Точечная сварка — 110 фото воздействия металлов и их характеристики
Точечная сварка применяется для приваривания мелких деталей, например, это могут быть болты, зажимы, заклепки или для соединения нескольких деталей между собой. В основном аппарат для точечной сварки применяется в строении самолетов, поездов, машин и в других направлениях промышленности.
Название такого вида сварки получилось от того, что элементы соединяются между собой не полностью, а только в определенных точках. Эффективность соединения в этих местах в основном зависит от их размера. Прочность самих точек зависит от качества электродов и материала.
Краткое содержимое статьи:
Принцип работы аппарата
Способов точечной сварки существует несколько, но принцип их всех заключается в одном. Сварка происходит в результате воздействия электродов на материал. Между электродами проходит ток, и детали под горячим воздействием плавятся.
Сварочная точка получается там, где металлы соприкасаются, зависит она от силы тока. Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
Материал для сварки можно использовать с толщиной от 0,05 до 0,8 см.
Перед началом работы со сваркой, детали нужно обязательно очистить от всех загрязнений и выбрать подходящий режим, от этого зависит качество в конечном результате работы.
Для проверки качества шва на производстве, разрушают несколько экземпляров. При качественной работе, на одном элементе останется кратер, а на другом ядро сварки. Чтобы легче это понять, посмотрите фото точечной сварки для наглядности.
Если этого не произошло, сварка выполнена не правильно, нужно увеличить время или силу сжатия. Ядро при хорошей работе должно быть в три раза толще более тонкой детали.
Если размер меньше, то элементы проварены не до конца.
Режимы точечной сварки
В продаже имеется много моделей аппаратов для точечной сварки, у каждой есть свои плюсы и минусы. Также каждая модель аппарата предназначена для определенных материалов, в инструкции точечной сварки каждой модели это указано. Но все модели можно разделить на две большие группы.
Подача жесткого тока с большой плотностью, примерное время сварки 0.3-1.6 секунды. Электрод должен быть толще на 0.4 см, чем сам свариваемый элемент.
Подача мягкого тока с небольшой плотностью, примерное время сварки 3-4 секунды. Электроды могут быть такого же размера, как толщина свариваемого элемента.
Режимы воздействия
Выделяют 2 вида воздействия на металлические элементы:
Двухсторонний. Сваркой соединяются сразу с 2 сторон большие детали, открытые соединения. Делается это с применением щипчиков, которые крепко держат деталь. Шов в результате образуется крепким, но при таком воздействии есть ограничение по размеру щипцов.
Односторонний. При таком воздействии нет шанса сварки с обеих сторон. Детали могут быть любого размера, ограничений нет.
Для наибольшего качества и прочности при односторонней сварке используют медную пластинку. Но даже при этом, качество шва будет ниже, чем при первом виде точечной сварки.
Чем хороши аппараты точечной сварки
Точечную сварку своими руками может сделать любой человек, для этого не нужно иметь особых знаний, достаточно прочитать инструкцию по эксплуатации и технику безопасности.
Также к преимуществам можно отнести:
Сварка может проводиться с любыми металлами, даже которые быстро плавятся.
Шов получается красивый, аккуратный, прочный, качественный в результате.
Процесс автоматизирован, поэтому высокая производительность.
Минимальные затраты на электроды и другие нужные аксессуары.
Аксессуары
Приобрести аппарат для сварки мало, чтобы с ним работать, необходимо купить дополнительные элементы (иногда они идут в наборе).
Электроды и консоли, не совсем такие, как у обычной сварки.
Клещи и пистолет для сварки, нужны при работе с мелкими элементами или в узких местах, куда трудно добраться.
Редактирование вмятин.
Для приобретения аппарата точечной сварки нужно знать, где будет проводиться работа и с какими металлами. Этого достаточно, чтобы купить нужную модель сварочного аппарата.
Если вы не уверены в своих силах, то не нужно самому приступать к сварке, лучше обратиться к специалисту.
Фото точечной сварки
Также рекомендуем посетить:
Костюм сварщика
Типы сварочных аппаратов
Как залудить паяльник
Сварочный стол
Сварочный аппарат своими руками
Сварочный полуавтомат
Сварочные провода
Сварочные электроды
Плазмотрон
Как паять
Сварочный аппарат для дома
Споттер
Как запаять радиатор
Сварочная проволока
Сварочный трансформатор
Сварочная горелка
Сварка полипропиленовых труб
Газовая сварка
Сварочный аппарат
Плазменный сварочный аппарат
Сварочные работы
Дуговая сварка
Как варить алюминий
Сварочная маска
Электрододержатель
Какой сварочный аппарат выбрать
Холодная сварка
Сварочный инвертор
Как сварить металл
Сварочное оборудование
Информация о методе точечная сварка
org/ListItem»>Главная
|
Азбука сварки — Справочный раздел
|
Другие методы сварки
Точечная сварка являются разновидностью контактной сварки. Особенность точечной сварки – сварка по одной или нескольким определенным точкам, что дает возможность простого сваривания тонких металлов. Прочность сварки напрямую зависит от размера и структуры точки сваривания. Это определяется несколькими факторами, включая состояние свариваемых поверхностей, форму и размер используемого электрода, параметры сварочного тока, прикладываемые усилия и другие. От других контактных методов точечную сварку отличают ряд особенностей:
получение аккуратных и ровных соединений с высокой прочностью,
экономия времени и расходов за счет меньшего числа расходных материалов,
возможность работы с деталями различной толщины: от ультратонких деталей до очень толстых,
высокий уровень автоматизации процесса,
высокая экологичность и почти полное отсутствие отходов в процессе,
универсальное применение,
незначительная деформация свариваемых материалов,
высокая скорость работы.
Сварные соединения, получаемые методом точечной сварки, сложно диагностировать. Соответственно проверка качества соединений может вызвать некоторые затруднения. На качество также влияет чистота металла. Свариваемые материалы должны быть тщательно очищены. Этот момент может иметь критическое значение в работе.
Автоматизация точечной сварки значительно повысила скорость работы и расширила возможности применения метода в промышленности. Современные сварочные аппараты позволяют сваривания до 600 точек за 1 минуту. В результате метод точечной сварки может применяться в авиастроении, кораблестроении, машиностроении, при производстве техники и оборудования для промышленности и сельского хозяйства, бытовой техники, в строительстве и многих других отраслях.
Точечная сварка имеет в основе простой принцип получения соединения методом сжатия деталей после теплового воздействия электрического тока. В первую очередь необходимо тщательно очистить свариваемые детали от любых возможных загрязнений. После подготовки детали помещаются между контактными электродами.
В процессе электрический ток проходит через металл деталей от одного электрода к другому. За счет высокой электропроводности сплава, используемого для электродов, обеспечивается минимальное сопротивление тока в месте контакта электрода и детали, в то время как сопротивление между двумя деталями достигает максимального значения.
За счет теплового воздействия силы тока по закону Джоуля-Ленца происходит разогрев и расплавление металла деталей. После этого детали сжимаются с огромным усилием. Место соединения в результате образует сварную точку, диаметр которой может составлять от 4 до 12мм в зависимости от силы воздействующего тока.
Различают мягкий и жесткий режимы точечной сварки. При мягком режиме используется ток небольшой величины при продолжительном сжатии. Жесткий метод напротив предусматривает более высокую силу тока при коротком, но более сильном сжатии. Жесткий режим имеет более высокую производительность и скорость работы по сравнению с мягким. Мягкий режим позволяет работать в сетях с меньшей мощностью и меньше нагружает сеть.
Ручные сварочные горелки
— Spot Weld, Inc.
Spot Weld является ведущим дистрибьютором ручных сварочных горелок Tecna и ARO. Мы поставляем и можем обслуживать продукцию любого из этих производителей.
Роботизированные и ручные сварочные горелки представлены в самых разных формах, размерах, стилях и типах для множества ограниченных пространств и необычных углов, которые часто требуются от этих горелок. Но, как и многие другие вещи, основы этих портативных сварочных аппаратов можно упростить. Приведенный ниже выбор от Tecna является одним из самых популярных. Существует гораздо больше доступных опций, чем указано здесь, некоторые из них требуют анализа конструкции для их правильного определения.
Обратите внимание, что все эти сварочные горелки являются «портативными», но требуют системы подвески. Поскольку планировка каждого этажа уникальна, обычно заказчику необходимо установить собственный стреловой кран или козловой кран для подвешивания этих систем. Мы предлагаем некоторые портальные решения, но требуется изучение вашего плана этажа.
Портативные сварочные горелки Tecna для переносных сварочных горелок можно найти в разделе Quick-Ship.
Модель Tecna 16 кВА LTG-3321N имеет следующие характеристики:
Зажимной пистолет/ножничный пистолет
Диапазон стандартных стрел от 7,5″ (190 мм) до 25,5″ (650 мм) в вылете (при заказе необходимо указать длину)
16 кВА, 460 В/60 Гц/1 фаза
Расстояние между рычагами 6,5″ (165 мм)
640lbsf (338daN) зажимное усилие с самыми короткими плечами, 210lbsf (93daN) с самыми длинными плечами
Максимальная толщина листа из мягкой стали (минимальная длина плеча): 0,118″ + 0,118″ (3 мм + 3 мм)
Макс. толщина листа из мягкой стали (макс. длина плеча): 0,047″ + 0,047″ (1,2 мм + 1,2 мм)
Вес нетто 101 фунт (46 кг) (с кабелями, шлангами, подвеской и самыми короткими рычагами)
Ток короткого замыкания: 16 кА
Цена в диапазоне от 14 000 до 17 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цена может измениться)
Пинч-пистолет/ножничный пистолет типа
Диапазон стандартных рычагов от 7,5″ (190 мм) до 31,5″ (800 мм) по вылету (при заказе необходимо указать длину)
23 кВА, 460 В/60 Гц/1 фаза
Расстояние между рычагами 6,5″ (165 мм)
629lbsf (338daN) зажимное усилие с самыми короткими плечами, 209lbsf (93daN) с самыми длинными плечами (при 87PSI)
Максимальная толщина листа из мягкой стали (минимальная длина плеча): 0,16″ + 0,16″ (4 мм + 4 мм)
Макс. толщина листа из мягкой стали (макс. длина плеча): 0,08″ + 0,08″ (2 мм + 2 мм)
Вес нетто 120 фунтов (54 кг) (с кабелями, шлангами, подвеской и самыми короткими рычагами)
Ток короткого замыкания: 21 кА
По цене от 12 000 до 15 000 долларов США, «под ключ» (без портала) в зависимости от опций (*цены могут быть изменены)
С-образный пистолет
Пневматический цилиндр с ходом 1,5 дюйма (38 мм) (макс. зазор)
23 кВА, 460 В/60 Гц/1 фаза
Расстояние между рычагами 4,7 дюйма (120 мм)
660lbsf (300daN) зажимное усилие (при 87PSI)
Максимальная толщина листа из мягкой стали (минимальная длина плеча): 0,16″ + 0,16″ (4 мм + 4 мм)
Вес нетто 120 фунтов (54 кг) (с кабелями, шлангами, подвеской и самыми короткими рычагами)
Ток короткого замыкания: 21 кА
По цене от 12 000 до 14 000 долларов США, комплектация «под ключ» (без портала) в зависимости от опций (*цена может быть изменена)
Пистолет с зажимом/ножницами
Диапазон стандартных вооружений от 10,0″ (255 мм) до 40,6″ (1030 мм) в вылете (при заказе необходимо указать длину)
38 кВА, 460 В/60 Гц/1 фаза
Расстояние между рычагами 6,1 дюйма (165 мм)
1529lbsf (695daN) зажимное усилие с самыми короткими плечами, 343lbsf (156daN) с самыми длинными плечами (при 87PSI)
Максимальная толщина листа мягкой стали (минимальная длина плеча): 0,20″ + 0,20″ (5 мм + 5 мм)
Макс. толщина листа из мягкой стали (макс. длина плеча): 0,08″ + 0,08″ (2 мм + 2 мм)
Вес нетто 168 фунтов (76 кг) (с кабелями, шлангами, подвеской и самыми короткими рычагами)
Ток короткого замыкания: 21 кА
По цене от 18 000 до 21 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цены могут быть изменены) нагрузка Однофазный тип «X» (пережимной), 53 кВА при 50% рабочего цикла
Стандартные рычаги 24″ , можно заказать в диапазоне вылетов от 10,0″ (255 мм) до 40,6″ (1030 мм) (при заказе необходимо указать длину)
встроенный микропроцессор TE470 с 63 графиками управления сваркой
460 В/60 Гц/1 фаза
Расстояние между рычагами 8,7″ (220 мм)
1922lbsf (855daN) усилие зажима с самыми короткими плечами, 551lbsf (245daN) с самыми длинными плечами (при 115PSI / 8 бар*) *обратите внимание на более высокое номинальное давление, чем у других предложений
Макс. толщина, мягкая сталь лист (макс. длина плеча): 0,125″ + 0,125″ (3 мм + 3 мм)
Вес нетто 172 фунта (78 кг) (с кабелями, шлангами, подвеской и без рычагов)
Ток короткого замыкания: 26 кА
По цене от 28 000 до 30 000 долларов (долларов США), «под ключ» (без портала) в зависимости от опций (*цена может быть изменена)
Также доступны другие пистолеты:
Портативные ручные сварочные пистолеты Tecna
Tecna TE3032 Мощный однофазный тип «C», 53 кВА номинал при 50% рабочем цикле, 620 даН (1400 фунтов силы) макс. усилие зажима. Максимальный ток короткого замыкания 26 кА . В комплекте со встроенным микропроцессорным управлением сваркой TE470 с 63 графиками: Многофункциональная рукоятка с кнопкой пуска Выключатель утечки на землю с предохранительным устройством Узел фильтра с блокируемой предохранительной ручкой Гироскопическая подвеска с устройством блокировки вращения Кнопка аварийной остановки Сетевой кабель длиной 6,5 м (21 фут) Трансформатор, плечи, электрододержатели и электроды полностью охлаждаются водой. Цена варьируется от 24 000 до 25 000 долларов США (*не включает охладитель воды, стреловой кран/козловой кран; цена может измениться)
Tecna TE3166 Мощный однофазный, ножничного типа, 75 кВА , рассчитанный на рабочий цикл 50°. Максимальное усилие зажима 855 даН (1900 фунтов силы). Максимальный ток короткого замыкания 32,5 кА . В комплекте со встроенным микропроцессорным управлением сваркой TE470 с 63 графиками: Многофункциональная рукоятка с кнопкой пуска Выключатель утечки на землю с предохранительным устройством Узел фильтра с блокируемой предохранительной ручкой Гироскопическая подвеска с устройством блокировки вращения Кнопка аварийной остановки Сетевой кабель длиной 6,5 м (21 фут) Трансформатор, плечи, электрододержатели и электроды полностью охлаждаются водой. Цена варьируется от 31 000 до 32 000 долларов США (*не включает охладитель воды, стреловой кран/козловой кран; цена может измениться)
Tecna TE3184 Heavy Duty MFDC, 3-фазный, ножничного типа, 90 кВА с рабочим циклом 50 %. В комплекте с регулятором постоянного тока Tecna Model TE710. 6 режимов работы, включая динамический. Максимальное усилие зажима 855 даН (1900 фунтов силы). Максимальный ток короткого замыкания 30 кА . Многофункциональная рукоятка с пусковой кнопкой Заземление Выключатель утечки с предохранительным устройством Фильтр в сборе с запираемой предохранительной ручкой Гироскопическая подвеска с устройством блокировки вращения Кнопка аварийной остановки Сетевой кабель 6,5 м (21 фут) Трансформатор с полным водяным охлаждением, кронштейны, держатели электродов и электроды. Примечание. Инверторы Tecna рассчитаны на 440 В +/- 10 %. Если ожидается, что входная мощность превысит 480 В, может потребоваться понижающий трансформатор. Цена варьируется от 45 000 до 50 000 долларов США. (*не включает охладитель воды, стреловой/козловой кран; цена может измениться)
Купить Машина для ручной точечной сварки, Поставщики машины для ручной точечной сварки
加载中. ..
Выход постоянного тока
. Концентрация тепла, повышена тепловая эффективность, процесс сварки стабилен, качество сварки улучшено, а срок службы электрода увеличен. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
Артикул:
TOB-HDP-3000S
заказ (минимальный заказ):
1
Оплата:
аккредитив, Т/Т
происхождение продукта:
Китай
порт отгрузки:
СЯМЭНЬ
запросить сейчас
Описание продукта
Маленький аккумуляторный блок для ручной точечной сварки
1. Выход постоянного тока. Концентрация тепла, повышена тепловая эффективность, процесс сварки стабилен, качество сварки улучшено, а срок службы электрода увеличен.
2. Высокоскоростное и высокоточное микропроцессорное управление (MCU) для обеспечения стабильной повторяющейся сварки с функцией контроля тока.
3. ЖК-дисплей.
4. Высокоскоростная сварка: быстрый старт и переключение с высокой полярностью уменьшают влияние температуры, что делает поверхность сварки чистой и красивой.
5. Переключение полярности: подавление асимметричного результата обеспечивает равномерную прочность сварки в двух точках и продлевает срок службы электрода.
6. Импортный модуль IBGT полностью контролирует разряд, качество сварки и скорость сварки, необычная сварочная машина может сравниться с ним.
7. Двойной импульс может уменьшить разбрызгивание при сварке, эффективно улучшить качество сварки.
8. Хранение данных с использованием EEPROM, отсутствие проблем с временем автономной работы, всегда возвращается к предыдущему использованию процедур сварки при запуске.
9. Технология блокировки сварочного напряжения для предотвращения колебаний сетевого напряжения, влияющих на сварочный ток.
Модель
ТОБ-HDP-3000S
Максимальная выходная мощность трансформатора
25кВА
Две стороны максимального сварочного тока
6000А
Емкость хранения энергии постоянного тока
6600 мкФ
Метод контроля сварки
Импортный модуль управления IGBT, двойная импульсная сварка
Сварочное напряжение
5В-330В регулируемый, точность 0,5В
время сварки
0,1–5,0 мс, регулируемая, точность 0,1 мс
Режим сварки
Нормальный / непрерывный
входная частота
220 В переменного тока ± 10% 50 Гц ± 2 Гц
Максимальное рабочее давление
6 кг
Масса
65 кг
Толщина шва
Максимальная толщина параллельной сварки: 0,03 мм ~ 0,5 мм, несколько листов сварки
ДИСПЛЕЙ ПРОДУКЦИИ
УПАКОВКА
Электронная почта: [электронная почта защищена]
Skype: amywangbest86
WhatsApp/номер телефона: +86 181 2071 5609
Похожие теги : Машина для точечной сварки Ручная машина для точечной сварки Ручная точечная сварка Аппарат точечной сварки для батареи
Предыдущая статья:
Точечный сварочный аппарат с емкостным разрядом для платы батареи 0,3 мм
Следующая:
Машина для точечной сварки цилиндрических батарей
Отправить сообщение
Если вы заинтересованы в наших продуктах и хотите узнать больше деталей, пожалуйста, оставьте сообщение здесь, мы ответим вам, как только сможем.
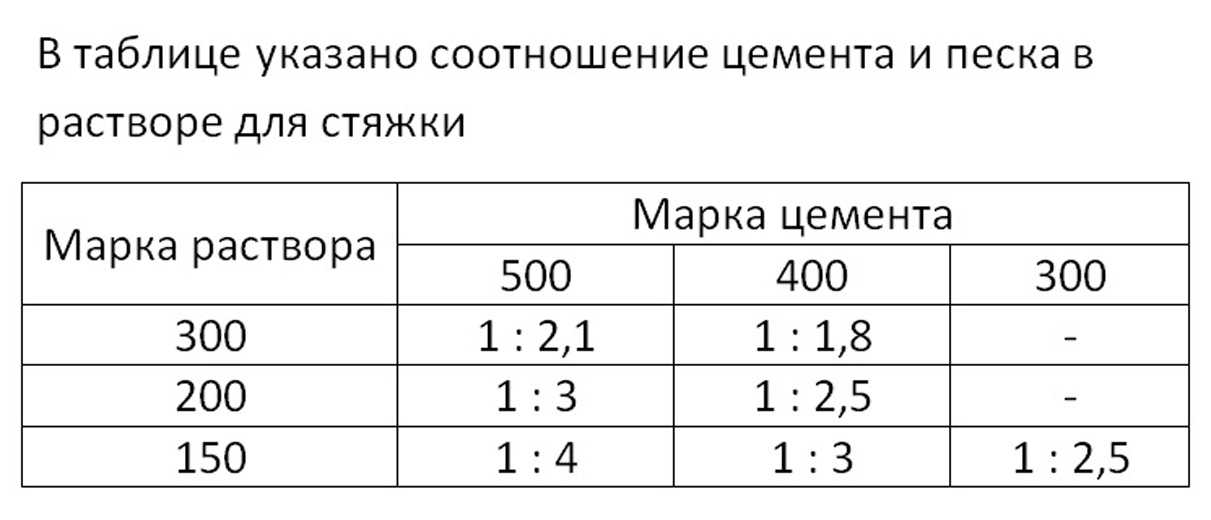
Фланцы плоские применяются для соединения трубопроводной арматуры и оборудования.
При монтаже плоский фланец приварной «надевается» на трубу и приваривается двумя швами по окружности трубы.
Условное давление,
PN (Ру), МПа
0,1; 0,25
0,6; 1,0
1,6
2,5
Условный диаметр,
Dу, мм
10-2400
10-1600
10-1200
10-800
Температура
От -70 до +300°
Материал
сталь 3сп, 20, 25,
09Г2С, 10Г2,
15Х5М, 12Х18Н10Т
Стальные плоские приварные фланцы трубопроводов и соединительных частей, а также присоединительные фланцы арматуры, соединительных частей машин, приборов, патрубков, аппаратов и резервуаров.
Пример условного обозначения при заказе круглого стального приварного фланца Dу 100 мм на Ру 1,6 МПа (16,0 атм) из стали 20 исполнения 1 (с соединительным выступом):
Фланец плоский 1-100-16 ст.20 ГОСТ 12820.
PN = 0,6 МПа (6 кгс/см2)
Dу, мм
D, мм
D1, мм
dв, мм
b, мм
d, мм
количествоотверстий n, шт.
Масса, кг
15
80
55
19
10
11
4
0,33
20
90
65
26
12
0,53
25
100
75
33
12
0,64
32
120
90
39
13
14
1,01
40
130
100
46
13
1,21
50
140
110
59
13
1,33
65
160
130
78
13
1,63
80
185
150
91
15
18
2,44
100
205
170
110
15
2,85
125
235
200
135
17
8
3,88
150
260
225
161
17
4,39
200
315
280
222
19
5,89
250
370
335
273
20
12
7,67
300
435
395
325
20
22
10,28
350
485
445
377
22
12,58
400
535
495
426
24
16
15,2
500
640
600
530
25
19,72
600
755
705
630
25
26
20
26,24
800
975
920
820
27
30
24
46,14
1 000
1 175
1 120
1 020
31
28
64,36
1 200
1 400
1 340
1 220
34
33
32
99,03
Фланец плоскийPN = 1,0 МПа (10 кгс/см2)
Dу, мм
D, мм
D1, мм
dв, мм
b, мм
d, мм
количествоотверстий n, шт.
Масса, кг
15
95
65
19
10
14
4
0,51
20
105
75
26
12
0,74
25
115
85
33
12
0,89
32
135
100
39
14
18
1,4
40
145
110
46
15
1,71
50
160
125
59
15
2,06
65
180
145
78
17
2,8
80
195
160
91
17
3,19
100
215
180
110
19
8
3,96
125
245
210
135
21
5,4
150
280
240
161
21
22
6,62
200
335
295
222
21
8,05
250
390
350
273
23
12
10,65
300
440
400
325
24
12,9
350
500
460
377
24
16
15,85
400
565
515
426
26
26
21,56
500
670
620
530
28
20
27,7
600
780
725
630
31
30
39,4
800
1010
950
820
37
33
24
79,16
1000
1220
1160
1020
43
28
118,43
1200
1455
1380
1220
51
39
32
197,44
Фланец плоский PN = 1,6 МПа (16 кгс/см2)
Dу, мм
D, мм
D1, мм
dв, мм
b, мм
d, мм
количествоотверстий n, шт.
Масса, кг
15
95
65
19
12
14
4
0,61
20
105
75
26
14
0,86
25
115
85
33
16
1,17
32
135
100
39
16
18
1,58
40
145
110
46
17
1,96
50
160
125
59
19
2,58
65
180
145
78
21
3,42
80
195
160
91
21
3,71
100
215
180
110
23
8
4,73
125
245
210
135
25
6,38
150
280
240
161
25
22
7,81
200
335
295
222
27
12
10,1
250
405
355
273
28
26
14,49
300
460
410
325
28
17,78
350
520
470
377
30
16
22,88
400
580
525
426
34
30
31
500
710
650
530
44
33
20
57,01
600
840
770
630
45
39
80,03
800
1020
950
820
49
24
104,41
1000
1255
1170
1020
58
45
28
179,37
1200
1485
1390
1220
71
52
32
297,78
Фланец плоский PN = 2,5 МПа (25 кгс/см2)
Dу, мм
D, мм
D1, мм
dв, мм
b, мм
d, мм
количество отверстий n, шт.
Масса, кг
15
95
65
19
14
14
4
0,7
20
105
75
26
16
1
25
115
85
33
16
1,2
32
135
100
39
18
18
1,8
40
145
110
46
19
2,2
50
160
125
59
21
2,7
65
180
145
78
21
8
3,2
80
195
160
91
23
4,1
100
230
190
110
25
22
5,9
125
270
220
135
27
26
8,3
150
300
250
161
27
10,1
200
360
310
222
29
12
13,3
250
425
370
273
31
30
18,9
300
485
430
325
32
16
23,9
350
550
490
377
38
33
34,4
400
610
550
426
40
44,6
500
730
660
530
48
39
20
67,3
600
840
770
630
49
90,87
800
1075
990
820
63
45
24
181,43
Компания Хит Комплект занимается производством плоских фланцев по чертежам заказчика.
Вернуться в раздел
Фланец плоский приварной ГОСТ12820-80
Главная \ КАТАЛОГ ПРОДУКЦИИ \ Фланцы \ Фланец плоский приварной ГОСТ12820-80
Плоские стальные приварные фланцы, производимые в соответствии с ГОСТ 12820-80, применяются в качестве соединительных элементов на трубопроводах для соединения труб друг с другом или с запорно-регулирующей арматурой и прочим оборудованием. Сам фланец представляет из себя диск с проходным отверстием в центре и отверстиями по краям для болтов или шпилек. Для эксплуатации в различных условиях приварные фланцы изготавливают из различных марок стали и растачивают в различных исполнениях.
Так, например, в качестве материала применяют следующие марки стали:
— Сталь 20 или 25 по ГОСТ 1050-88; — Сталь 09Г2С по ГОСТ 19281-89; — Сталь 12Х18Н9Т по ГОСТ 7769-82; — Сталь 10Г2 по ГОСТ 4543-71; — Сталь 15Х5М по ГОСТ 4543-71.
Производят плоские приварные фланцы диаметрами от Ду20 до Ду1600 мм и давлением Ру до 2,5 МПа. Также, в зависимости от марки стали, фланцы могут применяться при температуре от -70 до +300 градусов цельсия.
Размеры плоских приварных фланцев ГОСТ 12820-80
Плоские приварные фланцы по ГОСТ 12820-80
PN = 0,6 МПа (6 кгс/см2)
Диаметр условный(мм)
Диаметр наружный(мм),D
Диаметр по болтовым отверстиям (мм), D0
Диаметр внутренний (мм), dB
Толщина (мм), b
Диаметр болтовых отверстий (мм), d0
Количество отверстий(шт)
Масса (кг)
15
80
55
19
10
11
4
0.33
20
90
65
26
12
11
4
0. 53
25
100
75
33
12
11
4
0.64
32
120
90
39
13
14
4
1.01
40
130
100
46
13
14
4
1.21
50
140
110
59
13
14
4
1.33
65
160
130
78
13
14
4
1.63
80
185
150
91
15
18
4
2.44
100
205
170
110
15
18
4
2. 85
125
235
200
135
17
18
8
3.88
150
260
225
161
17
18
8
4.39
200
315
280
222
19
18
8
5.89
250
370
235
273
20
18
12
7.67
300
435
395
325
20
22
12
10.28
350
485
445
377
20
22
12
12.58
400
535
495
426
24
22
16
15. 20
500
640
600
530
25
22
16
19.72
600
755
705
630
25
26
20
26.24
700
860
810
720
27
26
24
36.68
800
975
920
820
27
30
24
46.14
PN = 1,0 МПа (10 кгс/см2)
Диаметр условный(мм)
Диаметр наружный(мм),D
Диаметр по болтовым отверстиям (мм), D0
Диаметр внутренний (мм), d
Толщина (мм), b
Диаметр болтовых отверстий (мм), d0
Количество отверстий(шт)
Масса (кг)
15
95
65
19
10
14
4
0. 51
20
105
75
26
12
14
4
0.74
25
115
85
33
12
14
4
0.89
32
135
100
39
14
16
4
1.40
40
145
110
46
15
18
4
1.71
50
160
125
59
15
18
4
2.06
65
180
145
78
17
18
4
2.80
80
195
160
91
17
18
4
3. 19
100
215
180
110
19
18
8
3.96
125
245
210
135
21
18
8
5.40
150
280
240
161
21
22
8
6.62
200
335
295
222
21
22
8
8.05
250
390
350
273
23
22
12
10.65
300
440
400
325
24
22
12
12.90
350
500
460
377
24
22
16
15. 85
400
565
515
426
26
26
16
21.56
450
615
565
480
26
26
20
22.76
500
670
620
530
28
26
20
27.70
600
780
725
630
31
30
20
39.4
700
895
840
800
34
27
24
59.46
800
1010
950
820
37
33
24
79.16
900
1110
1050
1005
40
33
24
94. 13
1000
1220
1160
1020
43
33
28
118.43
1200
1455
1380
1220
51
39
32
197.44
1400
1620
1580
1420
60
42
36
278.92
1600
1915
1820
1620
70
36
40
422.65
PN = 1,6 МПа (16 кгс/см2)
Диаметр условный(мм)
Диаметр наружный(мм),D
Диаметр по болтовым отверстиям (мм), D0
Диаметр внутренний (мм), d
Толщина (мм), b
Диаметр болтовых отверстий (мм), d0
Количество отверстий(шт)
Масса (кг)
15
95
65
19
12
14
4
0. 61
20
105
75
26
14
14
4
0.86
25
115
85
33
16
14
4
1.17
32
135
100
39
16
18
4
1.58
40
145
110
46
17
18
4
1.96
50
160
125
59
19
18
4
2.58
65
180
145
78
21
18
4
3.42
80
195
160
91
21
18
4
3. 71
100
215
180
110
23
18
8
4.73
125
245
210
135
25
18
8
6.38
150
280
240
161
25
22
8
7.81
200
335
295
222
27
22
12
10.10
250
405
355
273
28
26
12
14.49
300
460
410
325
28
26
12
17.78
350
520
470
377
30
26
16
22. 88
400
580
525
426
34
30
16
31
450
640
585
480
38
30
20
39.64
500
710
650
530
44
33
20
57.01
600
840
770
630
45
39
20
80.03
700
910
840
800
47
33
24
84.21
800
1020
950
820
49
39
24
104.41
900
1120
1050
1005
54
36
28
128. 60
1000
1255
1170
1020
58
45
28
179.37
1200
1485
1390
1220
71
52
32
297.78
PN = 2,5 МПа (25 кгс/см2)
Диаметр условный(мм)
Диаметр наружный(мм),D
Диаметр по болтовым отверстиям (мм), D0
Диаметр внутренний (мм), d
Толщина (мм), b
Диаметр болтовых отверстий (мм), d0
Количество отверстий(шт)
Масса (кг)
15
95
65
19
14
14
4
0.7
20
1005
75
26
16
14
4
0. 98
25
115
85
33
16
14
4
1.17
32
135
100
39
18
18
4
1.77
40
145
110
46
19
18
4
2.18
50
160
125
59
21
18
4
2.71
65
180
145
78
21
18
8
3.22
80
195
160
91
23
18
8
4.06
100
230
190
110
25
22
8
5. 92
125
270
220
135
27
26
8
8.26
150
300
250
161
27
26
8
10.12
200
360
310
222
29
26
12
13.34
250
425
370
273
31
30
12
18.90
300
485
430
325
32
30
16
23.95
400
610
560
426
40
33
16
44.62
500
730
660
530
48
39
20
67.
Купить фланцы приварные плоские вы можете в компании Гидроспецком. Также укомплектовываем своих заказчиков фланцевыми прокладками из паронита и резины. Всю интересующую вас информацию о стоимости и наличии фланцев вы можете уточнить у наших менеджеров по телефону 8 812 600-33-09 или
Купить плоские фланцы по ГОСТ 12820-80 с доставкой по РФ в компании ГидроСпецКом.
Фланцы с выступом, ГОСТ 33259:2015 Фланец, ГОСТ 12820-80 Фланцы с приварной горловиной, Фланцы стандарта ГОСТ 300, Фланцы из никелевого сплава ГОСТ 12820-80, Поставщик фланцев из нержавеющей стали ГОСТ 12820-80 в Индии.
Kalpataru Piping Solutions является одним из лучших поставщиков фланцев ГОСТ / ГОСТ 332592015 / 12820-80 , который легко поддается механической обработке благодаря своим мягким и пластичным характеристикам. Фланцы из нержавеющей стали ГОСТ 332592015 выдерживают при температуре от 817°С до 871°С (от 1500°F до 1600°F), после чего температуру повышают до 1038°С до 1121°С (от 1900°F до 2050°F). Между тем, ковка под 816 ° C (1500 ° F) не предлагается для этой углеродистой стали ГОСТ 12820-80 Фланцы , потому что ковка сопровождается замораживанием на воздухе и, в конечном итоге, закалкой. Приложения, которые часто используют легированную сталь ГОСТ 332592015 Фланцы включают, но не ограничиваются: Паровые сопла, Перегородки, Ящики для отжига, Стеллажи для закалки, Изготовления, которые нельзя отжигать после сварки, и так далее. Фланцы из супердуплексной стали ГОСТ 12820-80 несколько лучше работают в сильно окисляющих средах при температуре до 1500 градусов по Фаренгейту (816 градусов по Цельсию). В этом диапазоне температур общая коррозионная стойкость фланцев Inconel ГОСТ 332592015 выше, поэтому они используются в ситуациях, когда желательна повышенная свариваемость. Монель ГОСТ 12820-80 Фланцы легко поддаются сварке и обработке по стандартной технологии заводского изготовления. Скорость наклепа Hastelloy ГОСТ 332592015 Фланцы делают его менее поддающимся механической обработке, поскольку он обладает отличной коррозионной стойкостью. Никелевый сплав ГОСТ 12820-80 «Фланцы» представляет собой форму с более высоким содержанием углерода и демонстрирует улучшенные свойства при высоких температурах и ползучести.
Большой выбор фланцев Inconel ГОСТ 12820-80, Hastelloy ГОСТ 33259:2015 Продавец фланцев, Monel ГОСТ 12820-80 Фланцы трубные, ГОСТ Стандарт 12820-80 Фланец приварной враструб, класс 1500 ГОСТ 12820-80 Фланцы, ГОСТ 12820-80 Очки Глухой фланец, Фланцы из легированной стали ГОСТ 12820-80, Фланцы из высококачественной дуплексной стали ГОСТ 12820-80, Фланцы из нержавеющей стали ГОСТ 12820-80, Фланцы кованые ГОСТ 12820-80, 150 фунтов, класс 600, Экспортер фланцев ГОСТ 12820-80.
ГОСТ/ГОСТ 33259:2015/12820-80 Фланцы Спецификация
Упаковка
Упакованы в деревянные ящики, пузырчатую пленку, стальные полосы в связке или по требованию заказчика
ГОСТ/ГОСТ 33259:2015/12820 Материал фланцев-80820 и сорта
ГОСТ/ГОСТ 33259:2015/12820-80 Фланцы Область применения
Наш ассортимент ГОСТ/ГОСТ 33259:2015/12820-80 Фланцы находят применение в различных областях, таких как: Химическая промышленность, Судостроение, Тяжелое машиностроение, Заводы по производству удобрений, Электростанции (атомные, гидро или тепловые), Гражданская промышленность, Проекты по расширению нефтедобычи, Морские и береговые нефтяные башни, Клапаны, Суда, Насосы, Железные дороги, Сталелитейные заводы , гражданское строительство, домашняя фурнитура и т. д.
Поиски, связанные с ГОСТ / ГОСТ 12821-80 / 12820-80
Применение ГОСТ/ГОСТ 12821-80/12820-80
Мы экспортируем ГОСТ / ГОСТ 12821-80 / 12820-80 по всему миру
STEEL & ALLOYS — крупная производственная компания, и мы производитель, экспортер и склад промышленной продукции. производимый ассортимент нашей продукции выполнен из различных материалов композиции, и эти фланцы изготавливаются по индивидуальному заказу и по умолчанию формы.
Эти фланцы ГОСТ доступны в различных стандартах, таких как они используются в широком спектре приложений. Диапазон технических характеристик доступен в виде различных типов, материалов, сортов, обработки поверхности, давления, размеров и точности. Эти фланцы имеют малый и средний размер. фланцы диаметра, и они используются в различных типах приложений.
Эти фланцы ГОСТ 12821-80 используются в условиях высокого давления, высоких температур, поэтому они подвергаются термообработке. Наш производимый ассортимент фланцев ГОСТ является одним из распространенных фланцев, соответствующих стандарту ГОСТ. Он включает в себя поднятое лицо, кольцевой тип соединение и 12821-80 Фланцы с различными функциональными типами.
Есть фланцы с приварной горловиной и фланцы с раструбной сваркой, и эти специальные типы сделать соединение более безопасным и подходящим для конкретного приложения типы. Эти фланцы 12821-80 обладают более высокой эффективностью и прочностью, а также они могут легко выдерживать более высокое давление и температуру.
Когда что касается свойств, то ГОСТ 12821-80 Фланцы пользуются повышенным спросом, так как обладают уникальными качественными характеристиками, такими как отличная прочность, прочная конструкция, превосходная отделка, более длительный срок службы, более высокая устойчивость к коррозии и простота изготовления. Эти фланцы обладают отличной стойкостью к точечной коррозии, коррозии под напряжением в хлоридные растворы и щелевое растрескивание для коррозионной стойкости характеристики. Вот почему они имеют огромный спрос в рабочих секторах.
Наш Фланцы ГОСТ используются в самых разных областях, например, в трубопроводах. исключить трубу, и они производятся для использования в тестовых системах и системы технического обслуживания для открытия и закрытия трубопровода. Сила поколения, специальная химия, фармацевтика, лекарства, сталь, цемент секторов и водопровода.
ТУ по ГОСТ / ГОСТ 12821-80 / 12820-80 Фланцы
Тип
ГОСТ / ГОСТ 12821-80 Фланцы
ГОСТ / ГОСТ 12821-80 Диапазон размеров фланцев
От 1/2″ (15 НБ) до 48″ (1200НБ) DN10~DN5000
Основные типы
Кованые / Резьбовые / Резьбовые / Пластинчатые
В соответствии с вашим чертежом AS, ANSI, BS, DIN и JIS От 15 NB (1/2″) до 200 NB (8″) Равные и редукционные конфигурации Фланец с резьбой JIS, фланец с раструбным соединением, накидной фланец, глухой фланец, Фланец с приварной горловиной
Плоская поверхность, большая наружная/внутренняя, малая наружная/внутренняя резьба, большой шпунт и канавка, малый шпунт и канавка
Тип поверхности фланца
Плоская поверхность (FF), приподнятая поверхность (RF), кольцевое соединение (RJT)
Размеры
ANSI B16. 5, ANSI B16.47, серии A и B, MSS SP44, ASA, API-605, AWWA, пользовательские чертежи
Типы
Фланцы с приваренным кольцом (WNRF), фланцы с накидным кольцом (SORF), фланцы с глухим кольцом (BLRF), фланцы с приварным кольцом (SWRF), фланцы с кольцевым соединением внахлестку (LJRF), кольцевое соединение Фланцы (RTJF), Фланцы большого диаметра, Фланцы накидные
ГОСТ / ГОСТ 12821-80 / 12820-80 Фланцы Склад
ГОСТ / ГОСТ 12821-80 / 12820-80 Фланцы накидные
8
8 906 ГОСТ /
3 906 ГОСТ /
3 906 ГОСТ /
3 906 ГОСТ / 12820-80 12821-80 / 12820-80 Накладка с выступом на фланец экспортера
Свяжитесь с нами, чтобы получить предложение по вашему требованию.
Наше присутствие во всем мире обеспечивает своевременность, экономическую эффективность и соблюдение нормативных требований, необходимых для соблюдения сроков производства.
ГОСТ / ГОСТ 12821-80 / 12820-80 Фланцы в наличии
ГОСТ / ГОСТ 12821-80 / 12820-80 Фланцы с пазом и пазом
ГОСТ 12821-80 Производитель в Индии
Inconel GOOP 12820-80 Flanges Stockist в Mumbai
СЛАВНАЯ СТАЛЬНА -80 Свободный фланец Stockholder
ГОСТ 12821-80 Плоский фланец в Индии
ГОСТ 12820-80 Титановый фланец
ГОСТ 12820-80 Фланцы Номинальное давление
ГОСТ 12821-80/12820-80 Поставщик в Индии 9009 Фланец 9009 ГОСТ 09820-80 в Индии 12821-80 Фланцы
ГОСТ 12821-80/12820-80 Plate Flanges Stockists
Stainless Steel GOST 12821-80 Flanges
ГОСТ 12820-80 Nipo Flanges
ASME B16.5 GOST 12820-80 Loose Flanges Manufacturer in India
GOST 12821- Фланцы из супердуплексной стали 80/12820-80
ГОСТ 12821-80 Расширительные фланцы по лучшей цене
ANSI B16. 47 ГОСТ 12821-80/12820-80 Фланцы с высокими ступичными заглушками
Дуплексная сталь ГОСТ/ГОСТ 128121-80 -80 Фланцы
ГОСТ 12821-80 Фланцы удлиненные с приварной шейкой
Уттар Прадеш: Lacknow, Kanpur, Ghabadasthast, All All, Ghabadast, Ghabadast, Ghabadast, All All, Ghabadast, Ghabadast, All All, GhabadaS, All All, GhabadaS, All All, All All, Ghabadast Западная Бенгалия: Калькутта, Хора
Свяжитесь с нами, чтобы получить быстрое предложение для вашего требования.
Устройство настольного горизонтально-фрезерного станка
Устройство настольного горизонтально-фрезерного станка
23. Устройство настольного
горизонтально-фрезерного станка
Фрезерование — это операция механической обработки
резанием, при которой многорезцовый инструмент — фреза (рис. 71) совершает
вращательное (главное) движение, а обрабатываемая заготовка — поступательное
движение (движение подачи).
Фрезерование применяют для получения плоских или фасонных
гладких поверхностей, пазов, канавок, изготовления зубчатых колес и др.
Заготовку устанавливают в тисках или на столе станка (рис. 72).
Рис. 72. Фрезерование плоскостей: а — цилиндрической фрезой
в тисках; б — Торцевой фрезой на столе станка
Рис. 73.
Горизонтально
-фрезерный
станок
НГФ-11ОШ:
1 —
Основание;
2 — маховик
продольной подачи;
3 — корпус
станка;
4, 5 —
рукоятки переключения
частот
вращения Шпинделя;
6 — коробка
скоростей;
7 — хобот;
8 —
светильник
9 — серьга;
10 — оправка
с фрезой;
11 тиски;
12 — стол;
13 — Маховик
поперечной
подачи;
14 —
Консоль;
15 — маховик
вертикальной подачи
В школьных мастерских применяют настольный
горизонтально-фрезерный станок модели НГФ-110Ш (рис. 73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
Станок состоит из основания 1 (рис. 73), корпуса 3, коробки
скоростей б. Коробка скоростей обеспечивает получение 6 частот вращения шпинделя
— от 125 до 1250 об/мин с помощью рукояток 4 и 5. Фреза закрепляется на оправке
10 зажимными втулками.
Рис. 74. Кинематическая схема настольного
горизонтально-фрезерного станка модели НГФ-11ОШ
В верхней части корпуса 3 имеются направляющие типа
«ласточкин хвост», в которых установлен хобот 7. Хобот 7 можно перемещать
вручную по направляющим. К переднему концу хобота крепится серьга 9, которая
служит опорой для оправки 10 с фрезой. Другой конец оправки закрепляется в
шпинделе станка.
Заготовку устанавливают непосредственно на столе станка 12
или в тисках 11. Стол может перемещаться в продольном направлении рукояткой 2, в
поперечном направлении маховиком 13, в вертикальном направлении вместе с
консолью 14 по направляющим станины маховиком 15.
На рис. 74 показана кинематическая схема станка. От
электродвигателя через клиноременную передачу главное движение передается через
систему шестерен 15, 25, 34, 41, 43, 48, 50, 57, 59 (рис. 74) на шпиндель.
Правила безопасности
1. Не включать станок без разрешения
учителя.
2. Работать на станке только в спецодежде
и в защитных очках.
3. Нельзя трогать руками вращающийся
шпиндель.
4. Рукоятки управления, маховики подач
вращайте плавно, без рывков.
5. Стол станка не следует перемещать до
упора.
6. Не отходить от включенного станка.
7. Надежно и прочно закреплять заготовку.
Практическая
работа №1
Ознакомление с
режущим инструментом для фрезерования и с устройством станка НГФ-110Ш
1. Рассмотрите несколько различных фрез.
2. Определите их виды и назначение.
3. Осмотрите настольный горизонтально-фрезерный станок
НГФ-110Ш и назовите его основные части.
4. Рассмотрите кинематическую схему станка НГФ-110Ш и
разберитесь, каким образом передается главное движение шпинделю.
5. Изобразите в тетради кинематическую схему одной из
частей станка (по указанию учителя).
Практическая
работа №2
Наладка и
настройка станка НГФ-110Ш
1. Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
2. Переместите консоль вверх и вниз и стол по направляющим
в продольном и поперечном направлениях.
3. Отсоедините серьгу 9 от хобота 7 и положите на стол
станка. Закрепите на оправке 10 цилиндрическую фрезу, поставьте зажимные втулки,
установите и закрепите серьгу.
4. Закрепите тиски 11 в середине стола 12 станка и
установите в них размеченную заготовку зажима воротка (рис. 57, а) или другой
детали. Разметочная риска должна находиться на расстоянии 2…3 мм от
поверхности губок тисков. Переместите консоль 14 станка вверх до легкого
касания фрезы. Отведите заготовку от фрезы маховиком продольной подачи 2.
5. Установите нужное число оборотов и включите вращение
шпинделя. Выполните пробное фрезерование с минимальной подачей и глубиной
резания, вращая маховик продольной подачи. Выключите станок.
6. Замерьте толщину t
слоя металла, которую требуется снять фрезерованием. Подсчитайте необходимое
число делений а лимба вертикальной подачи по формуле:
a=t/0,25 и поднимите маховиком 15 консоль
со столом на нужную высоту.
7. Включите станок и выполните фрезерование.
8. Выключите станок и измерьте полученный размер
штангенциркулем.
Новые термины:Фрезерование фреза (концевая, дисковая, торцевая,
цилиндрическая, фасонная).
Вопросы и
задания
1. Что такое фрезерование?
2. Какие инструменты применяются при фрезеровании?
3. Какие виды работ Можно выполнять на фрезерном станке
НГФ-11ОШ?
4. Из каких основных частей состоит станок НГФ-110Ш?
5. Каким образом производится крепление заготовки и
инструмента на фрезерном станке?
б. Какие меры безопасности следует соблюдать при работе на
станке?
7. Как установить необходимую частоту вращения шпинделя?
Сайт управляется системой uCoz
Станок горизонтально-фрезерный настольный OHФ1 | Станочный Мир
Главная /
Справочник
Станки советские, российские, импортные — справочная информация
Станки советские, российские, импортные — справочная информация
Станок горизонтально-фрезерный настольный OHФ1
Технические характеристики станка OHФ1
Параметр
Значение
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
Длина рабочей поверхности стола, мм
0
Ширина стола, мм
Наибольшее перемещение по осям X,Y,Z, мм
250_85_175
ЧПУ
Пределы частот вращения шпинделя Min/Max, об/мин.
125 — 1250
Мощность, кВт
0.6
Габариты, мм
685_640_925
Масса, кг
240
Начало серийного выпуска, год
Завод-производитель
Одесский завод радиально-сверлильных станков ОЗРСС, ОАО
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок горизонтально-фрезерный настольный OHФ1 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели OHФ1 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок горизонтально-фрезерный настольный OHФ1 звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 276-70-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок горизонтально-фрезерный настольный OHФ1 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Популярные модели
Горизонтально-расточные станки серии
HB
Стол: до 47,2″ x 55,1″ Макс. Вес заготовки: 11 000 фунтов.
Двигатель до 20 л.с.
Технические характеристики
HBM110
HBM110 H
HB120
HB140
HB180
Шпиндель
Диаметр шпинделя
4,3 дюйма (110 мм)
5″ (125 мм)
Конус шпинделя
#50
Количество скоростей шпинделя
Бесступенчатая регулировка
12
Диапазон скоростей шпинделя
20-1500 об/мин
45-1500 об/мин
Поездки
Вертикальное перемещение — ось Y
39,4″
55,1″
47″
47″
55″
Поперечный ход стола – ось X
63″
70,8″
47″
55″
70″
Ход седла – ось W
49,2″
55,1″
31,5″
43″
47″
Ход шпинделя – ось Z
21,6″
16″
н/д
Количество каналов
Бесступенчатая регулировка
12
Диапазон подачи (X, Y и W)
. 118 – 37,4 ИПМ
(FINE) 0,001–0034 IPR (REG) 1,1–34,4 IPM
Диапазон подачи (ось Z)
.118-15,75 ИПМ
н/д
Ускоренный ход (X, Y и W)
110 ИПМ
113 ИПМ
Ускоренный ход (ось Z)
110 ИПМ
н/д
Стол
Размер стола
31,5″ x 39,4″
47,2″ x 55,1″
31,5″ x 43,25″
31,5″ x 59″
Максимальный вес заготовки
5500 фунтов
11 000 фунтов
2640 фунтов
3100 фунтов
4400 фунтов
Высота стола от пола
49″
Ширина Т-образного паза стола
. 875″
Вращение
Руководство
Н/Д*
Приращение
1°
Н/Д*
Двигатель главного привода:
20 л.с.
10 л.с.
Двигатель подачи осей (X, Y и W)
3,9 л.с.
Двигатель подачи шпинделя (Z)
4 л.с.
н/д
Электрика
220/440/3/60
Размеры (ДхШхВ)
175″x154″x126″
208″x161″x143″
124″x134″x111″
132″x146″x111″
157″x169″x120″
Вес: (приблизительно)
27 500 фунтов
32 500 фунтов.
17 160 фунтов
18 840 фунтов
23 100 фунтов
*Вспомогательный поворотный стол
Н/Д
Н/Д
23,625″ x 23,625″
31,5″ x 31,5″
Технические характеристики
HBM110
Шпиндель
Диаметр шпинделя
4,3 дюйма (110 мм)
Конус шпинделя
#50
Количество скоростей шпинделя
Бесступенчатая регулировка
Диапазон скоростей шпинделя
20-1500 об/мин
Поездки
Вертикальное перемещение — ось Y
39,4″
Поперечный ход стола – ось X
63″
Ход седла – ось W
49,2″
Ход шпинделя – ось Z
16″
Количество каналов
Бесступенчатая регулировка
Диапазон подачи (X, Y и W)
. 118 – 37,4 дюйм/мин
Диапазон подачи (ось Z)
.118-15,75 ИПМ
Ускоренный ход (X, Y и W)
110 ИПМ
Ускоренный ход (ось Z)
110 ИПМ
Стол
Размер стола
31,5″ x 39,4″
Максимальный вес заготовки
5500 фунтов
Высота стола от пола
49″
Ширина Т-образного паза стола
.875″
Вращение
Руководство
Приращение
1°
Двигатель главного привода
20 л.с.
Двигатель подачи осей (X, Y и W)
3,9 л.с.
Двигатель подачи шпинделя (Z)
4 л. с.
Электрика
220/440/3/60
Размеры (ДхШхВ)
175″x154″x126″
Вес: (приблизительно)
27 500 фунтов
*Вспомогательный поворотный стол
Н/Д
Технические характеристики
HBM110 H
Шпиндель
Диаметр шпинделя
4,3 дюйма (110 мм)
Конус шпинделя
#50
Количество скоростей шпинделя
Бесступенчатая регулировка
Диапазон скоростей шпинделя
20-1500 об/мин
Поездки
Вертикальное перемещение — ось Y
55,1″
Поперечный ход стола – ось X
70,8″
Ход седла – ось W
55,1″
Ход шпинделя – ось Z
21,6″
Количество каналов
Бесступенчатая регулировка
Диапазон подачи (X, Y и W)
. 118 – 37,4 дюйм/мин
Диапазон подачи (ось Z)
.118-15,75 ИПМ
Ускоренный ход (X, Y и W)
110 ИПМ
Ускоренный ход (ось Z)
110 ИПМ
Стол
Размер стола
47,2″ x 55,1″
Максимальный вес заготовки
11 000 фунтов
Высота стола от пола
49″
Ширина Т-образного паза стола
.875″
Вращение
Руководство
Приращение
1°
Двигатель главного привода:
20 л.с.
Двигатель подачи осей (X, Y и W)
3,9 л.с.
Двигатель подачи шпинделя (Z)
4 л. с.
Электрика:
220/440/3/60
Размеры (ДхШхВ)
208″x161″x143″
Вес: (приблизительно)
32 500 фунтов.
*Вспомогательный поворотный стол
Н/Д
Технические характеристики
HB120
Шпиндель
Диаметр шпинделя
5″ (125 мм)
Конус шпинделя
#50
Количество скоростей шпинделя
12
Диапазон скоростей шпинделя
45-1500 об/мин
Поездки
Вертикальное перемещение — ось Y
47″
Поперечный ход стола – ось X
47″
Ход седла – ось W
31,5″
Ход шпинделя – ось Z
Н/Д
Количество каналов
12
Диапазон подачи (X, Y и W)
(FINE) 0,001–. 0034 IPR (REG) 1,1–34,4 IPM
Диапазон подачи (ось Z)
н/д
Ускоренный ход (X, Y и W)
113 ИПМ
Ускоренный ход (ось Z)
н/д
Таблица
Размер стола
31,5″ x 43,25″
Максимальный вес заготовки
2640 фунтов
Высота стола от пола
49″
Ширина Т-образного паза стола
.875″
Вращение
Н/Д*
Приращение
Н/Д*
Двигатель главного привода
10 л.с.
Двигатель подачи оси (X, Y и W)
3,9 л.с.
Двигатель подачи шпинделя (Z)
Н/Д
Электрика
220/440/3/60
Размеры (ДхШхВ)
124″x134″x111″
Вес: (приблизительно)
17 160 фунтов
*Вспомогательный поворотный стол
23,625″ x 23,625″
Технические характеристики
HB140
Шпиндель
Диаметр шпинделя
5″ (125 мм)
Конус шпинделя
#50
Количество скоростей шпинделя
12
Диапазон скоростей шпинделя
45-1500 об/мин
Поездки
Вертикальное перемещение – ось Y
47″
Поперечный ход стола – ось X
55″
Ход седла – ось W
43″
Ход шпинделя – ось Z
Н/Д
Количество каналов
12
Диапазон подачи (X, Y и W)
(FINE) 0,001–. 0034 IPR (REG) 1,1–34,4 IPM
Диапазон подачи (ось Z)
н/д
Ускоренный ход (X, Y и W)
113 ИПМ
Ускоренный ход (ось Z)
н/д
Стол
Размер стола
31,5″ x 43,25″
Максимальный вес заготовки
3100 фунтов
Высота стола от пола
49″
Ширина Т-образного паза стола
.875″
Вращение
Н/Д*
Приращение
Н/Д*
Двигатель главного привода
10 л.с.
Двигатель подачи осей (X, Y и W)
3,9 л.с.
Двигатель подачи шпинделя (Z)
Н/Д
Электрика
220/440/3/60
Размеры (ДхШхВ)
132″x146″x111″
Вес: (приблизительно)
18 840 фунтов
*Вспомогательный поворотный стол
23,625″ x 23,625″
Технические характеристики
HB180
Шпиндель
Диаметр шпинделя
5″ (125 мм)
Конус шпинделя
#50
Количество скоростей шпинделя
12
Диапазон скоростей шпинделя
45-1500 об/мин
Поездки
Вертикальное перемещение — ось Y
55″
Поперечный ход стола – ось X
70″
Ход седла – ось W
47″
Ход шпинделя – ось Z
Н/Д
Количество каналов
12
Диапазон подачи (X, Y и W)
(FINE) 0,001–0034 IPR (REG) 1,1–34,4 IPM
Диапазон подачи (ось Z)
н/д
Ускоренный ход (X, Y и W)
113 ИПМ
Ускоренный ход (ось Z)
н/д
Стол
Размер стола
31,5″ x 59″
Максимальный вес заготовки
4400 фунтов
Высота стола от пола
49″
Ширина Т-образного паза стола
. 875″
Вращение
Н/Д*
Приращение
Н/Д*
Двигатель главного привода
10 л.с.
Двигатель подачи осей (X, Y и W)
3,9 л.с.
Двигатель подачи шпинделя (Z)
Н/Д
Электрика
220/440/3/60
Размеры (ДхШхВ)
157″x169″x120″
Вес: (приблизительно)
23 100 фунтов
*Вспомогательный поворотный стол
31,5″ x 31,5″
Обзоры товаров
Отправить свой обзор
1306135
635
.
Отправить
Отмена
Создайте свой собственный обзор
Смонский инструмент
Средний рейтинг:
0 Обзоры
. Напольные и настольные расточные станки | Решения для станков KRC
Перейти к навигации Перейти к содержимому
Что такое горизонтально-расточной станок?
Горизонтально-сверлильный станок — это станок, который просверливает отверстия в горизонтальном направлении, и существует три типа, включая напольный, настольный и строгальный станок. Расточные станки позволяют легко обрабатывать очень большие детали и позволяют конечным пользователям достигать небольших полостей.
Горизонтально-расточной станок по сравнению с вертикально-расточным станком
Разница между горизонтально-расточным станком и вертикально-расточным станком заключается в том, что заготовка горизонтально-расточного станка неподвижна, а инструмент вращается. Вертикально-сверлильный станок будет иметь стационарный инструмент, в то время как заготовка вращается. Горизонтально-расточной станок обеспечивает большую универсальность, поскольку станок не ограничивает размеры деталей.
Горизонтально-расточные станки напольного и настольного типа
KRC Machine Tool Solutions специализируется на продаже и ремонте горизонтально-расточных станков напольного и настольного типа. Хотя эти расточные станки в основном используются для сверления отверстий в крупных деталях, они также используются для точения и фрезерования заготовок. Эти расточные станки используются для тяжелых промышленных применений из-за их способности формировать большие компоненты. В то время как настольный расточной станок имеет стол, прикрепленный к станку, который перемещается по двум осям, напольный тип не имеет стола, а перемещается по плитам пола.
KRC является ведущим производителем станков, занимающихся ремонтом и модернизацией станков, а также поставщиком услуг, и теперь мы с гордостью предлагаем новые и бывшие в употреблении горизонтально-расточные станки с ЧПУ, в том числе расточные станки напольного типа и расточные станки настольного типа.
Зачастую в существующей системе водоснабжения на даче давление недостаточное. Это обычное явление, если система построена на основе накопительного бака и поступает в систему самотеком. В лучшем случае имеем напор 0,8-1 атм. Этого не всегда достаточно даже для душа, а подключать бойлер или стиральную машинку можно только при 2 атм. Решить проблему можно двумя способами. Первый — установив насосную станцию, которая автоматически поддерживает заданные параметры. Способ хорош, но не всегда есть требуемое количество денег. Второй выход — встраиваемый в систему насос, повышающий давление в водопроводе на даче. Этот вариант гораздо менее затратный. О повысительных насосах и способах их использования и пойдет речь дальше.
Подкачивающий насос для водопровода на даче повысит давление в системе
Содержание статьи
1 Повысительный насос для дачи: какие бывают
1.1 Как выбрать
2 Технические характеристики их значение
3 Установка насоса, повышающего давление воды
4 Насосная станция для повышения давления
Повысительный насос для дачи: какие бывают
Это устройство небольшого размера, которое повышает уже имеющееся невысокое давление. То есть, с нуля они его создавать не могут. Врезается это устройство в существующий водопровод и подкачивает воду, поднимая давление на 1-3 атм. Есть несколько типов повышающих давление насосов:
Как провести воду в дом из колодца читаем тут, об организации автоматического полива можно прочесть тут.
Как выбрать
Чтобы особо не путаться, подкачивающий насос для водопровода на даче, обычно берут ин-лайн (встраиваемые) с мокрым ротором. Это самый оптималный дачный вариант: небольшой шум, удобство монтажа.
Тип установки вертикальный или горизонтальный — зависит от того места, в котором его будете устанавливать. Относительно скоростей — лучше, конечно, многоступенчатая регулировка, но такие насосы стоят немало, потому в дачном водопроводе устанавливаются редко.
Еще можно обратить внимание на материал корпуса. Он может быть из чугуна или нержавеющей стали. Из нержавейки, естественно, лучше, но и дороже. Нужно обратить внимание на материал, из которого изготовлена крыльчатка насоса. В самых дешевых моделях она может быть из пластика, в более дорогих — из бронзы или латуни.
Вихревой насос для повышения давления на даче
Технические характеристики их значение
В первую очередь нужно помнить, что насос работает от электричества, и ему необходимо нормальное электропитание. В основном они требовательны к напряжению. Если, вдруг, выбранный повышающий насос не выдает требуемого давления, проверьте напряжение. Возможно, оно низкое и требуемая мощность работы просто не достигается.
Основные технические характеристики, определяющие справится ли насос повышающий давление в водопроводе на даче с поставленной задачей — это максимальное рабочее давление. Это та величина, на которую на выходе может выдать оборудование.
Важны еще такие характеристики:
Обращаем ваше внимание на то, что указываются обычно максимальные значения. Чтобы узнать реальные показатели, делите заявленные параметры на 2. Вот тогда вы точно не ошибетесь.
Еще важно — при какой величине потока включается автоматический повысительный насос для дачи. Значения могут быть разными: и 0,12 л/мин и 0,3 л/мин. От этой цифры зависит, будет ли включаться насос когда, например, набирается бачок в туалете, или он начнет работу только после того как откроется кран в душе.
Несколько слов о том, каких режимах должен работать насос повышающий давление в водопроводе на даче. Лучше всего брать те модели, которые могут работать и в ручном, и в автоматическом режиме. Вот почему: не все точки разбора создают требуемый для автоматического включения расход. Если устройство будет иметь только автоматический режим, ничем вы беде не поможете. А вот если его можно переключить в ручной — включили перед использованием и наслаждаетесь нормальным напором. Только нужно не забыть выключить.
Пример установки вихревого насоса для повышения давления воды на даче
Следующий параметр — мощность максимальная и номинальная, измеряется в ваттах (Вт). Показывает насколько производительный мотор приводит в действие крыльчатку. В принципе, чем мощнее насос, тем большее давление он в состоянии обеспечить, но многое еще зависит от конструкции и используемых материалов.
Температура рабочей среды. Измеряется в градусах. Тут все более-менее ясно. Есть насосы для повышения давления только для холодной воды, есть для горячей. Это и отображает данный показатель.
Важны также посоединительные размеры. Монтаж повысительного насоса происходит в разрез — кусок трубы вырезается, на это место при помощи фитингов устанавливается устройство. Размер подсоединительных гаек в идеале должен соответствовать диаметру трубы.
Про устройство дачного водопровода (по участку) — выбор труб, разработку схемы и подключение — читайте тут.
Установка насоса, повышающего давление воды
Место установки насосов зависит от конкретной ситуации. Для нормальной работы крана и душа достаточно поставить подкачку на выходе из накопительного бака, если речь идет о такой системе. Если захотите на даче поставить бойлер или стиральную машинку, другие устройства, требовательные к давлению, скорее всего придется ставить перед ними. При достаточной мощности (при достаточном расходе) одного насоса может хватить на два устройства. Только тогда нужно соответственно продумывать схему.
Где можно установить насос повышающий давление в водопроводе на даче при использовании системы с накопительным баком
В любом случае, при разработке схемы, предусмотрите возможность снятия или обхода насоса. Это делают при помощи байпаса (в байпасе должен стоять перекрывающий кран).
Установка нескольких маломощных повышающих насосов — не всегда лучшая идея. В таком случае может быть стоит рассмотреть более мощные и производительные модели, которые могут стабилизировать давление при значительном расходе. Некоторые из них обеспечивают даже поднятие воды из колодца или резервуара, заменяя в каком-то смысле насосную станцию.
Как не заморозить водопровод на даче читаем тут.
Насосная станция для повышения давления
Это выход очень удобный, но не очень дешевый, хотя есть недорогие модели (например, установки Джилекс Джамбо стоят от 130$). Эти установки могут поднимать воду из колодца или скважины, но можно всасывающий шланг опустить и в резервуар. Тогда накопительный бак может стоять в любом месте, не обязательно наверху.
Их плюс в том, что давление поддерживается постоянно, без вмешательства человека (пока есть электричество). Главное — правильно подобрать параметры. Их можно даже использовать для повышения давления при подключении к централизованному водопроводу. Если у вас на даче такой вариант:
Все можно исправить, поставив объемный бак (литров на 1000) и насосную станцию. Вы будете иметь запас воды и душ в любое время, когда пожелаете. Для полива такой емкости может не хватить, но никто не мешает поставить большего размера или несколько поменьше. О выборе и установке насосной станции читаем тут.
Насос для повышения давления воды
Жильцы квартир многоэтажных домов достаточно часто сталкиваются с ситуацией, когда при открытии крана, вместо ожидаемой мощной струи воды, из него уныло вытекает вялая струйка. Такой струйкой можно долго и на грани нервного срыва мыть посуду, можно полдня набирать воду в ванну, но вот стиральная машина вряд ли станет такое «терпеть». И помыться под душем вам тоже не удастся. Такая ситуация может сложиться и в частном доме, подключенном к городской водопроводной магистрали. Что делать? Неужели нет никакой возможности это исправить? Конечно же, есть. Надо поставить насос для повышения давления воды.
Какие проблемы может решить насос для повышения давления воды
Давление воды в трубах можно измерять в разных величинах. Их соотношение будет таково: 1 бар = 1,0197 атм = 10,19 м водного столба. В соответствии с нормативами, нормальным давлением воды в трубе является показатель в 4 атм, однако в жизни далеко не всегда эта норма выполняется. Совсем плохо, когда давление значительно выше.
Результатом этого может стать разрыв слабых соединений водопровода и выход из строя сантехнического оборудования и бытовой техники, работающей с водой. При низком давлении воды проблем возникает не меньше. Если давление меньше 2 атм, у вас возникнут серьезные проблемы в работе посудомоечной и стиральной машин, а также джакузи.
Вся водопотребляющая бытовая техника рассчитана на нормативное давление воды в системе, равное 4 атм. Учитывая возможные отклонения, она может работать и при более низком давлении. Для большинства видов бытовой техники нижняя граница этого показателя колеблется от 1,5 до 2,4 атм. Если квартира расположена на двенадцатом этаже и водоразбор в доме высокий, давление может быть даже ниже минимально допустимого. В таком случае без привлечения технических средств для повышения давления воды, данную проблему решить будет невозможно.
Низкое давление воды в трубах может выражаться по-разному. Например, варианты могут быть такими:
вода из крана течет очень слабо на всех этажах;
проблемы с напором воды есть на верхних этажах дома, нижние этажи не испытывают подобных неприятностей.
Решать проблемы надо тоже неодинаково. В первом случае поможет насос для повышения давления воды. Во втором случае нужен только самовсасывающий агрегат.
Прежде чем думать, какое оборудование вам необходимо для повышения давления воды, вы должны получить четкое представление, в чем причина вашей проблемы. Если ваш водопровод старый, внутренний диаметр труб может быть значительно снижен за счет отложившихся на внутренних стенках механических частиц и ржавчины.
В таком случае никакие насосы для повышения давления вам не помогут, необходимо менять трубы. Если же с ними все в порядке, а причина кроется действительно в низком давлении воды, специальное оборудование может стать решением проблемы.
Какой насос для повышения давления воды лучше использовать и почему
Проблему низкого давления в водопроводе решают с помощью двух типов устройств: циркуляционных и самовсасывающих насосов. Первые проще устроены, и их легче установить в систему.
Исправить ситуацию с низким давлением воды можно посредством циркуляционного или самовсасывающего насосов. Первый устроен более просто, его легче установить.
Если слабо подается водопроводная вода, надо поставить один или два циркуляционных насоса для повышения ее давления. Обычный циркуляционный насос имеет ротор с закрепленной на нем крыльчаткой и вращающий все это двигатель.
Всасывающие механизмы более сложно устроены. Это компактные устройства малой мощности с более высокой, чем у циркуляционных насосов, производительностью. Насосная станция с гидробаком поможет в ситуации, когда вода есть на нижних этажах, но не доходит до верхних.
Такую систему встраивают в водопровод в месте, где это наиболее удобно. Движение крыльчатки увеличивает скорость воды, вследствие чего она быстрее заполняет трубы, что обеспечивает нормальный уровень давления носителя в водопроводе. Всасывающие насосы небольшие, но мощные, отлично справляются с задачами местного масштаба.
Компактные насосные станции для повышения давления жидкости могут стать полезными не только для улучшения автоматического водоснабжения. Они отлично справятся и с повышением давления в гидравлических замкнутых системах.
Насос способен качать воду на большую высоту, но этого недостаточно. Система снабжена гидроаккумулятором со специальной мембраной. Реле давления автоматизирует работу системы. Вода сначала заполняет накопительный бак, а затем уходит в водопровод, поднимая давление до необходимого уровня.
Самовсасывающие повышающие насосы (мощность самых скромных из них составляет 2 кВт/ч) могут качать воду на высоту до 12 м. Такие возможности позволяют им успешно справляться с повышением давления воды в водопроводе отдельной квартиры или даже дома. Центробежный насос с такой задачей не справится. Его возможности ограничиваются решением проблемы только на отдельном участке водопровода.
Принцип работы насоса, повышающего давление, следующий. При расходе воды 1,5 м3 меняется положение лепестка датчика движения, что приводит к автоматическому включению насоса. При остановке воды насос выключается. Такой насос для повышения давления воды в частном доме станет решением проблемы.
Насос для повышения давления воды в квартире на верхнем этаже многоквартирного дома, будет незаменим, так как решить проблему иными способами, скорее всего, будет невозможно. Иногда может помочь установка одного насоса, порой выходом из положения становится установка специальной станции с повышенной мощностью.
К сожалению, приходится встречаться с ситуациями, в которых проблемы давления воды возникли по причине ошибки проектирования водопровода. В таком случае необходима установка одного или большего количества насосов, повышающих давление воды. Естественно, это повлечет за собой материальные затраты, поэтому рекомендуем посчитать их и сравнить со стоимостью переделки водопровода.
Насос для повышения давления горячей воды – это уже другой вид техники, так как при изготовлении таких аппаратов используются специальные термостойкие материалы. Естественно, это приводит к повышению цены на эти механизмы. Однако встречаются модели бытовых насосов для повышения давления воды, которые могут работать с водой разной температуры, являясь, по сути, универсальными.
Обычного циркуляционного насоса для повышения давления воды вам хватит, если поднять давление в водопроводе надо на 2-3 атм. При этом потребление им электроэнергии очень невелико. Некоторые лампы накаливания потребляют больше энергии. Если вам требуется серьезная корректировка давления, то придется приобрести более мощное оборудование.
Как выбрать насос для повышения давления воды
Мы уже говорили о том, что если вы хотите купить насос для повышения давления воды, вы должны точно определиться, нужно ли вам просто усилить напор из крана или надо улучшить напор воды из водопровода верхних этажей многоквартирной высотки. В первом случае вам подойдет простое и не особо мощное устройство системы «ин-лайн», которое просто врезается в ваш водопровод. Во втором – рекомендуем приобрести центробежный водяной агрегат высокого давления с гидроаккумулятором.
Есть два режима работы такой техники:
Ручной. Он предполагает постоянную работу устройства, поэтому придется следить, чтобы аппарат не перегревался, периодически его выключать.
Автоматический. В этом случае работу оборудования регулирует датчик протока. При открытии крана начинается движение воды, что включает насос. Очень удобно и то, что автоматический насос для повышения давления воды не включится при отсутствии воды, что продляет срок его службы. Такое устройство и более экономично.
Есть классификация насосов по способу охлаждения корпуса. Оно производится при помощи крыльчатки двигателя или посредством проходящей жидкости:
Так называемая конструкция с сухим ротором, при которой охлаждают установленные на валу лопасти. Такие насосы немного шумят во время работы, но имеют высокий КПД.
Так называемый мокрый ротор, когда охлаждается перекачиваемая вода. Это бесшумный насос для повышения давления воды.
Насос, устанавливаемый в частном доме или квартире, должен быть небольших размеров, так как места для его установки обычно немного.
При выборе оборудования не забудьте поинтересоваться, для работы с какой водой (горячей или холодной) предназначен тот или иной насос, так как это принципиально. Можно просто приобрести универсальный насос. Оборудование обычно врезают в трубу на входе в дом или квартиру.
Промышленные водяные насосы высокого давления на коллекторах работают непрерывно. Здесь схема работы насоса для повышения давления воды предусматривает несколько колес, из-за чего давление воды увеличивается ступенчато. Такое мощное оборудование способно создать давление в несколько десятков атмосфер. На таких системах двигатели стоят отдельно и имеют воздушное охлаждение.
Перед покупкой насоса для повышения давления воды выясните у продавца-консультанта некоторые моменты:
Мощность. Чем она выше, тем больший участок водопровода сможет обслуживать насос. При этом надо учесть, сколько кранов и единиц водопотребляющей бытовой техники будет на обслуживаемом участке.
Уровень шума, отличающийся у разных моделей.
На трубы какого сечения рассчитан данный аппарат. Если вы поставите насос, не соответствующий вашим трубам, вы не получите ожидаемого эффекта, а аппарат будет работать с перегрузкой.
Высота подъема уровня воды. При покупке насосной станции вы должны иметь четкое представление, на какую высоту вам надо поднять воду, иначе можно купить оборудование недостаточной мощности, не способное решить вашу проблему.
Размер агрегата. Для небольшого помещения не подойдет громоздкое оборудование, поэтому вы должны заранее определить, куда вы будете его устанавливать.
Надежность оборудования модели и марки, которую вы хотите приобрести.
Как установить насос для повышения давления воды
Установка насоса для повышения давления воды в доме проводится в порядке, обычном для всех подобных работ:
Перекрывается подача воды.
В заранее намеченном месте вырезается участок трубы нужного размера, и в этот промежуток устанавливается насос с краном на вход и краном на выход.
Во время работы обязательно учитывается правильное направление водного потока.
Технологии работ должны соответствовать материалу труб водопровода.
Проверка герметичности соединений.
Подключение насоса для повышения давления воды к электросети и проверка его работы.
Важно! При установке насоса для повышения давления воды внимательно читайте инструкцию производителя. Отдельные модели разрешается устанавливать только в определенном положении. Нарушение данного предписания может привести к выходу из строя оборудования, так как нарушит его правильную смазку и охлаждение.
Выбор насоса для повышения давления воды в водопроводе в простых случаях для человека, знающего информацию, изложенную выше, не станет особенно сложной проблемой. Важно просто учесть все имеющиеся в вашем случае обстоятельства и потребности. Чтобы правильно определить производительность нужного оборудования, необходимо посчитать расход воды при открытии всех имеющихся кранов и включении всей бытовой техники.
Более сложные модели и подобрать, и установить правильно будет проблематично. В таком случае монтаж насоса для повышения давления воды, а также настройка работы автоматизированных систем с датчиками, фильтрами и накопительными баками – работа для профессионалов. Только их опыт поможет вам получить желаемый эффект и долгую безотказную работу оборудования.
Бустерные насосные системы – Cycle Stop Valves, Inc
Бустерные насосы используются для забора воды из резервуаров для хранения и подачи давления и объема по мере необходимости. Бустерные насосы также используются для забора воды из линии низкого давления, такой как городской водопровод, и повышения давления по мере необходимости.
Подкачка из накопительных баков
Центробежный или струйный насос может быть присоединен к линии подачи воды на дне накопительного бака. Погружной насос также может быть установлен внутри накопительного резервуара и использоваться в качестве подкачивающего насоса. Бустерный насос забирает воду из накопительного резервуара и подает воду с необходимым расходом и давлением. Органы управления бустерным насосом могут быть аналогичны органам управления скважинным насосом. Бустерным насосом можно управлять с помощью гидробака и реле давления с запорным клапаном цикла. Органы управления бустерным насосом должны иметь возможность подавать воду по запросу, когда кран открыт, и отключать насос, когда вода не используется. Как и скважинный насос, бустерная насосная система должна обеспечивать достаточный расход для удовлетворения пиковых потребностей, а также обеспечивать минимальный расход при необходимости. Защита от сухого хода рекомендуется для предотвращения плавления насоса в случаях, когда накопительный бак пуст. Те же самые устройства низкого тока или низкого давления, которые используются на скважинных насосах, также могут использоваться для защиты бустерных насосов. Поплавковый выключатель на дне накопительного бака также можно использовать для предотвращения работы насоса, когда уровень воды в накопительном баке ниже поплавкового выключателя.
Повышение давления от городских водопроводов
Если городской водопровод может подавать достаточное количество воды, можно подключить бустерный насос непосредственно к водопроводу для повышения давления по мере необходимости. Как правило, проще подключить центробежный или струйный насос к линии подачи воды. Однако подводный аппарат, заключенный в канистру, также может подключаться к входящему водопроводу и может использоваться в качестве бустера. Когда входящий водопровод слишком мал или корродирован для подачи достаточного объема воды, резервуар для хранения можно использовать так же, как и в скважинах с низкой производительностью. В любом случае бустерный насос должен управляться аналогично скважинному насосу. Защита от сухого хода может быть добавлена так же, как и в случае с системой управления скважинным насосом.
Струйные насосы и многоступенчатые центробежные насосы являются наиболее распространенным типом насосов, используемых для повышения давления. Эти насосы имеют те же проблемы, что и любой другой насос при управлении с помощью ЧРП. В других устройствах управления бустерными насосами используются переключатели потока, челночные клапаны или их комбинации, и многие утверждают, что они «безбаковые». Одна из основных проблем с элементами управления этого типа возникает при небольших утечках, таких как капающий кран или просачивающаяся заслонка унитаза. Небольшие утечки заставят бустерные насосы этого типа быстро включаться и выключаться, пока насос не выйдет из строя. Стандартный струйный насос без какого-либо электронного управления, с использованием CSV, реле давления и небольшого напорного бака дешевле и надежнее, чем так называемые «безрезервуарные» системы управления насосом.
БЕСПЛАТНАЯ ДОСТАВКА ПО США (кроме AK и HI) *
Мы отправляем в Канаду через UPS International или USPS. Перевозчик выбирается в зависимости от заказанного товара. Мы отправляем на Аляску и Гавайи через USPS. Клиенты также могут выбрать DHL International для любого продукта. * Стоимость доставки будет применяться к международным отправлениям и не включает таможенные сборы.
Понимание вашего резервуара для хранения под давлением | Системы садоводства, ландшафта и окружающей среды
Вы можете воспринимать напорный бак в вашей частной системе водоснабжения как должное. Но это хорошая идея, чтобы понять назначение бака и как он работает.
Напорный бак в частной системе водоснабжения имеет три назначения. Он хранит воду и подает воду под давлением, когда насос не работает. Он создает резервный запас воды, поэтому насос включается и выключается реже, что продлевает срок службы насоса. Кроме того, он обеспечивает резервный запас воды для использования в периоды повышенного спроса.
Работа напорного бака основана на физических свойствах. Воду нельзя сжать в меньшую площадь, а воздух можно. Когда вода закачивается в резервуар с воздухом, воздух сжимается, в результате чего вода оказывается под давлением. Чем сильнее сжат воздух, тем больше давление воды. Когда вода достигает заданного давления, обычно от 40 до 60 фунтов на квадратный дюйм (psi), насос автоматически отключается. По мере использования воды давление в баке снижается. Когда вода достигает заданного давления, обычно от 20 до 40 фунтов на квадратный дюйм, насос снова запускается. Минимальное давление в баке должно быть не ниже давления, необходимого для любого приспособления или прибора, использующего воду. Многим требуется не менее 10 фунтов на квадратный дюйм для правильной работы. Установки водоподготовки, умягчители воды, стиральные и посудомоечные машины могут требовать более высокого давления воды для правильной работы; возможно, до 30 фунтов на квадратный дюйм или более.
Существуют различные типы напорных баков. Старые типы напорных резервуаров включают резервуары из оцинкованной стали и резервуары из оцинкованной стали с плавающей пластиной. Сегодня распространены напорные баки с диафрагмой или резиновым баллоном.
До 1970 года наиболее распространенным типом напорного бака, используемого в частной системе водоснабжения, был бак из оцинкованной стали. Недостатком бака из оцинкованной стали является то, что воздух и вода находятся в непосредственном контакте друг с другом. Вода может поглощать часть воздуха, поэтому воздух необходимо заменить, чтобы предотвратить заболачивание резервуара. Если это происходит, в резервуаре остается мало воздуха для сжатия, поэтому насос включается почти каждый раз, когда используется вода. Кроме того, слишком много воздуха в резервуаре является проблемой, так как это уменьшает место для хранения воды. Дополнительный воздух должен быть выпущен, иначе бак станет связанным воздухом. Устройство контроля объема воздуха, прикрепленное к стальному резервуару высокого давления, будет автоматически контролировать объем воздуха. Стальной оцинкованный резервуар с пластиной имеет плавающую пластину, которая отделяет воздух от воды.
С 1970 года в большинстве частных систем водоснабжения используются напорные баки баллонного типа. Мочевой пузырь представляет собой мешок, обычно изготовленный из бутилкаучука или гибкого поливинилхлорида. Вода содержится в мочевом пузыре и не вступает в прямой контакт с воздухом в баке. Мембрана, удерживающая воду, расширяется в воздушное пространство под давлением в резервуаре по мере его заполнения. Когда вода используется из системы, камера сжимается до тех пор, пока вода почти не опорожняется до того, как будет достигнуто минимальное давление, активируя насос. На заводе они находятся под давлением (обычно около 20 фунтов на квадратный дюйм), но давление можно регулировать с помощью воздушного клапана, расположенного в верхней части резервуара. Поскольку в камере почти не остается воды под давлением при включении насоса, эти резервуары могут не подходить для скважин с низким дебитом (например, с очень низкой скоростью откачки), если не используется дополнительный резервуар. Также используются мембранные напорные баки. Диафрагма представляет собой мембрану, разделяющую воду и воздух в баке.
Один из способов выбрать надлежащий размер напорного бака — это исходить из расхода насоса. Типичный частный насос водоснабжения подает воду со скоростью от 5 до 10 галлонов в минуту (галлонов в минуту). Умножьте скорость потока на четыре, чтобы определить размер мембранного или бака-дозатора. Например, для насоса на 9 галлонов в минуту потребуется накопительный бак на 36 галлонов. Это будет та же самая формула определения размера, которую можно использовать для резервуара из оцинкованной стали с установленной пластиной. Резервуар из оцинкованной стали без пластины имеет размер, в 10 раз превышающий скорость потока; 9Для насоса галлонов в минуту потребуется резервуар для хранения на 90 галлонов. Обратитесь к поставщику насосов, чтобы определить правильный размер напорного бака для вашей системы водоснабжения.
Как и в любой формуле, есть исключения, включая системы с малодебитными скважинами. Ваш поставщик насоса может определить правильный размер напорного бака, если у вас малодебитная скважина. Кроме того, популярны водяные насосы и двигатели, предназначенные для использования с контроллерами двигателей с частотно-регулируемым приводом (ЧРП), особенно с погружными насосами. Их называют водяными системами постоянного давления, поскольку контроллер определяет скорость двигателя насоса, необходимую для поддержания давления. При использовании воды давление падает, а скорость насоса увеличивается. Когда использование воды замедляется или прекращается, давление увеличивается, и насос замедляет работу или останавливается.
Примітки: 1. Для ливарних алюмінієвих сплавів присадочний матеріал повинен бути таким, що встановлений нормативними документами для деформівних сплавів тієї ж групи. 2. У дужках наведено код групи по європейській класифікації
ГРП | Дом
Фунгициды стали неотъемлемой частью эффективного производства продуктов питания. Потеря фунгицида в сельском хозяйстве из-за устойчивости — это проблема, которая затрагивает всех нас. FRAC работает, чтобы продлить эффективность фунгицидов, которые могут столкнуться с проблемами устойчивости, и ограничить потери урожая в случае возникновения устойчивости.
Коммуникация и образование являются ключом к повышению осведомленности об устойчивости к фунгицидам и эффективным стратегиям управления устойчивостью во всем мире. FRAC опубликовал широкий спектр коммуникационных и образовательных материалов, которые можно бесплатно загрузить с веб-сайта:
15.09.2022
Доктор Стефано Торриани в качестве нового председателя группы Banana
Д-р Стефано Торриани в качестве нового председателя группы Banana
Д-р Стефано Торриани был избран новым председателем группы Banana. Стефано сменил на этом посту доктора Карла-Хайнца Лоренца (BASF, Германия).
Мы благодарим Карла-Хайнца за его самоотверженность и служение организации FRAC в период ротации председателя группы Banana.
31.07.2022
Были предоставлены протоколы и рекомендации CAA, OSBPI, SBI и рабочей группы QoI.
Теперь доступны протоколы и рекомендации следующих совещаний рабочей группы FRAC, состоявшихся в апреле 2022 г.:
CAA: Сводка большинства данных мониторинга представлена в протоколах. По результатам мониторинга изменений в рекомендации WG CAA на 2022 год (ссылка) по сравнению с предыдущим годом не вносилось.
OSBPI: Сводка большинства данных мониторинга представлена в минутах. По результатам мониторинга изменений в рекомендации РГ ОСБПИ на 2022 год (ссылка) по сравнению с предыдущим годом не вносилось.
SBI: Сводка большинства данных мониторинга представлена в минутах. По результатам мониторинга в рекомендации РГ ВОО на 2022 год (ссылка) не было внесено никаких изменений по сравнению с предыдущим заседанием в январе.
QoI: Сводка большинства данных мониторинга представлена в минутах. По результатам мониторинга никаких изменений в рекомендации WG QoI на 2022 год (ссылка) по сравнению с предыдущим заседанием в январе не вносилось.
PDF-файлы можно загрузить по следующей ссылке: www.frac.info/publications
Таблица 19: Фунгициды и бактерициды, маркированные для рассады овощей
Главная » Производство рассады овощей
Фунгицид
Целевые ЗАБОЛЕВАНИЯ
Маркированные культуры
Комментарии
азоксистробин (Наследие) REI 4h, Группа 11
Листовые пятнистости и пятнистости, ложная мучнистая роса, Botrytis пятнистость, мучнистая роса (в зависимости от культуры, см. этикетку).
Капустные культуры, луковичные овощи, тыквенные, листовые овощи и рассады плодоносящих овощей.
Профилактический и лечебный фунгицид широкого спектра действия.
азоксистробин и бензовиндифлупир (фреска) REI 12h, группы 11 и 7
Листовые пятнистости и пятнистости, ложная мучнистая роса, мучнистая роса, ризоктониозная гниль стеблей (в зависимости от культуры, см. этикетку).
Рассада овощей, выращенная для перепродажи потребителям: бахчевые и плодоносящие овощи.
Фунгициды широкого спектра действия для внекорневой обработки (с трансламинарной активностью) для растений, выращиваемых для перепродажи потребителям, с профилактическими, системными и лечебными свойствами.
Bacillus amyloliquefaciens D747 (Двойной никель OG , Триатлон BA OG ) REI 4h, Группа BM02
Грибковые и бактериальные пятнистости и пятнистости листьев, ложная мучнистая роса, мучнистая роса, выпревание ( Pythium, Rhizoctonia, Fusarium , Phytophthora) (в зависимости от культуры, см. этикетки).
Капустные культуры, луковицы, бахчевые, плодовые и листовые овощи.
Профилактические биологические фунгициды/бактерициды широкого спектра действия. Начинайте применение, когда условия в теплице благоприятствуют развитию болезни.
Bacillus amyloliquefaciens ENV503
(сопутствующий биологический фунгицидный смачивающийся порошок OG ) REI 4h, Группа BM02
Грибковые и бактериальные пятнистости листьев, мучнистая роса, выпревание.
Рассада овощей в теплице.
Профилактический биологический фунгицид/бактерицид для контроля и подавления болезней почвы и листвы. Активирует ISR (индуцированное системное сопротивление).
Bacillus amyloliquefaciens F727 (Stargus OG )
REI 4h, группа BM02
Бактериальная и грибковая пятнистость и пятнистость листьев, серая гниль, фитофтороз, выпревание и корневые гнили, ложная мучнистая роса (в зависимости от культуры, см. этикетку).
Саженцы луковиц, тыквенных, плодовых и листовых овощей.
Профилактический биологический фунгицид/бактерицид широкого спектра действия для питательной среды или внекорневой подкормки. Активирует ISR (индуцированную системную резистентность).
Bacillus subtilis QST 713 (ПРЕКРАЩЕНИЕ OG ) REI 4h, группа BM02
Грибковые и бактериальные пятнистости листьев, мучнистая роса, серая гниль, ложная мучнистая роса (в зависимости от культуры, см. этикетки).
Саженцы капустных, луковичных, тыквенных, листовых и плодовых овощей.
Профилактический биологический фунгицид/бактерицид широкого спектра действия. Начинайте применение, когда условия в теплице благоприятствуют развитию болезни.
основной сульфат меди
(Cuprofix Ultra 40 Disperss, Cuproxat, Cuproxat Fl OG ) REI 24/48 ч, группа MO1
Пятнистости и пятнистости листьев, ложная мучнистая роса, бактериальный ожог, фитофтороз томатов, бактериальная пятнистость (в зависимости от культуры, см. этикетки).
Саженцы огурцов, баклажанов, перца и помидоров.
Профилактические контактные фунгициды. Культуры, выращенные в теплице, могут быть более чувствительны к меди, поэтому пользователь должен определить чувствительность растений. В течение 7-10 дней наблюдайте за симптомами травмы.
боскалид и пираклостробин
(внутренний конкурс), REI 12h, группы 7 и 11
Пятнистости и пятнистости листьев, мучнистая роса, корневая и прикорневая гнили, усыхание, ложная мучнистая роса и серая гниль.
Рассада овощных специй для внутреннего потребительского рынка: рассады бахчевых, плодовых и листовой зелени.
Профилактические фунгициды широкого спектра действия. Пираклостробин обладает местной системной активностью и трансламинарной активностью. Не использовать на полях сельскохозяйственного производства.
Coniothyrium minitans
(Контанс ОГ ), REI 4h, Группа BM2
Sclerotinia sclerotiorum и Sclerlotinia minor
Листовая зелень Brassica, луковичные овощи, бахчевые овощи, плодоносящие овощи (кроме тыквенных), травы и специи, листовые овощи, листва бобовых овощей, бобовые овощи (сочные и сушеные), нетравяные корма для животных, декоративные луковицы, декоративные травянистые растения в горшках цветы и комнатные растения, листья корнеплодов и клубнеплодов и корнеплодов.
Этикетка Bayer для Contans не включает томаты.
гидроксид меди (Kalmor OG ), (Kocide 2000-O OG ) REI 24/48h, Группа M01
Пятнистости листьев, антракноз, бактериальная пятнистость, фитофтороз и другие болезни (см. этикетки).
См. этикетки для конкретных овощных культур.
Защитное средство, контактные бактерициды/фунгициды. См. этикетки для получения информации о безопасности растений.
октаноат меди (Камелот O OG ), Грот OG ), REI 4h, Группа MO1
Бактериальные и грибковые пятнистости листьев, мучнистая роса, ложная мучнистая роса, альтернариоз, фитофтороз и другие (в зависимости от культуры, см. этикетки).
Саженцы капусты, сельди, лука, помидоров, баклажанов и перца.
Контактные бактерициды/фунгициды. См. этикетки для конкретных инструкций по использованию и информации о безопасности установки.
оксихлорид меди и гидроксид меди
(Значок X2 OG ), (Значок SC) REI 24 часа, Группа M01
Бактериальные и грибковые пятнистости и пятнистости листьев (в зависимости от культуры, см. этикетки).
Саженцы огурцов, баклажанов, перца и помидоров.
Контактные бактерициды/фунгициды. Badge X2 представляет собой сухую медную композицию с низкой нагрузкой, представляющую собой смесь двух солей меди высокой чистоты (оксихлорида меди и гидроксида меди). Badge SC представляет собой жидкую форму. См. этикетки для получения информации о безопасности растений.
октаноат меди (Camelot O OG ), (Grotto OG ), REI 4h, группа M01
Бактериальные и грибковые пятнистости листьев (множество), мучнистая роса, ложная мучнистая роса, альтернариоз, фитофтороз и другие (в зависимости от культуры).
Капустные культуры, бахчевые, салат, лук, помидоры, баклажаны, перцы.
Контактные бактерициды/фунгициды. См. этикетку для конкретных инструкций по использованию и информации о безопасности установки.
пентагидрат сульфата меди (Phyton 35), REI 48/24 ч, группа M01
Грибковые и бактериальные пятнистости листьев (конкретные виды и культуры см. на этикетке), ложная мучнистая роса, мучнистая роса, серая гниль, фитофтороз томатов.
Саженцы капусты, тыквы, баклажанов, перца и помидоров.
Системный, профилактический и лечебный бактерицид/фунгицид. Необходимо тщательное покрытие. Информацию о безопасности растений см. на этикетке.
циазофамид
(Ранман 400SC), (Сегвей О)
REI 12h, группа 21
Ranman 400SC: Увядание питиума на помидорах, ложная мучнистая роса на травах в теплице. Segway O: Pythium увядание на рассаде томатов и перца, фитофтороз, корончатая и корневая гнили на рассаде перца, ложная мучнистая роса на травах.
Ranman 400SC: пересадка базилика и помидоров. Segway O: пересадка помидоров и перца.
Местно-системные фунгициды. Применять в качестве примочек.
дифеноконазол и пидифлуметофен (Postiva) REI 12h, группы 3 и 7
Клюквенные овощи: различные пятнистости и пятнистости листьев, мучнистая роса
Помидоры: альтернариоз, мучнистая роса, септориоз
Предназначен для рассады тыквенных и плодовых овощей для розничной продажи потребителям, а не для коммерческого производства овощей.
Профилактический и системный фунгицид широкого спектра действия.
фенгексамид (Постановление 50 WDG), REI 12h, группа 17
Серая гниль.
Пересаженные помидоры, огурцы, листовая зелень (кроме шпината).
Профилактический трансламинарный фунгицид. Не применять на овощных сельскохозяйственных полях.
флудиоксонил (Spirato GHN), REI 12h, группа 12
Пятнистости и пятнистости листьев, мучнистая роса, серая гниль (в зависимости от культуры, см. этикетку).
Рассада листовых, листовых и плодовых овощей Curcurbit, Cole.
Защитный фунгицид для рассады некоторых овощей. Не для использования в полеводстве.
Gliocladium catenulatum J1446 (LALSTOP G46 WG OG ), REI 4h, группа BM02
Работает по контакту. Сильный окислитель. Не наносить в сухую, очень жаркую погоду. Не сочетайте с любым другим пестицидом или удобрением.
инсектицидное мыло
калиевые соли жирных кислот
(Инсектицидное мыло Kopa OG ) (M-Pede OG ), REI 12h
Мучнистая роса.
Саженцы тыквенных, плодовых и листовых овощей и другие (см. этикетки).
Контактные фунгициды. Короткая остаточная активность. См. этикетки для получения информации о безопасности растений.
манкоцеб
(Защита DF), REI 24 часа, Группа MO3
Антракноз, грибковые пятнистости и пятнистости листьев, ложная мучнистая роса, фитофтороз (в зависимости от культуры, см. этикетку).
Саженцы огурцов, дынь, кабачков и помидоров.
Контакт, защитный фунгицид. Не для полевого овощеводства.
мандипропамид (Микора), REI 4h, группа 40
Ложная мучнистая роса, фитофтора фитофтороз (подавление), ложная мучнистая роса базилика, фитофтороз помидоров (в зависимости от культуры, см. этикетку).
Саженцы базилика, листовые и овощные, выращенные в закрытых теплицах с постоянным полом для перепродажи потребителям.
Контактный, защитный и трансламинарный фунгицид для рассады перечисленных овощей и базилика для продажи потребителям.
мефеноксам
(Subdue Maxx), REI 0/48h, группа 4
Увядание ( Pythium spp. ), корневая гниль ( Phytophthora spp. ) и ложная мучнистая роса на посевах коула (в зависимости от культуры, см. этикетку).
Капустные культуры, луковицы, бахчевые, фруктовые и листовые овощи, выращенные для розничной продажи потребителям.
Системный фунгицид для рассады овощных культур, выращиваемых для розничной продажи потребителям.
минеральное масло
(SuffOil X OG ), REI 4h
Мучнистая роса.
Саженцы огурцов, баклажанов, дыни, перца, тыквы, кабачков и помидоров.
Контактный фунгицид. Информацию о безопасности растений см. на этикетке.
пентахлорнитробензол (PCNB) (Terraclor 400) REI 12h, группа 14
Brassica, тыквенные и прочие продовольственные культуры.
Системный фунгицид/бактерицид. Информацию о безопасности растений см. на этикетке.
фосфорная кислота и перекись водорода (OxiPhos), REI 4h
Ложная мучнистая роса, мучнистая роса, черная гниль (культуры Коула), грибковые и бактериальные пятнистости и пятнистости листьев (в зависимости от культуры, см. этикетку).
Саженцы луковиц, капусты, тыквы, плодовых и листовых овощей.
Сильный окислитель. Не используйте дозу выше указанной на этикетке, так как это может привести к ожогу листьев.
цинковая соль полиоксина D (Affirm WDG), REI 4h, группа 19
Профилактический и лечебный фунгицид. Действующее вещество (полиоксин) – природный антибиотик и продукт ферментации почвенных бактерий. Не для использования в сельскохозяйственных полях.
бикарбонат калия (Milstop SP OG ) REI 1h (Kaligreen OG ) REI 4h
Мучнистая роса и другие (дополнительную информацию см. на этикетках).
Контактные лиственные фунгициды с искореняющим действием. Необходимо тщательное покрытие. Бикарбонат калия нарушает баланс ионов калия в клетке гриба, вызывая разрушение клеточных стенок.
пропамокарба гидрохлорид HCl (Превикур Флекс) REI 12h, Группа 28
Корневая гниль и выпревание ( Pythium, Phytophthora).
Помидоры, бахчевые, перец, тепличный листовой салат.
Системный фунгицид. Применять вечером. Фитотоксичность может возникнуть при нанесении непосредственно на сухую среду для выращивания, особенно при интенсивном солнечном свете.
Pseudomonas chlororaphis AF5009 (Zio) REI 4h, группа BM02
Профилактический фунгицид. Применять только в хорошо проветриваемых теплицах и проветривать не менее 2 часов после нанесения. Фитотоксичность может проявиться в невентилируемых теплицах при относительной влажности выше 80%.
Reynoutria sachalinensis экстракт (Regalia GC OG ) REI 4h, группа P05
Мучнистая роса, ложная мучнистая роса, бактериальная пятнистость листьев, ранний и фитофтороз, альтернариоз, серая гниль, выпревание (Pythium, Rhizoctonia, Fusarium, Phytophthora ) (в зависимости от культуры, см. этикетку).
Луковица, капуста, бахчевые, плодоносящие, листовая капуста и рассады листовых овощей.
Профилактический биологический фунгицид с трансламинарной активностью. Активатор растений. Рецептура экстракта спорыша гигантского. Используйте профилактически, чтобы увеличить естественную защитную систему растений.
Streptomyces K 61 (Mycostop OG ), REI 4h, группа BM02
Много рассады овощей. Не обрабатывайте семена дыни.
Профилактический биологический фунгицид. Содержит полезные бактерии. Могут потребоваться повторные приложения. Применять в виде опрыскивания почвы или поливать.
Streptomyces lydicus WYEC 108 (Actinovate AG OG ) REI 1h
Саженцы капусты, луковиц, тыквенных, плодовых и листовых овощей.
Профилактический биологический фунгицид для подавления корневых гнилей и лиственных патогенов.
стрептомицина сульфат (агри-мицин 50) REI 12h, группа 25
Бактериальная пятнистость и крапинка.
Рассада помидоров и перца.
Мобильный фунгицид Xylem. Повторные применения могут привести к резистентным бактериям.
сера (микротиоловая дисперсия OG ) REI 24h, группа M02
Мучнистая роса.
Много овощей (см. этикетку).
Контактный фунгицид. Культуры, выращенные в теплицах, могут быть более чувствительны к повреждению серой, поэтому сначала следует попробовать самую низкую норму, указанную на этикетке. Не используйте в течение двух недель после обработки масляным спреем.
Trichoderma asperellum (ICC 012) и Trichoderma gamsii (ICC 080) (Bio-Tam 2.0 OG ), (Obtego OG , 9 0B04h) REI 8h
Корневые гнили (Fusarium , Phytophthora, Pythium, Rhizoctonia, и Thielaviopsis).
Рассада тыквенных, плодовых и листовых овощей.
Профилактические биологические фунгициды.
Trichoderma harzianum T-22 (гранулы RootShield OG ), REI 4h
Группа ВМ02
Корневые гнили ( Pythium, Rhizoctonia, Fusarium и Thielaviopsis).
Саженцы луковичных, тыквенных, плодоносящих, листовых и капустных листовых овощей.
Профилактический биологический фунгицид, который можно включать в смесь для посадки в теплице.
Trichoderm harzianum T-22
(RootShield WP OG ) REI 4h Группа BM02
Корневые гнили ( Pythium, Rhizoctonia, Fusarium и Thielaviopsis ).
Листовые овощи, луковицы, тыквенные и плодоносящие овощи Brassica.
Профилактический биологический фунгицид. Применять только в качестве пропитки почвы.
Trichoderma harzianum T-22 и Trichoderma virens G-41 (RootShield Plus WP OG ), (RootShield Plus G OG ) REI 4h
Группа ВМ02
Корневые гнили ( Pythium, Phytophthora, Rhizoctonia, Fusarium и Thielaviopsis).
Саженцы луковичных, тыквенных, плодоносящих, листовых и коул-культурных листовых овощей.
Профилактический биологический фунгицид. Наносите в качестве пропитки почвы (RootShield Plus WP) или добавляйте в смесь для посадки в теплице (RootShield Plus Granules).
Трифлумизол (Trionic 4SC), (Terraquard SC), REI 12h, Группа 3
Мучнистая роса.
Пересадка огурцов и помидоров.
Защитные фунгициды с лечебным действием.
Ulocladium oudemansii U3
(BotryStop OG ), REI 4h
Группа ВМ02
Серая гниль.
Саженцы луковичных, тыквенных, листовых и плодовых овощей.
Профилактический биологический фунгицид. Необходимо тщательное покрытие.
Символ OG указывает на то, что пестицид внесен в список Института обзора органических материалов (OMRI) как одобренный для использования в сертифицированном органическом производстве.
Эта информация предоставляется с пониманием того, что никакой дискриминации и одобрения не подразумевается.
Настольный токарный станок это уменьшенный в размерах вариант заводского токарного станка имеющий те же функции, применяемый зачастую для домашнего использования в гаражах и частных мастерских.
Устройство мини токарных станков
Маленький токарный станок по металлу был произведен аналогично обычному оборудованию. Его особенность заключается в деталях, которые изготовлены в уменьшенных габаритах. Устройство станка:
Станина – главная несущая конструкция, изготовленная из литого чугуна.
Передняя бабка, в которой находится шпиндель.
Электродвигатель.
Коробка передач, которая принимает крутящий момент от двигателя и передает его на шпиндель.
Задняя бабка. Используется, когда заготовка, которую следует обработать, имеет большую длину. В этом случае осуществляется ее подача по направляющим вплотную к детали и прижимает ее. Узел отличается литой конструкцией с центром, которым он упирается в осевую часть детали.
Суппорт – узел, удерживающий резец. Он помогает ему перемещаться и становиться под разным углом. Суппорт может двигаться, как продольно, так и поперечно.
Для фиксации заготовки в микро токарном станке по металлу предусмотрены:
Планшайба – ее используют только во время установки детали больших размеров или нестандартной формы.
Кулачковые патроны. Этих элементов может быть 3 или 4.
Цанговый патрон – необходим для тонких изделий.
Сверлильный патрон. У этой детали есть недочет – радиальные нагрузки не воспринимает.
Устройство работает так: перед началом работы происходит фиксация заготовки в шпинделе, в задней бабке надо установить патрон, в который будет вставлено сверло. На это место можно установить и центр, которым прижимается заготовка. Резец нужно расположить в суппорте мини станка.
Затем требуется включить электродвигатель, с помощью коробки выставить необходимые обороты шпинделя. Резец надо подвести к детали и приступить к ее точению.
Технические характеристики
Чтобы купить мини токарный станок по металлу, нужно учесть разные аспекты, среди которых и технические характеристики. Так, к основным параметрам оборудования относят:
дистанция между центрами – наибольшая длина вала составляет 350 мм;
диаметр точения над суппортом – 90 мм;
максимальный диаметр заготовки – 150 мм;
наибольший диаметр, который закрепляется в патроне – 70 мм;
максимальный диаметр сверления – 6 мм;
мощность – не превышает 400 В. Если речь идет о профессиональном станке, то этот показатель может достигать 700 В;
напряжение – переменное 220В или 380В и зависит от мощности малого токарного станка по металлу.
Вес устройства может быть в пределах от 10 до 100 кг.
Разновидности станков
Малогабаритный токарный станок бывает разных видов, который зависит от обрабатываемого материала. Перед выбором нужной модели надо определить цель покупки.
По дереву
Токарные станки по дереву напольного типа могут выполнять стандартный комплекс операций. Существует их подразделение с учетом перечня проводимых операций:
токарно-фрезерные – помогают обрабатывать поверхность и формировать пазы, а также получить разные изделия. Отличие фрезерования от точения в передаче основного вращения на инструменты. Это позволяет обрабатывать плоские поверхности;
токарно-винтовые – их используют для нарезания резьбы и обработки заготовок в виде конуса;
операции с ЧПУ – функционирование таких станков осуществляется по заранее установленной программе.
Но необходимо учесть, что в настольных токарных станках по дереву режущий инструмент подается вручную. В резце держателя он находится только на копировальных устройствах.
По металлу
Миниатюрный токарный станок по металлу также бывает разных видов. Так, различают:
револьверные – отличие этого вида в способе установки режущего инструмента. Монтаж производится в специальный барабан, обрабатывающий заготовку без необходимости перестраивать оборудование;
многошпиндельные – возможна обработка заготовок с разными размерами поперечного сечения;
аппараты с ЧПУ – управление станком осуществляется специальной компьютерной программой, которая увеличивает скорость выполнения операций и улучшает качество продукции;
настольный токарно винторезный станок – с его помощью выполнить можно разные операции.
Последний вариант микро токарного станка по металлу используют в разных мастерских.
Как выбрать настольный токарный станок?
Перед покупкой миниатюрного токарного станка по металлу, необходимо его выбрать. К этому процессу подходить следует внимательно, т.к. в противном случае пользоваться им будет проблематично или это вовсе не удастся. В первую очередь, нужно подумать над тем, для чего необходимо оборудование и какие операции на нем будут выполнены.
Вы будете выполнять стандартные работы для миниатюрного токарного станка по металлу или требования повышены. Во втором случае понадобятся дополнительные инструменты.
С деталями каких размеров требуется работать, а также какой диаметр их обточки. От этого зависит расстояние до суппорта. Для бытовых задач вполне хватит 3-4 см.
Насколько точные операции надо осуществлять.
Примерные масштабы работ и как часто будет использован станок.
Ответив на эти вопросы, удастся выбрать наиболее подходящую для вас модель. Помимо этого, нужно учитывать и такие характеристики настольного токарного станка:
Вес оборудования и куда его ставить. Существует предположение, что чем тяжелее прибор, тем точнее результаты его работы. Но на самом деле это не соответствует действительности. Но на момент, куда поставить станок и как часто его предстоит перевозить, обратить внимание стоит. Тяжеловесное устройство покупать не стоит, если его надо постоянно перевозить. В этом случае лучше купить легкую модель весом до 45 кг. Но стоит учесть, что такие приборы во время работы могут вибрировать.
Рабочее напряжение модели. Зачастую в домах установление напряжение в 220В и такой показатель подходит для многих миниатюрных токарных станков по металлу. Но все равно настольный прибор может требовать напряжение в 380В. В данном случае понадобится менять проводку.
Наличие режима обратного хода шпинделя.
Мощность, которой будет достаточно для выполнения необходимой задачи. В основном она не превышает 400 Вт, чего вполне хватит для моделей бытового типа. Мощность зависит от вида обрабатываемых материалов.
Скорость вращения вала со шпинделем и возможность ее регулирования. С увеличением скорости вращения работы выполнять можно быстрее. Но для разного материала понадобится регулировать настройки.
Наличие реверса шпинделя. При его отсутствии надо менять положение ремня всегда, когда понадобится вращать деталь в другую сторону.
Цена деления по шкале лимба подачи. Чем меньше деление, тем более точно можно откорректировать движение резца.
Тип двигателя. Специалисты советуют выбирать модели с асинхронным элементом, т.к. у него более долгий период использования и повышенные эксплуатационные характеристики.
Наличие дополнительного оснащения. Ее использование увеличивает возможности прибора, следовательно, повышает качество работы оборудования. В случае покупки настольного станка с узкой специализацией, выполнить на нем разные операции будет невозможно.
Расстояние между передней и задней бабкой. С помощью этого параметра можно определить, детали какой длины получится обработать.
Наличие опции копира, который направляет резец по нужной траектории. Это необходимо в случае, когда требуется подготовить много одинаковых деталей.
Нужная точность.
Размеры оборудования.
Цена мини токарного станка.
Способы крепления.
Диаметр пиноли. Чем он больше, тем меньше вибрация во время работы.
Помимо основных характеристик, изучить надо и отзывы пользователей, а также преимущества и недостатки оборудования. Также учитывать необходимо и опыт пользователя: для новичков подойдут модели с горизонтальной осью вращения и незначительной длиной рабочего стола.
Кроме перечисленных параметров, нужно еще уметь отличать фирменное изделие от подделки. Зачастую о том, что вам пытаются продать не оригинал, свидетельствуют такие признаки:
основные рукояти пластиковые и они быстро выходят из строя;
защитный кожух шпинделя также пластиковый;
задний кожух из металла расположен таким образом, что вся стружка сыпется на станок;
фиксирование задней бабки осуществляется гайкой, что приводит к неудобству и дискомфорту при перемещении и зажиме.
Также специалисты дают рекомендации по выбору подходящего миниатюрного токарного станка по металлу. Например, люфт должен отсутствовать. В противном случае точность обработки металла снижается. Во время теста надо проверить прибор на всех режимах.
Обзор настольных токарных станков
Рассмотрим несколько популярных моделей мини токарных станков.
Токарный станок WBL280F
Этот прибор для обработки металла отличается автоматической продольной подачей. Он хорошо подходит для любимого хобби, но часто компании применяют его индивидуального или мелкосерийного производства деталей небольшого размера. Вращение можно установить правое или левое, что становится возможно благодаря панели управления. Также нарезать можно правую и левую резьбу. Число оборотов токарного станка отображается на цифровом экране.
Разработчики оснастили станок WBL280F производительным бесщеточным двигателем на 1,5 кВт, обслуживать который не требуется. Для изготовления станины был использован цельный чугун. Отверстием в 38 мм шпиндель опирается на роликовый подшипник в форме конуса. Передняя часть шпинделя закалена, а крепление патрона соответствует американскому стандарту, в результате чего монтаж его упрощается. Чтобы добраться к редуктору, нет надобности снимать полностью корпус.
Направление ходового вала и ходового винта можно просто регулировать, используя ручку, расположенную на передней панели. Заднюю бабку можно сместить, чтобы точить конус. Настольный мини станок этой модели можно модернизировать.
Токарный станок CJ0618
Если нужно изготовить стальную или металлическую деталь диаметром 180-300 или 180-350 мм, то строит выбрать токарный настольный станок этой модели. На нем есть возможность плавно регулировать скорости, обрабатывать детали и выполнять всю работу, которая свойственна этому типу станка. Также можно нарезать резьбу. Такой прибор можно установить в школе обучения, мастерской или небольшом производстве благодаря простоте использования.
Характеристики модели:
точность – высокая;
конструкция – жесткая;
питание – 220В;
мощность – 700 Вт;
регулировка оборотов – плавная;
скорость вращения шпинделя – 50-2500 оборотов в минуту;
дистанция между двумя центрами – 35 см;
ширина станины – 85 мм;
диаметр пиноли – 18 мм;
диаметр ходового винта – 16 мм;
станина – чугунная.
Токарный станок WBL210
Этот мини станок компактный, устанавливают его непосредственно на рабочий стол. Отличается эта модель от аналогичных бесщеточным двигателем постоянного тока, мощность которого 750 Вт. Функционирует стабильно и долго без ручного переключения диапазона скоростей. Может быть использован для единичной и мелкосерийной работы. Предусмотрен в конструкции поддон для сбора стружки.
Особенности модели:
привод шпинделя – ременной;
наличие защитного ограждения патрона с конечными выключателями;
защитное ограждение держателя резца;
наличие защитной задней стенки на всю длину станка;
плавная регулировка скорости шпинделя – 50-2500 оборотов в минуту;
отображение численности оборотов вращения;
питание – 220 В;
дистанция между центрами – 400 мм;
диаметр обработки над станиной – 210 мм;
размеры – 850х400х370 мм;
масса – 75 кг.
Мини токарные станки по металлу в категории «Промышленное оборудование и станки»
Мини токарный станок по металлу JET BD-3
Доставка из г. Киев
30 783 грн
Купить
Eco Prom — товари для здорового життя!
Profi 400 V НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ Bernardo | Мини токарный станок по металлу
Под заказ
Доставка по Украине
70 350 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Profi 400 G НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ Bernardo | Мини токарный станок по металлу
Под заказ
Доставка по Украине
77 246 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Profi 550 WQV НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ Bernardo | Мини токарный станок по металлу
Под заказ
Доставка по Украине
109 854 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
PROFI 300V Настольный мини токарный станок по металлу| малогабаритный токарный станок BERNARDO Австрия
Под заказ
Доставка по Украине
64 832 грн
Купить
BERNARDO UKRAINE | Бернардо Украина | Интернет магазин австрийские станки по дереву и металлу
Станок токарный мини по дереву 100Вт для моделизма, бусин WL
Доставка по Украине
4 820. 24 грн
2 410.12 грн
Купить
WebLine
Станок токарный мини по дереву 100Вт для моделизма, бусин VN
Ваш источник информация о мини-токарных станках 7х10, 7х12, 7х14 и 7х16
Copyright 2000-2020 by Frank J. Hoose, Jr. Домашняя страница
Я больше не добавляю новый контент на mini-lathe.com. Весь мой новый контент с 2015 года сейчас на YouTube.
Премиум-контент больше не доступен непосредственно на mini-lathe.com но я продаю Zip-файл, содержащий все статьи Премиум-контента
Если вы хотите купить копию: Используйте PayPal, чтобы отправить 30 долларов США на адрес [email protected]
Отправьте мне электронное письмо с уведомлением о вашем платеже Я отвечу на ваше электронное письмо с прикрепленным файлом Zip
Примечание: веб-сайты постоянно появляются и исчезают более 20+. год жизни mini-lathe.com, мне нецелесообразно поддерживать ссылки, поэтому многие ссылки «битые» (804 ошибка).
Если вы еще этого не сделали, прочитайте Отказ от ответственности (последнее обновление 18.10.09)
Mini-lathe.com — обширный информационный ресурс для Токарные мини станки 7х10, 7х12, 7х14 и 7х16. Этот сайт предназначен в первую очередь для помощи новым и потенциальные владельцы понимают возможности, ограничения и разочарования этих инструменты и как модифицировать и настраивать их, чтобы получить результаты, которые можно ожидать только от токарный станок намного дороже.
За годы, прошедшие с тех пор, как я создал этот сайт в 2000 году, я также использовали и писали обзоры некоторых более крупных токарных станков и сопутствующего оборудования. Дополнительную информацию см. на странице «Отзывы». Посетите Mini-mill.com для получения информации о мелком измельчении. машины, которые идеально дополняют мини-токарный станок.
1999 Мини-токарный станок Central Machinery 7×10 от Harbour Freight
Эти универсальные маленькие токарные станки — хороший выбор для модельеров, экспериментаторов, изобретателей и почти всем, кто интересуется металлообработкой или нуждается в изготовлении небольших прецизионные детали. Эти станки представляют собой миниатюрные версии промышленных металлообрабатывающих станков. и по конструкции и использованию сильно отличаются от токарных станков по дереву, но они, безусловно, могут использоваться для придания формы дереву, пластику и другим материалам, особенно если они очень точные требуются размеры. Если вы перейдете по ссылкам на панелях навигации выше, вы найдете много информации об этих токарных станках и смежных темах.
Обозначения 7×10, 7×12, 7×14 и 7×16 относятся к максимальному диаметру и длине (в дюймах) заготовки, с которой может работать токарный станок. Все четыре станка могут вращать Заготовка диаметром 7 дюймов длиной приблизительно до 10, 12, 14 или 16 дюймов в зависимости от модель. Однако на практике диаметр заготовок обычно ограничен 4 дюймами или меньше из-за различных факторов, описанных на этом сайте. Возможна машинная обработка концы валов длиннее, чем токарный станок, если диаметр 3/4 дюйма или меньше, чтобы он проходят через полый шпиндель токарного станка.
В основном токарный станок используется для изготовления таких компонентов, как валы и втулки, имеющие в основном цилиндрическую форму. Хотя это может показаться не таким много, дело в том, что почти все механические и инженерные устройства опираются на компоненты сделан на токарном станке. Так что, если у вас есть интересы, такие как радиоуправляемые автомобили, самолеты, лодки или вертолеты; робототехника, астрономия, микроскопия, часовое дело изобретатель или просто любят ремонтировать автомобили, мотоциклы, бытовая техника и бытовая техника, токарный станок — отличный инструмент. Токарные станки также используются ремесленниками для изготовления бус, браслетов и других предметов для украшений.
Если вы никогда раньше не работали на токарном станке по металлу или много лет с тех пор, как вы в последний раз делали это на уроках шоппинга в старшей школе (когда в старших классах еще был мастер-класс!), вы можете найти полезную информацию на страницах «Введение», «Начало работы», «Эксплуатация», «Заточка инструмента» и «Регулировка». Не забудьте прочитать важные советы по безопасности на странице Безопасность.
Мини-токарный станок обладает большим потенциалом, но имеет некоторые недостатки, о которых вам следует знать, прежде чем вы решите купить его — см. Обзоры для получения дополнительной информации о конкретных модели. К счастью, сейчас имеется достаточно информации по этому поводу. токарный станок в Интернете, чтобы вы не были в одиночестве, если столкнетесь с проблемой.
Рад сообщить, что качество этих станков неуклонно улучшалась. Еще в 2000 году, когда я запускал этот сайт, двигатель с регулируемой скоростью контроллеры имели высокую частоту отказов, но более новые намного надежнее. Сходным образом, общее качество изготовления лучше на новых токарных станках. Пока вы еще можете найти некоторые мелкие дефекты, почти все они теперь готовы к использованию из коробки после краткая очистка и выполнение некоторых незначительных настроек и корректировок. См. страницу «Начало работы» для Детали. Обременительная очистка от упаковочная смазка больше не требуется, так как токарные станки поставляются примерно с 2010 года. иметь только легкий слой антикоррозийной смазки.
Если вы подумываете о покупке, на страницах обзора продукта вы найдете некоторые подробные сведения. сравнение различных моделей. Вы также можете найти мои мысли о том, какой токарный станок купить полезно в принятии решения.
Подавляющее большинство токарных мини-станков, продаваемых в США и по всему миру производятся компанией Sieg в Шанхае, Китай. Они прошли ребрендинг несколькими поставщиками, окрашены в разные цвета. и продается с различными комбинациями аксессуаров и с четырьмя длинами кровати: 8″, 12″, 14″ и 16″, но все это по сути один и тот же токарный станок (Ну ладно, версия Micro-Mark какой-то уникальный…). Очень похожий станок производится Real Bull в Китае, составляет остальную часть рынка.
Хотя этот сайт посвящен в основном китайским токарным станкам, обязательно ознакомьтесь с немного меньшими по размеру, но очень мощными и высококачественными токарными станками. в США Тайгом и Шерлайн; они очень популярны среди прецизионных моделей производители.
Когда я создавал этот сайт, я использовал версию мини-токарного станка 7×10, показанную выше. Хотя 7×10 все еще доступны, 7×12 сегодня более распространены, и это навсегда причина: на самом деле он на 4 дюйма длиннее, чем 7×10 (результат чрезмерно оптимистичных маркетинг 7х10; что на самом деле только 7×8). Так как мини-станок теперь доступен в четырех вариантах длины ( 8″, 12″, 14″ и 16″) , вы найдете ссылки на все четыре модели в этом сайт. Большинство функций и возможностей очень похожи, кроме максимального рабочая длина. Вы также можете увидеть ссылки на токарные станки «7x», где я имею в виду. ко всем четырем размерам в целом.
Особенности этих токарных станков постоянно уточняются усовершенствована производителем. Поэтому некоторая старая информация на этом сайте может быть недоступна. дольше быть актуальным. Например, токарные станки, выпущенные до 2000 года, имели несколько грубоватый двигатель. контроль скорости с минимальной скоростью около 100 об/мин. Регуляторы скорости двигателя были с тех пор постоянно совершенствуются, а новые намного более сложны и надежнее самых ранних.
Примерно с 2007 года Зиг представил букву «S». серия машин с бесщеточными двигателями постоянного тока. Эти новые двигатели имеют гораздо больший крутящий момент, чем предыдущие двигатели, поэтому внутренний диапазон HI-LO шестерни больше не нужны. Результат — тише, мощнее и надежнее. машина. Более новые токарные станки также включают некоторые улучшенные функции безопасности по сравнению со старыми.
MicroLux® 7×16 Мини-токарный станок Эксклюзивный Micro-Mark, True Inch
Item #: 84631
818305028632MicroLux
List Price $1800. 00
Our Price $1599.95
Quantity discounts available
List Price $1800.00
Our Price $1599.95
Item (2)
IncomeAccount
TaxCode Mapping
Код UPC
Самовывоз
Сумма налога
$81,00 Дополнительный фрахт
Детали
MicroLux
® Мини-токарный станок 7 x 16. Единственный в своем роде станок «TRUE INCH» на рынке!
Эксклюзивно для Micro-Mark; единственный в своем роде станок «True Inch»
Мощный бесщеточный двигатель мощностью 500 Вт с реверсивным переключателем
Чистовая обработка токарных изделий диаметром до 7 дюймов и длиной до 16 дюймов
Доступны многочисленные дополнительные модификации и аксессуары
Каретка механическая подача с набором сменных шестерен для нарезания резьбы, 3-х кулачковый самоцентрирующийся патрон и др.
См. большеСм. меньше
Загрузить инструкции
Тщательная обработка обеспечивает высокую точность размеров и долгий срок службы, а плавная работа позволяет выполнять чистовую обработку токарных изделий диаметром до 7 дюймов и длиной до 16 дюймов. Тем не менее, он достаточно компактен (всего 86 фунтов), чтобы быть портативным.
ПРИМЕЧАНИЕ. На некоторых изображениях показаны установленные дополнительные аксессуары. Эти аксессуары продаются отдельно и НЕ входят в комплект поставки машины.
Воспользуйтесь корзиной для покупок на нашем веб-сайте, чтобы рассчитать стоимость перевозки за пределы 48 смежных территорий США, или позвоните в нашу линию заказов для получения помощи.
Этот мини-токарный станок оснащен настоящими дюймовыми винтами подачи и циферблатами (0,050 дюйма на оборот), поэтому преобразование в метрические единицы не требуется. Мини-токарный станок MicroLux ® 7 x 16 настолько универсален, что может резать все металлы, включая углеродистую сталь, нержавеющую сталь, чугун, алюминий, латунь, медь, бронзу и нейзильбер, а также неметаллы, такие как дерево и пластик. А с дополнительными аксессуарами, продаваемыми отдельно, он выполнит практически любую задачу, которая вам когда-либо понадобится.
Токарный мини-станок MicroLux ® 7 x 16 представляет собой не только удлиненную версию старых токарных мини-станков 7 x 10 и 7 x 12, но и новые конструктивные элементы, необходимые для более крупных работ:
Утяжеленная кровать чтобы выдерживать дополнительные усилия, возникающие при точении длинных заготовок
Более мощный двигатель
Удобно расположенные органы управления для легкого доступа и безопасности
Специально сконфигурированная и усиленная задняя бабка для обработки длинных заготовок
Теперь емкость 16 дюймов
Более мощный бесщеточный двигатель мощностью 500 Вт
Более тихий ременный привод
Только взгляните на эти особенности!
Сверхжесткая станина из термообработанного чугуна с прецизионно отшлифованными V-образными направляющими
Закаленный и точно обработанный главный шпиндель, поддерживаемый центростремительными шарикоподшипниками
Мощность каретки 7 л. с.) бесщеточный двигатель постоянного тока с регулируемой скоростью и реверсивный переключатель для двунаправленной автоматической подачи и нарезания резьбы
Маховики с возможностью сброса нуля и делением в дюймах (0,050 дюйма за оборот) избавляют от утомительного преобразования метрических единиц
Четырехпозиционный резцедержатель позволяет быстро и легко менять инструмент
Сверхтихий шпиндель с ременным приводом
8 90 самоцентрирующийся кулачковый патрон: диам. = 3,150 дюйма; диапазон зажима внутренних губок = от 0,079 до 0,866 дюйма; диапазон заклинивания внутренних кулачков = от 0,984 до 2,756 дюйма; диапазон зажима внешних кулачков = от 0,866 до 2,480 дюймов; ок. 5/8 дюйма диам. сквозное отверстие с внутренними/наружными губками и ключом
Составной слайд с емкостью 5/8 дюйма
Четырехпозиционный инструмент и дефлектор чипа
MT2 Dead Center для Hailstock
Корма карабили
Брызговик
Поддон для стружки
Набор инструментов и руководство по эксплуатации/схема деталей
Примечание. Требуется некоторая сборка. Скачать инструкции по сборке.
ПРЕДУПРЕЖДЕНИЕ. Этот продукт может подвергать вас воздействию химических веществ, включая свинец, который, как известно в штате Калифорния, вызывает рак, врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации посетите веб-сайт: www.p65warnings.ca.gov
Написать отзыв
МИНИ ТОКАРНЫЙ СТАНОК 7×16, ВСЕ ДЮЙМЫ
Превосходный токарный станок — вы оцените дополнительную (16 дюймов) рабочую длину
Я был немного обеспокоен, когда Я узнал, что токарный станок MicroLux 7 на 16 не собран и не протестирован компанией Micro-Mark перед отправкой мне – беспокоился о недостающих или поврежденных деталях, но все же решился на покупку и не жалею. два больших пакета с несколькими меньшими пакетами внутри.Защитные коробки и внутренняя обивка были хорошо сделаны, и все прибыло без повреждений. Кроме того, все части были включены – недостающих частей нет.Инструкции по сборке были превосходны, и сборка прошла гладко – у меня ушло около 2,5 часов которое я, вероятно, мог бы уменьшить до 1,5, если бы сделал это снова. На данный момент у меня около 10 часов на токарном станке, и я очень впечатлен. Все работает правильно, и для меня это соответствует моему стандарту точности.
МИНИ-СТАНОК 7×16 ВСЕ ДЮЙМЫ
Отличный станок, который никогда не доставлял мне проблем
У меня есть старый токарный станок 7×12 дюймов, и он у меня уже несколько лет. Я не опытный машинист, но этот токарный станок очень хорошо сложен и не доставлял мне проблем за те годы, что я им владел. Я изготовил некоторые инструменты для пиротехники, и они работали хорошо (токарный станок и инструменты, которые я изготовил). Токарный станок для любителей, не позволяйте названию обмануть вас. Вы можете изготовить отличные детали на этом токарном станке при наличии соответствующих знаний и терпения, чтобы учиться.
Как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
зерна из карбида кремния;
эльбора;
электрокорунда;
искусственный или природный алмаз.
Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.
Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
Сначала всегда указывается тип круга.
Второй важный параметр – это габариты приспособления.
Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
Сразу после этого указывается обозначение зернистости шлифовального круга.
В маркировке всегда называется твердость материала.
Структура связей.
Вид связки.
Максимальная рабочая скорость круга.
Класс точности.
Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.
Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
шлифование твердых металлических сплавов;
обработка сталей, прошедших закалку;
финишная обработка поверхности;
заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.
Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго — 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
Зернистость алмазных шлифовальных кругов
Зернистость алмазного гибкого шлифовального круга – это числовая характеристика, на значение которой оказывает влияние алмазных зерен, их концентрация на поверхностях рабочих инструментов. По размеру зерен бывают 4 вида кругов: мелкая, средняя, крупная, очень крупная.
Одна из важных характеристик гибкого шлифовального алмазного круга – зернистость. Это числовая характеристика алмазного круга, на значение которой влияет размер алмазных зерен, а также их концентрация на рабочей поверхности инструмента. Существует 4 вида шлифматериалов, которые отличаются разной зернистостью:
Мелкая: 100 мкм и меньше.
Средняя: 100-125 мкм.
Крупная: 125-160 мкм.
Очень крупная: 160 мкм и больше.
Максимально возможный размер зерен на гибких шлифовальных алмазных кругах составляет от 2000 до 2500 мкм.
При выборе параметров обработки заготовок и выборе инструмента нужно обязательно учитывать зернистость. Чтобы получить чистую поверхности, нужно использовать оснастку с минимальным размером зерен. При этом у такого инструмент быстро засаливается поверхность. В отдельных случаях происходит прижигание обрабатываемых поверхностей. Зернистость алмазной оснастки также влияет на выбор глубины шлифовки. Крупные зерна влияют на величину поперечной подачи. Также глубина может увеличиваться если используется смазочно-охлаждающая жидкость.
Таблица зернистости алмазных шлифовальных кругов
Обозначение по ГОСТ 3647-80
Обозначение по ГОСТ
9206-80 (алмазные порошки)
Размер, мкм
FEPA
Обозначение для абразивных материалов, исключая материалы на гибкой основе
Средний размер, мкм
F 4
4890
F 5
4125
F 6
3460
F 7
2900
200
2500/2000
2500-2000
F 8
2460
F 10
2085
160
2000/1600
2000-1600
F 12
1765
125
1600/1250
1600-1250
F 14
1470
100
1250/1000
1250-1000
F 16
1230
F 20
1040
80
1000/800
1000-800
F 22
885
63
800/630
800-630
F 24
745
50
630/500
630-500
F 30
625
F 36
525
40
500/400
500-400
F 40
438
32
400/315
400-315
F 46
370
25
315/250
315-250
F 54
310
F 60
260
20
250/200
250-200
F 70
218
16
200/160
200-160
F 80
185
12
160/125
160-125
F 90
154
F 100
129
10
125/100
125-100
F 120
109
8
100/80
100-80
F 150
82
6
80/63
80-63
F 180
69
5, М63
63/50
63-50
F 220
58
F 230
53
4, М50
50/40
50-40
F 240
44,5
М40
40/28
40-28
F 280
36,5
F 320
29,2
М28
28/20
28-20
F 360
22,8
М20
20/14
20-14
F 400
17,3
М14
14/10
14-10
F 500
12,8
М7
10/7
10-7
F 600
9,3
М5
7/5
7-5
F 800
6,5
М3
5/3
5-3
F 1000
4,5
3/2
3-2
F 1200
3,0
2/1
2-1
F 1500
2,0
F 2000
1,2
1/0
1 и <
1/0,5
1-0,5
0,5/0,1
0,5-0,1
0,5/0
0,5 и <
0,3/0
0,3 и <
0,1/0
0,1 и <
ШЛИФОВАЛЬНЫЙ ДИСК и АБРАЗИВНЫЕ ОСНОВЫ
gif»>
ШЛИФОВАЛЬНЫЙ ДИСК и АБРАЗИВНЫЕ МАТЕРИАЛЫ ОСНОВНЫЕ
ИНДЕКС
Абразивы общего назначения – конструкция и идентификация
Спецификация шлифовального круга
Тип и цвет зернистости
Размер зерна
Твердость круга
Структура
Связки
Алмазные и эльборовые круги
Алмазные и эльборовые основы
Идентификация вашего Алмазный или эльборовый круг
Алмазный круг только на карбидах и CBN только на сталях?
Т он спецификация
Вопреки всему думаю, длинные коды, связанные с шлифовальными кругами, на самом деле могут быть интерпретируются и обычно имеют ясное значение. Почти все производители указывают тип зерна, размер зерна, твердость круга, структура и связь в каждом производимом шлифовальном круге. Важно отметить, что НЕТ СТАНДАРТА среди шлифовальных производителей колес. Каждый будет использовать свой уникальный идентификационный номер. способ маркировки; Тем не менее, есть некоторые общие правила — по крайней мере здесь, в США. Типичная спецификация шлифовального круга может быть «А60-И10-ВС». «А» — зернистость (в данном случае алюминий). оксид), «60» — зернистость, «I» — относительная твердость, «10» — структуру, а «VS» — тип облигации (VS для этой компании означает стекловидная связка. Есть вариации тоже. Например, можно увидеть этот ’97C80 +Ф/-Г -B11-DC’. В данном случае 97C — это тип зерна/зернистости (здесь ‘C’). вероятно, это карбид кремния), 80 — зернистость, +F/-G указывает на зонированный или градуированный круг промежуточной твердости. -B11 это связка (В11, вероятно, связка из смолы). DC — это некоторый процесс, выполненный на колесе, такие как прорези, канавки, отверстия или индуцированная пористость. Другие суффиксы добавляются каждым отдельным производителем для специальных целей. условия. Только взглянув на производственную запись или технологический лист кто-нибудь знает наверняка, что именно составило это конкретный шлифовальный круг — Спецификация сама по себе не скажет целая история.
Как отмечалось выше, шлифовальный круг нельзя взять у одного производителя с аналогичной маркировкой и заменой другого шлифовальный круг производителя одинаковой маркировки. Во-первых месте, весьма вероятно, что они не будут отмечены одинаково и во-вторых, различия в фабричных методах производства обычно делают шлифовальные круги различной конструкции. Если только один не очень придирчивы к своему шлифовальному кругу или не выполняют требовательную работу и готов принять некоторое горе, мы бы никому не рекомендовали пытаться производить замены без какого-либо руководства знакомого инженера с процессом и производителями. Вот куда мы приходим в: Мы работаем с заводами, чтобы предоставить вам правильный шлифовальный круг. Также важно отметить, что конечный пользователь должен ожидать некоторых ПРОБЫ И ОШИБКИ при переходе с одной марки колес на другую. Иногда производителю может потребоваться две или даже три попытки, чтобы окончательно выберите точную твердость, зернистость, связку и т. д. Терпение и время являются ключом к любому успешному преобразованию и тестированию.
Тип и цвет зернистости
Тип зерна обычно либо оксид алюминия (белый, розовый, рубиново-красный, коричневый, серый и т. д.) карбид кремния (черный или зеленый), керамический (синий и розовый) или любая их комбинация. Оксид алюминия на сегодняшний день является наиболее популярным. Он доступен в следующие цвета: белый, розовый, красный, рубиново-красный, коричневый и серый. Каждый цвет имеет свои характеристики помола. Серый и коричневый зернистость — это рабочая лошадка, используемая при шлифовке и производстве. шлифовка. Жесткие и недорогие, они самые «общие». цель’ песчинка найдена. Может использоваться на сталях с низким и высоким содержанием углерода. Розовые и белые зерна обычно используются для более твердых сталей. которые нуждаются в прохладном, рыхлом режущем действии, чтобы избежать ожогов. Рубиново-красная зернистость — это специальная прочная зернистость, которая также используется для обработки инструментальных сталей. Эта крупа немного дороже, чем серо-коричневая. Рубиново-красный очень дорогой. Кремний Твердосплавные зерна обычно бывают черными или зелеными. Черный силикон карбид используется для шлифовки цветных металлов, таких как алюминий и латунь а также на изделиях из пластмассы, резины и камня, таких как мрамор и гранит. Черный карбид кремния — очень острая зернистость. Зеленый карбид кремния имеет даже более острую зернистость, чем черный, и используется в первую очередь для карбидов, титана и материалов с плазменным напылением. Одной интересной характеристикой карбидов кремния является эффект, который они есть на сталях. Из-за остроты этих зерен можно было бы думаю, что они будут слишком агрессивными и не обеспечат хороший финиш. На самом деле, в сталях карбид кремния используется как своего рода полировка/финишная обработка. Он используется в галтовочных процессах в качестве продукт для отделки поверхностей. Кроме того, производители часто смешивают небольшой процент карбида кремния с зернистостью оксида алюминия в шлифовальные круги и хонинговальные камни для получения более качественной заготовки обработка поверхности сталей. Песок на самом деле будет тусклым и обеспечивают трение по стали, что улучшает поверхность финиш.
Более новая зернистость. доступен керамический (также называемый SolGel или SG). Керамический зернистость имеет свойство не тускнеть — она разрушается или ломаются на острые углы, а не тупятся и вытягиваются из связи. Это продлевает срок службы колеса, а также обеспечивает превосходный агрессивный съем материала без накопления тепла. Этот песок производится всего несколькими производителями и стоит очень дорого, обычно в два или три раза дороже, чем оксид алюминия. Ты обычно не видит 100% керамический абразивный круг. Песок обычно смешивается с оксидом алюминия в различных процентных соотношениях от 10% до до 50%. Керамика используется в инструментальных сталях и сталях с низким содержанием углерода. Одинаково хорошо. Эти шлифовальные круги обычно требуют хорошей насадки индивидуального проектирования для вашего конкретного приложения и процесса, чтобы добиться прибыльных результатов.
Типы зернистости
иногда смешанные в комбинации для достижения определенных режущих характеристик. Крупу также называют рассыпчатой (белой) или полурассыпчатой (розовой, коричневой и серый, красный и др.). Рыхлый песок легче разрушается и полезен для резки твердых материалов.
Размер зерна
Размер зерна обычно варьируется от крупного (16–24 зернистости), средний (зернистость 36–60) и мелкий (зернистость 80–120). Мелкая крупа пробег от 150 и выше. Шлифовальные круги обычно находятся между 24 и 100 гр. Хонинговальные бруски и бруски для расшивки швов и другие полировальные абразивы будут зернистостью 150 и выше. Используйте грубый зернистость для быстрого и агрессивного съема стружки и более мелкая зернистость для уменьшения стружки удаление, но лучшее качество поверхности.
Шлифование твердость круга
Твердость оценивается от A до Z где «А» — самая слабая связь, а «Z» — самая сильная. А слабая связь предпочтительна для шлифования более твердых материалов, в то время как более прочная связь желательна для более мягких материалов. Типичный слабый связка для стали будет находиться в диапазоне «F, G или H». Средний твердость будет в диапазоне «I, J или K». И крепче связи в Диапазон «L», «M» или «O». Твердость зависит от типа зерен, измельчаемого материала, количество снятого материала и количество другие факторы.
Классы твердости обычно линейный: Если вы увеличиваете твердость на одну букву (от H до и Я, например), это может дать вам двойной срок службы колеса. Много люди ошибочно полагают, что такой переход (из H в I) быть только маргинальным — Не дайте себя ввести в заблуждение: ход всего один или два Классы твердости могут оказать существенное влияние на ваш технологический процесс!
Важно отметить, что почти невозможно подобрать одного производителя шлифовального круга жесткость круга от другого производителя: Различия на заводе печи, измерительные приборы и отсутствие стандартизированной твердости система не допускает прямого пересечения. «G» одной компании твердость будет «F» с другим и даже «H» с другим. Нам постоянно звонят по этому поводу: мы просто не можем гарантировать одно колесо должно быть таким же, как другое. Даже когда наши производители переключить свое производство на другую фабрику в другом штате или страна, мы увидим некоторую разницу. Иногда это может быть значительный.
Структура или расстояние между зернами
Структура в основном расстояние между абразивными зернами. Открытая структура будет 12 или выше, в то время как более близкая структура будет 6 или около того. Снова здесь, структура зависит от множества факторов, не последним из которых насколько трудно шлифовать материал. Можно подумать, что меньшее расстояние сделало бы колесо более жестким, но это верно только для момент: при меньшем количестве связки, удерживающей отдельные абразивные зерна, мягче бы колесо было. Кроме того, то же самое относится и к очень открытая структура: если зерна расположены на большом расстоянии друг от друга, у вас будет меньше зерен для размолоть с большим количеством связи, удерживающей каждое зерно — это может сделать колесо жестче. Инженеры по шлифовальным кругам обычно регулируют ПРОЧНОСТЬ СВЯЗИ в зависимости от применения.
Тип связки
Существуют различные типы облигаций но наиболее распространенными являются стекловидные и смоляные. Витрифицированный в основном стекловидное стекло, очень похожее на глиняную посуду или стеклянную посуду, обожженную в печь. Колеса из смолы представляют собой пластиковые смолы, смешанные и отвержденные при более низкой температуре. температуры. Витрифицированные колеса обычно используются для скамейки, применение на поверхности и в инструментальном цехе, например, при шлифовании поверхностей. Полимерные круги обычно используются в отрезных кругах, бесцентровых кругах и суперабразивные круги (алмазные и CBN). Новые облигации пластиковые склеенные колеса на основе высоких технологий от таких компаний, как ИССЛЕДОВАНИЕ АБРАЗИВА.
Алмазные и эльборовые основы
Круги
Diamond и CBN поставляются с несколькими типами связок: Смола (наиболее распространенная), стекловидная, металлическая и с гальваническим покрытием. Смола используется в большинстве инструментальных и производственных помещений. Витрифицированный а металлические связки — это более новые типы скреплений для конкретных применений (мы не буду вдаваться в подробности, поскольку они довольно редки и дороже и почти всегда изготавливаются на заказ). Колеса с гальваническим покрытием очень распространены и обычно встречаются в отрезные круги и абразивное шлифование с низкими требованиями, например, для пластмассы.
Полимерные круги очень похожи на традиционные шлифовальные круги с толстый слой связки/зерна обычно составляет от 1/16 до 1/4 дюйма. Колеса с гальваническим покрытием имеют гораздо меньшую толщину. В обоих случаях связующий слой наносится на ступицу из алюминия или стали, изготовленной по требуемому профилю.
Как традиционные шлифовальные круги, алмаз и CBN колеса используются в различных процессах и с различными материалы. Как правило, алмазные круги используются строго на карбиды и CBN используются на сталях. Некоторые производители выпускают «гибридный» круг со специальной зернистостью, который будет шлифовать как сталь, так и карбиды (обычно используются на деталях, требующих шлифовки карбида и стали одновременно). Алмазные круги с покрытием используются на цветные металлы, такие как пластик, резина, нейлон, стекловолокно, и т. д.
Идентификация вашего алмазного или эльборового круга
Алмазные и эльборовые круги классифицируются по их форма, размер зерна, концентрация и связка. Типичный бриллиант спецификация колеса может быть D1A1-150R100-B4, где D1A1 — колесо форма, 150 — зернистость, 100 — концентрация и B4 — это связка конкретного производителя (В4, скорее всего, связка из смолы).
Зернистость от 120 до 180 типична для применения в инструментальных цехах. Более мелкая зернистость 220 или выше обычно изготавливается по специальному заказу и для очень тонкая отделка.
Концентрация, говоря простым языком, это просто количество песка в микс. Предпочтительны концентрации 75 или выше, но это также зависит от конкретного приложения. Некоторые работы могут выполнять лучше с меньшей концентрацией. Как правило, чем выше концентрация, тем дольше прослужит колесо и тем оно дороже будет стоить вперед.
Связи слабые или сильные в зависимости от применения, но обычно на 90% изготовленных колес одна основная связка. Экзотические облигации такие как медь и полиамид очень дороги и используются в требовательные, точные операции, где пристальное внимание уделяется как срок службы колеса и стоимость колеса. Как правило, производителю требуется чтобы узнать, будет ли алмазный круг работать в охлаждающей жидкости или всухую — это определяет связь. Колеса из CBN всегда должны работать в охлаждающей жидкости.
Вы также увидите в спецификации обозначение связующего слоя. толщина, например: «X=1/8». Это очень важно в срок службы колеса и его первоначальная стоимость. Связующий слой 1/8″ толстый будет вдвое меньше толщины 1/4 дюйма и, следовательно, вдвое меньше срока службы. Некоторые производители будут поставлять колеса размером всего 1/16 дюйма или меньше. до 1/2 дюйма. Наиболее распространены 1/8 дюйма и 1/4 дюйма. Цена могут значительно различаться, и это важный фактор, который следует учитывать при сравнение колес одной фирмы с другой.
Алмазный круг по стали и CBN на карбидах?
Нас часто спрашивают если алмазный круг можно использовать на сталях и CBN на карбидах. Мы не рекомендуется делать это, так как срок службы колеса значительно сократится и в в некоторых случаях колеса могут вообще не резаться. Алмазный круг специально используется для карбидов, пластмасс и других синтетических материалы. Он вообще плохо шлифует сталь. колеса из эльбора следует использовать только на сталях. Доступна гибридная крошка это перемалывает обоих; Тем не менее, это компромисс в отношении срока службы колеса и шлифовальная способность. Но в случаях, когда необходимо измельчить оба материала в то же время, это может реально сэкономить время.
Не найти то, что вы искали здесь? Посетите наш
Пользовательский форум/доска сообщений для получения помощи от другого пользователя. Вы можете просмотреть вопросы, уже отправленные другими или задайте свой вопрос.
Эта страница будет часто обновляться по мере добавления новых интересующие предметы. Если у вас есть вопросы, пожалуйста свяжитесь с нами.
Посетите наш форум пользователей для пользователей Чтобы найти ответы на эти «мучительные» вопросы!
gif»>
Какой шлифовальный круг выбрать?
Выбор правильного шлифовального круга для вашего проекта очень важен, а выбор из почти непонятного ассортимента может стать проблемой. Вот почему мы составили этот исчерпывающий обзор, чтобы помочь вам сделать максимально осознанный выбор.
В этом руководстве рассматриваются:
Что такое шлифовальный круг?
Какие абразивы доступны для шлифовальных кругов?
Чтение шлифовального круга
Какой размер зерна мне нужен?
Какой сорт шлифовального круга выбрать?
Правильный выбор шлифовального круга?
Что такое шлифовальный круг?
Шлифовальный круг — это прецизионный инструмент с тысячами режущих точек на поверхности — абразивными зернами, удерживаемыми на месте связующей матрицей (поэтому они известны как связанные абразивы) и разделенными порами.
Эти поры представляют собой полые пространства между абразивными зернами и связкой, которые помогают удалять металлическую стружку, отбрасываемую в процессе шлифования.
Есть животрепещущий вопрос о шлифовке? Посмотрите наши видеоролики с часто задаваемыми вопросами по шлифованию, чтобы найти ответ
Когда круг используется, абразивные зерна врезаются в шлифуемый материал, удаляя нежелательный поверхностный материал в виде мелких стружек.
При шлифовании режущие кромки абразивных зерен стираются; становится все более тупым. В то же время повышенное трение вызывает накопление тепла, которое разрушает абразивное зерно и обнажает новые режущие кромки или начинает разрушать связующие мостики, которые удерживают абразивные зерна на месте.
При обычном шлифовании на керамической поверхности круг необходимо править с помощью инструмента для правки. Варьируя свойства абразива, тип связки, конструкцию круга, можно производить шлифовальные круги с широким диапазоном различных характеристик шлифования.
Какие абразивы доступны для шлифовальных кругов?
Для шлифовальных кругов доступно 4 основных типа абразивных зерен:
Керамический оксид алюминия
Запатентованная Norton Quantum керамическая форма оксида алюминия, которую часто называют просто «Керамика», тверже и острее, чем обычные абразивные зерна.
Это керамическое зерно имеет уникальную самозатачивающуюся микрокристаллическую структуру. Это в конечном итоге снижает регулярность необходимости правки шлифовального круга и обеспечивает значительно более холодное режущее действие при использовании.
Карбид кремния
Более твердый, чем стандартный корунд, с очень острым абразивным зерном. Это универсальный материал, рекомендуемый для шлифования относительно мягких металлов, таких как алюминий или чугун, но также может использоваться для очень твердых материалов, таких как твердый сплав.
Циркониевый глинозем
Для использования при черновом шлифовании, где требуется большой съем материала. Это зерно связано с высокотехнологичными смоляными связями.
Оксид алюминия
Обычно рекомендуется для шлифования материалов с высокой прочностью на растяжение, таких как нержавеющая и инструментальная стали, но также может использоваться для обработки некоторых высокопрочных алюминиевых и бронзовых сплавов.
Оксид алюминия производится разного качества.
Чтение шлифовального круга
При выборе идеального круга для вашего проекта важно знать, что означают пиктограммы на передней промокательной бумаге.
Это руководство поможет вам расшифровать их значение:
Какой размер зерна мне нужен?
Когда выбирать крупную зернистость: если чистота поверхности не важна для проекта, можно использовать крупную зернистость. Кроме того, чем крупнее зернистость, тем быстрее снимается припуск, что делает его более подходящим для больших площадей контакта, чем мелкозернистые абразивы.
Они также являются лучшим вариантом для мягких, пластичных и волокнистых материалов, таких как мягкая сталь и алюминий.
Когда выбирать мелкую зернистость: Мелкая зернистость используется, когда отделка является неотъемлемой частью успеха проекта.
Кроме того, выберите более мелкую зернистость, если проект требует более тщательной и точной работы на меньшей площади контакта. Твердые и потенциально хрупкие материалы, такие как стекло, инструментальная сталь и цементированный карбид, лучше всего подходят для абразива с более мелким зерном.
Какой класс шлифовального круга выбрать?
Класс указывает на относительную удерживающую способность связки, которая удерживает абразивные зерна в круге.
Мягкие сплавы:
• Для твердых материалов, таких как инструментальная сталь и карбиды
• Для больших площадей контакта
• Для быстрого удаления припуска.
Hard Марки:
• Для мягких материалов
• Для небольших или узких поверхностей контакта
• Для увеличения срока службы круга.
Правильный выбор шлифовального круга
При выборе шлифовального круга для любого применения необходимо учитывать девять основных факторов:
1. Какой материал вы будете шлифовать и насколько он твердый?
2. Какой припуск необходимо снять с материала?
3. Разработайте форму материала и необходимую отделку поверхности (или отделки).
4. Какой тип машины вы будете использовать? Обратите внимание на его мощность и условия.
5. Какие скорости круга и подачи будут задействованы? (Продукты Norton разработаны и протестированы для определенных приложений и рабочих скоростей.
В целях безопасности убедитесь, что рабочая скорость машины не превышает максимальную рабочую скорость, указанную на любом изделии.
6. Определите размер и твердость поверхности шлифовального контакта.
7. Будет ли ваша операция шлифования мокрой или сухой?
8. Какая степень шлифовки требуется?
9. Какой метод перевязки?
Какой материал вы будете шлифовать?
Тип материала влияет на выбор абразива, зернистости и марки.
Абразивы типа глинозема наиболее подходят для шлифования высокопрочных материалов, таких как сталь и ферритный чугун. Более рыхлые типы глинозема предпочтительны для более твердых сталей и приложений с большими дугами контакта.
Материалы с низкой прочностью на разрыв и неметаллические материалы наиболее эффективно шлифуются или режутся абразивом из карбида кремния. Твердость материала определяет степень проникновения, которое может быть достигнуто абразивом.
По этой причине для шлифования твердых материалов и мягких материалов лучше всего использовать круги со средней и крупной зернистостью. Для наиболее эффективной работы марку необходимо отрегулировать в соответствии с твердостью материала.
Как правило, чем тверже материал, тем мягче требуется круг .
Запас/материал для удаления
Высокая производительность съема , как и при зачистке, требуют крупнозернистых кругов, обычно от 12 до 24 меш.
Чистовая обработка и жесткие ограничения на геометрию готовой заготовки требуют более мелкого размера зерна. Окончательная отделка поверхности часто достигается за счет «искрового разряда», когда дальнейшая подача не применяется, и кругу позволяют шлифовать до тех пор, пока не исчезнет большая часть шлифовальных искр.
Надеемся, что это руководство помогло вам сделать максимально осознанный выбор.
Посмотреть прецизионные шлифовальные круги +
Посмотреть черновые шлифовальные круги +
В большинстве случаев (особенно при техническом обслуживании, ремонте и эксплуатации) вы обычно используете шлифовальный круг на угловой шлифовальной машине.
Характерной особенностью меди является ее высокая теплопроводность, в 6 раз большая, чем у железа, и более высокая, чем у железа, механическая стойкость при низких температурах. Коэффициент теплопроводности меди при температуре 20–100 °С составляет 394 Вт/(м*К) – выше только у серебра. Стальной прокат уступает меди по этому показателю почти в 9 раз, а железо – в 6. Различные примеси по-разному влияют на физические свойства металлов. У меди скорость передачи тепла снижается при добавлении в материал или попадании в результате технологического процесса алюминия, железа, кислорода, мышьяка, сурьмы, серы, селеа, фосфора. Высокая теплопроводность характеризуется быстрым распространением энергии нагрева по всему объему предмета. Эта способность обеспечила меди широкое применение в любых системах теплообмена, особенно труб, листовой меди и медной проволоки. Ее используют при изготовлении трубок и радиаторов холодильников, кондиционеров, вакуумных установок, автомашин для отвода избыточного тепла охлаждающей жидкости. В отопительных приборах подобные изделия из меди служат для обогрева. Способность меди проводить тепло снижается при нагреве. Значения коэффициента теплопроводности меди в воздухе зависит от температуры последнего, которая влияет на теплоотдачу (охлаждение). Чем выше температура окружающей среды, тем медленнее остывает металл и ниже его теплопроводность. Поэтому во всех теплообменниках используют принудительный обдув вентилятором – это повышает эффективность работы устройств и одновременно поддерживает тепловую проводимость на оптимальном уровне. Тепловое расширение меди (при 20 — 100 град. C) — 0,0168 мм / м / ºC. Чистая медь и ее сплавы не являются жаростойкими материалами, однако, в некоторых случаях они применяются при повышенных температурах, когда от конструкции требуется повышенная электропроводность или теплопроводность. Используется медь с низким содержанием кислорода (<<0,04 %). Когда требуется прочность изделия, то вводится мышьяк (0,4 %). Добавки Сё (1,0 %), Сг (0,3 %) и Ag (0,1 %) также улучшают механические свойства меди при повышенных температурах, причем электропроводность при этом остается практически без изменения. У меди высокая теплопроводность, что обуславливает достаточно сложный процесс монтажных и других работ, имеющих свою специфику. Сварка, пайка, резка меди требует более концентрированного нагрева, чем для стали, и зачастую предварительного и сопутствующего подогрева металла. Медь, помимо широкого применения в технике по причине ее высокой электропроводности, используется в химическом машиностроении в качестве конструкционного материала для изготовления разнообразной химической аппаратуры и, в особенности, теплообменной аппаратуры (выпарные аппараты, теплообменники, конденсаторы, испарители, змеевики). Объясняется это высокой теплопроводностью меди и ее сплавов, их благоприятными физико-механическими свойствами при достаточно высокой. Существует несколько марок меди, теплопроводность которых при низких температурах может быть весьма различной в зависимости от количества и характера примесей.
Температура плавления меди 1083,85 C (1357.77 ± 0.20·K).
Принятые значения термодинамических величин для меди и ее соединений в кристаллической и жидкой фазах.
электропроводность, свойства, особенности и применение
Во многих отраслях современной промышленности очень широко используется такой материал, как медь. Электропроводность у этого металла очень высокая. Этим и объясняется целесообразность его применения прежде всего в электротехнике. Из меди получаются проводники с отличными эксплуатационными характеристиками. Конечно же, используется этот металл не только в электротехнике, но и в других отраслях промышленности. Объясняется его востребованность в том числе и такими его качествами, как стойкость к коррозионным разрушениям в ряде агрессивных сред, тугоплавкость, пластичность и т.д.
Историческая справка
Медь является металлом, известным человеку с глубокой древности. Объясняется раннее знакомство людей с эти материалом прежде всего его широкой распространенностью в природе в виде самородков. Многие ученые считают, что именно медь была первым металлом, восстановленным человеком из кислородных соединений. Когда-то горные породы просто нагревали на костре и резко остужали, в результате чего они растрескивались. Позднее восстановление меди начали производить на кострах с добавлением угля и поддувом мехами. Совершенствование этого способа в конечном итоге привело к созданию шахтной печи. Еще позже этот металл начали получать методом окислительной плавки руд.
Медь: электропроводность материала
В спокойном состоянии все свободные электроны любого металла вращаются вокруг ядра. При подключении внешнего источника воздействия они выстраиваются в определенной последовательности и становятся носителями тока. Степень способности металла пропускать сквозь себя последний и называется электропроводностью. Единицей ее измерения в Международной СИ является сименс, определяемый как 1 См = 1 Ом-1.
Электропроводность меди очень высока. По этому показателю она превосходит все известные на сегодня неблагородные металлы. Лучше нее ток пропускает только серебро. Показатель электропроводности меди составляет 57х104 см-1 при температуре в +20 °С. Благодаря такому своему свойству этот металл на данный момент является самым распространенным проводником из всех используемых в производственных и бытовых целях.
Медь отлично выдерживает постоянные электрические нагрузки и к тому же отличается надежностью и долговечностью. Помимо всего прочего, этот металл характеризуется и высокой температурой плавления (1083,4 °С). А это, в свою очередь, позволяет меди долгое время работать в нагретом состоянии. По распространенности в качестве проводника тока конкурировать с этим металлом может только алюминий.
Влияние примесей на электропроводность меди
Конечно же, в наше время для выплавки этого красного металла используются гораздо более совершенные методики, чем в древности. Однако и сегодня получить совершенно чистый Cu практически невозможно. В меди всегда присутствуют разного рода примеси. Это могут быть, к примеру, кремний, железо или бериллий. Между тем, чем больше примесей в меди, тем меньше показатель ее электропроводности. Для изготовления проводов, к примеру, подходит только достаточно чистый металл. Согласно нормативам, для этой цели можно использовать медь с количеством примесей, не превышающем 0. 1 %.
Очень часто в этом металле содержится определенный процент серы, мышьяка и сурьмы. Первое вещество значительно снижает пластичность материала. Электропроводность меди и серы сильно различается. Ток эта примесь совершенно не проводит. То есть является хорошим изолятором. Однако на электропроводность меди сера не влияет практически никак. То же самое касается и теплопроводности. С сурьмой и мышьяком наблюдается обратная картина. Эти элементы электропроводность меди способны снижать значительно.
Сплавы
Разного рода добавки могут использоваться и специально для повышения прочности такого пластичного материала, как медь. Электропроводность ее они также снижают. Но зато их применение позволяет значительно продлить срок службы разного рода изделий.
Чаще всего в качестве повышающей прочность меди добавки используется Cd (0.9 %). В результате получается кадмиевая бронза. Ее проводимость составляет 90 % от проводимости меди. Иногда вместо кадмия в качестве добавки используют также алюминий. Проводимость этого металла составляет 65 % от этого же показателя меди. Для повышения прочности проводов в виде добавки могут применяться и другие материалы и вещества — олово, фосфор, хром, бериллий. В результате получается бронза определенной марки. Соединение меди с цинком называется латунью.
Характеристики сплавов
Зависеть электропроводность металлов может не только от количества имеющихся в них примесей, но и от других показателей. К примеру с повышением температуры нагрева способность меди пропускать сквозь себя ток снижается. Оказывает влияние на электропроводность такой проволоки даже способ ее изготовления. В быту и на производстве могут использоваться как мягкие отожженные медные проводники, так и твердотянутые. У первой разновидности способность пропускать сквозь себя ток выше.
Однако больше всего влияют, конечно же, используемые добавки и их количество на электропроводность меди. Таблица ниже представляет читателю исчерпывающую информацию относительно способности пропускать ток наиболее распространенных сплавов этого металла.
Электропроводность медных сплавов
Сплав
Состояние (О — отожженная, Т-твердотянутая)
Электропроводность (%)
Чистая медь
О
101
Т
98
Оловянная бронза (0.75 %)
О
55-60
Т
50-55
Кадмиевая бронза (0.9 %)
О
95
Т
83-90
Алюминиевая бронза (2,5 % А1, 2 % Sn)
О
15-18
Т
15-18
Фосфористая бронза (7 % Sn, 0,1 % Ρ)
О
10-15
Т
10-15
Электропроводность латуни и меди сравнима. Однако у первого металла этот показатель, конечно же, немного ниже. Но при этом он и выше, чем у бронз. В качестве проводника латунь используется довольно-таки широко. Ток она пропускает хуже меди, но при этом и стоит дешевле. Чаще всего из латуни делают контакты, зажимы и различные детали для радиоаппаратуры.
Медные сплавы высокого сопротивления
Такие проводниковые материалы применяют в основном при изготовлении резисторов, реостатов, измерительных приборов и электронагревательных устройств. Чаще всего для этой цели используются медные сплавы константан и манганин. Удельное сопротивление первого (86 % Cu, 12 % Mn, 2 % Ni) составляет 0.42-0.48 мкОм/м, а второго (60 % Cu, 40 % Ni) — 0.48-0.52 мкОм/м.
Связь с коэффициентом теплопроводности
Удельная электропроводность меди — 59 500 000 См/м. Этот показатель, как уже упоминалось, верен, однако только при температуре +20 оС. Между коэффициентом теплопроводности любого металла и удельной проводимостью существует определенная связь. Устанавливает его закон Видемана — Франца. Выполняется он для металлов при высоких температурах и выражается в такой формуле: K/γ = π2 / 3 (k/e)2T, где y — удельная проводимость, k — постоянная Больцмана, e — элементарный заряд.
Разумеется, существует подобная связь и у такого металла, как медь. Теплопроводность и электропроводность у нее очень высокие. На втором месте после серебра она находится по обоим этим показателям.
Соединение медных и алюминиевых проводов
В последнее время в быту и промышленности начало использоваться электрооборудование все более высокой мощности. Во времена СССР проводка изготавливалась в основном из дешевого алюминия. Новым требованиям ее эксплуатационные характеристики, к сожалению, уже не соответствуют. Поэтому сегодня в быту и в промышленности очень часто алюминиевые провода меняются на медные. Основным преимуществом последних, помимо тугоплавкости, является то, что при окислительном процессе их токопроводящие свойства не уменьшаются.
Часто при модернизации электросетей алюминиевые и медные провода приходится соединять. Делать это напрямую нельзя. Собственно, электропроводность алюминия и меди различается не слишком сильно. Но только у самих этих металлов. Окислительные же пленки у алюминия и меди свойства имеют неодинаковые. Из-за этого значительно снижается проводимость в месте соединения. Окислительная пленка у алюминия отличается гораздо большим сопротивлением, чем у меди. Поэтому соединение этих двух разновидностей проводников должно производиться исключительно через специальные переходники. Это могут быть, к примеру, зажимы, содержащие пасту, защищающую металлы от появления окиси. Данный вариант переходников обычно используется при соединении проводов на улице. В помещениях чаще применяются ответвительные сжимы. В их конструкцию входит специальная пластина, исключающая прямой контакт между алюминием и медью. При отсутствии таких проводников в бытовых условиях вместо скручивания проводов напрямую рекомендуется использовать шайбу и гайку в качестве промежуточного «мостика».
Физические свойства
Таким образом, мы выяснили, какая электропроводность у меди. Показатель этот может меняться в зависимости от входящих в состав этого металла примесей. Однако востребованность меди в промышленности определяется и другими ее полезными физическими свойствами, получить информацию о которых можно из представленной ниже таблицы.
Физические характеристики Cu
Параметр
Значение
Решетка
Гранецентрированная кубическая, а=3.6074 Å
Атомный радиус
1,28 Å
Удельная теплоемкость
385,48 дж/(кг·К) при +20 оС
Теплопроводность
394,279 вт/(м·К) при +20 оС
Электрическое сопротивление
1,68·10-8 Ом·м
Коэффициент линейного расширения
17,0·10-6
Твердость
350 Мн/м2
Предел прочности при растяжении
220 Мн/м2
Химические свойства
По таким характеристикам медь, электропроводность и теплопроводность которой очень высокие, занимает промежуточное положение между элементами первой триады восьмой группы и щелочными первой группы таблицы Менделеева. К основным ее химическим свойствам относят:
Наиболее характерным для меди является двухвалентное состояние. Сходства с щелочными металлами она не имеет практически никакого. Химическая активность ее также невелика. В присутствии СО2 или же влаги на поверхности меди образуется зеленая карбонатная пленка. Все соли меди являются ядовитыми веществами. В одно- и двухвалентном состоянии этот металл образует очень устойчивые комплексные соединения. Наибольшее значение для промышленности имеют аммиачные.
Сфера использования
Высокая тепло- и электропроводность меди определяет ее широкое применение в самых разных отраслях промышленности. Конечно же, чаще всего этот металл используется в электротехнике. Однако это далеко не единственная сфера его применения. Помимо всего прочего, медь может использоваться:
Для изготовления разного рода ювелирных изделий используется в основном сплав меди с золотом. Это позволяет увеличить стойкость украшений к деформациям и истиранию. В архитектуре медь может использоваться при облицовке кровель и фасадов. Основным преимуществом такой отделки является долговечность. К примеру, листами именно этого металла обшита крыша широко известной архитектурной достопримечательности — католического собора в немецком городе Хильдесхайме. Медная кровля этого здания надежно защищает его внутреннее пространство вот уже почти 700 лет.
Инженерные коммуникации
Основными преимуществами медных водопроводов также являются долговечность и надежность. Кроме того, этот металл способен придавать воде особые уникальные свойства, делая ее полезной для организма. Для сборки газопроводов и систем отопления медные трубы также подходят идеально — в основном благодаря своей коррозийной стойкости и пластичности. При аварийном повышении давления такие магистрали способны выдерживать гораздо большую нагрузку, чем стальные. Единственным недостатком медных трубопроводов является их дороговизна.
Что такое теплопроводность?
Медь известна многими свойствами: коррозионной стойкостью, электропроводностью, противомикробными свойствами, возможностью вторичной переработки и теплопроводностью. Но что такое теплопроводность и почему она так важна для определенных отраслей? Давайте посмотрим вместе.
Вы когда-нибудь внимательно рассматривали чайник и сомневались в его конструкции? Хотя большая часть этого предмета сделана из нержавеющей стали, ручка и крышка часто изготавливаются из пластика. Почему это? Ну, причина кроется в разной теплопроводности двух материалов. Нержавеющая сталь, как и практически все металлы, хорошо проводит тепло. Это важно для чайника, так как его задача — нагревать воду. Тем не менее, вы не хотите обжечь руки при кипячении воды. Поэтому ручка сделана из пластика, так как этот материал очень плохо проводит тепло. Таким образом, чайник выполняет именно ту цель, которую он должен выполнять.
Старинный медный чайник с деревянной ручкой
Что такое теплопроводность металлов?
Теплопроводность определяется как способность передавать тепло от горячего объекта к холодному объекту. Каждый материал имеет разную теплопроводность. Это зависит от трех факторов: пористости, содержания воды и плотности. В неметаллических твердых телах теплопроводность в значительной степени основана на механическом соединении соседних атомов и связанной с этим передачей колебательной энергии.
С другой стороны, в металлах электроны проводимости в значительной степени ответственны за теплопроводность. Те же самые электроны проводимости ответственны за электронную проводимость. Они гарантируют, что металлы имеют очень хорошую теплопроводность.
Свободные электроны сталкиваются с частицами решетки. Поскольку они вибрируют более сильно в точке нагрева, они передают часть своей избыточной энергии другим электронам при ударе. Они могут свободно перемещаться в решетке металла и, следовательно, передавать ранее поглощенную дополнительную энергию частицам решетки вне точки нагрева при их столкновении с ними. Твердые тела, которые не состоят из металла, не имеют свободных электронов — поэтому они не проводят электрический ток — и поэтому гораздо хуже проводят тепло.
Медь и ее теплопроводность
Медь очень хорошо проводит электричество и используется для изготовления электрических кабелей во многих областях. Гораздо менее известно, что медь также хорошо проводит тепло. И не случайно кастрюли и сковороды из меди пользуются популярностью для приготовления пищи.
Лишь немногие материалы лучше проводят тепло, чем медь. Одним из них, например, является алмаз. Ни один другой материал не обладает лучшей теплопроводностью, чем алмаз. Алмаз достигает своей непревзойденной теплопроводности благодаря своей уникальной кристаллической структуре – схеме расположения атомов. В отличие от металлов, в алмазах тепло переносится колебаниями решетки, а не электронами проводимости.
Из-за своей высокой теплопроводности медь является популярным материалом для труб отопления.
Серебро – единственный металл, имеющий более высокую теплопроводность, чем медь. Однако он лишь незначительно выше. А поскольку и алмаз, и серебро довольно дороги для покупки, медь является наиболее часто используемым металлом для изготовления проводящих устройств. Это связано с его превосходной теплопроводностью, а также с хорошей электропроводностью, высокой температурой плавления и умеренной скоростью коррозии.
Теплопроводность в обрабатывающей промышленности
Хорошая теплопроводность делает медь востребованным материалом в промышленности. Медь является лучшим выбором там, где требуется быстрая теплопередача. Часто забывают, что медь не только превосходно поглощает тепло, но и рассеивает его. Это делает медь отличным охлаждающим материалом. Например, медь используется в теплообменниках систем кондиционирования воздуха, автомобильных радиаторах или в качестве процессорных кулеров в компьютерах. И даже в производстве пластмасс медные сплавы, такие как AMPCOLOY®, могут помочь сделать процесс более эффективным.
Хотите узнать больше о металлургии меди и сплавов на основе меди? Download now a free extract of our book «Metallurgy of Copper and Copper Alloys»
Conductivity
проводимость
Проводимость является мерой
легкость, с которой электрический заряд или тепло могут пройти через материал. А
проводник представляет собой материал, который оказывает очень небольшое сопротивление потоку
электрический ток или тепловую энергию. Материалы классифицируются как металлы,
полупроводники и изоляторы. Металлы – самые проводящие и изоляторы
(керамика, дерево, пластик) наименее проводящие.
Электропроводность
говорит нам, насколько хорошо материал пропускает через себя электричество.
Многие люди думают о медных проводах как о чем-то, что обладает отличными электрическими свойствами.
проводимость.
Теплопроводность
говорит нам о том, с какой легкостью можно использовать тепловую энергию (тепло для большинства целей).
двигаться через материал. Некоторые материалы, такие как металлы, пропускают тепло.
через них довольно быстро. Представьте, что одной рукой вы касаетесь
кусок металла, а другой кусок дерева. Какой материал будет
чувствовать себя холоднее? Если бы вы сказали «металл», вы были бы правы. Но,
на самом деле оба материала имеют одинаковую температуру. это относительно
теплопроводность. Металл обладает более высокой теплопроводностью, или термической
проводимость, чем древесина, позволяя теплу от вашей руки уйти быстрее. Если
вы хотите, чтобы что-то было холодным, лучше всего завернуть это во что-нибудь
не обладает высокой теплопроводностью или высокой теплопроводностью,
это будет изолятор. Керамика и полимеры обычно являются хорошими изоляторами.
но вы должны помнить, что полимеры обычно имеют очень низкую температуру плавления.
Это означает, что если вы проектируете что-то, что будет сильно нагреваться, полимер
может расплавиться в зависимости от температуры плавления.
Электрическая и теплопроводность
тесно связаны. За
большая часть хороших электрических проводников является также хорошими теплопроводниками.
Многие продукты содержат оба проводника
и изоляторы — проводники принимают электричество или тепловую энергию
туда, где он нужен, и изоляторы не позволяют ему попасть туда, куда он
не разыскивается.
Серебро
обладает самой высокой электропроводностью среди всех металлов.
На самом деле серебро определяет проводимость — все остальные металлы сравниваются с
Это. По шкале от 0 до 100 серебро занимает 100 место, медь — 97, а золото.
на 76. Из-за этого свойства, а также из-за того, что оно не легко воспламеняется, серебро
обычно используется в электрических цепях и контактах. Серебро также используется
в батареях, где надежность является обязательной и применяются ограничения по весу,
например, для портативных хирургических инструментов, слуховых аппаратов, кардиостимуляторов и
В качестве напольного покрытия в загородных домах и квартирах применяется бетон для стяжки. Строительный материал удовлетворяет высоким требованиям к надежности, длительности эксплуатации и простоте укладки. Любые неровности и дефекты основы с легкостью устраняются бетонным раствором. Однако прочностные показатели и длительность срока службы покрытия определяется многими параметрами, такими как соблюдение технологии приготовления бетонного раствора, правильность выбора соотношений главных ингредиентов и выполнения заливки.
Почему важно соблюдать требуемое соотношение?
Сегодня в качестве напольных покрытий применяются различные материалы: плитка, шпаклевка, штукатурка и т. п. Для их прочного и надежного обустройства требуется соблюдать строгие пропорции главных составляющих смеси на бетоне. Визуально определить правильность соотношений компонентов можно по густоте раствора. Консистенция должна быть подобна жирной сметане с немного рассыпчатой структурой без комков. Такой состав легче наносится и разглаживается. Если основа ровная, смесь будет слегка растрескиваться.
Если переборщить с водой, соотношение компонентов окажется неправильным, следовательно, смесь хуже ляжет, а пол со временем станет трескаться.
Чтобы правильно смешать все ингредиенты в необходимых количествах, нужно четко следовать рекомендациям производителя. Это касается готовых сухих смесей. Если использовать растворы собственного приготовления, рекомендуется подобрать соотношения, согласно марке цемента и выбранного заполнителя. Соотношение ингредиентов в песко-цементной смеси определяет не только конечное качество покрытия, но и звуко-, тепло- и влагостойкие параметры, возможность прокладки коммуникаций.
Вернуться к оглавлению
Отношение цемента и песчаного наполнителя
Марка цемента определяет отношение основных ингредиентов в смеси, таких как цемент, песчаный наполнитель, вода.
Таблица соотношений ингредиентов.
Рекомендуется стяжку месить из марки раствора более М150 с прочностью на сжатие 10 МПа. Оптимальный сорт — М200. Песок для выбора соотношения нужно брать с минимальным содержанием глины. Примеси снижают адгезионные свойства смеси, следовательно, уменьшаются прочностные характеристики пола. Если глины не удалось избежать, следует увеличить долю цемента в общей массе на 20%.
Вернуться к оглавлению
Как рассчитать раствор для заливки пола?
В качестве примера приведем расчет на бетонной стяжке для помещения в 35 м2. Требуемая толщина слоя заливки 5 см:
Общий объем смеси равен результату перемножения толщины пласта и площади комнаты: 0,05*35=1,75 м3.
Объем песчаного заполнителя, вяжущего и полезных добавок. В этом случае — песок, цемент, щебень. Округленное соотношение имеет вид 1 : 3 : 5. Из приведенного относительного количества находим объем песка: 1,75*(3/9)=0,57 м3. Рассчитанный объем щебня составит 1,75*(5/9)=0,95 м3. Объем цемента равен 1,75-0,57-0,95=0,23 м3.
Преобразование единиц измерения — от объемных к массовым. Для этого расчет ведется на 10 литров каждого ингредиента смеси. Указанный объем песка, цемента и щебня имеют соответствующе массы: 14—16 кг (1 м3=1400—1600 кг), 15—17 кг (1 м3=1500—1700 кг) и 13—14 кг (1 м3=1300к—1400 кг).
Следовательно, перевод единиц выглядит так:
массовая доля цемента — 0,23*1300 (1400)=299 (322)кг;
песка — 0,57*1400 (1600)=798 (912) кг;
щебня — 0,95*1500(1700)=1425 (1615) кг.
Пример является приблизительным, но полезным. Специалисты рекомендуют при приготовлении раствора для полов учитывать, что готовая стяжка может уменьшиться в объеме: примерный выход из 1 м3 сухого продукта составляет 0,59—0,71 м3 готовой массы. Следовательно, должен быть определенный запас всех необходимых компонентов.
В помощь начинающим строителям существует большое количество полезных графиков, таблиц, онлайн-калькуляторов, которые позволят подобрать соотношение и рассчитать количество ингредиентов. Затем можно самостоятельно приготовить качественный раствор для стяжки на полу.
Вернуться к оглавлению
Что лучше — бетон или цпс?
Пропорции приготовления ЦПС.
Для приготовления цпс или цементно-песчаной стяжки требуется одна часть цемента и три части песка кварцевой породы. Количество воды составляет 45—55% массы сухой смеси. Это соотношение позволяет получить марку 150—200. Расход полученного раствора зависит от толщины укладываемого слоя и типа напольного покрытия. Для выравнивания поверхности достаточно 2 см. Если дополнительно использовать пластификатор, слой может достигать 3 см. Как правило, цпс используется для выравнивания небольших неровностей с укладкой заливки до 6 см или для ровной поверхности. В противном случае рекомендуется более прочная и надежная бетонная масса. Уже при слое более 4 см бетон не растрескивается. При использовании смеси с керамзитом покрытие может стать хорошим теплоизолированным полом, а раствор со щебнем даст лучшее сцепление, следовательно, повышенную стойкость к любой степени нагрузок.
Ответом, какая лучше смесь для пола, могут послужить условия для укладки стяжки бетоном, соответствующие необходимости:
создания уклона или подъема;
заливки непосредственно на подготовленную почву;
выравнивания поверхности под декоративную отделку;
сооружения монолитного пола.
Вне зависимости от того, какая пропорция или тип смеси выбраны, заливка пола должна осуществляться в один этап.
Вернуться к оглавлению
Вывод
Технология приготовления бетонной или песко-цементной стяжки трудоемкая и кропотливая работа, требующая четкого следования соотношениям компонентов и инструкциям. При верном расчете ингредиентов с последующим получением однородной массы в заданной пропорции и при правильной заливке пола, можно собственноручно создать прочное, надежное покрытие. Прослужит такой пол, несомненно, долгое время без потери исходных свойств и внешнего вида.
Подбираем бетон для стяжки пола, рассчитываем объем
Обустройство полов в домах предполагает заливку бетонной смесью, однако бетон для стяжки пола может быть разным. Различаются марки, состав, пропорции ингредиентов. Выбирают их в зависимости от факторов эксплуатации. Разберемся, какой бетон нужен для стяжки пола,пропорции его брать для правильной заливки, научимся делать расчеты. Это основные навыки, требующиеся для такого вида работ. Справиться с вычислениями сможет и новичок.
Любое напольное покрытие в черновом виде представляет собой бетонную заливку. Она выравнивает поверхность, укрепляет, служит звуковым и теплоизолятором. Бетон под стяжку выбирается по определенному принципу, предусматривая:
едкость окружающей среды;
предполагаемую нагрузку сверху;
наличие/отсутствие грунтовых вод;
желательный срок службы.
Чаще всего марки бетона под стяжку пола – это М100, 150, 200, 300. Однако также используется и 250, 350. Нередко целесообразней применять не одну марку, а 2-3. Например, в качестве подготовительного выравнивания лучше всего подойдет М100, после укладки арматуры заливается М150 или М200. Тут имеет значение нагрузка. Бетон для стяжки пола в гараже должен выдерживать приличную нагрузку, поэтому используется М200, для дома или квартиры подойдет М150.
В случае производственных цехов и других помещений, где предполагается установка оборудования в 5-10 тонн, предпочтительней выбирать марки с большей прочностью на сжатие, такие как М250, 300. Более высокие классы использовать при строительстве жилого сектора нерентабельно. Их высокая прочность там не требуется, а стоит такой материал дорого.
Расчет бетона на стяжку
В состав готовой бетонной смеси входит вода, песок, цемент и щебень. В качестве щебня может использоваться разный наполнитель. Наиболее прочный и долго используемый – гравий и гранит. Первый несколько дешевле, поэтому пользуется большей популярностью. Без включения щебня состав называют цементным раствором. Не имея жесткого наполнителя, он быстро деформируется и дает усадку.
Расчет бетона на стяжку высчитывается по формуле: толщина пласта умножить на площадь помещения. Например, для комнаты в 25 кв. метров при толщине заливки примерно 5 см (0,05м) мы получаем:
25 х 0,05 = 1,25м3.
При этом надо высчитать количество песка и щебенки. Учитываем, что пропорции бетона для стяжки пола соответствуют 1:3:5. Объем песка будет равняться:
1,25 х 3/9 = 0,42м3.
Посчитаем объемное содержание щебня:
1,25 х 5/9 = 0,69 м3.
Объем цемента высчитывается путем вычитания из объема всей смеси уже высчитанных компонентов (песка и щебня):
1,25 – (0,42 + 0,69) = 0,14 м3
Далее нам надо произвести расчет бетона на стяжку в килограммах. На 1м3 мы имеем компоненты в килограммах:
цемент
песок
щебень
1400
1600
1700
Применяем, относительно нашего примера и получаем:
цемент – 0,14 х 1400 = 196 кг;
песок – 0,42 х 1600 = 672 кг;
щебень – 0,69 х 1700 = 1173 кг.
При расчете бетона на стяжку пола надо учесть, когда раствор замешивается, объемы уменьшатся. На 1м3 исходных составляющих получится 0,65-0,69 м3 готового состава, поэтому нужно готовить с запасом. Можно купить готовый бетон или заказать раствор и щебень отдельно, а затем смешать их в нужных пропорциях. Такой подход экономит время и силы.
Соотношение смешивания песчано-цементной стяжки для пола
🕑 Время чтения: 1 минута
Соотношение смешивания песчано-цементной стяжки для пола зависит от предполагаемого использования стяжки. Кроме того, тип цемента, марка заполнителя и способ хранения стяжек в определенной степени влияют на соотношение компонентов смеси. Поэтому необходимо выбрать подходящий тип цемента, а песок не должен содержать вредных примесей.
Сообщается, что для традиционных стяжек пропорция смеси 1:6 портландцемент: песок/заполнитель является нормальным диапазоном, который обычно используется; широко применяется смесь пропорций 1:4 цемента к песку.
Содержание:
Выбор материала для песчаной сценарии
1. Цемент
2. Песок
3. Вода
Тест снежного мяча для скрининга песчаного цемента
Коэффициент смеси?
Выбор материала для песчано-цементной стяжки
1.
Цемент
Британцы Стандарты устанавливают рекомендации в отношении типов цемента, которые лучше всего подходят для различных видов стяжек. Важно выбрать указанный цемент тип для достижения наилучших результатов, так как различия в качестве цемента могут повлиять на прочность развитие стяжки и ее склонность к плохому отверждению.
Рис. 1: Цемент для стяжки пола
2. Песок
Размер и форма песка могут иметь значительное влияние на характеристики и внешний вид стяжки. Следует гарантировать, что присутствие материалов не превышает допустимого уровня.
Размер заполнителя указывается в зависимости от функции стяжки, например, для стяжки для нормальных условий максимальный размер песка составляет 4 мм. Однако для тяжелых стяжек максимальный размер заполнителя колеблется от 6 мм до 10 мм. По возможности песок следует предварительно протестировать в лаборатории.
Рис. 2: Песок для стяжки пола
3. Вода
Количество добавляемой в смесь воды можно регулировать на месте. Можно провести тест «снежный ком», чтобы убедиться, что в смесь добавлено подходящее количество воды.
Избыточная вода следует избегать, потому что это снижает прочность и увеличивает риск растрескивания. А жесткая смесь со слишком малым количеством воды не обеспечивает полного уплотнения, и стяжка может рассыпаться со временем.
Испытание методом снежного кома для песчано-цементной стяжки
Тест «снежный ком» выполняется для того, чтобы убедиться, что добавлено достаточное количество воды. Тест предполагает выдавливание шарика из смеси для стяжки. Консистенция правильная, если стяжка держится без капель воды.
Рис. 3: Тест «снежным комом» для стяжки
Соотношение смешивания ? для песчано-цементной стяжки
Соотношение смешивания варьируется в зависимости от предполагаемого использования стяжки. В дополнение к типу цемента, марке заполнителя и способу хранения материала стяжки, которые также в определенной степени влияют на соотношение компонентов смеси.
Сообщается, что для традиционных стяжек пропорция смеси 1:6 портландцемент: песок/заполнитель является нормальным диапазоном, который обычно используется. Однако широко применяются пропорции смеси цемента и песка 1: 4, которые соответствуют Британскому стандарту (BS12). Соотношение смешивания должно давать пластичный, легко поддающийся обработке, когезивный раствор штукатурной консистенции.
Стяжки пола
Дом
Стяжки пола
Ссылки по теме
Плоские плиты
Пустотные плиты
Плиты с пост-напряжением (PT)
Ребристые и вафельные плиты
Термодек
Стяжка пола обычно представляет собой цементный материал, изготовленный из цемента и песка в соотношении 1:3 или 1:4,5. Его можно наносить как на монолитную бетонную плиту первого этажа, так и на сборный железобетонный блок перекрытия. На рынке представлено множество фирменных стяжек, и информацию о них можно получить у производителя.
Приложение
Стяжка может быть непосредственно приклеена к основанию или уложена без приклеивания на подходящую влагонепроницаемую мембрану, которая укладывается поверх плиты. В качестве альтернативы его можно наносить в виде плавающей отделки поверх слоя жесткого изоляционного материала. Это приложение подходит для использования с залитыми водопроводными трубами для обеспечения теплого пола.
Если требуется армирование, оно может быть выполнено в виде тонкой металлической сетки, волокон, обычно полипропиленовых, или тонкой стеклянной сетки.
Стяжка может быть оставлена в готовом виде или затерта, чтобы получить гладкую поверхность, на которую можно уложить определенный пол или отделку.
Готовые песчано-цементные стяжки, которые замешиваются на заводе, а затем доставляются на объект, обеспечивают дополнительную гарантию качества по сравнению с стяжками, замешиваемыми на месте, и предлагают более однородный материал.
Некоторые производители предлагают перекачиваемые стяжки, с помощью которых можно получить очень ровную поверхность. Большинство этих стяжек представляют собой ангидридные составы и основаны на вяжущем на основе сульфата кальция. Они наносятся быстрее, чем традиционная песчано-цементная стяжка, и могут быть нанесены минимальной толщиной 25 мм, если они связаны, 30 мм, если нет, или 35 мм, если требуется плавающая отделка. Их также можно использовать в сочетании с системами напольного отопления, где необходимо покрытие труб толщиной не менее 30 мм. С помощью этих стяжек можно укладывать до 2000 м²/день.
Традиционные цементно-песчаные стяжки
Склеенная стяжка приклеивается к плите или основанию, расположенному ниже, и основная причина выхода из строя склеенных стяжек заключается в нарушении связи между стяжкой и основанием. Это более вероятно, если стяжка слишком толстая. Несвязанная стяжка отделяется от плиты или подложки под ней, и основной способ разрушения несвязанной стяжки — это подъем или скручивание. Это более вероятно, если стяжка слишком тонкая. Поэтому наклеиваемые стяжки должны быть тонкими, обычно менее 50 мм. Несвязанные стяжки должны быть толстыми, обычно 70 мм или более, и 100 мм или более, если необходимо избежать скручивания.
Правильное указание глубины и типа стяжки начинается в самом начале процесса проектирования. Вопросы, которые диктуют дизайн стяжки, включают архитектурно заданную отделку пола, строительные допуски и обеспечение уклона. Также могут быть конструктивные требования, такие как предотвращение непропорционального обрушения и развитие сложного действия с бетонной плитой под ним. Иногда можно обойтись без стяжки.
Это может быть достигнуто за счет более жестких строительных допусков и/или конструкционной отделки, которые подходят для непосредственного приема напольных материалов. Если требуется стяжка, это может быть либо традиционная цементно-песчаная стяжка, либо недавно разработанные запатентованные самовыравнивающиеся стяжки с насосом. Эти типы объясняются ниже вместе со списком соответствующих определений и рекомендациями по глубине стяжки.
Определения стяжек
Существуют особые определения, касающиеся определения стяжек. В этой статье мы использовали определения в BS8204 и BS EN 13318:
.
Выравнивающая стяжка – стяжка, обработанная соответствующим образом для получения определенного уровня и для окончательного покрытия пола. Это не способствует структурным характеристикам пола.
Несущая стяжка – стяжка, служащая в качестве пола. Этот термин ранее был известен как покрытие из высокопрочного бетона. Он также используется для обозначения структурных начинок, а также изнашиваемых поверхностей.
Приклеенная – стяжка, укладываемая на механически подготовленное основание с целью максимально возможного сцепления.
Несвязанный – стяжка, намеренно отделенная от основания с помощью мембраны.
Плавающая стяжка, укладываемая на звуко- или теплоизоляцию. Это тип несвязанной стяжки.
Цементно-песчаная стяжка – стяжка, состоящая из материала стяжки, содержащего песок с максимальным размером заполнителя до 4 мм.
Тонкая бетонная стяжка — стяжка, состоящая из бетона, в котором максимальный размер заполнителя составляет 10 мм.
Самовыравнивающаяся стяжка, поддающаяся перекачиванию — стяжка, смешанная до жидкой консистенции, которая может транспортироваться насосом к месту укладки и которая будет достаточно растекаться (с некоторым перемешиванием влажного материала или без него), чтобы обеспечить необходимая точность уровня и ровность поверхности.
Следует отметить, что наливные самовыравнивающиеся стяжки часто называют «самовыравнивающимися».
Какой тип стяжки?
Цементно-песчаные стяжки
Это традиционные стяжки, которые подходят для всех применений, если они указаны правильно. Самый большой недостаток – время высыхания; Стандарт BS 8203 оценивает время высыхания песчано-цементной стяжки как один день на каждый миллиметр толщины стяжки до 50 мм. Дальнейшие указания по времени сушки можно найти в Кодексе.
Самовыравнивающиеся стяжки на основе сульфата кальция
Эти стяжки можно укладывать как склеенные, так и несвязанные. Их можно укладывать на гораздо больших площадях, чем цементно-песчаные стяжки, около 2000 м 2 /день. Однако их нельзя использовать с армированием, поскольку сульфат кальция вызывает коррозию стали во влажных условиях. Эти стяжки также, как правило, не подходят для использования во влажных условиях или там, где может произойти намокание. Все эти стяжки являются запатентованными продуктами и, следовательно, варьируются от одного поставщика к другому, поэтому приведенные здесь рекомендации носят общий характер, и перед уточнением следует проконсультироваться с производителем. Если они предназначены для использования в качестве несущей (структурной) стяжки, следует проконсультироваться с производителем.
Толщина выравнивающей стяжки
Выравнивающая стяжка может быть выбрана по разным причинам. Это может быть обеспечение более гладкой и плоской поверхности, чем это может быть экономически достигнуто с помощью конструкционной плиты. Выравнивающие стяжки также используются для обеспечения уклона или для обеспечения зоны отделки, в которой могут быть размещены различные типы напольных покрытий.
Обычно в наши дни используется выравнивающая стяжка для устройства полов с подогревом.
Цементно-песчаная стяжка на связке
Рекомендации по выравнивающим стяжкам приведены в части 1 стандарта BS 8204, в котором рекомендуется, чтобы минимальная толщина наклеиваемой выравнивающей стяжки составляла 25 мм. Чтобы компенсировать возможные отклонения в готовых уровнях конструкционного бетона, указанная толщина обычно должна составлять 40 мм (с допуском ± 15 мм), что обеспечивает минимальную толщину стяжки 25 мм.
Однако в отчете CIRIA 184 рекомендуется принять допуск ±10 мм при номинальной глубине 35 мм. Это сводит к минимуму риск отслоения, но следует отметить, что допуски, указанные для верхней поверхности бетонного основания, должны быть совместимыми. Там, где склеиваемая стяжка должна быть больше 40 мм, доступны следующие варианты для снижения риска отслоения:
Используйте модифицированную стяжку или добавки для снижения вероятности усадки.
Используйте тонкую бетонную стяжку, которая снижает вероятность усадки, успешно используется до 75 мм.
Самовыравнивающаяся стяжка на основе сульфата кальция, наносимая насосом
Рекомендации по наливным самовыравнивающимся стяжкам приведены в BS 8204 Часть 7, в котором рекомендуется, чтобы минимальная толщина наносимой стяжки составляла 25 мм. Производители указывают максимальную толщину до 80 мм, поэтому ограничений на общую толщину меньше. Можно удобно указать номинальную глубину 40 мм с допуском ±15 мм.
Бессвязная цементно-песчаная стяжка
Толщина стяжки не менее 50мм; поэтому, чтобы учесть отклонения в готовых уровнях, указанная расчетная толщина должна быть не менее 70 мм. Однако в стандарте BS 8204-1 подчеркивается, что существует высокий риск искривления стяжки при использовании несвязанных и плавающих выравнивающих стяжек. Чтобы свести это к минимуму, стяжка должна быть либо усилена поперек швов, либо сделана толщиной 100 мм и более.
Самовыравнивающаяся стяжка на основе сульфата кальция, не связанная насосом
Толщина стяжки не менее 30мм; поэтому, чтобы учесть отклонения в готовых уровнях, указанная расчетная толщина должна быть не менее 45 мм при допуске ± 15 мм.
Рекомендации по изнашиваемым стяжкам приведены в части 2 стандарта BS 8204, в котором рекомендуется, чтобы минимальная толщина наклеиваемой изнашиваемой стяжки составляла 20 мм (в отличие от 25 мм, указанных для выравнивающей стяжки в части 1).
Рекомендуемая толщина 40 мм, чтобы компенсировать возможные отклонения в готовых уровнях конструкционного бетона. Однако руководство в отчете CIRIA 1843 рекомендует принимать допуск ±10 мм при номинальной глубине 30 мм. Спецификация базовой бетонной поверхности должна быть совместимой. В некоторых случаях расчетная толщина должна быть увеличена выше 40 мм, но следует отметить, что возрастает риск отслоения.
Для многопустотных элементов, которые часто имеют восходящий изгиб, особенно для более длинных пролетов, номинальная толщина должна составлять 75 мм, а не 40 мм.
Риск отслоения снижается, поскольку обычно используется бетон класса C25/30 или выше и армирующая сетка. Использование бетона вместо песчано-цементной стяжки снижает возможность усадки, а армирование, в частности, контролирует усадку при высыхании. Это должно обеспечить достаточную глубину в середине пролета (т. е. в точке максимального изгиба), чтобы можно было наложить арматуру внахлест, сохраняя при этом покрытие обеих поверхностей. Даже в этом случае могут потребоваться незакрепленные стержни или арматурная сетка с «летучими концами», чтобы обеспечить нахлест арматуры вблизи точки максимального изгиба.
Стяжка без привязки
Изнашиваемая стяжка должна иметь толщину не менее 100 мм, но для сведения к минимуму риска скручивания следует рассмотреть возможность увеличения толщины до 150 мм.
Другие критерии проектирования стяжек
Руководство по сектору
ориентировано на выбор правильной толщины стяжки. Другие критерии могут повлиять на конструкцию, в том числе:
Скольжение, сопротивление истиранию и ударопрочность
Тип движения на этаже
Уровни и плоскостность
Внешний вид и обслуживание
Тип напольного покрытия, которое будет использоваться или укладываться
Высыхание влаги в стяжке
Расположение деформационных швов
BS 8204 Части 1, 2, 3 и отчет CIRIA 184 содержат подробные рекомендации, на которые следует ссылаться.
Подготовка основания
№
Для всех типов клеевых стяжек (как песчано-цементных стяжек, так и стяжек из сульфата кальция) подготовка основания имеет первостепенное значение. Конструктивное бетонное основание должно быть выполнено из бетона не менее C28/35 с минимальным содержанием цемента 300 кг/м 9 .0144 3 . Для сборных элементов поверхность элементов должна оставаться шероховатой во время производства и должна быть тщательно вымыта и очищена, т.е. проволочной щеткой, чтобы удалить всю налипшую грязь.
При необходимости, швы между блоками должны быть залиты как минимум за один день до укладки стяжки. В тех случаях, когда выравнивающая стяжка предназначена для совместной работы с блоками и требуется дополнительная подготовка блоков, во избежание повреждения блоков следует использовать изолированное дробеструйное оборудование. Если требуется стяжка поверх монолитного бетона, все загрязнения и цементное молоко на бетонном основании должны быть полностью удалены с помощью подходящего механизированного оборудования, чтобы чисто обнажить крупный заполнитель. Весь рыхлый мусор и грязь желательно удалить пылесосом.
Полезная информация
Британский институт стандартов, BS 8204: Стяжки, основания и монолитные полы – Часть 1: Бетонные основания и цементно-песчаные выравнивающие стяжки для укладки полов — Код практики.
Как правильно варить тонкий металл инвертором: советы опытных сварщиков
Поскольку работать с тонкими металлическими листами металла сложно, высокие риски получить ожог, в данном обзоре мы рассмотрим ключевые правила варки. Мы рассмотрим типичные ошибки новичков и расскажем, как успешно варить тонкий металл, даже если у вас нет многолетнего опыта.
Варить тонкий металл сложно из-за особенных правил, которые вовсе не работают при варке прочных металлических конструкций. Подобрать электроды, силу тока, установить правильный режим работы сварочного аппарата – основные задачи, которые стоят перед сварщиком. Для варки тонкого металла специалисты советуют применять полуавтоматическое сварочное оборудование. В быту мы чаще используем универсальные инверторы, поэтому научиться правильно варить будет полезно.
При варке тонкого металла инвертором первой трудностью, с которой вы столкнетесь, будет выбор оптимальной температуры. Сильно перегревать пластины нельзя. При неправильной температуре просто образуются дыры на металлической пластине. Здесь вам не нужно будет соблюдать траекторию движения электродов. Процесс должен быть быстрым. Для положительного эффекта достаточно варить электродами вдоль шва по одной линии.
Следующие сложностью будет необходимость работы на небольшом токе. В работе с тонким металлом нельзя устанавливать большие показатели силы тока. Следовательно, дуга будет короткой. Если оторваться от нее, сварочная дуга погаснет. У новичков, которые работают впервые с тонким металлом, часто возникают трудности с розжигом дуги. Во избежание этой проблемы рекомендовано использовать сварочное оборудование с достойными вольтр-амперными характеристиками. Ориентировочно холостой ход должен иметь напряжение не менее 70 В.
Если листы тонкого металла варят на слишком высоких температурах, не исключено образование волн. Структура листа деформируется, а впоследствии исправить геометрию волн невозможно. Чтобы правильно варить тонкий металл, придерживайтесь оптимальных температур и избегайте перегрева.
При варке инвертором листов встык, предварительно обязательно зачистите кромки металлических пластин. Из-за ржавчины процесс варки будет еще проблематичнее. Металлические пластины перед варкой инвертором должны быть зачищенными и ровными. Для варки встык расположите листы рядом друг с другом. Зазора быть не должно. Для фиксации их положения используйте струбцины или другие приспособления. Фиксация позволит избежать смешения и изгибов тонких листов.
Как лучше и правильно работать с тонким металлом?
Существует ряд рекомендаций, которые помогут вам освоить технологию сварки металлических пластин.
Контролируйте температурный режим нагрева инвертора.
Поскольку тонкий металл нельзя перегревать, нужно придерживаться оптимального режима термической обработки. Существуют риски прогорания. Оно происходит в том случае, когда расплавленная сварочная ванна разрушается, отделяя себя от заготовки. Из-за этого соединение не получается, а на его месте образуется дыра. Исправлять этот дефект не стоит, лучше начните сварку с истого листа.
Сведите к минимуму разбрызгивание при варке инвертором.
Поскольку тонкодисперсные металлы гарантируют использование меньших тепловыделений, создание сварного шва может привести к образованию большего количества брызг. Сварщики обычно сталкиваются с этой проблемой при работе с присадочными металлами из нержавеющей стали.
Правильно выбирайте хорошее положение сварочного аппарата.
Размещение горелки существенно влияет на количество передачи энергии. При выборе рабочего угла и скорости движения необходимо учитывать свойства металла и температуру нагрева. Эти факторы влияют на количество энергии. Если контролировать этот вопрос, есть шанс регулировать уменьшить риск выгорания.
Метод пульсации при сварке тонких металлов
Газовая металлическая дуговая сварка или сварка инертным газом является наиболее распространенной для сварки металлических листов. В зависимости от типа сварного шва и размера листа, вы можете использовать либо обычную технологию сварки либо комбинировать ее с методом пульсации, чтобы получить качественное соединение.
Пульсирующий метод заключается в нагреве небольшой части металлического листа на месте будущего соединения. Затем сварочная ванна должна остыть. На первом этапе не нужно пытаться заполнить место соединения сразу, поскольку это может привести к образованию дыры.
Интенсивное воздействие на металл в этой технике требует особой осторожности при работе с хрупким материалом. Чтобы контролировать степень риска, всегда используйте самый короткий диаметр проволоки. Для плавления требуется меньше энергии.
Чтобы уменьшить риск прожога металлического листа, можно прикрепить заготовку к холодным стержням. При нагревании их спереди, стержни охлаждают их сзади, что снижает риск разрушения сварочного соединения.
Советы: как варить электродами тонкие металлические листы
Возьмите на заметку несколько ценных советов для варки тонкого металла электродом:
Не используйте присадочную проволоку существенно большего диаметра, чем толщина основного материала.
Для сварки используйте газ с высоким процентным содержанием аргона. Он передает меньше тепла, что позволит избежать прожига.
Электрод постоянного тока положительной полярности обеспечивает правильное распределение тепла. Он в большей мере направлен на металлическую проволоку, меньше – металлическую пластину.
Если вы выбрали отрицательные электроды для сварки, основной материал будет нагреваться быстрее, что приведет к перегреву заготовки.
Лучше варить электродами небольшого диаметра, поскольку ими проще работать при низких температурах. Для стабильности дуги подойдет заостренный электрод.
Технологии сварки электродом и выбор правильного шва
Существует две популярные технологии сварки – TIG и MIG. При использовании TIG удается производить более качественные швы. Они получаются долговечными и аккуратными. Однако точно обозначить, какой тип сварки подходит именно вам сложно, поскольку технология определяется в зависимости от требуемого шва. Для работы на высокой скорости и создания шва для повышения производительности, может подойти MIG-сварка.
TIG и MIG подходят для сварки тонких листов металла. Они универсальны и подходят практически для всех видов материалов. По мнению опытных сварщиков, для очень тонкого листа из нержавеющей стали и алюминия рекомендовано использовать метод TIG. С ним легче контролировать подачу тепла, что позволит избежать дефектов на металлических листах.
С MIG значительно работать удобнее. Однако он не подходит для использования на хрупких листах. Технологию чаще применяют для сварки толстых металлов, таких как конструкционная сталь. Благодаря высокой производительности, MIG обеспечивает лучшее проникновение и качество соединения. С MIG можно варить листы даже толщиной меньше 0,8 мм. Эксперты советуют применять технологию для пластин толщиной не менее 0,6 мм. TIG позволяет работать и с более тонким листом металла.
Как варить тонкий металл электродом?
Изначально нужно сопоставить две металлические пластины встык без зазора. Если у вас мало опыта, можно сделать небольшой зазор, но тогда будьте готовы к более выпуклому шву. Если вы выбрали способ сварки внахлест, электрод направляете на нижнюю пластину.
При сварке встык старайтесь максимально плотно сопоставить детали и установите прихватки. Затем воспользуйтесь следующим алгоритмом:
установите небольшое значение силы тока и быстро двигайте электрод по разметке будущего шва. От линии соединения не отклоняйтесь;
дугу делайте прерывистой, чтобы у металла была возможность остыть;
варите на специальной подложке во избежание проваливания;
воспользуйтесь технологией шахматного порядка накладывания шва.
При правильном выборе инвертора, диаметра электрода, контролируемой подачи энергии вы сможете делать идеальные сварочные швы на пластинах разной толщины.
Сварка тонкого металла:
Сварка тонкого металла — проблема даже для некоторых сварщиков с опытом. Новичкам в сварном деле вообще приходится тяжело. Тут работают совсем не те правила, что при сварке толстых изделий: есть множество особенностей и сложностей из-за чего тяжелее подбирать режимы и электроды. Проще это делать со сварочными полуавтоматами, но они в быту — довольно редкое явление, гораздо чаще встречаются инверторы. Вот о сварке тонкого металла инвертором и пойдет речь.
И первая сложность при сварке металла небольшой толщины состоит в том, что сильно нагревать его нельзя: он прогорает, образуются дыры. Потому работают по принципу «чем быстрее, тем лучше» и ни о каких траекториях движения электродов речь не идет вообще. Тонколистовой металл варят проводя электрод в одном направлении — вдоль шва без каких либо отклонений.
При сваривании тонких металлов листы перегреваются и изгибаются
Вторая сложность состоит в том, что работать нужно на малых токах, а это приводят к тому, что дугу приходится делать короткую. При незначительном отрыве она просто гаснет. Могут также возникать проблемы с розжигом дуги, потому используйте аппараты с хорошей вольт-амперной характеристикой (напряжение холостого хода выше 70 В) и плавной регулировкой сварного тока, которая начинается от 10 А.
Еще одна неприятность: при сильном нагреве происходит изменение геометрии тонких листов: их выгибает волнами. От этого недостатка избавиться очень тяжело. Единственный вариант — постараться не перегревать или отвести тепло (про метод с теплоотводящими прокладками читайте ниже).
При сварке встык тонких листов металла, их кромки тщательно обрабатывают и зачищают. Наличие загрязнений и ржавчины сделает сварку еще более проблематичной. Потому тщательно все выровняйте и зачистите. Располагают листы очень близко один к другому — без зазора. Детали фиксируют струбцинами, прижимами и другими приспособлениями. Потом детали прихватывают через каждые 7-10 см короткими швами — прихватками. Они не дадут деталям сместиться и их с меньшей вероятностью погнет.
Если хорошо зачистить кромки, может получится хороший шов
Как варить тонкий металл инвертором
Сварочные аппараты, выдающие постоянный ток хороши тем, что мы можем варить на обратной полярности. Для этого к «+» подключаем кабель с держателем электрода, а «-» цепляем к детали. При таком подключении больше греется электрод, а металл прогревается минимально.
О том, как выбрать сварочный инвертор для дома или дачи читайте тут.
Варить необходимо с использованием самых тонких электродов: от 1,5 мм до 2 мм. При этом выбирать нужно с высоким коэффициентом расплавления: тогда даже при малых токах шов будет качественным. Ток выставляется маленький. Для электродов размером 1,5 мм он должен быть порядка 30-45 ампер, для «двойки» — 40-60 ампер. Реально ставят иногда и ниже: важно чтобы вы смогли работать.
Толщина металла, мм
0,5 мм
1,0 мм
1,5 мм
2,0 мм
2,5 мм
Диаметр электрода, мм
1,0 мм
1,6 мм — 2 мм
2 мм
2,0 мм — 2,5 мм
3 мм
Сила тока, А
10-20 ампер
30-35 ампер
35-45 мм
50-65 мм
65-100 мм
Чтобы металл меньше нагревался, детали ставят в вертикальном или хотя-бы наклонном направлении. Тогда варят сверху-вниз, двигая кончик электрода строго в этом направлении (не отклоняя и не возвращая). Угол наклона — углом вперед, при этом его величина 30-40°. Так прогрев металла будет минимальным, а это для сварки тонких металлов — одна из самых важных задач.
Положения электрода при сварке и их использование
Общая рекомендация по выбору электродов для сварки тонких металлов: купите для такой работы качественные импортные электроды. Проблем будет в разы меньше.
Об изготовлении сарая на металлическом каркасе читайте тут.
Техники и методы сварки тонких листов металлов
Иногда тонкие листы нужно сваривать под углом. В этом случае удобнее использовать метод отбортовки: кромки листа отгибают на необходимый угол, скрепляют короткими поперечными швами через каждые 5-10 см. После сваривают как говорилось выше: непрерывным швом сверху-вниз.
В видео показано, как варить тонкий листовой металл электродом при помощи сварочного инвертора. Используется метод отбортовки: края деталей отгибаются, потом прихватываются в нескольких местах короткими швами. После идет сварка тонким электродом толщиной 2 мм.
Не всегда получается при сварке без отрыва избежать прожога. Тогда можно попробовать отрывать на несколько мгновений дугу, а затем снова опускать электрод в то же место и продвигать его еще на несколько миллиметров. Так, отрывая и возвращая дугу, и варить. При таком методе получается, что металл за время отрыва дуги успевает остывать. На видео вы увидите, как изменяется цвет места сварки после того, как электрод убрали. Главное — не дать металлу остыть лишком сильно.
Сварка тонкого металла с отрывом дуги продемонстрирована в первой части видео. Способ стыковки — внахлест (одна деталь перекрывается второй на 1-3 см), используется электрод с рутиловым покрытием (для конструкционных и низколегированных сталей). Затем показана сварка нержавейки нержавеющим электродом с основной обмазкой, и в завершение тем же электродом из нержавейки проварен стык черного металла. Шов, кстати, получился более качественным, чем при использовании рекомендованных электродов.
О выборе электродов для сварки инверторным аппаратом читайте тут.
Если при сварке тонкого металла не требуется создание непрерывного шва, используют точечный шов. При таком способе сварки небольшого размера прихватки находятся на небольшом расстоянии один возле другого. Такой способ называется прерывистым швом.
Так выглядит прерывистый шов на тонком металле
Вообще варить сваркой тонкое железо встык сложно. Внахлест проще: не так перегревается детали и меньше шансов, что все «поведет».
О типах сварных швов и соединений читайте тут.
При электросварке тонкого металла встык можно между листами проложить тонкую проволоку диаметром 2,5-3,5 мм (можно оббить обмазку на поврежденных электродах и использовать их). Ее располагают так, чтобы с лицевой стороны она была вровень с поверхностью металла, а с изнаночной выступала почти на половину диаметра. При сварке дугу ведут по этой проволоке. Она и принимает основную термическую нагрузку, а свариваемые листы металла прогреваются периферийными токами. При этом они не перегреваются, их не коробит, шов получается ровный, без признаков перегрева. После удаления проволоки с трудом удается рассмотреть следы того, что она присутствовала.
Так выглядит шов при сварке тонкого металла встык с проложенной снизу термоотводящей проволокой
Еще один способ — под место стыка положить пластины меди. Медь имеет очень высокую теплопроводность — в 7-8 раз выше, чем у стали. Уложенная под место сварки она значительную часть тепла отбирает, не допуская перегрева металла. Этот метод сварки тонких металлов называют «с теплоотводящими подкладками».
Как сварить беседку из металла читайте тут. Возможно, вам будет интересно прочесть как сделать мангал из газового баллона или металла? Вещь нужная и для освоения сварки подходящая.
Сварка оцинковки
Оцинкованная сталь — та же тонкая листовая, только покрытая слоем цинка. Если вам необходимо сварить ее, на кромках под сварку придется это покрытие удалить полностью, до чистой стали. Есть несколько способов. Первый — снять механически: абразивным кругом на болгарке или шлифмашинке, наждачной бумагой и металлической щеткой. Есть еще способ — выжечь сваркой. В этом случае дважды проходят электродом проходят вдоль шва. При этом идет испарение цинка (он испаряется при 900°C), а его пары очень ядовиты. Так что эти работы проводить можно или на улице, или если на рабочем месте есть вытяжка. После каждого прохода нужно сбивать флюс.
Сварку оцинковки лучше проводить на открытом воздухе: испаряющийся цинк очень вреден
После полного удаления цинка начинается собственно сварка. При сварке оцинкованных труб для получения хорошего шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием например, МР-3, АНО-4, ОЗС-4. При этом колебания имеют очень небольшую амплитуду. Верхний шов — облицовочный делать шире. Он примерно равен трем диаметрам электрода. Тут важно не спешить и хорошо проваривать. Этот проход используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
Подробнее о выборе электродов для инверторной сварки читайте тут.
Как сваривать тонкий металл: пошаговое руководство (2022)
Последнее обновление
Работа с более тонкими металлическими листами усложнена. Избыток тепла может привести к выгоранию. Меньшее количество тепла приводит к недостаточному проплавлению сварного шва и создает хрупкие соединения. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Есть несколько моментов, о которых следует помнить, чтобы убедиться, что у вас есть плодотворное соединение, если вы будете работать с тонким металлом. Большинство опытных сварщиков рекомендуют метод дуговой сварки, когда речь идет о соединении тонколистовых металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов с помощью нескольких сварочных процедур. Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, которые вы должны иметь в виду.
Уменьшение выгорания
Выгорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальное соединение. Неисправность возникает из-за высокотемпературных выходов, работать с которыми невыносимо. Если такое случается, то сварщику приходится начинать все сначала со свежей заготовкой.
Внешний вид наплавленного валика
Поскольку из-за тонкого металла требуется меньшее тепловложение, внешний вид наплавленного валика может привести к большему количеству брызг. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол наклона факела
Место, где вы разместите факел, значительно повлияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Изображение предоставлено: Katya123ua, Shutterstock
Все эти факторы будут влиять на количество энергии, к которой предрасположен металл в один момент времени. Либо это может увеличить или уменьшить опасности, связанные с выгоранием.
Защитный газ
Выбор газа существенно влияет на производительность процесса сварки. Если он не передает энергию должным образом, он может создавать слабые суставы.
Генерирует значительное количество брызг, если обладает невероятно высокой скоростью передачи энергии. При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонкого металла?
Настройка стиля сварки
С помощью модели SCT (Short-Circuit Transfer) для тонких металлов вы можете выполнять идеальные сварные швы даже для тонких металлов. SCT также уменьшает деформацию сварных швов над стыком. Кроме того, он уменьшает появление прогаров (лужи расплавленного металла).
Включает передачу слабого тепла. Тем не менее, некоторые аппараты MIG оснащены предустановленными режимами, когда речь идет о транспортировке импульс-на-импульсе и импульс-на-коротком замыкании. Это функция, которую вы можете запрограммировать и выбрать различные условия сварки.
A Защитный газ
Защитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выберите защитные газы с более высокой концентрацией аргона для параметров сварки с переносом дробовой смеси. Лучше всего подойдет смесь 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, поскольку аргон выделяет меньше тепла по сравнению с углекислым газом. Анод положительной или обратной полярности подходит, если вы хотите сваривать сплошные проволоки с использованием тонких листов основного металла.
Изображение предоставлено: Вадим Куликов, Shutterstock
Выбор присадочных металлов
Используйте присадочные металлы (проволоку), которые тоньше по сравнению с тростниковым листовым металлом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонкого листового металла. Металлы 18-го калибра, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Угол резака
Выровняйте угол резака, чтобы предотвратить выгорание в модели SCT. Независимо от положения сварки (потолочное, горизонтальное и горизонтальное) следите за соблюдением расстояния между короткоконтактным наконечником и заготовкой. Если между контактными наконечниками и металлическими деталями есть большое расстояние, это приведет к нестабильной дуге.
Преимущества использования сварочного аппарата MIG для сварки тонкого металла
Если у вас есть опыт, вам будет легко работать со сварочным пистолетом MIG.
Спусковой крючок сварочной горелки оснащен функцией пуска и остановки.
Сварные швы MIG эстетичны.
Если вы хотите сваривать скульптуры из тонких металлических листов, сварка MIG — идеальный подход.
Недостатки сварочного аппарата MIG
Имеет ограниченную область применения.
Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
Они выделяют тепло, слишком мощное для алюминиевых материалов. Тем не менее, это слабо, когда дело доходит до чугуна.
Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не является идеальным вариантом.
В зависимости от типа сварного шва и размера листа можно использовать обычную сварку MIG. Кроме того, вы можете комбинировать его с пульсирующей техникой, чтобы избежать сквозного удара.
Импульсный метод
В этом подходе нагрейте небольшой сегмент пластин, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить шов сразу. При этом в заготовке образуется отверстие.
Изображение предоставлено: kinganowak_22, Pixabay
Эта процедура обеспечивает высокую проникающую способность материалов и металлических отложений. А поскольку при этом методе сварки происходит интенсивное воздействие энергии, вы должны быть особенно осторожны, если работаете с хрупким материалом.
В процессе убедитесь, что вы постоянно используете самый короткий диаметр провода. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Он ограничивает количество теплопередачи к основному металлу.
Одна из причин, по которой этот метод сварки широко используется при работе с тонкими металлическими листами, заключается в том, что вы можете регулировать выходную мощность. Кроме того, он позволяет лучше контролировать внешний вид сварного шва. Таким образом, будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как использовать сварочные аппараты TIG для сварки металлических листов Reedy?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и прочные сварные швы. Такой подход к сварке идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки тонких металлических листов, необходимо настроить аппарат TIG на идеальные параметры.
Установите подходящую настройку мощности и правильную педаль
В нормальных условиях машины для сварки TIG поставляются с ножными педалями. Педаль регулирует тепловую мощность сварочного аппарата. Если вы используете аноды меньшего размера с более низкой настройкой мощности, вы легко остановите перегорание.
Выберите подходящий присадочный металл
Торированные вольфрамовые аноды размером 0,020 и 0,040 дюйма и цериевый вольфрам размером 1/16 дюйма лучше всего подходят, если вы хотите сосредоточить дугу на тростниковых металлах. Тем не менее, обычные аппараты для сварки TIG используют аноды с острым наконечником, которые обеспечивают хороший контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4. 0 International
Они помогают точно концентрировать дугу в сварных швах. При производстве металлов с использованием тонких листов крайне важно уменьшить деформацию за счет использования подходящих присадочных металлов. Если вы выполняете TIG-сварку стальных металлов с использованием тонких листов, сконцентрируйте вольфрам на сварном шве. Затем стачиваем его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Как правило, если вы бьете или плетете факел, это вызывает деформацию или выгорание. Если дуга концентрируется на определенной области, она выделяет больше тепла на основном металле. Если вы используете горелку TIG, убедитесь, что есть прямая линия подачи с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать деформаций, используйте подход сварки с пропуском, чтобы выполнить последовательность сварных швов.
Как сваривать тонкий металл методом TIG?
Несмотря на то, что вы можете сваривать тонкий металл в самых разных положениях, при надлежащем контроле легко выполнять быструю сварку вниз по склону. Сварка тростникового металла позволяет вам двигаться с постоянной скоростью без особых усилий.
Отлично подходит для менее опытных сварщиков TIG. Убедитесь, что вы поддерживаете тугую дугу, а лужа движется ровно и ровно. Сварите при несколько меньшей силе тока, если хотите сваривать в гору.
Преимущества использования сварочных аппаратов TIG для сварки тонкого металла
Создает тонкие сварные швы на тростниковых металлах и снижает вероятность разбрызгивания.
Это идеальный выбор для профессионалов, которым нужна точная сварка.
С помощью вольфрамовой палочки можно легко сваривать как тонкие алюминиевые, так и стальные материалы.
Ограничения сварщиков TIG
Техника сварки TIG может применяться только профессиональными сварщиками.
Этот режим сварки использует гораздо более крутую кривую обучения.
По сравнению с методом сварки MIG новичкам требуется больше времени для изучения аппарата TIG. Таким образом, начинающие сварщики должны начать со сварочного аппарата MIG (или гибридных устройств), прежде чем приобретать навыки сварки TIG.
Вы можете использовать TIG для различных материалов. Он работает исключительно хорошо практически на всех материалах. В зависимости от соединения и того, что требуется, вы можете соединить TIG с любым из следующих подходов к сварке.
Изображение предоставлено: Pxhere под лицензией CC0 Public Domain
Пропускная сварка
Вы уменьшаете деформацию и неравномерный вид сварного шва, создавая спазматические швы меньшего размера. В этом способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие разделы.
Вы уменьшаете количество энергии, которой каждая секция предрасположена одновременно, с помощью скиповой сварки. Делая это, вы уменьшите риск отказа сустава. Это приводит к опрятному виду соединения, которое также является долговечным.
Опорные стержни
Прикрепите заготовку к охлаждающим стержням, чтобы уменьшить риск сжигания листа. Когда вы нагреваете их спереди, опорные стержни охлаждают их сзади. Снижает риск повреждения сварного соединения за счет контроля тепловыделения.
Конструкция соединения и подгонки
Создание соединений в тонких листах затруднено. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются прогаром и образуют слабый стык. Чтобы предотвратить это, убедитесь, что два металла соответствуют друг другу, прежде чем начинать сварку.
Более тонкие металлические листы не допускают ошибок. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило – дважды снять размеры и один раз отрезать. Если вы справитесь с этим, то вы не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонкого металла?
Другим названием процедуры дуговой сварки является SMAW (дуговая сварка защищенным металлом). Этот метод сварки является более старым по сравнению с другими типами. Тем не менее, это простая процедура, которая гарантирует вам прочные сварные швы.
Изображение предоставлено: vespaburoks, Pixabay
Если вы используете сварку электродом, анод нагревается и расплавляет заготовку. Это специальный расходный стержень с флюсовым покрытием. Флюс помогает уменьшить опасность загрязнения, образуя экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют электродуговую сварку, так как эта процедура производит слишком много тепла на тростниковых материалах. Вероятность выгорания высока. SMAW также представляет собой подход, при котором сварной шов остается со шлаком.
Какой метод сварки тонкого металла лучше всего?
Для сварки тонких металлических листов MIG и TIG являются лучшим вариантом. Оба прекрасно работают почти со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать метод TIG. Это потому, что это дает вам улучшенный контроль над тепловой мощностью.
Сварка MIG значительно удобнее в использовании. Большинство людей используют автоматизированных роботов для выполнения задачи. Однако сварка MIG не подходит, если у вас рыхлые листы.
Выберите свой идеальный метод сварки тонкого металла
Сварка тонкого металла не должна вас пугать. Это еще одна часть задачи, которую вы должны научиться осваивать и развивать свой опыт. Не каждый из нас каждый раз начинает сварку каждого типа металла безупречно.
Сварка требует практики, опыта и концентрации, чтобы выполнять ее хорошо. Кроме того, некоторые материалы гораздо труднее сваривать, чем другие.
Не забудьте потратить время и воспользоваться приведенными выше советами по сварке тонкого металла. Возникают ошибки. Однако эти советы сделают вас более продуктивными, если вы уделите поставленной задаче то внимание, которого она требует.
Рекомендуемое изображение: Studio 72, Shutterstock
Уменьшение выгорания
Внешний вид сварного шва
Угол наклона горелки
Защитный газ
Как использовать сварочные аппараты для сварки MIG?
Настройка стиля сварки
Защитный газ A
Выбор присадочного металла
Угол наклона горелки
Импульсный метод
Как использовать аппараты TIG для сварки листового металла?
Установите подходящую мощность и педаль
Выберите правильный присадочный металл
Некоторые основные подходы, используемые сварщиками TIG
Как следует сваривать тонкий металл при сварке TIG?
Сварка скипов
Опорные стержни
Конструкция соединения и сборки
Как использовать сварочный аппарат для сварки тонкого металла?
Какой метод сварки тонкого металла лучше всего?
Выберите идеальный метод сварки тонкого металла
Сварка листового металла или тонкого металла (для начинающих)
Сварщики могут столкнуться с трудностями при работе с тонким листовым металлом, поскольку горячая дуга легко деформирует или прожигает металл. Даже профессиональные сварщики иногда терпят неудачу при сварке тонких заготовок.
Тем не менее, можно сваривать тонкий листовой металл, используя процессы MIG, TIG и электродуговую сварку. Но MIG и TIG дают наилучшие результаты.
В этой статье вы узнаете, как сваривать тонколистовой металл с использованием каждого процесса дуговой сварки, и представите распространенные ошибки, с которыми сталкиваются новички. Хотя сварка тонкого металла станет испытанием даже для лучших сварщиков, вы можете добиться отличных результатов, обладая некоторыми ноу-хау и практикой.
Процессы сварки тонкого или листового металла
Каждый процесс сварки требует определенных мер предосторожности и настройки оборудования для успешной сварки листового металла.
Итак, давайте обсудим подготовку, необходимую для каждого процесса дуговой сварки, прежде чем переходить к общим проблемам, возникающим при сварке тонкостенных сварных швов.
Сварка МИГ
Сварка МИГ отлично подходит для тонких материалов. Однако вы должны использовать проволоку небольшого диаметра, так как для плавления проволоки требуется меньше тепла, что сводит к минимуму ваше тепловложение. Никогда не используйте проволоку толще, чем основной металл, потому что заготовка деформируется или сгорит до того, как проволока расплавится. Для сварки листового металла лучше всего использовать сплошную проволоку MIG диаметром 0,023, 0,024 и 0,030 дюйма.
Кроме того, избегайте использования защитного газа, содержащего 100 % CO2, поскольку он усиливает проникновение, что приводит к прожогу. Лучшим защитным газом для сварки MIG тонких листов мягкой стали является смесь 75% аргона и 25% углекислого газа.
Если возможно, купите или заправьте баллон с защитным газом с еще меньшим содержанием CO2. При сварке очень тонких листов можно снизить содержание CO2 даже до 5 %. Однако не используйте чистый аргон, если только не свариваете алюминий. Для стали необходимо иметь не менее 5% CO2 для стабилизации дуги.
Избегайте порошковых проволок, так как они нагревают металл гораздо сильнее. Порошковые проволоки полые. Так, площадь поперечного сечения стальной проволоки мала, что увеличивает концентрацию тока (тепла) в сварочную ванну. Эти проволоки предназначены для сварки толстых профилей и для улучшения провара, поэтому они не подходят для сварки листового металла.
Сварка ВИГ
Сварка ВИГ хорошо подходит для сварки тонколистового металла, особенно если ваш сварочный аппарат поддерживает импульсный режим ВИГ. Импульсная сварка TIG создает дугу, которая колеблет выходную силу тока между двумя заданными значениями до 500 раз в секунду, что позволяет добиться идеального контроля нагрева при некоторой практике.
Но даже если у вас нет опции импульсной сварки TIG, ножная педаль управления хорошо работает, чтобы синхронизировать подачу высокой и низкой силы тока в сварочную ванну. Однако, если у вас есть базовая установка TIG, уровень контроля нагрева будет на уровне сварки MIG или немного хуже. Это зависит от ваших навыков. Тем не менее, опытные сварщики ВИГ достигают выдающихся результатов, поскольку процесс сварки ВИГ имеет более узкую зону термического влияния («ЗТВ»), чем любой другой процесс дуговой сварки.
Для успешной сварки тонких заготовок необходимо использовать вольфрамовый электрод небольшого диаметра, например 0,020, 0,040 и 1/16 дюйма. Вольфрамовые электроды большого диаметра требуют более высокой силы тока для запуска дуги, что приводит к деформации или возгоранию материала.
Отшлифуйте вольфрамовый наконечник до остроты для сварки стали и используйте присадочный металл ER70S-2 или стержень из кремниевой бронзы. Для плавления кремниевой бронзы требуется небольшое количество тепла, что делает ее одним из самых популярных наполнителей для хрупких тонких стальных листов.
Избегайте смесей защитного газа гелия и аргона, поскольку гелий улучшает тепловложение. Лучше всего использовать чистый аргон в качестве защитного газа при TIG-сварке тонколистовых материалов.
Сварка электродом
Большинство сварщиков избегают сварки тонкого металла методом электродуговой сварки. Трудно контролировать тепловложение и очень легко прожечь материал. Сварка стержнем не является деликатным процессом. Однако при правильной настройке вы можете сваривать листовой металл с помощью SMAW.
В отличие от MIG и TIG, при сварке электродом не требуется защитный газ. Вместо этого флюсовое покрытие на плавящемся электроде не только защищает сварочную ванну, но и влияет на характеристики дуги. Так, некоторые стержневые электроды, такие как E6013, обеспечивают очень мелкое проплавление, необходимое для сварки тонкого металла.
Кроме того, использование полярности DCEN снижает тепловложение и скорость осаждения металла. В результате легче контролировать коробление и предотвращать прожигание тонкого материала. Наконец, при сварке держите выходную силу тока как можно более низкой, но это относится ко всем процессам дуговой сварки при соединении тонких материалов.
Предотвращение или устранение проблем при сварке тонкого металла
Теперь, когда мы рассмотрели основные аспекты различных процессов дуговой сварки, давайте обсудим, как предотвратить и устранить распространенные проблемы при сварке листового металла.
Деформация
Во избежание коробления металла необходимо прикрепить металлические листы на место и избегать значительных зазоров между прихватками. После того, как все будет прихвачено, сделайте прерывистые сварные швы. Избегайте длинных непрерывных сварных швов с большим количеством тепла.
Сварщик, выполняющий прихваточные швы
Лучше, если ваш сварочный аппарат поддерживает таймер прихватки. Например, Eastwood MIG 180 позволяет создавать повторяемые прихваточные швы с одинаковой потребляемой силой тока и длительностью дуги.
Если ваш сварочный аппарат не поддерживает таймер прихватки, вы можете держать дугу горящей слишком долго на некоторых прихватках, что приводит к слишком большому теплу по сравнению с другими прихватками, деформируя материал.
Также попробуйте увеличить скорость сварки. Если вы будете сваривать слишком медленно, вы сосредотачиваете слишком много тепла на одной области. Низкая скорость сварки особенно губительна для нержавеющей стали.
Профессионалы часто используют радиаторы для отвода избыточного тепла от свариваемого металла. Таким образом, размещение алюминиевых или медных плоских стержней под заготовками может помочь предотвратить накопление тепла и деформацию.
Подробнее : Что такое прихваточный шов? И как вы их используете?
Прожиги
Все, что мы обсуждали, чтобы избежать деформации, относится и к предотвращению прожогов. Однако, если вы проделали дыру в металле, вы зашли еще дальше в неправильном направлении. Некоторое чрезмерное тепло деформирует металлический лист, но слишком сильное его сжигает.
Итак, увеличьте скорость сварки и делайте короткие прерывистые швы. Попробуйте сварить соединение с нескольких позиций. Например, разделите длину соединения на четыре, отметьте деления и сплавите каждое отдельно.
Кроме того, используйте заводской воздушный компрессор для охлаждения листового металла между сварными швами. Это также полезно для предотвращения коробления, но если материал слишком тонкий и вы продолжаете проделывать в нем отверстия, вам понадобится вся возможная помощь.
Значительно снизить выходную силу тока. Если ваша текущая настройка силы тока прожигает металл, попробуйте снизить ее на 30-50%. Кроме того, уменьшите диаметр вольфрамового электрода, стержневого электрода или проволоки MIG в соответствии с меньшей силой тока.
Внешний вид
Сварка листового металла часто требует красивой гладкой линии сварки. Вы можете достичь этого только с помощью сварочного аппарата TIG. Сварка MIG с коротким замыканием вызывает появление брызг и неровный валик, в то время как сварка электродами создает наименее привлекательные сварные швы. Кроме того, при сварке электродом остается шлак, который необходимо удалять.
После удаления шлака или очистки остатков кремнезема от сварных швов MIG обычно необходимо отшлифовать линию сварки, чтобы улучшить ее внешний вид. Не нажимайте слишком сильно угловой шлифовальной машиной и не сглаживайте одну область слишком долго, чтобы предотвратить накопление тепла. Даже тепло, выделяемое при трении при шлифовании, также может деформировать тонкий листовой металл.
Шлифование нержавеющей стали — отдельная обширная тема. Поэтому убедитесь, что вы используете тип абразива и размер зерна, которые обеспечивают желаемую отделку. Чтобы удалить обесцвечивание нержавеющей стали от сварки, вы можете использовать проволочные круги из нержавеющей стали, но вы также можете использовать абразив с зернистостью 360 или более грубый. Однако смешивание и выравнивание валиков следует выполнять с помощью абразивного диска, ленты или лепесткового диска с зернистостью 40-80.
Шлифовка низкоуглеродистой стали и алюминия менее сложна. Но для алюминия требуются уникальные шлифовальные круги на восковой основе. Алюминий быстро нагружает обычные колеса, что может привести к их взрыву.
Какой бы металл вы ни обтачивали, будьте осторожны, чтобы не удалить слишком много материала. Легкий материал легко перешлифовать и истончить, что ставит под угрозу прочность соединения.
Гордые (над поверхностью) сварные швы
Если валик сварного шва находится слишком высоко над поверхностью металла, это дефект сварного шва, называемый переполнением или чрезмерным усилением. Это не обязательно требует доработки, но ухудшает внешний вид, подвергает носки сварного шва напряжению и увеличивает вероятность захвата шлака.
Если вы продолжаете делать сварные швы, попробуйте увеличить скорость сварки и уменьшить скорость подачи проволоки MIG или выходную силу тока при сварке электродами.
Вы можете стачивать лишний металл, но при слишком агрессивной шлифовке появляются проколы и трещины. Было бы лучше, если бы вы также помнили, что, поскольку верхняя часть этих валиков является гордой, носки сварного шва испытывают более высокое напряжение, поскольку шлифовальный круг оказывает усилие сверху. Кроме того, давление на выступах сварного шва выше, чем при шлифовке валиков меньшей высоты. Итак, используйте нежное прикосновение.
Различные металлы имеют разные характеристики
Обычно свариваемые металлы, такие как низкоуглеродистая сталь, нержавеющая сталь и алюминий, требуют различных мер предосторожности при сварке тонких листов. С мягкой сталью легче всего работать, если вы держите силу тока на низком уровне, свариваете быстро и разносите сварные швы. Соблюдая эти меры предосторожности, вы должны добиться хороших результатов.
Однако нержавеющая сталь гораздо менее щадящая. Он не так эффективно проводит тепло, как мягкая сталь, поэтому тепло концентрируется в зоне термического влияния (ЗТВ). Это приводит в лучшем случае к обесцвечиванию.
В худшем случае нержавеющая сталь теряет коррозионную стойкость. Кроме того, сохранение тепла в ЗТВ способствует короблению и прожогу. Кроме того, использование радиаторов менее эффективно для нержавеющей стали, чем для мягкой стали.
В отличие от стали, алюминий быстро проводит тепло, но плавится при более низкой температуре (по сравнению со сталью). Что еще хуже, защитный оксид на поверхности алюминия плавится при значительно более высокой температуре, чем алюминий под ним. Эта комбинация факторов делает алюминий очень сложным для сварки, особенно тонких листов.
Чтобы сварить тонкий алюминий, вы должны двигаться даже быстрее, чем со сталью. Дополнительно используйте стрингеры, прямые бусины. Таким образом, вы сведете к минимуму поступление тепла и предотвратите прожигание этого чувствительного материала. Поскольку алюминий исключительно хорошо проводит тепло, использование радиаторов значительно снижает концентрацию тепла в ЗТВ.
Итоговое видео
Это видео от Everlast демонстрирует многие концепции, которые мы обсуждали в этой статье. Таким образом, это может помочь вам визуализировать, как выглядят продувки и деформации и как их предотвратить.
Часто задаваемые вопросы
Какой самый тонкий листовой металл можно сваривать?
Самым тонким листовым металлом, который можно сваривать дугой, является мягкая сталь толщиной 26 Ga. Однако, если вы опытный сварщик, вы можете сваривать даже тоньше с некоторым искажением и прогоранием металла.
Какой процесс сварки лучше всего подходит для тонкого металла или листового металла?
Лучшим процессом сварки тонкого металла является MIG из-за его скорости. Но многие сварщики утверждают, что процесс сварки TIG имеет преимущество из-за узкой ЗТВ.
Что такое правило 1 за 1 при сварке тонкого металла?
Правило 1 к 1 гласит, что для тонкой углеродистой стали следует использовать 1 ампер на 1 тысячную (0,001) дюйма толщины. Однако для нержавеющей стали требуется на 1/3 меньше ампер, а для алюминия — примерно на 1/3 больше.
Какой самый толстый металл можно точечной сваркой?
Самый толстый металл, который можно сваривать точечной сваркой, составляет 1,25 дюйма.
Обертывание
Сварка тонкого металла — сложная задача. Этого нельзя отрицать. Но если вы потренируетесь и будете применять советы, которыми мы поделились в этой статье, вы быстро освоитесь.
 Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.
Чем сильней сила тока, тем прочнее будет сварка и тем толще элементы можно соединить.




