Выдержат ли стены из газоблока навесные элементы – шкафы, зеркала, бойлеры, и на что их лучше крепить – одна из самых обсуждаемых тем на форумах о строительстве. Мнения и опыт участников дискуссий, зачастую, диаметрально противоположные. Истина же как всегда «где-то рядом».
Почему возникают споры о крепеже и способности газоблока держать вес?
Газобетон – пористый и относительно легкий материал. Поэтому он такой теплый и хорошо поддается обработке, а в домах из него отличный микроклимат зимой и летом. В то же время из-за особенностей структуры этого материала, обычные крепежные элементы держатся в газобетоне хуже, чем в «классическом» бетоне или в кирпиче.
Поэтому люди, построившие дома из газоблока, могут столкнуться с тем, что:
крепежный элемент (саморез, гвоздь, дюбель) плохо держится в стене, шатается, прокручивается. На него страшно что-то вешать;
со временем под весом оборудования или при динамической нагрузке – вибрация, рывки (гардины штор), хлопанье дверями – крепление ослабевает и может выпасть;
Эти проблемы – не придуманные. Однако их можно избежать, и сделать это не трудно. С учетом особенностей этого материала, были разработаны специальные способы крепления и крепежные элементы – гвозди, дюбеля, анкера именно для газобетона.
Разберемся, как и какой крепеж надо использовать в доме из Твинблока, чтобы гардина не «покосилась», а семейный портрет или, что критичнее, шкаф с посудой, не упал.
Как повесить картину или другой легкий декор на стену из Твинблока?
Для этого достаточно, забить стену из газобетона гвоздь или закрутить саморез, также как в обычное дерево.
Как лучше закрепить настенный светильник, крючки для одежды или тяжелую картину?
Для этих целей лучше использовать «гвоздевую пару» – способ крепления, при котором два гвоздя или самореза забивают в стену или закручивают под углом 45° к друг другу. Такой крепеж работает, как «якорь», надежно фиксируя ваше оборудование.
Рис.1 Крепление к Твинблоку «Гвоздевая пара»
Этим же способом можно закреплять элементы конструкций к наружным стенам дома из газобетона – различные козырьки, желоба, навесы и т.д. В стене под углом высверливаются два отверстия, в них забивается арматура. Далее к арматуре привариваются силовые элементы конструкции.
Как надежно закрепить зеркало, полку или небольшой шкаф?
В этом случае можно использовать дюбель для газобетона «Турбинка» с продольными ребрами (его еще называют забивным). Такой дюбель забивают в предварительно просверленное отверстие в стене. Прокручиваясь, дюбель для газоблока формирует резьбу. «Турбинка» держит вес лучше, чем гвоздь или саморез, быстро монтируется, но не подходит для монтажа массивного оборудования.
Рис.2 Дюбель «Турбинка» для газобетона
Как повесить шкаф от кухонного гарнитура или книжные полки?
Для решения этой задачи, подойдет винтовой дюбель для газобетона (с поперечными витками). В отличии от «Турбинки» его вкручивают в предварительно выполненное отверстие специальным ключом или отверткой. Далее в винтовой дюбель закручивается саморез.
Рис.3 Винтовой дюбель для газобетона
Важно:
Для формирования отверстий в газобетоне можно использовать обычную дрель или перфоратор, но только в безударном режиме. В противном случае поверхность отверстия разрушится. Отверстие необходимо продуть, пропылесосить или очистить ершиком от пыли.
Чтобы усилить точку крепления в стенах из газоблока, можно использовать дюбели и саморезы вместе с монтажным клеем или клеем «жидкие гвозди».
Решили установить водонагреватель в доме из газобетона?
Скорее всего, наполненный водой водонагреватель (бойлер) будет самым тяжелым навесным оборудованием в доме. Электрический бойлер на 100 л. в среднем весит 25-30 кг., газовый – 35-40 кг. Вес 100 литров воды примерно равен 100 кг. Таким образом, вес бойлера с водой составляет около 140 кг. – серьезная нагрузка как для стены из Твинблока так и для крепежа, каким бы не был конструктив.
Чтобы крепление водонагревателя было максимально надежным и безопасным, были придуманы анкеры для газобетона, бывают механические или химические.
Механический анкер для газобетона
Рис.4 Механический анкер для газобетона
Механический анкер при монтаже расклинивается или врезается в стену, тем самым надежно удерживается в стене. Извлечь такой анкер иногда не возможно, не повредив стену.
Важно: Использовать механические анкеры предназначенные для газобетона. Анкеры для обычного бетона могут разрушить газобетонный блок, если вы перестараетесь, пытаясь их затянуть.
Химический анкер для газобетона
Химическими или клеевыми называют анкеры, для фиксации которых используются составы на основе различных смол. Выбор состава зависит от условий применения – низкая температура, повышенная влажность стены и пр.
Рис.5 Химический анкер для газобетона
Как монтируется химический анкер?
В предварительно просверленное и очищенное (это важно) отверстие вставляют капсулу с клеящим составом или состав просто выдавливают внутрь. Далее в отверстие вкручивают крепежный элемент и оставляют его для высыхания (до 48 часов). Клеящий состав «намертво» связывает газобетон c анкером. Извлечь его можно только вместе с куском стены.
Как повесить тяжелую люстру?
Мы рекомендуем использовать также химический анкер, но для увеличения площади взаимодействия клеевого состава со стеной в потолке или перегородке из газоблока формируется отверстие конической формы, которое, заполняется клеевым составом.
Рис. 6 Установка химического анкера для газобетона
Химический анкер – отличное решение для крепежа в домах из газоблока. Но у него есть и недостатки: долго, дорого и невозможно убрать, не повредив стену.
Как видите, для крепления бытовых предметов на стены из газобетона давно придуманы надежные и несложные в исполнении решения. Чтобы в убедиться в том, что они работают, почитайте отзывы людей, которые давно и счастливо живут в домах из газобетона завода «Теплит» (Твинблока):
Владимир, построил коттедж из Твинблока в пос. Косулино — Бойлер, вся кухонная мебель висят на обычных анкерах и саморезах.
Владимир, построил дом из Твинблока в Невьянске — Если надо легкую полку к стене повесить, то просто, как в дерево, саморез вворачивается. Если что-то более тяжелое, турбинка пластмассовая с винтом вкручивается, и никуда это уже не денется. Зря об этом люди переживают.
Полные тексты этих отзывов здесь: https://twinblock. ru/twinblock-d400
Хотите узнать больше о Твинблоке? Читайте наши публикации и статьи:
Где выгоднее покупать Твинблок?
Чем отличается Твинблок от газоблока?
Утепление газобетона, почему стена должна дышать?
Баня своими руками дерево или газобетон?
Недорогой дачный домик, из чего лучше построить?
Дюбель для газобетона RD 8х55
Главная » Анкеры, дюбели » Дюбель для газобетона RD 8х55
EAN: 4627122123828
Дюбель нейлоновый винтовой предназначен для прямого монтажа (без сверления отверстия) в ячеистый бетон. Высокие внешние ребра дюбеля позволяют значительно увеличить площадь распора и предотвратить его проворачивание в отверстии при монтаже. Дюбель для газобетона RD (также известен как GB в каталоге Fischer) — крепление, специально разработанное для установки в газобетон. При соблюдении правил монтажа и условий эксплуатации крепежное изделие гарантирует создание надежных и безопасных креплений. Даже в мягком строительном материале дюбель обеспечивает плотную посадку за счет спиральной формы внешних ребер. Монтаж дюбеля RD достаточно простой, выполняется с помощью молотка без специального инструмента, что сокращает трудозатраты и позволяет экономить время на создание креплений. С шурупами из нержавеющей стали крепежный элемент подходит для наружного применения.
Материал: Нейлон
Применение: Подвесные потолки, Кабельные лотки, Трубопроводы, Барьерные ограждения, Фасады и кровельные конструкции, выполненные из дерева и металла, Кронштейны тентов, Почтовые ящики
Допущен для использования с материалами: Газобетон с пределом прочности на сжатие от 2 до 4 Н/мм 2, Газобетонные стеновые плиты и
плиты перекрытий с пределом прочности на сжатие от 3,3 до 4,4 Н/мм 2
Специальное крепление с допуском для применения в газобетоне
☑ ПРЕИМУЩЕСТВА:
• Общий строительный допуск дает гарантированную надежность при использовании в соответствующих
условиях применения.
• Внешние ребра спиральной формы обеспечивают плотную посадку в мягком строительном материале с оптимальным распределением давления и высокой несущей способностью.
• Для установки дюбеля достаточно иметь молоток, специальный инструмент не требуется, это позволяет экономить время и снижать стоимость монтажа.
• Кроме того, дюбель RD можно использовать для наружного применения (например, при монтаже фасадов) в сочетании с шурупом из нержавеющей стали
☑ ФУНКЦИОНИРОВАНИЕ:
• Дюбель RD пригоден для предварительного монтажа.
• Внешние ребра спиральной формы обеспечивают соединение с плотной посадкой между строительным
материалом и дюбелем.
• Требуемая длина шурупа определяется следующим образом: длина дюбеля + толщина закрепляемого элемента + 1 диаметр шурупа.
• Дюбель RD используется с шурупом Ø 5 мм, что обеспечивает максимальную несущую способность.
• Дюбель RD 8 допущен для использования в растянутом газобетоне.
• Сверление производить только в режиме вращения (с выключенным ударом).
• Дюбель можно использовать в неоштукатуренном газобетоне
Технические данные:
Обозначение
Мин. глубина сверления h1, мм
Ø шурупа ds, мм
Ø дюбеля, мм
Ø сверления отверстия d0, мм
Мин. глубина закрепления l=hef, мм
RD 8/55 (нейлон)
60
5
18
8
55
Нагрузки:
Максимально допустимые нагрузки1) для одиночного анкера в газобетоне.
Тип
RD 10/60
Мин. межосевое расстояние2), smin, мм
100
Мин. расстояние от края3), cmin, мм
100
Мин. расстояние от края до затвердевших швов4), cmin, мм
9
Мин. толщина элемента, hmin, мм
75
Глубина анкеровки hef, мм
50
Рекомендуемые нагрузки в соответствующем материале основы Frec5)
Газобетон ≥PB4, PP5 (G4), кН
0,40
Газобетон ≥P3.3, (GB3.3), кН
0,30
Газобетон ≥P4.4, (GB4.4), кН
0,40
Растянутая зона в междуэтажных перекрытиях и кровельных плитах из газобетона в соответствии с DIN 4223 ≥P3. 3, (GB3.3), кН
—
1) Учитываются необходимые коэффициенты запаса прочности.
2) Минимально возможные межосевые расстояния с одновременным снижением допустимой нагрузки.
3) Минимально допустимое расстояние от края.
4) Только в стенах из газобетона.
5) Данные действительны при растягивающей нагрузке, поперечной нагрузке и комбинированной нагрузке под любым углом. В условиях совместного действия продольных и поперечных нагрузок и изгибающих моментов используйте данные, указанные в Допуске.
Монтаж
В упаковке: 200 шт.
Саморезы для каменной кладки — Системы крепления бетона
Купить шурупы по бетону
Саморез – это винт, который нарезает собственную резьбу при ввинчивании в отверстие. Саморез не просверливает отверстие и не нарезает резьбу, что было бы…
Процесс нарезания резьбы
При нарезании резьбы в кирпичной кладке основная резьба выполняет всю резку материала кирпичной кладки. предназначен для нарезания резьбы глубиной до 1-3/4 дюйма. Абразивность каменной кладки определяет точную глубину, на которую может ввинчиваться конкретный шуруп. Свинцовая резьба затупится и достигнет точки, в которой она больше не сможет нарезать резьбу и остановит проникновение винта. Когда нити врезаются в кладку, образуется пыль. Резьба предназначена для удаления пыли и предотвращения помех при установке винта. Поэтому отверстие, просверленное в кирпичной кладке, должно быть немного глубже, чем может проникнуть шуруп, чтобы оставалось место для пыли, которая образуется в процессе склеивания ленты, и попадала внутрь и наружу.
Диаметр отверстия
Диаметр отверстия имеет решающее значение и должен быть просверлен в соответствии с инструкциями производителя. Рекомендации по анкерным болтам для кирпичной кладки следующие: диаметр 3/16 дюйма требует, чтобы диаметр отверстия был равен 5/32 дюйма, а диаметр 1/4 дюйма требует отверстия 3/16 дюйма. Отверстие необходимо просверлить с помощью твердосплавного сверла, соответствующего стандартам ANSI. Стандарты ANSI обеспечивают надлежащие требования к допускам на размеры отверстий. Любое отклонение в размере отверстия повлияет на значения удержания и может привести к тому, что значения удержания не будут существовать.
Отверстие
Отверстие в кирпичной кладке необходимо просверлить с помощью Стандартная твердосплавная насадка ANSI, используемая в перфораторе , работающем в режиме удара и вращения. Это гарантирует, что отверстие имеет правильную форму и допуск, чтобы позволить винту получить минимальные значения удерживания. После того, как отверстие просверлено, его необходимо очистить от пыли и мусора, иначе это может повлиять на удерживающие свойства. Использование проволочной щетки, сжатого воздуха или вакуума в сочетании обычно достаточно для очистки отверстия перед установкой винта.
Размеры саморезов для каменной кладки
Размеры всех шурупов для кладки описываются двумя цифрами. Первое число представляет собой диаметр винта, а второе число равно его длине. Они бывают двух диаметров 3/16” или 1/4”, каждый диаметр доступен в различных длинах. Каждый диаметр имеет длину от 1-1/4 дюйма до 6 дюймов, но не все длины доступны для обоих диаметров. Диаметр винта, используемого для конкретного применения, определяется требуемыми значениями удержания и диаметром отверстия в прикрепляемом изделии. Длина используемого винта зависит от толщины скрепляемого материала. Длина винта, используемого для любого конкретного применения, определяется добавлением минимальной заделки в 1 дюйм к толщине закрепляемого материала. Это даст вам минимальную длину винта, который можно использовать. Максимальная длина шурупа определяется путем прибавления толщины закрепляемого материала к максимальному заглублению 1-3/4”.
Типы головок
Анкеры для каменной кладки доступны с двумя разными типами головок, предназначенными для различных типов применения. Если применение требует, чтобы головка была утоплена в закрепляемом материале, следует использовать винт с плоской потайной головкой и крестообразным шлицем. Если головка винта будет находиться на поверхности закрепляемого материала, следует использовать головку с шестигранной шайбой.
Типы саморезов
Кладочные винты изготавливаются из углеродистой стали с синим покрытием или из нержавеющей стали 410 с защитным покрытием. Стандартный строительный шуруп с синим покрытием предназначен для использования внутри помещений, где отсутствует влага. Для использования на открытом воздухе или во влажной атмосфере следует использовать нержавеющую сталь 410.
Сделано в Америке
Бренд Tapcon является оригинальным шурупом для каменной кладки и до сих пор производится в Соединенных Штатах Америки. Чтобы получить лучшую цену и доступность, CONFAST.com, подразделение Concrete Fastening Systems, имеет все размеры на складе и отправит ваш заказ в тот же день, когда он будет размещен. Наша доставка всегда бесплатна в континентальной части США.
Подъемные машины и устройства предназначены для вертикального и в некоторых случаях горизонтального перемещения груза. К ним относятся домкраты, полиспасты, тали, электротали, строительные лебедки, краны-укосины, подъемники, подъемные стационарные и передвижные краны.
К транспортирующим машинам принадлежат конвейеры, элеваторы, самоходные тележки, которые служат для перемещения грузов в горизонтальном направлении или с некоторым наклоном.
Вилочные и ковшовые погрузчики, козловые и башенные краны предназначены не только для подъема, но и для перемещения грузов на небольшие расстояния.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Домкраты —это простейшие грузоподъемные устройства, в которых применен выдвижной толкатель, подводимый под груз и поднимающий его на небольшую высоту.
По конструкции домкраты бывают винтовыми, реечными, гидравлическими и клиновыми. Винтовые домкраты обладают свойством самоторможения и позволяют устанавливать грузы по высоте с высокой точностью. Винтовой домкрат (рис. 34) с ручным приводом состоит из корпуса, в котором закреплена гайка с ввинченным в нее стальным винтом. Винт оканчивается опорной головкой, воздействующей на груз.
Через отверстие в винте продета рукоятка для враглщения винта.
В стесненных условиях для облегчения вращения винта применяют трещотку, состоящую из устанавливаемого на винт храпового колеса 6 и шарнирно закрепляемой на конце рукоятки двусторонней подпружиненной собачки 7. Грузоподьемость винтовых домкратов до 50 т, высота подъема груза до 0,5—0,6 м, скорость подъема груза 1-5—35 мм/мин и КПД 0,3—0,4.
Реечные домкраты (рис. 35) применяют для подъема низкорасположенных грузов массой до 6 т. В корпусе домкрата размещен выдвижной толкатель, выполненный в виде стальной зубчатой рейки с прикрепленной к ее нижней части опорной лапой. На верхней части толкателя расположена опорная головка. Толкатель выдвигается с помощью шестерни, приводимой во вращение зубчатой передачей от рукоятки. Для фиксации груза в поднятом положении применяют храповое колесо с собачкой. Высота подъема груза не превышает 0,6 м, а КПД реечных домкратов 0,7—0,8. При работе домкрата лапой его грузоподъемность из-за смещения груза уменьшается в два раза.
Гидравлический домкрат (рис. 36) представляет собой гидроцилиндр, в котором расположен подводимый под груз поршень. Поршень выдвигается за счет нагнетания в гидроци-Линдр через клапан с помощью рукоятки и плунжера рабочей жидкости, засасываемой из полости через обратный клапан.
Для опускания поршня открывается перепускной кран, через который рабочая жидкость поступает обратно в полость 6. Чтобы воспрепятствовать подтеканию рабочей жидкости, плунжер снабжен уплотняющей манжетой.
Грузоподъемность гидравлических домкратов 750 т и более, высота подъема до 0,4.м, а КПД 0,85—0,9.
Рис. 37. Схема работы полиспастов: и — подъем груза канатом в одну нить, б — подъем груза канатом в две нити, в — подъем груза канатом в четыре нити; 1,2 — неподвижные и подвижные блоки, 3 — лебедка; Q — масса поднимаемого груза
Клиновой домкрат представляет собой корпус, в котором с помощью винта перемещается клин со встроенной гайкой и поднимает опорную плиту. В связи с небольшой высотой подъема (10—15 мм) эти домкраты применяют для выверки оборудования. Их грузоподъемность до 10 т.
Полиспасты предназначены для увеличения тягового усилия канатных подъемных устройств путем снижения их скорости. Скорость подъема снижается во столько раз, во сколько увеличивается тяговое усилие. Полиспасты (рис. 37) состоят из одного или группы неподвижных блоков, закрепляемых на опоре; одного или нескольких подвижных блоков, прикрепляемых к грузу; огибающего их каната, один конец которого жестко прикреплен к верхней или нижней обойме полиспаста, а другой конец через отводные ролики направляется на лебедку. При выборе полиспаста следует учитывать, что его грузоподъемность увеличивается по сравнению с тяговым усилием лебедки примерно во столько раз, сколько в нем есть сокращающихся в процессе работы нитей канатов. Для более точного расчета, проводимого для полиспастов с числом подвижных роликов более 6—7, применяют специальные таблицы.
Грузоподъемность полиспастов достигает 50 т и более. Для ее повышения применяют системы из нескольких сблокированных между собой полиспастов.
Тали — это грузоподъемные механизмы, смонтированные в одном корпусе с приводом и предназначенные для подъема или подъема и горизонтального перемещения груза.
Грузоподъемность талей 10 т при высоте подъема до 3 м.
При подъеме груза натягивают приводную бесконечную цепь и заставляют вращаться приводное колесо, которое в свою очередь через червяк вращает червячное колесо со звездочкой. Через звездочку перекинута грузовая цепь для подъема блока с крюком, к которому подвешивают груз.
Для придания талям мобильности они могут быть подвешены с помощью оси к тележкам (кошкам), перемещающимся по монорельсам на роликах.
Электрическая таль (рис. 38) оборудована электродвигателем, приводящим в действие механизм подъема. Электротали бывают стационарные или передвижные, с ручным или электрическим приводом, с продольным и поперечцым расположением подъемного барабана, с ходовыми тележками различной конструкции.
Электротали применяют в ремонтных цехах, а также на складах и открытых погрузочно-разгрузоч-ных и ремонтных площадках. Грузоподъемность электроталей доходит до 5 т при скорости подъема груза 3—18 м/мин и скорости горизонтального перемещения до 30 м/мин.
Лебедки (рис. 39) — это грузоподъемные механизмы, в которых тяговое усилие создается путем наматывания каната на барабан В зависимости от рода привода лебедки бывают ручными и механическими, а по способу передачи движения к барабану — шестеренные, червячные, зубчато-фрикционные и редукторные. Тяговое усилие ручной лебедки до 100 МН, канатоемкость барабана до 300 м. Для работы в стесненных условиях применяют ручные рычажные лебедки с тяговым усилием до 30 МН.
Схема тормозного устройства ручных лебедок показана на рис. 40.
Зубчато-фрикционная лебедка показана на рис. 41. По конструкции фрикционные муфты лебедок могут быть конусными, ленточными и дисковыми.
Редукторные лебедки останавливают колодочными фрикционными тормозами, а зубчато-фрикционные — ленточными.
Для чисто тяговых операций применяют шпилевые лебедки с барабаном вогнутой формы. Тяговое усилие создается за счет действия- сил трения между канатом и шпилем. Тяговое усилие лебедок серии ТЛ составляет 12,5—50 МН при ручном приводе и 3,2— 50 МН при электрическом приводе. Канатоемкость лебедок равна 100—150 м при ручном приводе и 80—250 м при электрическом. Скорость навивки каната у лебедок с электрическим приводом 0,31—0,82 м/с.
Строительные подъемники — это грузоподъемные машины, предназначенные для подъема и спуска грузов с помощью грузонечущих устройств, перемещающихся по вертикальным или наклонным направляющим. По конструкции направляющих различают подъемники, (рис. 42) с подвесными направляющими и с жесткими направляющими — мачтовые и шахтные.
В подъемниках с подвесными направляющими грузонесущее устройство перемещается вдоль натянутых вертикально направляющих. К недостаткам подъемников этого типа относится возможность раскачки грузонесущего устройства при значительной высоте подъема, а также трудности с установкой консольной опорной рамы на крыше здания.
Рис. 41. Зубчато-фрикционная лебедка с ременным приводом и одной шестеренной передачей: 1 — станина, 2 — храповое колесо, 3 — рукоятка включения фрикциона, 4—барабан, 5—приводной шкив
По конструкции направляющие бывают комбинированными, т. е. состоят из гибких и жестких элементов или шарнирно сочлененных жестких элементов, и гибкими, которые изготовляют из канатов. Направляющие натягивают как за счет массы поднимаемого груза, так и с помощью специальных натяжных устройств. При фиксированном грузонесущем устройстве груз снимают вручную. Подъемники, оборудованные выдвижными платформами или монорельсами с электроталыо, подают груз непосредственно в проем здания.
Мачтовый подъемник включает в себя вертикальную раму, по которой с помощью канатного механизма подъема может перемещаться грузонесущее устройство, снабженное ходовыми роликами. Такие подъемники в ряде случаев можно использовать и для подъема людей. При малой высоте подъема мачтогые подъемники могут стоять свободно, при большой высоте их прикрепляют к стене здания опорами. Груз подают на уровень проема здания или внутрь здания. В последнем случае при использовании выдвижных платформ груз не опускают на перекрытие, а при применении выдвижных монорельсов с электроталями он может быть опущен.
На строительстве больше всего распространены мачтовые подъемники, как наиболее простые в монтаже.
Грузоподъемность мачтовых подъемников серии ТП составляет 3,2—5 МН, высота подъема 6—50 м, скорость подъема 0,1—0,52 м/с; груз может перемещаться по горизонтали от мачты на расстояние до 3 м.
В шахтных подъемниках вместо мачты устанавливают шахту, внутри которой по направляющим с помощью канатного механизма подъема перемещается грузонесущее устройство.
Шахтные подъемники по назначению подразделяют на грузовые и пассажирские. Их крепят к зданию как с помощью настенных опор, так и оттяжками (при установке подъемника вне здания). В качестве грузонесущих устройств в подъемниках используют платформы, клети и саморазгружающиеся ковши. Шахту собирают из отдельных элементов или секций.
В некоторых случаях подъемники с жесткими направляющими устанавливают на ходовые рельсовые тележки, что дает им возможность перемещаться в горизонтальном направлении. Такие подъемники обеспечивают прямолинейность движения грузонесу-щего устройства без раскачки, что позволяет повышать их производительность путем увеличения скорости подъема и спуска грузов.
Ковшовые подъемники (рис. 43) применяют для подъема сыпучих грузов массой до 2 т на высоту до 160 м со скоростью до 60 м/мин. Ковш по наклонным направляющим поднимается с помощью канатов, наматываемых на канатный барабан лебедки, приводимой в действие электродвигателем 5.
Монтажные мачты (рис. 44) применяют в случаях, когда использование монтажного крана нерационально, например при единичном подъеме тяжелого груза. Они представляют собой устанавливаемую вертикальную или с небольшим уклоном (10—12°) стойку, удерживаемую системой расчалок. Мачты можно изготовлять как из дерева, так и из металла. В последнем случае они бывают трубчатыми или решетчатыми. Трубчатые мачты достигают высоты до 30 м при грузоподъемности до 30 т, решетчатые соответственно 60 м при 150 т. Разновидностью монтажных мачт являются шевры (рис. 45), грузоподъемность которых достигает 50 т, и монтажные порталы, представляющие собой П-образные рамы с жесткими или шарнирными узлами, предназначенные для подъема громоздких грузов на большую высоту. Порталы в зависимости от назначения бывают неподвижные и качающиеся. Высота порталов может достигать 50 м при расстоянии между его вертикальными стойками 6—9 м, а грузоподъемность — 300 т. Для подъема грузов массой свыше 500 т и более применяют порталы, у которых вместо грузовых полиспастов использована металлическая лента, а вместо лебедок — гидродомкраты.
Рис. 44. Монтажные мачты: а — решетчатая металлическая, б — трубчатая металлическая, в — деревянная; 1 — цилиндр, 2 — отводной блок, 3 — груз, 4 — оттяжка для груза, 5 — грузовой полиспаст, 6 — паук
Рис. 45. Шевр: — грузовой полиспаст, 2 — мачта, 3 — огводной блок, 4 — сбегающая нить грузов вого полиспаста, идущая на лебедку, 5 — канат для изменения вылета мачты
Монтажные стрелы (рис. 46, а) — это грузоподъемное устройство, состоящее из прикрепленной к строительным конструкциям или специальным мачтам консольной наклоняющейся стрелы и канатной лебедки и предназначенное для монтажа оборудования и подъема различных грузов.
Грузоподъемность переносных монтажных стрел от 3 до 10 т при длине стрелы от 10 до 25 м.
Основанные на этом принципе мачтово-стреловые краны (рис. 46, б) могут поднимать грузы массой до 40 т, а вантовые (рис. 46, в)—до 40 т и более.
Монтажные подъемные краны подразделяют на краны-укосины, полноповоротные переставные и передвижные.
Кран-укосина (рис. 47) представляет собой закрепляемую на вертикальной мачте или какой-нибудь строительной конструкции жесткую ферму с системой блоков 3, через которые пропущен канат 4 от грузоподъемной лебедки.
Полноповоротный переставной кран (рис. 48) состоит из опорной тележки или крестовины, на которой смонтирована стрела и полноповоротная платформа с размещенными на ней электродвигателем и червячным редуктором, приводящим во вращение канатный барабан.
Грузоподъемность этих кранов 0,5—1,0 т при вылете стрелы от 2 до 4 м и высоте его подъема до 50 м, скорость подъема груза 12—15 м/мин, мощность электродвигателя 2,8 кВт, масса 1685 кг.
Различают передвижные подъемные краны на рельсовом, гусеничном, пневмоколесном и автомобильном ходовом устройстве.
Кран с вращающейся стрелой, закрепляемой в верхней части перемещающейся по рельсам вертикальной башни, называется башенным краном. Помимо башенных кранов широко распространены краны на гусеничном ходу грузоподъемностью до 160 т. Разновидностью кранов на гусеничном ходу являются краны-трубоукладчики с подъемной стрелой, располагаемой сбоку.
Пневмоколесные краны обладают повышенной по сравнению с гусеничными кранами маневренностью, их грузоподъемность до 100 т (при использовании выносных опор). Более маневренны краны на автомобильном шасси, грузоподъемность которых достигает 60 т.
Рис. 49. Ленточный конвейер: 1 — электродвигатель, 2 — редуктор, 3, 5 ведущий и ведомый барабаны, 4 — лента, 6 натяжное устройство
Ленточный конвейер (рис. 49) —это машина для непрерывного транспортирования грузов, грузонесущим и тяговым элементом которой являются замкнутые ленты. Лента увлекается вращающимся ведущим барабаном за счет возникающих между ними сил трения. Ведомый барабан с помощью натяжного устройства в создает требуемое натяжение ленты.
Перемещаемые ленточным конвейером грузы (штучные или сыпучие) укладываются на несущую ленту, которая составлена из нескольких прорезиненных слоев хлопчатобумажной ткани. Для конвейеров большой длины выпускают ленты, армированные тонкими стальными канатиками. Скорость конвейерной ленты 1,5—2,5 м/с для сыпучих грузов и 0,5—1,5 м/с для штучных. Ленточные конвейеры могут перемещать груз под углом до 20°. В случае, если требуется поднимать грузы на больший угол, на ленту через определенные промежутки устанавливают поперечные планки-удерживатели.
Ленточные конвейеры изготовляют как стационарные, так и передвижные.
Расстояние между центрами барабанов передвижных ленточных конвейеров серии ТК равно 5—15 м, ширина ленты 0,4—0,5 м, скорость ее 1,6 м/с и высота разгрузки 1,5—5,5 м. Длина стационарных ленточных конвейеров 40—80 м.
Пластинчатые конвейеры — это машины, у которых грузонесу-щий элемент состоит из отдельных пластин, прикрепленных к замкнутому тяговому элементу. Такие конвейеры предназначены для перемещения горячих, кусковых и штучных грузов с острыми кромками как по горизонтали, так и под углом до 30°.
Винтовые конвейеры (рис. 50)—это машины, у которых груз перемещается в трубе-желобе валом с винтовыми лопастями. Винтовые лопасти при вращении захватывают помещенный в трубе-желобе материал и перемещают его в продольном направлении. Винтовые конвейеры применяют для перемещения сыпучих и пластичных материалов на расстояние до 30—40 м как по горизонтали, так и с наклоном до 75—80°.
Сплошные винтовые лопасти рекомендуются для перемещения сыпучих мелкозернистых материалов, например цемента. Для транспортирования крупнокусковых материалов, таких, как гравий, следует применять винтовые конвейеры с ленточными лопастями и с лопастями в виде лопаток, расположенных по винтовой линии. Пластичные материалы, например бетонные и растворные смеси, следует перемещать с помощью винтовых конвейеров, снабженных фасонными лопастями или лопастями в виде лопаток. Для предотвращения заедания лопастей необходимо следить за тем, чтобы средний размер кусков перемещаемого материала не превышал 8% от величины шага винтовой лопасти и 25% при транспортировании сыпучего материала.
Элеваторы (рис. 51) —это конвейеры для транспортирования грузов в ковшах, жестко прикрепленных к тяговому элементу, в вертикальном или крутонаклонном направлении. Элеваторы состоят из вертикального короба, внутри которого перемещается бесконечная цепь или лента с равномерно закрепленными на ней грузовыми ковшами или грузоприемнымй площадками. Элеваторы способны поднимать грузы на высоту до 50 м при производительности до 400 м3/ч.
Рис. 50. Винтовой конвейер: а — схема, б — формы винтовых лопастей; 1 — сплошные, // — ленточные, /// — фасонные, IV — в виде лопаток; 1 — элек» тродвигатель, 2 — редуктор, 3 — желоб, 4, 6 — разгрузочное и загрузочное отверстия, 5 — вал с винтовыми лопастями
Рис. 51. Элеваторы: а — цепной, б — ленточный, в — загрузка элеватора, г — разгрузка элеватора; 1 — цепь, 2 — ковш, 3 — лента
Вибрационные конвейеры — это качающиеся конвейеры, в которых груз перемещается микробросками с отрывом части груза от желоба. Вибрационные конвейеры представляют собой слегка наклоненные под углом 5—15° в сторону разгрузки металлические желоба, к которым подключены вибраторы. В отдельных случаях с помощью вибрационных конвейеров можно подавать материалы под небольшим наклоном вверх. Материал перемещается по вибрационному конвейеру за счет колебаний, сообщаемых желобу.
Широко распространена виброхоботы, предназначенные для подачи бетонной смеси на глубину до 80 м и обеспечивающие возможность транспортирования не только по вертикали, но и по горизонтали. Для подачи сыпучих и пластичных материалов на небольшое расстояние применяют вибропитатели (рис. 52), оборудованные виброжелобами.
Пневмотранспортные устройства предназначены для подачи сыпучих и пластичных материалов с.помощью сжатого воздуха. Принцип действия пневмотранспортных устройств заключается в транспортировании частичек материала во взвешенном состоянии в потоке воздуха. По конструкции (рис. 53) пневмотранспортные устройства бывают вакуумными и нагнетательными.
В первом случае воздушный насос высасывает из системы воздух, который захватывает частицы материала через сопло и перемещает их в разгружатель материала, откуда он через герметический затвор поступает в приемный бункер. Для удаления из воздуха оставшихся в нем частичек в отводной ветви трубопровода устанавливают дополнительный фильтр.
Во втором случае воздушный насос нагнетает воздух в трубопровод, в который из бункера подается материал, предназначенный для транспортирования. Так же как в первом случае, материал выгружается в разгружатель, а на выходном трубопроводе устанавливают пылевой фильтр.
С помощью пневмотранспортных устройств можно подавать материалы на расстояние до 2 км.
Виды подъемного оборудования для склада
Подъемно-транспортное оборудование для обслуживания склада выбирается в зависимости от архитектурных характеристик складского помещения (площади, высоты, количества и размеров въездных ворот), интенсивности грузооборота, характеристик грузов. С его помощью механизируют разгрузочно-погрузочные работы, перемещение грузов в горизонтальном и вертикальном направлениях, штабелирование. Оборудование разделяется по функциональному назначению на грузоподъемное, разгрузочно-погрузочное и штабелирующее.
Виды грузоподъемных устройств
Грузоподъемные механизмы предназначены для перемещения грузов в вертикальном направлении вверх-вниз, но некоторые модели могут передвигать их и по наклонной, горизонтальной, сложной траектории. Основные характеристики этого оборудования – высота подъема, скорость перемещения, грузоподъемность, массо-габаритные параметры, вид привода. К складскому подъемному оборудованию относятся тали, тельферы, консольные и ножничные подъемники.
Тали – ручные и электрические
Ручные тали представляют собой компактные складские подъемные механизмы, оснащенные грузоупорным тормозом. По типу передачи они бывают червячными и шестеренными. Первый тип устройств применяется в складских помещениях небольшой площади. Шестеренные ручные тали эффективны для подъема грузов на значительную высоту.
Электрические устройства состоят из корпуса, барабана, электродвигателя, грузозахватного устройства, концевого выключателя, пульта для удаленного управления механизмом. Обеспечивают хорошую производительность и удобство работ по перемещению грузов.
Тельферы
Тельфер – разновидность электрической тали, имеющая в базовой комплектации каретка, предназначенная для горизонтального перемещения устройства по монорельсу. По сравнению с обычной электроталью тельферы отличаются наличием собственной системы перемещения, дополнительных аксессуаров, более крупными габаритами. Некоторые модели могут иметь собственную кабину управления.
Консольные складские подъемники
Устройство для подъема груза, основные преимущества которого – компактная конструкция, возможность передвижения (в зависимости от модели) по вертикальной, вертикально-наклонной, сложной траекториях.
Ножничные подъемники для склада
Это грузоподъемное устройство представляет собой грузовую платформу, на которой можно надежно разместить груз. Перемещается с помощью гидравлического цилиндра, оснащено надежной системой безопасности. Может быть стационарным и мобильным. Модели второго типа, называемые подъемными тележками, сложнее по конструкции и в эксплуатации, но более удобны при проведении работ на территории склада.
Складское оборудование для погрузки-разгрузки и штабелирования
Важными средствами механизации работ по погрузке-разгрузке, перемещению и складированию грузов являются ричтраки и штабелеры.
Штабелеры
Основное назначение этих устройств – размещение грузов на стеллажах в условиях ограниченного пространства. Также с их помощью можно грузить и разгружать транспортные средства, перемещать товары, комплектовать заказы. Штабелеры используют только на складских территориях с твердым качественным напольным покрытием. В работе удобны модели с фиксатором высоты, обеспечивающим подъем товара на заданную высоту. На мачте могут устанавливаться видеокамеры, позволяющие точно и аккуратно поставить груз на нужное место.
Ричтраки
Эти механизмы сочетают преимущества самоходных штабелеров и погрузчиков. Ричтраки имеют хорошую проходимость, компактность, маневренность за счет выдвижной мачты. Функциональность устройств можно расширить с помощью навесного оборудования. Навесные устройства могут обеспечить удобную работу с длинномерными грузами, упростить обслуживание консольных стеллажей и складирование грузов в узкопроходных помещениях.
Складское подъемно-транспортное оборудование должно быть надежным и безопасным в работе, удобным и простым в управлении, прочным и долговечным.
8 типов подъемного оборудования для облегчения погрузочно-разгрузочных работ
Мы изучаем различное погрузочно-разгрузочное оборудование, которое сотрудники могут использовать для обеспечения свободного перемещения товаров по зданию, от A до B или от G до 1,2,3,4 или более.
Процесс погрузочно-разгрузочных работ
Погрузочно-разгрузочные работы происходят всякий раз, когда тяжелые товары и грузы перемещаются по зданию с помощью ручного или автоматизированного механического оборудования, облегчая их перемещение, защищая товары от повреждений, а также избавляя вас от ручного перемещения расходы.
Транспортировка материалов помогает персоналу управлять грузом, повышает производительность и помогает создать более безопасную рабочую среду. Подъемные машины используются в большинстве секторов рынка, таких как торговые залы, склады и фабрики, подсобные помещения, строительство, распределение и утилизация любых типов материалов.
Вертикальное перемещение вверх 1,2,3,4 и более!
Служебные лифты и подъемники для небольших грузов
Тележки и тележки относятся к служебным лифтам. Эти легкие подъемники имеют грузоподъемность от 50 кг для микролифтов и до 500 кг для троллейбусов, изготовленных по индивидуальному заказу; они могут перевозить все, что угодно, от офисного и стоматологического оборудования, кофе, еды и напитков до мелких товаров, бочек и больших ящиков. Вы можете найти их, поддерживающие все виды бизнес-потребностей любого офиса, мелкой розничной торговли, общественного питания, ресторана, паба и легкой промышленности.
Только грузовой лифт
Кроме того, у вас есть выбор более крупных грузовых лифтов. Грузовые и клетьевые подъемники имеют грузоподъемность до 3000 кг для перевозки тяжелых складских товаров и материалов в розничной торговле и промышленности.
Они могут поставляться в виде отдельной конструкции и могут перемещать тяжелые грузы между двумя или более этажами. Большинство из них поставляются с отбойниками, опцией пандуса и воротами с блокировкой, чтобы ограничить перемещение грузов внутри лифта.
Небольшие ножничные подъемники нижнего подъема могут помочь в перемещении тележек и клеток через небольшое изменение уровня и на антресольный этаж.
Кроме того, существует ряд грузовых подъемников, которые дают вам дополнительные преимущества при перемещении ваших товаров вместе с двумя помощниками. Таким образом, вам не нужно беспокоиться о безопасности вашего персонала, когда лестница находится вдали от лифта.
Грузовые/пассажирские лифты
Большегрузные лифты идеально подходят для сложных условий, таких как инфраструктура, аэропорты, больницы и магазины. Эти подъемники имеют большую грузоподъемность и более жесткую отделку, что позволяет им перевозить тяжелую технику, больничные и медицинские принадлежности, театральное и декорационное оборудование, даже автомобили и самолеты!
Ковшовый элеватор
Необходимо перемещать и поднимать сыпучие и полусыпучие материалы? Ковшовый элеватор является решением и работает, будучи прикрепленным к бесконечной сращенной петле ремня или цепи, которая движется непрерывно. Ведра загружаются во время циклического движения и перемещаются туда, где они избавляются от своего содержимого, возвращаясь к своему бесконечному циклу.
Горизонтальное перемещение из А в В
Тележка для поддонов (она же тележка-насос или насос для поддонов и домкрат для поддонов)
Тележка для поддонов — это ручное подъемное устройство с колесами, используемое для подъема и перемещения поддонов. С коническими вилами тележки под поддоном и рукояткой насоса оборудование может поднимать, перемещать и опускать любой материал из точки А в точку Б. Это одно из наиболее распространенных устройств, используемых во всем мире на складах, складах и в розничной торговле для перемещения товаров.
Вилочный погрузчик
Вилочный погрузчик используется для перемещения поддонов, тяжелых грузов и материалов. Благодаря прочному составу, размерам и весу, которые он может поднимать, вилочные погрузчики используются на складах, фабриках, промышленных предприятиях и строительных площадках. В зависимости от веса товара, вида бизнеса, есть выбор электропогрузчиков на выбор, но пользоваться ими могут только обученные сотрудники.
Подъемные подъемники и мостовые краны
Подъемные подъемники и мостовые краны используются на складах и фабриках. Мостовой кран выполнен из параллельных балок с передвижным мостом, пересекающим зазор; подъемник — это часть, которая помогает поддерживать, поднимать и перемещать мост. Вы можете найти различные типы кранов и лебедок, от ручных до механических, даже подъемные тали, которые помогают перемещать пожилых людей или инвалидов.
Ленточные конвейеры
Когда вы думаете об этом, вы можете думать о движущихся дорожках. Они похожи друг на друга, транспортируя через длинную ленту большие объемы грузов, коробок и материалов без особых усилий, позволяя компаниям отгружать и получать большие объемы запасов с меньшими складскими помещениями и меньшими трудозатратами.
Хотите упростить работу с материалами в своем здании?
При оценке того, какие системы обработки материалов лучше всего соответствуют вашим потребностям, вы должны учитывать планировку вашего здания и тип товаров/грузов/материалов, которые вам необходимо перемещать. Ни одна компания не может предложить все вышеперечисленные решения и продукты. В зависимости от потребностей и требований вашего бизнеса, у вас есть множество производителей на выбор.
Когда речь идет о служебных и грузовых лифтах, а также о большегрузных лифтах, вы знаете, что можете положиться на лифт, разработанный и изготовленный Stannah. Имея более чем 150-летний опыт установки и обслуживания различных лифтов, мы можем помочь.
Все еще сомневаетесь? Без проблем! Щелкните здесь, чтобы загрузить БЕСПЛАТНОЕ руководство по грузовым лифтам с ответом на ваш вопрос.
Последнее обновление: 17.08.2021
Продолжить чтение
Следующая статья
Блог Главная
Грузоподъемное оборудование Транспорт | Тяжеловесные тягачи
Образцовые услуги по доставке грузоподъемного оборудования
Эффективная транспортировка вашего грузоподъемного оборудования требует профессиональной транспортной компании для вашего максимального комфорта и удобства. В Heavy Haulers мы гордимся доверием наших клиентов к нашему профессионализму и опыту в перевозке их тяжеловесного оборудования. Когда вы выбираете тяжелые самосвалы, мы гарантируем вам беспроблемную доставку. Мы занимаемся всем, включая сбор, перевозку и безопасную доставку вашего тяжелого подъемного оборудования в указанные сроки.
Обладая многолетним опытом перевозки тяжеловесного оборудования, компания Heavy Haulers превзошла своих конкурентов в предоставлении первоклассных услуг. Кроме того, мы уделяем пристальное внимание директивам и спецификациям клиентов по доставке, включая адреса, чтобы исключить случаи неправильной доставки. Мы неустанно претворяем в жизнь ваше транспортное видение и ожидания. На этом основании вы можете чувствовать себя комфортно, так как тяжелые грузчики доставят вашу тяжелую подъемную технику в указанное место назначения, до минимума нарушая вашу повседневную жизнь. Давайте начнем! (800) 908-6206
Свяжитесь с нашим специалистом по доставке
(800) 908-6206
Буксировка грузоподъемного оборудования за рубежом и внутри страны
Когда дело доходит до доставки и перевозки вашего грузоподъемного оборудования на большие расстояния и по местности, большегрузные транспортные средства остаются неоспоримыми. . Мы расширяем наши услуги доставки по всем штатам Северной Америки, а также в Канаду и Мексику. Независимо от того, насколько сложной задачей, по вашему мнению, является доставка вашего тяжелоатлетического оборудования, вы никогда не ошибетесь, выбрав Heavy Haulers. Мы направляем нашу логистику на обеспечение глубокой удовлетворенности наших клиентов в разных регионах.
Оборудование для поднятия тяжестей включает почти любое оборудование, которое свободно или прикреплено к стационарному объекту и предназначено для аэробики, силовых тренировок или того и другого. Оборудование для поднятия тяжестей работает для повышения эффективности, силы, гибкости, наращивания мышечной массы и уровней выносливости различных частей тела. Они включают в себя канатные тренажеры, силовые скамьи, гантели, турники и многое другое. При перевозке такого оборудования навалом вам необходимо работать с транспортной компанией, которая имеет опыт, современное погрузочно-разгрузочное оборудование и опытных специалистов, которые готовы отправить ваше спортивное оборудование из одного штата Северной Америки в другой или в Мексику и Канада. Позвоните, чтобы рассчитать стоимость доставки бесплатно! (800) 908-6206
Различное тяжелое грузоподъемное оборудование, перевозимое на большегрузных транспортных средствах
Наша специализация на большегрузных транспортных средствах, поэтому мы предлагаем разнообразное тяжелое подъемное оборудование в зависимости от потребностей клиентов и характера груза. Независимо от того, весит ли груз 5000 или 25000 фунтов, у нас есть подходящее оборудование и персонал, которые лучше всего подходят для этой задачи. Они включают;
● Свободные веса, такие как гантели, штанги, гири и мешки с песком
● Трансформируемые ролики для пресса
● Cardio Fitness Trampolines
● Dip Stands
● Мультигимы
● Беговые дорожки
● Кабельные машины
● Странные стойки
● Одиночные станции
● Стандарты веса и многие более
● Одиночные станции
● и многие более
9009 9002 ● Кабельные станции
●
Как перевозить тяжелое грузоподъемное оборудование с помощью тяжелых самосвалов
Компания Heavy Haulers имеет лицензию и застрахована, чтобы перемещаться повсюду и предоставлять вам самое современное тяжелое грузоподъемное оборудование. Удовлетворение наших клиентов является нашим самым главным приоритетом. На этом, и мы поддерживаем самые высокие стандарты качества для услуг, превосходящих их ожидания. В нашу команду профессионалов входят опытные, преданные своему делу и полные энтузиазма специалисты по предоставлению первоклассных транспортных услуг клиентам по всему миру.
Мы обращаемся с вашим тяжелым подъемным оборудованием так бережно, как с собственным. Кроме того, мы избавляем вас от сложной бумажной работы, связанной с получением разрешений на перевозку, особенно за границу. Чтобы воспользоваться нашими услугами по доставке премиум-класса, все, что вам нужно, это сделать простой телефонный звонок, и наши представители мирового уровня по работе с клиентами предоставят вам бесплатное предложение без каких-либо обязательств и выполнят все шаги, которые потребуются нашим такерам для выбора оборудования. и бросить их на пороге. Позвони сейчас! (800) 908-6206
Ищете транспорт
с конкретным прицепом?
Съемная гусиная шея Прицеп (RGN)
Максимальный вес: 150 000+ фунтов. | Длина главной палубы 29 футов | Ширина скважины 8,5 футов | Допустимая высота 11,6 футов.
Платформа Прицеп
Макс. вес: 48 000 фунтов. | Максимальная длина 53 фута | Максимальная ширина 8,5 футов | Макс. высота 8,5 футов
Double Drop Полуприцеп
Максимальный вес: 45 000 фунтов. | Максимальная длина 29 футов. | Максимальная ширина 8,5 футов | Макс. высота 11,5 футов
Мы готовы помочь вам перевезти ваше снаряжение!
Транспортировка из
Перевозка в
Тяжелые тягачи обычного оборудования Транспорт
Доверяйте тяжелым перевозчикам перевозку оборудования любой марки, которой вы владеете. Большинство наших водителей являются опытными операторами тяжелой техники, которые могут безопасно перемещать ваши грузы на наших прицепах.
Вес арматуры, таблица веса (масса) за 1 метр арматуры
‘+ ‘
‘+ ‘{{n}}’ + ‘{{o}}’ + ‘{{t}}’ + ‘
‘+ ‘
При проведении строительно-монтажных работ расчет массы металлических изделий крайне важен, поскольку он позволяет оценить итоговые параметры возводимых конструкций и определить стоимость материала (для этого берется вес арматуры 10 мм за метр). Для проведения подсчетов можно использовать специальные таблицы, в которых указаны параметры прутков и их расчетная масса, а также популярные онлайн-калькуляторы, для применения которых нужно знать точные данные о технических характеристиках металлопроката.
Зная точную массу прокатных материалов, вы сможете существенно сэкономить, правильно подобрав транспортное средство для их транспортировки. Если вы не уверены, что сможете правильно произвести расчеты, в компании «Региональный Дом Металла» помогут узнать вес арматуры 12 мм за метр с предельной точностью, поскольку рассчитают его по специальной формуле. Посмотреть доступные виды арматуры для фундамента.
Таблица веса арматуры
Узнать, какую массу имеет изделие – арматура 12 вес 1 метра, можно из таблиц, в которых указываются:
масса одного погонного м изделия;
количество метров проката в одной тонне;
диаметр проката в миллиметрах;
площадь сечения прутков в сантиметрах квадратных;
класс стали, используемой в производстве.
Сортамент
Масса 1 метра
Масса (теоретич.), кг.
Предельн. отклонения, %
6
0,222
+9 / -7
8
0,395
10
0,617
+5 / -6
12
0,888
14
1,21
16
1,58
+3 / -5
18
2,0
20
2,470
22
2,980
25
3,850
28
4,830
32
6,310
+3 / -4
36
7,990
40
9,870
45
12,480
50
15,410
+2 / -4
55
18,650
60
22,190
70
30,210
80
39,460
В большинстве случаев, используя таблицу, вы сможете найти искомую величину. Если же определить вес арматуры 16 мм за метр таблица не помогла, можно прибегнуть к использованию онлайн-калькулятора по размеру для проведения расчетов. Для его применения необходимо знать следующие параметры: диаметр проката, длину прутков и их количество. Калькулятор посчитает массу общую и для одного стержня, общую длину прутков, объем в кубометрах. Существуют также калькуляторы, которые основываются на справочных данных при подсчете. Чтобы воспользоваться ими, нужно знать ГОСТ, по которому изготовлен прокат, материал изготовления и сортамент (наименование проката). Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут.
Масса арматуры
Что же делать, если под рукой нет онлайн-калькулятора, а данным таблиц в интернете вы не очень доверяете? Все просто – определить вес арматуры 8 мм за метр вы можете самостоятельно, воспользовавшись самым обычным калькулятором. Чтобы узнать массу погонного метра металлопроката, нужно определить общую длину прутков, а затем умножить удельную массу погонного метра изделия на количество метров. Для расчета используется формула: 1 м х (3,14 х D x D/4). Произведя действия в скобках, получим геометрическую площадь круга с заданным диаметром. Не нашли что искали? Возможно вам будет интересна страница с затворами трубопроводными, найти которую можно тут: https://rdmetall.ru/truboprovodnaya-armatura/zatvory/.
Таким образом, вес погонного метра арматуры получаем, умножив объем на удельную массу изделия, равную 7850 килограмм на кубометр. Пример вычислений для одного м прутка диаметром 8 миллиметров. Объем металла: 1 м х (3,14 х 0,008 м х 0,008 м/4) = 0,00005024. Удельная масса: 0,00005024 кубометр х 7850 килограмм на кубометр = 0,394384 килограмма. В формулу можно подставлять любое значение D, и получать точные данные по любому металлопрокату, что позволит определить стоимость конструкций для строительства.
Арматура вес погонного метра
Перейти к содержимому
МСК-МЕТАЛЛОПРОКАТ
+7 (495) 900-00-00 Москва
пн-пт с 9:00 до 18:00
e-mail: mskmet@bk. ru
заказать металлопрокат
Арматура А3
Арматура А1
Катанка
Труба профильная
Труба электросварная
Труба стальная
Швеллер
Балка
Уголок
Сетка сварная
Круг стальной
Труба вгп черная
Труба вгп оцинкованная
Труба эс оцинкованная
Труба бесшовная
Труба тонкостенная
Лист стальной
Лист горячекатаный
Лист холоднокатаный
Лист оцинкованный
Лист рифлёный
Лист пвл
Евроштакетник
Профнастил кровельный
Профнастил для забора
Полоса горячекатаная
Квадрат горячекатаный
Лист гк толстый
Проволока
Шестигранник
арматура рифлёная ГОСТ марка стали А500С
вес метра погонного (кг)
Количество метров в тонне (м)
Арматура А3 Ø 6 мм
вес=0,222
4504,5
Арматура А3 Ø 8 мм
вес=0,395
2531,65
Арматура А3 Ø 10 мм
вес=0,617
1620,75
Арматура А3 Ø 12 мм
вес=0,888
1126,13
Арматура А3 Ø 14 мм
вес=1,21
826,45
Арматура А3 Ø 16 мм
вес=1,58
632,91
Арматура А3 Ø 18 мм
вес=2
500
Арматура А3 Ø 20 мм
вес=2,47
404,86
Арматура А3 Ø 22 мм
вес=2,98
335,57
Арматура А3 Ø 25 мм
вес=3,85
259,74
Арматура А3 Ø 28 мм
вес=4,83
207,04
Арматура А3 Ø 32 мм
вес=6,31
158,48
Арматура А3 Ø 36 мм
вес=7,99
125,16
Арматура А3 Ø 40 мм
вес=9,87
101,32
Вес арматуры а1
арматура гладкая ГОСТ марка стали ст3 сп/пс
Вес метра погонного (кг)
Количество метров в тонне (м)
Арматура А1 Ø 6 мм
вес=0,222
4504,5
Арматура А1 Ø 8 мм
вес=0,395
2531,65
Арматура А1 Ø 10 мм
вес=0,617
1620,75
Арматура А1 Ø 12 мм
вес=0,888
1126,13
Арматура А1 Ø 14 мм
вес=1,21
826,45
Арматура А1 Ø 16 мм
вес=1,58
632,91
Арматура А1 Ø 18 мм
вес=2
500
Арматура А1 Ø 20 мм
вес=2,47
404,86
Арматура А1 Ø 22 мм
вес=2,98
335,57
Арматура А1 Ø 25 мм
вес=3,85
259,74
Арматура А1 Ø 28 мм
вес=4,83
207,04
Арматура А1 Ø 32 мм
вес=6,31
158,48
Арматура А1 Ø 36 мм
вес=7,99
125,16
Арматура А1 Ø 40 мм
вес=9,87
101,32
Вес арматуры
Пн — Вс: 9:00 до 19:00
+7 (495) 900-00-00
mskmet@bk. ru
Прайс — лист
Отзывы
О КОМПАНИИ
НАШИ КЛИЕНТЫ
ПРОДУКЦИЯ
НАШ АДРЕС
СПРАВОЧНИК
ПРАЙС ЛИСТ
УСЛУГИ
ТРУБЫ СТАЛЬНЫЕ
ВАКАНСИИ
Политика конфиденциальности
2011-2021 все права защищены. Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
Калькулятор веса арматуры
Вес арматуры, калькулятор веса на метр стальной арматуры, таблица размеров
Стальной стержень с рифленой поверхностью, приемный в железобетонных конструкциях.
Добавить в закладки
Плотность
Диаметр D
мм.
Длина
м.
Общий вес
кг.
Цена за 1 метр
$
Цена за тонну
$
Отчет об ошибках
4,6 из 5, общее количество рейтингов: 86
около
Название
Вес урегулятор.
ОС
Windows, Android, OSX, Linux
Категория
Бизнес, образование
Цена
3
0079
Таблицы массы погонного метра стальной арматуры в соответствии с техническими стандартами (ИСО и др.
)
Наименование арматуры
Номинальный диаметр проката D, мм
Номинальный диаметр а Периодический профиль, мм
Вес 1 метра арматуры
метров 1 тонны
Плотность, кг / м³
. РЕКАР 4
4
09
.
10101 м.
7850
Арматура 4
4
0,0990 кг.
10101 м.
7850
Арматура 4,5
4,5
0,1250 кг.
8000 м.
7850
Арматура 5
5
0,1540 кг.
6493,5 м.
7850
Арматура 5
5
0,1540 кг.
6493,5 м.
7850
Арматура 5,5
5,5
0,1870 кг.
5347,6 м.
7850
Арматура 6
6
0,2220 кг.
4504,5 м.
7850
Арматура 6
6
0,2220 кг.
4504,5 м.
7850
Арматура 6
6
0,2220 кг.
4504,5 м.
7850
Арматура 6
6
0,3950 кг.
2531,6 м.
7850
Арматура 6
6
5,75
0,2220 кг.
4504,5 м.
7850
Арматура 6,5
6,5
0,2610 кг.
3831,4 м.
7850
Арматура 7
7
0,3020 кг.
3311,3 м.
7850
Арматура 7,5
7,5
0,3470 кг.
2881,8 м.
7850
Арматура 8
8
0,3950 кг.
2531,6 м.
7850
Арматура 8
8
0,3950 кг.
2531,6 м.
7850
Арматура 8
8
7,5
0,3950 кг.
2531,6 м.
7850
Арматура 8,5
8,5
0,4450 кг.
2247,2 м.
7850
Арматура 9
9
0,4090 кг.
2445 м.
7850
Арматура 9,5
9,5
0,5560 кг.
1798,6 м.
7850
Арматура 10
10
0,6160 кг.
1623,4 м.
7850
Арматура 10
10
0,6160 кг.
1623,4 м.
7850
Арматура 10
10
0,6160 кг.
1623,4 м.
7850
Арматура 10
10
0,6170 кг.
1620,7 м.
7850
Арматура 10
10
9,3
0,6170 кг.
1620,7 м.
7850
Арматура 11
11
0,7460 кг.
1340,5 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
0,8880 кг.
1126,1 м.
7850
Арматура 12
12
11
0,8880 кг.
1126,1 м.
7850
Арматура 13
13
1,0420 кг.
959,7 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
1,2080 кг.
827,8 м.
7850
Арматура 14
14
13
1,2100 кг.
826,4 м.
7850
Арматура 15
15
1,3870 кг.
721 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
1,5780 кг.
633,7 м.
7850
Арматура 16
16
15
1,5800 кг.
632,9 м.
7850
Арматура 17
17
1,7820 кг.
561,2 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
1,9980 кг.
500,5 м.
7850
Арматура 18
18
17
2,0000 кг.
500 м.
7850
Арматура 19
19
2,2260 кг.
449,2 м.
7850
Арматура 20
20
2,4660 кг.
405,5 м.
7850
Арматура 20
20
2,4660 кг.
405,5 м.
7850
Арматура 20
20
2,4660 кг.
405,5 м.
7850
Арматура 20
20
2,4860 кг.
402,3 м.
7850
Арматура 20
20
19
2,4700 кг.
404,9 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
2,9840 кг.
335,1 м.
7850
Арматура 22
22
21
2,9800 кг.
335,6 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
3,8530 кг.
259,5 м.
7850
Арматура 25
25
24
3,8500 кг.
259,7 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
4,8340 кг.
206,9 м.
7850
Арматура 28
28
26,5
4,8300 кг.
207 м.
7850
Арматура 32
32
6,3130 кг.
158,4 м.
7850
Арматура 32
32
6,3130 кг.
158,4 м.
7850
Арматура 32
32
6,3130 кг.
158,4 м.
7850
Арматура 32
32
30,5
6,3100 кг.
158,5 м.
7850
Арматура 36
36
7,9900 кг.
125,2 м.
7850
Арматура 36
36
7,9900 кг.
125,2 м.
7850
Арматура 36
36
7,9900 кг.
125,2 м.
7850
Арматура 36
36
34,5
7,9900 кг.
125,2 м.
7850
Арматура 40
40
9,6650 кг.
103,5 м.
7850
Арматура 40
40
9,8650 кг.
101,4 м.
7850
Арматура 40
40
9,8650 кг.
101,4 м.
7850
Арматура 40
40
38,5
9,8700 кг.
101,3 м.
7850
Арматура 45
45
12,4850 кг.
80,1 м.
7850
Арматура 45
45
43
12,4800 кг.
80,1 м.
7850
Арматура 50
50
15,4130 кг.
64,9 м.
7850
Арматура 50
50
48
15,4100 кг.
64,9 м.
7850
Арматура 55
55
18,6500 кг.
53,6 м.
7850
Арматура 55
55
53
18,6500 кг.
53,6 м.
7850
Арматура 60
60
22,1950 кг.
45,1 м.
7850
Арматура 60
60
58
22,1900 кг.
45,1 м.
7850
Арматура 70
70
68
30,2100 кг.
33,1 м.
7850
Арматура 80
80
77,5
39,4600 кг.
25,3 м.
7850
Удельный вес стальных стержней: (8 мм, 10 мм, 12 мм, 16 мм и 20 мм)
Удельный вес стали | удельный вес стальных стержней | удельный вес стали на метр | удельный вес стали на фут | удельный вес стали 8мм | удельный вес стали 10мм | удельный вес стали 12мм | удельный вес стали 16мм | удельный вес стали 20мм | удельный вес стали по нормам IS | удельный вес формулы стальных стержней | удельный вес стали в кг/м | удельный вес стали в кн/м3.
Сталь, также известная как арматурные стержни или арматурные стержни, встроенные в бетонный элемент для повышения их прочности на растяжение. Как мы знаем, сталь используется при формировании структурного элемента, такого как колонна, балка, фундамент, фундамент, плита здания. Стальной стержень разного размера, поставляемый поставщиком, имеющий длину 12 метров или 40 футов.
Масса единицы стали или арматуры представляет собой отношение веса стали к ее единице объема. Обычно он выражается в килограммах на кубический метр (кг/м3) или фунтах на кубический фут (фунт/фут3). Удельная масса стали 7850 кг/м3 (килограмм на кубический метр) или 490 фунтов/фут3 (фунтов на кубический фут).
Удельный вес стали: — Удельный вес стали определяется как отношение веса стали к единице объема стали, удельный вес стали обычно измеряется в кг на кубический метр и составляет 7850 кг/м3, измеряется в кН на кубический метр составляет 78,5 кН/м3, или измеряется в граммах на кубический сантиметр, составляет 7,85 г/см3, что приблизительно равно в фунтах на кубический фут и составляет 490 фунтов/фут3, или измеряется в фунтах на кубический ярд и составляет 13 231 фунт/ярд3.
Обычно стальные стержни бывают диаметром 8 мм (2,5 копоти), 10 мм (3 копоти), 12 мм (4 копоти), 16 мм (5 копоти), 20 мм (6 копоти), 25 мм (8 копоти), 32 мм и т. д.– и поставляются в прямом или U-образном изгибе длиной 12 м или 40 футов.
В этой статье мы читаем удельный вес стальных прутков 8 мм, 6 мм, 10 мм, 12 мм, 16 мм и 20 мм и так далее. И читайте про удельный вес стали на метр, на фут, в кг/м3, кн/м3 и объем круглого стального прутка. И прочтите вес стального стержня, формулу для веса стали, производное d2/162, различные размеры стального стержня, вес стали 8 мм на метр, вес стали 10 мм, вес стали 12 мм, вес стального стержня 16 мм и вес стали 20 мм.
Вес единицы стали определяется как отношение веса стали к ее единице объема, вес стали измеряется в килограммах (кг) и фунтах (фунтах), а ее объем измеряется в кубических метрах (м3) и кубических футах (фут3) . Тогда его удельный вес = единица массы/единица объема, представленная как W = m/V, где W — вес единицы стали, m — масса, а V — объем. Он также известен как удельный вес стали или плотность стали, и их единицей СИ является килограмм на кубический метр (кг/м3). Сталь является наиболее часто используемым элементом в гражданском строительстве для структурных конструкций, зная удельный вес стали, легко рассчитать количество стали, необходимое для проектов.
Удельный вес конструкционной стали принимается равным 7850 кг/м3, или 78,5 кН/м3, или 7,85 г/см3, или 490 фунтов/фут3, или 13 231 фунт/ярд3. Стальные стержни в основном используются в качестве арматуры для укрепления бетонных конструкций.
Удельный вес стальных стержней
Удельный вес стали на метр :- Удельный вес стальных стержней 6 мм составляет около 0,222 кг на метр, стальной стержень 8 мм составляет 0,395 кг на метр, стальной стержень 10 мм составляет 0,617 кг на метр, сталь 12 мм 0,89 кг на метр, стальной стержень 16 мм — 1,58 кг на метр, стальной стержень 20 мм — 2,47 кг на метр, стальной стержень 25 мм — 3,86 кг на метр, стальной стержень 32 мм — 6,32 кг на метр, а стальной стержень 40 мм — 90,87 кг на метр.
Удельный вес стали на фут :- Удельный вес стальных стержней 6 мм составляет около 0,067 кг на фут, стали 8 мм составляет 0,120 кг на фут, стали 10 мм составляет 0,188 кг на фут, стали 12 мм составляет 0,270 кг на фут, 16 мм стали 0,480 кг на фут, 20 мм стали 0,751 кг на фут, 25 мм стали 1,174 кг на фут и 32 мм стали 1,925 кг на фут.
Вес стержня в связке: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня за штуку: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм & Стальной стержень 25 мм
Вес стержня на метр: 12 мм, 10 мм, 8 мм, 16 мм, 20 мм и 25 мм стальной стержень
Масса стальной единицы :- Вес стальной единицы определяется как масса на единицу длины, если измеряется вес арматурного стержня/арматуры в фунтах на фут, известном как Удельный вес арматурного стержня в фунтах на фут.
Удельный вес стали в фунтах на фут :- Удельный вес арматурного стержня № 2,5 или стальных стержней составляет 0,265 фунта на фут, арматурного стержня № 3 может быть 0,376 фунт/фут, арматурный стержень №4 может быть 0,668 фунт/фут, арматурный стержень №5 может быть 1,043 фунт/фут, арматурный стержень №6 может быть 1,502 фунт/фут, арматурный стержень №7 может быть 2,044 фунт/фут, арматурный стержень №8 может быть 2,67 фунт/фут, #9арматурный стержень может иметь вес 3,40 фунта/фут, арматурный стержень №10 может составлять 4,303 фунта/фут, а арматурный стержень №11 может составлять 5,313 фунта/фут.
◆Вы можете подписаться на меня в Facebook и подписаться на наш канал Youtube
Вес единицы стали в кг/м3 :- 7850 — это вес единицы стали в кг/м3, это означает, что при измерении в кубических метрах, 1м3 стали весит около 7850кг. Таким образом, 7850 кг на кубический метр — это удельный вес стали в кг/м3.
Удельный вес стали в кН/м3 :- 78,50 – удельный вес стали в кН/м3, это означает, что при измерении в кубических метрах вес 1м3 стали составляет около 7850 кН. Таким образом, 7850 килоньютонов на кубический метр – это удельный вес стали в кН/м3. 9-8 Ньютон на кубический миллиметр — это удельный вес стали в Н/мм3.
Удельный вес стали в кг/фут3 :- 222 – это удельный вес стали в кг/фут3, это означает, что при измерении в кубических футах 1 фут3 веса стали составляет около 222 кг. Таким образом, 222 килограмма на кубический фут — это удельный вес стали в кг/фут3.
Удельный вес стали в фунтах/фут3 :- 490 – это удельный вес стали в фунтах/фут3, это означает, что при измерении в кубических футах 1 фут3 веса стали составляет около 490 фунтов. Таким образом, 49Формула стальных стержней 2L/533 используется для расчета веса стали на фут, например, удельный вес стали диаметром 8 мм = (8×8×1)÷533 = 0,12 кг/фут.
Удельный вес стали 6 мм :- Удельный вес стальных стержней или стержней диаметром 6 мм составляет около 0,222 кг на метр, что примерно равно 0,0676 кг на фут. Один кусок стальных стержней длиной 12 метров (40 футов) и диаметром 6 мм весит 2,664 кг.
Удельный вес стали 8 мм :- Удельный вес стальных стержней или стержней диаметром 8 мм составляет около 0,395 кг на метр, что примерно равно 0,12 кг на фут. Вес одного куска стальных стержней длиной 12 метров (40 футов) и диаметром 8 мм составляет 4,74 кг.
Удельный вес стали 10 мм :- Удельный вес стальных стержней или стержней диаметром 10 мм составляет около 0,617 кг на метр, что примерно равно 0,188 кг на фут. Один отрезок стальных стержней длиной 12 метров (40 футов) и диаметром 10 мм весит 7,407 кг.
Болт с отверстием внутри — Особое — Где?? — Price-Altai.ru
Перейти к содержимому раздела
Вы не вошли. Пожалуйста, войдите или зарегистрируйтесь.
Активные темы
Страницы 1
Чтобы отправить ответ, вы должны войти или зарегистрироваться
RSS
Сообщений [ 8 ] Просмотров: 1 361
1 Тема от LVV 23.08.2017 09:26:40 (5 лет 2 месяца назад)
LVV
Участник
Автор темы
Неактивен
Тема: Болт с отверстием внутри
Добрый день. Подскажите где найти? типа такого:
»Только дурак нуждается в порядке — гений господствует над хаосом»
2 Ответ от AMupbI4 23.08.2017 09:28:48 (5 лет 2 месяца назад)
AMupbI4
Участник
Неактивен
Re: Болт с отверстием внутри
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
а просверлить и резьбу нарезать?
4 Ответ от LVV 23.08.2017 09:30:00 (5 лет 2 месяца назад)
LVV
Участник
Автор темы
Неактивен
Re: Болт с отверстием внутри
Gapur пишет:
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
а просверлить и резьбу нарезать?
долго сверлить, да и боюсь не попасть на выходе, резьба внутри не нужна
»Только дурак нуждается в порядке — гений господствует над хаосом»
5 Ответ от НП 23.08.2017 09:30:33 (5 лет 2 месяца назад)
НП
Участник
Неактивен
Re: Болт с отверстием внутри
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
Взять подходяший болт и просверлить.
6 Ответ от AMupbI4 23.08.2017 09:33:59 (5 лет 2 месяца назад)
AMupbI4
Участник
Неактивен
Re: Болт с отверстием внутри
LVV пишет:
Gapur пишет:
LVV пишет:
Добрый день. Подскажите где найти? типа такого:
а просверлить и резьбу нарезать?
долго сверлить, да и боюсь не попасть на выходе, резьба внутри не нужна
тем более, без резьбы. Ну тогда найти у кого сверлильный станок есть и минута времени
7 Ответ от demmax2004 23.08.2017 09:38:54 (5 лет 2 месяца назад)
demmax2004
Разрушитель мифов и надежд
Неактивен
Re: Болт с отверстием внутри
ТС зайди в тему своими руками там есть мастера токари дело 5 минут
Сообщений [ 8 ] Просмотров: 1 361
Просматривают тему:
1 гость, 0 пользователей
Страницы 1
Чтобы отправить ответ, вы должны войти или зарегистрироваться
Перейти в раздел: КомпьютерыНоутбукиПланшетыКомплектующие для стационарных ПККомплектующие для мобильных ПКМониторыСетевое оборудованиеПериферияИгровые приставки, консолиКуплюМеняюТелефоны, смартфоныАксессуары для мобильных устройствКуплюМеняюТелевизоры, ВидеоАудиоФото и видеокамерыКуплюМеняюАвтомузыка, автоэлектроникаАвтошины, дискиАвтомобилиМотоциклы, мопеды, велосипедыАвтозапчастиКуплюИщу работуВакансииПродаюКуплюМебель, интерьерОдежда, обувьУкрашения, ювелирные изделия, аксессуарыКоллекционированиеТехническая продукция и строительствоСпортивный и туристический инвентарьЖивотные, растения и сопутствующие товарыПродаюКуплюМеняюУслугиНедвижимостьОтдам даром, приму в дарГде??Выбор и оценкаАукционыБеседкаТехническая поддержкаВопросы по форуму
Жизнь современного человеческого общества трудно представить без элементов соединения — болтов, гаек, шурупов, винтов и тому подобного. Все эти, казалось бы, незначительные детали окружают нас повсеместно, даже в бытовой сфере, не говоря уже о промышленности и строительстве. Практически во всём — от мебели до компьютера, используются те или иные соединительные детали. Но всё же наиболее распространёнными элементами соединения считаются болты.
Болт представляет собой крепёжную резьбовую деталь, имеющую вид цилиндрического стержня. Некоторая часть болта имеет наружную резьбу, предназначенную для накручивания одной или более гаек. С одной из сторон этот стержень снабжён головкой, обычно имеющей шестигранную форму, подходящую под гаечный ключ. Как правило, применяют болты при сборке разборных конструкций. Преимуществом такого вида соединения является то, что его легко можно заменить в том случае, если болты по какой-либо причине вышли из строя, либо возникла такая необходимость.
Все виды болтов условно можно разделить на две категории: чёрные и оцинкованные.
Чёрные болты — это необработанные, или не имеющие наружного покрытия. Их применяют в тех случаях, где не имеет никакого значения эстетический вид конструкции, либо же изделие будет подвергаться покраске. К примеру, необработанные болты применяют в машиностроении, промышленном строительстве и других подобных областях.
Оцинкованные болты используют при сборке изделий, в которых внешний вид имеет значение. Такие болты не подвержены коррозии и сохраняют презентабельный вид на протяжении долгого времени. Используют оцинкованные болты, к примеру, при сборке приборов или комнатной мебели.
Также болты, будь то с покрытием или без, имеют между собой визуальные различия. Рассмотрим основные из них.
Виды болтов по размеру и форме головки
В зависимости от предназначения болта, его головка может иметь ту или иную форму. Самые распространённые виды головок — это шестигранная, но бывает также квадратная, круглая и овальная.
Размеры головок также могут отличаться. К примеру, шестигранная головка может быть как нормального, стандартного размера, так и уменьшённой или увеличенной. Разным бывает и профиль головки.
У некоторых болтов он полукруглой формы, также встречаются болты, имеющие круглую головку с отверстием внутри. Есть болты и с потаённой головкой, например, для сборки мебели.
Виды болтов по форме стержня
Самый распространённый вид стержня — это стержень одного диаметра по всей длине. Но бывают и ступенчатые стержни, в которых гладкая часть стержня немного больше в диаметре, чем та часть, на которую нанесена резьба. Болты с такой формой стержня называют призонными и используют их для скрепления тяжелонагруженных соединений.
Также болты бывают сугубо специфические, т. е предназначены для какой-то одной определенной цели.
Виды болтов по типу и шагу резьбы
Болты, как и гайки, отличаются между собой и типом резьбы. Резьба бывает метрическая, дюймовая, трапециидальная, трубная, квадратная, прямоугольная и упорная. Наиболее применимой является метрическая резьба, которая, в свою очередь, подразделяется на два типа: с мелким и крупным шагом.
Виды болтов по варианту исполнения
Вариант исполнения — это конструктивная особенность, определённая стандартом, например ГОСТ или DIN. К примеру, в шестигранных болтах таким вариантом исполнения может быть стопорение резьбового соединения. Для этого на головке болта или, как вариант, в конце резьбовой части, изготавливается отверстие для вязочной проволоки или шплинта.
Бывает и так, что возникает потребность уменьшить вес болта, при этом сохранив его размер и прочность. В таких случаях в головке болта делается углубление.
Виды болтов по классу точности, прочности и материалу
Болты, имеющие шестигранную головку, также классифицируют по классу точности. Всего определения класса точности три, и обозначаются они латинскими заглавными буквами «A», «B» и «C». Под точностью подразумевается степень шероховатости резьбы, разница в диаметрах цилиндрических стержней и опорными поверхностями головок. Так, виды болтов с повышенным классом точности «A» используют при наиболее ответственных сборках, например, в точном приборостроении.
Разница в диаметрах между болтом и отверстием не превышает 0,25 — 0,30 миллиметров. Более всего распространён класс точности «B». Такие болты применяют в отверстиях, диаметр которых больше, чем диаметр стержня болта на 1 — 1,5 миллиметра. Для болтов с классом точности «C» допускается значительное несоответствие между самим стержнем и отверстием. Так, стержень болта здесь может быть меньше отверстия в размере до трёх миллиметров. Такие болты используют для малоответственных соединений.
Исходя из потенциального назначения болтов, при их изготовлении используются различные марки стали. Следовательно, разные виды болтов имеют и разную прочность. При их производстве используют следующие материалы: сталь обычного качества; качественная конструкционная углеродистая сталь; нержавеющая, стойкая к коррозии, обыкновенная сталь; нержавеющая, стойкая к коррозии, жаропрочная сталь; конструкционная легированная углеродистая сталь; сталь конструкционная низколегированная для сварных конструкций; жаропрочная релаксационностойкая сталь; технический титан; сплав титановый деформируемый; медь; латунь.
Иные виды болтов
Диапазон использования разных видов болтов очень широк. Такой тип соединения прочно занял своё место как на промышленном, так и на бытовом уровне. В зависимости от сферы использования болтов классифицируется и его назначение. Так, предприятия по выпуску метизных изделий выпускают следующие основные виды болтов по назначению:
Машиностроительные болты. Отличительная особенность таких видов болтов — это повышенная прочность. Обычно их выпускают с шестигранными формами головок. Резьба, как правило, наносится метрическая. Предназначены они прежде всего для соединений, которые подвержены большим нагрузкам. Сфера использования — машиностроение, приборостроение, промышленное оборудование, а также сборка различных механизмов. Соединяют с их помощью в основном стальные и чугунные детали.
Строительные болты. В их производстве также используются высокопрочные материалы. Выпускаются они обычно с увеличенными головками. Такие болты находят своё применение на строительстве различных зданий, как гражданских, так и промышленных. Например, их используют при сборке строительных конструкций. Применяются они и при строительстве мостов, тоннелей, метрополитенов и других важных объектов.
Дорожные болты. Класс прочности таких болтов варьируется от низкого до более высокого, в зависимости от места применения. Изготавливают их с полукруглой головкой и квадратным подголовком — благодаря этому их можно закручивать без вспомогательного монтажного ключа. Применяются они при сборке металлических дорожных заграждений. Зачастую такие болты покрывают оцинковкой, чтобы уберечь от воздействия погодных факторов.
Железнодорожные болты. Производят такие крепёжные соединения в небольших количествах, поскольку сфера их использования довольно невелика. Используют эти виды болтов при монтаже железнодорожного полотна и вспомогательных к нему конструкций. В свою очередь, железнодорожные болты подразделяются на стыковые (или путевые), закладные и клеммные. Стыковые (путевые) болты используют вместе с рельсовыми накладками. Выпускаются они с закруглёнными головками. Закладные болты предназначены для соединения шпал с подкладками. А с помощью клеммных болтов прокладка крепится к рельсам. Изготавливают железнодорожные болты из углеродистой стали высокой прочности.
Транспортные (норийные) болты. Иногда их ещё называют элеваторными болтами. Они предназначены для прикрепления норийного ковша или другого подающего элемента к транспортировочной ленте. Изготавливают их из углеродистой стали как с цинковым покрытием, так и без него. Свою особенность в таких болтах имеет головка. С торца она плоская, а со стороны стержня выполнена в виде полусферы. На полусфере находятся два шипа, которые предотвращают поворот болта вокруг своей оси.
Лемешные болты. Как и железнодорожные, такие болты выпускают в ограниченных количествах. Сфера их использования — сельскохозяйственные машины. Лемешными болтами крепят навесное оборудование, это могут быть как металлические, так и деревянные элементы. Изготавливают их с потайными головками, причём по классу точности лемешные болты выпускаются даже с классом «C». Предусмотрен в них также и квадратный подголовок, который фиксирует болт в одном положении и не позволяет ему вращаться.
Мебельные болты. Как правило, такие болты выпускают с полукруглыми либо потайными головками. Мебельные болты дешевле по стоимости, чем, скажем, машиностроительные. Применяют их не только при сборке мебели, но и в изготовлении других деревянных конструкций, например стропил или каркасных домов. Нередко они используются и в других назначениях в неответственных соединениях. Уровень прочности мебельных болтов обычно средний. Практически все мебельные виды болтов выпускают с оцинкованным покрытием из эстетических соображений.
Уважаемый посетитель, Вы зашли на сайт как незарегистрированный пользователь. Мы рекомендуем Вам зарегистрироваться либо зайти на сайт под своим именем.
