Как в домашних условиях запаять серебряную цепочку — Полезные материалы на корпоративном сайте «Русские Самоцветы»
О ювелирных изделиях
К сожалению, иногда серебряные цепочки рвутся — от сильного натяжения, неосторожного движения, нагрузки в виде массивных кулонов… Серебро — металл достаточно мягкий, поэтому повышенной прочностью похвастаться не может. Когда украшение требует ремонта, есть два способа починить его: отнести в ювелирную мастерскую или взяться за ремонт самостоятельно. Сегодня поговорим о втором способе — починке цепочки своими силами.
Чтобы отремонтировать цепочку, вам понадобятся терпение, немного теории и инструменты для работы (полный список приведен ниже).
Почему серебряные цепочки рвутся? Топ-3 причин
- Изделие с браком. Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.

- Пустотелость. Да, цепочки часто делают пустотелыми — это не слишком практично, зато удешевляет стоимость украшения. На такие цепи нельзя вешать тяжелые кулоны, а еще они могут рваться от малейшего механического воздействия.
- Ношение тяжелых кулонов. Чтобы не допустить чрезмерной нагрузки на цепочку, учитывайте соотношение веса цепи и кулона.

Что надо знать о пайке серебра
- Серебро плавится при температуре 960 градусов. Разумеется, этот показатель отличается у разных металлов — например, температура плавления меди 1083 градуса. Температура плавления сплава будет зависеть от того, сколько в нем чистого серебра (точные значения можно найти в специальной литературе).
- Чтобы пайка получилась качественной, важно внимательно выбирать серебряный припой. Желательно использовать тугоплавкий припой, который плавится при температуре выше 240 градусов. Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра. Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение.
 Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра. Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение.
Все припои маркируются для удобства, цифра в маркировке обозначает процентное содержание серебра. Например, в припое ПСр-45 — 45% серебра, остальное приходится на медь и цинк. В некоторых случаях используют припои с содержанием серебра 70%. Чем выше содержание серебра, тем крепче получится соединение.Правильно спаянные при помощи припоя швы прочные и устойчивые к коррозии. Если пайка сделана качественно, то шов не склонен к деформации. Для ремонта серебряной цепочки рекомендуем выбирать припои с повышенным содержанием серебра: они дают наилучший результат. Обычное олово не стоит использовать для паяния серебра: со временем оно потемнеет, место пайки станет заметным и неэстетичным.
Инструменты для починки серебряной цепочки в домашних условиях:
- маленький паяльник или газовая горелка;
- серебряный припой;
- флюс;
- спиртосодержащая жидкость;
- кислотный раствор;
- зажимы для фиксации украшения;
- кусачки;
- небольшая кисточка;
- наждачная бумага;
- лист асбеста или кирпич (если используете газовую горелку).

Как починить серебряную цепочку с помощью газовой горелки
Перед началом работы изделие надо почистить и обезжирить — обработать спиртосодержащим раствором. Дальнейшие действия такие:
- Зафиксируйте сломанные части украшения на огнеупорном основании. Для этой цели подойдет лист асбеста или обычный кирпич.
- Места разрывов цепи промажьте тонким слоем флюса (это удобно делать с помощью небольшой кисточки). Поместите между разорванными частями цепочки кусочек припоя (удобно разделять полоски сплава кусачками).
- Осторожно прогрейте место соединения газовой горелкой, поднося горелку сбоку. Постарайтесь обеспечить равномерный прогрев. Когда флюс прогреется, увеличивайте пламя, продолжая варить металл и формируя паяный шов.
- Дождитесь, когда спаянное украшение остынет.
- Очистите поверхность изделия от флюса, удалите наждачной бумагой остатки припоя, отполируйте спаянный участок.
- Финальная обработка — осветление поверхности при помощи кислотного раствора.

Как починить серебряную цепь при помощи паяльника
Для ювелирных работ используют паяльник с тонким жалом и припой ПОС-60 с температурой плавления 180 градусов. Этот припой выпускают в виде тонких трубочек, заполненных смолой, которая выполняет функцию флюса (защищает от окисления поверхность металла). Порядок действий такой же:
- поверхность украшения надо зачистить от черноты и загрязнений;
- места соединений прогреть до температуры, которая выше температуры плавления;
- уложить кусочек припоя с флюсом в места соединений;
- прогреть поверхность изделия паяльником, чтобы припой начал плавиться и равномерно распределяться;
- следует дождаться, пока украшение остынет, а после зачистить наждачной бумагой оставшиеся стыки.
Меры безопасности
Занимаясь ремонтом украшений в домашних условиях, будьте осторожны, процесс пайки может быть опасен. В частности, при нагревании флюса и припоя в воздух выделяются токсические вещества, поэтому паять цепочку нужно в хорошо вентилируемом помещении. От кислотного раствора можно получить химический ожог (не только кожи, но и дыхательных путей), а от открытого пламени горелки может случиться пожар.
От кислотного раствора можно получить химический ожог (не только кожи, но и дыхательных путей), а от открытого пламени горелки может случиться пожар.
Если раньше вы никогда ничего не паяли (речь не только о ювелирных украшениях, а в принципе о работе с паяльником или горелкой), то еще раз подумайте, прежде чем приступать к самостоятельному ремонту цепочки. Может, стоит доверить ремонт любимого украшения профессионалам?
Компания
Заказчикам
Партнерам
Каталог
VIP-зал
8 (800) 555-09-80
Купить онлайн
Вход в систему оптовых заказов
Забыли пароль?
Зарегистрироваться
Ваша учетная запись удалена!
Вы можете обратиться к менеджеру по телефону +7-921-894 52 47, чтобы уточнить детали
Забыли пароль?
Введите адрес, указанный при регистрации. Мы вышлем вам инструкции по получению нового пароля.
Мы вышлем вам инструкции по получению нового пароля.
Готово!
Мы вышлем вам инструкции по получению нового пароля.
Сменить пароль
Поле обязательно для заполнения
Неверный пароль
Поле обязательно для заполнения
Слишком короткий пароль
Поле обязательно для заполнения
Пароли не совпадают
Готово!
Новый пароль отправлен Вам на e-mail.
Обратный звонок
Поле обязательно для заполнения
Поле обязательно для заполнения
Неправильный формат
Поле обязательно для заполнения
Поле обязательно для заполнения
Неправильный формат
Заявка принята!
Менеджер свяжется с вами в ближайшее время
Как починить или запаять цепочку в домашних условиях: как отремонтировать цепь
Содержание
- Как запаять цепочку в домашних условиях
- Основные понятия и определения
- Чем паять серебряную цепочку
- Можно ли запаять золотую цепь
- Сломался замок на цепочке: как починить
- Что делать, если цепочка растянулась
- К чему рвется цепочка на шее
При постоянном ношении, пустотелости или наличии брака, золотые и серебряные цепочки могут разрываться или деформироваться. А проблемы, возникающие в запорном механизме, могут привести к потере изделия. Как починить золотую или серебряную цепочку в домашних условиях и что для этого необходимо? Можно ли починить порвавшуюся цепочку, чтобы место разрыва было незаметным?
А проблемы, возникающие в запорном механизме, могут привести к потере изделия. Как починить золотую или серебряную цепочку в домашних условиях и что для этого необходимо? Можно ли починить порвавшуюся цепочку, чтобы место разрыва было незаметным?
Как запаять цепочку в домашних условиях
Ремонт серебряной цепочки своими руками — работа филигранная и ответственная. Необходимо иметь оборудование, набор реагентов и главное, навыки работы с ними. В противном случае можно испортить изделие, а вместо восстановления обезобразить его. Если требуемое оборудование и реактивы отсутствуют и такого вида работы — в новинку, лучше отказаться от намерения запаять серебряную цепочку в домашних условиях, а предоставить выполнение этой работы специалисту из ювелирной мастерской. То же касается и ремонта золотой цепочки.
Основные понятия и определения
Перед тем как приступить к ремонтным работам по серебру или золоту, важно иметь комплект необходимых материалов:
- Припой — специальный сплав металлов, имеющий температуру плавления ниже, чем чистый металл.
- Флюс — смесь или единичное вещество органического или неорганического характера, способствующее равномерному распределению припоя по поверхности и предотвращающее окисление металла при нагревании.
- Кислотный раствор (не путать с кислотным флюсом) осветляет металл после пайки.

Чем паять серебряную цепочку
В зависимости от пробы серебряного украшения, выбирается марка припоя, который выпускается в виде прутков, кусочков и т. д. Не менее важной характеристикой вспомогательного сплава является его текучесть и твердость.
Серебряный припой состоит из серебра, цинка и меди, может включать олово. Чем выше содержание серебра в сплаве, тем прочнее будет пайка. Температура плавления припоя варьируется от 640 до 780 °C, в то время как температура плавления чистого серебра — 961 °C.
Пайка серебряной цепочки в домашних условиях включает несколько стадий.
- Используя любой огнеупорный материал (кирпич, асбест), надежно закрепить части изделия.
- Места спайки обработать флюсом и положить между ними припой.
- Осторожно равномерно прогреть металл до образования паяльного шва (постараться спаять серебряную цепочку так, чтобы шов был прочным и одновременно незаметным).
- Охладить изделие, удалить флюс и припой, затем отполировать.
- Чтобы осветлить место пайки, обработать его кислотным раствором, например, азотной кислоты.

Запаять серебряную цепочку в домашних условиях паяльником самому возможно, используя специальный припой, совмещенный с флюсом.
Можно ли запаять золотую цепь
В домашних условиях запаять золотую цепочку возможно аналогично методике, описанной выше, применяя золотой припой. Он содержит золото, серебро, медь, цинк и в некоторых сплавах кадмий. Температура плавления припоя варьируется от 710 до 850 °C, в то время как аналогичный показатель для чистого золота — 1063 °C.
Важно понимать, что ремонт золотой цепочки неспециалистом, даже при наличии необходимых материалов, является достаточно сложным. Поэтому лучший выход из ситуации — воспользоваться услугами мастеров по ремонту ювелирных изделий.
Поэтому лучший выход из ситуации — воспользоваться услугами мастеров по ремонту ювелирных изделий.
Сломался замок на цепочке: как починить
В ювелирных изделиях используется в основном 3 вида замка:
- карабинный, в котором может ломаться штифт или пружинка;
- шпрингельный — практически не подлежит ремонту, только заменяется на новый;
- коробочка — ломается язычок или страховка.
Отремонтировать замок на цепочке своими руками легко, если его отдельные части не сломались, а несколько деформировались, например, в случае замка-коробочки. Требуется лишь немного поджать и вернуть их в прежнее положение. Починить карабин можно, заменив штифт или пружинку (если таковые имеются в наличии).
Сделать застежку на золотой или серебряной цепочке можно самостоятельно, лишь заменив ее на новую. В остальных случаях починить застежку на цепочке лучше в ювелирной мастерской. Специалист подберет необходимые запчасти и отрегулирует их взаимодействие при установке.
Что делать, если цепочка растянулась
Так как серебро и золото являются мягкими металлами, при неаккуратном обращении плетение может вытянуться. Прежде всего, это касается изделий, выполненных из некачественных сплавов или со сложным филигранным переплетением. При серьезном внешнем воздействии растянутая серебряная цепь или золотое переплетение деформируется необратимо.
Тяжеловесные золотые цепи в каталоге Sunlight
Если растянулась золотая цепочка простого плетения, можно самостоятельно удалить часть «лишних» звеньев до прежней длины. Если плетение сложное и многогранное, то независимо от материала, лучше прибегнуть к помощи специалиста.
К чему рвется цепочка на шее
Если верить суевериям, данная примета несет двойственное объяснение.
- Если порвалась цепочка с крестиком, Бог дает право выбора собственного пути.
- Другое объяснение говорит, что в окружении появились люди с негативной энергетикой, которые желают зла, наводят порчу, а священный символ нейтрализует это воздействие.
- Если цепочка с крестиком порвалась, но вы успели поймать крестик — впереди ждут проблемы со здоровьем.

Если же отбросить все приметы и суеверия, разрыв цепочки объясняется либо неосторожным обращением, либо плохим качеством изделия.
«Застегни мою любовь вокруг шеи, я живу, чтобы украшать тебя – ты моя драгоценность» — говорила Грейс Ливингстон-Хилл (американская писательница). Аккуратное и бережное отношение к ювелирным изделиям продлит на долгие годы радость «общения» с ними.
925 Silver Solder — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(
992 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Проект по изготовлению цепей — Сообщество по изготовлению ювелирных изделий Ганоксин
по
Two Suns Trading Co. Inc.
Inc.
Этот проект предназначен для новичков, которые хотят стать ювелирами на неполный или полный рабочий день. Имейте в виду, что есть много способов сделать это быстрее с помощью механических инструментов, но вы делаете этот проект, чтобы научиться пользоваться каркасной пилой и паять.
Инструменты, которые вам понадобятся:
- Кирка. Отмычка используется для манипуляций с серебром при пайке, для захвата припоя и перемещения его в нужное место, а также для нанесения флюса в нужное место. Я выбрала стальную вешалку. Один прослужит вам долго. Всегда держите острие острым и чистым.
- Факел. Подойдет почти любой факел. Мы используем ацетиленовую горелку Prest-O-Lite с баком B для подачи газа. Купите это в местном магазине сварочных материалов.
- Пинцет. Остроконечный и самоблокирующийся (крестовый замок).
- Плоскогубцы. Купите их в наборе из четырех штук. Так они более экономичны. Плоскогубцы, круглогубцы, цепные плоскогубцы и кусачки с заподлицо.
- Рамная пила. глубина 4 дюйма.
- Пилы. Для начала используйте 3/0. Вы покупаете их дюжинами или оптом. По мере того, как вы будете заниматься ювелирным делом, вы будете использовать пилы разных размеров.
- Штифт.
- Скамейка. Любой вид, с которым вам удобно работать.
- Напильники.
- Паяльная доска.
- Угольный блок.
- Воровать шерсть (000). Купите это в местном магазине красок.
- Две тарелки из прозрачного стекла глубиной 3 дюйма. 1 для травления и 1 для промывочной воды.
- 1 фунт травильного состава. Sparex или аналогичный состав.
- Малые верстачные тиски.
 Плоскогубцы, круглогубцы, цепные плоскогубцы и кусачки с заподлицо.
Плоскогубцы, круглогубцы, цепные плоскогубцы и кусачки с заподлицо.Необходимые материалы:
- Одна унция твердого припоя. Этого вам хватит надолго, так как вы будете резать его очень мелко.
- Стерлинговое серебро – 2 0z. Полукруглая проволока 14 калибра и 1 0z. Круглый провод 14 калибра.
- Флюс. Начните с любого хорошего готового флюса. (Ultra Flux от Engelhard).
- Палочки для эскимо.
 Этого вам хватит надолго, так как вы будете резать его очень мелко.
Этого вам хватит надолго, так как вы будете резать его очень мелко.Инструкции по изготовлению цепей проекта
- Отмычка используется для манипулирования серебром при пайке, захвата припоя и перемещения его в нужное место. Вы также можете использовать его, чтобы поместить флюс туда, куда вам нужно. Всегда держите острие чистым и острым.
- Мы сами производим флюс, но на рынке есть хорошие флюсы. Если вы хотите сделать свой собственный, это формула. Приобретите ингредиенты в местной аптеке. 90 граммов борной кислоты, 60 граммов буры, одна кварта. дистиллированная вода. Поместите ингредиенты в воду, нагрейте до прозрачности, храните при комнатной температуре. Используйте в емкостях меньшего размера.
- Вы собираетесь сделать цепь, и при этом вы научитесь пользоваться пилой и научитесь паять.
- Есть три основных припоя, твердые расплавы @ 1435, мед. тает при 1335 и легко тает при 1260. Тот, который вы будете использовать, жесткий. Это тот, с которого нужно начать. Когда вы научитесь использовать это, другие будут легкими. Возьмите твердый припой. Одна унция это много, так как вы будете резать его очень маленьким, 1/64″. Когда вы получите припой, отрежьте ок. шесть дюймов. Очистите, удалив оксиды стальной мочалкой, 000. Купите это в местном магазине красок. Нарежьте припой в большую миску. Это предотвратит потерю любого, так как он будет прыгать при разрезании. Хранить в небольшой стеклянной бутылочке. Четко отметьте это ТЯЖЕЛО.
- Ваша цепочка будет изготовлена из полукруглой проволоки 14 калибра. Купите пару унций. Крючок будет изготовлен из круглой проволоки 14 калибра. Купите одну унцию. Вам останется с чем поиграть.