 Также, в зависимости от марки стали, фланцы могут применяться при температуре от -70 до +300 градусов цельсия.
Также, в зависимости от марки стали, фланцы могут применяться при температуре от -70 до +300 градусов цельсия. 53
53 85
85 20
20 51
51 19
19 85
85 13
13 61
61 71
71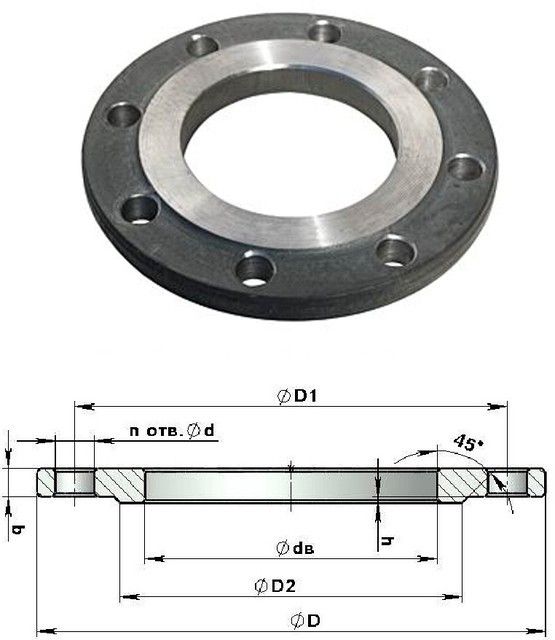 88
88 60
60 98
98 92
92
 Между тем, ковка под 816 ° C (1500 ° F) не предлагается для этой углеродистой стали ГОСТ 12820-80 Фланцы , потому что ковка сопровождается замораживанием на воздухе и, в конечном итоге, закалкой. Приложения, которые часто используют легированную сталь ГОСТ 332592015 Фланцы включают, но не ограничиваются: Паровые сопла, Перегородки, Ящики для отжига, Стеллажи для закалки, Изготовления, которые нельзя отжигать после сварки, и так далее. Фланцы из супердуплексной стали ГОСТ 12820-80 несколько лучше работают в сильно окисляющих средах при температуре до 1500 градусов по Фаренгейту (816 градусов по Цельсию). В этом диапазоне температур общая коррозионная стойкость фланцев Inconel ГОСТ 332592015 выше, поэтому они используются в ситуациях, когда желательна повышенная свариваемость. Монель ГОСТ 12820-80 Фланцы легко поддаются сварке и обработке по стандартной технологии заводского изготовления. Скорость наклепа Hastelloy ГОСТ 332592015 Фланцы делают его менее поддающимся механической обработке, поскольку он обладает отличной коррозионной стойкостью.
Между тем, ковка под 816 ° C (1500 ° F) не предлагается для этой углеродистой стали ГОСТ 12820-80 Фланцы , потому что ковка сопровождается замораживанием на воздухе и, в конечном итоге, закалкой. Приложения, которые часто используют легированную сталь ГОСТ 332592015 Фланцы включают, но не ограничиваются: Паровые сопла, Перегородки, Ящики для отжига, Стеллажи для закалки, Изготовления, которые нельзя отжигать после сварки, и так далее. Фланцы из супердуплексной стали ГОСТ 12820-80 несколько лучше работают в сильно окисляющих средах при температуре до 1500 градусов по Фаренгейту (816 градусов по Цельсию). В этом диапазоне температур общая коррозионная стойкость фланцев Inconel ГОСТ 332592015 выше, поэтому они используются в ситуациях, когда желательна повышенная свариваемость. Монель ГОСТ 12820-80 Фланцы легко поддаются сварке и обработке по стандартной технологии заводского изготовления. Скорость наклепа Hastelloy ГОСТ 332592015 Фланцы делают его менее поддающимся механической обработке, поскольку он обладает отличной коррозионной стойкостью. Никелевый сплав ГОСТ 12820-80 «Фланцы» представляет собой форму с более высоким содержанием углерода и демонстрирует улучшенные свойства при высоких температурах и ползучести.
Никелевый сплав ГОСТ 12820-80 «Фланцы» представляет собой форму с более высоким содержанием углерода и демонстрирует улучшенные свойства при высоких температурах и ползучести. F42, 46, 52, 56, 60, 65, 70
F42, 46, 52, 56, 60, 65, 70
 д.
д.
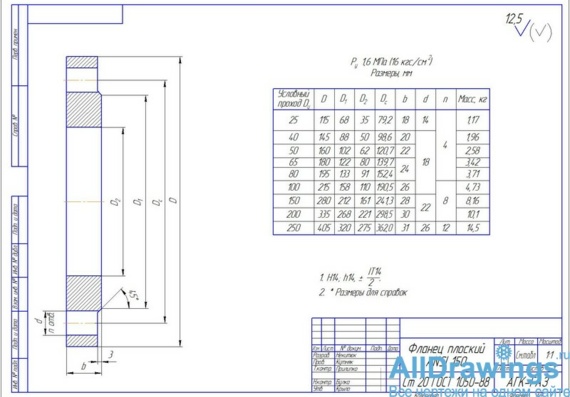

