обозначение толщины стенки, диаметра и других данных металлических труб
Содержание:
Чем можно наносить маркировку Стандартная маркировка стальных труб
— Расположение обозначений
— Размер обозначений Деление на классы Классификация по диаметру
— Трубы малого диаметра
— Трубы среднего диаметра
— Трубы большого диаметра Обозначение в соответствии с новым национальным стандартом
Грамотный специалист по цифрам, нанесенным на поверхность трубного изделия, может назвать основные параметры труб, материал изготовления, прочностные характеристики, а также производителя. Стальные трубы специального назначения имеют маркировку, которая немного отличается от стандартных обозначений.
Изделиями специального назначения называют следующее:
Трубные изделия из легированной стали.
Трубы из нержавеющей стали.
Трубы для бурения.
Трубные элементы магистральных трубопроводов.
Трубы для котельных.
Чем можно наносить маркировку
Для маркирования могут использоваться:
Несмываемая краска.
Электрографы.
Электрокаплеструйные печатающие устройства.
Клеймение.
На некоторые типы трубных изделий никакие данные не наносятся, а для тех, которые должны иметь обозначения в обязательном порядке, способ нанесения маркировки выбирается в зависимости от классности и основных параметров трубы.
Стандартная маркировка стальных труб
Все необходимые данные наносятся на трубы по определенному стандарту.
Расположение обозначений
Ручная маркировка стальной трубы печатается на определенном расстоянии от конца изделия: не менее 2 см и не далее 50 см. При механизированном нанесении обозначений это значение увеличивается и составляет 0,1 м и 1,5 м.
Размер обозначений
Буквенные и числовые обозначения трубы должны иметь определенный размер, который также регламентирован определенным нормативным документом. Знаки должны иметь высоту не меньше 0,5 см и не больше 3 см, а ширину — от 0,3 см до 1,2 см. Размер обозначений определяется в соответствии с параметрами трубы.
Деление на классы
Условно трубные изделия делятся на следующие классы:
Трубы 1 класса могут использоваться для газообразной и жидкой среды в системах полива. Кроме того из таких изделий допускается изготовление оградительных конструкций или опор.
Трубы 2 класса могут использоваться в трубопроводах, работающих при низком и высоком давлении, транспортирующих нефть и нефтепродукты, газ или воду.
Трубы 3 класса подходят для работы при высоких значениях температуры.
К 4 классу относятся бурильные толстостенные трубы, которые могут сопротивляться сильному скручиванию.
Трубы 5 класса находят применение при строительстве вагонов, автомобилей, мостовых кранов, буровых вышек и некоторых мебельных конструкций.
6 класс труб находит применение в машиностроительной отрасли в качестве заготовок, из которых производят подшипники, цилиндры, насосы и ресиверы.
Классификация по диаметру
Необходимо разобраться, какие бывают диаметры стальных труб, чтобы знать, из чего придется выбирать. В зависимости от диаметра трубы специального назначения также делятся на несколько видов:
Трубы малого диаметра имеют сечение не более 114 мм.
Изделия среднего диаметра — свыше 114 мм, но не более 480 мм.
Трубы большого диаметра отличаются сечением больше 480 мм.
Трубы малого диаметра
Изделия такого вида не имеют маркировки, они транспортируются в специальных упаковках, на которой имеется сопроводительный ярлык. Аналогичным способом наносятся данные на трубы, полученные в процессе холодной деформации, диаметром не более 450 мм.
Изделия должны сопровождаться следующей информацией:
Данные о производителе и номер заказа.
Дату изготовления и данные о смене.
Номер упаковки.
Номер партии.
Размеры, включая обозначение толщины стенки трубы.
Регламентирующий документ.
Номер плавки.
Количество единиц в одной упаковке.
Теоретическая масса (указывается при заказе в метрах).
Фактический вес.
Общий метраж.
Код получателя.
Трубы среднего диаметра
Изделия, толщина стенок которых превышает 3,5 мм, а диаметральное сечение свыше 159 мм, имеют индивидуальную маркировку. Трубы холодной деформации диаметром более 159 мм и менее 450 мм имеют обозначение на трех единицах из всей упаковки, а также сопровождаются специальным ярлыком.
Трубы большого диаметра
Изделия, диаметр которых превышает 530 мм, могут иметь маркировку внутри трубы.
Если толщина стенки составляет больше 10 мм, то наносить обозначения можно на торце изделий. В зависимости от марки стали, используемой при производстве труб, выбирается цвет маркировки. Чаще всего обозначение труб имеет яркий цвет, чтобы простить его поиск.
Трубы для котельных в соответствии с маркой стали имеют обозначения следующих цветов:
Обозначения зеленого цвета наносятся на сталь марки 20.
Маркировка голубого цвета — на сталь марки 20ПВ.
Коричневые буквы и цифры соответствуют стали 15ГС.
Желтые обозначения можно увидеть на стали марки 15ХМ.
Оранжевую маркировку наносят на сталь 12Х1МФ-ПВ.
Данные о трубе, нанесенные белым цветом, соответствуют стали 15Х1М1Ф.
Синие буквы и цифры наносятся на трубы 12Х2МФСФ.
Обозначение в соответствии с новым национальным стандартом
По новому регламентирующему документу ГОСТ Р ISO 3183-1-2007 трубные элементы имеют некоторые отличия в маркировке.
Трубы, имеющие диаметр менее 48,3 мм, транспортируются в упаковке, при этом обозначения нанесены на бандаже или прикрепленном металлическом ярлыке методом клеймения. Длина таких изделий должна быть указана в метрах и сантиметрах.
На изделия диаметром, не превышающим 406,4 мм, маркировка наносится на внешнюю поверхность каждой трубы. Длина изделия может быть указана в любом месте.
Маркировка металлических труб диаметром свыше 406,4 мм выполняется внутри трубы. Однако по желанию заказчика могут использоваться другие варианты. Маркируют изделия, используя трафарет, с отступлением от края не менее 152,4 мм.
Нельзя ставить клеймо рядом со сварным швом в следующих случаях:
Если трубы изготовлены из стали группы прочности L175 и выше без последующей закалки.
Если толщина стенок изделий не превышает 4 мм.
Это расстояние от шва до клейма должно быть более 25,4 мм.
В маркировке указывается следующее:
Изготовитель (допускается наносить полное наименование или обозначение торговой марки).
Обозначение стандарта ГОСТ Р ISO 3183-1 при условии, что изделие выполнено в полном соответствии этому документу.
При изготовлении по нескольким стандартам обозначается каждый из них.
Вес 1 погонного метра готового изделия.
Марка стали и группа прочности.
Способы формирования изделия.
Произведенная термическая обработка.
Протестированное давление.
Различные дополнительные требования.
Сталь группы прочности выше L320 может выпускаться с содержанием ниобия, который в маркировке указан буквой С, содержание ванадия в составе стали обозначается буквой V, а титана — буквой Т.
Способ формирования труб также отражается в маркировке:
Бесшовные трубы обозначаются буквой S.
Сварные изделия, имеющие непрерывный шов, обозначаются буквой F.
Остальные сварные трубы имеют обозначение W.
Термическая обработка также имеет соответствующее обозначение:
Нормализованная труба в маркировке имеет обозначение N.
Изделия со снятым докритическим напряжением обозначаются буквами HS.
Трубы отвержденные в докритическом состоянии имеют маркировку HA.
Закаленные и отпущенные изделия маркируются буквой Q.
Из дополнительных обозначений используется нанесение пятна определенного цвета диаметром 5 см. Наносится на изделия диаметром свыше 114,3 мм, выполненные из стали L320.
Каждая группа прочности маркируется своим цветом:
Трубы L320 маркируются черным пятном.
Трубы L360 — зеленым пятном.
Изделия, соответствующие группе L390, маркируются пятном синего цвета.
На трубах L415 красное пятно.
На изделиях L450 белое пятно.
Трубы L485 имеют пятно фиолетового цвета.
Трубы L555 — желтого цвета.
Очень важно учитывать следующее: после проведения дополнительной обработки уже готовых труб старую маркировку следует стереть.
Муфты также имеют маркировку, соответствующую определенному стандарту.
В ней указаны следующие данные:
Производитель.
Группа прочности.
Соответствующий стандарт.
Резьба труб также должна маркироваться. Для этой цели используется клеймо, которое наносится около резьбы.
Полностью понять все нюансы нанесения обозначений не просто, но даже поверхностные знания в этой области помогут узнать необходимую информацию о стальной трубе.
Sic-marking
Маркируй сегодня, идентифицируй завтра
org/BreadcrumbList»>
Главная
В связи с нестабильными поставками продукции и скачками курсов валют данные о наличии и стоимости товара на сайте могут быть не актуальными. Для получения актуальных сведений просим обращаться к менеджерам компании по телефонам указанным на сайте.
Маркировка бурильных труб на упорном торце муфты и ниппеля замка – высокоэффективная защита маркировки от износа и коррозии (на примере стальных бурильных труб с приваренными замками)
Маркировка стальных бурильных труб с приваренными бурильными замками, предназначенных для применения при бурении и добыче в нефтяной и газовой промышленности, выполняется в соответствии требованиями ГОСТ Р 54383-2011 (ИСО 11961-2008), ГОСТ Р 50278-92, ГОСТ 27834-95, АРI Spec 5DР, АРI Spec 7-2. Ударная маркировка труб выполняется клеймением, шрифтом высотой не менее 6 мм. Стандарты и ТУ предписывают нанесение различной информации в нескольких местах: на муфте, ниппеле и теле трубы, что требует большого времени, необходимости контроля как состава маркировки, так и её качества – на всей поверхности трубы. Также высок риск повреждения трубы и травматизма маркировщика. Такая маркировка требует складировать трубы перед отгрузкой на буровую площадку, и размещение их на площадке строго в определённом положении – для получения максимально возможного доступа к маркировке.
Фото 3. Маркировка бурильных труб по ГОСТ или ТУ – места маркировки и текст
Решение
Описан новый метод автоматизированной ударной маркировки стальных бурильных труб с приваренными бурильными замками в процессе формирования комплектов труб (компоновки бурильной колонны) перед отправкой на буровую площадку. Предлагаемое решение позволяет маркировать бурильные трубы (а также — муфтовые бурильные переводники) бурильной колонны с замками, имеющими резьбу не менее З-86. В результате получается хорошо видимая и надёжная буквенно-цифровая маркировка – с минимальными трудозатратами и в минимальное время, с соблюдением существующих правил безопасности труда.
Преимущества маркировки бурильной трубы на упорном торце муфты и ниппеля:
Исключено повреждение маркировки при складировании и транспортировке трубы — маркировка защищена протектором для защиты резьбы.
Исключено повреждение маркировки инструментом в процессе сборки/разборки бурильной колонны, спуско-подъёмных операций и т.п. — маркировка находится в недоступной для инструмента зоне.
Крайне мала вероятность повреждения маркировки при бурении в результате износа/коррозии поверхности замков, или скорость износа/коррозии значительно ниже скорости износа/коррозии поверхности и резьбы замка трубы.
Свободный доступ к маркировке любой трубы, хранящейся на участке (в цехе) комплектации элементов бурильной колонны для отправки на буровую площадку.
Доступ к маркировке на упорном торце муфты и ниппеля бурильного замка не зависит от угла поворота трубы вокруг своей оси — в отличие от маркировки на внешней поверхности замка или тела трубы, доступ к которой затруднён или невозможен.
Маркировка на упорном торце муфты
Маркировка бурильных труб на упорном торце ниппеля
Оборудование для ударно-точечной маркировки SIC Marking
Интегрируемые маркираторы Все модели отличает конструкция повышенной надёжности и защита внутренних механизмов от повреждений, пыли или влаги с помощью кожуха или металлических защитных шторок.
e10-i141, окно маркировки 150х100 мм.
e10D-i141 для глубокой маркировки, окно маркировки 150х100 мм.
Комплект для маркировки включает интегрируемый маркиратор SIC Marking e10-i141 или e10D-i141, и установленную на маркираторе технологическую оснастку (примечание: эта оснастка не входит в комплект поставки стандартного маркиратора).
Технологическая оснастка предназначена для точного позиционирования маркиратора относительно муфты замка трубы и надёжного фиксирования (прижима к трубе) маркиратора для получения чёткой маркировки и исключения травматизма персонала или поломки маркиратора.
Глубина маркировки на изделия из металлических сплавов твёрдостью до HRC40 (HB372):
маркиратор SIC Marking e10-i141 — до 0,5 мм;
маркиратор SIC Marking e10D-i141 — до 0,8 мм;
Максимальная твёрдость маркируемых изделий – до HRC 62.
ВНИМАНИЕ! Маркиратор e10D-i141 предназначен для выполнения мелкосерийной маркировки – до 100 маркировок в смену.
Все данные, представленные на сайте, носят сугубо информационный характер и не являются исчерпывающими. Для более подробной информации следует обращаться к менеджерам компании по указанным на сайте телефонам. Вся представленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также стоимости продукции, носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями пункта 2 статьи 437 Гражданского Кодекса Российской Федерации. Указанные цены являются рекомендованными и могут отличаться от действительных цен.
труб и труб из нержавеющей стали производитель и экспортер
ручки C&N из аустенитной нержавеющей стали, никелевой легированной стали (хастеллой, монель, инконель, инколой) бесшовные и сварные трубы и трубы уже более 25 лет, мы экспортируем более 10000 тонн стальные трубы и трубки каждый год. Наш клиент уже работает в более чем 50 странах, таких как Великобритания, США, Канада, Чили, Колумбия, Саудовская Аравия, Россия, Корея, Сингапур, Австрия, Польша, Франция, … И наши заводы уже были одобрены: ABS, DNV, GL, BV, PED 97/23/EC, AD2000-WO, ГОСТ9941-81, CCS, TS, CNNC, ISO9001-2008, ISO 14001-2004.
1. A999/A999M: Каждая труба должна быть подвергнута неразрушающему электрическому испытанию или гидростатическому испытанию. опция производителя, если иное не указано в заказе.
2. Длина трубы : Если не оговорено иное, все размеры от NPS 1/8” ДО ВКЛЮЧАЯ NPS 8 доступны длиной до 24 футов с допустимым диапазоном от 15 до 24 футов. Допускается короткая длина. а количество и минимальная длина должны быть согласованы между производителем и покупателем.
3. Готовая труба должна быть достаточно прямой и иметь качественную отделку. Разрешается удаление дефектов шлифованием при условии, что W.T не будет меньше, чем разрешено в Разделе 9.Спецификации A999/A999M
4. Конец под сварку встык : Согласно ANSI B 16.25
5. Маркировка трубы : Указана в A999/999M, включает
«Лого+Stand+ZE .+Номер партии+H.T/E.T/U.T”
6. Упаковка : Каждый конец трубы защищен пластиковым колпачком. Затем упаковывается в полосу из нержавеющей стали, снаружи пачка представляет собой пластиковый тканый мешок или полиэтиленовую пленку.
7. Маркировка упаковки : РАЗМЕР + МАРКА СТАЛИ+ КОЛ-ВО ШТУК/ВЕС/МЕТРОВ.
8. MTC : Официальная оригинальная бумага BWSS MTC будет поставляться для каждого заказа.
Контроль качества в нашей группе:
Испытание на коррозию
Проводится только по специальному запросу клиента
Химический анализ
Тест проведен в соответствии с требуемыми стандартами качества
Выполнено в полном соответствии с применимыми стандартами и нормами ASTM A-450 и A-530, что обеспечивает беспроблемное расширение, сварку и использование на стороне заказчика
Вихретоковый контроль
Сделано для обнаружения однородности в недрах с помощью цифровой системы тестирования дефектов
Гидростатические испытания
100% гидростатические испытания, проведенные в соответствии с нормами ASTM-A 450 для проверки утечек в трубах, и максимальное давление, которое мы можем выдержать 20 МПа / 7 с.
Испытание воздухом под давлением
Для проверки любых признаков утечки воздуха
Визуальный осмотр
После пассивации каждый отрезок труб подвергается тщательному визуальному осмотру обученным персоналом для выявления дефектов поверхности и других дефектов
Применение:
Оборудование для пищевой промышленности, особенно для пивоварения, переработки молока и виноделия.
Кухонные столы, раковины, корыта, оборудование и приспособления
Архитектурные панели, перила и отделка
Химические контейнеры, в том числе транспортные
Теплообменники
Плетеные или сварные экраны для добычи полезных ископаемых, разработки карьеров и фильтрации воды
Резьбовые крепления
Пружины
Другие
Классификация марок стали для производства стальных труб
Обозначение стали для производства труб
Обозначения марок стали, используемых при производстве труб, указаны в следующих стандартах EN:
• EN 10027-1 – основные символы и сокращенные обозначения;
• EN 10027-2 – цифровые обозначения; а также
• EN ECISS IC10 – дополнительные символы.
Стандарт EN 10027-1 подразделяет марки стали на две группы, которые включают более мелкие подгруппы. К первой группе относятся стали с различными механическими свойствами. В эту группу входят следующие виды стали:
• S – сталь, предназначенная для строительства сооружений общего назначения. Это, например, марки S355J2H, S235JRH и S420NLH. Числовое значение, данное в обозначениях, представляет собой значение минимального предела текучести, измеренное в Н/мм 2 . Буква «J» указывает на значение пластичности подрезки, значение по умолчанию — 27J. Буква «R» указывает на температуру окружающей среды, буква «H» — на полый профиль, буква «N» — на стандартизированную структуру, а буква «L» — на низкотемпературную серию;
• P – сталь, используемая в оборудовании, работающем под давлением, например P235TR1 или P265GH. Число также представляет значение минимального предела текучести. Буква «Т» обозначает сталь, предназначенную для труб, буква «Р» обозначает температуру окружающей среды (где «Н» — низкотемпературная, а «Н» — высокотемпературная), буква «Г» — общие характеристики, которые отражают значение второй персонаж. Строка символов TR1 указывает на сталь для труб, предназначенных для транспортировки сред, а TR2 указывает на сталь для труб, используемых в системах трубопроводов и оборудовании, работающем под давлением;
• L – сталь, используемая для создания трубопроводных установок, например L245NB или L210GA. При этом цифра также представляет собой значение минимального предела текучести, а отдельные буквы обозначают: «Н» для нормализации или отжига, «А» или «Б» для класса требований к монтажным трубам, «М» для термомеханически прокатанная сталь, «Q» для рафинированной стали, «G» для общих характеристик, которые представляют значение второго символа;
• E – сталь для деталей машин. В этой подгруппе мы различаем стали для механически обработанных труб (например, Э355+Н или Э355+АР, где «Н» означает нормализацию, а «АР» означает отсутствие необходимости термообработки), фиксированную маркировку в связи с их химическим составом (для например 20МнВ6), стали, подлежащие механической обработке без термической обработки, стали со специфическими свойствами (например, Э355К2, где «К» — значение подрезной пластичности 40Дж при ‒20°С), а также стали для химико-термической обработки и термической обработки после механической обработки (сталь 38Mn6 или стали C22E, где «C» обозначает сталь с содержанием углерода 0,22%, а «E» обозначает максимально контролируемое содержание P и S).
Ознакомьтесь с другой нашей статьей: Стальные трубы и их применение в строительной отрасли.
Вторая группа сталей, определенная в стандарте EN 10027-1, состоит из сталей, различающихся по своему химическому составу. Есть четыре подгруппы:
• нелегированные стали – не автоматные стали. Их обозначают, например, С22, где «С» означает углерод, а цифра в 100 раз превышает среднее прогнозируемое содержание этого элемента в стали;
• нелегированные стали с содержанием марганца (Mn) более 1% и легированные стали без легирующих элементов более 5%;
• легированные стали – это стали, в которых содержание хотя бы одного легирующего элемента превышает 5 процентов. Они маркируются, например, X11CrMo9-1, где цифра 11 означает 100-кратное среднее содержание углерода, цифры 9-1 — содержание легирующих элементов Cr и Mo, а «Х» — буквенное обозначение; а также
• быстрорежущие стали – например, ГС 6-5-2, где «ГС» – идентификационные буквы, а цифры дают информацию о содержании отдельных легирующих элементов.
8 7. 5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м
8 7. 5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м
Циркуляционный насос Vodotok XRS 25/4-130 В наличии2 600 Р Grundfos UPS 32/80 FВ наличии33 400 Р Grundfos UPS 32/100В наличии36 700 Р Grundfos UPS 32/80В наличии31 300 Р Grundfos UPS 32/60В наличии9 400 Р Grundfos UPS 32/40В наличии7 900 Р Grundfos UPS 25/120В наличии25 500 Р Grundfos UPS 25/100В наличии33 400 Р Grundfos UPS 25/80В наличии17 400 Р Grundfos UPS 25/70В наличии11 900 Р Grundfos UPS 25/60В наличии8 900 Р Grundfos UPS 25/40В наличии7 300 Р Циркуляционный насос Vodotok XRS 40/8-200-FВ наличии5 350 Р Циркуляционный насос Vodotok XRS 50/9-180В наличии0 Р Циркуляционный насос Vodotok XRS 32/8-180В наличии4 500 Р Циркуляционный насос Vodotok XRS 32/6-180-WВ наличии2 800 Р Циркуляционный насос Vodotok XRS 32/6-180В наличии2 300 Р Циркуляционный насос Vodotok XRS 32/4-180В наличии2 100 Р Циркуляционный насос Vodotok XRS 25/8-180-WВ наличии3 550 Р Циркуляционный насос Vodotok XRS 25/8-180В наличии4 460 Р Циркуляционный насос Vodotok XRS 25/6-180-W В наличии5 700 Р Циркуляционный насос Vodotok XRS 25/6-180 В наличии2 300 Р Циркуляционный насос «Умница» 25/4-180-Х В наличии2 000 Р Циркуляционный насос Vodotok XRS 25/4-180 В наличии2 000 Р Циркуляционный насос Vodotok XRS 25/6-130В наличии2 300 Р Leo LRP 25-60/180В наличии3 000 Р
-11%
Насос Leo LPm2200 для циркуляции в системе отопления 220ВВ наличии26 060 Р29 350 Р Leo LRP 25-50/180 В наличии2 920 Р
-13%
Насос Leo LPm1500 для циркуляции системе отопления 220 ВВ наличии23 890 Р27 320 Р Leo LRP 32-50/180В наличии2 957 Р
1
2
. ..
8
→
Циркуляционный насос, используется в системах отопления частных и многоквартирных домов. Основная задача, циркуляция теплоносителя по системе системе трубопровода.
Каждый насос подбирается для каждого конкретного здания. Насосы отличаются по напору, производительности и диаметру подключения.
Циркуляционный насос в системе отопления частного дома
Выбор и монтаж насоса в систему отопления частного дома – вопрос, который волнует многих владельцев загородных коттеджей. Нужен ли вообще насос, как выбрать циркуляционный насос и какие сложности могут возникнуть в процессе его монтажа – вот, пожалуй, три основных нюанса, которые следует знать.
Можно организовать системы отопления в загородном доме с естественной или принудительной циркуляцией. Подробнее о вариантах отопления с принудительным и самотечным движением теплоносителя мы говорили тут. Вкратце напомним о чём речь – при естественной циркуляции теплоносителя система работает благодаря законам физики – вследствие теплового расширения нагретый теплоноситель поднимается вверх, а охлажденный спускается вниз. В подобной системе котёл всегда устанавливается максимально низко, чтобы получить наибольший градиент температурной разницы. Также есть ряд условий при монтаже и проектировании, чтобы самотечная система была эффективна.
Точно нужен циркуляционный насос, когда владелец желает получить преимущества системы отопления с принудительной циркуляцией или если самотечная система не может быть установлена или будет неэффективна.
Циркуляционные насосы вне зависимости от типа модели выполняют одну функцию – перемещение теплоносителя по контуру отопления. При этом циркуляционные насосы помимо непосредственно обеспечения работы системы отопления, позволяют регулировать интенсивность отопления за счет изменения давления в контуре. Например, при начале работы, до достижения желаемой температуры в помещении насос работает более интенсивно, а после прогрева комнат – активность работы уменьшается таким образом, чтобы только поддерживать полученную температуру.
Устройство циркуляционного насоса
Все циркуляционные насосы относятся к устройства центробежного принципа действия – теплоноситель попадает в рабочую камеру, из которой выталкивается лопатками центробежного колеса в боковой выходной патрубок. Заметим, что все устройства такого типа достаточно требовательны к чистоте теплоносителя и обладают КПД не более 80%.
Состоят циркуляционные насосы непосредственно из корпуса, с размещенным внутри электродвигателем, тщательно защищенным от влаги, и рабочим колесом на валу. В насосах закрытого типа колеса состоят преимущественно из двух дисков, между которыми расположены подающие лопасти.
Виды циркуляционных насосов
Среди циркулярных насосов системы отопления выделяют: быстроходные и тихоходные, а также с сухим и мокрым ротором.
Быстроходными называют насосы, частота оборотов в минуту у которых превышает 1500, у тихоходных этот показатель, соответственно, ниже 1500. Частота оборотов оказывает непрямое влияние на давление и потребляемую энергию, в частности изменение мощности пропорционально квадрату изменения напора и кубической степени изменения частоты вращений.
Тихоходные насосы имеют более сложную конструкцию и стоят дороже, при этом позволяют экономить электроэнергию. Если же выбрать модель, которая регулирует частоту вращения вала двигателя в зависимости от температуры, то можно ещё более значительно сэкономить на расходе электроэнергии.
Для получения наибольшего КПД циркуляционные насосы рекомендуется устанавливать таким образом, чтобы рабочая точка находилась в средней трети части характеристик (то есть обращать внимание на те модели, которые в основном процессе не будут работать на максимуме или минимуме своих возможностей).
Впрочем гораздо чаще принципиальный выбор модели циркуляционного насоса проводят в зависимости от типа ротора – с сухим или с мокрым.
Насосы с сухим ротором
У таких моделей в основной поток теплоносителя погружается только рабочее колесо на валу, которое вращается на подшипниках, отдаленных от стартера и ротора торцевыми уплотнениями.
Одна из основных задач – значительная герметизация – решается путем использования плотно прилегающих подпружиненных колец, изготовленных из керамики и высокопрочного графита. Одно из таких колец вращается на валу, а второе статически закреплено в корпусе. В момент вращения между уплотнительными шайбами образуется водная пленка, выполняющая функцию смазки, а также охлаждающая конструкцию.
Сухороторные насосы имеют двигатели с воздушных охлаждением (у моделей с высокой мощностью может присутствовать специальное устройство подачи холодного воздуха на мотор).
КПД подобных циркуляционных насосов зависит от мощности устройства – модели с мощностью до 1500 Вт обладают КПД 30-65%, до 7500 Вт – 35-75%, а более мощные порядка 40-80%.
Наиболее часто подобные модели используются в системах горячего водоснабжения, а также системах отопления, где необходима подача жидкости с большим напором.
Насосы с мокрым ротором
Циркуляционные насосы с мокрым ротором могут применяться с замкнутых контурах отопления для обеспечения значительной скорости перемещения теплоносителя. Такие модели позволяют значительно снизить диаметр труб, а также уменьшить количество теплоносителя, что положительно сказывается на экономичности отопления.
Конструкция таких насосов предполагает наличие разделения стартера и ротора тонкостенным стаканом, при этом ротор вращается в жидкости на подшипниках, смазывающихся и охлаждающихся теплоносителем. Сам стакан изготавливается из немагнитной нержавейки или углеродного волокна с толщиной стенки 0,1-0,3 мм, а подшипники производятся из прессованной керамики или спеченного графитового сплава.
Насосы с мокрым ротором, как правило, бесшумные, а частота вращения в них регулируется ступенчато вручную или при помощи автоматики, отслеживающей разность давления или температуры.
Заметим, что КПД насосов с мокрым ротором ниже, чем у моделей с сухим – при мощности 100 Вт КПД достигает 5-25%, до 500 Вт – 20-40%, а более 500 Вт – 30-40%.
Технические параметры циркуляционных насосов
Среди основных параметров циркуляционных насосов для систем отопления можно выделить следующие:
Пропускная способность – указывается в метрах кубических в час или литрах в минуту. Данный параметр отображает объем жидкости, который прокачивает насос за отрезок времени. Пропускная способность зависит от скорости потока и диаметра трубопровода.
Напор – указывается в метрах водяного столба и отображает высоту, на которую насос способен вытолкнуть жидкость по вертикали. Наибольший напор бытовых насосов составляет 17 метров, можно найти и более мощные модели, однако они достаточно громоздки, дороги и их нецелесообразно использовать в загородных частных домах.
Уровень шума – немаловажный параметр для оборудования, работающего в доме. Заметим, что уровень шума всегда ниже у моделей с мокрым ротором, чем у агрегатов с сухим.
Температурный диапазон – учитывая, что в трубах движется горячий теплоноситель оборудование должно выдерживать достаточно высокие температуры. Большинство насосов легко работает с температурами до 110 градусов Цельсия, однако можно встретить модели и с более высоким показателем (до 130 градусов).
Габариты – в частности важными параметрами являются монтажная длина и диаметр входного и выходного патрубков.
Следует также учитывать возможность установки насоса в открытые и закрытые системы отопления. В частности, при открытой системе нельзя использовать насос с мокрым ротором (что связано с возможным загрязнением теплоносителя и последующим выходом насоса из строя).
Как рассчитать производительность циркуляционного насоса
Объем подачи циркуляционных насосов можно рассчитать по нескольким формулам, в частности может использоваться следующая:
Q = P/(1,163 х (Tf — Tr)) или Q = 0,86R/(TF–TR)
В которой:
Q – объем теплоносителя
P – тепловое потребление помещений (тепловая мощность)
Tf-Tr – разница температур выходной трубы и обратки
1,163 – коэффициент удельной теплоемкости воды (если в системе в качестве теплоносителя используется антифриз необходимо использовать значение его коэффициента удельной теплоемкости).
Также можно рассчитать объем подачи насоса по формуле:
Q = 3,6 х P/(С х (Tf — Tr))
Обозначения аналогичны предыдущей формуле, С – теплоемкость (справочный показатель для воды 4,2 кДж/кг*С)
Для определения тепловой мощности помещений можно воспользоваться СНиП для теплосетей, где для двух- и одноэтажных зданий при температуре воздуха на улице используется показатель теплового потребления 173-177 Вт/м2 (для многоэтажных зданий 97-101 Вт/м2).
Данные формулы являются достаточно общими, в том числе вследствие использования усредненных показателей тепловой мощности. Полученные результаты могут использоваться при начальных расчетах системы и применяться при выборе котла, если же котёл уже установлен, то в формуле необходимо использовать его показатели мощности.
Ещё один параметр, который необходимо просчитать – напор. Это вторая значительная характеристика, для определения которой необходимо выяснить гидравлическое сопротивление системы (напор всегда должен быть больше этого показателя):
H = (F х R × L)/(p × g) или (F х R × L)/10000 (м.)
В которой:
H — напор в метрах водяного столба
F — коэффициент, используемый для сантехнической арматуры (показатель для фасонных деталей – 1,3, для термостатического вентиля или клапана – 1,7, при использовании обоих видов комплектующих – 2,2, установка гравитационного тормоза или смесителя повышает коэффициент на 1,2, однако если используются все три вида оборудования коэффициент принимают равным 2,6
R — гидравлическое сопротивление труб, измеряемое в паскалях на погонный метр, в среднем составляет 50-150 Па/м
p — плотность теплоносителя (для воды данный показатель составляет 1000 кг/м3)
g — наибольшая высота подъема водяного столба, которая ограничена атмосферным давлением (при отсутствии гидравлического сопротивления данный показатель составляет 10,33 м и округляется при расчётах до 10)
Какой циркуляционный насос всё-таки выбрать
В загородных домах для систем отопления чаще используются насосы с мокрым ротором – они бесшумные и позволяют значительно уменьшать сечение труб, а значит и количество теплоносителя и затраты на обогрев дома.
В остальном же циркуляционный насос следует подбирать в зависимости от необходимых технических характеристик. Производителей насосов на рынке много, для того, чтобы определиться в марке насоса можно ознакомиться с отзывами о различных моделях или проконсультироваться со специалистами – имея большой опыт в обустройстве систем отопления каждый мастер может отдавать предпочтение конкретной фирме.
Также при выборе следует обратить внимание на количество скоростей, а также возможность их регулирования (вручную или автоматически). Наличие нескольких скоростей, а также автоматического регулирования их переключения позволяет получить достаточно удобную в использовании систему и оптимизировать расход топлива на различных этапах обогрева дома. В частности для быстрого обогрева можно использовать максимальную скорость, а для поддержания температуры в хорошо утепленном здании – минимальную.
Особенности монтажа насоса для отопления
Поставить насос на отопление частного дома одна из простейших задач в монтаже отопительной системы. Однако это не значит, что не нужно соблюдать правила монтажа. К основным требованиям при установке можно отнести следующие:
Циркуляционный насос устанавливается в магистраль таким образом, чтобы вал был расположен горизонтально, а направление теплоносителя совпадало со стрелкой на корпусе прибора.
Крепление следует производить при помощи резьбового крепежа с прокладками.
Подключение к системе энергообеспечения производят согласно индивидуальных схем, предоставляемых вместе с устройствами, при этом используют провода сечением не менее 0,75 мм2.
Перед тестовым запуском необходимо убедиться в отсутствии посторонних предметов и частиц в магистрали, а также герметичности резьбовых соединений и правильности подключения электропитания. Нельзя запускать насос при закрытых кранах запорной арматуры.
При включении следует удалить воздух из насоса путем выкручивания резьбовой пробки, а также проверить силу тока в обмотке (полученные данные должны совпадать с приведенными на корпусной маркировке). Также при тестовом запуске проверяют уровень вибрации и шума.
При установке циркуляционного насоса следует учитывать некоторые особенности:
Желательно устанавливать насос на байпас, что позволит снимать насос для ремонта или замены без удаления теплоносителя из системы. Кроме того, подобное решение позволит переключать систему с принудительной на естественную циркуляцию (если проект системы предполагает не принудительное движение теплоносителя).
Выбор циркуляционного насоса лучше доверить специалистам, даже изучив гору материалов сложно определиться, если вы не видели подобные устройства в работе (мастера же, которые занимаются обустройством и обслуживанием систем могут сказать об эффективности не только новых устройств, но и уже отработавших 5-10 лет).
Расчёт напора и производительности насоса можно провести самостоятельно, однако многие данные, которые используются в формулах следует дополнительно вычислять и без наличия специальных знаний мало кому удается не допустить ошибки. Также заметим, что вычисление параметров достаточно долгое занятие, в то время как у специалистов помимо значительного опыта есть ещё и специальные программы, что позволяет сэкономить время.
Планируете обустраивать систему отопления в загородном доме – обратитесь к нашим специалистам, мы не только подберем и просчитаем циркуляционный насос и но быстро и грамотно обустроим всю систему.
Воздушные тепловые насосы | Министерство энергетики
Энергосбережение
Изображение
Воздушный тепловой насос может обеспечить эффективное отопление и охлаждение вашего дома. При правильной установке воздушный тепловой насос может доставлять в дом в три раза больше тепловой энергии, чем потребляемой им электроэнергии. Это возможно, потому что тепловой насос передает тепло, а не преобразовывает его из топлива, как в системах отопления внутреннего сгорания.
Воздушные тепловые насосы уже много лет используются почти во всех частях Соединенных Штатов, за исключением районов, в которых длительные периоды отрицательных температур. Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах.
Например, исследование, проведенное Northeast Energy Efficiency Partnerships, показало, что когда блоки, разработанные специально для более холодных регионов, были установлены в северо-восточных и среднеатлантических регионах, ежегодная экономия составляет около 3000 кВтч (или 459 долларов США).) по сравнению с электрическими нагревателями сопротивления и 6 200 кВтч (или 948 долларов США) по сравнению с масляными системами. При замещении масла (т. е. маслосистема остается, но работает реже) среднегодовая экономия составляет около 3000 кВтч (или около 300 долларов).
Типы воздушных тепловых насосов
Ниже описаны различные типы воздушных тепловых насосов.
Бесканальные, канальные и короткоходные, канальные
Для бесканальных систем требуется минимальная конструкция, так как для соединения наружного конденсатора и внутренних головок требуется всего трехдюймовое отверстие в стене. Бесканальные системы часто устанавливаются в пристройках.
Канальные системы просто используют воздуховоды. Если в вашем доме уже есть система вентиляции или дом будет новой постройкой, вы можете рассмотреть эту систему.
Короткие воздуховоды — это традиционные большие воздуховоды, которые проходят только через небольшую часть дома. Краткосрочные воздуховоды часто дополняются другими агрегатами без воздуховодов для остальной части дома.
Сплит против упакованного
Большинство тепловых насосов представляют собой сплит-системы, т. е. у них один змеевик внутри и один снаружи. Подающий и обратный воздуховоды подключаются к внутреннему центральному вентилятору.
Комплектные системы обычно имеют как змеевики, так и вентилятор на открытом воздухе. Нагретый или охлажденный воздух подается внутрь из воздуховодов, проходящих через стену или крышу.
Многозонный против однозонного
Однозональные системы предназначены для одного помещения с одним наружным конденсатором, соответствующим одному внутреннему напору.
Многозональные установки могут иметь два или более внутренних змеевика, подключенных к одному наружному конденсатору. Многозональные внутренние теплообменники различаются по размеру и стилю, и каждый создает свою «зону» комфорта, позволяя обогревать или охлаждать отдельные комнаты, коридоры и открытые пространства. Это различие может также упоминаться как «многоголовый против одноголовочного» и «многопортовый против однопортового».
Как они работают
Изображение
Система охлаждения теплового насоса состоит из компрессора и двух медных или алюминиевых змеевиков (один внутренний и один внешний), которые имеют алюминиевые ребра для облегчения теплопередачи. В режиме обогрева жидкий хладагент во внешнем змеевике отбирает тепло у воздуха и испаряется в газообразное состояние. Внутренний змеевик выделяет тепло из хладагента, когда он снова конденсируется в жидкость. Реверсивный клапан рядом с компрессором может изменить направление потока хладагента для режима охлаждения, а также для оттаивания наружного змеевика зимой.
Эффективность и производительность современных тепловых насосов с воздушным источником являются результатом технических достижений, таких как:
Термостатические расширительные клапаны для более точного управления потоком хладагента во внутреннем змеевике
Воздуходувки с регулируемой скоростью, которые более эффективны и могут компенсировать некоторые неблагоприятные последствия суженных воздуховодов, грязных фильтров и грязных змеевиков
Улучшенная конструкция катушки
Усовершенствованный электродвигатель и двухскоростной компрессор
Медная трубка с канавками внутри для увеличения площади поверхности.
Выбор теплового насоса
Каждый бытовой тепловой насос, продаваемый в этой стране, имеет этикетку EnergyGuide, на которой указан рейтинг эффективности обогрева и охлаждения теплового насоса в сравнении с другими доступными производителями и моделями.
Тепловая эффективность электрических тепловых насосов с воздушным источником определяется коэффициентом полезного действия отопительного сезона (HSPF), который представляет собой меру за средний отопительный сезон общего количества тепла, подаваемого в кондиционируемое помещение, выраженное в БТЕ, деленное на общее электрическая энергия, потребляемая системой теплового насоса, выраженная в ватт-часах.
Эффективность охлаждения определяется сезонным коэффициентом энергоэффективности (SEER), который представляет собой меру за средний сезон охлаждения общего количества тепла, отводимого из кондиционируемого помещения, выраженного в БТЕ, деленного на общую электрическую энергию, потребляемую тепловым насосом. , выраженное в ватт-часах.
Как правило, чем выше HSPF и SEER, тем выше стоимость устройства. Тем не менее, экономия энергии может окупить более высокие первоначальные инвестиции несколько раз в течение срока службы теплового насоса. Новый центральный тепловой насос, заменяющий старый агрегат, будет потреблять гораздо меньше энергии, что существенно снизит затраты на кондиционирование воздуха и отопление.
Чтобы выбрать воздушный электрический тепловой насос, обратите внимание на этикетку ENERGY STAR®. В более теплом климате SEER важнее, чем HSPF. В более холодном климате сосредоточьтесь на получении максимально возможного HSPF.
Вот некоторые другие факторы, которые следует учитывать при выборе и установке воздушных тепловых насосов:
Выберите тепловой насос с управлением оттайкой по требованию. Это сведет к минимуму количество циклов оттаивания, тем самым уменьшив потребление дополнительной энергии и энергии теплового насоса.
Вентиляторы и компрессоры шумят. Расположите наружный блок вдали от окон и соседних зданий и выберите тепловой насос с более низким рейтингом наружного шума (децибелы). Вы также можете уменьшить этот шум, установив устройство на шумопоглощающее основание.
Расположение наружного блока может повлиять на его эффективность. Наружные блоки должны быть защищены от сильного ветра, который может вызвать проблемы с оттаиванием. Вы можете стратегически разместить куст или забор с наветренной стороны от катушек, чтобы защитить устройство от сильного ветра.
Проблемы с производительностью тепловых насосов
Тепловые насосы могут иметь проблемы с низким расходом воздуха, негерметичными воздуховодами и неправильной заправкой хладагента. Расход воздуха должен составлять от 400 до 500 кубических футов в минуту (куб. фут/мин) на каждую тонну мощности теплового насоса по кондиционированию воздуха. Эффективность и производительность ухудшаются, если расход воздуха намного меньше 350 кубических футов в минуту на тонну. Технический персонал может увеличить поток воздуха, очистив змеевик испарителя или увеличив скорость вентилятора, но часто требуется некоторая модификация воздуховода. См. сведения о минимизации потерь энергии в воздуховодах и изоляционных воздуховодах.
Системы охлаждения следует проверять на наличие утечек при установке и при каждом обращении в сервисную службу. Комплектные тепловые насосы заправляются хладагентом на заводе и редко заправляются неправильно. С другой стороны, тепловые насосы сплит-системы заряжаются на месте, что иногда может привести к слишком большому или слишком малому количеству хладагента. Тепловые насосы сплит-системы с правильной заправкой хладагента и воздушным потоком обычно работают очень близко к SEER и HSPF, указанным производителем. Однако слишком много или слишком мало хладагента снижает производительность и эффективность теплового насоса.
Учить больше
использованная литература
Воздушные тепловые насосы
Системы тепловых насосов Узнать больше
Мини-сплит-тепловые насосы без воздуховодов Узнать больше
Геотермальные тепловые насосы Узнать больше
Газоабсорбционный тепловой насос Узнать больше
Воздушные тепловые насосы, ENERGY STAR
Какой тепловой насос вы покупаете? Northeast Energy Efficiency Partnerships
Ищете зимостойкие тепловые насосы? Северо-восточное партнерство по энергоэффективности
Геотермальные тепловые насосы | Министерство энергетики
Энергосбережение
Изображение
Геотермальные тепловые насосы (GHP), иногда называемые GeoExchange, геотермальными, геотермальными или водяными тепловыми насосами, использовались с конца 19 века. 40с. В качестве обменной среды они используют относительно постоянную температуру земли вместо температуры наружного воздуха.
Хотя во многих частях страны наблюдаются сезонные экстремальные температуры — от палящего зноя летом до минусовых холодов зимой — в нескольких футах от поверхности земли температура земли остается относительно постоянной. В зависимости от широты температура земли колеблется от 45°F (7°C) до 75°F (21°C). Подобно пещере, эта температура земли теплее воздуха над ней зимой и холоднее воздуха летом. GHP использует эти более благоприятные температуры, чтобы стать высокоэффективным за счет обмена теплом с землей через наземный теплообменник.
Как и любой другой тепловой насос, геотермальные и водяные тепловые насосы могут нагревать, охлаждать и, если они оборудованы, снабжать дом горячей водой. Некоторые модели геотермальных систем доступны с двухскоростными компрессорами и регулируемыми вентиляторами для большего комфорта и экономии энергии. По сравнению с воздушными тепловыми насосами они тише, служат дольше, требуют минимального обслуживания и не зависят от температуры наружного воздуха.
Тепловой насос с двумя источниками тепла сочетает в себе воздушный тепловой насос и геотермальный тепловой насос. Эти приборы сочетают в себе лучшее из обеих систем. Тепловые насосы с двойным источником имеют более высокие рейтинги эффективности, чем агрегаты с воздушным источником, но не так эффективны, как геотермальные агрегаты. Основное преимущество систем с двумя источниками заключается в том, что их установка стоит намного дешевле, чем одиночная геотермальная установка, и работают почти так же хорошо.
Несмотря на то, что стоимость установки геотермальной системы может в несколько раз превышать стоимость установки воздушной системы с той же мощностью нагрева и охлаждения, дополнительные затраты могут окупиться за счет экономии энергии через 5–10 лет, в зависимости от стоимости энергия и доступные стимулы в вашем районе. Срок службы системы оценивается в 24 года для внутренних компонентов и более 50 лет для контура заземления. Ежегодно в США устанавливается около 50 000 геотермальных тепловых насосов. Для получения дополнительной информации посетите Международную ассоциацию геотермальных тепловых насосов.
URL видео
Посмотрите, как геотермальные тепловые насосы нагревают и охлаждают здания, концентрируя природное тепло, содержащееся в земле — чистом, надежном и возобновляемом источнике энергии.
Министерство энергетики США
Существует четыре основных типа систем заземления. Три из них — горизонтальная, вертикальная и пруд/озеро — представляют собой замкнутые системы. Четвертый тип системы — вариант с открытым контуром. Несколько факторов, таких как климат, почвенные условия, доступная земля и местные затраты на установку, определяют, какой из них лучше всего подходит для участка. Все эти подходы могут быть использованы для жилых и коммерческих зданий.
Замкнутые системы
В большинстве геотермальных тепловых насосов с замкнутым контуром раствор антифриза циркулирует по замкнутому контуру, обычно изготавливаемому из пластиковых труб высокой плотности, который закопан в землю или погружен в воду. Теплообменник передает тепло между хладагентом в тепловом насосе и раствором антифриза в замкнутом контуре.
Один тип системы с замкнутым контуром, называемый прямым обменом, не использует теплообменник, а вместо этого перекачивает хладагент по медным трубам, закопанным в землю в горизонтальной или вертикальной конфигурации. Для систем с прямым обменом требуется более крупный компрессор, и они лучше всего работают на влажных почвах (иногда требуется дополнительное орошение, чтобы почва оставалась влажной), но вам следует избегать установки в почвах, вызывающих коррозию медных трубок. Поскольку в этих системах хладагент циркулирует по земле, местные экологические нормы могут запрещать их использование в некоторых местах.
Горизонтальный
Этот тип установки, как правило, наиболее экономичен для жилых помещений, особенно для нового строительства, где имеется достаточно земли. Для этого требуются траншеи глубиной не менее четырех футов. В наиболее распространенных схемах используются либо две трубы, одна из которых закопана на глубине шести футов, а другая — четыре фута, либо две трубы, расположенные бок о бок на высоте пяти футов в земле в траншее шириной два фута. Метод скручивания трубы Slinky™ позволяет разместить больше трубы в более короткой траншеи, что снижает затраты на установку и делает возможным горизонтальную установку в местах, недоступных при обычном горизонтальном применении.
Вертикальный
В больших коммерческих зданиях и школах часто используются вертикальные системы, потому что площадь земли, необходимая для горизонтальных петель, была бы непомерно высокой. Вертикальные петли также используются там, где почва слишком мелкая для рытья траншей, и они сводят к минимуму нарушение существующего ландшафта. Для вертикальной системы скважины (примерно четыре дюйма в диаметре) бурят на расстоянии около 20 футов друг от друга и глубиной от 100 до 400 футов. Две трубы, соединенные в нижней части U-образным изгибом, образующим петлю, вставляются в отверстие и заливаются цементным раствором для повышения производительности. Вертикальные контуры соединены горизонтальной трубой (т. е. коллектором), размещенной в траншеях, и соединены с тепловым насосом в здании.
Пруд/озеро
Если на участке есть достаточный водоем, это может быть самый дешевый вариант. Труба подачи проходит под землей от здания к воде и скручивается в кольца на глубине не менее восьми футов под поверхностью, чтобы предотвратить замерзание. Змеевики следует размещать только в источнике воды, соответствующем минимальным требованиям к объему, глубине и качеству.
Разомкнутая система
В системе этого типа в качестве теплоносителя используется колодезная или поверхностная вода, которая циркулирует непосредственно в системе GHP. Пройдя через систему, вода возвращается в землю через колодец, подпиточный колодец или поверхностный сброс. Очевидно, что этот вариант практичен только там, где есть достаточный запас относительно чистой воды и соблюдаются все местные нормы и правила, касающиеся сброса подземных вод.
Гибридные системы
Гибридные системы, использующие несколько различных геотермальных ресурсов или комбинацию геотермального ресурса с наружным воздухом (например, градирни), являются еще одним технологическим вариантом. Гибридные подходы особенно эффективны, когда потребности в охлаждении значительно превышают потребности в обогреве. Если позволяет местная геология, еще одним вариантом является «колодец стоячей колонны». В этом варианте разомкнутой системы бурят одну или несколько глубоких вертикальных скважин. Вода забирается снизу стоячей колонны и возвращается наверх. В периоды пикового нагрева и охлаждения система может сбрасывать часть возвратной воды, а не закачивать всю ее обратно, что приводит к притоку воды в колонну из окружающего водоносного горизонта.
Нержавеющая сталь представляет собой сплав, состоящий из железа и добавок углерода. Эти элементы считаются основными. Помимо них в сплаве присутствуют лигирующие вещества, которые придают ему дополнительные свойства. В качестве основной добавки используется хром. Он должен присутствовать в коррозийном сплаве в количестве не меньшим 10,5 процентов. Никель также является основополагающим элементом, который регулирует технические характеристики.
Таблица марок аустенитных сталей по ГОСТу и AISI, их основные области применения
Марка по ГОСТу 5632
Марка по AISI
Области применения
12Х18Н10Т
321
Технологические линии химической индустрии и предприятий нефтепереработки
08Х18Н10
304
Технологические трубопроводные системы в химической и пищевой индустрии, ограниченный ассортимент посуды, не включающий изделия для горячей обработки пищи
08Х17Н13М2
316
Технологическое оборудование химической индустрии, использование в качестве «пищевого» материала
12Х15Г9НД
201
Емкости и трубопроводы, контактирующие с органическими кислотами и умеренно агрессивными средами
Методы классификации нержавеющей стали
В зависимости от количества разнообразных добавок проводится классификация сталей по структуре. Выделяются следующие виды:
Ферритная. Малоуглеродистая сталь с содержанием данного элемента до 0,15 процентов. Хрома в таком составе должно быть до 30 процентов. Сплав обладает высокой пластичностью и прочностью. Относится к классу ферромагнитных. Хорошо переносит холодную деформацию. В основном обрабатывается отжигом, который снимает наклеп. Данный процесс придает стали стойкость к коррозии.
Мартенситная. Содержание углерода у этой марки составляет до 0,5 процента, хрома до 17 процентов. Структура сплава получается вследствие закалки и последующего отпуска. Она обладает свойством устойчивости к коррозии, стойкостью, повышенной твердостью, упругостью. Используется для изготовления деталей, которые предназначены для работы в агрессивных средах.
Аустенитная. Это целый класс сталей, для которых характерна повышенная стойкость к коррозии и пластичность в различных состояниях. Хорошо подвергается обработке и сварке. Данный класс делится на два подкласса, к которым относятся стабилизированные и нестабилизированные стали. В стабилизированные марки добавляется титан и ниобий, которые укрепляют кристаллическую решетку и защищают ее от коррозии.
Таблица марок нержавеющих сталей ферритного класса по ГОСТу и AISI, основные сферы использования
Марка по ГОСТу 5632
Марка по AISI
Области применения
08Х13
409
Столовые приборы
12Х13
410
Емкости для жидких алкогольсодержащих продуктов
12Х17
430
Емкости для высокотемпературной обработки пищевой продукции
Наиболее популярные марки и сферы их применения нержавеющей стали