Этапы изготовления цепи
- Отжиг. (смягчить серебро). Стерлинговое серебро — это цветной металл, поэтому, чтобы отжечь его, возьмите полукруглую проволоку и намотайте ее на круг диаметром ок. от 3 до 3 1/2 дюйма. Чтобы не перегибаться и не гнуться. Возьмите каждый конец, закрутите по кругу в двух точках. Это удержит круг на месте. Положите кружок на угольный блок и нагрейте горелкой до тускло-красного цвета. Уберите горелку и дайте остыть. Когда остынет, поместите в рассол. Это очистит его.
- Отрезать ок. 6 футов. Поместите один конец в небольшие тиски. Возьмите другой конец и начните наматывать на палочку для эскимо. Плотно затяните, но не растягивайте проволоку. Плотно оберните проволоку вокруг палочки.
- Теперь вы готовы распилить проволоку. Оставьте на палочке. Поместите обернутую палку ребром на булавку. Теперь срежьте центр вертикального края, тонкий край палочки от эскимо. Вы будете использовать полотно 3/0 в своей рамной пиле под небольшим углом, это один из очень немногих случаев, когда вы когда-либо будете использовать свою рамную пилу под углом. Прорезав 3-4 звена, удалите звенья. Отрежьте лишнюю древесину от палки и повторяйте, пока не будут отрезаны все звенья.
 от 3 до 3 1/2 дюйма. Чтобы не перегибаться и не гнуться. Возьмите каждый конец, закрутите по кругу в двух точках. Это удержит круг на месте. Положите кружок на угольный блок и нагрейте горелкой до тускло-красного цвета. Уберите горелку и дайте остыть. Когда остынет, поместите в рассол. Это очистит его.
от 3 до 3 1/2 дюйма. Чтобы не перегибаться и не гнуться. Возьмите каждый конец, закрутите по кругу в двух точках. Это удержит круг на месте. Положите кружок на угольный блок и нагрейте горелкой до тускло-красного цвета. Уберите горелку и дайте остыть. Когда остынет, поместите в рассол. Это очистит его.
Теперь вы готовы подготовить звенья
- Возьмите каждое звено и осмотрите его на наличие выступающих краев на обоих концах разрезанного соединения. Используйте напильник, чтобы подпилить края перьев.
- Разделите звенья на две равные стопки.
- Возьмите одну сваю и выровняйте стык плоскогубцами для пайки. Обратите внимание, что вы не можете соединить серебро, поэтому соединение, которое нужно спаять, должно соприкасаться и быть идеально выровненным.
- Используя пинцет с крестообразным замком, возьмите звено и встаньте на край так, чтобы соединение для пайки было направлено вверх. Возьмите кирку и окуните во флюс и нанесите каплю флюса на соединение. Разложите фрагменты припоя на паяльной доске, нагрейте один фрагмент, пока он не сформируется в маленький шарик, используйте точку захвата, чтобы взять фрагмент, пока он еще горячий. Нагревайте соединение до тех пор, пока оно не станет слегка ртутным. В это время поместите фрагмент на сустав.


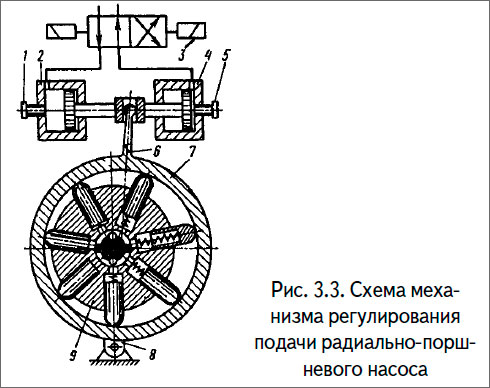
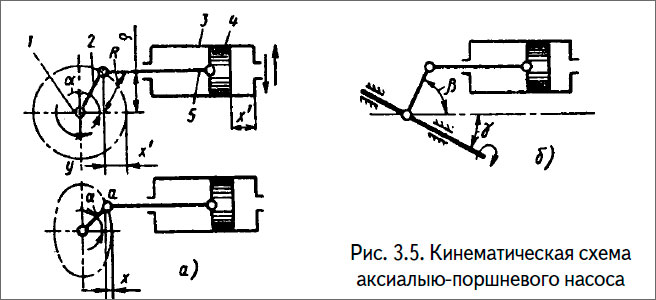
 В дифференциальном насосе (рис. 7.5) поршень 4 перемещается в гладко обработанном цилиндре 5. Уплотнением поршня служит сальник 3 (вариант I) или малый зазор (вариант II) со стенкой цилиндра. Насос имеет два клапана: всасывающий 7 и нагнетательный 6, а также вспомогательную камеру 1. Всасывание происходит за один ход поршня, а нагнетание за оба хода. Так, при ходе поршня влево из вспомогательной камеры в нагнетательный трубопровод 2 вытесняется объем жидкости, равный (F — f) l; при ходе поршня вправо из основной камеры вытесняется объем жидкости, равный fl. Таким образом, за оба хода поршня в нагнетательный трубопровод будет подан объем жидкости, равный.
В дифференциальном насосе (рис. 7.5) поршень 4 перемещается в гладко обработанном цилиндре 5. Уплотнением поршня служит сальник 3 (вариант I) или малый зазор (вариант II) со стенкой цилиндра. Насос имеет два клапана: всасывающий 7 и нагнетательный 6, а также вспомогательную камеру 1. Всасывание происходит за один ход поршня, а нагнетание за оба хода. Так, при ходе поршня влево из вспомогательной камеры в нагнетательный трубопровод 2 вытесняется объем жидкости, равный (F — f) l; при ходе поршня вправо из основной камеры вытесняется объем жидкости, равный fl. Таким образом, за оба хода поршня в нагнетательный трубопровод будет подан объем жидкости, равный.

