Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:
— толщина листа; — максимальная длина линии изгиба; — размерный ряд толщин листов; — рабочий угол изгиба листа; — количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм) • максимальная длина линии изгиба 1000 (мм) • рабочий угол от 0° до 135° • ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа • гибочная балка • прижимная балка • направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный) Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй. 3. Наденем пружины на направляющие пальцы. 4. На пружины и на направляющие пальцы установим прижимную балку. 5. Балку прижмем гайками «барашками».
Принцип работы: отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Как сделать листогиб из уголка и дверных петель
Нередко приходиться изгибать листовой металл, что сделать без листогибочного станка, особенно когда линия изгиба протяженная, не так-то просто. Но такое приспособление нетрудно изготовить своими руками с помощью простых инструментов и вполне доступных и недорогих материалов. Потребуется лишь желание и наличие исходных навыков в слесарном деле.
Последовательность действий
Отрезаем от подходящего по размеру равнополочного уголка два куска длиной по 500 мм.
Зажимаем поочередно в слесарных тисках уголки за полку и к краям другой полки на уровне торцов прикладываем соответствующие по габаритам дверные петли.
Отмечаем на полках уголков места будущих отверстий вначале маркером, а затем керном, используя дверной навес в качестве шаблона. Выполняем на сверлильном станке, взяв требуемое по диаметру сверло, по четыре сквозных отверстия с каждой стороны одной из полок уголков. Нарезаем подходящим по размеру метчиком резьбу во всех 16-ти отверстиях, немного добавляя смазки, чтобы процесс шел легче, а резьбы получились качественными.
После завершения нарезки резьбы во всех отверстиях удаляем стружку и протираем участки с резьбовыми отверстиями ветошью от следов смазочного масла. Плотно прикручиваем электрическим гайковертом или дрелью с соответствующей битой посредством винтов дверные петли к уголкам.
Переворачиваем уголки и кладем их на петли. К одному из уголков, используя в качестве ограничителя выступающие части внутренних винтов, прикладываем поочередно перпендикулярно и до упора в полку отрезок профильной квадратной трубы подходящего сечения и длины, и на нижней полке очерчиваем ее с двух сторон.
В двух отрезках алюминиевой профильной трубы с одного края сверлим на сверлильном станке с помощью подходящего по диаметру сверла по два отверстия, расположенных на продольной оси трубы.
Точно такие же отверстия по размеру и расположению сверлим в полке уголка, на которой мы ранее выполнили разметку. Переворачиваем соединенные петлями уголки, а спаренные полки зажимаем в слесарные тиски. С помощью подходящего метчика нарезаем резьбу во всех четырех отверстиях, не забывая добавить смазки в рабочую зону.
Вновь переворачиваем уголки петлями вниз и прикручиваем требуемыми болтами отрезки алюминиевых профильных труб, которые будут вместо ручек при использовании нашего приспособления по прямому назначению.
К лицевой стороне самоделки, а точнее, к полке наружного уголка примериваем металлическую полосу толщиной примерно 5 мм, по ширине немного меньше этого размера полки, а по длине чуть короче расстояния между внутренними торцами дверных петель. Намечаем маркером по краям полосы по продольной осевой линии места сверлений, зажимаем ее в слесарные тиски и выполняем на сверлильном станке подходящим сверлом два отверстия. Затем вновь укладываем полосу с уже готовыми отверстиями на полку уголка и отмечаем места будущих отверстий в ней маркером, а чтобы сверло не соскользнуло при вращении, керним отмеченные места.
Выполняем на сверлильном станке по намеченным местам два отверстия требуемого диаметра и с помощью метчика нужного размера нарезаем в них резьбу.
Закрепляем полосу на полке уголка с помощью болтов и гайковерта с насадкой.
Переворачиваем устройство петлями вниз и срезаем болгаркой все выступающие стержни болтов и винтов.
Укладываем полку наружного уголка нашего устройства на край металлического стола и закрепляем его двумя струбцинами. При этом петли и планка должны находиться сверху, а два отрезка профильной дюралевой трубы располагаться горизонтально и быть направлены наружу, в сторону оператора.
Проверка самодельного листогиба «вхолостую» и «на деле»
Тестируем работоспособность нашей самоделки «вхолостую». Для этого приподнимаем и опускаем несколько раз за ручки второй (внутренний) подвижный уголок. При этом он должен свободно без заеданий поворачиваться из горизонтального положения в вертикальное относительно первого (наружного) неподвижного уголка благодаря соединяющим их дверным петлям. Теперь проверяем наше листогибочное приспособление «на деле». Для этого берем металлический лист не шире приемной щели и, разделенный тремя горизонтальными линиями на четыре равные части. Просовываем его в щель между полосой и полкой внешнего уголка, пока первая разметка на листе не совместится с ее внутренней (выходной) гранью.
Беремся двумя руками за ручки и поворачиваем их против часовой стрелки. При этом подвижный уголок, поворачиваясь на петлях относительно неподвижного, сгибает лист по намеченной линии на 90 градусов или чуть больше, учитывая упругие свойства материала заготовки.
Повторяем этот листогибочный процесс три раза.
В результате мы получим профильную квадратную трубу. Чтобы грани получилась более строгими, приемную полосу листогиба можно болтами и гайковертом плотнее прижать к заготовке.
В этом случае, чтобы вытащить заготовку профильной трубы из нашего приспособления, прижимные болты придется немного ослабить. Попробуем выполнить отбортовку листа. Также просовываем его в щель между полосой и полкой приемного уголка. С помощью угольника проверяем правильность установки листа в устройстве и приводим в действие наше устройство. Отбортовка поучилась ровной, на ней отсутствуют следы деформации и смятия.
Предупреждение
Чтобы в процессе работы не получить травму, необходимо пользоваться индивидуальными средствами защиты – перчатками и очками.
Смотрите видео
Планы для гибочного станка для листового металла своими руками
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Загрузка
Нажмите, чтобы увеличить
820 продаж |
4,5 из 5 звезд
€24,99
Погрузка
С учетом НДС
Исследуйте связанные категории и поиски
Внесен в список 26 октября 2022 г.
428 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Как собрать тормоз для листового металла
Как сделать тормоз для листового металла
получить планы
Этот листогибочный станок можно легко собрать в домашней мастерской практически бесплатно, он будет сгибать алюминиевые листы толщиной 1/8 дюйма и шириной 24 дюйма и под углом до 135°, хотя он может сгибать более тонкие алюминиевые и стальные листы. до 36 дюймов в ширину. В приведенной ниже статье о сборке объясняется, как это сделать, с подробными пошаговыми инструкциями. Габаритные чертежи и 3D-модель для этого проекта доступны для загрузки здесь.
СПЕЦИАЛЬНЫЕ ХАРАКТЕРИСТИКИ тормоза
Размеры: 41 x 6 x 8 дюймов (Д x Ш x В) Вместимость: ширина <36 дюймов, толщина листового металла 1/8 дюйма
Инструменты, необходимые
Карандаш/Мел/Маркер РАРКИ Квадрат Builder’s Hacksaw файлы Hammer Clamps Pligers Allen Key Set Set Set Комбинация Combission Combission Combission Combissent Combission Combission Combission Combission Combission Combission. 0095 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами Ступенчатое сверло (до ⅞”) Сварочный аппарат MIG Набор метчиков и штампов
” Стальная труба HREW
6” из ½” трубы сортамента 80 60” из ½” стального круглого стержня 72” из стального уголка 3”x3”x1/4” 12” из ⅞” резьбового стержня с 4 соответствующими шестигранными гайками и шайбы 36” прямоугольной стальной трубы 1”x3”x0,12” 78” квадратной стальной трубы 1”x1”x0,12” 6”x6”x3/8” стальной лист Стальная пластина 6″x6″x1/4″ Две пружины сжатия сиденья газонокосилки Четыре винта с головкой под торцевой ключ ½»x3/4″
поставщики
Стальной уголок, трубка и т. д.: https://www. metalsdepot.com/category/steel-products Пружины сжатия: https://www.ebay.ca/itm/224263132064 Винты с головкой под торцевой ключ: https://www.ebay.ca/itm/161898212485
изготовление Кровать
ЭТАП 1
Из стального уголка 3″x3″ вырежьте два куска в соответствии с размерами, указанными на чертежах, затем приварите их прихватками к куску прямоугольной трубы 1″x3″. Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0003
ЭТАП 2
Вырежьте еще два монтажных фланца из стальной пластины 3/8 дюйма и надрежьте их до размеров, указанных на чертежах. Затем просверлите их, чтобы получить резьбовой стержень 7/8 дюйма. Приварите их прихватками к станине, как показано, и снимите фаску с передней нижней кромки верхнего фланца, чтобы получить круглый стержень 1/2 дюйма. Резьбовой стержень будет направлять прижимной стержень и позволит вам затянуть его на станине. Круглый стержень будет служить штифтом для петли створки
ИЗГОТОВЛЕНИЕ Створки
ЭТАП 3
Отрежьте створку из стального уголка 3″x3″x1/4″ в соответствии с размерами, указанными на чертежах, затем просверлите концы, чтобы позже установить винты с головкой под торцевой ключ 1/2″-13×3/4″. , Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется.
ШАГ 4
Отрежьте несколько квадратных трубок 1×1″ по длине и прикрепите их к листу, чтобы получились ручки. Используйте третью часть посередине для усиления. Это поможет предотвратить скручивание листа при сгибании толстого листа. металл.
ЭТАП 5
Отрежьте кусок пластины 3/8 дюйма и трубы сортамента 80 1/2 дюйма по размеру и скрепите их вместе, как показано на рисунке. чтобы выровняться с одной стороной пластины — это очень важно для правильной работы тормоза, поэтому не торопитесь, чтобы быть максимально точным. смещенная часть трубы обращена вперед. С помощью дрели отметьте отверстия для винтов с головкой под торцевой ключ на шарнирных пластинах, затем просверлите их и нарежьте резьбу.
ЭТАП 6
Присоедините шарнирные пластины к створке с помощью винтов с внутренним шестигранником и проверьте правильность их работы.
ИЗГОТОВЛЕНИЕ ЗАЖИМА
ШАГ 7
С помощью биметаллической кольцевой пилы диаметром 1,25 дюйма вырежьте два круга из стальной пластины толщиной 1/4 дюйма. Отрежьте два куска трубки 1,25 x 0,12 дюйма по длине и прикрепите круглые пластины к одному концу каждой трубки. Они будут частью направляющей зажима, которая надевается на резьбовой стержень.
ЭТАП 8
Отрежьте кусок стального уголка 3x3x1/4″ для прижимной планки, затем отцентрируйте его по направляющим стержням с резьбой, как показано на рисунке. Поместите трубки из предыдущего шага на стержни с резьбой и отметьте их положение. на стальной уголок. Затем удалите эти части стального уголка с помощью угловой шлифовальной машины, чтобы вставить трубы в каждый конец. на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки — если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
ЭТАП 9
Отрежьте кусок резьбового стержня с V-образным вырезом внизу и прикрепите его к верху, к центру зажимной планки. Наверните шестигранную гайку на прибл. наполовину, затем отрежьте и просверлите кусок 1/4-дюймовой пластины до размеров, указанных на чертежах, и установите его на шестигранную гайку. Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
ЭТАП 10
Отрежьте четыре куска круглого стержня 1/2 дюйма и приварите по два к каждой из шестигранных гаек 7/8 дюйма для резьбовых направляющих стержней. Это будут Т-образные ручки для затягивания концов зажима на заготовке. Снимите хомут со станины и поместите пружину сжатия на каждый направляющий стержень, затем верните хомут на место и затяните его до куска листового металла, чтобы проверить, правильно ли работает хомут. Если вы обнаружите, что между зажимом и заготовкой в центре или на концах есть зазор, отрегулируйте шестигранную гайку на ферме, чтобы толкать или тянуть центр зажима в нужном вам месте.
Как и болты, гайки шестигранные продают в килограммах. Вес гаек меняется в зависимости от величины резьбы и размера под ключ. Чтобы узнать необходимый вес одной или тысячи гаек нужно знать ГОСТ.
Один из самых популярных стандартов ГОСТ 5915-70. Эти гайки применяются для жесткой сцепки совместно с болтами ГОСТ 7798-70 и ГОСТ 7796-70.
Изготавливают из марок стали: 10кп; 20кп; 35.
Зарубежный аналог: DIN 934
Такие гайки часто используются в машиностроении, строительстве и другом производстве для крепления деталей конструкции.
Ниже приведена таблица размеров и весов стальных гаек.
Гайка шестигранная ГОСТ 5915-70
Р – шаг резьбы, мм;
da — внутренний диаметр, мм;
м — высота гайки, мм;
е — диаметр описанной окружности, мм;
dw — наружный диаметр, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 1
Размеры и вес шестигранных гаек ГОСТ 5915-70.
Вес гаек. Таблица. ГОСТ
Ниже приведены зарубежные стандарты гаек по DIN.
Гайка шестигранная DIN 934.
Р – шаг резьбы, мм;
dw — наружный диаметр, мм;
е — диаметр описанной окружности, мм;
м — высота гайки, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 2
Размеры и вес шестигранных гаек DIN 934.
Гайка самоконтрящаяся DIN 985.
Р – шаг резьбы, мм;
H— высота гайки, мм:
м — высота гайки без шайбы, мм;
е — диаметр описанной окружности, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 3
Размеры и вес гайки самоконтрящиеся DIN 985.
Вес гаек. Таблица. ГОСТ
Гайка шестигранная с фланцем DIN 6923.
C – высота фланца, мм;
R –радиус скругления фланца,мм;
Ds – внешний диаметр фланца,мм;
е — диаметр описанной окружности, мм;
м — высота гайки, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 4
Размеры и вес гаек шестигранных с фланцем DIN 6923.
Гайка соединительная (удлиненная) DIN 6334.
Р – шаг резьбы, мм;
е — диаметр описанной окружности, мм;
L – длина гайки, мм;
S — размер гайки под ключ, мм;
N — вес 1000 шт. гаек, кг.
Таблица 5
Размеры и вес гаек соединительных (удлиненных) DIN 6334.
Бетон М200 своими руками: пропорции и характеристики
Одним из самых распространенных стройматериалов считается бетон м200. Он славится своей приемлемой стоимостью и завидными характеристиками в области применения наружных и внутренних работ. Марка бетона М200 дает возможность сделать любому застройщику раствор, который будет совмещать в себе свойства долговечности и надежности. Смесь, созданная на основе бетона м200, качественно отличается от аналогов, имеющих более низкую марку.
Преимущества данного раствора, подтверждаются его применением в следующих отраслях строительства:
стяжка полов;
заливка площадок до производства дорожных покрытий;
возведение фундаментов.
Нужно отметить, чтобы улучшить качественные характеристики бетона м200, выбирают способ приготовления, в пропорциях которого присутствуют пластификаторы. Именно данный компонент в разы увеличивает сопротивление к агрессивному воздействию внешних факторов. Такое качество значительно повышает эксплуатационные характеристики и срок службы возводимых сооружений и конструкций. Правильно приготовленный состав позволяет применять марку бетона М200 в различных климатических условиях.
Корректные пропорции – залог успеха
Существуют различные способы приготовления бетонной смеси. Чтобы сделать раствор нужной консистенции, следует не только понимать область применения, но и учитывать такие аспекты:
марка цемента;
характеристики наполнителей;
податливость и крепость смеси, которую собираетесь получить;
соответствующие пропорции.
Учитывая правильные составляющие, возможно получить оптимальный замес. В зависимости от прочности, подразумевают следующие варианты раствора бетона м200:
При использовании цемента марки м500, песка и щебня, требуется соотношение пропорций в таком виде: 1:3,5:5,6.
Применяя цемент м400 с такими же составляющими, нужно произвести замес, соответствующий таким пропорциям: 1:2,8:4,8.
Чтобы получить 1 куб раствора марки бетона М200, обычно используют составляющие с такой массой:
цемент – 328 кг;
щебень – 1251 кг;
очищенный песок – 595 кг;
вода – 178,5 л.
При подсчете составляющих, выходит число, превышающее 1 м3. Однако на практике получаем именно 1 кубометр раствора, поскольку вода и песок устраняют воздух из щебня, тем самым удаляя пузыри и наполняя пространство. Преимуществом соблюдения способа приготовления, является получения качественного бетона без каких-либо усилий.
Особые характеристики бетона м200
Чтобы приготовить высококачественный бетон м200, опытные застройщики используют качественный цемент, марка которого должна быть не ниже м400, а также речной песок, специальные добавки, и пластификаторы. Конечный продукт имеет следующие качественные характеристики:
класс прочности бетона В15;
морозостойкость варьируется в пределах F100–150;
подвижность находится в пределах П1-5;
водонепроницаемость достигает отметок: W2-W6.
Благодаря данным показателям прочности бетон м200, он хорошо применяется в различных строительных областях. Следует понимать что, проводя заливку раствора, его максимальный уровень прочности достигает спустя 28 дней после проведения обусловленных работ.
Параметр морозостойкости для марки бетона М200 достаточно хорош, чтобы применять строительный материал при средних температурных нагрузках. Раствор данного типа справится с раствором бетона М150 замерзаниями и оттаиваниями. Преимуществом работы с таким бетоном представляется его использование на открытых площадках и в закрытых помещениях.
Стоит отметить, что в силу своего пониженного уровня водонепроницаемости, область применения м200 ограничивается в работах с высокой степенью влажности. Проводя строительство с этим типом бетона, рекомендуется использовать надежную гидроизоляцию. Такой подход обезопасит от негативного воздействия воды на металлические элементы внутри конструкции.
Универсальное применение бетона м200
Благодаря демократичной стоимости бетона марки м200 и его хорошим показателям прочности, данный раствор имеет завидную область применения:
Закладка фундамента.
Производство стяжек.
Заливка полов.
Создание подпорок и лестничных пролетов.
Производства бетонных плит, служащих основой для пешеходных переходов и дорог.
Правильный способ приготовления раствора, гарантирует создание качественных конструкций любой сложности. Многозадачность бетона м200 позволяет его применять, как в домашнем, так и в промышленном строительстве. В любом случае, всегда следует использовать предусмотренные рецептом пропорции основных компонентов. Однако, чтобы избежать тягомотины с просчетами составляющих, можно воспользоваться особым преимуществом застройщика, и заказать готовый раствор к себе по адресу.
Бетон м200 пропорции состав
Главная » Статьи » Бетон м200 пропорции состав
Характеристики и пропорции бетона М200
Главная|Виды бетона|Характеристики и пропорции бетона М200
Дата: 20 ноября 2017
Просмотров: 67
Коментариев: 0
Сложно представить выполнение строительных мероприятий без использования бетонного раствора. В строительной отрасли применяются различные виды бетона, отличающиеся маркировкой, эксплуатационными характеристиками, а также сферой использования. Выбор оптимальной марки раствора связан со спецификой строительных работ и условиями эксплуатации бетонных конструкций. Популярен бетон М200. Благодаря повышенным прочностным характеристикам и высокой надежности он используется для возведения различных зданий, заливки оснований, а также формирования стяжки пола.
Бетон марки М200 – главные характеристики
Широкое применение бетонного раствора с маркировкой 200 связано с его свойствами, обусловленными соблюдением рецептуры. Благодаря высоким техническим характеристикам материал широко используется для решения задач различного уровня. Он отличается доступной ценой и лидирует среди остальных марок бетона в категории цена-качество.
К основным показателям относятся:
прочность. Параметр характеризует способность материала сохранять целостность под воздействием сжимающих нагрузок. Стройматериал классифицируется по показателю прочности, как B15. Это соответствует нагрузке 150 кг на квадратный сантиметр площади монолита;
морозостойкость. По устойчивости к воздействию отрицательных температур бетонный состав обозначается F200. Цифровой индекс характеризует количество циклов глубокого замораживания и полного оттаивания, в результате которых не образуется трещин в бетонном массиве;
Наиболее востребованным в строительном мире является бетонный раствор, применимый для всех видов работ
удельный вес. Плотность раствора изменяется в зависимости от веса используемого наполнителя. Применение легкого щебня позволяет уменьшить удельный вес до 1,6 тонны на метр кубический. При использовании тяжелого гравия плотность возрастает до 2,4 тонны на метр кубический;
пластичность. Это серьезная характеристика, определяющая удобство укладки раствора. Подвижная смесь лучше заполняет угловые зоны, легче поддается вибрационному уплотнению. По уровню подвижности материал классифицируется П2–П4. Это соответствуют осадке конуса от 5 до 20 см.
По степени водонепроницаемости и устойчивости к влаге раствор обозначается W 4. Благодаря показателям, который имеет марка 200, бетон применяется для возведения прочных фундаментов, обустройства покрытий, а также заливки устойчивых к водной среде конструкций.
Приобретение эксплуатационной прочности в зависимости от внешних факторов происходит на протяжении 3–4 недель. За этот период завершается процесс гидратации, испаряется влага и монолит способен воспринимать значительные нагрузки.
Состав бетона М200
Состав регламентирован требованиями государственного стандарта, что обеспечивает высокий уровень надежности и прочность бетонных конструкций. Контроль качества бетонного раствора осуществляется специальными лабораториями, которые функционируют на специализированных предприятиях. Возможны незначительные отклонения, связанные с крупностью применяемых ингредиентов, однако состав всегда остается постоянным.
Бетон м200 имеет так называемый низкий состав
Он включает:
портландцемент марки М400–М500. Он применяется в составе раствора как вяжущее вещество;
мелкий песок, прошедший предварительную очистку от инородных примесей. Является заполнителем;
щебень на основе гранита, гравия или известняка. В качестве заполнителя применяются различные виды фракций;
воду. Обеспечивает требуемую консистенцию бетонной смеси и вводятся порционно на этапе смешивания.
В зависимости от поставленных задач бетонная смесь может включать различные виды добавок:
гидрофобизирующие компоненты;
пластифицирующие вещества;
специальные стабилизаторы.
Качество бетонного состава является определяющим фактором, обеспечивающим долговечность монолита и его прочностные характеристики. Именно поэтому целесообразно приобретать состав только у проверенных предприятий-изготовителей, имеющих сертифицированные лаборатории.
Пропорции для бетона М200
Не всегда имеется возможность заказать готовую смесь на специализированном предприятии. Ряд застройщиков, занимающихся возведением частных строений, самостоятельно готовят раствор. Им важно знать, как приготовить бетон 200 марки. В зависимости от того, какой применяется цемент, может изменяться пропорция.
Технические характеристики бетонной смеси зависят от входящих в нее элементов и их соотношения
Бетон марки М200 готовится в следующих соотношениях:
при использовании цемента М400 необходимо смешивать песок, щебень и цемент в весовом соотношении 2,8:4,8:1. При использовании объемного дозирования эта пропорция незначительно изменяется и составляет 2,5:4,2:1;
на основе портландцемента М500 готовится раствор, который включает на 1 килограмм цемента 3,5 кг песка и 5,6 кг щебня. Объемная пропорция для этого вида цемента включает щебень, песок и цемент в соотношении 4,9:3,2:1.
Концентрация воды обычно изменяется в зависимости от влажности и крупности исходных материалов, а также необходимой степени подвижности раствора. Доля воды составляет порядка 20% от общего объема замеса. Если соблюдать рекомендуемые пропорции, бетон М200 будет качественным, что обеспечит длительный ресурс эксплуатации возводимых конструкций. Важно тщательно перемешать ингредиенты с помощью бетоносмесителя.
Бетон 200 М – преимущества популярной марки
Бетонный раствор с маркировкой 200 обладает рядом преимуществ.
Он отличается от других видов бетона:
широкой областью использования. Смесь применяется для промышленных целей и частного строительства;
доступной ценой. Благодаря пониженным затратам на приобретение раствора снижается сметная стоимость строительных работ;
повышенным контактом со стальной арматурой. Раствор обладает хорошей адгезией к металлу;
пониженным коэффициентом теплопроводности. Это позволяет уменьшить затраты на приобретение теплоизоляционных материалов.
Если строительные конструкции не подвергаются значительным нагрузкам, можно смело отдать предпочтение этой марке бетона.
Бетон м200 пользуется популярностью в строительном мире. Это тяжелый бетон с высоким уровнем прочности
В каких областях применяется бетон М 200
Бетонная смесь марки 200 применяется для различных целей:
возведения надежных фундаментов зданий. Прочность материала обеспечивает устойчивость возводимых строений;
обустройства дорожных покрытий, тротуаров и заливки стяжек. Материал после твердения устойчив к механическому воздействию;
бетонирования подпорных стен, а также изготовления лестничных маршей. Стройматериал отличается долговечностью, не образует трещин;
строительства малоэтажных зданий. На основе бетонной смеси могут возводиться несущие стены или изготавливаться перекрытия;
выполнения арматурных работ. Использование арматуры, с которой бетон хорошо контактирует, повышает прочность строительных конструкций;
заливки подъездных путей для транспортных средств. Раствор после твердения сохраняет целостность под воздействием значительных нагрузок;
частного строительства. На основе бетона строятся помещения для хранения транспорта, возводятся бани и беседки;
изготовления бордюров для автомобильных дорог, а также устройства отмостки по периметру строений. Материал также применяется для велодорожек;
производства дорожных плит. Материал модифицируется специальными добавками, повышающими стойкость к истиранию;
формирования бетонных подушек и устройства подбетонки. Монолит сохраняет целостность на проблемных почвах, склонных к пучению.
Благодаря широкой сфере использования материал популярен у профессиональных строителей и частных застройщиков. Он применяется везде, где необходимы следующие эксплуатационные характеристики – прочность, устойчивость к отрицательным температурам и влагостойкость.
Итоги
Принимая решение об использовании бетонного раствора с маркировкой 200 для выполнения конкретных строительных задач, следует обращать внимание на репутацию предприятия-изготовителя, наличие лабораторного контроля качества и соблюдение рецептуры. Это гарантирует соответствие характеристик требованиям стандартов. При самостоятельном приготовлении необходимо выполнять замес в бетономешалке, так как при ручном замесе сложно обеспечить однородность состава. Важно придерживаться пропорций, использовать качественные ингредиенты и соблюдать технологию.
pobetony.ru
Состав бетона м200
На сегодняшний день известно много типов бетона и соответствующих классов бетона. Естественно, состав бетона меняется в зависимости от того, какой класс конкретно рассматривается.
Вообще в области строительной науки под термином класс бетона принято понимать гарантированное значение прочности бетона. Такой показатель обозначают большой буквой «В». Этот показатель не присваивают бетону, а рассчитывают из показателей прочности, которые принимаются с гарантированной обеспеченностью выше 95 процентов.
Всего принято различать два класса прочности бетона:
Класс прочности на растяжение, который обозначается Btb;
Класс точности на сжатие бетона, который принято обозначать, как уже говорилось, В.
Рассчитывается класс прочности по формуле:
В=R(1-tv), где:
R – это показатель средней прочности бетона;
t — коэффициент обеспеченности класса бетона;
v — коэффициент изменения прочности бетона;
a name=»beton»>
Пропорции для разных составов бетона
Итак, как уже говорилось, тот или иной класс бетона имеет тот тили иной состав бетона, то есть для того, чтобы приготовить бетон нужного класса, необходимо воспользоваться той или иной пропорцией замеса бетона.
Вообще, принято различать марки бетона, которые соотносятся с классами бетона. Принято различать несколько марок бетона от М100 до М450, причём, чем выше марка бетона, тем менее она прочнее. Это значит, что для приготовления бетона марки М100 нужно израсходовать цемента меньше, чем при приготовлении бетона марки М450.
Однако этот показатель не обусловлен тем, что один цемент лучше, а другой хуже, просто у каждой отдельно взятой марки бетона есть своё предназначение, и если он будет обладать избыточной прочностью, то это приведёт просто к лишним затратам.
Чаще всего, при изготовлении товарного бетона применяют цемент марки М400 или М500. Поскольку эти две марки цемента так же имеют различия, то и пропорции у таких марок будут разные, чтобы приготовить бетон одной и той же марки.
Приведём некоторые пропорции для приготовления различных марок бетона из цемента марки М400:
Для марки М100 нужно использовать 1 часть цемента, 4,6 части песка и 7 частей щебня;
Для марки М150 нужно использовать 1 часть цемента, 3,5 части песка и 5,7 части щебня;
Для марки М200 нужно использовать 1 часть цемента, 2,8 части песка и 4,8 части щебня;
Для марки М250 нужно использовать 1 часть цемента, 2,1 части песка и 3,9 части щебня;
Для марки М300 нужно использовать 1 часть цемента, 1,9 части песка и 3,7 части щебня;
Для марки М400 нужно использовать 1 часть цемента, 1,2 части песка и 2,7 части щебня;
Для марки М450 нужно использовать 1 часть цемента, 1,1 части песка и 2,5 части щебня.
Теперь рассмотрим тоже, но при приготовлении бетона из цемента марки М500:
Для марки М100 нужно использовать 1 часть цемента, 5,8 части песка и 8,1 части щебня;
Для марки М150 нужно использовать 1 часть цемента, 4,5 части песка и 6,6 части щебня;
Для марки М200 нужно использовать 1 часть цемента, 3,5 части песка и 5,6 части щебня;
Для марки М250 нужно использовать 1 часть цемента, 2,6 части песка и 4,5 части щебня;
Для марки М300 нужно использовать 1 часть цемента, 2,4 части песка и 4,3 части щебня;
Для марки М400 нужно использовать 1 часть цемента, 1,6 части песка и 3,2 части щебня;
Для марки М450 нужно использовать 1 часть цемента, 1,4 части песка и 1,9 части щебня.
Следует заметить, что в этих данных при приготовлении одной и той же марки бетона, но из разного цемента получаются разные объёмы. Например, по первой пропорции из цемента М400 в объёме 10 литров можно приготовить 78 литров бетона, а при использовании цемента марки М500 – 90 литров.
Если нужны меньшие объёмы, то и массу всех составляющих нужно уменьшать пропорционально, то есть нельзя просто уменьшить количество песка, а количество остальных элементов оставить на прежнем уровне.
Наибольшей популярность пользуются марки бетона м200 и м100.
a name=»marka»>
Марка М 200
Бетон марки м200 соответствует классу бетона В15. Это тяжёлый бетон, который наиболее популярен в строительстве. Например, два предыдущих класса бетона м100 и м150 применяются для подготовительных работ, перед тем, как заливать фундамент. Сам бетон М 200 применяется для заливки непосредственно фундамента, для устройства стяжек на полы, выравнивающих стяжек, для устройства отмостки, бетонных дорожек и так далее.
Бетон марки м200 обладает достаточной прочностью, чтобы решать такие задачи частного строительства, как возведение фундаментов различного типа. Часто бетон марки м200 применяется и для создания лестниц.
В промышленности из такого бетона производят фундаментные блоки и дорожные плиты.
Итак, как было видно из выше приведенных пропорций, для приготовления бетона марки м200 нужно использовать разные пропорции, в зависимости от того, какой цемент используется. Поэтому состав бетона может меняться, причём это относится не только к бетону марки м200, но и к остальным маркам.
Если взять пропорцию для приготовления бетона марки м200 из цемента марки М400, то переводя пропорцию на объём получим, что бетон должен иметь следующий состав:
10 литров цемента;
Примерно 25 литров песка;
Около 42 литров щебня;
Некоторые ошибочно полагают, что это же касается и массы, то есть на 10 килограмм цемента нужно взять 25 килограмм песка и так далее. Однако это не так. Всё дело в том, что все эти элементы, которые входят в состав бетона имеют разные плотности, поэтому измерять лучше не в массах, а именно в литрах. К тому же, как правило, при частном строительстве используют вёдра, чтобы насыпать цемент, песок и так далее, поэтому все доли элементов лучше выражать в литрах, то есть в объёме.
Итак, при использовании приведённого состава, на выходе получится примерно 54 литра бетона. Встаёт вопрос: как при использовании 10 литров цемента, 25 литров песка и 42 литров щебня получается всего 54 литра бетона.
Такая разность в объёме получается за счёт того, что более мелкие элементы, такие как песок и цемент заполняют пространство между более крупными, такими, как щебень. При этом их масса остаётся одной и той же и составляет сумму масс всех элементов, но объём уменьшается. Коэффициент сжатия равен примерно 0,7. Это значит, что при смешивании всех составляющих элементов, входящих в состав бетона, объём уменьшается примерно в 1,4 раза.
Делаем бетон в бетономешалке
Это действительно так и это можно проверить.
Если сложить все объёмы элементов по отдельности, то получим:
10+25+42=77 литров. Это значит, что всего объём сухой части равен 77 литрам. Если умножить это число на коэффициент сжатия, то получим примерно 53,9, то есть примерно 54 литра.
Поскольку было сказано, что масса бетона уменьшается в 1,4 раза, то можно проверить и другим способом, нужно просто 77 разделить на 1,4, получим 55 литров.
Как видно расчёты верны.
Теперь можно вести речь про состав бетона марки м 200, который изготавливался с применением цемента марки М500. на приготовление бетона марки м 200 нужно потратить примерно 10 литров цемента, 32 литра песка и 49 литров щебня. Тогда на выходе получится примерно 62 литра бетона марки м 200.
Здесь также можно проверить, работает ли коэффициент сжатия. Если сложить объёмы сухой части, то получим общий объём:
-10+32+49=91 литр. На выходе получается примерно 62 литра бетона марки м200, тогда разделим 91 на 62, получим.
91/62= 1,46
Если умножить 91 на 0,7, то получим примерно 64 литра. Такое расхождение вызвано за счёт того, что используется большее число гравия по отношению к песку и цементу, но, в общем, правило работает.
Если говорить о массовых долях состава бетона марки м 200, то пропорция будет выглядеть так:
1 часть цемента;
3,78 части песка;
2,78 части гравия;
210 литров воды;
Переводя это на килограммы, получим:
286 килограмм цемента;
1080 килограмм песка;
795 килограмм щебня;
210 литров воды;
Естественно такие большие массы используются при замешивании раствора в бетономешалках. Для частного же строительства нужны меньшие массы. В этом случае массу всех элементов, которые входят в состав бетона марки м 200 нужно уменьшать пропорционально.
Стоит также отметить, что приведенная пропорция для масс элементов пригодна только в том случае, если при приготовлении бетона применяется цемент марки М400, для марки М500 будет своя пропорция, а значит и смесь получится другая.
Также стоит отметить, что вода указана в литрах даже в той пропорции, где все остальные элементы указаны в килограммах, а там, где приводились объёмные пропорции, вода вообще не указывалась. Все дело в том, что вода имеет плотность примерно 1000 килограмм на метр кубический. Это означает, что 1 литр воды равен примерно 1 килограмму, поэтому не имеет значения, в чём измеряется количество воды, в килограммах или же в литрах.
yegorka.com
Пропорции бетона марки М200
Бетон является практически незаменимым строительным материалом. Его можно использовать для возведения фундаментов, стен, обустройства полов и создания других конструкций. В связи с огромной сферой применения, существует масса вариантов приготовления бетонного раствора.
Состав бетона М200
Один из наиболее популярных растворов – бетон марки М200, пропорции которого обеспечивают ему хорошие конструкционные свойства. Любой бетон имеет следующий состав:
Вяжущее вещество (в большинстве случаев – цемент). Служит для обеспечения схватывания раствора и образования монолитного камня.
Заполнитель (песок или щебень). Служит для равномерного распределения нагрузок и придания бетону эластичности.
Вода. Обеспечивает консистенцию раствора и запускает реакцию цемента.
Добавки. Полимерные компоненты, которые призваны обеспечить раствору определенные специфические свойства: вязкость, водостойкость и т.д.
Разница между марками бетона обусловлена пропорциями компонентов и наличием добавок.
Качество бетона будет определяться качеством используемых компонентов и соблюдением пропорций. Чем более высокая марка цемента используется для приготовления раствора, тем меньше будет его расход.
В целом, бетон М200 отличается высокой прочностью и низкой усадкой. Раствор быстро схватывается и не образует трещин. Он устойчив к перепадам температур, и способен выдерживать серьезные динамические нагрузки (движение транспорта, например). Этот тип бетона хорошо подходит для заливки фундаментов и ограждающих конструкций.
Пропорции
В зависимости от используемого цемента, пропорциональное отношение компонентов раствора может быть различным (цемент : песок : щебень):
Использование М400 — 1 : 2,8 : 4,8;
Использование М500 – 1 : 3,5 : 5,6.
Отсюда можно заранее посчитать, сколько цемента в 1 кубе бетона М200. В среднем, количество цемента составит 0,25 кубометров или 330 кг. Щебня будет израсходовано около 0,9 кубометра или 1 200 кг. Песка понадобится 0,4 кубометра или 600 кг.
Внимательный читатель может заметить, что сумма объемов всех компонентов превышает 1 кубометр. На самом деле, песок и щебень заполняют пустоты между частицами щебня, в результате чего общий объем не превысит 1 кубометр.
Обратите внимание, что для приготовления раствора следует применять чистую воду, без мусора и частиц грунта. Лить воду следует постепенно, чтобы была возможность контролировать консистенцию раствора. Делать это следует аккуратно, чтобы вовремя остановиться.
Аналогично, песок и щебень так же должны быть без посторонних примесей. Их наличие нарушит однородность структуры бетона и приведет к ухудшению его свойств.
Если вы хотите получить качественный бетон М200, пропорции на 1м3 следует соблюдать с максимальной степенью точности. Если они будут нарушены в сторону избытка цемента, то бетон получится более дорогой и более склонный к образованию трещин. Недостаток цемента приводит к потере прочности, плохой схватываемости и общей рыхлости бетона.
furu.ru
Смотрите также
Бетон жаростойкий состав
Уоп 6 объем бетона м3
Чем заделать дыру в стене из бетона
Бетон при отрицательных температурах
Как сделать бетонные дорожки на даче своими руками
Что добавить в бетон для гидроизоляции
Септик для дачи из бетонных колец
Соотношение бетона
Бетон полированный
Пропорции бетона из пгс для фундамента в ведрах
Чем заделать отверстия в бетоне от шпилек
Бетон со сверхвысокими эксплуатационными характеристиками
Бетон со сверхвысокими эксплуатационными характеристиками (UHPC) представляет собой вяжущий бетонный материал с минимальной указанной прочностью на сжатие 17 000 фунтов на квадратный дюйм (120 МПа) с заданными требованиями к долговечности, пластичности при растяжении и ударной вязкости; волокна обычно включаются в смесь для достижения определенных требований.
Бетон со сверхвысокими характеристиками (UHPC), также известный как реактивный порошковый бетон (RPC). Состав материала обычно состоит из комбинирования портландцемента, дополнительных вяжущих материалов, реактивных порошков, известняковой и/или кварцевой муки, мелкого песка, сильнодействующих понизителей воды и воды. Материал может быть разработан для обеспечения прочности на сжатие свыше 29000 фунтов на квадратный дюйм (psi) (200 МПа). Использование тонких материалов для матрицы также обеспечивает плотную гладкую поверхность, которая ценится за ее эстетику и способность точно передавать детали формы на затвердевшую поверхность. В сочетании с металлическими, синтетическими или органическими волокнами он может достигать прочности на изгиб до 7000 фунтов на квадратный дюйм (48 МПа) или выше.
Типы волокон, часто используемые в UHPC, включают высокоуглеродистую сталь, поливинилацетат, стекло, углерод или комбинацию этих или других типов. Пластичное поведение этого материала является первым для бетона, поскольку он способен деформироваться и выдерживать изгибающие и растягивающие нагрузки даже после первоначального растрескивания. Высокие свойства UHPC на сжатие и растяжение также способствуют высокой прочности сцепления, что позволяет сократить длину заделки арматурных стержней в таких приложениях, как заливка закрытия между сборными элементами.
Конструкция UHPC упрощена за счет устранения необходимости в армирующей стали в некоторых случаях применения и использования материалов с высокими характеристиками текучести, которые делают его самоуплотняющимся. Матрица UHPC очень плотная и имеет минимальную несвязанную пористую структуру, что приводит к низкой проницаемости (диффузия ионов хлорида менее 0,02 x 10-12 м2/с. Низкая проницаемость материала предотвращает проникновение вредных материалов, таких как хлориды, что обеспечивает превосходные характеристики долговечности
Некоторые производители создали предварительно смешанные продукты UHPC, требующие простого добавления воды, что делает продукты UHPC более доступными Американское общество по испытаниям и материалам разработало Стандартную практику ASTM C1856/1856M для изготовления и испытаний образцов бетона со сверхвысокими характеристиками. который основан на текущих методах испытаний ASTM с модификациями, чтобы сделать его пригодным для UHPC Ниже приведен пример диапазона характеристик материала для UHPC:
Прочность
Сжатие: от 17 000 до 22 000 фунтов на квадратный дюйм (от 120 до 150 МПа)
Изгиб: 2200 до 3600 фунтов на квадратный дюйм (от 150 до 250 МПа)
Модуль эластичности: от 6500 до 7300 КСС, (от 45 до 502 ГПа)
Долговечность
Замораживание/оттаивание (после 300 циклов): 100 % относительный индекс потери объема): 1,7
Станция легкорельсового транспорта (LRT) Шонесси, построенная осенью 2003 г. и зимой 2004 г., является частью южного расширения системы LRT Калгари и является первой в мире системой LRT, быть построены из бетона со сверхвысокими характеристиками (UHPC). Инновационный проект, разработанный Энцо Вичензино из CPV Group Architects Ltd., принадлежит городу Калгари, управляется Управлением транспортных проектов (TPO) и строится генеральным подрядчиком Walter Construction.
Дизайн
24 тонкостенных навеса станции размером 16,7 на 19,7 фута и толщиной всего 0,79 дюйма, поддерживаемые отдельными колоннами, защищают пассажиров от непогоды. Бетон со сверхвысокими характеристиками обладает уникальным сочетанием превосходных технических характеристик, включая пластичность, прочность и долговечность, и в то же время обеспечивает легко формуемые изделия с высококачественным внешним видом поверхности. В контрактном документе указано минимальное требование 19 000 фунтов на квадратный дюйм. Помимо навесов, компоненты включают стойки, колонны, балки и водосточные желоба. Объем использованного материала составил 105 кубических метров.
Производство и монтаж
Компоненты сборного навеса были отлиты индивидуально и состоят из полуоболочек, колонн, анкерных балок, распорок и желобов. В таблице 1 приведены данные испытаний изготовления двадцати четырех навесов.
Рисунок 2. Полунавес в стальной форме
Колонны и полуоболочки были отлиты под давлением в закрытых стальных формах (рис. 2). Желоба были отлиты методом вытеснения, а стойки и поперечные балки были изготовлены с использованием обычного гравитационного двухстадийного литья.
Сначала колонны были установлены на бетонную платформу. Затем правая и левая полукорпуса вместе с анкерными балками были предварительно собраны на заводе и доставлены на площадку, где они были подняты (краном) над железнодорожными путями для установки на колонны (рис. 3). . По прибытии на место навесы устанавливались на временные леса, а к обечайкам и ранее установленным колоннам сварными соединениями крепились подкосы.
Рисунок 3. Навесы, готовые к транспортировке
Заключение
Уникальное сочетание превосходных свойств материала и гибкости дизайна позволило архитектору создать привлекательные криволинейные навесы не совсем белого цвета. В целом, этот материал предлагает решения с такими преимуществами, как скорость строительства, улучшенная эстетика, превосходная долговечность и непроницаемость для коррозии, истирания и ударов, что приводит к сокращению затрат на техническое обслуживание и увеличению срока службы конструкции.
Айова может похвастаться первым сверхвысококачественным бетонным шоссейным мостом в США
Округ Вапелло штата Айова может похвастаться первым автодорожным мостом из сверхвысококачественного бетона (UHPC) в Соединенных Штатах, завершенным в мае 2006 года. значительный шаг на пути к «Мосту будущего» — использование 110-футовых балок UHPC, которые не имеют арматуры для срезных хомутов. Этот проект был одним из 96, представленных на конференции по бетонным мостам 2006 года, проходившей в мае в Рино, штат Невада.
Ссылки
Lafarge North America Inc. Веб-сайт Ductal
Perry, V.H. «Вопросы и ответы: Что такое реактивный порошковый бетон?», HPC Bridge Views, № 16, июль/август 2001 г.
Типы добавок для
Бетон
Обновлено 3 ноября 2020 г.
Добавки в бетон используются для улучшения поведения бетона в различных условиях и бывают двух основных типов: химические и минеральные.
ХИМИЧЕСКИЕ ДОБАВКИ
Корпорация Fritz-Pak в Далласе, Техас
Химические добавки снижают стоимость строительства, изменяют свойства затвердевшего бетона, обеспечивают качество бетона при смешивании/транспортировке/укладке/отверждении, а также устраняют некоторые аварийные ситуации при проведении бетонных работ.
Химические добавки используются для улучшения качества бетона при смешивании, транспортировке, укладке и твердении. Они подразделяются на следующие категории:
воздухововлекающие устройства
редукторы воды
набор замедлителей
комплект ускорителей
суперпластификаторы
Специальные добавки
: которые включают ингибиторы коррозии, контроль усадки, ингибиторы щелочно-кремнеземной реакционной способности и красители.
Найти производителей: Магазинные добавки
МИНЕРАЛЬНЫЕ ДОБАВКИ
Минеральные добавки делают смеси более экономичными, снижают проницаемость, повышают прочность и влияют на другие свойства бетона.
Минеральные добавки влияют на характер затвердевшего бетона за счет гидравлической или пуццолановой активности. Пуццоланы представляют собой цементирующие материалы и включают природные пуццоланы (например, вулканический пепел, используемый в римском бетоне), летучую золу и микрокремнезем.
Их можно использовать с портландцементом или смешанным цементом по отдельности или в комбинации.
Категории ASTM — Добавки в бетон
ASTM C494 устанавливает требования для семи типов химических добавок. К ним относятся:
Тип A: Добавки, снижающие содержание воды
Тип B: добавки, замедляющие схватывание
Тип C: Ускоряющие добавки
Тип D: водоредуцирующие и замедляющие добавки
Тип E: Уменьшающие воду и ускоряющие добавки
Тип F: Водоредуцирующие добавки высокого диапазона
Тип G: водоредуцирующие, высокоактивные и замедляющие примеси
Примечание. Изменения в индустрии добавок происходят быстрее, чем в процессе консенсуса ASTM. Добавки, уменьшающие усадку (SRA) и понизители воды среднего уровня (MRWD), являются двумя областями, для которых в настоящее время не существует спецификаций ASTM C494-98.
Рекомендуемые продукты
NCA (Бесхлоридный ускоритель) Всепогодная добавка
Спасательный пакет Содержит шесть наших самых эффективных добавок
Стандартный набор с задержкой Сухая порошкообразная добавка
КАКИЕ ОСОБЫЕ ХАРАКТЕРИСТИКИ ВАМ НУЖНЫ?
Что такое растрескивание бетона Время: 06:08 Посмотрите это простое для понимания объяснение причин растрескивания бетона от эксперта по бетону Криса Салливана.
Воздухововлечение
Водопоглощение
Высокопрочный бетон
Защита от коррозии
Ускорение набора
Замедление набора
Текучесть
Улучшители отделки
Жидкая засыпка — (CLSM)
Корпорация Fritz-Pak в Далласе, Техас
Защита от циклов замораживания-оттаивания Повышение долговечности
Вовлечение воздуха особенно эффективно для обеспечения устойчивости к циклам замораживания-оттаивания. Когда влага в бетоне замерзает, эти воздушные камеры снижают внутреннее давление, образуя микроскопические камеры для расширения воды при замерзании.
Некоторые воздухововлекающие смеси содержат катализатор для более быстрой и полной гидратации портландцемента.
Для защиты бетона от повреждений при замерзании пузырьки должны иметь правильный размер, распределение и объем. ASTM C 260 устанавливает требования к воздухововлекающим добавкам.
Корпорация Fritz-Pak в Далласе, Техас
Преимущества воздухововлечения включают:
Улучшенная стойкость бетона к сильным морозам или циклам замерзания/оттаивания
Высокая устойчивость к циклам смачивания и высыхания
Высокая степень обрабатываемости
Высокая степень прочности
Дозировка: Типичное вовлечение воздуха составляет от 5% до 8% от объема бетона.
Уменьшение содержания воды в смеси
Уменьшение содержания воды в бетоне стало настолько важным, что его можно считать «пятым» ингредиентом.
Их можно использовать для: (1) увеличения осадки, (2) снижения водоцементного отношения или (3) уменьшения содержания цемента.
Водоразбавители бывают низкого, среднего и высокого уровня. Доступно достаточно различных добавок, чтобы можно было выбрать ту, которая отвечает потребностям конкретного проекта, будь то высокие колонны, которым нужна смесь, которая легко перекачивается, или легкая в отделке прочная плита перекрытия.
Как правило, они обеспечивают необходимую осадку при меньшем количестве воды в смеси и могут обеспечить более высокую прочность бетона без увеличения количества цемента.
Обычные водоразбавители
Требуются для снижения расхода воды минимум на 5%. Обычный разбавитель воды может уменьшить осадку примерно на 1-2 дюйма без добавления воды.
Понизители содержания воды среднего класса
Могут снизить содержание воды не менее чем на 8% и не более чем на 15%. Они, как правило, стабильны в более широком диапазоне температур и дают более стабильное время схватывания. Эти разбавители работают наиболее эффективно в смесях, рассчитанных на осадку от 4 до 5 дюймов.
Особенно полезен при бетонировании в жаркую погоду, противодействуя ускоряющему эффекту высоких температур окружающей среды и бетона
Медленное схватывание бетона
Задержка начального набора бетона
Сохранение работоспособности бетона во время укладки
Могут снизить содержание воды с 12% до 40% и обычно используются в бетонах, рассчитанных на осадку от 8 до 11 дюймов. Их можно использовать либо для увеличения осадки (на 4-8 дюймов), либо для снижения содержания воды в бетонных смесях для жаркой погоды. Используется для повышения текучести. Вы также можете прочитать часто задаваемые вопросы о суперпластификаторах на веб-сайте Fritz-Pak.
Высокопрочный бетон
Добавки, содержащие микрокремнезем (конденсированный микрокремнезем), используются для обеспечения высокой прочности и низкой проницаемости.
Преимущества включают пониженную проницаемость, повышенную прочность на сжатие и изгиб, а также повышенную долговечность.
Применение включает в себя высокопрочные конструкционные колонны, менее проницаемые настилы гаражей и устойчивые к истиранию гидравлические конструкции.
Микрокремнезем можно использовать в бетоне для получения прочности на сжатие, приближающейся к 20 000 фунтов на квадратный дюйм в условиях рабочей площадки. Эту добавку можно добавлять в виде суспензии или в сухом виде, в зависимости от того, что соответствует потребностям оборудования для дозирования. В любом случае производительность одинакова.
Повышение прочности
Повышение прочности бетона может быть достигнуто за счет использования добавок суперпластификаторов для получения низкого водоцементного отношения, обеспечивающего высокие характеристики бетона.
Корпорация Fritz-Pak в Далласе, Техас Fritz-Pak Corporation в Далласе, Техас
Эти добавки способствуют получению бетона с высокой подвижностью, чрезвычайно текучим бетоном, который достигает высокой прочности, обеспечивая при этом превосходную удобоукладываемость и прокачиваемость.
Добавки для уменьшения содержания воды в высоком диапазоне могут также использоваться для сборных/преднапряженных конструкций, где желательно поддерживать минимальное водоцементное отношение для низкой проницаемости и высокой начальной прочности без замедления схватывания. Они также используются для бетонов, требующих высоких — ранняя зачистная сила.
Летучая зола – делает бетон более прочным, долговечным и с ним легче работать
Полученная при сжигании угля летучая зола является ценной добавкой, которая делает бетон более прочным, долговечным и с ним легче работать.
Летучая зола способствует образованию вяжущих смесей для повышения прочности, водонепроницаемости и долговечности бетона.
Два основных класса летучей золы используются в бетоне: класс F и класс C.
Класс F
Уменьшает кровотечение и сегрегацию в пластиковом бетоне. В затвердевшем бетоне увеличивает предел прочности, уменьшает усадку при высыхании и водопроницаемость, снижает теплоту гидратации и снижает ползучесть.
Класс C
Обладает уникальными свойствами самозатвердевания и улучшает проницаемость. Особенно полезно в предварительно напряженном бетоне и других применениях, где требуется высокая начальная прочность. Также полезен для стабилизации грунта.
Кремнезем: ранняя прочность и пониженная проницаемость
Микрокремнезем может вносить значительный вклад в прочность бетона в раннем возрасте. Один фунт микрокремнезема производит примерно такое же количество тепла, как фунт портландцемента, и обеспечивает примерно в три-пять раз большую прочность на сжатие.
Микрокремнезем улучшает бетон двумя способами: основной пуццолановой реакцией и эффектом микронаполнителя. Добавление микрокремнезема улучшает сцепление с бетоном и помогает снизить проницаемость. Он также в сочетании с гидроксидом кальция, образующимся при гидратации портландцемента, повышает долговечность бетона.
Чрезвычайная тонкость микрокремнезема в качестве микронаполнителя позволяет ему заполнять микроскопические пустоты между частицами цемента. Это значительно снижает проницаемость и улучшает сцепление пасты с заполнителем полученного бетона по сравнению с обычным бетоном.
Для получения дополнительной информации о микрокремнеземе и его преимуществах посетите:
Дозировка:
От 8% до 15%
по массе цемента, но в качестве дополнения, а не замены
от 8% до 10%
Высокая прочность/низкая проницаемость, например, мостовые настилы или конструкции парковок
от 10% до 15%
Высокопрочные конструкционные колонны
10% макс.
Плоский
Требуемое количество зависит от дозировки микрокремнезема и соотношения воды и вяжущих материалов. Силикатный дым является цементирующим веществом, но обычно к 9 добавляется . 0041 и не заменяет существующий портландцемент.
Совет: чем выше процентное содержание микрокремнезема, тем больше требуется суперпластификатора, но смесь может стать «липкой». Рассмотрите возможность замены примерно 1/3 суперпластификатора на средний понизитель воды для улучшения удобоукладываемости
Использование:
Уменьшает проницаемость бетона
Увеличивает прочность бетона
Повышает устойчивость к коррозии
Добавки в бетон, препятствующие растрескиванию Уменьшающие растрескивание при высыхании или усадке
Гидратированное цементное тесто дает усадку, так как теряет влагу из своих очень маленьких пор. Поскольку влага теряется в этих небольших порах, поверхностное натяжение оставшейся воды имеет тенденцию стягивать поры, что со временем приводит к потере объема.
Добавки, уменьшающие усадку (SRA), предназначены для уменьшения эффектов усадки при высыхании за счет снижения поверхностного натяжения в этих порах.
Следует отметить, что тип заполнителя и свойства цемента сами по себе могут влиять на степень образования трещин. Таким образом, при проведении испытаний на усадку важно протестировать местные материалы для конкретного проекта.
Отверждение также влияет на растрескивание. В плитах верхняя часть имеет тенденцию высыхать первой и дает усадку, в то время как нижние части по-прежнему имеют более высокое содержание влаги. Эта разница во влажности может быть изменена с помощью добавок, уменьшающих усадку, которые изменяют способ миграции воды через бетон и приводят к более однородному профилю влажности.
Защита от коррозии
Железобетон, подвергающийся воздействию солей против обледенения и морской среды, особенно подвержен коррозии, вызванной хлоридами.
Хорошо спроектированная, долговечная бетонная смесь с низкой проницаемостью обеспечивает некоторую защиту арматуры от коррозии, вызванной хлоридами.
Ингибиторы коррозии могут быть эффективны в парковочных сооружениях, мостах и морской среде. Другими способами уменьшения коррозии являются использование проникающих поверхностных герметиков для предотвращения проникновения хлоридов, арматуры с эпоксидным покрытием или паров кремнезема в смеси. Диоксид кремния может увеличить долговечность и снизить проницаемость.
Доступны не содержащие хлориды добавки-ускорители схватывания, соответствующие стандарту ASTM C 49.4 Тип С.
Хлорид кальция использовался в прошлом, потому что он относительно недорог и обеспечивает ускорение набора прочности и раннее развитие прочности. Однако коррозионное воздействие хлорида наблюдается уже через 20 лет после заливки бетона. Таким образом, не содержащие хлоридов добавки были разработаны для использования там, где необходимо избежать потенциальной коррозии закладной или находящейся под напряжением стали.
Как и в случае со всеми другими добавками, для обеспечения эффективности необходимо соблюдать инструкции производителя по его использованию в сочетании с другими добавками и дозировкой.
Установить ускорение
Корпорация Fritz-Pak в Далласе, Техас
Ускорители схватывания работают за счет ускорения гидратации цемента, что приводит к сокращению времени схватывания и увеличению прочности в начале старения, особенно при более низких температурах.
Они увеличивают скорость набора прочности и сокращают время, необходимое для отверждения и защиты
Одно время преобладающей ускоряющей примесью был хлорид кальция. Однако в настоящее время многие считают, что это главный фактор долгосрочных конкретных проблем. В Европе использование хлорида кальция запрещено для некоторых применений. Считается, что хлорид способствует коррозии арматуры или встроенного металла в бетоне. В свою очередь, эта коррозия связана с выкрашиванием, растрескиванием, потерей сцепления и, если ее не устранить, может привести к возможному выходу из строя задействованного элемента.
Теперь доступны ускорители схватывания, не содержащие хлоридов, на основе других химикатов. Некоторые из этих новых добавок также могут действовать как понизители содержания воды ASTM C494 Type E.
Установить задержку
Корпорация Fritz-Pak в Далласе, Техас
Замедлители схватывания используются там, где требуется задержка времени схватывания для обеспечения достаточного времени укладки, вибрации или уплотнения.
Замедлители схватывания позволяют проводить отверждение сборного/предварительно напряженного бетона при более высоких температурах без отрицательного влияния на предел прочности.
Применение:
Дальние перевозки
Грузовики долго ждут — даже на маленькую заливку
Неполная бригада размещения
Низкая скорость заливки
Штамповка бетона в теплую погоду
На что обратить внимание:
Местоположение проекта — дальние или короткие расстояния
Объем заливки
Скорость заливки
Метод размещения
Окружающая среда снаружи, внутри
Толстые секции — (в сухих ветреных условиях раннее высыхание поверхности, когда нижележащий бетон еще мягкий, может затруднить отделку и привести к образованию волн или трещин на поверхности
Когда замедлитель схватывания может не потребоваться
Короткомагистральные с быстрой установкой
Прохладное влажное внутреннее место
Жилой или коммерческий подвал
Высокая скорость заливки
Текучесть
Суперпластификаторы
(сильнодействующие понизители водоотдачи) могут превратить бетон с низкой или нормальной подвижностью в текучий бетон с высокой подвижностью, который можно укладывать практически без вибрации. Однако изменение спада обычно длится всего от 30 до 60 минут в зависимости от марки и дозировки.
Редукторы воды высокого диапазона подпадают под классификацию ASTM C494 типа F или типа G. В любом случае их можно использовать для получения очень высоких осадок без сегрегации, что является идеальной ситуацией, когда необходима повышенная текучесть из-за перегруженности армирования.
Другие области применения и преимущества высокоэффективных редукторов воды включают:
трудное размещение на стене
узкие формы
секций с блокировками, проходками или закладными элементами
перекачка на большие вертикальные расстояния
быстрая укладка бетона
увеличенная высота подъема и дистанция свободного падения
Примечание: Увеличенная густота бетонной смеси означает, что формы должны быть герметичными, чтобы предотвратить утечку даже через небольшие швы, что может привести к образованию оребрения и обесцвечиванию.
Суперпластификаторы типа F
Добавляется на строительной площадке и сохраняет текучесть бетона в течение короткого периода времени. В какой-то момент бетон быстро потеряет осадку.
Суперпластификаторы типа G
Может быть добавлен либо во время дозирования, либо на рабочей площадке. Эта добавка задерживает схватывание, но делает бетон более текучим в течение более длительного периода времени, что может привести к задержке отделки. Если время перевозки особенно велико, тип G может быть добавлен на заводе. Однако, если роды задерживаются слишком долго, эффект может быть уменьшен. Для восстановления пластичности смеси возможно повторное дозирование, поэтому необходимо строго следовать рекомендациям производителя.
Корпорация Fritz-Pak в Далласе, Техас
Усилители отделки
Водоредуцирующие добавки среднего уровня могут использоваться в качестве усилителей отделки бетона, особенно в коммерческих и жилых помещениях, а также в формованном бетоне.
MRWR производят менее проницаемый, более прочный бетон и бетон со значительной начальной и предельной прочностью на сжатие.
Бетонирование в холодную погоду Примечание
Капля 20 или F может удвоить время, необходимое для схватывания бетона. Решением могут стать ускорители ASTM C494 типа C или комбинация ускорителей и понизителей воды типа F.
Бетонирование в жаркую погоду Примечание
Как правило, каждое повышение температуры окружающей среды на 10 o F уменьшает просадку примерно на 1 дюйм. Повышение температуры смеси на 30 o F может вдвое сократить время схватывания, увеличить потребность в воде и прочность до 25%.
Переход с ASTM C494 типа A на смесь типа D, уменьшающую количество воды и замедляющую схватывание, может быть частью эффективного плана бетонирования в жаркую погоду.
Производство жидкой обратной засыпки, которая легко растекается и является самовыравнивающейся
Контролируемый материал низкой прочности (CLSM)
Этот материал обеспечивает текучую обратную засыпку, которая легко растекается и является самовыравнивающейся.
Главная » Теория фотографии » Композиция в фотографии
Композиция в фотографии
Масштаб в композиции играет очень важную роль. Все, что создает человек, он делает для себя и под себя. Именно поэтому, изучив те или иные произведения искусства, мы буквально теряем дар речи, увидев их в реальной жизни.
Одна из причин такого состояния – масштаб в композиции, т. е. соотношение самого произведения и зрителя. Это происходит по причине грамотно подобранного размера, который проявляется относительными размерами самого произведения и его отдельных деталей, цветовым и фактурным решением.
Ошибки выбора масштаба в композиции
Относится это не только к архитектурным или скульптурным произведениям. Неверно подобранный масштаб в композиции может оказаться чрезмерно тяжелым для восприятия, разрушить целостность композиции, пропорции, художественную значимость.
И наоборот, слишком мелкий масштаб в композиции, способен уничтожить идею, образ произведения. Часто, только при непосредственном контакте с произведением приходит понимание эстетической ценности, основной мысли, которую хотел донести до зрителя автор произведения.
Все это указывает на соразмерность произведения по отношению к зрителю как на средство помогающее создать гармоничную композицию.
Масштаб в композиции и пропорции
Масштаб в композиции достигается грамотным использованием системы пропорций. Мысленно разбирая форму на отдельные части, детали можно достичь необходимого масштаба.
Используя эффект контраста можно добиться большей значимости главного элемента композиции или наоборот, придать ему меньшую значимость в произведении. Аналогичного эффекта посредством масштаба в композиции можно достичь, применяя такие изобразительные средства как цвет и фактуру.
На практике масштаб в композиции работает следующим образом. Возьмем для примера два одинаковых по высоте строения. Это может быть какое-то здание, дом, сооружение. Причем одно из них имеет большое количество мелких деталей фасада, а другое, наоборот, содержит малое их количество, но детали эти более крупные.
Для зрителя более высоким будет казаться здание именно с большим количеством элементов. Это психологическая особенность восприятия человека и ее нужно учитывать, создавая то или иное произведение для более полного раскрытия образа, используя масштаб в композиции.
А чтобы еще более ярко выразить масштаб того или иного элемента в композиции достаточно ввести элемент сравнения. Например, поместить человека в кадр рядом с главным элементом композиции или какой-то предмет, размеры которого хорошо знакомы зрителю.
Потренируйтесь в применении масштаба в композиции с разными элементами на своих снимках.
P. S. Если данная статья была полезна для Вас, поделитесь ею со своими друзьями в социальных сетях! Для этого просто кликните по кнопкам ниже и оставьте свой комментарий!
Размер и масштаб
Эта пара средств гармонизации в отличие от предыдущей пары характеризует собой не внутреннее, а внешнее состояние или величину формы.
Размер выражает абсолютную величину формы. Эта величина ни с чем не сравнивается. Она оценивается просто как большая или малая. Исходной для размера является некая абстрактная единица, включаемая в ту или иную систему мер – метр, дюйм и т.д. В зависимости от размера форма характеризуется в композиционном плане как высокая или низкая, длинная или короткая и т.д.
Масштаб же выражает относительную величину формы, соразмерную в той или иной степени с другой исходной величиной или, в композиционном плане, с тем впечатлением, которое производит эта форма на человека.
Такая величина заключает отношение натурального размера к изображаемому размеру. Это так называемый размерный масштаб, он может быть выражен в числах – 1:2, 1:5, 1:10 и т.д. Благодаря масштабу можно создать уменьшенные или увеличенные масштабные копии (чертежи, макеты) любых натуральных форм.
Масштаб – это отношение всей композиции дизайна к окружающим ее предметам. Необходимо хорошо продумать предназначение композиции, место, где она будет располагаться, и только тогда определить ее конструкцию и масштаб. Иначе она будет смотреться гротескно.
Композиционный масштаб подчинен раскрытию художественной идеи, заключенной в форме. Разделяется он на крупный и мелкий. В соответствии с ним форма может выглядеть либо крупной, монументальной, либо мелкой, легкой. Сделать так, чтобы натуральная форма зрительно не подавляла человека и в то же время не выглядела игрушечной, — очень сложная композиционная задача. Решается она за счет членения формы. Крупный масштаб относим со слабо расчлененной формой, мелкий – с сильно расчлененной формой. Всякое членение придает форме мелкий (легкий) характер, подчеркивая ее большие размеры. Прочие приемы масштабной корректировки формы показаны на рисунке 28.
Членение формы
Деталировка формы
Рельефная обработка формы
Рисунок 28 — Основные приемы масштабной корректировки форм (левый вертикальный ряд – укрупнение, правый вертикальный ряд – размельчение)
Построить разномасштабные графические композиции с помощью геометрических фигур (Приложение А, рисунок 28).
Требования:
Материал и размеры композиции
Гуашевая покраска. Формат листа – А4.
1 Что такое композиция?
2 В чем заключается процесс создания композиции?
3 От чего зависит выразительность композиции?
4 Какова роль доминанты в композиции?
5 Перечислите способы организации композиционного центра.
6 В чем разница между нюансом и контрастом?
7 Какие объекты можно отнести к статичным, а какие будут динамичными?
8 В каком случае композицию можно назвать дисимметричной?
9 Что такое равновесие в композиции и от каких факторов оно зависит?
10 Охарактеризуйте принципиальное отличие уравновешенной композиции от
неуравновешенной.
11 Перечислите виды равновесия в композиции.
12 В чем отличие ритма от метра?
13 С какой целью используется членение плоскости на части?
14 Что такое «золотое сечение»?
Что такое масштаб в искусстве. Объяснение приемов композиции
Что такое масштаб в искусстве и композиции?
Что означает масштаб в искусстве
В некоторых художественных средствах масштаб не может быть достигнут без преднамеренного использования пропорций. Давайте посмотрим на определение масштабного искусства, чтобы лучше понять, как и почему оно обычно используется в композиции в искусстве.
МАСШТАБ ИСКУССТВА ОПРЕДЕЛЕНИЕ
Что такое масштаб в искусстве?
В искусстве масштаб относится к размеру одного целого объекта по отношению к другому целому объекту. Художники используют крупномасштабное и мелкомасштабное искусство, чтобы создавать различные эффекты для зрителя посредством восприятия размера. Масштаб, хотя его часто путают с пропорцией, если он отличается. Пропорция относится к соотношению между компонентами разного размера в одной композиции. Человек имеет врожденное восприятие размера. Поскольку люди часто используют себя в качестве основы для сравнения, художники используют масштаб для создания различных эффектов в своем искусстве.
Для чего используется масштаб в искусстве?
Подчеркивание важности
Выделение деталей
Форсирование перспективы
Чтобы глубже погрузиться во все элементы композиции, загрузите нашу БЕСПЛАТНУЮ электронную книгу: Элементы композиции в искусстве, фотографии и кино.
Бесплатный загружаемый бонус
БЕСПЛАТНАЯ загрузка
Полное руководство по элементам композиции
Когда вы осваиваете композицию, вы овладеваете способностью рассказывать историю, создавать настроение или передавать сообщение в одном изображении. Загрузите нашу БЕСПЛАТНУЮ электронную книгу, в которой описаны различные элементы композиции и соответствующие методы, которые вы можете использовать для аранжировки и компоновки идеального изображения.
Что означает масштаб в искусстве
Пропорция против масштаба
Мы собираемся погрузиться в эффекты, которые художники создают с помощью различных масштабов и пропорций. Но сначала давайте проясним различие между пропорцией и масштабом и как они соотносятся.
Повторим определение масштаба: это отношение между размером одного объекта в целом и размером другого объекта в целом.
Пропорция, с другой стороны, представляет собой соотношение размера между различными компонентами внутри один цельный объект.
Возьмем, к примеру, культовую статую Давида работы Микеланджело. На этом фото видно, насколько больше статуя по сравнению с окружающими ее людьми. Это соотношение между размером статуи и людьми делает ее масштабной.
Статуя Давида • Масштаб в художественных примерах
Внутри статуи находятся различные компоненты тела, такие как руки, ноги, туловище и голова. Отношение между размерами этих различных компонентов друг к другу называется пропорцией.
Поскольку размеры ног, рук, туловища и головы по отношению друг к другу точно соответствуют реальной анатомии человека, пропорции статуи почти идеальны.
В определенных материалах, таких как живопись, фотография и кино, пропорции отдельной композиции могут использоваться для создания масштаба.
Например, на этом изображении пейзажа Йосемити соотношение пейзажа и человека в композиции благоприятствует пейзажу. Это создает ощущение большего масштаба изображения.