Все марки нержавеющей стали можно разделить на несколько типов: 200-я, 300-я, 400-я. К каждому из этих классов относится несколько разновидностей. К 200-й относится марка AISI 201. Она практически не отличается от классов выше, но немного уступает им по своим антикоррозийным свойствам. Однако, имеет весьма существенное отличие в цене. К 300-й серии относятся такие марки:
AISI 304. Хорошо сваривается. Нашла широкое применение в пищевой промышленности.
AISI 316. От предыдущей марки отличается тем, что в ее состав входит молибден (2%), это делает сталь более устойчивой к коррозии. Способна сохранять свои свойства под воздействием высоких температур и кислотных сред. Используется в судостроительной, химической и нефтегазовой промышленности.
AISI 316T. В данной стали присутствует титан, который дает возможность использовать изделия при высоких температурах и под воздействием хлорид-ионов. Применяется в химической, газовой и пищевой промышленности.
AISI 321. Содержит большое количество титана. По этой причине способна переносить высокие температуры до 800 градусов. Хорошо подвергается сваркой. Из нее изготавливаются бесшовные трубы.
400-я серия отличается тем, что в ней практически отсутствуют посторонние элементы. Все они заменяется содержанием большого количества хрома. Углерод в данной стали присутствует в минимальных количествах. Сплав очень пластичен и хорошо сваривается. Сталь данного класса представлена маркой AISI 430.
Правила маркировки нержавеющей стали
При маркировке создается обозначение, которое содержит цифры и буквы. Первое двузначное число указывает на наличие углерода и его количество. После этого значения идут буквы, которые показывают наличие лигирующих добавок. После указания этих элементов в виде цифры указывается их количество с округлением до целого числа. В случае, когда это число составляет 1-1,5 процента цифра будет отсутствовать.
Как расшифровать маркировку
Каждая буква, которая содержится в маркировке стали имеет свое определенное значение:
Х – содержание хрома;
Н – содержание никеля;
Т – содержание титана;
В – содержание вольфрама;
Г – содержание марганца;
Д – содержание меди;
М – присутствие молибдена.
В каких сферах применимы свойства нержавеющей стали
Нержавеющая сталь обладает высокими антикоррозийными свойствами, которые позволяют ее применять при изготовлении различного рода деталей, которые предназначены для эксплуатации в неблагоприятных условиях. Она используется практически во всех сферах производства: в химической, пищевой, авиационной промышленности, электроэнергетике, транспортном машиностроении. Некоторые марки способны сохранять свои свойства даже под воздействием высоких температур, которые доходят до 800 градусов.
Нержавеющая сталь. Свойства, применение, химический состав, марки
ПРОДУКЦИЯ
Внимание! Если Вы обнаружили ошибку на сайте, то выделите ее и нажмите Ctrl+Enter.
На странице «Нержавеющая сталь — описание» Вы можете найти интересную информацию о сталях как-то: физические, химические свойства сталей, области их применения, различные марки нержавеющих сталей и др.
Основные сведения
Нержавеющие стали, которые можно также отнести к более широкому классу коррозионностойких сталей — материалы, обладающие высокой стойкостью к коррозии во влажной атмосфере и слабоагрессивных водных растворах.
Коррозией называется разрушение металлов и сплавов вследствие их химического или электрохимического взаимодействия с внешней средой. Коррозионная стойкость — способность материала сопротивляться коррозионному воздействию среды.
Основой нержавеющих сталей является железо. Основным легирующим элементом, обеспечивающим стойкость к коррозии, является хром (Cr). Также в состав указанных материалов обычно входят углерод (C), кремний (Si), марганец (Mn), сера (S) и фосфор (P). Многие из нержавеющих сталей содержат в качестве легирующих элементов никель (Ni), который улучшает коррозионную стойкость и жаропрочность стали; молибден (Mo), ниобий (Nb), которые повышают рабочую температуру стали; кобальт (Co), повышающий износостойкость материала.
Классификация
Наиболее распространенной является классификация сталей по их структуре. Выделяют следующие типы коррозионностойких сталей:
ферритный;
мартенситный;
аустенитный;
ферритно-мартенситный;
аустенито-мартенситный;
аустенито-ферритный.
Стоит отметить, что, как правило, в особый класс выделяют коррозионностойкие сплавы на основе никеля, хрома и никеля, никеля и молибдена.
Структуры сталей отличаются благодаря различным способам их охлаждения после высокотемпературной обработки. Структура наряду с химическим составом оказывает большое влияние на стойкость материала к коррозии в тех или иных агрессивных средах, что, в свою очередь, определяет области применения изделий из конкретного сплава или стали. Свойства нержавеющих сталей определяются химическим составом стали, а также ее структурой. Указанные признаки особенно важны для определения среды, в которой стоек тот или иной материал.
Мартенситный и мартенсито-ферритные стали обладают хорошей коррозионностойкие стойкостью в атмосферный условиях, слабоагрессивных средах (например, в слабых растворах солей, кислот), а также имеют высокие механические свойства.
Основной рабочей средой ферритных сталей являются растворы азотной кислоты аммиака, аммиачная селитра, смесь фосфорной, азотной, фтористоводородной кислот, а также некоторые другие окислительные агрессивные среды. Стали данного класса становятся хрупкими при температуре 475 °С, а также имеют сравнительно невысокие показатели прочности и жаропрочности. Стоит отметить плохую свариваемость ферритных сталей и низкую коррозионную стойкость сварных швов.
Аустенитные стали обладают хорошими показателями механических и технологических свойств, а также стойки в большом количестве агрессивных сред. Стали данного класса имеют высокую пластичность и прочность, а также хорошо обрабатываются.
Аустенито-ферритные и аустенито-мартенситные стали по коррозионной стойкости схожи со сталями аустенитного класса, но превосходят их по механическим характеристикам. Так аустенито-ферритные стали имеют повышенный предел текучести, аустенито-мартенситные — повышенную прочность.
Марки нержавеющих сталей
Необходимо сказать несколько слов о маркировке легированных сталей. В ее основу положена буквенно-цифровая система (ГОСТ 4543-71). Легирующие элементы: марганец — Г, кремний — С, хром — Х, никель — Н, вольфрам — В, ванадий — Ф, титан — Т, молибден — М, кобальт — К, алюминий — Ю, медь — Д, бор — Р, ниобий — Б, цирконий — Ц, азот — А.; Количество легирующего элемента в процентах указывается цифрой, стоящей после соответствующего индекса. В начале перед буквенным обозначением пишется (регламентируется маркой) в виде цифрового значения умноженное на 10 процентное содержание углерода в стали. Отсутствие цифры после индекса элемента указывает на то, что его содержание менее 1,5 %. Высококачественные стали имеют в обозначении букву А, а особо-высококачественные — букву Ш, проставляемую в конце.
Например, сталь 12Х2Н4А содержит 0,12% С, около 2% Cr, около 4% Ni и менее 0,025% S и P.
Достоинства / недостатки
Достоинства:
обладают высокой коррозионной стойкостью в различных агрессивных средах;
имеют более низкую стоимость по сравнению с коррозионностойкими сплавами на никелевой основе.
Недостатки:
имеют невысокую жаропрочность и жаростойкость по сравнению с коррозионностойкими сплавами на никелевой основе.
Области применения нержавеющих сталей
Указанные материалы применяются при изготовлении изделий для энергетического машиностроения и печестроения. К таким изделиям можно отнести рабочие лопатки, болты, гайки, диски и роторы и другие элементы газовых турбин, а также узлы деталей печей и прочих изделий, требующих защиты от коррозии в агрессивных средах. Нержавеющие стали имеют меньшие рабочие температуры по сравнению с жаростойкими сплавами и сталями на никелевой основе, поэтому применяются в случаях, когда рабочие температуры не превышают 500-700 °С.
Продукция из нержавеющей стали
Выпускаются различные полуфабрикаты из нержавеющих сталей. Стоит отметить нержавеющие прутки и круги, проволоку и нить, нержавеющие листы и полосы, а также трубы. Перечисленные полуфабрикаты находят применение в областях промышленности, в которых предъявляются высокие требования к коррозионной стойкости изделий.
Таблица химического состава нержавеющей стали
Элементный химический состав нержавеющей стали в основном состоит из железа (Fe) и хрома (Cr), другие легирующие элементы в химическом составе также включают углерод (C), кремний (Si), марганец (Mn), фосфор (P) , сера (S), никель (Ni), молибден (Mo), титан (Ti), азот (N) и медь (Cu) и т. д. Только когда процентный состав Cr достигает определенного значения, сталь обладает коррозионной стойкостью. . Следовательно, металл из нержавеющей стали обычно имеет содержание хрома не менее 10,5%.
В следующей таблице приведен химический состав сплавов из нержавеющей стали, включая аустенитную нержавеющую сталь 304, 304L 316, 316L, 321, 303, 302, 301, 904L, 201 и т. д., мартенситную нержавеющую сталь 440А, 440В, 440С, 420 и т. д. , ферритная нержавеющая сталь 430, дуплексная нержавеющая сталь 2205, 2507, 329 и т. д.
Примечание: Максимум « ≤ », если не указан диапазон (Мин-Макс) или минимум (≥).
Таблица химического состава нержавеющей стали, процентное содержание (%)
мартенситная сталь дуплекс из нержавеющей стали дисперсионно-твердеющая морилка для нержавеющей стали аустенитная сталь ферритная сталь
Просмотреть весь соответствующий контент →
Самые популярные вопросы
Какие бывают виды нержавеющей стали?
Хотя существует более 100 марок нержавеющей стали, большинство из них подразделяются на пять основных групп в семействе нержавеющих сталей: аустенитные, ферритные, мартенситные, дуплексные и дисперсионно-твердеющие.
Почему хром используется в нержавеющей стали?
При использовании в стали хром придает замечательную устойчивость к коррозии и нагреву. Нержавеющая сталь обычно содержит от 10 до 30 процентов хрома.
Какой тип нержавеющей стали обычно имеет самую высокую коррозионную стойкость?
Аустенитные стали обычно обладают самой высокой коррозионной стойкостью. Они содержат от 16 до 26% хрома и до 35% никеля, не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля.
нержавеющая сталь , любая из семейства легированных сталей, обычно содержащая от 10 до 30 процентов хрома. В сочетании с низким содержанием углерода хром придает замечательную устойчивость к коррозии и нагреву. Другие элементы, такие как никель, молибден, титан, алюминий, ниобий, медь, азот, сера, фосфор или селен, могут быть добавлены для повышения коррозионной стойкости в определенных средах, повышения стойкости к окислению и придания особых характеристик.
Большинство нержавеющих сталей сначала плавят в электродуговых или основных кислородных печах, а затем очищают в другом сталеплавильном агрегате, в основном для снижения содержания углерода. В процессе аргонно-кислородного обезуглероживания смесь кислорода и газообразного аргона впрыскивается в жидкую сталь. Изменяя соотношение кислорода и аргона, можно удалить углерод до контролируемых уровней путем окисления его до монооксида углерода без окисления и потери дорогостоящего хрома. Таким образом, в начальной плавке можно использовать более дешевое сырье, например высокоуглеродистый феррохром.
Викторина «Британника»
Викторина «Знай свою химию»
От элементов периодической таблицы до процессов, в результате которых создаются предметы повседневного обихода — это лишь некоторые из вещей, которым может научить нас химия. Можете ли вы отфильтровать свой путь через нашу викторину по химии?
Существует более 100 марок нержавеющей стали. Большинство из них подразделяются на пять основных групп в семействе нержавеющих сталей: аустенитные, ферритные, мартенситные, дуплексные и дисперсионно-твердеющие. Аустенитные стали, содержащие от 16 до 26% хрома и до 35% никеля, обычно обладают наибольшей коррозионной стойкостью. Они не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля. Типичные области применения включают самолеты, молочную и пищевую промышленность. Стандартные ферритные стали содержат от 10,5 до 27 процентов хрома и не содержат никеля; из-за низкого содержания углерода (менее 0,2 процента) они не поддаются термообработке и имеют менее важные антикоррозионные свойства, такие как архитектурная отделка и отделка автомобилей. Мартенситные стали обычно содержат от 11,5 до 18 процентов хрома и до 1,2 процента углерода, иногда с добавлением никеля. Они поддаются термообработке, обладают умеренной коррозионной стойкостью и используются в столовых приборах, хирургических инструментах, гаечных ключах и турбинах. Дуплексные нержавеющие стали представляют собой комбинацию аустенитных и ферритных нержавеющих сталей в равных количествах; они содержат от 21 до 27 процентов хрома, от 1,35 до 8 процентов никеля, от 0,05 до 3 процентов меди и от 0,05 до 5 процентов молибдена.
Коронка для подрозетников по бетону. Отверстие для подрозетника
При капитальном ремонте чаще всего прокладывается новая проводка, выключатели и розетки. Как правило, стены в доме кирпичные или бетонные. Поэтому установить выключатель или розетку бывает достаточно проблематично.
Обычные сверла по дереву или металлу нельзя использовать для решения таких задач, так как они моментально станут тупыми и свои функции выполнять уже не смогут. Нужны специальные приспособления и инструменты, которые очень сильно облегчат вам работу.
Когда нужно просверлить отверстие под установку подрозетников, вам нужна специальная коронка по бетону. Проделать отверстие с помощью такой коронки можно не только в бетоне, но и в кирпичной кладке, в армированном бетоне, а также в искусственном и природном камне. Коронка для подрозетников по бетону может проникнуть на глубину 1,5 метра.
Диаметр отверстия зависит от того, какой внешний диаметр имеет сама коронка. Большие дыры чаще всего нужны, когда нужно установить розетку или проложить трубу сквозь стену.
Коронка по бетону по форме представляет собой отрезок трубы. Края этой трубы оснащены режущими сегментами, сделанными из твердосплавного материала. Эти сегменты проникают в твердые блоки.
Фланец, который располагается на другом конце рабочего цилиндра, служит для крепления коронки в головке цилиндра. Головка дрели должна иметь большой диаметр, а сама дрель должна иметь высокую мощность. Дрель может быть как пневматическая (в движение приводится потоком сжатого воздуха), так и электрическая. Зачастую применяется специальный бурильный инструмент.
Набор может включать также центрирующее сверло, фиксирующееся в крепежном узле. Это сверло нужно для того, чтобы при сверлении коронка «не гуляла». Центрирующее сверло иногда нужно менять, так как оно имеет свойство тупиться.
В некоторых коронках есть алмазные режущие кромки. Такие коронки по бетону являются долговечными. Промышленные алмазы, используемые при их изготовлении, не требуют последующей заточки. Такая коронка способна проникнуть в самые твердые поверхности.
Чтобы работа по вырезке отверстий проходила правильно и эффективно, необходимо верно подобрать тип коронки. Выбор зависит от свойств просверливаемого материала, от мощности дрели, от условий работы. Основными требованиями, предъявляемыми к процессу сверления, являются максимальная производительность, надежность инструмента и оборудования, безопасность проведения работ.
Типы коронок
Можно выделить несколько основных видов коронок для сверления бетона под розетки (или другие элементы). Приведем список наиболее распространенных из них. Коронки, имеющие твердосплавные насадки, используются чаще всего. Изделия данной группы имеют цену, как правило, ниже, чем у аналогов. Для личного использования, когда есть необходимость просверлить несколько отверстий, этот вариант стал очень популярным.
Сплав, из которого сделаны напайки, отличается долговечностью и прочностью.
Но следует помнить, что напайки чаще всего вылетают при попадании на арматуру. Поэтому для участков, где проходит арматура, данное приспособление непригодно.
Алмазная коронка под розетку в бетон
Многим приходилось резать железобетон алмазными кругами. Этот способ является самым эффективным. Тоже можно сказать и о коронках. С помощью такой коронки работу выполнить проще. Но важным фактором, является стоимость данной группы изделий. Качественный образец стоит дорого. Но эта стоимость оправдывает себя, особенно когда нужно выполнить большой объем работ.
В напылении на сегментах присутствуют технические алмазы, благодаря чему коронка способна справиться с очень твердыми стенами. Те люди, которые занимаются подобными работами профессионально, предпочитают именно этот тип коронки. Такие приспособления могут прорезать даже арматуру. Поэтому вы сможете выполнить работу даже на самом сложном участке. Но все же, лучше избегать металла, если есть такая возможность.
Карбидно-вольфрамовые коронки
Существуют приспособления с карбидно-вольфрамовым напылением. Они способны просверлить не только кирпич или бетон, но и керамическую плитку. В этом и состоит их преимущество. Ведь это очень удобно, когда вам не нужно менять коронки.
Одной и той же коронкой вы можете пройти и бетон, и кирпич, и кафель. Это позволяет сэкономить не только средства, но и время. Решить все проблемы с помощью одной коронки – вот, что позволяет приспособление данного типа.
В такой коронке есть шестигранный хвостовик, который служит для сверления дрелью. Мощность самой дрели должна быть не менее 800 Вт. Стоит отметить, что этот тип коронки выйдет из строя при использовании его на участках с металлическими фрагментами.
Размер коронки для подрозетника
Домашнему мастеру зачастую требуется сделать отверстие под розетку. Возникает вопрос, какого размера нужна коронка для подрозетников по бетону? Для начала нужно узнать диаметр подрозетника. Зная его диаметр, можно отправиться в магазин за коронкой. Чтобы подрозетник не оказался велик или мал, нужно уточнить в магазине, для какого диаметра подрозетников предназначена та или иная коронка.
Как правило диаметр у подрозетников стандартный — 68 мм. Регуляторы, выключатели и розетки изготавливаются именно под этот размер. Поэтому для сверления чаще всего используются коронки на 68 мм, реже применяются коронки на 75 мм и 70 мм.
Перед использованием коронки, необходимо правильно ее собрать. Первым делом, нужно вставить победитовое сверло (закрепить болтами). После этого следует закрепить чашу по резьбе. Сборка должна быть плотной, ничего не должно «болтаться». Иначе, можно сломать сверло или саму чашу. Не исключены и травмы.
После сборки можно начинать сверление бетона. Для этого нужен перфоратор. При его отсутствии, можно воспользоваться ударной дрелью. Нет смысла использовать для этой цели обычную дрель, ведь вам понадобится полдня, чтобы сделать отверстие в бетоне под розетку нужной глубины.
Рекомендуется сначала сделать метки для центрирующего сверла. Направьте сверло в метку и начинайте сверлить. По возможности проводите все работы в респираторе, и обязательно в очках, так как вокруг будет достаточно грязи и пыли.
После того как вы выполнили сверление, нужно убрать коронку с перфоратором и выбить центральную часть. Это можно сделать обычным сверлом для перфоратора, зубилом или молотком.
Полезный совет – не покупайте дешевые коронки по бетону (китайского производства). Уже после нескольких сверлений они «умирают» (победитовые напайки отваливаются). Дайте коронке остыть после сверления, так как напайки могут отвалиться.
Итак, 68 мм является самым ходовым размером отверстия. Если вы не знаете, какое отверстие сверлить, а розетка уже куплена, то измерьте с помощью штангенциркуля ее внешний диаметр.
Похожие материалы на сайте:
Нож с пяткой для разделки кабеля
Гильзы ГМЛ для опрессовки проводов
Коронка для подрозетников по бетону, дереву, гипсокарнону: как выбрать
Стандартным разъемом для подключения всех электроприборов является розетка. Если в доме предусмотрен наружный тип электропроводки, что встречается крайне редко, то такого же типа розетку просто фиксируют к стене. Чаще всего используется скрытый тип проводки, требующий заглубления разъемов внутрь стены. Но прежде чем их туда вставить, потребуется вмонтировать специальное гнездо – подрозетник. Вырезать под него углубление в стене поможет коронка для подрозетников по бетону – специальная насадка на электродрель или перфоратор. Именно о разновидностях коронок пойдет дальше речь.
Классификация подрозетников
Прежде чем приступить к знакомству с коронками для подрозетников, давайте узнаем классификацию самих гнезд. Существует огромное разнообразие розеток, но они не ограничены декоративной накладкой, наблюдаемой на стене. Под самой накладкой находится керамический или сделанный из специальных полимеров клеммный блок для подключения проводов. У каждой розетки эта внутренняя деталь различается своими габаритами, что влияет на выбор подрозетника, а, следовательно, и коронки.
Каждый производитель придерживается стандартов, изготовляя все подрозетники круглой формы. Но материал стены может быть самым разным, например, гипсокартон, бетон, дерево, что определяет классификацию гнезд.
Существует 3 вида подрозетников:
гнезда для бетона представлены круглыми пластиковыми стаканами без крепежных элементов. В стене их фиксируют гипсовым раствором;
гнезда для ГКЛ или ПВХ вагонки имеют такую же пластиковую конструкцию, только снабжены специальным прижимным механизмом. Он фиксирует стакан с тыльной стороны листового материала;
гнезда для деревянных стен – это тот же стакан, только по нормам пожаробезопасности он изготовлен из металла.
Вот теперь, зная разновидности подрозетников, будем определять, какими коронками для них вырезать углубления.
Общее представление о коронке
Конструкция коронки очень проста. Этот инструмент представляет собой насадку на электродрель или перфоратор. Она состоит из хвостовика и режущей круглой головки. По центру находится направляющее сверло. Коронка бывает разборной или цельной.
Чтобы вырезать круглое отверстие, достаточно в патроне электроинструмента зажать хвостовик насадки и начать сверление подрозетников. Когда режущая часть коронки полностью войдет в материал стены, сверление прекращают. Оставшуюся внутри стены прорезанную окружность выбивают с помощью молотка и зубила.
Основные характеристики коронок
Выбирать для работы коронку только по материалу стены нельзя. Существуют конструктивные особенности насадок, которые мы сейчас рассмотрим:
Насадки могут иметь несколько типов хвостовиков, предназначенных для патронов определенного инструмента. Для обычных электродрелей подходят хвостовики шестигранной формы. То есть – это обычный металлический стержень с гранями. Для перфораторов нужны специальные хвостовики с двумя пазами, именуемые SDS. Но и они различаются по диаметру стержня. Для легких бытовых перфораторов подходят хвостовики SDS-plus, диаметром 10 мм. Профессиональное мощное оборудование работает с хвостовиками толще 20 мм, именуемыми SDS-max.
Размеры режущей части в диаметре бывают от 33 до 150 мм. Практически для всех видов подрозетников стандарты определяют диаметр насадки 68 или 70 мм.
От длины режущей части насадки зависит глубина прорезанного за один раз отверстия. Чем меньше длина, тем больше раз придется сверлить стену. Обычно коронки бывают от 60 до 550 мм глубины. Стандартным подрозетникам достаточно в стене углубления 60–65 мм. Но могут встречаться нестандартные ситуации, требующие высверлить отверстия глубиной от 40 до 80 мм.
Бурение в бетонной или кирпичной стене неопытному человеку лучше выполнять коронками диаметром 75–80 мм. Особенно это актуально при монтаже нескольких подрозетников рядом, то есть, целого блока. Запас диаметра позволит правильно разместить стаканы внутри отверстий. Получившиеся зазоры легко заделаются гипсовым раствором.
Разновидности коронок, предназначенных для бурения по бетону
Стены из бетона и железобетона считаются самыми прочными. Чтобы просверлить в них отверстия, потребуются специальные коронки и мощный инструмент. Электродрелью здесь пользоваться неуместно, лучше отдать предпочтение перфоратору с минимальной мощностью 800 Вт. Под его патрон потребуется подобрать насадку с хвостовиком SDS. Любая коронка по бетону состоит из уже упомянутого хвостовика, направляющего сверла и режущей части круглой формы. В зависимости от материала напаек режущей части, насадки делятся на три вида.
Насадка с алмазным напылением
Самая надежная и универсальная считается алмазная коронка для подрозетников, изготовленная методом напыления алмазной крошки на режущую часть. Насадкой можно просверлить отверстия в любом прочном материале стены, даже железобетоне. Алмаз отлично справиться с арматурой, только во время бурения железобетона на перфораторе необходимо отключить ударную функцию. Желательно мощность самого инструмента подбирать не менее 1,5 кВт.
Прежде чем начать алмазное сверление, необходимо обратить внимание на маркировку коронки:
стоящая на изделии аббревиатура «М» говорит о напылении мягких алмазов, подходящих для сверления сверхпрочных бетонов;
средняя жесткость алмазов «С» используется для сверления железобетона;
напыление твердых алмазов «Т» подходит для сверления бетона высоких марок. Причем работают с такими насадками на малых оборотах перфоратора.
Высокая надежность и продуктивность алмазной коронки, а также опыление режущей кромки определяют ее высокую стоимость.
Насадка из твердосплавных материалов
В качестве твердых сплавов в таких конструкциях коронок используется победит. Причем не вся режущая головка сделана из него. Для изготовления самого стакана применяется сталь высокой прочности, а из победита по головке делают напайки. Работа с такой насадкой ничем не отличается от алмазного аналога, единственное предупреждение, победитовой коронкой нельзя сверлить железобетон. Если зубья зацепят арматуру, насадку можно будет выбросить.
Коронка отлично пойдет по кирпичу, бетону, шлакоблоку, в общем, по любому твердому материалу без присутствия внутри металла. Стоимость такого инструмента намного ниже алмазного аналога, и для домашних работ он считается подходящим выбором.
Насадка с карбидно-вольфрамовым напылением
По стоимости и эффективности для домашнего пользования такая коронка является лучшим выбором. Ее конструкция идентична предыдущим вариантам, только в качестве опыления на головке применяется карбидно-вольфрамовая крошка. Насадка возьмет бетон, кирпич или любой другой материал без арматуры. Очень удобно коронкой прорезать кафельную плитку, но если под ней находится железобетон, насадку придется сменить на алмазную. Коронкой можно работать, зажав ее в патроне электродрели, главное, чтобы мощность инструмента превышала 800 Вт.
Конструкция насадок по дереву
Просверлить отверстия для подрозетников в деревянных стенах коронками по бетону не удастся. Здесь потребуются специальные насадки, режущая кромка которых напоминает зубья пилы. Коронка состоит из того же хвостовика, направляющего сверла и режущей головки, которая бывает двух видов:
Цельный стакан, режущая кромка которого снабжена острыми зубьями. Такие фрезы называются корончатыми. Продается обычно комплект из одного хвостовика и набора фрез разного диаметра.
Конструкция разборной головки состоит из посадочного круглого гнезда, внутрь которого устанавливается согнутая кольцом пила определенного размера. Причем кольцо полностью не смыкается, то есть, получается разрезанный цилиндр.
Для работы с такой насадкой подойдет ручная электродрель. Диаметр коронки лучше подбирать соответствующий размеру подрозетника, так как гипсом заделывать большие щели в деревянных стенах не получится.
Конструкция насадок для гипсокартона
Внешний вид насадок по гипсокартону похож на коронки по дереву. Они также могут быть разборными или неразборными. Режущая часть головки снабжена острыми зубьями, направленными под определенным углом. Коронка цельной конструкции диаметром 68 мм считается узкопрофильной, так как используется только для монтажа подрозетников. С помощью набора кольцевых пил разборной насадки в ГКЛ можно вырезать отверстия диаметром от 33 до 150 мм.
Гипсокартон сверлится очень легко, что позволяет использовать любую маломощную дрель. Важно во время работы на инструменте не включить ударную функцию. Это приведет к разрушению гипсовой прослойки листа.
Особенности высверливания отверстий
В зависимости от материала стены и типа электроинструмента, сверление отверстий коронками выполняют двумя способами:
Бурение ударным способом осуществляют перфоратором или мощной электродрелью, если последний инструмент имеет такую функцию. Для этого используют алмазную или победитовую коронку. Но, как говорили выше, железобетон, дерево и гипсокартон ударным способом сверлить нельзя. Это касается кафеля и других хрупких материалов, способных растрескаться от удара.
Безударное сверление доступно для любого из двух электроинструментов, просто надо выключить данную функцию перед работой. Вот именно этим способом сверлят дерево, ГКЛ, железобетон и все хрупкие материалы, такие как кафель.
Во время сверления опытные мастера ощущают, как коронка въедается вглубь стены. Нельзя сильно нажимать инструмент, особенно при сверлении железобетона. От силы трения коронка сильно нагревается, и если не рассчитать, насадка просто сгорит.
Сверление отверстий для подрозетников
Чтобы вырезать отверстия для подрозетника, достаточно иметь под рукой электроинструмент и соответствующую коронку. Предварительно на стене наносят разметку всех гнезд, обязательно отметив внутри центр круга. Это можно сделать двумя пересекающимися линиями. Зажатую в патроне электроинструмента насадку направляющим сверлом устанавливают в отмеченный центр круга и начинают сверление. Далее, оставшуюся внутреннюю часть удаляют при помощи молотка с зубилом. Глубина получившегося отверстия на 10 мм должна быть больше высоты подрозетника. Если размеры не соответствуют, бурение продолжают до достижения положительного результата.
В готовые отверстия осталось установить подрозетники. Метод их крепления зависит от конструкции самого изделия, а также материала стены.
pcb — Рекомендуемый размер отверстия для этой сквозной розетки
спросил
Изменено 7 лет, 5 месяцев назад
Просмотрено 323 раза
\$\начало группы\$
Я рассматриваю возможность использования этой сквозной розетки для проекта. Поскольку я новичок в этом, мне было интересно, какой размер сквозного отверстия будет оптимальным? Это гнездо будет припаиваться, поэтому я понимаю, что могу сделать диаметр больше, чем указано в спецификации, и у меня не будет проблем. Вопрос в том, насколько больше? Я читал здесь, что чем плотнее, тем лучше.
Вот часть: https://www.mill-max.com/products/socket/834-XX-XXX-10-001000. Похоже, что отверстие должно быть не менее 0,043 дюйма в диаметре, если я правильно понимаю. Есть немного более широкая часть диаметром 0,061 дюйма, но я не могу сказать, предназначено ли это для отверстия или просто вровень с доской.
Заранее спасибо!
плата
сквозное отверстие
гнездо
\$\конечная группа\$
1
\$\начало группы\$
Область 0,043 дюйма — это часть, которая проходит через плату, а затем обод 0,061 дюйма располагается поверх платы.
Учитывая, что размеры сверла, как правило, метрические, ваше отверстие 0,043 дюйма составляет 1,0922 мм, поэтому следующие два метрических размера будут 1,1 мм или 1,2 мм. Учитывая, что это размер сверла и отверстия будут покрыты металлом, я бы пошел для большего из двух (1,2 мм), чтобы обеспечить допуск для меньших размеров сверла — хотя вы можете проверить спецификацию производителя вашей печатной платы, поскольку они обычно сообщают вам допуск отверстия.0005
В любом случае вы хотите, чтобы он был уже, чем 0,061″ (1,54 мм), а это означает, что отверстие для сверления должно быть не меньше 1,1 мм и не больше 1,5 мм. производителя вашей печатной платы, и добавьте к этому 1,1 мм, чтобы получить минимальный размер
\$\конечная группа\$
0
\$\начало группы\$
Недавно нашел этот, который напрямую от производителя. Он есть на странице товара. Есть ссылки на два PDF-файла: «Дюймы» и «Метрические». Вот метрический: https://www.mill-max.com/assets/pdfs/metric/063M.PDF
Рекомендуется отверстие диаметром 1,17 мм (1,2 мм перед покрытием).
Спасибо, Том Карпентер! Ваш ответ также был очень полезен 🙂 Я буду придерживаться вашего эмпирического правила, если не уверен, показывает ли мой CAD (Eagle) размеры до нанесения покрытия или нет.
\$\конечная группа\$
1
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
Как правильно сделать подвал в гараже своими руками, строительство гаража с подвалом
Блог
Советы
Подвал гаража — это в первую очередь дополнительное помещение, которое можно использовать для хранения хозяйственных принадлежностей. Чаще всего строительство гаража с подвалом планируют еще на этапе проектирования. При этом в проект изначально закладывают подвальное помещение, которое используют и как склад, и как смотровую яму.
Иногда строят и без подвала. В этом случае подпольное пространство можно оборудовать и после, но это будет сложнее и займет больше времени. Вы можете сделать такой склад самостоятельно или поручить эту задачу специалистам ГаражТек.
Варианты конструкций
Если вы планируете построить гараж с подвалом или оборудовать подвал в уже существующем, то заранее определитесь, какое именно сооружение вам подойдет. Все зависит от поставленной задачи, а также от уровня грунтовых вод на участке. Чтобы избежать подтопления, пол подземной части должен находиться минимум на 0,5 м выше обводненного горизонта.
Наиболее популярны такие варианты:
Приямок — небольшое углубление, дно которого находится примерно на метр ниже уровня пола в гараже. Стены приямка выкладываются шлакоблоком или кирпичом, а сверху конструкция перекрывается, для доступа внутрь служит люк.
Полузаглубленный погреб — глубиной около 1,5 м. Чаще всего такие погреба представляют собой расширенную и обустроенную смотровую яму. По бокам ямы вынимается грунт и устанавливаются стеллажи для хранения продуктов.
Заглубленная конструкция — полноценный подвал под гаражом глубиной до 2,5 – 3 м. Это наиболее трудоемкий вариант, который позволяет получить максимально просторное помещение.
Земляные работы
Если вы не собираетесь переоборудовать старый подвал или смотровую яму, то работы нужно начинать с закладки котлована.
На выбранном участке роется котлован глубиной до 3 – 3,5 м.
Стены и пол котлована тщательно выравниваются и трамбуются, чтобы исключить осыпание.
На пол укладывается несколько чередующихся слоев щебня и гравия суммарной толщиной до 50 см. Каждый слой тщательно трамбуется, чтобы в дальнейшем избежать просадки пола.
Выполняется «подбетонка»: щебнево-гравийную подсыпку заливают тонким слоем низкомарочного бетона, чтобы ограничить ее подвижность.
При необходимости котлован можно вырыть даже в ранее эксплуатируемом гараже. Но для этого придется демонтировать значительную часть напольного покрытия. Из-за высокой трудоёмкости к такому способу прибегают крайне редко — в лучшем случае ограничиваются полузаглубленным погребом.
Пол, стены, перекрытие
Комната в подвале должна быть защищена от деформаций в результате просадок грунта. Предотвратить разрушения можно с помощью закладки надежного пола и постройки капитальных стен.
Оптимальный вариант пола в гаражном подвале — железобетонная конструкция. Для ее закладки поверх подбетонки укладывается гидроизоляция (2 слоя рубероида или специальная мембрана), а затем засыпается около 15 см песчано-гравийной смеси. Сверху устанавливается каркас из арматурного прутка (8 –12 мм), который заливается раствором. Поверхность раствора тщательно выравнивается и просушивается (оптимальное время набора прочности — около 4 недель).
Стены внутри подвала выкладываются из кирпича, шлакоблока или бетонных блоков. Кладка должна опираться на надежное основание, потому работы начинают только после того, как бетонный пол наберет необходимую прочность.
Еще один вариант возведения стен — заливка бетонного монолита. Для этого поверх грунтовых стен котлована устанавливается сначала арматурная сетка, а потом опалубка из толстой фанеры или обрезной доски. Слоями по 20 – 30 см заливается бетон марки не ниже М400, который затем штыкуется или уплотняется глубинными вибраторами.
Гаражный подвал перекрывается бетонными плитами, поверх которых заливается монолитный пол (бетонный или полимерный). Для доступа в помещение оборудуется люк — примерно такой, как показан на фото.
Гидроизоляция и вентиляция подвала в гараже
Эффективно использовать мы можем только сухой подвал, потому еще на этапе проектирования необходимо позаботиться о гидроизоляции и вентиляции помещения под полом.
Основная задача гидроизоляции — защита подвального помещения от проникновения почвенной влаги. Для решения этой задачи могут использоваться разные методы:
Укладка рубероида или гидроизоляционных мембран в месте контакта стен подвала с грунтом.
Обработка стен и пола подпольной части гаража гидроизоляционными мастиками.
Нанесение на бетонные и кирпичные поверхности проникающих составов, которые просачиваются в толщу материала, полимеризуются и формируют надежный антикапиллярный барьер.
Как правило, при выполнении гидроизоляционных работ используется комбинация из нескольких методов, которые гарантирует отсутствие протечек. Также особое внимание стоит уделить проблемным участкам — стыкам стен и пола, местам прохождения коммуникаций. Именно там обычно влага проникает в подвал в первую очередь.
Какой бы эффективной ни была гидроизоляция, влага в воздухе подвала будет накапливаться. Для удаления водяного пара и углекислого газа требуется эффективно работающая вентиляция.
При монтаже естественной вентиляционной системы забор воздуха должен осуществляться на уровне 20–25 см от перекрытия. Там и устанавливают горловину вытяжной трубы. Верхняя часть вытяжки должна находиться над крышей гаража. Приточная труба тоже заводится в подвал, а ее раструб закрепляется примерно в 30 см от пола. Все вентиляционные отверстия следует закрывать решетками для защиты подвала от проникновения грызунов и для предотвращения перекрытия труб мусором.
Для большого подвала можно установить принудительную вентиляцию. Она более энергозатратна (вентиляторы подключаются к электрической сети), но при этом гарантирует более эффективный воздухообмен.
Внутренняя отделка и оснащение подвала в гараже
Подвал в частном гараже совсем не обязательно должен представлять собой мрачный погреб с бетонными или кирпичными стенами. Применение современных технологий позволяет улучшить внешний вид подвала и сделать его более удобным:
Поверх бетонного пола целесообразно уложить влагостойкое напольное покрытие. Лучше всего подойдет керамическая либо клинкерная плитка. Также хорошо служат наливные полимерные полы — такие же, как и в самом гараже.
Стены и потолки можно отделать панелями. Это позволяет скрыть неровности основания и замаскировать следы гидроизоляционных работ. При этом обшивка получается герметичной за счет того, что несущие панели оснащаются специальными замками.
Обязательно оборудуется освещение: на потолке монтируется один или несколько светильников, а проводка скрывается за обшивкой. Систему освещения рекомендуется оснастить двумя выключателями — одним снаружи и одним внутри подвала.
Для свободного перемещения под люком закрепляется лестница. При обустройстве больших подвалов имеет смысл использовать стационарные модели из металла с полимерным покрытием. Они легче и прочнее деревянных, при этом служат в разы дольше.
Внутри подвала оборудуются места для складирования продуктов, инструмента и других предметов. Оптимальной будет установка открытых систем хранения вдоль стен и нескольких закрытых шкафов.
Устройство подвала в гараже — задача трудоемкая и требующая вложений времени, сил и средств. Применение модульной системы позволяет превратить любое подпольное помещение в светлый, сухой и удобный склад. Но для этого необходимо учесть множество нюансов, и уже с их учётом строить работу над оборудованием подвала.
видео-инструкция по монтажу, особенности строительства, устройства, цена, фото
Наверное, каждый более-менее хозяйственный владелец гаража не раз задумывался о том, чтобы сделать в нем погреб для хранения овощей и консервации. Идея и в самом деле неплохая, согласитесь – однако многие так и не реализовывают ее. По разным причинам, конечно, но чаще всего просто напросто потому, что не представляют себе как это правильно сделать и какие материалы понадобятся для такого дела.
В этой статье мы попробуем детально разобраться в этих вопросах. Рассмотрим две ситуации – как построить гараж своими руками с подвалом и как сделать погреб в уже существующем помещении.
Фото подвала в гараже
Но сначала давайте разберемся с кое-какими нюансами.
Содержание
Общие требования к устройству погребов
Естественно строительство помещений такого типа – это непростой процесс. Потому что если не придерживаться технологии и не знать на что обращать внимание, то в итоге погреб будет попросту не пригоден к эксплуатации.
А предусмотреть нужно такие вещи:
Исключить подтопление погреба. Чтобы этого не допустить, нужно прежде понимать на какой глубине проходят грунтовые воды, до какого уровня они поднимаются в период дождей и таяния снега. Исходя из таких сведений, определяется глубина погреба и качество гидроизоляции. Кроме того не факт, что гидроизоляционных работ будет достаточно – возможно придется отводить воды с помощью дренажной системы. Так что обязательно сначала проведите разведку грунта и только потом приступайте к составлению сметы и строительству.
Пример подтопленного погреба
Совет: если собственных знаний для геологической разведки недостаточно, то не пожалейте средств – возьмите разовую консультацию у специалиста в этом вопросе. Денег на это много не уйдет, но зато в итоге вероятность построить действительно хороший подвал будет намного выше.
Позаботиться об устройстве правильно работающей вентиляции. Если этот момент не спланировать заранее, то на стенах погреба очень быстро начнет появляться плесень, грибок, конденсат. Вся влага зимой будет превращаться в лед, который будет постепенно «разрывать» стену, то есть нарушать ее герметичность и влагозащиту. Возможно, что сразу каких-то серьезных последствий и не будет, но постоянная сырость в подвале прочности конструкции точно не придает, согласитесь. Да и к тому же хранение овощей превратится в головную боль – они ведь в таких условиях попросту начнут гнить.
Фото сырого подвала
Такие вот нюансы.
В принципе если вы спланировали как будет сделана вентиляция и выяснили на какой глубине проходят грунтовые воды, то можно приступить к строительству.
Начнем с первого варианта.
Возведение гаража и подвала «с нуля»
Итак, строим гараж с подвалом – что важно тут понимать, так это то, что ниже рассматривается самая простая и популярная технология строительства. А в вашем же случае вполне могут быть какие-то нюансы, из-за которых придется применять совершенно иной метод работ. Либо же вносить коррективы в инструкцию, которая опубликована ниже.
Например, мы будем рассматривать работы с применением бетонной смеси, без применения кирпича для создания стен, но это совсем не четкое правило. Тут вполне допустимо использовать кирпич или готовые фундаментные блоки.
Погреб из кирпича
Выбор ведь зависит по большему счету от того, какой именно материал вам легче купить и с чем проще будет потом работать.
Обратите внимание на то, что кирпич то использовать можно, только вот далеко не весь. Для такого проекта больше подходит красный кирпич, а не белый силикатный. Потому что красный – влагостойкий, а подвал как раз та среда, где это качество требуется.
Поэтому помните, что строительство гаража с подвалом (впрочем, как и любая стройка) это дело достаточно гибкое и то, какие материалы покупать и по какой технологии строить – зависит в основном от вашего бюджета, задач и умений. Главное только не использовать материалы, которые не подходят в принципе (как силикатный кирпич, например).
И вернемся к работам – краткая пошаговая инструкция.
Рытье котлована
Даже если подвал планируется делать стандартной глубины – 2-2,5 метра, все равно будет легче и проще привлечь к этому делу экскаватор, чем копать все вручную.
Но и своими руками поработать придется – нужно будет лопатами подровнять стенки котлована.
Котлован для погреба
Предположим котлован готов, теперь нужно обшить его стенки либо пленкой, либо досками. Нужно это для того, чтобы исключить осыпание земли в бетонную смесь, которая будет применяться для заливки фундамента и стен.
Также желательно (в таких же защитных целях) установить опалубку из досок по периметру верхнего края котлована.
Если это сделано, то можно приступать к следующему этапу.
Устройство фундамента и заливка стен
Фундамент в нашем случае будет плитный или вернее слегка комбинированный – с добавлением ленты по периметру.
Схема гаража с погребом
Делается он довольно просто и в таком порядке:
По периметру котлована делается ленточное углубление шириной сантиметров 50 и высотой не менее 30-40 см.
Совет: желательно сделать и так называемые «пятки» – по углам ленты, а также через каждые метра полтора-два вдоль каждой полосы. Пятки представляют собой более широкие и глубокие чем сама лента квадратные ямы, в которые тоже заливается бетон. Цена проекта от этого сильно не изменится, а вот пользы будет масса. Ведь по сути, это подушки, за счет которых фундамент сможет выдерживать дополнительные нагрузки во время усадки здания.
Так выглядит «пятка» в фундаменте
Вся поверхность дна котлована максимально выравнивается, с нее удаляются все посторонние предметы.
Дно и пояс по периметру засыпаются песком, который нужно тщательно утрамбовать. Это будет своеобразный амортизационный слой между грунтом и будущим фундаментом.
Сверху песка по плоскости дна стелется или обычная пленка (чем толще, тем лучше) или же рубероид на пленочной основе. А вот дно и внутренние стенки пояса по периметру лучше пленкой не оборачивать – используйте только рубероид.
Рубероид на пленочной основе
Сверху гидроизоляционного слоя фундамента подвала делается горизонтальный каркас из арматуры. Выглядит он как сетка (с размером ячеек примерно 50 на 50 см.). Также нужно «выпустить» из ленты по периметру арматуру по вертикали, с высотой примерно метр. К ней потом будет крепиться металл для стен.
Арматура на дне котлована
На дно котлована и в пространство ленты заливается бетон. Толщина плиты должна быть где-то сантиметров 30.
Обратите внимание на то, что смесь при заливке нужно хорошо трамбовать. В противном случае в плите могут образоваться пустоты, через которые в подвал попадет вода.
В принципе, когда бетон схватится, можно приступать к заливке стен.
Для этого делается вертикальная опалубка из досок по периметру котлована, к той арматуре, которую выпустили вверх, крепятся прутья и опять заливается бетон.
Опалубка для стен
Когда фундамент подвала и стены готовы можно сделать гидроизоляцию внешней стороны стен – обычно это делается битумной мастикой или другими похожими смесями.
После этого все свободное пространство между грунтом и стенами засыпается глиной или землей, а затем на верхний периметр стен кладется перекрытие (не забываем предусмотреть отверстие для люка, через который можно будет попадать в подвал).
Вход в погреб
После этого делаются все наземные элементы конструкции (стены, кровлю), а затем уже можно выполнять и обустройство подвала в гараже.
Теперь давайте рассмотрим второй вариант строительства.
Устройство погреба в уже готовом гараже
В этом случае мы имеем уже готовый каркас помещения – стены и кровлю. Получается, нужно сделать все так, чтобы все эти элементы не повредились. Это вполне реально.
Построенный подвал в гараже
Технология заключается в том, что строительство подвала в гараже выполняется в такой последовательности:
Размечается периметр будущего погреба.
Обратите внимание на то, что отступ от линии стен нужно делать не менее 30 сантиметров. Если это расстояние будет меньше, то велик риск того, что при устройстве погреба произойдет усадка гаража, и соответственно потрескаются его стены.
Роется котлован нужной глубины.
По дну стелется рубероид с нахлестом на стены котлована. Можно постелить его в несколько слоев – уровень гидроизоляции будет лучше.
Делается бетонная стяжка по дну ямы.
Возводятся из кирпича или заливаются из бетона стены будущего погреба. При этом нужно оставить пространство для влагозащитного слоя внешней стороны стен. Такую изоляцию желательно делать специальными мастиками, которые обычно наносятся шпателями или валиками (Если пространство между стенами и грунтом узкое, то чтобы достать до нижнего уровня можно применять инструмент с длинными ручками). Также применяются и рулонные материалы.
Поскольку нет возможности проводить операции с готовыми плитами (из-за высоты и ширины самого гаража), то перекрытие придется делать самостоятельно. На опоры кладутся горизонтально доски (с учетом отверстия для люка), сверху них ложится пленка и вяжется каркас из арматуры – получается опалубка.
Пример опалубки для заливки перекрытия
На плоскость опалубки заливается слой бетона толщиной примерно 30-40 см. Меньше делать нежелательно, поскольку это все-таки гараж, а не дом. Нагрузка от автомобиля ведь на порядок больше, чем вес человека.
Бетон высыхает, опалубка снимается – в целом на этом устройство подвала в гараже закончено. По сути, далее идут уже отделочные работы.
Подведем итоги.
Вывод
Мы с вами рассмотрели, как построить гараж с подвалом, разобрались, как делается погреб в уже готовом гараже и узнали о нескольких важных нюансах, связанных с таким делом. Если же вам хочется получить больше информации по данной теме, то для вас есть интересное видео в этой статье – советуем просмотреть!
Подвал
под гаражом: хорошая идея?
Если вы когда-либо покупали или строили дом, вы знаете, есть несколько различных функций, которые вы ищете. Одной из популярных особенностей является подвал. В большинстве домов подвал следует за площадь надземной конструкции. Тем не менее, некоторые домовладельцы идут дальше строительства подвала и хотят включить подвал под пол гаража.
Подвал под гаражом хороший идея? Подвал под гаражом есть возможно, и это отличный способ добавить дополнительное пространство в ваш дом, но это требует тщательное планирование и предельная точность при выполнении плана. Вы должны помнить, что пол в гараже ответственность за удержание чрезмерного количества веса. Если он построен неправильно, вы жертвуете целостностью конструкции, а также своей безопасностью.
Содержание
Может ли гараж иметь подвал?
Хотя это и не часто встречается, гаражи могут обязательно есть подвалы. Много некоторые предпочитают иметь мастерскую под своим гаражом, в то время как другие предпочитает жилое или складское помещение. Независимо от того, для чего вы используете пространство, оно возможно его создать.
Не рекомендуется строить гараж под подвал самостоятельно, потому что есть много факторов, которые нужно учитывать учитывать при планировании, например :
Стоит ли хлопот?
Можно ли наращивать или вне?
Дешевле ли купить больше земли для расширения?
Стоит ли хлопот?
Стоимость устройства подвала под Гараж зависит от вашего местоположения и строительной компании, в которой вы работаете. с. Если вы живете в районе, где не хватает дополнительного места, подвал под ваш гараж может быть идеальным вариантом.
При изучении стоимости строительство, обязательно работайте с компанией, которая имеет опыт работы с данным типом строительства. Вы должны помнить безопасность будет иметь первостепенное значение. Вес, который будет выдерживать пол вашего гаража, значителен, поэтому Вы хотите, чтобы он был построен хорошо.
Возможно ли наращивание или наращивание?
В большинстве мест действуют строгие строительные нормы и правила, особенно в более городских районах. Однако прежде начиная масштабный проект, вы должны проверить строительные нормы и правила, чтобы определить, можете ли вы построить еще один этаж над гаражом или часть вашего существующий дом можно расширить.
Это крупные строительные проекты, но скорее всего, будет менее затратным, чем строительство подвала под гаражом. Таким образом, на них стоит обратить внимание, если стоимость является проблемой для вас.
Дешевле ли купить больше земли для расширения?
При планировании строительства дома с подвал под гаражом, может быть разумно определить есть ли другие земельные участки, которые позволят вам построить без подвала под гараж. У вас будет первоначальные затраты при покупке недвижимости, но в долгосрочной скорее всего сэкономите и деньги и время.
Строительство подвала под гараж
Если вы рассмотрели все возможные варианты и решили, что строительство подвала под вашим гаражом — это ваше единственное вариант, есть несколько важных моментов, о которых нужно помнить при подготовке сделать подвал под гараж.
Материалы
Стальной армированный фундамент стены со всех четырех сторон толщиной не менее двенадцати дюймов.
Сборные бетонные полы в гараж с flexicore
Кран для подъема сборных этажей.
Перечисленные выше материалы являются стандартными для проект такого масштаба. А подрядчик, сертифицированный для строительства подвала под гаражом, скорее всего, иметь конкретного производителя для закупки материалов.
При укладке пола на фундамент необходимо прикрепить флексикор к стенам, чтобы обеспечить устойчивость пола. Если вы планируете провести трубы или что-то еще в подвал, вам нужно будет это спланировать, так как этот пол очень трудно прорезать. Поэтому могут потребоваться другие модификации.
Что такое Флексикор?
Этот материал обычно встречается в проекты промышленного строительства, где предполагается многоэтажность построен. Материал увесистый из-за стальных балок внутри бетона, поэтому большегрузный кран необходимый. Идеально подходит для этого типа проекта, потому что долговечность и безопасность имеют решающее значение.
Соображения
При планировании строительства подвала под гараж, многие переменные могут повлиять на вашу способность сделать это. Даже если у вас есть финансовые возможности построить подвал, другие факторы будут играть роль в вашем решении, некоторые из которые вы не можете контролировать, например вопросы зонирования и страхования.
Несколько вопросов, которые следует задать себе во время планировка подвала включает в себя:
Имеется ли надлежащий дренаж вокруг фундамента?
Хорошо ли загерметизирован пол гаража?
Покроет ли ваша страховка такое дополнение?
Как попасть в подвал?
Для чего предназначен подвал (склад, жилое помещение)?
Для чего используются подвалы под гаражами?
Люди строят подвалы под гаражами для много причин. Некоторыми из наиболее распространенных причин являются театральный зал, мастерские и хранилище. Важно знать назначение подвала перед строительством чтобы вы знали, какие модификации могут потребоваться.
Например, если вы планируете хранить транспортные средства или оборудование для газонов в подвале, вам, вероятно, понадобится пандус для их безопасного перемещения. В этом случае вам необходимо определить, где будет располагаться пандус и будет ли точка доступа через гараж или снаружи.
Если вы используете подвал для проживания области, такой как театральный зал, вы должны убедиться, что пол в гараже правильно загерметизированы и изолированы, чтобы в подвал не попадали пары и влага область. Вы также захотите использовать это, чтобы оценить любые необходимые опоры. Если это жилая зона, вы, вероятно, не захотите иметь лишние столбы в подвал.
Какие проблемы с подвалом под гаражом?
Хотя это отличный способ использовать все доступное пространство, многие проблемы могут возникнуть со строительством этого типа. Некоторые из наиболее распространенных вопросов:
Застройка района занимает много времени. Из-за тщательного планирования и материалов, необходимых для строительства такого помещения, это не то, что можно сделать быстро. Это может увеличить время, необходимое для завершения строительства.
Вы должны нанять инженера для завершения проекта. Это непростая задача. Большинство генеральных подрядчиков не имеют лицензии или сертификата для выполнения такой работы. Если вы не наймете квалифицированного специалиста, это может стать опасным дополнением к вашему новому дому.
Дом может плохо продаваться. Если вы планируете в конечном итоге продать свой дом, это может не понравиться всем покупателям, что может затруднить продажу дома.
В чем преимущества подвала под гаражом?
Зная, что большинство планов рушатся, есть и масса положительных моментов. Несмотря на сложность строительства и планирования, подвал под Гараж может быть полезным дополнением к любому дому по этим причинам.
Добавлено место для хранения: Многие люди используют это пространство для хранения сезонного домашнего оборудования, такого как газонокосилки, снегоуборочные машины и т. д.
Комната безопасности: Из-за прочных фундаментных стен и подземного расположения, он идеально подходит в качестве убежища от шторма.
Больше жилой площади: Если вы ищете способ увеличить жилую площадь, это может быть замечательный способ. Некоторые используют это как театральный зал или даже зона отдыха для бильярдных столов и т. д.
Заключительные мысли
Как видите, при принятии решения о строительстве подвала под гаражом необходимо учитывать множество моментов. Если вы можете получить соответствующие разрешения и вам посчастливилось найти инженера, который будет работать с вами над проектом, это отличный способ увеличить пространство в вашем доме.
Можно ли построить подвал под гаражом? – Garage Storage Lab
Большинство домовладельцев хотят иметь подвал вместе с гаражом. Несомненно, это повышает ценность дома и дает домовладельцам больше места для хранения вещей. Но можно ли построить подвал под гаражом?
Да. Однако при строительстве подвала под гаражом необходимо убедиться, что он построен правильно. А для этого вам потребуется четкий план выполнения.
Поскольку пол вашего гаража имеет большой вес, если подвал не построен должным образом, это может повредить конструкцию вашего здания и подвергнуть вас риску.
Содержание
Ответ раз и навсегда: Можно ли построить подвал под гаражом?
Идеи подвала в гараже не редкость, и люди используют подвал в гараже для различных целей, таких как мастерская, дополнительное складское помещение, гостиная и даже как безопасная комната под гаражом.
Если вы правильно построили подвал гаража, он не повредит конструкции вашего дома и не подвергнет вас риску. Однако, прежде чем строить подвал под гаражом, вам придется учесть несколько факторов, таких как стоимость, материалы, конечное использование и так далее.
3 Преимущества наличия подвала под гаражом
1. Дополнительная площадь для хранения
Если вы в настоящее время боретесь с хранением вашего оборудования и мебели в своем доме, гараж в подвале может помочь вам решить эту проблему.
Если у вас есть подвал в гараже, это дает вам дополнительное пространство для хранения всего оборудования и позволяет убрать неиспользуемую мебель из основного строения. Кроме того, с подвалом в гараже вы можете более организованно управлять своим оборудованием.
Опять же, сезонное оборудование, такое как снегоуборочная машина или газонокосилка, может занимать много места и блокировать ваш дом. Но с подвалом в гараже этот вопрос с пространством можно решить легко.
2. Может использоваться как укрытие
Во время штормов или ураганов скорость ветра может достигать 200 миль в час. В такой ситуации оставаться дома довольно опасно. Здесь, если у вас есть подвал в гараже, вы можете использовать его как убежище.
В отличие от других конструкций, цокольный этаж гаража имеет прочные стены, что делает его более устойчивым и безопасным. В результате, независимо от скорости ветра, подвал гаража не пострадает, и вы сможете использовать подвал в качестве укрытия.
3. Дополнительная жилая площадь
Многие домовладельцы используют подвал гаража в качестве дополнительной жилой площади. Вы можете использовать это дополнительное пространство для создания кинотеатра или тренажерного зала. Опять же, если вы заинтересованы в занятиях спортом в помещении, таких как бильярд или настольный теннис, вы можете использовать для этой цели свой подвал в гараже.
Минусы подвала в гараже
1. Требуется много планирования и времени на строительство
Как я упоминал ранее, строительство подвала под гаражом требует тщательного планирования. Кроме того, вам нужно собрать правильные строительные материалы, чтобы построить подвал гаража. И все это может продлить время строительства цокольного этажа гаража.
Если вы допустите даже небольшую строительную ошибку при строительстве фундамента гаража, это поставит под угрозу всю конструкцию и сделает ее уязвимой. Вот почему вы никогда не должны пытаться построить свой гаражный подвал быстро. Вместо этого составьте четкий план, соберите материалы и правильно выполните план.
2. Требуются обученные инженеры или специалисты
Обычно у большинства строителей нет лицензии на строительство гаражного подвала . В результате вам придется нанять обученного профессионала или инженера, чтобы построить подвал в гараже. Без обученного персонала весь ваш проект может стать катастрофой и привести к повреждению основной конструкции.
Часто задаваемые вопросы о строительстве подвала под гаражом
1. Стоит ли хлопот затрат на строительство подвала в гараже?
Это зависит. u003cstrongu003eЕсли вы живете в районе, где пространство ограничено или дорого, оно того стоит, потому что вам не потребуется дополнительное пространство для постройки подвала, что сэкономит ваши деньги на покупке дополнительной земли. u003c/strongu003e
2. Есть ли ограничения на строительство подвала под гаражом?
u003cstrongu003eМногие городские районы имеют строгие ограничения на то, что можно строить, а что нет. Вот почему, прежде чем браться за этот проект, вам следует проконсультироваться с местными городскими властями и получить необходимые разрешения su003c/strongu003e.
3. Какие материалы необходимы для строительства подвала гаража?
u003cstrongu003eВам понадобится Flexicore, сталь, бетон, чтобы построить подвал гаражаu003c/strongu003e.
4. Для чего можно использовать гараж в подвале?
Подвал в гараже можно использовать для хранения дополнительного оборудования или для развлекательных целей, например, для постройки кинотеатра или бильярдного стола.
Заключение
Подвал в гараже может увеличить вместимость вашего дома. Однако при строительстве гаражного подвала вам необходимо убедиться, что план строительства выполнен правильно.
Полезные товары для вашего гаража
Спасибо, что прочитали эту статью. Я надеюсь, что вы нашли это полезным. Вот несколько веб-сайтов, которые я нашел, на которых есть несколько полезных продуктов, которые я лично использовал для организации, обслуживания и помощи в добавлении стиля в мой гараж на протяжении многих лет.
Это партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу комиссию. Но, честно говоря, это именно те продукты, которые я использую и рекомендую всем, даже своей семье.
10 вариантов применения кромочного фрезера в мастерской
Покупка ручного деревообрабатывающего инструмента может дать толчок для освоения новой и очень увлекательной профессии, с каждым годом собирающей в свои ряды все больше поклонников. В интернете растиражированы многочисленные видео уроки и фото, содержащие авторские приемы работ с ручным фрезером, что еще раз доказывает популяризацию ремесла, которое русский человек облюбовал издавна. Если вы еще не владеете всеми азами ручной обработки древесины и только знакомитесь со специализированным бытовым оборудованием, вам будет полезна следующая информация.
Знакомство с фрезером
При помощи фрезерного аппарата можно работать с такими материалами, как древесина и металл. С его помощью легко создавать небольшие элементы, например, пазы, гребни, выемки. Они могут быть как стационарными станками, так и ручными, имея небольшую комплектацию. Чтобы работать фрезером дома, очень удобно использование ручного варианта.
Представляет собой фрезер небольшой корпус, оснащенный мотором. На корпусе есть специальный держатель, а в него вставлены небольшие переходники, при помощи которых, аппарат используют с разного диаметра хвостовиками.
Также фрезер оснащен платформой, соединяющейся с корпусом штангами. На нижней ее части должна быть специальная основа скольжения, которая обуславливает плавный ход инструмента, в то время, когда он перемещается по детали. Естественно, каждый аппарат оборудован кнопкой включения, а также блокировки.
Чтобы фрезеровочный аппарат не давал сбоев при работе, необходимо периодически менять в нем смазку и содержать его в чистоте.
Особенности изготовления
Фрезеровальные станки по дереву, изготавливаемые своими руками, имеют некоторые отличия друг от друга.
По типу – ручной и механизированный. Ручные станки используют воротки и редукторы, приводимые в движение руками рабочего. Механизированные – оснащены электромотором: скорость работы, когда в дело вступает электродвигатель, может повыситься в разы. Во втором случае мастер не тратит лишние усилия на вращение воротка с редуктором, отвлекаясь на это нехитрое действие – а включит электродвигатель и работает точнее, быстрее и оперативнее, ориентируясь по направляющим. Механическое усилие здесь выдаёт мотор.
По принципу действия механизированные станки подразделяются на следующие виды.
Одно- или немногофункциональные одношпиндельные с предметным столиком, расположенным вертикально или горизонтально. Столик (подставка) перемещается по направляющим, как колёса поезда по рельсам – только прямо.
Определившись, какой станок требуется – в рамках поставленных задач и цели – мастер подготовит расходники и инструментарий для изготовления устройства.
Как работать на станке
Работа ручным фрезером по дереву начинается, прежде всего, с того, что выставляются все основные параметры. Вначале определяют необходимую скорость вращения, а она будет зависеть от материала, с которым будет производиться творение. После этого устанавливают фрезу. Как правило, на фрезах, уже определены отметены, на которые стоит опираться. Фреза вставляется на заданную глубину, затем закрепляется вал и затягивается ключом до упора.
Но не в каждом аппарате предусмотрена кнопка блокировки, поэтому, если она отсутствует, то, чтобы делать планируемую задачу было проще, потребуется еще один ключ, им будет удерживаться вал. Здесь нужно будет опираться на модель аппарата. Например, русский фрезеровочный станок, представленный в дорогой модели, будет иметь помимо блокировочного механизма, еще и трещотку.
Фрезерование дерева инструмент способен производить на определенную глубину, все будет зависеть от вылета, который на нем установлен. Для изготовления некоторых деталей максимальная глубина не нужна, тогда осуществляется его настройка. Сделать это можно при помощи револьверного упора, поэтапно:
необходима ровная поверхность, на которой будет стоять аппарат, и на нем освобождаются зажимы,
откручивается фиксатор револьверного упора, вследствие чего, он освобождается,
выбирается необходимая ножка упора, в зависимости от требуемой глубины фрезерования,
поднимается штанга до выбранной глубины, и затем опускается фиксатор упора.
На более дорогостоящих фрезерных станках, чтобы пользоваться ими было проще, существует специальное колесо для регулирования глубины фрезеровочного процесса.
Популярные модели
В данном обзоре популярных фрезерных станков было выделено топ-3 модели, наиболее обширно использующиеся в России.
«Вихрь» ФМ-1900
Эта модель наиболее доступна для среднестатистического пользователя. Российская торговая марка «Вихрь» представляет изделия для сада и различных строительных работ. Электроинструменты данного бренда выпускаются на китайском производстве. Этот недорогой, но надежный фрезер обладает высокой мощностью и достаточно универсален для того, чтобы использовать его и на профессиональном уровне, и в домашней мастерской.
Технические характеристики:
тип – вертикальный;
мощность – 1900 Вт;
вращение – 8000-23000 об/мин;
ход фрезы – 50 мм.
Главный недостаток модели – это ее шумность и крупные габариты.
Bosch POF 1200 AE
Данный бренд, лидирующий на рынке уже много лет и заслуживший доверие покупателей, производит одни из лучших фрезерных станков по всему миру. Главный минус модели в том, что она доступна далеко не для всех, но при этом ее цена вполне оправдана.
Основные параметры:
тип – вертикальный;
мощность – 1200 Вт;
вращение – 11000-28000 об/мин;
ход фрезы – 55 мм.
Благодаря высокой мощности этому станку подвластно дерево любой плотности.
Hammer FRZ 710 Premium
Эта модель признана по истине универсальной. Она крайне удобна в использовании за счет своего небольшого веса и специально выполнена таким образом, что ее комфортно держать в руках.
Характеристики:
тип – кромочный;
мощность – 710 Вт;
вращение – 10000-30000 об/мин;
ход фрезы – 30 мм.
Мотор у этой модели работает плавно, а за счет алюминиевой подошвы она обладает хорошей устойчивостью.
Виды фрезы
Ни один фрезерный аппарат не обойдется без своей основной составляющей – фрезы, которая является главной рабочей деталью. Различными они бывают по:
размеру,
составляющему материалу,
форме.
Если работа будет производиться с древесиной, имеющую мягкую плотность, то для фрезы необходимы облегченные материалы. А для древесины с большой плотностью, понадобится более жесткая фреза.
Какими же бывают фрезы? Их различают:
Дисковые,
Профильные,
Конусообразные,
Прямоугольные.
Это основные их разновидности. Но помимо этого, они бывают с подшипниками и без.
Фрезерный станок для дома
Деревообрабатывающий станок довольно дорогое удовольствие, если приобретать его прямо с завода, поэтому мало кто мог бы его себе купить. Но если посмотреть на другую «сторону медали», то иметь фрезерный станок дома довольно рентабельно. По этой причине зачастую многие обычные люди, работающие на данных станках и мастера, с большим стажем работы приходят к пониманию того что: «Нужно сделать фрезерный станок самому, своими руками!» и они правильно мыслят, ведь это вполне возможно и не так уж сложно.
Какими знаниями нужно владеть для того, чтобы соорудить фрезерный станок по дереву своими руками?
Люди, имеющие опыт со станками дают рекомендацию: Нужно сначала узнать, из чего сконструированы эти станки, понять схему фрезерного станка, прежде чем приниматься за сборку.
Что можно делать при помощи фрезера
Фрезерный станок работает от электричества, поэтому он способен осуществлять множество вращений за доли секунды, выполняя при этом сложную работу: создание углублений заданных размеров. С использованием такого инструмента, можно делать:
декорировать любые деревянные изделия,
изготавливать различные углубления и отверстия, например, для навесов,
создавать эксклюзивные вещи, путем нанесения различных узоров на поверхность изделия.
Любые углубления, создаваемые фрезером, как правило, представляют собой отдельную часть конструкции, которая является украшением предмета.
Чтобы работа с инструментом имела как можно меньше ошибок, нужно соблюдать некоторые правила:
На рабочей поверхности устанавливается линейка под ту деталь, которая будет изготавливаться.
Когда работа производится с деталями переменного профиля, то линейки к поверхности крепятся перпендикулярно.
Когда происходит непосредственный процесс работы, нужно учитывать, что аппарат необходимо вращать в противоположном направлении от вращения фрезы. Иначе это принесет неудобства и можно получить травмы.
Обучится работать по дереву при помощи ручного фрезера, особой сложности не составит. Хорошо в этом поможет просмотр курса: « работа ручным станком фрезером по дереву видео уроки». Главное соблюдать предписанную технику безопасности и изучить основную технологию работы с инструментом. Тогда, даже новички в этом деле, смогут выполнять оригинальные и интересные работы.
Типы оборудования
Существует несколько основных типов ЧПУ фрезерных станков:
Вертикальные фрезерные станки имеют вертикальный шпиндель, похожий на сверлильный пресс, но с X-Y столом, который позволяет автоматически позиционировать обрабатываемый материал.
Горизонтальные фрезерные станки также имеют X-Y стол для позиционирования изделия; Однако, фрезы устанавливаются на горизонтальной оправке поперек стола.
Универсальный фрезерный автомат может использоваться для вертикального или горизонтального фрезерования. Головка шпинделя прикреплена шарнирным соединением, чтобы был возможен любой из типов фрезерования.
Портальные фрезерные станки ЧПУ используются с большими заготовками. Они позволяют добавлять шпиндель по мере необходимости для пятиосевых и шестиосевых фрезерных станков.
Фрезерный обрабатывающий центр с ЧПУ – это агрегат, который используются для автоматического повторения операций. Большинство обрабатывающих центров имеют числовое программное управление (ЧПУ).
Фрезерные станки с ЧПУ запрограммированы набором команд, называемых G-кодами, и используют инструменты CAT (с V-образным фланцем), BT или HSK.
Дополнительные функции
Рассмотрим некоторые из отдельных функций, доступных в фрезерных (CNC) станках:
Программа обработки детали может быть введена в контроллер через клавиатуру или при помощи сканирования перфорированной ленты считывающим устройством в блоке управления.
Программа обработки детали, однажды введенная в память компьютера, может использоваться и повторяться множество раз.
Программа обработки детали может редактироваться и оптимизироваться непосредственно на станке. Если есть какие-либо изменения в дизайне изделия, программа без труда может быть изменена в соответствии с требованиями.
Ввод информации может быть в значительной степени упрощен за счет использования специальных подпрограмм, разработанных для повторяющихся последовательностей обработки. Для обычных операций, таких как сверление отверстий по кругу (при использовании сверлильно фрезерного станка с ЧПУ), могут быть созданы и сохранены специальные программные циклы в памяти компьютера. Эти программы или подпрограммы могут быть извлечены и использованы любое количество раз; При этом необходимо указать только определенные параметры, и компьютерное управление выполнит автоматически необходимые вычисления и последующие действия.
У станков с ЧПУ имеется средство для проверки программы обработки детали без фактического ее запуска на станке. Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
Блок управления с ЧПУ позволяет компенсировать любые изменения в размерах режущего инструмента. Когда написана программа обработки детали, оператор станка проставляет конкретный тип и размер режущего инструмента, например, если это гравер. Но в действительности использование программы обработки на станке может быть недоступно для конкретной фрезы. Система управления ЧПУ позволяет компенсировать разницу между запрограммированным инструментом и используемым.
С системами управления ЧПУ можно получить информацию об использовании оборудования, которая будет очень полезна для контроля производства. Система может предоставлять такую информацию, как количество произведенных компонентов, время на компонент, время для установки задания, время, в течение которого используется конкретный инструмент, время, в течение которого машина не работает, диагностика неисправностей и многое другое.
Особенности изготовления
Арсенал инструментов домашних мастеров отличается огромным многообразием
Особенное внимание уделено фрезерному станку. Это устройство представляет собой оборудование, позволяющее выполнять множество операций по металлу, по дереву, по пластмассе и иным материалам
Размеры, мощность и набор функций фрезерных приборов могут различаться, но в основу каждого станка заложен стандартный принцип: неподвижно закреплённая заготовка, обрабатывается фрезой – специальным режущим инструментом с зубьями (режущими лезвиями).
Имея в наличии все необходимые инструменты и материалы, умельцы в своих мастерских без труда и в короткие сроки соберут компактное устройство – самодельный фрезер. Из всех существующих видов фрезеров в домашних мастерских наибольшей популярностью пользуется вертикальный фрезерный станок. Этот инструмент имеет очень простую схему, и для его сборки используются недорогие материалы. Однако вид станка определяют задачи, которые необходимо выполнять мастеру. Существуют следующие виды фрезерного оборудования:
горизонтально расположенный инструмент;
вертикальный прибор;
копировальное с пантографом устройство.
Кроме того, следует продумать размеры и расположение станка – напольный или настольный вариант.
Обладатели любого фрезерного станка могут выполнять качественную обработку заготовок и изделий из металла и дерева. В промышленности фрезерные станки относятся к многофункциональным агрегатам. Самодельные конструкции наделены достаточным количеством операций, с помощью которых доступна качественная отделка, поэтому их также можно считать многофункциональными.
Критерии выбора станка для деревообработки
Сегодня в продаже можно найти различные модели станков для фрезеровки дерева с ЧПУ: начиная от простейших моделей, которые подключены к компьютеру и предназначены в том числе и для бытового домашнего использования, и заканчивая сверхдорогими универсальными и сложными в использовании агрегатами, которые применяются на суперсовременных деревообрабатывающих фабриках и мебельных производствах. Работа таких станков полностью контролируется автоматикой, а сверхточная система координат позволяет обеспечить микронную точность выполненной обработки.
Верстак
Это специальный стол для рабочего процесса. Его можно оснащать разными вспомогательными элементами. Его параметры обуславливаются количеством свободного пространства в помещении. Также учитывается и планируемый объём работ.
Сегодня самыми распространёнными видами верстаков для фрезерных столов являются:
Статичный. Это полноценная рабочая площадка.
Портативный. Это настольный вариант, быстро собирающийся и позволяющий проводить фрезерные операции.
Агрегатный. Обладает такими возможностями, за счёт которых расширяется пильная площадь.
Для бытовой мастерской оптимальным является п.1. Второй вид годится для работ с небольшими деталями и имеет ограниченный функционал. Для третьего должно быть просторное помещение.
Выбор фрезерного станка по дереву
Перед покупкой оборудования следует определиться с его загрузкой и размерами деталей. Для домашней мастерской подойдет настольная модель с механическим копиром. При серьезном увлечении изготовлением уникальной мебели и для малых мебельных предприятий нужно приобрести станок 3D с ЧПУ. Большое количество совершенно одинаковых деталей за короткий промежуток времени позволит увеличить производительность предприятия, и затраты на приобретение программного блока окупятся.
Консольный фрезеровочный промышленный агрегат оправдает себя только на предприятиях массового производства крупных деталей, при раскрое листов ДВП и других элементов для мебели и строительства.
Работа ручным фрезером по дереву
✅ Дата публикации: 02.11.2016 | 📒 Советы мастеру | 🕵 Комментариев нет
Работа ручным фрезером по дереву
Содержание статьи:
1 Работа ручным фрезером по дереву
1.1 Как работать с фрезером по дереву
Ручной фрезер – это такой инструмент, который «умеет» создавать отверстия различного диаметра и форм. С его помощью можно творить самые настоящие шедевры из древесины. Но правда нужно иметь в виду, что работа ручным фрезером по дереву требует определённых знаний и опыта.
Тем не менее, советы по работе с ручным фрезером, представленные ниже, будут очень полезны тем людям, которые только начинают осваивать этот прекрасный столярный инструмент.
Итак, с помощью фрезера по дереву можно:
Профилировать кромкой карнизы, наличники, плинтуса и другие изделия из древесины, придавая им оригинальный и неповторимый вид;
Делать углубления под почтовый замок, навес и т. д.;
Создавать совершенно новые и эксклюзивные деревянные изделия.
Для того чтобы начать работу ручным фрезером по дереву, необходимо сначала подобрать фрезу. Её выбор зависит от вида запланированной работы и типа древесины. Например, если для будущего изделия используются исключительно мягкие породы дерева, то и фреза должна быть «лёгкой».
Для того чтобы её установить, требуется проделать следующие действия:
Хвостовик выбранной фрезы устанавливается в патрон, но при этом нужно следить, чтобы он не заходил туда больше, чем на 2 см.
Ключом повернуть до щелчка патрон, а затем затянуть гайку.
Используя ограничитель глубины, на фрезер выставляются необходимые параметры.
Ручка точной настройки ставится между «+» и «-».
Перед тем как будет осуществлена работа ручным фрезером по дереву, лучше проверить правильность настроек на каком-нибудь образце, чтобы не испортить обрабатываемое изделие. Также большое значение имеет и количество устанавливаемых оборотов в секунду.
Впрочем, каждый фрезер по дереву, независимо от жёсткости обрабатываемой древесины, имеет инструкцию, в которой расписаны все необходимые требования и параметры для получения желаемого результата, а главное его эффективности. Также, можно сделать фрезер из болгарки своими руками, сэкономив при этом некоторое количество денег.
Как работать с фрезером по дереву
Работать с фрезером по дереву можно, держа инструмент в руках, а можно установив на стол, прикрутив его шпинделем вверх. Это гораздо удобнее для фрезеровки мелких заготовок. В случае работы на столе, на него должны крепиться специальные линейки, которые будут повторять форму выреза.
Нужно запомнить, что по обрабатываемому изделию фрезер двигается только в противоположную сторону относительно движения фрезы. При несоблюдении этого правила, инструмент может вырваться из рук и нанести непоправимый вред здоровью.
Что касается безопасности во время работы фрезером по дереву, то следует придерживаться рекомендаций, написанных в инструкции к этому столярному инструменту, а также помнить, что:
При не работающем инструменте, шнур должен быть вытащен из розетки;
Держать фрезер по дереву нужно очень крепко, а обрабатываемую деталь закреплять прочно;
Осуществлять работу нужно в спецодежде для строительства, которая не имеет болтающихся рукавов или иных частей, чтобы избежать наматывания ткани на фрезер по дереву.
Работа ручным фрезером по дереву — фрезеровка, довольно нелёгкий, но вполне осуществимый своими руками процесс, требующий в тоже время особой внимательности, скрупулёзности и точного выполнения правил по эксплуатации фрезерного станка.
Оценить статью и поделиться ссылкой:
Как пользоваться фрезером по дереву
Стивен Льюис
С помощью фрезера и кучи дерева можно сделать что угодно. Мы не зашли так далеко с нашим учебником по технике ниже, но вы можете видеть, как рабочая лошадка деревообрабатывающей мастерской, такая как фрезерный станок Bosch 1617EVS, может внести свой вклад в классический проект, такой как сундук для одеял. Он может вырезать ласточкины хвосты для ящика или даже боковых сторон корпуса. Он может вырезать канавку для дна ящика. И это может сформировать привлекательный ogee на вершине. Для максимальной точности деревообработки вы можете отфрезеровать каждую ножку кронштейна до точной формы, проведя по шаблону прямолинейной фрезой с верхним подшипником.
Нам нравятся ручки Bosch из бука. Но более впечатляющим является мощный двигатель мощностью 2 ¼ л.с., который позволяет вам контролировать его скорость поворотом красного маховичка. Бош не ревет. С острой твердосплавной насадкой этот большой двигатель просто мурлычет, когда фрезер оставляет за собой блестящую четкую кромку. Это замечательная вещь, и, как и электроинструменты, это классика, которая заставляет любого любителя выглядеть хорошо.
Еще от Popular Mechanics
Вправо
Самая большая ошибка начинающих столяров — это перемещение фрезера в неправильном направлении. Легче отработать правильную технику, чем объяснить ее, но вот что: Во-первых, всегда перемещайте фрезер против вращения фрезы. Это позволяет сверлу врезаться в работу, давая вам полный контроль над инструментом. Если вы будете продвигать фрезер в том же направлении, что и фреза, фрезер будет двигаться по краю заготовки, и вам придется бороться, чтобы сохранить контроль.
Если смотреть прямо вниз на верхнюю часть фрезера, фреза вращается по часовой стрелке. Это означает, что вы должны перемещать фрезер слева направо, но — и это важно — это верно только тогда, когда фрезер расположен посередине между вами и заготовкой.
Например, если вы фрезеруете края платы, вы должны перемещать фрезер слева направо по ближайшему к вам краю. Но при фрезеровании противоположного края, самого дальнего, вы будете продвигать маршрутизатор справа налево. Это потому, что заготовка, а не фрезер, теперь находится посередине. В этом положении фрезер движется справа налево, но правильно режет против вращения фрезы.
Станьте вторым пилотом
Один из лучших и безопасных способов начать фрезерование — использовать фрезы, оснащенные направляющими на шарикоподшипниках. Подшипник перемещается по краю заготовки, эффективно удерживая долото на курсе и под контролем. Просто установите глубину резания, и вы готовы к фрезерованию. Нет необходимости прикреплять кромочную направляющую к фрезеру или линейку для работы. Только подшипник гарантирует, что сверло будет резать до нужной ширины. Почти все фрезы для придания формы и обрезки кромок доступны с направляющими на шарикоподшипниках, включая закругление, римскую ось, фаску, фальцовку и обрезку заподлицо.
Экскурсия с гидом
После того, как вы освоите основные приемы фрезерования, создайте точный фрезерный станок, оснастив фрезер направляющей втулкой и прямолинейной фрезой. Направляющая втулка (она же направляющая шаблона) представляет собой просто стальной хомут, который крепится к основанию фрезера. Из воротника выступает короткая стальная трубка, через которую проходит долото. Трубка направляется вдоль края шаблона, что позволяет быстро резать доски практически любого размера и формы. Вот краткое описание того, как использовать направляющую втулку:
Начните с вырезания шаблона нужной формы из фанеры, МДФ или ДВП. При изготовлении шаблона учитывайте смещение между внешней кромкой втулки и режущей кромкой долота; расстояние, которое обычно составляет около 3/16 дюйма. Кроме того, не забудьте идеально отшлифовать края шаблона. В противном случае бит перенесет любые дефекты на заготовку.
Закрепите шаблон на месте, затем введите фрезер в заготовку. Убедитесь, что направляющая втулка плотно прижата к краю шаблона. Направляющие втулки полезны для фрезерования криволинейных, неправильных форм, а также для точной вырезки петель и пазов. Вы можете купить направляющие втулки поштучно, но, как правило, выгоднее покупать комплект, состоящий из нескольких частей.
Переверните его вверх дном
Установка маршрутизатора в перевернутом положении на фрезерном столе значительно расширяет возможности инструмента, делая маршрутизацию проще и безопаснее. Надежно удерживая инструмент на месте, вы можете обеими руками безопасно вставлять ложу в сверло. А поскольку бит хорошо виден, вы можете точно видеть, что делаете. (Это не всегда возможно при ручной фрезеровке.) Фрезерные столы особенно полезны при фрезеровании небольших деталей, вырезании канавок с упором или использовании фрез большого диаметра. На самом деле есть некоторые биты, в том числе некоторые биты с выступающими панелями, которые следует использовать только в таблице маршрутизатора.
Вы можете достаточно легко сделать свой собственный фрезерный стол, и многие настольные пилы имеют удлинители, которые подходят для фрезера. Но для большинства домашних мастеров лучшим вариантом будет купленный в магазине фрезерный стол, так как он поставляется готовым к использованию со всем необходимым оборудованием, включая регулируемую направляющую, угловой упор, переключатель включения/выключения, порт для сбора пыли и защитный кожух. Однако столы для маршрутизаторов обычно не поставляются с маршрутизатором, поэтому перед покупкой проверьте характеристики, чтобы убедиться, что ваш маршрутизатор подходит для стола.
Получите приз за дверь
Изготовление традиционных каркасно-панельных дверей практически невозможно без фрезера. Стойки и поручни, образующие дверную раму, соединяются между собой с помощью герметичных накладок и клеевых соединений. Приподнятая панель двери имеет скошенные края, которые входят в неглубокие пазы, прорезанные в деталях рамы. Каркас собирается только на клей, поэтому все стыки должны быть точно отфрезерованы, чтобы детали подходили друг к другу. И фрезер — это инструмент, который можно использовать для вырезания этих стыков. Вам также понадобится фрезерный стол, чтобы безопасно делать разрезы.
Долота для рельсов и стоек продаются в наборах, а долота для фальшпанелей продаются поштучно. Вы также можете купить наборы для столярного дела, в которые входят все три биты.
Детали ласточкина хвоста
Немногие деревянные соединения столь же прочны и красивы, как ласточкин хвост. Клиновидные штифты плотно входят в хвосты в форме ласточкиного хвоста, эффективно скрепляя две доски вместе. Соединения типа «ласточкин хвост» обычно используются для изготовления ящиков, комодов и шкатулок для драгоценностей.
И хотя соединения типа «ласточкин хвост» можно вырезать вручную, использование фрезера и шаблона типа «ласточкин хвост» обеспечивает точность и гораздо большую скорость. Шаблон типа «ласточкин хвост» — это, по сути, тиски с регулируемыми металлическими пальцами. Вы зажимаете хвостовую доску в шаблоне, а затем используете фрезу типа «ласточкин хвост», чтобы отрезать хвосты. Затем установите доску для штифтов в шаблон и используйте прямую фрезу, чтобы вырезать штифты. Сначала немного сложно правильно выровнять все штифты и хвосты, поэтому сделайте несколько пробных надрезов в обрезках древесины перед фрезерованием заготовок.
Четыре способа фрезерования
Прямая канавка
Дэвид Спаршотт
Канавки появляются повсюду в деревообработке. Например, используйте один, чтобы поместить дно ящика в боковины ящика, спереди и сзади. Чтобы сделать канавку фрезером, используйте приспособление для упора. Установите упор на необходимом расстоянии от долота и задайте глубину долота. Не более того.
Соединение типа «ласточкин хвост»
David Sparshott
Для выполнения соединения «ласточкин хвост» с помощью фрезера требуются две вещи: шаблон типа «ласточкин хвост» и соответствующая фреза. Вы выполняете две операции с шаблоном. Одним вы вырезаете ласточкин хвост, а другим вырезаете штифты. Соедините две части вместе с помощью столярного клея между ними, и у вас получится почти неразрывное соединение.
Фрезерованная кромка
David Sparshott
Фрезер может вырезать любую декоративную кромку на заготовке, от простого закругленного угла до ряда кривых за один проход с помощью фрезы Roman ogee. Эти формообразующие операции могут проводиться с помощью долота с шарикоподшипником или долота без подшипника. При любом методе сделайте пробный запуск на ломе, прежде чем работать над реальным изделием.
Вырез по шаблону
David Sparshott
Самый быстрый способ сделать точные копии детали, например, четырех ножек кронштейна для комода для одеяла, — это использовать шаблон и прямую фрезу с верхним подшипником. Подшипник катится по рисунку, когда прямое сверло режет дерево.
Джозеф Труини
Джо Труини — бывший плотник и краснодеревщик, который много пишет о ремонте, обработке дерева и инструментах. Он является автором восьми книг по рукоделию и долгое время является редактором журнала Popular Mechanics .
Рой БерендсонСтарший домашний редактор
Рой Берендсон более 25 лет проработал в Popular Mechanics, где он писал о столярных работах, каменной кладке, покраске, сантехнике, электрике, деревообработке, кузнечном деле, сварке, уходе за газоном, использовании бензопилы и наружных работах. силовое оборудование. Когда он не работает над собственным домом, он работает волонтером в Sovereign Grace Church, занимаясь ремонтом домов для семей в сельской местности, пригородах и городах по всему центральному и южному Нью-Джерси.
2022 Most Popular CNC Router Machine Videos
CNC Videos
CNC Plasma Cutter Videos
CNC Laser Machine Videos
CNC Router Machine Videos
CNC Digital Knife Cutter Videos
CNC Wood Lathe Machine Videos
10 лучших видеороликов по обработке с ЧПУ
СледующийПредыдущий
Небольшой фрезерный станок с ЧПУ с осью вращения для 3D-обработки
Фрезерный стол с ЧПУ 48×96 для 3D рельефной резьбы
5’x10′ Линейный фрезерный станок с ЧПУ ATC для рельефной резьбы
2022 Лучшая 3D-головоломка для лазерной резки CO2 Laser Cutter
Высокоточный лазерный резак для металлообработки
Фрезерный станок с ЧПУ для изготовления алюминиевых форм с 3 осями, 4 осями, 5 осями
Карусельный автомат смены инструмента Обрабатывающий центр с ЧПУ
Как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок?
Как использовать программное обеспечение JDPaint с фрезерными станками с ЧПУ?
Как работает 5-осевая мостовая пила с ЧПУ?
13 сентября 2022 г. 5-осевая мостовая пила с ЧПУ — это профессиональный камнерезный станок для резки мрамора и гранита, окантовки, обработки канавок, изготовления кухонных столешниц, резки камня специальной формы и других случаев.
Прецизионный фрезерный станок с ЧПУ для трехмерной рельефной гравировки из нержавеющей стали
15 марта 2022 г. Вы поймете, как работает фрезерный станок с ЧПУ для 3D глубокой рельефной гравировки на нержавеющей стали с высокой точностью и высокой скоростью.
Как использовать контроллер ЧПУ LNC для фрезерных станков с ЧПУ ATC?
25 декабря 2021 г. Из этого видео вы узнаете, как настраивать, устанавливать и использовать контроллер ЧПУ LNC для фрезерных станков с ЧПУ ATC с автоматической сменой инструмента и обрабатывающих центров с ЧПУ.
недорогой фрезерный станок по металлу с ЧПУ, изготавливающий алюминиевую форму
20 октября 2022 г. Недорогой фрезерный станок с ЧПУ по металлу используется для резьбы, фрезерования, резки и сверления алюминия, меди, латуни, стали, железа, дерева, пенопласта и пластмассы.
Как сделать корпус гитары своими руками с помощью фрезерного станка с ЧПУ по дереву?
25 февраля 2022 г. Ищете хобби-фрезерный станок с ЧПУ для изготовления корпуса электрогитары на заказ из дерева? Нужен станок с ЧПУ для изготовления заготовки корпуса гитары своими руками? Просмотрите это видео с фрезерным станком по дереву с ЧПУ, чтобы создать собственную гитару для музыкальных инструментов.
Как использовать фрезерный станок с ЧПУ ATC с контроллером ЧПУ Syntec?
20 октября 2022 г. Из этого видео вы узнаете, как использовать фрезерный станок с ЧПУ ATC с контроллером ЧПУ Syntec и как управлять комплектом шпинделя автоматической смены инструмента.
Фрезерный станок с ЧПУ ATC для резки алюминиево-пластиковых композитных панелей
25 февраля 2022 г. Ищете фрезерный станок с ЧПУ ATC с автоматическим устройством смены инструмента для резки алюминиево-пластиковых композитных панелей? Ознакомьтесь с этим станком для резки с ЧПУ с линейным устройством смены инструмента, чтобы начать свой бизнес.
Раскройный станок с ЧПУ для изготовления дверей шкафов и шкафов
25 февраля 2022 г. Ищете раскройный станок с ЧПУ для изготовления дверей шкафов на заказ и персонализированных дверей шкафов с автоматическим устройством смены инструмента, автоматической системой подачи и разгрузки? Ознакомьтесь с фрезерным станком с ЧПУ для изготовления мебели на заказ с функциями резки, сверления, резьбы и нарезания канавок.
5’x10′ Линейный фрезерный станок с ЧПУ ATC для рельефной резьбы
25 февраля 2022 г. Это видео о линейном фрезерном станке с ЧПУ ATC 5×10 для рельефной резьбы, станок состоит из стола размером 5×10 и шпинделя автоматической смены инструмента мощностью 9 кВт с 12 держателями инструментов, он может автоматически менять инструменты.
Как создавать файлы ЧПУ с помощью JDPaint?
25 февраля 2022 г. JDPaint — это обычное программное обеспечение системы управления фрезерным станком с ЧПУ, которое представляет собой набор программного обеспечения CAD/CAM для программирования ЧПУ. Из этого видео вы узнаете, как создавать файлы ЧПУ с помощью JDPaint.
Как настроить и использовать фрезерный станок с ЧПУ и лазерный станок?
28 июля 2022 г. В этом видео показано, как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок с CO2, который представляет собой многофункциональный станок с ЧПУ с возможностями фрезерования с ЧПУ, лазерной гравировки и лазерной резки.
2022 Лучший маленький фрезерный станок с ЧПУ для фрезерования печатных плат
16 апреля 2022 г. В этом видео показан небольшой фрезерный станок с ЧПУ STM6090 для фрезерования печатных плат (печатных плат) с высокой точностью и высокой скоростью, который будет лучшим руководством для покупки доступные станки с ЧПУ для печатных плат.
Станок с ЧПУ ATC для металла с автоматическим устройством смены инструмента
25 февраля 2022 г. Станок ST6060C ATC CNC собственной разработки ST6060C для металла с автоматическим устройством смены инструмента, который имеет четыре различных бита с ЧПУ, которые могут автоматически меняться в зависимости от траектории инструмента с ЧПУ. Металлофрезерный станок с ЧПУ отличается высокой эффективностью и удобством в использовании.
Фрезерный станок с ЧПУ для резки алюминиевых композитных панелей (панели ACM)
25 февраля 2022 г. В этом видео показано, как резать алюминиевые композитные панели (ACM-панели) на фрезерном станке с ЧПУ. Станок с ЧПУ может резать алюминиевые композитные панели различных размеров и форм с высокой точностью и высокой скоростью.
Многозадачный станок с ЧПУ для 3D-резьбы по дереву
29 октября 2019 г. В этом видео показано, что многозадачный станок с ЧПУ для проектов 3D-резьбы по дереву является хорошим ориентиром для покупки 3D-фрезерного станка с ЧПУ.
48×96 Фрезерный стол с ЧПУ для трехмерной рельефной резьбы
28 февраля 2022 г. Ищете недорогой фрезерный станок с ЧПУ 48×96 для деревообработки? Просмотрите фрезерный стол по дереву с ЧПУ 48×96 для проектов трехмерной рельефной резьбы. Вы получите лучший станок с ЧПУ 48×96 по доступной цене от STYLECNC.
Доступные комплекты фрезерных станков с ЧПУ с линейным устройством смены инструмента
28 февраля 2022 г. Это доступное решение ЧПУ для комплектов фрезерных станков с ЧПУ с устройством смены инструмента, которое оснащено линейным автоматическим хранилищем инструментов под порталом.
Фрезерный станок с ЧПУ 4×8 для 3D-рельефа
15 августа 2019 г. Это видео о фрезерном станке с ЧПУ 4×8 для 3D-рельефа, который представляет собой потрясающий фрезерный станок с ЧПУ для резки, фрезерования и резьбы по пене.
Как использовать фрезерный станок с ЧПУ с поворотной 4-й осью для начинающих?
15 сентября 2021 г. Это видео покажет вам, как использовать фрезерный станок с ЧПУ для начинающих, особенно фрезерный станок с ЧПУ с поворотной 4-й осью, который является лучшим обучающим видео для начинающих.
Фрезерный станок с ЧПУ с автоматическим устройством смены инструмента для изготовления дверей шкафа
25 марта 2021 г. Фрезерный станок с ЧПУ с автоматическим устройством смены инструмента для деревообработки с хранилищем 12 инструментов, который может свободно менять 12 различных фрез с высокой скоростью.
2022 Лучший фрезерный станок с ЧПУ для деревообработки с двумя шпинделями
07 апреля 2022 г. Это лучший фрезерный станок с ЧПУ для деревообработки с двойным шпинделем в 2022 году, который настроен для нашего клиента с размером стола 2500 мм * 4000 мм.
Фрезерный станок с ЧПУ для изготовления деревянных дверей с автоматическим устройством смены инструмента
11 февраля 2019 г. STM1325CH Фрезерный станок с ЧПУ для изготовления деревянных дверей с автоматическим устройством смены инструмента может завершить весь процесс изготовления дверей, включая вырезание формы двери, резку кромки двери, сверление отверстий под замок и сверление отверстия под петлю.
2022 Лучший 5-осевой фрезерный станок с ЧПУ — Smart 3D Machining другие проекты 5-осевой обработки с ЧПУ.
Фрезерный станок с ЧПУ для резки МДФ STM1325-R3 с размером стола 4×8
29 декабря 2018 г. Это видео тестирования фрезерного станка с ЧПУ STM1325-R3 с размером 4×8 для резки МДФ, скорость резки МДФ до 12 м/мин, 4×8 Фрезерный станок с ЧПУ также может быть оснащен серводвигателем для повышения скорости резки.
1 От чего зависит расход цемента для разных растворов
2 Разновидность и марки смесей
3 Нормы расхода материалов на кубометр разных растворов
3.1 Нормы расхода цемента и песка на куб раствора для фундамента
3.2 Нормы расхода цемента и песка на куб раствора для кладки
3.3 Нормы расхода цемента и песка на куб раствора для стяжки
3.4 Нормы расхода цемента и песка на куб раствора для штукатурки
Чтобы определить, сколько необходимо песка, цемента на 1 куб раствора, важно знать его предназначение. Для приготовления кладочного, штукатурного, фундаментного и остальных видов смесей используется разное соотношение сухих материалов. Расход песка и цемента на 1м3 раствора изменяется для каждого вида работ, а часто в состав добавляют и другие сухие или жидкие составы, повышающие влагостойкость, прочность, изменяющие скорость застывания смеси и т. п.
От чего зависит расход цемента для разных растворов
Приготовление цементного раствора, пропорции которого могут отличаться, требуют чёткого следования технологии и правильного определения соотношения компонентов. Для применения бетона разных марок используется различное количество цемента и песка. Запомнить пропорции цемента и песка недостаточно для качественного строительства, лучше понимать принцип.
Требует чёткого следования технологии приготовление цементного раствора
Основные факторы, влияющие на расход:
количество наполнителей в смеси. Чем больше пропорция щебня, песка, тем выше расход цемента на 1 м3 раствора. Цемент является связующим компонентов, который отвечает за скрепление всех наполнителей воедино. Соотношение сыпучих смесей определяет количество цемента;
марка цемента. По мере увеличения марки повышается прочность конечного сооружения. При этом стоит помнить, что марка конечной смеси значительно ниже сухого цемента, так как в состав добавляется песок, а также может вноситься гравий или шлак;
марка раствора. Раствор цементно-песчаный также имеет разделение по маркам. Для всех видов работ в ГОСТе есть рекомендуемые марки. После определения желаемой марки строительной смеси, можно правильно подобрать марку цемента. Например, чтобы получить смесь М100 из цемента М500, потребуется смешать 1 часть портландцемента, 5,8 частей песка и 8,1 часть щебня. Если же конечная цель – раствор М450, потребуется пропорция цемента М500 (Ц:П:Щ) 1:1,4:2,9;
Плотность цемента здесь играет второстепенную роль, так как напрямую зависит от марки цемента, но её знать необходимо в процессе расчётов.
Вывод: сколько цемента потребуется на 1 м3 раствора зависит от необходимой прочности строительного раствора и марки изначальной смеси.
Плотность цемента напрямую зависит от марки цемента
Разновидность и марки смесей
Внедрение понятия “марка цемента” помогает рассчитать расход цемента на куб раствора при знании входных параметров. Для приготовления раствора с одинаковыми строительными характеристиками из разных марок цементной смеси, потребуются разные пропорции наполнителей. В производстве изготавливается цемент, начиная от марки М100, но из-за невысокой прочности конструкции материал практически не используется.
Наиболее популярными являются цементы М400 и М500, но распространение получили и некоторые другие виды. Выбор смеси зависит от сферы применения материала.
Основные сферы использования цемента марки:
М300 цемент применяется в монтажном строительстве, а также во время изготовления монолитных конструкций;
М400 цемент успешно используется в монолитном строительстве и во время приготовления железобетона;
цемент М500 активно применяется при возведении строений или плит, которые должны иметь устойчивость к влаге или находятся в воде. Сферы применения данной бетонной смеси достаточно широки: создание тротуаров, строительство асбестоцементных конструкций, формирование больших бетонных массивов и всевозможных фундаментов;
Цементы М400 и М500 являются наиболее популярными
цемент М600 используется для создания сборных конструкций и фундаментов, на которые создаётся высокая нагрузка;
М700 – это подходящая марка цемента для строительства высоконагруженных и напряжённых строений.
Нормы расхода материалов на кубометр разных растворов
Сегодня есть 4 основные сферы использования бетона: фундамент, кладка, стяжка и штукатурка. В каждом случае к строительной смеси предъявляются особые требования, от чего разнится выбор цемента и его расход. Наибольший на куб бетона расход цемента наступает при необходимости сделать кладку или штукатурку. Расход материалов на 1 м3 фундаментного раствора несколько ниже за счёт использования крупной фракции наполнителя: шлака, щебня или гравия.
ГОСТ имеет записи о нормах расхода цемента на 1м3 раствора с учётом предназначения раствора. Обозначение бетона в куб. метрах является общепринятой системой измерения.
Нормы расхода цемента на 1м3 раствора
Нормативы расхода на 1 м3 с использованием цемента М500:
на М100 – 170 кг;
на М150 – 200 кг;
на М200 – 240 кг;
на М250 — 300 кг;
на М300 – 350 кг;
на М400 – 400 кг;
на М500 – 450 кг.
Нормы расхода цемента и песка на куб раствора для фундамента
Расчёт цемента на фундамент калькулятор – это простейший способ понять, сколько материала потребуется и количество необходимых компонентов. Расчет бетона можно произвести с высокой точностью и вручную.
Чтобы определить, сколько нужно цемента на 1 м3 раствора, рекомендуем следовать простой инструкции:
Нормы расхода цемента для фундамента
Определяем подходящую марку цементного раствора. Обычно в ходе создания фундамента целесообразно применять раствор М100-М300. Для низкоуровневых построек достаточно М100, если планируется строить несколько этажей – М150, а М200 и выше применяется в строительстве многоэтажных зданий и любых сооружений, к которым предъявляются повышенные требования прочности. Если фундамент строится под деревянное здание, достаточно раствора М50.
Подбираем марку цемента. Для стандартных задач подойдёт М300-М400 в пропорциональной части цемента к песку 1 к 3. При использовании цемента М500 – 1 к 5.
Сколько кг цемента в 1 м3 раствора:
в М50 при использовании М400 – 380 кг;
в М100 при приготовлении бетона из цемента М300 – 214 кг;
в М200 при цементе М400 – 286 кг;
в М300 при М500 – 382 кг.
Данные представлены, если в куб входит 2-4 части песка и 3 части щебня.
Нормы расхода цемента и песка на куб раствора для кладки
Для приготовления цементного раствора на строительство стены чаще всего применяется пропорция 1 к 4. Таким образом, расход цемента на куб составит 0,25 м3 или 325 кг, а расход песка на 1 м3 раствора – 0,75 м3 или 1200 кг.
Нормы расхода цемента для кладки
Чтобы рассчитать, сколько будет необходимо раствора на 1 м3 кладки кирпича, важно учесть толщину стены.
Таблица 1: Расход раствора на стены разной толщины
Толщина в кирпичах
Расход, м3
0,5
0,189
1
0,221
1,5
0,234
2
0,24
2,5
0,245
Чтобы рассчитать, сколько мешков с цементом потребуется, достаточно умножить 325 кг на расход на куб, например, стены в один кирпич – 0,221. Получится 72 кг цемента для кладки 1 м3 стены, при условии, если в составе нет других компонентов (извести, глины и т. п.).
Нормы расхода цемента и песка на куб раствора для стяжки
Расход цемента на 1 куб раствора рассчитывается по аналогичным правилам как и в предыдущих смесях. Рекомендуемая пропорция смешивания 1 к 3. Сложности в расчётах часто появляются ещё на стадии определения объёма раствора, поэтому рассмотрим наглядный пример. Необходимо залить поверхность 3х4 м или 12 м2. Толщина слоя составит 30 мм.
Нормы расхода цемента для стяжки
Расчет цемента на стяжку из примера:
Рассчитываем необходимый объём раствора: 12 м2 * 0,03 м = 0,36 м3.
Определяем марку цемента, часто используется раствор М200, его и используем для примера. Будем готовить из М500, а согласно нормативам, расход составит 410 кг.
Считаем необходимое количество мешков цемента: 410 кг * 0,36 м3 = 148 кг – это 6 небольших или 3 стандартных мешка по 50 кг.
Определяем затраты песка. Для этого умножаем удельный вес 1 м3 песка на необходимое количество готовой смеси: 1600 кг/м3 * 0,36 м3 = 576 кг, а так как доля песка в общем растворе 75%, ещё умножаем на 0,75 – 432 кг песка. Расход песка на 1 куб раствора приблизительно составляет 1200 кг/м3.
Нормы расхода цемента и песка на куб раствора для штукатурки
Расход цемента на 1 м2 штукатурки сильно зависит от качества покрытия стен, необходимой толщины слоя и количества крупных ям. Опять же, для наглядности приведём пример расчёта, помня, что обычно используется смесь 1 к 4. Входные параметры: необходимо покрыть 60 м2 стены штукатуркой в толщину 2,5 см.