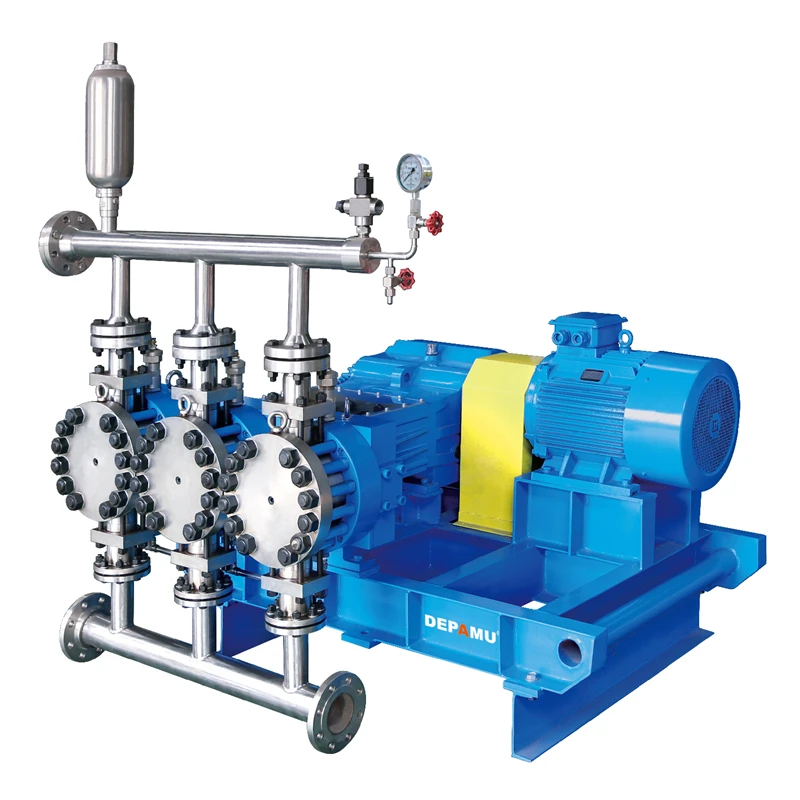
 При пульсациях давления в напорной линии диафрагма перемещается и сжатый газ над диафрагмой то сжимается, то расширяется, поддерживая тем самым более равномерным давление в напорной линии.
При пульсациях давления в напорной линии диафрагма перемещается и сжатый газ над диафрагмой то сжимается, то расширяется, поддерживая тем самым более равномерным давление в напорной линии. ..
.. Geophys. Res. 1991. Vol. 96, No A12. P. 1159−1172. 29. Picone J.M., Hedin A.E., Drob D.P., Aikin A.C. NRLMSISE-00 empirical model of the atmosphere: Statistical comparisons and scientific issues…
Geophys. Res. 1991. Vol. 96, No A12. P. 1159−1172. 29. Picone J.M., Hedin A.E., Drob D.P., Aikin A.C. NRLMSISE-00 empirical model of the atmosphere: Statistical comparisons and scientific issues… Туркменская ССР вывозит в РСФСР 93,5% добываемого природного газа, 64% центробежных нефтяных насосов, 69% кабельных изделий, 59% вентиляторов для градирен, продукцию химической промышленности и другие виды промышленной продукции. Туркменистан — составная часть Среднеазиатского экономического района. Удельный вес ввоза из республик…
Туркменская ССР вывозит в РСФСР 93,5% добываемого природного газа, 64% центробежных нефтяных насосов, 69% кабельных изделий, 59% вентиляторов для градирен, продукцию химической промышленности и другие виды промышленной продукции. Туркменистан — составная часть Среднеазиатского экономического района. Удельный вес ввоза из республик… ..
.. ) на китайском острове Юнсин (англ. — Woody Island, кит. — Ж вьет. — Bao Phu Lam) в провинции Хайнань, который является самым крупным по площади из Парасельских островов (см. рис. 2). По заявлениям китайских властей в будущем город станет центром нового административного района, куда…
) на китайском острове Юнсин (англ. — Woody Island, кит. — Ж вьет. — Bao Phu Lam) в провинции Хайнань, который является самым крупным по площади из Парасельских островов (см. рис. 2). По заявлениям китайских властей в будущем город станет центром нового административного района, куда… Иногда его отвлекают другие самки, что ведет к прерыванию ухаживания за первой. Дельфин плавает вокруг подруги, принимая различные позы и демонстрируя себя; принимает вертикальное положение, выставив хвост из воды и ритмично ударяя им по воде. Самка, проплывая мимо, прикасается его головы или брюха плавниками или внезапно…
Иногда его отвлекают другие самки, что ведет к прерыванию ухаживания за первой. Дельфин плавает вокруг подруги, принимая различные позы и демонстрируя себя; принимает вертикальное положение, выставив хвост из воды и ритмично ударяя им по воде. Самка, проплывая мимо, прикасается его головы или брюха плавниками или внезапно… Для определения условий минералообразования изучались газово-жидкие включения в кварце, кальците, эпи-доте и аксините, входящих в состав кварцевых жил. Особенно детально проанализированы флюидные включения в золоторудном кварце. Полученные данные сопоставлялись с результатами изучения незолоторудного кварца, отобранного как на Верх-ненияюском участке, так…
Для определения условий минералообразования изучались газово-жидкие включения в кварце, кальците, эпи-доте и аксините, входящих в состав кварцевых жил. Особенно детально проанализированы флюидные включения в золоторудном кварце. Полученные данные сопоставлялись с результатами изучения незолоторудного кварца, отобранного как на Верх-ненияюском участке, так… Интерфейс поршень/цилиндр аксиально-поршневой машины вносит значительный вклад в рассеяние чистой энергии машины из-за утечек и вязкого трения. Текущие решения обычно требуют обработки на микронном уровне, что увеличивает производственные затраты.
Интерфейс поршень/цилиндр аксиально-поршневой машины вносит значительный вклад в рассеяние чистой энергии машины из-за утечек и вязкого трения. Текущие решения обычно требуют обработки на микронном уровне, что увеличивает производственные затраты.
 1007/s11831-016-9180-5.
1007/s11831-016-9180-5.
 1007/с11831-016-9180-5
1007/с11831-016-9180-5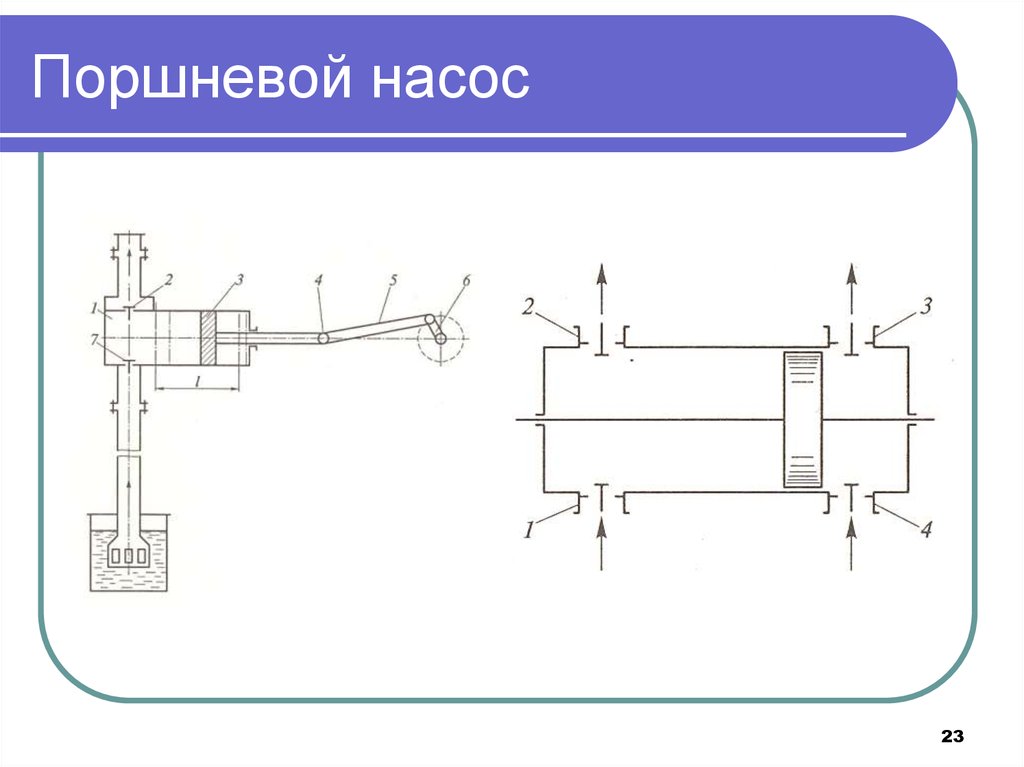
 2
2 4
4 6
6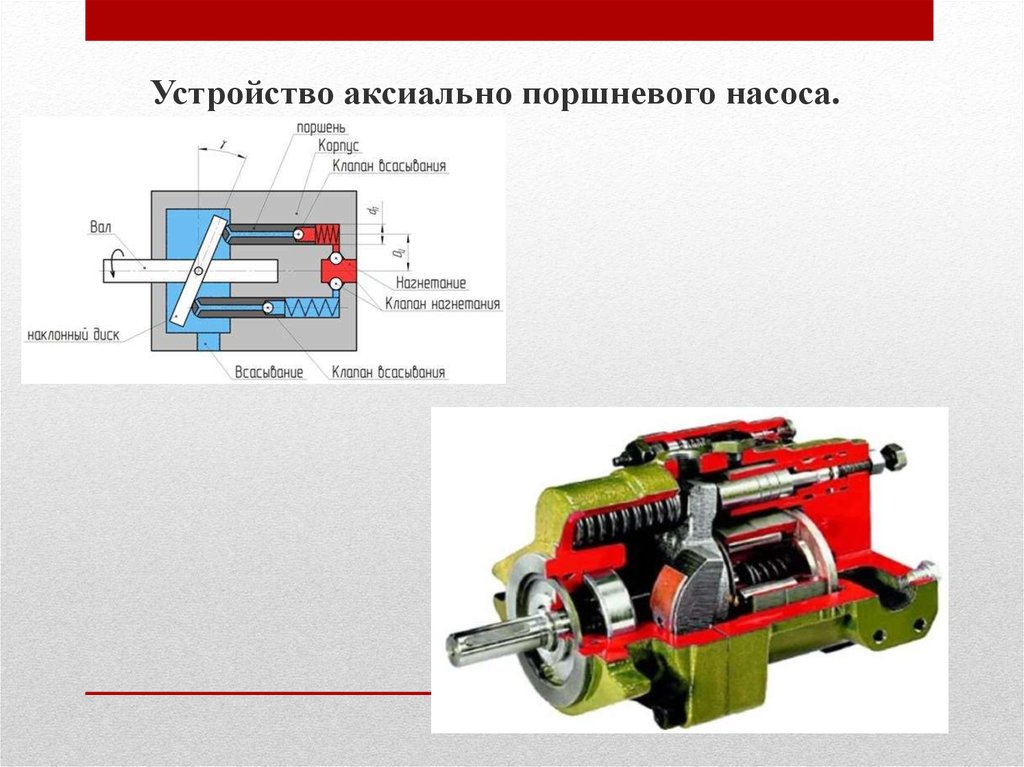 8
8 10
10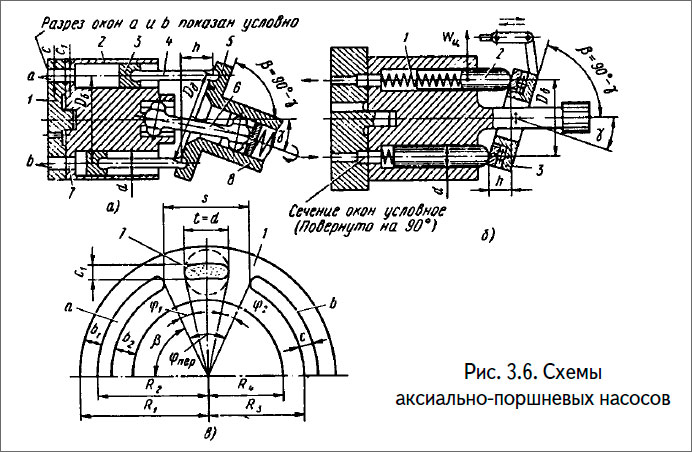 13
13 15
15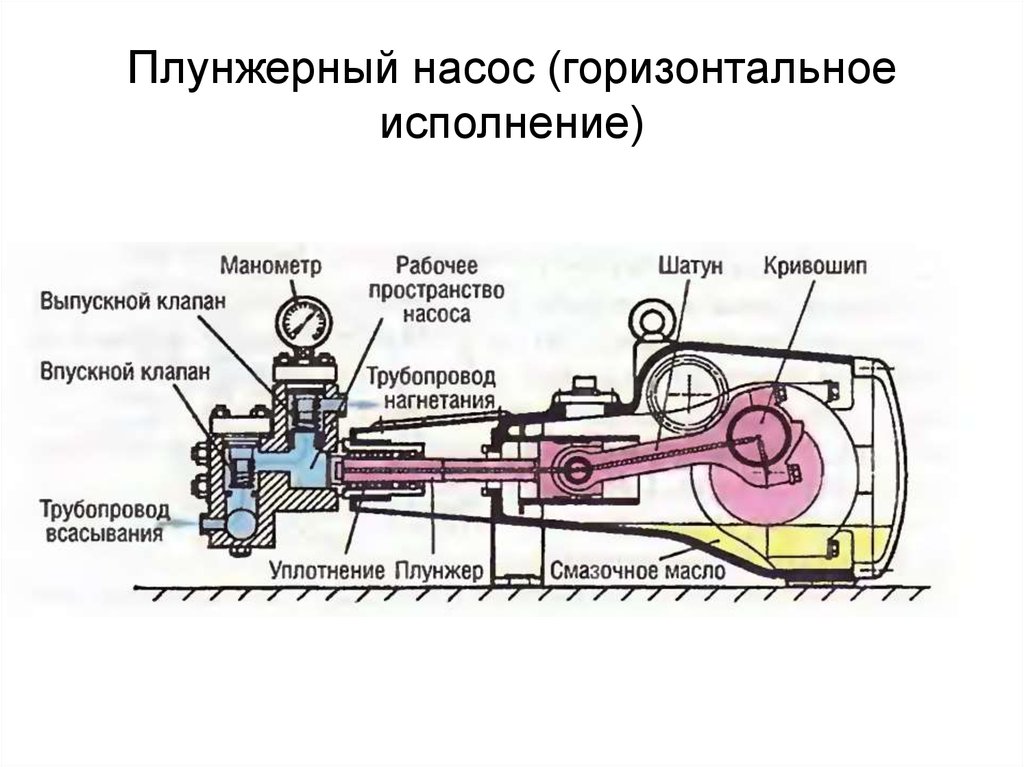 17
17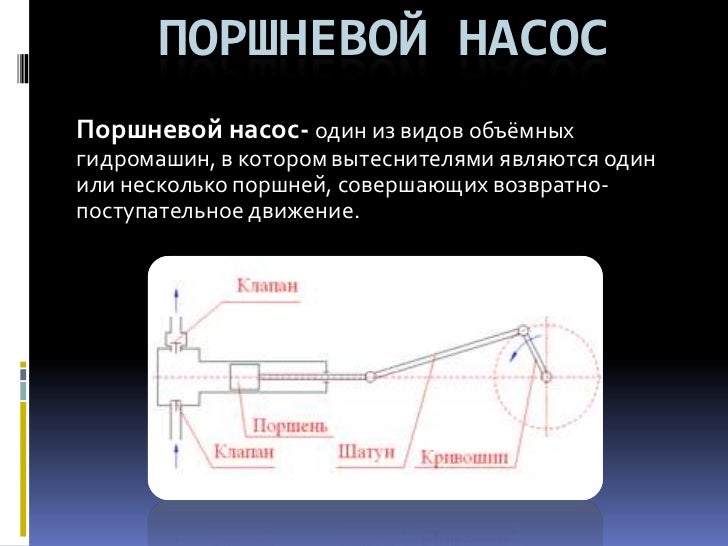 20
20 22
22 24
24 28
28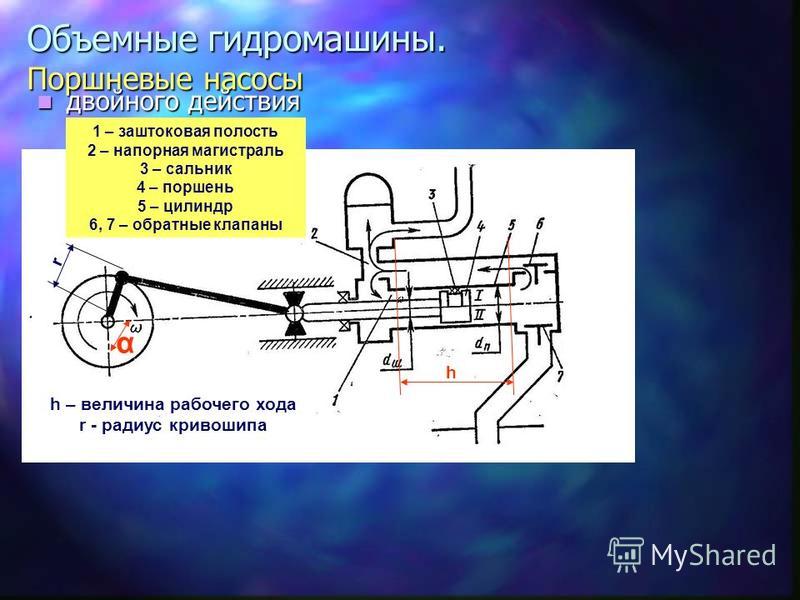 31
31 33
33 35
35 37
37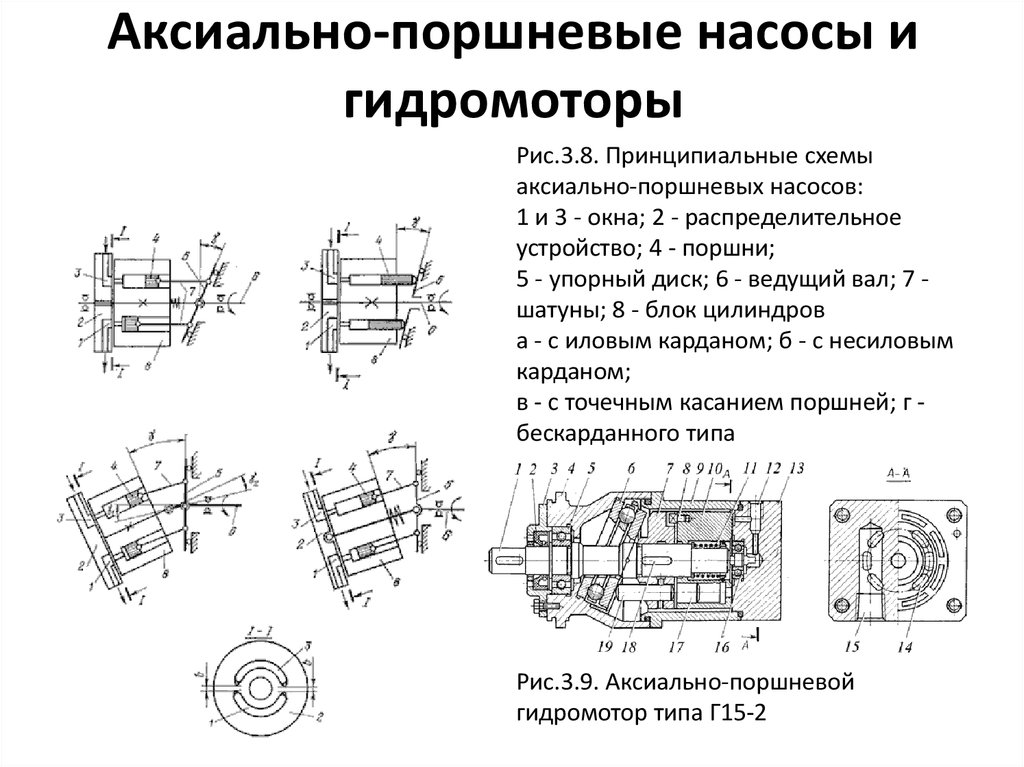 39
39 41
41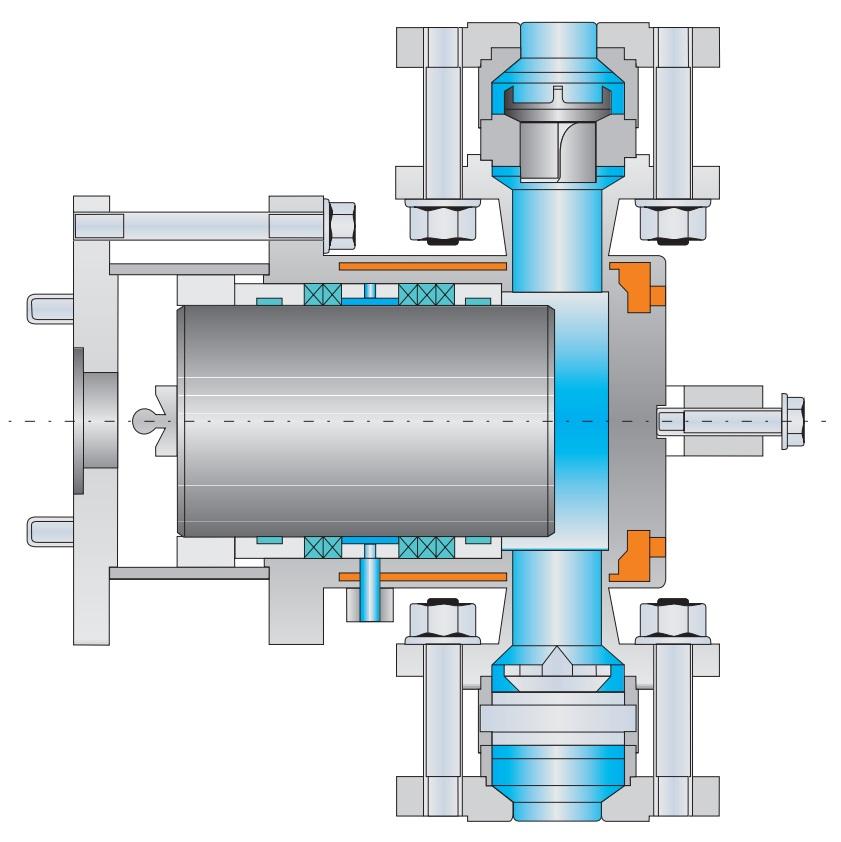
 Но есть ряд требований, общих для всех изделий, которые предназначены для установки в кирпичные стены:
Но есть ряд требований, общих для всех изделий, которые предназначены для установки в кирпичные стены:
 Это можно сделать при помощи специальной щетки, промышленного пылесоса или подручных средств.
Это можно сделать при помощи специальной щетки, промышленного пылесоса или подручных средств.

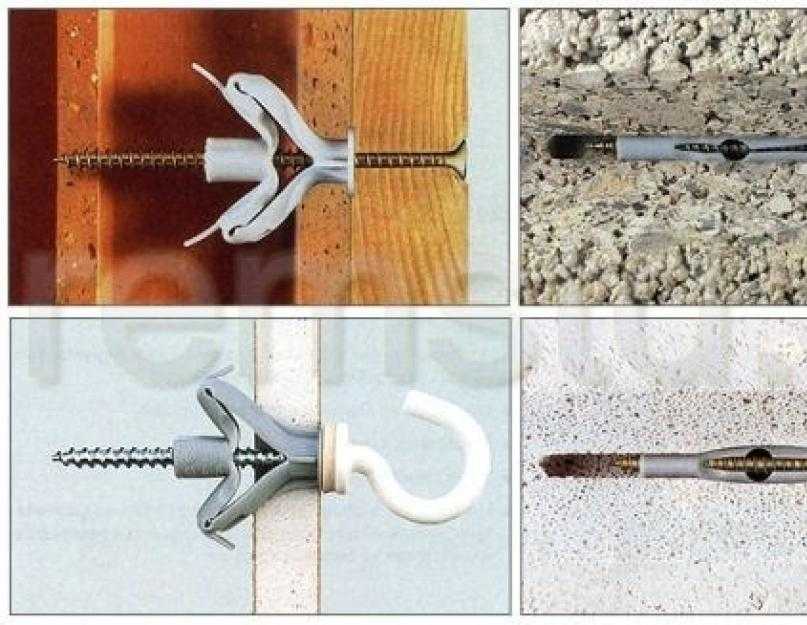
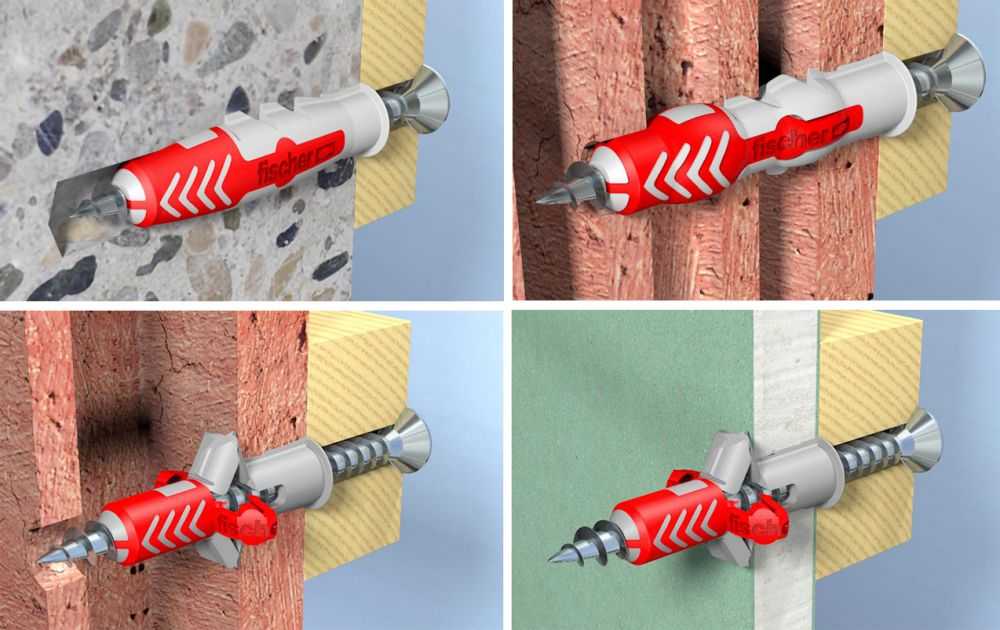
 Система состоит из двух частей: опорный стержень (болт) и распорная гильза. Анкера для кирпичных стен изготавливают различной длины и диаметров, то есть под каждую величину нагрузки подбирают определённый вид крепежа.
Система состоит из двух частей: опорный стержень (болт) и распорная гильза. Анкера для кирпичных стен изготавливают различной длины и диаметров, то есть под каждую величину нагрузки подбирают определённый вид крепежа. Рассмотрим некоторые виды крепежа:
Рассмотрим некоторые виды крепежа: youtube.com/embed/kdW62uNlPdQ?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/kdW62uNlPdQ?rel=0&showinfo=0″ allowfullscreen=»allowfullscreen»> 
 Однако такое положение анкеров может привести к печальным последствиям. При большой нагрузке цемент крошится, и навесные предметы могут просто рухнуть на пол.
Однако такое положение анкеров может привести к печальным последствиям. При большой нагрузке цемент крошится, и навесные предметы могут просто рухнуть на пол. Если имеется более одного анкера, может быть сложно правильно совместить все отверстия для установки. Для анкеров с внутренней резьбой также необходимо просверлить большое отверстие, поскольку размер отверстия равен внешнему диаметру анкера. Якорь женского типа придаст более законченный вид, потому что форма головки и тип используемого болта не будут выступать на большое расстояние от поверхности.
Если имеется более одного анкера, может быть сложно правильно совместить все отверстия для установки. Для анкеров с внутренней резьбой также необходимо просверлить большое отверстие, поскольку размер отверстия равен внешнему диаметру анкера. Якорь женского типа придаст более законченный вид, потому что форма головки и тип используемого болта не будут выступать на большое расстояние от поверхности. Анкеры-втулки универсальны и могут использоваться в полнотелом кирпиче, кирпиче с отверстиями или растворном шве. Гильзовые анкеры имеют самые разнообразные типы головок и бывают с круглой прорезной головкой, плоской головкой с потайной головкой Phillips, круглой головкой или стандартной шестигранной гайкой. Оцинкованные гильзовые анкеры следует использовать в сухих помещениях внутри помещений, гильзовые анкеры из нержавеющей стали следует рассматривать для использования вне помещений. Все анкерные втулки поставляются предварительно собранными и готовыми к использованию. Отверстие, которое необходимо просверлить в кирпиче, имеет тот же диаметр, что и используемый анкер-втулка. Для просверливания отверстия в кирпиче необходимо использовать ударную дрель с твердосплавным наконечником.
Анкеры-втулки универсальны и могут использоваться в полнотелом кирпиче, кирпиче с отверстиями или растворном шве. Гильзовые анкеры имеют самые разнообразные типы головок и бывают с круглой прорезной головкой, плоской головкой с потайной головкой Phillips, круглой головкой или стандартной шестигранной гайкой. Оцинкованные гильзовые анкеры следует использовать в сухих помещениях внутри помещений, гильзовые анкеры из нержавеющей стали следует рассматривать для использования вне помещений. Все анкерные втулки поставляются предварительно собранными и готовыми к использованию. Отверстие, которое необходимо просверлить в кирпиче, имеет тот же диаметр, что и используемый анкер-втулка. Для просверливания отверстия в кирпиче необходимо использовать ударную дрель с твердосплавным наконечником. Оба диаметра имеют длину 1-1/4″, 1-3/4″, 2-1/4″, 2-3/4″, 3-1/4″, 3-3/4″ и 4 ; диаметр 1/4 дюйма также имеет длину 5 дюймов и 6 дюймов. Прежде чем вставлять винт Tapcon, в кирпиче необходимо просверлить отверстие. Резьба tapcon врезается в кирпич, обеспечивая превосходную удерживающую способность. Единственная проблема, которая может возникнуть при использовании тапкона в кирпиче, заключается в том, что при использовании очень твердого абразивного кирпича способность свинцовой нити ударять по кирпичу может быть уменьшена до того, как головка тапкона плотно прилегает к закрепляемому приспособлению. Когда это происходит, тапкон перестает постукивать, и, если прикладывать продолжительный крутящий момент, тапкон может срезаться. Отверстие, которое просверливается в кирпиче, имеет диаметр чуть меньше диаметра устанавливаемого тапкона; для крана 3/16 дюйма требуется отверстие 5/32 дюйма, а для крана 1/4 дюйма требуется отверстие 3/16 дюйма. Шуруп по бетону марки Tapcon поставляется со стандартным синим покрытием Climaseal® или из нержавеющей стали 410 с серебристым покрытием Climaseal®.
Оба диаметра имеют длину 1-1/4″, 1-3/4″, 2-1/4″, 2-3/4″, 3-1/4″, 3-3/4″ и 4 ; диаметр 1/4 дюйма также имеет длину 5 дюймов и 6 дюймов. Прежде чем вставлять винт Tapcon, в кирпиче необходимо просверлить отверстие. Резьба tapcon врезается в кирпич, обеспечивая превосходную удерживающую способность. Единственная проблема, которая может возникнуть при использовании тапкона в кирпиче, заключается в том, что при использовании очень твердого абразивного кирпича способность свинцовой нити ударять по кирпичу может быть уменьшена до того, как головка тапкона плотно прилегает к закрепляемому приспособлению. Когда это происходит, тапкон перестает постукивать, и, если прикладывать продолжительный крутящий момент, тапкон может срезаться. Отверстие, которое просверливается в кирпиче, имеет диаметр чуть меньше диаметра устанавливаемого тапкона; для крана 3/16 дюйма требуется отверстие 5/32 дюйма, а для крана 1/4 дюйма требуется отверстие 3/16 дюйма. Шуруп по бетону марки Tapcon поставляется со стандартным синим покрытием Climaseal® или из нержавеющей стали 410 с серебристым покрытием Climaseal®. При установке tapcon необходимо использовать ударную дрель с насадкой из твердого сплава.
При установке tapcon необходимо использовать ударную дрель с насадкой из твердого сплава.