Масштаб в художественных примерах • Фотография
Как видите, художники улавливают масштаб посредством преднамеренного использования композиционных пропорций. Художники всех сред используют масштаб для различных эффектов. Давайте посмотрим на различные эффекты масштаба в искусстве.
Для чего используется масштаб в искусстве?
Создание акцента в крупномасштабном искусстве
Когда художники создают произведение искусства, превышающее по соотношению размеров человеческое тело, это считается крупномасштабным искусством. Масштабное искусство может произвести впечатление на зрителя своими размерами. Это особенно верно, когда художники создают произведения искусства, изображающие предметы крупнее, чем они кажутся на самом деле.
Например, художник Чак Клоуз известен созданием крупномасштабных картин на основе портретных фотографий. Это создает портрет, который часто бывает внушительным, мощным и требует внимания.
Chuck Close • Искусство, в котором используется масштаб
Крупномасштабное искусство также используется для акцентирования внимания. Этот акцент может быть на важности предмета произведения искусства. Отличным примером этого является гора Рашмор. Скульптор Гутзон Борглум руководил проектом по скульптуре Теодора Рузвельта, Авраама Линкольна, Джорджа Вашингтона и Томаса Джефферсона в таком массовом масштабе. Крупномасштабная скульптура подчеркивает их важность для американской истории.
Гора Рашмор • Масштабное произведение искусства
Для чего используется масштаб в искусстве?
Сосредоточьтесь на деталях
На другой стороне спектра находится мелкомасштабное искусство. Мелкомасштабное искусство часто используется, чтобы привлечь внимание к деталям и сложности в художественном произведении. Поскольку мелкомасштабное произведение искусства намного меньше человеческого тела, зрители могут смотреть на произведение с выгодных позиций, которых в противном случае у них не было бы.
Это один из самых больших экспонатов миниатюрных произведений искусства. Художник-миниатюрист Джошуа Смит любит мелкомасштабное искусство, потому что оно дает ему возможность подчеркнуть детали и красоту вещей, которые часто упускаются из виду в его работах. Посмотрите его работы и его мысли о малом искусстве в видео ниже.
Джошуа Смит — Художник-миниатюрист • Вдохновляющие мастера
Масштаб в искусстве, будь то малый или крупный, может создавать новые перспективы, влияющие на то, как зритель воспринимает произведение искусства. В сфере кино масштаб может стать более сложным из-за двумерной среды фильма. Поскольку масштаб часто определяется размером произведения искусства по сравнению с нашими собственными человеческими телами, как создается масштаб в кино?
Что такое масштаб в искусстве и кино?
Создание масштаба в кинотеатре
В то время как фотография, скульптура и даже живопись могут увеличить размер работы по сравнению с человеком-зрителем, кино часто живет на стационарном экране в доме или театре.
Хотя это может быть сложно, существуют различные техники кинопроизводства, использующие пропорции для создания масштаба в фильме. Все дело в том, как режиссер запечатлел свой объект (часто персонаж) по отношению к другому объекту или обстановке.
Композиция
Самый простой способ создать масштаб в кино — использовать композицию. В композиции кадра можно использовать пропорции между объектом и его окружением для создания масштаба. Это чаще всего используется при создании выстрелов. Просмотрите или посмотрите видео с разбивкой снимков с камеры, чтобы увидеть несколько примеров масштаба, созданного при создании снимков.
Полное руководство по съемке на камеру: объяснение каждого размера кадра • Подпишитесь на YouTube
Как видно из примеров в видео, то, как режиссер соотносит объект с окружающей средой в композиции, может сильно повлиять на масштаб кадра. выстрелил.
Движение камеры
Помимо композиции, движение камеры — еще один инструмент, который кинематографисты должны использовать для создания масштаба, особенно наклон камеры. Наклоны вверх — отличное движение камеры, чтобы заполнить кадр высотой или размером другого объекта или среды в кадре.
Отличный пример этого можно найти в «Начало », одном из лучших фильмов Кристофера Нолана. Ознакомьтесь с нашим анализом сцены из Начало , в которой используется наклон камеры, в нашем окончательном руководстве по движению камеры.
Полное руководство по движению камеры • Подпишитесь на YouTube
Движение камеры по наклону вверх может изменить пропорции композиции, что приведет к изменению масштаба. Хотя кадр может начинаться с персонажа, занимающего большую часть композиции, наклон камеры сместит пропорции в пользу более крупного объекта или окружающей среды.
Эскиз декорации
Иногда кинематографисты используют пропорции на экране для воссоздания крупномасштабных сцен. Например, миниатюрные наборы часто используются как более дешевая и более контролируемая среда. Но чтобы они выглядели реалистично, кинематографисты снимают эти миниатюрные декорации, чтобы они занимали больше места на экране.
Эта техника использовалась в Охотниках за привидениями , чтобы поймать Человека-зефира Stay Puft, неистовствующего в городе. Для более подробного ознакомления с тем, как съемочная группа «Охотники за привидениями » использовала небольшие декорации для создания крупномасштабной кинематографии, посмотрите видео Cinefix ниже.
Охотники за привидениями. Зефирный человечек. • Искусство сцены
Техника использования декораций и декораций разного размера для управления человеческим восприятием размера и пространства известна как принудительная перспектива. Это обычная техника, используемая в кино, чтобы персонажи казались больше или меньше по размеру по сравнению с их окружением. Например, в этот игривый момент в Вечное сияние чистого разума .
Масштабирование в искусстве • Вечное сияние чистого разума
Подведем итоги. У людей есть импульс поставить себя в центр сравнения, когда дело доходит до размера. Художники могут использовать этот импульс, воздействуя масштабом. В определенных средах, таких как кино, масштаб достигается за счет пропорций композиции.
Художники любой среды не должны упускать из виду взаимосвязь человека с размером в пространстве. Это то, что они могут использовать для воздействия и эффекта. Надеюсь, эта статья дала вам представление о влиянии масштаба и пропорций в искусстве и вдохновила вас на изучение того, как вы можете использовать их в своей работе.
Наверх Далее
Что такое принудительная перспектива?
Если вы хотите манипулировать масштабом в своей кинематографии, крайне важно понимать принудительную перспективу. Принудительную перспективу можно использовать творчески, чтобы манипулировать тем, как зрители воспринимают размер и пространство в кадре. Узнайте больше о принудительной перспективе в нашей следующей статье.
Далее: Объяснение принудительной перспективы →
Уроки принципов дизайна: Масштаб и пропорцииkidCourses.com
Автор: The kidCourses Crew
Масштаб и пропорции — элементы дизайна, связанные с размером. Масштаб — это размер одного объекта по отношению к другим объектам в дизайне или художественном произведении. Пропорция относится к размеру частей объекта по отношению к другим частям того же объекта. На протяжении веков дизайнеры использовали масштаб и пропорции, чтобы изобразить или отвлечь от идеала. Как и в случае с такими элементами, как единство и баланс, художники используют масштаб и пропорции, чтобы донести до зрителя свои уникальные идеи.
Масштаб
Люди судят о масштабе чего-либо по размеру тела. Некоторые из наиболее распространенных прилагательных, которые относятся к масштабу, включают:
• В натуральную величину • Миниатюрный • Негабаритный • Огромный
Когда художник или дизайнер решает сделать определенные объекты большими или миниатюрными, он часто подчеркивает их важность. или поощрять новую точку зрения.
На изображении выше человек, толкающий сферу, дает ощущение масштаба. Учитывая отражения небоскребов в сфере, зрители могут сделать вывод, что земной шар символизирует мир, а его относительно небольшой размер предполагает, что люди могут им манипулировать.
Некоторые игрушки представляют собой миниатюры реальных предметов. Например, масштабные модели автомобилей, поездов и мебели для кукольных домиков воспроизводят реальные объекты в меньшем масштабе. На фотографии ниже рука мужчины дает вам хорошее представление о реальных размерах игрушечного вагона. Масштабные модели игрушек дают детям возможность манипулировать реалистичными объектами, которые в противном случае были бы слишком большими для них.
Пропорция
Пропорция — это элемент дизайна, относящийся к относительному размеру компонентов, составляющих объект. Опять же, человеческое тело является эталоном, по которому люди судят о пропорциях. Например, глаз должен быть меньше лица, а плечи мужчины должны быть шире его бедер.
Золотое сечение — это математический метод определения пропорций. Основанное на числе пи, это соотношение было стандартом для художников и дизайнеров, так как древние египтяне использовали его при проектировании пирамид. Также золотое сечение применимо к естественным пропорциям тела. Чем больше пропорции человека соответствуют этому соотношению, тем более классически красивым он может казаться.
Когда вы видите непропорциональный объект, он привлекает ваше внимание. Мульты с большеголовыми людьми, например, бросаются в глаза. Очевидное преувеличение может даже пощекотать вам нервы. Хороший пример — «Голова» Эрика Фогеля:
В греческой мифологии чудовищные персонажи, такие как Медуза, имели непропорциональные черты, которые отличали их от людей. Вместо волос у Медузы из головы росли ядовитые змеи, как это показывает художник Караваджо ниже.
Придание человеческим фигурам нечеловеческих компонентов делает их непропорциональными. Как и мультфильм, что-то непропорциональное может заставить вас смеяться. Как и Медуза, он может внушать страх.
Напротив, произведение искусства, в котором все фигуры пропорциональны, может заставить вас чувствовать себя спокойно и удовлетворенно. Вместо того, чтобы бросать вызов своим эмоциям, пропорции вселяют в вас чувство завершенности. На картине Жоржа Сёра «Воскресенье на Гран-Жатт» изображены стилизованные люди, все стройные и одинакового масштаба, отдыхающие солнечным днем. Несмотря на то, что есть вариации света и множество развлечений, общий эффект безмятежен.
Сегодняшнее задание: Начертите в масштабе
Расходные материалы:
Обычная бумага 8 x 10 Изображение вашего любимого мультяшного персонажа высотой не менее 10 дюймов Линейка 90 Ножницы 80181 Карандаш краски или цветные карандаши
1. Слегка нарисуйте карандашом сетку поверх мультяшного рисунка. Отметьте 1-дюймовые линии по всему периметру страницы, а затем соедините их поперек страницы, чтобы получилась сетка из 1-дюймовых квадратов.
2. Пронумеруйте квадраты на распечатке, начиная сверху слева и двигаясь слева направо от верхнего ряда к нижнему ряду.
3. Нарисуйте сетку на обычной бумаге. Отметьте 1/2-дюймовые интервалы вдоль всех четырех сторон, а затем соедините отметки, чтобы сделать сетку из 1/2-дюймовых квадратов. Ваш чертеж в масштабе будет 1:2 или вдвое меньше оригинала.
4. Пронумеруйте квадраты на вашей простой сетке так же, дублируя количество квадратов и строк оригинала. Отрежьте лишние квадраты и отложите в сторону.
5. Скопируйте рисунок на пустую сетку квадрат за квадратом. Постарайтесь сопоставить прямые линии и кривые внутри каждого квадрата на оригинале, чтобы ваш рисунок меньшего масштаба был как можно более похожим.
6. Используйте маркеры, краски или цветные карандаши, чтобы раскрасить масштабный рисунок, как оригинал.
Используйте дополнительную сетку, чтобы экспериментировать с пропорциями. Например, сделайте один глаз мультяшной фигуры в два раза больше другого.
Сталь марки 30 – качественная конструкционная сталь, применяется при производстве деталей невысокой прочности — цилиндры, шпиндели, валы, муфты, рычаги и тяги.
Продукция: плоский и сортовой прокат, в том числе фасонный.
Химический состав стали 30 по ковшевой пробе в соответствии с ДСТУ 7809 и ГОСТ 1050, %
С
Si
Mn
S
P
Cr
0. 27-0.35
0.17-0.37
0.5-0.8
<0.04
<0.035
<0.25
Механические свойства стали 30 после нормализации
Минимальный предел текучести, МПа
Минимальное временное сопротивление, МПа
Минимальное относительное удлинение, %
Минимальное относительное сужение, %
295
490
21
50
Аналоги стали 30
США
1030, G10300, M1031
Германия
1. 0528, C30, C30E, Ck30
Япония
S28C, S30C, S33C, SWRCh40K, SWRCh43K
Франция
C30E, FR32, XC32
Англия
080M32
Евросоюз
1.0528, 1.1178, C30, C30E
Италия
C30, C30E, C30R
Китай
30, ML25Mn, ML30
Болгария
30
Польша
30, 30A, 30rs
Румыния
OLC30
Чехия
12031
Применение
Марка стали 30 имеет средний уровень прочностных характеристик, что позволяет использовать её при производстве траверсов и рычагов, валов, звездочек, тяг, муфт и других малонагруженных деталей.
Сваривание
Сталь марки 30 имеет ограниченную свариваемость. Основные способы сварки: электрошлаковая сварка, автоматическая дуговая сварка и ручная дуговая сварка под флюсом и газовой защитой. При подготовке материала к сварке рекомендуется подогрев.
Сталь 30 — расшифровка марки стали, ГОСТ, характеристика материала
Нелегированные стали
Легированные стали
Нержавеющие стали
Ст0
Ст2кп
Ст2пс
Ст2сп
Ст3кп
Ст3пс
Ст3сп
Ст3Гпс
Ст4кп
Ст4пс
Ст5пс
Ст5сп
Ст6пс
Ст6сп
08кп
08
10кп
10
10Г2
15кп
15
15Г
20кп
20
20Г
25
30
30Г
35
35Г2
40
40Г
45
45Г2
50
50Г
50Г2
55
60
У7
У8
У9
У10
У12
Марка стали — 30
Стандарт — ГОСТ 1050
Заменитель — 25, 35
Сталь 30 содержит в среднем 0,3% углерода. Степень раскисления стали — спокойная (обозначают без индекса).
Нелегированная специальная сталь 30 применяется для изготовления тяг, траверсов, рычагов, валов, звездочек, шпинделей, цилиндров прессов, соединительных муфт и других деталей невысокой прочности.
Массовая доля основных химических элементов, %
C — углерода
Si — кремния
Mn — марганца
0,27-0,35
0,17-0,37
0,50-0,80
Температура критических точек, °С
Ac1
Ac3
Ar1
Ar3
730
820
680
796
Технологические свойства
Ковка
Температура ковки, °С: начала 1280, конца 750. Заготовки сечением до 800 мм охлаждаются на воздухе.
Свариваемость
Ограниченно свариваемая. Способы сварки: ручная дуговая сварка, автоматическая дуговая сварка, электрошлаковая сварка. Рекомендуется подогрев и последующая термообработка. Контактная сварка без ограничений.
Обрабатываемость резанием
В горячекатаном состоянии при HB 143 и σв = 460 МПа: Kv быстрорежущая сталь = 1,7
Флокеночувствительность
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
Физические свойства
Температура испытаний, °С
20
100
200
300
400
500
600
700
800
900
Модуль нормальной упругости E, ГПа
200
196
191
185
—
—
164
—
—
—
Модуль упругости при сдвиге кручением G, ГПа
78
77
76
73
69
66
59
—
—
—
Плотность ρn, кг/м3
7850
—
—
—
—
—
—
—
—
—
Коэффициент теплопроводности λ, Вт/(м*К)
52
51
49
46
43
39
36
32
—
—
Удельное электросопротивление ρ, нОм*м
—
—
—
—
—
—
—
—
—
—
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
Коэффициент линейного расширения α*106, K-1
12,1
12,9
13,6
14,2
14,7
15,0
15,2
—
—
—
Удельная теплоемкость c, Дж/(кг*К)
470
483
546
563
764
—
—
—
—
—
PS INDUSTRIES Однодверный Металл: Сталь, Для ширины от 28 3/4 до 32 1/2 дюйма, 22 1/4 дюйма x 1 1/4 дюйма, Adj — 39L631|LSG-30-PCY
ПС ПРОМЫШЛЕННОСТИ
Вещь # 39L631
производитель Модель #
LSG-30-PCY
UNSPSC #
24101809
№ страницы каталога
1316
1316
Страна происхождения
США.
Страна происхождения может быть изменена.
Эти самозакрывающиеся ворота безопасности устанавливаются на платформах, которые находятся на высоте четырех или более футов от земли. Они используются в лестничных проходах или рядом с лестницами, где рабочим необходим доступ к зоне.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
ПС ПРОМЫШЛЕННОСТИ
Вещь # 39L631
производитель Модель #
LSG-30-PCY
UNSPSC #
24101809
№ страницы каталога
1316
1316
Страна происхождения
США.
Страна происхождения может быть изменена.
Эти самозакрывающиеся ворота безопасности устанавливаются на платформах, которые находятся на высоте четырех или более футов от земли. Они используются в лестничных проходах или рядом с лестницами, где рабочим необходим доступ к зоне.
Соотношение цен на сталь в США к продажам, 2010-2022 гг. | Х
Исторические значения коэффициента PS для United States Steel (X) за последние 10 лет. Текущий коэффициент P/S для United States Steel по состоянию на 25 октября 2022 г. составляет .
Для получения дополнительной информации о том, как корректируются наши исторические данные о ценах, см. Руководство по корректировке цен на акции.
Исторические данные по соотношению P/S стали США
Дата
Цена акции
Продажи TTM на акцию
Отношение цены к объему продаж
25. 10.2022
21,43
0,27
30.06.2022
17,87
80,58 $
0,22
31.03.2022
37,59
76,19 $
0,49
31.12.2021
23,66
72,33 $
0,33
30.09.2021
21,79
65,31 $
0,33
30.06.2021
23,80
55,18 $
0,43
31.03.2021
25,94
49,55 $
0,52
31.12.2020
16,61
51,71 $
0,32
30.09.2020
7,26
55,16 $
0,13
30.06.2020
7,13
62,51 $
0,11
31.03.2020
6,23
71,14 $
0,09
31.12.2019
11,25
75,04 $
0,15
30. 09.2019
11.35
79,25 $
0,14
30.06.2019
14,98
82,10 $
0,18
31.03.2019
19.01
81,72 $
0,23
31.12.2018
17,75
79,34 $
0,22
30.09.2018
29,61
76,40 $
0,39
30.06.2018
33,70
73,99 $
0,46
31.03.2018
34.08
71,68 $
0,48
31.12.2017
34.03
$69.65
0,49
30.09.2017
24,77
68,82 $
0,36
30.06.2017
21,33
67,03 $
0,32
31.03.2017
32,49
66,79 $
0,49
31.12.2016
31,68
67,14 $
0,47
30. 09.2016
18.05
67,83 $
0,27
30.06.2016
16.11
70,56 $
0,23
31.03.2016
15,29
72,80 $
0,21
31.12.2015
7,55
79,27 $
0,10
30.09.2015
9,81
88,43 $
0,11
30.06.2015
19,37
100,65 $
0,19
31.03.2015
22,88
111,15 $
0,21
31.12.2014
25.02
117,19 $
0,21
30.09.2014
36,61
119,95 $
0,31
30.06.2014
24.30
116,93 $
0,21
31.03.2014
25,72
117,22 $
0,22
31.12.2013
27,42
120,56 $
0,23
30. 09.2013
19.11
122,14 $
0,16
30.06.2013
16,22
120,69 $
0,13
31.03.2013
18.00
119,31 $
0,15
31.12.2012
21,97
123,37 $
0,18
30.09.2012
17,52
125,74 $
0,14
30.06.2012
18,89
133,81 $
0,14
31.03.2012
26,88
134,38 $
0,20
31.12.2011
24.18
132,31 $
0,18
30.09.2011
20.07
128,79 $
0,16
30.06.2011
41,92
124,92 $
0,34
31 марта 2011 г.
49,06
127,70 $
0,38
31.12.2010
53,09
121,04 $
0,44
30. 09.2010
39,80
116,04 $
0,34
30.06.2010
34,96
104,38 $
0,33
31.03.2010
57,55
87,56 $
0,66
31 декабря 2009 г.
49,88
84,08 $
0,59
Сектор
Промышленность
Рыночная капитализация
Доход
Основные материалы
Производители стали
$5.086B
20,275 млрд долларов
United States Steel Corp. — производитель стали в США. Он производит и продает продукцию сталелитейного производства, включая плоский и трубный прокат, в Северной Америке и Европе. United States Steel отчитывается по пяти сегментам: плоский прокат, мини-завод, U.S. Steel Europe, трубная продукция и другие направления бизнеса. Сегмент плоского проката производит листы, плиты и изделия из жести для автомобильной промышленности, бытовой техники, сервисных центров, переоборудования, контейнеров и строительства. Сегмент Mini Mill был добавлен после покупки Big River Steel. USSE — продает листы, плиты, жестяные заводы, трубы, прецизионные трубы, изделия из специальной стали и кокс на конечных рынках Европы. Сегмент Tubular Products поставляет бесшовные и электростойкие сварные трубы для рынков нефти, газа и нефтехимии. Сегмент «Другие виды бизнеса» занимается производством и продажей железосодержащих таконитовых окатышей, транспортными услугами, управлением и девелопментом недвижимости, а также инжиниринговыми и консультационными услугами.
Вообще, «школьные» станки имеют свои названия. Обычно это какие-то из серии ТВ (ТВ-3, ТВ-4, ТВ-6, ТВ-7, ТВ-9, ТВ-11) — станки средних размеров.
На фото токарно-винторезный учебный станок ТВ-9у
Правда, самый маленький станок из этой серии: ТВ-16 (на фото), имеет размеры вполне настольные, в школах мне он не попадался, хотя говорят, было и такое.
На сравнительном рисунке показаны вверху: ТВ-16, внизу: MN-80.
Чешский TOS MN-80
Со станком ТВ-16 сопоставим по возможностям, габаритам и массе станок TOS MN-80, Чехословацкого производства, который так же встречается достаточно часто. Чешский TOS немного ниже в высоту, чем ТВ-16, и имеет более гармоничные размеры отдельных частей.
На фото чешский TOS MN-80
Оба этих станка — хороший выбор и для гаража, и, возможно, даже для домашней мастерской. По размерам станки также сопоставимы и с Универсалом-3 и более длинным Универсалом-В, но и ТВ-16, и MN-80 — будут классом повыше, это уже настоящие промышленные станочки, хоть и небольшого размера.
Если же их сравнить между собой, то MN-80 для более тонкой и точной работы, особенно хорош при использовании цанг вместо патрона. Шпиндель этого станка имеет подшипники скольжения, дающие более высокую точность, но требующие более деликатного обращения, и поэтому патрон на него ставится не более 80 мм диаметром. А у станка ТВ-16 шпиндель на подшипниках качения, которые нормально работают с более тяжёлым 100 мм патроном.
Надо сказать, что станок TOS MN-80 — это очень достойный представитель среди небольших станочков. Если он вам случайно встретится в более-менее хорошем состоянии, обязательно задумайтесь над возможностью его покупки. При желании станок можно поставить в квартире на лоджии, либо на даче или в гараже.
Токарно-винторезный MN-80 — известен и любим в разных странах, и является по-настоящему высококлассным оборудованием.
Чехи также выпускали маленький токарный TOS MN-65 – см. фото, в размере часовых станков, но про него мне мало что известно.
МК-3002
Ещё один очень интересный станок, классом повыше Универсалов, по размерам близкий к учебным станкам ТВ и всё-таки ещё применимый для домашнего использования, это универсальный станочек «МК-3002» известного производителя — завода «Красный пролетарий».
На фото МК-3002 показан в токарном положении.
А для фрезеровки шпиндельная бабка станка МК-3002 поднимается вертикально на поворотной стойке. В токарном положении поворотная стойка уложена горизонтально между направляющими станины. Станок хороший, но встречается редко, и найти его трудно.
Фрезерный станок учебный с компьютерной системой ЧПУ PASKAL НФС-2
Токарный станок настольный учебный с компьютерной системой ЧПУ PASKAL НТС-1
Станки предназначены для подготовки профессиональных кадров по техническим специальностям — технология машиностроения, операторы станков с ЧПУ, станочник широкого профиля, автоматизация машиностроения.
На станках отрабатываются навыки в следующих областях знаний: — станки с числовым программным управлением; — технология электроприводов; — системы управления и современные информационные технологии; — кинематика фрезерных и токарных станков; — наладка и программирование станков; — числовое программное управление; — технология машиностроения.
Найти:
ГАПОУ СО «ЭПЭК»
Адрес: Российская Федерация, 413100, Саратовская область, г. Энгельс, ул. Нестерова, 3 Телефоны: (8-8453) 56-83-66, 56-82-44, 56-88-05 Факс: (8-8453) 56-80-53 E-mail: [email protected]
Версия сайта для людей с ограниченными возможностями здоровья
Расписание занятий
Задания для дистанционного обучения
Заочное отделение
Бесплатная юридическая помощь
ЭЛЕКТРОННОЕ ОБРАЩЕНИЕ
Министерство просвещения Российской Федерации
Министерство науки и высшего образования Российской Федерации
Министерство образования Саратовской области
Последние новости
Экскурсия «История Покровской слободы XVIII – XX вв.»
Квест «Дорога во Вселенную»
День книгодарения
Дистанционный конкурс трёхмерного моделирования «Инженеры будущего»
Всероссийский форум классных руководителей
Рубрики новостей
Рубрики новостейВыберите рубрику3D-образованиеWorldSkillsДемонстрационный экзаменДень открытых дверей — onlineДОБРАЯ ЦИФРАИнформационный центрИстория ОтечестваКорпоративный университетЛица ПобедыМероприятияМетодическая работаМЦПКНаставничествоНаука, инновации, проектыНЕТ наркотикам!!!НовостиОбъявленияОхрана и гигиена трудаПОБЕДА!Программа развития личностиПрофессионалитетРазговоры о важномСоциокультурный центрСпортТрудоустройствоЦифровая образовательная средаЦифровая трансформация
Архив новостей
Архив новостей Выберите месяц Октябрь 2022 Сентябрь 2022 Август 2022 Июль 2022 Июнь 2022 Май 2022 Апрель 2022 Март 2022 Февраль 2022 Январь 2022 Декабрь 2021 Ноябрь 2021 Октябрь 2021 Сентябрь 2021 Август 2021 Июль 2021 Июнь 2021 Май 2021 Апрель 2021 Март 2021 Февраль 2021 Январь 2021 Декабрь 2020 Ноябрь 2020 Октябрь 2020 Сентябрь 2020 Август 2020 Июль 2020 Июнь 2020 Май 2020 Апрель 2020 Март 2020 Февраль 2020 Январь 2020 Декабрь 2019 Ноябрь 2019 Октябрь 2019 Сентябрь 2019 Август 2019 Июль 2019 Июнь 2019 Май 2019 Апрель 2019 Март 2019 Февраль 2019 Январь 2019 Декабрь 2018 Ноябрь 2018 Октябрь 2018 Сентябрь 2018 Август 2018 Июль 2018 Июнь 2018 Май 2018 Апрель 2018 Март 2018 Февраль 2018 Январь 2018 Декабрь 2017 Ноябрь 2017 Октябрь 2017 Сентябрь 2017 Август 2017 Июль 2017 Июнь 2017 Май 2017 Апрель 2017 Март 2017 Февраль 2017 Январь 2017
10 курсов обучения токарному делу | Программы микрообучения EdApp
Мы составили исчерпывающий список курсов обучения работе с токарными станками, которые могут пройти ваши работники, чтобы обеспечить безопасность операций при работе с различными токарными станками. Эти специализированные курсы охватывают элементы управления токарным станком, типы компонентов токарной обработки, расчеты скорости и подачи, режимы ручного управления и выявление опасностей.
Последняя публикация: 25 октября 2022 г.
Курс обучения токарному станку №1 — Безопасность токарного станка
Курс по безопасности токарного станка от EdApp дает операторам токарных станков простое изложение основных правил обращения с токарными станками и техники безопасности. Он начинается с представления различных типов токарных станков, включая настольные токарные станки, скоростные токарные станки, токарные станки с двигателем, токарные станки с револьверной головкой и автоматические токарные станки. Затем в курсе обсуждаются механизмы подачи, режимы управления и жизненно важные протоколы безопасности, такие как ношение соответствующих средств индивидуальной защиты, соблюдение руководства по эксплуатации производителя машины и немедленная остановка при любой неисправности. Этот курс обучения работе с токарным станком также знакомит рабочих с распространенными травмами в результате несчастных случаев на токарных станках, таких как порезы рук, сломанные пальцы, попадание осколков в глаза и даже ожоги. Через библиотеку курсов EdApp вы можете легко импортировать этот курс из 4 частей бесплатно. Вы даже можете редактировать уроки с помощью встроенного инструмента для создания курсов.
Ст. Курс обучения токарным станкам № 2 — Токарный станок с ручным управлением (токарная обработка)
TDR Training разработал курс по токарному станку с ручным управлением (токарная обработка), чтобы научить рабочих эффективно контролировать, проверять и обслуживать токарные станки с центровым центром. Помимо введения в детали машин и различные элементы управления токарным станком, в нем также подчеркивается важность охраны здоровья и безопасности ручной обработки, идентификации опасностей и требований к СИЗ. В этом учебном курсе по токарному станку также рассказывается о протоколах настройки и остановки, скорости подачи, методах токарной обработки, распознавании дефектов и ремонте, а также о правильной работе и методах удержания инструмента. В целом, курс состоит из 13 специализированных подтем с тестом на практическую компетентность в конце. Еще одним огромным преимуществом является то, что программное обеспечение для онлайн-обучения предоставляет учащимся признанный на национальном уровне сертификат компетентности по окончании курса.
Стоимость: Запрос о цитате
Применение: ЗДОРОВЬЕ И ЗДОРОВЬЕ, Идентификация опасности, требования к СДП, настройка центрального токарного станка, повернуть, не нанесение набоку 9003
. курс
Учебный курс по токарному делу № 3 — Курс повышения квалификации по токарному делу
Курс повышения квалификации по токарному делу Института обучения крутящему моменту предоставит вашим работникам почти все, что им нужно знать о токарных станках и правилах техники безопасности на рабочем месте. Он начинается с изучения жизненно важных деталей токарного станка и знакомства рабочих с точными и неточными инструментами. Этот учебный курс по токарному станку также посвящен различным типам токарных операций, включая токарную обработку, нарезание квадратной резьбы, нарезание левой резьбы BSW, коническую токарную обработку, нарезание канавок, накатку и растачивание. Рабочие также узнают, как затачивать инструменты на настольном шлифовальном станке, а также центрировать свою работу на 4-х кулачковом патроне. В общем, всего 9обучающие уроки, которые они обязаны проходить лично.
Стоимость: Запросить цену
Объем: Детали токарных станков, прецизионные и неточные инструменты, токарные операции, такие как токарная обработка, обработка канавок, накатка и растачивание
5 900 Institute
Ознакомьтесь с курсом
Курс обучения токарным станкам № 4 — Токарные операции в механическом цехе
TPC Training разработал курс по токарной обработке механического цеха для персонала механического цеха, который хочет научиться использовать и обслуживать различные типы токарных станков и их вложения. В первой части учебного курса по токарному станку учащиеся знакомятся с токарными станками, включая их детали, грузоподъемность, а также люнеты и толкатели. Он также охватывает специализированные подтемы, такие как подготовка и центрирование припуска, сверление, растачивание, развертывание, нарезание резьбы и токарные операции. Затем затрагивается важность скорости резания и подачи, а также смазочно-охлаждающих жидкостей и охлаждающих жидкостей.
К концу курса рабочие могут рассчитывать на получение более глубоких базовых знаний о работе на токарном станке и технике безопасности в механическом цехе. Учащиеся также могут приобрести дополнительные преимущества онлайн-обучения, такие как руководство по курсу токарной обработки, за 67 долларов США.
Стоимость: 85 долларов США
Объем: Детали двигателя токарного станка, грузоподъемность станка, люнеты и люнеты, токарные операции, скорость резания и подача, смазочно-охлаждающие жидкости
Created by TPC Training
Ознакомьтесь с курсом
Курс обучения токарному станку №5 — Обучение токарному станку на центральном токарном станке
Разработанный для начинающих промышленных рабочих, курс токарного станка на центральном токарном станке от Make UK охватывает основные теории и практические применения которые необходимы для безопасной работы с вертикально-фрезерными станками. В ходе курса обучения токарному станку работники могут узнать больше о токарных станках с центральным центром, в том числе ознакомительные презентации, вопросы безопасности, элементы управления станком и его эксплуатацию, типы токарных инструментов, расчеты скорости и подачи, использование задней бабки и управление резанием. В нем также обсуждаются более конкретные токарные операции, такие как токарная обработка, сверление, закрепление заготовки и нарезание резьбы. Этот онлайн-курс позволяет работникам получить необходимые знания, необходимые им для расширения общего набора навыков промышленного проектирования. Хотя по этому курсу нет формальной оценки, учащиеся должны лично продемонстрировать, что они могут безопасно работать на центральном токарном станке.
Стоимость: 840 фунтов стерлингов + НДС для членов Make UK, 892 фунтов стерлингов + НДС для нечленов расчет подачи, использование задней бабки, управление резанием, токарные операции
Created by Make UK
Ознакомьтесь с курсом
Ознакомьтесь с нашей библиотекой, включающей
учебных курсов по токарному делу
Зарегистрируйтесь бесплатно
Учебный курс по токарному делу № 6 — Повторный курс по токарному станку
Курс по токарному станку Вест-колледжа Шотландии — это комплексный курс по токарному делу, который содержит общую информацию о методах токарной обработки на центральном токарном станке и мерах предосторожности. Он предоставляет опытным операторам токарных станков уроки повышения квалификации по управлению и эксплуатации станка, настройке инструментов, токарной обработке ступенчатых валов, управлению резкой и сверлению на глубину. Также рассказывается о различных типах токарных инструментов и о том, как с ними работать. С помощью этого курса вы можете убедиться, что ваши работники получают актуальные учебные материалы, что, в свою очередь, может облегчить им производство деталей и компонентов и соблюдение правил техники безопасности. Хотя курс платный, эта платформа для повышения квалификации позволяет учащимся пользоваться привилегиями, такими как очные занятия, а также сертификаты об окончании.
Стоимость: 300 фунтов стерлингов
Объем: Управление станком, настройка инструментов, токарная обработка ступенчатых валов, контроль резки, сверление на глубину, типы токарных инструментов
5
5 Создано West College Scotland
Ознакомьтесь с курсом
Курс обучения токарному станку #7 — Обучение токарному станку CATIA V5
Курс обучения токарному станку CATIA V5 от Technia может помочь работникам понять и использовать различные методики токарной обработки. Основное внимание уделяется различным токарным операциям, таким как проточка, черновая обработка, чистовая обработка профиля, последовательная обработка, проточка с наклоном, черновая обработка с уклоном, обработка канавок, чистовая обработка канавок и точение резьбы. Ваши рабочие также могут рассчитывать на краткий обзор методологий токарных станков, а также управления инструментальными сборками. Огромным преимуществом этой программы обучения является то, что работники могут учиться непосредственно у узкоспециализированных инструкторов с многолетним опытом работы в отрасли. Они также будут иметь доступ к специальным учебным помещениям, координаторам обучения под рукой, обеду и прохладительным напиткам во время личного обучения, а также сертификатам о личном посещении.
Стоимость: Книга А. Сессия
Область: Операции по поворотам, методологии токарных машин, Управление сборными инструмента Работа на токарном станке
Работа на токарном станке — это курс обучения работе с токарным станком, подготовленный Политехническим институтом MFI, который содержит основную информацию о протоколах работы на токарном станке, надлежащих методах измерения и безопасности механического цеха. Некоторые из специализированных тем, рассматриваемых в этом курсе, включают механические рабочие чертежи, детали и функции токарных станков, принадлежности для токарных станков и измерительные инструменты, такие как нониус и микрометрический штангенциркуль. Курс занимает 40 часов, и к концу обучения учащиеся смогут интерпретировать основные механические чертежи, идентифицировать компоненты станков, понимать важность безопасности в цеху и выполнять основные операции на токарном станке. Работникам не нужно беспокоиться о выполнении каких-либо предварительных условий для этого курса, но имейте в виду, что он стоит изрядных 10 000 филиппинских песо или примерно 19 долларов США.0 долларов США за всю программу.
Стоимость: P10 000 PHP
Объем: Токарные операции, безопасность цеха, механические рабочие чертежи, детали и функции токарных станков, аксессуары для токарных станков, измерительные инструменты
902tech 900 Institute by Polynic
Ознакомиться с курсом
Курс обучения токарному станку №9 — Основы токарного станка с ЧПУ 211
Курс 211 «Основы токарного станка с ЧПУ» Университета инструментов — это специализированная программа обучения, разработанная для операторов токарных станков с ЧПУ и руководителей. В основном, он фокусируется на компонентах и функциях токарных станков с ЧПУ как патронных, так и прутковых станков. Некоторые из тем, затронутых в этом учебном курсе по токарным станкам, включают типы токарных станков с ЧПУ, общие компоненты токарных станков с ЧПУ, параметры резания, операции с внутренним и внешним диаметром, режущие инструменты, держатели инструментов и заготовку токарного станка с ЧПУ.
К концу этого курса рабочие должны понимать, как компоненты токарного станка с ЧПУ двигаются во время операций резки, и создавать точные детали безопасно и последовательно. В целом, промежуточный курс состоит из 15 уроков, и после того, как учащиеся завершат всю программу, они будут иметь право на получение сертификатов «Операции на токарном станке с ЧПУ» и «Программирование, настройка и эксплуатация токарных станков с ЧПУ».
Стоимость: Запрос на сеанс