Как выкрутить сломанный болт
Фото: istockphoto.com
Теоретически металлические болты — крепежные детали с головкой и наружной резьбой, которые вставляются в подходящие неконические гайки — при необходимости можно снимать и даже снова прикреплять. К сожалению, при чрезмерной затяжке или ином принуждении болты могут заклинить и сломаться, что затруднит их удаление. Застряли, задаваясь вопросом, как выкрутить сломанный болт, прежде чем вы сможете продолжить строительство дома или строительство террасы? При правильном снаряжении и технике можно успешно извлечь сломанный болт и вставить новый.
Инструменты и материалы
Центральный пунш
Hammer
Обратимый электрический бух
Фото: istockphoto.com
ШАГ 1. Вбейте кернер в середину сломанного болта.
Поместите кернер как можно ближе к середине сломанного болта. Ударьте по нему молотком, чтобы создать отправную точку для сверления пилотного отверстия. Точное направляющее отверстие имеет решающее значение, чтобы не повредить резьбу сломанного болта при его извлечении. Если резьба болта или отверстия под болт повреждена, извлечение болта может оказаться невозможным. Кроме того, если резьба на отверстии для болта повреждена, вы не сможете использовать новый болт после извлечения старого.
ШАГ 2. Медленно просверлите пилотное отверстие левым сверлом.
Сверьтесь с таблицей комплекта для извлечения, чтобы выбрать левостороннее сверло подходящего размера (также называемое «обратным сверлом»), чтобы сделать пилотное отверстие в этом сломанном болте. В отличие от традиционных сверл, которые считаются правосторонними и имеют резьбу по часовой стрелке, левосторонние сверла имеют резьбу против часовой стрелки. Это обеспечивает лучший прикус, когда вы используете дрель в обратном направлении, чтобы снять застежку.
Совет профессионала: Если вы выбираете комплект для работы, инвестируйте в качество; последнее, что вам нужно, это дешевая бита, ломающаяся во время этого процесса.
Advertisement
Установите дрель на задний ход и как можно меньшую скорость (в идеале 20 об/мин) и вставьте левое сверло. Крутящий момент при сверлении в обратном направлении (т. е. против часовой стрелки) не позволит вам дополнительно затянуть резьбу на болте. Теперь поместите сверло на отметку, которую вы сделали, и, крепко удерживая сверло, медленно просверлите в обратном направлении небольшое направляющее отверстие в болте глубиной около ¼ дюйма.
Будем надеяться, что обратное сверление направляющего отверстия ослабит болт настолько, что вы сможете использовать плоскогубцы для снятия болта. Помните: «право-затянуто, лево-ослаблено» — поверните болт влево (против часовой стрелки), чтобы снять его. Если болт не ослаб, перейдите к шагу 3 для извлечения.
Для упорно засевшего болта вам понадобится бита для извлечения. Сверьтесь с таблицей вашего комплекта извлечения, чтобы подобрать биту подходящего размера для размера болта. Экстракционное сверло также является левосторонним сверлом (но с другим назначением), поэтому вы продолжите использовать настройку обратного сверления. Замените первую насадку на извлекающую насадку в вашей дрели, вставьте ее в направляющее отверстие и очень осторожно постучите по сверлу и насадке по месту с помощью молотка.
ШАГ 4. Медленно просверлите сверло в обратном направлении, чтобы выкрутить сломанный болт.
По-прежнему используя очень медленную настройку обратного бурения, например, 20 об/мин, начните бурение пилотного отверстия. Медленность и осторожность здесь имеют решающее значение: бита, скорее всего, сделана из закаленной стали, и если она сломается во время этого процесса, вы столкнетесь с еще более сложным извлечением. Сломанный болт должен вскоре «зацепиться» за долото для извлечения при бурении в обратном направлении и начать извлечение. Продолжайте медленно и неуклонно, пока весь болт не будет полностью извлечен, в идеале сохранив резьбу, чтобы вы могли вставить новый болт. Фу!
Реклама
ШАГ 5. Удалите металлическую стружку, оставшуюся после сломанного болта, с помощью магнита.
Любая металлическая стружка или опилки, оставшиеся в резьбовом отверстии, должны быть удалены перед установкой нового болта. Установите мощный магнит над отверстием, чтобы притянуть незакрепленные биты, или используйте сжатый воздух, чтобы очистить резьбу. Не пропускайте этот шаг, иначе новый болт может заклинить или оторваться.
Проверенный метод, который вы только что изучили, должен безопасно удалить любой сломанный болт, гарантируя, что вы сможете повторно использовать отверстие для вставки нового. Если нет, обратитесь в местную сварочную мастерскую, у которой должны быть навыки и инструменты для удаления сломанного болта. И помните, в будущем вставляйте все болты медленно и осторожно, чтобы избежать заедания и отламывания верхней части болта.
Объявление
Удаление сломанных болтов, шпилек и винтов
| Практическое руководство – технология
Действия по извлечению
Мало что кажется более безнадежным, чем когда вы выкручиваете болт, винт или шпильку, и они ломаются. В этот момент вы понимаете, что все кончено, кроме слез. Вы сорвали болт на отливке и не имеете ни малейшего представления, как его вытащить. Вот и все, что осталось от застрявшего болта или шурупа, и это остановило ваш прогресс.
Иногда это так же просто, как молоток и долото, а также щепотка упорства, чтобы вытащить его. Когда подход молотка и зубила не сработает, вам придется попытаться высверлить крепеж и удалить его с помощью экстрактора для болтов. И если это не сработает, вам придется высверлить застежку чуть ниже резьбы в надежде, что вы сможете аккуратно удалить оставшиеся биты, застрявшие в резьбе.
Сломанный крепеж не является чем-то новым, поэтому производители инструментов придумали несколько инновационных способов удаления сломанных болтов и шпилек. У компаний Summit Racing Equipment и Harbour Freight есть ряд решений для ваших проблем с извлечением болтов, и мы собираемся показать вам некоторые из них здесь.
В идеале вы хотите иметь возможность удалить болт или шпильку, сохранив резьбу нетронутой. Если резьба сильно повреждена и не подлежит восстановлению, вам придется отремонтировать или заменить ее, для чего требуется вставка для резьбы катушки, такая как Heli-Coil, которую можно приобрести в Summit Racing Equipment. Вставка Heli-Coil — это умная идея, когда вы высверливаете поврежденную резьбу, нарезаете отверстие и ввинчиваете прецизионную резьбовую вставку Heli-Coil.
Когда вы высверливаете поврежденный крепеж, вы хотите, чтобы отверстие располагалось как можно ближе к мертвой точке, что может быть затруднительно в зависимости от характера повреждения. Для начала сделайте надрез по центру сломанной застежки и просверлите небольшое направляющее отверстие. Вы не хотите ни при каких обстоятельствах сломать экстрактор в застежке. Поскольку экстрактор традиционно тверже, чем большинство сверл, вы никогда не сможете вытащить сломанный болт.
Другой вариант — приварить болт к сломанной застежке и попытаться снять. Недостатком такого подхода является риск приваривания болта к чугунной отливке, что только усугубит проблему. Приваривать болт к сломанной застежке следует только тогда, когда из отливки торчит достаточное количество застежки.
1. Сломанный болт может быть чертовски трудно удалить, в зависимости от того, почему он сломался в первую очередь. Если болт сломался из-за коррозии, шансы на успешное удаление малы, потому что он, вероятно, навсегда застрял. Однако, если он оторвался из-за поломки материала, у вас больше шансов. При натяжении стержня болта его иногда можно снять долотом, как показано, и вывинтить из отверстия.
2. Начните удаление болта с помощью кернера, чтобы отметить направляющую часть, и запланируйте высверливание болта для вставки экстрактора для болтов.
3. Начните с небольшого пилотного отверстия диаметром 1/8 дюйма, которое будет служить направляющей для будущих сверл большего размера. Вы хотите постепенно рассверливать отверстие для извлечения болта, пока не останется немного стержня болта. Это облегчит снятие болта.
4. Теперь мы используем более крупное сверло на 1/4 дюйма и сверлим немного глубже.
5. 1/4-дюймовое отверстие для экстрактора болтов просверлено и готово для экстрактора, который мы получили от Summit Racing Equipment. Признаемся вам, что эта дыра не мертвая точка.
6. Экстрактор для болтов — это, по сути, сверхкрупная левая резьба, которая ввинчивается в стержень болта для извлечения. Возможно, вам придется осторожно нагреть отливку или ковку, чтобы обеспечить расширение вокруг стержня болта. Вокруг болта также можно использовать проникающую смазку. Что бы вы ни делали, никогда не ломайте экстрактор болта в стержне болта. Поскольку экстрактор для болтов обычно тверже сверла, высверлить его будет невозможно.
7. Стержень болта успешно извлечен. Зажмите его в тиски и снимите экстрактор.
8. Чистая резьба упрощает установку болтов. Используйте резьбонарезной станок (также известный как очиститель резьбы), чтобы очистить грязную или поврежденную резьбу отверстий под болты, используя проникающую смазку. Когда резьба сильно повреждена, вам, возможно, придется выбрать резьбовую вставку Heli-Coil для замены резьбы.
9. Обратите внимание на прорези в этом нарезчике резьбы. Они предназначены для удаления мусора из отверстия под болт, пока вы чистите резьбу.
10. Пропустите нитенаправитель через отверстие несколько раз, пока не исчезнет весь мусор. Промойте отверстие проникающей смазкой. Пока вы это делаете, зачистите резьбу всех болтовых отверстий в отливке, чтобы обеспечить чистоту.
11. Резьба отверстий для свечей зажигания является еще одним яблоком раздора, особенно на алюминиевых головках. Если резьба повреждена, вы можете прогнать ее, как показано на рисунке. Резьбовые вставки Heli-Coil также доступны для отверстий свечей зажигания, поврежденных и не подлежащих ремонту.
12. Используя проникающую смазку и насадку для резьбы свечи зажигания, аккуратно вверните и выверните насадку, пока она не повернется плавно.
13. Вооружитесь высококачественным сверлом из титана или кобальта от Summit Racing Equipment, которое хорошо иметь под рукой для многих целей. Когда вы высверливаете сломанный крепеж, вам нужно сверхтвердое сверло, чтобы разрезать крепеж. Если вы решите купить сверла по дешевке, они не прослужат долго.
14. Набор из 10 экстракторов болтов OEM Automotive Tools от Summit представляет собой высококачественный набор, который включает в себя пять кобальтовых сверл с правосторонним вращением и пять конических экстракторов из хромомолибдена. Это то, что вам нужно для широкого спектра упрямых удалений.
15. Набор для извлечения болтов Summit Bust-N-Out (номер по каталогу SUM-
5) выпускается в различных размерах для извлечения сломанных болтов. Каждый специальный концевой твердосплавный борфрез изготавливается для отверстий под болты определенного размера, чтобы должным образом подготовить сломанную поверхность. Это значительно увеличивает вашу способность просверливать сломанный болт по центру, увеличивая шансы на сохранение существующего резьбового отверстия.
16. Вот Summit Bust-N-Out (PN SUM-
7) для более крупных проблем со сломанными болтами. Красота Bust-N-Out заключается в простоте использования. Здесь есть все, что вам понадобится, чтобы вытащить упрямый сломанный болт или шпильку.
17. Еще одна проблема, с которой сталкиваются энтузиасты, — это заклинивание свечей зажигания, как на впускном коллекторе Chevrolet. Эти стальные заглушки заедают из-за коррозии разнородных металлов, когда сталь и литой алюминий встречаются вместе. Удаление заклинивших пробок требует большой осторожности. Если вы будете неосторожны, вы можете навсегда повредить литье. Снятие начинается с высверливания заглушки для использования экстрактора.
18. JGM Performance Engineering осторожно нагревает алюминий, помня о том, что алюминий плавится при температуре 1300 градусов по Фаренгейту. Вы хотите, чтобы он был достаточно горячим, чтобы расширяться вокруг пробки или болта, но не настолько горячим, чтобы расплавить или деформировать отливку. .
19. Съемник заглушки вставляется сюда, как показано; с легким поворотом против часовой стрелки, чтобы начать. Рекомендуется предварительно пропитать свечу проникающей смазкой за несколько дней, чтобы разрушить связь между сталью и алюминием.
20. Неподвижная пробка после нагревания алюминия охлаждается сухим льдом, чтобы облегчить сжатие до места, где ее можно ослабить.
21. Стальная заглушка отвинчена и готова к извлечению. Упорные заглушки часто приходится высверливать там, где их почти не осталось.
22. Этот набор для извлечения трубных ниппелей Warrior от Harbour Freight предназначен для извлечения трубных ниппелей из фитингов без образования трещин, повреждений или царапин. Экстракторы изготовлены из прочной термообработанной стали и имеют цинковое покрытие для защиты от ржавчины и коррозии.
23. Набор из пяти инструментов для извлечения болтов Performance Tool от Summit Racing избавляет от необходимости выкручивать застрявшие гайки и болты. Что делает эту работу настолько хорошей, так это захватывающие внутренние края, которые удаляют ржавые, закругленные или окрашенные гайки и болты. Эти высококачественные насадки изготовлены из хромомолибденовой стали, обеспечивающей грубую прочность.
24. Этот набор экстракторов от Harbour Freight предназначен для удаления сломанных винтов. Конструкция из высокоуглеродистой стали придает этим экстракторам достаточно прочности, чтобы выкрутить самые неподатливые винты.
25. Катушка Heli-Coil, поставляемая компанией Summit Racing Equipment, уже давно является отраслевым стандартом для ремонта резьбы. Вставки Heli-Coil работают с любым материалом — алюминием, магнием, чугуном, бронзой и другими. Поврежденная резьба может быть восстановлена до состояния «лучше нового» в отверстиях свечей зажигания, топливных подводах карбюратора, литье трансмиссии и двигателя, пробках слива масла, выпускном и впускном коллекторах, головках цилиндров, тормозных суппортах и компонентах подвески.
Тема инструментов для меня одна из самых любимых при написании обзоров. Через меня уже прошла целая кучка ручных и электрических приспособлений для пиления, сверления, резания, строгания и прочих направлений приложения усилий, когда рукам покоя нет. Однако, станков у меня еще не было и, хотя, с инструментами работают постоянно, последний раз за токарным станком я стоял лет, эдак, 25 назад. Поэтому обзор будет на любительском, лубочно-прикладном уровне простого домашнего мастера. Обзор большой: много фото, видео, гифок, попыток и мыслей, как довести «до ума», как быть с расходкой и небольшой DIY… запасайтесь попкорном 🙂
СОДЕРЖАНИЕ §1. Введение §2. Основные блоки §3. МИНИЛОБЗИК §4. ШЛИФОВАЛЬНЫЙ СТАНОК §5. ВЕРТИКАЛЬНЫЙ СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК §6. ГОРИЗОНТАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК §7. ТОКАРНЫЙ СТАНОК ПО МЕТАЛЛУ §8. ТОКАРНЫЙ СТАНОК ПО ДЕРЕВУ §9. Впечатления и итог
Основоположником всех, продающихся подобных станков, считается станок Unimat 1, выпускаемый австрийской компанией «The Cool Tool». Если не ошибаюсь, именно она разработала концепцию и конструкцию мини-модульных станков, которые отлично подходят как для детского творчества, так и для моделистов, да и просто любителей что-то поделать руками, а такую возможность подобные станочки предоставляют с лихвой. Я очень давно хотел «попробовать» такой, но цена, оригинальной версии, прямо скажем, негуманная.
Станки, продающиеся в китайских магазинах, по сути являются, практически, точными (ну, насколько это возможно) копиями двух моделей: Unimat Classic, в которой большинство деталей из пластика и MetalLine — почти полностью металлическая версия. Приятно, что цена на китайские копии, раз в 5-6 дешевле цены австрийского.
У меня, по-началу, было несколько скептическое отношение к возможностям станочка, поэтому пластиковый вариант я даже не рассматривал. Самое смешное, большинство роликов на Ютубе содержат только общее видео разборки и сборки аналогичных девайсов (иногда даже включения), но без полноценной демонстрации работы, поэтому было действительно интересно пощупать его руками, ведь известно, что «первые 40 лет детства самые сложные в жизни мужчины…» 🙂 Посмотрим, что из этого получилось…
Приехал аппарат в большой коробке:
Если приглядитесь, увидите батарейку АА для сравнения:
Коробка достаточно тяжелая, вес больше 5кг у меня, как назло, измерить оказалось нечем, поэтому по ощущениям тянет примерно на 6-7кг.
Общие технические характеристики:
¤ Материал: алюминий, сплав цинка и алюминия, сталь
¤ Скорость двигателя: 20000 rpm
¤ Питание на входе: AC 100-240V 50/60Hz
¤ Питание на выходе: DC 12V 4A
¤ Мощность: 48W
¤ Варианты собираемых станков: минилобзик, шлифовальный, сверлильный, токарный по дереву, токарный по металлу, фрезерный.
¤ Обрабатываемые материалы: дерево, пластик, мягкие металлы (алюминий, медь, ЗОЛОТО (так и написано!), акрил и др.
Откроем коробку:
У производителя есть даже свой сайт (но малоинформативный):
Убираем комплектную фенерку для опытов:
Поначалу глаза разбегаются даже у опытного рукож… домашнего мастера, привыкшего браться за любую технику без прочтения инструкции:
C рулеткой и батарейкой для сравнения:
Тем более инструкцию, из-за ее размера (брошюрка формата А6!!!) и содержательности, ничем, кроме как издевательством, я назвать не могу. Лупа, как говориться, в помощь. Подробность описания, весьма лаконична, а некоторые моменты вообще не освещены, и требуют самостоятельной компиляции, но это даже интереснее. На самом деле, все достаточно логично собирается.
Инструкция
В общем: «Где наша не пропадала?»
Начну с основных компонентов-модулей из которых, в разных конфигурациях, получаются 6 вариантов станков (а подвариантов и того больше).
«Сердцем» станка является, конечно, 12-ти вольтовый двигатель, мощностью 48Вт:
На первый взгляд, выглядит он, как-то, совсем несерьезно, однако, забегая вперед, скажу, вполне неплохо тянет и отлично работает.
Работает двигатель в связке с редуктором:
Эта связка собирается один раз и работает в неизменном виде во всех вариантах:
Важнейшим компонентом набора, являются соединительные стяжки, которые жестко связывают все конструктивные элементы друг с другом:
Устанавливаются они в профилированные пазы соединяемых элементов, где затягиваются комплектным шестигранником (все необходимые ключи в комплекте есть):
Двигатель и шкив редуктора соединяются ремнем:
Регулировка натяжения ремня, осуществляется винтом на двигателе, с помощью которого смещается вал:
Питается все это от комплектного блока питания:
Соединение с двигателем осуществляется с помощью быстро-разъемного коннектора:
Плюс к этому на проводе двигателя есть кнопка выключения (постоянно зацепляющаяся за край стола).
Двигатель и навесные элементы устанавливаются на основные блоки конструкции, образующие раму и выполненные из алюминиевого профиля:
Во все вращающиеся рукоятки вкручиваются втулки (к сожалению, они фиксируются жестко и не имеют независимого вращения):
В комплекте есть все, что нужно для сборки и начала работы: задняя бабка, суппорта, токарный патрон, платформы…
… весь крепеж, небольшой набор расходки, все шестигранники для затяжки крепежа элементов конструкции…
… и даже немного материала для тестирования — фанерка и пара деревянных заготовок:
Другой вопрос, что поначалу глаза «в кучу» от количества всякой мелочевки, а учитывая мелкость и лаконичность инструкции, сборка в первый раз каждого станочка, занимает достаточно длительное время, но потом, наловчившись и зная «что-куда», сборка и переделка из одного варианта в другой занимает не больше 5 минут.
Добавлю, что качество обработки литых компонентов набора средненькое, однако геометрия, посадочные места и соединительные отверстия выдержаны четко — все компоненты друг к другу подходят. Кроме этого, несмотря на то, что версия станка металлическая (а в ней реально почти все из металла), удивило наличие пластиковых деталей в в некоторых важных местах, где должен стоять металл, но об этом чуть ниже.
Итак, начинаем собирать станки.
Возможные варианты: минилобзик, шлифовальный, сверлильный, токарный по дереву, токарный по металлу, фрезерный.
Интересным элементом является следующая деталь, в нее вставляется пилка:
желтое желе — смазка, в которой движется эксцентрик, фиксируемый на валу редуктора двигателя:
Для пиления используются мелкие пилки (в комплекте 10 штук):
Устанавливаемые таким образом:
Станок в сборе:
Вес получился, почему-то, меньше заявленного, вероятно считали с блоком питания.
Под рукой была комплектная фанерка толщиной 2.4мм:
Станочек пилит! И при некоторой сноровке выходят, вполне себе, ровные кружки и другие фигуры:
Режет быстро и, несмотря, на отсутствие верхней точки крепления пилки, достаточно ровно (если потренироваться).
Гифка ускорена 🙂
После использования возникает вопрос, где брать расходку (пилки) для станочка? Их всего 10 штук. Все просто, берем пилки от простого ручного лобзика (как оказалось, их сейчас не так-то просто найти в продаже) и отламываем кусочек плоскогубцами:
Стоит комплект из 20 штук сущие копейки, а из каждой обычной пилки получиться штук 5 пилок для станка, хватит на ооочень долго.
Тут же ставим самодельную пилку и проверяем не только на фанерке, но и на ламинате толщиной 8мм. Пилит, хоть и медленнее, чем фанерку, но отлично пилит!
Один станок из другого переделывается достаточно просто, причем, с каждым разом время, сборки сокращается, т.к. уже понимаешь что и как установить, что к чему подогнать и где затянуть.
Шлифовальный станок, пожалуй, самый простой по конструкции:
На вал редуктора накручиваем диск для наждачки, на противоположной стороне вала редуктора предусмотрено отверстия для фиксации вала:
Комплектная расходка состоит, всего лишь, из двух круглых наждачек с клеящим слоем:
В сборе станок выглядит так:
Работает отлично:
Однако, естественно, ситуация с расходкой беспокоит. Я не видел в продаже наждачки (пусть и другого размера) с клеящим слоем на обратной стороне. А вот с «липучкой» шлифовальных кругов в продаже, на любом строительном рынке, полно. Поэтому решение с расходкой находится тоже быстро, т.к. в «закромах» от стройки на даче, остались шлифовальные насадки для «болгарки», и куча круглой наждачки на «липучке» (все не знал куда их приспособить):
Отрываем от шлифовальной насадки накладку из пористого материала с частью «липучки» с крючками.
Вырезаем из оторваной части насадки и наждачки кружки нужного размера, далее часть от насадки клеим на двусторонний скотч на диск станка:
И получаем возможность быстро менять стертые круги:
Немного отодвигаем платформу и продолжаем работать на станке:
Еще шлифовальный станок можно оснастить камнем для заточки металлических лезвий (ножи, ножницы, инструмент итд). В инструкции об этом ни слова, поэтому пришлось самому придумывать, как нужно установить точильный камень. Для этого в комплекте есть такая втулка:
Установил так:
Точит нормально:
Однако, как оказалось установил я не совсем правильно, нашел в интернете такой правильный вариант:
А я то думал зачем эти пластиковые кожухи нужны, но, имхо конечно, мой вариант более удобен 🙂
Видео работы шлифовального станка
к Содержанию ▲
Сверлильный станок требует уже использования в своем устройстве двух поперечных и одни вертикальные салазки:
Заявленные характеристики:
Рабочее пространство: 120 * 100mm
Вертикальный ход свела: 30-50mm
Размер сверла: 1-6mm
Вес: 2.8kg
Размер: 160 * 290 * 150mm
Немного про салазки. Они полностью выполнены из алюминия и имеют, относительно, сложную конструкцию:
Вот эти крепежные элементы отвечают за прижим черной пластиковой пластинки (на фото сверху):
Нужно это для регулировки плавности хода салазок — с одной стороны они должны свободно ходить по направляющим, а с другой — не люфтить и не смещаться от вибрации станка при работе. Понял я это только под конец, и результаты обработки заготовок, которые Вы сможете увидеть ниже, могли бы быть получше 🙂 Как говориться: «Опыт, сын ошибок трудных…»
Собираем станок…
Готово (фотографировал уже правда после использования):
Вес:
В комплекте идут сверло и фрезеровочный бур:
Патрон цанговый, поэтому под каждый размер сверла нужно менять цангу, что не очень удобно:
Для подъема и опускания сверла сбоку вставляется пластиковый шток:
Из салазок убирается винтовое крепление и они становятся простыми направляющими, без фиксации.
Удивило, что подъемный шток пластиковый, деталь то силовая, и должна быть сделана из металла.
Глубина сверления около 15мм (на фото шток поднят в самое верхнее положение, если опустить он на 1мм опуститься в квадратное отверстие):
Станок без проблем сверлит дерево, мягкие металлы:
Кстати, затягивать патрон также не очень удобно, в ручную не получается, приходится прибегать к помощи плоскогубцев:
Если поставить более серьезное сверло (ставил из набора Dewalt), то под силу и сталь (1-2мм):
Кроме этого, в станок можно поставить фрезерный бур:
С помощью него можно проточить мягкие материалы (типа алюминия):
В данном случае, удобнее, когда сверло неподвижно, а фрезеруемая заготовка направляется руками.
В этой конструкции уже можно достичь определенной точности фрезерования за счет фиксации заготовки и перемещения ее и двигателя с вращающимся буром с помощью направляющих салазок по трем осям.
Используемые детали:
Заявленные характеристики:
Ход продольных салазок: 50mm
Ход поперечных салазок: 30mm
Диаметр сверла: 1-6mm
Ширина зажимаемой детали max: 25x35mm
Материалы для обработки: дерево, пластик, мягкие металлы
Вес: 2.8kg
Размер: 290 * 160 * 200mm
Станок в сборе:
Вес:
Бур используется тот же самый, что и в вертикальной версии станочка, но еще добавляется фиксатор заготовки (снова пластик):
Максимально раздвинут:
Фрезеровку можно проводить с помощью салазок по трем направлениям: право-лево, вверх-вниз и вглубь детали:
Если потренироваться можно добиться определенного ожидаемого результата. Например, проточить паз в дереве или овальное (относительно 🙂 отверстие в алюминиевой трубке:
Тут прошу сильно не ругать: «Пианист играет, как умеет…»
При определенной тренировке пространственного мышления (как вращать ручки по осям одновременно..) можно даже «вырезать» что-то похожее на буквы:
… но пластиковый фиксатор заготовки, портит картину: деталь, как бы ты не затягивал, постоянно норовить выскочить из него, т.к. нет нужной жесткости и сами губки фиксатора изнутри гладкие (что лечится наклейкой на них абразива типа наждачки). Если приложить большее, чем нужно усилие, его можно вообще сломать.
В общем, станок работает и, даже, неплохо, но на заготовках, с большой площадью контакта с губками фиксатора.
Видео горизонтального фрезерного станка
к Содержанию ▲
Тут слово металл я бы поставил в скобки: медь и алюминий — это максимум, еще пластик, акрил и дерево.
Шпиндель просто накручивается на вал редуктора. Фиксация и затяжка детали в шпинделе осуществляется с помощью двух отверстий, в которые вставляются тонкие отвертки или комплектные шестигранники и тянутся в разные стороны:
Диаметр зажимаемой детали не превышает 25мм:
Если раздвигать кулочки дальше, они просто выскакивают:
Однако, если их перевернуть, можно зафиксировать более крупную деталь подобным образом:
Патрон сделан из силумина. Качество изготовления и фиксации заготовки (особенно гладкой) посредственные.
Высота центра заготовки от нижней основы 25мм, хватает чтобы зажать деталь диаметром 12мм, не более:
В комплекте предусмотрены проставки, поднимающие все элементы конструкции еще на 25мм:
Эти проставки универсальные и подходят, практически для любого станочка, просто в токарных по дереву и металлу, они могут быть наиболее востребованными. Так станок выглядит с ними:
Резец выполнен, по виду и использованию, из закаленной стали, заточка выглядит острой 🙂
Что меня неприятно удивило в конструкции, так это то, что резец фиксируется на поперечных салазках с помощью пластиковых (!) держателей:
Это место подвергается самой большой нагрузке при работе, и естественно пластик тут не уместен. Причем я смотрел на сайте оригинального Unimat 1, там тоже пластик.
Мои опасения подтвердила более менее серьезная нагрузка — пластик треснул:
Но останавливаться на полпути, из-за такой мелочи, я не собирался. Поэтому, из подручных средств и с «лестными» словами в адрес разработчиков, была сделана вот такая конструкция из двух стальных пластин, фиксирующих резец (по жесткости и надежности стало, раз в 10, лучше прежней):
Кстати
запчастей для подобных станочков полно и, несмотря на то, что моя «кустарщина» с держателем вполне жизнеспособна, заказал (недорого) два вот таких металлических крепежных элемента вместо пластиковых:
Едут…
Станок в сборе:
Упомяну, что сзади, любой станок лучше укреплять дополнительными пластинами, для жесткости:
И конструкция заработала. К сожалению, большого количества разнообразных заготовок из пластика или мягкого металла у меня не нашлось, поэтому проверил только на медной трубке от кондиционера и дереве:
Более серьезный металл, тоже попробовал резать, но жесткости конструкции не хватает и резец, часто, «закусывается» под деталь.
Дерево, конечно, лучше обрабатывать на токарном станке по дереву (о нем чуть ниже), но на данном станке удобно «вытачивать» детали типа осей, когда нужна одинаковая толщина по всей заготовке и строго перпендикулярные срезы. Для этого шпиндель заменяем на такой элемент:
Ставим заготовку и потихоньку снимаем материал. Когда закончили с одной стороны и сделали ровный срез, переворачиваем заготовку и делаем с другой:
Дальше, прямо тут, проходим наждачкой:
Как-то так (напоминаю, что автор работал последний раз на токарном станке не один десяток лет назад):
Итог: станок рабочий, но требуется замена пластиковых фиксаторов резца и, думаю, не стоит ждать прецизионной точности обработки деталей.
Видео токарного станка по металлу
к Содержанию ▲
Самое вкусное оставил на последний раздел. Дерево, тот материал, с которым я люблю больше всего работать.
Если до этого был собран токарный станок по металлу, нужно только заменить шпиндель на четырехгранную направляющую и убрать поперечные салазки, поставив вместо них упор для резца:
Заявленные характеристики:
Макс. диаметр заготовки: 50mm
Макс. длина заготовки: 135mm
Обрабатываемые материалы: дерево, пластик
Вес: 2.0kg
Размер: 290 * 150 * 130mm
Станок в сборе:
Реальная длина обрабатываемой заготовки составляет около 10см (на фото передняя и задняя бабки максимально отодвинуты друг от друга):
Комплектный ручной резец, стальной:
заточен достаточно неплохо.
Реальный максимальный диаметр обрабатываемой детали не превышает 5см (с использованием проставок, о которых я упоминал в описании токарного станка по металлу):
Упомяну еще одну полезную штуку из комплекта к станку, которая позволяет найти центр заготовки. Понятно, что чем лучше мы его нашли, тем меньше биение и проще обработка:
Токарный станочек по дереву «допиливать» не нужно, все работает, главное вспомнить, как пользоваться резцом:
Ну и небольшой DIY в моем исполнении, из сосновых заготовок (не самое подходящее дерево для этого) диаметром 20мм:
Не утерпел, решил потренироваться и изготовить шахматные фигуры. Никаких замеров не проводил, все делал «на глазок», с первого раза:
В итоге получилось вот так, думаю, 4+ (с натяжкой) я бы смог на уроке труда получить 🙂
Отправились в компанию к «гражданину», сделанному несколько ранее, в другом обзоре:
На этом станке мне понравилось работать больше всего, можно сделать достаточно затейливые поверхности вращения.
Мощности для обработки дерева и не только сосны (в комплекте были палочки из более плотной древесины — обрабатывается отлично) хватает.
Конструктор станков произвел крайне благоприятное впечатление, несмотря на все его недостатки и, кое-где, необходимость довода «до ума». Мощности двигателя, надежности и жесткости конструкции достаточно для выполнения целевых задач на которые рассчитаны станочки. Я бы рассматривал подобный комплект именно в качестве конструктора, т.к. в процессе сборки и использования, можно собирать не только фиксированные конструкции, но и совмещать части от разных станков между собой, получая некоторое количество «не заявленных» модификаций. Кроме этого, легко можно устроить как самостоятельный так и покупной «тюнинг» своего набора, с целью повышения точности обработки материалов, например, поменять двигатель на более мощный (есть модификация на 60Вт), приобрести (или сделать) металлические части вместо пластиковых (чтобы уж стал полностью металлическим) и даже расширить функционал, например, добавив вращающуюся платформу. Да и с запасными частями тоже проблем нет.
Пример дополнительных частей
Основная целевая аудитория, имхо, это подрастающее поколение, хотя, серьезных дяденек-моделистов, кому подобное может понравиться, слава богу, хватает. Я, здоровый дядька, с огромным удовольствием, провозился с ним несколько дней, изучая возможности и собирая материал для обзора. Да если бы мне, во времена моего детства, когда пределом мечтаний были велосипед «Школьник» или фотоаппарат «ФЭД», подарили такой набор, я бы был, наверное, самым счастливым отроком на всей планете. Понятно, что сейчас приоритеты поменялись и, к сожалению, наиболее вожделенными являются компьютеры и гаджеты, но пацаны, по моему глубокому убеждению, должны уметь работать руками и подобный набор неплохой вариант приобщить их к этому. А когда уже начнет что-то получаться… 🙂
Считаю, что малая мощность и «игрушечные» размеры, в данном случае являются плюсом, т.к. сильно снижают риск получения каких-либо травм при использовании. Естественно, технику безопасности никто не отменял и, по меньшей мере, защитные очки, а также контроль со стороны взрослых должны быть обязательно. Кроме этого, желательно, сделать простейшую утяжеляющую платформу (например, из куска толстой доски), к которой можно было бы прикреплять станки, чтобы они не елозили в процессе использования по столу, в крайнем случае прилепить к поверхности на двусторонний скотч 🙂
В общем, игрушка забавная, от которой при желании и определенном приложении сил можно добиться интересных результатов.
к Содержанию ▲
Видео. Полная версия
Сейчас в магазине идет флешсейл на данный комплект (цена $189.99), а, также, на более более бюджетный пластиковый вариант (цена $119.9 9).
На этом все. Надеюсь Вам было интересно 🙂
Всем Добра!
Товар для написания обзора предоставлен магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Станки UNIMAT 1 CLASSIC идеально подойдут как для работы в школьных мастерских при обучении на начальном уровне, так и профессиональным моделистам, предъявляющим самые высокие требования к качеству токарной и фрезерной обработки.
Набор UNIMAT 1 CLASSIC содержит кроме всех элементов, входящих в состав UNIMAT 1 BASIC, ещё и дополнительные конструкционные компоненты (двое салазок поперечной передачи, салазки продольной передачи, металлический трехкулачковый зажимной патрон и другие элементы) с помощью которых можно сконструировать: токарный станок по металлу, горизонтально-фрезерный станок, вертикально-фрезерный станок, вертикально-сверлильный станок.
Помимо станков стандартной компоновки, модульная система UNIMAT 1 дает возможность собирать практически неограниченное количество различных специализированных станков при помощи дополнительных элементов. Например, установив на базовую конструкцию дополнительно контрпривод, делительную и зубонарезную головку, вы получите полноценный зубофрезерный станок.
Горизонтально-фрезерный станок: Можно изготавливать детали шпоночных, шлицевых и других соединений. В цанговом зажиме закрепляются рабочие инструменты диаметром от 1 до 6 мм. Салазки со шпинделем устанавливается под различными углами, что позволяет производить точную обработку деталей. Также возможна сборка и вертикально-фрезерного станка.
Токарный станок: Позволяет производить обработку металлов на профессиональном уровне. Наличие поперечных и продольных салазок, снабженных маховиками ручной подачи с измерительной шкалой, обеспечивает высокую точность обработки. На станках серии UNIMAT 1 можно изготавливать из цветных металлов различные оси, зубчатые венцы, втулки, трубки и другие детали. Базовое расстояние между центрами может быть увеличено за счет дополнительных элементов.
Вертикально-сверлильный станок: Обеспечивает точное сверление под любым углом. Обрабатывающий центр снабжен тремя управляемыми салазками, способными перемещаться по трем координатным осям: (x, y и z) и поворачиваться.
Вертикально-фрезерный станок: Если вертикально-фрезерный станок оснастить концевой фрезой, изготовленной из быстрорежущей стали (или любым стандартным режущим инструментом, диаметр хвостовика которого не превышает 6мм; например, контурной, сферической или иной фрезой), он превратится в полноценный вертикально-фрезерный станок.
В комплекте: инструкции по сборке станков, набор технологических карт, методическое пособие.
Производитель оставляет за собой право вносить изменения в комплектацию конструктора
Конструктор модульных станков UNIMAT 1 Classic (6 в 1) Базовый набор Вы можете купить с доставкой по России, обратившись в нашу компанию.
Технические характеристики:
Электродвигатель: 12000 об/мин; питание 12В постоянного тока. Шпиндель передняя бабка: присоединительная резьба М12х1, внутренняя 8мм. Редуктор: передаточное отношение 6:1 при 2000 об/мин или 2,3:1 при 5200 об/мин. Суппорты: 2 суппорта поперечной подачи с ходом 30мм. 1 суппорт продольной подачи с ходом 40мм. Шаг резьбы винта подачи 1мм. Задняя бабка: присоединительная резьба М12х1. максимальный ход конуса 15мм. Сетевой адаптер: 110-240В, 50-60Гц, 12В постоянного тока, 2А.
Состав набора:
1. Станина станка 271мм+140мм. 2. Электродвигатель 12В. 3. Сетевой адаптер 12В. с предохранителем. 4. Передняя бабка. 5. Задняя бабка. 6. Двое салазок поперечной подачи. 7. Одни салазки продольной подачи. 8. Две проставки. 9. Металлический трехкулачковый зажимной патрон. 10. Люнет для токарной обработки дерева. 11. Шлифовальный круг со шлифовальной бумагой. 12. Набор цанг (диаметром от 1мм. до 6мм.). 13. Токарный резец. 14. Сверло. 15. Фрезерная головка. 16. Отвертка и другие компоненты.
6 простых машин: облегчение работы
Живая наука поддерживается аудиторией. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Вот почему вы можете доверять нам.
Прикрепление колеса к оси сделало возможным создание тележек и считается одним из самых значительных изобретений в мировой истории. (Изображение предоставлено: Сурасак Саенджай | Shutterstock)
На протяжении всей своей истории люди разработали несколько простых машин, облегчающих работу. Наиболее примечательные из них известны как «шесть простых механизмов»: колесо и ось, рычаг, наклонная плоскость, шкив, винт и клин, хотя последние три на самом деле являются просто расширениями или комбинациями первых. три, согласно Британской энциклопедии (открывается в новой вкладке).
Поскольку работа определяется как сила, действующая на объект в направлении движения, машина облегчает выполнение работы, выполняя одну или несколько из следующих функций, согласно Бостонского университета (открывается в новой вкладке):
перенос силы из одного места в другое,
изменение направления силы,
увеличение величины силы или
увеличение расстояния или скорости силы.
Простые машины — это устройства без движущихся частей или с очень небольшим количеством движущихся частей, которые облегчают работу. По данным Университета Колорадо в Боулдере, многие из современных сложных инструментов представляют собой просто комбинации или более сложные формы шести простых механизмов . Например, мы можем прикрепить длинную ручку к валу, чтобы сделать лебедку, или использовать блок и полиспасты, чтобы тянуть груз вверх по пандусу. Хотя эти машины могут показаться простыми, они продолжают предоставлять нам средства для выполнения многих вещей, которые мы никогда не смогли бы сделать без них.
Колесо и ось
(Изображение предоставлено Getty Images)
Колесо считается одним из самых значительных изобретений в мировой истории. «До изобретения колеса в 3500 году до нашей эры люди были сильно ограничены в том, сколько вещей мы можем транспортировать по суше и как далеко», — как ранее сообщал Live Science. Колесные тележки облегчили сельское хозяйство и торговлю, позволив перевозить товары на рынки и с рынков, а также облегчив бремя людей, путешествующих на большие расстояния,
Колесо значительно снижает трение при перемещении объекта по поверхности. «Если вы поместите свой картотечный шкаф на небольшую тележку с колесами, вы можете значительно уменьшить усилие, необходимое для перемещения шкафа с постоянной скоростью», — утверждают в Университете Теннесси.
В своей книге «Древняя наука: предыстория — 500 г. н. э. » Чарли Сэмюэлс пишет: «В некоторых частях мира тяжелые объекты, такие как камни и лодки, перемещались с помощью бревенчатых роликов. , катки сняты сзади и заменены спереди.» Это был первый шаг в развитии колеса.
Великое нововведение, однако, заключалось в установке колеса на ось. Колесо можно было прикрепить к оси, которая опиралась на подшипник, или заставить его свободно вращаться вокруг оси. Это привело к развитию повозок, повозок и колесниц. По словам Сэмюэлса, археологи используют развитие колеса, вращающегося на оси, как показатель относительно развитой цивилизации. Самые ранние свидетельства наличия колес на осях относятся примерно к 3200 г. до н.э. шумерами. Китайцы самостоятельно изобрели колесо в 2800 г. до н.э.
Ссылки по теме
В дополнение к уменьшению трения, колесо и ось также могут служить множителем силы. Если колесо прикреплено к оси и для поворота колеса используется сила, вращающая сила или крутящий момент на оси намного больше, чем сила, приложенная к ободу колеса. В качестве альтернативы к оси можно прикрепить длинную ручку для достижения аналогичного эффекта.
Остальные пять машин помогают людям увеличивать и/или перенаправлять силу, приложенную к объекту. В своей книге « Перемещение больших вещей , Джанет Л. Колоднер и ее соавторы пишут: «Машины обеспечивают механическое преимущество, помогая перемещать объекты. Механическое преимущество — это компромисс между силой и расстоянием». При последующем обсуждении простых машин, которые увеличивают силу, приложенную к их входу, мы будем пренебрегать силой трения, потому что в большинстве этих случаев сила трения очень велика. малы по сравнению с задействованными входными и выходными силами
Когда сила приложена на расстоянии, она производит работу. Математически это выражается как W = F × D. Например, чтобы поднять объект, мы должны совершить работу, чтобы преодолеть силу гравитации и переместить объект вверх. Чтобы поднять предмет, который в два раза тяжелее, требуется в два раза больше работы, чтобы поднять его на такое же расстояние. По данным Обернского университета, требуется в два раза больше работы, чтобы поднять один и тот же объект в два раза выше . Как указано в математике , основное преимущество машин заключается в том, что они позволяют нам выполнять тот же объем работы, применяя меньшее усилие на большем расстоянии.
Рычаг
Примером рычага являются качели. Это длинная балка, уравновешенная на оси. (Изображение предоставлено Getty Images)
«Дайте мне рычаг и точку опоры, и я переверну мир». Это хвастливое заявление приписывается греческому философу, математику и изобретателю третьего века Архимеду . Хотя это может быть некоторым преувеличением, оно действительно выражает силу рычагов, которые, по крайней мере фигурально, двигают мир.
Гениальность Архимеда заключалась в том, что он понял, что для выполнения того же количества или работы можно найти компромисс между силой и расстоянием, используя рычаг. Его закон рычага гласит: «Величины находятся в равновесии на расстояниях, обратно пропорциональных их весам», согласно « Архимед в 21 веке », виртуальной книге Криса Рорреса из Нью-Йоркского университета.
Рычаг состоит из длинной балки и точки опоры или шарнира. Механическое преимущество рычага зависит от соотношения длин балки по обе стороны от точки опоры.
Например, мы хотим поднять 100-фунтовый груз. (45 кг) вес 2 фута (61 см) над землей. Мы можем приложить 100 фунтов. силы на вес в направлении вверх на расстоянии 2 фута, и мы выполнили работу в 200 фунт-футов (271 ньютон-метр). Однако, если бы мы использовали 30-футовый (9 м) рычаг с одним концом под весом и 1-футовой (30,5 см) точкой опоры, расположенной под балкой на расстоянии 10 футов (3 м) от груза, мы получили бы только надавить на другой конец с 50 фунтами. (23 кг) силы, чтобы поднять вес. Однако нам пришлось бы опустить конец рычага на 4 фута (1,2 м), чтобы поднять вес на 2 фута. Мы пошли на компромисс, удвоив расстояние, необходимое для перемещения рычага, но уменьшили необходимое усилие наполовину, чтобы выполнить тот же объем работы.
Наклонная плоскость
Наклонная плоскость — это просто плоская поверхность, приподнятая под углом, как пандус. По словам Боба Уильямса, профессора кафедры машиностроения Инженерно-технологического колледжа Расса в Университете Огайо, наклонная плоскость — это способ подъема груза, который слишком тяжел, чтобы поднимать его прямо вверх. Угол (крутизна наклонной плоскости) определяет, какое усилие необходимо для подъема груза. Чем круче пандус, тем больше усилий требуется. Это означает, что если мы поднимем наши 100 фунтов. груз весом 2 фута, скатывая его по 4-футовому пандусу, мы уменьшаем необходимую силу наполовину и удваиваем расстояние, на которое его необходимо переместить. Если бы мы использовали рампу высотой 8 футов (2,4 м), мы могли бы уменьшить необходимое усилие до 25 фунтов. (11,3 кг).
Шкив
(Изображение предоставлено Getty Images)
Если мы хотим поднять те же 100 фунтов. вес с помощью веревки, мы могли бы прикрепить шкив к балке над весом. Это позволило бы нам тянуть веревку вниз, а не вверх, но для этого все еще требуется 100 фунтов. силы. Однако, если бы мы использовали два шкива — один, прикрепленный к верхней балке, а другой — к грузу, — и мы должны были бы прикрепить один конец веревки к балке, пропустить ее через шкив на грузе, а затем через шкив на балке, нам нужно будет только тянуть за веревку с 50 фунтами. силы, чтобы поднять вес, хотя нам пришлось бы тянуть веревку на 4 фута, чтобы поднять вес на 2 фута. Опять же, мы променяли увеличение расстояния на уменьшение силы.
Если мы хотим использовать еще меньше силы на еще большем расстоянии, мы можем использовать блок и захват. Согласно материалам курса Университета Южной Каролины: «Блок и захват — это комбинация шкивов, которая уменьшает количество силы, необходимой для подъема чего-либо. Компромисс заключается в том, что для блока и захвата требуется более длинная веревка. перемещать что-либо на такое же расстояние».
Какими бы простыми ни были шкивы, они все еще находят применение в самых передовых новых машинах. Например, Hangprinter, 3D-принтер , который может создавать объекты размером с мебель, использует систему проводов и управляемых компьютером шкивов, прикрепленных к стенам, полу и потолку.
Винт
«Винт представляет собой длинную наклонную плоскость, обернутую вокруг вала, поэтому его механическое преимущество можно рассматривать так же, как и наклон», согласно Университет штата Джорджия . Во многих устройствах используются винты для приложения усилия, которое намного больше, чем усилие, используемое для поворота винта. К таким устройствам относятся слесарные тиски и зажимные гайки на автомобильных колесах. Они получают механическое преимущество не только от самого винта, но также, во многих случаях, от рычага длинной ручки, используемой для поворота винта.
Клин
Согласно Горно-технологического института Нью-Мексико (открывается в новой вкладке), «Клинья представляют собой движущиеся наклонные плоскости, которые перемещаются под грузом для подъема или в груз для разделения или разделения». Более длинный и тонкий клин дает больше механических преимуществ, чем более короткий и широкий клин, но клин делает еще кое-что: основная функция клина заключается в изменении направления входной силы. Например, если мы хотим расколоть бревно, мы можем с большой силой вбить клин вниз в конец бревна, используя кувалду, и клин перенаправит эту силу наружу, в результате чего древесина расколется. Другим примером является дверной упор, где сила, используемая для толкания его под край двери, передается вниз, что приводит к силе трения, которая препятствует скольжению по полу.
Дополнительные ресурсы
Джон Х. Линхард, почетный профессор машиностроения и истории Университета Хьюстона, «еще один взгляд на изобретение колеса (откроется в новой вкладке)». Загляните в Центр науки и промышленности в Колумбусе, штат Огайо, где есть интерактивное объяснение (откроется в новой вкладке) простых механизмов. HyperPhysics (открывается в новой вкладке) — веб-сайт, созданный Университетом штата Джорджия, — также содержит иллюстрированные объяснения шести простых механизмов.
Библиография
Университет штата Иллинойс, «Информация о ресурсах для обучения простым машинам (открывается в новой вкладке)», январь 2022 г.
Правительство штата Виктория, «Простые машины (открывается в новой вкладке)», март 2019 г.
Канада Музей науки и техники, «Образовательные программы: простые машины (открывается в новой вкладке)», январь 2022 г.
Йи Чжан и др., «Введение в механизмы (открывается в новой вкладке)», Университет Карнеги-Меллона, январь 2022 г.
Джим Лукас — автор статей для Live Science. Он охватывает физику, астрономию и инженерное дело. Джим окончил Университет штата Миссури, где получил степень бакалавра наук в области физики, а также астрономию и техническое письмо. После окончания университета он работал в Лос-Аламосской национальной лаборатории системным администратором, техническим писателем-редактором и специалистом по ядерной безопасности. Помимо написания статей, он редактирует статьи в научных журналах по различным тематическим направлениям.
6 простых машин — портфолио Джейка Карсона
6 простых машин
В этом портфолио я покажу шесть простых машин и их отличия друг от друга. Я также покажу их специфические атрибуты и компоненты.
В мире существует 6 простых машин. С большинством из них мы сталкиваемся в повседневной жизни и даже не подозреваем об этом! Без простых машин у нас не было бы многих удобств, которые мы имеем сегодня. Все пришлось бы делать силой наших голых рук. Простые машины не создают силы сами по себе; они просто увеличивают нашу способность выполнять работу. Шесть простых механизмов: рычаг, колесо и ось, шкив, наклонная плоскость, клин и винт.
рычаги
Первая и, пожалуй, самая простая из простых машин — это рычаг. Существует 3 различных класса рычагов: 1-й, 2-й и 3-й. Различия между ними заключаются в том, где расположены точка опоры (точка поворота), сила сопротивления (нагрузка) и сила усилия. На рисунке ниже показан 3 класс рычагов слева направо (1-й, 2-й, 3-й).
Каждый из 3 классов рычагов состоит из 4 основных частей: точки опоры, стержня рычага, который касается точки опоры, силы сопротивления и силы усилия. Каждая из этих 4 частей необходима для рычага. Качели на детской площадке — пример рычага первого класса. Где вы обычно можете использовать рычаг 2-го класса, так это на рабочей площадке; более известный как тачка. Пинцет — это рычаг 3-го класса.
колесо и ось
Второй простой механизм, колесо и ось, пожалуй, один из самых распространенных и важных простых механизмов в нашей жизни. Он присутствует в дверных ручках, автомобилях, точилках для карандашей и почти в каждом предмете, часть которого вращается по кругу. Все просто, система колеса и оси состоит только из двух частей: колеса и оси!
Существует два разных типа систем колес и осей: когда колесо вращает ось, и где ось вращает колесо. В большинстве случаев, когда используется этот простой механизм, например, в наших автомобилях, ось вращает колесо. Однако одним из примеров другого типа может быть гидроэлектростанция, где вода вращает колесо, которое вращает ось для выработки энергии.
шкив
Шкив обычно используется на строительных площадках для подъема больших грузов. Шкивы могут воспринимать очень небольшое усилие и умножать это усилие во много раз, чтобы иметь выходное усилие, намного превышающее входное. Они также могут изменить направление, в котором должна быть приложена входная сила. Каждый шкив должен состоять как минимум из 2 частей: струны/троса и хотя бы одного шкива.
Существует два типа систем шкивов: неподвижные и подвижные. Неподвижный шкив имеет только одну цель: изменить направление силы усилия. Он вообще не может умножить силу усилия; вход такой же, как и выход, за исключением трения. Подвижный шкив представляет собой несколько шкивов, натянутых вместе на одну струну. Это не только может изменить направление приложения усилия, но также увеличивает силу и дает механическое преимущество.
Наклонная плоскость
Наклонная плоскость еще проще рычага. Это наклонный объект, который обменивает высоту на расстояние, чтобы создать механическое преимущество. Вместо того, чтобы поднимать груз прямо вверх по наклонной плоскости, груз можно толкать по длинному наклонному склону, чтобы масштабировать высоту. Эта простая машина обычно используется с грузовиками для доставки, чтобы облегчить загрузку груза в кузов грузовика.
клин
Когда мы думаем о клине как о простой машине, мы обычно думаем о топоре для колки дров, и это именно то, чем он является. Клин чрезвычайно похож на наклонную плоскость; разница в том, что клин движется, а наклонная плоскость нет. При наклонной плоскости груз перемещается вверх по наклону плоскости. С клином клин движется в быстром темпе и врезается в сопротивление, «расклинивая» его. Один конец клина обычно представляет собой квадратный блок, сужающийся к острому тонкому краю. У клина действительно есть механическое преимущество; он принимает силу, которую он перемещает, умножает и передает ее боковой силе для разделения сопротивления, как показано на рисунке слева.
винт
Какими были бы сегодня наши здания без винтов? Большая часть всего, что создает человек, удерживается воедино многими из этих маленьких, но очень важных простых механизмов. Основная цель винта — изменить вращательное движение (поворот) на прямолинейное движение (сила, направленная вниз). Хотя трение с винтом чрезвычайно велико, он имеет большое механическое преимущество.
Винт — несколько сложный простой механизм; он состоит из наклонной плоскости, вращающейся вокруг центральной стойки. При вращении по часовой стрелке (чаще всего) наклонная плоскость, вращающаяся вокруг винта, впивается в вещество, в которое ввинчивается, и толкает его вверх, опуская винт.
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Содержание
1 Сварочный аппарат из микроволновки
2 Сварочник на переменном токе
3 Аппарат на постоянном токе
4 Инвертор из блока питания компьютера
5 Сварочник из электромотора
5. 1 Подготовка к работе
5.2 Изготовление трансформатора
6 Самодельный аппарат точечной сварки
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант — это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6.Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
Рекомендуется на 165 и 190 витке сделать ответвление. Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Далее, делается вторичная обмотка, состоящая из 70-ти витков.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
установить на болванке обе торцевые накладки;
затем вставить (одеть) цилиндры;
все эту конструкцию обмотать киперной или стеклолентой;
пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
На концах кабеля рекомендуется установить медные наконечники.
Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
Прикрутите выключатель к задней стенке корпуса аппарата.
Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
Закрепите на основании трансформатор.
Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
Закрепите боковые стенки корпуса.
Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
Далее, закрепите на конце выключатель.
Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
Для проверки работы агрегата можно взять металлические шайбы и сварить их.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Точечная сварка своими руками — ВИДЕО как сделать аппарат точечной сварки своими руками
Весьма просто можно сделать аппарат точечной сварки своими руками с переменным током. Через подачу электроимпульса с изменением времени выполняется точечная сварка своими руками. Видео процесса можно посмотреть здесь.
Трансформатор представляется важнейшей составляющей. Он сооружается из микроволновой печи (около одного киловатта и выше). Они обладают достаточной мощностью и вполне доступны. Трансформатора хватит, чтобы была создана точечная сварка из микроволновки. Однако если не хватит мощности, то берут два микроволновых прибора.
Чтобы работал магнетрон микроволновой печи, требуется высочайшее напряжение. Поэтому трансформатор, имеющий до двух тысяч ватт напряжения на выходе, используется как повышающий компонент. Лучше не проверять его работоспособность через сеть.
Для него нужны магнитный провод и обмотка. Аккуратно удаляется вторичная обмотка. Могут быть также установлены шунты. Их необходимо осторожно убрать, так как подача тока существенно ограничивается.
Точечный сварочный аппарат своими руками
Далее производится наматывание новой обмотки. Чтобы ток был сильным, потребуется большой медный провод диаметром более одного сантиметра. Для предотвращения сопротивления дополнительно, длину делают короче.
Производятся витки для получения двух ватт на выходе. Если получится внедрить больше двух витков, аппарат точечной сварки своими руками будет более мощным.
При двух равных трансформаторах делается один для наиболее мощного тока. Такой способ применяется, например, для осуществления сварки с металлом не тонким или при недостаточной мощности трансформатора. При соединении нужно быть осторожным, так как ошибка стоит короткого замыкания.
Чтобы точечная сварка из микроволновки была мощнее, соединяются еще трансформаторы, конечно, если сеть позволит. Если точечный сварочный аппарат своими руками чрезмерно мощный, то напряжение в сети резко упадет, что вряд ли обрадует соседей. Поэтому лучше ограничиться силой тока от одной до двух тысяч ампер. Если ток будет недостаточным, то просто нужно будет увеличить время сварки.
Точечная сварка своими руками: видео
Электродами служат медные стержни. Толщина их здесь сыграет положительную роль. При небольшой подаче тока пользуются жилами паяльников.
Как производится ручная точечная сварка? Электроды нужно подтачивать, а со временем необходимо их менять из-за полного стачивания. Длина провода от трансформатора, как отмечалось, по возможности делается меньшей. Соединений тоже лучше делать меньше, потому что при них теряется мощность. Идеалом здесь будут наконечники с обеих сторон провода, через которые соединяются электроды.
Наконечники спаиваются с проводом для предотвращения роста сопротивления и потери мощности. Когда у провода большой диаметр, то спаивать его с наконечником непросто. Но процесс упростится, если приобрести луженые наконечники. Из-за неспаянных соединений также растет сопротивление. Но все равно лучше иметь съемные электроды, потому что их надо подтачивать или заменять, а каждый раз спаивать и припаивать снова будет слишком утомительно.
Самодельный аппарат точечной сварки имеет рычаг и выключатель.
Чтобы осуществлялась точечная сварка своими руками (видео), сжатие электродами производится сильное. На аппаратах промышленных образцов такая сила может быть равна десяткам, а иногда даже сотням килограммов. В связи с этим рычаг делается как можно крепче, а основание массивнее, лучше, если его можно будет закрепить к столу.
Усилие создается при помощи, как рычажного зажима, так и рычажного винтового. Используются и другие методы при помощи дополнительного оборудования.
Чтобы не создавать еще сопротивление и не сварить до предела, выключатель надо соединить именно в первичную обмотку цепи. Если используется рычажный механизм для прижима, то выключатель устанавливают прямо на рычаге, чтобы при работе, давя на рычаг, подавать ток. Другой рукой спокойно поддерживаются свариваемые детали.
Аппарат точечной сварки своими руками
Осуществляя эксплуатацию, включая и выключая ток, нужно помнить, что электроды должны обязательно быть сжаты, потому что если этим пренебречь, они могут подгореть.
Лучше при эксплуатации аппарат специально охлаждать вентилятором. Если его нет, то необходимо следить за температурой агрегата и его элементов. Выключать его на время, давая передохнуть.
Точечная сварка своими руками. Видео. Результаты
Чтобы сварка была качественной, конечно, необходимо набраться достаточного опыта, при котором будет вырабатываться знание и чувство нужной продолжительности подачи импульса при наблюдении за поведением сварной точки по ее цвету.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как сделать машину для точечной сварки
ВВЕДЕНИЕ :
Точечная сварка является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования какого-либо присадочного материала. .
Этот процесс сварки включает приложение давления и тепла к зоне сварки с использованием электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал заготовки плавится, сплавляя детали, после чего отключается ток, поддерживается давление медных электродов и расплавленный «самородок» затвердевает, образуя сварочное соединение.
Сварочное тепло образуется за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Медный материал используется для электродов, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в заготовках, а не в медных электродах.
При точечной сварке. Из-за более низкой теплопроводности и более высокого электрического сопротивления стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Процесс точечной сварки применяется в нескольких отраслях промышленности, включая автомобильную, аэрокосмическую, железнодорожную, металлическую мебель, медицинские здания и строительные процессы.
Для соединения деталей методом точечной сварки они должны быть точно выровнены, так как коррекция после сварки непроста. При точечной сварке для сварки заготовок выбирают подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава расположены правильно, включается ток, который течет от одного электрода к другому с очень большой силой тока. Сварочный материал нагревается настолько, что расплавляется, и обе заготовки соединяются. При этом время, в течение которого электрический ток должен протекать через детали, варьируется в зависимости от материала заготовки. 0003
Форма контактной сварки, процесс точечной сварки является одним из старейших методов сварки, при котором два или более металлических листа свариваются вместе без использования какого-либо присадочного материала.
Этот процесс сварки включает приложение давления и тепла к зоне сварки с использованием электродов из сплава меди, которые пропускают электрический ток через свариваемые детали. Материал заготовки плавится, сплавляя детали, после чего отключается ток, поддерживается давление медных электродов и расплавленный «самородок» затвердевает, образуя сварочное соединение.
Сварочное тепло образуется за счет передачи электрического тока, который передается на заготовку через электроды из медного сплава. Медный материал используется для электродов, поскольку он имеет высокую теплопроводность и низкое электрическое сопротивление по сравнению с большинством других материалов, что обеспечивает выделение тепла преимущественно в заготовках, а не в медных электродах.
При точечной сварке. Из-за более низкой теплопроводности и более высокого электрического сопротивления стальной материал сравнительно легко поддается точечной сварке, при этом низкоуглеродистая сталь больше всего подходит для процесса точечной сварки. Однако стали с высоким содержанием углерода склонны к плохой вязкости сварных швов, поскольку они имеют тенденцию образовывать твердые и хрупкие микроструктуры.
Процесс точечной сварки применяется в нескольких отраслях промышленности, включая автомобильную, аэрокосмическую, железнодорожную, металлическую мебель, медицинские здания и строительные процессы.
Для соединения деталей методом точечной сварки они должны быть точно выровнены, так как коррекция после сварки непроста. При точечной сварке для сварки заготовок выбирают подходящие электроды из медного сплава, которые могут выдерживать высокие температуры и давления. Если электроды из медного сплава расположены правильно, включается ток, который течет от одного электрода к другому с очень большой силой тока. Сварочный материал нагревается настолько, что расплавляется, и обе заготовки соединяются. В этом процессе время, в течение которого электрический ток должен протекать через заготовки, варьируется в зависимости от материала заготовки и ее толщины. Если детали соединены плотно, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Заготовка и ее толщина. Если детали соединены плотно, медные электроды удаляются, чтобы повторить тот же процесс в следующей точке сварки.
Используемые детали:
Трансформатор для микроволновой печи
Кусок фанеры 21”*4,25” (толщина 18 мм) для основания
4” Вентилятор охлаждения AC 230 В
50 кв.
Выключатель
Индикаторная панель
Выключатель УШМ bosch 6-100 модель
Пружина
2 Медные болты № 5/16 (длина 42 мм)
Реклама
4 Медные гайки № 5/16
2 Медные наконечники №
Металлический лист 4 дюйма
3 № 900 *4 дюйма (толщина 18 мм)
Деревянный элемент
Электрический провод, 3 жилы (1 квадратный мм)
3 шт. , высокий удлинитель, болт 6 мм с половинной резьбой (длина 120 мм)
Металлическая ручка
Зажимы
Шурупы
3
6 № Буферы из ПВХ
Как сделать :
Первый шаг — снять вторичную обмотку с трансформатора микроволновой печи. Я покупаю этот трансформатор в ремонтной мастерской, и это подержанный продукт.
Затем пропустите медный сварочный кабель от этого трансформатора, как показано на рисунке. Я использовал толстый медный сварочный кабель площадью 50 квадратных мм и длиной 1,5 метра.
Прикрепите медные наконечники к обоим концам сварочного кабеля.
Следующим шагом будет прикрепление охлаждающего вентилятора к фанерному основанию с помощью алюминиевого швеллера Г-образного сечения и шурупов.
Прикрепите кусок фанеры размером 4”*4” к основанию и прикрепите трансформатор микроволновой печи к этой фанере с помощью винтов, как показано на рисунке.
Прикрепите кусок фанеры к основанию, а также прикрепите к нему сварочный кабель с помощью зажимов, как показано на рисунке.
Вырежьте детали из фанеры. Просверлите отверстия диаметром 6 мм. Прикрепите деревянную деталь (ручку) между двумя кусками фанеры с помощью 6-миллиметрового болта с половинной резьбой и длиной 120 мм, как показано на рисунке.
Объявление
Прикрепите этот фанерный набор к основанию с помощью винтов.
С помощью направляющей для циркулярной пилы сделайте прорезь на деревянной детали, чтобы установить переключатель модели bosch GWS 6-100 угловой шлифовальной машины в эту прорезь.
Прикрепите медные болты 5/16 (длиной 42 мм) с 4 медными гайками № 5/16 к обоим медным выступам, как показано на рисунке.
Прикрепите пружину через 6 мм болт с половинной резьбой длиной 120 мм.
Последний шаг — изготовление крышки для этого аппарата точечной сварки. Я использовал металлический лист, чтобы сделать крышку. Отрежьте нужный размер листового металла и согните его с помощью станка для гибки листового металла, как показано на рисунке.
Просверлите соответствующие отверстия для выпуска воздуха из него. Сделайте слот для включения-выключения.
Просверлите отверстие для индикатора.
Прикрепите металлическую ручку к крышке с помощью болтов с внутренним шестигранником.
Установите выключатель и световой индикатор.
Принципиальная схема аппарата точечной сварки, как показано на изображении.
Прикрепите эту крышку из листового металла к сварочному аппарату.
Прикрепите 6 шт. буферов из ПВХ под основанием этой точечной сварки.
Я покрасил этот аппарат для точечной сварки. Теперь этот аппарат для точечной сварки готов к использованию.
Процесс точечной сварки в основном выполняется на переменном токе. Для этого процесса также возможен постоянный ток, но он используется редко.
Для точечной сварки используются так называемые клещи для точечной сварки. Они в основном используются на мобильном оборудовании для контактной сварки. Ручная точечная сварка применяется сегодня в кузовных мастерских или кустарных предприятиях.
Для лучшего понимания посмотрите видео ниже.
Объявление
Метки: аппарат для точечной сварки своими руками, аппарат для точечной сварки своими руками, как сделать точечную сварку, сделать аппарат для точечной сварки, аппарат для точечной сварки
Аккумуляторный аппарат для точечной сварки своими руками, Самодельный аппарат для точечной сварки с автоматом
Содержание
Самодельный аккумуляторный аппарат для точечной сварки, Описание:
Самодельный аккумуляторный аппарат для точечной сварки, самодельный аппарат для точечной сварки с автоматической схемой — Двигатели BLDC, контроллеры двигателей мощностью 500 Вт и 4 свинцово-кислотных аккумулятора. Я соединил четыре 12-вольтовые батареи последовательно, чтобы получить 48 вольт. Аккумулятор был слишком тяжелым и я также меньше контролировал его управление, к тому же свинцово-кислотные аккумуляторы не долговечны и плюс вам придется регулярно проверять уровень раствора электролита, т.к. у свинцово-кислотных аккумуляторов при высыхании элементы короткое замыкание, и это повредит всю электронику.
Вот почему я решил сделать свой собственный аккумуляторный блок на 48 вольт, используя литий-ионные аккумуляторные элементы. Как вы знаете, каждый ионно-литиевый элемент имеет напряжение 3,7 вольта, что означает, что вам нужно будет соединить много элементов последовательно, чтобы получить 48 вольт, а для увеличения тока вам также необходимо будет соединить элементы ионно-литиевой батареи параллельно. Таким образом, для выполнения этих последовательных и параллельных соединений у вас есть два варианта.
Пайка
Точечная сварка
Если вы выберете пайку, вы потратите много времени, а в процессе пайки вы можете повредить элементы, потому что никелевую полосу и батарею сложно спаять, так как для этого требуется больше тепла. Так вот, если долго прикасаться к паяльнику, высоки шансы повредить аккумулятор и тем более при пайке вы никогда не получите аккуратных и чистых соединений, если вы не профи.
Если вы выберете 2 и , то есть точечную сварку, вы сможете легко выполнять последовательные и параллельные соединения, не прикладывая больших усилий и не повреждая батареи. С помощью аппарата для точечной сварки вы получите аккуратные и чистые соединения.
Прежде я объясню другие вещи, сначала несколько слов о спонсоре этого аппарата для точечной сварки проекта за помощь в приобретении необходимых компонентов и инструментов.
Altium Sponsor:
Altium Designer — самая надежная в мире система проектирования печатных плат. Altium Designer позволяет инженерам без особых усилий подключаться к каждому аспекту процесса проектирования электроники. Более 35 лет инноваций и разработок, направленных на действительно унифицированную среду проектирования, сделали ее наиболее широко используемым решением для проектирования печатных плат. С Altium Designer вы можете создавать проекты печатных плат с помощью интуитивно понятного и мощного интерфейса, который соединяет вас со всеми аспектами процесса проектирования электроники. Направляйте его по-своему под любым углом, настраивайте задержку, толкайте, скользите и обходите быстрее, чем когда-либо. Взаимодействовать и сотрудничайте с конструкторами-механиками, как никогда раньше, в фотореалистичной среде трехмерного проектирования. Если вы хотите начать работу с дизайнером Altium, вы можете нажать кнопку «Начать».
В этой статье вы узнаете, как сделать этот полуавтоматический аппарат для точечной сварки, используя трансформатор ручной микроволновой печи 2 и . При изготовлении этого аппарата для точечной сварки я столкнулся с некоторыми проблемами, которые исправил, и я на 100% уверен, что вы столкнетесь с теми же проблемами.
Во время моего первого теста я мог видеть только искры, они могут приваривать или не приваривать никелевую полосу к аккумулятору. Я был довольно сбит с толку и понятия не имел, как долго мне придется подключать электроды. Сварные швы были не в лучшем виде. Итак, в этот момент я решил добавить какую-то схему управления к моей машине для точечной сварки.
Я добавил схему управления и тогда все проблемы просто исчезли. Мой тест 2 и прошел успешно, так как я устранил все проблемы и разработал собственную схему управления полуавтоматическим трансформатором для управления включением/выключением и длительностью времени. Я использую эти самодельные медные электроды, и я все еще доволен результатами, для профессиональных сварных швов вы можете заказать электроды хорошего качества. Вы можете видеть, что эти машины для точечной сварки работают отлично. Соединения достаточно чистые.
В этой статье я также объяснил, почему не использовать стальные или паяльные наконечники в качестве электродов для точечной сварки. Итак, вот мой аппарат для точечной сварки, и теперь я собираюсь объяснить, как сделать и как исправить все проблемы. Без дальнейших промедлений, давайте начнем!!!
Ссылки на Amazon:
Трансформатор для микроволновой печи
Медные электроды для аппарата точечной сварки
Проволока 16 мм
Никелированная лента для литий-ионных аккумуляторов
Mop Spot Walding Machines
Другие инструменты и компоненты:
Top Arduino Датчики:
Super Starter Kit для начинающих
цифровые осциллографы
. сверлильные станки
*Обратите внимание: это партнерские ссылки. Я могу получить комиссию, если вы купите компоненты по этим ссылкам. Я был бы признателен за вашу поддержку на этом пути!
Трансформатор для микроволновой печи для аппарата точечной сварки:
Недавно я купил этот ручной трансформатор для микроволновой печи 2 и примерно за 15 долларов. Трансформатор для микроволновой печи — лучший выбор для сборки самодельного аппарата точечной сварки. Этот трансформатор рассчитан на 220 В переменного тока и 50 Гц. При покупке трансформатора для микроволновой печи 2 и убедитесь, что первичная обмотка не повреждена. Вы можете использовать цифровой мультиметр для проверки обмотки; если вы слышите звуковой сигнал, это означает, что первичная обмотка исправна.
Так же есть еще один комплект обмотки, это вторичная обмотка и мне эта обмотка не нужна. При разрезании вторичной обмотки будьте очень осторожны и не разрезайте первичную обмотку, иначе ваш трансформатор будет просто бесполезен.
Затем я начал снимать вторичную обмотку, серьезно это была единственная трудная работа, так как я должен был быть очень осторожным. Я использовал зубчатую пилу и болгарку. Вы можете использовать любые инструменты, но вы должны быть осторожны, вы не можете перерезать первичную обмотку. В любом случае, как-то я удалил вторичную обмотку. Затем я использовал 16-миллиметровый провод длиной 6 футов, вы можете сделать его 7 футов, если хотите провода немного длиннее, я использовал этот провод в качестве вторичной обмотки. Я также подключил эти провода синего цвета к первичной обмотке трансформатора для подачи 220 В переменного тока. Ваш трансформер должен выглядеть примерно так.
Вы видите два поворота на этой стороне и 3 поворота на другой стороне. Итак, базовая настройка нашего трансформатора почти завершена, провода 220Vac подключены, вторичная обмотка готова, теперь нам нужно подключить электроды. Но прежде чем я подключу электроды, я сначала проверю эту установку. Этот первый тест был довольно простым, я просто подключил питание 220 В переменного тока и слегка коснулся двух концов вторичной обмотки, и я увидел искры.
Когда вы закончите эту базовую настройку, следующим шагом будет выбор электродов, я знаю, что медные электроды лучше всего, но я видел, как парни спрашивали о битах для паяльника. Итак, я начну с этих насадок для паяльника, и вы на практике увидите, почему эти насадки не годятся для точечной сварки аккумуляторов. Биты паяльника подключены, и 220 В переменного тока на первичной стороне трансформатора подключены. Проблема с этими битами заключается в том, что сами биты привариваются к никелевой полосе. Для практической демонстрации посмотрите видеоурок, приведенный в конце этой статьи.
Таким образом, паяльники или стальные биты не должны использоваться для точечной сварки батареи. Но вы можете использовать эти стальные биты для сварки металлических деталей.
Я заменил эти насадки для паяльника на самодельные медные электроды. Теперь эта настройка является самой базовой, и большинство видео и статей объясняют большую часть работы, которой недостаточно. Вы узнаете об этом, практически увидев результаты, давайте приступим к тестированию этого самого простого аппарата для точечной сварки.
Аппарат для точечной сварки Первый тест:
Для тестирования аппарата для точечной сварки я собираюсь подключить две ионно-литиевые батареи параллельно. С этой базовой настройкой, не имеющей схемы автоматического отключения трансформатора, вам нужно быть очень осторожным и очень быстрым, потому что, если вы коснетесь электродов даже на 2 секунды, вы можете легко повредить литий-ионные батареи, а это то, чего вы действительно не делаете. хочу.
Еще одна проблема с этой базовой настройкой заключается в том, что вам понадобится помощь другого человека, чтобы прижать никелевую полоску, чтобы получить хороший поверхностный контакт между батареей и никелевой полоской. Вы также можете сделать это в одиночку, но это определенно потратит много вашего времени.
В любом случае, вы можете видеть, что я могу выполнить сварку, никелевая полоса приварена к аккумулятору, но выглядит очень грязной, и это потому, что я не успеваю прижать другой электрод, и начинается ток течет. Когда я нажимаю на первый электрод, никелевая полоска плотно прилегает к поверхности батареи, сейчас идеальный момент, и когда я нажимаю на электрод 2 и , у меня не хватает времени, чтобы прижать никелевую полоску к батарее. поверхность. Как только я коснусь 2 -й электрод есть искры, но нет сильных сварных швов.
