводность для более быстрой плавки в этих печах.
Тигли, предназначенные для электрических печей сопротивления, обычно имеют чашеобразную форму и обеспечивают одинаковое расстояние между тиглем и нагревательными элементами печи.
Индукционные печи
Выбор тиглей для индукционных печей – более сложная задача. В некоторых случаях, например при рафинировании драгоценных металлов, для расплавления шихты используются тигли, предназначенные для нагрева в индукционных полях печи. В других приложениях используются тигли, которые позволяют индукционному полю проходить через них и непосредственно нагревать металлическую шихту. Поэтому важно, чтобы электрические характеристики тигля соответствовали рабочей частоте печи и применению плавки. Например, в некоторых конструкциях для низкочастотных индукционных печей требуются тигли с высоким содержанием карбида кремния, а в других случаях для высокочастотных индукционных печей требуются тигли с высоким содержанием глины. Согласование удельного электрического сопротивления тигля с сопротивлением индукционной печи является ключом к предотвращению перегрева тигля.
Большинство тиглей, предназначенных для индукционных печей, имеют цилиндрическую форму, чтобы обеспечить одинаковое расстояние между тиглем и змеевиком печи. Однако некоторые небольшие печи, предназначенные для съемных тиглей, имеют конический змеевик, соответствующий профилю трюмных тиглей.
Печи со съемными тиглями
Все вышеперечисленные типы печей могут быть сконструированы для использования съемных тиглей. Эти тигли могут загружаться снаружи или при установке в печь, но для заливки они вынимаются из печи. Подобно тиглям, используемым только для переноса металла, они имеют трюмную или А-образную форму, чтобы их можно было поднимать с помощью клещей, предназначенных для правильной поддержки тигля.
Ограничения мощности печи
Последним фактором, который необходимо учитывать при документировании требований к тиглю на основе технических характеристик вашей печи, является доступность электроэнергии. Во многих местах энергия для плавки или выдержки может быть недоступна постоянно или может быть чрезмерно дорогой в определенные раза или на определенных уровнях. Если это так на вашем предприятии, может быть особенно важно выбрать энергоэффективный тигель.
Металлы, которые можно плавить и/или хранить
Знание того, какие металлы и сплавы вы плавите или храните, многое скажет вам о том, какие характеристики вам нужны в тигле. Ваш подробный каталог металлов, которые вы собираетесь плавить, поможет установить максимальную температуру, которую тигель должен поддерживать для плавки и выдержки, определит, как металл будет взаимодействовать с материалом тигля как химически, так и физически, и это будет ключевым фактором при определении какими характеристиками должен обладать ваш оптимальный тигель. Показательный пример: при плавке сплавов на основе меди в печах, работающих на топливе, тигли из карбида кремния роликовой формовки работают лучше из-за более высокой термостойкости. В других типах печей часто выбирают тигли из-за их высокой плотности. Менее плотные и более пористые тигли могут привести к эрозии.
Тигли из графита и карбида кремния с углеродной и керамической связкой широко используются для плавки и выдержки алюминия и алюминиевых сплавов, алюминиево-бронзовых, медных и медных сплавов, медно-никелевых и никель-бронзовых сплавов, драгоценных металлов, цинк и оксид цинка. Тигли также используются для плавки чугуна. Вместе взятые, эти металлы представляют диапазон температур от 400°C/750°F до 1600°C/2912°F.
Хотя некоторые типы тиглей поддерживают температуру металла, охватывающую широкий спектр металлов, часто необходимо выбирать тигли, предназначенные для конкретных металлов или сплавов и с более ограниченным диапазоном рабочих температур. Выбор таких тиглей часто более выгоден, поскольку они обладают важными для вашего производства рабочими характеристиками. Например, использование тигля, способного плавить металлы от железа до цинка, может быть не так важно для вашей операции по плавке алюминиевого сплава, как наличие тигля, ограниченного нужным вам диапазоном температур, но способного противостоять коррозионным повреждениям от ваших флюсов для обработки металлов.
Температуры плавления и выдержки
Вообще говоря, металлы и сплавы, которые вы плавите или выдерживаете, определяют температурный диапазон, в котором должен работать ваш тигель. Тигли никогда не должны нагреваться выше их максимальной температуры. Это может привести к опасному выходу из строя тигля. Однако работа при температуре ниже нижнего предела температуры тигля также может вызвать проблемы. Например, тигли, предназначенные для высокотемпературной плавки сплавов на основе меди, будут окисляться, если их использовать при низких температурах для плавки цинка.
Методы плавки и выдержки, связанные с температурой металла, также необходимо учитывать при выборе тиглей. Если ваши операции связаны с перегревом, вам необходимо принять во внимание более высокие температуры металла.
Скорость изменения температуры
Способность тигля выдерживать скорость изменения температуры так же важна, как и его минимальные и максимальные пределы температуры. Если ваши методы эксплуатации приводят к частым циклам нагрева и охлаждения тигля или иным образом подвергают его быстрым изменениям температуры, вам необходимо выбрать тигель, устойчивый к тепловому удару. Некоторые типы тиглей гораздо лучше справляются с быстрым изменением температуры, чем другие. Например, высокое содержание углерода в графите тигля придает ему высокую теплопроводность и несмачиваемость. И когда этот графит образует направленно ориентированную матрицу, тигель также обеспечивает высокую стойкость к тепловому удару. Это очень важно для литейного производства, где температура может измениться на несколько сотен градусов за секунды. Ваш поставщик тиглей может порекомендовать, какие тигли обеспечивают наилучшую устойчивость к тепловому удару для вашего применения.
Как загружается тигель
Если ваша печь всегда загружается расплавленным металлом, возможно, ей не нужен тигель, устойчивый к физическим повреждениям. Однако, если металлические слитки или другие тяжелые материалы составляют основную часть вашей загрузки и они не загружаются в печь с помощью автоматической системы загрузки, вы можете выбрать механически прочный тигель, способный выдерживать физические удары. Тигли с высоким содержанием углерода и ориентированной графитовой структурой обеспечивают превосходную ударопрочность.
Вам также понадобится тигель с прочной защитной глазурью. Повреждение глазури из-за грубого обращения может привести к окислению тигля. Экструдированные алюминиевые слитки часто имеют острые края, которые глубоко врезаются в корпус тигля, что приводит к повреждению трещин.
Флюсы и добавки
Все тигли обладают определенным уровнем устойчивости к коррозии и химическому воздействию. Но большинство флюсов и других средств обработки металлов, используемых при плавке алюминия и других цветных металлов, обладают высокой коррозионной активностью и требуют наличия тигля с высоким уровнем устойчивости к химическому воздействию. Эта стойкость лучше всего обеспечивается как неизменно плотной структурой материала тигля, так и прочной защитной глазурью. Если ваше плавильное производство связано с коррозионной обработкой металлов, вам, безусловно, понадобится тигель, обеспечивающий соответствующий уровень защиты от этих агентов.
Дегазация и рафинирование
Дегазация алюминия и алюминиевых сплавов обычно включает барботирование инертного газа, обычно азота, через расплавленную ванну при перемешивании ванны ротором, предназначенным для разрушения и рассеивания пузырьков газа. Затем эти маленькие пузырьки вытягивают нежелательный водород и оксиды из ванны и выносят их вместе с окалиной и включениями на поверхность, где газ выходит в воздух, а твердый материал может быть удален. Этот процесс, часто используемый вместе с флюсами, физически разрушает тигель, а также разрушает его химически. Поэтому требуется плотный и механически прочный тигель, обладающий высокой устойчивостью к химическому воздействию. Тигли из карбида кремния обеспечивают превосходную стойкость к эрозии при высоких температурах и химической коррозии. Также при изостатическом прессовании тигли образуют хаотическое расположение графита в своей структуре. Это способствует созданию более плотных продуктов, которые могут более эффективно выдерживать эрозионные и коррозионные условия.
Многие процессы рафинирования и обработки металлов, используемые с другими цветными металлами, также требуют механически прочного и химически стойкого тигля.
При рафинировании и плавке драгоценных металлов особенно важно, чтобы тигель, который вы используете, обеспечивал чистоту металла благодаря несмачивающим свойствам. Это означает, что тигель должен быть хорошо герметизирован от проникновения металла. Эта характеристика обеспечивается плотной структурой материала тигля и прочной защитной глазурью.
Удаление шлака и окалины
Плотный несмачивающий тигель также поможет уменьшить накопление шлака и окалины и облегчит очистку пустого тигля.
Опорожнение печи
Тигли для плавки и удержания расплавленного металла, выгружаемого из печи, должны иметь легкий доступ к металлу и высокую термическую эффективность. Это позволяет печи поддерживать нужную температуру металла при минимальном потреблении топлива или энергии.
Тигли для печей, которые наклоняются для разливки, часто требуют встроенных разливочных патрубков, которые обеспечивают досягаемость и точность, необходимые для разливки.
Заключение
Обладая полным и подробным пониманием всех аспектов ваших операций по плавке и/или выдержке металла, вы и ваш поставщик тиглей сможете выбрать тигель, отвечающий вашим конкретным эксплуатационным требованиям и обеспечивающий постоянно более длительный срок службы. жизнь.
Общий | алюминиевый плавильный котел? | Практик Машинист
РАД1
Алюминий
#1
В какой металлической кастрюле или тигле можно плавить алюминий? Неважно, какой алюминий. Это может быть просто много алюминиевых банок.
Майкл Мур
Титан
#2
глина графит или карбид кремния
http://www.budgetcastingsupply.com/Crucibles.php
ура, Майкл
поперечная резьба
Титан
#3
Я использую нержавеющую сталь, и она отлично работает. У меня есть несколько качающихся ведер из центрифуги, вмещающих около литра. Стенки на ведрах около 0,040 дюйма. Я плавлю AL в своей кузнице все время для быстрого литья, в основном из кости каракатицы. У меня никогда не было расплавления или вообще каких-либо проблем.0003
Иван Б
Пластик
#4
Чугунные кастрюли (посуда старого образца) тоже неплохо работают, я ими пользуюсь.
Но имейте в виду, что алюминиевые банки не являются лучшим источником алюминиевого лома для литья по нескольким причинам: — Большое отношение поверхность/вес, что означает, что при плавлении многое окислится (потеряется в виде окалины) — Если банки окрашены, это источник загрязнения — Самая большая опасность, если банки из-под газировки/пива: ваш тигель полностью заполнен с банками будут почти пустыми, как только они растают (даже если их раздавить). Затем у вас возникает соблазн добавить еще банок в расплавленный алюминий, чтобы наполнить горшок. Но в банках из-под пива/газировки почти всегда остается немного жидкости. Даже если всего несколько капель, как только жидкость встречается с расплавленным алюминием, получается беспорядок.
Иван Блюменшайн
Билл D
Алмаз
#5
Я использовал кофейник из нержавеющей стали, найденный в комиссионном магазине. Просто отшлифуйте или прожгите песок с двумя отверстиями, установите скобу для подъема. Билл Д. PS это был не электрический.
Джонодер
Алмаз
#6
Железо/сталь растворяется в расплавленном алюминии. Это может не прожечь дыру в вашей стальной или железной кастрюле, но может еще больше загрязнить и без того сомнительный алюминиевый расплав.
Джон Одер
Питер из Голландии
Алмаз
#7
Джонодер сказал:
Железо/сталь растворяется в расплавленном алюминии. Это может не прожечь дыру в вашей стальной или железной кастрюле, но может еще больше загрязнить и без того сомнительный алюминиевый расплав.
Джон Одер
Нажмите, чтобы развернуть…
Я рад, что вы упомянули об этом И перегрев вашего расплава может съесть вам дыру Если стальной или железный котел — единственное, что у вас есть, по крайней мере, выложите его глиной или другим теплостойким неметаллическим материалом Смешайте немного глины (порошка) с вода для йогурта, как Налейте, вылейте и высушите Так у вас будет хоть какая-то защита
Питер
Боб Уорд
Алюминий
#8
RAD1, на backyardmetalcasting.com есть много полезной информации, но если вы начинаете процесс обучения, сварите тигель из стальной трубы или найдите подходящую кухонную посуду, желательно из нержавеющей стали. Они надежнее и дешевле глиняных или графитовых тиглей.
При этом, несмотря на то, что промышленность может успешно переплавлять алюминиевые банки из-под безалкогольных напитков и получать пригодные для использования слитки, это трудно сделать в небольших масштабах.
Матовый
Горячекатаный
#9
Просто из любопытства, может ли постоянная продувка тигля/печи чем-то вроде аргона увеличить выход при использовании шлакового сырья, такого как банки?
олдброк
Горячекатаный
#10
Плавильный котел
Графит или карбид кремния, безусловно, лучший способ, но ваш лом оставляет желать лучшего. Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
Грязь
Алмаз
#11
Только FWIW, поршни обычно имеют высокое содержание кремния, если это может быть проблемой в готовом изделии.
Гари350
Горячекатаный
#12
Я получил немного песка для литья в местной литейной компании. Они выбрасывают песок после того, как он некоторое время использовался, они дали мне все, что я хотел, бесплатно. Я сделал свои собственные деревянные фляги и плавильный котел из нержавеющей стали с ручкой для заливки. У меня есть самодельная пропановая горелка для расплавления металла. Я умею плавить цинк, латунь и алюминий. Горшок для плавления и заливки из нержавеющей стали рассчитан не на каждого. Мешок древесного угля для гриля для барбекю также отлично подходит для плавления металлов. Я делаю много вещей с цинком, это более низкая температура и проще. Алюминий трудно разлить, он недостаточно тяжелый, чтобы заполнить полость формы. Смешайте немного алюминия и цинка вместе, и это очень красиво льется вручную.
КайМайк
Алюминий
№13
Мой первый алюминиевый плавильный котел представлял собой кусок стальной трубы диаметром 4 дюйма с пластиной, приваренной к одному концу. Я прожег его 4 раза и прожег отверстие в дне из-за растворяющего действия расплавленного алюминия на сталь. Сейчас я использую чугунный котел, покрытый изнутри и снаружи печным цементом, разбавленным водой до консистенции густой краски, и обожженный насухо одним из тех конусообразных электрических нагревательных элементов, у которых винтовое основание похоже на лампочку. не менее чем на 2 плавки.Такой же смесью покрывают шлакоотделитель и любые другие инструменты, находящиеся в непосредственном контакте с жидким металлом.0003
Банки изготовлены из алюминия, который не подходит для литья, и большая часть металла при плавке превращается в шлак.
Майк
САГ 180
Титан
№14
Олдброк сказал:
Графит или карбид кремния, безусловно, лучший способ, но ваш лом оставляет желать лучшего. Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
Нажмите, чтобы развернуть…
Тигли из карбида кремния прослужат дольше всех, я думал, что высокое содержание кремния в поршнях заставило их действительно быстро стареть, и единственная причина, по которой они избегают этого в автомобилях, заключается в том, что нагрев от работающего двигателя подвергает поршни термообработке до определенной степени.
поперечная резьба
Титан
№15
Как я уже говорил в предыдущем посте, лично мне повезло с тиглем из нержавеющей стали. Через дорогу от меня есть шинная компания Goodyear, с которой я работаю уже много лет. Они дают мне старые шины для моих сельскохозяйственных прицепов и тому подобное. Я получил от них несколько алюминиевых дисков, которые треснули или погнулись. Тогда они просто лом. Я использовал это для кастинга, и для меня это работает очень хорошо. Я бросаю ложку буры и позволяю ей разорваться. Я понятия не имею, что это за сплав, но я получаю несколько дисков в год по запросу.
eng4turns
Алюминий
№16
Вы получили много хороших советов по этому поводу.
Безусловно, лучшими и долговечными будут тигли из карбида кремния, но они дорогие, хрупкие и требуют специальных инструментов для обращения с ними.
Если вы можете достать или сварить тигель из нержавеющей стали, это будет лучшим вариантом, так как он прослужит дольше, чем углеродистая сталь, и будет меньше загрязнять ваш расплав.
Лично я использую тигли из углеродистой стали, сваренные из 6- и 8-дюймовой трубы сортамента 40. Я приварил пластину толщиной 3/8 дюйма снизу, подъемные проушины сверху и петлю снизу для крюка для наклона/разливки. Затем, используя горелку, нагрел и выбил заливочную кромку по верхнему краю. Моя работа с тиглем Инструменты изготовлены из горячекатаной стали размером 1/2 квадрата.Просто нагрейте и придайте нужную форму.
Я использовал 6-дюймовый один как минимум для 20 плавок без каких-либо признаков поломки или прогорания. Я проверяю его целостность перед каждой плавкой, особенно подъемные проушины, поскольку, если они выйдут из строя, когда я поднимаю его, я у меня в ботинках 15 фунтов расплавленного алюминия
Есть несколько отличных веб-сайтов по литью для хобби, просто погуглите. Вот как я это сделал
Эд из Флориды — Уклонение от урагана Айк
eng4turns
Алюминий
# 17
О, еще одна мысль. Забудьте об алюминиевых банках. Они просто не будут работать в домашней плавильной машине, если вы не сможете спрессовать их в массу, почти такую же плотную, как твердый алюминий. Даже в этом случае краска и покрытия на них приводят к образованию окалины, которая лишает вас значительного процента исходного материала.
Большинство из нас, литейщиков, занимающихся домашним хобби, становятся алюминиевыми халявщиками, находя лишние куски и бросая их в ведро «будущих свиней», пока мы не расплавим для отливки, а затем превращаем ненужное в чушки для будущих плавок.
Оцинкованный лист производится холоднокатаной прокаткой и его толщина чаще всего лежит в пределах от 0.3 мм до 1.2 мм, но и бывают листы большей толщины в зависимости от применения. На такие листы наносят антикоррозийной покрытие с одной или двух сторон. При изготовлении важным условием является нанесение на лист равномерного покрытия цинка.
В зависимости от толщины покрытия их делят на классы. Существует три вида классов: «второй» с толщиной покрытия от 10 до 18 миллиметров; «первый» с толщиной покрытия от 18 до 40 миллиметров и «высший» с толщиной покрытия от 40 до 60 миллиметров. Различают 4 вида категории оцинкованного листа, они обозначаются русскими буквами, например: «ОН» — это листы общего назначения; «ПК» — это листы для покраски; «ХШ» — это листы для холодной штамповки; «ХП» — это листы для холодного профилирования.
Оцинкованный листы использую чаще всего в строительстве (козырьки, отливы) и при изготовлении посуды, тары и т.д. с помощью штамповки. Из-за своего антикоррозийного покрытия такие листы находят свое применение в агрессивных средах, а именно среды с повышенной влажностью и перепадами температур, где обычные листы бы не справились с этой задачей и пришли в негодность. Также бы хотелось отметить прочность и легкость таких листов, это особенно важно при изготовлении деталей для строительных работ.
Читайте также:
Медь листовая. Вес медного листа.;
Вес алюминиевого листа.;
Лист рифленый. Вес. Таблица.;
Вес листа стального. Таблица.
В зависимости от потребителя листы оцинковки могут производить с кристализированным узором, обозначается буквами «КР» и без кристализированного узора «МТ».
Вес оцинкованного листа. Таблица.
Теоретический вес листа оцинкованного можно посмотреть в таблице 1, 2.
Таблица 1.
Теоретический вес листа оцинкованного.
Лист, мм
Вес 1 м2, кг
0,40
3,34
0,45
3,73
0,50
4,13
0,55
4,52
0,60
4,91
0,65
5,31
0,70
5,70
0,75
6,09
0,80
6,48
0,90
7,27
1,00
8,05
1,10
8,83
1,20
9,62
1,50
11,97
2,00
15,90
2,50
19,82
Таблица 2.
Теоретический вес листа оцинкованного с полимерным покрытием.
Лист, мм
Вес 1 м2, кг
0,4
3,14
0,45
3,53
0,5
3,94
0,55
4,31
0,6
4,69
0,65
5,08
0,7
5,49
0,75
5,88
0,8
6,29
0,9
7,09
1
7,94
ЧИТАЙТЕ ТАКЖЕ:
Виды обработки поверхности металла. Обработка поверхностей соприкосновения листов металла.
Виды гибки металла. Вальцы трехвалковые. Вальцы четырехвалковые.
Вес листа оцинкованного — правила расчета, характеристика и размеры
Стальной оцинкованный лист имеет широкую сферу применения, причем это касается как промышленных, так и бытовых строительных работ. Оцинковка может выдерживать приличную нагрузку и деформацию. Их очень легко штамповать, вальцевать, вытягивать и сгибать.
Оцинкованные стальные листы применяются при строительстве зданий самого разного предназначения, кроме того, их используют для облицовки стен, сооружения вентилируемых фасадов, производства доборных конструкционных элементов.
Характеристики материала ↓
Размеры ↓
Вес ↓
Правила расчета веса ↓
Блиц-советы ↓
Они идеально подходят для сооружения кровли, образования декоративных элементов. Зачастую ими пользуются даже при изготовлении бытовой техники.
Благодаря своему незначительному весу материал не оказывает серьезную дополнительную нагрузку на фундамент и стены. Кроме того, данный тип материала можно использовать в работах, где предъявляются наиболее серьезные требования к качеству продукции.
Характеристики материала
Оцинкованный лист производится путем прокатки стали с добавлением цинка, причем последний покрывает изделие со всех сторон. За счет этого не допускается развитие коррозионных процессов, образующихся в процессе взаимодействия железа с кислородом, содержащимся в воздухе.
В продаже можно найти материал, который покрыт цинком только с одной стороны. Это требуется для того, чтобы в дальнейшем пустить листы на дальнейшую обработку, которая может заключаться в следующем:
Вытяжка;
Гибка;
Резка;
Профилирование и так далее.
В продаже можно встретить несколько разновидностей стальных оцинкованных листов – гофрированные, гладкие, выполненные в виде профнастила.
В процессе обработки изделия все его полезные технические характеристики сохраняются:
Механическая прочность;
Гибкость;
Устойчивость к воздействию коррозионных процессов;
Способность к последующей обработке.
Для получения такого материала используют листовую сталь высокого качества, полученную в процессе холодного проката. Цинк наносят по гальванической технологии или за счет горячего оцинкования.
При гальваническом способе нанесения тратится значительно большее количество энергии по сравнению с горячим цинкованием. В результате значительно эффективнее пропускать лист стали через расплавленный цинк. Покрытие может быть однородным или узорчатым. Стоит отметить, что цинковое покрытие может иметь различные расцветки и фактуру. Срок службы материала составляет несколько десятков лет.
Цинк наносят по гальванической технологии или за счет горячего оцинкования
Размеры
Согласно действующему государственному стандарту 14918-80 ширина листов может составлять от 75 до 180 см. Другой государственный стандарт 19904-90 говорит, что оцинкованный стальной прокат может иметь размеры от 850 до 3500 мм в длину и от 750 до 5000 мм в ширину.
Однако слишком большие или самые маленькие листы использовать, как правило, не слишком удобно. Наиболее ходовыми являются 1000х2000 мм или 1250х2500 мм и толщиной до 1 мм.
Такие изделия не слишком много весят, к тому же занимают не очень много места, что делает их транспортировку весьма удобной, даже на крыше легкового автомобиля, который вполне может увезти вплоть до 30 оцинкованных листов средней толщины.
Ассортимент материала по их основным показателям довольно велик, поэтому перед выбором следует определиться, лист каких размеров будет наиболее подходящим для проведения тех или иных работ.
Особенно внимательным следует быть при создании кровельного покрытия, так как здесь необходимо учитывать большое количество факторов:
Размеры крыши;
Возможность доставки листов определенных размеров;
Технологические способы поднятия на крышу;
Методы разгрузки и многие другие нюансы.
Как правило, при строительстве частных домов либо дачных коттеджей используют стандартные листы, размеры которых составляют 1 на 2 метра при толщине 0,55 мм. Вместо них иногда берут материал 1250 мм на 2500 мм.
Вес
Ни в одном государственном стандарте строго не прописан вес одного листа оцинковки. Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать – выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г на кубический сантиметр.
Примерные показатели массы в килограммах приведены в следующей таблице:
Размер, мм
Толщина, мм
0,5
0,55
0,6
0,7
0,8
0,9
1
1,1
1,2
1,3
1000х2000
7,8
8,58
9,36
10,9
12,5
14
15,6
17,2
18,7
20,3
1250х2500
12,2
13,4
14,6
17,1
19,5
21,9
24,4
26,8
29,3
31,7
Размер, мм
Толщина, мм
1,4
1,5
1,6
1,7
1,8
2
1000х2000
20,3
21,8
23,4
25
26,5
28,1
1250х2500
31,7
34,1
36,6
39,0
41,4
43,9
Стоит отметить, что стоимость одного листа оцинковки будет напрямую зависеть от его толщины, размеров и, соответственно, массы. Чем тяжелее будет лист, тем больше денег придется за него заплатить.
Правила расчета веса
Вычислить массу одного листа можно при помощи обыкновенного калькулятора, если знать определенные правила. В частности, расчет веса производится по площади. Такой способ подходит к металлу любой толщины.
Для того, чтобы определить данный показатель необходимо перемножить длину, толщину и ширину материала, причем все показатели необходимо перевести в метры. Полученное число в дальнейшем умножают на 7,65 кг/дм3 – это число обозначает плотность стального листа.
В результате, будет получено определенное число, которое будет обозначать массу в килограммах. Его умножают на количество листов, находящихся в пачке, после чего сравнивают полученные сведения с грузоподъемностью автомобиля.
Необходимо отметить, что масса оцинкованной стали практически не будет отличаться от черного металла, потому что толщина цинкового покрытия минимальна и находится в пределах нескольких микрометров.
Многие виртуальные ресурсы имеют в своем распоряжении такое приложение, как калькулятор металла, с помощью которого можно вычислить массу различных марок стали, в том числе и оцинкованной.
Блиц-советы
Оцинковка выпускается для общих нужд, для производства профнастила, для последующей холодной штамповки или для нанесения лакокрасочных материалов;
Такой материал разрешается применять в наиболее суровых условиях климата – в том числе и на севере. Здесь главное, чтобы он был качественным, в этом случае он сумеет выдержать даже самые серьезные нагрузки;
В последнее время поверх оцинковки на сталь наносят полимерные покрытия, что позволяет значительно увеличить срок службы таких материалов, причем толщина изделия от этого серьезно не возрастает, как и масса;
Стоит отметить, что далеко не каждое лакокрасочное изделие подойдет для нанесения на лист оцинкованной стали, на которой имеется маркировка, где сказано – что за краску разрешено наносить на поверхность. Как правило, это бывают отделочные эмали (в эту группу входит поливинилденфторидная, полиуретановая, полиэфирная и другие разновидности эмали), грунтовки; защитная эпоксидная эмаль или поливинилхлоридных пластизоль.
Статья была полезна?
0,00 (оценок: 0)
Вес, толщина и общее использование листовой стали
по калибру
Автор: Джек Грей, онлайн-редактор Roof • Последнее обновление: 8 сентября 2022 г.
См. дополнительные темы по кровле
Прокрутите вниз, чтобы увидеть диаграмму.
Содержание
Что такое калибр, когда речь идет о листовой стали?
Стандартный калибр производителя для листовой стали
Старый стандартный калибр листовой стали
Вес и толщина оцинкованного стального листа
Масса гофрированной листовой стали
Инструмент для измерения толщины листовой стали
Информация о массе листовой стали
Таблица: Вес и толщина листовой стали
Связанные страницы стальной настил крыши.
Что такое калибр, когда речь идет о листовой стали?
Применительно к металлу «калибр» представляет собой стандартизированное измерение толщины рассматриваемого продукта, как правило, листовой стали, стального листа или проволоки. Толщина листовой стали уменьшается на , так как номер датчика увеличивается на .
Существует несколько объяснений происхождения калибра как меры толщины листовой стали и того, почему толщина листовой стали уменьшается, а номер калибра увеличивается.
Оба объяснения восходят к ранним дням промышленной революции в Англии, когда новые промышленные стандарты создавались направо и налево.
Новые стандарты были необходимы, чтобы гарантировать, что все новые производители новых промышленных материалов будут производить взаимозаменяемые продукты, на которые их клиенты могут рассчитывать, что они практически идентичны независимо от производителя.
Эти отраслевые стандарты значительно повысили эффективность. Стандартизация была одной из главных движущих сил промышленной революции.
В одном из объяснений происхождения калибра как меры веса и толщины листовой стали говорится, что понятие калибра было заимствовано из проволочной промышленности.
Проволока производится путем волочения (по существу, с использованием станков для протягивания ее через отверстие, чтобы сделать ее тоньше). Калибр проволоки определялся тем, сколько раз кусок проволоки протягивали через все меньшие и меньшие отверстия. И чем больше раз его рисовали, тем тоньше и светлее он был.
Проводная промышленность стандартизировала измерение проволоки с помощью калибровочной системы для указания диаметра проволоки. Таким образом, это объяснение толщины листовой стали говорит, что производители листовой стали просто переняли систему измерения веса и толщины из проволочной промышленности.
Другое объяснение заключается в том, что производители листовой стали установили стандартный вес на квадратный фут для стального листа толщиной в один дюйм, а затем взяли этот стандарт за отправную точку. Номер калибра листовой стали относится к тому, сколько листов определенной толщины поместится в дюйм.
То есть калибр листовой стали относится к доле дюйма толщины листа. Лист стали 20-го калибра будет иметь толщину 1/20 дюйма и так далее.
Вес листовой стали для определенного номера калибра будет просто отражать стандартную плотность стали и стандартную толщину этого номера калибра.
Со временем, по той или иной причине, так много производителей листовой стали стали отклоняться от стандарта, что пришлось установить новые стандарты, отражающие реальность.
Вот почему современные датчики не измеряют точные доли дюйма, и именно так мы пришли к тому, что имеем сегодня. По крайней мере, это история.
Стандартный калибр производителя для листовой стали
В приведенной ниже таблице указан вес и толщина листовой стали как в США, так и в метрических единицах в соответствии со Стандартным калибром производителя для листовой стали (MSG), который является основной коммерческой системой измерения используется сегодня производителями листовой стали в США.
Стандартный калибр производителей для листовой стали предполагает, что средняя плотность углеродистой стали составляет 41,82 фунта. на квадратный фут на дюйм толщины. Точная толщина для каждого калибра устанавливается стандартом. Стандартный вес листовой стали для каждого номера калибра выводится из этих стандартов.
Когда вы покупаете листовую сталь, это, как правило, вес и толщина, которые вы получите, хотя фактические готовые изделия могут незначительно отличаться в зависимости от принятых в отрасли производственных допусков (небольшие отклонения от стандарта из-за практических особенностей производственного процесса) .
Эти допуски варьируются от примерно (+ -) 4,5% для стали 10 калибра до примерно 8,5% для стали 15 калибра и выше. (Если бы это были детали ракетного корабля, допуски были бы намного, намного меньше.) Полную таблицу допусков листовой стали стандарта ASTM-AISI по номеру калибра можно увидеть здесь.
Старый стандартный калибр листовой стали
Стандартный калибр США для листового и толстолистового железа и стали отличается от стандартного калибра производителей и обычно не должен использоваться при расчете веса листовой стали. Обычно он больше не используется в коммерческих целях.
Если вы хотите взглянуть на Стандартную шкалу США (которая, по сути, является частью правового кодекса США), посетите эту страницу на веб-сайте юридического факультета Корнелла.
Вес и толщина оцинкованной листовой стали
Оцинкованная сталь формируется путем нанесения очень тонкого слоя цинка на стальной лист.
Приблизительно одинаковое количество цинка наносится независимо от толщины стали, поэтому толщину и вес оцинкованной стали по толщине можно определить путем добавления константы к значениям толщин из простой стали (см. таблицу ниже).
Вес гофрированной листовой стали
Гофрированная сталь , которая используется для кровельных настилов и некоторых кровельных и стеновых панелей, будет весить на 30-70 % больше на квадратный фут в готовом изделии, чем плоская листовая сталь одинаковый калибр из-за гофры.
Точное увеличение веса зависит от глубины и расстояния между ребрами, которое варьируется от продукта к продукту. Вес на квадратный фут должен быть доступен на веб-сайте производителя.
Инструмент для измерения толщины листовой стали
Если вам необходимо определить или проверить толщину куска листовой стали (например, если вам нужно знать толщину существующего стального настила крыши), см. недорогой инструмент на Amazon.
Вы также можете ознакомиться с информацией о листовой стали в Home Depot .
Информация о весе листовой стали
Значения, указанные в таблице, являются стандартными; реальные продукты будут отличаться.
Эти значения не следует использовать, если для важных инженерных расчетов требуется исключительная точность. Когда требуется такая точность, всегда обращайтесь к техническим характеристикам конкретного продукта, который вы собираетесь использовать, или, что еще лучше, обращайтесь в технический отдел производителя продукта.
Технические паспорта производителя (с указанием веса и толщины листовой стали) почти всегда доступны на веб-сайтах известных производителей.
Таблица: Вес и толщина листовой стали
Weight of Sheet Steel
Gauge
Thickness: Manufacturers’ Standard Gauge (Decimal Inches)
. отмеченная наградами консалтинговая фирма по ограждениям зданий, основанная в 1967 году. Он также является создателем, редактором и главным автором Roof Online, информационного веб-сайта по кровле.
Он проработал в кровельной отрасли почти 25 лет, имея подготовку и практический опыт в области безопасности кровли, правил и стандартов, осмотра кровли, съемки, оценки и оценки, проектирования и спецификации кровли, монтажа кровли, обеспечения качества, обслуживания кровли и ремонт и управление кровельными активами.
В 2009 году он получил профессиональный сертификат зарегистрированного наблюдателя на крыше (RRO).
Он также служил пехотным парашютистом в 82-й -й -й воздушно-десантной дивизии и учился в Корнельском университете в Итаке, штат Нью-Йорк. Вы можете прочитать больше здесь.
Связанные страницы
Металлические кровельные и стеновые панели
Производители металлических кровельных изделий
Металлическая кровля со стоячим фальцем
Вес фанеры и OSB
14
Weights of Metals
Facebook
Twitter
LinkedIn
More
Sheet Metal Gauge Size Chart
Gauge (or gage) sizes are numbers that indicate the thickness of кусок листового металла, с более высоким номером, относящимся к более тонкому листу. Эквивалентная толщина различается для каждого калибра стандартные, которые разрабатывались исходя из веса листа для данного материала. Производители Standard Gage обеспечивает толщину для стандартной стали, оцинкованной стали и нержавеющей стали. Браун и калибр Шарпа, также известный как американский калибр проволоки (AWG), используется для большинства цветных металлов, таких как Алюминий и латунь. В Великобритании бирмингемский манометр (BG) используется для различных металлов и не должен путают с бирмингемским калибром проводов (BWG), который используется для проводов. Наконец, существует стандарт для цинка в более высокий номер калибра указывает на более толстый лист. Приведенную ниже таблицу можно использовать для определения эквивалента толщина листа в дюймах или миллиметрах для номера калибра из выбранного стандарта размера калибра. Вес на единицу площади листа также можно увидеть в фунтах на квадратный фут и килограммах на квадратный метр.
Муфта переходная 20х15 латунь Dispipe, соединение для трубы гофрированной из нержавеющей стали
Доставка из г. Харьков
351 грн
246 грн
Купить
Интернет-магазин «Тубмарин»
Муфта переходная латунная для гофрированной трубы из нержавеющей стали 25х15 Dispipe
Доставка из г. Харьков
383 грн
268 грн
Купить
Интернет-магазин «Тубмарин»
Муфта переходная латунная 25х20 Dispipe для гофрированной трубы из нержавейки
Доставка из г. Харьков
450 грн
315 грн
Купить
Интернет-магазин «Тубмарин»
Труба гофрированная из нержавеющей стали 15 Dispipe гибкая, гофротруба из нержавейки мягкая
На складе в г. Киев
Доставка по Украине
1 633 грн/бухта
1 551. 35 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Труба гофрированная из нержавеющей стали 32 Dispipe неотожженная, гофротруба нержавейка для змеевика
На складе в г. Киев
Доставка по Украине
3 450 грн/бухта
3 277.50 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Гофрированная труба из нержавейки 25 Dispipe гибкая, гофротруба мягкая стальная для отопления
На складе в г. Киев
Доставка по Украине
3 059 грн/бухта
2 753.10 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Труба гофрированная из нержавеющей стали 20 Dispipe мягкая, гофротруба нержавейка для змеевика
На складе в г. Киев
Доставка по Украине
2 392 грн/бухта
2 272.40 грн/бухта
Купить
Интернет-магазин «Тубмарин»
Какие фитинги нельзя использовать для гофротрубы из нержавейки.
Ремонт0
Гофрированная труба из нержавеющей стали — достаточно недавно появившийся на российском рынке элемент конструкций, применяющийся для монтажа в различного рода коммуникациях. Разработан в Японии для сборки сейсмоустойчивых трубопроводов и увидел свет в 80-х годах двадцатого столетия.
Представляет собой стальной цилиндр, полый внутри. Внешне походит на гармошку, так как имеет переменное сечение. Комбинация пластичности резины с твёрдостью металла является основой уникальности этого элемента.
Основное условие, от которого зависит успешная эксплуатация систем, смонтированных из нержавеющей гофротрубы, это прочность и абсолютная герметичность соединения всех элементов конструкции.
В противном случае, даже небольшое просачивание содержимого трубопровода может стать критичным, и даже опасным. Чтобы этого не произошло, при монтаже используют определённые соединительные детали — фитинги, которые способны обеспечить максимальную надёжность соединения всех составляющих системы.
Есть и второе название — элементы соединяющей арматуры. Без них не сможет произвести установку конструкции из гофрированной нержавейки ни новичок, ни профессионал.
Все фитинги, вне зависимости от их разнообразия, можно поделить на два основных типа:
приварные;
резьбовые.
Преимущество резьбовых деталей состоит в том, что их можно, при необходимости, неоднократно демонтировать.
Важно: Но их ни в коем случае не стоит устанавливать в трубопроводах с высоким давлением пара или жидкости.
Для этого применяются приварные штуцеры из нержавеющей стали, которые смогут выдержать при данных условиях.
При выборе фитингов следует руководствоваться главным условием — устойчивость изделия к коррозии и резкому перепаду давления. При правильном выборе соединяющих компонентов гарантируется качественный монтаж конструкции любой сложности.
Важно: Недопустимо соединение нержавеющей гофротрубы с подверженным коррозии фитингом.
Не менее важным критерием является и материал, из которого изготовлена деталь. Лучше всего себя зарекомендовали изделия из стали и латуни, доказав, в процессе эксплуатации, свою практичность и надёжность.
Важно: Для более надёжного соединения желательно, чтобы и гофротруба, и фитинг были изготовлены из стали одинаковой марки.
При выборе изделий следует обращать внимание как на комплектность детали, так и на её внешний вид.
Рекомендуется с особой тщательностью осматривать фитинг на присутствие:
трещин;
сколов;
царапин;
брака.
Важно: Обратить повышенное внимание на качество и состояние уплотнительных колец.
Если приобретать дешёвые фитинги низкого качества, то можно гарантировать, что со временем случится аварийная ситуация во время эксплуатации трубопровода. Наполнитель системы, давя на некачественный элемент, рано или поздно, прорвёт его.
Важно: Не пытайтесь экономить на фитингах.
Без сомнения, цена качественной детали не маленькая, но и срок службы коммуникаций в этом случае будет большим.
Если при монтаже коммуникаций из нержавеющей гофротрубы учесть все перечисленные моменты, то система сможет функционировать достаточно долгое время, не нуждаясь в ремонте.
Комментарии0 Поделиться:
Загрузка …
Гофрированная труба из нержавеющей стали
| Трубка и шланг 3/8 CSST
Продукция
Труба из нержавеющей стали
Трубка из нержавеющей стали
SA 213 TP304
СА 213 ТП304Л
СА 213 TP316
СА 213 ТП316Л
СА 213 TP321
СА 268 ТП 410
Трубка из нержавеющей стали 310
Трубка из нержавеющей стали 316ti
Трубка из нержавеющей стали 317L
Трубка из нержавеющей стали 347
Трубка из нержавеющей стали 904L
ASTM A554 Квадратная труба из нержавеющей стали
Труба из нержавеющей стали ASTM A269
ASTM A270 Гигиенические трубки
Капиллярная трубка из нержавеющей стали
Гофрированная трубка из нержавеющей стали
Колтюбинг из нержавеющей стали
Котельная труба из нержавеющей стали
Прямоугольная трубка из нержавеющей стали
Трубы теплообменника из нержавеющей стали
Трубки конденсатора из нержавеющей стали
Инструментальная трубка из нержавеющей стали
Механическая трубка из нержавеющей стали
ASTM A511 Трубка
Тонкостенные трубки из нержавеющей стали
Холоднотянутые трубы
Сварная труба из нержавеющей стали
Труба и трубка из никелевого сплава
Дуплексная труба
Титановая труба
Медно-никелевая трубка
Труба из нержавеющей стали 6MO
Трубные фитинги
КИПиА
Фитинги для сварки встык
Фланцы
СКАЧАТЬ PDF
Калькулятор веса
Распределительная сеть
Гофрированные гибкие шланги из нержавеющей стали для систем высокого давления
Проволочная оплетка из нержавеющей стали и шланги в сборе из нержавеющей стали марок 304, 321, 316 и 316L
Запросить предложение
Поставка дренажа из нержавеющей стали — вставные трубы и фитинги из нержавеющей стали, дренажи, желоба и многое другое.
Теперь для мобильных устройств!
С трапами из нержавеющей стали
Квадратный — Круглый — Литой
Перейти к стокам в полу
Квадратные напольные трапы
Трап JOSAM серии 41330 из нержавеющей стали (304), напольный трап, квадратный верх 6 x 6 дюймов, глубина 6 дюймов, слив без втулки
Цена: $175
Посмотреть все Напольные трапы из нержавеющей стали с квадратным верхом
Ватт / Блюхер
BLUCHER предлагает самый широкий ассортимент дренажных труб и фитингов из нержавеющей стали, включая большую пропускную способность, малый вес и минимальную потребность в кронштейнах.
Отличные цены
Посмотреть все Трубы Watts / Blucher Push Fit
Труба Josam Push Fit
Система дренажных труб из нержавеющей стали с вставной посадкой включает в себя полный ассортимент труб, фитингов, подвесок и аксессуаров. Доступен из нержавеющей стали 316L.
Отличные цены
Посмотреть все Нержавеющая труба с нажимной посадкой
Вставная труба
Труба ACO Push Fit. Доступны из нержавеющей стали 304 и 316L.
Отличные цены
Посмотреть все Нержавеющая труба ACO
Трапы круглого пола
Трап JOSAM серии 42430 из нержавеющей стали (304), трап для пола, 8 дюймов, круглая вершина, глубина 6 дюймов, слив без втулки
Цена: $380
Посмотреть все Напольные трапы из нержавеющей стали с круглым верхом
Гигиенический допуск ACO
Гигиенические дренажные решения ACO из нержавеющей стали соответствуют строгим гигиеническим требованиям по предотвращению заражения вредоносными бактериями.
Модульные секции:
Посмотреть гигиенический допуск ACO
Трубка Watts / Blucher 4 дюйма
Труба BLUCHER 4″ Push Fit Pipe — самый популярный размер трубы Push Fit.
Отличные цены
Посмотреть все 4-дюймовые трубы Watts / Blucher Push Fit
Напольные трапы из литой нержавеющей стали
Josam 30000-5A-SS Серия Трап из литой нержавеющей стали типа 304, корпус из двух частей с двойным дренажным фланцем.
Цена: $1180
Посмотреть все Слив из литой нержавеющей стали
Раковины из нержавеющей стали
Раковины из нержавеющей стали в одинарной, двойной, тройной ванне и с настенным креплением.
Отличные цены
Посмотреть все Мойки из нержавеющей стали
Вставная труба
Система дренажных труб из нержавеющей стали Push Fit включает в себя полный ассортимент труб, фитингов, подвесок и аксессуаров. Доступен из нержавеющей стали 316L.
Отличные цены
Посмотреть все Нержавеющая труба с нажимной посадкой
Уоттс/Блюхер
BLUCHER предлагает самый широкий ассортимент дренажных труб и фитингов из нержавеющей стали, включая большую пропускную способность, малый вес и минимальную потребность в кронштейнах.
Отличные цены
Посмотреть все Трубы Watts / Blucher Push Fit
Вставная труба
Система дренажных труб из нержавеющей стали Push Fit включает в себя полный ассортимент труб, фитингов, подвесок и аксессуаров. Доступен из нержавеющей стали 316L.
Отличные цены
Просмотреть все Труба из нержавеющей стали
Осенняя скидка на заказы свыше 400 долларов США
Главная » Все продукты
Посмотреть все продукты во всех категориях.
Manufacturers
Push-Fit Pipe
Floor Drains
Cleanouts
Trench Drains
Shower Drains
Sinks
Для всех ваших потребностей водостока из нержавеющей стали … Наша миссия состоит в том, чтобы обеспечить лучшее качество спроектированных нержавеющих стоков по самой низкой доступной цене. Система Drain Supply из нержавеющей стали включает в себя трубы из нержавеющей стали различных размеров и широкий выбор напольных трапов из нержавеющей стали. У нас также есть очистители из нержавеющей стали, сливы для душа и раковины из нержавеющей стали.
Оголовок для винтовых свай – размеры, разновидности +Видео
Оголовок для винтовых свай – размеры, разновидности. Население нашей планеты Земля растет каждый год, причем в геометрической прогрессии. Жилищный вопрос становится все актуальнее для сотен семей, которые хотят иметь свой дом или хотя бы квартиру среднего размера, а самое главное – в нормальном месте. Самым горящим этот вопрос является для городов-милионников, так как остается все меньше и меньше удобной для заселения территории, а квартир нужно все больше и больше. Большинство застройщиков стараются использовать любые доступные им участки, и геологические особенности в этот момент их волнуют меньше всего.
Таким образом, городские власти дают разрешение на то, чтобы возводить новостройки на участках, где невысокое залегание подземных вод, а то и вовсе на болотистых землях. Для того чтобы дома были выстроены не просто быстро, но и качественно, застройщики предпочитают использовать в таких случаях сваи.
Содержание:
1 Сваи – что это такое?
1. 1 Оголовки свай
1.2 Разновидности и их особенности
1.3 Размеры
1.4 Какие лучше – железобетонные или винтовые?
1.5 Срезать или скалывать – вот в чем вопрос
1.6 Обвязка брусом
1.7 Подготовка к сборке
2 Монтажные работы
2.1 Преимущества
Сваи – что это такое?
Сваи представляет собой опоры, которые могут быть сделаны из различных материалов, а именно из бетона, металла, каркаса, железобетонной конструкции, шпунта или грунта. Их часто используют для того, чтобы построить устойчивый и не подверженный коррозии и грунтовым водам фундамент. В зависимости от особенностей структуры земли, на которой и будет выполнена заливка основы, застройщики вправе использовать различные способы установка подобных опор, и главный критерий в этом деле – общая масса конструкции здания, а также плотность грунта, на котором будет выполнено возведение.
Для этого иногда используют дизель-молот, копер, гидравлический молот, вибропогружатель и даже сваевдавливающую машину. В отдельных случаях, когда есть вероятность попадания слоев камня, используется бур.
Оголовки свай
Даже очень опытные специалисты не могут устанавливать сваи так, чтобы их верхняя часть, которая и станет опорой для всего фундамента, располагалась на одном уровне. Такие опорные части и называют оголовками для свай. Во многом форма оголовка будет зависеть именно от сваи, которая будет использована для монтажных работ. Так, свая может быть прямоугольной, квадратной и даже круглой. Помимо этого, для удобства установки основы можно использовать различные варианты крепежа.
Чтобы под фундамент залить основу на требуемом уровне, мастеру потребуется установить на колонны особый каркас, который еще называют ростверком, и который можно закрепить при помощи оголовков.
Разновидности и их особенности
Оголовки для винтовых свай могут отличаться не только форме, которая, естественно, будет соответствовать форме самой сваи, но и по размеру. При этом важно не забывать, что при использовании бетонной или винтовой сваи наконечники тоже будут отличаться между собой. Важный нюанс во время выбора оголовка, это его форма – она бывает Т-образной, или же П-образной. При установке ростверка на первый вариант головка требуется дополнительная установка опалубки, а также плита дл заливки фундамента. Во втором случае можно использовать только балки, и их диаметр обязательно должен совпадать с шириной наконечника.
Размеры
Наибольшая популярность на строительном рынке у винтовых и железобетонных свай, так как благодаря сочетанию невысокой стоимости, длительного срока эксплуатации и надежности они продолжают быть востребованными. Во время выбор материалов застройщики руководствуются не только особенностями земли, но также и тем, какая величина нагрузки будет на землю и фундамент в виде устанавливаемого помещения. При учете всех нюансов и следует выбирать конструкции для установки ростверка.
Средний размер оголовка винтовой сваи в диаметре, а точнее в ее трубной части, варьирует от 18. 8 до 32.5 см. Диаметр же самого оголовка может колебаться от 15 до 20 см. Самая небольшая труба по диаметру – это та, которая составляет 5.7 см. Такая основа способна выдерживать нагрузку, то лишь в 800 кг. Чаще всего такие сваи используют для того, чтобы построить небольшие и легкие хозяйственные постройки, а именно сарай, гараж или беседку.
Более широкие сваи имеют диаметр оголовка в 8.9 см. Столбы с подобным диаметром используют или на заболоченных, или на торфяных местах и возводят бани, дачи, заборы и гаражи. Сваи, имеющие размер оголовка в 10.8 см считаются самыми «выносливыми», так как они способы с легкостью выдержать вес в 3.5 тонны, а еще их устанавливают механическим способом и они подходят практически для всех типов земли. Бетонной оголовок свай обладает квадратной формой и имеет длину сторон от 20 см и выше. Чем больше вы планируете нагрузку, то больше должна быть длина железобетонной сваи.