Область применения: Типы токарных станков с ЧПУ, общие компоненты токарных станков с ЧПУ, переменные резания, операции с внутренним и внешним диаметром, режущие инструменты, держатели инструментов, крепление токарных станков с ЧПУ
Создано Университетом инструментов
Ознакомьтесь с курсом
Учебный курс по токарному станку №10 — Функции панели управления для токарного станка с ЧПУ 251
Функции панели управления для токарного станка с ЧПУ 251 — это еще один учебный курс по токарному станку, разработанный Университетом инструментов. Он специально разработан для производственных сотрудников, руководителей и менеджеров, отвечающих за эксплуатацию токарных станков с ЧПУ. Курс посвящен обязанностям оператора, панелям управления ЧПУ и дисплею управления, режимам ручного управления, MDI и режиму отдельных блоков, а также основным элементам управления токарным станком. В нем также освещаются другие технические аспекты работы токарного станка с ЧПУ, в том числе переопределение, необязательная остановка и удаление блока, индексация револьверной головки, транспортер стружки и проверка. В целом, курс разделен на 18 уроков, и работники, завершившие программу обучения, имеют право на получение сертификатов FastTrack «Операции на токарном станке с ЧПУ», «Программирование, настройка и эксплуатация токарной обработки с ЧПУ» и «Токарная обработка с ЧПУ: программирование, настройка и эксплуатация».
Стоимость: Запрос сеанса
Объем: Панели управления ЧПУ и дисплей управления, режимы ручного управления, MDI и режим отдельных блоков, а также базовые элементы управления токарным станком, коррекция, дополнительная остановка и удаление блока, револьверная головка индексация, транспортер стружки, проверка
Создано Университетом инструментов
Ознакомьтесь с курсом
Практикуйте безопасные операции на токарных станках на курсах обучения токарным станкам
Токарные станки представляют собой универсальные обрабатывающие инструменты, используемые в основном для обработки металла или дерева. Это сложное оборудование может быть опасным в эксплуатации, и без надлежащей подготовки рабочие рискуют получить такие травмы, как переломы, рваные раны, ампутации пальцев или конечностей, а также размозжение рук или предплечий. Чтобы предотвратить такие инциденты, рабочие должны иметь сертификат или лицензию на обучение, прежде чем работать с каким-либо токарным оборудованием на рабочей площадке. Как работодатель вы обязаны предоставить своим сотрудникам всестороннее обучение работе на токарном станке, чтобы помочь им получить сертификат и убедиться, что они могут безопасно работать на токарных станках. Чтобы помочь вам начать работу, мы подготовили подробный список курсов обучения работе с токарными станками, которые гарантируют, что ваши работники смогут точно и безопасно изготавливать детали и компоненты.
Узнайте больше
Ознакомьтесь с примерами из практики
Узнайте, как такие клиенты, как вы, используют EdApp. Их результаты говорят сами за себя.
Пройти буткемп
Мгновенный доступ к нашей видеотеке, которая еженедельно обновляется живыми демонстрациями.
Ознакомьтесь с обзорами G2
Не верьте нам на слово. Вот что говорят наши клиенты.
EdApp
простое в использовании и бесплатное для вас и вашей команды. Кредитная карта не требуется.
Бесплатная регистрация
или закажите демонстрацию у нас сегодня
Обучение технике безопасности OSHA для токарных станков | Work
Автор Chron Contributor Обновлено 06 ноября 2020 г.
Токарные станки — это ручные или автоматические станки, используемые для обработки изделий из дерева, металла и других материалов. По данным Министерства труда США, существуют различные типы токарных станков, но в большинстве установок заготовке придается форма и форма с помощью режущего инструмента, когда она вращается вокруг неподвижной оси. Неправильная работа токарного станка может привести к серьезной травме. OSHA требует от работодателей оценки и сведения к минимуму опасностей, связанных с оборудованием, обучения сотрудников процедурам надлежащего использования и обеспечения соблюдения безопасных методов работы. Обучение работе с токарным станком должно касаться опасностей и мер безопасности станка, безопасных методов работы, средств аварийного управления и средств индивидуальной защиты.
Опасности и меры предосторожности
Опасности и средства управления токарным станком включают вращающиеся части, летящие стружки материала или пыль, а также возможные отдачи материала. Для снижения опасности требуются либо инженерные средства управления, либо ограждения машин. Обучение должно проинструктировать сотрудников о целях каждого элемента управления или защиты, обеспечиваемой защите и функциональных возможностях. Работодатели также должны обучать сотрудников не обходить органы управления, не снимать и не изменять ограждения машин во время использования оборудования. Если при формовании заготовки необходимы корректировки, сотрудники должны знать, как их правильно сделать, что включает в себя остановку станка и отключение источников питания.
Безопасные методы работы
Операторы токарных станков должны быть обучены и нести ответственность за соблюдение безопасных методов работы до начала работы. Это необходимо для предотвращения травм. Примеры мер предосторожности при работе с токарным станком включают запрет на ношение свободной одежды, колец и других украшений, оттягивание длинных волос назад во время работы на токарном станке и держание рук и пальцев подальше от вращающихся частей. Эти методы важны, потому что вращающиеся части могут зацепить незакрепленные или свисающие предметы и втянуть оператора в машину, что может привести к серьезной травме. Обучение также должно быть направлено на безопасный запуск и остановку, а также на правильную работу станка, регулировку скорости и размещение заготовок, контроль и поддержку.
Аварийное управление
Материал может стать нестабильным в токарном станке, что приведет к возникновению опасной ситуации. Возможность быстро остановить токарный станок во время этой или других чрезвычайных ситуаций имеет важное значение. Токарные станки должны быть оснащены аварийными выключателями или выключателями. Эти средства быстрого доступа быстро выключат машину. Безопасность токарного станка в значительной степени зависит от того, пройдут ли операторы обучение и ознакомятся с процедурами аварийного отключения. Они должны уметь распознавать аварийные ситуации, чтобы без колебаний знать, когда нужно выключить машину.
Средства индивидуальной защиты
OSHA предпочитает, чтобы компании разрабатывали или проектировали опасные факторы, связанные с машинами, где это возможно. Когда это невозможно, компании могут использовать средства индивидуальной защиты. Компании должны определить тип необходимых средств индивидуальной защиты и обучить своих сотрудников тому, когда и как их использовать.
ГОСТ 19281-2014 Прокат повышенной прочности. Общие технические условия
1.6 Мб
Услуги
Рубка металла гильотиной
Рубка листового металла гильотиной – традиционный способ продольной и поперечной резки металлических листов с образованием прямолинейных срезов, имеющих минимальное количество зазубрин и заусенцев. Процесс осуществляется по принципу ножниц за счет равномерного давления верхнего и нижнего ножей на поверхность листового проката. Обрабатываемые материалы – «черная» и легированная сталь, цветные металлы и сплавы на их основе.
Цена:
По запросу
Заказать
Подробнее
Производители
Вернуться в каталог
Калькулятор металлопроката Рассчитайте вес металлопроката на самом точном калькуляторе
Рассчитать он-лайн
Внимание! Верхняя погрузка в открытый кузов!
Листовой прокат ГОСТы
ГОСТ 19903-74.
Прокат листовой горячекатанный. Сортамент
Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготавливаемый в листах толщиной от 0,4 до 160 мм и рулонах толщиной от 1,2 до 12 мм. Скачать ГОСТ 19903-74
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500 мм и более, изготавливаемый в листах толщиной от 0,35 до 5,0 мм, рулонах толщиной от 0,35 до 3,50 мм Скачать ГОСТ 19904-90
ГОСТ 14637-89. Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия.
Настоящий стандарт распространяется на толстолистовой горячекатаный прокат из углеродистой стали обыкновенного качества, изготавливаемый шириной 500 мм и более и толщиной от 4 до 160 мм включительно. Скачать ГОСТ 14637-89
ГОСТ 16523-97. Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия.
Настоящий стандарт распространяется на тонколистовой горячекатаный и холоднокатаный прокат из углеродистой стали качественной и обыкновенного качества общего назначения, изготавливаемый шириной 500 мм и более, толщиной до 3,9 мм включительно. Скачать ГОСТ 16523-97
ГОСТ 14918-80. Сталь тонколистовая оцинкованная с непрерывных линий (технические условия).
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий. Скачать ГОСТ 14918-80
ГОСТ 1577-93. Прокат толстолистовой и широкополосный из конструкционной качественной стали (технические условия).
Настоящий стандарт распространяется на прокат горячекатаный толстолистовой и широкополосный из качественной конструкционной нелегированной и легированной стали. Скачать ГОСТ 1577-93
ГОСТ 19281-89. Прокат из стали повышенной прочности (общие технические условия)
Скачать ГОСТ 19281-89
ГОСТ 4041-71.
Прокат листовой для холодной штамповки из конструкционной качественной стали.
Настоящий стандарт распространяется на листовой прокат толщиной от 4 до 14 мм из качественной конструкционной углеродистой стали, предназначенный для холодной штамповки. Скачать ГОСТ 4041-71
ГОСТ 9045-93. Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки.(технические условия).
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки. Скачать ГОСТ 9045-93
ГОСТ 30246-94. Прокат тонколистовой рулонный с защитно-декоративным покрытием для строительных конструкций (технические условия).
Настоящий стандарт распространяется на рулонный тонколистовой прокат с защитно-декоративным покрытием, предназначенным для изготовления конструкций и других строительных изделий холодным профилированием и гибкой. Скачать ГОСТ 30246-94
Механические свойства при Т=20 o С для марки 12Х28Н10Т ( 12Х18Н10Т ) 9006
6
0019 Ассортимент
Размер
Прямой.
с в
с Т
г 5
у
ККУ
Термическая обработка
–
мм
–
МПа
МПа
%
%
кДж/м 2
–
Труба охлаждающая деформационная, ГОСТ 9941-81
549
35
Труба горячедеформированная ГОСТ 9940-81
529
40
Пруток ГОСТ 5949-75
до Ø 60
510
196
40
55
Guenching 1020 – 1100 o C, Охлаждающий воздух,
Проволока ГОСТ 18143-72
540-830
20-25
Поковка, ГОСТ 25054-81
от
до 1000
510
196
35-38
40-52
Guenching 1050 – 1100 o C, вода,
Листовой трюк, ГОСТ 7350-77
530
235
38
Guenching 1000 – 1080 o C, охлаждающая вода,
Лист тонкий, ГОСТ 5582-75
530
205
40
Guenching 1050 – 1080 o C, охлаждающая вода,
Лист тонкий нагартованный ГОСТ 5582-75
880-1080
10
Лист тонкий, ГОСТ 5582-75
740
25
Пластина ASTM A240 321, нержавеющая сталь
321 — это стабилизированная версия нержавеющей стали 304. Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям. Однако добавление титана ограничивает применение 321 с точки зрения обработки. Этот металл не рекомендуется для определенных методов сварки, поскольку он не является плавящимся. Кроме того, нержавеющая сталь 321 обладает отличными формовочными характеристиками, не требует отжига после сварки и демонстрирует ударную вязкость в диапазоне температур. Металл проявляет прочность даже при воздействии криогенных температур. Кроме того, его часто выбирают вместо типа 304 из-за его повышенной стойкости к ползучести и разрыву. Оба металла могут быть подвержены коррозионному растрескиванию под напряжением.
Нержавеющая сталь 321H является высокоуглеродистой модификацией нержавеющей стали 321. Кроме того, 321H стабилизирован добавлением ниобия для защиты от межкристаллитной коррозии. Он также способен выдерживать более высокие температуры, чем тип 321, из-за повышенного содержания углерода. В то время как 321H демонстрирует те же характеристики сварки и формовки, что и тип 321, металл не может быть упрочнен термической обработкой. Он используется в ситуациях, когда тип 321 не может выдерживать высокие температуры, обычно превышающие 1000 ° F. Тип 321H демонстрирует лучшую стойкость к ползучести, чем нержавеющие стали 321 и 304. 321H также демонстрирует устойчивость к кислотной коррозии в различных средах. Более низкие температуры обеспечивают лучшую стойкость, но металл способен выдерживать до 10% раствора кислоты, который был разбавлен при повышенных температурах. Однако металл проявляет очень низкую устойчивость к растворам хлора или серы при любой заданной температуре. Учитывая схожий состав и характеристики, нержавеющие стали 321 и 321H могут получить двойную сертификацию.
Сталь 12х28Н10Т ( 12Х18Н10Т) применяется для изготовления сварных сосудов различного промышленного назначения и выхлопных систем.
Сварка
Сталь 12х28Н10Т( 12Х18Н10Т) имеет хорошую свариваемость при ручной и автоматической сварке. Проволока Св-08х29Типов Н10Б, Св-04х32Н10БТ, Св-05х30Н9ФБС и Св-06х31Н7БТ применяют для стандартной автоматической сварки флюсами АН-26, АН-18 и для аргонно-дуговой сварки, а электроды ЭА-1Ф2 типа ГЛ-2 — для ручной сварки.
GOST 12820-80 PN0,6 Пластинговые фланцы из нержавеющей стали 304/304L 316/316L Производители и поставщики-Китайская фабрика
Вес листа, стального листового проката ГОСТ 16523-89, ГОСТ14637-89
Калькулятор
Производство › Сортамент проката ›
Вес стального листа ГОСТ 16523-89, ГОСТ14637-89
Все прокатные изделия в зависимости от их формы можно разделить на четыре основные группы:
а) сортовую сталь;
б) листовую сталь;
в) трубы;
г) специальные виды проката.
Листовой прокат из стали и цветных металлов используют в различных отраслях промышленности и строительства. В связи с этим листовую сталь, например, делят на автотракторную, трансформаторную, кровельную жесть и т. д. Расширяется производство листовой стали с оловянным, цинковым, алюминиевым и пластмассовым покрытиями, полимерным напылением, а также плоского, гладкого и профилированного: рифленого листа, просечно-вытяжного, перфорированого.
Листовую сталь разделяют на группы в зависимости от толщины сечения. Листы более 4 мм относят к толстолистовой стали, а менее 4 мм — к тонколистовому металлу. При этом бывают следующие виды листовой стали: судостроительная, котельная, электротехническая, жесть, кислото- и жаропрочная, броневая и т. д. Качественную характеристику плоского проката определяют по механическим свойствам, химическому составу, молекулярной структуре, использованию для дальнейшей обработки и, наконец, методу выплавки. При производстве проката листа, толщина может быть с плюсовыми и минусовыми допусками, что влечет за собой изменения фактического веса квадратного метра листа. Чем больше поле допуска размеров данного плоского проката (разница между максимальными и минимальными размерами плоского проката), тем больше будет разница между теоретическим весом листовой стали и фактической массой.
Лист горячекатаный обыкновенного качества изготавливается из тонколистовой стали (толщина 0,5 мм — 3,9 мм) ГОСТ 16523-89 и толстолистовой стали (толщина 4 мм — 160 мм) ГОСТ 14637-89. Плоский листовой прокат широко применяется компанией «Схид-будконструкция» при производстве стальной емкости.
Сортамент листа ст3 соответствует ГОСТ 19903-74, химический состав стали — ГОСТ 380-88. Сортаментом на холоднокатаную листовую сталь предусматривается поставка листов шириной 600—1400 мм, толщиной 0,2—3,9 мм. Длина листов 1200—3500 мм. Сортаментным стандартам на сталь рулонную холоднокатаную предусматривается поставка ленты шириной от 200—2300 мм и толщиной 0,2—4 мм. Действующими стандартами оговорены удельный вес, допуски по толщине листа и разнотолщинности в зависимости от габаритов листа или ленты и условий поставки. В стандарт включены нормы по пределу прочности и относительному удлинению. Оговаривается также допускаемая коробоватость на 1 пог. м по длине и ширине листа и контроль на обезуглероживание. В отдельных случаях техническими условиями оговорены и более жесткие допуски, чем в стандартах.
Листовой прокат холоднокатаный и горячекатаный
Холоднокатаный лист толщиной 1 мм, 1,2 мм, 1,5 мм, 2 мм, 3 мм, бывает из марок стали 08КП, 3СП/ПС.
Горячекатаный лист толщиной 2 мм, 2,5 мм, 3 мм, лист 4, 5, 6 мм, 8-10 мм, 12 мм, 14-16 мм, 18 мм, 20-32 мм, 35 мм, 36 мм, 40 мм, 45 мм, 50 мм, 60 мм, 65 мм, 70 мм, 80 мм, 90 мм, 103 мм бывает марки ст 3СП/ПС, стали 09Г2С-12; толщиной от 4 мм до 50 мм марки стали 45.
Оцинкованный лист толщиной 0.5 мм, 0.55 мм, 0.6 мм, 0.7 мм, 0.8 мм, 0.9 мм, 1 мм — оцинкованное железо + полимерное покрытие.
Холодная прокатка по сравнению с горячей имеет два больших преимущества: во-первых, она позволяет производить листы и полосы толщиной менее 0,8-1 мм, вплоть до нескольких микрон, что горячей прокаткой недостижимо; во-вторых, она обеспечивает получение продукции более высокого качества по всем показателям — точности размеров, отделке поверхности, физико-механическим свойствам. Эти преимущества холодной прокатки обусловили ее широкое использование как в черной, так и в цветной металлургии.
При производстве горячекатаного стального листа металл сначала раскаляется, а потом деформируется с помощью специальных прокатных станов путем прокатывания. Холодная прокатка обеспечивает равномерную толщину листа, а также повышает его свойства путем наклепа поверхности.
Наклеп образуется в результате изменения структуры стального листа. Зерна металла при пластической деформации листа металла вытягиваются и ориентируются вдоль направления пластического течения металла осями наибольшей прочности. Металлический лист приобретает различные свойства вдоль и поперек, т.е. по длине и по ширине стальной полосы. При больших степенях пластической деформации все зерна металла практически одинаково ориентированы в структуре стального листового проката. Пластическая деформация при прокате стального листа вызывает упрочнение металла — наклеп или иначе нагартовку. В связи с этим для восстановления пластических свойств приходится проводить отжиг.
Горячекатаный и холоднокатаный лист используется в машиностроении, производстве металлоконструкций, строительстве, добывающей промышленности и других отраслях. Собственно область применения и определяет требования к листовому металлу. Для изготовления изделий методом штамповки используется листовой металл: холоднокатаный, горячекатаный, рулон холоднокатаный, оцинкованная сталь в рулонах, полосовой металл.
Данная таблица используется при расчетах массы листового проката по удельному весу квадратного метра листа металла.
Таблица массы листового металла
Прокат листовой по ГОСТ
толщ, мм
вес, кг/м2
толщ, мм
вес, кг/м2
толщ, мм
вес, кг/м2
0,5
3,925
2,5
19,62
18
141,3
0,55
4,32
3
23,55
20
157
0,6
4,71
4
31,4
22
172,7
0,7
5,5
5
39,25
25
196,3
0,8
6,28
6
47,1
30
235,5
0,9
7,06
7
54,95
40
314
1
7,85
8
62,8
50
392,5
1,2
9,42
9
70,65
60
471
1,4
10,99
10
78,5
1,5
11,77
12
94,2
1,8
14,13
14
109,9
2
15,7
16
125,6
Расчет сколько весит 1м2 стального листа по формуле
Как рассчитать вес металла листового по площади?
На простом калькуляторе легко можно посчитать вес стального листа не имея таблицы соответствия толщины и веса 1м2.
Расчет веса листа металла производится на обычном калькуляторе по формуле:
P = H*B*L* 7,85 где
P- теоретический вес, кг
L — длина листа металла в погонных метрах, м;
H — толщина листа, мм;
B — ширина листового проката, м;
7,85 кг/дм3 — плотность черной стали, удельный вес — соответствует весу квадратного метра стали толщиной 1 мм.
Вес листового металла расчитывается в килограммах (кг), если размеры толщины листа подставлять в формулу расчета веса листа металла в милиметрах (мм), а длину и ширину листа в метрах (м). Зная вес стального листа можно легко посчитать сколько листов в тонне или пачке определенной массы.
Вес оцинкованного листа будет незначительно отличаться от черного, т.к. толщина покрытия цинка составляет несколько микрометров.
Для быстрого расчета массы листового проката используйте «Калькулятор веса стального листа» в разделе сайта «Сортамент металлопроката». Калькулятор расчета массы листа считает вес для разных марок сталей, что важно, если Вам нужно посчитать массу листа нержавеющего или изготовленного из цветного металла. Металлокалькулятор листа рассчитывает вес по размерам заготовки и толщине в мм, и размеры стального листа (по общему весу пакета и и толщине листового проката).
Сортамент листовой стали нужен прежде всего снабженцам по закупкам металла для расчета веса металлопроката. Если в процессе работы часто возникает вопрос о том как узнать вес листового металла, а под рукой нет сортамента металлопроката, лучшим способом решения данной задачи будет сделать расчет веса листа по вышеприведенной формуле на калькуляторе.
Онлайн калькулятор – Рассчитать вес листа 1 м2 по ГОСТу + ТАБЛИЦА
Калькулятор веса листового металла позволяет рассчитать массу листовой стали по известной толщине и площади. Вы также можете ознакомиться с марочником металлов и нормативными документами в соответствующих вкладках инструмента. Калькулятор работает на основании ГОСТ 19903-74 «Прокат листовой горячекатаный».
Рассчитать вес металлического листа онлайн
Используя калькулятор можно найти вес листового проката любого размера и толщины, например листы 1, 3, 6, 8, 10 мм и т. д., стандартный материал – углеродистая сталь Ст3ст с плотностью 7850 кг/м3.
Формула расчета веса листового металла
Вес листового металла, также можно рассчитать самостоятельно с помощью простых математических формул и таблиц по ГОСТ.
Формула расчета веса листа металла: m = a × b × t × ρ
a – ширина, м;
b – длина, м;
t – толщина, м;
ρ – плотность, кг/м3
Листовой металл — это изготавливаемая прокаткой заготовка из определенного материала, чаще всего стали, которая находит широкое применение в промышленном производстве, строительстве, автомобилестроении и других отраслях.
Листовая сталь — самый популярный вид листовых заготовок, который производится по технологии холодной или горячей прокатки. В первом случае сталь будет называться холоднокатаной (максимальная толщина листа до 5 мм), а во втором — горячекатаной.
Таблица веса 1 м
2 листового металла по ГОСТ 19903-74
Данная таблица распространяется на листовой горячекатаный стальной прокат шириной 500-4400 мм, толщиной от 0,5 до 160 мм.
С помощью этого калькулятора веса алюминия вы можете быстро вычислить, сколько весит кусок алюминия в зависимости от конкретного сплава и формы. Являетесь ли вы студентом, работающим над домашним заданием по физике 📓✏️, профессиональным строителем, нуждающимся в точной оценке стоимости доставки материалов на строительную площадку 🚚, или просто хотите узнать, сколько может весить алюминий, чтобы удовлетворить ваше любопытство 🥫, вы обязательно найдете этот полезный инструмент.
Калькулятор — это еще не все, что мы можем предложить. Прочтите статью ниже, если вас интересует математика для определения того, сколько алюминия весит ; ознакомьтесь с таблицей алюминиевого сплава , чтобы увидеть, как плотность алюминия варьируется между различными типами, и узнать больше об алюминии и его обычном использовании. Надеюсь, вам больше никогда не придется мучиться с вычислением веса алюминия на кубический дюйм!
🙋 У нас также есть более общий калькулятор веса металла, если вы хотите узнать вес других металлов. У нас также есть отдельный калькулятор веса стали и калькулятор веса золота, которые являются одними из самых популярных металлов в отрасли.
Как пользоваться калькулятором веса алюминия?
Пожалуйста, следуйте этим кратким инструкциям, чтобы получить ответ!
Начните с выбора сплава , вес которого вы хотите рассчитать. Средняя плотность алюминия является вариантом по умолчанию, но у вас есть длинный список сплавов на выбор. Нажмите кнопку, чтобы увидеть раскрывающееся меню различных типов алюминия (упорядоченных по их количеству). Сплавы имеют разную плотность, поэтому правильный выбор имеет решающее значение для правильного ответа.
Выберите форму металлического элемента . Вы можете выбрать из:
Прямоугольная призма — обратите внимание, что сюда входят элементы с квадратным основанием и очень тонкие листы металла. В последнем случае не забудьте переключить единицу толщины на миллиметры или тысячные доли дюйма!
Круглая призма ;
Шестиугольная призма ;
Восьмиугольная призма ;
Кольцевая призма ;
Провод ;
Трубка ;
Сфера ;
Кольцо ;
Банка ; и
Другое — мы включили наиболее распространенные формы в наш калькулятор веса металла, но если вы не можете найти ту, которую ищете, выберите этот вариант. В этом случае мы попросим вас указать объем металлического элемента. Возможно, вы захотите воспользоваться нашими калькуляторами 3D-геометрии, поскольку они могут помочь вам рассчитать необходимое значение!
В зависимости от формы мы попросим вас ввести некоторую дополнительную информацию, необходимую нам для расчета объема одной детали. Например, в случае прямоугольного металлического листа калькулятор веса материала должен будет знать длину и ширину прямоугольника, чтобы вычислить площадь его поверхности, а в случае круга он запросит у вас радиус. В некоторых случаях мы также будем запрашивать толщину металлического элемента.
Введите в калькулятор веса материала количество металлических элементов . Мы установили 1 в качестве опции по умолчанию, чтобы вы могли сразу увидеть вес одной металлической детали. Не стесняйтесь изменять этот номер в соответствии с вашими потребностями!
После ввода всех данных, перечисленных выше, вы увидите результат в самом нижнем поле калькулятора веса металла .
Как рассчитать вес алюминия?
Несмотря на то, что наш калькулятор веса алюминия на первый взгляд кажется сложным, по своей сути он работает по очень простой формуле. Расчет веса алюминия сводится к основному уравнению веса :
.
вес = объем * плотность
В случае с нашим калькулятором у вас есть дополнительный элемент умножения веса на количество элементов, поэтому окончательное уравнение:
общий вес = объем * плотность * количество штук
Как видите, этот инструмент работает на самом деле довольно просто . Сложная часть может заключаться в ручном вычислении объема некоторых фигур, а в некоторых случаях формулы имеют тенденцию усложняться. Но не волнуйтесь! Вы должны найти все, что вам нужно для расчета объемов, в нашем разделе калькуляторов 3D-геометрии.
Таблица алюминиевого сплава
Этот раздел будет интересен вам, если вам интересны расчеты, которые использует наш инструмент. Этот раздел лежит в основе расчета веса алюминия на кубический дюйм. Как вы уже знаете, одним из факторов, сильно влияющих на результат, является число 9.0019 плотность алюминия , которая варьируется в зависимости от конкретного сплава. Здесь вы можете увидеть упрощенную таблицу алюминиевых сплавов, где вы можете найти плотность каждого материала, включенного в наш калькулятор.
Примечание : наш калькулятор веса алюминия основан на значениях плотности, указанных в кг/м³ , так как этот формат чаще всего используется в источниках, связанных с предметом. Если вы заинтересованы в изменении значений на имперскую систему, вы можете использовать наш конвертер плотности.
Сплав
Плотность в кг/м³
Алюминий (средний)
2700
Расплавленный алюминий
2600
Алюминий 1050
2710
Алюминий 1100
2720
Алюминий 3103
3730
Алюминий 5005
2700
Алюминий 5083
2650
Алюминий 5215
2690
Алюминий 5454
2690
Алюминий 5754
2660
Алюминий 6005
2700
Алюминий 6063
2700
Алюминий 6082
2700
Алюминий 7075
2800
Что такое алюминий и где он используется?
Алюминий — это легкий металл серебристо-белого цвета, который чаще всего ассоциируется с фольгой. Название происходит от латинского «alumen», что означает «горькая соль».
Благодаря своим многочисленным преимуществам (малый вес, долговечность и электропроводность, и это лишь некоторые из них) алюминий является популярным материалом во многих областях. Очевидно, первое, что приходит на ум, это строительство, но вы также можете найти множество применений этого металла в таких областях, как транспорт, электрические устройства и товары народного потребления. Вот несколько примеров:
В транспорте алюминий используется в строительстве высокоскоростных железнодорожных систем. Отличным примером являются поезда Синкансэн в Японии, в которых используется легкий вес алюминия для уменьшения трения.
В строительстве вы можете найти алюминий в крышах. Благодаря своей долговечности и высокой коррозионной стойкости алюминиевые крыши относительно не требуют обслуживания.
Алюминий
обладает электропроводностью, что означает, что его можно использовать для строительства линий электропередач. В сочетании с его удивительной долговечностью он является отличным материалом для линий электропередач на большие расстояния.
Мария Клужиак
Размеры:
Длина
Толщина
Количество металлических кусочков
Результат:
Общий вес
Проверьте 46 аналогичных калькуляторов строительных материалов 🏗
Balusterbeam Loadbolt Circle… 43 еще
MS Weight в KG, MM PDF Online
MS.
Поверхность
2B, 2D, BA, NO. 1, НЕТ. 4, № 8, 8K, зеркало, клетчатый, тиснение, линия волос, пескоструйная обработка, кисть, травление
Марка 1, Марка 4, Марка 5(Ti 6Al-4V), Марка 6(Ti 5Al-2. 5Sn), Марка 7, Марка 11, Марка 12, 8Ai-1Mo-1V, Марка 9(3Al-2.5V), 6Al-6V-25n, 6Al-2Sn-4Zr-2Mo, 6Al-7Nb, Grade 23(Ti 6AL-4V ELI), Grade 5 ELI, ТИТАН 6AL4V (GRADE 5) АВИАЦИОННОЕ КАЧЕСТВО, ТИТАН (КЛАСС 2) КОММЕРЧЕСКИЙ
Точечная сварка своими руками из микроволновки – схема, видео, фото
Вынимаем трансформатор из микроволновой печи
Тонкости модернизации трансформатора от СВЧ-печи
Рекомендации при соединении двух трансформаторов
Как определить одноименные выводы трансформаторов
Электроды для самодельной точечной сварки
Устанавливаем электроды на сварочный аппарат
Органы управления самодельной точечной сваркой
Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется.
Самодельный аппарат для точечной сварки в сборе
Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор.
Схема работы точеной сварки и схема сварочного аппарата
Технологию сборки аппарата для точечной сварки более-менее детально можно увидеть на видео ниже. Пример данного самодельного устройства поможет нам проиллюстрировать процесс создания точечной сварки из микроволновой печи. Для более подробного ознакомления с деталями сборки читайте статью полностью.
Вынимаем трансформатор из микроволновой печи
Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла.
Извлекаем трансформатор из микроволновой печи
Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков.
Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить.
Вторичную обмотку можно срезать стамеской
Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций.
После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Старую обмотку можно спилить ножовкой по металлу
Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки).
Тонкости модернизации трансформатора от СВЧ-печи
Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Новая вторичная обмотка заняла свое место
Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра.
Еще один пример сборки точечной сварки представлен на видео ниже:
Рекомендации при соединении двух трансформаторов
Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А.
Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки.
Соединение 2-х трансформаторов по схеме №1
Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе.
При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода.
Соединяем два трансформатора по схеме №2
Как определить одноименные выводы трансформаторов
Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения.
В зависимости от направления подключения вольтметр может вести себя по-разному:
показывать то или иное значение напряжения;
не показывать вообще никакого напряжения в цепи.
Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Определяем выводы трансформаторов на данной схеме
Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра.
Электроды для самодельной точечной сварки
Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников.
В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые.
Вариант изготовления электродов из толстой медной проволоки
Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта.
Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Устанавливаем электроды на сварочный аппарат
Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки.
Установка нижнего электрода
Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра.
Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками.
Органы управления самодельной точечной сваркой
Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью.
На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения.
Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины.
Аппарат точечной сварки, сделанный своими руками, в работе
Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся.
Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей).
Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео.
Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата.
Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле.
Очевидно, что изготовить аппарат для точечной сварки на основе трансформатора от микроволновки совсем несложно, внимательно изучив представленные видео и фото процесса сборки и учтя озвученные рекомендации.
делаем прибор из микроволновки своими руками
Сварка контактного типа сегодня нередко используется не только в промышленных, но и в гаражных условиях. Она с успехом применяется для самых разных работ, которые связаны с металлическими сплавами. Оборудование серийного типа, предназначенное для таких операций, является довольно дорогостоящим. Но прибор можно сделать и самостоятельно, воспользовавшись ненужной микроволновой печью.
Необходимые материалы и инструменты
Применение трансформатора
Выбор электродов
Особенности управления
Чтобы сделать сварочный аппарат из микроволновки своими руками, вам понадобятся следующие инструменты, приспособления и детали:
трансформатор от микроволновки;
провода из меди;
прижимные рычаги;
основа для установки аппарата;
струбцины-зажимы;
рычаг нужной длины;
комплект хороших отверток;
материалы для обмотки и кабели;
медные электроды, которые будут применяться для сварки.
Применение трансформатора
Самой главной деталью любой установки, предназначенной для точечной сварки, считается именно трансформатор. Его можно вынуть из рабочей микроволновой печи. Для того чтобы аппарат смог соединить листы миллиметровой стали, требуется оборудование, показатели мощности которого не менее одного киловатта. В ситуации, когда требуется больше мощности, можно воспользоваться парой трансформаторов.
Тут стоит сразу сказать, что не нужно брать трансформатор целиком, вам потребуется лишь первичная обмотка и магнитопровод. Вторичная обмотка при этом аккуратно снимается, удаляются все шунты.
Новая трансформаторная обмотка изготавливается из многожильного кабеля. Для данной цели достаточно сделать пару-тройку витков. В том случае, если кабель оснащен очень толстой изоляцией, ее можно заменить изолентой или специальной тканью.
Следующие стадии самостоятельного изготовления сварочного аппарата из СВЧ-печи — создание и подключение электродов, установка системы управления, монтаж «внутренностей» в конструкцию корпуса.
Выбор электродов
Электроды для контактной сварки должны выполнять сразу несколько задач: сжимать скрепляемые листы, подводить электричество к месту сварки, а также отводить тепло. Значимыми характеристиками в процессе подбора считаются габариты, форма и т. д. От этого будет зависеть качество создаваемых сварных соединений. Электроды могут иметь фигурную или прямоугольную форму. Однако в большинстве случаев применяются прямоугольные изделия, потому что они облегчают доступ к месту исполнения работы.
Диаметр медных прутков, выполняющих роль электродов, не должен быть меньше диаметра проводов, которые будут использоваться в работе. Чтобы предотвратить окисление электродов, их нужно припаять к рабочим проводам. Также при работе электроды подвергаются интенсивному износу, потому нужно их время от времени заострять до формы наточенного карандаша. Для этого можно воспользоваться обыкновенным напильником.
Особенности управления
Сварка контактного типа считается очень непростой процедурой, с технологической точки зрения. Для того чтобы достигнуть необходимого качества работы, процессом нужно грамотно и точно управлять. Для этого устройство желательно оборудовать удобными органами управления. Сюда можно отнести рычаг и выключатель.