Для идеального сварного шва вам необходимо прижать оба электрода так, чтобы между свариваемыми поверхностями был прочный контакт. Это именно то, что я хочу. Но это невозможно без полностью автоматической или полуавтоматической системы управления.
Итак, для идеальной точечной сварки мне нужны две вещи.
Я хочу включить трансформатор, когда нажму на оба электрода. Для этого я могу использовать кнопку.
Я хочу, чтобы мой трансформатор включался на несколько миллисекунд, а затем мог сам выключаться.
Моделирование точечной сварки и схема:
Я разработал это моделирование для вас, ребята, чтобы вы могли легко понять, как на самом деле работает эта схема. Вы также увидите это в действии после того, как я объясню, как на самом деле работает эта схема. Я разработал это, используя программное обеспечение для моделирования Proteus, которое довольно популярно.
Загрузить Моделирование: моделирование точечной сварки в proteus
Позвольте мне воспроизвести симуляцию, чтобы вы могли легко понять, как на самом деле работает эта схема. Когда вся система включена, это означает, что провода 220 В переменного тока подключены, а источник питания 12 В постоянного тока подключен. Теперь, в этот момент, даже если вы коснетесь двух электродов, сварка не будет выполнена, поскольку один из входных проводов переменного тока трансформатора отключен с помощью реле 2. Как вы можете ясно видеть, один провод от источника питания 220 В переменного тока напрямую подключен к первичной обмотке трансформатора. В то время как другой провод от 220Vac соединяется с другим концом первичной обмотки через это реле2. Прямо сейчас реле 2 выключено, поэтому трансформатор выключен, и в результате сварки не будет.
Реле 1 также выключено. Когда реле 1 находится в выключенном состоянии, оно заряжает конденсатор через этот источник питания 12 В. Ради этого моделирования я выбрал значение конденсатора 1000 мкФ, в то время как фактическое значение составляет 100 мкФ. Я практически проверил конденсатор на 100 мкФ, и он у меня сработал. Если вы используете провод другого калибра и другое количество витков, вам придется использовать конденсатор с другим номиналом. Вы можете начать с конденсатора на 50 мкФ; продолжайте увеличивать значение, пока не получите желаемый результат.
Этот конденсатор управляет временем включения реле 2. Как видите, положительная ветвь конденсатора соединена с общей ветвью реле 1, а другая ветвь конденсатора соединена с землей 12-вольтового источника питания. GND источника питания 12 В также соединен с катушкой реле. В то время как другая нога катушки реле подключена к 12 вольтам через кнопку. С помощью этой кнопки мы можем включать и выключать реле1.
При нажатии кнопки реле 1 включается, и конденсатор начинает разряжаться, поскольку он использует свой заряд для питания реле 2. Когда конденсатор полностью разряжается, реле 2 выключается, и таким образом трансформатор может включиться только на несколько миллисекунд. Неважно, если кнопка будет нажата долго, сварки не будет. Вам нужно будет отпустить кнопку, чтобы зарядить конденсатор, и снова нажать кнопку, чтобы включить реле2. Я уверен, что вы полностью поняли, как работает эта схема.
Личной напильник — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Личной напильник, скользя по закаленным частям резца и ножей, может их слегка царапать, но не пилить.
[1]
Личные напильники применяют для окончательной обработки и для получения чистой поверхности с точностью до 0 02 мм при снятии слоя металла толщиной не более 0 08 мм.
[2]
Напильники бархатные.
[3]
Личные напильники применяются, когда необходимо снять слой металла 0 1 — 0 5 мм, с точностью обработки 0 025 — 0 05 мм.
[4]
Личные напильники используются для более чп-стой отделки поверхностп ( после предварительной обработки дра-чевым напильником), когда требуется снять припуск не более 0 15 мм. Личные напильники позволяют за один ход снять слой металла толщиной 0 05 — 0 08 мм; при этом достигается шероховатость поверхности, соответствующая 7 — 8-му классу чистоты. [5]
Личные напильники используются для более чистой отделки поверхности ( после предварительной обработки драчевым напильником), когда требуется снять припуск не более 0 15 мм. Личные напильники позволяют за один ход снять слой металла толщиной 0 05 — 0 08 мм; при этом достигается шероховатость поверхности, соответствующая 7 — 8-му классу чистоты.
[6]
Плоский напильник.
[7]
Личные напильники ( мелкозубые) имеют от 13 до 24 насечек на 10 мм длины напильника.
[8]
Личной напильник, скользя по закаленным частям резца и ножей, может их слегка царапать, но не пилить.
[9]
Элементы напильника.
[10]
Личные напильники используют для точной обработки со съемом слоя металла не более 0 1 мм. За один рабочий ход такими напильниками снимают слой металла толщиной до 0 03 мм. [11]
Очистка напильника с помощью стальной щетки.| Очистка напильника с помощью лопаточек.| Приемы насаживания рукоятки на напильник.
[12]
Личные напильники служат для чистового опиливания деталей.
[13]
Личные напильники используются для более чистой отделки поверхности ( после предварительной обработки драчевым напильником), когда требуется снять припуск не более 0 15 мм. Личные напильники позволяют за один ход снять слой металла толщиной 0 05 — 0 08 мм; при этом достигается шероховатость поверхности, соответствующая 7 — 8-му классу.
[15]
Страницы:
1
2
3
4
5
Статья — Виды и назначение напильников
Напильник это инструмент, предназначенные для постепенной обработки материала, иначе – опиливания. Выглядит как стальная полоса с насечками и с ручкой на конусообразном хвостовике. Напильники различаются на слесарные и заточные. С помощью первых возможно точное спиливание, вторые предназначены только для заточки цепей для электропил и пил с бензогенераторами.
Различия по сечениям:
— плоские (прямоугольные в сечении) используются в опиливании широких поверхностей;
— квадратными, трехгранными и круглыми напильниками обрабатывают различные отверстия и пазы;
— в полукруглых сочетаются возможности плоских и круглых напильников
Виды насечек:
— одинарная, с помощью которой получается слегка шероховатая поверхность;
— двойная, характерная для слесарных напильников, здесь одинарная насечка комбинируется с менее глубокой вспомогательной. С ее помощью получается более чистая обработка поверхности;
— двойная, с более редкой вспомогательной насечкой. Промежуточный вариант между одинарной и двойной.
По числу зубьев различают три вида насечек. Самая грубая – драчевая, потом идет личная, и, самая мелкая – бархатная. Грубая насечка дает большую скорость спиливания, но при этом же оставляет поверхность более шероховатой.
Не последнюю важность в работе имеют ручки напильников. Они должны быть удобны и прочны, надежно закреплены и быть устойчивыми к растворителям, маслам и краскам. От них во многом зависит безопасность работы. Ручки изготавливают из твердых пород дерева в этом случае их усиливают металлическим кольцом) или из пластмассы.
Назначение напильников.
От того, какую поверхность какой формы предстоит обрабатывать, зависит и вид напильника:
— круглые напильники предназначены для обработки отверстий и вогнутых поверхностей;
— полукруглые напильники в чем-то универсальны, ими можно обработать как вогнутые поверхности, так и плоские;
— трехгранные и квадратные напильники предназначены для опиливания внутренних углов и трехгранных и квадратных отверстий, там, где обработка плоским напильником невозможна;
— плоские напильники с овальными ребрами — ими опиливаются галтели и различные закругления, плоские шлицы с овальными переходами;
— плоскими тупоносыми и остроносыми напильниками обрабатываются легкодоступные плоские и выпуклые поверхности, пропиливаются шлицы и канавки;
— ножовочными напильниками обрабатываются внутренние углы, клиновидные канавки, узкие пазы;
— овальные напильники предназначены для опиливания вогнутых поверхностей;
— мечевидными напильниками опиливаются зубчатые поверхности и снимаются заусенцы с них;
— надфилями (проволочными или игольчатыми) выполняются точные, «ювелирные», работы.
Выбор напильника.
Выбирая напильники, нужно сконцентрировать внимание на ряде деталей. А именно:
— у напильника должна быть четко выражена насечка;
— рабочая поверхность должна быть равномерного цвета;
— ручка плотно насажена на хвостовик;
— должен быть хорошо читаем товарный знак предприятия-изготовителя.
Обращение с напильниками и уход за ними.
Любой напильник имеет определенный ресурс, изнашиваясь со временем. Он может износиться быстрее, потеряв свои режущие способности, при неправильной эксплуатации. Например, если им обрабатывать неочищенную от ржавчины или окалины поверхность. Помимо этого, срок службы напильника зависит от твердости обрабатываемого металла. Если следовать ряду несложных правил, ресурс инструмента можно продлить.
Не стоит обрабатывать новым напильником сразу твердые металлы, поверхности с литейной коркой или окалиной. Лучше начать с мягких металлов. Это связано с тем, что на зубьях имеются заусеницы, которые быстро обламываются при работе по твердым металлам, и напильник тупится. При обработке мягких материалов заусеницы не ломаются, а срабатываются.
Личной напильник напротив – используется в обработке только твердых металлов и не используется в обработке мягких, чтобы стружка не забивала впадины между его зубьями. Если это все же произошло, нужно очистить зубья напильника, проводя вдоль них стальной щеткой.
Работают обычно только одной стороной напильника, оставляя вторую на случай, когда гарантированно требуется обработать металл острыми зубьями.
Хранить напильники нужно отдельно друг от друга и прочих инструментов. Следить, чтобы на них не попадала влага или наждачная пыль.
Предыдущая
Назад к списку
Следующая
Какие документы сотрудников должны быть включены (плюс бесплатные контрольные списки)
Персональное дело — это бумажная или электронная папка, содержащая кадровые документы и документы по заработной плате, относящиеся к новым, существующим или бывшим сотрудникам. Документы в личном деле сотрудника должны охватывать весь жизненный цикл работы, от писем с предложениями и форм W-4 до обзоров производительности и документов об увольнении. Он также должен включать основные документы сотрудников и информацию о компенсации в соответствии с федеральным трудовым законодательством и законодательством штата.
Загрузите наши бесплатные контрольные списки, которые помогут вам понять, какие трудовые книжки хранить; их можно редактировать, чтобы добавить документы, характерные для вашей компании. Затем продолжите чтение, чтобы получить более конкретную информацию о том, что следует включать, а что не включать в защищенное личное дело.
Скачать
Краткий совет:
Обновление, загрузка и хранение записей о сотрудниках может оказаться непосильной задачей для малого бизнеса. Используя программное обеспечение для управления персоналом, такое как Zenefits, вы можете позволить своим сотрудникам подписывать документы в электронном виде и хранить их в Интернете в безопасном хранилище документов для быстрого доступа.
Zenefits также предлагает помощника по соблюдению требований, позволяющего легко привести документы ваших сотрудников в соответствие с федеральными, государственными и местными законами о труде.
Нажмите здесь, чтобы начать бесплатную пробную версию.
Отправь это мне
Скачать
Краткий совет:
Обновление, загрузка и хранение записей о сотрудниках может оказаться непосильной задачей для малого бизнеса. Используя программное обеспечение для управления персоналом, такое как Zenefits, вы можете позволить своим сотрудникам подписывать документы в электронном виде и хранить их в Интернете в безопасном хранилище документов для быстрого доступа.
Zenefits также предлагает помощника по соблюдению требований, позволяющего легко привести документы ваших сотрудников в соответствие с федеральными, государственными и местными законами о труде.
Нажмите здесь, чтобы начать бесплатную пробную версию.
Отправь это мне
Что хранить в личном деле
Личное дело сотрудника включает юридические документы, документы компании и документы сотрудников.
Существует несколько документов по персоналу и расчету заработной платы, которые должны содержаться в каждом личном деле. К ним относятся юридические записи о занятости, такие как формы налога на заработную плату и соглашения между работником и работодателем.
Юридические документы, которые должны быть у каждого личного дела сотрудника:
Основная информация о сотруднике: Имя, адрес, номер телефона и контактные данные для экстренной связи
Формы удержания налога IRS: W-4 и/или W-9
Информация о заработной плате и компенсациях: Любые данные о зарплате или платежной карте
Контракты или соглашения: Соглашение о неконкуренции, трудовой договор или соглашение, касающееся предоставленного компанией автомобиля или бизнес-кредитной карты
Формы пособий работникам: Формы регистрации в медицинских учреждениях и соглашения о льготах, пенсионные формы, такие как 401(k), соглашения FSA, соглашения HSA и т. д.
Документы на содержание ребенка: Любые юридические или судебные документы
Документы об увольнении: Документально подтвержденные причины увольнения работника, документы о безработице, формы продления страховки (COBRA) и т. д.
Документы компании и политики должны быть включены в личное дело сотрудника, чтобы при необходимости к ним мог легко получить доступ руководитель сотрудника, группа расчета заработной платы или сотрудник. Хотя эти документы компании (например, подписанные политики) не требуются, их лучше хранить в файле.
Они должны показывать, когда сотрудник признал или подписал определенные политические документы в случае юридических вопросов:
Письмо с предложением или трудовой договор
Подписанный справочник сотрудника
Должностная инструкция на должность
Подписанный полис PTO, а также записи об отпусках, больничных* и отпусках
Подписанное соглашение о неразглашении (NDA)
Подписанная политика против сексуальных домогательств
*В некоторых штатах работодатели обязаны вести больничных за вычетом записей. Если они не хранятся в электронном виде в вашей системе расчета заработной платы, рекомендуется хранить их в личной папке сотрудника.
Хотя вам не нужно хранить каждый документ в личном деле сотрудника, рекомендуется хранить документы, собранные при приеме на работу, такие как резюме или заявление о приеме на работу. Кроме того, любые письменные документы об эффективности (такие как записи о постановке целей или дисциплинарных взысканиях) могут храниться в личном деле.
Заявление о приеме на работу, если применимо
Резюме
Рекомендации и проверка биографических данных
Результаты проверки на наркотики и подписанный полис
Оценки производительности, включая награды или благодарности за отличную работу
Предупреждения и другие дисциплинарные взыскания, включая резюме отзывов клиентов или сотрудников и примечания о посещаемости
Образовательные стенограммы. Например, если вы используете систему управления обучением (LMS) или портал онлайн-обучения, обучение и сертификаты ваших сотрудников, скорее всего, будут храниться в электронном виде.
Записи о постановке целей: если вы используете программное обеспечение для управления эффективностью, документы по постановке целей вашими сотрудниками, скорее всего, будут храниться в электронном виде.
Для защиты личных дел и других документов сотрудников компании могут использовать платформу управления сотрудниками, например Rippling. С его помощью все операции с людьми выполняются в одном месте — от приема на работу до увольнения, включая управление документами. Вы можете легко управлять и автоматизировать данные и операции сотрудников, чтобы обеспечить соответствие требованиям.
Посетить Rippling
Что нельзя хранить в личных делах
Существуют также документы, которые не следует включать в личное дело сотрудника, в первую очередь из соображений конфиденциальности. К ним относятся следующие:
Записи перед приемом на работу, кроме заявления
Ежемесячные записи о посещаемости
Все, что связано с правом работника на участие, например, формы I-9, копии водительских прав и карты социального обеспечения. Подумайте о том, чтобы поместить эти формы и сопутствующие документы, подтверждающие право работника на работу в США, в отдельную папку.
Записи о равных возможностях при трудоустройстве (EEO). Мы предлагаем вам хранить эту документацию отдельно от личного дела сотрудника; менеджеры не должны иметь доступа к просмотру этих данных из-за риска дискриминации сотрудника защищенного класса.
Частные документы — защищены Законом о переносимости и подотчетности медицинского страхования (HIPAA), который также называется конфиденциальностью медицинской информации.
Любая другая медицинская информация; если у вас есть сотрудники, которые выдали вам медицинские справки или другие документы, такие как, например, отпуск по болезни, храните эти документы отдельно.
Личные данные сотрудников, такие как реквизиты банковского счета, номера социального страхования или иммиграционные документы, лучше всего хранить отдельно от папки персонала.
Как настроить личные дела сотрудников
Владельцы бизнеса не всегда осознают важность создания личных дел до тех пор, пока они не пройдут проверку или не получат судебный иск. Если вы работаете задним числом и нервничаете по поводу того, чтобы настроить все для уже существующих сотрудников, не переживайте. Используйте два контрольных списка, которые мы предоставили выше, а также шаги, которые помогут вам настроить папки с файлами сотрудников и привести их в порядок.
Вы должны выполнить следующее для организации и хранения кадрового делопроизводства, чтобы обеспечить соответствие требованиям и безопасность:
Шаг 1: Инвентаризация
Во-первых, вам нужно провести инвентаризацию того, что у вас уже есть для каждого сотрудника. Обязательно учитывайте те документы, которые у вас уже есть и что вам нужно от каждого сотрудника. Используйте, чтобы убедиться, что все в порядке. Каждому человеку может потребоваться свой собственный список.
Скачать
Краткий совет:
Обновление, загрузка и хранение записей о сотрудниках может оказаться непосильной задачей для малого бизнеса. Используя программное обеспечение для управления персоналом, такое как Zenefits, вы можете позволить своим сотрудникам подписывать документы в электронном виде и хранить их в Интернете в безопасном хранилище документов для быстрого доступа.
Zenefits также предлагает помощника по соблюдению требований, позволяющего легко привести документы ваших сотрудников в соответствие с федеральными, государственными и местными законами о труде.
Нажмите здесь, чтобы начать бесплатную пробную версию.
Отправь это мне
Было бы также лучше, если бы вы периодически проверяли файлы, чтобы убедиться, что каждая часть информации актуальна и точна. Используйте для отслеживания того, что вы получили. В идеале вы должны создать личное дело для каждого сотрудника в день приема на работу. Однако, если вы забудете это сделать, вы можете найти документы, такие как резюме сотрудников, отчеты о производительности и налоговые формы, в своей электронной почте или в онлайн-хранилище. Убедитесь, что у вас также есть I-9s для каждого сотрудника, но они должны храниться в отдельном файле.
Скачать
Краткий совет:
Обновление, загрузка и хранение записей о сотрудниках может оказаться непосильной задачей для малого бизнеса. Используя программное обеспечение для управления персоналом, такое как Zenefits, вы можете позволить своим сотрудникам подписывать документы в электронном виде и хранить их в Интернете в безопасном хранилище документов для быстрого доступа.
Zenefits также предлагает помощника по соблюдению требований, позволяющего легко привести документы ваших сотрудников в соответствие с федеральными, государственными и местными законами о труде.
Нажмите здесь, чтобы начать бесплатную пробную версию.
Отправь это мне
Шаг 2. Запрос элементов, необходимых для заполнения каждого личного дела
Если в вашем списке есть документы, которые вы не можете найти в своих файлах, вы можете запросить эти документы у своих сотрудников. Дайте каждому сотруднику свой индивидуальный контрольный список, чтобы показать, что им нужно отправить, чтобы обновить свое личное дело. Установите срок для всех документов сотрудников, которые должны быть в и заполнены. Обязательно просмотрите список каждого сотрудника в его присутствии, чтобы, если что-то не было отправлено, вы могли сразу решить эту проблему.
Свяжитесь с каждым сотрудником, у которого вы запросили дополнительные документы до истечения крайнего срока, чтобы у всех было время представить недостающие документы. Затем сохраните свои документы в Интернете, в компьютерной сети или в закрытой картотеке.
Шаг 3: Хранение документов
Вам необходимо хранить документы по персоналу в папке с файлами, помеченной для каждого сотрудника по имени. Мы рекомендуем хранить личные дела сотрудников в запираемом шкафу, чтобы защитить конфиденциальную информацию о сотрудниках от посторонних лиц. Доступ к файлам сотрудников должен быть ограничен уполномоченным лицом или отделом, чье разрешение необходимо для просмотра файлов, например отделом кадров.
Документы также можно хранить онлайн с помощью зашифрованного сервиса. Rippling обеспечивает безопасное онлайн-хранилище документов, включая копии контрактов сотрудников, политик и копию справочника сотрудников.
С помощью Rippling вы можете хранить личные дела сотрудников непосредственно в системе под каждым отдельным сотрудником.
Шаг 4. Организуйте регулярный аудит личного дела
Запланируйте периодическую проверку личного дела каждого сотрудника. Это можно сделать при проведении их ежегодной оценки. Убедитесь, что файлы точны, актуальны и полны. Если нет, вы можете попросить сотрудника предоставить вам обновленные файлы или информацию. Ваш бизнес должен убедиться, что файлы в порядке до любых проверок, таких как платежная ведомость или труд.
Обратите внимание, что личные дела можно просмотреть во время правительственной проверки или вызвать в суд в случае судебного иска о неправомерном увольнении. Поддержание точных и актуальных файлов поможет вам избежать ответственности.
Следуйте нашему руководству по адаптации, чтобы узнать, как некоторые документы личного дела будут использоваться при приеме на работу.
Федеральные законы и законы штатов о личных делах
Соблюдение федеральных законов и законов штата является важным аспектом работы работодателя, поскольку вы обязаны хранить данные сотрудников и личные дела. Вот лучшие практики, а также то, что требуется на федеральном уровне и уровне штата.
Федеральное трудовое законодательство распространяется на всех работодателей, подпадающих под действие федеральных антидискриминационных законов, которыми обычно являются любые работодатели с 15 или более штатными сотрудниками. Однако следующие законы применяются ко всем предприятиям, и каждое агентство имеет свои собственные требования и рекомендации по хранению документов.
Комиссия по обеспечению равных возможностей при трудоустройстве (EEOC) требует, чтобы работодатели хранили всю кадровую или трудовую документацию в течение одного года. В случае увольнения работника его кадровая документация должна храниться в течение одного года с даты увольнения.
В соответствии с Законом о дискриминации по возрасту при приеме на работу (ADEA) работодатели должны вести учет заработной платы в течение трех лет. Кроме того, работодатели должны хранить в файлах любой план вознаграждений работникам (например, пенсионные и страховые планы) и любую письменную систему выслуги лет или заслуг в течение всего периода действия плана или системы и в течение как минимум одного года после его прекращения.
В соответствии с Законом о справедливых трудовых стандартах (FLSA) работодатели должны вести учет заработной платы не менее трех лет. Кроме того, работодатели должны хранить в течение не менее двух лет все записи, объясняющие основания для выплаты разной заработной платы работникам всех полов в одном и том же учреждении (включая ставки заработной платы, аттестации, системы выслуги лет и заслуг, а также коллективные договоры).
Подробнее о необходимой документации вы можете узнать, прочитав нашу статью о соблюдении требований по расчету заработной платы.
Bottom Line
Ведение личных дел является важной частью работы работодателя и защиты от ответственности. Это отличный способ систематизировать данные о сотрудниках и обеспечить поддержку кадровых решений. Вы можете управлять персональными файлами сотрудников в электронном виде или использовать бумажную систему; в любом случае важно включать основные отчеты сотрудников и соблюдать соответствующие федеральные законы и законы штата.
Личный кабинет
Специальное предложение
Контрольный список личного дела
Основная информация о сотруднике:
Имя, адрес, номер телефона.
Контактные данные для экстренных случаев.
Опыт работы
Заявление о приеме на работу и/или резюме.
Письмо с предложением работы.
Должностная инструкция.
Подтверждение образования (если применимо).
Выписки об образовании (если применимо).
Ссылки.
Проверка биографических данных.
Любые другие документы, связанные с трудоустройством.
Отпуск по болезни, отпуск и академический отпуск.
Повышение эффективности сотрудников:
Оценка сотрудников.
Журнал посещаемости.
Цели производительности.
План повышения производительности (если применимо).
Запросы на обучение, перевод и внутренние заявления о приеме на работу.
Записи об обучении и повышении квалификации.
Признание заслуг сотрудников, включая награды и грамоты.
Окончательные данные о заработной плате (отпуск, выход на пенсию и т. д.)
Контрольный список личных дел
Загрузите бесплатный контрольный список личных дел в формате Word.
Загрузить сейчас
Часто задаваемые вопросы:
Имеют ли сотрудники право просматривать свое личное дело?
Только сотрудники в определенных штатах могут иметь доступ к своим личным делам. В некоторых штатах сотрудникам разрешено делать копии определенных документов в своих личных делах, не имея доступа к другим документам. Сотрудникам следует обратиться к своему справочнику для получения ясности в политике доступа к личному делу.
Какие документы должны быть в личном деле?
Как долго следует хранить личные дела?
Это зависит от штата, в котором вы находитесь, и содержимого файлов ваших сотрудников]. Федеральные законы о занятости определяют, как долго вы должны хранить папки с личными делами, но обычно этот срок составляет от одного до четырех лет, в зависимости от документа. Важно соблюдать эти сроки, чтобы избежать штрафов.
Являются ли личные дела конфиденциальными?
Да, личные дела содержат конфиденциальную информацию, и отдел кадров должен сохранять ее конфиденциальность.
Можно ли хранить личные дела сотрудников в электронном виде?
Да. На рынке существует множество отличных программ для работы с персональными файлами. Многие компании предпочитают хранить свои личные дела в облаке, что устраняет необходимость в картотеках и позволяет им получать доступ к личным делам в любом месте.
Как упорядочить личные дела?
Организация файлов по имени сотрудника.
Создание подпапок для разных категорий.
Четко и правильно маркируйте каждый печатный или электронный файл.
Водонепроницаемость – важная характеристика бетона, характеризующая способность материала сохранять устойчивость к проникновению воды вглубь бетонной конструкции. Это свойство напрямую связано с еще одним важным параметром – морозостойкостью, то есть способностью бетонных элементов переносить циклы замерзания-оттаивания. Этот параметр обозначается буквой W и четными цифрами в диапазоне – 2-20. Использование бетона с хорошей водонепроницаемостью позволяет сэкономить на дополнительных гидроизоляционных мероприятиях.
Характеристики бетонов разных марок водонепроницаемости
Марка материала по водонепроницаемости выбирается, в зависимости от условий эксплуатации:
W2. Низкий показатель. Конструкции из этого строительного материала требуют проведения дополнительных гидроизоляционных мероприятий.
W4. Нормальный уровень водонепроницаемости. Такой материал применяется при строительстве фундаментов в грунтах невысокой влажности. Во влажных местах – с использованием наружной гидроизоляции.
W6. Материал наиболее применяем в индивидуальном и массовом строительстве.
W8. Водонепроницаемые бетоны используются при строительстве конструкций или объектов с повышенными требованиями к устойчивости к проникновению влаги.
Бетоны высокой водонепроницаемости марок W10-W20 используются при строительстве гидротехнических объектов, водохранилищ, бункеров.
Способы определения стойкости бетонов к проникновению влаги
Водонепроницаемость характеризуется прямыми и косвенными показателями. К основным показателям относятся:
Марка, определенная по технологии «мокрого пятна». При этом определяется максимальное давление, под воздействием которого образец остается непроницаемым для воды. Испытания осуществляются на специальной установке с гнездами для 6 образцов, которые могут иметь высоту 30, 50, 100, 150 мм. Нагрузку, прилагаемую к образцам, постепенно увеличивают до появления «мокрого пятна». Максимальным считается давление, при котором «мокрое пятно» появляется на двух образцах из шести.
Коэффициент фильтрации. Расчет коэффициента фильтрации бетона различных марок водонепроницаемости осуществляется с помощью специальной установки, подающей воду к образцам под давлением 1,3 МПа.
Таблица прямых и косвенных показателей водопроницаемости бетона
Прямые показатели
Косвенные показатели (актуальны для тяжелых бетонов)
Марка по водонепроницаемости
Максимальное давление, МПа
Коэффициент фильтрации, см/с
Водопоглощение, %
Водоцементное соотношение (вода/цемент)
W2
0,2
7*10-9…2*10-8
До 0,6
W4
0,4
2*10-9…7*10-9
4,7-5,7
W6
0,6
6*10-10…2*10-9
4,2-4,7
До 0,55
W8
0,8
1*10-10…6*10-10
Менее 4,2
До 0,45
W10
1,0
6*10-11…1*10-10
W12 и более
1,2
6*10-11 и менее
Характеристики, влияющие на водонепроницаемость бетона
На эту характеристику влияет комплекс факторов:
Возраст бетона. Чем он больше (до определенных пределов), тем выше устойчивость материала к проникновению воды. Это правило выполняется при соблюдении условий твердения смеси. При увлажнении поверхность твердеющего бетона быстрее набирает нормативную прочность, по сравнению с поверхностью, находящейся на воздухе с относительной влажностью 50-70%. В условиях редкой смачиваемости максимальная водонепроницаемость наступает через полгода-год после заливки смеси. Увлажнение поверхности при твердении смеси особенно актуально для бетонов с низким водоцементным соотношением.
Пористость материала. Чем она больше, тем менее устойчив искусственный камень к проникновению воды вглубь бетонной конструкции. Наиболее устойчивы к проникновению влаги плотные бетоны. Наиболее влагопроницаемы пено- и газобетоны, особенно последние, для которых характерна открытая форма воздушных ячеек. У пенобетонов такие ячейки имеют закрытую структуру.
Скорость схватывания и твердения смеси. Слишком быстрое протекание этого процесса провоцирует появление трещин и воздушных пузырьков, снижающих влагоустойчивость материала.
Применяемое вяжущее. Лучшие показатели водонепроницаемости показывают бетоны на высокопрочном портландцементе и глиноземистом цементе. В период гидратации компоненты таких цементов формируют наиболее плотный цементный камень. Чем выше класс прочности бетона, тем выше марка его водонепроницаемости.
Наличие или отсутствие специализированных присадок – сульфатов железа и алюминия.
Удалить из смеси лишнюю воду, сделав затвердевший продукт более плотным, помогут рациональные технологии замеса, вакуумные установки, тщательное вибрирование вибраторами поверхностного и глубинного воздействия, прессование, вибропрессование.
Таблица соотношения классов прочности и марок водонепроницаемости бетонов
Марка
Класс прочности
Класс водонепроницаемости
М100
В7,5
W2
М150
В10В12,5
W2
М200
В15
W2-W4
М250
В20
W4
М300
В22,5
W4
М350
В25
W6
М400
В30
W8
Добавки для повышения водонепроницаемости
Повысить устойчивость бетона к воздействию воды можно как на стадии его изготовления путем введения специальных присадок, так и после – с помощью различных технологий наружной гидроизоляции.
Сейчас предлагается широкий перечень добавок, повышающих водонепроницаемость бетона, разной эффективности, способа воздействия, стоимости. Присадки нового типа не только заполняют пустоты, но и способны расширяться при контакте с водой. К таким составам относятся Penetron Admix и его отечественный аналог «Кристалл».
Преимущества гидрофобизирующих добавок:
повышение водонепроницаемости и морозостойкости;
повышение прочности бетонного камня за счет роста плотности;
улучшение пластичности смеси, что избавляет застройщика от необходимости использовать пластифицирующие добавки;
организация защиты стальной арматуры от возникновения и развития коррозионных процессов.
Недостатком использования таких добавок является снижение теплоизоляционных характеристик бетонной конструкции. Это связано с тем, что присадки ликвидируют воздушные пузырьки, положительно влияющие на теплоизоляционные свойства бетона.
Гидрофобизирующие добавки могут быть:
жидкими;
сухими, добавляемыми в пластичную бетонную смесь;
сухими, растворяемыми предварительно в воде.
В строительстве наиболее часто используются составы на основе:
алкоксисиланов;
гидросодержащих силоксанов;
алкилсиликанов калия – наиболее дешевый высокощелочной раствор, при работе с которым необходимо соблюдать меры предосторожности.
Наружная гидроизоляционная обработка готовой бетонной поверхности
Способы создания наружной гидроизоляции бетонных элементов и конструкций:
Традиционные варианты – оклеечная и обмазочная гидроизоляция фундаментов и стен. Это затратный и мало эффективный метод предотвращения проникновения влаги вглубь бетонной конструкции. При использовании рулонных гидроизоляционных материалов для обработки фундаментов необходимо устроить защитный экран, иначе при засыпке котлована на полотнищах могут возникнуть разрывы.
Проникающая гидроизоляция. Наиболее известным представителем этой группы является Penetron, разные виды которого используются для объемной (внесение в пластичную смесь) и поверхностной гидроизоляции. Проникающая гидроизоляция поступает в продажу в виде сухого порошка или готового жидкого пропиточного продукта. В ее состав входят: портландцемент, наполнитель и активные химприсадки, функции которых выполняют полимеры или щелочные элементы.
Действие проникающей гидроизоляции основано на ее проникновении вглубь бетонной конструкции и вступлении в реакцию с составными компонентами цементного камня. В результате реакции в порах образуются водонерастворимые кристаллы, предотвращающие проникновение воды. Такой материал, наносимый на влажные основания, предназначен для наземных и подземных объектов. При нарушении целостности поверхности эффективность гидроизоляции не снижается. Для ликвидации фонтанирующих течей предназначены быстросхватывающиеся составы «Пенеплаг».
Гидроизоляционные материалы для защиты швов от проникновения воды. Комплекс из прокладки «Пенебар» и раствора «Пенекрит» позволяет защитить бетонные конструкции от проникновения воды через швы.
Способ повышения водонепроницаемости бетонного элемента или конструкции выбирается, в зависимости от уровня влажности окружающей среди, напора воды, воздействующего на объект, ответственности объекта.
Водонепроницаемость бетона — определение, обозначение и методы
Водонепроницаемость — способность бетона не пропускать воду под давлением.
Как обозначается водонепроницаемость?
Водонепроницаемость обозначается латинской буквой W и числом. Это число показывается наибольшее давление, которое выдерживает образец бетона определенных размеров не пропуская влагу через себя. Едица измерения кгс/см2 (килограмм-сила на сантиметр квадратный). Т.е. например бетон W12 не будет пропукать воду, если она под давлением менее 12 кгс/см2.
На заводе ЛенБетон вы найдете бетон водонепроницаемостью:
W2 — для всех марок по прочности
W4 и W6 — для всех, кроме В 7,5 (М100) и В10 (М150)
W8 — для всех, кроме В 7,5 (М100), В10 (М150), В 15 (М200) и В 20 (М250)
W10 и W12 — только для В 30 (М400) и В 35 (М450)
От чего зависит водонепроницаемость бетона?
Водонепроницаемость бетона в первую очередь засвисит от количества пор и каналов в его структуре. Для минимизации их количества необходимо хорошее размешивание и тщательная вибрация бетона при укладке.
Возраст бетона. При правильном уходе водонепроницаемость бетона со временем увеличивается, причём очень значительно в первые 6 месяцев, а затем стабилизируется.
Наконец, водонепроницаемость зависит от качества цемента и наличия уплотняющих добавок. Эти параметры контролируются на заводе.
Методы определения водонепроницаемости в лаборатории
Методы определения водонепроницаемости подразделяют на обычные и ускоренные.
Обычные методы
Обычные методы занимают много времени и проводятся на образцах бетона определенного возраста и размера.
По «мокрому пятну» — самый достоверный и длительный по времени метод. С одной стороны закрепленного образца под давлением подается вода. Давление увеличивают раз в 10-16 часов (в зависимости от толщины образца) пока на другой стороне не появятся капли воды или «мокрое пятно».
По коэффициенту фильтрации — быстрее, чем предыдущий метод. В аналогичной установке давление воды за несколько часов доводят до порогового, т.е. вода начинает просачиваться. Такую воду собирают и взвешивают. Чем меньше воды прошло, тем выше марка бетона по водонепроницаемости.
Ускоренные методы
Ускоренные методы дают чуть менее точный результат, но зато измерение проводится значительно быстрее.
Ускоренный метод определения коэффициента фильтрации (с помощью фильтрометра) — фильтрометром давление поднимают сразу на 10МПа и поддерживают его, пока через образец не пройдет определенное количество воды, и фиксируют время. По времени и некоторым другим характеристикам вычисляют коэффициент фильтрации и согласно таблице присваивают марку.
По воздухопроницаемости — проводится портативными приборами, с помощью которых измерить водонепроницаемость можно прямо на объекте. Идея проста — если бетон плохо пропускает воздух, то воду будет пропускать ещё хуже. Для определния воздухопроницаемости необходимо лишь плотно прижать прибор к образцу и провести измерение. Затем по таблице можно пересчитать воздухопроницаемость в водонепроницаемость.
Также важно обратить внимание на другие характеристики бетона:
Если вам когда-нибудь приходилось сталкиваться с затхлым запахом в подвале или с поломанными вдребезги дорожками, то знайте, что это может быть вызвано попаданием воды в бетон. Вы, наверное, задавались вопросом: разве бетон не является водонепроницаемым?
Бетон не является водонепроницаемым. Несмотря на то, что не сразу видно, как вода просачивается через бетонную плиту, вода проникает через промежутки между ее частицами. И вода может в конечном итоге разрушить бетон, заставив его отколоться или просочиться, что позволит большему количеству воды нанести больший ущерб.
Читайте дальше, чтобы узнать больше о том, почему бетон не является водонепроницаемым, и о том, как сделать его водонепроницаемым.
Почему бетон не является водонепроницаемым
По определению, водонепроницаемость означает, что вода не может попасть в материал, даже если он находится в воде долгое время.
Бетон, с другой стороны, состоит из цемента, песка и гравия. Вы добавляете в воду и смешиваете эти агрегаты. Когда вода испаряется или высыхает, между агрегатами остаются пространства, заполненные воздухом.
Сеть отверстий и каналов выглядит как капиллярная система вашего тела, и поэтому она делает цемент пористым. По словам Комсола, около 20 процентов затвердевшего бетона состоит из воздуха, из которого раньше была вода.
Кроме того, чем больше воды попадает в смесь гравия, песка и цемента, тем более пористым будет бетон. Он также сделан слабее.
Из-за состава бетона и возможных промежутков между частицами этот материал не является водонепроницаемым. Вода может просачиваться в пористый бетон и со временем разрушать его.
Национальная ассоциация производителей сборного железобетона поясняет, что на водонепроницаемость бетона могут влиять два фактора.
Пористость
Пористость относится к тому, сколько пустот или отверстий существует в определенном материале. Как вы уже знаете, бетон по своей природе пористый.
Чтобы сделать бетон более водонепроницаемым, вы можете контролировать распределение и размер пор в нем, чтобы ограничить количество и расстояние проникновения воды.
Поры бывают двух типов:
Гелевые поры — это небольшие отверстия в бетоне, которые являются частью клея, скрепляющего гравий, песок и все остальное, что вы смешиваете для изготовления бетона. Поскольку они крошечные, они не представляют проблемы с точки зрения защиты от воды.
Капиллярные поры – это скорее проблема. Эти более крупные поры образуются, когда в цементной смеси слишком много воды. Более того, капиллярные поры могут быть связаны между собой, что делает ваш бетон проницаемым.
Пористость выражается в единицах объема на объем, например кубические дюймы на кубические дюймы или кубические миллиметры на кубический миллиметр.
Проницаемость
Другим понятием, которое вам следует знать о гидроизоляции и бетоне, является проницаемость, или то, насколько легко жидкости, такие как вода, проникают в пористый материал или протекают через него.
Чтобы было легче понять, когда вы говорите, что вода может проходить через бетон со скоростью дюйм в секунду, вы имеете в виду проницаемость. Даже самый лучший бетон проницаем, но он становится более проницаемым при высоком соотношении воды и цемента, а также при недостаточном времени бетонирования.
Высококачественный бетон имеет низкую проницаемость, а это означает, что воде требуется некоторое время, чтобы пройти через поры.
Другие слабые места
Со временем в бетоне могут появиться слабые места. Например, если вы просверлите отверстия в бетонной стене, это отверстие будет еще одним способом проникновения воды и влаги в бетон. Стыки между двумя бетонными компонентами также являются слабыми местами.
Зачем делать гидроизоляционный бетон?
Согласно этому сайту, гидроизоляция является обязательной для бетона, находящегося ниже уровня грунта, чтобы вода не могла проникнуть и повредить конструкцию. Если вы строите в низинной местности или в зоне, подверженной затоплению, это даже не вариант, а необходимость.
Вода может попасть в бетон, когда давление воды увеличивает капиллярное действие или когда водяной пар попадает в поры. Он также может проникать через трещины, дефекты в бетоне или неправильно установленные или спроектированные швы. Иногда ваш враг даже не вода, а химикаты, используемые на стройке.
Некоторые химические вещества могут разрушать бетон и разрушать его. Даже самые обычные и органические кислоты, такие как фруктовые соки, кислое молоко, некоторые соли и неочищенная вода, могут привести к порче бетона. Известно, что отходы животноводства также окисляют и повреждают бетон.
Гидроизоляция защищает от попадания этих химикатов и материалов даже в бетон. Кроме того, он может защитить любую арматурную сталь, встроенную внутрь.
Как сделать бетон более водонепроницаемым?
Лучший способ сделать бетон водонепроницаемым — это соблюдать правила смешивания, например, использовать правильное соотношение воды и цемента, использовать высококачественные заполнители или создавать и использовать высокопрочный бетон.
Используйте высокопрочный бетон
Согласно этому сайту, обычный бетон — это то, что получится, если смешать цемент в соответствии с инструкциями на упаковке. Между тем высокопрочный бетон более долговечен, когда в основе лежит прочность на сжатие.
Type
Regular Concrete
High-Strength Concrete
Compressive strength
20 to 40 megapascal (2,900 to 5,800 pound-force per square inch)
40 to 140 megapascal (5800 to 20,305. 3 pound сила на квадратный дюйм)
Обрабатываемость
Хорошая текстура и липкость
Липкость, с которой может быть сложнее обращаться или укладывать
Проницаемость
1 сантиметр / 10 -10 секунд.
от 1 x 10 -11 до 1 x 10 -13 см/с
Высокопрочный цемент также имеет более низкое водоцементное отношение и адекватный период отверждения, что помогает сделать его менее пористым, примерно от 8,3 до 9,1 процента. . Бетон, изготовленный с соотношением воды и цемента 0,4 и выше и выдержанный в течение от одного до семи дней, будет иметь уровень пористости от 11,3 до 13 процентов.
Короче говоря, высокопрочный бетон — это самый простой способ обеспечить водонепроницаемость бетона.
Уплотнители могут заполнять поры в бетоне, чтобы предотвратить попадание воды внутрь. Эти продукты обычно содержат микрокремнезем. Они быстро реагируют с водой и могут даже сделать ваш бетон прочнее. Таким образом, уплотнители часто используются при производстве высокопрочного бетона.
Купите что-нибудь вроде Foundation Armor S2000 Concrete and Masonry Sealer, который содержит чистый силикат натрия профессионального уровня.
Используйте правильное количество воды
Использование слишком большого количества воды может сделать ваш бетон более пористым и слабым. Однако использование слишком малого количества воды сделает бетон похожим на влажный песок. Таким образом, он не будет уплотняться, и его будет практически невозможно отлить.
Исследователь Ралейс Тепферс рекомендует соотношение воды и цемента от 0,3 до 0,4. При такой скорости вся вода, которую вы используете для смешивания компонентов, будет использована для смачивания цемента.
Например, если вы смешиваете килограмм (2,2 фунта) цемента, вам следует использовать от 0,3 до 0,4 литра (от 10,1 до 13,5 унций) воды.
Обратите внимание на минимальное содержание цемента
Если у вас богатая бетонная смесь, вы можете получить более водонепроницаемый бетон, по данным Национальной ассоциации производителей сборного железобетона. Они рекомендуют, чтобы у вас было минимальное содержание цемента 564 фунта на кубический ярд (255,8 кг на 0,8 кубических метра).
Вы также можете использовать более мелкий цемент, который обеспечивает лучшую удобоукладываемость и меньшее кровотечение. Или вы можете использовать дополнительные материалы, которые могут помочь сделать бетон более плотным с очень низкой проницаемостью и пористостью.
Некоторые материалы, которые вы можете использовать, включают:
Шлак
Кремнезем
Летучая зола
Используйте заполнители более высокого качества в вашей смеси
Заполнители составляют от 60 до 75 процентов объема вашего бетона. Мелкие заполнители обычно представляют собой щебень или песок размером менее 0,2 дюйма (пять миллиметров). Крупные заполнители — это те, которые измеряют больше, со средним размером от 0,38 до 1,5 дюймов (9от 0,5 до 37,5 мм)
Вам нужны круглые и гладкие заполнители, для обработки которых требуется меньше воды. Форма и текстура ваших заполнителей могут сделать ваш бетон более или менее плотным.
Кроме того, NCRPA рекомендует использовать округлые и крупные заполнители, поскольку эти материалы можно укладывать более равномерно. Также рекомендуется мелкий песок.
Интегральная гидроизоляция
Как правило, требуется гидроизоляция бетона, на который воздействует стоячая вода, например, на плоских крышах или ледяных запрудах. Для стен, сайдинга, фундамента и всего остального вы можете обойтись водостойкими продуктами.
Гидроизоляция может быть выполнена с самого начала, когда вы смешиваете цемент, гравий, песок и воду. Но помимо лучших методов смешивания цемента, есть вещества, которые можно добавить, чтобы сделать бетон более водонепроницаемым.
Эти процессы называются интегральной гидроизоляцией. Это лучше, чем нанесение гидрофобной или водоотталкивающей мембраны или покрытия, потому что гидроизоляция является внутренней и, следовательно, не может быть повреждена или порвана, и не изнашивается со временем.
Более того, если ваш бетон треснет, встроенная гидроизоляция облегчит ремонт любого повреждения. Таким образом, интегральная гидроизоляция обеспечивает длительную и всестороннюю защиту бетона.
Кроме того, интегральные гидроизоляционные решения очень экономичны и могут сэкономить вам много времени. Несмотря на то, что вы можете купить десятки добавок, эти продукты обычно делятся на три категории:
Кристаллические составы
Уплотнители
Водоотталкивающие вещества
Использование пластифицирующих добавок
Помимо тщательного измерения количества добавляемой воды Также можно использовать пластифицирующие добавки. Такой продукт, как суперпластификатор для бетона Fritz-Pak, позволяет использовать меньше воды, не делая бетонную смесь слишком песчаной по консистенции.
Вы можете использовать как минимум на 20 процентов меньше воды и при этом получить легко обрабатываемую смесь. Более того, он уменьшает усадку, ползучесть и трещины при заполнении промежутков между частицами, что затрудняет проникновение воды.
Использование пластифицирующих добавок также поможет вам сэкономить на цементе, так как вам потребуется На 20 процентов меньше цемента.
Если вы используете пластификатор, полученный бетон намного более прочен и может сопротивляться разрушению или растрескиванию при сжатии. Однако пластификаторы не волшебные, и они хорошо работают только тогда, когда у вас есть хорошая смесь.
Преимущества использования пластифицирующих добавок
Пластификаторы могут сделать бетонные смеси более удобоукладываемыми без добавления воды, что позволяет достичь оптимального соотношения воды и цемента. А поскольку вы используете меньше воды, которая в конечном итоге испарится из смеси, это снижает проницаемость бетона.
Во-первых, с меньшим количеством воды цемент высыхает быстрее. Пластифицирующие добавки также уменьшают количество используемого цемента.
Смесь порошкообразных кристаллических добавок
Другой набор продуктов, которые можно использовать для повышения водонепроницаемости бетона, — это кристаллические добавки. Они порошкообразные и сухие, и они используют доступную воду и влагу для создания кристаллов внутри бетона.
При создании кристаллов пути и промежутки между частицами закрываются. Таким образом, вода не может попасть внутрь бетона, и все это становится барьером.
Исследователи из Чешского технического университета в Праге подтверждают гидроизоляционные свойства кристаллических добавок и отмечают, что этот эффект можно наблюдать уже на 12-й день после создания бетона.
Плюсы использования порошкообразных кристаллических добавок
Использование кристаллических добавок позволяет получить более прочный бетон, гидроизоляция наблюдается уже на 12-й день. Это также увеличивает прочность бетона на сжатие или его способность выдерживать сжатие без разрушения.
Тем не менее, он предотвращает испарение водяного пара из бетона на 16-20 процентов, что может привести к тому, что бетону потребуется больше времени, чем обычно, для полного затвердевания.
Покройте поверхность водоотталкивающим материалом
Если у вас уже есть существующая бетонная конструкция и вам необходимо сделать ее водонепроницаемой, вы можете использовать герметики и мембраны для защиты от воды.
Использование модифицированных битумных продуктов
Модифицированные битумные продукты, такие как черная битумная краска FixtureDisplays, используются для устранения трещин на подъездной дорожке или для устранения протекающих крыш. Он оставляет слой резинового материала, который помогает удерживать воду.
Асфальт сам по себе термочувствительный и не такой эластичный, как хотелось бы, поэтому в него добавляют полимерные материалы. Полученный состав обладает большей прочностью на растяжение, самовосстанавливается, выдерживает кислую почву, но без вредных веществ, которые традиционно используются для связывания асфальта.
Нанесение водонепроницаемых герметиков для герметизации поверхности
Добавки или вещества, которые вы добавляете в бетонную смесь, являются отличным выбором, поскольку они делают бетон водонепроницаемым, даже если верхние слои отслоились или подверглись эрозии. Каждая часть бетона может защитить от воды.
Однако одним из самых больших недостатков добавок является то, что они не герметизируют поверхность бетона. Из-за этого бактерии, водоросли, лишайники, мох и другие наросты могут атаковать поверхность, что со временем может привести к трещинам и пористости.
Что это значит? Даже если вы используете добавки, вы можете подумать об использовании герметиков, чтобы гарантировать высочайший уровень гидроизоляции бетона.
Вам понадобятся герметики, если у вас уже есть бетонная поверхность, на которой используется традиционная смесь гравия, цемента и песка. Для гидроизоляции таких поверхностей потребуются герметики.
Такие продукты, как Essential Values Concrete Sealer, могут защитить бетонные поверхности, не пропуская влагу и придавая им новый вид без трещин, точечной коррозии или отслаивания.
Более того, этот продукт может помочь защитить бетон от ионов, солей, пятен, грибков, плесени, замерзания и плесени.
Несколько слов о летучих органических соединениях
Летучие органические соединения быстро превращаются в газы или пары. Они выделяются при сжигании древесины, бензина, природного газа или других видов топлива или в виде паров потребительских товаров, таких как разбавители, краски, некоторые гидроизоляционные материалы для бетона и средства от моли, среди прочего.
Однако вы должны знать, что даже кратковременное воздействие ЛОС может нанести вред вашему здоровью. Некоторые последствия для здоровья включают:
Головокружение
Визуальные нарушения
Проблемы с памятью
Обзор дыхательных путей
Раздражение глаз
головные боли
Длинные периоды воздействия могут привести к:
33337
. Более длительные периоды воздействия могут привести к:
33337
.
Рак
Головокружение
Тошнота
Поражение печени или почек
Повреждение центральной нервной системы
Из-за этого не рекомендуется использовать продукты, содержащие летучие органические соединения. Если вы это сделаете, убедитесь, что вы работаете в хорошо проветриваемом помещении, и тщательно следуйте советам производителя.
Кроме того, эти продукты следует хранить в сарае или гараже.
Последнее слово: гидроизоляция бетона возможна
Бетон далеко не водонепроницаем из-за своей пористой природы. Пространства между частицами в бетоне делают его проницаемым для воды.
Дело в том, что бывают случаи, когда гидроизоляция бетона просто необходима, особенно в местах со стоячей водой. Более того, предотвращение проникновения воды в бетон помогает сделать его более прочным и долговечным.
Бетон не может быть водонепроницаемым от природы, но есть несколько способов сделать его более гидрофобным. Ваша главная цель — уменьшить количество воды, используемой в смеси, и, помимо тщательного следования инструкциям по смешиванию, существуют продукты и передовые методы, которые могут помочь вам в этом.
Sources
Ограждение здания в Интернете: зачем нужна гидроизоляция бетона
Civil Learn: что такое химическая добавка? Функция, типы и применение в бетоне
InspectAPedia: очистка и предотвращение образования водорослей, грибков, лишайников, мха на камне
Komsol: вот как это работает
KTAR News 92.3 FM: разница между водонепроницаемостью и водонепроницаемостью смартфонов
National Library of Medicine Toxtown : Летучие органические соединения (ЛОС)
Национальная ассоциация производителей сборного железобетона: 5 правил водонепроницаемости
Q Greentech: ОБЫЧНЫЙ БЕТОН И ВЫСОКОПРОЧНЫЙ БЕТОН, СВОЙСТВА И ОТЛИЧИЯ
Ralejs Tepfers: Технология бетона – пористость имеет решающее значение
Конструктор: Добавки в бетон – типы, выбор, свойства, применение
Университет Мемфиса: Заполнители для бетона
Водостойкий журнал: ДОБАВКИ ДЛЯ ГИДРОИЗОЛЯЦИИ
Википедия:
Википедия:
Гидроизоляция
Поделиться этой записью
Как бетон становится водонепроницаемым?
Водонепроницаемый бетон является необходимым требованием во многих ситуациях.
Поэтому, зная, что традиционный бетон не является водонепроницаемым, в этой статье мы ответим на ряд вопросов, которые помогут узнать больше об этой теме.
Является ли бетон водонепроницаемым?
Бетон не обладает 100-процентной водонепроницаемостью в классической смеси . Наиболее популярные классы прочности бетона С 16/20, а также С 20/25 удерживают некоторое количество воды в дополнение к соответствующему давлению.
Они также могут поглощать влагу на определенную глубину, если они постоянно подвергаются воздействию влаги или находятся под высоким давлением. Водостойкость бетона также зависит от того, насколько хорошо он уже высох и затвердел.
Свежий влажный бетон более восприимчив к многократному поливу, чем полностью «готовый» бетон, которым можно обрабатывать дома, сады, мосты, офисные здания и заводские цеха.
Водонепроницаемый цемент, альтернатива?
Объясняя сначала, что это цемент, мы можем сказать, что этот цемент является вяжущим, используемым при смешивании и отпуске бетона. Входит в состав смеси, содержащей бетон.
Песок, гравий, щебень или крошка используются в качестве заполнителей. В эту базовую смесь добавляются дополнительные примеси и добавки в зависимости от строительного или самостоятельного проекта.
Если вы хотите сделать бетон водонепроницаемым , вы можете купить на рынке различные добавки и виды цемента, чтобы максимально защитить готовый строительный материал от влаги.
Эти дополнительные ингредиенты для композитного материала имеют одно преимущество: они обеспечивают водонепроницаемость в каждой точке компонента. Это означает, что бетон остается водонепроницаемым, даже если верхние слои отслоились.
Однако продукты, продаваемые под такими названиями, как Zementmix, цементная смесь, безводный бетон и им подобные имеют один недостаток: они не затвердевают и не герметизируют бетон .
Это означает, что поверхность бетонного компонента остается пористой .
Он может не допускать проникновения влаги или влаги, но вода и грязь могут продолжать накапливаться в поверхностных порах, а микроорганизмы могут размножаться.
Таким образом, бактерии могут атаковать компонент, в результате чего будут расти мхи, лишайники, водоросли и другие вредные организмы. Это происходит по мере того, как больше повреждается незапечатанная и затвердевшая поверхность.
Ergo: использование водонепроницаемого цемента для замешивания бетона является одним из решений, но ни в коем случае не оптимальным. Лучшим вариантом всегда будет полировка и герметизация бетона .
Уплотнение бетона для гладких, водостойких поверхностей
Если вы решите использовать обычный бетон для своего нового здания или если у вас есть уже существующая бетонная поверхность, которую необходимо сделать водостойкой , затем силикатизация и герметизация лучшее средство выбора .
Новые и существующие бетонные полы, а также стены и крыши из композиционного строительного материала имеют на поверхности микроскопическую шероховатость. Кроме того, минеральные соли покидают ядро бетона.
Таким образом, каждый день бетон изнашивается, образует пыль , а поры поверхности создают пространство для грязи, влаги, микроорганизмов и других вредных воздействий.
Уплотнение бетона с помощью BECOSAN® обеспечивает гладкость бетонной поверхности и отсутствие образования пыли.
Кроме того, силикатизация и герметизация с помощью технологии microFORMULA обеспечивают глубокое покрытие строительного материала. Используемые реагенты проникают на сантиметровую глубину и укрепляют структуру до такой степени, что бетон становится водонепроницаемым и устойчивым к маслам и другим жидкостям .
Меньше вероятность износа и растрескивания, мхи, лишайники и водоросли не оседают, и, что не менее важно, значительно упрощается очистка.
Водонепроницаемый бетонный пол | БЕКОСАН®
обработки BECOSAN® идеально подходят для бетонных полов в этих местах и объектах:
Промышленные залы
Гараж
Семинар
Парковочное пространство
Выставочный зал
Darege Dealge
70036
Daregor Darership
СТАРИ
Комната для хобби
И многое другое
Гидроизоляция бетона, как это работает?
Гидроизоляция бетона возможна с помощью различных методов полировки . Водостойкий цемент сам по себе не лучший вариант для обеспечения гидроизоляции. Было бы достаточно использовать методы улучшения обычного бетона.
Хотя добавки, используемые в «водостойком цементе », имеют более твердую структуру и определенную устойчивость к влаге, поверхность бетона по-прежнему пористая и подвержена эрозии и зеленому росту.
Поэтому рекомендуется улучшить водоотталкивающие свойства путем нанесения профессионального герметика.
Это происходит не только на полу, но и на бетонных стенах, бетонной плитке и других строительных материалах. Помимо водостойкости, BECOSAN®️ сочетает в себе воздухопроницаемость и грязеотталкивающие свойства .
Классы плотности бетона
Плотность бетона, а также прочность бетона на сжатие можно разделить на классы. В общем, различают эти четыре класса плотности бетона для строительства и использования зданий:
Класс 1: Полностью сухие (жилые и рабочие помещения, архивы, серверные и т. д.)
Класс 2: Сухие или слегка влажные (склады для чувствительных к влаге товаров, подвалы, котельные)
Класс 3: Влажный (здания и помещения с менее важным или краткосрочным использованием, например, подземные автостоянки)
Класс 4 : Влажный или влажный (залы или сооружения, используемые для простого укрытия)
Слабые места для водонепроницаемости
Водонепроницаемость бетона может и должна быть обеспечена герметизацией поверхности .
Однако до и особенно после строительных мероприятий могут появиться слабые места.
Например, отверстия, используемые для крепления полок, машин или других элементов стены, а также отверстия в полу, образующиеся при фиксации машин и компонентов, служат впускными отверстиями для влаги и сырости.
Таким образом, эти отверстия, а также соединения между бетонными элементами и аналогичные отверстия или зазоры всегда должны быть герметично закрыты.
Назначение: Используется в химической и нефтехимической промышленности, в машиностроении, металлургии и металлообработке, электротехнике и электроэнергетике для обеспечения необходимой герметичности соединений различного типа.
——————————————
Рабочие среды:
—————————————— Пресная перегретая вода, насыщенный и перегретый пар, сухие нейтральные и инертные газы:
Лента асболавсановая электроизоляционная ЛАЛЭ и ЛАЭ ГОСТ 14256-78 (Асболента)
Лента асбестовая тормозная ЛАТ-2 ГОСТ 1198-93
Набивка сальниковая
Паронит
АЛМАЗ-5
размеры, вес, применение и технические данные
Паронитовый лист — асбестовый или безасбестовый материал, изготавливаемый из:
Синтетических каучуков;
Различные наполнители;
Волокна асбестовые;
Вулканизаторы.
В процессе производства сырьевая масса прессуется, в результате чего можно получить листы, толщина которых варьируется от 0,4 до 6 мм. При этом размер самого листа может быть разным.
Области применения
Вышеупомянутый материал используется для герметизации соединений, испытывающих при эксплуатации воздействие агрессивных сред или высоких температур. Особые свойства позволяют использовать паронит в различных областях промышленности и народного хозяйства, в том числе:
Нефтепромыслы;
Машиностроение;
Электроэнергетика;
Химическая промышленность;
Материал эластичный, поэтому может применяться и в других областях, например, в производствах ортопедических матрасов и электрических машин.
Технические характеристики
Паронитовый лист хорошо штампуется. Он используется в промышленности, и его плотность может варьироваться от 1,5 до 1,8 г/см 3 , однако это значение может быть больше или меньше. При длительном хранении материал не деформируется, не поражается грибками и бактериями, что позволяет использовать его в условиях умеренного и тропического климата.
Материал способен сохранять свойства в диапазоне температур от -50 до +490°С. О качестве свидетельствует эластичность, т.к. при изгибе материал не покрывается трещинами и не ломается.
Разновидности паронита и области их применения
Паронит листовой изготавливается по ГОСТ 481-80 и является материалом общего назначения. Применяется для уплотнения стационарных деталей, находящихся в рабочих средах, среди них следует отметить:
Аммиак газообразный;
Солевые растворы;
Кислород жидкий ;
Нефтепродукты.
На сегодняшний день известны разновидности паронита, которые можно использовать в самых жестких условиях. Например, ПОН-А используется в качестве герметика швов, который составляет основу оборудования, работающего в водных растворах солей, в кипящей жидкости и паре.
С помощью ПОН-Б герметизируют элементы оборудования и трубопроводы, эксплуатируемые в сухих, инертных и нейтральных газах, а также кипящей воде. Паронит способен достаточно стойко противостоять воздействию минеральных масел.
Дополнительный подвид
Существует еще один вид паронита — ПМБ, который предназначен для прокладки между элементами промышленных агрегатов, компрессоров, между деталями внутреннего сгорания. Эта версия также используется для герметизации швов. Отличается стабильностью своих свойств в условиях воздействия сред с повышенным содержанием кислорода и азота. Такой паронит не потеряет своих технических характеристик под воздействием различных видов нефтепродуктов.
Для изоляции соединений и частей оборудования, работающего в морской воде, изготавливается вариант ПМБ-1. Также используется для герметизации элементов двигателей внутреннего сгорания. Паронитовый лист выпускается в кислотоупорном и электролизерном исполнении, которые используются для работы в щелочах и агрессивных кислотах.
Размеры и вес паронита
Вес паронита листового может варьироваться в зависимости от сорта. Например, если толщина МОН 0,4 мм, а размеры 1х1 м, то вес эквивалентен 0,8 кг. При увеличении габаритов до 1,5х3 м вес составит 3,6 кг, толщина листа остается прежней.
При увеличении толщины до 1,5 мм вес 1 м 2 вырастет до 3,3 кг. Если размеры 1,5х1,7 м, вес листа составит 8,4 кг. Самый большой лист, параметры которого 1,5х3 м, при толщине 1,5 мм будет весить 14,9 кг. Этот вид паронита выпускается самой большой толщины, равной 6 мм, в этом случае квадратный метр будет весить 12,5 кг, тогда как если размеры увеличить до 1,5х3 м, то плетение будет весить 56,3 кг.
В продаже можно найти лист паронитовый 2 мм под маркировкой ПМБ. Если размеры листа этой разновидности 1х1 м, то полотно весит 4,5 кг. При увеличении размеров до 1,5х3 м вес увеличится до 20,3 кг. Лист паронита 3 мм с такой же маркировкой будет весить 7,5 кг при размере листа 1 м 2 . При увеличении габаритов до 1,5х1,5 м вес увеличивается до 16,9 кг.
Технология производства
При производстве паронита общего назначения используется высококачественный натуральный каучук. Некоторые производители при дефиците этого сырья могут использовать синтетический каучук, цена которого, как и качество, несколько ниже. Асбестовым волокнам придают свойства паронита.
Если материал в конечном счете предполагается использовать в тяжелых условиях, в производственном процессе следует использовать длинноволокнистый хризотил-асбест высокого качества, относящийся к группе 3 или 4. Это справедливо, если в итоге необходимо получить определенный параметр, основным из которых является разрывная нагрузка. Рабочая температура этого материала +350°С.
Когда материал предназначен для эксплуатации в суровых условиях и при более низких температурах, а его рабочая среда составляет +150°С, применяется хризотил-асбест, относящийся к группе 5 или 6 в производстве.
Паронитовый лист, размеры которого были указаны выше, может иметь различные технические характеристики, на которые влияет количество натурального каучука, используемого в производстве. Определенные технические параметры возможно придать парониту, если использовать специальные добавки в нужных пропорциях.
Заключение
Паронитовый лист, фото которого представлено в статье, является наиболее распространенным и универсальным прокладочным материалом. Предел его текучести составляет 320 МПа. Как только этот уровень достигнут, материал начинает течь, все утечки и соединения заполняются и герметизируются. Для повышения эффективности герметизации толщина должна быть меньше, но достаточной для заполнения неровностей стыка и канавок. При использовании более толстой прокладки возрастает вероятность ее выдавливания, что может привести к разгерметизации соединения.
Дополнительным свойством паронита является также то, что он легко поддается обработке и вскрытию. Из него можно вырезать прокладки сколь угодно сложной конфигурации. Их можно использовать в разных климатических зонах, где температура окружающей среды не опускается ниже -60°С. Материал не вызывает коррозии, а его плотность варьируется от 1,8 до 2 г/см 3 в зависимости от толщины.
Паронит Цена – купить дешевый паронит по низкой цене на Made-in-China.com
255
наименований найдено на паронит. Сравнивая паронит
с ценами на
, вы можете купить качественный паронит по заводской цене/низкой цене в Китае.
Структура: Двусторонний
Давление: Механические уплотнения среднего давления
Шайба плоская увеличенная DIN 9021 /DIN-EN-ISO 7093/
Материал: сталь С1008
Покрытие: оцинкованная
Применение: Применяется в машиностроении, строительстве и при производстве мебели. Шайба рекомендуется для использования совместно с болтами, винтами и другими крепежными элементами. Применяются для уменьшения давления на опорную поверхность. Используется при работе с тонколистовыми материалами.
Особенности конструкции: шайба плоская, увеличенная изготовлена из конструкционной оцинкованной стали. Диаметр отверстия шайбы немного больше диаметра резьбы соответствующего метрического крепежа.Наружный диаметр шайбы приблизительно равен трем внутренним диаметрам.
Обозначение
d, внутренний диаметр, мм
D внешний диаметр, мм
S, толщина, мм
Номинальный вес 1000 шт. , кг
5
5,4
15,5
1,2
1,46
6
6,70
18,50
1,60
2,80
8
9,12
24,50
2,00
6,23
10
11,25
30,50
2,50
12,20
12
12,00
37,50
3,00
22,20
14
16,00
43,00
3,00
31,60
16
18,00
50,50
3,00
40,90
20
21,50
60,50
4,00
76,80
24
26,00
72,50
5,00
139,00
Наименование
Размер
Вес, кг
Кол-во
Цена,шт
Шайба плоская, увеличенная, цинк DIN 9021 M10
М10
11,30
1000 шт.
1.70
Шайба плоская, увеличенная, цинк DIN 9021 M12
М12
21,33
1000 шт.
2.45
Шайба плоская, увеличенная, цинк DIN 9021 M14
М14
29,16
1000 шт.
3.30
Шайба плоская, увеличенная, цинк DIN 9021 M16
М16
38,72
1000 шт.
3.85
Шайба плоская, увеличенная, цинк DIN 9021 M20
М20
63,69
1000 шт.
7.90
Шайба плоская, увеличенная, цинк DIN 9021 M24
М24
125,00
1000 шт.
12.75
Шайба плоская, увеличенная, цинк DIN 9021 M5
М5
1,47
1000 шт.
0.20
Шайба плоская, увеличенная, цинк DIN 9021 M6
М6
2,83
1000 шт.
0. 35
Шайба плоская, увеличенная, цинк DIN 9021 M8
М8
5,85
1000 шт.
0.80
Default Theme
По умолчаниюCOLOR GREENCOLOR REDCOLOR WHITECOLOR YELLOW
Layout Direction
Left — Content — RightRight — Content — LeftContent — Right — Left
Body
Body Background Image
Background Color
Text color
Link color
Top
Top Background Image
Background Color
Text color
Link color
Bottom
Reset
Шайба усиленная
ШАЙБА ПЛОСКАЯ УВЕЛИЧЕННАЯ (DIN 9021, ГОСТ-6958-78)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
номинальный
для
d,мм внутренний
D, мм в
нешний
диаметр, мм
резьбы
диаметр
диа
метр
S, мм толщина
вес 1000
min
max
min
max
номинал. min
max
шт/кг
4,30
М4
4,30
4,50
12,00
13,00
1,00
0,95
1,10
0,72
5,30
М5
5,30
5,50
15,00
16,00
1,20
1,15
1,30
1,47
6,40
Мб
6,40
7,00
18,00
19,00
1,60
1,50
1,70
2,52
8,40
М8
8,40
9,84
24,00
25,00
2,00
1,90
2,10
5,85
10,50
М 10
10,50
12,00
30,00
31,00
2,50
2,40
2,60
11,58
13,00
М 12
13,00
15,00
37,00
38,00
3,00
2,90
3,20
20,33
15,00
М 14
15,00
17,00
42,00
44,00
3,00
2,90
3,20
29,38
17,00
М 16
17,00
19,00
50,00
51,00
3,00
2,90
3,20
37,32
19,00
М 18
19,00
21,00
54,00
56,00
4,00
2,90
3,20
73,13
22,00
М20
22,00
22,00
60,00
61,00
4,00
3,90
4,20
83,47
24,00
М22
24,00
25,00
66,00
67,00
4,00
3,90
4,20
108,37
26,00
М24
26,00
27,00
72,00
73,00
5,00
4,90
5,20
121,63
ШАЙБА ПЛОСКАЯ УВЕЛИЧЕННАЯ (DIN 440)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ном. диаметр, мм
для резьбы
d,мм внутр-й диаметр
D, Внешний
мм
диаметр
S, мм толщина
вес 1000
min max
min
max
номинал. min
max
штук, кг
5,50
М5
5,50
5,72
18,00
18,50
2,00
1,95
2,10
4,00
6,60
Мб
6,60
7,00
22,00
23,00
2,00
1,95
2,10
5,36
9,00
М8
9,00
9,84
28,00
29,00
3,00
2,90
3,15
12,80
11,00
М 10
11,00
12,00
34,00
36,00
3,00
2,90
3,15
18,90
14,00
М 12
14,00
15,00
45,00
47,00
4,00
4,00
4,20
45,10
16,00
М 14
16,00
17,00
52,00
54,00
5,00
5,00
5,30
57,50
18,00
М 16
18,00
19,00
58,00
60,00
5,00
5,00
5,30
70,00
20,00
М 18
20,00
21,00
63,00
65,50
6,00
5,00
5,30
100,00
22,00
М 20
22,00
22,00
68,00
70,50
6,00
6,00
6,30
126,00
24,00
М 22
24,00
25,00
76,00
79,00
6,00
6,00
6,30
160,00
26,00
М 24
26,00
27,00
85,00
88,00
6,00
6,00
6,30
200,00
100% Гарантия ШАЙБЫ Таблица веса, Таблица размеров в мм кг
Таблица веса шайб в кг
Ananka Group является лучшим ведущим производителем высококачественных крепежных деталей для шайб в Индии. У нас есть широкий ассортимент Стиральных машин, с готовым запасом для экспорта и поставки. Мы принимаем заказы и производим в соответствии с требованиями клиентов. Мы являемся крупнейшим в Индии производителем шайб и болтов большего диаметра из высокопрочной и нержавеющей стали, а также крепежных изделий для крупных подрядчиков и консультантов, работающих над проектами в энергетика, возобновляемые источники энергии, ветер и инфраструктура секторов в Индии. Мы также специализируемся на болтах, гайках и других крепежах из нержавеющей стали. Проверить последние Таблицы веса шайб в кг только на сайте anankafasteners.com ВЕС В КИЛОГРАММАХ ЗА 100 НУК
Проверить последние карта размеров шайбу в кг только на anankafasteners.com
пружинные шайбы-плоская (прямоугольная) секция, соответствующая IS 3063-1994
Размер номеров MM
Внутренний диаметр (d) Базовый Тол (+)
Внешний диаметр (d1) макс.
ШИРИНА (b) Базовый Тол (+ или -)
ТОЛЩИНА (S) Базовый Тол (+ или -)
Вес на 1000 кг
3
3.1
0,3
6,2
1,3
0,1
0,8
0,1
0,11
4
4.1
0,3
7,6
1,5
0,1
0,9
0,1
0,18
5
5.1
0,3
9,2
1,8
0,1
1,2
0,1
0,36
6
6.1
0,4
11,8
2,5
0,15
1,6
0,1
0,83
8
8. 1
0,4
14,8
3
0,15
2
0,1
1,60
10
10,2
0,5
18,1
3,5
0,2
2,2
0,15
2,53
12
12,2
0,5
21.1
4
0,2
2,5
0,15
3,82
14
14,2
0,5
24,1
4,5
0,2
3
0,15
6.01
16
16,2
0,8
27,4
5
0,2
3,5
0,2
8,91
18
18,2
0,8
29,4
5
0,2
3,5
0,2
9,73
20
20,2
1
33,6
6
0,2
4
0,2
15. 20
22
22,5
1
35,9
6
0,2
4
0,2
16,50
24
24,5
1
40
7
0,25
5
0,2
26.20
27
27,5
1
43
7
0,25
5
0,2
28,70
30
30,5
1,2
48,2
8
0,25
6
0,2
44,30
33
33,5
1,2
55,2
10
0,25
6
0,2
63,00
36
36,5
1,2
58,2
10
0,25
6
0,2
67,30
39
39,5
1,2
61,2
10
0,25
6
0,2
71,70
42
42,5
1,2
68,2
12
0,25
7
0,25
111. 00
45
45,5
1,2
71,2
12
0,25
7
0,25
117,00
48
49
1,5
75
12
0,25
7
0,25
123,00
52
53
1,5
83
14
0,25
8
0,25
182,00
ПРУЖИННЫЕ ШАЙБЫ – КВАДРАТНОГО СЕЧЕНИЯ В СООТВЕТСТВИИ С IS 6735-1972
НОМ. РАЗМЕР
Внутренний диаметр (d)
Базовый Тол (+)
Внешний диаметр (d1) Макс.
ШИРИНА (b) = ТОЛЩИНА (s)
Базовый Тол (+ или -)
Вес на 1000 дюймов в сомах
3
3.1
0,3
5,6
1
0,1
0,105
4
4.1
0,3
7
1,2
0,1
0,195
5
5. 1
0,3
8,8
1,6
0,1
0,370
6
6.1
0,4
9,9
1,6
0,1
0,425
8
8.1
0,4
12,7
2
0,1
1,05
10
10,2
0,5
16
2,5
0,15
1,96
12
12,2
0,5
18
2,5
0,15
2,28
14
14,2
0,5
21. 1
3
0,2
3,8
16
16,2
0,8
24,4
3,5
0,2
5,94
18
18,2
0,8
26,4
3,5
0,2
6,6
20
20,2
1
30,6
4,5
0,2
12,3
22
22,5
1
32,9
4,5
0,2
13,6
24
24,5
1
35,9
5
0,2
18. 1
27
27,5
1
38,9
5
0,2
20,6
30
30,5
1,2
44.1
6
0,2
32
33
33,5
1,2
47,2
6
0,2
35
36
36,5
1,2
52,2
7
0,25
52,5
39
39,5
1,2
55,2
7
0,25
56,1
42
42,5
1,2
60,2
8
0,25
80
45
45,5
1,2
64
8
0,25
85,3
48
49
1,5
67
8
0,25
90
ПРУЖИННЫЕ ШАЙБЫ ПЛОСКОЕ И КВАДРАТНОЕ СЕЧЕНИЕ В СООТВ.
РАЗМЕР В ММ
ПЛОСКАЯ СЕКЦИЯ ШИРИНА X ТОЛЩИНА
КВАДРАТНОЕ СЕЧЕНИЕ ШИРИНА И ТОЛЩИНА
1/8”
3,18
1,2 х 0,8
–
5/32 дюйма
3,97
1,6 х 0,8
–
3/16”
4,76
2,3 х 1,2
1,6
¼”
6,35
2,3 х 1,6
1,8
5/16”
7,94
3,3 х 1,6
2
3/8”
9,53
3,7 х 1,6
2,3
7/16”
11.11
4,1 х 1,6
2,6
½”
12,70
4,1 х 2,3
3
9/16”
14,29
4,9 х 2,3
3,3
5/8”
15,88
4,9 х 3,3
3,7
¾”
19. 05
5,9 х 3,3
4,5
7/8 дюйма
22.23
6,4 х 3,3
5,4
1 дюйм
25.40
7,1 х 4,7
5,9
Шайба DIN EN ISO 7089 (DIN 125 A) для M12 (13,0×24,0x2,5 мм) материал сталь оцинкованная Артикул: 65316200
0,00 $ Корзина
Поиск товаров
Описание
Дополнительная информация
Артикул
65316200
Для размера резьбы
М12
d1 [мм]
13,0
d2 [мм]
24,0
s [мм]
2,5
Вес [г]
6,27
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (щелкните, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую с вашим запросом.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее, ответственность за точность и правильность этих данных исключена.
Материал: Сталь, оцинкованная.
Доступность: 1 в наличии (заказы доставляются в течение 1-2 недель)
Шайба DIN EN ISO 7089 (DIN 125 A) для M12 (13,0×24,0x2,5 мм) материал сталь оцинкованная Артикул: 65316200 количество
 Мнения и опыт участников дискуссий, зачастую, диаметрально противоположные. Истина же как всегда «где-то рядом».
Мнения и опыт участников дискуссий, зачастую, диаметрально противоположные. Истина же как всегда «где-то рядом». Поэтому он такой теплый и хорошо поддается обработке, а в домах из него отличный микроклимат зимой и летом. В то же время из-за особенностей структуры этого материала, обычные крепежные элементы держатся в газобетоне хуже, чем в «классическом» бетоне или в кирпиче.
Поэтому он такой теплый и хорошо поддается обработке, а в домах из него отличный микроклимат зимой и летом. В то же время из-за особенностей структуры этого материала, обычные крепежные элементы держатся в газобетоне хуже, чем в «классическом» бетоне или в кирпиче.
 На него страшно что-то вешать;
На него страшно что-то вешать; На него страшно что-то вешать;
На него страшно что-то вешать; Однако их можно избежать, и сделать это не трудно. С учетом особенностей этого материала, были разработаны специальные способы крепления и крепежные элементы – гвозди, дюбеля, анкера именно для газобетона.
Однако их можно избежать, и сделать это не трудно. С учетом особенностей этого материала, были разработаны специальные способы крепления и крепежные элементы – гвозди, дюбеля, анкера именно для газобетона.