 Короткая версия предназначена для очень плотного и твердого кирпича, а более длинная версия предназначена для менее плотного и более мягкого кирпичного материала. Дополнительная длина длинного лагового щитка обеспечивает более глубокое заделывание в кирпич, что создает потенциал для лучшей удерживающей способности. Оба лаговых щита имеют диаметры 1/4”, 3/8”, 1/2”, 5/8”, 3/4” и требуют использования шурупа для расширения анкера после его установки в кирпич. Защитные экраны для лаг могут быть установлены в кирпичный или растворный шов, и, поскольку конструкция универсальна, они допускают широкий диапазон расширения. Имейте в виду, что для расширения анкера необходимо использовать стягивающий винт, а стягивающие винты доступны только с шестигранной головкой.
Короткая версия предназначена для очень плотного и твердого кирпича, а более длинная версия предназначена для менее плотного и более мягкого кирпичного материала. Дополнительная длина длинного лагового щитка обеспечивает более глубокое заделывание в кирпич, что создает потенциал для лучшей удерживающей способности. Оба лаговых щита имеют диаметры 1/4”, 3/8”, 1/2”, 5/8”, 3/4” и требуют использования шурупа для расширения анкера после его установки в кирпич. Защитные экраны для лаг могут быть установлены в кирпичный или растворный шов, и, поскольку конструкция универсальна, они допускают широкий диапазон расширения. Имейте в виду, что для расширения анкера необходимо использовать стягивающий винт, а стягивающие винты доступны только с шестигранной головкой. Каменщик
Каменщик
 Часто выбранный болт определяет внутренний анкер , который будет использоваться .
Часто выбранный болт определяет внутренний анкер , который будет использоваться . им доступен в восьми диаметрах и может использоваться в кирпич , блок или бетон .
им доступен в восьми диаметрах и может использоваться в кирпич , блок или бетон . Оба анкера
Оба анкера  По своей конструкции анкерная втулка простирается на дополнительную площадь поверхности по сравнению с распорными анкерами предыдущего типа .
По своей конструкции анкерная втулка простирается на дополнительную площадь поверхности по сравнению с распорными анкерами предыдущего типа .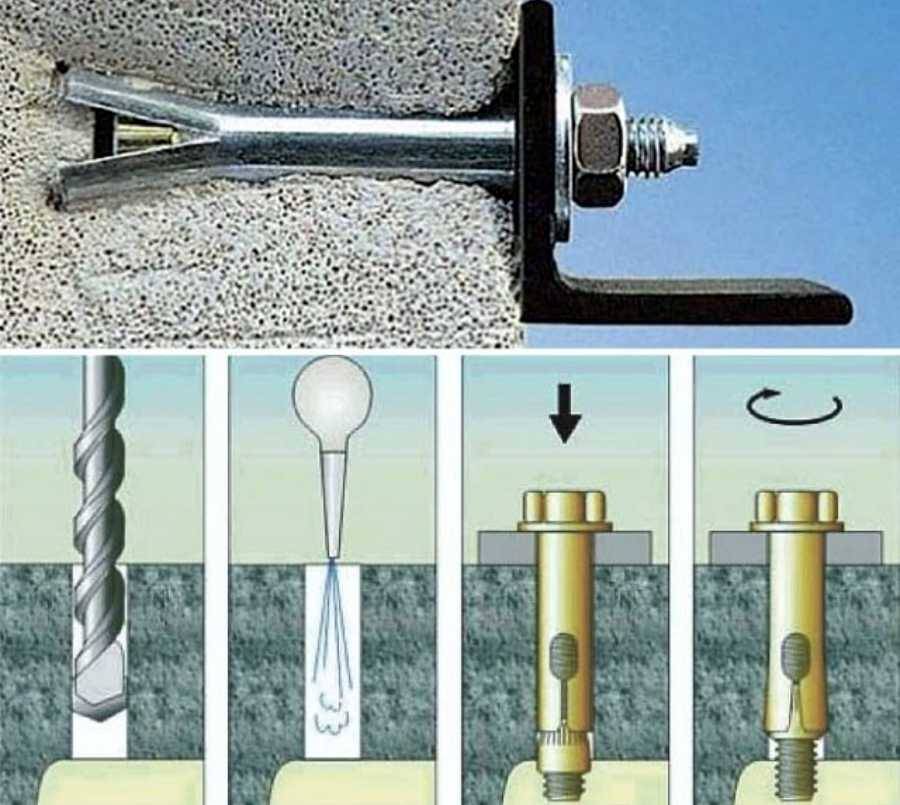 Например, анкер 3/8″ с втулкой имеет шпильки 5/16″ super . Этот придает анкеру-втулке прочность на сдвиг 5/16″ анкера , а не настоящий 3/8″ диаметр крепеж .
Например, анкер 3/8″ с втулкой имеет шпильки 5/16″ super . Этот придает анкеру-втулке прочность на сдвиг 5/16″ анкера , а не настоящий 3/8″ диаметр крепеж . Головка желудя представляет собой шестигранник с окончанием желудевой головки ; шестигранная головка — стандартная шестигранная гайка ;
Головка желудя представляет собой шестигранник с окончанием желудевой головки ; шестигранная головка — стандартная шестигранная гайка ; Вариант подходящих объектов зависит от ситуации где якорь установлен .
Вариант подходящих объектов зависит от ситуации где якорь установлен .
 Длина всех шестигранных шайб паза кирпичная кладка шурупы для кирпича расчетные под головку и плоские потайные крестообразные измеренные как общая длина .
Длина всех шестигранных шайб паза кирпичная кладка шурупы для кирпича расчетные под головку и плоские потайные крестообразные измеренные как общая длина .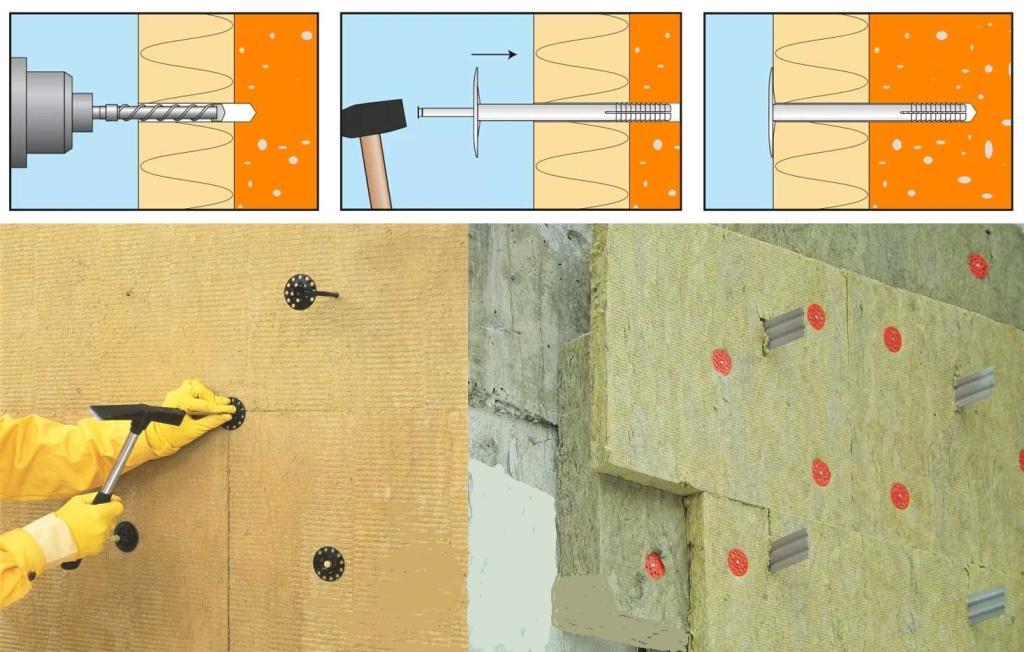



 Чистящее вещество может наноситься чистой губкой, мягкой тканью или щеткой, после чего следует ополоснуть предмет в чистой воде и высушить его6.
Чистящее вещество может наноситься чистой губкой, мягкой тканью или щеткой, после чего следует ополоснуть предмет в чистой воде и высушить его6.

 Для удаления отложений кофе замочите металл в горячем растворе пищевой соды (бикарбонат натрия).
Для удаления отложений кофе замочите металл в горячем растворе пищевой соды (бикарбонат натрия). 
 Чтобы избежать неоднородного внешнего вида, может понадобиться обработать всю поверхность целиком.
Чтобы избежать неоднородного внешнего вида, может понадобиться обработать всю поверхность целиком. 
 Царапины в особенности хорошо видны на поверхности сушилок для посуды. Как правило, они неглубоки и могут быть удалены фирменным очистителем нержавеющей стали или восстановителем автомобильной краски, например, T-cut.
Царапины в особенности хорошо видны на поверхности сушилок для посуды. Как правило, они неглубоки и могут быть удалены фирменным очистителем нержавеющей стали или восстановителем автомобильной краски, например, T-cut. Вероятнее всего, эти пятна появились из-за углеродной стали проволочной мочалки, частицы которой попали на нержавеющую сталь.
Вероятнее всего, эти пятна появились из-за углеродной стали проволочной мочалки, частицы которой попали на нержавеющую сталь. К счастью, пятна легко удаляются.
К счастью, пятна легко удаляются. )
)
 Поэтому, когда ванна с пищевой содой не удовлетворяет вас, чистящие средства на основе щавелевой кислоты предлагают очень эффективный альтернативный метод растворения ржавчины и очистки пятен.
Поэтому, когда ванна с пищевой содой не удовлетворяет вас, чистящие средства на основе щавелевой кислоты предлагают очень эффективный альтернативный метод растворения ржавчины и очистки пятен.
 Как бы вы ни решили удалить ржавчину с нержавеющей стали, держитесь подальше от стальной ваты, стальных щеток или любых чистящих средств, содержащих фтор, хлор, бром или йод (и это лишь некоторые элементы из семейства хлоридов). Помните, что хлориды настолько абразивны, что портят «нержавеющую» поверхность, делая ее восприимчивой к коррозии. Кроме того, средства для удаления ржавчины, предназначенные для других металлов, или агрессивные чистящие средства и чистящие подушечки, такие как стальная вата, могут вызвать повреждающие царапины или, что еще хуже, оставить надоедливые остатки частиц, которые могут привести к еще одному неприятному столкновению с ржавчиной.
Как бы вы ни решили удалить ржавчину с нержавеющей стали, держитесь подальше от стальной ваты, стальных щеток или любых чистящих средств, содержащих фтор, хлор, бром или йод (и это лишь некоторые элементы из семейства хлоридов). Помните, что хлориды настолько абразивны, что портят «нержавеющую» поверхность, делая ее восприимчивой к коррозии. Кроме того, средства для удаления ржавчины, предназначенные для других металлов, или агрессивные чистящие средства и чистящие подушечки, такие как стальная вата, могут вызвать повреждающие царапины или, что еще хуже, оставить надоедливые остатки частиц, которые могут привести к еще одному неприятному столкновению с ржавчиной. Ваша блестящая кухня с отделкой из нержавеющей стали скажет вам спасибо позже.
Ваша блестящая кухня с отделкой из нержавеющей стали скажет вам спасибо позже.
 Не используйте уксус на нержавеющей стали с этим покрытием; уксус может смыть покрытие.
Не используйте уксус на нержавеющей стали с этим покрытием; уксус может смыть покрытие. Однако знайте, что лимонный сок, который слишком долго остается на нержавеющей стали, может повредить поверхность.
Однако знайте, что лимонный сок, который слишком долго остается на нержавеющей стали, может повредить поверхность.