Рычаг установки должен иметь достаточную длину, так как от степени сжатия будет зависеть уровень качества сварки. Важно и то, чтобы сварочный аппарат надежно держался на рабочем столе. Именно для этого и предназначены струбцины.
Усилие, кстати, можно увеличить и с помощью дополнительного рычажно-винтового механизма. Это приспособление лучше прикрепить к рычагу. Помимо этого, такое размещение позволяет освободить одну из рук исполнителя, которой можно пользоваться при работе для поддержания тех или иных деталей.
Следует запомнить, что электричество нужно подавать лишь на сжатые электроды, иначе они начнут выдавать искру при контакте с рабочими элементами, что может обусловить их подгорание.
Выключатель же требуется подключать к цепи первичной обмотки.
Для самодельного устройства точечной сварки нужно также предусмотреть и охлаждающую систему, которую тоже можно сделать самостоятельно. Можно взять обыкновенный вентилятор, который будет охлаждать и трансформатор, и все имеющиеся токопроводящие части. Понятно, что этого охлаждения будет недостаточно, потому в работе нужно делать постоянные перерывы, чтобы аппарат успел охладиться.
Эксплуатация самодельного аппарата аналогична эксплуатации серийного оборудования. Первая стадия — сжатие рабочих элементов, при котором на участке будущего сварного соединения возникает деформация. Вторая стадия предполагает подачу тока с помощью электродов.
Итак, самодельный аппарат для точечной сварки обладает следующими преимуществами:
все комплектующие вполне доступны;
вы сэкономите деньги.
Напоследок стоит отметить, что для дуговой сварки тоже можно собрать хорошее устройство, воспользовавшись трансформатором от микроволновки и вполне доступными комплектующими. Понятно, что оно будет не совсем полноценным, но его возможностей будет достаточно для выполнения целого ряда несложных и мелких работ. Как видите, печь СВЧ не только может применяться по назначению, но и дает нам массу иных возможностей.
Аппарат для точечной сварки своими руками
Аппарат для точечной сварки своими руками Кремона, август 2018 г.
Вернуться на главную страницу.
Привет, это краткий обзор с некоторыми примечаниями о том, как сделать аппарат для точечной сварки из трансформаторы СВЧ (МОТ). Ничего нового по сравнению с другими онлайн-учебниками, за исключением того, что здесь есть:
Два параллельных MOT для большей мощности;
Твердотельное реле для синхронизации, для простоты управляемое Arduino.
Вот буря:
ВНИМАНИЕ! Этот проект касается высокого и среднего напряжения. Это опасно и небезопасно. я никоим образом не несу ответственности любой ущерб, который вы можете причинить (даже себе).
Введение
Существует множество учебных пособий по точечной сварке. В основном люди используют трансформаторы микроволновых печей (МТ), снимая высоковольтные вторичный и заменив его всего за несколько витков. Я использую два MOT параллельно, для более высокого выходного тока.
Этого достаточно, чтобы сделать базовый аппарат для точечной сварки, но кое-что интересное возможность контролировать время сварки. Также говорят, что короткий импульс перед сваркой размягчает материал и тем самым создает лучший электрический контакт (он же лучшая сварка). В моем случае я использую Arduino для реализации простого контроллера времени. В любом случае, контроллер можно обойти с помощью переключателя, чтобы управлять точечной сваркой в прямой режим.
Трансформаторы
Вот фото двух трансформаторов для микроволновых печей (MOT), полученных из микроволновой печи.
Будьте осторожны, микроволновые печи очень опасны. Там есть высоковольтный конденсатор, сохраняющий высокое напряжение еще долгое время после того, как духовка была выключена. отключенные и опасные химические вещества в магнетроне. Люди говорят, что они сделают вас слепыми.
Технический осмотр сверху все еще нуждается в доработке. Вторичную обмотку высокого напряжения (более тонкий провод, гораздо больше витков) необходимо удалить и удалить. заменены несколькими витками толстого провода. Магнитные шунты должны быть удалены. Магнитные шунты снижают эффективную мощность трансформатора, так как в них происходит короткое замыкание. часть магнитного потока. Вторичные заменены на 3 витка толстого провода (в моем случае я использовал два провода в параллельно, чтобы иметь большую секцию, поэтому вы увидите 6 витков вместо 3).
Электроды
Электроды обычно делаются из меди (не из латуни, говорят, что она прилипает при сварке). Нашел медные заклепки большого сечения, работают нормально. Два коротких плеча удерживают электроды импровизированным образом, а несколько пружин удерживают плечи открытыми.
Подключить электроды, добавить выключатель и все смонтировать. Трансформаторы должны быть подключены параллельно (обратите внимание на фазу!!), примерно так:
На этом базовый аппарат для точечной сварки готов и уже может работать. Измеренное напряжение между электродами составляет 2,72 В переменного тока.
В следующем разделе я создам контроллер для установки времени сварки.
Контроллер (электроника)
Трансформаторы могут управляться напрямую от сети 220В (прямой режим) или через таймер. В качестве таймера решил использовать Ардуино, управляя дешевым твердотельным реле (3 штуки с ebay, всего за 5 евро). Твердотельные реле включают (обычно) демпфирующий элемент, что очень важно при высокой индуктивности. приложения (например, трансформаторы!!) Обычные реле рискуют залипнуть при резком отключении больших токов. Пока дешевое твердотельное реле работает нормально.
Идея твердотельного реле на самом деле очень проста: вы подаете небольшое напряжение на вход (в моем случае это непосредственно выходной контакт Arduino) и выход становится замкнутой цепью для переменного (220В) напряжения.
Примерно так выглядит схема для Arduino (извините, знаю, что коряво..) В любом случае полезно добавить еще один переключатель, чтобы можно было обойти твердотельное реле и сварочный аппарат можно использовать в прямом режиме, как показано выше. Сборка ТО была рассмотрена на предыдущем фото.
Три триммера — это просто делители напряжения (470k должно работать отлично). Рычажный переключатель имеет три положения (среднее отключено) и обсуждается в программе. Другая кнопка запускает сварку при нажатии.
Простая программа Arduino делает в цикле следующее:
Проверить состояние малого рычажного переключателя;
Если переключатель находится в первом положении, выполните автоматическую сварку (с контролем времени) при нажатии кнопки;
Если переключатель находится во втором положении, установите время предварительной сварки, паузы и сварки с помощью трех триммеры;
Если переключатель находится в третьем положении (ручной режим), то проверьте состояние кнопки и если он нажат, сварите, пока он не освободится.
Я слышал, что ты сказал! Какая ужасная простыня! В любом случае..
Если вам нужно вдохновение, вы можете найти мой сценарий ЗДЕСЬ. Это также требует библиотеки LiquidCrystal_I2C для управления дисплеем.
Хорошо, на этом этапе постройте верхний уровень точечной сварки, поместите охлаждающий вентилятор (и металлическую сетку сзади, чтобы воздух мог выходить через моторы) и добавить электронику.
Наконец, нам нужна панель для триммеров, дисплей и несколько кнопок.
Вот и все, ребята!
Любой комментарий? Не стесняйтесь писать мне!
Ура, Стефано
Вернуться на главную страницу.
Как собрать микроволновый трансформаторный сварочный аппарат
Щелкните изображение для просмотра на Amazon
Щелкните изображение для просмотра на Amazon
Замена трансформаторов микроволновых печей (MOT) для сборки вещей — распространенный хакерский трюк. Мы делаем это, чтобы построить точечный сварочный аппарат для микроволновой печи, но его можно использовать для гораздо большего.
Я видел, как они использовались для изготовления небольших трансформаторов для автономной передачи электроэнергии, катушек Тесла, источников питания, индукционных печей и многих других устройств, потребляющих низкое напряжение и большую силу тока.
Как утилизировать микроволновую печь
Специально для трансформатора микроволновой печи (обычно называемого MOT). Я также получил все виды других частей.
Причина, по которой я разобрал эту микроволновку для техосмотра, заключается в том, что я хочу сделать микроволновый аппарат для точечной сварки.
Во-первых, будьте осторожны, так как внутри микроволновки находятся предметы под высоким напряжением.
Конденсатор внутри имеет высокое напряжение и может убить вас, если он заряжен и вы коснетесь его концов. Убедитесь, что вы замкнули конденсатор, чтобы быть в безопасности
Также есть моторчики, лампочки, выключатели, провода и магнето.
В Интернете есть инструкции по модификации микроволнового магнето и волновода (антенны) и отправке заряда, который может закоротить маленькую электронику на расстоянии около 20 футов.
Теперь, когда у меня есть трансформатор для микроволновой печи и шнур питания, я могу сделать свой микроволновый точечный сварочный аппарат.
Как перемонтировать проводку ТО.
Это необходимо для замены трансформатора с низкого тока и высокого напряжения на низковольтный ток с высокой силой тока, необходимый для нагрева металла до точки плавления.
В своей первой попытке перемонтировать трансформаторы я буду предельно простым, так как перегорание трансформатора может легко вас убить. Сборка аппарата точечной сварки для микроволновой печи — хороший первый проект.
В видео мы показываем, как легко разобрать МТ, а затем перемонтировать его таким образом, чтобы вместо питания 115 В переменного тока и увеличения до тысяч вольт мощность понижалась до 3 вольт при нескольких амперах.
Ампер (ампер) — это мера того, сколько электричества проходит через определенную точку в единицу времени. Это как измерять, сколько воды течет. Вода течет легче через большую большую трубу, чем через маленькую трубу — большие амперы аналогичны большому количеству воды, протекающей по большой трубе.
Когда большой поток снижается, давление увеличивается – если большое количество ампер направляется в плохой разъем или тонкий провод, это давление превращается в тепло.
Это очень простое (ОЧЕНЬ БАЗОВОЕ) объяснение того, как трансформатор микроволновой печи может быть перемонтирован для создания тепла, необходимого для плавления и сварки металла.
Проверка обновленного аппарата для точечной сварки MOT
Выпаять сгоревшие транзисторы, заменить резистор на 51 ом, ткнуться на затворы IGBT двухлучевым осликом, посмотреть перекрытие и форму импульсов. Это наиболее правильный вариант, я сам быстрее без осциллографа делаю, в большинстве случаев неисправность очевидна, либо выявляется мультиметром. Добрый вечер. Вопрос по ресанта Был в обрыве резистор 12w 51 Ом. Заменил, теперь аппарат включается, но горит светодиод жёлтый и на выходе нет напряжения.
Поиск данных по Вашему запросу:
Ресанта горят транзисторы
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Инверторный сварочный аппарат ресанта саи 190 схема и устройство
Ресанта 160 ремонт своими руками предохранитель
ресанта саи 220 горит перегрузка
Сварочный инвертор Ресанта САИ-220. Постоянно горит индикатор перегрева
Ремонт ресанта саи 220 своими руками gp78 схема
Power Electronics
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Ремонт сварочного инвертора Ресанта САИ-160ПН
Сварочный инвертор Ресанта саи 190 SH.
Горит перегрузка
Switch to English регистрация. Телефон или email. Чужой компьютер. Ремонт сварочных инверторов Помощь в ремонте сварочных инверторов. Ремонт сварочного инвертора — это не так сложно, как может показаться на первый взгляд.
Оборудование : Lincoln Invertic V Все записи Записи сообщества Поиск Отмена. Константин Скварко запись закреплена 5 мар в Ребята подскажите почему нету напряжение на электроде. Михаил Чубко запись закреплена 13 фев в Всем привет!
Помогите пожалуйста советом! Инвертор Сварог Arc pro z s. После не частого и не продолжительного использования с аппаратом стало происходить вот что: после касания электродом заготовки начинается процесс сварки но в случае залипания порядка нескольких секунд электрод не раскалывается а пропадает напряжение на держаке.
После перезапуска напряжение вновь появляется и все повторяется. При этом индикатор перегрева не горит. Иван Широков запись закреплена 11 янв в Мужики подскажите в чём проблема- включаю инвертор загорается индикатор перегрева?
Инвертор китайский «Master thomas mt». Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо.
Или драйвере. Надо снимать осциллограммы управления силовой частью, потом можно будет судить о чем то Артур Смаглюк запись закреплена 2 окт Ребята может кто подскажет маркировку этого резистора? Сначала старые. Лежит сейчас на ремонте такой, доберусь до мастерской — посмотрю. Хотя стоп, под рукой список есть: 51Ом 10Вт. Максим Плешков. У меня токаяже болезнь после ремонта сгорели снова.
Алексей Леонов запись закреплена 21 сен Друзья подскажите fubag in , не включается, реле циклически щёлкает. Если отключить вентилятор то реле перестаёт щёлкать и загорается зелёный св. Диод, но при этом выходного напряж. Микросхему уже заменил, без результата, что ещё может быть? Стойки проверяли? Стандартный косяк по этим аппаратам, но придется потрудиться разделить платы. Алексей Леонов.
Платы я уже разделял, опыт есть пришлось купить паяльник на вт. Сергей Тальнишних запись закреплена 11 авг Друзья всем привет. Есть у кого схема fubag in или в данный момент в ремонте, нужно узнать два номинала резисторов. Алексей Сай запись закреплена 3 июл Здравствуйте, имеется аппарат фубаг ир , после выключения секунд 20 мигает циферблат и постепенно затухает, в чем может быть проблема? Сергей Александрович запись закреплена 21 июн Здравствуйте, подскажите пожалуйста, может кто сталкивался с такой проблемой, аппарат nikkey в режиме mma не варит нет даже искры , а в режиме mig работает правда не знаю как, не было CO2 чтобы проверить напряжение на выходе в режиме mig v не знаю это нормально?
Заранее спасибо. Ремонт сварочных инверторов запись закреплена 19 сен Дмитрий Белоногий 19 сен в План Ломоносова. Резкая как нате! Облако в Штанах. Облачный кисель или вселенная спит Облако в Штанах. Леонид Федоров. Ремонт сварочных инверторов запись закреплена 22 апр Lincoln sx. Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно.
Сгорание кулера ведет за собой на тот свет первичную обмотку трансформатора. В итоге два трупа. Выпаиваем, пилим, сматываем, наматываем, завариваем, впаиваем и вуаля! Оба пациента ожили. Вентеляторы, само собой, заменены. Ремонт сварочных инверторов запись закреплена 18 дек Инвертор Чемпион Mini Проблема: перестал варить.
Диагноз: выход из строя пары выходных транзисторов диагонально в мосту. Замена двух G40N60 решила проблему. Схематически отсутствует дроссель на выходе. Дополнительная установка поможет сделать горение дуги более стабильным. Иван Попружный. Ремонт сварочных инверторов запись закреплена 26 ноя Продолжаем тему «Общественный инвертор».
Ниже будет описан случай варварского вмешательства в жизнедеятельность сварочного оборудования или, называя вещи своими именами, рукожопства. Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
Показать полностью… Вскрыл, бегло просмотрел плату, заметил проблемы по части управления и закинул аппарат в багажник. А вот потом меня ожидало ЭТО см. Не знаю, что именно с ним делали, но разъем между платами практически отсутствовал как таковой. В схеме управления: ШИМ пал смертью храбрых, хоть и не подавал внешних признаков неработоспособности в отличии от драйвера, у которого часть корпуса покинула свое штатное место и скрылась в неизвестном направлении унеся с собой маркировку. Обвязка ШИМ и драйвера составила им компанию по большей части.
Но это было лишь начало Сняв силовую плату и вытряхнув парочку тех самых отпаявшихся стоек, положил ее на стол и глаза полезли на лоб. Силовая часть сопротивлялась до последнего До последнего транзистора.
Часть IGBT-шек разорвало, остальные были просто пробиты. Резисторы в цепи управления выгорели напрочь. Выходные диоды пробиты Подведу итог. Не знаю кто, зачем и, прежде всего, как, но какой-то умелец прошелся по сварочнику как Мамай по борделям. Такого «мастерства» пока что видеть не доводилось.
Ресанта 160 ремонт своими руками предохранитель
Подробно: ресанта ремонт своими руками предохранитель от настоящего мастера для сайта olenord. Аппарат, без сомнения, внушает уважение. Те, кто знаком с устройством сварочных инверторов, оценят всю мощь по внешнему виду электронной начинки. Как уже говорилось, начинка сварочного инвертора рассчитана на большую мощность. Это видно по силовой части устройства. Во входном выпрямителе два мощных диодных моста на радиаторе, четыре электролитических конденсатора в фильтре. Выходной выпрямитель также укомплектован по полной: 6 сдвоенных диодов, массивный дроссель на выходе выпрямителя.
Он в свою очередь питает всю схему, которая и управляет ключевыми транзисторами в инверторе. Вот кусочек схемы Ресанта САИПН.
Инверторный сварочный аппарат ресанта саи 190 схема и устройство
Ваши права в разделе. Вы не можете начинать темы Вы не можете отвечать на сообщения Вы не можете редактировать свои сообщения Вы не можете удалять свои сообщения Вы не можете голосовать в опросах Вы не можете добавлять файлы Вы можете скачивать файлы. Брелок от автосигнализации tomohawk Восстановление древней плоносной клавиатуры. Зарядка АКБ зашкаливает. Ресанта САИ a включается искрит но не разжигает дугу. Проблема совместимости вызывной панели и аудиодомофона.
Ресанта 160 ремонт своими руками предохранитель
Сведения которые вы знаете про этот сварочный инвертор и отзывы о его работе будут полезны другим посетителям сайта. Порядок вывода комментариев: По умолчанию Сначала новые Сначала старые. Если все нормально меняем саму UC Транзистор и ШИМ выходят из строя очень редко.
Смотрите в теме про Ресанту, схемы силовой части на САИ, и практически одинаковые, различия только в числе транзисторов, выходных диодов и конструкции выходного дросселя.
ресанта саи 220 горит перегрузка
Автор: южанин , 15 мая, в Ресанта. Ресанта САИ Аппарат не включается. Можно хотя бы версию? Есть pfc на ice2pcs01g. Не запускается.
Сварочный инвертор Ресанта САИ-220. Постоянно горит индикатор перегрева
Попал в ремонт этот сварочник. Были пробиты 3 из 4 IGBT транзистора. Что скажете про качество этой фирмы? Пакетник был заменён на 50А группы В, заместо группы С. Остался вопрос по стабилитронам между затворами и эмитерами IGBT-у 3 транзисторов эти стабилитроны звонятся одинаково по мВ, а у 4 транзистора один стабилитрон звонится на мВ, а второй в обрыве. Лучше поменять эти два или все 8 штук? Мы принимаем формат Sprint-Layout 6!
Резистор R 22ом стоит в затворе транзистора Q02 4N90C, R ом в истоке того же транзистора. . Скачать схему на сварочный инвертор РЕСАНТА САИ серия GP оптроны. . Включаю — стартует, но горит перегрев.
Ремонт ресанта саи 220 своими руками gp78 схема
Ресанта горят транзисторы
Пришел ко мне на ремонт очередной трупик, Blueweld prestige Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР.
Power Electronics
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения.
Дневники Файлы Справка Социальные группы Все разделы прочитаны.
Хочется отдохнуть от городской жизни, серых дорог, серого воздуха и серых людей, поэтому я провожу как можно времени на своем дачном участке, который, к сожалению, нуждается в полной перепланировке, проведению коммуникаций и т. Тем не менее, работа, как и отдых на такой даче все равно приносит мне заряд жизненных сил, мне нравится сажать, ухаживать, наблюдать, как кушают воробьи из кормушки, а ночью за окном слушать переливы сказочных песен наших пернатых друзей. Одному конечно одновременно работать , строить личную жизнь, дом, пытаться построить бизнес и т. И вот в очередном своем отпуске я решил наконец-то провести электричество на участок, в итоге почти весь месяц проработал гастарбайтером сам у себя. Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством.
Switch to English регистрация. Телефон или email. Чужой компьютер.
Транзисторы для сварочных инверторов
Сварка представляет собой наиболее популярный способ соединения, который может существовать в нескольких вариантах. Самой востребованной технологией считают сварку инверторным методом. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Краткая информация об инверторах для сварки
Инвертор служит источником постоянного тока, который способствует зажиганию и поддержке электрической дуги, обеспечивающей сварочный процесс.
Процесс сварки осуществляется благодаря сварочному току значительной силы, возникающему вследствие работы трансформатора высокой частоты.
Этот факт дает возможность уменьшить размер самого трансформатора, повышает стабильность и точную регулировку выходного тока.
Сварочные мероприятия производят при наличии тока необходимой величины, который получают в несколько этапов: • Изначально выпрямляют ток, полученный из сети; • Осуществляют трансформацию первичного тока постоянной величины в высокочастотный ток; • Повышают силу тока и в то же время уменьшают показатель напряжения в самом трансформаторе; • Вторично выпрямляют ток выходной величины.
Выпрямление тока происходит благодаря диодным мостам заданной мощности. Специальные транзисторы помогают правильно изменять частоту тока, обеспечивая высокочастотные трансформаторы необходимой силой тока на выходе.
Строение
Инверторы для проведения сварочных мероприятий представляют несколько блоков. Непосредственно блок питания отвечает за стабильность сигнала на выходе.
Многообмоточный дроссель, управление, производимое благодаря транзисторам, а также, концентрация энергии в самом конденсаторе являются основополагающими факторами в схеме управления блоком. Как правило, в управлении дросселем участвуют диоды. Отдельным элементом стоит блок питания, разделенный с другими комплектующими металлической перегородкой.
Основной элемент в сварочном инверторном оборудовании представляет силовой блок. Он преобразует первичный ток, поступающий из блока питания, в выходной ток, который непосредственно используют для сварки.
Электрический ток величиной не больше 40А поступает на диодный мост, который служит первичным выпрямителем. При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
Сам инверторный преобразователь имеет вид силового транзистора с мощностью меньше 8 кВт, при этом напряжение составляет 400 В. Сам же сигнал, который получается на выходе из преобразователя имеет частоту 100 кГц.
Увеличение показателей силы тока до показателей в 200-250А происходит за счет ленточных обмоток, которыми оснащен трансформатор высокой частоты. При вторичной обмотке показатели напряжения не более 40В.
Вторичный выпрямитель составляется из диодов с силой тока выше 250А. Его охлаждение происходит за счет наличия определенных элементов, а именно: • Вентиляторов; • нескольких радиаторов. Для обеспечения стабильного сигнала на выходе дроссель монтируется на выходной плате.
Блоки управления Как правило, основа самого блока управления представлена задающим генератором (иначе, широкоимпульсным модулятором). При наличии схемы на основе самого генератора, может использоваться микросхема. На плато также сконцентрированы 6-10 штук конденсаторов и рабочий резонансный дроссель. Благодаря трансформатору осуществляется каскадный тип управления.
Большая часть инверторов имеет схему защиты, которую располагают на плато в силовом блоке. Отличную защиту от излишних перегрузок обеспечивает схема, которая основана на базе непосредственно микросхемы типа 561 ЛА 7.
Резисторы и заданные конденсаторы К78-2 служат основой для снабберов, которые используют в защитной системе преобразователей и выпрямителей. Наличие термовыключателя обеспечивает качественную защиту всех составляющих в силовом блоке.
Этиология поломок инверторов для сварки
Продолжительная эксплуатация даже качественного инвертора может привести к неисправностям. Поломки могут возникнуть вследствие разнообразных причин. Например, ввиду коротких замыканий в электросхемах, возникающих вследствие попадания влаги.
Иногда к неисправностям могут привести попытки сварщика произвести работы, недопустимые на данном оборудовании.
Неисправности и их варианты
Перегорание самих предохранителей может привести к ситуации, когда выходного тока на инверторе нет, в то время как на входе имеется должное напряжение. К поломке может привести и нарушение общей целостности электроцепи, которое может образоваться в любом участке инвертора.
Еще один вариант неисправностей представляют маленькие показатели сварочного тока, несмотря на самые высокие установки. Такая ситуация может возникнуть из-за недостаточной величины напряжения на входе или вследствие потерь в самих контактных зажимах.
Частые самостоятельные выключения сварочного инвертора могут свидетельствовать о коротком замыкании в электросети.
К такому же эффекту может привести перегревание составляющих силового блока. В этой ситуации может срабатывать система защиты, которая приводит к аварийному отключению.
Проведение ремонтных мероприятий и их порядок
При обнаружении любой поломки, прежде всего, следует приступать к внешнему осмотру оборудования, при котором профессионал может обнаружить различные повреждения или же прожоги вследствие короткого замыкания. Затем проверяют надежность закрепления электрокабелей в клеммах.
Независимо от результатов осмотра необходимо подтянуть зажимы кабеля, для чего пользуются ключом или отверткой. Желательно проверить целостность абсолютно всех предохранителей с помощью специального тестера.
При отсутствии эффекта от предыдущих действий нужно снять крышку от корпуса инвертора и осмотреть внутреннее содержание оборудования в поисках возможного обрыва электроцепей или следов короткого замыкания.
Для ускорения выявления причины поломки следует измерить показатели напряжения на выходе и силу входного тока с помощью мультиметра или тестера.
При отсутствии визуального повреждения оборудования следует выполнить поблочный контроль целостности электроцепи. Первым в такой ситуации осматривают блок питания, а затем, другие блоки.
Силовой блок и его ремонт
Качественный ремонт неисправностей возможен только при наличии определенного набора инструментов и измерительных приборов, а именно: • Паяльников 40В; • Ножей; • Плоскогубцев; • Кусачек; • Амперметров на 50 и 250А; • Осциллографа; • Вольтметров на 50В и 250В; • Паяльников 40В; • Гаечного и торцового ключей.
При тестировании блока управления и силового блока следует уделить особое внимание их элементам. Типичной поломкой силового блока является поломка силового транзистора, а значит, поиски проблем целесообразно начинать с его осмотра.
Технология рабочего процесса
Наличие механических повреждений на поверхности транзистора может свидетельствовать о возможных его повреждениях. Отсутствие таковых ведет за собой тестирование с помощью мультиметра. Неисправность транзистора устраняется путем его замены на новый прибор. Для чего применяется термопаста КПТ-8, которая нужна для установки его на плато.
В случае выхода из рабочего состояния транзистора, причину нужно искать в поломке драйвера. Оценивают работу данных транзисторов управления, используя омметр. При обнаружении нерабочих деталей их отпаивают и заменяют новыми.
Наиболее надежными в устройстве сварочных инверторов считаются диодные мосты выпрямителей, однако, полностью исключить такую ситуацию невозможно.
При поиске неисправностей в диодном мосте его необходимо снять с плато и протестировать его работоспособность, присоединив все диоды между собой. Если показатели сопротивления близки к нулю, то нужно искать определенный неисправный диод. Его обнаружение ведет за собой замену на новый элемент.
При выявлении поломок в блоке управления необходимо проконтролировать параметры деталей, выдающие различные сложные сигналы. В данном случае могут возникнуть проблемы в диагностике с помощью осциллографа, что потребует участия опытного специалиста.
Причина отсутствия автоматического отключения инвертора при сильном перегреве деталей в силовом блоке может заключаться в неисправности термовыключателей. Для устранения проблем, прежде всего, следует проверить качество их прикрепления к деталям, на которых они осуществляют контроль температуры. В случае неработоспособности одного из термовыключателей его нужно заменить на новый.
Сварочные инверторы служат основным оборудованием у профессиональных сварщиков. Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Самостоятельное устранение небольших неполадок возможно при наличии элементарных знаний об электротехнике и наличии необходимого инструментария, которое нужно для правильного обнаружения поломок. Точная диагностика причин неисправностей поможет сократить время на их устранение до минимума.
Сварочные аппараты
IGBT — руководство по покупке
Сварочные аппараты используются для плавления металлов и других материалов. Существует множество типов сварочных аппаратов и сварочных процессов. Сварочные аппараты IGBT являются новейшими в этой области. Они самые последние, существуют только с 1980-х годов. Так что их дизайн самый последний.
IGBT расшифровывается как Биполярный транзистор с изолированным затвором . Это полупроводниковый прибор. Он очень эффективен и, как известно, быстро переключается. Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие автомобили с низким энергопотреблением. Как правило, блок сварочного питания прост, но сварочные аппараты IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Принцип работы этих сварочных аппаратов заключается в том, что они преобразуют электрическую энергию в высокое напряжение, а затем сохраняют его в батарее конденсаторов. Затем он переключается на второй трансформатор с помощью микропроцессорного контроллера, если это необходимо для получения необходимого сварочного тока. Имеется цифровой дисплей, и он очень удобен в использовании. Цифровой дисплей очень полезен для сварщика . Эти высокочастотные инверторные сварочные аппараты более эффективны и обеспечивают больший контроль, чем сварочные аппараты без инертных источников энергии. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все они контролируют энергию в машине.
Сварочные аппараты IGBT имеют программное обеспечение контроллера, которое будет выполнять работу по пульсации сварочного тока, автоматической точечной сварке и т. д. Это окажется дорогостоящим в машине на базе трансформатора, но может быть легко выполнено с помощью инверторного аппарата с программным управлением.
Сварочные аппараты с БТИЗ могут быть очень полезными, поскольку они обеспечивают мощность, которую можно использовать для различных сварочных процессов. Вы можете иметь возможность использовать различные типы тока или силы тока. Такие процессы, как TIG или сварка вольфрамовым электродом в среде инертного газа, MMA или ручная дуговая сварка металлическим электродом можно выполнять. Можно использовать сварочный аппарат TIG переменного или постоянного тока. Можно сваривать различные материалы, такие как нержавеющая сталь, углеродистая сталь и медь.
Вы можете приобрести портативные модели, которые будет удобно брать с собой везде, где вам нужно заниматься сваркой. Соблюдайте технику безопасности и убедитесь, что кабель имеет правильную длину, чтобы он не представлял опасности для сварщика и окружающих.
Их вес обычно составляет от тридцати пяти до пятидесяти пяти фунтов. Они также довольно дороги. Они работают очень эффективно и могут сэкономить много денег. Вы также можете торговаться и получить более низкую цену.
Эти автоматические сварочные аппараты очень эффективны и экономичны. Они полезны в малых и крупных компаниях, где необходимо выполнять сварку. Так что их дизайн самый последний. Таким образом, если вы выберете сварочные аппараты IGBT , вы будете использовать новейшие сварочные аппараты .
Следует соблюдать осторожность при выборе сварочных аппаратов IGBT . Вам придется потратить много денег, и это определенно будет полезно. Чтобы получить лучшее, вы должны знать, как это работает, искать в Интернете и посещать магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вы должны выбрать тот, который соответствует вашим потребностям. Поскольку его можно подключить к компьютеру, и вы можете автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
Пять главных причин отказа инвертора
Резюме
Одним из самых забытых электротехнических изделий, используемых в промышленной автоматизации, является скромный инвертор. Редко какая часть оборудования настолько проста и надежна, что инженеры-технологи забывают о ее существовании. Здесь Джонатан Уилкинс, менеджер по маркетингу поставщика устаревших и запасных частей для промышленной автоматизации European Automation, объясняет, почему даже самые устойчивые компоненты иногда выходят из строя и что делать, когда это происходит.
Инверторы, приводы, преобразователи частоты, приводы с регулируемой скоростью, приводы с регулируемой частотой — категория продуктов, используемых для управления скоростью электродвигателя и, таким образом, снижения энергопотребления в приложениях с регулируемой скоростью, имеет больше названий, чем Prince. Хотя, я полагаю, если подумать, на самом деле у него их только три, если учесть его решение в 1993 году стать известным символом, а не словом.
Инверторы мощности могут быть полностью электронными или сочетать механические эффекты с электронной схемой. Поскольку инверторы преобразуют электричество постоянного тока от батарей, солнечных панелей или топливных элементов в электричество переменного тока, приложения, в которых они могут использоваться, чрезвычайно разнообразны. Электродвигатели используются повсеместно в промышленности, в том числе в секторе производства продуктов питания и напитков для всего, от вентиляторов, вентиляторов или конвейерных лент до насосов и холодильных фургонов.
При этом очевидно, что сбой или поломка инвертора может привести к остановке производства и значительным финансовым потерям. Наиболее распространенной причиной отказа или неправильной работы инверторов является неправильная установка, часто сочетание несоблюдения рекомендаций руководства пользователя и выбора неподходящего типа кабеля, калибра или линейных предохранителей. После того, как вы прошли установочный тест и ваш продукт настроен и работает, есть несколько вещей, на которые вы должны обратить внимание.
Износ конденсатора
Первой причиной отказа инвертора является электромеханический износ конденсаторов. Инверторы полагаются на конденсаторы, чтобы обеспечить плавную выходную мощность при различных уровнях тока; однако электролитические конденсаторы имеют ограниченный срок службы и стареют быстрее, чем сухие компоненты. Это само по себе может быть причиной отказа инвертора. Конденсаторы также чрезвычайно чувствительны к температуре. Температуры выше заявленной рабочей температуры, часто вызванные высоким током, могут сократить срок службы компонента. Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом.
Чрезмерное использование
Мы упоминали, что иногда руководители процессов могут забывать об инверторах. Это случается чаще, чем вы думаете. Использование инверторов за пределами их рабочего предела, либо по собственному выбору, либо из-за недосмотра или отсутствия знаний, может привести к выходу инверторного моста из строя. Использование любого компонента с рейтингом, превышающим его рабочий предел, сократит срок его службы и приведет к отказу, поэтому устранение этой проблемы сводится к проверке правильности работы всех инверторов.
Повышенное и пониженное напряжение
Следующие две проблемы, которые могут привести к отказу инвертора, — это перегрузка по току и перенапряжение. Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Ультразвуковые вибрации
Последняя проблема в списке связана с механическими нагрузками на инвертор. Ультразвуковые колебания, возникающие в сердечниках индуктивных компонентов, вызывают трение, увеличивая нежелательное тепло, выделяемое устройством, и дополнительно повреждая компоненты инвертора. Как и в случае любого электрического оборудования, техническое обслуживание является ключевым моментом, которым нельзя пренебрегать. Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров.