 Такой крепеж работает, как «якорь», надежно фиксируя ваше оборудование.
Такой крепеж работает, как «якорь», надежно фиксируя ваше оборудование. Прокручиваясь, дюбель для газоблока формирует резьбу. «Турбинка» держит вес лучше, чем гвоздь или саморез, быстро монтируется, но не подходит для монтажа массивного оборудования.
Прокручиваясь, дюбель для газоблока формирует резьбу. «Турбинка» держит вес лучше, чем гвоздь или саморез, быстро монтируется, но не подходит для монтажа массивного оборудования.
 6 Установка химического анкера для газобетона
6 Установка химического анкера для газобетона ru/twinblock-d400
ru/twinblock-d400 При соблюдении правил монтажа и условий эксплуатации крепежное изделие гарантирует создание надежных и безопасных креплений. Даже в мягком строительном материале дюбель обеспечивает плотную посадку за счет спиральной формы внешних ребер. Монтаж дюбеля RD достаточно простой, выполняется с помощью молотка без специального инструмента, что сокращает трудозатраты и позволяет экономить время на создание креплений. С шурупами из нержавеющей стали крепежный элемент подходит для наружного применения.
При соблюдении правил монтажа и условий эксплуатации крепежное изделие гарантирует создание надежных и безопасных креплений. Даже в мягком строительном материале дюбель обеспечивает плотную посадку за счет спиральной формы внешних ребер. Монтаж дюбеля RD достаточно простой, выполняется с помощью молотка без специального инструмента, что сокращает трудозатраты и позволяет экономить время на создание креплений. С шурупами из нержавеющей стали крепежный элемент подходит для наружного применения.