 Сила
Сила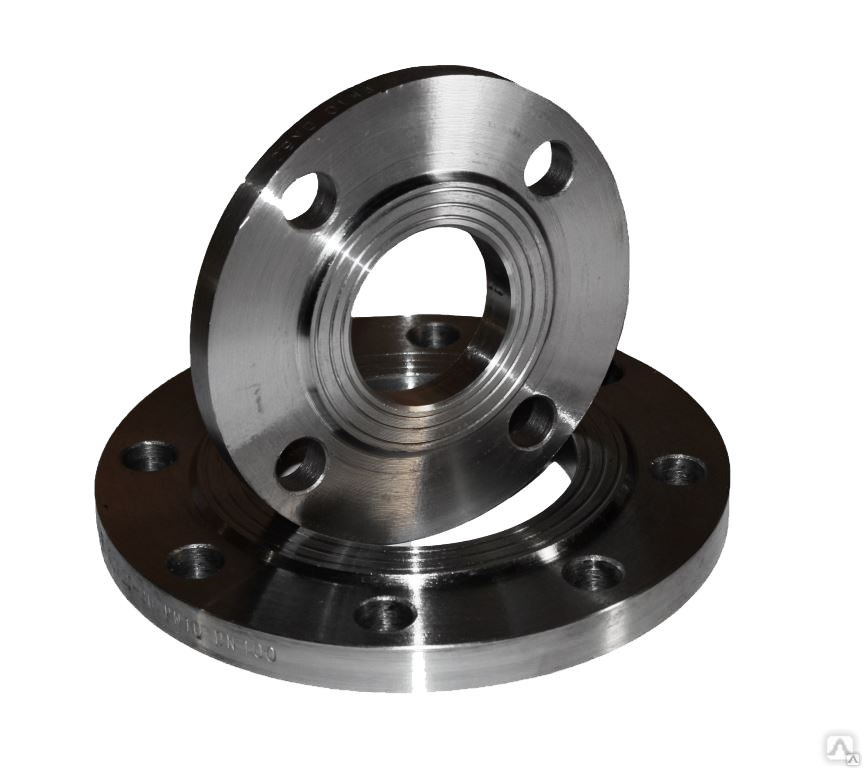 5, ANSI B16.47, серии A и B, MSS SP44, ASA, API-605, AWWA, пользовательские чертежи
5, ANSI B16.47, серии A и B, MSS SP44, ASA, API-605, AWWA, пользовательские чертежи 47 ГОСТ 12820-80 WNFF Фланец
47 ГОСТ 12820-80 WNFF Фланец 47 ГОСТ 12820-80 Поставщик фланцев RTJ
47 ГОСТ 12820-80 Поставщик фланцев RTJ 48 ГОСТ 12820-80 Фланцы кованые Stockist
48 ГОСТ 12820-80 Фланцы кованые Stockist
 47 ГОСТ 12821-80/12820-80 Фланцы с высокими ступичными заглушками
47 ГОСТ 12821-80/12820-80 Фланцы с высокими ступичными заглушками 5 гост 12821-80 фланцы прайс лист в мумбаи, гост 12820-80 фланец прайс-лист в Индии, ГОСТ 12820-80 Фланцы с приварной шейкой, ГОСТ 12821-80/12820-80 Фланцы с выступом, ГОСТ 12821-80 Фланцы производитель в Индии, ГОСТ 12821-80/12820-80 Фланец с резьбой, ГОСТ 12821- 80 винтовых фланцев, гост 12820-80 дилер промышленных фланцев, гост 12820-80 поставщиков фланцев blrf, гост 12821-80/12820-80 производитель глухих фланцев с высокой ступицей в Индии, гост 12821-80 производители в Мумбаи, гост 12821-80/12820 -80 поставщик фланцев в Мумбаи, ГОСТ 12821-80 фланцы с кольцевой прокладкой, ГОСТ 12820-80 свободный фланец, гост 12820-80 квадратные фланцы поставляются r, гост 12821-80/12820-80 фланец цена в индии, гост 12821-80 фланцы приварные встык, гост 12821-80/12820-80 фланец цена, гост/гост 12821-80/12820-80 фланцы рядом со мной, гост Поставщик фланцев 12821-80 wnrf, гост 12820-80 производитель фланцев в Мумбаи, поставщик гост 12820-80 в Индии, ansi b16.47 поставщик фланцев гост 12821-80/12820-80 в Мумбаи, поставщик фланцев гост 12821-80, гост 12821 Фланец трубы -80/12820-80 анси б16.
5 гост 12821-80 фланцы прайс лист в мумбаи, гост 12820-80 фланец прайс-лист в Индии, ГОСТ 12820-80 Фланцы с приварной шейкой, ГОСТ 12821-80/12820-80 Фланцы с выступом, ГОСТ 12821-80 Фланцы производитель в Индии, ГОСТ 12821-80/12820-80 Фланец с резьбой, ГОСТ 12821- 80 винтовых фланцев, гост 12820-80 дилер промышленных фланцев, гост 12820-80 поставщиков фланцев blrf, гост 12821-80/12820-80 производитель глухих фланцев с высокой ступицей в Индии, гост 12821-80 производители в Мумбаи, гост 12821-80/12820 -80 поставщик фланцев в Мумбаи, ГОСТ 12821-80 фланцы с кольцевой прокладкой, ГОСТ 12820-80 свободный фланец, гост 12820-80 квадратные фланцы поставляются r, гост 12821-80/12820-80 фланец цена в индии, гост 12821-80 фланцы приварные встык, гост 12821-80/12820-80 фланец цена, гост/гост 12821-80/12820-80 фланцы рядом со мной, гост Поставщик фланцев 12821-80 wnrf, гост 12820-80 производитель фланцев в Мумбаи, поставщик гост 12820-80 в Индии, ansi b16.47 поставщик фланцев гост 12821-80/12820-80 в Мумбаи, поставщик фланцев гост 12821-80, гост 12821 Фланец трубы -80/12820-80 анси б16.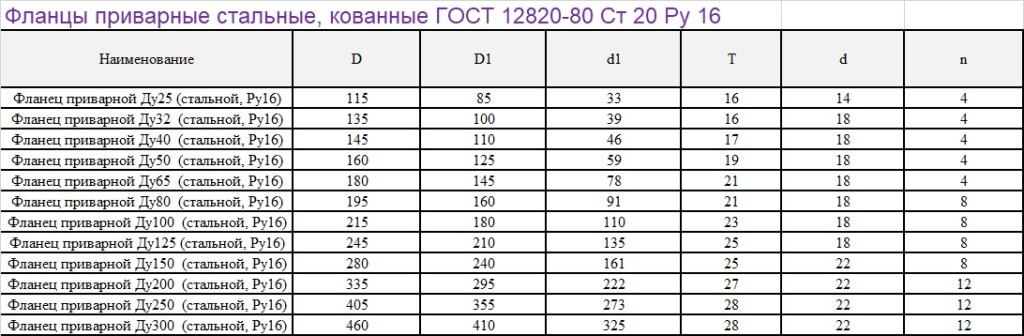 48 ГОСТ 12821-80 Фланцы плоские ГОСТ 12820-80 Каталог фланцев ГОСТ 12820-80 фланец ГОСТ 12821-80/12820-80 Фланцы плоские экспортеры ГОСТ 12821- поставщик фланцев 80/12820-80 sorf.
48 ГОСТ 12821-80 Фланцы плоские ГОСТ 12820-80 Каталог фланцев ГОСТ 12820-80 фланец ГОСТ 12821-80/12820-80 Фланцы плоские экспортеры ГОСТ 12821- поставщик фланцев 80/12820-80 sorf. 0009
0009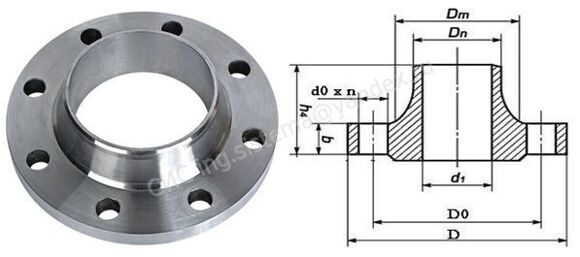
 73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.
73). На нем можно
фрезеровать горизонтальные и вертикальные плоскости, пазы и т.д.
цилиндрическими, торцевыми, дисковыми, коническими, угловыми и фасонными
фрезами. Наибольший диаметр фрезы не должен превышать 110 мм.

 Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя.
Пользуясь схемой, расположенной на коробке скоростей
станка, установите рукоятки 4 и 5 (рис. 73) переключения частоты вращения на
разные положения. Установите минимальную частоту вращения шпинделя, включите и
выключите станок. Проверьте работу станка при максимальной частоте вращения
шпинделя. Отведите заготовку от фрезы маховиком продольной подачи 2.
Отведите заготовку от фрезы маховиком продольной подачи 2. Что такое фрезерование?
Что такое фрезерование?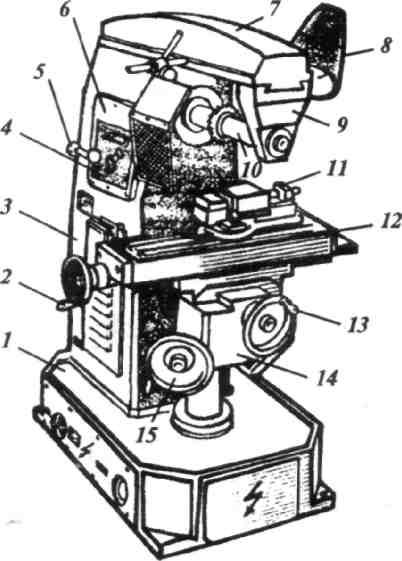


