Как правильно настроить сварочный ток. Советы для начинающего сварщика
Для дуговой электросварки сварочный ток выступает незаменимым
параметром, от которого зависит качество будущего соединения. Если он
будет выбран неверно, то сварить металл не получится. Неправильно
подобранные значения тока влекут за собой ошибки во время сварки. Так, к
примеру, может начать разбрызгиваться металл или же сварка начнет
прожигать заготовку.
Электросварщикам новичкам порой очень тяжело разобраться с множеством
настроек, которые предлагают ГОСТы. И даже они не всегда могут помочь,
ведь чтобы правильно рассчитать сварочный ток, нужно учитывать многие
параметры. Для того чтобы его настроить в нужном режиме следует
учитывать даже такой параметр, как толщина металла.
Общие характеристики
На режим сварочного процесса влияет не только диаметр стрежня и сила тока, но также и такие немаловажные параметры, как:
- полярность тока;
- марка электрода;
- положение во время сварочного процесса;
- слои будущих соединений.


Важно сразу определиться — интересует качество, размер или другие
параметры соединения. Исходя из этих критериев, следует произвести
настройку силы тока и режима сварки.
Важно знать! Для того чтобы рассчитать необходимую силу тока для сваривания следует отталкиваться от диаметра самого электрода.
Как настроить силу тока, исходя из диаметра электрода
Диаметр электрода при выборе силы тока является важным параметром. На
1мм в среднем приходится 30А. На упаковке каждого расходного материала
указываются рекомендуемые показатели для настройки силы тока. Однако
сварщику желательно этот параметр подобрать самостоятельно.
Толщина свариваемого металла
Толщина металла, который необходимо сварить, напрямую влияет на выбор
диаметра расходника. Чем она больше, тем диаметр стержня также должен
быть больше. Естественно, что при возрастании диаметра и ампераж будет
выше, ведь для массивных заготовок тепла следует применить больше.
Переменный и постоянный ток
Какой род тока будет во время сварки, не влияет на ампераж. Он может быть таким:
Он может быть таким:
- Переменное напряжении — используется в тех случаях, если к качеству соединения нет высоких требований.
- Постоянное напряжение — необходимо для сварочных работ, к швам
которых предъявляют высокие требования. Во время него не происходит
большого разбрызгивания металла и не слишком отклоняется дуга. Сварной
шов на выходе получается ровным и чистым.
Характеристики сварного соединения
Есть два способа сварки:
- Многопроходный.
- Однослойный.
Первый способ используется для сваривания деталей большой толщины.
Для каждого слоя применяется определенный ампераж и диаметр стержня.
Как влияет марка стержня на выбор силы тока
У каждой марки электродов присутствует своя обмазка. Так, к примеру,
расходники УОНИ имеют покрытие основного типа. Эти стрежни гарантируют
высокое качество и прочность сварного шва.
На какие показатели влияет сила выбранного тока для сварки
Сила тока во время сварочного процесса напрямую влияет на количество
выделяемой теплоты. В зависимости от этого зависит глубина плавки
В зависимости от этого зависит глубина плавки
заготовки. Если выбрать заниженный параметр, то сварной шов получится
ненадежным. Будет присутствие непровариваемых зон. Однако если ампераж
будет выбран завышенного значения, то на металле начнут появляться
прогоревшие участки.
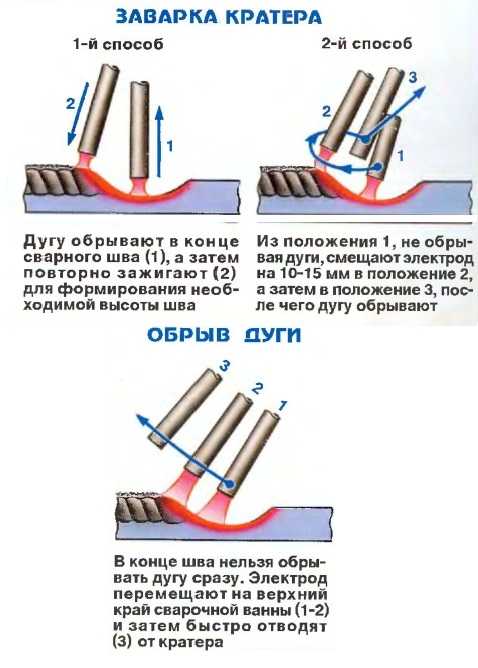
Что нужно для успешной сварки металла
Для того чтобы произвести сварку качественно нужно правильно выбрать
расходные материалы и уметь пользоваться аппаратом. Чтобы сварной шов
был надежным, следует быстро поджечь дугу и уметь ее правильно
удерживать.
Для розжига дуги применяется постукивание или чирканье. Новые
электроды поджигаются довольно быстро. Если стержень уже ранее был
использован, то нужно ним постучать дольше, чтобы сбить пленку из шлака.
Сейчас одними из самых лучших электродов считаются УОНИ и Орловские.
Они обеспечивают превосходное качество шва.
Начинаем сварочный процесс
Изначально перед сварочными работами на инверторе необходимо
установить правильную силу тока. Для инверторных аппаратов сварка
Для инверторных аппаратов сварка
переменным током является основной. Выставляя силу тока, необходимо
обращать внимание на диаметр наконечника стержня, а также на материал,
из которого он сделан. Также немаловажно обратить внимание на положение
металла и выбрать тип будущего шва. Примерно на 1мм заготовки должно
приходиться примерно 30А. Если все эти параметры подобраны правильно, то
шов получится надежным и ровным. Верно подобранный ток гарантирует, что
мастер выполнит сварку качественно в любых пространственных положениях и
любым электродом.
Настройка сварочного полуавтомата перед сваркой
Настройка сварочного полуавтомата перед сваркой – важный этап перед началом процесса. Идеально подобрать сам аппарат и расходники под конкретную задачу – только половина дела. Не выставив правильно параметров сварки, даже самому опытному исполнителю не получить качественного шва и не добиться оптимальной производительности процесса. Поэтому значения этого этапа нельзя преуменьшать. А вопросу о том, как же все-таки правильно реализовать его, и посвящена данная статья.
А вопросу о том, как же все-таки правильно реализовать его, и посвящена данная статья.
Содержание
- Настройка сварочного аппарата: общие сведения
- Настройка сварочного полуавтомата: регулируем напряжение
- Настройка силы тока и скорости подачи проволоки
- Подбор газа и настройка сварочного полуавтомата по его расходу
- Настройка полярности при сварке полуавтоматическим инвертором
- Как настроить сварочный полуавтомат для сварки алюминиевых конструкций
Настройка сварочного аппарата: общие сведения
Прежде всего, необходимо понимать, что процесс настройки регулирует параметры сварочных работ. Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее. Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
При этом в распоряжении сварщика всего четыре возможные регулировки:
- Значение силы тока;
- Скорость подачи присадочной проволоки выбранной толщины;
- Величина напряжения дуги;
- Расход защитного газа.
Разумеется, многие эти факторы являются взаимосвязанными. Поэтому для настройки первичных значений, осуществляемых путем ручек на лицевой панели инверторного автомата, можно воспользоваться таблицей. Но тонкая подстройка аппарата в процессе работы все равно понадобится. И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы.
Настройка сварочного полуавтомата: регулируем напряжение
Регулировка напряжения сварочной дуги является первым шагом при настройке сварочного полуавтомата. Рекомендуется установить для начала (тестового процесса варения) невысокие значения – 15-20 В и силу тока до 100 А.
Процесс варения требует наличия горелки в одной руке сварщика, в то время как вторая остается свободной. Вот ею и регулируются параметры в режиме реального времени. Для этого применяется цифровые или механические регуляторы на инверторе. Регулировка может выполняться плавно либо ступенчато. При этом отслеживаются несколько факторов – процесс формирования сварного валика, звук дуги и ее горение, степень разбрызгивания металла.
Таким образом, возможно прийти к оптимальному показателю рабочего напряжения. Это имеет важное значение, потому что:
- Слишком низкое в сравнении с оптимальным значение параметра дает слишком узкий шов с плохим проваром. Это негативно сказывается на прочности соединения;
- Слишком высокое напряжение (в сравнении с оптимальной величиной) дает очень широкий шов, приводит к риску прожига и привару проволоки к наконечнику горелки.
Для конкретных полуавтоматических аппаратов производители нередко вкладывают табличку с рекомендуемыми значениями напряжений. Ее удобно разместить на внутренней стороне крышки емкости с присадками.
Ее удобно разместить на внутренней стороне крышки емкости с присадками.
Настройка силы тока и скорости подачи проволоки
Эти взаимосвязанные величины подбираются по своим оптимальным значения после напряжения и постоянно определенном диаметре проволоки. Чем выше скорость подачи расходника, тем выше должен был рабочая сила тока для его расплавления. Ряд моделей полуавтоматов, имеющих синергетический режим SYN, могут автоматически регулировать скорость подачи проволоки в зависимости от показателей выставленного вольтажа.
Ошибки в осуществлении этой регулировке приводят к негативным эффектам. В частности:
- Слишком высокое значение скорости подачи обеспечит большой разлет брызг металла, неравномерный шов с наплывами;
- Слишком низкое значение скорости подачи обеспечит ее расплавление еще до выхода из сопла горелки. Это приведет к повышенному засорению сопла и частым остановкам сварочного процесса. Кроме того, риск разрыва шва и просадок также ощутимо растет.

Подбор газа и настройка сварочного полуавтомата по его расходу
Выбор защитного газа – фактор, не выбираемый исполнителем по желанию. То, какой конкретно газ будет использован в конкретной сварочной задаче, определяется несколькими факторами. Наиболее существенные их них – материал соединяемых элементов, их толщина и дополнительные требования по качеству исполнения.
Исходя из этого мы рекомендуем придерживаться следующих рекомендаций:
- Углекислый газ как наиболее дешевый вариант защитного покрытия сварочной ванны предпочтителен. Но стоит помнить, что несмотря на глубокий проплав, его применение дает довольной грубый шов. Поэтому для изделий с высокими требованиями по эстетике или аэродинамике такой вариант не подходит;
- Сочетание аргона и углекислоты в пропорции 3:1 отлично подходит для сварки тонкостенных конструкций. Брызгообразование при этом минимально. Конечный шов отличает высокое качество во всех отношениях;
- Алюминий и алюминиевые сплавы требуют применения чистого аргона;
- Оптимальным вариантом защиты для соединения нержавейки является аргон (98%) с небольшой добавкой углекислого газа (2%).