Да, оголовки бывают двух типов, и способ монтажа будет зависеть от типа каркаса строения. Но в особых случаях они и вовсе не нужны, к примеру, если вы планируете строительство дома из газоблоков. В таком случаи просто требуется связать швеллеров и на них сверх уложить железобетонные плиты. Сли же здание будет каркасного типа, или вы планируете использование бруса, допускается использование съемных или приварных наголовников. Главным преимуществом приварных элементов является то, что свая будет изолирована от таких раздражителей внешнего типа, вроде воды и кислорода.
Степень коррозии сваи с таким оголовком уменьшится. Сваи, которые имеют приварной оголовок, устанавливают ямобуром, и обязательно используются 3-6 косынок, имеющих диск с 6 отверстиями. Диаметр диска может быть 15, 20 и 25 см. Установка свай для фундаментов, выполненная вручную, требует только съемных элементов, и то же самое требуется, если вы знаете, что грунт слишком тяжелый и сильно промерз. В этом случае сваю следует заглубить на максимум, а после обрезать конец трубы и установить оголовок.
Какие лучше – железобетонные или винтовые?
Вопрос о подборе материала для свай всегда будет открытым, так как многое зависит от размера постройки. Если у застройщика заказ промышленного масштаба, вроде строительства торгового или административного здания, высоток, мостов, то, конечно же, будут использовать лишь железобетонные столбы. Они очень прочные к действию коррозии, и с легкостью выдерживают температурные перепады. А вот минусом такого вида можно назвать высокую стоимость монтажных работ, так как они могут быть выполнены лишь с участием особой техники.
По способу установки не такими затратными являются винтовые сваи. Их можно устанавливать даже при использовании человеческих ресурсов. По этой причине такие сваи чаще всего используют, если планируют строить дачный домик или коттедж небольшого размера.
Срезать или скалывать – вот в чем вопрос
Следует позаботиться о том, чтобы конструкция имела ровный фундамент, и поэтому когда монтажные работы окончена, сваи обрезают на требуемом уровне.
Сруба оголовков выполняется при помощи:
Гидравлической обрубки (при строительстве торгового центра или жилого комплекса).
Отбойного молота (при небольшом объеме работ).
Чтобы выполнить все требуемые манипуляции, мастеру требуется отметить нужную высоту, на которой будет обрезанная свая, а после этого, если речь идет о бетонной конструкции, при помощи подручных средства следует проделать борозду и отколоть излишки бетона. Оставить нужно только металлический каркас, который будет срезан при помощи гидравлических ножниц и отбойного молотка. Если требуется, мастер могут выполнить подвязку оставшихся прутов и опалубки фундамента.
Но учтите, что такой способ удаления излишком занимает достаточно много времени и в целом считается трудоемким. В смена мастера могут обработать не больше 15 оголовков. Куда быстрее и дешевле будет срезать торцы. Да, такой способ экономит время и средства. Он отлично подойдет для работ с разными типами свай. Большой плюс в том, что обработка торцов получается скоростной, а это в значительной мере уменьшает время на то, чтобы обустроить каркас (ростверк).
Перед началом работ от вас требуется наметить линию среза при помощи маркера или мела, а для ровности спила требуется проделать по окружности борозду. Если свая или инструмент начинает нагреваться, их следует отключить, охладить и лишь после этого продолжить работы. Минус такого способа обработки – арматура после обработки полностью непригодна, а еще очень быстро изнашивается рабочий инструмент. Это, в свою очередь, влечет за собой дополнительные траты на покупку расходников.
Обвязка брусом
После того, как вы купите брус, его для начала следует хорошенько обработать с использованием антисептика, чтобы минимизировать появление и развитие плесени. Также брус не должен быстро и с легкостью воспламеняться, и для этого тоже проводят обработку при использовании таких составов, которые названы антипиренами. После проверки оголовков, которые обязательно должны находиться в горизонтальной плоскости на одном уровне, оголовки прокладывают рубероидом.
После этого из брусьев можно делать обвязочный элемент. Для этого один брус следует состыковать со вторым, а устройство стыковки должно быть «в лапу» или «пол дерева». Каждый брус углового типа желательно закреплять при помощи металлических уголков, которые будут прикреплены на саморезы. После укладки прикрепите брус к оголовкам свай.
Для этого в балках нужно сделать сквозное отверстие в оголовке, а после выполнить конечный монтаж брусьев при использовании болтов. Подпиливать брус запрещено, даже если есть несоответствие горизонтального положения, так как это впоследствии может привести к перекосу здания. Перед возведением стен следует проложить слой гидроизоляции рулонного типа. Устройства этого вида даст возможность избежать пагубного действия влаги.
Подготовка к сборке
Если для изготовления фундамента были подобраны сваи из металла, потребуется провести подготовительные работы, и тогда оголовки для свай будут служить вам дольше. После обрезания сваи на уровне 2-3 см от места спила требуется удалить слой покрытия, который является прямой защитой материала от воздействий факторов окружающей среды. Для этого идеально подходит щетка по металлу или же особая насадка для болгарки.
Монтажные работы
Установка оголовков тоже имеет некоторые особенности, при этом главный критерий для установки – это разновидность свай и материал, из которого она сделана. Если во время строительства использовать винтовые сваи, оголовки в таком случае обязательно должны быть металлическими и прикреплены при помощи сварки.
Это может быть оголовок Т-образной формы, выполненный в виде пластины с круглым основанием, которое следует надеть на сваю и прикрепить при помощи сварочных швов. Помимо этого, если для установки ростверка используется двутавровая балка или швеллер, их требуется приварить к торцу свай, но уже стандартным способом. Двутавру крепят на приварку в виде пластины квадратной формы, а швеллер переворачивают «крыльями» вниз и приваривают к основанию. Если по задумке архитектора здание будет возведено из деревянного бруса, то первая «линия» бревен должна быть соединена с оголовком при помощи стрежня из металла.
Для выполнения сварочных работ используют электроды, размер которых 0.3 см, а величина тока не более 100 ампер. Если для монтажа основания каркаса используют бетонный оголовок, то его установка начнется лишь после того, как будут срублены оголовки до требуемого уровня. Оголовки такого типа должны быть установлены в бетонный раствор при заливке фундамента на опалубку, установленную на сваи.
Схема сварки:
Установите оголовок в правильном положении и контролируйте горизонтальную плоскость.
Прихватите оголовок в двух или трех местах при помощи точечной сварки.
Приварите его по всему периметру, и оставьте отрезок шва в 1-2 см для вентиляции оголовка изнутри.
После требуется удалить шлак при помощи щетки молотка, а пока свая тепла покрыть краской зачищенные места. Так вы получите защитное покрытие.
Преимущества
Да, изготовление свай в строительной сфере уже не является новинкой, но есть большая вероятность того, что далеко не каждый заказчик сталкивался с их применением в свой жизни. Большинство людей смущены длительностью монтажного процесса, а также трудоемкостью установки ростверка.
Стоит отметить то, что использование фундамента этого типа поможет спасти владельцев дома от большинства негативных факторов:
Удобство выполнения монтажных работ, которое не будет зависеть от условий погоды (жары, мороза и прочего).
Строительство зданий даже на тех поверхностях, которые имеют неровности.
Распределение нагрузки веса по всему контуру фундамента.
В мире есть огромное количество проектов, для возведения которых использовали те типы фундамента, что устанавливали на бетонные и винтовые сваи. Большинство из них представляют собой экопроекты, главной функцией которых являлось сберечь первозданную красоту мест, выбранных для строительства. Так, заповедники Норвегии и Финляндии стали богаче на необыкновенные строения «на ножках». Они не только стали уютным жильем для своих владельцев, но и достопримечательностью для туристов.
Удобные, красивые, а самое главное – полностью безопасные жилые дома поражают своей оригинальностью дизайна и простотой. Какой из типов свай и оголовков станет прекрасной опорой для дома, выбирать только вам. Главное, чтобы такой фундамент прослужил нескольким поколениям вашей семьи.
Оголовок для винтовых свай в Москве оптом и в розницу
Винтовые сваи набирают все большую популярность: их используют для возведения различных сооружений – домов, коттеджей, бань, хозяйственных построек, причалов, мостов и заборов различных типов: из профнастила, сетки, забора, дерева. Особенно актуально применение винтовых свай для сельских заборов на глинистых, изменчивых и заболоченных грунтах, на торфяниках, а также на участках со значительным уклоном или перепадом высот. Компания «РОБМЕТАЛЛСТАЛЬ» предлагает купить качественные винтовые свои с оголовками по низкой цене в Москве.
Без оголовков не построить ни один свайный фундамент – это незаменимый спутник винтовых свай и обязательный элемент СВ-фундамента.
Оголовки представляют собой металлическую деталь, которая надевается на вершину сваи для последующего возведения стен и других строительных элементов. Оголовок на винтовую сваю служит для монтажа опорных балок, возведения ростверка. Она имеет большой диаметр, чем сама опора, надевается на ее верхнюю часть после закручивания, выравнивания, подрезки всех свайных столбов. Оголовки в Москве Вы можете купить от компании «РОБМЕТАЛЛСТАЛЬ». Мы предлагаем низкие цены, оптовую, розничную продажу, доставку.
Описание товара
Конструктивно они состоят из двух частей — плоской квадратной или круглой металлической пластины (или П-образной формы), приваренного к ней отрезка трубы. Дополнительно их можно усилить приваренными металлическими уголками (ребрами жесткости) — они придают изделию большую прочность.
Для продления срока службы оголовки покрыты антикоррозийным составом, либо оцинкованы методом горячего погружения. Защитное покрытие надежно защищает металл от коррозии в самых неблагоприятных погодных условиях, от разрушения при воздействии агрессивных сред.
Второй способ защиты металла – горячее цинкование, позволяющее продлить срок службы продукта до 100 лет в самых неблагоприятных условиях: повышенная влажность, перепады температур и т.д.
Оголовки бывают сварные и съемные.
Съемные используются в основном для ручной установки винтовых свай. Сварные оголовки применяются в случае установки свай буром. Металлопрокат различается по размеру, подбирается индивидуально по диаметру опор. Вы можете купить размеры 57, 76, 89, 108 по низкой цене.
Оголовок 89 для винтовой сваи 89 мм по выгодной цене оптом и в розницу
Металлопрокат 89 используется для монтажа винтовых свай в качестве основания, на котором будет закреплена обшивка швеллерной секции. Оголовка 89 изготовлена из круглой стальной трубы, стального листа. Покрыта трехкомпонентным покрытием (грунтовка, эмаль, антикор).
Характеристики 89:
Ширина — 200мм;
Высота — 200мм;
Толщина — 4мм;
Установочное сечение трубы — 89мм;
Вес, кг / шт 1.5 кг.
Винтовые сваи 89 – строительный материал широкого применения. Он используется при строительстве следующих объектов:
Одноэтажные каркасные постройки;
навесы;
беседки;
террасы;
баня из бруса;
теплицы;
хозблоков и других нетяжелых построек.
Винтовые сваи 89 с оголовкой 89 – один из самых востребованных материалов на строительном рынке. Они подходят для песчаных, супесчаных, глинистых грунтов, их легко вкручивать в землю даже вручную. Особенно это актуально для районов с плотной застройкой, куда затруднён въезд спецтехники.
Купить оголовки 89 оптом и в розницу предлагает наш интернет-магазин с доставкой по Москве, Московской области. Окончательная цена оголовка формируется исходя из поставки: количество изделий, условия оплаты, место отгрузки. На дополнительные вопросы наши специалисты ответят по телефону +7(910) 000-6565.
Принадлежности для винтовых свай / анкерных забивок
Принадлежности для винтовых свай / бурения
Мы предлагаем полную линейку принадлежностей для установки винтовых свай / винтовых свай, бурения и бурения фундамента.
Digga TPE — Телескопический удлинитель для забивки свай
Телескопический удлинитель для забивки и бурения эффективно увеличивает досягаемость для дополнительной глубины бурения и установки винтовых свай. Это крепление для бортового погрузчика, разработанное для приводных головок до 16 000 футо-фунтов, обеспечивает дорожный просвет от 12 футов до 16 футов для винтовых свай или шнеков (в зависимости от размера минипогрузчика и размера приводной головки). Уникальный дизайн дает оператору больший радиус действия и обзор. Дополнительная транспортная рама обеспечивает максимальную устойчивость и компактное хранение для транспортировки и простоты установки на машине.
Брошюра и спецификации
Torq-Pin Система контроля крутящего момента
Torq-Pin — это революционно новая система контроля крутящего момента и регистрации данных, которая подходит для приводных головок всех размеров. Там, где обычные показания перепада гидравлического давления могут различаться по точности, система контроля Torq-Pin предлагает истинные показания крутящего момента с точностью более 98 %. Torq-Pin работает, просто заменяя текущий монтажный штифт головки привода. Нет абсолютно никакой потери высоты стрелы, которая может произойти с другими системами. Инклинометр, встроенный в Torq-Pin, обеспечивает постоянный угол установки. Программное обеспечение записывает важные данные, такие как номер сваи, окончательный крутящий момент, пиковый крутящий момент и истекшее время. Эти данные можно экспортировать в Excel и передать по электронной почте или на карту памяти вашему инженеру/заказчику.
Брошюра и спецификации
Система выравнивания свай / шнеков Diggalign
Система Diggalign предназначена для установки винтовых свай, колонкового бурения и любых других применений, где требуется точность бурения. Эта система может быть легко добавлена к приводной головке любой марки. Разработанный, чтобы показать оператору, когда приводная головка находится в вертикальном положении, он помогает поддерживать точность во время установки. Его также можно использовать с траншеекопателем для контроля глубины траншеи.
Брошюра и спецификации
Digga Цифровой манометр перепада давления
Эта система контроля крутящего момента работает от двух датчиков. Первый датчик расположен на линии подачи на входе в приводную головку. Второй датчик расположен на обратной линии, где масло выходит из головки привода. Микропроцессор вычисляет «полезное давление» между двумя датчиками, давая показания, которые на 12–15 % точнее, чем традиционные показания мониторинга давления.
Брошюра и спецификации
Клапан сброса давления с комплектом манометра
Клапан сброса давления позволяет установщику контролировать максимальное гидравлическое давление на головку привода. Манометры на подающей и обратной линиях показывают перепад гидравлического давления на приводной головке, обеспечивая точное измерение давления/крутящего момента при забивке свай и бурении.
Брошюра и спецификации
Сцепка Digga Ryno
Разработана для облегчения соединения больших свай и шнеков с приводной головкой. Ryno Hitch специально разработан для работы с скручивающими нагрузками винтовых свай. Эта сцепка позволяет оператору экскаватора удерживать приводную головку под углом 90 градусов для легкого соединения со сваей или шнеком.
Брошюра и спецификации
Также доступны:
— Приводные инструменты — Комплекты шлангов — Ножные педали управления для ручной приводной головки
Быстрая беспроблемная доставка на ваш сайт-Канада и США Большинство продуктов в наличии для обеспечения быстрой доставки Позвоните 204-268-5777 9006
Что такое заглушки винтовых свай | Винтовые сваи
В Калгари мы можем использовать винтовые сваи для самых разных целей.
Все, что остается над уровнем земли при установке винтовой сваи в грунт, — это небольшая часть ствола винтовой сваи. Ствол винтовой сваи представляет собой стальную трубу и не дает возможности соединиться с конструкцией сваи, которую он должен поддерживать. Однако крышка винтовой сваи надевается на эту открытую часть ствола винтовой сваи и служит переходником или соединителем. Это соединение передает нагрузку от поддерживаемой конструкции на винтовую сваю. Существует множество различных стилей оголовков винтовых свай, и они позволяют винтовым сваям соединять и поддерживать множество различных конструкций.
Стандартные наголовники для винтовых свай в сравнении с заказом и изготовлением по индивидуальному заказу
Универсальные наголовники для винтовых свай
Существует несколько типов наголовников для винтовых свай, которые настолько часто используются, что они были приняты строительной отраслью в качестве универсальных. Эти стандартные заглушки винтовых свай часто хранятся на складе и легко доступны у многих разных поставщиков. Это связано с тем, что они используются для решения общих задач, таких как, помимо прочего, деревянные конструкции, бетонные балки, мобильные дома и бетонные плиты.
Наконечники винтовых свай, изготовленные по индивидуальному заказу
Наконечники винтовых свай могут быть изготовлены в соответствии с формой и назначением почти любого структурного применения. Для более специфических применений требуется, чтобы колпачки изготавливались по индивидуальному заказу, чтобы соответствовать этим уникальным конструктивным требованиям. Сопряжение сборного объекта, такого как световой стандарт, или соответствие инженерному проекту — это две ситуации, когда потребуется индивидуальное изготовление.
Какие существуют типы типовых наголовников для винтовых свай?
Стандартная плоская насадка
Наиболее распространенной насадкой для винтовых свай является стандартная плоская насадка. Эти заглушки входят в комплект большинства винтовых свай. Состоящая из плоской стальной пластины с прорезями для крепежа, плоская крышка может поддерживать различные типы конструкций.
Плоские заглушки идеально подходят для соединения с деревянными балками и стойками различных размеров. Часто используется на заднем дворе, в навесах и бетонных плитах. Кроме того, поскольку эти заглушки создают плоскую несущую поверхность, стальные конструкции, такие как мобильные дома, морские канистры и предварительно отформованные лестницы, также могут быть соединены со стандартными плоскими заглушками.
Из-за их очень простой конструкции и плоской поверхности использование этих наголовников для винтовых свай безгранично.
Регулируемые плоские заглушки
В некоторых случаях процесс строительства можно значительно облегчить, если предусмотреть возможность регулировки винтовой сваи по вертикали. Регулируемые плоские крышки — лучший вариант в этом сценарии. Состоит из плоской пластины, аналогичной стандартной плоской крышке, но с резьбовой частью, которая позволяет изменять высоту крышки. Используется машинная резьба ACME, поэтому колпачки не заедают при регулировке под нагрузкой. Популярный вариант для строительства террас и садовых навесов, поскольку эти заглушки могут сэкономить время во время процесса прокладки и выравнивания.
Плоские заглушки со смещением
Плоские заглушки со смещением практически идентичны стандартным плоским заглушкам, но с одним важным отличием. Колпачки со смещением обеспечивают небольшую горизонтальную регулировку, когда возникают определенные ситуации. Как видно из названия, смещенные заглушки выходят из центральной линии ствола винтовой сваи. Эта смещенная от центра втулка позволяет вращать заглушки на стволе винтовой сваи и изменять горизонтальное положение монтажной поверхности по отношению к местоположению сваи. Иногда требуется небольшая горизонтальная гибкость. Близость к инженерным коммуникациям или другим сооружениям может препятствовать установке винтовой сваи именно там, где требуется некоторая боковая свобода действий.
Заглушки для арматурных стержней
Заглушки для арматурных стержней предназначены для использования в бетонных работах. В частности, заглушки из арматуры используются для передачи нагрузок от бетонных балок на винтовые сваи. Как следует из названия, заглушки из арматуры состоят из двух кусков арматуры 15M, приваренных к пластине заглушки. Выдвигаясь на 6 дюймов вверх, эти заглушки затем привязываются к остальной части арматуры внутри балки уклона. После того, как винтовые сваи установлены под балкой на уклоне, а опора из арматуры связана вместе, затем заливается бетон, чтобы связать всю систему фундамента воедино. Это обеспечивает очень стабильный фундамент, который можно использовать для поддержки стен гаража и других крытых конструкций.
Соединение конструкции с глубоко заглубленным фундаментом
Установка одной винтовой сваи сама по себе не создает структурную систему фундамента. Именно передача нагрузок от поддерживаемой конструкции на спираль каждой винтовой сваи в земле обеспечивает несущую опорную систему. Оголовки винтовых свай — это соединение между поддерживаемой конструкцией и стволом сваи, которое затем передает нагрузку на спираль сваи. Все эти компоненты винтовых свай вместе обеспечивают долговечный и стабильный фундамент глубокого грунта с бесконечным конструкционным применением.
PDF-ФАЙЛ — НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПЕЧАТЬ РАБОЧИЙ ЛИСТ
Существует два типа станков: настольные и столбовая дрель. Настольная дрель предназначена для сверления отверстий насквозь. материалов, включая различные виды дерева, пластика и металлов. Обычно это крепится болтами к скамье, чтобы ее нельзя было опрокинуть и чтобы большие куски материал можно безопасно сверлить. Более крупная версия машинной дрели называется столбовой дрелью. Это имеет длинная колонна, стоящая на полу. Это может сделать точно такую же работу как настольная дрель, но из-за своего большего размера она может быть используется для сверления больших кусков материалов и получения отверстий большего размера.
ПОДРОБНАЯ МАРКИРОВОЧНАЯ СХЕМА МАШИННОЙ ДРЕЛЬ
БЕЗОПАСНОСТЬ
1. Всегда следуйте инструкциям вашего учителя. (используйте машину только в том случае, если у вас есть разрешение и вы обучены ей пользоваться). 2. Зажмите заготовку, не держите заготовку в руке. 3. Используйте охрану. 4. Носите защитную одежду и обувь. 5. Завяжите длинные волосы или используйте сетку для волос. 6. Только один человек может использовать сверлильный станок. 7. Не отвлекайте человека, работающего с дрелью
ВОПРОСЫ
1. Нарисуйте настольную дрель и обозначьте наиболее важные части. 2. Перечислите факторы безопасности, касающиеся использования сверлильных станков. 3. Продемонстрируйте группе учащихся использование скамьи/штанги. подчеркивая безопасность.
РЕГУЛИРОВКА ВЫСОТЫ СТОЛА
Высота стола регулируется регулировкой ручки стола (см. ниже). При сверлении стол следует перемещать достаточно близко к сверло, так что расстояние от сверла до материала маленький.
Некоторые сверлильные станки имеют систему реечной передачи, позволяющую регулировать высоту. Реечная регулировка стола позволяет пользователю легко опускать или поднимать стол станка. Просто поверните ручку, чтобы переместить стол станка вверх или вниз. Вращение рукоятки приводит во вращение червячную передачу. Червячная передача входит в зацепление с шестерней, которая вращается. Шестерня входит в зацепление со рейкой, перемещая стол станка вверх или вниз. После этого стол станка фиксируется.
Защиту следует использовать всегда. Это первая строка защиты, если просверливаемый материал ломается или разрушается. Утомительный очки — это вторая линия защиты.
БЕЗОПАСНОЕ УДЕРЖАНИЕ МАТЕРИАЛА ПРИ СВЕРЛЕНИИ
Материал нельзя держать прямо в руке, когда его сверлят на сверлильном станке. Выбор пороков показан ниже. Они идеально подходят для фиксации материала.
ПРИМЕРЫ ДОЛН, ИСПОЛЬЗУЕМЫХ ПРИ БУРЕНИИ МАШИНЫ
Спиральное сверло
Бит Форстнера
Кольцевая пила
Используется для сверления отверстий. нормальный Набор сверл будет включать в себя размеры от 1 мм до 14 мм.
Используется для отверстий большего диаметра. Когда с помощью этого сверла отверстие просверливается очень медленно, чтобы сверло не «варенье» в лесу.
Для больших диаметров можно использовать кольцевую пилу. Преимущество этого типа сверла в том, что лезвие можно заменить чтобы получить разные размеры диаметра.
ВОПРОСЫ
1. Ниже показаны два распространенных типа сверлильных станков. Назовите оба типа.
2. Основное различие между двумя сверлильными станками заключается в их габаритных размерах. Почему один намного меньше другого? Включите описание типа работа, обычно выполняемая на меньшей дрели, как часть вашего ответа.
3. Перечислите четыре правила безопасности, регулирующие использование сверлильных станков.
4. Ниже показаны три типа сверл. Назовите каждый бит и напишите общее описание типа бурения, которое каждый из них может произвести, при использовании в сочетании со сверлильным станком.
ИМЯ:
ТИПИЧНОЕ ПРИМЕНЕНИЕ:
ИМЯ;
ТИПИЧНОЕ ПРИМЕНЕНИЕ:
ИМЯ:
ТИПИЧНОЕ ПРИМЕНЕНИЕ:
5. Показанный напротив станок используется в очень опасных условиях. способ. Определите и опишите все опасности.
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И ПРИНАДЛЕЖНОСТИ УКАЗАТЕЛЬ
Нерешительность, была наша первая мысль, потому что мы новичок на рынке США, но в итоге это было отличное решение о покупке! Для такой компактной машины у него отличный вес от литья, высокая жесткость, опять же от литья, отличная мощность шпинделя с автоматическим переключением передач и хороший размер отверстия, все, на что мы рассчитывали! Пока еще не очень известное имя в США, но скоро станет, так как это высококачественная машина.
Чад Эшли
Northern Machining Inc.
C-Turn CNC 270/1000
«Мы получили пилу, подключили ее и начали резку с первого дня. Обычно так не бывает!»
Robert Collier
National Equipment Corporation
HBS A 230
«Обслуживание и поддержка безупречны. Наша пила KAAST — одна из лучших!»
Кайл Тейлор
DigiPart LLC
HBS A 380 C
«Нам это нравится! Пила режет больше материала в день, чем 2 ленточные пилы. Возможно, куплю еще один в следующем году!»
Майк
Ajax Tools
HCS 75 NC
«Этот VMC делает все, что было обещано, и даже больше. Скоро нам потребуются дополнительные мельницы VF для нашего нового завода».
Joel
Concept Electric
VF-Mill 1155 stong
«Этот [лазер] прост в использовании, и я определенно рекомендую его».
John Tursky
G&J Steel and Tubing, Inc.
T230 Tube Laser
«За последние 4 года владения нашим плазменным станком с ЧПУ техническая поддержка и надежность машины были выдающимися. Мы абсолютно не могли бы сделать лучший выбор».
Sergio
Valco Precision Works
Plasmasonic 3020
«Им 10 лет, они часто используются и до сих пор работают нормально».
Glen
Philadelphia Gear TX
R-Grind HD 403000
«Нашей машине почти 10 лет, ездим каждый день. Мы это любим. Это работает отлично. Он делает исключительный изгиб. Качество закаленных штампов выше среднего. “
Алехандро Сельва
Metal 2 Metal Inc.
HPB 26100
“Эта мельница великолепна. Пользуемся каждый день!»
Jacob Loewen
Бурение скважин на воду HF
DMV 250 VS
«Наши механики любят эту машину. Он делает все, что нам для этого нужно. Поддержка клиентов была отличной, и ваши ответы были своевременными».
Джеймс Кантамесса
Командование армейских контрактов
F-GRIND 4080 AH
«KAAST был единственным поставщиком, который позволил снизить эффективность за счет высокой производительности и целостности качества готовой продукции».
Грег Раш
Rexarc International Inc.
RBD-4HD 2550/30
«У вас хорошие, надежные машины. Были счастливы.»
Brody
Dragon Products
HPB 37175
«Очень доволен этой машиной. Очень хорошо откалиброван»
Энтони Кроенлейн
Swiss Tool Craft LLC.
C-Turn CNC 315/2000
«Просто работает…»
Бен
Ideal Group Manufacturing
Plasmasonic 6025
«В прошлом году у нас было наводнение, которое вывело из строя ЧРП. Ваш отдел обслуживания был невероятным! Я получил ответы как можно скорее!»
Лэнс Онан
Сельскохозяйственное оборудование
HBS A 230
«Нам нужен был пресс с прижимной пластиной внизу, а этот поставлялся с 30-тонным прессом внизу вместе с основным 77 тонн пресс. Мы использовали его довольно интенсивно, около 10-12 часов в день, и он работает хорошо, без проблем».
Doug
Sweeney Metalworking
HPC 70
«Сам стол для резки работает превосходно, но приспособление для резки труб просто невероятное».
Neil
Sandrin Services Inc
Plasmasonic 3020
«Мы предпочитаем систему управления Fanuc, которая доказала свою надежность в суровых условиях. VF-Mill 1100 имеет ход по оси Y более 21 дюйма. Этот 1 дюйм+ может иметь значение при выполнении этой дополнительной работы. Кроме того, он имеет компактную общую площадь».
John ONeill
КОМПОНЕНТЫ ONEILL
VF-Mill 11L
«Мы эксплуатируем его уже 2 года без проблем».
Рон Прюитт
Saalex
F-Grind 2550 AH
«Сейчас машина проходит тренировку. Претензий нет.»
Donnie
Специальная трубка LPS
A-Turn 300 л
«Умная машина. Дела идут хорошо».
Брайан Борц
Safespan
HPB 26100
«Пока у нас не было никаких проблем, и мы не нуждались в каком-либо обслуживании. Эти прессы были очень конкурентоспособны по цене».
Алан
3-Dimensional Services Group
HPH 200
«До сих пор установка работала безупречно, и те небольшие услуги, которые нам потребовались, были лучше, чем мы могли бы получить от местных конкурентов. .
Ларри
Reaction Distributing
Plasmasonic 3020
«Я знал, что пришло время получить профильный рулон, поэтому я запросил каталог, пролистал его в своем офисе и выбрал KAAST PBM 30. До сих пор мы прокатывали квадрат трубки и сплошные квадратные патроны, и работает очень хорошо».
Ed
Pueblo Pipe and Steel Inc
PBM 50
«Машины, полученные от KAAST, отлично справились с нашими потребностями и зарекомендовали себя как надежный актив компании».
Robert
Hudson Machine Works
PS 85 DP
«Процесс продаж и поддержка продаж были одними из лучших, с которыми мне приходилось сталкиваться при работе с поставщиком/дистрибьютором станков. Я очень доволен обслуживанием клиентов, которое я получил от KAAST».
Бен Хаффман
HRG Engineering
HBS A 230
«В производстве подшипников вам нужен пресс. Поправочка: вам нужен ЭТОТ пресс!»
Tony Lloyd
Scheerer Bearing Corporation
HPA 100/2
«Ваше обслуживание клиентов имело значение».
Denise
Perkins Manufacturing
Plasmasonic 4020
«Все отлично, работает каждый день!»
Дэвид
Tryco Machine Works
Станок с ЧПУ C-Turn 315/1000
«Отдел продаж был великолепен, техника действительно справилась. Машина все еще отлично работает спустя 7 лет!”
Joe Trocchio
JTS Metal Fabricators
PBH 80 NC
«Ленточная пила полностью меняет правила игры для нас. Теперь мы в 8 раз эффективнее вырезаем компоненты для нашей продукции».
Девин Брайт
DK Custom Products
HBS A 230
«Этот тормоз прост в использовании и обладает необходимой грузоподъемностью».
Джеймс
Чепмен Холдингс
HPA-P 150/60
«Мы работаем с плазмой каждый день, и она продолжает работать!»
Harvey
Frontier Bolt
Plasmasonic 6030
«Впечатлен внешним видом, очень доволен увиденным».
Ryan
Западный технический колледж
C-Turn 230/1000
«Очень прост в использовании и эффективен в выполнении работы»
9 00102
0099 Hudson Machine Works
PBH 65
«Мы любим эту плазму и используем ее каждый день!»
Дэвид
Электромеханическая промышленность
Plasmasonic 3020
«Управление простое, а машина мощная!»
Абель
Ideal Shield
HPA-P 100/80
«Вы молодцы. Любую помощь, в которой мы нуждаемся, вы предоставляете».
Счет
Cornerstone Supply Inc.
C-TURN 220/1500
«Эффективность» — ключевое слово успеха. С тех пор, как мы получили нашу первую плазменную машину, наша эффективность, как известно, возросла. Я не могу дождаться, чтобы получить новый».
Хорхе
Construacero del Centro Sa De CV
Plasmasonic 3020
«У нас не было проблем. Детали выходят с допуском!»
Scott
Medical Packaging Inc.
VF-Mill Mini
«Оборудование, полученное от KAAST, отлично удовлетворило наши потребности и зарекомендовало себя как надежный актив компании».
Роберт
Hudson Machine Works
DMV 230 VS
«С другими парнями [машинами] у вас постоянно возникают проблемы. Прежде чем мы купили второй плазменный резак, мы запускали первый по 20 часов в день в течение 2 лет без проблем. Это действительно убедило меня купить вторую».
Майк
Alliance Iron Works
Plasmasonic 6030
«Мы используем этот металлург каждый день в течение 5 лет. Без вопросов.»
Аарон Карнет
Lamcor Corporation
PS 45
«Мы очень довольны этой машиной».
Крис Томашевски
YRM
RBD-3M 12/5.0
«Спасибо за вашу помощь, все хорошо, и операторы их любят. На самом деле они решили некоторые другие проблемы, которых мы не ожидали».
Брет Клайкман
Kryton Metals
HPH 100
«Я купил плазменный стол 5×10 чуть более полутора лет назад. Эта машина была чрезвычайно надежной, а поддержка клиентов превосходна. Одна из лучших покупок, которые я когда-либо делал».
Billy
Billy Reece & Sons
Plasmasonic 3015
«Используйте его каждый день. Очень счастлив. Без вопросов.»
Дин Кадик
Trident Plastics Inc.
HBS 460 C
«Я всегда всем говорю: я не могу найти в этом ничего плохого. Он работал безупречно в течение года…»
Тед
Ecosphere Technologies, Inc.
Plasmasonic 6030
«Все еще работает хорошо, даже 6 лет спустя!»
Ларри Орен
L&M Steel & Manufacturing
PS 65 DP
«…очень прост в использовании!»
Роберт
Hudson Machine Works
HBS 270 DG
«Мы загрузили эту штуку программами!»
Кевин Спаркс
TPI Corp
RBD-4H 1270/7
«Прост в использовании, хорошо держит допуски!»
Robert
Hudson Machine Works
C-TURN 270/2000
«Он очень производительный. Мы им довольны. Он идеально подходит для того, что мы делаем».
Рон Х.
Taco Metals
HBS A 320
«Мы хотели чистую, точную и доступную резку, и это именно то, что мы получили».
Abel
Ideal Shield
Plasmasonic 6030
«Мы очень рады, что студенты учатся на этой машине».
Vincent
Университет штата Флорида
DMV 250 VS CNC
«Это расширит возможности. Я счастлив, что купил это».
Warren
Ellingsen Research
C-Turn CNC 315/1500
«Это самый используемый станок в магазине!»
Джо Теппер
М.Э.Р. Промышленный
HBS A 230
«Токарный станок от KAAST делает то, что обещал!»
Тина
ВЧ-бурение скважин на воду
C-TURN 315/3000
«Мне это нравится! Эта нижняя подушка действительно хороша для выталкивания штампа».
Джим
Sweeney Metalworking
HPC 70
«Отличное обслуживание клиентов! Мы все еще пользуемся плазмой спустя 8 лет после ее покупки».
Willow
ACME Welding & Supply
Plasmasonic 6030
«Нам нравится этот аппарат. Он работает с дешевыми лезвиями, но отлично работает с хорошими лезвиями!»
Стивен Мартинес
Механический цех Мердока
HBS 380 C
«Мы рады расширить наши возможности с помощью этой машины».
Travis
Mill Sprocket Machine Corp
DMV 250 VS
«Мы используем его так часто, что получили еще один!»
Марк Ганнигер
Design & Assembly Concepts Inc.
HPA 100/1
«Думаю, нам нужен еще один!»
Джо МакКаслин
Security Contractor Services, Inc.
HBS 320 л
«Пресс работает отлично!»
Фил Пертнер
Espas
HPF 400
«В целом, мы очень рады, что у нас есть этот [плазменный] аппарат. Я могу поставить им пятерку за их услуги и количество времени, которое они потратили на обучение у нас».
Essa
Delta Tee International Inc
Plasmasonic 6030
«Вау, этот ребенок умеет поворачиваться!»
Чад Эшли
Northern Machining, Inc.
C-Turn CNC 270/1000
«Наш сварщик очень доволен своей новой машиной. Качество очень хорошее, мы довольны покупкой. Это меняет правила игры для нас. “
Hugo Lencioni
CDA USA
HBS 320 G
«Он делает то, что нам нужно!»
Стаббс
Делавэрская исправительная промышленность
РБД-3М 15/6
«Делает то, что должен, и делает хорошо».
Salvatore Cardello
US NAVY
C-TURN 315/1500
«Эту пилу мы используем чаще всего».
Алан
IWM3
HBS 440 DG
«Очень хорошо! Делаем перила. Вы должны знать, что делаете, но тогда это очень хорошо!»
Луис Санчес
Welding Fabrication llc
PBH 65
“The oxy torch slices through thick materials with ease”
Jonathan
Conecraft Inc
Plasmasonic 3020
“This C-Turn cuts chips great!”
Джим Болин
Elliot Turbo Group
C-TURN 420/2100
«Эта пила отлично работает!»
Джеймс Михан
JM Welding Co. Inc.
HBS 230 DG
«Вся моя команда может использовать этот тормоз; простота эксплуатации машины в сочетании с ее грузоподъемностью делают [HPA-P] идеальным для небольших мастерских, занимающихся прототипированием и изготовлением на заказ».
Wade McAdam
Pro-Fix Maintenance
HPA-P 100/60
«Мы используем нашу пилу с приспособлением для закрепления уникального профиля. Это прекрасно работает».
Билл Бруно
Навесы Лонг-Айленда
HBS 320
«Команда KAAST так быстро дает нам то, что нам нужно, что я начинаю задаваться вопросом, есть ли у них ESP!
Michelle
Martin’s Metal Fab
Plasmasonic 3020
“This machine is unreal, zero complaints”
Kris McNichol
CPI Pumps and Services
HBS A 230
“Still работает без сбоев»
Дэвид Хаглер
DK Industrial Service
C-TURN 270/1000
«Хотел бы мы иметь 2!»
Билл Хайнс
Оборудование I10
HPA-P 100/60
«Думаю, нам нужен еще один!»
Джо МакКаслин
Security Contractor Services, Inc.
HBS 460 C
«Резка под углом делает сварку намного быстрее!»
Миранда
Промышленные службы города Пич Три
Plasmasonic 2040
«Отличная машина. Очень доволен ею».
Adam Driscoll
AAE
HBS 325 C
“Operator says he loves it”
Robert Macioce
Penn Equipment & Tool
C-TURN 220/1500 V
“Overall приобретение ленточнопильного станка для нашей компании – большой шаг вперед, и он выполняет свою работу»
Dakota Hare
Изготовление конструкций
HBS 270 DG
«Хорошо работает».
Aaron Krieg
Advanced Forest Equipment
PBH 80
«Это просто отличные машины»
Jimmie Maynard
99999999 43 43.
HBS A 325 C
«Это помогает нам превращать концептуальные проекты в реальные продукты».
Мэтт Литтл
WaterFX
RBD-3M 15/7
«Я не использую его каждый день, но когда я это делаю, я люблю запускать его. Мне нравится, что он работает как в вертикальном, так и в горизонтальном положении».
Дэйв Дункан
Гибкое производство
PBM 30
«Думаю, нам нужен еще один!»
Джо МакКаслин
Security Contractor Services, Inc.
HBS A 540 G
«Мы прокатываем четверть дюйма до листового металла. Мы потрясающий магазин, поэтому нам нужно уметь делать все понемногу».
Гэри Вальднер
Гибкое производство
RBD-4H 2050/6
«Все отлично. Машины работают лучше, чем обещали».
Джо Теппер
М.Э.Р. Industrial
PS 65 DP
«Плазменная установка работает отлично. Мы рады начать резку квадратных труб.
ᐉ Занурювальні насоси | Великий вибір занурювальних насосів
Знайдено: 1—20 серед 834 товари
Сортувати за
По кількості переглядівВід дешевих до дорогихВід дорогих до дешевихПопулярніТоп продажіРейтингНовинкиАкції
Товарів на сторінку
204060
Відгуки: 0
3 172ГРН
( $ 77 | 79 € )
Відгуки: 0
3 436ГРН
( $ 84 | 86 € )
Відгуки: 0
4 162ГРН
( $ 102 | 104 € )
Відгуки: 0
4 308ГРН
( $ 105 | 108 € )
Відгуки: 0
4 344ГРН
( $ 106 | 109 € )
Відгуки: 0
4 481ГРН
( $ 109 | 112 € )
Відгуки: 0
4 598ГРН
( $ 112 | 115 € )
Відгуки: 0
4 788ГРН
( $ 117 | 120 € )
Відгуки: 0
4 840ГРН
( $ 118 | 121 € )
Відгуки: 0
4 980ГРН
( $ 121 | 125 € )
Відгуки: 0
5 238ГРН
( $ 128 | 131 € )
Відгуки: 0
5 267ГРН
( $ 128 | 132 € )
Відгуки: 0
5 324ГРН
( $ 130 | 133 € )
Відгуки: 0
5 331ГРН
( $ 130 | 133 € )
Відгуки: 0
5 421ГРН
( $ 132 | 136 € )
Відгуки: 0
5 602ГРН
( $ 137 | 140 € )
Відгуки: 0
5 726ГРН
( $ 140 | 143 € )
Відгуки: 0
5 746ГРН
( $ 140 | 144 € )
Відгуки: 0
5 760ГРН
( $ 140 | 144 € )
Відгуки: 0
5 841ГРН
( $ 142 | 146 € )
1
2
3
. ..
42
Інженерна система водопостачання – одна з ключових мереж будь-якого побутового чи промислового об’єкта. Її безпомилкова організація докорінно впливає на якість транспортування і фізичні властивості води. Переважна кількість заміських будинків, дач, котеджів та інших споруд, що віддалені від основного центрального каналу водопостачання, покладаються на самостійний пошук джерела водних ресурсів. Найчастіше ними виступають: колодязі, свердловини, водойми та ін. Їхня глибина цілком може досягати межі понад 8 метрів. З такими глибокими джерелами води поверхневі насоси працювати не в змозі. Тому кращими умами інженерної думки був розроблений цілий ряд гідравлічних машин — занурювальні насоси, здатні виконувати свої функції в найскладніших умовах під, над поверхнею рідини, що переганяється, і при різній консистенції фізичних опадів, що наповнюють її.
Але обов’язок водопостачання далеко не все, чим обмежується функціонал. Насоси заглибні здатні вирішувати, як побутові завдання з перекачування, відкачування води, рідин з легкими і важкими домішками, так і деякі їх види, у світлі їх конструктивних особливостей, цілком підходять для робіт з небезпечними, в’язкими, хімічними та іншими промисловими речовинами та відходами. Тому, занурювальний насос для води, у його загальноприйнятому понятті, несе у собі велику кількість корисних функцій.
Інтернет магазин «ОВК Комплект» має один з найширших асортиментів подібного насосного обладнання в Україні. Це дозволяє без особливих зусиль купити занурювальний насос для води в Києві будь-якого необхідного конструктивного та функціонального типу побутового застосування для дачі, заміського будинку, котеджу. Всі представлені моделі в наявності виконані найшановнішими світовими брендами розробниками, такими як: PEDROLLO, GRUNDFOS, CALPEDA, ZENIT та багато інших, що говорить про незаперечно високу європейську якість складання, надійність та бездоганну продуктивність продукції. Кожен занурювальний насос має ряд офіційних документів, що підтверджують їх відповідність міжнародним вимогам сучасного ринку інженерного обладнання водопостачання. Наші менеджери допоможуть вибрати і занурювальні насоси купити за найбільш вигідними цінами, підбираючи моделі під ваші технологічні потреби. У нас представлені як насоси занурювальні Україна, так і марки від найкращих закордонних виробників.
Для яких цілей, якого виду і де слід занурювальний насос купити?
Дослідні користувачі явно будуть в курсі того, навіщо їм знадобиться такий вид насосних пристроїв. Але більша частина потенційних споживачів може бути не повністю обізнана про те, який насос занурювальний купити їм необхідно для вирішення поставлених завдань.
Існує досить велика класифікація даних занурювальних пристроїв з перекачування, відкачування та водопостачання, де насоси водяні заглибні відрізняються за різними технічними ознаками, але ми сконцентруємо увагу на найпоширеніших. До класу насос занурювальний для води відносяться:
Занурювальний глибинний насос для свердловин. Такий вид насосного обладнання призначений для перекачування чистої води без домішок із великих глибин свердловин (наприклад, артизіанських). Свердловинний насос відрізняється особливою циліндричною формою і виконує свої завдання безпосередньо перебуваючи у сфері застосування. Ідеально підійде для водопостачання заміського будинку, дачі, котеджу. Тому завдання занурювальний насос купити Київ буде найбільш затребуваним у цій сфері.
Занурювальний дренажний насос для води. Такий вид пристрою використовують як для перекачування або відкачування брудної води, так чистої. Застосовуються водяні насоси дренажні найчастіше в побутовій сфері для: боротьби з затопленими ділянками землі або приміщення, водопостачання через колодязь або водоймище і просто перегонки рідини з пункту А в пункт Б (наприклад, для поливу городу або саду). Такі моделі часто оснащені спеціальними поплавцями, які автоматично контролюють рівень води, що викачується і деактивізуються/активізуються, якщо ця риса переходить критичні межі.
Занурювальний фекальний насос для каналізації стічних вод. Основним призначенням, як нескладно здогадатися, є відкачування особливо забруднених рідин з важкими домішками та фекальних мас зі стоків та каналізацій. Фекальні насоси можуть відрізнятись за наявністю у складі конструктивних елементів спеціальної деталі — подрібнювача, який служить для подрібнення великих частинок сторонніх тіл.
Основні технічні характеристики занурювальних насосів, на які слід звернути увагу насамперед.
Кожна окрема модель насосного обладнання відрізняється низкою параметрів, які ключовим чином визначає їхню ефективність в експлуатації. Важливо заздалегідь визначити з якою метою потенційно зіткнеться насос водяної занурювальної, щоб виключити ймовірність того, що куплена технічна одиниця не буде відповідати очікуванням повною мірою або навпаки буде надмірно споживати ресурси, працюючи здебільшого в холосту.
Для цього, перш ніж купити заглибний насос, звертайте увагу на такі показники:
Напір занурювального насоса: Приріст механічної енергії — суми потенційної та кінетичної енергій одиниці маси рідини між виходом та входом. Іншими словами, висота стовпа рідинної маси, що перекачується.
Потужність занурювального насоса: Кількість споживаних енергетичних ресурсів за певний період часу.
Продуктивність (подача) занурювального насоса: Об’єм рідини, що перекачується, що подається за певний період часу.
Інтернет магазин насосного обладнання ОВК Комплект — вибір професіоналів №1 для покупки занурювального насоса в Україні!
Не скромничатимемо — в межах даного сайту зібрані заглибні насоси всіх можливих функціональних та конструктивних виконань. Найширший асортимент товарів для водопостачання, перекачування та відкачування в Україні дозволяє без проблем вибрати глибинний, свердловинний, дренажний або фекальний насос. Занурювальний насос ціна на які суттєво вигідніша за середню ціну сучасного ринку насосних приладів занурювального типу.
На наших торгових рядах представлені моделі найкращих виробників насосного обладнання у світі. Занурювальні насоси купити PEDROLLO, GRUNDFOS, ZENIT, CALPEDA та багато інших, вже не перший рік утримують лідируючі позиції на ринку за рівнем попиту та довіри користувачів. Крім того, кожна одиниця продукції цих гігантів індустрії суворо сертифікована відповідно до міжнародних європейських сертифікатів якості.
Інтернет-магазин ОВК Комплект надає унікальну можливість купити насоси в Україні з будь-якої точки в межах країни: Київ, Харків, Львів, Дніпропетровськ, Одеса, Житомир та в усіх інших містах. Здійснюється доставка будь-яким зручним для вас способом у найкоротший термін.
Дзвоніть та замовляйте насос занурювальний, ціна якого в межах цього торгового майданчика буде по кишені кожному!
Водяные насосы в Благовещенске, цены от 181 руб.
Благовещенск
и рядом:
Благовещенск
по товарам и услугам
по названию организации
по адресу
по контактам
Водяные насосы
Компрессоры бытовые (продажа)
Тепловые насосы
Фекальные насосы
Насосные станции и установки
Фильтры для насосов
Запчасти к насосам
Монтаж и ремонт насосов и насосных станций
Фильтры
для “Водяные насосы“
Крупная плитка
Малая плитка
Фильтр:
—
В наличии
выбранного населенного пункта, “и рядом“ (если указано). Для фильтрации по всему региону — установите “Весь регион“ в выборе городов.»>Сделано в Амурской области!
Насосное оборудование
Водяные насосы
Компрессоры бытовые (продажа)
Тепловые насосы
Фекальные насосы
Насосные станции и установки
Фильтры для насосов
Запчасти к насосам
Монтаж и ремонт насосов и насосных станций
Сантехническое оборудование. Труба
* Водозапорная и трубопроводная арматура
* Насосное оборудование
* Компрессорное оборудование
* Оборудование для бассейнов. Фонтаны
* Обслуживание, монтаж бассейнов
* Септики. Жироуловители
* Труба
* Сантехническая арматура, комплектующие
НАЗАД
261
Товары
8
Организации
Показать на карте
Сортировка
Сортировка
Фильтр
сбростить все
Категорий: 1
Совпадения в Перечнях: Водяные насосы есть карточки в виде Перечня и текстовой информации о товарах и услугах организаций
Сложно представить себе жизнь за городом без водяного насоса, который является основой водоснабжения и полива. Работа всех насосов основана на одном принципе: втягивание воды в вакуум и выброс ее через выходное отверстие. Но конструкции существенно отличаются. Например, центробежные, вихревые или вибрационные механизмы отличаются способом образования вакуума. Центробежные модели — долговечны, надежны и универсальны, применяются в быту и в промышленных целях. Напор внутри такого насоса создает центробежная сила Для запуска центробежного насоса необходимо заполнить водой его корпус. А вот от наличия воздуха в патрубке устройство может остановиться. Главное отличие вихревых насосов – большая мощность напора. В отличие от центробежных моделей, вихревые не реагируют на воздух в трубопроводе и имеют более компактные размеры. Недостатки его заключаются в том, что загрязнение воды взвешенными частицами приведет к перебоям в работе. В насосах вибрационного типа действуют электромагнитные силы. Их большой плюс – способность к перекачиванию загрязненной воды. Поверхностные и погружные виды насосов отличаются своим расположением относительно воды. Поверхностные отлично подходят для дачи, для целей полива из водоема или резервуара. Погружное оборудование устанавливается в системах водоснабжения от глубокой скважины. Водяные насосы различных видов, типов, механизмов вы найдете на портале маркетплейса ТУ МАРКЕТ.
Где купить, и кто продает в Благовещенске — лучший ответ в магазине Товаров и Услуг!
Часто ищут как «водяная помпа», «купить насос», «насосы для скважин»
Покупай Амурское! последние обновления
Продолжая использовать наш сайт, вы даете согласие на обработку файлов cookie, которые обеспечивают правильную работу сайта… Подробнее
False
У Вашего браузера отключен JavaScript, поэтому большинство функций сайта будут недоступны.
Информация «Как включить JavaScript в настройках Вашего браузера».
У Вашего браузера отключены Cookies, поэтому часть функций сайта будут недоступны или будут работать некорректно.
Магазин не будет работать корректно в случае, если куки отключены.
Вероятно, в вашем браузере отключен JavaScript.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Переключить навигацию
Меню
Счет
Поиск
сравнить продукты
Посмотреть как Сетка
Список
7 шт.
Сортировать по
Должность наименование товара Цена Установить нисходящее направление
Показывать
20 40 Все
на страницу
Нужен ли вам погружной насос для аварийной откачки, осушения резервуаров, аэрации воды в аквакультуре или для других целей, у Pentair AES есть необходимое оборудование. Мы предлагаем широкий ассортимент погружных водяных насосов, включая эрлифтные насосы, насосы с магнитным приводом, центробежные насосы и другие. Хотя все они предназначены для погружных насосов, некоторые из них можно использовать и над водой.
Выбор лучшего погружного насоса для ваших нужд зависит от вашего проекта. Если вы ищете погружной насос для пруда, который будет использоваться, например, в целях аквакультуры, то насос с магнитным приводом может быть вашим лучшим выбором.
 При лазерной резке листового металла получается ровная, аккуратная кромка.
При лазерной резке листового металла получается ровная, аккуратная кромка. Материалы:
Материалы: Другие достоинства:
Другие достоинства:



 Резка материала на лазерном станке осуществляется за счет сфокусированного лазерного излучения. Плазменный станок отличается тем, что теплота, расплавляющая материал, возникает за счет генерации плазменной дуги.
Резка материала на лазерном станке осуществляется за счет сфокусированного лазерного излучения. Плазменный станок отличается тем, что теплота, расплавляющая материал, возникает за счет генерации плазменной дуги.



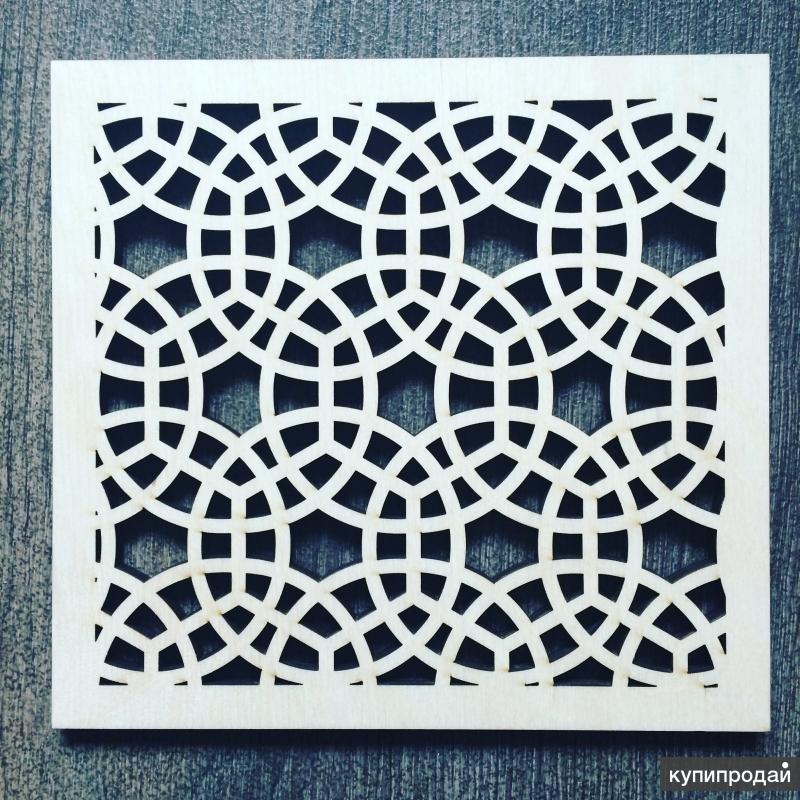 Стоимость их эксплуатации зависит от ряда параметров:
Стоимость их эксплуатации зависит от ряда параметров:



 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. 133Bilder
133Bilder
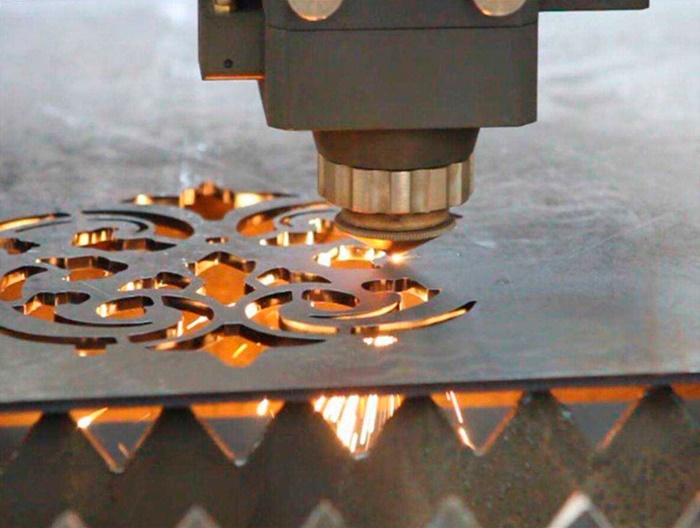 — лазерная резка деревянных фотографий и изображений
— лазерная резка деревянных фотографий и изображений Современная технология Holzschneidens. Lasergeschnittenes hölzernes 3D-Symbol des Valentinstags. Индустриэль Лазергравюр. ЧПУ-лазер. Майстеркурс, Мастерская
Современная технология Holzschneidens. Lasergeschnittenes hölzernes 3D-Symbol des Valentinstags. Индустриэль Лазергравюр. ЧПУ-лазер. Майстеркурс, Мастерская Vorlage für Innenarchitektur, Layouts Hochzeitseinladungen, Streukarten, Umschläge, dekorative Kunstobjekte usw. Изображение для Gravur, Druck, Plotterschneiden, Laserschneiden Papier, Holz, Metall, Schablonenherstellung, Wand-Vinyl-Kunstdekor. Актиенвектор.
Vorlage für Innenarchitektur, Layouts Hochzeitseinladungen, Streukarten, Umschläge, dekorative Kunstobjekte usw. Изображение для Gravur, Druck, Plotterschneiden, Laserschneiden Papier, Holz, Metall, Schablonenherstellung, Wand-Vinyl-Kunstdekor. Актиенвектор. halbmond mit laser geschnitzt enden hölzern auf braunem holzhintergrund. — лазерная резка дерева фото и фотографии
halbmond mit laser geschnitzt enden hölzern auf braunem holzhintergrund. — лазерная резка дерева фото и фотографии wandkunst, inneneinrichtung, raumteilerbildschirme, papierkunst für kartenhintergrund. вектор-иллюстрация — лазерная резка дерева сток-графики, -клипарт, -мультфильмы и -символ
wandkunst, inneneinrichtung, raumteilerbildschirme, papierkunst für kartenhintergrund. вектор-иллюстрация — лазерная резка дерева сток-графики, -клипарт, -мультфильмы и -символ islamische vorlage für innere partition im arabesken stil. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ
islamische vorlage für innere partition im arabesken stil. — лазерная резка дерева — графика, -клипарт, -мультфильмы и -символ Вектор-иллюстрация.
Вектор-иллюстрация.
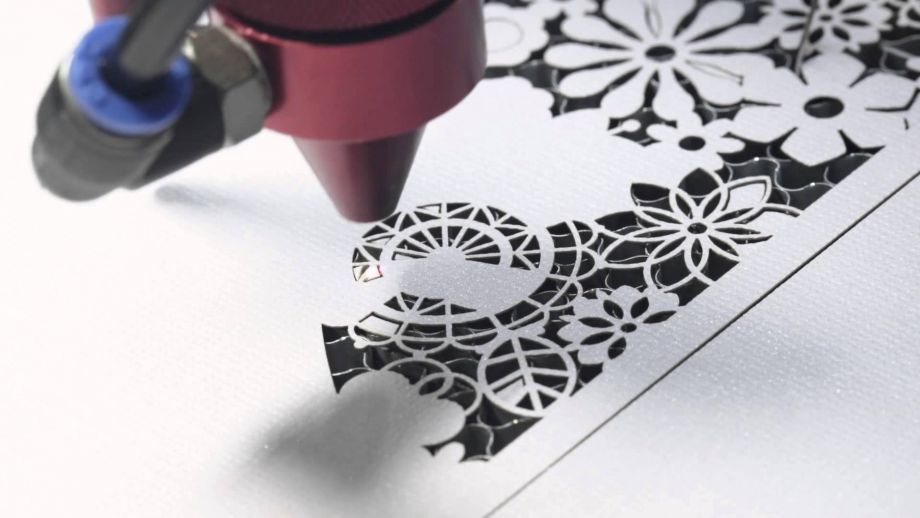 Schablone oder Schablone zum…
Schablone oder Schablone zum… Vektorvorlage mit geometrischen…
Vektorvorlage mit geometrischen…
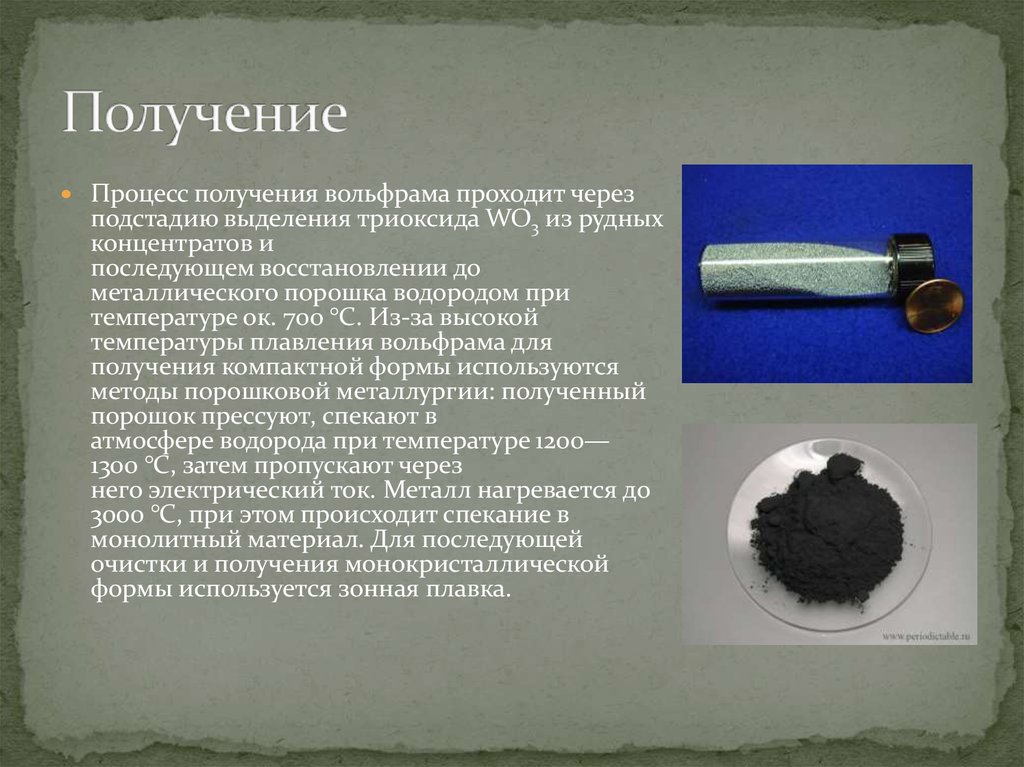 Для получения вольфрамового порошка этого бывает достаточно.
Для получения вольфрамового порошка этого бывает достаточно.

