Похожи, не хватает хомута в средней части, из-за этого губки относительно друг друга люфтят и гнутой пластины вертикальной внутри станины. Каково назначение данной пластины?
лидер
начинаю учиться
#42
Скорее всего вы имеете ввиду пружину
Берег
Новичок
#43
Видимо, да. Насколько она необходима в данной конструкции? Пока, видимо, придётся обходится без неё, со временем можно будет попробовать изготовить.
saena
модератор
#44
Берег написал(а):
Насколько она необходима в данной конструкции?
Нажмите для раскрытия…
с ней как то удобнее, за неимением, выход поставить круглую пружину.
shmit
модератор
#45
Берег написал(а):
со временем можно будет попробовать изготовить.
Нажмите для раскрытия…
да уля там изготавливать? на пилораме старой ленты кусок выменять на пиво, и всех делов. вполне хватит.пружинящих свойств, имею ввиду.
абакан
Андрей
#46
Берег написал(а):
Видимо, да. Насколько она необходима в данной конструкции? Пока, видимо, придётся обходится без неё, со временем можно будет попробовать изготовить.
Нажмите для раскрытия…
Беру пружины с капканов в чермете самое то
shmit
модератор
#47
абакан, прям не чермет, а пещера сокровищ какая-то
Юрий Владим.
Мастер
#48
Берег написал(а):
Насколько она необходима в данной конструкции?
Нажмите для раскрытия…
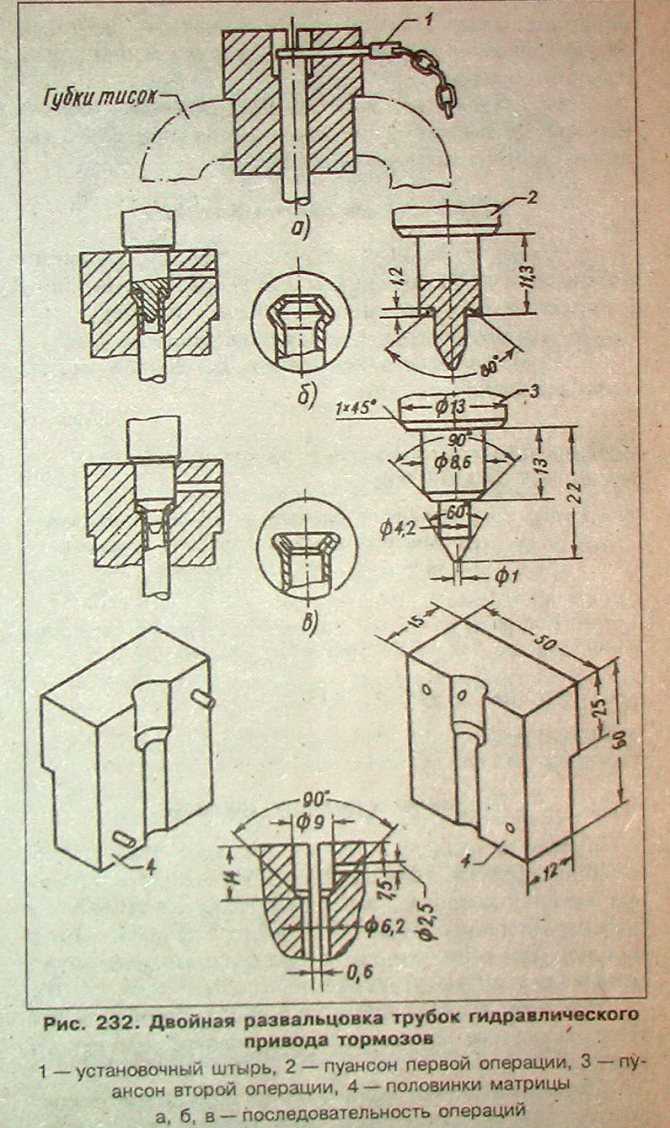
В принципе, эта пружина нужна для толчка подвижной губки в самом начале, а затем она сама (губка) отходит (падает) за счет веса и угла наклона.
Берег
Новичок
#49
Всем здравия! Народ, благодарю за информацию, теперь доведу инструмент до рабочего состояния на основании полученных сведений.
34Андрей64
в начале пути
#50
Вот такие, детские, на рынке увидел, но не детская цена в 2т.р., заставила положить на место. Вторые, чуть больше, но тоже миниатюрные,ключи для масштаба.
Дмитрий Фильев
Мастер
#51
Набрел на развале на такие тиски. Состояние хорошее. В пересчёте на рубли 1350. Забрал. Ни лапки ни пружины. Даже намека на присутствие пружины )) лапку то не вопрос сделать. А вот пружину пока думаю, под рукой только пружина от нивы и рессора от газели
shmit
модератор
#52
Дмитрий Фильев, кусок ленточной пилы по дереву- самое оно. я на значительно бОльшие тиски поставил- работает прекрасно.
Дмитрий Фильев
Мастер
#53
shmit написал(а):
Дмитрий Фильев, кусок ленточной пилы по дереву- самое оно. я на значительно бОльшие тиски поставил- работает прекрасно.
Нажмите для раскрытия…
Спасибо, а то я коситься начал на обычную пилу по дереву. Не свою ))) Соседскую ))
sputnik
Алексей
#54
Дмитрий Фильев, тоже пойдёт
Дмитрий Фильев
Мастер
#55
sputnik, Спасибо, пойду, отпилю полоску
saena
модератор
#56
Дмитрий Фильев, доброго дня. нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел.
Иван
Мастер
#57
Дмитрий Фильев написал(а):
Набрел на развале на такие тиски. Состояние хорошее. В пересчёте на рубли 1350. Забрал. Ни лапки ни пружины. Даже намека на присутствие пружины )) лапку то не вопрос сделать. А вот пружину пока думаю, под рукой только пружина от нивы и рессора от газели Посмотреть вложение 64932
Посмотреть вложение 64933
Посмотреть вложение 64934
Нажмите для раскрытия. ..
в точности как мои, пружину нивовскую просто в полосу можно осадить 20х5 — 20х6, у меня такая стоит, работатет нормально
Ненаученный
Не волшебник
#58
Для своих тисов сделал из рессоры от волги. Отрезал нужной ширины полосу и согнул на горячую. Если надо могу фотки скинуть.
Дмитрий Фильев
Мастер
#59
saena написал(а):
Дмитрий Фильев, доброго дня. нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел.
Нажмите для раскрытия…
Доброго! Просто для фото туда поставил, а она чётко вошла. Я подумал — случайность Иван, спасибо, думал попробовать, а то пилы под рукой не оказалось. Ненаученный, было бы хорошо фото, заранее спасибо
абакан
Андрей
#60
С капканов самое то .
Тиски Кузнечные СССР | Festima.
Ru
Товары для дома
Таблица
Список
Лента
Тиски кузнечные большие советского производства. Шир.губок -120 мм. Расхождение губок -100 мм. Вес тисков -22 кг.
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Москва
Еще объявления
Тиски стуловые кузнечные большие, в хорошем рабочем состоянии без лопин трещин. Ширина губок — 14,5 см Раскрытие губок — 20 см Масса — 63 кг
Ремонт и строительство
2 месяца назад
Источник
продам тиски кузнечные
Ремонт и строительство
4 месяца назад
Источник
Тиски кузнечные и домкрат 7000 р за всё
Ремонт и строительство
5 месяцев назад
Источник
тиски кузнечные, стуловые в хорошем состоянии
Ремонт и строительство
6 месяцев назад
Источник
тиски кузнечные . ширина губ 120мм . общая длина 700 мм
Ремонт и строительство
6 месяцев назад
Источник
Тиски кузнечные
Ремонт и строительство
6 месяцев назад
Источник
Тиски кузнечные, среднеразмерные. Откапиталены полностью. Пружина на месте. Вес около 20 кг.
Ремонт и строительство
6 месяцев назад
Источник
В рабочем состоянии , готовы к работе . Размер на фото . Есть разные тиски СССР , слесарные , поворотные , кузнечные . СТАНОЧНЫХ ТИСКОВ НЕТ .
Ремонт и строительство
10 месяцев назад
Источник
Тиски кузнечные, рабочее состояние
Ремонт и строительство
10 месяцев назад
Источник
Тиски отс стояли в ремонтном кунге.
Ремонт и строительство
год назад
Источник
Тески с поворотным механизмом, крепкие времён СССР. Целые полностью рабочие.
Ремонт и строительство
год назад
Источник
Тисы кузнечные (стуловые), в хорошем рабочем состоянии (см. фото).
Ремонт и строительство
год назад
Источник
Продаю тиски кузнечные стуловые. Состояние хорошее. Цена 4500р.
Ремонт и строительство
год назад
Источник
Тиски кузнечные, всё на фото 5500
Ремонт и строительство
год назад
Источник
Продаю тиски кузнечные, старые. В очень хорошем состоянии, не боятся сильных ударов
Ремонт и строительство
год назад
Источник
Кузнечный тиски. Состояние и размер по фотографии видно. Тяжёлые.
Ремонт и строительство
год назад
Источник
Тиски кузнечные стуловые. Состояние отличное.
Ремонт и строительство
год назад
Источник
Продам тиски кузнечные. Возможна отправка 🛒📦 в ваш регион ТК. ☎️ЗВОНИТЕ!
винт и гайка в идеале. губки целые. рифление на губках тоже целое, на фото забиты грязью. 1959г. отлично сохранились.
Ремонт и строительство
2 года назад
Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Войти
Все сервисы становятся доступными без ограничений
Сможете пользоваться сервисом Festima.Ru на разных устройствах.
Это удобно и бесплатно
Две самодельные тиски для деревообработки — FineWoodworking
Советы для мастеров
Превратите свой кухонный стол в верстак с помощью этих самодельных чудо-упоров
Бен Страно № 268 — май/июнь 2018 г. , выпуск
Посмотрим правде в глаза: деревообработка — дорогое хобби. Я полностью за то, чтобы сделать все, чтобы кому-то было проще и дешевле заняться этим невероятным ремеслом. Когда я впервые начал свое путешествие по дереву, мой верстак представлял собой не что иное, как четыре листа фанеры, склеенные и свинченные вместе, на паре дешевых металлических козлов. Чтобы удерживать приклад на месте во время строгания вручную, я прикрутил деревянный ручной шуруп прямо к верхней части скамейки. Для ласточкиного хвоста я сделал тиски в стиле Moxon из дуба и нескольких хомутов. Оба метода работали, но ни один из них не работал очень хорошо. Я мечтал о том дне, когда смогу потратить деньги на хорошие чугунные тиски. Как ни странно, этот день так и не наступил. Я всегда находил способ делать то, что мне нужно, не выкладывая деньги на тиски. Я, наверное, не должен этого признавать, но впервые я использовал тиски на постоянной основе здесь, в мастерской Fine Woodworking. Теперь ни на минуту не думайте, что, когда я буду строить скамейку для своего нового магазина, я не буду использовать тиски. Но отсутствие тисков не означает, что вам нужно отложить работу по дереву.
В выпуске № 268, который выйдет на следующей неделе, у нас есть отличная коллекция советов по верстаку под названием «Переосмысление верстака». В нем есть два совета, которые особенно понравились мне и моей скупости. Первой была простая коробка от Стива Фарноу, которая позволяла зажимать доски вертикально (и горизонтально), чтобы упростить соединение «ласточкин хвост». Вторыми были тиски в стиле Moxon от Рекса Бострома, в которых гантели использовались в качестве крепежных деталей. Самое приятное то, что ни для изготовления, ни для использования тисков не требуется верстак. Я сделал всю работу над нашим разгрузочным столом для настольной пилы, который был самым близким аналогом обеденного стола, который я смог найти.
Мой взгляд на коробку ласточкиного хвоста Стива Фарноу. Простой, но МОЩНЫЙ!
В этом видео я тестирую оба варианта с собственным поворотом. Я был потрясен тем, насколько хорошо оба работают, особенно зажимная коробка для обрезков древесины. Иногда решения настолько просты, что их легко не заметить. Конечно, я использовал 5/8 дюйма. acme, гайки и ручки для моих тисков Moxon, но все оборудование для них стоит около 50 долларов.
Пятьдесят баксов совсем неплохо для отличных тисков Moxon
Я надеюсь, что это видео поможет другим плотникам, которым не хватает денег. На самом деле, я думаю, что предстоящая статья даст любому столяру, сломленному или нет, некоторые идеи о том, как они могут быть более эффективными на верстаке.
Разбираемся в тисках — руководство пользователя по основам верстака
Двухвинтовые тиски Veritas — Двухвинтовые тиски Veritas могут зажимать заготовку вертикально в центре губок, облегчая соединение широких досок «ласточкин хвост».
Тест инструмента: 14 тисков — прямой взгляд на инструмент, который нужен каждому
Получайте советы по деревообработке, советы экспертов и специальные предложения на свой почтовый ящик
Зарегистрироваться
×
Получите все!
НЕОГРАНИЧЕННОЕ Членство — это как пройти мастер-класс по деревообработке за меньшие деньги чем 10 долларов в месяц.
Рекомендуемая мастерская
Он построил десятки круглых стендов Shaker за четыре десятилетия, так что нет никого более квалифицированного, чем Кристиан Бексвоорт, чтобы продемонстрировать создание этой классики. В этой серии видео из семи частей…
Избранные проекты и планы
Буфет Криса Гочнура сочетает в себе практичность, прочность и красоту в современном корпусе
Похожие истории
Основные моменты
Развивайте свои навыки
при подписке на нашу рассылку
Плюс советы, советы и специальные предложения от Fine Деревообработка .
Наш подкаст, выходящий раз в две недели, позволяет редакторам, авторам и специальным гостям отвечать на ваши вопросы по деревообработке и связаться с онлайн-сообществом по деревообработке.
Мы создали эти специальные коллекции контента, организованные для того, чтобы дать вам возможность глубоко погрузиться в ряд тем, которые имеют значение.
Присоединяйтесь к нашим доверенным экспертам для углубленного онлайн-обучения.
Посмотреть все
Посмотреть Подробнее
Дело против хвостовых тисков
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Если бы верстаки были похожи на автомобили, то я бы подумал, что задние тиски — это подогрев сидений в автомобиле. Они, конечно, вариант, но ни в коем случае не стандартное оборудование, как шины.
Из-за экономической необходимости мои первые три верстака не имели хвостовых тисков, и поэтому я был в восторге, когда мне поручили осмотреть полноразмерный европейский верстак со всеми прибамбасами, включая хвостовые тиски и массивную квадратную сталь. собаки.
Меня не впечатлило. Тиски провисали после регулярного использования, стальные собачки постоянно проскальзывали обратно в свои отверстия (как бы я их не гнул) и тиски мешали многим операциям с правой стороны верстака.
После того первого станка у меня была возможность работать на верстаках по всему миру с лучшими хвостовыми тисками — деревянными, стальными, трубчатыми и так далее. Я не поколебался в своем мнении о них. Когда учащиеся используют их, они оказывают слишком большое давление, из-за чего работа выходит за пределы рабочего стола. Или тиски провисают, и по собакам приходится стучать молотком, чтобы работа легла на стол. И собаки не будут оставаться над столешницей, которая требует трех рук, чтобы зажать доску. О, и когда им нужно строгать доски разной длины, им приходится перемещать упоры и много раз вкручивать и вывинчивать тиски. Это медленно.
Так мне закрепить доски на верстаке, чтобы строгать их? Я не. Около 90 процентов моего глиссирования я делаю против глиссирующего упора на левом конце скамейки. Узкий приклад идет прямо к строгальному упору. Гравитация и сила самолета удерживают его на месте. Для широких досок я кладу рейку поперек верха верстака – она упирается в упор и держится прихватом.
Когда мне нужно скрестить доски, я использую лапку и строгальный упор. Для приклеивания молдингов я кладу 2×4 против строгального упора и закрепляю его рейкой, создавая простую клеящую доску. При использовании «огражденных» рубанков, таких как рубанок-плуг, у меня есть несколько стратегий, в зависимости от ширины обрабатываемой поверхности, которые включают в себя прижим и иногда зажим с ручным винтом.
Зачем я тебе это говорю? Я знаю, что люди, которые любят хвостовые тиски, будут рыдать от этой записи в блоге. А если у вас есть хвостовые тиски и вы обожаете его, как своего первенца, то удачи вам. Но если вы новичок и планируете построить свой первый верстак, я хотел бы доказать, что, возможно, ваш первый верстак может быть проще, дешевле и проще в сборке.
Столяры веками изготавливали мебель без хвостовых тисков. Первым свидетельством изобретения хвостовых тисков, которое у нас есть, является рисунок в кодексе 1505 года на территории современной Германии. Хвостовые тиски были приняты в Германии и во многих скандинавских странах. Но некоторые культуры — французская, английская, китайская и японская — сопротивлялись хвостовым тискам до XIX века.го века, когда он стал повсеместным на многих верстаках в западном стиле.
Если вам интересно изучить плюсы и минусы верстачных тисков, вам, вероятно, будет интересна моя книга «Верстаки: от проектирования и теории к конструкции и использованию, исправленное издание».
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.
Рисунок. Газовая сварка, схема процесса
Горючий газ из баллона или специального газового генератора поступает в сварочную горелку. Из баллона в горелку поступает кислород. В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями.
Строение пламени при газовой сварке В своем сечении пламя состоит из трех зон (см. рисунок ниже):
ядро пламени (А),
восстановительная зона (Б),
факел пламени (В).
Рисунок. Строение газового пламени и распределение температур по его сечению
Максимальное значение температуры пламя имеет после ядра, в восстановительной зоне. В связи с этим именно в этой зоне должны находиться присадочный пруток и расплавляемые кромки металла. При использовании вместо ацетилена других горючих газов температура пламени снижается. Температура пламени зависит также от пропорции, в которой смешиваются кислород и горючий газ.
Технология газовой сварки Основными параметрами режима газовой сварки являются мощность пламени, угол наклона горелки и диаметр присадочного прутка. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:Va = (100–150)δ л/ч
При сварке меди, вследствие ее более высокой теплопроводности:Va = (150–200)δ л/ч
Угол наклона мундштука горелки по отношению к плоскости изделия также зависит от толщины и теплофизических свойств металла. С изменением толщины стали от 1 до 15 мм угол наклона мундштука изменяется в пределах 10–80°.
Таблица. Изменение угла наклона мундштука при газовой сварке в зависимости от толщины стали
В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (80-90°). Затем он уменьшается. Диаметр присадочного прутка выбирают в зависимости от толщины металла, пользуясь соотношением:d = δ/2 ÷ δ/2 + 1 мм В зависимости от техники выполнения сварки различают правый и левый способы.
Рисунок. Правый (А) и левый (Б) способы газовой сварки При правом способе газовой сварки пламя сварочной горелки направлено на шов, и процесс сварки ведется слева направо. Горелка перемещается впереди присадочного прутка. При левом способе газовой сварки пламя направлено от шва и процесс сварки ведется справа налево. Горелка перемещается за присадочным прутком. При правом способе газовой сварки обеспечивается лучшая защита сварочной ванны, ниже расход газов, меньшая скорость охлаждения шва. При левом способе лучше формирование шва, так как сварщик хорошо видит процесс сварки. При толщине металла до 3 мм более производителен левый способ, при больших толщинах – правый.
Преимущества газовой сварки Основным преимуществом газовой сварки является ее независимость от электрических источников питания. Это делает удобным ее применение в строительных и монтажных условиях, где не всегда имеется силовая электрическая сеть. При газовой сварке легко изменяется тепловложение в металл за счет изменения угла наклона горелки и ее расстояния до изделия, что позволяет избегать прожогов даже при сварке тонкого металла. Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Недостатки газовой сварки Недостатками газовой сварки являются ее низкая производительность, большая зона термического влияния, высокие требования к квалификации сварщика. В связи с этим на машиностроительных предприятиях при стабильной программе выпуска продукции газовая сварка не может конкурировать с дуговой и практически не применяется.
Главная страница
Подписаться на: Сообщения (Atom)
Технология газовой сварки — техника, режимы, оборудование
Газовая сварка является одним из видов и способов соединения металлов и их сплавов под действием высокой температуры. Сегодня поговорим об основах, ее технологии способах и приемах, достоинствах и недостатках. Данная статья будет полезна начинающим газосварщикам желающим освоить эту нелегкую профессию, а также опытным мастерам, желающим подкрепить свои знания в этой области.
Содержание
1 Технология газовой сварки
1.1 Подготовка кромок
2 Режимы газовой сварки
2.1 Левый способ
2.2 Правый способ
2.3 Диаметр присадочной проволоки
2.4 Положение мундштука горелки
2.5 Движения горелки
3 Техника наложения швов в различных пространственных положениях
3.1 Нижнее положение
3.2 Нахлесточные швы
3.3 Вертикальное положение
3.4 Потолочное положение
4 Достоинства и недостатки
5 Экономическая составляющая газовой сварки
6 Сферы использования сварки
Технология газовой сварки
Это такой способ сваривания деталей, во время которого оплавление кромок деталей, присадочной проволоки осуществляют при помощи газовой горелки. Пламя образуется от горения смеси кислорода и ацетилена, кстати, его можно заменить на другие газы. Для этого применяют бутан, ацетилен, бензин, водород и другие вещества. В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
ацетилено-кислородная;
керосино-кислородная;
бензино-кислородная ;
пропанобутано-кислородная.
Сущность газосварки заключена в следующем – тепло, выделяемое при горении газовой смеси, плавит края заготовки и присадки, таким образом, формируется сварочная ванна.
Пламя, применяемое для сварки можно разделить на следующие составные части:
нормальную;
окислительную;
восстановительную.
Характеристики пламени газовой горелки
Химический состав присадки для формирования будущего сварочного шва подбирают исходя из того, какой материал сваривают, а его размер зависит от толщины свариваемого металла.
Кислород, находящийся в стальном баллоне, проходит через редуктор, снижающий давление газа и по рукавам, поступает к месту работы. Такой же путь повторяет и горючий газ (ацетилен или его аналоги).
Оборудование и материалы, используемые при газовой сварке
В горелке перемешиваются в нужной пропорции и в момент выхода смеси из нее выполняют розжиг. Пламя в данном случае выполняет сразу три функции:
Расплавляет металл,
Плавит материал, выполняющий роль присадки;
Защищает место, в котором происходит соединение заготовок, от воздействия атмосферного кислорода.
Расход кислорода и газа регулируют с помощью вентилей, установленных на баллонах с газом.
Температура горения достигает своего максимума в восстановительной части пламени. Именно в ней должны располагаться присадка и кромки свариваемых деталей. Если заменить ацетилен, то температура пламени будет снижена.
Подготовка кромок
Важным этапом качественного выполнения шва является правильная разделка кромок, которая зависит от толщины подготавливаемого металла.
Толщина металла
Форма разделки
Угол, °
Зазор между торцами заготовок, мм
Дополнительные мероприятия
0,5-2
не производится
–
–
Торцевание или отбортовка кромок. Сварка без присадки, встык
1-5
не производится
–
0,5 – 2
Сварка с присадкой
4-8
допускается не производить
–
1 – 2
Двусторонний шов
5-10
V-образная
70-90
2-4
Притупление кромок 1,5 -3мм
свыше 10
Х-образная
35-45
2-4
Притупление 2-4 мм
Необходимо очистить от грязи, краски, окалины область 20-30 мм от свариваемых поверхностей.
Режимы газовой сварки
Главная характеристика газовой сварки, это мощность пламени. Она зависит от типа металла и ряда других его характеристик, например, теплофизических свойств. Другими словами, чем толще металл, тем больше температура плавления металла, тем выше должна быть температура пламени.
Мощность пламени определяет расход горючего газа и кислорода. К, примеру, при обработке стали или чугуна расход количества газа и толщины металла связан следующей пропорцией:
Va (100–150)*S л/ч, где Va -расход горючего газа, S- толщина металла.
Регулировка данного параметра осуществляется подбором номера наконечника горелки:
Кроме этого, важную роль играет наклон горелки и размер присадки. Таким образом к параметрам и режимам сварки относятся:
Мощность пламени и ее характер;
Диаметр присадочной проволоки;
Скорость сварки, определяемая способами выполнения сварочных швов и положения мундштука относительно плоскости заготовки.
Левый способ
При таком методе сварки деталей, сварщик перемещает горелку справа налево, присадка должна располагаться впереди горелки. Пламя направляется от шва. Это обеспечивает сварщику хороший обзор шва и как результат он может обеспечить равномерность ширины и высоты валика. Такой метод сварки применяют при работе с деталями до 5 мм.
Правый способ
Такой способ предполагает, что сварщик передвигает горелку слева направо. Проволока должна перемещаться за горелкой. Пламя направляется на шов. При таком методе остывание шва длится дольше и качество шва повышается, но вот его внешний вид оставляет желать лучшего, так как сварщик не может толком видеть его формообразование. Такой метод применяют при толщине листа больше 5 мм.
Диаметр присадочной проволоки
Подбор диаметра присадки(dп) осуществляют в зависимости от толщины свариваемого металла (S), а также от способа сваривания: левый или правый.
Основные параметры газовой сварки распространенных типов и составов сталей можно представить в виде таблицы
Положение мундштука горелки
Скорость сварки ацетиленом или плавления металла регулируют изменением угла расположения мундштука относительно плоскости свариваемого металла. Он определяется теплопроводностью, толщиной и родом металла. Толстый металл с высокой теплопроводностью требует большего угла наклона горелки ввиду долгого прогрева и приложения наибольшей мощности пламени для формирования сварочной ванны.
Для понимания характера воздействия пламени на металл при различном положении достаточно взглянуть на рисунок, представленный ниже.
Как видим ,максимальное проплавление происходит при вертикальном положении горелки. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
Важно! Завершающий этап газовой сварки(формирование кратера) совершают на минимальном угле для предотвращения прожига металла.
Движения горелки
В процессе работы сварщик совершает продольные и поперечные движения горелкой. Основным типов является продольное, оно направлено вдоль линии шва, предназначено для заполнения шва металлов. Поперечное движение выполняется для равномерного прогрева кромок металла и предназначено для формирования нужной ширины шва.
В свою очередь, движения присадочной осуществляются такие же колебательные движения, но в противоположную сторону движению конца горелки. Чтобы избежать дефектов в сварочном шве, конец присадки не рекомендуется извлекать из сварочной ванны, особенно из восстановительной зоны пламени.
Вид движения зависит от пространственного положения шва, его геометрических размеров, толщины и рода металла.
Техника наложения швов в различных пространственных положениях
Нижнее положение
Сварка в нижнем положении является наиболее простой, контролировать процесс формирования шва в данном случае проще всего. Снижается вероятность непровара и появления других дефектов. По технике выполнения применяют, как правило, спиралеобразные движения конца мундштука автогена. В разогретую сварочную ванну опускают присадку, делают “петлю” и повторяют операцию. Каждый следующий виток должен перекрывать предыдущий на 1/3 диаметра.
Тонкие листы сваривают встык отбортовкой кромок, т.е. края заготовок подгибаются и свариваются без применения присадочной проволоки. Можно использовать как правый, так и левый способы соединения.
Нахлесточные швы
Выполнять работу следует, по возможности, без перерывов. Если сделали паузу – перед повторным процессом переплавьте закристаллизовавшийся в кратере металл . Сварка производится левым способом с присадочным материалом. В работе с данным типом соединения целесообразнее применять дуговые технологи, как менее затратные и более производительные. Особенно это скажется на больших объемах.
Вертикальное положение
Возможные варианты выполнения вертикальных швов как сверху вниз, так и с подъемом снизу вверх. В первом случае применяется правый способ(применяется при малой толщине металла), во втором методе возможны оба варианта. Требуется определенная сноровка по удержанию сварочной ванны, не допуская ее стекания вниз. Она обеспечивается правильным положением мундштука, а также давлением газового пламени.
При значительной толщине деталей (до 20 мм) заполнение шва металлом следует выполнят двойным валиком. Подготовка кромок в данном случае не требуется, зазор между деталями должен составлять половину от толщины свариваемых заготовок.
Потолочное положение
Требует аккуратности и максимальной сосредоточенности. Перед подачей проволоки разогревают кромки. Когда они начинают плавится, в зон сварочной ванны вводят проволоку. Конец присадки быстро плавится, образуя сварной шов. Удержание металла в сварочной ванне происходит давлением пламени. Варят правым способом в несколько приемов, каждый слой делают небольшим по толщине. Чтобы металл не стекал по прутку, его следует держать ближе к горизонтальной плоскости потолочного шва.
Достоинства и недостатки
Сварка ацетиленом применяется в производстве различного оборудования вот уже порядка ста лет. И надо отметить, что эта технология актуальна, до сих пор несмотря на то, существует множество оборудования для выполнения электрической сварки, в том числе и с применением защитных газов.
Технология газовой сварки обладает рядом преимуществ:
для выполнения сварки нет необходимости применять сварочные аппараты;
доступность газовой смеси, ее можно приобрести в специализированных организациях;
при выполнении сварки газом нет необходимости в источнике энергии и наличия защитной среды, пламя с успехом выполняет эту функцию;
возможность регулировки расхода газа и соответственно температуры пламени.
отсутствие сильного разбрызгивания металла;
отсутствие УФ-излучения – работу выполняют в специальных очках газосварщика.
Между тем, газовая сварка обладает и рядом серьезных недостатков:
низкая скорость нагрева свариваемых металлов;
тепло от газовой горелки, в отличие от электродуговой имеет широкое рассеивание по поверхности свариваемых деталей и обладает низкой концентрацией в одной точке.
Экономическая составляющая газовой сварки
Нередки случаи, когда инженер технолог делает выбор в пользу газовой сварки, искренне полагая, что, таким образом, он достигнет экономии денежных средств. Но не все так просто. Да, электродуговая сварка потребляет большое количество энергии, но выполнив простые арифметические расчеты можно убедиться, что расходы на электросварку, при том же объеме работ ниже, чем на газовую. Поэтому перед тем как варить газосваркой, имеет подсчитать во сколько обойдется один метр шва.
Слабая концентрация тепла в процессе газовой сварки оказывает отрицательное влияние на ее результативность. Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
Ацетилено-кислородная сварка практически не механизируется. Автоматическая сварка используется при работе с трубами, обладающими тонкой стенкой. Для этого применяют горелки, на которых установлено несколько мундштуков.
Сферы использования сварки
Сварка этого типа отличается от электродуговой плавным разогревом металла. Пожалуй, это и определило сферы ее использования. Сварка газом показывает максимальный эффект при работе со сталью толщиной до пяти миллиметров. Эта технология сварки с успехом используется при обработке цветных металлов. Сварку газом используют для работы с материалами, требующими предварительного прогрева. При выборе газовой сварки, проектировщик должен руководствоваться требованиями ГОСТ.
Сварку газом применяют при проведении ремонтных работ, пайке. С ее помощью проводят восстановление изношенных деталей, например, коленчатых валов. Для этого, на изношенную поверхность наплавляют слой металла. Впоследствии место наплава будет отшлифовано и доведено до необходимого размера.
Руководство по газовой сварке для начинающих
Если вы серьезно относитесь к сварке, я уверен, что вы уже знаете все тонкости газовой сварки. Для тех, кто этого не делает, газовая сварка — не только одна из самых крутых форм сварки, но и одна из самых полезных.
Это дешевая, переносимая и гибкая форма сварки, не требующая электрического оборудования и позволяющая резать, сваривать и паять большинство металлов. В этой статье мы дадим вам полное руководство для понимания основ газовой сварки.
Безопасность
Как мы обсуждали в нашей статье Основы: сварка для начинающих , безопасность на вашем рабочем месте не может быть недостаточно подчеркнута. Особенно для начинающих сварщиков. Опять же, мы настоятельно рекомендуем ознакомиться с Модельным сводом правил Safe Work Australia по сварочным процессам .
Это дает вам все, что вам нужно знать о стандартах безопасности, гарантируя, что вы получите идеальный сварной шов, а не кучу пепла, которая, возможно, была вашей мастерской.
Если вы уже читали это, вот несколько советов, прежде чем приступить к газовой сварке:
Для газовой сварки требуется оборудование, безопасное для работы с кислородом и ацетиленом
Никогда не используйте газообразный ацетилен при давлении выше 100 кПа
Всегда сначала открывайте кислородные или топливные баллоны
При работе всегда имейте под рукой огнетушитель
Открывайте вентиль баллона с ацетиленом только на 1 1/2 оборота и держите на нем гаечный ключ
Оборудование и принцип его работы
Газосварочные работы с тремя важными частями: сварочными наконечниками, мешалками и паяльной трубкой.
Изображение предоставлено: technologystudent.com
При использовании кислород и топливный газ подаются через нагнетательную трубку и смешиваются, выходя через сварочные наконечники. Регуляторы используются для контроля давления, при котором каждый газ прокачивается через паяльную трубку и производит пламя при встрече с кремнем.
При газовой сварке существует множество различных газов для разных случаев. Для большинства применений кислород-ацетилен (C2h3) — это все, что вам действительно нужно, и он отлично подходит для сварки, резки и пайки металлов. Он также легко воспламеняется и является самым горячим коммерчески доступным горючим газом, достигая температуры 480°C, что также соответствует температуре поверхности Венеры.
Подготовка к газовой сварке
После того, как все поля отмечены галочками, следующим шагом будет удаление любых загрязнений, которые могут повредить или вызвать воспламенение. Это делается путем осторожного открывания и закрывания клапана баллона, обязательно вдали от любого источника воспламенения. Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки.
Теперь присоедините другой конец шланга к паяльной трубке, рядом с ручкой должен быть штамп и наклейка, чтобы указать, какой шланг куда идет. Как только это будет сделано, важно сделать еще одну проверку на наличие утечек, прежде чем зажигать.
Закройте клапаны нагнетательных трубок и убедитесь в отсутствии утечек в кислородном и топливном газовых клапанах. Медленно открывайте каждый клапан, оставляя открытым только один, и установите регулятор на значение примерно 100 кПа. Если есть утечки, манометр изменится, и вам нужно будет применить раствор для проверки герметичности клапана, чтобы закрыть утечку. Проверьте это еще раз, и вы готовы зажечь.
Освещение
Изображение предоставлено: amazonaws.com
Чтобы зажечь паяльную трубку, откройте кислородный клапан и отрегулируйте его регулятор, пока не будет достигнуто необходимое давление. После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
Теперь пришло время для части, которую мы все ждали, (безопасно) зажечь паяльную лампу. Слегка приоткройте клапан топливного газа и подожгите газ кремневой зажигалкой, этого нельзя делать при манометрическом давлении выше 100 кПа.
Затем медленно откройте кислородный клапан горелки, пока не появится нейтральное пламя. Для большинства сварочных работ достаточно нейтрального пламени.
Техника газовой сварки
Время от времени ваша паяльная лампа будет пытаться заговорить с вами обратным ударом (небольшой взрыв на конце паяльной трубки). Если это произойдет, ваш поток газа может быть недостаточным для наконечника, наконечник может быть слишком горячим и нуждается в поломке, или внутри наконечника могут застрять частицы углерода или металла (требующие очистки).
Удерживая духовую трубку в положении передней руки, вы, как правило, чувствуете себя более естественно, и ее лучше всего использовать под углом 60-76 градусов к работе. При этом это может варьироваться в зависимости от размера наконечника и толщины металла, например, для металлов, отличных от мягких сталей, требуется 30-45 градусов.
Круговые движения горелки также являются обычной практикой, но ни в коем случае не выходите за пределы сварочной ванны, а кончик трубки должен быть на 2-3 мм выше металла.
Когда сварочная ванна движется вдоль шва, следите за диаметром ванны. Больший диаметр будет означать большее проникновение и, следовательно, лучший сварной шов. Лужа также подскажет вам, нужно ли вам отрегулировать скорость движения или размер пламени и может ли потребоваться наполнительный стержень.
Большую часть времени вы будете выполнять сварку с присадочным материалом или прутком, чтобы укрепить и придать форму сварному шву. При использовании присадочной проволоки начните с создания лужи в том месте, где вы хотите начать сварку. Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл.
Хороший сварной шов трудно освоить, и он получится, когда вы привыкнете обращаться как с паяльной трубкой, так и с присадочным стержнем. Убедитесь, что сварной шов не заходит ни на одну из плоских поверхностей, и сварной шов должен быть равномерным по всей длине шва.
Завершение работы
Работа выполнена? Время безопасно отключить паяльную лампу. Начните с закрытия ацетиленового клапана паяльной трубки, а затем кислородного клапана. Повторите этот шаг на клапане баллона. После того, как все клапаны закрыты, откройте кислородный клапан паяльной трубки, чтобы дать возможность стечь оставшемуся газу — вы узнаете, когда это будет сделано, когда манометр регулятора упадет до нуля. Повторите этот шаг для соответствующих ацетиленовых клапанов.
Отсюда необходимо немного больше узнать о таких вещах, как понимание толщины металла, размера наконечника, давления кислорода и ацетилена и расхода газа. Все эти темы являются подробными и являются еще одним шагом к пониманию газовой сварки и газосварочного оборудования.
Мы рекомендуем прочитать это подробное руководство, предоставленное BOC Gas & Gear, чтобы получить полное представление о газовой сварке. Он даже охватывает более продвинутые способы газовой сварки, такие как пайка, газокислородная резка и нагрев пламенем.
Нужно новое сварочное оборудование? Просмотрите наше новое и подержанное сварочное оборудование здесь.
Резюме
Основы газовой сварки: преимущества, недостатки и области применения
Всякий раз, когда большинство людей думает о сварке, вероятно, первое, что приходит на ум, это газовая сварка. Тем не менее, это не только одна из самых знаковых форм сварки в глазах общественности, но и одна из самых популярных во многих отраслях промышленности по всему миру.
И по очень серьезной причине (ну, по причинам), как вы сейчас узнаете.
Здесь мы узнаем, что такое газовая сварка, и узнаем, почему она до сих пор остается одной из самых важных форм сварки во всем мире.
Проще говоря, газовая сварка — это процесс использования тепла, выделяющегося при сжигании горючего газа (например, ацетилена), для резки и/или соединения металлов. Газовая сварка является одним из наиболее важных видов сварки из-за области ее применения.
Это одна из старейших форм тепловой сварки, которая по-прежнему используется во многих отраслях промышленности.
Источник: Marco d’Itri/Wikimedia Commons
Причина, по которой этот метод сварки все еще очень популярен, заключается в простоте его использования и низкой стоимости. Выполнение сварочного процесса с помощью газовой сварки относительно просто и не требует наличия опытных сварщиков.
При использовании такого топлива, как ацетилен, температура пламени может достигать чуть более 5700°F (3200°C). Эта температура ниже той, которую мы получаем от аппарата дуговой сварки, но упомянутые ранее преимущества перевешивают этот недостаток при различных видах ремонтно-строительных работ.
При сварке металлов с использованием газосварочного оборудования горючие газы смешиваются с кислородом для получения концентрированного пламени при высокой температуре. Это пламя попадает непосредственно в зону сварки и расплавляет рассматриваемые материалы (часто, но не всегда, с добавлением присадочного материала).
Расплавленная часть каждого куска металла образует нечто, называемое расплавом или сварочной ванной, где жидкие металлы диффундируют друг в друга и после охлаждения образуют прочное соединение. Эта форма сварки может использоваться для многих распространенных типов металлов.
Завершение сварки требует, чтобы сварщик медленно удалял пламя из соединения, давая ему время затвердеть без окисления.
Чаще всего кислород смешивают с такими газами, как ацетилен, водород, пропилен, бутан и другими. Выбор газа, используемого для сварки, зависит от типа проекта, стоимости и контроля пламени.
Самый популярный
Источник: stafichukanatoly/Pixabay
Наиболее часто используемым топливным газом для газовой сварки является ацетилен. На самом деле это настолько популярно, что термин газовая сварка нередко заменяется кислородно-ацетиленовой сваркой, в зависимости от используемого топлива.
О некоторых основных компонентах системы газовой сварки вы, наверное, уже догадались, но какие еще нужны детали?
Давайте посмотрим.
Топливный баллон: Одной из наиболее важных частей системы газовой сварки, безусловно, является топливный газ. Обычно его хранят в каком-нибудь цилиндре. Цилиндр герметичен и изготовлен из толстолистовой стали, чтобы сжатое топливо не ослабило цилиндр. Эти цилиндры обычно окрашены в темно-бордовый цвет.
Кислородный баллон. Еще одним важным компонентом системы газовой сварки является постоянная подача чистого кислорода. Кислородный баллон содержит сжатый кислород, необходимый для сварки. И кислородный, и топливный баллоны выдерживают давление соответствующих газов. Обычно, но не всегда, они окрашены в черный цвет.
Регулятор давления: Поскольку и топливный, и кислородный газы хранятся под высоким давлением, для безопасного использования в процессе сварки требуется какой-либо метод снижения давления. Вот тут-то и пригодится регулятор давления. Обычно это устройство помогает подавать кислород при постоянном давлении от 70 до 130 кН/м2, а подачу газа — от 7 до 103 кН/м2.
Источник: pxhere
Регулирующие клапаны: Оба газа имеют отдельные регулирующие клапаны. Регулирующий клапан используется для контроля количества газа, выходящего из баллона. Регулирующие клапаны также имеют решающее значение для контроля соотношения топлива и кислорода.
Смесительная камера: Это устройство используется, как следует из названия, для безопасного смешивания топлива и окислителя. Регулирующие клапаны используются для регулирования потока газов из цилиндра в камеру смесителя.
Сварочная горелка: это «рабочая часть» газосварочного оборудования. Обычно он содержит камеру смесителя и контрольные значения. На другом конце горелки находится сопло, в котором топливно-кислородная смесь сгорает вместе для удобства применения сварщиком.
Как упоминалось ранее, газовая сварка является очень популярным видом сварки. Но почему?
Это потому, что у него есть очень явные преимущества перед конкурентами. К ним относятся, но не ограничиваются:
Может использоваться для соединения различных типов металлов: — Газовая сварка может использоваться для сварки черных и цветных металлов. Это одна из его самых сильных сторон по сравнению с другими процессами сварки.
Не требует использования электричества: — Когда мы сравниваем газовую сварку с другими популярными методами сварки, такими как дуговая сварка, газовая сварка, газовая сварка не требует электричества для работы. Следовательно, вы можете использовать газовую сварку в местах, где нет доступа к электричеству.
Источник: Кевин Гесснер/Flickr
Дешевое Стоимость оборудования: Начальный необходимый капитал для газовой сварки очень низок по сравнению с другими формами сварки. Для некоторых приложений это очень удобно.
Не требует специального труда: газовая сварка не требует узкоспециализированного труда. Это облегчает поиск газосварщиков, а также снижает стоимость рабочей силы.
Устройство для газовой сварки очень портативное: всю установку для газовой сварки относительно легко поднимать и перемещать, в отличие от некоторых других видов сварки.
Хотя газовая сварка имеет некоторые ощутимые и важные преимущества по сравнению с другими формами сварки, она не идеальна. Некоторые из его недостатков включают, но не ограничиваются:
Не подходит для толстых секций.
Газовая сварка, как правило, обеспечивает низкое качество поверхности. Это означает, что его сварные швы обычно нуждаются в отделке после сварки, если важна эстетика.
Нельзя использовать для высокопрочной стали. Это связано с тем, что зона нагрева по самой своей природе может влиять на механические свойства исходных металлов.
Низкая скорость нагрева и соединения металлов по сравнению с другими видами сварки.
Невозможно достичь температур дуговой сварки
Не имеет специальной системы защиты от флюса. Это может привести к очень серьезным дефектам сварки.
Источник: James Halliday/Flickr
Газовая сварка используется в различных отраслях промышленности. Вот некоторые из наиболее распространенных.
Ремонтные работы: Одним из наиболее распространенных применений газовой сварки являются ремонтные работы.
Изготовление листового металла: Листовой металл от тонкого до среднего легко сваривается с помощью газовой сварки.
Авиационная промышленность: кислородно-ацетиленовая сварка обычно используется для соединения различных деталей самолетов.
Автомобильная промышленность: Используется для сварки деталей рамы и шасси.
Соединение высокоуглеродистой стали: газовая сварка очень эффективна при плавлении высокоуглеродистой стали.
Как мы уже видели, газовая сварка является одним из наиболее важных и широко используемых методов сварки. Сочетание относительно низкой стоимости, простоты использования и портативности делает газовую сварку одним из самых популярных методов сварки, которые мы используем сегодня.
Обычно начинающие сварщики «нарезают зубы», осваивая газовую сварку, прежде чем перейти к более продвинутым и технически сложным формам, таким как дуговая сварка или сварка MIG. Если вы хотите построить карьеру в области сварки, газовая сварка является идеальной отправной точкой.
Для вас
наука
Доктор Брэд Такер был первым экспертом на месте происшествия после того, как два фермера обнаружили фрагменты космического мусора, которые, как теперь известно, прибыли из миссии SpaceX Crew-1.
Дюймовый размер обозначается дробью и означает количество долей дюйма (1 дюйм (inch)= 25,4 мм), где вверху дроби (числителе) стоит часть количества, а внизу дроби (знаменателе) – количество долей дюйма. К примеру, 1/2″ – одна вторая дюйма, 7/8″ – семь восьмых дюйма и т.д. Дюймовая размерность в основном применяется на крепеже деталей и узлов механизмов автомобилей американского производства.
дюйм = мм
дюйм = мм
дюйм = мм
дюйм = мм
дюйм = мм
1/32 = 0.7938
1-1/32 = 26.1938
2-1/32 = 51.5938
3-1/32 = 76.9938
4-1/32 = 102.3938
1/16 = 1.5875
1-1/16 = 26.9875
2-1/16 = 52.3875
3-1/16 = 77.7875
4-1/16 = 103.1875
3/32 = 2.3812
1-3/32 = 27.7812
2-3/32 = 53.1812
3-3/32 = 78.5812
4-3/32 = 103.9812
1/8 = 3.1750
1-1/8 = 28.5750
2-1/8 = 53. 9750
3-1/8 = 79.3750
4-1/8 = 104.7750
5/32 = 3.9688
1-5/32 = 29.3688
2-5/32 = 54.7688
3-5/32 = 80.1688
4-5/32 = 105.5688
3/16 = 4.7625
1-3/16 = 30.1625
2-3/16 = 55.5625
3-3/16 = 80.9625
4-3/16 = 106.3625
7/32 = 5.5562
1-7/32 = 30.9562
2-7/32 = 56.3562
3-7/32 = 81.7562
4-7/32 = 107.1562
1/4 = 6.3500
1-1/4 = 31.7500
2-1/4 = 57.1500
3-1/4 = 82.5500
4-1/4 = 107.9500
9/32 = 7.1438
1-9/32 = 32.5438
2-9/32 = 57.9438
3-9/32 = 83.3438
4-9/32 = 108.7438
5/16 = 7.9375
1-5/16 = 33.3375
2-5/16 = 58. 7375
3-5/16 = 84.1375
4-5/16 = 109.5375
11/32 = 8.7312
1-11/32 = 34.1312
2-11/32 = 59.5312
3-11/32 = 84.9312
4-11/32 = 110.3312
3/8 = 9.5250
1-3/8 = 34.9250
2-3/8 = 60.3250
3-3/8 = 85.7250
4-3/8 = 111.1250
13/32 = 10.3188
1-13/32 = 35.7188
2-13/32 = 61.1188
3-13/32 = 86.5188
4-13/32 = 111.9188
7/16 = 11.1125
1-7/16 = 36.5125
2-7/16 = 61.9125
3-7/16 = 87.3125
4-7/16 = 112.7125
15/32 = 11.9062
1-15/32 = 37.3062
2-15/32 = 62.7062
3-15/32 = 88.1062
4-15/32 = 113.5062
1/2 = 12.7000
1-1/2 = 38.1000
2-1/2 = 63. 5000
3-1/2 = 88.9000
4-1/2 = 114.3000
17/32 = 13.4938
1-17/32 = 38.8938
2-17/32 = 64.2938
3-17/32 = 89.6938
4-17/32 = 115.0938
9/16 = 14.2875
1-9/16 = 39.6875
2-9/16 = 65.0875
3-9/16 = 90.4875
4-9/16 = 115.8875
19/32 = 15.0812
1-19/32 = 40.4812
2-19/32 = 65.8812
3-19/32 = 91.2812
4-19/32 = 116.6812
5/8 = 15.8750
1-5/8 = 41.2750
2-5/8 = 66.6750
3-5/8 = 92.0750
4-5/8 = 117.4750
21/32 = 16.6688
1-21/32 = 42.0688
2-21/32 = 67.4688
3-21/32 = 92.8688
4-21/32 = 118.2688
11/16 = 17.4625
1-11/16 = 42.8625
2-11/16 = 68. 2625
3-11/16 = 93.6625
4-11/16 = 119.0625
23/32 = 18.2562
1-23/32 = 43.6562
2-23/32 = 69.0562
3-23/32 = 94.4562
4-23/32 = 119.8562
3/4 = 19.0500
1-3/4 = 44.4500
2-3/4 = 69.8500
3-3/4 = 95.2500
4-3/4 = 120.4500
25/32 = 19.8438
1-25/32 = 45.2438
2-25/32 = 70.6438
3-25/32 = 96.0438
4-25/32 = 121.4438
13/16 = 20.6375
1-13/16 = 46.0375
2-13/16 = 71.4375
3-13/16 = 96.8375
4-13/16 = 122.2375
27/32 = 21.4312
1-27/32 = 46.8312
2-27/32 = 72.2312
3-27/32 = 97.6312
4-27/32 = 123.0312
7/8 = 22.2250
1-7/8 = 47.6250
2-7/8 = 73. 0250
3-7/8 = 98.4250
4-7/8 = 123.8250
29/32 = 23.0188
1-29/32 = 48.4188
2-29/32 = 73.8188
3-29/32 = 99.2188
4-29/32 = 124.6188
15/16 = 23.8125
1-15/16 = 49.2125
2-15/16 = 74.6125
3-15/16 = 100.0125
4-15/16 = 125.4125
31/32 = 24.6062
1-31/32 = 50.0062
2-31/32 = 75.4062
3-31/32 = 100.8062
4-31/32 = 126.2062
1 = 25.4000
2 = 50.8000
3 = 76.2000
4 = 101.6000
5 = 127.0000
Для удобства определения метрических и дюймовых торцевых головок, производитель King Tony обозначает их разными цветами.
Метрическая торцевая головка
Дюймовая торцевая головка
9,16 дюймов в мм — Howmanypedia.
com
Вы ищете способ конвертировать 9,16 дюймов в мм? Чтобы ответить на вопрос сначала, это 232,664 мм. Но что такое коэффициент преобразования? Именно об этом эта страница, так как мы покажем вам множество различных способов конвертировать 9,16 дюйма в их миллиметровый эквивалент. И это не так уж и сложно, как вы увидите.
Калькулятор 9.16 дюймов в миллиметры
Для быстрого преобразования вы можете воспользоваться нашим калькулятором. Он очень прост в использовании и не вызовет затруднений даже у новичка. В калькуляторе есть три элемента: дюймы, миллиметры и кнопка сброса.
Введите число «9,16» в дюймах и при необходимости поставьте десятичную точку. После того, как вы ввели числа, калькулятор автоматически отобразит результаты.
Вы можете ввести 1 дюйм, 10 дюймов, 25,7 дюйма и т. д. С помощью этого простого метода вы теперь можете быстро выполнять преобразования. Как только вы закончите одно преобразование, просто нажмите кнопку сброса.
Сокращения для дюймов: in., «.
Сокращение для миллиметра: мм .
9,16 Дюймов в ММ – определение единицы измерения
Что такое дюйм? Дюйм (также пишется в. или «) — это единица измерения, используемая в системах измерения клиентов США. Он также является частью имперской системы измерения. Доллар США имеет диаметр около 1 дюйма, поэтому 10 из них равны 10 дюймам. iPhone 5S имеет длину 5 дюймов, поэтому сложите два вместе, и вы получите 10 дюймов.
В США чаще используются дюймы, чем миллиметры. Это верно и в Канаде. В Великобритании обычно используется метрическая система, но также используются и дюймы. Вы также найдете дюймы, используемые в Японии и на Филиппинах для размеров.
Что такое миллиметр? Миллиметр (сокращенно мм) — единица измерения в метрической системе. Как и дюйм, он используется для измерения длины объекта, особенно маленького. «Миллиметр» — это американское написание, тогда как в Великобритании оно пишется «миллиметр». Оба обозначаются аббревиатурой мм и имеют одинаковое значение и размер.
В 1 сантиметре 10 мм, а в одном метре 1000 мм. 1 метр равен 1 ярду. Большинство людей все еще знакомы с дюймами, поэтому часто необходим конвертер. Давайте рассмотрим другие варианты совершения конверсий.
Таблица преобразования 9,16 дюйма в миллиметры
Если у вас нет времени на преобразование или вам нужна информация о цифрах 9,16 дюйма в миллиметры, эта таблица может вам помочь. Добавьте нас в закладки, чтобы использовать эту таблицу в любое время и в любом месте.
Преобразование единиц измерения
Дюймы (дюймов),
Миллиметры (мм)
9,16 дюйма до мм
9,16 дюйма =
232,664 мм
9,16 дюймов в мм
Если вы когда-либо покупали товары в Интернете, вы увидите, что в продуктах используются либо миллиметры, либо дюймы. Некоторые из них отображают эквивалент друг друга, а другие нет. Если вы привыкли к миллиметрам, вы можете не знать, насколько велики 9,16 дюйма. Если это мобильное устройство, ноутбук или другой продукт имеет размеры 9,16 дюйма, насколько большим будет это значение в миллиметрах?
Вот почему мы придумали этот конвертер и таблицу. С этим у вас будет более простой способ получить правильные цифры. Точность становится еще более важной, если ваша работа связана со строительством.
Такая же потребность есть у тех, кто более знаком с mm. Предположим, вы ищете продукт размером 9,16 дюйма. Было бы легко, если бы вы покупали на веб-сайте, который использует дюймы для измерения.
А что, если сайт использует миллиметры? В этом случае вам также понадобится конвертер. Если вы знаете коэффициент преобразования, это будет не так сложно.
Однако практичнее иметь конвертер или диаграмму, так как это быстрее. Преимущество нашей таблицы и калькулятора в том, что вы получите результаты, даже если не знаете коэффициент пересчета.
Преобразование 9,16 дюйма в миллиметры
Как мы уже показали, преобразовать 9,16 дюйма в миллиметры не так уж сложно. Но если вы хотите узнать о коэффициенте преобразования, читайте дальше. Даже если вы знаете, сколько 9,16 дюймов в миллиметрах, знание коэффициента пересчета поможет вам выполнить другие вычисления из дюймов в миллиметры.
Процесс преобразования выглядит следующим образом. Для 9,16 дюйма умножьте 9,16 на 25,4. Напомним, что 25,4 равно одному дюйму, поэтому для 9,16 дюйма это 9,16 х 25,4. Вы можете записать это как:
9,16 дюйма = 232,664 миллиметра
9,16 дюйма = 232,664 мм
9,16 дюйма = 232,664 мм.
Любой из них подойдет, и все они означают одно и то же. Мы также должны отметить, что это преобразование также будет работать для других преобразований дюймов в миллиметры. В то время как мы сосредоточились на 9,16 дюймов в миллиметрах, вы можете использовать это для 20 дюймов, 25,3 дюймов, 30 дюймов и так далее.
Используя 25,4, вы получите точное преобразование для 90,16 дюйма. Так как это работает для других чисел от дюймов до мм, вы должны найти это удобным. Независимо от того, делаете ли вы покупки или просто хотите убедиться, что ваши цифры точны, вам поможет конвертер.
Наиболее популярные преобразования дюймов в мм (дюймы в миллиметры):
2 дюйма в мм – 2 дюйма в мм
3 дюйма в мм — 3 дюйма в мм
4 дюйма в мм – 4 дюйма в мм
5 дюймов в мм – 5 дюймов в мм
Сколько мм составляет 9,16 дюймов
Мы сосредоточились на вопросе о соотношении 9,16 дюймов в миллиметрах, но теперь нам нужно ответить на вопрос, сколько миллиметров содержится в 9,16 дюймах. Чтобы ответить на вопрос, 9,16 дюйма имеют 232,664 мм. Вы также можете записать это как:
9,16 дюйма равно 232,664 мм
9,16 дюйма равно 232,664 миллиметра
9,16 дюйма равно 232,664 мм или миллиметрам.
Вы также можете написать это как миллиметр. Несоответствие между размерами является причиной, по которой некоторым людям трудно выполнить преобразование. С нашей 9Руководство по преобразованию 0,16 дюймов в миллиметры здесь, вы видели, насколько прост весь процесс.
MM в настоящее время широко используется, и даже в США теперь есть некоторые продукты, в которых для измерения используются миллиметры. Однако до того, как все страны перейдут на метрическую систему, нам еще далеко. Некоторые страны, такие как США, могут никогда полностью не принять метрическую систему. Но это не беда, ведь с нашим конвертером и диаграммой у вас не возникнет проблем с преобразованием.
Мы сосредоточились на преобразовании 9,16 дюймов в миллиметры, потому что это то, что многие люди хотят знать. Однако, зная, как преобразование здесь показывает, как преобразовывать другие числа в дюймах и миллиметрах.
Многие люди не любят обрабатывать цифры, и это становится еще сложнее, когда вы пытаетесь преобразовать одно измерение из другого. Если вы привыкли к миллиметрам и знакомы только с дюймами, что вы делаете?
Надеемся, что информация на этом сайте дала вам ответ. Как выяснилось, перевести дюймы в миллиметры не так сложно, как кажется.
Сводка
дюймов в миллиметры Калькулятор + [список 1-200 дюймов в миллиметры]
Конвертировать дюймы в миллиметры калькулятор. 1 дюйм = 25,4 миллиметра. 1 метр = 1000 миллиметров.
Список конвертации 1 — 200 дюймов в миллиметры
1 дюймов в миллиметры равно 25 . Также 1 дюйм в миллиметр равен 0 метрам и 25 мм. 2 дюйма в мм равно 50 . Также 2 дюйма в миллиметры равно 0 метрам и 50 мм. 3 дюйма в миллиметр равно 76 . Также 3 дюйма в мм равно 0 метрам и 76 мм. 4 дюйма в мм равно 101 . Также 4 дюйма в мм равно 0 метрам и 101 мм. 5 дюймов в мм равно 127 . Также 5 дюймов в мм равняется 0 метрам и 127 мм. 6 дюймов в мм равно 152 . Также 6 дюймов в мм равняется 0 метрам и 152 мм. 7 дюймов в мм равно 177 . Также 7 дюймов в мм равняется 0 метрам и 177 мм. 8 дюймов в мм равно 203 . Также 8 дюймов в мм равняется 0 метрам и 203 мм. 9 дюймов в мм равно 228 . Также 9 дюймов в мм равняется 0 метрам и 228 мм. 10 дюймов в мм равно 254 . Также 10 дюймов в мм равняется 0 метрам и 254 мм. 11 дюймов в мм равно 279 . Также 11 дюймов в мм равняется 0 метрам и 279 мм. 12 дюймов в мм равно 304 . Также 12 дюймов в мм равняется 0 метрам и 304 мм. 13 дюймов в мм равно 330 . Также 13 дюймов в мм равняется 0 метрам и 330 мм. 14 дюймов в мм равно 355 . Также 14 дюймов в мм равняется 0 метрам и 355 мм. 15 дюймов в мм равно 381 . Также 15 дюймов в мм равняется 0 метрам и 381 мм. 16 дюймов в мм равно 406 . Также 16 дюймов в мм равняется 0 метрам и 406 мм. 17 дюймов в мм равно 431 . Также 17 дюймов в мм равняется 0 метрам и 431 мм. 18 дюймов в мм равно 457 . Также 18 дюймов в мм равно 0 метрам и 457 мм. 19 дюймов в мм равно 482 . Также 19 дюймов в мм равно 0 метрам и 482 мм. 20 дюймов в мм равно 508 . Также 20 дюймов в мм равняется 0 метрам и 508 мм. 21 дюйм в миллиметр равно 533 . Также 21 дюйм в мм равняется 0 метрам и 533 мм. 22 дюйма в миллиметр равно 558 . Также 22 дюйма в мм равняется 0 метрам и 558 мм. 23 дюйма в миллиметр равно 584 . Также 23 дюйма в мм равно 0 метрам и 584 мм. 24 дюйма в миллиметр равно 609 . Также 24 дюйма в мм равно 0 метрам и 609 мм. 25 дюймов в мм равно 635 . Также 25 дюймов в мм равняется 0 метрам и 635 мм. 26 дюймов в мм равно 660 . Также 26 дюймов в мм равно 0 метрам и 660 мм. 27 дюймов в мм равно 685 . Также 27 дюймов в мм равняется 0 метрам и 685 мм. 28 дюймов в мм равно 711 . Также 28 дюймов в мм равно 0 метрам и 711 мм. 29 дюймов в мм равно 736 . Также 29 дюймов в мм равняется 0 метрам и 736 мм. 30 дюймов в мм равно 762 . Также 30 дюймов в мм равняется 0 метрам и 762 мм. 31 дюйм в миллиметр равно 787 . Также 31 дюйм в мм равняется 0 метрам и 787 мм. 32 дюйма в миллиметр равно 812 . Также 32 дюйма в мм равняется 0 метрам и 812 мм. 33 дюйма в миллиметр равно 838 . Также 33 дюйма в мм равняется 0 метрам и 838 мм. 34 дюйма в миллиметр равно 863 . Также 34 дюйма в мм равняется 0 метрам и 863 мм. 35 дюймов в мм равно 889 . Также 35 дюймов в мм равняется 0 метрам и 889 мм. 36 дюймов в мм равно 914 . Также 36 дюймов в мм равняется 0 метрам и 914 мм. 37 дюймов в мм равно 939 . Также 37 дюймов в мм равняется 0 метрам и 939 мм. 38 дюймов в мм равно 965 . Также 38 дюймов в мм равняется 0 метрам и 965 мм. 39 дюймов в мм равно 990 . Также 39 дюймов в мм равняется 0 метрам и 990 мм. 40 дюймов в мм равно 1016 . Также 40 дюймов в мм равно 1 метру и 16 мм. 41 дюйм в миллиметр равно 1041 . Также 41 дюйм в мм равно 1 метру и 41 мм. 42 дюйма в миллиметр равно 1066 . Также 42 дюйма в мм равно 1 метру и 66 мм. 43 дюйма в миллиметр равно 1092 . Также 43 дюйма в мм равно 1 метру и 92 мм. 44 дюйма в миллиметр равно 1117 . Также 44 дюйма в мм равно 1 метру и 117 мм. 45 дюймов в миллиметр равно 1143 . Также 45 дюймов в мм равно 1 метру и 143 мм. 46 дюймов в мм равно 1168 . Также 46 дюймов в мм равно 1 метру и 168 мм. 47 дюймов в миллиметр равно 1193 . Также 47 дюймов в мм равно 1 метру и 193 мм. 48 дюймов в мм равно 1219 . Также 48 дюймов в мм равно 1 метру и 219мм. 49 дюймов в миллиметр равно 1244 . Также 49 дюймов в мм равно 1 метру и 244 мм. 50 дюймов в мм равно 1270 . Также 50 дюймов в мм равно 1 метру и 270 мм. 51 дюйм в миллиметр равно 1295 . Также 51 дюйм в миллиметр равно 1 метру и 295 мм. 52 дюйма в миллиметр равно 1320 . Также 52 дюйма в мм равно 1 метру и 320 мм. 53 дюйма в миллиметр равно 1346 . Также 53 дюйма в мм равно 1 метру и 346 мм. 54 дюйма в миллиметр равно 1371 . Также 54 дюйма в мм равно 1 метру и 371 мм. 55 дюймов в мм равно 1397 . Также 55 дюймов в мм равно 1 метру и 397 мм. 56 дюймов в миллиметр равно 1422 . Также 56 дюймов в мм равно 1 метру и 422 мм. 57 дюймов в миллиметр равно 1447 . Также 57 дюймов в мм равно 1 метру и 447 мм. 58 дюймов в миллиметр равно 1473 . Также 58 дюймов в мм равно 1 метру и 473 мм. 59 дюймов в миллиметр равно 1498 . Также 59 дюймов в мм равно 1 метру и 498 мм. 60 дюймов в мм равно 1524 . Также 60 дюймов в мм равно 1 метру и 524 мм. 61 дюйм в миллиметр равно 1549 . Также 61 дюймов в мм равно 1 метру и 549 мм. 62 дюйма в миллиметр равно 1574 . Также 62 дюйма в мм равно 1 метру и 574 мм. 63 дюйма в миллиметр равно 1600 . Также 63 дюйма в мм равно 1 метру и 600 мм. 64 дюйма в миллиметр равно 1625 . Также 64 дюйма в мм равно 1 метру и 625 мм. 65 дюймов в мм равно 1651 . Также 65 дюймов в мм равно 1 метру и 651 мм. 66 дюймов в мм равно 1676 . Также 66 дюймов в мм равно 1 метру и 676 мм. 67 дюймов в мм равно 1701 . Также 67 дюймов в мм равно 1 метру и 701 мм. 68 дюймов в мм равно 1727 . Также 68 дюймов в мм равно 1 метру и 727 мм. 69 дюймов в мм равно 1752 . Также 69 дюймов в мм равно 1 метру и 752 мм. 70 дюймов в мм равно 1778 . Также 70 дюймов в мм равно 1 метру и 778 мм. 71 дюймов в миллиметр равно 1803 . Также 71 дюйм в мм равно 1 метру и 803 мм. 72 дюйма в миллиметр равно 1828 . Также 72 дюйма в мм равно 1 метру и 828 мм. 73 дюйма в миллиметр равно 1854 . Также 73 дюйма в мм равно 1 метру и 854 мм. 74 дюйма в миллиметр равно 1879 . Также 74 дюйма в мм равно 1 метру и 879 мм. 75 дюймов в мм равно 1905 . Также 75 дюймов в мм равно 1 метру и 905 мм. 76 дюймов в миллиметр равно 1930 . Также 76 дюймов в мм равно 1 метру и 930 мм. 77 дюймов в миллиметр равно 1955 . Также 77 дюймов в мм равно 1 метру и 955 мм. 78 дюймов в миллиметр равно 1981 . Также 78 дюймов в миллиметры равняется 1 метру и 981 мм. 79 дюймов в мм равно 2006 . Также 79 дюймов в мм равно 2 метрам и 6 мм. 80 дюймов в мм равно 2032 . Также 80 дюймов в миллиметры равняется 2 метрам и 32 миллиметрам. 81 дюйм в миллиметр равно 2057 . Также 81 дюйм в мм равно 2 метра и 57 мм. 82 дюйма в миллиметр равно 2082 . Также 82 дюйма в мм равно 2 метрам и 82 мм. 83 дюйма в миллиметр равно 2108 . Также 83 дюйма в мм равно 2 метрам и 108 мм. 84 дюйма в миллиметр равно 2133 . Также 84 дюйма в мм равно 2 метрам и 133 мм. 85 дюймов в мм равно 2159 . Также 85 дюймов в мм равняется 2 метрам и 159 мм. 86 дюймов в мм равно 2184 . Также 86 дюймов в мм равняется 2 метрам и 184 мм. 87 дюймов в мм равно 2209 . Также 87 дюймов в мм равно 2 метрам и 209 мм. 88 дюймов в мм равно 2235 . Также 88 дюймов в мм равно 2 метрам и 235 мм. 89 дюймов в мм равно 2260 . Также 89 дюймов в мм равно 2 метрам и 260 мм. 90 дюймов в мм равно 2286 . Также 90 дюймов в мм равняется 2 метрам и 286 мм. 91 дюйм в миллиметр равно 2311 . Также 91 дюйм в мм равно 2 метрам и 311 мм. 92 дюйма в миллиметр равно 2336 . Также 92 дюйма в мм равно 2 метрам и 336 мм. 93 дюйма в миллиметр равно 2362 . Также 93 дюйма в мм равно 2 метрам и 362 мм. 94 дюйма в миллиметр равно 2387 . Также 94 дюйма в мм равно 2 метрам и 387 мм. 95 дюймов в мм равно 2413 . Также 95 дюймов в мм равно 2 метрам и 413 мм. 96 дюймов в мм равно 2438 . Также 96 дюймов в мм равняется 2 метрам и 438 мм. 97 дюймов в мм равно 2463 . Также 97 дюймов в мм равно 2 метрам и 463 мм. 98 дюймов в мм равно 2489 . Также 98 дюймов в мм равно 2 метрам и 489 мм. 99 дюймов в мм равно 2514 . Также 99 дюймов в мм равно 2 метрам и 514 мм. 100 дюймов в мм равно 2540 . Также 100 дюймов в мм равняется 2 метрам и 540 мм. 101 дюйм в миллиметр равно 2565 . Также 101 дюймов в мм равно 2 метрам и 565 мм. 102 дюйма в мм равно 2590 . Также 102 дюйма в мм равно 2 метрам и 590 мм. 103 дюйма в миллиметр равно 2616 . Также 103 дюйма в мм равно 2 метрам и 616 мм. 104 дюйма в миллиметр равно 2641 . Также 104 дюйма в мм равно 2 метрам и 641 мм. 105 дюймов в мм равно 2667 . Также 105 дюймов в мм равняется 2 метрам и 667 мм. 106 дюймов в мм равно 2692 . Также 106 дюймов в мм равно 2 метрам и 692 мм. 107 дюймов в мм равно 2717 . Также 107 дюймов в мм равняется 2 метрам и 717 мм. 108 дюймов в мм равно 2743 . Также 108 дюймов в мм равно 2 метрам и 743 мм. 109 дюймов в мм равно 2768 . Также 109 дюймов в мм равняется 2 метрам и 768 мм. 110 дюймов в мм равно 2794 . Также 110 дюймов в мм равняется 2 метрам и 794 мм. 111 дюймов в мм равно 2819 . Также 111 дюймов в мм равняется 2 метрам и 819 мм. 112 дюймов в мм равно 2844 . Также 112 дюймов в мм равно 2 метрам и 844 мм. 113 дюймов в мм равно 2870 . Также 113 дюймов в мм равно 2 метрам и 870 мм. 114 дюймов в мм равно 2895 . Также 114 дюймов в миллиметры равняется 2 метрам и 895 мм. 115 дюймов в мм равно 2921 . Также 115 дюймов в мм равняется 2 метрам и 921 мм. 116 дюймов в мм равно 2946 . Также 116 дюймов в мм равно 2 метрам и 946 мм. 117 дюймов в мм равно 2971 . Также 117 дюймов в мм равно 2 метрам и 971 мм. 118 дюймов в мм равно 2997 . Также 118 дюймов в мм равно 2 метрам и 997 мм. 119 дюймов в мм равно 3022 . Также 119 дюймов в мм равно 3 метрам и 22 мм. 120 дюймов в мм равно 3048 . Также 120 дюймов в мм равно 3 метрам и 48 мм. 121 дюйм в миллиметр равно 3073 . Также 121 дюймов в мм равно 3 метрам и 73 мм. 122 дюйма в миллиметр равно 3098 . Также 122 дюйма в мм равно 3 метрам и 98 мм. 123 дюйма в миллиметр равно 3124 . Также 123 дюйма в мм равно 3 метрам и 124 мм. 124 дюйма в миллиметр равно 3149 . Также 124 дюйма в мм равно 3 метрам и 149 мм. 125 дюймов в мм равно 3175 . Также 125 дюймов в мм равно 3 метрам и 175 мм. 126 дюймов в мм равно 3200 . Также 126 дюймов в мм равно 3 метрам и 200 мм. 127 дюймов в мм равно 3225 . Также 127 дюймов в мм равняется 3 метрам и 225 мм. 128 дюймов в мм равно 3251 . Также 128 дюймов в мм равно 3 метрам и 251 мм. 129 дюймов в мм равно 3276 . Также 129 дюймов в мм равно 3 метрам и 276 мм. 130 дюймов в мм равно 3302 . Также 130 дюймов в мм равно 3 метрам и 302 мм. 131 дюйм в миллиметр равно 3327 . Также 131 дюймов в мм равно 3 метрам и 327 мм. 132 дюйма в миллиметр равно 3352 . Также 132 дюйма в миллиметры равно 3 метрам и 352 миллиметрам. 133 дюйма в миллиметр равно 3378 . Также 133 дюйма в миллиметры равно 3 метрам и 378 миллиметрам. 134 дюйма в миллиметр равно 3403 . Также 134 дюйма в мм равно 3 метрам и 403 мм. 135 дюймов в миллиметр равно 3429 . Также 135 дюймов в мм равняется 3 метрам и 429 мм. 136 дюймов в мм равно 3454 . Также 136 дюймов в мм равно 3 метрам и 454 мм. 137 дюймов в мм равно 3479 . Также 137 дюймов в мм равно 3 метрам и 479 мм. 138 дюймов в мм равно 3505 . Также 138 дюймов в мм равно 3 метрам и 505 мм. 139 дюймов в мм равно 3530 . Также 139 дюймов в мм равно 3 метрам и 530 мм. 140 дюймов в мм равно 3556 . Также 140 дюймов в мм равняется 3 метрам и 556 мм. 141 дюймов в миллиметр равно 3581 . Также 141 дюймов в мм равно 3 метрам и 581 мм. 142 дюйма в миллиметр равно 3606 . Также 142 дюйма в мм равно 3 метрам и 606 мм. 143 дюйма в миллиметр равно 3632 . Также 143 дюйма в мм равно 3 метрам и 632 мм. 144 дюйма в миллиметр равно 3657 . Также 144 дюйма в мм равно 3 метрам и 657 мм. 145 дюймов в миллиметр равно 3683 . Также 145 дюймов в мм равно 3 метрам и 683 мм. 146 дюймов в мм равно 3708 . Также 146 дюймов в мм равно 3 метрам и 708 мм. 147 дюймов в мм равно 3733 . Также 147 дюймов в мм равняется 3 метрам и 733 мм. 148 дюймов в мм равно 3759 . Также 148 дюймов в мм равняется 3 метрам и 759 мм. 149 дюймов в мм равно 3784 . Также 149 дюймов в мм равно 3 метрам и 784 мм. 150 дюймов в мм равно 3810 . Также 150 дюймов в мм равно 3 метрам и 810 мм. 151 дюйм в миллиметр равно 3835 . Также 151 дюймов в мм равно 3 метрам и 835 мм. 152 дюйма в миллиметр равно 3860 . Также 152 дюйма в мм равно 3 метрам и 860 мм. 153 дюйма в миллиметр равно 3886 . Также 153 дюйма в миллиметры равно 3 метрам и 886 мм. 154 дюйма в миллиметр равно 3911 . Также 154 дюйма в миллиметры равно 3 метрам и 911 миллиметрам. 155 дюймов в мм равно 3937 . Также 155 дюймов в мм равняется 3 метрам и 937 мм. 156 дюймов в мм равно 3962 . Также 156 дюймов в миллиметры равняется 3 метрам и 962 мм. 157 дюймов в мм равно 3987 . Также 157 дюймов в мм равно 3 метрам и 987 мм. 158 дюймов в мм равно 4013 . Также 158 дюймов в мм равно 4 метрам и 13 мм. 159 дюймов в мм равно 4038 . Также 159 дюймов в мм равно 4 метрам и 38 мм. 160 дюймов в мм равно 4064 . Также 160 дюймов в миллиметры равняется 4 метрам и 64 миллиметрам. 161 дюйм в миллиметр равно 4089 . Также 161 дюймов в мм равно 4 метрам и 89 мм. 162 дюйма в миллиметр равно 4114 . Также 162 дюйма в мм равно 4 метрам и 114 мм. 163 дюйма в миллиметр равно 4140 . Также 163 дюйма в мм равно 4 метрам и 140 мм. 164 дюйма в миллиметр равно 4165 . Также 164 дюйма в мм равно 4 метрам и 165 мм. 165 дюймов в миллиметр равно 4191 . Также 165 дюймов в мм равно 4 метрам и 191 мм. 166 дюймов в мм равно 4216 . Также 166 дюймов в мм равно 4 метрам и 216 мм. 167 дюймов в мм равно 4241 . Также 167 дюймов в мм равно 4 метрам и 241 мм. 168 дюймов в мм равно 4267 . Также 168 дюймов в мм равно 4 метрам и 267 мм. 169 дюймов в миллиметр равно 4292 . Также 169 дюймов в мм равно 4 метрам и 292 мм. 170 дюймов в мм равно 4318 . Также 170 дюймов в мм равняется 4 метрам и 318 мм. 171 дюйм в миллиметр равно 4343 . Также 171 дюймов в мм равно 4 метрам и 343 мм. 172 дюйма в миллиметр равно 4368 . Также 172 дюйма в мм равно 4 метрам и 368 мм. 173 дюйма в миллиметр равно 4394 . Также 173 дюйма в мм равно 4 метрам и 394 мм. 174 дюйма в миллиметр равно 4419 . Также 174 дюйма в миллиметры равняется 4 метрам и 419.мм. 175 дюймов в миллиметр равно 4445 . Также 175 дюймов в мм равняется 4 метрам и 445 мм. 176 дюймов в миллиметр равно 4470 . Также 176 дюймов в мм равняется 4 метрам и 470 мм. 177 дюймов в миллиметр равно 4495 . Также 177 дюймов в мм равняется 4 метрам и 495 мм. 178 дюймов в мм равно 4521 . Также 178 дюймов в мм равно 4 метрам и 521 мм. 179 дюймов в мм равно 4546 . Также 179 дюймов в мм равняется 4 метрам и 546 мм. 180 дюймов в мм равно 4572 . Также 180 дюймов в мм равняется 4 метрам и 572 мм. 181 дюйм в миллиметр равно 4597 . Также 181 дюймов в миллиметры равняется 4 метрам и 597 миллиметрам. 182 дюйма в миллиметр равно 4622 . Также 182 дюйма в миллиметры равно 4 метрам и 622 миллиметрам. 183 дюйма в миллиметр равно 4648 . Также 183 дюйма в мм равно 4 метрам и 648 мм. 184 дюйма в миллиметр равно 4673 . Также 184 дюйма в мм равно 4 метрам и 673 мм. 185 дюймов в миллиметр равно 4699 . Также 185 дюймов в мм равно 4 метрам и 699 мм. 186 дюймов в мм равно 4724 . Также 186 дюймов в мм равно 4 метрам и 724 мм. 187 дюймов в миллиметр равно 4749 . Также 187 дюймов в мм равняется 4 метрам и 749 мм. 188 дюймов в миллиметр равно 4775 . Также 188 дюймов в мм равняется 4 метрам и 775 мм. 189 дюймов в мм равно 4800 . Также 189 дюймов в мм равно 4 метрам и 800 мм. 190 дюймов в мм равно 4826 . Также 190 дюймов в мм равно 4 метрам и 826 мм. 191 дюйм в миллиметр равно 4851 . Также 191 дюймов в мм равно 4 метрам и 851 мм. 192 дюйма в миллиметр равно 4876 . Также 192 дюйма в мм равно 4 метрам и 876 мм. 193 дюйма в миллиметр равно 4902 . Также 193 дюйма в мм равно 4 метрам и 902 мм. 194 дюйма в миллиметр равно 4927 . Также 194 дюйма в мм равно 4 метрам и 927 мм. 195 дюймов в миллиметр равно 4953 . Также 195 дюймов в мм равно 4 метрам и 953 мм. 196 дюймов в мм равно 4978 . Также 196 дюймов в мм равно 4 метрам и 978 мм. 197 дюймов в мм равно 5003 . Также 197 дюймов в мм равно 5 метрам и 3 мм. 198 дюймов в миллиметр равно 5029 . Также 198 дюймов в миллиметры равно 5 метрам и 29мм. 199 дюймов в мм равно 5054 . Также 199 дюймов в мм равно 5 метрам и 54 мм.
Силовая часть — схема — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Схема электроснабжения жущего станка.
[1]
Силовая часть схемы при использовании асинхронных двигателей обычно включается на напряжение питающей сети. Напряжение на двигатели подается контакторами К1 — КЗ или другими электрическими аппаратами. Аппараты управления выпускают на напряжение переменного тока, равное 127, 220 и 380 В. На металлорежущих станках схемы управления чаще всего выполняют на напряжении 127 В, они питаются через понижающие трансформаторы Тр2, устанавливаемые в шкафах управления. Напряжение на схему управления подается выключателями В А 2, осуществляющими также защиту аппаратов и позволяющими производить их налаД ку и ремонт.
[2]
Двухконтурная система управления АВК.
[3]
Силовая часть схемы предполагает подключение статорной цепи асинхронного двигателя / VI к сети при помощи линейного выключателя К / 7 и присоединения роторной цепи к неуправляемому выпрямителю В, собранному по трехфазной мостовой схеме. Выпрямитель В через реактор L соединен с инвертором И. Обратная связь по скорости осуществляется тахогенератором GT, жестко связанным с валом двигателя; напряжение тахогенератора подается на регулятор PC. Сигнал, пропорциональный току в цепи выпрямленного напряжения, снимается с шунта Ш и через датчик тока ДТ передается на регулятор РТ.
[4]
Силовая часть схемы не имеет дополнительно стабилизирующего устройства.
[5]
Силовая часть схемы выполнена из двух вентильных групп ( для работы вперед и назад), каждая из которых представляет собой мостовую схему выпрямления с одним или более тиристорами в плече. Напряжение сети 380В поступает на силовую часть через автомат ВЗ двухобмоточный трансформатор Тр или блок реакторов БРТ.
[6]
Механические характеристики системы.
[7]
Силовая часть схемы легко может быть превращена в симметричную реверсивную схему с несколькими ступенями напряжения. Для этого участок цепи вг должен быть заменен второй мостовой схемой, триоды которой переключаются по тому же закону, что и триоды первого моста.
[8]
Силовая часть схемы состоит из силового тиристора ТРС и нагрузки Rn. Силовой тиристор присоединен к источнику постоянного напряжения Еа. Тиристор ТРС периодически включается и выключается, в цепи нагрузки получается прерывистая кривая напряжения ын.
[9]
Силовая часть схемы изображена на рис. 14.8, а. Зажимы сети обозначены здесь латинскими буквами А, В, С, а зажимы двигателя — С /, С2, СЗ.
[10]
Силовая часть схемы для упрощения показана в однолинейном изображении.
[11]
Схема пульта 3 общего назначения для измерения сопротивления обмоток постоянному току.| Схема пульта управления нагревом трансформаторов постоянным током.
[12]
Силовая часть схемы рассмотрена в гл. [13]
Общий вид преобразователя типа ПТО мощностью 4 5 квт.
[14]
Элементы силовой части схемы: блоки вентилей, токоограничивающие реакторы, а также блок автоматики располагаются на панели внутри шкафа. Элементы сигнализации, пускорегулирующая аппаратура и контрольно-измерительные приборы размещаются на дверце шкафа.
[15]
Страницы:
1
2
3
4
5
Схемы электрические. Типы схем / Хабр
Привет Хабр!
Чаще в статьях приводят вместо электрических схем красочные картинки, из-за этого возникают споры в комментариях.
В связи с этим, решил написать небольшую статью-ликбез по типам электрических схем, классифицируемых в Единой системе конструкторской документации (ЕСКД).
На протяжении всей статьи буду опираться на ЕСКД.
Рассмотрим ГОСТ 2. 701-2008 Единая система конструкторской документации (ЕСКД). Схемы. Виды и типы. Общие требования к выполнению.
Данный ГОСТ вводит понятия:
вид схемы — классификационная группировка схем, выделяемая по признакам принципа действия, состава изделия и связей между его составными частями;
тип схемы — классификационная группировка, выделяемая по признаку их основного назначения.
Сразу договоримся, что вид схем у нас будет единственный — схема электрическая (Э).
Разберемся какие типы схем описаны в данном ГОСТе.
Тип схемы
Определение
Код типа схемы
Схема структурная
Документ, определяющий основные функциональные части изделия, их назначение и взаимосвязи
1
Схема функциональная
Документ, разъясняющий процессы, протекающие в отдельных функциональных цепях изделия (установки) или изделия (установки) в целом
2
Схема принципиальная (полная)
Документ, определяющий полный состав элементов и взаимосвязи между ними и, как правило, дающий полное (детальное) представления о принципах работы изделия (установки)
3
Схема соединений (монтажная)
Документ, показывающий соединения составных частей изделия (установки) и определяющий провода, жгуты, кабели или трубопроводы, которыми осуществляются эти соединения, а также места их присоединений и ввода (разъемы, платы, зажимы и т. п.)
Документ, определяющий составные части комплекса и соединения их между собой на месте эксплуатации
6
Схема расположения
Документ, определяющий относительное расположение составных частей изделия (установки), а при необходимости, также жгутов (проводов, кабелей), трубопроводов, световодов и т.п.
7
Схема объединенная
Документ, содержащий элементы различных типов схем одного вида
0
Примечание — Наименования типов схем, указанные в скобках, устанавливают для электрических схем энергетических сооружений.
Далее рассмотрим каждый тип схем более подробно применительно для электрических схем.
Основной документ: ГОСТ 2.702-2011 Единая система конструкторской документации (ЕСКД). Правила выполнения электрических схем.
Так, что же такое и с чем «едят» эти схемы электрические?
Нам даст ответ ГОСТ 2.702-2011: Схема электрическая — документ, содержащий в виде условных изображений или обозначений составные части изделия, действующие при помощи электрической энергии, и их взаимосвязи.
Схемы электрические в зависимости от основного назначения подразделяют на следующие типы:
Схема электрическая структурная (Э1)
На структурной схеме изображают все основные функциональные части изделия (элементы, устройства и функциональные группы) и основные взаимосвязи между ними. Графическое построение схемы должно обеспечивать наилучшее представление о последовательности взаимодействия функциональных частей в изделии. На линиях взаимосвязей рекомендуется стрелками обозначать направление хода процессов, происходящих в изделии.
Пример схемы электрической структурной:
Схема электрическая функциональная (Э2)
На функциональной схеме изображают функциональные части изделия (элементы, устройства и функциональные группы), участвующие в процессе, иллюстрируемом схемой, и связи между этими частями. Графическое построение схемы должно давать наиболее наглядное представление о последовательности процессов, иллюстрируемых схемой.
Пример схемы электрической функциональной:
Схема электрическая принципиальная (полная) (Э3)
На принципиальной схеме изображают все электрические элементы или устройства, необходимые для осуществления и контроля в изделии установленных электрических процессов, все электрические взаимосвязи между ними, а также электрические элементы (соединители, зажимы и т.д.), которыми заканчиваются входные и выходные цепи. На схеме допускается изображать соединительные и монтажные элементы, устанавливаемые в изделии по конструктивным соображениям. Схемы выполняют для изделий, находящихся в отключенном положении.
Пример схемы электрической принципиальной:
Схема электрическая соединений (монтажная) (Э4)
На схеме соединений следует изображать все устройства и элементы, входящие в состав изделия, их входные и выходные элементы (соединители, платы, зажимы и т.д.), а также соединения между этими устройствами и элементами. Расположение графических обозначений устройств и элементов на схеме должно примерно соответствовать действительному размещению элементов и устройств в изделии. Расположение изображений входных и выходных элементов или выводов внутри графических обозначений и устройств или элементов должно примерно соответствовать их действительному размещению в устройстве или элементе.
Пример схемы электрической соединений:
Схема электрическая подключения (Э5)
На схеме подключения должны быть изображены изделие, его входные и выходные элементы (соединители, зажимы и т. д.) и подводимые к ним концы проводов и кабелей (многожильных проводов, электрических шнуров) внешнего монтажа, около которых помещают данные о подключении изделия (характеристики внешних цепей и (или) адреса). Размещение изображений входных и выходных элементов внутри графического обозначения изделия должно примерно соответствовать их действительному размещению в изделии. На схеме следует указывать позиционные обозначения входных и выходных элементов, присвоенные им на принципиальной схеме изделия.
Пример схемы электрической подключений:
Схема электрическая общая (Э6)
На общей схеме изображают устройства и элементы, входящие в комплекс, а также провода, жгуты и кабели (многожильные провода, электрические шнуры), соединяющие эти устройства и элементы. Расположение графических обозначений устройств и элементов на схеме должно примерно соответствовать действительному размещению элементов и устройств в изделии.
Пример схемы электрической общей:
Схема электрическая расположения (Э7)
На схеме расположения изображают составные части изделия, а при необходимости связи между ними — конструкцию, помещение или местность, на которых эти составные части будут расположены.
Пример схемы электрической расположения:
Схема электрическая объединенная (Э0)
На данном виде схем изображают различные типы, которые объединяются между собой на одном чертеже.
Пример схемы электрической объединенной:
PS
Это моя первая статья на Хабре не судите строго.
Электрическая цепь — Энергетическое образование
Энергетическое образование
Меню навигации
ИСТОЧНИКИ ЭНЕРГИИ
ИСПОЛЬЗОВАНИЕ ЭНЕРГИИ
ЭНЕРГЕТИЧЕСКОЕ ВОЗДЕЙСТВИЕ
ИНДЕКС
Поиск
Рис. 1: Пример замкнутой цепи (щелкните, чтобы увеличить). [1]
Электрическая цепь представляет собой соединение компонентов, которые могут проводить электрический ток. В простых электрических цепях есть проводники (обычно провода), компонент, обеспечивающий питание (например, батарея или настенная вилка), и компонент, потребляющий энергию, называемый нагрузкой. Лампочка может быть примером нагрузки, и всегда должен быть обратный путь, чтобы у электронов был способ вернуться к источнику питания от нагрузки. Каждая цепь предназначена для подачи питания на одну или несколько нагрузок. Например, в бумбоксе питание идет на динамики. Точно так же мощность в лампе идет на лампочку. Схема позволяет заряду уйти с одной стороны источника питания и вернуться на другую сторону источника питания.
Цепи могут быть последовательными, параллельными или их комбинацией, называемой последовательно-параллельной цепью. [2] Чтобы узнать больше об этих различных схемах цепей, посетите: последовательная и параллельная схемы.
На рисунке 1 цепь замкнута (заряд может уйти от источника питания, пройти через лампочку и вернуться к источнику питания), а лампочка действует как нагрузка. Обратите внимание, что показания вольтметра показывают 0 В, потому что падение напряжения на электрическом выключателе равно нулю. [1]
Разомкнутая цепь
Рис. 2: Пример разомкнутой цепи (нажмите, чтобы увеличить). [1]
Разомкнутая цепь (такая, как на рис. 2) имеет физический разрыв в пути проводимости, где ток падает до 0, а сопротивление становится бесконечным (слишком большим для измерения омметром). Однако напряжение можно измерить, потому что вольтметр подключается через разомкнутую клемму. [3] Обратите внимание, что разомкнутая цепь не является настоящей цепью, потому что заряд с одной стороны источника питания не может уйти и вернуться на другую сторону источника питания.
На рисунке 2 переключатель поднят, поэтому цепь размыкается, что означает, что ток не имеет полного пути, и лампочка не работает. Вольтметр по-прежнему можно подключить, и он показывает 18 вольт благодаря наличию двух последовательно соединенных 9-вольтовых батарей. [1]
Не имеет значения, где находится разрыв в электрической цепи, любое прерывание пути остановит движение электрического тока на своем пути. Это основа электрического выключателя, рассмотренного выше.
Короткое замыкание
Рисунок 3. Пример короткого замыкания (нажмите, чтобы увеличить). [1] .
Короткое замыкание (показано на рис. 3) — это непреднамеренное соединение с низким сопротивлением между двумя или более точками цепи. Поскольку ток увеличивается по мере падения сопротивления (в соответствии с законом Ома), это приведет к тому, что через «короткое замыкание» будет протекать большой ток. Этот более высокий ток, если он больше, чем калибр провода может безопасно выдержать, может сжечь путь тока из-за высоких температур и может вызвать пожар. Это приводит к замыкание цепи. [3] Защитные устройства, такие как плавкие предохранители и автоматические выключатели, используются в случае короткого замыкания для предотвращения опасности поражения электрическим током и связанных с ним повреждений.
На рис. 3 присутствует короткое замыкание. Хотя часть тока все еще проходит через лампочку, путь в обход лампочки обеспечивает наименьшее сопротивление цепи. Это более низкое сопротивление соответствует значительно большему току. Этот большой ток превышает номинальный ток провода, тем самым разрушая переключатель и сжигая часть пути тока. [1]
Моделирование Phet
Университет Колорадо любезно разрешил нам использовать следующее моделирование Phet. Эта симуляция исследует, как батареи работают в электрической цепи:
Для дополнительной информации
Для получения дополнительной информации см. соответствующие страницы ниже:
Постоянный ток
Энергия для электричества по странам
Электрическая сеть
Электрогенератор
Или исследуйте случайную страницу!
Каталожные номера
↑ 1.0 1.1 1.2 1.3 1. 4 60016 15015 Цвет университета). Набор для построения схемы (только DC), виртуальная лаборатория [онлайн]. Доступно по адресу http://phet.colorado.edu/en/simulation/circuit-construction-kit-dc-virtual-lab.
↑ Р.Т. Пейнтер, «Основные электрические компоненты и счетчики», в Introduction to Electricity , 1-е изд. Нью-Джерси: Прентис-Холл, 2011, гл. 4, с. 4.3, стр. 155-160.
↑ 3.0 3.1 Р.Т. Пейнтер, «Основные электрические компоненты и счетчики», в Introduction to Electricity , 1-е изд. Нью-Джерси: Прентис-Холл, 2011, гл. 4, с. 4.4, стр. 160-162.
Объяснение ответвлений электрических цепей
По
Тимоти Тиле
Тимоти Тиле
Тимоти Тиле является местным электриком № 176 IBEW с более чем 30-летним опытом работы в жилых, коммерческих и промышленных электросетях. Он имеет степень младшего специалиста в области электроники и прошел четырехлетнее обучение. Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 12.03.22
Рассмотрено
Ларри Кэмпбелл
Рассмотрено Ларри Кэмпбелл
Ларри Кэмпбелл — подрядчик-электрик с 36-летним опытом работы в области электропроводки в жилых и коммерческих помещениях. Он работал техником-электронщиком, а затем инженером в IBM Corp., является членом Наблюдательного совета Spruce Home Improvement Review Board.
Узнайте больше о The Spruce’s Наблюдательный совет
Предохранитель
/ Getty Images
Электрическая система вашего дома начинается с основных служебных проводов, которые входят в ваш дом от воздушной линии электропередач или подземных фидерных проводов и подключаются к главной служебной панели, обычно расположенной в подсобном помещении или гараже.
Во многих небольших домах может не быть подсобного помещения или гаража, и в этом случае основная сервисная панель может быть расположена на любой доступной внешней стене. Он также может быть расположен снаружи, но только если это атмосферостойкий панельный тип.
Аппаратное обеспечение электрической системы принадлежит энергоснабжающей компании вплоть до основания счетчика и счетчика. После этого домовладелец владеет проводом и оборудованием. От главного щита обслуживания ток разделяется на отдельные ответвленные цепи , каждая из которых управляется отдельным автоматическим выключателем.
Что такое ответвительные цепи?
Ответвительная цепь является частью электрической системы, которая начинается на главном щите обслуживания и подает электричество по всему зданию. Есть 120-вольтовые ответвления, которые подают питание к стандартным розеткам и светильникам, а также 240-вольтовые цепи, которые питают основные приборы.
Главный сервисный щит управляется главным автоматическим выключателем, который служит основным разъединителем для подачи питания на главный сервисный щит. Обычно это двухполюсный автоматический выключатель на 100–200 ампер, обеспечивающий ток при напряжении 240 вольт и подающий его на две горячие шины на 120 вольт, идущие вертикально вниз через панель.
Под основным автоматическим выключателем расположены два ряда меньших автоматических выключателей, и именно они образуют начало отдельных ответвлений, которые проходят во все области вашего дома для обеспечения питания. Эти отдельные выключатели будут либо 120-вольтовыми, подключающимися только к одной из горячих шин на панели; или это будут выключатели на 240 вольт, которые подключаются к двум шинам на 120 вольт.
Таким образом, вашими ответвлениями будут либо цепи на 120 вольт, которые питают все стандартные розетки и цепи освещения; или это будут цепи на 240 вольт, которые питают цепи, питающие основные бытовые приборы, такие как электрическая сушилка для белья, электрическая плита и центральные кондиционеры.
Сила тока ответвленной цепи
Как 120-вольтовые, так и 240-вольтовые ответвления могут различаться по количеству энергии, которую они отдают, — количеству, измеряемому силой тока. Ответвительные цепи для 120-вольтовых цепей обычно представляют собой цепи на 15 или 20 ампер, хотя иногда они могут быть больше. Для цепей на 240 вольт сила тока чаще составляет 30, 40, 50 или 60 ампер.
Силу тока каждой ответвленной цепи можно прочитать по надписи на рычаге каждого автоматического выключателя. Провода, подключенные к этой цепи, также должны выдерживать нагрузку ответвленной цепи; подключение проводов, которые слишком малы для силы тока цепи, представляет определенную опасность возгорания. Номинальные значения отдельных калибров проволоки следующие:
15 ампер: медный провод 14 калибра
20 ампер: медный провод 12 калибра
30 ампер: 10-gauge Медная проволока
45-ампер: 8-го каунса медная проволока
60-ампер: 6-гог. ампер: медный провод 2-го калибра
Обычно это не проблема, так как исходные цепи в вашем доме, скорее всего, подключены правильно. Однако всякий раз, когда цепь расширяется, очень важно, чтобы новая проводка соответствовала силе тока цепи. Распространенной ошибкой является использование проводов с неправильным сечением.
Типы
В вашем доме есть несколько различных типов распределительных цепей.
Специализированные электрические цепи. Они обслуживают только одно устройство и часто требуются по коду. Они могут быть на 120 или 240 вольт и обслуживать такие приборы, как электрические плиты, посудомоечные машины, холодильники, измельчители мусора, кондиционеры и сушилки для белья. Обычно для любого устройства с двигателем требуется отдельная цепь.
Цепи освещения. Вот как они звучат — цепи, которые обслуживают общее освещение в комнатах. Обычно схема освещения обслуживает несколько комнат, и в большинстве домов их несколько. Одним из преимуществ отделения цепей освещения от цепей розеток является то, что в каждой комнате останутся некоторые средства их освещения, если одна цепь отключена.
Набор для развальцовки тормозных трубок универсальная под грибок 5-6-8-10-12-14-16 (ХЗСО) UFT0202
Доставка из г. Киев
1 121 грн
1 098.58 грн
Купить
АвтоMеханик. Работаем с НДС. Профессиональный инструмент для СТО и Автосервиса.
Развальцовка тормозных трубок Alloid
Доставка из г. Харьков
960 грн/комплект
Купить
GARNA інтернет-магазин автозапчастин
Набор инструментов для развальцовки тормозных трубок JBM (развальцовщик/трубогиб) 52700
Доставка из г. Киев
780 грн
Купить
Авто-расходники «V8 Engine»
Набор для развальцовки трубок (10) GEKO
Доставка по Украине
999 грн
Купить
AUTO-ASSISTANT — ОГРОМНЫЙ ВЫБОР АВТОИНСТРУМЕНТА И ВСЕ ВИДЫ ОБОРУДОВАНИЯ ДЛЯ АВТОСЕРВИСА.
Развальцовка тормозных трубок 3-19 мм (пр-во YATO Польша) З 228993
Доставка по Украине
1 867 — 1 868 грн
от 5 продавцов
1 867 грн
Купить
Интернет-магазин Автодетальки
Набор для развальцовки тормозных и гидравлических трубок YATO 14 предм.
Доставка по Украине
6 523 грн
Купить
Агросервис
Соединитель упрочненный L-1150 без развальцовки (рем. комплект) для тормозных трубок
На складе
Доставка по Украине
228 грн
Купить
TSU
Наборы для резки и развальцовки трубок
Специальный инструмент
Инструмент для резки и развальцовки трубок
Наборы для резки и развальцовки трубок
Фильтр
Наборы для резки и развальцовки трубок купить по лучшей цене в интернет-магазине AVTOTOOL™. Вы не знаете, что подобрать, выбрать, заказать, какой подарить или купить Наборы для резки и развальцовки трубок, наши специалисты помогут Вам выбрать оптимальный вариант по низкой цене и хорошего качества. У нас Вы всегда сможете найти необходимую информацию, описание, характеристики, сравнить аналогичные товары Наборы для резки и развальцовки трубок. Также Вы можете почитать отзывы наших клиентов о Наборы для резки и развальцовки трубок что поможет Вам определится и сделать правильный выбор покупки. Также периодически проводятся акции на широкий ассортимент Наборы для резки и развальцовки трубок, что явно поможет Вам сэкономить при покупке. Купить Наборы для резки и развальцовки трубок в Киеве, Харькове, Суммах, Николаеве, Виннице, Днепре, Полтаве, Львове, Запорожье, Херсоне, Кривом Рогу, Мариуполе, Чернигове, Тернополе, Кировограде, Житомире, Одессе, а также из другого любого города просто сделав заказ Наборы для резки и развальцовки трубок с доставкой по Украине. Мы постоянно обновляем и расширяем наш ассортимент и пристально следим, чтобы наши клиенты покупали товары по самым выгодным ценам в Украине и получали только самые качественные товары Наборы для резки и развальцовки трубок
ПОПУЛЯРНЫЙ
710 грн.
ПОПУЛЯРНЫЙ
Набор для развальцовки трубок (F6146 TJG)
Тайвань Набор для развальцовки трубок F6146 TMTJG
Набор для развальцовки труб – это ручной инструмент, ко..
В наличии Модель: F6146
1 062 грн.
835 грн.
860 грн.
772 грн.
999 грн.
1 031 грн.
ПОПУЛЯРНЫЙ
0 грн.
ПОПУЛЯРНЫЙ
1 121 грн.
738 грн.
ПОПУЛЯРНЫЙ
1 204 грн.
ПОПУЛЯРНЫЙ
1 893 грн.
ПОПУЛЯРНЫЙ
6 946 грн.
ПОПУЛЯРНЫЙ
5 695 грн.
ПОПУЛЯРНЫЙ
1 466 грн.
ПОПУЛЯРНЫЙ
8 632 грн.
ПОПУЛЯРНЫЙ
255 грн.
ПОПУЛЯРНЫЙ
950 грн.
ПОПУЛЯРНЫЙ
1 985 грн.
ПОПУЛЯРНЫЙ
1 984 грн.
ПОПУЛЯРНЫЙ
1 928 грн.
625 грн.
ПОПУЛЯРНЫЙ
2 102 грн.
Набір інструментів для розвальцьовування труб гідравлічних (3/16, 4,75мм, 1/4″), в кейсі, F-656B FORSAGE
Китай Набір інструментів для розвальцьовування труб гідравлічних (3/16, 4,75мм, 1/4″), в кейсі, F-656B FOR..
Нет в наличии Модель: F-656B
5 578 грн.
Набір інструментів для розвальцьовування труб (метрич.) 10пр, 5,6,8,10,12,14,16мм), в кейсі, PA-656M PARTNER
Китай Набір інструментів для розвальцьовування труб (метрич.) 10пр, 5,6,8,10,12,14,16мм), в кейсі, PA-656M..
Нет в наличии Модель: PA-656M
671 грн.
Показано с 1 по 24 из 47 (всего 2 страниц)
Заметки о ноу-хау — Как сделать тормозную магистраль с двойным раструбом
Опубликовано by Jefferson Bryant1 Комментарий к записи Заметки о ноу-хау — Как сделать тормозную магистраль с двойным раструбом
Я до сих пор помню, как впервые пришлось поставить двойную раструб на жесткую стальную леску. Мы с отцом ремонтировали тормоза на нашем Suburban 1987 года выпуска. Задняя жесткая линия рабочего цилиндра заржавела, а гайка была сорвана. У нас не было выбора, кроме как отрезать его и провести новую жесткую линию. Никогда раньше этого не делали, поэтому пошли в магазин запчастей за советом. Они предоставили двойной инструмент для развальцовки и кусок жесткой лески для резки и сгибания по размеру. Обрезать и согнуть леску было легко, но у нас было чертовски много времени, чтобы понять, как развальцевать леску, так как в комплекте не было инструкций. Это было 25 лет назад, теперь я могу сделать двойную вспышку во сне. Это несложно, но если вы никогда этого раньше не делали, это может показаться немного вуду. Есть несколько ключевых моментов, которые вам нужно знать, прежде чем начать, поэтому будьте готовы узнать, как сделать тормозную магистраль с двойным раструбом.
Инструменты
Существует три типа инструментов для развальцовки: ручные, гидравлические и рычажные. Большую часть времени вы будете иметь дело с ручным инструментом, обычно закрепленным в тисках.
Руководство – Это то, с чем вы будете иметь дело. Эти комплекты недороги и легко доступны в любом магазине автозапчастей NAPA. Эти инструменты зажимаются в тисках, и для придания раструба используются штампы и пресс с резьбой.
Это самый распространенный инструмент для развальцовки линий — ручной зажим. Вы можете использовать их под автомобилем в тисках, что делает их очень универсальными.
Есть два типа сигнальных ракет: 45-градусные и 37-градусные. 45-градусные расширители наиболее распространены в автомобилях. Фитинги AN или Army-Navy требуют одиночных раструбов под углом 37 градусов. Этот 37-градусный инструмент выглядит так же, но обратите внимание, что он не поставляется с матрицами.
Для фитингов AN вам потребуется один раструб на 37 градусов. Этот комплект выглядит как комплект для двойного развальцовки, но без матриц и с головкой под углом 37 градусов.
Гидравлический – Гидравлические инструменты для развальцовки обычно используются только в мастерских, где регулярно производится большое количество развальцовок, обычному механику-любителю он не нужен.
Ручной инструмент с рычагом. Ручной инструмент для развальцовки с рычагом использует штампы и поворотный рычаг, чтобы вдавливать развальцовку в линию намного быстрее и проще, чем базовый ручной комплект. Они часто стоят несколько сотен долларов и отлично подходят для строителей, которым нужно сделать много расклешенных линий, например, при восстановлении автомобиля.
Это ручной инструмент для развальцовки. Для вдавливания развальцовочных головок в линию используются быстросъемные матрицы и поршень с рычажным приводом. С помощью этих наборов вы можете сделать двойную вспышку за считанные секунды.
Как сделать двойную развальцовку
Мы сосредоточимся на том, как использовать ручную развальцовку.
Первый шаг — разрезать леску. Конец линии должен быть чистым и гладким. Некоторые комплекты поставляются с труборезом, он вам все равно понадобится. Труборезы работают лучше всего, когда лезвие затягивается после каждого прохода. Вы не хотите загружать тормозную магистраль в резак и просто проворачивать режущий диск.
Подтягивайте режущую головку после каждого прохода по линии, чтобы получить чистый срез. Не забудьте очистить внутреннюю часть лески после резки.
Прежде чем поместить трубку в развальцовочный инструмент, фитинг необходимо надеть на линию. Не забывайте об этом, так как вы не сможете установить фитинг после развальцовки линии.
Перед развальцовкой конца убедитесь, что фитинг находится на линии и направлен в правильном направлении.
Базой инструмента для развальцовки проще всего управлять, если она закреплена в тисках, но при необходимости ее можно использовать и без тисков. Жесткая леска должна быть загружена в соответствующее отверстие, а зажимы с барашковой гайкой должны быть затянуты достаточно, чтобы удерживать леску. К каждому инструменту прилагается набор матриц. Каждая кость специфична для линии. Кубик должен соответствовать линии, которую вы разжигаете. Плашка имеет ступеньку, это глубина линии для заусенца. После этого барашковые гайки можно полностью затянуть.
Для этой демонстрации мы закрепили основание в тисках. Обратите внимание, что леска зажимается в основании заподлицо со ступенькой на штампе.
Затем в линию вставляется матрица, а заглушка скользит в саму линию.
Заглушка опускается внутрь линии, чтобы закрепить матрицу.
Пресс блокирует основание и матрицу. Пресс навинчивается до тех пор, пока матрица не коснется основания. Это пузырьковая часть факела.
Затем пресс скользит по основанию и располагается над матрицей. Затем ручку поворачивают вниз, чтобы линия пузырилась.
Пресс отпущен, матрица удалена. Пресс переместился на линию и снова вошел в линию. Вам нужно только заправить его до тех пор, пока пресс не станет тугим, вы не хотите его проворачивать.
Это то, что вы должны увидеть после извлечения штампа, небольшой пузырь.
Пресс снова позиционируется над линией и закручивается. Вам просто нужно затянуть его вручную, не затягивайте его слишком сильно, иначе вы можете повредить раструб.
Готовый раструб прилегает к фитингу и при установке обеспечивает герметичность для жидкости.
Окончательная развальцовка посажена в штуцер и готова к установке на автомобиль.
Развальцовка лесок проста, если следовать инструкциям. В следующий раз, когда вам понадобится заменить жесткую линию на вашем автомобиле, вы можете гордиться тем, что сделали это самостоятельно. Конечно, если у вас есть какие-либо опасения, вы всегда можете обратиться за помощью в местное отделение NAPA AutoCare.
Ознакомьтесь со всеми продуктами для тормозных систем, доступными в NAPA Online, или доверьтесь одному из наших 17 000 центров NAPA AutoCare для планового технического обслуживания и ремонта. Для получения дополнительной информации о том, как сделать двойную раструбную тормозную магистраль, поговорите со знающим специалистом в вашем местном магазине АВТОЗАПЧАСТЕЙ NAPA.
Джефферсон Брайант, вечно работающий с редуктором, проводит в магазине больше времени, чем где бы то ни было. Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других. Джефферсон также написал 4 книги и выпустил бесчисленное количество видеороликов. Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики.
Ручной инструмент для развальцовки тормозных трубок | Car Builder
Простой в использовании инструмент профессионального качества, который отлично подходит для развальцовки тормозных трубок на месте в автомобиле или на верстаке.
Включает подробные инструкции по изготовлению одинарных или двойных развальцовок SAE на медных или медно-никелевых тормозных трубках.
РУЧНОЙ РАЗВАЛЬЦОВОЧНЫЙ ИНСТРУМЕНТ ДЛЯ ТОРМОЗНЫХ ТРУБ #HPRO
Доставка по Великобритании Цены для онлайн-заказов
Тип доставки
Стоимость доставки Общая корзина с НДС
Расчетное время доставки
>120 фунтов стерлингов
Royal Mail 48 * Корзина до 36 фунтов стерлингов
1,99 фунта стерлингов
2-3 рабочих дня со дня отправки
Королевская почта 48 отслеживается *
3,98 фунта стерлингов
Бесплатно
Бесплатно
Королевская почта 24 отслеживается *
4,99 фунтов стерлингов
2,99 фунтов стерлингов
Бесплатно
Заказ до 16:00 с понедельника по пятницу на следующий рабочий день
DPD (только для материковой части Великобритании)
6,98 фунтов стерлингов
4,99 фунтов стерлингов
2,99 фунтов стерлингов
Бесплатно
DHL (только для материковой части Великобритании) *
8,99 фунтов стерлингов
7,00 фунтов стерлингов
5,50 фунтов стерлингов
Бесплатно
* Жидкости и аэрозоли нельзя отправлять через Royal Mail или DHL. Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг.
Для международной доставки и возврата посетите нашу страницу доставки.
Существующие отзывы
В точку.
Отзыв от: Гость
Опубликовано: 16/09/2022 15:07
Качественный инструмент, сделанный в Великобритании (не путать с немного более дешевыми версиями, которые можно найти в других странах)
Потребовалось 3 практических попытки с моделями DIN и SAE, чтобы понять, как инструмент любит резать трубу, удалять заусенцы и как лучше всего затянуть штамп.
С версией DIN я обнаружил, что она дает отличные результаты, когда представлена чисто обрезанная труба, с небольшим заусенцем внутри, затяжка матрицы как резьбовой метчик, пол-оборота, назад, пол-оборота и т. д.
Для версии SAE труба должна быть аккуратно отрезана, с небольшим заусенцем внутри и небольшим заусенцем снаружи трубы, без отступа ни одной из матриц при затягивании, опять же, отличные результаты.
Я очень доволен обоими инструментами и не могу себе представить, как гораздо более дорогие инструменты для развальцовки тормозов могут дать лучшие результаты.
Я переделал все тормозные магистрали на своем 40-летнем Форде, и ни инструмент DIN, ни инструмент SAE не имеют признаков использования.
Спасибо CBS.
Был ли этот отзыв полезен?
Да Нет
(0/0)
Ручной инструмент для развальцовки тормозов
Отзыв от: Гость
Опубликовано: 19/04/2022 21:06
Обычно я никогда не делаю обзоры, но после более чем 15-летнего отличного обслуживания CBS это просто необходимо. Итак, в прошлом я купил инструмент для развальцовки тормозов, он был дешев, поэтому я купил лучший, который был лучше, затем я одолжил его кому-то, я забыл у кого, затем я одолжил один. на самом деле не все они были хороши, и ракеты, которые я считал, были плохими в той или иной степени. Затем около месяца назад я просто подумал, что они должны быть лучше. Что ж, ручной инструмент — это переоценка по сравнению со всеми остальными, развальцовку было так легко сделать, и она выглядела намного лучше, чище, острее и была явно профессиональной, до такой степени, что я выбросил все ранее сделанные концы в пользу новых. Я думаю, что продал от своего имени как минимум еще два автомобиля за CBS, так как все мои друзья-автомобилисты были впечатлены тем, насколько хороши эти вещи. Обычно вы бы не узнали, если бы не делали это с разными типами, чтобы стало легче, и вы можете сделать это в тесных местах на машине, если это необходимо. Удачи. Пол Гринхал
Был ли этот отзыв полезен?
Да Нет
(0/0)
пожалуйста сделайте версию 5/16!
Отзыв от: Гость
Опубликовано: 04. 15.2022 05:49
У меня есть версия 3/16, и она отлично подходит для работы с автомобилем в ограниченном пространстве в сочетании с храповым резаком.
Мне очень нужна версия 5/16, но нигде не могу найти!
Скажите мне, если вы найдете один boma23 на точку com Outlook!
Был ли этот отзыв полезен?
Да Нет
(0/0)
Инструмент для развальцовки тормозов
Отзыв от: Гость
Опубликовано: 18.10.2021 13:45
Отличный инструмент по хорошей цене, прибыл вовремя и должным образом упакован, Каталог производителей автомобилей также очень хорош и исчерпывающий, буду покупать у них снова.
Был ли этот отзыв полезен?
Да Нет
(0/0)
Очень высокое качество по цене
Отзыв от: Гость
Опубликовано: 05.2021 10:48
Этот инструмент прекрасно работает, особенно с новыми неиспользованными трубами. Одна из труб, которую мне нужно было сделать, была скользкой, поэтому она проскользнула, однако я сжег дизельное топливо, положил полоску наждачной бумаги в инструмент и затянул ее, и, конечно же, она осталась в инструменте и создала хорошее уплотнение, когда снова была собрана. Настоятельно рекомендуется.
Был ли этот отзыв полезен?
Да Нет
(0/0)
Отличные результаты с инструментом для развальцовки CBS
Отзыв от: Гость
Опубликовано: 11. 04.2020 10:59
Я могу подтвердить, что все предыдущие отзывы соответствуют моему собственному опыту. Без труда мне удалось создать фантастическую двойную вспышку. Единственное, что меня удивило, это то, что инструмент аккуратнее, чем я ожидал, но все же очень надежный. Есть более быстрые слесарные инструменты, но этот легко использовать под автомобилем, и цена подходящая. Серьезным любителям не нужно искать дальше, это то, что нужно!
Был ли этот отзыв полезен?
Да Нет
(0/0)
Надлежащий инструмент для развальцовки тормозных труб…
Отзыв от: Алан
Опубликовано: 01/09/2020 08:52
Это делает надлежащие двойные развальцовки в тормозной трубе. .. Не наполовину готовые, изогнутые, которые производят более дешевые инструменты. Хорошее видео на YouTube, показывающее, как использовать этот инструмент…
Car Builder Solutions — отличный веб-сайт для всех настоящих механиков старой школы…. Так рад, что нашел его….
Был ли этот отзыв полезен?
Да Нет
(0/0)
Лучший инструмент!
Отзыв от: Ален
Опубликовано: 28.07.2020 13:30
Незаменимая вещь в вашем ящике для инструментов! Очень прост в использовании и позволяет делать превосходные расширители тормозных магистралей. Я очень доволен.
Листы с ромбическим рифлением и чечевичным узором производятся по ГОСТ 8568-77. Большинство требований к этим типам металлопроката одинаковые. Однако есть и различия, обусловленные разностью видов рифления. Обо всем этом необходимо знать, чтобы приобрести качественную продукцию, соответствующую российским стандартам.
В статье расскажем, что общего у ромбической и чечевичной листовой стали, и какие параметры являются оптимальными для каждой из них.
Общие моменты
Стальные листы с разными видами рифления производятся методом горячей прокатки. Сначала заготовка раскаляется до высоких температур, затем пропускается через тяжелые вальцы, на которые нанесен специальный рисунок. Впоследствии он создает рифление, которое остается на одной из сторон металлопроката. Высота рифли должна быть не выше половины миллиметра. При этом она должна быть равна 0,1–0,3 от толщины основания листа без рифли. Для производства такой продукции тот же стандарт предусматривает алюминий, а также следующие виды стали:
Полученный металлопрокат может быть высокого (А) и нормального (В) классов точности. Допускаются отклонения по размеру максимум на 0,2 мм. Согласно техническим условиям, возможно наличие зазубрин на боковых гранях листов. Это распространенное явление после их обрезки. При этом большое внимание уделяется качеству поверхности. Там не должно быть трещин, загрязнений, окалины и любых иных дефектов.
На таких станках прокатывают стальной лист
Различия
Лист стальной с чечевичным рифлением отличается от аналога с ромбическим узором некоторыми стандартами производства. Например, размер основания должен быть равен 3,66 мм. Вес такого стального листа может быть от 20,1 до 96,8 килограммов на 1 м2. Здесь все зависит от типа стали, которая используется для изготовления изделия. Расстояние между насечками может быть равно 20, 25 или 30 миллиметров.
Прокат с чечевичным узором производится из углеродистой стали. Высота узора достигает 1,5 мм, рифли начинаются на расстоянии 40 мм от бокового края. Габариты такого проката зависят от пожеланий клиента, например, ширина может достигать от 600 до 2200 мм, а длина – от 1400 до 8000 мм. Листы с ромбическим рифлением производят со сторонами ромбов от 25 до 30 на 60–70 мм.
Помимо ромбического и чечевичного есть и другой вид рифления – насечки. Он бывает нескольких вариантов:
«Даймонд» – 1 рифля.
«Дуэт» – 2 рифли.
«Квартет» – 4 рифли.
«Квинтет» – 5 рифлей.
Чем больше насечек на поверхности листа, тем более выраженными будут ее противоскользящие свойства.
Каждый хотя бы раз видел такой рифленый лист с «чечевичным» узором
Сферы применения
Стальные листы с ромбическим и чечевичным рифлением применяются в одних и тех же областях, а именно для:
Изготовления противоскользящих покрытий. Они используются повсеместно, включая ступени лестниц на предприятиях, в общественном транспорте, в метро и грузовиках. Также стальные листы с рифлением укладывают при входе в супермаркеты, чтобы покупатели не поскользнулись и оставили всю грязь на ребристой поверхности. На промышленных предприятиях антискользящие поверхности используют, чтобы обеспечить безопасность сотрудников – на мостиках, площадках для приема грузов, подъемниках. Такие же безопасные решения можно увидеть в местах повышенной опасности – в бассейнах и саунах.
Декорирования – внешней отделки мебели, интерьеров и внутренних поверхностей лифтов, бытовой техники, украшения осветительных приборов и инсталляций.
Строительства – облицовки фасадов зданий, гаражей, лифтов, ангаров, хранилищ. Также рифленый лист популярен для настила кровли благодаря высокой прочности. Кроме того, материал устойчив к ржавчине. Из рифленого листа сваривают даже балконы и входные группы, делают ограждения и литейные формы под ж/б конструкции.
Производства частей механизмов. В частности, для производства частей судов, автомобилей и железнодорожного транспорта. Также рифленый лист применяется при создании оборудования для пищевой промышленности.
Выводы
Зная нормы ГОСТов для рифленой листовой стали, легко определить, какие параметры металлопроката подойдут для конкретных целей. Виды рифления здесь играют не последнюю роль, ведь от них зависит выраженность противоскользящего эффекта.
Лист рифленый ГОСТ 8568-77 (ромбическое и чечевичное рифление)
Распродажа полосы оцинкованной 40х6,0 и 25х4,0 дл.6м ! Доставка бесплатно!
Главная \ Листовой Прокат \ Лист рифленый ГОСТ 8568-77 (ромбическое и чечевичное рифление)
Листы стальные с ромбическим и чечевичным рифлением
Технические условия
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы стальные общего назначения.
1. Лист стальной. Сортамент
1.1. Форма, размеры, предельные отклонения и масса 1 м2 листа с ромбическим и чечевичным рифлением должны соответствовать указанным на чертеже 1, 2 и в таблице. 1.2. Рифленую сталь изготавливают в листах и рулонах с односторонним ромбическим или чечевичным рифлением. 1.3. Высота рифлей на листах стальных должна быть 0,1 — 0,3 толщины основания листа, но не менее 0,5 мм. По требованию потребителя листы с толщиною основания менее 5 мм и более должны иметь высоту рифлей не менее 1,0 мм. 1.4. Листы стальные с ромбическим рифлением изготавливают с диагоналями ромба (25 -30)х(60-70) мм. Конфигурация рифлений и положение больших диагоналей ромба вдоль или поперек листа устанавливаются изготовителем. 1.5. По согласованию потребителя с изготовителем разрешается изготовлением листа с другим соотношением диагоналей ромба. Листы стальные с чечевичным рифлением изготовляют с расстоянием между рифлями 20, 25 и 30 мм.
Толщина основания листа s, мм
Предельное отклонение по толщине листа при ширине, мм
Ширина основания рифлен b мм
Угол при вершине рифлей, град
Длина рифлей, l, мм
Радиус закругления рифлей, R, мм
Располож-е рифлей плоскости листа, град
Масса 1 м2 листа, кг
Предельные отклонения по массе,%
от 600 до 1000
cв. 1000 до 1500
св. 1500 до 2000
св. 2000 до 2200
Номин.
Пред откл.
Номин.
Пред откл.
Ромбическое рифление
2,5
3,0
4,0
5,0
6,0
8,0
10,0
12,0
±0,25
±0,25
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,5 -1,0
+0,6 -1,1
±0,25
±0,25
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,6 -1,0
+0,7 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
5,0
5,0
5,0
5,0
5,0
5,0
5,0
5,0
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
28
28
28
28
28
28
28
28
±2
±2
±2
±2
±2
±2
±2
±2
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
21,0
25,1
33,5
41,8
50,0
66,6
83,0
99,3
±10
±10
±8
±6
±9
±5
±3
±3
Чечевичное рифление
2,5
3,0
4,0
5,0
6,0
8,0
10,0
12,0
±0,25
±0,25 +0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,5 -1,0
+0,6 -1,1
±0,25 ±0,25 +0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,8
+0,5 -1,0
+0,6 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
—
—
+0,3 -0,7
+0,3 -0,7
+0,4 -0,3
+0,4 -0,9
+0,6 -1,0
+0,7 -1,1
3,6
4,0
4,0
5,0
5,0
6,0
6,0
6,0
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
±0,15
45
45
45
45
45
45
45
45
±1
±1
±1
±1
±1
±1
±1
±1
24
24
24
24
24
24
24
24
30
30
30
30
30
30
30
30
45
45
45
45
45
45
45
45
20,1
24,2
32,2
40,5
48,5
64,9
80,9
96,8
±10
±10
±8
±6
±5
±5
±3
±3
Примечания: 1. Толщина листов стальных с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах. 2. Для листов, прокатанных на станах полистной прокатки, в средней части ширины листа, допускается толщина основания на 0,2 мм выше плюсового предельного отклонения. 3. Ширина основания рифлей b, угол при вершине рифлей , диагонали ромба t1+ t2, угол расположения рифлей на плоскости листа стального, расстояние между рифлями t, длина рифлей l, радиус закругления рифлей R на готовых листах не контролируются и даны для расчетов при изготовлении инструмента. 4. Масса 1 м2 листа определена по номинальным размерам листов, высоте рифлей, равной 0,2 толщины листа, малой диагонали ромба, равной 27,5 мм, большей диагонали ромба, равной 65 мм. Плотность стали 7,85 г/см3.
1.6. Листы стальные изготовляют шириной от 600 до 2200 мм и длиной от 1400 до 8000 мм с градацией 50 мм. 1.7. По соглашению изготовителя с потребителем допускается изготовление листов других размеров. 1.8. Листы стальные по размерам изготовляются: с указанием размеров по толщине в соответствии с размерами, указанными в таблице, и по ширине и длине в пределах, указанных в п. 1.6-форма I; с указанием размеров по толщине в пределах, указанных в таблице, без указания размеров по ширине и длине-форма II; с указанием размеров, кратных по ширине и длине размерам, указанным потребителем в пределах, установленных в п. 1.6-форма III; с указанием мерных размерив в пределах, указанных в п. 1.6- форма IV. (Измененная редакция, Изм. № 1 1.9. Предельные отклонения по длине и ширине листов стальных — по ГОСТ 19903-74. 1.10. Отклонения от плоскостности — по ГОСТ 19903-74 улучшенной плоскостности. (Измененная редакция, Изм. № 1). 1.11. (Исключен, Изм. № 1). 1.12. Требования к стали, изготовляемой в рулонах, а также размеры рулонов по ширине — по ГОСТ 19903-74.
Примеры условных обозначений. Лист горячекатаный из стали марки ВСт3сп по ГОСТ 380-71 с односторонним ромбическим рифлением размером 3,0х1000х Х2000 мм, улучшенной плоскостности с катаной кромкой:
Рулонная горячекатаная сталь марки БСтЗсп по ГОСТ 380-71 с односторонним ромбическим рифлением размером 3,0х1000 мм, с катаной кроткой:
Рулон ромб К-3,0Х1000 БСтЗсп ГОСТ 8568-77
То же, с чечевичным односторонним рифлением:
Рулон чечевица К-3,0х1000 БСтЗсп ГОСТ 8568-77.
(Измененная редакция, Изм. № 2).
2. ЛИСТ СТАЛЬНОЙ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы стальные и рулон изготовляют: из углеродистой стали обыкновенного качества марок БСтО, БСт1, БСт2 и БСтЗ (кипящей, спокойной и полуспокойной) по ГОСТ 380-71. 2.2. Химический состав стали должен соответствовать нормам, указанным в ГОСТ 380-71 для группы Б категории I. По требованию потребителей допускается изготовлять листы стальные по II категории группы Б ГОСТ 380-71. 2.3. По соглашению изготовителя с потребителем допускается изготовление листов из стали других марок. 2.4. Листы, прокатанные на станах полистной прокатки, обрезаются с четырех сторон. 2.5. Листы стальные и рулоны, прокатанные на стане непрерывной прокатки, допускается поставлять с катаными продольными кромками. Имеющиеся на кромках зазубрины не должны выводить лист за номинальные размеры по ширине. 2.1-2.5.(Измененная редакция, Изм. № 1). 2.6.На поверхности листов не должно быть прокатных и сли точных плен, раковин-вдавов, раковин от окалины, раскатанных пузырей, трещин и загрязнений. На кромках листов не должно быть расслоений. 2.7. На поверхности листов стальных допускаются рябизна, окалина, ржавчина, отпечатки, отдельные плены, глубина залегания которых не превышает предельных отклонений по толщине.
3. ЛИСТ СТАЛЬНОЙ. ПРАВИЛА ПРИЕМКИ.
3.1. Листы и рулоны принимаются партиями. Партия состоит из листов стальных одного вида рифления. Определение партии по ГОСТ 14637-79. 3.2. Для контроля размеров и качества поверхности от партии отбирают два листа или один рулон. 3.3. При получении неудовлетворительных результатов контроля хотя бы по одному из показателей повторный контроль проводят на выборке, отобранной по ГОСТ 7566-69.
4. ЛИСТ СТАЛЬНОЙ. МЕТОДЫ ИСПЫТАНИЙ.
4 1. Контроль поверхности производят без применения увеличительных приборов. 4.2. Толщину основания листов стальных и высоту рифлей измеряют на расстоянии не менее 100 мм от углов и 40 мм от кромок, Размеры в любой измеряемой точке не должны выводить толщину листа за предельные отклонения. 4.3. Высота рифлей h определяется как разность размеров общей толщны листа S+h и толщины основания листа S.
5. ЛИСТ СТАЛЬНОЙ. МАРКИРОВКА И УПАКОВКА.
5.1. Маркировка, упаковка и оформление документации по ГОСТ 7566-69.
Matls IM 441 Редакция от 21.10.14
Гофрированная сталь водопропускные трубы, фартуки, концевые секции, соединительные ленты, специальные фитинги и соответствующее оборудование должно отвечать требованиям Спецификация 4141 и стандарт Дорожные планы.
Гофрированный с покрытием стальная труба должна соответствовать требованиям Статья 4141.02 Спецификации.
Утверждено источники перечислены в Списке утвержденных материалов предприятия. (КЛЕН).
УТВЕРЖДЕНИЕ МАРКИ МЕТАЛЛА
Металл принимается после сертифицированного анализа производителя листа и гарантии производителя был рассмотрен Центральным управлением строительства и материалов и принят. А перечень принимаемых марок металла содержится в приложении А.
Материалы (лист металл) используется для изготовления гофрированных труб, концевых секций, фартуков, соединительных лент, специальные фитинги, должны соответствовать требованиям IM 107, группа 2, Buy America.
УТВЕРЖДЕНИЕ ИЗГОТОВИТЕЛЯ
Утверждение изготовителя будут основываться на информации, предоставленной изготовителем, и проверке изготовленная труба. Изготовитель направляет запрос на утверждение в Центральное управление строительства и материалов, штат Айова, и включает в себя следующее: информация:
1. Марки используемого металла
2. Диаметры и размер гофра труб с мебелью
3. Используемые методы изготовления
4. Предоставленные сцепные устройства
5. Копия типового счета-фактуры или коносамента содержащее заявление о сертификации о соответствии, как указано в этом IM
6. План/программа контроля качества
7. Квалифицированный персонал контроля качества
8. Утверждение завода (оборудование, машины и т. д.)
СВАРКА
Процессы, используемые для завершения соединений для гофрокартона Металлическая труба должна быть приемлемой и одобренной (AWS) American Welding. Стандартные спецификации Общества и Айовы.
Спецификация процедуры сварки (WPS) для каждого процесс, который может быть использован, должен быть одобрен Управлением по строительству и Материалы и должны находиться поблизости и быть доступными для сварщиков и сварщиков. операторов в любое время для используемого процесса.
Процедура контроля качества —
Сварщики сертификация будет на усмотрение назначенного контроля качества (QC) Менеджер завода и будет включать испытания, установленные для демонстрации проверки сварщик поддерживает знания и способность производить удовлетворительные сварные швы.
Менеджер по контролю качества должен вести список всех квалифицированных сварщиков цеха и каждого процесса, для которого они квалифицированы. Журнал непрерывности будет вестись для проверки отсутствия сварщик более шести месяцев не выполнял ни одного из процессы сварки.
Менеджер по контролю качества отвечает за обеспечение всех процессов изготовления и сварки, выполняемых в завершение гофрированной металлической трубы завершено в соответствии с Спецификации Министерства транспорта Айовы
МАРКИРОВКА ИЗДЕЛИЯ
Торговая марка
Название производителя
Толщина листа, калибр и марка
Обозначение AASHTO
Номер плавки и номер партии покрытия
Примечание. Маркировка наносится несмываемым способом. Идентификация должна появляются снаружи трубы. Штамповка должна быть размещается на конце трубы или концевого участка и на вершине гофра 6-12 с конца. Печатные перманентные чернила должны быть разборчивыми и не менее чем по размеру.
СЕРТИФИКАТ СООТВЕТСТВИЯ ИЗГОТОВИТЕЛЯ
Изготовитель труб предоставляет идентификационный список, счет-фактуру или коносамент на каждую партию на проект в Айове или отправка промежуточному дистрибьютору, предназначенному для использования в Айове. В нем должен быть указан номер проекта, количество и описание изготовленных материалов, размер гофра и толщина металла, используемого для каждого размер поставляемой трубы и сертификат соответствия Iowa DOT Характеристики. Уполномоченный представитель компании подписывает Сертификат соответствия.
Сертификат соответствие указывается следующим образом:
материал, на который распространяется этот сертификат соответствия, был изготовлен в соответствие с Департаментом транспорта Айовы спецификация раздел 4141. На основании заводских сертификатов и испытаний контроля качества подтверждено, что репрезентативные образцы перечисленных материалов прошли испытания в соответствии с этими спецификациями и что результаты соответствуют требованиям. (Материал описание и пункт назначения указаны на рисунке.) Мы также подтверждаем, что все используемая сталь соответствует требованиям IM 107, Buy America
Одна копия вышеуказанного документа должна быть предоставлены инженеру проекта. Копии этого оригинального документа должны быть предоставлены, как описано выше, вместе со счетом-фактурой или коносаментом, когда отгрузки производятся на проект от дистрибьютора.