Осуществлять контроль правильности соблюдения этого фактора можно даже визуально. Если при формировании шва он получается пористым, это говорит о том, что воздух попадает в рабочую зону и взаимодействует с раскаленным металлом. То есть, подачу защитного газа необходимо увеличивать. А вот чрезмерный расход газов определить может только человек с большим опытом. Как правило, это осуществляется на слух при работе с одной и той же моделью полуавтомата.
Настройка полярности при сварке полуавтоматическим инвертором
Фактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом.
Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу. Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки.
Как настроить сварочный полуавтомат для сварки алюминиевых конструкций
Алюминиевые конструкции ввиду специфики материала являются наиболее сложными при сварке и требуют особого подхода. Но если следовать рекомендациям, то проблем с соединением таких элементов не возникнет. В числе таковых особенностей:
- Сварочные работы необходимо выполнять с обратной полярностью подключения. Такой вариант эффективнее разрушает оксидную пленку на поверхности конструкций;
- В подающем механизме должно быть четыре ролика для подачи расходника без ощутимого смятия мягкого металла;
- Диаметр используемой проволоки должен быть меньшим в сравнении с диаметров наконечника горелки. За счет внушительного расширения при нагреве несоблюдение этого условия будет приводить к застреванию проволоки в горелке;
- Канал подачи расходника в горелке для снижения трения должен быть тефлоновым.

Выполняя перечисленные рекомендации, Вы получите оптимальный результат сварки, который потребует минимальной доработки.
Безопасная настройка сварочного аппарата для новых сварщиков — Baker’s Gas & Welding Supplies, Inc.
Во время курортного сезона многие сварщики приобретут новые сварочные аппараты и сварочные материалы для своих магазинов и домашних сварочных работ, но если вы Новичок в сварке, вам нужно потратить некоторое время, чтобы убедиться, что ваш сварочный аппарат безопасен в использовании. Правильная настройка вашего сварочного аппарата не займет много времени, но она будет иметь огромное значение для вашей личной безопасности, долговечности вашего аппарата и вашей эффективности как сварщика.
К счастью, новый сварочный аппарат не будет сильно изнашиваться, и вам не придется беспокоиться о проверке шлангов защитного газа на наличие утечек. Вот некоторые ключевые процедуры безопасности для нового сварочного аппарата:
Рабочая зона для нового сварщика
Новый сварочный аппарат должен быть установлен в месте с хорошей вентиляцией, особенно если это палка. сварщика, и никто не будет подвергаться опасности ослепления УФ-лучами аппарата. Хотя есть вентиляционные установки, которые вы можете приобрести для небольшого закрытого помещения, вы можете решить большинство своих проблем, открыв дверь гаража и сварив за экраном или сварив снаружи, если нет ветра, который испортит ваш защитный газ.
сварщика, и никто не будет подвергаться опасности ослепления УФ-лучами аппарата. Хотя есть вентиляционные установки, которые вы можете приобрести для небольшого закрытого помещения, вы можете решить большинство своих проблем, открыв дверь гаража и сварив за экраном или сварив снаружи, если нет ветра, который испортит ваш защитный газ.
Сварщики также могут испускать искры, которые могут быть опасны для людей или могут воспламенить коробку или кучу опилок. Иногда искра в куче опилок могла тлеть часами, прежде чем зажечься. Если у вас в гараже или магазине есть картон и дерево, вы можете столкнуться с огромным пожаром. Чем меньше их вокруг, тем лучше.
Идеальная рабочая зона также должна быть сухой, так как вода проводит электричество и может нанести смертельный удар током. Даже сильное потоотделение может вызвать проблемы во время сварки, если вы находитесь в более теплом климате. Ваша электрическая розетка должна быть должным образом заземлена и способна выдерживать ток, выдаваемый вашей машиной.
Если вы не уверены в заземлении в вашем магазине или если ваша розетка находится на старой стороне, попросите профессионального электрика проверить это. Скачок напряжения может привести к проблемам для вас и вашей машины.
Настройка нового сварочного аппарата
Каждый производитель сварочного аппарата скажет вам, что первым шагом является чтение инструкции по эксплуатации. Не оставляйте ничего на волю случая. Вашей самой большой проблемой будет соответствие силы тока толщине металла. Если вы работаете со сварочным аппаратом MIG, вам также нужно подумать о защитном газе и расходе проволоки.
Если вы работаете с защитным газом для сварки MIG или TIG, газовые баллоны должны быть закреплены перед началом работы. Они должны быть закреплены либо на тележке, либо в надежном месте на стене. Дважды проверяйте свои фитинги, и по мере старения вашего сварщика периодически проводите тесты шланга на наличие защитного газа.
Еще одним важным элементом безопасности является прочное металлическое основание, которое крепится к заготовке. Это важно не только для безопасности, у вас также будет более гладкий сварной шов, который не прыгает и не искрит во время работы.
Это важно не только для безопасности, у вас также будет более гладкий сварной шов, который не прыгает и не искрит во время работы.
Как обслуживать сварочный аппарат
Сварочный аппарат необходимо хранить на плоской, сухой поверхности, где он не будет перекатываться и не будет поврежден. Ни в коем случае нельзя снимать боковую панель сварочного аппарата. Если вы это сделаете, убедитесь, что вы следуете инструкциям производителя, который всегда советует вам отключить машину. Не выключайте его, если вам нужно проверить внутренний компонент.
Одна из лучших инвестиций, которые вы можете сделать для своего сварочного аппарата, — это приобрести чехол, который предотвратит скопление в нем пыли, пока он не используется. Тем не менее, вы также можете поддерживать свой сварочный аппарат в идеальном состоянии, сверяясь с руководством по регулярному техническому обслуживанию, такому как удаление мусора сжатым воздухом или замена масла в машинах с приводом от двигателя.
Безопасность при сварке
Вы не должны настраивать сварочный аппарат, если у вас нет надлежащего защитного снаряжения для сварки без риска обжечься или подвергнуть кожу воздействию вредных ультрафиолетовых лучей. Сварщики всегда должны носить огнестойкую одежду. Синтетика особенно опасна, так как легко воспламеняется.
Большинство сварщиков носят как минимум хлопчатобумажную рубашку, но вам также следует обратить внимание на сварочный фартук или огнестойкую куртку. Есть как тяжелые кожаные куртки, так и более легкие куртки в зависимости от вашего климата.
Сварочные перчатки также обеспечивают необходимую защиту рук во время работы, не теряя необходимой гибкости. Сверхпрочные перчатки для сварки стержнем защитят вас от искр и брызг, которые могут обжечь руки во время сварки. С другой стороны, тонкие и гибкие перчатки для сварки TIG позволяют подавать проволоку, не подвергая руки воздействию тепла, УФ-лучей или искр.
Поданный в:
миг сварка,
палочная сварка,
сварщик,
сварка,
Советы по безопасности при сварке,
сварочный цех
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы процесса. Читайте дальше и узнайте все, что вам нужно знать о современных технологиях сварки.
Понимание основ дуговой сварки
Дуговая сварка — не единственный вид сварки. Например, при сварке горелкой мощная горелка используется для расплавления заготовки и металлического сварочного стержня для соединения металлов. Но это относительно редкий тип технологии сварки сегодня.
Однако дуговая сварка на сегодняшний день является наиболее распространенным видом сварки, поэтому именно о ней мы и поговорим в данном руководстве. Основы просты. Технология дуговой сварки использует мощную электрическую «дугу» для расплавления металлической заготовки, заземленной на сварочном аппарате, и электрода, который также прикреплен к сварочному аппарату.
Электрическая дуга возникает, когда электрический ток «скачет» и течет по воздуху между двумя проводниками. В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
В данном случае это металлическая заготовка и электрод, на которые через сварочный аппарат подается сильный электрический ток.
Эта дуга нагревает металл до очень высокой температуры, расплавляя как электрод, так и металл, с которым он соприкасается, создавая сварочную ванну, позволяющую соединить два металла. Давайте подробнее рассмотрим этот процесс и то, как теперь работает аппарат для дуговой сварки.
Как работает аппарат для дуговой сварки. Пошаговое описание
Готовы углубиться в детали? Вот пошаговое руководство о том, как работает аппарат для дуговой сварки.
1. Настройка аппарата — Для начала необходимо настроить сварочный аппарат. Различные элементы управления могут использоваться для изменения мощности машины и ее работы. Важно внимательно прочитать руководство, предоставленное производителем, чтобы правильно настроить дуговой сварочный аппарат.
2. Заземление сварочного материала — Как только сварщик будет готов начать процесс сварки, он прикрепит заземляющий зажим к металлической заготовке. Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
Он крепится непосредственно к сварочному аппарату. Это важно, потому что помогает замкнуть электрическую цепь, которая создаст дугу, которая используется для соединения двух кусков металла вместе.
3. Размещение провода электрода на сварочном материале — Когда сварщик будет готов начать процесс сварки, он поместит электрод с высокой проводимостью на сварочный материал и активирует аппарат для подачи электрического тока через заготовку. Электрод может представлять собой стержневой электрод или кусок проволоки, пропущенный через сварочный «пистолет», в зависимости от типа выполняемой дуговой сварки.
4. Формирование электрической дуги — Когда электрод слегка отводится от металлической заготовки, обычно примерно на 2–4 миллиметра, образуется электрическая дуга в виде электрических скачков между металлом и электродом. Эта чрезвычайно горячая дуга почти сразу начинает плавить металлическую заготовку и электрод.
5. Плавление металлов и их соединение — после образования дуги металлическая заготовка и электрод продолжают плавиться вместе, образуя так называемую «сварочную ванну». Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
Это лужа расплавленного металла, которая образует соединение между свариваемым металлом.
6. Защита металла защитным газом — При высоких температурах кислород и другие газы в атмосфере имеют тенденцию вступать в реакцию с металлом в сварочной ванне и могут вызывать дефекты, ухудшающие качество металлического соединения.
Для предотвращения этого используется защитный газ, такой как аргон, гелий или углекислый газ. В зависимости от типа сварки электрод может быть покрыт «флюсом» — материалом, выделяющим защитный газ при плавлении, или защитный газ может прокачиваться через сварочный инструмент из специальных резервуаров, используемых сварочным аппаратом. Это защищает целостность соединения и сохраняет его стабильность, предотвращая деградацию из-за распада газов в атмосфере.
Узнайте больше с Vern Lewis Welding Supply – начните сегодня!
Мы надеемся, что это руководство было полезным и информативным обзором современных технологий сварки. В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
В Vern Lewis Welding Supply мы предлагаем курсы сварки, услуги по ремонту сварки и широкий выбор сварочного оборудования в Аризоне. Являетесь ли вы новичком в сварке или экспертом, у нас есть все, что вам нужно, чтобы поднять свои навыки сварки на новый уровень. Свяжитесь с нами сегодня, чтобы узнать больше о том, что мы делаем, или посетите один из наших 8 офисов в Аризоне для получения дополнительной информации.
Похожие сообщения
Различные типы проволоки для сварки MIG — что нужно знать
MIG состоит из свернутого в катушку электрода, который пропускается через «пистолет» для сварки MIG и нагревается для расплавления металла и соединения заготовок. Звучит достаточно просто, верно? Ну, это не так просто. Существует множество различных типов проволоки для сварки MIG, и в этой статье мы объясним некоторые из них…
Читать далее Различные типы проволоки для сварки MIG – что нужно знатьПродолжить
Какой сварочный аппарат лучше всего подходит для начинающих?
Пытаться определить, какой тип сварочного аппарата лучше всего подходит для начинающих, сложно, потому что на это влияет очень много факторов. Как многие из вас уже знают, существует множество различных типов сварочных процессов. Наиболее распространенными являются Stick, MIG, TIG и Flux Core. МИГ вообще считается самым легким, так что логично…
Подробнее Какой сварочный аппарат лучше всего подходит для начинающих?Продолжить
Какой газ лучше всего подходит для сварки MIG — выбор подходящего газа для подходящей работы
Для сварки методом МИГ
используется ручной пистолет с проволочным электродом с катушки и газовым соплом, которое подает струю газа к месту сварки. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты. Загрязнение может привести к…
Загрязнение может привести к…
Читать дальше Какой газ лучше всего подходит для сварки MIG — выбор правильного газа для правильной работыПродолжить
Покупка подержанного сварочного оборудования
Независимо от того, являетесь ли вы новичком, только начинающим свой путь в области сварки, или давно являетесь профессионалом в этой области, приобретение хороших инструментов и оборудования может обойтись дорого. При поиске менее дорогих вариантов приобретения сварочного оборудования подержанное и/или отремонтированное оборудование может стать отличным выбором. В этой статье мы расскажем о некоторых преимуществах…
Подробнее Покупка подержанного сварочного оборудованияПродолжить
Краткий обзор холодной сварки
 Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.
Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам. Сделать это не сложно. Для этого есть всего два способа:
Сделать это не сложно. Для этого есть всего два способа:
 Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
 Чтобы добиться качественного шва необходимо:
Чтобы добиться качественного шва необходимо: Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).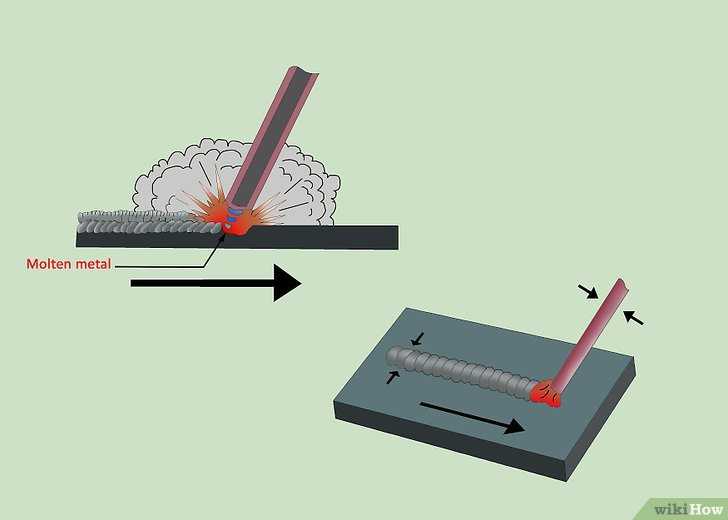
 Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).

 Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.
Чем эти показатели выше, тем больший номер защитного фильтра надо использовать. После комплектации маски фильтром необходимо проверить наличие возможных зазоров, посмотрев на свет. Замену стёкол нужно проводить по мере того, как на них появляются царапины или загрязнения, мешающие чётко видеть сварочную ванну и шов.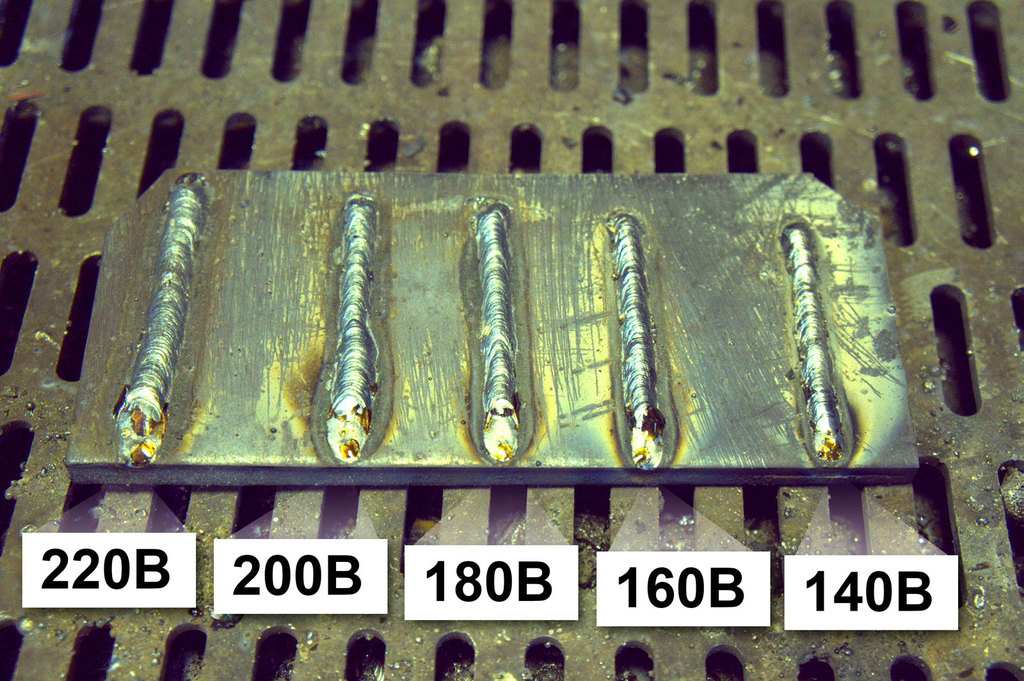
 Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
Для прогрева обрабатываемого металла понадобится 2–3 небольших круговых движений электрода по периметру сварочной ванны. Надо следить за тем, чтобы её диаметр постоянно был одинаковым.
 Диаметр электрода 1-4 мм
Диаметр электрода 1-4 мм 1005A —
1005A — В верхней части устройства также есть ручка для переноски, которая поможет вам быть готовым, где бы вы ни находились, облегчая транспортировку.
В верхней части устройства также есть ручка для переноски, которая поможет вам быть готовым, где бы вы ни находились, облегчая транспортировку. Простым поворотом кнопки вы определяете скорость подачи проволоки, а также сварочный ток MIG и MMA, который вы также можете прочитать на дисплее. На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.
Простым поворотом кнопки вы определяете скорость подачи проволоки, а также сварочный ток MIG и MMA, который вы также можете прочитать на дисплее. На панели управления вы также найдете кнопку выбора, с помощью которой вы можете выбрать параметры сварки FLUX (порошковая проволока) / MIX / Co2 / MIG / MMA.
 С условиями гарантии можно ознакомиться здесь: условия гарантии
С условиями гарантии можно ознакомиться здесь: условия гарантии

 В этом видео рассказывается о сварке MIG с флюсовым сердечником с помощью сварочного аппарата 9.0072 Сварочный аппарат Millermatic .
В этом видео рассказывается о сварке MIG с флюсовым сердечником с помощью сварочного аппарата 9.0072 Сварочный аппарат Millermatic .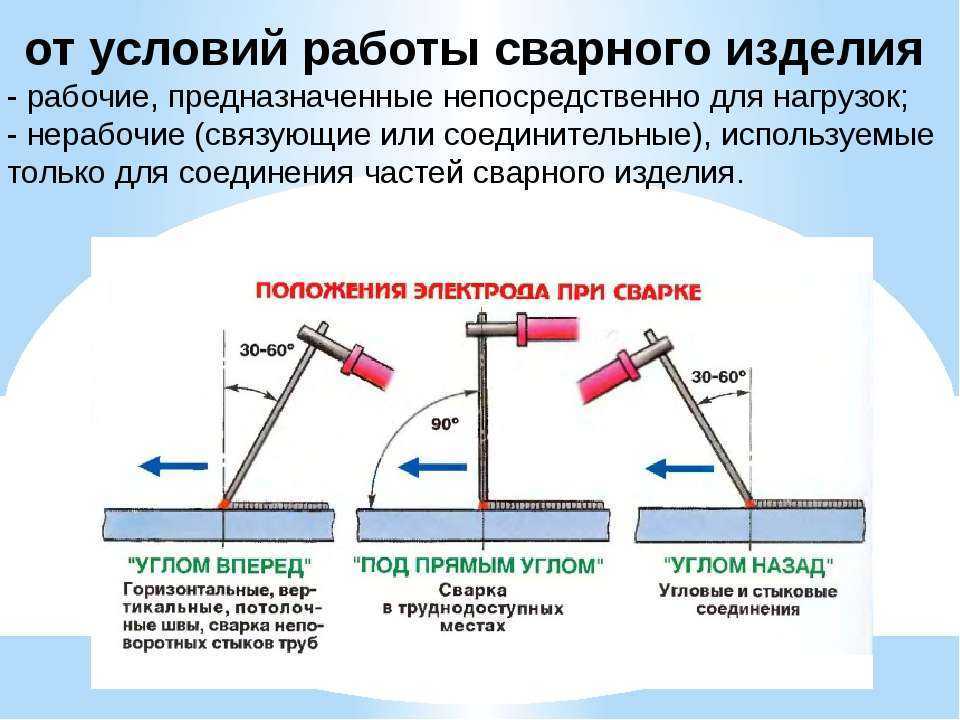












 GSK
GSK
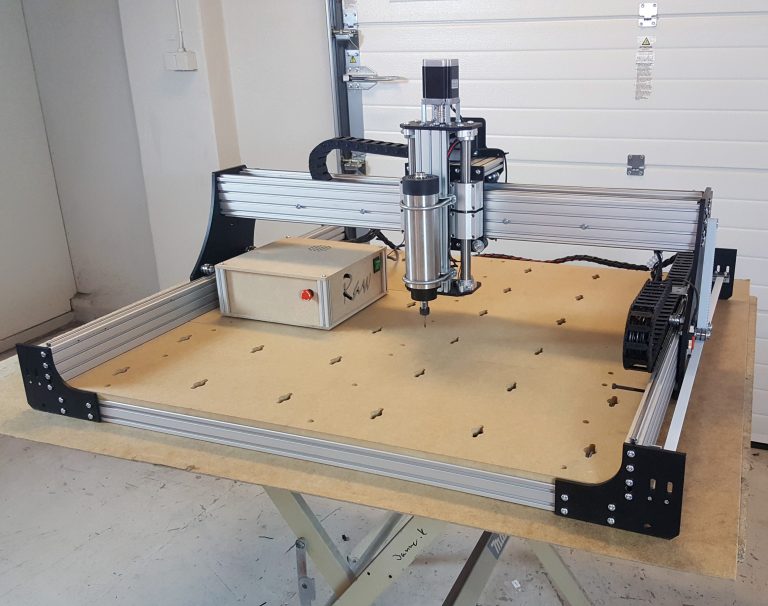
 Станок гидроабразивной резки с ЧПУ
Станок гидроабразивной резки с ЧПУ

 Это также можно отнести к недостаткам плазменной резки.
Это также можно отнести к недостаткам плазменной резки.