Расчёты расхода цемента на 1 м3 и песка:
Количество материалов в кубах. На 1 м2 потребуется 1*0,025 = 0,025 м3 раствора, где пятая часть – цемент, а остальное – песок. С помощью элементарной математики определяем, что потребуется 0,02 м3 песка и 0,005 м3 цемента.
На всю площадь стены потребуется: 0,02 * 60 = 1,2 м3 песка и 0,005 * 60 = 0,3 м3 цемента.
Удельная плотность цемента в среднем 1400 кг/м3 (свежий 1100-1200 кг/м3, а слежавшийся 1500-1600 кг/м3). Определяем расход цемента: 0,3 * 1400 = 350 кг.
Необходимый вес песка: 1,2 * 1600 = 1920 кг, напоминаем, 1600 кг/м3 – удельный вес песка.
Все расчёты несложные, важно лишь правильно подобрать марку изначальной смеси и желаемую марку раствора на выходе. Всё остальное легко рассчитывается в несколько математических действий.
сколько надо кубов, количество песка и портландцемента для стяжки
Цемент – это строительный материал, который обладает широкой областью применения. Его могут использовать при заливке фундамента, производстве строительных материалов и сухих смесей. Но при выборе данного продукта очень важно знать его расход. Так просто определить его не получится, ведь на этот параметр оказывает влияние различные факторы, о которых и пойдет речь далее.
Содержание
1 Необходимое количество
2 Количество на кладку кирпича
3 Как рассчитать расход
Необходимое количество
Бетон – это самый востребованный материал из всего того ассортимента, что применяется в строительстве. В его основе положен щебень, а в роли связующего выступает водный раствор из цемента и песка. Для подсчета требуемого количества бетона на м3 следует знать, для каких целей он будет эксплуатироваться. В среднем расход на 1 м3 бетона составит 240-320 кг. Это значительно упрощает расчет, сколько в кубе мешков цемента, если площадь большая. Но здесь все зависит от марки бетона.
Если вы желаете получить материал высокого качества, который сможет прослужить вам в течение длительного время, то необходимо четко придерживаться установленной пропорции в ходе приготовления состава. Количество применяемого цемента оказывает влияние на подвижность бетона. По этой причине во время приготовления бетона нужно соблюдать точность закладки ингредиентов следующим образом:
цемент – до 1 кг;
песок – до 3 кг;
щебень – до 5 кг.
Если все указанные пропорции будут соблюдены, то вы получите высококачественное изделие, которое будет обладать высокой прочностью, жесткостью и пластичностью.
На видео – расход цемента на 1 куб раствора:
При допущении большой погрешности, например, в сторону уменьшения объема, то связующий компонент не сможет удержать наполнитель, в результате чего бетон под влиянием внешних отрицательных факторов станет непригодным за очень короткий промежуток времени.
Расход для заливки 1м3 материала также зависит от того, какую марку бетонной смеси вы будут получать. А это зависит от того, для каких целей бетон будет задействоваться. В области бытового малоэтажного строительства чаще всего применяют такие марки бетона:
М200 – характеризуется высокими показателями прочности на сжатие. Применяют его при обустройстве самых разнообразных оснований, заливке площадок и формировании дорожек. Кроме этого, бетон М200 может применяться для установки лестниц и в роли бетонной подушки при монтаже бордюров. Также читайте, сколько цемента в 1 кубе бетона м200.
М300 – активно задействуется при заливке монолитных оснований, но чаще всего применяют при строительстве стен и формировании перекрытий домов. По ссылке можно посмотреть состав бетона м300 на 1м3.
Марка применяемая при получении материала, всегда должен быть в 2 раза больше марки получаемого бетона.
Необходимое количество вяжущего материала на 1 м3 бетона – это справочные данные, отыскать которые можно в следующей таблице.
Таблица 1 – Расход для получения различных марок бетона
Маркировка бетона
Использование
Расход цемента кг/м3
М100
Легкий материал, который задействуют при выполнении подготовительных мероприятий
166
М200
Бетон широкого спектра использования, который нашел свое применение при заливке оснований
241
М300
Материал широкого спектра использования, для которого характерны отличные показатели прочности
319
М400
Средний, характеризуется быстрым застыванием, применяют при возведении гидротехнических конструкций.
417
Чтобы сделать процесс приготовления более удобным, необходимо покупать цемент в мешках, объемом по 50 кг. При таком решении измерения станет возможным легко получить бетонную смесь. Например, для получения 1 м3 самого ходового бетона М200 вам нужно взять 4 мешка и 41 кг цемента М300 или М400.
Количество на кладку кирпича
Качеств кладки определяется не только характеристиками кирпича, но и применяемой смесью. Приготовить такой состав можно по различным рецептам, рассмотрим только самые популярные:
На основе песка и цемента. Для такого продукта характерны высокие показатели прочности, однако при приготовлении очень важно точно соблюдать пропорции. Даже если вы немного отступитесь от пропорций, то на кирпичной кладке образуются трещины.
Раствор на основе извести. Полученный раствор характеризуется высокой пластичностью, однако применять его для наружной кладки недопустимо, так как он просто вымывается дождем.
Смешанный вид раствора, который предполагает использование и цемента, и извести. Благодаря такому сочетанию удается получить прочный и пластичный состав.
Раствор на основе цемента с добавлением пластификаторов. Благодаря введению дополнительных компонентов становится возможным улучшить качества раствора, придать ему прочность, пластичность, а самое главное, его очень просто наносить.
Если вы собираетесь делать отделку фасада, то можно применять в раствор различные цветные пигменты. Тогда швы и сама кладка будут иметь эффектный вид.
На видео рассказывается, как рассчитать расход цемента:
При изготовлении раствора для кладки кирпича предъявляются всегда одни и те де требования: тщательно размешивать, чтобы смесь не содержала комки. В результате вы должны получить раствор однородной структуры. Чтобы добиться такого эффекта, необходимо вначале смешать сухие компоненты, а затем добавить жидкость. Готовить смесь в большом количестве не стоит, так как под действием воздуха она начинает быстро схватываться.
Для кладки несущих стен необходимо задействовать цемент, марка которого выше, чем при строительстве самонесущих конструкций. Пропорции определяются с учетом того, какая марка цемента применяется. Рассмотрим это все на примере:
Для вяжущего материала М500 стоит использовать пропорцию, в которой цемент относится к песку, как 1:4.
Для М300 применима пропорция 1:2,5.
Для М400 – 1:3.
Конечно, можно не тратить свое время на приготовления раствора, а отправиться в магазин, где вся эта продукция представлена в готовом виде. В таком случае информация о расходе будет присутствовать на упаковке.
Во время самостоятельного приготовления смеси нужно задействовать цемент, марка твердость у которого в 2 раза превышает марку твердости полученного изделия. Если вам нужно получить смесь марки М100, то цемент должен иметь марку М200 и выше.
По ссылке описан раствор готовый кладочный цементный марки 100. Также используют раствор цементно известковый м100. Тут – технические характеристики.
Что касается расхода цемента на 1 м3 кладки, то этот параметр зависит от таких факторов:
толщина шва, которая может принимать значение 10-15 мм;
квалификация рабочего, в большом ли количестве он укладывает раствор на кирпич, сколько смеси становится непригодной;
тип кирпича: для керамического или силикатного камня раствора потребуется больше, чем при кладки облицовочного, пустотелый требует большего расхода смеси, чем полнотелый.
Если процесс строительства осуществляется с использованием полнотелого кирпича при различной толщине стены, то расход раствора составит:
при кладке в полкирпича, ширина которого 12 см понадобится 0,19м3 раствора;
при монтаже в один кирпич расход составит 0,22 м3 смеси;
при ширине стены 38 см, расход раствора составит примерно 0,234 м3.
Когда процесс строительства осуществляется с использованием утолщенного или полуторного камня, то расход раствора составит:
ширина стены в 12 см, количество раствора составит 0,160 м3;
при монтаже в один камень потребуется 0,200 м3 смеси;
при кладке в полтора камня расход возрастет до 0,216 м3.
Как рассчитать расход
Для того чтобы получить блеем нее точный расход цемента, необходимо провести ряд вычислений:
Если необходимо определить количество вяжущего материала на м3 стяжки, то здесь все зависит от марки цемента и необходимой консистенцию для изготовления стяжки в квартире можно задействовать смесь марки М150 или М200. Тут описаны пропорции цемента и песка для стяжки пола. Здесь описан расход цементно песчаной смест на 1 м2 стяжки.
С ученом СП 82-101-98, расход цемента на м3 смеси при использовании песка природной влажности 3-7% расход определяется по приведенным ниже таблицам.
Таблица 2 –Приготовление бетона из М500
Марка бетона
Класс бетона по прочности на сжатие
Массовый состав, Ц:П:Щ, кг
Количество бетона из 10 л цемента, л
100
B 7,5
1 : 5,8 : 8,1
90
150
B 12,5
1 : 4,5 : 6,6
73
200
B 15
1 : 3,5 : 5,6
62
250
B 20
1 : 2,6 : 4,5
50
300
B 25
1 : 2,4 : 4,3
47
400
B 30
1 : 1,6 : 3,2
36
450
B 35
1 : 1,4 : 2,9
32
Таблица 3 – Приготовление бетона из М400
Марка бетона
Массовый состав, Ц:П:Щ, кг
Количество бетона из 10 л цемента, л
100
1 : 4,6 : 7,0
78
150
1 : 3,5 : 5,7
64
200
1 : 2,8 : 4,8
54
250
1 : 2,1 : 3,9
43
300
1 : 1,9 : 3,7
41
400
1 : 1,2 : 2,7
31
450
1 : 1,1 : 2,5
29
Благодаря представленным таблицам можно определить расход цемента для получения определенной марки бетона. Все рассматриваемые данные находятся в зависимости друг от друга. Если воспользоваться приведенными сведениями, то рассчитать расход буде просто, а все строительные работы будут выполнены быстро и качественно.
Полезно почитать и о том, сколько кирпича в 1м3 кладки.
Цемент – очень важный компонент при приготовлении строительных и отделочных растворов. Но для каждого вида работ нужно применять определенную марку материала и в строгой пропорции. Только так вы сможете получить не только высококачественную смесь, но и грамотно рассчитать количество израсходуемого цемента. По ссылке можно прочитать, какие есть марки цемента. Возможно, вам также интересно узнать о химическом составе цемента. Список производителей цементно песчаной смеси можно найти здесь. Также читайте, как сохранить цемент зимой.
Как вычислять цемент, песок и агрегаты количества в бетоне
точка следует знать, прежде чем оценить количество бетона
Плотность цемента = 1440 кг/м3 Плотность песка = 1450-15001 кг/м3 . /M3 Плотность заполнителя = 1450-1550 кг/м3
Сколько кг в 1 мешке цемента = 50 кг Цемент Количество в литрах в 1 мешке цемента = 34,7 литров 1 мешок цемента в кубических метрах = 0,0347 кубический метр Сколько CFT (кубические футы) = 1,226 CFT Числа мешков в 1 кубическом метре цемента = 28,8 Бэки 9000
плотность цемента = 3,15 Марка цемента = 33, 43, 53 Где 33, 43, 53 прочность цемента на сжатие в Н/мм2
М-20 = 1 : 1,5 : 3 = 5,5, ) Часть смеси – 5,5
Где M = смесь 20 = характеристическая прочность на сжатие
Учитывайте объем бетона = 1 м3
Сухой объем бетона = 1 x 1,54 = 1,54 м3 (для сухого объема умножьте на 1,54)
Теперь мы начнем расчет, чтобы найти качество цемента, песка и заполнителя в 1 кубическом метре бетона
Цемент = (1/5,5) x 1,54 = 0,28 M 3 ∴ 1 часть цемента, 5,5 — сумма отношений Density of Cement is 1440/m 3
= 0. 28 x 1440 = 403.2 kg
We know each bag of cement is 50 kg For Numbers of Bags = 403.2/50 = 8 мешков
Мы знаем в одном мешке цемента = 1,226 CFT
для расчета в CFT (кубические футы) = 8 x 1,225 = 9,8 кубических футов
Рассмотрите объем бетона = 1M 3
Сухой объем бетона = 1 x 1,54 = 1,54 м 3
Песок = (1,5/5,5) x 1,54 = 0,42 М 3 ∴ 1.5 — часть песка, 5,51 ∴ 1.5 Сумма соотношения
Плотность песка составляет 1450/м 3
для кг = 0,42 x 1450 = 609 кг
.
Для расчета в кубических футах = 0,42 x 35,31 = 14,83 кубических фута
Рассмотрим объем бетона = 1m 3
Сухой объем бетона = 1 x 1,54 = 1,54 м 3
Агрегат = (3/5,5). M 3 ∴ 3 является частью цемента, 5,5 — это сумма соотношения
Плотность заполнителя составляет 1500/м 3
Расчет для KG = 0,84 X 1500 = 12660
.
Поскольку мы знаем, что 1 м3 = 35,31 CFT
Расчет CFT = 0,84 x 35,31 = 29,66 кубических футов
Таблица Excel для расчета количества бетона ———————-
Участок кирпичной стены под штукатурку = 3m x 3m = 9m 2
Толщика пластыря = 12 мм (Внешний 20 мм, внутренний 12 мм)
Объем раствора = 9m 2 0,012 м = 0,108 м 3 . = 1: 6 Сумма соотношения составляет = 7
Расчет для объема цемента
Сухой объем раствора = 0,108 1,35 = 0,1458 м 3
Цемент = (1/7) = 0,0208 м 3
Плотность цемента 1440/м 3
= 0 1440 = 29,99 кг
Мы знаем. составляет 50 кг
= (29,99/50) = 0,599 мешки
Расчет для песка объем
Песок = (6/7) x 0,1458 = 0,124M 3 = (6/7) x 0,1458 = 0,124 м 3 = (6/7) x 0,1458 = 0,124 м 3 0061
Плотность песка составляет 1450/м 3
= 0 1450 = 181,2 кг
Теперь мы обнаруживаем, что CFT (кубические футы) требовалось
Как рассчитать количество цемента, песка и заполнителя для номинальной бетонной смеси (1:2:4)? — Happho
Состав смеси – это процесс определения материалов надлежащего качества и их относительных пропорций для получения бетона с желаемыми свойствами, такими как удобоукладываемость, прочность, время схватывания и долговечность.
Несмотря на то, что для оптимизации расхода материалов рекомендуется следовать составу смеси, на месте невозможно всегда придумывать состав смеси. Бетон с номинальной смесью готовится путем приблизительного соотношения цемента, песка и заполнителя для получения заданной прочности на сжатие.
Соотношение смеси бетона определяет объемное соотношение цементного песка и заполнителя в указанном порядке. Таким образом, соотношение смеси 1:2:4 представляет собой Цемент: Песок: Заполнитель – 1:2:4 (по объему)
Потребность в материалах для производства 1 куб.
см бетона номинальной смеси
Ниже приведены материалы, необходимые для производства 1 спермы бетона заданной номинальной доли смеси
. Требование цемента, песка и агрегата для бетона различных классов
. Уровень бетон 9000
9339
. Пропорция смеси
Необходимость цемента (мешок)/куб.см
Необходимость песка (в куб. футах)
Необходимость заполнителя (в куб.0342
M15
1:3:6
4.5
16.04
32.07
M20
1:2:4
6
14.98
29.96
M25
1 :1.75:3.5
6.75
14.75
29.14
M30
1:1.5:3
7.5
14.06
28.11
Incase you want to convert the requirement of Sand and Совокупность в сперме; 1 Cum = 35,31 Cft
Eyeopener :Многие популярные блоги заявляют, что номинальное соотношение M20 составляет 1:1,5:3, однако мы сильно отличаемся друг от друга. В этом блоге мы также пытаемся развеять тот же миф, который переносится с последних 4 десятилетий.
Причина в том, что: При постоянных исследованиях и разработках в области технологии цемента и процесса его производства, смесь M20 «1:1,5:3» (по объему) была бы слишком богатой, перепроектированной и неэкономичной (~ 7,5 мешка цемента на кубометр) и в конечном итоге приведет к бетону M30 и выше (IS:456 также имеет минимальное содержание цемента/цемента 06 мешков для M20). Поскольку последнее поколение цемента OPC класса 53 в конечном итоге дает прочность от 65 до 70 МПа через 28 дней, 1: 2: 4 даст прочность М20.
Подробная процедура расчета мешков с цементом, необходимых для смеси 1: 2 : 4 (~ 6 мешков цемента на кубометр), показана ниже.
Метод-1: Метод DLBD для определения требований к номинальной бетонной смеси (M20 — 1:2:4) заданной номинальной бетонной смеси. Это дает точные результаты, так как учитывает объемную плотность сухих сыпучих материалов, таких как песок и заполнитель, которая варьируется в зависимости от местного источника материала
Для расчета мы принимаем номинальную пропорцию бетонной смеси 1:2:4 (~M20).
Этап 1: Расчет объема необходимых материалов
Плотность цемента = 1440 кг/куб.м (приблизительно) ) цемента = 50 X 0,000694 = 0,035 кубометра (куб.м)
Поскольку мы знаем соотношение цемента к песку (1:2) и цемента к заполнителю (1:4)
Требуемый объем песка будет = 0,035* 2 = 0,07 куб. м (куб.м.)
Требуемый объем заполнителя будет = 0,035 * 4 = 0,14 кубических метра (м3)
Шаг 2: Преобразование требуемого объема в вес
Чтобы преобразовать объем песка в вес, мы предполагаем, что нам нужна насыпная плотность в сухом состоянии (ДЛБД). Эта плотность для практических целей должна быть определена на месте для получения точных количеств. Мы также можем принять следующие значения насыпной плотности в сухом состоянии для расчета.
DLBD песка = 1600 кг/м3
DLBD заполнителя = 1450 кг/м3
SO, SAND Требуется = 0,072*1600 = 115 кг
и Агрегат Требуется = 0,144*1450 = 209 кг
. Рассмотрение воды/цемент (W/C) 0,55
WE. Также можно получить требуемое количество воды = 50*0,55 = 27,5 кг
Итак, один мешок цемента (50 кг) необходимо смешать со 115 кг песка, 209 кг заполнителя и 27,5 кг воды для получения марки М20. конкретный.
Cement
Sand
Aggregate
Water
1 bag (50kg)
115 Kgs
209 Kgs
27.5 Kgs
Step-3: Calculate Потребность в материалах для производства 1 см бетона
Из приведенного выше расчета мы уже получили вес отдельных ингредиентов в бетоне.
Итак, вес бетона, полученного из 1 мешка цемента (50 кг) = 50 кг + 115 кг + 209кг + 27,5 кг = 401,5 кг ~ 400 кг
Учитывая плотность бетона = 2400 кг/куб.м,
Из одного мешка цемента и других ингредиентов можно получить = 400/2400 = 0,167 куб. м бетона (1:2:4)
Выход цемента из 1 мешка = 0,167 м3 бетона с пропорцией 1:2:4 0,167 = 688 кг или 14,98 кубических футов
Требуемый заполнитель = 209/0,167 = 1251 кг или 29,96 кубических футов
Метод-2: Эмпирический метод определения потребности в материалах для номинальной бетонной смеси
Хотя эмпирический метод легко использовать для определения потребности в материалах для номинальной бетонной смеси, иногда это не так. дают точные результаты, поскольку не учитывают местные различия в материалах.
Спроектируем бетон марки М20. Соотношение для бетона М20 составляет 1 : 2 : 4
Шаг 1. Рассчитайте объемы материала, требуемые на 1 см бетона
Сухой объем бетонной смеси всегда больше, чем влажный. Отношение сухого объема к влажному объему бетона составляет 1,54.
Таким образом, 1,54 м3 сухих материалов (цемент, песок и заполнитель) требуется для производства 1 м3 бетона
Требуемый объем цемента = 1/(1+2+4) X 1,54 = 1/7 X 1,54 = 0,22 м3
Как выбрать лучший фрезер для дома: правильные советы по выбору от ICHIP.RU
Вырез пазов, выборка четверти, снятие кромок и фаски — все это невозможно без качественного ручного фрезера. Они будут полезны как в профессиональном мебельном цеху, так и в быту домашнему мастеру. Как выбрать ручной фрезер по дереву, чтобы он был недорогой и при этом выполнял большинство поставленных задач? Мы расскажем на какие нюансы обратить внимание при выборе и посоветуем пару хороших моделей.
Определяемся с типом фрезера
Вертикальный
Если вы задаетесь вопросом какой выбрать фрезер ручной по дереву, обратите внимание на вертикальные модели. Их можно назвать классическими и универсальными, так как они позволяют выполнять большинство манипуляций с древесиной. Она предназначены для фигурных пропилов, вырубки пазов и ниш в деревянных полотнах. С помощью вертикальной модели, например, Интерскол ФМ-40/1000Э ДМ, можно выполнять замысловатые узоры и даже формировать сложные соединения на шипах (например, прямые или «ласточкин хвост»).
Главным конструктивным узлом вертикальной модели является подошва, на которую опирается инструмент. На подошве располагается направляющая рейка, которая задает направление хода всего устройства по деревянной заготовке. Устройство способно регулировать глубину пропила, и в зависимости от модели она может быть от 30 до 100 мм. Если вам необходимо универсальное устройство для обработки деревянных заготовок, вертикальная модель будет отличным выбором. Однако для изготовления исключительно ламелей или снятия кромки лучше воспользоваться специально предназначенным для этих работ фрезером.
Кромочный
Какой выбрать фрезер ручной по дереву, если нужно снимать кромки и фаски? Для выполнения преимущественно таких работ лучше взять специализированный кромочный фрезер (триммер). Он меньше по размеру, чем вертикальный, поэтому дает большую свободу в стесненных условиях. Если вам часто приходится снимать фаску в труднодоступных местах, то кромочная модель придется как нельзя кстати. Например, многие хвалят надежный триммер Makita RT0700C с возможностью погружения до 35 мм.
Однако кромочные устройство имеют меньшую глубину пропила, и обычно она не превышает 40 мм. Некоторые модели могут дополнительно комплектоваться глубинными фрезами (или их можно купить отдельно).
Ламельный
Эти устройства используются исключительно для подготовки ламелей или точнее пазов под них. В редких случаях можно также изготавливать крепления в вагонке для обшивки стен вместо гипсокартона. Ламели применяются в производстве кроватей и диванов. Фрезеры имеют не вертикальное, а горизонтальное расположение двигателя. Такие устройства нужны только для ламелей, поэтому если вы занимаетесь массовым производством мебели, тогда прибор вам пригодится. В противном же случае лучше присмотреться к универсальным агрегатам.
Какой мощности взять устройство?
Мощность прибора во многом влияет на усилие на фрезе (крутящий момент), а также на глубину пропила. По сути, чем мощнее устройство, тем проще выполнять сложные работы. Однако спешим развеять некоторые заблуждения по поводу того, что более мощные устройства являются более скоростными — это не так. Мощность влияет на усилие, а не на скорость вращения шпинделя. Если приходится работать с твердой древесиной, например, дубом или ольхой и делать глубокие пропилы, тогда брать мощное устройство стоит. Для тонких же работ высокий крутящий момент крайне нежелателен.
Эксплуатация
10 насадок, превращающих шуруповерт в многофункциональное устройство
С другой стороны, более мощное устройство обычно немало весит, поэтому выполнять манипуляции им сложнее. Также мощные фрезеры по дереву ручные имеют немалую цену. Лучшие цены на них лучше искать под какой-нибудь праздник, когда есть хорошие скидки.
Условно по мощности все приборы можно разделить на:
Маломощные – от 450 до 800 Вт. Они небольшие по весу и предназначены для несложных работ.
Средние – от 800 до 1500 Вт. Позволяют выполнять глубокие пропилы и делать выборку четверти. Такие можно использовать как для бытовых целей, так и в мебельной мастерской.
Мощные – от 1500 Вт. Это тяжелые агрегаты, которые нецелесообразно использовать в домашних условиях. Обычно их закупают для работы в мебельных цехах.
Данные показатели мы привели для вертикальных моделей, так как они больше пользуются спросом из-за своей универсальности. Мощность кромочных и ламельных устройств редко превышает 900 Вт, поэтому здесь выбор по мощности не так актуален. В любом случае для дома мы рекомендуем брать прибор средний по мощности, так как он охватывает больший спектр выполняемых работ.
Величина хода и скорость вращения шпинделя
Количество оборотов шпиделя за минуту на прямую влияет на скорость обработки материала. В среднем у устройств шпиндель вращается со скоростью 20 000 – 25 000 об/мин – этого хватает для большинства видов работ. Но для работы с плотной древесиной потребуется скорость в 30 000 об/мин. Одним из лучших недорогих устройств с большим диапазоном скоростей от 15 000 до 30 000 об/мин является Kolner KER 1200V.
Какой фрезер лучше купить исходя из величины хода? Глубина хода может колебаться в диапазоне от 30 до 100 мм. При этом стоит точно знать, какой глубины пазы и ниши будете делать. Например, если планируете заниматься врезкой замков в двери, то лучше брать с глубиной пропила 80 — 100 мм. Для нанесения рисунков на деревянное полотно вполне подойдут модели с величиной хода до 50 мм.
Обратите внимание на подошву
Подошвы для фрезерных устройств могут быть литыми и штампованными. Штампованные состоят из нескольких элементов и менее долговечны, чем литые. Однако модели со штампованными подошвами стоят значительно дешевле, поэтому если не планируете часто пользоваться фрезером, возможно, такие модели вам подойдут.
Литые подошвы более массивные и надежные. Обычно их устанавливают на профессиональный электроинструмент, рассчитанный на долгую продолжительную работу. Если для вас важна надежность, и вы планируете зарабатывать фрезером, тогда обязательно берите модель с литой подошвой.
Дополнительные функции и возможности устройств
Фрезер, который входит в топ 10 лучших, должен обладать дополнительными функциями и возможностями. Вот главные из них:
Регулировка скорости. Если планируете работать одним размером фрезы, можно взять прибор без настройки скорости. Однако при работе разноразмерными фрезами обязательно потребуется регулировка скоростей.
Плавный запуск. Плавный запуск ограничивает пусковой ток, тем самым снимая нагрузку с двигателя, и он запускается без рывков. Благодаря этому исключается вероятность вырывания прибора из рук и повреждение материала резким запуском фрезы. Если планируете работать тяжелым мощным прибором, ищите с функцией плавного запуска.
Подсветка. Подсветка улучшает обзор рабочего участка. Также улучшает обзор в условиях плохой освещенности.
Подключение пылесоса. У некоторых моделей есть патрубок для подключения пылесоса или мешка. Хотя на 100% стружка и пыль не удаляется, но все же рабочее место становится гораздо чище.
Защитный ограничитель. Это прозрачная защита в виде кольца, которая окружает фрезу. Она одновременно защищает фрезу от попадания в нее посторонних предметов (в том числе и пальце) и при этом защищает глаза от летящей стружки. Хотя большинство приборов изготавливаются с таким ограничителем, все же его наличие стоит уточнять непосредственно у продавца.
Направляющая рейка. Ее также называют параллельным упором. Она необходима для ровного ведения фрезера параллельно заготовке. При этом на рейке нанесена шкала, которая позволяет отмерять расстояние пропила четко до миллиметра. К некоторым моделям параллельный упор можно докупить отдельно.
Рейтинг фрезеров ручных по дереву на 2020 год
Patriot ER 120
Модель отечественного производства оснащена щеточным двигателем на 1200 Вт. Максимально устройство способно погружаться в древесину на 55 мм — для вырезки большинства пазов вполне достаточно. При этом можно четко выставить глубину погружения до миллиметра — это удобно, ведь не нужно, образно говоря, «пристреливаться». Максимальный диаметр фрезы, которую можно установить, — 30 мм. Обратите внимание, что агрегат работает с цангами (патронами), рассчитанными на хвостовики фрез диаметром 6 и 8 мм — крупнее установить не получится. Скорость вращения шпинделя составляет 11 000 — 30 000 об/мин. Оператор может отрегулировать скорость в зависимости от обрабатываемого материала.
Устройство оснащено фиксатором шпинделя, что позволяет откручивать фрезу одной рукой (в моделях без фиксатора приходится стопорить шпиндель гаечным ключом). В комплекте с фрезером идут параллельный упор для ровного ведения прибора и насадка для подключения пылесоса. Производитель также положил несколько запасных угольных щеток. При активной эксплуатации устройства щеток хватает примерно на год, поэтому такая «запаска» будет как раз кстати. Также здесь есть переходник с цанги 6 мм на 8 мм.
BOSCH POF 1400 ACE
Этот «немец» предназначен для работы с разными породами древесины, включая самые плотные, типа дуба или ольхи. Глубина погружения фрезы в древесину составляет 55 мм, что позволяет использовать устройство для создания выемок под дверные петли или создавать многоуровневые рисунки на полотне. При этом есть возможность выставить точно глубину до 0,1 мм — для создания орнаментов и замысловатых рисунков. Замену фрез можно производить одной рукой, так как есть блокировщик шпинделя. Это весьма удобно, когда в процессе работы приходится часто менять насадки.
Скорость вращения патрона составляет 11 000 — 28 000 об/мин. Обороты можно отрегулировать под конкретные задачи и выставить на постоянную работу. Визуализацию рабочего места обеспечивает хорошая светодиодная подсветка. Отметим, что прибор оснащен функцией плавного запуска: она ограничивает пусковой ток снижая ударную нагрузку на двигатель. Также она исключает резкий рывок прибора при его запуске. Если хотите оставить рабочее место чистым, тогда просто подключите пылесос к специальному переходнику, который идет в комплекте.
Производитель положил сюда три цанговых патрона на 6 мм, 8 мм и ¼, параллельный упор, пазовую фрезу на 8 мм и рожковый ключ. Обратите внимание, что в такой же модели, только с кодом производителя 060326С801 есть еще комплект фирменных фрез, поэтому если вам нужные запасные фрезы, тогда берите ее (разница в цене не большая).
Makita RP2301FCX
Это тяжелый мощный инструмент для профессионального использования. Он способен заглубиться на 70 мм. Такой ход фрезы позволяет выполнять глубокие ниши в деревянных полотнах. Оператор может выставить нужную глубину фрезерования с точностью до 0,1 мм. Скорость здесь ниже чем у предыдущих фрезеров и составляет 9000 — 21000 об/мин. Однако такая сниженная на первый взгляд скорость обусловлена большей глубиной пропила и возможностью работать с цангами до 12 мм.
Скорость можно регулировать вручную. Также двигатель способен поддерживать постоянное число оборотов под нагрузкой. У шпинделя есть фиксатор и тормоз. Первый позволяет менять фрезы одной рукой, а второй тормозит насадку сразу после отключения питания (у большинства моделей фреза продолжает вращаться пока не остановится через несколько секунд). Тормоз шпинделя повышает производительность труда и увеличивает безопасность при работе с агрегатом.
Устройство оснащено функцией плавного запуска, поэтому двигатель защищен от высокого пускового тока, а оператор от резкого рывка при включении. На корпусе устройства расположен быстрый доступ к угольным щеткам. Он позволяет заменить щетки за пару минут без обращения в сервисный центр. Светодиодная подсветка дает отличный обзор рабочего места. Отметим также, что в комплекте идет патрубок для подключения пылесоса. Фрезер Makita RP2301FCX имеет качественную японскую сборку — нигде ничего не люфтит, не скрипит и не болтается. Однако высокое качество прибора и наличие дополнительных «плюшек» сказались на его цене.
Какой еще инструмент нужно иметь в хозяйстве:
Как достать соседа: выбираем перфоратор для дома
Ремонт своими руками: какой электролобзик выбрать для дома?
Ручной фрезер по дереву – цена
Главная » Оборудование » Ручной фрезер по дереву – цена
При работе с деревом часто требуется не один инструмент, а сразу несколько. Электролобзик поможет ровно и аккуратно отрезать деталь по прямой линии, или по фигурной. Дрель высверлит отверстие нужного диаметра, а при наличии насадок позволит контролировать глубину отверстия, шлифовальная машинка отполирует и отшлифует практически любую поверхность. И так далее, до тех пор, пока у нас в инструментальном шкафу не закончится место.
Содержание:
Цены
Комплектация
Параметры
Цены
Теперь мы можем посмотреть, что предлагает нам рынок – ручной фрезер по дереву в разных исполнениях и разных производителей.
Модель ручного фрезера
Краткое описание
Цена,руб, продавец- http://www.vseinstrumenti.ru/
Фрезер Фиолент МФ2-620Э
Самая простая и недорогая модель. Обороты позволяют обрабатывать не только дерево, но и пластик. Подошва выполнена из сплава. Патрон цанговый, максимальный диаметр 8 мм. Мощность – 620 Вт, не комплектуется дополнительными насадками.
2800
Ручной фрезер FIT IT 80597
Канадский бренд, выпущен в Китае. Имеет регулировку скорости вращения цанги. Кромки, пазы, фаски, профилирование. Мощность 1200 Вт. Комплектуется двумя цангами.
3800
Фрезер SPARKY X 52E
Инструмент среднего класса, изготовлен в Болгарии. Мощность 500 Вт, плавная регулировка оборотов, не имеет отсоса пыли и не комплектуется дополнительным оборудованием. 4700
4700
Bosch POF 1200 AE
Немецкий бренд, китайская сборка. Пазы, кромки. Отверстия, профилирование. Высокооборотистый инструмент, может работать не только с древом, но и с пластиком, легкими стройматериалами. Регулировка оборотов, функциональная кнопка пуска, имеет шкалу настройки оборотов, ограничитель глубины, датчик защиты от перегрузок. 1200 Вт, три цанговых патрона, копир, центрирующий стержень. Минимальный набор для нормальной работы.
5700
Фрезер Ryobi ERT1400RV
Предназначен для шпунтования, зенкования, вырезания пазов и бороздок, обработки кромок и профилирования. Мощность 1 400 Вт. Регулировка оборотов, копир, патрубок для пылесоса, направляющая. Имеет регулировку оборотов, ограничитель глубины, защитный щиток от стружки. Изготовитель – Китай.
6900
Фрезер Hitachi M8SA2
Мощность двигателя 900 Вт, оснащен регулятором глубины фрезерования/сверления, прорезиненные ручки, не окомплектуется дополнительным оборудованием. Производитель – Малайзия.
8320
BLACK&DECKER KW 1600 EKA
Мощность двигателя – 1600 Вт, регулировка рабочей скорости, хорошая оснащенность: параллельный упор, циркуль, направляющая шаблонная гильза, комплект из 6 фрез, защитный щиток, 4 цанги. Отличный инструмент для старта карьеры. Производитель – КНР.
9290
Электрический фрезер STOMER SER-1600
Австрийский бренд, сборка – КНР. Имеет автоматическую защиту двигателя от износа щеток, блокируемый шпиндель, литое основание и прорезиненные ручки, Мощность – 1500 Вт. Бесступенчатая регулировка оборотов, регулировка глубины сверления. Не комплектуется дополнительным оборудованием.
11500
Makita RT0700CX2
Полноценный многофункциональный инструмент. Три сменных основания, может работать с алюминием, пластиком и деревом. Мощность двигателя 710 Вт, плавный пуск, фиксация кнопки пуска, регулировка оборотов, несколько сменных направляющих, электронный контроль частоты оборотов под нагрузкой.
12640
Вертикальная фрезерная машина Bosch GOF 1600 CE Professional
Высший пилотаж. Выполняет все возможные функции ручного фрезера по дереву. Обороты позволяют работать с мягкими металлами. Мощность двигателя 1600 Вт, светодиодная подсветка, регулировка оборотов, фиксация кнопки пуска, регулировка глубины фрезеровки высокоточная настройка под копир, легкая смена насадок. 26315
26315
Комплектация
Ручной фрезер – инструмент с очень большим потенциалом, очень широкими возможностями и огромным количеством функций. С одной стороны, это позволяет выполнять большое количество операций, а с другой – усложняет выбор инструмента. Перед покупкой мы должны убедиться в том, что ручной фрезер по дереву цена, комплектация, функции, нас удовлетворят. Перед тем, как рассматривать стоимость инструмента, познакомимся с ним немного ближе.
Обзор фрезеров мы не зря начали с комплектации. От его уровня оснащенности напрямую зависит его функциональность. Выбирая инструмент, стоит заглядывать немного наперед. Если он предлагает те возможности, которые мы сегодня не используем, но сможем использовать завтра, то почему не воспользоваться таким предложением?
В стандартной комплектации большинство производителей предлагают только кромочную и пазовую фрезу, и на этом все возможности инструмента заканчиваются. Для обеспечения универсальности нам понадобятся, как минимум:
Набор копировальных колец.
Сменная цанга.
Упорный ролик для криволинейных деталей.
Циркуль для радиусных деталей.
Это тот минимум, который позволит нам выполнить большое количество работ:
профилировка;
шлифовка;
выборка гнезд;
сверление;
изготовление канавок сложных форм;
подгонка ламината;
резьба по дереву.
Параметры
Фрезер обладает еще целом рядом параметров, которые влияют на его производительность и функциональность.
Мощность
По мощности все фрезеры делятся на мощные – 1000-1200 Вт, средние – до 1000 Вт и легкие – 700-750 Вт.
Скорость
Скорость работы фрезера определяет тип материала, с которым он способен работать. Чем выше количество оборотов двигателя, тем тверже может быть обрабатываемый материал. Число оборотов должно составлять от 6 до 25 тысяч в минуту.
Функции выключателя
Очень важными функциями выключателя является его способность предохранить инструмент и наши руки от случайного пуска. Если выключатель не оборудован фиксирующим механизмом, то вовремя работы придется постоянно держать курок пальцем, а это очень неудобно.
Качество цанги
Самые функциональные цанги – конусные стальные. Материал цанги очень важен, но узнать его не всегда удается.
Пылеотсос
Полезная функция, если работы ведутся в помещении. К инструменту подключают пылесос, который удаляет всю пыль и стружку.
Подошва
Обычно она изготовлена из штампованного металла, но в дорогих моделях применяют литые подошвы.
Выбор ручных фрезеров по дереву очень широк, мы постарались представить только самые известные бренды. К тому же к фрезерам можно купить дополнительные наборы фрез и оборудования, которые расширят функционал инструмента и позволят его использовать с максимальной отдачей.
Читайте также Прорезная резьба по дереву, трафареты, Электрорубанки, рейтинг по качеству, Пневмопистолет для гвоздей, цена
Полное руководство по покупке маршрутизатора
Эндрю Бонди, национальный менеджер по продажам электроинструмента Woodcraft Опубликовано
Один Одним из основных инструментов любой современной столярной мастерской является фрезер. Независимо от того, какой у вас проект по деревообработке работает, есть большая вероятность, что это потребует хотя бы одной операции который использует маршрутизатор. Подаете ли вы заявку простое 1/2-дюймовое закругление на столешнице или создание приподнятой панели в стиле собора двери, наличие правильного маршрутизатора для правильной работы является обязательным.
С Так много доступных маршрутизаторов, иногда трудно выбрать тот, который правильно для вас. Рассмотрев несколько ключевых функций, мы надеемся предоставить информация, необходимая для облегчения вашего решения. Мы верим в выбор процесс должен быть основан на приложении, поэтому первое, что вам нужно будет спросить себя: что я хочу сделать с моим маршрутизатором?
Опции скорости :
Некоторые маршрутизаторы предлагают односкоростную работу, в то время как наиболее универсальные маршрутизаторы оснащен регулируемой или многоступенчатой регулировкой скорости. Возможность регулировать диапазон скоростей на основе от диаметра долота, типа выполняемой операции и породы обрабатываемой древесины. обработанные повысят качество работы, а также обеспечат безопасную работу Окружающая среда.
Пальмовый маршрутизатор
Классы маршрутизаторов:
Как и большинство инструментов, маршрутизаторы доступны в несколько конфигураций размера двигателя. Все они имеют определенные преимущества и ограничения.
Маршрутизаторы Palm
Обычно эти маршрутизаторы мощностью 1 HP или менее отличаются компактными размерами и впечатляющей производительностью. производительность. Маршрутизаторы Palm идеально подходят для обрезка, врезка петель, формирование кромок, вырезание пазов, мелкая стыковка ласточкин хвост, оконные вырезы и декоративные вставки. Используются биты с хвостовиком 1/4 дюйма. ограничение использования только фрез с хвостовиком 1/4″, эти фрезы не подходит для более крупных операций маршрутизации.
Маршрутизаторы среднего размера
Маршрутизаторы среднего размера
Эти маршрутизаторы мощностью от 1-3/4 HP до 2-1/4 HP являются самыми популярными размерами в модельный ряд из-за их универсальности и простоты в эксплуатации. Маршрутизаторы среднего размера может выполнять широкий спектр операций, в том числе все, что касается маршрутизаторов Palm. может выполнять, а также крупномасштабную стыковку ласточкиного хвоста, резку панелей, работу по дизайну шаблонов и вырезание круга. Эти маршрутизаторы принимают хвостовик 1/4 дюйма, а также 1/2 дюйма. биты с хвостовиком и часто доступны с несколькими основаниями (см. Комбинированные комплекты ниже). Следует отметить, что большинство аксессуаров для маршрутизаторов вторичного рынка предназначены для этого класса маршрутизаторов.
Полноразмерные маршрутизаторы
Полноразмерные маршрутизаторы
Эти маршрутизаторы являются рабочими лошадками семейства маршрутизаторов. Обычно оценивается в 3 HP до 3-1/4 HP, эти маршрутизаторы предназначены для производственного использования. Эти маршрутизаторы часто используются для фрезерный стол или операции с ЧПУ. Из-за огромных размеров этих маршрутизаторов они может быть несколько громоздким для использования в повседневных операциях с рук.
Основание Стили :
Во многих отношениях стиль базы, выбранный так же важен, как и размер двигателя, который идет вместе с ним. Имея несколько стилей, выберите тот, который подходит именно вам. зависят от проектов или операций, которые вы планируете предпринять.
Фиксированная база
Фиксированная база
Стандартная база. Эти базы обычно поставляются с фиксированными ручками или ручками. на противоположных сторонах основания для удержания и направления фрезера. Пока эти базы можно монтировать на роутер таблице, они ограничены приложениями пограничной маршрутизации. Эта стилевая основа также идеально подходит для операций, в которых используются направляющие втулки, такие как соединение типа «ласточкин хвост» и коробчатое соединение приспособления. Эта основа стиля часто включает в себя быстродействующая регулировка глубины в виде кольца.
погружение базы
Подставка для погружения
Эта подставка гораздо более универсальна, поскольку ее можно использовать для всего. для которых можно использовать фиксированную базу, а также операции, требующие, чтобы бита была погрузился в лес подальше от края. Эти базы идеально подходят для операций такие как глухие канавки, канавки, пазы и пазовые операции. Основа механики этого стиля заключается в том, что двигатель будет двигаться вверх и вниз по механически обработанным подпружиненным колоннам. Глубокая база традиционно предлагает несколько настроек ограничителя глубины с микрорегулировками, которые могут быть точно настроены в соответствии с вашими требованиями.
Основание D-образной ручки
Основание D-образной ручки
Вместо двух ручек, как на стандартном основании, имеется ручка и D-образная рукоятка, обеспечивающая управление пистолетным захватом и блокировку включения/выключения спускового крючка переключатель
Специальное примечание : Если вы предполагаете необходимость использования нескольких баз, имейте в виду, что большинство производители предлагают комбинированные комплекты, включающие фиксированное основание и погружной база в одном расфасованном комплекте. Это отличный вариант, потому что вы, по сути, получить два маршрутизатора по цене, которая намного меньше, чем покупка двух отдельных маршрутизаторы.
Как вы просматриваете свои варианты, еще одна вещь, которую следует иметь в виду, это совместимость дополнительных принадлежностей, доступных для маршрутизатора, который вы смотрят. В то время как большинство производителей предлагают базовые аксессуары, такие как кромка направляющие, фрезерные втулки, насадки для сбора пыли и универсальные подосновы, расширенные аксессуары, такие как подъемники для фрезера, пластины для фрезерования и направляющие для шаблонов. широко доступны, но зависят от марки/модели.
Один последнее предупреждение — Из-за высокой степени функциональности маршрутизаторы были вызывает привыкание, поэтому не удивляйтесь, если у вас останется два или три маршрутизаторы.
Фрезерные станки по дереву 101: Как выбрать лучший фрезерный станок для ваших нужд
Деревообработчикам доступен широкий выбор электрических фрезерных станков. Если вы новичок в использовании фрезера, может быть сложно решить, какой станок лучше всего подходит для ваших нужд в деревообработке. Мы расскажем вам, что такое маршрутизатор, какие типы вы найдете и где каждый тип лучше всего подходит. Наконец, мы рассмотрим различные продукты, обсудим их плюсы и минусы и предложим лучшее решение для ваших нужд.
Что такое маршрутизатор?
Слово «разгонять» означает выдалбливать, вычерпывать или выдалбливать; поэтому фрезер — это инструмент, используемый для вырезания или вырезания отверстий точной формы в древесине или пластике. Несколько лет назад единственным фрезером, который можно было купить, было ручное устройство, похожее на рубанок, но с регулируемой режущей насадкой особой формы.
Вы все еще можете купить ручные фрезеры, и ими часто пользуются мастера по дереву. Тем не менее, самый распространенный фрезерный станок, который вы найдете сегодня, использует электрический или пневматический двигатель для вращения фигурной режущей головки на высоких скоростях. Следующая картинка типична для конструкции маршрутизатора.
Электрический фрезер по дереву. Фото: 123rf.com
Типы электрических фрезеров
Существует два основных типа фрезеров: с фиксированным основанием, и погружные фрезеры. Несмотря на название, маршрутизаторы с фиксированным основанием можно регулировать. Однако, как только глубина установлена, глубина реза остается неизменной. Погружные фрезеры имеют подпружиненное основание, позволяющее поднимать или опускать вращающийся резак во время работы.
Фрезерный станок с фиксированным основанием следует использовать при работе или начале резки края куска дерева, например, при резке молдингов для наличников или плинтусов. Погружные фрезеры позволяют начинать и заканчивать рез в середине куска дерева, вдали от края. Вот хорошее видео, чтобы понять разницу между двумя типами фрезеров от Гильдии деревообработчиков Америки:
Как вы увидите на видео, вы можете купить комбинированные фрезеры, которые позволяют установить двигатель и фрезу на одну из двух разных баз: фиксированную или погружную. Тем не менее, погружной фрезер — отличный универсал, если вы не можете решить, какой вариант выбрать.
Характеристики фрезера, которые следует учитывать
Размер цангового патрона
Имейте в виду, что фрезы или «фрезы» бывают двух размеров хвостовика: 1/2″ и 1/4″. Хвостовик вставляется в цангу на фрезере, а затем затягивается гайкой для фиксации. Меньшие фрезеры могут использовать только фрезы с хвостовиком 1/4″, в то время как более крупные предлагают возможность использования обоих, предоставляя цанги разных размеров или переходную втулку.
Биты 1/4″ обычно дешевле, чем биты 1/2″. Однако фрезы 1/2″ менее склонны к проскальзыванию и вибрации из-за их большей массы, большей жесткости и большей площади захвата цанги. Если у вас есть выбор, в большинстве случаев стоит использовать сверло с хвостовиком 1/2 дюйма.
Мощность
Маршрутизаторы можно разделить по размеру двигателя.
Фрезерные станки Palm оснащены двигателями мощностью 1-1/4 лошадиных сил или меньше и идеально подходят для небольших работ по фрезерованию, таких как обрезка ламината, небольшие прорези и ласточкины хвосты, врезка петель и формирование кромки.
Маршрутизаторы среднего размера имеют мощность двигателя от 1-1/2 до 2-1/2 лошадиных сил. Это наиболее распространенные фрезеры, используемые домашними столярами, с хвостовиками 1/4″ и 1/2″ и способные выполнять более тяжелую резку, например, большие ласточкины хвосты или круги. Большинство наборов бит для маршрутизаторов в хозяйственных магазинах предназначены для маршрутизаторов этого типа.
Крупногабаритные фрезерные станки предназначены для коммерческой эксплуатации или тяжелой работы, мощность двигателя превышает три лошадиные силы. Они большие, мощные и отлично подходят для интенсивного производственного использования. Однако они обычно чрезмерны для большинства бытовых нужд, поскольку они дороги, тяжелы и громоздки.
Конфигурация рукоятки
Неудивительно, что у фрезеров для ладоней нет рукоятки, но они либо имеют форму, подходящую для вашей ладони, либо имеют небольшой диаметр, обеспечивающий удобный захват. Их легкий вес и низкая мощность делают их простыми в использовании и маневренными.
Большинство маршрутизаторов среднего размера оснащены ручками или ушками, позволяющими удерживать их двумя руками для оптимального управления во время использования маршрутизатора. Более крупные маршрутизаторы часто имеют D-образную рукоятку с одной стороны и вспомогательную рукоятку с другой или две D-образные рукоятки. D-образная рукоятка обеспечивает удобную эргономику при длительном использовании.
Маршрутизатор Palm
Маршрутизатор среднего размера
Большой маршрутизатор
Palm Router от DeWalt. Фото: Амазонка
Маршрутизатор среднего размера от DeWalt. Фото: Амазонка
Большой маршрутизатор DeWalt. Фото: Амазонка
Двигатель с регулируемой скоростью
Современные фрезерные станки оснащены двигателями с регулируемой скоростью, что позволяет выбрать количество оборотов в минуту, соответствующее диаметру фрезы. Установите его слишком быстро или медленно, и качество резки пострадает, и вы можете в конечном итоге сжечь древесину. Кроме того, если вы используете сверло с хвостовиком 1/4″, слишком быстрое его вращение для размера фрезы может вызвать вибрацию.
Чем больше диаметр режущей головки, тем медленнее должен работать фрезер. Как правило, используйте 24 000 об/мин для всех фрез диаметром до 1 дюйма. Затем начните снижать скорость на 2000 об/мин на каждые 1/2″ увеличения диаметра фрезы. К тому времени, когда вы доберетесь до фрезы 3-1/2″, вы упадете примерно до 12 000 об/мин.
Если вам кажется, что вы прожигаете дрова или не получаете желаемого результата, попробуйте уменьшить скорость с шагом 1000 об/мин, пока все не станет ровным.
Пылеуловитель
При покупке маршрутизатора обратите внимание на наличие фитинга для сбора пыли. Маршрутизаторы производят значительное количество пыли, и вы всегда должны использовать маску при маршрутизации. Хотя отсутствие сбора пыли не является решающим фактором, возможность подключения маршрутизатора к пылеуловителю или пылесосу значительно улучшит вашу рабочую среду.
Обзоры продуктов
Удивительно, но Makita заняла первое место во всех трех категориях. Лично я поклонник Bosch, но их предложение маршрутизатора Palm, хотя и красивое, дорогое, и вам нужно покупать все аксессуары. Мне понравилось предложение DeWalt в категории маршрутизаторов среднего размера, но со всеми проблемами качества, о которых сообщают владельцы, я немного опасаюсь играть в лотерею, покупая его.
В категории крупногабаритных маршрутизаторов конкурентов не было. По моему мнению, продукт Makita стоял на голову выше других. Единственным небольшим недостатком является отсутствие переменной скорости. Тем не менее, я глубоко убежден, что чем больше вещей делает инструмент, тем хуже он справляется с каждой из них. Большая Makita — это просто громоздкий, простой маршрутизатор, и он продается по отличной цене.
Маршрутизаторы Palm
Makita RT0701C 1-1/4 Комплект компактного маршрутизатора HP
Фото: Amazon
Компания Makita разработала легкий, но мощный маленький маршрутизатор RT0701C, который был упакован в три разных комплекта. Вы можете получить только фрезер с фиксированным основанием, дополнительный погружной базовый фитинг или, наконец, три разных основания и множество насадок. Диапазон переменной скорости составляет от 10 000 до 30 000 об/мин, и Makita использует реечную систему для регулировки высоты.
Плюсы
Хорошая цена
Очень мощный двигатель с плавным пуском
Алюминиевая конструкция корпуса
Реечная регулировка высоты
Широкий выбор оснований для гибкого использования
Минусы
Некоторые владельцы сообщают о недостающих компонентах в комплектах
Другие владельцы сообщают о небрежной регулировке зубчатой рейки
Невозможно выполнить точную настройку кромочной направляющей
Регуляторы с накатанной головкой полностью пластиковые
Bosch GKF125CEN Кольт с регулируемой скоростью 1,25 л.с. (макс.)
Фото: Amazon
Уважаемый производитель с отличным маленьким маршрутизатором. Диапазон скоростей составляет от 16 000 до 35 000 об/мин, что идеально подходит для тонкой работы. Тем не менее, база также предназначена для установки больших фрез размером до 1-5/16″. Двигатель предлагает функцию плавного пуска и схему постоянной скорости для поддержания скорости под нагрузкой. Хотя его можно приобрести, маршрутизатор не поставляется с погружным основанием.
Плюсы
Цепь постоянной скорости на двигателе
Мощный двигатель с устройством плавного пуска
Простая и надежная регулировка высоты
Минусы
Не поставляется с направляющей для краев. Вы можете приобрести его отдельно.
Не поставляется с погружным основанием. Вы можете приобрести его отдельно.
Некоторые владельцы сообщают о повреждении оборудования по прибытии
Аккумуляторный фрезерный станок Metabo HPT MultiVolt 18 В | Только инструмент – без аккумулятора
Фото: Amazon
Этот маршрутизатор является частью беспроводной системы Metabo 36/18 В, хотя рассматриваемое устройство является только маршрутизатором. Покупка аккумулятора и зарядного устройства добавляет к цене еще 130 долларов. Диапазон скоростей фрезера составляет от 10 000 до 30 000 об/мин, а двигатель оснащен предохранительным тормозом для остановки фрезы сразу после выключения фрезера.
Pros
Беспроводной, можно использовать где угодно
Легкий
Подходит для цанг 1/4″ и 3/8″
Бесщеточный двигатель для повышения эффективности и долговечности
Поставляется с аксессуарами, включая пылесос
Минусы
Дорого, если вы еще не используете аккумуляторную систему Metabo
Маршрутизаторы среднего размера
Makita RF1101KIT2 2-1/4 HP* Router Kit, with Plunge Base
Фото: Amazon
Makita собрала вместе хороший комплект здесь. Фрезерный станок с фиксированным основанием, погружным основанием, цанговыми ключами и подосновой, все упаковано в большой пластиковый кейс для переноски/хранения. Диапазон скоростей фрезера составляет от 8000 до 24 000 об/мин, а двигатель имеет шарикоподшипниковую конструкцию. Щетки двигателя доступны снаружи для быстрой замены владельцем.
Pros
Качественный и мощный маршрутизатор
Отличный жесткий кейс для хранения
Шариковый подшипник и алюминиевая конструкция двигателя
Тихая работа
Минусы
Нет порта для сбора пыли
DEWALT DW618 Электронный фрезерный станок HP с регулируемой скоростью 2-1/4 и фиксированным основанием DW6182
Фото: Amazon
DeWalt имеет отличную репутацию благодаря качеству инструментов и На первый взгляд, этот маршрутизатор выглядит хорошо сделанным. Гораздо меньше пластика, чем у конкурентов, с мощным двигателем на 12 ампер, обеспечивающим регулировку скорости от 8000 до 24000 об/мин. Фиксатор корпуса полностью стальной. Регулировка глубины регулируется с точностью до 1/64 дюйма.
Профи
Хорошо сделано
Мощный
Хорошая возможность точной регулировки глубины
Быстрое перемещение моторного блока между базами
Минусы