 «Но также могут быть основные продукты для кладовой, которые уже могут скрываться в ваших кухонных шкафах».
«Но также могут быть основные продукты для кладовой, которые уже могут скрываться в ваших кухонных шкафах».
 Благодаря своей мягкой абразивности и моющим свойствам пищевая сода также является прекрасным средством для очистки белья, затирки плитки и гриля.
Благодаря своей мягкой абразивности и моющим свойствам пищевая сода также является прекрасным средством для очистки белья, затирки плитки и гриля.
 Нужен ли в данном случае бордюр для отмостки — вопрос индивидуальный. Но все типы ограждений не должны препятствовать отводу вод. Такие отмостки требуют ухода: раз в сезон их необходимо «освежать» новой порцией декоративной мульчи.
Нужен ли в данном случае бордюр для отмостки — вопрос индивидуальный. Но все типы ограждений не должны препятствовать отводу вод. Такие отмостки требуют ухода: раз в сезон их необходимо «освежать» новой порцией декоративной мульчи. Это могут быть природные материалы местного происхождения — например, некрупные булыжники с включением красивых камней, привезенных по случаю с местного пляжа или речного берега.
Это могут быть природные материалы местного происхождения — например, некрупные булыжники с включением красивых камней, привезенных по случаю с местного пляжа или речного берега.
 Для создания полужестких отмосток подходят любые материалы, применяемые для мощения дорожек.
Для создания полужестких отмосток подходят любые материалы, применяемые для мощения дорожек. Расскажите, какие материалы вы использовали и с какими сложностями столкнулись
Расскажите, какие материалы вы использовали и с какими сложностями столкнулись С ней грунт вокруг фундамента не промерзает, а значит, несущее основание служит дольше.
С ней грунт вокруг фундамента не промерзает, а значит, несущее основание служит дольше. Срок службы полужесткой отмостки напрямую зависит от характера грунтов. Дефекты такой отмостки делают ее практически неремонтопригодной. На пучинистых и водонасыщенных грунтах после морозной зимы она может «отправиться на прогулку», и восстановление отмостки будет непростой задачей.
Срок службы полужесткой отмостки напрямую зависит от характера грунтов. Дефекты такой отмостки делают ее практически неремонтопригодной. На пучинистых и водонасыщенных грунтах после морозной зимы она может «отправиться на прогулку», и восстановление отмостки будет непростой задачей. В противном случае тротуарная плитка и мощение пойдут волнами и укрепление отмостки будет невозможно (придется перебирать).
В противном случае тротуарная плитка и мощение пойдут волнами и укрепление отмостки будет невозможно (придется перебирать). Но для ее строительства недостаточно просто сделать бетонную ленту с уклоном по периметру дома (как это часто делают те, кто строит своими руками). Ведь в этом случае сама отмостка примет на себя влияние обозначенных выше факторов, пойдет трещинами. Такая бетонная отмостка уже после первой зимы будет крошиться (в углах и на стыке с цоколем) и перестанет выполнять возложенные на нее задачи по защите основания.
Но для ее строительства недостаточно просто сделать бетонную ленту с уклоном по периметру дома (как это часто делают те, кто строит своими руками). Ведь в этом случае сама отмостка примет на себя влияние обозначенных выше факторов, пойдет трещинами. Такая бетонная отмостка уже после первой зимы будет крошиться (в углах и на стыке с цоколем) и перестанет выполнять возложенные на нее задачи по защите основания. Мягкая отмостка вокруг дома без подвала будет экономичным и элегантным решением.
Мягкая отмостка вокруг дома без подвала будет экономичным и элегантным решением.
 Высота водосточной трубы над отмосткой не регламентирована (чем ниже — тем лучше), но под трубами должны располагаться водоотводные желоба.
Высота водосточной трубы над отмосткой не регламентирована (чем ниже — тем лучше), но под трубами должны располагаться водоотводные желоба. Оптимальный вариант — песчано-гравийная смесь (ПГС) либо песок с примесью глины.
Оптимальный вариант — песчано-гравийная смесь (ПГС) либо песок с примесью глины.  Армирование производится сварной сеткой с ячейкой 25 мм.
Армирование производится сварной сеткой с ячейкой 25 мм. Самая трудоемкая часть работы — выборка грунта и строительство дренажных систем.
Самая трудоемкая часть работы — выборка грунта и строительство дренажных систем. «Вокруг дома с Эриком Джи» — это не типичное шоу мастеров на все руки или «Сделай сам», поскольку мы более глубоко погружаемся в домашние проекты, чтобы вы знали, как их выполнять. Мы поможем вам справиться с этим новым проектом, не забывая о вашем здоровье и благополучии. Двухчасовое шоу расскажет о текущих событиях, интервью со знаменитостями и раздачах продуктов. Все, от вашего последнего проекта «сделай сам» до строительства дома и того, о чем вам нужно подумать, прежде чем прыгать. Ваш дом может быть денежной ямой, но правильное планирование может помочь вам держать этот бюджет под контролем. Сегодняшний домовладелец ищет новейшую информацию о домашних технологиях, и мы здесь, чтобы предоставить ее вам. Ремоделирование — огромная тенденция, поскольку люди проводят больше времени дома, чем когда-либо.
«Вокруг дома с Эриком Джи» — это не типичное шоу мастеров на все руки или «Сделай сам», поскольку мы более глубоко погружаемся в домашние проекты, чтобы вы знали, как их выполнять. Мы поможем вам справиться с этим новым проектом, не забывая о вашем здоровье и благополучии. Двухчасовое шоу расскажет о текущих событиях, интервью со знаменитостями и раздачах продуктов. Все, от вашего последнего проекта «сделай сам» до строительства дома и того, о чем вам нужно подумать, прежде чем прыгать. Ваш дом может быть денежной ямой, но правильное планирование может помочь вам держать этот бюджет под контролем. Сегодняшний домовладелец ищет новейшую информацию о домашних технологиях, и мы здесь, чтобы предоставить ее вам. Ремоделирование — огромная тенденция, поскольку люди проводят больше времени дома, чем когда-либо.
 Теперь, когда шоу объединилось с Talk Media Network, ток-шоу на радио доступно по всей стране, или убедитесь, что вы ловите подкаст на 34 различных платформах для подкастов по всему миру.
Теперь, когда шоу объединилось с Talk Media Network, ток-шоу на радио доступно по всей стране, или убедитесь, что вы ловите подкаст на 34 различных платформах для подкастов по всему миру.
 com
com
 com 9090-148 Ваш телефон
com 9090-148 Ваш телефон  com
com
 Чтобы сделать зерно мелким, в металл вводят специальные вещества — модификаторы. Процесс искусственного регулирования величины зерел получил название модифицирования.
Чтобы сделать зерно мелким, в металл вводят специальные вещества — модификаторы. Процесс искусственного регулирования величины зерел получил название модифицирования. Если условия кристаллизации благоприятны, то могут возникнуть огромные дендриты, достигающие в длину нескольких десятков сантиметров. Нормальные дендриты в литых металлах имеют длину, равную всего нескольким миллиметрам. После горячей механической обработки (ковки, прокатки и прессовки) дендриты вытягиваются вдоль направления течения металла и образуют волокна, которые при наилучшем расположении распределяются вдоль контура изделия. Это оказывает положительное влияние на его механические свойства.
Если условия кристаллизации благоприятны, то могут возникнуть огромные дендриты, достигающие в длину нескольких десятков сантиметров. Нормальные дендриты в литых металлах имеют длину, равную всего нескольким миллиметрам. После горячей механической обработки (ковки, прокатки и прессовки) дендриты вытягиваются вдоль направления течения металла и образуют волокна, которые при наилучшем расположении распределяются вдоль контура изделия. Это оказывает положительное влияние на его механические свойства. Далее процесс кристаллизации до ее окончания (точка Б) проходит при постоянной температуре, так как отвод тепла компенсируется выделяющейся скрытой теплотой кристаллизации. По окончании этого процесса температура вновь начинает понижаться.
Далее процесс кристаллизации до ее окончания (точка Б) проходит при постоянной температуре, так как отвод тепла компенсируется выделяющейся скрытой теплотой кристаллизации. По окончании этого процесса температура вновь начинает понижаться.
 Ниже температуры
Ниже температуры
 В данном случае в верхней части
В данном случае в верхней части Кроме того, по границам
Кроме того, по границам Монокристаллы имеют правильную
Монокристаллы имеют правильную
 Металл, который находится в
Металл, который находится в При пластической деформации
При пластической деформации е. связь
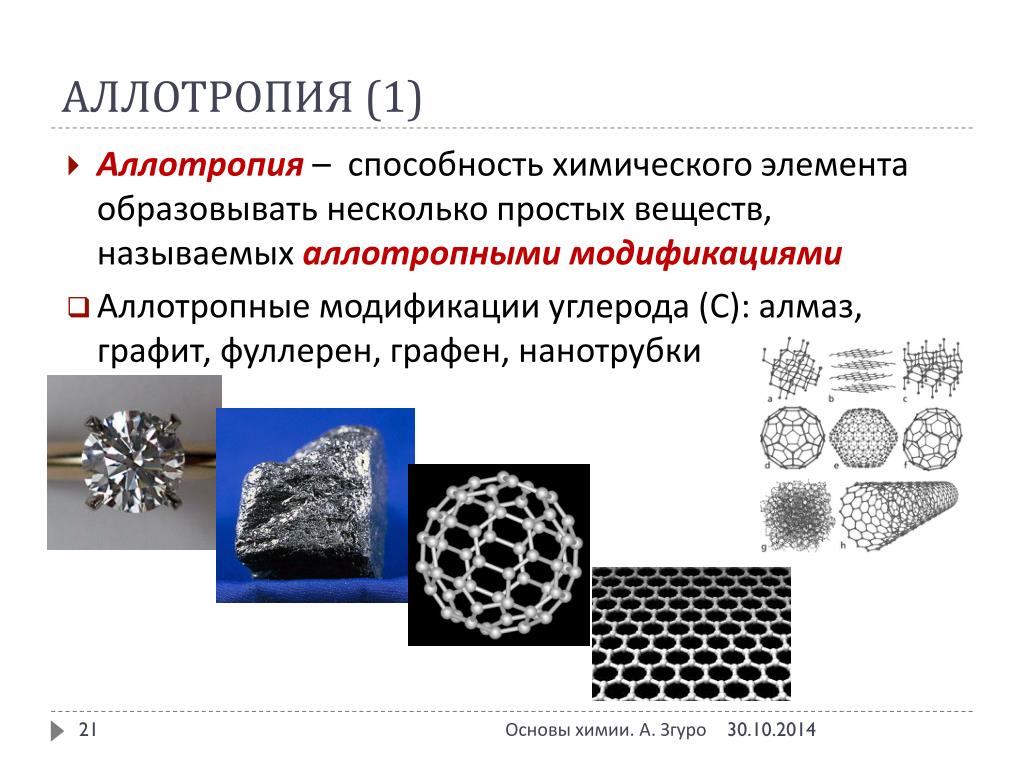
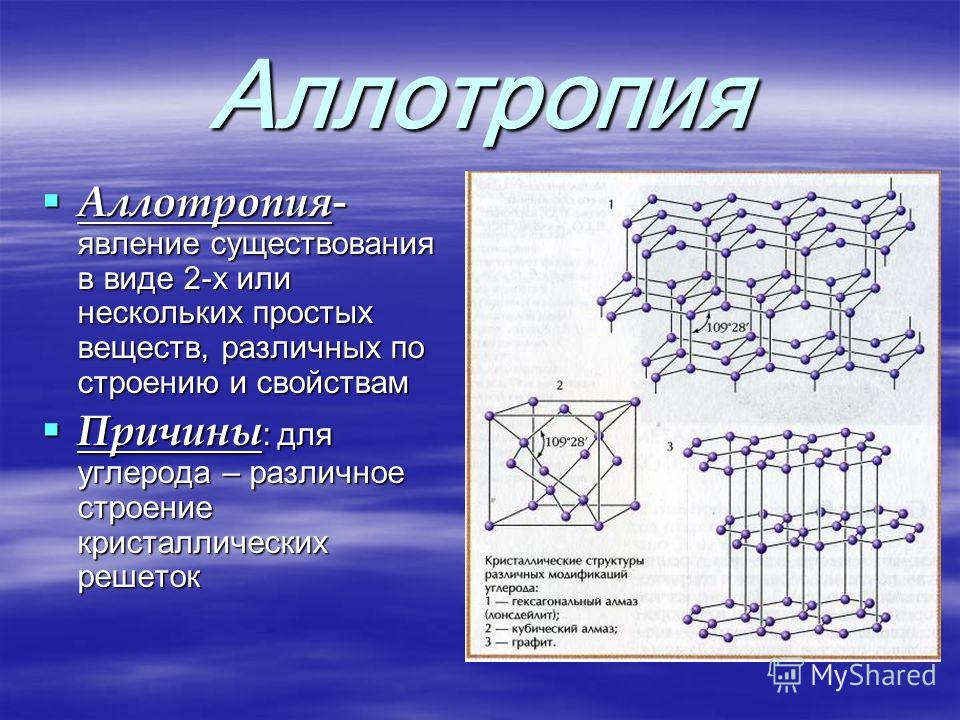
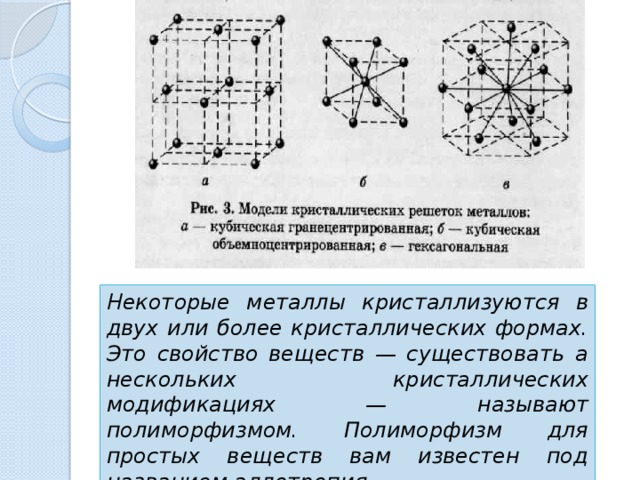
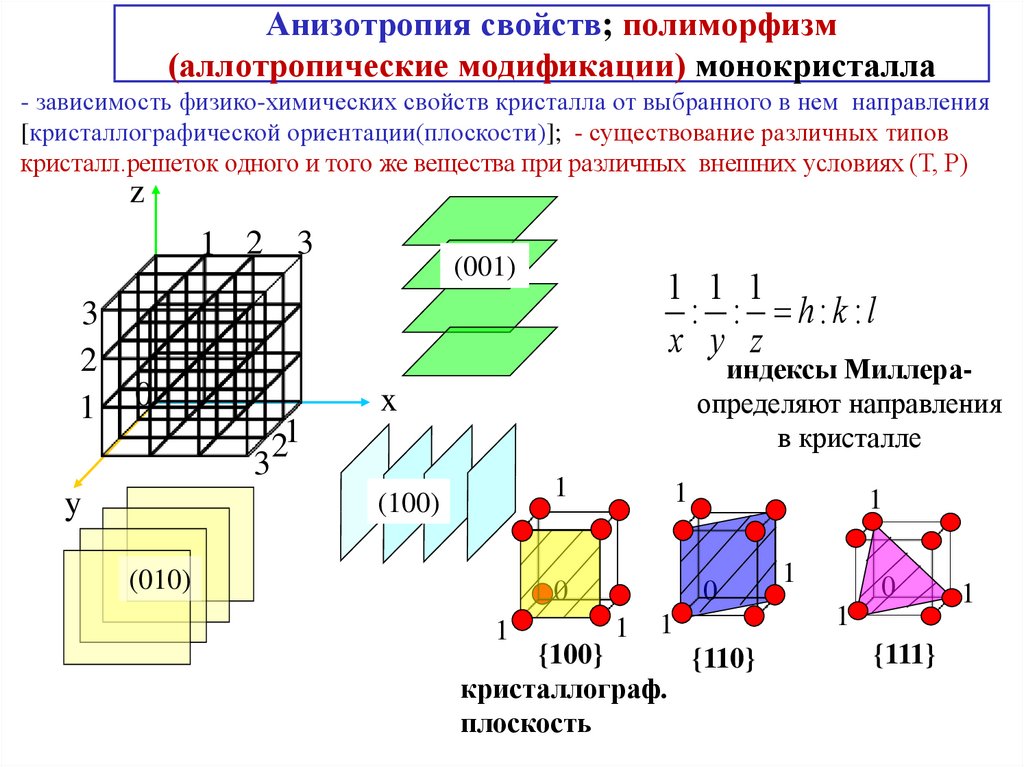
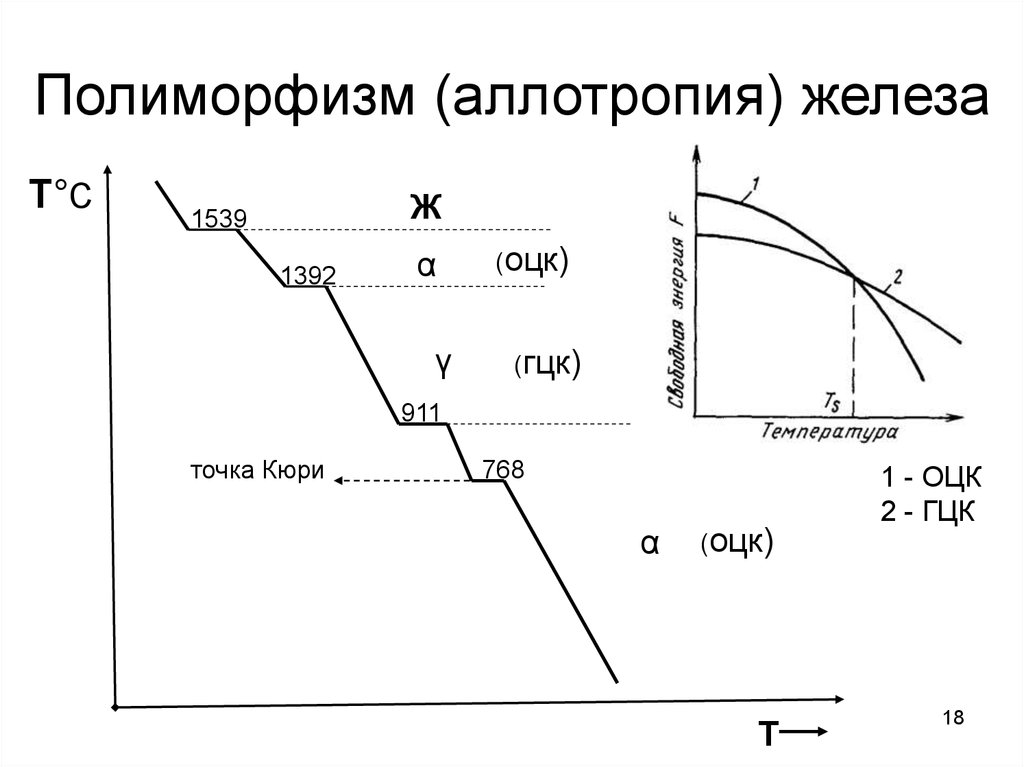
е. связь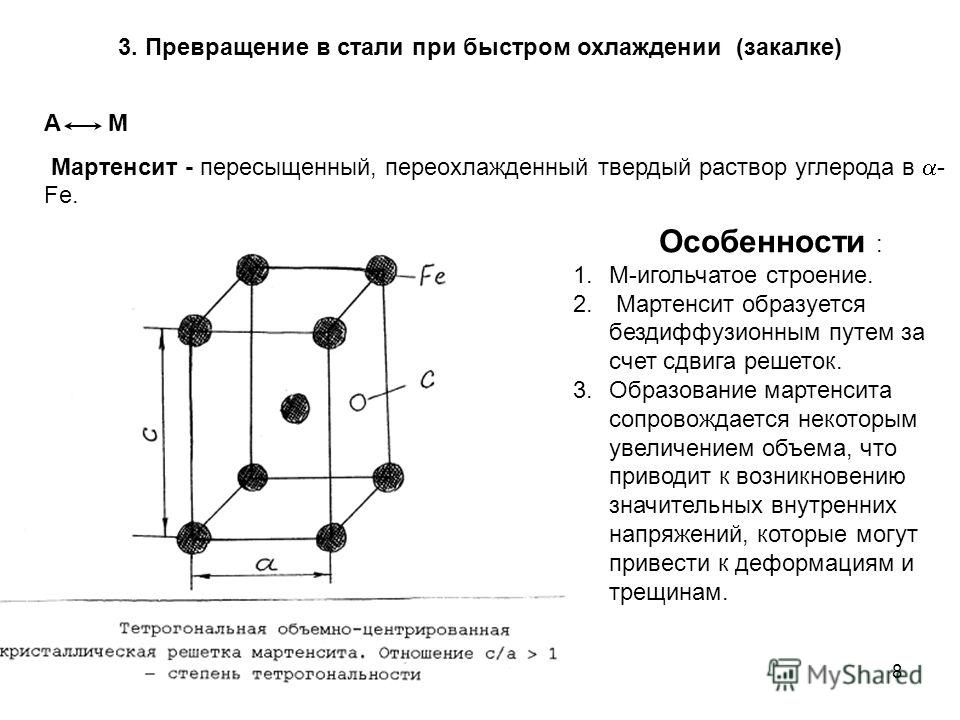 ) существуют более чем в одной кристаллической форме (но по одной за раз) в зависимости от внешних условий температуры или давления, или того и другого. Это явление называется полиморфизмом или аллотропией. Множественные кристаллические структуры одного и того же состава обычно называют полиморфами.
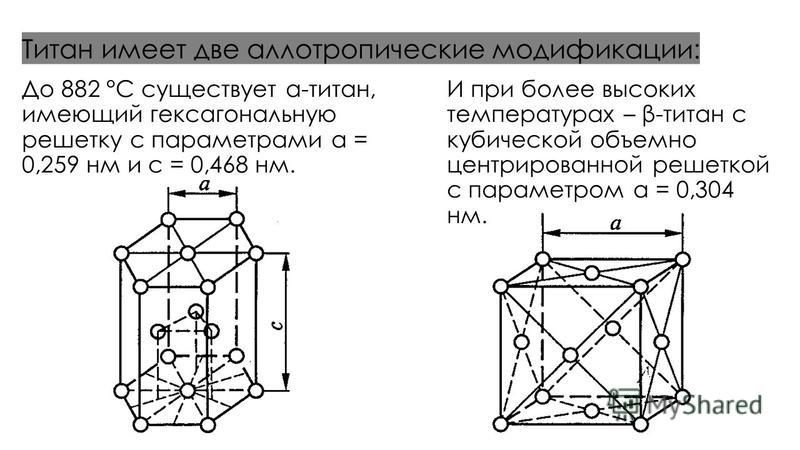
) существуют более чем в одной кристаллической форме (но по одной за раз) в зависимости от внешних условий температуры или давления, или того и другого. Это явление называется полиморфизмом или аллотропией. Множественные кристаллические структуры одного и того же состава обычно называют полиморфами.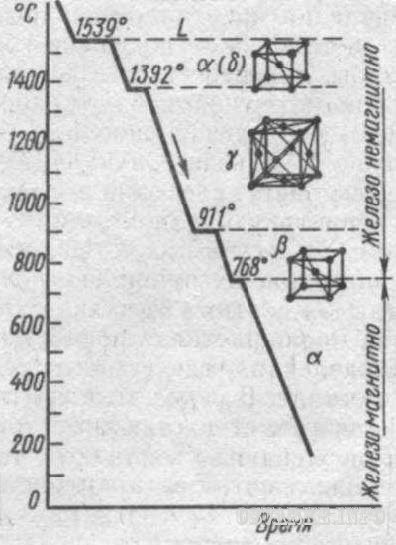 Следующая более высокая температурная модификация называется β, затем γ и при еще более высоких температурах как δ (дельта). На рис. 1.44 показаны аллотропные изменения железа при изменении температуры при атмосферном давлении. Ниже 910°C железо имеет кристаллическую структуру ОЦК и называется α-железом. Но выше 910°С железо называют γ-железом с кристаллической структурой ГЦК.
Следующая более высокая температурная модификация называется β, затем γ и при еще более высоких температурах как δ (дельта). На рис. 1.44 показаны аллотропные изменения железа при изменении температуры при атмосферном давлении. Ниже 910°C железо имеет кристаллическую структуру ОЦК и называется α-железом. Но выше 910°С железо называют γ-железом с кристаллической структурой ГЦК. Оба эти эффекта наблюдаются и при фазовых превращениях в твердом состоянии, т. е. при полиморфных изменениях.
Оба эти эффекта наблюдаются и при фазовых превращениях в твердом состоянии, т. е. при полиморфных изменениях. Таким образом, отклонение от нормальной кривой охлаждения указывает на протекание фазового превращения.
Таким образом, отклонение от нормальной кривой охлаждения указывает на протекание фазового превращения.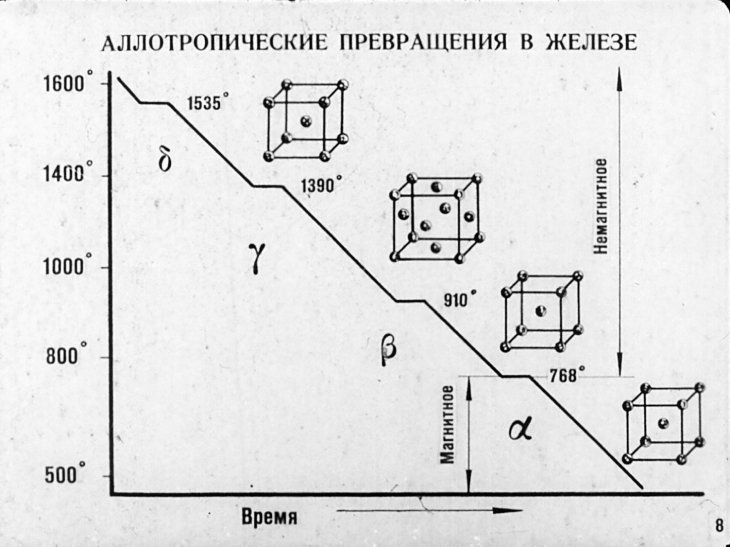 Найдем объем одной элементарной ячейки ГПУ и трех элементарных ячеек ОЦК и найдем разницу объемов.
Найдем объем одной элементарной ячейки ГПУ и трех элементарных ячеек ОЦК и найдем разницу объемов.
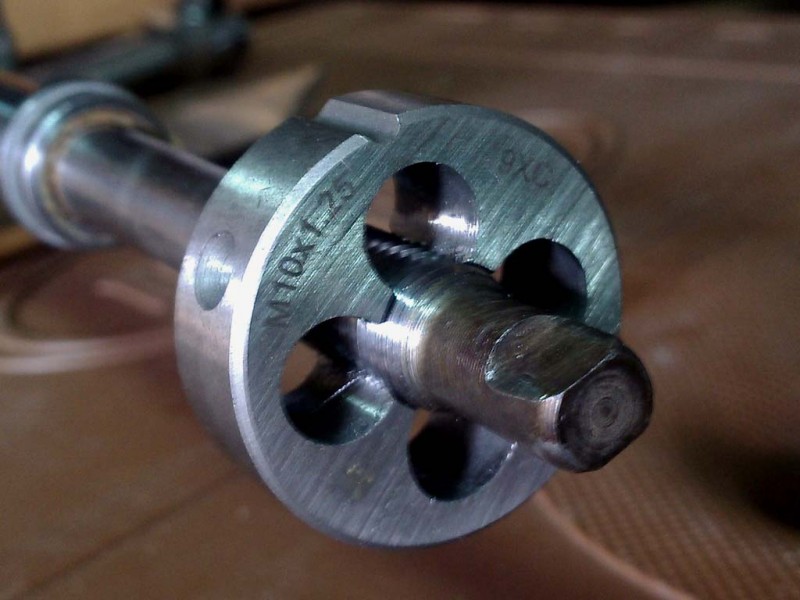
 Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.