Изготовитель или промежуточный дистрибьютор также должен предоставить сводную документацию по количеству Инженер-проектировщик при завершении отгрузок на объект. Назначенный представитель подписывает акт аттестации сводной документации. Он должен включать тип и размер, общее количество каждого и проект количество.
Приемка должна основываться на следующих требованиях:
A. Утвержденный источник металла, указанный в Приложении A.
B. Утвержденный источник гофрированной металлической трубы, указанный в Приложении B.
C. Утверждено сцепные устройства, перечисленные в ИМ 441.01.
D. Утверждено источник гофрированной металлической трубы с покрытием, указанный в Приложении D.
E. Утверждено источник фартуков и концевых секций, перечисленных в Приложении E.
Ф. Фабрикатор акт сертификации
Г. Надлежащая и полная идентификация трубы (каждая труба, концевая секция, фартук и на соединительном устройстве должно быть напечатано название завода-изготовителя с постоянным
МОНИТОР ОТБОРА ПРОБ И ИСПЫТАНИЙ
Продолжение принятия марок металла на основании сертифицированного анализа производителя листа и гарантия будет основываться на удовлетворительных результатах испытаний, полученных на мониторе образцы.
Контрольные образцы металла могут быть закреплены из разрезанных листов или рулонов на заводе-изготовителе или из изготовленную трубу на складе дистрибьютора или на проектной площадке. Образцы монитора должны быть отбираются с минимальной периодичностью один образец в год из утвержденного сайт производителя или сайт поставщика. Дополнительный контрольный осмотр может быть требуется для неудовлетворительных результатов испытаний на контрольных образцах, неадекватных документации или идентификации материалов.
Какие технические характеристики необходимо учитывать при выборе сетевого шуруповерта
Далеко не все характеристики могут подсказать насколько конкретный инструмент будет хорошо выполнять возложенные на него обязанности. Но есть некоторые моменты, на которые обязательно надо обращать внимание, чтобы определить какой сетевой шуруповерт лучше.
Мощность
Прямо показывает насколько устройство «прожорливое» в плане потребления электроэнергии и косвенно указывает на его вес и размеры. В зависимости от класса инструмента, он может комплектоваться электродвигателем на 100-900 Ватт, но здесь «больше» не всегда значит «лучше» – все упирается в то, как шуруповерт будет использоваться.
Если это периодические работы по дому, то большая мощность может и навредить, ведь эти устройства чаще всего «с характером», к которому надо привыкнуть. Оптимальным будет выбор инструмента с мощностью около 500 Ватт – этого вполне достаточно для повседневных задач при использовании сетевого шуруповерта.
Крутящий момент
Показывает, с каким усилием бита может воздействовать на шуруп – от этого зависит с какими материалами можно работать, используя конкретный шуруповерт. У бытовых чаще всего это 10-15 Нм, профессиональные выдают 30-35 Нм, а в шуруповертах с импульсным режимом этот показатель доходит до 100 Нм.
Впрочем, в последнем случае это не совсем правда, ведь эта цифра складывается из сумм усилий – шуруповерт не «тянет» шуруп или гайку одним движением, а воздействует на нее серией мелких импульсов – это можно сравнить с тем, как будто на гайку надеть ключ и по нему начать постукивать молотком. Таких импульсов может быть от 2 до 4,5 тысяч за минуту.
Скорость вращения
При использовании инструмента в быту именно как шуруповерта, это далеко не самый главный показатель – в любом случае получится быстрее, чем вручную откручивать шурупы отверткой. Если планируется использование устройства как дрели, то чем выше обороты, тем точнее будет сверление и ровнее отверстие.
Реверс
Так как шуруповерт предназначен для закручивания и выкручивания шурупов, то это обязательная функция во всех без исключения устройствах. Здесь больше надо обращать внимание как именно происходит переключение режимов – от этого зависит удобство работы и надежность устройства в целом.
Чаще всего это кнопка возле клавиши пуска, которая утапливается с одной стороны и выскакивает с другой.
Но могут попадаться модели и с отдельным рычажком, который достаточно легко может быть отломан. Гарантийным случаем, разумеется, такая поломка не является.
Блокировка шпинделя
Многие производители в своих подсказках как выбрать сетевой шуруповерт, включают эту функцию в перечень обязательных преимуществ устройства, но практика показывает, что ощутимой пользы от нее не так много, как преподносится. Если шуруповерт с быстрозажимным патроном и ближняя к корпусу муфта маленькая, то блокировка шпинделя поможет открутить дальнюю муфту и освободить кулачки патрона для замены биты.
Но чаще всего этой функцией не пользуются, ведь проще зажать дальнюю муфту рукой и нажать на пуск – шуруповерт сам раскрутит патрон. Еще, если «мсье желает познать толк в извращениях», то можно заблокировать шпиндель и воспользоваться шуруповертом как обычной отверткой, но кармы это явно не добавит.
Переключение скорости вращения
На этот параметр надо обращать внимание, если шуруповерт периодически будет использоваться как дрель. В таком случае на корпусе будет дополнительный переключатель режимов – в режим шуруповерта (до 500 об/мин) и дрели (порядка 1500-2000 об/мин). Особенно полезной эта функция будет при сверлении металлов – чем выше скорость, тем точнее будет выполняться работа. Есть устройства с более высокими показателями, но это уже категория специализированных инструментов, предназначенных для определенных задач.
Плавный регулятор скорости
Еще одна функция, перекочевавшая в шуруповерты от дрелей. Она будет кстати, если часто использовать устройство для работ с различными материалами, но в домашних условиях скорее всего останется невостребованной – при закручивании нескольких шурупов гораздо проще задать нужную скорость курком.
Фиксация кнопки включения
Фиксатор кнопки пуска точно нужен профессиональному шуруповерту, оснащенному магазином для работы с лентами – там есть муфта, которая раскручивает биту только после того, как она «зацепит» шуруп. В бытовом варианте наличие блокировки оправдано только в одном случае – если мощность двигателя шуруповерта позволяет использовать его в качестве дрели. Но при этом надо учитывать, что это не прямая его обязанность и что-то сверлить «пока не устанет рука» или использовать шуруповерт как миксер для шпатлевок и прочих растворов, чревато для его здоровья.
Какая форма корпуса сетевого шуруповерта лучше?
Выбирая сетевой шуруповерт, рейтинг моделей для себя вполне возможно составить опираясь только на форму устройства. В первую очередь от нее зависит удобство использования, а также корпус шуруповерта частично расскажет про его внутреннюю начинку и возможности.
В форме пистолета
Чаще всего это признак бюджетной модели, особенно если корпус полностью сделан из пластика. Если разобрать такой шуруповерт, то обнаружится что вал двигателя напрямую крепится к патрону. Т.е. качество работы напрямую зависит от мощности двигателя и плавности его хода. Часто владельцы таких устройств жалуются на быстрый нагрев корпуса при работе, но для периодических непродолжительных домашних работ такой шуруповерт вполне сгодится. Такая форма устройства позволяет вдавливать шуруп во время закручивания, что неизбежно придется делать вследствие малой мощности двигателя.
Т — образный корпус
В целом, это такое же устройство, как и в форме пистолета, но ручка смещена к центру корпуса – принято считать, что это меньше напрягает руку при работе. Здесь надо учитывать, что у всех устройств разные электродвигатели, каждый со своей массой, центровкой и прочими характеристиками. Насколько удобнее будет та или иная модель сложно судить, не подержав ее в руках.
Корпус классической дрели
Это уже признак класса профессиональных устройств, так как характерное «пузико» указывает на передачу усилия на патрон через редуктор. Это значит, что бита вращается плавнее, а регулировать количество ее оборотов за минуту проще. Еще за «пузико» очень удобно поддерживать шуруповерт второй рукой (если нет дополнительной ручки) – при продолжительной работе это придется делать, ведь вес таких устройств около 1,5-2 кг.
Какой патрон для сетевого шуруповерта лучше?
Есть две основные разновидности патронов: быстрозажимной и шестигранный с магнтным держателем – у каждого из них есть свои преимущества и недостатками, поэтому однозначно рекомендовать какой-либо из них можно только точно зная где и как будет использоваться шуруповерт.
Быстрозажимной патрон
Быстрозажимной патрон – биты зажимаются кулачками, которые затягиваются муфтами на резьбовом соединении. Это самый распространенный вариант патрона, устанавливаемый на бюджетных и профессиональных инструментах. Две муфты условно можно поделить на верхнюю, которая находится ближе к бите, и нижнюю – возле корпуса шуруповерта.
Чтобы установить биту надо взяться за нижнюю муфту и начать крутить верхнюю – кулачки разойдутся, между ними ставится бита и зажимается. Так как нижняя муфта обычно намертво соединена с валом двигателя (или редуктора), то можно просто взяться за верхнюю муфту и нажать на старт – кулачки разойдутся и сожмутся, если включить реверс.
Шестигранный патрон с магнитным держателем
Шестигранный патрон с магнитным держателем конструктивно проще чем быстрозажимной – в нем нет движущихся деталей. Он сделан для быстрой замены бит: здесь не надо ничего закручивать – бита просто вынимается из крепления и на ее место вставляется другая. Кроме того, на такой патрон проще установить ограничитель глубины закручивания шурупов, который во многих профессиональных моделях шуруповертов идет в стандартной комплектации. Единственный минус – бита может немного «люфтить», ведь в патроне ее ничего жестко не держит.
Для шуруповертов, что могут использоваться как маломощная дрель, выпускаются сверла с шестигранным хвостовиком – в них предусмотрен вырез для стопорного кольца, чтобы сверло не оставалось в доске после высверливания отверстия.
Если выбрана определенная модель шуруповерта, но в нем установлен патрон, не подходящий для определенных задач, всегда можно докупить переходники – у них невысокая стоимость и качество работы при их использовании не пострадает.
Быстрозажимной патрон для шуруповертов с магнитным держателем.
Удачного выбора!
что это такое, для чего нужен, фиксация и устройство с фото и картинками
18.03.2020
Устройство и характеристики
Принцип работы шпинделя и из чего он состоит
Применение шпинделя: для чего он нужен
Классификация шпинделей по типу, размеру и диаметру
Выбор типа шпинделя
Выбор вида охлаждения
Выбор скорости и мощности
Как изготовить своими руками шпиндель по картинке
Обслуживание
Давно занимаетесь металлообработкой или только начинаете изучать теорию? Мы поможем разобраться с базовыми навыками. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
Обработка металла на станках получила широкую распространенность. Это и не удивительно, с появлением машинизированного оборудования значительно, в разы увеличилась производительность труда, а сам процесс изготовления металлических изделий стал намного проще – рабочие тратят меньше времени на один производственный цикл.
Создание станочного оборудования также обеспечило:
Более высокое качество деталей, хороший класс точности.
Снижение итоговой стоимости всех работ.
Увеличение скорости производства.
Практически ни один станок не обходится без фиксации шпинделя – что это расскажем на примере токарного аппарата. Это элемент, который отвечает за крепкую и надежную установку на одном месте заготовки. Если брать в качестве образца токаря, то он крепит металлический брусок или вал между двумя бабками, с одной из сторон которой установлен такой держатель. Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Само слово имеет немецкое происхождение. Spindel – это веретено, то есть то, что имеет возможность вращаться в разные стороны. Конструктивно это вал. Сам термин в основном применяется в таких направлениях как станкостроение, металлообработка и деревообработка, соответственно. Это крайне важный элемент, без него не может быть представлена работа ни единого устройства. Задача детали – передавать усилие, которое генерирует электродвигатель, к обрабатываемой заготовке из металла или дерева, пластмасса. На вал крепится приспособление для центрирования и зажима данного бруска.
Объясним еще раз на простом примере, чтобы понять, что есть две основные цели – вращаться и держать заготовку. В токарном станке есть шпиндель. С одной стороны прикреплено зубчатое колесо, посредством него происходит передача усилия. Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
Но, казалось бы, зачем еще он нужен, если можно присоединять металлический или деревянный образец непосредственно к коробке передач, редуктору? Дело в том, что эти части станка не приспособлены к повышенным вибрациям и высоким нагрузкам, они просто сломаются от них. А вот вал может стать посредником, который и принимает на себя все механические (и термические) воздействия. К тому же, на одной его стороне есть патрон, который имеет элементы крепления – резьбу, шлицы, пазы, то есть универсально подходят под конкретную цель крепежа.
Какие можно назвать особенности устройства шпинделя:
Крепление осуществляется с помощью подшипника качения. Это прочный узел, стандартный, но он тоже имеет различные исполнения. Например, одни могут иметь устойчивость к вибрации, другие – более дешевую стоимость. Намного лучше работают станки, оснащенные системой подачи охлаждающей и смазывающей жидкости, потому что в таком случае подшипники меньше испытывают напряжение и трение, тем самым значительно увеличивая срок годности.
Основное вращательное движение вал получает от асинхронного двигателя. Он устанавливается в корпусе оборудования – обычно в правой бабке. Сперва электродвигатели питались только от трехфазных источников и устанавливались непосредственно на производствах. Считалось, что они обладали более высокой мощностью. Но сейчас производят аппаратуру, которая питается от 220 В, поэтому может быть размещена и в обычных условиях – часто токарные или фрезеровочные установки стоят в гаражах и иных «домашних» постройках для личного пользования.
Шпиндель может получать вращательное движение напрямую от электродвигателя, но чаще – через дополнительный узел, например, ремень. Ременная передача удобна – эта деталь недорого стоит, легко крепится, а также проста в использовании, но на очень высоких оборотах она может проскальзывать. В таких случаях, когда нужна большая скорость, устанавливают зубчатые колеса, шестерни.
Основное крепление, которое находится с края вала, – это цанговый патрон. Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.
Очень важно при промышленном производстве – наличие системы охлаждения на токарных или фрезерных станках. Она играет большое значение – продлевает максимальный период эксплуатации, а также время беспрерывной металлообработки.
Самые сложные шпиндели – у аппаратуры с ЧПУ. Дело в том, что наличие пульта числового управления делает возможным изготовление деталей с максимальной точностью. Это, в свою очередь, требует минимальных вибраций. Такую качественную аппаратуру можно заказать через интернет на сайте компании https://stanokcnc.ru/. Здесь представлены качественные станки для обработки металлических заготовок.
Степень фиксации вала напрямую зависит от скорости вращения. Чем она выше, тем более надежно должно происходить крепление.
Практически все оборудование с данным элементом заключается в применении режущей кромки по подготовленному материалу. Конструктивная особенность вала в том, что можно производить надежную фиксацию инструмента в одном из режимов работы станка – в силовом или скоростном. Во втором случае основная задача аппарата заключается в том, чтобы в максимально короткие сроки срезать верхний слой с поверхности обрабатываемой заготовки. У скоростного принципа работы есть свои особенные черты:
Увеличивается производительность. Перед тем как просто выбрать высокую частоту вращения, необходимо провести измерения и занести все параметры в технологическую карту.
Максимальное распространение данный вариант получил в случае финишного точения или при тонкой фрезерной обработки, поскольку нужно снимать только крайне тонкий слой на высокой скорости.
Наиболее частый тип исполнения – это асинхронный двигатель с ременной или зубчатой передачей.
Но иногда элемента-посредника попросту нет. Но из-за этого нельзя давать на аппарат слишком большое усилие, это грозит перегрузкой мотора. Но это еще и существенно уменьшает минимальные размеры всей установки, поэтому технология прямого подключения применяется в различных ручных электроинструментах.
Вторая категория – силовые аппараты – имеют следующие характерные черты изготовления и эксплуатации:
Между резцом (сверлом) и самим крепежным устройством электрошпинделя необходимо вставлять втулки – это прокладки конической формы, которые существенно увеличивают положительные качества изделия и снижают вибрации, хорошо влияют на прочность. Их необходимо выбирать в зависимости от хвостовика – диаметра и типа.
Не рекомендуется подключение напрямую к мотору, так как переменная нагрузка выводит его из строя. Основной способ передач – клиноременная или с помощью шестерен.
Для начала отметим, что сфера использования настолько широка, насколько много различного оборудования для металлообработки и обработки дерева, пластика. Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
Каждый электроинструмент, имеющий насадку, не обходится без электрошпинделя в качестве держателя.
Необходим узел для фрезерных и токарных станков – они, в свою очередь, имеют очень широкое распространение, так как с их помощью можно создать многочисленные изделия.
Фиксация проката для его обработки – это еще одно назначение.
Но самой главной функцией остается фиксация оснастки. Причем надежность крепления такая высокая, что она позволяет достигать максимальных вращений и предельной осевой нагрузки на вал.
Есть различные основания для классифицирования. Первая, она же, пожалуй, основная, – это то, для какого оборудования предназначен узел. Безусловно, для разных станков и электрооборудования необходимы различные приборы.
Второй принцип различения – это типоразмер. Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Ну и последняя, но не по назначению, классификация – по виду. Валы могут быть:
Коллекторные. Это устройство, включающее цанговый валец высокоскоростного типа. Основные сферы использования – фрезерные станки, а также операции по нанесению гравировки.
Специализированные на высоких оборотах. Они позволяют достигать значительной скорости металлообработки, поэтому повышается производительность. Но так как хорошее качество может быть достигнуто только при большой точности, то применяются высокоскоростные модели в основном только на оборудовании с ЧПУ. Купить такие станки можно на сайте https://stanokcnc. ru/.
Конструкция со встроенным охлаждением. Охлаждающая система может подавать через деталь или жидкость, или холодный воздух. Это повышает скорость резания и степень шероховатости поверхности, а трение становится меньше, поэтому и износ тоже приходит позже.
Есть и еще одна классификация – по производителю. Конечно, европейское изготовление более предпочтительно, чем китайское. В Европе часто используют фарфоровые подшипники, которые дают очень положительные качества работы.
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.
Со встроенным электромотором (электрошпиндели)
Они:
Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
Очень хорошо режут на больших скоростных режимах.
Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
Есть обратная связь – при условии установки мотора с энкодером.
Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Охлаждать зону вращения требуется, чтобы увеличить срок эксплуатации. Есть два типа.
Водяное (жидкостное)
Отличия:
Они очень тихие – жидкость поступает почти бесшумно. Но при этом есть еще один громкий звук от движения крыльчатки.
Наличие контура, которые включает систему трубок, емкость, помпу. Нужно постоянно контролировать подачу влаги и ее температуру.
Может работать на низких оборотах.
Воздушное
Отличительные черты:
Сильный и не самый приятный звук.
Может происходить разлет стружек под воздействием струи воздуха.
Необходимо с одинаковыми промежутками заниматься прочисткой рубашки, где забиваются частички металла.
Требуется очень тщательно следить за температурой, идеально – установить датчик с сигналом, потому что весь аппарат очень чувствителен к перегреву.
В результате рекомендуем применять воздушный вариант при работе с мягкими материалами, но когда заготовка из прочного металла, лучше применять жидкостное охлаждение.
Параметры напрямую зависят от того – как и что нужно резать. Алгоритм определения режима приблизительно такой:
Оценивается твердость материала и поставленная задача (сверление, пазы, разрезание и пр.).
Выбирается фреза.
Под инструмент и процедуру подстраивается диапазон скоростей.
Отсюда – максимальное и минимальное вращение.
Если вы не боитесь самостоятельно создать изделие по готовым образцам из интернета. Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
Основные требования к эксплуатации:
Своевременная очистка от стружки или система стружкоотведения.
Оснащение охлаждением зоны резания.
Подбор и фиксация хвостовика по размерам.
Нельзя вставлять сломанный инструмент.
Устраняем излишнюю вибрацию.
Мы рассказали об одной из наиболее важных частей станка. Будьте внимательны при выборе и использовании.
Что такое блокировка шпинделя на циркулярной пиле?
Шпинделем оснащаются не только настольные пилы, но и дрели и циркулярные пилы. Блокировка шпинделя оказалась очень эффективной и полезной функцией, и есть много причин, по которым она вам нужна. Итак, что такое блокировка шпинделя на циркулярной пиле?
Блокировка шпинделя предназначена для одной цели – остановить вращение лезвия, чтобы вы могли безопасно снять его. Как только вы нажмете кнопку, которая активирует эту функцию, блокировка шпинделя заблокирует лезвие, и вы готовы начать отвинчивать гайку, удерживающую лезвие.
Содержание
Вам действительно нужна блокировка шпинделя?
Как затянуть диск без блокировки шпинделя?
Как поменять полотно на циркулярной пиле?
Top picks
Best circular saws under (about) $50
PORTER-CABLE PC300
BLACK+DECKER BDCCS20B
Best circular saws under $100
SKIL 5280-01
Milwaukee 2630-20
Best circular saws до 200 долларов США
Milwaukee 6390-21
Makita XSR01Z
Заключение
Вам действительно нужна блокировка шпинделя?
Нравится вам это или нет, но им оснащена почти каждая циркулярная пила. Широко известно, что эта функция может помочь вам быстрее и безопаснее снять лезвие.
Однако вы выживете, если у вашей пилы его нет. Это не конец света, но вы заметите, что затягивать или ослаблять гайку намного сложнее.
Связанные – Что такое циркулярная пила?
Как затянуть диск без блокировки шпинделя?
Каждый раз, когда вы собираетесь прикоснуться к лезвию руками, первое, что вам нужно сделать, это отключить пилу от сети.
Если вам нужно затянуть лезвие, затяните лезвие пальцами как можно сильнее. Затем используйте отвертку и установите ее поперек забора, чтобы зубья лезвия не двигались отверткой.
В некоторых лезвиях есть отверстия, поэтому, если бы вы могли вставить отвертку в одно из этих отверстий, это было бы намного безопаснее, так как риск соскальзывания отвертки был бы минимальным.
Этого должно быть достаточно, чтобы болт оправки зажал оправку на лезвии, и вы будете готовы начать резку.
Похожие – Циркулярные пилы для правшей и левшей
Как заменить полотно на циркулярной пиле?
Какой тип источника питания используется в вашей циркулярной пиле? Если это проводная пила, обязательно отключите ее от сети. Если вы используете аккумулятор, извлеките аккумулятор, прежде чем продолжить.
Где-то на передней части инструмента вы заметите кнопку. Эта кнопка активирует блокировку шпинделя, и лезвие зафиксируется на месте. Если лезвие закрыто защитным кожухом, снимите и защитный кожух.
Когда лезвие не двигается, вы можете использовать ключ, который вы получаете при покупке циркулярной пилы. Вы также можете использовать другой ключ, но тот, который вы получите, будет нужного размера.
Ослабьте гайку, снимите ее, и лезвие освободится, и вы сможете его вынуть. Поставьте новое лезвие и обратите внимание на положение зубьев.
Установите гайку на место и затяните ее с помощью гаечного ключа. На этот раз вам нужно будет повернуть его в направлении, противоположном вращению лезвия.
Подсоедините циркулярную пилу к сети или вставьте аккумулятор обратно, и вы готовы к работе.
Хотя это кажется простым, лучше взглянуть на этот учебник для пошагового объяснения того, что вам нужно сделать.
Лучший выбор
Нередко можно найти качественную пилу, не затрачивая много денег. Но что считается дорогим? 200, 100 или 50 долларов? Каким бы ни был ваш бюджет, вот лучшие рекомендации для каждой категории.
Менее (или около) 50 долларов США
проводной – PORTER-CABLE PCE300
беспроводной – BLACK+DECKER BDCCS20B
Менее 100 долларов США
проводной – SKIL 5280-01
беспроводной – Milwaukee 2630-20
Менее 200 долларов США
проводной – Milwaukee 6390-21
беспроводной — Makita XSR01Z
Лучшие циркулярные пилы до (около) $50
PORTER-CABLE PC300
У него двигатель на 15 ампер, скорость вращения 3700 об/мин, и вы можете легко резать различные материалы. У него башмак из стальной пластины, что, возможно, не лучший выбор, но все пилы в том же ценовом диапазоне поставляются со стальным башмаком.
Он отлично подходит для жилья и имеет одну замечательную особенность, которую следует учитывать, — блокировку шпинделя для более простой и безопасной замены лезвия.
Заинтересовала эта модель? Вы можете просмотреть полный обзор или купить продукт здесь, на Amazon.
BLACK+DECKER BDCCS20B
Если вам нужна аккумуляторная циркулярная пила, то правильным выбором будет модель Black and Decker. Он оснащен двигателем с высоким крутящим моментом и быстрым режущим лезвием, подходящим для различных разрезов.
Он питается от батареи 20В, и вы режете на разную глубину и ширину. Это компактная машина, которая очень проста в использовании.
Если вам нужна дополнительная информация, прочитайте полный обзор или купите продукт здесь, на Amazon.
Здесь вы можете найти полный список циркулярных пил стоимостью менее (или около) 50 долларов США.
Лучшие циркулярные пилы до 100 долларов США
SKIL 5280-01
Мощный двигатель на 15 А с частотой вращения 5300 об/мин, разработанный одним из крупнейших производителей электроинструментов — чего еще можно желать?
Множество различных разрезов, которые можно выполнить за считанные секунды благодаря очень острому лезвию.
Для получения дополнительной информации об этой модели ознакомьтесь с полным обзором, и если вы уже сделали свой выбор, вы можете купить продукт здесь, на Amazon.
Milwaukee 2630-20
Если вы предпочитаете аккумуляторный инструмент, обратите внимание на модель Milwaukee с аккумулятором на 18 В, увеличенным на 20 % временем работы и большим крутящим моментом.
При 3500 об/мин нет проблем с резкой различных материалов, а благодаря алюминиевой опорной пластине у вас будет лучшая устойчивость.
Если вам нужна дополнительная информация, прочитайте полный обзор или купите продукт здесь, на Amazon.
Здесь вы можете найти полный список циркулярных пил до 100 долларов.
Лучшие циркулярные пилы до 200 долларов
Milwaukee 6390-21
Опять же, модель Milwaukee, но на этот раз с сетевым питанием. Этот имеет 15 ампер и может развивать до 5800 об / мин.
Отличается превосходным обзором отвала и алюминиевым башмаком опорной пластины, обеспечивающим максимальную устойчивость. Она удобна и проста в использовании и является одной из лучших сетевых циркулярных пил в этой ценовой категории.
Вы можете прочитать полный обзор или купить продукт прямо здесь, на Amazon.
Makita XSR01Z
Лучшая аккумуляторная циркулярная пила, но и лучшая в целом — Makita XSR01Z питается от двух аккумуляторов 18 В, что дает общую мощность 36 В. Тем не менее, вы можете запустить его только с одной батареей.
Он обеспечивает максимальную скорость 5100 об/мин и может сделать более 500 резов за один заряд. Он поставляется с опорной пластиной из магниевого сплава и является чрезвычайно прочным инструментом.
Прочитайте полный обзор или просто купите продукт здесь, на Amazon.
Здесь вы можете найти полный список циркулярных пил до 200 долларов.
Заключение
В заключение отметим, что наличие функции блокировки шпинделя имеет решающее значение для многих электроинструментов. Вы можете использовать эту статью в качестве руководства, чтобы лучше понять, что такое блокировка шпинделя и как ее использовать для замены диска на циркулярной пиле.
Какая ваша любимая модель? Пожалуйста, добавьте комментарий в разделе ниже и поделитесь этой статьей.
Share this Post
Что такое блокировка шпинделя на настольной пиле? (замок оправки)
Большинство операторов видят только внешнюю часть своего инструмента и обычно не смотрят внутрь своего инструмента. Однако во многих ситуациях требуются также некоторые базовые знания о внутренних частях. Итак, что такое блокировка шпинделя на настольной пиле?
Блокировка шпинделя предотвращает вращение шпинделя, чтобы можно было заменить лезвие. Если шпиндель может вращаться, то гайку, удерживающую лезвие, нельзя отвинтить. Обычно на настольной пиле есть кнопка, которая включает блокировку шпинделя. Если ваша настольная пила не имеет блокировки шпинделя, вам нужно будет найти другой способ остановить вращение диска, если вы хотите заменить диск.
Рекомендации по лучшим настольным пилам:
$ – Bosch GTS1031
$$ — Макита 2705X1
$$$ – Гризли G0690
Содержание
Зачем вам блокировка шпинделя?
Увижу ли я когда-нибудь блокировку шпинделя?
Как выглядит шпиндель?
Как заменить полотно на настольной пиле?
Рекомендации по настольным пилам
Bosch GTS1031
Makita 2705X1
Grizzly G0690
Заключение
Зачем нужна блокировка шпинделя?
Вероятно, эта деталь есть в вашей настольной пиле, даже если вы не замечали ее до сих пор.
Система блокировки шпинделя (также известная как блокировка оправки) реализована во многих различных электроинструментах, поэтому в ней должно быть что-то особенное. Что он делает?
С помощью этой системы вы можете заблокировать свой инструмент, в этой ситуации вы можете заблокировать лезвие на настольной пиле . Благодаря этому ваши руки будут свободны, и вы сможете сменить лезвие.
Эта система полностью безопасна, и вы можете продолжайте использовать настольную пилу, как только вы освободите шпиндель .
Похожие – Для чего вы используете настольную пилу?
Увижу ли я когда-нибудь блокировку шпинделя?
Это факт, что это внутренняя часть, и вы не часто ее видите. Тем не менее, вам нужно будет добраться до него когда-нибудь.
Если вы заметили проблемы с вращением лезвия , возможно, пришло время проверить шпиндель. Причинами необычного вращения лезвия может быть ржавчина или забитая пыль. Вы можете легко очистить это с помощью проволочной щетки.
В случае, если пришло время сменить лезвие, блокировка шпинделя может быть очень полезной. Блокировка шпинделя блокирует вращение лезвия, поэтому вы можете снимать его без страха и травм.
Как выглядит шпиндель?
Вал или замок шпинделя – это маленькая деталь, которую нужно научиться распознавать. Это поворотная ось с прикрепленными к ней разными подшипниками .
Как заменить полотно на настольной пиле?
После того, как вы узнали функцию блокировки шпинделя, пришло время посмотреть, как эта деталь влияет на процесс снятия лезвия.
Первое, что вам нужно сделать, это отключить пилу . Вы будете касаться лезвия руками, поэтому проверьте несколько раз, выполнили ли вы этот шаг.
Далее поднять отвал на полную высоту и снять щиток (если он есть). Затем снимите игольную пластину , чтобы гайка, удерживающая лезвие, была видна.
Включите блокировку шпинделя, нажав кнопку блокировки шпинделя (или рычаг).
Используйте разводной ключ — вы, вероятно, получите его при покупке настольной пилы — или вы можете купить только гаечный ключ. Наденьте его на гайку шпинделя и дайте шпинделю зафиксироваться, чтобы он выполнил свою работу.
А при чем здесь блокировка шпинделя?
Ну если шпиндель может крутиться, то гайку, которая держит лезвие , не открутишь. В этой ситуации вам понадобится какой-то другой предмет, чтобы заблокировать движение лезвия.
Ослабьте гайку с помощью ключа и снимите ее . Снимите шайбу , и вы сможете снять лезвие и добавить новое.
При добавлении лезвия обратите внимание, что зубья должны быть обращены к вам. Кроме того, возвращая гайку обратно, не затягивайте ее слишком сильно, так как это может вызвать проблемы с вращением лезвия.
Чтобы сделать это еще проще, посмотрите это видео для более подробного объяснения.
Рекомендации по настольным пилам
В этом разделе вы найдете лучшие настольные пилы в зависимости от вашего бюджета.
Bosch GTS1031
Если ваш бюджет немного выше, вы можете позволить себе более мощный инструмент, и это первое, на что вам нужно обратить внимание.
Настольная пила Bosch GTS1031 для строительной площадки
Настольные пилы предназначены для использования в качестве стационарных инструментов, но поскольку эта пила легкая, ее можно легко транспортировать. Он имеет двигатель на 15 ампер, способный резать различные материалы.
Ознакомьтесь с полным обзором настольной пилы Bosh GTS1031, которая считается лучшей настольной пилой стоимостью менее 400 долларов.
Эта прочная модель — именно та настольная пила, которая вам нужна. Купите Bosch GTS1031 здесь, на Amazon.
Makita 2705X1
Опять же модель с мотором на 15 Ампер. Однако не только это определяет его цену.
Портативная настольная пила Makita 2705X1
Она имеет 3 функции безопасности, 25-дюймовую режущую способность и колеса на подставке, поэтому, несмотря на ее большой вес, вы можете без проблем перемещать ее. Прочитайте полный обзор Makita 2705X1, которая считается лучшей настольной пилой до 1000 долларов.
Если вы готовы платить за него, то это один из лучших вариантов, который вы можете сделать, поскольку он стоит каждого пенни своей цены. Купите Makita 2705X1 здесь, на Amazon.
Grizzly G0690
Если вы ищете качество и производительность, и вас не интересует цена, то эта модель для вас.
Настольная циркулярная пила Grizzly G0690
Двигатель мощностью 3 л.с. позволяет резать различные материалы. Эта настольная пила является одной из лучших в своей ценовой категории и прослужит вам всю жизнь.
Ознакомьтесь с полным обзором настольной пилы Grizzly G0690 в моем обзоре лучших настольных пил за небольшие деньги.
Если вы ищете настольную пилу, не сомневайтесь ни секунды — купите Grizzly G0690 здесь, на Amazon.
Это одна из лучших бюджетных настольных пил этого года.
Заключение
Знаете ли вы, что такое блокировка шпинделя на настольной пиле? Если нет, то вы точно узнаете после прочтения этой статьи.
Арматура А1 — таблица весов и сортамент по ГОСТ 5781-82. Официальный сайт компании ООО «ДорСтройМеталл»
Главная
»
Новости
»
Арматура А1 — таблица весов и сортамент по ГОСТ 5781-82
Армирование – комплекс работ, нужный для укрепления железобетонных сооружений или некоторых их частей. В их составе могут быть жесткие и упругие детали. К жестким соединениям причисляют: швеллеры, угольники, двутавровые профили, а к мягким – упругие арматурные стержни. До начала строительства, непременно надлежит произвести эксплуатационные расчеты будущего объекта, так как от их характеристик исходит какая арматура пойдет для этих задач.
Арматура А1 – вид сортового проката с круглым поперечным сечением и гладкой поверхностью. Производится в соответствии с требованиями ГОСТа 5781-82 по технологии горячей прокатки.
Технические характеристики арматуры А1
Основные физические характеристики:
предел текучести – 235 Н/мм2;
временное сопротивление разрыву – 373 Н/мм2;
относительное удлинение – не менее 25%.
Эксплуатационные свойства стальной арматуры А1 (А240):
Хорошая свариваемость, благодаря изготовлению из низкоуглеродистой стали.
Экологичность. Эта продукция имеет сертификаты безопасности о ее соответствии требованиям нормативной документации.
Возможность изгибания под углом, необходимым для создания конструкции.
Невысокая стойкость к воздействию коррозии. Повышается окрашиванием, цинкованием, алюмоцинкованием.
Меньшая стоимость, по сравнению с арматурой периодического профиля.
Сортамент арматуры А1
Согласно нормативной документации, продукция выпускается в диапазоне диаметров 6-40 мм. В продажу поступает бухтами – диаметром до 10 мм – или прутами длиной 6-12 мм.
Вычисление массы партии арматуры – с использованием таблицы, по которой определяют массу 1 м, а затем эту величину умножают на общий метраж партии.
Таблица весов 1 м арматуры А1
Диаметр, мм
Площадь поперечного сечения, см2
Масса 1 м, кг
Кол-во метров в тонне
6
0,283
0,222
4505
8
0,503
0,395
2532
10
0,785
0,617
1620
12
1,131
0,888
1126
14
1,54
1,21
826
18
2,54
2,0
500
20
3,14
2,47
405
22
3,8
2,98
336
25
4,91
3,85
260
28
6,16
4,83
207
32
8,04
6,31
158
36
10,18
7,99
125
40
12,57
9,87
101
Арматура может производиться из:
углепластика
стеклопластика
железа
базальтопластика
твердых пород древесины
Типы и их габариты:
В ГОСТ, исходя из эластичности, разделяет их на варианты:
A 600 (A-IV). Размер от 6-40 мм, сталь – 80С, 20ХГ2Ц
A-400 (A-III). Размер от 6-40 мм, сталь – 35 ГС, 25 Г2С, 32Г2Рпс
A 800 (A-V). Диаметр от 6-40 мм, сплав – 23Х2Г2Т
A-1000 (A-VI). Диаметр от 6-40 мм, сталь – 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР
А 300 (A-II). Размер от 10-80 мм, сплав – Ст5сп, Ст5пс, 18Г2С, 10 ГТ
A-240 (A-I). Размер от 6-40 мм, сплав – Ст3кп, Ст3пс, Ст3сп.
Еще есть 2 интервальных упрочненных разновидности:
B500C. Размер 6-12 мм, сталь холодного проката
A-500C. Размер 6-40 мм, горячекатаная сталь
В соответствии с назначением:
Рабочая арматура. В основном стыкуется повдоль, для обеспечения обеспечения помехи изменения размера конструкции
Анкерная арматура. Вдалбливаются в фундамент конструкции, с целью дальнейшей связывания с главным каркасом
Монтажная арматура. Объединяет детали всего каркаса в единую конструктивную сетку
Действующая арматура. Устанавливается поперчено или вертикально, подобно хомутов или сварных стержней. Воспринимает усилие по вертикальной линии, отчасти исполняет роль монтажных стержней
Запорная арматура. Разграничивает рабочую среду от герметичной сферы.
По настроенности:
Поперечная – увеличение усиления постройки от наклонных трещин
Продольная – воспрепятствует сжатию и растяжению каркаса и предотвращает от отвесных трещин.
По использованию:
Не напрягаемая – наименее прочная, эксплуатируется для конструкций, где нет больших нагрузок на арматуру.
Напрягаемая – заранее подвержена изменению, в связи с чем является более восприимчива к нагрузкам. Эксплуатируется для долговечных строений
Пять методов применения арматуры.
Благодаря технологичности монтажа и невысокой стоимости, арматуру повсеместно используют в разнообразных частях строительства.
Армированная кладка стен сооружений. Эксплуатируется арматура сварная (вязаная), сетка мелкого диаметра, или могут использоваться единичные прутки, которые укладываются в раствор между рядами кладки.
Основание. Для увеличения усиления плиты фундамента применяют продольное и поперченное размещение прутьев в пару рядов (при низком – разрешается и 1 ряд). В среднем, на 1 метр арматуры продольного укрепления, ставится 1 поперечный хомут или стержень.
Упрочненный арматурный каркас. Стержни объединяют сварочными швами, с помощью которых возводится «остов», гарантирующий жесткость, выносливость и упругость несущих опор.
Вязаная арматурная сетка. Применяется при не очень больших площадях армирования, в ситуациях, когда неосуществимо совместить узлы сетки электросваркой, при неотложных работах, либо при укреплении стальными нитями из не сварочных металлов или сплавов.
Петли, хомуты. Употребляются с целью монтажа ключевых звеньев строительной конструкции в больших каркасах для перераспределения и ослабления нагрузки.
Купить арматуру А1 в Краснодаре
Приобрести арматуру по самым выгодным ценам возможно на нашем сайте. В прайс-листах предприятия «ДорСтройМеталл» найдете весь спектр существующего металлопроката и его наиболее подробное описание.
Мы используем cookie для корректной работы нашего сайта и сервиса. Продолжая использовать наши сайт и сервис, вы соглашаетесь на использование файлов cookie. Узнать больше
Таблица весов арматуры А1, характеристики, область применения
Арматура А1 – металлопрокат, востребованный при изготовлении железобетонных изделий, в монолитном строительстве, при сооружении металлоконструкций. Нормативный документ, регламентирующий производство этой продукции, – ГОСТ 5781-82.
Характеристики арматуры А1
Согласно ГОСТу 5781, арматурные стержни, в зависимости от механических характеристик, разделяют на классы. Арматурная сталь А1 иначе маркируется А240, где 240 – это предел текучести, выраженный в Н/мм2. Стандартом предусмотрено изготовление такой арматуры только в виде прутов с гладкой поверхностью. Изделия диаметром 6-12 мм выпускаются либо в мотках, либо в виде стержней. Продукция большего диаметра – только в виде прутков.
Для изготовления арматуры А1 применяют углеродистую сталь обыкновенного качества Ст3 пс/сп, характеризующуюся прекрасной свариваемостью, способ производства – горячая прокатка. Сортамент арматуры А1 включает изделия с сечением диаметром 6-40 мм.
Области применения
Продукция применяется для изготовления петлевых деталей, предназначенных для крепления железобетонных изделий к основанию или друг к другу. Петлевая арматура может использоваться для обвязки основного арматурного пакета, выполненного из изделий более высокого класса.
Арматурные стержни А1 применяются для:
армирования ж/б конструкций;
изготовления арматурных сеток;
изготовления армирующего слоя пола и стен;
создания декоративно-функциональных металлоконструкций (ограждений, лестниц, решеток).
Эти изделия востребованы при производстве мелких деталей для машиностроения, крепежа и других метизов.
Расчет партии арматуры А1
Для расчета веса партии арматурных стержней класса А1 необходимо умножить массу 1 м продукции, которую можно определить по таблице, на общий метраж.
Таблица сортамента и весов 1 метра арматуры А1
Диаметр арматуры А1, мм
Вес 1 м, кг
Диаметр арматуры А1, мм
Вес 1 м, кг
Диаметр арматуры А1, мм
Вес 1 м, кг
6
0,222
16
1,58
28
4,83
8
0,395
18
2,0
32
6,31
10
0,617
20
2,47
36
7,99
12
0,888
22
2,98
40
9,87
14
1,21
25
3,85
Если продукция поставляется в мотках, то их вес оговаривается с заказчиком, но в общем случае, он не превышает 1,3 тонны. Такие бухты могут укладываться в ограниченных пространствах с использованием техники небольшой грузоподъемности и габаритов.
Размеры, сорта и типы арматуры
Арматура или арматурный стержень — это стержень, который используется для армирования и укрепления бетона под напряжением. Обычно он изготавливается из стали, хотя для некоторых проектов популярен стекловолокно, поскольку оно не подвержено коррозии и немагнитно.
Существует множество размеров, марок и типов стальной арматуры для поддержки различных конструкций. Стандартные размеры арматурных стержней могут варьироваться в зависимости от страны — метрический размер и британский размер являются двумя популярными размерами. В Соединенных Штатах общие спецификации публикуются Американским институтом бетона (ACI) и Американским обществом испытаний и материалов (ASTM).
Мы сосредоточимся на различных размерах дюймовых стержней, которые являются стандартными в Соединенных Штатах, как указано в Стандартной спецификации ASTM A955/A955M для деформированных и гладких стержней из нержавеющей стали для армирования бетона.
Лучшее понимание того, что такое арматура, как она используется, а также множество доступных вариантов и размеров, позволит вам уверенно работать с этим материалом для вашего следующего строительного проекта.
Таблица размеров арматуры
Диаметр каждого имперского стержня увеличивается на 1/8 дюйма. Вы можете умножить размер стержня на 1/8, чтобы получить номинальный диаметр в дюймах. Например, арматурный стержень №8 = 8/8 дюйма (или 1 дюйм) в диаметре. Общие измерения указывают вес, номинальную площадь и номинальный диаметр.
При работе с арматурой обязательно нужно понимать не только размер необходимой вам арматуры, но и марку и тип стали.
Британский размер бара
Вес (фунт/фут)
Вес (кг/м)
Номинальный диаметр (дюймы)
Номинальный диаметр (мм)
Номинальная площадь (дюйм2)
Номинальная площадь (мм2)
#3
0,376
0,561
0,375
9,525
0,110
71
#4
0,688
0,996
0,500
12. 700
0,200
129
#5
1.043
1,556
0,625
15.875
0,310
200
#6
1,502
2,240
0,750
19.050
0,440
284
#7
2,044
3.049
0,875
22.225
0,600
387
#8
2,670
3,982
1.000
25.400
0,790
509
#9
3.400
5.071
1,128
28.650
1.000
645
#10
4.303
6.418
1,270
32.260
1,270
819
#11
5.313
7,924
1.140
35.810
1,560
1006
#14
7. 650
11.410
1,693
43.000
2,250
1452
#18
13.600
20.284
2,257
57.330
4.000
2581
Ниже приведены общие области применения стальной арматуры каждого из размеров:
#3 — Этот тонкий и экономичный арматурный материал из мягкой стали повышает прочность бетонных дорог, проездов или патио. В плавательных бассейнах из литого бетона также часто придают стенам бассейна форму и прочность.
#4 — немного более толстая арматура #4 идеально подходит для повышения прочности автомобильных дорог и может придать дополнительную прочность колоннам и плитам.
#5 — Этот тип арматуры обычно используется для мостов и автомагистралей.
№ 6 — Обычно встречается в фундаментах, подпорных стенах, дорогах или автомагистралях.
#7 — этот размер арматуры может обеспечить поддержку таких конструкций, как многоэтажные гаражи и мосты.
#8 — Арматурный стержень №8 идеально подходит для средних и тяжелых коммерческих применений. Его можно использовать для плит, волноломов, колонн и балок.
#9 — Этот толстый и прочный материал является идеальной арматурой для высотных строительных проектов, волноломов и подпорных стен.
#10 — Идеально подходит для средних и тяжелых коммерческих проектов, этот размер обеспечивает структурную поддержку в балках, колоннах и т. д.
#11 — Эта сверхпрочная арматура толстая и прочная, поэтому ее часто используют для несущих конструкций.
#14 — Одна из самых тяжелых и толстых арматурных стержней стандартных размеров, размер арматуры №14 хорошо подходит для мостов, парковок, высотных зданий и доков.
#18 — Этот большой, прочный размер арматуры используется для больших зданий, промышленных объектов и других крупномасштабных зданий.
Марки арматуры
Понимание разницы между пределом текучести и пределом прочности на растяжение необходимо для определения марки арматуры, которая вам нужна.
Думайте о пределе текучести и пределе прочности при растяжении как о минимальном и максимальном диапазонах напряжений для арматуры определенного сорта. Предел текучести — это минимальное напряжение, которое может выдержать материал, прежде чем он начнет постоянно деформироваться. И наоборот, предел прочности на растяжение измеряет максимальное напряжение, которое может выдержать материал, прежде чем он будет необратимо поврежден и сломан.
Марки арматуры устанавливаются ASTM. Обозначение марки соответствует минимальному пределу текучести в килофунтах на квадратный дюйм (KSI). Распространенными марками являются 40, 60, 75, 80 и 100. Номенклатура марок показывает, какой предел текучести имеет арматурный стержень. Например, арматурный стержень класса 40 имеет минимальный предел текучести 40 тысяч фунтов на квадратный дюйм, что соответствует 40 000 фунтов на квадратный дюйм, тогда как арматурный стержень класса 80 имеет минимальный предел текучести 80 тысяч фунтов на квадратный дюйм или 80 000 фунтов на квадратный дюйм.
Типы арматурных стержней
Выбор подходящей арматуры для вашего проекта будет зависеть от размера и марки, необходимых для добавления необходимой поддержки и прочности. Это также во многом будет зависеть от материала, используемого для изготовления арматуры, а также от того, что используется для ее покрытия.
Арматура из углеродистой стали является стандартом в бетонной и строительной промышленности, но она может не выдерживать условий с высокой влажностью. Арматура с эпоксидным покрытием может лучше работать в морских условиях, сохраняя прочность и долговечность бетона без ускоренной коррозии.
Арматура из углеродистой стали
Арматура из углеродистой стали является наиболее распространенным типом арматуры, используемой в жилых и коммерческих проектах. Эта легированная сталь исключительно экономична и долговечна, но углеродистая сталь может плохо выдерживать проекты, подверженные воздействию высокой влажности. Использование арматуры из углеродистой стали может быть рискованным, если вы работаете с высоким содержанием влаги или в зонах с высокой влажностью.
Арматура из нержавеющей стали
Хотя арматура из нержавеющей стали не такая дешевая, как арматура из углеродистой стали, она может быть жизнеспособной альтернативой. Эти стальные арматурные стержни используются для мостов, дорог, опор и других несущих конструкций. В отличие от арматуры из углеродистой стали, арматура из нержавеющей стали может помочь предотвратить коррозию, обеспечивая дополнительную защиту.
Оцинкованная арматура
Один из более дорогих вариантов, оцинкованная арматура, представляет собой арматуру из легированной стали, погруженную в раствор цинка для добавления специального водного покрытия, которое может сдерживать коррозию. Этот материал является отличной альтернативой арматуре с эпоксидным покрытием. Оцинкованная арматура в 40 раз более устойчива к коррозии и лучше выдерживает транспортировку и монтаж.
Арматура из полимера, армированного стекловолокном (GFRP)
Этот материал, также известный как арматура из стекловолокна, идеально подходит для проектов, подверженных воздействию воды. Арматура из стекловолокна никогда не подвергается коррозии и обладает гораздо большей прочностью на растяжение, чем традиционная стальная арматура. Кроме того, он на 75 % легче стали, а это значит, что вы можете сэкономить на дорогостоящих расходах на доставку. Этот специализированный материал также обладает непроводящими электрическими свойствами.
Арматурный стержень с эпоксидным покрытием
Арматурный стержень с эпоксидным покрытием хорошо подходит для строительных проектов с высокой влажностью. Арматура покрыта толстым слоем эпоксидной смолы, что помогает замедлить коррозию. К сожалению, тонкое эпоксидное покрытие может поцарапаться и повредиться во время транспортировки, что сделает арматуру менее эффективной против коррозии.
Арматура из сварной проволочной сетки (WWF)
Хотя этот тип материала имеет другое название, чем другие стандартные типы арматуры, арматура WWF на самом деле представляет собой сетку, изготовленную из сварной низкоуглеродистой стальной проволоки. Сетка может помочь укрепить бетонные плиты, чтобы улучшить общую прочность бетона на растяжение.
Расширенный металлический стержень
Подобно арматурному стержню WWF, расширенный металл создает металлическую сетку, детализированную ромбовидными линиями. Сетка изготовлена из цельного стального листа, который мастерски вырезается и расширяется. Этот материал обычно используется, когда требуется очень толстая штукатурка для поддержки бетона. Расширенная металлическая арматура часто используется для тротуаров или пешеходных поверхностей, но она недостаточно прочна, чтобы выдерживать интенсивное движение транспортных средств или большой вес.
Вывод
Арматура является важным материалом для железобетона. Выбор правильного размера, марки и типа арматурных стержней имеет решающее значение для успеха любого проекта. Правильный и равномерный интервал также важен.
Полное понимание предела прочности на растяжение и предел текучести каждого сорта арматуры, а также преимуществ, недостатков и общей разницы в стоимости между вариантами арматуры позволит вам создать безопасный, экономичный и долговечный проект.
Похожие сообщения
Каковы средние цены на арматуру за тонну или фут?
Типичный диапазон:
400 долларов — 800 долларов
Данные о затратах основаны на исследованиях HomeAdvisor.
Обновлено 18 июля 2022 г.
Автор HomeAdvisor.
Цены на арматуру варьируются от $400 до $800 в зависимости от количества и типа, которые вы покупаете для конкретного проекта. В среднем арматура стоит от От 0,70 до 0,80 долларов США за погонный фут , не включая затраты на установку. Обычные размеры арматуры для жилых проектов: № 4, который стоит от 0,30 до 2,00 долларов за погонный фут , и № 5, который стоит от 0,45 до 2,55 долларов за погонный фут .
Арматурный стержень, сокращенно от «арматурный стержень», представляет собой (чаще всего) стальной стержень, помещаемый в бетон для дополнительной прочности и устойчивости. Цены на сталь могут время от времени колебаться, поэтому общая стоимость проекта может увеличиваться или уменьшаться в зависимости от экономических условий. Актуальные рыночные цены уточняйте у местного поставщика арматуры. Если вы не занимаетесь проектом «сделай сам», ваш подрядчик включает стоимость арматуры в стоимость других конкретных проектов.
В этой статье
Цены на арматуру по размерам
Расходы по типу
Цены на арматуру за тонну
Ценовые факторы арматуры
Объяснение марок арматуры
Сделай сам или наймите профессионала
Часто задаваемые вопросы
Цены на арматуру в зависимости от размера
В зависимости от длины и диаметра арматуры вы будете платить от 0,18 до 6,20 долларов США за погонный фут , не включая установку. Большинство хозяйственных магазинов идентифицируют арматуру по диаметру, а некоторые используют отраслевые размеры.
Стандартный размер стержня (миллиметр)
Диаметр (дюймы)
Стоимость на линейную ногу
#3 (10)
3/8 ”
#3 (10)
. #4 (13)
1/2″
$0.30 – $2.00
#5 (16)
5/8″
$0.45 – $2.55
#6 (19)
3/4 »
0,75–3,70 долл. США
#7 (22)
7/8″
$1.30 – $5.05
#8 (25)
1″
$3.25 – $6.20
#3
Grade 40 or 60 #3 rebar costs $0.18 to 1,25 доллара США за погонный фут . При диаметре 3/8 дюйма это самый маленький арматурный стержень, который вы можете найти. Этот тип обычно используется в низких или ненесущих конструкциях, таких как патио или подъездная дорога.
Арматурный стержень класса прочности 40 и 60 № 3
Cost Ranges
Cost per foot
$0.18 – $1.25
Cost per pound
$0.47 – $3.29
Cost per ton
$950 – $2,200
#4
Арматурный стержень класса 40 или 60 №4 стоит от 0,30 до 2,00 долларов США за погонный фут . Профессионалы используют эту арматуру среднего размера диаметром 1/2 дюйма для подъездных путей, фундаментных полов и стен.
Класс прочности 40 и 60 размер №4 Арматурный стержень
Cost Ranges
Cost per foot
$0.30 – $2.00
Cost per pound
$0.45 – $2.98
Cost per ton
$900 – $2,300
#5
Арматурный стержень класса 40 или 60 №5 стоит от 0,45 до 2,55 долларов США за погонный фут . Как правило, это самый большой размер, используемый в жилом строительстве, диаметром 5/8 дюйма, обычно для балок, фундаментов и фундаментов.
Grade 40 and 60 Size #5 Rebar
Cost Ranges
Cost per foot
$0.45 – $2.55
Cost per pound
$0.43 – $2.45
Cost per тонна
850–2500 долларов США
#6 и больше
Новый. Объясните, что эти большие размеры обычно не используются для работы в жилых помещениях, и дайте общий обзор цен и областей применения.
Арматура №6 и больше обычно не используется в жилищном строительстве. Более тяжелая штанга лучше подходит для коммерческого и промышленного применения. Стержни от №6 до №8 используются для средних и тяжелых конструкций, таких как подпорные стены, высотное строительство и парковочные сооружения.
Проконсультируйтесь со специалистом по арматуре и стоимости труда
Почтовый индекс
Сравните оценки
Стоимость арматуры по типам
Арматура изготавливается из различных материалов. В зависимости от места установки ваш специалист по бетону может порекомендовать материал, отличный от основной стальной арматуры.
Тип арматуры
Диапазон цен
Характеристики
Сталь
Необработанная линейная сталь 2 0,18–6,80 долл. США за фут2 Свариваемый.
Нержавеющая сталь типа 304 или 316
2,50–16 долл. США за погонный фут
Не подвержен коррозии и не требует технического обслуживания.
Оцинкованный
+10% – 15% по сравнению с необработанной сталью
Процесс гальванизации обеспечивает внешнее цинковое покрытие для защиты от долговременной коррозии.
Эпоксидное покрытие
300–400 долларов США за коробку весом 50 фунтов.
Арматура с эпоксидным покрытием стоит на 10 центов за фунт больше, чем сталь без покрытия (известная как черная арматура). Большинство профессионалов предпочитают использовать оцинкованную или нержавеющую сталь вместо эпоксидного покрытия из-за проблем с хлоридами.
Стекловолокно
Стоимость зависит от местоположения и поставщика
Полимерная арматура, армированная стекловолокном (GFRP). Эти стержни из стекловолокна представляют собой легкую и устойчивую к коррозии альтернативу стали. Они имеют аналогичную или лучшую прочность на растяжение.
Арматурные хомуты
Арматурные хомуты скрепляют продольные секции арматурных стержней. Стоимость каждого хомута из арматуры, в зависимости от размера, составляет от 90 348 до 20 долларов США или более 90 349 . Стремена имеют квадратную или прямоугольную форму и варьируются от шести до 36 дюймов, иногда даже больше.
Цены на арматуру за тонну
Вы потратите от 850 до 2500 долларов за тонну при покупке арматуры оптом. Вам не нужно будет покупать столько арматуры для большинства жилых помещений. Подрядчики или оптовики обычно используют цены на арматуру за тонну.
Size
Cost per ton
#3
$950 – $2,200
#4
$900 – $2,300
#5
$850 – $2,500
Факторы цены на арматуру
Помимо размера арматуры и типа материала, на цену также влияют следующие факторы:
Географическое положение: Часто арматура будет дороже в удаленных местах, где имеется меньше запасов.
Рыночный курс стали: Цена на сталь может сильно колебаться в зависимости от рыночных условий. Если существуют проблемы с производством или цепочкой поставок, обычно можно ожидать существенного увеличения стоимости стальной арматуры.
Оптовые скидки: Вообще говоря, покупка 20-футового арматурного стержня стоит меньше на фут, чем двухметрового стержня. Кроме того, подрядчики по бетонным работам могут получить скидку от поставщиков на закупку арматуры оптом. Если ваш проект достаточно велик, эти связи могут передать вам часть экономии.
Марка: Марка является мерой прочности арматурного стержня. Как правило, чем выше класс, тем выше стоимость.
Приобретенный размер: По мере увеличения размера покупаемой стальной арматуры будет расти и цена. Размер учитывает как длину арматурного стержня, так и диаметр.
Сравните цитаты местных профессионалов
Почтовый индекс
Получить местные расходы
Объяснение марок арматуры
В большинстве жилых проектов используется арматура № 3, № 4 или № 5 класса прочности 40 или 60. Класс определяет прочность арматурного стержня или количество фунтов на квадратный дюйм, которое может выдержать арматурный стержень. Производители измеряют качество в тысячах фунтов на квадратный дюйм или в килограммах на квадратный дюйм.
Существует два отдельных класса арматуры: текучесть и прочность на растяжение. не возвращается к своей первоначальной форме, а прочность на растяжение определяется, когда арматурный стержень выходит из строя или ломается.0003
Rebar grade ratings
Rebar Type
Minimum Yield Strength
Minimum Tensile Strength
Grade 40
40 ksi
60 ksi
Grade 60
60 ksi
90 ksi
Установка арматуры своими руками или наем профессионала
Установка арматуры требует надлежащих знаний о бетоне и специальных инструментов, которые могут разрезать изгиб и связать его. Кроме того, вам нужно знать, как читать инженерные планы. Неправильная установка арматуры может представлять угрозу безопасности и со временем привести к растрескиванию, провисанию или разрушению бетона.
По этой причине установку арматуры обычно лучше доверить профессионалам. Избавьте себя от головной боли, наняв местного установщика бетонного фундамента или установщика бетонного пола рядом с вами, чтобы убедиться, что работа выполнена правильно.
Часто задаваемые вопросы
Для чего используется арматура?
Стальные арматурные стержни, широко известные как арматурные стержни, устанавливаются внутри бетона для повышения прочности и устойчивости бетона. Общие области применения арматуры в жилых домах включают:
Подъездные пути и патио: Арматура диаметром 3/8 дюйма (#3) используется для бетонных плит, таких как подъездные пути и патио.
Стены и колонны: Для стен, колонн и опор используется арматура диаметром 1/2 дюйма (#4) или больше.
Фундаменты: Для фундаментов зданий требуется арматура диаметром не менее 1/2 дюйма (#4), но чаще используется арматура диаметром 5/8 (#5).
Сколько штук арматуры в связке?
Количество штук арматуры в пачке колеблется от шести до 50 штук и более. Пучок арматуры не является стандартной единицей измерения; поэтому точное количество зависит от конкретного поставщика и размеров арматуры.
Сколько арматуры мне нужно?
Расчет необходимого количества арматуры лучше всего выполнять инженером-строителем. Каждый проект имеет определенные структурные требования. Инженер-строитель или обученный подрядчик по бетону обеспечат бюджет вашего конкретного проекта для правильного выбора арматуры, а также правильного размера и размещения.
Наймите специалиста по установке арматуры рядом с вами
Оглавление: Водяной насос для дачи: какой лучше Какой водяной насос выбрать для дачи: ручные установки Электрический водяной насос для дачи: поверхностное оборудование Погружное насосное оборудование для дачи: особенности
Трудно себе представить дачу современного человека без такого элементарного удобства, как водоснабжение – хотя бы примитивная система подачи воды в дом и на участок должна присутствовать, так как надеяться исключительно на милость матушки-природы будет как минимум неразумно. Существует масса приспособлений для подачи воды из колодца или скважины, и какое из них выбрать – вопрос не из легких. Именно его решением мы займемся в данной статье, в которой вместе с сайтом moyadacha.org изучим все существующие на сегодняшний день варианты и определимся с вопросом, какой водяной насос для дачи выбрать?
Центробежный водяной насос для дачи фото
Водяной насос для дачи: какой лучше
Вопрос, какой водяной насос лучше для дачи, поставлен в корне неправильно – если уж ставить его подобным образом, то звучать он должен так – какой водяной насос подойдет для дачи? Дело в том, что каждая из существующих разновидностей подобных приспособлений для забора воды из скважины или колодца используется в определенной ситуации. Там, где отлично показал себя один тип насоса, с поставленной задачей не справляется другая разновидность водонапорного оборудования. Именно такие моменты и нужно брать в учет при выборе. И более подробно об этом мы поговорим несколько позже.
Естественно, полностью игнорировать вопрос, какой насос для дачи лучше, тоже будет неправильно – здесь необходимо обратить внимание и на технические характеристики агрегата, и на его производителя, и, конечно же, на качество, которое в большей степени зависит от отношения производителя к своей продукции. Качеству насоса нужно уделить особое внимание – вещь это недешевая, и приобретается не на один год. Нужно быть уверенным в том, что оборудование подобного типа будет работать долго и безотказно. О том, как выбрать такой насос, смотрите в этом видео.
Какой водяной насос выбрать для дачи: ручные установки
Ручной водяной насос поршневого типа является отличным решением для дач, на которых отсутствует электроснабжение. Мало того, он окажется незаменимым и как вспомогательное оборудование. Дело в том, что наши энергетические компании мало уделяют внимания удаленным поселкам и уж тем более дачам – если что-то случается на линии, происходит авария или обрыв, то на восстановление подачи электричества может понадобиться несколько дней. И подобный насос – это своеобразная резервная установка, которая не даст вам засохнуть от жажды. Пользоваться ею немного сложно, но это дело привычки, и передвинуть пару раз рычаг, запускающий поршень, ради того, чтобы получить ведро воды, это нормально.
Устанавливаются такие насосы, как правило, непосредственно на обсадную трубу скважины – на нее наваривается фланец, который соединяется с фланцем самого насоса с помощью болтов. В общем, ничего сложного здесь нет, и справиться самостоятельно с этой работой вполне реально. Если речь идет о дублирующем или резервном ручном насосе, то в обсадную трубу врезается дополнительная трубка с фланцем, которая и служит местом установки ручного водяного насоса для дачи.
Ручные водяные насосы для дачи фото
У данного напорного оборудования для подачи воды имеется несколько недостатков – чтобы такой насос нормально функционировал, обсадная труба должна быть полностью наполнена водой. Но для этого нужна полная герметичность конструкции, чего невозможно добиться при использовании погружного насоса для скважины. Если уж прибегать к двойной установке, то ручные водяные насосы для дачи должны монтироваться в паре с поверхностным оборудованием данного типа, которое имеет такой же принцип установки – на фланец. Еще одним существенным недостатком ручных насосов является необходимость их демонтажа в зимний период и, соответственно, консервирование скважины. Делать это придется еще и потому, чтобы шастающие по дачам бродяги не выполнили эту работу за вас. Также нужно понимать, что насосы данного типа не в состоянии подавать воду в домашний водопровод и обеспечивать работу оборудования, к которому мы привыкли в городе.
Электрический водяной насос для дачи: особенности поверхностного оборудования
Преимуществ у данного насоса для дачи не так уж много, и единственное, для чего он хорошо подходит, это для полива в летний период. Как и ручные насосные установки, их нужно демонтировать на зиму, а скважину консервировать. Но это еще не все проблемы, связанные с его использованием – данные насосы имеют и некоторые ограничения, которые касаются глубины скважины. Максимум, на что они способны, это поднять воду на высоту до 9м. И это еще не все – для их монтажа потребуется изготовить приямок, а это как минимум дополнительные расходы. Единственный момент, где хорошо показал себя насос данного типа, это колодец, в котором они могут эксплуатироваться даже зимой. Как вариант, их можно устанавливать в скважину, пробитую в подвале дома, но здесь нужно быть готовым к шумной работе такого агрегата. Но, в принципе, эта проблема решаема.
Поверхностный водяной насос для дачи фото
Что еще нужно знать по поводу поверхностных насосов для дачи, так это то, что по принципу работы они разделяются на пять типов.
Вихревые. Работают по принципу создания разницы давления – создается некоторое подобие вихря, который и увлекает за собой воду. Это не очень надежные насосы и к тому же обладающие малой производительностью.
Центробежные. В отличие от вихревых насосов, они работают несколько иначе – вращение крыльчатки вокруг своей оси разгоняет жидкость в стороны от центра, освобождая таким способом место для новой, поступающей из источника, воды. Это надежные насосы, которые способны подавать воду длительное время. Они могут быть одноступенчатыми и двухступенчатых – у первых одна центрифуга, а у вторых две. Вторые являются более мощными.
Самовсасывающие. Их основное отличие заключается в том, что кроме воды, они в состоянии перегонять и воздух. Отсюда и преимущество – для их работы не нужен обратный клапан, удерживающий воду в системе. Несмотря на это, их все равно оборудуют клапанами, так как они сокращают время подъема воды со дна скважины.
Жидкостно-кольцевые. По большому счету, эти насосы на даче не применяются, но знать об их существовании полезно – кроме жидкости и воды, они также могут транспортировать и ГСМ типа ДТ, мазут, масло и прочее.
Мобильные насосы, то бишь переносные. Здесь все понятно и без слов. Приобретая центробежный насос для дачи такого типа, вы получаете возможность перекачивать воду из различных источников – как говорится, переставили быстро и дело с концом.
Все эти дачные насосы не такие уж и плохие, как может сложиться о них впечатление – они просто маломощные и не способны поднимать воду на большую высоту. Есть, правда, одна разновидность подобного оборудования, которое способно выдавать напор высотой до 40м – это эжекторные насосы (ejector — выбрасыватель). Они на сегодняшний день являются самыми дорогостоящими.
Погружное насосное оборудование для дачи: особенности
Это самый идеальный вариант для оборудования скважины – такой насос монтируется прямиком внутрь обсадной трубы. Никакого приямка для него делать не нужно – единственное, чем понадобится оборудовать скважину, так это скважинным адаптером. Такое устройство решает много проблем, но в первую очередь, это промерзание трубопроводов – адаптер устанавливается ниже глубины промерзания, в чем и заключается его основное преимущество. Погружной насос может применяться не только для откачки воды из скважины – он отлично работает и в колодце. Кроме того, с его помощью достаточно легко создать стационарный дачный водопровод и обеспечить себе все удобства, к которым человек привык в городе.
Погружной водяной насос для дачи фото
Существует четыре основных типа насосов, которые имеют разное предназначение.
Скважинный погружной водяной насос для дачи. Это оборудование для подачи воды способно откачивать из источника даже сильно загрязненную механическим мусором воду. В силу его небольшого диаметра применяется оно только для скважин, хотя никто не запретит вам использовать его и в колодце.
Колодезный погружной насос. В отличие от скважинного агрегата данного типа, он имеет несколько больший диаметр и для использования в тонкой обсадной трубе он не подходит. Во всем остальном это схожие друг с другом насосные установки.
Дренажный. Он предназначен исключительно для загрязненной воды и применяется, как следует из названия, в дренажных колодцах для перекачки воды на уровень выше.
Фекальный. Это устройство специально разработано для выгребных ям и септиков. Применяется оно в системах дачной канализации.
Как видите, различных насосов достаточно много, и это в некоторой степени осложняет их выбор – хотя не намного, так как практически все они разделены на группы по своему назначению. Единственный момент, который здесь нужно учесть, это их мощность, обуславливающая возможность насоса перекачивать жидкость на определенное расстояние.
Водяной насос для дачи фото
И в заключение темы про водяной насос для дачи несколько слов о таком агрегате, как насосная станция – на сегодняшний день это самый оптимальный вариант для создания независимой системы подачи воды для дачи. Ее особенность заключается в полной автоматизации – она сама контролирует подачу воды в дом. Когда вы открываете кран, к примеру, на кухне, давление в водопроводе падает, и когда оно доходит до нижней критической отметки, включается насос и восполняет утерянное давление. Точно так же она и выключается, когда давление в системе достигает верхней критической точки, что случается после того, как вы закрываете кран на той же кухне. Единственный недочет подобных установок заключается в их сравнительно небольшой мощности – до глубинных насосов им далеко. Как вариант, спаренная система подачи воды, в которой принимают участие и глубинный насос, и насосная станция.
Ручной водяной насос / колонка на дачу. Поршневой ручной насос для скважины., цена 2450 грн
Ручной насос для воды / колонка, ручной насос на скважину, ручной водяной насос
В МАКСИМАЛЬНО БЮДЖЕТНОМ ВАРИАНТЕ — новинка в нашем ассортименте!
При этом качество используемых материалов осталось таким же высоким.
Минимальная цена достигнута уменьшением диаметра и высоты гильзы насоса.
ОПИСАНИЕ И ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Ручной насос для воды из скважины (колонка) поверхностного типа — устанавливается для подачи воды только в теплое время года (дачный сезон). На зиму насос снимают с места крепления а скважину консервируют до следующего года.
Зеркало поднимаемой воды (расстояние от места крепления насоса до начала воды в скважине) составляет 8 метров, причем глубина самой скважины не должна превышать 100 метров.
Все насосы изготовлены в Украине.
Для производства гильзы насоса используется только сварная нержавеющая труба известной итальянской компании Ilta inox S.p.A. Вся продукция данного производителя соответствует высочайшим европейским стандартам качества и безопасности для здоровья человека.
Каждый насос в обязательном порядке комплектуются обратным клапаном в нижней части корпуса. При установке дополнительного обратного клапана в трубе скважины полностью исключается опускание воды из гильзы насоса.
Манжет поршня насоса отливается на производстве четко по диаметру гильзы, это позволяет максимально продлить срок его эксплуатации.
Насос состоит из гильзы, выполненной из ПИЩЕВОЙ нержавеющей стали, нержавеющих фланцев, поршня с рукояткой для подачи воды и гусака.
Наружный диаметр гильзы 76 мм.
Высота гильзы 330 мм.
За одно нажатие рукоятки Вы получаете 750 мл чистой воды из артезианской скважины.
Крепление к горизонтальной поверхности осуществляется посредством фланца на нижней части насоса или на трубу скважины с внутренней резьбой 1″ (диаметр 25 мм).
Диаметр крепёжных отверстий ― 8 мм.
Всасывающий патрубок для воды расположен с нижнего торца цилиндра.
Резьба для подсоединения штуцера или трубы ― 1″(диаметр 25 мм)
Насос не создает давления на выходе и служит только для наполнения емкостей, которые устанавливаются под выходной патрубок насоса.
Чтобы иметь возможность подавать воду из скважины круглый год Вам нужен ручной водяной насос шахтного типа. С ассортиментом и ценами на шахтные насосы Вы можете ознакомиться здесь https://nashnasos.com/g2663800-ruchnye-nasosy-dlya
Можем организовать изготовление ручного насоса для воды по вашим чертежам или с учетом ваших индивидуальных пожеланий.
По всем интересующим Вас вопросам связывайтесь с нами по указанным контактным телефонам.
На весь ассортимент ручных водяных насосов предоставляется гарантия от производителя. Выполняем полное послегарантийное обслуживание с ремонтом или заменой необходимых комплектующих.
Осуществляем доставку по Киеву, всей Украине, ближнему и дальнему зарубежью.
Стоимость курьерской доставки по Киеву в зависимости от района.
Доставка по Украине любым удобным для Вас перевозчиком.
Доставка в страны ближнего и дальнего зарубежья осуществляется Укрпочтой наложенным платежом (Вы оплачиваете посылку при получении в почтовом отделении по курсу Нацбанка на момент получения), либо по полной предоплате на банковский счет, что значительно удешевит стоимость покупки.
Купить ручную колонку для воды (ручной садовый насос) вы можете оформив заявку на нашем сайте через удобную форму заказа либо позвонив нам по указанным номерам телефона.
Ручные водяные насосы: руководство • Вместо
«Итак, позвольте мне уточнить. Вы хотите, чтобы я вытащил электрический насос, чтобы вы могли вставить ручной насос?»
Мы с мужем кивнули мужчине, который пришел снять наш сломанный электронасос. Он почесал затылок, на щеках появилась забавная полуулыбка. — Знаешь, большинство людей идут другим путем.
Идея ручного откачивания воды в 21 веке на первый взгляд может показаться немного отсталой, но мы (как и многие другие поселенцы, фермеры и выживальщики) знали, что наличие системы, позволяющей нам брать воду, используя только два оружия и некоторое время могут иметь серьезные преимущества.
Fikri Rasyid / Unsplash
Ручные водяные насосы следует учитывать всем, у кого есть скважина с электрическим насосом, и даже тем, кто использует городскую воду. Хотя водонапорные башни создают давление воды под действием силы тяжести, единственный способ, которым вода попадает в башню, — это, прежде всего, механический насос.
И когда вы понимаете, что все, что нужно, чтобы отключить подачу воды, — это длительное отключение электричества, держу пари, что большинство из вас хотели бы иметь доступ к нему независимо от обстоятельств. Ручные водяные насосы — это один из способов повысить устойчивость вашей усадьбы, независимо от ее размера. Читайте дальше, чтобы узнать больше об основах того, что нужно, чтобы использовать небольшую силу руки, чтобы набирать воду самостоятельно.
Варианты ручного ручного насоса
Мир сильно изменился со времен Лоры Ингаллс, когда она черпала воду ведром на шкиве. Если вы решите перейти на ручную подачу воды, вы можете обнаружить, что есть две компании, которые действительно доминируют в ваших поисках.
https://www.instagram.com/p/BUyNlEjhUaE/
Как Simple Pump, так и Bison Pump являются скважинными — признанными (извините за каламбур) ручными насосными предприятиями с солидной клиентской базой и большим количеством опыт. Хотя есть и другие компании, предлагающие ручные насосы, и Bison Pump, и Simple Pump производятся в США, и их относительно легко встроить в существующую скважину.
Как работают ручные насосы
Хотя конструкция была модернизирована, все колодцы в значительной степени работают одинаково. Просверлите отверстие достаточно глубоко в земле, чтобы добраться до водоносного горизонта, а затем найдите способ вывести воду на поверхность. Ручной насос на самом деле не сильно отличается от электрического, за исключением того очевидного факта, что воду набирают ваши руки, а не сетка.
Когда вы качаете ручку вверх и вниз, вы перемещаете шток и поршень внутри длинной трубы из ПВХ, которая опущена ниже уровня воды. Каждый раз, когда вы тянете ручку вниз, вода поднимается вверх, и каждый раз, когда вы позволяете ручке подниматься, насос опускается в воду, загружаясь для следующего толчка.
https://www.instagram.com/p/BaVC581F4Jl/
Для тех, кто интересуется, у Simple Pump есть хорошее объяснение каждой части их системы. Преимущество обеих этих современных конструкций насосов заключается в том, что они не требуют заливки и требуют минимального обслуживания. Например, вам нужно будет пересматривать всю систему, вероятно, каждые пять лет или около того.
Всепогодные ручные насосы
Ручные насосы должны работать в любое время года, если в них установлено так называемое «сливное отверстие». Этот простой трюк представляет собой просто отверстие, просверленное в трубе из ПВХ ниже уровня промерзания. После того, как вы закончите откачку, вода будет медленно вытекать, пока не достигнет равновесия, гарантируя, что сама труба никогда не замерзнет.
Как человек, который лично откачивал воду утром при температуре 1 градус, я могу гарантировать, что это позволяет использовать ручной насос при температурах значительно ниже нуля. Чтобы было ясно, мой насос работает зимой Озарка, а не зимой Аляски. Если вы находитесь в районе с глубокой вечной мерзлотой, обязательно изучите вопрос перед установкой!
Как встроить ручной насос в современный дом
Когда вы устанавливаете ручной насос, вы сами решаете, насколько автономным он должен быть. Вы можете сделать его основным источником воды или использовать его в качестве резервного. Вы можете быть спокойны, зная, что вполне возможно установить ручной насос бок о бок с электрическим насосом, что обеспечивает удобство и безопасность воды. Однако, если вы решите использовать ручной насос только в качестве резервного, вам нужно будет откачивать немного воды через день или около того, просто чтобы убедиться, что система находится в хорошем рабочем состоянии.
https://www.instagram.com/p/Bqu4dYHlWg7/
Если идея таскать ведра для ежедневного использования воды не для вас, вы также можете использовать ручной насос для повышения давления воды внутри дома. . Не каждый ручной насос можно использовать внутрь, поэтому обязательно изучите вопрос! Используя эту систему, вы можете вручную перекачивать воду из колодца через шланг в напорный бак.
Резервуар может затем позволить воде течь из кранов и в туалеты так, чтобы большая часть вашего дома функционировала как «нормальная». Закачка воды в напорный бак станет еще одной из ежедневных хлопот.
Стоимость ручного насоса
Трудно назвать точную цифру, во сколько вам обойдется ручной насос. Общая стоимость зависит от того, насколько глубока ваша скважина и какую модель вы хотите.
Чем глубже скважина, тем она будет дороже, так как потребуется большее количество насосных штанг и отрезков труб. Кроме того, если у вас еще нет скважины, цена будет расти в геометрической прогрессии. На нашей усадьбе мы решили использовать уже вырытый колодец и добавили в систему ручной насос.
https://www.instagram.com/p/BFLJ6LvF67m/
Наша скважина была достаточно глубокой, поэтому окончательная цена всей нашей системы составила немногим более 2000 долларов. Имейте в виду, что это не включает стоимость извлечения оригинала. Кроме того, мы сэкономили деньги, выбрав установку самостоятельно.
По вашему мнению, это может быть небольшой платой за постоянный, защищенный от непогоды доступ к воде. Кроме того, остроумие позволяет вам обращаться с каждой частью устройства и понимать ее во время установки. Это, безусловно, может дать вам уверенность в том, что вы сможете самостоятельно починить насос, если возникнут проблемы.
Глубина воды ручным насосом
Итак, на какую глубину вы можете закачивать воду вручную? Ответ на этот вопрос полностью зависит от типа насоса, который вы решите установить. Простой насос, который я использую, способен работать с глубины статического уровня воды 325 футов.
https://www.instagram.com/p/BnmFtyng3iI/
Прежде чем установить какой-либо насос на своей территории, найдите время, чтобы узнать все характеристики вашей личной скважины, чтобы вы могли сделать лучший выбор. Найти информацию о нашей скважине можно было только в том случае, если служба вышла и вытащила для нас старую скважину, поэтому вам, возможно, придется проделать немало работы, если информация не зарегистрирована.
Безопасно ли пить воду из ручного насоса?
Это сложный вопрос, потому что он полностью зависит от вашего личного колодца, глубины его копания, того, что находится в окрестностях и каким способом осуществляется транспортировка воды. Когда-то давно колодезную воду, вероятно, можно было пить напрямую, не опасаясь загрязнения, но теперь вам нужно быть немного менее доверчивым и намного более активным, когда дело доходит до управления вашей водой.
Как правило, чем глубже вырыт колодец, тем безопаснее вода, но я все же рекомендую проверить воду из личного колодца, как только вы получите к ней доступ. Личные колодцы не контролируются и не охраняются такими агентствами, как EPA, поэтому ответственность ложится на вас. К счастью, есть относительно недорогие наборы, которые вы можете заказать для проверки воды самостоятельно, и есть множество сервисов, которые вы можете найти в Интернете, которые могут дать вам «табель успеваемости» о том, что в вашей воде.
https://www.instagram.com/p/BgYs-RPH6_y/
В нашей усадьбе вся вода, которую мы используем для питья и приготовления пищи, сначала проходит через систему фильтрации воды Berkey. Эти системы фильтрации получают мои самые высокие рекомендации, и если вы ищете способ сделать любую воду безопасной, я думаю, вы не найдете лучшего варианта.
Они не спонсируют меня и не оплачивают — я просто зависел от нашей системы Berkey в течение многих лет, и верная вещь работала без сучка и задоринки. Система фильтрации, по общему признанию, дорогая, но когда дело доходит до чего-то столь же важного, как вода, многие из нас более чем готовы отказаться от нескольких ночей, чтобы поесть и купить одежду в универмаге, в пользу безопасной воды на десятилетия.
Советы владельца усадьбы с ручным насосом
Если вы изучаете ручные насосы, чтобы понять, сможете ли вы перевести свой дом или небольшую ферму на ручную подачу воды, значит, вы так же увлечены собой -надежность, как мы. Таким образом, у меня есть несколько советов и рассказов для тех из вас, кто готов отказаться от современности в пользу какого-то неряшливого, накачанного вручную добра.
Во-первых, ничто не поможет вам больше узнать о том, как вы используете воду, чем перекачивать ее самостоятельно. Чтобы полагаться на ручной насос, вам должен изменить ваше отношение к воде.
Средний американец использует поразительные 80-100 галлонов воды в день. Этот расточительный, бездумный образ жизни просто невозможен с ручным насосом.
Я считаю, что это хорошо.
Как вы думаете, можно ли прожить целый день, используя всего 50 галлонов воды? 20? 10? Открою вам секрет: человек может с комфортом прожить день, потребляя всего 5 галлонов воды для личного пользования. Я оставлю это вам, чтобы понять, как заставить это работать.
Paul Sableman / Flickr (Creative Commons)
А как насчет дня стирки, спросите вы? Или поить животных? Вот мой совет: нет необходимости, чтобы ручной насос был единственным источником воды для усадьбы. Если вы соедините свой ручной насос с системой сбора дождевой воды, то у вас будет больше воды, чем вы знаете, что с ней делать. Используйте дождевую воду для поения животных, сада и стирки белья. Вы можете зарезервировать работу ручной откачки воды для питья, приготовления пищи и посуды.
Еще одна вещь, которая пригодится пользователям ручных насосов, — это действительно хорошие ведра. Пищевые 5-галлонные ведра можно использовать практически для всего, что связано с водой на вашем участке. Вы можете заказать их новые или проверить местный Craigslist, чтобы вдохнуть новое применение в старые ведра пищевой промышленности.
Вы можете подумать, что усилия по перекачиванию воды могут быть для вас непосильными, но, как и ко всему, к этому можно привыкнуть. В первую неделю, когда мы использовали нашу ручную помпу для ежедневного использования, я, признаюсь, сильно устал. Но теперь, когда у меня за плечами годы выкачивания и таскания ведра, я стал намного сильнее, более благодарным и намного, гораздо менее расточительным. Лучше всего то, что никакое отключение электричества не сможет снова лишить меня воды.
Кто-нибудь из вас качает воду вручную? Или, если вы рассматриваете возможность установки ручного насоса, какие вопросы побудили вас переключиться на него? Позвольте мне знать в комментариях ниже!
Опция для резервной откачки воды – Resilient Design Institute
Ручной насос Bison в Галифаксе, Вермонт. Насос помещается в тот же корпус скважины, что и стандартный глубинный погружной насос. Фото: Алекс Уилсон
В прошлом месяце Джерелин и я наслаждались четырехдневным отпуском в штате Мэн — совместная поездка, чтобы навестить семью, исследовать национальный парк Акадия и посетить ярмарку Common Ground — мой первый визит туда за два или три десятилетия!
Изюминкой ярмарки Common Ground для меня стало знакомство с небольшой компанией Bison Pumps, базирующейся недалеко от Форт-Кент, штат Мэн (на севере штата Мэн), которая производит действительно крутые ручные насосы. Эти насосы похожи на те, которыми пользовались наши бабушки и дедушки, но они сделаны с гораздо большей точностью и работают намного лучше.
Почему важны ручные насосы
Здесь, в сельской местности Вермонта, как и в других сельских районах, самой большой проблемой при отключении электроэнергии часто является доступ к воде. Живя вне досягаемости муниципальных систем водоснабжения, мы пробурили скважины с помощью погружных насосов для перекачки воды в напорные резервуары в наших подвалах. Без электричества нет воды. Если эти колодцы не слишком глубоки, можно использовать ручные насосы в качестве резервного варианта откачки.
Вернувшись из штата Мэн, я узнал, что мой коллега из BuildingGreen Тристан Робертс, живущий вне сети, уже несколько лет использует насос Bison (см. фото).
Он также рассказал мне о другой компании, Simple Pump, которая производит ручные насосы с 1999 года — в том же году, когда была основана Bison Pump — и их насосы могут работать с большим статическим напором, что высоко оценивается в различных обзорах, которые я читал.
С любым из этих глубинных насосов в одной и той же скважине можно разместить как стандартный электрический погружной насос, так и внутрискважинные компоненты ручного насоса. С 6-дюймовым корпусом колодца (наиболее распространенный размер) достаточно места для двух насосов, а часть насоса Bison или Simple, которая находится над землей, подходит прямо к корпусу колодца, заменяя стандартный санитарный колпачок.
Эти ручные насосы популярны среди людей, живущих вне сети, но они также имеют смысл для тех из нас, кто подключен к электросети, кто хочет достичь большей устойчивости, кто хочет иметь доступ к чистой питьевой воде (хотя и с небольшими усилиями) во время отключения электроэнергии.
Ручной насос от Simple Pump Company в Неваде. Фото: Simple Pump
Использование насоса Bison или Simple Pump
При использовании насоса Bison или Simple в той же скважине, что и ваш обычный глубинный насос, вы будете использовать электрический насос в обычном режиме, но иметь резервную копию в случае необходимости. сетка упала. Они могут поднимать воду с довольно большой глубины: статический напор около 200 футов с насосом Bison и 350 футов статического напора с простым насосом.
Чем глубже установлен насос, тем дороже установка и больше работы по перекачиванию воды. Обратите внимание, что скважина глубиной 350 футов часто имеет статический напор, который не так глубок. Другими словами, хотя скважину можно пробурить на глубину 350 футов, уровень грунтовых вод может быть значительно выше этой отметки, скажем, на 150 футов ниже. Статический напор – это глубина стоячей воды в колодце.
В холодном климате защита от замерзания обеспечивается дренажным отверстием, расположенным на восемь или десять футов ниже уровня земли. После использования вода в верхней части трубы стекает обратно в колодец, в то время как остальная часть трубы — на глубине 150 футов или около того — остается заполненной водой. Это означает, что как только вы начнете качать, вы получите воду уже после нескольких взмахов ручки насоса. Большая разница между этими двумя насосами и теми, которые использовали наши бабушки и дедушки, заключается в прецизионном фрезеровании деталей, что позволяет поддерживать напор в течение многих месяцев. (В этих старых насосах часто были кожаные втулки, через которые просачивалась вода, поэтому перед использованием их нужно было заполнять водой.)
Насосы Bison и Simple оснащены шланговыми фитингами стандартного размера, так что вы можете присоединить шланг для питьевой воды, чтобы доставить воду в дом. Вы можете купить шланги для питьевой воды у поставщиков транспортных средств для отдыха; у них есть защитная пластиковая подкладка на внутренней стороне шланга для защиты питьевой воды от материала шланга (обычно ПВХ), который часто включает стабилизаторы тяжелых металлов и пластификаторы вместе с самим ПВХ. (Однако не наезжайте на эти шланги, так как это может привести к повреждению защитной оболочки.)
Добавление солнечной энергии к ручному насосу
Простой насос имеет хороший вариант для использования небольшого двигателя постоянного тока на солнечной энергии, который может питаться от солнечной энергии. Большинство глубинных электронасосов потребляют большую мощность; Компания Simple Pump разработала вариант, в котором используется насос гораздо меньшего размера (1/5 л.с.), который производит гораздо меньший поток воды, но гораздо более доступен. Доступный двигатель постоянного тока
Simple, который может легко питаться от солнечной электрической системы среднего размера.
Каждый автолюбитель должен немного разбираться в конструкции своей машины, чтобы уметь в случае ремонта устранить неисправность своими руками, если есть такая возможность. Особенно это касается тормозной системы. Часто, при её поломках требуется развальцовка тормозных трубок, по которым жидкость передаётся, при нажатии на педаль, от цилиндра к колодкам.
Содержание
Признаки замены
Причины замены
Станок для развальцовки
Самодельное приспособление для ремонта тормозных трубок
Процесс развальцовки тормозных трубок своими руками
Плюсы и минусы самостоятельной развальцовки
Признаки замены
Определить неисправность трубок самостоятельно можно при следующих признаках:
Вытекание тормозной жидкости из системы;
Перегрев тормозных барабанов;
Скрип при нажатии на педаль;
Увеличение хода тормозной педали;
Тормозной путь становится длиннее;
Износ колодок происходит неравномерно.
Причины замены
Возникновения коррозии;
Образований трещин;
Закисленность резьбы;
Воздействия внешней среды;
Плохое крепление.
Станок для развальцовки
Конечно, при неисправности трубок, можно отогнать машину на СТО и доверить ремонт специалистам. Но зачем тратить деньги на то, что можно сделать самому? Для этого необходимо приобрести инструмент для развальцовывания в специализированных магазинах или заказать по интернету. Он бывает для дюймовой или метрической резьбы. В набор входит труборез, приспособление, клещи, зажим, штампы под разные диаметры трубок для развальцовки грибком.
При покупке инструмента следует обращать внимание на производителя и стоимость. Самые дешёвые наборы лучше не покупать, так как их качество не способствует долгой эксплуатации. Этот способ ремонта является менее затратным чем в автомастерской, и сравнительно лёгким.
Самодельное приспособление для ремонта тормозных трубок
Ещё более дешёвым методом является изготовление самодельного устройства. При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
Собрав станину нужно сделать отверстия под трубку, и снять фаски на сверлильном станке или дрелью. Самым сложным является изготовление пуансонов (оправок). Можно заказать их знакомому токарю.
Процесс развальцовки тормозных трубок своими руками
Сначала необходимо определить степень поломки трубки и возможность ремонта. Для этого откручиваем её от суппорта или тормозного цилиндра. Если можно удалить повреждённый участок, сохранив при этом нужную длину, обрезаем этот кусок труборезом. После этого обрабатываем бензином оставшуюся часть, зажимаем клещами и снимаем внутреннюю фаску дрелью. При невозможности провести ремонт, покупаем трубку в магазине.
Инструкция по ремонту трубки своими руками:
Устанавливаем трубку в приспособлении (основании). Необходимо, чтобы конец выступал на 5 мм за край;
Меняем конус на штамп, необходимый под диаметр трубки;
Закручиваем штамп;
Вкручиваем штамп и расплющиваем слегка торец медной трубки;
Одеваем штуцеры. Обязательно не забыть, а то придётся все переделывать;
Снимаем штамп и меняем на инструмент в форме конуса;
Аккуратно не торопясь, закручиваем;
Вытаскиваем трубку и если необходимо зачищаем.
На выходе имеем новую тормозную трубку под конус. Развальцевать трубку можно и другим способом, называемым «грибок». Обычно на автомобилях европейского производства применяют развальцовку «грибком», а на японских моделях и других азиатских используется «конус». Чтобы развальцевать под «грибок» нужно просто не снимать необходимый штамп.
Плюсы и минусы самостоятельной развальцовки
К плюсам развальцовки своими руками можно отнести то, что вы отнесётесь к работе ответственно и серьёзно и будете уверены в качестве выполненной работы. Нет необходимости платить кому-то за работу, часто необоснованную цену.
Из минусов стоит отметить, что тормозные трубки не очень часто выходят из строя и ваш инструмент может понадобиться всего один раз. Исключение если вы покупаете подержанные автомобили с большим пробегом, которые содержались в плохих, неблагоприятных условиях или были в авариях и довольно часто их меняете.
Делать ремонт своими руками по инструкции или доверить специалистам приходится решать каждому человеку индивидуально, но следить за состоянием тормозной системы и трубок, в том числе необходимо всегда!
Развальцовка тормозных трубок — как и чем сделать своими руками
Тормозная система автомобиля является основой безопасности и нуждается в профессиональном техническом обслуживании. Ведь именно от нее зависит безопасность движения на автомобиле. Сегодня мы расскажем вам о самых страшных поломках тормозной системы, подробно опишем, что такое развальцовка тормозных трубок, для чего она нужна и с помощью каких инструментов она производится.
Неисправности тормозной системы
Практически все водители знают, что тормозная система автомобиля состоит из привода управления, распределительных систем и исполнительных (рабочих органов). Все части тормозной системы соединяются при помощи тормозных трубок (магистралей). По этим трубкам перемещается тормозная жидкость, находящаяся под давлением. В процессе нажатия на педаль тормоза, давление на ТЖ повышается и она воздействует на рабочий орган системы, который выполняет блокировку колеса и полную остановку транспортного средства.
В процессе эксплуатации тормозной системы могут возникнуть следующие неисправности:
Нарушение герметичноститормозных трубок и поршней, в которых жидкость находится под давлением.
Механическая поломка рабочих органов. К этому можно отнести всевозможные заклинивания тормозных цилиндров и т. п.
Нарушение свободного хода педали. Такая неисправность составляет дискомфорт водителю при эксплуатации автомобиля.
В этой статье речь пойдет именно о первой неисправности – нарушение герметичности соединения тормозных трубок с рабочими механизмами.
Тормозная жидкость автомобиля в своем составе содержит кислоту, которая неблагоприятным образом влияет на тонколистовые металлические изделия. Кроме того, постоянного воздействие окружающей среды может стать причиной появления коррозии на металлических частях. В связи с этим, места соединений тормозных трубок с рабочими частями системы могут подвергнуться коррозии и начать выпускать из системы торможения специальную жидкость. Другая сторона проблемы – появление воздуха в системе. Данное явление уменьшает давление внутри тормозов и способствует ухудшению тормозных свойств автомобиля.
Чтобы сэкономить деньги на покупке новых тормозных трубок, водители идут на восстановление старой трубки, что проходит весьма успешно. Данный процесс получил название – развальцовка.
Развальцовка тормозных трубок с помощью набора и приспособления
Развальцовкой называют любую деформацию или изменение формы трубки, которая в дальнейшем крепится к специальному изделию, выполняющему соединение трубки с рабочим органом системы.
Данное понятие относится и к тормозной системе автомобиля. Чтобы произвести развальцовку, необходимо иметь специальный набор для развальцовки. Он включает в себя комплект приспособлений, такие как, отрезное устройство, деформирующее устройство и комплект средств для нарезки резьбы на тормозной трубке.
Для проведения развальцовки, необходимо установить автомобиль на смотровую яму или эстакаду и обездвижить. С бачка и главного тормозного цилиндра сливается тормозная жидкость. После проведения всех мероприятий ее рекомендуется заменить новой, чтобы в дальнейшем не лезть снова под автомобиль. Штуцер поврежденной тормозной трубки выверните из своего посадочного места, а затем снимите его с самой трубки.
Отрежьте поврежденный участок магистрали, примерно на 5 сантиметров. Чтобы срезать трубу, необходимо установить ее в специальное приспособление и пройтись лезвием по всей окружности. После этого отрезанный конец трубы обрабатывается, чтобы избавиться от неровностей, способных нарушить формы трубы, а значит и ее герметичность соединения.
После этого, зафиксируйте конец трубы в специальном устройстве и вставьте в нее вальцовочный грибок. Поверх грибка ставится резьбовой вал, который крепится на другом фиксирующем устройстве. Поворотом рычага происходит изменение формы срезанной части трубы. Затем, в зависимости от наличия или отсутствия резьбы происходит ее нарезка на трубе. В большинстве случаев, все тормозные трубки изготавливаются без нее.
Установите новый конец трубки в устройство крепления и закрутите гайку крепления. Перед установкой новой трубки, необходимо произвести очистку герметичной части от жира. Для этого достаточно обработать ее ацетоном или бензином. После всех этих мероприятий штуцер устанавливается на свое место, в систему заливается тормозная жидкость, она прокачивается и после этого автомобиль снова можно эксплуатировать.
Видео — Как и чем развальцевать наконечники тормозных трубок
youtube.com/embed/rjV9zAkGPW8″>
На этом развальцовка тормозных трубок завершена. Как видите, это не сложная процедура и с ней будет способен справиться практически любой автолюбитель, который будет иметь на руках набор для развальцовки и прочий гаражный инвентарь.
Советы по обслуживанию тормозов Toyota — Roundforge
С помощью накидного гаечного ключа на 10 мм открутите фитинги и прокачные штуцеры.
Как и в случае с подавляющим большинством застежек, «правый тугой, левый распущенный». Тормозные фитинги и прокачки часто очень трудно достать. выключенный. Металл, из которого они сделаны, не такой твердый, как гайки и болты. которые удерживают вашу Toyota вместе, поэтому они легче деформируются, если вы не осторожны. Ваша первая попытка должна быть с накидным гаечным ключом. Это почти полностью закрыт, но имеет отверстие, так что вы можете пройти ключ над тормозной магистралью. Если это не сработает, распилите тормозную магистраль и поставил накидной ключ на 10мм. Если вы не можете надеть его, используйте тиски захваты. Один из них должен работать, если только у вас не было воды в вашем линии, и в этом случае вам понадобятся новые линии, суппорты и / или цилиндры тем не мение.
Накидной ключ на 10 мм подходит для прокачки
Равномерно прилегает к прокачке. Вероятность закругления прокачки тормозов мала.
Гаечный ключ с открытым зевом на 10 мм Подходит для
Ужасно подходит! Шансы на округление этого кровотечения высоки, особенно если он сидит какое-то время.
Ключ для накидных гаек на 10 мм, подходит для прокачки
Равномерно прилегает к прокачке. Вероятность закругления прокачки тормозов мала.
Размер тормозной магистрали Toyota
При покупке новых жестких магистралей для Toyota 4×4 вам понадобится 3/16-дюймовая тормозная магистраль .
Размер тормозного фитинга Toyota
Фитинги тормозной магистрали Toyota 10 мм x 1,0 . Прокачки Тойота тоже 10мм х 1.0.
Если вы проигнорировали приведенный выше совет и использовали (ах!) гаечный ключ на штуцере тормозной магистрали, таким образом закруглив его, вы можете купить предварительно развальцованную тормозную магистраль из местного магазина автозапчастей, надлежащая фурнитура. Интересно отметить, что тормозные магистрали Toy используют гаечный ключ того же размера, что и внешний диаметр резьбы. Это другое чем типичный винт с головкой, головка которого на пару размеров выше резьба ОД.
Тормозной фланец Toyota Тип
Для концов тормозных трубок Toyota требуется двойной расширитель , также известный как перевернутый расширитель . Вы не должны путать это с пузырьковой вспышкой или одиночной вспышкой. Если вы попытаетесь использовать пузырчатые/одинарные расширители на ваших тормозных компонентах, они будут протекать. Это также означает, что если вы где-нибудь добавите тройник или муфту, они и должны быть перевернутого типа.
Чтобы сделать двойную развальцовку, вы дважды развальцовываете трубку с помощью инструмента для развальцовки тормозов (см. ниже).
Мы читали, что некоторые игрушки с тормозом с АБС могут иметь пузырьковые вспышки на компонентах с АБС. Это потому, что эти компоненты были произведены Bosch в Европе, а пузырьковые факелы — европейская вещь. Итак, если вы возитесь с компонентами ABS, обратите внимание на концы тормозных магистралей.
Используйте трубогибочный инструмент для гибки новой линии, а не голыми руками.
Если вы попытаетесь согнуть тормозные магистрали вручную, они развиваются плоские пятна и перегибы. В зависимости от изгиба вы можете согнуть их над круглым предметом, например трубой. Но на самом деле, вы можете ну просто купите трубогиб за несколько долларов. Ты сделаешь такой хороший изгибы, которые вы ненадолго рассмотрите в качестве тормозной магистрали мастер по гибке труб. И ваши линии не будут перекручиваться.
Если вы решите выйти в высшую лигу, этот трубогиб будет немного проще в использовании и позволит выполнять более точные изгибы.
Гидравлический трубогиб
Этот трубогиб подходит для нескольких размеров гидравлических труб и изгибает их с достаточно малым радиусом. Доступны более сложные инструменты, но что-то вроде этого подойдет большинству автолюбителей.
Разрежьте трубку тормозной магистрали труборезом.
Если вы развальцовываете концы тормозных магистралей, вам нужен идеально ровный, конец без заусенцев, чтобы сделать правильный двойной раструб. можно купить дешевый шланг резак, который будет работать так же хорошо, как и дорогой. Если вы попытаетесь используйте ножовку или какой-либо другой метод от руки, у вас не получится Делаем хороший двойной факел .
Возьмите труборез.
Труборезы для тормозных магистралей
Любой из них хорошо подойдет для изготовления готового к раструбу прямоугольного конца на куске тормозной жесткой лески. Резак слева дешевый, обычный, и лезвие прослужит некоторое время.
Используйте двойной инструмент для развальцовки концов тормозных магистралей.
Не используйте одиночный или пузырьковый инструмент для развальцовки на концах тормозных магистралей. Одиночных вспышек недостаточно, конец истории. Дешевые инструменты для развальцовки невероятно неприятно использовать и делать плохие ракеты. Плохие раструбы заставляют вас крутить фитинги. Проворачивание фитингов портит их. Течет испорченная фурнитура. Негерметичные фитинги требуют новых раструбов и фитингов. Может быть, лучше просто сделать это правильно с первого раза… Вы можете найти приличный инструмент для развальцовки в Интернете или поискать на барахолках старый комплект с хорошим именем. Некоторые магазины автозапчастей также сдают в аренду инструменты для развальцовки труб.
Двойной развальцовщик
Мы купили эту установку примерно за 40 долларов. Стоит потратить немного больше на инструменты для развальцовки, так как дешевые часто не зажимают трубу должным образом, недолговечны или делают грубые развальцовки.
Имитирует изгибы заводских тормозных магистралей, чтобы не создавать нагрузку на новые жесткие линии.
Возможно, вы смотрите на круги или сумасшедшие изгибы своего жесткого линии составляют и думают: «Какой беспорядок. Они должны были сделать прямой run…». На самом деле эта маршрутизация отвечает за гибкость между вашим корпус и рама и не дают вашим линиям напрягаться. Если ты сгибаешься новые линии, убедитесь, что они могут изгибаться аналогичным образом.
Toyota Brake Hard Line Circles
Эти безумные петли не просто так — чтобы стропы могли немного гнуться без напряжения.
Предохраняйте тормозные магистрали от перетирания и следите за тем, чтобы палки и детали не падали с вашего грузовика….
Звучит глупо и очевидно, но сломанный, порванный или протекающий тормоз линии не будут работать должным образом и, вероятно, приведут к отказу тормозов. Если линия проходит через тело, обязательно изолируйте ее от металл. Закрепите свои жесткие и мягкие линии с помощью правильных вкладок и кронштейны, чтобы они не болтались. Убедитесь, что если вы запустите через кусты или ветки на тропе, что они не повредили тормозные магистрали (это всегда случается в неподходящий момент).
Ты испачкался или испачкался/посолился?
Когда вы чистите свой грузовик, потратьте еще 3 минуты и отключите шланг ваши фитинги тормозной магистрали, особенно на ваших колесах. Чистая арматура будет означать, что их будет легче ослабить при замене компонентов или линии кровотечения. Будущее вы будете благодарить прошлое вас.
Тормозная жидкость разъедает краску.
Если оставить тормозную жидкость на краске, она сморщит краску и заставь его шелушиться. Это происходит довольно быстро, но есть решение! Тормозная жидкость растворима в воде. Это означает, что если вы прольете его на грузовик, вы можете брызгать водой на пораженный участок, и вы должны быть в порядке идти. Под особо чувствительные участки все же следует подбросить тряпку. Будьте очень осторожны, чтобы не получить вода в ваша тормозная система если вы это сделаете. Убедитесь, что колпачки или крышки надеты, а фитинги правильно затянуты.
Порядок прокачки тормозов Toyota
Вы должны прокачивать по порядку от самого длинного маршрута к кратчайшему маршруту (и последний LSPV).
Обычно для Toyota этот заказ будет следующим:
Задний водитель
Задний пассажир
Передний пассажир
Передний водитель
LSPV (если есть)
Если вы выполняете полную прокачку системных тормозов, могут быть исключения , особенно на новых Тойотах. Системы ABS могут потребовать от вас торможения прокачивать при включенном и выключенном двигателе. Некоторые новые игрушки могут «требуется» специальный инструмент для прокачки, но вы, возможно, сможете уйти с помощью описанной выше процедуры, если вы знаете, что делаете. Проверьте свои руководство и действуйте по своему усмотрению.
Прокачка тормозов одним человеком:
Прокачка тормозной системы может быть неприятной, если вы делаете это в одиночку, но есть дешевый, простой способ. Цель прокачки тормозов — выпустить воздух вашей тормозной системы. Вам нужно:
дополнительная тормозная жидкость
чистая, сухая емкость – заполните ее примерно на 1/3 тормозной жидкостью (некоторая часть этой жидкости попадет в вашу тормозную систему) клапан на землю, прозрачный работает лучше всего
ключ с накидной гайкой на 10 мм для установки выпускного клапана
Поместите емкость, заполненную жидкостью на 1/3, на землю под выпускным клапаном.
Подсоедините трубку к выпускному клапану и погрузите конец трубки в тормозную жидкость в контейнере. Конец трубки должен оставаться погруженным в воду в течение всей процедуры , иначе вы снова засосете воздух в систему.
Откройте крышку главного тормозного цилиндра и приготовьте дополнительную жидкость.
С помощью накидного гаечного ключа откройте выпускной клапан примерно на 1/4 оборота.
Несколько раз медленно нажмите педаль тормоза до пола. При этом контролируйте: — уровень жидкости в бачке главного цилиндра — держите его не менее чем на 1/2 — качество жидкости в шланге, присоединенном к спускному устройству — вам не нужен ни воздух, ни грязь
Когда жидкость чистая и без пузырьков, эта линия прокачивается. Затяните прокачной штуцер и переходите к следующему штуцеру.
Почему это работает? Обычно один человек нажимает на педаль тормоза, а другой открывает и закрывает прокачной штуцер. Это работает следующим образом:
Педаль тормоза входит.
Прокачной клапан открыт. Выходит воздух.
Прокачной клапан закрыт.
Педаль тормоза выходит из строя.
Повторить все шаги.
Прокачной клапан закрыт до педаль отпущена в порядке чтобы воздух не подсасывался обратно в систему. С одним мужчиной установка прокачки, шланг погружен в жидкость, а не висит в воздухе. Таким образом, погружение трубки в тормозную жидкость действует как одностороннее движение. клапан. Воздух выбрасывается при нажатии на педаль тормоза и тормозная жидкость глохнет при отпускании педали и это нормально.
Ради любви к Toyota, это «тормозит», а не «ломается».
Согласно эпизоду доктора Фила «У вашей мамы двое детей и один из Они твой папа», вы портите мозги всем, кто читает ваши сообщения на форуме, когда вы пишете «тормоза» как «разрывы».
7 лучших инструментов для развальцовки тормозных магистралей в 2021 году (включая лучшие одинарные, двойные, пневматические, гидравлические, профессиональные и бюджетные варианты инструментов для развальцовки) связывая североамериканских промышленных покупателей и поставщиков на протяжении более 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Для механиков или тех, кто любит самостоятельно обслуживать и ремонтировать свои автомобили, инструмент для развальцовки тормозных магистралей является бесценным дополнением к любому набору инструментов для ремонта автомобилей. Эти удобные приспособления используются не только для сгибания или развальцовки (плотного уплотнения концов) тормозных магистралей и потенциально позволяют сэкономить ваши деньги в долгосрочной перспективе на предварительно изогнутых или предварительно развальцованных тормозных магистралях, но их также можно использовать для развальцовки трубок и трубопроводов. на других проектах тоже.
Инструмент для развальцовки тормозных магистралей — лучший способ обеспечить герметичность тормозных магистралей
Изображение предоставлено Amazon/Capri Tools
Когда дело доходит до использования инструмента для развальцовки тормозных магистралей, не требуется особого обучения, поскольку большинство моделей просты и просты в использовании. Есть только несколько основных факторов, о которых следует помнить.
Перед использованием инструмента для развальцовки тормозных магистралей
При выполнении задачи по развальцовке тормозных магистралей, помимо инструмента для развальцовки тормозной магистрали и тормозной трубки, вам понадобится рулетка для измерения требуемой тормозной магистрали, защитная одежда, такая как защитные перчатки и очки, а также пила, или специализированные труборезы, чтобы обрезать трубы до нужного размера. Что касается одинарного или двойного развальцовки тормозных магистралей, последний вариант является предпочтительным и наиболее безопасным. Одинарное развальцовка является устаревшим методом, используемым для тормозных магистралей низкого давления, в то время как двойное развальцовка предпочитается профессионалами и рекомендуется Обществом автомобильных инженеров (SAE), особенно для гидравлических тормозных магистралей, которые подвергаются высокому давлению, которое может подвергать их трещинам и протечкам.
Выбор лучшего инструмента для развальцовки тормозных магистралей Thomas’
Ищете ли вы лучший портативный или автомобильный инструмент для развальцовки тормозных магистралей, мы нашли лучшие модели для любых потребностей и бюджетов.
Лучший инструмент для развальцовки тормозных магистралей: Титан 51535 Двойной развальцовщик 3/16 дюйма
Лучший гидравлический инструмент для развальцовки тормозных магистралей: MASTERCOOL 72475-PRC Набор гидравлических инструментов для развальцовки
Лучший набор инструментов для развальцовки тормозных магистралей: ARES 18019 Набор инструментов для двойного развальцовки
Лучший инструмент для двойного развальцовки тормозных магистралей: Инструмент для двойного развальцовки Capri Tools 3/16 дюйма
Лучший профессиональный инструмент для развальцовки тормозных магистралей: TGR Профессиональный инструмент для развальцовки тормозных магистралей
Лучший бюджетный инструмент для развальцовки тормозных магистралей: Neiko 20656A Набор инструментов для автомобильных тормозных магистралей и латунных трубок
Лучший инструмент для развальцовки тормозных магистралей: Cal-Van Tools 165 Master Набор для встроенного развальцовки
Прокрутите вниз, чтобы узнать больше о нашем лучшем инструменте для развальцовки тормозных магистралей на Amazon по мнению многих счастливых покупателей.
1. Инструмент для развальцовки тормозных магистралей с лучшими оценками — титановый инструмент для развальцовки тормозных магистралей
Инструмент для развальцовки с самым высоким рейтингом на Amazon, а также выбор Amazon для комплекта инструментов для тормозной магистрали с двойным раструбом. Титан 51535 идеально подходит для никель-медных и стальных труб (но не из нержавеющей стали). Его можно использовать непосредственно на автомобиле или грузовике, поскольку он имеет тонкую раму, которая легко помещается в ограниченном пространстве. В комплект входит инструмент для двойного развальцовки 3/16 дюйма со съемной ручкой, двухсторонний пуансон OP1 (одинарный) и OP2 (двойной), установочный болт и небольшой тюбик со смазкой для штампов. «Я работаю с автомобилями уже 35 лет, и изготовление жестких тормозных магистралей всегда было проблемой», — написал один из клиентов. «Используя только сторону наковальни OP1, я получил пузырьковые раструбы идеальной формы без утечек. .. Этот инструмент 51535 — ЛУЧШИЙ инструмент, который я когда-либо видел и использовал». Компания также предлагает инструмент для развальцовки тормозных магистралей на 1/4 дюйма.
КУПИТЬ СЕЙЧАС: $39,06, Amazon
2. Лучший инструмент для развальцовки гидравлических тормозных магистралей — набор гидравлических инструментов для развальцовки MASTERCOOL
Один из самых популярных наборов инструментов для развальцовки тормозных магистралей, предпочитаемый профессионалами и имеющий 95% положительных отзывов покупателей на Amazon, — это этот комплект MASTERCOOL , который поставляется с множеством штампов и адаптеров в удобном жестком футляре для хранения. Держатель адаптера является магнитным, чтобы надежно удерживать биты на месте во время работы, а стабилизирующий рычаг помогает легко формировать трубу. Этот инструмент также имеет увеличенную площадь сжатия для превосходного захвата штампа и использует гидравлическое давление для изготовления развальцовки, которую один клиент назвал «самым гладким твердым прессом, позволяющим каждый раз получать идеальную развальцовку». Другой довольный покупатель написал: «Я, безусловно, получил то, за что заплатил, и искренне рекомендую этот инструмент, если в будущем вы планируете развальцовку множества тормозных магистралей», а еще один объяснил: «Этот инструмент делает развальцовку простой и надежной».
КУПИТЬ СЕЙЧАС: 283,99 долл. США (было 301,31 долл. США), Amazon
3. Лучший набор инструментов для развальцовки тормозных магистралей — набор инструментов для развальцовки ARES
ARES утверждает, что ее набор инструментов для развальцовки 18019 может обеспечить впечатляющие одинарные или двойные развальцовки под углом 45° на различных материалах, таких как трубы тормозных магистралей из алюминия, магния, латуни и мягкой стали, и многие клиенты подтверждают это. Помимо самого инструмента для двойной развальцовки, в комплект входят семь переходников и мини-труборез с режущей способностью 1/8–5/8 дюйма — все это поставляется в аккуратном жестком футляре для переноски. Покупатели были впечатлены соотношением цены и качества, обеспечиваемым этим комплектом, и, чтобы получить максимальную отдачу от затраченных средств, один из них услужливо посоветовал убедиться, что трубка проходит идеально прямо там, где она проходит через матрицу, конец трубки обрезан под прямым углом и внутренняя часть трубки очищена от заусенцев, чтобы получить наилучший результат.
КУПИТЬ СЕЙЧАС: $33,12, Amazon
4. Лучший инструмент для двойного развальцовки тормозной магистрали — инструмент для двойного развальцовки Capri Tools
Этот компактный инструмент от Capri , созданный для двойного развальцовки под углом 45° 3/16-дюймовых стальных, никелевых или медных трубок, настолько мал (менее девяти дюймов в длину), что вы можете с комфортом использовать его на самом автомобиле, поскольку он может легко попасть в эти узкие места. Матрица является съемной, поэтому вы также можете использовать ее с верстачными тисками. Один профессиональный техник с более чем 30-летним опытом написал, что им потребовалось всего одно использование, чтобы убедиться, что этот инструмент надежен, добавив: «Он отлично справляется со своей задачей, быстро и легко». Другой клиент описал его как «отличный инструмент», который «прост в использовании» и обеспечивает «профессиональные результаты за небольшую цену». «Надо было купить это много лет назад», — добавили они. «Обязательный инструмент, если вы работаете с автомобилями».
КУПИТЬ СЕЙЧАС: $39,99, Amazon
5. Лучший профессиональный инструмент для развальцовки тормозных магистралей — Профессиональный инструмент для развальцовки тормозных магистралей TGR
Этот инструмент Amazon для развальцовки тормозных магистралей от TGR предназначен для создания одинарных и двойных развальцовок, а также пузырьковых развальцовок. Этот инструмент предназначен для использования вне автомобиля, имеет длинную Т-образную рукоятку с удобным захватом и поставляется с тисками. Комплект предварительно протестирован компанией, которая, как известно, производит качественные инструменты, и даже включен образец раструба, чтобы вы могли увидеть, какой результат вы можете ожидать. Один из многих счастливых покупателей объяснил, что «это кажется профессиональным», и далее написал: «Стропа не сминается и даже немного не соскальзывает при развальцовке. штампов, работа плавная и последовательная». Другой клиент описал, что он «очень профессионально выполняет развальцовку тормозных магистралей. Очень трудно определить разницу [между] заводской магистралью и магистралью, развальцованной с помощью этого инструмента».
КУПИТЬ СЕЙЧАС: $175,95, Amazon
6. Лучший бюджетный инструмент для развальцовки тормозных магистралей — набор инструментов Neiko для тормозных магистралей
Набор инструментов Neiko для тормозных магистралей стоимостью немногим более 20 долларов США впечатлил покупателей не только отличным соотношением цены и качества, но и тем, что он «прост в использовании даже для новичка». Клиенты заявили, что эта штука «обеспечивает прочное двойное раструбное соединение» и что она «работает с первого раза, каждый раз, прямо из коробки, на машине или вне ее, всего несколькими поворотами ручки». «Очень легко сделать первоклассные пузырчатые факелы», — написал один покупатель, который услужливо упомянул, что они «нанесли немного масла на оправку, где она соприкасается с трубкой, чтобы уменьшить трение».
КУПИТЬ СЕЙЧАС: $21,99, Amazon
7. Лучший инструмент для развальцовки тормозных магистралей — Cal-Van Tools Master Inline Flaring Kit
Специально разработанный для использования на автомобиле, основной комплект для встроенной развальцовки Cal-Van Tools идеально подходит для работы в ограниченном пространстве. Единодушный совет клиентов для обеспечения бесперебойной работы и обеспечения долговечности заключается в использовании смазки на всем, кроме резьбы захвата трубы. «Отлично сработало для двойных вспышек прямо на моем грузовике», — прокомментировал один довольный покупатель, а другой, механик армии США с 23-летним стажем, дал ему пять звезд и написал: «Этот инструмент намного лучше, чем та дешевая штука, которую мы все пробовали по крайней мере. раз», пояснив, что стоит покупать сталь, а не медь.
КУПИТЬ СЕЙЧАС: 58,98 долл. США (было 105,36 долл. США), Amazon
Лучший инструмент для развальцовки тормозных магистралей — резюме
Для надежного, прочного профессионального инструмента для развальцовки тормозных магистралей, который может выдержать большой износ и который покупатели называют «защитным от манекенов», выберите комплект MASTERCOOL. Для чего-то более экономичного, возможно, для более легкого использования, настоятельно рекомендуется инструмент для развальцовки тормозных магистралей Titan 51535. Мы надеемся, что наш обзор лучшего инструмента для развальцовки тормозных магистралей был вам полезен. Чтобы узнать о других поставщиках сопутствующих товаров, включая тормозные фитинги, фитинги для гидравлических тормозов, фитинги с перевернутым расширением, фитинги для пневматических тормозов на концах шлангов и тормозные шланги, обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas.
 Насколько она необходима в данной конструкции? Пока, видимо, придётся обходится без неё, со временем можно будет попробовать изготовить.
Насколько она необходима в данной конструкции? Пока, видимо, придётся обходится без неё, со временем можно будет попробовать изготовить.