 118 – 37,4 ИПМ
118 – 37,4 ИПМ 875″
875″
 118 – 37,4 дюйм/мин
118 – 37,4 дюйм/мин с.
с. 118 – 37,4 дюйм/мин
118 – 37,4 дюйм/мин с.
с. 0034 IPR (REG) 1,1–34,4 IPM
0034 IPR (REG) 1,1–34,4 IPM 0034 IPR (REG) 1,1–34,4 IPM
0034 IPR (REG) 1,1–34,4 IPM 875″
875″
 Вертикально-сверлильный станок будет иметь стационарный инструмент, в то время как заготовка вращается. Горизонтально-расточной станок обеспечивает большую универсальность, поскольку станок не ограничивает размеры деталей.
Вертикально-сверлильный станок будет иметь стационарный инструмент, в то время как заготовка вращается. Горизонтально-расточной станок обеспечивает большую универсальность, поскольку станок не ограничивает размеры деталей.
 Из нержавейки, естественно, лучше, но и дороже. Нужно обратить внимание на материал, из которого изготовлена крыльчатка насоса. В самых дешевых моделях она может быть из пластика, в более дорогих — из бронзы или латуни.
Из нержавейки, естественно, лучше, но и дороже. Нужно обратить внимание на материал, из которого изготовлена крыльчатка насоса. В самых дешевых моделях она может быть из пластика, в более дорогих — из бронзы или латуни. Чтобы узнать реальные показатели, делите заявленные параметры на 2. Вот тогда вы точно не ошибетесь.
Чтобы узнать реальные показатели, делите заявленные параметры на 2. Вот тогда вы точно не ошибетесь. Показывает насколько производительный мотор приводит в действие крыльчатку. В принципе, чем мощнее насос, тем большее давление он в состоянии обеспечить, но многое еще зависит от конструкции и используемых материалов.
Показывает насколько производительный мотор приводит в действие крыльчатку. В принципе, чем мощнее насос, тем большее давление он в состоянии обеспечить, но многое еще зависит от конструкции и используемых материалов. Если захотите на даче поставить бойлер или стиральную машинку, другие устройства, требовательные к давлению, скорее всего придется ставить перед ними. При достаточной мощности (при достаточном расходе) одного насоса может хватить на два устройства. Только тогда нужно соответственно продумывать схему.
Если захотите на даче поставить бойлер или стиральную машинку, другие устройства, требовательные к давлению, скорее всего придется ставить перед ними. При достаточной мощности (при достаточном расходе) одного насоса может хватить на два устройства. Только тогда нужно соответственно продумывать схему.
 Такой струйкой можно долго и на грани нервного срыва мыть посуду, можно полдня набирать воду в ванну, но вот стиральная машина вряд ли станет такое «терпеть». И помыться под душем вам тоже не удастся. Такая ситуация может сложиться и в частном доме, подключенном к городской водопроводной магистрали. Что делать? Неужели нет никакой возможности это исправить? Конечно же, есть. Надо поставить насос для повышения давления воды.
Такой струйкой можно долго и на грани нервного срыва мыть посуду, можно полдня набирать воду в ванну, но вот стиральная машина вряд ли станет такое «терпеть». И помыться под душем вам тоже не удастся. Такая ситуация может сложиться и в частном доме, подключенном к городской водопроводной магистрали. Что делать? Неужели нет никакой возможности это исправить? Конечно же, есть. Надо поставить насос для повышения давления воды. Если давление меньше 2 атм, у вас возникнут серьезные проблемы в работе посудомоечной и стиральной машин, а также джакузи.
Если давление меньше 2 атм, у вас возникнут серьезные проблемы в работе посудомоечной и стиральной машин, а также джакузи. Во втором случае нужен только самовсасывающий агрегат.
Во втором случае нужен только самовсасывающий агрегат.