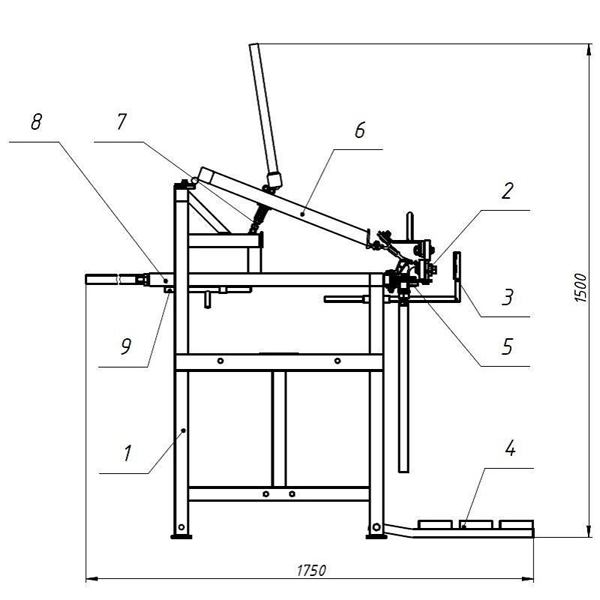

 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.


 0095 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами
0095 Угловая шлифовальная машина с отрезным, шлифовальным и проволочным щеточными кругами  Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0003
Углы будут монтажными фланцами, а трубка 1×3 дюйма будет станиной, к которой будут крепиться будущие заготовки из листового металла. Фланцы примерно на 1/4 дюйма шире, чем трубка 1×3 дюйма, чтобы станина не касалась края стола. расстояние между ними позволит вам сформировать несколько чередующихся изгибов в одной заготовке (см. элементы, которые будут добавлены на следующем этапе, необходимо будет соответствующим образом скорректировать.0003 , Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется.
, Прикрепите кровать к столу, на который вы собираетесь ее установить, затем прижмите полотно к основе и проверьте, чтобы все было по центру и заподлицо с прямым краем.Не мешало бы поместить очень тонкий кусок оклада между кровать и лист, прежде чем соединить их вместе, чтобы оставить место для маневра для листа, когда он используется. 
 на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки — если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам.
на том же расстоянии, что и толщина металла, который вы собираетесь сгибать.Разные толщины металла потребуют разных отступов, а также разного радиуса на передней кромке зажимной планки — если радиус слишком мал для определенной толщины, он Это может привести к поломке металла.Таким образом, листы разной толщины потребуют изготовления различных прижимных планок, подходящих для них, или съемных «пальцев» разной толщины и радиуса, которые при необходимости можно привинтить к прижимной планке. Показанный здесь тормоз настроен на листовой металл толщиной 1/8 дюйма. То, что вы настроите на этом этапе, полностью зависит от вас. Как только зажим установлен, прихватите трубы к концам. Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
Отрежьте две части 1/2-дюймового круглого стержня и прикрепите один конец каждого к пластине на шестигранную гайку (не приваривайте шестигранную гайку к чему-либо) и прикрепите другие концы к углам на верхних концах зажима. Они сформируют регулируемую ферму, чтобы добавить прочности задней части зажима и позволят вам регулировать силу давления на центр вашей заготовки.
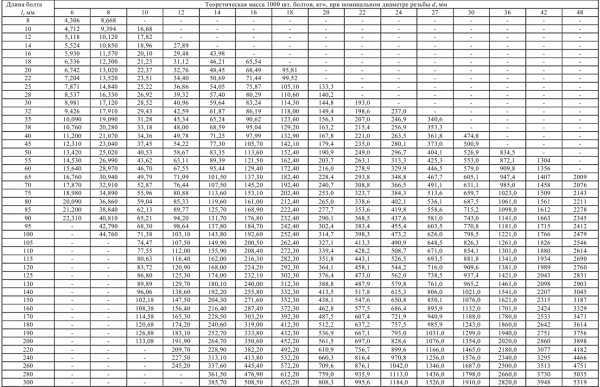

 Таблица. ГОСТ | МеханикИнфо
Таблица. ГОСТ | МеханикИнфо гаек, кг.
гаек, кг.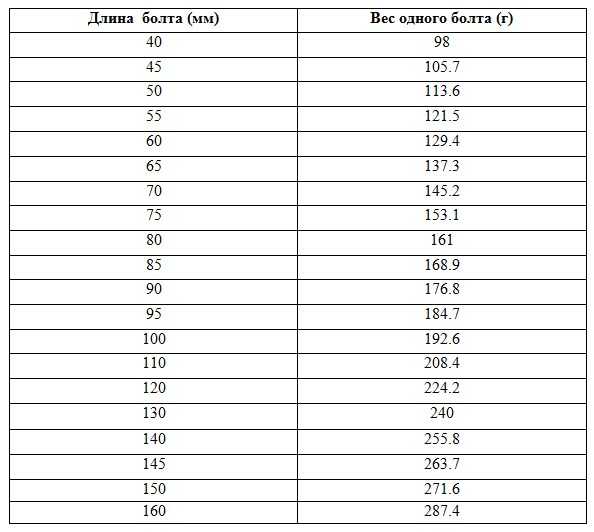 гаек, кг.
гаек, кг.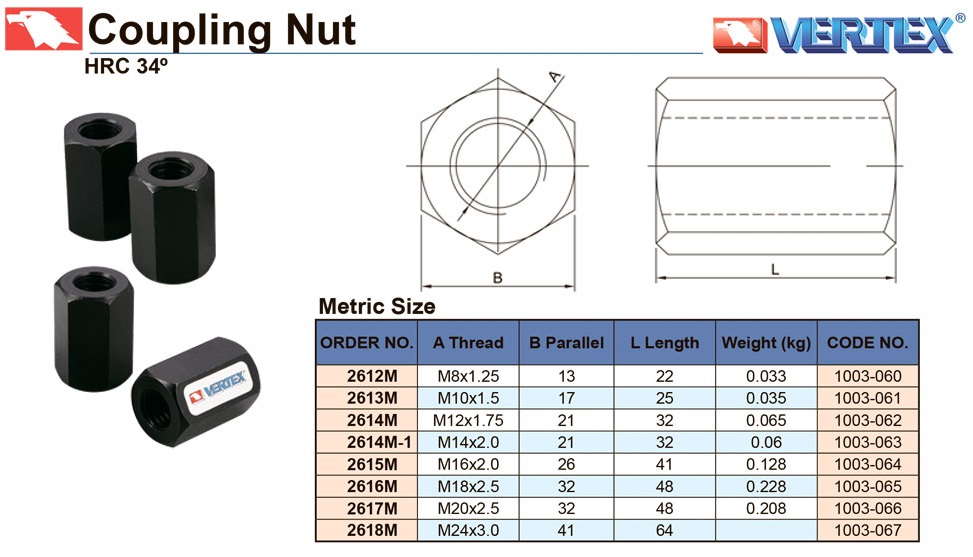 гаек, кг.
гаек, кг.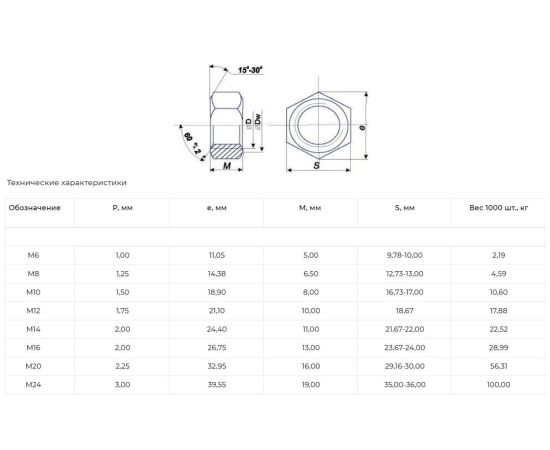
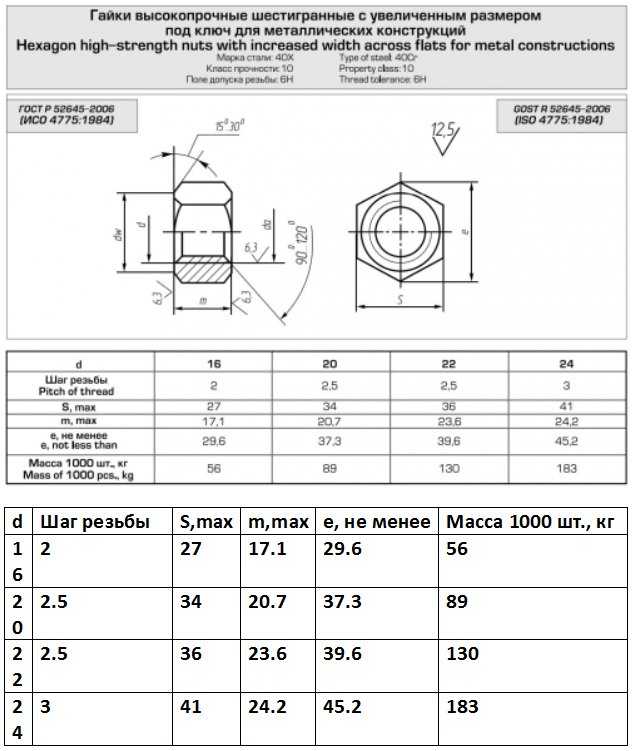 ГАЙКИ
ГАЙКИ 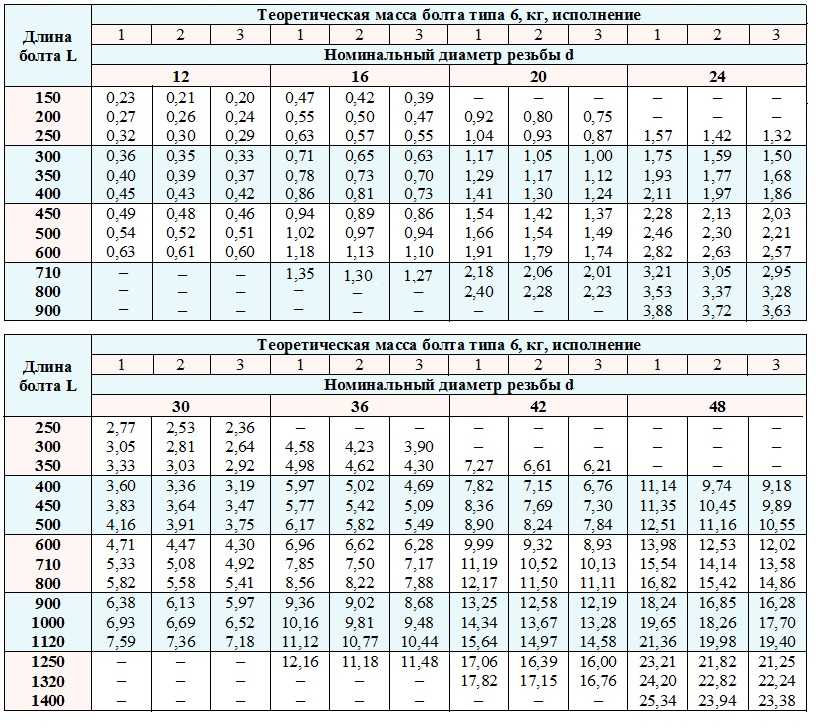 000
000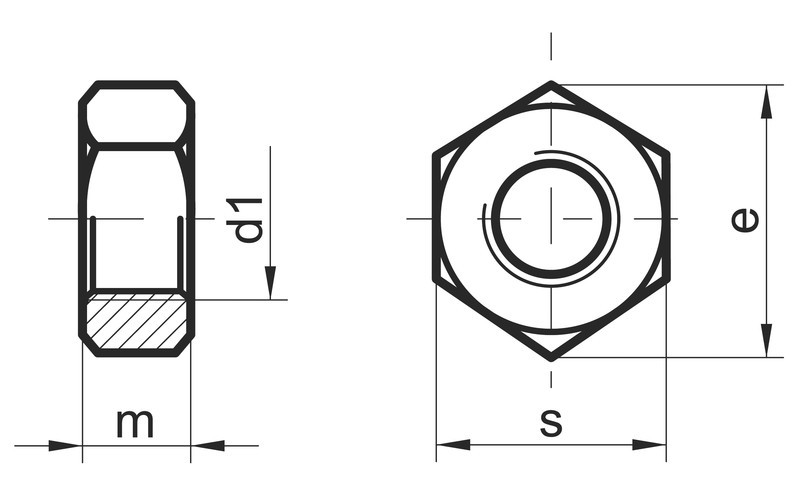 800
800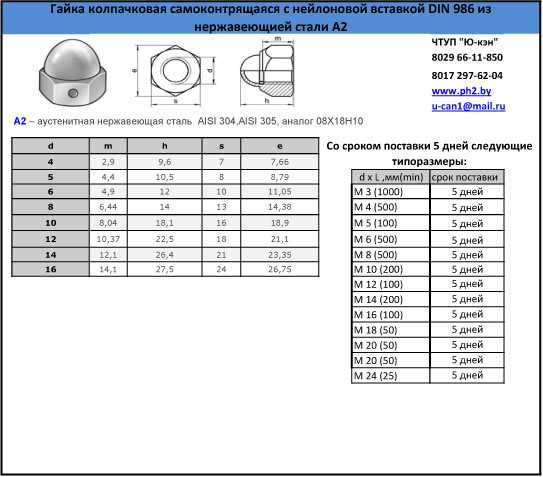 596
596 174
174 000
000 290
290 545
545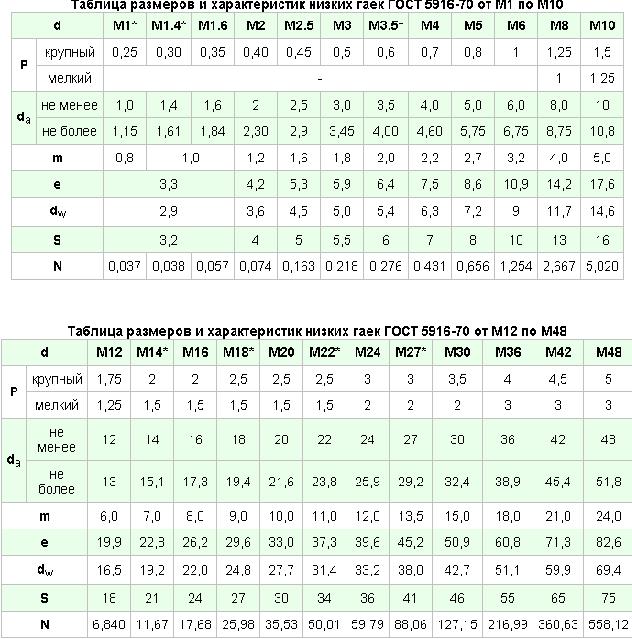 000
000 800
800 596
596.jpg) 174
174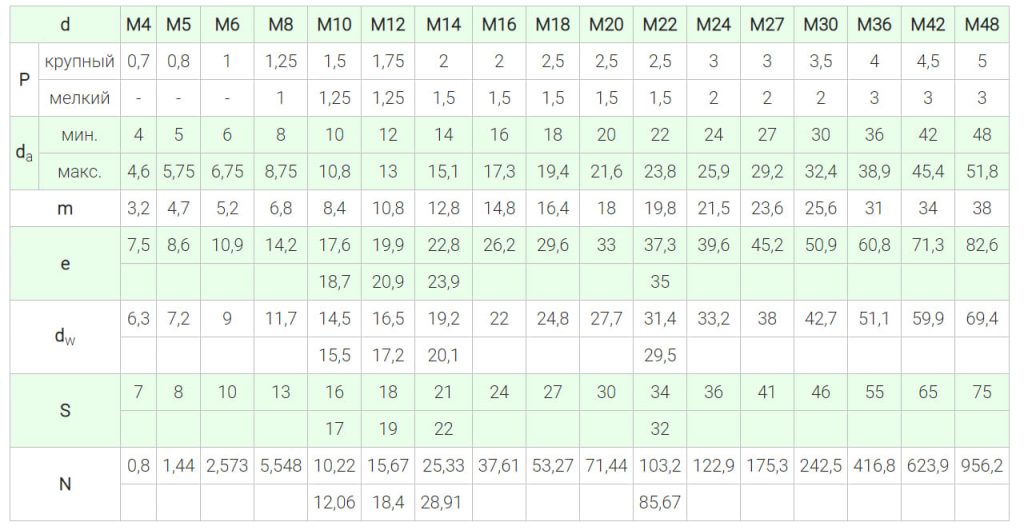 000
000 290
290



 Выбор оптимальной марки раствора связан со спецификой строительных работ и условиями эксплуатации бетонных конструкций. Популярен бетон М200. Благодаря повышенным прочностным характеристикам и высокой надежности он используется для возведения различных зданий, заливки оснований, а также формирования стяжки пола.
Выбор оптимальной марки раствора связан со спецификой строительных работ и условиями эксплуатации бетонных конструкций. Популярен бетон М200. Благодаря повышенным прочностным характеристикам и высокой надежности он используется для возведения различных зданий, заливки оснований, а также формирования стяжки пола. По устойчивости к воздействию отрицательных температур бетонный состав обозначается F200. Цифровой индекс характеризует количество циклов глубокого замораживания и полного оттаивания, в результате которых не образуется трещин в бетонном массиве;
По устойчивости к воздействию отрицательных температур бетонный состав обозначается F200. Цифровой индекс характеризует количество циклов глубокого замораживания и полного оттаивания, в результате которых не образуется трещин в бетонном массиве; Благодаря показателям, который имеет марка 200, бетон применяется для возведения прочных фундаментов, обустройства покрытий, а также заливки устойчивых к водной среде конструкций.
Благодаря показателям, который имеет марка 200, бетон применяется для возведения прочных фундаментов, обустройства покрытий, а также заливки устойчивых к водной среде конструкций. Является заполнителем;
Является заполнителем; В зависимости от того, какой применяется цемент, может изменяться пропорция.
В зависимости от того, какой применяется цемент, может изменяться пропорция. Важно тщательно перемешать ингредиенты с помощью бетоносмесителя.
Важно тщательно перемешать ингредиенты с помощью бетоносмесителя. Прочность материала обеспечивает устойчивость возводимых строений;
Прочность материала обеспечивает устойчивость возводимых строений; Материал модифицируется специальными добавками, повышающими стойкость к истиранию;
Материал модифицируется специальными добавками, повышающими стойкость к истиранию;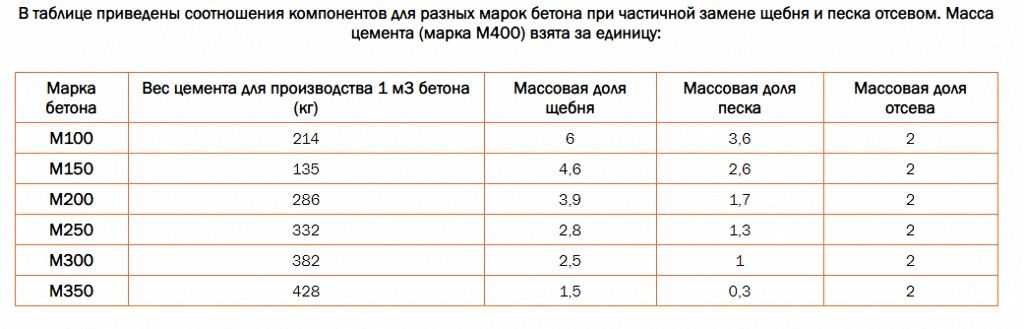 Важно придерживаться пропорций, использовать качественные ингредиенты и соблюдать технологию.
Важно придерживаться пропорций, использовать качественные ингредиенты и соблюдать технологию.
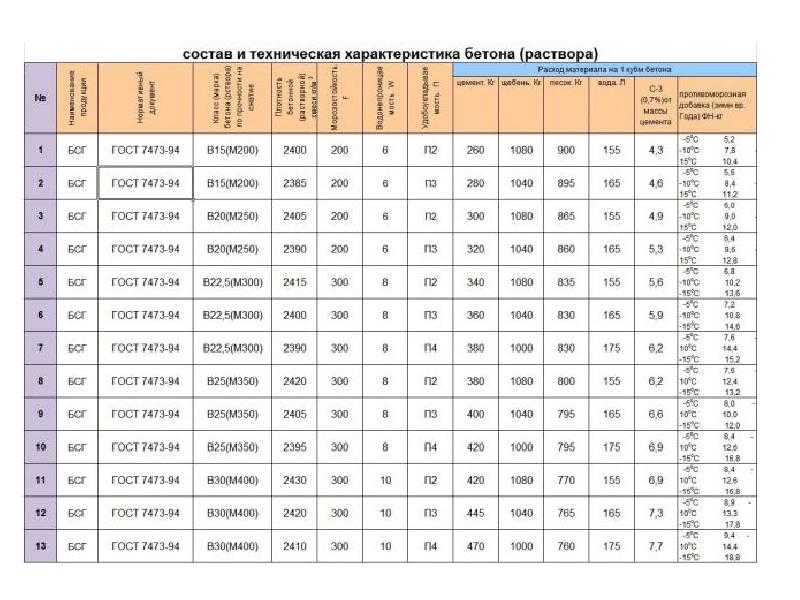