 трубе своими руками.
трубе своими руками.
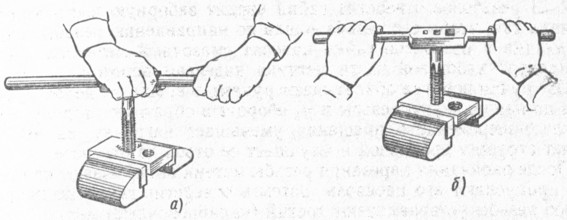
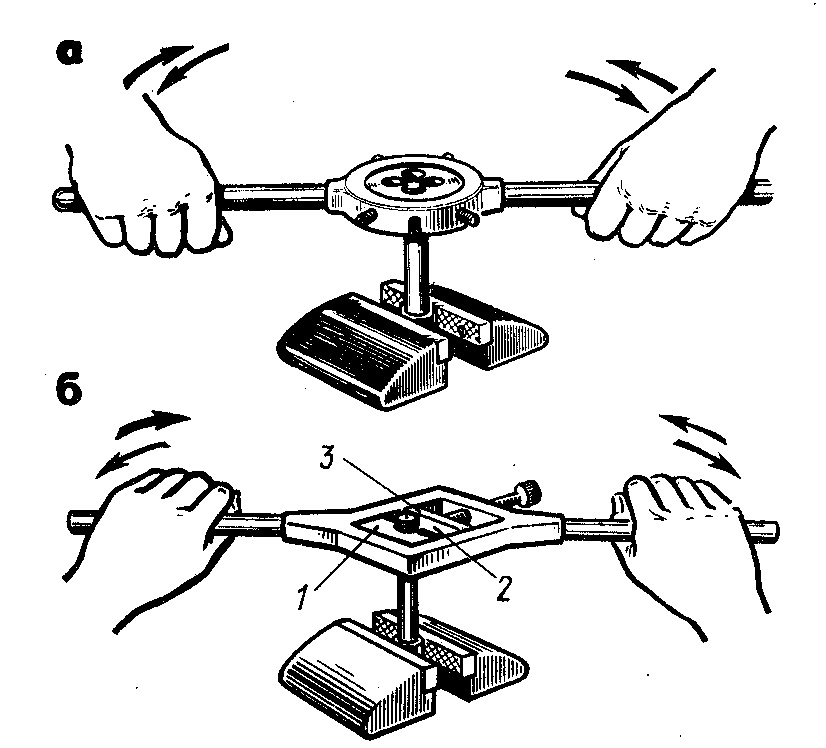 нарезать резьбу одной рукой проблематично.
нарезать резьбу одной рукой проблематично. Успехов вам, и добра вашей семье!
Успехов вам, и добра вашей семье!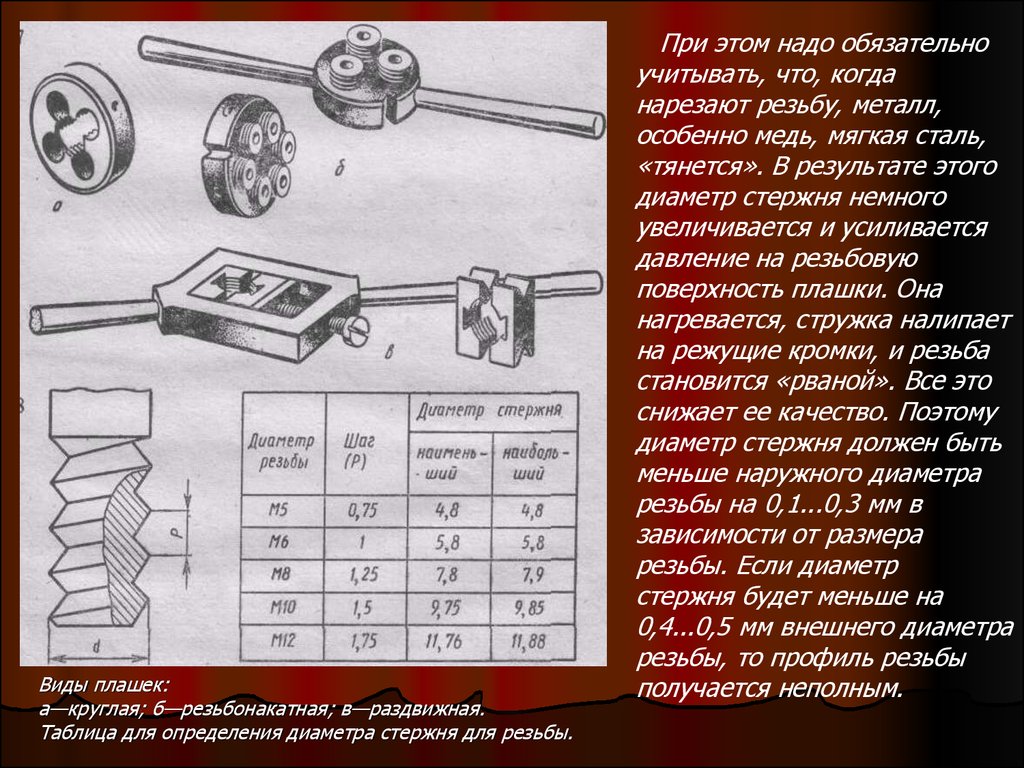
 Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.
Ромбовидный проволочный профиль позволяет внешней части витков ввинчиваться в приемную резьбу в корпусе во время установки. На внутренней части футорки витки образуют новую стандартную резьбу с углом 60°. Наружный диаметр футорки в свободном состоянии больше принимающей резьбы, поэтому витки спирали сжимаются, когда она ввинчивается в корпус. Подобно пружине сжатые витки пытаются разжаться относительно стенок резьбового отверстия корпуса. Возникающий в результате натяг в месте посадки помогает удерживать установленный вкладыш и предохраняет от вывинчивания.