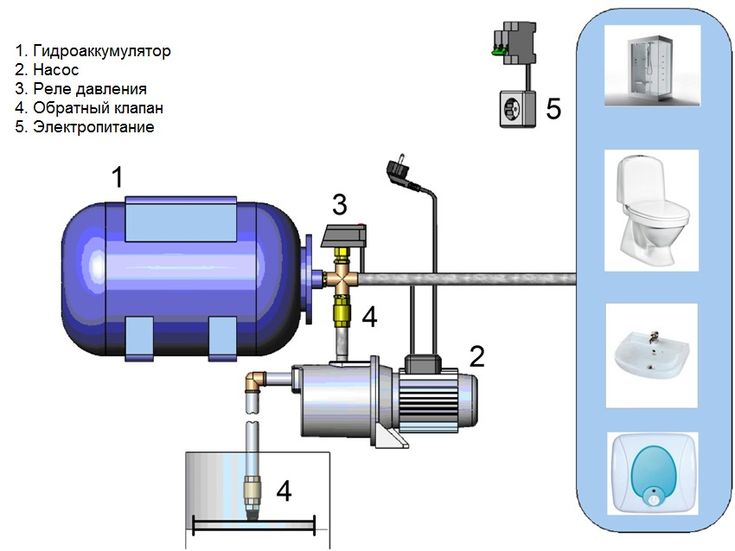 Иногда может помочь установка одного насоса, порой выходом из положения становится установка специальной станции с повышенной мощностью.
Иногда может помочь установка одного насоса, порой выходом из положения становится установка специальной станции с повышенной мощностью. При этом потребление им электроэнергии очень невелико. Некоторые лампы накаливания потребляют больше энергии. Если вам требуется серьезная корректировка давления, то придется приобрести более мощное оборудование.
При этом потребление им электроэнергии очень невелико. Некоторые лампы накаливания потребляют больше энергии. Если вам требуется серьезная корректировка давления, то придется приобрести более мощное оборудование. В этом случае работу оборудования регулирует датчик протока. При открытии крана начинается движение воды, что включает насос. Очень удобно и то, что автоматический насос для повышения давления воды не включится при отсутствии воды, что продляет срок его службы. Такое устройство и более экономично.
В этом случае работу оборудования регулирует датчик протока. При открытии крана начинается движение воды, что включает насос. Очень удобно и то, что автоматический насос для повышения давления воды не включится при отсутствии воды, что продляет срок его службы. Такое устройство и более экономично. Можно просто приобрести универсальный насос. Оборудование обычно врезают в трубу на входе в дом или квартиру.
Можно просто приобрести универсальный насос. Оборудование обычно врезают в трубу на входе в дом или квартиру.