Нет направляющей по краям и пылесборника, хотя их можно приобрести.
Некоторые владельцы сообщают о проблемах с качеством при получении
Нет жесткого футляра для хранения
Bosch 1617EVSPK Комбинированный набор инструментов для фрезерования древесины – комплект погружного фрезера мощностью 2,25 л.с. и фрезерного станка с фиксированным основанием
Фото: Amazon
Хорошо собранный комплект маршрутизатора от Bosch с мощным двигателем на 12 А, алюминиевой конструкцией и схемой постоянного отклика для поддержания мощности под нагрузкой. Диапазон регулировки глубины на фиксированном основании составляет один дюйм, с тонкой регулировкой 1/64 дюйма.
Pros
Отличный кейс для хранения
Ручки из твердых пород дерева — отличный штрих для комфорта
Плавный пуск двигателя
Мощный
Минусы
Владельцы сообщают, что двигатель плотно прилегает к основанию, что затрудняет замену
Пылесборник и боковые направляющие продаются отдельно
Крупные маршрутизаторы
Hitachi M12VE 3-1/4 Peak Мощный погружной маршрутизатор с регулируемой скоростью
Фото: Amazon
Компания Hitachi (теперь Metabo) разработала мощный маршрутизатор для тяжелых условий эксплуатации MV12VE. У него может быть не такая глубина погружения, как у его конкурентов, но он намного легче и не такой высокий. Компактный агрегат с тем же двигателем мощностью 3,5 л.с., обеспечивающий скорость от 8000 до 22000 об/мин.
Pros
Линейные подшипники для плавного погружения
Ручки регулируются для лучшей эргономики
Компактный размер и вес
Плавный пуск двигателя
Минусы
Нет точной настройки контроля глубины
Некоторые владельцы сообщают о проблемах с цанговым патроном
Глубина врезания только 2-9/16″
Triton TRA001 3-1/4 Двухрежимный прецизионный погружной маршрутизатор HP
Фото: Amazon
Triton TRA001 имеет привлекательный дизайн и конкурентоспособную цену. По сравнению со своими сверстниками, это тяжелый зверь весом 14,3 фунта, но у него диапазон погружения 2-3/4 дюйма и переменная скорость от 8000 до 21000 об/мин. Как и многие большие двигатели, он имеет функцию плавного пуска для снижения крутящего момента при включении питания. С помощью одной настройки вы можете переключить эту конструкцию с погружного фрезерного станка на фрезерный станок с фиксированным основанием.
Pros
Автоматическая блокировка шпинделя при выключении питания
Точная регулировка глубины во всем диапазоне погружения
Быстрый доступ для замены щеток двигателя
Быстрая переналадка с фиксированной на погружную
Разумная цена
Минусы
Тяжелые
Некоторые владельцы сообщали о проблемах с системой блокировки автоматической цанги
Сообщается о проблемах при использовании в качестве маршрутизатора стола
Makita RP1800 3-1/4 HP* Plunge Router
Фото: Amazon
Makita RP1800 — это фрезерный станок с фиксированной скоростью, обеспечивающий 22 000 об/мин. Как и его конкуренты, он предлагает линейные подшипники для плавного погружения с глубиной погружения 2-3/4 дюйма. Makita предлагает этот маршрутизатор в качестве рабочей лошадки, поэтому он не пытается делать все, но то, что он делает, он делает хорошо. Простой, мощный и тяжелый фрезерный станок идеально подходит для мастерских по изготовлению шкафов.
Pros
Триггер с блокировкой
Точная регулировка врезания
Хорошая глубина погружения
Плавное погружение с линейными подшипниками
Минусы
Нет плавного пуска двигателя
Владельцы сообщают, что предохранитель спускового крючка немного неудобен
Часто задаваемые вопросы
и
Что такое «плавный пуск» двигателя и почему это важно?
При запуске двигателя, особенно мощного, крутящий момент или сила вращения при запуске значительны. Этот крутящий момент может заставить маршрутизатор дергаться или прыгать в ваших руках. Это также создает нагрузку на обмотки двигателя, поскольку он пытается разогнать якорь до скорости вращения. Устройство плавного пуска увеличивает мощность, обеспечивая более контролируемый пуск, продлевая срок службы двигателя и предотвращая резкое крутящее усилие, которое вы чувствуете при запуске.
Считаете ли вы этот FAQ полезным?
0
0
и
Какой размер хвостовика фрезы лучше?
Существует два распространенных размера хвостовика фрезы: ¼” и ½”. Меньшие фрезеры будут использовать только фрезы с хвостовиком ¼ дюйма. Более крупные маршрутизаторы будут иметь цанги, позволяющие использовать оба размера. Всегда старайтесь использовать хвостовик ½ дюйма, если у вас есть выбор, так как он обеспечивает более жесткий рез с меньшим дребезжанием.
Считаете ли вы этот FAQ полезным?
0
0
и
Где бы вы использовали маршрутизатор с фиксированной базой?
Фрезерные станки с фиксированным основанием
используются там, где рез начинается или остается на краю куска дерева. Их можно установить на заданную глубину и использовать для обрезки краев, вырезания молдингов, углублений или пазов петель.
Считаете ли вы этот FAQ полезным?
0
0
и
Где бы вы использовали погружной маршрутизатор?
Погружные фрезерные станки
отлично подходят, если вы хотите вырезать углубление или канавку в середине куска дерева, не начиная с края. Вы устанавливаете глубину, до которой хотите вырезать, затем запускаете фрезер и опускаете его в древесину, прежде чем перемещать его, чтобы вырезать желаемую форму.
Считаете ли вы этот FAQ полезным?
0
0
и
Почему некоторые маршрутизаторы имеют переменную скорость?
Существует оптимальная скорость, с которой кончик фрезы должен проходить через древесину. Слишком быстро, и вы сожжете древесину и получите некачественный рез. Слишком медленно, и вы нагружаете мотор и таким же образом получаете некачественный рез.
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec V160-T по цене от 0 руб
Каталог
Справочные материалы
О компании
Доставка и оплата
Контакты
Артикул № K12017-1
Описание
Аналоги
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec V160-T сочетают отличные характеристики дуги и прочную конструкцию для промышленного применения. Это полнофункциональные инверторы для аргонодуговой сварки с высоким контролем поведения дуги. Встроенный газовый соленоид и возможность зажигания дуги прикосновением электрода к изделию или высокочастотным током делают эти устройства идеальным выбором для широкого ряда задач аргонодуговой сварки. Также они пригодны для сварки штучными электродами от компании Lincoln. Мобильная и в то же время очень прочная конструкция идеально подходит для сварки как в цеховых, так и монтажных условиях.
НОМИНАЛЬНАЯ МОЩНОСТЬ 160A/26.4В при 35%, 130A/25.2 при 100%
ПОТРЕБЛЯЕМЫЙ ТОК — 16A
ДИАПАЗОН СВАРОЧНОГО ТОКА — 5-160A
Особенности:
Высокотехнологичная инверторная технология гарантирует высокое качество аргонодуговой сварки.
Возможность работы от генераторов – идеально подходит для эксплуатации в монтажных условиях.
Поджигание дуги касанием и высокочастотным током – поджигание дуги соответствует всем предъявляемым требованиям.
Полнофункциональная удобная панель управления позволяет легко менять параметры сварки.
Включение вентилятора по мере необходимости (F.A.N.™) – встроенная функция, которая позволяет снизить расходование электроэнергии и загрязнение механизма пылью и дымом.
Притопленные в корпус соединения и органы управления позволяют сократить возможные повреждения.
Соответствует стандартам качества и надежностиIEC974-1, ROHS и CE.
Аксессуары:
KIT-200A-35-5M Комплект кабелей для РДС, 200A, 5 м
GRD-200A-35-5M Кабель на изделие с зажимом, 5 м, 200 А
LE250Z016 Регулятор расхода газа Lincoln
h5160 Набор из соединительных гаек и ниппелей рукавов
K10513-17-8LT 17 G, с воздушным охлаждением, 8 м
K10513-17-4FLT 17 G, с воздушным охлаждением, с рычажной рукояткой, 4 м
K10513-17-8FLT 17 G, с воздушным охлаждением, с рычажной рукояткой, 8 м
K10513-9-8LT 9 G, с воздушным охлаждением, 8 м
K10513-9-4FLT 9 G, с воздушным охлаждением, с рычажной рукояткой, 4 м
K10513-9-8FLT 9 G, с воздушным охлаждением, с рычажной рукояткой, 8м
K10513-9-4FXLT 9 G, с воздушным охлаждением, подвижная головка, 4 м
K10513-17-4LT 17 G, с воздушным охлаждением, 4 м
Сварочный аппарат Aotai ATIG 500PACIII
625 875 ₺
Сварочный инвертор Сварог REAL TIG 200 (W223)
28 490 ₺
Сварочный аппарат Aotai TIG 400
168 375 ₺
Сварочный инвертор ASEA-300TIG DC
82 000 ₺
Сварочный аппарат Aotai ATIG 500
212 325 ₺
Сварочный инвертор ASEA-350LA AC/DC
246 000 ₺
Сварочный аппарат Aotai ATIG 315P
177 225 ₺
Сварочный аппарат Aotai TIG 630
272 700 ₺
Сварочный аппарат Aotai ATIG 500PAC-A
472 500 ₺
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec V320-T
по запросу
Сварочный аппарат Aotai TIG 315
162 375 ₺
Сварочный аппарат Aotai ATIG 315
172 050 ₺
Сварочный аппарат Aotai ATIG 500PAC
433 950 ₺
Сварочный аппарат Aotai ATIG 200PAC
138 375 ₺
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec V205-TP-2V
180 000 ₺
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec 220TPX
150 000 ₺
Сварочный инвертор ASEA-200TIG DC
65 000 ₺
Сварочный аппарат Aotai ATIG 630 PAC
614 625 ₺
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec V160-T
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec 300TPX
202 500 ₺
Сварочный аппарат Aotai ATIG 500P
231 225 ₺
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec V160-TP
по запросу
Сварочный инвертор ASEA-500LA AC/DC
297 000 ₺
Сварочный инвертор Сварог PRO TIG 200 DSP (W207)
44 100 ₺
Сварочный аппарат Aotai ATIG 400
177 825 ₺
Сварочный аппарат Aotai TIG 1250
489 975 ₺
Сварочный аппарат Aotai TIG 1000
372 900 ₺
Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec 400TPX
247 500 ₺
Сварочный аппарат Aotai ATIG 315PACIII
466 500 ₺
Сварочный инвертор ASEA-TIG 350DL DC
114 000 ₺
Сварочный аппарат Aotai ATIG 315PAC
284 700 ₺
Сварочный аппарат аргонодуговой сварки Lincoln Electric Precision TIG 375
по запросу
Сварочный инвертор Сварог TECH TIG 200 P DSP AC/DC (E104)
111 640 ₺
Сварочный аппарат Aotai ATIG 630PACIII
806 250 ₺
Сварочный аппарат Aotai ATIG 400P
183 000 ₺
Сварочный аппарат Aotai ATIG 200P
54 750 ₺
Получить подробную информацию по Сварочный инвертор аргонодуговой сварки Lincoln Electric Invertec V160-T и купить по низкой цене Вы можете: позвонив нам по телефону +7 804 333-20-03 Бесплатно по РФ, отправив заявку на электронную почту zakaz@tmh. su либо поместив товар в «Вашу корзину» и оформив заказ.
Сварочные инверторы TIG в Санкт-Петербурге для аргонодуговой сварки
Аппараты для аргонодуговой сварки TIG в сети магазинов «Сварка»
Аргонодуговая сварка чаще всего используется на строительных или производственных участках, СТО, а также в мастерских. Устройства для нее применимы и в бытовой сфере. Предлагаемые инверторы для аргонодуговой сварки подойдут для работы с изделиями из алюминиевых, магниевых сплавов, легирующих, нержавеющих сталей и т. д. Сварочное оборудование работает от сети 220 или 380 В.
Самые мощные инверторы для аргонодуговой сварки рассчитаны на максимальный ток более четырехсот ампер (постоянный, переменный). Благодаря высокой степени защиты такое оборудование подходит для работы как в помещениях, так и на открытых площадках. Система оснащена водяным охлаждением, что обеспечивает длительную работу с максимальной нагрузкой.
Аппаратная часть поддерживает целый ряд функций, которые расширяют возможности оборудования:
регулирование продувки газа;
плавное повышение и понижение тока;
контактный и бесконтактный поджиг;
автоматическое зажигание;
понижение холостого хода.
Инверторы отличает низкое энергопотребление, возможность подключения через кабели значительной длины. Компактные модели работают и от автономных источников питания.
Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц
Доступность OEM/ODM:
Да
Информация отмечена проверяется
СГС
Sanqiao Industrial Inc. является одним из профессиональных производителей сварочного и режущего оборудования с более чем 20-летним опытом работы в сварочной промышленности, расположенным в городе Фошань, провинция Гуандун, Китай.
Ассортимент нашей продукции включает в себя аппараты для сварки в среде защитного газа, аппараты для аргонно-дуговой сварки, аппараты для сварки электродом и машины для плазменной резки.
К началу 1990-х годов Sanqiao начала свою деятельность и стала производителем сварки и резки, предлагая клиентам универсальные сварочные решения. Благодаря отличному контролю качества…
TIG Высокочастотный сварочный аппарат Gtaw TIG-200g
Характеристики:
1. Обладая функцией TIG & MMA. 2. Имеют функцию AC/DC, 2T/4T, импульсную/безимпульсную/точечную сварку. 3. Цифровая технология управления, интеллектуальное управление одной ручкой, мин. Переменный ток может быть 10А. 4. Трехслойная конструкция воздуховода, инверторная технология IGBT, надежная работа. 5. Время до продувки, ток дуги, время нарастания, пиковый ток, частота импульсов, рабочий цикл импульсов, базовый ток, время спада, ток окончания дуги, время после продувки, частота переменного тока, регулируемая ширина очистки переменного тока. 6. Защита от перегрузки по току и перегрева. 7. С использованием быстроразъемной вилки 50 мм² для Европы.
ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ
БЛОК
ТИГ-200П
Номинальное входное напряжение
В
220 В переменного тока ±15% 50/60
Номинальная потребляемая мощность
кВА
7,2
Диапазон выходного тока
А
ВИГ:10-200 ММА:30-160
Рабочий цикл
%
30
Ток горячего пуска
А
—
Дуговой метод
А
высокая частота
Толщина свариваемой пластины
ММ
0,3-5
Размеры упаковки
ММ
450*270*370
Размер машины
ММ
375*160*310
Вес брутто
кг
10,5
Вес нетто
кг
7,8
О Sanqiao Welding
SANQIAO BUILDING
Sanqiao Welding продолжает инвестировать в производственные объекты, к концу 2020 года Sanqiao Welding владеет 0 большими квадратными метрами20, 0 квадратных метров здания20. Который содержит мастерские и офисы внутри.
Sanqiao Welding имеет множество функциональных отделов, включая производство, разработку, контроль качества, обслуживание клиентов и т. д. Они могут предложить нашим клиентам эффективные и качественные услуги.
ПРОИЗВОДСТВЕННЫЕ ЛИНИИ
Производственный процесс Sanqiao начинается с производства печатных плат до готовой продукции, отслеживание качества в этом процессе, очень важно прослушивание поставщиков. С другой стороны, Sanqiao имеет паяльную машину, автомат для мойки плат, изоляционную машину и другое современное оборудование, обеспечивающее достаточно хорошее качество продукции.
ПРОЦЕСС ПРОИЗВОДСТВА
На сборочных линиях наши продукты проходят испытания на выгорание, испытания на долговечность и другие 2 сварочных испытания, которые гарантируют нашим клиентам стабильную работу наших продуктов.
ОПЫТ БОЛЕЕ 20 ЛЕТ
На сегодняшний день Sanqiao Welding работает в этой области более 20 лет, и ее лидерская группа придает большое значение качеству продукции, сказал генеральный директор Sanqiao Welding г-н Ли Канген, каждый в Sanqiao Welding должен обратите больше внимания на качество продукции, так же, как заботиться о своей жизни.
МЕЖДУНАРОДНЫЕ СЕРТИФИКАТЫ
Продукты Sanqiao получили сертификаты CCC, CE, RoHS и ISO9001, все продукты приняты клиентами рынков.
БОЛЬШЕ ВОЗМОЖНОСТЕЙ РАЗРАБОТКИ
Sanqiao Welding концентрирует разработку продукции в соответствии с технологическими тенденциями, она сотрудничает с SCUT (Южно-Китайский технологический университет) для создания лаборатории продукта для исследований и обучения, поэтому Sanqiao позволяет получить некоторые высокие технологии подать заявку на рынок.
РАСШИРЕННАЯ СИСТЕМА ERP
Система Sanqiao ERP представляет собой интегрированное управление основными бизнес-процессами, она применяется для повышения эффективности наших услуг для наших клиентов, поэтому мы также повышаем нашу конкурентоспособность.
ЗАМЕЧАТЕЛЬНАЯ КУЛЬТУРНАЯ ЖИЗНЬ
Sanqiao Welding имеет свою столовую, развлекательный центр, уголок для чтения для наших сотрудников, и мы продолжаем организовывать различные мероприятия для них, даже для их семей и их детей.
Диффузионная сварка в вакууме (ДС) широко используется при изготовлении изделий электронной техники и зачастую является важной технологической операцией в производственном цикле. Это объясняется тем, что ДС можно соединять между собой в твердом состоянии без ограничения соотношения толщин металлические и неметаллические материалы. Схема установки для проведения ДС в вакууме представлена на рис. 1.
Рис. 1. Схема типовой установки для диффузионной сварки:
13 — смотровое окно; 14 — система водяного охлаждения
ДС в вакууме является одним из перспективных способов получения неразъемных соединений из разнообразных материалов. Наиболее ярко преимущества диффузионной сварки проявляются при соединении трудно свариваемых и разнородных материалов. Она входит в группу способов сварки давлением, при которых соединение получается за счет пластической деформации микронеровностей на поверхности свариваемых заготовок при температуре ниже температуры плавления. Отличительной особенностью является применение повышенных температур при сравнительно небольшой остаточной деформации.
ДС осуществляется в твердом состоянии металла при повышенных температурах с приложением сдавливающего усилия к месту сварки.
Выделяют несколько основных этапов формирования диффузионного соединения.
Первым этапом является физический контакт в результате сближения контактных поверхностей на расстояние порядка межатомных расстояний кристаллической решетки. При этом возникает физическое или слабое химическое взаимодействие, которое осуществляется за счет пластической деформации более пластичного из соединяемых материалов. Это обусловлено выходом дислокаций на соединяемой поверхности.
На второй стадии происходит образование активных центров на поверхности более твердого из соединяемых материалов. Стадия характеризуется без диффузионным взаимодействием, обусловленным микропластической деформацией. Схватывание происходит в местах, где дислокации выходят на контактную поверхность, энергетическое состояние атомов позволяет формировать новые химические связи. При этом кинетика активации контактных поверхностей зависит от температуры, повышение которой обеспечивает:
увеличение частоты выхода и скорости движения дислокаций на контактных поверхностях соединяемых материалов;
снижение прочности связей между атомами металлов и кислорода на контактной поверхности;
уменьшение высоты потенциального энергетического барьера, препятствующего образованию химических связей;
уменьшение модуля сдвига;
увеличение числа атомов, участвующих в образовании химических связей;
увеличение площади очагов схватывания.
На третьей стадии происходит объемное взаимодействие на границе соединяемых материалов.
Скорость взаимной диффузии и размягчение металлов ускоряется с повышением температуры сварки. Давление обеспечивает отсутствие пустот и разрушает окислы на поверхности металлов, что способствует процессу формирования новых химических связей и объемной диффузии. Время ДС обычно выбирается минимальным, так как активная диффузия может привести к сильному изменению химического состава на границе соединения.
Давление создаёт микропластическую деформацию в зоне контакта поверхностей материалов, что приводит к устранению микронеровностей, способствует инициации механизма ползучести и упрочнению в зоне контакта материалов. Важным фактором, влияющим на эффективность ДС, является использование промежуточных слоев, позволяющих разрешить ряд проблем, возникающих при соединении разнородных металлов:
уменьшение влияния различий в значениях коэффициентов линейного теплового расширения свариваемых материалов и, как результат, снижение остаточных напряжений;
уменьшение химической неоднородности на границе соединения;
снижение уровня основных параметров режимов сварки.
В зависимости от соединяемых материалов процесс ДС разнородных металлов вызывает изменения свойств основных металлов в зоне соединения.
Не каждую пару металлов можно качественно соединить. Поэтому обычно используют один или несколько промежуточных слоев металлов. Коэффициент термического расширения промежуточных слоев и основных металлов должен иметь равномерное изменение от одного основного металла к другому.
Диффузионная зона имеет оптимальные свойства, если область соединения металлов образует ряд твердых растворов, например, Cu-Ni, Ag-Au, Mo-Ti, V-Nb. Соединение таких металлов относительно легко контролировать, поскольку толщина диффузионной зоны не оказывает заметного влияния на механические свойства.
Свойства соединения ухудшаются, если в диффузионной зоне образуются интерметаллические фазы, как в бинарных сплавах с ограниченной растворимостью, например, Ti-Fe, Zr-Fe, Al-Fe.
ДС позволяет получать надежное соединение трудно свариваемых разнородных металлов, таких как тугоплавкие и химически активные, с конструкционными материалами. В последние десятилетия для ДС стали применять газостаты (установка для горячего изостатического прессования), используемые традиционно для уплотнения металлических отливок и формирования материалов порошковой металлургии.
Влияние технологических параметров процесса дс на качество соединения
Параметрами, определяющими процесс соединения при дс в вакууме, являются:
Глубина вакуума или степень разряжения атмосферы;
Температура сварки;
Давление сжатия;
Время сварки;
Шероховатость поверхности.
Существенное влияние на процесс диффузионного соединения оказывает шероховатость соединяемых поверхностей. Она влияет не только на создание физического контакта, но и в значительной степени определяет протекание диффузионных процессов за счет изменения тонкой структуры поверхностных слоев. Поэтому важное значение для получения качественного соединения имеют качество подготовки поверхностей. Предварительная обработка свариваемых деталей влияет не только на создание физического контакта, но и в значительной степени определяет протекание диффузионных процессов за счет изменения тонкой структуры поверхностных слоев.
Подготовка заготовок заключается в механической обработки, очистки от загрязнений и нанесения подслоев. Механическая обработка обеспечивает:
возможно, более плотное начальное прилегание свариваемых заготовок;
удаление с поверхности загрязненного слоя;
повышение размерной точности готового изделия;
возможность снижения температуры, давления и времени сварки с улучшением микрогеометрии поверхности.
Очистка поверхностей от загрязнений проводиться растворителями ацетон или спирт, путем нагрева и выдержки в вакуумной камере. В отдельных случаях применяют отжиг заготовок в среде водорода. Положительные результаты получают при обработке в растворах кислот H2SO4 и НCI с последующими промывкой и сушкой. При сварке изделий из некоторых сортов керамики после механической обработки заготовки отжигают. Для этого же проводят травление стекла в плавиковой кислоте.
Подготовка свариваемых поверхностей не исключает образование оксидов на поверхности металла. Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке, и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов.
Высококачественные соединения можно получать, изменяя в определенных пределах значения каждого из этих параметров с соответствующей корректировкой других. При выборе их значений необходимо учитывать особенности свариваемых материалов и требования к изделию: возможность разупрочнения из-за роста зерна, ограничения по температуре нагрева и деформации изделия. Давление сжатия способствует формированию фактического контакта соединяемых поверхностей, а также их активации. Давление выбирают в диапазоне 0,8…0,9 МПа предела текучести при температуре сварки. Для известных конструкционных материалов оно может изменяться в диапазоне 1…50 МПа. Для сварки тугоплавких и твердых материалов эти значения могут быть в несколько раз выше. Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400℃ (373-673К). Досрочное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения.
На практике находят применение индукционный, радиационный, электронно-лучевой нагрев, а также нагрев проходящим током. ДС в большинстве случаев проводится в вакууме. От глубины вакуума зависит скорость и качество зачистки соединяемых поверхностей от поверхностных плёнок. Чем выше степень вакуума, тем интенсивнее протекают эти процессы. Широко применяют в качестве защитных сред инертные — аргон и гелий и активные газы – водород или углекислый газ. Состав защитного газа подбирают исходя, в первую очередь, из химической активности системы металл-газ в условиях сварки.
Температура сварки является основным параметром процесса, она определяет условия термовакуумной очистки и образование физического контакта соединяемых поверхностей, влияет на скорость и характер протекания диффузионных процессов. При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
Время выдержки в зависимости от температуры, давления, допустимой остаточной деформации, чистоты обработки контактных поверхностей и деформационной способности материала может колебаться от нескольких секунд до нескольких часов. Оно определяет полноту протекания диффузионных процессов на завершающих этапах образования соединения. При сварке ряда сочетаний разнородных металлов и сплавов в зоне соединения могут образоваться хрупкие фазы, снижающие его прочность.
Широко распространённым технологическим приёмом для качественного соединения является использование прослоек тонких слоёв металла, которые помещаются между соединяемыми поверхностями. Промежуточные прокладки могут быть расплавляющимися и не расплавляющимися. Применение прослоек расширяет область применения этого сварочного процесса.
Промежуточные прокладки на свариваемые поверхности наносят с целью:
увеличения прочности сваривания;
предотвращения появления нежелательных фаз при сварке разнородных материалов;
облегчения установления физического контакта по всей свариваемой поверхности за счет использования подслоев из пластичных материалов;
снижения температуры и давления при сварке с целью уменьшения остаточных деформаций.
Материал барьерной прокладки должен выбираться с таким расчётом, чтобы коэффициент его диффузии в основной материал был выше, чем для элементов основного металла в прокладку.
В качестве расплавляющихся прокладок наиболее часто используют высокотемпературные припои. Их применение позволяет уменьшить давление сжатия и пластические деформации, облегчает удаление оксидных пленок, повышает эксплуатационные свойства соединений. Для низколегированных сталей применяют прокладки из меди и серебра, а для легированных – титан. Для соединения керамики с металлом используют сплавы с добавками активных металлов, окислы которых имеют более высокую теплоту образования, чем окислы.
Оборудование для диффузионно-вакуумной сварки
Установки для ДС в компоновочном отношении состоят из:
корпуса с вакуумной камерой;
системы вакуумирования;
системы для сжатия свариваемых деталей;
источника нагрева;
системы водяного охлаждения вакуумной камеры;
индуктора;
механического и диффузионного пароструйного вакуумного насосов;
аппаратуры управления и контроля.
Во всех установках для ДСВ применяют динамический принцип вакуумирования сварочной камеры. Для нагрева деталей используется высокочастотный индукционный способ. При этом способе детали, помещенные в магнитное поле индуктора, по которому протекает высокочастотный ток, нагреваются индуктированными в них вихревыми токами. Величина тока пропорциональна числу витков индуктора, магнитному потоку вокруг него, частоте тока в индукторе и обратно пропорциональна сопротивлению свариваемых деталей. Отличительной особенностью индукционного нагрева является бесконтактная передача энергии от индуктора к детали через зазор 1…20 мм. При этом теплота генерируется непосредственно в самих деталях как результат преобразования электромагнитной энергии.
Однако этот метод неприменим при сварке диэлектрических материалов: керамики, кварца, стекла. Рабочая вакуумная камера, в которой размещаются свариваемое изделие, нагреватели, механизм давления, выполняется обычно цилиндрической или прямоугольной формы из коррозиестойкой стали. Свариваемое изделие может располагаться на специальной опоре или в приспособлении. Необходимая сварочная сила создается гидравлическим устройством. Питание гидропривода производится от насосных масляных станций. В отдельных случаях сжатие заготовок обеспечивается специальными приспособлениями, принцип действия которых основан на различии коэффициентов линейного расширения материалов свариваемых заготовок и охватывающих их элементов приспособления. Такие приспособления позволяют вести сварку в серийно выпускаемых вакуумных печах.
Установка диффузионной сварки УДС-2 (рис. 2) предназначена для диффузионной сварки – пайки в вакууме деталей и узлов из различных материалов, в том числе из металлокерамики. Процесс сварки протекает за счет диффузионного соединения в условиях индукционного нагрева до температур порядка 70% температуры плавления наименее тугоплавкого материала с приложением давления, не вызывающего макропластическую деформацию деталей, в течение заданного промежутка времени.
Рис. 2. Установка для диффузионной сварки в вакууме УДС-2
В конструкцию установки входит трехслойный гидравлический пресс, рассчитанный на максимальное усилие 100 кН. Колонны пресса скреплены сверху траверсой, несущей на себе вакуумную камеру. Нижние концы колонн закреплены в литом чугунном основании, который служит одновременно корпусом привода перемещения дна камеры с гидроцилиндром, а также резервуаром для масла гидросистемы. На корпусе основания пресса с помощью кронштейна крепится гидравлический насос с электродвигателем. Рабочая камера установки сварена из стали марки Х18Н9Т, снабжена смотровым окном для ввода индуктора ТВЧ и патрубком для присоединения к вакуумной системе. Камера имеет двойные стенки и охлаждается водой.
Дно камеры закреплено на подвижном чугунном корпусе с шестью направляющими втулками, скользящими по колоннам. Дно камеры охлаждается водой. На плоскость толкателя камеры устанавливается пакет со свариваемыми деталями. Ниже дна камеры в центральном отверстии подвижной траверсы находится гидроцилиндр. Шток гидроцилиндра соединен с толкателем дна камеры. В средней части штока гидроцилиндра закреплен поршень с резиновыми манжетами, а нижняя часть служит плунжером.
Регулировка усилия сжатия пакета производится золотником, установленным в нижней крышке гидроцилиндра.
Преимущества и недостатки дс. Применение диффузионной сварки
Преимущества диффузионной сварки:
высокое качество соединения, механические свойства материала в зоне сварки близки к свойствам основного материала;
отсутствие коробления конструкции вследствие отсутствия остаточных напряжений в сварных швах;
исключение вакуумного отжига конструкции после сварки;
улучшение условий труда сварщиков.
после диффузионной сварки не нужна механическая обработка сварного шва, получаемые изделия обладают высокой точностью;
швы имеют высокие показатели механической прочности и пластичности.
К недостаткам метода следует отнести значительную длительность процесса, сложность оборудования, определенные трудности с загрузкой заготовок и выгрузкой готовых изделий из рабочей камеры при организации непрерывного процесса изготовления сварных изделий, требования достаточно высокой точности сборки и чистоты обработки свариваемых поверхностей, необходимость контроля температуры заготовки в зоне шва.
Недостатки диффузионной сварки:
необходимость создания сложного оборудования типа вакуумных камер;
длительность процесса сварки;
большая трудоемкость предварительной подгонки соединяемых деталей.
Процесс дс в вакууме применяют в тех случаях, когда другие способы сварки либо неприменимы. В наиболее полной мере достоинство дс проявляется при соединении разнородных материалов. Широко применяется для сварки разнородных металлов и сплавов.
Технологические возможности дс позволяют широко использовать этот процесс в приборостроительной и электронной промышленности при создании металлокерамических и катодных узлов, полупроводниковых приборов, при производстве штампов и т.п.
ДС находит применение для изготовления крупногабаритных заготовок деталей сложной формы, получение которых механической обработкой, методами обработки давлением или литьем невозможно, или неэкономично. Особенно эффективно такое применение диффузионной сварки в опытном и мелкосерийном производстве.
Перспективно получение многослойных пустотелых конструкций типа панелей из титановых или алюминиевых сплавов с наполнителем сложной формы методом совмещения диффузионной сварки и формообразования в режиме сверх пластичности.
Понравилась статья? Всё ли вам понятно? Хотел вам порекомендовать заглянуть на наш YouTube канал. Так же посмотреть уже готовые проекты на скачивание, среди которых чертежи, схемы и 3D-модели.
Поделиться статьёй:
Диффузионная сварка: принцип, особенности, применение
Главные отличия диффузионной сварки от других способов сварки давлением — относительно высокие температуры нагрева (0,5–0,7 Тпл) и сравнительно низкие удельные сжимающие давления (0,5–0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется протекающими при сварке физико-химическими процессами. Это взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации. В основном эти процессы диффузионные и термически активируемые.
Очистка свариваемых поверхностей от оксидов
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены газы-восстановители, расплавы солей, флюсы, обмазки, но в большинстве случаев используют вакуум или инертные газы.
Очистка поверхностей металлов от оксидов может происходить в результате развития процессов сублимации и диссоциации оксидов, растворения оксидов за счет диффузии кислорода в металл (ионов металла в оксид), восстановления оксидов элементами-раскислителями, содержащимися в сплаве и диффундирующими при нагреве к границе раздела металл — оксид. Расчет и эксперимент показывают, что, например, на стали оксиды удаляются наиболее интенсивно путем их восстановления углеродом, а на титане — за счет растворения кислорода в металле.
Особенности сваривания поверхностей диффузионной сваркой
Свариваемые поверхности сближаются главным образом из-за пластической деформации микровыступов и приповерхностных слоев, вызванной приложением внешних сжимающих напряжений и нагревом металла. Во время деформации свободных от оксидов свариваемых поверхностей происходит их активация. При развитии физического контакта между такими поверхностями возникает их схватывание.
При диффузионной сварке одноименных металлов сварное соединение становится равнопрочным основному материалу тогда, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации.
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стекол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов.
Соединяемые заготовки могут сильно различаться по форме и иметь компактные (рис. 1, а) или развитые (рис. 1, б, в) поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Рис. 1. Некоторые типы конструкций, получаемых диффузионной сваркой
Как проходит процесс диффузионной сварки
Схематически процесс диффузионной сварки можно представить так: свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумируют и нагревают до температуры сварки. Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
Условно различают два вида напряжения, вызывающего деформацию металла в зоне контакта и определяющего процесс формирования диффузионного соединения. Это высокоинтенсивное (Р ≥ 20 МПа) и низкоинтенсивное (Р ≤ 2 МПа) силовые воздействия.
Сварка крупногабаритных двухслойных конструкций
При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабженным вакуумной камерой и нагревательным устройством (рис. 2). Но на таких установках можно сваривать детали ограниченных размеров — как правило, диаметром до 80 мм (рис. 1, а).
При изготовлении крупногабаритных двухслойных конструкций (рис. 1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).
Рис. 2. Принципиальная схема установки для диффузионной сварки (a) и общий вид многопозиционной установки СДВУ-4 М (б): и 1 — вакуумная камера; 2 — система охлаждения камеры; 3 — вакуумная система; 4 — высокочастотный генератор; 5 — гидросистема пресса
Кроме того, нужно исключить возможность потери устойчивости свариваемых элементов, передачи давления в зону сварки и создания условий локально направленной деформации свариваемого металла в зоне стыка. Поэтому диффузионную сварку проводят в приспособлениях с применением технологических вкладышей и блоков (рис. 3) для заполнения «пустот» (межреберных пространств). После сварки эти приспособления демонтируют или удаляют химическим травлением.
Рис. 3. Технологическая схема диффузионной сварки с высокоинтенсивным силовым воздействием: а — требуемая конструкция; б — заготовки для сварки; в — технологические элементы-вкладыши; г — сборка; д — сварка в прессе; е — демонтаж; ж — готовая конструкция; 1 — технологические вкладыши; 2-технологический контейнер; 3 — пресс
При сварке с высокоинтенсивным силовым воздействием локальная деформация металла в зоне соединения, как правило, достигает нескольких десятков процентов. Это обеспечивает стабильное получение доброкачественного соединения.
Сварка плоских конструкций и конструкций с большим радиусом кривизны
Диффузионная сварка с низкоинтенсивным силовым воздействием перспективна для изготовления слоистых конструкций (рис. 1, в). При таком способе диффузионной сварки допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. Кроме того, не требуется сложного специального оборудования.
При изготовлении плоских конструкций или конструкций с большим радиусом кривизны сжимающее усилие проще всего обеспечить за счет атмосферного давления воздуха Q на внешнюю поверхность технологической оснастки при понижении давления газа в зоне соединения (рис. 4).
Рис. 4. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием плоских конструкций: а — требуемая конструкция; б — заготовки для сварки; в — сборка; г — сварка; д — готовая конструкция; 1 — несущая обшивка; 2 — готовый заполнитель; 3 — технологические листы; 4 — мембрана
Размещение с внешней стороны свариваемых объектов технологических элементов (прокладки, мембраны и др. ) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.).
При изготовлении конструкций сложного криволинейного профиля можно использовать технологическую схему (рис. 5). Тогда давление нейтрального газа воспринимается внешними элементами самой конструкции — например, несущими обшивками или оболочками. Во время сварки неподкрепленные участки обшивки деформируются (прогибаются) под давлением газа. Это ухудшает условия для формирования соединения, уменьшает сечение сообщающихся каналов, ухудшает аэродинамическое состояние поверхности. В этом случае Р ограничивается напряжением, при котором имеет место чрезмерная остаточная деформация обшивок на неподкрепленных участках (Р ≤ σп.о.).
Рис. 5. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием конструкций сложной формы: а — требуемая конструкция; б — заготовки для сварки; в — сварка; г — характер деформации элементов конструкции при сварке; 1 — внешняя оболочка; 2 — внутренняя оболочка
В ряде случаев можно исключить применение внешнего давления для сжатия свариваемых заготовок. Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Качество соединения при диффузионной сварке
Качество соединения при диффузионной сварке в вакууме определяется комплексом технологических параметров. Среди них можно выделить основные: температуру, давление, время выдержки. Диффузионные процессы в основе формирования сварного соединения являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие.
Для снижения сжимающего давления и уменьшения длительности сварки температуру нагрева свариваемых деталей следует установить по возможности более высокой. Тогда сопротивлением металлов пластической деформации понизится. В то же время нужно учитывать возможность развития процессов структурного превращения, гетеродиффузии, образования эвтектик и других процессов, изменяющих физико-механические свойства свариваемых металлов.
Удельное давление влияет на скорость образования диффузионного соединения и величину накопленной деформации свариваемых заготовок. Как правило, чем выше удельное давление, тем меньше время сварки и больше деформация.
Так, при сварке в прессе с высокими удельными давлениями (до нескольких десятков мегапаскалей) время образования соединения может измеряться секундами, а деформация металла в зоне соединения — десятками процентов. При сварке с низкими удельными давлениями (десятые доли мегапаскаля) время сварки может исчисляться часами, но деформация соединяемых заготовок составляет доли процента.
Поэтому задачу выбора удельного давления следует решать с учетом типа конструкций, технологической схемы и геометрических размеров соединяемых заготовок, а время сварки выбирать с учетом температуры и удельного давления. При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения. Причиной этому служит развитие процессов гетеродиффузии, приводящее к формированию в зоне соединения хрупких интерметаллидных фаз.
Для осуществления диффузионной сварки в настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок. Сейчас разработка и создание установок для диффузионной сварки идет в направлении унифицирования систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. Некоторые виды конструкций, изготовленных диффузионной сваркой, приведены на рис. 6.
Диффузионное соединение титана: Полное руководство
В этой статье я уделю особое внимание титану , так как это самый простой из всех распространенных технических материалов для соединения с помощью диффузионного соединения из-за его способности растворять собственный оксид. при температурах склеивания. Итак, давайте подробно рассмотрим, как работает диффузионная сварка, почему она является предпочтительным методом соединения титана (Ti) и титановых сплавов , и какой тепловой цикл требуется для диффузионной сварки титана в вакуумные печи . Кроме того, я приведу несколько примеров применения диффузионного склеивания.
Как работает процесс диффузионного соединения
Диффузионное соединение или диффузионная сварка — это процесс соединения в твердом состоянии. Этот метод склеивания основан на диффузии атомов элементов на границе раздела. Диффузионное склеивание — очень привлекательный процесс прочного соединения разнородных технических материалов с целью формирования технических устройств и конструкций. Этот процесс наиболее широко использовался в аэрокосмической промышленности для соединения материалов и форм, которые невозможно было изготовить другим способом (например, каналы с несколькими ребрами и сотовая конструкция).
Соединение разнородных материалов с разными теплофизическими характеристиками, что невозможно другими способами, может быть достигнуто диффузионным соединением. Металлы, сплавы, керамика и изделия порошковой металлургии могут быть соединены методом диффузионной сварки с минимальной макроскопической деформацией. Высокоточные детали сложной формы или поперечного сечения могут изготавливаться без последующей механической обработки. Это означает, что могут быть достигнуты хорошие допуски на размеры изделий. С помощью процесса диффузионного связывания можно свести к минимуму химическую неоднородность. Кроме того, обычные 9С помощью этого метода можно избежать дефектов 0003 , таких как трещины, искажения и сегрегация.
Для получения металлургического соединения между разнородными металлами необходима более высокая скорость диффузии, достигаемая за счет более высокой температуры соединения и более длительного времени выдержки между материалами. В настоящее время большинство операций склеивания выполняется в вакуумных печах . Диффузионная связь зависит от температуры, давления, времени и (сверхнизкого) уровня вакуума, чтобы облегчить атомный обмен на границе раздела между материалами.
Почему для титана используется диффузионная сварка
Титан (Ti) является отличным материалом, широко используемым в промышленных применениях благодаря его высокой удельной прочности, хорошей эрозионной стойкости и благоприятным высокотемпературным свойствам. Он на 30% прочнее стали и при этом на 40% легче, и хотя он на 60% тяжелее алюминия, он в два раза прочнее. Кроме того, титан используется в сочетании с алюминием (Al), марганцем (Mn), железом (Fe), молибденом (Mo) и другими металлами для дальнейшего улучшения его значительная прочность , особенно при высоких температурах (к топливам ракетных двигателей), и его антикоррозионные свойства.
В авиационно-космической промышленности титан используется при изготовлении конструктивных элементов крыльев, а также обшивок гидравлических систем самолетов, различных компонентов авиационных двигателей и кабин космических аппаратов, где его качества незаменимы. Его исключительные характеристики имеют множество применений в морской среде , для гребных винтов на лодках и кораблях или других частей, подверженных коррозии, а также для оборудования подводных лодок. В военный сектор Ti и титановые сплавы используются в производстве ракет, реактивных снарядов и другого оборудования. В медицинском секторе титан используется для изготовления эндопротезов тазобедренного и коленного суставов, кардиостимуляторов, костных пластин и винтов, а также черепных пластин для переломов черепа. Спрос на титан растет в нефтехимической промышленности и для нефтяных платформ в море, а также для производства мотоциклов.
С увеличением использования титана и его сплавов процесс соединения титана и его сплавов представляет большой интерес. К сожалению, 9Сварка 0003 титана и титановых сплавов затруднена, поскольку они очень химически активны при высоких температурах и имеют тенденцию к окислению при очень низких парциальных давлениях кислорода. В процессе сварки титановые сплавы очень легко поглощают кислород и азот из атмосферы. В результате вакуумная диффузионная сварка является предпочтительным методом соединения титана и титановых сплавов.
Теперь рассмотрим вакуумную диффузионную сварку в отношении цикла нагрева, необходимого для диффузионная сварка титана . Кроме того, я приведу несколько примеров применения диффузионной сварки .
Вам нравилась эта статья?
Прежде чем продолжить, подпишитесь на нашу страницу в LinkedIn, нажав кнопку ниже! Таким образом, мы сможем держать вас в курсе самых передовых технологий для термообработки не только с помощью наших сообщений, но и с помощью лучших статей, которые мы собираем в Интернете.
Как работают вакуумные печи для диффузионной сварки титана
Что касается термического цикла, необходимого для диффузионной сварки титана, то вакуумная печь должна работать при высоких температурах и с аргоном под высоким давлением. Вакуум необходим для удаления, в частности, даже мельчайших следов водорода, а также других газов или паров, включая кислород, азот и водяной пар. Вакуум также играет ключевую роль в отношении чистоты деталей , что является решающим требованием для обеспечения успешной обработки, поскольку он позволяет удалить пары масла или растворителя и следы влаги при низких температурах и может дать представление о том, прервать цикл из-за испарения загрязняющих веществ, прежде чем испортить тепло. Вакуум поддерживается до достижения температура склеивания и только при достижении этой температуры давление газа достигает технологического заданного значения. Учитывая, что эти установки обычно большие, необходимо значительное количество аргона, и этот метод позволяет уменьшить количество требуемого аргона за счет использования температуры для увеличения давления.
Высокие температуры и высокое давление не являются типичными характеристиками традиционных вакуумных печей для термообработки, которые имеют водоохлаждаемую вакуумную камеру и термокамеру, которая изолирует горячую зону от холодной стенки сосуда. Сжатый газ имеет тенденцию нейтрализовать изоляционную способность материала, используемого для термокамеры, и чем больше газопроницаемость материала, тем более выраженным будет этот эффект. В 9Вакуумные печи 0003, работающие при экстремально высоких температурах (2000 °C) и при экстремально высоком давлении (сотни бар), щиты , независимые от сосудов, используются для их защиты, с целью перехвата теплового потока с помощью контур водяного охлаждения, установленный специально для этой цели. Поскольку сосуд очень толстый, чтобы выдерживать высокое давление, он не выиграет от охлаждающей рубашки, чтобы не превысить максимальную температуру на внутренней поверхности. Существует риск взрыва сосуда!
В печах для диффузионной сварки титана температура достигает около 1000 °C при давлении в десятки бар, что означает возможность использования графитовой плиты для изоляции горячей зоны. Тем не менее, температурная стратификация, вызванная конвекционными потоками, должна быть компенсирована путем обеспечения вертикальной асимметрии конструкции тепловой камеры как с точки зрения теплоизоляции (неравномерная толщина), так и с точки зрения сопротивления. Эта конфигурация полностью отличается от обычной конструкции вакуумных печей, в которых равномерное облучение достигается за счет максимально возможной симметрии всех условий и требует большего опыта со стороны производителя.
Где лучше применяется диффузионная сварка
В настоящее время диффузионная сварка может использоваться для изготовления турбинных лопаток путем сварки двух боковых элементов лопатки с другим титановым профилем посередине. Непокрытые поверхности внутренней формы покрыты слоем керамической пыли . После завершения сварочной обработки используется давление, чтобы выдуть стороны и поднять края промежуточного металла. Это решение альтернатива сотовой структуре . Затем детали придают изгиб, типичный для лопасти с аэродинамическим профилем, путем горячего прессования в штампе. Использование лопаток, изготовленных этим методом, повышает производительность двигателя. Мы полагаем, что это из-за большего сопротивления формы при высоких температурах.
Другая заявка относится к производству титановых теплообменников для использования в морской среде и при контакте с морской водой. Та же методика, описанная выше, используется и в аналогичной печи. В этом случае между элементами также помещается слой керамической пыли, обозначающий области, в которых диффузия невозможна. После соединения различных элементов теплообменника 9Вводится газ под давлением 0003 , который разделяет несвариваемые поверхности, создавая внутренний путь жидкости через теплообменник. Как правило, эти продукты очень большие, и поэтому преимущества этого материала связаны не только со способностью противостоять коррозии, но и с проблемой веса , что становится важным для типа установки, в которой он будет использоваться.
Наконец, диффузионная сварка используется в вакуумных печах для производства элементов конструкции автомобилей . Это приложение решает проблемы, связанные с обычным TIG-соединением. Соединения, полученные с помощью сварки TIG , не обеспечивают таких же гарантий, как при диффузионной сварке. Шов, остающийся после сварки TIG, является прерывистым и приводит к пористости, поэтому трудно добиться хорошей отделки.
Итак, что вы думаете о диффузионном соединении ? У вас есть дополнительное приложение, чтобы поделиться с нами?
Нравится ли вам этот блог?
Для нас важно ваше мнение, поэтому мы будем очень рады, если вы напишете отзыв о нас или нашем блоге.
Написать отзыв
Диффузионное соединение — TWI
Диффузионное соединение представляет собой процесс соединения в твердом состоянии, применимый к сходным и разнородным материалам, в первую очередь к металлам, хотя с помощью этого процесса также можно соединять керамические материалы. Процесс работает за счет диффузии атомов через поверхность соединения при повышенной температуре. Диффузионная склейка не требует каких-либо наполнителей, а для соединения подобных материалов она полностью автогенная. При диффузионном соединении разнородных материалов можно использовать промежуточные слои.
Типичная коммерческая печь для диффузионной сварки представляет собой вакуумную печь с гидроцилиндрами для приложения давления через графитовые инструменты к соединяемым деталям. Этот процесс известен как одноосная диффузионная сварка. Поскольку процесс основан на диффузии, требуется приложение давления, чтобы привести две поверхности в тесный контакт и, таким образом, способствовать усилению диффузии через интерфейс (ы). По этой причине шероховатость поверхности и плоскостность соединяемых деталей являются важными технологическими параметрами. Например, более гладкие поверхности имеют меньше неровностей и эластичных соединений с меньшим количеством пустот и, следовательно, более высокой прочностью. Диффузионную сварку обычно проводят в вакууме при давлении <1x10-2 мбар и температуре до 1300°С. Для материалов с более высокой температурой плавления требуются более высокие температуры, поскольку температура диффузионной сварки обычно составляет 50–80 % от температуры плавления материала (Tm), хотя при TWI мы обычно работаем при температуре около 70–90% от Tm из-за предела максимальной нагрузки нашей печи. Некоторые материалы несовместимы с условиями высокого вакуума, и в этом случае распространена диффузионная сварка при парциальном давлении инертного газа, такого как аргон или N2.
Диффузионная сварка представляет собой периодический процесс и обычно используется там, где трудно или невозможно сформировать соединение, например, в компонентах, имеющих сложную внутреннюю структуру. Распространенным применением диффузионного соединения являются компактные теплообменники. Как показано в видеоролике, ряд узорчатых прокладок укладываются друг на друга, чтобы сформировать окончательную геометрию теплообменника, что фактически представляет собой процесс аддитивного производства. Было показано, что диффузионно-клеевые соединения имеют хорошую прочность сцепления, что позволяет теплообменникам работать при высоком давлении. Кроме того, параметры процесса могут быть разработаны таким образом, чтобы свести к минимуму наличие пор на линии соединения, что позволяет сделать теплообменник с диффузионным соединением герметичным для гелия. Каналы могут быть сделаны очень маленькими по диаметру и глубине, что в сочетании с более высоким рабочим давлением позволяет использовать теплообменники с благоприятным отношением теплопередачи к массе. Наконец, для теплообменника, изготовленного из подобных материалов, из-за отсутствия наполнителя механизмы гальванической коррозии не возникают, поэтому при выборе коррозионно-стойкого сплава можно сконструировать теплообменник для высокоагрессивных жидкостей.