 После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
После установки убедитесь, что корпус предварительной катушки может плавно перемещаться, значит, витки спирали совпали с резьбой в заготовке.
 На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз.
На вставках большого диаметра (от М14) иногда легче отломить его с помощью длинногубцев движениями вверх-вниз. Но маркируются они по конечному результату, который будет получен после установки вкладыша.
Но маркируются они по конечному результату, который будет получен после установки вкладыша.
 Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.
Не наносите слишком много этого состава, а после установки обязательно протрите полученную внутреннюю резьбу, чтобы ввинчиваемый в нее крепеж не приклеился.


 07.2022 15:38:54
07.2022 15:38:54
 В настоящее время на мировом рынке представлен широкий ассортимент соединителей и фитингов. Поэтому становится все труднее определить правильные потоки для ваших приложений.
В настоящее время на мировом рынке представлен широкий ассортимент соединителей и фитингов. Поэтому становится все труднее определить правильные потоки для ваших приложений.


 Штампованные тройники дают высокую степень герметизации, в результате чего минимизируются риски возникновения аварийных ситуаций.
Штампованные тройники дают высокую степень герметизации, в результате чего минимизируются риски возникновения аварийных ситуаций. 1.1г ГОСТ 17380-83.
1.1г ГОСТ 17380-83. В качестве основных материалов используют различные марки стали. Существует много разновидностей отводов, мы продаем отводы крутоизогнутые, они пользуются большим спросом на рынке. Компания «ОНИКС» производит отводы из марок стали: 09Г2С, 12Х18Н10Т, 10Х17Н13МТ, сталь 20.
В качестве основных материалов используют различные марки стали. Существует много разновидностей отводов, мы продаем отводы крутоизогнутые, они пользуются большим спросом на рынке. Компания «ОНИКС» производит отводы из марок стали: 09Г2С, 12Х18Н10Т, 10Х17Н13МТ, сталь 20.
 Температура использования отводов: от −70 до +450°С.
Температура использования отводов: от −70 до +450°С. Места поворота в трубопроводе наиболее уязвимы и поэтому использование бесшовных отводов во много раз снижает риск возникновения аварийных ситуаций и позволяет применять для систем с высоким давлением.
Места поворота в трубопроводе наиболее уязвимы и поэтому использование бесшовных отводов во много раз снижает риск возникновения аварийных ситуаций и позволяет применять для систем с высоким давлением. youtube.com/embed/T6JQ1okISwc» title=»YouTube video player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/T6JQ1okISwc» title=»YouTube video player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  5, в то время как детали типа 2D – 1.0 DN.
5, в то время как детали типа 2D – 1.0 DN.
 07.2022
07.2022

 9, MSS SP75, JIS B2312, JIS B2313, DIN2605, DIN2615, ГОСТ 17375, BS1640
9, MSS SP75, JIS B2312, JIS B2313, DIN2605, DIN2615, ГОСТ 17375, BS1640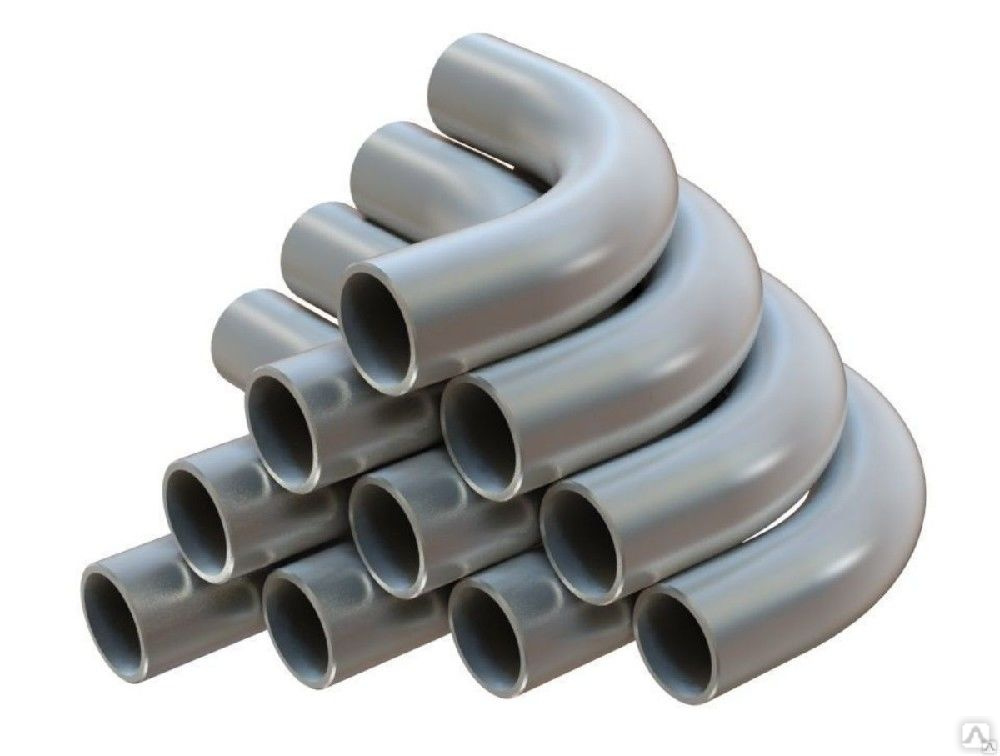 На любой отзыв будет дан ответ в течение 2 часов.
На любой отзыв будет дан ответ в течение 2 часов.
 ГОСТ 1050, класс 20 Трубы представляют собой недорогие трубы из низкоуглеродистой стали с содержанием углерода 017-024% и комбинацией 035-065% марганца, которые легко формуются и формуются. Эти трубы производятся в соответствии со спецификацией ГОСТ и коммерчески называются трубы cs или трубы ms. Трубы из низкоуглеродистой стали не такие твердые, как трубы из высокоуглеродистой стали, хотя науглероживание может увеличить твердость их поверхности.
ГОСТ 1050, класс 20 Трубы представляют собой недорогие трубы из низкоуглеродистой стали с содержанием углерода 017-024% и комбинацией 035-065% марганца, которые легко формуются и формуются. Эти трубы производятся в соответствии со спецификацией ГОСТ и коммерчески называются трубы cs или трубы ms. Трубы из низкоуглеродистой стали не такие твердые, как трубы из высокоуглеродистой стали, хотя науглероживание может увеличить твердость их поверхности. 0,25
0,25

 е. содержит как буквенно-цифровую информацию, так и штрих-код. Специфические данные клиента могут быть добавлены по запросу.
е. содержит как буквенно-цифровую информацию, так и штрих-код. Специфические данные клиента могут быть добавлены по запросу. Размеры от 1/8 дюйма до 24 дюймов. WWP-406c — это федеральная спецификация, сопоставимая с ASTM A-12088). Mills может подтвердить, что труба A-120 на складе дистрибьютора соответствует всем требованиям WWP-406c.
Размеры от 1/8 дюйма до 24 дюймов. WWP-406c — это федеральная спецификация, сопоставимая с ASTM A-12088). Mills может подтвердить, что труба A-120 на складе дистрибьютора соответствует всем требованиям WWP-406c.
 М-130 сопоставим по большинству требований с ASTM A-120.
М-130 сопоставим по большинству требований с ASTM A-120.
 Важным свойством состава является повышенная влагопроницаемость.
Важным свойством состава является повышенная влагопроницаемость.
 Еще в состав могут вносить красящие пигменты для более удобного нанесения.
Еще в состав могут вносить красящие пигменты для более удобного нанесения. Еще БК позволяет подготавливать поверхности для предстоящего декорирования или нанесения штукатурки и шпаклевки на масляную краску.
Еще БК позволяет подготавливать поверхности для предстоящего декорирования или нанесения штукатурки и шпаклевки на масляную краску. Ненужные куски штукатурки удаляются с помощью металлической щетки.
Ненужные куски штукатурки удаляются с помощью металлической щетки. При реализации ремонтных работ следует регулярно помешивать средство для предотвращения оседания густой фракции.
При реализации ремонтных работ следует регулярно помешивать средство для предотвращения оседания густой фракции. Наиболее хорошо грунтовка впитывается бетонными и кирпичными стенами.
Наиболее хорошо грунтовка впитывается бетонными и кирпичными стенами.


 Современному человеку такая идея дизайнерской мысли в подавляющих случаях не по вкусу, и встает вопрос, как избавиться от красочного наследия помещениях в ванной, туалета, кухни и коридорах. Учитывая тот факт, что поверхности, мягко говоря, не ровные и перепады достигают нескольких сантиметров, мастеру предоставляется не так много вариантов.
Современному человеку такая идея дизайнерской мысли в подавляющих случаях не по вкусу, и встает вопрос, как избавиться от красочного наследия помещениях в ванной, туалета, кухни и коридорах. Учитывая тот факт, что поверхности, мягко говоря, не ровные и перепады достигают нескольких сантиметров, мастеру предоставляется не так много вариантов.
 Используется такая грунтовка как для внутренних, так и для наружных работ.
Используется такая грунтовка как для внутренних, так и для наружных работ.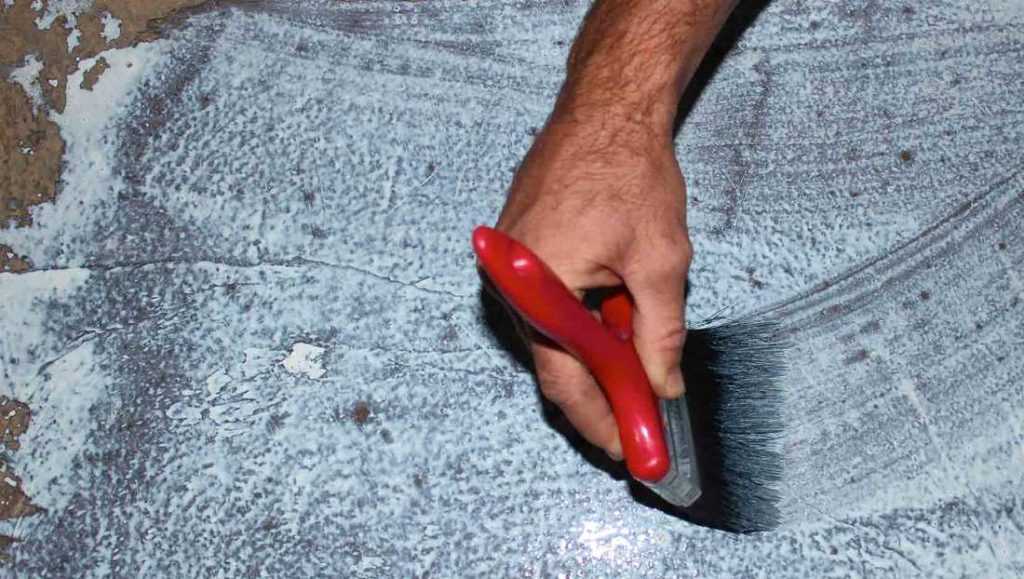 И здесь имеется 2 пути решения проблемы:
И здесь имеется 2 пути решения проблемы: После такой процедуры желательно пройтись грубой наждачной бумагой, поставить насечки по всему периметру стены а после тщательно очистить ее для последующего нанесения грунтовки.
После такой процедуры желательно пройтись грубой наждачной бумагой, поставить насечки по всему периметру стены а после тщательно очистить ее для последующего нанесения грунтовки.

 От этого зависит прочность контакта поверхностей и долговечность всего затеянного ремонта.
От этого зависит прочность контакта поверхностей и долговечность всего затеянного ремонта. Он напечатан на высококачественном съемном виниле, и его легко нанести самостоятельно на Эти обои имеют бетонный дизайн, отличный способ добавить текстуру и интерес к любому гладкому плоскому участку.0005
Он напечатан на высококачественном съемном виниле, и его легко нанести самостоятельно на Эти обои имеют бетонный дизайн, отличный способ добавить текстуру и интерес к любому гладкому плоскому участку.0005
 Большие наклейки и обои отслеживаются и доставляются в течение 7-10 дней, а часто и раньше.
Большие наклейки и обои отслеживаются и доставляются в течение 7-10 дней, а часто и раньше.  Это делает его одним из самых здоровых и экологически чистых чернил.
Это делает его одним из самых здоровых и экологически чистых чернил.  Он прочно сцепляется практически со всем, включая гипсокартон, дерево, бетон и плитку. Его можно наносить на стены, полы и столешницы с минимальной подготовкой, и вы можете использовать различные техники нанесения для создания самых разных образов.
Он прочно сцепляется практически со всем, включая гипсокартон, дерево, бетон и плитку. Его можно наносить на стены, полы и столешницы с минимальной подготовкой, и вы можете использовать различные техники нанесения для создания самых разных образов. На стенах нашей ванной комнаты был окрашенный/текстурированный гипсокартон и новая цементная плита там, где старые плиточные стены были удалены.
На стенах нашей ванной комнаты был окрашенный/текстурированный гипсокартон и новая цементная плита там, где старые плиточные стены были удалены.



 Через пять дней мы наконец закончили!
Через пять дней мы наконец закончили! Мы заплатили 33 доллара за каждый 50-фунтовый мешок, и наш проект стоил около 85 центов за квадратный фут (для цементной смеси). После гидроизоляционной мембраны и герметика общая сумма по-прежнему не превышала 1,50 доллара за квадратный фут. Значительно меньше любой плитки!
Мы заплатили 33 доллара за каждый 50-фунтовый мешок, и наш проект стоил около 85 центов за квадратный фут (для цементной смеси). После гидроизоляционной мембраны и герметика общая сумма по-прежнему не превышала 1,50 доллара за квадратный фут. Значительно меньше любой плитки! Сначала необходимо сделать гидроизоляцию цементной плиты, а затем нанести гидроизоляционный герметик в конце. SureCrete рекомендует наносить два слоя ElastoShield перед нанесением микроцемента и заканчивать нанесением герметика XS327.
Сначала необходимо сделать гидроизоляцию цементной плиты, а затем нанести гидроизоляционный герметик в конце. SureCrete рекомендует наносить два слоя ElastoShield перед нанесением микроцемента и заканчивать нанесением герметика XS327. Нанесите герметик
Нанесите герметик