 межосевое расстояние2), smin, мм
межосевое расстояние2), smin, мм 3, (GB3.3), кН
3, (GB3.3), кН
 В корпусе домкрата размещен выдвижной толкатель, выполненный в виде стальной зубчатой рейки с прикрепленной к ее нижней части опорной лапой. На верхней части толкателя расположена опорная головка. Толкатель выдвигается с помощью шестерни, приводимой во вращение зубчатой передачей от рукоятки. Для фиксации груза в поднятом положении применяют храповое колесо с собачкой. Высота подъема груза не превышает 0,6 м, а КПД реечных домкратов 0,7—0,8. При работе домкрата лапой его грузоподъемность из-за смещения груза уменьшается в два раза.
В корпусе домкрата размещен выдвижной толкатель, выполненный в виде стальной зубчатой рейки с прикрепленной к ее нижней части опорной лапой. На верхней части толкателя расположена опорная головка. Толкатель выдвигается с помощью шестерни, приводимой во вращение зубчатой передачей от рукоятки. Для фиксации груза в поднятом положении применяют храповое колесо с собачкой. Высота подъема груза не превышает 0,6 м, а КПД реечных домкратов 0,7—0,8. При работе домкрата лапой его грузоподъемность из-за смещения груза уменьшается в два раза. 36. Гидравлический домкрат: 1 — гидроцилиндр, 2 —перепускной клапан, 3-манжета, 4 — плунжер, 5 — рукоятка, 6-полость, 7 – обратный клапан, 8 — поршень, 9 — кран
36. Гидравлический домкрат: 1 — гидроцилиндр, 2 —перепускной клапан, 3-манжета, 4 — плунжер, 5 — рукоятка, 6-полость, 7 – обратный клапан, 8 — поршень, 9 — кран Скорость подъема снижается во столько раз, во сколько увеличивается тяговое усилие. Полиспасты (рис. 37) состоят из одного или группы неподвижных блоков, закрепляемых на опоре; одного или нескольких подвижных блоков, прикрепляемых к грузу; огибающего их каната, один конец которого жестко прикреплен к верхней или нижней обойме полиспаста, а другой конец через отводные ролики направляется на лебедку. При выборе полиспаста следует учитывать, что его грузоподъемность увеличивается по сравнению с тяговым усилием лебедки примерно во столько раз, сколько в нем есть сокращающихся в процессе работы нитей канатов. Для более точного расчета, проводимого для полиспастов с числом подвижных роликов более 6—7, применяют специальные таблицы.
Скорость подъема снижается во столько раз, во сколько увеличивается тяговое усилие. Полиспасты (рис. 37) состоят из одного или группы неподвижных блоков, закрепляемых на опоре; одного или нескольких подвижных блоков, прикрепляемых к грузу; огибающего их каната, один конец которого жестко прикреплен к верхней или нижней обойме полиспаста, а другой конец через отводные ролики направляется на лебедку. При выборе полиспаста следует учитывать, что его грузоподъемность увеличивается по сравнению с тяговым усилием лебедки примерно во столько раз, сколько в нем есть сокращающихся в процессе работы нитей канатов. Для более точного расчета, проводимого для полиспастов с числом подвижных роликов более 6—7, применяют специальные таблицы.
 Грузоподъемность электроталей доходит до 5 т при скорости подъема груза 3—18 м/мин и скорости горизонтального перемещения до 30 м/мин.
Грузоподъемность электроталей доходит до 5 т при скорости подъема груза 3—18 м/мин и скорости горизонтального перемещения до 30 м/мин.
 К недостаткам подъемников этого типа относится возможность раскачки грузонесущего устройства при значительной высоте подъема, а также трудности с установкой консольной опорной рамы на крыше здания.
К недостаткам подъемников этого типа относится возможность раскачки грузонесущего устройства при значительной высоте подъема, а также трудности с установкой консольной опорной рамы на крыше здания. 2 — лебедка, 3—грузонесущее устройство, 4 —направляющие втулки, 5 — грузовой канат, 6 — направляющие, 7 —блок, 8, 13 — рамы, 9 — противовес, 10 — здание, 11 —настенная опора, 12 —ходовые ролики, 14 — шахта
2 — лебедка, 3—грузонесущее устройство, 4 —направляющие втулки, 5 — грузовой канат, 6 — направляющие, 7 —блок, 8, 13 — рамы, 9 — противовес, 10 — здание, 11 —настенная опора, 12 —ходовые ролики, 14 — шахта
 Ковш по наклонным направляющим поднимается с помощью канатов, наматываемых на канатный барабан лебедки, приводимой в действие электродвигателем 5.
Ковш по наклонным направляющим поднимается с помощью канатов, наматываемых на канатный барабан лебедки, приводимой в действие электродвигателем 5. Порталы в зависимости от назначения бывают неподвижные и качающиеся. Высота порталов может достигать 50 м при расстоянии между его вертикальными стойками 6—9 м, а грузоподъемность — 300 т. Для подъема грузов массой свыше 500 т и более применяют порталы, у которых вместо грузовых полиспастов использована металлическая лента, а вместо лебедок — гидродомкраты.
Порталы в зависимости от назначения бывают неподвижные и качающиеся. Высота порталов может достигать 50 м при расстоянии между его вертикальными стойками 6—9 м, а грузоподъемность — 300 т. Для подъема грузов массой свыше 500 т и более применяют порталы, у которых вместо грузовых полиспастов использована металлическая лента, а вместо лебедок — гидродомкраты. 46, а) — это грузоподъемное устройство, состоящее из прикрепленной к строительным конструкциям или специальным мачтам консольной наклоняющейся стрелы и канатной лебедки и предназначенное для монтажа оборудования и подъема различных грузов.
46, а) — это грузоподъемное устройство, состоящее из прикрепленной к строительным конструкциям или специальным мачтам консольной наклоняющейся стрелы и канатной лебедки и предназначенное для монтажа оборудования и подъема различных грузов.
 49. Ленточный конвейер: 1 — электродвигатель, 2 — редуктор, 3, 5 ведущий и ведомый барабаны, 4 — лента, 6 натяжное устройство
49. Ленточный конвейер: 1 — электродвигатель, 2 — редуктор, 3, 5 ведущий и ведомый барабаны, 4 — лента, 6 натяжное устройство
 Для транспортирования крупнокусковых материалов, таких, как гравий, следует применять винтовые конвейеры с ленточными лопастями и с лопастями в виде лопаток, расположенных по винтовой линии. Пластичные материалы, например бетонные и растворные смеси, следует перемещать с помощью винтовых конвейеров, снабженных фасонными лопастями или лопастями в виде лопаток. Для предотвращения заедания лопастей необходимо следить за тем, чтобы средний размер кусков перемещаемого материала не превышал 8% от величины шага винтовой лопасти и 25% при транспортировании сыпучего материала.
Для транспортирования крупнокусковых материалов, таких, как гравий, следует применять винтовые конвейеры с ленточными лопастями и с лопастями в виде лопаток, расположенных по винтовой линии. Пластичные материалы, например бетонные и растворные смеси, следует перемещать с помощью винтовых конвейеров, снабженных фасонными лопастями или лопастями в виде лопаток. Для предотвращения заедания лопастей необходимо следить за тем, чтобы средний размер кусков перемещаемого материала не превышал 8% от величины шага винтовой лопасти и 25% при транспортировании сыпучего материала.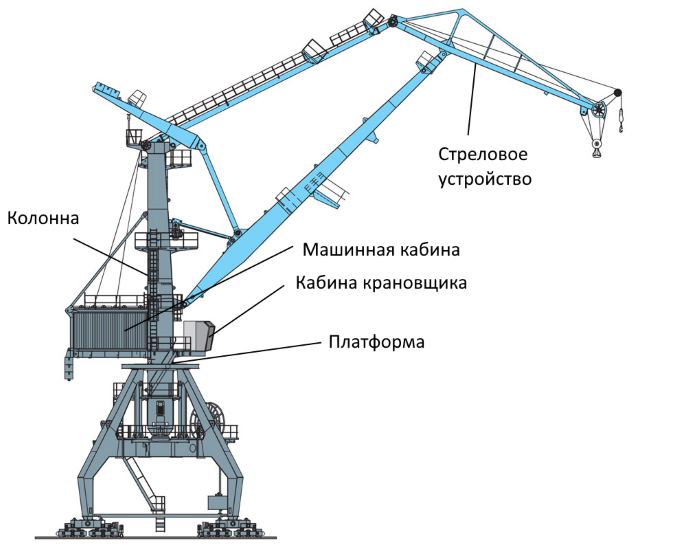
 Для подачи сыпучих и пластичных материалов на небольшое расстояние применяют вибропитатели (рис. 52), оборудованные виброжелобами.
Для подачи сыпучих и пластичных материалов на небольшое расстояние применяют вибропитатели (рис. 52), оборудованные виброжелобами. Так же как в первом случае, материал выгружается в разгружатель, а на выходном трубопроводе устанавливают пылевой фильтр.
Так же как в первом случае, материал выгружается в разгружатель, а на выходном трубопроводе устанавливают пылевой фильтр. Основные характеристики этого оборудования – высота подъема, скорость перемещения, грузоподъемность, массо-габаритные параметры, вид привода. К складскому подъемному оборудованию относятся тали, тельферы, консольные и ножничные подъемники.
Основные характеристики этого оборудования – высота подъема, скорость перемещения, грузоподъемность, массо-габаритные параметры, вид привода. К складскому подъемному оборудованию относятся тали, тельферы, консольные и ножничные подъемники. По сравнению с обычной электроталью тельферы отличаются наличием собственной системы перемещения, дополнительных аксессуаров, более крупными габаритами. Некоторые модели могут иметь собственную кабину управления.
По сравнению с обычной электроталью тельферы отличаются наличием собственной системы перемещения, дополнительных аксессуаров, более крупными габаритами. Некоторые модели могут иметь собственную кабину управления.