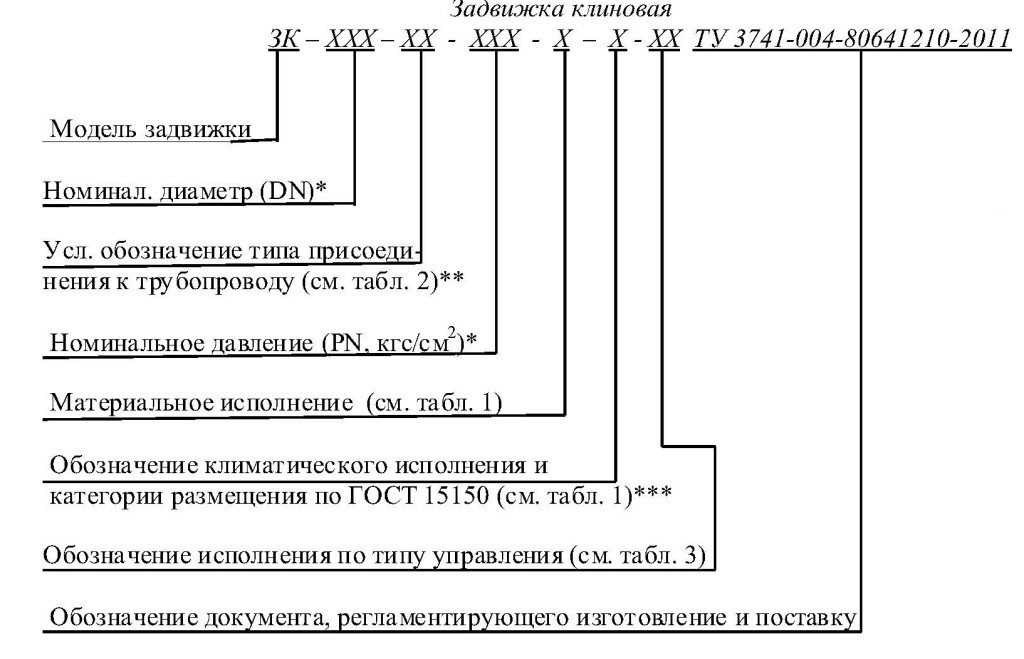

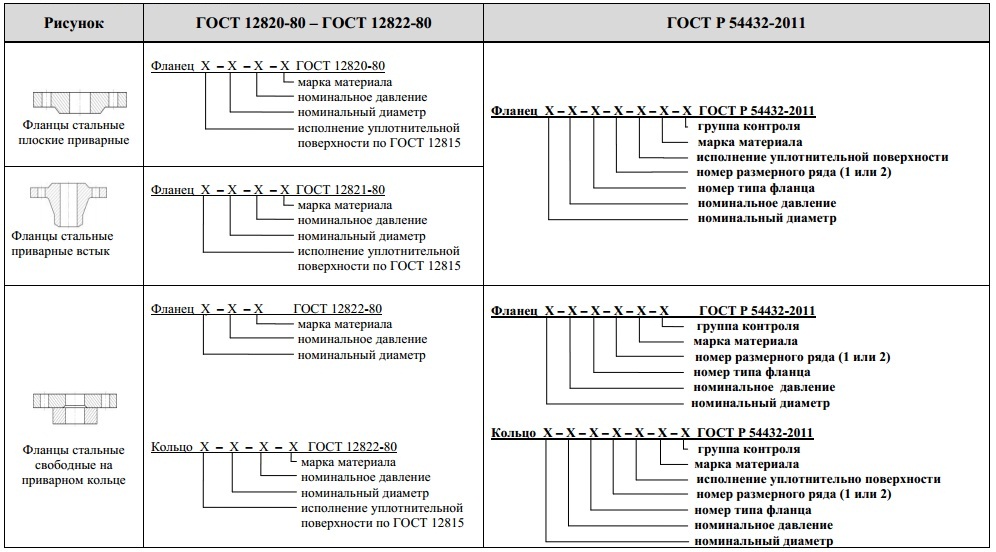



 org/BreadcrumbList»>
org/BreadcrumbList»>


.jpg)
 Указанные цены являются рекомендованными и могут отличаться от действительных цен.
Указанные цены являются рекомендованными и могут отличаться от действительных цен.
.jpg) опция производителя, если иное не указано в заказе.
опция производителя, если иное не указано в заказе.
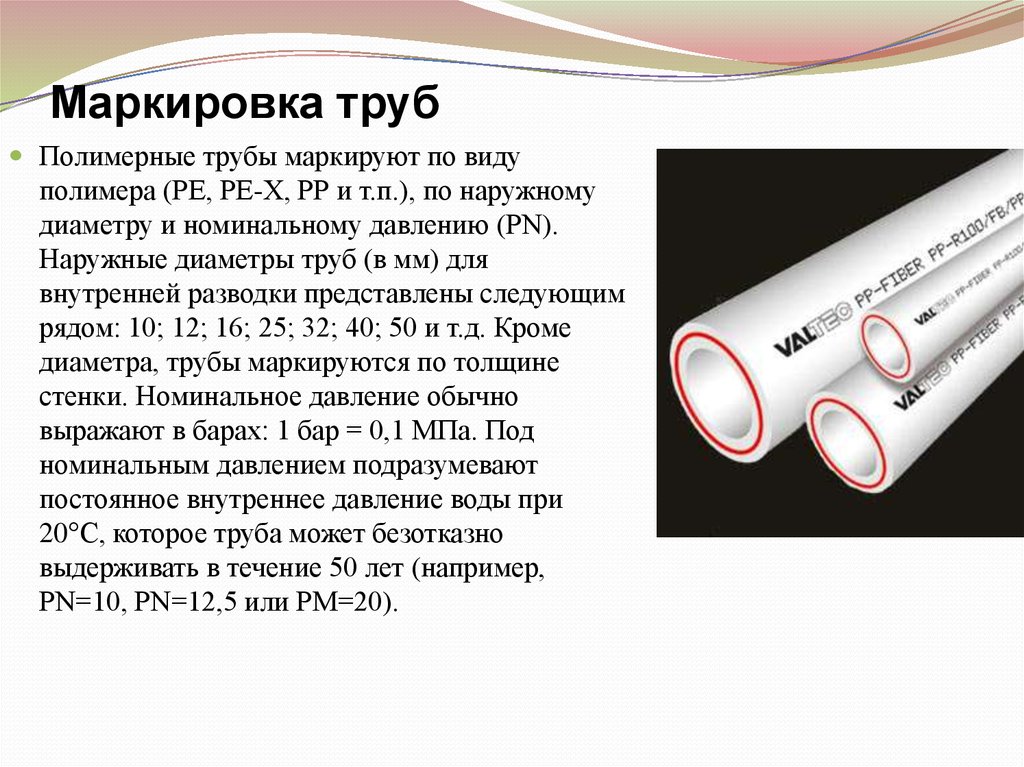