 А также вы можете скачать PDF-файл этой статьи в конце ее.
А также вы можете скачать PDF-файл этой статьи в конце ее. Станки с ЧПУ могут производить ряд продуктов, используя приводы, приводы и программное обеспечение.
Станки с ЧПУ могут производить ряд продуктов, используя приводы, приводы и программное обеспечение. В настоящее время он широко используется в качестве токарного станка из-за его быстрой и точной работы.
В настоящее время он широко используется в качестве токарного станка из-за его быстрой и точной работы. Он также используется для массового производства, например, для шпиля и башни. Но нет запрограммированной системы кормления. Детали, изготовленные на этой машине, имеют очень точные допуски на размеры.
Он также используется для массового производства, например, для шпиля и башни. Но нет запрограммированной системы кормления. Детали, изготовленные на этой машине, имеют очень точные допуски на размеры. Как правило, шлифовальные станки с ЧПУ используются для распредвалов, шарикоподшипников, трансмиссионных валов и других деталей, требующих точной и правильной обработки.
Как правило, шлифовальные станки с ЧПУ используются для распредвалов, шарикоподшипников, трансмиссионных валов и других деталей, требующих точной и правильной обработки. Но они отличаются от своих фрезерных собратьев тем, что выполняют эту операцию с применением плазменной горелки.
Но они отличаются от своих фрезерных собратьев тем, что выполняют эту операцию с применением плазменной горелки. Принципиальное отличие в том, что все это плотник работает вручную: внутренняя, дверная резьба и наружная отделка, деревянные панели, вывески, деревянные рамы, лепнина, музыкальные инструменты, мебель и многое другое.
Принципиальное отличие в том, что все это плотник работает вручную: внутренняя, дверная резьба и наружная отделка, деревянные панели, вывески, деревянные рамы, лепнина, музыкальные инструменты, мебель и многое другое.

 Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.
Выполняется для получения неравновесных структур с повышенной скоростью охлаждения. Закалка может быть как с полиморфным превращением, так и без полиморфного превращения.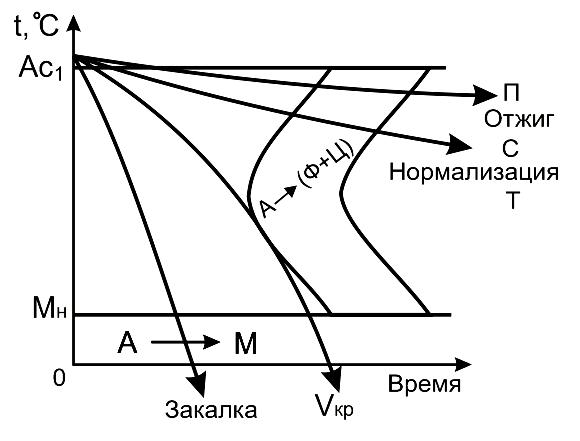 В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали.
В результате отжига образуется устойчивая структура, свободная от остаточных напряжений. Отжиг является одной из важнейших массовых операций термической обработки стали. На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы.
На данный момент в распоряжении технических специалистов множество методов термообработки, позволяющих добиться нужных свойств каждого вида обрабатываемых сплавов. Для каждого металла свойственна своя критическая температура, а это значит, что термообработка должна производиться с учётом структурных и физико-химических особенностей вещества. В конечном итоге это позволит не только достичь нужных результатов, но и в значительной степени рационализировать производственные процессы. Ее основное назначение – ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.
Ее основное назначение – ликвидация внутренних напряжений, отрицательно влияющих на технические параметры металлоизделий.

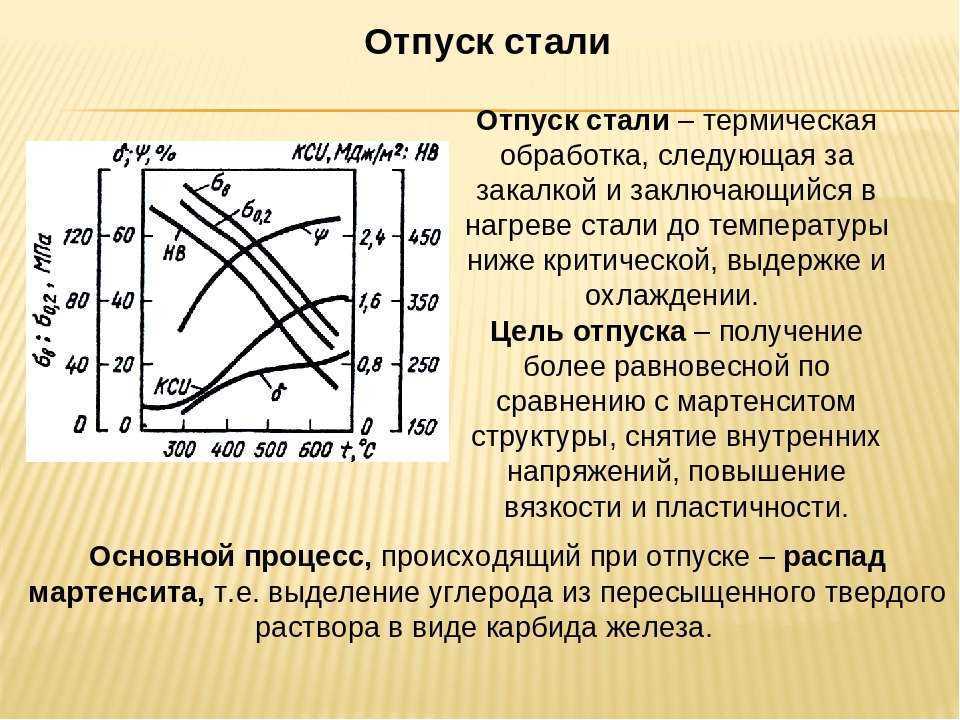
 Этот вид т/о, применяемый в основном для пружин, рессор, штампов, обеспечивает значительные пределы выносливости и упругости, хорошую релаксационную стойкость. Получаемые структуры: троостит или тростомартенсит, твердость – 45-50 HRC.
Этот вид т/о, применяемый в основном для пружин, рессор, штампов, обеспечивает значительные пределы выносливости и упругости, хорошую релаксационную стойкость. Получаемые структуры: троостит или тростомартенсит, твердость – 45-50 HRC.
 С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
С их помощью повышают прочность материала, снижают чувствительность к концентраторам напряжений, температуру порога хладоломкости, склонность к трещинообразованию.
 Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
Следствие этого процесса – искажение кристаллической структуры сплава, а, следовательно, существенное увеличению хрупкости.
 Высокотемпературная отпускная хрупкость усиливается при выдержке в течение 8-10 часов изделий в опасном температурном диапазоне. Определить эту проблему можно только при травлении шлифов поверхностно-активными реагентами, выявляющими границы аустенитных зерен, по которым происходит хрупкое разрушение.
Высокотемпературная отпускная хрупкость усиливается при выдержке в течение 8-10 часов изделий в опасном температурном диапазоне. Определить эту проблему можно только при травлении шлифов поверхностно-активными реагентами, выявляющими границы аустенитных зерен, по которым происходит хрупкое разрушение.
 Кроме того, этот процесс в основном применяется для закалки стали.
Кроме того, этот процесс в основном применяется для закалки стали. Например, низкие температуры благоприятны для очень твердых инструментов, но мягкие инструменты, такие как пружины, требуют высоких температур.
Например, низкие температуры благоприятны для очень твердых инструментов, но мягкие инструменты, такие как пружины, требуют высоких температур.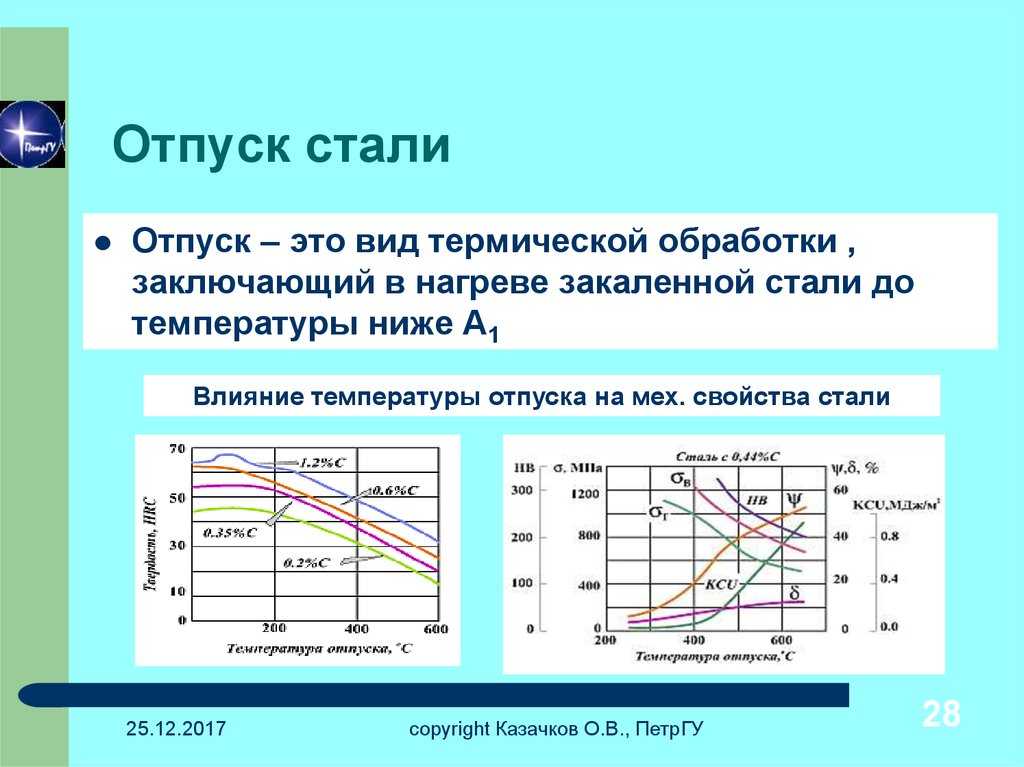 Итак, ключевое различие между закалкой и отпуском заключается в том, что закалка — это быстрое охлаждение заготовки, тогда как отпуск — это термическая обработка заготовки.
Итак, ключевое различие между закалкой и отпуском заключается в том, что закалка — это быстрое охлаждение заготовки, тогда как отпуск — это термическая обработка заготовки.
 Несмотря на твердость, материал очень хрупок и подвержен растрескиванию. Чтобы исправить это, мы закаляем металл, нагревая сталь до такой степени, что она становится пластичной.
Несмотря на твердость, материал очень хрупок и подвержен растрескиванию. Чтобы исправить это, мы закаляем металл, нагревая сталь до такой степени, что она становится пластичной.
 Здесь, в Clifton Steel, мы используем процесс закалки пресной водой.
Здесь, в Clifton Steel, мы используем процесс закалки пресной водой. Паровая подушка замедляет скорость закалки и твердость стали
Паровая подушка замедляет скорость закалки и твердость стали
 Модуль упругости при изгибе, МПа, не менее
Модуль упругости при изгибе, МПа, не менее Предельные отклонения по длине и ширине плит, мм:
Предельные отклонения по длине и ширине плит, мм: Поэтому наибольшее применение ЦСП находят в конструкциях, где требуется сочетание высокой прочности и низкого температурного сопротивления материала. Теплотехнические свойства ЦСП оцениваются с помощью коэффициента теплопроводности, который является важнейшим теплотехническим показателем строительных материалов.
Поэтому наибольшее применение ЦСП находят в конструкциях, где требуется сочетание высокой прочности и низкого температурного сопротивления материала. Теплотехнические свойства ЦСП оцениваются с помощью коэффициента теплопроводности, который является важнейшим теплотехническим показателем строительных материалов.
 105
105 В состав добавляют сульфат алюминия и жидкое стекло. При замесе добавляется вода (около 8% от общей массы). Полученная субстанция формуется в виде плит, прессуется.
В состав добавляют сульфат алюминия и жидкое стекло. При замесе добавляется вода (около 8% от общей массы). Полученная субстанция формуется в виде плит, прессуется. д.
д. Еще один недостаток ЦСП — низкая стойкость к изгибающим нагрузкам. Этим и ограничивается область их применения — они кладутся на основание, в местах с малой изгибающей нагрузкой или должны монтироваться вертикально.
Еще один недостаток ЦСП — низкая стойкость к изгибающим нагрузкам. Этим и ограничивается область их применения — они кладутся на основание, в местах с малой изгибающей нагрузкой или должны монтироваться вертикально.