 Состояние хорошее. В пересчёте на рубли 1350. Забрал. Ни лапки ни пружины. Даже намека на присутствие пружины )) лапку то не вопрос сделать. А вот пружину пока думаю, под рукой только пружина от нивы и рессора от газели
Состояние хорошее. В пересчёте на рубли 1350. Забрал. Ни лапки ни пружины. Даже намека на присутствие пружины )) лапку то не вопрос сделать. А вот пружину пока думаю, под рукой только пружина от нивы и рессора от газелия на значительно бОльшие тиски поставил- работает прекрасно.
 я на значительно бОльшие тиски поставил- работает прекрасно.
я на значительно бОльшие тиски поставил- работает прекрасно. нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел.
нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел.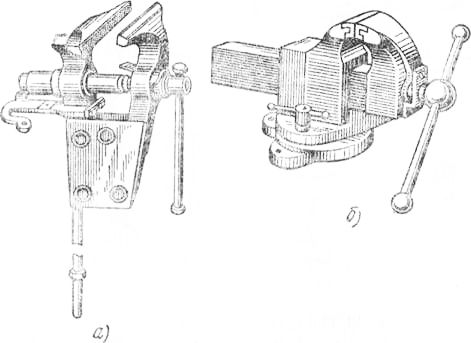 ..
.. нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел.
нога четко входит в отверстие в наковальне? Или такой ракурс? А то походный вариант видел. Ru
Ru ширина губ 120мм . общая длина 700 мм
ширина губ 120мм . общая длина 700 мм Целые полностью рабочие.
Целые полностью рабочие. Возможна отправка 🛒📦 в ваш регион ТК. ☎️ЗВОНИТЕ!
Возможна отправка 🛒📦 в ваш регион ТК. ☎️ЗВОНИТЕ! , выпуск
, выпуск Но отсутствие тисков не означает, что вам нужно отложить работу по дереву.
Но отсутствие тисков не означает, что вам нужно отложить работу по дереву.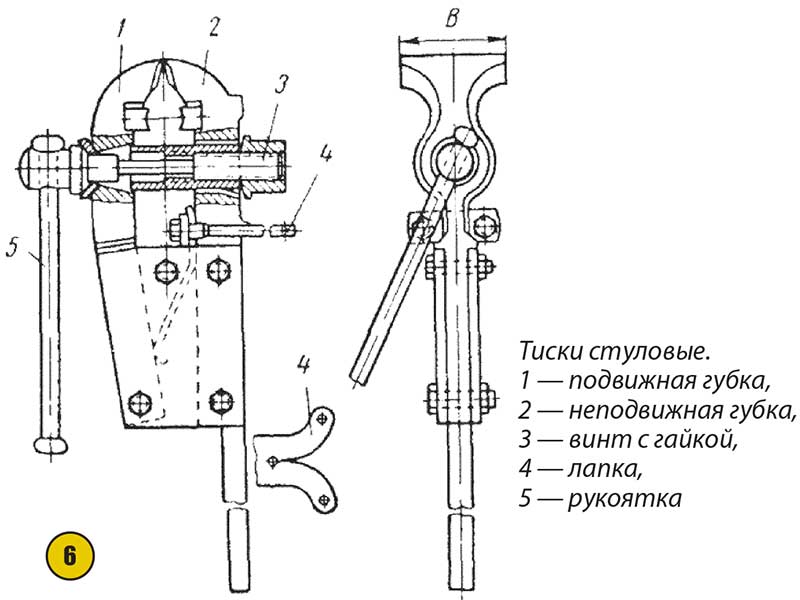 Иногда решения настолько просты, что их легко не заметить. Конечно, я использовал 5/8 дюйма. acme, гайки и ручки для моих тисков Moxon, но все оборудование для них стоит около 50 долларов.
Иногда решения настолько просты, что их легко не заметить. Конечно, я использовал 5/8 дюйма. acme, гайки и ручки для моих тисков Moxon, но все оборудование для них стоит около 50 долларов.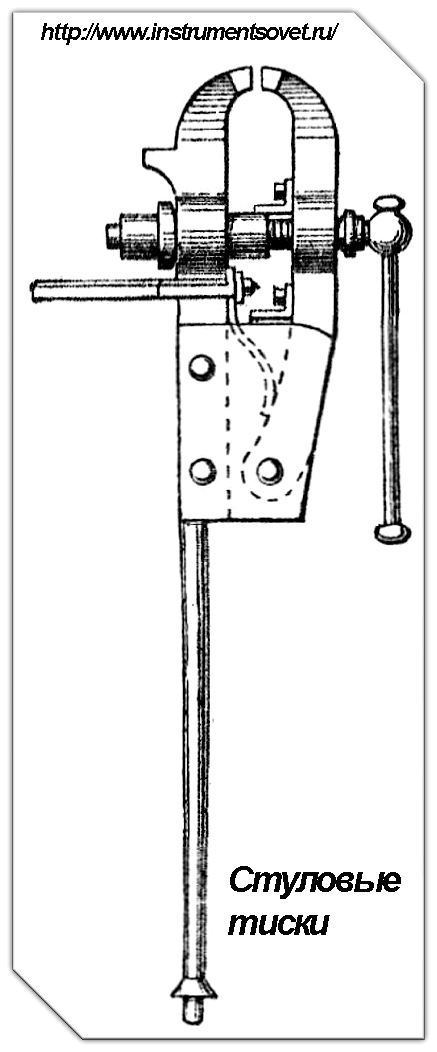
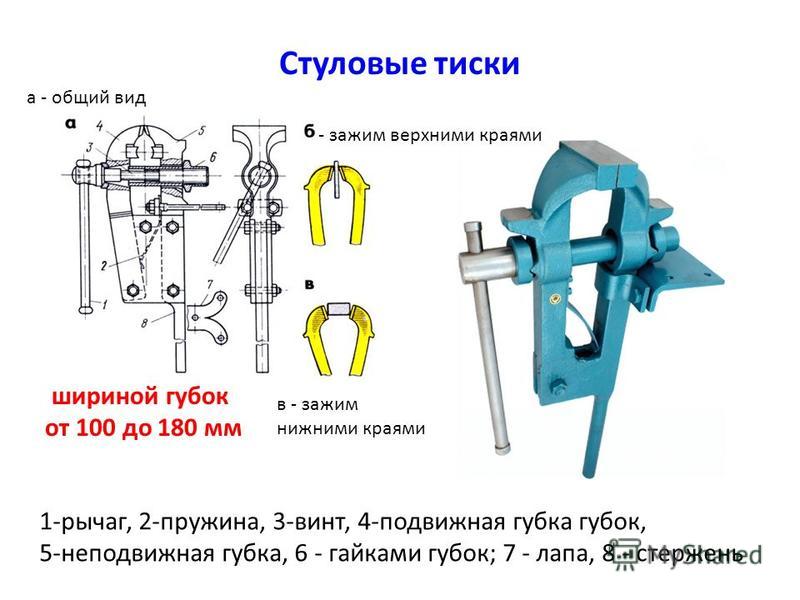
 Они, конечно, вариант, но ни в коем случае не стандартное оборудование, как шины.
Они, конечно, вариант, но ни в коем случае не стандартное оборудование, как шины.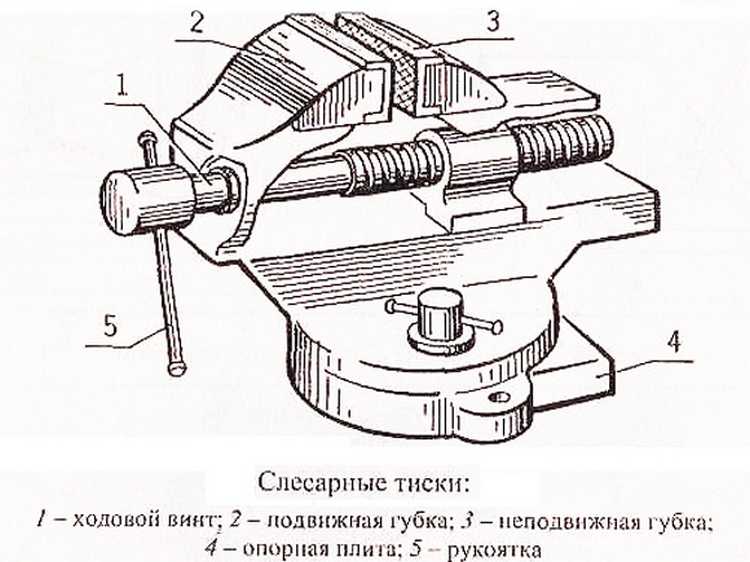 И собаки не будут оставаться над столешницей, которая требует трех рук, чтобы зажать доску. О, и когда им нужно строгать доски разной длины, им приходится перемещать упоры и много раз вкручивать и вывинчивать тиски. Это медленно.
И собаки не будут оставаться над столешницей, которая требует трех рук, чтобы зажать доску. О, и когда им нужно строгать доски разной длины, им приходится перемещать упоры и много раз вкручивать и вывинчивать тиски. Это медленно.
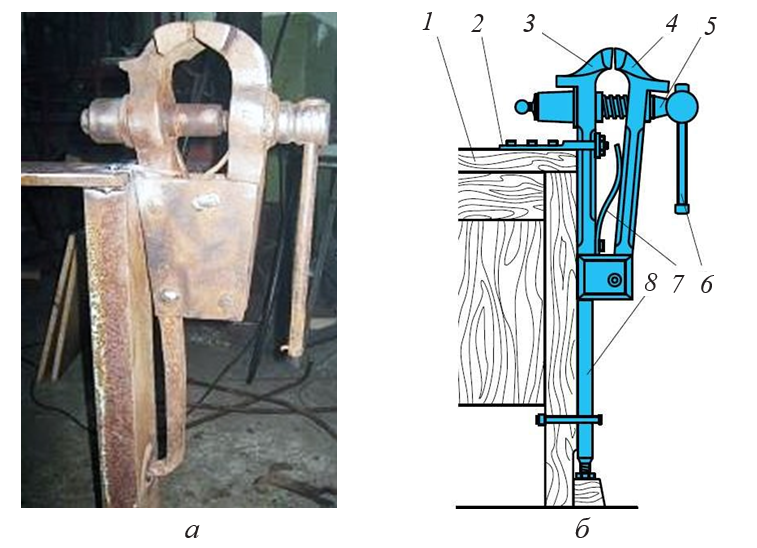
 Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:Va = (100–150)δ л/ч
Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Мощность пламени устанавливается расходом горючего газа и кислорода. При сварке стали и чугуна расход ацетилена Va связан с толщиной δ следующим соотношением:Va = (100–150)δ л/ч
 Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
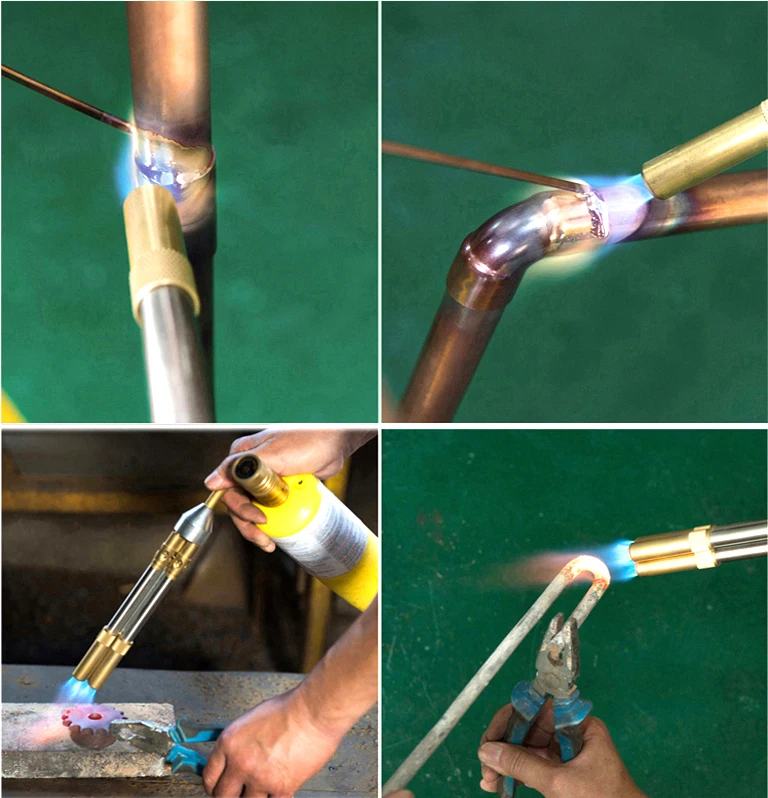 В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
В зависимости от применяемых технических газов принято выделять следующие разновидности газовой сварки:
 Сварка без присадки, встык
Сварка без присадки, встык
 Такой метод применяют при толщине листа больше 5 мм.
Такой метод применяют при толщине листа больше 5 мм. Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
Именно поэтому в начале сварки, для лучшего и быстрого прогрева мундштук располагают под углом 90 °, постепенно снижая его в соответствии с толщиной металла.
 Сварка производится левым способом с присадочным материалом. В работе с данным типом соединения целесообразнее применять дуговые технологи, как менее затратные и более производительные. Особенно это скажется на больших объемах.
Сварка производится левым способом с присадочным материалом. В работе с данным типом соединения целесообразнее применять дуговые технологи, как менее затратные и более производительные. Особенно это скажется на больших объемах. Перед подачей проволоки разогревают кромки. Когда они начинают плавится, в зон сварочной ванны вводят проволоку. Конец присадки быстро плавится, образуя сварной шов. Удержание металла в сварочной ванне происходит давлением пламени. Варят правым способом в несколько приемов, каждый слой делают небольшим по толщине. Чтобы металл не стекал по прутку, его следует держать ближе к горизонтальной плоскости потолочного шва.
Перед подачей проволоки разогревают кромки. Когда они начинают плавится, в зон сварочной ванны вводят проволоку. Конец присадки быстро плавится, образуя сварной шов. Удержание металла в сварочной ванне происходит давлением пламени. Варят правым способом в несколько приемов, каждый слой делают небольшим по толщине. Чтобы металл не стекал по прутку, его следует держать ближе к горизонтальной плоскости потолочного шва.
 Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
Так, при работе с листовой сталью толщиной в 1 мм, средняя скорость сварки составляет 10 метров в час, в то время как при толщине листа 10 мм, скорость упадет до 2 метров в час. Именно поэтому газовую сварку применяют при работе со сталью толщиной до 5 мм. В остальных случаях применяют электросварку.
 Особенно для начинающих сварщиков. Опять же, мы настоятельно рекомендуем ознакомиться с Модельным сводом правил Safe Work Australia по сварочным процессам .
Особенно для начинающих сварщиков. Опять же, мы настоятельно рекомендуем ознакомиться с Модельным сводом правил Safe Work Australia по сварочным процессам .
 Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки.
Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки. После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
 Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл.
Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл. К примеру, 1/2″ – одна вторая дюйма, 7/8″ – семь восьмых дюйма и т.д. Дюймовая размерность в основном применяется на крепеже деталей и узлов механизмов автомобилей американского производства.
К примеру, 1/2″ – одна вторая дюйма, 7/8″ – семь восьмых дюйма и т.д. Дюймовая размерность в основном применяется на крепеже деталей и узлов механизмов автомобилей американского производства. 9750
9750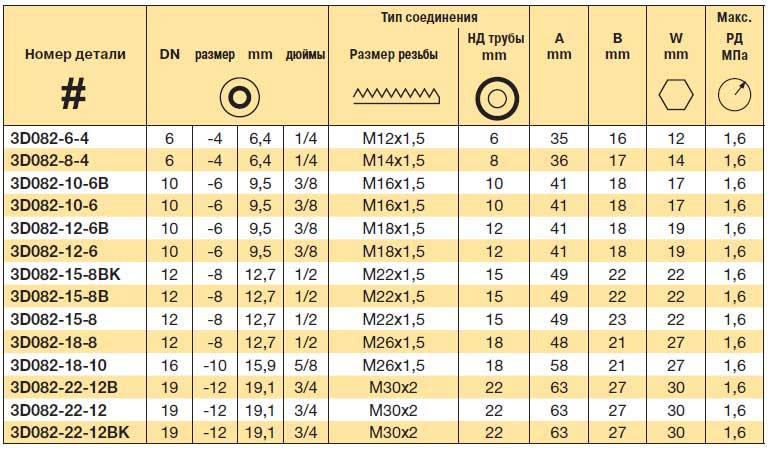 7375
7375 5000
5000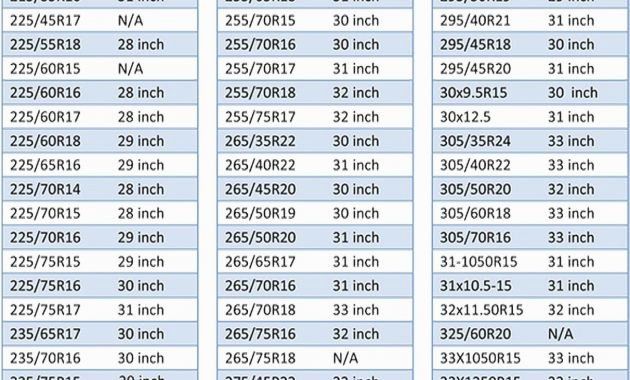 2625
2625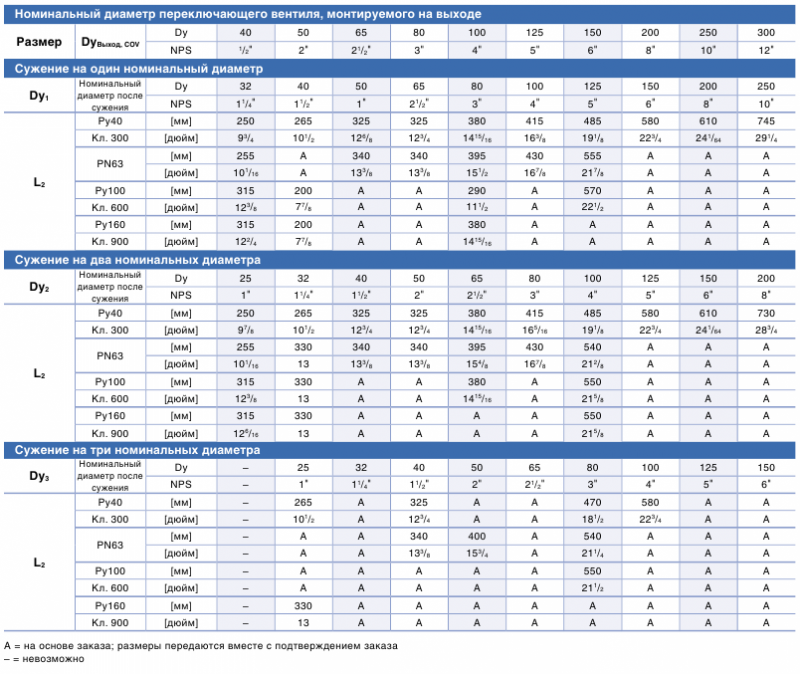 0250
0250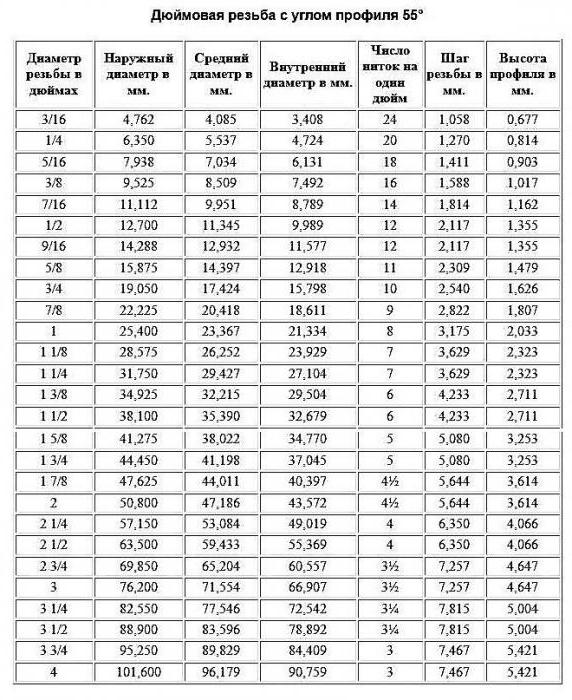 com
com
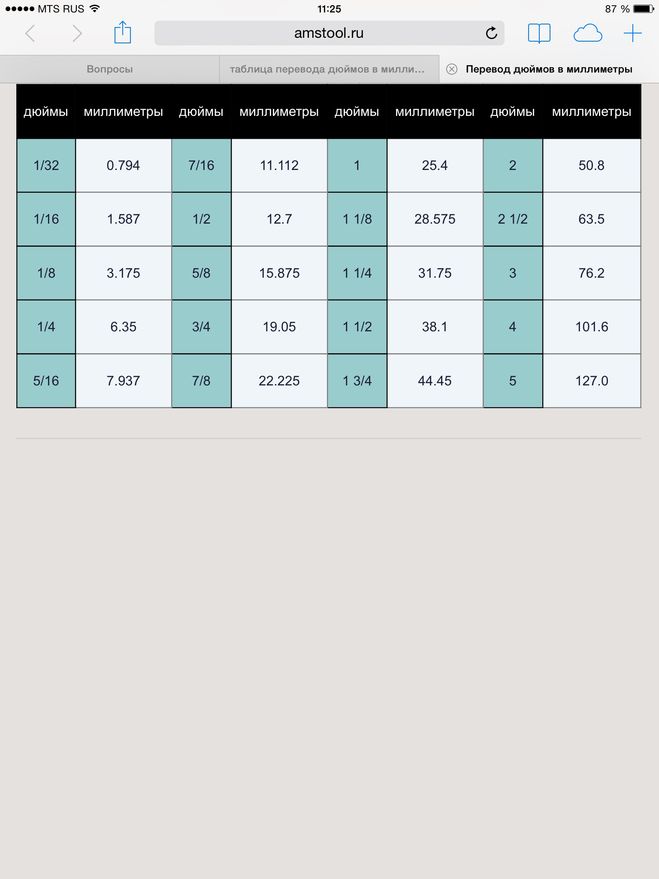 Оба обозначаются аббревиатурой мм и имеют одинаковое значение и размер.
Оба обозначаются аббревиатурой мм и имеют одинаковое значение и размер. Если вы привыкли к миллиметрам, вы можете не знать, насколько велики 9,16 дюйма. Если это мобильное устройство, ноутбук или другой продукт имеет размеры 9,16 дюйма, насколько большим будет это значение в миллиметрах?
Если вы привыкли к миллиметрам, вы можете не знать, насколько велики 9,16 дюйма. Если это мобильное устройство, ноутбук или другой продукт имеет размеры 9,16 дюйма, насколько большим будет это значение в миллиметрах? Но если вы хотите узнать о коэффициенте преобразования, читайте дальше. Даже если вы знаете, сколько 9,16 дюймов в миллиметрах, знание коэффициента пересчета поможет вам выполнить другие вычисления из дюймов в миллиметры.
Но если вы хотите узнать о коэффициенте преобразования, читайте дальше. Даже если вы знаете, сколько 9,16 дюймов в миллиметрах, знание коэффициента пересчета поможет вам выполнить другие вычисления из дюймов в миллиметры. Так как это работает для других чисел от дюймов до мм, вы должны найти это удобным. Независимо от того, делаете ли вы покупки или просто хотите убедиться, что ваши цифры точны, вам поможет конвертер.
Так как это работает для других чисел от дюймов до мм, вы должны найти это удобным. Независимо от того, делаете ли вы покупки или просто хотите убедиться, что ваши цифры точны, вам поможет конвертер.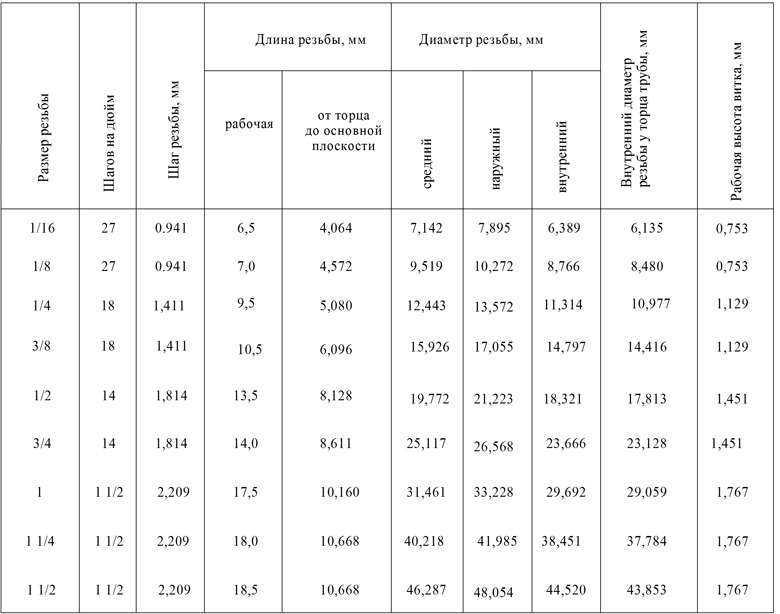 Несоответствие между размерами является причиной, по которой некоторым людям трудно выполнить преобразование. С нашей 9Руководство по преобразованию 0,16 дюймов в миллиметры здесь, вы видели, насколько прост весь процесс.
Несоответствие между размерами является причиной, по которой некоторым людям трудно выполнить преобразование. С нашей 9Руководство по преобразованию 0,16 дюймов в миллиметры здесь, вы видели, насколько прост весь процесс. Если вы привыкли к миллиметрам и знакомы только с дюймами, что вы делаете?
Если вы привыкли к миллиметрам и знакомы только с дюймами, что вы делаете? Также 7 дюймов в мм равняется 0 метрам и 177 мм.
Также 7 дюймов в мм равняется 0 метрам и 177 мм. 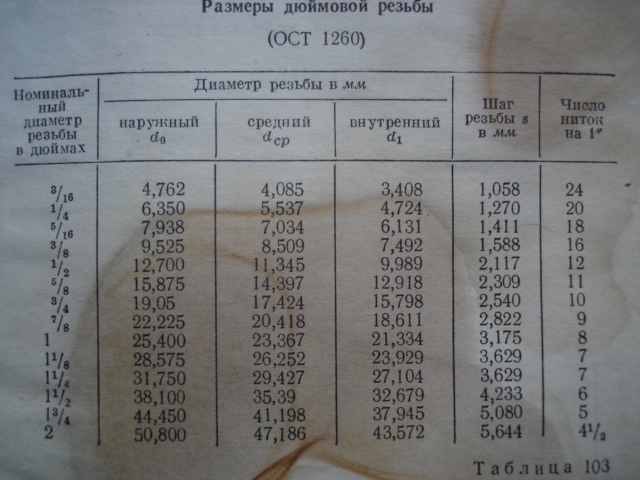