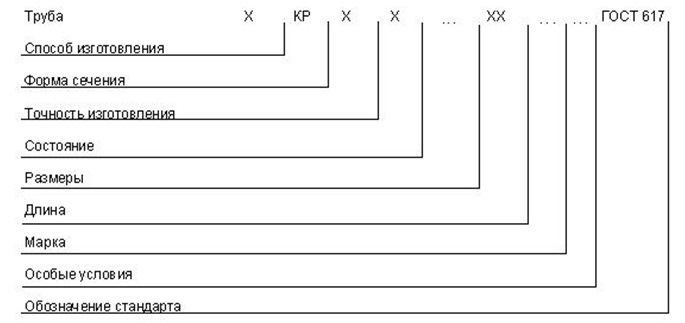 Строка символов TR1 указывает на сталь для труб, предназначенных для транспортировки сред, а TR2 указывает на сталь для труб, используемых в системах трубопроводов и оборудовании, работающем под давлением;
Строка символов TR1 указывает на сталь для труб, предназначенных для транспортировки сред, а TR2 указывает на сталь для труб, используемых в системах трубопроводов и оборудовании, работающем под давлением;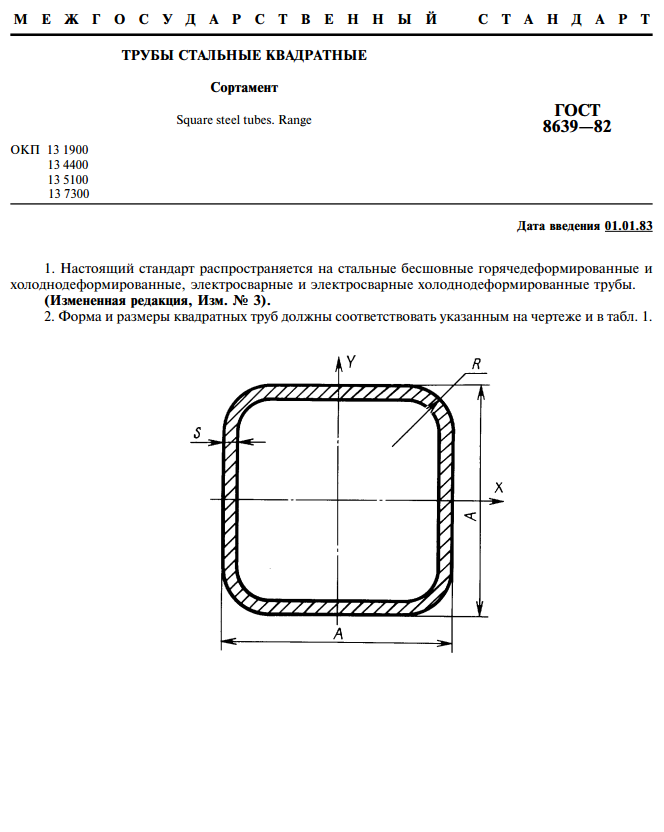

 46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт.
46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт. 8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час
8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час Изначально думали о…
Изначально думали о… 5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м
5 8.5 6.5 10 15 13 20 5.5 12 9 4.5 2.5 16 19 14 4.0 м до 6.0 м до 8.0 м до 10 м до 12 м до 4.0 м до 8 м 3 4 м 6 м 7 м 8 м 12 м 16 м 20 м 10 м 14,5 15 м 19 м 27 м 33 м 22 м 46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт.
46/67/93 Вт. 145/220/245 Вт. 150/210/270 Вт. 8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час
8 3.3 2.5 3.2 3.8 3.4 4 7.5 7.2 9 6.5 9.5 7.4 10.3 9.2 11.1 14 14.1 17.2 17.4 20.7 21.4 23 28 32 37 49 52 68 70 76 67 65 24 12 3.9 3.0 2,4 4,8 3,6 3,0 7,8 7,2 8,7 13,8 18.0 16,8 1.55 м3/ч 2 м3/ч 3.93 м3/ч 5.47 м3/ч 12 м3/час 35 м3/час 25 м3/час 6,0 м3/час 15 м3/час 2.2 2,8 м3/час 3,0 м3/час 3,5 м3/час 8,0 м3/час 5,0 м3/час 12,5 м3/час 17 м3/час 18 м3/час 13 м3/час 20 м3/час 11.5 м3/час 5,2 м3/час 4,2 м3/час 14 м3/час 30,0 м3/час 27,5 м3/час 55,0 м3/час 16,5 м3/час 20,0 м3/час 26,5 м3/час 2,6 м3/час (42 л/мин) 2,9 м3/час (48 л/мин.) 4.0 м3/час (68 л/мин.) 4,0 м3/час (68 л/мин.) 4.3 м3/час (72 л/мин.) 12,0 м3/час (200 л/мин.) 7.5 м3/час (126 л/мин.) 21,0 м3/час (350 л/мин.) 7,8 м3/час 7,64 м3/час ..
.. В подобной системе котёл всегда устанавливается максимально низко, чтобы получить наибольший градиент температурной разницы. Также есть ряд условий при монтаже и проектировании, чтобы самотечная система была эффективна.
В подобной системе котёл всегда устанавливается максимально низко, чтобы получить наибольший градиент температурной разницы. Также есть ряд условий при монтаже и проектировании, чтобы самотечная система была эффективна. Заметим, что все устройства такого типа достаточно требовательны к чистоте теплоносителя и обладают КПД не более 80%.
Заметим, что все устройства такого типа достаточно требовательны к чистоте теплоносителя и обладают КПД не более 80%. Если же выбрать модель, которая регулирует частоту вращения вала двигателя в зависимости от температуры, то можно ещё более значительно сэкономить на расходе электроэнергии.
Если же выбрать модель, которая регулирует частоту вращения вала двигателя в зависимости от температуры, то можно ещё более значительно сэкономить на расходе электроэнергии. Одно из таких колец вращается на валу, а второе статически закреплено в корпусе. В момент вращения между уплотнительными шайбами образуется водная пленка, выполняющая функцию смазки, а также охлаждающая конструкцию.
Одно из таких колец вращается на валу, а второе статически закреплено в корпусе. В момент вращения между уплотнительными шайбами образуется водная пленка, выполняющая функцию смазки, а также охлаждающая конструкцию.
 Данный параметр отображает объем жидкости, который прокачивает насос за отрезок времени. Пропускная способность зависит от скорости потока и диаметра трубопровода.
Данный параметр отображает объем жидкости, который прокачивает насос за отрезок времени. Пропускная способность зависит от скорости потока и диаметра трубопровода.


 Однако это не значит, что не нужно соблюдать правила монтажа. К основным требованиям при установке можно отнести следующие:
Однако это не значит, что не нужно соблюдать правила монтажа. К основным требованиям при установке можно отнести следующие: Также при тестовом запуске проверяют уровень вибрации и шума.
Также при тестовом запуске проверяют уровень вибрации и шума. Также заметим, что вычисление параметров достаточно долгое занятие, в то время как у специалистов помимо значительного опыта есть ещё и специальные программы, что позволяет сэкономить время.
Также заметим, что вычисление параметров достаточно долгое занятие, в то время как у специалистов помимо значительного опыта есть ещё и специальные программы, что позволяет сэкономить время. Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах.
Однако в последние годы технология теплового насоса с воздушным источником продвинулась настолько, что теперь она предлагает законную альтернативу отоплению помещений в более холодных регионах. Бесканальные системы часто устанавливаются в пристройках.
Бесканальные системы часто устанавливаются в пристройках.


 Это сведет к минимуму количество циклов оттаивания, тем самым уменьшив потребление дополнительной энергии и энергии теплового насоса.
Это сведет к минимуму количество циклов оттаивания, тем самым уменьшив потребление дополнительной энергии и энергии теплового насоса. фут/мин) на каждую тонну мощности теплового насоса по кондиционированию воздуха. Эффективность и производительность ухудшаются, если расход воздуха намного меньше 350 кубических футов в минуту на тонну. Технический персонал может увеличить поток воздуха, очистив змеевик испарителя или увеличив скорость вентилятора, но часто требуется некоторая модификация воздуховода. См. сведения о минимизации потерь энергии в воздуховодах и изоляционных воздуховодах.
фут/мин) на каждую тонну мощности теплового насоса по кондиционированию воздуха. Эффективность и производительность ухудшаются, если расход воздуха намного меньше 350 кубических футов в минуту на тонну. Технический персонал может увеличить поток воздуха, очистив змеевик испарителя или увеличив скорость вентилятора, но часто требуется некоторая модификация воздуховода. См. сведения о минимизации потерь энергии в воздуховодах и изоляционных воздуховодах.
 40с. В качестве обменной среды они используют относительно постоянную температуру земли вместо температуры наружного воздуха.
40с. В качестве обменной среды они используют относительно постоянную температуру земли вместо температуры наружного воздуха.
 Для получения дополнительной информации посетите Международную ассоциацию геотермальных тепловых насосов.
Для получения дополнительной информации посетите Международную ассоциацию геотермальных тепловых насосов.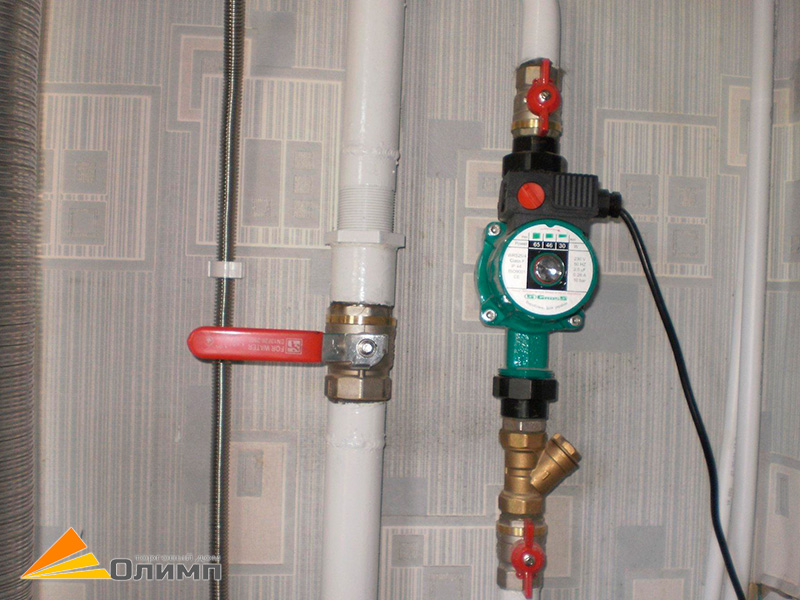

 Для вертикальной системы скважины (примерно четыре дюйма в диаметре) бурят на расстоянии около 20 футов друг от друга и глубиной от 100 до 400 футов. Две трубы, соединенные в нижней части U-образным изгибом, образующим петлю, вставляются в отверстие и заливаются цементным раствором для повышения производительности. Вертикальные контуры соединены горизонтальной трубой (т. е. коллектором), размещенной в траншеях, и соединены с тепловым насосом в здании.
Для вертикальной системы скважины (примерно четыре дюйма в диаметре) бурят на расстоянии около 20 футов друг от друга и глубиной от 100 до 400 футов. Две трубы, соединенные в нижней части U-образным изгибом, образующим петлю, вставляются в отверстие и заливаются цементным раствором для повышения производительности. Вертикальные контуры соединены горизонтальной трубой (т. е. коллектором), размещенной в траншеях, и соединены с тепловым насосом в здании. Пройдя через систему, вода возвращается в землю через колодец, подпиточный колодец или поверхностный сброс. Очевидно, что этот вариант практичен только там, где есть достаточный запас относительно чистой воды и соблюдаются все местные нормы и правила, касающиеся сброса подземных вод.
Пройдя через систему, вода возвращается в землю через колодец, подпиточный колодец или поверхностный сброс. Очевидно, что этот вариант практичен только там, где есть достаточный запас относительно чистой воды и соблюдаются все местные нормы и правила, касающиеся сброса подземных вод.
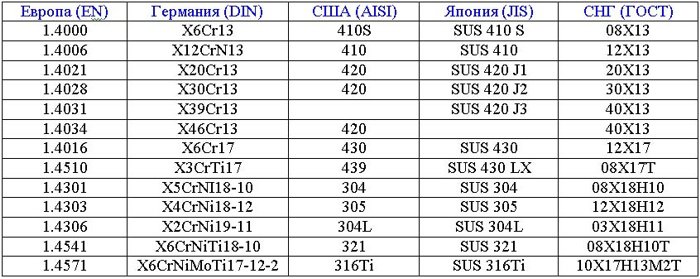 В стабилизированные марки добавляется титан и ниобий, которые укрепляют кристаллическую решетку и защищают ее от коррозии.
В стабилизированные марки добавляется титан и ниобий, которые укрепляют кристаллическую решетку и защищают ее от коррозии.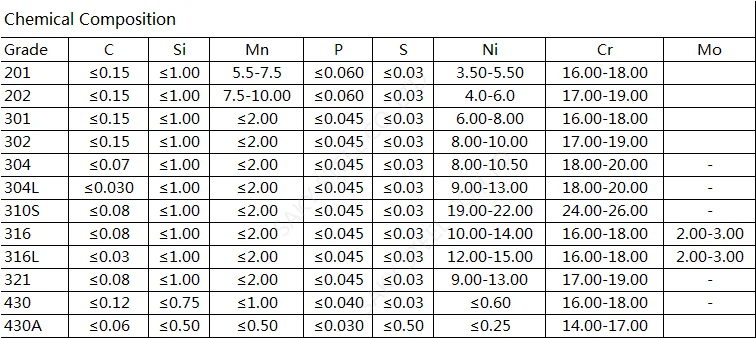 К каждому из этих классов относится несколько разновидностей. К 200-й относится марка AISI 201. Она практически не отличается от классов выше, но немного уступает им по своим антикоррозийным свойствам. Однако, имеет весьма существенное отличие в цене. К 300-й серии относятся такие марки:
К каждому из этих классов относится несколько разновидностей. К 200-й относится марка AISI 201. Она практически не отличается от классов выше, но немного уступает им по своим антикоррозийным свойствам. Однако, имеет весьма существенное отличие в цене. К 300-й серии относятся такие марки:  Хорошо подвергается сваркой. Из нее изготавливаются бесшовные трубы.
Хорошо подвергается сваркой. Из нее изготавливаются бесшовные трубы.
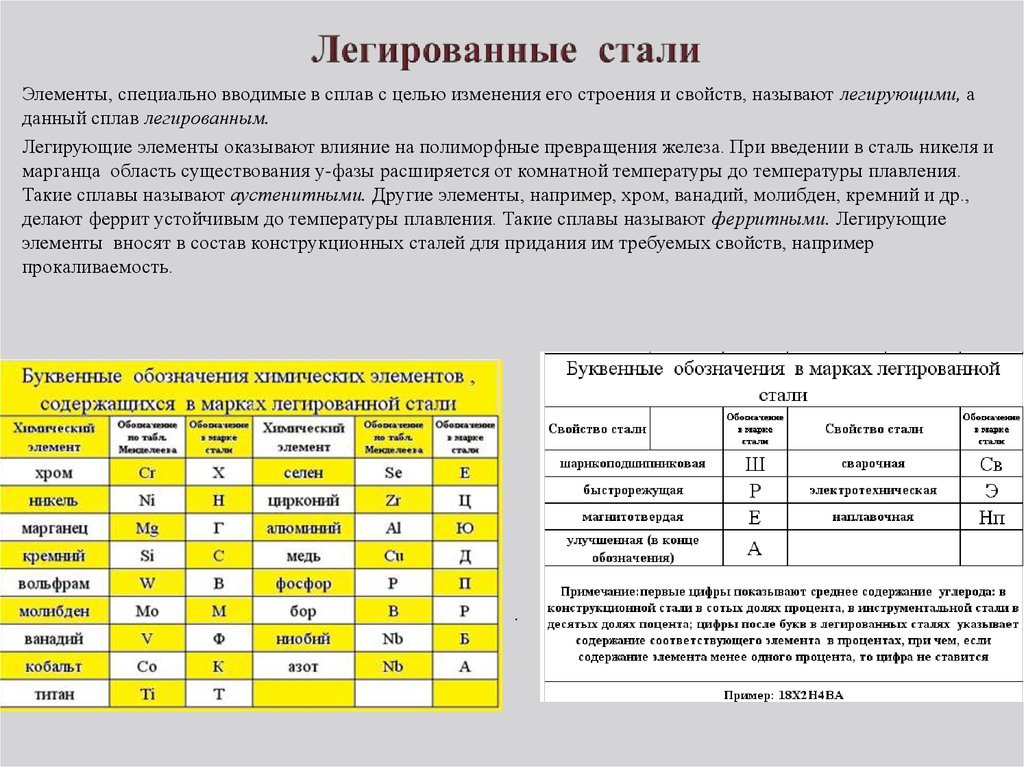
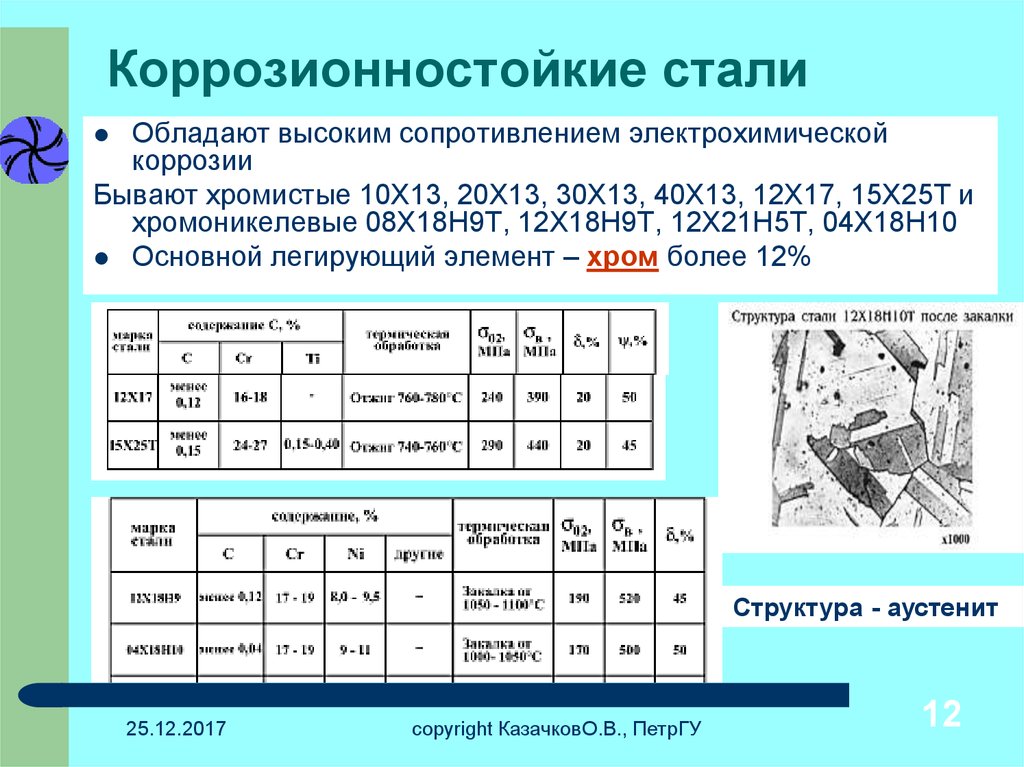

 Указанные признаки особенно важны для определения среды, в которой стоек тот или иной материал.
Указанные признаки особенно важны для определения среды, в которой стоек тот или иной материал.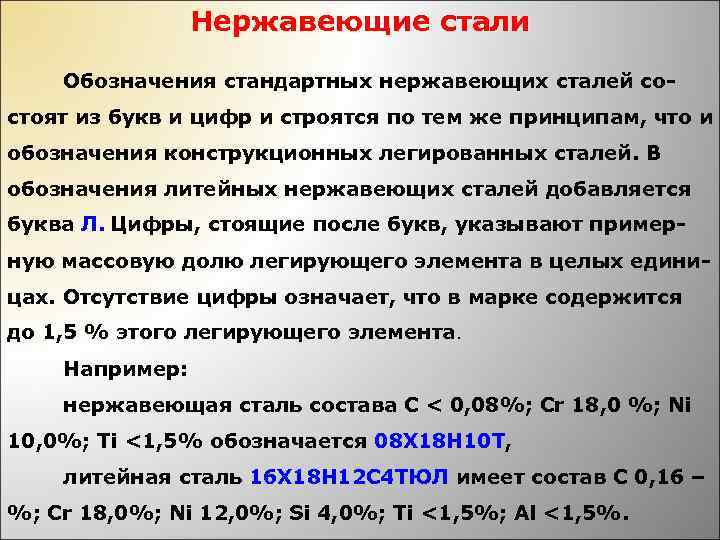
 Высококачественные стали имеют в обозначении букву А, а особо-высококачественные — букву Ш, проставляемую в конце.
Высококачественные стали имеют в обозначении букву А, а особо-высококачественные — букву Ш, проставляемую в конце.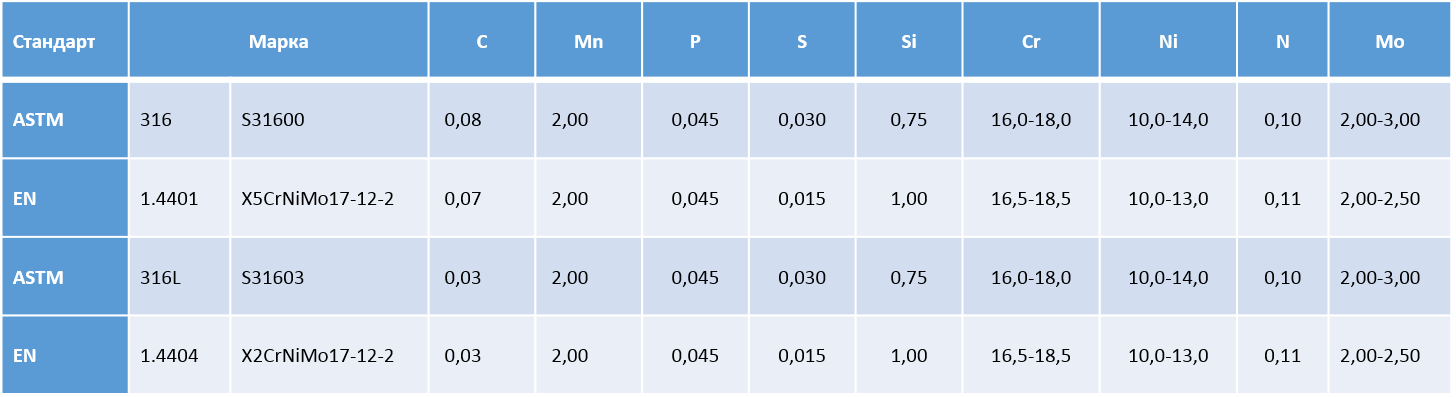 Нержавеющие стали имеют меньшие рабочие температуры по сравнению с жаростойкими сплавами и сталями на никелевой основе, поэтому применяются в случаях, когда рабочие температуры не превышают 500-700 °С.
Нержавеющие стали имеют меньшие рабочие температуры по сравнению с жаростойкими сплавами и сталями на никелевой основе, поэтому применяются в случаях, когда рабочие температуры не превышают 500-700 °С.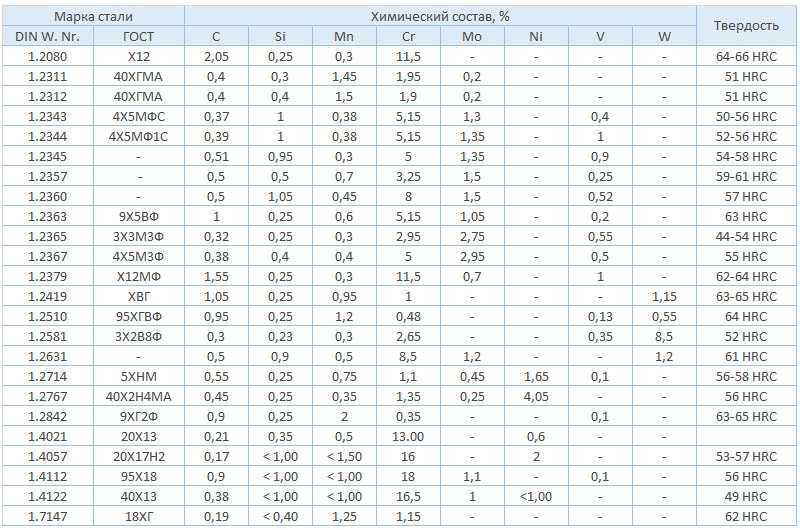 д. Только когда процентный состав Cr достигает определенного значения, сталь обладает коррозионной стойкостью. . Следовательно, металл из нержавеющей стали обычно имеет содержание хрома не менее 10,5%.
д. Только когда процентный состав Cr достигает определенного значения, сталь обладает коррозионной стойкостью. . Следовательно, металл из нержавеющей стали обычно имеет содержание хрома не менее 10,5%.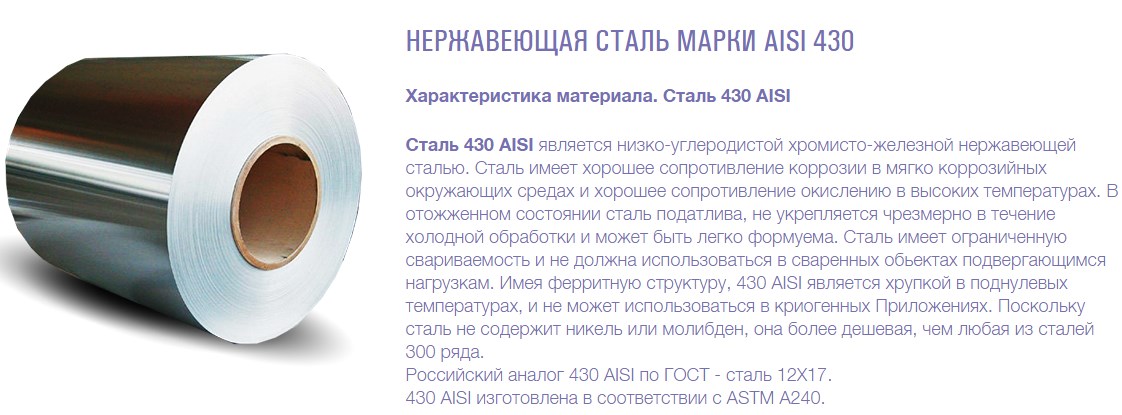 00-3.00
00-3.00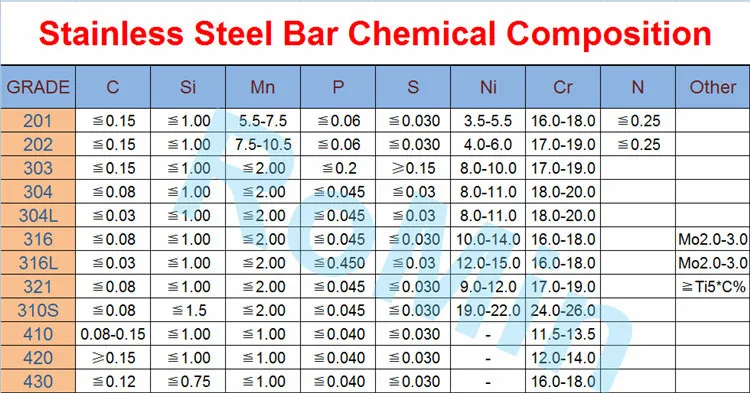 00-3.00
00-3.00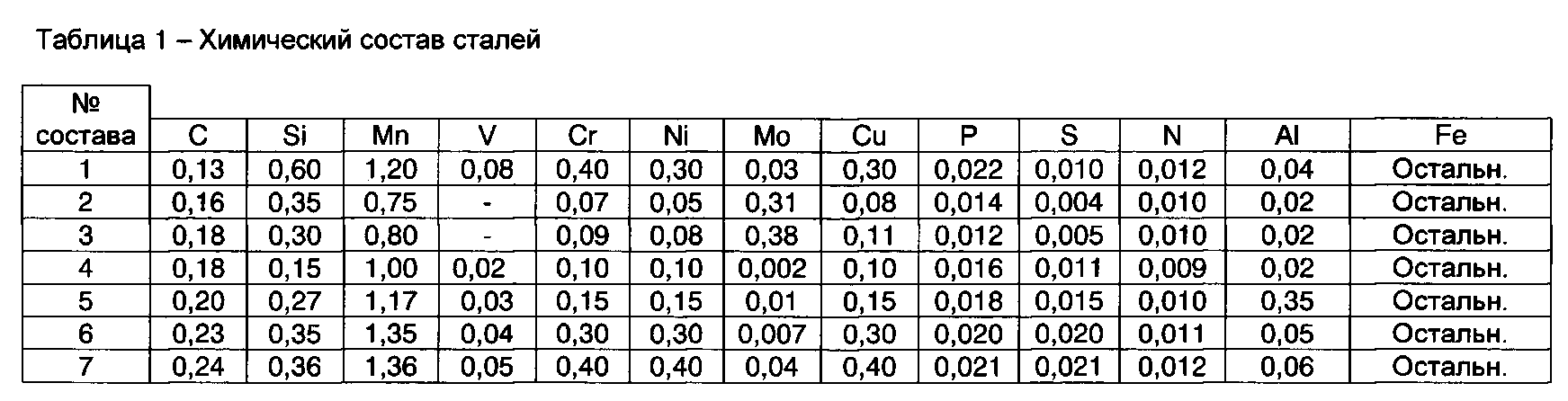 0-21.0
0-21.0 00-3.00
00-3.00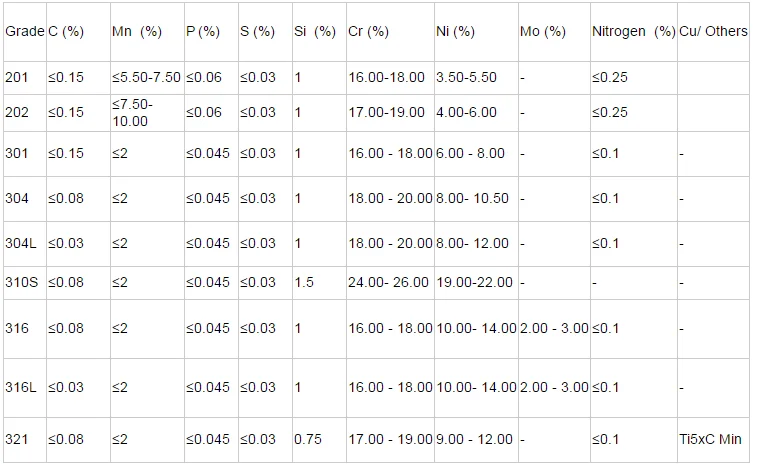 0-21.0
0-21.0 00-5.00
00-5.00 0-19.0
0-19.0 25-13.25
25-13.25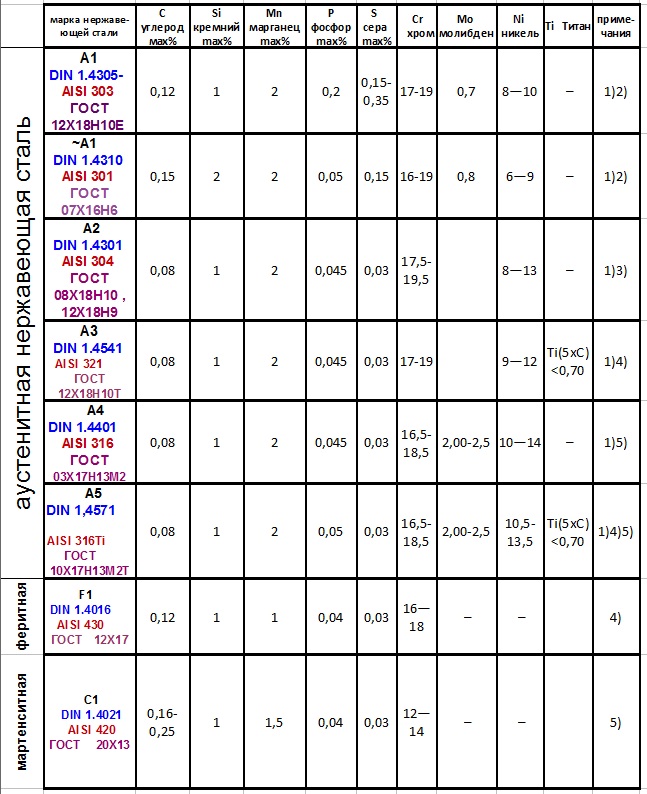

 Аустенитные стали, содержащие от 16 до 26% хрома и до 35% никеля, обычно обладают наибольшей коррозионной стойкостью. Они не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля. Типичные области применения включают самолеты, молочную и пищевую промышленность. Стандартные ферритные стали содержат от 10,5 до 27 процентов хрома и не содержат никеля; из-за низкого содержания углерода (менее 0,2 процента) они не поддаются термообработке и имеют менее важные антикоррозионные свойства, такие как архитектурная отделка и отделка автомобилей. Мартенситные стали обычно содержат от 11,5 до 18 процентов хрома и до 1,2 процента углерода, иногда с добавлением никеля. Они поддаются термообработке, обладают умеренной коррозионной стойкостью и используются в столовых приборах, хирургических инструментах, гаечных ключах и турбинах. Дуплексные нержавеющие стали представляют собой комбинацию аустенитных и ферритных нержавеющих сталей в равных количествах; они содержат от 21 до 27 процентов хрома, от 1,35 до 8 процентов никеля, от 0,05 до 3 процентов меди и от 0,05 до 5 процентов молибдена.
Аустенитные стали, содержащие от 16 до 26% хрома и до 35% никеля, обычно обладают наибольшей коррозионной стойкостью. Они не упрочняются термической обработкой и немагнитны. Наиболее распространенным типом является марка 18/8 или 304, которая содержит 18 процентов хрома и 8 процентов никеля. Типичные области применения включают самолеты, молочную и пищевую промышленность. Стандартные ферритные стали содержат от 10,5 до 27 процентов хрома и не содержат никеля; из-за низкого содержания углерода (менее 0,2 процента) они не поддаются термообработке и имеют менее важные антикоррозионные свойства, такие как архитектурная отделка и отделка автомобилей. Мартенситные стали обычно содержат от 11,5 до 18 процентов хрома и до 1,2 процента углерода, иногда с добавлением никеля. Они поддаются термообработке, обладают умеренной коррозионной стойкостью и используются в столовых приборах, хирургических инструментах, гаечных ключах и турбинах. Дуплексные нержавеющие стали представляют собой комбинацию аустенитных и ферритных нержавеющих сталей в равных количествах; они содержат от 21 до 27 процентов хрома, от 1,35 до 8 процентов никеля, от 0,05 до 3 процентов меди и от 0,05 до 5 процентов молибдена.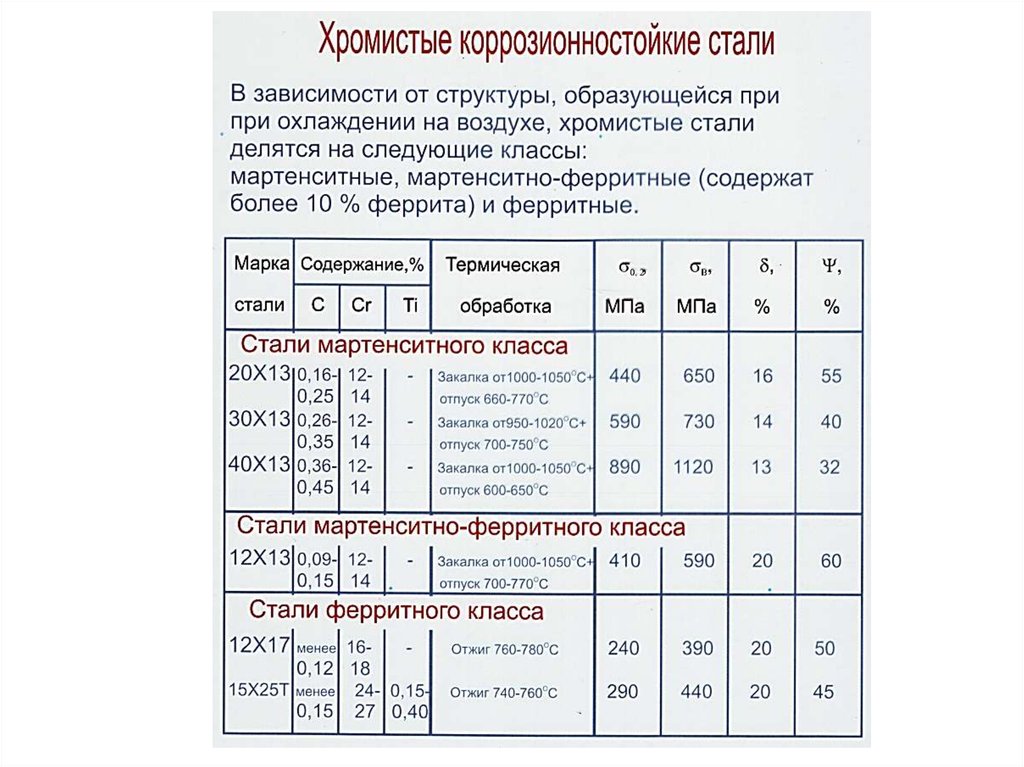
 Такая коронка способна проникнуть в самые твердые поверхности.
Такая коронка способна проникнуть в самые твердые поверхности. Поэтому для участков, где проходит арматура, данное приспособление непригодно.
Поэтому для участков, где проходит арматура, данное приспособление непригодно. Они способны просверлить не только кирпич или бетон, но и керамическую плитку. В этом и состоит их преимущество. Ведь это очень удобно, когда вам не нужно менять коронки.
Они способны просверлить не только кирпич или бетон, но и керамическую плитку. В этом и состоит их преимущество. Ведь это очень удобно, когда вам не нужно менять коронки.