 Если материал сделан согласно технологии, то даже при длительном нахождении на улице под открытым небом, он годами не меняется.
Если материал сделан согласно технологии, то даже при длительном нахождении на улице под открытым небом, он годами не меняется.
 То есть, каркасные стены, обшитые плитами ЦСП, задерживают достаточное количества звуков чтобы дом был тихим.
То есть, каркасные стены, обшитые плитами ЦСП, задерживают достаточное количества звуков чтобы дом был тихим. Листы ЦСП выпускаются двух размеров: при ширине 1250 мм длина может быть 2700 или 3200 мм. При этом толщина плит ЦСП может быть 8, 10, 12, 16, 20, 24, 36 мм.
Листы ЦСП выпускаются двух размеров: при ширине 1250 мм длина может быть 2700 или 3200 мм. При этом толщина плит ЦСП может быть 8, 10, 12, 16, 20, 24, 36 мм. При монтаже на каркас, плиты должны монтироваться строго вертикально.
При монтаже на каркас, плиты должны монтироваться строго вертикально. Частота установки вдоль длинной и короткой стороны листа одинаковая, но зависит от толщины материала. Кроме того есть еще промежуточное крепление — посередине высоты. Тут частота установки саморезов или гвоздей в два раза реже чем по периметру.
Частота установки вдоль длинной и короткой стороны листа одинаковая, но зависит от толщины материала. Кроме того есть еще промежуточное крепление — посередине высоты. Тут частота установки саморезов или гвоздей в два раза реже чем по периметру. Расстояние большое, может закрываться специальными рейками (обычно используется при наружной отделке) или при помощи эластичной ленты или герметика.
Расстояние большое, может закрываться специальными рейками (обычно используется при наружной отделке) или при помощи эластичной ленты или герметика. В качестве наполнителя вместо песка и гравия используются мелкие древесные частицы. Введение древесины в состав плиты снизило ее плотность, однако, самое главное, древесные частицы являются не просто легкими наполнителями, но и волокном, создающим объемную арматуру, способную поглощать растягивающую нагрузку Брошюра CSP (PDF) >
В качестве наполнителя вместо песка и гравия используются мелкие древесные частицы. Введение древесины в состав плиты снизило ее плотность, однако, самое главное, древесные частицы являются не просто легкими наполнителями, но и волокном, создающим объемную арматуру, способную поглощать растягивающую нагрузку Брошюра CSP (PDF) >
 Благодаря своей структуре имеет низкую теплопроводность около 0,26 Вт/(м•°С). Это в 1,5 раза меньше, чем у кирпича и примерно в два раза больше, чем у гипсокартона. Несмотря на то, что CSP нельзя в полной мере рассматривать как теплоизоляционный материал, его применение оказывает существенное влияние на результат теплового сопротивления наружных строительных конструкций.
Благодаря своей структуре имеет низкую теплопроводность около 0,26 Вт/(м•°С). Это в 1,5 раза меньше, чем у кирпича и примерно в два раза больше, чем у гипсокартона. Несмотря на то, что CSP нельзя в полной мере рассматривать как теплоизоляционный материал, его применение оказывает существенное влияние на результат теплового сопротивления наружных строительных конструкций.


 Эти листы служат внешней обшивкой, защищающей внутренние слои от внешней влаги и ветра. Прочность, влагостойкость и пожаробезопасность материала крайне важны для вентилируемого фасада.
Эти листы служат внешней обшивкой, защищающей внутренние слои от внешней влаги и ветра. Прочность, влагостойкость и пожаробезопасность материала крайне важны для вентилируемого фасада.


 п.
п.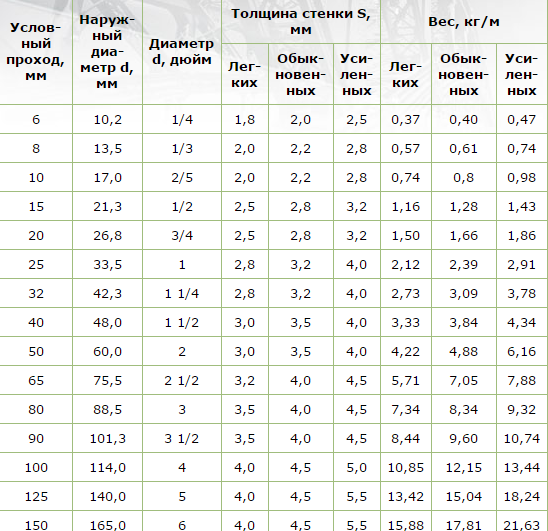 )
) 1
1 2
2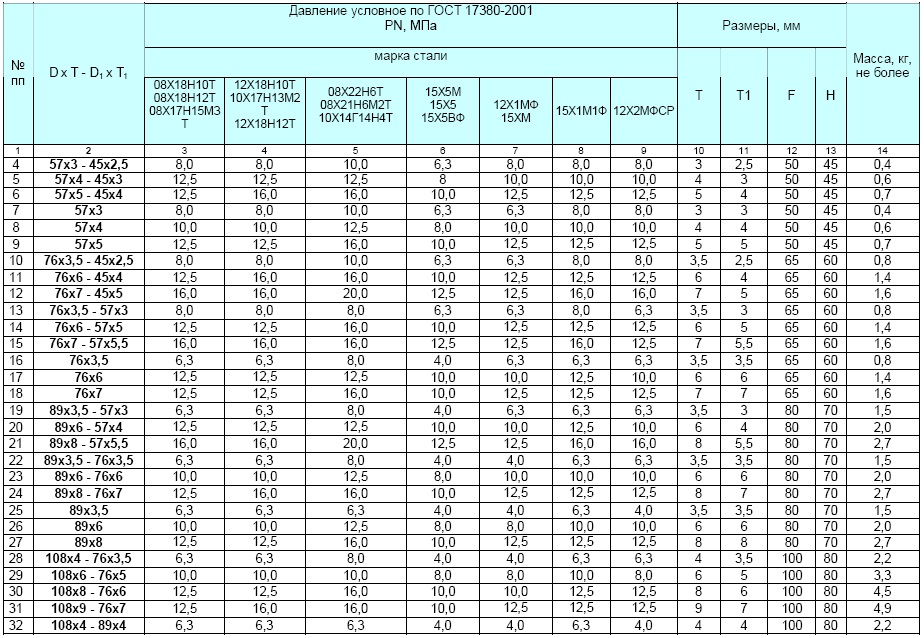 5
5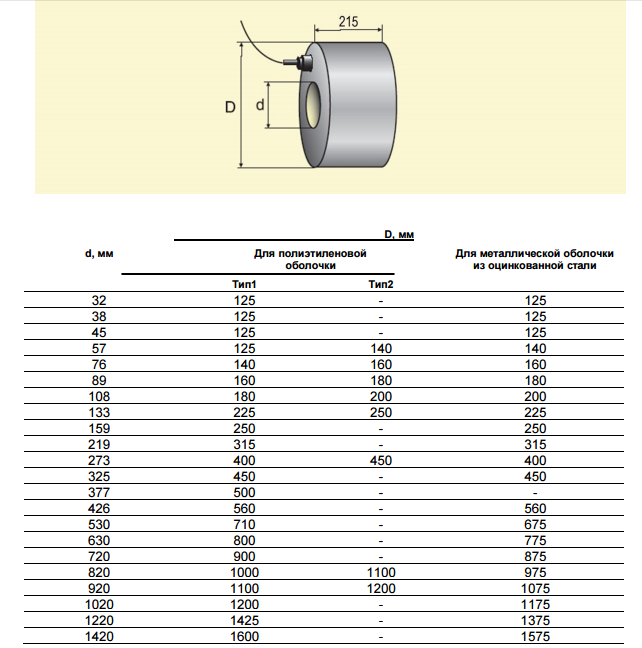 7
7 5
5 9
9 lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85
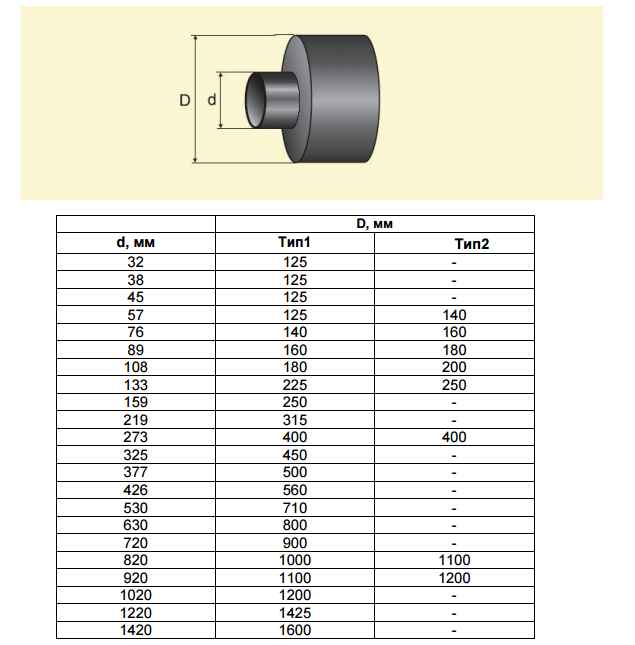
lm@mail.ru или позвонив по телефону в Москве: +7 ( 495 ) 641 16 85 Иногда эллиптические заглушки называют сферическими, считая, что такие заглушки имеют форму полусферы. Заглушки эллиптические штампованные изготавливаются по ГОСТ 17379-01 и бывают первого и второго исполнения. Такие заглушки могут выдерживать давление до 16МПа, благодаря тому, что не имеют ни одного сварного шва, поэтому если в монтируемом трубопроводе предполагается высокое давление, то для данного трубопровода применяют заглушки штампованные по ГОСТ 17379-01. В нижеприведенных таблицах указаны все виды штампованных заглушек первого и второго исполнения по ГОСТ 17379-01 поставляемые нашей компанией, а также все характеристики данных заглушек:
Иногда эллиптические заглушки называют сферическими, считая, что такие заглушки имеют форму полусферы. Заглушки эллиптические штампованные изготавливаются по ГОСТ 17379-01 и бывают первого и второго исполнения. Такие заглушки могут выдерживать давление до 16МПа, благодаря тому, что не имеют ни одного сварного шва, поэтому если в монтируемом трубопроводе предполагается высокое давление, то для данного трубопровода применяют заглушки штампованные по ГОСТ 17379-01. В нижеприведенных таблицах указаны все виды штампованных заглушек первого и второго исполнения по ГОСТ 17379-01 поставляемые нашей компанией, а также все характеристики данных заглушек: 20 ГОСТ 17379-01
20 ГОСТ 17379-01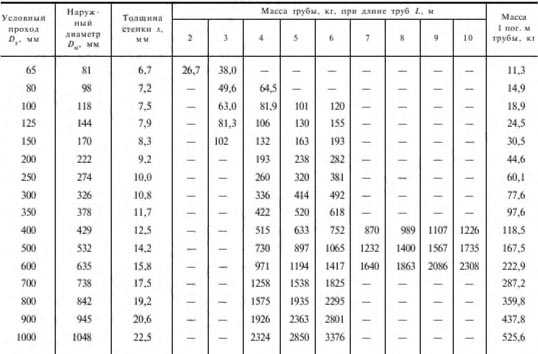 Предприятия, которые все же имеют возможность изготавливать заглушки эллиптические первого исполнения, пользуясь низкой конкурентностью формируют цены на такой тип заглушек значительно выше, чем на заглушки эллиптические (заглушки сферические) подобных диаметров второго исполнения.
Предприятия, которые все же имеют возможность изготавливать заглушки эллиптические первого исполнения, пользуясь низкой конкурентностью формируют цены на такой тип заглушек значительно выше, чем на заглушки эллиптические (заглушки сферические) подобных диаметров второго исполнения.
 3
3 9 и вес
9 и вес 1
1