 Также 56 дюймов в мм равно 1 метру и 422 мм.
Также 56 дюймов в мм равно 1 метру и 422 мм. 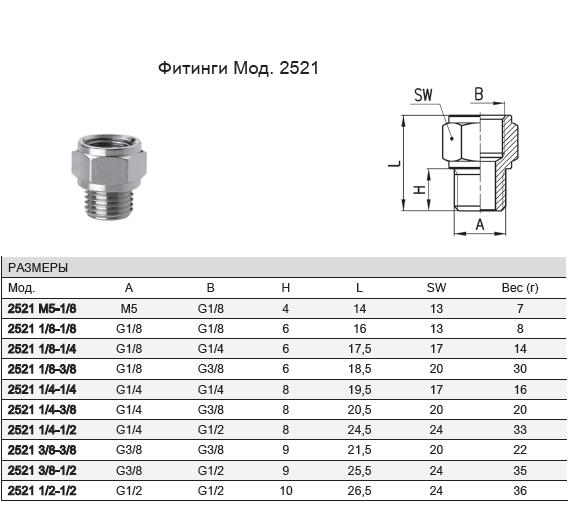

 Также 93 дюйма в мм равно 2 метрам и 362 мм.
Также 93 дюйма в мм равно 2 метрам и 362 мм. 