 В таком случае монтаж насоса для повышения давления воды, а также настройка работы автоматизированных систем с датчиками, фильтрами и накопительными баками – работа для профессионалов. Только их опыт поможет вам получить желаемый эффект и долгую безотказную работу оборудования.
В таком случае монтаж насоса для повышения давления воды, а также настройка работы автоматизированных систем с датчиками, фильтрами и накопительными баками – работа для профессионалов. Только их опыт поможет вам получить желаемый эффект и долгую безотказную работу оборудования. Органы управления бустерным насосом могут быть аналогичны органам управления скважинным насосом. Бустерным насосом можно управлять с помощью гидробака и реле давления с запорным клапаном цикла. Органы управления бустерным насосом должны иметь возможность подавать воду по запросу, когда кран открыт, и отключать насос, когда вода не используется. Как и скважинный насос, бустерная насосная система должна обеспечивать достаточный расход для удовлетворения пиковых потребностей, а также обеспечивать минимальный расход при необходимости. Защита от сухого хода рекомендуется для предотвращения плавления насоса в случаях, когда накопительный бак пуст. Те же самые устройства низкого тока или низкого давления, которые используются на скважинных насосах, также могут использоваться для защиты бустерных насосов. Поплавковый выключатель на дне накопительного бака также можно использовать для предотвращения работы насоса, когда уровень воды в накопительном баке ниже поплавкового выключателя.
Органы управления бустерным насосом могут быть аналогичны органам управления скважинным насосом. Бустерным насосом можно управлять с помощью гидробака и реле давления с запорным клапаном цикла. Органы управления бустерным насосом должны иметь возможность подавать воду по запросу, когда кран открыт, и отключать насос, когда вода не используется. Как и скважинный насос, бустерная насосная система должна обеспечивать достаточный расход для удовлетворения пиковых потребностей, а также обеспечивать минимальный расход при необходимости. Защита от сухого хода рекомендуется для предотвращения плавления насоса в случаях, когда накопительный бак пуст. Те же самые устройства низкого тока или низкого давления, которые используются на скважинных насосах, также могут использоваться для защиты бустерных насосов. Поплавковый выключатель на дне накопительного бака также можно использовать для предотвращения работы насоса, когда уровень воды в накопительном баке ниже поплавкового выключателя. Как правило, проще подключить центробежный или струйный насос к линии подачи воды. Однако подводный аппарат, заключенный в канистру, также может подключаться к входящему водопроводу и может использоваться в качестве бустера. Когда входящий водопровод слишком мал или корродирован для подачи достаточного объема воды, резервуар для хранения можно использовать так же, как и в скважинах с низкой производительностью. В любом случае бустерный насос должен управляться аналогично скважинному насосу. Защита от сухого хода может быть добавлена так же, как и в случае с системой управления скважинным насосом.
Как правило, проще подключить центробежный или струйный насос к линии подачи воды. Однако подводный аппарат, заключенный в канистру, также может подключаться к входящему водопроводу и может использоваться в качестве бустера. Когда входящий водопровод слишком мал или корродирован для подачи достаточного объема воды, резервуар для хранения можно использовать так же, как и в скважинах с низкой производительностью. В любом случае бустерный насос должен управляться аналогично скважинному насосу. Защита от сухого хода может быть добавлена так же, как и в случае с системой управления скважинным насосом. Одна из основных проблем с элементами управления этого типа возникает при небольших утечках, таких как капающий кран или просачивающаяся заслонка унитаза. Небольшие утечки заставят бустерные насосы этого типа быстро включаться и выключаться, пока насос не выйдет из строя. Стандартный струйный насос без какого-либо электронного управления, с использованием CSV, реле давления и небольшого напорного бака дешевле и надежнее, чем так называемые «безрезервуарные» системы управления насосом.
Одна из основных проблем с элементами управления этого типа возникает при небольших утечках, таких как капающий кран или просачивающаяся заслонка унитаза. Небольшие утечки заставят бустерные насосы этого типа быстро включаться и выключаться, пока насос не выйдет из строя. Стандартный струйный насос без какого-либо электронного управления, с использованием CSV, реле давления и небольшого напорного бака дешевле и надежнее, чем так называемые «безрезервуарные» системы управления насосом. Но это хорошая идея, чтобы понять назначение бака и как он работает.
Но это хорошая идея, чтобы понять назначение бака и как он работает. Минимальное давление в баке должно быть не ниже давления, необходимого для любого приспособления или прибора, использующего воду. Многим требуется не менее 10 фунтов на квадратный дюйм для правильной работы. Установки водоподготовки, умягчители воды, стиральные и посудомоечные машины могут требовать более высокого давления воды для правильной работы; возможно, до 30 фунтов на квадратный дюйм или более.
Минимальное давление в баке должно быть не ниже давления, необходимого для любого приспособления или прибора, использующего воду. Многим требуется не менее 10 фунтов на квадратный дюйм для правильной работы. Установки водоподготовки, умягчители воды, стиральные и посудомоечные машины могут требовать более высокого давления воды для правильной работы; возможно, до 30 фунтов на квадратный дюйм или более. Если это происходит, в резервуаре остается мало воздуха для сжатия, поэтому насос включается почти каждый раз, когда используется вода. Кроме того, слишком много воздуха в резервуаре является проблемой, так как это уменьшает место для хранения воды. Дополнительный воздух должен быть выпущен, иначе бак станет связанным воздухом. Устройство контроля объема воздуха, прикрепленное к стальному резервуару высокого давления, будет автоматически контролировать объем воздуха. Стальной оцинкованный резервуар с пластиной имеет плавающую пластину, которая отделяет воздух от воды.
Если это происходит, в резервуаре остается мало воздуха для сжатия, поэтому насос включается почти каждый раз, когда используется вода. Кроме того, слишком много воздуха в резервуаре является проблемой, так как это уменьшает место для хранения воды. Дополнительный воздух должен быть выпущен, иначе бак станет связанным воздухом. Устройство контроля объема воздуха, прикрепленное к стальному резервуару высокого давления, будет автоматически контролировать объем воздуха. Стальной оцинкованный резервуар с пластиной имеет плавающую пластину, которая отделяет воздух от воды. На заводе они находятся под давлением (обычно около 20 фунтов на квадратный дюйм), но давление можно регулировать с помощью воздушного клапана, расположенного в верхней части резервуара. Поскольку в камере почти не остается воды под давлением при включении насоса, эти резервуары могут не подходить для скважин с низким дебитом (например, с очень низкой скоростью откачки), если не используется дополнительный резервуар. Также используются мембранные напорные баки. Диафрагма представляет собой мембрану, разделяющую воду и воздух в баке.
На заводе они находятся под давлением (обычно около 20 фунтов на квадратный дюйм), но давление можно регулировать с помощью воздушного клапана, расположенного в верхней части резервуара. Поскольку в камере почти не остается воды под давлением при включении насоса, эти резервуары могут не подходить для скважин с низким дебитом (например, с очень низкой скоростью откачки), если не используется дополнительный резервуар. Также используются мембранные напорные баки. Диафрагма представляет собой мембрану, разделяющую воду и воздух в баке. Резервуар из оцинкованной стали без пластины имеет размер, в 10 раз превышающий скорость потока; 9Для насоса галлонов в минуту потребуется резервуар для хранения на 90 галлонов. Обратитесь к поставщику насосов, чтобы определить правильный размер напорного бака для вашей системы водоснабжения.
Резервуар из оцинкованной стали без пластины имеет размер, в 10 раз превышающий скорость потока; 9Для насоса галлонов в минуту потребуется резервуар для хранения на 90 галлонов. Обратитесь к поставщику насосов, чтобы определить правильный размер напорного бака для вашей системы водоснабжения.

 5-1.5
5-1.5 Потеря фунгицида в сельском хозяйстве из-за устойчивости — это проблема, которая затрагивает всех нас. FRAC работает, чтобы продлить эффективность фунгицидов, которые могут столкнуться с проблемами устойчивости, и ограничить потери урожая в случае возникновения устойчивости.
Потеря фунгицида в сельском хозяйстве из-за устойчивости — это проблема, которая затрагивает всех нас. FRAC работает, чтобы продлить эффективность фунгицидов, которые могут столкнуться с проблемами устойчивости, и ограничить потери урожая в случае возникновения устойчивости.
 По результатам мониторинга в рекомендации РГ ВОО на 2022 год (ссылка) не было внесено никаких изменений по сравнению с предыдущим заседанием в январе.
По результатам мониторинга в рекомендации РГ ВОО на 2022 год (ссылка) не было внесено никаких изменений по сравнению с предыдущим заседанием в январе. этикетку).
этикетку). этикетки).
этикетки). этикетку).
этикетку). этикетки).
этикетки).


 Segway O: Pythium увядание на рассаде томатов и перца, фитофтороз, корончатая и корневая гнили на рассаде перца, ложная мучнистая роса на травах.
Segway O: Pythium увядание на рассаде томатов и перца, фитофтороз, корончатая и корневая гнили на рассаде перца, ложная мучнистая роса на травах.




 этикетку).
этикетку).



 Используйте профилактически, чтобы увеличить естественную защитную систему растений.
Используйте профилактически, чтобы увеличить естественную защитную систему растений.

 Контактный фунгицид, разрушающий клеточные мембраны с некоторой трансламинарной активностью. Нужны повторные заявки.
Контактный фунгицид, разрушающий клеточные мембраны с некоторой трансламинарной активностью. Нужны повторные заявки.


 Резец надо подвести к детали и приступить к ее точению.
Резец надо подвести к детали и приступить к ее точению.
 Перед выбором нужной модели надо определить цель покупки.
Перед выбором нужной модели надо определить цель покупки.
 Так, различают:
Так, различают:
 В первую очередь, нужно подумать над тем, для чего необходимо оборудование и какие операции на нем будут выполнены.
В первую очередь, нужно подумать над тем, для чего необходимо оборудование и какие операции на нем будут выполнены.
 Но на момент, куда поставить станок и как часто его предстоит перевозить, обратить внимание стоит. Тяжеловесное устройство покупать не стоит, если его надо постоянно перевозить. В этом случае лучше купить легкую модель весом до 45 кг. Но стоит учесть, что такие приборы во время работы могут вибрировать.
Но на момент, куда поставить станок и как часто его предстоит перевозить, обратить внимание стоит. Тяжеловесное устройство покупать не стоит, если его надо постоянно перевозить. В этом случае лучше купить легкую модель весом до 45 кг. Но стоит учесть, что такие приборы во время работы могут вибрировать. Но для разного материала понадобится регулировать настройки.
Но для разного материала понадобится регулировать настройки. Это необходимо в случае, когда требуется подготовить много одинаковых деталей.
Это необходимо в случае, когда требуется подготовить много одинаковых деталей.
 Для изготовления станины был использован цельный чугун. Отверстием в 38 мм шпиндель опирается на роликовый подшипник в форме конуса. Передняя часть шпинделя закалена, а крепление патрона соответствует американскому стандарту, в результате чего монтаж его упрощается. Чтобы добраться к редуктору, нет надобности снимать полностью корпус.
Для изготовления станины был использован цельный чугун. Отверстием в 38 мм шпиндель опирается на роликовый подшипник в форме конуса. Передняя часть шпинделя закалена, а крепление патрона соответствует американскому стандарту, в результате чего монтаж его упрощается. Чтобы добраться к редуктору, нет надобности снимать полностью корпус.


 24 грн
24 грн Днепр
Днепр Киев
Киев Ровно
Ровно
 Эти станки представляют собой миниатюрные версии промышленных металлообрабатывающих станков.
Эти станки представляют собой миниатюрные версии промышленных металлообрабатывающих станков.
 Не забудьте прочитать важные советы по безопасности на странице Безопасность.
Не забудьте прочитать важные советы по безопасности на странице Безопасность.  См. страницу «Начало работы» для
См. страницу «Начало работы» для
 00
00

 с.) бесщеточный двигатель постоянного тока с регулируемой скоростью и реверсивный переключатель для двунаправленной автоматической подачи и нарезания резьбы
с.) бесщеточный двигатель постоянного тока с регулируемой скоростью и реверсивный переключатель для двунаправленной автоматической подачи и нарезания резьбы  Требуется некоторая сборка. Скачать инструкции по сборке.
Требуется некоторая сборка. Скачать инструкции по сборке.  Кроме того, все части были включены – недостающих частей нет.Инструкции по сборке были превосходны, и сборка прошла гладко – у меня ушло около 2,5 часов которое я, вероятно, мог бы уменьшить до 1,5, если бы сделал это снова. На данный момент у меня около 10 часов на токарном станке, и я очень впечатлен. Все работает правильно, и для меня это соответствует моему стандарту точности.
Кроме того, все части были включены – недостающих частей нет.Инструкции по сборке были превосходны, и сборка прошла гладко – у меня ушло около 2,5 часов которое я, вероятно, мог бы уменьшить до 1,5, если бы сделал это снова. На данный момент у меня около 10 часов на токарном станке, и я очень впечатлен. Все работает правильно, и для меня это соответствует моему стандарту точности.
 Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
 Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
 Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
 Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности. Это числовая характеристика алмазного круга, на значение которой влияет размер алмазных зерен, а также их концентрация на рабочей поверхности инструмента. Существует 4 вида шлифматериалов, которые отличаются разной зернистостью:
Это числовая характеристика алмазного круга, на значение которой влияет размер алмазных зерен, а также их концентрация на рабочей поверхности инструмента. Существует 4 вида шлифматериалов, которые отличаются разной зернистостью:

 gif»>
gif»> Почти все
Почти все -B11 это
-B11 это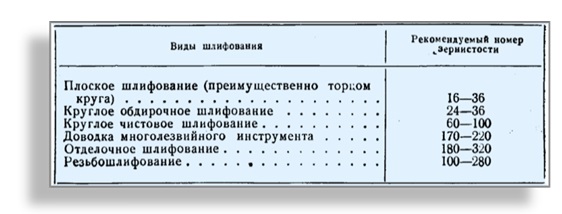 Вот куда мы приходим
Вот куда мы приходим
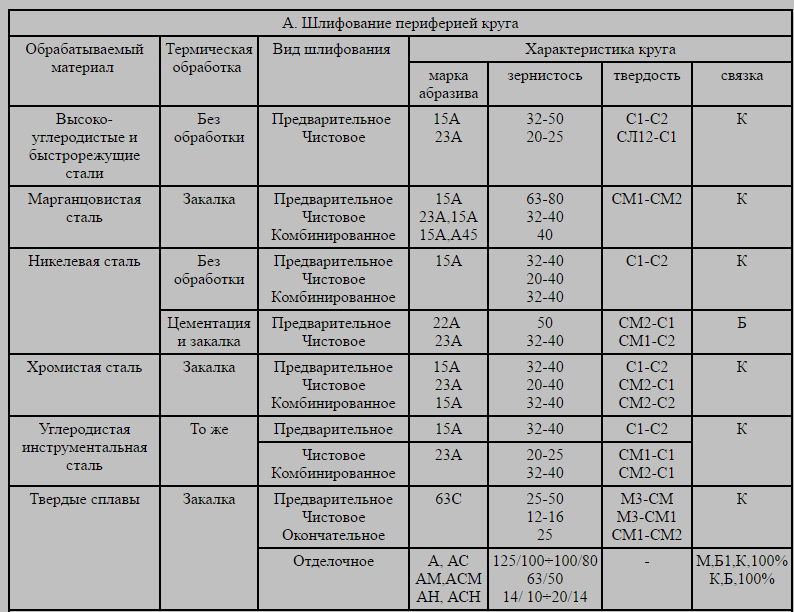 Черный карбид кремния — очень острая зернистость. Зеленый
Черный карбид кремния — очень острая зернистость. Зеленый


 «G» одной компании
«G» одной компании Кроме того, то же самое относится и к очень
Кроме того, то же самое относится и к очень

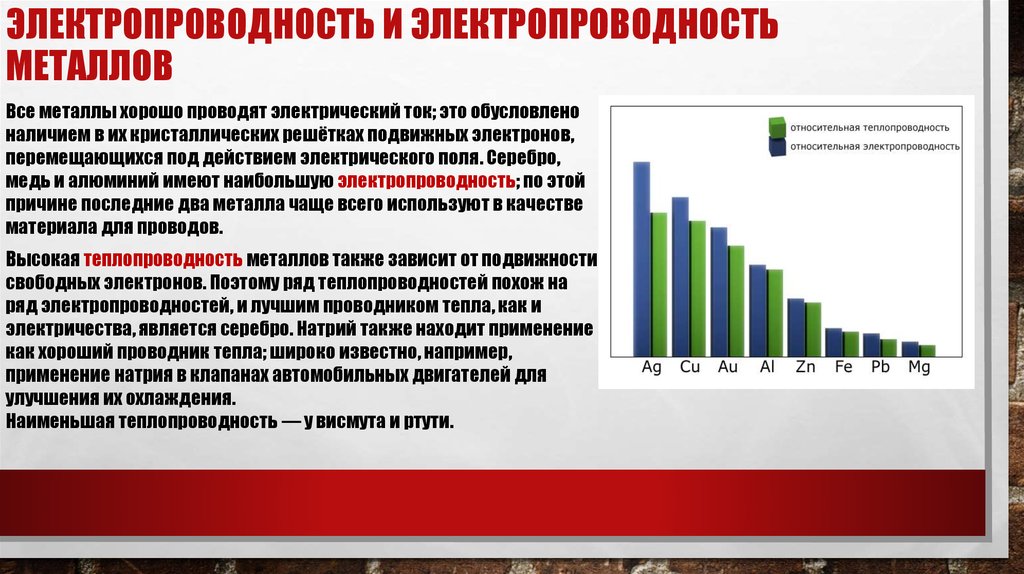 Добавки Сё (1,0 %), Сг (0,3 %) и Ag (0,1 %) также улучшают механические свойства меди при повышенных температурах, причем электропроводность при этом остается практически без изменения.
Добавки Сё (1,0 %), Сг (0,3 %) и Ag (0,1 %) также улучшают механические свойства меди при повышенных температурах, причем электропроводность при этом остается практически без изменения.
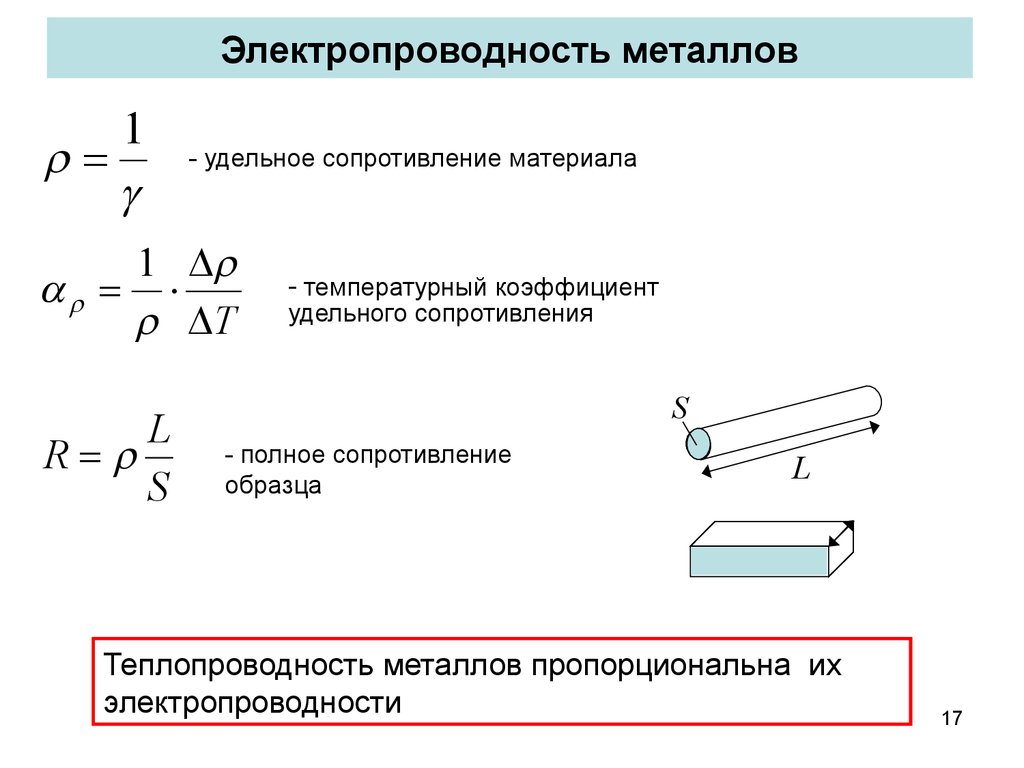
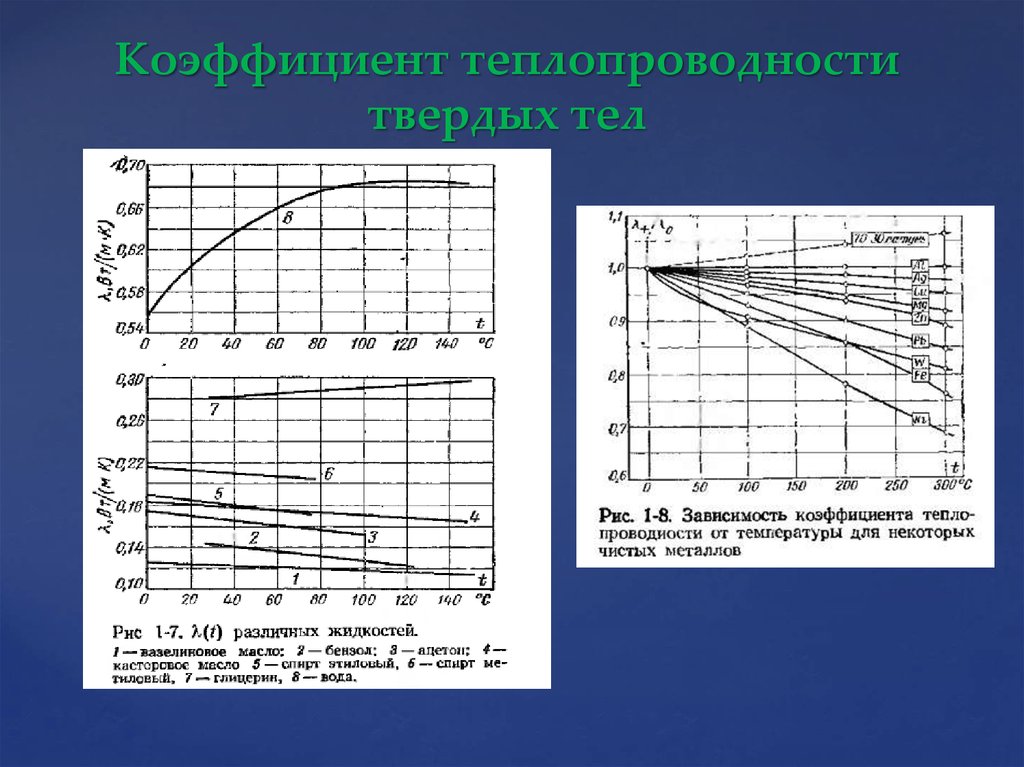 589
589 6
6 784
784