 Электроды, в отличие от концентрата, необходимо перемещать в крытом транспорте.
Электроды, в отличие от концентрата, необходимо перемещать в крытом транспорте. Сегодня вольфрам – один из основных химических элементов, входящих в состав тяжёлых сплавов сердечников бронебойных пуль и снарядов.
Сегодня вольфрам – один из основных химических элементов, входящих в состав тяжёлых сплавов сердечников бронебойных пуль и снарядов.
 Проводятся активные исследования поверхности Луны, Марса, Венеры.
Проводятся активные исследования поверхности Луны, Марса, Венеры. Доля этого государства составляет – 82,7% (70 тыс. т) по данным 2019 года. Значительно меньше производят:
Доля этого государства составляет – 82,7% (70 тыс. т) по данным 2019 года. Значительно меньше производят: Спад экономической привлекательности заводов и фабрик повлек за собой снижение уровня жизни населения, отсутствие массового производства, кризис.
Спад экономической привлекательности заводов и фабрик повлек за собой снижение уровня жизни населения, отсутствие массового производства, кризис. С 2006 года предприятие полностью перепрофилировалось на добычу вольфрамового концентрата. В 2010 году после реорганизации и смены руководства инвестиции новых акционеров позволили получить первый вольфрамовый концентрат из техногенного сырья.
С 2006 года предприятие полностью перепрофилировалось на добычу вольфрамового концентрата. В 2010 году после реорганизации и смены руководства инвестиции новых акционеров позволили получить первый вольфрамовый концентрат из техногенного сырья.
 Мне нравится эта работа. С опытом я понял, что от геологов зависит многое, что именно мы начинаем этот долгий путь — от поиска полезных ископаемых до получения продукции. И чем больше полезных ископаемых мы находим в недрах, тем больше появляется азарт, мотивация для дальнейшей плодотворной работы, — рассказывает Илья Дунянин, участковый геолог АО «Закаменск».
Мне нравится эта работа. С опытом я понял, что от геологов зависит многое, что именно мы начинаем этот долгий путь — от поиска полезных ископаемых до получения продукции. И чем больше полезных ископаемых мы находим в недрах, тем больше появляется азарт, мотивация для дальнейшей плодотворной работы, — рассказывает Илья Дунянин, участковый геолог АО «Закаменск».


 Как вы понимаете, большую часть вольфрама можно найти под землей. Шеелит и вольфрамит, как вы помните, названия минералов, в которых можно найти вольфрам, находятся под землей в длинных узких жилах. Чтобы добраться до этих вен, существует множество различных методов добычи, используемых для производства ювелирных изделий, которые вы можете найти в Интернете и в ювелирных магазинах по всей территории Соединенных Штатов.
Как вы понимаете, большую часть вольфрама можно найти под землей. Шеелит и вольфрамит, как вы помните, названия минералов, в которых можно найти вольфрам, находятся под землей в длинных узких жилах. Чтобы добраться до этих вен, существует множество различных методов добычи, используемых для производства ювелирных изделий, которые вы можете найти в Интернете и в ювелирных магазинах по всей территории Соединенных Штатов.
 Это найдено в триоксиде вольфрама. Чтобы извлечь полезные минералы из горной породы, дробильные машины разбивают руду на гораздо более мелкие куски. После этого эти куски отправляются на обогатительную фабрику. В конце концов, в зависимости от назначения руды, то, что получится, станет вашим новым украшением.
Это найдено в триоксиде вольфрама. Чтобы извлечь полезные минералы из горной породы, дробильные машины разбивают руду на гораздо более мелкие куски. После этого эти куски отправляются на обогатительную фабрику. В конце концов, в зависимости от назначения руды, то, что получится, станет вашим новым украшением. До работы в ювелирной отрасли Мейсон работал штатным репортером в местной газете, где развивал и улучшал свои писательские навыки. В отрасли мало ювелиров с таким опытом. Подробнее
До работы в ювелирной отрасли Мейсон работал штатным репортером в местной газете, где развивал и улучшал свои писательские навыки. В отрасли мало ювелиров с таким опытом. Подробнее Металл хрупок при комнатной температуре, но пластичен и прочен при повышенных температурах. Его сплавы используются в соплах ракетных двигателей и других аэрокосмических устройствах.
Металл хрупок при комнатной температуре, но пластичен и прочен при повышенных температурах. Его сплавы используются в соплах ракетных двигателей и других аэрокосмических устройствах. В России шахты расположены на Северном Кавказе и вокруг озера Байкал. Есть месторождения и в Казахстане. Около 90 процентов вольфрама Южной Кореи находится в Сангдонге. На Северо-Западных территориях Канады находится крупнейший вольфрамовый рудник в западном мире, а рудник в Чойлле, Бол., является крупнейшим производителем вольфрама в Южной Америке. Месторождения в США разбросаны вдоль Скалистых гор.
В России шахты расположены на Северном Кавказе и вокруг озера Байкал. Есть месторождения и в Казахстане. Около 90 процентов вольфрама Южной Кореи находится в Сангдонге. На Северо-Западных территориях Канады находится крупнейший вольфрамовый рудник в западном мире, а рудник в Чойлле, Бол., является крупнейшим производителем вольфрама в Южной Америке. Месторождения в США разбросаны вдоль Скалистых гор. Флотационное разделение используется для шеелита, который был измельчен до мелкого размера для высвобождения вольфрама; это дополнительно дополняется выщелачиванием, обжигом и, при необходимости, магнитной сепарацией или сепарацией под высоким напряжением.
Флотационное разделение используется для шеелита, который был измельчен до мелкого размера для высвобождения вольфрама; это дополнительно дополняется выщелачиванием, обжигом и, при необходимости, магнитной сепарацией или сепарацией под высоким напряжением. Это может устранить фосфор и мышьяк и снизить содержание кремнезема до уровня 0,03–0,06 процента. Молибден удаляют добавлением сульфида натрия при температуре 80–85 °С (175–185 °F) при рН 10, выдержке в течение часа, затем подкислении раствора до рН 2,5–3 и перемешивании в течение семи–девяти часов. для осаждения сульфида молибдена. Оставшийся раствор вольфрамата натрия можно дополнительно очистить жидкостным ионообменным процессом с использованием органического экстрагента, состоящего из 7 % аламина-336, 7 % деканола и 86 % керосина. При противотоке экстрагента через раствор ионы вольфрамата переходят из водной фазы в органическую. Затем вольфрам отделяют от экстрагента раствором аммиака, содержащим вольфрамат аммония. Полученный раствор АФТ направляют в испаритель для кристаллизации.
Это может устранить фосфор и мышьяк и снизить содержание кремнезема до уровня 0,03–0,06 процента. Молибден удаляют добавлением сульфида натрия при температуре 80–85 °С (175–185 °F) при рН 10, выдержке в течение часа, затем подкислении раствора до рН 2,5–3 и перемешивании в течение семи–девяти часов. для осаждения сульфида молибдена. Оставшийся раствор вольфрамата натрия можно дополнительно очистить жидкостным ионообменным процессом с использованием органического экстрагента, состоящего из 7 % аламина-336, 7 % деканола и 86 % керосина. При противотоке экстрагента через раствор ионы вольфрамата переходят из водной фазы в органическую. Затем вольфрам отделяют от экстрагента раствором аммиака, содержащим вольфрамат аммония. Полученный раствор АФТ направляют в испаритель для кристаллизации. Полученную суспензию, содержащую вольфрам в виде твердой вольфрамовой кислоты, разбавляют и дают отстояться. Затем вольфрамовую кислоту растворяют в водном растворе аммиака при 60°С (140°F) в течение двух часов при перемешивании. Кальций из полученного раствора осаждается в виде оксалата кальция, а фосфор и мышьяк удаляются добавлением окиси магния, которая образует нерастворимые фосфаты и арсенаты аммония и магния. Железо, кремнезем и подобные примеси, образующие коллоидные гидроксиды, удаляют добавлением небольшого количества активированного угля и выдержкой в течение одного-двух часов. Раствор очищают через напорные фильтры и упаривают, получая кристаллы АПТ.
Полученную суспензию, содержащую вольфрам в виде твердой вольфрамовой кислоты, разбавляют и дают отстояться. Затем вольфрамовую кислоту растворяют в водном растворе аммиака при 60°С (140°F) в течение двух часов при перемешивании. Кальций из полученного раствора осаждается в виде оксалата кальция, а фосфор и мышьяк удаляются добавлением окиси магния, которая образует нерастворимые фосфаты и арсенаты аммония и магния. Железо, кремнезем и подобные примеси, образующие коллоидные гидроксиды, удаляют добавлением небольшого количества активированного угля и выдержкой в течение одного-двух часов. Раствор очищают через напорные фильтры и упаривают, получая кристаллы АПТ. Вращающаяся печь разделена перегородками на три зоны, выдерживаемые соответственно на 850°, 875° и 9°.00 ° C (1550 °, 1600 ° и 1650 ° F). Печь наклоняют под небольшим углом и поворачивают, чтобы обеспечить непрерывный поток порошка через центральные отверстия перегородок.
Вращающаяся печь разделена перегородками на три зоны, выдерживаемые соответственно на 850°, 875° и 9°.00 ° C (1550 °, 1600 ° и 1650 ° F). Печь наклоняют под небольшим углом и поворачивают, чтобы обеспечить непрерывный поток порошка через центральные отверстия перегородок. Для полного восстановления до металла требуется температура выше 1050°С. Чистота металла составляет около 95 процентов.
Для полного восстановления до металла требуется температура выше 1050°С. Чистота металла составляет около 95 процентов.

 В основном цементированные карбиды используются для режущих и сверлильных инструментов, формовочных и волочильных штампов и шипов шин.
В основном цементированные карбиды используются для режущих и сверлильных инструментов, формовочных и волочильных штампов и шипов шин.
 Штейн содержит 15 – 55% Cu; 15 – 50% Fe; 20 – 30% S. Шлак состоит в основном из SiO2, FeO, CaO, Al2O3.
Штейн содержит 15 – 55% Cu; 15 – 50% Fe; 20 – 30% S. Шлак состоит в основном из SiO2, FeO, CaO, Al2O3. В этом периоде протекают реакции окисления сульфидов
В этом периоде протекают реакции окисления сульфидов
 Электролитом служит раствор сернокислой меди. При пропускании постоянного тока анод растворяется и медь переходит в раствор. На катодах разряжаются ионы меди, осаждаясь на них прочным слоем чистой меди.
Электролитом служит раствор сернокислой меди. При пропускании постоянного тока анод растворяется и медь переходит в раствор. На катодах разряжаются ионы меди, осаждаясь на них прочным слоем чистой меди.
 ) = 3Cu(NO3)2 + 2NO + 4Н2O,
) = 3Cu(NO3)2 + 2NO + 4Н2O,  При пропускании электрического тока через электролит медь анода растворяется, а на катоде выделяется чистая медь.
При пропускании электрического тока через электролит медь анода растворяется, а на катоде выделяется чистая медь.