 04
04
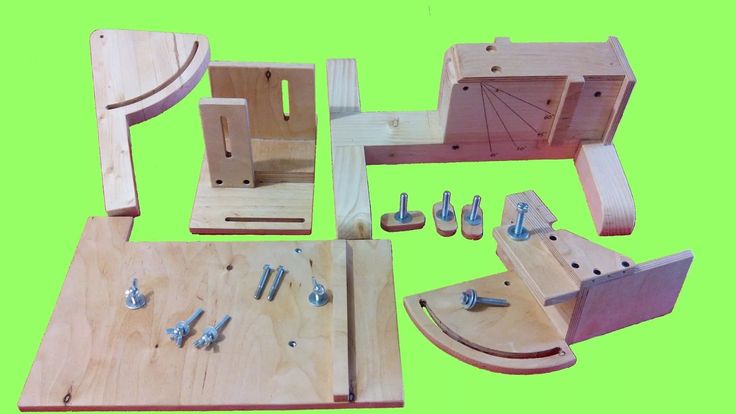
 При массовом изготовлении деревянных изделий, такой санок – незаменимый атрибут любой мастерской.
При массовом изготовлении деревянных изделий, такой санок – незаменимый атрибут любой мастерской.
 Зависит от зернистости и плотности древесины. Предел величин: 0,2 – 0,6
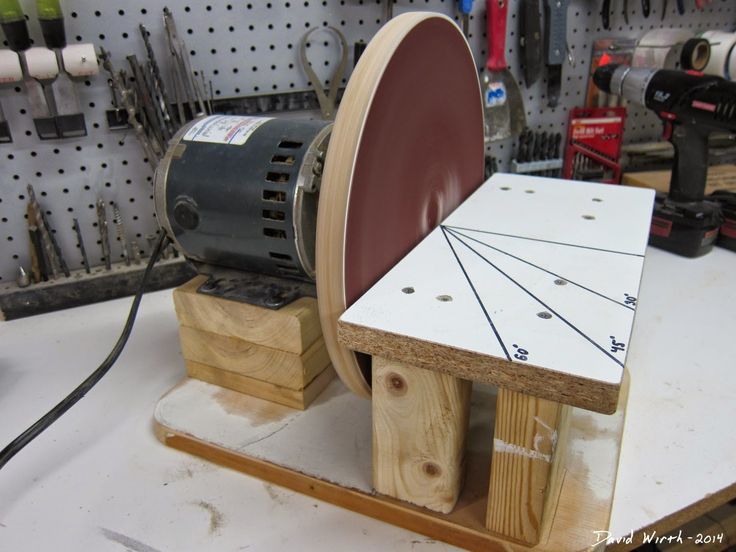
Зависит от зернистости и плотности древесины. Предел величин: 0,2 – 0,6 А летящие во все стороны опилки (или того хуже – древесная пыль), требуют защиты глаз. Обычно хватает элементарного прозрачного экрана над рабочей зоной.
А летящие во все стороны опилки (или того хуже – древесная пыль), требуют защиты глаз. Обычно хватает элементарного прозрачного экрана над рабочей зоной.
 Рабочая поверхность шлифуется вплоть до финальной полировки. Материал для стола лучше брать потверже.
Рабочая поверхность шлифуется вплоть до финальной полировки. Материал для стола лучше брать потверже. 01.2017 | 📒 Инструменты | 🕵 Комментариев нет
01.2017 | 📒 Инструменты | 🕵 Комментариев нет Более простые виды шлифовальных станков, оснащены всего лишь двумя валами, одним ведомым и одним ведущим, который установлен на роторе электродвигателя.
Более простые виды шлифовальных станков, оснащены всего лишь двумя валами, одним ведомым и одним ведущим, который установлен на роторе электродвигателя. С другой стороны станины, устанавливается подшипниковый вал, под небольшим углом наклона, для того чтобы абразивная лента плавно касалась поверхности обрабатываемых деталей.
С другой стороны станины, устанавливается подшипниковый вал, под небольшим углом наклона, для того чтобы абразивная лента плавно касалась поверхности обрабатываемых деталей.

 Легкое прикосновение и терпение — ключ к тому, чтобы избежать этих завихрений. Просто положите руку на шлифовальный станок; не нажимай. Вес вашей руки обеспечивает достаточное давление. Двигайтесь со скоростью улитки; не более 1 дюйма в секунду. Такое медленное движение кажется неестественным и требует некоторой самодисциплины. Так что попробуйте следующее: растяните рулетку вдоль вашего проекта и наблюдайте за секундной стрелкой часов, пока вы шлифуете. Примерно через 30 секунд (или 30 дюймов) вы привыкнете к правильной скорости.
Легкое прикосновение и терпение — ключ к тому, чтобы избежать этих завихрений. Просто положите руку на шлифовальный станок; не нажимай. Вес вашей руки обеспечивает достаточное давление. Двигайтесь со скоростью улитки; не более 1 дюйма в секунду. Такое медленное движение кажется неестественным и требует некоторой самодисциплины. Так что попробуйте следующее: растяните рулетку вдоль вашего проекта и наблюдайте за секундной стрелкой часов, пока вы шлифуете. Примерно через 30 секунд (или 30 дюймов) вы привыкнете к правильной скорости. Поэтому их необходимо отшлифовать с более высокой зернистостью, прежде чем царапины от шлифования исчезнут.
Поэтому их необходимо отшлифовать с более высокой зернистостью, прежде чем царапины от шлифования исчезнут. Может показаться, что дополнительный дюйм не приведет к значительному скачку скорости шлифования, но это означает почти на 45 процентов больше поверхности наждачной бумаги, а также более мощный двигатель. Конечно, более быстрое шлифование имеет свою цену: шестидюймовые шлифовальные машины в два-три раза дороже, чем пятидюймовые, а большие шлифовальные машины немного сложнее контролировать, особенно на вертикальных или узких деталях.
Может показаться, что дополнительный дюйм не приведет к значительному скачку скорости шлифования, но это означает почти на 45 процентов больше поверхности наждачной бумаги, а также более мощный двигатель. Конечно, более быстрое шлифование имеет свою цену: шестидюймовые шлифовальные машины в два-три раза дороже, чем пятидюймовые, а большие шлифовальные машины немного сложнее контролировать, особенно на вертикальных или узких деталях. Шлифование целых досок также исключает повторение остановок, запусков и настроек отдельных частей.
Шлифование целых досок также исключает повторение остановок, запусков и настроек отдельных частей. В качестве бонуса более широкая поверхность предотвращает слишком глубокое шлифование в одном месте или наклон и закругление краев. Этот трюк также превращает шлифование в самокорректирующийся процесс; все части в конечном итоге будут одинаковыми.
В качестве бонуса более широкая поверхность предотвращает слишком глубокое шлифование в одном месте или наклон и закругление краев. Этот трюк также превращает шлифование в самокорректирующийся процесс; все части в конечном итоге будут одинаковыми. И не просто немного быстрее — намного быстрее. Бумага премиум-класса удаляет древесину в два или три раза быстрее, чем стандартная бумага. Это стоит немного дороже, но абразив остается острым гораздо дольше, поэтому вы действительно экономите деньги, независимо от того, используете ли вы листы, диски или ленты. Norton 3X, 3M SandBlaster и Gator Ultra Power — это три общие линейки.
И не просто немного быстрее — намного быстрее. Бумага премиум-класса удаляет древесину в два или три раза быстрее, чем стандартная бумага. Это стоит немного дороже, но абразив остается острым гораздо дольше, поэтому вы действительно экономите деньги, независимо от того, используете ли вы листы, диски или ленты. Norton 3X, 3M SandBlaster и Gator Ultra Power — это три общие линейки.
 И вот почему: шлифование кромок немного опускает пол и оставляет плинтус на небольшом плато. Вы думаете, что не заметите этого, но вы заметите. Шлифовка краев также царапает базовую колодку, что требует последующей подкраски.
И вот почему: шлифование кромок немного опускает пол и оставляет плинтус на небольшом плато. Вы думаете, что не заметите этого, но вы заметите. Шлифовка краев также царапает базовую колодку, что требует последующей подкраски.