 Эти легкие подъемники имеют грузоподъемность от 50 кг для микролифтов и до 500 кг для троллейбусов, изготовленных по индивидуальному заказу; они могут перевозить все, что угодно, от офисного и стоматологического оборудования, кофе, еды и напитков до мелких товаров, бочек и больших ящиков. Вы можете найти их, поддерживающие все виды бизнес-потребностей любого офиса, мелкой розничной торговли, общественного питания, ресторана, паба и легкой промышленности.
Эти легкие подъемники имеют грузоподъемность от 50 кг для микролифтов и до 500 кг для троллейбусов, изготовленных по индивидуальному заказу; они могут перевозить все, что угодно, от офисного и стоматологического оборудования, кофе, еды и напитков до мелких товаров, бочек и больших ящиков. Вы можете найти их, поддерживающие все виды бизнес-потребностей любого офиса, мелкой розничной торговли, общественного питания, ресторана, паба и легкой промышленности.


 Ни одна компания не может предложить все вышеперечисленные решения и продукты. В зависимости от потребностей и требований вашего бизнеса, у вас есть множество производителей на выбор.
Ни одна компания не может предложить все вышеперечисленные решения и продукты. В зависимости от потребностей и требований вашего бизнеса, у вас есть множество производителей на выбор. В Heavy Haulers мы гордимся доверием наших клиентов к нашему профессионализму и опыту в перевозке их тяжеловесного оборудования. Когда вы выбираете тяжелые самосвалы, мы гарантируем вам беспроблемную доставку. Мы занимаемся всем, включая сбор, перевозку и безопасную доставку вашего тяжелого подъемного оборудования в указанные сроки.
В Heavy Haulers мы гордимся доверием наших клиентов к нашему профессионализму и опыту в перевозке их тяжеловесного оборудования. Когда вы выбираете тяжелые самосвалы, мы гарантируем вам беспроблемную доставку. Мы занимаемся всем, включая сбор, перевозку и безопасную доставку вашего тяжелого подъемного оборудования в указанные сроки. . Мы расширяем наши услуги доставки по всем штатам Северной Америки, а также в Канаду и Мексику. Независимо от того, насколько сложной задачей, по вашему мнению, является доставка вашего тяжелоатлетического оборудования, вы никогда не ошибетесь, выбрав Heavy Haulers. Мы направляем нашу логистику на обеспечение глубокой удовлетворенности наших клиентов в разных регионах.
. Мы расширяем наши услуги доставки по всем штатам Северной Америки, а также в Канаду и Мексику. Независимо от того, насколько сложной задачей, по вашему мнению, является доставка вашего тяжелоатлетического оборудования, вы никогда не ошибетесь, выбрав Heavy Haulers. Мы направляем нашу логистику на обеспечение глубокой удовлетворенности наших клиентов в разных регионах. Позвоните, чтобы рассчитать стоимость доставки бесплатно! (800) 908-6206
Позвоните, чтобы рассчитать стоимость доставки бесплатно! (800) 908-6206 Удовлетворение наших клиентов является нашим самым главным приоритетом. На этом, и мы поддерживаем самые высокие стандарты качества для услуг, превосходящих их ожидания. В нашу команду профессионалов входят опытные, преданные своему делу и полные энтузиазма специалисты по предоставлению первоклассных транспортных услуг клиентам по всему миру.
Удовлетворение наших клиентов является нашим самым главным приоритетом. На этом, и мы поддерживаем самые высокие стандарты качества для услуг, превосходящих их ожидания. В нашу команду профессионалов входят опытные, преданные своему делу и полные энтузиазма специалисты по предоставлению первоклассных транспортных услуг клиентам по всему миру.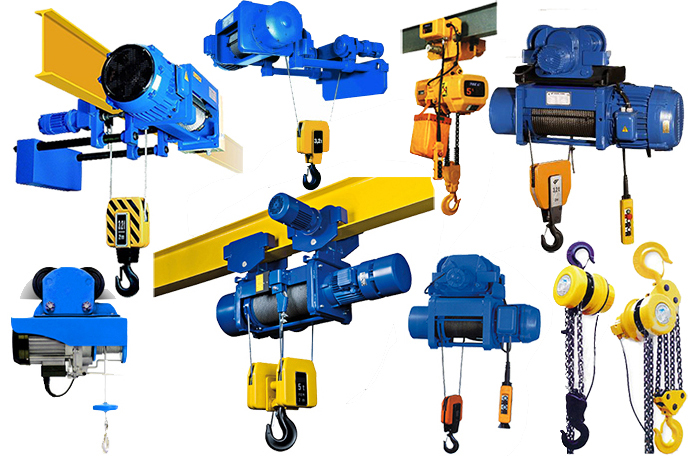 | Длина главной палубы 29 футов
| Длина главной палубы 29 футов 
 Если же определить вес арматуры 16 мм за метр таблица не помогла, можно прибегнуть к использованию онлайн-калькулятора по размеру для проведения расчетов. Для его применения необходимо знать следующие параметры: диаметр проката, длину прутков и их количество. Калькулятор посчитает массу общую и для одного стержня, общую длину прутков, объем в кубометрах. Существуют также калькуляторы, которые основываются на справочных данных при подсчете. Чтобы воспользоваться ими, нужно знать ГОСТ, по которому изготовлен прокат, материал изготовления и сортамент (наименование проката). Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут.
Если же определить вес арматуры 16 мм за метр таблица не помогла, можно прибегнуть к использованию онлайн-калькулятора по размеру для проведения расчетов. Для его применения необходимо знать следующие параметры: диаметр проката, длину прутков и их количество. Калькулятор посчитает массу общую и для одного стержня, общую длину прутков, объем в кубометрах. Существуют также калькуляторы, которые основываются на справочных данных при подсчете. Чтобы воспользоваться ими, нужно знать ГОСТ, по которому изготовлен прокат, материал изготовления и сортамент (наименование проката). Существуют так же товары, для которых данный инструмент не пригоден, один из таких продуктов — сетка кладочная, страницу которой можно найти тут. Для расчета используется формула: 1 м х (3,14 х D x D/4). Произведя действия в скобках, получим геометрическую площадь круга с заданным диаметром. Не нашли что искали? Возможно вам будет интересна страница с затворами трубопроводными, найти которую можно тут: https://rdmetall.ru/truboprovodnaya-armatura/zatvory/.
Для расчета используется формула: 1 м х (3,14 х D x D/4). Произведя действия в скобках, получим геометрическую площадь круга с заданным диаметром. Не нашли что искали? Возможно вам будет интересна страница с затворами трубопроводными, найти которую можно тут: https://rdmetall.ru/truboprovodnaya-armatura/zatvory/. ru
ru ru
ru
 )
)