 Когда это экономически целесообразно, рудник может добывать оба типа медных минералов; когда это невозможно, шахты будут перерабатывать только оксиды меди или сульфиды меди.
Когда это экономически целесообразно, рудник может добывать оба типа медных минералов; когда это невозможно, шахты будут перерабатывать только оксиды меди или сульфиды меди. Эта первичная дробилка уменьшает размер руды от валунов до камней размером с мяч для гольфа.
Эта первичная дробилка уменьшает размер руды от валунов до камней размером с мяч для гольфа. Полученный «богатый» выщелачивающий раствор серной кислоты и медного купороса собирается в небольшой бассейн. Соединение меди теперь можно увидеть в концентрациях от 60 до 70%.
Полученный «богатый» выщелачивающий раствор серной кислоты и медного купороса собирается в небольшой бассейн. Соединение меди теперь можно увидеть в концентрациях от 60 до 70%.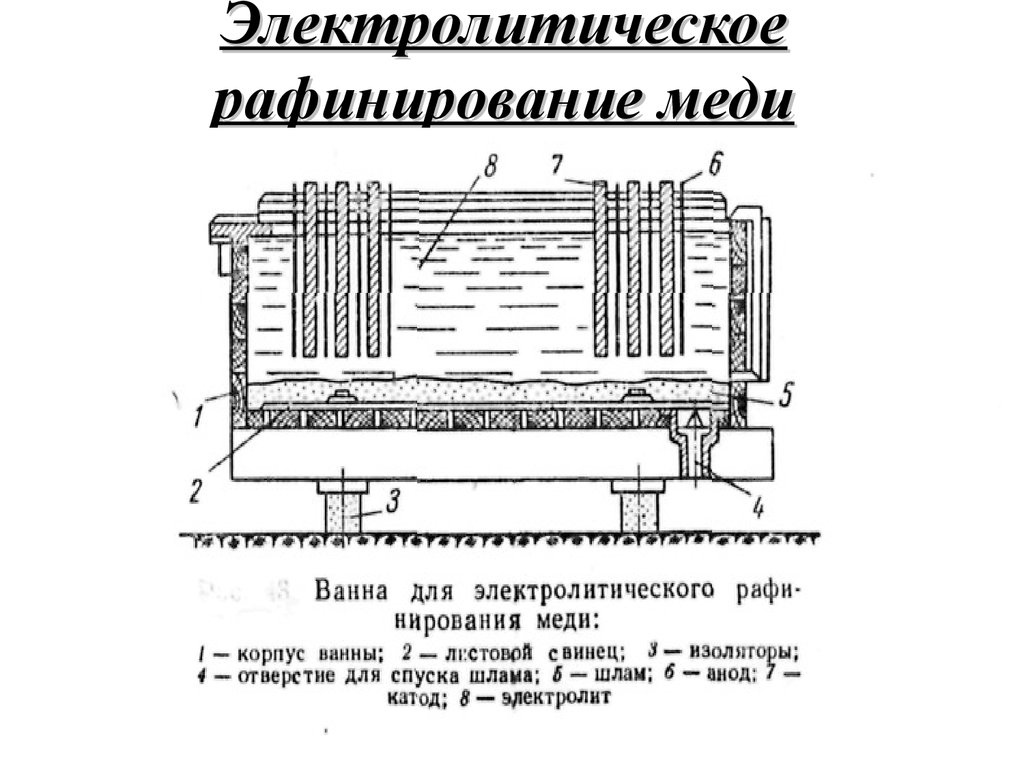 Электрический ток проходит через инертный анод (положительный электрод) и через раствор меди из предыдущего этапа, который действует как электролит . Положительно заряженные ионы меди (называемые катионами) выходят из раствора и наносятся на катод (отрицательный электрод) в виде меди чистотой 99,99%.
Электрический ток проходит через инертный анод (положительный электрод) и через раствор меди из предыдущего этапа, который действует как электролит . Положительно заряженные ионы меди (называемые катионами) выходят из раствора и наносятся на катод (отрицательный электрод) в виде меди чистотой 99,99%. После измельчения медной руды в нее добавляют жидкость, превращающую ее в суспензию. Шлам представляет собой смесь ценных минералов медной руды и «бесполезной» породы, называемой пустой породой (произносится «банда»). Суспензия помещается в резервуар, и процесс называется пенная флотация используется для отделения медных минералов от пустой породы. Химические реагенты, называемые «сборщиками», добавляются в суспензию и связываются с частицами меди, делая их гидрофобными или водонепроницаемыми. Трубы используются для подачи воздуха на дно резервуара для создания пузырьков, которые поднимаются на поверхность, увлекая за собой водостойкие частицы сульфида меди. Затем пена богатых медью пузырьков в верхней части резервуара снимается для дальнейшей обработки. Пустая порода опускается на дно резервуара и удаляется или утилизируется как хвостохранилище .
После измельчения медной руды в нее добавляют жидкость, превращающую ее в суспензию. Шлам представляет собой смесь ценных минералов медной руды и «бесполезной» породы, называемой пустой породой (произносится «банда»). Суспензия помещается в резервуар, и процесс называется пенная флотация используется для отделения медных минералов от пустой породы. Химические реагенты, называемые «сборщиками», добавляются в суспензию и связываются с частицами меди, делая их гидрофобными или водонепроницаемыми. Трубы используются для подачи воздуха на дно резервуара для создания пузырьков, которые поднимаются на поверхность, увлекая за собой водостойкие частицы сульфида меди. Затем пена богатых медью пузырьков в верхней части резервуара снимается для дальнейшей обработки. Пустая порода опускается на дно резервуара и удаляется или утилизируется как хвостохранилище . Пузырьки лопаются, и твердые частицы пенного раствора оседают на дне резервуара. Затем твердые вещества фильтруют для удаления избыточной воды, которую можно повторно использовать при переработке дополнительных партий сульфидной руды. Конечный продукт стадии сгущения представляет собой комбинацию 30% меди и других металлов; этот медный концентрат затем направляется на плавильный завод.
Пузырьки лопаются, и твердые частицы пенного раствора оседают на дне резервуара. Затем твердые вещества фильтруют для удаления избыточной воды, которую можно повторно использовать при переработке дополнительных партий сульфидной руды. Конечный продукт стадии сгущения представляет собой комбинацию 30% меди и других металлов; этот медный концентрат затем направляется на плавильный завод. Затем расплавленный штейн направляется в другую печь, называемую конвертером, для сжигания оставшегося железа и серы; продукт упоминается как черновая медь, которая содержит 98% меди, и доставили в анодную плавку. Черновая медь желтая; когда кислород в меди выгорает в анодной плавке, она становится сине-зеленой. Полученный продукт, расплавленную анодную медь, заливают в формы, называемые колесами для литья анодов. Охлажденные пластины анода состоят из 99% чистой меди, теперь окрашены в медный цвет, имеют две отлитые сверху ручки, имеют толщину два дюйма, ширину три фута, высоту три с половиной фута и вес 750 фунтов.
Затем расплавленный штейн направляется в другую печь, называемую конвертером, для сжигания оставшегося железа и серы; продукт упоминается как черновая медь, которая содержит 98% меди, и доставили в анодную плавку. Черновая медь желтая; когда кислород в меди выгорает в анодной плавке, она становится сине-зеленой. Полученный продукт, расплавленную анодную медь, заливают в формы, называемые колесами для литья анодов. Охлажденные пластины анода состоят из 99% чистой меди, теперь окрашены в медный цвет, имеют две отлитые сверху ручки, имеют толщину два дюйма, ширину три фута, высоту три с половиной фута и вес 750 фунтов. Подается электрический ток, и положительно заряженные ионы меди (называемые катионами) покидают анод (положительный электрод) и перемещаются в растворе через раствор электролита для нанесения покрытия на катод (отрицательный электрод). Другие металлы и примеси также покидают анод и падают на дно резервуара или остаются в растворе электролита. Эти примеси собираются и могут быть очищены для извлечения других металлов, таких как серебро и золото. После 14 дней электролиза аноды постепенно исчезли, а медные катоды теперь весят 375 фунтов каждый и содержат 9Медь чистотой 9,99%. Катоды вынимают из бака и промывают водой, чтобы предотвратить дальнейшую реакцию. Готовые медные катоды затем можно превратить в провода, пластины, трубки и другие медные изделия.
Подается электрический ток, и положительно заряженные ионы меди (называемые катионами) покидают анод (положительный электрод) и перемещаются в растворе через раствор электролита для нанесения покрытия на катод (отрицательный электрод). Другие металлы и примеси также покидают анод и падают на дно резервуара или остаются в растворе электролита. Эти примеси собираются и могут быть очищены для извлечения других металлов, таких как серебро и золото. После 14 дней электролиза аноды постепенно исчезли, а медные катоды теперь весят 375 фунтов каждый и содержат 9Медь чистотой 9,99%. Катоды вынимают из бака и промывают водой, чтобы предотвратить дальнейшую реакцию. Готовые медные катоды затем можно превратить в провода, пластины, трубки и другие медные изделия.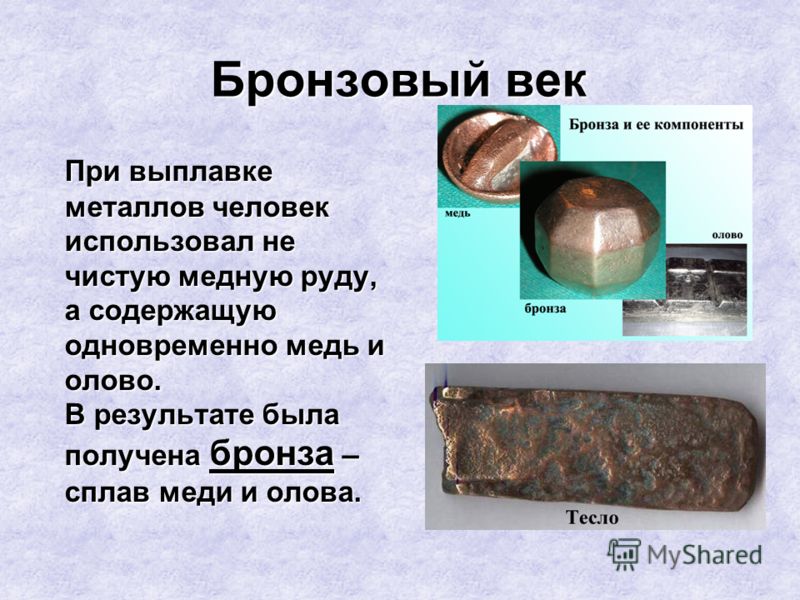 В 2010 г. было переработано 770 000 метрических тонн меди на сумму около шести миллиардов долларов (Papp, 2010).
В 2010 г. было переработано 770 000 метрических тонн меди на сумму около шести миллиардов долларов (Papp, 2010). Чили также может похвастаться крупнейшим в мире (с точки зрения добычи) открытым медным рудником Escondida. Крупнейший медный рудник в Северной Америке (и крупнейший в мире рукотворный раскоп) — это рудник Бингем-Каньон недалеко от Солт-Лейк-Сити, штат Юта. Программа модернизации стоимостью 1,5 миллиарда долларов, завершенная в 1998 году, превратила Бингем-Каньон в производителя меди с самой низкой себестоимостью в Северной Америке, образец операционной эффективности и соблюдения экологических норм.
Чили также может похвастаться крупнейшим в мире (с точки зрения добычи) открытым медным рудником Escondida. Крупнейший медный рудник в Северной Америке (и крупнейший в мире рукотворный раскоп) — это рудник Бингем-Каньон недалеко от Солт-Лейк-Сити, штат Юта. Программа модернизации стоимостью 1,5 миллиарда долларов, завершенная в 1998 году, превратила Бингем-Каньон в производителя меди с самой низкой себестоимостью в Северной Америке, образец операционной эффективности и соблюдения экологических норм. Однако успешная разведка новых месторождений полезных ископаемых, технологические достижения в горнодобывающей и добывающей металлургии (которые позволяют разрабатывать более бедные руды, тем самым увеличивая совокупность известных запасов) и использование меди (что позволяет более экономно использовать медь там, где использовались большие количества в прошлом) и продолжающаяся переработка металлолома, вероятно, на неопределенный срок предотвратят истощение запасов этого ценного металла.
Однако успешная разведка новых месторождений полезных ископаемых, технологические достижения в горнодобывающей и добывающей металлургии (которые позволяют разрабатывать более бедные руды, тем самым увеличивая совокупность известных запасов) и использование меди (что позволяет более экономно использовать медь там, где использовались большие количества в прошлом) и продолжающаяся переработка металлолома, вероятно, на неопределенный срок предотвратят истощение запасов этого ценного металла.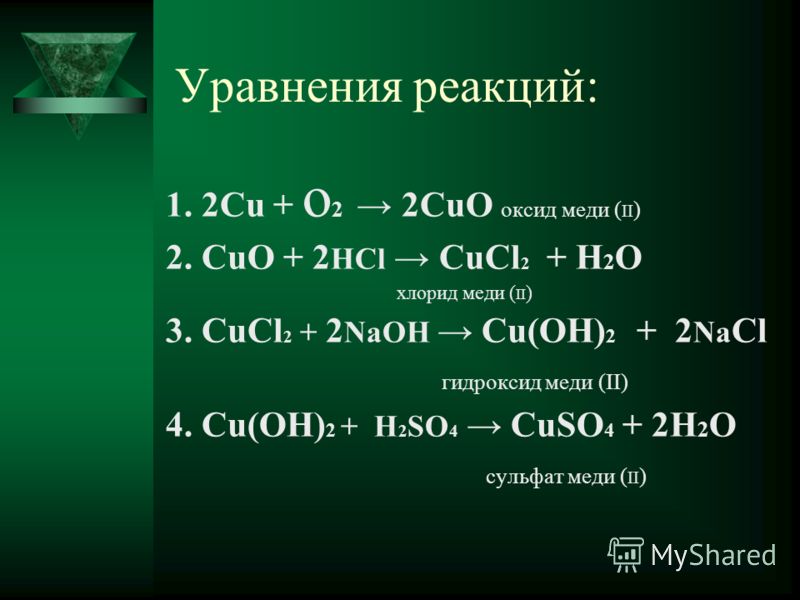 Некоторые из них уже давно имеют ценность сами по себе, например, малахит, ценившийся за его необычный и приятный внешний вид и тысячелетиями использовавшийся в украшениях и украшениях.
Некоторые из них уже давно имеют ценность сами по себе, например, малахит, ценившийся за его необычный и приятный внешний вид и тысячелетиями использовавшийся в украшениях и украшениях. Безусловно, наибольшая часть меди извлекается из сульфидов меди, железа и иногда других металлов. Такие руды образуются из серосодержащих вулканических магм, разделившихся на сульфиды металлов и кремнистые расплавы. Медь почти полностью сконцентрировалась в сульфидной фракции, и если она отделяется от кремнистого расплава, она может отлагаться в жилах или трещинах вмещающей породы в результате гидротермальной или другой геологической деятельности. Во многих рудах (и в большинстве обнаруженных на западе США) минералы меди встречаются в виде дисперсии мелких частиц. Такие руды называются порфиры . Там, где минерализованные породы обнажаются или разрушаются, сульфидные минералы подвергаются химическим изменениям под действием воздуха, грунтовых вод и тепла, что приводит к образованию другой основной разновидности медных минералов — окисленных руд.
Безусловно, наибольшая часть меди извлекается из сульфидов меди, железа и иногда других металлов. Такие руды образуются из серосодержащих вулканических магм, разделившихся на сульфиды металлов и кремнистые расплавы. Медь почти полностью сконцентрировалась в сульфидной фракции, и если она отделяется от кремнистого расплава, она может отлагаться в жилах или трещинах вмещающей породы в результате гидротермальной или другой геологической деятельности. Во многих рудах (и в большинстве обнаруженных на западе США) минералы меди встречаются в виде дисперсии мелких частиц. Такие руды называются порфиры . Там, где минерализованные породы обнажаются или разрушаются, сульфидные минералы подвергаются химическим изменениям под действием воздуха, грунтовых вод и тепла, что приводит к образованию другой основной разновидности медных минералов — окисленных руд.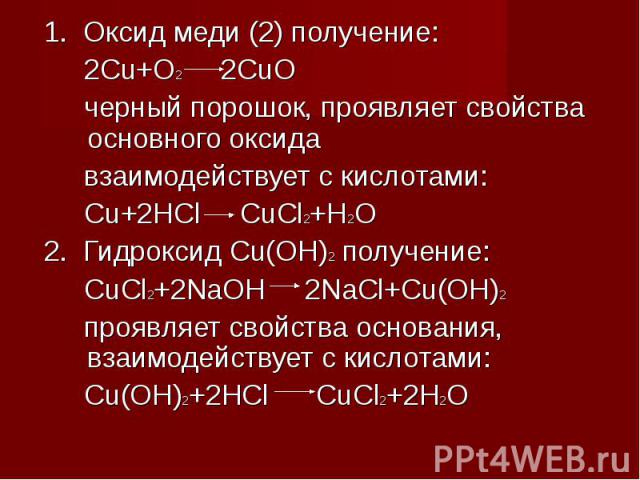 Средняя расчетная концентрация составляет от 55 до 70 мг/кг, что ниже хрома (200 мг/кг) и цинка (132), но выше олова и свинца. Во многих частях мира находятся промышленно эксплуатируемые месторождения медных руд, часто связанные с процессами горообразования. Отложения встречаются во многих местах в западных кордильерах Америки, в основном в Соединенных Штатах и Чили, а также в районах североамериканских равнин, таких как Мичиган, Онтарио, Квебек и Манитоба, на участках, связанных с докембрийским щитом. Медь также встречается во многих других странах мира. Перу, Польша, Мексика, Заир, Замбия и Папуа-Новая Гвинея исторически были в числе ведущих производителей, и хотя производство в Африке резко сократилось в последние годы из-за политических трудностей, остаются большие неиспользованные ресурсы. Кроме того, известно, что огромные количества меди существуют в виде «глубоководных конкреций», разбросанных по дну океана, хотя высокие затраты на добычу до сих пор препятствуют их коммерческой эксплуатации.
Средняя расчетная концентрация составляет от 55 до 70 мг/кг, что ниже хрома (200 мг/кг) и цинка (132), но выше олова и свинца. Во многих частях мира находятся промышленно эксплуатируемые месторождения медных руд, часто связанные с процессами горообразования. Отложения встречаются во многих местах в западных кордильерах Америки, в основном в Соединенных Штатах и Чили, а также в районах североамериканских равнин, таких как Мичиган, Онтарио, Квебек и Манитоба, на участках, связанных с докембрийским щитом. Медь также встречается во многих других странах мира. Перу, Польша, Мексика, Заир, Замбия и Папуа-Новая Гвинея исторически были в числе ведущих производителей, и хотя производство в Африке резко сократилось в последние годы из-за политических трудностей, остаются большие неиспользованные ресурсы. Кроме того, известно, что огромные количества меди существуют в виде «глубоководных конкреций», разбросанных по дну океана, хотя высокие затраты на добычу до сих пор препятствуют их коммерческой эксплуатации.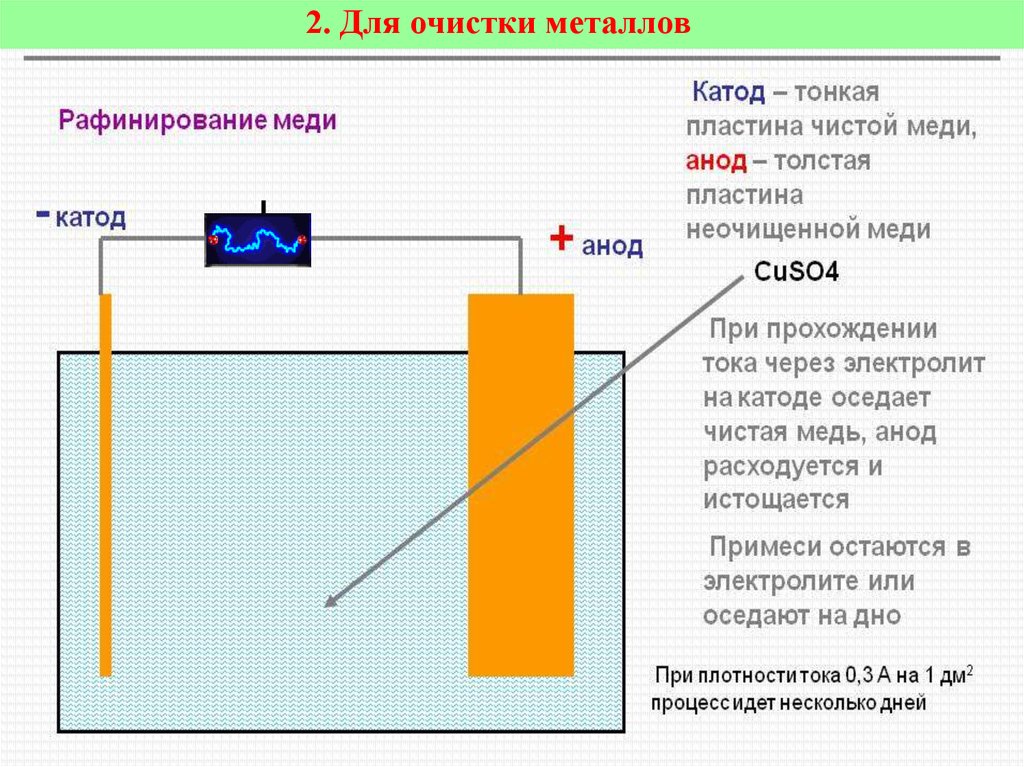 Чили и США являются, соответственно, двумя ведущими странами-производителями меди в мире, причем Чили обогнала США в начале 19 века.90-е.
Чили и США являются, соответственно, двумя ведущими странами-производителями меди в мире, причем Чили обогнала США в начале 19 века.90-е. ) В результате получается нечистая (98+%) форма металла, известная как черновая медь (из-за ее внешнего вида). Затем блистер подвергается дальнейшей огневой очистке, чтобы отрегулировать содержание серы и кислорода, в результате чего получается металл, достаточно чистый для многих других применений, кроме электрических. Однако, поскольку очищенный огнем металл может содержать коммерчески выгодные концентрации драгоценных металлов (в основном серебра и золота), большая его часть отливается в толстые листы, известные как аноды, которые отправляются в большие электролизеры, где происходит окончательное рафинирование. Постоянный электрический ток, проходящий через ячейки, растворяет аноды и осаждает медь на катодах. Конечным продуктом процесса рафинирования является медь электролитического вязкого пека (ETP), обычно содержащая от 99,94 и 99,96% Cu. Катоды переплавляются в контролируемых условиях и отливаются в формы, пригодные для дальнейшей обработки.
) В результате получается нечистая (98+%) форма металла, известная как черновая медь (из-за ее внешнего вида). Затем блистер подвергается дальнейшей огневой очистке, чтобы отрегулировать содержание серы и кислорода, в результате чего получается металл, достаточно чистый для многих других применений, кроме электрических. Однако, поскольку очищенный огнем металл может содержать коммерчески выгодные концентрации драгоценных металлов (в основном серебра и золота), большая его часть отливается в толстые листы, известные как аноды, которые отправляются в большие электролизеры, где происходит окончательное рафинирование. Постоянный электрический ток, проходящий через ячейки, растворяет аноды и осаждает медь на катодах. Конечным продуктом процесса рафинирования является медь электролитического вязкого пека (ETP), обычно содержащая от 99,94 и 99,96% Cu. Катоды переплавляются в контролируемых условиях и отливаются в формы, пригодные для дальнейшей обработки.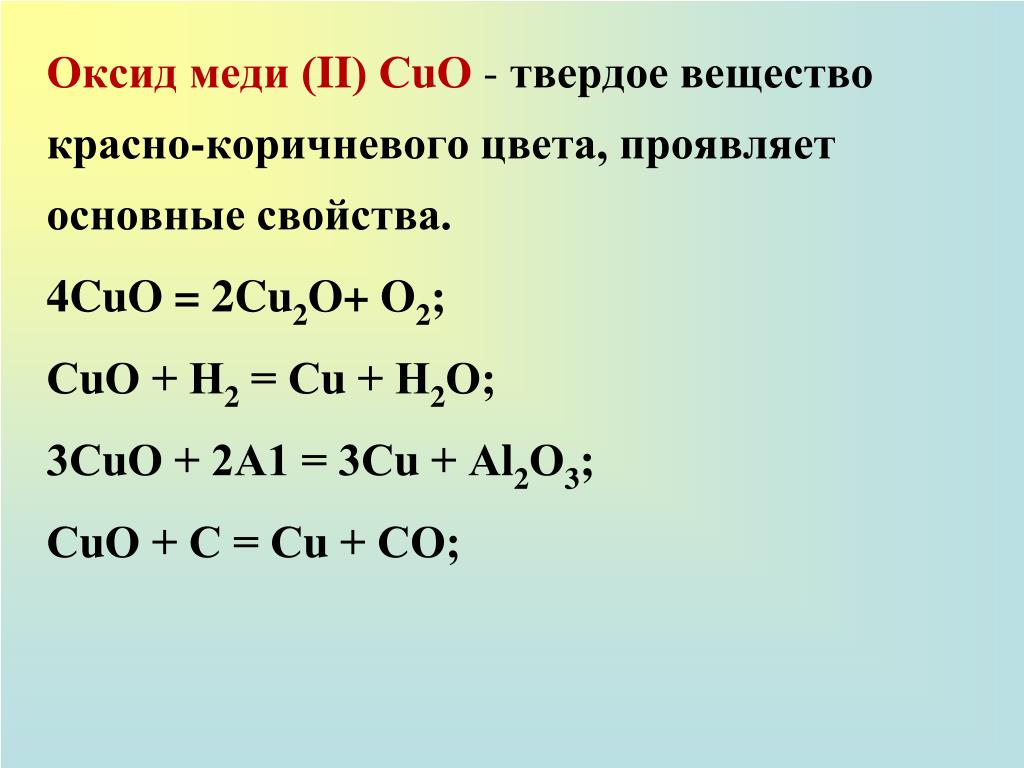 Методы извлечения меди из окисленных руд сильно отличаются от тех, которые используются для сульфидных руд. Окисленные руды, состоящие из силикатов, карбонатов и сульфатов, обрабатывают несколькими методами, все из которых включают в себя ту или иную форму выщелачивания измельченной руды серной кислотой с получением нечистых растворов сульфата меди. Сегодня более 13% всей «новой» меди производится из фильтратов, которые обычно концентрируют с помощью экстракции растворителем (SX) и удаляют из них медь с помощью обычного электролиза (EW), так называемого процесса SXEW. Сульфидные руды не подвергаются эффективному воздействию серной кислоты, но они могут быть выщелочены при предварительном окислении при длительном воздействии атмосферы и при контакте с встречающимися в природе бактериями Thiobacillus Thiooxidans и Thiobacillus Ferrooxidans.
Методы извлечения меди из окисленных руд сильно отличаются от тех, которые используются для сульфидных руд. Окисленные руды, состоящие из силикатов, карбонатов и сульфатов, обрабатывают несколькими методами, все из которых включают в себя ту или иную форму выщелачивания измельченной руды серной кислотой с получением нечистых растворов сульфата меди. Сегодня более 13% всей «новой» меди производится из фильтратов, которые обычно концентрируют с помощью экстракции растворителем (SX) и удаляют из них медь с помощью обычного электролиза (EW), так называемого процесса SXEW. Сульфидные руды не подвергаются эффективному воздействию серной кислоты, но они могут быть выщелочены при предварительном окислении при длительном воздействии атмосферы и при контакте с встречающимися в природе бактериями Thiobacillus Thiooxidans и Thiobacillus Ferrooxidans. В иероглифическом письме символ, используемый для обозначения вечной жизни, анкх, также использовался для обозначения меди. Позднее греческие философы приняли этот символ, слегка изменив его, как . Связь между вечной долговечностью и рентабельностью в течение всего срока службы меди и ее сплавов, безусловно, не случайна!
В иероглифическом письме символ, используемый для обозначения вечной жизни, анкх, также использовался для обозначения меди. Позднее греческие философы приняли этот символ, слегка изменив его, как . Связь между вечной долговечностью и рентабельностью в течение всего срока службы меди и ее сплавов, безусловно, не случайна!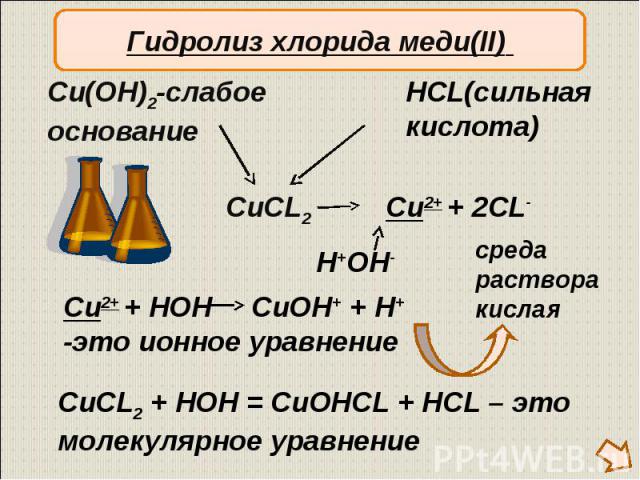 В греческой мифологии богиня любви Афродита, как говорят, вышла из моря недалеко от Кипра, глядя на свое отражение в медном зеркале. Некоторые историки считают, что это показывает, что металлургия является древнейшей профессией. В римских писаниях медь упоминается как «aes Cyprium», поскольку в то время большая часть металла поступала с Кипра.
В греческой мифологии богиня любви Афродита, как говорят, вышла из моря недалеко от Кипра, глядя на свое отражение в медном зеркале. Некоторые историки считают, что это показывает, что металлургия является древнейшей профессией. В римских писаниях медь упоминается как «aes Cyprium», поскольку в то время большая часть металла поступала с Кипра. Сначала совместное плавление медных и оловянных руд могло быть либо случайным, либо результатом ранних экспериментов, направленных на выяснение того, какие виды горных пород можно плавить.
Сначала совместное плавление медных и оловянных руд могло быть либо случайным, либо результатом ранних экспериментов, направленных на выяснение того, какие виды горных пород можно плавить.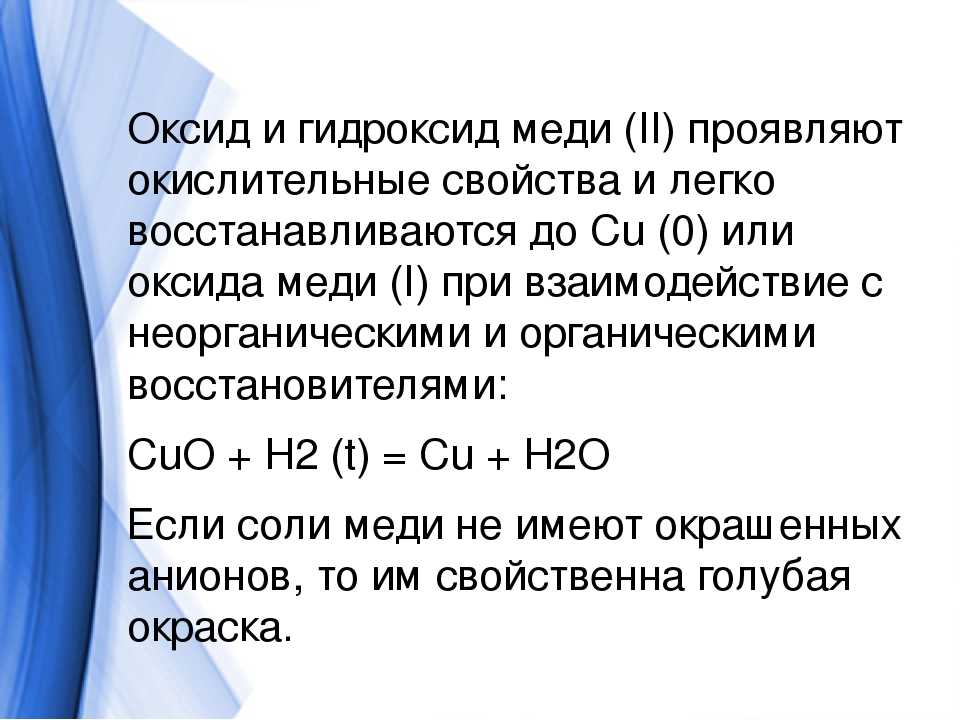 Этот образец использования, как правило, повторялся везде, где вводилась плавка бронзы и меди, хотя обязательно в разных временных масштабах.
Этот образец использования, как правило, повторялся везде, где вводилась плавка бронзы и меди, хотя обязательно в разных временных масштабах. Это полезное свойство предотвращало сильное сопротивление, вызванное ростом водорослей, которое ограничивало скорость кораблей. (Сообщалось, что победа лорда Нельсона при Трафальгаре отчасти стала результатом скорости его облаченных в медь кораблей, которая позволила ему перехитрить своих противников.) В результате значительно увеличился спрос на медь.
Это полезное свойство предотвращало сильное сопротивление, вызванное ростом водорослей, которое ограничивало скорость кораблей. (Сообщалось, что победа лорда Нельсона при Трафальгаре отчасти стала результатом скорости его облаченных в медь кораблей, которая позволила ему перехитрить своих противников.) В результате значительно увеличился спрос на медь. Поскольку проводимость меди зависит от ее чистоты, широко используется медь в ее нелегированной форме. Сегодня около половины производимой в мире меди приходится на электроэнергию.
Поскольку проводимость меди зависит от ее чистоты, широко используется медь в ее нелегированной форме. Сегодня около половины производимой в мире меди приходится на электроэнергию.