 Конечно, их проще использовать, но они недостаточно агрессивны, чтобы врезаться в отделку или твердую древесину. «Мы не сдаем в аренду плоскошлифовальные машины. Для большинства профессий они просто не работают».
Конечно, их проще использовать, но они недостаточно агрессивны, чтобы врезаться в отделку или твердую древесину. «Мы не сдаем в аренду плоскошлифовальные машины. Для большинства профессий они просто не работают». Поэтому я рекомендую метод проб и ошибок: начните с зернистости 36. Если это не позволяет полностью удалить финишное покрытие за один проход, перейдите на зернистость 24. Если зернистость 24 не удаляет по крайней мере три четверти покрытия за один проход, перейдите на зернистость 16. Независимо от того, с какой зернистостью вы начнете, к тому времени, когда вы закончите использовать зернистость 36, весь финиш должен исчезнуть.
Поэтому я рекомендую метод проб и ошибок: начните с зернистости 36. Если это не позволяет полностью удалить финишное покрытие за один проход, перейдите на зернистость 24. Если зернистость 24 не удаляет по крайней мере три четверти покрытия за один проход, перейдите на зернистость 16. Независимо от того, с какой зернистостью вы начнете, к тому времени, когда вы закончите использовать зернистость 36, весь финиш должен исчезнуть. Итак, вы продолжаете шлифовать. Машина поднимает пыль и вроде все нормально. Но тусклая бумага не режет достаточно глубоко, чтобы удалить царапины, оставленные предыдущим абразивом. И вы можете не обнаружить этого, пока не покрасите пол. Диск с тусклой окантовкой еще хуже, так как он не удалит некрасивые поперечные царапины, оставленные предыдущим диском.
Итак, вы продолжаете шлифовать. Машина поднимает пыль и вроде все нормально. Но тусклая бумага не режет достаточно глубоко, чтобы удалить царапины, оставленные предыдущим абразивом. И вы можете не обнаружить этого, пока не покрасите пол. Диск с тусклой окантовкой еще хуже, так как он не удалит некрасивые поперечные царапины, оставленные предыдущим диском.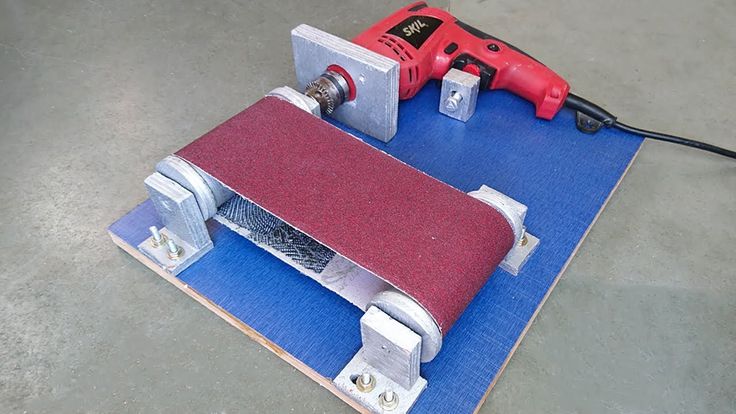 Например, после барабанной шлифовки с зернистостью 36 обработайте кромку зернистостью 36.
Например, после барабанной шлифовки с зернистостью 36 обработайте кромку зернистостью 36. Ручная шлифовка безопаснее. «Обработка кромок ленточной шлифовальной машиной похожа на копание канавы мастерком. Вы можете это сделать, но это займет вечность».
Ручная шлифовка безопаснее. «Обработка кромок ленточной шлифовальной машиной похожа на копание канавы мастерком. Вы можете это сделать, но это займет вечность».

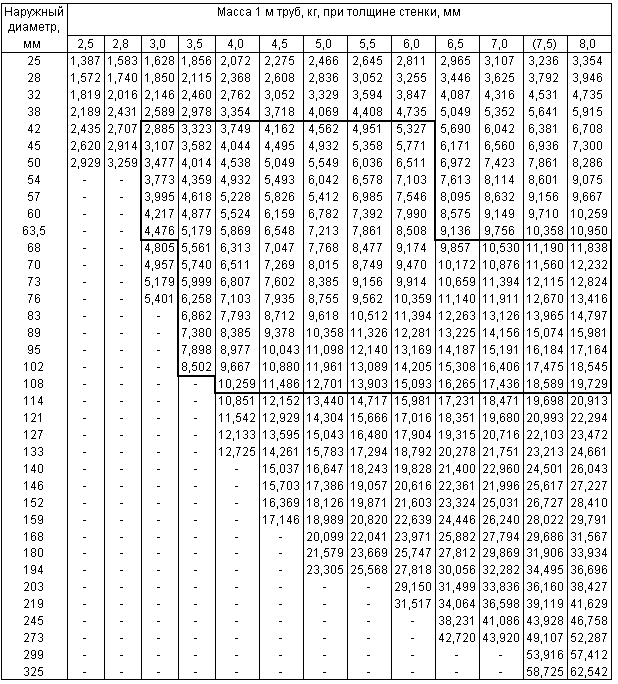
 А так же, на основе данных продавцов трубопроката.
А так же, на основе данных продавцов трубопроката.  Таким образом трубы считаются:
Таким образом трубы считаются:
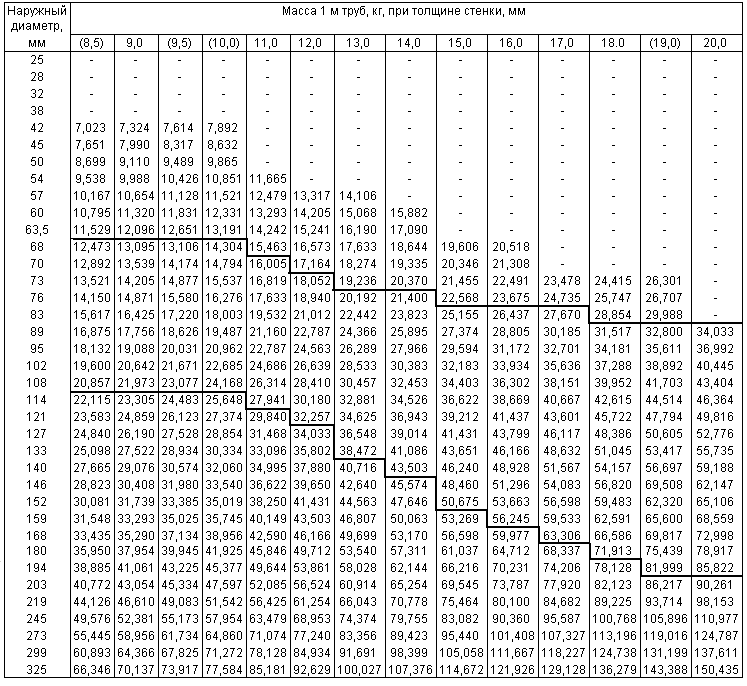 таблицу):
таблицу): BY вы можете купить водогазопроводную трубу в Минске оптом и в розницу.
BY вы можете купить водогазопроводную трубу в Минске оптом и в розницу.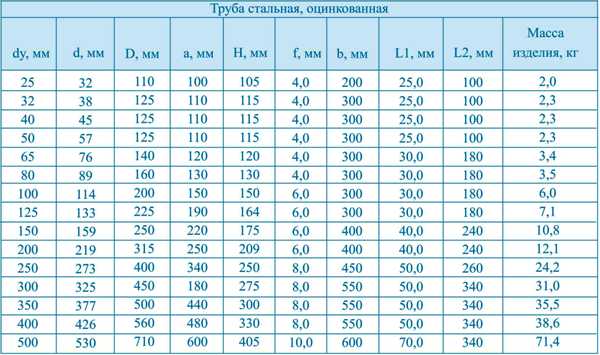 B. до 14 дюймов Н.Б. в классах Light, Medium и Heavy, подтверждающих IS: 1239(Часть-1) 2004 г., эквивалентно BS: 1387. Наши трубы из мягкой стали доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, супердуплексные трубы, дуплексные трубы, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, алюминиевые трубы и т. д.
B. до 14 дюймов Н.Б. в классах Light, Medium и Heavy, подтверждающих IS: 1239(Часть-1) 2004 г., эквивалентно BS: 1387. Наши трубы из мягкой стали доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, супердуплексные трубы, дуплексные трубы, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, алюминиевые трубы и т. д. Сырье для MS Plumbing, т.е. MS Steel Coils, было закуплено у известного производителя стали, т.е. Steel Authority of India (SAIL), которая будет фирмой государственного сектора и в настоящее время является крупнейшим интегрированным производителем стали в Индии. Мы предлагаем нашим клиентам качественную гибкость, поставщиков и качественные товары в соответствии с их графиком. Мы не только производим качественные товары, но и имеем связь с нашими клиентами. Таблица веса трубы MS| Таблица веса трубы MS| Таблица веса трубы MS|Таблица веса трубы MS
Сырье для MS Plumbing, т.е. MS Steel Coils, было закуплено у известного производителя стали, т.е. Steel Authority of India (SAIL), которая будет фирмой государственного сектора и в настоящее время является крупнейшим интегрированным производителем стали в Индии. Мы предлагаем нашим клиентам качественную гибкость, поставщиков и качественные товары в соответствии с их графиком. Мы не только производим качественные товары, но и имеем связь с нашими клиентами. Таблица веса трубы MS| Таблица веса трубы MS| Таблица веса трубы MS|Таблица веса трубы MS 10
10 906
906 500
500 17
17 21
21 , эквивалент BS – 1387/1985
, эквивалент BS – 1387/1985 ) стальной трубы сортамента 40.
) стальной трубы сортамента 40. 824
824 625
625 981
981
 087
087 ru:
ru:
 Какая из них имеет меньшее сопротивление? Почему? Во
Какая из них имеет меньшее сопротивление? Почему? Во Как велико отношение сопротивлений этих
Как велико отношение сопротивлений этих Найдите сопротивление и массу обмотки.
Найдите сопротивление и массу обмотки.
 0500
0500 5 9003
5 9003 86
86 1
1 1 9007
1 9007 0029
0029 3
3 14
14 д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, увлекательными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, увлекательными и бесплатными программами SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
 Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
Правильно говорят, нужна присадка 4043. Если есть 4047- ещё лучше.
 Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного
Это как борщ-нехватка соли как и избыток негативно сказывается на вкусовых качествах оного Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.
Иногда сам хотел бы высказаться,да уже все сказано и добавить нечего.