 Для частного же строительства нужны меньшие массы. В этом случае массу всех элементов, которые входят в состав бетона марки м 200 нужно уменьшать пропорционально.
Для частного же строительства нужны меньшие массы. В этом случае массу всех элементов, которые входят в состав бетона марки м 200 нужно уменьшать пропорционально.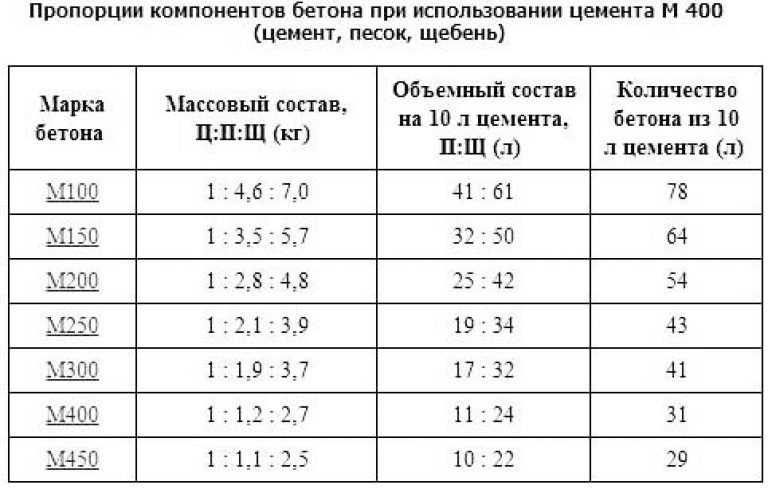 В связи с огромной сферой применения, существует масса вариантов приготовления бетонного раствора.
В связи с огромной сферой применения, существует масса вариантов приготовления бетонного раствора.
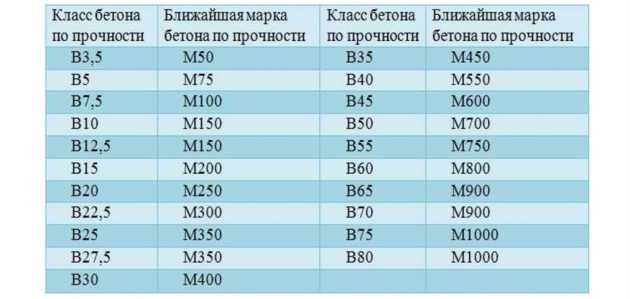

 Высокие свойства UHPC на сжатие и растяжение также способствуют высокой прочности сцепления, что позволяет сократить длину заделки арматурных стержней в таких приложениях, как заливка закрытия между сборными элементами.
Высокие свойства UHPC на сжатие и растяжение также способствуют высокой прочности сцепления, что позволяет сократить длину заделки арматурных стержней в таких приложениях, как заливка закрытия между сборными элементами. который основан на текущих методах испытаний ASTM с модификациями, чтобы сделать его пригодным для UHPC Ниже приведен пример диапазона характеристик материала для UHPC:
который основан на текущих методах испытаний ASTM с модификациями, чтобы сделать его пригодным для UHPC Ниже приведен пример диапазона характеристик материала для UHPC: Инновационный проект, разработанный Энцо Вичензино из CPV Group Architects Ltd., принадлежит городу Калгари, управляется Управлением транспортных проектов (TPO) и строится генеральным подрядчиком Walter Construction.
Инновационный проект, разработанный Энцо Вичензино из CPV Group Architects Ltd., принадлежит городу Калгари, управляется Управлением транспортных проектов (TPO) и строится генеральным подрядчиком Walter Construction.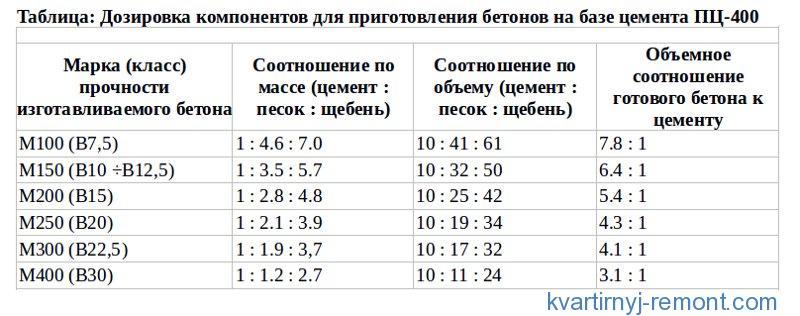 В таблице 1 приведены данные испытаний изготовления двадцати четырех навесов.
В таблице 1 приведены данные испытаний изготовления двадцати четырех навесов.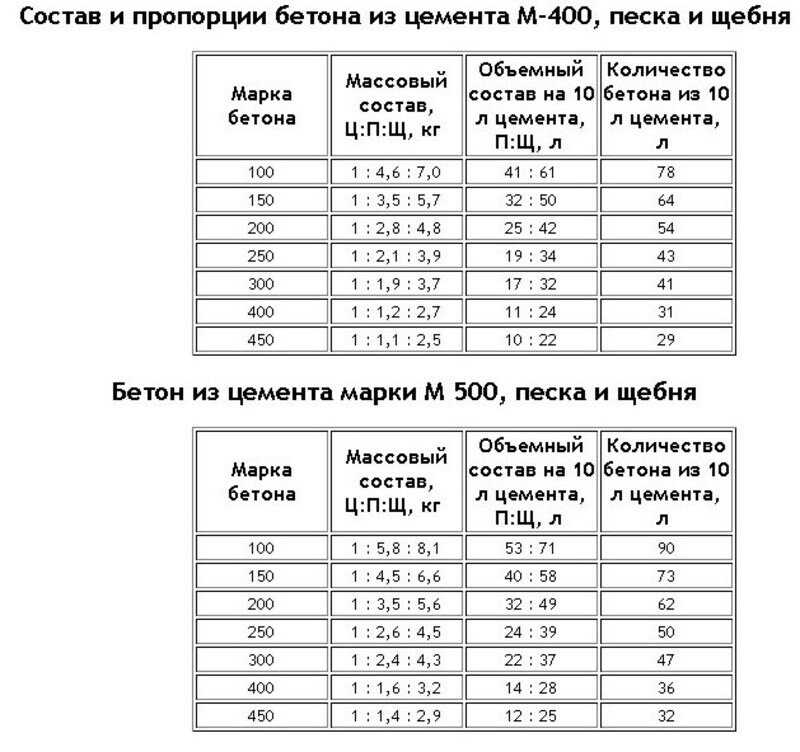 В целом, этот материал предлагает решения с такими преимуществами, как скорость строительства, улучшенная эстетика, превосходная долговечность и непроницаемость для коррозии, истирания и ударов, что приводит к сокращению затрат на техническое обслуживание и увеличению срока службы конструкции.
В целом, этот материал предлагает решения с такими преимуществами, как скорость строительства, улучшенная эстетика, превосходная долговечность и непроницаемость для коррозии, истирания и ударов, что приводит к сокращению затрат на техническое обслуживание и увеличению срока службы конструкции.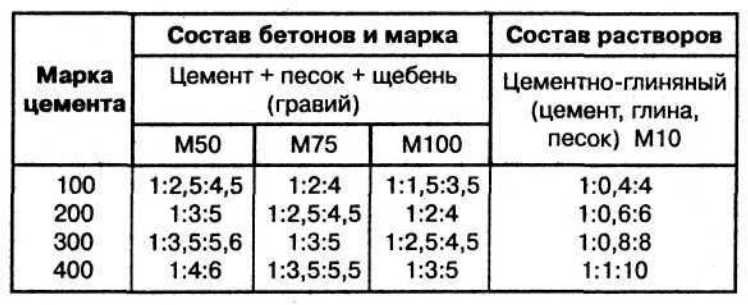

 Изменения в индустрии добавок происходят быстрее, чем в процессе консенсуса ASTM. Добавки, уменьшающие усадку (SRA) и понизители воды среднего уровня (MRWD), являются двумя областями, для которых в настоящее время не существует спецификаций ASTM C494-98.
Изменения в индустрии добавок происходят быстрее, чем в процессе консенсуса ASTM. Добавки, уменьшающие усадку (SRA) и понизители воды среднего уровня (MRWD), являются двумя областями, для которых в настоящее время не существует спецификаций ASTM C494-98.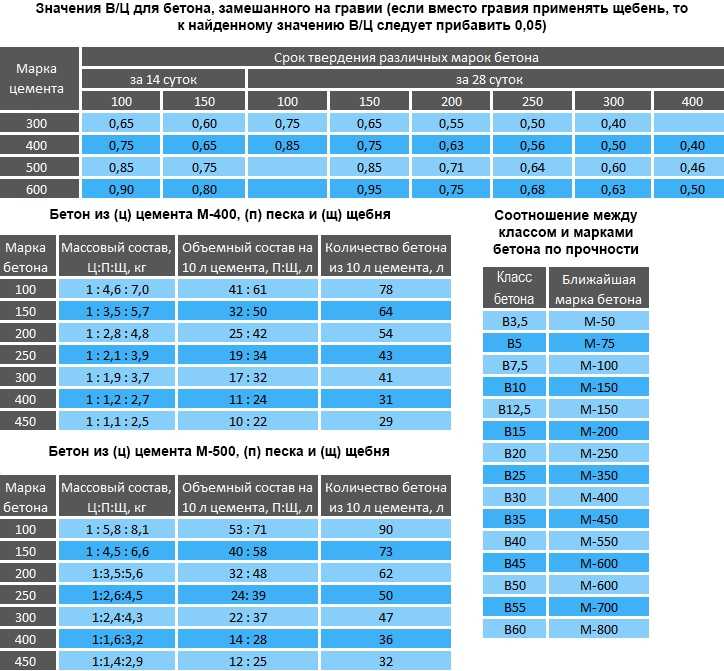 Когда влага в бетоне замерзает, эти воздушные камеры снижают внутреннее давление, образуя микроскопические камеры для расширения воды при замерзании.
Когда влага в бетоне замерзает, эти воздушные камеры снижают внутреннее давление, образуя микроскопические камеры для расширения воды при замерзании.
 Эти разбавители работают наиболее эффективно в смесях, рассчитанных на осадку от 4 до 5 дюймов.
Эти разбавители работают наиболее эффективно в смесях, рассчитанных на осадку от 4 до 5 дюймов.


 Это значительно снижает проницаемость и улучшает сцепление пасты с заполнителем полученного бетона по сравнению с обычным бетоном.
Это значительно снижает проницаемость и улучшает сцепление пасты с заполнителем полученного бетона по сравнению с обычным бетоном. 0041 и не заменяет существующий портландцемент.
0041 и не заменяет существующий портландцемент.
 Другими способами уменьшения коррозии являются использование проникающих поверхностных герметиков для предотвращения проникновения хлоридов, арматуры с эпоксидным покрытием или паров кремнезема в смеси. Диоксид кремния может увеличить долговечность и снизить проницаемость.
Другими способами уменьшения коррозии являются использование проникающих поверхностных герметиков для предотвращения проникновения хлоридов, арматуры с эпоксидным покрытием или паров кремнезема в смеси. Диоксид кремния может увеличить долговечность и снизить проницаемость. Это может быть какое-то здание, дом, сооружение. Причем одно из них имеет большое количество мелких деталей фасада, а другое, наоборот, содержит малое их количество, но детали эти более крупные.
Это может быть какое-то здание, дом, сооружение. Причем одно из них имеет большое количество мелких деталей фасада, а другое, наоборот, содержит малое их количество, но детали эти более крупные.
 Необходимо
Необходимо
 Масштаб, хотя его часто путают с пропорцией, если он отличается. Пропорция относится к соотношению между компонентами разного размера в одной композиции. Человек имеет врожденное восприятие размера. Поскольку люди часто используют себя в качестве основы для сравнения, художники используют масштаб для создания различных эффектов в своем искусстве.
Масштаб, хотя его часто путают с пропорцией, если он отличается. Пропорция относится к соотношению между компонентами разного размера в одной композиции. Человек имеет врожденное восприятие размера. Поскольку люди часто используют себя в качестве основы для сравнения, художники используют масштаб для создания различных эффектов в своем искусстве.
 Отношение между размерами этих различных компонентов друг к другу называется пропорцией.
Отношение между размерами этих различных компонентов друг к другу называется пропорцией. Масштабное искусство может произвести впечатление на зрителя своими размерами. Это особенно верно, когда художники создают произведения искусства, изображающие предметы крупнее, чем они кажутся на самом деле.
Масштабное искусство может произвести впечатление на зрителя своими размерами. Это особенно верно, когда художники создают произведения искусства, изображающие предметы крупнее, чем они кажутся на самом деле. Мелкомасштабное искусство часто используется, чтобы привлечь внимание к деталям и сложности в художественном произведении. Поскольку мелкомасштабное произведение искусства намного меньше человеческого тела, зрители могут смотреть на произведение с выгодных позиций, которых в противном случае у них не было бы.
Мелкомасштабное искусство часто используется, чтобы привлечь внимание к деталям и сложности в художественном произведении. Поскольку мелкомасштабное произведение искусства намного меньше человеческого тела, зрители могут смотреть на произведение с выгодных позиций, которых в противном случае у них не было бы.
 Наклоны вверх — отличное движение камеры, чтобы заполнить кадр высотой или размером другого объекта или среды в кадре.
Наклоны вверх — отличное движение камеры, чтобы заполнить кадр высотой или размером другого объекта или среды в кадре. Но чтобы они выглядели реалистично, кинематографисты снимают эти миниатюрные декорации, чтобы они занимали больше места на экране.
Но чтобы они выглядели реалистично, кинематографисты снимают эти миниатюрные декорации, чтобы они занимали больше места на экране. У людей есть импульс поставить себя в центр сравнения, когда дело доходит до размера. Художники могут использовать этот импульс, воздействуя масштабом. В определенных средах, таких как кино, масштаб достигается за счет пропорций композиции.
У людей есть импульс поставить себя в центр сравнения, когда дело доходит до размера. Художники могут использовать этот импульс, воздействуя масштабом. В определенных средах, таких как кино, масштаб достигается за счет пропорций композиции.
 или поощрять новую точку зрения.
или поощрять новую точку зрения. Например, глаз должен быть меньше лица, а плечи мужчины должны быть шире его бедер.
Например, глаз должен быть меньше лица, а плечи мужчины должны быть шире его бедер. Как и мультфильм, что-то непропорциональное может заставить вас смеяться. Как и Медуза, он может внушать страх.
Как и мультфильм, что-то непропорциональное может заставить вас смеяться. Как и Медуза, он может внушать страх.

 0528, C30, C30E, Ck30
0528, C30, C30E, Ck30
 Степень раскисления стали — спокойная (обозначают без индекса).
Степень раскисления стали — спокойная (обозначают без индекса).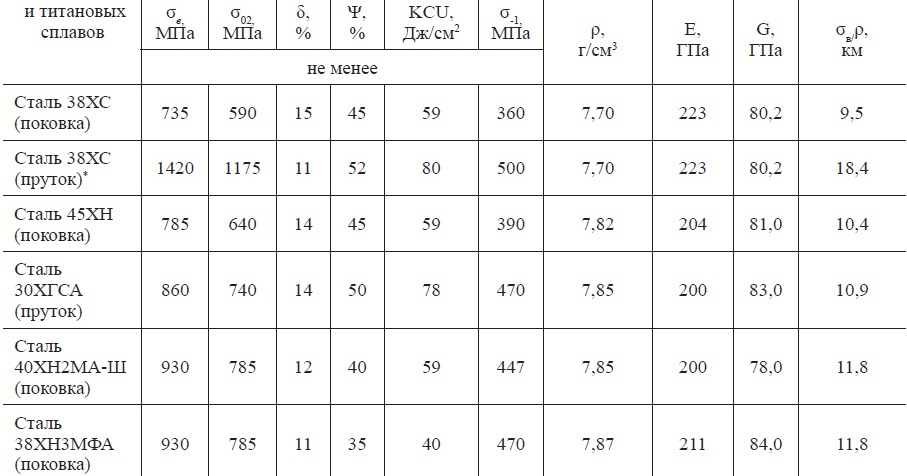 Заготовки сечением до 800 мм охлаждаются на воздухе.
Заготовки сечением до 800 мм охлаждаются на воздухе.
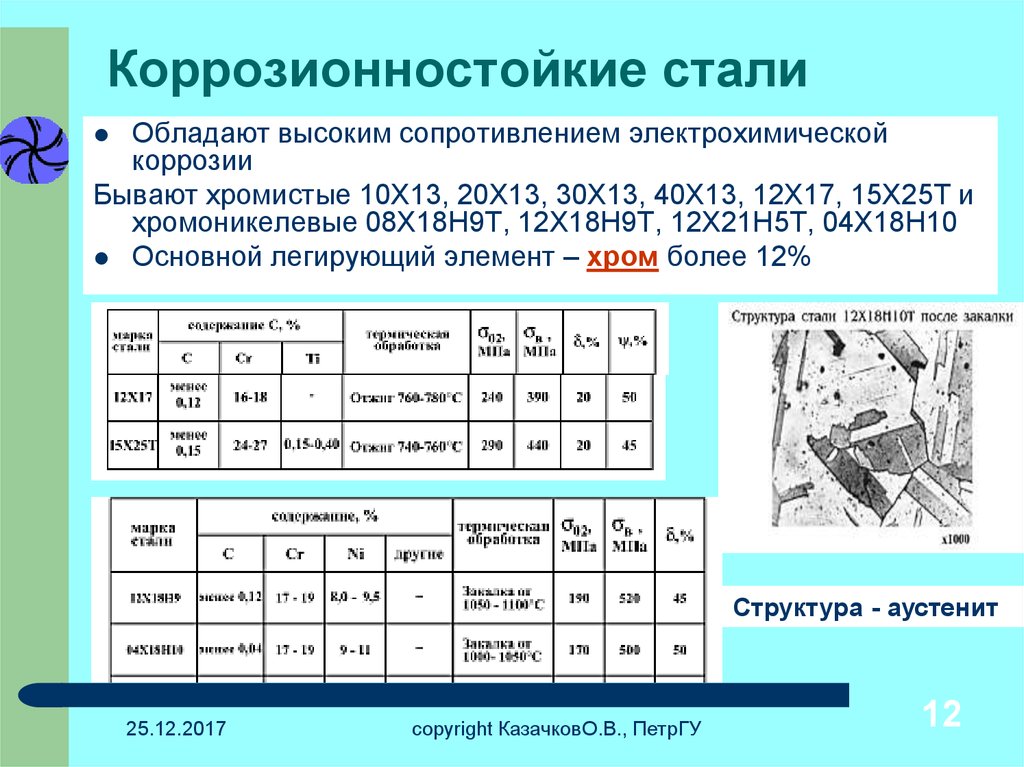
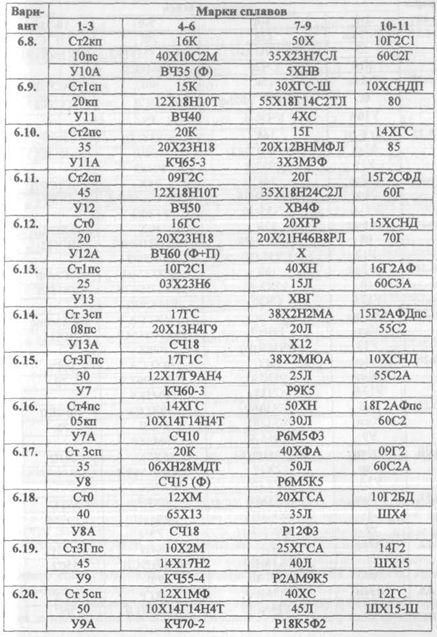 10.2022
10.2022 09.2019
09.2019 09.2016
09.2016 09.2013
09.2013 09.2010
09.2010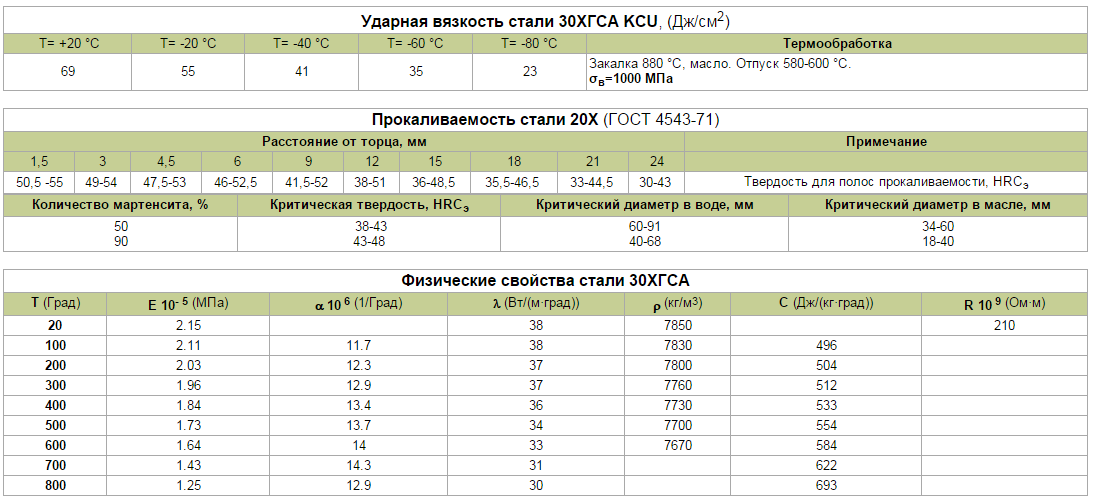 Сегмент плоского проката производит листы, плиты и изделия из жести для автомобильной промышленности, бытовой техники, сервисных центров, переоборудования, контейнеров и строительства. Сегмент Mini Mill был добавлен после покупки Big River Steel. USSE — продает листы, плиты, жестяные заводы, трубы, прецизионные трубы, изделия из специальной стали и кокс на конечных рынках Европы. Сегмент Tubular Products поставляет бесшовные и электростойкие сварные трубы для рынков нефти, газа и нефтехимии. Сегмент «Другие виды бизнеса» занимается производством и продажей железосодержащих таконитовых окатышей, транспортными услугами, управлением и девелопментом недвижимости, а также инжиниринговыми и консультационными услугами.
Сегмент плоского проката производит листы, плиты и изделия из жести для автомобильной промышленности, бытовой техники, сервисных центров, переоборудования, контейнеров и строительства. Сегмент Mini Mill был добавлен после покупки Big River Steel. USSE — продает листы, плиты, жестяные заводы, трубы, прецизионные трубы, изделия из специальной стали и кокс на конечных рынках Европы. Сегмент Tubular Products поставляет бесшовные и электростойкие сварные трубы для рынков нефти, газа и нефтехимии. Сегмент «Другие виды бизнеса» занимается производством и продажей железосодержащих таконитовых окатышей, транспортными услугами, управлением и девелопментом недвижимости, а также инжиниринговыми и консультационными услугами.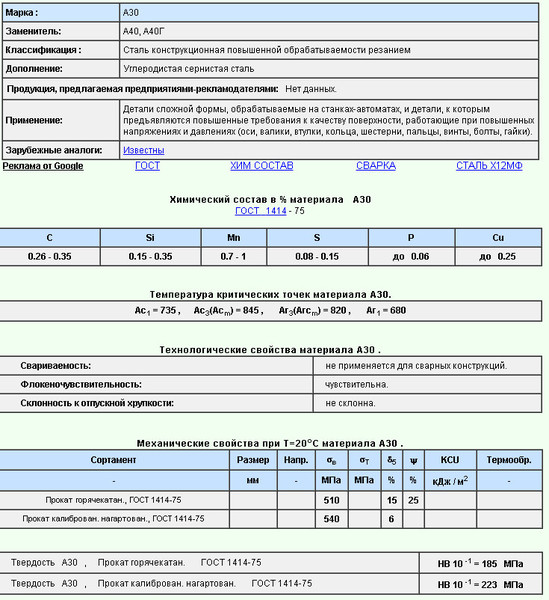

 Станок хороший, но встречается редко, и найти его трудно.
Станок хороший, но встречается редко, и найти его трудно. Энгельс, ул. Нестерова, 3
Энгельс, ул. Нестерова, 3 Эти специализированные курсы охватывают элементы управления токарным станком, типы компонентов токарной обработки, расчеты скорости и подачи, режимы ручного управления и выявление опасностей.
Эти специализированные курсы охватывают элементы управления токарным станком, типы компонентов токарной обработки, расчеты скорости и подачи, режимы ручного управления и выявление опасностей. Этот курс обучения работе с токарным станком также знакомит рабочих с распространенными травмами в результате несчастных случаев на токарных станках, таких как порезы рук, сломанные пальцы, попадание осколков в глаза и даже ожоги. Через библиотеку курсов EdApp вы можете легко импортировать этот курс из 4 частей бесплатно. Вы даже можете редактировать уроки с помощью встроенного инструмента для создания курсов.
Этот курс обучения работе с токарным станком также знакомит рабочих с распространенными травмами в результате несчастных случаев на токарных станках, таких как порезы рук, сломанные пальцы, попадание осколков в глаза и даже ожоги. Через библиотеку курсов EdApp вы можете легко импортировать этот курс из 4 частей бесплатно. Вы даже можете редактировать уроки с помощью встроенного инструмента для создания курсов. В этом учебном курсе по токарному станку также рассказывается о протоколах настройки и остановки, скорости подачи, методах токарной обработки, распознавании дефектов и ремонте, а также о правильной работе и методах удержания инструмента. В целом, курс состоит из 13 специализированных подтем с тестом на практическую компетентность в конце. Еще одним огромным преимуществом является то, что программное обеспечение для онлайн-обучения предоставляет учащимся признанный на национальном уровне сертификат компетентности по окончании курса.
В этом учебном курсе по токарному станку также рассказывается о протоколах настройки и остановки, скорости подачи, методах токарной обработки, распознавании дефектов и ремонте, а также о правильной работе и методах удержания инструмента. В целом, курс состоит из 13 специализированных подтем с тестом на практическую компетентность в конце. Еще одним огромным преимуществом является то, что программное обеспечение для онлайн-обучения предоставляет учащимся признанный на национальном уровне сертификат компетентности по окончании курса. Он начинается с изучения жизненно важных деталей токарного станка и знакомства рабочих с точными и неточными инструментами. Этот учебный курс по токарному станку также посвящен различным типам токарных операций, включая токарную обработку, нарезание квадратной резьбы, нарезание левой резьбы BSW, коническую токарную обработку, нарезание канавок, накатку и растачивание. Рабочие также узнают, как затачивать инструменты на настольном шлифовальном станке, а также центрировать свою работу на 4-х кулачковом патроне. В общем, всего 9обучающие уроки, которые они обязаны проходить лично.
Он начинается с изучения жизненно важных деталей токарного станка и знакомства рабочих с точными и неточными инструментами. Этот учебный курс по токарному станку также посвящен различным типам токарных операций, включая токарную обработку, нарезание квадратной резьбы, нарезание левой резьбы BSW, коническую токарную обработку, нарезание канавок, накатку и растачивание. Рабочие также узнают, как затачивать инструменты на настольном шлифовальном станке, а также центрировать свою работу на 4-х кулачковом патроне. В общем, всего 9обучающие уроки, которые они обязаны проходить лично. В первой части учебного курса по токарному станку учащиеся знакомятся с токарными станками, включая их детали, грузоподъемность, а также люнеты и толкатели. Он также охватывает специализированные подтемы, такие как подготовка и центрирование припуска, сверление, растачивание, развертывание, нарезание резьбы и токарные операции. Затем затрагивается важность скорости резания и подачи, а также смазочно-охлаждающих жидкостей и охлаждающих жидкостей.
В первой части учебного курса по токарному станку учащиеся знакомятся с токарными станками, включая их детали, грузоподъемность, а также люнеты и толкатели. Он также охватывает специализированные подтемы, такие как подготовка и центрирование припуска, сверление, растачивание, развертывание, нарезание резьбы и токарные операции. Затем затрагивается важность скорости резания и подачи, а также смазочно-охлаждающих жидкостей и охлаждающих жидкостей. В ходе курса обучения токарному станку работники могут узнать больше о токарных станках с центральным центром, в том числе ознакомительные презентации, вопросы безопасности, элементы управления станком и его эксплуатацию, типы токарных инструментов, расчеты скорости и подачи, использование задней бабки и управление резанием. В нем также обсуждаются более конкретные токарные операции, такие как токарная обработка, сверление, закрепление заготовки и нарезание резьбы. Этот онлайн-курс позволяет работникам получить необходимые знания, необходимые им для расширения общего набора навыков промышленного проектирования. Хотя по этому курсу нет формальной оценки, учащиеся должны лично продемонстрировать, что они могут безопасно работать на центральном токарном станке.
В ходе курса обучения токарному станку работники могут узнать больше о токарных станках с центральным центром, в том числе ознакомительные презентации, вопросы безопасности, элементы управления станком и его эксплуатацию, типы токарных инструментов, расчеты скорости и подачи, использование задней бабки и управление резанием. В нем также обсуждаются более конкретные токарные операции, такие как токарная обработка, сверление, закрепление заготовки и нарезание резьбы. Этот онлайн-курс позволяет работникам получить необходимые знания, необходимые им для расширения общего набора навыков промышленного проектирования. Хотя по этому курсу нет формальной оценки, учащиеся должны лично продемонстрировать, что они могут безопасно работать на центральном токарном станке. Он предоставляет опытным операторам токарных станков уроки повышения квалификации по управлению и эксплуатации станка, настройке инструментов, токарной обработке ступенчатых валов, управлению резкой и сверлению на глубину. Также рассказывается о различных типах токарных инструментов и о том, как с ними работать. С помощью этого курса вы можете убедиться, что ваши работники получают актуальные учебные материалы, что, в свою очередь, может облегчить им производство деталей и компонентов и соблюдение правил техники безопасности. Хотя курс платный, эта платформа для повышения квалификации позволяет учащимся пользоваться привилегиями, такими как очные занятия, а также сертификаты об окончании.
Он предоставляет опытным операторам токарных станков уроки повышения квалификации по управлению и эксплуатации станка, настройке инструментов, токарной обработке ступенчатых валов, управлению резкой и сверлению на глубину. Также рассказывается о различных типах токарных инструментов и о том, как с ними работать. С помощью этого курса вы можете убедиться, что ваши работники получают актуальные учебные материалы, что, в свою очередь, может облегчить им производство деталей и компонентов и соблюдение правил техники безопасности. Хотя курс платный, эта платформа для повышения квалификации позволяет учащимся пользоваться привилегиями, такими как очные занятия, а также сертификаты об окончании. Основное внимание уделяется различным токарным операциям, таким как проточка, черновая обработка, чистовая обработка профиля, последовательная обработка, проточка с наклоном, черновая обработка с уклоном, обработка канавок, чистовая обработка канавок и точение резьбы. Ваши рабочие также могут рассчитывать на краткий обзор методологий токарных станков, а также управления инструментальными сборками. Огромным преимуществом этой программы обучения является то, что работники могут учиться непосредственно у узкоспециализированных инструкторов с многолетним опытом работы в отрасли. Они также будут иметь доступ к специальным учебным помещениям, координаторам обучения под рукой, обеду и прохладительным напиткам во время личного обучения, а также сертификатам о личном посещении.
Основное внимание уделяется различным токарным операциям, таким как проточка, черновая обработка, чистовая обработка профиля, последовательная обработка, проточка с наклоном, черновая обработка с уклоном, обработка канавок, чистовая обработка канавок и точение резьбы. Ваши рабочие также могут рассчитывать на краткий обзор методологий токарных станков, а также управления инструментальными сборками. Огромным преимуществом этой программы обучения является то, что работники могут учиться непосредственно у узкоспециализированных инструкторов с многолетним опытом работы в отрасли. Они также будут иметь доступ к специальным учебным помещениям, координаторам обучения под рукой, обеду и прохладительным напиткам во время личного обучения, а также сертификатам о личном посещении. Некоторые из специализированных тем, рассматриваемых в этом курсе, включают механические рабочие чертежи, детали и функции токарных станков, принадлежности для токарных станков и измерительные инструменты, такие как нониус и микрометрический штангенциркуль. Курс занимает 40 часов, и к концу обучения учащиеся смогут интерпретировать основные механические чертежи, идентифицировать компоненты станков, понимать важность безопасности в цеху и выполнять основные операции на токарном станке. Работникам не нужно беспокоиться о выполнении каких-либо предварительных условий для этого курса, но имейте в виду, что он стоит изрядных 10 000 филиппинских песо или примерно 19 долларов США.0 долларов США за всю программу.
Некоторые из специализированных тем, рассматриваемых в этом курсе, включают механические рабочие чертежи, детали и функции токарных станков, принадлежности для токарных станков и измерительные инструменты, такие как нониус и микрометрический штангенциркуль. Курс занимает 40 часов, и к концу обучения учащиеся смогут интерпретировать основные механические чертежи, идентифицировать компоненты станков, понимать важность безопасности в цеху и выполнять основные операции на токарном станке. Работникам не нужно беспокоиться о выполнении каких-либо предварительных условий для этого курса, но имейте в виду, что он стоит изрядных 10 000 филиппинских песо или примерно 19 долларов США.0 долларов США за всю программу. В основном, он фокусируется на компонентах и функциях токарных станков с ЧПУ как патронных, так и прутковых станков. Некоторые из тем, затронутых в этом учебном курсе по токарным станкам, включают типы токарных станков с ЧПУ, общие компоненты токарных станков с ЧПУ, параметры резания, операции с внутренним и внешним диаметром, режущие инструменты, держатели инструментов и заготовку токарного станка с ЧПУ.
В основном, он фокусируется на компонентах и функциях токарных станков с ЧПУ как патронных, так и прутковых станков. Некоторые из тем, затронутых в этом учебном курсе по токарным станкам, включают типы токарных станков с ЧПУ, общие компоненты токарных станков с ЧПУ, параметры резания, операции с внутренним и внешним диаметром, режущие инструменты, держатели инструментов и заготовку токарного станка с ЧПУ. Он специально разработан для производственных сотрудников, руководителей и менеджеров, отвечающих за эксплуатацию токарных станков с ЧПУ. Курс посвящен обязанностям оператора, панелям управления ЧПУ и дисплею управления, режимам ручного управления, MDI и режиму отдельных блоков, а также основным элементам управления токарным станком. В нем также освещаются другие технические аспекты работы токарного станка с ЧПУ, в том числе переопределение, необязательная остановка и удаление блока, индексация револьверной головки, транспортер стружки и проверка. В целом, курс разделен на 18 уроков, и работники, завершившие программу обучения, имеют право на получение сертификатов FastTrack «Операции на токарном станке с ЧПУ», «Программирование, настройка и эксплуатация токарной обработки с ЧПУ» и «Токарная обработка с ЧПУ: программирование, настройка и эксплуатация».
Он специально разработан для производственных сотрудников, руководителей и менеджеров, отвечающих за эксплуатацию токарных станков с ЧПУ. Курс посвящен обязанностям оператора, панелям управления ЧПУ и дисплею управления, режимам ручного управления, MDI и режиму отдельных блоков, а также основным элементам управления токарным станком. В нем также освещаются другие технические аспекты работы токарного станка с ЧПУ, в том числе переопределение, необязательная остановка и удаление блока, индексация револьверной головки, транспортер стружки и проверка. В целом, курс разделен на 18 уроков, и работники, завершившие программу обучения, имеют право на получение сертификатов FastTrack «Операции на токарном станке с ЧПУ», «Программирование, настройка и эксплуатация токарной обработки с ЧПУ» и «Токарная обработка с ЧПУ: программирование, настройка и эксплуатация». Это сложное оборудование может быть опасным в эксплуатации, и без надлежащей подготовки рабочие рискуют получить такие травмы, как переломы, рваные раны, ампутации пальцев или конечностей, а также размозжение рук или предплечий. Чтобы предотвратить такие инциденты, рабочие должны иметь сертификат или лицензию на обучение, прежде чем работать с каким-либо токарным оборудованием на рабочей площадке. Как работодатель вы обязаны предоставить своим сотрудникам всестороннее обучение работе на токарном станке, чтобы помочь им получить сертификат и убедиться, что они могут безопасно работать на токарных станках. Чтобы помочь вам начать работу, мы подготовили подробный список курсов обучения работе с токарными станками, которые гарантируют, что ваши работники смогут точно и безопасно изготавливать детали и компоненты.
Это сложное оборудование может быть опасным в эксплуатации, и без надлежащей подготовки рабочие рискуют получить такие травмы, как переломы, рваные раны, ампутации пальцев или конечностей, а также размозжение рук или предплечий. Чтобы предотвратить такие инциденты, рабочие должны иметь сертификат или лицензию на обучение, прежде чем работать с каким-либо токарным оборудованием на рабочей площадке. Как работодатель вы обязаны предоставить своим сотрудникам всестороннее обучение работе на токарном станке, чтобы помочь им получить сертификат и убедиться, что они могут безопасно работать на токарных станках. Чтобы помочь вам начать работу, мы подготовили подробный список курсов обучения работе с токарными станками, которые гарантируют, что ваши работники смогут точно и безопасно изготавливать детали и компоненты. Их результаты говорят сами за себя.
Их результаты говорят сами за себя. Неправильная работа токарного станка может привести к серьезной травме. OSHA требует от работодателей оценки и сведения к минимуму опасностей, связанных с оборудованием, обучения сотрудников процедурам надлежащего использования и обеспечения соблюдения безопасных методов работы. Обучение работе с токарным станком должно касаться опасностей и мер безопасности станка, безопасных методов работы, средств аварийного управления и средств индивидуальной защиты.
Неправильная работа токарного станка может привести к серьезной травме. OSHA требует от работодателей оценки и сведения к минимуму опасностей, связанных с оборудованием, обучения сотрудников процедурам надлежащего использования и обеспечения соблюдения безопасных методов работы. Обучение работе с токарным станком должно касаться опасностей и мер безопасности станка, безопасных методов работы, средств аварийного управления и средств индивидуальной защиты. Если при формовании заготовки необходимы корректировки, сотрудники должны знать, как их правильно сделать, что включает в себя остановку станка и отключение источников питания.
Если при формовании заготовки необходимы корректировки, сотрудники должны знать, как их правильно сделать, что включает в себя остановку станка и отключение источников питания.