 Пресс для яблочного сока мы поставляем в полной комплектации. Вам не потребуется докупать никаких деталей и аксессуаров, достаточно собрать пресс для выжимки, и он будет полностью готов к работе. Разборная конструкция удобна в использовании. Разобранную давилку для яблок легко мыть, удобно хранить и транспортировать. Для возвращения домкрата в начальное положение достаточно нажать на кнопку. Нет необходимости прилагать большие усилия, вы сможете на зиму через пресс быстро переработать большое количество фруктов. Также пресс подходит для переработки любых других фруктов и овощей.
Пресс для яблочного сока мы поставляем в полной комплектации. Вам не потребуется докупать никаких деталей и аксессуаров, достаточно собрать пресс для выжимки, и он будет полностью готов к работе. Разборная конструкция удобна в использовании. Разобранную давилку для яблок легко мыть, удобно хранить и транспортировать. Для возвращения домкрата в начальное положение достаточно нажать на кнопку. Нет необходимости прилагать большие усилия, вы сможете на зиму через пресс быстро переработать большое количество фруктов. Также пресс подходит для переработки любых других фруктов и овощей. Заниматься изготовлением домашних заготовок или вина можно в любом месте.
Заниматься изготовлением домашних заготовок или вина можно в любом месте. Перед тем, как отжать сок из яблок прессом, необходимо измельчить фрукты. Мы рекомендуем использовать для этого измельчитель «Самурай» нашего производства. Далее намочите и отожмите фильтровальный мешок, вставьте его в перфорированную корзину и загрузите предварительно измельченное сырье. Затем требуется установить поршень, вставить и зафиксировать шток. После этого можно приступать к отжиманию прессом.
Перед тем, как отжать сок из яблок прессом, необходимо измельчить фрукты. Мы рекомендуем использовать для этого измельчитель «Самурай» нашего производства. Далее намочите и отожмите фильтровальный мешок, вставьте его в перфорированную корзину и загрузите предварительно измельченное сырье. Затем требуется установить поршень, вставить и зафиксировать шток. После этого можно приступать к отжиманию прессом. Выберите пресс для выжима сока объемом 18 литров в нашем каталоге, добавьте его в корзину и оформите заказ. Наш менеджер оперативно свяжется с вами для уточнения всех деталей заказа. Вы также можете купить пресс для отжима яблок в комплекте с измельчителем на максимально выгодных условиях. Вся информация имеется на нашем сайте. Если остались вопросы, позвоните нам или закажите обратный звонок, чтобы получить подробную консультацию по оборудованию для отжима яблочного сока. Сразу после подтверждения заказа мы оперативно соберем его и организуем доставку по указанному вам адресу. Мы отправляем гидравлические прессы для яблочного сока почтой и транспортными компаниями.
Выберите пресс для выжима сока объемом 18 литров в нашем каталоге, добавьте его в корзину и оформите заказ. Наш менеджер оперативно свяжется с вами для уточнения всех деталей заказа. Вы также можете купить пресс для отжима яблок в комплекте с измельчителем на максимально выгодных условиях. Вся информация имеется на нашем сайте. Если остались вопросы, позвоните нам или закажите обратный звонок, чтобы получить подробную консультацию по оборудованию для отжима яблочного сока. Сразу после подтверждения заказа мы оперативно соберем его и организуем доставку по указанному вам адресу. Мы отправляем гидравлические прессы для яблочного сока почтой и транспортными компаниями. Винница
Винница com.ua
com.ua com.ua
com.ua Черкассы
Черкассы Черновцы
Черновцы dp.ua
dp.ua
 И вуаля! У тебя есть свежий яблочный сидр.
И вуаля! У тебя есть свежий яблочный сидр. Вы можете сказать, что он был разработан с учетом трудолюбивого человека!
Вы можете сказать, что он был разработан с учетом трудолюбивого человека!
 Лучший настольный пресс для яблочного сидра:
Лучший настольный пресс для яблочного сидра: -галлонную версию и сразу за работу!
-галлонную версию и сразу за работу! Но если вы хотите продавать свой яблочный сидр как сезонный продукт из своего яблоневого сада, возможно, вам стоит потратить время на покупку пресса для яблочного сидра, который проще в использовании и обладает большей производительностью.
Но если вы хотите продавать свой яблочный сидр как сезонный продукт из своего яблоневого сада, возможно, вам стоит потратить время на покупку пресса для яблочного сидра, который проще в использовании и обладает большей производительностью.
 Если он у вас уже есть, не покупайте прессы для яблочного сидра такого типа!
Если он у вас уже есть, не покупайте прессы для яблочного сидра такого типа!
 Теперь вы будете мерить сок ведрами.
Теперь вы будете мерить сок ведрами. Блоки необходимы для размещения их под домкратом, потому что хода поршня домкрата не хватает на всю высоту корзины.
Блоки необходимы для размещения их под домкратом, потому что хода поршня домкрата не хватает на всю высоту корзины. youtube.com/embed/EvT4a9UXI2U» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/EvT4a9UXI2U» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Я считаю, что Apple Press Ltd очень полезна и эффективна, без проблем доставляя свою продукцию на расстояние более 1500 миль в сельский адрес в Великобритании.
Я считаю, что Apple Press Ltd очень полезна и эффективна, без проблем доставляя свою продукцию на расстояние более 1500 миль в сельский адрес в Великобритании.
 Этот флюс смешивают с жидкой глиной, обмазывают им футеровку печи и прокаливают ее при 900—950 °С. Можно также пропитывать футеровку расплавленной смесью NaCl—AlF3. В процессе работы печи хлористый натрий испаряется, а фтористый алюминий образуете кремнеземом оксифториды, несмачивающиеся алюминиевыми расплавами Предотвращению взаимодействия между металлом и шамотом способствует также окраска футеровки мелом или известью. В тех случаях, когда содержание примеси кремния в сплаве ограниченно, отражательные печи футеруют карбидом циркония или карбидом кремния.
Этот флюс смешивают с жидкой глиной, обмазывают им футеровку печи и прокаливают ее при 900—950 °С. Можно также пропитывать футеровку расплавленной смесью NaCl—AlF3. В процессе работы печи хлористый натрий испаряется, а фтористый алюминий образуете кремнеземом оксифториды, несмачивающиеся алюминиевыми расплавами Предотвращению взаимодействия между металлом и шамотом способствует также окраска футеровки мелом или известью. В тех случаях, когда содержание примеси кремния в сплаве ограниченно, отражательные печи футеруют карбидом циркония или карбидом кремния. 92, а технические характеристики их — в табл 11.
92, а технические характеристики их — в табл 11. Аппарат для плавки воска при депиляции.
Аппарат для плавки воска при депиляции. 5 кг
5 кг Ваша конкретная комбинация печей, сплавов, методов работы, металлургической обработки, устройств заливки и конечных продуктов вряд ли будет дублироваться на каком-либо другом предприятии. Поэтому выбор тигля, который обеспечит максимальную производительность для вашей операции, является индивидуальной и сложной задачей.
Ваша конкретная комбинация печей, сплавов, методов работы, металлургической обработки, устройств заливки и конечных продуктов вряд ли будет дублироваться на каком-либо другом предприятии. Поэтому выбор тигля, который обеспечит максимальную производительность для вашей операции, является индивидуальной и сложной задачей. Они могут быть закреплены на месте внутри конструкции печи или могут быть предназначены для извлечения из печи для заливки в конце каждой плавки. Тигли используются в печах, работающих на топливе, в электрических печах сопротивления, в индукционных печах или просто для перемещения расплавленного металла. Они бывают с носиками или без них, а также в самых разнообразных традиционных и специализированных формах.
Они могут быть закреплены на месте внутри конструкции печи или могут быть предназначены для извлечения из печи для заливки в конце каждой плавки. Тигли используются в печах, работающих на топливе, в электрических печах сопротивления, в индукционных печах или просто для перемещения расплавленного металла. Они бывают с носиками или без них, а также в самых разнообразных традиционных и специализированных формах. К ним относятся:
К ним относятся: Для получения наибольшего выбора ищите поставщика тиглей, который может предложить перекрывающиеся линейки тиглей, подходящих для каждого конкретного металла, но предлагающих различные рабочие характеристики. Затем, работая вместе, вы сможете точно подобрать конкретный тигель к вашим конкретным требованиям. Достижение этого соответствия является ключом к безопасности, производительности и максимальному сроку службы тигля.
Для получения наибольшего выбора ищите поставщика тиглей, который может предложить перекрывающиеся линейки тиглей, подходящих для каждого конкретного металла, но предлагающих различные рабочие характеристики. Затем, работая вместе, вы сможете точно подобрать конкретный тигель к вашим конкретным требованиям. Достижение этого соответствия является ключом к безопасности, производительности и максимальному сроку службы тигля. Например, когда вы знаете, на какую емкость металла рассчитана ваша печь, вы будете знать, какую емкость должен обеспечить ваш тигель. Точно так же размеры места для тигля в вашей печи будут определять размеры и форму вашего тигля. Это также определит, должен ли ваш тигель иметь сливной носик. Но выбор тигля, соответствующего типу вашей печи, даст вам возможность учитывать множество других менее очевидных факторов.
Например, когда вы знаете, на какую емкость металла рассчитана ваша печь, вы будете знать, какую емкость должен обеспечить ваш тигель. Точно так же размеры места для тигля в вашей печи будут определять размеры и форму вашего тигля. Это также определит, должен ли ваш тигель иметь сливной носик. Но выбор тигля, соответствующего типу вашей печи, даст вам возможность учитывать множество других менее очевидных факторов. Это обеспечивает равномерный нагрев тигля. Материал тигля также должен быть устойчив к окислительному повреждению пламенем и соответствовать скорости теплового изменения, которое будет испытывать тигель.
Это обеспечивает равномерный нагрев тигля. Материал тигля также должен быть устойчив к окислительному повреждению пламенем и соответствовать скорости теплового изменения, которое будет испытывать тигель.
 Однако некоторые небольшие печи, предназначенные для съемных тиглей, имеют конический змеевик, соответствующий профилю трюмных тиглей.
Однако некоторые небольшие печи, предназначенные для съемных тиглей, имеют конический змеевик, соответствующий профилю трюмных тиглей.
 Тигли также используются для плавки чугуна. Вместе взятые, эти металлы представляют диапазон температур от 400°C/750°F до 1600°C/2912°F.
Тигли также используются для плавки чугуна. Вместе взятые, эти металлы представляют диапазон температур от 400°C/750°F до 1600°C/2912°F. Тигли никогда не должны нагреваться выше их максимальной температуры. Это может привести к опасному выходу из строя тигля. Однако работа при температуре ниже нижнего предела температуры тигля также может вызвать проблемы. Например, тигли, предназначенные для высокотемпературной плавки сплавов на основе меди, будут окисляться, если их использовать при низких температурах для плавки цинка.
Тигли никогда не должны нагреваться выше их максимальной температуры. Это может привести к опасному выходу из строя тигля. Однако работа при температуре ниже нижнего предела температуры тигля также может вызвать проблемы. Например, тигли, предназначенные для высокотемпературной плавки сплавов на основе меди, будут окисляться, если их использовать при низких температурах для плавки цинка. Некоторые типы тиглей гораздо лучше справляются с быстрым изменением температуры, чем другие. Например, высокое содержание углерода в графите тигля придает ему высокую теплопроводность и несмачиваемость. И когда этот графит образует направленно ориентированную матрицу, тигель также обеспечивает высокую стойкость к тепловому удару. Это очень важно для литейного производства, где температура может измениться на несколько сотен градусов за секунды. Ваш поставщик тиглей может порекомендовать, какие тигли обеспечивают наилучшую устойчивость к тепловому удару для вашего применения.
Некоторые типы тиглей гораздо лучше справляются с быстрым изменением температуры, чем другие. Например, высокое содержание углерода в графите тигля придает ему высокую теплопроводность и несмачиваемость. И когда этот графит образует направленно ориентированную матрицу, тигель также обеспечивает высокую стойкость к тепловому удару. Это очень важно для литейного производства, где температура может измениться на несколько сотен градусов за секунды. Ваш поставщик тиглей может порекомендовать, какие тигли обеспечивают наилучшую устойчивость к тепловому удару для вашего применения. Тигли с высоким содержанием углерода и ориентированной графитовой структурой обеспечивают превосходную ударопрочность.
Тигли с высоким содержанием углерода и ориентированной графитовой структурой обеспечивают превосходную ударопрочность.


 Горшок для плавления и заливки из нержавеющей стали рассчитан не на каждого. Мешок древесного угля для гриля для барбекю также отлично подходит для плавления металлов. Я делаю много вещей с цинком, это более низкая температура и проще. Алюминий трудно разлить, он недостаточно тяжелый, чтобы заполнить полость формы. Смешайте немного алюминия и цинка вместе, и это очень красиво льется вручную.
Горшок для плавления и заливки из нержавеющей стали рассчитан не на каждого. Мешок древесного угля для гриля для барбекю также отлично подходит для плавления металлов. Я делаю много вещей с цинком, это более низкая температура и проще. Алюминий трудно разлить, он недостаточно тяжелый, чтобы заполнить полость формы. Смешайте немного алюминия и цинка вместе, и это очень красиво льется вручную. Сейчас я использую чугунный котел, покрытый изнутри и снаружи печным цементом, разбавленным водой до консистенции густой краски, и обожженный насухо одним из тех конусообразных электрических нагревательных элементов, у которых винтовое основание похоже на лампочку. не менее чем на 2 плавки.Такой же смесью покрывают шлакоотделитель и любые другие инструменты, находящиеся в непосредственном контакте с жидким металлом.0003
Сейчас я использую чугунный котел, покрытый изнутри и снаружи печным цементом, разбавленным водой до консистенции густой краски, и обожженный насухо одним из тех конусообразных электрических нагревательных элементов, у которых винтовое основание похоже на лампочку. не менее чем на 2 плавки.Такой же смесью покрывают шлакоотделитель и любые другие инструменты, находящиеся в непосредственном контакте с жидким металлом.0003 Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
Я всегда искал литые автомобильные поршни для своего плавильного котла. Сначала я переплавил их и сделал слитки, чтобы избавиться от стальных включений и примесей, таких как лак, масло и т. д. Автомобильная промышленность выбрала лучший сплав для литья поршней, поэтому я придерживаюсь их выбора. Корпус трансмиссии и колокола изготовлен из сплава гораздо худшего качества и для меня совсем не подходит. Главное получайте удовольствие и не уроните тигель на пути от печи к опоке. Петр
 Вот как я это сделал
Вот как я это сделал
 Обработка поверхностей соприкосновения листов металла.
Обработка поверхностей соприкосновения листов металла.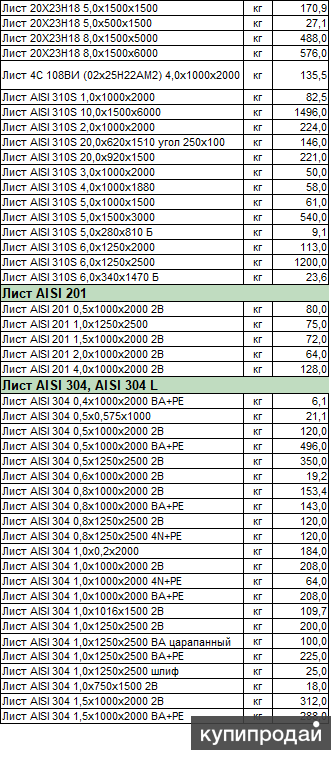 Оцинковка может выдерживать приличную нагрузку и деформацию. Их очень легко штамповать, вальцевать, вытягивать и сгибать.
Оцинковка может выдерживать приличную нагрузку и деформацию. Их очень легко штамповать, вальцевать, вытягивать и сгибать. За счет этого не допускается развитие коррозионных процессов, образующихся в процессе взаимодействия железа с кислородом, содержащимся в воздухе.
За счет этого не допускается развитие коррозионных процессов, образующихся в процессе взаимодействия железа с кислородом, содержащимся в воздухе.

 Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать – выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г на кубический сантиметр.
Однако этот показатель зачастую бывает очень важен, особенно, когда требуется узнать – выдержит ли груз транспортное средство. Чтобы подсчитать массу одного листа можно воспользоваться таким показателем, как удельная масса материала, составляющая примерно 7,8 г на кубический сантиметр. Чем тяжелее будет лист, тем больше денег придется за него заплатить.
Чем тяжелее будет лист, тем больше денег придется за него заплатить.
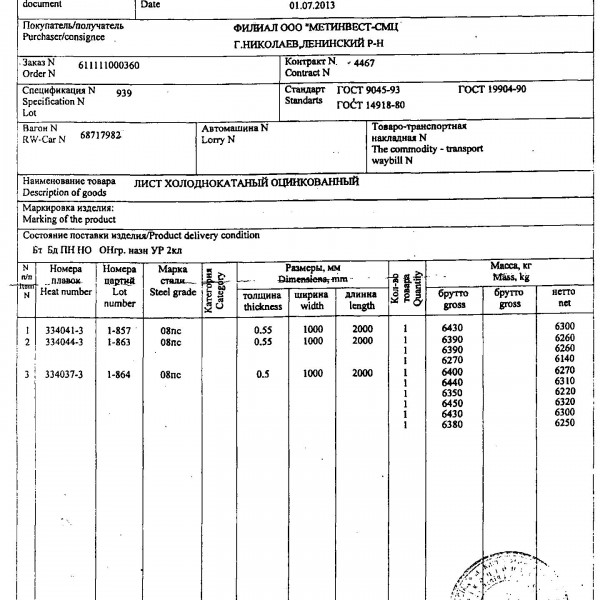 Как правило, это бывают отделочные эмали (в эту группу входит поливинилденфторидная, полиуретановая, полиэфирная и другие разновидности эмали), грунтовки; защитная эпоксидная эмаль или поливинилхлоридных пластизоль.
Как правило, это бывают отделочные эмали (в эту группу входит поливинилденфторидная, полиуретановая, полиэфирная и другие разновидности эмали), грунтовки; защитная эпоксидная эмаль или поливинилхлоридных пластизоль.
 Стандартизация была одной из главных движущих сил промышленной революции.
Стандартизация была одной из главных движущих сил промышленной революции.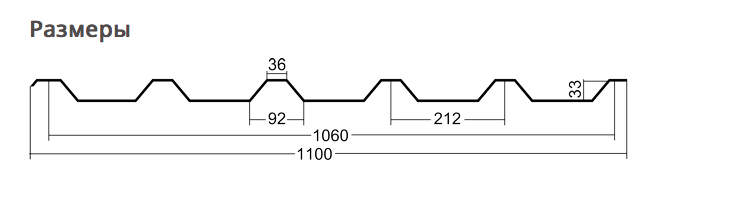 Номер калибра листовой стали относится к тому, сколько листов определенной толщины поместится в дюйм.
Номер калибра листовой стали относится к тому, сколько листов определенной толщины поместится в дюйм.
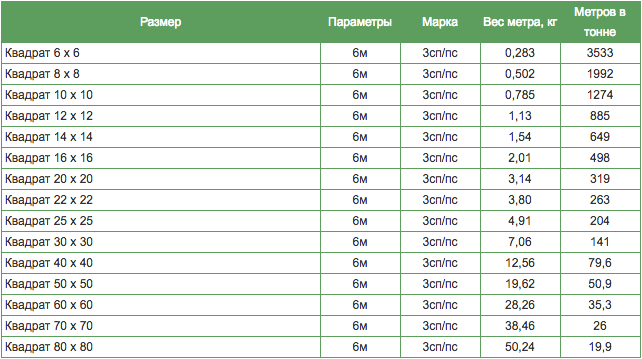 Обычно он больше не используется в коммерческих целях.
Обычно он больше не используется в коммерческих целях. Вес на квадратный фут должен быть доступен на веб-сайте производителя.
Вес на квадратный фут должен быть доступен на веб-сайте производителя.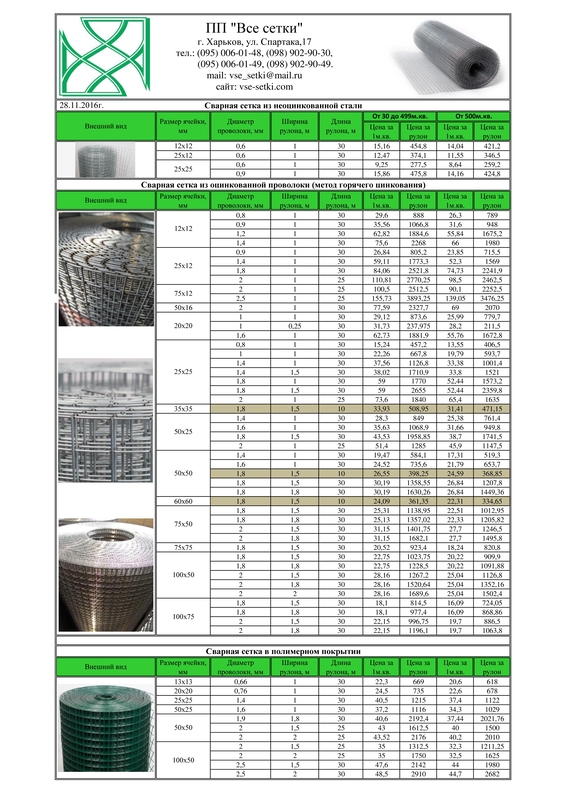
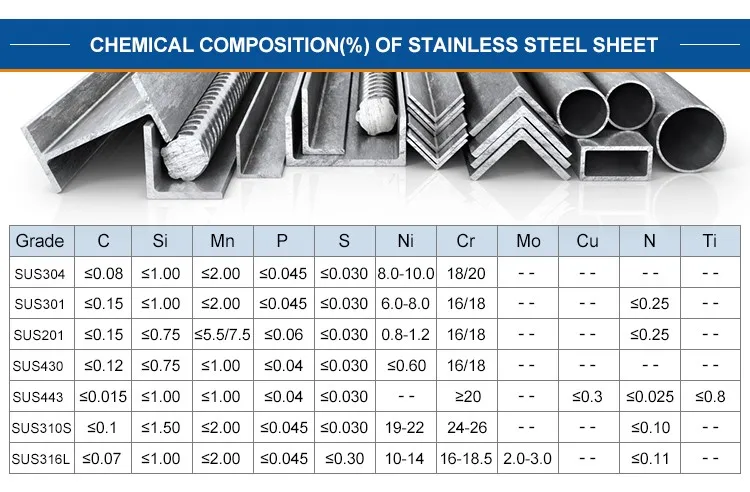 375
375 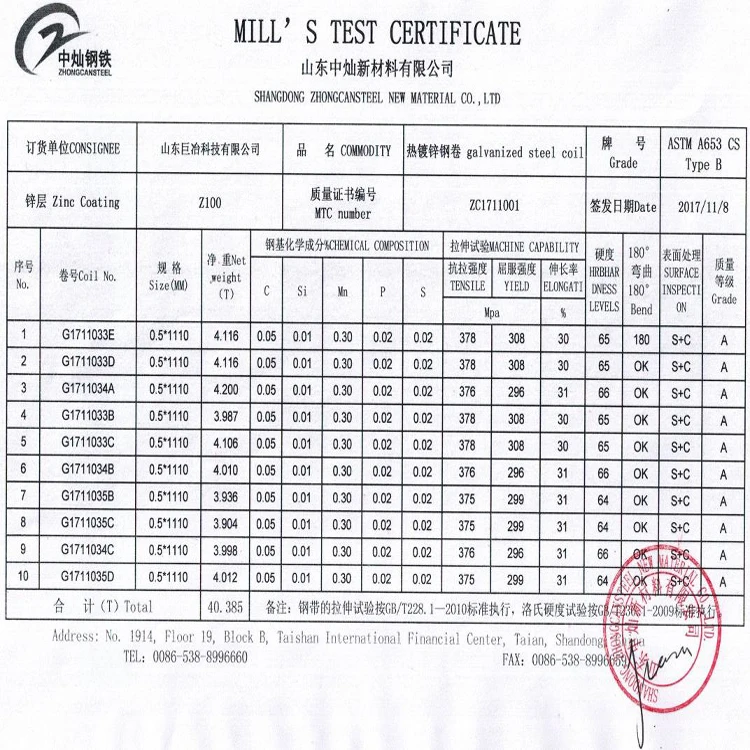 1345
1345  71
71  0329
0329 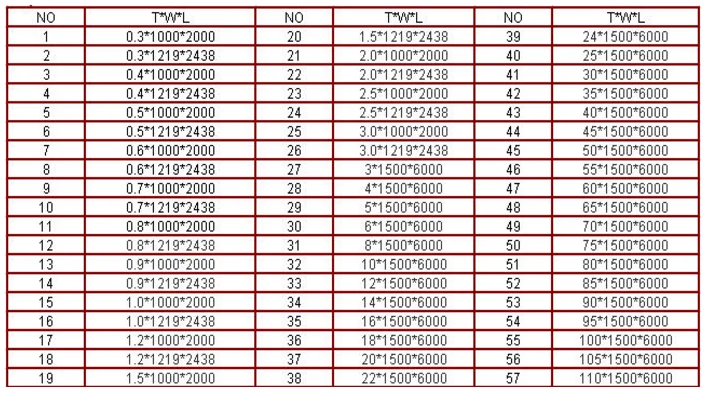 688
688  0090
0090  Он также является создателем, редактором и главным автором Roof Online, информационного веб-сайта по кровле.
Он также является создателем, редактором и главным автором Roof Online, информационного веб-сайта по кровле. Эквивалентная толщина различается для каждого калибра
Эквивалентная толщина различается для каждого калибра 2391
2391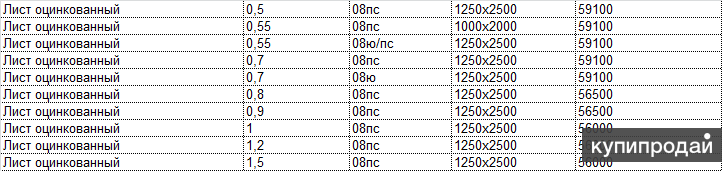 657
657 759
759 246
246 858
858 105
105 763
763 113
113 2031
2031 0625
0625 0187
0187 0070
0070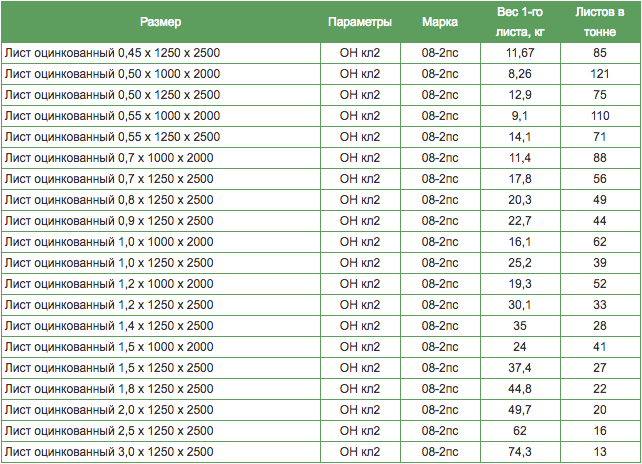 3648
3648 1144
1144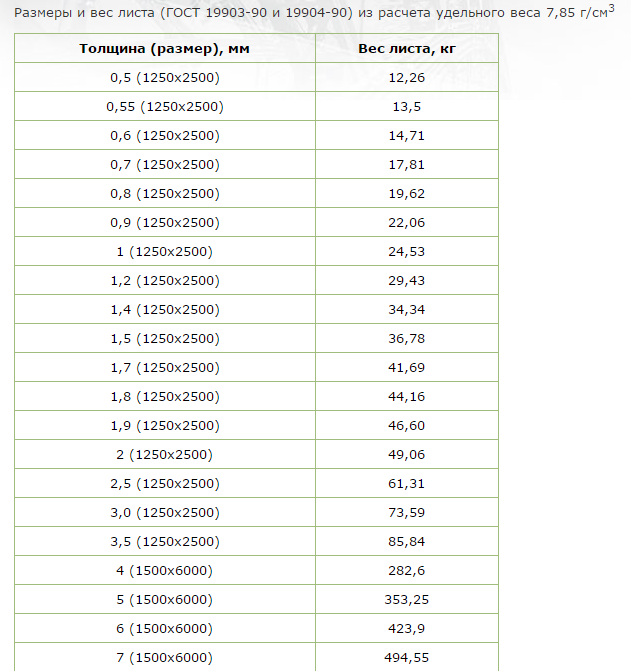 0359
0359 0113
0113 0040
0040 1250
1250 0360
0360 0080
0080 993
993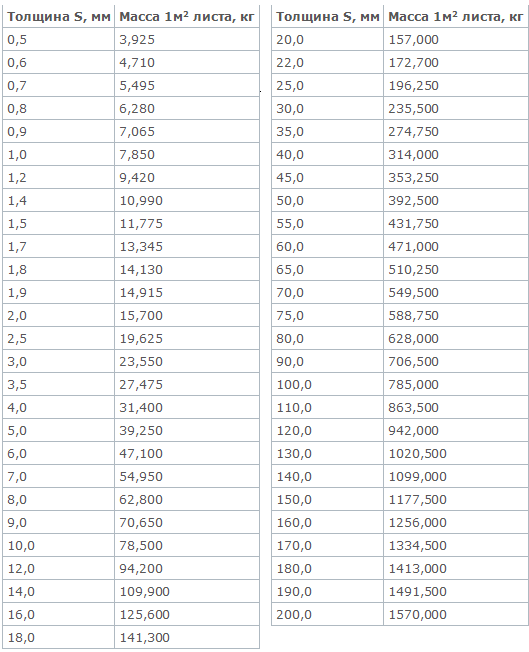 0495
0495
 Киев
Киев Киев
Киев Харьков
Харьков 35 грн/бухта
35 грн/бухта

 Наполнитель системы, давя на некачественный элемент, рано или поздно, прорвёт его.
Наполнитель системы, давя на некачественный элемент, рано или поздно, прорвёт его.
 Доступны из нержавеющей стали 304 и 316L.
Доступны из нержавеющей стали 304 и 316L.
 Доступен из нержавеющей стали 316L.
Доступен из нержавеющей стали 316L.
 В отдельных случаях, когда есть вероятность попадания слоев камня, используется бур.
В отдельных случаях, когда есть вероятность попадания слоев камня, используется бур. При этом важно не забывать, что при использовании бетонной или винтовой сваи наконечники тоже будут отличаться между собой. Важный нюанс во время выбора оголовка, это его форма – она бывает Т-образной, или же П-образной. При установке ростверка на первый вариант головка требуется дополнительная установка опалубки, а также плита дл заливки фундамента. Во втором случае можно использовать только балки, и их диаметр обязательно должен совпадать с шириной наконечника.
При этом важно не забывать, что при использовании бетонной или винтовой сваи наконечники тоже будут отличаться между собой. Важный нюанс во время выбора оголовка, это его форма – она бывает Т-образной, или же П-образной. При установке ростверка на первый вариант головка требуется дополнительная установка опалубки, а также плита дл заливки фундамента. Во втором случае можно использовать только балки, и их диаметр обязательно должен совпадать с шириной наконечника. 8 до 32.5 см. Диаметр же самого оголовка может колебаться от 15 до 20 см. Самая небольшая труба по диаметру – это та, которая составляет 5.7 см. Такая основа способна выдерживать нагрузку, то лишь в 800 кг. Чаще всего такие сваи используют для того, чтобы построить небольшие и легкие хозяйственные постройки, а именно сарай, гараж или беседку.
8 до 32.5 см. Диаметр же самого оголовка может колебаться от 15 до 20 см. Самая небольшая труба по диаметру – это та, которая составляет 5.7 см. Такая основа способна выдерживать нагрузку, то лишь в 800 кг. Чаще всего такие сваи используют для того, чтобы построить небольшие и легкие хозяйственные постройки, а именно сарай, гараж или беседку. Но в особых случаях они и вовсе не нужны, к примеру, если вы планируете строительство дома из газоблоков. В таком случаи просто требуется связать швеллеров и на них сверх уложить железобетонные плиты. Сли же здание будет каркасного типа, или вы планируете использование бруса, допускается использование съемных или приварных наголовников. Главным преимуществом приварных элементов является то, что свая будет изолирована от таких раздражителей внешнего типа, вроде воды и кислорода.
Но в особых случаях они и вовсе не нужны, к примеру, если вы планируете строительство дома из газоблоков. В таком случаи просто требуется связать швеллеров и на них сверх уложить железобетонные плиты. Сли же здание будет каркасного типа, или вы планируете использование бруса, допускается использование съемных или приварных наголовников. Главным преимуществом приварных элементов является то, что свая будет изолирована от таких раздражителей внешнего типа, вроде воды и кислорода. Если у застройщика заказ промышленного масштаба, вроде строительства торгового или административного здания, высоток, мостов, то, конечно же, будут использовать лишь железобетонные столбы. Они очень прочные к действию коррозии, и с легкостью выдерживают температурные перепады. А вот минусом такого вида можно назвать высокую стоимость монтажных работ, так как они могут быть выполнены лишь с участием особой техники.
Если у застройщика заказ промышленного масштаба, вроде строительства торгового или административного здания, высоток, мостов, то, конечно же, будут использовать лишь железобетонные столбы. Они очень прочные к действию коррозии, и с легкостью выдерживают температурные перепады. А вот минусом такого вида можно назвать высокую стоимость монтажных работ, так как они могут быть выполнены лишь с участием особой техники.
 Если свая или инструмент начинает нагреваться, их следует отключить, охладить и лишь после этого продолжить работы. Минус такого способа обработки – арматура после обработки полностью непригодна, а еще очень быстро изнашивается рабочий инструмент. Это, в свою очередь, влечет за собой дополнительные траты на покупку расходников.
Если свая или инструмент начинает нагреваться, их следует отключить, охладить и лишь после этого продолжить работы. Минус такого способа обработки – арматура после обработки полностью непригодна, а еще очень быстро изнашивается рабочий инструмент. Это, в свою очередь, влечет за собой дополнительные траты на покупку расходников.
 Для этого идеально подходит щетка по металлу или же особая насадка для болгарки.
Для этого идеально подходит щетка по металлу или же особая насадка для болгарки.
 Большинство людей смущены длительностью монтажного процесса, а также трудоемкостью установки ростверка.
Большинство людей смущены длительностью монтажного процесса, а также трудоемкостью установки ростверка. Они не только стали уютным жильем для своих владельцев, но и достопримечательностью для туристов.
Они не только стали уютным жильем для своих владельцев, но и достопримечательностью для туристов.
 Защитное покрытие надежно защищает металл от коррозии в самых неблагоприятных погодных условиях, от разрушения при воздействии агрессивных сред.
Защитное покрытие надежно защищает металл от коррозии в самых неблагоприятных погодных условиях, от разрушения при воздействии агрессивных сред.
 На дополнительные вопросы наши специалисты ответят по телефону +7(910) 000-6565.
На дополнительные вопросы наши специалисты ответят по телефону +7(910) 000-6565.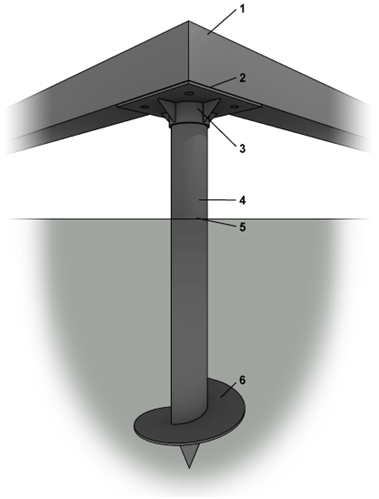 Дополнительная транспортная рама обеспечивает максимальную устойчивость и компактное хранение для транспортировки и простоты установки на машине.
Дополнительная транспортная рама обеспечивает максимальную устойчивость и компактное хранение для транспортировки и простоты установки на машине. Эти данные можно экспортировать в Excel и передать по электронной почте или на карту памяти вашему инженеру/заказчику.
Эти данные можно экспортировать в Excel и передать по электронной почте или на карту памяти вашему инженеру/заказчику. Второй датчик расположен на обратной линии, где масло выходит из головки привода. Микропроцессор вычисляет «полезное давление» между двумя датчиками, давая показания, которые на 12–15 % точнее, чем традиционные показания мониторинга давления.
Второй датчик расположен на обратной линии, где масло выходит из головки привода. Микропроцессор вычисляет «полезное давление» между двумя датчиками, давая показания, которые на 12–15 % точнее, чем традиционные показания мониторинга давления. Эта сцепка позволяет оператору экскаватора удерживать приводную головку под углом 90 градусов для легкого соединения со сваей или шнеком.
Эта сцепка позволяет оператору экскаватора удерживать приводную головку под углом 90 градусов для легкого соединения со сваей или шнеком. Ствол винтовой сваи представляет собой стальную трубу и не дает возможности соединиться с конструкцией сваи, которую он должен поддерживать. Однако крышка винтовой сваи надевается на эту открытую часть ствола винтовой сваи и служит переходником или соединителем. Это соединение передает нагрузку от поддерживаемой конструкции на винтовую сваю. Существует множество различных стилей оголовков винтовых свай, и они позволяют винтовым сваям соединять и поддерживать множество различных конструкций.
Ствол винтовой сваи представляет собой стальную трубу и не дает возможности соединиться с конструкцией сваи, которую он должен поддерживать. Однако крышка винтовой сваи надевается на эту открытую часть ствола винтовой сваи и служит переходником или соединителем. Это соединение передает нагрузку от поддерживаемой конструкции на винтовую сваю. Существует множество различных стилей оголовков винтовых свай, и они позволяют винтовым сваям соединять и поддерживать множество различных конструкций.
 Часто используется на заднем дворе, в навесах и бетонных плитах. Кроме того, поскольку эти заглушки создают плоскую несущую поверхность, стальные конструкции, такие как мобильные дома, морские канистры и предварительно отформованные лестницы, также могут быть соединены со стандартными плоскими заглушками.
Часто используется на заднем дворе, в навесах и бетонных плитах. Кроме того, поскольку эти заглушки создают плоскую несущую поверхность, стальные конструкции, такие как мобильные дома, морские канистры и предварительно отформованные лестницы, также могут быть соединены со стандартными плоскими заглушками.
 Как следует из названия, заглушки из арматуры состоят из двух кусков арматуры 15M, приваренных к пластине заглушки. Выдвигаясь на 6 дюймов вверх, эти заглушки затем привязываются к остальной части арматуры внутри балки уклона. После того, как винтовые сваи установлены под балкой на уклоне, а опора из арматуры связана вместе, затем заливается бетон, чтобы связать всю систему фундамента воедино. Это обеспечивает очень стабильный фундамент, который можно использовать для поддержки стен гаража и других крытых конструкций.
Как следует из названия, заглушки из арматуры состоят из двух кусков арматуры 15M, приваренных к пластине заглушки. Выдвигаясь на 6 дюймов вверх, эти заглушки затем привязываются к остальной части арматуры внутри балки уклона. После того, как винтовые сваи установлены под балкой на уклоне, а опора из арматуры связана вместе, затем заливается бетон, чтобы связать всю систему фундамента воедино. Это обеспечивает очень стабильный фундамент, который можно использовать для поддержки стен гаража и других крытых конструкций.
 50 грн
50 грн 050.11 для сверлильно-присадочных станков
050.11 для сверлильно-присадочных станков 050.12 для сверлильно-присадочных станков
050.12 для сверлильно-присадочных станков 30
30
 603.B07.000)
603.B07.000) Райан © 2001
Райан © 2001 Всегда следуйте инструкциям вашего учителя. (используйте машину только в том случае, если у вас есть разрешение и вы обучены ей пользоваться).
Всегда следуйте инструкциям вашего учителя. (используйте машину только в том случае, если у вас есть разрешение и вы обучены ей пользоваться).  ниже). При сверлении стол следует перемещать достаточно близко к
ниже). При сверлении стол следует перемещать достаточно близко к Выбор пороков показан ниже. Они идеально подходят для фиксации материала.
Выбор пороков показан ниже. Они идеально подходят для фиксации материала.
 Перечислите четыре правила безопасности, регулирующие использование сверлильных станков.
Перечислите четыре правила безопасности, регулирующие использование сверлильных станков.
 Показанный напротив станок используется в очень опасных условиях.
Показанный напротив станок используется в очень опасных условиях.

 Он делает все, что нам для этого нужно. Поддержка клиентов была отличной, и ваши ответы были своевременными».
Он делает все, что нам для этого нужно. Поддержка клиентов была отличной, и ваши ответы были своевременными». Ваш отдел обслуживания был невероятным!
Ваш отдел обслуживания был невероятным! 
 До сих пор мы прокатывали квадрат трубки и сплошные квадратные патроны, и работает очень хорошо».
До сих пор мы прокатывали квадрат трубки и сплошные квадратные патроны, и работает очень хорошо».



 Мы им довольны. Он идеально подходит для того, что мы делаем».
Мы им довольны. Он идеально подходит для того, что мы делаем».





 Тому, занурювальний насос для води, у його загальноприйнятому понятті, несе у собі велику кількість корисних функцій.
Тому, занурювальний насос для води, у його загальноприйнятому понятті, несе у собі велику кількість корисних функцій. У нас представлені як насоси занурювальні Україна, так і марки від найкращих закордонних виробників.
У нас представлені як насоси занурювальні Україна, так і марки від найкращих закордонних виробників. Ідеально підійде для водопостачання заміського будинку, дачі, котеджу. Тому завдання занурювальний насос купити Київ буде найбільш затребуваним у цій сфері.
Ідеально підійде для водопостачання заміського будинку, дачі, котеджу. Тому завдання занурювальний насос купити Київ буде найбільш затребуваним у цій сфері.

 Здійснюється доставка будь-яким зручним для вас способом у найкоротший термін.
Здійснюється доставка будь-яким зручним для вас способом у найкоротший термін.
 Фонтаны
Фонтаны в «Водяные насосы»
в «Водяные насосы»


 jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/signature-hardware/_/N-zc3lcg&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/ford-meter-box/_/N-zbqrn6&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/proflo/_/N-zbq6na&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/mueller-company/_/N-zbrahh&n=zbq4qtzzbq6rn&sr=everywhere»> jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere»>
jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-right-content-url=»/cartridges/main/plpRedesign/ajaxPlpRightItems.jsp?/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere» data-category-url=»/category/victaulic/_/N-zbq6nz&n=zbq4qtzzbq6rn&sr=everywhere»> org/ListItem» itemprop=»itemListElement»>
org/ListItem» itemprop=»itemListElement»>