 Её обычно клепают.
Её обычно клепают. Её обычно клепают.
Её обычно клепают.
 Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.
Для меня ФУНКЦИОНАЛЬНЫЙ, ПОЛНОЦЕННЫЙ ШОВ на дюрали- это нонсенс , если честно. Хотелось бы расширить свой кругозор. Про условно и плохосвариваемые дюрали я слышал. Интересует качественный и полноценный шов.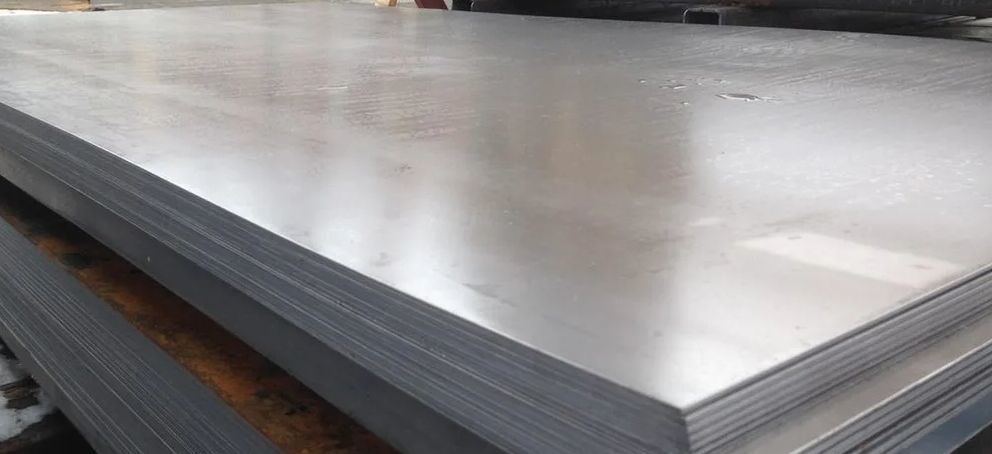 Так там дюраль которая совсем не варится. Поэтому только заклепки применяют. Аппарат применял CEA, с прямоугольным импульсом.
Так там дюраль которая совсем не варится. Поэтому только заклепки применяют. Аппарат применял CEA, с прямоугольным импульсом.
 Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва.
Использование промышленных растворителей необходимо для очистки поверхности алюминия и обезжиривания. Это очень важная часть подготовки, т.к. оксидная пленка алюминия с течением времени способна накапливать в себе большое количество влаги и если не удалить ее перед сваркой, то вероятность образования пор возрастает в несколько раз, а это самым негативным образом влияет на механические свойства сварного шва. Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).
Для сварки алюминия вместо углекислоты для газовой защиты необходимо использовать инертные газы, такие как аргон (Ar), гелий (He) или их смесь. Выбор газа и их пропорций в смеси влияет на вид валика и глубину проплавления (рис.1).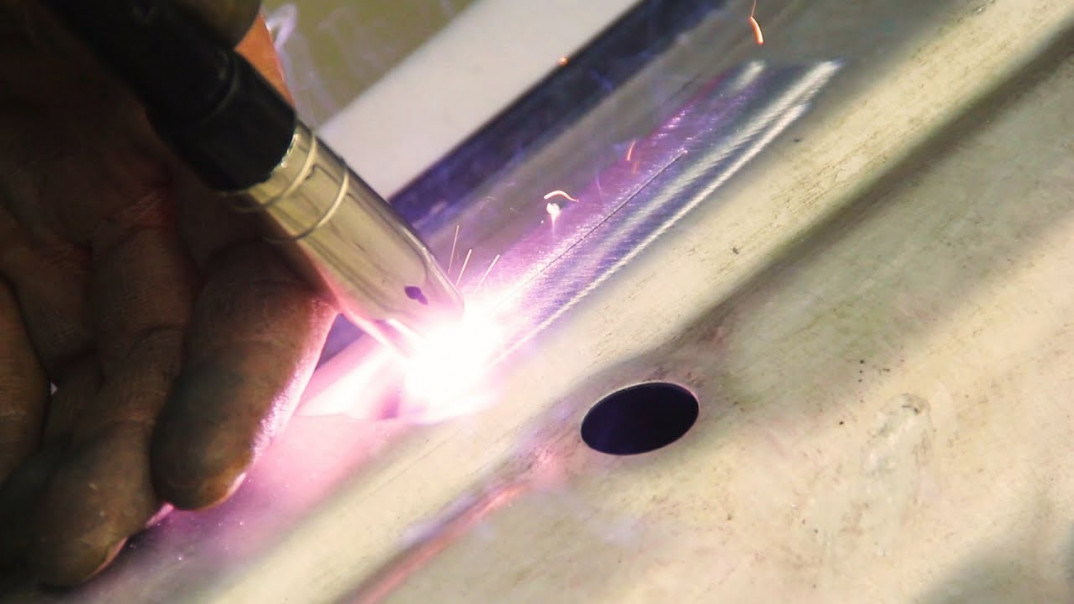 Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4).
Для более стабильного токоподвода и большего срока службы мы рекомендуем использовать тефлоновый канал с концом из витой проволоки, который вставляется в горелку (рис.4). 7) .
7) . Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость.
Для предотвращения вытекания шва рекомендуется делать V-образную разделку на обратной стороне детали. При недостаточных же тепловложениях и недостаточной зачистке можно получить большую пористость. 2
2
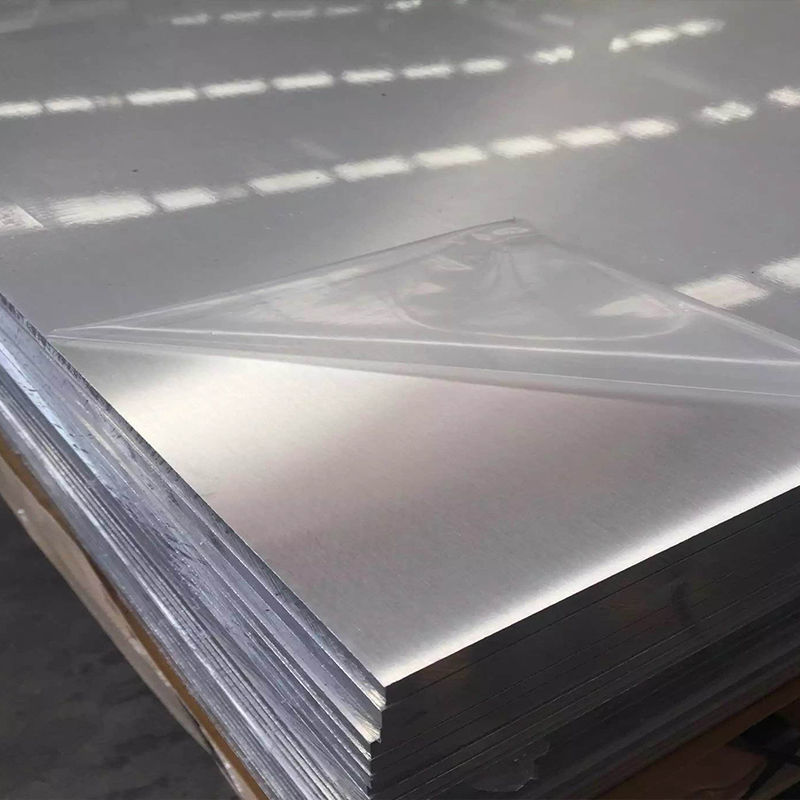
 Это серия термически упрочняемых алюминиевых сплавов. Их предел прочности при растяжении от 190 до 430 МПа. Они содержат меди от 0,7 до 6,8 %. Эти высокопрочные сплавы часто используются в аэрокосмической и авиационной технике. Они сохраняют высокую прочность в широком диапазоне температур.
Это серия термически упрочняемых алюминиевых сплавов. Их предел прочности при растяжении от 190 до 430 МПа. Они содержат меди от 0,7 до 6,8 %. Эти высокопрочные сплавы часто используются в аэрокосмической и авиационной технике. Они сохраняют высокую прочность в широком диапазоне температур. Они обладают умеренной прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и пригодны для эксплуатации при повышенных температурах. В последние годы нам нравилось делать посуду. Сейчас они являются основным материалом для изготовления теплообменников автомобилей, химических заводов и электростанций. Их скромные прочностные характеристики делают их непригодными для конструкционных применений. Алюминиевые сплавы серии 3ххх сваривают сварочными сплавами серий 1ххх, 4ххх и 5ххх в зависимости от их химического состава, условий применения и эксплуатации.
Они обладают умеренной прочностью, хорошей коррозионной стойкостью, хорошей формуемостью и пригодны для эксплуатации при повышенных температурах. В последние годы нам нравилось делать посуду. Сейчас они являются основным материалом для изготовления теплообменников автомобилей, химических заводов и электростанций. Их скромные прочностные характеристики делают их непригодными для конструкционных применений. Алюминиевые сплавы серии 3ххх сваривают сварочными сплавами серий 1ххх, 4ххх и 5ххх в зависимости от их химического состава, условий применения и эксплуатации. Обычно эти термически упрочняемые сплавы применяют только для сварки, когда сварную конструкцию после сварки необходимо подвергнуть термической обработке.
Обычно эти термически упрочняемые сплавы применяют только для сварки, когда сварную конструкцию после сварки необходимо подвергнуть термической обработке. Поэтому сплавы с повышенным содержанием магния не свариваются сплавами серии 4ххх, а сплавами серии 5ххх с близким химическим составом.
Поэтому сплавы с повышенным содержанием магния не свариваются сплавами серии 4ххх, а сплавами серии 5ххх с близким химическим составом. Данная серия включает термически упрочняемые алюминиевые сплавы с пределом прочности от 220 до 610 МПа. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0 %. К этому ряду относятся самые прочные алюминиевые сплавы. Сплавы серии 7ххх применяются в авиационной, космической технике, спортивном инвентаре. Как и в серии 2ххх, большинство сплавов этой серии не считаются свариваемыми дуговой сваркой. Однако он имеет и хорошо свариваемые сплавы, как, например, сплав 7005 (сплав 1915 ГОСТ 4784), который приваривается к основным сварочным сплавам серии 5ххх.
Данная серия включает термически упрочняемые алюминиевые сплавы с пределом прочности от 220 до 610 МПа. Основным легирующим элементом является цинк в количестве от 0,8 до 12,0 %. К этому ряду относятся самые прочные алюминиевые сплавы. Сплавы серии 7ххх применяются в авиационной, космической технике, спортивном инвентаре. Как и в серии 2ххх, большинство сплавов этой серии не считаются свариваемыми дуговой сваркой. Однако он имеет и хорошо свариваемые сплавы, как, например, сплав 7005 (сплав 1915 ГОСТ 4784), который приваривается к основным сварочным сплавам серии 5ххх.