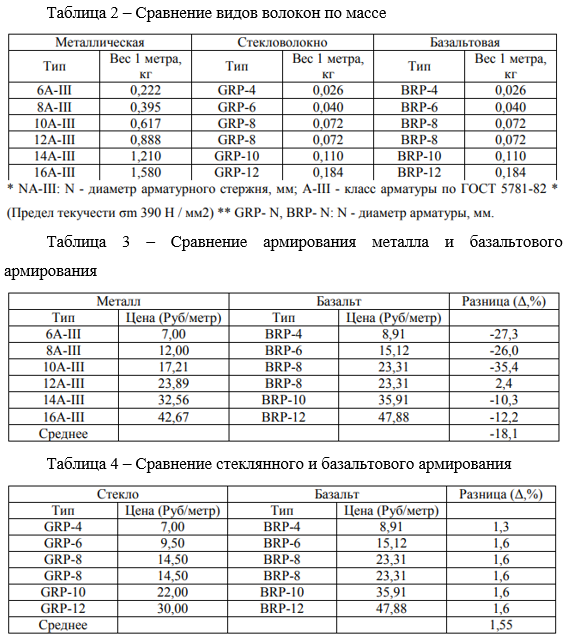

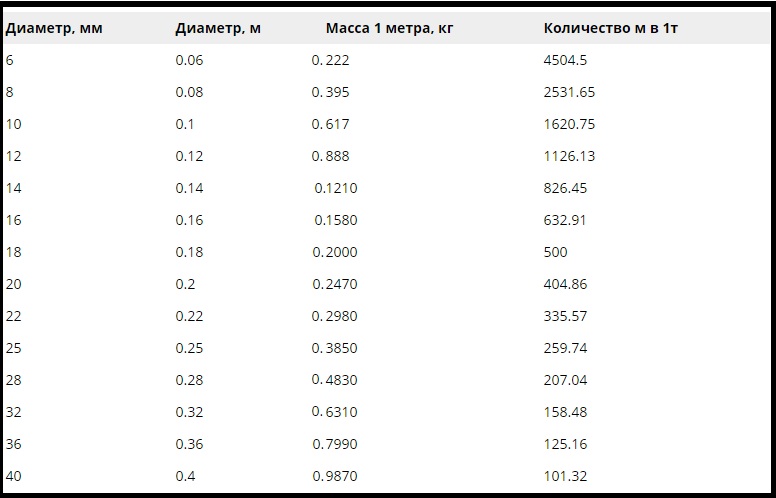

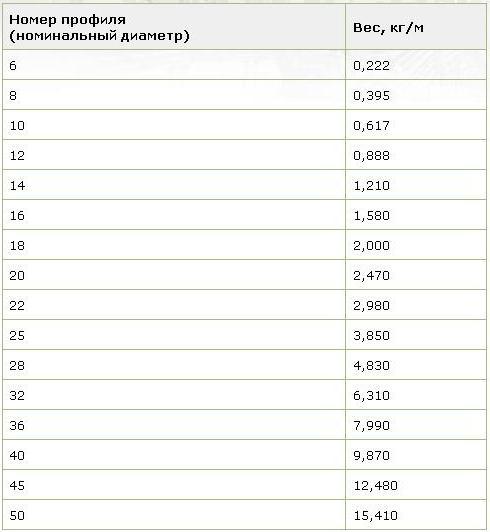


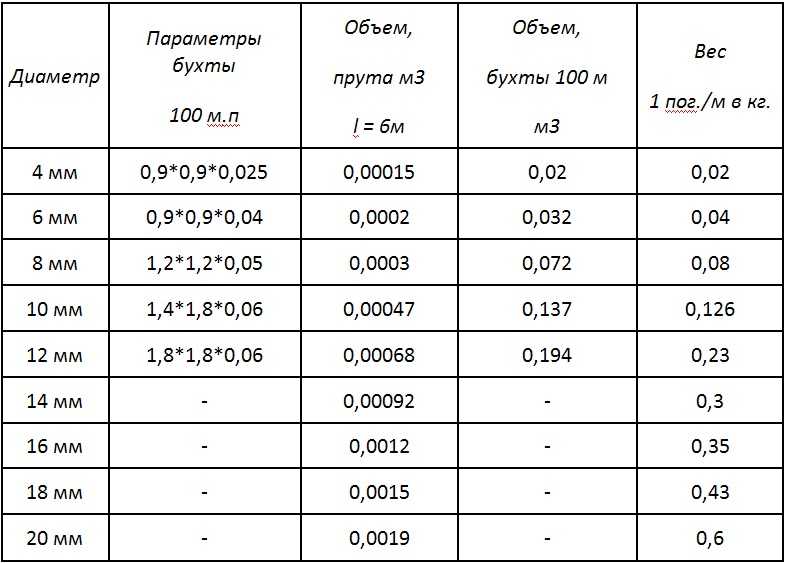
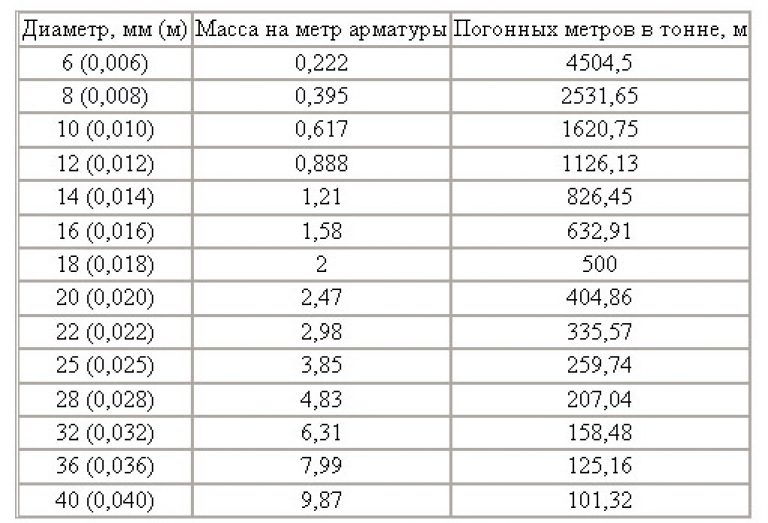

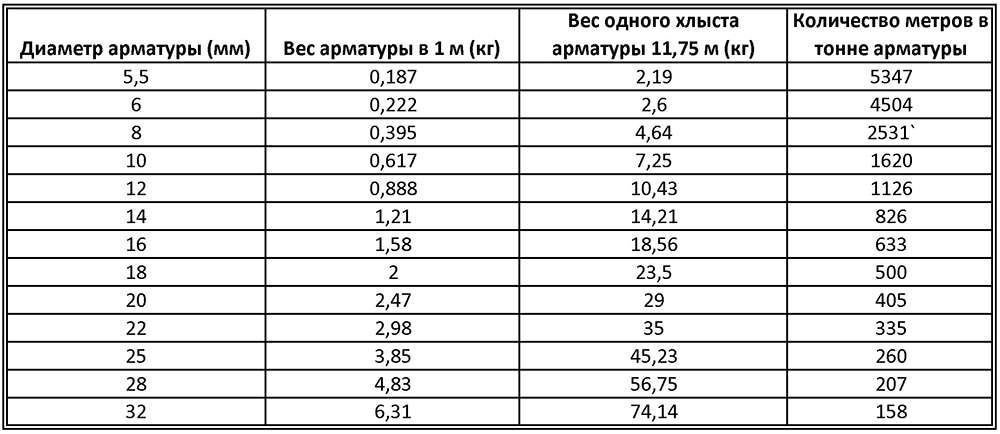 Он также известен как удельный вес стали или плотность стали, и их единицей СИ является килограмм на кубический метр (кг/м3). Сталь является наиболее часто используемым элементом в гражданском строительстве для структурных конструкций, зная удельный вес стали, легко рассчитать количество стали, необходимое для проектов.
Он также известен как удельный вес стали или плотность стали, и их единицей СИ является килограмм на кубический метр (кг/м3). Сталь является наиболее часто используемым элементом в гражданском строительстве для структурных конструкций, зная удельный вес стали, легко рассчитать количество стали, необходимое для проектов.