 Процесс кристаллизации сплава при литье в кокиль происходит быстрее, что способствует получению качественных отливок с более плотным и мелкозернистым строением, имеющих высокие физико-механические свойства. Правда, например, отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании форма или кокиль теряет изначальные геометрические размеры, коробится, и полученные отливки становятся менее точными и поэтому требующими последующей механической доработки.
Процесс кристаллизации сплава при литье в кокиль происходит быстрее, что способствует получению качественных отливок с более плотным и мелкозернистым строением, имеющих высокие физико-механические свойства. Правда, например, отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании форма или кокиль теряет изначальные геометрические размеры, коробится, и полученные отливки становятся менее точными и поэтому требующими последующей механической доработки.
 Кроме того, литье под давлением применяют для отливки из цинковых и магниевых сплавов. Этим способом изготавливают литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов.
Кроме того, литье под давлением применяют для отливки из цинковых и магниевых сплавов. Этим способом изготавливают литые заготовки самой различной конфигурации массой от нескольких граммов до нескольких десятков килограммов.
 com).
com).
 Большинство крупнейших авто- производителей Европы, Азии и Америки ежегодно используют в про- изводимых автомобилях несколько сотен тысяч тонн точных отливок, получае- мых в песчаных формах по разовым моделям из пенопласта по технологии, называемой литьем по газифицируемым моделям (ЛГМ). General Motors, Ford Motors, BMW, Fiat, VW, Renualt и ряд других фирм, по данным Рыбакова С. А., полностью перешли в 1980-90-х годах на изготовление способом ЛГМ отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей.
Большинство крупнейших авто- производителей Европы, Азии и Америки ежегодно используют в про- изводимых автомобилях несколько сотен тысяч тонн точных отливок, получае- мых в песчаных формах по разовым моделям из пенопласта по технологии, называемой литьем по газифицируемым моделям (ЛГМ). General Motors, Ford Motors, BMW, Fiat, VW, Renualt и ряд других фирм, по данным Рыбакова С. А., полностью перешли в 1980-90-х годах на изготовление способом ЛГМ отливок блоков цилиндров, головок блока, впускных и выпускных коллекторов, коленвалов для наиболее массовых типов двигателей.
 В России для традиционных форм со связующим до 5 т отработанной смеси идет в отвал на 1 т литья. Например, 1 куб. м пенопо- листирола модели весит 25 кг. Если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. А в формах из смоляных холодно-твердеющих смесей при потреблении 3% связующего вещества на 3 т смеси, которая (минимум) требуется для 1 т литья, расход связующего полимера составляет не менее 0,03х3000=90 кг, что в 90/3,6=25 раз больше. При ЛГМ песчаные формы вакуумируют с остаточным давлением пол-атмосферы (50 кПа), своего рода местная вентиляция, заведенная в песчаную среду формы. Львиная доля получаемых при заливке газов уходит через систему очистки за пределы цеха, однако после отключения вакуума над остывающими формами, как при любом литье в песчаные формы, следует устанавливать местную вентиляцию. Сухой песок для форм используют многократно с обновлением свежим песком до 5% на оборот, линии охлаждения-очистки песка выносят за пределы цеха (сухой песок зимой не смерзается), где чаще всего в системе пневмотранспорта песок охлаждают, частично обеспыливают и самотеком из бункеров подают в цех на формовку.
В России для традиционных форм со связующим до 5 т отработанной смеси идет в отвал на 1 т литья. Например, 1 куб. м пенопо- листирола модели весит 25 кг. Если он замещается 7 т жидкого чугуна, то при этом на 1 т литья расходуется 25/7=3,6 кг полимера. А в формах из смоляных холодно-твердеющих смесей при потреблении 3% связующего вещества на 3 т смеси, которая (минимум) требуется для 1 т литья, расход связующего полимера составляет не менее 0,03х3000=90 кг, что в 90/3,6=25 раз больше. При ЛГМ песчаные формы вакуумируют с остаточным давлением пол-атмосферы (50 кПа), своего рода местная вентиляция, заведенная в песчаную среду формы. Львиная доля получаемых при заливке газов уходит через систему очистки за пределы цеха, однако после отключения вакуума над остывающими формами, как при любом литье в песчаные формы, следует устанавливать местную вентиляцию. Сухой песок для форм используют многократно с обновлением свежим песком до 5% на оборот, линии охлаждения-очистки песка выносят за пределы цеха (сухой песок зимой не смерзается), где чаще всего в системе пневмотранспорта песок охлаждают, частично обеспыливают и самотеком из бункеров подают в цех на формовку.
 1 показаны примеры компьютерной оптимизации конструкции отливок, взятые из открытых источников Интернета. На рис. 1а в верхней части фото – серийные отливки, ниже – варианты конструкций отливок, «предложенные» компьютером, большинство из них «работают» в подвижных конструкциях. На рис. 1б показаны варианты конструкции отливки и элементы технологии ее «печатания» как послойного наращивания. На рис. 1в – в каждой паре изображений слева – серийная отливка, рядом – конструкция отливки, оптимизированная компьютером, исходя из требований к ее использованию. Видно, как традиционные монолитные конструкции компьютером «превращаются» в изящные каркасно-ячеистые как наглядные примеры металлосбережения. Такие выставочные образцы ажурных конструкций сегодня и в ближайшие десятилетия будет дорого «печатать из металла», но несложно выполнить способом ЛГМ, применяя 3D-фрезеры, широко распространенные сегодня.
1 показаны примеры компьютерной оптимизации конструкции отливок, взятые из открытых источников Интернета. На рис. 1а в верхней части фото – серийные отливки, ниже – варианты конструкций отливок, «предложенные» компьютером, большинство из них «работают» в подвижных конструкциях. На рис. 1б показаны варианты конструкции отливки и элементы технологии ее «печатания» как послойного наращивания. На рис. 1в – в каждой паре изображений слева – серийная отливка, рядом – конструкция отливки, оптимизированная компьютером, исходя из требований к ее использованию. Видно, как традиционные монолитные конструкции компьютером «превращаются» в изящные каркасно-ячеистые как наглядные примеры металлосбережения. Такие выставочные образцы ажурных конструкций сегодня и в ближайшие десятилетия будет дорого «печатать из металла», но несложно выполнить способом ЛГМ, применяя 3D-фрезеры, широко распространенные сегодня.
 В промышленных 3D-принтерах для выращивания изделий из порошков для послойного лазерного спекания металлического порошка используется твердотельный или CO2-лазер. Владимир Степанович, какие преимущества и недостатки, по вашему мнению, отличают подобные технологии от литейных способов производства металлических изделий? Насколько они конкурентоспособны?
В промышленных 3D-принтерах для выращивания изделий из порошков для послойного лазерного спекания металлического порошка используется твердотельный или CO2-лазер. Владимир Степанович, какие преимущества и недостатки, по вашему мнению, отличают подобные технологии от литейных способов производства металлических изделий? Насколько они конкурентоспособны?
 4а, на заднем плане видны детали 3D-фрезера. По таким моделям отлит из алюминия коллаж «граффити» (рис. 4б) как многометровое архитектурное украшение многоквартирного дома в элитном квартале Нью-Йорка (проект Herzog & de Meuron, 2006). Сборный коллаж вдоль лицевой стороны дома состоит из десятков отливок (включая несколько ворот), спроектированных с помощью компьютерных технологий с выполнением толщин стенок, оптимальных для процесса литья.
4а, на заднем плане видны детали 3D-фрезера. По таким моделям отлит из алюминия коллаж «граффити» (рис. 4б) как многометровое архитектурное украшение многоквартирного дома в элитном квартале Нью-Йорка (проект Herzog & de Meuron, 2006). Сборный коллаж вдоль лицевой стороны дома состоит из десятков отливок (включая несколько ворот), спроектированных с помощью компьютерных технологий с выполнением толщин стенок, оптимальных для процесса литья.
 Запатентована в России также наша технология получения сверхтонкостенной ленты, фольги или оболочковых отливок с изменениями структуры на наноразмерном уровне, в ряде отечественных и зарубежных журналов эта технология названа «литье вакуумным присасыванием» на вакуумируемых валках с песчаной облицовкой или литейной форме. Например, по этой технологии металл с химическим составом чугуна можно получать близким по свойствам низкоуглеродистых сталей и сворачивать из него ленту в рулон.
Запатентована в России также наша технология получения сверхтонкостенной ленты, фольги или оболочковых отливок с изменениями структуры на наноразмерном уровне, в ряде отечественных и зарубежных журналов эта технология названа «литье вакуумным присасыванием» на вакуумируемых валках с песчаной облицовкой или литейной форме. Например, по этой технологии металл с химическим составом чугуна можно получать близким по свойствам низкоуглеродистых сталей и сворачивать из него ленту в рулон.
 Глобальное соревнование в конструировании и воплощении в жизнь новой продукции, услуг, миропонимания и миропреобразования. Если сегодня килограмм черного металла (в толстостенном прокате, чушке, ломе) стоит порядка $0,5, то килограмм изделий из металла в автомобиле, тракторе или танке стоит уже $50- 100, а в самолете — $1500…2000. Замена экспорта продукции металлургии на экспорт машин и механизмов — это один из шагов перевода сырьевой экономики в высокотехнологичную, в которой экономическая конкуренция все в большей степени определяется конкуренцией научно-технической. При этом использование технических инноваций служит решающим фактором экономического и социального развития, усиления роли в глобальном разделении труда и экономической безопасности.
Глобальное соревнование в конструировании и воплощении в жизнь новой продукции, услуг, миропонимания и миропреобразования. Если сегодня килограмм черного металла (в толстостенном прокате, чушке, ломе) стоит порядка $0,5, то килограмм изделий из металла в автомобиле, тракторе или танке стоит уже $50- 100, а в самолете — $1500…2000. Замена экспорта продукции металлургии на экспорт машин и механизмов — это один из шагов перевода сырьевой экономики в высокотехнологичную, в которой экономическая конкуренция все в большей степени определяется конкуренцией научно-технической. При этом использование технических инноваций служит решающим фактором экономического и социального развития, усиления роли в глобальном разделении труда и экономической безопасности.
 В частности, опережающими темпами развивается растущий сектор процессов литья по разовым моделям, среди которых литье по газифицируемым моделям (ЛГМ) относится к наиболее перспективным технологиям с моделями из пенополистирола как недорогого легкообрабатываемого материала. Экологическое направление в на- шем институте связано с совершенствованием литья в вакуумируемые песчаные формы и литьем по моделям изо льда как материала, саморазру- шающегося после выполнения своих функций. Ледяная модель «переносит» геометрию отливки – формирует полость песчаной формы, затем тает и фильтрующимися в песок продуктами таяния упрочняет песчаную форму. Идеальными будут модель как стеклянная елочная игрушка, а оболочковая литейная форма – как из яичной скорлупы. Известны запатентованные в США в 2000 г. 3D-принтеры для намораживания ледяных моделей.
В частности, опережающими темпами развивается растущий сектор процессов литья по разовым моделям, среди которых литье по газифицируемым моделям (ЛГМ) относится к наиболее перспективным технологиям с моделями из пенополистирола как недорогого легкообрабатываемого материала. Экологическое направление в на- шем институте связано с совершенствованием литья в вакуумируемые песчаные формы и литьем по моделям изо льда как материала, саморазру- шающегося после выполнения своих функций. Ледяная модель «переносит» геометрию отливки – формирует полость песчаной формы, затем тает и фильтрующимися в песок продуктами таяния упрочняет песчаную форму. Идеальными будут модель как стеклянная елочная игрушка, а оболочковая литейная форма – как из яичной скорлупы. Известны запатентованные в США в 2000 г. 3D-принтеры для намораживания ледяных моделей.
 Непочатый край работы литейщику! Например, в нашем институте запатентованы 3D-деформирование изделий из сыпучих материалов и 3D-способ послойной песчаной формовки.
Непочатый край работы литейщику! Например, в нашем институте запатентованы 3D-деформирование изделий из сыпучих материалов и 3D-способ послойной песчаной формовки.
 Автоматизация и механизация технологического процесса позволяет поставить получение отливок на поток.
Автоматизация и механизация технологического процесса позволяет поставить получение отливок на поток. Позволяет снизить себестоимость продукции в отличие от конкурирующих предприятий. Кроме издревле известных способов литья в землю или песчано-глинистые формы, для увеличения количества отливок используются неразрушаемые металлические формы – кокили.
Позволяет снизить себестоимость продукции в отличие от конкурирующих предприятий. Кроме издревле известных способов литья в землю или песчано-глинистые формы, для увеличения количества отливок используются неразрушаемые металлические формы – кокили.




 После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.
После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями. Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.
Высокая скорость остывания формирует мелкозернистую внутреннюю структуру.



 Методы литья обычно используются для создания сложных сплошных и полых форм, а литые изделия используются в самых разных областях, включая автомобильные компоненты, детали аэрокосмической промышленности и т. д.
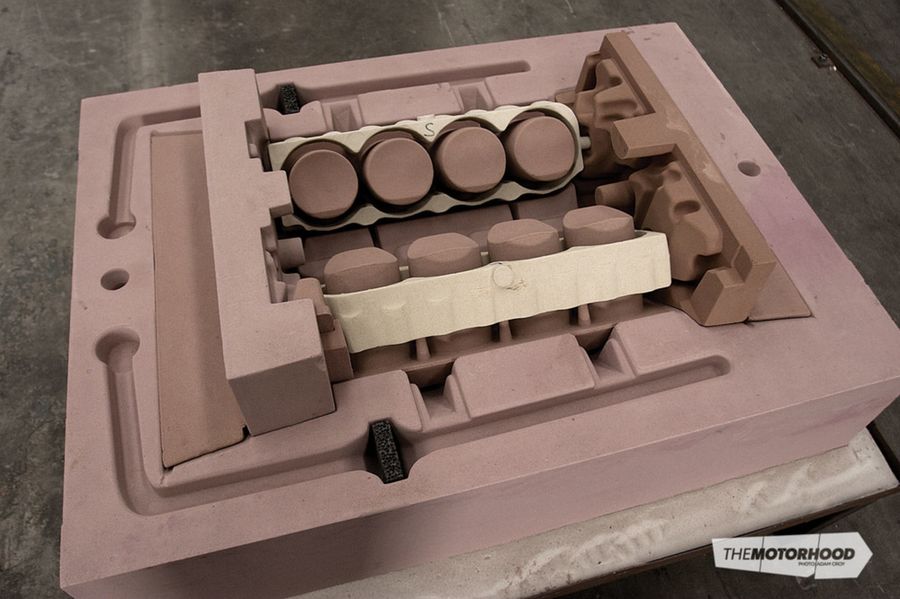
Методы литья обычно используются для создания сложных сплошных и полых форм, а литые изделия используются в самых разных областях, включая автомобильные компоненты, детали аэрокосмической промышленности и т. д. Отливка спроектирована так, чтобы снизить вероятность разрыва, растрескивания или других дефектов за счет обеспечения умеренной степени гибкости и усадки на этапе охлаждения процесса. Песок также можно укрепить добавлением глины, которая помогает частицам сцепляться более плотно. Автомобильные изделия, такие как блоки цилиндров, изготавливаются методом литья в песчаные формы.
Отливка спроектирована так, чтобы снизить вероятность разрыва, растрескивания или других дефектов за счет обеспечения умеренной степени гибкости и усадки на этапе охлаждения процесса. Песок также можно укрепить добавлением глины, которая помогает частицам сцепляться более плотно. Автомобильные изделия, такие как блоки цилиндров, изготавливаются методом литья в песчаные формы.
 Воск впрыскивается непосредственно в форму, удаляется, затем покрывается огнеупорным материалом и связующим, обычно в несколько этапов для создания толстой оболочки. Несколько моделей собраны на общих литниках. После того, как ракушки затвердеют, узоры переворачивают и нагревают в печах для удаления воска. Затем расплавленный металл заливают в оставшиеся оболочки, где он затвердевает, принимая форму восковых фигур. Огнеупорная оболочка отламывается, открывая готовую отливку. Литье по выплавляемым моделям часто используется для изготовления деталей для автомобильной, энергетической и аэрокосмической промышленности, таких как лопатки турбин. Некоторые из основных преимуществ и недостатков литья по выплавляемым моделям включают в себя:
Воск впрыскивается непосредственно в форму, удаляется, затем покрывается огнеупорным материалом и связующим, обычно в несколько этапов для создания толстой оболочки. Несколько моделей собраны на общих литниках. После того, как ракушки затвердеют, узоры переворачивают и нагревают в печах для удаления воска. Затем расплавленный металл заливают в оставшиеся оболочки, где он затвердевает, принимая форму восковых фигур. Огнеупорная оболочка отламывается, открывая готовую отливку. Литье по выплавляемым моделям часто используется для изготовления деталей для автомобильной, энергетической и аэрокосмической промышленности, таких как лопатки турбин. Некоторые из основных преимуществ и недостатков литья по выплавляемым моделям включают в себя: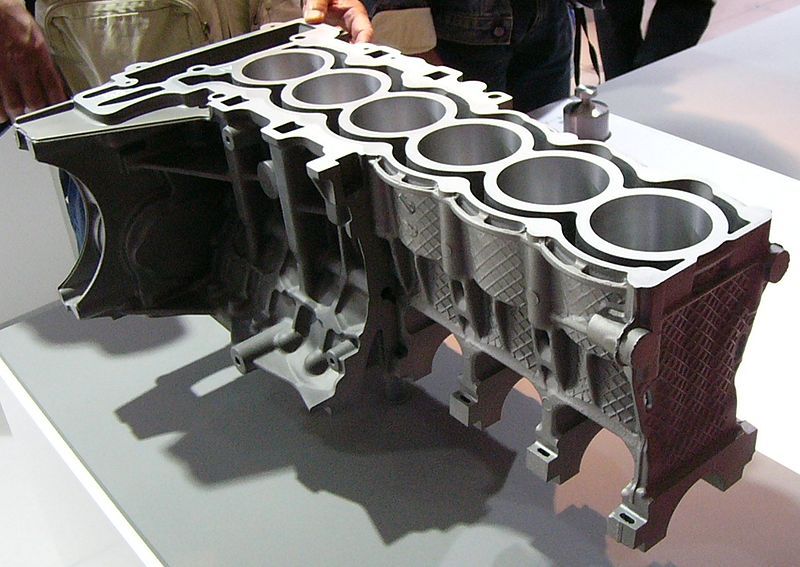
 К преимуществам гипсового литья относятся:
К преимуществам гипсового литья относятся: Многоразовая пресс-форма покрыта смазкой, которая помогает регулировать температуру пресс-формы и облегчает выброс компонентов. Затем расплавленный металл впрыскивается в пресс-форму под высоким давлением, которое остается непрерывным до тех пор, пока заготовка не затвердеет. Эта вставка под давлением происходит быстро, предотвращая затвердевание любого сегмента материала перед отливкой.
Многоразовая пресс-форма покрыта смазкой, которая помогает регулировать температуру пресс-формы и облегчает выброс компонентов. Затем расплавленный металл впрыскивается в пресс-форму под высоким давлением, которое остается непрерывным до тех пор, пока заготовка не затвердеет. Эта вставка под давлением происходит быстро, предотвращая затвердевание любого сегмента материала перед отливкой.