 Чаще всего используется скрытый тип проводки, требующий заглубления разъемов внутрь стены. Но прежде чем их туда вставить, потребуется вмонтировать специальное гнездо – подрозетник. Вырезать под него углубление в стене поможет коронка для подрозетников по бетону – специальная насадка на электродрель или перфоратор. Именно о разновидностях коронок пойдет дальше речь.
Чаще всего используется скрытый тип проводки, требующий заглубления разъемов внутрь стены. Но прежде чем их туда вставить, потребуется вмонтировать специальное гнездо – подрозетник. Вырезать под него углубление в стене поможет коронка для подрозетников по бетону – специальная насадка на электродрель или перфоратор. Именно о разновидностях коронок пойдет дальше речь.
 Когда режущая часть коронки полностью войдет в материал стены, сверление прекращают. Оставшуюся внутри стены прорезанную окружность выбивают с помощью молотка и зубила.
Когда режущая часть коронки полностью войдет в материал стены, сверление прекращают. Оставшуюся внутри стены прорезанную окружность выбивают с помощью молотка и зубила.
 Под его патрон потребуется подобрать насадку с хвостовиком SDS. Любая коронка по бетону состоит из уже упомянутого хвостовика, направляющего сверла и режущей части круглой формы. В зависимости от материала напаек режущей части, насадки делятся на три вида.
Под его патрон потребуется подобрать насадку с хвостовиком SDS. Любая коронка по бетону состоит из уже упомянутого хвостовика, направляющего сверла и режущей части круглой формы. В зависимости от материала напаек режущей части, насадки делятся на три вида.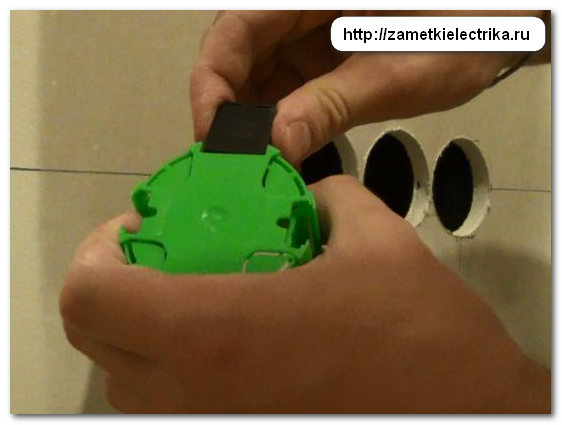 Причем работают с такими насадками на малых оборотах перфоратора.
Причем работают с такими насадками на малых оборотах перфоратора. Ее конструкция идентична предыдущим вариантам, только в качестве опыления на головке применяется карбидно-вольфрамовая крошка. Насадка возьмет бетон, кирпич или любой другой материал без арматуры. Очень удобно коронкой прорезать кафельную плитку, но если под ней находится железобетон, насадку придется сменить на алмазную. Коронкой можно работать, зажав ее в патроне электродрели, главное, чтобы мощность инструмента превышала 800 Вт.
Ее конструкция идентична предыдущим вариантам, только в качестве опыления на головке применяется карбидно-вольфрамовая крошка. Насадка возьмет бетон, кирпич или любой другой материал без арматуры. Очень удобно коронкой прорезать кафельную плитку, но если под ней находится железобетон, насадку придется сменить на алмазную. Коронкой можно работать, зажав ее в патроне электродрели, главное, чтобы мощность инструмента превышала 800 Вт. Причем кольцо полностью не смыкается, то есть, получается разрезанный цилиндр.
Причем кольцо полностью не смыкается, то есть, получается разрезанный цилиндр. Для этого используют алмазную или победитовую коронку. Но, как говорили выше, железобетон, дерево и гипсокартон ударным способом сверлить нельзя. Это касается кафеля и других хрупких материалов, способных растрескаться от удара.
Для этого используют алмазную или победитовую коронку. Но, как говорили выше, железобетон, дерево и гипсокартон ударным способом сверлить нельзя. Это касается кафеля и других хрупких материалов, способных растрескаться от удара. Зажатую в патроне электроинструмента насадку направляющим сверлом устанавливают в отмеченный центр круга и начинают сверление. Далее, оставшуюся внутреннюю часть удаляют при помощи молотка с зубилом. Глубина получившегося отверстия на 10 мм должна быть больше высоты подрозетника. Если размеры не соответствуют, бурение продолжают до достижения положительного результата.
Зажатую в патроне электроинструмента насадку направляющим сверлом устанавливают в отмеченный центр круга и начинают сверление. Далее, оставшуюся внутреннюю часть удаляют при помощи молотка с зубилом. Глубина получившегося отверстия на 10 мм должна быть больше высоты подрозетника. Если размеры не соответствуют, бурение продолжают до достижения положительного результата. Поскольку я новичок в этом, мне было интересно, какой размер сквозного отверстия будет оптимальным? Это гнездо будет припаиваться, поэтому я понимаю, что могу сделать диаметр больше, чем указано в спецификации, и у меня не будет проблем. Вопрос в том, насколько больше? Я читал здесь, что чем плотнее, тем лучше.
Поскольку я новичок в этом, мне было интересно, какой размер сквозного отверстия будет оптимальным? Это гнездо будет припаиваться, поэтому я понимаю, что могу сделать диаметр больше, чем указано в спецификации, и у меня не будет проблем. Вопрос в том, насколько больше? Я читал здесь, что чем плотнее, тем лучше.
 Он есть на странице товара. Есть ссылки на два PDF-файла: «Дюймы» и «Метрические». Вот метрический: https://www.mill-max.com/assets/pdfs/metric/063M.PDF
Он есть на странице товара. Есть ссылки на два PDF-файла: «Дюймы» и «Метрические». Вот метрический: https://www.mill-max.com/assets/pdfs/metric/063M.PDF
 (нормальная посадка)
(нормальная посадка) 112
112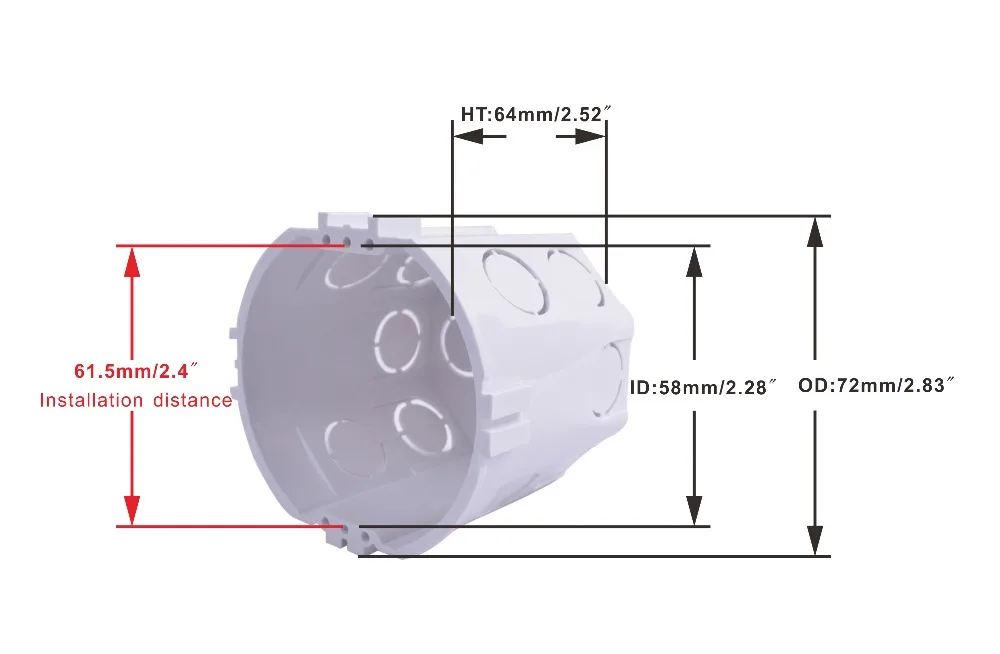 164
164 312
312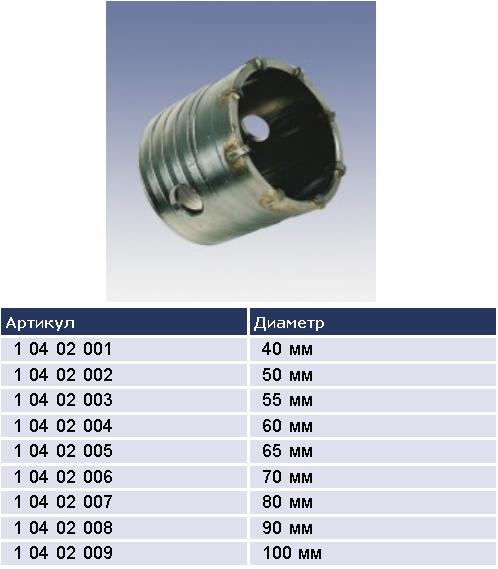 500
500 963
963



 Также особое внимание стоит уделить проблемным участкам — стыкам стен и пола, местам прохождения коммуникаций. Именно там обычно влага проникает в подвал в первую очередь.
Также особое внимание стоит уделить проблемным участкам — стыкам стен и пола, местам прохождения коммуникаций. Именно там обычно влага проникает в подвал в первую очередь.

 Идея и в самом деле неплохая, согласитесь – однако многие так и не реализовывают ее. По разным причинам, конечно, но чаще всего просто напросто потому, что не представляют себе как это правильно сделать и какие материалы понадобятся для такого дела.
Идея и в самом деле неплохая, согласитесь – однако многие так и не реализовывают ее. По разным причинам, конечно, но чаще всего просто напросто потому, что не представляют себе как это правильно сделать и какие материалы понадобятся для такого дела. Исходя из таких сведений, определяется глубина погреба и качество гидроизоляции. Кроме того не факт, что гидроизоляционных работ будет достаточно – возможно придется отводить воды с помощью дренажной системы.
Исходя из таких сведений, определяется глубина погреба и качество гидроизоляции. Кроме того не факт, что гидроизоляционных работ будет достаточно – возможно придется отводить воды с помощью дренажной системы. Возможно, что сразу каких-то серьезных последствий и не будет, но постоянная сырость в подвале прочности конструкции точно не придает, согласитесь. Да и к тому же хранение овощей превратится в головную боль – они ведь в таких условиях попросту начнут гнить.
Возможно, что сразу каких-то серьезных последствий и не будет, но постоянная сырость в подвале прочности конструкции точно не придает, согласитесь. Да и к тому же хранение овощей превратится в головную боль – они ведь в таких условиях попросту начнут гнить. Тут вполне допустимо использовать кирпич или готовые фундаментные блоки.
Тут вполне допустимо использовать кирпич или готовые фундаментные блоки.

 Выглядит он как сетка (с размером ячеек примерно 50 на 50 см.). Также нужно «выпустить» из ленты по периметру арматуру по вертикали, с высотой примерно метр. К ней потом будет крепиться металл для стен.
Выглядит он как сетка (с размером ячеек примерно 50 на 50 см.). Также нужно «выпустить» из ленты по периметру арматуру по вертикали, с высотой примерно метр. К ней потом будет крепиться металл для стен.

 Меньше делать нежелательно, поскольку это все-таки гараж, а не дом. Нагрузка от автомобиля ведь на порядок больше, чем вес человека.
Меньше делать нежелательно, поскольку это все-таки гараж, а не дом. Нагрузка от автомобиля ведь на порядок больше, чем вес человека.


 А
А

 Если вы не наймете квалифицированного специалиста, это может стать опасным дополнением к вашему новому дому.
Если вы не наймете квалифицированного специалиста, это может стать опасным дополнением к вашему новому дому. Некоторые используют это как
Некоторые используют это как
 Кроме того, с подвалом в гараже вы можете более организованно управлять своим оборудованием.
Кроме того, с подвалом в гараже вы можете более организованно управлять своим оборудованием. Механическое усилие здесь выдаёт мотор.
Механическое усилие здесь выдаёт мотор. Здесь нужно будет опираться на модель аппарата. Например, русский фрезеровочный станок, представленный в дорогой модели, будет иметь помимо блокировочного механизма, еще и трещотку.
Здесь нужно будет опираться на модель аппарата. Например, русский фрезеровочный станок, представленный в дорогой модели, будет иметь помимо блокировочного механизма, еще и трещотку..jpg)

 А для древесины с большой плотностью, понадобится более жесткая фреза.
А для древесины с большой плотностью, понадобится более жесткая фреза.



 Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
Система управления проверяет программу обработки детали, и движение режущего инструмента в каждой операции, с отображением на экране монитора (блок видеодисплея). Форма компонента, которая будет получена после обработки, также отображается на экране без фактической обработки. Обычно такой функцией оснащен фрезерный центр с ЧПУ.
 Существуют следующие виды фрезерного оборудования:
Существуют следующие виды фрезерного оборудования: Работа таких станков полностью контролируется автоматикой, а сверхточная система координат позволяет обеспечить микронную точность выполненной обработки.
Работа таких станков полностью контролируется автоматикой, а сверхточная система координат позволяет обеспечить микронную точность выполненной обработки. Для домашней мастерской подойдет настольная модель с механическим копиром. При серьезном увлечении изготовлением уникальной мебели и для малых мебельных предприятий нужно приобрести станок 3D с ЧПУ. Большое количество совершенно одинаковых деталей за короткий промежуток времени позволит увеличить производительность предприятия, и затраты на приобретение программного блока окупятся.
Для домашней мастерской подойдет настольная модель с механическим копиром. При серьезном увлечении изготовлением уникальной мебели и для малых мебельных предприятий нужно приобрести станок 3D с ЧПУ. Большое количество совершенно одинаковых деталей за короткий промежуток времени позволит увеличить производительность предприятия, и затраты на приобретение программного блока окупятся.

 Бош не ревет. С острой твердосплавной насадкой этот большой двигатель просто мурлычет, когда фрезер оставляет за собой блестящую четкую кромку. Это замечательная вещь, и, как и электроинструменты, это классика, которая заставляет любого любителя выглядеть хорошо.
Бош не ревет. С острой твердосплавной насадкой этот большой двигатель просто мурлычет, когда фрезер оставляет за собой блестящую четкую кромку. Это замечательная вещь, и, как и электроинструменты, это классика, которая заставляет любого любителя выглядеть хорошо.

 Убедитесь, что направляющая втулка плотно прижата к краю шаблона. Направляющие втулки полезны для фрезерования криволинейных, неправильных форм, а также для точной вырезки петель и пазов. Вы можете купить направляющие втулки поштучно, но, как правило, выгоднее покупать комплект, состоящий из нескольких частей.
Убедитесь, что направляющая втулка плотно прижата к краю шаблона. Направляющие втулки полезны для фрезерования криволинейных, неправильных форм, а также для точной вырезки петель и пазов. Вы можете купить направляющие втулки поштучно, но, как правило, выгоднее покупать комплект, состоящий из нескольких частей.
 Каркас собирается только на клей, поэтому все стыки должны быть точно отфрезерованы, чтобы детали подходили друг к другу. И фрезер — это инструмент, который можно использовать для вырезания этих стыков. Вам также понадобится фрезерный стол, чтобы безопасно делать разрезы.
Каркас собирается только на клей, поэтому все стыки должны быть точно отфрезерованы, чтобы детали подходили друг к другу. И фрезер — это инструмент, который можно использовать для вырезания этих стыков. Вам также понадобится фрезерный стол, чтобы безопасно делать разрезы. Шаблон типа «ласточкин хвост» — это, по сути, тиски с регулируемыми металлическими пальцами. Вы зажимаете хвостовую доску в шаблоне, а затем используете фрезу типа «ласточкин хвост», чтобы отрезать хвосты. Затем установите доску для штифтов в шаблон и используйте прямую фрезу, чтобы вырезать штифты. Сначала немного сложно правильно выровнять все штифты и хвосты, поэтому сделайте несколько пробных надрезов в обрезках древесины перед фрезерованием заготовок.
Шаблон типа «ласточкин хвост» — это, по сути, тиски с регулируемыми металлическими пальцами. Вы зажимаете хвостовую доску в шаблоне, а затем используете фрезу типа «ласточкин хвост», чтобы отрезать хвосты. Затем установите доску для штифтов в шаблон и используйте прямую фрезу, чтобы вырезать штифты. Сначала немного сложно правильно выровнять все штифты и хвосты, поэтому сделайте несколько пробных надрезов в обрезках древесины перед фрезерованием заготовок. Вы выполняете две операции с шаблоном. Одним вы вырезаете ласточкин хвост, а другим вырезаете штифты. Соедините две части вместе с помощью столярного клея между ними, и у вас получится почти неразрывное соединение.
Вы выполняете две операции с шаблоном. Одним вы вырезаете ласточкин хвост, а другим вырезаете штифты. Соедините две части вместе с помощью столярного клея между ними, и у вас получится почти неразрывное соединение.






 Например, многие хвалят надежный триммер Makita RT0700C с возможностью погружения до 35 мм.
Например, многие хвалят надежный триммер Makita RT0700C с возможностью погружения до 35 мм. По сути, чем мощнее устройство, тем проще выполнять сложные работы. Однако спешим развеять некоторые заблуждения по поводу того, что более мощные устройства являются более скоростными — это не так. Мощность влияет на усилие, а не на скорость вращения шпинделя. Если приходится работать с твердой древесиной, например, дубом или ольхой и делать глубокие пропилы, тогда брать мощное устройство стоит. Для тонких же работ высокий крутящий момент крайне нежелателен.
По сути, чем мощнее устройство, тем проще выполнять сложные работы. Однако спешим развеять некоторые заблуждения по поводу того, что более мощные устройства являются более скоростными — это не так. Мощность влияет на усилие, а не на скорость вращения шпинделя. Если приходится работать с твердой древесиной, например, дубом или ольхой и делать глубокие пропилы, тогда брать мощное устройство стоит. Для тонких же работ высокий крутящий момент крайне нежелателен. Но для работы с плотной древесиной потребуется скорость в 30 000 об/мин. Одним из лучших недорогих устройств с большим диапазоном скоростей от 15 000 до 30 000 об/мин является Kolner KER 1200V.
Но для работы с плотной древесиной потребуется скорость в 30 000 об/мин. Одним из лучших недорогих устройств с большим диапазоном скоростей от 15 000 до 30 000 об/мин является Kolner KER 1200V. Если для вас важна надежность, и вы планируете зарабатывать фрезером, тогда обязательно берите модель с литой подошвой.
Если для вас важна надежность, и вы планируете зарабатывать фрезером, тогда обязательно берите модель с литой подошвой.
 Максимально устройство способно погружаться в древесину на 55 мм — для вырезки большинства пазов вполне достаточно. При этом можно четко выставить глубину погружения до миллиметра — это удобно, ведь не нужно, образно говоря, «пристреливаться». Максимальный диаметр фрезы, которую можно установить, — 30 мм. Обратите внимание, что агрегат работает с цангами (патронами), рассчитанными на хвостовики фрез диаметром 6 и 8 мм — крупнее установить не получится. Скорость вращения шпинделя составляет 11 000 — 30 000 об/мин. Оператор может отрегулировать скорость в зависимости от обрабатываемого материала.
Максимально устройство способно погружаться в древесину на 55 мм — для вырезки большинства пазов вполне достаточно. При этом можно четко выставить глубину погружения до миллиметра — это удобно, ведь не нужно, образно говоря, «пристреливаться». Максимальный диаметр фрезы, которую можно установить, — 30 мм. Обратите внимание, что агрегат работает с цангами (патронами), рассчитанными на хвостовики фрез диаметром 6 и 8 мм — крупнее установить не получится. Скорость вращения шпинделя составляет 11 000 — 30 000 об/мин. Оператор может отрегулировать скорость в зависимости от обрабатываемого материала. Также здесь есть переходник с цанги 6 мм на 8 мм.
Также здесь есть переходник с цанги 6 мм на 8 мм. У шпинделя есть фиксатор и тормоз. Первый позволяет менять фрезы одной рукой, а второй тормозит насадку сразу после отключения питания (у большинства моделей фреза продолжает вращаться пока не остановится через несколько секунд). Тормоз шпинделя повышает производительность труда и увеличивает безопасность при работе с агрегатом.
У шпинделя есть фиксатор и тормоз. Первый позволяет менять фрезы одной рукой, а второй тормозит насадку сразу после отключения питания (у большинства моделей фреза продолжает вращаться пока не остановится через несколько секунд). Тормоз шпинделя повышает производительность труда и увеличивает безопасность при работе с агрегатом. Электролобзик поможет ровно и аккуратно отрезать деталь по прямой линии, или по фигурной. Дрель высверлит отверстие нужного диаметра, а при наличии насадок позволит контролировать глубину отверстия, шлифовальная машинка отполирует и отшлифует практически любую поверхность. И так далее, до тех пор, пока у нас в инструментальном шкафу не закончится место.
Электролобзик поможет ровно и аккуратно отрезать деталь по прямой линии, или по фигурной. Дрель высверлит отверстие нужного диаметра, а при наличии насадок позволит контролировать глубину отверстия, шлифовальная машинка отполирует и отшлифует практически любую поверхность. И так далее, до тех пор, пока у нас в инструментальном шкафу не закончится место.
 Мощность 1 400 Вт. Регулировка оборотов, копир, патрубок для пылесоса, направляющая. Имеет регулировку оборотов, ограничитель глубины, защитный щиток от стружки. Изготовитель – Китай.
Мощность 1 400 Вт. Регулировка оборотов, копир, патрубок для пылесоса, направляющая. Имеет регулировку оборотов, ограничитель глубины, защитный щиток от стружки. Изготовитель – Китай. Не комплектуется дополнительным оборудованием.
Не комплектуется дополнительным оборудованием. С одной стороны, это позволяет выполнять большое количество операций, а с другой – усложняет выбор инструмента. Перед покупкой мы должны убедиться в том, что ручной фрезер по дереву цена, комплектация, функции, нас удовлетворят. Перед тем, как рассматривать стоимость инструмента, познакомимся с ним немного ближе.
С одной стороны, это позволяет выполнять большое количество операций, а с другой – усложняет выбор инструмента. Перед покупкой мы должны убедиться в том, что ручной фрезер по дереву цена, комплектация, функции, нас удовлетворят. Перед тем, как рассматривать стоимость инструмента, познакомимся с ним немного ближе.
 Возможность регулировать диапазон скоростей на основе
Возможность регулировать диапазон скоростей на основе
 Обычно оценивается в 3
Обычно оценивается в 3 Эта основа стиля часто включает в себя
Эта основа стиля часто включает в себя Это отличный вариант, потому что вы, по сути,
Это отличный вариант, потому что вы, по сути, Если вы новичок в использовании фрезера, может быть сложно решить, какой станок лучше всего подходит для ваших нужд в деревообработке. Мы расскажем вам, что такое маршрутизатор, какие типы вы найдете и где каждый тип лучше всего подходит. Наконец, мы рассмотрим различные продукты, обсудим их плюсы и минусы и предложим лучшее решение для ваших нужд.
Если вы новичок в использовании фрезера, может быть сложно решить, какой станок лучше всего подходит для ваших нужд в деревообработке. Мы расскажем вам, что такое маршрутизатор, какие типы вы найдете и где каждый тип лучше всего подходит. Наконец, мы рассмотрим различные продукты, обсудим их плюсы и минусы и предложим лучшее решение для ваших нужд. Следующая картинка типична для конструкции маршрутизатора.
Следующая картинка типична для конструкции маршрутизатора. Тем не менее, погружной фрезер — отличный универсал, если вы не можете решить, какой вариант выбрать.
Тем не менее, погружной фрезер — отличный универсал, если вы не можете решить, какой вариант выбрать.
 Установите его слишком быстро или медленно, и качество резки пострадает, и вы можете в конечном итоге сжечь древесину. Кроме того, если вы используете сверло с хвостовиком 1/4″, слишком быстрое его вращение для размера фрезы может вызвать вибрацию.
Установите его слишком быстро или медленно, и качество резки пострадает, и вы можете в конечном итоге сжечь древесину. Кроме того, если вы используете сверло с хвостовиком 1/4″, слишком быстрое его вращение для размера фрезы может вызвать вибрацию.
 Вы можете получить только фрезер с фиксированным основанием, дополнительный погружной базовый фитинг или, наконец, три разных основания и множество насадок. Диапазон переменной скорости составляет от 10 000 до 30 000 об/мин, и Makita использует реечную систему для регулировки высоты.
Вы можете получить только фрезер с фиксированным основанием, дополнительный погружной базовый фитинг или, наконец, три разных основания и множество насадок. Диапазон переменной скорости составляет от 10 000 до 30 000 об/мин, и Makita использует реечную систему для регулировки высоты. Диапазон скоростей составляет от 16 000 до 35 000 об/мин, что идеально подходит для тонкой работы. Тем не менее, база также предназначена для установки больших фрез размером до 1-5/16″. Двигатель предлагает функцию плавного пуска и схему постоянной скорости для поддержания скорости под нагрузкой. Хотя его можно приобрести, маршрутизатор не поставляется с погружным основанием.
Диапазон скоростей составляет от 16 000 до 35 000 об/мин, что идеально подходит для тонкой работы. Тем не менее, база также предназначена для установки больших фрез размером до 1-5/16″. Двигатель предлагает функцию плавного пуска и схему постоянной скорости для поддержания скорости под нагрузкой. Хотя его можно приобрести, маршрутизатор не поставляется с погружным основанием. Щетки двигателя доступны снаружи для быстрой замены владельцем.
Щетки двигателя доступны снаружи для быстрой замены владельцем.
 У него может быть не такая глубина погружения, как у его конкурентов, но он намного легче и не такой высокий. Компактный агрегат с тем же двигателем мощностью 3,5 л.с., обеспечивающий скорость от 8000 до 22000 об/мин.
У него может быть не такая глубина погружения, как у его конкурентов, но он намного легче и не такой высокий. Компактный агрегат с тем же двигателем мощностью 3,5 л.с., обеспечивающий скорость от 8000 до 22000 об/мин. С помощью одной настройки вы можете переключить эту конструкцию с погружного фрезерного станка на фрезерный станок с фиксированным основанием.
С помощью одной настройки вы можете переключить эту конструкцию с погружного фрезерного станка на фрезерный станок с фиксированным основанием.



 su либо поместив товар в «Вашу корзину» и оформив заказ.
su либо поместив товар в «Вашу корзину» и оформив заказ. 6-5.0мм, WESTER
6-5.0мм, WESTER
 Теория Ч.2 (2/3)
Теория Ч.2 (2/3) each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} является одним из профессиональных производителей сварочного и режущего оборудования с более чем 20-летним опытом работы в сварочной промышленности, расположенным в городе Фошань, провинция Гуандун, Китай.
является одним из профессиональных производителей сварочного и режущего оборудования с более чем 20-летним опытом работы в сварочной промышленности, расположенным в городе Фошань, провинция Гуандун, Китай.

 Который содержит мастерские и офисы внутри.
Который содержит мастерские и офисы внутри.

 Стадия характеризуется без диффузионным взаимодействием, обусловленным микропластической деформацией. Схватывание происходит в местах, где дислокации выходят на контактную поверхность, энергетическое состояние атомов позволяет формировать новые химические связи. При этом кинетика активации контактных поверхностей зависит от температуры, повышение которой обеспечивает:
Стадия характеризуется без диффузионным взаимодействием, обусловленным микропластической деформацией. Схватывание происходит в местах, где дислокации выходят на контактную поверхность, энергетическое состояние атомов позволяет формировать новые химические связи. При этом кинетика активации контактных поверхностей зависит от температуры, повышение которой обеспечивает: Давление обеспечивает отсутствие пустот и разрушает окислы на поверхности металлов, что способствует процессу формирования новых химических связей и объемной диффузии. Время ДС обычно выбирается минимальным, так как активная диффузия может привести к сильному изменению химического состава на границе соединения.
Давление обеспечивает отсутствие пустот и разрушает окислы на поверхности металлов, что способствует процессу формирования новых химических связей и объемной диффузии. Время ДС обычно выбирается минимальным, так как активная диффузия может привести к сильному изменению химического состава на границе соединения.
 В последние десятилетия для ДС стали применять газостаты (установка для горячего изостатического прессования), используемые традиционно для уплотнения металлических отливок и формирования материалов порошковой металлургии.
В последние десятилетия для ДС стали применять газостаты (установка для горячего изостатического прессования), используемые традиционно для уплотнения металлических отливок и формирования материалов порошковой металлургии.
 Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке, и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов.
Однако этот фактор не всегда оказывает отрицательное влияние на протекание процесса, так как для большинства металлов нагрев в вакууме до температуры, используемой при сварке, и соответствующая выдержка во времени при этой температуре достаточны для самопроизвольной очистки свариваемых поверхностей от оксидов. Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400℃ (373-673К). Досрочное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения.
Обычно при охлаждении деталей сжимающее усилие снимают при достижении температуры 100-400℃ (373-673К). Досрочное снятие сжимающего усилия при охлаждении деталей в некоторых случаях приводит к разрушению сварного соединения. При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
При соединении разнородных материалов расчет ведется по температуре плавления наиболее легкоплавкого из них. В случае появления эвтектики температуру сварки выбирают ниже температуры ее плавления.
 При этом теплота генерируется непосредственно в самих деталях как результат преобразования электромагнитной энергии.
При этом теплота генерируется непосредственно в самих деталях как результат преобразования электромагнитной энергии. Процесс сварки протекает за счет диффузионного соединения в условиях индукционного нагрева до температур порядка 70% температуры плавления наименее тугоплавкого материала с приложением давления, не вызывающего макропластическую деформацию деталей, в течение заданного промежутка времени.
Процесс сварки протекает за счет диффузионного соединения в условиях индукционного нагрева до температур порядка 70% температуры плавления наименее тугоплавкого материала с приложением давления, не вызывающего макропластическую деформацию деталей, в течение заданного промежутка времени.
 Широко применяется для сварки разнородных металлов и сплавов.
Широко применяется для сварки разнородных металлов и сплавов.

 Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации.
Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен — путем первичной рекристаллизации или путем собирательной рекристаллизации. Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования.
Затем прикладывают сжимающее давление на заданный временной период. Иногда после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекристаллизационных процессов. Это способствует формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования. 1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3).
1, б) применяют открытые прессы. Перед помещением в пресс свариваемые детали также собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3). Это обеспечивает стабильное получение доброкачественного соединения.
Это обеспечивает стабильное получение доброкачественного соединения.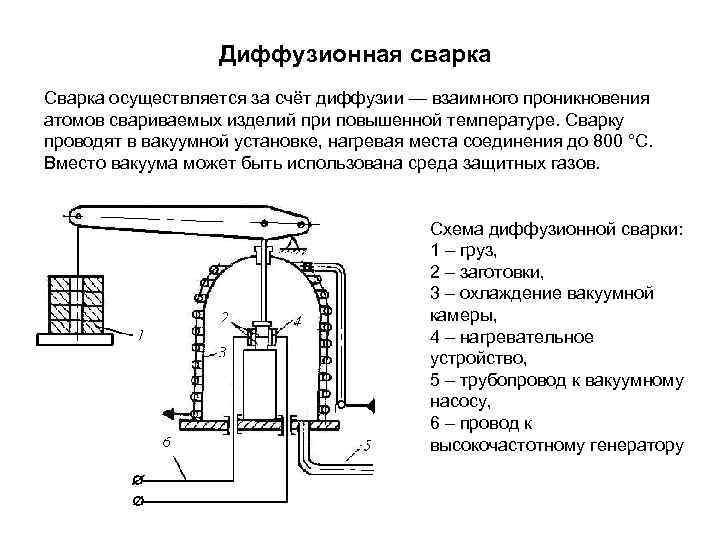 ) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.).
) с локальной жесткостью исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.). Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).
Этого можно достичь при помощи термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коаксиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (рис. 1, а).

 Кроме того, я приведу несколько примеров применения диффузионного склеивания.
Кроме того, я приведу несколько примеров применения диффузионного склеивания. Высокоточные детали сложной формы или поперечного сечения могут изготавливаться без последующей механической обработки. Это означает, что могут быть достигнуты хорошие допуски на размеры изделий. С помощью процесса диффузионного связывания можно свести к минимуму химическую неоднородность. Кроме того, обычные 9С помощью этого метода можно избежать дефектов 0003 , таких как трещины, искажения и сегрегация.
Высокоточные детали сложной формы или поперечного сечения могут изготавливаться без последующей механической обработки. Это означает, что могут быть достигнуты хорошие допуски на размеры изделий. С помощью процесса диффузионного связывания можно свести к минимуму химическую неоднородность. Кроме того, обычные 9С помощью этого метода можно избежать дефектов 0003 , таких как трещины, искажения и сегрегация.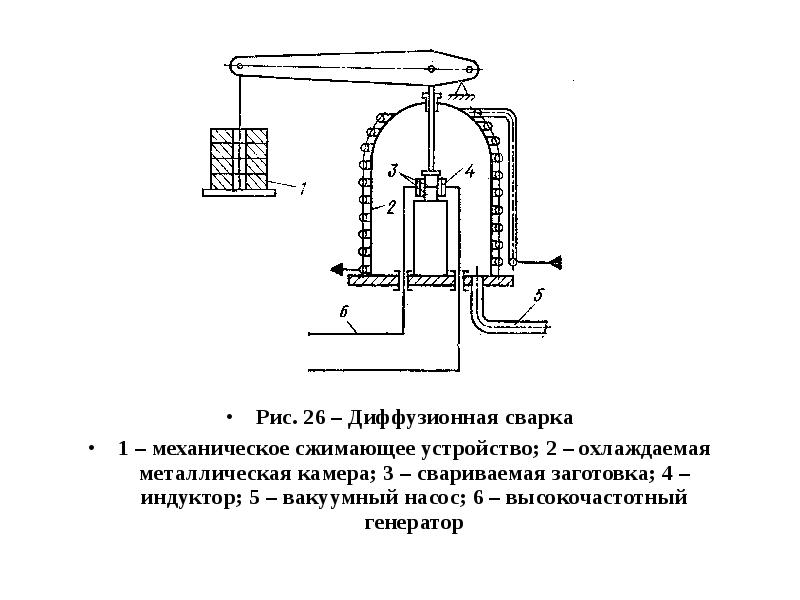 Он на 30% прочнее стали и при этом на 40% легче, и хотя он на 60% тяжелее алюминия, он в два раза прочнее. Кроме того, титан используется в сочетании с алюминием (Al), марганцем (Mn), железом (Fe), молибденом (Mo) и другими металлами для дальнейшего улучшения его значительная прочность , особенно при высоких температурах (к топливам ракетных двигателей), и его антикоррозионные свойства.
Он на 30% прочнее стали и при этом на 40% легче, и хотя он на 60% тяжелее алюминия, он в два раза прочнее. Кроме того, титан используется в сочетании с алюминием (Al), марганцем (Mn), железом (Fe), молибденом (Mo) и другими металлами для дальнейшего улучшения его значительная прочность , особенно при высоких температурах (к топливам ракетных двигателей), и его антикоррозионные свойства. В медицинском секторе титан используется для изготовления эндопротезов тазобедренного и коленного суставов, кардиостимуляторов, костных пластин и винтов, а также черепных пластин для переломов черепа. Спрос на титан растет в нефтехимической промышленности и для нефтяных платформ в море, а также для производства мотоциклов.
В медицинском секторе титан используется для изготовления эндопротезов тазобедренного и коленного суставов, кардиостимуляторов, костных пластин и винтов, а также черепных пластин для переломов черепа. Спрос на титан растет в нефтехимической промышленности и для нефтяных платформ в море, а также для производства мотоциклов.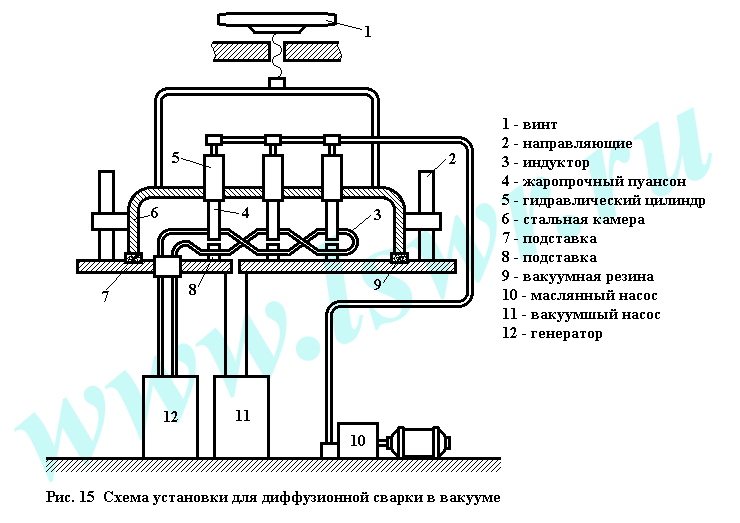 Кроме того, я приведу несколько примеров применения диффузионной сварки .
Кроме того, я приведу несколько примеров применения диффузионной сварки .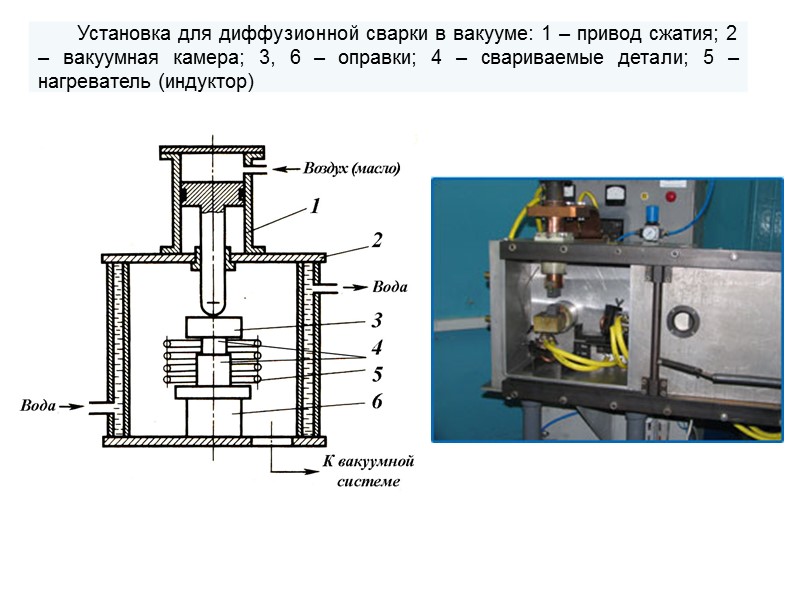 Вакуум поддерживается до достижения температура склеивания и только при достижении этой температуры давление газа достигает технологического заданного значения. Учитывая, что эти установки обычно большие, необходимо значительное количество аргона, и этот метод позволяет уменьшить количество требуемого аргона за счет использования температуры для увеличения давления.
Вакуум поддерживается до достижения температура склеивания и только при достижении этой температуры давление газа достигает технологического заданного значения. Учитывая, что эти установки обычно большие, необходимо значительное количество аргона, и этот метод позволяет уменьшить количество требуемого аргона за счет использования температуры для увеличения давления.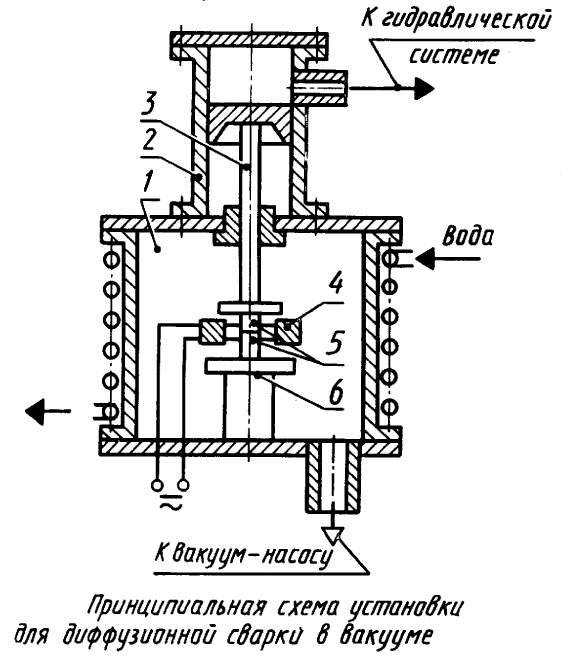 Поскольку сосуд очень толстый, чтобы выдерживать высокое давление, он не выиграет от охлаждающей рубашки, чтобы не превысить максимальную температуру на внутренней поверхности. Существует риск взрыва сосуда!
Поскольку сосуд очень толстый, чтобы выдерживать высокое давление, он не выиграет от охлаждающей рубашки, чтобы не превысить максимальную температуру на внутренней поверхности. Существует риск взрыва сосуда! 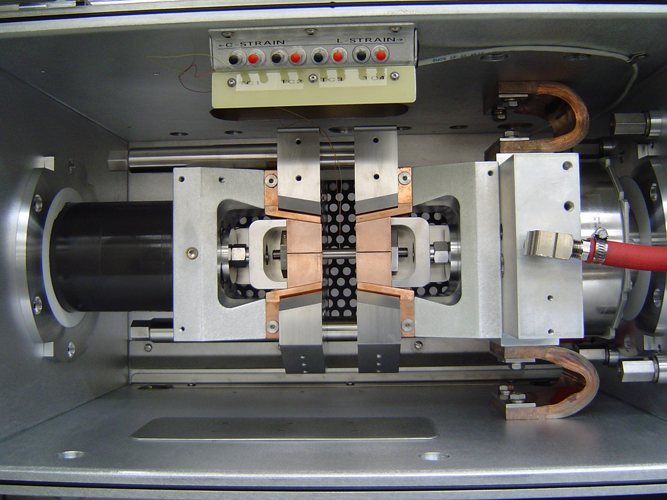 Непокрытые поверхности внутренней формы покрыты слоем керамической пыли . После завершения сварочной обработки используется давление, чтобы выдуть стороны и поднять края промежуточного металла. Это решение альтернатива сотовой структуре . Затем детали придают изгиб, типичный для лопасти с аэродинамическим профилем, путем горячего прессования в штампе. Использование лопаток, изготовленных этим методом, повышает производительность двигателя. Мы полагаем, что это из-за большего сопротивления формы при высоких температурах.
Непокрытые поверхности внутренней формы покрыты слоем керамической пыли . После завершения сварочной обработки используется давление, чтобы выдуть стороны и поднять края промежуточного металла. Это решение альтернатива сотовой структуре . Затем детали придают изгиб, типичный для лопасти с аэродинамическим профилем, путем горячего прессования в штампе. Использование лопаток, изготовленных этим методом, повышает производительность двигателя. Мы полагаем, что это из-за большего сопротивления формы при высоких температурах. Как правило, эти продукты очень большие, и поэтому преимущества этого материала связаны не только со способностью противостоять коррозии, но и с проблемой веса , что становится важным для типа установки, в которой он будет использоваться.
Как правило, эти продукты очень большие, и поэтому преимущества этого материала связаны не только со способностью противостоять коррозии, но и с проблемой веса , что становится важным для типа установки, в которой он будет использоваться.
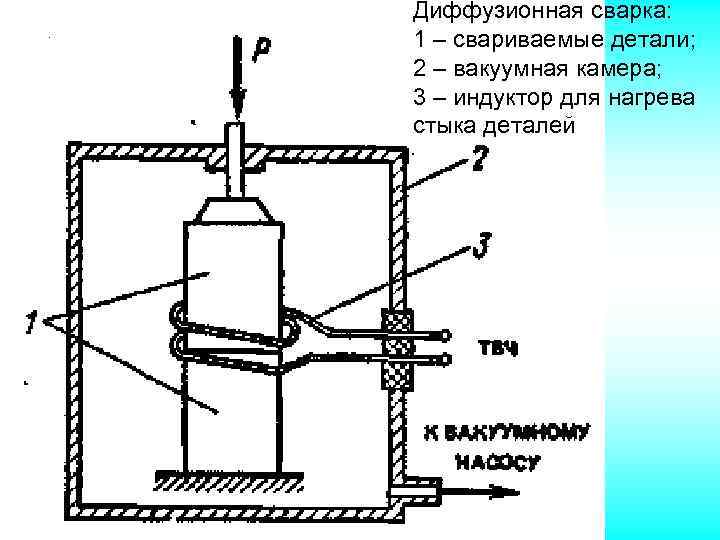 По этой причине шероховатость поверхности и плоскостность соединяемых деталей являются важными технологическими параметрами. Например, более гладкие поверхности имеют меньше неровностей и эластичных соединений с меньшим количеством пустот и, следовательно, более высокой прочностью. Диффузионную сварку обычно проводят в вакууме при давлении <1x10-2 мбар и температуре до 1300°С. Для материалов с более высокой температурой плавления требуются более высокие температуры, поскольку температура диффузионной сварки обычно составляет 50–80 % от температуры плавления материала (Tm), хотя при TWI мы обычно работаем при температуре около 70–90% от Tm из-за предела максимальной нагрузки нашей печи. Некоторые материалы несовместимы с условиями высокого вакуума, и в этом случае распространена диффузионная сварка при парциальном давлении инертного газа, такого как аргон или N2.
По этой причине шероховатость поверхности и плоскостность соединяемых деталей являются важными технологическими параметрами. Например, более гладкие поверхности имеют меньше неровностей и эластичных соединений с меньшим количеством пустот и, следовательно, более высокой прочностью. Диффузионную сварку обычно проводят в вакууме при давлении <1x10-2 мбар и температуре до 1300°С. Для материалов с более высокой температурой плавления требуются более высокие температуры, поскольку температура диффузионной сварки обычно составляет 50–80 % от температуры плавления материала (Tm), хотя при TWI мы обычно работаем при температуре около 70–90% от Tm из-за предела максимальной нагрузки нашей печи. Некоторые материалы несовместимы с условиями высокого вакуума, и в этом случае распространена диффузионная сварка при парциальном давлении инертного газа, такого как аргон или N2. Распространенным применением диффузионного соединения являются компактные теплообменники. Как показано в видеоролике, ряд узорчатых прокладок укладываются друг на друга, чтобы сформировать окончательную геометрию теплообменника, что фактически представляет собой процесс аддитивного производства. Было показано, что диффузионно-клеевые соединения имеют хорошую прочность сцепления, что позволяет теплообменникам работать при высоком давлении. Кроме того, параметры процесса могут быть разработаны таким образом, чтобы свести к минимуму наличие пор на линии соединения, что позволяет сделать теплообменник с диффузионным соединением герметичным для гелия. Каналы могут быть сделаны очень маленькими по диаметру и глубине, что в сочетании с более высоким рабочим давлением позволяет использовать теплообменники с благоприятным отношением теплопередачи к массе. Наконец, для теплообменника, изготовленного из подобных материалов, из-за отсутствия наполнителя механизмы гальванической коррозии не возникают, поэтому при выборе коррозионно-стойкого сплава можно сконструировать теплообменник для высокоагрессивных жидкостей.
Распространенным применением диффузионного соединения являются компактные теплообменники. Как показано в видеоролике, ряд узорчатых прокладок укладываются друг на друга, чтобы сформировать окончательную геометрию теплообменника, что фактически представляет собой процесс аддитивного производства. Было показано, что диффузионно-клеевые соединения имеют хорошую прочность сцепления, что позволяет теплообменникам работать при высоком давлении. Кроме того, параметры процесса могут быть разработаны таким образом, чтобы свести к минимуму наличие пор на линии соединения, что позволяет сделать теплообменник с диффузионным соединением герметичным для гелия. Каналы могут быть сделаны очень маленькими по диаметру и глубине, что в сочетании с более высоким рабочим давлением позволяет использовать теплообменники с благоприятным отношением теплопередачи к массе. Наконец, для теплообменника, изготовленного из подобных материалов, из-за отсутствия наполнителя механизмы гальванической коррозии не возникают, поэтому при выборе коррозионно-стойкого сплава можно сконструировать теплообменник для высокоагрессивных жидкостей.