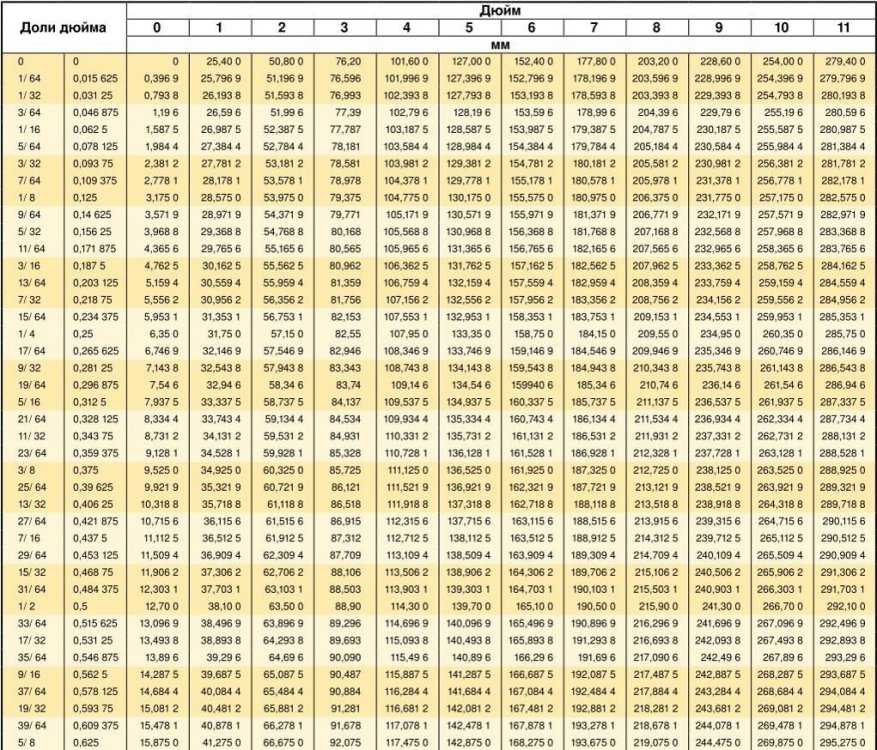 Также 141 дюймов в мм равно 3 метрам и 581 мм.
Также 141 дюймов в мм равно 3 метрам и 581 мм.  Также 153 дюйма в миллиметры равно 3 метрам и 886 мм.
Также 153 дюйма в миллиметры равно 3 метрам и 886 мм. 
 Также 176 дюймов в мм равняется 4 метрам и 470 мм.
Также 176 дюймов в мм равняется 4 метрам и 470 мм. 
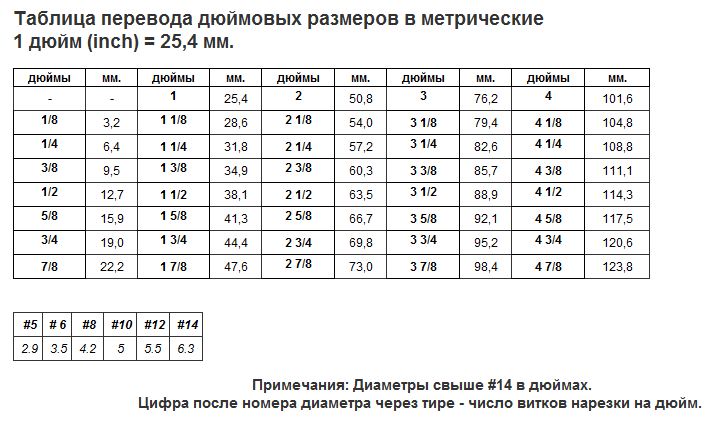
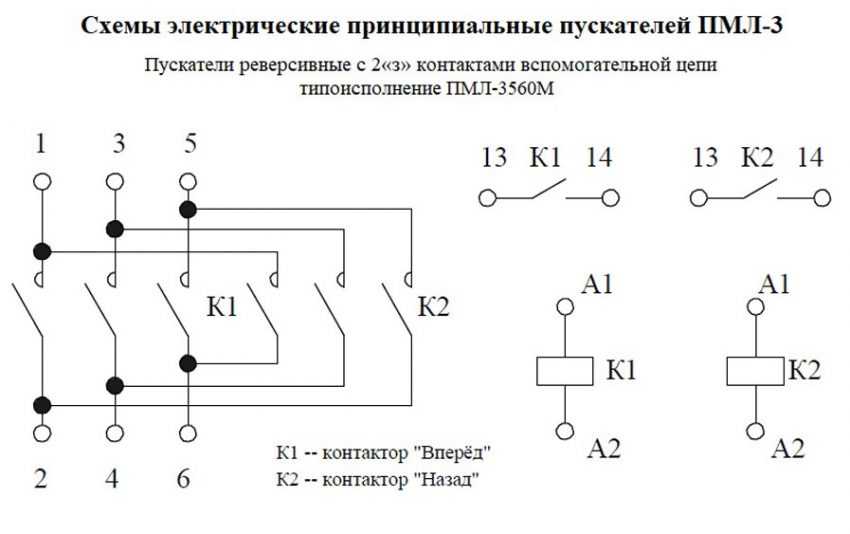 Для этого участок цепи вг должен быть заменен второй мостовой схемой, триоды которой переключаются по тому же закону, что и триоды первого моста.
Для этого участок цепи вг должен быть заменен второй мостовой схемой, триоды которой переключаются по тому же закону, что и триоды первого моста.
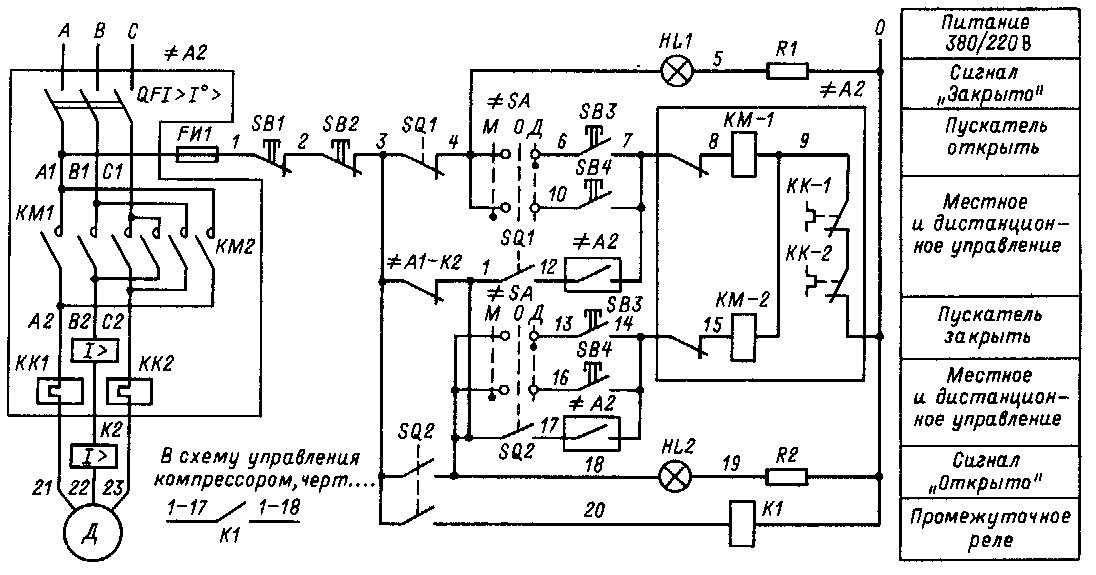
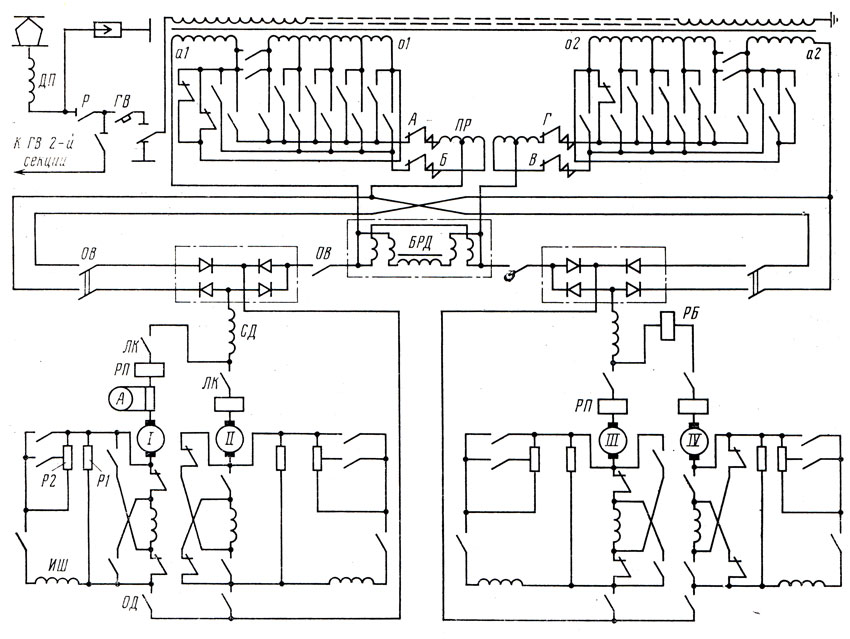 701-2008 Единая система конструкторской документации (ЕСКД). Схемы. Виды и типы. Общие требования к выполнению.
701-2008 Единая система конструкторской документации (ЕСКД). Схемы. Виды и типы. Общие требования к выполнению. п.)
п.)