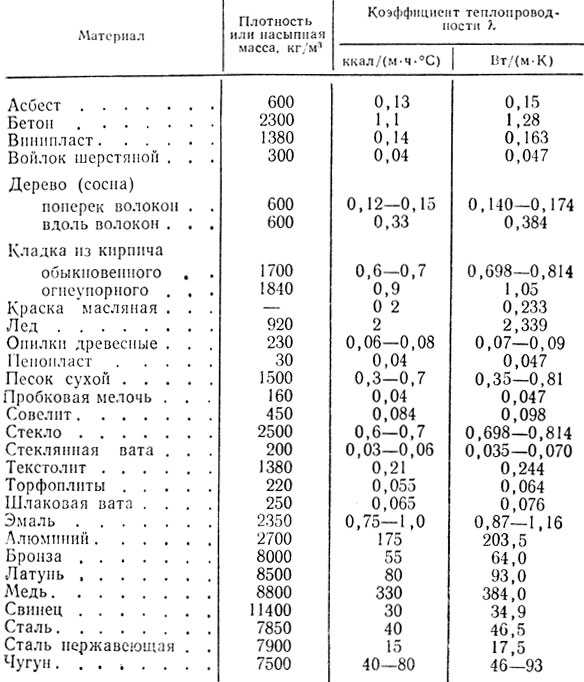 818
818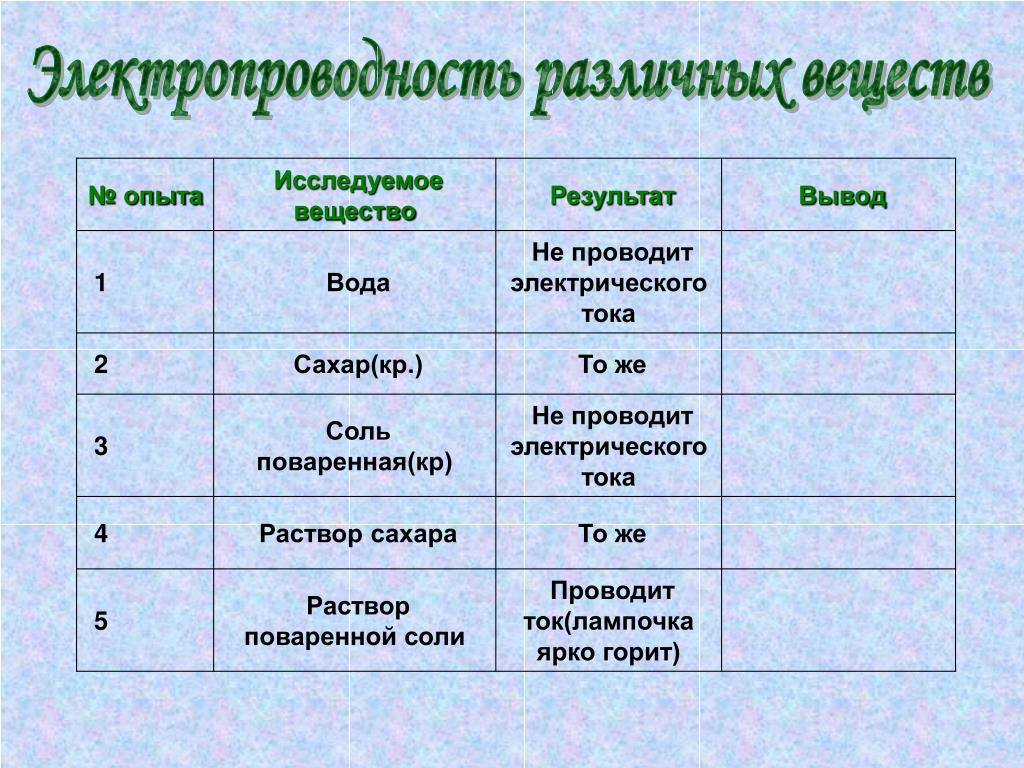 7
7 90
90 1
1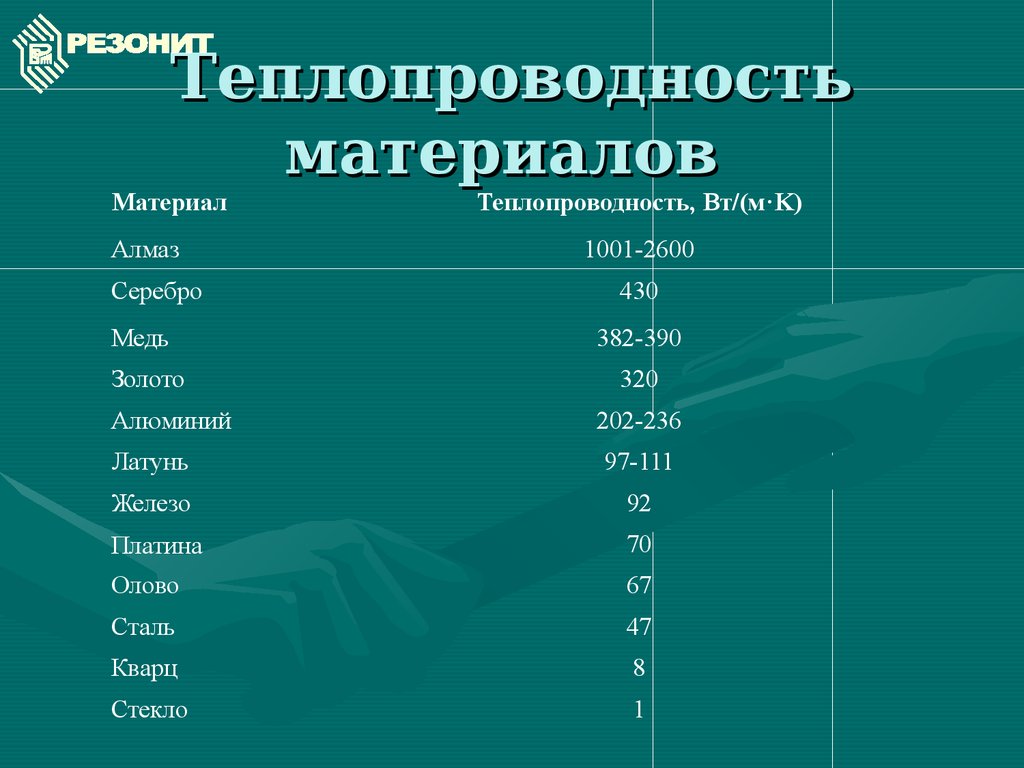 0
0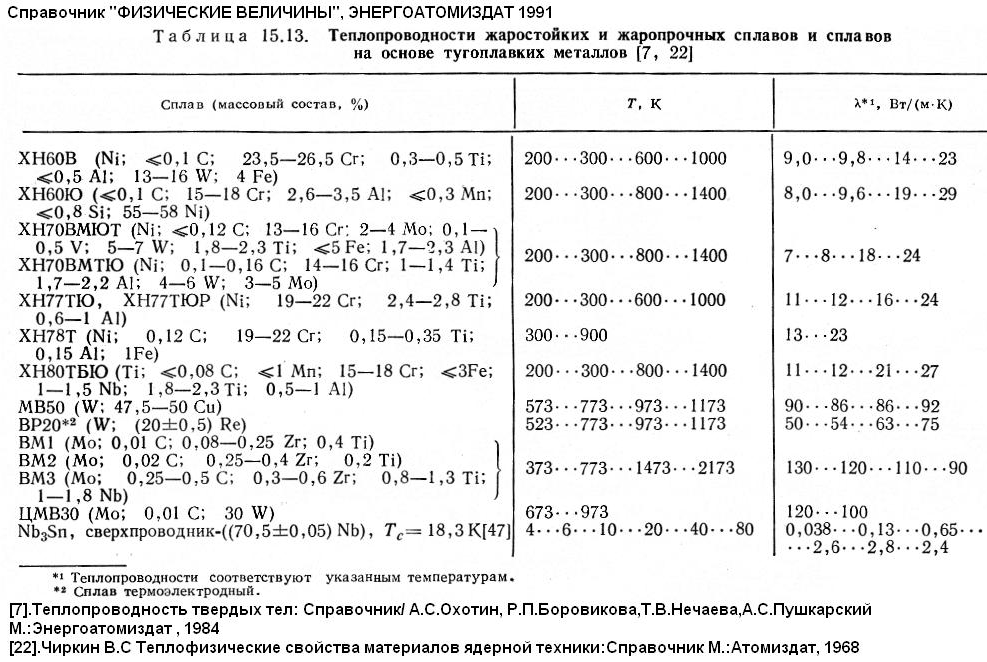 7
7 20
20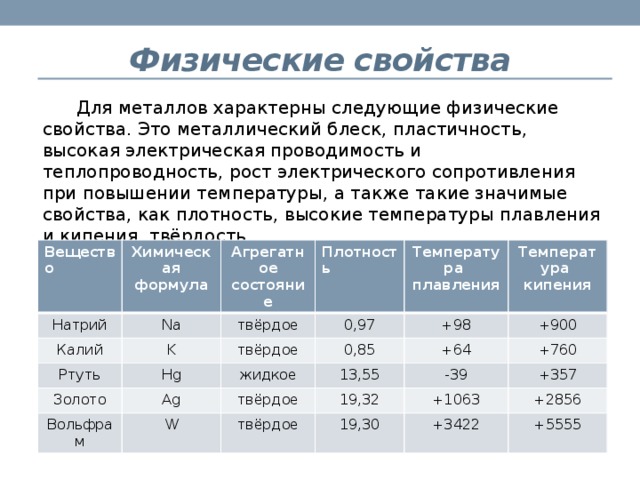 15-2000
15-2000
 674
674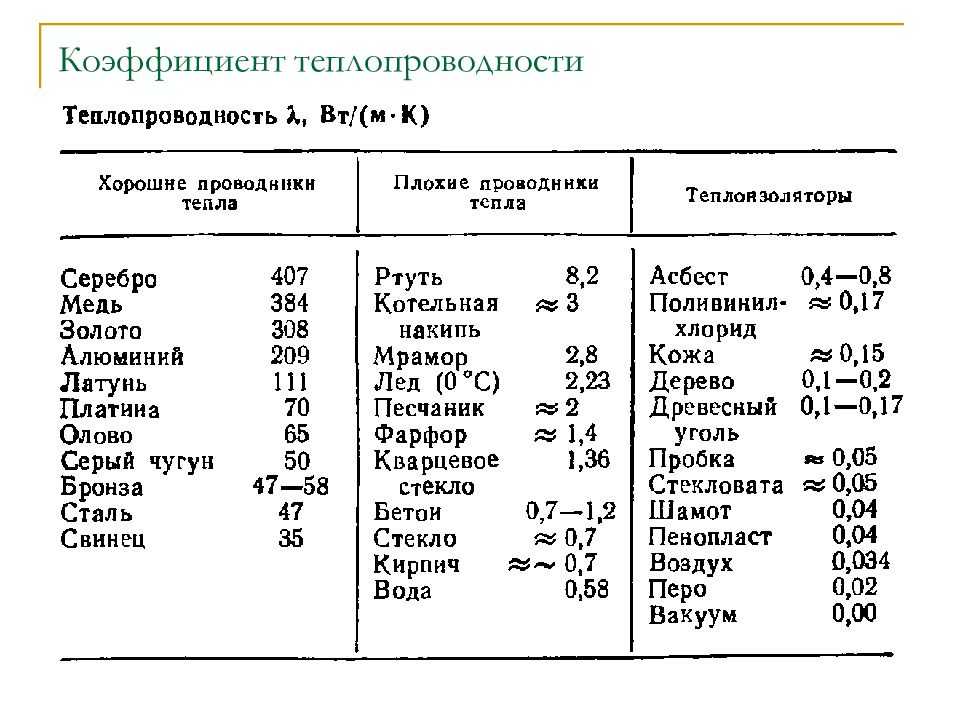 530×10-6, e=3620.190. 10-9
530×10-6, e=3620.190. 10-9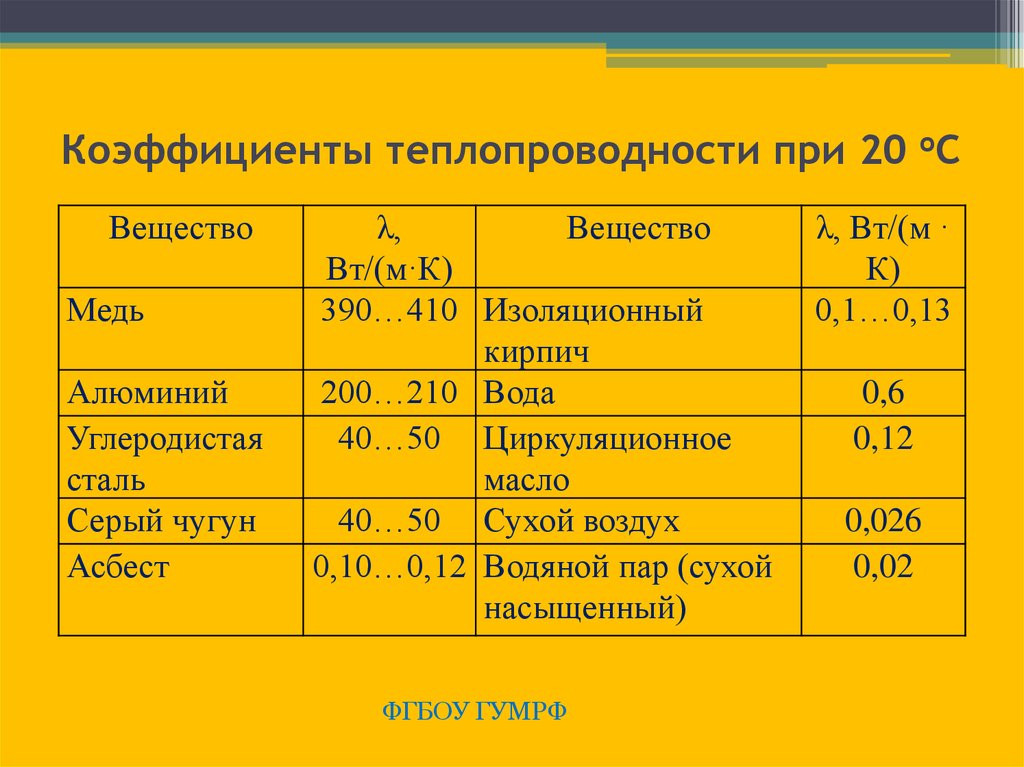 Электропроводность у этого металла очень высокая. Этим и объясняется целесообразность его применения прежде всего в электротехнике. Из меди получаются проводники с отличными эксплуатационными характеристиками. Конечно же, используется этот металл не только в электротехнике, но и в других отраслях промышленности. Объясняется его востребованность в том числе и такими его качествами, как стойкость к коррозионным разрушениям в ряде агрессивных сред, тугоплавкость, пластичность и т.д.
Электропроводность у этого металла очень высокая. Этим и объясняется целесообразность его применения прежде всего в электротехнике. Из меди получаются проводники с отличными эксплуатационными характеристиками. Конечно же, используется этот металл не только в электротехнике, но и в других отраслях промышленности. Объясняется его востребованность в том числе и такими его качествами, как стойкость к коррозионным разрушениям в ряде агрессивных сред, тугоплавкость, пластичность и т.д. Совершенствование этого способа в конечном итоге привело к созданию шахтной печи. Еще позже этот металл начали получать методом окислительной плавки руд.
Совершенствование этого способа в конечном итоге привело к созданию шахтной печи. Еще позже этот металл начали получать методом окислительной плавки руд.
 1 %.
1 %.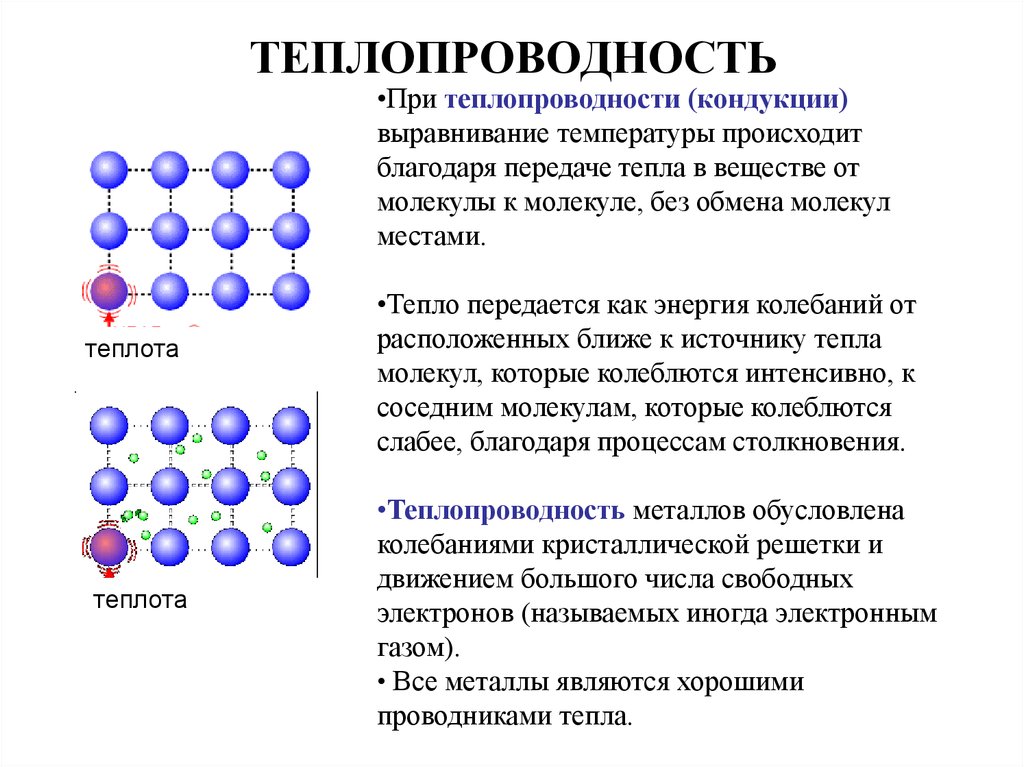 Проводимость этого металла составляет 65 % от этого же показателя меди. Для повышения прочности проводов в виде добавки могут применяться и другие материалы и вещества — олово, фосфор, хром, бериллий. В результате получается бронза определенной марки. Соединение меди с цинком называется латунью.
Проводимость этого металла составляет 65 % от этого же показателя меди. Для повышения прочности проводов в виде добавки могут применяться и другие материалы и вещества — олово, фосфор, хром, бериллий. В результате получается бронза определенной марки. Соединение меди с цинком называется латунью.
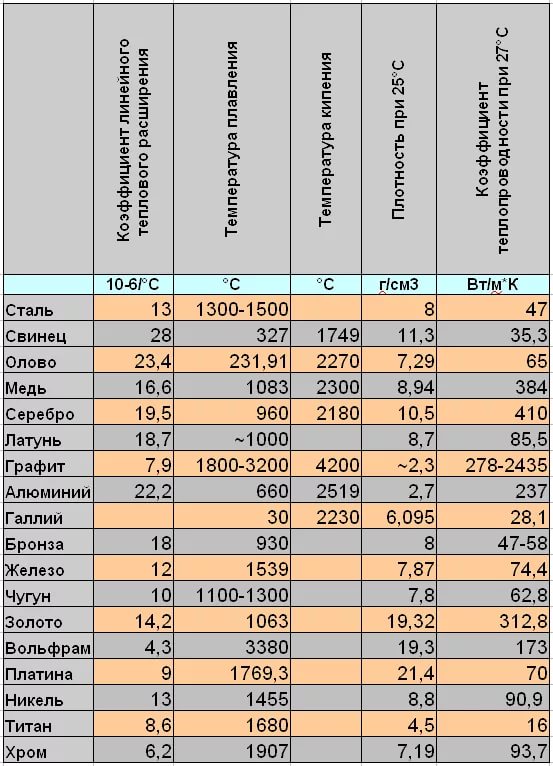 Однако у первого металла этот показатель, конечно же, немного ниже. Но при этом он и выше, чем у бронз. В качестве проводника латунь используется довольно-таки широко. Ток она пропускает хуже меди, но при этом и стоит дешевле. Чаще всего из латуни делают контакты, зажимы и различные детали для радиоаппаратуры.
Однако у первого металла этот показатель, конечно же, немного ниже. Но при этом он и выше, чем у бронз. В качестве проводника латунь используется довольно-таки широко. Ток она пропускает хуже меди, но при этом и стоит дешевле. Чаще всего из латуни делают контакты, зажимы и различные детали для радиоаппаратуры. Устанавливает его закон Видемана — Франца. Выполняется он для металлов при высоких температурах и выражается в такой формуле: K/γ = π2 / 3 (k/e)2T, где y — удельная проводимость, k — постоянная Больцмана, e — элементарный заряд.
Устанавливает его закон Видемана — Франца. Выполняется он для металлов при высоких температурах и выражается в такой формуле: K/γ = π2 / 3 (k/e)2T, где y — удельная проводимость, k — постоянная Больцмана, e — элементарный заряд.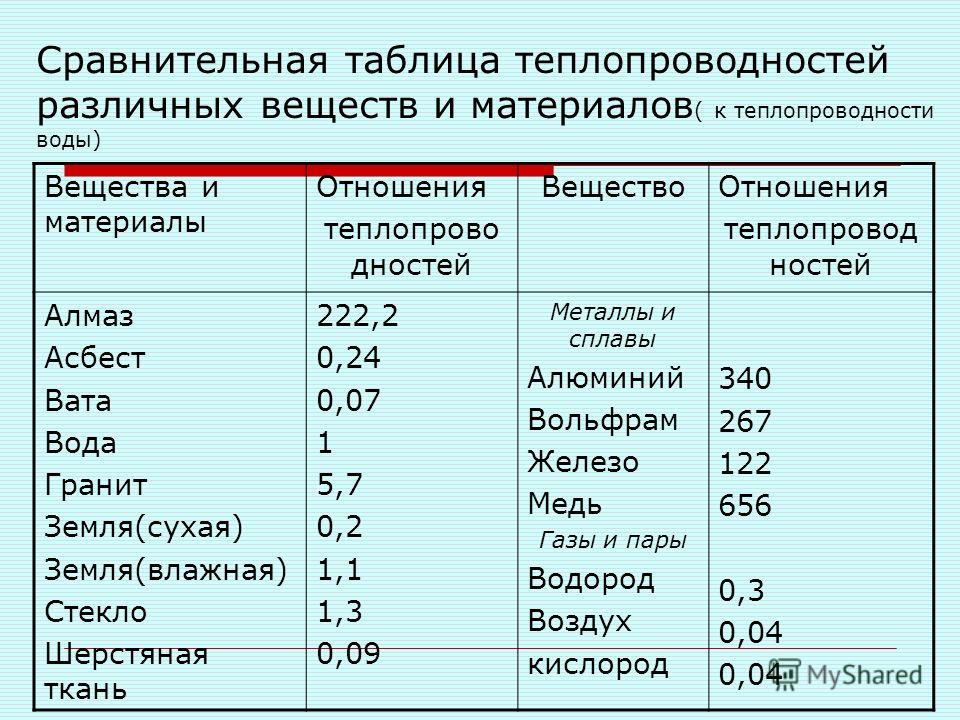

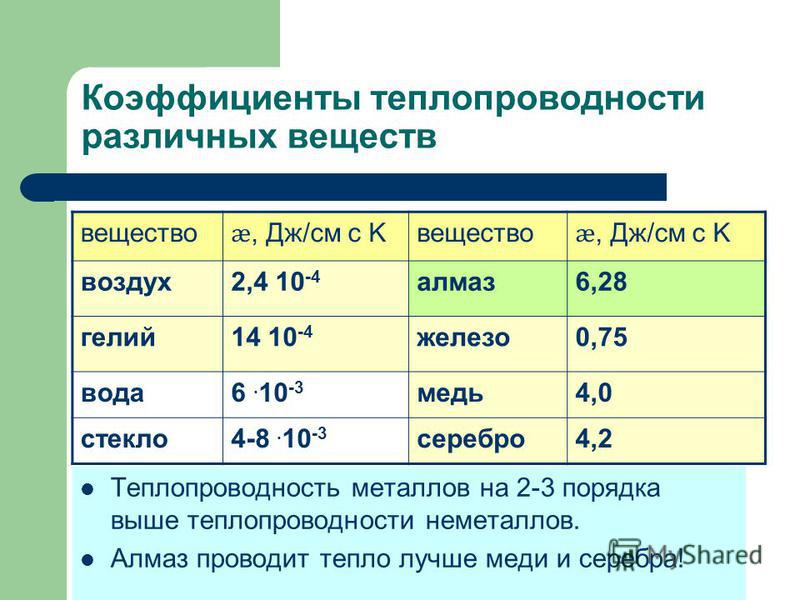 К основным ее химическим свойствам относят:
К основным ее химическим свойствам относят: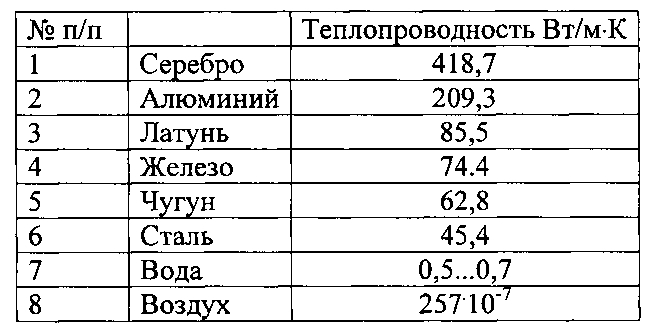 В архитектуре медь может использоваться при облицовке кровель и фасадов. Основным преимуществом такой отделки является долговечность. К примеру, листами именно этого металла обшита крыша широко известной архитектурной достопримечательности — католического собора в немецком городе Хильдесхайме. Медная кровля этого здания надежно защищает его внутреннее пространство вот уже почти 700 лет.
В архитектуре медь может использоваться при облицовке кровель и фасадов. Основным преимуществом такой отделки является долговечность. К примеру, листами именно этого металла обшита крыша широко известной архитектурной достопримечательности — католического собора в немецком городе Хильдесхайме. Медная кровля этого здания надежно защищает его внутреннее пространство вот уже почти 700 лет. Но что такое теплопроводность и почему она так важна для определенных отраслей? Давайте посмотрим вместе.
Но что такое теплопроводность и почему она так важна для определенных отраслей? Давайте посмотрим вместе. Это зависит от трех факторов: пористости, содержания воды и плотности. В неметаллических твердых телах теплопроводность в значительной степени основана на механическом соединении соседних атомов и связанной с этим передачей колебательной энергии.
Это зависит от трех факторов: пористости, содержания воды и плотности. В неметаллических твердых телах теплопроводность в значительной степени основана на механическом соединении соседних атомов и связанной с этим передачей колебательной энергии.
 Это связано с его превосходной теплопроводностью, а также с хорошей электропроводностью, высокой температурой плавления и умеренной скоростью коррозии.
Это связано с его превосходной теплопроводностью, а также с хорошей электропроводностью, высокой температурой плавления и умеренной скоростью коррозии. А
А Какой материал будет
Какой материал будет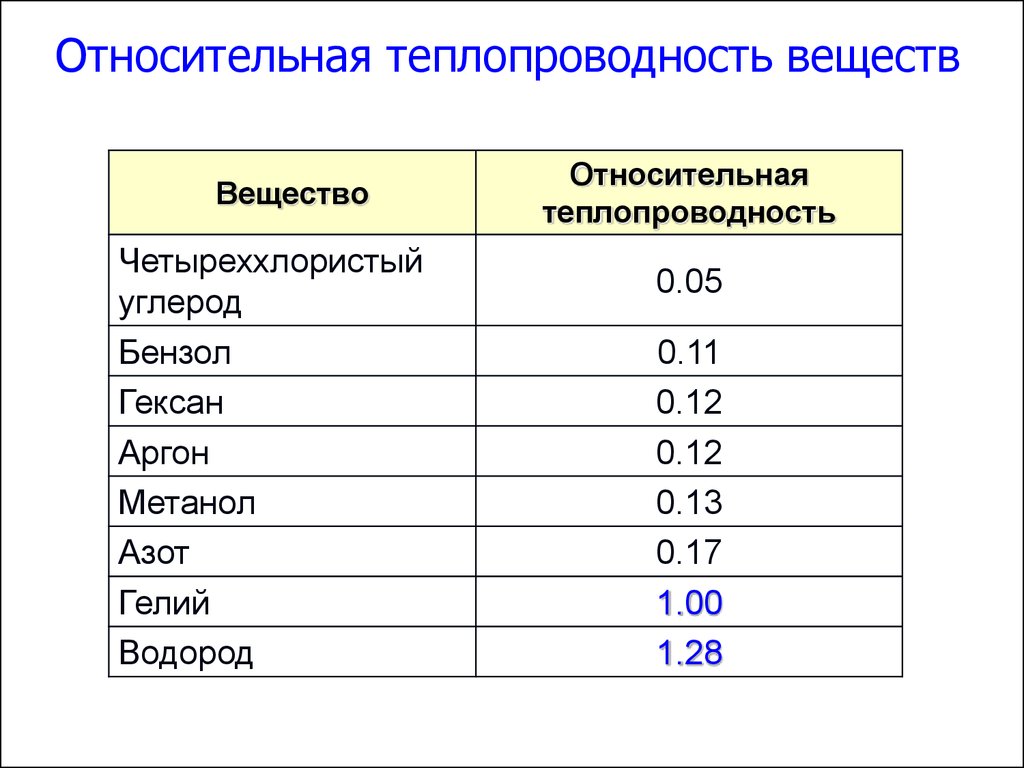


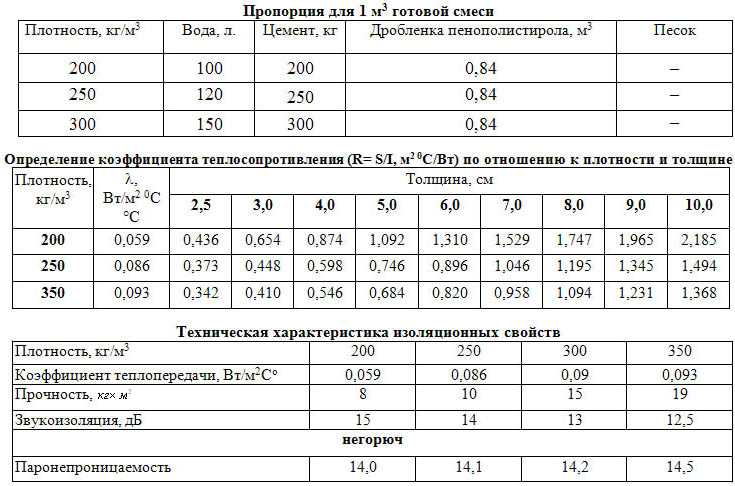 В этом случае — песок, цемент, щебень. Округленное соотношение имеет вид 1 : 3 : 5. Из приведенного относительного количества находим объем песка: 1,75*(3/9)=0,57 м3. Рассчитанный объем щебня составит 1,75*(5/9)=0,95 м3. Объем цемента равен 1,75-0,57-0,95=0,23 м3.
В этом случае — песок, цемент, щебень. Округленное соотношение имеет вид 1 : 3 : 5. Из приведенного относительного количества находим объем песка: 1,75*(3/9)=0,57 м3. Рассчитанный объем щебня составит 1,75*(5/9)=0,95 м3. Объем цемента равен 1,75-0,57-0,95=0,23 м3.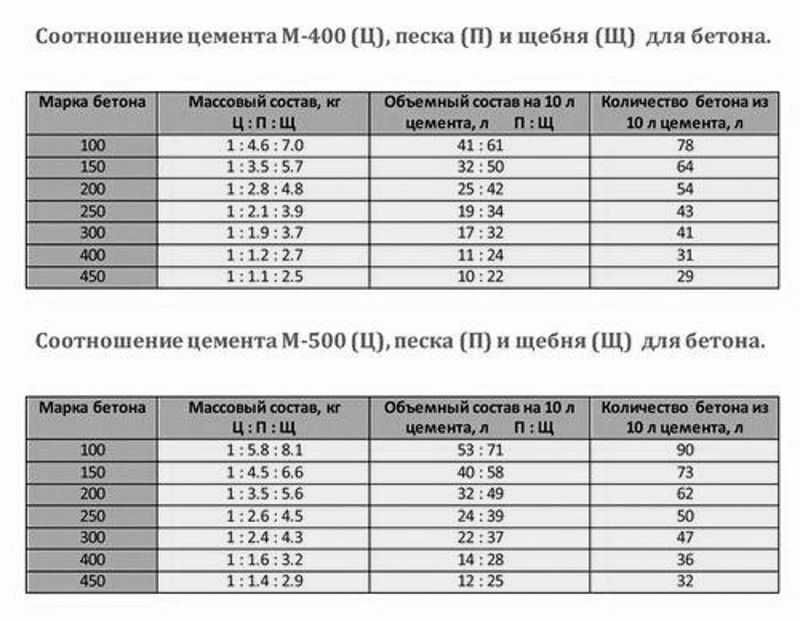 Следовательно, должен быть определенный запас всех необходимых компонентов.
Следовательно, должен быть определенный запас всех необходимых компонентов. В противном случае рекомендуется более прочная и надежная бетонная масса. Уже при слое более 4 см бетон не растрескивается. При использовании смеси с керамзитом покрытие может стать хорошим теплоизолированным полом, а раствор со щебнем даст лучшее сцепление, следовательно, повышенную стойкость к любой степени нагрузок.
В противном случае рекомендуется более прочная и надежная бетонная масса. Уже при слое более 4 см бетон не растрескивается. При использовании смеси с керамзитом покрытие может стать хорошим теплоизолированным полом, а раствор со щебнем даст лучшее сцепление, следовательно, повышенную стойкость к любой степени нагрузок.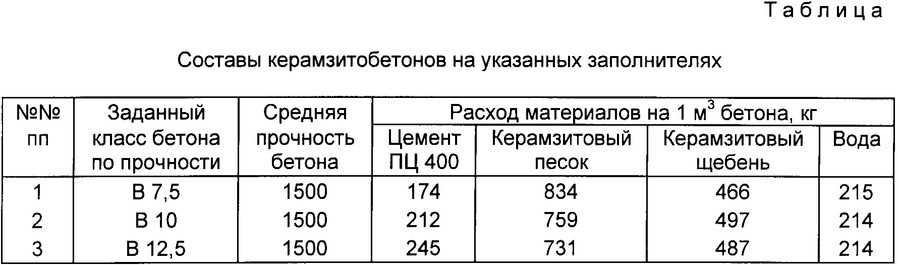 При верном расчете ингредиентов с последующим получением однородной массы в заданной пропорции и при правильной заливке пола, можно собственноручно создать прочное, надежное покрытие. Прослужит такой пол, несомненно, долгое время без потери исходных свойств и внешнего вида.
При верном расчете ингредиентов с последующим получением однородной массы в заданной пропорции и при правильной заливке пола, можно собственноручно создать прочное, надежное покрытие. Прослужит такой пол, несомненно, долгое время без потери исходных свойств и внешнего вида. Это основные навыки, требующиеся для такого вида работ. Справиться с вычислениями сможет и новичок.
Это основные навыки, требующиеся для такого вида работ. Справиться с вычислениями сможет и новичок. Более высокие классы использовать при строительстве жилого сектора нерентабельно. Их высокая прочность там не требуется, а стоит такой материал дорого.
Более высокие классы использовать при строительстве жилого сектора нерентабельно. Их высокая прочность там не требуется, а стоит такой материал дорого.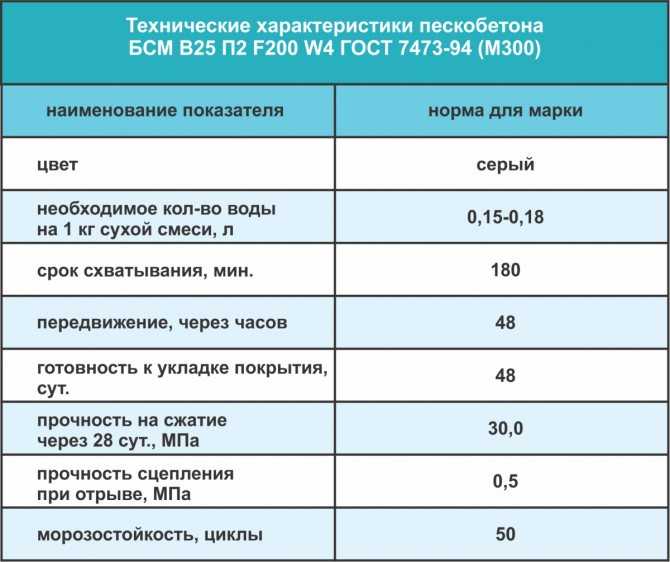
 Можно купить готовый бетон или заказать раствор и щебень отдельно, а затем смешать их в нужных пропорциях. Такой подход экономит время и силы.
Можно купить готовый бетон или заказать раствор и щебень отдельно, а затем смешать их в нужных пропорциях. Такой подход экономит время и силы.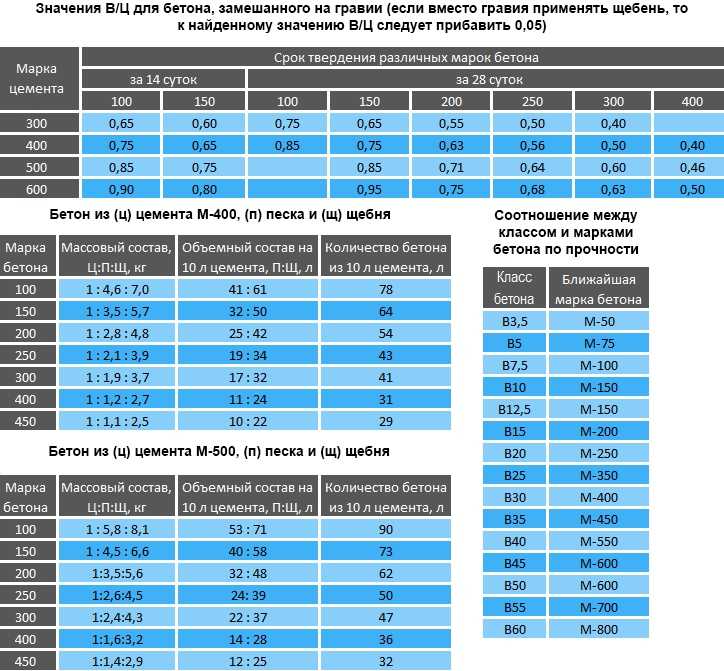 Цемент
Цемент  Можно провести тест «снежный ком», чтобы убедиться, что в смесь добавлено подходящее количество воды.
Можно провести тест «снежный ком», чтобы убедиться, что в смесь добавлено подходящее количество воды.
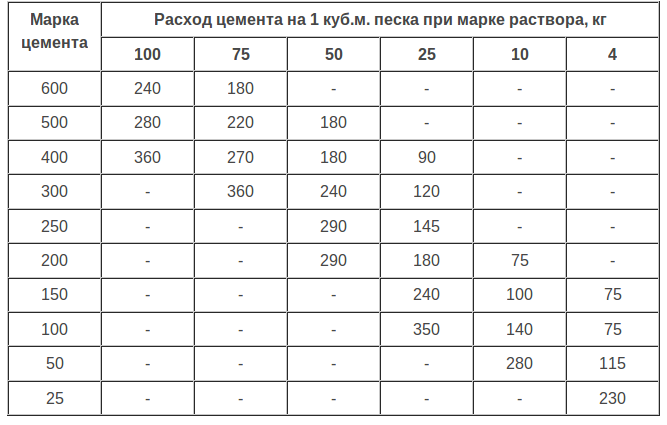 На рынке представлено множество фирменных стяжек, и информацию о них можно получить у производителя.
На рынке представлено множество фирменных стяжек, и информацию о них можно получить у производителя.
 Это более вероятно, если стяжка слишком тонкая. Поэтому наклеиваемые стяжки должны быть тонкими, обычно менее 50 мм. Несвязанные стяжки должны быть толстыми, обычно 70 мм или более, и 100 мм или более, если необходимо избежать скручивания.
Это более вероятно, если стяжка слишком тонкая. Поэтому наклеиваемые стяжки должны быть тонкими, обычно менее 50 мм. Несвязанные стяжки должны быть толстыми, обычно 70 мм или более, и 100 мм или более, если необходимо избежать скручивания. Эти типы объясняются ниже вместе со списком соответствующих определений и рекомендациями по глубине стяжки.
Эти типы объясняются ниже вместе со списком соответствующих определений и рекомендациями по глубине стяжки. Это тип несвязанной стяжки.
Это тип несвязанной стяжки. Самый большой недостаток – время высыхания; Стандарт BS 8203 оценивает время высыхания песчано-цементной стяжки как один день на каждый миллиметр толщины стяжки до 50 мм. Дальнейшие указания по времени сушки можно найти в Кодексе.
Самый большой недостаток – время высыхания; Стандарт BS 8203 оценивает время высыхания песчано-цементной стяжки как один день на каждый миллиметр толщины стяжки до 50 мм. Дальнейшие указания по времени сушки можно найти в Кодексе.
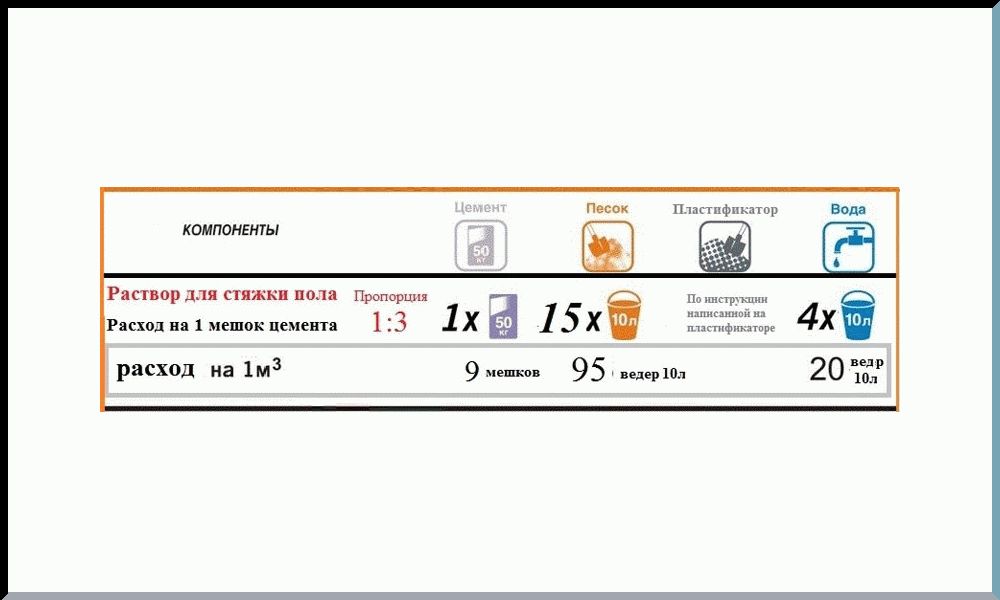 Это сводит к минимуму риск отслоения, но следует отметить, что допуски, указанные для верхней поверхности бетонного основания, должны быть совместимыми. Там, где склеиваемая стяжка должна быть больше 40 мм, доступны следующие варианты для снижения риска отслоения:
Это сводит к минимуму риск отслоения, но следует отметить, что допуски, указанные для верхней поверхности бетонного основания, должны быть совместимыми. Там, где склеиваемая стяжка должна быть больше 40 мм, доступны следующие варианты для снижения риска отслоения: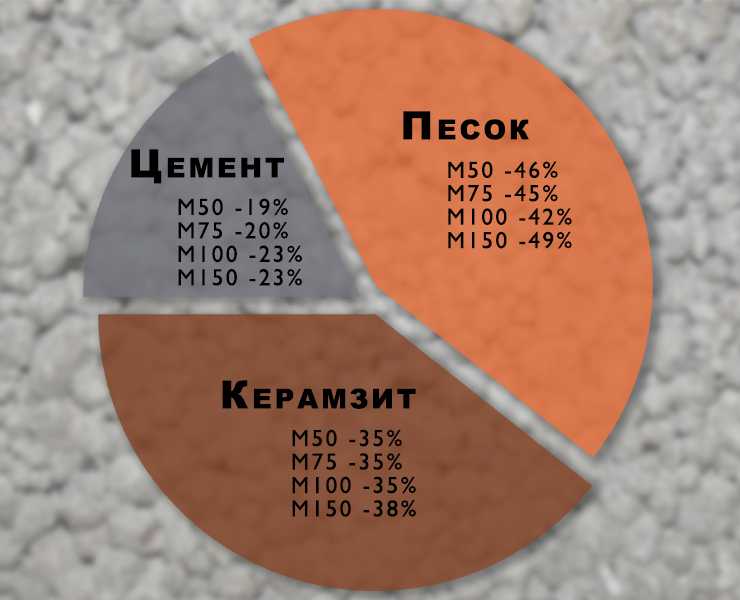 Однако в стандарте BS 8204-1 подчеркивается, что существует высокий риск искривления стяжки при использовании несвязанных и плавающих выравнивающих стяжек. Чтобы свести это к минимуму, стяжка должна быть либо усилена поперек швов, либо сделана толщиной 100 мм и более.
Однако в стандарте BS 8204-1 подчеркивается, что существует высокий риск искривления стяжки при использовании несвязанных и плавающих выравнивающих стяжек. Чтобы свести это к минимуму, стяжка должна быть либо усилена поперек швов, либо сделана толщиной 100 мм и более. Однако руководство в отчете CIRIA 1843 рекомендует принимать допуск ±10 мм при номинальной глубине 30 мм. Спецификация базовой бетонной поверхности должна быть совместимой. В некоторых случаях расчетная толщина должна быть увеличена выше 40 мм, но следует отметить, что возрастает риск отслоения.
Однако руководство в отчете CIRIA 1843 рекомендует принимать допуск ±10 мм при номинальной глубине 30 мм. Спецификация базовой бетонной поверхности должна быть совместимой. В некоторых случаях расчетная толщина должна быть увеличена выше 40 мм, но следует отметить, что возрастает риск отслоения.
 Конструктивное бетонное основание должно быть выполнено из бетона не менее C28/35 с минимальным содержанием цемента 300 кг/м 9 .0144 3 . Для сборных элементов поверхность элементов должна оставаться шероховатой во время производства и должна быть тщательно вымыта и очищена, т.е. проволочной щеткой, чтобы удалить всю налипшую грязь.
Конструктивное бетонное основание должно быть выполнено из бетона не менее C28/35 с минимальным содержанием цемента 300 кг/м 9 .0144 3 . Для сборных элементов поверхность элементов должна оставаться шероховатой во время производства и должна быть тщательно вымыта и очищена, т.е. проволочной щеткой, чтобы удалить всю налипшую грязь.