 Таким образом, 49Формула стальных стержней 2L/533 используется для расчета веса стали на фут, например, удельный вес стали диаметром 8 мм = (8×8×1)÷533 = 0,12 кг/фут.
Таким образом, 49Формула стальных стержней 2L/533 используется для расчета веса стали на фут, например, удельный вес стали диаметром 8 мм = (8×8×1)÷533 = 0,12 кг/фут.

 10.2022 07:12:24 | © Price-Altai.ru
10.2022 07:12:24 | © Price-Altai.ru
 Самые распространённые виды головок — это шестигранная, но бывает также квадратная, круглая и овальная.
Самые распространённые виды головок — это шестигранная, но бывает также квадратная, круглая и овальная. е предназначены для какой-то одной определенной цели.
е предназначены для какой-то одной определенной цели.
 Такие болты используют для малоответственных соединений.
Такие болты используют для малоответственных соединений. Отличительная особенность таких видов болтов — это повышенная прочность. Обычно их выпускают с шестигранными формами головок. Резьба, как правило, наносится метрическая. Предназначены они прежде всего для соединений, которые подвержены большим нагрузкам. Сфера использования — машиностроение, приборостроение, промышленное оборудование, а также сборка различных механизмов. Соединяют с их помощью в основном стальные и чугунные детали.
Отличительная особенность таких видов болтов — это повышенная прочность. Обычно их выпускают с шестигранными формами головок. Резьба, как правило, наносится метрическая. Предназначены они прежде всего для соединений, которые подвержены большим нагрузкам. Сфера использования — машиностроение, приборостроение, промышленное оборудование, а также сборка различных механизмов. Соединяют с их помощью в основном стальные и чугунные детали. Применяются они при сборке металлических дорожных заграждений. Зачастую такие болты покрывают оцинковкой, чтобы уберечь от воздействия погодных факторов.
Применяются они при сборке металлических дорожных заграждений. Зачастую такие болты покрывают оцинковкой, чтобы уберечь от воздействия погодных факторов. Изготавливают их из углеродистой стали как с цинковым покрытием, так и без него. Свою особенность в таких болтах имеет головка. С торца она плоская, а со стороны стержня выполнена в виде полусферы. На полусфере находятся два шипа, которые предотвращают поворот болта вокруг своей оси.
Изготавливают их из углеродистой стали как с цинковым покрытием, так и без него. Свою особенность в таких болтах имеет головка. С торца она плоская, а со стороны стержня выполнена в виде полусферы. На полусфере находятся два шипа, которые предотвращают поворот болта вокруг своей оси. Нередко они используются и в других назначениях в неответственных соединениях. Уровень прочности мебельных болтов обычно средний. Практически все мебельные виды болтов выпускают с оцинкованным покрытием из эстетических соображений.
Нередко они используются и в других назначениях в неответственных соединениях. Уровень прочности мебельных болтов обычно средний. Практически все мебельные виды болтов выпускают с оцинкованным покрытием из эстетических соображений.
 В отличие от традиционных сверл, которые считаются правосторонними и имеют резьбу по часовой стрелке, левосторонние сверла имеют резьбу против часовой стрелки. Это обеспечивает лучший прикус, когда вы используете дрель в обратном направлении, чтобы снять застежку.
В отличие от традиционных сверл, которые считаются правосторонними и имеют резьбу по часовой стрелке, левосторонние сверла имеют резьбу против часовой стрелки. Это обеспечивает лучший прикус, когда вы используете дрель в обратном направлении, чтобы снять застежку. Помните: «право-затянуто, лево-ослаблено» — поверните болт влево (против часовой стрелки), чтобы снять его. Если болт не ослаб, перейдите к шагу 3 для извлечения.
Помните: «право-затянуто, лево-ослаблено» — поверните болт влево (против часовой стрелки), чтобы снять его. Если болт не ослаб, перейдите к шагу 3 для извлечения. Сломанный болт должен вскоре «зацепиться» за долото для извлечения при бурении в обратном направлении и начать извлечение. Продолжайте медленно и неуклонно, пока весь болт не будет полностью извлечен, в идеале сохранив резьбу, чтобы вы могли вставить новый болт. Фу!
Сломанный болт должен вскоре «зацепиться» за долото для извлечения при бурении в обратном направлении и начать извлечение. Продолжайте медленно и неуклонно, пока весь болт не будет полностью извлечен, в идеале сохранив резьбу, чтобы вы могли вставить новый болт. Фу! И помните, в будущем вставляйте все болты медленно и осторожно, чтобы избежать заедания и отламывания верхней части болта.
И помните, в будущем вставляйте все болты медленно и осторожно, чтобы избежать заедания и отламывания верхней части болта.
 Для начала сделайте надрез по центру сломанной застежки и просверлите небольшое направляющее отверстие. Вы не хотите ни при каких обстоятельствах сломать экстрактор в застежке. Поскольку экстрактор традиционно тверже, чем большинство сверл, вы никогда не сможете вытащить сломанный болт.
Для начала сделайте надрез по центру сломанной застежки и просверлите небольшое направляющее отверстие. Вы не хотите ни при каких обстоятельствах сломать экстрактор в застежке. Поскольку экстрактор традиционно тверже, чем большинство сверл, вы никогда не сможете вытащить сломанный болт.
 Возможно, вам придется осторожно нагреть отливку или ковку, чтобы обеспечить расширение вокруг стержня болта. Вокруг болта также можно использовать проникающую смазку. Что бы вы ни делали, никогда не ломайте экстрактор болта в стержне болта. Поскольку экстрактор для болтов обычно тверже сверла, высверлить его будет невозможно.
Возможно, вам придется осторожно нагреть отливку или ковку, чтобы обеспечить расширение вокруг стержня болта. Вокруг болта также можно использовать проникающую смазку. Что бы вы ни делали, никогда не ломайте экстрактор болта в стержне болта. Поскольку экстрактор для болтов обычно тверже сверла, высверлить его будет невозможно.
 Если вы решите купить сверла по дешевке, они не прослужат долго.
Если вы решите купить сверла по дешевке, они не прослужат долго. Красота Bust-N-Out заключается в простоте использования. Здесь есть все, что вам понадобится, чтобы вытащить упрямый сломанный болт или шпильку.
Красота Bust-N-Out заключается в простоте использования. Здесь есть все, что вам понадобится, чтобы вытащить упрямый сломанный болт или шпильку. Съемник заглушки вставляется сюда, как показано; с легким поворотом против часовой стрелки, чтобы начать. Рекомендуется предварительно пропитать свечу проникающей смазкой за несколько дней, чтобы разрушить связь между сталью и алюминием.
Съемник заглушки вставляется сюда, как показано; с легким поворотом против часовой стрелки, чтобы начать. Рекомендуется предварительно пропитать свечу проникающей смазкой за несколько дней, чтобы разрушить связь между сталью и алюминием. Что делает эту работу настолько хорошей, так это захватывающие внутренние края, которые удаляют ржавые, закругленные или окрашенные гайки и болты. Эти высококачественные насадки изготовлены из хромомолибденовой стали, обеспечивающей грубую прочность.
Что делает эту работу настолько хорошей, так это захватывающие внутренние края, которые удаляют ржавые, закругленные или окрашенные гайки и болты. Эти высококачественные насадки изготовлены из хромомолибденовой стали, обеспечивающей грубую прочность.
 Самое смешное, большинство роликов на Ютубе содержат только общее видео разборки и сборки аналогичных девайсов (иногда даже включения), но без полноценной демонстрации работы, поэтому было действительно интересно пощупать его руками, ведь известно, что «первые 40 лет детства самые сложные в жизни мужчины…» 🙂 Посмотрим, что из этого получилось…
Самое смешное, большинство роликов на Ютубе содержат только общее видео разборки и сборки аналогичных девайсов (иногда даже включения), но без полноценной демонстрации работы, поэтому было действительно интересно пощупать его руками, ведь известно, что «первые 40 лет детства самые сложные в жизни мужчины…» 🙂 Посмотрим, что из этого получилось…


 Кроме этого, несмотря на то, что версия станка металлическая (а в ней реально почти все из металла), удивило наличие пластиковых деталей в в некоторых важных местах, где должен стоять металл, но об этом чуть ниже.
Кроме этого, несмотря на то, что версия станка металлическая (а в ней реально почти все из металла), удивило наличие пластиковых деталей в в некоторых важных местах, где должен стоять металл, но об этом чуть ниже.
 youtube.com/embed/vW0o8ezdGLY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/vW0o8ezdGLY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>  Я не видел в продаже наждачки (пусть и другого размера) с клеящим слоем на обратной стороне. А вот с «липучкой» шлифовальных кругов в продаже, на любом строительном рынке, полно. Поэтому решение с расходкой находится тоже быстро, т.к. в «закромах» от стройки на даче, остались шлифовальные насадки для «болгарки», и куча круглой наждачки на «липучке» (все не знал куда их приспособить):
Я не видел в продаже наждачки (пусть и другого размера) с клеящим слоем на обратной стороне. А вот с «липучкой» шлифовальных кругов в продаже, на любом строительном рынке, полно. Поэтому решение с расходкой находится тоже быстро, т.к. в «закромах» от стройки на даче, остались шлифовальные насадки для «болгарки», и куча круглой наждачки на «липучке» (все не знал куда их приспособить): Для этого в комплекте есть такая втулка:
Для этого в комплекте есть такая втулка: Они полностью выполнены из алюминия и имеют, относительно, сложную конструкцию:
Они полностью выполнены из алюминия и имеют, относительно, сложную конструкцию:
 youtube.com/embed/nX6q4GS7WAs?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/nX6q4GS7WAs?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>  Например, проточить паз в дереве или овальное (относительно 🙂 отверстие в алюминиевой трубке:
Например, проточить паз в дереве или овальное (относительно 🙂 отверстие в алюминиевой трубке:

 Поэтому, из подручных средств и с «лестными» словами в адрес разработчиков, была сделана вот такая конструкция из двух стальных пластин, фиксирующих резец (по жесткости и надежности стало, раз в 10, лучше прежней):
Поэтому, из подручных средств и с «лестными» словами в адрес разработчиков, была сделана вот такая конструкция из двух стальных пластин, фиксирующих резец (по жесткости и надежности стало, раз в 10, лучше прежней):
 Дерево, тот материал, с которым я люблю больше всего работать.
Дерево, тот материал, с которым я люблю больше всего работать.  Понятно, что чем лучше мы его нашли, тем меньше биение и проще обработка:
Понятно, что чем лучше мы его нашли, тем меньше биение и проще обработка: youtube.com/embed/9OOLZxMOWFY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/9OOLZxMOWFY?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>  Да и с запасными частями тоже проблем нет.
Да и с запасными частями тоже проблем нет. Естественно, технику безопасности никто не отменял и, по меньшей мере, защитные очки, а также контроль со стороны взрослых должны быть обязательно. Кроме этого, желательно, сделать простейшую утяжеляющую платформу (например, из куска толстой доски), к которой можно было бы прикреплять станки, чтобы они не елозили в процессе использования по столу, в крайнем случае прилепить к поверхности на двусторонний скотч 🙂
Естественно, технику безопасности никто не отменял и, по меньшей мере, защитные очки, а также контроль со стороны взрослых должны быть обязательно. Кроме этого, желательно, сделать простейшую утяжеляющую платформу (например, из куска толстой доски), к которой можно было бы прикреплять станки, чтобы они не елозили в процессе использования по столу, в крайнем случае прилепить к поверхности на двусторонний скотч 🙂  Надеюсь Вам было интересно 🙂
Надеюсь Вам было интересно 🙂
 Во втором случае катушки должны соединяться последовательно.
Во втором случае катушки должны соединяться последовательно. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке. Для вторички потребуется медная шина с сечением не менее 25 мм2
Для вторички потребуется медная шина с сечением не менее 25 мм2 Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот. Ниже приведена схема сварочного аппарата с диодным мостом.
Ниже приведена схема сварочного аппарата с диодным мостом. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.

 Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм). Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.


 Выглядит как стальная полоса с насечками и с ручкой на конусообразном хвостовике. Напильники различаются на слесарные и заточные. С помощью первых возможно точное спиливание, вторые предназначены только для заточки цепей для электропил и пил с бензогенераторами.
Выглядит как стальная полоса с насечками и с ручкой на конусообразном хвостовике. Напильники различаются на слесарные и заточные. С помощью первых возможно точное спиливание, вторые предназначены только для заточки цепей для электропил и пил с бензогенераторами.

 Лучше начать с мягких металлов. Это связано с тем, что на зубьях имеются заусеницы, которые быстро обламываются при работе по твердым металлам, и напильник тупится. При обработке мягких материалов заусеницы не ломаются, а срабатываются.
Лучше начать с мягких металлов. Это связано с тем, что на зубьях имеются заусеницы, которые быстро обламываются при работе по твердым металлам, и напильник тупится. При обработке мягких материалов заусеницы не ломаются, а срабатываются. Документы в личном деле сотрудника должны охватывать весь жизненный цикл работы, от писем с предложениями и форм W-4 до обзоров производительности и документов об увольнении. Он также должен включать основные документы сотрудников и информацию о компенсации в соответствии с федеральным трудовым законодательством и законодательством штата.
Документы в личном деле сотрудника должны охватывать весь жизненный цикл работы, от писем с предложениями и форм W-4 до обзоров производительности и документов об увольнении. Он также должен включать основные документы сотрудников и информацию о компенсации в соответствии с федеральным трудовым законодательством и законодательством штата.

 д.
д. Если они не хранятся в электронном виде в вашей системе расчета заработной платы, рекомендуется хранить их в личной папке сотрудника.
Если они не хранятся в электронном виде в вашей системе расчета заработной платы, рекомендуется хранить их в личной папке сотрудника. 
 Подумайте о том, чтобы поместить эти формы и сопутствующие документы, подтверждающие право работника на работу в США, в отдельную папку.
Подумайте о том, чтобы поместить эти формы и сопутствующие документы, подтверждающие право работника на работу в США, в отдельную папку. Если вы работаете задним числом и нервничаете по поводу того, чтобы настроить все для уже существующих сотрудников, не переживайте. Используйте два контрольных списка, которые мы предоставили выше, а также шаги, которые помогут вам настроить папки с файлами сотрудников и привести их в порядок.
Если вы работаете задним числом и нервничаете по поводу того, чтобы настроить все для уже существующих сотрудников, не переживайте. Используйте два контрольных списка, которые мы предоставили выше, а также шаги, которые помогут вам настроить папки с файлами сотрудников и привести их в порядок. Используя программное обеспечение для управления персоналом, такое как Zenefits, вы можете позволить своим сотрудникам подписывать документы в электронном виде и хранить их в Интернете в безопасном хранилище документов для быстрого доступа.
Используя программное обеспечение для управления персоналом, такое как Zenefits, вы можете позволить своим сотрудникам подписывать документы в электронном виде и хранить их в Интернете в безопасном хранилище документов для быстрого доступа. Убедитесь, что у вас также есть I-9s для каждого сотрудника, но они должны храниться в отдельном файле.
Убедитесь, что у вас также есть I-9s для каждого сотрудника, но они должны храниться в отдельном файле. Дайте каждому сотруднику свой индивидуальный контрольный список, чтобы показать, что им нужно отправить, чтобы обновить свое личное дело. Установите срок для всех документов сотрудников, которые должны быть в и заполнены. Обязательно просмотрите список каждого сотрудника в его присутствии, чтобы, если что-то не было отправлено, вы могли сразу решить эту проблему.
Дайте каждому сотруднику свой индивидуальный контрольный список, чтобы показать, что им нужно отправить, чтобы обновить свое личное дело. Установите срок для всех документов сотрудников, которые должны быть в и заполнены. Обязательно просмотрите список каждого сотрудника в его присутствии, чтобы, если что-то не было отправлено, вы могли сразу решить эту проблему. Доступ к файлам сотрудников должен быть ограничен уполномоченным лицом или отделом, чье разрешение необходимо для просмотра файлов, например отделом кадров.
Доступ к файлам сотрудников должен быть ограничен уполномоченным лицом или отделом, чье разрешение необходимо для просмотра файлов, например отделом кадров.




 Федеральные законы о занятости определяют, как долго вы должны хранить папки с личными делами, но обычно этот срок составляет от одного до четырех лет, в зависимости от документа. Важно соблюдать эти сроки, чтобы избежать штрафов.
Федеральные законы о занятости определяют, как долго вы должны хранить папки с личными делами, но обычно этот срок составляет от одного до четырех лет, в зависимости от документа. Важно соблюдать эти сроки, чтобы избежать штрафов.
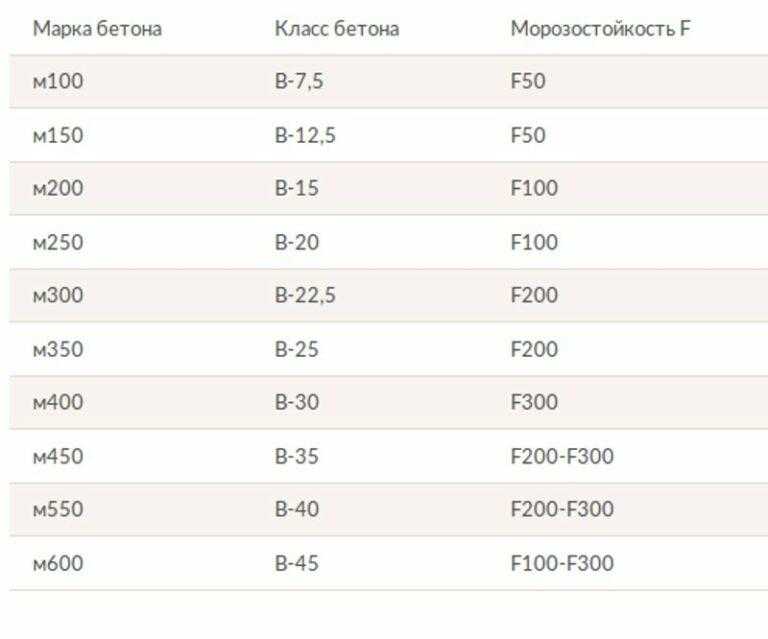 Нагрузку, прилагаемую к образцам, постепенно увеличивают до появления «мокрого пятна». Максимальным считается давление, при котором «мокрое пятно» появляется на двух образцах из шести.
Нагрузку, прилагаемую к образцам, постепенно увеличивают до появления «мокрого пятна». Максимальным считается давление, при котором «мокрое пятно» появляется на двух образцах из шести. Чем он больше (до определенных пределов), тем выше устойчивость материала к проникновению воды. Это правило выполняется при соблюдении условий твердения смеси. При увлажнении поверхность твердеющего бетона быстрее набирает нормативную прочность, по сравнению с поверхностью, находящейся на воздухе с относительной влажностью 50-70%. В условиях редкой смачиваемости максимальная водонепроницаемость наступает через полгода-год после заливки смеси. Увлажнение поверхности при твердении смеси особенно актуально для бетонов с низким водоцементным соотношением.
Чем он больше (до определенных пределов), тем выше устойчивость материала к проникновению воды. Это правило выполняется при соблюдении условий твердения смеси. При увлажнении поверхность твердеющего бетона быстрее набирает нормативную прочность, по сравнению с поверхностью, находящейся на воздухе с относительной влажностью 50-70%. В условиях редкой смачиваемости максимальная водонепроницаемость наступает через полгода-год после заливки смеси. Увлажнение поверхности при твердении смеси особенно актуально для бетонов с низким водоцементным соотношением. Слишком быстрое протекание этого процесса провоцирует появление трещин и воздушных пузырьков, снижающих влагоустойчивость материала.
Слишком быстрое протекание этого процесса провоцирует появление трещин и воздушных пузырьков, снижающих влагоустойчивость материала.

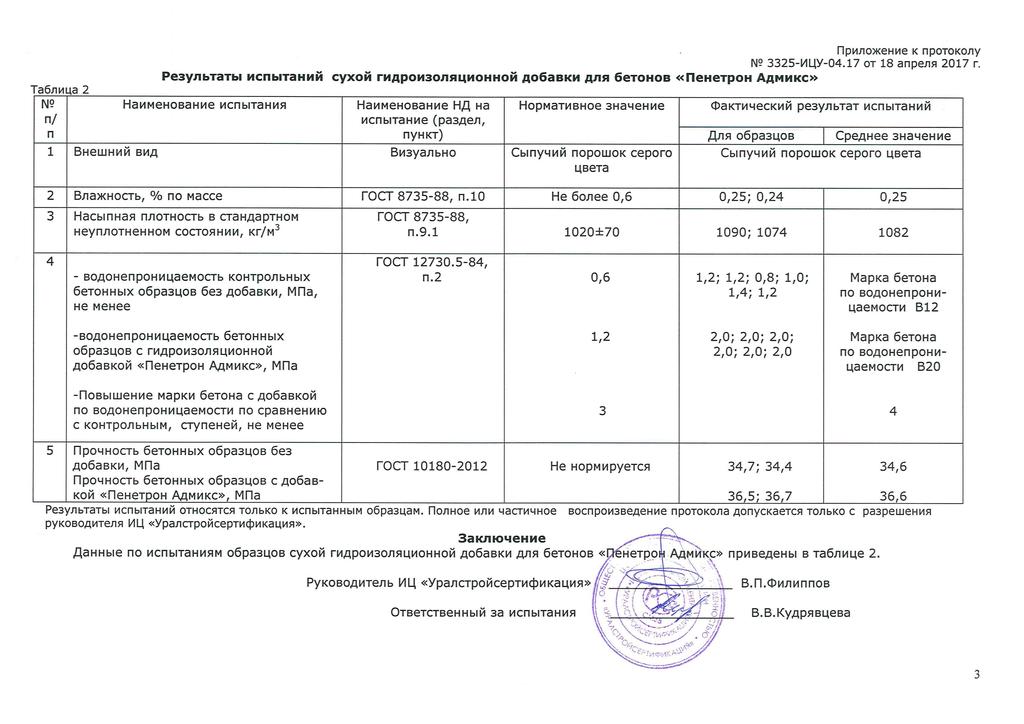 Проникающая гидроизоляция поступает в продажу в виде сухого порошка или готового жидкого пропиточного продукта. В ее состав входят: портландцемент, наполнитель и активные химприсадки, функции которых выполняют полимеры или щелочные элементы.
Проникающая гидроизоляция поступает в продажу в виде сухого порошка или готового жидкого пропиточного продукта. В ее состав входят: портландцемент, наполнитель и активные химприсадки, функции которых выполняют полимеры или щелочные элементы.
 Для минимизации их количества необходимо хорошее размешивание и тщательная вибрация бетона при укладке.
Для минимизации их количества необходимо хорошее размешивание и тщательная вибрация бетона при укладке. В аналогичной установке давление воды за несколько часов доводят до порогового, т.е. вода начинает просачиваться. Такую воду собирают и взвешивают. Чем меньше воды прошло, тем выше марка бетона по водонепроницаемости.
В аналогичной установке давление воды за несколько часов доводят до порогового, т.е. вода начинает просачиваться. Такую воду собирают и взвешивают. Чем меньше воды прошло, тем выше марка бетона по водонепроницаемости. Затем по таблице можно пересчитать воздухопроницаемость в водонепроницаемость.
Затем по таблице можно пересчитать воздухопроницаемость в водонепроницаемость.
 Вода может просачиваться в пористый бетон и со временем разрушать его.
Вода может просачиваться в пористый бетон и со временем разрушать его. Более того, капиллярные поры могут быть связаны между собой, что делает ваш бетон проницаемым.
Более того, капиллярные поры могут быть связаны между собой, что делает ваш бетон проницаемым. Например, если вы просверлите отверстия в бетонной стене, это отверстие будет еще одним способом проникновения воды и влаги в бетон. Стыки между двумя бетонными компонентами также являются слабыми местами.
Например, если вы просверлите отверстия в бетонной стене, это отверстие будет еще одним способом проникновения воды и влаги в бетон. Стыки между двумя бетонными компонентами также являются слабыми местами. Известно, что отходы животноводства также окисляют и повреждают бетон.
Известно, что отходы животноводства также окисляют и повреждают бетон. 3 pound сила на квадратный дюйм)
3 pound сила на квадратный дюйм) Таким образом, уплотнители часто используются при производстве высокопрочного бетона.
Таким образом, уплотнители часто используются при производстве высокопрочного бетона.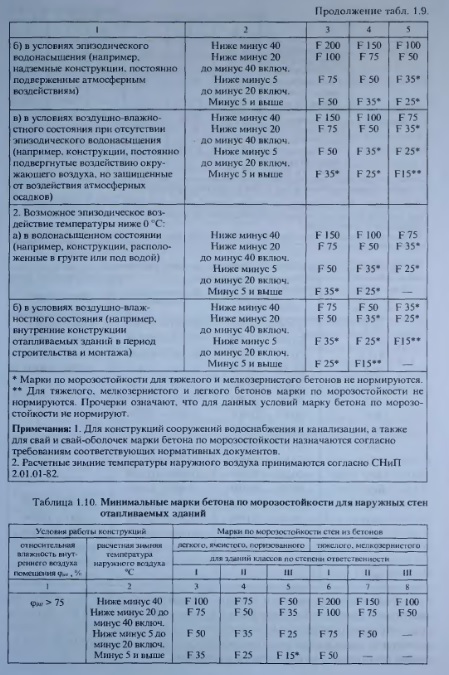 Они рекомендуют, чтобы у вас было минимальное содержание цемента 564 фунта на кубический ярд (255,8 кг на 0,8 кубических метра).
Они рекомендуют, чтобы у вас было минимальное содержание цемента 564 фунта на кубический ярд (255,8 кг на 0,8 кубических метра). Форма и текстура ваших заполнителей могут сделать ваш бетон более или менее плотным.
Форма и текстура ваших заполнителей могут сделать ваш бетон более или менее плотным.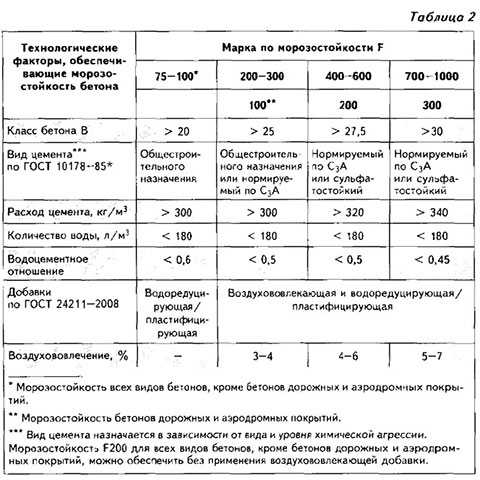

 Они порошкообразные и сухие, и они используют доступную воду и влагу для создания кристаллов внутри бетона.
Они порошкообразные и сухие, и они используют доступную воду и влагу для создания кристаллов внутри бетона.
 Из-за этого бактерии, водоросли, лишайники, мох и другие наросты могут атаковать поверхность, что со временем может привести к трещинам и пористости.
Из-за этого бактерии, водоросли, лишайники, мох и другие наросты могут атаковать поверхность, что со временем может привести к трещинам и пористости.
 Пространства между частицами в бетоне делают его проницаемым для воды.
Пространства между частицами в бетоне делают его проницаемым для воды. Входит в состав смеси, содержащей бетон.
Входит в состав смеси, содержащей бетон.
 Кроме того, минеральные соли покидают ядро бетона.
Кроме того, минеральные соли покидают ядро бетона. Водостойкий цемент сам по себе не лучший вариант для обеспечения гидроизоляции. Было бы достаточно использовать методы улучшения обычного бетона.
Водостойкий цемент сам по себе не лучший вариант для обеспечения гидроизоляции. Было бы достаточно использовать методы улучшения обычного бетона. д.)
д.)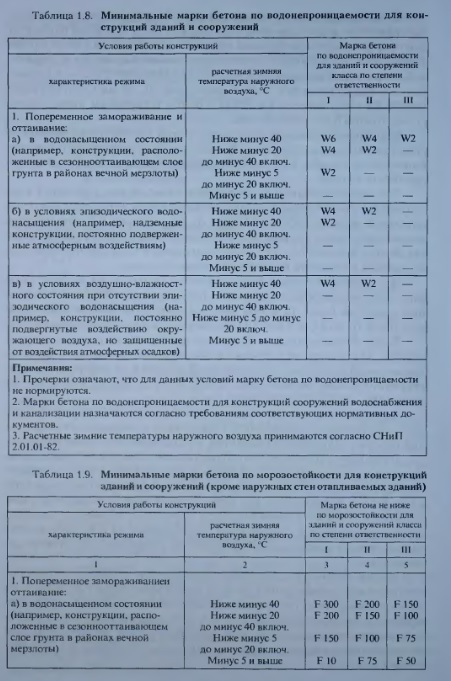
 0
0 ru
ru

 При длительном хранении материал не деформируется, не поражается грибками и бактериями, что позволяет использовать его в условиях умеренного и тропического климата.
При длительном хранении материал не деформируется, не поражается грибками и бактериями, что позволяет использовать его в условиях умеренного и тропического климата.
 При увеличении габаритов до 1,5х1,5 м вес увеличивается до 16,9 кг.
При увеличении габаритов до 1,5х1,5 м вес увеличивается до 16,9 кг. Определенные технические параметры возможно придать парониту, если использовать специальные добавки в нужных пропорциях.
Определенные технические параметры возможно придать парониту, если использовать специальные добавки в нужных пропорциях.
 , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd. , Ltd.
, Ltd.

 35
35 min
min диаметр, мм
диаметр, мм У нас есть широкий ассортимент Стиральных машин, с готовым запасом для экспорта и поставки. Мы принимаем заказы и производим в соответствии с требованиями клиентов. Мы являемся крупнейшим в Индии производителем шайб и болтов большего диаметра из высокопрочной и нержавеющей стали, а также крепежных изделий для крупных подрядчиков и консультантов, работающих над проектами в энергетика, возобновляемые источники энергии, ветер и инфраструктура секторов в Индии. Мы также специализируемся на болтах, гайках и других крепежах из нержавеющей стали.
У нас есть широкий ассортимент Стиральных машин, с готовым запасом для экспорта и поставки. Мы принимаем заказы и производим в соответствии с требованиями клиентов. Мы являемся крупнейшим в Индии производителем шайб и болтов большего диаметра из высокопрочной и нержавеющей стали, а также крепежных изделий для крупных подрядчиков и консультантов, работающих над проектами в энергетика, возобновляемые источники энергии, ветер и инфраструктура секторов в Индии. Мы также специализируемся на болтах, гайках и других крепежах из нержавеющей стали.  10
10 11
11 20
20 20
20
 1
1 20
20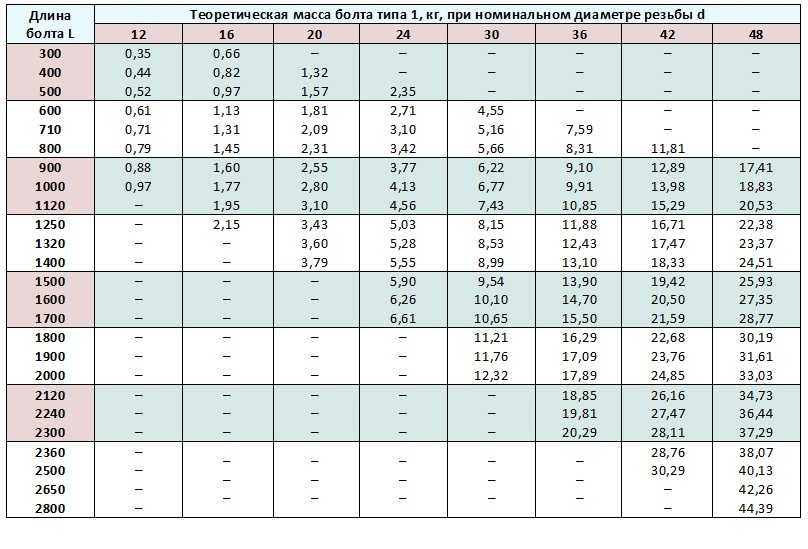 00
00