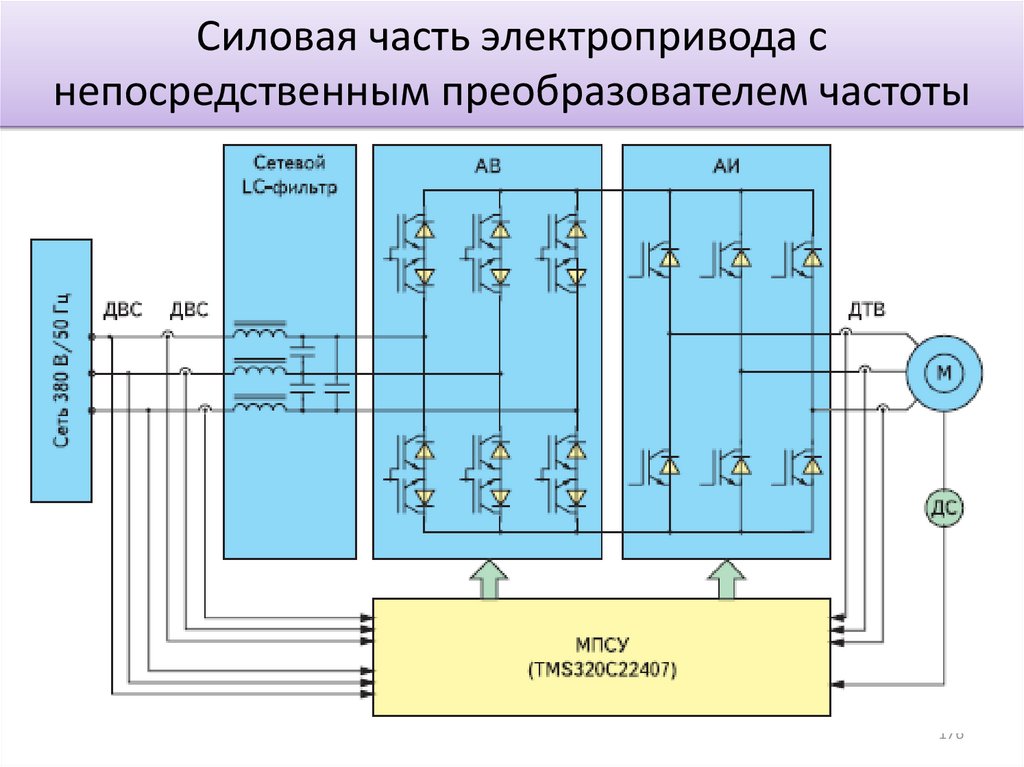 Схемы выполняют для изделий, находящихся в отключенном положении.
Схемы выполняют для изделий, находящихся в отключенном положении.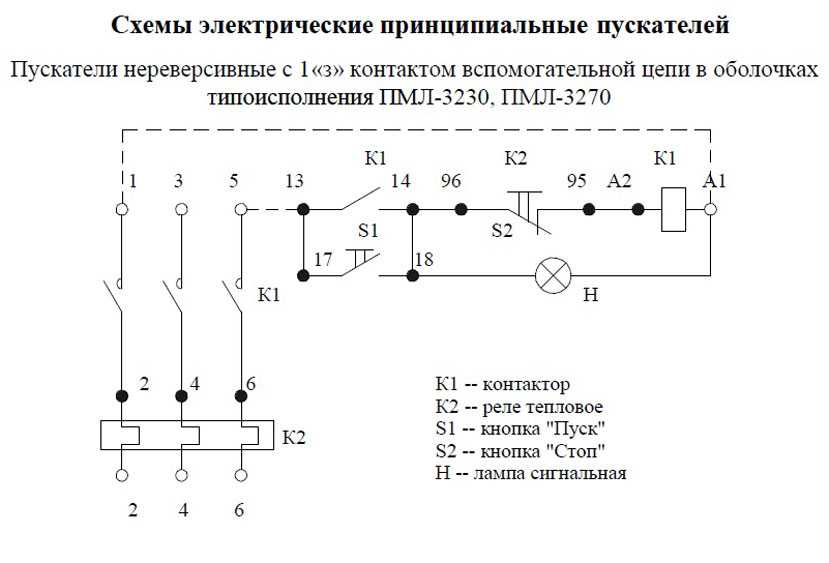 д.) и подводимые к ним концы проводов и кабелей (многожильных проводов, электрических шнуров) внешнего монтажа, около которых помещают данные о подключении изделия (характеристики внешних цепей и (или) адреса). Размещение изображений входных и выходных элементов внутри графического обозначения изделия должно примерно соответствовать их действительному размещению в изделии. На схеме следует указывать позиционные обозначения входных и выходных элементов, присвоенные им на принципиальной схеме изделия.
д.) и подводимые к ним концы проводов и кабелей (многожильных проводов, электрических шнуров) внешнего монтажа, около которых помещают данные о подключении изделия (характеристики внешних цепей и (или) адреса). Размещение изображений входных и выходных элементов внутри графического обозначения изделия должно примерно соответствовать их действительному размещению в изделии. На схеме следует указывать позиционные обозначения входных и выходных элементов, присвоенные им на принципиальной схеме изделия.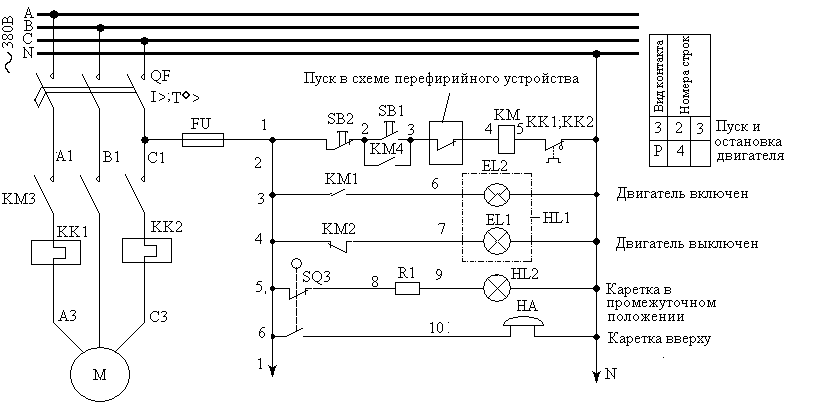
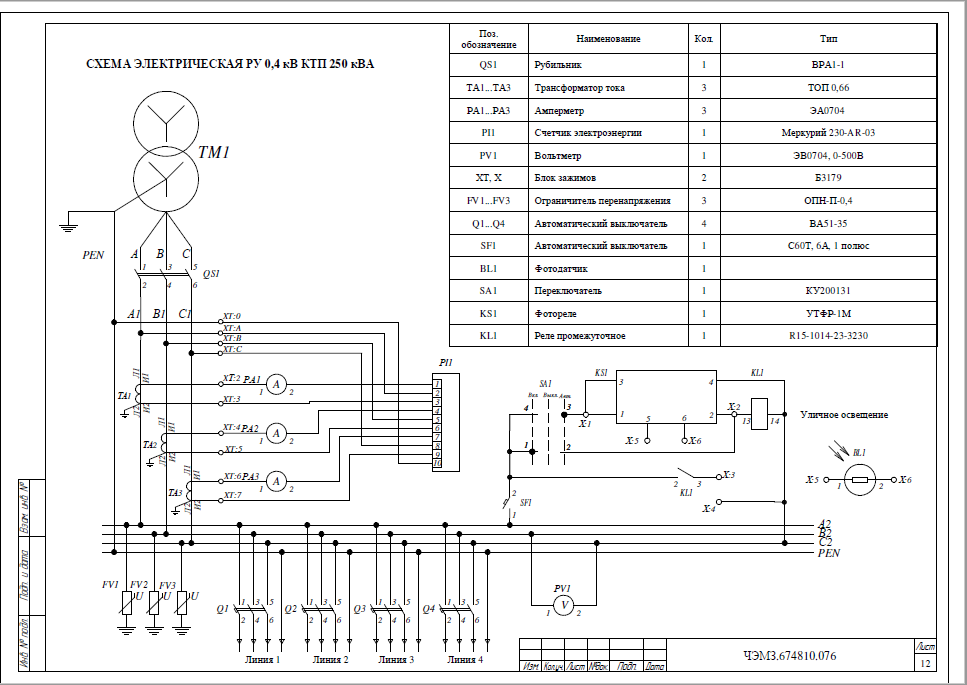 В простых электрических цепях есть проводники (обычно провода), компонент, обеспечивающий питание (например, батарея или настенная вилка), и компонент, потребляющий энергию, называемый нагрузкой. Лампочка может быть примером нагрузки, и всегда должен быть обратный путь, чтобы у электронов был способ вернуться к источнику питания от нагрузки. Каждая цепь предназначена для подачи питания на одну или несколько нагрузок. Например, в бумбоксе питание идет на динамики. Точно так же мощность в лампе идет на лампочку. Схема позволяет заряду уйти с одной стороны источника питания и вернуться на другую сторону источника питания.
В простых электрических цепях есть проводники (обычно провода), компонент, обеспечивающий питание (например, батарея или настенная вилка), и компонент, потребляющий энергию, называемый нагрузкой. Лампочка может быть примером нагрузки, и всегда должен быть обратный путь, чтобы у электронов был способ вернуться к источнику питания от нагрузки. Каждая цепь предназначена для подачи питания на одну или несколько нагрузок. Например, в бумбоксе питание идет на динамики. Точно так же мощность в лампе идет на лампочку. Схема позволяет заряду уйти с одной стороны источника питания и вернуться на другую сторону источника питания.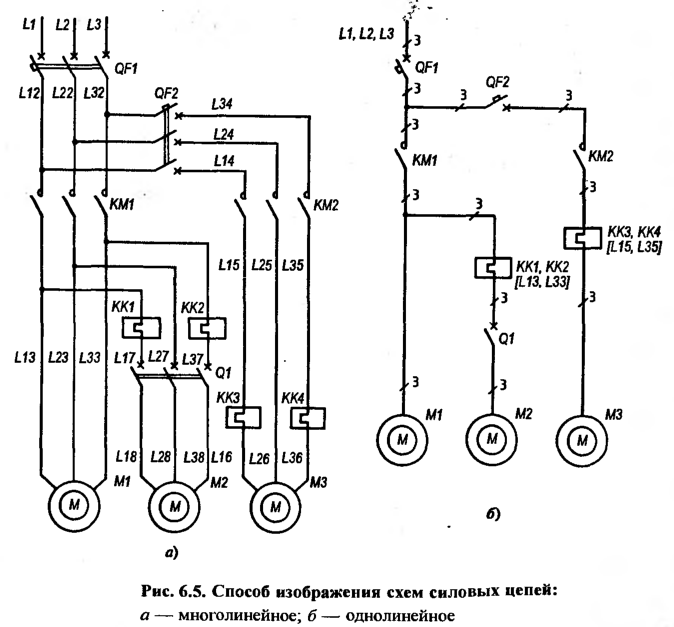 Обратите внимание, что показания вольтметра показывают 0 В, потому что падение напряжения на электрическом выключателе равно нулю. [1]
Обратите внимание, что показания вольтметра показывают 0 В, потому что падение напряжения на электрическом выключателе равно нулю. [1] 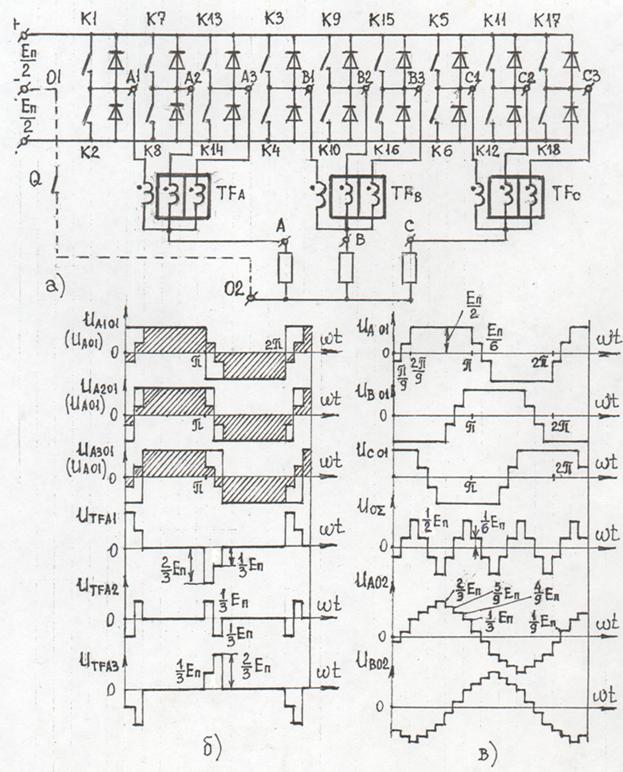 [1]
[1] 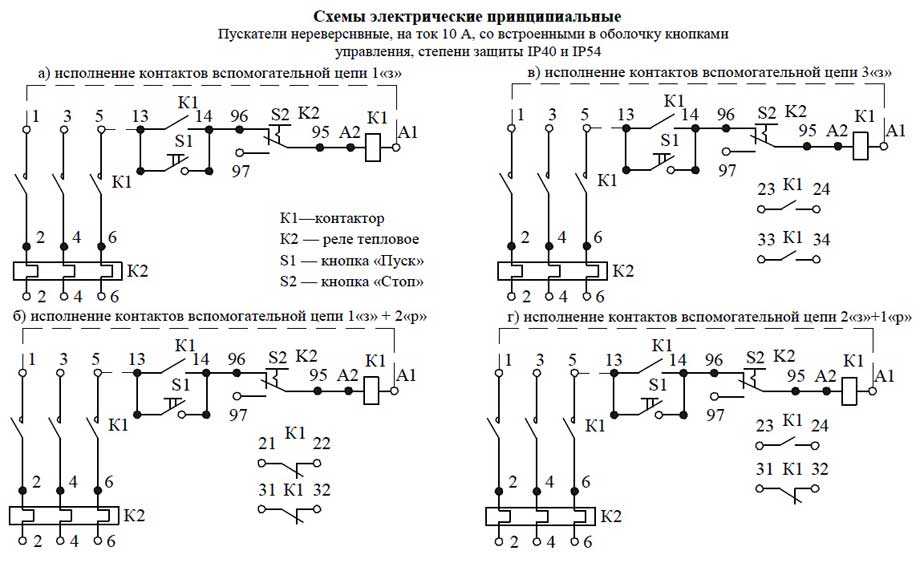
 4 60016 15015 Цвет университета). Набор для построения схемы (только DC), виртуальная лаборатория [онлайн]. Доступно по адресу http://phet.colorado.edu/en/simulation/circuit-construction-kit-dc-virtual-lab.
4 60016 15015 Цвет университета). Набор для построения схемы (только DC), виртуальная лаборатория [онлайн]. Доступно по адресу http://phet.colorado.edu/en/simulation/circuit-construction-kit-dc-virtual-lab.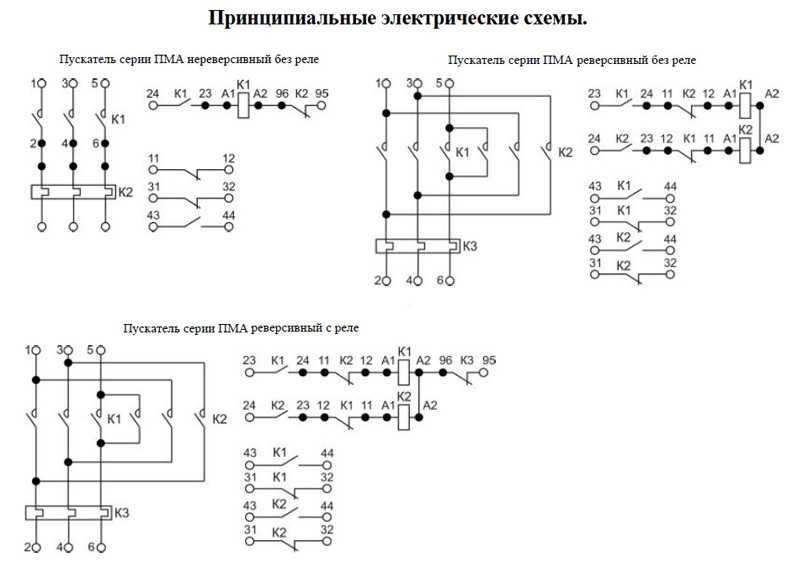 Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет.
Он писал для The Spruce о проектах электропроводки и домашней установки более восьми лет.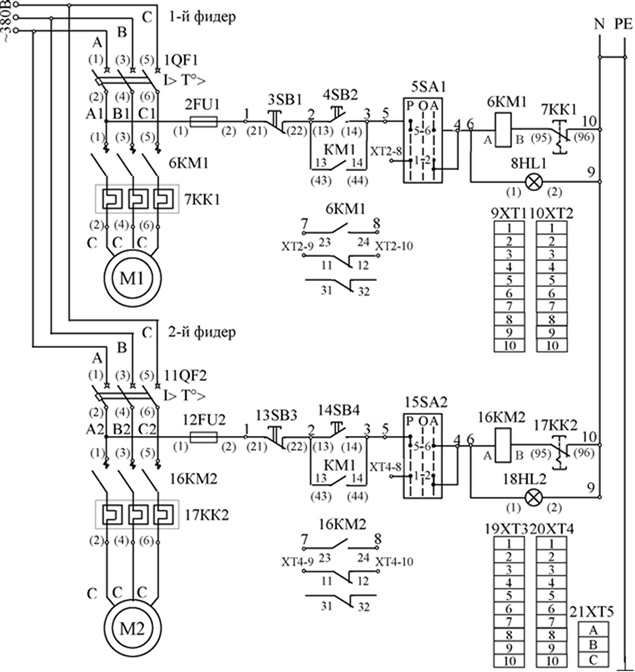 Он также может быть расположен снаружи, но только если это атмосферостойкий панельный тип.
Он также может быть расположен снаружи, но только если это атмосферостойкий панельный тип. Обычно это двухполюсный автоматический выключатель на 100–200 ампер, обеспечивающий ток при напряжении 240 вольт и подающий его на две горячие шины на 120 вольт, идущие вертикально вниз через панель.
Обычно это двухполюсный автоматический выключатель на 100–200 ампер, обеспечивающий ток при напряжении 240 вольт и подающий его на две горячие шины на 120 вольт, идущие вертикально вниз через панель.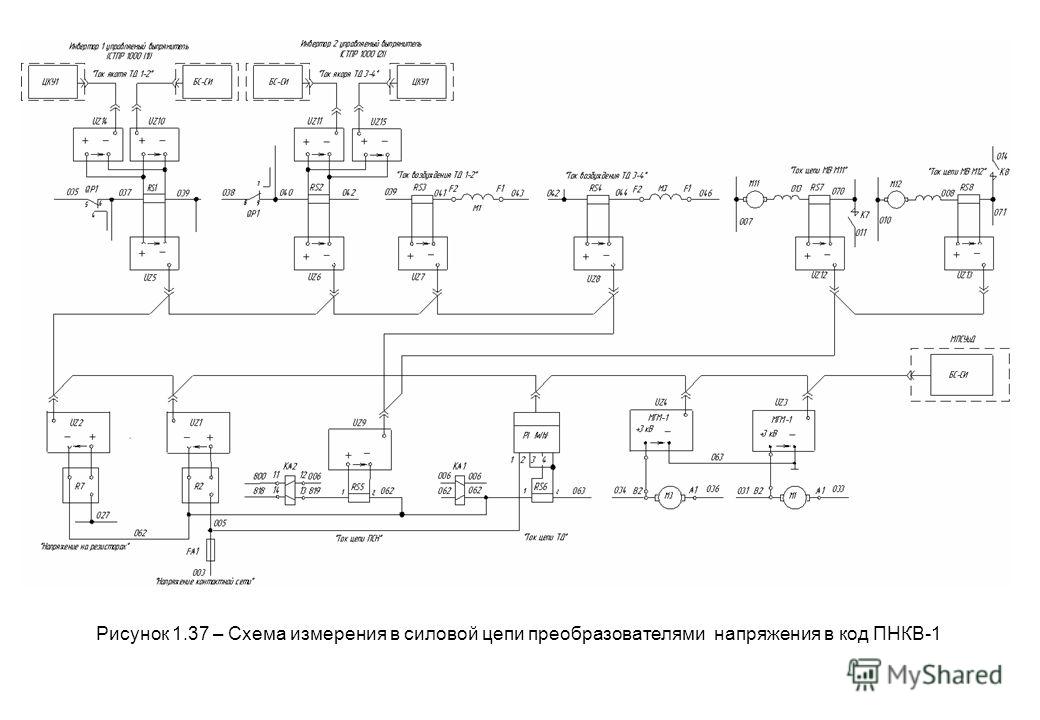 Ответвительные цепи для 120-вольтовых цепей обычно представляют собой цепи на 15 или 20 ампер, хотя иногда они могут быть больше. Для цепей на 240 вольт сила тока чаще составляет 30, 40, 50 или 60 ампер.
Ответвительные цепи для 120-вольтовых цепей обычно представляют собой цепи на 15 или 20 ампер, хотя иногда они могут быть больше. Для цепей на 240 вольт сила тока чаще составляет 30, 40, 50 или 60 ампер. Однако всякий раз, когда цепь расширяется, очень важно, чтобы новая проводка соответствовала силе тока цепи. Распространенной ошибкой является использование проводов с неправильным сечением.
Однако всякий раз, когда цепь расширяется, очень важно, чтобы новая проводка соответствовала силе тока цепи. Распространенной ошибкой является использование проводов с неправильным сечением.
 50 грн
50 грн 75×0.71 3/16″
75×0.71 3/16″ Киев
Киев комплект) для тормозных трубок
комплект) для тормозных трубок У нас Вы всегда сможете найти необходимую информацию, описание, характеристики, сравнить аналогичные товары Наборы для резки и развальцовки трубок. Также Вы можете почитать отзывы наших клиентов о Наборы для резки и развальцовки трубок что поможет Вам определится и сделать правильный выбор покупки. Также периодически проводятся акции на широкий ассортимент Наборы для резки и развальцовки трубок, что явно поможет Вам сэкономить при покупке. Купить Наборы для резки и развальцовки трубок в Киеве, Харькове, Суммах, Николаеве, Виннице, Днепре, Полтаве, Львове, Запорожье, Херсоне, Кривом Рогу, Мариуполе, Чернигове, Тернополе, Кировограде, Житомире, Одессе, а также из другого любого города просто сделав заказ Наборы для резки и развальцовки трубок с доставкой по Украине. Мы постоянно обновляем и расширяем наш ассортимент и пристально следим, чтобы наши клиенты покупали товары по самым выгодным ценам в Украине и получали только самые качественные товары Наборы для резки и развальцовки трубок
У нас Вы всегда сможете найти необходимую информацию, описание, характеристики, сравнить аналогичные товары Наборы для резки и развальцовки трубок. Также Вы можете почитать отзывы наших клиентов о Наборы для резки и развальцовки трубок что поможет Вам определится и сделать правильный выбор покупки. Также периодически проводятся акции на широкий ассортимент Наборы для резки и развальцовки трубок, что явно поможет Вам сэкономить при покупке. Купить Наборы для резки и развальцовки трубок в Киеве, Харькове, Суммах, Николаеве, Виннице, Днепре, Полтаве, Львове, Запорожье, Херсоне, Кривом Рогу, Мариуполе, Чернигове, Тернополе, Кировограде, Житомире, Одессе, а также из другого любого города просто сделав заказ Наборы для резки и развальцовки трубок с доставкой по Украине. Мы постоянно обновляем и расширяем наш ассортимент и пристально следим, чтобы наши клиенты покупали товары по самым выгодным ценам в Украине и получали только самые качественные товары Наборы для резки и развальцовки трубок