 Прокат листовой горячекатанный. Сортамент
Прокат листовой горячекатанный. Сортамент
 Прокат листовой для холодной штамповки из конструкционной качественной стали.
Прокат листовой для холодной штамповки из конструкционной качественной стали. требуется.
требуется. 2
2  Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям.
Смесь хрома и никеля 18/8 закалена с титаном для защиты типа 321 от межкристаллитной коррозии, которая может возникнуть после нагрева лечение. Он защищен от температур от 800 до 1500°F. Металл обладает высокой прочностью и устойчивостью к различным формам коррозии, в том числе в водной среде. Тип 321 находит применение в тяжелых сварочных компонентах, а также в динамических условиях, которые подвержены изменениям. 


 , шт.
, шт.  3 (20)
3 (20)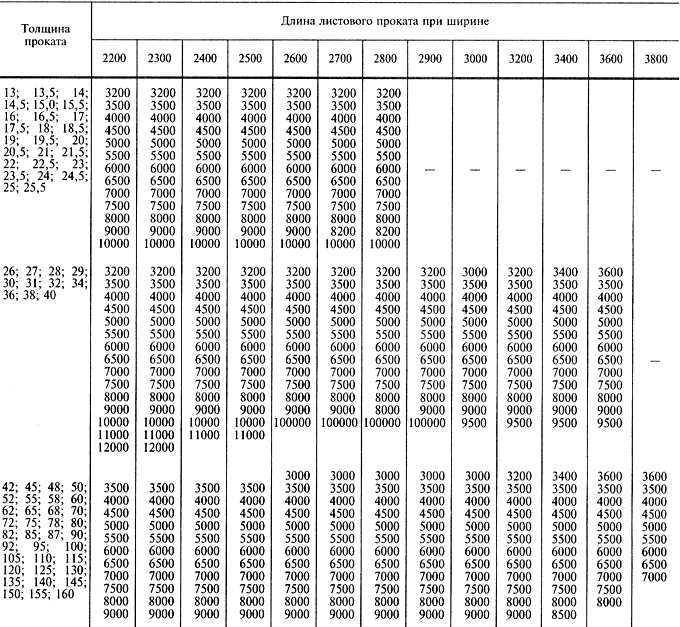 3 (20)
3 (20)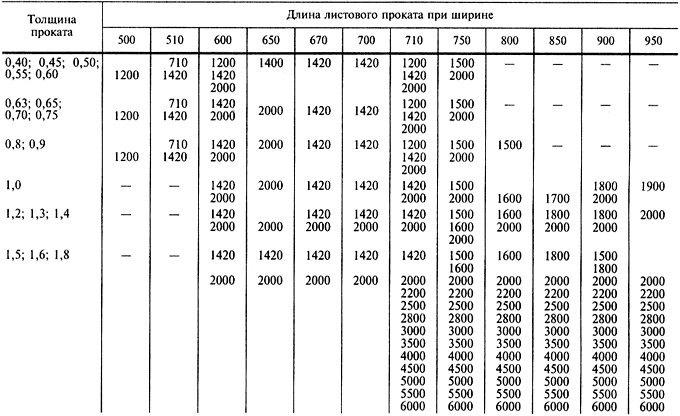
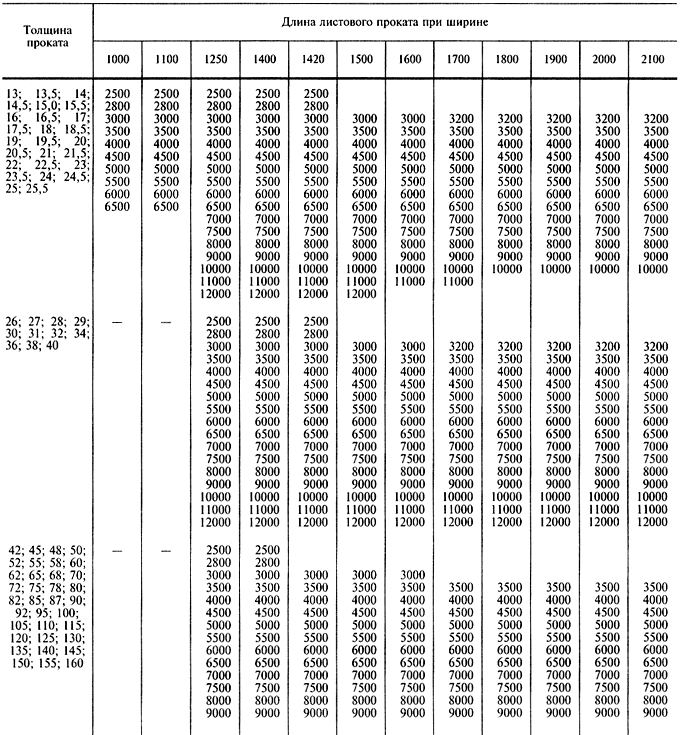 (20)
(20) 3 (20)
3 (20)

 Плоский листовой прокат широко применяется компанией «Схид-будконструкция» при производстве стальной емкости.
Плоский листовой прокат широко применяется компанией «Схид-будконструкция» при производстве стальной емкости.
 Холодная прокатка обеспечивает равномерную толщину листа, а также повышает его свойства путем наклепа поверхности.
Холодная прокатка обеспечивает равномерную толщину листа, а также повышает его свойства путем наклепа поверхности.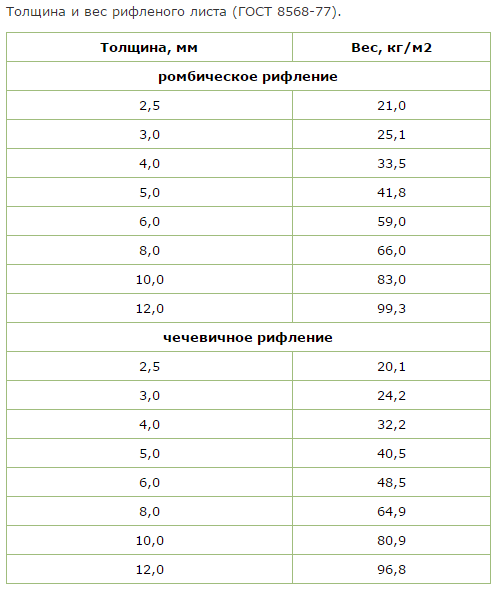 Собственно область применения и определяет требования к листовому металлу. Для изготовления изделий методом штамповки используется листовой металл: холоднокатаный, горячекатаный, рулон холоднокатаный, оцинкованная сталь в рулонах, полосовой металл.
Собственно область применения и определяет требования к листовому металлу. Для изготовления изделий методом штамповки используется листовой металл: холоднокатаный, горячекатаный, рулон холоднокатаный, оцинкованная сталь в рулонах, полосовой металл. 
 Металлокалькулятор листа рассчитывает вес по размерам заготовки и толщине в мм, и размеры стального листа (по общему весу пакета и и толщине листового проката).
Металлокалькулятор листа рассчитывает вес по размерам заготовки и толщине в мм, и размеры стального листа (по общему весу пакета и и толщине листового проката). Вопросы и ответы
Вопросы и ответы
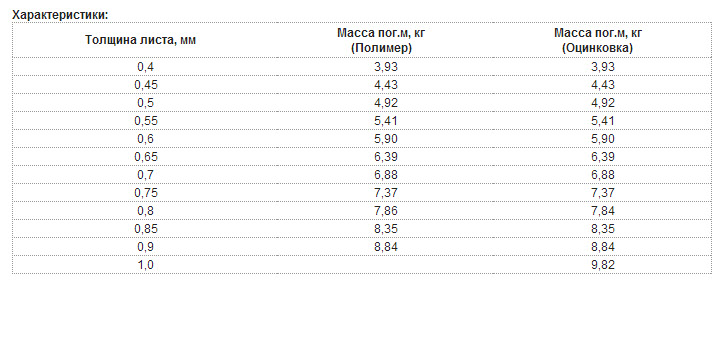 5х1250х2500
5х1250х2500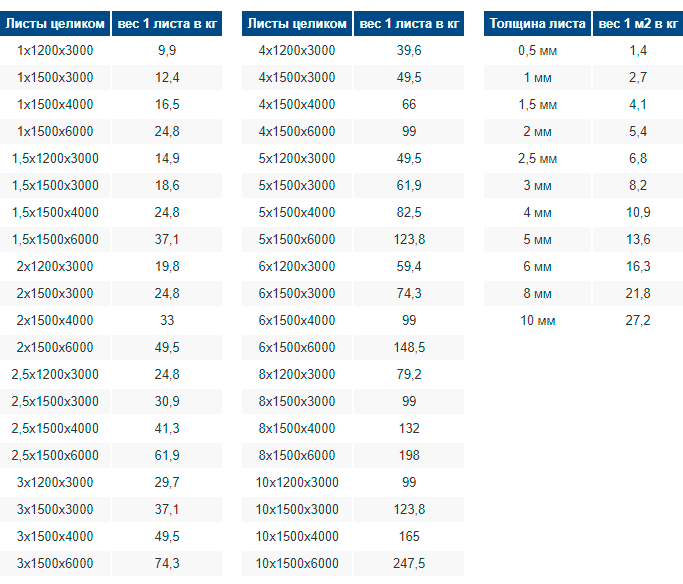 ru
ru Прочтите статью ниже, если вас интересует математика для определения того, сколько алюминия весит ; ознакомьтесь с таблицей алюминиевого сплава , чтобы увидеть, как плотность алюминия варьируется между различными типами, и узнать больше об алюминии и его обычном использовании. Надеюсь, вам больше никогда не придется мучиться с вычислением веса алюминия на кубический дюйм!
Прочтите статью ниже, если вас интересует математика для определения того, сколько алюминия весит ; ознакомьтесь с таблицей алюминиевого сплава , чтобы увидеть, как плотность алюминия варьируется между различными типами, и узнать больше об алюминии и его обычном использовании. Надеюсь, вам больше никогда не придется мучиться с вычислением веса алюминия на кубический дюйм! Нажмите кнопку, чтобы увидеть раскрывающееся меню различных типов алюминия (упорядоченных по их количеству). Сплавы имеют разную плотность, поэтому правильный выбор имеет решающее значение для правильного ответа.
Нажмите кнопку, чтобы увидеть раскрывающееся меню различных типов алюминия (упорядоченных по их количеству). Сплавы имеют разную плотность, поэтому правильный выбор имеет решающее значение для правильного ответа. В этом случае мы попросим вас указать объем металлического элемента. Возможно, вы захотите воспользоваться нашими калькуляторами 3D-геометрии, поскольку они могут помочь вам рассчитать необходимое значение!
В этом случае мы попросим вас указать объем металлического элемента. Возможно, вы захотите воспользоваться нашими калькуляторами 3D-геометрии, поскольку они могут помочь вам рассчитать необходимое значение!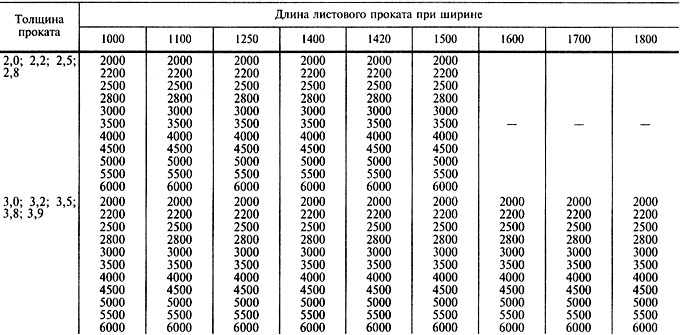 Этот раздел лежит в основе расчета веса алюминия на кубический дюйм. Как вы уже знаете, одним из факторов, сильно влияющих на результат, является число 9.0019 плотность алюминия , которая варьируется в зависимости от конкретного сплава. Здесь вы можете увидеть упрощенную таблицу алюминиевых сплавов, где вы можете найти плотность каждого материала, включенного в наш калькулятор.
Этот раздел лежит в основе расчета веса алюминия на кубический дюйм. Как вы уже знаете, одним из факторов, сильно влияющих на результат, является число 9.0019 плотность алюминия , которая варьируется в зависимости от конкретного сплава. Здесь вы можете увидеть упрощенную таблицу алюминиевых сплавов, где вы можете найти плотность каждого материала, включенного в наш калькулятор. Название происходит от латинского «alumen», что означает «горькая соль».
Название происходит от латинского «alumen», что означает «горькая соль». В сочетании с его удивительной долговечностью он является отличным материалом для линий электропередач на большие расстояния.
В сочетании с его удивительной долговечностью он является отличным материалом для линий электропередач на большие расстояния.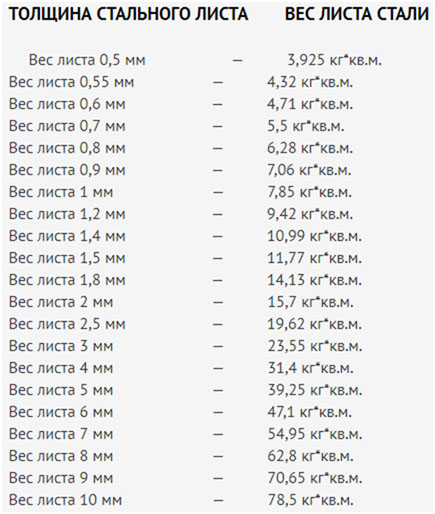 4PH, 904L, AISI 302, AISI 303/303SE, AISI 304/304L, AISI 316/316L, AISI 321, AISI 440C, 13-8-MO, 15-5-PH, 17-4-PF , 17-7-PH
4PH, 904L, AISI 302, AISI 303/303SE, AISI 304/304L, AISI 316/316L, AISI 321, AISI 440C, 13-8-MO, 15-5-PH, 17-4-PF , 17-7-PH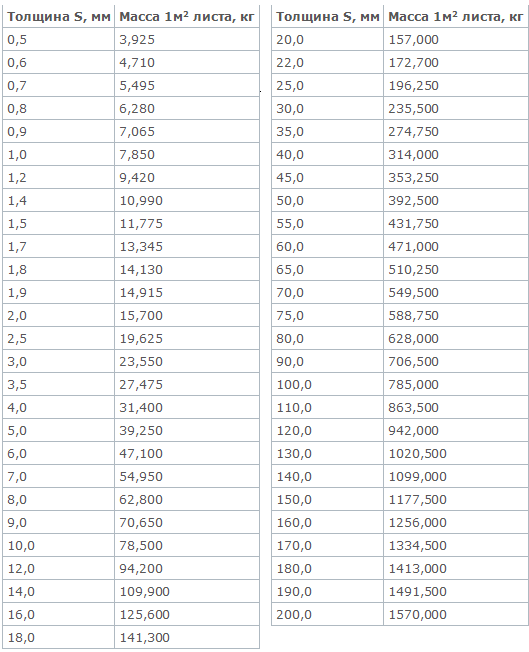 5Sn), Марка 7, Марка 11, Марка 12, 8Ai-1Mo-1V, Марка 9(3Al-2.5V), 6Al-6V-25n, 6Al-2Sn-4Zr-2Mo, 6Al-7Nb, Grade 23(Ti 6AL-4V ELI), Grade 5 ELI, ТИТАН 6AL4V (GRADE 5) АВИАЦИОННОЕ КАЧЕСТВО, ТИТАН (КЛАСС 2) КОММЕРЧЕСКИЙ
5Sn), Марка 7, Марка 11, Марка 12, 8Ai-1Mo-1V, Марка 9(3Al-2.5V), 6Al-6V-25n, 6Al-2Sn-4Zr-2Mo, 6Al-7Nb, Grade 23(Ti 6AL-4V ELI), Grade 5 ELI, ТИТАН 6AL4V (GRADE 5) АВИАЦИОННОЕ КАЧЕСТВО, ТИТАН (КЛАСС 2) КОММЕРЧЕСКИЙ
 Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ.
 Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А.
Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока.
Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра.
 Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного.
 Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.
Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники.






 Для того чтобы достигнуть необходимого качества работы, процессом нужно грамотно и точно управлять. Для этого устройство желательно оборудовать удобными органами управления. Сюда можно отнести рычаг и выключатель.
Для того чтобы достигнуть необходимого качества работы, процессом нужно грамотно и точно управлять. Для этого устройство желательно оборудовать удобными органами управления. Сюда можно отнести рычаг и выключатель.
 Понятно, что оно будет не совсем полноценным, но его возможностей будет достаточно для выполнения целого ряда несложных и мелких работ. Как видите, печь СВЧ не только может применяться по назначению, но и дает нам массу иных возможностей.
Понятно, что оно будет не совсем полноценным, но его возможностей будет достаточно для выполнения целого ряда несложных и мелких работ. Как видите, печь СВЧ не только может применяться по назначению, но и дает нам массу иных возможностей. я никоим образом не несу ответственности
я никоим образом не несу ответственности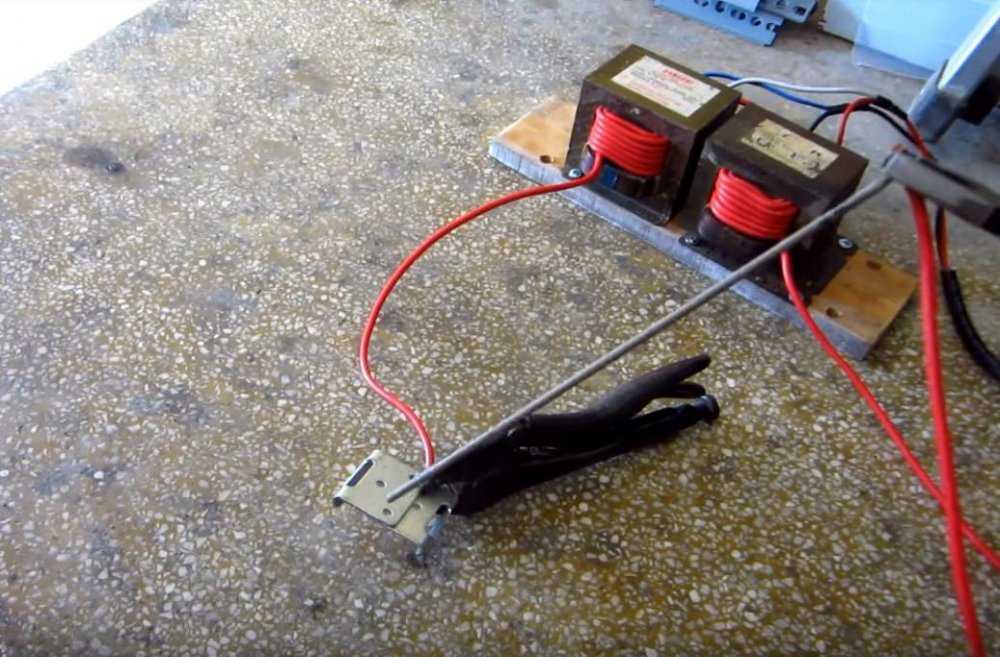




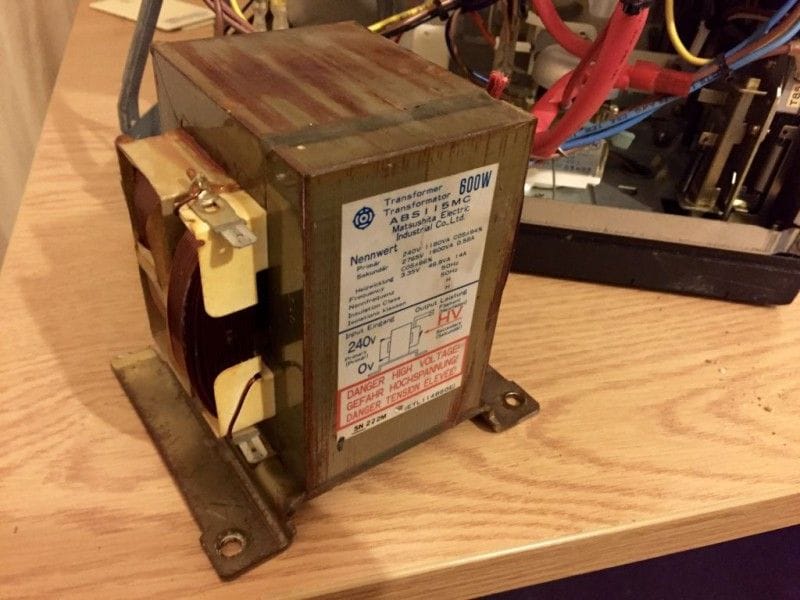
 Сборка аппарата точечной сварки для микроволновой печи — хороший первый проект.
Сборка аппарата точечной сварки для микроволновой печи — хороший первый проект.
 Горит перегрузка
Горит перегрузка Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо.
Сергей Харитонов запись закреплена 26 ноя Подскажите пожалуйста сколько будет стоить замена вентилятора н а инверторе ис н??? Максим Плешков запись закреплена 11 ноя Сварочный полуавтомат sturm аналог ресанты. Дмитрий Белоногий. В шиме , видимо. Алексей Леонов.
Алексей Леонов. Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно.
Два брата акробата перестали подавать какие-либо признаки жизни. Причиной в обоих случаях послужил вышедший из строя кулер. Дело в том, что вентилятор в них стоит вольтовый, а аппарат трехфазный. Питание на него подается путем ответвления от первичной обмотки понижающего трансформатора , который включен междуфазно. Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
Попросили посмотреть инвертор Fubag IN Классическая проблема — перестал варить. На просторах мировой паутины не мало статей на тему этого аппарата, где подробно описана проблема отвала пайки стоек силовой платы. Сначала я и не придал значения вскользь брошенной фразе «его уже смотрели».
 Вот кусочек схемы Ресанта САИПН.
Вот кусочек схемы Ресанта САИПН.
 На форумах по ней идет плохая репутация, повальный брак ТГР.
На форумах по ней идет плохая репутация, повальный брак ТГР. Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством.
Проведение электричества не заняло много времени, а в финансах я уже был ограничен, потратившись на электрификацию, тем не менее, у меня было сильное желание наконец-то пустить в дело стальные канаты, которые уже год ждали своего момента, и здесь встал вопрос о сварочном аппарате, без которого любые ремонтно-восстановительные работы на дачном участке не возможны. Так как я не являюсь сварщиком по профессии и вообще на тот момент был далек от темы электросварки варил пару раз в жизни передо мной встал вопрос выбора аппарата за как можно меньшую стоимость так как я еще не знал, какие горизонты мне предстоит покорять и буду ли я вообще заниматься строительством и обустройством. Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
Несмотря на высокое качество сварочного инвертора, бывает, что вследствие тех или иных причин, он приходит в неисправное состояние. Это может потребовать от его хозяина проведения ремонтных мероприятий.
 При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.
При этом напряжение колеблется в пределах 200-250В и заданной частотой в 50 Гц.

 Затем проверяют надежность закрепления электрокабелей в клеммах.
Затем проверяют надежность закрепления электрокабелей в клеммах.

 Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте.
Однако, выйти из строя может даже ультрасовременное оборудование, которое будет нуждаться в качественно проведенном ремонте. Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие автомобили с низким энергопотреблением. Как правило, блок сварочного питания прост, но сварочные аппараты IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами.
Он используется во многих бытовых приборах, таких как холодильник, высокотехнологичные стереосистемы, электромобили и другие автомобили с низким энергопотреблением. Как правило, блок сварочного питания прост, но сварочные аппараты IGBT довольно сложны внутри. Эти сварочные аппараты могут выдерживать высокие нагрузки дуговой сварки. Их называют инверторными сварочными аппаратами. Структура состоит из биполярного транзистора, затвора и силового транзистора. Все они контролируют энергию в машине.
Структура состоит из биполярного транзистора, затвора и силового транзистора. Все они контролируют энергию в машине.
 Чтобы получить лучшее, вы должны знать, как это работает, искать в Интернете и посещать магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вы должны выбрать тот, который соответствует вашим потребностям. Поскольку его можно подключить к компьютеру, и вы можете автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
Чтобы получить лучшее, вы должны знать, как это работает, искать в Интернете и посещать магазины, чтобы узнать о сварочных аппаратах IGBT. Тогда вы должны выбрать тот, который соответствует вашим потребностям. Поскольку его можно подключить к компьютеру, и вы можете автоматизировать работу, он будет очень полезен во всех типах сварочных процессов.
 Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом.
Однако, поскольку электролиты испаряются быстрее при более высоких температурах, срок службы конденсаторов увеличивается, когда они работают при температуре ниже рабочей. К счастью, поддержание постоянного режима обслуживания и регулярная замена конденсаторов позволяет избежать большинства проблем, связанных с износом. Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля.
Если ток или напряжение увеличиваются до уровня, на который инвертор не рассчитан, это может привести к повреждению компонентов устройства, чаще всего моста инвертора. Часто это повреждение будет вызвано избыточным теплом, выделяемым скачком напряжения или тока. Перегрузки по току можно избежать с помощью предохранителей или автоматических выключателей, но избежать перенапряжения может быть сложно. Иногда всплески напряжения являются антропогенными, но они также могут быть вызваны молнией или солнечными вспышками, которых трудно избежать, если вы, как и мы, живете на планете Земля. Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров.
Со временем электрические соединения имеют тенденцию ослабевать или подвергаться коррозии. Если инвертор все еще работает, у менеджера по техническому обслуживанию может возникнуть соблазн просто проигнорировать эти признаки износа. Однако, как говорится, лучше перестраховаться, чем потом сожалеть, поэтому крайне важно очищать клеммы в аккумуляторном ящике, предохранители и подключение инвертора не реже одного раза в шесть месяцев. Кроме того, процесс очистки должен выполняться правильно, иначе он может принести больше вреда, чем пользы. В идеале следует использовать проволочную щетку и растворитель жира. После завершения очистки и технического обслуживания необходимо нанести защитный герметик на все клеммы аккумуляторной батареи. При принятии решения о том, какое защитное покрытие использовать, избегайте покрытий на основе смазки, потому что они имеют тенденцию притягивать загрязняющие вещества, такие как пыль, что приводит к повышенному износу соединений, а также скрывает разрушение от дальнейших визуальных осмотров.