 Это было 25 лет назад, теперь я могу сделать двойную вспышку во сне. Это несложно, но если вы никогда этого раньше не делали, это может показаться немного вуду. Есть несколько ключевых моментов, которые вам нужно знать, прежде чем начать, поэтому будьте готовы узнать, как сделать тормозную магистраль с двойным раструбом.
Это было 25 лет назад, теперь я могу сделать двойную вспышку во сне. Это несложно, но если вы никогда этого раньше не делали, это может показаться немного вуду. Есть несколько ключевых моментов, которые вам нужно знать, прежде чем начать, поэтому будьте готовы узнать, как сделать тормозную магистраль с двойным раструбом. 45-градусные расширители наиболее распространены в автомобилях. Фитинги AN или Army-Navy требуют одиночных раструбов под углом 37 градусов. Этот 37-градусный инструмент выглядит так же, но обратите внимание, что он не поставляется с матрицами.
45-градусные расширители наиболее распространены в автомобилях. Фитинги AN или Army-Navy требуют одиночных раструбов под углом 37 градусов. Этот 37-градусный инструмент выглядит так же, но обратите внимание, что он не поставляется с матрицами.
 Не забывайте об этом, так как вы не сможете установить фитинг после развальцовки линии.
Не забывайте об этом, так как вы не сможете установить фитинг после развальцовки линии.

 Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других. Джефферсон также написал 4 книги и выпустил бесчисленное количество видеороликов. Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики.
Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других. Джефферсон также написал 4 книги и выпустил бесчисленное количество видеороликов. Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики. Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг.
Товары размером более 90 см также не будут отправлены Королевской почтой. Ограничение по весу Royal Mail 48 2 кг. д.
д. Итак, в прошлом я купил инструмент для развальцовки тормозов, он был дешев, поэтому я купил лучший, который был лучше, затем я одолжил его кому-то, я забыл у кого, затем я одолжил один. на самом деле не все они были хороши, и ракеты, которые я считал, были плохими в той или иной степени. Затем около месяца назад я просто подумал, что они должны быть лучше. Что ж, ручной инструмент — это переоценка по сравнению со всеми остальными, развальцовку было так легко сделать, и она выглядела намного лучше, чище, острее и была явно профессиональной, до такой степени, что я выбросил все ранее сделанные концы в пользу новых. Я думаю, что продал от своего имени как минимум еще два автомобиля за CBS, так как все мои друзья-автомобилисты были впечатлены тем, насколько хороши эти вещи. Обычно вы бы не узнали, если бы не делали это с разными типами, чтобы стало легче, и вы можете сделать это в тесных местах на машине, если это необходимо. Удачи. Пол Гринхал
Итак, в прошлом я купил инструмент для развальцовки тормозов, он был дешев, поэтому я купил лучший, который был лучше, затем я одолжил его кому-то, я забыл у кого, затем я одолжил один. на самом деле не все они были хороши, и ракеты, которые я считал, были плохими в той или иной степени. Затем около месяца назад я просто подумал, что они должны быть лучше. Что ж, ручной инструмент — это переоценка по сравнению со всеми остальными, развальцовку было так легко сделать, и она выглядела намного лучше, чище, острее и была явно профессиональной, до такой степени, что я выбросил все ранее сделанные концы в пользу новых. Я думаю, что продал от своего имени как минимум еще два автомобиля за CBS, так как все мои друзья-автомобилисты были впечатлены тем, насколько хороши эти вещи. Обычно вы бы не узнали, если бы не делали это с разными типами, чтобы стало легче, и вы можете сделать это в тесных местах на машине, если это необходимо. Удачи. Пол Гринхал Высота узора достигает 1,5 мм, рифли начинаются на расстоянии 40 мм от бокового края. Габариты такого проката зависят от пожеланий клиента, например, ширина может достигать от 600 до 2200 мм, а длина – от 1400 до 8000 мм. Листы с ромбическим рифлением производят со сторонами ромбов от 25 до 30 на 60–70 мм.
Высота узора достигает 1,5 мм, рифли начинаются на расстоянии 40 мм от бокового края. Габариты такого проката зависят от пожеланий клиента, например, ширина может достигать от 600 до 2200 мм, а длина – от 1400 до 8000 мм. Листы с ромбическим рифлением производят со сторонами ромбов от 25 до 30 на 60–70 мм. Также стальные листы с рифлением укладывают при входе в супермаркеты, чтобы покупатели не поскользнулись и оставили всю грязь на ребристой поверхности. На промышленных предприятиях антискользящие поверхности используют, чтобы обеспечить безопасность сотрудников – на мостиках, площадках для приема грузов, подъемниках. Такие же безопасные решения можно увидеть в местах повышенной опасности – в бассейнах и саунах.
Также стальные листы с рифлением укладывают при входе в супермаркеты, чтобы покупатели не поскользнулись и оставили всю грязь на ребристой поверхности. На промышленных предприятиях антискользящие поверхности используют, чтобы обеспечить безопасность сотрудников – на мостиках, площадках для приема грузов, подъемниках. Такие же безопасные решения можно увидеть в местах повышенной опасности – в бассейнах и саунах. Также рифленый лист применяется при создании оборудования для пищевой промышленности.
Также рифленый лист применяется при создании оборудования для пищевой промышленности.

 1500 до 2000
1500 до 2000 Толщина листов стальных с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.
Толщина листов стальных с односторонним ромбическим и чечевичным рифлением определяется по толщине основания листа s в миллиметрах.

 На кромках листов не должно быть расслоений.
На кромках листов не должно быть расслоений.
 А
А
 Журнал непрерывности будет вестись для проверки отсутствия
Журнал непрерывности будет вестись для проверки отсутствия В нем должен быть указан номер проекта, количество и описание
В нем должен быть указан номер проекта, количество и описание Копии этого оригинального документа должны
Копии этого оригинального документа должны


 Она будет кстати, если часто использовать устройство для работ с различными материалами, но в домашних условиях скорее всего останется невостребованной – при закручивании нескольких шурупов гораздо проще задать нужную скорость курком.
Она будет кстати, если часто использовать устройство для работ с различными материалами, но в домашних условиях скорее всего останется невостребованной – при закручивании нескольких шурупов гораздо проще задать нужную скорость курком.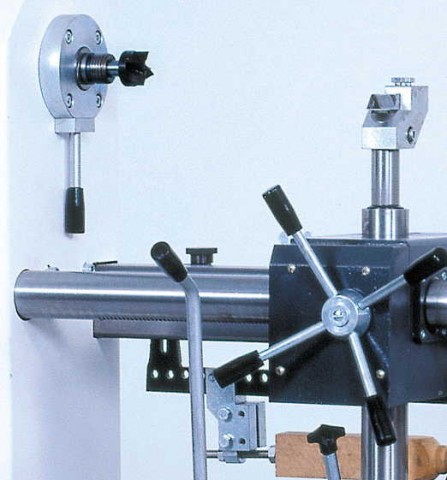 В первую очередь от нее зависит удобство использования, а также корпус шуруповерта частично расскажет про его внутреннюю начинку и возможности.
В первую очередь от нее зависит удобство использования, а также корпус шуруповерта частично расскажет про его внутреннюю начинку и возможности. Насколько удобнее будет та или иная модель сложно судить, не подержав ее в руках.
Насколько удобнее будет та или иная модель сложно судить, не подержав ее в руках. Это самый распространенный вариант патрона, устанавливаемый на бюджетных и профессиональных инструментах. Две муфты условно можно поделить на верхнюю, которая находится ближе к бите, и нижнюю – возле корпуса шуруповерта.
Это самый распространенный вариант патрона, устанавливаемый на бюджетных и профессиональных инструментах. Две муфты условно можно поделить на верхнюю, которая находится ближе к бите, и нижнюю – возле корпуса шуруповерта.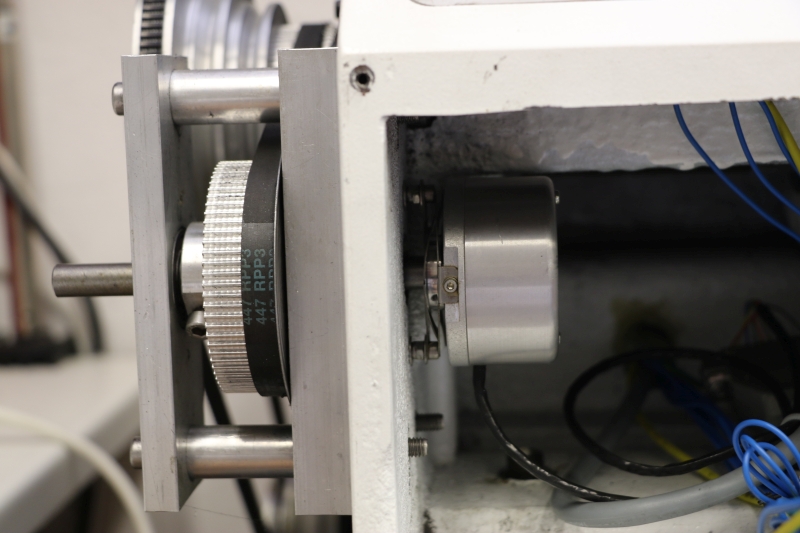 Единственный минус – бита может немного «люфтить», ведь в патроне ее ничего жестко не держит.
Единственный минус – бита может немного «люфтить», ведь в патроне ее ничего жестко не держит. В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
В статье расскажем о шпинделе станка: что это такое, покажем фото держателя инструмента и поговорим о том, как с ним работать.
 Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
Вторая очень простая иллюстрация – это дрель. Здесь для того, чтобы удержать сверло или другой инструмент, тоже нужно монтировать его внутрь шпинделя.
 Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
Со второго края вала расположен подшипник. На него прикрепляется патрон для зажима.
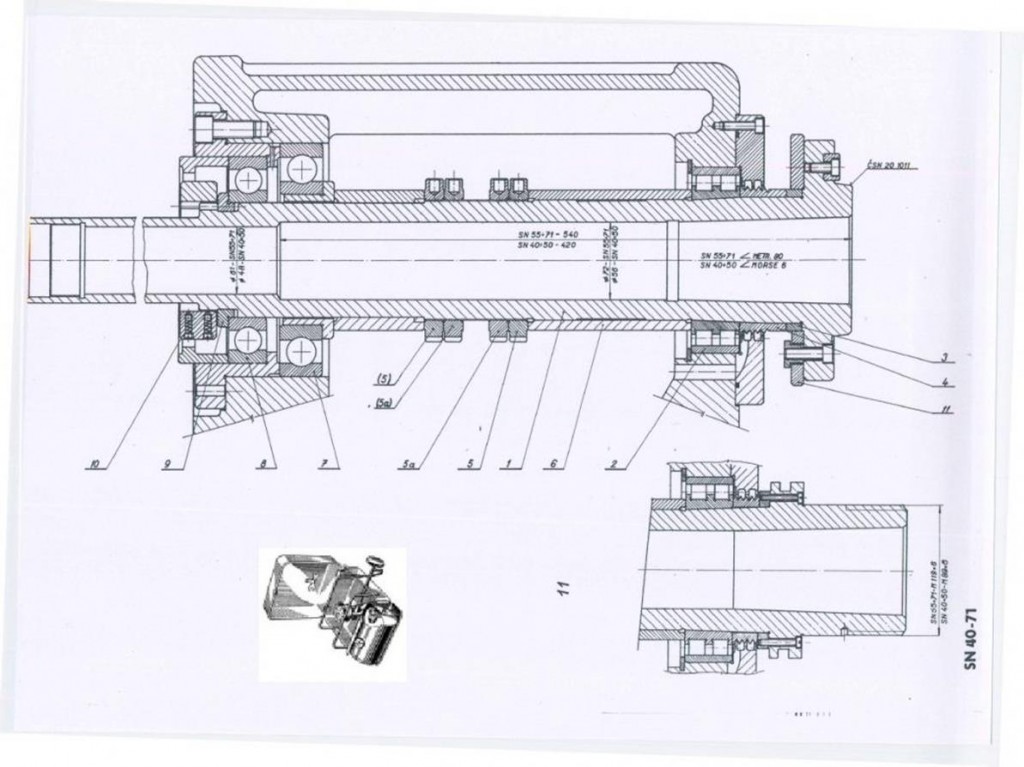
 Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации.
Это позволяет осуществить надежное крепление хвостовика любого диаметра. Практически все инструменты для резки по металлу, для сверления оснащены таким наконечником (хвостом), а если нет, то крепить приходится по внешнему краю, что намного менее надежно и допускает значительные расхождения и вибрации. Чем она выше, тем более надежно должно происходить крепление.
Чем она выше, тем более надежно должно происходить крепление.
 Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
Если основное назначение детали заключается в том, чтобы держать оснастку, то и, соответственно, применение исходит из особенностей инструментария:
 Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
Аппараты бывают разных размеров, предназначены для промышленного использования и частного применения. В связи с этим и расходные детали нужны самые разные – покрупнее помельче. Если вы хотите заменить шпиндель на собственном станке, то обязательно при покупке необходимо указать номер своего оборудования, название и год выпуска (могут быть разные модификации).
 ru/.
ru/.
 Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
 Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
Для этого обычно требуются точные расчеты и наличие токарного оборудования. Приведем пример чертежа с размерами:
 Как только вы нажмете кнопку, которая активирует эту функцию, блокировка шпинделя заблокирует лезвие, и вы готовы начать отвинчивать гайку, удерживающую лезвие.
Как только вы нажмете кнопку, которая активирует эту функцию, блокировка шпинделя заблокирует лезвие, и вы готовы начать отвинчивать гайку, удерживающую лезвие.  Это не конец света, но вы заметите, что затягивать или ослаблять гайку намного сложнее.
Это не конец света, но вы заметите, что затягивать или ослаблять гайку намного сложнее. Если вы используете аккумулятор, извлеките аккумулятор, прежде чем продолжить.
Если вы используете аккумулятор, извлеките аккумулятор, прежде чем продолжить.

.jpg.a85128ca2e8df7bea40045fe1775ef82.jpg)
 Она удобна и проста в использовании и является одной из лучших сетевых циркулярных пил в этой ценовой категории.
Она удобна и проста в использовании и является одной из лучших сетевых циркулярных пил в этой ценовой категории.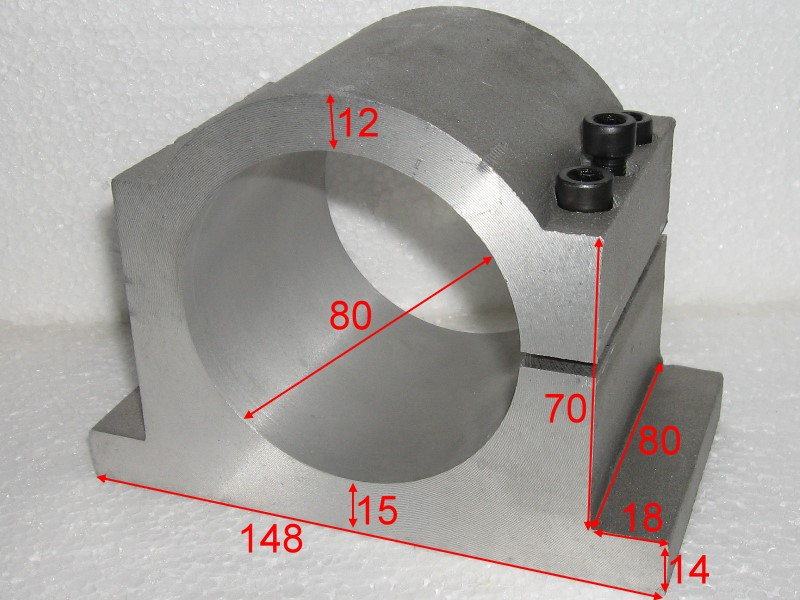

 Вы можете легко очистить это с помощью проволочной щетки.
Вы можете легко очистить это с помощью проволочной щетки.

 Прочитайте полный обзор Makita 2705X1, которая считается лучшей настольной пилой до 1000 долларов.
Прочитайте полный обзор Makita 2705X1, которая считается лучшей настольной пилой до 1000 долларов.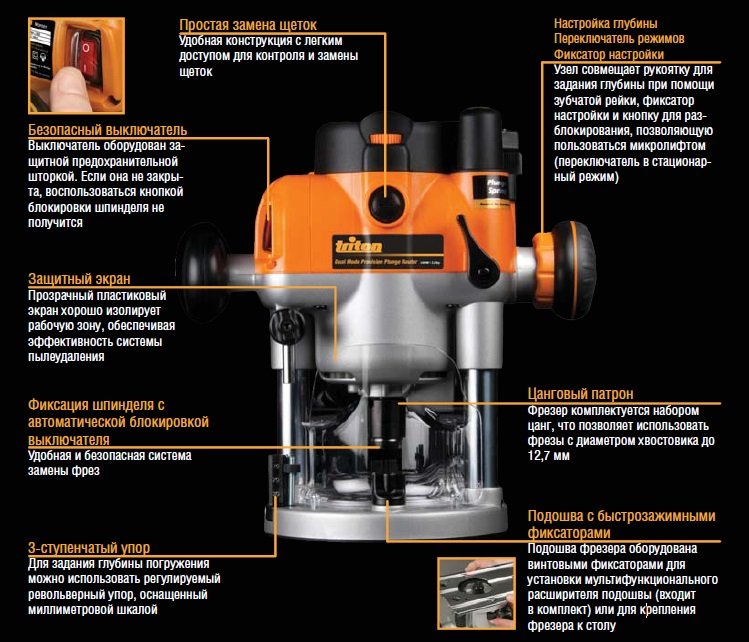
 Размер от 6-40 мм, сталь – 80С, 20ХГ2Ц
Размер от 6-40 мм, сталь – 80С, 20ХГ2Ц Объединяет детали всего каркаса в единую конструктивную сетку
Объединяет детали всего каркаса в единую конструктивную сетку
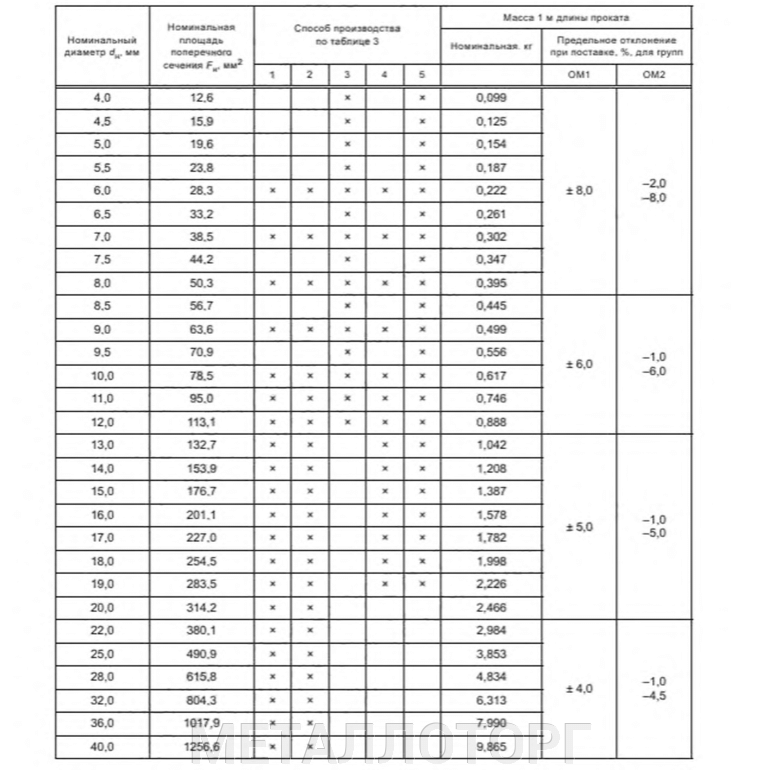
 Арматурная сталь А1 иначе маркируется А240, где 240 – это предел текучести, выраженный в Н/мм2. Стандартом предусмотрено изготовление такой арматуры только в виде прутов с гладкой поверхностью. Изделия диаметром 6-12 мм выпускаются либо в мотках, либо в виде стержней. Продукция большего диаметра – только в виде прутков.
Арматурная сталь А1 иначе маркируется А240, где 240 – это предел текучести, выраженный в Н/мм2. Стандартом предусмотрено изготовление такой арматуры только в виде прутов с гладкой поверхностью. Изделия диаметром 6-12 мм выпускаются либо в мотках, либо в виде стержней. Продукция большего диаметра – только в виде прутков.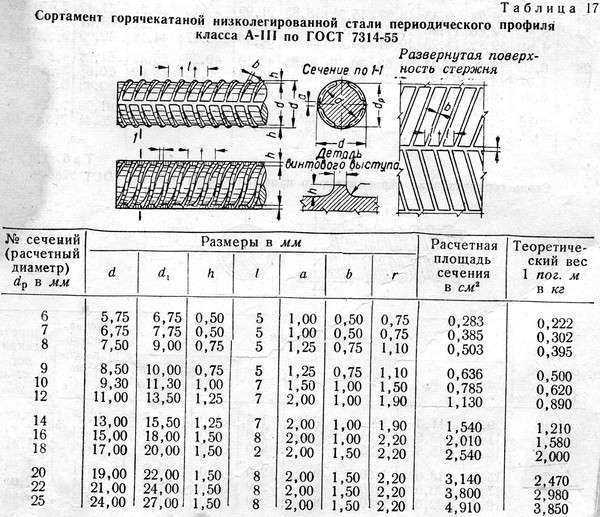
 Такие бухты могут укладываться в ограниченных пространствах с использованием техники небольшой грузоподъемности и габаритов.
Такие бухты могут укладываться в ограниченных пространствах с использованием техники небольшой грузоподъемности и габаритов.
 700
700 Мало того, он окажется незаменимым и как вспомогательное оборудование. Дело в том, что наши энергетические компании мало уделяют внимания удаленным поселкам и уж тем более дачам – если что-то случается на линии, происходит авария или обрыв, то на восстановление подачи электричества может понадобиться несколько дней. И подобный насос – это своеобразная резервная установка, которая не даст вам засохнуть от жажды. Пользоваться ею немного сложно, но это дело привычки, и передвинуть пару раз рычаг, запускающий поршень, ради того, чтобы получить ведро воды, это нормально.
Мало того, он окажется незаменимым и как вспомогательное оборудование. Дело в том, что наши энергетические компании мало уделяют внимания удаленным поселкам и уж тем более дачам – если что-то случается на линии, происходит авария или обрыв, то на восстановление подачи электричества может понадобиться несколько дней. И подобный насос – это своеобразная резервная установка, которая не даст вам засохнуть от жажды. Пользоваться ею немного сложно, но это дело привычки, и передвинуть пару раз рычаг, запускающий поршень, ради того, чтобы получить ведро воды, это нормально.
 Как и ручные насосные установки, их нужно демонтировать на зиму, а скважину консервировать. Но это еще не все проблемы, связанные с его использованием – данные насосы имеют и некоторые ограничения, которые касаются глубины скважины. Максимум, на что они способны, это поднять воду на высоту до 9м. И это еще не все – для их монтажа потребуется изготовить приямок, а это как минимум дополнительные расходы. Единственный момент, где хорошо показал себя насос данного типа, это колодец, в котором они могут эксплуатироваться даже зимой. Как вариант, их можно устанавливать в скважину, пробитую в подвале дома, но здесь нужно быть готовым к шумной работе такого агрегата. Но, в принципе, эта проблема решаема.
Как и ручные насосные установки, их нужно демонтировать на зиму, а скважину консервировать. Но это еще не все проблемы, связанные с его использованием – данные насосы имеют и некоторые ограничения, которые касаются глубины скважины. Максимум, на что они способны, это поднять воду на высоту до 9м. И это еще не все – для их монтажа потребуется изготовить приямок, а это как минимум дополнительные расходы. Единственный момент, где хорошо показал себя насос данного типа, это колодец, в котором они могут эксплуатироваться даже зимой. Как вариант, их можно устанавливать в скважину, пробитую в подвале дома, но здесь нужно быть готовым к шумной работе такого агрегата. Но, в принципе, эта проблема решаема. Это не очень надежные насосы и к тому же обладающие малой производительностью.
Это не очень надежные насосы и к тому же обладающие малой производительностью.
 Погружной насос может применяться не только для откачки воды из скважины – он отлично работает и в колодце. Кроме того, с его помощью достаточно легко создать стационарный дачный водопровод и обеспечить себе все удобства, к которым человек привык в городе.
Погружной насос может применяться не только для откачки воды из скважины – он отлично работает и в колодце. Кроме того, с его помощью достаточно легко создать стационарный дачный водопровод и обеспечить себе все удобства, к которым человек привык в городе.
 Единственный недочет подобных установок заключается в их сравнительно небольшой мощности – до глубинных насосов им далеко. Как вариант, спаренная система подачи воды, в которой принимают участие и глубинный насос, и насосная станция.
Единственный недочет подобных установок заключается в их сравнительно небольшой мощности – до глубинных насосов им далеко. Как вариант, спаренная система подачи воды, в которой принимают участие и глубинный насос, и насосная станция.

 Выполняем полное послегарантийное обслуживание с ремонтом или заменой необходимых комплектующих.
Выполняем полное послегарантийное обслуживание с ремонтом или заменой необходимых комплектующих. Он почесал затылок, на щеках появилась забавная полуулыбка. — Знаешь, большинство людей идут другим путем.
Он почесал затылок, на щеках появилась забавная полуулыбка. — Знаешь, большинство людей идут другим путем. Читайте дальше, чтобы узнать больше об основах того, что нужно, чтобы использовать небольшую силу руки, чтобы набирать воду самостоятельно.
Читайте дальше, чтобы узнать больше об основах того, что нужно, чтобы использовать небольшую силу руки, чтобы набирать воду самостоятельно. Просверлите отверстие достаточно глубоко в земле, чтобы добраться до водоносного горизонта, а затем найдите способ вывести воду на поверхность. Ручной насос на самом деле не сильно отличается от электрического, за исключением того очевидного факта, что воду набирают ваши руки, а не сетка.
Просверлите отверстие достаточно глубоко в земле, чтобы добраться до водоносного горизонта, а затем найдите способ вывести воду на поверхность. Ручной насос на самом деле не сильно отличается от электрического, за исключением того очевидного факта, что воду набирают ваши руки, а не сетка. Этот простой трюк представляет собой просто отверстие, просверленное в трубе из ПВХ ниже уровня промерзания. После того, как вы закончите откачку, вода будет медленно вытекать, пока не достигнет равновесия, гарантируя, что сама труба никогда не замерзнет.
Этот простой трюк представляет собой просто отверстие, просверленное в трубе из ПВХ ниже уровня промерзания. После того, как вы закончите откачку, вода будет медленно вытекать, пока не достигнет равновесия, гарантируя, что сама труба никогда не замерзнет. Однако, если вы решите использовать ручной насос только в качестве резервного, вам нужно будет откачивать немного воды через день или около того, просто чтобы убедиться, что система находится в хорошем рабочем состоянии.
Однако, если вы решите использовать ручной насос только в качестве резервного, вам нужно будет откачивать немного воды через день или около того, просто чтобы убедиться, что система находится в хорошем рабочем состоянии.
 Простой насос, который я использую, способен работать с глубины статического уровня воды 325 футов.
Простой насос, который я использую, способен работать с глубины статического уровня воды 325 футов.
 Система фильтрации, по общему признанию, дорогая, но когда дело доходит до чего-то столь же важного, как вода, многие из нас более чем готовы отказаться от нескольких ночей, чтобы поесть и купить одежду в универмаге, в пользу безопасной воды на десятилетия.
Система фильтрации, по общему признанию, дорогая, но когда дело доходит до чего-то столь же важного, как вода, многие из нас более чем готовы отказаться от нескольких ночей, чтобы поесть и купить одежду в универмаге, в пользу безопасной воды на десятилетия.
 Вы можете заказать их новые или проверить местный Craigslist, чтобы вдохнуть новое применение в старые ведра пищевой промышленности.
Вы можете заказать их новые или проверить местный Craigslist, чтобы вдохнуть новое применение в старые ведра пищевой промышленности. Фото: Алекс Уилсон
Фото: Алекс Уилсон Без электричества нет воды. Если эти колодцы не слишком глубоки, можно использовать ручные насосы в качестве резервного варианта откачки.
Без электричества нет воды. Если эти колодцы не слишком глубоки, можно использовать ручные насосы в качестве резервного варианта откачки.
 Другими словами, хотя скважину можно пробурить на глубину 350 футов, уровень грунтовых вод может быть значительно выше этой отметки, скажем, на 150 футов ниже. Статический напор – это глубина стоячей воды в колодце.
Другими словами, хотя скважину можно пробурить на глубину 350 футов, уровень грунтовых вод может быть значительно выше этой отметки, скажем, на 150 футов ниже. Статический напор – это глубина стоячей воды в колодце. Вы можете купить шланги для питьевой воды у поставщиков транспортных средств для отдыха; у них есть защитная пластиковая подкладка на внутренней стороне шланга для защиты питьевой воды от материала шланга (обычно ПВХ), который часто включает стабилизаторы тяжелых металлов и пластификаторы вместе с самим ПВХ. (Однако не наезжайте на эти шланги, так как это может привести к повреждению защитной оболочки.)
Вы можете купить шланги для питьевой воды у поставщиков транспортных средств для отдыха; у них есть защитная пластиковая подкладка на внутренней стороне шланга для защиты питьевой воды от материала шланга (обычно ПВХ), который часто включает стабилизаторы тяжелых металлов и пластификаторы вместе с самим ПВХ. (Однако не наезжайте на эти шланги, так как это может привести к повреждению защитной оболочки.)
 При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
При желании и минимальных навыках работать руками, ничего сложного в этом нет. Для начала необходимо изготовить основание (станину) для крепления трубок. Можно собрать её из двух стальных уголков. Уголки нарезать нужной длины шлифовальной машинкой, просверлить в них два отверстия для крепления болтами. Это делается за 15 минут.
 Нет необходимости платить кому-то за работу, часто необоснованную цену.
Нет необходимости платить кому-то за работу, часто необоснованную цену.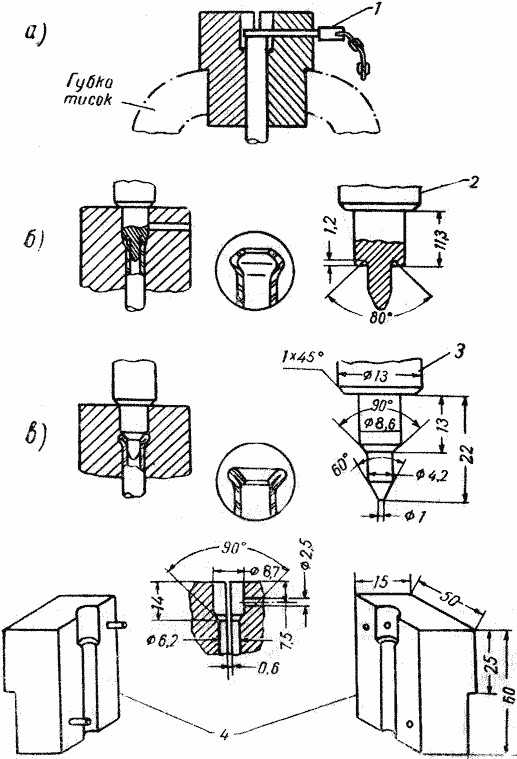

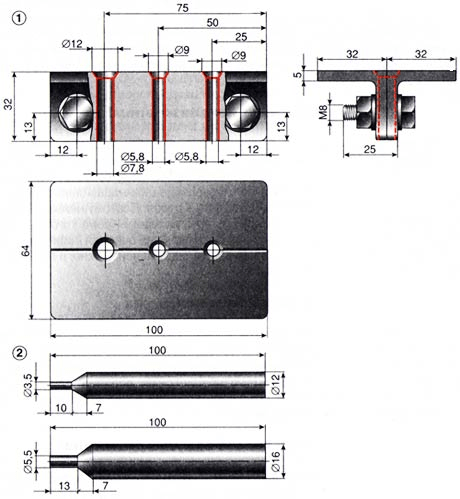
 После этого отрезанный конец трубы обрабатывается, чтобы избавиться от неровностей, способных нарушить формы трубы, а значит и ее герметичность соединения.
После этого отрезанный конец трубы обрабатывается, чтобы избавиться от неровностей, способных нарушить формы трубы, а значит и ее герметичность соединения. youtube.com/embed/rjV9zAkGPW8″>
youtube.com/embed/rjV9zAkGPW8″>  Если вы не можете надеть его, используйте тиски
Если вы не можете надеть его, используйте тиски Прокачки Тойота тоже 10мм х 1.0.
Прокачки Тойота тоже 10мм х 1.0.



 Закрепите свои жесткие и мягкие линии с помощью правильных вкладок и
Закрепите свои жесткие и мягкие линии с помощью правильных вкладок и
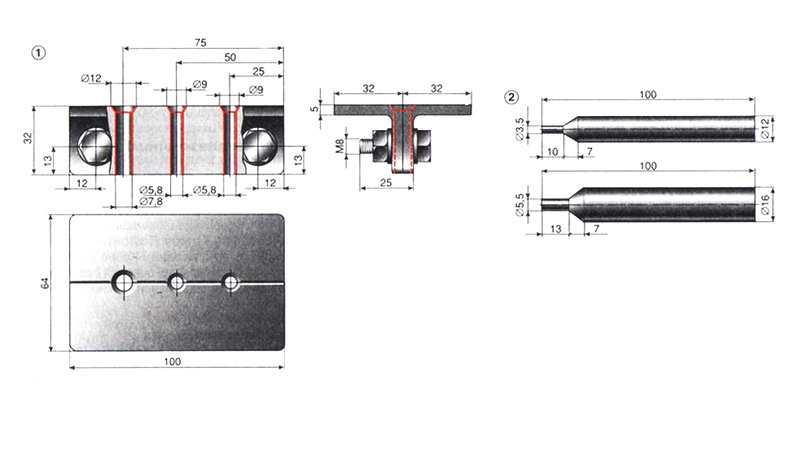
 С одним мужчиной
С одним мужчиной Эти удобные приспособления используются не только для сгибания или развальцовки (плотного уплотнения концов) тормозных магистралей и потенциально позволяют сэкономить ваши деньги в долгосрочной перспективе на предварительно изогнутых или предварительно развальцованных тормозных магистралях, но их также можно использовать для развальцовки трубок и трубопроводов. на других проектах тоже.
Эти удобные приспособления используются не только для сгибания или развальцовки (плотного уплотнения концов) тормозных магистралей и потенциально позволяют сэкономить ваши деньги в долгосрочной перспективе на предварительно изогнутых или предварительно развальцованных тормозных магистралях, но их также можно использовать для развальцовки трубок и трубопроводов. на других проектах тоже. Что касается одинарного или двойного развальцовки тормозных магистралей, последний вариант является предпочтительным и наиболее безопасным. Одинарное развальцовка является устаревшим методом, используемым для тормозных магистралей низкого давления, в то время как двойное развальцовка предпочитается профессионалами и рекомендуется Обществом автомобильных инженеров (SAE), особенно для гидравлических тормозных магистралей, которые подвергаются высокому давлению, которое может подвергать их трещинам и протечкам.
Что касается одинарного или двойного развальцовки тормозных магистралей, последний вариант является предпочтительным и наиболее безопасным. Одинарное развальцовка является устаревшим методом, используемым для тормозных магистралей низкого давления, в то время как двойное развальцовка предпочитается профессионалами и рекомендуется Обществом автомобильных инженеров (SAE), особенно для гидравлических тормозных магистралей, которые подвергаются высокому давлению, которое может подвергать их трещинам и протечкам.
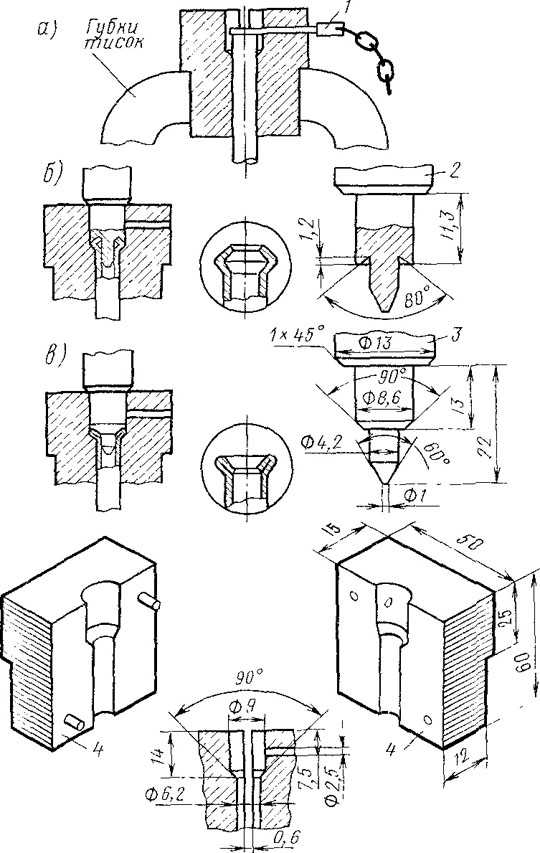 .. Этот инструмент 51535 — ЛУЧШИЙ инструмент, который я когда-либо видел и использовал». Компания также предлагает инструмент для развальцовки тормозных магистралей на 1/4 дюйма.
.. Этот инструмент 51535 — ЛУЧШИЙ инструмент, который я когда-либо видел и использовал». Компания также предлагает инструмент для развальцовки тормозных магистралей на 1/4 дюйма. Другой довольный покупатель написал: «Я, безусловно, получил то, за что заплатил, и искренне рекомендую этот инструмент, если в будущем вы планируете развальцовку множества тормозных магистралей», а еще один объяснил: «Этот инструмент делает развальцовку простой и надежной».
Другой довольный покупатель написал: «Я, безусловно, получил то, за что заплатил, и искренне рекомендую этот инструмент, если в будущем вы планируете развальцовку множества тормозных магистралей», а еще один объяснил: «Этот инструмент делает развальцовку простой и надежной». Один профессиональный техник с более чем 30-летним опытом написал, что им потребовалось всего одно использование, чтобы убедиться, что этот инструмент надежен, добавив: «Он отлично справляется со своей задачей, быстро и легко». Другой клиент описал его как «отличный инструмент», который «прост в использовании» и обеспечивает «профессиональные результаты за небольшую цену». «Надо было купить это много лет назад», — добавили они. «Обязательный инструмент, если вы работаете с автомобилями».
Один профессиональный техник с более чем 30-летним опытом написал, что им потребовалось всего одно использование, чтобы убедиться, что этот инструмент надежен, добавив: «Он отлично справляется со своей задачей, быстро и легко». Другой клиент описал его как «отличный инструмент», который «прост в использовании» и обеспечивает «профессиональные результаты за небольшую цену». «Надо было купить это много лет назад», — добавили они. «Обязательный инструмент, если вы работаете с автомобилями». Клиенты заявили, что эта штука «обеспечивает прочное двойное раструбное соединение» и что она «работает с первого раза, каждый раз, прямо из коробки, на машине или вне ее, всего несколькими поворотами ручки». «Очень легко сделать первоклассные пузырчатые факелы», — написал один покупатель, который услужливо упомянул, что они «нанесли немного масла на оправку, где она соприкасается с трубкой, чтобы уменьшить трение».
Клиенты заявили, что эта штука «обеспечивает прочное двойное раструбное соединение» и что она «работает с первого раза, каждый раз, прямо из коробки, на машине или вне ее, всего несколькими поворотами ручки». «Очень легко сделать первоклассные пузырчатые факелы», — написал один покупатель, который услужливо упомянул, что они «нанесли немного масла на оправку, где она соприкасается с трубкой, чтобы уменьшить трение». раз», пояснив, что стоит покупать сталь, а не медь.
раз», пояснив, что стоит покупать сталь, а не медь.